Loading ...
Loading ...
Loading ...
SIZE
Figure 11
ROD
UNBERCUTf _P
_,,-CENTER
_OF SEAM
Figure 8
Figure 9
Figure 10
I'_ !EXCESS
BLA
Figure 13
LAPWELDS
Figure 16
LAPWELDS
Figure 14 Figure 15
INTEBMII_ENT
WELOS
STAGGERED
INTER-
MITTENT
WELOS
Figure 17
WELDON BOTHSIDES
AT ENDOF JOINT
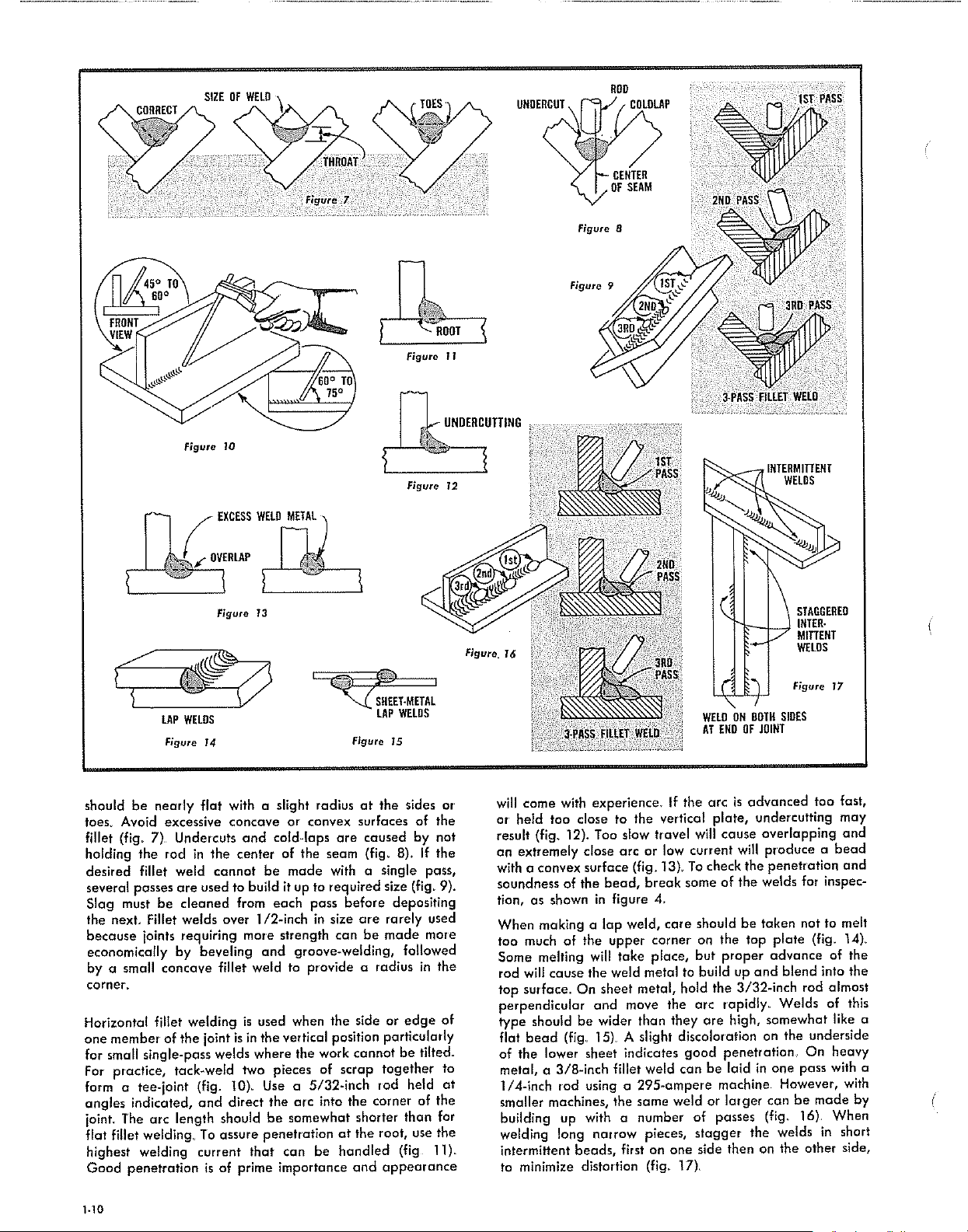
should be nearly flat with a slight radius at the sides or
toes_ Avoid excessive concave or convex surfaces of the
fillet (fig_ 7) Undercuts and colddaps are caused by not
holding the rod in the center of the seam (flg_ 8)_ if the
desired fillet weld cannot be made with a single pass,
several passes are used to build it up to required size (fig_ 9).
Slag must be cleaned from each pass before depositing
the next. Fillet welds over 1/2-inch in size are rarely used
because joints requiring more strength can be made more
economically by beveling and groove-welding, followed
by a small concave fillet weld to provide a radius in the
corner_
Horizontal fillet welding is used when the side or edge of
one member of the joint is in the vertical position particularly
for small single-pass welds where the work cannot be tilted.
For practice, tack-weld two pieces of scrap together to
form a tee-joint (fig. 10)_ Use a 5/32-inch rod held at
angles indicated, and direct the arc into the corner of the
joint. The arc length should be somewhat shorter than for
flat fillet welding_ To assure penetration at the root, use the
highest welding current that can be handled (fig 11)_
Good penetration is of prime importance and appearance
will come with experience. If the arc is advanced too fast,
or held too close to the vertical plate, undercutting may
result (fig. 12). Too slow travel will cause overlapping and
an extremely dose arc or low current will produce a bead
with a convex surface (fig. 13). To check the penetration and
soundness of the bead, break some of the welds for inspec-
tion, as shown in figure 4_
When making a lap weld, care should be taken not to melt
too much of the upper corner on the top plate (fig. 14)
Some melting will take place, but proper advance of the
rod will cause the weld metal to build up and blend into the
top surface. On sheet metal, hold the 3/32-inch rod almost
perpendicular and move the arc rapidly. Welds of this
type should be wider than they are high, somewhat like a
flat bead (fig_ 15) A slight discoloration on the underside
of the lower sheet indicates good penetration, On heavy
metal, a 3/8-inch fillet weld can be lald in one pass with a
1/4-1nch rod using a 295-ampere machine However, with
smaller machines, the same weld or larger can be made by
building up with a number of passes (flg_ 16)_ When
welding long narrow pieces, stagger the welds in short
intermittent beads, first on one side then on the other side,
to minimize distortion (fig_ 17).
1-10
Loading ...
Loading ...
Loading ...