Loading ...
Loading ...
Loading ...
TORNEADOS DE PLACA FRONTAL Y
PORTAHERRAMIENTA
COMO PLANEAR EL TRABAJO
Primero disponga el arreglo de modo que haya un patr6n visual
que se pueda seguir cuando se ester trabajando en el torneado. El
patr6n se puede arreglar de la misma manera que los patrones de
husillo - o se pueden hacer plantillas que se pueden sujetar en
contra del trabajo para hacer una comparaci6n visual. Se pueden
inscribir circulos r_.pidamente para ubicar los diversos puntos crfti-
cos (en los que el contorno de la placa frontal toma una forma
distinguible) en el trabajo que rot& usando los divisores.
Figura 57
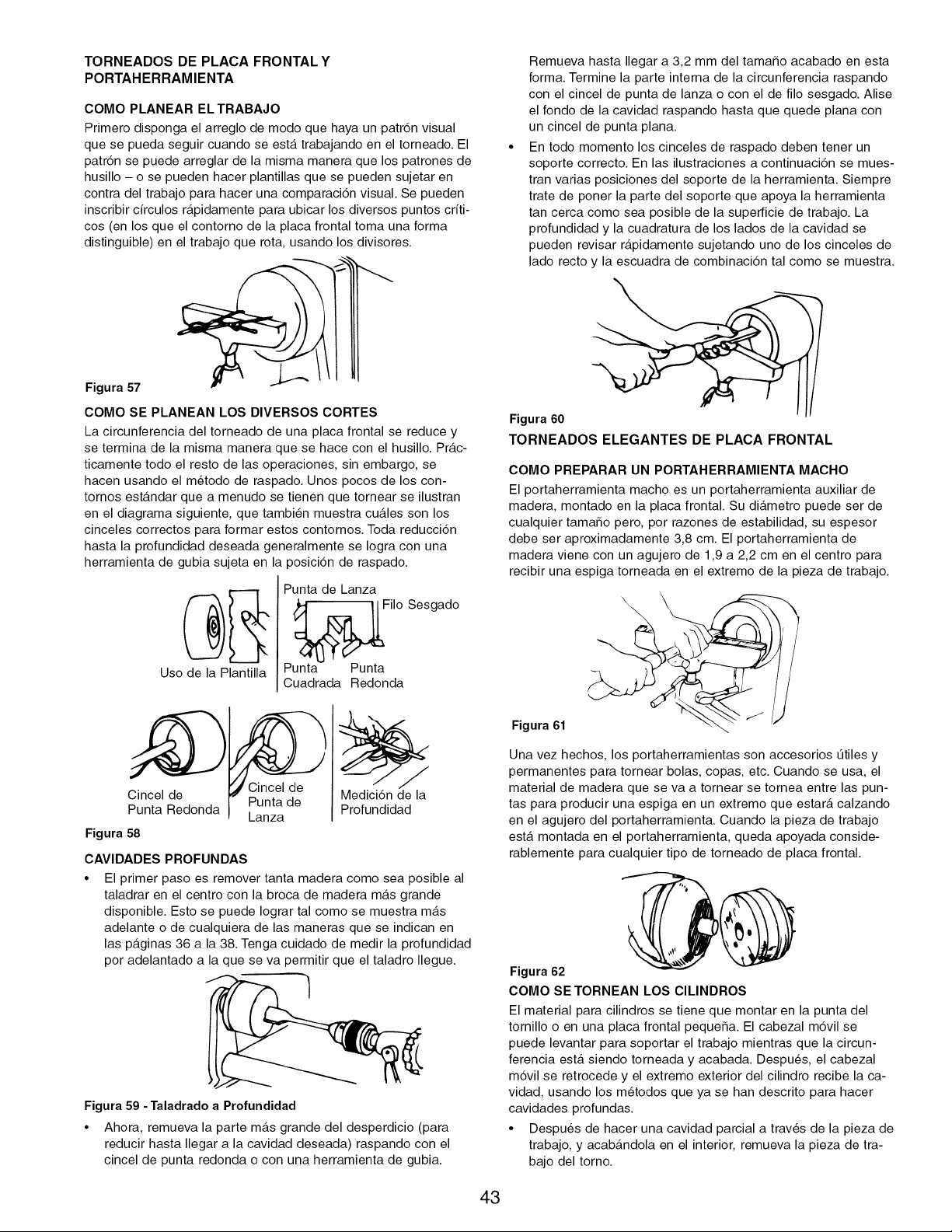
COMO SE PLANEAN LOS DIVERSOS CORTES
La circunferencia del torneado de una placa frontal se reduce y
se termina de la misma manera que se hace con el husillo. Pr_.c-
ticamente todo el resto de las operaciones, sin embargo, se
hacen usando el metodo de raspado. Unos pocos de los con-
tornos est_.ndar que a menudo se tienen que tornear se ilustran
en el diagrama siguiente, que tambien muestra cu_.les son los
cinceles correctos para formar estos contornos. Toda reducci6n
hasta la profundidad deseada generalmente se Iogra con una
herramienta de gubia sujeta en la posici6n de raspado.
Uso de la Plantilla
Punta de Lanza
p__ilo Sesgado
Cuadrada Redonda
Cincel de
Punta Redonda
Figura 58
Cincel de
Punta de
Lanza
Medici6n de la
Profundidad
CAVIDADES PROFUNDAS
• El primer paso es remover tanta madera como sea posible al
taladrar en el centro con la broca de madera m_.s grande
disponible. Esto se puede Iograr tal como se muestra m_.s
adelante o de cualquiera de las maneras que se indican en
las p_.ginas 36 a la 38. Tenga cuidado de medir la profundidad
por adelantado a la que se va permitir que el taladro Ilegue.
Figura 59 - Taladrado a Profundidad
• Ahora, remueva la parte m_.s grande del desperdicio (para
reducir hasta Ilegar a la cavidad deseada) raspando con el
cincel de punta redonda o con una herramienta de gubia.
Remueva hasta Ilegar a 3,2 mm del tamaSo acabado en esta
forma. Termine la parte interna de la circunferencia raspando
con el cincel de punta de lanza o con el de filo sesgado. Alise
el fondo de la cavidad raspando hasta que quede plana con
un cincel de punta plana.
• En todo momento los cinceles de raspado deben tener un
soporte correcto. En las ilustraciones a continuaci6n se mues-
tran varias posiciones del soporte de la herramienta. Siempre
trate de poner la parte del soporte que apoya la herramienta
tan cerca como sea posible de la superficie de trabajo. La
profundidad y la cuadratura de los lados de la cavidad se
pueden revisar r_.pidamente sujetando uno de los cinceles de
lado recto y la escuadra de combinaci6n tal como se muestra.
Figura 60
TORNEADOS ELEGANTES DE PLACA FRONTAL
COMO PREPARAR UN PORTAHERRAMIENTA MACHO
El portaherramienta macho es un portaherramienta auxiliar de
madera, montado en la placa frontal. Su di_.metro puede ser de
cualquier tamaSo pero, por razones de estabilidad, su espesor
debe ser aproximadamente 3,8 cm. El portaherramienta de
madera viene con un agujero de 1,9 a 2,2 cm en el centro para
recibir una espiga torneada en el extremo de la pieza de trabajo.
Figura 61
Una vez hechos, los portaherramientas son accesorios L_tiles y
permanentes para tornear bolas, copas, etc. Cuando se usa, el
material de madera que se va a tornear se tornea entre las pun-
tas para producir una espiga en un extremo que estar_, calzando
en el agujero del portaherramienta. Cuando la pieza de trabajo
est,. montada en el portaherramienta, queda apoyada conside-
rablemente para cualquier tipo de torneado de placa frontal.
Figura 62
COMO SE TORNEAN LOS CILINDROS
El material para cilindros se tiene que montar en la punta del
tornillo o en una placa frontal pequeSa. El cabezal m6vil se
puede levantar para soportar el trabajo mientras que la circun-
ferencia est,. siendo torneada y acabada. Despues, el cabezal
m6vil se retrocede y el extremo exterior del cilindro recibe la ca-
vidad, usando los metodos que ya se han descrito para hacer
cavidades profundas.
• Despues de hacer una cavidad parcial a trav6s de la pieza de
trabajo, y acab_.ndola en el interior, remueva la pieza de tra-
bajo del torno.
43
Loading ...
Loading ...
Loading ...