Loading ...
Loading ...
Loading ...
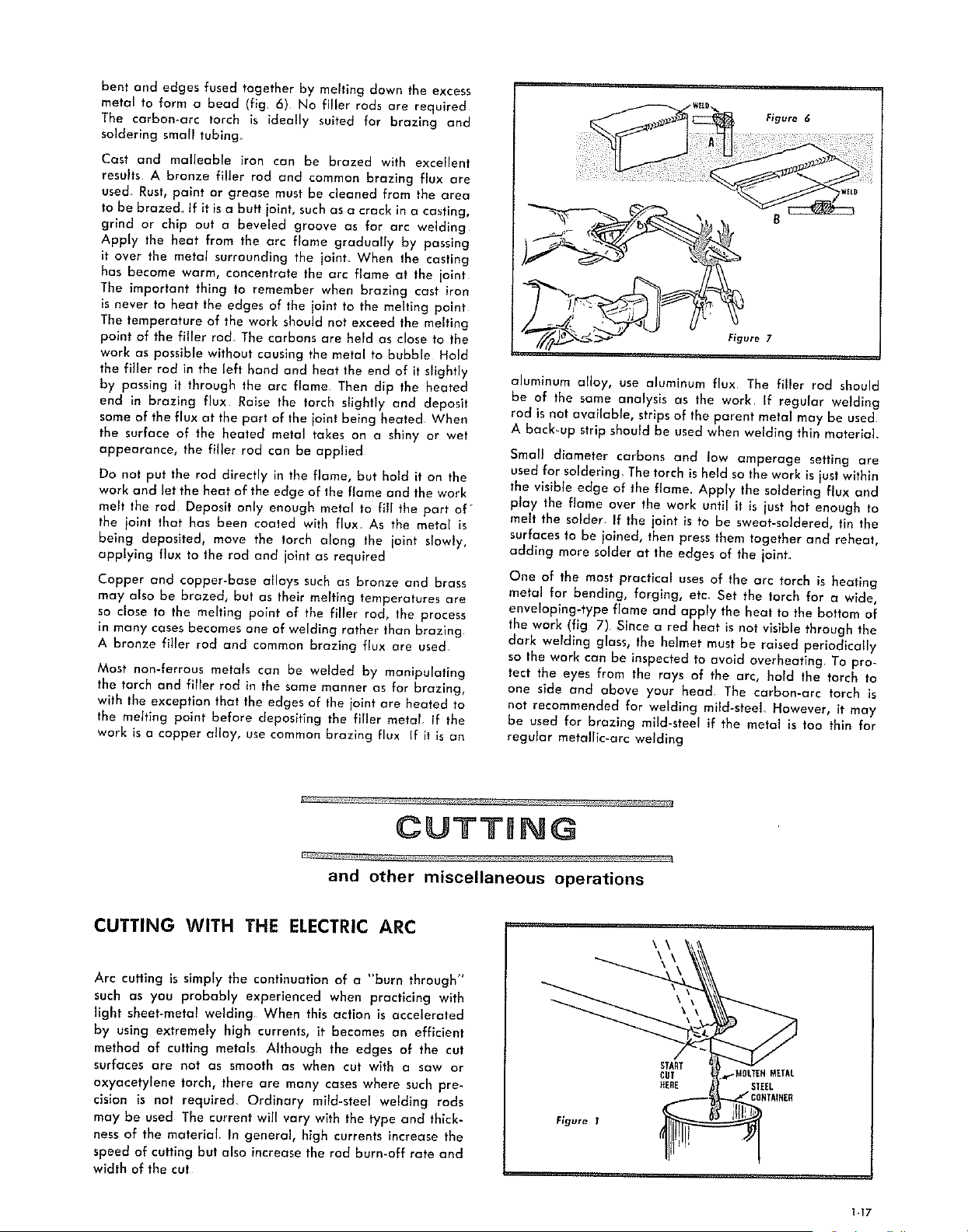
bent and edges fused together by melting down the excess
metal to form a bead (fig 6) No filler rods are required
The carbon-arc torch is ideally suited for brazing and
soldering small tubing+
Cast and malleable iron can be brazed with excellent
results A bronze filler red and common brazing flux are
used Rust, paint or grease must be cleaned from the area
to be brazed If it isa butt joint, such as a crack in a casting,
grind or chip out a beveled groove as for arc welding
Apply the heat from the arc flame gradually by passing
it over the metal surrounding the joint+ When the casting
has become warm, concentrate the arc flame at the joint
The important thing to remember when brazing cost iron
is never to heat the edges of the joint to the melting point
The temperature of the work should not exceed the melting
paint of the filler rod The carbons are held as close to the
work as possible without causlr_g the metal to bubble Hold
the filler rod in the left hand and heat the end of it slightly
by passing it through the arc flame Then dip the heated
end in brazing flux Raise the torch slightly and deposit
some of the flux at the part of the joint being heated. When
the surface of the heated metal takes on a shiny or wet
appearance, the filler rod can be applied
Do not put the rod directly in the flame, but hold it on the
work and let the heat of the edge of the flame and the work
melt the rod Deposit only enough metal to fill the part of +
the joint that has been coated with flux As the metal is
being deposited, move the !orch along the joint slowly,
applying flux to the rod and joint as required
Copper and copper-base alloys such as bronze and brass
may also be brazed, but as their melting temperatures are
so close to the melting point of the filler rod, the process
in many cases becomes one of welding rather than brazing
A bronze filler rod and common brazing flux are used.
Most non-ferrous metals can be welded by manipulating
the torch and filler rod in the same manner as for brazing,
with the exception that the edges of the joint are heated to
the melting point before depositing the filler metar. If the
work is a copper alloy, use common brazing flux If it is an
Figure 6
B
aluminum alloy, use aJumlnum flux The filler rod should
be of the same analysis as the work if regular welding
rod is not available, strips of the parent metal may be used
A back-up strip should be used when welding thin material
Small diameter carbons and low amperage setting are
used for soldering. The torch is held so the work is just within
the visible edge of the flame. Apply the soldering flux and
play the flame over the work until it is just hot enough to
melt the solder. If the joint is to be sweat-soldered, tin the
surfaces to be iolned, then press them together and reheat,
adding mare solder at the edges of the joint
One of the most practical uses of the arc torch is heating
metal for bending, forging, etc, Set the torch for a wide,
enveloping-type flame and apply the heat to the bottom of
the work (fig 7) Since a red heat is not visible through the
dark weldlng glass, the helmet must be raised periodically
so the work can be inspected to avoid overheating To pro-
tect the eyes from the rays of the arc, hold the torch to
one side and above your head The carbon-arc torch is
not recommended for welding mild-steeL However, it may
be used for brazing mild-steel if the metal is too thin for
regular metallic-arc welding
CUTTgNG
and other miscellaneous operations
CUTTING WITH THE ELECTRIC ARC
Arc cutting is simply the continuation of a "burn through"
such as you probably experienced when practicing with
light sheet-metal welding When this action is accelerated
by using extremely high currents, it becomes an efficient
method of cutting metals Although the edges of the cut
surfaces are not as smooth as when cut with a saw or
oxyacetylene torch, there are many cases where such pre-
cision is not required. Ordinary mild-steel welding rods
may be used The current will vary with the type and thick-
ness of the material. In general, high currents increase the
speed of cutting but also increase the rod burn-off rate and
width of the cut
\\ \\
ST_T
CUT
ffEI1E
F_gure 1
d,..-MOLT]_HMETAL
STEEL
COHTA_HER
117
Loading ...
Loading ...
Loading ...