Loading ...
Loading ...
Loading ...
Then, remove the stock. Place your jig over the turned
end, with turned portion through the smaller jig hole, and
recenter the stock on the lathe.
Hold the jig firmly and start the lathe.
Push the jig slowly right to left along the stock until the
whole dowel is completed.
MISCELLANEOUS OPERATIONS
GUIDE BLOCKS FOR SCRAPING OPERATIONS
A guide block can be clamped to a chisel to limit the depth of
cut and aid in the production of perfect cylinders, tapers and
facings on faceplate turnings. Scraping methods must be
used when the guide block is employed.
Figure 54
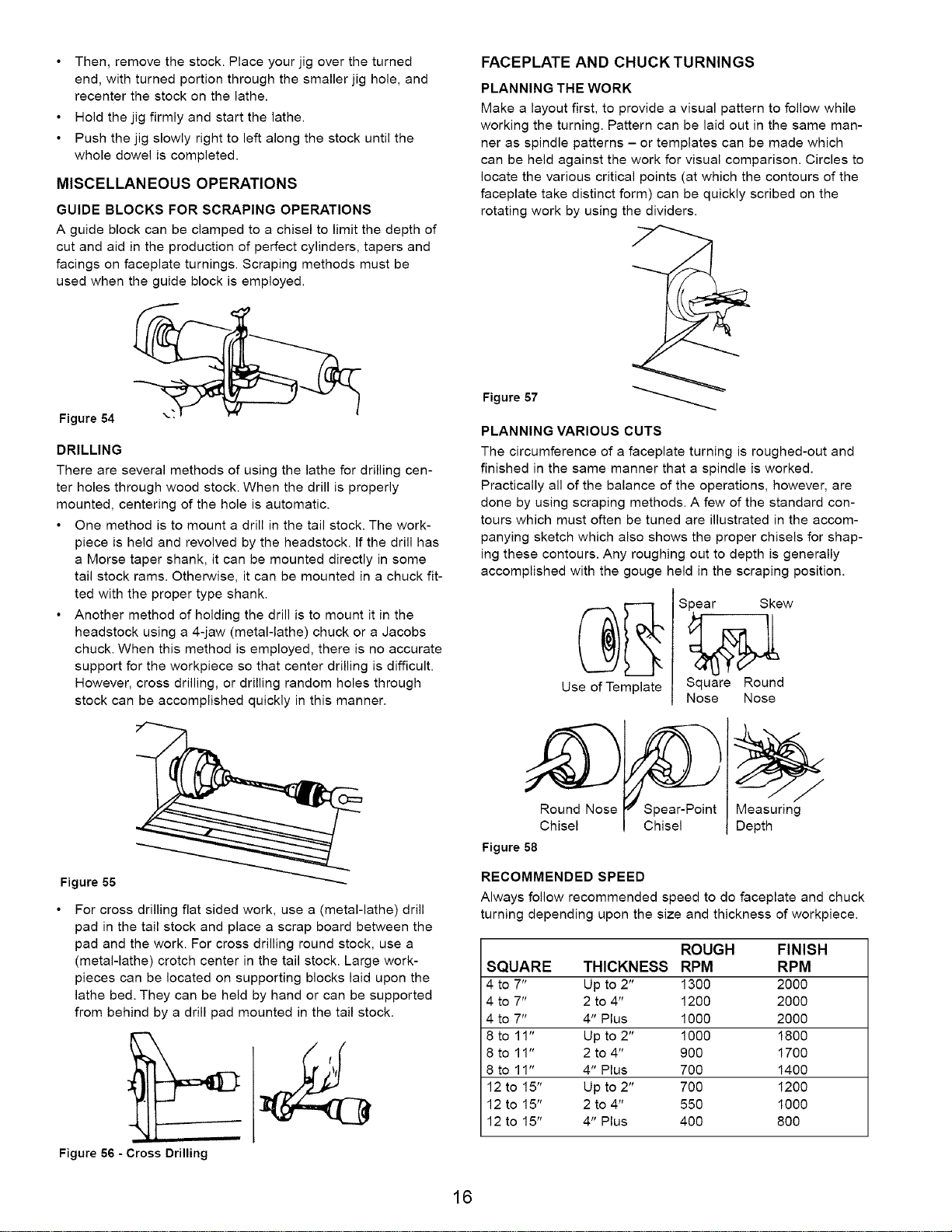
DRILLING
There are several methods of using the lathe for drilling cen-
ter holes through wood stock. When the drill is properly
mounted, centering of the hole is automatic.
One method is to mount a drill in the tail stock. The work-
piece is held and revolved by the headstock. If the drill has
a Morse taper shank, it can be mounted directly in some
tail stock rams. Otherwise, it can be mounted in a chuck fit-
ted with the proper type shank.
• Another method of holding the drill is to mount it in the
headstock using a 4-jaw (metal-lathe) chuck or a Jacobs
chuck. When this method is employed, there is no accurate
support for the workpiece so that center drilling is difficult.
However, cross drilling, or drilling random holes through
stock can be accomplished quickly in this manner.
FACEPLATE AND CHUCKTURNINGS
PLANNING THE WORK
Make a layout first, to provide a visual pattern to follow while
working the turning. Pattern can be laid out in the same man-
ner as spindle patterns - or templates can be made which
can be held against the work for visual comparison. Circles to
locate the various critical points (at which the contours of the
faceplate take distinct form) can be quickly scribed on the
rotating work by using the dividers.
Figure 57
PLANNING VARIOUS CUTS
The circumference of a faceplate turning is roughed-out and
finished in the same manner that a spindle is worked.
Practically all of the balance of the operations, however, are
done by using scraping methods. A few of the standard con-
tours which must often be tuned are illustrated in the accom-
panying sketch which also shows the proper chisels for shap-
ing these contours. Any roughing out to depth is generally
accomplished with the gouge held in the scraping position.
Use of Template
Spear Skew
Square Round
Nose Nose
Figure 55
For cross drilling flat sided work, use a (metal-lathe) drill
pad in the tail stock and place a scrap board between the
pad and the work. For cross drilling round stock, use a
(metal-lathe) crotch center in the tail stock. Large work-
pieces can be located on supporting blocks laid upon the
lathe bed. They can be held by hand or can be supported
from behind by a drill pad mounted in the tail stock.
Figure 56 - Cross Drilling
Round Nose Spear-Point Measuring
Chisel Chisel Depth
Figure 58
RECOMMENDED SPEED
Always follow recommended speed to do faceplate and chuck
turning depending upon the size and thickness of workpiece.
ROUGH FINISH
SQUARE THICKNESS RPM RPM
4 to 7" Up to 2" 1300 2000
4 to 7" 2 to 4" 1200 2000
4 to 7" 4" Plus 1000 2000
8 to 11" Up to 2" 1000 1800
8 to 11" 2 to 4" 900 1700
8 to 11" 4" Plus 700 1400
12 to 15" Up to 2" 700 1200
12 to 15" 2 to 4" 550 1000
12 to 15" 4" Plus 400 800
16
Loading ...
Loading ...
Loading ...