Loading ...
Loading ...
Loading ...
Engine Servicing
4-25
4-25
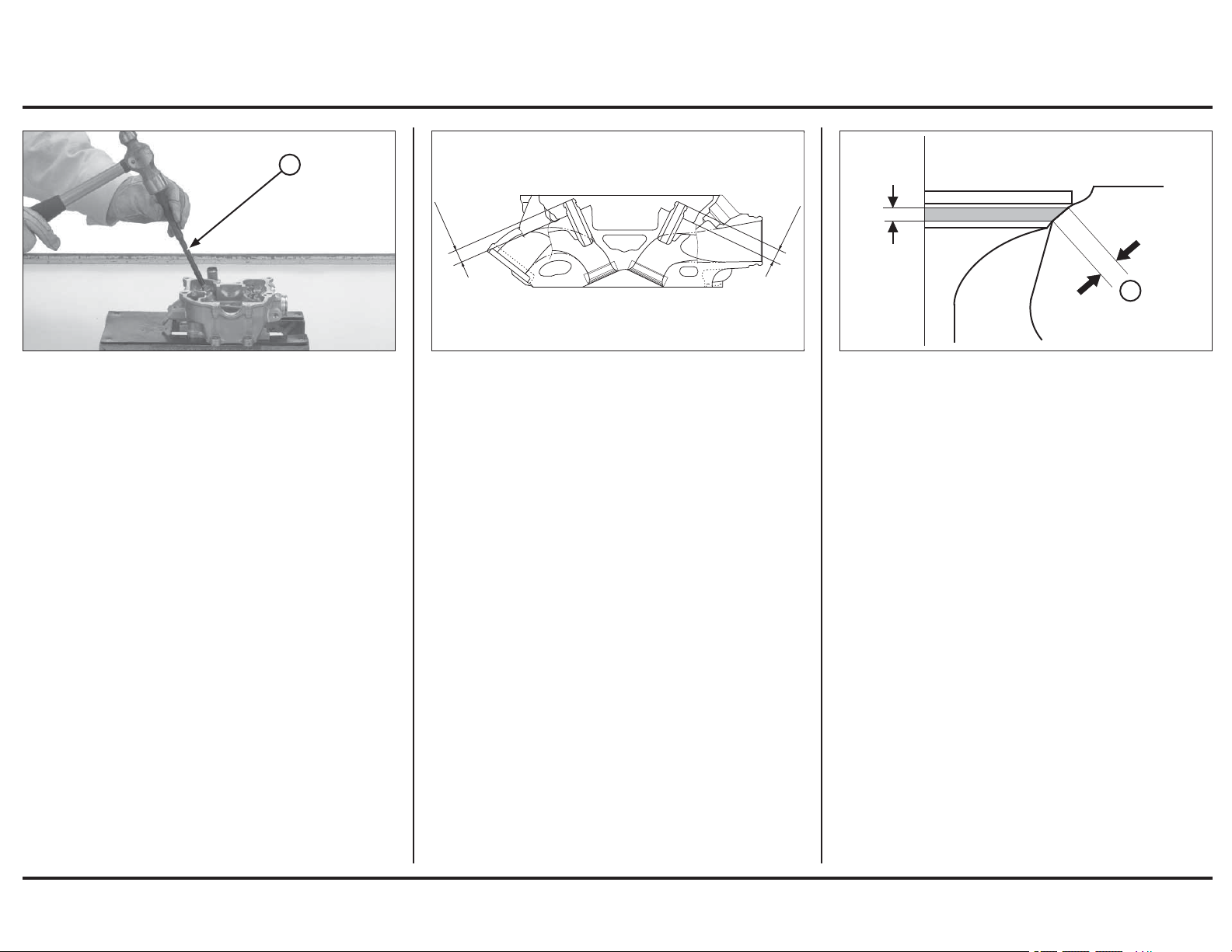
Valve Seat Inspection/Refacing
Clean the intake and exhaust valves thoroughly to remove
carbon deposits.
Apply a light coating of Prussian Blue to the valve seat.
Tap the valves and seats using a rubber hose or other
hand lapping tool.
Remove the valve and inspect the valve seat face.
The valve seat contact should be within the specified
width and even all around the circumference.
Standard:
IN/EX: 0.9 – 1.1 mm (0.035 – 0.043 in)
Service limit:
IN/EX: 1.7 mm (0.07 in)
If the seat width is not within specification, reface the
valve seat (page 4-26).
Inspect the valve seat face for:
y Uneven seat width:
– Replace the valve and reface the valve seat.
y Damaged face:
– Replace the valve and reface the valve seat.
(1) VALVE SEAT WIDTH
Check that the valve guides are at the proper depth using
a slide caliper, adjust the height if necessary.
Specified depth:
IN: 8.0 – 8.3 mm (0.31 – 0.33 in)
EX: 8.2 – 8.5 mm (0.32 – 0.33 in)
Let the cylinder head cool to room temperature.
Ream the new valve guides.
Insert the reamer from the combustion chamber side of
the cylinder head and always rotate the reamer clockwise.
Use cutting oil on the reamer during this operation.
Take care not to tilt or lean the reamer in the guide while
reaming.
Tool:
Valve guide reamer, 4.508 mm 07HMH–ML0010B
Clean the cylinder head thoroughly to remove any metal
particles after reaming and refacing the valve seats.
Remove the guide from the freezer.
While the cylinder head is still heated, drive new valve
guides into the cylinder head from the top of the cylinder
(camshaft side).
Drive the guides until the marks are parallel with the
cylinder head.
Tool:
Valve guide driver 07HMD–ML00101
(1) VALVE GUIDE DRIVER
1
1
Loading ...
Loading ...
Loading ...