Loading ...
Loading ...
Loading ...
(1) DEV_.LOP
THEPUDDLE
DIRECTION
OFWELD"._
_///I/I///f////////////J
f
WOREPIECE
Figure 3
(2)MOVE
TORCH
(4) REMOVEROD
/7
_////////////_;///////////_/_
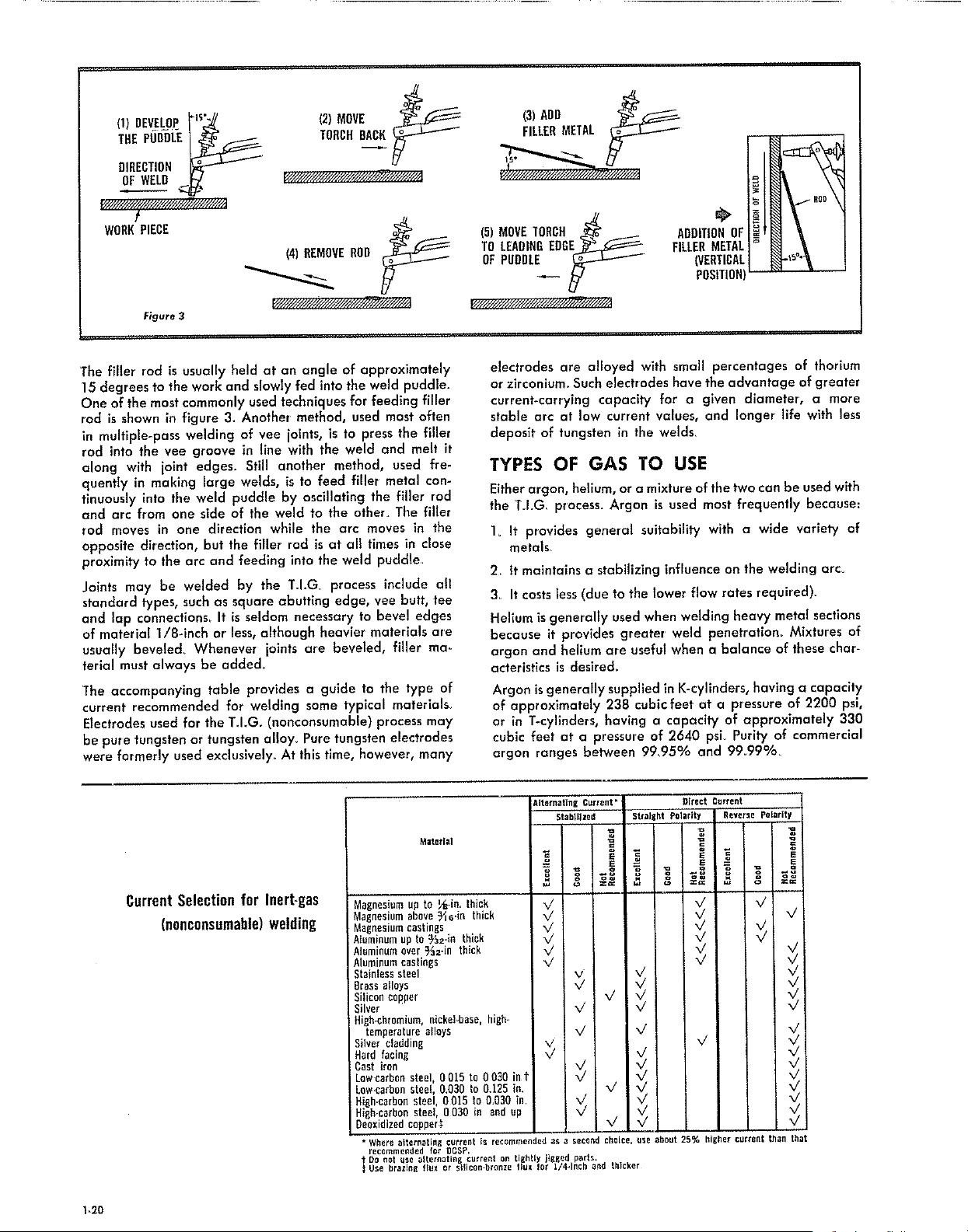
The filler rod is usually held at an angle of approximately
15 degrees to the work and slowly fed into the weld puddle.
One of the most commonly used techniques for feeding filler
rod is shown in figure 3. Another method, used most often
in multlple-pass welding of vee joints, is to press the filler
rod into the vee groove in line with the weld and melt it
along with joint edges_ Still another method, used fre-
quently in making large welds, is to feed filler metal con-
tinuously into the weld puddle by oscillating the filler rod
and arc from one side of the weld to the other° The filler
rod moves in one direction while the arc moves in the
opposite direction, but the filler rod is at all times in close
proximity to the arc and feeding into the weld puddle.
Joints may be welded by the T.I.G process include all
standard types, such as square abutting edge, vee butt, tee
and lap connections, It is seldom necessary to bevel edges
of material 1/8-1nch or less,although heavier materials are
usually beveled. Whenever joints are beveled, filler ma-
terial must always be added_
The accompanying tame provides a guide to the type of
current recommended for welding some typical materlals.
Electrodes used for the T.I.G. (nonconsumable) process may
be pure tungsten or tungsten aBoy. Pure tungsten electrodes
were formerly used exdusively_ At this time, however, many
(3)ADD '_
TILLERMETAL
_,/,//////////,',/,/,,'/,,////,,/_/27_
(5)MOVETORCH
TOLEADINGEDGE_
OTPOD L
ADDITIONOF
FILLERMETAL
(VERTCAL -_s°'_ I
POSITIO_
electrodes are alloyed with small percentages of thorium
or zirconium. Such electrodes have the advantage of greater
current-carrying capacity for a given diameter, a more
stable arc at low current values, and longer life with less
deposit of tungsten in the welds.
TYPES OF GAS TO USE
Either argon, helium, or a mixture of the two can be used with
the T.I.G process. Argon is used most frequently because:
1. It provides general suitability with a wide variety of
metals
2. It maintains a stabilizing influence on the welding arc.
3_ It costs less (due to the lower flow rates required).
Helium is generally used when welding heavy metal sections
because it provides greater weld penetration. Mixtures of
argon and helium are useful when a balance of these char-
acteristics is desired_
Argon isgenerally supplied in K-cyllnders, having a capacity
of approximately 238 cubic feet at a pressure of 2200 psi,
or in T-cylinders, having a capacity of approximately 330
cubic feet at a pressure of 2640 psi. Purity of commercial
argon ranges between 99,95% and 99_99%
CurrentSelectionfor Inert-gas
(nonconsumable)welding
Matetla]
Magnesiumup to _i_-imthick
Magnesiumabove_'iG.in thick
Magnesiumcastings
AIuminumup to_32.in thick
Aluminumover_-in thick
Aluminumcastings
Stainlesssteel
Brassalloys
iliconcopper
;liver
Higb-chlomium,nickelbase,high.
temperaturealloys
Silver cladding
Hardfacing
Castiron
Lowcarbonsteel, O015to 0030 int
Lowcarbonsteel,0.030 to 0.125 in.
High.carbonsteel, 0015 to O,O30in
High.carbonsteel, 0030 in andup
DeoxidizedcopperP
*Where aIternating current _s recommended as a second choice, use about 25% higher current than that
recommended fat DCSP,
t Co no use _lte nang cu rent on tigEhlly jigged p_rts.
Use brazing flux or sl con-bronze _x o_ /4, nch and h ck_
1-20
Loading ...
Loading ...
Loading ...