Loading ...
Loading ...
Loading ...
UNDERCUT GASPOCKET
EHT
PENETRATION
Figure II
Figure 12
Figure 13
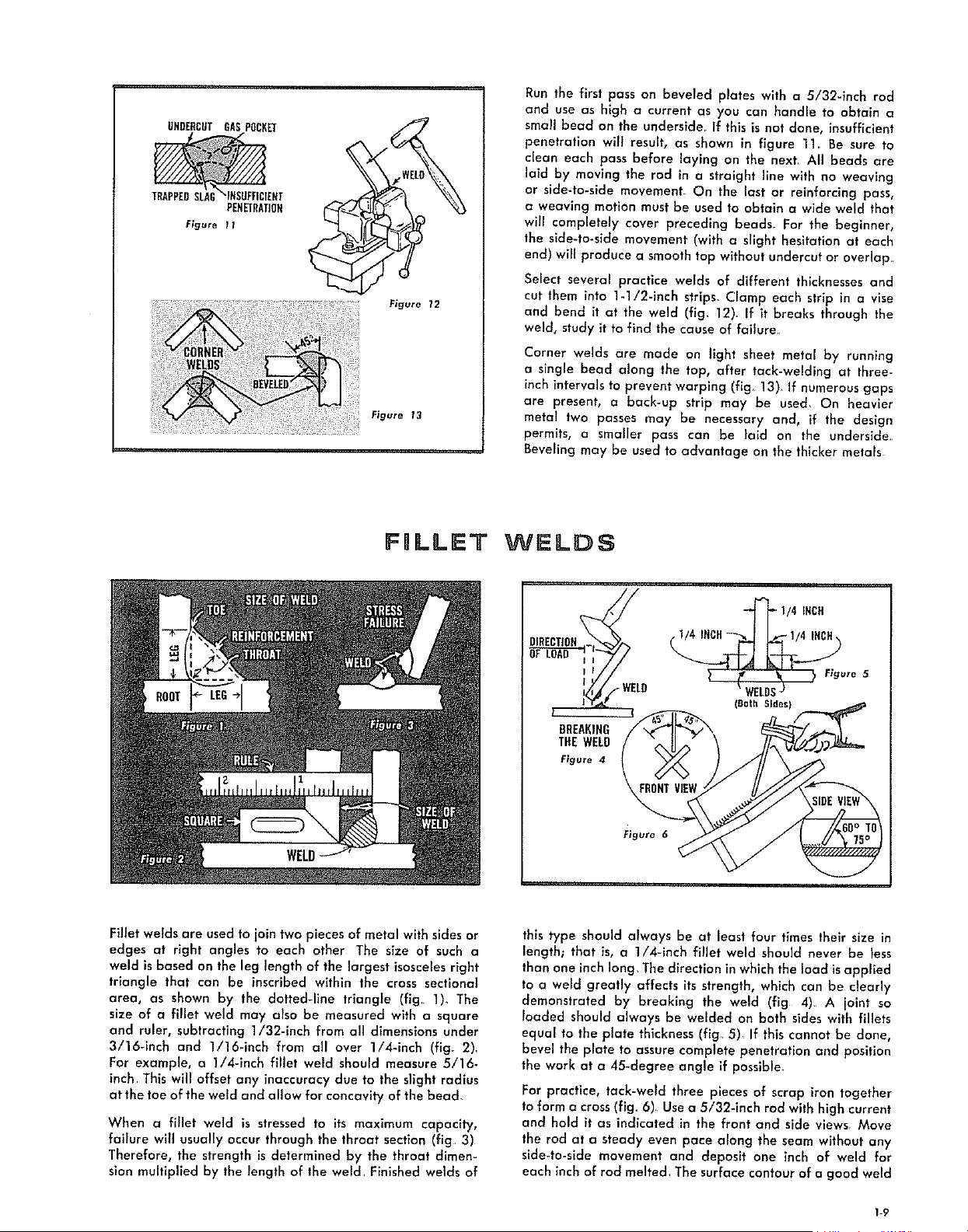
Run the first pass on beveled plates with a 5/32-1rich rod
and use as high a current as you can handle to obtain a
small bead on the underslde_ If this is not done, insufficient
penetration will result, as shown in figure 11. Be sure to
clean each pass before laying on the next All beads are
la_d by moving the rod in a straight llne with no weaving
or slde-to-side movement_ On the last or reinforcing pass,
a weaving motion must be used to obtain a wide weld that
will completely cover preceding beads. For the beginner,
the slde-to-side movement (with a slight hesitation at each
end) will produce a smooth top without undercut or overlap
Select several practice welds of different thicknesses and
cut them into 1-1/2-inch strips. Clamp each strip in a vise
and bend it at the weld (fig. 12)_ If it breaks through the
weld, study it to find the cause of failure
Corner welds are made on light sheet metal by running
a single bead along the top, after tack-weldlng at three-
inch intervals to prevent warping (fig 13)_ if numerous gaps
are present, a back-up strip may be used, On heavier
metal two passes may be necessary and, if the design
permits, a smaller pass can be lald on the underside.
Beveling may be used to advantage on the thicker metals
FgLLET WELDS
I
I WELD
BREAKING
THEWELD
Figure 4
WELD
Fi9ure 6
Fillet welds are used to join two pieces of metal with sides or
edges at right angles to each other The size of such a
weld isbased on the leg length of the largest isoscelesright
triangle that can be inscribed within the cross sectional
area, as shown by the dotted-line triangle (fig 1). The
size of a fillet weld may also be measured with a square
and ruler, subtracting 1/32-inch from all dimensions under
3/16-inch and 1/16-inch from all over 1/4-inch (fig. 2)
For example, a 1/4-inch fillet weld should measure 5/16-
inch This will offset any inaccuracy due to the slight radius
at the toe of the weld and allow for concavity of the bead.
When a fillet weld is stressed to its maximum capacity,
failure will usually occur through the throat section (fig. 3)
Therefore, the strength is determined by the throat dimen-
sion multiplied by the Fength of the weld Finished welds of
this type should always be at least four times their size in
length; that is, a 1/4-inch fillet weld should never be less
than one inch long, The direction in which the load isapplied
to a weld greatly affects its strength, which can be clearly
demonstrated by breaking the weld (fig 4) A joint so
roaded should always be welded on both sides with fillets
equal to the plate thickness (fig 5) If this cannot be done,
bevel the plate to assure complete penetration and position
the work at a 45-degree angle if possible.
For practice, tack-weld three pieces of scrap iron together
to form a cross (flg_ 6) Use a 5/32-inch rod with high current
and hold it as indicated in the front and side views. Move
the rod at a steady even pace along the seam without any
side-to-side movement and deposit one inch of weld for
each inch of rod melted. The surface contour of a good weld
1-9
Loading ...
Loading ...
Loading ...