
Technical Support and E-Warranty Certificate
www.vevor.com/support
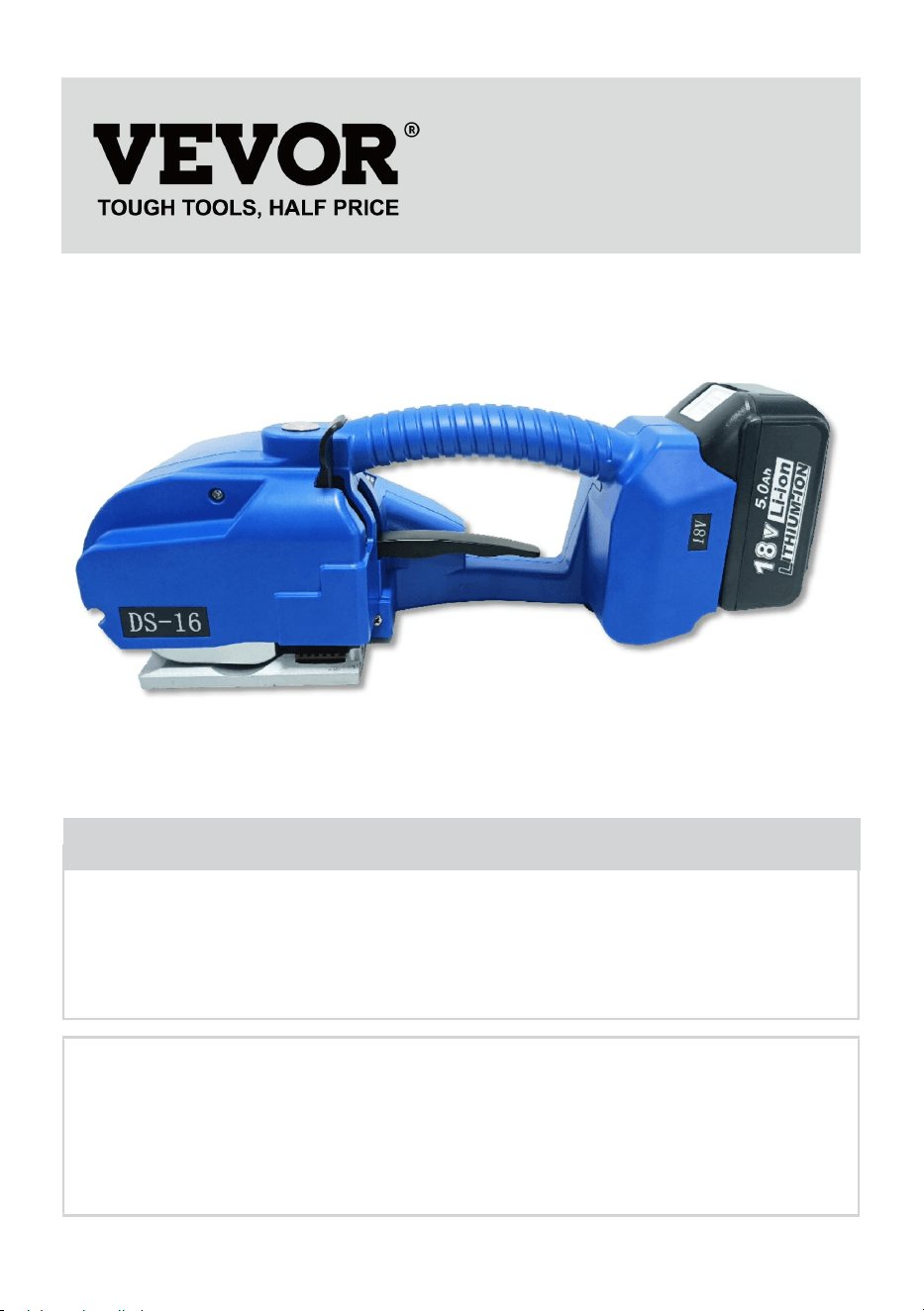
Strapping Machine
MODEL: DS-16
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

Model: DS-16
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

INSTRUCTIONS
Thank you very much for choosing this Strapping Machine
- Please read all of the instructions before using it.The information will help
you achieve the best possible results.
The products carried in this catalog may be different in color than the actual
item.
1.Safety instructions
Correct training is required. Personnel who are not properly trained are
not allowed to operate the strapping machine. Incorrect operation may
result in equipment damage or personal injury.
1.1 Battery operation
*Environmental protection
Please do not throw the used battery into the household garbage
can or wastewater bucket, please do not hit or burn the wasted battery.
* Short circuit hazard
Do not store the batteries with other metal objects. Please do not
disassemble the batteries yourself and store them in a dry and
frost-resistant room.The ambient temperature must not be higher than 50
degrees.
Do not charge used batteries and please replace them with new
ones when they are damaged or unusable.
1.2 Eye injury hazards
Please wear eye protection to prevent damage to your eyes when
using this product.
1.3 Operation
Please read the instructions carefully and train properly before use.
Persons who have not been properly trained are not allowed to operate the
baler, before tightening the straps, if the instructions are not followed or if
the strapping is loaded unreasonably can lead to breakage of the strapping
or machine failure. Do not put your hands on the binding area, the gluing
area or the cutting area of the cutter until you are familiar with the
baler.Place your hand on the binding area, the gluing area and the
cutter cut-out.
1.4 Friction welding area
You should check the condition of the friction welding area and
familiarise yourself with the control and adjustment of the friction time and
tightening time. Irregular friction time may result in poor bonding and lead
to serious damage, so please do not ship or transport boxes that have not
been properly packed and handled.
1.5 Packing straps distribution
Please use the specially designed belt tray carriage to dispense the
straps. When not in use, secure the end of the straps in the strapping fixing
opening.
1.6 Straps warning
Do not use straps to drag or lift loads as this may result in damage
to objects or personal injury.
1.7 Hazards of strap breakage
Improper operation; excessive tightened; not using the strapping
as required will cause the tension force to be lost or the strapping to break,
which may eventually cause the box/cargoes to be damaged and the
object to be broken, the operator to lose balance and fall, or the strapping
machine and the strapping to fly rapidly into the operator's face together
causing injury
■ Note:
* If the load is packed with sharp edges please add edge protection.
* Wrap the straps around the appropriate area to be strapped.
* The operator should not be in the same straight line position as the
strapping machine during tightening and friction to prevent the baler and
the straps from tipping over into the operator's face.And remind or ask
bystanders to stay away from the operating area during operation. Please
also use the strapping with the recommended width and strength
specifications, which will help to improve the quality and efficiency of the

packaging, as unsuitable strapping may cause the strapping to break or
the box to come loose during transportation.
1.8 Cutting straps
When cutting the straps, please use the appropriate cutting tool and
keep a safe distance from people, not in the same line as the straps and
away from the loose direction of the strapping. Please use the tools
specifically designed for cutting straps, no hammers, pliers, axes,
hacksaws etc.
1.9 Slip and fall hazards
Please keep the strapping area clean and tidy, as untidy work
areas can cause accidents and falls can occur if you do not land well or are
unbalanced before tension, especially in small work areas such as
stairwells. Try to keep your balance when handling. Both feet must be on a
flat and firm surface at the same time. Do not operate the device when you
are unwell or in a difficult physical condition.
Please note the precautions mentioned specifically for the work
area.
1.10 Dangers of the baler
* Good maintenance of the baler is very necessary.
* Check the baler parts regularly, if there is wear or damage, please
do not continue to use the baler until the parts are replaced.
* Do not use the baler without the straps
* Do not modify the baler as this may cause personal injury.
2.Technical parameters
2.1 Description of the battery strapping tool
DS-16 battery strapping tool comes with a perfect sealing
performance. It can make users enjoy an efficient way of strapping.DS-16
has its max tension power at 2500N and 9 grades can be adjusted by
digital display operation. It is powered by a high-capacity 6000mah lithium
battery, which makes it work 600 cycles per full charge. One of the key
selling points is that it is economical compared with the similar ones in the
market. It is a good product for dealers to explore and grasp the market
DS-16 is such a powerful tool and can be widely used in most industries.
2.2 Baler dimensions
Length:360MM
Width:130MM
Height:140MM
2.3 Strapping materials
Straps material: PET (polyester) and PP (polypropylene) tape with a
flat or embossed surface.
Straps specifications: width 9-16MM, thickness 0.4-1.2MM.
Please choose the straps of the appropriate size according to the
baler you buy.
2.4 Straps strength
Stretching force: adjustable from 600 to 3200 N, maximum value is
determined by the material of the straps.
Strap feeding in speed: 50-150MM/S. Friction strength: approx. 75%
of the strength value of the straps.
2.5 Working environment
The ambient temperature for operation is 5-45°C, with an optimum
working temperature of 15-25°C.
Use or store with care to protect against water and moisture.
3.Accessories
■ Note:Please use the attachments or accessories mentioned
in the manual, the usage of other attachments may cause damage to the
equipment or may cause personal injury.
3.1 Rechargeable portable baler

As the baler uses nickel-cadmium (Nicd) nickel-metal hydride
(NiMH) batteries, please purchase the batteries separately according to
the following parameters.
Type:Lithium Battery
Voltage:18V
Capacity:5000MAH
3.2 Battery charger
Direct charging (optional)
Charger input voltage: AC100-240V
Output voltage: 21V,2.5A
Charging time: about 90 minutes.
4.Operations
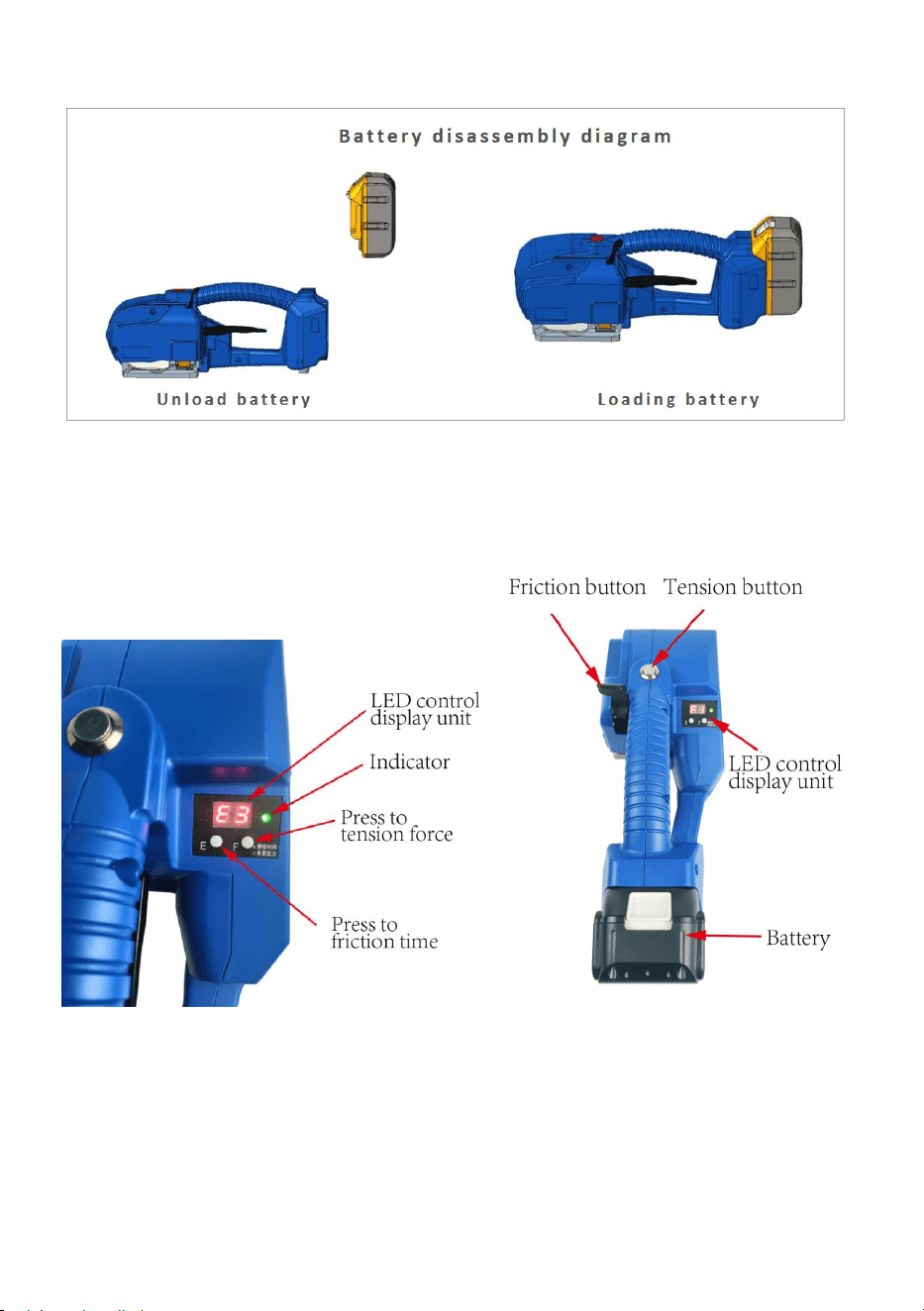
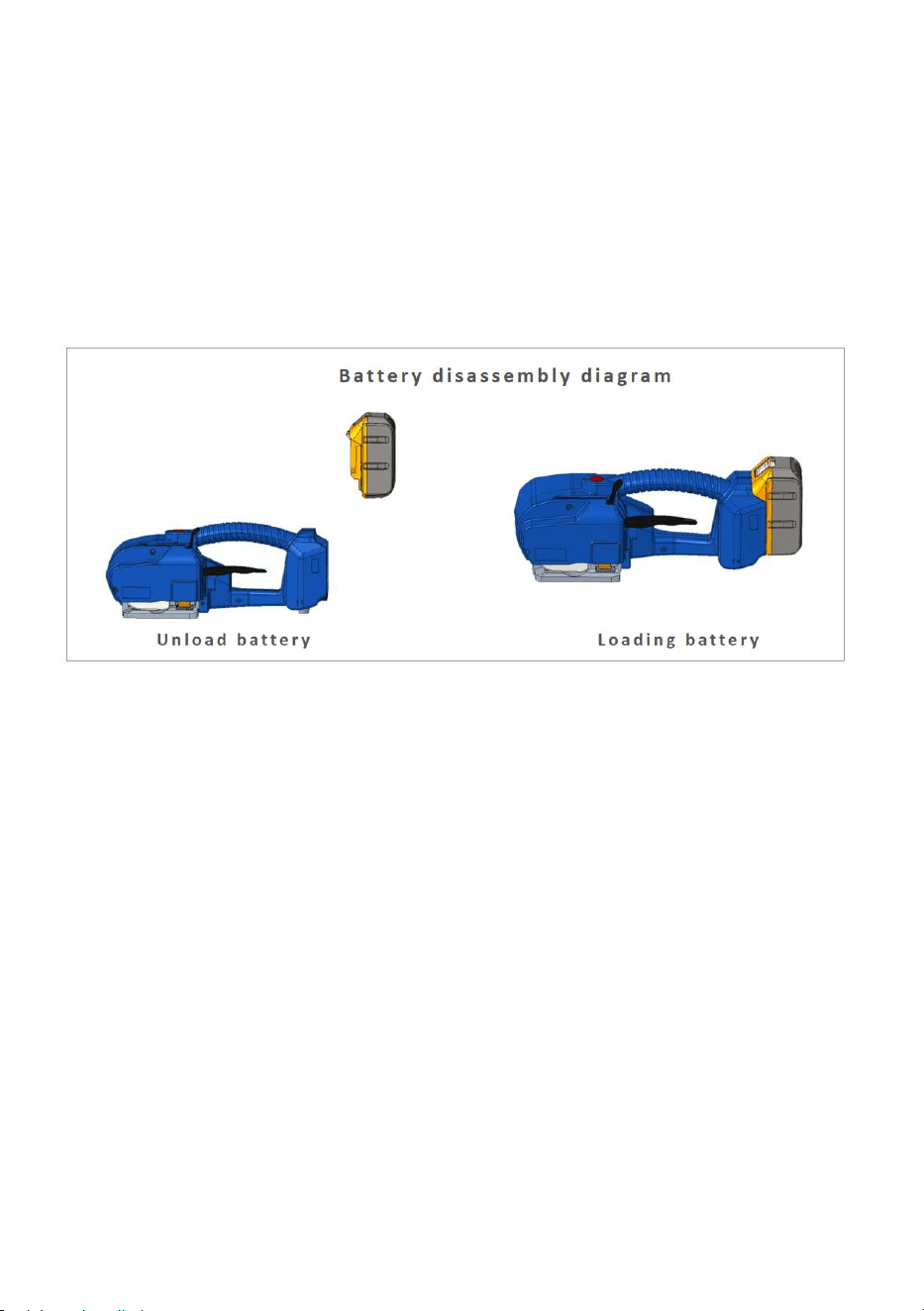
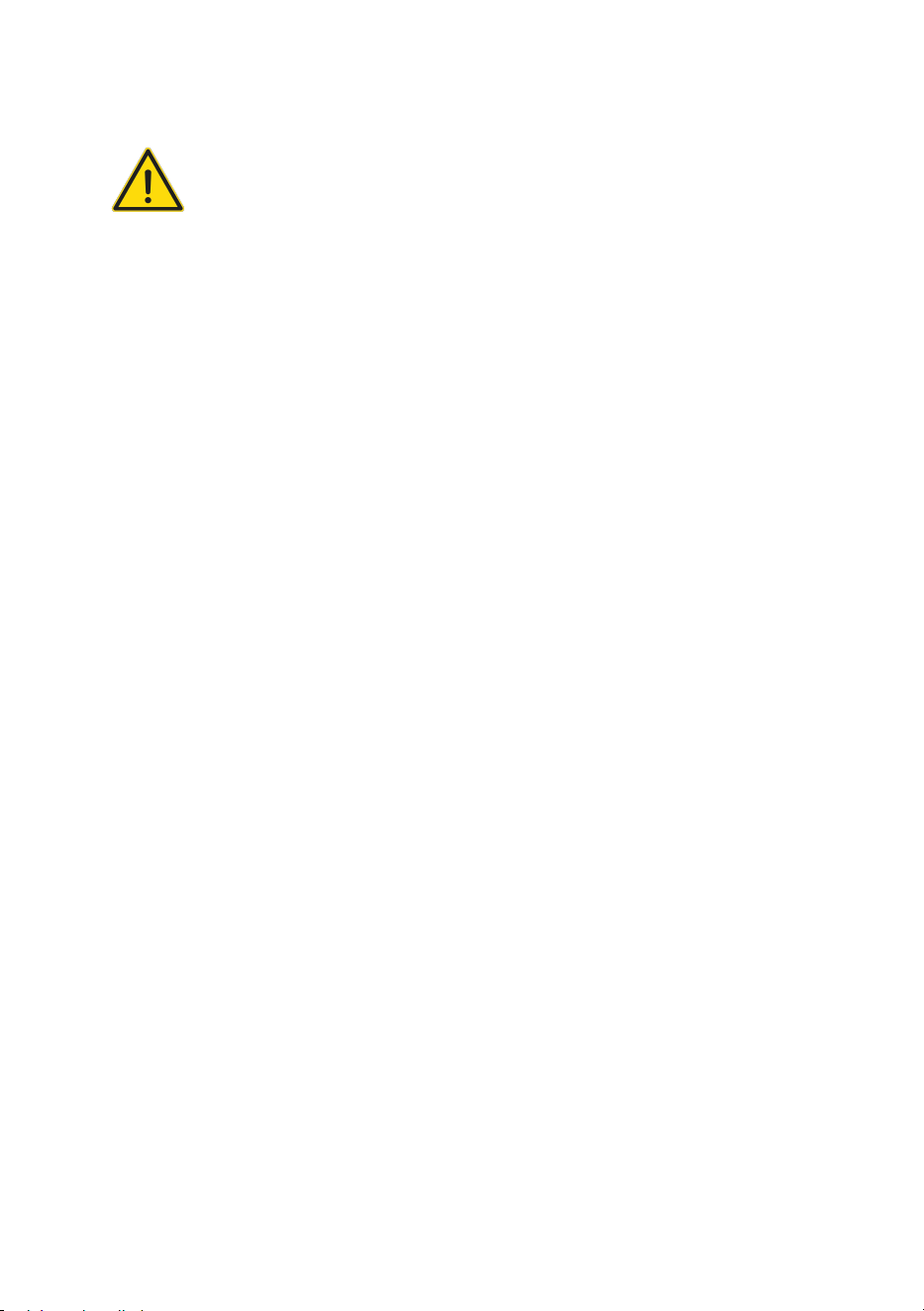
4.1 Battery installation
* Do not leave baler batteries in the rain or water.
* For safety reasons the battery is delivered uncharged and
separated from the device, please follow the instructions for assembly.
* Remove the battery by pressing the battery Clip Snap with your
thumb and extracting it upwards or by releasing the Clip Snap after loading
the battery.
* The indicator light is red when the battery is low, the indicator light is
red when charging, and the charging indicator light is green when charging
is complete.
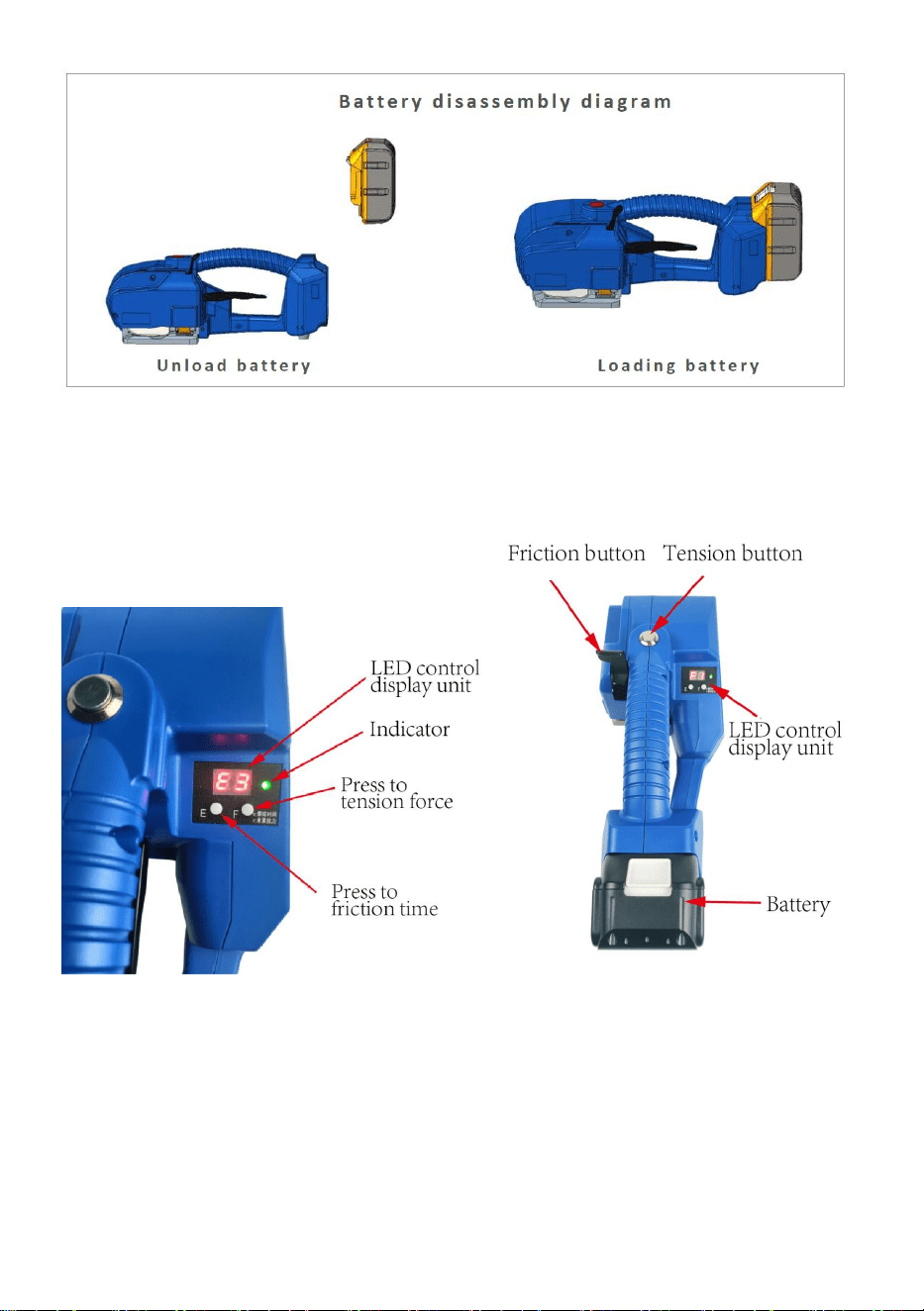
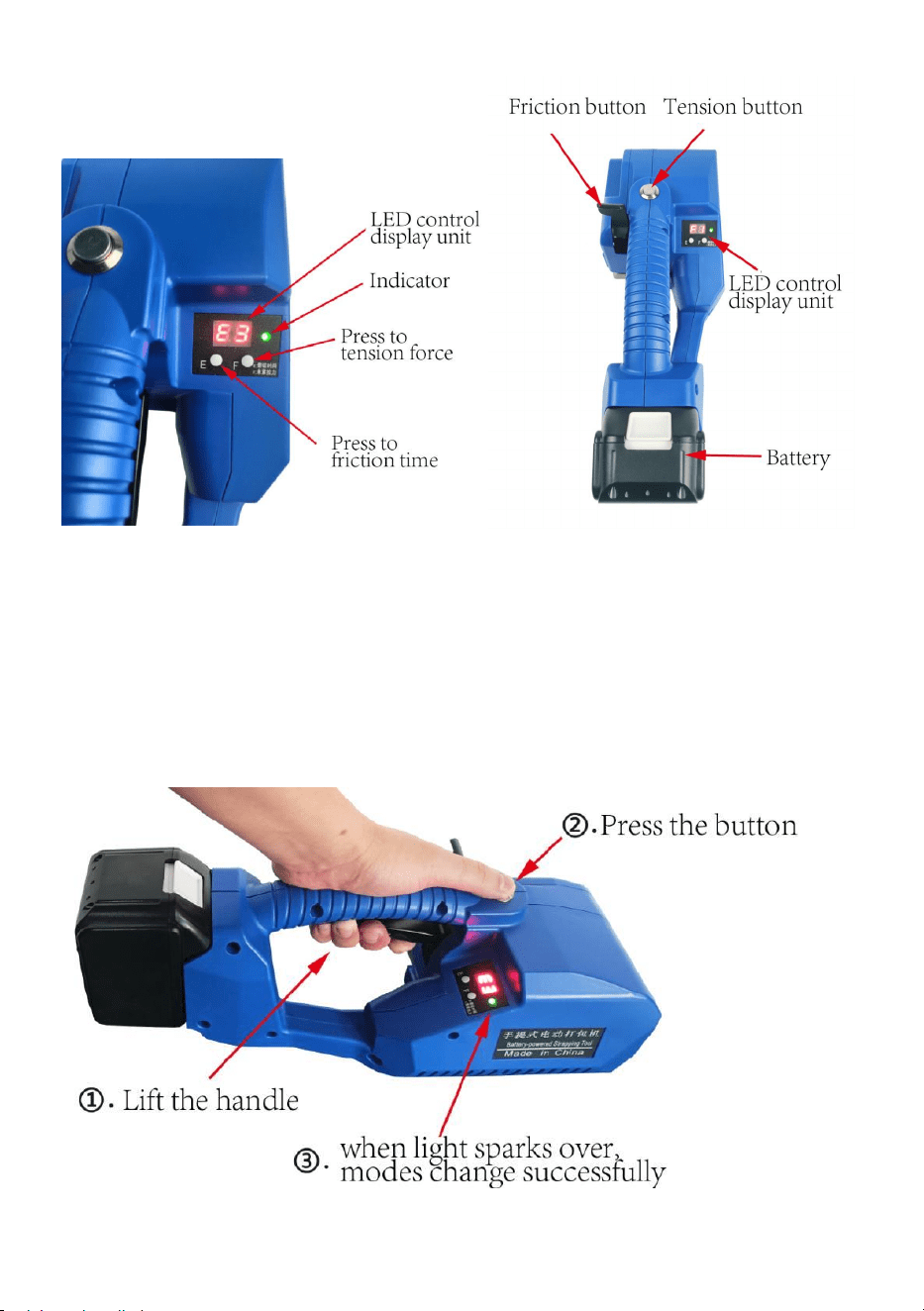
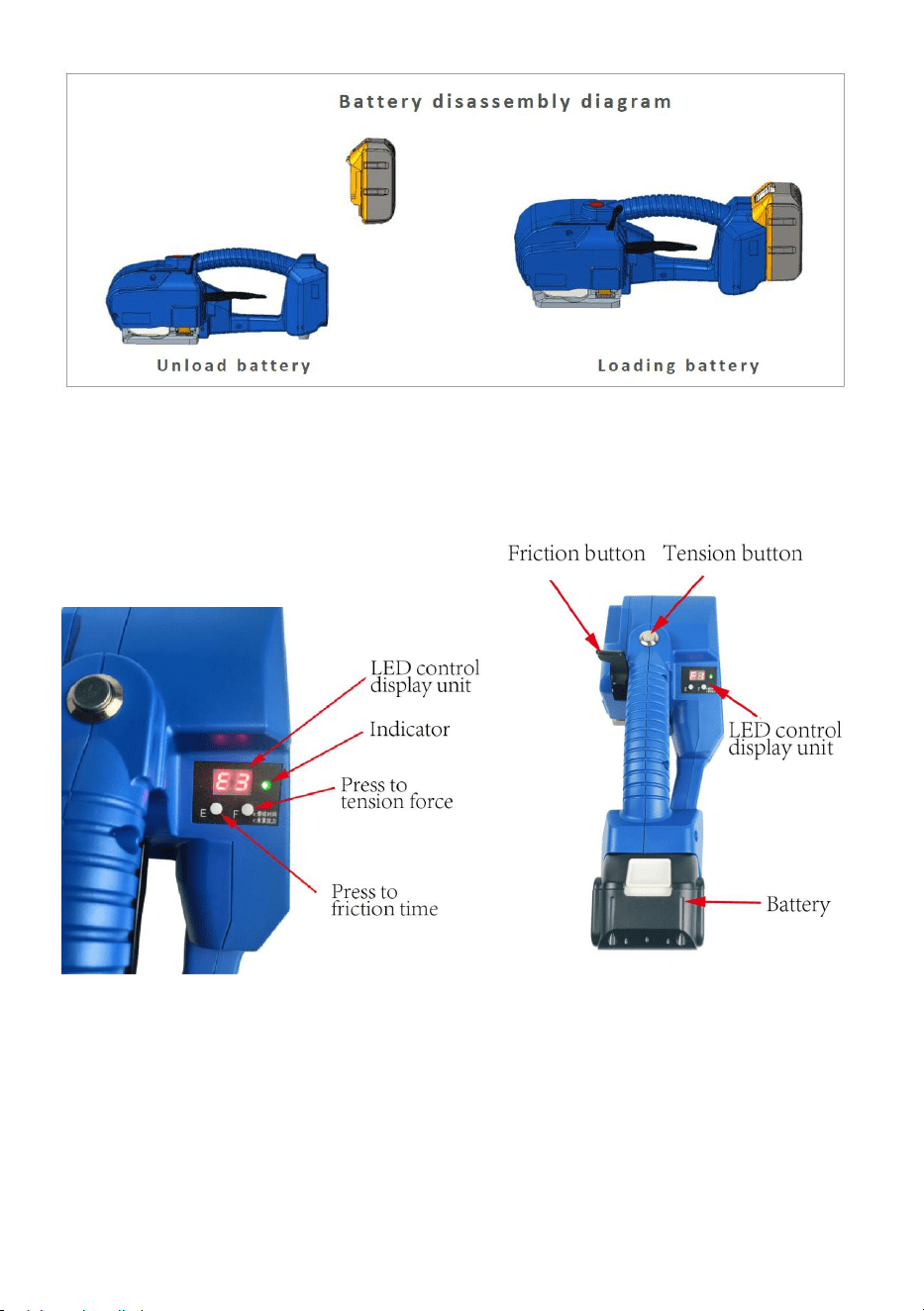
4.2 Operating elements
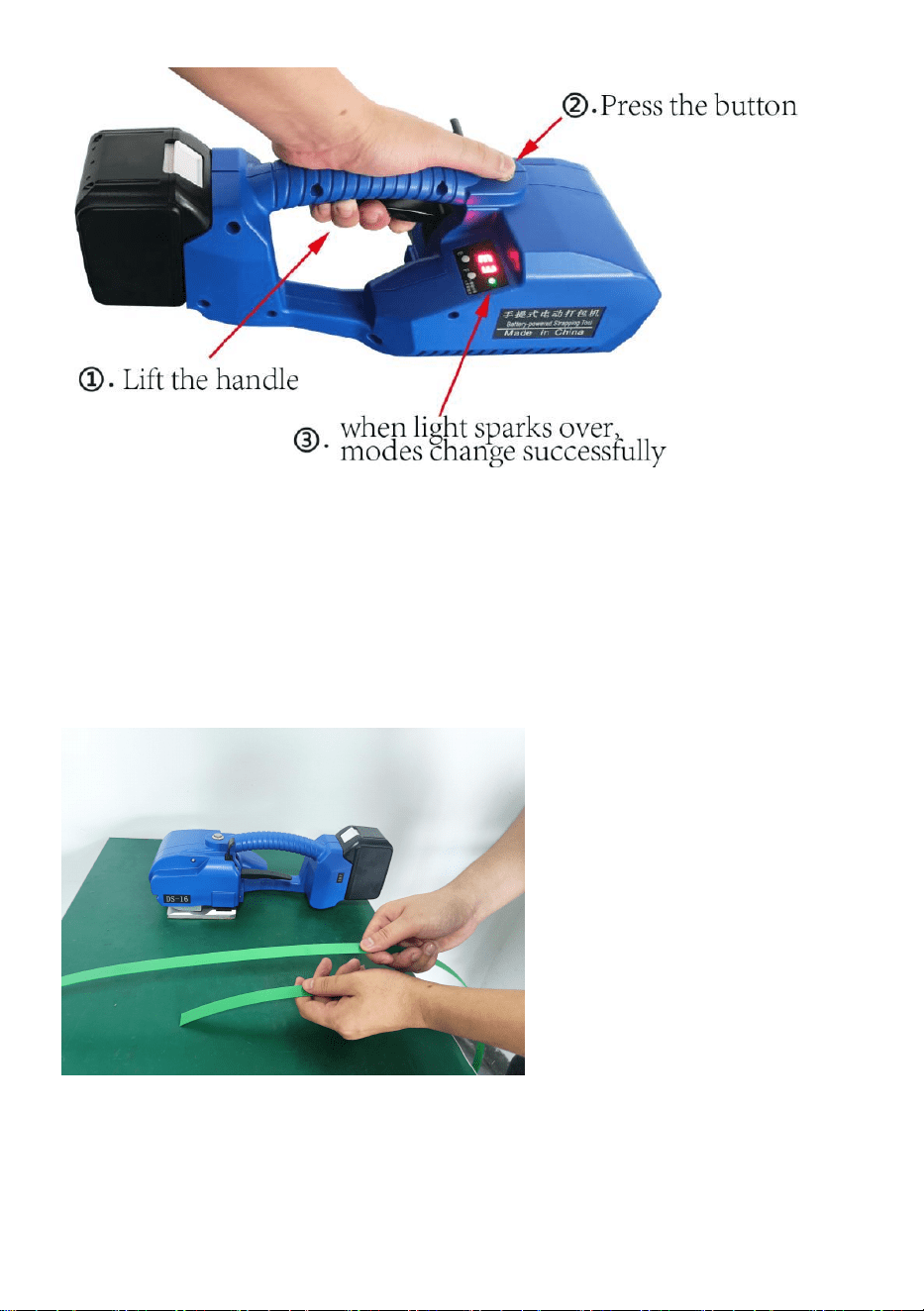
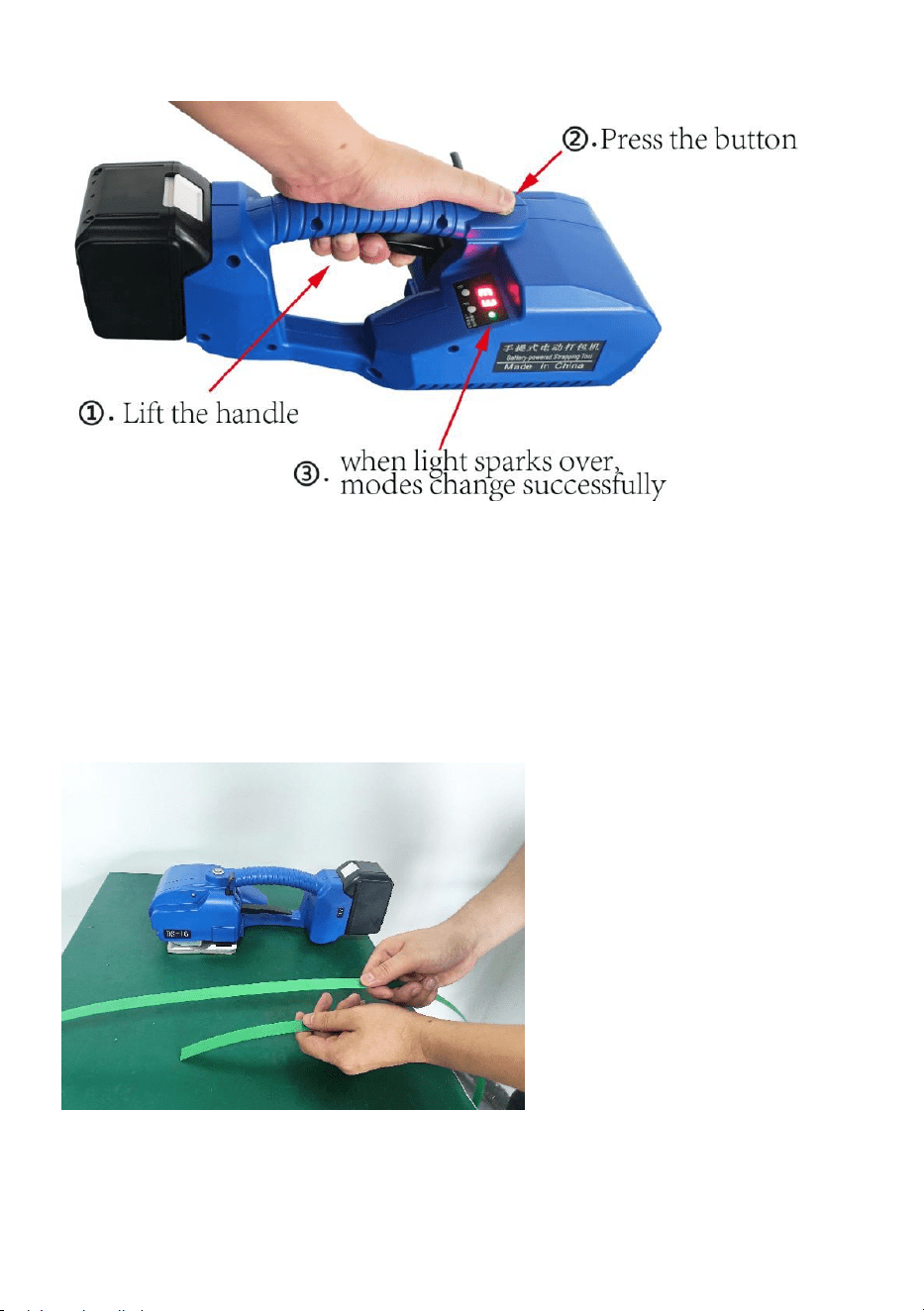
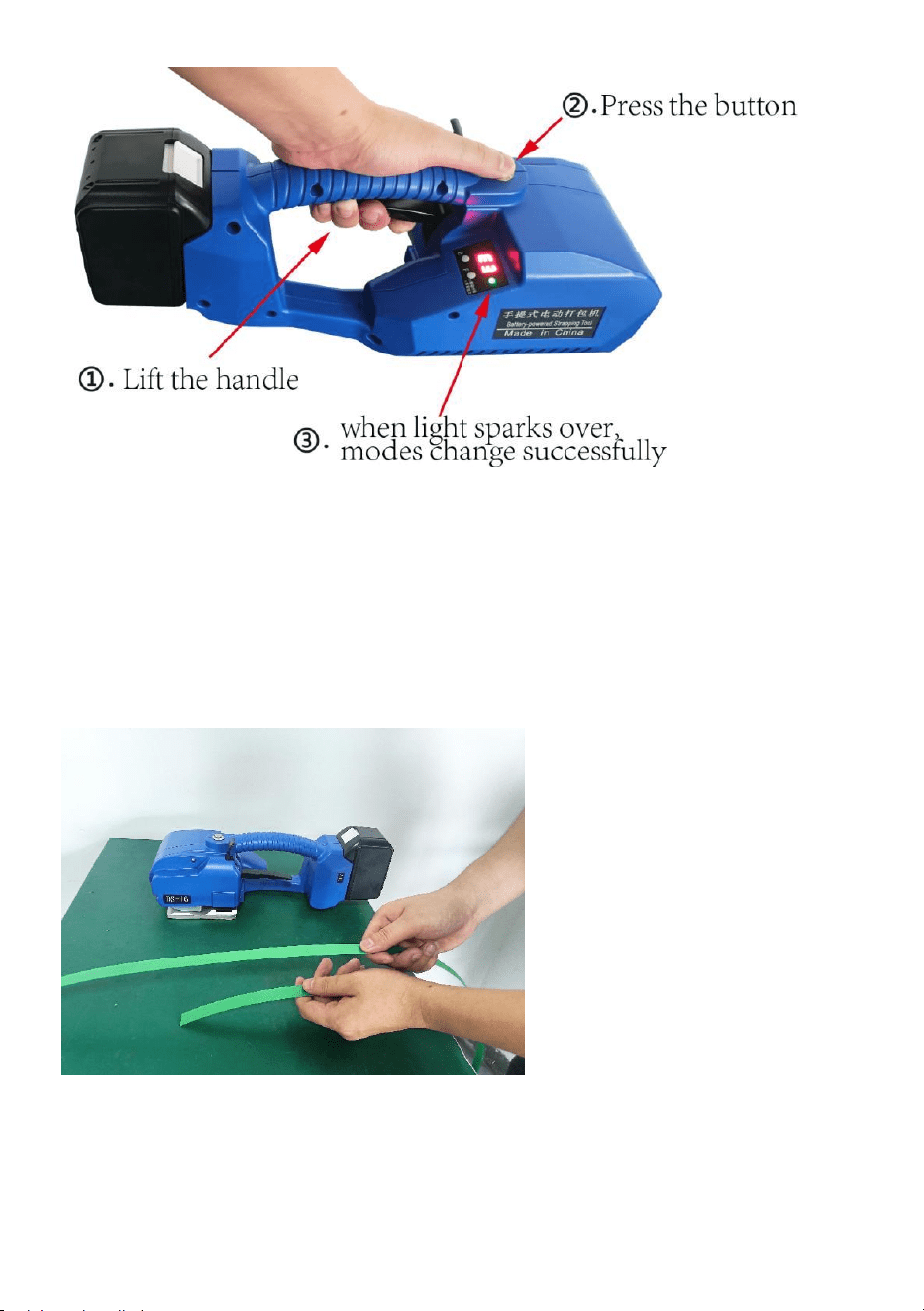
4.3 Semi-auto mode and auto mode
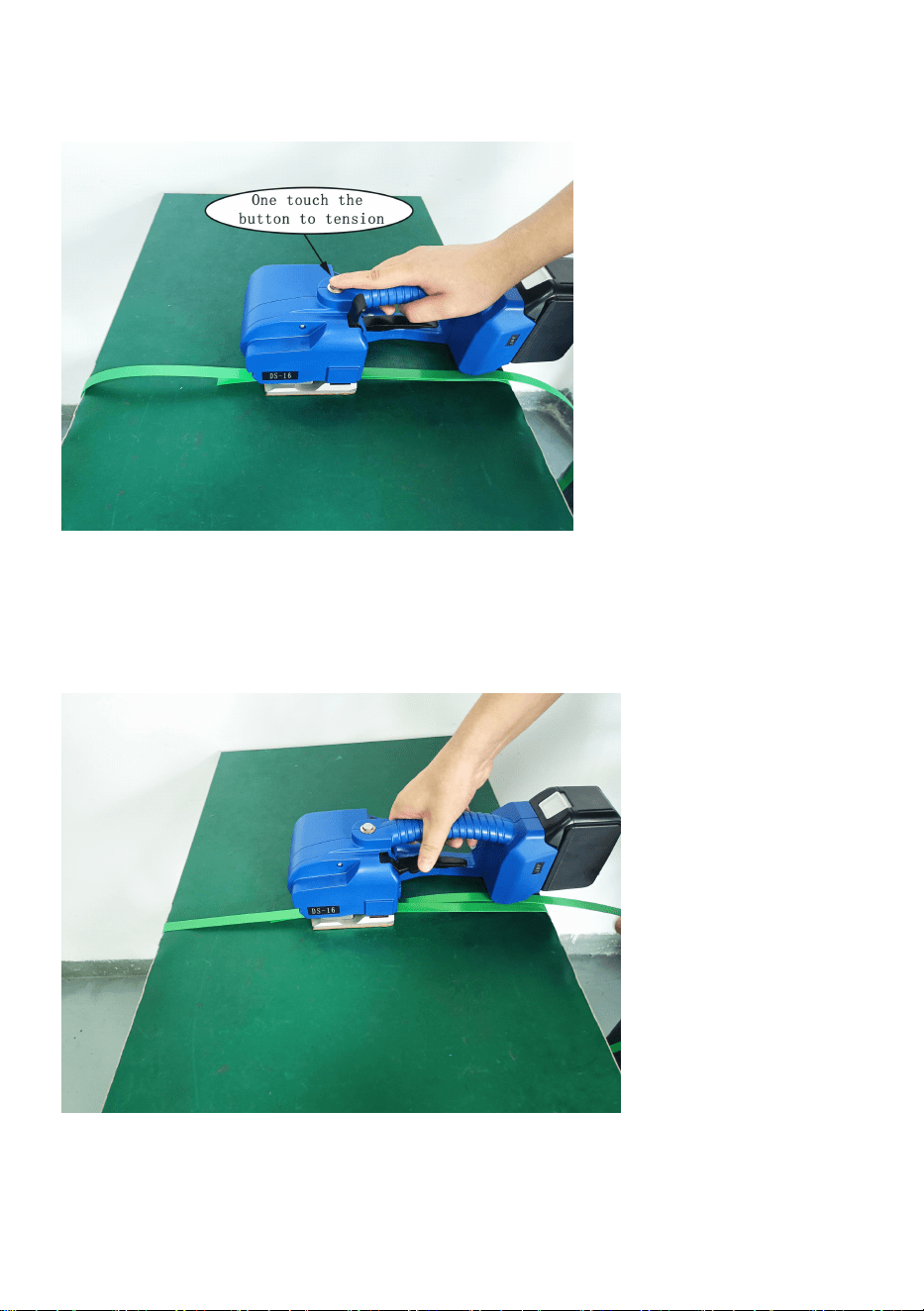
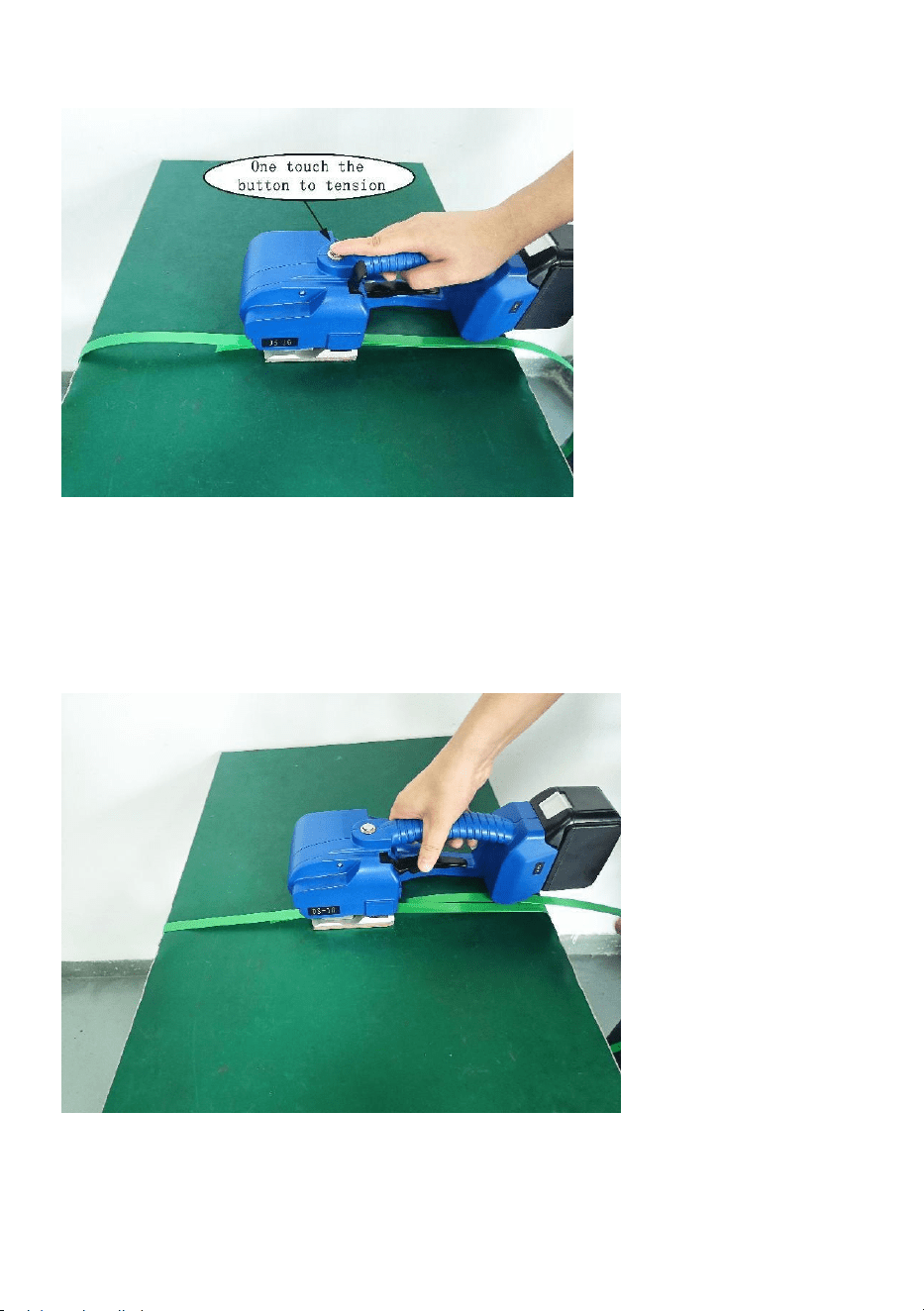
L-16 has 2 tension modes: one touch to tension and press button
continuously to tension. How to make mode conversion? Just press the
tension button and lift the handle at one time and when the indicator
flashes alternately, the mode conversion is done.
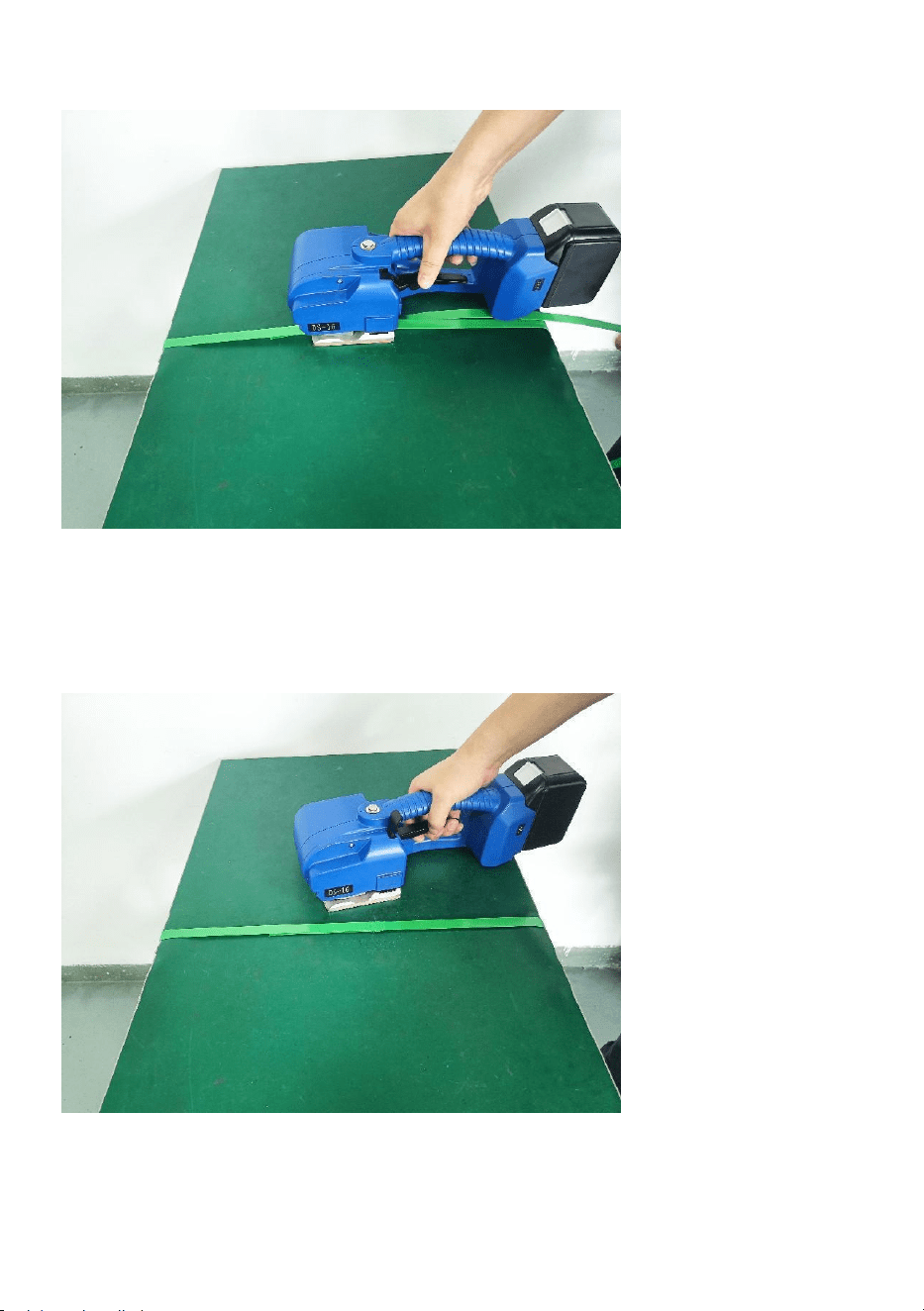
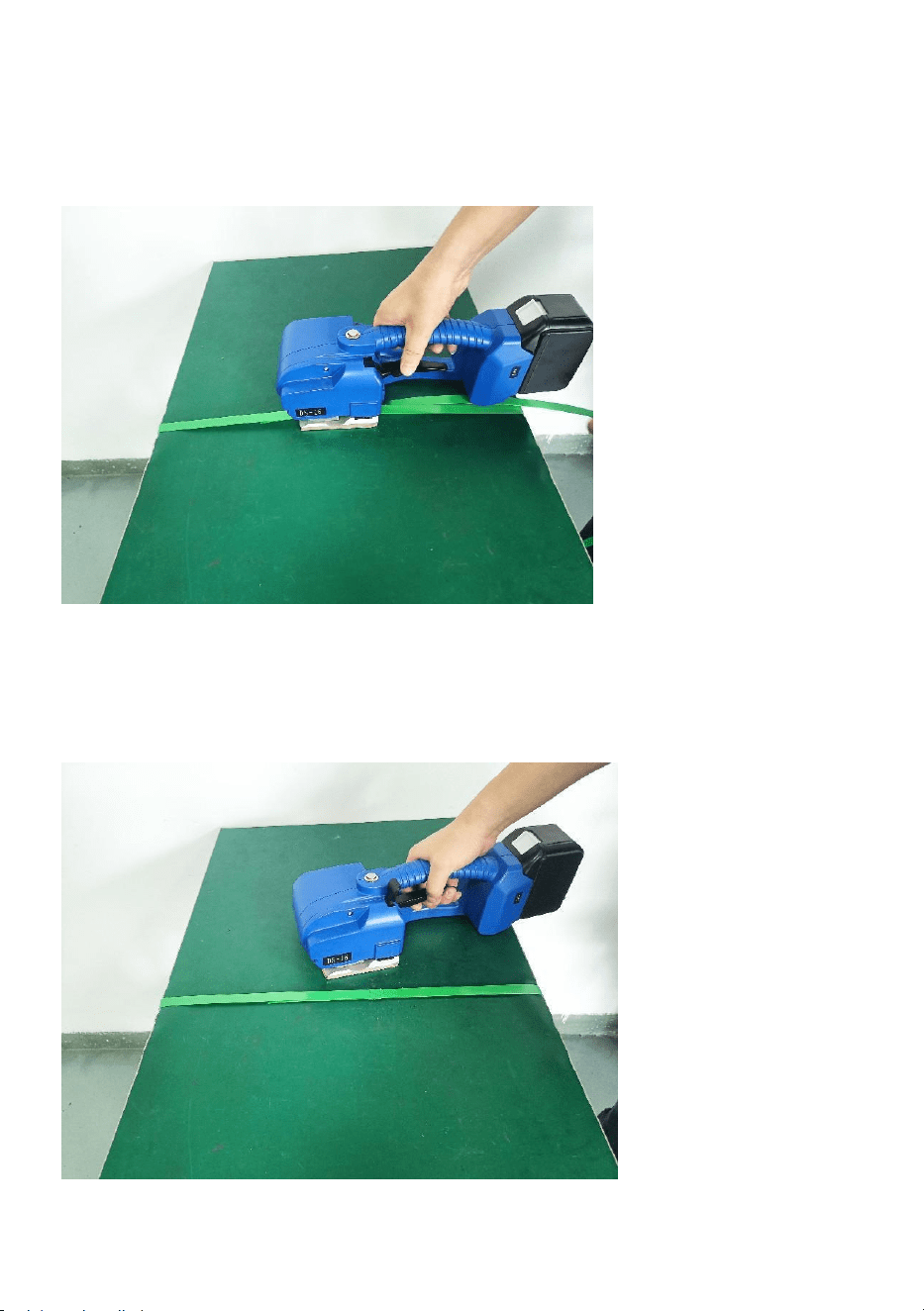
4.4 Baler operations
*Semi-auto tension mode(press button continuously to tension)
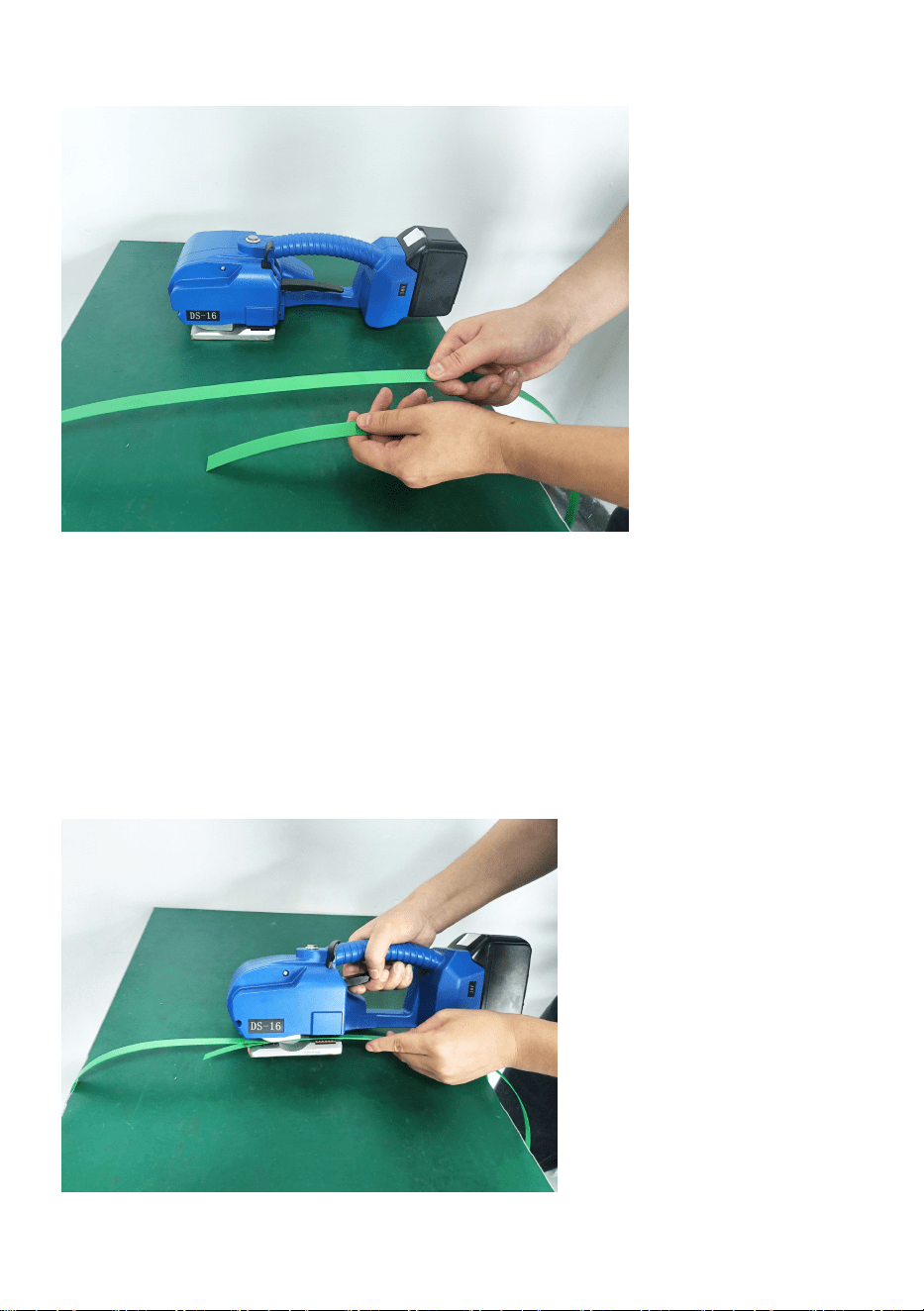
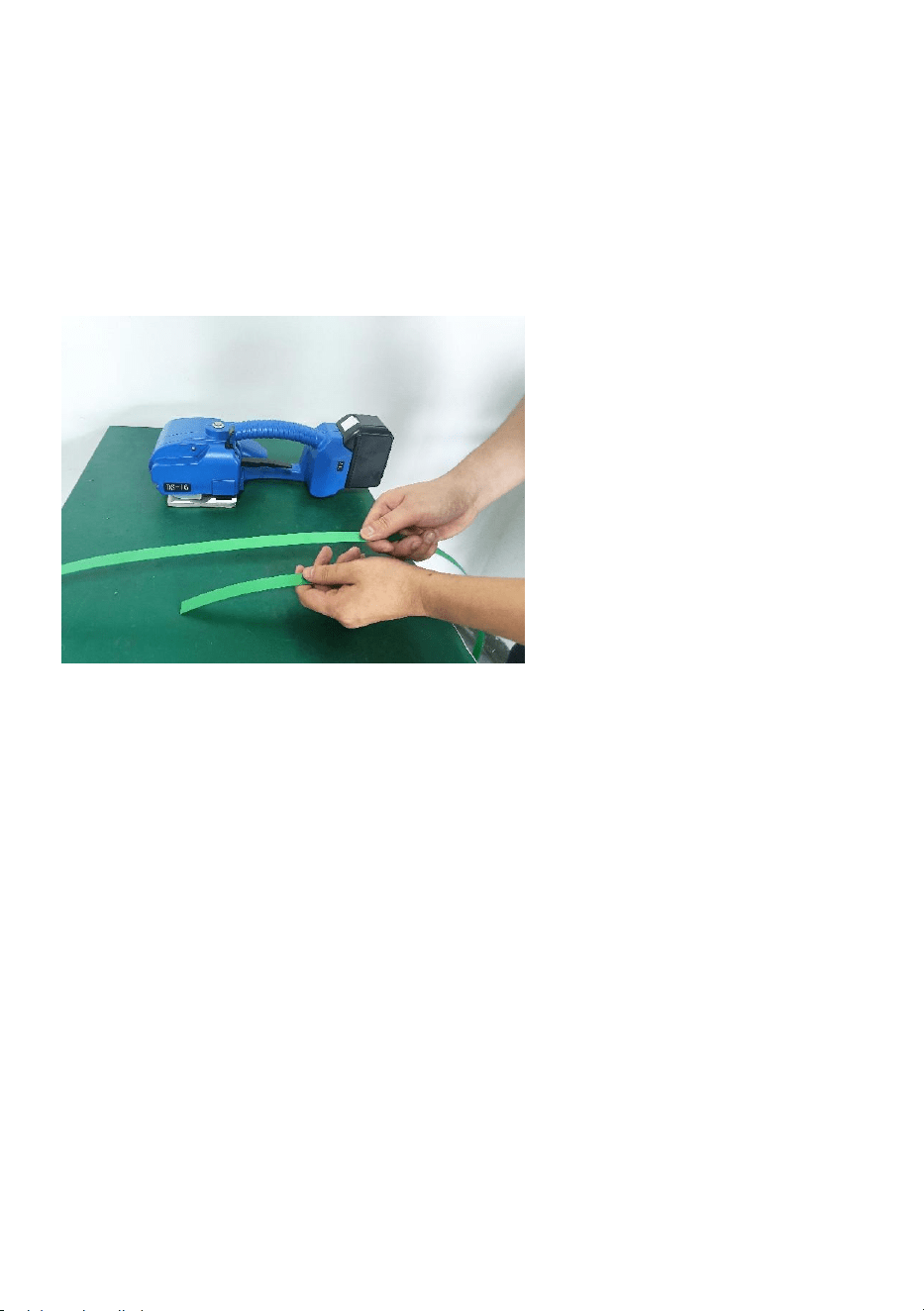
Step 1 Wrap and stack the straps
Please wrap the straps in the way as shown and do not allow the straps to
get wet with oil or other debris at any time.
Step 2 inserts the straps into baler
When inserting the straps, the straps in the direction of tension
must be stacked at the top end, the bottom strapping should be stretched
to the bottom of the feeding wheel to cover the front of the tooth plate
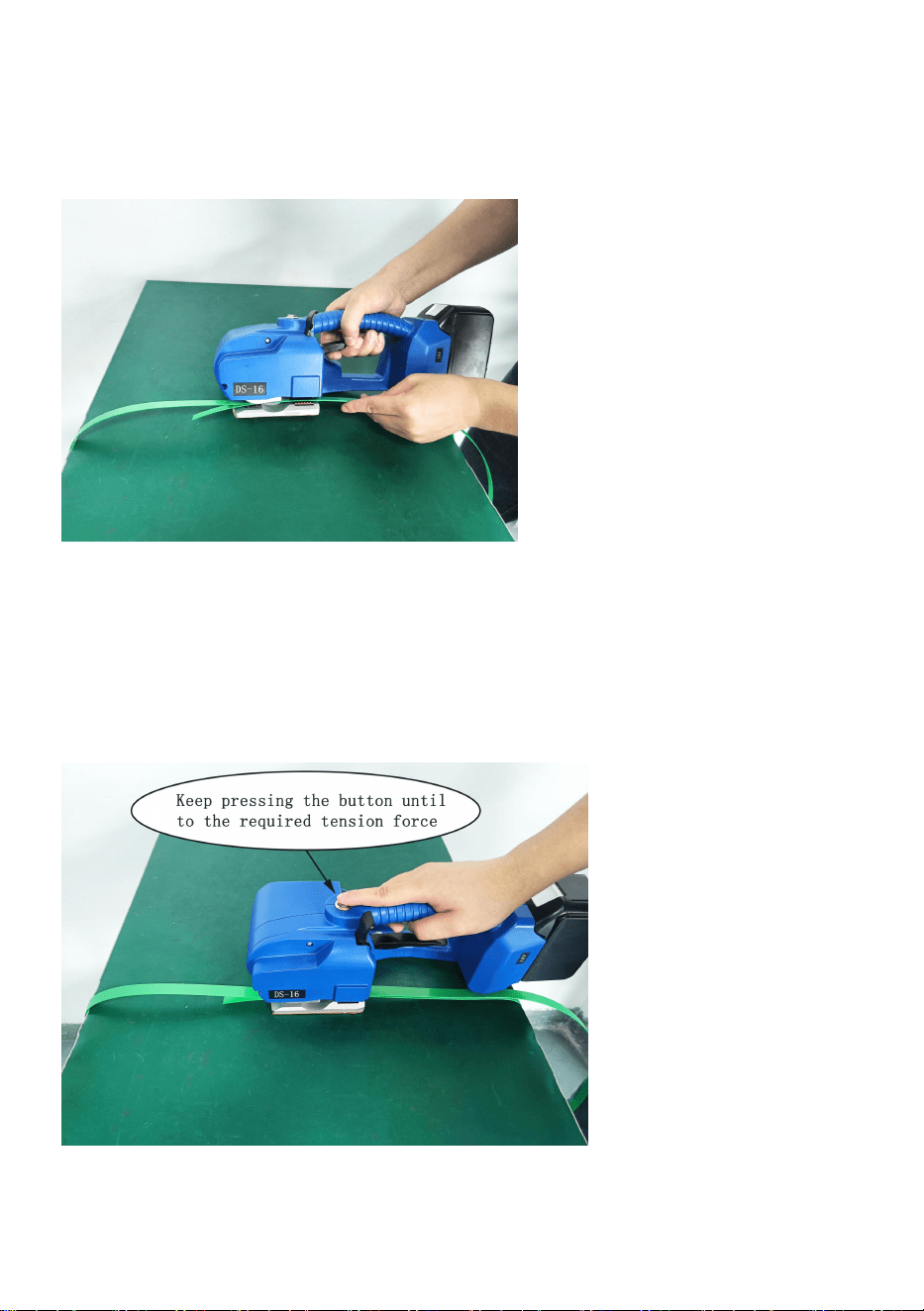
5-10MM longer, when inserting the straps,please lift the handle with your
right hand, insert the straps with your left hand, the upper and lower ends
of straps must be stacked parallel to each other after releasing the lift
handle.
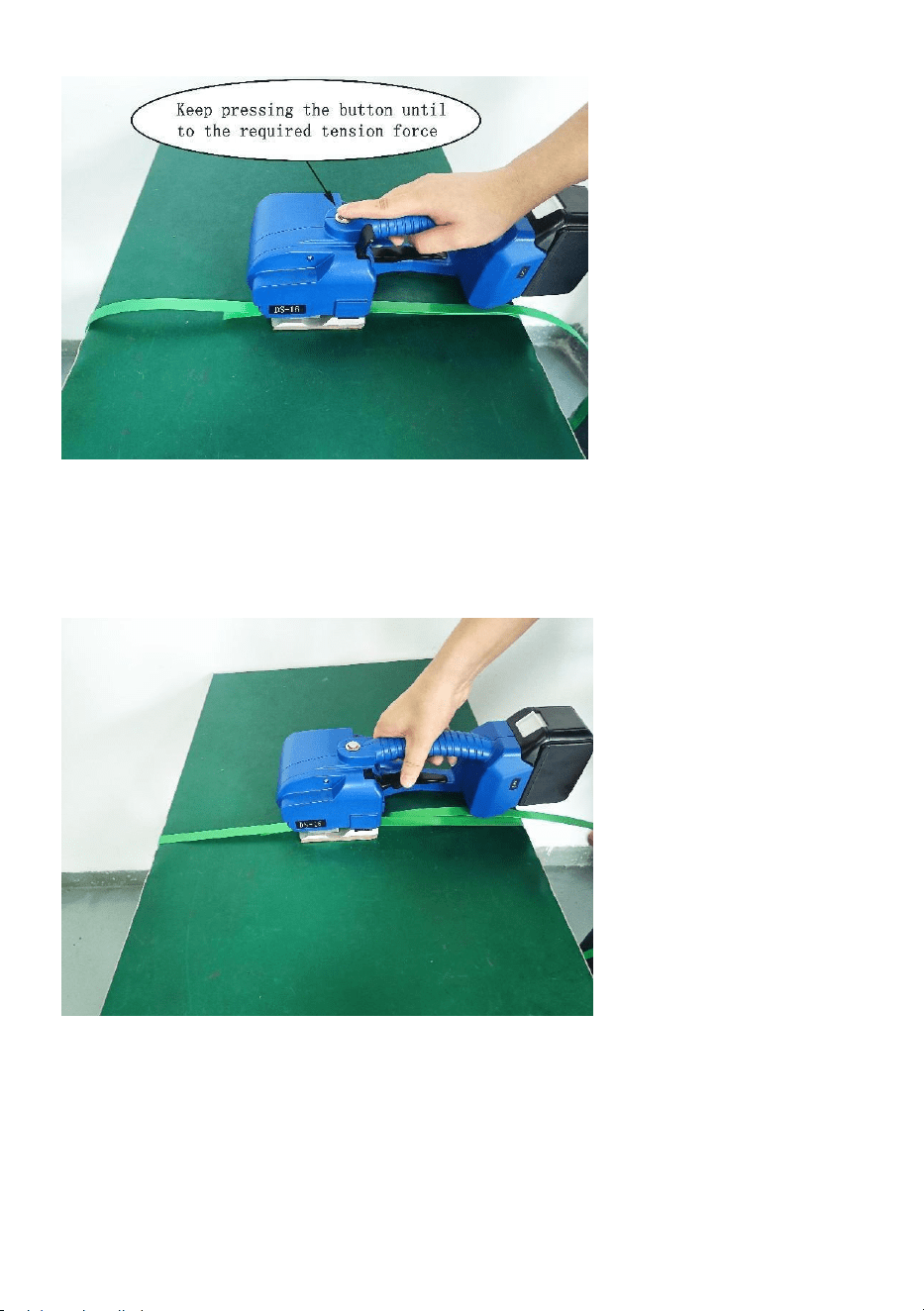
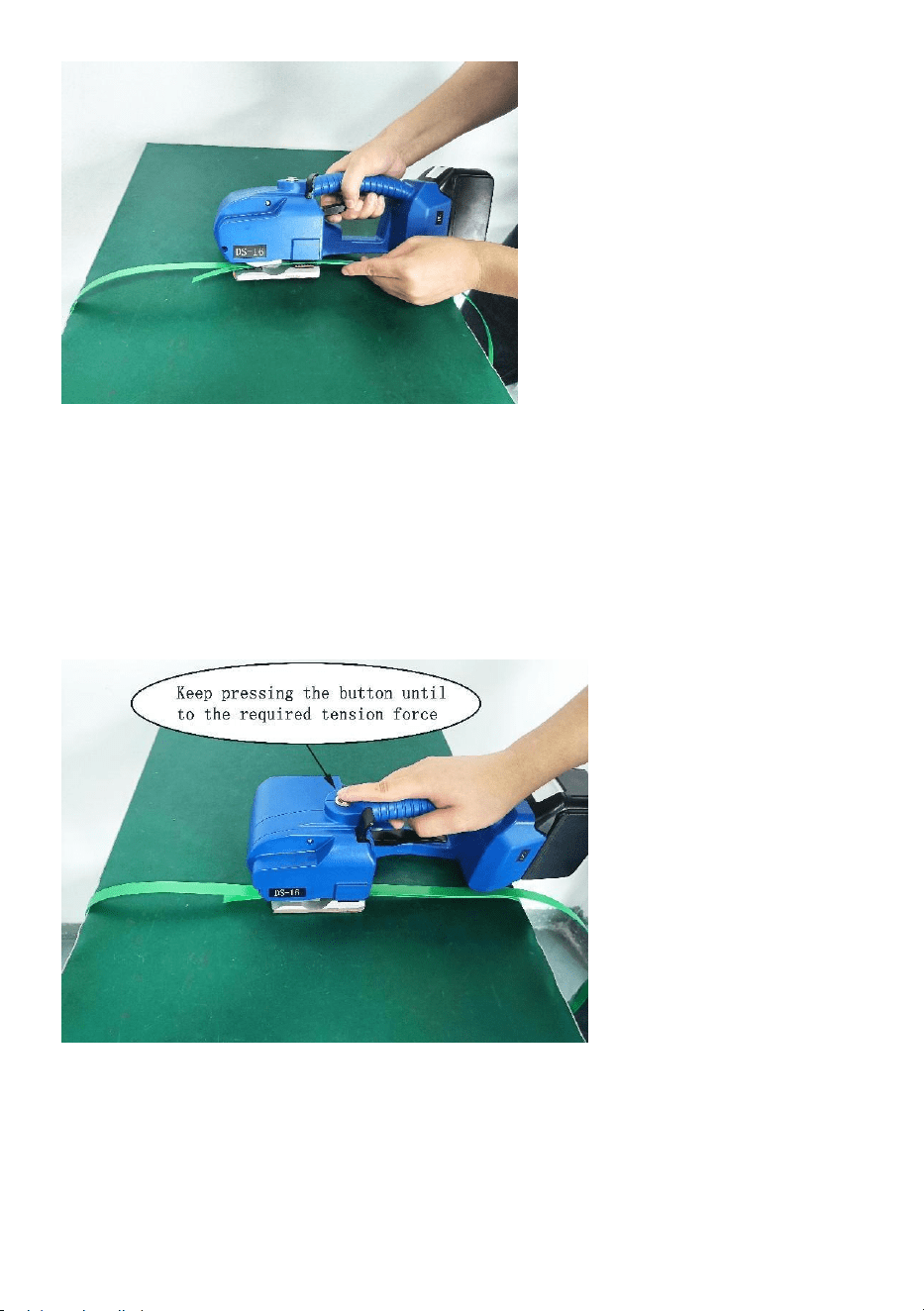
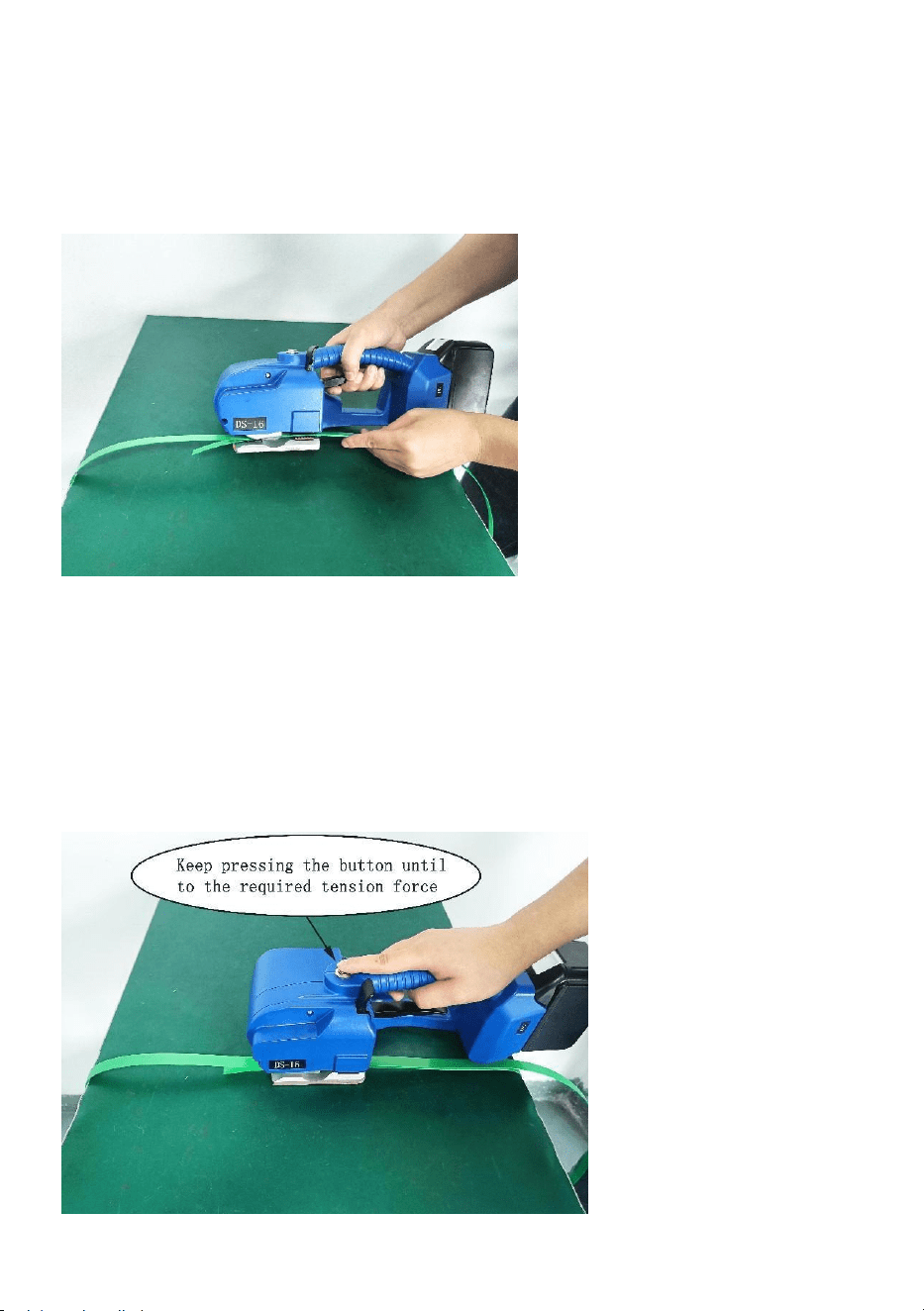
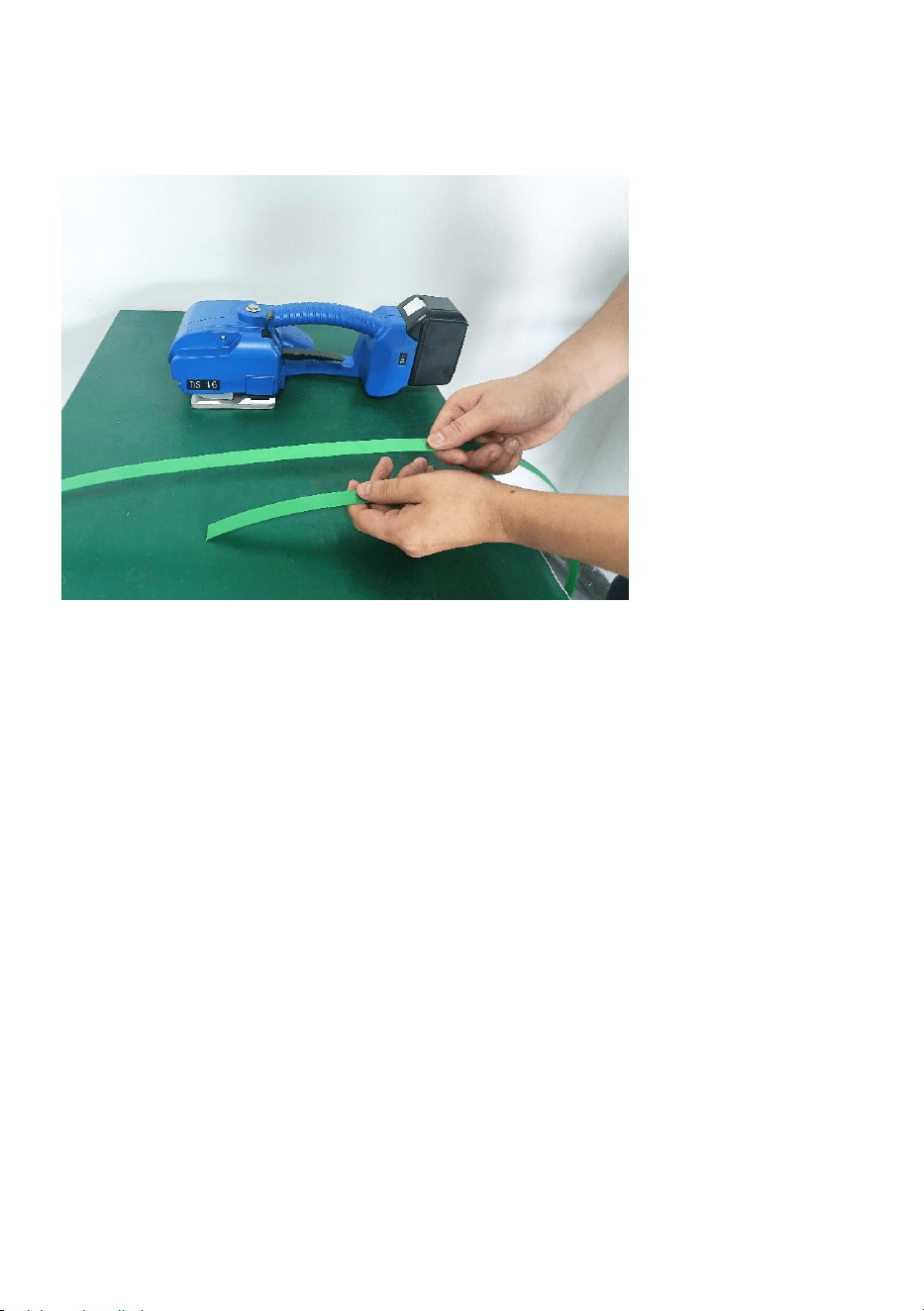
Step 3 Tighten or feeding in the straps
When you press the tension button and release it, the baler will give
you the default preset tightening time. When the tightness is not enough or
too tight, just increase or decrease the tension power grade appropriately
until it is appropriate. When tightening, keep the baler moving in parallel
and the forward direction of the baler free of sundries.
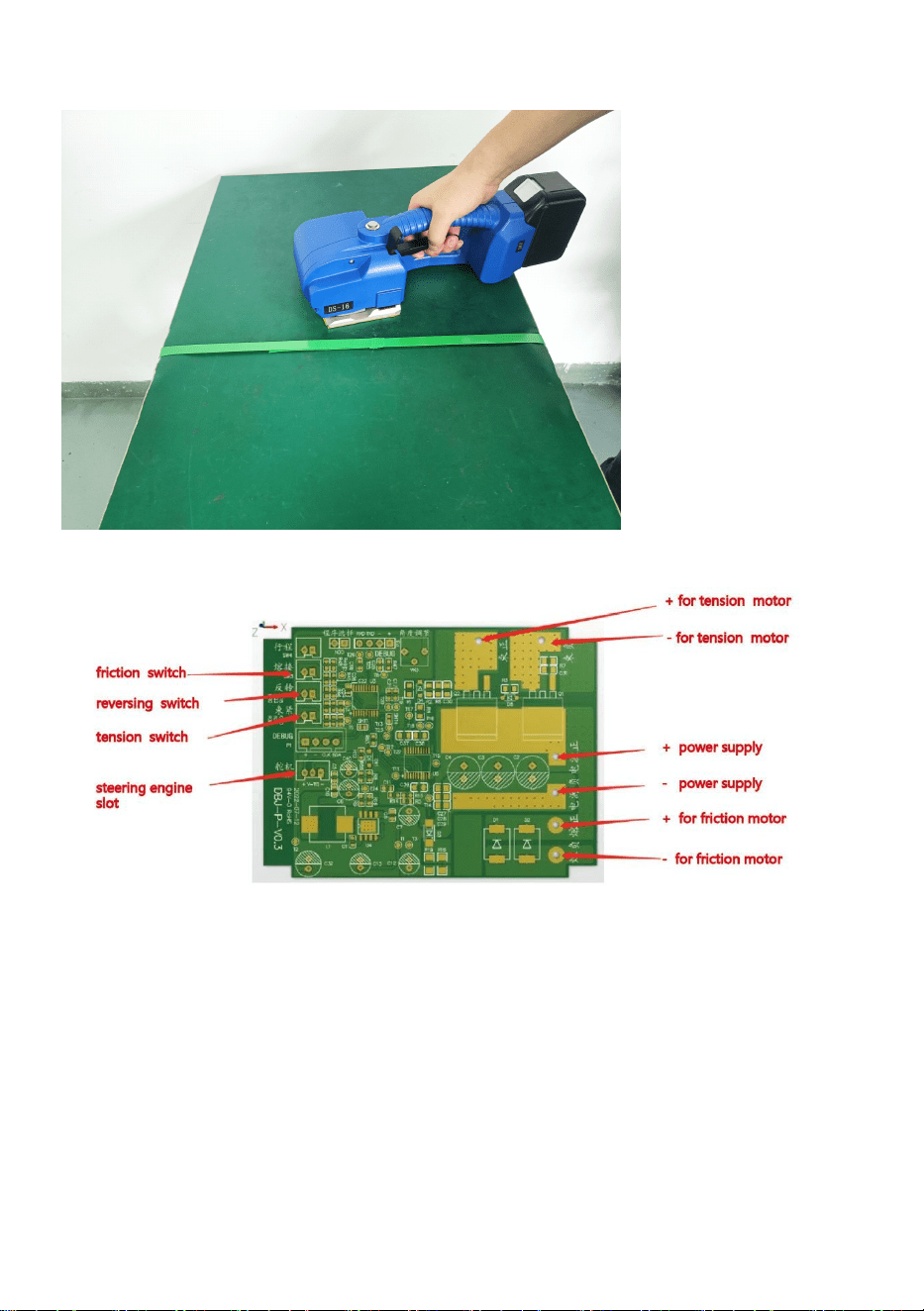
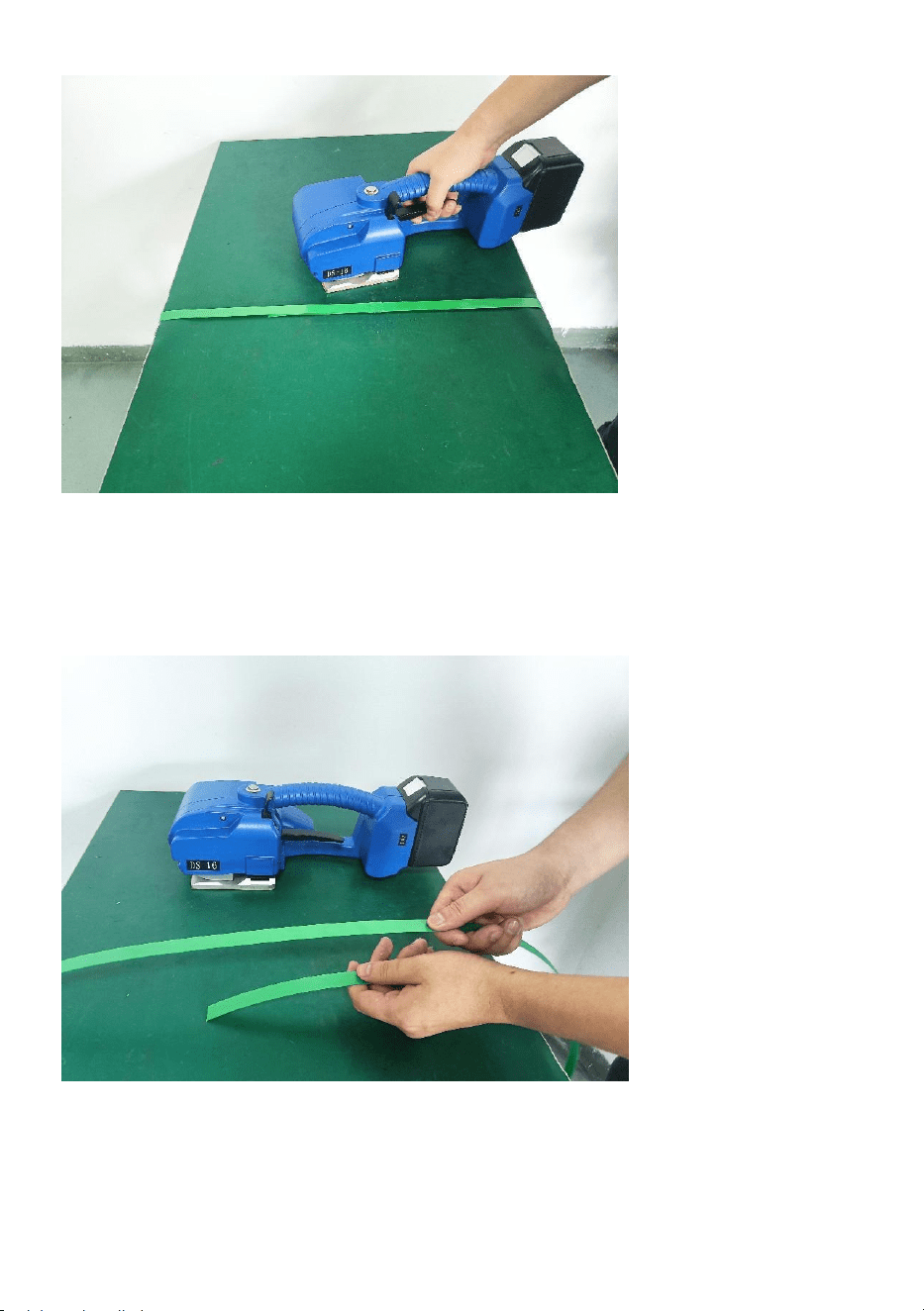
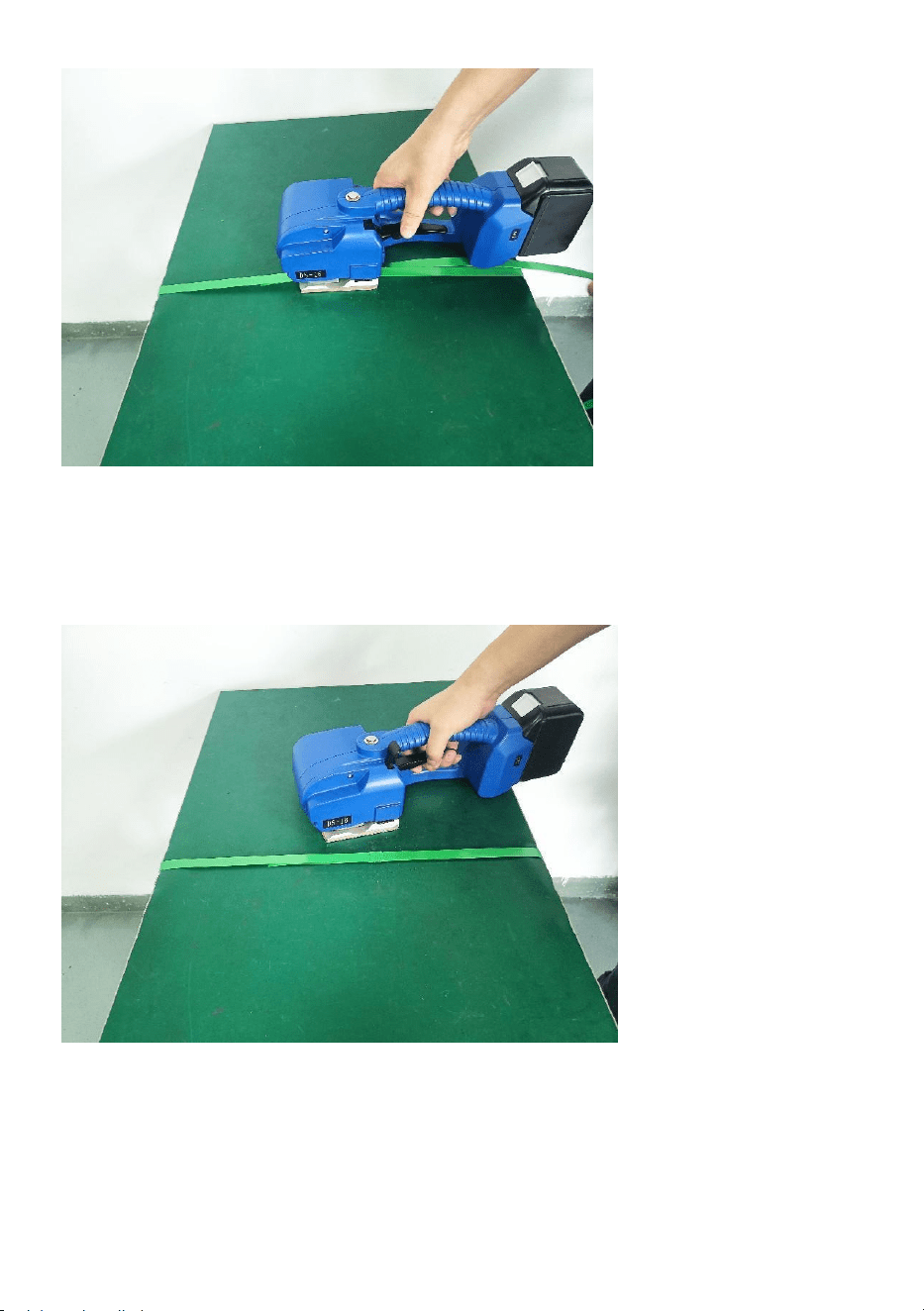
Step 4 Welding the straps
After pressing friction the button, the baler automatically seals and
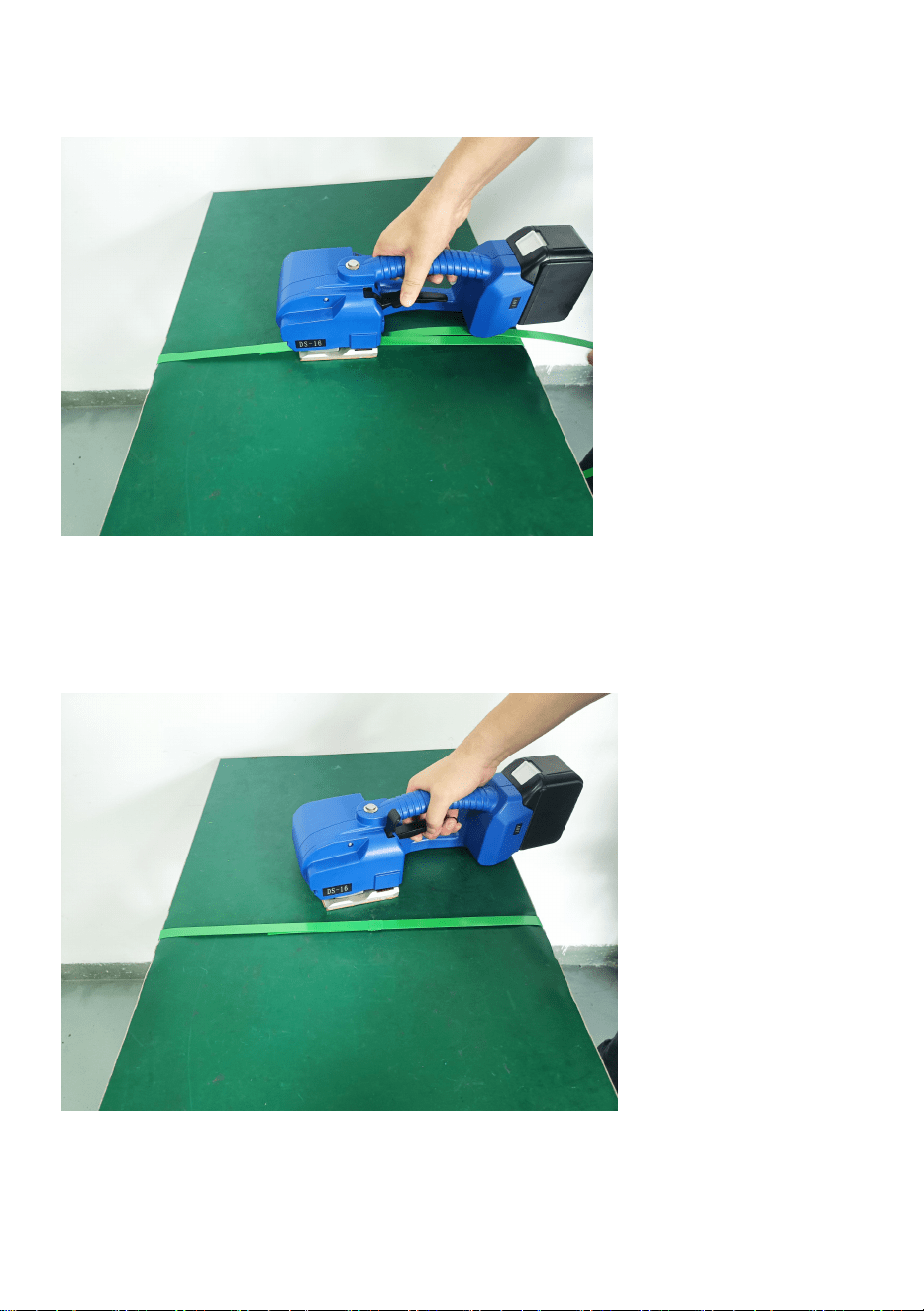
cuts the straps(the time is preset by the system and can be increased or
decreased adjust the friction time grade).
Step 5 Move away the baler
When the bonding operation is complete, lift the handle and
feeding wheel run reversely to loose the straps accordingly and then move
away the baler.
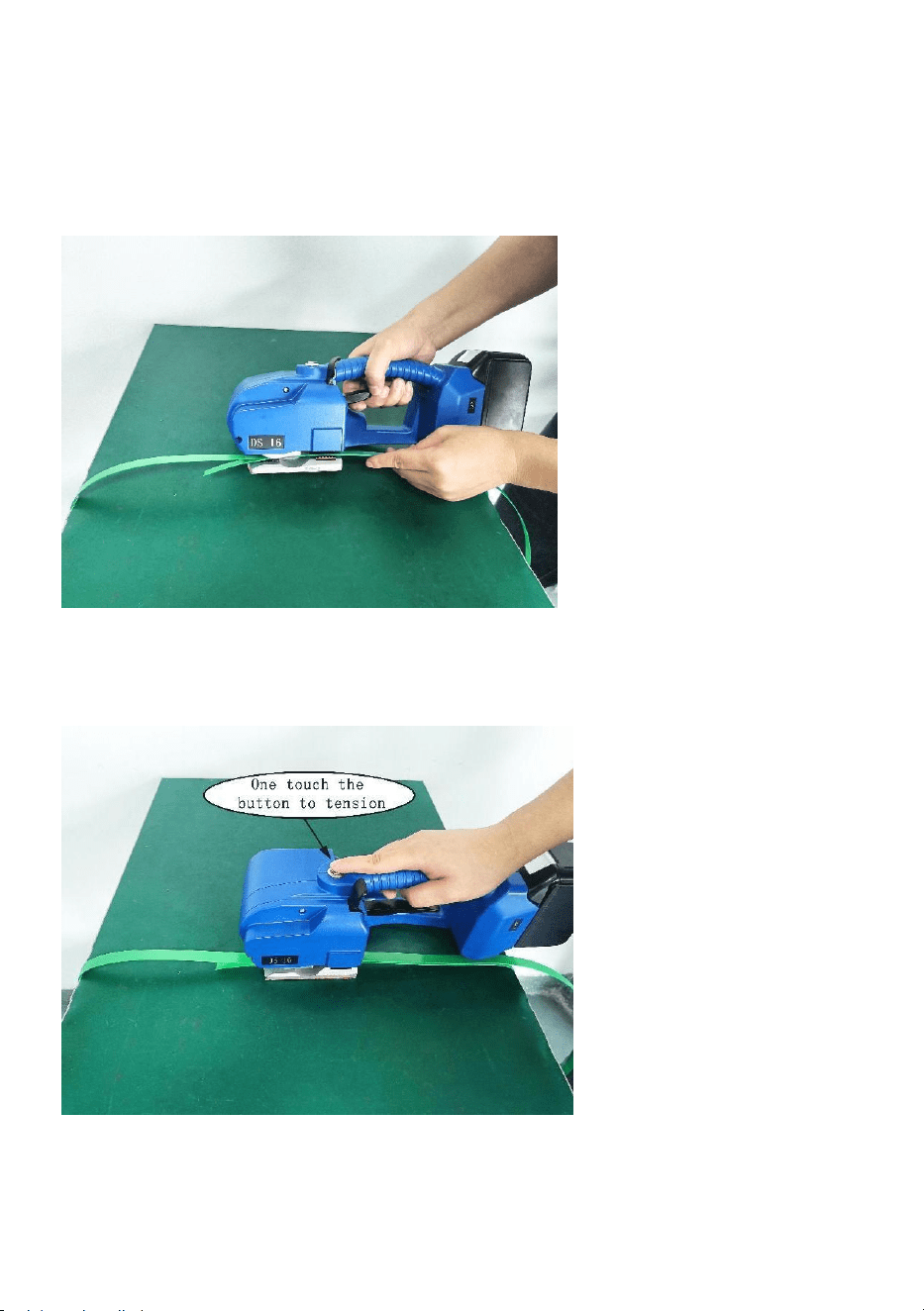
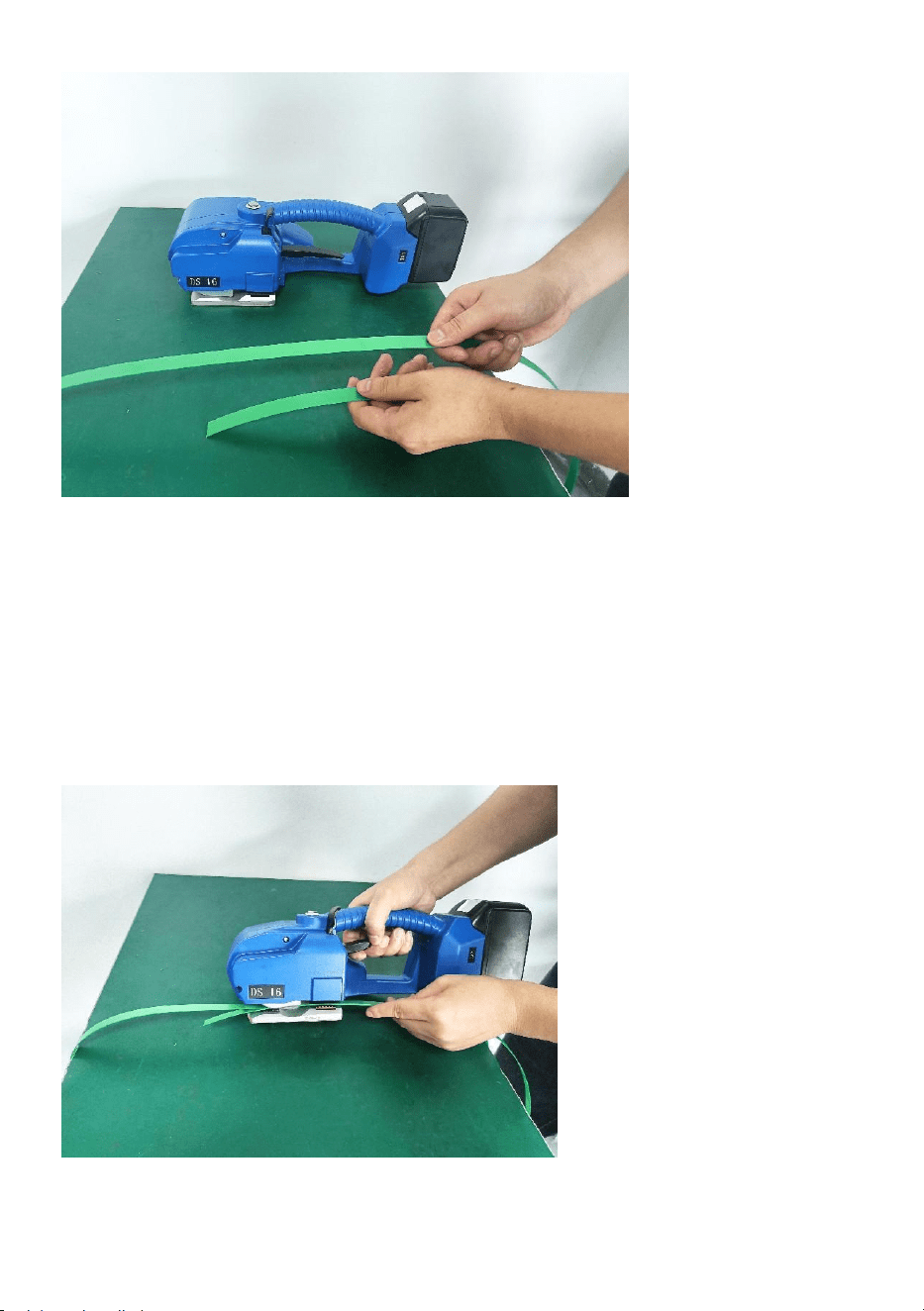
*One touch to tension mode
Step 1 Wrap and stack the straps
Please wrap the straps in the way as shown and do not allow the
straps to get wet with oil or other debris at any time.
Step 2 inserts the straps into baler
When inserting the straps, the straps in the direction of tension
must be stacked at the top end, the bottom strapping should be stretched
to the bottom of the feeding wheel to cover the front of the tooth plate
5-10MM longer, when inserting the straps,please lift the handle with your
right hand, insert the straps with your left hand, the upper and lower ends
of straps must be stacked parallel to each other after releasing the lift
handle.
Step 3 Tighten straps
When you press the tension button and release it, the baler will
tension straps automatically.
Step 4 Welding the straps
After pressing friction the button, the baler automatically seals and
cuts the straps(the time is preset by the system and can be increased or
decreased adjust the friction time grade).
Step 5 Move away the baler
When the bonding operation is complete, lift the handle and feeding
wheel run reversely to loose the straps accordingly and then move away
the baler.
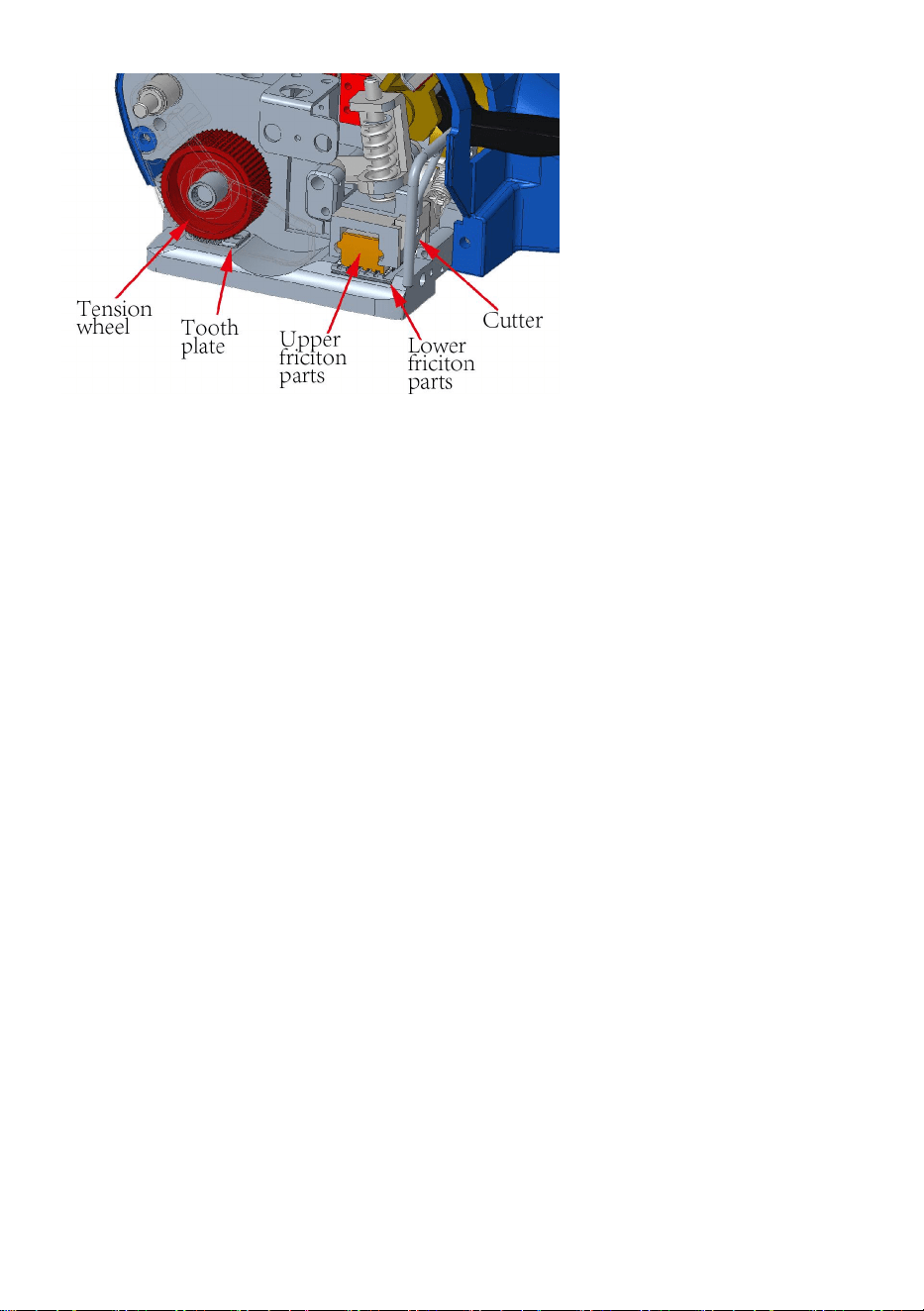
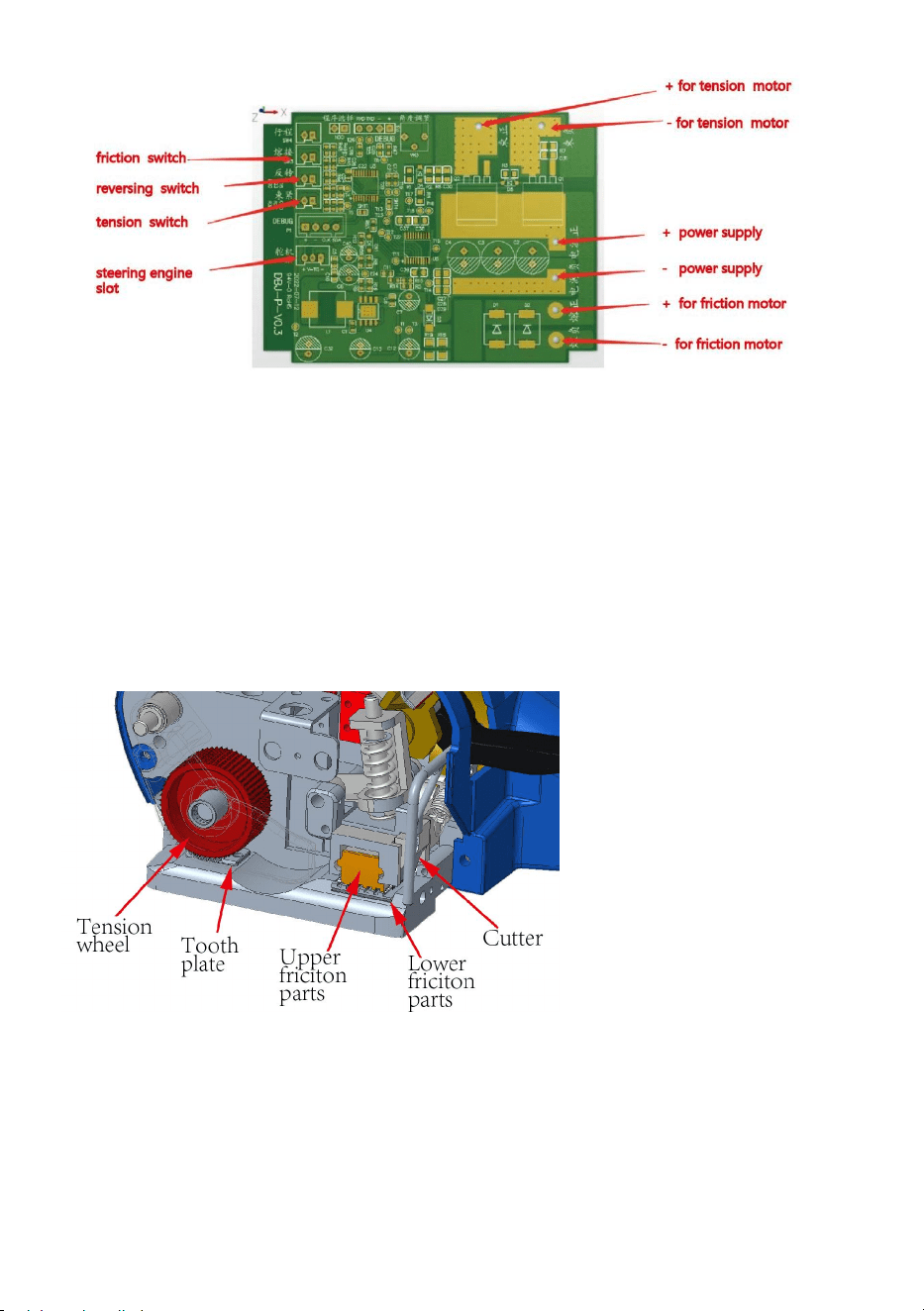
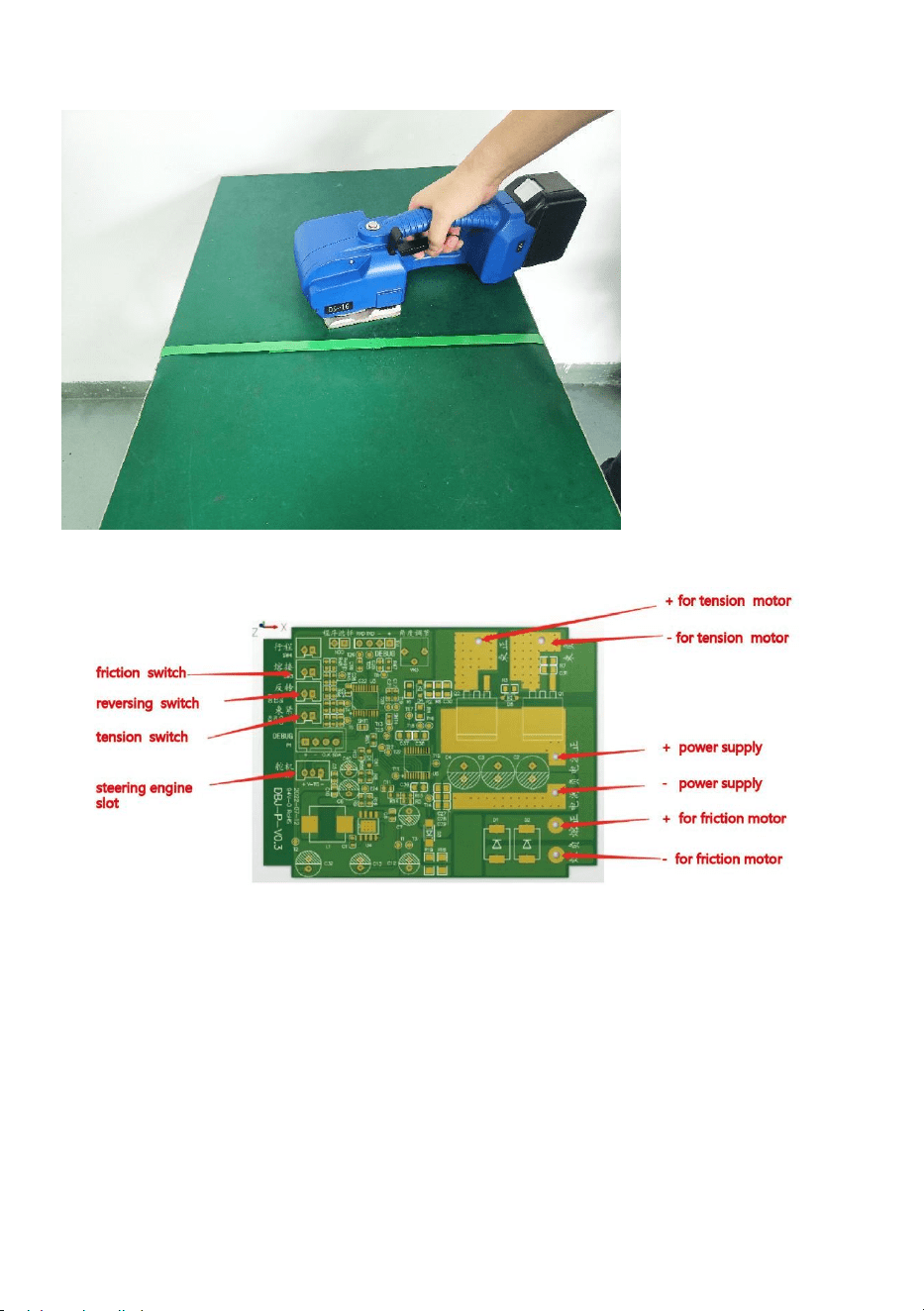
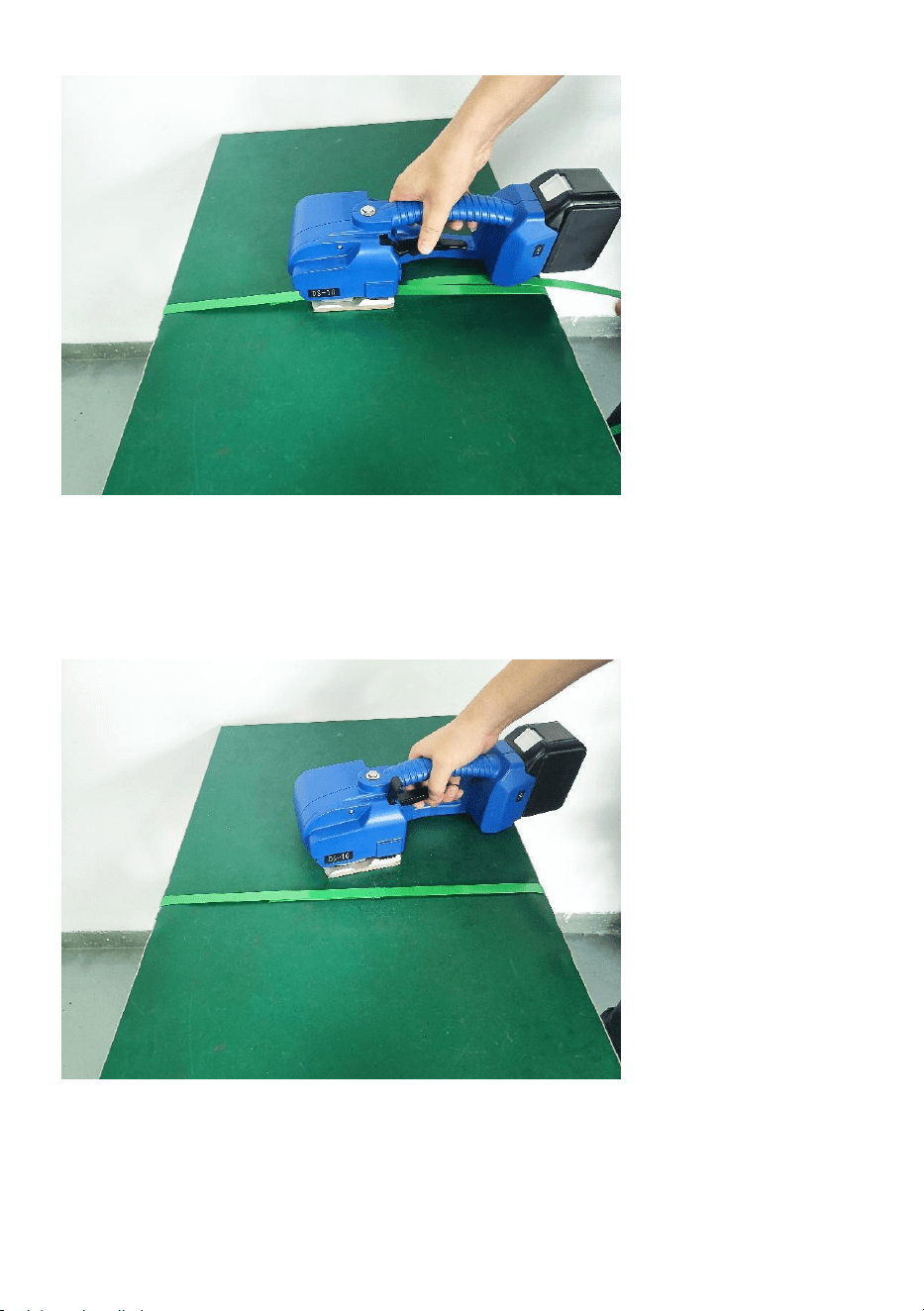
5.Electrical connections
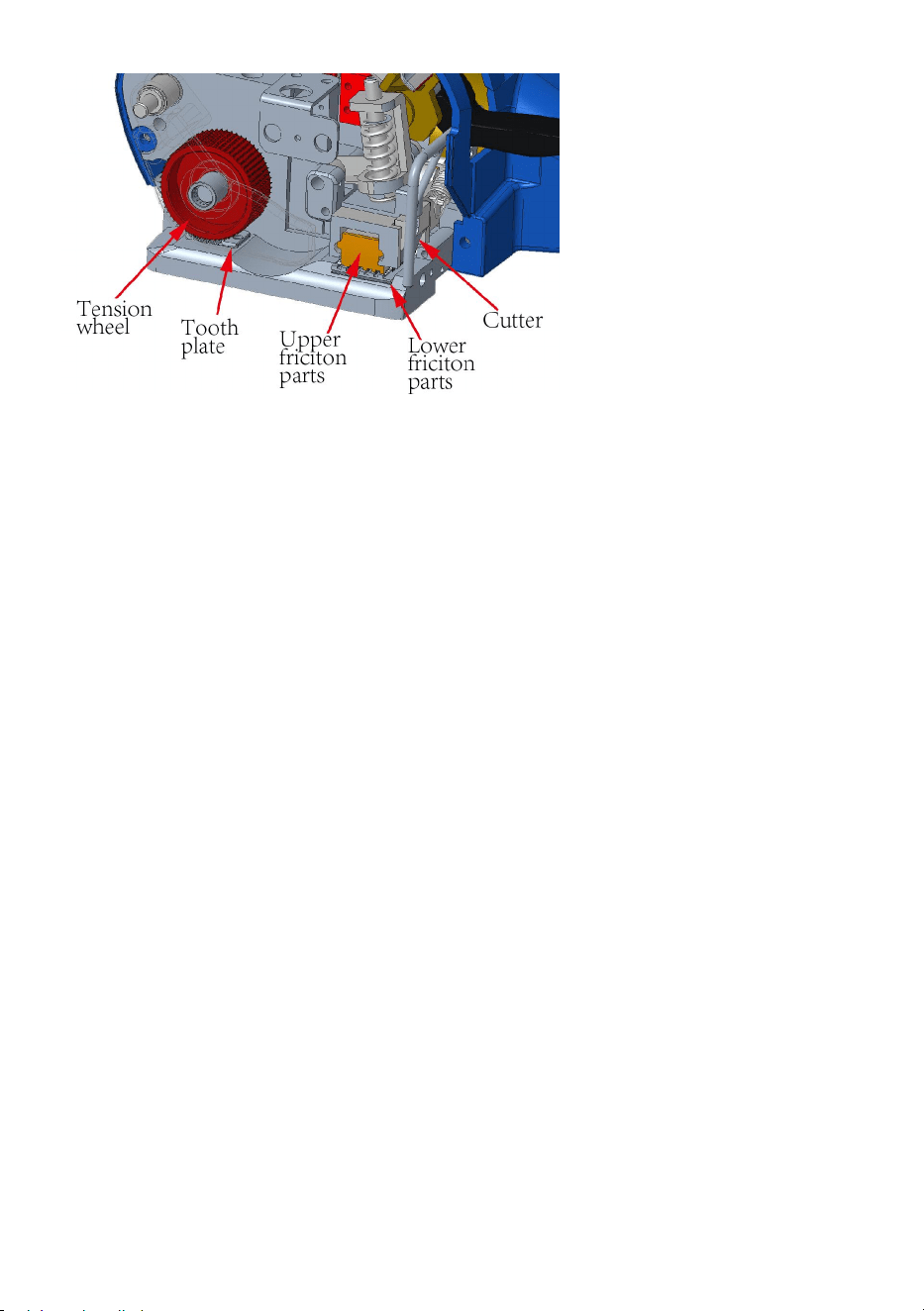
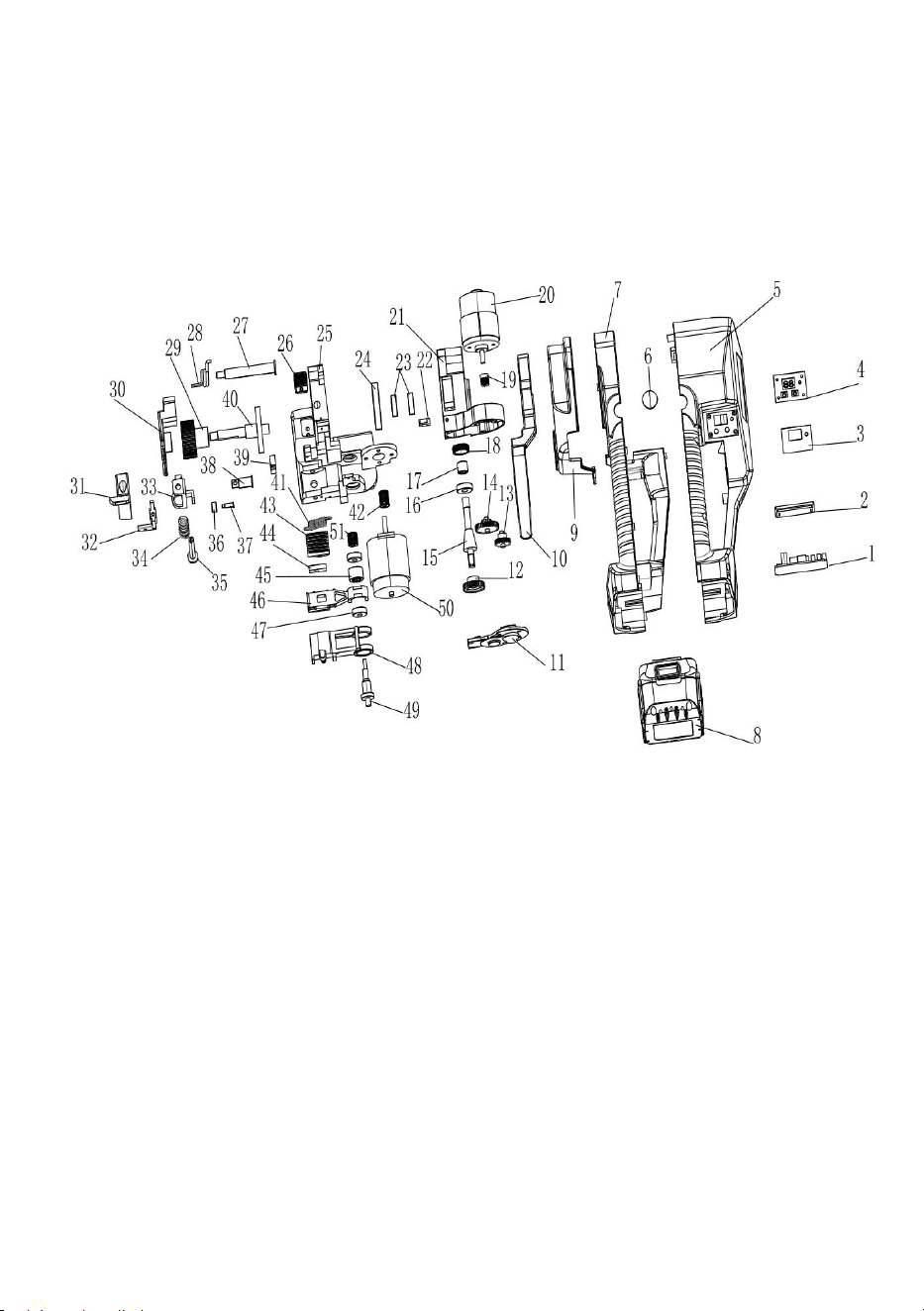
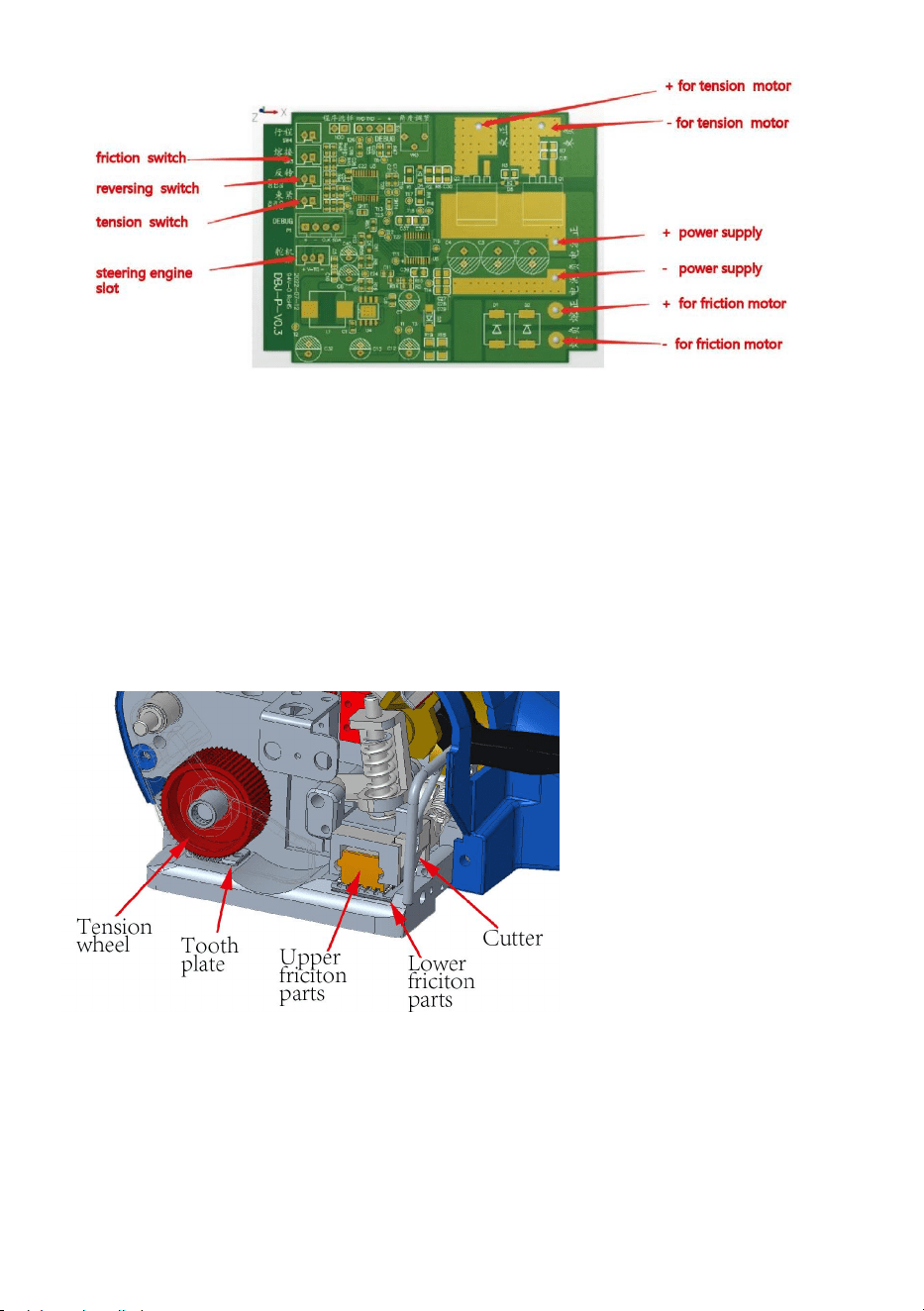
6.Wear parts replacement &bonding state adjustment
■ Note:Please disconnect the power switch and remove the batteries
before each service.
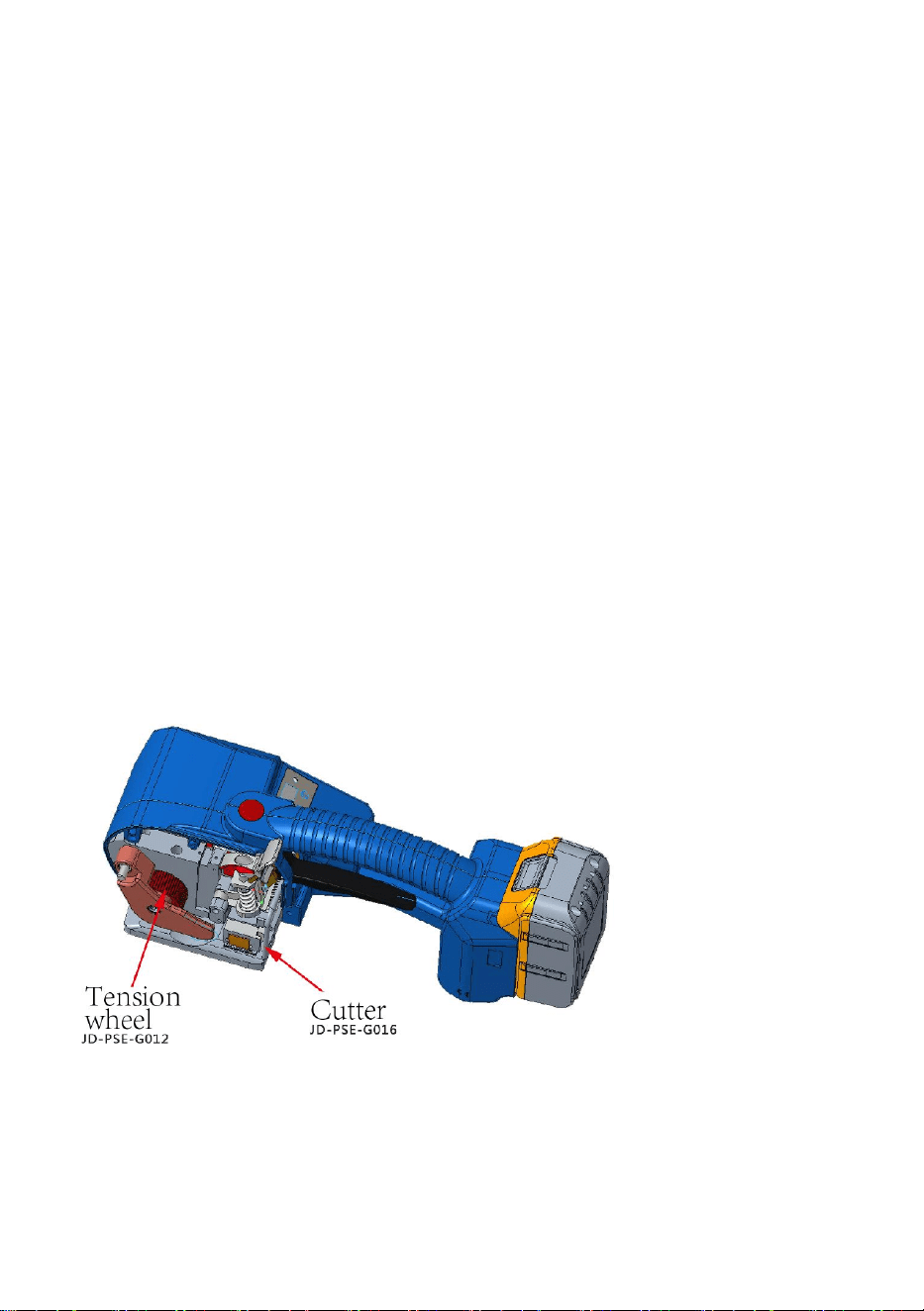
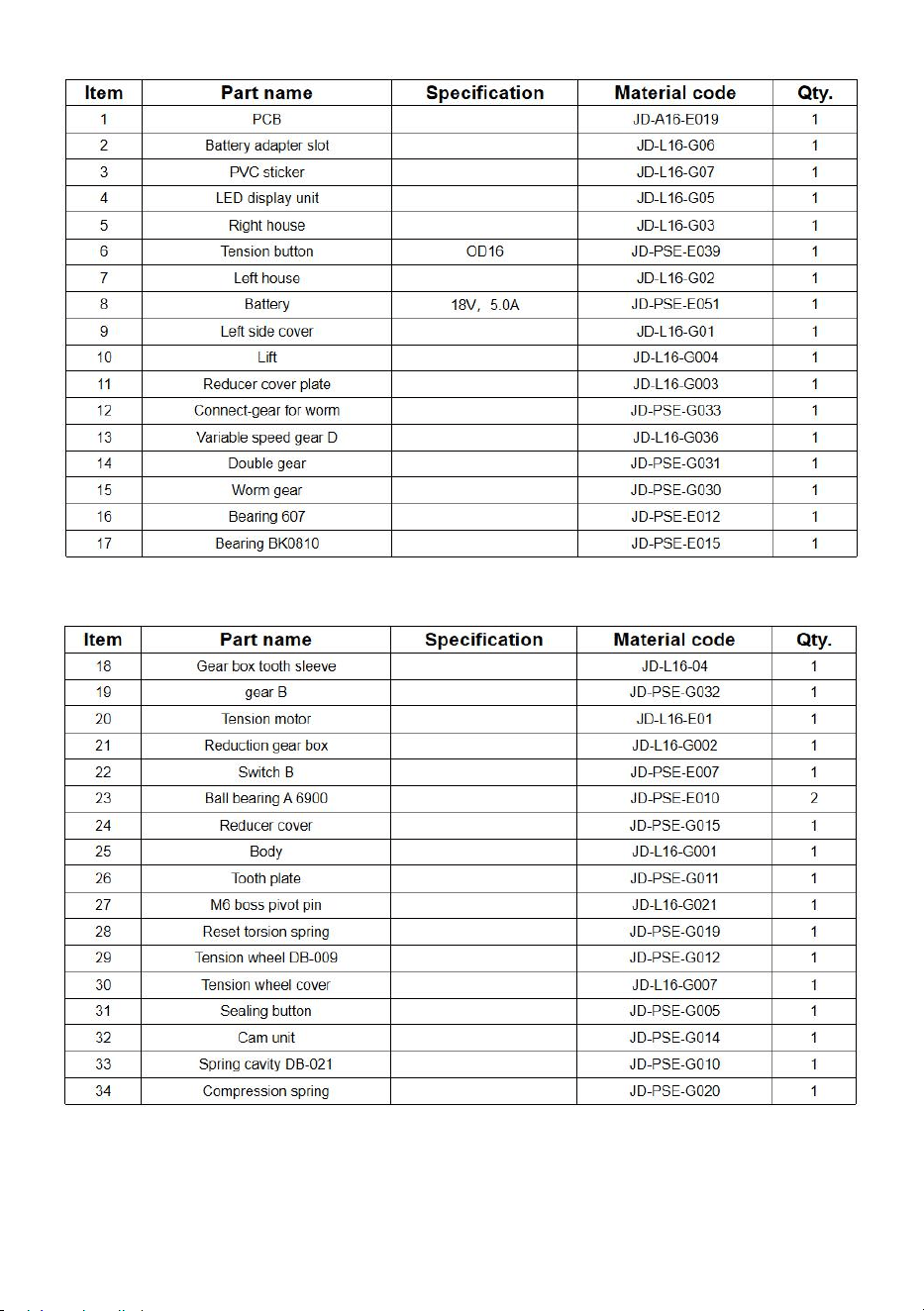
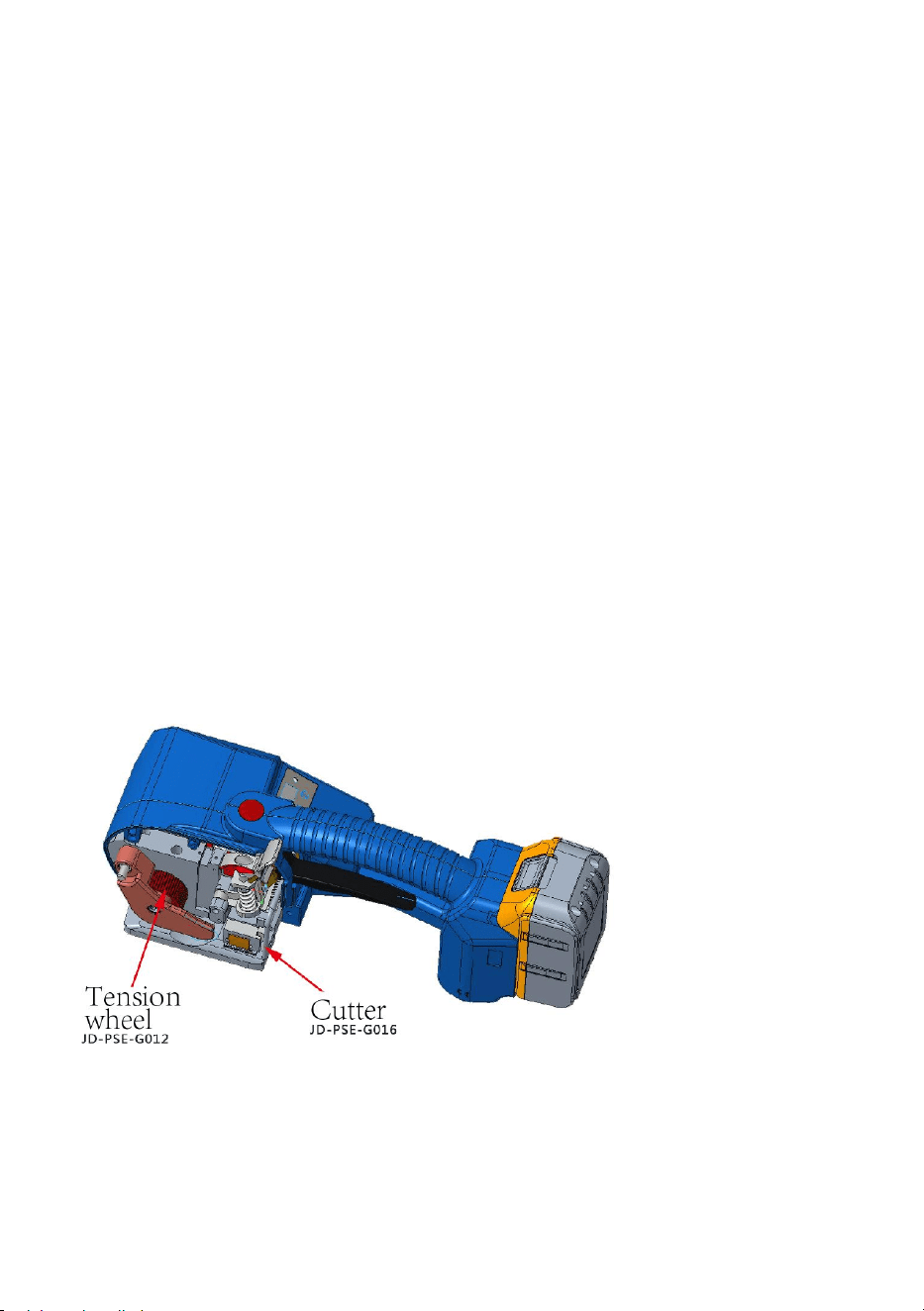
6.1 Wear parts replacement
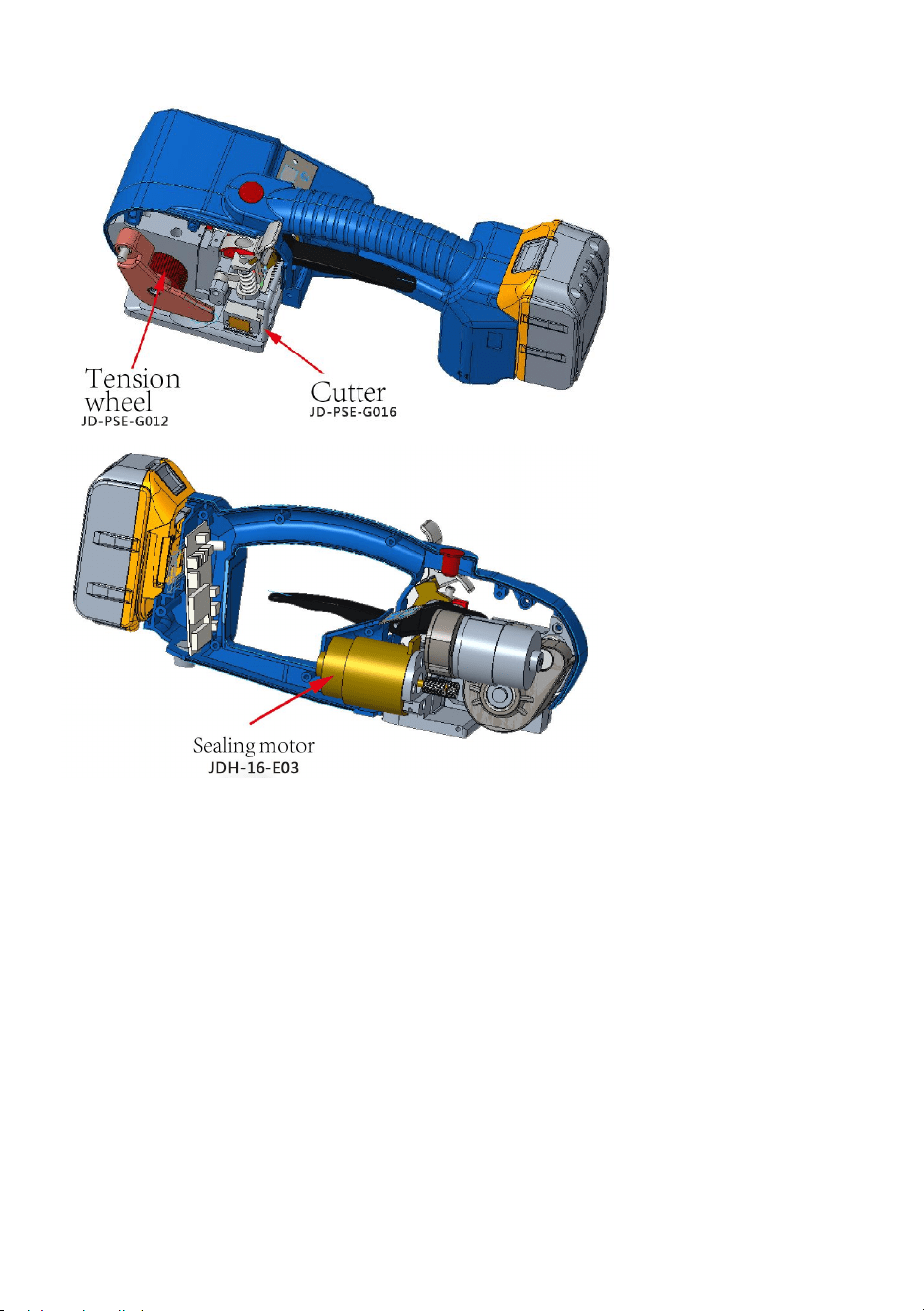
Cutter (JD-PSE-G016): First loosen the screw on the left cover
plate (JD-L16-G01) and remove it, then remove the screw on the cutter
and remove the cutter for replacement. After installing the cutter, install it in
reverse order.
Lower toothed plate (JD-PSE-G011): first remove the screws fixing
the toothed plate and remove it, then replace the ejected toothed plate.
After replacement, assemble it in the reverse order.
Tension wheel (JD-PSE-G012):please remove the left cover plate
as described above, remove the nut fixed on the connecting shaft
(JD-L16-G021), remove the Tension wheel cover(JD-L16-G007), replace
the restraining wheel and replace it in reverse order.
Lower friction part (JD-PSE-G013) : First loosen and remove the
headless screws fixed on the shaft of the lower friction part, push out the
lower friction part from the bottom for replacement, and then replace it in
reverse order.
6.2 Tightening, bonding and cutting adjustments
①. If the tightening slips, loosen the screws fixed on the tooth plate
and install the tooth plate gasket (JD-PSE-G028) to raise the tooth plate or
replace the tooth plate.
②. When using different packing belts with a thickness of
0.4-1.2MM, timely adjust the gap between the upper friction part
(JD-PSE-G008) and the lower friction part, otherwise poor welding will
occur. When adjusting the clearance between the upper and lower friction
part, first remove the left cover plate, then loosen the remove sealing
button (JD-PSE-G005), fix the lower compression shaft of the bonding
plate (JD-PSE-G022) with a slotted screwdriver, and then turn the nut on
the connecting shaft clockwise or counterclockwise. When rotating
clockwise, the clearance between the upper and lower friction part
becomes larger, and when rotating counterclockwise, the clearance
becomes smaller.
③. The bonding time and the tightening force are adjusted through the
digital display windows E and F on the right cover. Key E adjusts the fusion
time, and key F adjusts the tightening force, increasing from grade 1 to
grade 9.
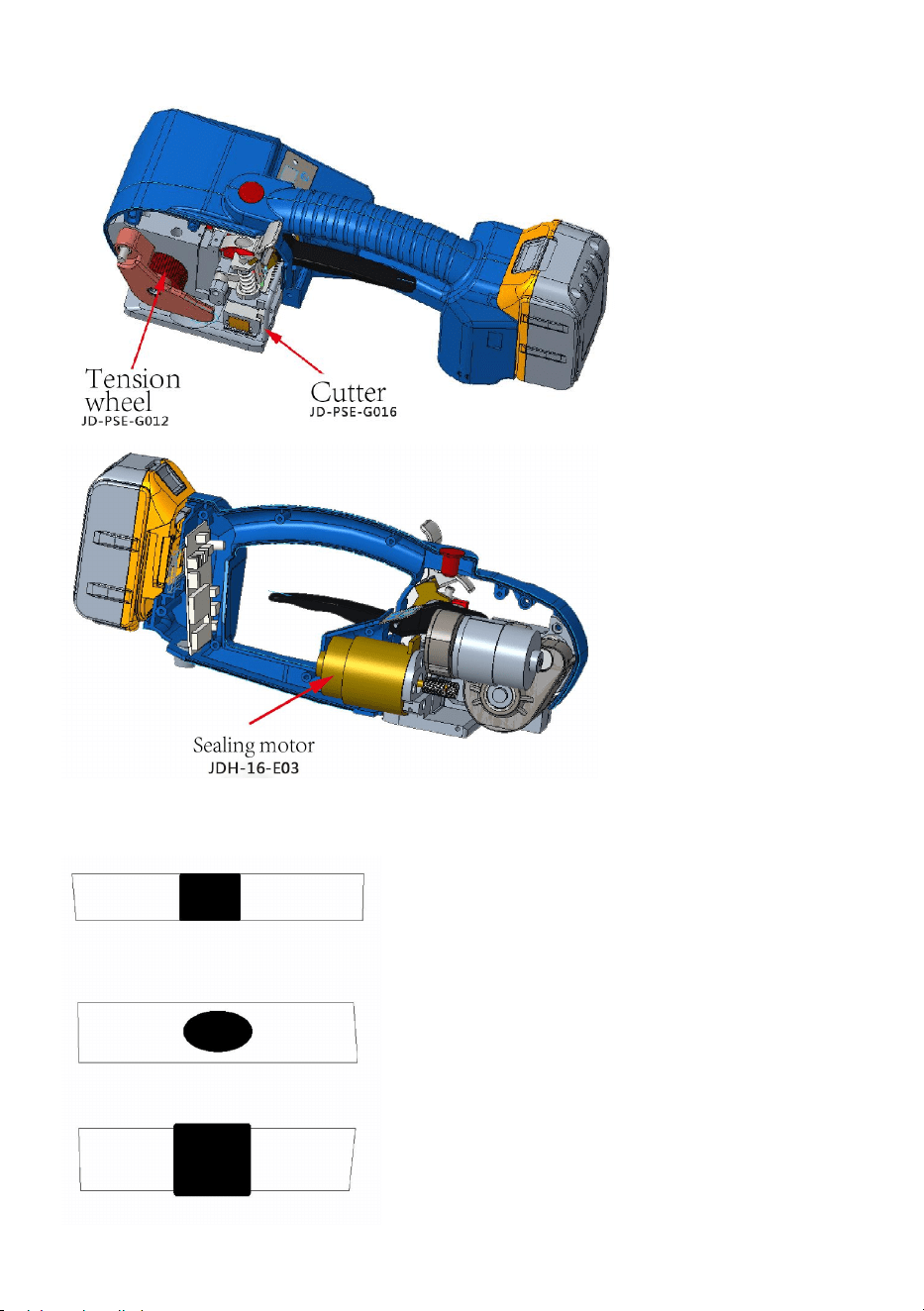
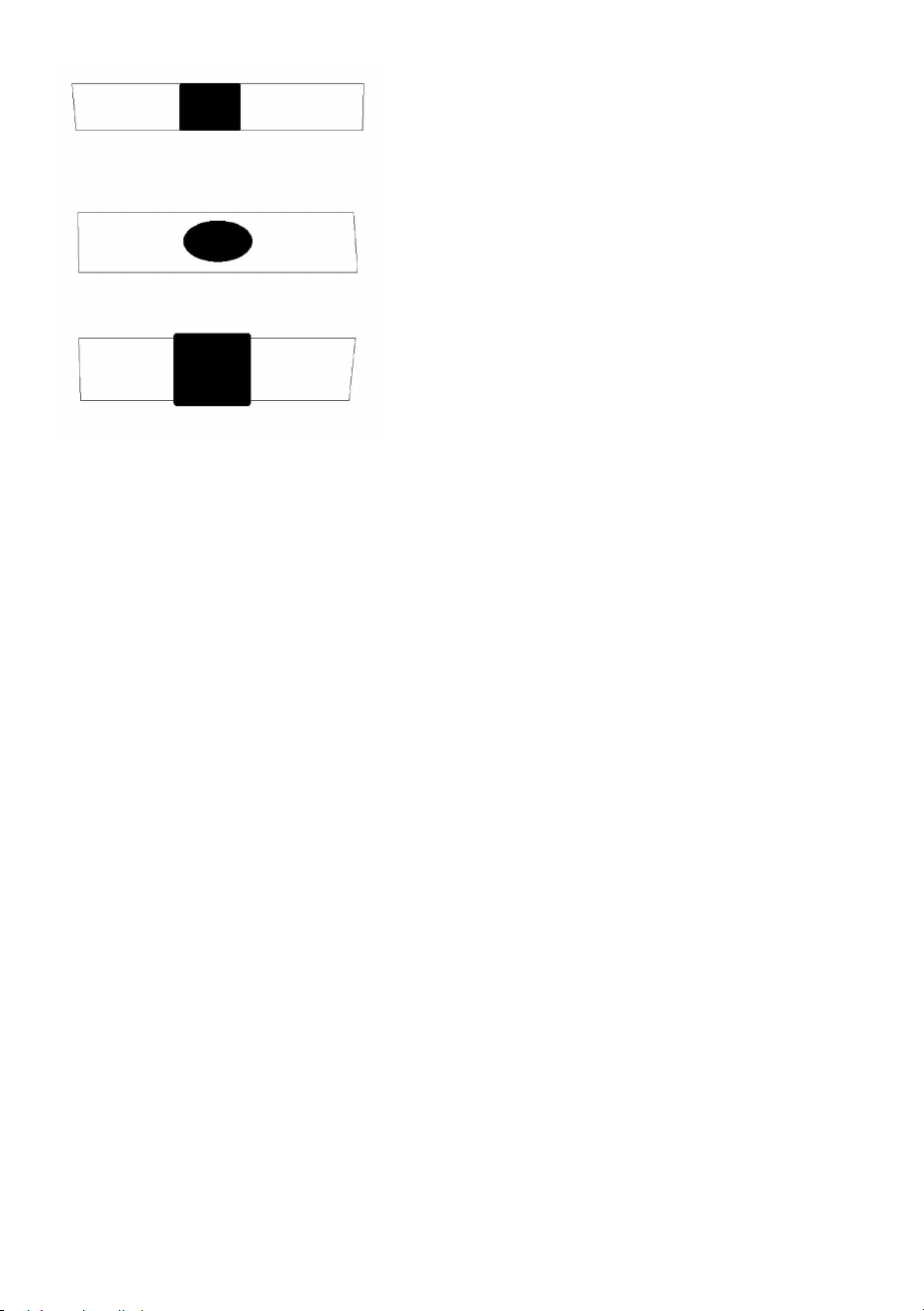
④. Refer to the following chart for wear part replacement and
bonding & welding time (effect) adjustment.
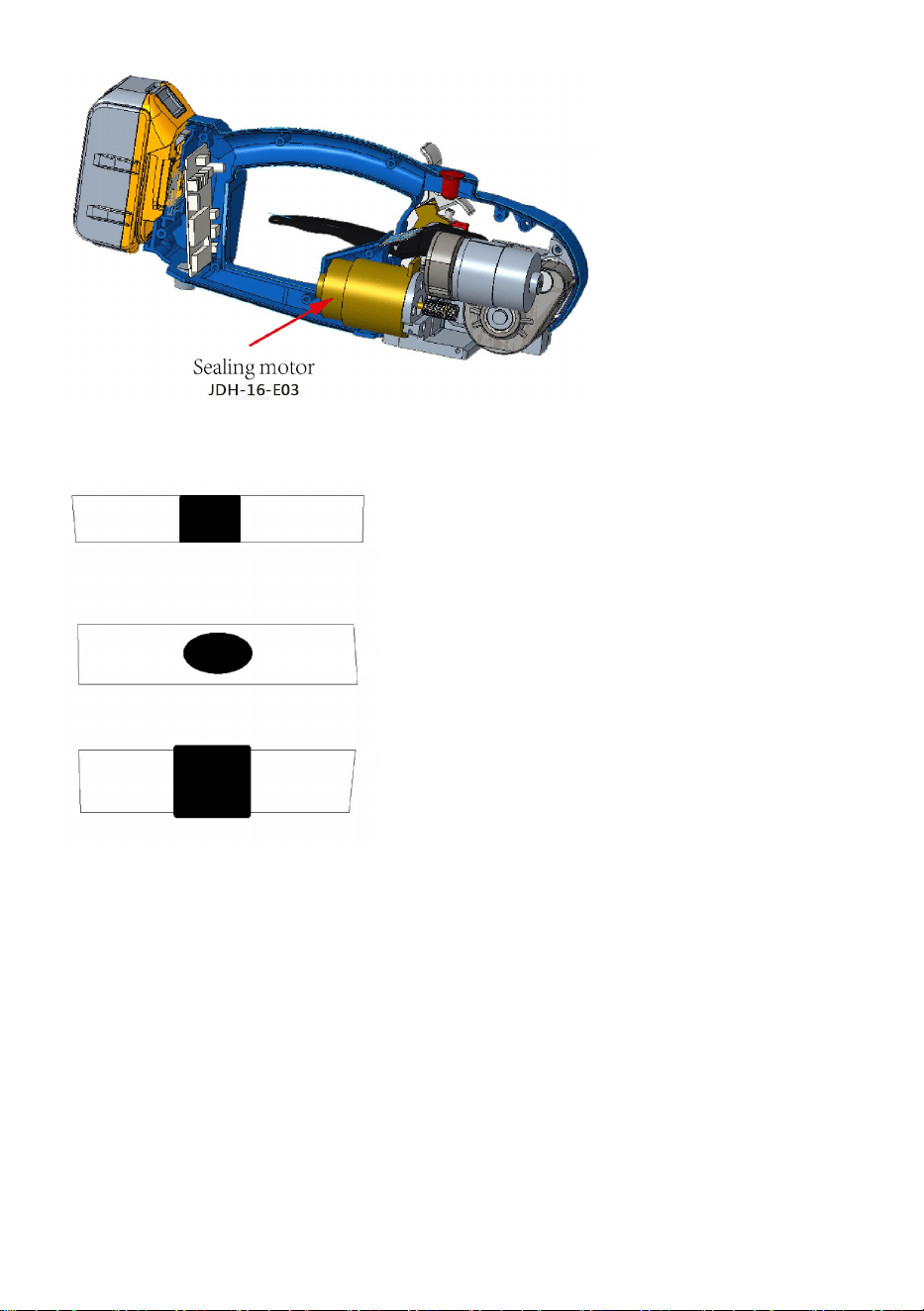
Diagram of welding &bonding effect
7.Common electrical faults
In the process of use, the baler tool suddenly jammed and LED shows red
when the baling belt stuck in the machine can not be taken out, please
immediately turn power off, cut off the straps to remove the straps stuck in
the tool, promptly charge the battery or replace the battery.When
confirming the battery has power and the fault is not eliminated, you must
remove the left and right plastic covers after removing the battery to check
the tool, such as checking the switches or the wiring on each switch or on
motors has not fallen off, or replace the micro switch or replace the friction
sealing motor.
Perfect friction time
Friction time is too short
Friction time is too long
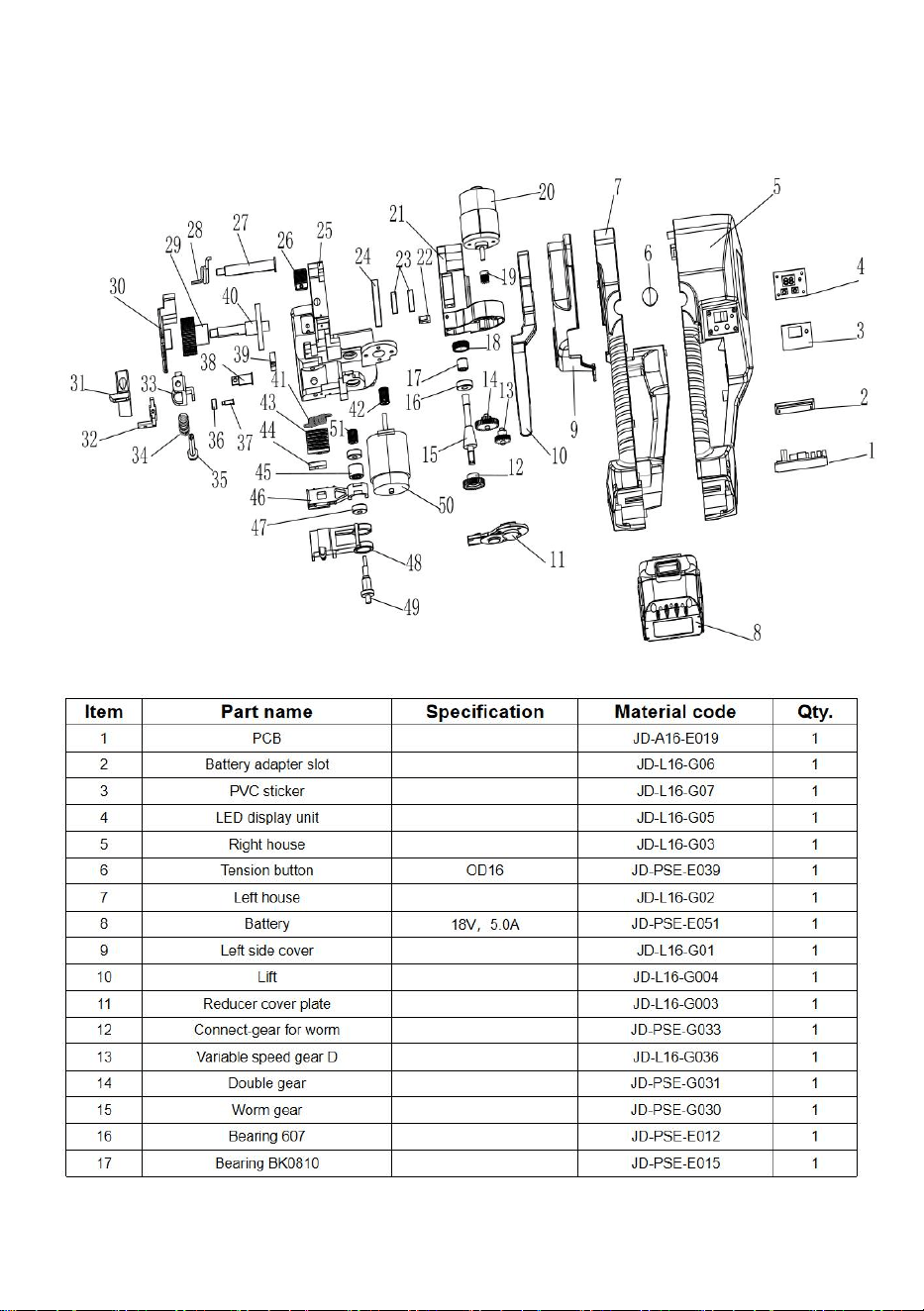
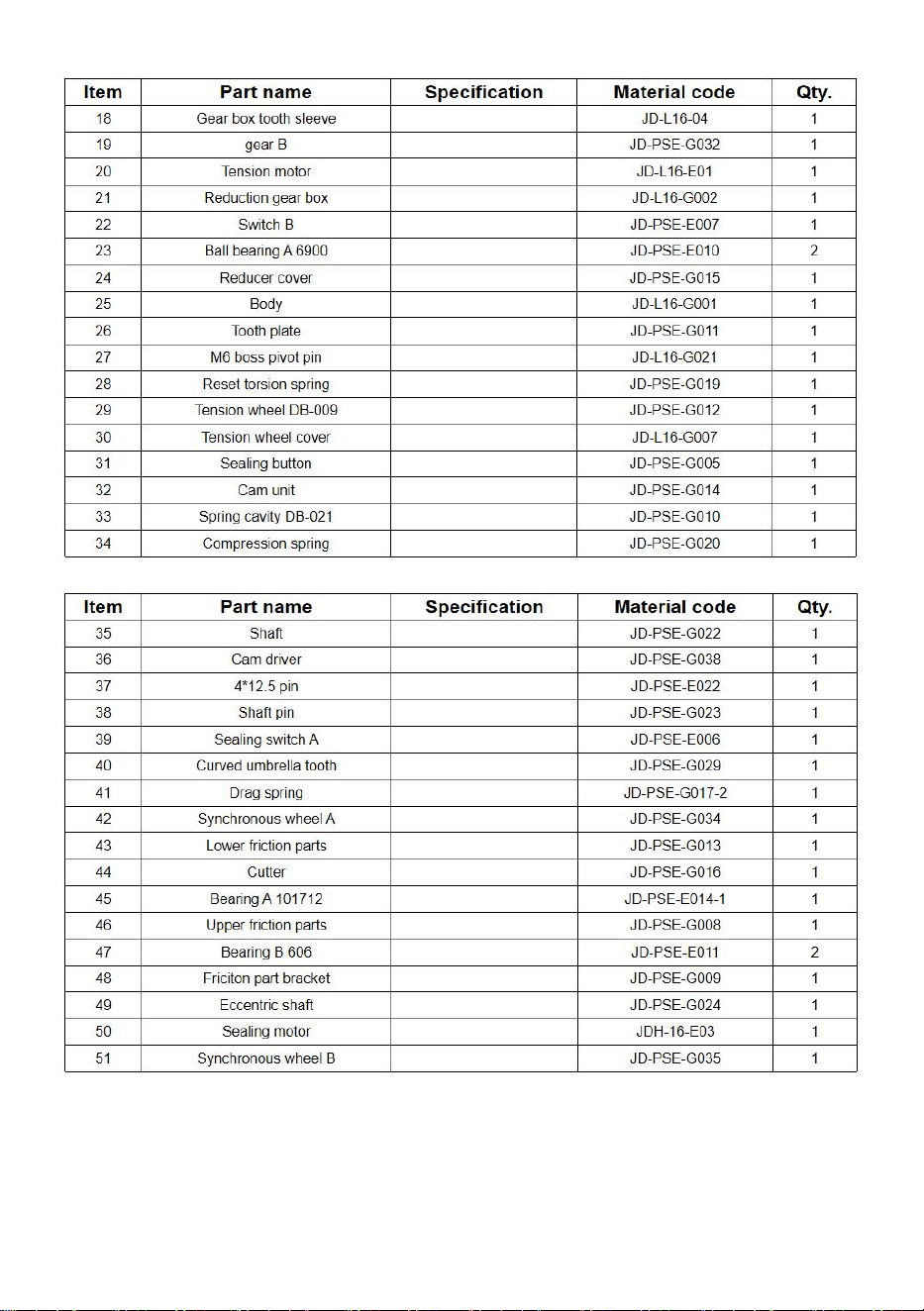
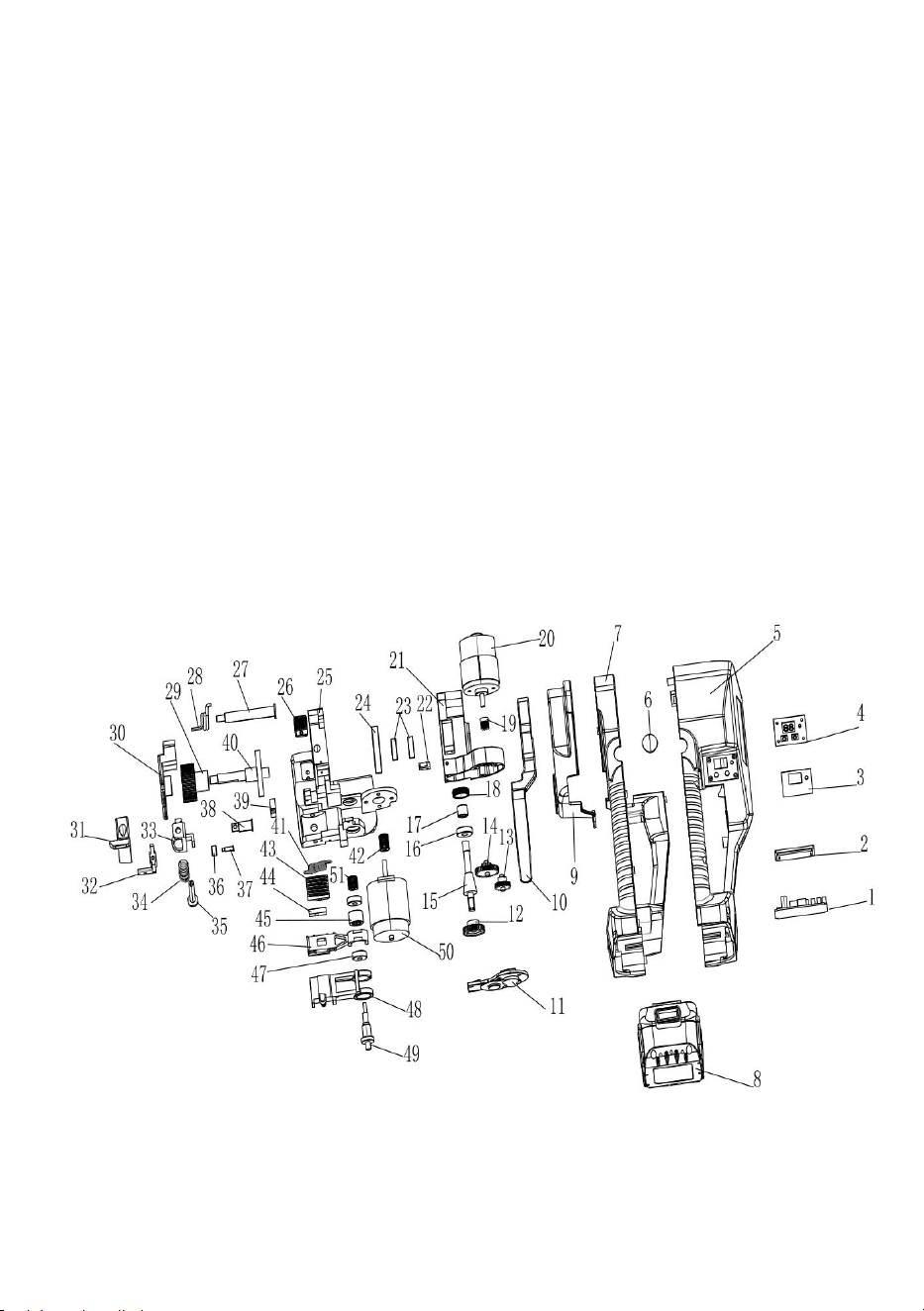
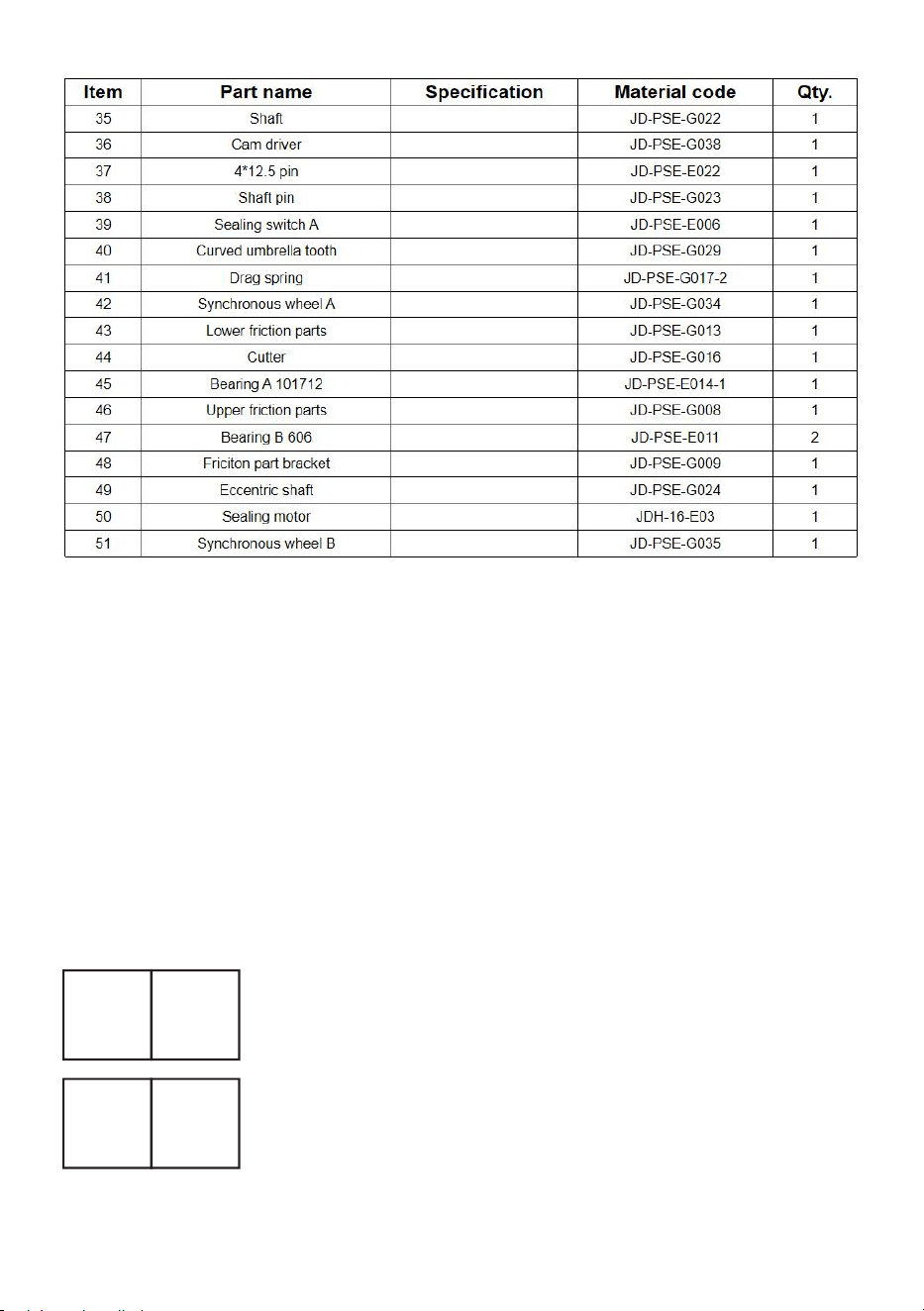
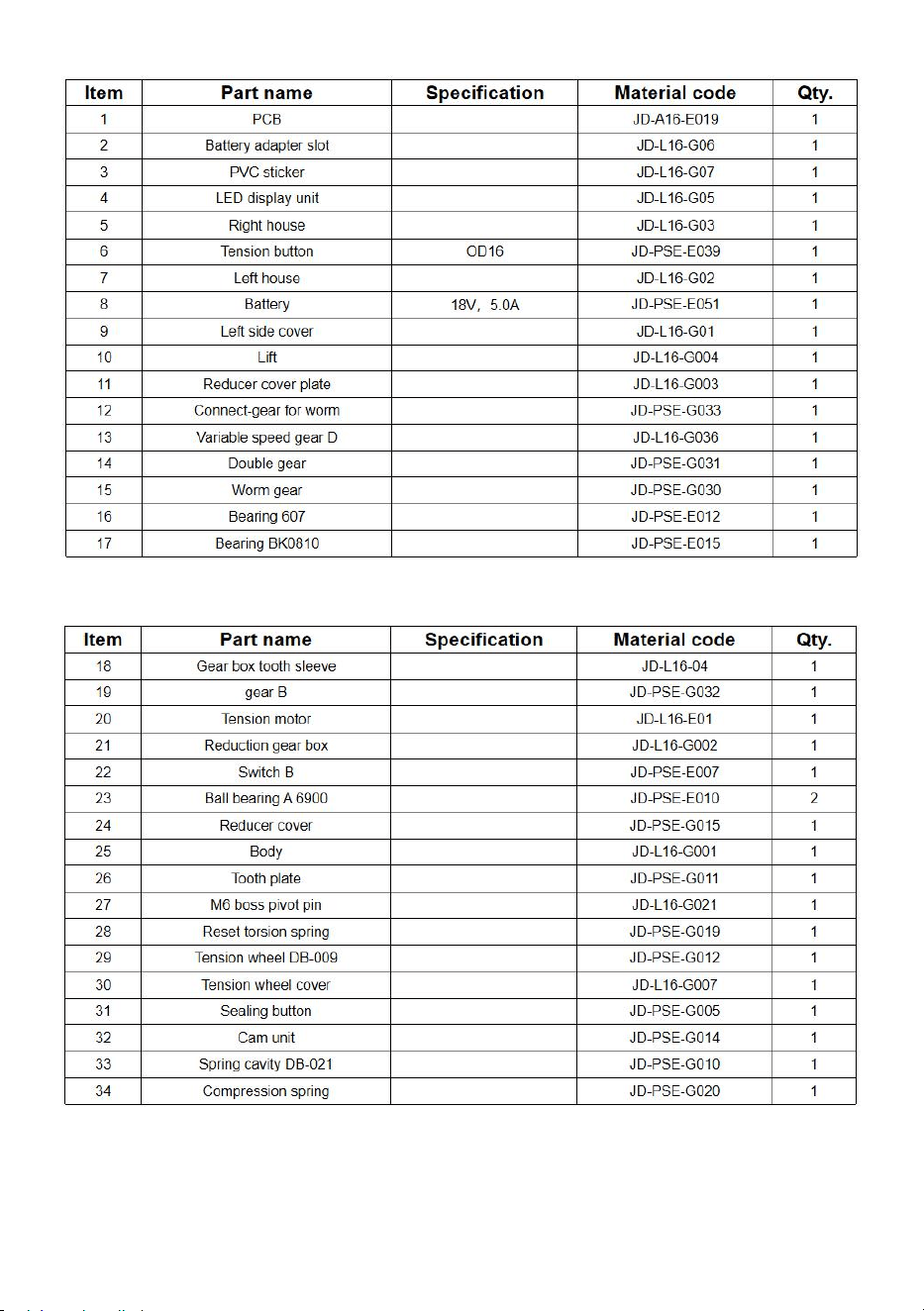
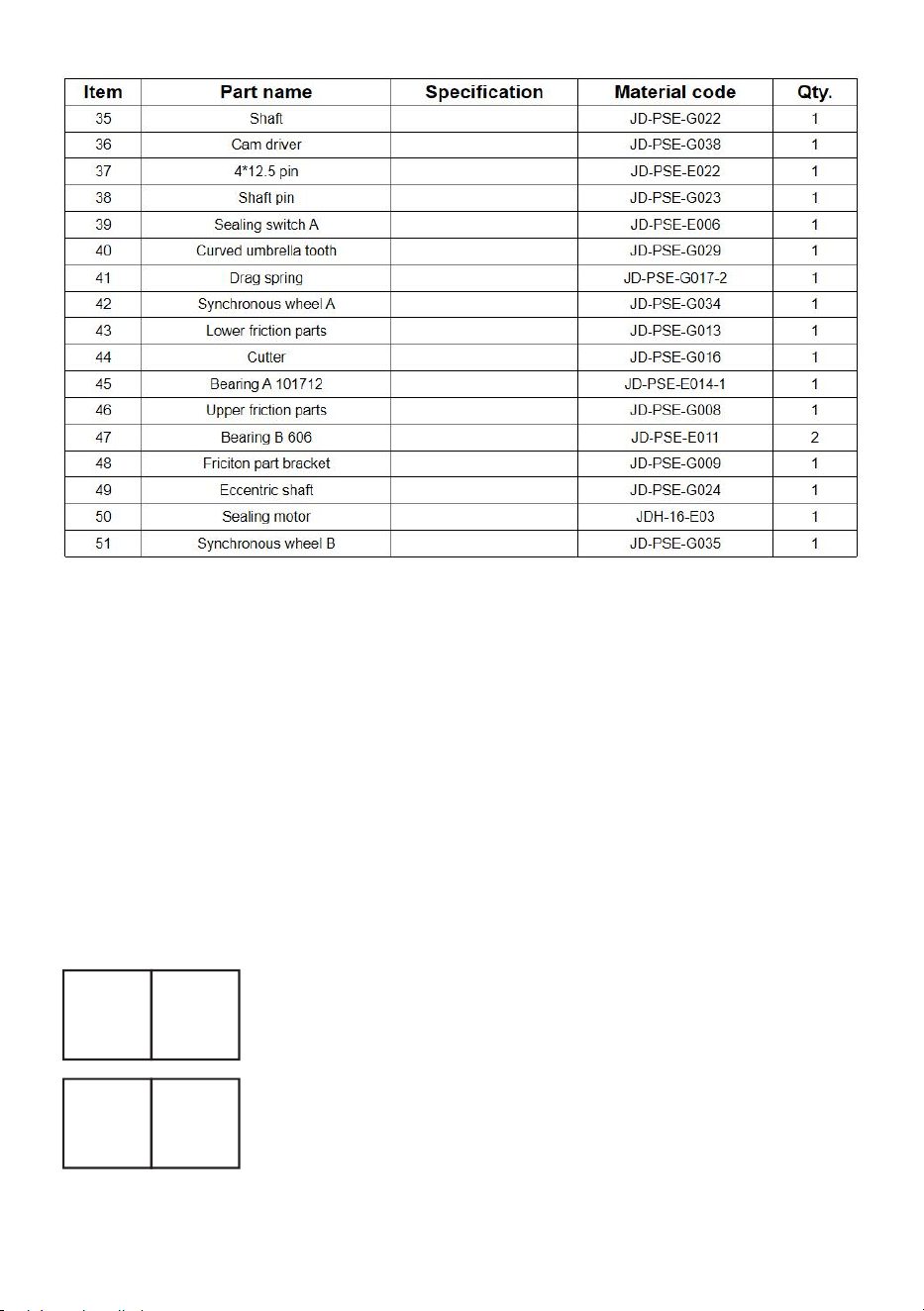
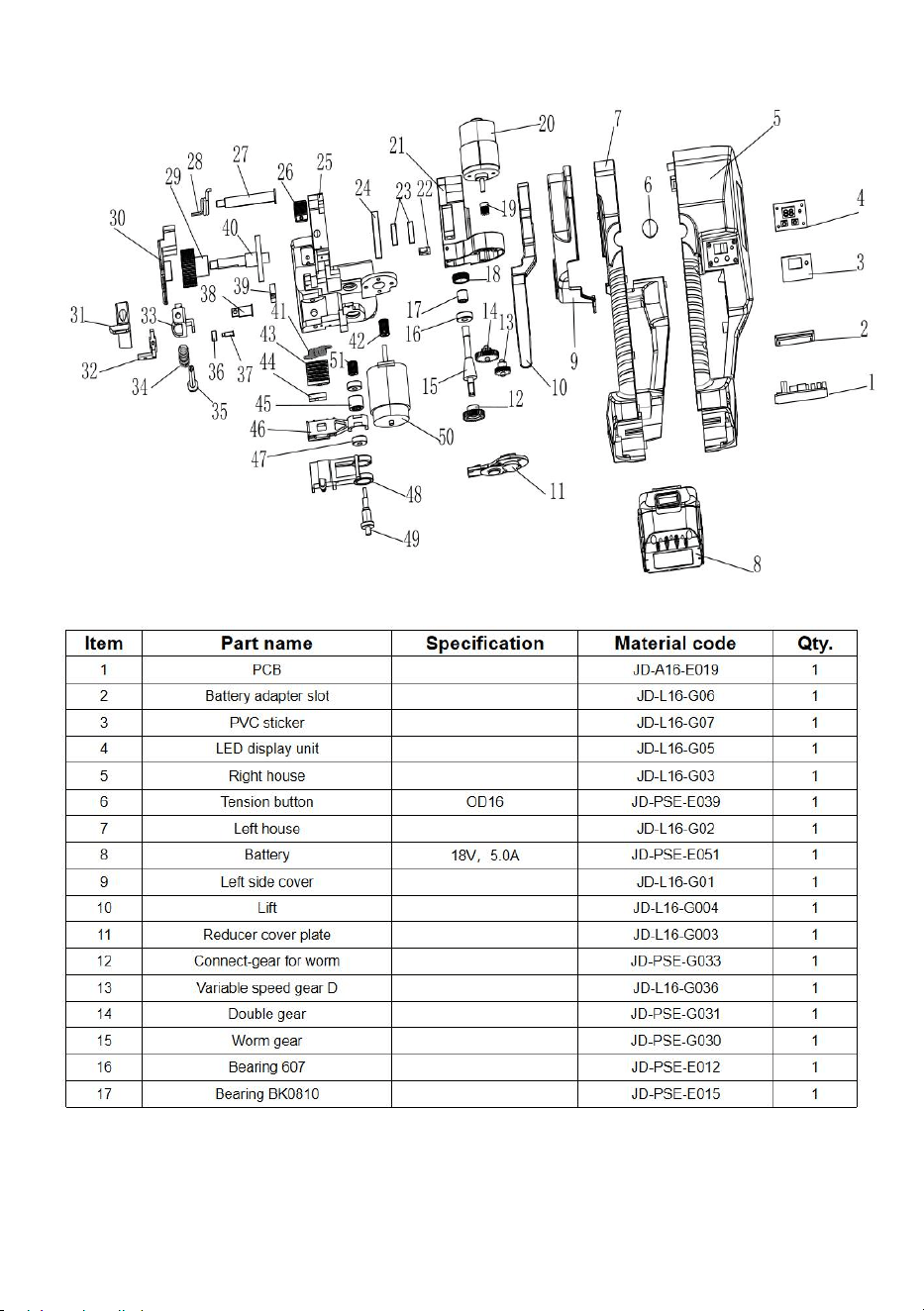
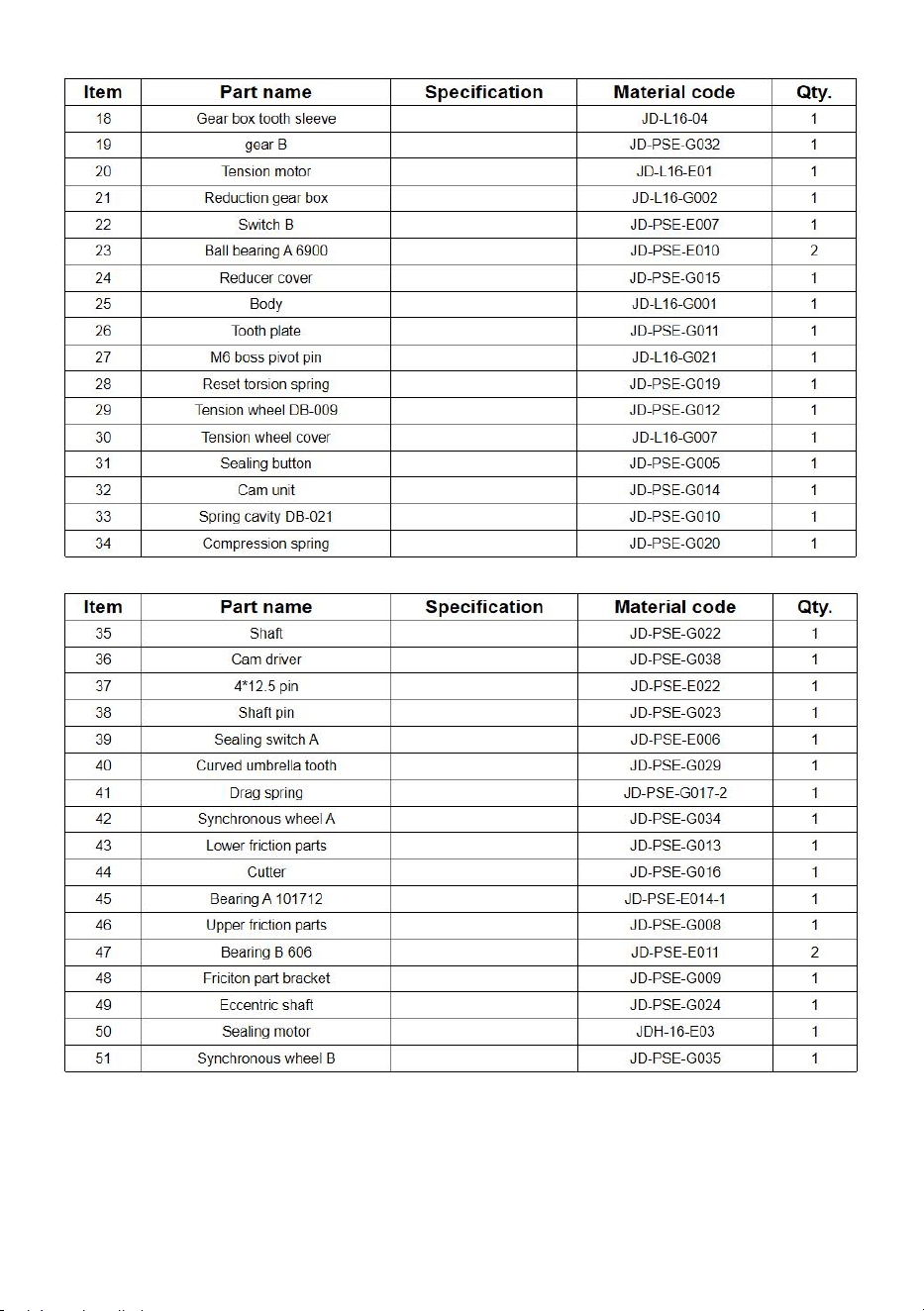
8、Product exploded view and parts list
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Imported to USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Technical Support and E-Warranty Certificate
www.vevor.com/support
Support technique et certificat de garantie électronique
www.vevor.com/support
Machine de cerclage
MODÈLE: DS-16
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

Modèle : DS-16
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

INSTRUCTIONS
Merci beaucoup d'avoir choisi cette machine de cerclage
- Veuillez lire toutes les instructions avant de l'utiliser. Les informations
vous aideront à obtenir les meilleurs résultats possibles.
Les produits présentés dans ce catalogue peuvent avoir une couleur
différente de celle de l'article réel .
1. Consignes de sécurité
Une formation correcte est requise. Le personnel non correctement
formé n'est pas autorisé à utiliser la cercleuse. Une utilisation incorrecte
peut entraîner des dommages matériels ou des blessures corporelles.
1.1 Fonctionnement sur batterie
*Protection environnementale
Veuillez ne pas jeter la batterie usagée dans la poubelle domestique ou
dans le seau d'eaux usées, veuillez ne pas frapper ou brûler la batterie
usagée.
* Risque de court-circuit
Ne stockez pas les piles avec d'autres objets métalliques. Veuillez ne
pas démonter les piles vous-même et les stocker dans un endroit sec et
résistant au gel. La température ambiante ne doit pas dépasser 50 degrés.
Ne chargez pas les piles usagées et remplacez-les par des neuves
lorsqu'elles sont endommagées ou inutilisables.
1.2 Risques de blessures aux yeux
Veuillez porter des lunettes de protection pour éviter d'endommager vos
yeux lorsque vous utilisez ce produit.
1.3 Fonctionnement
Veuillez lire attentivement les instructions et vous entraîner
correctement avant utilisation. Les personnes qui n'ont pas été
correctement formées ne sont pas autorisées à utiliser la presse à balles
avant de serrer les sangles, si les instructions ne sont pas suivies ou si le
cerclage est chargé de manière déraisonnable, cela peut entraîner une
rupture du cerclage ou une panne de la machine. Ne posez pas vos mains
sur la zone de reliure, la zone de collage ou la zone de coupe du cutter tant
que vous n'êtes pas familiarisé avec la presse à balles. Placez votre main
sur la zone de reliure, la zone de collage et la zone de coupe.
découpe au cutter.
1.4 Zone de soudage par friction
Vous devez vérifier l'état de la zone de soudage par friction et vous
familiariser avec le contrôle et le réglage du temps de friction et du temps
de serrage. Un temps de friction irrégulier peut entraîner une mauvaise
adhérence et entraîner de graves dommages. Veuillez donc ne pas
expédier ou transporter des boîtes qui n'ont pas été correctement
emballées et manipulées.
1.5 Répartition des sangles d'emballage
Veuillez utiliser le chariot du plateau de ceinture spécialement
conçu pour distribuer les sangles. Lorsqu'elles ne sont pas utilisées, fixez
l'extrémité des sangles dans l'ouverture de fixation des sangles.
1.6 Avertissement concernant les sangles
N'utilisez pas de sangles pour traîner ou soulever des charges car
cela pourrait entraîner des dommages matériels ou des blessures
corporelles.
1.7 Risques de rupture de sangle
Mauvais fonctionnement ; trop serré; ne pas utiliser le cerclage
comme requis entraînera la perte de la force de tension ou la rupture du
cerclage, ce qui pourrait éventuellement endommager la boîte/les
marchandises et briser l'objet, faire perdre l'équilibre et tomber à
l'opérateur ou provoquer la machine de cerclage. et le cerclage heurte
rapidement le visage de l'opérateur, provoquant ainsi des blessures.
■ Remarque :
* Si la charge est remplie de bords tranchants, veuillez ajouter une
protection des bords.
* Enroulez les sangles autour de la zone appropriée à attacher.
* L'opérateur ne doit pas être dans la même position en ligne droite que la

cercleuse pendant le serrage et la friction pour éviter que la presse à balles
et les sangles ne basculent sur le visage de l'opérateur. Et rappelez ou
demandez aux spectateurs de rester à l'écart de la zone d'exploitation
pendant le fonctionnement. Veuillez également utiliser le cerclage avec les
spécifications de largeur et de résistance recommandées, ce qui
contribuera à améliorer la qualité et l'efficacité de l'emballage, car un
cerclage inadapté peut provoquer la rupture du cerclage ou le
détachement de la boîte pendant le transport.
1.8 Coupe des sangles
Lors de la coupe des sangles, veuillez utiliser l'outil de coupe approprié et
garder une distance de sécurité avec les personnes, pas dans la même
ligne que les sangles et loin de la direction lâche du cerclage. Veuillez
utiliser les outils spécialement conçus pour couper les sangles, pas de
marteaux, pinces, haches, scies à métaux, etc.
1.9 Risques de glissades et de chutes
Veuillez garder la zone de cerclage propre et bien rangée, car des zones
de travail en désordre peuvent provoquer des accidents et des chutes
peuvent survenir si vous n'atterrissez pas bien ou si vous êtes déséquilibré
avant la tension, en particulier dans les petites zones de travail telles que
les cages d'escalier. Essayez de garder votre équilibre lors de la
manipulation. Les deux pieds doivent être sur une surface plane et ferme
en même temps. N'utilisez pas l'appareil si vous n'êtes pas bien ou dans
une condition physique difficile.
Veuillez noter les précautions mentionnées spécifiquement pour la zone de
travail.
1.10 Dangers de la presse à balles
* Un bon entretien de la presse est très nécessaire.
* Vérifiez régulièrement les pièces de la presse. En cas d'usure ou de
dommages, veuillez ne pas continuer à utiliser la presse jusqu'à ce que les
pièces soient remplacées.
* N'utilisez pas la presse sans les sangles
* Ne modifiez pas la presse car cela pourrait provoquer des blessures.

2. Paramètres techniques
2.1 Description de l'outil de cerclage sur batterie
L'outil de cerclage de batterie DS-16 offre des performances d'étanchéité
parfaites. Il peut permettre aux utilisateurs de profiter d'un moyen de
cerclage efficace. Le DS-16 a sa puissance de tension maximale de 2 500
N et 9 niveaux peuvent être ajustés par affichage numérique. Il est
alimenté par une batterie au lithium haute capacité de 6 000 mAh, ce qui
lui permet de fonctionner 600 cycles par charge complète. L’un des
principaux arguments de vente est qu’il est économique par rapport aux
produits similaires disponibles sur le marché. C'est un bon produit pour
que les concessionnaires explorent et saisissent le marché. Le DS-16 est
un outil si puissant et peut être largement utilisé dans la plupart des
industries.
2.2 Dimensions de la presse
Longueur: 3 6 0MM
Largeur: 13 0 MM
Hauteur: 1 4 0MM
2.3 Matériaux de cerclage
Matériau des sangles : ruban PET (polyester) et PP (polypropylène) à
surface plane ou gaufrée.
Spécifications des sangles: largeur 9-16MM, épaisseur 0. 4-1.2MM .
Veuillez choisir les sangles de la taille appropriée en fonction de la presse
à balles que vous achetez.
2.4 Résistance des sangles
Force d'étirement : réglable de 60 0 à 32 00 N, la valeur maximale est
déterminée par le matériau des sangles.
Vitesse d'alimentation de la sangle : 50-150 MM/S. Résistance au
frottement : env. 75 % de la valeur de résistance des sangles.
2.5 Environnement de travail
La température ambiante de fonctionnement est de 5 à 45 °C, avec une
température de fonctionnement optimale de 15 à 25 °C.
Utiliser ou conserver avec soin pour se protéger de l’eau et de l’humidité.
3.Accessoires
■ Remarque : Veuillez utiliser les accessoires ou les
accessoires mentionnés dans le manuel, l'utilisation d'autres accessoires
peut endommager l'équipement ou provoquer des blessures.
3.1 Presse à balles portative rechargeable
Étant donné que la presse utilise des batteries nickel-cadmium (Nicd)
nickel-hydrure métallique (NiMH), veuillez acheter les batteries
séparément en fonction des paramètres suivants.
Type : batterie au lithium.
Tension : 18 V.
Capacité: 5000 MAH
3.2 Chargeur de batterie
Chargement direct (en option)
Tension d'entrée du chargeur : AC100-240 V.
Tension de sortie : 21 V, 2,5 A.
Temps de charge : environ 90 minutes.
4.Opérations
4.1 Installation de la batterie
* Ne laissez pas les batteries de la presse à balles sous la pluie ou dans
l'eau.
* Pour des raisons de sécurité, la batterie est livrée non chargée et
séparée de l'appareil, veuillez suivre les instructions de montage.
* Retirez la batterie en appuyant sur le Clip Snap de la batterie avec votre
pouce et en l'extrayant vers le haut ou en relâchant le Clip Snap après
avoir chargé la batterie.
* Le voyant est rouge lorsque la batterie est faible, le voyant est rouge lors
de la charge et le voyant de charge est vert lorsque la charge est terminée.
4.2 Éléments de commande
4.3 Mode semi-automatique et mode automatique
Le L-16 dispose de 2 modes de tension : une touche pour tendre et
appuyer continuellement sur le bouton pour tendre. Comment faire une
conversion de mode ? Appuyez simplement sur le bouton de tension et
soulevez la poignée en même temps et lorsque l'indicateur clignote
alternativement, la conversion de mode est effectuée.
4.4 Opérations de la presse
*Mode de tension semi-automatique (appuyez continuellement sur le
bouton pour tendre)
Étape 1 Enroulez et empilez les sangles
Veuillez enrouler les sangles de la manière indiquée et ne laissez à aucun
moment les sangles être mouillées par de l'huile ou d'autres débris.
L'étape 2 insère les sangles dans la presse
Lors de l'insertion des sangles, les sangles dans le sens de la tension
doivent être empilées à l'extrémité supérieure, la sangle inférieure doit être

étirée jusqu'au bas de la roue d'alimentation pour couvrir l'avant de la
plaque dentaire 5 à 10 mm plus longtemps, lors de l'insertion des
sangles. , veuillez soulever la poignée avec votre main droite, insérez les
sangles avec votre main gauche, les extrémités supérieure et inférieure
des sangles doivent être empilées parallèlement les unes aux autres après
avoir relâché la poignée de levage.
Étape 3 Serrez ou introduisez les sangles
Lorsque vous appuyez sur le bouton de tension et que vous le relâchez, la
presse vous donnera le temps de serrage prédéfini par défaut. Lorsque
l'étanchéité n'est pas suffisante ou trop serrée, augmentez ou diminuez
simplement le niveau de puissance de tension de manière appropriée
jusqu'à ce qu'elle soit appropriée. Lors du serrage, gardez la presse à
balles en mouvement parallèle et dans la direction avant de la presse sans
objets divers.
Étape 4 Souder les sangles
Après avoir appuyé sur le bouton par friction, la presse scelle et coupe
automatiquement les sangles (le temps est prédéfini par le système et peut
être augmenté ou diminué pour ajuster le niveau de temps de friction).
Étape 5 Éloignez la presse
Une fois l'opération de liage terminée, soulevez la poignée et la roue
d'alimentation en sens inverse pour desserrer les sangles en conséquence,
puis éloignez la presse.
*Une touche pour le mode tension
Étape 1 Enroulez et empilez les sangles
Veuillez enrouler les sangles de la manière indiquée et ne laissez à aucun
moment les sangles être mouillées par de l'huile ou d'autres débris.
L'étape 2 insère les sangles dans la presse
Lors de l'insertion des sangles, les sangles dans le sens de la tension
doivent être empilées à l'extrémité supérieure, la sangle inférieure doit être
étirée jusqu'au bas de la roue d'alimentation pour couvrir l'avant de la
plaque dentaire 5 à 10 mm plus longtemps, lors de l'insertion des
sangles. , veuillez soulever la poignée avec votre main droite, insérez les
sangles avec votre main gauche, les extrémités supérieure et inférieure
des sangles doivent être empilées parallèlement les unes aux autres après
avoir relâché la poignée de levage.
Étape 3 Serrez les sangles
Lorsque vous appuyez sur le bouton de tension et que vous le relâchez, la
presse à balles tend automatiquement les sangles.
Étape 4 Souder les sangles
Après avoir appuyé sur le bouton par friction, la presse scelle et coupe
automatiquement les sangles (le temps est prédéfini par le système et peut
être augmenté ou diminué pour ajuster le niveau de temps de friction).
Étape 5 Éloignez la presse
Une fois l'opération de liage terminée, soulevez la poignée et la roue
d'alimentation en sens inverse pour desserrer les sangles en conséquence,
puis éloignez la presse.
5.Connexions électriques
6. Remplacement des pièces d'usure et réglage de
l'état de liaison
■ Remarque : Veuillez débrancher l'interrupteur d'alimentation et retirer les
piles avant chaque entretien.
6.1 Remplacement des pièces d'usure
Couteau (JD-PSE-G016) : Desserrez d'abord la vis sur le couvercle
gauche (JD-L16-G01) et retirez-la, puis retirez la vis du couteau et retirez
le couteau pour le remplacer. Après avoir installé le cutter, installez-le dans
l'ordre inverse.
Plaque dentée inférieure (JD-PSE-G011) : retirez d'abord les vis fixant la
plaque dentée et retirez-la, puis remplacez la plaque dentée éjectée. Après

remplacement, assemblez-le dans l'ordre inverse.
Roue de tension (JD-PSE-G012) : veuillez retirer le couvercle gauche
comme décrit ci-dessus, retirer l'écrou fixé sur l'arbre de connexion
(JD-L16-G021), retirer le couvercle de la roue de tension (JD-L16-G007),
remplacer la roue de retenue et remplacez-la dans l'ordre inverse.
Pièce de friction inférieure (JD-PSE-G013) : desserrez et retirez d'abord
les vis sans tête fixées sur l'arbre de la pièce de friction inférieure, poussez
la pièce de friction inférieure vers le bas pour la remplacer, puis
remplacez-la dans l'ordre inverse.
6.2 Ajustements de serrage, de collage et de coupe
①. Si le serrage glisse, desserrez les vis fixées sur la plaque dentaire et
installez le joint de la plaque dentaire (JD-PSE-G028) pour relever la
plaque dentaire ou remplacer la plaque dentaire.
②. Lorsque vous utilisez différentes courroies d'emballage d'une épaisseur
de 0,4 à 1,2 mm, ajustez en temps opportun l'écart entre la partie de
friction supérieure (JD-PSE-G008) et la partie de friction inférieure, sinon
une mauvaise soudure se produira. Lors du réglage du jeu entre les parties
de friction supérieure et inférieure, retirez d'abord la plaque de
recouvrement gauche, puis desserrez le bouton de retrait d'étanchéité
(JD-PSE-G005), fixez l'arbre de compression inférieur de la plaque de
liaison (JD-PSE-G022) avec un tournevis plat, puis tournez l'écrou sur
l'arbre de connexion dans le sens des aiguilles d'une montre ou dans le
sens inverse. Lors d'une rotation dans le sens des aiguilles d'une montre,
le jeu entre les parties de friction supérieure et inférieure devient plus
grand, et lors d'une rotation dans le sens inverse des aiguilles d'une
montre, le jeu devient plus petit.
③. Le temps de collage et la force de serrage sont réglés via les fenêtres
d'affichage numérique E et F sur le capot droit. La touche E ajuste le temps
de fusion et la touche F ajuste la force de serrage, augmentant du grade 1
au grade 9.
④. Reportez-vous au tableau suivant pour le remplacement des pièces
d'usure et le réglage du temps (effet) de liaison et de soudage.
Schéma de l'effet de soudage et de liaison
Perfect friction time
Friction time is too short
Friction time is too long
7. Défauts électriques courants
En cours d'utilisation, l'outil de presse s'est soudainement bloqué et la LED
s'allume en rouge lorsque la courroie de pressage coincée dans la
machine ne peut pas être retirée. Veuillez immédiatement éteindre
l'alimentation, couper les sangles pour retirer les sangles coincées dans
l'outil, charger rapidement. La batterie ou remplacer la batterie. Lorsque
vous confirmez que la batterie est alimentée et que le défaut n'est pas
éliminé, vous devez retirer les couvercles en plastique gauche et droit
après avoir retiré la batterie pour vérifier l'outil, comme vérifier les
interrupteurs ou le câblage sur chaque interrupteur ou sur les moteurs
n'est pas tombé, ou remplacez le micro-interrupteur ou remplacez le
moteur d'étanchéité par friction.
9、Vue éclatée du produit et liste des pièces
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Importé en Australie : SIHAO PTY LTD, 1 ROKEVA STREETASTWOOD
NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Zertifikat für technischen Support und E-Garantie
www.vevor.com/support
Umreifungsmaschine
MODELL: DS-16
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

Modell: DS-16
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

INSTRUCTIONS
Vielen Dank, dass Sie sich für diese Umreifungsmaschine entschieden
haben
- Bitte lesen Sie vor der Anwendung alle Anweisungen durch. Die
Informationen helfen Ihnen dabei, die bestmöglichen Ergebnisse zu
erzielen.
Die in diesem Katalog aufgeführten Produkte können farblich vom
tatsächlichen Artikel abweichen .
1.Sicherheitshinweise
Eine korrekte Schulung ist erforderlich. Nicht geschultes Personal darf
die Umreifungsmaschine nicht bedienen. Eine falsche Bedienung kann zu
Geräteschäden oder Personenschäden führen.
1.1 Batteriebetrieb
*Umweltschutz
Werfen Sie die Altbatterie bitte nicht in den Hausmüll oder in den
Abwassereimer, schlagen oder verbrennen Sie die Altbatterie bitte nicht.
* Kurzschlussgefahr
Lagern Sie die Akkus nicht zusammen mit anderen Metallgegenständen.
Bitte zerlegen Sie die Akkus nicht selbst und lagern Sie diese in einem
trockenen und frostsicheren Raum. Die Umgebungstemperatur darf nicht
höher als 50 Grad sein.
Laden Sie verbrauchte Batterien nicht auf und ersetzen Sie diese bitte
durch neue, wenn sie beschädigt oder unbrauchbar sind.
1.2 Gefahren durch Augenverletzungen
Bitte tragen Sie einen Augenschutz, um Augenschäden bei der
Verwendung dieses Produkts zu vermeiden.
1.3 Bedienung
Bitte lesen Sie die Anweisungen sorgfältig durch und trainieren Sie
vor der Verwendung ordnungsgemäß. Personen ohne entsprechende
Schulung dürfen die Ballenpresse nicht bedienen, bevor die Gurte
gespannt sind, die Anweisungen nicht befolgt werden oder das Gurtband
unangemessen belastet wird, kann dies zum Bruch des Gurtbandes oder
zum Ausfall der Maschine führen. Legen Sie Ihre Hände nicht auf den
Bindungsbereich, den Klebebereich oder den Schneidbereich des
Schneidgeräts, bis Sie mit der Ballenpresse vertraut sind. Legen Sie Ihre
Hand auf den Bindungsbereich, den Klebebereich und den
Fräserausschnitt.
1.4 Reibschweißbereich
Sie sollten den Zustand des Reibschweißbereichs überprüfen und
sich mit der Steuerung und Einstellung der Reibzeit und der Anziehzeit
vertraut machen. Eine unregelmäßige Reibzeit kann zu einer schlechten
Verbindung und zu schweren Schäden führen. Versenden oder
transportieren Sie daher keine Kartons, die nicht ordnungsgemäß verpackt
und behandelt wurden.
1.5 Verteilung der Packbänder
Zur Ausgabe der Gurte verwenden Sie bitte den speziell dafür
vorgesehenen Gurtablagewagen. Bei Nichtgebrauch fixieren Sie die
Gurtenden in der dafür vorgesehenen Gurtfixierungsöffnung.
1.6 Gurtwarnung
Verwenden Sie keine Gurte zum Ziehen oder Heben von Lasten, da
dies zu Sachschäden oder Verletzungen führen kann.
1.7 Gefahren durch Bandriss
Unsachgemäßer Betrieb; übermäßiges Anziehen; nicht
ordnungsgemäße Verwendung der Umreifung führt zum Verlust der
Spannkraft oder zum Reißen der Umreifung, was letztendlich zur
Beschädigung der Kiste/Ladung und zum Zerbrechen des Objekts führen
kann, oder dazu, dass der Bediener das Gleichgewicht verliert und stürzt,
oder dass die Umreifungsmaschine und die Umreifung zusammen schnell
in das Gesicht des Bedieners fliegen und Verletzungen verursachen.
■ Hinweis:
* Bei Ladung mit scharfen Kanten bitte Kantenschutz anbringen.
* Wickeln Sie die Gurte um den entsprechenden Bereich, der

festgeschnallt werden soll.
* Der Bediener sollte sich während des Spannens und der Reibung nicht in
derselben geraden Position wie die Umreifungsmaschine befinden, um zu
verhindern, dass die Ballenpresse und die Bänder in das Gesicht des
Bedieners kippen. Erinnern Sie Umstehende daran oder bitten Sie sie, sich
während des Betriebs vom Arbeitsbereich fernzuhalten. Bitte verwenden
Sie auch Umreifungsbänder mit den empfohlenen Breiten- und
Festigkeitsspezifikationen, um die Qualität und Effizienz der Verpackung
zu verbessern, da ungeeignete Umreifungsbänder dazu führen können,
dass die Umreifungsbänder reißen oder sich der Karton während des
Transports löst.
1.8 Bänder schneiden
Verwenden Sie beim Schneiden der Bänder bitte das entsprechende
Schneidwerkzeug und halten Sie einen Sicherheitsabstand zu Personen
ein, nicht in der gleichen Linie wie die Bänder und weg von der losen
Richtung des Bandes. Bitte verwenden Sie die speziell zum Schneiden von
Bändern entwickelten Werkzeuge, keine Hämmer, Zangen, Äxte,
Metallsägen usw.
1.9 Rutsch- und Sturzgefahr
Bitte halten Sie den Umreifungsbereich sauber und ordentlich, da
unordentliche Arbeitsbereiche zu Unfällen führen können und es zu
Stürzen kommen kann, wenn Sie nicht gut landen oder vor dem Spannen
aus dem Gleichgewicht geraten, insbesondere in kleinen Arbeitsbereichen
wie Treppenhäusern. Versuchen Sie, bei der Handhabung das
Gleichgewicht zu halten. Beide Füße müssen gleichzeitig auf einem
ebenen und festen Untergrund stehen. Betreiben Sie das Gerät nicht,
wenn Sie sich unwohl fühlen oder sich in einer schwierigen körperlichen
Verfassung befinden.
Bitte beachten Sie die speziell für den Arbeitsbereich genannten
Vorsichtsmaßnahmen.
1.10 Gefahren der Ballenpresse
* Eine gute Wartung der Ballenpresse ist unbedingt erforderlich.
* Überprüfen Sie die Teile der Ballenpresse regelmäßig. Bei Verschleiß
oder Beschädigung verwenden Sie die Ballenpresse bitte nicht weiter, bis

die Teile ausgetauscht wurden.
* Benutzen Sie die Ballenpresse nicht ohne Gurte
* Modifizieren Sie die Ballenpresse nicht, da dies zu Verletzungen führen
kann.
2.Technische Parameter
2.1 Beschreibung des Akku-Umreifungsgerätes
Das Akku-Umreifungsgerät DS-16 bietet eine perfekte
Versiegelungsleistung. Es ermöglicht Benutzern eine effiziente Umreifung.
Die maximale Spannkraft des DS-16 beträgt 2500 N und 9 Stufen können
über die digitale Anzeige eingestellt werden. Es wird von einer
6000-mAh-Lithiumbatterie mit hoher Kapazität angetrieben, die 600 Zyklen
pro voller Ladung ermöglicht. Eines der wichtigsten Verkaufsargumente ist,
dass es im Vergleich zu ähnlichen Geräten auf dem Markt preisgünstig ist.
Es ist ein gutes Produkt für Händler, um den Markt zu erkunden und zu
erobern. Das DS-16 ist ein so leistungsstarkes Werkzeug und kann in den
meisten Branchen weit verbreitet eingesetzt werden.
2.2 Abmessungen der Ballenpresse
Länge: 3,60 mm
Breite: 13 0 MM
Höhe: 1 4 0 mm
2.3 Umreifungsmaterialien
Bandmaterial: PET (Polyester) und PP (Polypropylen) Band mit flacher
oder geprägter Oberfläche.
Riemenspezifikationen: Breite 9–16 mm, Dicke 0,4–1,2 mm.
Bitte wählen Sie die Riemen in der passenden Größe entsprechend der
von Ihnen gekauften Ballenpresse.
2.4 Gurtstärke
Dehnkraft: einstellbar von 60 0 bis 32 00 N, Maximalwert wird durch das
Material der Gurte bestimmt.
Bandeinzugsgeschwindigkeit: 50–150 mm/s. Reibungsstärke: ca. 75 %
des Festigkeitswertes der Gurte.
2.5 Arbeitsumgebung
Die Umgebungstemperatur für den Betrieb beträgt 5–45 °C, die optimale
Arbeitstemperatur liegt bei 15–25 °C.
Vorsichtig verwenden oder lagern, um es vor Wasser und Feuchtigkeit zu
schützen.
3.Zubehör
■ Hinweis: Bitte verwenden Sie die im Handbuch genannten
Aufsätze oder Zubehörteile. Die Verwendung anderer Aufsätze kann zu
Schäden am Gerät oder zu Verletzungen führen.
3.1 Wiederaufladbare tragbare Ballenpresse
Da die Ballenpresse Nickel-Cadmium-Akkus (Nicd) und
Nickel-Metallhydrid-Akkus (NiMH) verwendet, erwerben Sie die Akkus bitte
separat gemäß den folgenden Parametern.
Typ: Lithiumbatterie
Spannung: 18 V
Kapazität: 5000 mAh
3.2 Batterieladegerät
Direktladung (optional)
Eingangsspannung des Ladegeräts: AC100–240 V
Ausgangsspannung: 21 V, 2,5 A
Ladezeit: ca. 90 Minuten.
4.Operationen
4.1 Batterieinstallation
* Lassen Sie die Batterien der Ballenpresse nicht im Regen oder im
Wasser liegen.
* Aus Sicherheitsgründen wird der Akku ungeladen und vom Gerät
getrennt geliefert, bitte beachten Sie die Hinweise zur Montage.
* Entfernen Sie den Akku, indem Sie mit dem Daumen auf den
Clip-Schnappverschluss des Akkus drücken und ihn nach oben
herausziehen oder indem Sie den Clip-Schnappverschluss nach dem
Laden des Akkus loslassen.
* Die Kontrollleuchte leuchtet rot, wenn der Akku fast leer ist, die
Kontrollleuchte leuchtet rot beim Laden und die Ladekontrollleuchte
leuchtet grün, wenn der Ladevorgang abgeschlossen ist.
4.2 Bedienelemente
4.3 Halbautomatischer Modus und automatischer Modus
L-16 hat 2 Spannungsmodi: einmaliges Berühren zum Spannen und
kontinuierliches Drücken der Taste zum Spannen. Wie erfolgt die
Modusumstellung? Drücken Sie einfach die Spannungstaste und heben
Sie gleichzeitig den Griff an. Wenn die Anzeige abwechselnd blinkt, ist die
Modusumstellung abgeschlossen.
4.4 Ballenpressenbetrieb
*Halbautomatischer Spannungsmodus (zum Spannen die Taste
kontinuierlich drücken)
Schritt 1 Wickeln und stapeln Sie die Bänder
Bitte wickeln Sie die Gurte wie gezeigt und achten Sie darauf, dass die
Gurte zu keinem Zeitpunkt mit Öl oder anderen Verunreinigungen nass
werden.
Schritt 2: Fügt die Bänder in die Ballenpresse ein
Beim Einlegen der Bänder müssen die Bänder in Zugrichtung am oberen
Ende gestapelt werden, das untere Umreifungsband sollte beim Einlegen
der Bänder bis zur Unterseite des Vorschubrades gedehnt werden, um die
Vorderseite der Zahnplatte 5-10 mm länger abzudecken Bitte heben Sie
den Griff mit der rechten Hand an, führen Sie die Gurte mit der linken Hand
ein. Die oberen und unteren Enden der Gurte müssen nach dem
Loslassen des Hebegriffs parallel zueinander gestapelt sein.
Schritt 3 Spannen oder Einführen der Gurte
Wenn Sie den Spannknopf drücken und loslassen, gibt Ihnen die
Ballenpresse die standardmäßig voreingestellte Spannzeit. Wenn die
Spannung nicht ausreicht oder zu fest ist, erhöhen oder verringern Sie
einfach die Spannungsstufe entsprechend, bis sie angemessen ist. Achten
Sie beim Festziehen darauf, dass sich die Ballenpresse parallel bewegt
und die Vorwärtsrichtung der Ballenpresse frei von Kleinteilen ist.
Schritt 4: Verschweißen der Gurte
Nach dem Drücken der Reibungstaste versiegelt und schneidet die
Ballenpresse die Bänder automatisch (die Zeit wird vom System
voreingestellt und kann durch Anpassen der Reibungszeit erhöht oder
verringert werden).
Schritt 5 Die Ballenpresse wegbewegen
Wenn der Bindevorgang abgeschlossen ist, heben Sie den Griff an und
lassen Sie das Zuführrad rückwärts laufen, um die Bänder entsprechend
zu lösen, und bewegen Sie dann die Ballenpresse weg.
*Ein Tastendruck zum Spannungsmodus
Schritt 1 Wickeln und stapeln Sie die Bänder
Bitte wickeln Sie die Gurte wie gezeigt und achten Sie darauf, dass die
Gurte zu keinem Zeitpunkt mit Öl oder anderen Verunreinigungen nass
werden.
Schritt 2: Fügt die Bänder in die Ballenpresse ein
Beim Einführen der Bänder müssen die Bänder in Spannungsrichtung am
oberen Ende gestapelt werden, das untere Band sollte bis zur Unterseite
des Zuführrads gespannt werden, um die Vorderseite der Zahnplatte 5–10
mm länger abzudecken. Heben Sie beim Einführen der Bänder bitte den
Griff mit der rechten Hand an und führen Sie die Bänder mit der linken
Hand ein. Die oberen und unteren Enden der Bänder müssen nach dem
Loslassen des Hebegriffs parallel zueinander gestapelt werden.
Schritt 3 Gurte festziehen
Wenn Sie den Spannungsknopf drücken und loslassen, spannt die
Ballenpresse die Bänder automatisch.
Schritt 4 Verschweißen der Bänder
Nach dem Drücken der Reibungstaste versiegelt und schneidet die
Ballenpresse die Bänder automatisch (die Zeit wird vom System
voreingestellt und kann durch Anpassen der Reibungszeit erhöht oder
verringert werden).
Schritt 5 Die Ballenpresse wegbewegen
Wenn der Bindevorgang abgeschlossen ist, heben Sie den Griff an und
lassen Sie das Zuführrad rückwärts laufen, um die Bänder entsprechend
zu lösen, und bewegen Sie dann die Ballenpresse weg.
5.Elektrische Anschlüsse
6. Austausch von Verschleißteilen und Anpassung des
Bindungszustands
■ Hinweis: Trennen Sie vor jeder Wartung den Netzschalter und entfernen
Sie die Batterien.
6.1 Verschleißteile austauschen
Fräser (JD-PSE-G016): Lösen Sie zuerst die Schraube an der linken
Abdeckplatte (JD-L16-G01) und entfernen Sie sie. Entfernen Sie dann die
Schraube am Fräser und entnehmen Sie den Fräser zum Austausch.
Installieren Sie den Fräser nach der Installation in umgekehrter
Reihenfolge.
Untere Zahnplatte (JD-PSE-G011): Entfernen Sie zuerst die Schrauben,
mit denen die Zahnplatte befestigt ist, und entfernen Sie sie. Ersetzen Sie
dann die ausgeworfene Zahnplatte. Nach dem Ersetzen bauen Sie sie in
umgekehrter Reihenfolge zusammen.
Spannrad (JD-PSE-G012): Bitte entfernen Sie die linke Abdeckplatte wie
oben beschrieben, entfernen Sie die an der Verbindungswelle befestigte
Mutter (JD-L16-G021), entfernen Sie die Spannradabdeckung
(JD-L16-G007) und ersetzen Sie sie Entfernen Sie das Rückhalterad und
tauschen Sie es in umgekehrter Reihenfolge aus.
Unteres Reibungsteil (JD-PSE-G013): Lösen und entfernen Sie zuerst die
kopflosen Schrauben, die an der Welle des unteren Reibungsteils befestigt
sind, drücken Sie das untere Reibungsteil zum Austausch von unten
heraus und setzen Sie es dann in umgekehrter Reihenfolge wieder ein.
6.2 Anzieh-, Klebe- und Schnitteinstellungen
①. Wenn das Anziehen rutscht, lösen Sie die an der Zahnplatte befestigten
Schrauben und installieren Sie die Zahnplattendichtung (JD-PSE-G028),
um die Zahnplatte anzuheben oder die Zahnplatte auszutauschen.
②. Wenn Sie verschiedene Packbänder mit einer Dicke von 0,4–1,2 mm
verwenden, stellen Sie den Spalt zwischen dem oberen Reibungsteil
(JD-PSE-G008) und dem unteren Reibungsteil rechtzeitig ein, da sonst
eine schlechte Schweißung auftritt. Wenn Sie den Abstand zwischen dem
oberen und unteren Reibungsteil einstellen, entfernen Sie zuerst die linke
Abdeckplatte, lösen Sie dann den Knopf zum Entfernen der Dichtung
(JD-PSE-G005) und befestigen Sie den unteren Kompressionsschaft der
Verbindungsplatte (JD-PSE-G022). einen Schlitzschraubendreher und
drehen Sie dann die Mutter an der Verbindungswelle im oder gegen den
Uhrzeigersinn. Bei einer Drehung im Uhrzeigersinn wird das Spiel
zwischen dem oberen und unteren Reibteil größer, bei einer Drehung
gegen den Uhrzeigersinn wird das Spiel kleiner.
③. Die Klebezeit und die Anzugskraft werden über die digitalen
Anzeigefenster E und F auf der rechten Abdeckung eingestellt. Taste E
stellt die Schweißzeit ein und Taste F regelt die Anzugskraft, die von Stufe
1 bis Stufe 9 erhöht wird.
④. Informationen zum Ersetzen von Verschleißteilen und zur Anpassung
der Klebe- und Schweißzeit (Wirkung) finden Sie in der folgenden Tabelle.
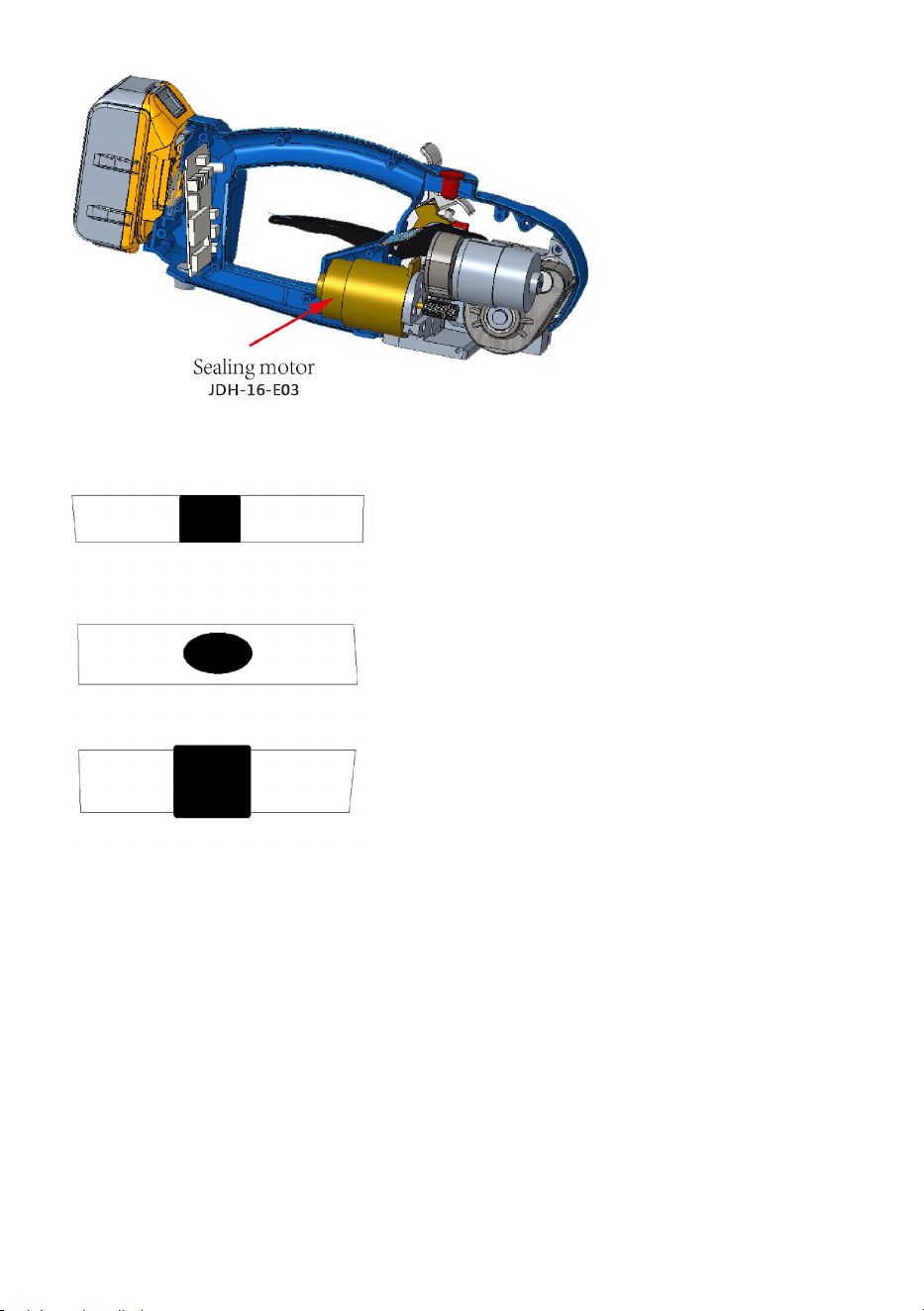
Diagramm des Schweiß- und Klebeeffekts
7.Häufige elektrische Fehler
Während des Gebrauchs klemmt das Ballenpressenwerkzeug plötzlich
und die LED leuchtet rot, wenn das in der Maschine feststeckende
Ballenpressenband nicht herausgenommen werden kann. Schalten Sie
bitte sofort die Stromversorgung aus und schneiden Sie die Bänder durch,
um die im Werkzeug feststeckenden Bänder zu lösen. Laden Sie die
Batterie umgehend auf oder ersetzen Sie die Batterie. Wenn Sie bestätigt
haben, dass die Batterie Strom hat und der Fehler nicht behoben ist,
müssen Sie nach dem Herausnehmen der Batterie die linke und rechte
Kunststoffabdeckung entfernen, um das Werkzeug zu überprüfen.
Perfect friction time
Friction time is too short
Friction time is too long
Überprüfen Sie beispielsweise, dass die Schalter oder die Verkabelung an
jedem Schalter oder an den Motoren nicht abgefallen ist, oder ersetzen Sie
den Mikroschalter bzw. den Reibungsdichtungsmotor.
10、Produktexplosionszeichnung und Teileliste
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu,
Shanghai 200000 CN.
Importiert nach AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
In die USA importiert: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
Macchina per imballaggi
MODELLO: DS-16
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
Modello: DS-16
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

INSTRUCTIONS
Grazie mille per aver scelto questa reggiatrice
- Si prega di leggere tutte le istruzioni prima di utilizzarlo. Le informazioni ti
aiuteranno a ottenere i migliori risultati possibili.
I prodotti presenti in questo catalogo potrebbero differire nel colore rispetto
all'articolo reale .
1.Istruzioni di sicurezza
È necessaria una formazione adeguata. Il personale non
adeguatamente formato non è autorizzato a utilizzare la reggiatrice. Un
funzionamento errato può provocare danni all'apparecchiatura o lesioni
personali.
1.1 Funzionamento a batteria
*Protezione ambientale
Si prega di non gettare la batteria usata nel bidone della spazzatura
domestica o nel secchio delle acque reflue, di non colpire o bruciare la
batteria scarica.
* Pericolo di cortocircuito
Non conservare le batterie insieme ad altri oggetti metallici. Si prega di
non smontare personalmente le batterie e di conservarle in un luogo
asciutto e resistente al gelo. La temperatura ambiente non deve essere
superiore a 50 gradi.
Non caricare le batterie usate e sostituirle con batterie nuove quando
sono danneggiate o inutilizzabili.
1.2 Rischi di lesioni agli occhi
Si prega di indossare una protezione per gli occhi per evitare danni agli
occhi durante l'utilizzo di questo prodotto.
1.3 Funzionamento
Si prega di leggere attentamente le istruzioni e di allenarsi
adeguatamente prima dell'uso. Le persone che non sono state
adeguatamente addestrate non sono autorizzate a utilizzare la pressa
prima di aver stretto le cinghie, se le istruzioni non vengono seguite o se le
cinghie vengono caricate in modo irragionevole ciò può portare alla rottura
delle cinghie o al guasto della macchina. Non mettere le mani sull'area di
legatura, sull'area di incollaggio o sull'area di taglio della taglierina finché
non si ha familiarità con la pressa. Posizionare la mano sull'area di
legatura, sull'area di incollaggio e sull'area di taglio
ritaglio della taglierina.
1.4 Zona di saldatura per attrito
È necessario verificare le condizioni dell'area di saldatura ad attrito
e familiarizzare con il controllo e la regolazione del tempo di attrito e del
tempo di serraggio. Un tempo di attrito irregolare può comportare un
cattivo incollaggio e causare gravi danni, quindi si prega di non spedire o
trasportare scatole che non siano state imballate e maneggiate
correttamente.
1.5 Distribuzione delle reggette di imballo
Utilizzare il carrello del vassoio appositamente progettato per
distribuire le cinghie. Quando non in uso, fissare l'estremità delle cinghie
nell'apertura di fissaggio delle cinghie.
1.6 Avvertenza sulle cinghie
Non utilizzare cinghie per trascinare o sollevare carichi poiché ciò
potrebbe causare danni a oggetti o lesioni personali.
1.7 Pericoli di rottura della reggia
Funzionamento improprio; eccessivo serrato; il mancato utilizzo
della reggiatura come richiesto causerà la perdita della forza di tensione o
la rottura della reggiatura, il che potrebbe eventualmente causare il
danneggiamento della scatola/del carico e la rottura dell'oggetto, la perdita
di equilibrio e la caduta dell'operatore o la reggiatura e le cinghie volano
rapidamente insieme contro il viso dell'operatore provocando lesioni
■ Nota:
* Se il carico presenta bordi taglienti, aggiungere una protezione sui
bordi.
* Avvolgere le cinghie attorno all'area appropriata da allacciare.

* L'operatore non deve trovarsi nella stessa posizione in linea retta della
reggiatrice durante il serraggio e l'attrito per evitare che la pressa per balle
e le cinghie si ribaltino in faccia all'operatore. Ricordare o chiedere agli
astanti di stare lontani dall'area operativa durante il funzionamento. Si
prega di utilizzare anche reggette con le specifiche di larghezza e
resistenza consigliate, che contribuiranno a migliorare la qualità e
l'efficienza dell'imballaggio, poiché una reggiatura non adatta potrebbe
causare la rottura della reggia o l'allentamento della scatola durante il
trasporto.
1.8 Taglio delle reggette
Quando si tagliano le cinghie, utilizzare l'utensile da taglio appropriato e
mantenere una distanza di sicurezza dalle persone, non sulla stessa linea
delle cinghie e lontano dalla direzione allentata della cinghia. Si prega di
utilizzare gli strumenti specifici per il taglio delle cinghie, senza martelli,
pinze, asce, seghetti, ecc.
1.9 Pericoli di scivolamento e caduta
Si prega di mantenere l'area di reggiatura pulita e ordinata, poiché aree di
lavoro disordinate possono causare incidenti e possono verificarsi cadute
se non si atterra bene o si è sbilanciati prima della tensione, soprattutto in
aree di lavoro piccole come le scale. Cerca di mantenere l'equilibrio
durante la manipolazione. Entrambi i piedi devono trovarsi
contemporaneamente su una superficie piana e solida. Non utilizzare il
dispositivo in caso di malessere o in condizioni fisiche difficili.
Si prega di notare le precauzioni menzionate specificamente per l'area di
lavoro.
1.10 Pericoli della pressa
* È assolutamente necessaria una buona manutenzione della pressa.
* Controllare regolarmente le parti della pressa. Se sono presenti segni di
usura o danni, non continuare a utilizzare la pressa finché le parti non
vengono sostituite.
* Non utilizzare la pressa senza le cinghie
* Non modificare la pressa poiché ciò potrebbe causare lesioni personali.

2.Parametri tecnici
2.1 Descrizione della tendireggia a batteria
Il tendireggia a batteria DS-16 è dotato di prestazioni di tenuta perfette.
Può far sì che gli utenti apprezzino un modo efficiente di reggiare. DS-16
ha la sua potenza di tensione massima a 2500 N e 9 gradi possono essere
regolati tramite il funzionamento del display digitale. È alimentato da una
batteria al litio ad alta capacità da 6000 mAh, che lo fa funzionare per 600
cicli per carica completa. Uno dei principali punti di forza è che è
economico rispetto a quelli simili sul mercato. È un buon prodotto per i
rivenditori per esplorare e comprendere il mercato. DS-16 è uno strumento
molto potente e può essere ampiamente utilizzato nella maggior parte dei
settori.
2.2 Dimensioni della pressa
Lunghezza: 3 6 0 mm
Larghezza: 13 0 MM
Altezza: 1 4 0 mm
2.3 Materiali di reggiatura
Materiale reggette: nastro in PET (poliestere) e PP (polipropilene) con
superficie piana o goffrata.
Specifiche dei cinturini: larghezza 9-16 mm, spessore 0,4 -1,2 mm.
Scegli le cinghie della misura appropriata in base alla pressa che acquisti.
2.4 Resistenza delle cinghie
Forza di allungamento: regolabile da 60 0 a 32 00 N, il valore massimo è
determinato dal materiale delle cinghie.
Velocità di avanzamento della cinghia: 50-150 MM/S. Forza di attrito: ca.
75% del valore di resistenza delle cinghie.
2.5 Ambiente di lavoro
La temperatura ambiente per il funzionamento è di 5-45°C, con una
temperatura di funzionamento ottimale di 15-25°C.
Utilizzare o conservare con cura per proteggerlo dall'acqua e dall'umidità.
3.Accessori
■ Nota: utilizzare gli accessori menzionati nel manuale,
l'utilizzo di altri accessori potrebbe causare danni all'apparecchiatura o
lesioni personali.
3.1 Pressa portatile ricaricabile
Poiché la pressa utilizza batterie al nichel-cadmio (Nicd) al nichel-metallo
idruro (NiMH), acquistare le batterie separatamente in base ai seguenti
parametri.
Tipo: batteria al litio
Voltaggio: 18 V
Capacità: 5000 MAH
3.2 Caricabatterie
Ricarica diretta (opzionale)
Voltaggio in ingresso del caricabatterie: AC100-240V
Voltaggio in uscita: 21 V, 2,5 A
Tempo di ricarica: circa 90 minuti.
4.Operazioni
4.1 Installazione della batteria
* Non lasciare le batterie della pressa sotto la pioggia o l'acqua.
* Per motivi di sicurezza la batteria viene consegnata scarica e separata
dal dispositivo, si prega di seguire le istruzioni per il montaggio.
* Rimuovere la batteria premendo il Clip Snap della batteria con il pollice
ed estraendolo verso l'alto oppure rilasciando il Clip Snap dopo aver
inserito la batteria.
* L'indicatore luminoso è rosso quando la batteria è scarica, l'indicatore
luminoso è rosso durante la ricarica e l'indicatore luminoso di ricarica è
verde quando la ricarica è completa.
4.2 Elementi operativi
4.3 Modalità semiautomatica e modalità automatica
L-16 ha 2 modalità di tensione: un tocco per tensionare e premere
continuamente il pulsante per tensionare. Come effettuare la conversione
della modalità? Basta premere il pulsante di tensione e sollevare la
maniglia contemporaneamente e quando l'indicatore lampeggia
alternativamente, la conversione della modalità è completata.
4.4 Operazioni della pressa
*Modalità di tensione semi-automatica (premere continuamente il
pulsante per tensionare)
Passaggio 1 Avvolgere e impilare le cinghie
Si prega di avvolgere le cinghie come mostrato e di non permettere mai
che le cinghie si bagnino con olio o altri detriti.
Il passaggio 2 inserisce le cinghie nella pressa
Quando si inseriscono le cinghie, le cinghie nella direzione della tensione
devono essere impilate all'estremità superiore, la cinghia inferiore deve
essere allungata fino al fondo della ruota di alimentazione per coprire la
parte anteriore della piastra dentata 5-10 mm più a lungo, quando si
inseriscono le cinghie ,si prega di sollevare la maniglia con la mano destra,
inserire le cinghie con la mano sinistra, le estremità superiore e inferiore
delle cinghie devono essere impilate parallelamente l'una all'altra dopo
aver rilasciato la maniglia di sollevamento.
Passaggio 3 Stringere o inserire le cinghie
Quando si preme il pulsante di tensione e lo si rilascia, la pressa fornirà il
tempo di serraggio preimpostato predefinito. Quando la tensione non è
sufficiente o è troppo stretta, è sufficiente aumentare o diminuire il grado di
potenza della tensione in modo appropriato fino a quando non è
appropriato. Durante il serraggio, mantenere la pressa in movimento
parallelo e la direzione di avanzamento della pressa libera da oggetti vari.
Passaggio 4 Saldatura delle cinghie
Dopo aver premuto il pulsante di attrito, la pressa sigilla e taglia
automaticamente le cinghie (il tempo è preimpostato dal sistema e può
essere aumentato o diminuito regolando il grado di tempo di attrito).
Passaggio 5 Allontanare la pressa
Una volta completata l'operazione di legatura, sollevare la maniglia e la
ruota di alimentazione girare all'indietro per allentare le cinghie di
conseguenza, quindi allontanare la pressa.
*Un tocco per la modalità tensione
Passaggio 1 Avvolgere e impilare le cinghie
Si prega di avvolgere le cinghie come mostrato e di non permettere mai
che le cinghie si bagnino con olio o altri detriti.
Il passaggio 2 inserisce le cinghie nella pressa
Quando si inseriscono le cinghie, le cinghie nella direzione della tensione
devono essere impilate all'estremità superiore, la cinghia inferiore deve
essere allungata fino al fondo della ruota di alimentazione per coprire la
parte anteriore della piastra dentata 5-10 mm più a lungo, quando si
inseriscono le cinghie ,si prega di sollevare la maniglia con la mano destra,
inserire le cinghie con la mano sinistra, le estremità superiore e inferiore
delle cinghie devono essere impilate parallelamente l'una all'altra dopo
aver rilasciato la maniglia di sollevamento.

Passaggio 3 Stringere le cinghie
Quando si preme il pulsante di tensione e lo si rilascia, la pressa tenderà
automaticamente le cinghie.
Passaggio 4 Saldatura delle cinghie
Dopo aver premuto il pulsante di attrito, la pressa sigilla e taglia
automaticamente le cinghie (il tempo è preimpostato dal sistema e può
essere aumentato o diminuito regolando il grado di tempo di attrito).
Passaggio 5 Allontanare la pressa
Una volta completata l'operazione di legatura, sollevare la maniglia e la
ruota di alimentazione girare all'indietro per allentare le cinghie di
conseguenza, quindi allontanare la pressa.
5.Collegamenti elettrici
6. Sostituzione delle parti soggette ad usura e
regolazione dello stato di incollaggio
■ Nota: scollegare l'interruttore di alimentazione e rimuovere le batterie
prima di ogni intervento di manutenzione.
6.1 Sostituzione parti soggette ad usura
Taglierina (JD-PSE-G016): innanzitutto allentare la vite sulla piastra di
copertura sinistra (JD-L16-G01) e rimuoverla, quindi rimuovere la vite sulla
taglierina e rimuovere la taglierina per la sostituzione. Dopo aver installato
la taglierina, installarla in ordine inverso.
Piastra dentata inferiore (JD-PSE-G011): rimuovere prima le viti che
fissano la piastra dentata e rimuoverla, quindi sostituire la piastra dentata

espulsa. Dopo la sostituzione, assemblarlo nell'ordine inverso.
Ruota di tensione (JD-PSE-G012): rimuovere la piastra di copertura
sinistra come descritto sopra, rimuovere il dado fissato sull'albero di
collegamento (JD-L16-G021), rimuovere il coperchio della ruota di
tensione (JD-L16-G007), sostituire la ruota di bloccaggio e sostituirla
nell'ordine inverso.
Parte di attrito inferiore (JD-PSE-G013): innanzitutto allentare e rimuovere
le viti senza testa fissate sull'albero della parte di attrito inferiore, spingere
fuori la parte di attrito inferiore dal fondo per la sostituzione, quindi
sostituirla in ordine inverso.
6.2 Regolazioni di serraggio, incollaggio e taglio
①. Se il serraggio scivola, allentare le viti fissate sulla piastra dentata e
installare la guarnizione della piastra dentata (JD-PSE-G028) per sollevare
la piastra dentata o sostituire la piastra dentata.
②. Quando si utilizzano nastri di tenuta diversi con uno spessore di 0,4-1,2
mm, regolare tempestivamente lo spazio tra la parte di attrito superiore
(JD-PSE-G008) e la parte di attrito inferiore, altrimenti si verificherà una
saldatura scadente. Quando si regola il gioco tra la parte di attrito
superiore e inferiore, rimuovere prima la piastra di copertura sinistra, quindi
allentare il pulsante di rimozione della guarnizione (JD-PSE-G005), fissare
l'albero di compressione inferiore della piastra di collegamento
(JD-PSE-G022) con un cacciavite a taglio, quindi ruotare il dado sull'albero
di collegamento in senso orario o antiorario. Quando si ruota in senso
orario, il gioco tra la parte superiore e quella inferiore della frizione
aumenta, mentre quando si ruota in senso antiorario il gioco diminuisce.
③. Il tempo di incollaggio e la forza di serraggio vengono regolati tramite le
finestre del display digitale E e F sul coperchio destro. Il tasto E regola il
tempo di fusione e il tasto F regola la forza di serraggio, aumentando dal
grado 1 al grado 9.
④. Fare riferimento alla seguente tabella per la sostituzione delle parti
soggette ad usura e la regolazione del tempo (effetto) di incollaggio e
saldatura.
Diagramma dell'effetto di saldatura e
incollaggio
7.Guasti elettrici comuni
Durante l'utilizzo, l'utensile della pressa si è bloccato improvvisamente e il
LED diventa rosso quando la cinghia di pressatura bloccata nella
macchina non può essere rimossa, spegnere immediatamente
l'alimentazione, tagliare le cinghie per rimuovere quelle bloccate
nell'utensile, caricare immediatamente la batteria o sostituire la batteria.
Quando si conferma che la batteria è alimentata e il guasto non viene
eliminato, è necessario rimuovere i coperchi di plastica sinistro e destro
dopo aver rimosso la batteria per controllare lo strumento, ad esempio
controllando gli interruttori o il cablaggio su ciascun interruttore o sui motori
non sia caduto, oppure sostituire il microinterruttore o sostituire la
guarnizione ad attrito del motore.
11、Vista esplosa del prodotto ed elenco delle
parti
Perfect friction time
Friction time is too short
Friction time is too long
Indirizzo : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Importato negli Stati Uniti: Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
Soporte técnico y certificado de garantía electrónica
www.vevor.com/support
Máquina flejadora
MODELO: DS-16
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

Modelo: DS-16
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
INSTRUCTIONS
Muchas gracias por elegir esta máquina flejadora
- Lea todas las instrucciones antes de usarlo. La información le ayudará a
lograr los mejores resultados posibles.
Los productos incluidos en este catálogo pueden tener un color diferente
al del artículo real .
1.Instrucciones de seguridad
Se requiere una formación correcta. No está permitido el manejo de la
máquina flejadora a personal que no esté debidamente formado. El
funcionamiento incorrecto puede provocar daños al equipo o lesiones
personales.
1.1 Funcionamiento con batería
*Protección del medio ambiente
No arroje la batería usada al cubo de basura doméstico ni al cubo de
aguas residuales, no golpee ni queme la batería desperdiciada.
* Peligro de cortocircuito
No guarde las baterías con otros objetos metálicos. No desmonte las
baterías usted mismo y guárdelas en un lugar seco y resistente a las
heladas. La temperatura ambiente no debe ser superior a 50 grados.
No cargue baterías usadas y reemplácelas por otras nuevas cuando
estén dañadas o inutilizables.
1.2 Peligros de lesiones oculares
Utilice protección ocular para evitar daños en los ojos al utilizar este
producto.
1.3 Operación
Lea atentamente las instrucciones y entrene adecuadamente antes
de usarlo. No se permite operar la empacadora a personas que no hayan
recibido la formación adecuada, antes de apretar las correas, si no se
siguen las instrucciones o si las correas se cargan de forma injustificada,
esto puede provocar la rotura de las correas o un fallo de la máquina. No
ponga sus manos en el área de encuadernación, el área de encolado o el
área de corte de la cortadora hasta que esté familiarizado con la
empacadora. Coloque su mano en el área de encuadernación, el área de
encolado y el
recorte del cortador.
1.4 Zona de soldadura por fricción
Debe comprobar el estado de la zona de soldadura por fricción y
familiarizarse con el control y ajuste del tiempo de fricción y el tiempo de
apriete. Un tiempo de fricción irregular puede provocar una unión
deficiente y provocar daños graves, así que no envíe ni transporte cajas
que no hayan sido empaquetadas y manipuladas adecuadamente.
1.5 Distribución de correas de embalaje
Utilice el carro de bandeja para cinturón especialmente diseñado
para dispensar las correas. Cuando no esté en uso, asegure el extremo de
las correas en la abertura de fijación de las correas.
1.6 Advertencia de correas
No utilice correas para arrastrar o levantar cargas, ya que esto
puede provocar daños a objetos o lesiones personales.
1.7 Peligros de rotura de la correa
Operación incorrecta; excesivamente apretado; no utilizar los flejes
como se requiere causará que se pierda la fuerza de tensión o que los
flejes se rompan, lo que eventualmente puede causar que las cajas/cargas
se dañen y el objeto se rompa, que el operador pierda el equilibrio y se
caiga, o que la máquina flejadora y las correas salgan volando
rápidamente hacia la cara del operador, causando lesiones
■ Nota:
* Si la carga tiene bordes afilados, agregue protección en los
bordes.
* Envuelva las correas alrededor del área apropiada a atar.
* El operador no debe estar en la misma posición en línea recta que la
máquina flejadora durante el ajuste y la fricción para evitar que la
empacadora y las correas se vuelquen hacia la cara del operador. Y

recuerde o solicite a las personas presentes que se mantengan alejadas
del área de operación durante la operación. Utilice también flejes con las
especificaciones de ancho y resistencia recomendadas, lo que ayudará a
mejorar la calidad y eficiencia del embalaje, ya que un flejado inadecuado
puede provocar que el flejado se rompa o que la caja se suelte durante el
transporte.
1.8 Cortar correas
Al cortar las correas, utilice la herramienta de corte adecuada y mantenga
una distancia segura de las personas, no en la misma línea que las
correas y lejos de la dirección suelta de las correas. Utilice herramientas
diseñadas específicamente para cortar correas, no martillos, alicates,
hachas, sierras para metales, etc.
1.9 Peligros de resbalones y caídas
Por favor mantenga limpia y ordenada la zona de flejado, ya que las zonas
de trabajo desordenadas pueden provocar accidentes y pueden
producirse caídas si no aterriza bien o se desequilibra antes de la tensión,
especialmente en zonas de trabajo pequeñas como escaleras. Trate de
mantener el equilibrio al manipularlo. Ambos pies deben estar sobre una
superficie plana y firme al mismo tiempo. No utilice el dispositivo si no se
encuentra bien o se encuentra en una condición física difícil.
Tenga en cuenta las precauciones mencionadas específicamente para el
área de trabajo.
1.10 Peligros de la empacadora
* Es muy necesario un buen mantenimiento de la empacadora.
* Revise las piezas de la empacadora con regularidad; si hay desgaste o
daños, no continúe usando la empacadora hasta que se reemplacen las
piezas.
* No utilice la empacadora sin las correas.
* No modifique la empacadora ya que esto puede causar lesiones
personales.
2.Parámetros técnicos
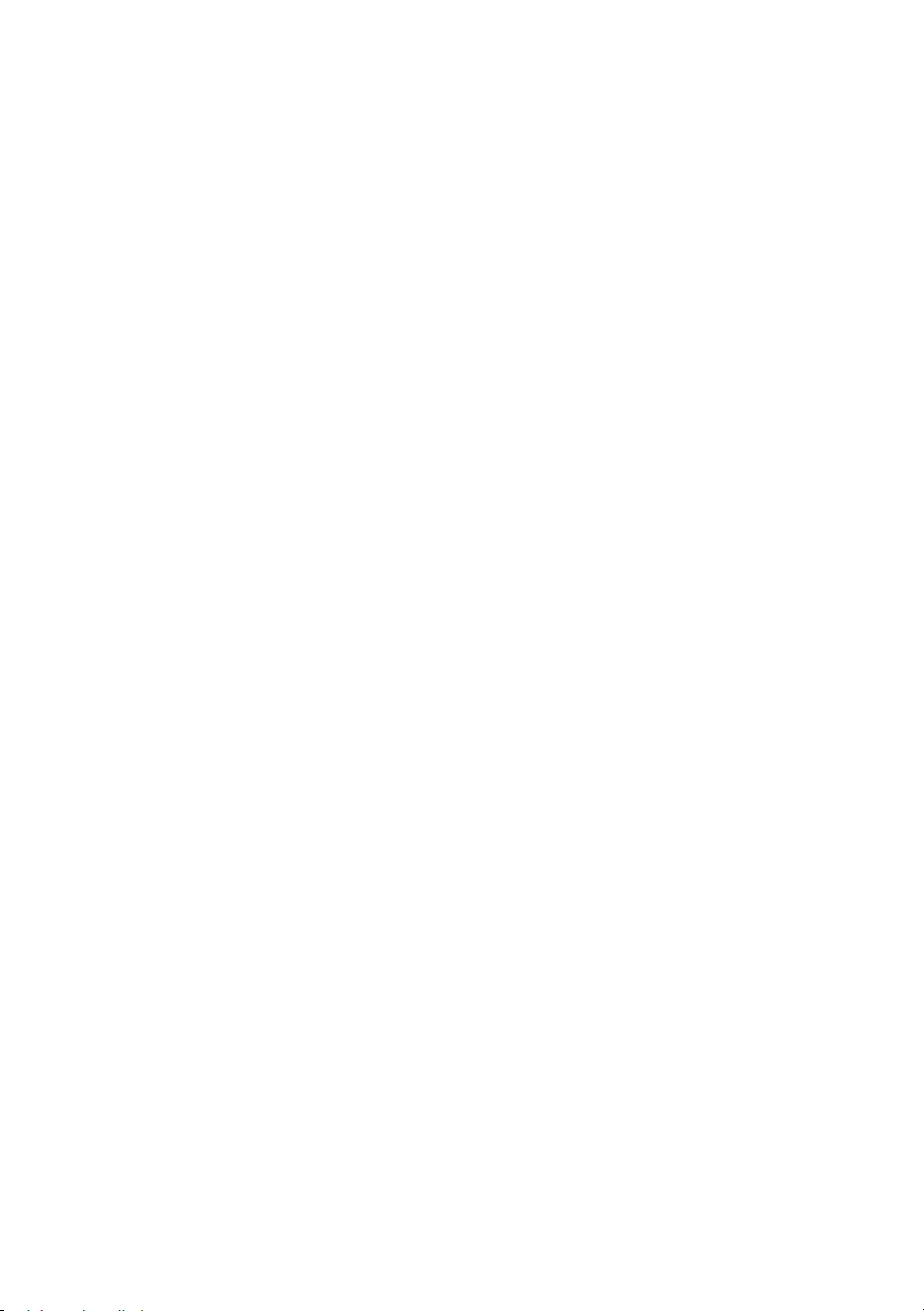
2.1 Descripción de la herramienta flejadora de baterías
La herramienta flejadora de batería DS-16 viene con un rendimiento de
sellado perfecto. Puede hacer que los usuarios disfruten de una forma
eficiente de flejado. DS-16 tiene su potencia de tensión máxima de 2500N
y se pueden ajustar 9 grados mediante la operación de pantalla digital.
Está alimentado por una batería de litio de 6000 mah de alta capacidad, lo
que hace que funcione 600 ciclos por carga completa. Uno de los puntos
clave de venta es que es económico en comparación con otros similares
en el mercado. Es un buen producto para que los distribuidores exploren y
comprendan el mercado. DS-16 es una herramienta muy poderosa y
puede usarse ampliamente en la mayoría de las industrias.
2.2 Dimensiones de la empacadora
Longitud: 3 6 0MM
Ancho: 13 0 MM
Altura: 1 4 0 MM
2.3 Materiales de flejado
Material de las correas: Cinta PET (poliéster) y PP (polipropileno) con
superficie plana o gofrada.
Especificaciones de las correas: ancho 9-16 MM, espesor 0, 4-1,2 MM.
Elija las correas del tamaño adecuado según la empacadora que compre.
2.4 Fuerza de las correas
Fuerza de estiramiento: ajustable de 60 0 a 32 00 N, el valor máximo está
determinado por el material de las correas.
Velocidad de alimentación de la correa: 50-150MM/S. Fuerza de fricción:
aprox. 75% del valor de resistencia de las correas.
2.5 Ambiente de trabajo
La temperatura ambiente de funcionamiento es de 5-45°C, siendo la
temperatura óptima de trabajo de 15-25°C.
Úselo o guárdelo con cuidado para protegerlo del agua y la humedad.
3.Accesorios

■ Nota: Utilice los accesorios mencionados en el manual; el
uso de otros accesorios puede causar daños al equipo o lesiones
personales.
3.1 Empacadora portátil recargable
Como la empacadora utiliza baterías de níquel-cadmio (Nicd) y
níquel-hidruro metálico (NiMH), compre las baterías por separado de
acuerdo con los siguientes parámetros.
Tipo: Batería de litio
Voltaje: 18 V.
Capacidad: 5000MAH
3.2 Cargador de batería
Carga directa (opcional)
Voltaje de entrada del cargador: AC100-240V
Voltaje de salida: 21 V, 2,5 A.
Tiempo de carga: unos 90 minutos.
4.Operaciones
4.1 Instalación de la batería
* No deje las baterías de la empacadora bajo la lluvia o el agua.
* Por motivos de seguridad la batería se entrega descargada y separada
del dispositivo, por favor siga las instrucciones de montaje.
* Retire la batería presionando el Clip Snap de la batería con el pulgar y
extrayéndolo hacia arriba o soltando el Clip Snap después de cargar la
batería.
* La luz indicadora es roja cuando la batería está baja, la luz indicadora es
roja cuando se carga y la luz indicadora de carga es verde cuando se
completa la carga.
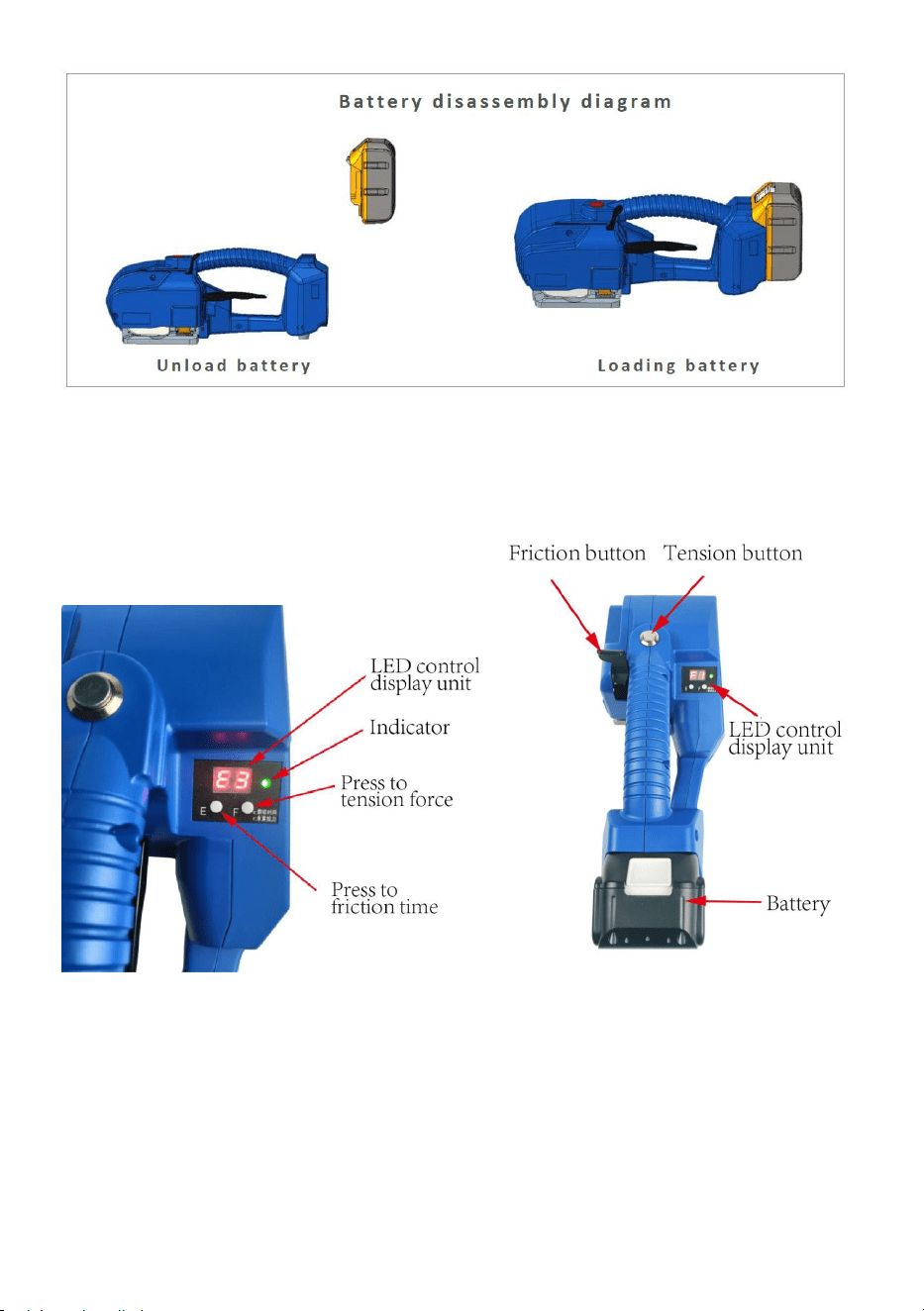
4.2 Elementos operativos
4.3 Modo semiautomático y modo automático
L-16 tiene 2 modos de tensión: un toque para tensar y presionar el botón
continuamente para tensar. ¿Cómo hacer la conversión de modo?
Simplemente presione el botón de tensión y levante el mango al mismo
tiempo y cuando el indicador parpadee alternativamente, se realizará la
conversión de modo.
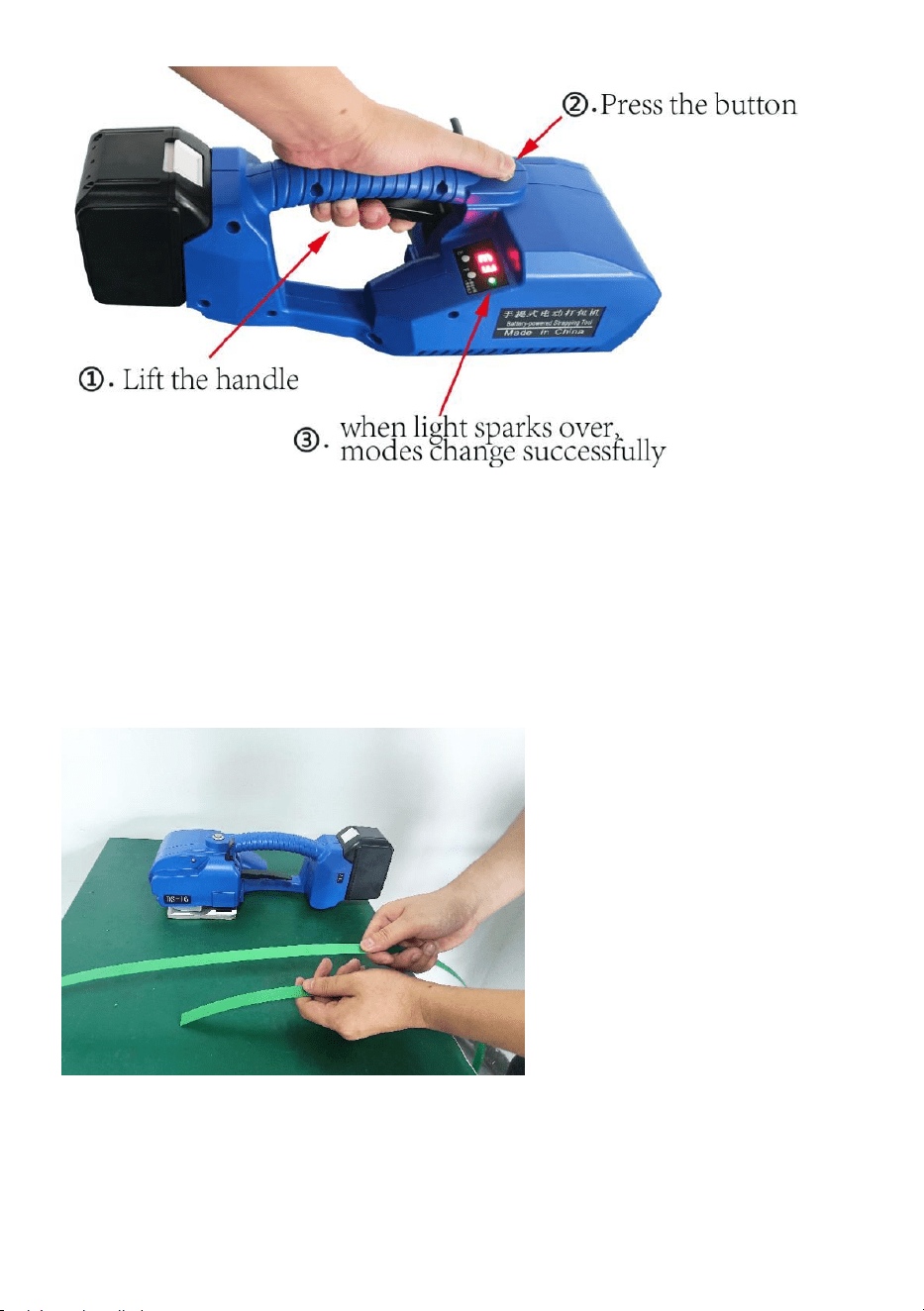
4.4 Operaciones de empacadora
*Modo de tensión semiautomático (presione el botón continuamente
para tensar)
Paso 1 Envuelva y apile las correas
Envuelva las correas como se muestra y no permita que se mojen con
aceite u otros residuos en ningún momento.
Paso 2 inserta las correas en la empacadora
Al insertar las correas, las correas en la dirección de tensión deben
apilarse en el extremo superior, las correas inferiores deben estirarse
hasta la parte inferior de la rueda de alimentación para cubrir la parte
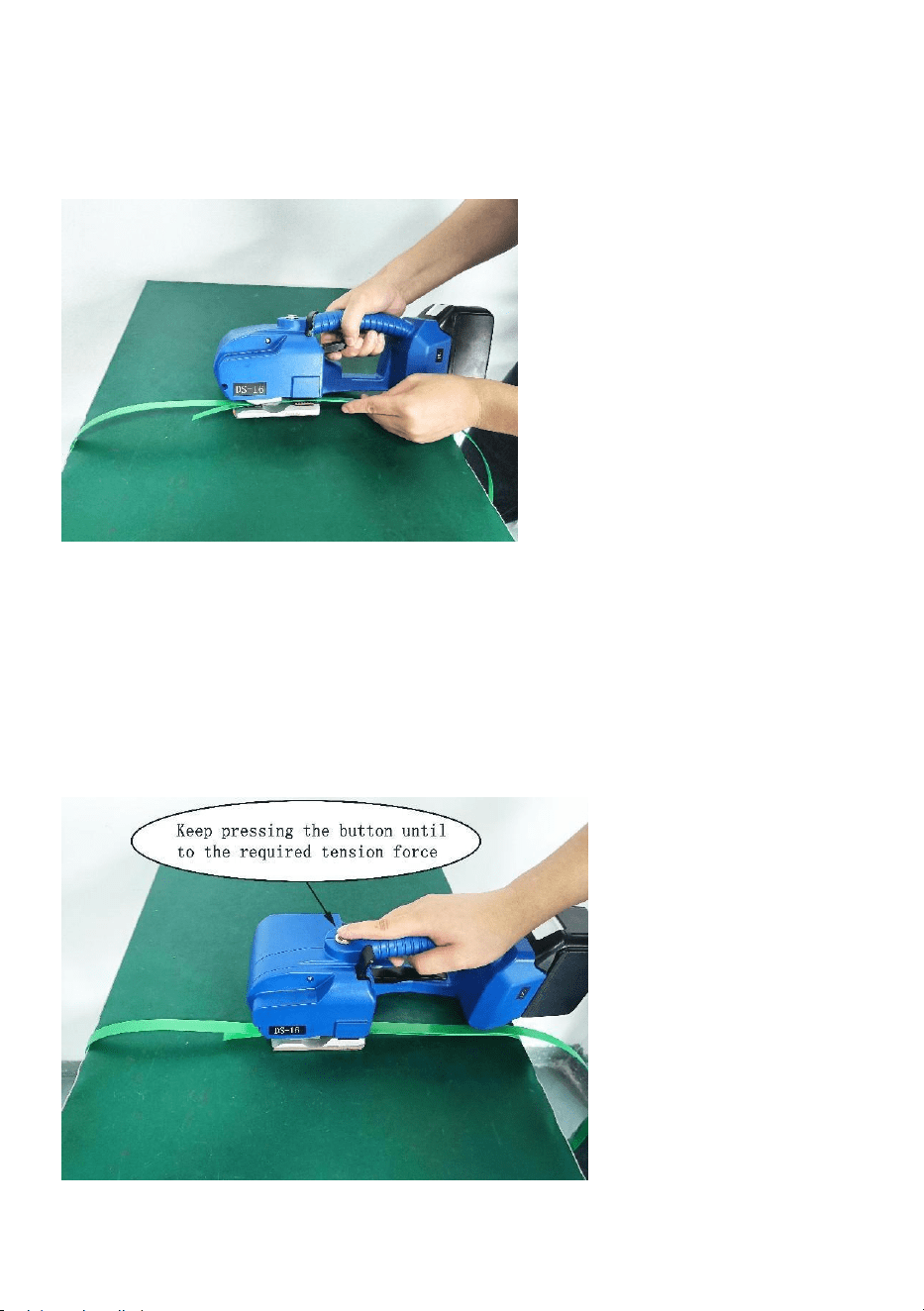
delantera de la placa dentada 5-10 mm más larga, al insertar las correas. ,
levante la manija con la mano derecha, inserte las correas con la mano
izquierda, los extremos superior e inferior de las correas deben apilarse
paralelos entre sí después de soltar la manija de elevación.
Paso 3 Apriete o introduzca las correas
Cuando presiona el botón de tensión y lo suelta, la empacadora le dará el
tiempo de ajuste predeterminado predeterminado. Cuando el apriete no
sea suficiente o esté demasiado apretado, simplemente aumente o
disminuya el grado de potencia de tensión de manera adecuada hasta que
sea apropiado. Al apretar, mantenga la empacadora moviéndose en
paralelo y en dirección hacia adelante libre de artículos diversos.
Paso 4 Soldar las correas
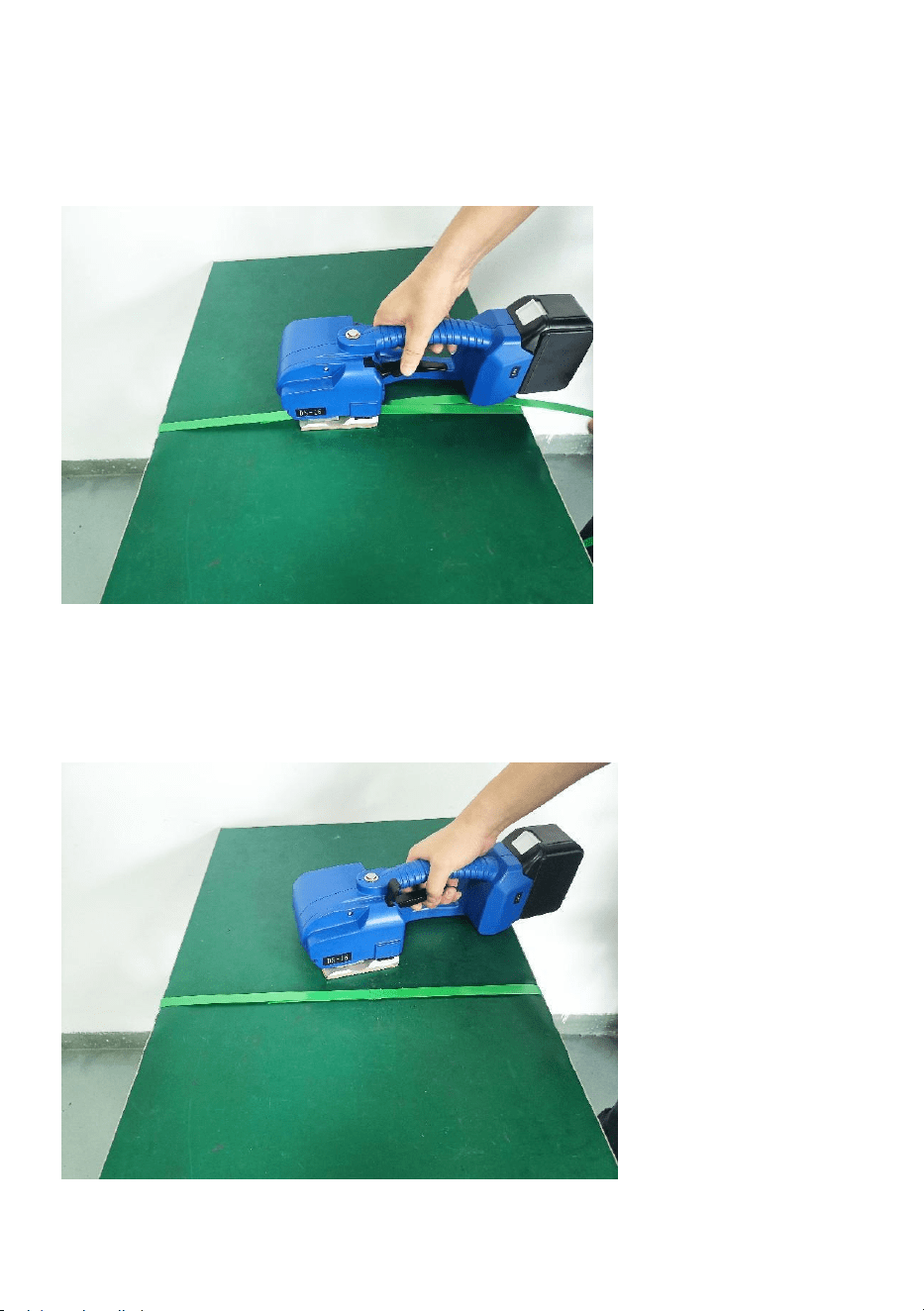
Después de presionar el botón de fricción, la empacadora sella y corta
automáticamente las correas (el tiempo está preestablecido por el sistema
y se puede aumentar o disminuir para ajustar el grado de tiempo de
fricción).
Paso 5 Aleje la empacadora
Cuando se complete la operación de unión, levante la manija y la rueda de
alimentación en sentido inverso para aflojar las correas en consecuencia y
luego aleje la empacadora.
*Un toque para el modo de tensión
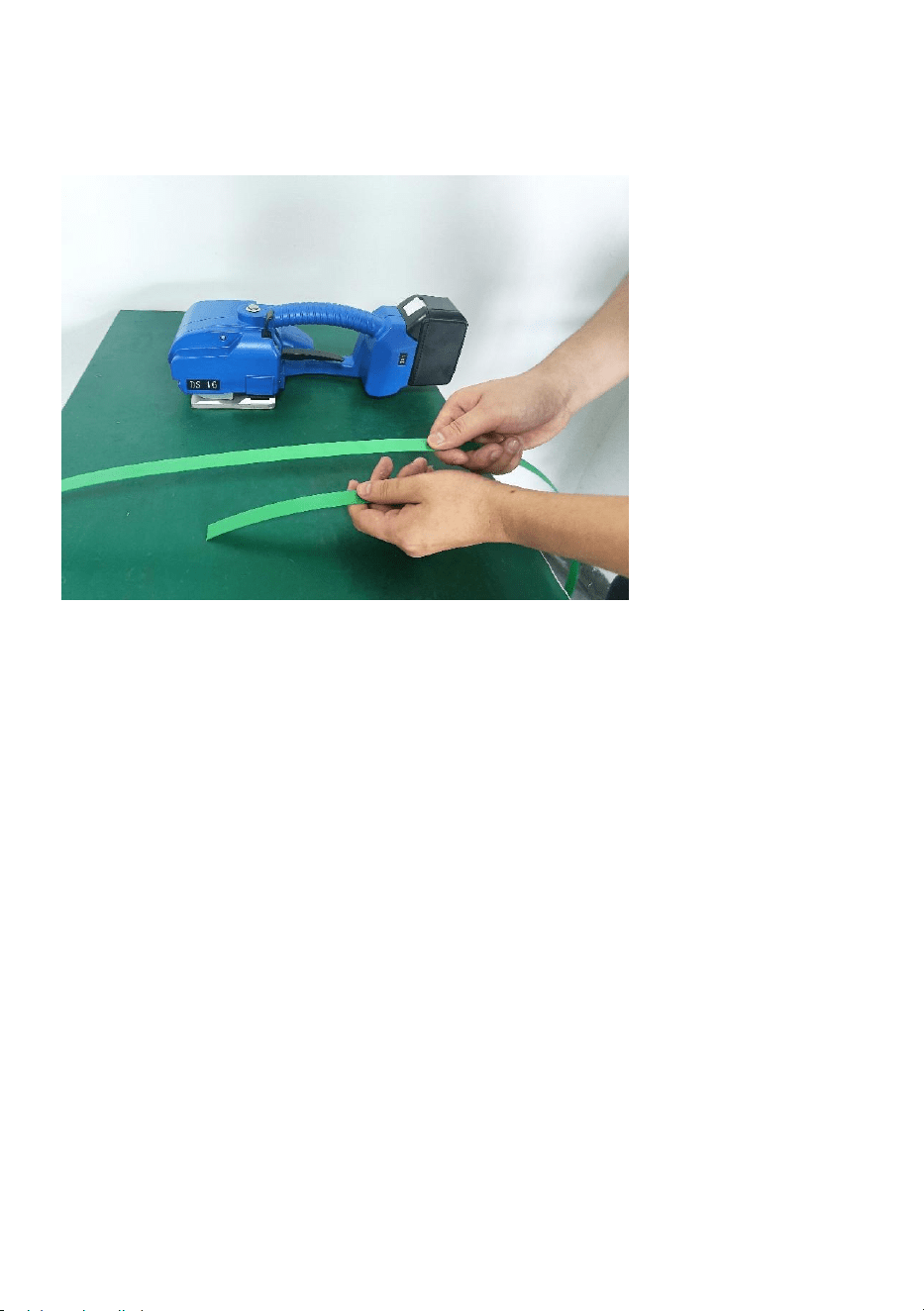
Paso 1 Envuelva y apile las correas
Envuelva las correas como se muestra y no permita que se mojen con
aceite u otros residuos en ningún momento.
Paso 2 inserta las correas en la empacadora
Al insertar las correas, las correas en la dirección de tensión deben
apilarse en el extremo superior, las correas inferiores deben estirarse
hasta la parte inferior de la rueda de alimentación para cubrir la parte
delantera de la placa dentada 5-10 mm más larga, al insertar las correas. ,
levante la manija con la mano derecha, inserte las correas con la mano
izquierda, los extremos superior e inferior de las correas deben apilarse
paralelos entre sí después de soltar la manija de elevación.
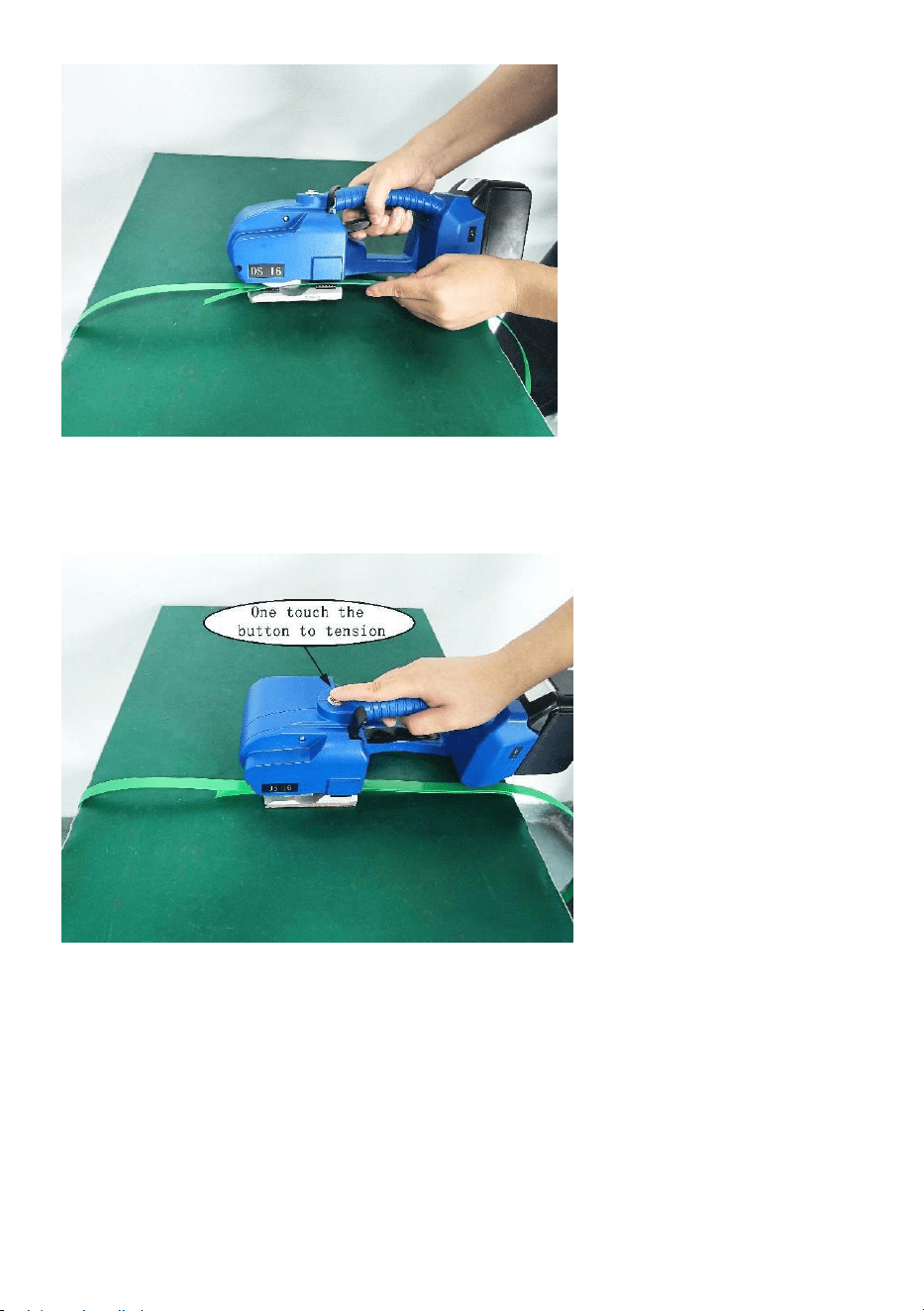
Paso 3 Apretar las correas
Cuando presiona el botón de tensión y lo suelta, la empacadora tensará
las correas automáticamente.
Paso 4 Soldar las correas
Después de presionar el botón de fricción, la empacadora sella y corta
automáticamente las correas (el tiempo está preestablecido por el sistema
y se puede aumentar o disminuir para ajustar el grado de tiempo de
fricción).
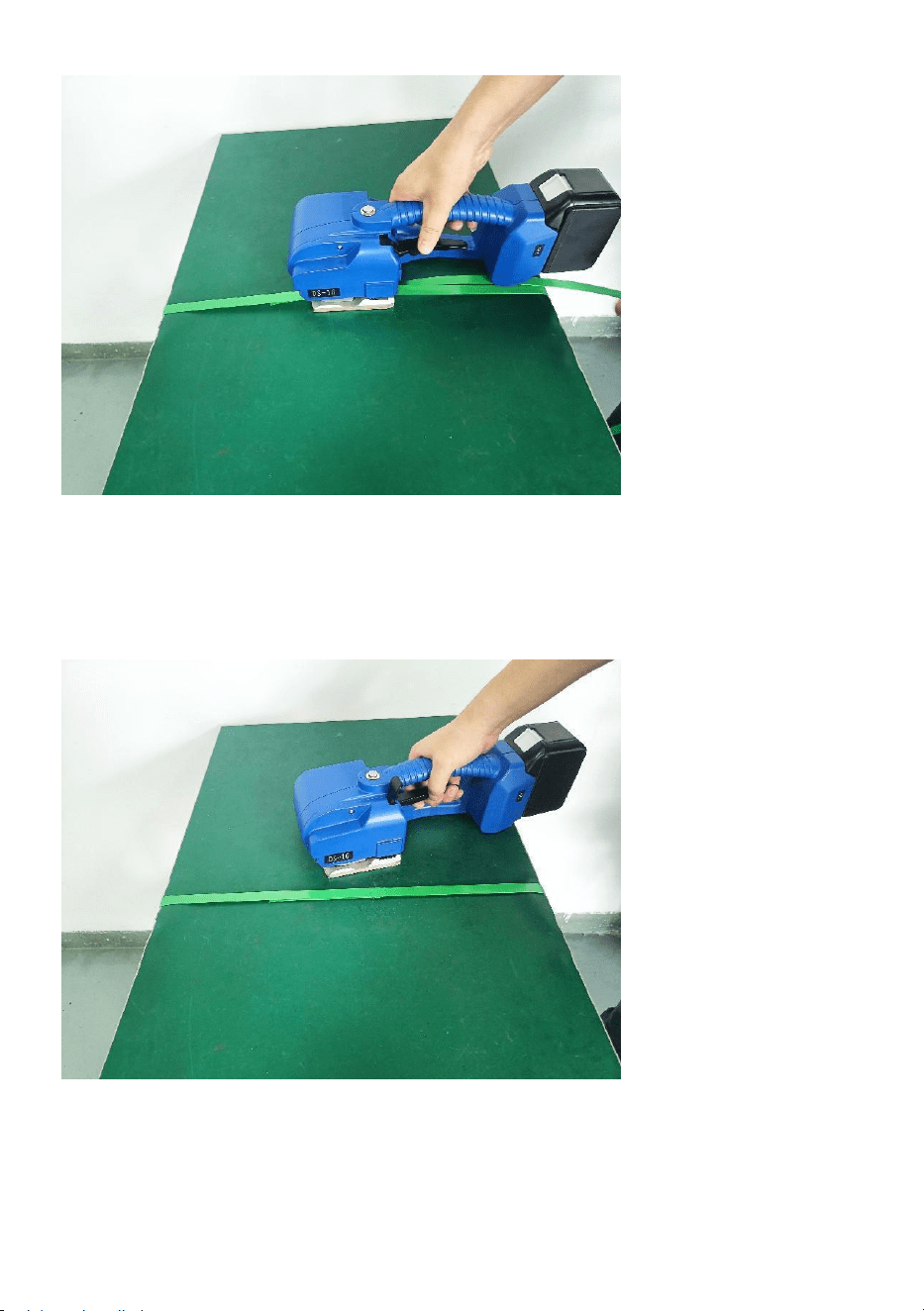
Paso 5 Aleje la empacadora
Cuando se complete la operación de unión, levante la manija y la rueda de
alimentación en sentido inverso para aflojar las correas en consecuencia y
luego aleje la empacadora.
5.Conexiones eléctricas
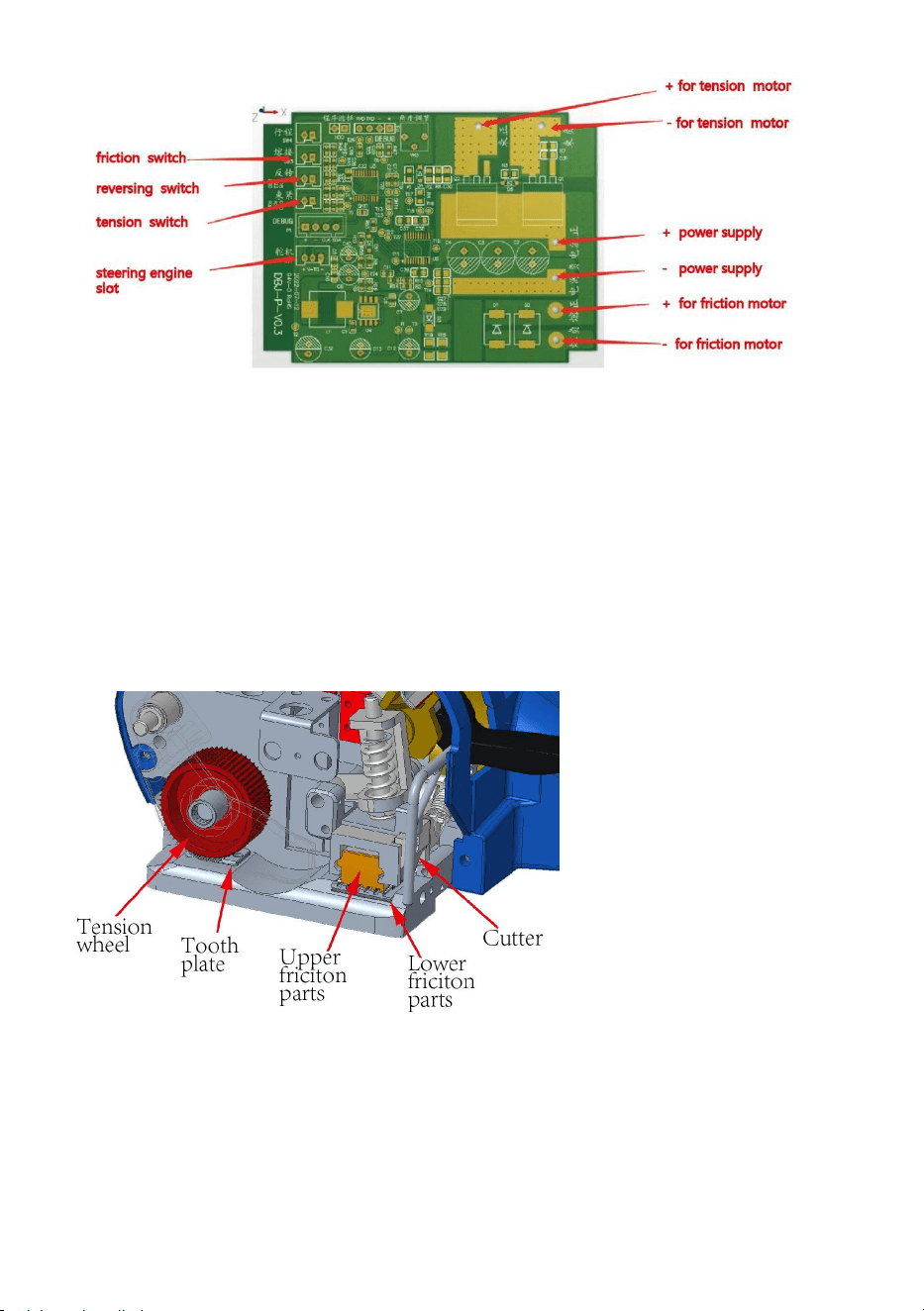
6. Reemplazo de piezas de desgaste y ajuste del
estado de unión
■ Nota: Desconecte el interruptor de alimentación y retire las baterías
antes de cada servicio.
6.1 Reemplazo de piezas de desgaste
Cortador (JD-PSE-G016): Primero afloje el tornillo de la placa de cubierta
izquierda (JD-L16-G01) y retírelo, luego retire el tornillo del cortador y
retire el cortador para reemplazarlo. Después de instalar el cortador,
instálelo en orden inverso.
Placa dentada inferior (JD-PSE-G011): primero retire los tornillos que fijan
la placa dentada y retírela, luego reemplace la placa dentada expulsada.

Después del reemplazo, móntelo en orden inverso.
Rueda tensora (JD-PSE-G012): retire la placa de cubierta izquierda como
se describe arriba, retire la tuerca fijada en el eje de conexión
(JD-L16-G021), retire la cubierta de la rueda tensora (JD-L16-G007),
reemplace la rueda de retención y reemplácela en orden inverso.
Parte de fricción inferior (JD-PSE-G013): Primero afloje y retire los tornillos
sin cabeza fijados en el eje de la parte de fricción inferior, empuje la parte
de fricción inferior desde la parte inferior para reemplazarla y luego
reemplácela en orden inverso.
6.2 Ajustes de apriete, pegado y corte
①. Si el apriete falla, afloje los tornillos fijados en la placa de dientes e
instale la junta de la placa de dientes (JD-PSE-G028) para levantar la
placa de dientes o reemplazar la placa de dientes.
②. Cuando utilice diferentes correas de empaque con un espesor de
0,4-1,2 mm, ajuste oportunamente el espacio entre la parte de fricción
superior (JD-PSE-G008) y la parte de fricción inferior; de lo contrario, se
producirá una soldadura deficiente. Al ajustar la holgura entre la parte de
fricción superior e inferior, primero retire la placa de cubierta izquierda,
luego afloje el botón de extracción de sellado (JD-PSE-G005), fije el eje de
compresión inferior de la placa de unión (JD-PSE-G022) con un
destornillador plano y luego gire la tuerca del eje de conexión en el sentido
de las agujas del reloj o en el sentido contrario a las agujas del reloj.
Cuando se gira en el sentido de las agujas del reloj, la holgura entre las
partes de fricción superior e inferior aumenta, y cuando se gira en el
sentido contrario a las agujas del reloj, la holgura se vuelve más pequeña.
③. El tiempo de unión y la fuerza de apriete se ajustan a través de las
ventanas de visualización digital E y F en la cubierta derecha. La tecla E
ajusta el tiempo de fusión y la tecla F ajusta la fuerza de apriete,
aumentando del grado 1 al grado 9.
④. Consulte la siguiente tabla para reemplazar piezas de desgaste y
ajustar el tiempo (efecto) de unión y soldadura.
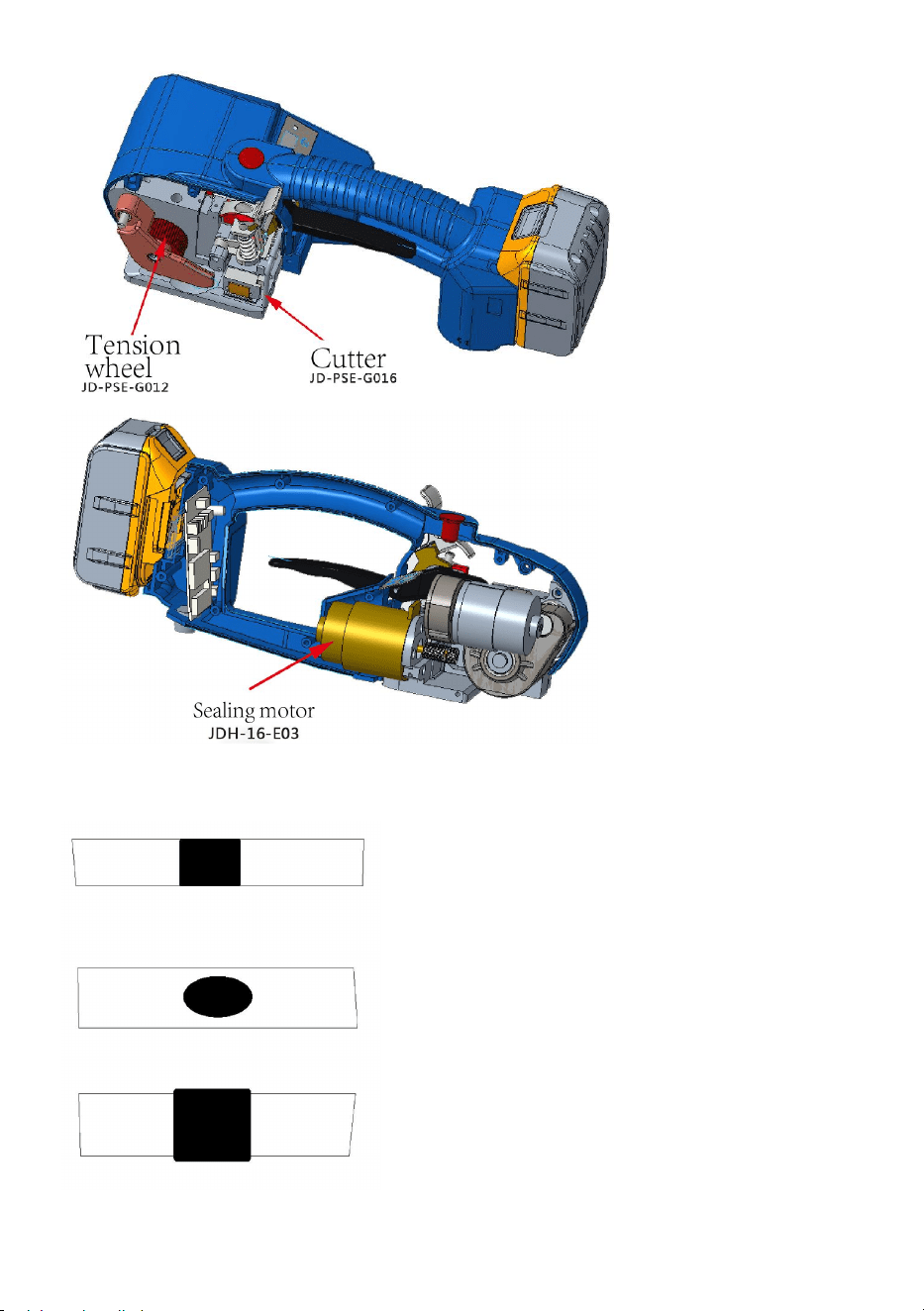
Diagrama de efecto de soldadura y unión.
Perfect friction time
Friction time is too short
Friction time is too long
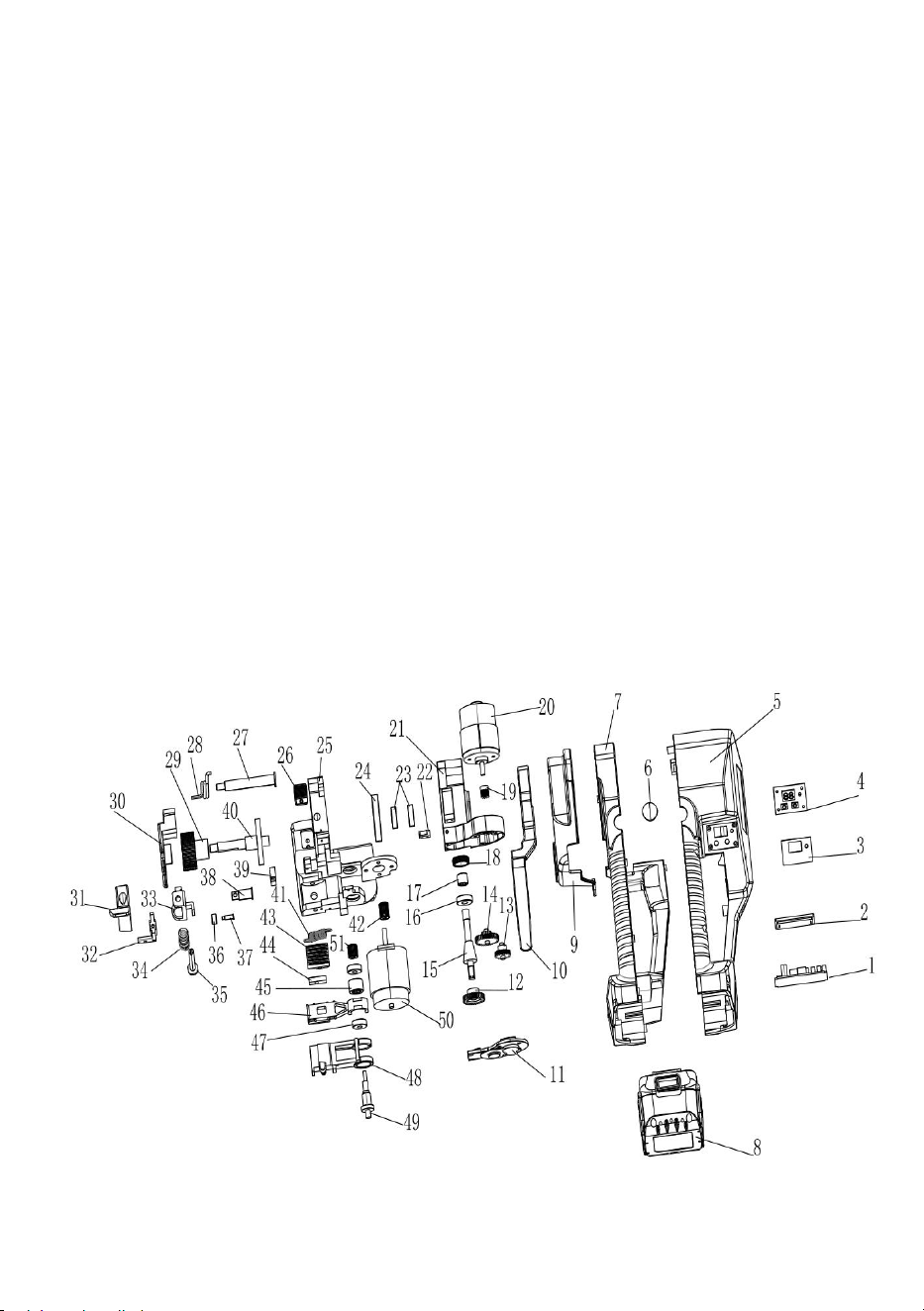
7.Fallas eléctricas comunes
En el proceso de uso, la herramienta empacadora se atasca
repentinamente y el LED se enciende en rojo cuando la correa de
empacado atascada en la máquina no se puede sacar, apague
inmediatamente la energía, corte las correas para quitar las correas
atascadas en la herramienta, cárguela rápidamente la batería o reemplace
la batería. Cuando confirme que la batería tiene energía y que la falla no
se elimina, debe quitar las cubiertas de plástico izquierda y derecha
después de quitar la batería para verificar la herramienta, como verificar
los interruptores o el cableado en cada interruptor o en los motores no se
ha caído, o reemplace el microinterruptor o reemplace el motor de sellado
por fricción.
12、Vista detallada del producto y lista de
piezas
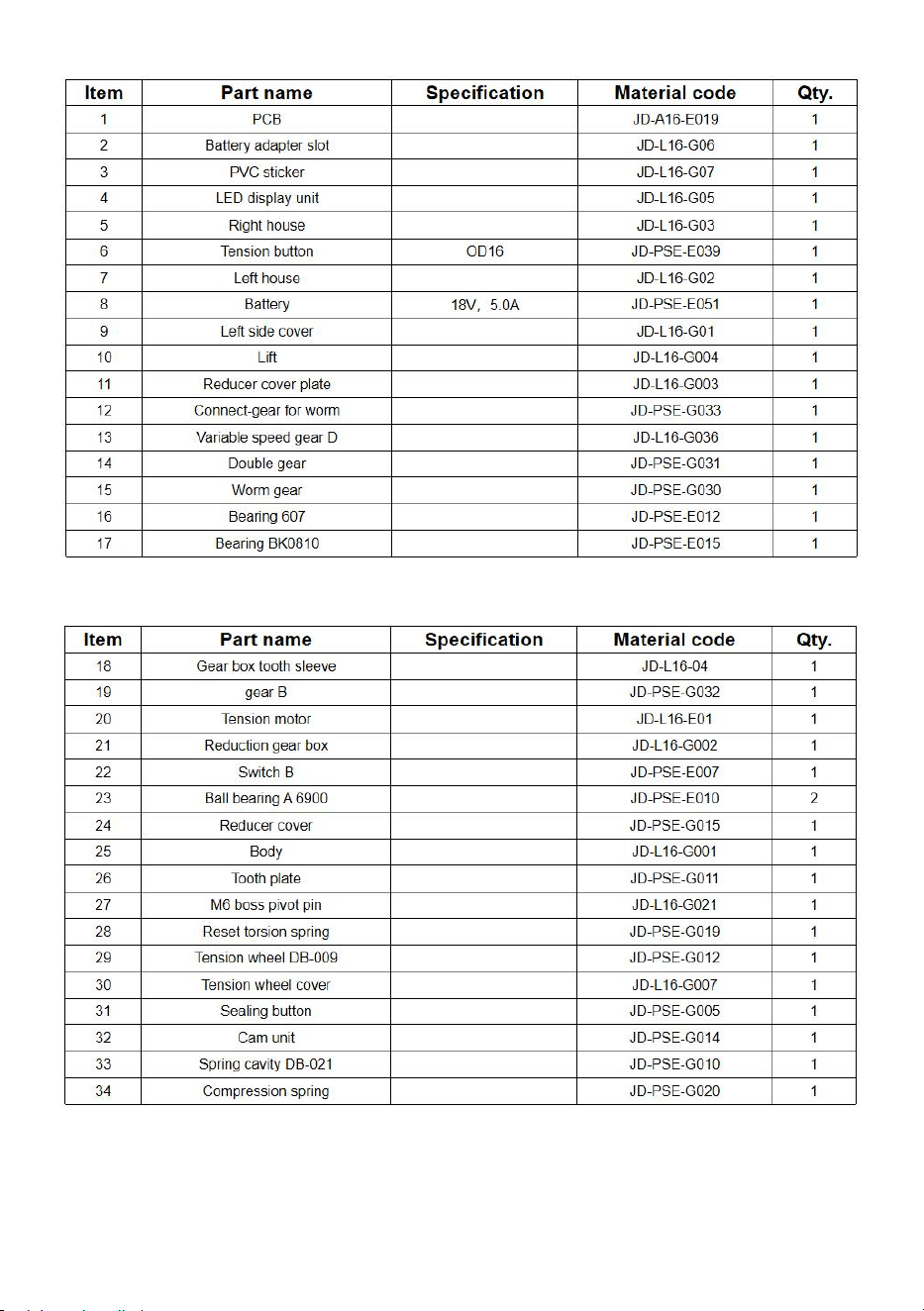
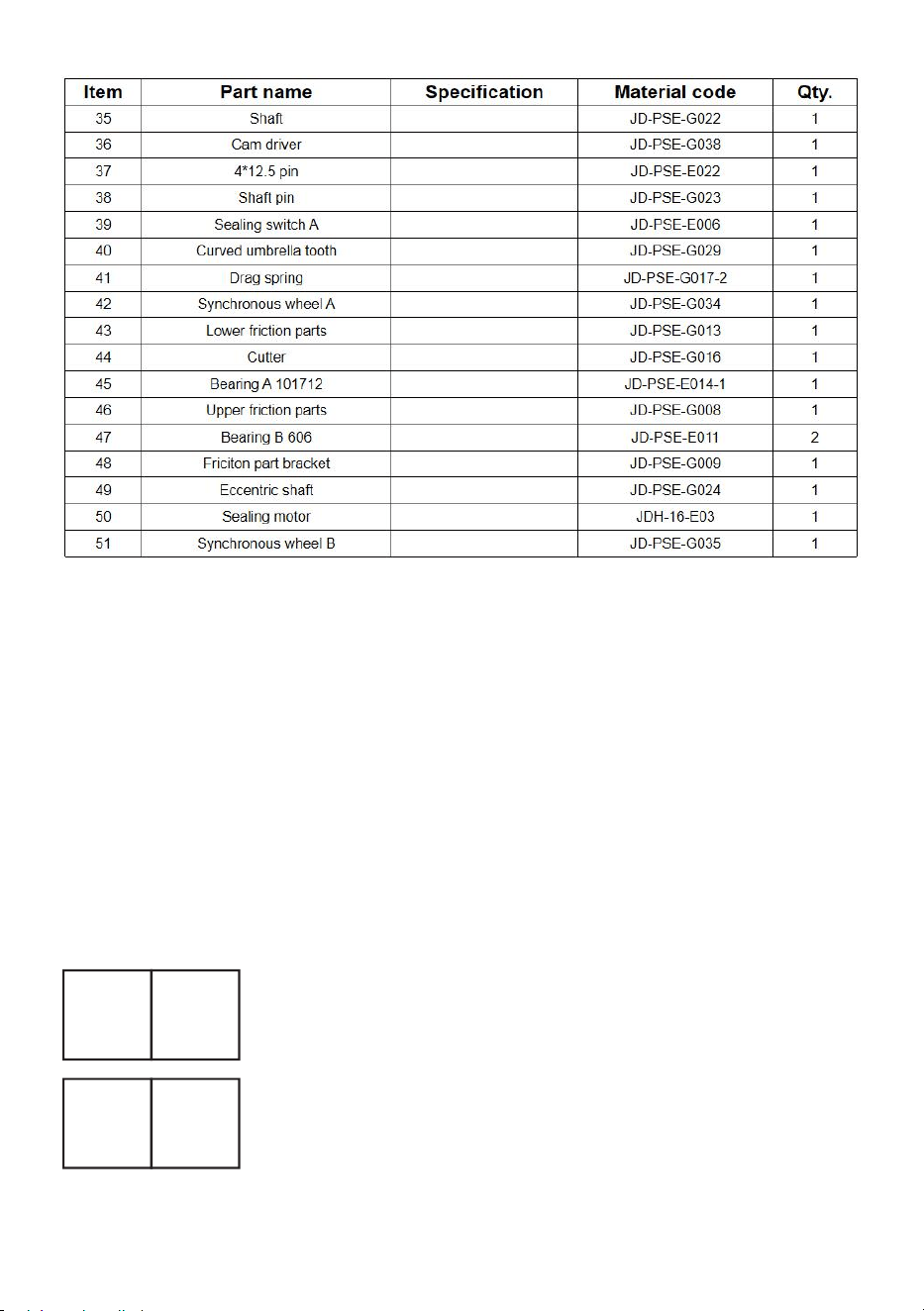
Dirección : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importado a AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Importado a EE. UU.: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Wsparcie techniczne i certyfikat e-gwarancji
www.vevor.com/support
Maszyna do spinania
MODEL: DS-16
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

Model: DS-16
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

INSTRUCTIONS
Dziękujemy bardzo za wybranie tej maszyny do spinania
- Przed użyciem przeczytaj całą instrukcję. Informacje te pomogą Ci
osiągnąć najlepsze możliwe rezultaty.
Produkty prezentowane w tym katalogu mogą różnić się kolorem od
rzeczywistego .
1.Instrukcje bezpieczeństwa
Wymagane jest odpowiednie przeszkolenie. Personel, który nie został
odpowiednio przeszkolony, nie może obsługiwać maszyny wiążącej.
Nieprawidłowa obsługa może spowodować uszkodzenie sprzętu lub
obrażenia ciała.
1.1 Praca bateryjna
*Ochrona środowiska
Prosimy nie wyrzucać zużytego akumulatora do domowego kosza na
śmieci lub kubła na ścieki, nie uderzać ani nie spalać zużytego
akumulatora.
* Niebezpieczeństwo zwarcia
Nie przechowuj baterii razem z innymi metalowymi przedmiotami.
Prosimy nie demontować akumulatorów samodzielnie i przechowywać je w
suchym i mrozoodpornym pomieszczeniu. Temperatura otoczenia nie
może przekraczać 50 stopni.
Nie ładuj zużytych baterii, a jeśli są uszkodzone lub nie nadają się do
użytku, wymień je na nowe.
1.2 Niebezpieczeństwo obrażeń oczu
Należy nosić ochronę oczu, aby zapobiec uszkodzeniu oczu podczas
korzystania z tego produktu.
1.3 Obsługa
Przeczytaj uważnie instrukcję i odpowiednio przeszkol się przed
użyciem. Osoby, które nie zostały odpowiednio przeszkolone, nie mogą
obsługiwać prasy przed naciągnięciem pasów, jeżeli nie będą
przestrzegane instrukcje lub jeżeli pasy zostaną niewłaściwie obciążone,
może to doprowadzić do zerwania pasów lub awarii maszyny. Nie kładź rąk
na obszarze wiązania, obszarze klejenia ani obszarze cięcia noża, dopóki
nie zaznajomisz się z prasą. Połóż dłonie na obszarze wiązania, obszarze
klejenia i obszarze
wycięcie tnące.
1.4 Obszar zgrzewania tarciowego
Należy sprawdzić stan obszaru zgrzewania tarciowego oraz
zapoznać się ze sterowaniem i regulacją czasu tarcia oraz czasu
dokręcania. Nieregularny czas tarcia może spowodować słabe wiązanie i
poważne uszkodzenia, dlatego nie należy wysyłać ani transportować pudeł,
które nie zostały odpowiednio zapakowane i obsługiwane.
1.5 Rozmieszczenie pasów do pakowania
Do wydawania pasków należy używać specjalnie zaprojektowanego
wózka z tacą na pasek. Jeśli nie używasz paska, zamocuj koniec pasków
w otworze do mocowania paska.
1.6 Ostrzeżenie o paskach
Nie używaj pasów do ciągnięcia lub podnoszenia ładunków,
ponieważ może to spowodować uszkodzenie przedmiotów lub obrażenia
ciała.
1.7 Niebezpieczeństwo zerwania paska
Niewłaściwa obsługa; nadmierne dokręcenie; niezastosowanie
pasów zgodnie z wymaganiami spowoduje utratę siły naciągu lub zerwanie
pasów, co może ostatecznie spowodować uszkodzenie pudła/ładunku i
złamanie przedmiotu, utratę równowagi i upadek operatora lub maszynę
wiążącą i taśmy, które szybko wbiją się w twarz operatora, powodując
obrażenia
■ Uwaga:
* Jeżeli ładunek ma ostre krawędzie, należy zastosować
zabezpieczenie krawędzi.
* Owiń paski wokół odpowiedniego obszaru, który chcesz zapiąć.
* Operator nie powinien znajdować się w tej samej pozycji, co maszyna

wiążąca podczas napinania i tarcia, aby zapobiec przewróceniu się prasy i
pasów na twarz operatora. Przypomnij lub poproś osoby postronne, aby
podczas pracy trzymały się z daleka od obszaru roboczego. Prosimy
również o stosowanie taśm o zalecanej szerokości i wytrzymałości, co
pomoże poprawić jakość i wydajność opakowania, ponieważ
nieodpowiednie wiązanie może spowodować zerwanie taśmy lub
poluzowanie się pudełka w czasie transportu.
1.8 Cięcie pasów
Podczas przecinania pasów należy używać odpowiedniego narzędzia
tnącego i zachować bezpieczną odległość od ludzi, nie w tej samej linii co
paski i z dala od luźnego kierunku pasów. Proszę używać narzędzi
specjalnie zaprojektowanych do cięcia pasów, a nie młotków, szczypiec,
siekier, pił do metalu itp.
1.9 Niebezpieczeństwo poślizgu i upadku
Należy utrzymywać miejsce wiązania w czystości i porządku, ponieważ
zaniedbane miejsca pracy mogą być przyczyną wypadków i upadków, jeśli
nie wylądujesz dobrze lub stracisz równowagę przed napięciem,
szczególnie w małych obszarach pracy, takich jak klatki schodowe.
Podczas przenoszenia staraj się zachować równowagę. Obie stopy muszą
znajdować się jednocześnie na płaskiej i twardej powierzchni. Nie używaj
urządzenia, jeśli jesteś chory lub w trudnej kondycji fizycznej.
Należy zwrócić uwagę na środki ostrożności wymienione specjalnie dla
obszaru roboczego.
1.10 Niebezpieczeństwa związane z prasą
* Dobra konserwacja prasy jest bardzo konieczna.
* Regularnie sprawdzaj części prasy. W przypadku zużycia lub
uszkodzenia nie używaj prasy do czasu wymiany części.
* Nie używaj prasy bez pasów
* Nie modyfikuj prasy, ponieważ może to spowodować obrażenia ciała.
2. Parametry techniczne
2.1 Opis opasarki do akumulatorów

Wiązarka akumulatorowa DS-16 charakteryzuje się doskonałą
skutecznością uszczelniania. Może sprawić, że użytkownicy będą cieszyć
się wydajnym sposobem wiązania. DS-16 ma maksymalną moc naciągu
wynoszącą 2500 N i 9 stopni można regulować za pomocą wyświetlacza
cyfrowego. Zasilany jest baterią litową o dużej pojemności 6000mah, co
pozwala na pracę 600 cykli na pełnym naładowaniu. Jedną z kluczowych
cech sprzedaży jest to, że jest ekonomiczny w porównaniu z podobnymi
produktami na rynku. Jest to dobry produkt dla dealerów, pozwalający
zbadać i poznać rynek. DS-16 to potężne narzędzie, które może być
szeroko stosowane w większości gałęzi przemysłu.
2.2 Wymiary prasy
Długość: 3 6 0 MM
Szerokość: 13 0 MM
Wysokość: 1 4 0 MM
2.3 Materiały do pasania
Materiał pasków: taśma PET (poliester) i PP (polipropylen) o płaskiej lub
wytłaczanej powierzchni.
Specyfikacja pasków: szerokość 9-16 MM, grubość 0,4 -1,2 MM.
Proszę wybrać odpowiedni rozmiar pasów w zależności od zakupionej
prasy.
2.4 Siła pasów
Siła rozciągająca: regulowana w zakresie od 60 0 do 32 00 N, maksymalna
wartość zależy od materiału pasków.
Prędkość podawania taśmy: 50-150 MM/S. Siła tarcia: ok. 75% wartości
wytrzymałości pasów.
2.5 Środowisko pracy
Temperatura otoczenia podczas pracy wynosi 5-45°C, optymalna
temperatura pracy wynosi 15-25°C.
Używaj lub przechowuj ostrożnie, aby chronić przed wodą i wilgocią.
3. Akcesoria

▪ Uwaga: Należy używać dodatków lub akcesoriów
wymienionych w instrukcji. Używanie innych dodatków może spowodować
uszkodzenie sprzętu lub obrażenia ciała.
3.1 Przenośna prasa akumulatorowa
Ponieważ prasa wykorzystuje akumulatory niklowo-kadmowe (Nicd)
niklowo-metalowo-wodorkowe (NiMH), akumulatory należy zakupić
osobno, zgodnie z poniższymi parametrami.
Typ: bateria litowa
Napięcie: 18 V
Pojemność: 5000 MAH
3.2 Ładowarka akumulatora
Ładowanie bezpośrednie (opcjonalnie)
Napięcie wejściowe ładowarki: AC100-240V
Napięcie wyjściowe: 21 V, 2,5 A
Czas ładowania: około 90 minut.
4. Operacje
4.1 Instalacja baterii
* Nie zostawiaj akumulatorów prasy belującej na deszczu lub w wodzie.
* Ze względów bezpieczeństwa akumulator dostarczany jest w stanie
nienaładowanym i oddzielony od urządzenia, należy postępować zgodnie
z instrukcją montażu.
* Wyjmij baterię, naciskając zatrzask zatrzaskowy akumulatora kciukiem i
wyciągając go do góry lub zwalniając zatrzask zatrzaskowy po
załadowaniu akumulatora.
* Lampka kontrolna świeci na czerwono, gdy poziom naładowania baterii
jest niski, lampka kontrolna świeci na czerwono podczas ładowania, a
kontrolka ładowania świeci na zielono, gdy ładowanie jest zakończone.
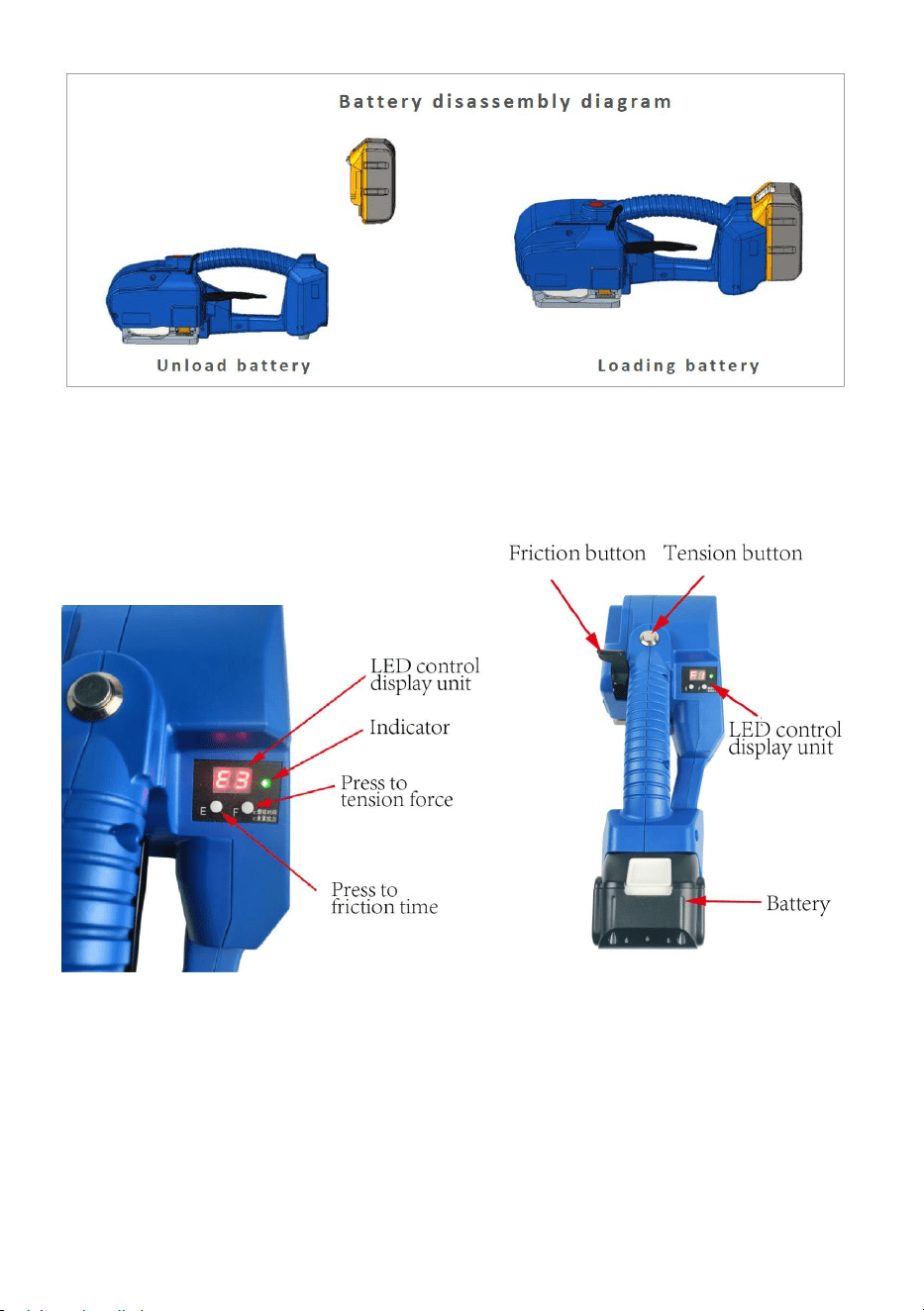
4.2 Elementy obsługi
4.3 Tryb półautomatyczny i tryb automatyczny
L-16 ma 2 tryby napinania: napinanie jednym dotknięciem i napinanie
przycisku w sposób ciągły. Jak dokonać konwersji trybu? Wystarczy
nacisnąć przycisk naciągu i jednorazowo podnieść rączkę, a gdy kontrolka
zacznie migać na przemian, konwersja trybu zostanie dokonana.
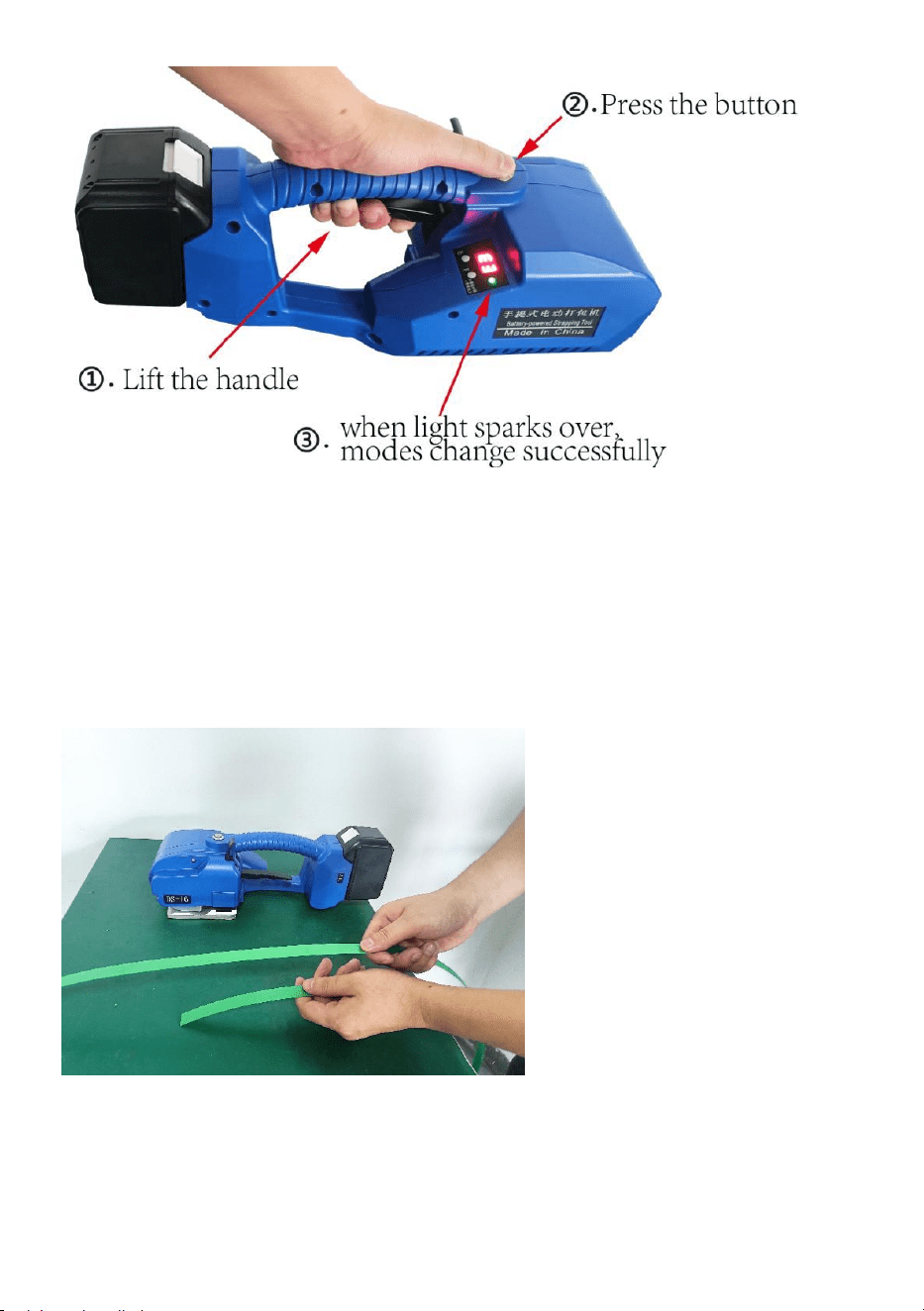
4.4 Operacje prasy
*Tryb półautomatycznego napinania (naciśnij przycisk w sposób
ciągły, aby napiąć)
Krok 1 Owiń i ułóż paski
Proszę owinąć paski w sposób pokazany na rysunku i nie dopuścić do ich
zamoczenia olejem lub innymi zanieczyszczeniami.
Krok 2 polega na umieszczeniu pasów w prasie
Podczas zakładania pasów należy je ułożyć w kierunku naprężenia na
górnym końcu, dolne paski należy naciągnąć do spodu koła podającego
tak, aby podczas zakładania pasów zakryć przód płytki zębatej o 5-10MM
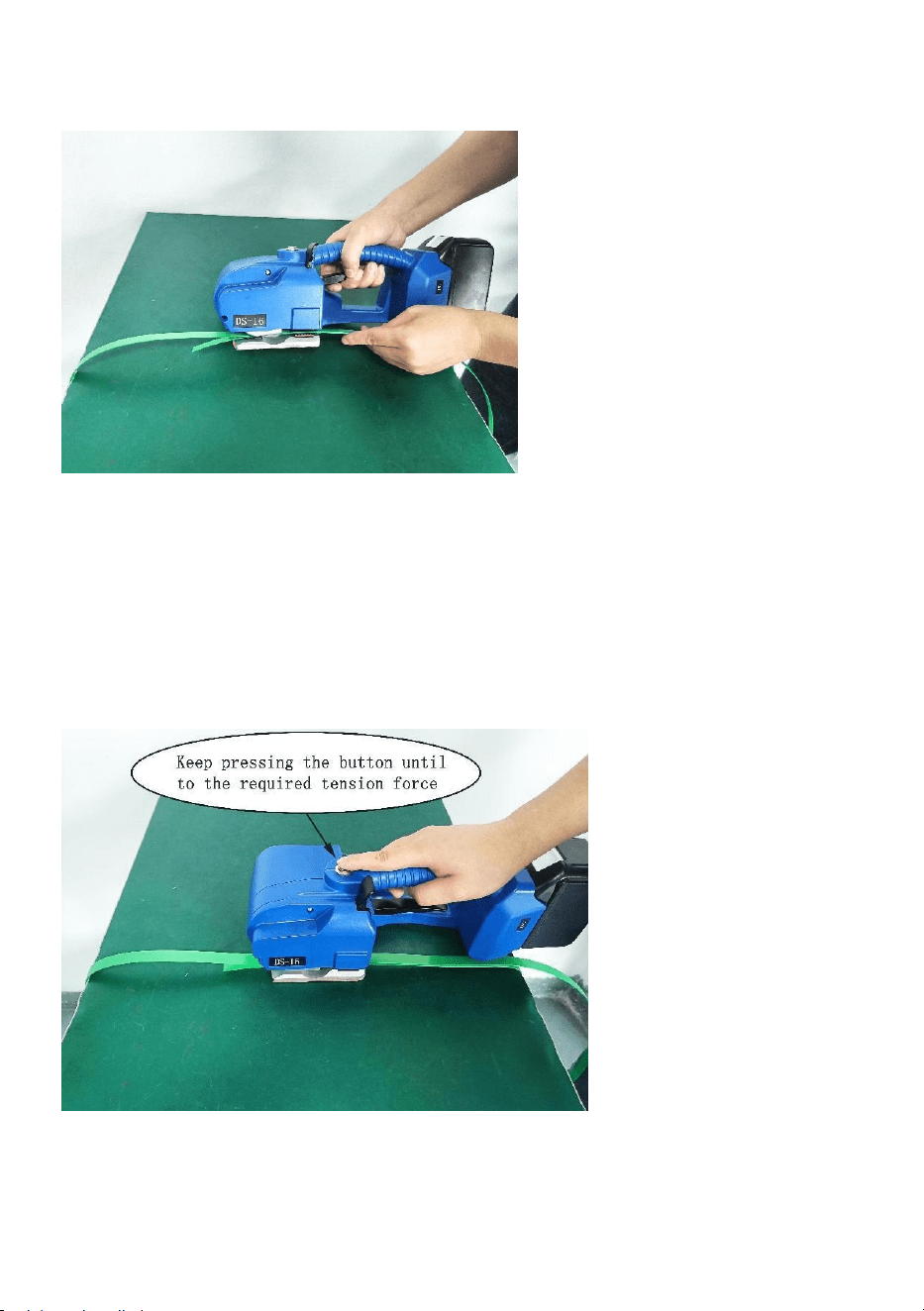
dłużej ,unieś uchwyt prawą ręką, lewą ręką włóż paski, górny i dolny koniec
pasów należy po zwolnieniu uchwytu ułożyć równolegle do siebie.
Krok 3 Naciągnij lub wsuń paski
Po naciśnięciu i zwolnieniu przycisku napinania prasa wyświetli domyślny
czas naprężenia. Gdy szczelność jest niewystarczająca lub zbyt ciasna, po
prostu odpowiednio zwiększ lub zmniejsz stopień siły naprężenia, aż
będzie odpowiedni. Podczas dokręcania należy utrzymywać prasę
poruszającą się równolegle, a prasę w kierunku do przodu wolną od
przedmiotów.
Krok 4 Zgrzewanie pasów
Po naciśnięciu przycisku tarcia prasa automatycznie zgrzewa i przecina
pasy (czas jest ustawiany przez system i można go zwiększać lub
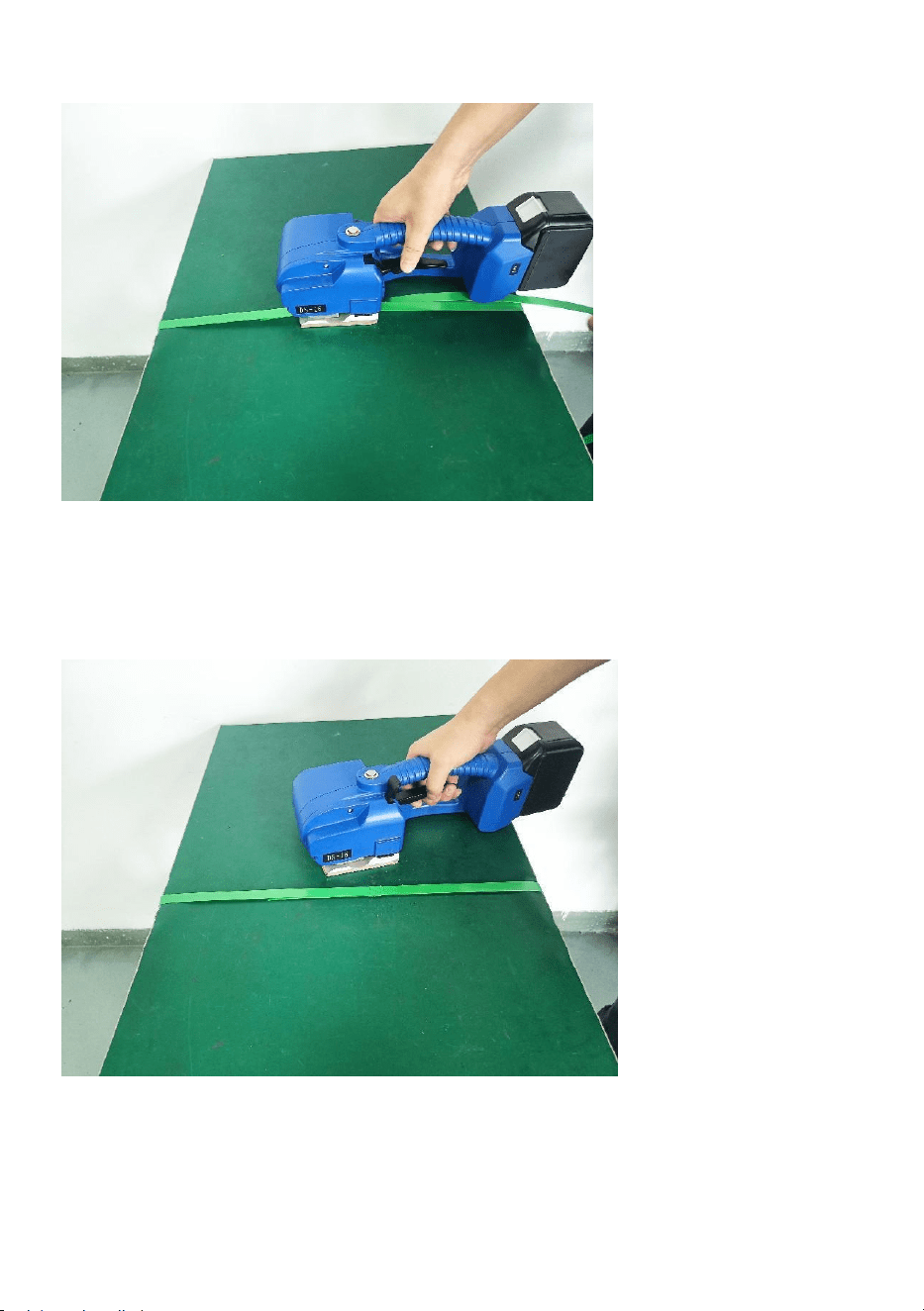
zmniejszać, regulując stopień czasu tarcia).
Krok 5 Odsuń prasę
Po zakończeniu wiązania podnieś uchwyt i koło podające obracaj się w
odwrotnym kierunku, aby odpowiednio poluzować paski, a następnie
odsuń prasę.
* Jedno dotknięcie, aby przejść do trybu napięcia
Krok 1 Owiń i ułóż paski
Proszę owinąć paski w sposób pokazany na rysunku i nie dopuścić do ich
zamoczenia olejem lub innymi zanieczyszczeniami.
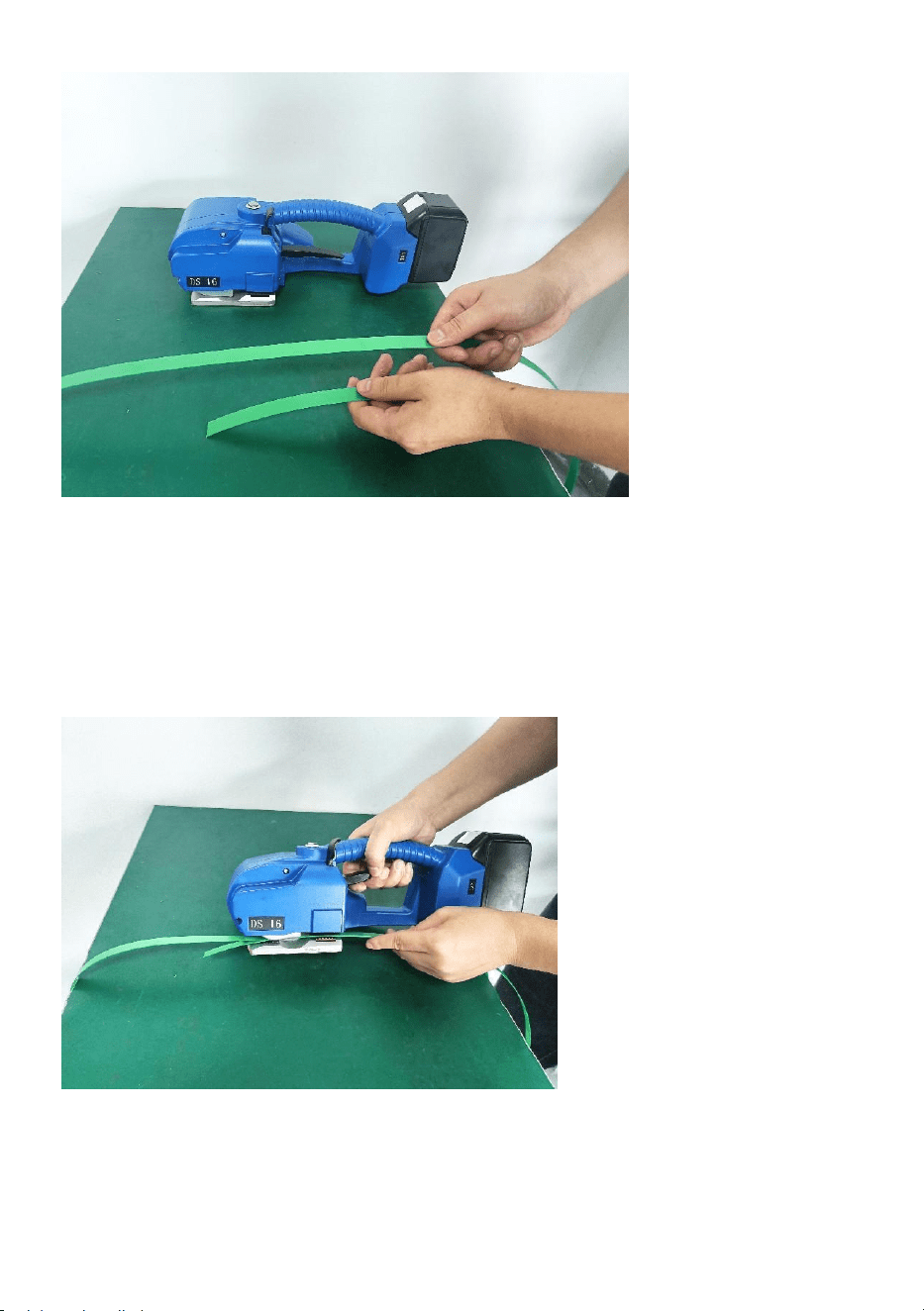
Krok 2 polega na umieszczeniu pasów w prasie
Podczas zakładania pasów należy je ułożyć w kierunku naprężenia na
górnym końcu, dolne paski należy naciągnąć do spodu koła podającego
tak, aby podczas zakładania pasów zakryć przód płytki zębatej o 5-10MM
dłużej ,unieś uchwyt prawą ręką, lewą ręką włóż paski, górny i dolny koniec
pasów należy po zwolnieniu uchwytu ułożyć równolegle do siebie.
Krok 3 Zaciśnij paski
Po naciśnięciu i zwolnieniu przycisku napinania prasa automatycznie
napina pasy.
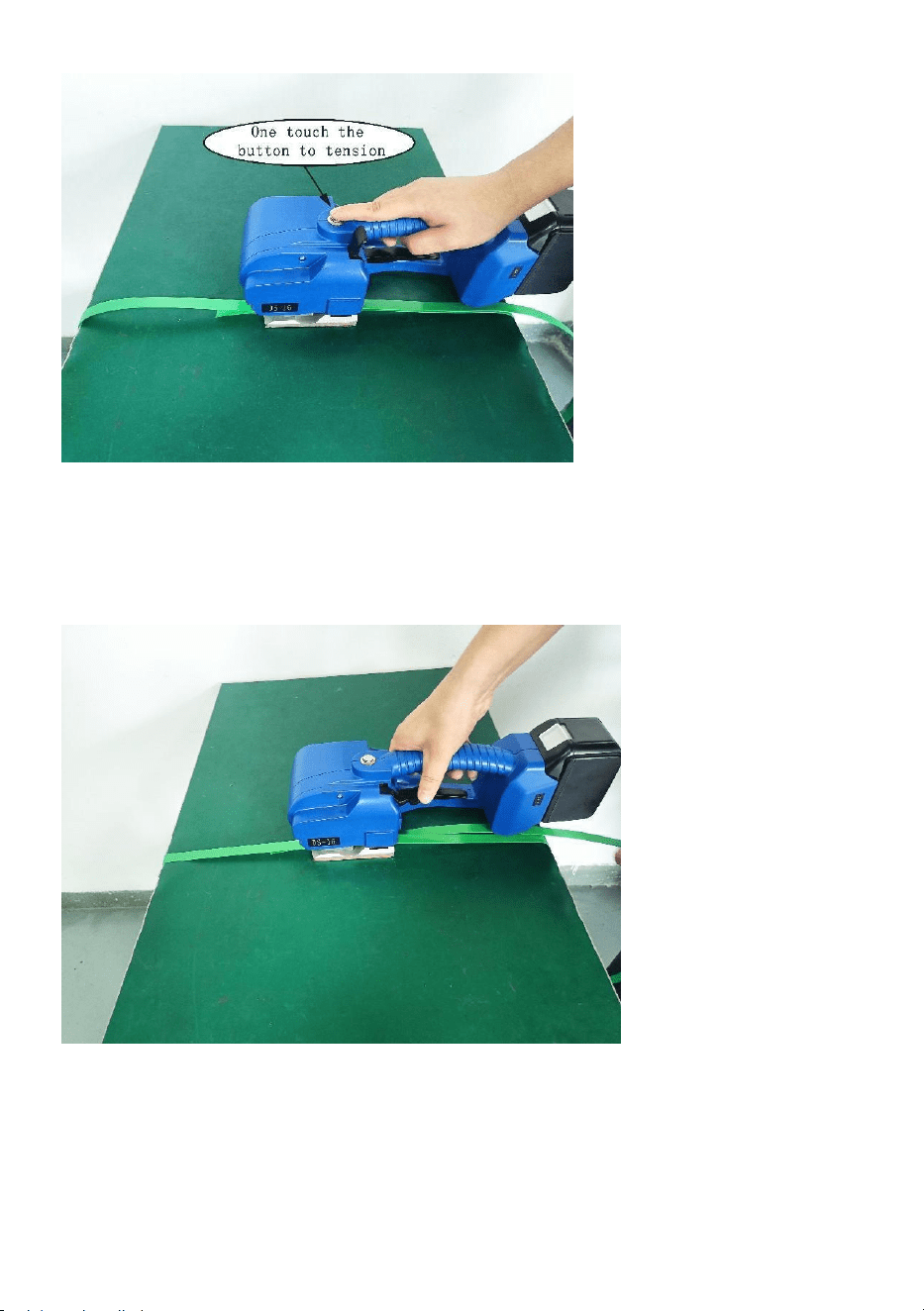
Krok 4 Zgrzewanie pasów
Po naciśnięciu przycisku tarcia prasa automatycznie zgrzewa i przecina
pasy (czas jest ustawiany przez system i można go zwiększać lub
zmniejszać, regulując stopień czasu tarcia).
Krok 5 Odsuń prasę
Po zakończeniu wiązania podnieś uchwyt i koło podające obracaj się w
odwrotnym kierunku, aby odpowiednio poluzować paski, a następnie
odsuń prasę.
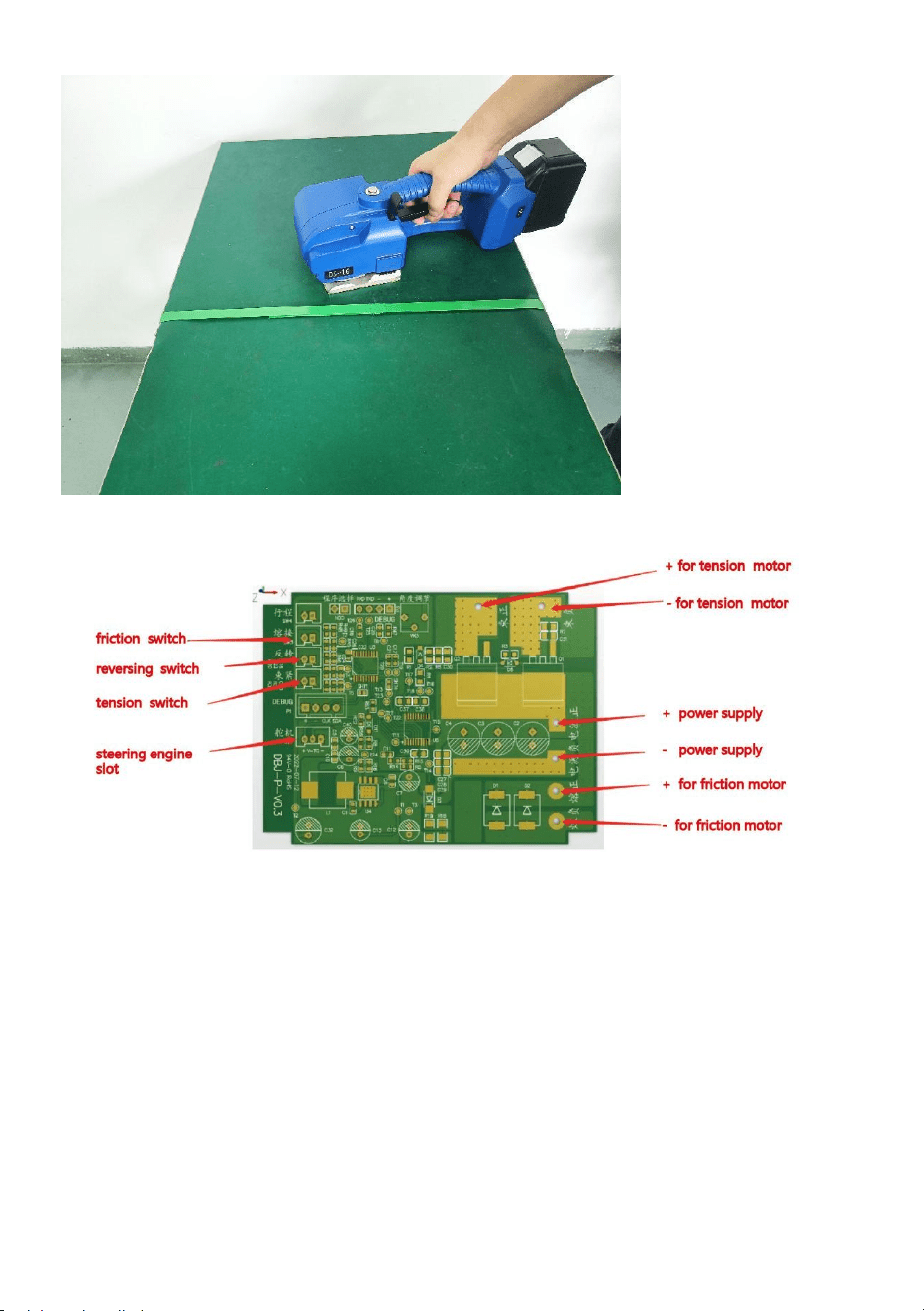
5.Połączenia elektryczne
6. Wymiana części zużywalnych i regulacja stanu
łączenia
▪ Uwaga: Przed każdym serwisowaniem należy odłączyć wyłącznik
zasilania i wyjąć baterie.
6.1 Wymiana części zużywalnych
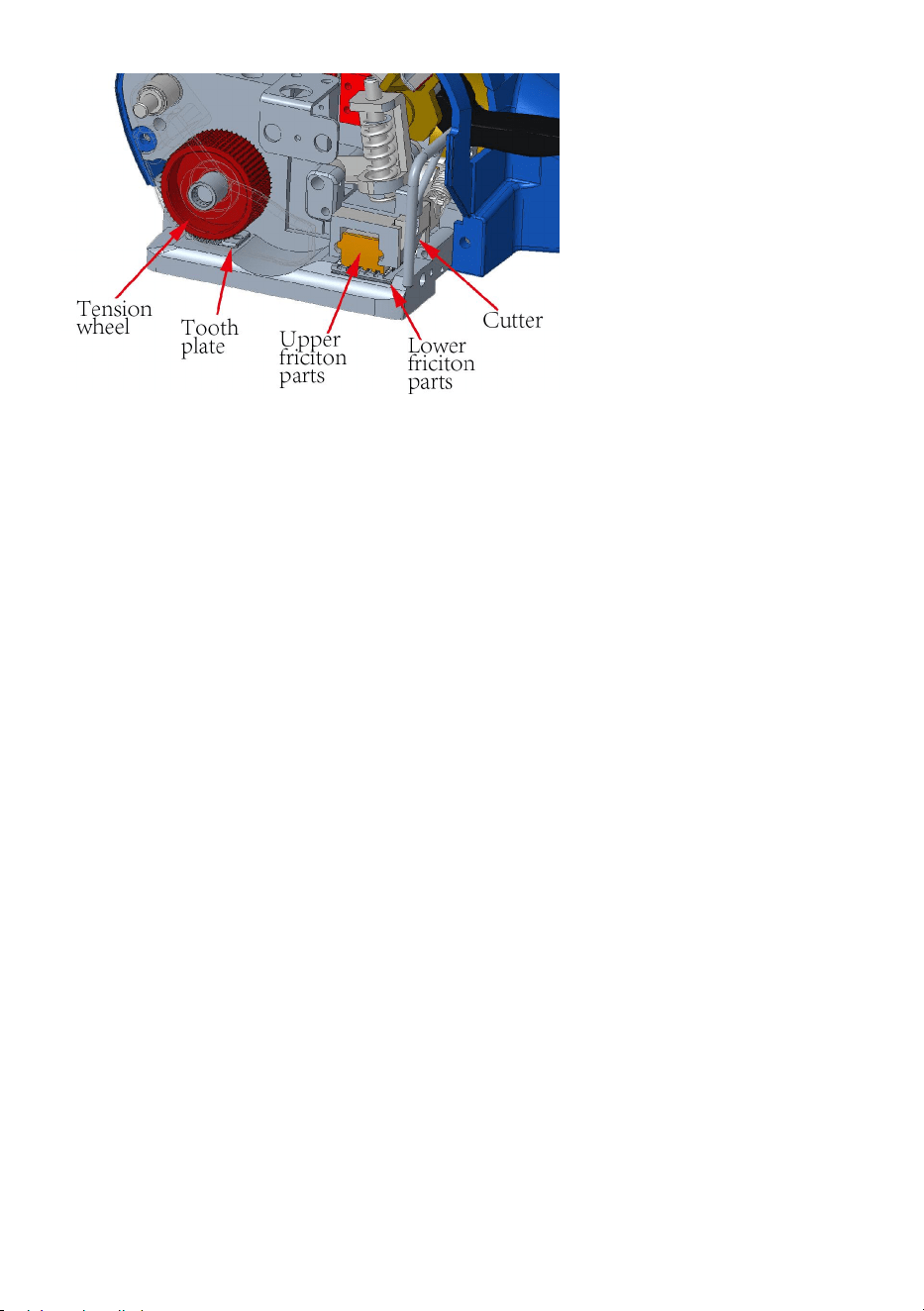
Nóż (JD-PSE-G016): Najpierw poluzuj śrubę na lewej pokrywie
(JD-L16-G01) i zdejmij ją, następnie wykręć śrubę na nożu i wyjmij nóż w
celu wymiany. Po zamontowaniu noża należy go zamontować w odwrotnej
kolejności.
Dolna płytka zębata (JD-PSE-G011): najpierw odkręć śruby mocujące
płytkę zębatą i wyjmij ją, następnie wymień wysuniętą płytkę zębatą. Po
wymianie zmontuj go w odwrotnej kolejności.
Koło napinające (JD-PSE-G012): zdejmij lewą pokrywę zgodnie z
powyższym opisem, odkręć nakrętkę zamocowaną na wale łączącym
(JD-L16-G021), zdejmij pokrywę koła napinającego (JD-L16-G007),
wymień koło zabezpieczające i wymienić je w odwrotnej kolejności.
Dolna część cierna (JD-PSE-G013): Najpierw poluzuj i usuń śruby bez łba
zamocowane na wale dolnej części ciernej, wypchnij dolną część cierną od
dołu w celu wymiany, a następnie wymień ją w odwrotnej kolejności.
6.2 Regulacja dokręcania, klejenia i cięcia
①. Jeśli dokręcenie się poluzuje, poluzuj śruby przymocowane do płytki
zębatej i zamontuj uszczelkę płytki zębatej (JD-PSE-G028), aby podnieść
płytkę zębatą lub wymienić płytkę zębatą.
②. W przypadku stosowania różnych pasów uszczelniających o grubości
0,4–1,2 mm należy w odpowiednim czasie wyregulować odstęp między
górną częścią cierną (JD-PSE-G008) a dolną częścią cierną, w
przeciwnym razie nastąpi słabe spawanie. Podczas regulacji luzu
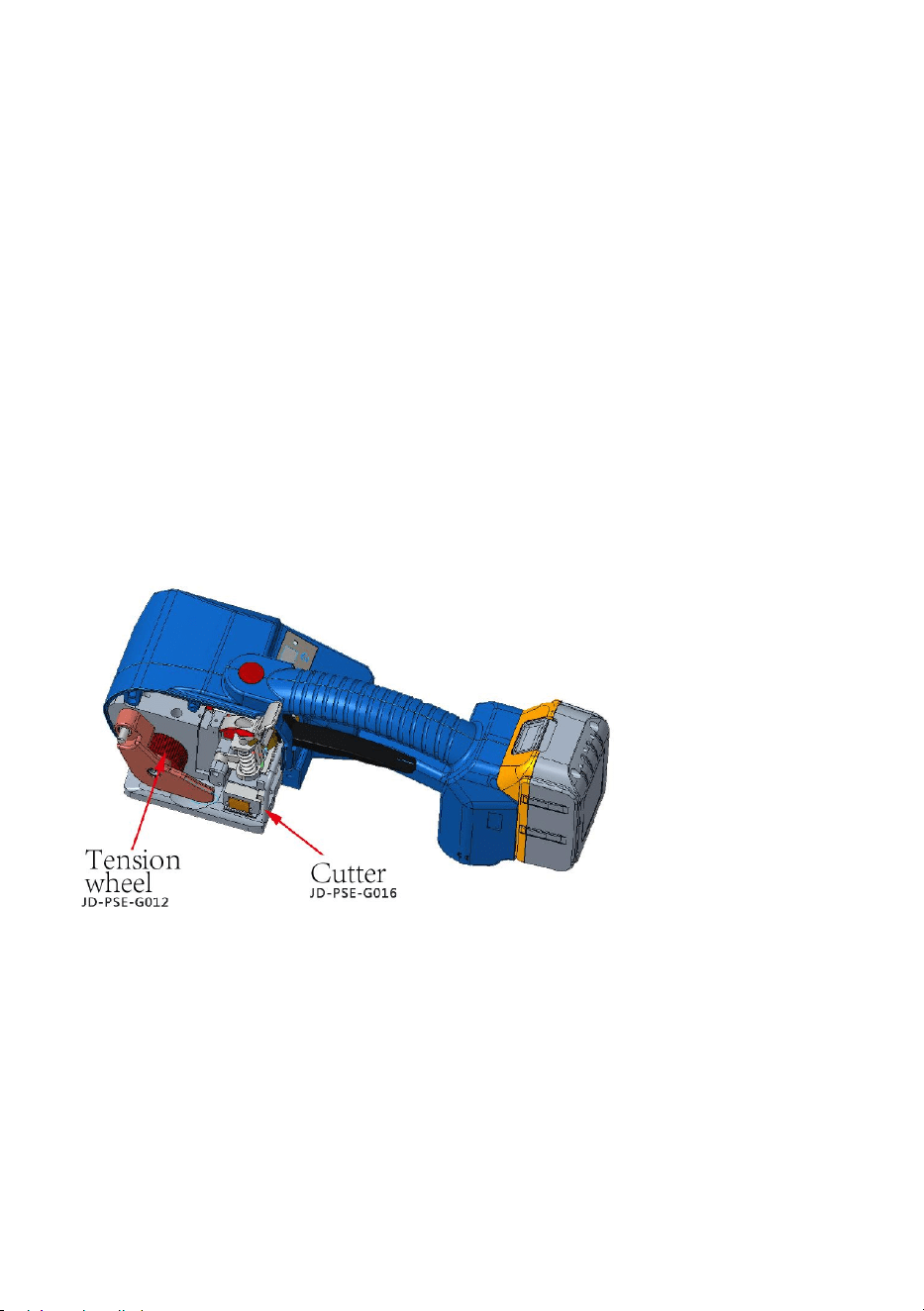
pomiędzy górną i dolną częścią cierną należy najpierw zdjąć lewą osłonę,
następnie poluzować przycisk usuwania uszczelki (JD-PSE-G005),
zamocować dolny wał dociskowy płytki łączącej (JD-PSE-G022) za
pomocą śrubokrętem płaskim, a następnie obróć nakrętkę na wale
łączącym w prawo lub w lewo. Przy obrocie w kierunku zgodnym z ruchem
wskazówek zegara luz pomiędzy górną i dolną częścią cierną staje się
większy, a przy obrocie w kierunku przeciwnym do ruchu wskazówek
zegara luz staje się mniejszy.
③. Czas wiązania i siłę dokręcania można regulować za pomocą
cyfrowych okienek E i F na prawej pokrywie. Klawisz E reguluje czas
zgrzewania, a klawisz F reguluje siłę dokręcania, zwiększając ją od stopnia
1 do stopnia 9.
④. Informacje na temat wymiany części zużywalnych oraz regulacji czasu
(efektu) klejenia i spawania można znaleźć w poniższej tabeli.
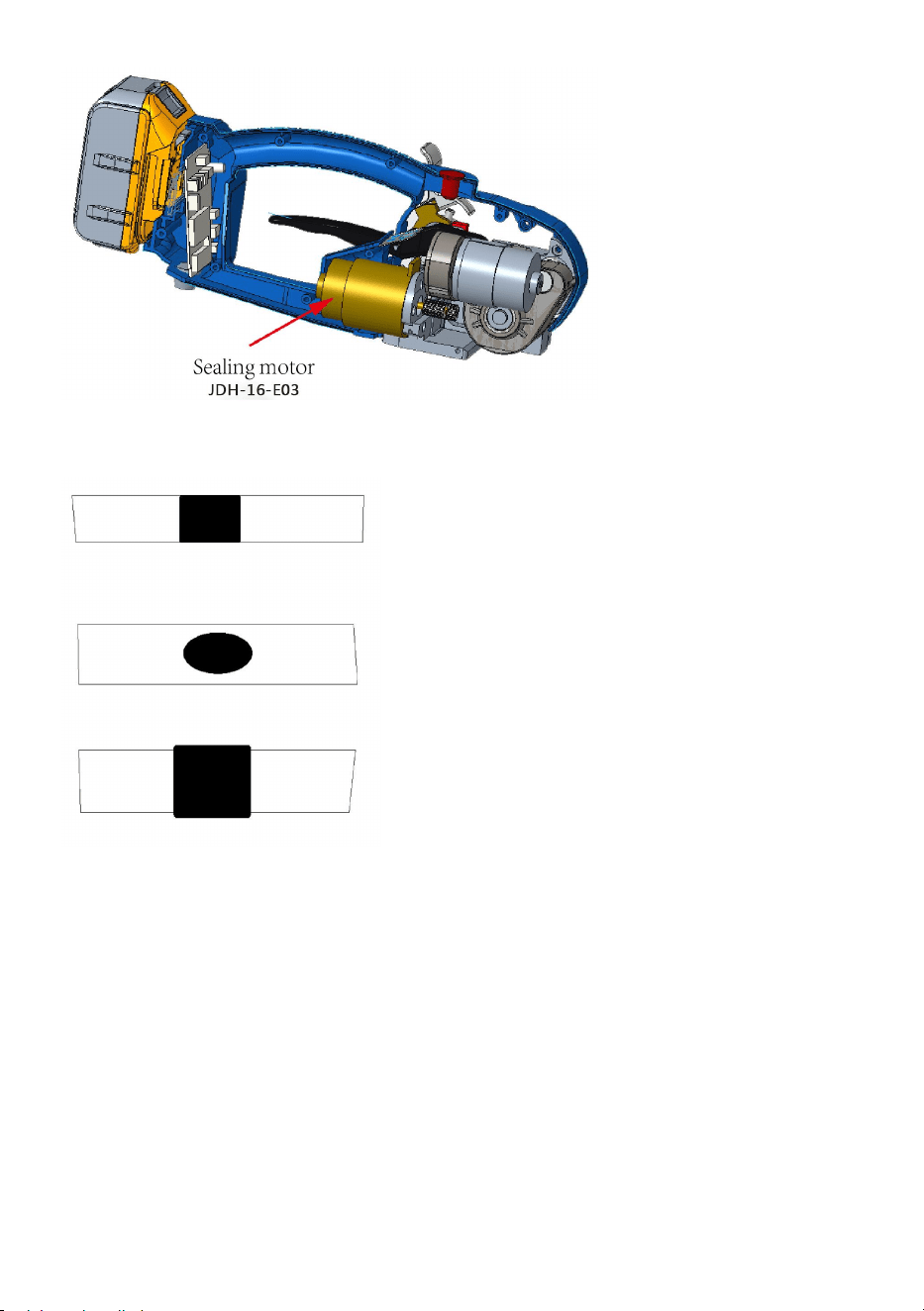
Schemat efektu spawania i łączenia
7. Typowe usterki elektryczne
W trakcie użytkowania prasa nagle się zacięła, a dioda LED świeci na
czerwono, gdy nie można wyjąć paska prasującego, który utknął w
maszynie. Należy natychmiast wyłączyć zasilanie, odciąć paski, aby
usunąć te, które utknęły w narzędziu, natychmiast naładować akumulator
lub wymień go. Po upewnieniu się, że akumulator jest naładowany i
usterka nie została usunięta, po wyjęciu akumulatora należy zdjąć lewą i
prawą plastikową osłonę w celu sprawdzenia narzędzia, np. sprawdzenia
przełączników lub okablowania każdego przełącznika lub na silnikach nie
odpadła lub wymień mikroprzełącznik lub wymień silnik z uszczelnieniem
Perfect friction time
Friction time is too short
Friction time is too long
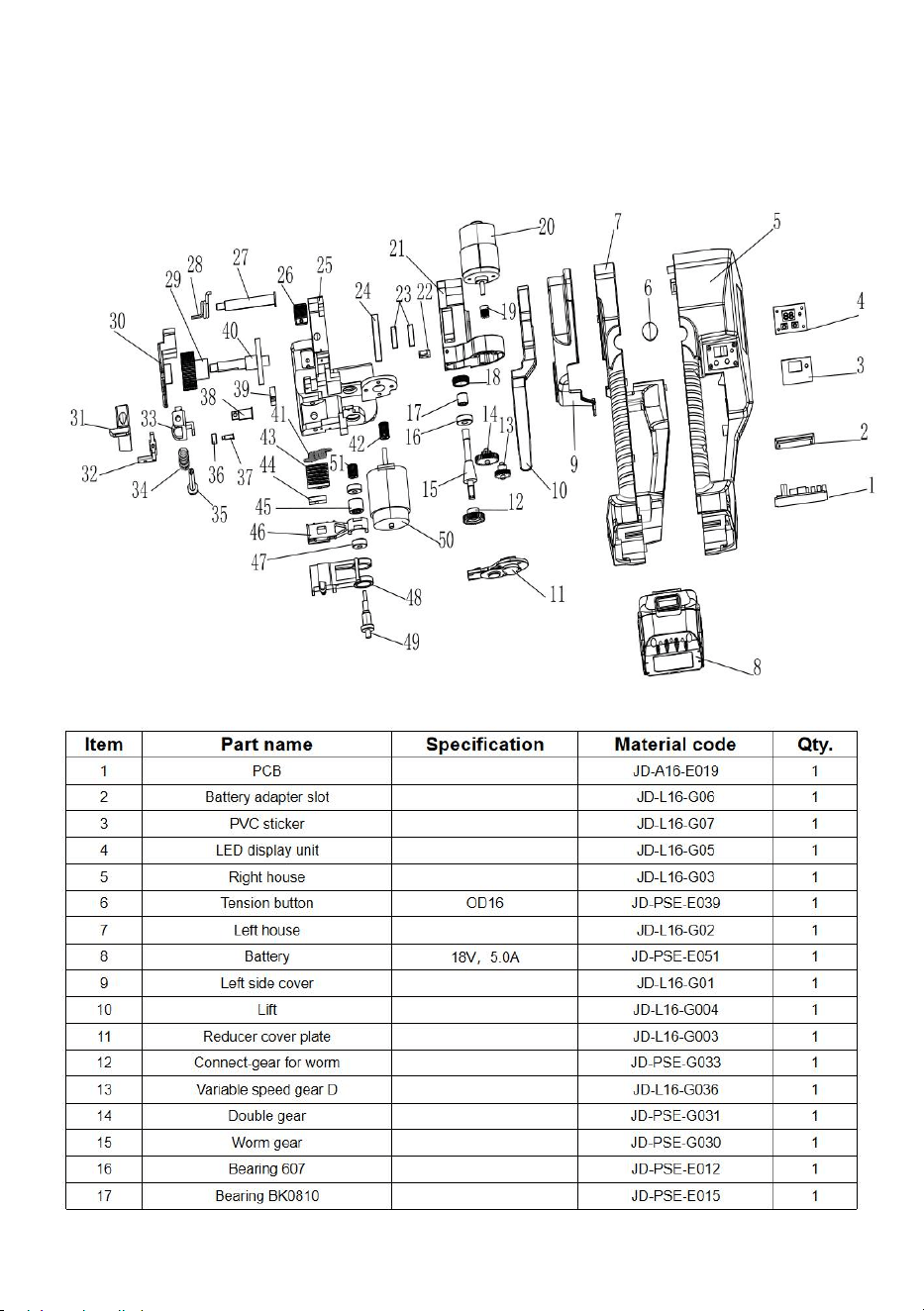
ciernym.
13、Widok rozstrzelony produktu i lista części
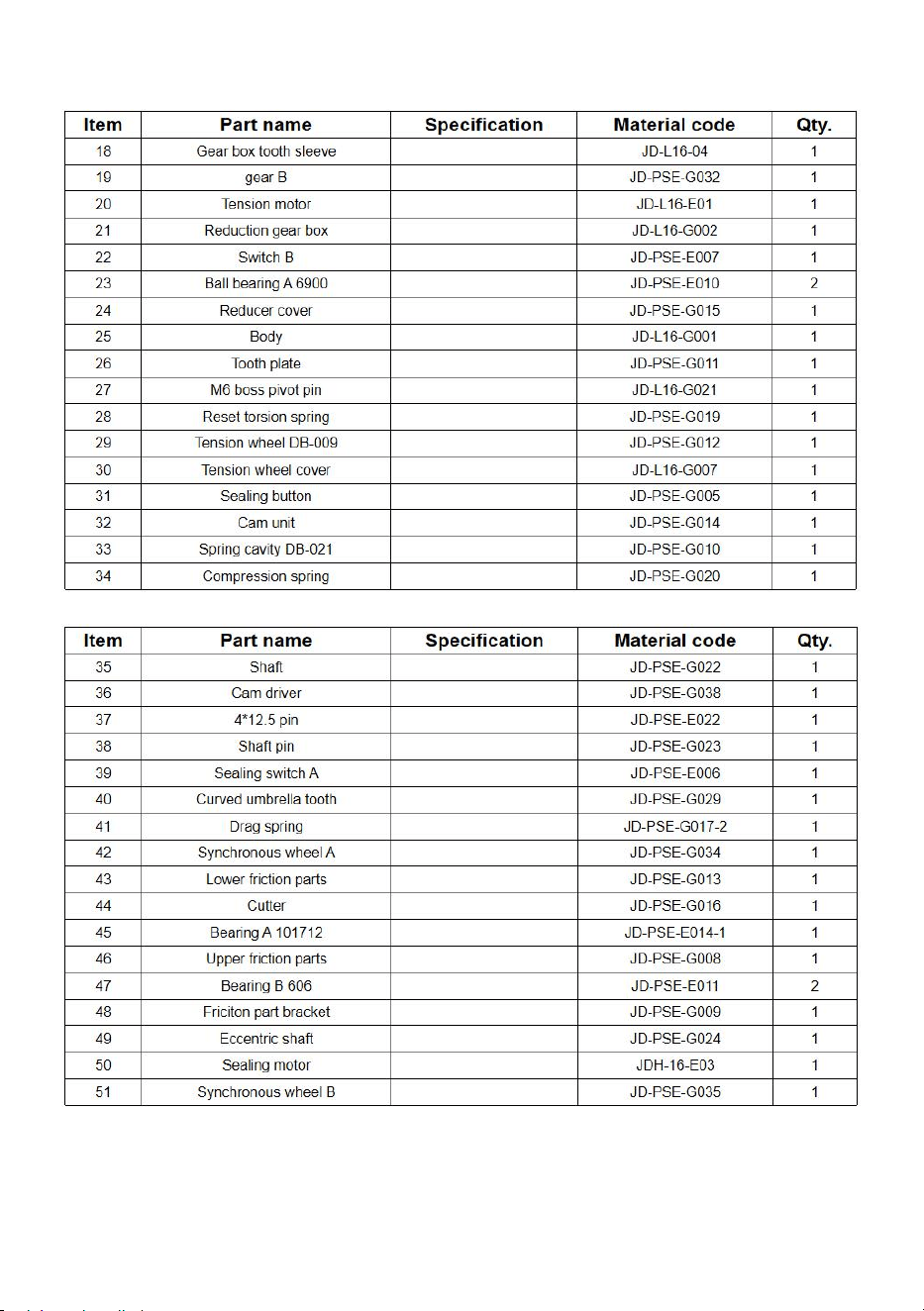
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj
200000 CN.
Import do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Import do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Wsparcie techniczne i certyfikat e-gwarancji

Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Omsnoeringsmachine
MODEL: DS-16
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
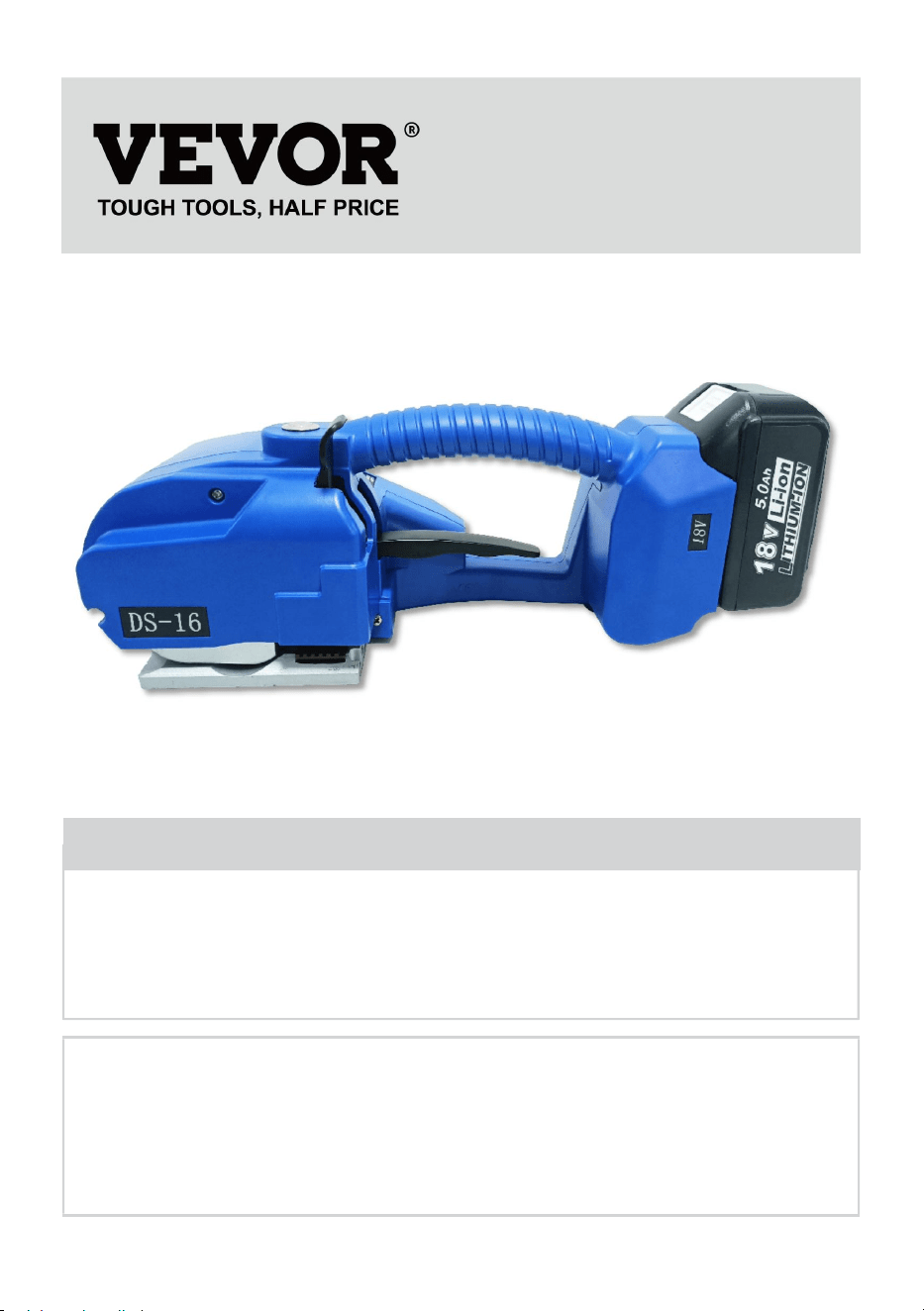
Model: DS-16
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

INSTRUCTIONS
Hartelijk dank dat u voor deze omsnoeringsmachine hebt gekozen
- Lees alle instructies voordat u het gebruikt. De informatie zal u helpen de
best mogelijke resultaten te bereiken.
De producten in deze catalogus kunnen qua kleur afwijken van het
daadwerkelijke artikel .
1.Veiligheidsinstructies
Een juiste opleiding is vereist. Ondeskundig opgeleid personeel mag de
omsnoeringsmachine niet bedienen. Een onjuiste bediening kan leiden tot
schade aan de apparatuur of persoonlijk letsel.
1.1 Batterijwerking
*Milieubescherming
Gooi de gebruikte batterij niet in de huisvuilbak of de afvalwateremmer.
Sla de lege batterij niet en verbrand deze niet.
*Kortsluitingsgevaar
Bewaar de batterijen niet samen met andere metalen voorwerpen.
Demonteer de batterijen a.u.b. niet zelf en bewaar ze in een droge en
vorstbestendige ruimte. De omgevingstemperatuur mag niet hoger zijn dan
50 graden.
Laad gebruikte batterijen niet op en vervang ze door nieuwe wanneer ze
beschadigd of onbruikbaar zijn.
1.2 Gevaren voor oogletsel
Draag oogbescherming om schade aan uw ogen te voorkomen bij gebruik
van dit product.
1.3 Bediening
Lees de instructies aandachtig door en train goed voor gebruik.
Personen die niet goed zijn opgeleid, mogen de balenpers niet bedienen
voordat de banden zijn vastgemaakt. Als de instructies niet worden
gevolgd of als de banden onredelijk worden belast, kan dit leiden tot breuk
van de banden of defecten aan de machine. Plaats uw handen pas op het
bindgebied, het lijmgebied of het snijgebied van de snijder als u vertrouwd
bent met de balenpers. Plaats uw hand op het bindgebied, het lijmgebied
en de
snijder uitgesneden.
1.4 Wrijvingslasgebied
U dient de toestand van het wrijvingslasgebied te controleren en
uzelf vertrouwd te maken met de controle en aanpassing van de
wrijvingstijd en aanhaaltijd. Onregelmatige wrijvingstijd kan resulteren in
een slechte hechting en tot ernstige schade leiden. Verzend of transporteer
daarom geen dozen die niet op de juiste manier zijn verpakt en behandeld.
1.5 Distributie van pakriemen
Gebruik voor het afgeven van de riemen de speciaal ontworpen
gordelgootslede. Wanneer u de banden niet gebruikt, bevestigt u het
uiteinde van de banden in de bevestigingsopening voor de banden.
1.6 Waarschuwing voor riemen
Gebruik geen riemen om lasten te slepen of op te tillen, aangezien
dit kan leiden tot schade aan voorwerpen of persoonlijk letsel.
1.7 Gevaren van breuk van de riem
Onjuiste bediening; overmatig strak; Als u de omsnoering niet
gebruikt zoals vereist, gaat de spankracht verloren of breekt de
omsnoering, waardoor uiteindelijk de doos/lading beschadigd kan raken en
het voorwerp kapot kan gaan, de operator zijn evenwicht kan verliezen en
kan vallen, of de omsnoeringsmachine kan verdwijnen. en de banden
vliegen snel in het gezicht van de bestuurder en veroorzaken letsel
■ Opmerking:
* Indien de lading scherpe randen heeft, dient u randbescherming
toe te voegen.
* Wikkel de banden rond het juiste gebied dat moet worden vastgebonden.
* De bestuurder mag zich tijdens het aanspannen en wrijving niet in
dezelfde rechte lijn bevinden als de omsnoeringsmachine, om te
voorkomen dat de balenpers en de riemen in het gezicht van de bestuurder
vallen. Herinner of vraag omstanders om tijdens het gebruik uit de buurt

van het werkgebied te blijven. Gebruik ook omsnoeringsband met de
aanbevolen breedte- en sterktespecificaties, wat de kwaliteit en efficiëntie
van de verpakking zal helpen verbeteren, aangezien ongeschikte
omsnoeringsband ertoe kan leiden dat de omsnoeringsband breekt of dat
de doos tijdens het transport losraakt.
1.8 Snijden van banden
Gebruik bij het doorknippen van de banden het juiste snijgereedschap en
houd een veilige afstand tot mensen, niet in dezelfde lijn als de banden en
uit de buurt van de losse richting van de omsnoering. Gebruik het
gereedschap dat speciaal is ontworpen voor het doorknippen van banden,
geen hamers, tangen, bijlen, ijzerzagen enz.
1.9 Gevaar voor uitglijden en vallen
Houd het omsnoeringsgebied schoon en netjes, omdat slordige
werkplekken ongelukken kunnen veroorzaken en vallen kan optreden als u
niet goed landt of uit balans bent voordat u spanning opdoet, vooral in
kleine werkruimtes zoals trappenhuizen. Probeer tijdens het hanteren uw
evenwicht te bewaren. Beide voeten moeten tegelijkertijd op een vlakke en
stevige ondergrond staan. Gebruik het apparaat niet als u zich niet lekker
voelt of in een moeilijke lichamelijke toestand verkeert.
Houd rekening met de voorzorgsmaatregelen die specifiek voor het
werkgebied zijn vermeld.
1.10 Gevaren van de balenpers
* Goed onderhoud van de balenpers is zeer noodzakelijk.
* Controleer de onderdelen van de balenpers regelmatig. Als er sprake is
van slijtage of schade, gebruik de balenpers dan niet verder totdat de
onderdelen zijn vervangen.
* Gebruik de balenpers niet zonder de riemen
* Breng geen wijzigingen aan aan de balenpers, aangezien dit persoonlijk
letsel kan veroorzaken.
2. Technische parameters
2.1 Beschrijving van het accu-omsnoeringsapparaat

De DS-16 accu-omsnoeringsmachine heeft een perfecte sluitprestatie. Het
zorgt ervoor dat gebruikers kunnen genieten van een efficiënte manier van
omsnoeren. De DS-16 heeft een maximale spankracht van 2500N en 9
graden kunnen worden aangepast via digitale displaybediening. Hij wordt
aangedreven door een 6000 mAh lithiumbatterij met hoge capaciteit,
waardoor hij 600 cycli kan werken per volledige lading. Een van de
belangrijkste verkoopargumenten is dat het zuinig is in vergelijking met
vergelijkbare producten op de markt. Het is een goed product voor dealers
om de markt te verkennen en te grijpen. DS-16 is zo'n krachtig hulpmiddel
en kan op grote schaal in de meeste industrieën worden gebruikt.
2.2 Afmetingen van de balenpers
Lengte: 3 6 0 MM
Breedte: 13 0 MM
Hoogte: 1 4 0 MM
2.3 Omsnoeringsmaterialen
Materiaal banden: PET (polyester) en PP (polypropyleen) tape met een
vlak of reliëfoppervlak.
Specificaties bandjes: breedte 9-16MM, dikte 0,4 -1,2MM .
Kies de riemen van de juiste maat, afhankelijk van de balenpers die u
koopt.
2.4 Sterkte van de banden
Rekkracht: instelbaar van 60 0 tot 32 00 N, maximale waarde wordt
bepaald door het materiaal van de banden.
Bandinvoersnelheid: 50-150 MM/S. Wrijvingssterkte: ca. 75% van de
sterktewaarde van de banden.
2.5 Werkomgeving
De omgevingstemperatuur voor gebruik is 5-45°C, met een optimale
werktemperatuur van 15-25°C.
Zorgvuldig gebruiken of bewaren ter bescherming tegen water en vocht.
3. Accessoires

■ Opmerking: gebruik de hulpstukken of accessoires die in de
handleiding worden genoemd. Het gebruik van andere hulpstukken kan
schade aan de apparatuur of persoonlijk letsel veroorzaken.
3.1 Oplaadbare draagbare balenpers
Aangezien de balenpers nikkel-cadmium (Nicd)-nikkel-metaalhydride
(NiMH)-batterijen gebruikt, dient u de batterijen apart aan te schaffen
volgens de volgende parameters.
Type: lithiumbatterij
Spanning: 18V
Capaciteit: 5000 MAH
3.2 Acculader
Direct opladen (optioneel)
Ingangsspanning van de lader: AC100-240V
Uitgangsspanning: 21V, 2,5A
Oplaadtijd: ongeveer 90 minuten.
4. Operaties
4.1 Installatie van de batterij
* Laat de accu's van de balenpers niet in de regen of in het water liggen.
* Om veiligheidsredenen wordt de batterij ongeladen en gescheiden van
het apparaat geleverd. Volg de instructies voor montage.
* Verwijder de batterij door met uw duim op de batterij Clip Snap te drukken
en deze naar boven te trekken of door de Clip Snap los te laten na het
plaatsen van de batterij.
* Het indicatielampje is rood als de batterij bijna leeg is, het indicatielampje
is rood tijdens het opladen en het oplaadindicatielampje is groen als het
opladen is voltooid.
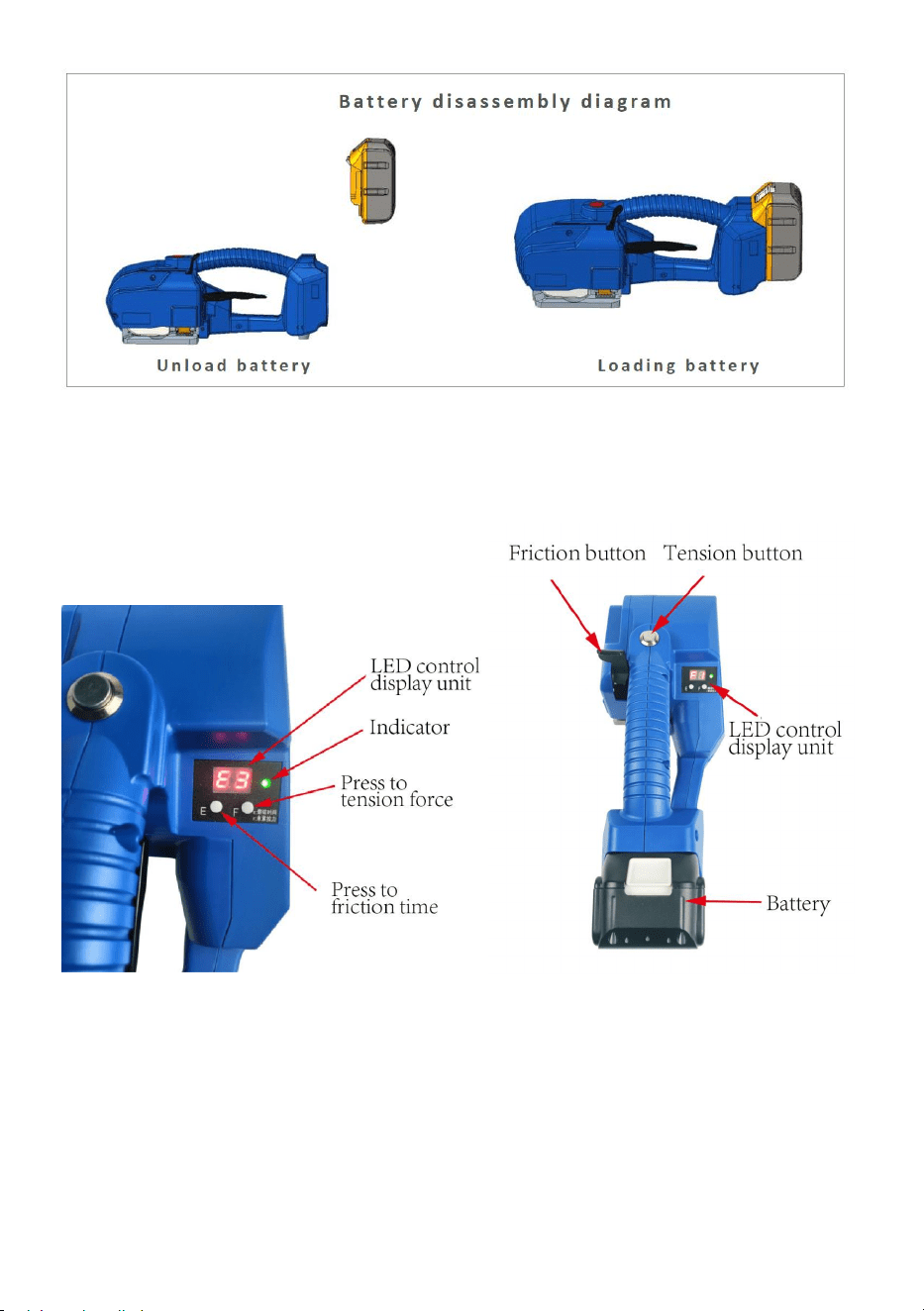
4.2 Bedieningselementen
4.3 Semi-automatische modus en automatische modus
L-16 heeft 2 spanningsmodi: één aanraking om te spannen en druk continu
op de knop om te spannen. Hoe modusconversie te maken? Druk gewoon
op de spanningsknop en til de hendel in één keer op. Wanneer de indicator
afwisselend knippert, is de modusconversie voltooid.
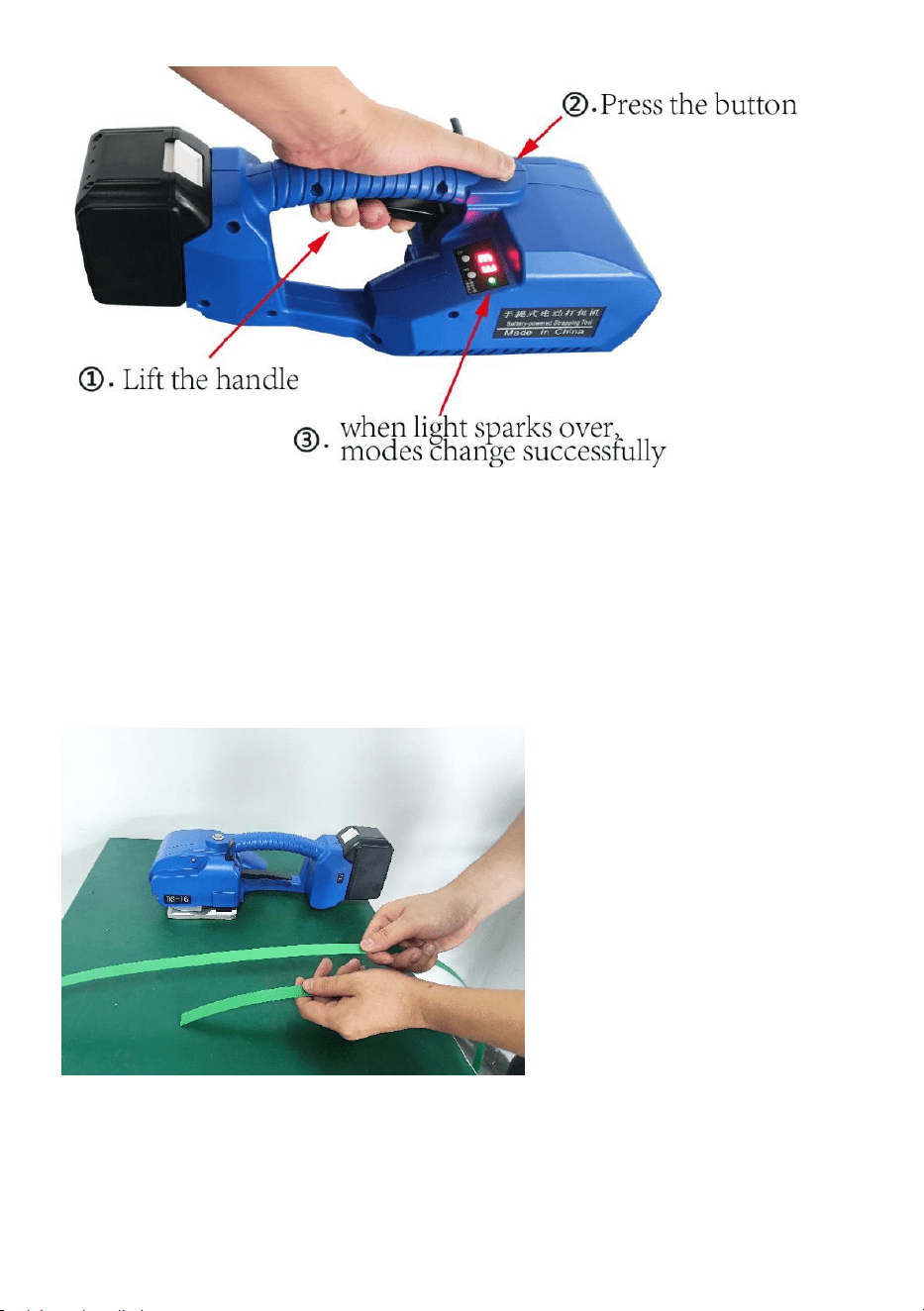
4.4 Bediening van de balenpers
*Semi-automatische spanningsmodus (druk continu op de knop om
te spannen)
Stap 1 Wikkel de banden in en stapel ze op elkaar
Wikkel de banden op de manier zoals afgebeeld en zorg ervoor dat de
banden nooit nat worden door olie of ander vuil.
Bij stap 2 worden de banden in de balenpers gestoken
Bij het inbrengen van de banden moeten de banden in de richting van de
spanning aan de bovenkant worden gestapeld, de onderste omsnoering
moet worden uitgerekt tot aan de onderkant van het invoerwiel om de
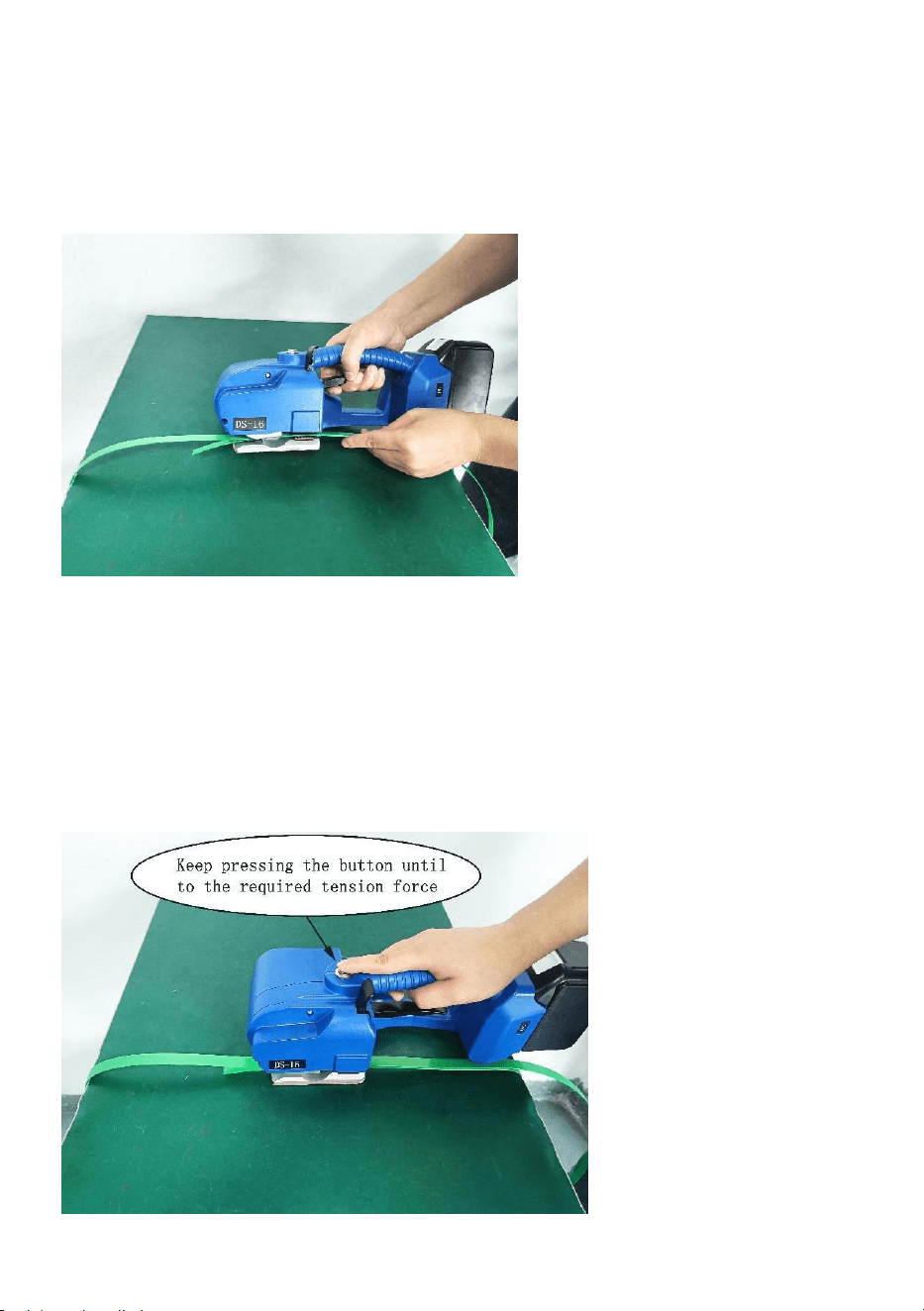
voorkant van de tandplaat 5-10MM langer te bedekken, bij het inbrengen
van de banden Til de hendel op met uw rechterhand, steek de riemen in
met uw linkerhand. De bovenste en onderste uiteinden van de riemen
moeten evenwijdig aan elkaar worden gestapeld nadat u de tilhendel hebt
losgelaten.
Stap 3 Trek de banden aan of voer ze in
Wanneer u op de spanknop drukt en deze weer loslaat, geeft de balenpers
u de standaard vooraf ingestelde spantijd. Wanneer de spanning niet
voldoende of te strak is, verhoogt of verlaagt u gewoon de spanningsgraad
totdat deze geschikt is. Zorg er bij het vastdraaien voor dat de balenpers
parallel beweegt en dat de voorwaartse richting van de balenpers vrij is
van allerlei voorwerpen.
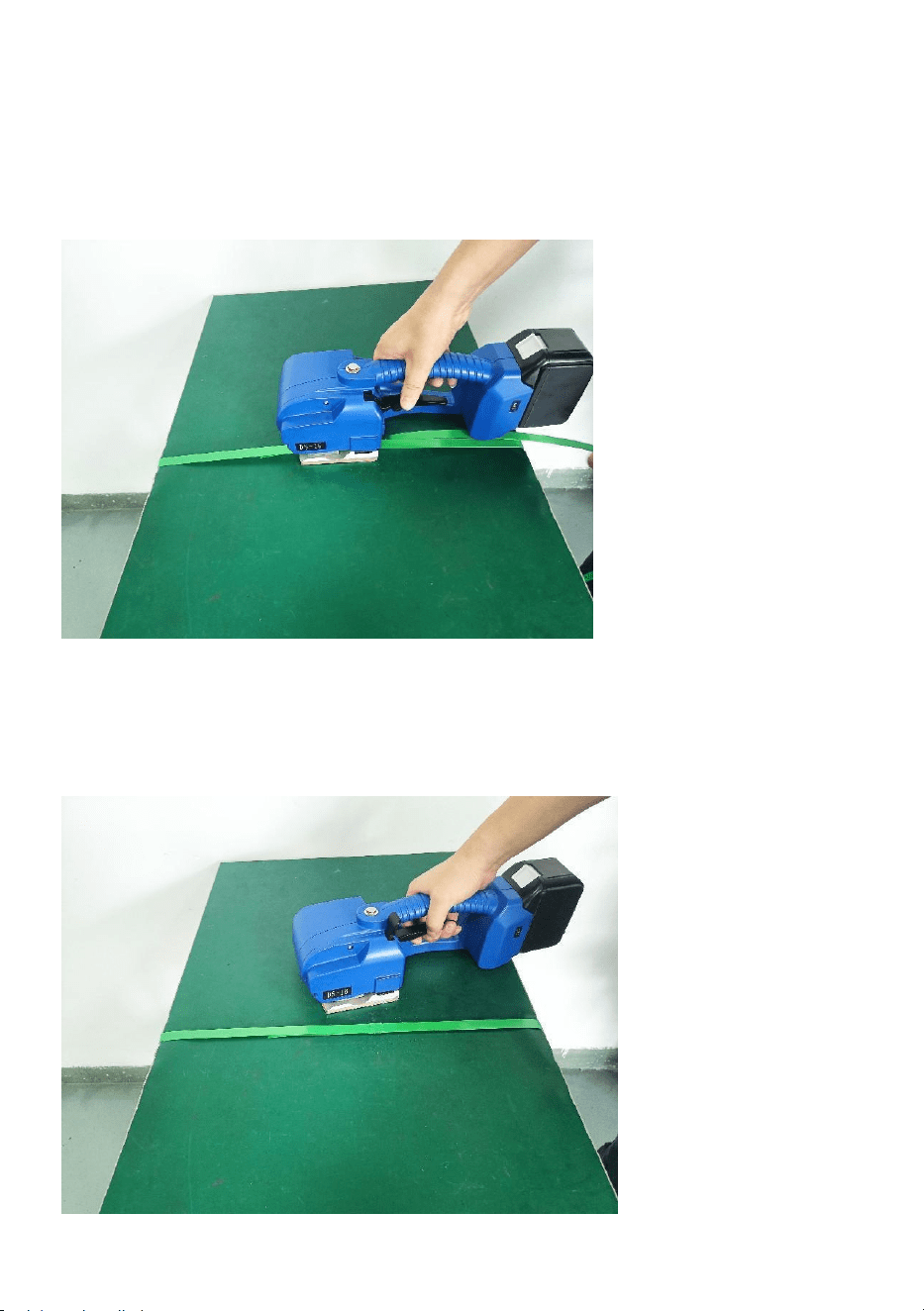
Stap 4 Het lassen van de banden
Nadat u op de wrijvingsknop heeft gedrukt, sluit de balenpers automatisch
de banden af en snijdt deze af (de tijd wordt vooraf ingesteld door het
systeem en kan worden verhoogd of verlaagd door de wrijvingstijd aan te
passen).
Stap 5 Verplaats de balenpers
Wanneer het lijmen is voltooid, tilt u de hendel op en draait u het invoerwiel
in de omgekeerde richting om de riemen los te maken, en verplaatst u
vervolgens de balenpers.
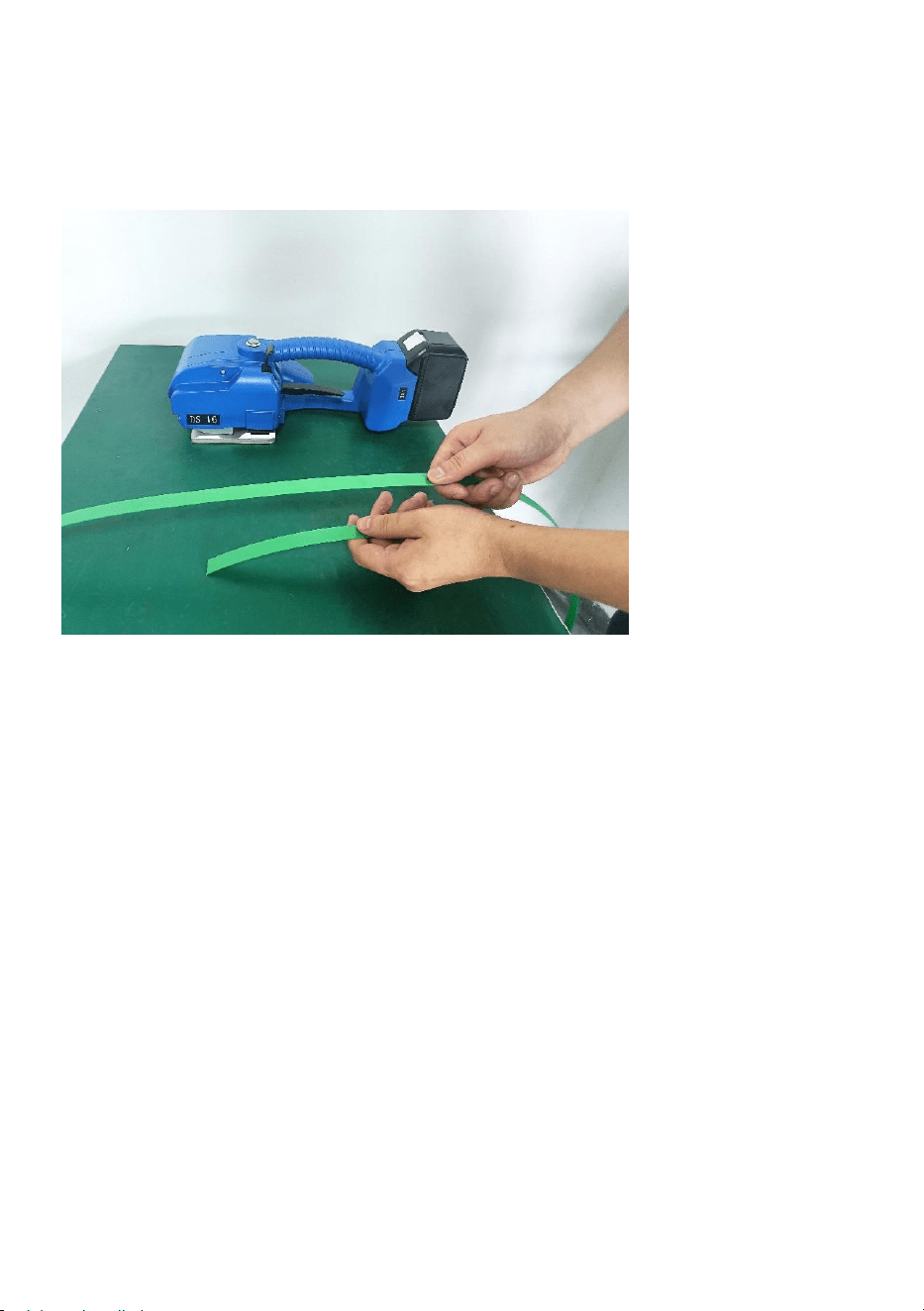
* Eén aanraking naar de spanningsmodus
Stap 1 Wikkel de banden in en stapel ze op elkaar
Wikkel de banden op de manier zoals afgebeeld en zorg ervoor dat de
banden nooit nat worden door olie of ander vuil.
Bij stap 2 worden de banden in de balenpers gestoken
Bij het inbrengen van de banden moeten de banden in de richting van de
spanning aan de bovenkant worden gestapeld, de onderste omsnoering
moet worden uitgerekt tot aan de onderkant van het invoerwiel om de
voorkant van de tandplaat 5-10MM langer te bedekken, bij het inbrengen
van de banden Til de hendel op met uw rechterhand, steek de riemen in
met uw linkerhand. De bovenste en onderste uiteinden van de riemen
moeten evenwijdig aan elkaar worden gestapeld nadat u de tilhendel hebt
losgelaten.
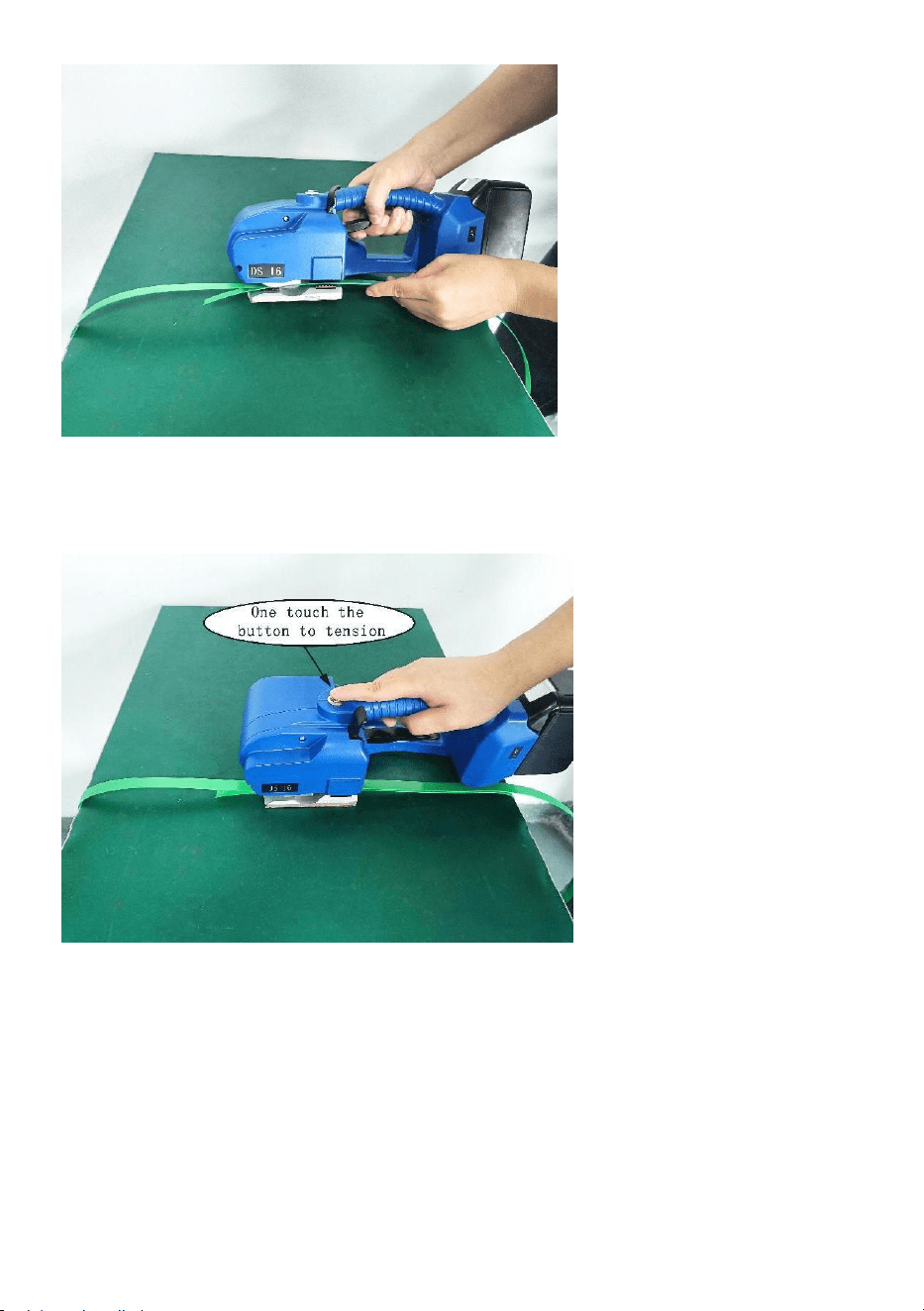
Stap 3 Trek de banden strak
Wanneer u de spanknop indrukt en loslaat, spant de balenpers de banden
automatisch aan.
Stap 4 Het lassen van de banden
Nadat u op de wrijvingsknop heeft gedrukt, sluit de balenpers automatisch
de banden af en snijdt deze af (de tijd wordt vooraf ingesteld door het
systeem en kan worden verhoogd of verlaagd door de wrijvingstijd aan te
passen).
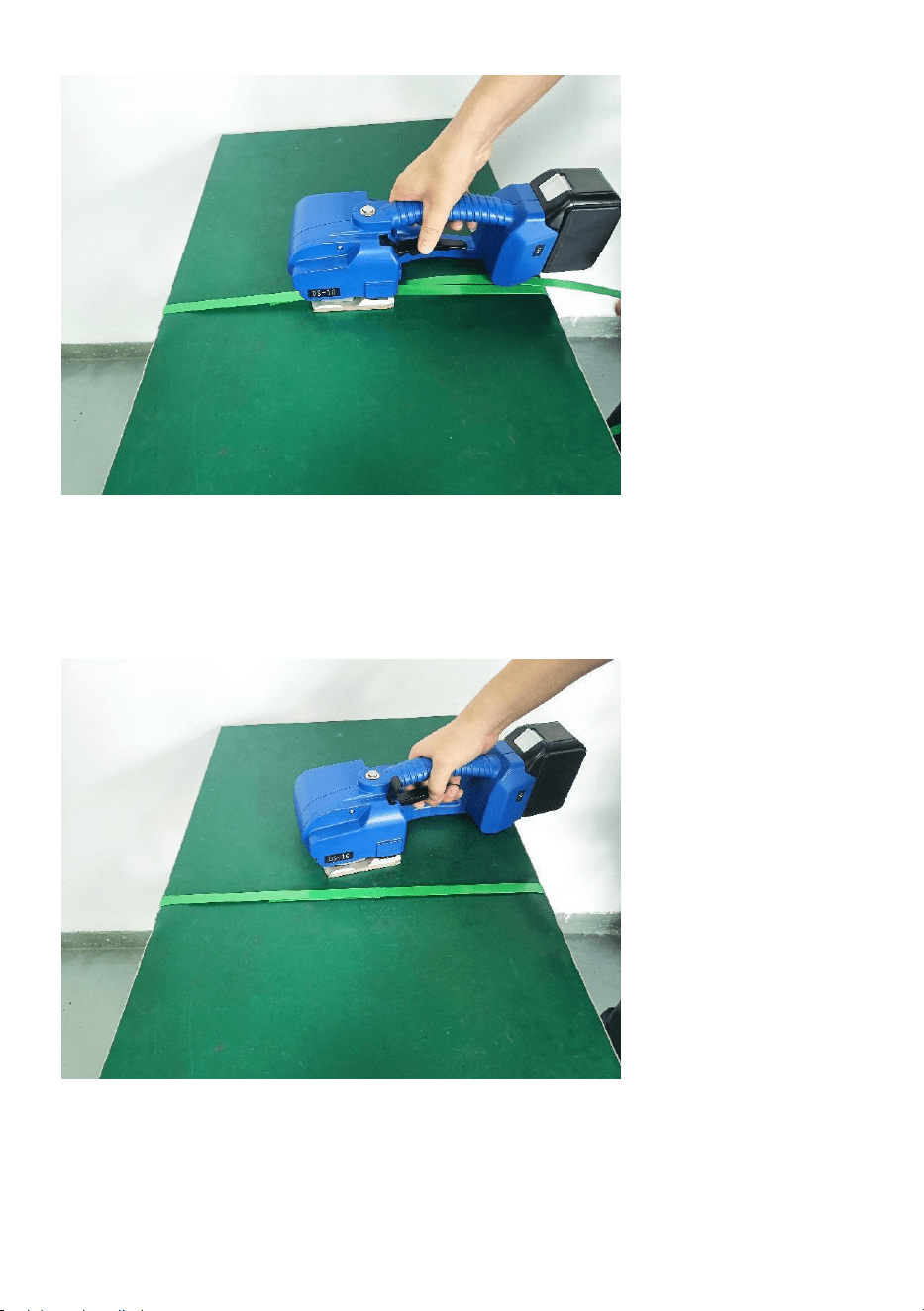
Stap 5 Verplaats de balenpers
Wanneer het lijmen is voltooid, tilt u de hendel op en draait u het invoerwiel
in de omgekeerde richting om de riemen los te maken, en verplaatst u
vervolgens de balenpers.
5.Elektrische aansluitingen
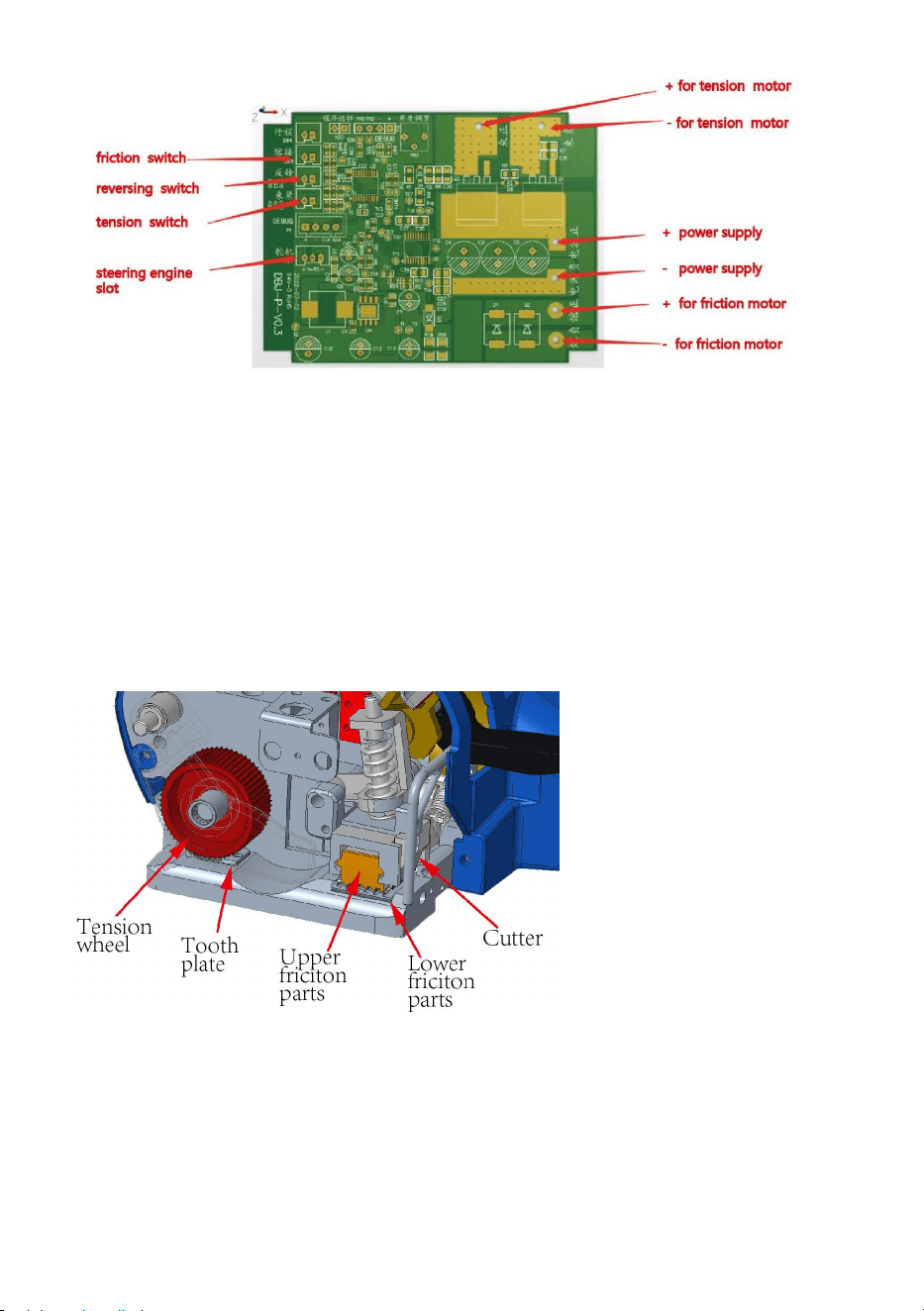
6. Vervanging van slijtageonderdelen en aanpassing
van de hechtingsstatus
■ Opmerking: Koppel vóór elk onderhoud de aan/uit-schakelaar los en
verwijder de batterijen.
6.1 Vervanging van slijtageonderdelen
Snijder (JD-PSE-G016): Draai eerst de schroef op de linker afdekplaat
(JD-L16-G01) los en verwijder deze, verwijder vervolgens de schroef op de
snijder en verwijder de snijder voor vervanging. Nadat u de snijder hebt
geïnstalleerd, installeert u deze in omgekeerde volgorde.
Onderste tandplaat (JD-PSE-G011): verwijder eerst de schroeven
waarmee de tandplaat is bevestigd en verwijder deze, plaats vervolgens

de uitgeworpen tandplaat terug. Na het vervangen monteert u deze in
omgekeerde volgorde.
Spanwiel (JD-PSE-G012): verwijder de linker afdekplaat zoals hierboven
beschreven, verwijder de moer die op de verbindingsas is bevestigd
(JD-L16-G021), verwijder de spanwielafdekking (JD-L16-G007), vervang
het vasthoudwiel en plaats het terug in omgekeerde volgorde.
Onderste wrijvingsdeel (JD-PSE-G013): Draai eerst de koploze schroeven
los en verwijder deze die op de as van het onderste wrijvingsdeel zijn
bevestigd, duw het onderste wrijvingsdeel vanaf de onderkant naar buiten
voor vervanging en plaats het vervolgens in omgekeerde volgorde terug.
6.2 Afstellingen voor vastdraaien, lijmen en snijden
①. Als het vastdraaien mislukt, draait u de schroeven los die op de
tandplaat zijn bevestigd en installeert u de tandplaatpakking
(JD-PSE-G028) om de tandplaat omhoog te brengen of de tandplaat te
vervangen.
②. Wanneer u verschillende verpakkingsbanden met een dikte van 0,4-1,2
mm gebruikt, pas dan tijdig de opening tussen het bovenste wrijvingsdeel
(JD-PSE-G008) en het onderste wrijvingsdeel aan, anders zal slecht
lassen optreden. Wanneer u de speling tussen het bovenste en onderste
wrijvingsdeel aanpast, verwijdert u eerst de linker afdekplaat en maakt u
vervolgens de knop voor het verwijderen van de afdichting los
(JD-PSE-G005). Bevestig de onderste compressie-as van de
verbindingsplaat (JD-PSE-G022) met een platte schroevendraaier en draai
vervolgens de moer op de verbindingsas met de klok mee of tegen de klok
in. Bij rechtsom draaien wordt de speling tussen het bovenste en onderste
wrijvingsdeel groter, en bij linksom draaien wordt de speling kleiner.
③. De lijmtijd en de spankracht worden aangepast via de digitale
displayvensters E en F op de rechterkap. Toets E past de fusietijd aan, en
toets F past de aanhaalkracht aan, oplopend van graad 1 tot graad 9.
④. Raadpleeg het volgende schema voor het vervangen van slijtdelen en
het aanpassen van de las- en lastijd (effect).
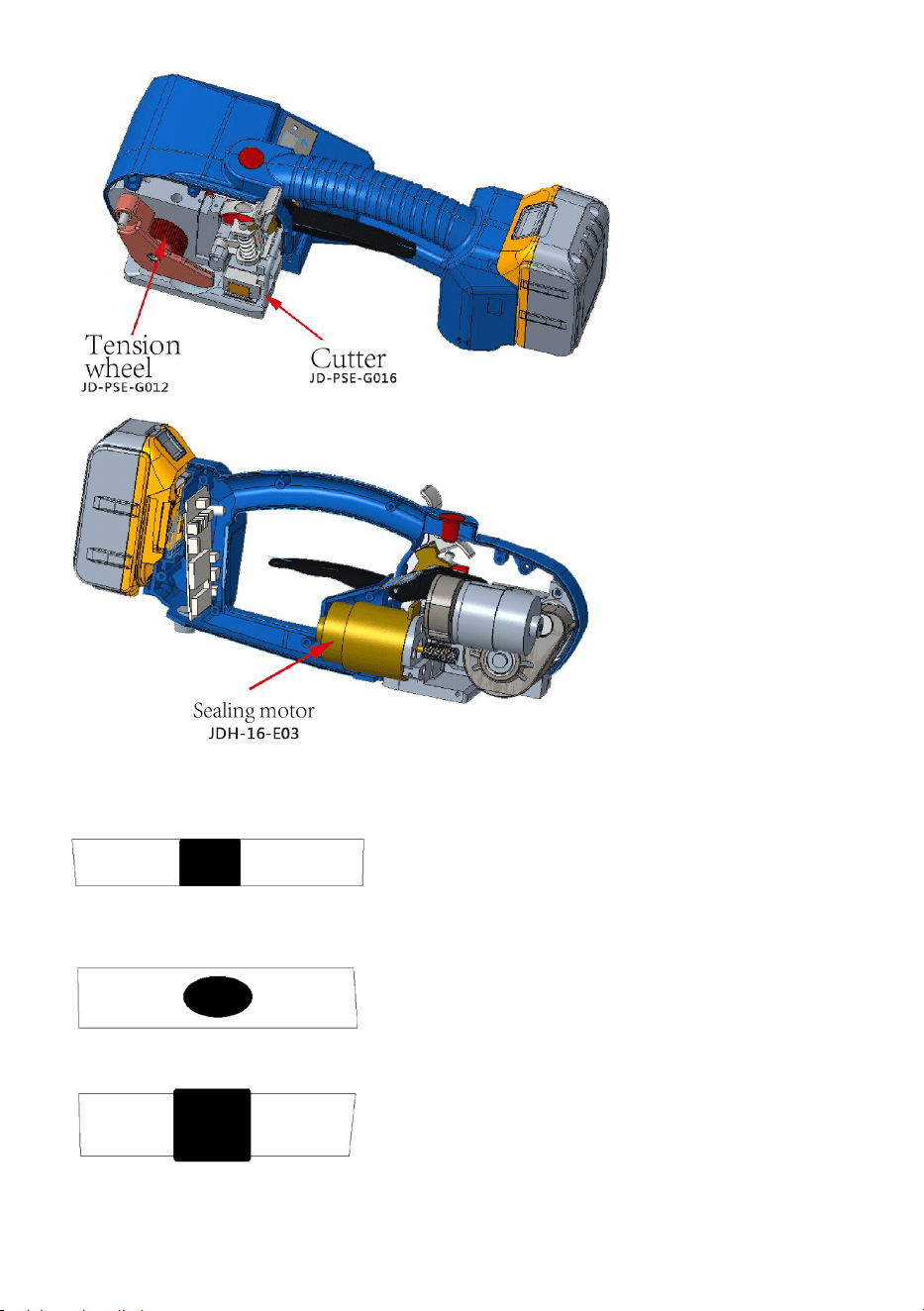
Diagram van las- en hechtingseffect
Perfect friction time
Friction time is too short
Friction time is too long
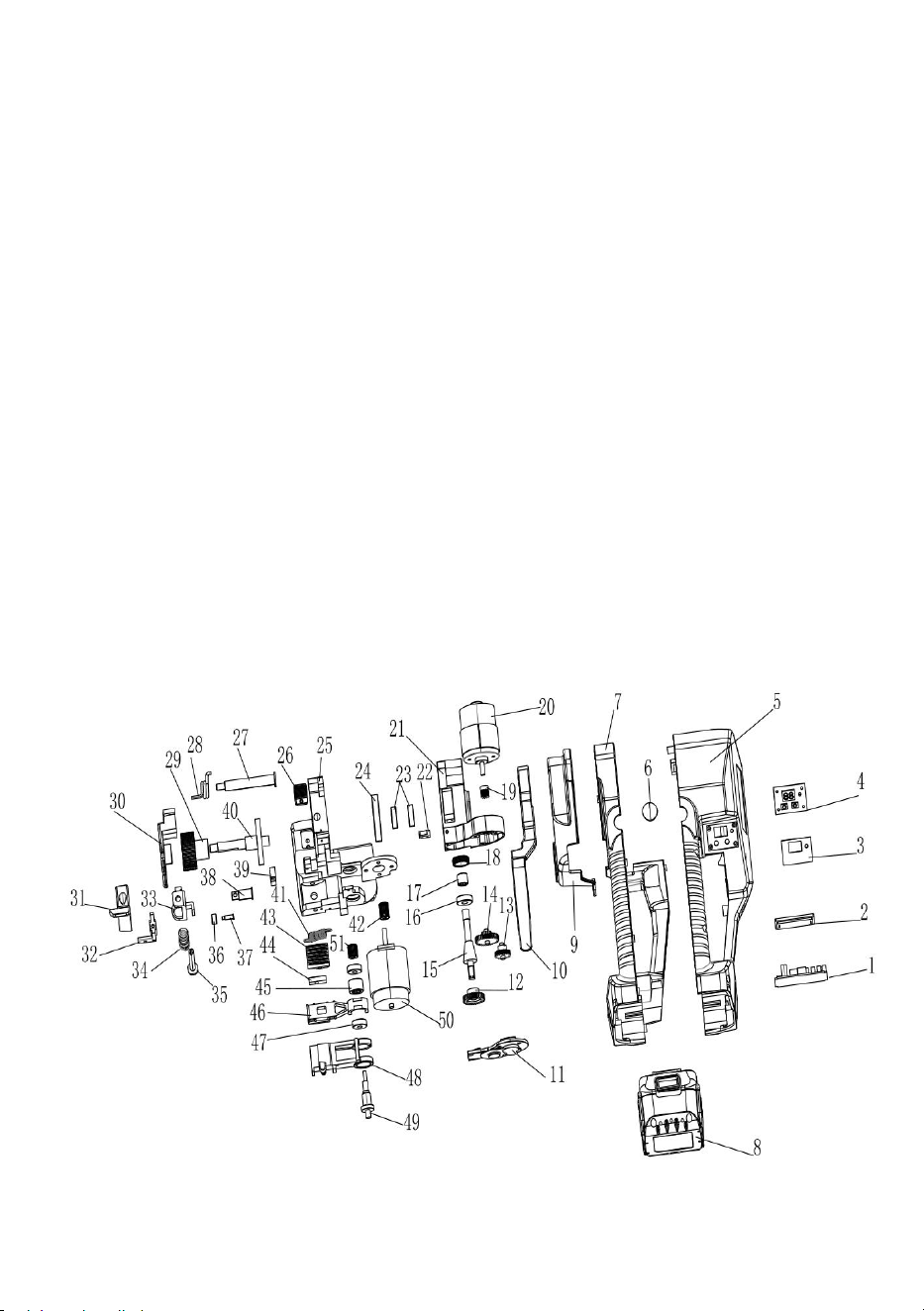
7. Veelvoorkomende elektrische storingen
Tijdens het gebruik loopt het balenpersgereedschap plotseling vast en de
LED brandt rood wanneer de balenpersband die in de machine vastzit niet
kan worden verwijderd. Schakel de stroom onmiddellijk uit, knip de riemen
af om de riemen die in het gereedschap vastzitten te verwijderen en laad
ze onmiddellijk op de accu of vervang de accu. Wanneer u bevestigt dat de
accu stroom heeft en de storing niet is verholpen, moet u na het
verwijderen van de accu de plastic afdekkingen links en rechts verwijderen
om het gereedschap te controleren, zoals het controleren van de
schakelaars of de bedrading op elke schakelaar of op de motoren is er niet
af gevallen, of vervang de microschakelaar of vervang de
wrijvingsafdichtingsmotor.
14、Explosietekening van het product en
onderdelenlijst
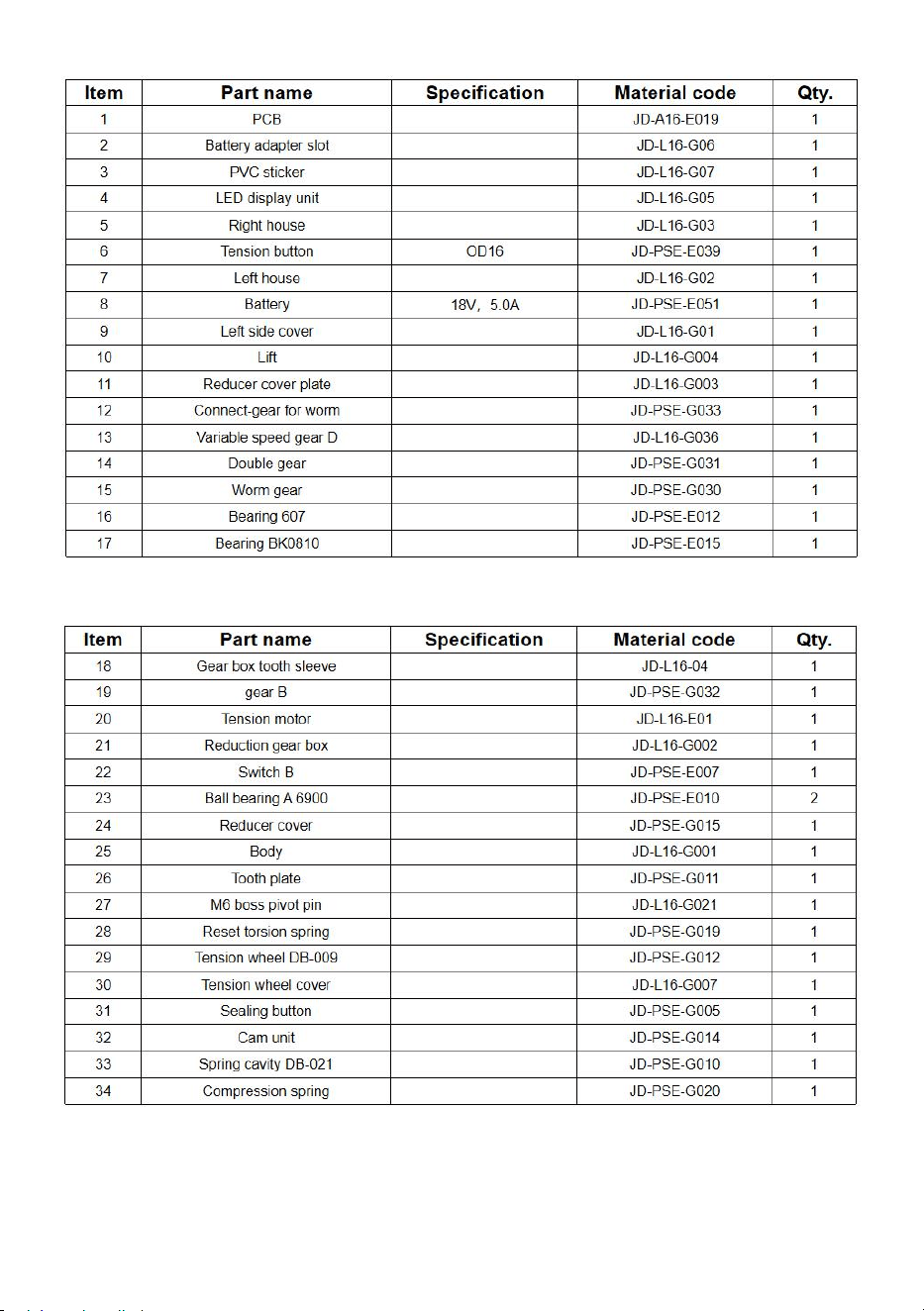
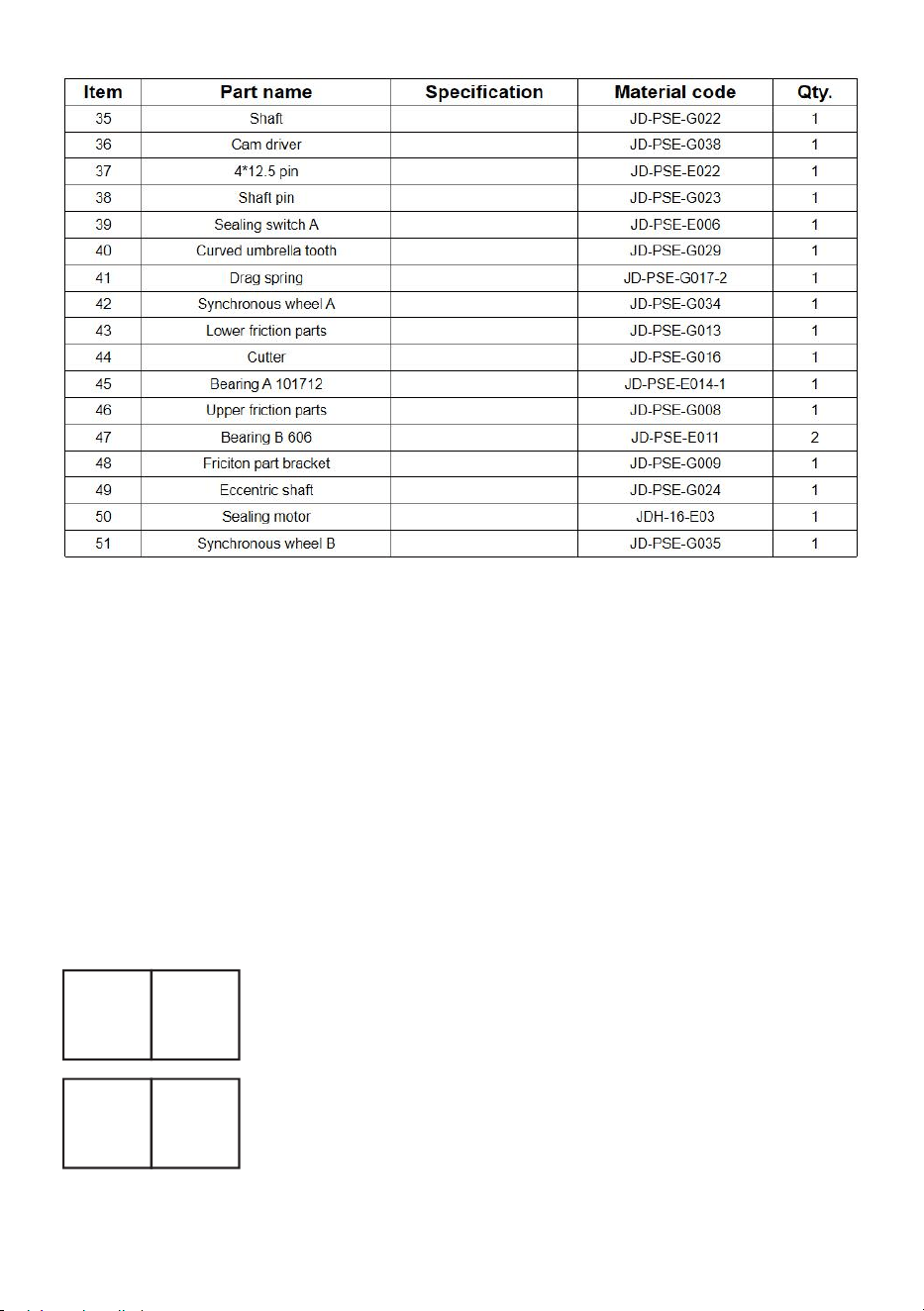
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai
200000 CN.
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA
STREETEASTWOOD NSW 2122 Australië
Geïmporteerd naar de VS: Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Teknisk support och e-garanticertifikat
www.vevor.com/support
Bandning M achine
MODELL: DS-16
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
Modell: DS-16
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

INSTRUCTIONS
Tack så mycket för att du valde denna Strapping M achine
- Läs igenom alla instruktioner innan du använder den. Informationen
hjälper dig att uppnå bästa möjliga resultat.
Produkterna i denna katalog kan ha en annan färg än den faktiska varan .
1. Säkerhetsanvisningar
Korrekt utbildning krävs. Personal som inte är ordentligt utbildad får inte
använda bandningsmaskinen. Felaktig användning kan leda till skador på
utrustningen eller personskador.
1.1 Batteridrift
*Miljöskydd
Kasta inte det använda batteriet i hushållssoporna eller
avloppsvattenhinken, snälla slå eller bränn inte det förbrukade batteriet.
* Kortslutningsrisk
Förvara inte batterierna tillsammans med andra metallföremål. Ta inte
isär batterierna själv och förvara dem i ett torrt och frosttåligt rum.
Omgivningstemperaturen får inte vara högre än 50 grader.
Ladda inte använda batterier och byt ut dem mot nya när de är skadade
eller oanvändbara.
1.2 Risk för ögonskador
Vänligen använd ögonskydd för att förhindra skador på dina ögon när du
använder denna produkt.
1.3 Drift
Läs instruktionerna noggrant och träna ordentligt före användning.
Personer som inte är ordentligt utbildade får inte använda balpressen,
innan de spänns åt, om instruktionerna inte följs eller om bandet belastas
orimligt kan leda till att bandet går sönder eller maskinfel. Lägg inte
händerna på bindningsområdet, limningsområdet eller skärområdet förrän
du är bekant med balpressen. Placera handen på bindningsområdet,
limningsområdet och
fräs utskärning.
1.4 Friktionssvetsområde
Du bör kontrollera friktionssvetsområdets tillstånd och bekanta dig
med kontroll och justering av friktionstiden och åtdragningstiden.
Oregelbunden friktionstid kan resultera i dålig vidhäftning och leda till
allvarliga skador, så vänligen skicka eller transportera inte lådor som inte
har packats och hanterats ordentligt.
1.5 Fördelning av packband
Använd den specialdesignade bältesvagnen för att dispensera
remmarna. När den inte används, fäst änden av remmarna i öppningen för
fästanordningen.
1.6 Remmar varning
Använd inte remmar för att dra eller lyfta laster eftersom det kan
leda till skador på föremål eller personskador.
1.7 Risker för att bandet går sönder
Felaktig drift; överdrivet åtdragen; att inte använda bandet som
krävs kommer att leda till att spänningskraften tappas eller att bandet går
sönder, vilket så småningom kan göra att lådan/lasterna skadas och
föremålet går sönder, att operatören tappar balansen och faller, eller
bandningsmaskinen och att bandet flyger snabbt in i operatörens ansikte
tillsammans och orsakar skada
■ Obs:
* Om lasten är packad med vassa kanter, lägg till kantskydd.
* Linda remmarna runt det lämpliga området som ska spännas fast.
* Operatören bör inte vara i samma raka position som bandningsmaskinen
under åtdragning och friktion för att förhindra att balpressen och remmarna
tippar över i operatörens ansikte. Och påminn eller be åskådare att hålla
sig borta från arbetsområdet under drift. Använd även bandet med
rekommenderad bredd och styrka, vilket kommer att bidra till att förbättra
kvaliteten och effektiviteten på förpackningen, eftersom olämplig bandning
kan göra att bandet går sönder eller att kartongen lossnar under
transporten.

1.8 Klippband
När du skär av remmarna, använd lämpligt skärverktyg och håll ett säkert
avstånd från människor, inte i samma linje som remmarna och bort från
bandets lösa riktning. Använd de verktyg som är speciellt utformade för att
skära remmar, inga hammare, tänger, yxor, bågfilar etc.
1.9 Halk- och fallrisk
Håll bandningsområdet rent och snyggt, eftersom stökiga arbetsytor kan
orsaka olyckor och fall kan inträffa om du inte landar bra eller är
obalanserad före spänningar, särskilt i små arbetsområden som trapphus.
Försök att hålla balansen när du hanterar. Båda fötterna måste vara på ett
plant och stadigt underlag samtidigt. Använd inte enheten när du mår dåligt
eller i ett svårt fysiskt tillstånd.
Observera de försiktighetsåtgärder som nämns specifikt för
arbetsområdet.
1.10 Faror med balpressen
* Bra underhåll av balpressen är mycket nödvändigt.
* Kontrollera balpressens delar regelbundet, om det finns slitage eller
skador, fortsätt inte att använda balpressen förrän delarna har bytts ut.
* Använd inte balpressen utan remmarna
* Modifiera inte balpressen eftersom detta kan orsaka personskada.
2. Tekniska parametrar
2.1 Beskrivning av batteribandningsverktyget
DS-16 batteribandningsverktyg kommer med en perfekt tätningsprestanda.
Det kan få användare att njuta av ett effektivt sätt att banda. DS-16 har sin
maximala spänningskraft på 2500N och 9 grader kan justeras med digital
displayfunktion. Den drivs av ett högkapacitets 6000 mah litiumbatteri,
vilket gör att den fungerar 600 cykler per full laddning. En av de viktigaste
försäljningsargumenten är att den är ekonomisk jämfört med de liknande
på marknaden. Det är en bra produkt för återförsäljare att utforska och
förstå marknaden DS-16 är ett så kraftfullt verktyg och kan användas flitigt i
de flesta branscher.
2.2 Balpressens mått
Längd: 3 6 0MM
Bredd: 13 0 MM
Höjd: 1 4 0MM
2.3 Bandmaterial
Remmaterial: PET (polyester) och PP (polypropen) tejp med en plan eller
präglad yta.
Bandspecifikationer: bredd 9-16MM, tjocklek 0,4 -1,2MM .
Vänligen välj remmarna i lämplig storlek beroende på vilken balpress du
köper.
2.4 Remmarnas styrka
Sträckkraft: justerbar från 60 0 till 32 00 N, maximalt värde bestäms av
materialet i banden.
Bandmatning i hastighet: 50-150MM/S. Friktionshållfasthet: ca. 75 % av
remmarnas styrka.
2.5 Arbetsmiljö
Omgivningstemperaturen för drift är 5-45°C, med en optimal
arbetstemperatur på 15-25°C.
Använd eller förvara försiktigt för att skydda mot vatten och fukt.
3.Tillbehör
■ Obs: Använd de tillbehör eller tillbehör som nämns i
manualen, användning av andra tillbehör kan orsaka skador på
utrustningen eller kan orsaka personskador.
3.1 Uppladdningsbar bärbar balpress
Eftersom balpressen använder nickel-kadmium (Nicd) nickel-metallhydrid
(NiMH) batterier, vänligen köp batterierna separat enligt följande
parametrar.
Typ: Litiumbatteri
Spänning: 18V
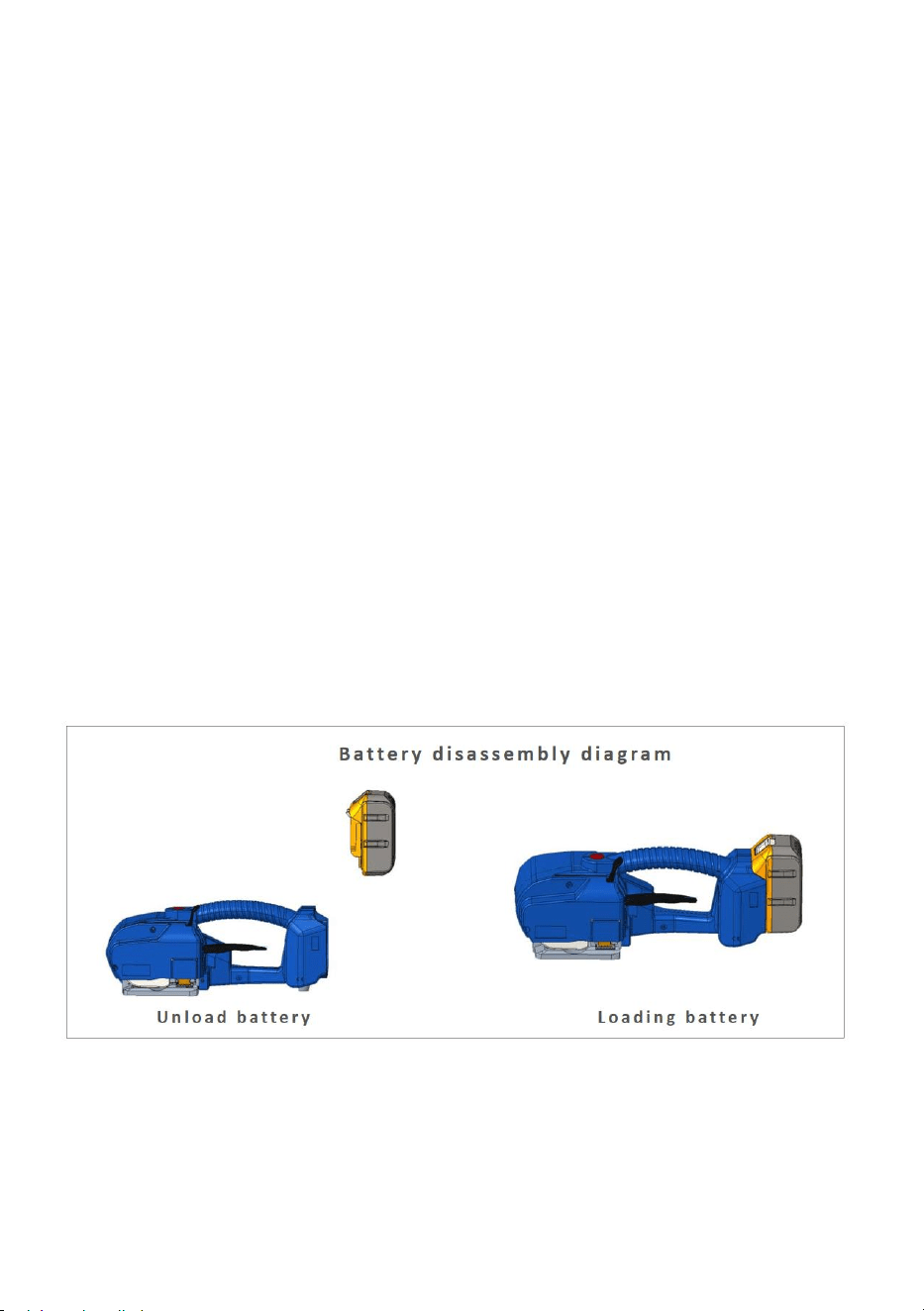
Kapacitet: 5000MAH
3.2 Batteriladdare
Direktladdning (tillval)
Laddarens inspänning: AC100-240V
Utspänning: 21V, 2,5A
Laddningstid: ca 90 minuter.
4. Operationer
4.1 Batteriinstallation
* Lämna inte balpressens batterier i regn eller vatten.
* Av säkerhetsskäl levereras batteriet oladdat och separerat från enheten,
följ instruktionerna för montering.
* Ta bort batteriet genom att trycka på batteriet Clip Snap med tummen och
dra ut det uppåt eller genom att släppa Clip Snap efter att ha laddat
batteriet.
* Indikatorlampan lyser rött när batterinivån är låg, indikatorlampan är röd
vid laddning och laddningsindikatorlampan är grön när laddningen är klar.
4.2 Manöverelement
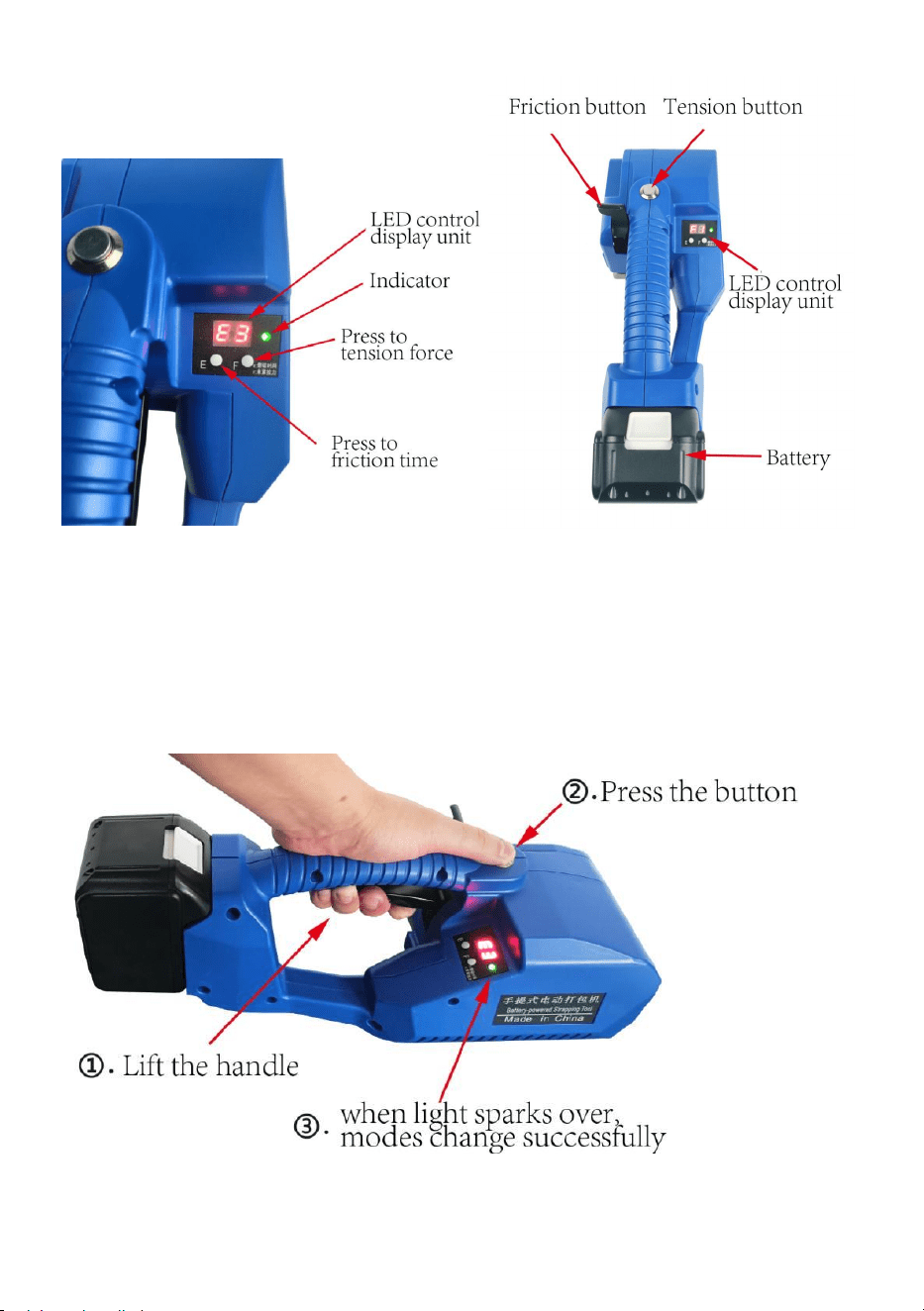
4.3 Semi-autoläge och autoläge
L-16 har 2 spänningslägen: ett tryck för att spänna och tryck på knappen
kontinuerligt för att spänna. Hur gör man lägeskonvertering? Tryck bara på
spänningsknappen och lyft handtaget på en gång och när indikatorn
blinkar växelvis är lägesomvandlingen klar.
4.4 Balpressoperationer
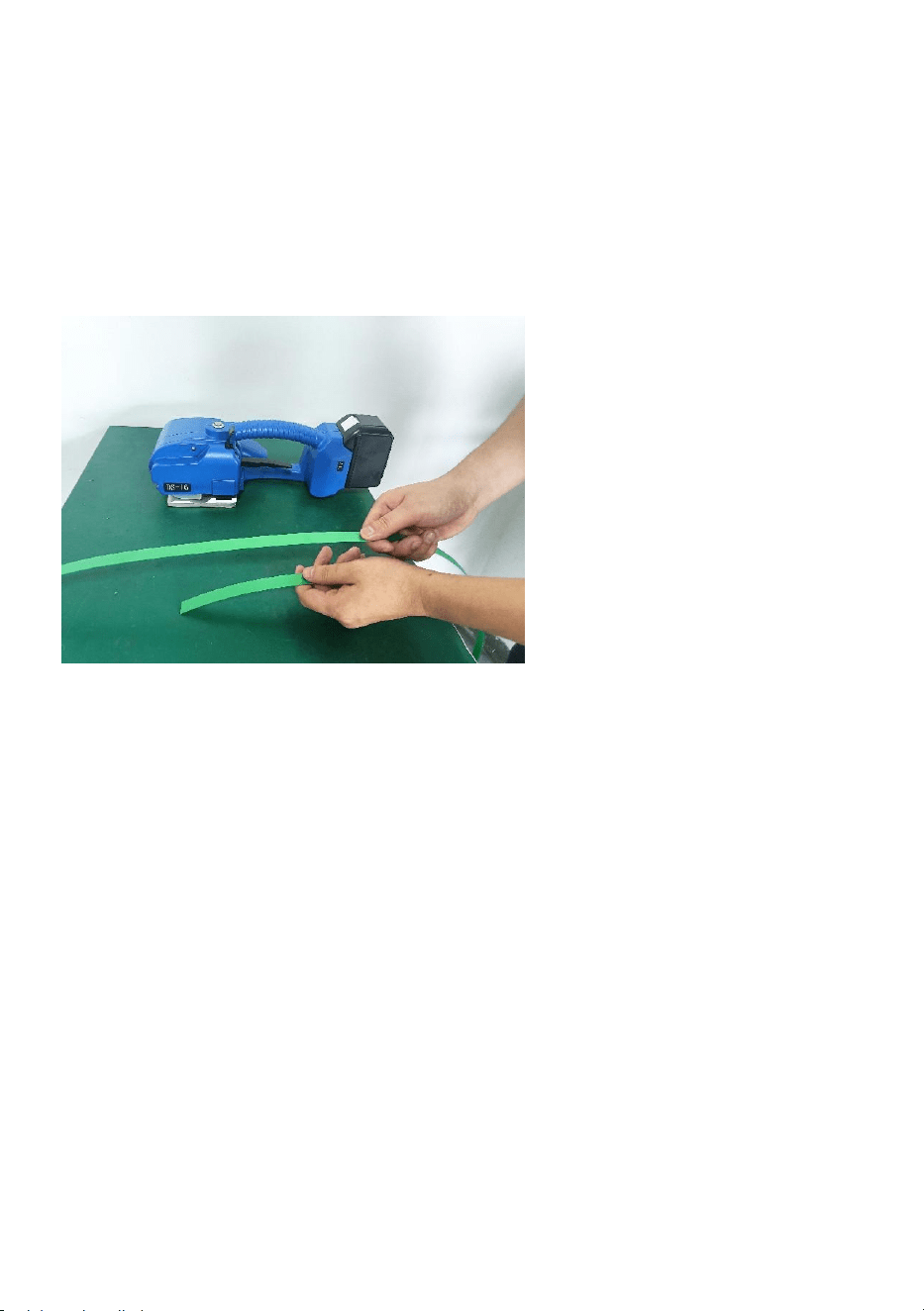
*Halvautomatiskt spänningsläge(tryck på knappen kontinuerligt för
att spänningen)
Steg 1 Linda och stapla remmarna
Linda in remmarna på det sätt som visas och låt inte remmarna bli blöta
med olja eller annat skräp när som helst.
Steg 2 för in remmarna i balpressen
Vid insättning av remmarna måste remmarna i spänningsriktningen staplas
i den övre änden, bottenremmen ska sträckas till botten av matningshjulet
för att täcka framsidan av tandplattan 5-10MM längre, när remmarna sätts
in ,lyft handtaget med höger hand, sätt in remmarna med vänster hand, de
övre och nedre ändarna av remmarna måste staplas parallellt med
varandra efter att lyfthandtaget har släppts.
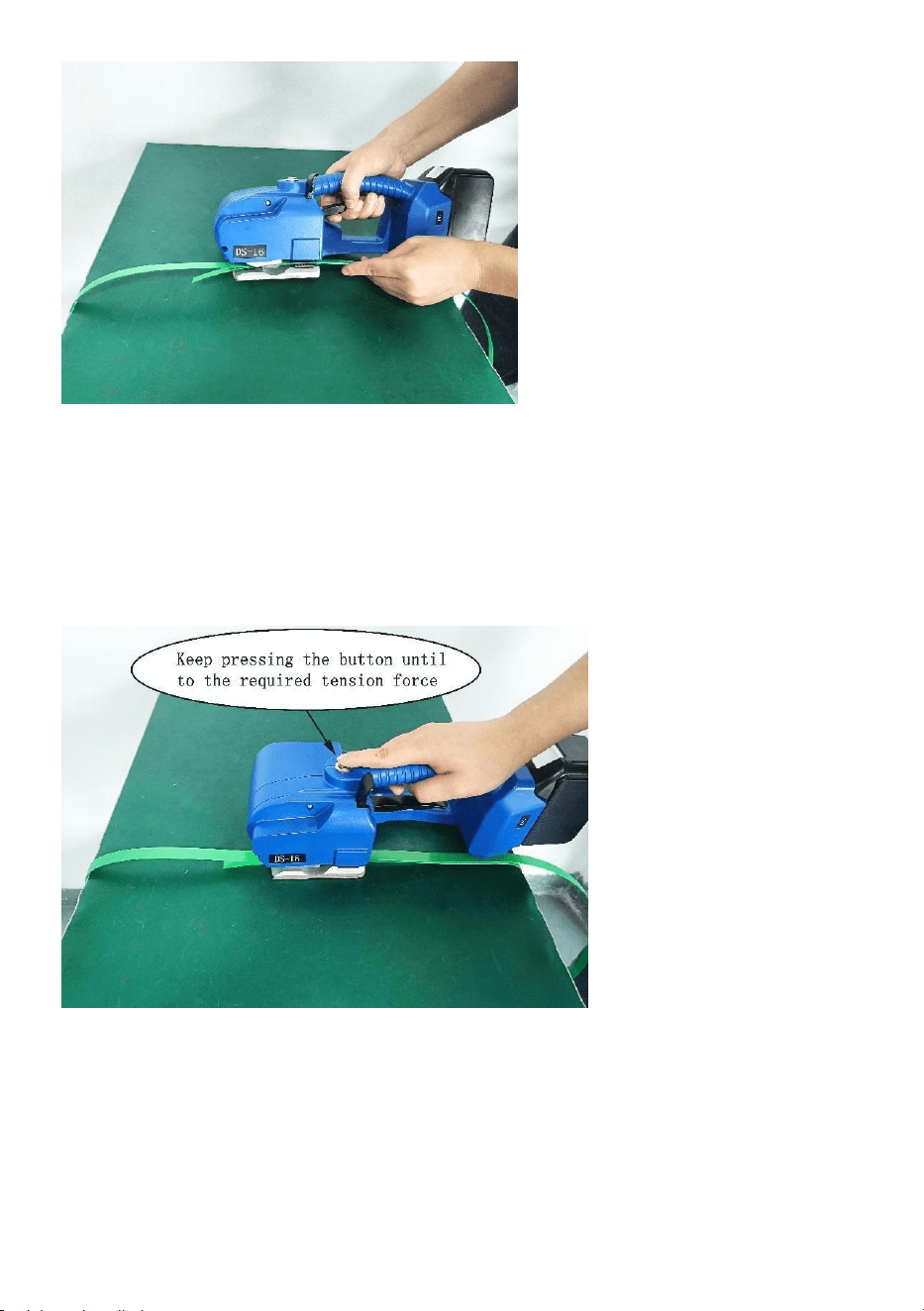
Steg 3 Dra åt eller mata in remmarna
När du trycker på spänningsknappen och släpper den kommer balpressen
att ge dig den förinställda åtdragningstiden. När tätheten inte räcker till eller
är för snäv är det bara att öka eller minska spänningsgraden på lämpligt
sätt tills det är lämpligt. När du drar åt, håll pressen i rörelse parallellt och
pressens framåtriktning fri från diverse.
Steg 4 Svetsa remmarna
Efter att ha tryckt på friktionsknappen förseglar och klipper balpressen
automatiskt remmarna (tiden är förinställd av systemet och kan ökas eller
minskas, justera friktionstidsgraden).
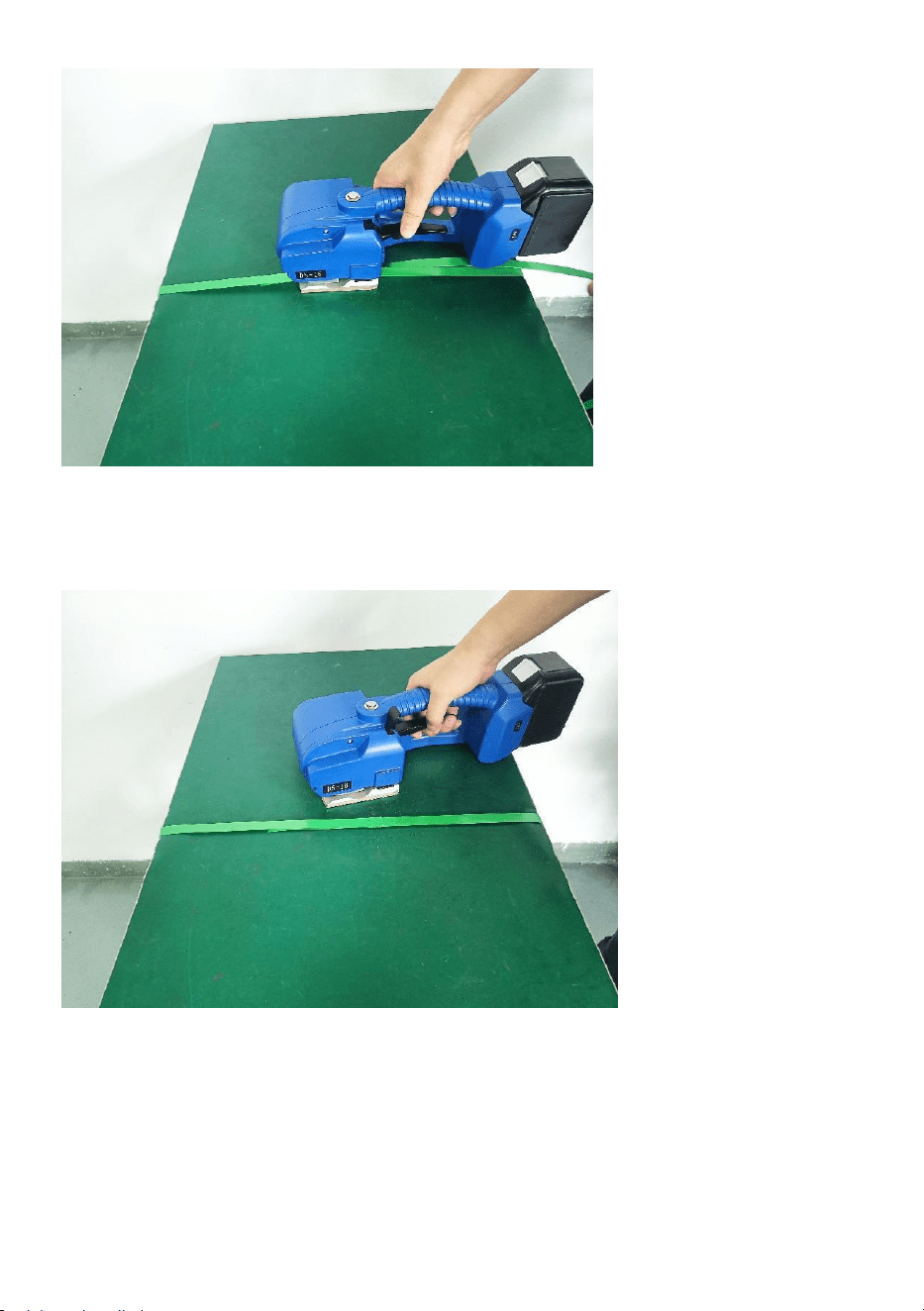
Steg 5 Flytta bort balpressen
När limningen är klar lyfter du handtaget och matarhjulet körs omvänt för
att lossa remmarna i enlighet med detta och flytta sedan bort balpressen.
*En knapptryckning till spänningsläge
Steg 1 Linda och stapla remmarna
Linda in remmarna på det sätt som visas och låt inte remmarna bli blöta
med olja eller annat skräp när som helst.
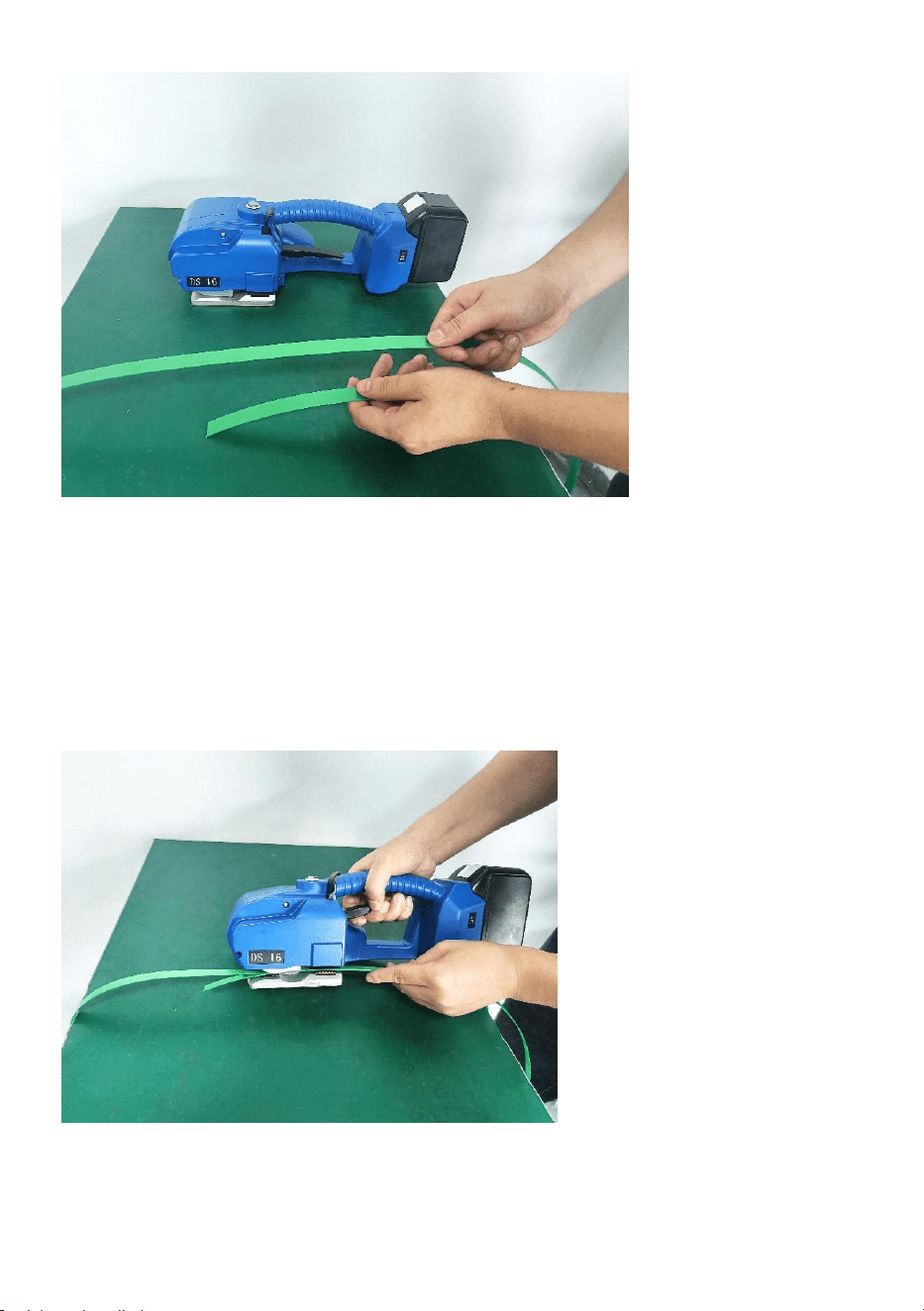
Steg 2 för in remmarna i balpressen
Vid insättning av remmarna måste remmarna i spänningsriktningen staplas
i den övre änden, bottenremmen ska sträckas till botten av matningshjulet
för att täcka framsidan av tandplattan 5-10MM längre, när remmarna sätts
in ,lyft handtaget med höger hand, sätt in remmarna med vänster hand, de
övre och nedre ändarna av remmarna måste staplas parallellt med
varandra efter att lyfthandtaget har släppts.
Steg 3 Dra åt remmarna
När du trycker på spänningsknappen och släpper den kommer balpressen
att spänna remmarna automatiskt.
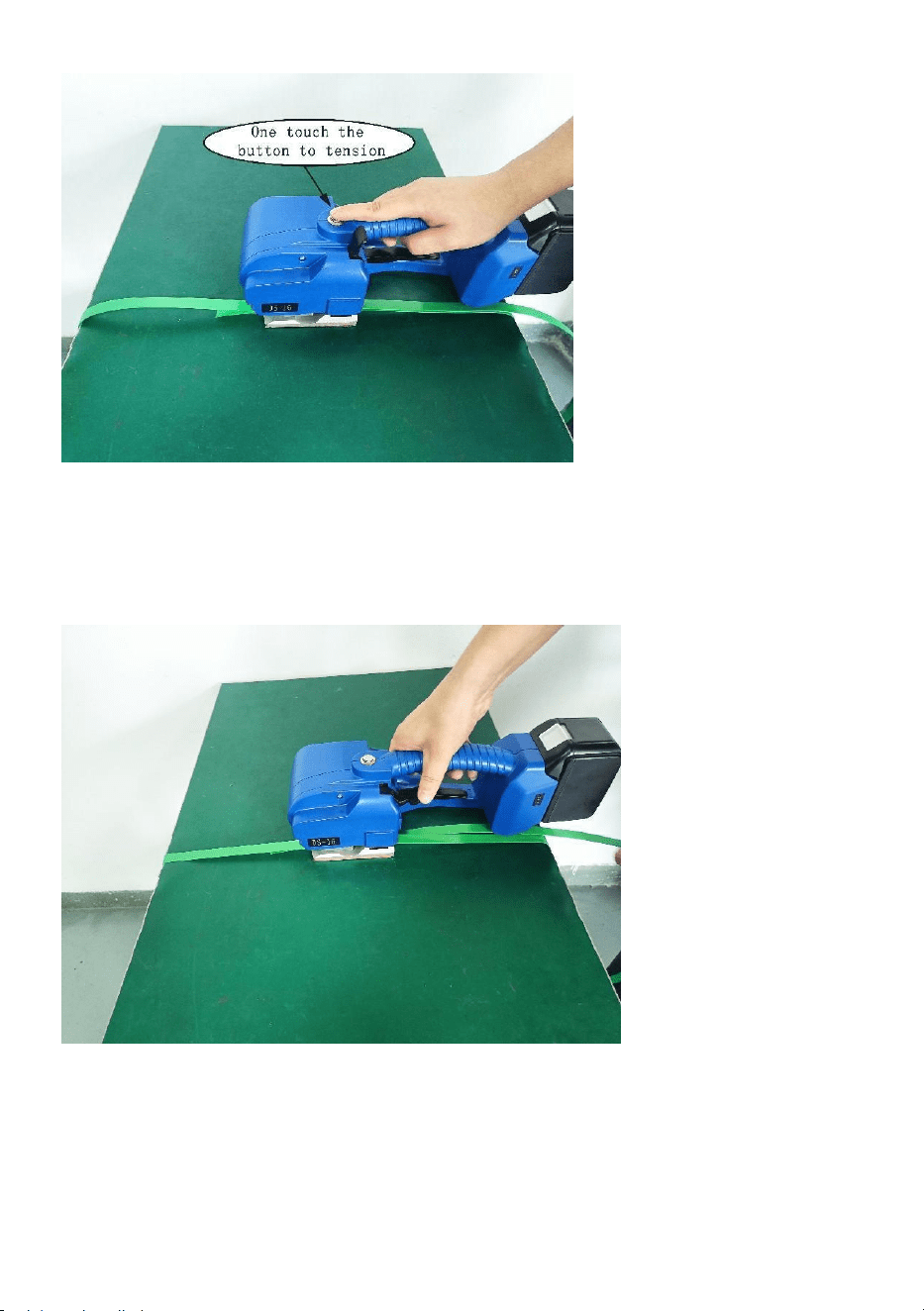
Steg 4 Svetsa remmarna
Efter att ha tryckt på friktionsknappen förseglar och klipper balpressen
automatiskt remmarna (tiden är förinställd av systemet och kan ökas eller
minskas, justera friktionstidsgraden).
Steg 5 Flytta bort balpressen
När limningen är klar lyfter du handtaget och matarhjulet körs omvänt för
att lossa remmarna i enlighet med detta och flytta sedan bort balpressen.
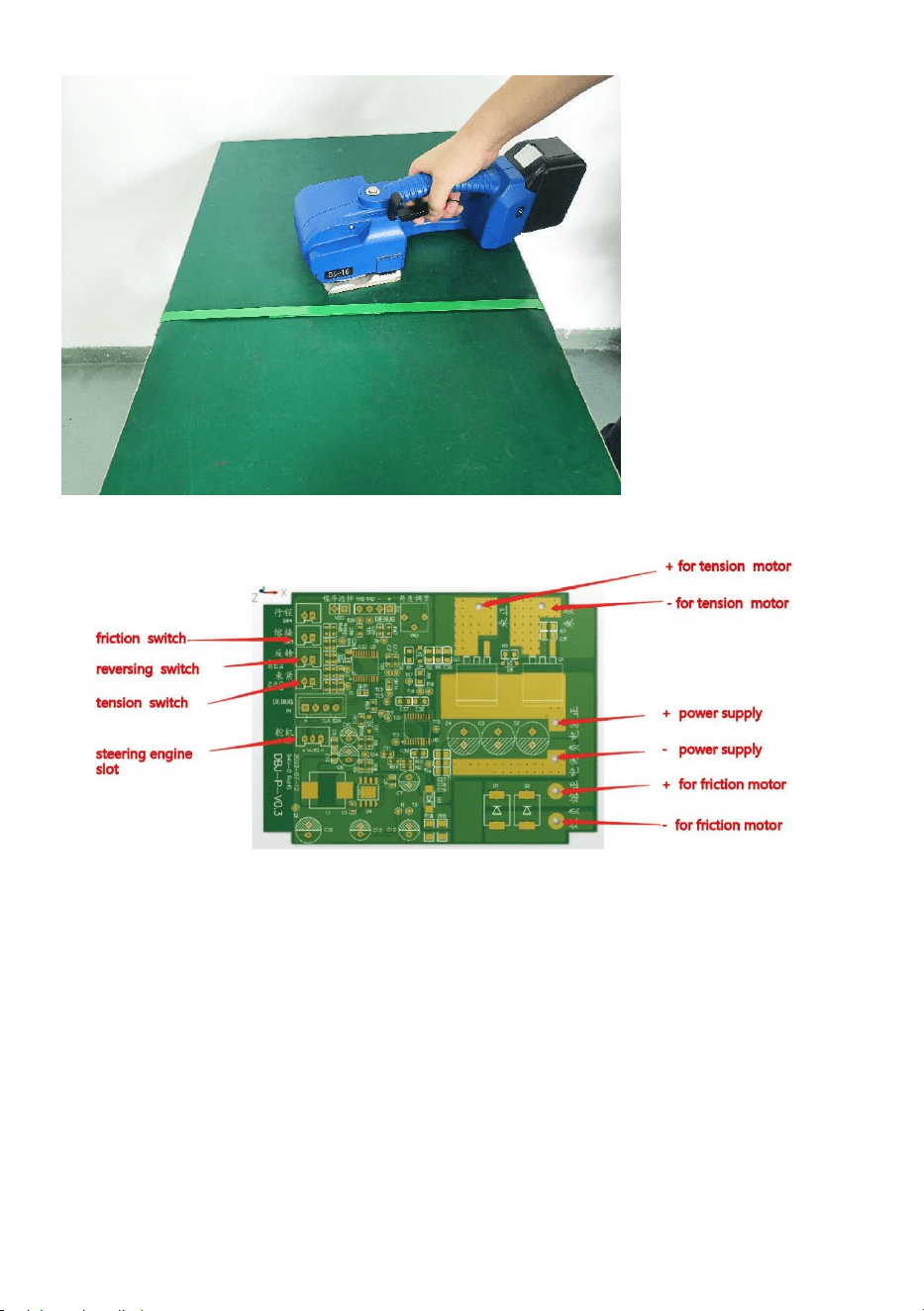
5.Elektriska anslutningar
6. Byte av slitdelar och justering av limningstillstånd
■ Obs: Koppla ur strömbrytaren och ta ur batterierna före varje service.
6.1 Byte av slitdelar
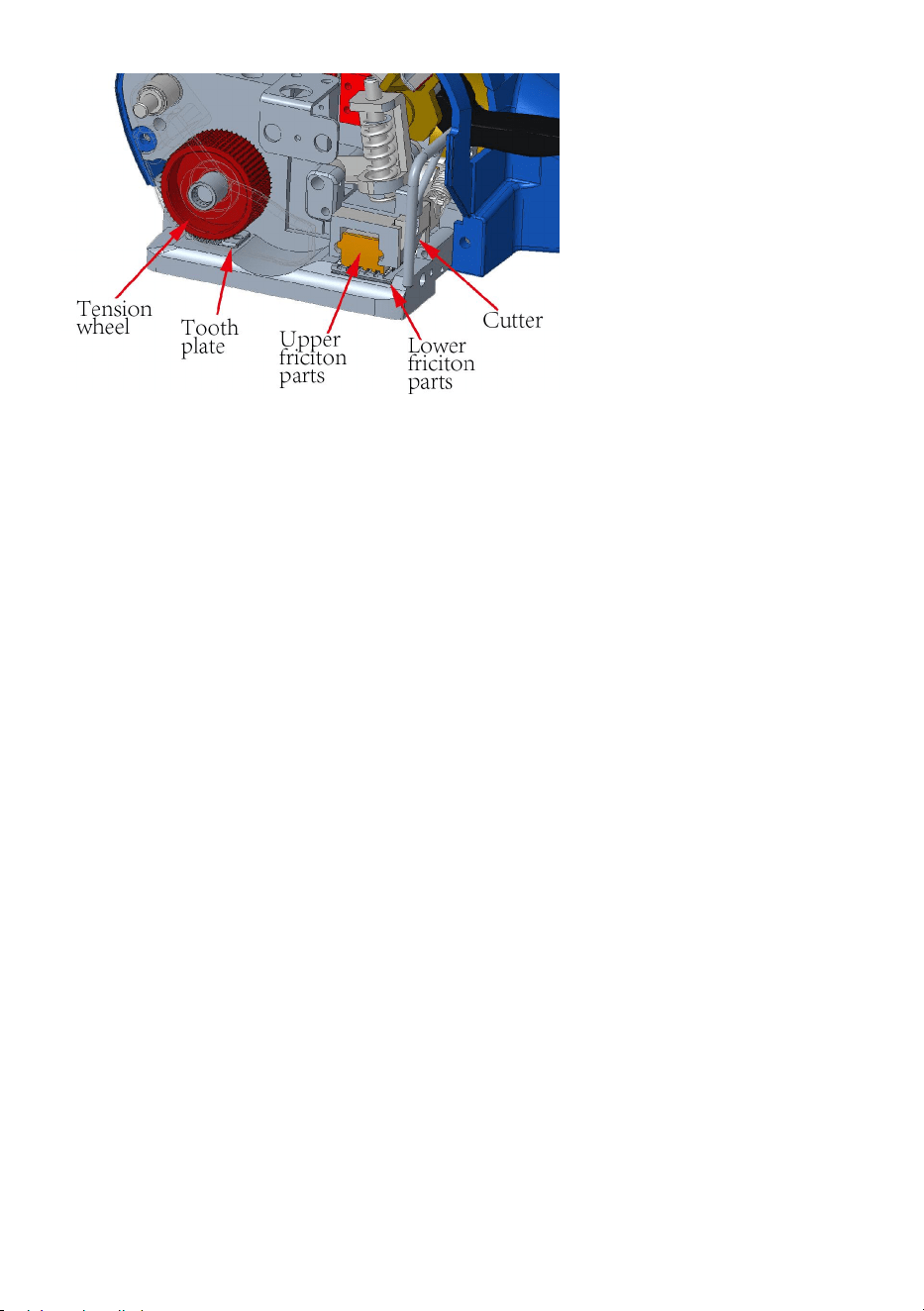
Kutter (JD-PSE-G016): Lossa först skruven på den vänstra täckplåten
(JD-L16-G01) och ta bort den, ta sedan bort skruven på fräsen och ta bort
fräsen för byte. Efter att du har installerat kniven, installera den i omvänd
ordning.
Nedre tandplatta (JD-PSE-G011): Ta först bort skruvarna som fäster
tandplattan och ta bort den, sätt sedan tillbaka den utskjutna tandplattan.
Efter byte, montera den i omvänd ordning.
Spännhjul (JD-PSE-G012): vänligen ta bort den vänstra täckplattan enligt
beskrivningen ovan, ta bort muttern som är fäst på anslutningsaxeln
(JD-L16-G021), ta bort spännhjulskåpan (JD-L16-G007), byt ut spärrhjulet
och sätt tillbaka det i omvänd ordning.
Nedre friktionsdel (JD-PSE-G013): Lossa först och ta bort de huvudlösa
skruvarna som är fästa på axeln på den nedre friktionsdelen, tryck ut den
nedre friktionsdelen från botten för byte och sätt sedan tillbaka den i
omvänd ordning.
6.2 Åtdragnings-, limnings- och skärjusteringar
①. Om åtdragningen slirar lossar du skruvarna på tandplattan och
installerar tandplattans packning (JD-PSE-G028) för att höja tandplattan
eller byta ut tandplattan.
②. När du använder olika packningsband med en tjocklek på 0,4-1,2MM,
justera i tid gapet mellan den övre friktionsdelen (JD-PSE-G008) och den
nedre friktionsdelen, annars uppstår dålig svetsning. Vid justering av spelet
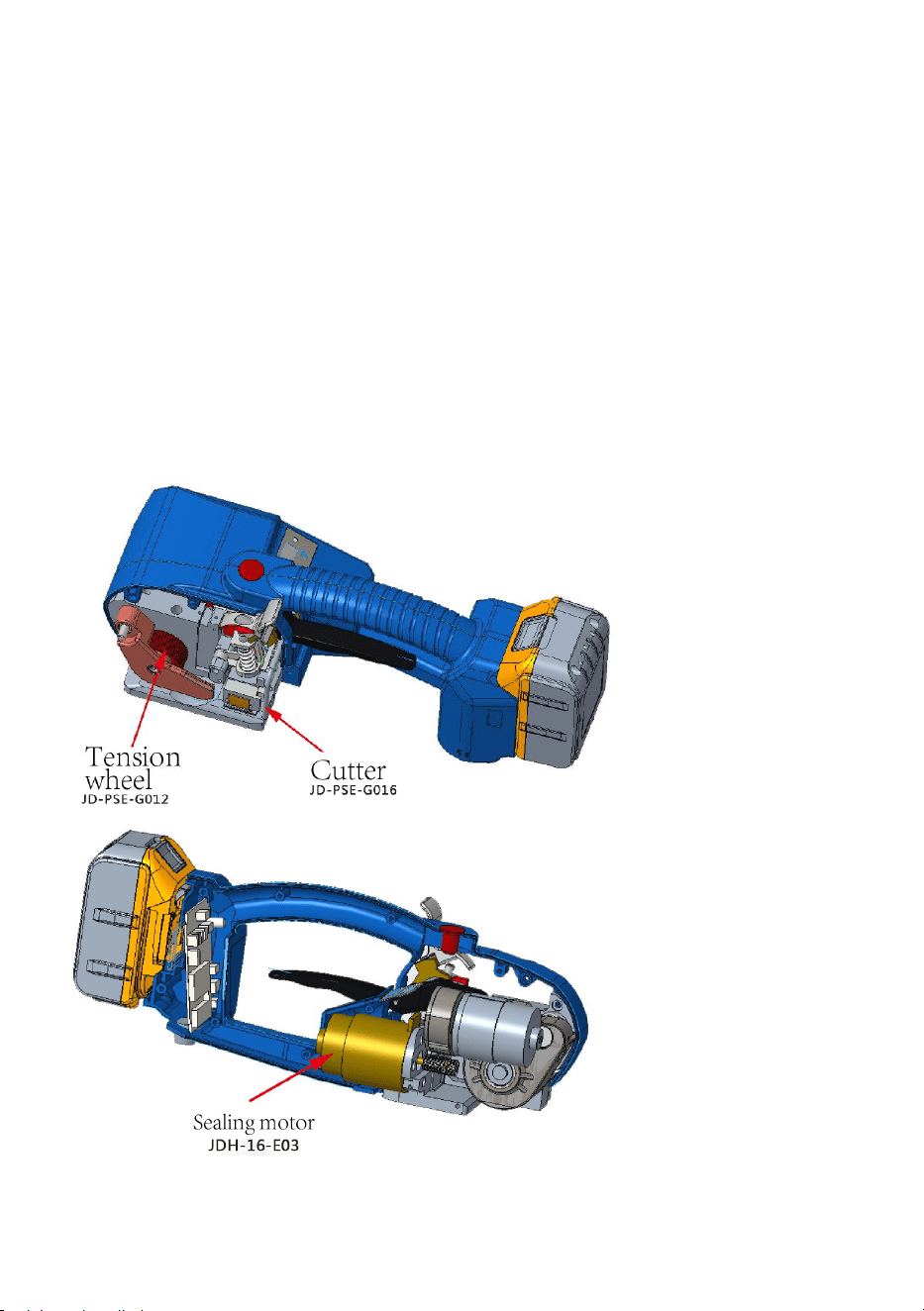
mellan den övre och nedre friktionsdelen, ta först bort den vänstra
täckplåten, lossa sedan knappen för att ta bort tätning (JD-PSE-G005),
fixera den nedre kompressionsaxeln på bindningsplattan (JD-PSE-G022)
med en slitsad skruvmejsel och vrid sedan muttern på anslutningsaxeln
medurs eller moturs. Vid rotation medurs blir spelet mellan den övre och
nedre friktionsdelen större, och vid rotation moturs blir spelet mindre.
③. Vidhäftningstiden och åtdragningskraften justeras genom de digitala
displayfönstren E och F på höger lucka. Knapp E justerar smälttiden och
tangent F justerar åtdragningskraften och ökar från grad 1 till grad 9.
④. Se följande tabell för utbyte av slitdelar och justering av limning och
svetstid (effekt).
Diagram över svets- och bindningseffekt
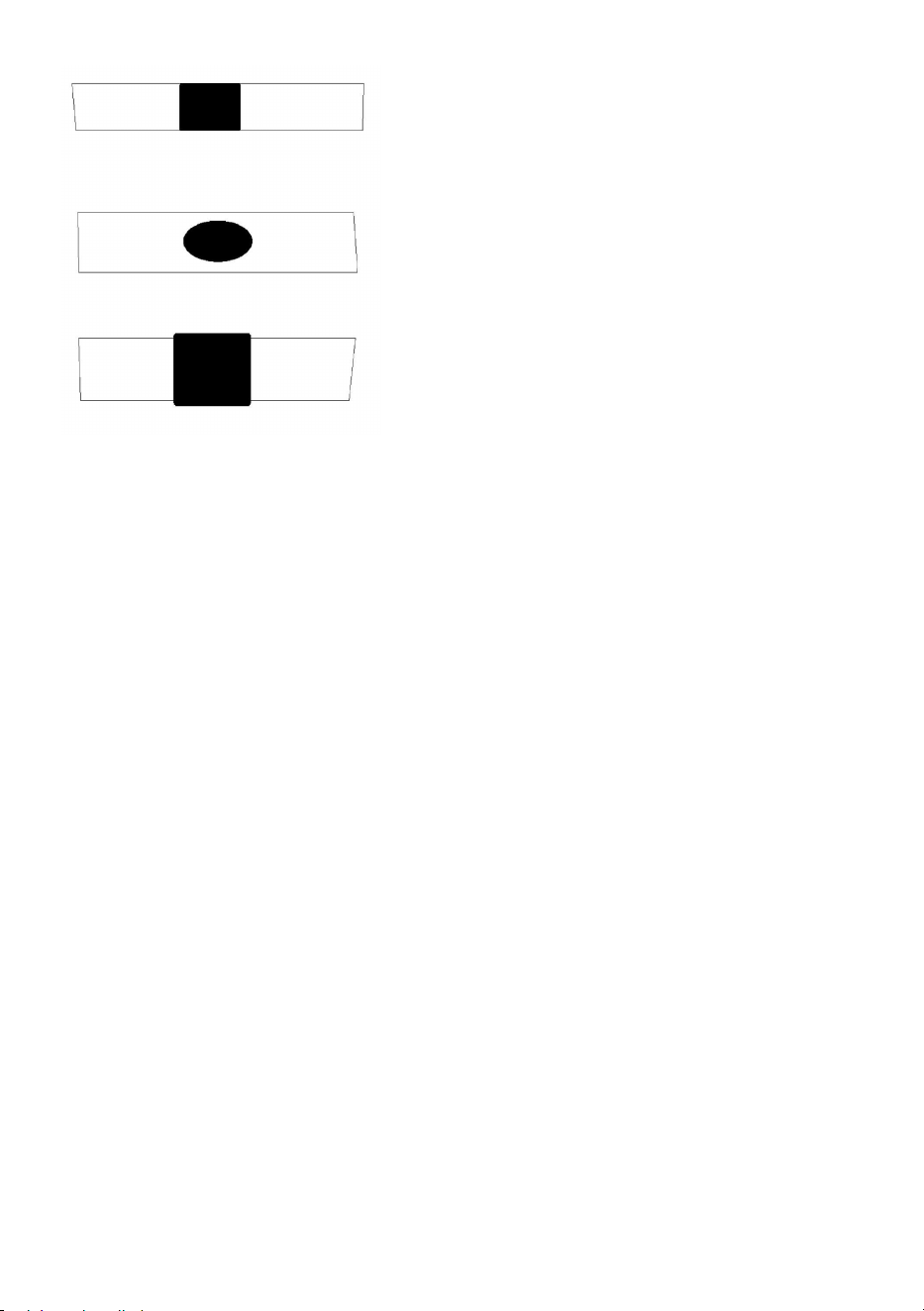
7.Vanliga elektriska fel
Under användningen fastnade plötsligt balpressverktyget och LED-lampan
lyser rött när balbandet som fastnat i maskinen inte kan tas ut. Stäng
omedelbart av strömmen, klipp av remmarna för att ta bort remmarna som
fastnat i verktyget, ladda omedelbart batteriet eller byt ut batteriet. När du
bekräftar att batteriet har ström och att felet inte har åtgärdats måste du ta
bort de vänstra och högra plastkåporna efter att du tagit bort batteriet för
att kontrollera verktyget, till exempel kontrollera strömbrytarna eller
kablarna på varje strömbrytare eller på motorer inte har fallit av, eller byt ut
mikrobrytaren eller byt ut friktionstätningsmotorn.
15、Produktens sprängskiss och
reservdelslista
Perfect friction time
Friction time is too short
Friction time is too long
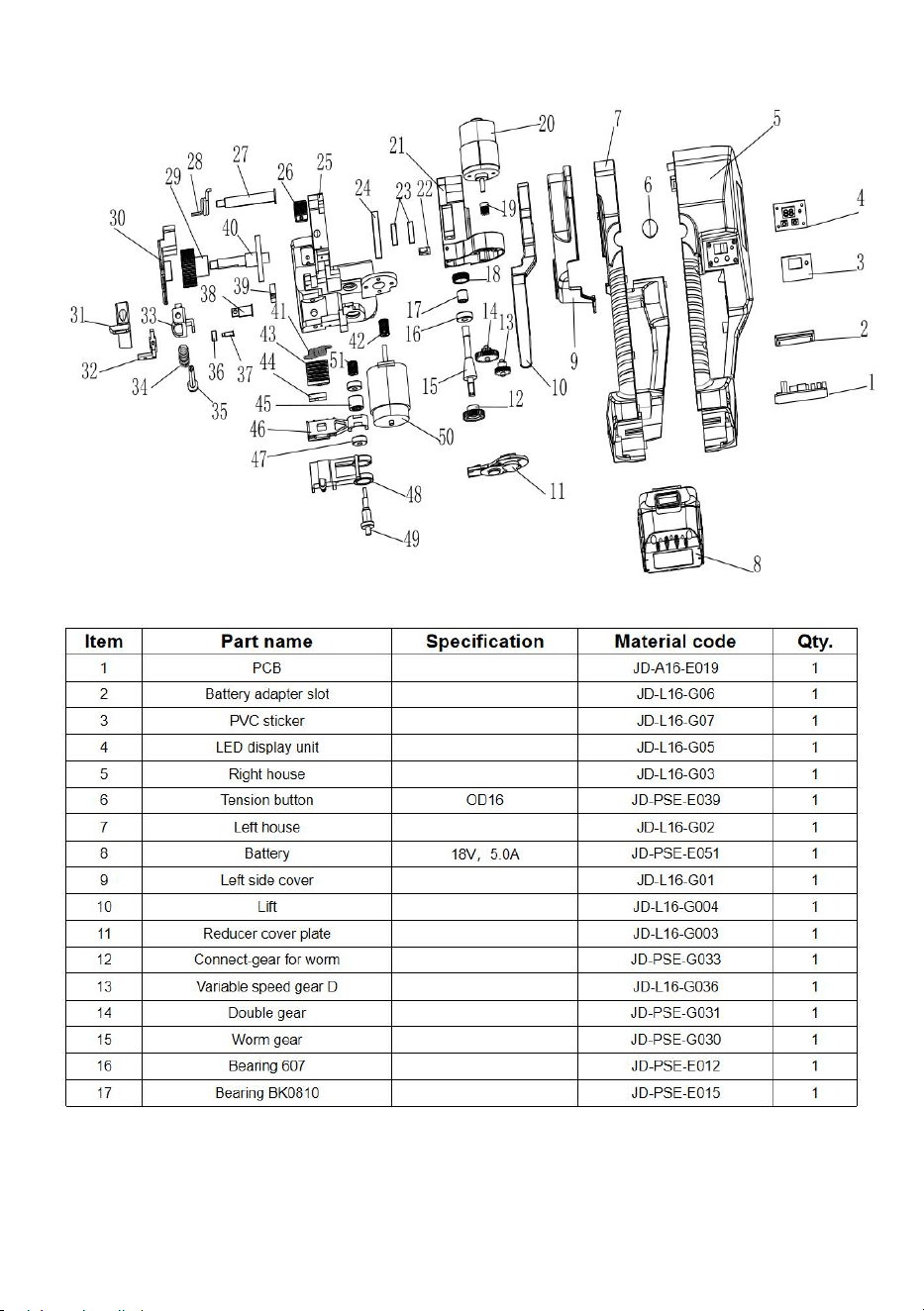
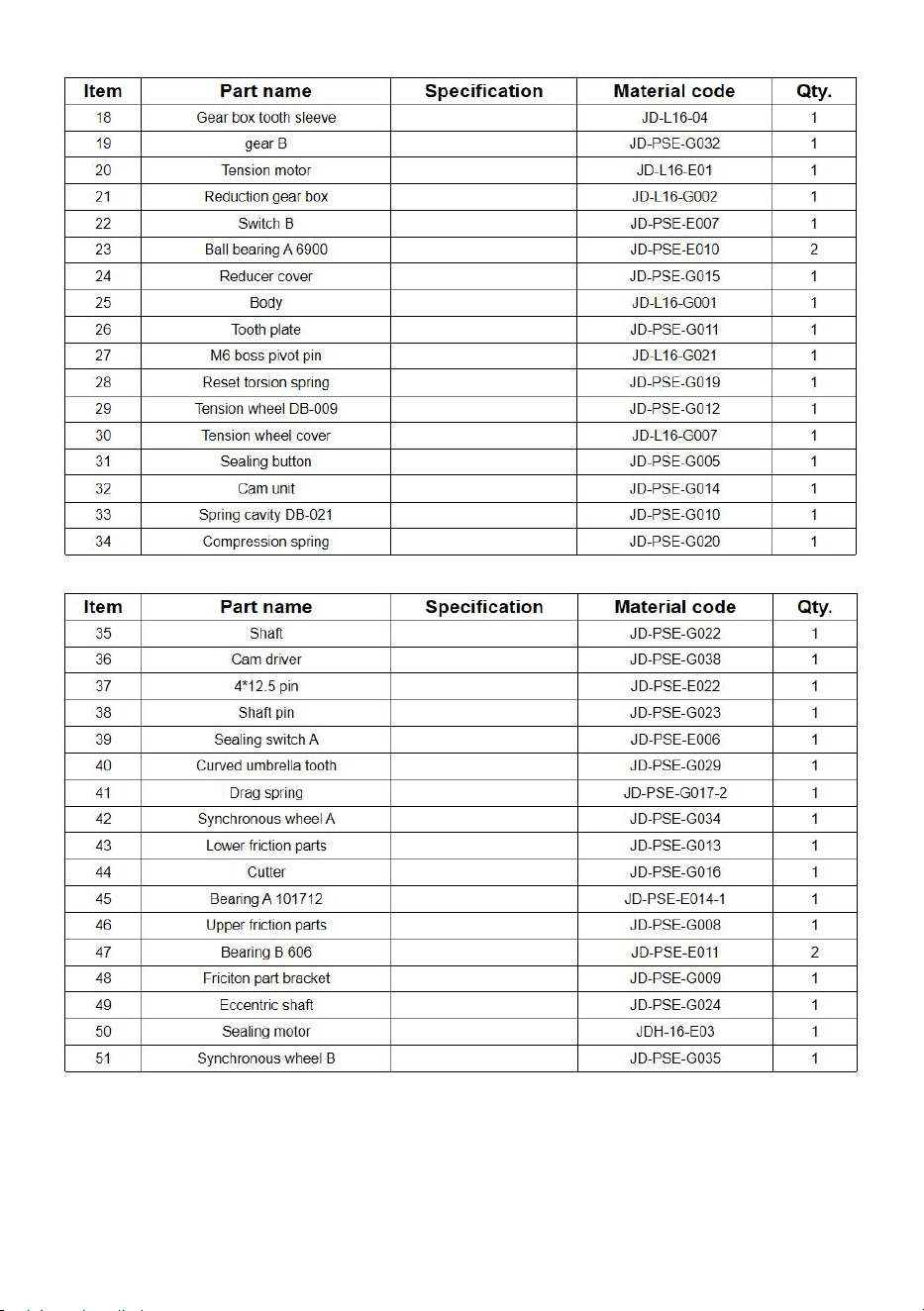
Adress : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Teknisk support och e-garanticertifikat
www.vevor.com/support






