Loading ...
Loading ...
Loading ...
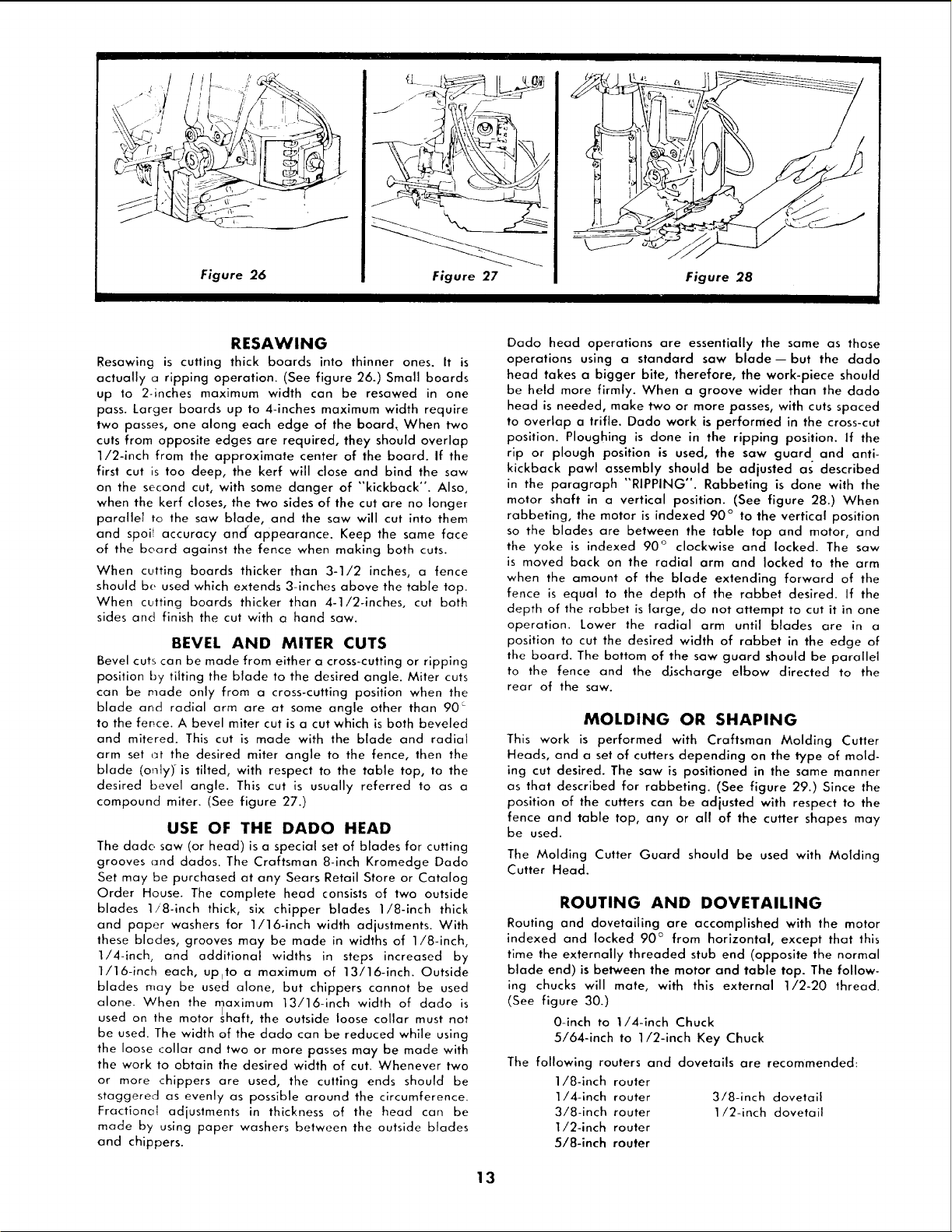
Figure 26
Figure 28
RESAWING
Resawing is cutting thick boards into thinner ones. It is
actually a ripping operation. (See figure 26.) Small boards
up to 2-inches maximum width can be resawed in one
pass. Larger boards up to 4-inches maximum width require
two passes, one along each edge of the board, When two
cuts from opposite edges are required, they should overlap
1/2-inch from the approximate center of the board. If the
first cut is too deep, the kerf will close and bind the saw
on the second cut, with some danger of "'kickback". Also,
when the kerf closes, the two sides of the cut are no longer
parallel to the saw blade, and the saw will cut into them
and spoi! accuracy and" appearance. Keep the same face
of the board against the fence when making both cuts.
When cutting boards thicker than 3-1/2 inches, a fence
should be used which extends 3-inches above the table top.
When cutting boards thicker than 4-1/2-inches, cut both
sides and finish the cut with a hand saw.
BEVEL AND MITER CUTS
Bevel cuts can be made from either a cross-cutting or ripping
position by tilting the blade to the desired angle. Miter cuts
can be made only from a cross-cutting position when the
blade and radial arm are at some angle other than 90 _
to the fence. A bevel miter cut is a cut which is both beveled
and mitered. This cut is made with the blade and radial
arm set at the desired miter angle to the fence, then the
blade (only)° is tilted, with respect to the table top, to the
desired bevel angle. This cut is usually referred to as a
compound miter. (See figure 27.)
USE OF THE DADO HEAD
The dadc_ saw (or head) is a special set of blades for cutting
grooves c_nd dados. The Craftsman 8-inch Kromedge Dado
Set may be purchased at any Sears Retail Store or Catalog
Order House. The complete head consists of two outside
blades 1/8-inch thick, six chipper blades 1/8-inch thick
and paper washers for 1/16-inch width adjustments. With
these blades, grooves may be made in widths of 1/8-inch,
1/4-inch, and additional widths in steps increased by
1/16-inch each, uplto a maximum of 13/16-inch. Outside
blades may be used alone, but chippers cannot be used
alone. When the maximum 13/16-inch width of dado is
I
used on the motor shaft, the outside loose collar must not
be used. The width of the dado can be reduced while using
the loose collar and two or more passes may be made with
the work to obtain the desired width of cut. Whenever two
or more chippers are used, the cutting ends should be
staggered as evenly as possible around the circumference.
Fractioncl adjustments in thickness of the head can be
made by using paper washers between the outside blades
and chippers.
Dado head operations are essentially the same as those
operations using a standard saw blade--but the dado
head takes a bigger bite, therefore, the work-piece should
be held more firmly. When a groove wider than the dado
head is needed, make two or more passes, with cuts spaced
to overlap a trifle. Dado work is performed in the cross-cut
position. Ploughing is done in the ripping position. If the
rip or plough position is used, the saw guard and anti-
kickback pawl assembly should be adjusted as described
in the paragraph "RIPPING". Rabbeting is done with the
motor shaft in a vertical position. (See figure 28.) When
rabbeting, the motor is indexed 90 ° to the vertical position
so the blades are between the table top and motor, and
the yoke is indexed 90 ° clockwise and locked. The saw
is moved back on the radial arm and locked to the arm
when the amount of the blade extending forward of the
fence is equal to the depth of the rabbet desired. If the
depth of the rabbet is large, do not attempt to cut it in one
operation. Lower the radial arm until blades are in a
position to cut the desired width of rabbet in the edge of
the board. The bottom of the saw guard should be parallel
to the fence and the discharge elbow directed to the
rear of the saw.
MOLDING OR SHAPING
This work is performed with Craftsman Molding Cutter
Heads, and a set of cutters depending on the type of mold-
ing cut desired. The saw is positioned in the same manner
as that described for rabbeting. (See figure 29.) Since the
position of the cutters can be adjusted with respect to the
fence and table top, any or all of the cutter shapes may
be used.
The Molding Cutter Guard should be used with Molding
Cutter Head.
ROUTING AND DOVETAILING
Routing and dovetailing are accomplished with the motor
indexed and locked 90 ° from horizontal, except that this
time the externally threaded stub end (opposite the normal
blade end) is between the motor and table top. The follow-
ing chucks will mate, with this external 1/2-20 thread.
(See figure 30.)
O-inch to 1/4-inch Chuck
5/64-inch to 1/2-inch Key Chuck
The following routers and dovetails are recommended:
1/8-inch router
1/4-inch router 3/8-inch dovetail
3/8-inch router 1/2-inch dovetail
t/2oinch router
5/8-inch router
13
Loading ...
Loading ...
Loading ...