Loading ...
Loading ...
Loading ...
Intricate Cutting
Intricate, delicate cutting requires extreme control with practi-
cally no force. This is best accomplished by guiding the chisel
with the fingers of the tool-rest hand. The hand is held palm up
with the wrist high. The little finger is placed against the rest to
steady the hand. The chisel does not touch the rest and the
handle hand is completely secondary to the tool-rest hand.
NOTE: The first and second positions are equally good for
scraping operations, but the third position is practically never
used for scraping.
Figure 37
Cutting to Depth
Many scraping operations and cutting to depth with the part-
ing tool can be easily accomplished with the one hand. The
chisel is grasped firmly with the index finger on top to press it
down against the rest. It is thrust straight into the work.
Holding the tool in this manner leaves the other hand free to
hold a pattern or calipers, etc., to check work in progress.
Figure 38
MAKING STANDARD CUTS
THE ROUGHING-OFF CUT
Reducing a square or odd shaped workpiece down to a cylin-
der of approximate size for finish turning is called "roughing-
off". Faceplate turnings and large diameter spindles should
first be partly reduced by sawing, but small spindles are easily
turned down entirely with the large (3/4") gouge.
• Continue cutting in this manner until 2 to 4" from the head-
stock is left uncut. Reverse the direction of tool travel and
work one or two cuts in succession toward the headstock
and off this end of the workpiece.
• Never start a cut directly at the end - if the chisel catches
the end, it will damage the workpiece.
• Never take long cuts while corners remain on the work, as
this tends to tear long slivers from the corners.
• The first series of cuts should not be too deep. It is better
to partially reduce the work to a cylinder all along its
length. After that, start a second series of cuts to complete
reducing it to a cylinder.
• Once a cylinder has been formed, step lathe up to next
faster speed. Further reductions in size can now be
accomplished by cutting as deeply as desired at any spot
along the work. At this stage, long cuts can be made from
the center to either end.
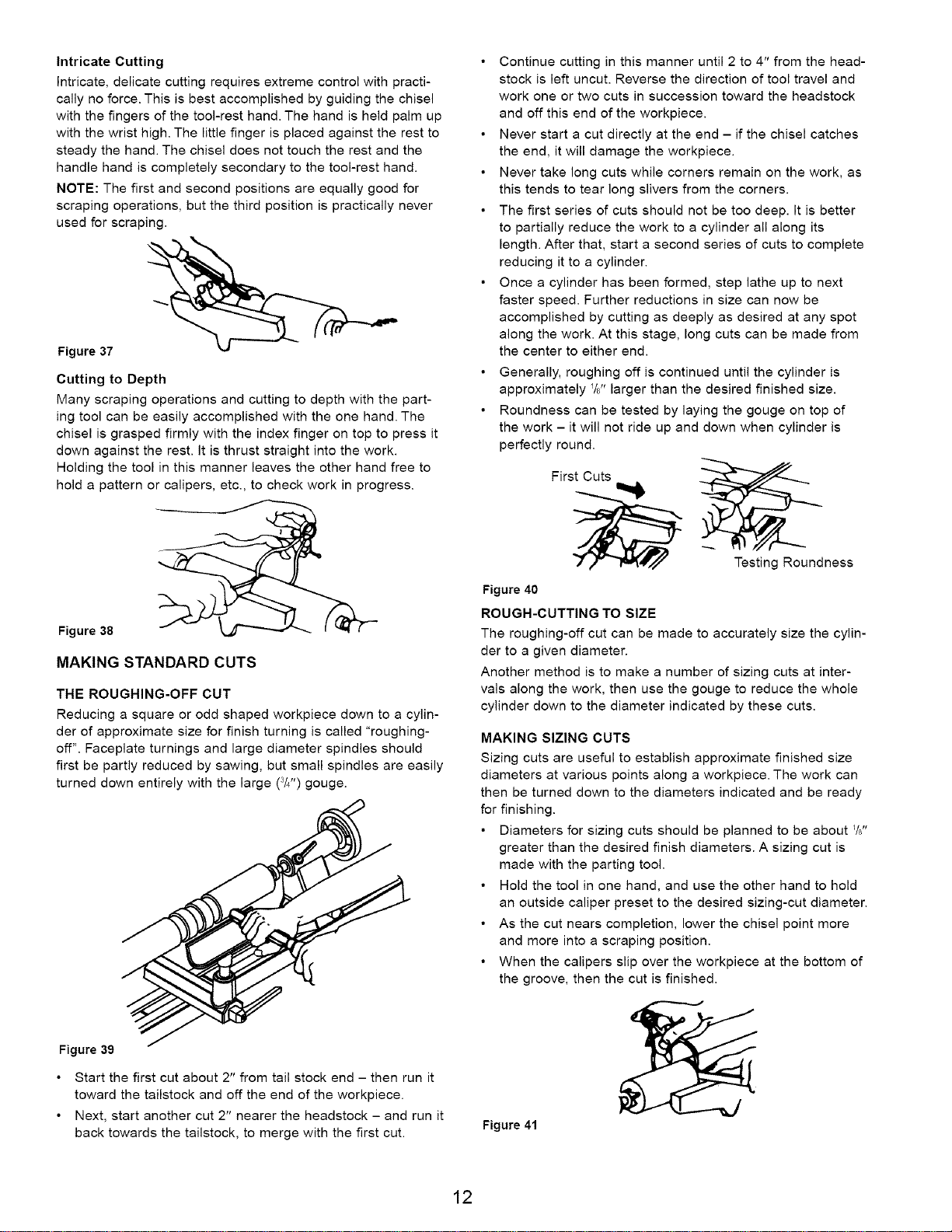
• Generally, roughing off is continued until the cylinder is
approximately YJ' larger than the desired finished size.
• Roundness can be tested by laying the gouge on top of
the work - it will not ride up and down when cylinder is
perfectly round.
First Cuts
Testing Roundness
Figure 40
ROUGH-CUTTING TO SIZE
The roughing-off cut can be made to accurately size the cylin-
der to a given diameter.
Another method is to make a number of sizing cuts at inter-
vals along the work, then use the gouge to reduce the whole
cylinder down to the diameter indicated by these cuts.
MAKING SIZING CUTS
Sizing cuts are useful to establish approximate finished size
diameters at various points along a workpiece. The work can
then be turned down to the diameters indicated and be ready
for finishing.
• Diameters for sizing cuts should be planned to be about _/6"
greater than the desired finish diameters. A sizing cut is
made with the parting tool.
• Hold the tool in one hand, and use the other hand to hold
an outside caliper preset to the desired sizing-cut diameter.
• As the cut nears completion, lower the chisel point more
and more into a scraping position.
• When the calipers slip over the workpiece at the bottom of
the groove, then the cut is finished.
Figure 39
Start the first cut about 2" from tail stock end - then run it
toward the tailstock and off the end of the workpiece.
Next, start another cut 2" nearer the headstock - and run it
back towards the tailstock, to merge with the first cut.
Figure 41
12
Loading ...
Loading ...
Loading ...