Loading ...
Loading ...
Loading ...
Reducciones
El trabajo de reduccidn y otros trabajos pesados exigen que el
cincel se agarre firmemente y tenga una posicidn sdlida contra el
soporte. Esto se Iogra mejor si la mano del soporte de la herra-
mienta se coloca segtJn se muestra. La muSeca tiene que quedar
hacia abajo de modo que el taldn de la mano debajo del dedo
chico acttJe como una guia de deslizamiento en contra del
soporte. El mango controla la posicidn del cincel.
Figura 35
Corte de Acabado
El corte de acabado exige m_.s control - con menos fuerza. El
corte de acabado se hace mejor con la palma de la mano del
soporte de la herramienta mirando hacia arriba. La muSeca
todav[a queda abajo, y el lado del dedo [ndice sirve de gufa a Io
largo del soporte. En esta posicidn, el control del cincel se com-
parte entre ambas manos. Los dedos de la mano del soporte de
la herramienta quedan libres para ayudar en la colocacidn de la
herramienta.
Figura 36
Corte Intrincado
El corte intrincado y delicado exige un control extremo con pr_.c-
ticamente nada de fuerza. Esto se Iogra mejor guiando el cincel
con los dedos de la mano del soporte de la herramienta. La
mano se sujeta con la palma hacia arriba y la muSeca en alto.
El dedo chico se coloca contra el soporte para afirmar la mano.
El cincel no toca el soporte y la mano del mango es completa-
mente secundaria comparado con la mano de soporte de la
herramienta.
AVlSO: La primera y la segunda posici6n son igualmente buenas
para las operaciones de raspado pero la tercera posici6n pr_.cti-
camente nunca se emplea para raspar.
Figura 37
Corte a Profundidad
Muchas de las operaciones de raspado y de corte a profundidad
con la herramienta de trocear se pueden Iograr f_.cilmente con
una mano. El cincel se agarra firmemente con el dedo [ndice en
la parte superior para presionarlo hacia abajo contra el soporte.
Se empuja directo contra el trabajo. Si se sujeta la herramienta
de esta form& la otra mano queda libre para sujetar un patr6n o
los calibradores, etc., para revisar el progreso del trabajo.
Figura 38
COMO SE HACEN CORTES ESTANDAR
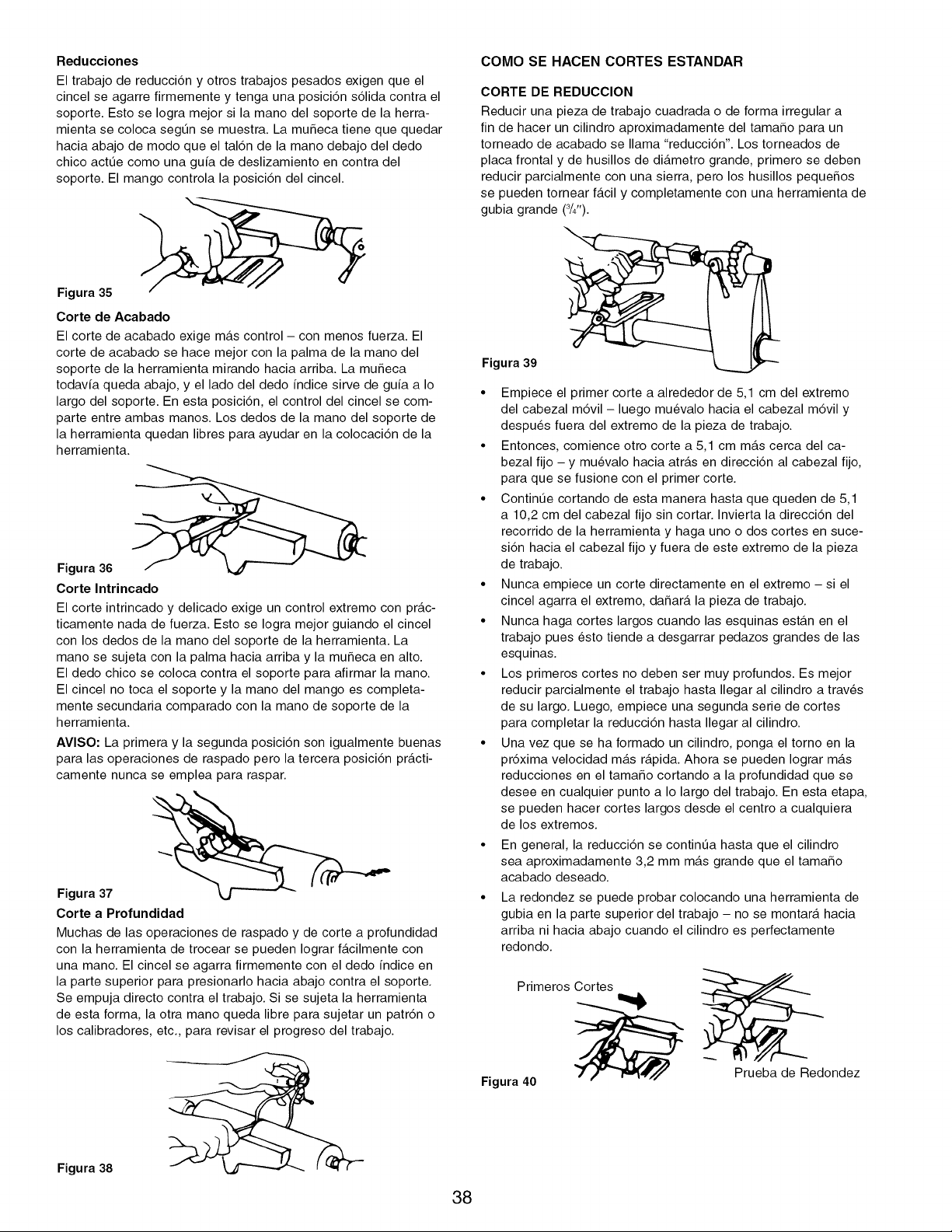
CORTE DE REDUCClON
Reducir una pieza de trabajo cuadrada o de forma irregular a
fin de hacer un cilindro aproximadamente del tamaSo para un
torneado de acabado se llama "reduccidn". Los torneados de
placa frontal y de husillos de di_.metro grande, primero se deben
reducir parcialmente con una sierra, pero los husillos pequeSos
se pueden tornear f_.cil y completamente con una herramienta de
gubia grande (3/4").
Figura 39
• Empiece el primer corte a alrededor de 5,1 cm del extremo
del cabezal mdvil - luego muevalo hacia el cabezal mdvil y
despues fuera del extremo de la pieza de trabajo.
• Entonces, comience otro corte a 5,1 cm m_.s cerca del ca-
bezal fijo - y muevalo hacia atrgts en direccidn al cabezal fijo,
para que se fusione con el primer corte.
• ContintJe cortando de esta manera hasta que queden de 5,1
a 10,2 cm del cabezal fijo sin cortar. Invierta la direccidn del
recorrido de la herramienta y haga uno o dos cortes en suce-
sidn hacia el cabezal fijo y fuera de este extremo de la pieza
de trabajo.
• Nunca empiece un corte directamente en el extremo - si el
cincel agarra el extremo, daSar_, la pieza de trabajo.
• Nunca haga cortes largos cuando las esquinas esta.n en el
trabajo pues esto tiende a desgarrar pedazos grandes de las
esquinas.
• Los primeros cortes no deben ser muy profundos. Es mejor
reducir parcialmente el trabajo hasta Ilegar al cilindro a trav6s
de su largo. Luego, empiece una segunda serie de cortes
para completar la reduccidn hasta Ilegar al cilindro.
• Una vez que se ha formado un cilindro, ponga el torno en la
prdxima velocidad mgts rgtpida. Ahora se pueden Iograr m_.s
reducciones en el tamaSo cortando a la profundidad que se
desee en cualquier punto a Io largo del trabajo. En esta etapa,
se pueden hacer cortes largos desde el centro a cualquiera
de los extremos.
• En general, la reduccidn se contintJa hasta que el cilindro
sea aproximadamente 3,2 mm m_.s grande que el tamaSo
acabado deseado.
• La redondez se puede probar colocando una herramienta de
gubia en la parte superior del trabajo - no se montargt hacia
arriba ni hacia abajo cuando el cilindro es perfectamente
redondo.
Primeros Cortes
Figura 40
Prueba de Redondez
38
Loading ...
Loading ...
Loading ...