Technical Support and E-Warranty Certificate
www.vevor.com/support
Strapping Machine
MODEL: V2
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Model: V2
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
- 2 -
INSTRUCTIONS
Thank you very much for choosing this Strapping Machine
- Please read all of the instructions before using it.The information will help
you achieve the best possible results.
The products carried in this catalog may be different in color than the actual
item.
1.SAFETY INSTRUCTION
Please read the matters carefully; if you do not follow this
prompt,it is possible to cause operator injury during
operation.
1.1 Battery operation
Environmental protection:
1)Please do not put used batteries into household trash can,waste water
tank,or burn them.
2) Dealers provide battery environmental treatment services.
Short circuit
1)Do not leave batteries and other metal objects together.
2) Do not open the battery,and store the battery in a dry and anti-frost
room.Maximum temperature is 50C.Please keep it dry all the time.
3) Do not charge waste batteries. Change a new one immediately
1.2 Eye injury hazard
If you do not wear safety glasses with side shields, it may
cause eye damage and even blindness.It requires wearing
safety glasses with side shields
1.3 Operation
Personnel who are not properly trained are not allowed to operate the
strapping tool.Before straining straps read and correctly understand the
operating instructions.If you do not follow the operating instructions or
improperly load the straps, it will cause straps to be damaged.
Before becoming familiar with the strapping tool,please keep your fingers
far away from squeezing or cutting areas.

- 3 -
1.4 Adhesion position
You should check the pressured adhesion position.Be familiar with
adhesion control and regulation.Irregular adhesion may be insecure, which
can cause serious injury. Please do not ship the packing containers which
are not correctly packaged.
1.5 Straps distribution
Please use the specially designed distributing device to distribute the
straps. When not in use,please fold the strap end into the distributing
device.
1.6 Straps warning
Do not use straps to drag or lift load,which easily leads to personal injury.
1.7 Straps broken hazard
Improper operation,excessive tensioning, using straps not as required,
load sharp corners will cause tightening force lose,or straps broken could
eventually cause the operator to lose his balance and fall down.Strapping
tool and straps together quickly fly to the operator's face.
Attention
1)If the load angle is very sharp,please add edge protection.
2)Please wind the straps around the suitable load surface.
3)When tensioning and adhesion,operating personnel and straps are on
the same straight line,they may be hurt by flying straps or strapping
tools,so when operating please stand beside straps and keep spectators
far away.Please use recommended straps with good quality in the
instructions,with a suitable width,size,and strength.Straps that do not
match may cause damage when tensioning.
1.8 Tensioning straps shearing
When shearing straps,please use a suitable shearing tool,and ensure a
safe distance from people,and do not stand in the same straight line with
straps,and keep away from the straps loose direction.Please use the
special tool for shearing the straps.It is not allowed to use a
hammer,pliers,hacksaws,axes and so on.
1.9 Fall hazard

- 4 -
Keep your work area clean and tidy.Untidy work area is likely to cause
damage hazard.Before tensioning,bad stays or imbalances, it will be easy
to fall,especially in the stair area.So keep body balance.Both feet shall
tread on a flat and solid surface.When you feel uncomfortable,do not
operate the tool.Please pay attention to the precautions specifically
mentioned in work area.
1.10 Strapping tool hazard
1)Well-maintained strapping tool is necessary.
2)Periodically inspect broken or worn parts,if there are cracks or worn
parts,do not use the machine.
3)Do not modify the machine,or else it may cause personal injury.
2.TECHNICAL PARAMETERS
2.1 Description
Manufactured V2 strapping tool uses plastic straps.Manually use strap
feeding device to wind the plastic straps around the box (bag).The strap
end is inserted into strapping tool and automatically tensioned,separate
after friction adhesion.
2.2 Size of strapping tool with battery
Length:360mm
Width:120mm
Height:125mm
2.3 Straps material
Quality:flat or embossed PET (polyester)and PP(polypropylene)straps.
Size:wide9.00-16.00mm / thickness0.4-1.20mm
Please choose the appropriate size according to strapping tool you
purchased.
2.4 Straps strength
Tensile strength:600-3200N is adjustable.
(Maximum value depends on the quality of straps.)
Tensioning speed:60-200mm/s
Adhesive strength:about 75%of plastic straps.(Depending on the quality of
straps)
- 5 -
2.5 Working temperature
·Ambient air temperature is 5 to 45 degrees centigrade.
·Optimum working temperature is 15 to 20 degree centigrade.
3.ACCESSORY
Please use the parts and accessories mentioned in the operating
instructions.Using other accessories may hurt you and others.
3.1 Battery-powered strapping tool
As some strapping tools may use NiCd (nickel-cadmium)or NiMH (nickel
metal hydride)batteries,please purchase the battery for this tool according
to the following parameters.
Type:Lithium battery
Voltage:14.4V
Capacity:4.0Ah
3.2 Battery charger
Standard charger:
Input:100V-240V-50/60Hz 1.5A
Output:16.8V-DC2.5A
Charging time:
Lithium battery 4.0 A/h,charging time is approximately 90 minutes.
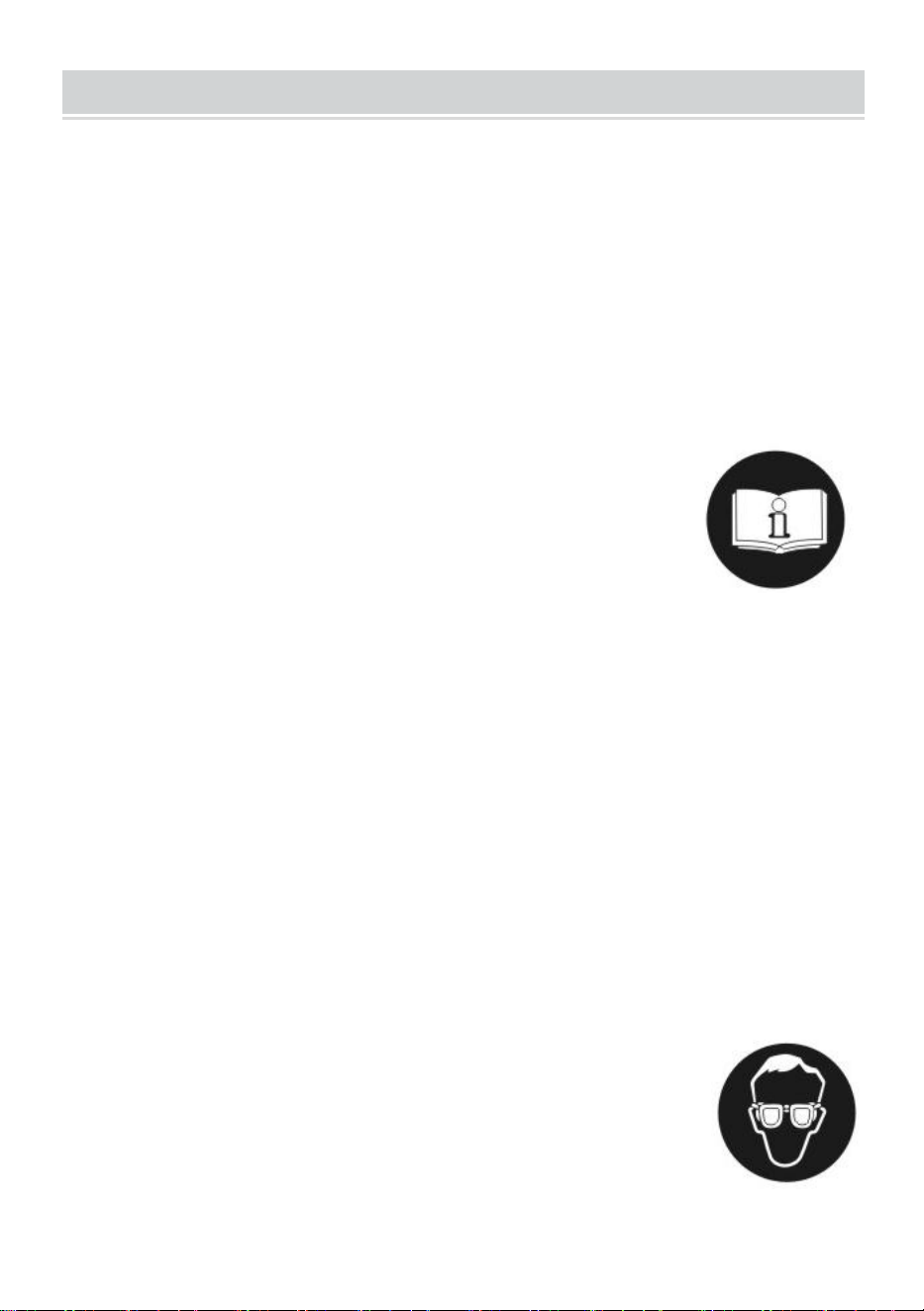
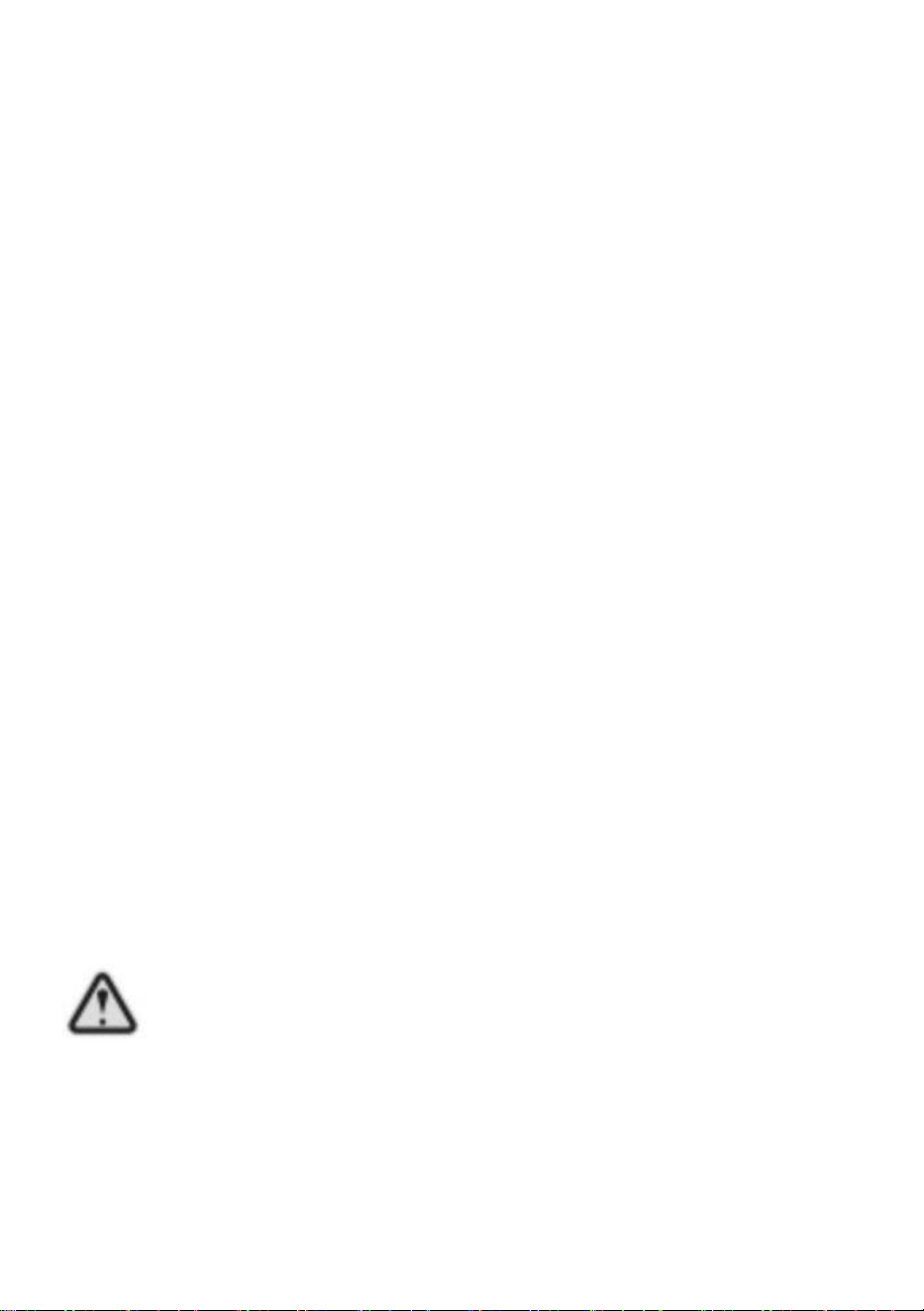
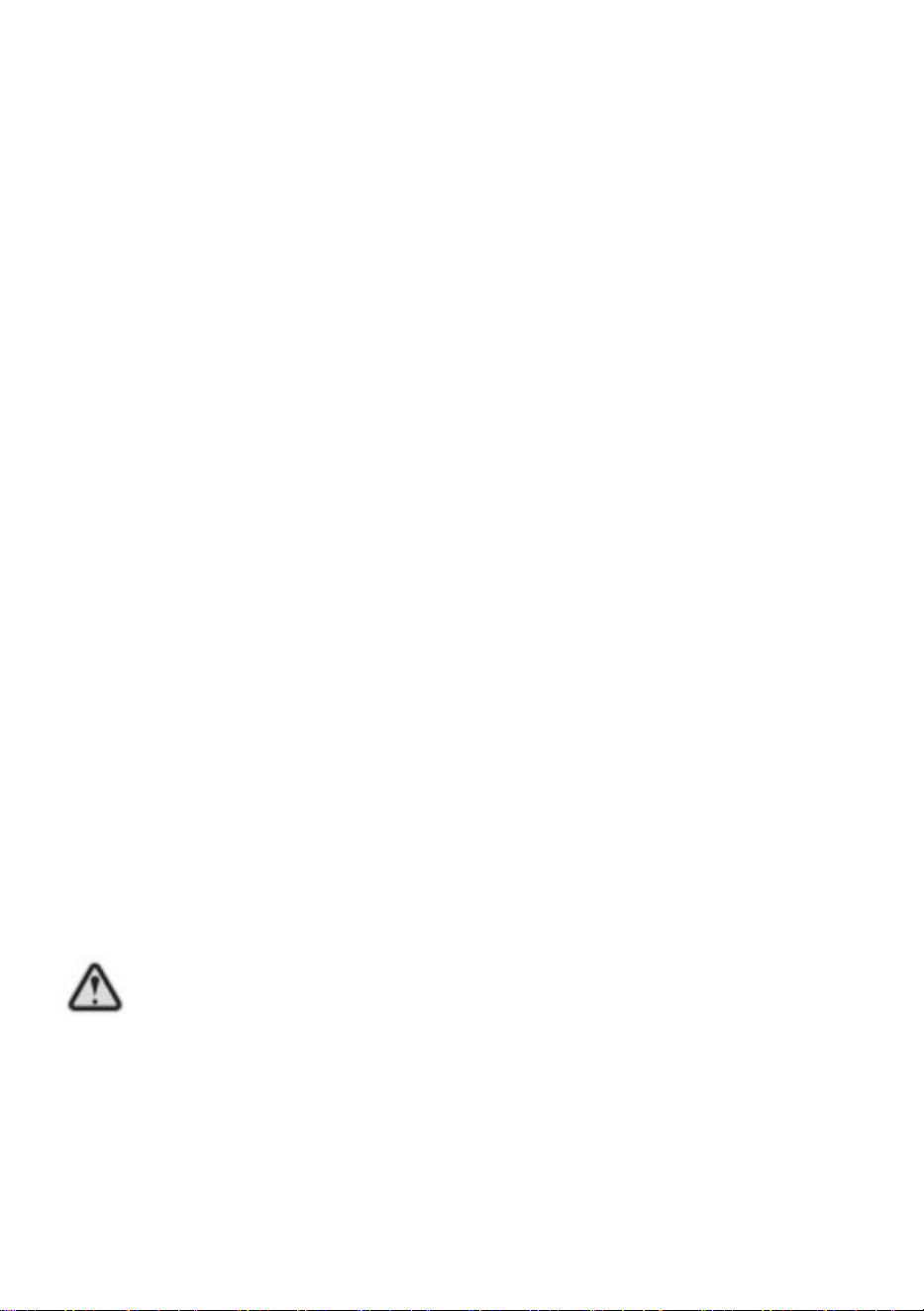
3.3 Each strapping tool is equipped with one set of common
operating tools
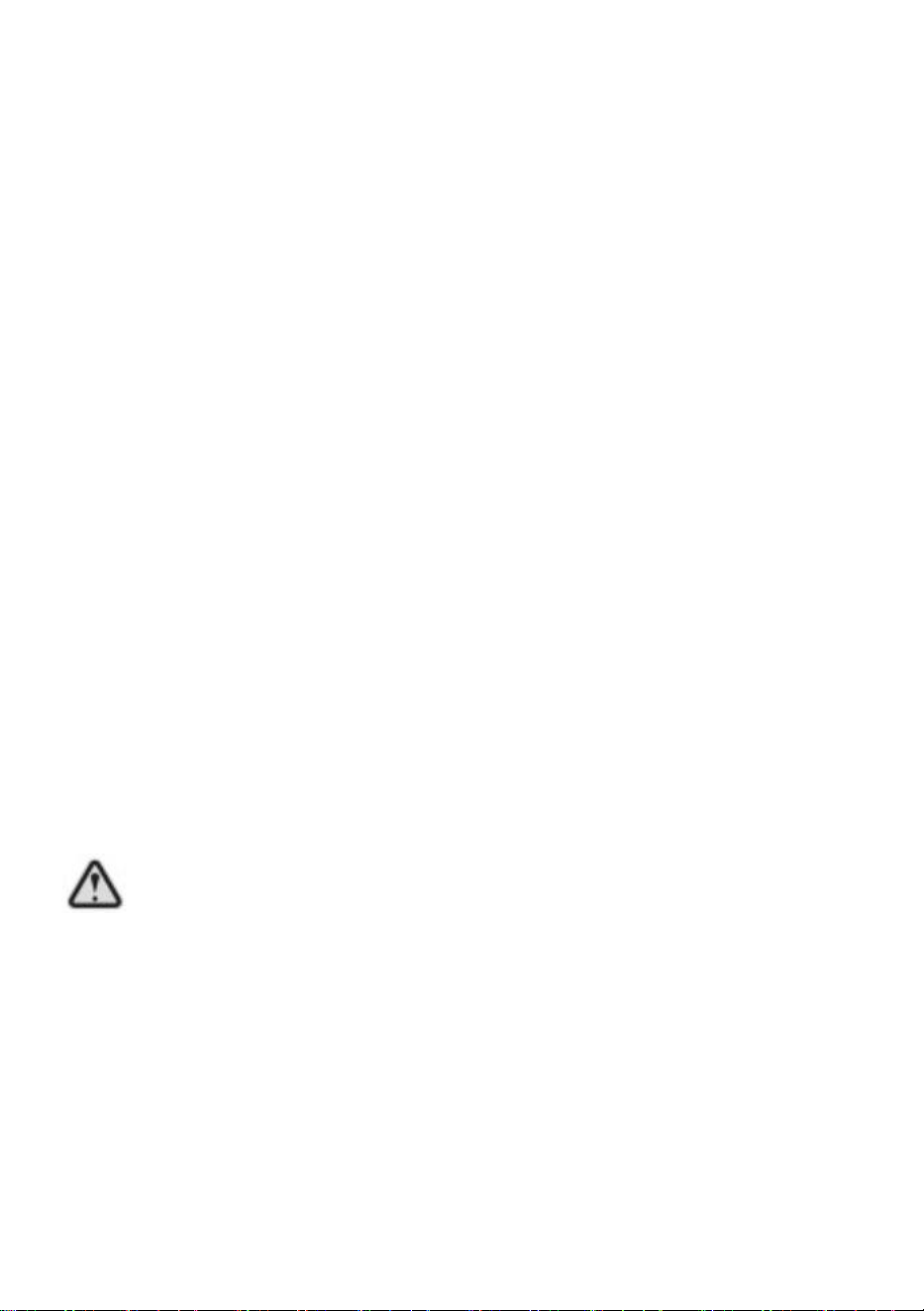
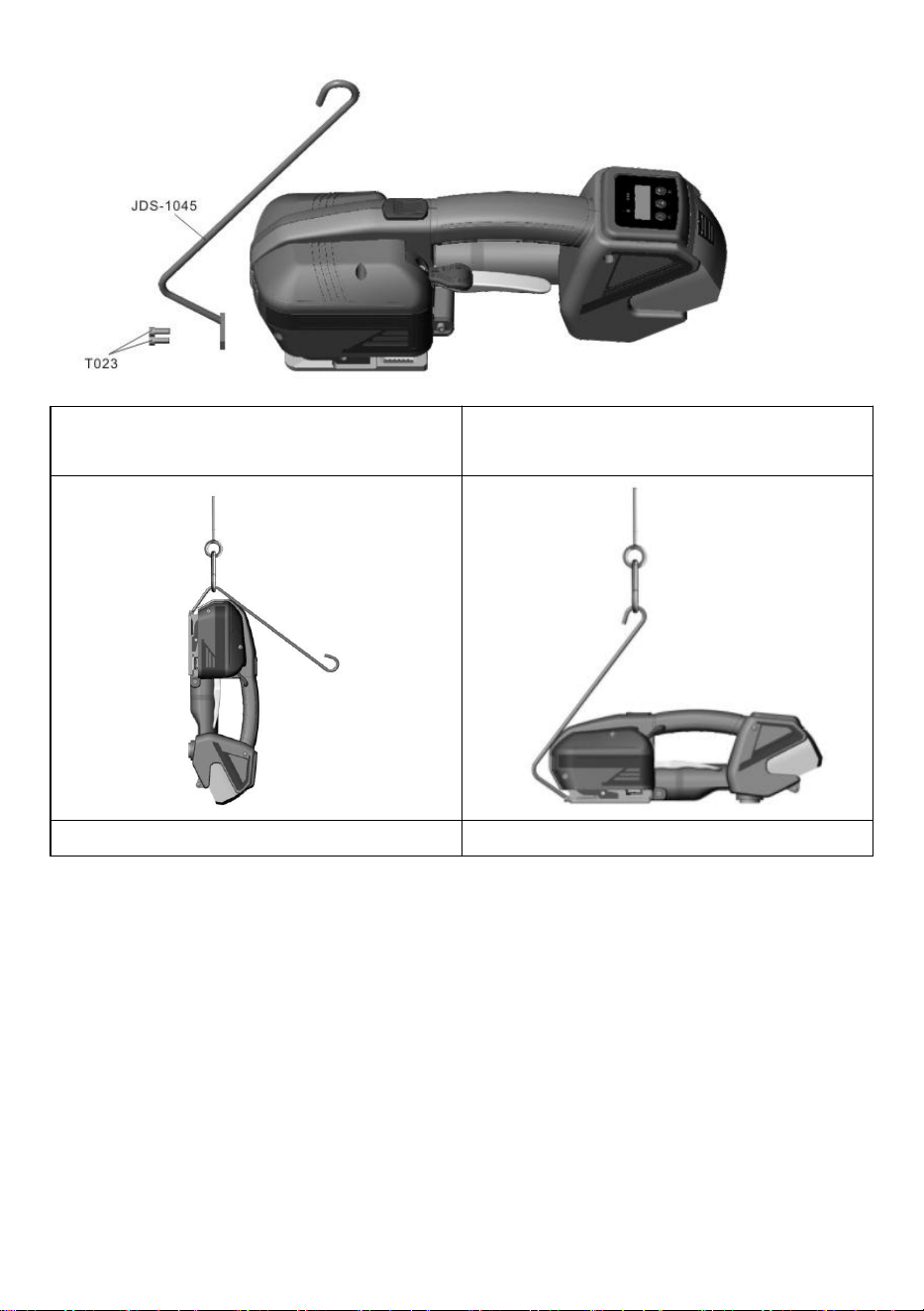
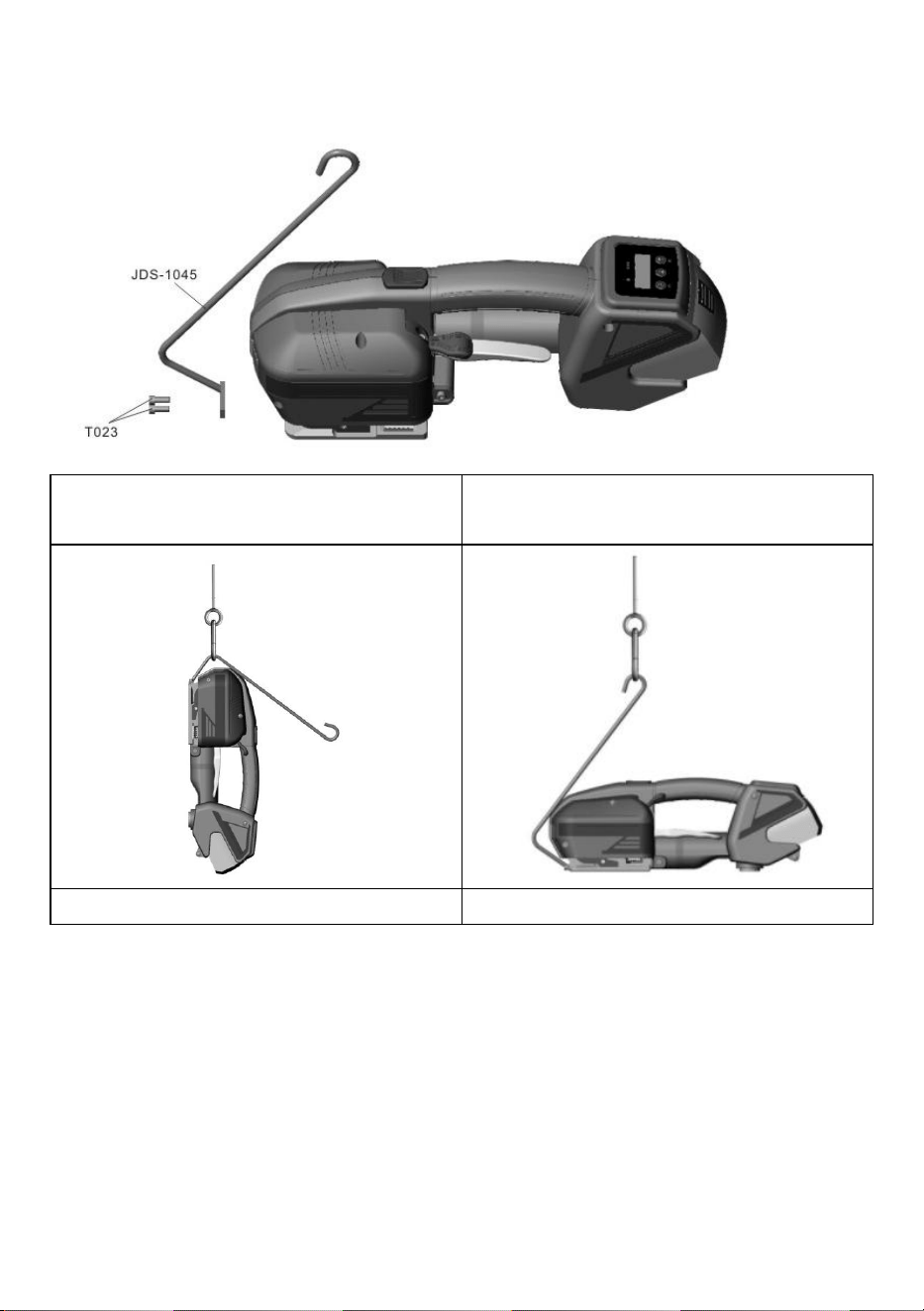
3.4 Suspension System(optional purchase)
- 6 -
For work suspension position
please choose FIG 1.
For work suspension position
please choose FIG 2.
FIG 1
FIG 2
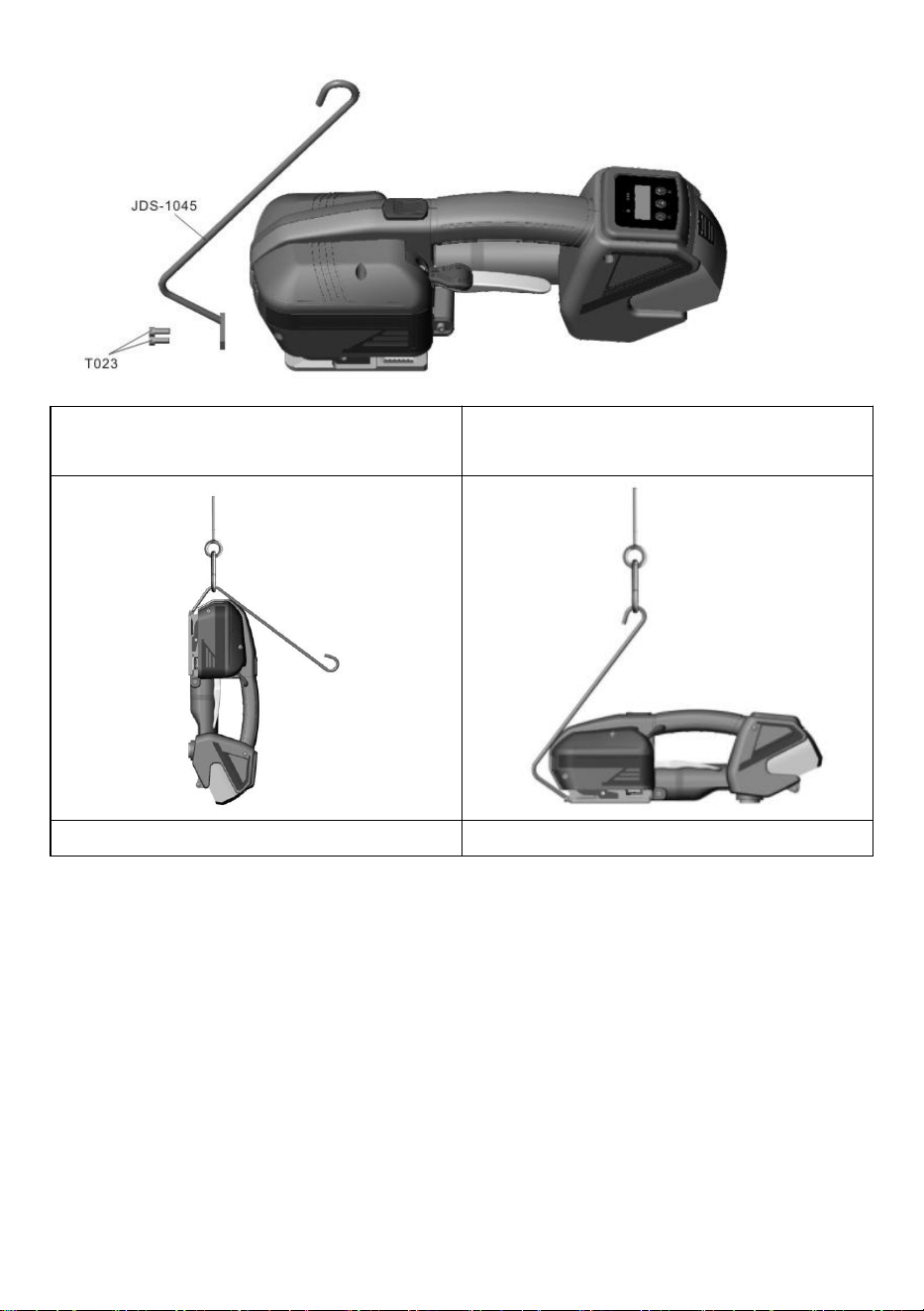
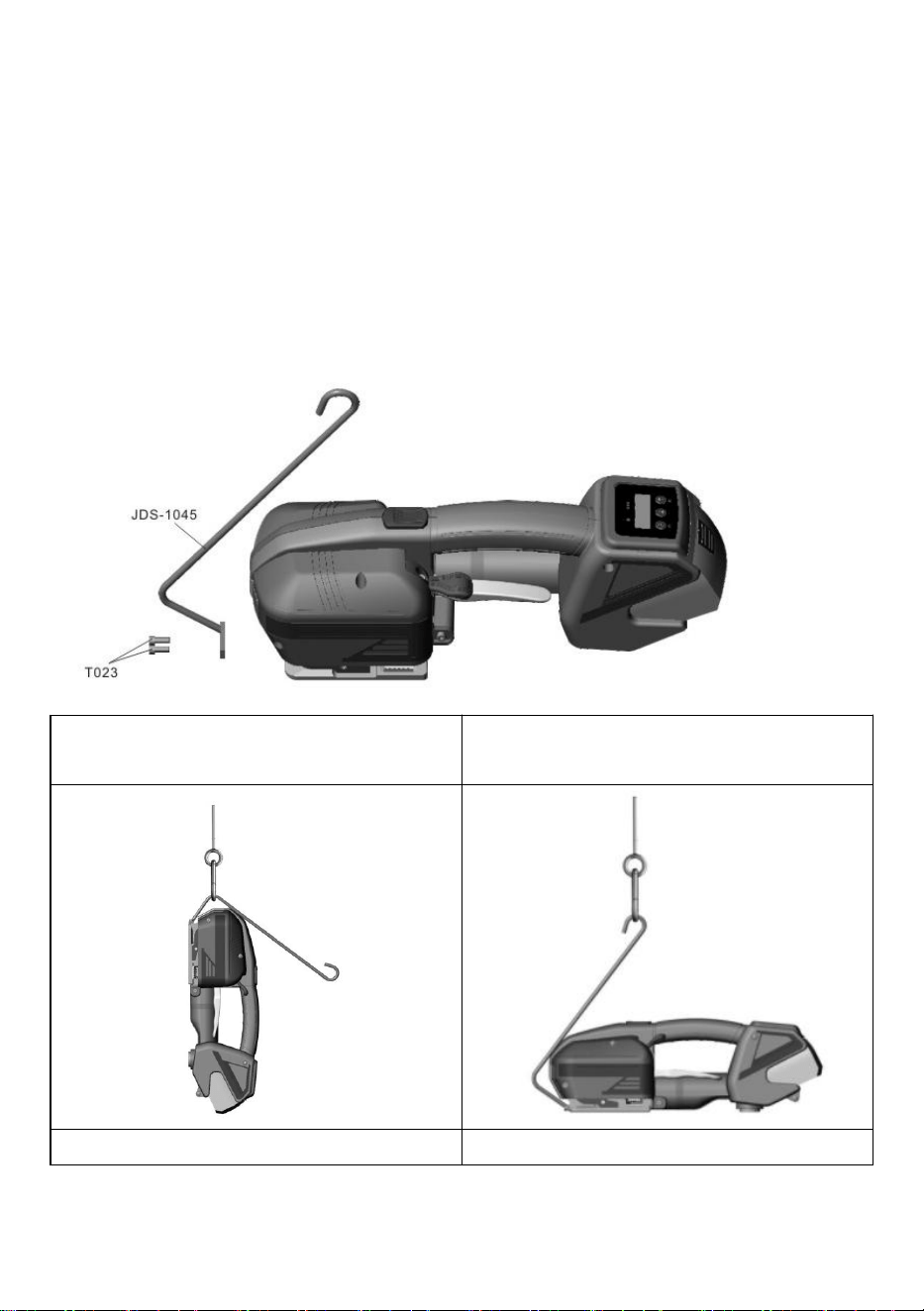
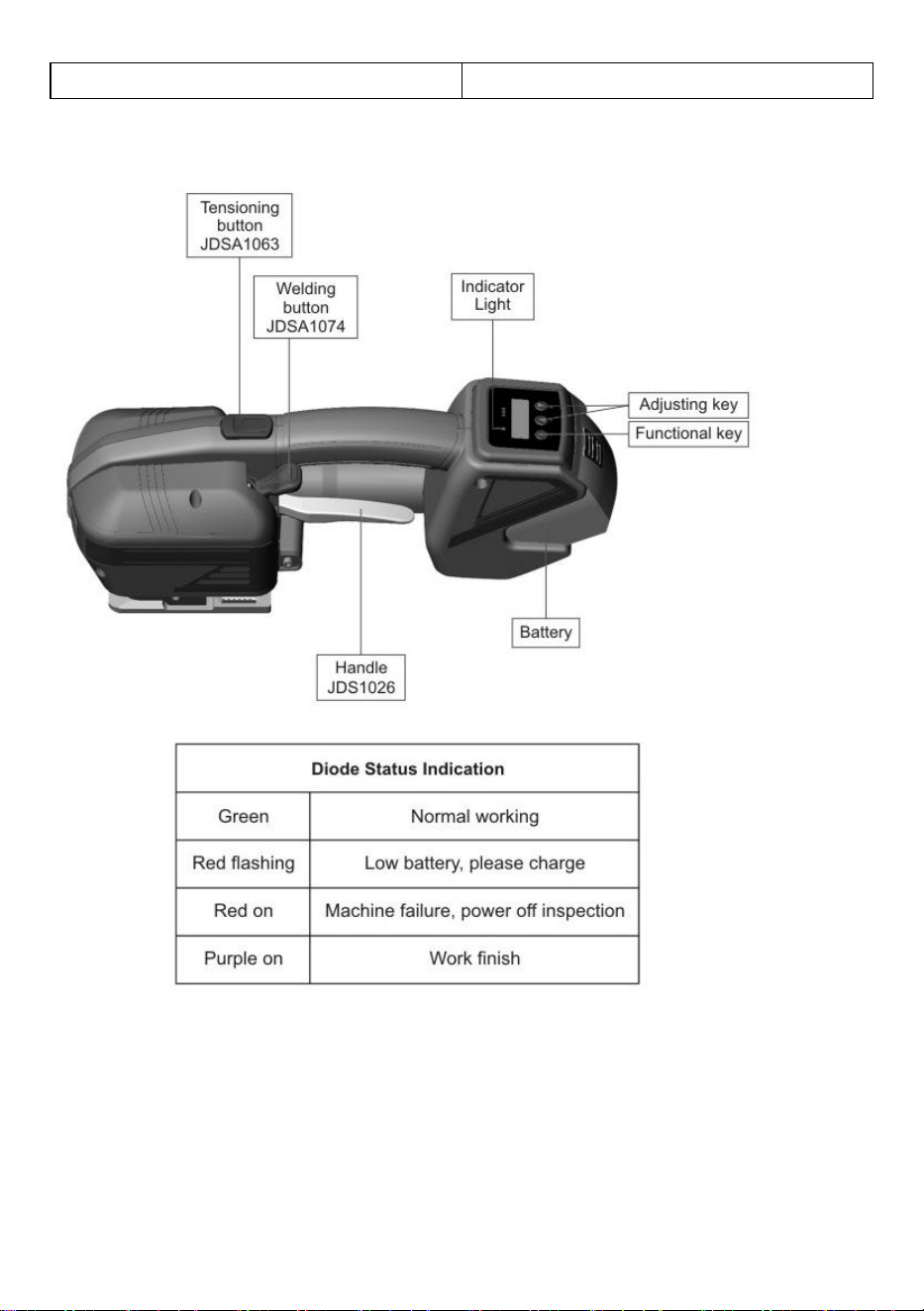
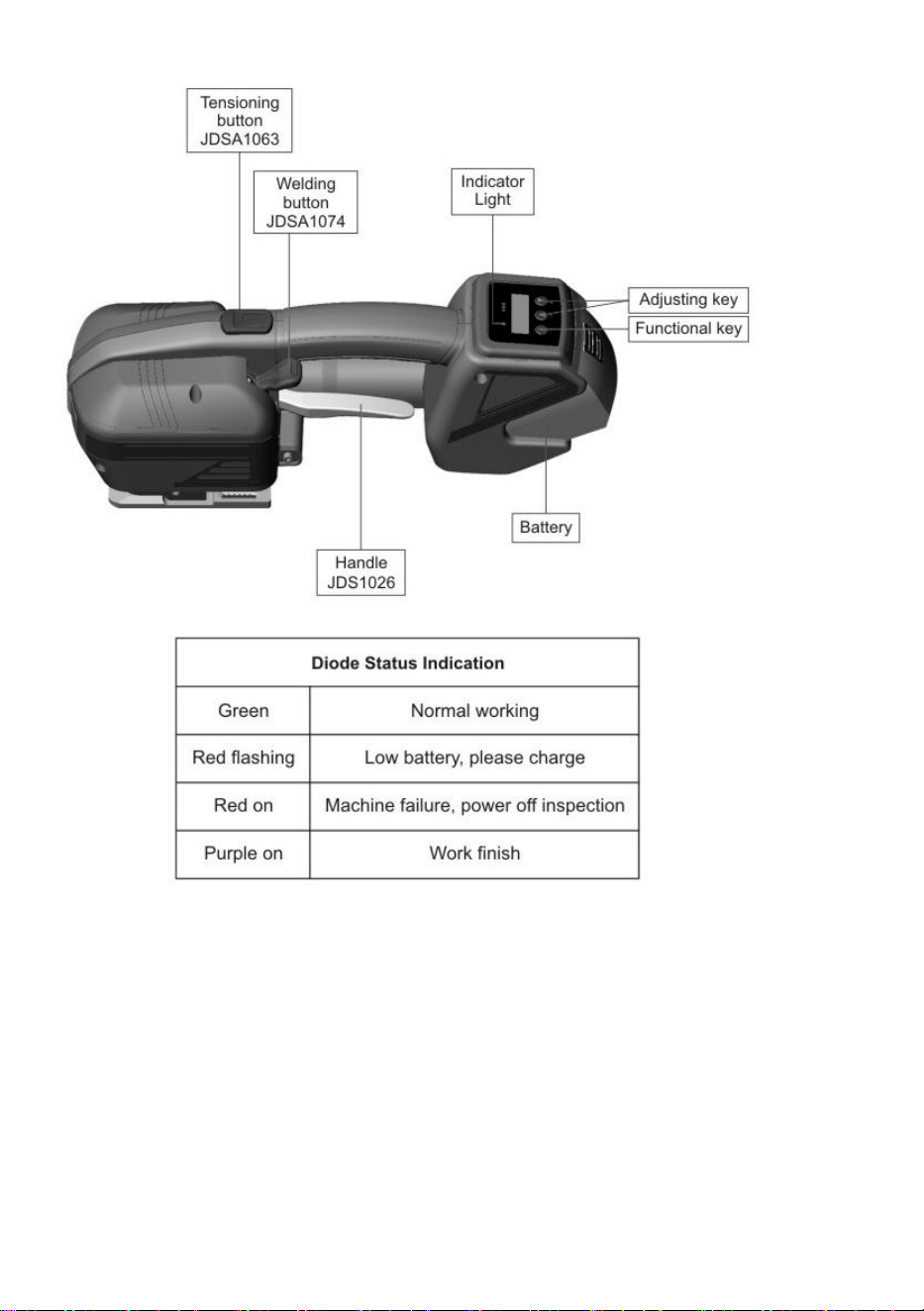
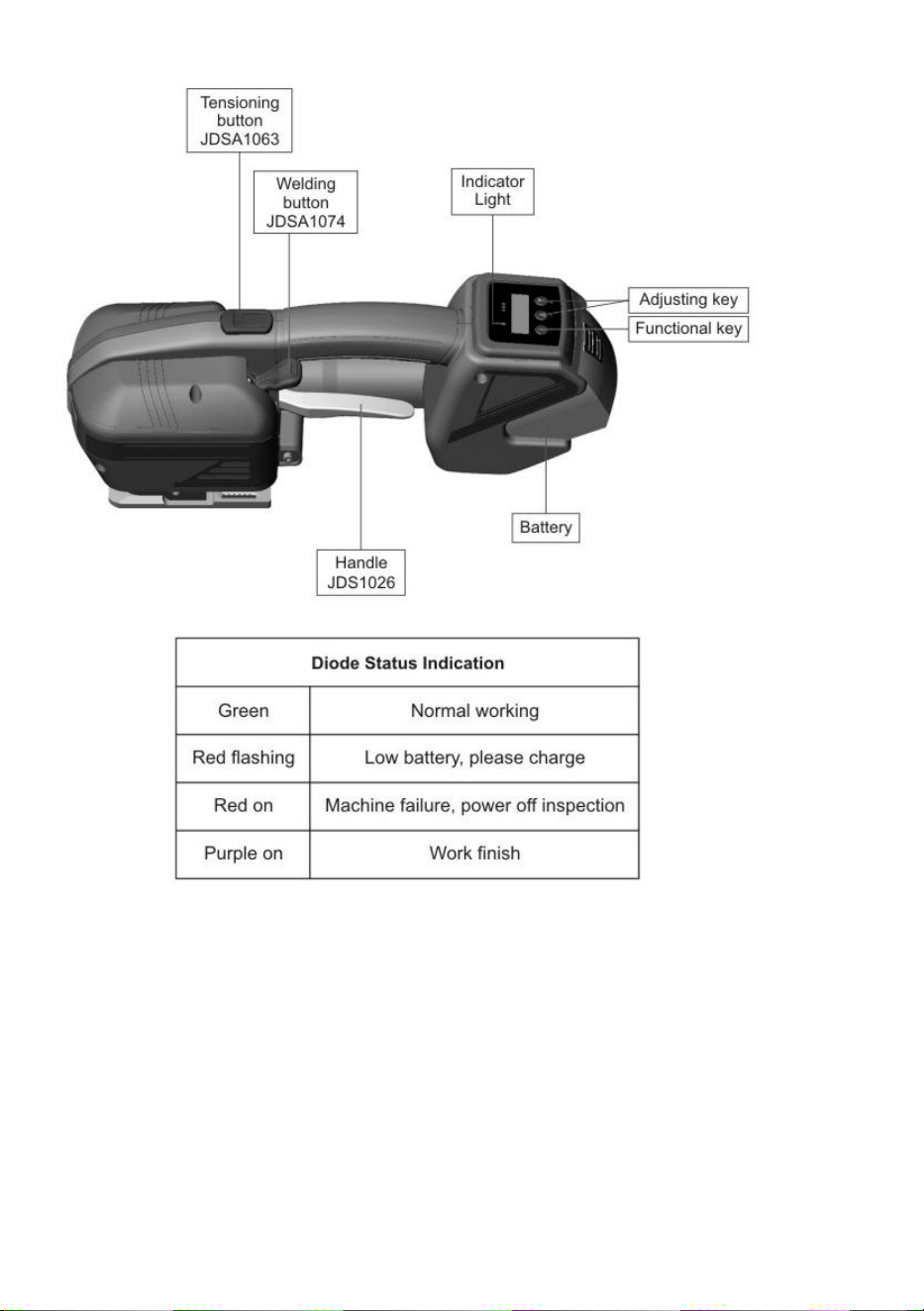
4.OPERATING ELEMENTS
- 7 -
5.PERATION
5.1 Installation
1)Please do not put the strapping tools in the rain!
2)For security,the battery is not charged when delivery.
3)Before using,please charge.Refer to the separate battery charger
instruction manual.
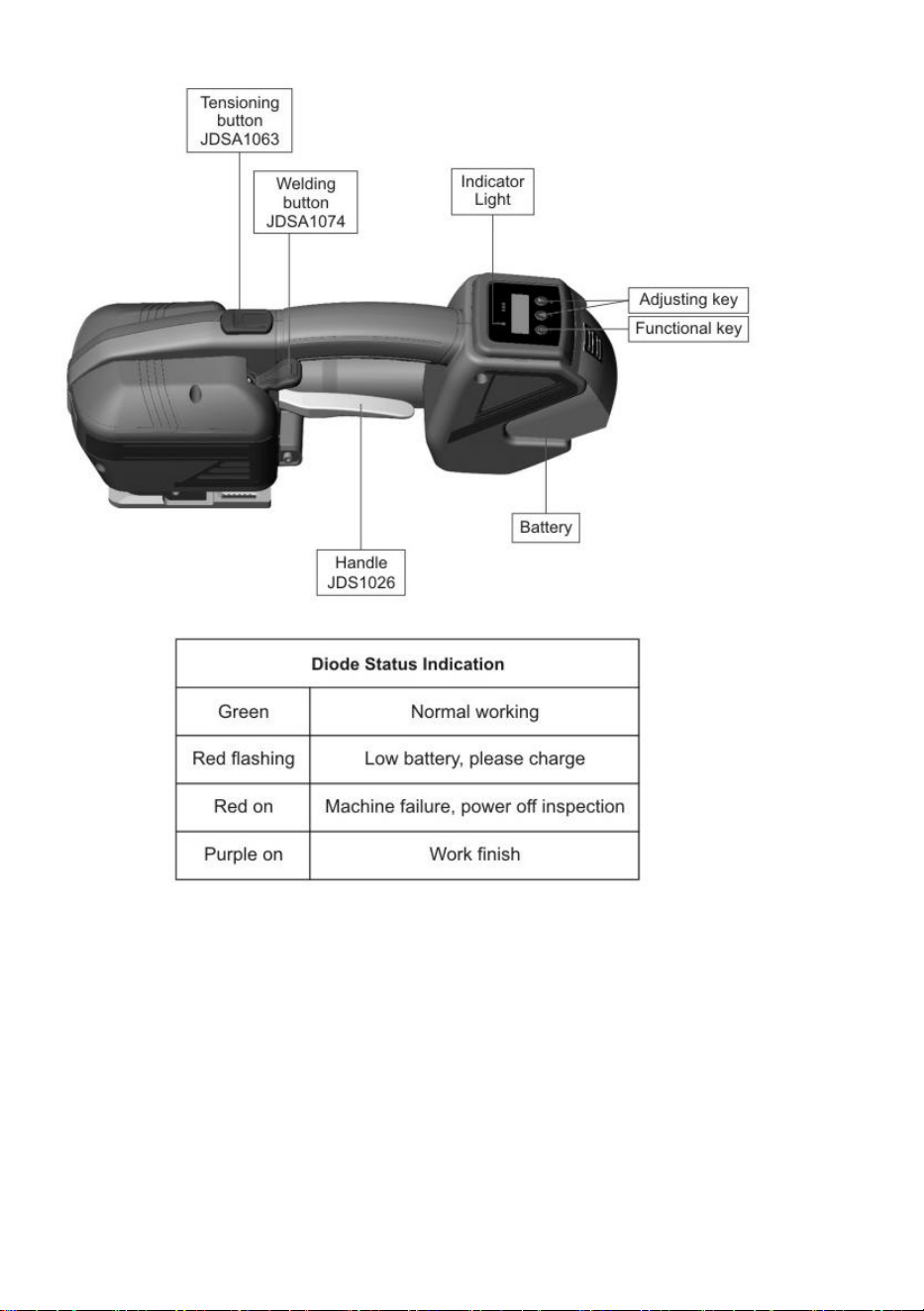
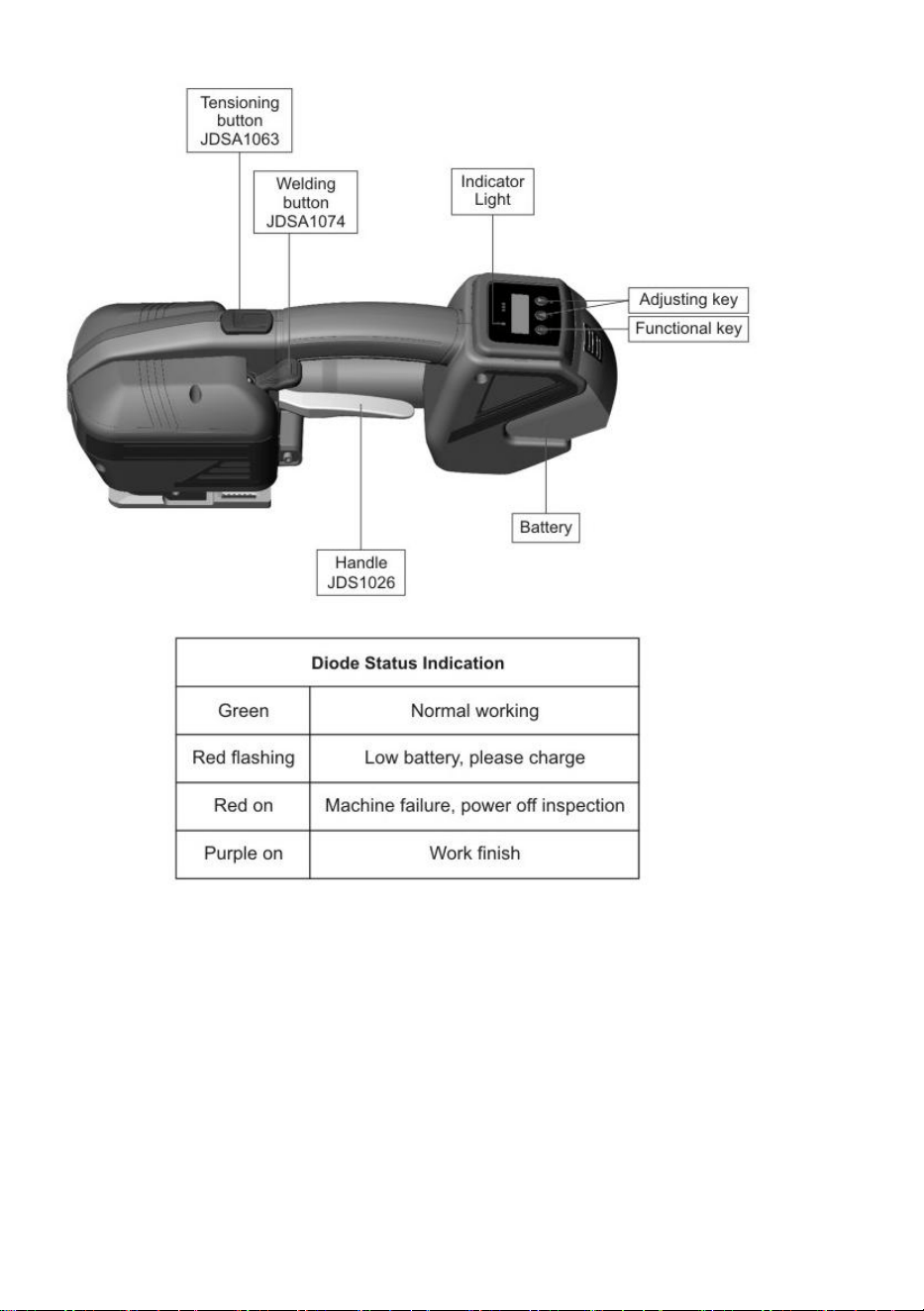
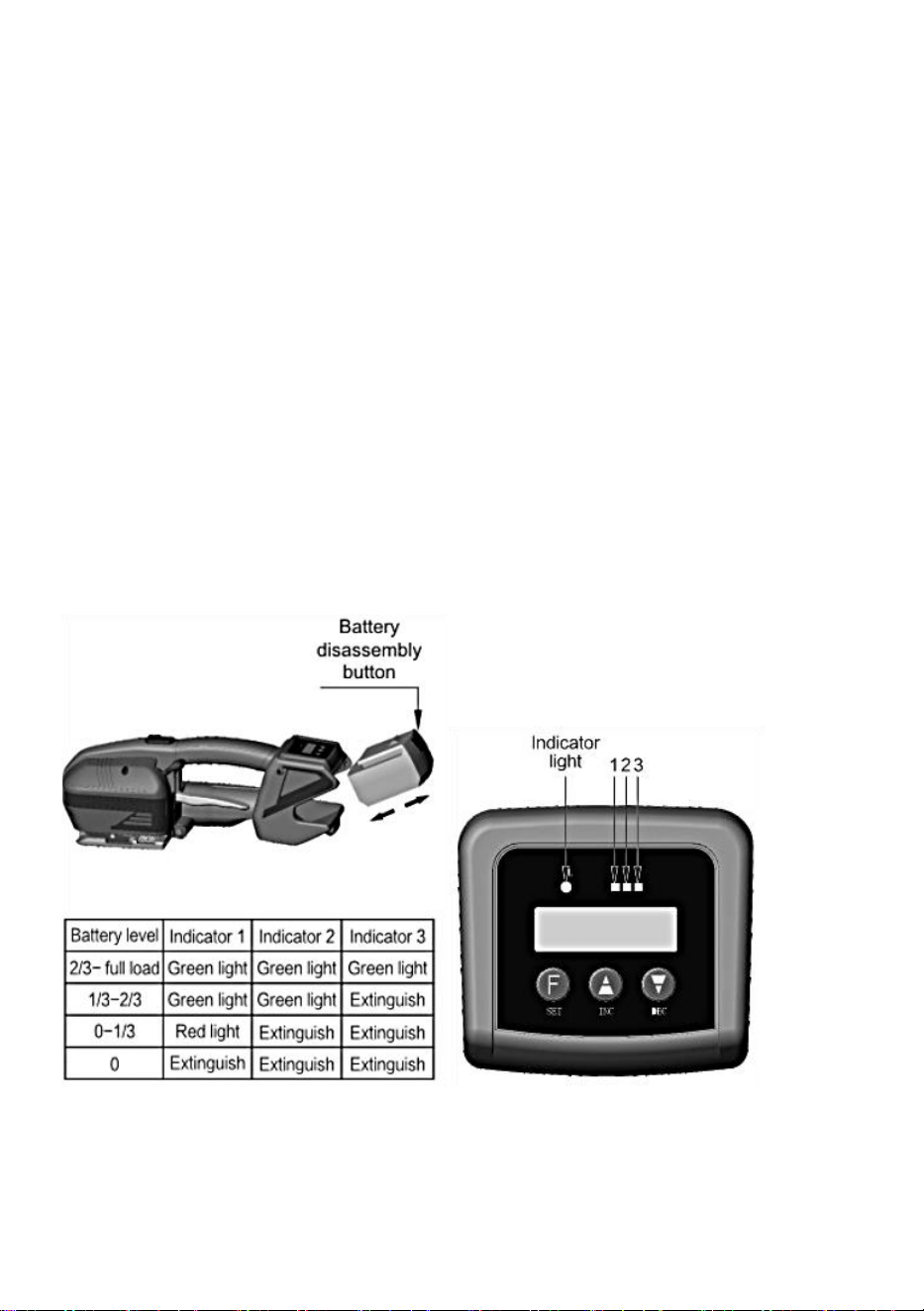
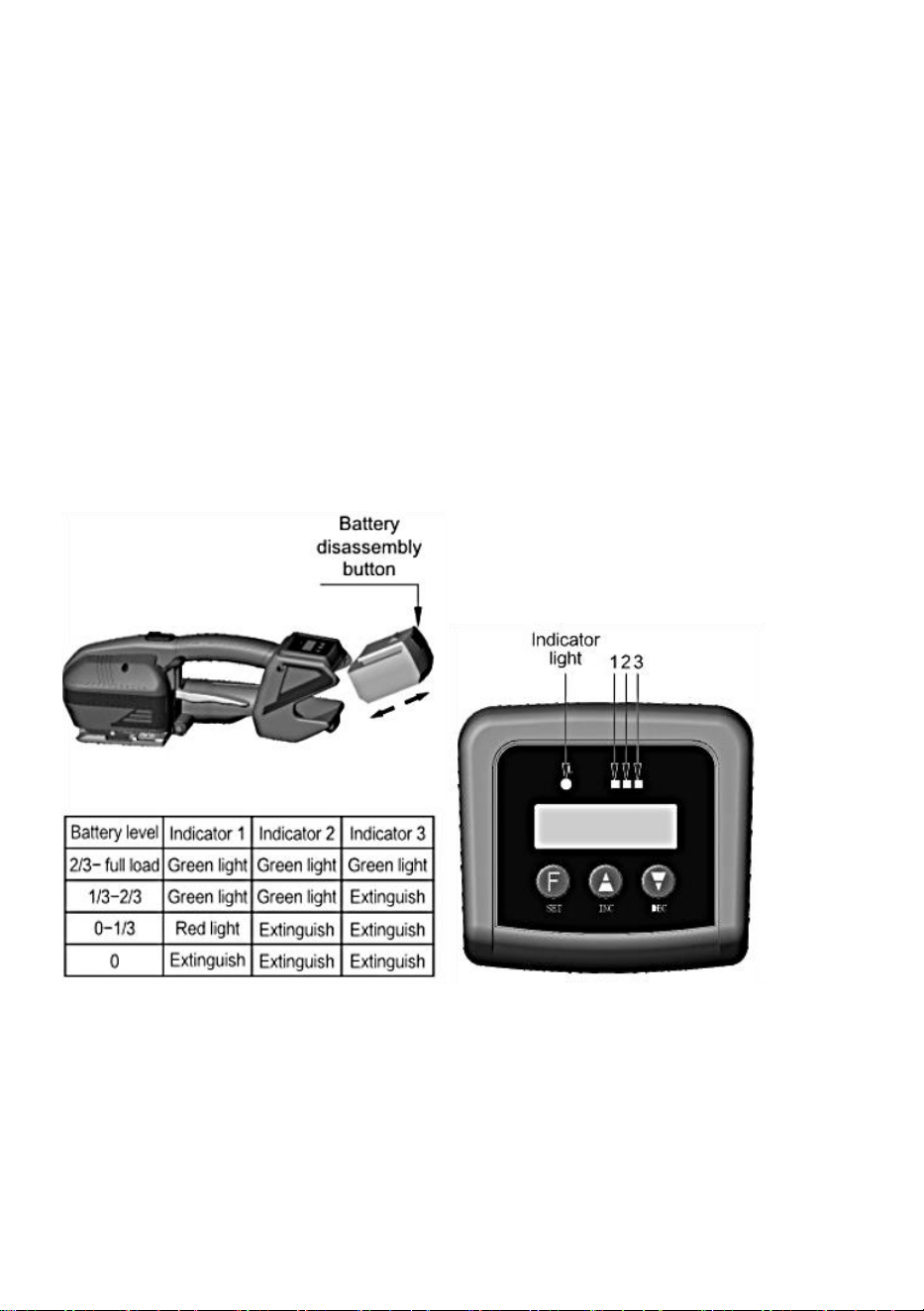
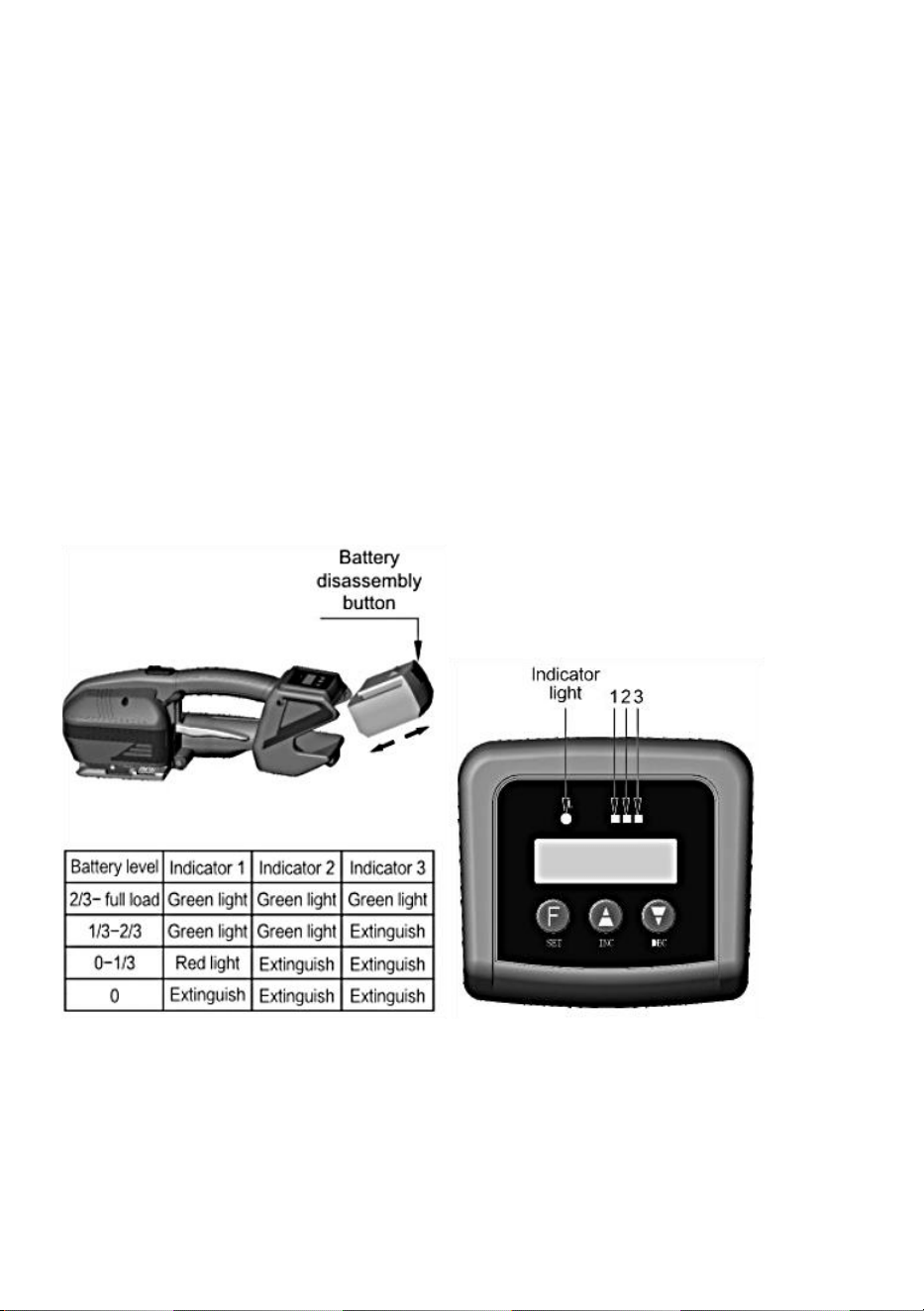
Battery disassembly:
1)The battery is disassembled and assembled according to the graphic
- 8 -
direction.When removing the battery,the red button should be pressed to
move out.
2)When inserting the battery,electric quantity state will show for a short
time.
3)Battery charge status is displayed by the indicator light.
Remove empty battery
f Indicator light flashes in red when tensioning
or welding,which indicates that the battery power
runs out,all electrical functions will be stopped.
Adhesion insufficient
Warning:If the adhesion is not sufficient,
please remove the straps!The battery must
be charged.
5.2 Adjustment of welding time and tightening force
Decide different welding times and tightening
force according to the size and quality of the straps,
Figure:Left(F),Middle(▲),Right(V)can adjust
welding time and tightening force.
1.When pressing left(F),Protection plate screen show F1(press again show

- 9 -
F2),F1 is the tightening force instruction,press middle (▲)more
tighten,press right(V)less tighten(show data range 1-10)
2.When press left (F),Protection plate screen show F1(press again show
F2),F2 is the welding time instruction,press middle(▲)more,press
right(√)less(show data range 1.0-5.0s)
5.3 Straps winding
Wind the straps as shown in the figure.
Warning!Keep away from oil,grease and other dirt when welding
plastic straps.Dirty straps can't be welded.
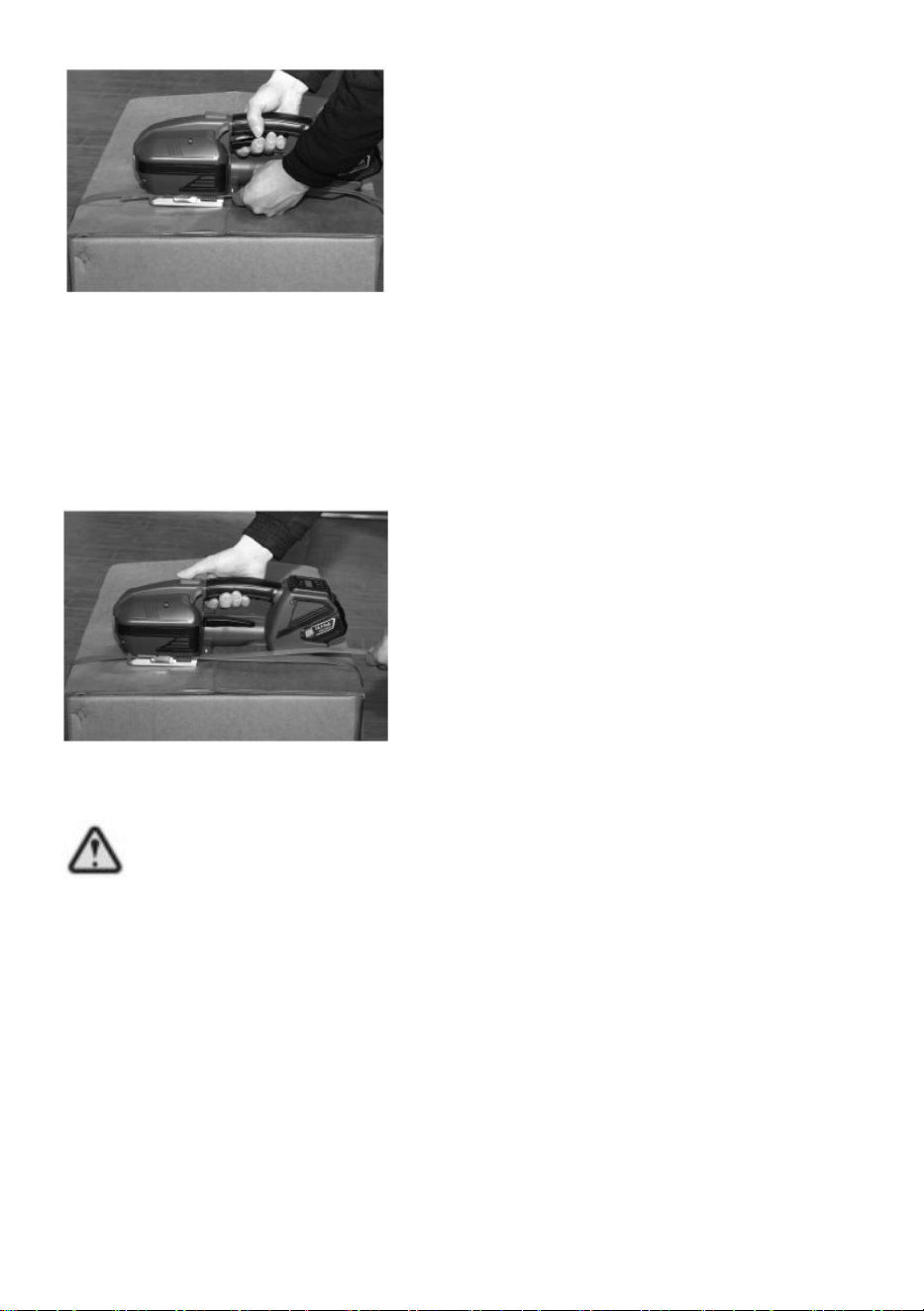
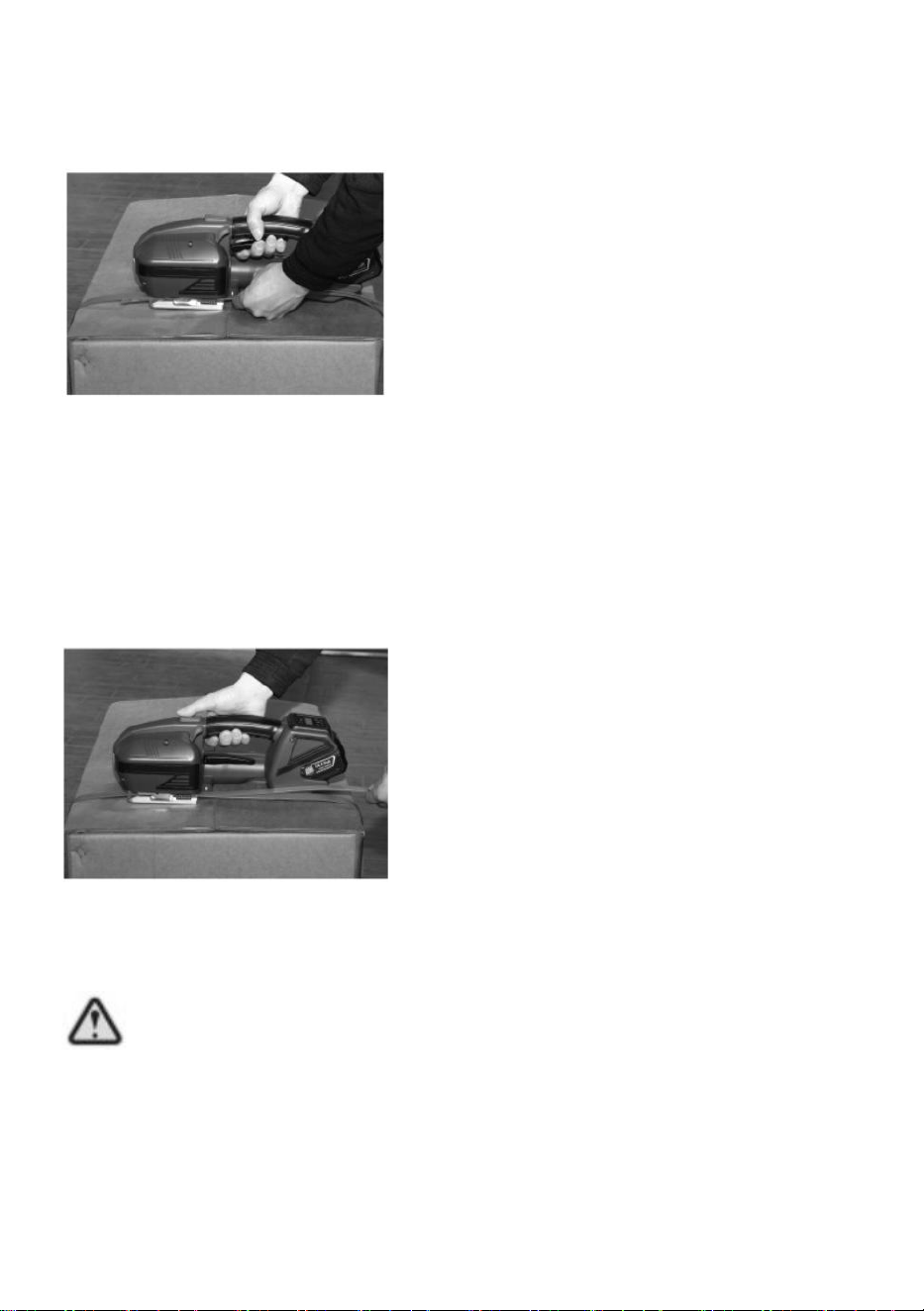
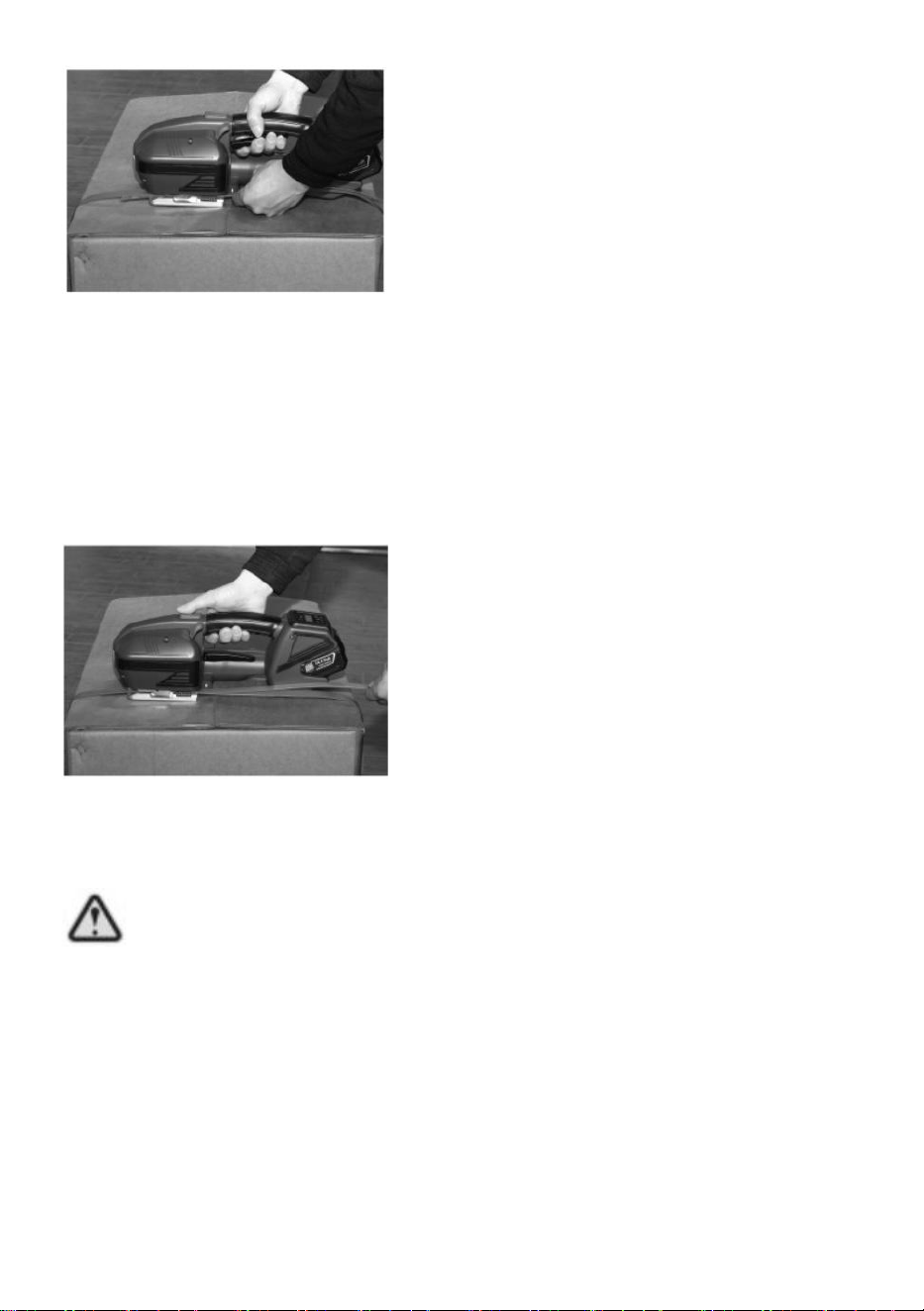
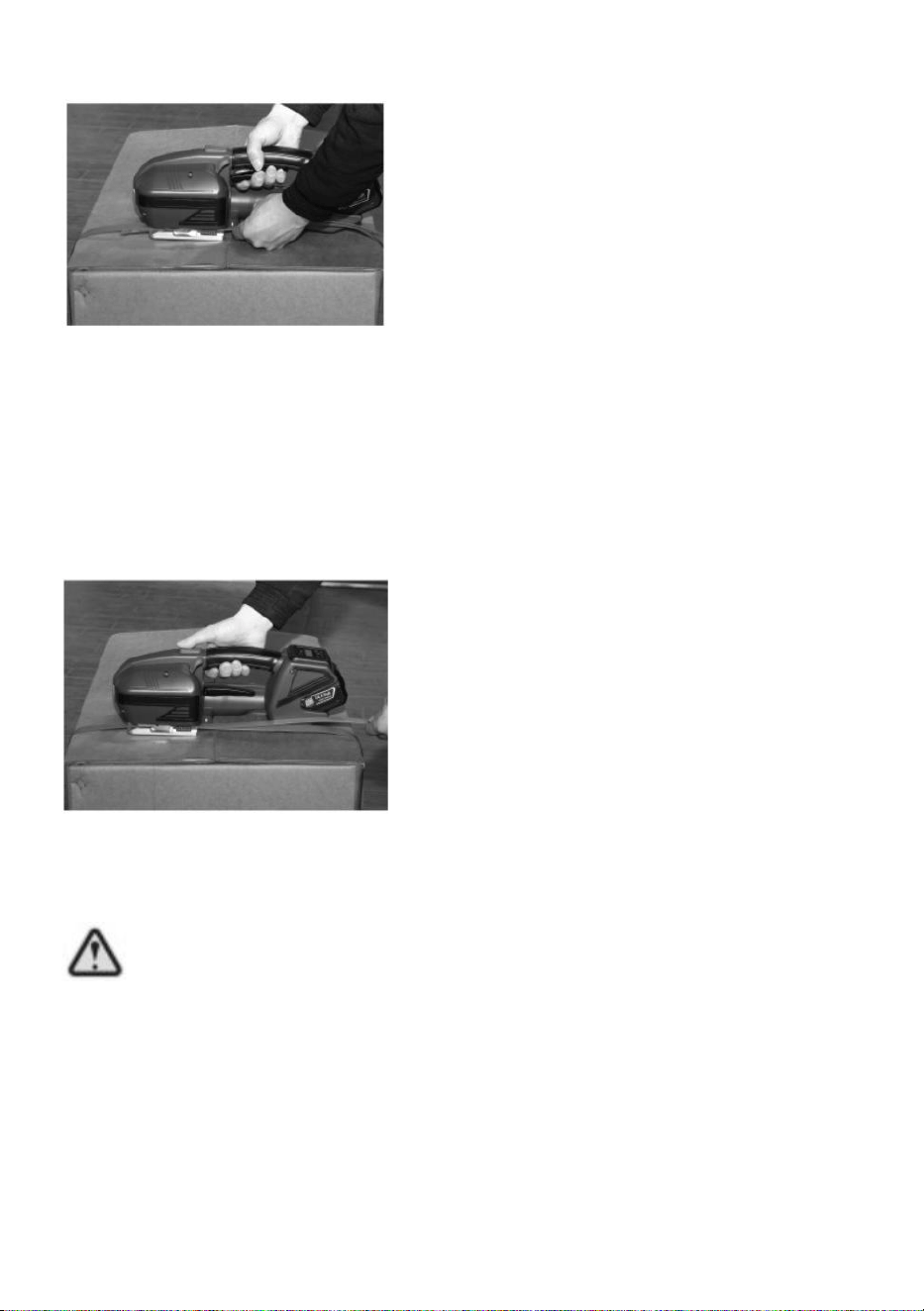
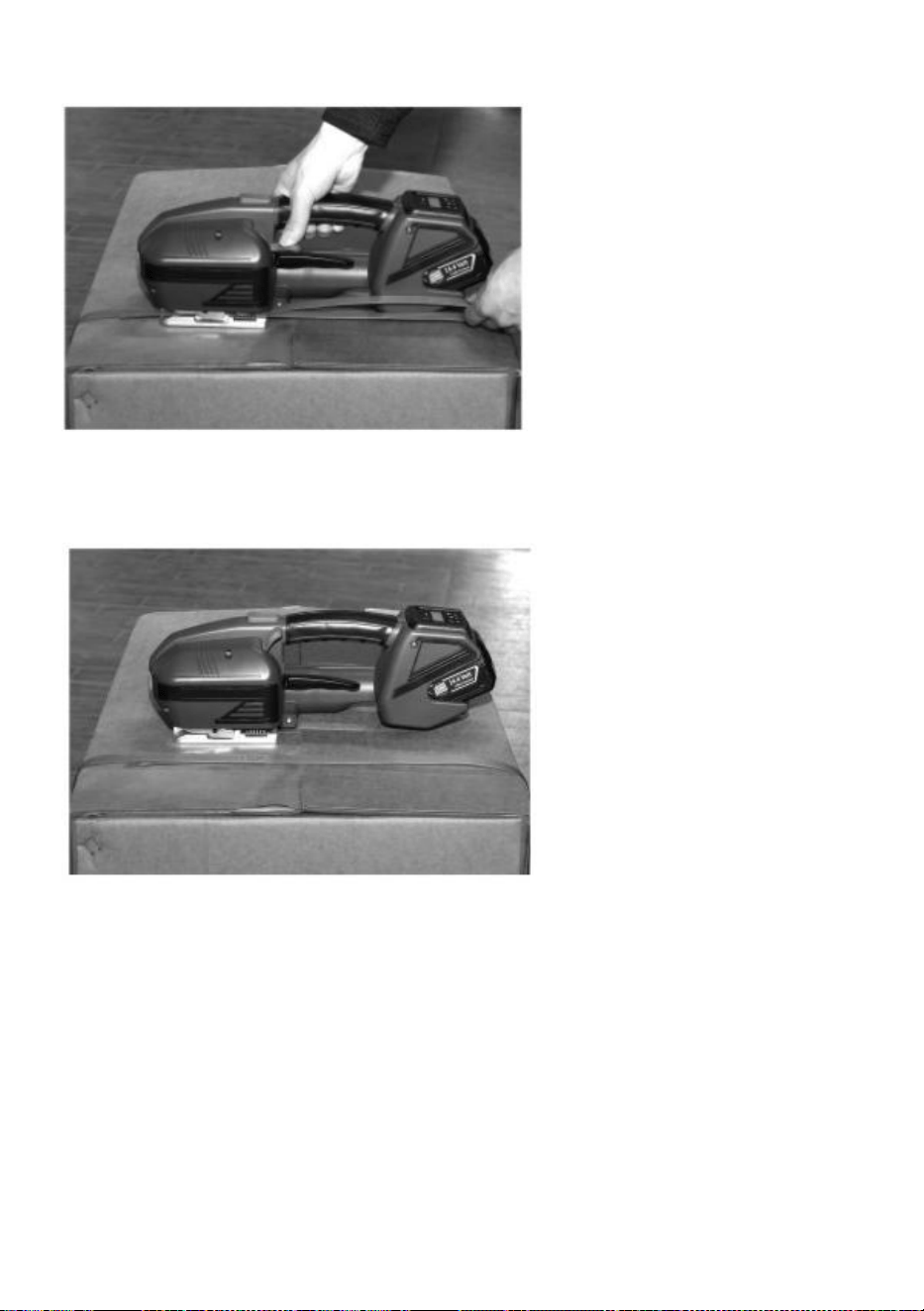
5.4 Straps inserting
Lift the handle with your right hand,insert straps with left hand,and two
straps parallel stacked,release the handle.
- 10 -
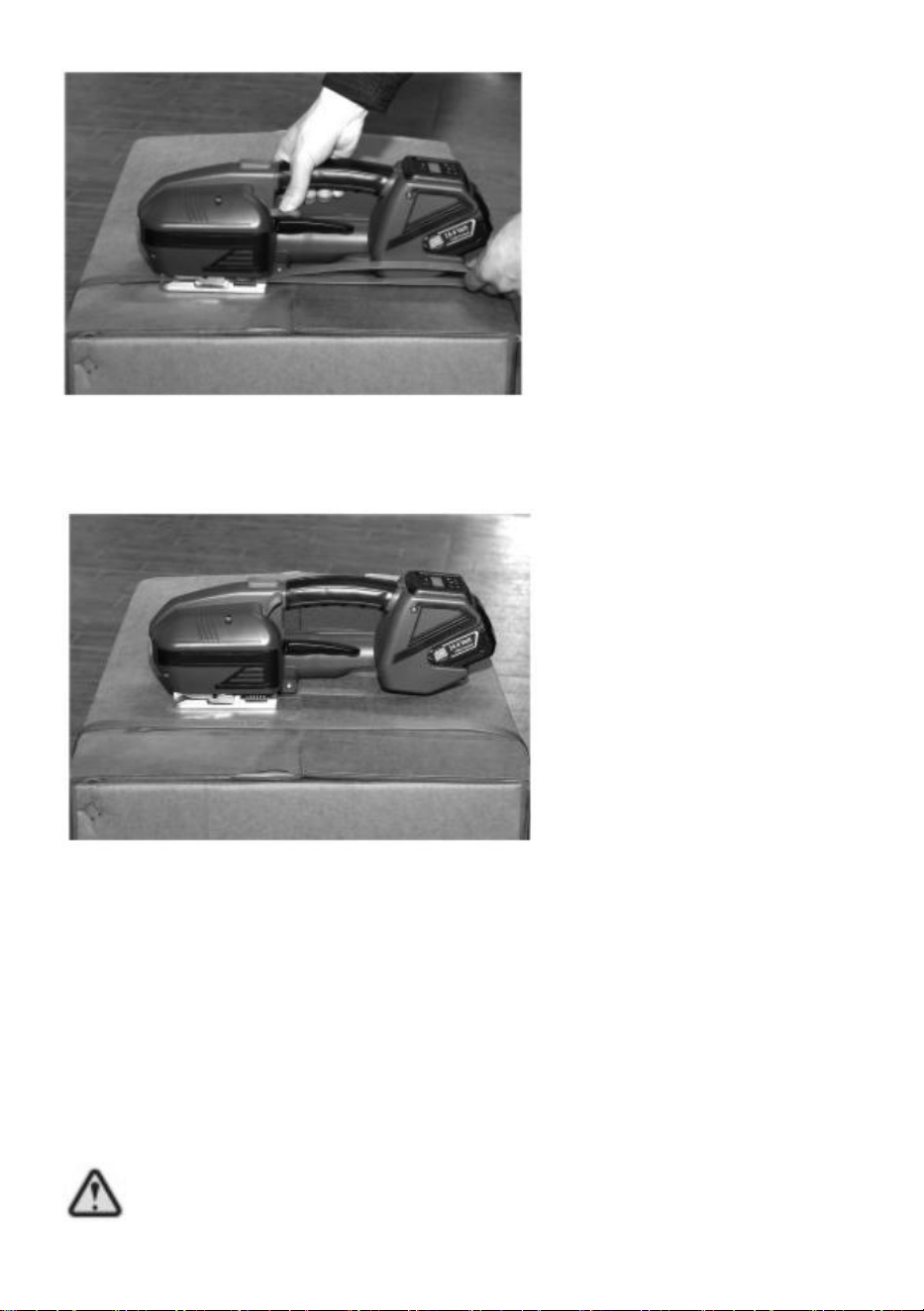
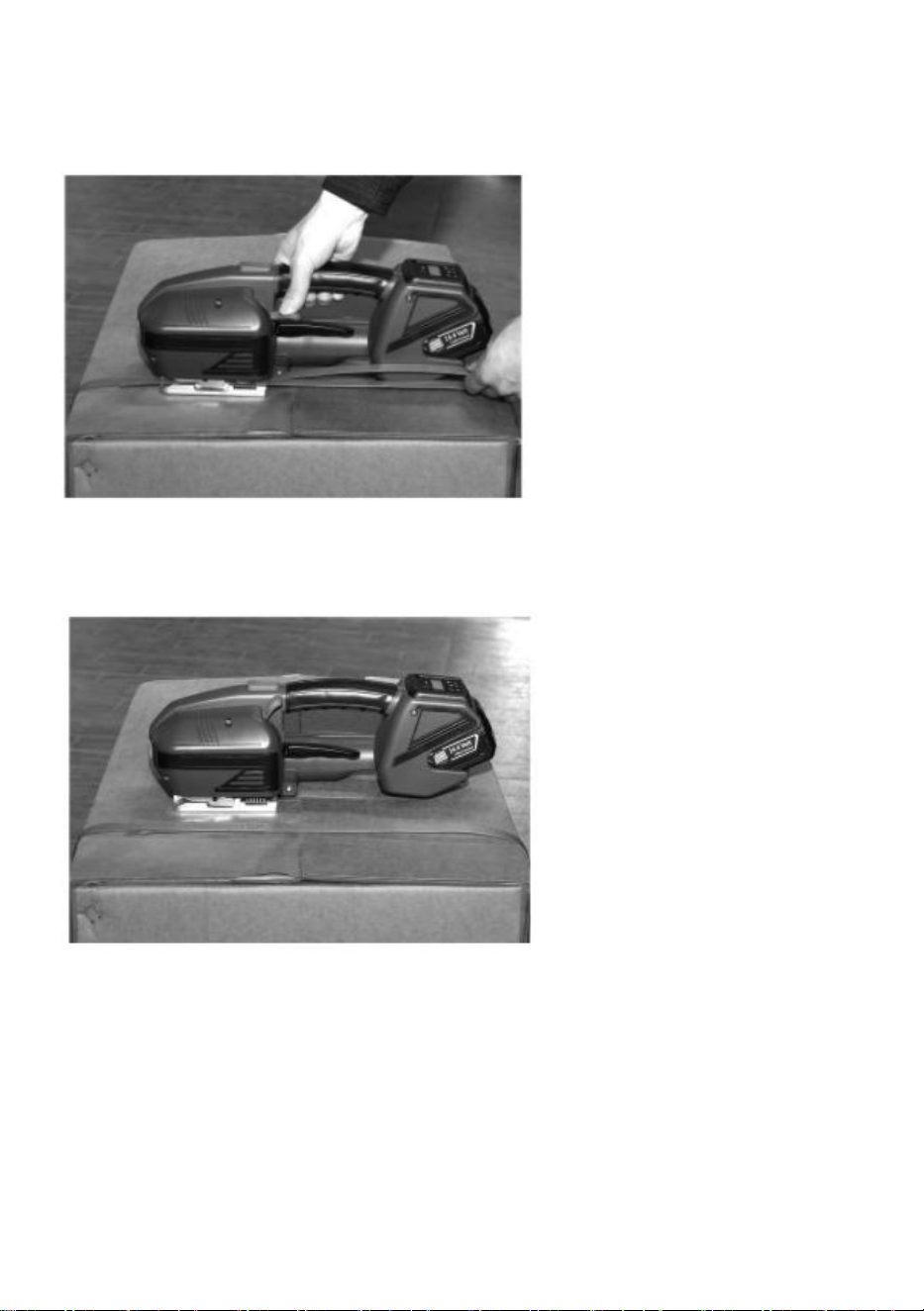
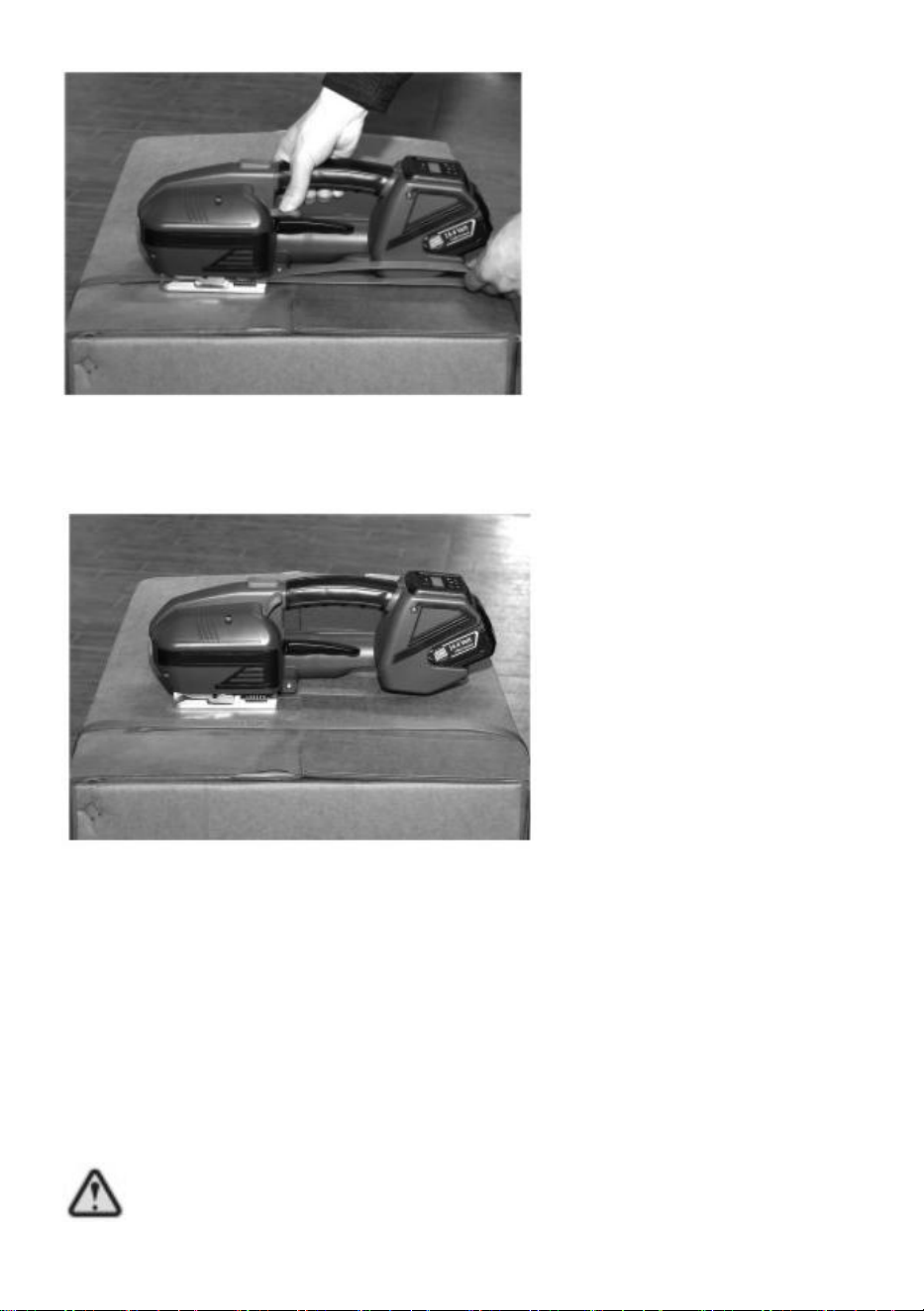
5.5 Straps tensioning
Press the tensioning button,after reaching straps tensioning strength,then
release the switch knob. Tensioning operation can be interrupted or
restarted at any time.In the tensioning process, indicator light displays in
green. After reaching the desired tension,do not press the switch
knob,there is the risk of straps broken.
NOTE:Press tensioning button all the time until the indicator light
displays in purple,tightening protection doesn't affect next step.
Keep strapping tools equilibrium shifting when tensioning.So
please do not obstruct moving direction of the strapping tool.
5.6 Contact adhesion
Press welding button,the hands leave immediately.plastic strap is welded
and the redundant straps are cut off. During welding,indicator light displays
in green or purple. Welding is completed.
- 11 -
5.7 Remove strapping tool
Lift the handle and loose straps,pull the machine to right side and away
from the straps.
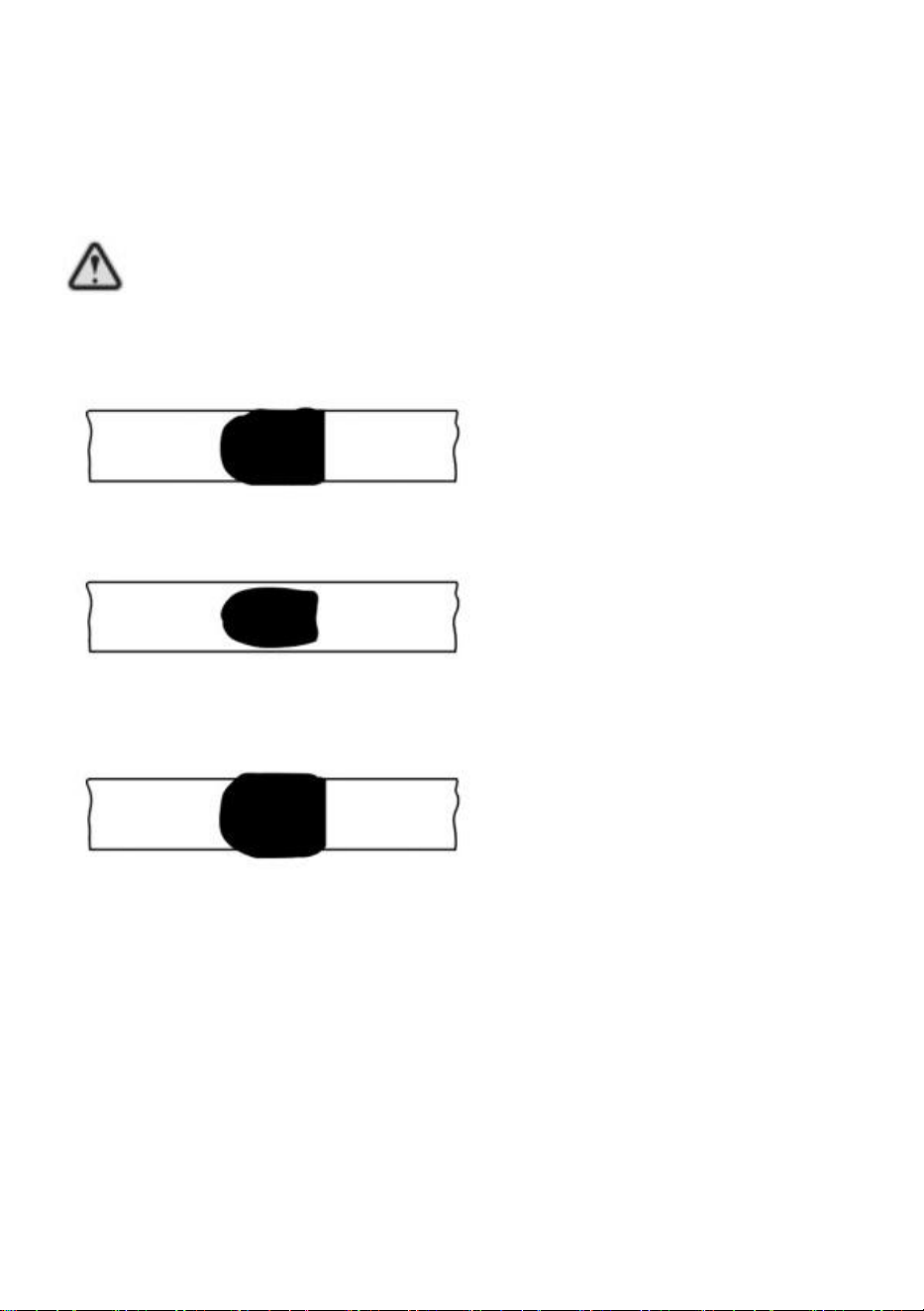
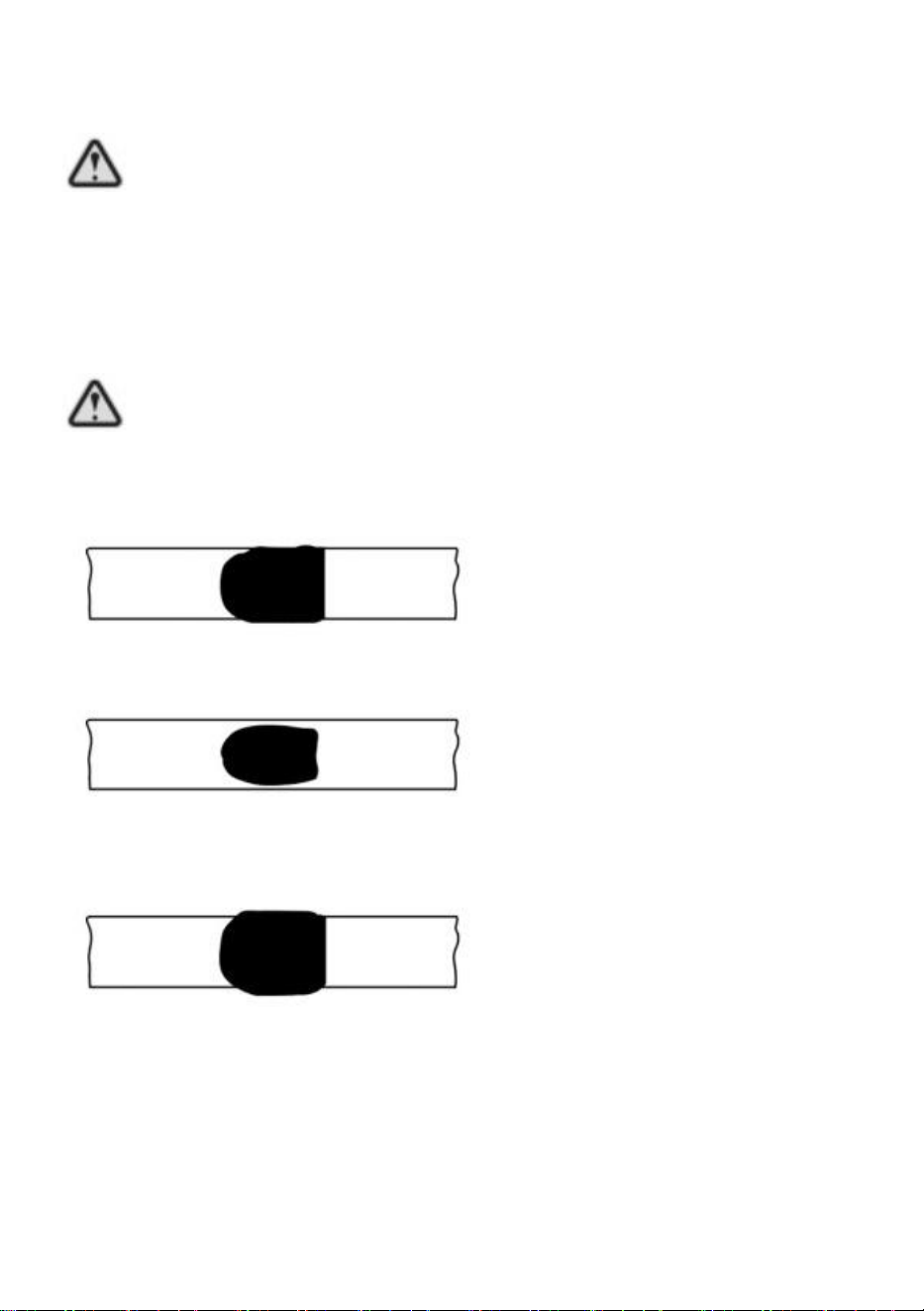
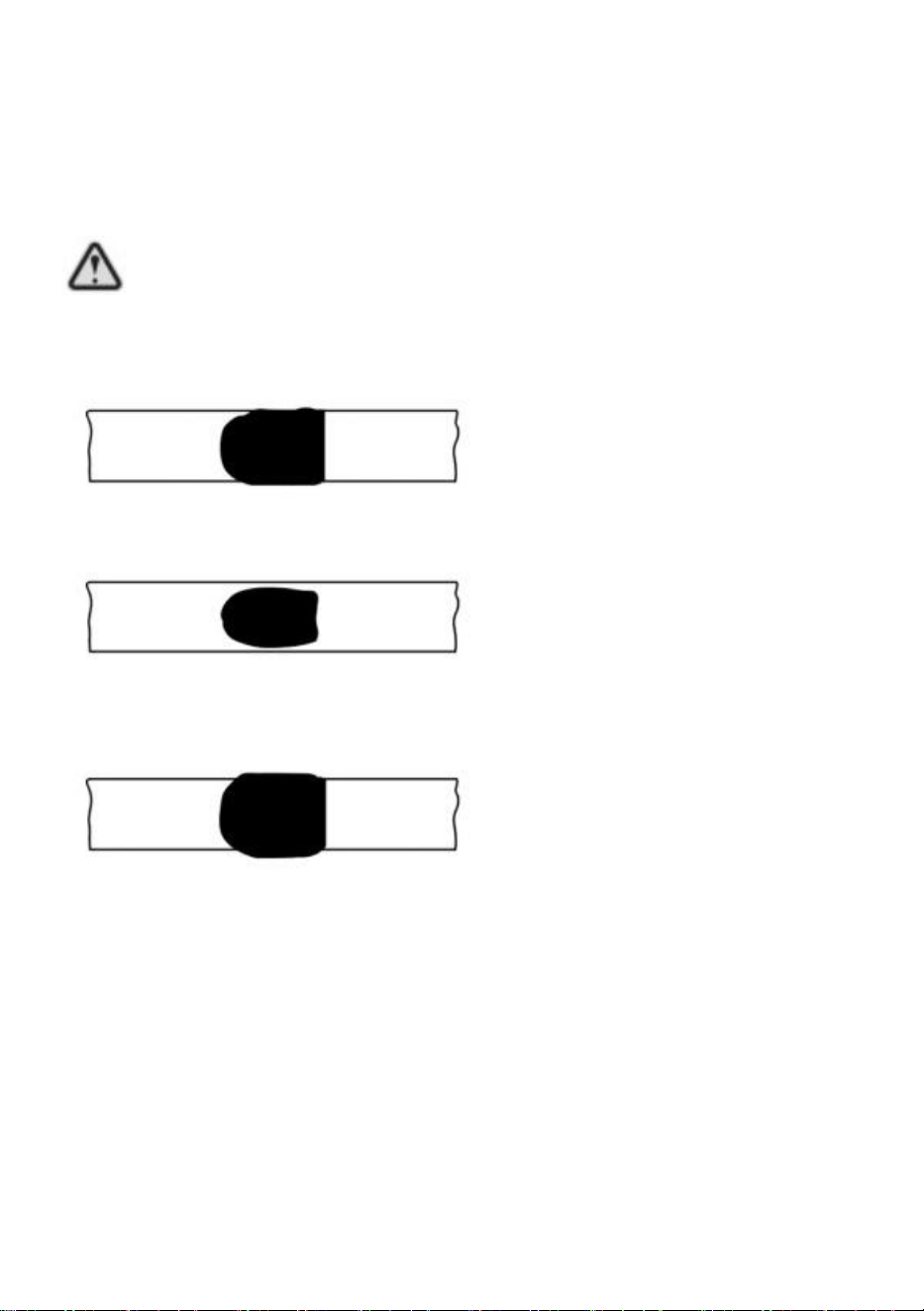
5.8 Adhesion control
Normal adhesion control is necessary.You can see the quality of the
adhesion with the eyes.
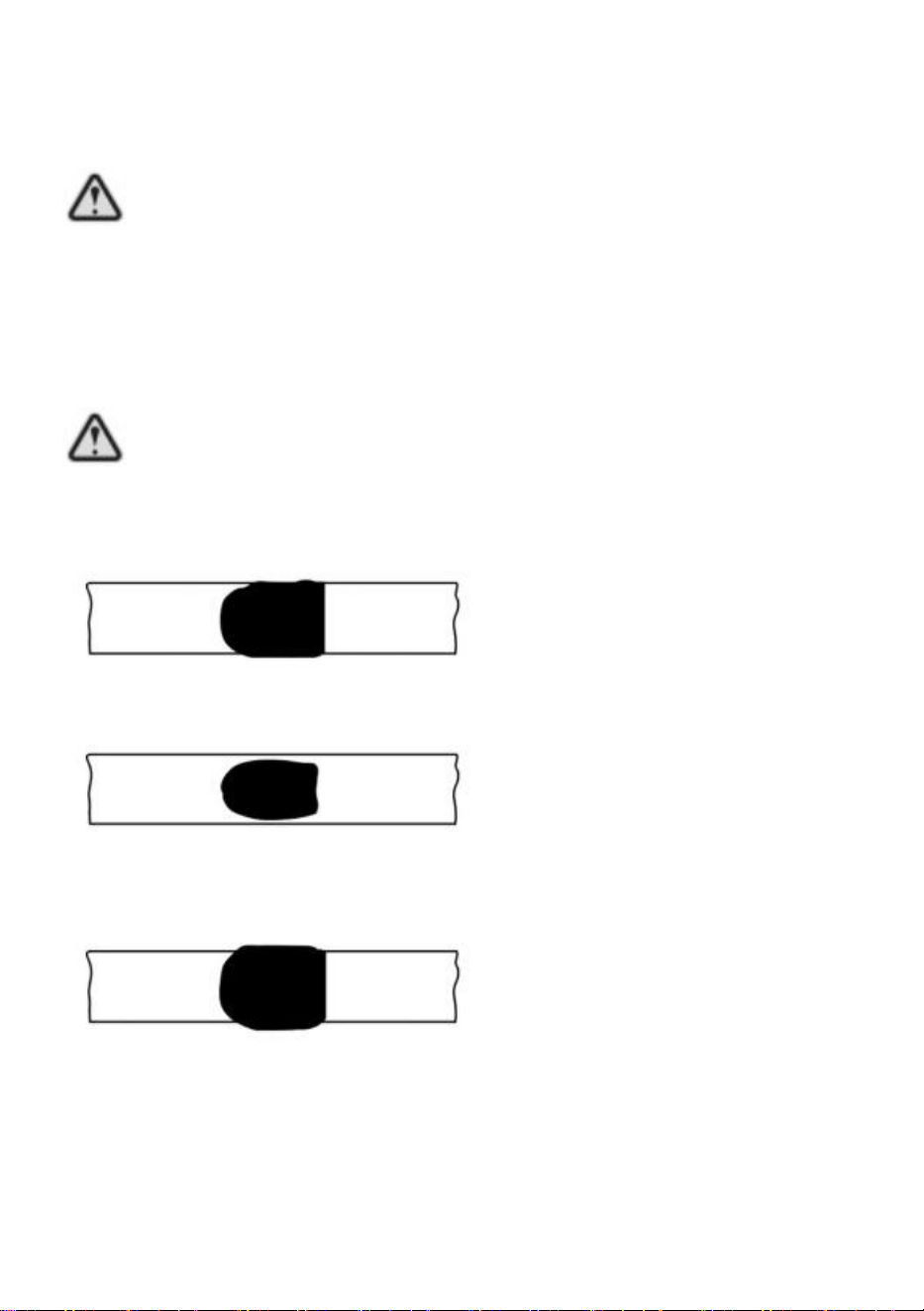
As shown in the following figure:
Correct adhesion:
Weld the entire width of strap,the welding length is about 19 mm.A small
amount of molten plastic is allowed to overflow the edge.
Welding time is too short:
The entire width is not welded and the adhesion is insufficient.
WARNING!Straps with insufficient welding
- 12 -
must be removed.Adjust the welding time.
Welding time is too long:
Such as if welding time is too long,straps are overheated,molten plastic
overflows two sides.
Adhesion effect is affected.
WARNING!Straps with not enough
adhesive strength must be removed.Adjust the
welding time.
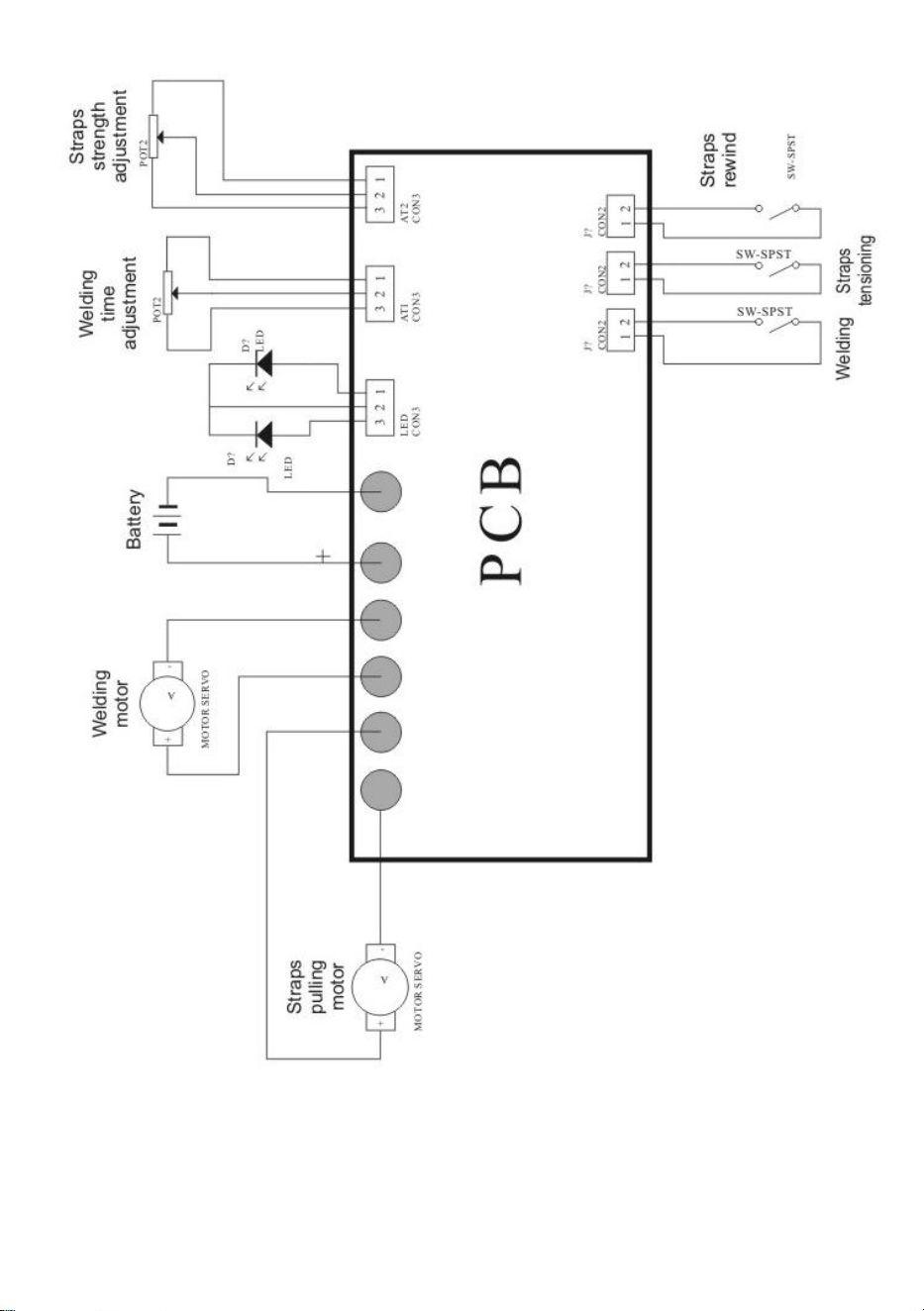
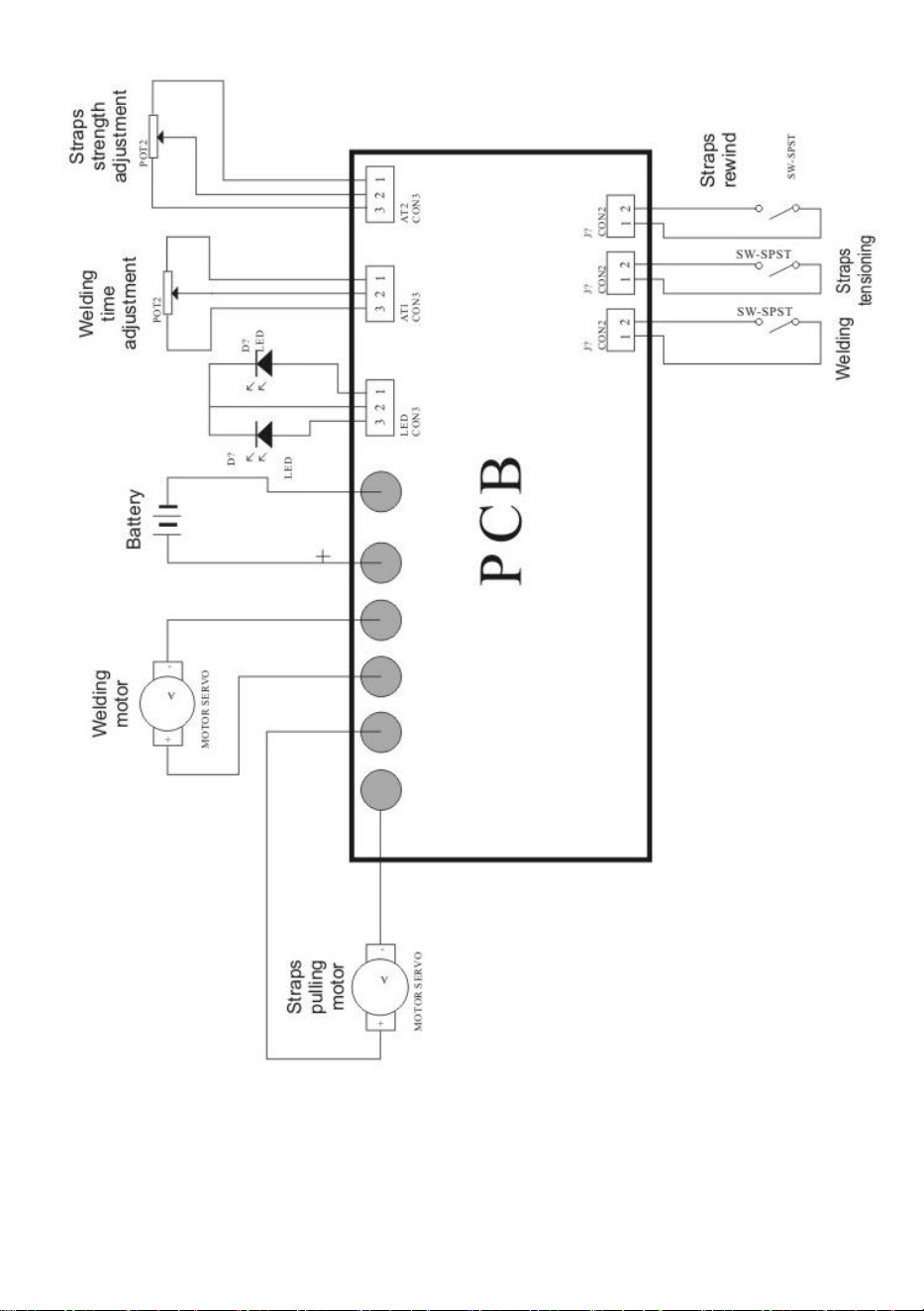
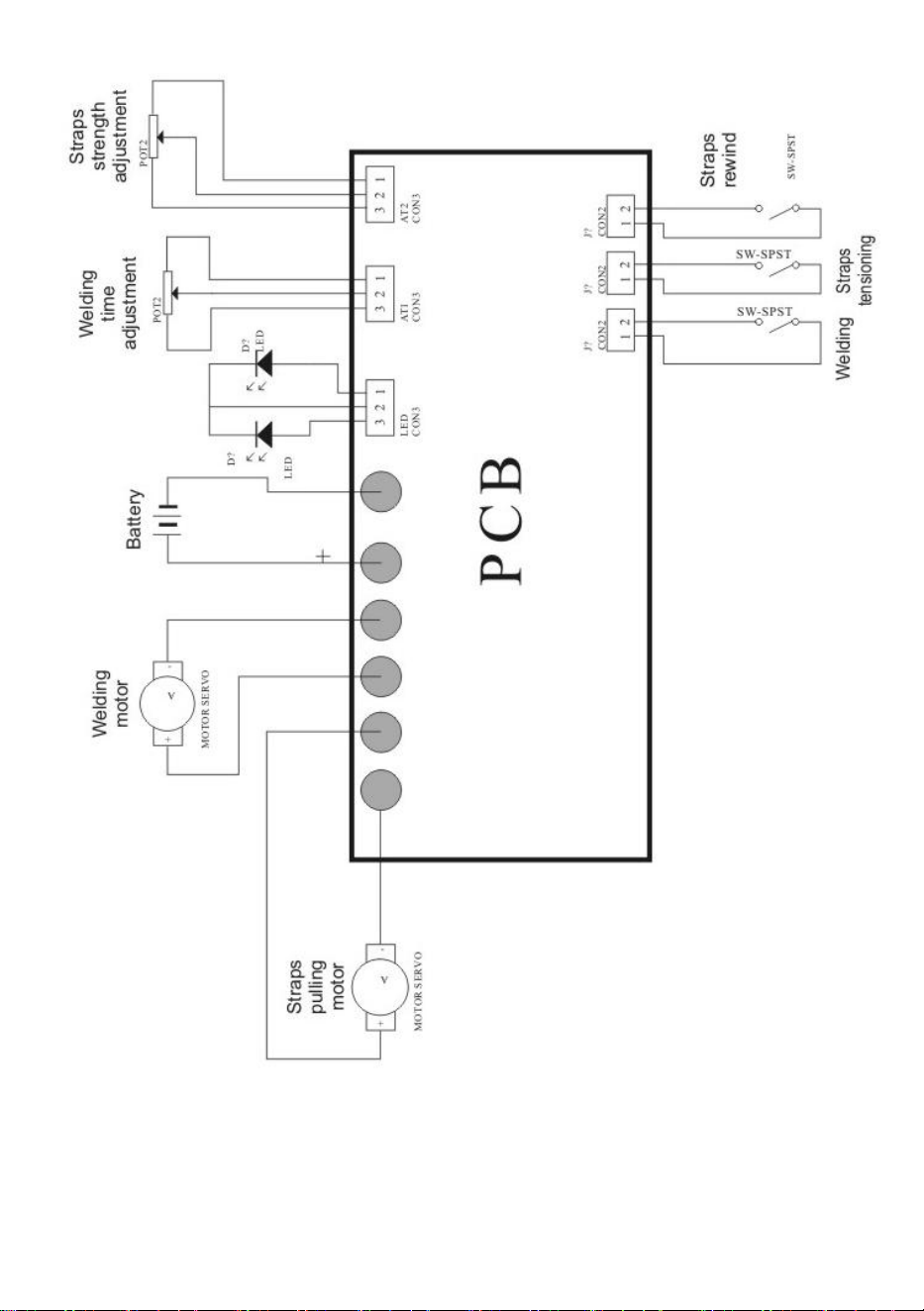
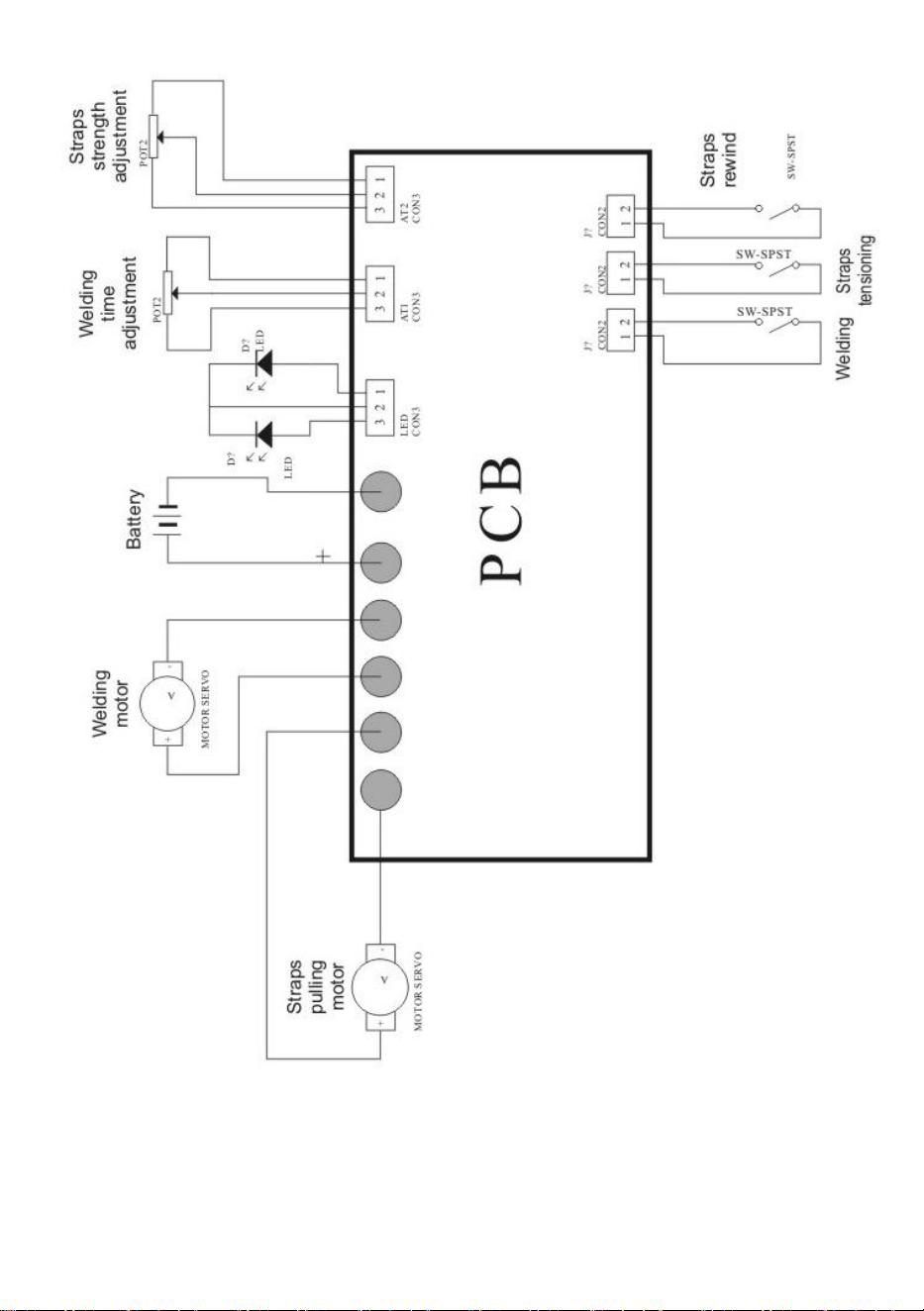
6. ELECTRICAL CONNECTION
- 13 -
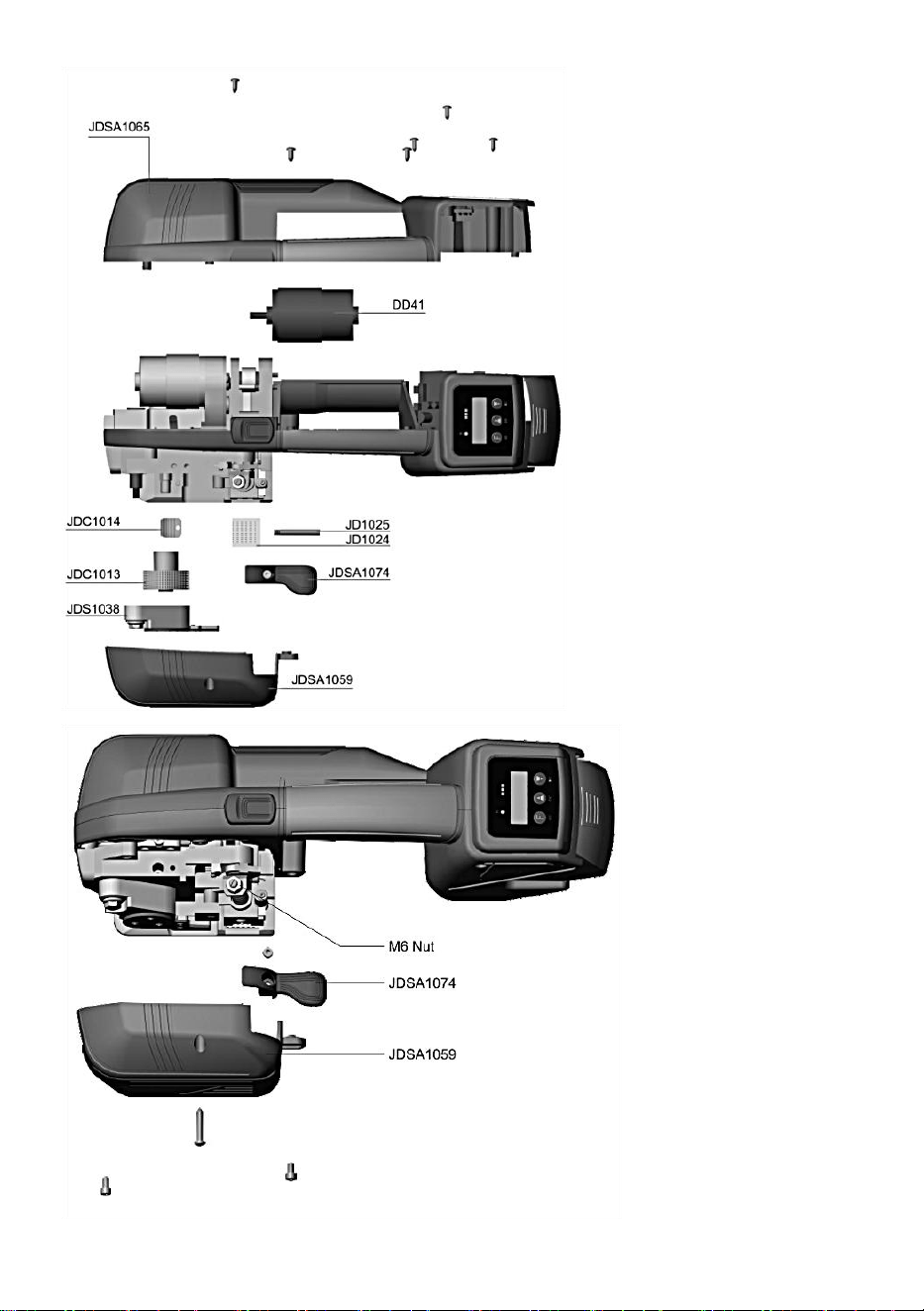
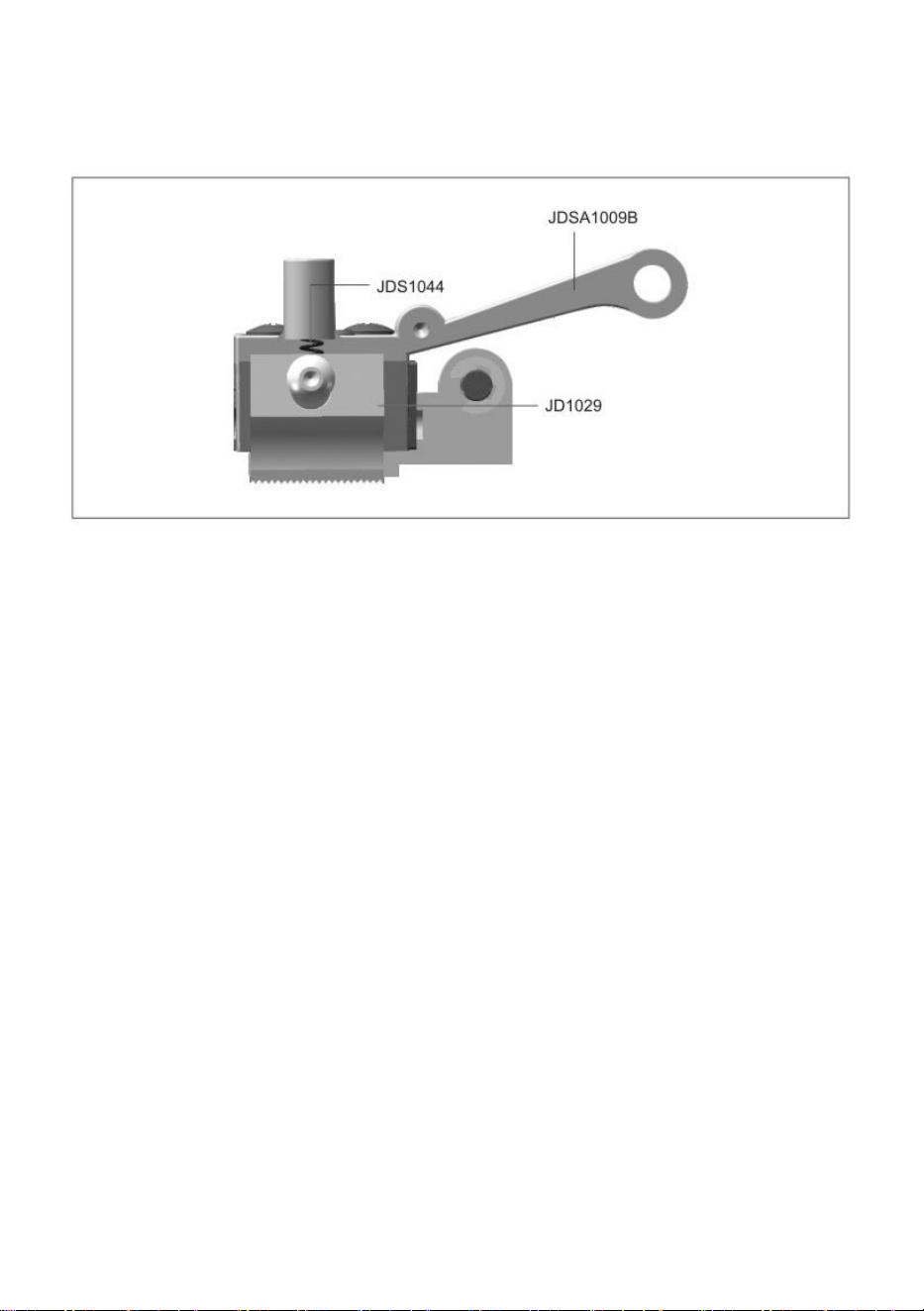
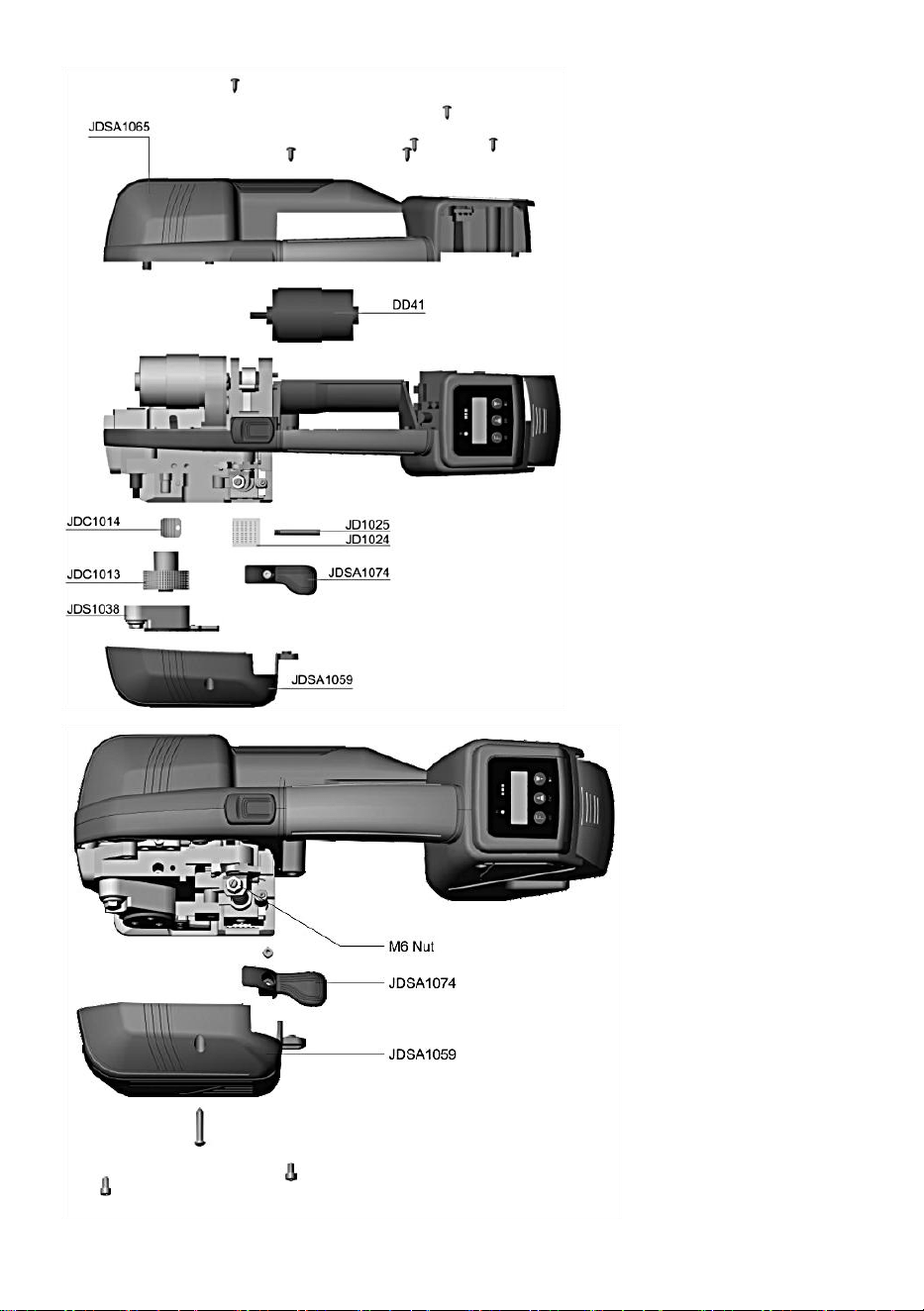
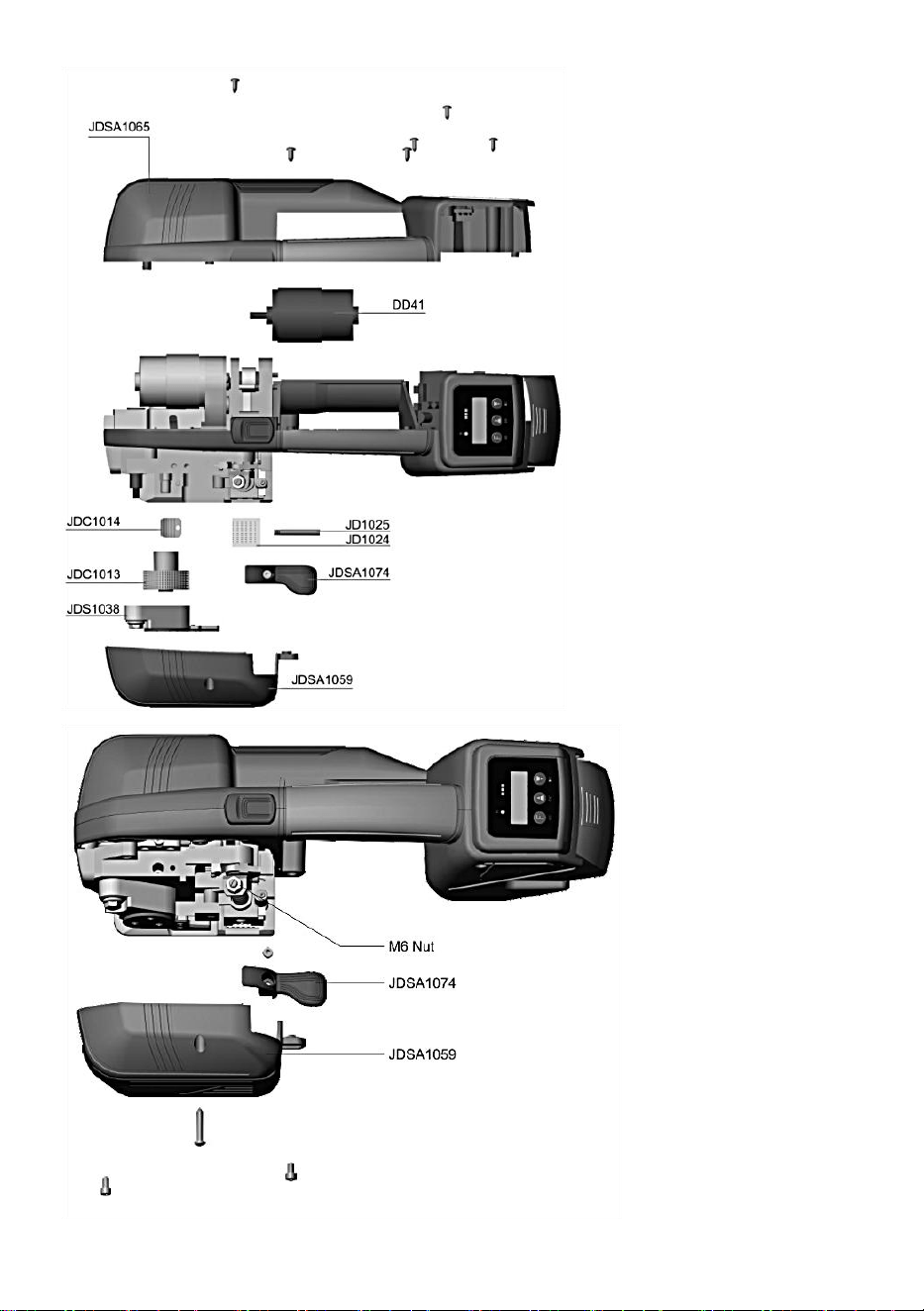
7. WORN PARTS REPLACEMENT

- 14 -
For every maintenance,please remove the battery.
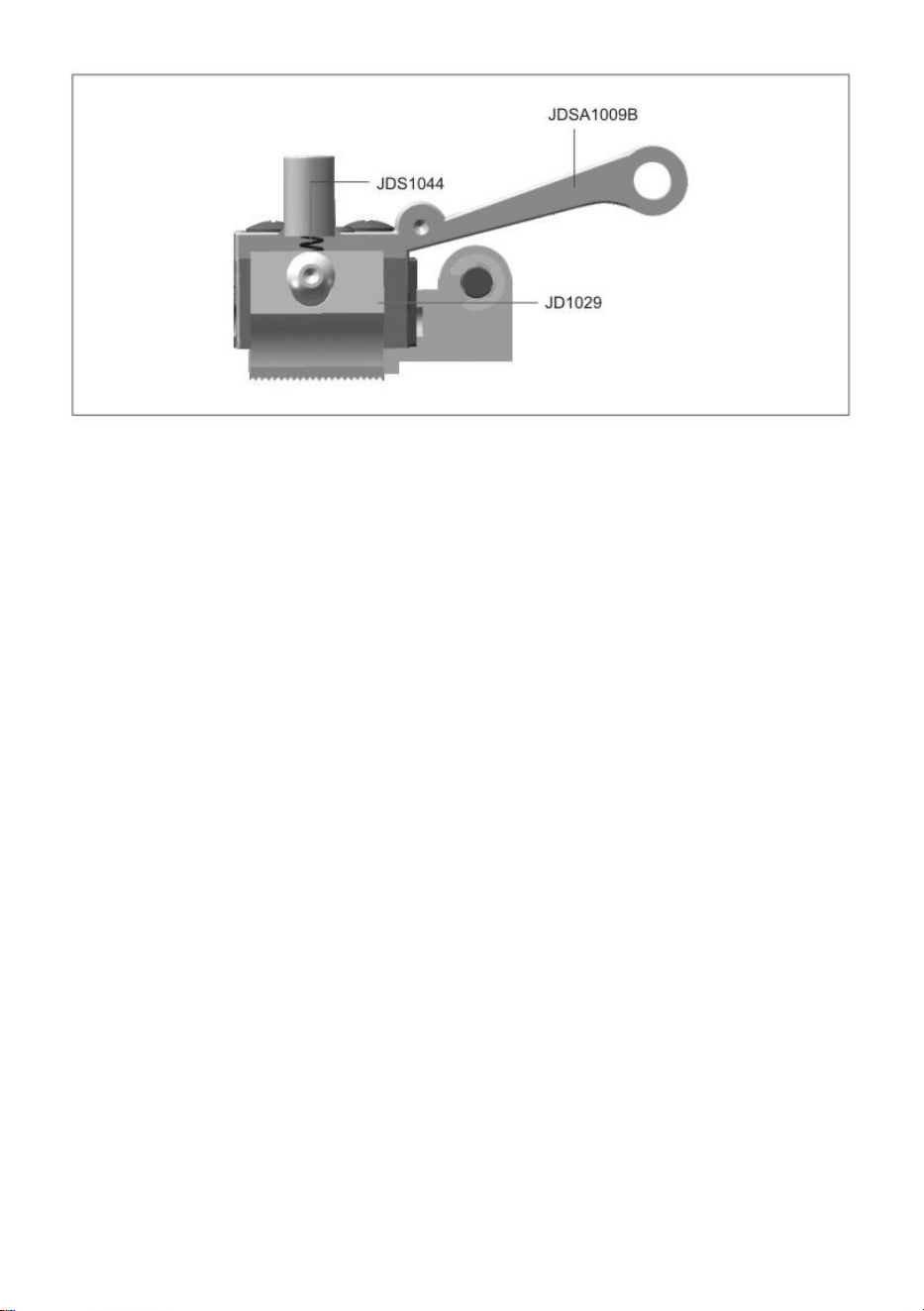
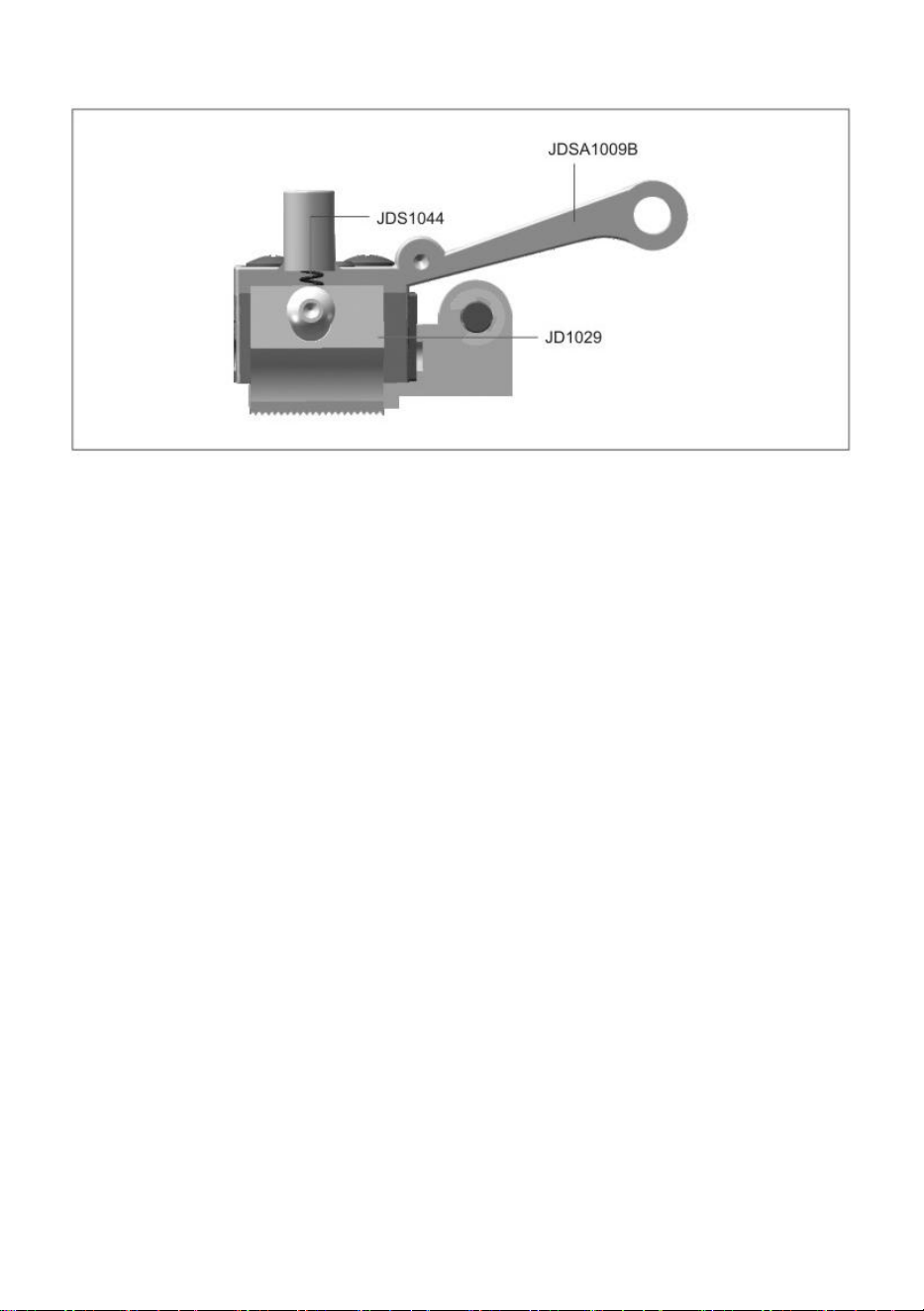
Cutter (JD-1029):First remove the cover screws of left panel and
move,remove the screws on the cutter and move,replace the cutter,and
assemble in reverse order.
Welding Tooth Plate (JDC1024):Remove the fixed screw of the welding
lower tooth plate to remove the welding tooth plate;and assemble in
reverse order.
Tensioning toothed plate (JDC-1014):Remove the screws of fixed
tensioned toothed plate on the base and move,replace the top plate of the
toothed plate,and assemble in reverse order.
Tensioning wheel (JDC-1013):Remove left shell first,remove the nut of
connecting pin shaft and move.Remove the front side panel and move
it,remove the tensioning wheel,and assemble it in reverse order.
Tensioning,adhesion and cutting adjustment
If tensioning slips,remove the screws of fixed tensioned toothed plate on
the base and move,replace the top plate of the toothed plate.
Put the factory-matched gasket under the tensioned toothed plate and
assemble in reverse order.
Strap thickness between 0.5-1.2mm,if do not adjust upper and lower
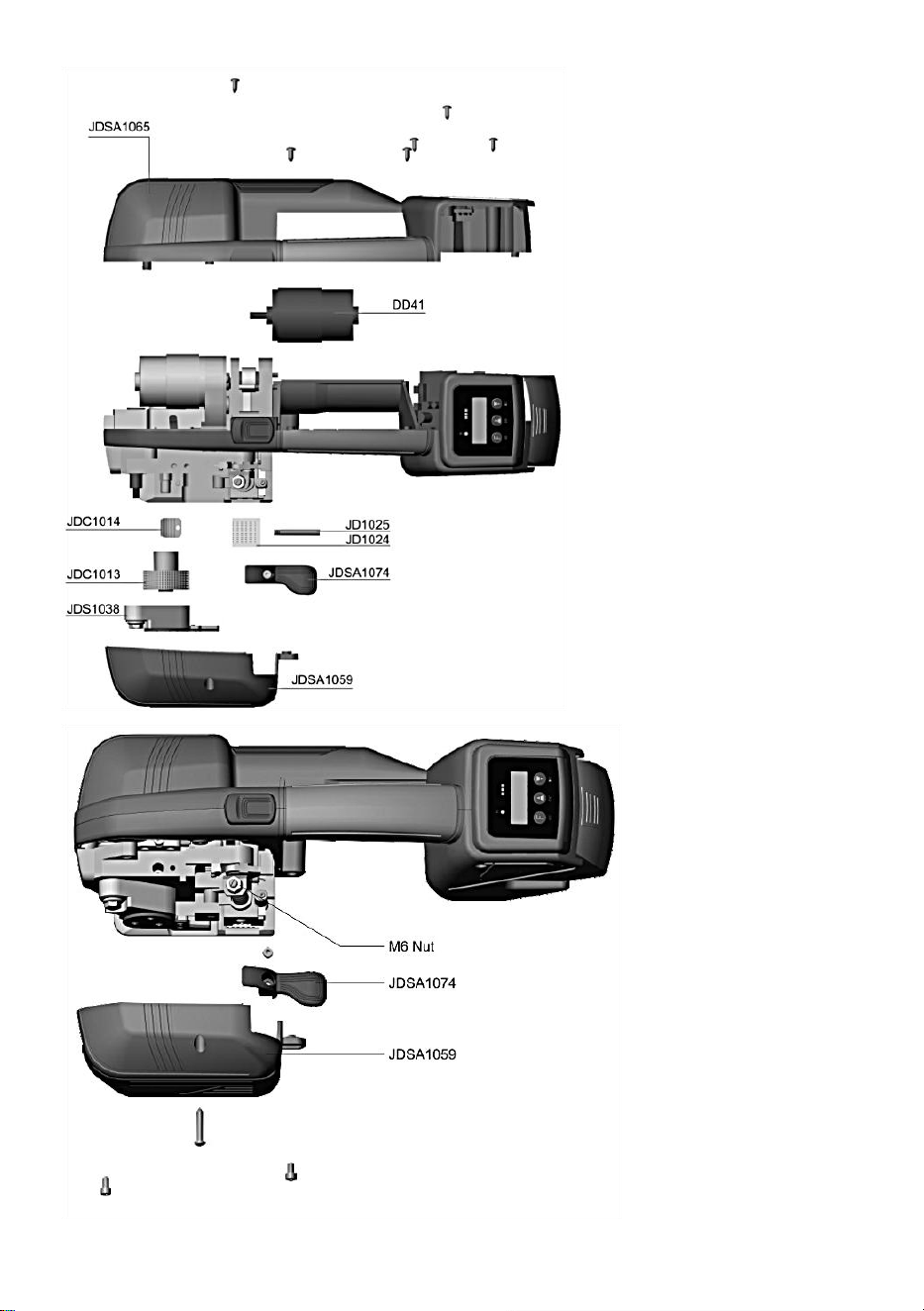
welding tooth,which causes poor welding.Remove the left cover,remove
screw of welding button.Adjust the support shaft M6 nut and the fixed
support shaft on the spring support,turn M6 nut to the right or left to adjust
the elasticity of spring.Or remove the screw which fixed welding tooth on
the base and remove the top tooth,put welding gasket under welding
tooth,assemble in reverse order.(The machine has been adjusted at the
factory,please check the welding time)
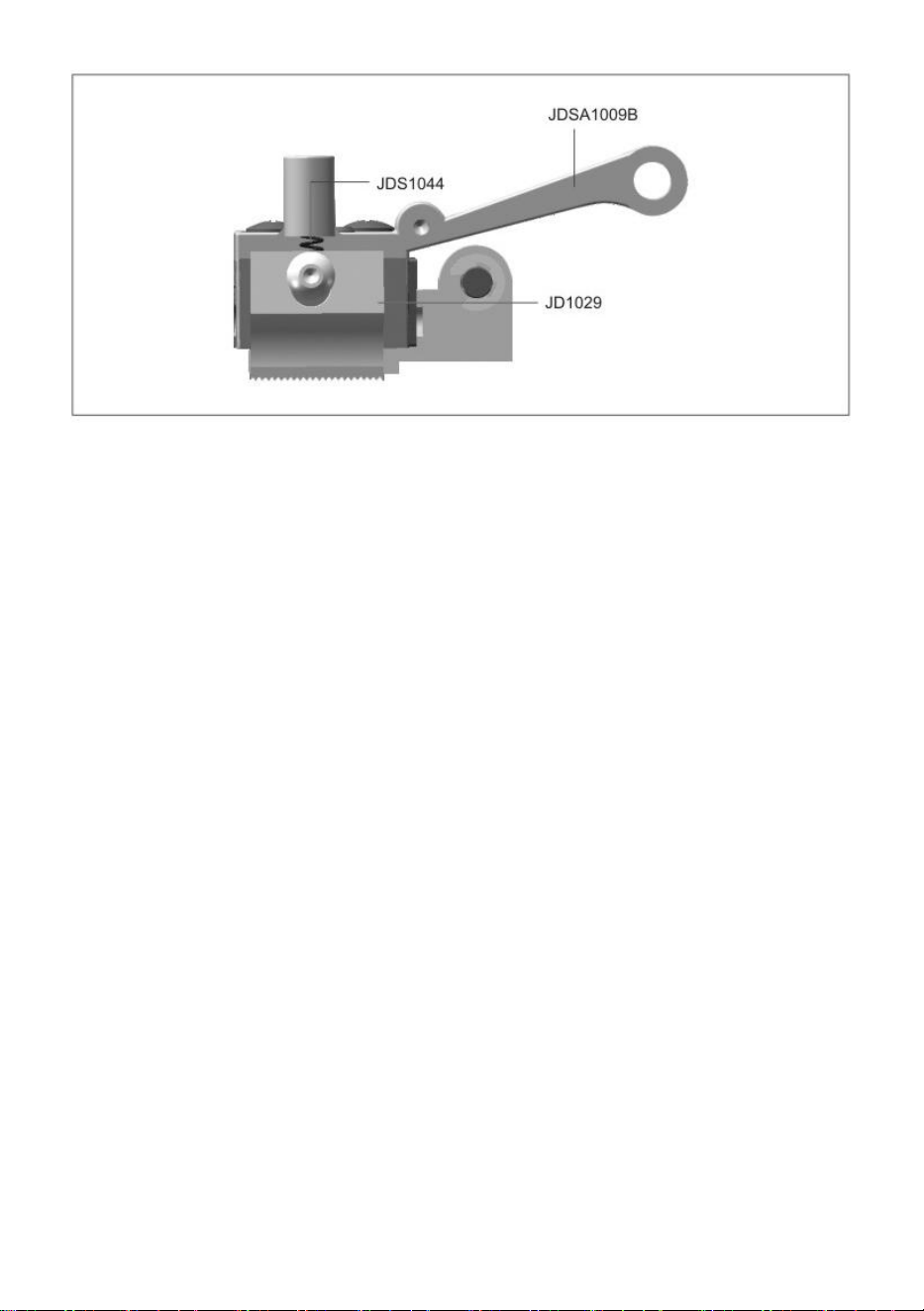
If the cutter is not smooth,replace the cutter (JD-1029)or replace the cutter
compressed spring(JDS-1044),refer to the cutter consumables and replace
one.
As shown on pages 14-16.
- 15 -
8.COMMON FAULTS
1.Special reason:If the machine stuck in strapping process (LED in
red),which results straps are stuck in the machine and can't be
removed.Immediately cut off power,cut the straps,remove the screws on
the left and right panel covers and move,remove the straps,and check the
machine.Check the lines on travel switch fall off and replace micro switch.
2.Press the welding and tensioning button,if motor doesn't rotate,check the
motor and micro switch,and replace the motor and micro switch.
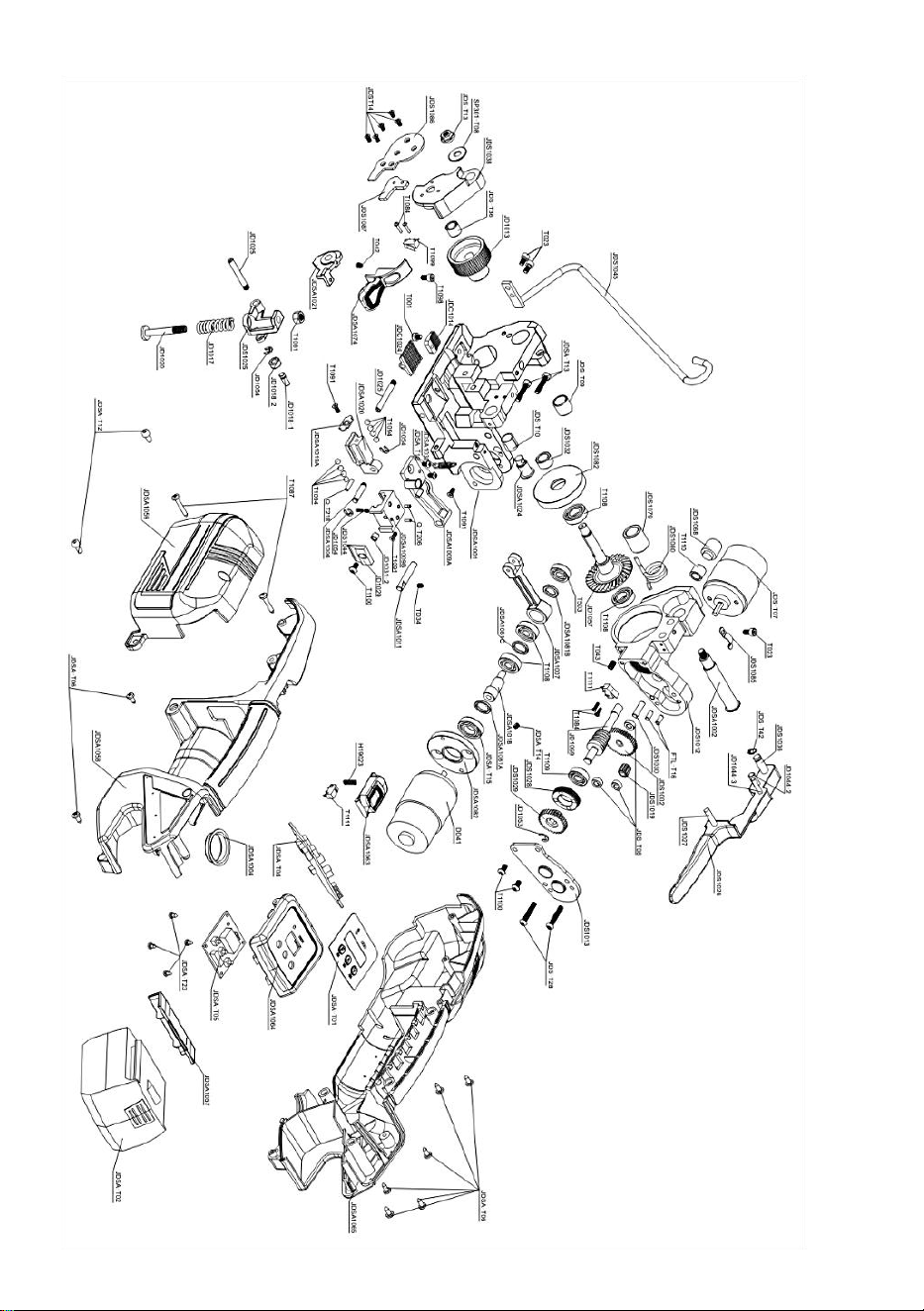
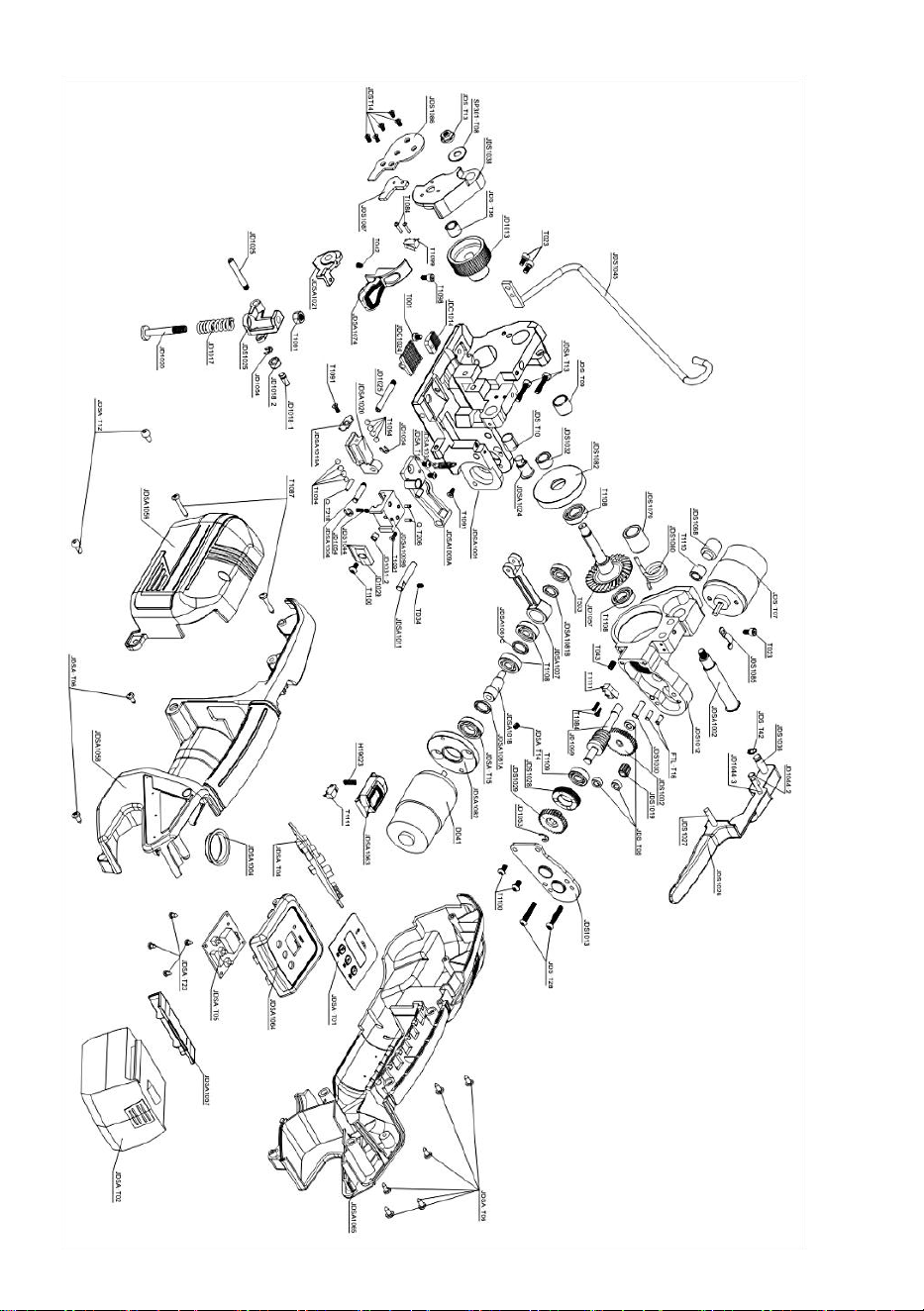
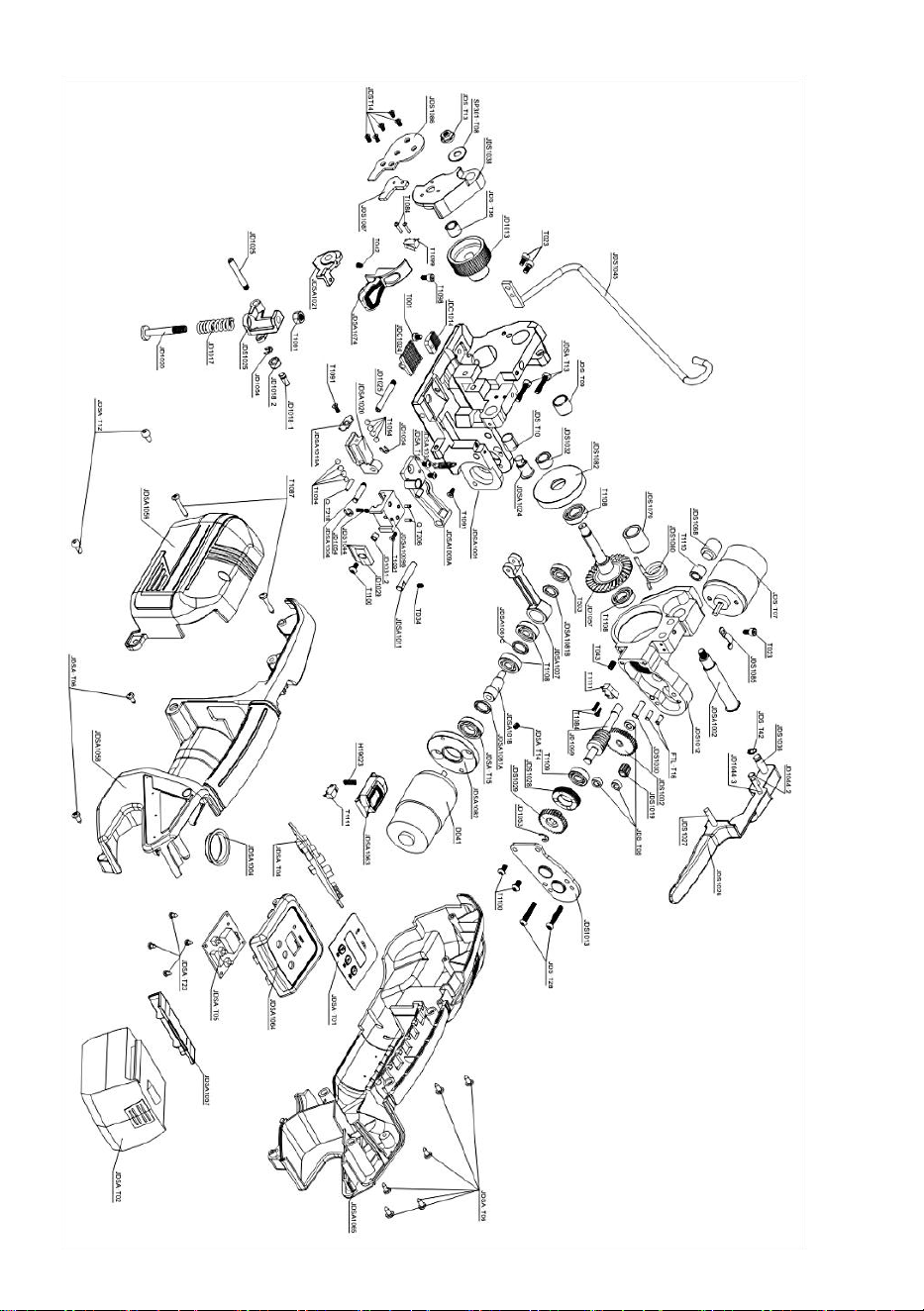
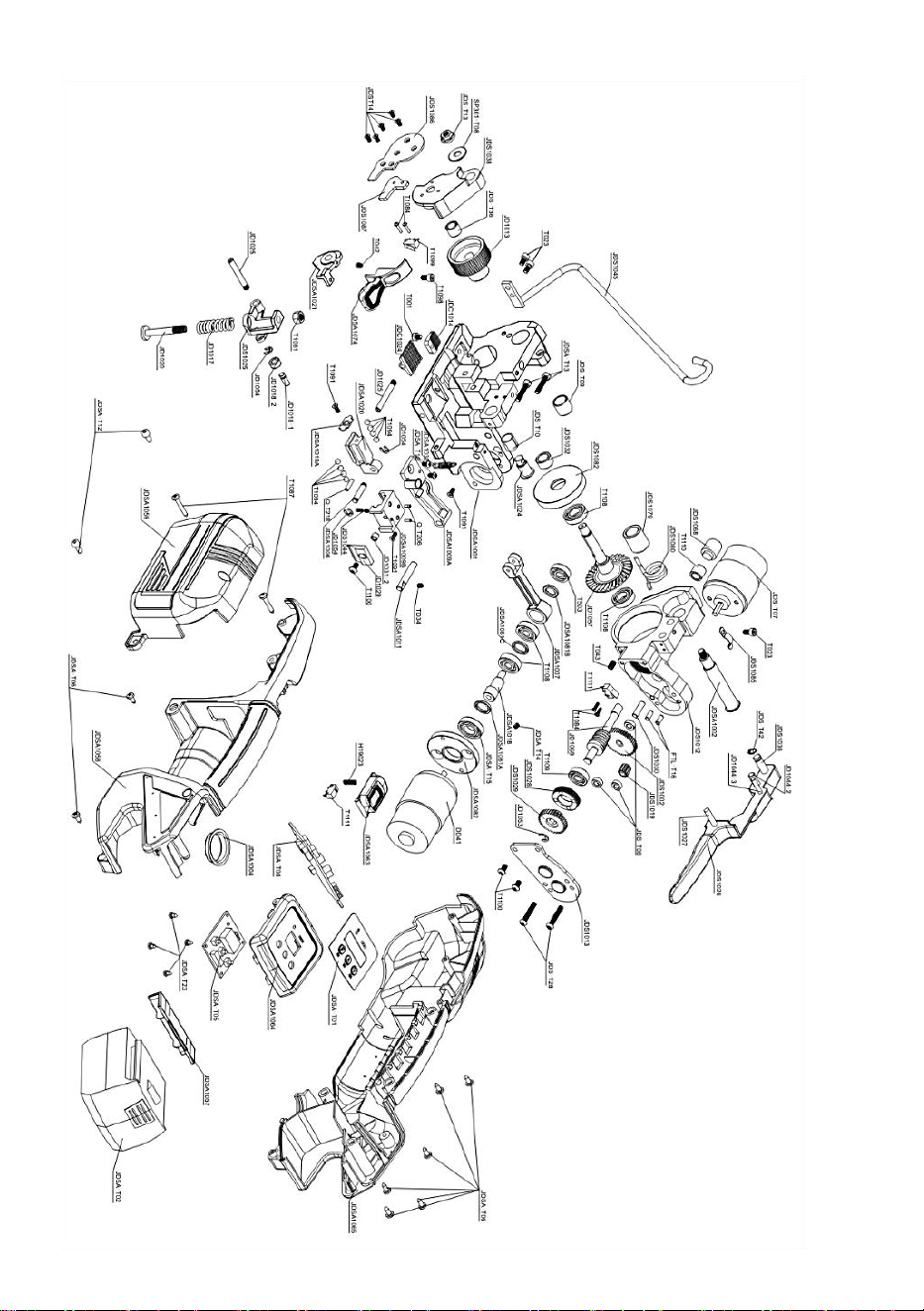
9.DIAGRAM OF WORN PARTS REPLACEMENT
- 16 -

- 17 -
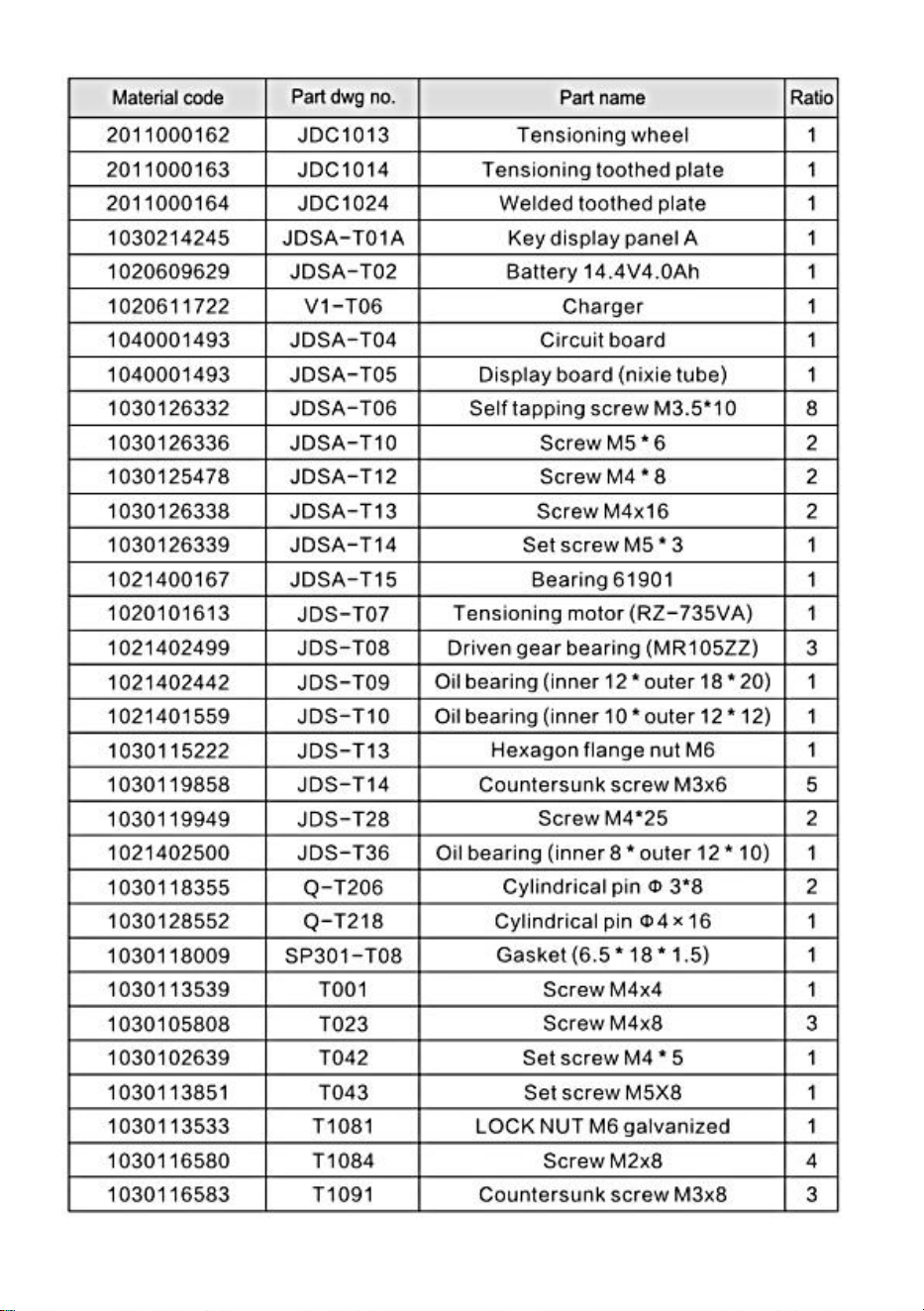
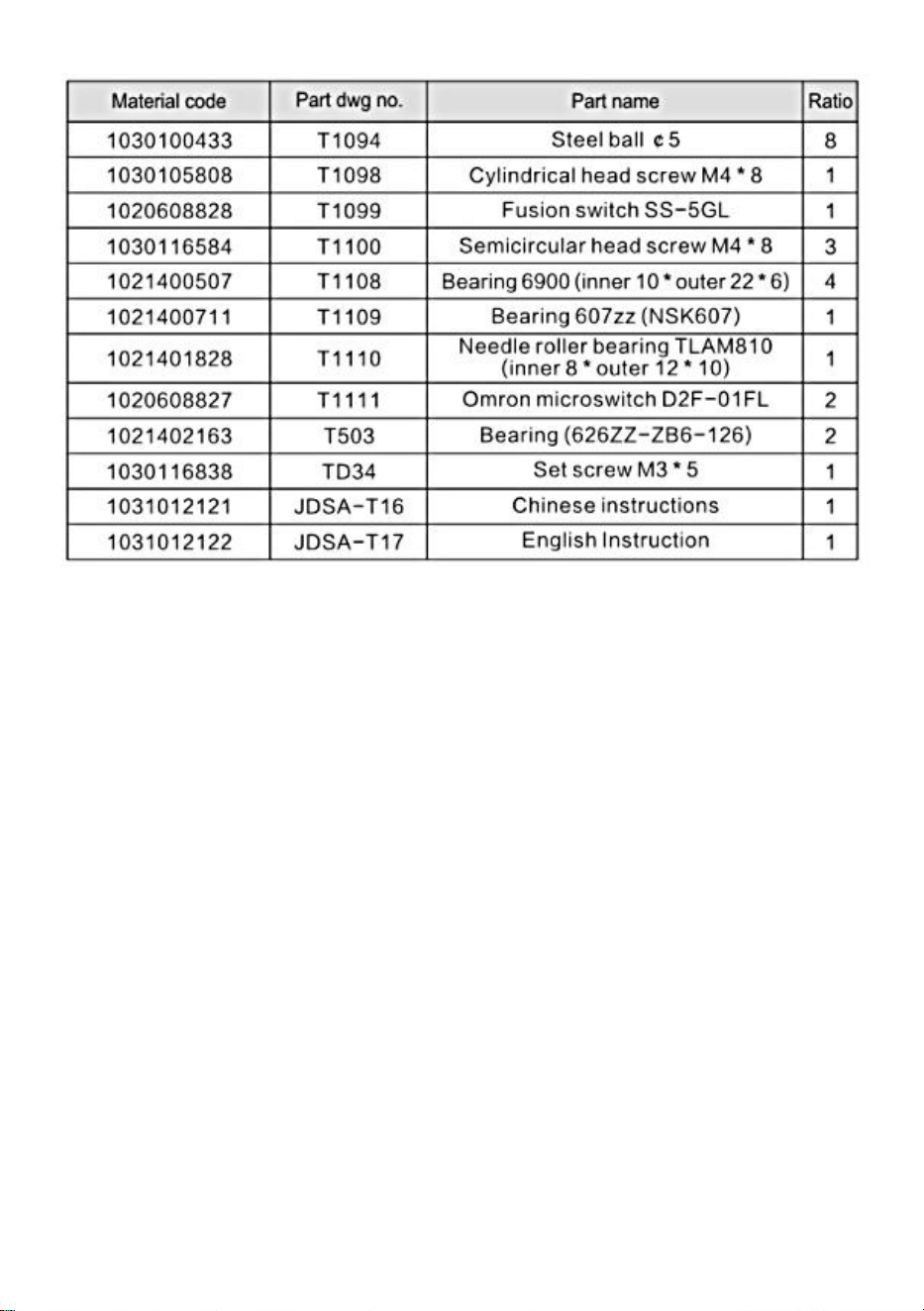
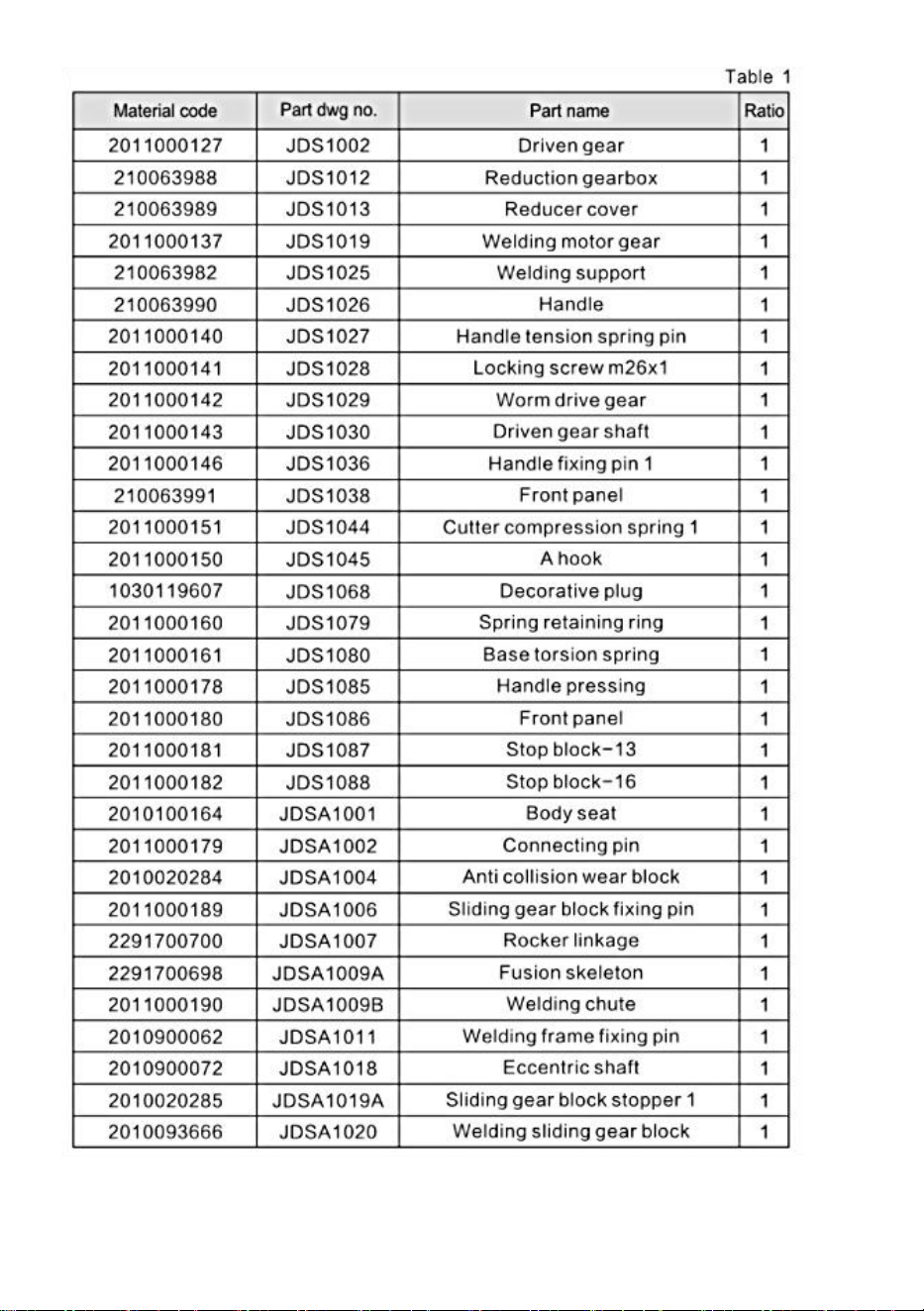
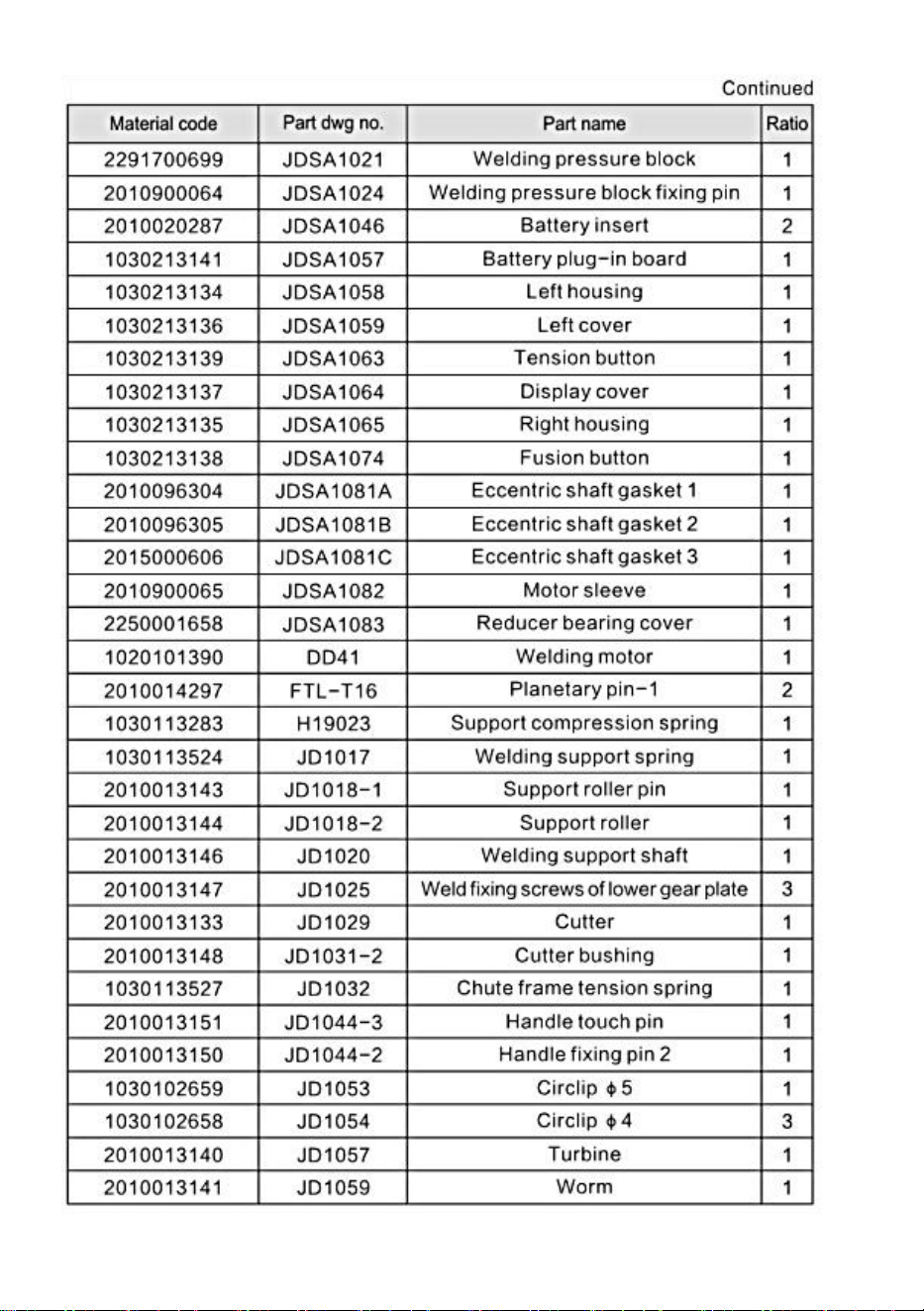
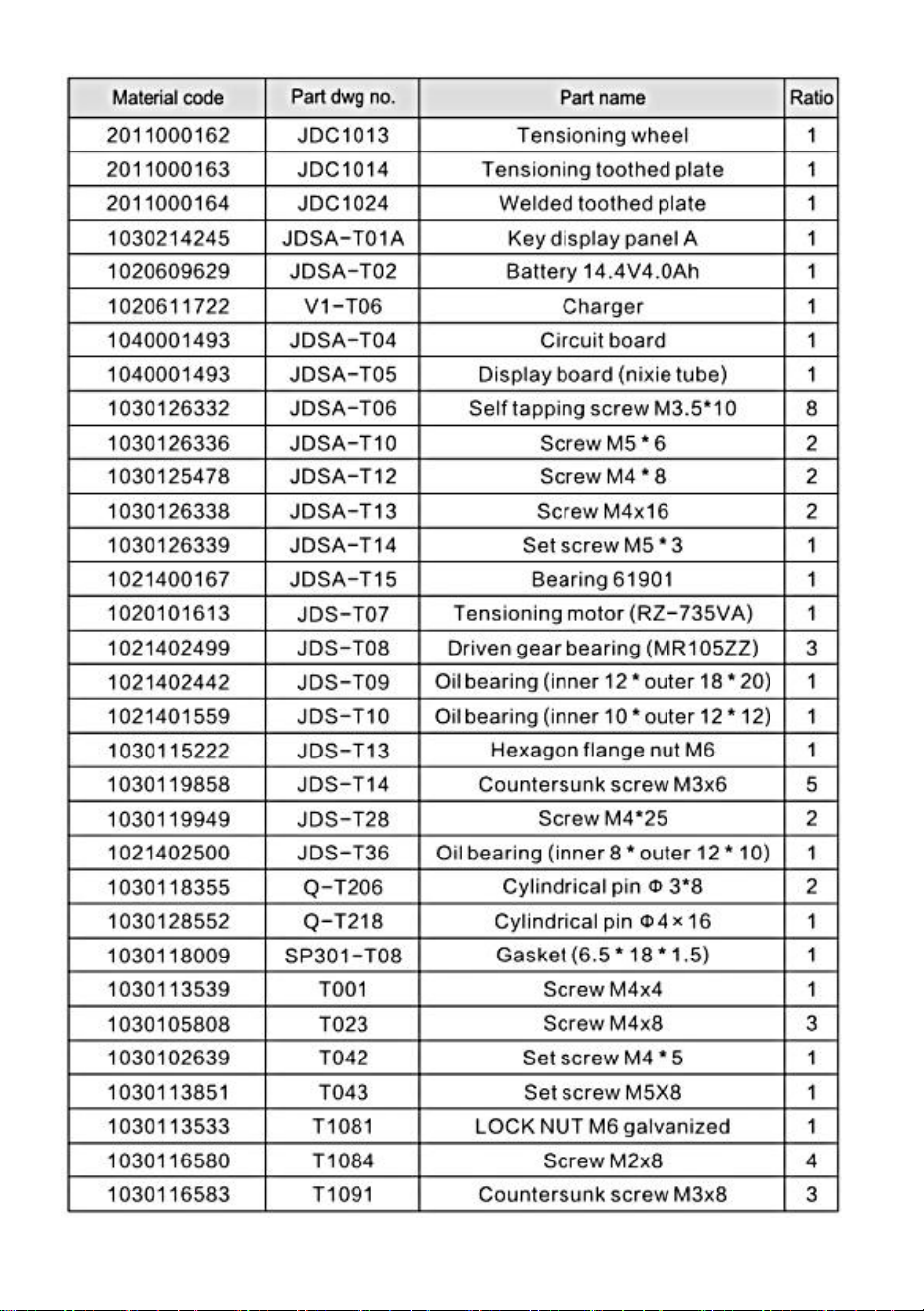
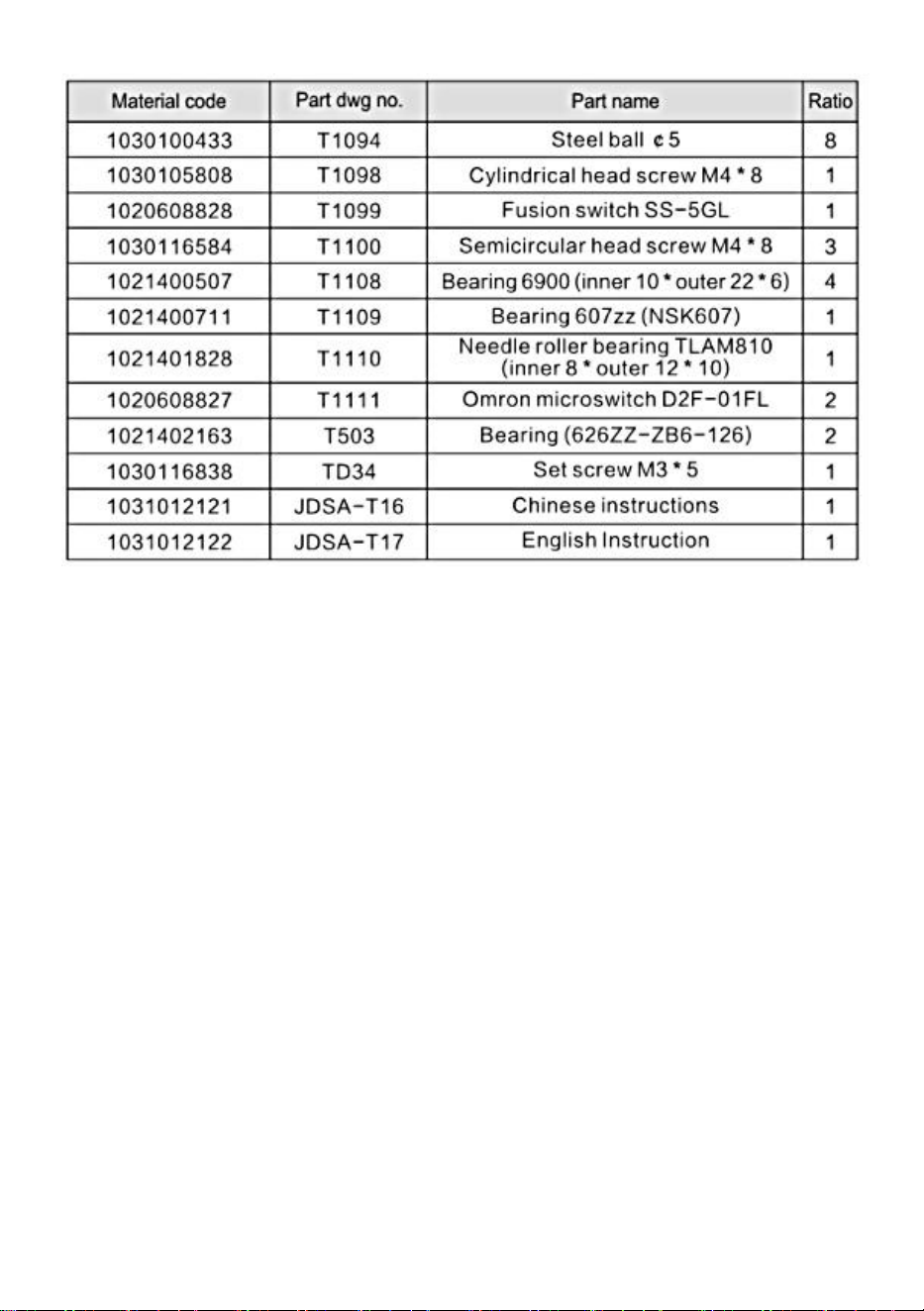
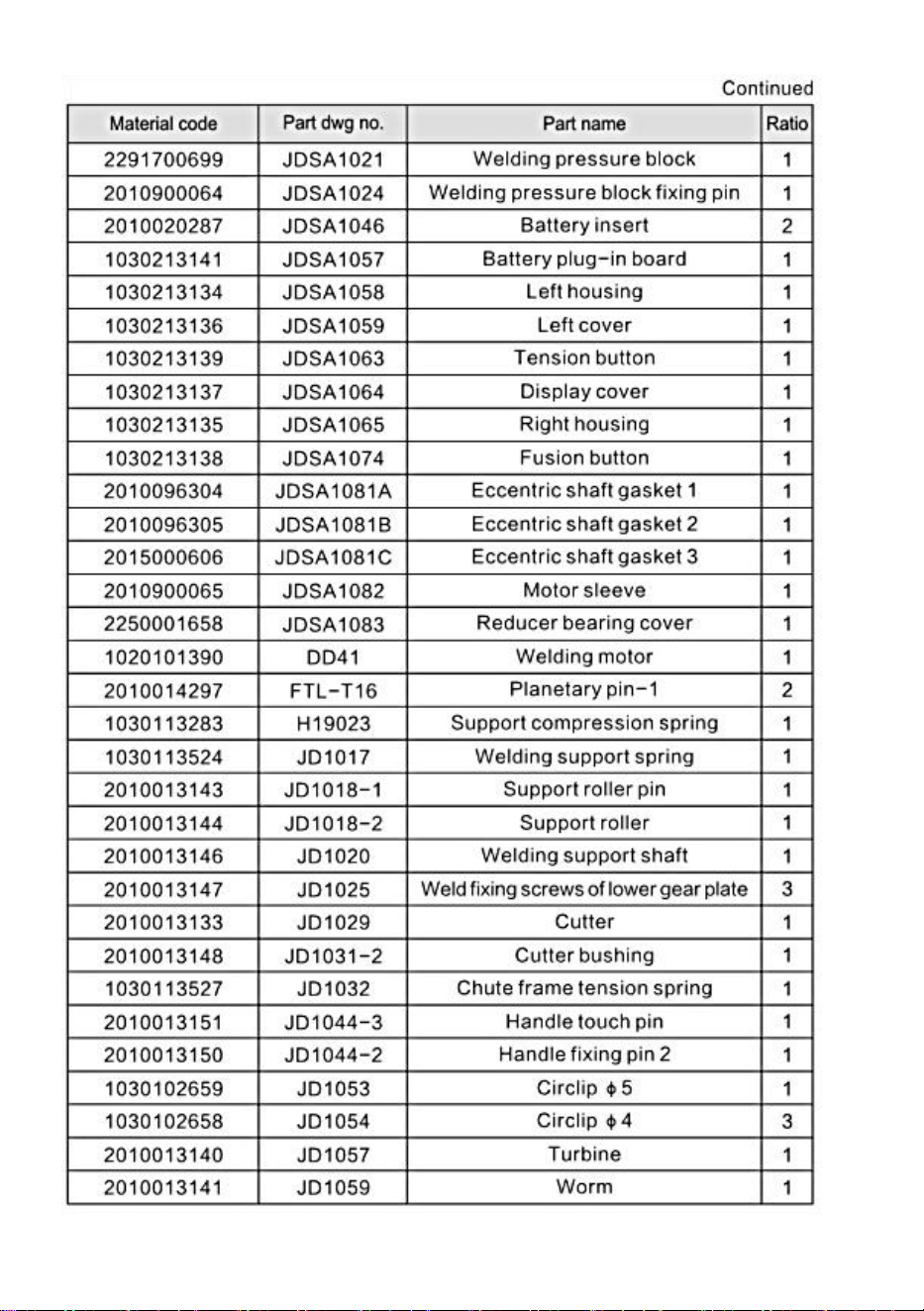
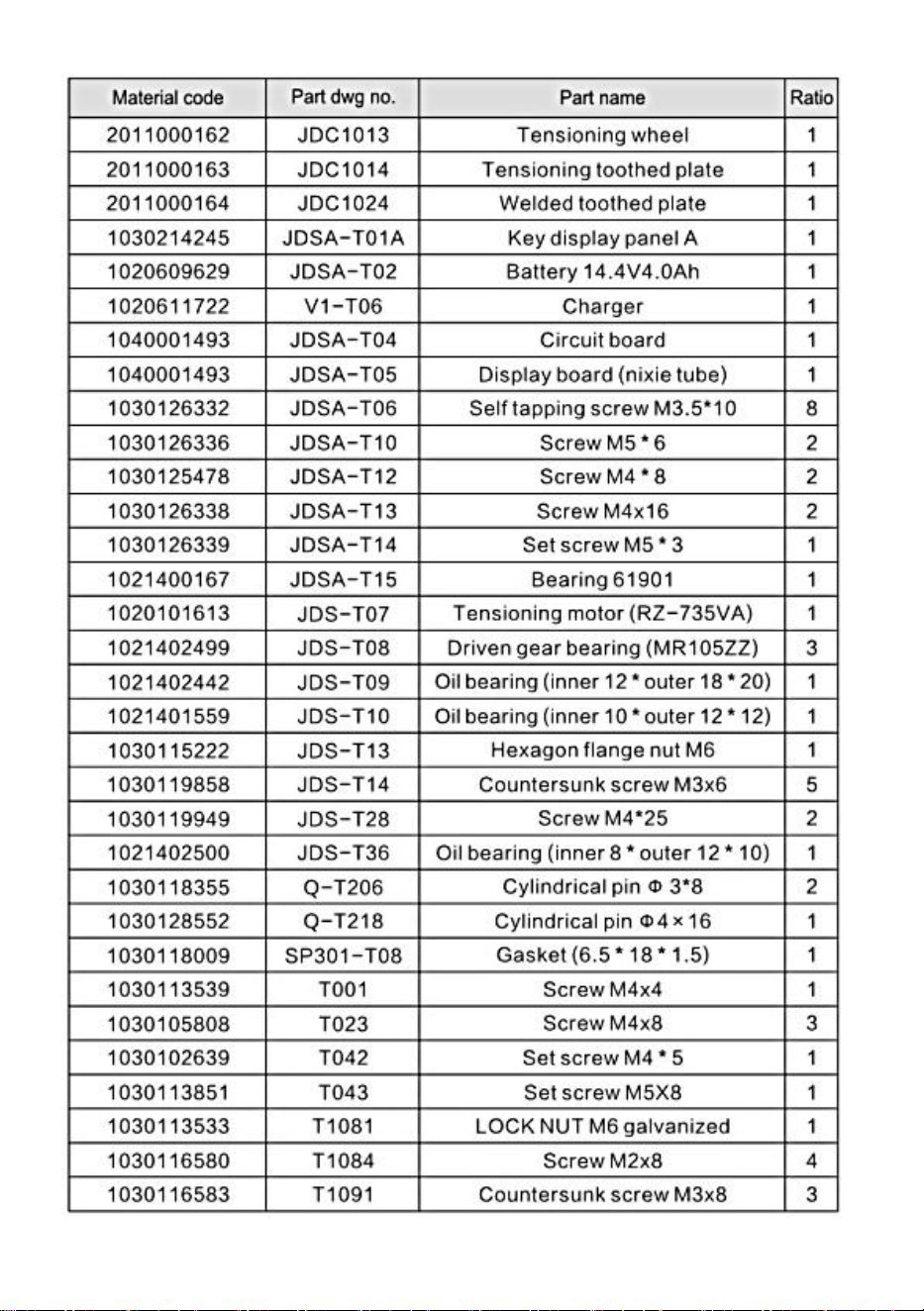
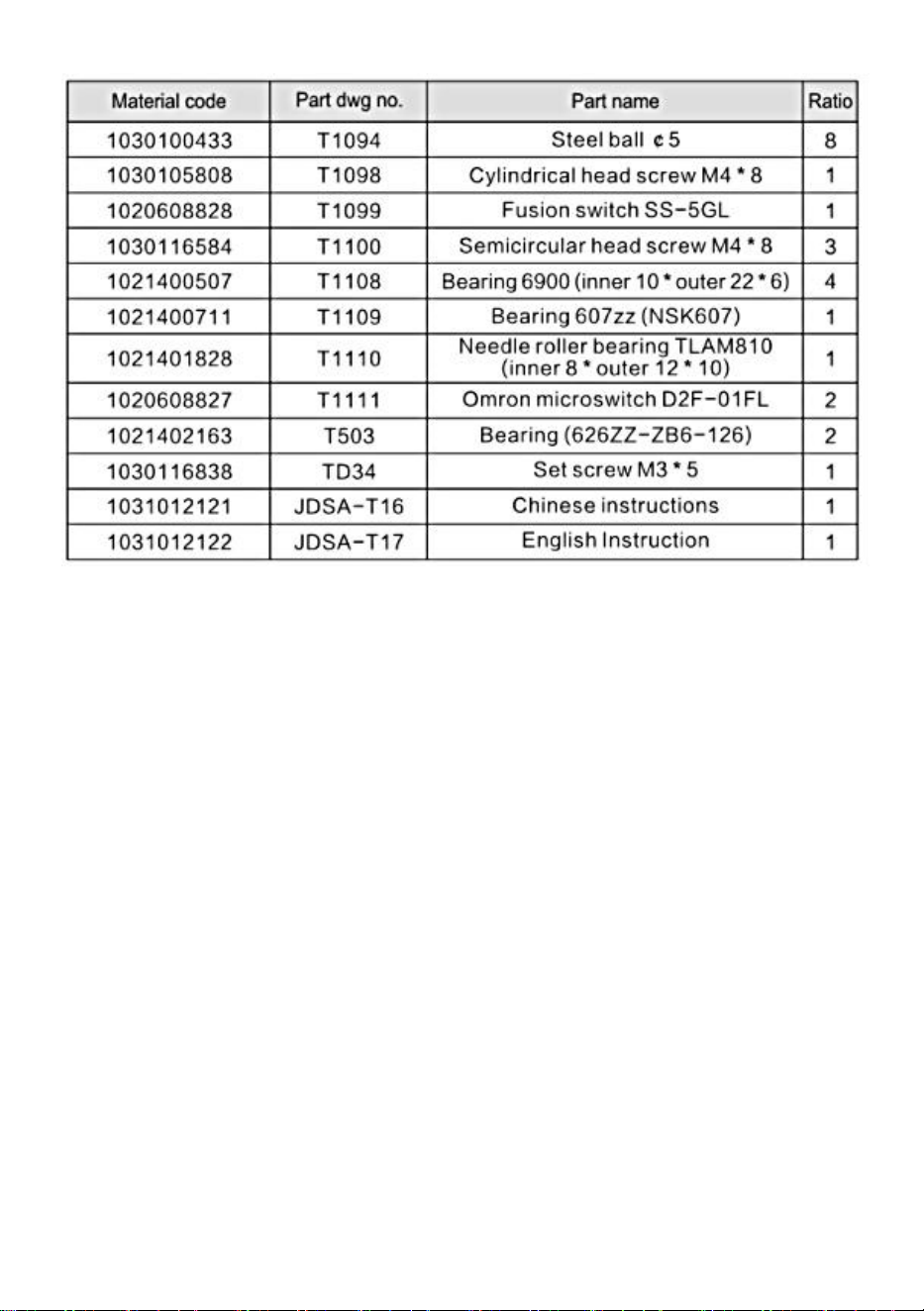
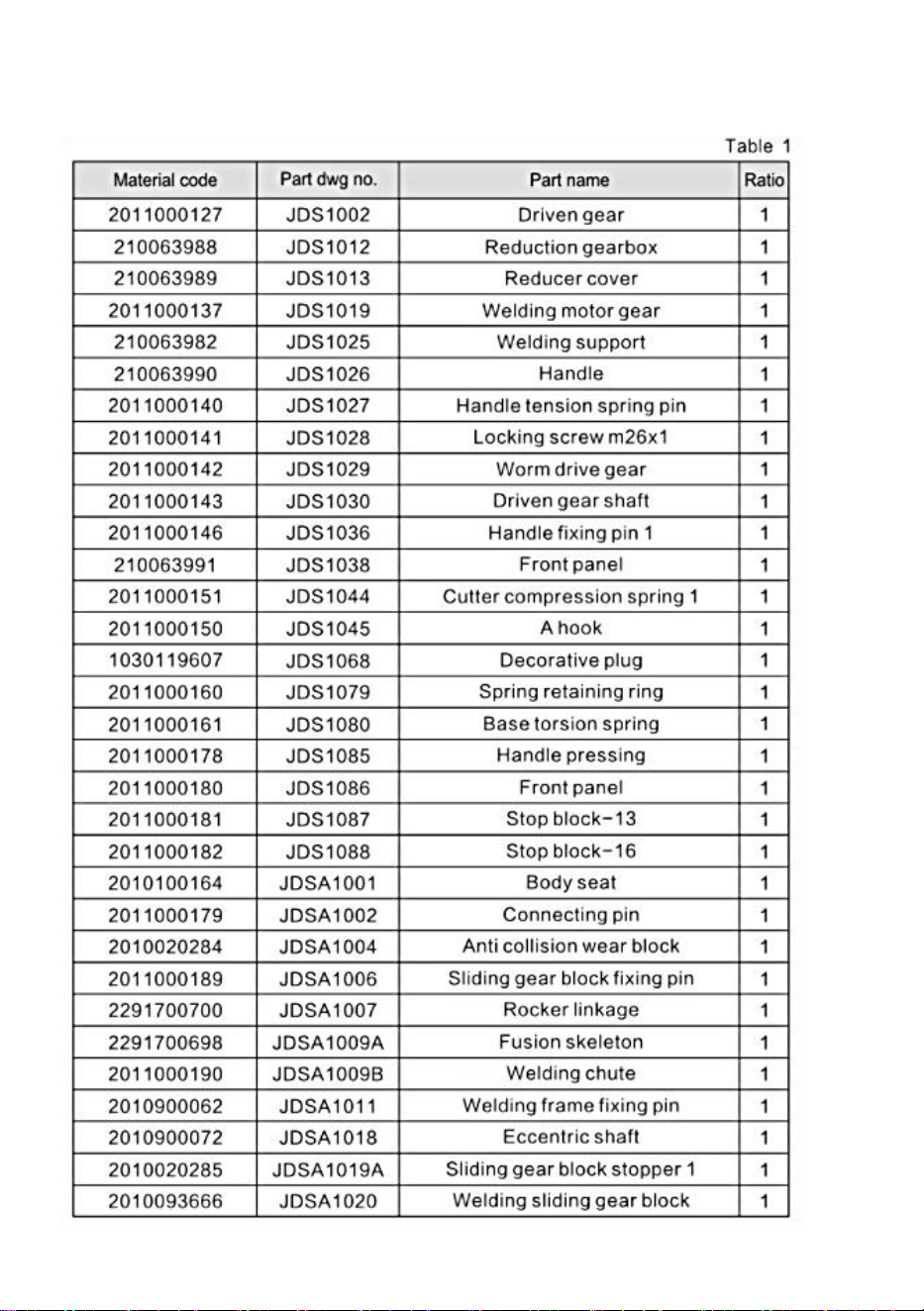
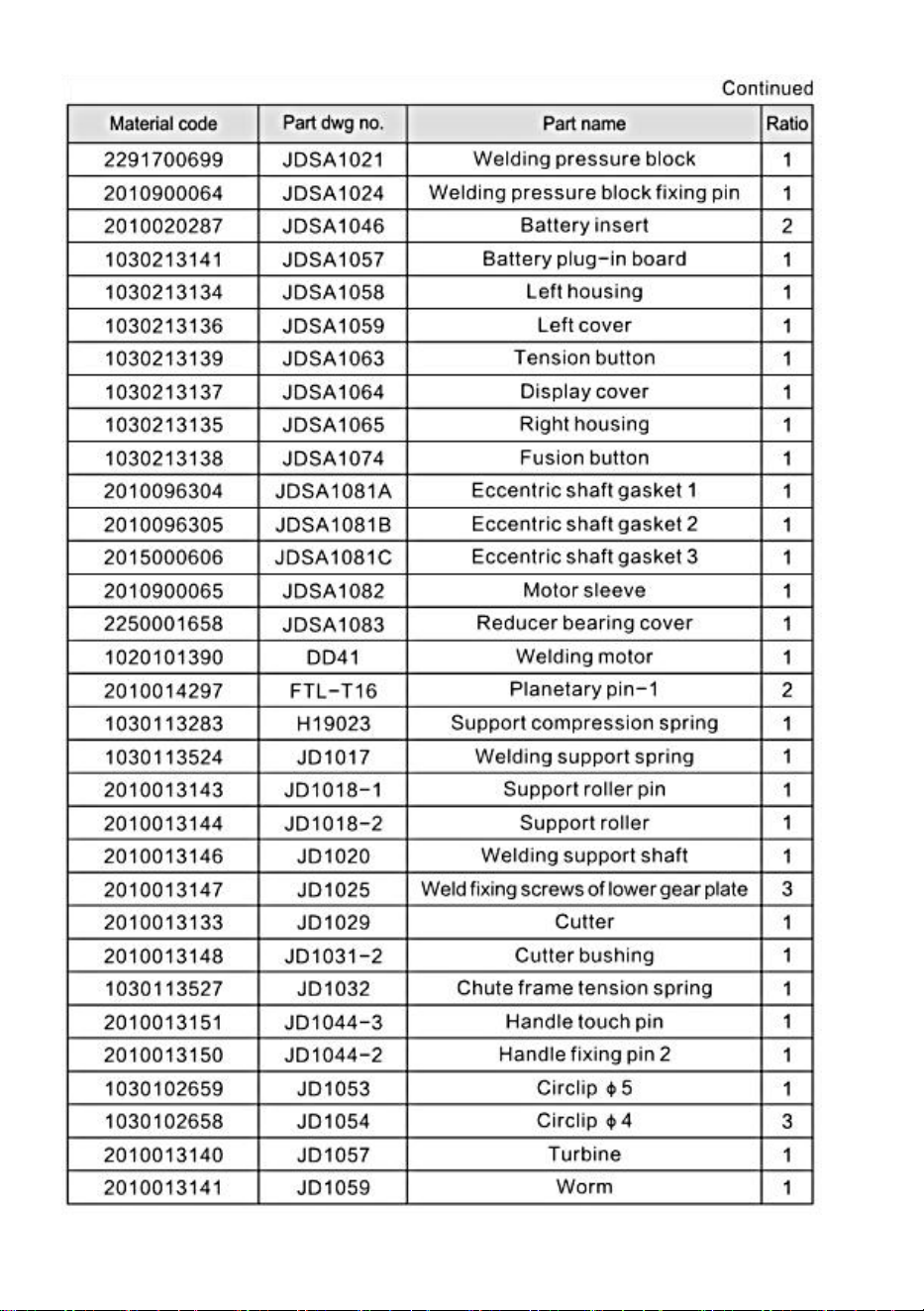
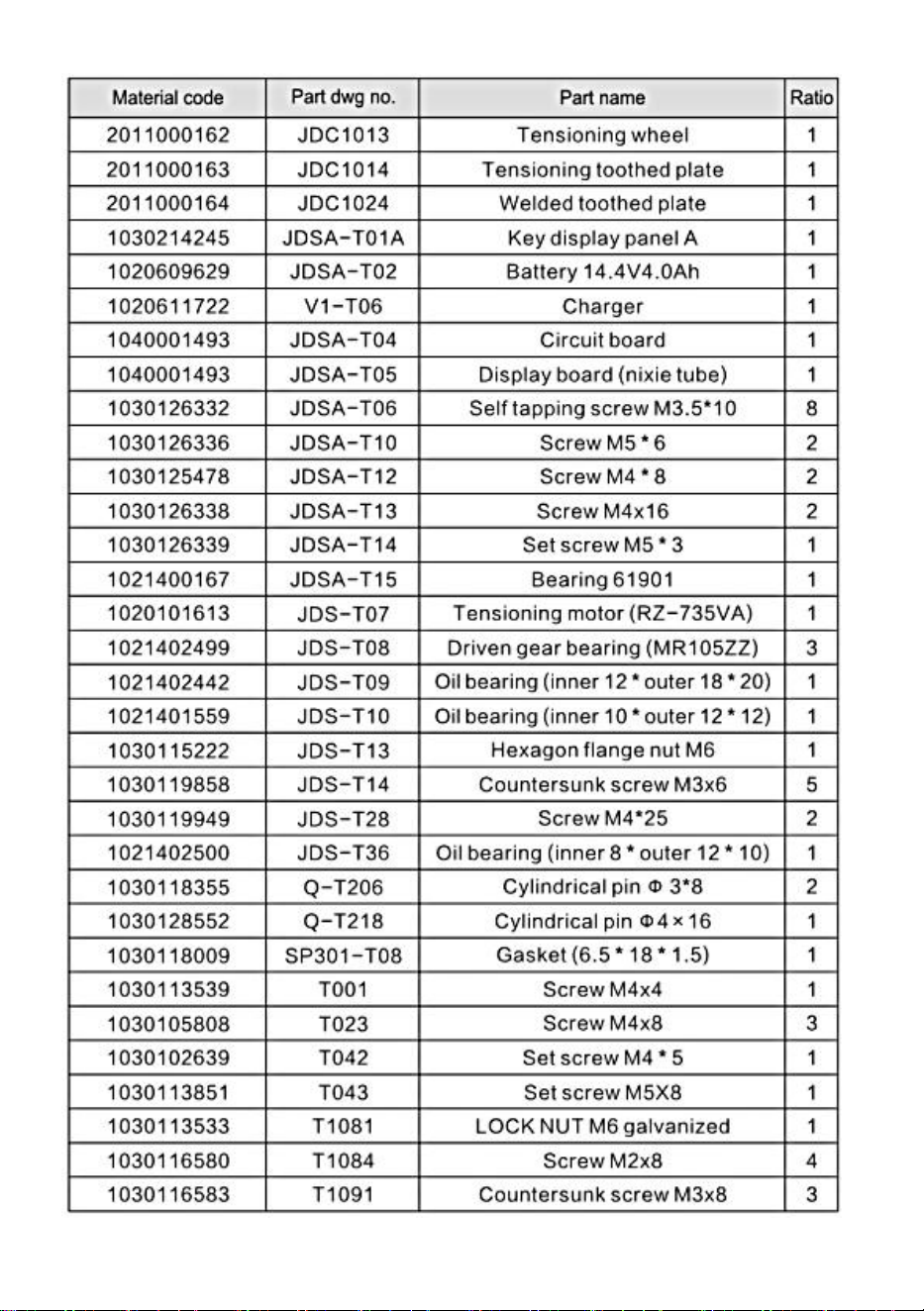
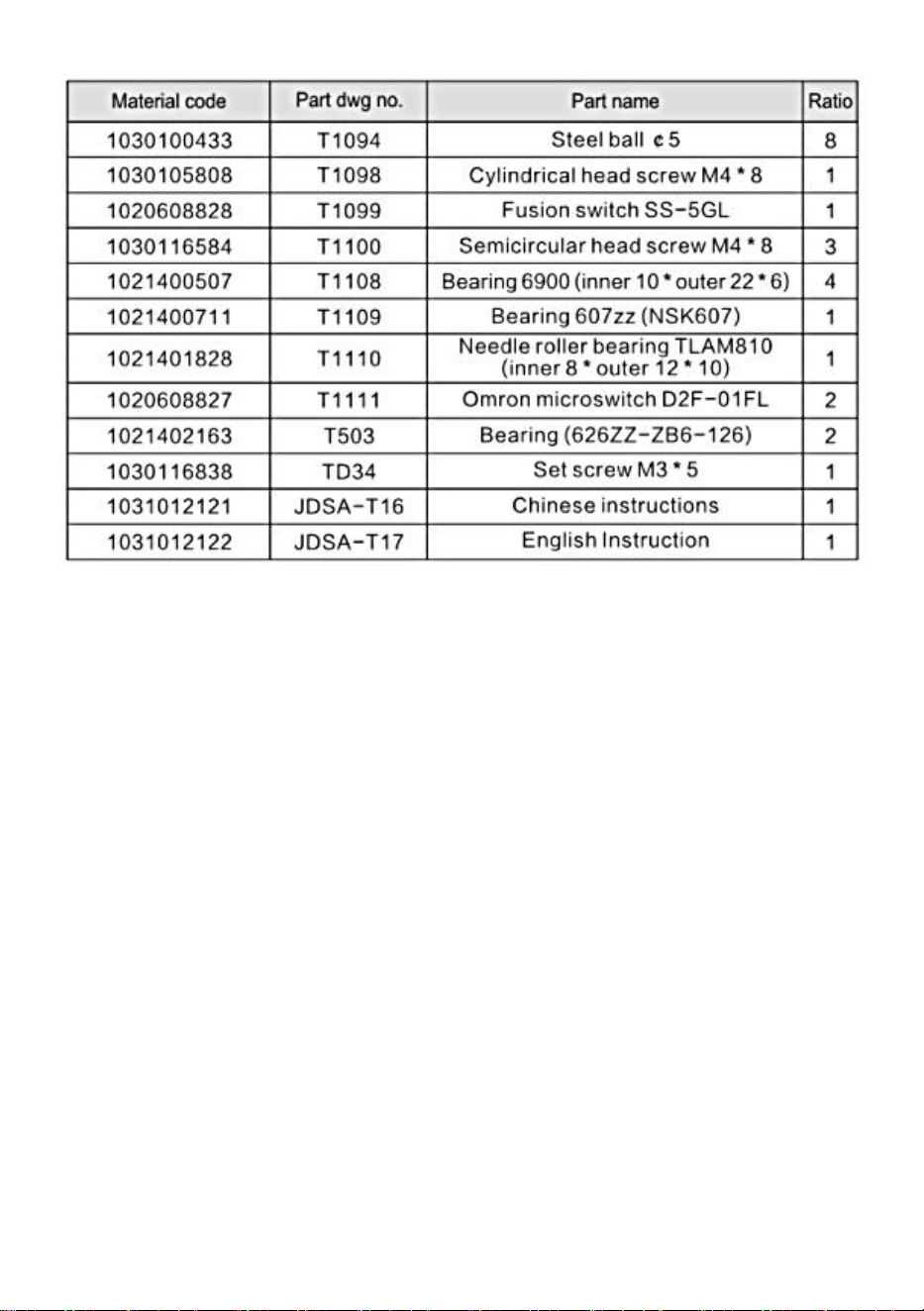
10.V2 Assembly Parts Number Table
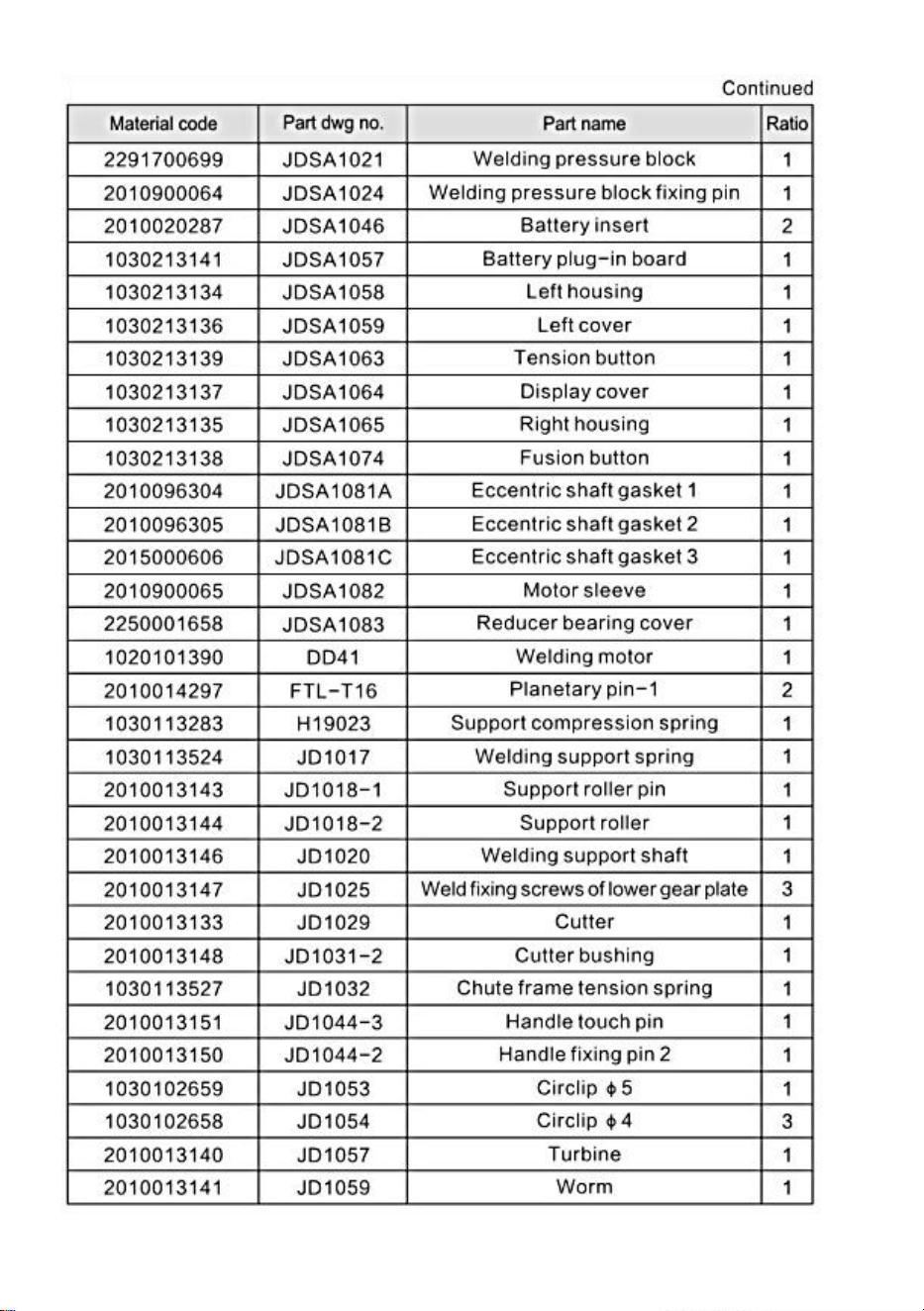
- 18 -
- 19 -
- 20 -
- 21 -
- 22 -
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Imported to USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Support technique et certificat de garantie électronique
www.vevor.com/support
Machine de cerclage
MODÈLE: V2
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Modèle : V2
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
- 2 -
INSTRUCTIONS
Merci beaucoup d'avoir choisi cette machine de cerclage
- Veuillez lire toutes les instructions avant de l'utiliser. Les informations
vous aideront à obtenir les meilleurs résultats possibles.
Les produits présentés dans ce catalogue peuvent avoir une couleur
différente de celle de l'article réel .
1. CONSIGNES DE SÉCURITÉ
Veuillez lire attentivement les questions ; si vous ne
suivez pas cette invite, il est possible de provoquer
blessure de l'opérateur pendant le fonctionnement.
1.1 Fonctionnement sur batterie
Protection environnementale:
1) Veuillez ne pas mettre les piles usagées dans la poubelle domestique, le
réservoir d'eaux usées ou les brûler. eux.
2) Les revendeurs fournissent des services de traitement environnemental
des batteries.
Court-circuit
1) Ne laissez pas les piles et autres objets métalliques ensemble.
2) N'ouvrez pas la batterie et rangez-la dans une pièce sèche et antigel. La
température maximale est de 50 °C. Veuillez la garder au sec tout le
temps.
3) Ne chargez pas de piles usagées. Changez-en un nouveau
immédiatement
1.2 Risque de blessures aux yeux
Si vous ne portez pas de lunettes de sécurité avec
protections latérales, cela peut provoquer des lésions
oculaires et même cécité. Cela nécessite le port de
lunettes de sécurité avec protections latérales
1.3 Fonctionnement
Le personnel non correctement formé n'est pas autorisé à utiliser l'outil de
cerclage. Avant de tendre les sangles, lisez et comprenez correctement les
- 3 -
instructions d'utilisation. Si vous ne suivez pas les instructions d'utilisation
ou chargez mal les sangles, cela endommagera les sangles.
Avant de vous familiariser avec l'outil de cerclage, veuillez garder vos
doigts loin de zones de compression ou de coupe.
1.4 Position d'adhésion
Vous devez vérifier la position d'adhérence sous pression. Soyez familier
avec le contrôle d'adhérence et la régulation. Une adhérence irrégulière
peut être précaire, ce qui peut provoquer des blessures graves. Je vous en
prie ne pas expédier les conteneurs d’emballage qui ne sont pas
correctement emballés.
1.5 Répartition des sangles
Veuillez utiliser le dispositif de distribution spécialement conçu pour
distribuer les sangles. Quand pas En cours d'utilisation, veuillez plier
l'extrémité de la sangle dans le dispositif de distribution.
1.6 Avertissement concernant les sangles
N'utilisez pas de sangles pour traîner ou soulever une charge, ce qui
pourrait facilement entraîner des blessures.
1.7 Risque de rupture de sangles
Fonctionnement incorrect, tension excessive, utilisation de sangles
inappropriées, charge sur des angles vifs entraînera une perte de force de
serrage, ou des sangles cassées pourraient éventuellement faire perdre
l'équilibre à l'opérateur et tomber. L'outil de cerclage et les sangles volent
rapidement vers le visage de l'opérateur.
Attention
1) Si l’angle de charge est très pointu, veuillez ajouter une protection des
bords.
2) Veuillez enrouler les sangles autour de la surface de chargement
appropriée.
3) Lors de la tension et de l'adhérence, le personnel d'exploitation et les
sangles sont identiques En ligne droite, les y peuvent être blessés par des
sangles volantes ou des outils de cerclage , donc lors du fonctionnement

- 4 -
veuillez vous tenir à côté des sangles et éloigner les spectateurs. Veuillez
utiliser les sangles recommandées avec une bonne qualité dans le
Instructions , avec une largeur, une taille et une résistance appropriées.
Sangles qui ne correspondent pas peuvent causer des dommages lors de
la tension.
1.8 Cisaillement des sangles de tension
Lors du cisaillement des sangles, veuillez utiliser un outil de cisaillement
approprié et assurer une distance de sécurité des personnes, et ne vous
tenez pas dans la même ligne droite avec des sangles, et tenez-vous à
l'écart du sangles dans le sens lâche. Veuillez utiliser l'outil spécial pour
cisailler les sangles. Il n'est pas autorisé à utiliser un marteau, des pinces,
des scies à métaux , des haches, etc.
1.9 Risque de chute
Gardez votre zone de travail propre et bien rangée. Une zone de travail en
désordre est susceptible de causer des risques de dommages. Avant une
tension, un mauvais maintien ou un déséquilibre, il sera facile de tomber,
en particulier dans la zone des escaliers. Alors gardez équilibre du corps.
Les deux pieds doivent marcher sur une surface plane et solide. Lorsque
vous vous sentez mal à l'aise, n'utilisez pas l'outil. Veuillez prêter attention
aux précautions spécifiquement mentionnées dans le travail. zone.
1.10 Risque lié aux outils de cerclage
1) Un outil de cerclage bien entretenu est nécessaire.
2) Inspectez périodiquement les pièces cassées ou usées. S'il y a des
fissures ou des pièces usées, ne le faites pas. utiliser la machine.
3) Ne modifiez pas la machine, sinon cela pourrait causer des blessures.
2. PARAMÈTRES TECHNIQUES
2.1 Descriptif
L'outil de cerclage V2 fabriqué utilise des sangles en plastique. Utilisez
manuellement l'alimentation par sangle. dispositif pour enrouler les
sangles en plastique autour de la boîte (sac). L' extrémité de la sangle est
insérée dans l'outil de cerclage et automatiquement tendu, séparé après
adhérence par friction.
- 5 -
2.2 Taille de l'outil de cerclage avec batterie
Longueur: 3 6 0mm
Largeur:1 2 0mm
Hauteur:1 25 mm
2.3 Matériau des sangles
Qualité : sangles plates ou gaufrées en PET (polyester) et PP
(polypropylène).
Taille : largeur 9,00-16,00 mm / épaisseur 0,4-1,20 mm
Veuillez choisir la taille appropriée en fonction de l'outil de cerclage que
vous avez acheté.
2.4 Résistance des sangles
Résistance à la traction : 6 00-3200N est réglable.
(La valeur maximale dépend de la qualité des sangles.)
Vitesse de tension : 6 0-200 mm/s
Force d'adhérence : environ 75 % des sangles en plastique. (selon la
qualité des sangles)
2.5 Température de travail
·La température de l'air ambiant est de 5 à 45 degrés centigrades .
·La température de travail optimale est de 15 à 20 degrés centigrades.
3.ACCESSOIRE
Veuillez utiliser les pièces et accessoires mentionnés dans le mode
d'emploi. L'utilisation d'autres accessoires peut vous blesser ou blesser
autrui.
3.1 Outil de cerclage alimenté par batterie
Comme certains outils de cerclage peuvent utiliser des batteries NiCd
(nickel - cadmium) ou NiMH (hydrure métallique de nickel), veuillez acheter
la batterie pour cet outil en fonction des paramètres suivants.
Type: batterie au lithium
Tension: 14,4 V
Capacité: 4,0 Ah
- 6 -
3.2 Chargeur de batterie
Chargeur standard :
Entrée: 100V-240V-50/60Hz 1. 5 A
Sortie : 16,8 V-DC2,5 A.
Temps de charge:
Lithium batterie 4,0 A/h, le temps de charge est d'environ 90 minutes.
3.3 Chaque outil de cerclage est équipé d'un ensemble d'outils de
fonctionnement communs
3.4 Système de suspension (achat facultatif)
Pour la position de suspension de
travail, veuillez choisir la FIG 1.
Pour la position de suspension de
travail, veuillez choisir la FIG 2.
FIG. 1
FIGURE 2
4.ÉLÉMENTS DE FONCTIONNEMENT
- 7 -
5.FONCTIONNEMENT
5.1Installation
1) Veuillez ne pas mettre les outils de cerclage sous la pluie !
2) Pour des raisons de sécurité, la batterie n'est pas chargée lorsque
livraison.
3) Avant utilisation, veuillez charger. Reportez-vous au manuel d’
instructions séparé du chargeur de batterie.
- 8 -
Démontage de la batterie :
1) La batterie est démontée et assemblée selon la direction graphique.
Lors du retrait la batterie, le bouton rouge doit être enfoncé pour
déménager.
2) Lors de l'insertion de la batterie, quantité électrique l'état s'affichera
pendant une courte période.
3) L'état de charge de la batterie est affiché par le voyant.
Retirez la batterie vide
f Le voyant clignote en rouge lors de la tension
Ou soudage, ce qui indique que la puissance de la batterie
s'épuise, toutes les fonctions électriques seront arrêtées.
Adhérence insuffisante
Attention : Si l'adhérence n'est pas suffisante,
veuillez retirer les sangles ! La batterie doit
être chargé.
5.2 Ajustement du temps de soudage et force de serrage
Décider des différents temps de soudage et serrage
force selon la taille et la qualité des sangles,
Figure : Gauche (F), Milieu (▲), Droite (V) peut être ajusté
- 9 -
temps de soudage et force de serrage.
1. Lorsque vous appuyez sur la gauche (F), écran de la plaque de
protection Afficher F1 (appuyez à nouveau sur Afficher F2), F1 est le
serrage Instruction de force, appuyez sur le milieu (▲) plus serrez,
appuyez sur à droite (V) moins serrer (afficher la plage de données 1-10)
2. Lorsque vous appuyez sur la gauche (F), écran de la plaque de
Protection Afficher F1 (appuyez à nouveau sur Afficher F2), F2 est le
soudage Instruction de temps, appuyez sur le milieu (▲) plus, appuyez sur
la droite (√) moins (afficher la plage de données 1,0-5,0 s)
5.3 Enroulement des sangles
Enroulez les sangles comme indiqué sur la figure.
Attention ! Tenir à l'écart de l'huile, de la graisse et autres saletés lors
du soudage des sangles en plastique. Sale les sangles ne peuvent
pas être soudées.
5.4 Insertion des sangles
- 10 -
Soulevez la poignée avec votre main droite, insérez sangles avec la main
gauche et deux sangles parallèles empilés, relâchez la poignée.
5.5 Tension des sangles
Appuyez sur le bouton de tension, après avoir atteint force de tension des
sangles, puis relâchez le bouton de commutation. L'opération de tension
peut être interrompue ou
redémarré à tout moment. Dans le processus de tension, Le voyant s’
affiche en vert. Après avoir atteint la tension désirée, ne appuyez sur le
bouton de l'interrupteur, il y a un risque de bretelles cassées.
REMARQUE : Appuyez tout le temps sur le bouton de tension. jusqu'à
ce que le voyant s'affiche en violet, le serrage de la protection
n'affecte pas l'étape suivante.
Maintenir le changement d’équilibre des outils de cerclage lors
de la tension. Veuillez donc ne pas obstruer sens de déplacement de
l'outil de cerclage.
5.6 Adhérence par contact
Appuyez sur le bouton de soudage, les mains partent immédiatement. La
- 11 -
sangle en plastique est soudée et le les sangles redondantes sont
coupées. Pendant le soudage, le voyant s'affiche vert ou violet. Le
soudage est terminé.
5.7 Retirer l'outil de cerclage
Soulevez la poignée et les sangles desserrées, tirez sur le machine sur le
côté droit et loin des sangles.
5.8 Contrôle de l'adhérence
Un contrôle normal de l’adhérence est nécessaire. on peut voir la qualité
de l'adhésion avec les yeux.
Comme le montre la figure suivante :
Adhésion correcte :
Souder toute la largeur de la sangle, la soudure la longueur est d'environ
19 mm. Une petite quantité de fondu le plastique peut déborder du bord.
- 12 -
Le temps de soudage est trop court :
Toute la largeur n'est pas soudée et le l'adhésion est insuffisante.
AVERTISSEMENT ! Sangles avec soudure insuffisante
doit être retiré. Régler le temps de soudage.
Le temps de soudage est trop long :
Par exemple, si le temps de soudage est trop long, les sangles sont Le
trop-plein en plastique fondu et surchauffé est des deux côtés.
L'effet d'adhésion est affecté.
ATTENTION ! Les sangles ne sont pas suffisamment
la force adhésive doit être supprimée. Ajustez le
temps de soudage.
6. RACCORDEMENT ÉLECTRIQUE
- 13 -
8. REMPLACEMENT DES PIÈCES USÉES

- 14 -
Pour chaque entretien, veuillez retirer la batterie.
Cutter (JD-1029) : Retirez d'abord les vis du couvercle du panneau
gauche et déplacez-vous, retirez les vis. sur le couteau et déplacez-le,
remplacez le couteau et assemblez dans l'ordre inverse.
Plaque à dents de soudage (JDC1024) : retirez la vis fixe de la dent
inférieure de soudage plaque pour retirer la plaque à dents de soudage ; et
assembler dans l’ordre inverse.
Plaque dentée de tension (JDC-1014) : Retirez les vis de la plaque
dentée tendue fixe. plaque sur la base et déplacer, replacer la plaque
supérieure de la plaque dentée et assembler en sens inverse commande .
Roue de tension (JDC-1013) : retirez d'abord la coque gauche, retirez
l'écrou de la broche de connexion. Arbre et déplacer. Retirez le panneau
latéral avant et déplacez -le , retirez la roue de tension et assemblez -le.
dans le sens inverse.
Réglage de la tension, de l'adhérence et de la coupe
Si la tension glisse , retirez les vis de la plaque dentée tendue fixe sur la
base et déplacer, remplacer la plaque supérieure de la plaque dentée.
Placez le joint assorti en usine sous la plaque dentée tendue et assemblez
en sens inverse. commande.
Épaisseur de la sangle entre 0,5 et 1,2 mm, si vous n'ajustez pas les dents
de soudage supérieure et inférieure, ce qui Cela provoque une mauvaise
soudure. Retirez le couvercle gauche, retirez la vis du bouton de soudage.
Ajustez le support. l'écrou M6 de l'arbre et l'arbre de support fixe sur le
support à ressort, tourner l'écrou M6 vers la droite ou la gauche pour
Ajustez l'élasticité du ressort. Ou retirez la vis qui fixe la dent de soudage
sur la base et Retirez la dent supérieure, placez le joint de soudage sous la
dent de soudage, assemblez dans l'ordre inverse. la machine a été réglée
en usine, veuillez vérifier le temps de soudage)
Si le couteau n'est pas lisse, remplacez le couteau (JD-1029) ou
remplacez le couteau comprimé. Ressort (JDS-1044), reportez-vous aux
consommables du coupeur et remplacez-en un.
Comme indiqué aux pages 14-16.
- 15 -
8. DÉFAUTS COMMUNS
1. Raison particulière : si la machine est bloquée dans le processus de
cerclage (LED en rouge), ce qui en résulte les sangles sont coincées dans
la machine et ne peuvent pas être retiré. Coupez immédiatement
l'alimentation, coupez les sangles, retirez les vis sur les couvercles des
panneaux gauche et droit et déplacez, retirez les sangles et Vérifiez la
machine. Vérifiez que les conduites sur l'interrupteur de déplacement
tombent et remplacez le micro-interrupteur.
2. Appuyez sur le bouton de soudage et de tension. Si le moteur ne tourne
pas, vérifiez le moteur et micro-interrupteur et remplacez le moteur et le
micro-interrupteur.
9. SCHÉMA DE REMPLACEMENT DES PIÈCES
USÉES
- 16 -

- 17 -
10.Tableau des numéros de pièces de
l'assemblage V2
- 18 -
- 19 -
- 20 -
- 21 -
- 22 -
- 23 -
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Importé en Australie : SIHAO PTY LTD, 1 ROKEVA STREETASTWOOD
NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Zertifikat für technischen Support und E-Garantie
www.vevor.com/support
Umreifungsmaschine
MODELL: V2
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Modell: V2
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
- 2 -
INSTRUCTIONS
Vielen Dank, dass Sie sich für diese Umreifungsmaschine entschieden
haben
- Bitte lesen Sie vor der Anwendung alle Anweisungen durch. Die
Informationen helfen Ihnen dabei, die bestmöglichen Ergebnisse zu
erzielen.
Die in diesem Katalog aufgeführten Produkte können farblich vom
tatsächlichen Artikel abweichen .
1. SICHERHEITSHINWEISE
Bitte lesen Sie die Angelegenheit sorgfältig durch. Wenn
Sie dieser Aufforderung nicht folgen, kann es zu
Problemen kommen Verletzungen des Bedieners
während des Betriebs.
1.1 Batteriebetrieb
Umweltschutz:
1)Bitte werfen Sie verbrauchte Batterien nicht in den Hausmülleimer oder
Abwassertank und verbrennen Sie sie nicht ihnen.
2) Händler bieten Dienstleistungen zur Umweltbehandlung von Batterien
an.
Kurzschluss
1) Lassen Sie Batterien und andere Metallgegenstände nicht zusammen.
2) Öffnen Sie die Batterie nicht und lagern Sie sie in einem trockenen und
frostsicheren Raum. Die maximale Temperatur beträgt 50 °C. Bitte halten
Sie sie stets trocken.
3) Laden Sie Altbatterien nicht auf. Tauschen Sie sofort ein neues aus
1.2 Gefahr von Augenverletzungen
Wenn Sie keine Schutzbrille mit Seitenschutz tragen, kann
es zu Augenschäden und sogar Blindheit. Es erfordert das
Tragen einer Schutzbrille mit Seitenschutz
1.3 Bedienung
Nicht geschultes Personal darf das Umreifungsgerät nicht bedienen. Vor
- 3 -
dem Spannen von Bändern die Bedienungsanleitung sorgfältig lesen und
verstehen. Bei Nichtbeachtung Bei Nichtbeachtung der
Bedienungsanleitung oder unsachgemäßer Belastung der Bänder kommt
es zu Beschädigungen der Bänder.
Bevor Sie sich mit dem Umreifungsgerät vertraut machen, halten Sie Ihre
Finger bitte fern von Quetsch- oder Schneidebereiche.
1.4 Klebestelle
Sie sollten die unter Druck stehende Klebeposition überprüfen. Machen
Sie sich mit der Haftungskontrolle vertraut und Vorschriften.
Unregelmäßige Haftung kann unsicher sein, was zu schweren
Verletzungen führen kann. Bitte Versenden Sie keine Verpackungsbehälter,
die nicht ordnungsgemäß verpackt sind.
1.5 Riemenverteilung
Bitte verwenden Sie zum Verteilen der Gurte die speziell dafür
vorgesehene Verteilervorrichtung. Wann nicht Im Gebrauch falten Sie bitte
das Bandende in die Verteilervorrichtung.
1.6 Gurtwarnung
Verwenden Sie keine Gurte zum Ziehen oder Heben von Lasten, da dies
leicht zu Verletzungen führen kann.
1.7 Gefahr von Gurtbrüchen
Unsachgemäßer Betrieb, übermäßige Spannung, nicht ordnungsgemäße
Verwendung der Gurte, scharfe Ecken der Ladung führt dazu, dass die
Spannkraft nachlässt oder die Gurte reißen, was schließlich dazu führen
kann, dass der Bediener das Gleichgewicht verliert und hinfällt. Das
zusammengeschnallte Werkzeug und die Gurte fliegen schnell zum
Gesicht des Bedieners.
Aufmerksamkeit
1) Wenn der Lastwinkel sehr steil ist, fügen Sie bitte einen Kantenschutz
hinzu.
2)Bitte wickeln Sie die Gurte um die geeignete Ladefläche.
3)Beim Spannen und Kleben befinden sich Bedienpersonal und Gurte auf
derselben Gerade Linie, die sie können durch fliegende Bänder oder

- 4 -
Umreifungsgeräte verletzt werden , also beim Betrieb Bitte stehen Sie
neben den Gurten und halten Sie Zuschauer fern. Bitte verwenden Sie die
empfohlenen Gurte mit guter Qualität in der Anleitungen , mit geeigneter
Breite, Größe und Stärke. Riemen Die nicht passenden Teile können beim
Spannen zu Beschädigungen führen.
1.8 Abscheren von Spannbändern
Verwenden Sie beim Abschneiden von Bändern ein geeignetes
Abscherwerkzeug und achten Sie auf einen Sicherheitsabstand von
Menschen, und stehen Sie nicht in der gleichen geraden Linie mit Riemen,
und halten Sie sich von der Riemen lose Richtung.Bitte verwenden Sie das
Spezialwerkzeug zum Scheren der Riemen.Es ist nicht erlaubt, zu
verwenden ein Hammer, eine Zange, eine Metallsäge , Äxte und so weiter.
1.9 Absturzgefahr
Halten Sie Ihren Arbeitsbereich sauber und ordentlich. Ein unordentlicher
Arbeitsbereich kann zu Beschädigungen führen. Vor dem Spannen,
schlechten Aufenthalten oder Ungleichgewichten kann es leicht zu Stürzen
kommen, insbesondere im Treppenbereich. Halten Sie also Körperbalance.
Beide Füße müssen auf einer ebenen und festen Oberfläche stehen.
Wenn Sie sich unwohl fühlen, bedienen Sie das Werkzeug nicht. Bitte
beachten Sie die in der Arbeit ausdrücklich genannten
Vorsichtsmaßnahmen. Bereich.
1.10 Gefahren durch Umreifungsgeräte
1) Ein gut gewartetes Umreifungsgerät ist erforderlich.
2) Überprüfen Sie regelmäßig defekte oder abgenutzte Teile. Wenn es
Risse oder abgenutzte Teile gibt, Benutzen Sie die Maschine.
3) Nehmen Sie keine Änderungen an der Maschine vor, da es sonst zu
Verletzungen kommen kann.
2.TECHNISCHE PARAMETER
2.1 Beschreibung
Das hergestellte Umreifungsgerät V2 verwendet Kunststoffbänder. Die
Bandzufuhr erfolgt manuell. Vorrichtung zum Umwickeln der
Kunststoffbänder um die Kiste (Beutel). Das Bandende wird in das
- 5 -
Umreifungsgerät eingeführt und automatisch gespannt, nach
Reibungshaftung getrennt.
2.2 Größe des Umreifungsgerätes mit Akku
Länge: 3 6 0mm
Breite:1 2 0mm
Höhe:1 25 mm
2.3 Gurtmaterial
Qualität: flache oder geprägte Bänder aus PET (Polyester) und PP
(Polypropylen).
Größe: Breite 9,00–16,00 mm / Dicke 0,4–1,20 mm
Bitte wählen Sie die passende Größe entsprechend dem von Ihnen
gekauften Umreifungsgerät.
2.4 Gurtstärke
Zugfestigkeit: 600-3200N ist einstellbar .
(Der Maximalwert hängt von der Qualität der Riemen ab.)
Spanngeschwindigkeit: 6 0-200mm/s
Klebkraft: ca. 75 % der Kunststoffbänder (abhängig von der Qualität der
Bänder).
2.5 Arbeitstemperatur
· Die Umgebungslufttemperatur beträgt 5 bis 45 Grad Celsius .
· Die optimale Arbeitstemperatur beträgt 15 bis 20 Grad Celsius.
3.ZUBEHÖR
Benutzen Sie nur die in der Bedienungsanleitung angegebenen
Teile und Zubehörteile. Die Benutzung anderer Zubehörteile kann zu
Verletzungen bei Ihnen und anderen führen.
3.1 Akku - Umreifungsgerät
Da einige Umreifungswerkzeuge NiCd- (Nickel - Cadmium) oder
NiMH-Akkus (Nickel-Metallhydrid) verwenden, kaufen Sie den Akku für
dieses Werkzeug bitte entsprechend den folgenden Parametern.
- 6 -
Typ: Lithiumbatterie
Spannung: 14,4 V
Kapazität:4.0Ah
3.2 Batterieladegerät
Standardladegerät:
Eingang: 100 V-240 V-50/60 Hz, 1,5 A.
Ausgang: 16,8 V-DC 2,5 A
Ladezeit:
Lithium Akku 4,0 A/h, Ladezeit ca. 90 Minuten.
3.3 Jedes Umreifungsgerät ist mit einem Satz gängiger
Bedienwerkzeuge ausgestattet
3.4 Federungssystem (optionaler Kauf)
Für die Arbeitsaufhängungsposition
wählen Sie bitte FIG 1.
Für die Arbeitsaufhängungsposition
wählen Sie bitte FIG 2.
- 7 -
Abb. 1
Abb . 2
4. BEDIENELEMENTE
5. BETRIEB
5.1 Installation
1) Bitte legen Sie die Umreifungsgeräte nicht in den Regen!
2) Aus Sicherheitsgründen wird der Akku nicht geladen Lieferung.
3) Vor der Verwendung bitte aufladen. Siehe die separate
- 8 -
Bedienungsanleitung des Batterieladegeräts.
Demontage der Batterie:
1)Die Batterie wird zerlegt und zusammengebaut entsprechend der
grafischen Richtung.Beim Entfernen die Batterie, sollte die rote Taste
gedrückt werden, um ausziehen.
2) Beim Einlegen der Batterie, elektrische Menge Der Status wird für kurze
Zeit angezeigt.
3)Der Ladezustand der Batterie wird angezeigt durch Kontrollleuchte.
Leere Batterie herausnehmen
f Kontrollleuchte blinkt rot beim Spannen
oder Schweißen, was darauf hinweist, dass die Batterieleistung
läuft ab, alle elektrischen Funktionen werden gestoppt.
Haftung unzureichend
Achtung: Sollte die Haftung nicht ausreichend sein,
Bitte entfernen Sie die Gurte! Die Batterie muss
aufgeladen werden.
5.2 Einstellung der Schweißzeit u Anzugskraft
Legen Sie unterschiedliche Schweißzeiten und Anzugsmomente fest
Kraft je nach Größe und Qualität der Gurte,

- 9 -
Abbildung: Links (F), Mitte (▲), Rechts (V) können angepasst werden
Schweißzeit und Anzugskraft.
1. Wenn Sie nach links (F) drücken , wird der Bildschirm der Schutzplatte
angezeigt F1 anzeigen (erneut drücken, F2 anzeigen), F1 ist das Anziehen
Anweisung erzwingen, mittlere Taste (▲) drücken, fester anziehen,
drücken rechts (V) weniger festziehen (Datenbereich 1-10 anzeigen)
2. Wenn Sie links (F) drücken, wird der Schutzplattenbildschirm angezeigt
F1 anzeigen (erneut drücken, F2 anzeigen), F2 ist das Schweißen
Zeitanweisung: Mitteltaste (▲) mehr drücken, Rechtstaste (√) weniger
drücken (Datenbereich 1,0–5,0 s anzeigen)
5.3 Aufwickeln der Gurte
Wickeln Sie die Gurte wie in der Abbildung gezeigt auf.
Achtung! Von Öl, Fett und andere Verschmutzungen beim Schweißen
von Kunststoffbändern. Bänder können nicht geschweißt werden.
- 10 -
5.4 Gurte einlegen
Den Griff mit der rechten Hand anheben, einführen Riemen mit der linken
Hand und zwei Riemen parallel gestapelt, Griff loslassen.
5.5 Spannen der Bänder
Drücken Sie den Spannknopf,nach Erreichen Spannkraft der Riemen,
dann lösen Sie die Schalterknopf. Der Spannvorgang kann unterbrochen
werden oder
jederzeit wieder gestartet werden. Beim Spannvorgang Die Kontrollleuchte
leuchtet grün. Nach Erreichen der gewünschten Spannung nicht Drücken
Sie den Schalterknopf, es besteht die Gefahr Riemen gerissen.
HINWEIS: Spannknopf ständig gedrückt halten bis die
Kontrollleuchte violett leuchtet, hat der Anziehschutz keinen Einfluss
auf den nächsten Schritt.
Halten Sie das Gleichgewicht der Umreifungsgeräte im
Gleichgewicht beim Spannen. Bitte behindern Sie also nicht
Bewegungsrichtung des Umreifungsgerätes.
5.6 Kontakthaftung
Drücken Sie den Schweißknopf, die Hände gehen weg Sofort wird das
- 11 -
Kunststoffband verschweißt und die Überflüssige Gurte werden
abgeschnitten. Während des Schweißens leuchtet die Kontrollleuchte auf
grün oder lila. Der Schweißvorgang ist abgeschlossen.
5.7 Umreifungsgerät entfernen
Heben Sie den Griff und die losen Gurte an und ziehen Sie daran
Maschine auf die rechte Seite und von den Gurten weg.
5.8 Haftungskontrolle
Eine normale Haftungskontrolle ist erforderlich Mit bloßem Auge kann man
die Qualität der Verklebung erkennen.
Wie in der folgenden Abbildung dargestellt:
Richtige Haftung:
Schweißen Sie das Band auf der gesamten Breite, Länge beträgt etwa 19
mm.Eine kleine Menge geschmolzenen Kunststoff darf über den Rand
hinauslaufen.
- 12 -
Die Schweißzeit ist zu kurz:
Die gesamte Breite ist nicht verschweißt und die Die Haftung ist
unzureichend.
WARNUNG!Bänder mit unzureichender Verschweißung
muss entfernt werden.Schweißzeit anpassen.
Die Schweißzeit ist zu lang:
Wenn die Schweißzeit zu lang ist, werden die Bänder überhitzter,
geschmolzener Kunststoff läuft auf beiden Seiten über.
Die Klebewirkung wird beeinträchtigt.
WARNUNG! Gurte mit nicht ausreichend
Klebekraft muss entfernt werden.Stellen Sie die
Schweißzeit.
6. ELEKTRISCHER ANSCHLUSS
- 13 -
9. AUSTAUSCH VON VERSCHLEISSTEILEN

- 14 -
bei jeder Wartung den Akku.
Schneider (JD-1029) : Entfernen Sie zuerst die Schrauben der Abdeckung
der linken Platte und bewegen Sie die Schrauben auf den Fräser und
verschieben Sie ihn, tauschen Sie den Fräser aus und bauen Sie ihn in
umgekehrter Reihenfolge zusammen.
Schweißzahnplatte (JDC1024) : Entfernen Sie die feste Schraube des
unteren Schweißzahns Platte, um die Schweißzahnplatte zu entfernen und
in umgekehrter Reihenfolge zusammenzubauen.
Spannzahnplatte (JDC-1014) : Entfernen Sie die Schrauben der festen
Spannzahnplatte Setzen Sie die Platte auf die Basis und bewegen Sie sie,
ersetzen Sie die obere Platte der Zahnplatte und montieren Sie sie in
umgekehrter Reihenfolge Befehl .
Spannrad (JDC-1013) : Entfernen Sie zuerst die linke Schale und dann
die Mutter des Verbindungsstifts Welle und bewegen. Entfernen Sie die
vordere Seitenwand und bewegen Sie sie , entfernen Sie das Spannrad
und montieren Sie es in umgekehrter Reihenfolge.
Spannungs-, Haftungs- und Schnitteinstellung
Wenn die Spannung verrutscht , entfernen Sie die Schrauben der fest
gespannten Zahnplatte an der Basis und Bewegen Sie die obere Platte der
Zahnplatte.
passende Dichtung unter die gespannte Zahnplatte legen und in
umgekehrter Reihenfolge zusammenbauen Befehl.
Die Banddicke liegt zwischen 0,5 und 1,2 mm. Wenn die oberen und
unteren Schweißzähne nicht eingestellt werden, Ursache für schlechtes
Schweißen. Entfernen Sie die linke Abdeckung und entfernen Sie die
Schraube des Schweißknopfs. Passen Sie die Unterstützung an Welle M6
mutter und die feste unterstützung welle auf die frühling unterstützung,
drehen M6 mutter zu Passen Sie die Elastizität der Feder an. Oder
entfernen Sie die Schraube, mit der der Schweißzahn an der Basis
befestigt ist, und Den oberen Zahn entfernen, die Schweißdichtung unter
den Schweißzahn legen und in umgekehrter Reihenfolge zusammenbauen.
Maschine wurde im Werk eingestellt, bitte überprüfen Sie die Schweißzeit)
Wenn der Fräser nicht glatt ist, ersetzen Sie den Fräser (JD-1029) oder
ersetzen Sie den Fräser komprimiert Feder (JDS-1044), siehe
- 15 -
Verbrauchsmaterial des Fräsers, und ersetzen Sie eine.
auf den Seiten 14–16 gezeigt .
8. HÄUFIGE FEHLER
1. Besonderer Grund: Wenn die Maschine im Umreifungsprozess stecken
bleibt (LED leuchtet rot), was zu Bänder sind in der Maschine
festgeklemmt und können nicht entfernt. Sofort Strom abschalten, Gurte
durchschneiden, Schrauben an der linken und rechten Verkleidung
entfernen und bewegen, Gurte entfernen und Überprüfen Sie die Maschine.
Überprüfen Sie, ob die Leitungen am Fahrschalter abfallen, und ersetzen
Sie den Mikroschalter.
2.Drücken Sie die Schweiß- und Spanntaste. Wenn der Motor nicht rotiert,
überprüfen Sie den Motor und Mikroschalter, und ersetzen Sie den Motor
und den Mikroschalter.
9.DIAGRAMM FÜR DEN AUSTAUSCH
VERSCHLISSENER TEILE
- 16 -

- 17 -
10.V2 Montageteilenummerntabelle
- 18 -
- 19 -
- 20 -
- 21 -
- 22 -
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu,
Shanghai 200000 CN.
Nach AUS importiert: SIHAO PTY LTD, 1 ROKEVA
STREETEASTWOOD NSW 2122 Australien
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
Macchina per imballaggi
MODELLO: V2
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Modello: V2
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
- 2 -
INSTRUCTIONS
Grazie mille per aver scelto questa reggiatrice
- Si prega di leggere tutte le istruzioni prima di utilizzarlo. Le informazioni ti
aiuteranno a ottenere i migliori risultati possibili.
I prodotti presenti in questo catalogo potrebbero differire nel colore rispetto
all'articolo reale .
1.ISTRUZIONI DI SICUREZZA
Si prega di leggere attentamente la questione; se non si
segue questa richiesta, è possibile causare lesioni
all'operatore durante il funzionamento.
1.1 Funzionamento a batteria
Protezione ambientale:
1) Si prega di non gettare le batterie usate nei rifiuti domestici, nel
serbatoio delle acque reflue o nel bruciarle loro.
2) I rivenditori forniscono servizi di trattamento ambientale delle batterie.
Corto circuito
1)Non lasciare insieme batterie e altri oggetti metallici.
2) Non aprire la batteria e conservarla in un luogo asciutto e antigelo. La
temperatura massima è 50°C. Si prega di tenerla sempre asciutta.
3) Non caricare batterie usate. Cambiane subito uno nuovo
1.2 Pericolo di lesioni agli occhi
Se non si indossano occhiali di sicurezza con protezioni
laterali, si potrebbero causare danni agli occhi e persino
cecità. Richiede l'uso di occhiali di sicurezza con protezioni
laterali
1.3 Funzionamento
Il personale non adeguatamente addestrato non è autorizzato a utilizzare
la tendireggia. Prima di tendere le cinghie, leggere e comprendere
correttamente le istruzioni per l'uso. Se non si seguono le istruzioni per
l'uso o caricare le cinghie in modo improprio, ciò causerà danni alle
cinghie.

- 3 -
Prima di acquisire familiarità con la reggiatrice, tenere le dita lontane da
esso aree di compressione o taglio.
1.4 Posizione di adesione
È necessario controllare la posizione di adesione sotto pressione.
Acquisire familiarità con il controllo dell'adesione e regolamento.
L'adesione irregolare può essere insicura e causare gravi lesioni. Per
favore fallo non spedire i contenitori di imballaggio che non siano imballati
correttamente.
1.5 Distribuzione delle cinghie
Si prega di utilizzare il dispositivo di distribuzione appositamente
progettato per distribuire le cinghie. Quando no durante l'uso, piegare
l'estremità della cinghia nel dispositivo di distribuzione.
1.6 Avvertenza sulle cinghie
Non utilizzare le cinghie per trascinare o sollevare il carico, poiché ciò
potrebbe facilmente causare lesioni personali.
1.7 Pericolo di rottura delle cinghie
Funzionamento improprio, tensionamento eccessivo, utilizzo di cinghie
non adeguate, carico con spigoli vivi causerà la perdita della forza di
serraggio o la rottura delle cinghie potrebbe far perdere l'equilibrio e far
cadere l'operatore. L'attrezzo di reggiatura e le cinghie insieme volano
rapidamente verso il viso dell'operatore.
Attenzione
1)Se l'angolo di carico è molto acuto, aggiungere una protezione dei bordi.
2) Avvolgere le cinghie attorno alla superficie di carico adatta.
3) Durante il tensionamento e l'adesione, il personale operativo e le cinghie
si trovano sullo stesso in linea retta, potrebbero essere danneggiati dalle
cinghie volanti o dagli strumenti di reggiatura , quindi durante il
funzionamento si prega di stare accanto alle cinghie e di tenere gli
spettatori lontani. Utilizzare le cinghie consigliate con buona qualità nel
istruzioni , con larghezza, dimensioni e resistenza adeguate. Cinghie che
non corrispondono possono causare danni durante il tensionamento.
1.8 Taglio delle cinghie di tensionamento

- 4 -
Quando si tagliano le cinghie, utilizzare uno strumento di taglio adeguato e
garantire una distanza di sicurezza dalle persone, non stare sulla stessa
linea retta con le cinghie e tenersi lontano da direzione allentata delle
cinghie. Utilizzare lo strumento speciale per tagliare le cinghie. Non è
consentito l'uso un martello, pinze, seghetto , asce e così via.
1.9 Pericolo di caduta
Mantieni la tua area di lavoro pulita e ordinata. Un'area di lavoro
disordinata può causare rischi di danni. Prima di tensionare, fissare male o
sbilanciare , sarà facile cadere, soprattutto nell'area delle scale. Quindi
mantieni equilibrio del corpo. Entrambi i piedi devono camminare su una
superficie piana e solida. Quando ci si sente a disagio, non utilizzare
l'utensile. Si prega di prestare attenzione alle precauzioni specificatamente
menzionate nel lavoro la zona.
1.10 Pericolo legato alla reggiatrice
1) È necessario uno strumento di reggiatura ben mantenuto.
2) Ispezionare periodicamente le parti rotte o usurate, se sono presenti
crepe o parti usurate, non farlo utilizzare la macchina.
3) Non modificare la macchina, altrimenti potrebbe causare lesioni
personali.
2.PARAMETRI TECNICI
2.1 Descrizione
La reggiatrice V2 prodotta utilizza reggette in plastica. Utilizzare
manualmente l'alimentazione della reggia dispositivo per avvolgere le
reggette in plastica attorno alla scatola (borsa). L' estremità della cinghia
viene inserita nell'attrezzo per la reggiatura e tensionato automaticamente,
separato dopo l'adesione per attrito.
2.2 Dimensioni del tendireggia con batteria
Lunghezza: 3 6 0 mm
Larghezza: 1 2 0 mm
Altezza:1 25 mm
2.3 Materiale delle cinghie
Qualità: reggette piatte o goffrate in PET (poliestere) e PP (polipropilene).

- 5 -
Dimensioni: larghezza 9,00-16,00 mm / spessore 0,4-1,20 mm
Scegli la dimensione appropriata in base alla reggiatrice acquistata.
2.4 Resistenza delle cinghie
Resistenza alla trazione: 6 00-3200 N è regolabile.
(Il valore massimo dipende dalla qualità dei cinturini.)
Velocità di tensionamento: 6 0-200 mm/s
Forza adesiva: circa il 75% delle cinghie di plastica. (A seconda della
qualità delle cinghie)
2.5 Temperatura di lavoro
·La temperatura dell'aria ambiente è compresa tra 5 e 45 gradi centigradi .
·La temperatura di esercizio ottimale è compresa tra 15 e 20 gradi
centigradi.
3.ACCESSORI
Si prega di utilizzare le parti e gli accessori menzionati nelle
istruzioni per l'uso. L'utilizzo di altri accessori potrebbe ferire te e gli altri.
3.1 Tendireggia a batteria
Poiché alcuni strumenti di reggiatura possono utilizzare batterie NiCd
(nichel - cadmio) o NiMH (nichel metallo idruro), acquistare la batteria per
questo strumento in base ai seguenti parametri.
Tipo: batteria al litio
Voltaggio: 14,4 V
Capacità: 4,0 Ah
3.2 Caricabatterie
Caricabatterie standard:
Ingresso:100 V-240 V-50/60 Hz 1,5 A
Uscita: 16,8 V-CC 2,5 A
Tempo di carica:
Litio batteria 4,0 A/h, il tempo di ricarica è di circa 90 minuti.
3.3 Ogni tendireggia è dotato di un set di strumenti operativi comuni
3.4 Sistema di sospensione (acquisto opzionale)
- 6 -
Per la posizione di sospensione del
lavoro scegliere FIG 1.
Per la posizione di sospensione del
lavoro scegliere FIG 2.
FIG. 1
FIGURA 2
4.ELEMENTI OPERATIVI
- 7 -
5.PERAZIONE
5.1 Installazione
1)Si prega di non mettere gli attrezzi per la reggiatura sotto la pioggia!
2) Per motivi di sicurezza, la batteria non viene caricata quando consegna.
3) Prima dell'uso, caricare. Fare riferimento a manuale di istruzioni
separato del caricabatteria.
Smontaggio della batteria:
1)La batteria è smontata e assemblata secondo la direzione grafica.
- 8 -
Durante la rimozione la batteria, è necessario premere il pulsante rosso
uscire.
2) Quando si inserisce la batteria, quantità elettrica lo stato verrà
visualizzato per un breve periodo.
3)Lo stato di carica della batteria viene visualizzato da spia.
Rimuovere la batteria scarica
f L'indicatore luminoso lampeggia in rosso durante il tensionamento
o saldatura, che indica che la carica della batteria
si esaurisce, tutte le funzioni elettriche verranno interrotte.
Adesione insufficiente
Avvertenza:Se l'adesione non è sufficiente,
si prega di rimuovere le cinghie! La batteria deve
essere caricato.
5.2 Regolazione del tempo di saldatura e forza di serraggio
Decidere tempi di saldatura e serraggio diversi
forza in base alla dimensione e alla qualità delle cinghie,
Figura: Sinistra (F), Centro (▲), Destra (V) possono essere regolati
tempo di saldatura e forza di serraggio.
1.Quando si preme sinistra (F), lo schermo della piastra di protezione

- 9 -
mostra F1 (premi di nuovo mostra F2), F1 è il serraggio forzare le istruzioni,
premere al centro (▲) stringere ulteriormente, premere destra (V) stringere
meno (mostra l'intervallo dati 1-10)
2.Quando si preme il tasto sinistro (F), lo schermo della piastra di
protezione mostra F1 (premi di nuovo mostra F2), F2 è la saldatura
istruzioni sull'ora, premere il centro (▲) di più, premere il pulsante destro
(√) di meno (mostra l'intervallo dati 1,0-5,0 s)
5.3 Avvolgimento delle cinghie
Avvolgere le cinghie come mostrato in figura.
Avvertenza!Tenere lontano da olio, grasso e altro sporco durante la
saldatura delle reggette in plastica.Sporco le cinghie non possono
essere saldate.
5.4 Inserimento delle cinghie
Sollevare la maniglia con la mano destra, inserirla cinghie con la mano
sinistra e due cinghie parallele impilati, rilasciare la maniglia.
- 10 -
5.5 Tensionamento delle cinghie
Premere il pulsante di tensionamento, dopo aver raggiunto cinghie che
tensionano la forza, quindi rilasciare il manopola dell'interruttore.
L'operazione di tensionamento può essere interrotta o
riavviato in qualsiasi momento. Nel processo di tensionamento, la spia
viene visualizzata in verde. Dopo aver raggiunto la tensione desiderata,
non farlo premere la manopola dell'interruttore, c'è il rischio di cinghie rotte.
NOTA: premere continuamente il pulsante di tensionamento finché
l'indicatore luminoso non diventa viola, il serraggio della protezione
non influisce sul passaggio successivo.
Mantenere l'equilibrio degli strumenti di reggiatura in
movimento durante il tensionamento. Quindi, per favore, non ostruire
direzione di movimento della tendireggia.
5.6 Adesione dei contatti
Premere il pulsante di saldatura, le lancette se ne vanno immediatamente.
il cinturino in plastica è saldato e il le cinghie ridondanti vengono tagliate.
Durante la saldatura, viene visualizzata la spia luminosa verde o viola. La
saldatura è completata.
- 11 -
5.7 Rimuovere la reggiatrice
Sollevare la maniglia e allentare le cinghie, tirare macchina sul lato destro
e lontano dalle cinghie.
5.8 Controllo dell'adesione
È necessario il normale controllo dell'adesione può vedere la qualità
dell'adesione con gli occhi.
Come mostrato nella figura seguente:
Adesione corretta:
Saldare l'intera larghezza della cinghia, la saldatura la lunghezza è di circa
19 mm. Una piccola quantità di fuso la plastica può fuoriuscire dal bordo.
Il tempo di saldatura è troppo breve:
L'intera larghezza non è saldata e il l'adesione è insufficiente.
ATTENZIONE!Cinghie con saldature insufficienti
- 12 -
deve essere rimosso.Regolare il tempo di saldatura.
Il tempo di saldatura è troppo lungo:
Ad esempio, se il tempo di saldatura è troppo lungo, le cinghie lo sono
traboccamento di plastica surriscaldata e fusa sui due lati.
L'effetto di adesione è influenzato.
ATTENZIONE! Cinghie con insufficiente
la forza adesiva deve essere rimossa.Regolare il
tempo di saldatura.
6. COLLEGAMENTO ELETTRICO
- 13 -
10. SOSTITUZIONE PARTI USURATE

- 14 -
Per ogni manutenzione rimuovere la batteria.
Taglierina (JD-1029) : rimuovere prima le viti del coperchio del pannello
sinistro e spostare, rimuovere le viti sulla taglierina e spostare, sostituire la
taglierina e montare in ordine inverso.
Piastra dente di saldatura (JDC1024) : rimuovere la vite fissa del dente
inferiore di saldatura piastra per rimuovere la piastra dentata di saldatura e
montarla in ordine inverso.
Piastra dentata di tensionamento (JDC-1014) : rimuovere le viti della
piastra dentata tensionata fissa piastra sulla base e spostare, sostituire la
piastra superiore della piastra dentata e montare al contrario ordine .
Ruota di tensionamento (JDC-1013) : rimuovere prima il guscio sinistro,
rimuovere il dado del perno di collegamento albero e spostarlo. Rimuovere
il pannello laterale anteriore e spostarlo , rimuovere la ruota di
tensionamento e montarlo in ordine inverso.
Regolazione tensionamento, adesione e taglio
Se il tensionamento scivola , rimuovere le viti della piastra dentata
tensionata fissa sulla base e spostare, sostituire la piastra superiore della
piastra dentata.
Posizionare la guarnizione adattata in fabbrica sotto la piastra dentata tesa
e montare al contrario ordine.
Spessore della cinghia compreso tra 0,5 e 1,2 mm, se non si regola il
dente di saldatura superiore e inferiore, che causa scarsa saldatura.
Rimuovere il coperchio sinistro, rimuovere la vite del pulsante di saldatura.
Regolare il supporto dado M6 dell'albero e albero di supporto fisso sul
supporto della molla, ruotare il dado M6 verso destra o sinistra regolare
l'elasticità della molla. Oppure rimuovere la vite che fissava il dente di
saldatura sulla base e rimuovere il dente superiore, posizionare la
guarnizione di saldatura sotto il dente di saldatura, montare in ordine
inverso la macchina è stata regolata in fabbrica, controllare il tempo di
saldatura)
Se la taglierina non è liscia, sostituire la taglierina (JD-1029) o sostituire la
taglierina compressa molla (JDS-1044), fare riferimento ai materiali di
consumo della taglierina e sostituirne una.
Come mostrato alle pagine 14-16.
- 15 -
8.GUASTI COMUNI
1. Motivo speciale: se la macchina si blocca nel processo di reggiatura
(LED rosso), il risultato è questo le cinghie sono bloccate nella macchina e
non possono esserlo rimosso. Interrompere immediatamente
l'alimentazione, tagliare le cinghie, rimuovere le viti sui coperchi dei
pannelli sinistro e destro e spostare, rimuovere le cinghie e controllare la
macchina. Controllare che le linee sull'interruttore di marcia siano staccate
e sostituire il microinterruttore.
2.Premere il pulsante di saldatura e tensionamento, se il motore non ruota,
controllarlo e microinterruttore e sostituire il motore e il microinterruttore.
9.SCHEMA SOSTITUZIONE PARTI USURATE
- 16 -
- 17 -
10.V2 Tabella dei numeri delle parti dell'assieme
- 18 -
- 19 -
- 20 -
- 21 -
- 22 -
Indirizzo : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Importato negli Stati Uniti: Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Soporte técnico y certificado de garantía electrónica
www.vevor.com/support
Máquina flejadora
MODELO: V2
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Modelo: V2
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
- 2 -
INSTRUCTIONS
Muchas gracias por elegir esta máquina flejadora
- Lea todas las instrucciones antes de usarlo. La información le ayudará a
lograr los mejores resultados posibles.
Los productos incluidos en este catálogo pueden tener un color diferente
al del artículo real .
1.INSTRUCCIONES DE SEGURIDAD
Por favor lea atentamente los asuntos; Si no sigue este
mensaje, es posible causar lesiones al operador durante
la operación.
1.1 Funcionamiento con batería
Protección del medio ambiente:
1) No coloque las baterías usadas en el bote de basura doméstico, en el
tanque de aguas residuales ni las queme. a ellos.
2) Los distribuidores brindan servicios de tratamiento ambiental de
baterías.
Cortocircuito
1) No deje pilas ni otros objetos metálicos juntos.
2) No abra la batería y guárdela en un lugar seco y anticongelante. La
temperatura máxima es de 50 °C. Manténgala seca todo el tiempo.
3) No cargue baterías usadas. Cambie uno nuevo inmediatamente
1.2 Peligro de lesiones oculares
Si no usa gafas de seguridad con protectores laterales,
puede causar daños a los ojos e incluso ceguera.
Requiere el uso de gafas de seguridad con protectores
laterales.
1.3 Operación
No se permite que el personal que no esté debidamente capacitado opere
la herramienta de flejado. Antes de tensar las correas, lea y comprenda
correctamente las instrucciones de funcionamiento. Si no sigue Si no sigue
las instrucciones de funcionamiento o carga incorrectamente las correas,
- 3 -
se dañarán las correas.
Antes de familiarizarse con la herramienta de flejado, mantenga los dedos
alejados de áreas de compresión o corte.
1.4 Posición de adhesión
Debe verificar la posición de adhesión presionada. Familiarícese con el
control de adhesión. y regulación. La adhesión irregular puede ser
insegura, lo que puede causar lesiones graves. Por favor, hazlo No enviar
contenedores que no estén correctamente embalados.
1.5 Distribución de correas
Utilice el dispositivo de distribución especialmente diseñado para distribuir
las correas. Cuando no En uso, doble el extremo de la correa en el
dispositivo de distribución.
1.6 Advertencia de correas
No utilice correas para arrastrar o levantar cargas, ya que fácilmente
provocaría lesiones personales.
1.7 Peligro de rotura de correas
Operación inadecuada, tensión excesiva, uso de correas no requeridas,
carga en esquinas afiladas Esto provocará que se pierda la fuerza de
apriete o que las correas se rompan, lo que eventualmente podría hacer
que el operador pierda el equilibrio y se caiga. La herramienta para flejar y
las correas juntas vuelan rápidamente hacia la cara del operador.
Atención
1) Si el ángulo de carga es muy agudo, agregue protección en los bordes.
2) Enrolle las correas alrededor de la superficie de carga adecuada.
3) Al tensar y adherir, el personal operativo y las correas están en el mismo
línea recta, pueden resultar dañados por correas o herramientas de
flejado , por lo que al operar párese al lado de las correas y mantenga a
los espectadores alejados. Utilice las correas recomendadas. con buena
calidad en el Instrucciones , con un ancho, tamaño y resistencia
adecuados. Correas que no coincidan pueden causar daños al tensar.
1.8 Cizallamiento de correas tensoras
Al cortar correas, utilice una herramienta de corte adecuada y asegúrese

- 4 -
de mantener una distancia segura. de las personas, y no se pare en la
misma línea recta con las correas, y manténgase alejado de dirección
suelta de las correas. Utilice la herramienta especial para cortar las
correas. No está permitido utilizar un martillo, alicates, sierras para
metales , hachas, etc.
1.9 Peligro de caída
Mantenga su área de trabajo limpia y ordenada. Es probable que un área
de trabajo desordenada cause peligro de daños. Antes de tensiones,
malos soportes o desequilibrios , será fácil caerse, especialmente en el
área de las escaleras. Así que mantenga Equilibrio corporal. Ambos pies
deben pisar una superficie plana y sólida. Cuando se sienta incómodo, no
opere la herramienta. Preste atención a las precauciones mencionadas
específicamente en el trabajo. área.
1.10 Peligro de herramienta de flejado
1) Es necesaria una herramienta de flejado en buen estado.
2) Inspeccione periódicamente las piezas rotas o desgastadas, si hay
grietas o piezas desgastadas, no utilizar la máquina.
3) No modifique la máquina, ya que podría causar lesiones personales.
2.PARÁMETROS TÉCNICOS
2.1 Descripción
La herramienta de flejado V2 fabricada utiliza correas de plástico. Utilice la
alimentación de correas manualmente Dispositivo para enrollar las correas
de plástico alrededor de la caja (bolsa). El extremo de la correa se inserta
en la herramienta para flejar. Y tensado automáticamente, separado
después de la adhesión por fricción.
2.2 Tamaño de la herramienta flejadora con batería
Longitud: 3 6 0mm
Ancho: 1 2 0 mm
Altura: 1 25 mm
2.3 Material de las correas
Calidad: Flejes de PET (poliéster) y PP (polipropileno) planos o gofrados.
Tamaño: ancho9 ,00-16,00 mm / espesor 0,4-1,20 mm
- 5 -
Elija el tamaño adecuado según la herramienta de flejado que haya
adquirido.
2.4 Fuerza de las correas
Resistencia a la tracción: 6 00-3200N es ajustable.
(El valor máximo depende de la calidad de las correas).
Velocidad de tensado: 6 0-200 mm/s
Fuerza adhesiva: alrededor del 75% de las correas de plástico.
(Dependiendo de la calidad de las correas)
2.5 Temperatura de trabajo
·La temperatura ambiente del aire es de 5 a 45 grados centígrados .
·La temperatura óptima de trabajo es de 15 a 20 grados centígrados.
3.ACCESORIO
Utilice las piezas y accesorios mencionados en las instrucciones de
funcionamiento. El uso de otros accesorios puede causarle daño a usted y
a otras personas.
3.1 Flejadora alimentada por batería
Como algunas herramientas de flejado pueden usar baterías NiCd (níquel
- cadmio) o NiMH (níquel hidruro metálico), compre la batería para esta
herramienta de acuerdo con los siguientes parámetros.
Tipo: batería de litio
Voltaje: 14,4 V
Capacidad: 4.0Ah
3.2 Cargador de batería
Cargador estándar:
Entrada: 100V-240V-50/60Hz 1, 5 A
Salida: 16,8 V-CC 2,5 A.
Tiempo de carga:
Litio Batería de 4,0 A/h, el tiempo de carga es de aproximadamente 90
minutos.
3.3 Cada herramienta de flejado está equipada con un juego de
- 6 -
herramientas operativas comunes
3.4 Sistema de suspensión (compra opcional)
Para la posición de suspensión del
trabajo, elija la FIG 1.
Para la posición de suspensión del
trabajo, elija la FIG 2.
FIGURA 1
FIGURA 2
4.ELEMENTOS OPERATIVOS
- 7 -
5.PERACIÓN
5.1 Instalación
1) ¡No coloque las herramientas de flejado bajo la lluvia!
2) Por seguridad, la batería no está cargada cuando entrega.
3) Antes de usar, cárguelo. Consulte el manual de instrucciones del
cargador de batería por separado.
Desmontaje de la batería:
- 8 -
1) La batería está desmontada y montada. según la dirección gráfica. Al
retirar la batería, se debe presionar el botón rojo para mudarse.
2) Al insertar la batería, la cantidad eléctrica El estado se mostrará por un
corto tiempo.
3) El estado de carga de la batería se muestra en el luz indicadora.
Retire la batería vacía
f La luz indicadora parpadea en rojo al tensar
O soldadura, lo que indica que la energía de la batería
Cuando se acabe, se detendrán todas las funciones eléctricas.
Adhesión insuficiente
Advertencia: si la adherencia no es suficiente,
¡Quite las correas! La batería debe
ser cargado.
5.2 Ajuste del tiempo de soldadura y fuerza de apriete
Decidir diferentes tiempos de soldadura y apriete.
fuerza según el tamaño y la calidad de las correas,
Figura: Izquierda (F), Medio (▲), Derecha (V) se puede ajustar
Tiempo de soldadura y fuerza de apriete.

- 9 -
1. Al presionar hacia la izquierda (F), la pantalla de la placa de protección
muestra F1 (presiona nuevamente para mostrar F2), F1 es el ajuste
Instrucción de fuerza, presione el medio (▲) más apriete, presione
derecha (V) menos apretar (muestra el rango de datos 1-10)
2. Cuando presione hacia la izquierda (F), la pantalla de la placa de
protección muestra F1 (presiona nuevamente para mostrar F2), F2 es la
soldadura instrucción de tiempo, presione el medio (▲) más, presione la
derecha (√) menos (muestre el rango de datos 1.0-5.0 s)
5.3 Enrollado de correas
Enrolle las correas como se muestra en la figura.
¡Advertencia! Mantener alejado del aceite, la grasa y Otra suciedad al
soldar correas de plástico.Sucia Las correas no se pueden soldar.
5.4 Inserción de correas
Levante el mango con la mano derecha, inserte Correas con mano
- 10 -
izquierda y dos correas paralelas. apilados, suelte el mango.
5.5 Tensado de correas
Presione el botón tensor, después de alcanzar Fuerza de tensión de las
correas, luego suelte las perilla del interruptor. El proceso de tensado
puede interrumpirse o
reiniciado en cualquier momento. En el proceso de tensado, La luz
indicadora se muestra en verde. Después de alcanzar la tensión deseada,
no Presione la perilla del interruptor, existe el riesgo de correas rotas.
NOTA: Presione el botón tensor todo el tiempo. Hasta que la luz
indicadora se muestre en violeta, la protección de ajuste no afecta el
siguiente paso.
Mantenga el equilibrio de las herramientas de flejado
cambiando al tensar. Por lo tanto, no obstruya dirección de
movimiento de la herramienta de flejado.
5.6 Adhesión por contacto
Presione el botón de soldadura, las manos se van Inmediatamente. Se
suelda la correa de plástico y se Se cortan las correas sobrantes. Durante
la soldadura, la luz indicadora se muestra en verde o morado. Se completa
- 11 -
la soldadura.
5.7 Quitar la herramienta de flejado
Levante el asa y suelte las correas, tire del máquina hacia el lado derecho
y lejos de las correas.
5.8 Control de adherencia
Es necesario un control normal de la adherencia. Se puede ver la calidad
de la adherencia con los ojos.
Como se muestra en la siguiente figura:
Adhesión correcta:
Suelde todo el ancho de la correa, la soldadura La longitud es de
aproximadamente 19 mm. Una pequeña cantidad de fundido Se permite
que el plástico desborde el borde.
El tiempo de soldadura es demasiado corto:
Todo el ancho no está soldado y el la adherencia es insuficiente.
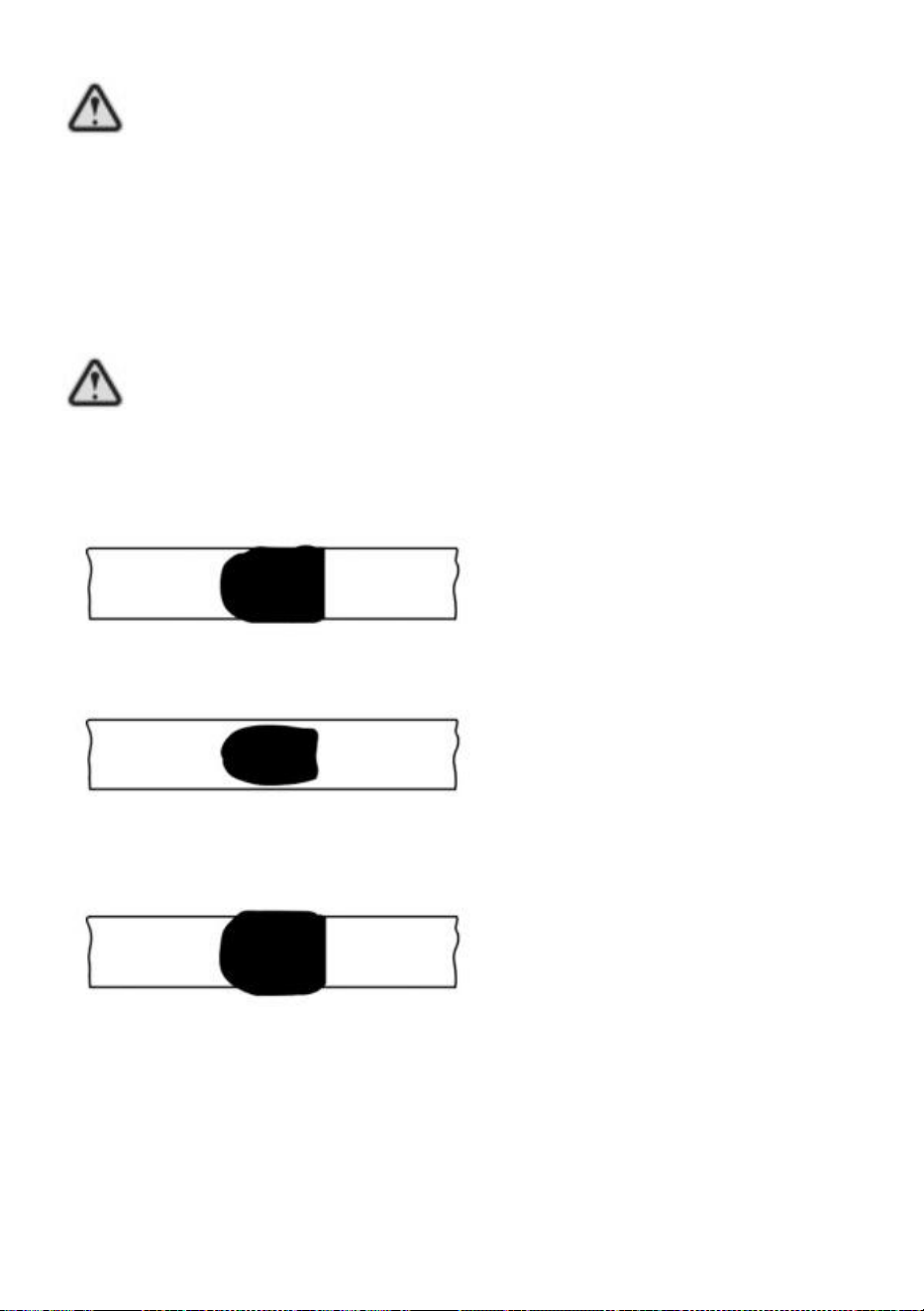
- 12 -
¡ADVERTENCIA! Correas con soldadura insuficiente
Debe ser eliminado. Ajuste el tiempo de soldadura.
El tiempo de soldadura es demasiado largo:
Por ejemplo, si el tiempo de soldadura es demasiado largo, las correas
son El plástico fundido y sobrecalentado se desborda en ambos lados.
El efecto de adherencia se ve afectado.
¡ADVERTENCIA! Correas con insuficiente
Se debe eliminar la fuerza adhesiva. Ajuste la
tiempo de soldadura.
6. CONEXIÓN ELÉCTRICA
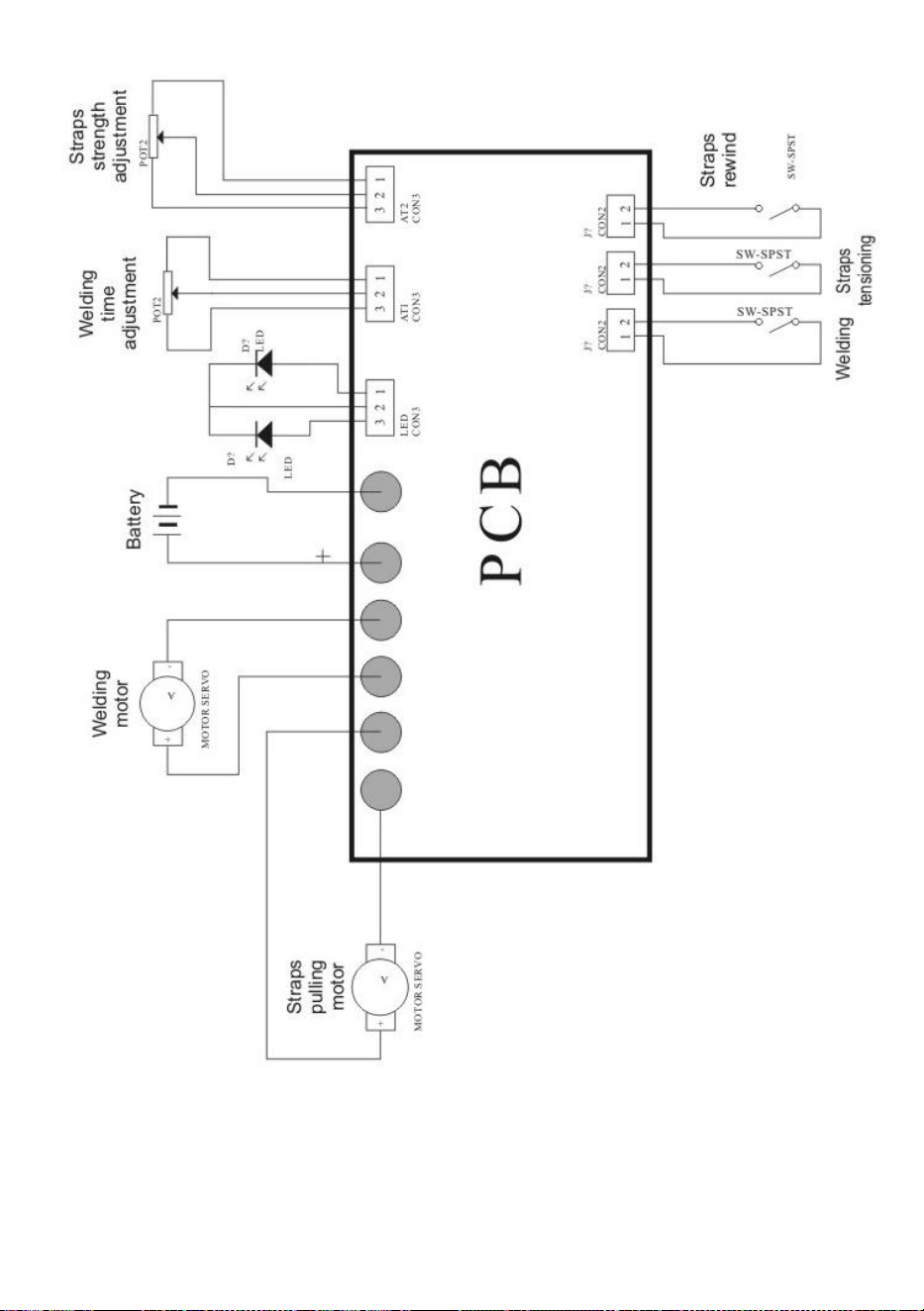
- 13 -
11. REEMPLAZO DE PIEZAS DESGASTADAS

- 14 -
Para cada mantenimiento, retire la batería.
Cortador (JD-1029) : Primero retire los tornillos de la cubierta del panel
izquierdo y muévalo, retire los tornillos. en el cortador y muévalo,
reemplace el cortador y ensamble en orden inverso.
Placa de dientes de soldadura (JDC1024) : Retire el tornillo fijo del
diente inferior de soldadura. Placa para quitar la placa dentada de
soldadura; y ensamblar en orden inverso.
Placa dentada tensora (JDC-1014) : Retire los tornillos de la placa
dentada tensada fija. placa en la base y mueva, reemplace la placa
superior de la placa dentada y ensamble al revés orden .
Rueda tensora (JDC-1013) : primero retire la carcasa izquierda, retire la
tuerca del pasador de conexión eje y muévalo. Retire el panel lateral
frontal y muévalo , retire la rueda tensora y ensamble . en orden inverso.
Ajuste de tensión, adherencia y corte.
Si se desliza el tensor , retire los tornillos de la placa dentada tensada fija
en la base y Mueva, reemplace la placa superior de la placa dentada.
Coloque la junta adaptada de fábrica debajo de la placa dentada tensada y
ensamble al revés. orden.
Grosor de la correa entre 0,5 y 1,2 mm, si no ajusta los dientes de
soldadura superior e inferior, que Causa una mala soldadura. Retire la
cubierta izquierda, retire el tornillo del botón de soldadura. Ajuste el
soporte. Tuerca del eje M6 y el eje de soporte fijo en el soporte del resorte,
gire la tuerca M6 hacia la derecha o hacia la izquierda para Ajuste la
elasticidad del resorte. O retire el tornillo que fija el diente de soldadura en
la base y Retire el diente superior, coloque la junta de soldadura debajo
del diente de soldadura y ensamble en orden inverso. La máquina ha sido
ajustada en fábrica, verifique el tiempo de soldadura)
Si el cortador no es suave, reemplace el cortador (JD-1029) o reemplace
el cortador comprimido Resorte (JDS-1044), consulte los consumibles del
cortador y reemplace uno.
Como se muestra en las páginas 14-16.
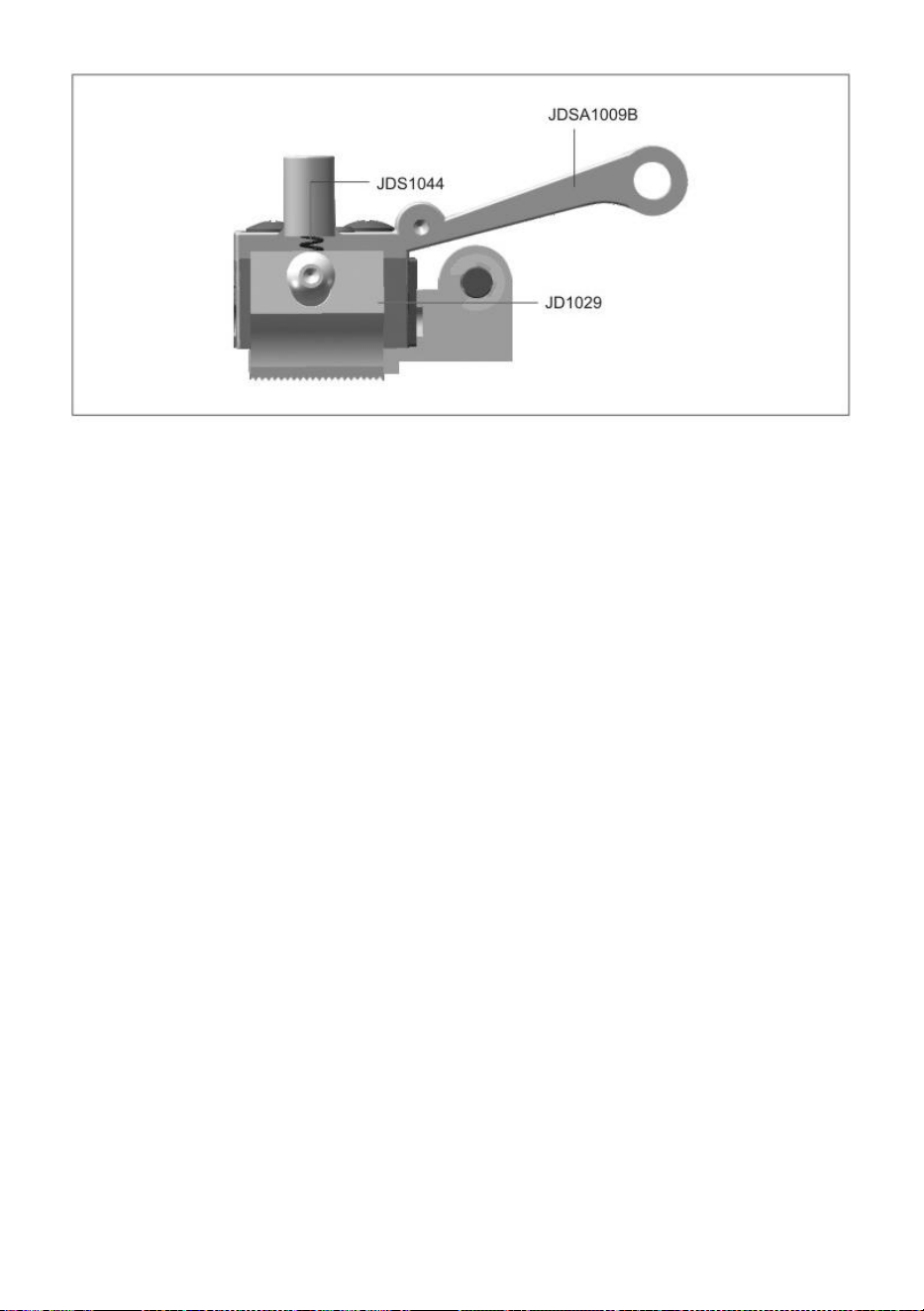
- 15 -
8. FALLAS COMUNES
1. Razón especial: si la máquina se atasca en el proceso de flejado (LED
en rojo), lo que resulta Las correas están atascadas en la máquina y no se
pueden sacar. retirado.Corte inmediatamente la alimentación,corte las
correas,quite los tornillos de las cubiertas de los paneles izquierdo y
derecho y muévalo,quite las correas,y Revise la máquina. Verifique que
las líneas en el interruptor de viaje se caigan y reemplace el
microinterruptor.
2. Presione el botón de soldadura y tensión, si el motor no gira, verifique el
motor y microinterruptor y reemplace el motor y el microinterruptor.
9.DIAGRAMA DE SUSTITUCIÓN DE PIEZAS
DESGASTADAS
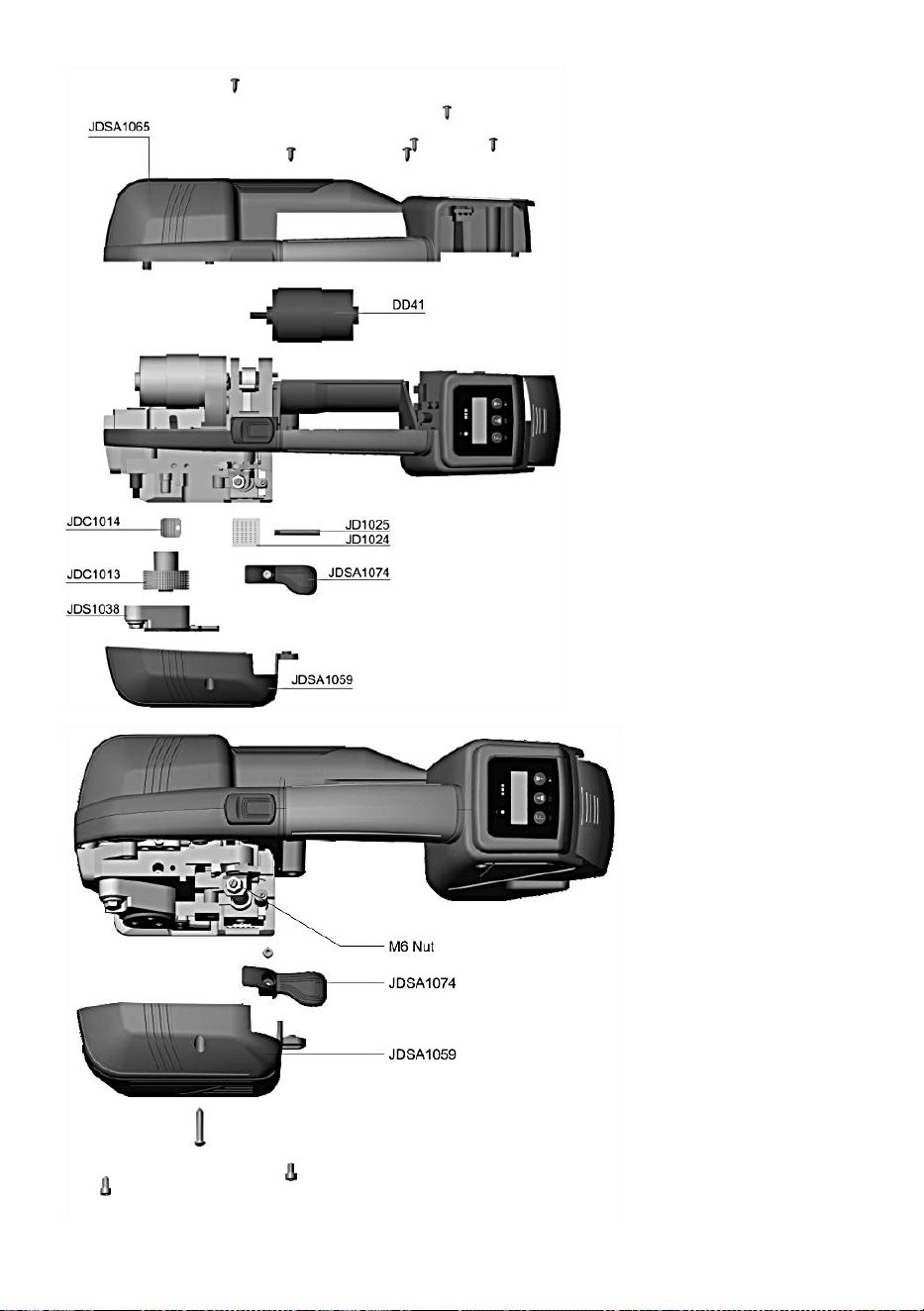
- 16 -

- 17 -
10.Tabla de números de piezas del conjunto V2
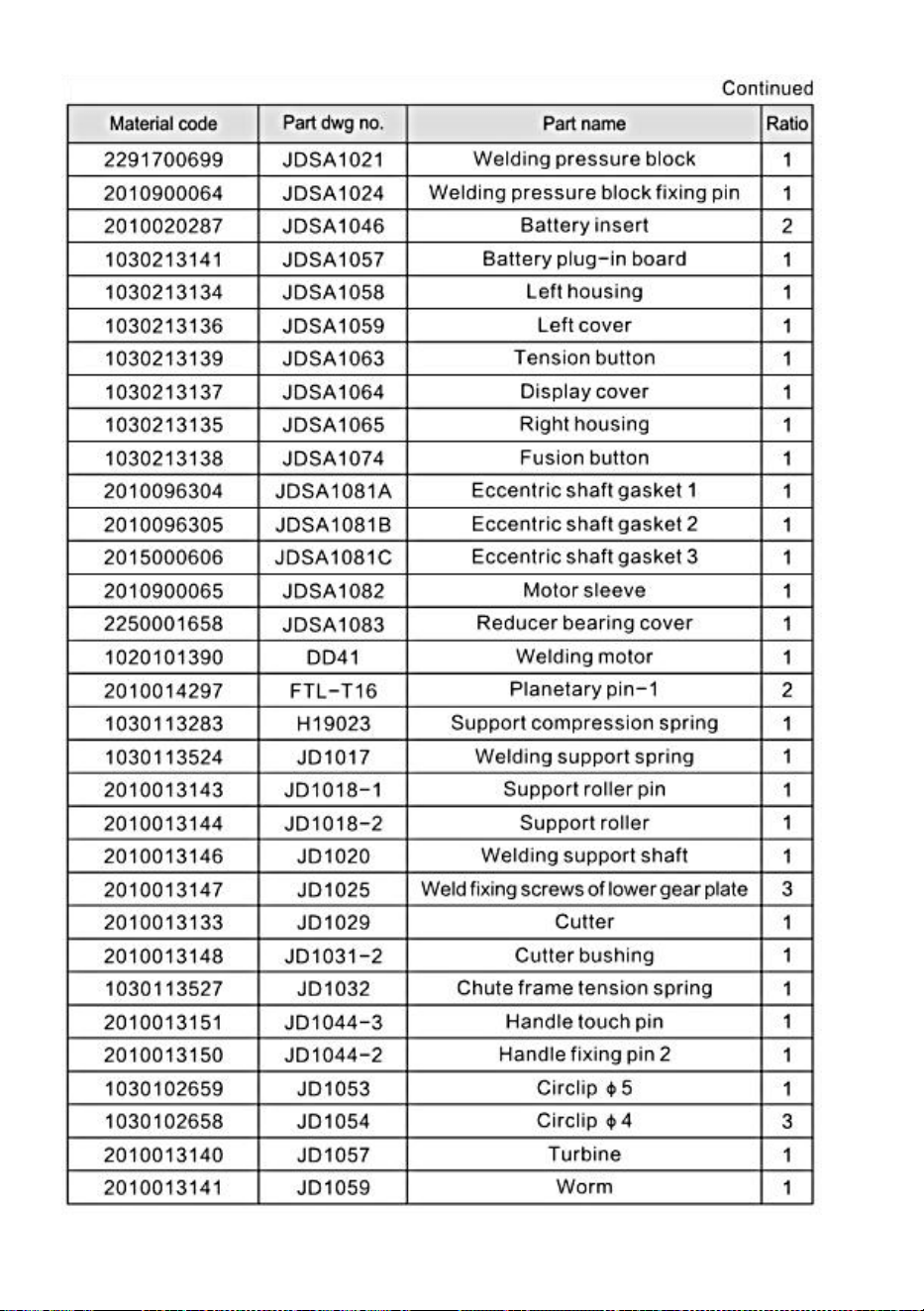
- 18 -
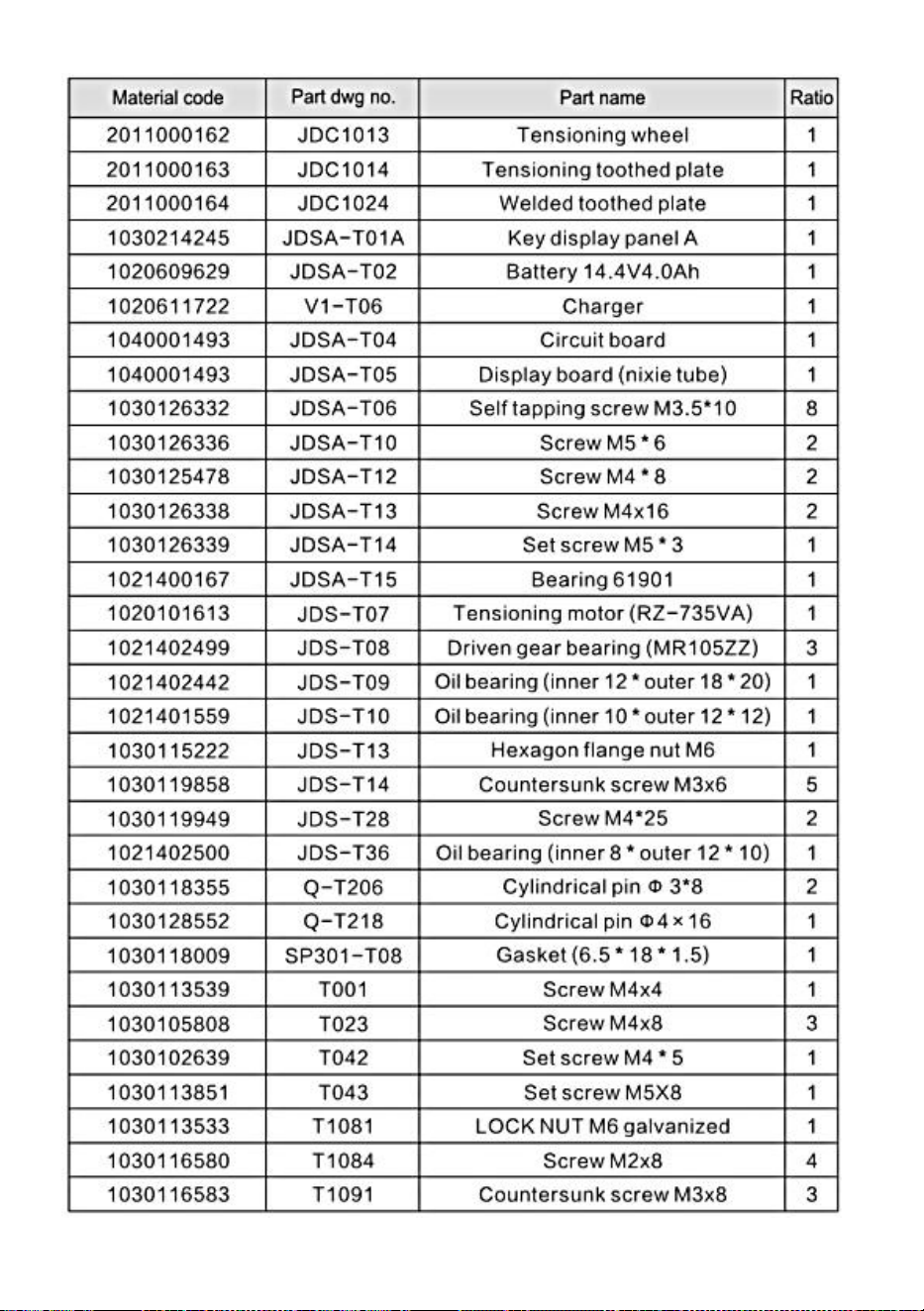
- 19 -
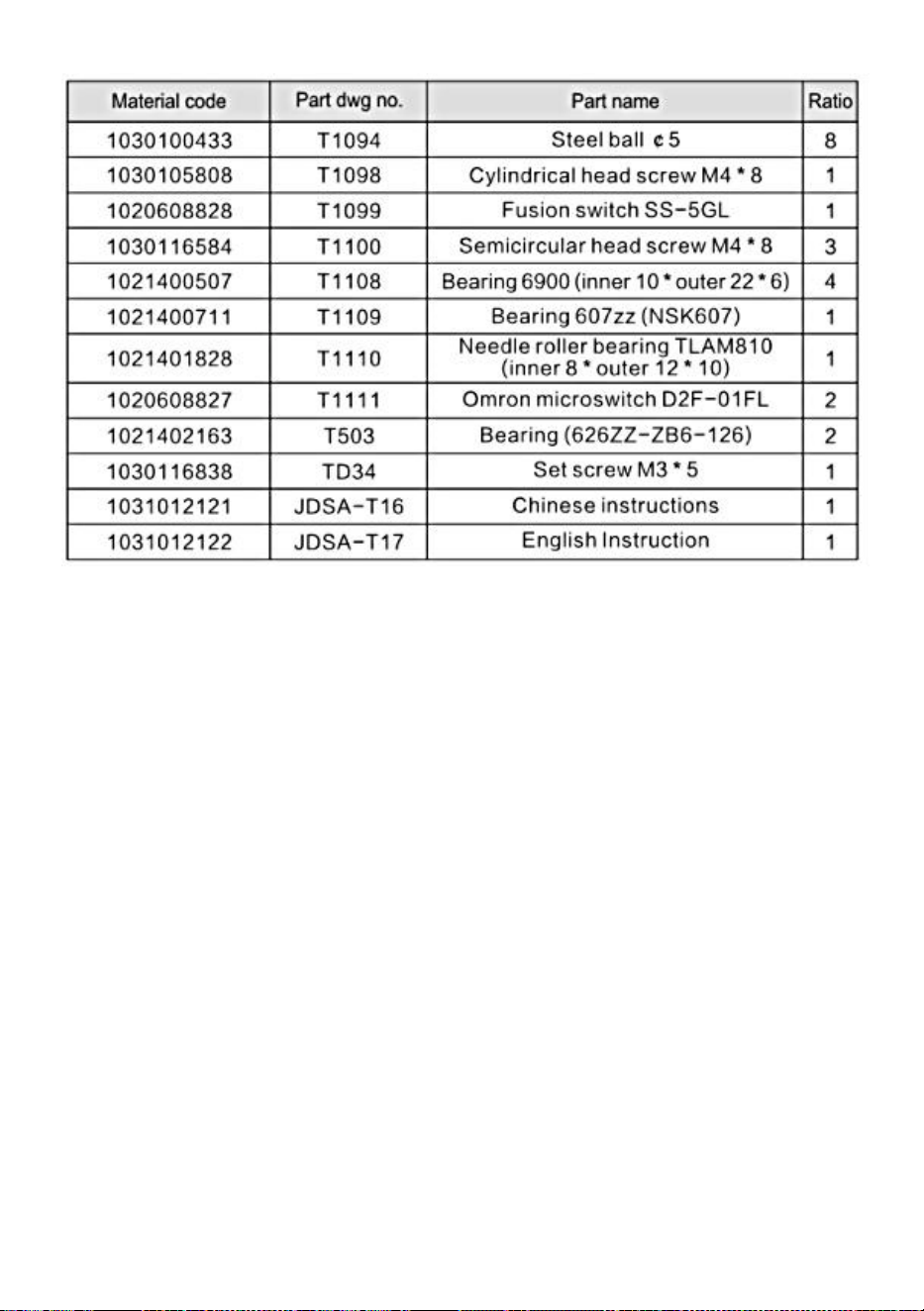
- 20 -
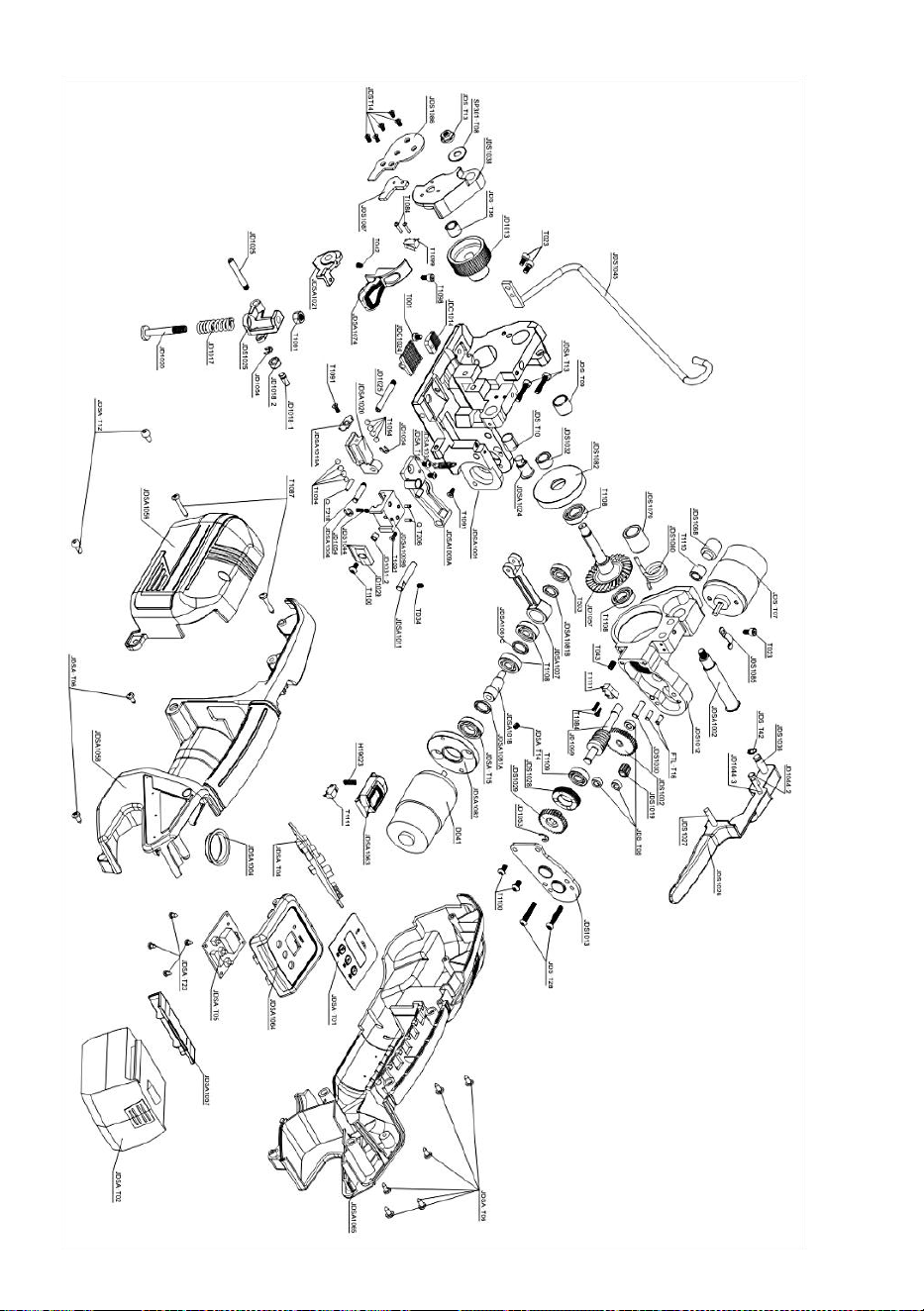
- 21 -
- 22 -
Dirección : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importado a AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Importado a EE. UU.: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Wsparcie techniczne i certyfikat e-gwarancji
www.vevor.com/support
Maszyna do spinania
MODEL: V2
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Model: V2
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
- 2 -
INSTRUCTIONS
Dziękujemy bardzo za wybranie tej maszyny do spinania
- Przed użyciem przeczytaj całą instrukcję. Informacje te pomogą Ci
osiągnąć najlepsze możliwe rezultaty.
Produkty prezentowane w tym katalogu mogą różnić się kolorem od
rzeczywistego .
1.INSTRUKCJA BEZPIECZEŃSTWA
Prosimy o uważne zapoznanie się ze sprawami; Jeśli nie
zastosujesz się do tego monitu, może to być przyczyną
obrażenia operatora podczas pracy.
1.1 Praca bateryjna
Ochrona środowiska:
1) Proszę nie wrzucać zużytych baterii do domowego kosza na śmieci,
zbiornika na ścieki ani nie palić ich.
2) Dealerzy świadczą usługi oczyszczania środowiska akumulatorów.
Zwarcie
1) Nie zostawiaj baterii i innych metalowych przedmiotów razem.
2) Nie otwieraj baterii i przechowuj ją w suchym i zabezpieczonym przed
zamarzaniem pomieszczeniu. Maksymalna temperatura wynosi 50°C.
Proszę utrzymywać ją przez cały czas w suchości.
3) Nie ładuj zużytych baterii. Natychmiast zmień na nowy
1.2 Niebezpieczeństwo obrażeń oczu
Jeśli nie nosisz okularów ochronnych z bocznymi osłonami,
może to spowodować uszkodzenie oczu, a nawet ślepota.
Wymaga noszenia okularów ochronnych z bocznymi
osłonami
1.3 Obsługa
Osoby, które nie zostały odpowiednio przeszkolone, nie mogą obsługiwać
urządzenia do wiązania. Przed naprężeniem pasów należy przeczytać i
właściwie zrozumieć instrukcję obsługi. W przypadku nieprzestrzegania
instrukcji obsługi lub nieprawidłowo załaduj paski, spowoduje to ich
- 3 -
uszkodzenie.
Przed zapoznaniem się z narzędziem do spinania trzymaj palce z daleka
od tego urządzenia miejsca ściskania lub cięcia.
1.4 Pozycja przyczepności
Powinieneś sprawdzić położenie przyczepności pod ciśnieniem. Zapoznaj
się z kontrolą przyczepności i regulacja. Nieregularne przyleganie może
powodować brak pewności, co może spowodować poważne obrażenia.
Proszę zrób nie wysyłać pojemników do pakowania, które nie są
prawidłowo zapakowane.
1.5 Rozmieszczenie pasów
Do rozłożenia pasów należy użyć specjalnie zaprojektowanego urządzenia
rozprowadzającego. Kiedy nie podczas użytkowania należy złożyć koniec
paska do urządzenia rozprowadzającego.
1.6 Ostrzeżenie o paskach
Nie używaj pasów do ciągnięcia lub podnoszenia ładunku, co może łatwo
prowadzić do obrażeń ciała.
1.7 Ryzyko zerwania pasów
Niewłaściwa obsługa, nadmierne napięcie, użycie pasów niezgodnie z
wymaganiami, obciążenie ostrymi narożnikami spowoduje utratę siły
napinającej lub zerwanie pasów, co może ostatecznie spowodować utratę
równowagi i upadek operatora. Narzędzie do wiązania i paski szybko lecą
w stronę twarzy operatora.
Uwaga
1) Jeśli kąt obciążenia jest bardzo ostry, należy dodać zabezpieczenie
krawędzi.
2) Proszę owinąć pasy wokół odpowiedniej powierzchni ładunkowej.
3) Podczas napinania i przyczepności personel obsługujący i paski są na
tym samym poziomie linii prostej, mogą zostać zranione przez latające
paski lub narzędzia do spinania , więc podczas pracy proszę stanąć obok
pasów i trzymać widzów z daleka. Należy używać zalecanych pasków z
dobrą jakością w instrukcje , o odpowiedniej szerokości, rozmiarze i
wytrzymałości. Paski które nie pasują, mogą spowodować uszkodzenie

- 4 -
podczas napinania.
1.8 Ścinanie pasów napinających
Podczas przecinania pasów należy używać odpowiedniego narzędzia do
cięcia i zachować bezpieczną odległość od ludzi i nie stój w tej samej linii
prostej z paskami i trzymaj się z dala od paski są luźne. Do przecięcia
pasków należy używać specjalnego narzędzia. Nie wolno go używać
młotek, szczypce, piła do metalu , siekiery i tak dalej.
1.9 Niebezpieczeństwo upadku
Utrzymuj miejsce pracy w czystości i porządku. Zaniedbane miejsce pracy
może spowodować ryzyko uszkodzenia. Przed naprężeniem, złym
podwieszeniem lub brakiem równowagi łatwo będzie upaść, szczególnie w
obszarze schodów. Dlatego należy zachować równowaga ciała. Obie stopy
powinny stać na płaskiej i twardej powierzchni. Jeśli czujesz się
niekomfortowo, nie używaj narzędzia. Zwróć uwagę na środki ostrożności
wyraźnie wymienione w pracy obszar.
1.10 Niebezpieczeństwo związane z narzędziem do spinania
1) Niezbędne jest dobrze utrzymane narzędzie do spinania.
2) Okresowo sprawdzaj uszkodzone lub zużyte części, jeśli są pęknięcia
lub zużyte części, nie rób tego korzystać z maszyny.
3) Nie modyfikuj maszyny, gdyż może to spowodować obrażenia ciała.
2. PARAMETRY TECHNICZNE
2.1 Opis
W produkowanym narzędziu do spinania V2 zastosowano paski plastikowe.
Podajnik należy podawać ręcznie urządzenie do owijania plastikowych
pasków wokół pudełka (torby). Koniec paska wkłada się do narzędzia do
spinania i automatycznie napinane, oddzielane po przyleganiu ciernym.
2.2 Rozmiar taśmy z akumulatorem
Długość: 3 6 0mm
Szerokość: 1 2 0 mm
Wysokość: 1 25 mm
- 5 -
2.3 Materiał pasków
Jakość: płaskie lub wytłaczane paski PET (poliester) i PP (polipropylen).
Rozmiar: szerokość 9,00-16,00 mm / grubość 0,4-1,20 mm
Wybierz odpowiedni rozmiar w zależności od zakupionego narzędzia do
spinania.
2.4 Siła pasów
Wytrzymałość na rozciąganie: 6 00-3200N jest regulowana.
(Maksymalna wartość zależy od jakości pasków.)
Prędkość napinania: 6 0-200mm/s
Siła przyczepności: około 75% pasków plastikowych. (w zależności od
jakości pasków)
2.5 Temperatura pracy
·Temperatura powietrza otoczenia wynosi od 5 do 45 stopni Celsjusza .
·Optymalna temperatura pracy wynosi od 15 do 20 stopni Celsjusza.
3. AKCESORIA
Należy używać części i akcesoriów wymienionych w instrukcji
obsługi. Używanie innych akcesoriów może zranić Ciebie i inne osoby.
3.1 Wiązarka zasilana akumulatorowo
Ponieważ niektóre narzędzia do spinania mogą wykorzystywać
akumulatory NiCd (niklowo - kadmowe) lub NiMH (niklowo-wodorkowe),
należy zakupić akumulator do tego narzędzia zgodnie z poniższymi
parametrami.
Typ: bateria litowa
Napięcie: 14,4 V
Pojemność: 4,0Ah
3.2 Ładowarka akumulatora
Standardowa ładowarka:
Wejście: 100 V-240 V-50/60 Hz 1,5 A
Wyjście: 16,8 V-DC2,5 A
Czas ładowania:
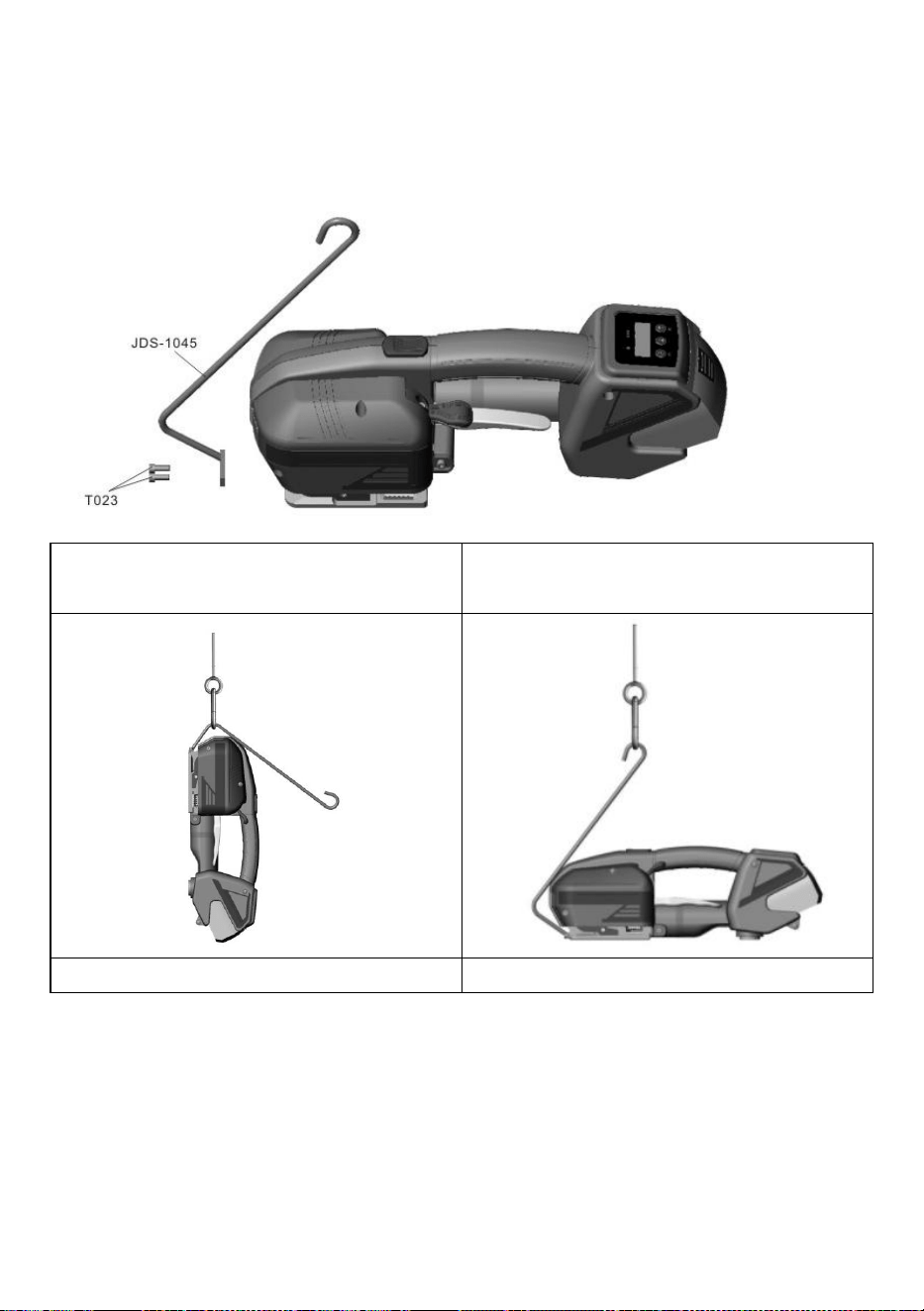
- 6 -
Lit akumulator 4,0 A/h, czas ładowania około 90 minut.
3.3 Każde narzędzie do spinania jest wyposażone w jeden zestaw
wspólnych narzędzi operacyjnych
3.4 Układ zawieszenia (zakup opcjonalny)
Aby wybrać pozycję zawieszenia
roboczego, wybierz RYS. 1.
Aby wybrać pozycję zawieszenia
roboczego, wybierz RYS. 2.
RYS. 1
RYS . 2
4.ELEMENTY DZIAŁANIA
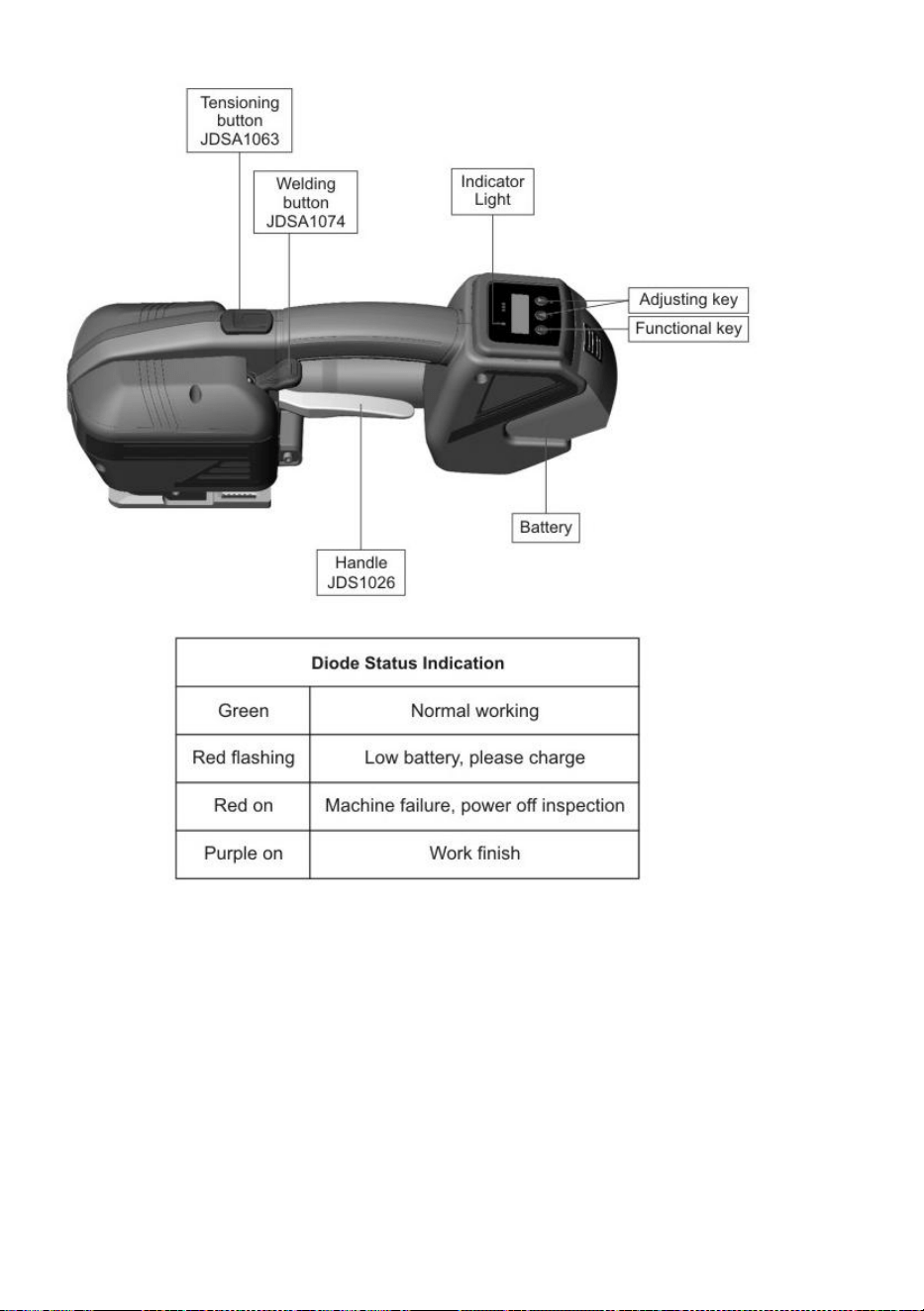
- 7 -
5.PERACJA
5.1 Instalacja
1) Nie wystawiaj narzędzi do spinania na deszcz!
2) Ze względów bezpieczeństwa bateria nie jest ładowana, gdy dostawa.
3) Przed użyciem należy naładować. Patrz osobna instrukcja obsługi
ładowarki akumulatorów.
Demontaż baterii:
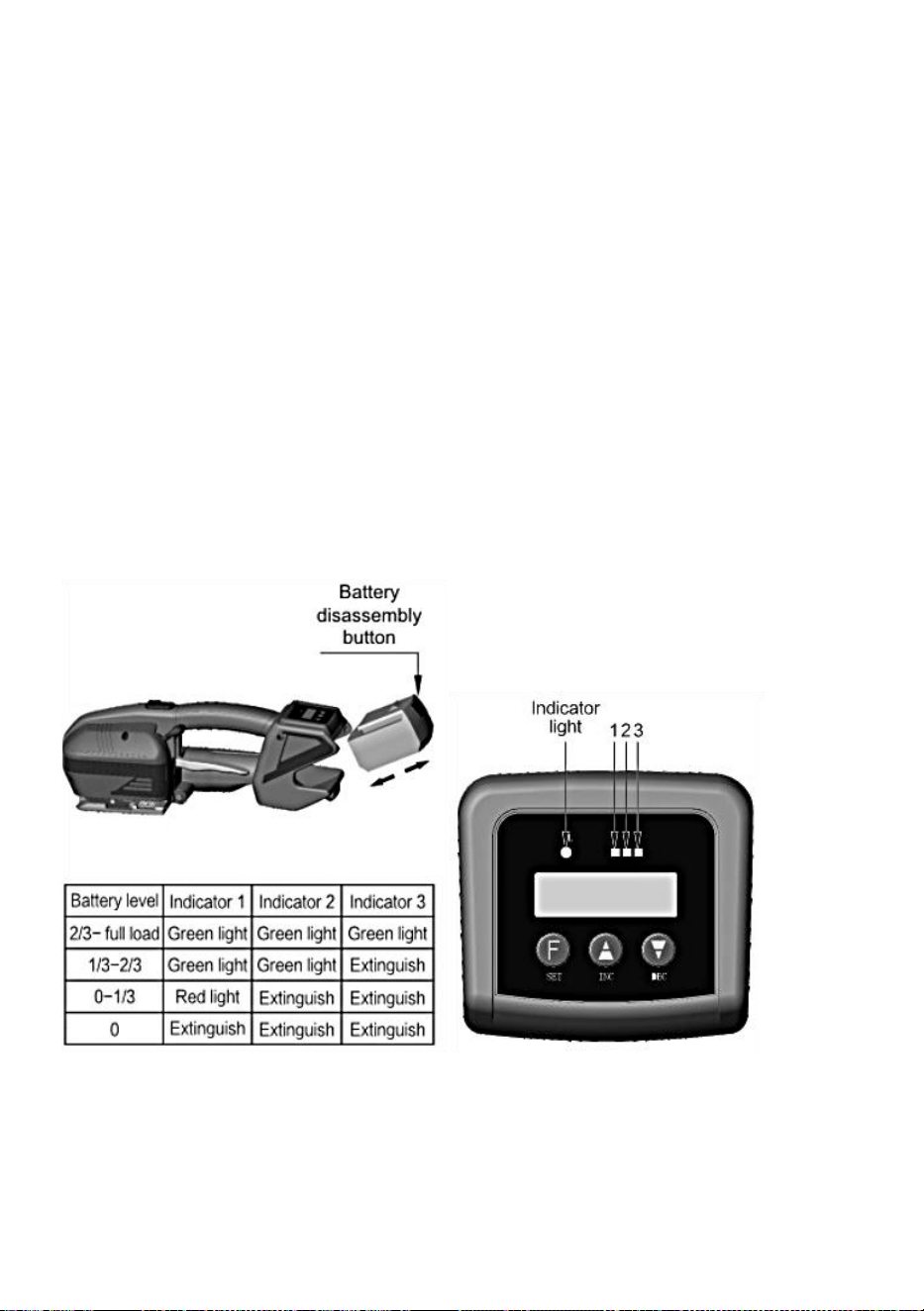
- 8 -
1)Akumulator jest zdemontowany i zmontowany zgodnie z kierunkiem
grafiki. Podczas usuwania baterii, należy nacisnąć czerwony przycisk
Wyprowadzać się.
2) Podczas wkładania baterii ilość prądu stan będzie widoczny przez krótki
czas.
3) Stan naładowania akumulatora jest wyświetlany przez Kontrolka.
Wyjmij pustą baterię
f Lampka kontrolna miga na czerwono podczas napinania
lub spawanie, co wskazuje, że moc baterii
skończy się, wszystkie funkcje elektryczne zostaną zatrzymane.
Przyczepność niewystarczająca
Ostrzeżenie: Jeżeli przyczepność nie jest wystarczająca,
proszę zdjąć paski! Bateria musi
zostać obciążony.
5.2 Regulacja czasu zgrzewania i siła dokręcania
Wybierz inny czas zgrzewania i dokręcania
siła dostosowana do rozmiaru i jakości pasków,
Rysunek: Lewy (F), Środkowy (▲), Prawy (V) można regulować

- 9 -
czas zgrzewania i siła dokręcania.
1. Po naciśnięciu w lewo (F), osłona płyty ochronnej pokaż F1 (naciśnij
ponownie pokaż F2), F1 to dokręcenie Instrukcja siły, naciśnij środkowy (▲)
bardziej dokręć, naciśnij prawo(V)mniej dokręcić (pokaż zakres danych
1-10)
2. Po naciśnięciu w lewo (F) ekran płyty ochronnej pokaż F1 (naciśnij
ponownie pokaż F2), F2 to spawanie instrukcja czasu, naciśnij środkowy
(▲) więcej, naciśnij prawy (√) mniej (pokaż zakres danych 1,0-5,0 s)
5.3 Zwijanie pasów
Zwiń paski w sposób pokazany na rysunku.
Ostrzeżenie! Trzymać z dala od oleju, smaru i inne zabrudzenia
podczas zgrzewania pasków plastikowych. Brudne pasków nie
można zgrzewać.
5.4 Wkładanie pasów
Podnieś uchwyt prawą ręką, włóż paski lewą ręką i dwa paski równoległe
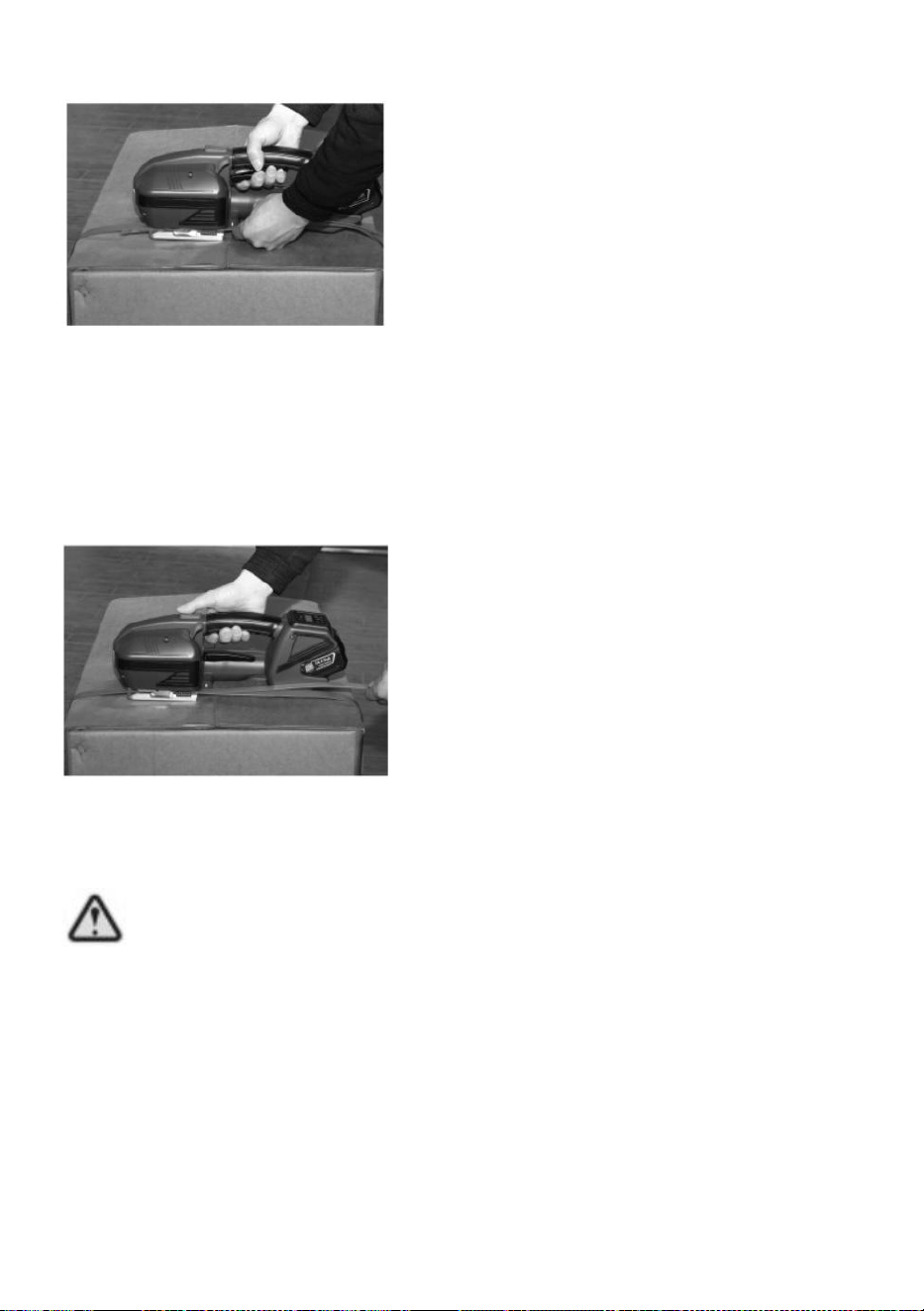
- 10 -
ułożone w stos, zwolnij uchwyt.
5.5 Napinanie pasów
Po dotarciu naciśnij przycisk napinania siłę naciągu pasków, a następnie
zwolnij je pokrętło przełącznika. Operację napinania można przerwać lub
w dowolnym momencie ponownie uruchomić. W procesie napinania
lampka kontrolna świeci na zielono. Po osiągnięciu pożądanego napięcia
nie rób tego naciśnij pokrętło przełącznika, istnieje ryzyko paski zerwane.
UWAGA: Cały czas naciskaj przycisk napinania dopóki lampka
kontrolna nie zaświeci się na fioletowo, zabezpieczenie dokręcania
nie ma wpływu na następny krok.
Utrzymuj zmianę równowagi narzędzi do spinania podczas
napinania. Dlatego proszę nie przeszkadzać kierunek ruchu narzędzia
do spinania.
5.6 Przyczepność kontaktowa
Naciśnij przycisk spawania, ręce opuszczą natychmiast. Plastikowy pasek
jest przyspawany i zbędne paski są odcięte. Podczas spawania zapala się
lampka kontrolna zielony lub fioletowy. Spawanie zostało zakończone.
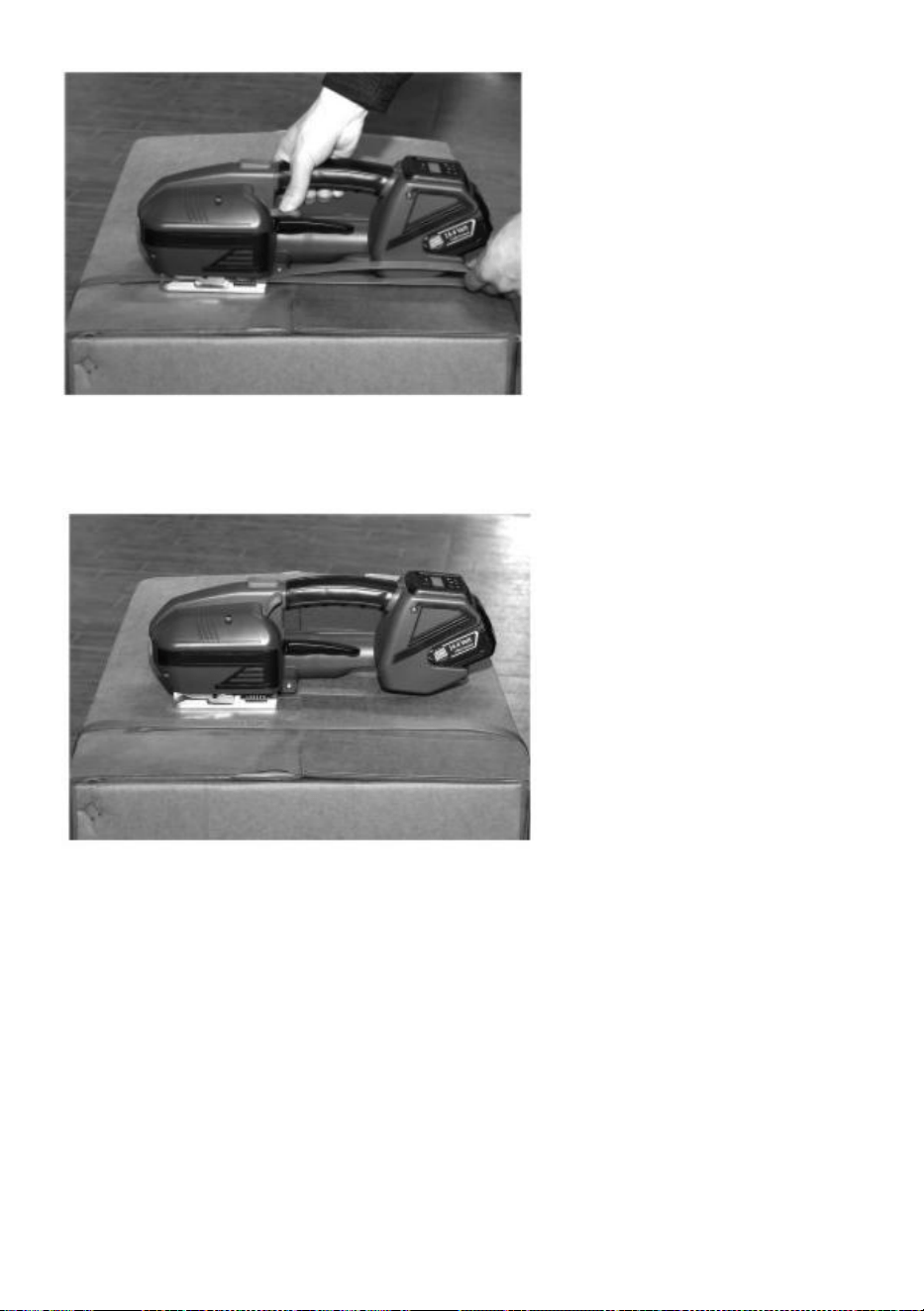
- 11 -
5.7 Zdejmij narzędzie do spinania
Podnieś uchwyt i poluzuj paski, pociągnij maszynę na prawą stronę i z dala
od pasków.
5.8 Kontrola przyczepności
Konieczna jest normalna kontrola przyczepności. Ty jakość przyczepności
można zobaczyć gołym okiem.
Jak pokazano na poniższym rysunku:
Prawidłowa przyczepność:
Zgrzej całą szerokość paska, zgrzewając długość wynosi około 19 mm.
Niewielka ilość stopionego tworzywo sztuczne może wystawać z krawędzi.
Czas spawania jest za krótki:
Na całej szerokości nie jest spawana i przyczepność jest
niewystarczająca.
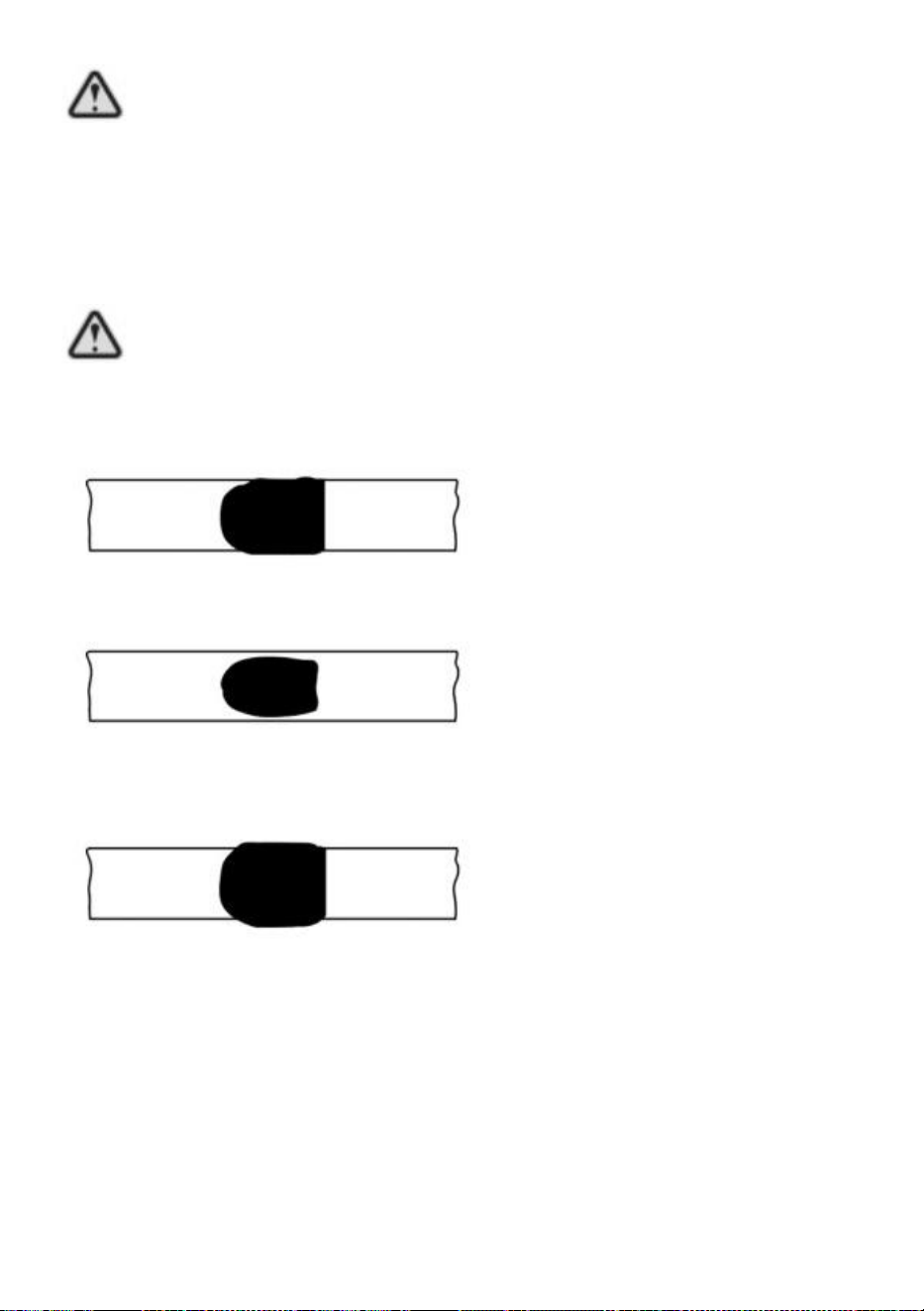
- 12 -
UWAGA!Paski ze niewystarczającym zgrzaniem
należy usunąć. Ustawić czas zgrzewania.
Czas spawania jest zbyt długi:
Na przykład, jeśli czas spawania jest zbyt długi, paski są przegrzany,
roztopiony plastik przelewa się z dwóch stron.
Wpływ na przyczepność.
UWAGA! Pasków jest za mało
siła klejenia musi zostać usunięta. Wyreguluj
czas spawania.
6. POŁĄCZENIE ELEKTRYCZNE
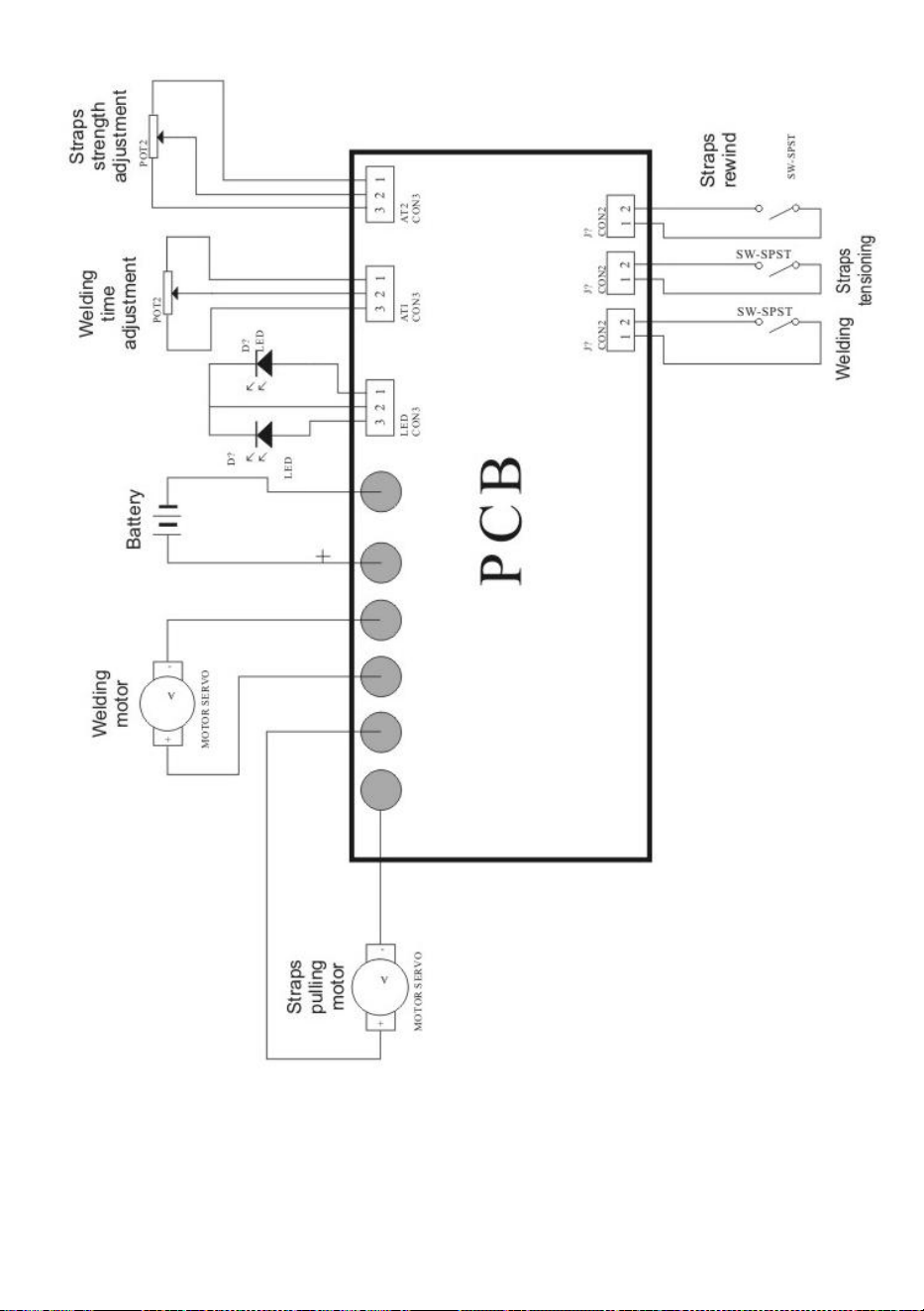
- 13 -
12. WYMIANA ZUŻYTYCH CZĘŚCI

- 14 -
Przed każdą konserwacją należy wyjąć akumulator.
Frez (JD-1029) : Najpierw odkręć śruby pokrywy lewego panelu i przesuń,
usuń śruby na obcinaku i przesuń, wymień obcinak i zamontuj w
odwrotnej kolejności.
Płytka zębata do spawania (JDC1024) : Wykręcić śrubę stałą dolnego
zęba spawalniczego płytkę, aby zdjąć płytkę zębatą do spawania i
zmontować w odwrotnej kolejności.
Płytka zębata napinająca (JDC-1014) : Wykręcić śruby z zębatki
naprężonej płytkę na podstawie i przesuń, wymień górną płytkę płytki
zębatej i zamontuj w odwrotnej kolejności zamówienie .
Koło napinające (JDC-1013) : Najpierw zdejmij lewą osłonę, zdejmij
nakrętkę sworznia łączącego wał i przesuń. Zdejmij przedni panel boczny i
przesuń go , zdejmij kółko napinające i zamontuj je w odwrotnej kolejności.
Regulacja naprężenia, przyczepności i cięcia
W przypadku poślizgu napinającego należy odkręcić śruby z naprężonej
płytki zębatej znajdującej się na podstawie i przesuń, wymień górną płytkę
płytki zębatej.
Fabrycznie dopasowaną uszczelkę podłożyć pod naprężoną płytkę zębatą
i zamontować w odwrotnej kolejności zamówienie.
Grubość paska pomiędzy 0,5-1,2 mm, jeśli nie wyreguluj górnego i
dolnego zęba spawalniczego, co powoduje słabe spawanie. Zdejmij lewą
osłonę, wykręć śrubę przycisku zgrzewania. Wyreguluj wspornik nakrętkę
M6 wału i stały wałek nośny na wsporniku sprężyny, obróć nakrętkę M6 w
prawo lub w lewo wyreguluj elastyczność sprężyny. Lub wyjmij śrubę
mocującą ząb spawalniczy do podstawy i usuń górny ząb, umieść
uszczelkę spawalniczą pod zębem spawalniczym, zmontuj w odwrotnej
kolejności. ( maszyna została wyregulowana fabrycznie, proszę sprawdzić
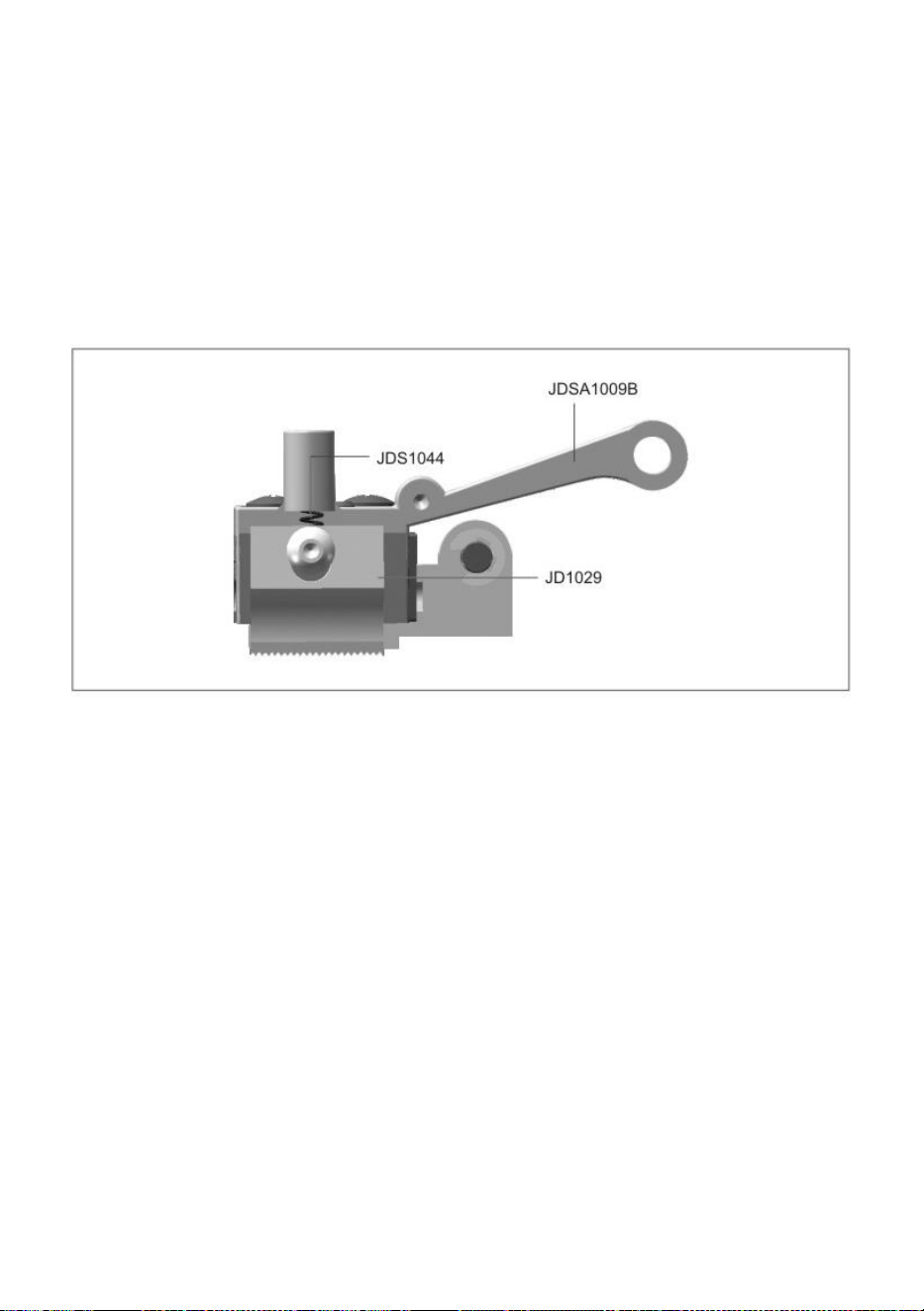
- 15 -
czas spawania)
Jeśli nóż nie jest gładki, wymień nóż (JD-1029) lub wymień nóż ściśnięty
sprężynę (JDS-1044), zapoznaj się z materiałami eksploatacyjnymi
przecinarki i wymień ją.
Jak pokazano na stronach 14-16.
8.CZĘSTE USTERKI
1. Szczególny powód: Jeśli maszyna utknęła w procesie wiązania (dioda
LED świeci na czerwono), co powoduje paski utknęły w maszynie i nie da
się usunięte. Natychmiast odłącz zasilanie, przetnij paski, odkręć śruby z
lewej i prawej osłony panelu i przesuń, zdejmij paski i sprawdź maszynę.
Sprawdź, czy przewody na przełączniku jazdy odpadają i wymień
mikroprzełącznik.
2.Naciśnij przycisk spawania i napinania, jeśli silnik się nie obraca,
sprawdź silnik i mikroprzełącznik i wymień silnik i mikroprzełącznik.
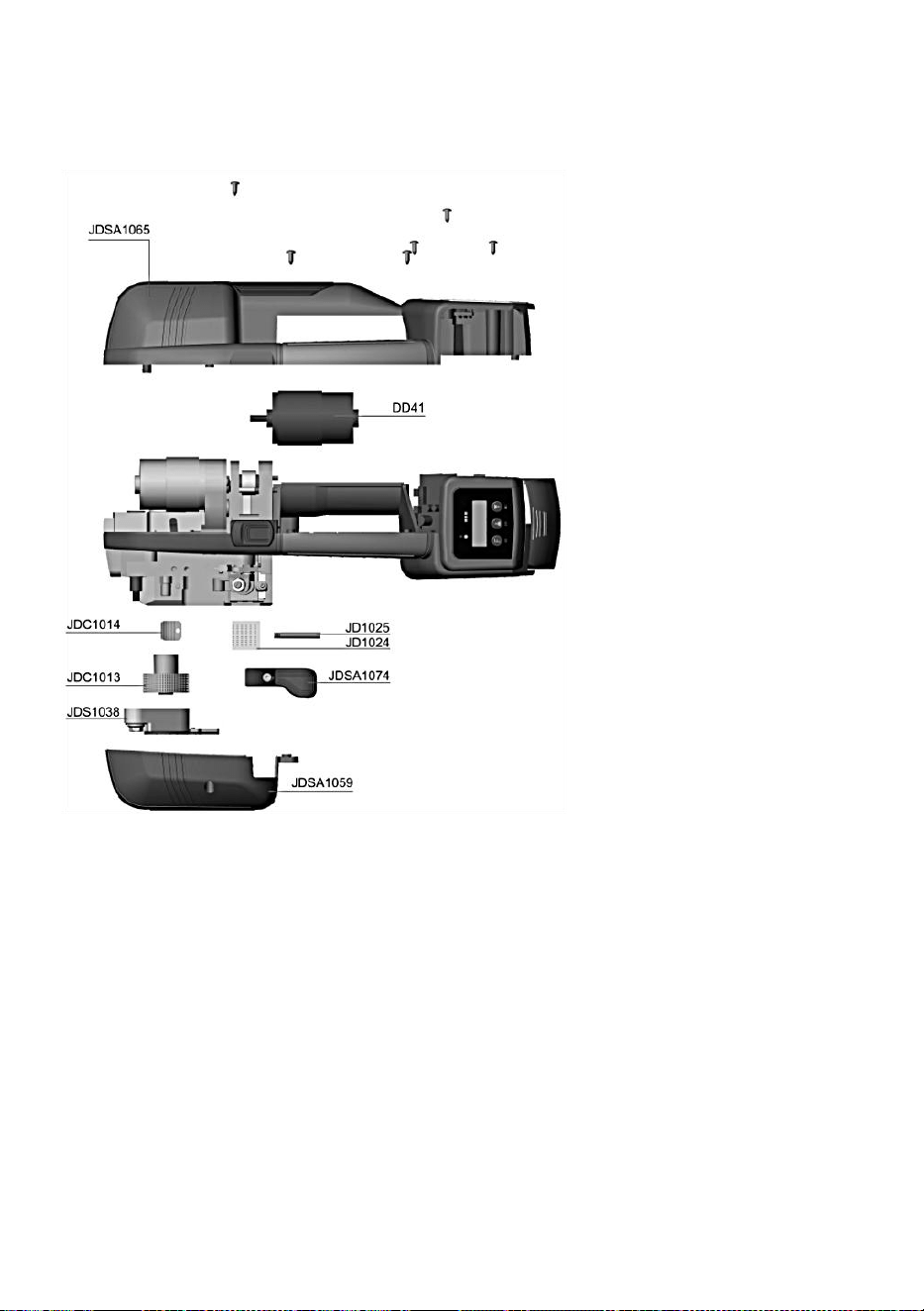
- 16 -
9.SCHEMAT WYMIANY CZĘŚCI ZUŻYTYCH
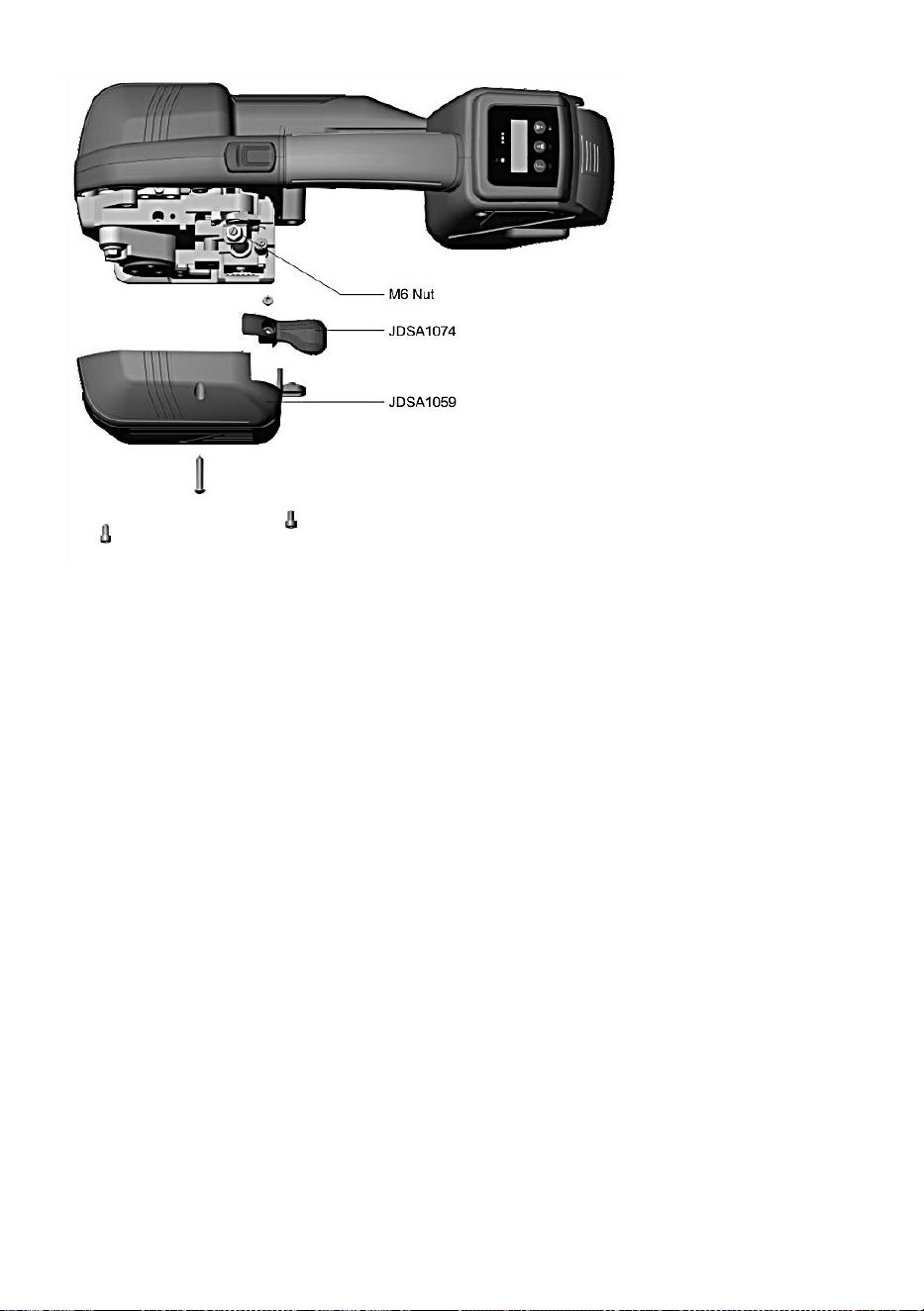
- 17 -
10.V2 Tabela numerów części zespołu
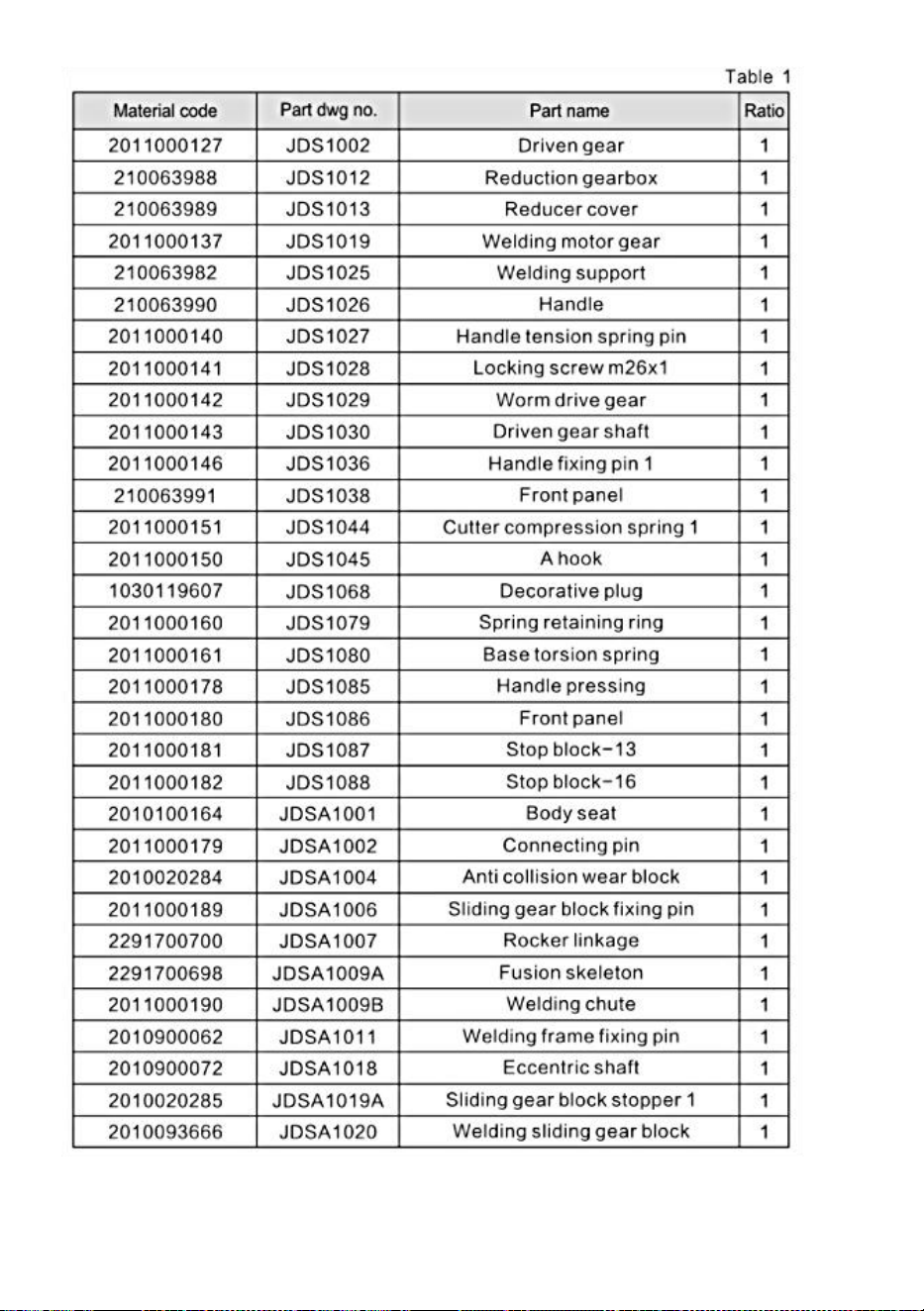
- 18 -
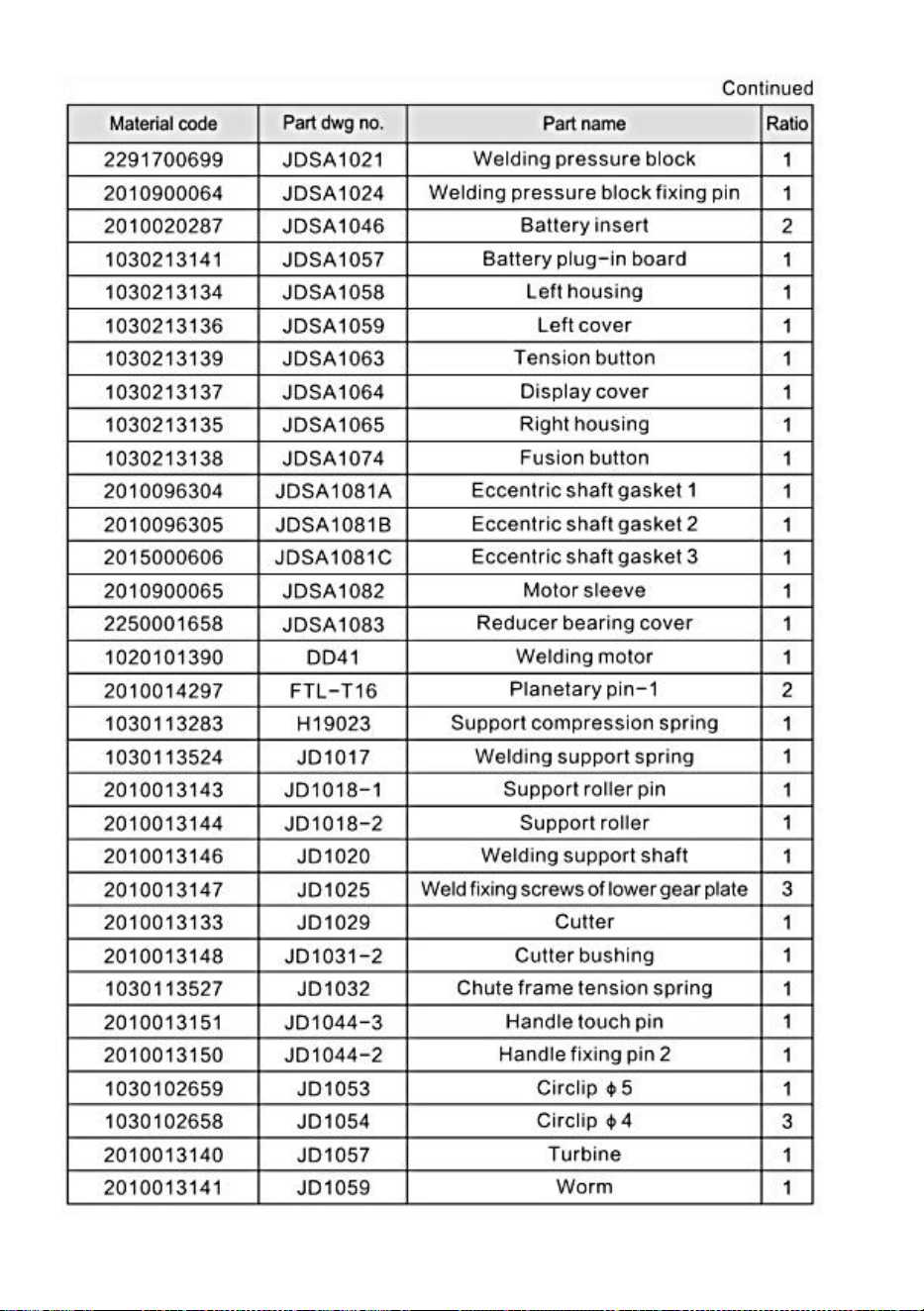
- 19 -
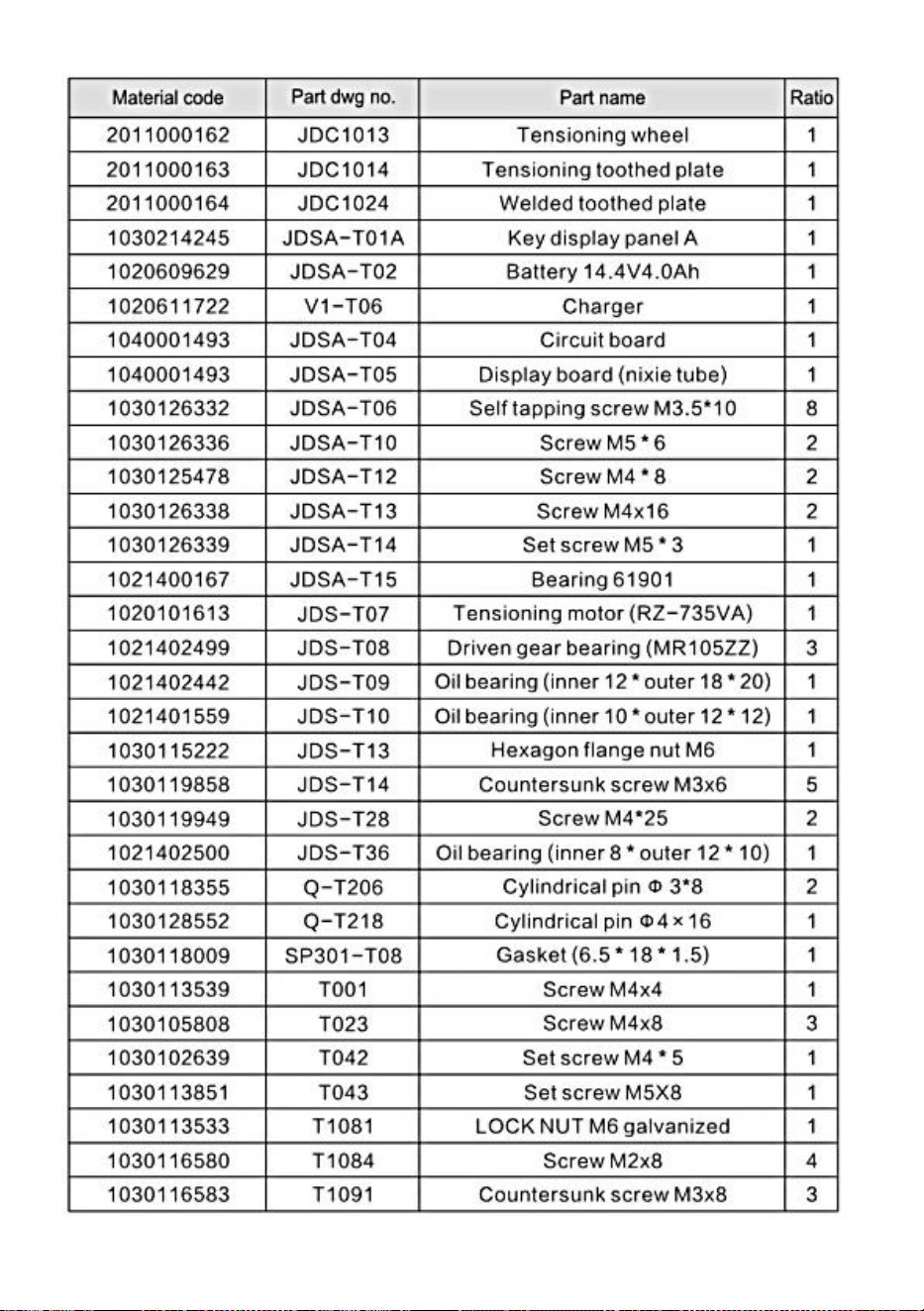
- 20 -
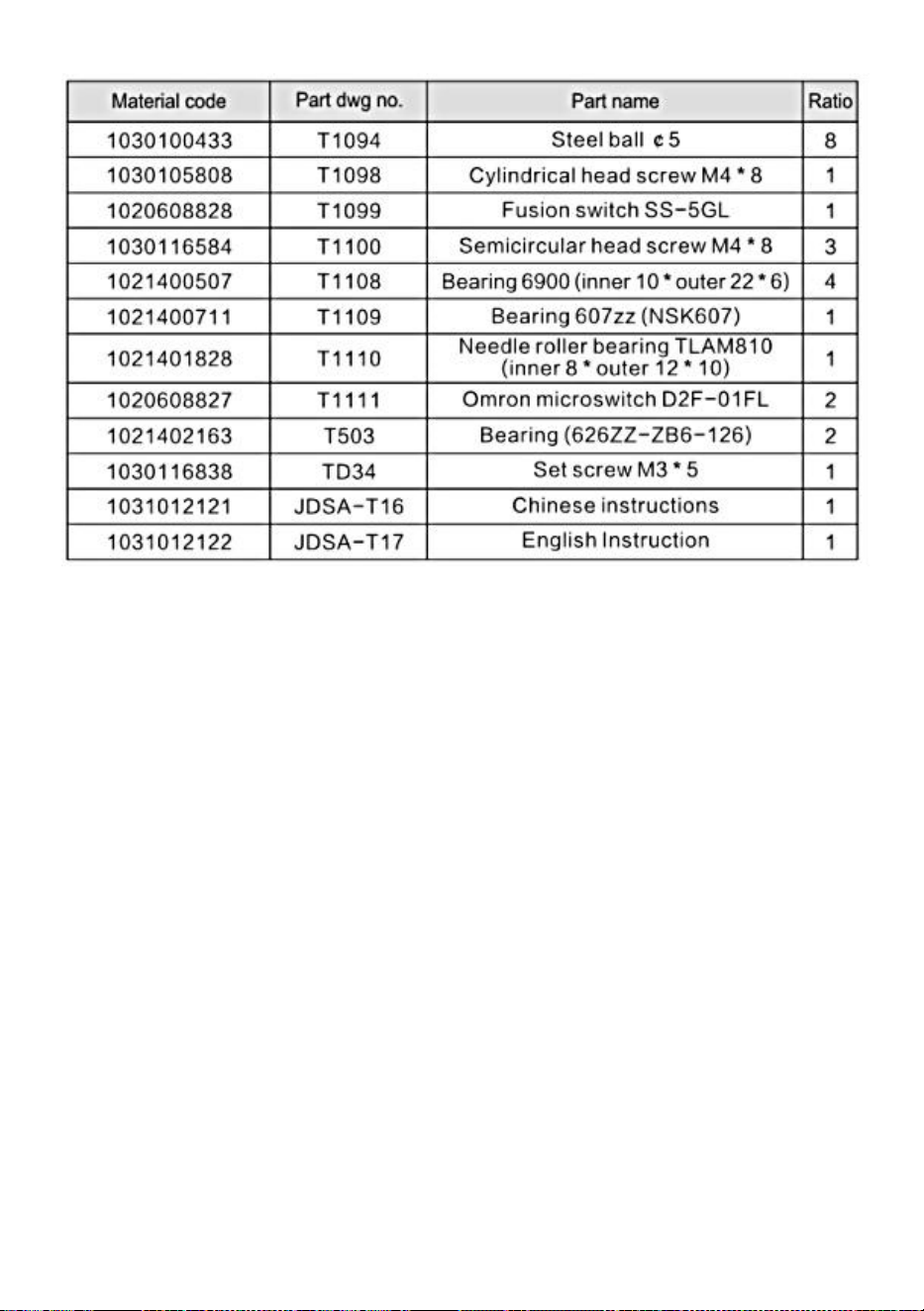
- 21 -
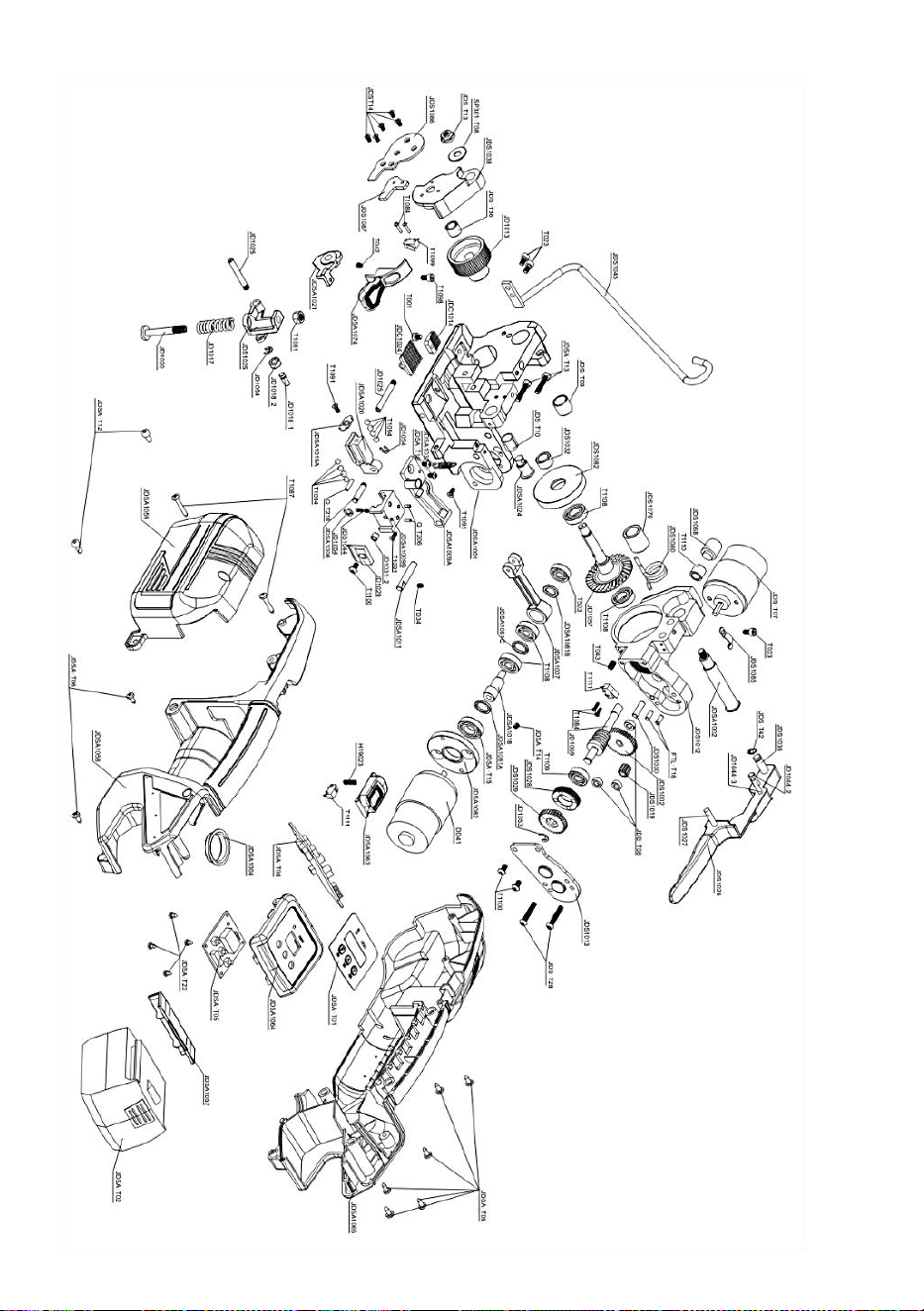
- 22 -
- 23 -
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
szanghaj 200000 CN.
Import do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Import do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Omsnoeringsmachine
MODEL: V2
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Model: V2
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
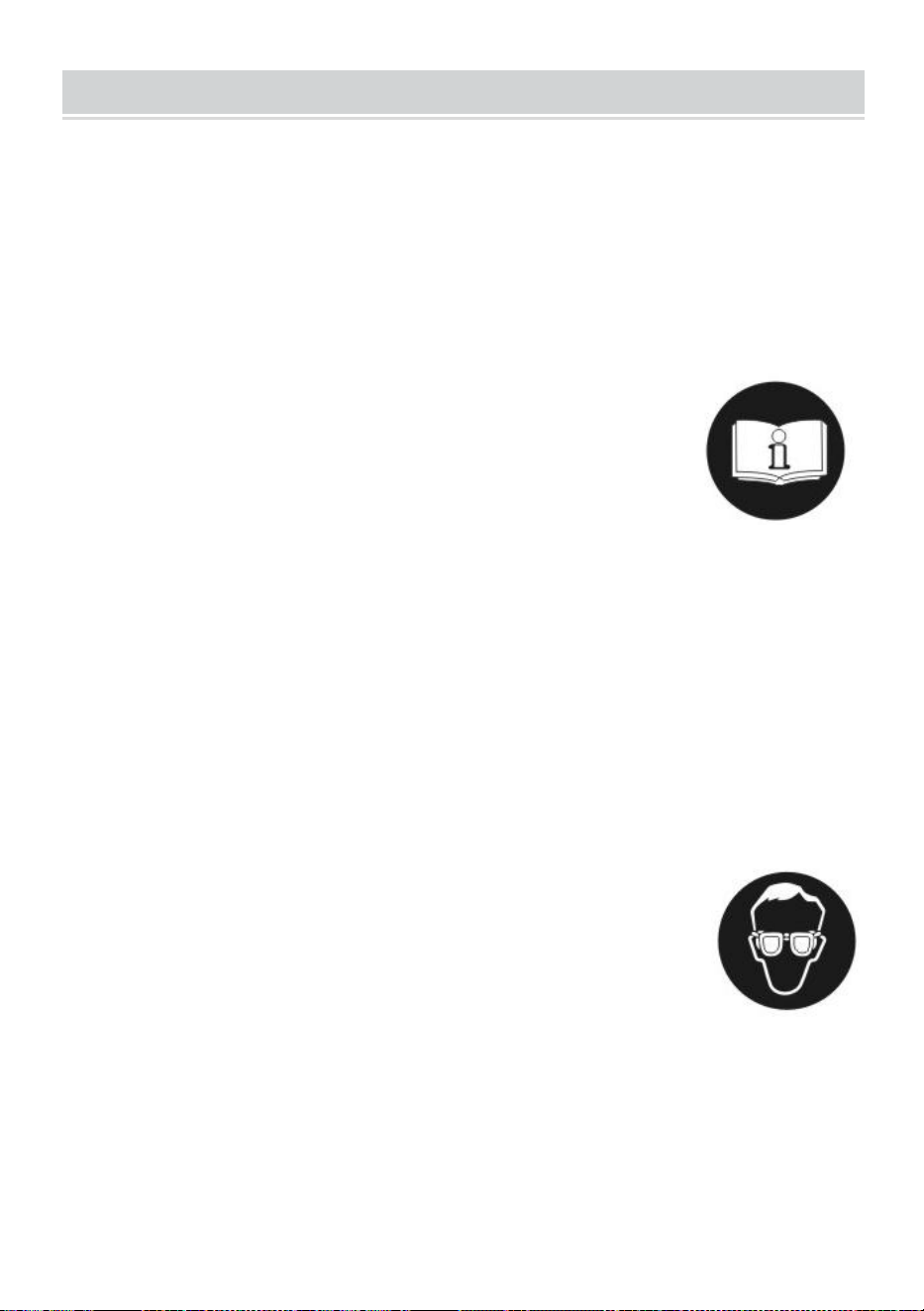
- 2 -
INSTRUCTIONS
Hartelijk dank dat u voor deze omsnoeringsmachine hebt gekozen
- Lees alle instructies voordat u het gebruikt. De informatie zal u helpen de
best mogelijke resultaten te bereiken.
De producten in deze catalogus kunnen qua kleur afwijken van het
daadwerkelijke artikel .
1.VEILIGHEIDSINSTRUCTIE
Lees de zaken aandachtig door; Als u deze prompt niet
volgt, is dit mogelijk een oorzaak letsel van de operator
tijdens het gebruik.
1.1 Batterijwerking
Milieubescherming:
1)Gooi gebruikte batterijen niet in de huishoudelijke prullenbak,
afvalwatertank of verbrand ze hen.
2) Dealers bieden milieubehandelingsdiensten voor batterijen.
Kortsluiting
1) Laat batterijen en andere metalen voorwerpen niet bij elkaar achter.
2) Open de batterij niet en bewaar de batterij in een droge en vorstvrije
ruimte. De maximale temperatuur is 50C. Houd hem altijd droog.
3) Laad geen lege batterijen op. Vervang onmiddellijk een nieuwe
1.2 Gevaar voor oogletsel
Als u geen veiligheidsbril met zijschermen draagt, kan dit
oogbeschadiging veroorzaken en zelfs blindheid. Het
vereist het dragen van een veiligheidsbril met zijschermen
1.3 Bediening
Personeel dat niet goed is opgeleid, mag het omsnoeringsapparaat niet
bedienen. Voordat u de banden spant, moet u de bedieningsinstructies
lezen en goed begrijpen. Als u zich niet aan de instructies houdt de
gebruiksaanwijzing of als u de riemen niet op de juiste manier laadt,
kunnen de riemen beschadigd raken.
Voordat u vertrouwd raakt met het omsnoeringsapparaat, moet u uw
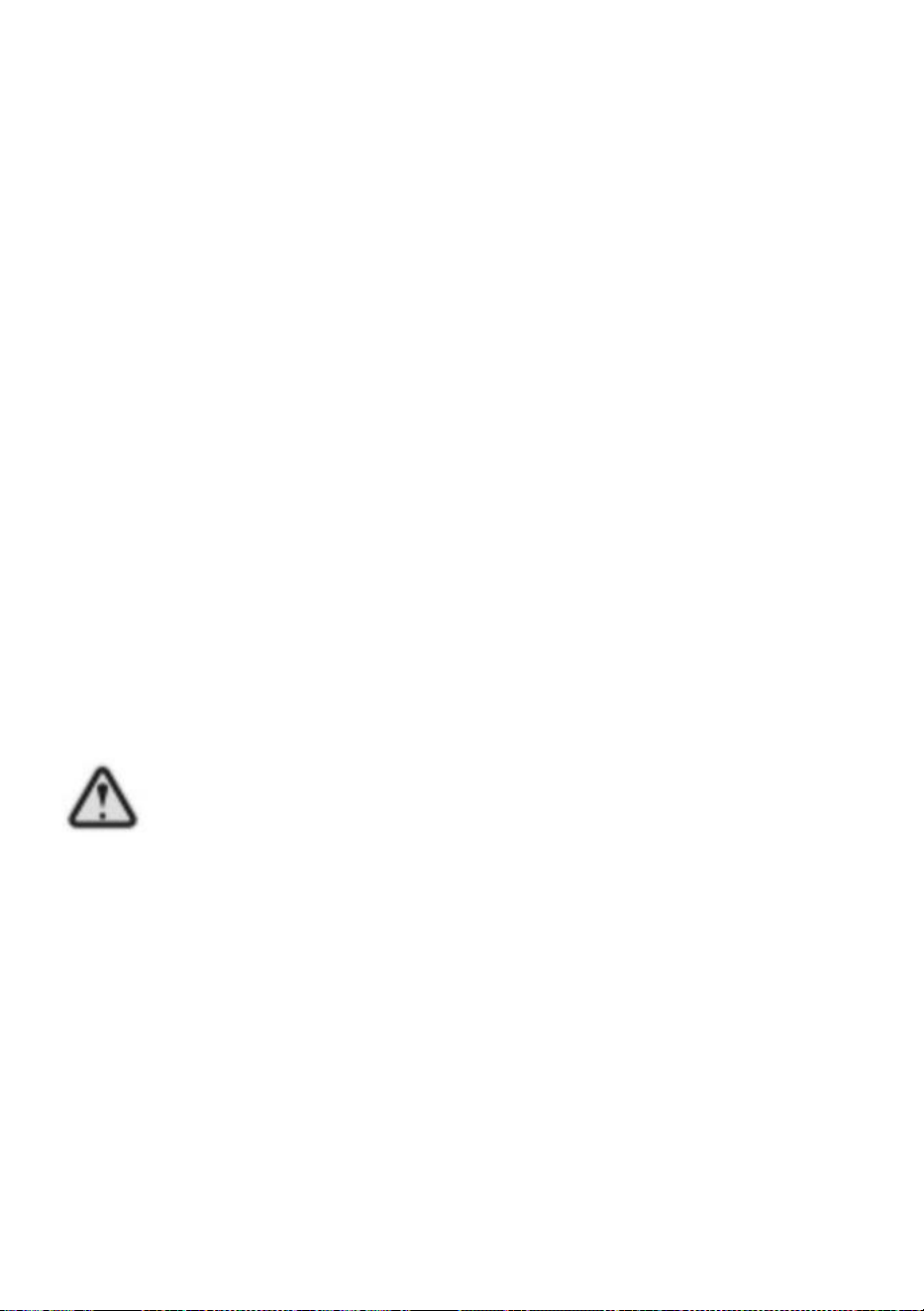
- 3 -
vingers uit de buurt houden knijp- of snijgebieden.
1.4 Hechtpositie
Controleer de adhesiepositie onder druk. Zorg dat u vertrouwd bent met de
adhesiecontrole en regelgeving. Onregelmatige hechting kan onveilig zijn,
wat ernstig letsel kan veroorzaken. Doe dat alsjeblieft verzend de
verpakkingscontainers die niet correct zijn verpakt niet.
1.5 Distributie van riemen
Gebruik het speciaal ontworpen verdeelapparaat om de riemen te verdelen.
Wanneer niet tijdens gebruik, vouw het uiteinde van de riem in het
verdeelapparaat.
1.6 Waarschuwing voor riemen
Gebruik geen riemen om lasten te slepen of op te tillen, wat gemakkelijk tot
persoonlijk letsel leidt.
1.7 Gevaar voor gebroken riemen
Onjuiste bediening, overmatige spanning, gebruik van riemen die niet
zoals vereist zijn, belast scherpe hoeken zal ervoor zorgen dat de
spankracht verloren gaat, of dat gebroken riemen er uiteindelijk voor
kunnen zorgen dat de bediener zijn evenwicht verliest en naar beneden
valt. Het omsnoeringsgereedschap en de riemen vliegen snel naar het
gezicht van de bediener.
Aandacht
1)Als de belastingshoek erg scherp is, voeg dan randbescherming toe.
2) Wikkel de riemen rond het geschikte laadoppervlak.
3) Bij het spannen en hechten zijn het bedieningspersoneel en de riemen
hetzelfde rechte lijn, de y kan gewond raken door rondvliegende riemen of
omsnoeringsgereedschappen , dus tijdens het gebruik Ga naast de riemen
staan en houd toeschouwers op afstand. Gebruik de aanbevolen riemen
met goede kwaliteit in de instructies , met een geschikte breedte, maat en
sterkte. Bandjes die niet bij elkaar passen, kunnen bij het spannen schade
veroorzaken.
1.8 Spanbanden scheuren
Gebruik bij het knippen van banden een geschikt knipgereedschap en zorg

- 4 -
voor een veilige afstand van mensen, en sta niet in dezelfde rechte lijn met
riemen, en blijf uit de buurt van de riemen losse richting. Gebruik het
speciale gereedschap voor het knippen van de riemen. Het is niet
toegestaan om te gebruiken een hamer, tang, ijzerzaag , bijl enzovoort.
1.9 Valgevaar
Houd uw werkplek schoon en netjes. Een slordige werkplek kan
waarschijnlijk schade veroorzaken. Voordat u gaat spannen, slechte
verblijven of onevenwichtigheden kunt u gemakkelijk vallen, vooral op de
trap. lichaamsbalans. Beide voeten moeten op een vlakke en stevige
ondergrond staan. Als u zich ongemakkelijk voelt, gebruik het gereedschap
dan niet. Let op de voorzorgsmaatregelen die specifiek vermeld zijn in het
werk gebied.
1.10 Gevaar van omsnoeringsgereedschap
1) Een goed onderhouden omsnoeringsapparaat is noodzakelijk.
2) Inspecteer kapotte of versleten onderdelen periodiek. Als er scheuren of
versleten onderdelen zijn , doe dat dan niet gebruik de machine.
3) Breng geen wijzigingen aan aan de machine, anders kan dit persoonlijk
letsel veroorzaken.
2.TECHNISCHE PARAMETERS
2.1 Beschrijving
Het vervaardigde V2-omsnoeringsapparaat maakt gebruik van plastic
banden. Gebruik handmatig de bandinvoer apparaat om de plastic banden
rond de doos (tas) te wikkelen. Het uiteinde van de band wordt in het
omsnoeringsapparaat gestoken en automatisch gespannen, gescheiden
na wrijvingshechting.
2.2 Grootte omsnoeringsapparaat met batterij
Lengte: 3 6 0 mm
Breedte: 1 2 0 mm
Hoogte: 1 25 mm
2.3 Materiaal bandjes
Kwaliteit: platte of reliëf PET (polyester) en PP (polypropyleen) banden.
Afmeting: breed 9,00-16,00 mm / dikte 0,4-1,20 mm

- 5 -
Kies de juiste maat volgens het omsnoeringsapparaat dat u hebt gekocht.
2.4 Sterkte van de banden
Treksterkte: 6 00-3200N is instelbaar.
(De maximale waarde is afhankelijk van de kwaliteit van de banden.)
Spansnelheid: 6 0-200 mm/s
Kleefkracht: ongeveer 75% van plastic banden. (Afhankelijk van de
kwaliteit van de banden)
2.5 Werktemperatuur
·De omgevingstemperatuur bedraagt 5 tot 45 graden Celsius .
·De optimale werktemperatuur is 15 tot 20 graden Celsius.
3. ACCESSOIRE
Gebruik de onderdelen en accessoires die in de gebruiksaanwijzing
worden vermeld. Het gebruik van andere accessoires kan u en anderen
pijn doen.
3.1 Omsnoeringsapparaat op accu
Omdat sommige omsnoeringsapparaten NiCd- (nikkel - cadmium) of
NiMH-batterijen (nikkel-metaalhydride) kunnen gebruiken, dient u de accu
voor dit apparaat aan te schaffen volgens de volgende parameters.
Type: lithiumbatterij
Spanning: 14,4 V
Capaciteit: 4,0 Ah
3.2 Acculader
Standaard oplader:
Ingang: 100V-240V-50/60Hz 1 , 5A
Uitgang: 16,8 V-DC 2,5 A
Laadtijd:
Lithium batterij 4,0 A/u, oplaadtijd ongeveer 90 minuten.
3.3 Elk omsnoeringsapparaat is uitgerust met één set
gemeenschappelijke bedieningsgereedschappen
3.4 Ophangsysteem (optionele aankoop)
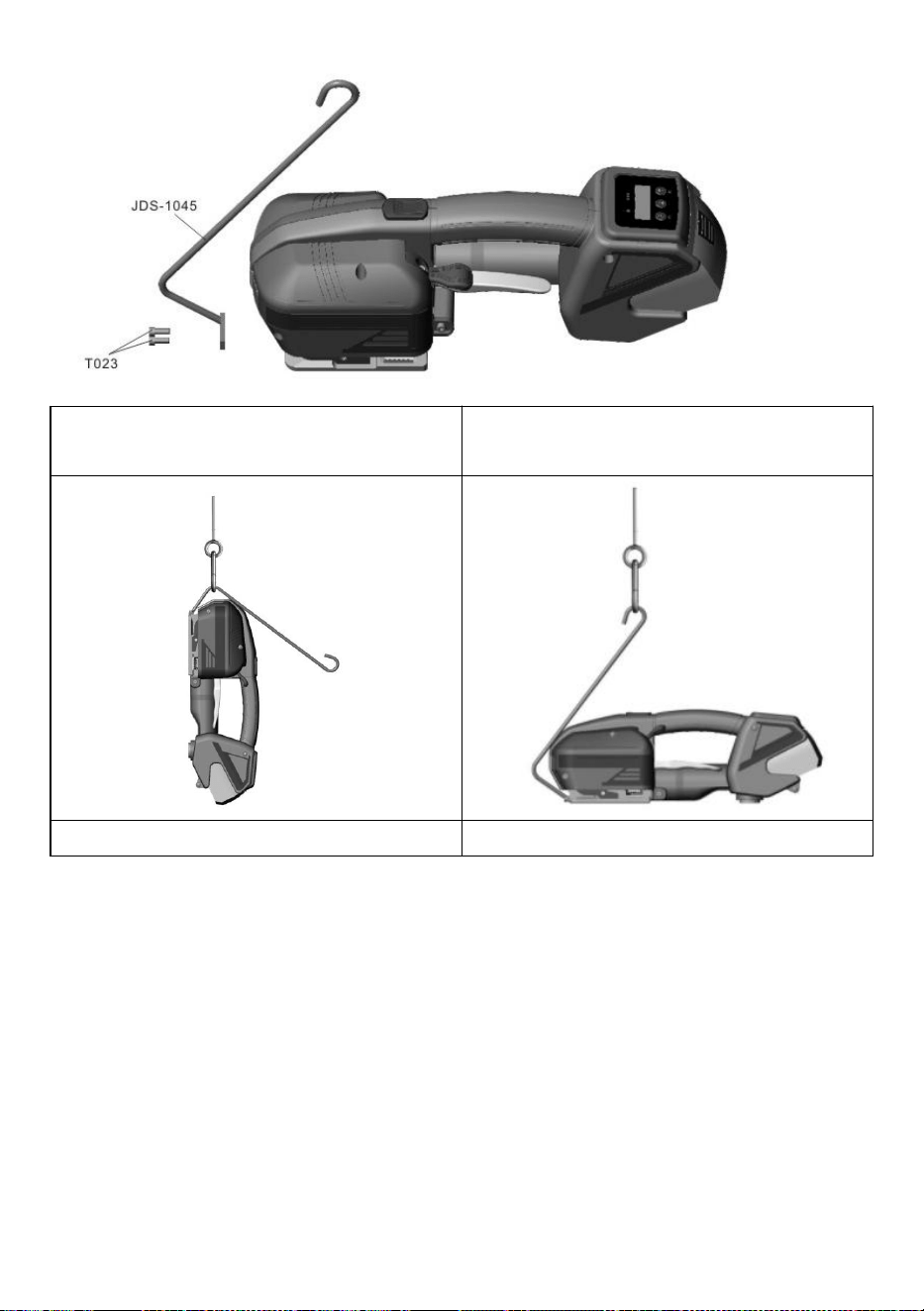
- 6 -
Voor de werkophangingspositie
kiest u FIG 1.
Voor de werkophangingspositie
kiest u FIG 2.
FIGUUR 1
FIG . 2
4.BEDIENINGSELEMENTEN
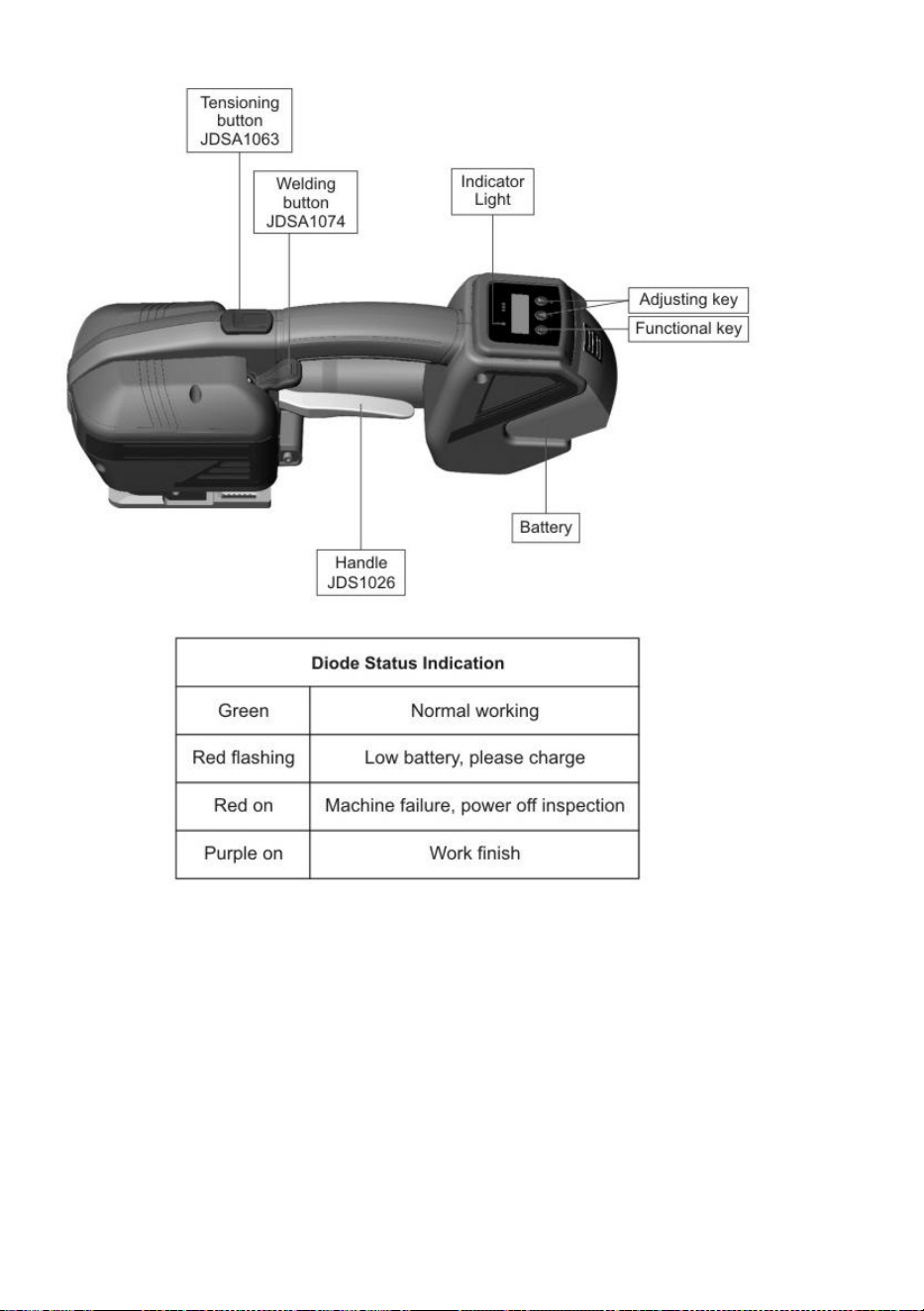
- 7 -
5.PERATIE
5.1 Installatie
1) Plaats het omsnoeringsgereedschap niet in de regen!
2) Om veiligheidsredenen wordt de batterij niet opgeladen wanneer
levering.
3) Voor gebruik eerst opladen. Raadpleeg de aparte handleiding voor de
acculader.
Demontage van de batterij:
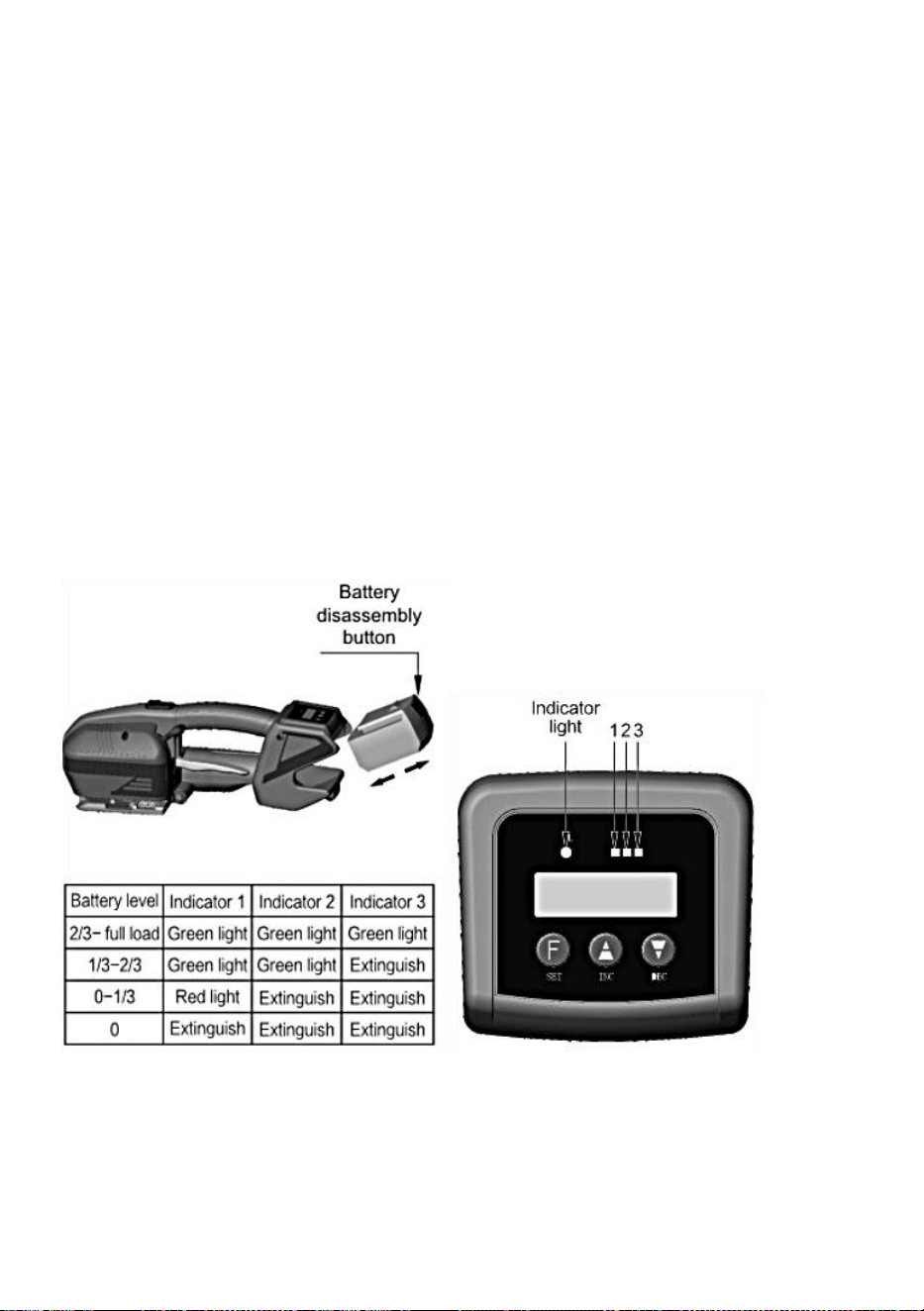
- 8 -
1) De batterij wordt gedemonteerd en gemonteerd volgens de grafische
richting. Bij het verwijderen de batterij, de rode knop moet worden
ingedrukt uit huis gaan.
2) Bij het plaatsen van de batterij, elektrische hoeveelheid status zal korte
tijd zichtbaar zijn.
3) De laadstatus van de batterij wordt weergegeven door de
indicatielampje.
Verwijder lege batterij
f Indicatielampje knippert rood tijdens het spannen
of lassen, wat aangeeft dat de batterij werkt
opraakt, worden alle elektrische functies gestopt.
Hechting onvoldoende
Waarschuwing:Als de hechting niet voldoende is,
verwijder de riemen! De batterij moet
worden aangerekend.
5.2 Aanpassing van de lastijd en aanspannende kracht
Bepaal verschillende lastijden en aanhaalmomenten
kracht afhankelijk van de maat en kwaliteit van de riemen,
Afbeelding: Links (F), Midden (▲), Rechts (V) kunnen worden aangepast

- 9 -
lastijd en aanhaalkracht.
1. Wanneer u naar links (F) drukt, wordt het scherm Beschermingsplaat
weergegeven toon F1 (druk nogmaals op toon F2), F1 is de aanscherping
forceer instructie, druk op midden (▲) meer vast, druk op rechts (V)minder
vastdraaien (toon gegevensbereik 1-10)
2. Wanneer u naar links (F) drukt, wordt het scherm Beschermingsplaat
weergegeven toon F1 (druk nogmaals op toon F2), F2 is het lassen
tijdinstructie, druk meer op het midden (▲), druk op rechts (√) minder
(toon gegevensbereik 1,0-5,0s)
5.3 Banden opwinden
Wikkel de banden op zoals weergegeven in de afbeelding.
Waarschuwing! Blijf uit de buurt van olie, vet en ander vuil bij het
lassen van kunststof banden.Vuil riemen kunnen niet worden gelast.
5.4 Gordels plaatsen
Til het handvat met uw rechterhand op en steek het in riemen met
linkerhand, en twee riemen parallel gestapeld, laat de hendel los.
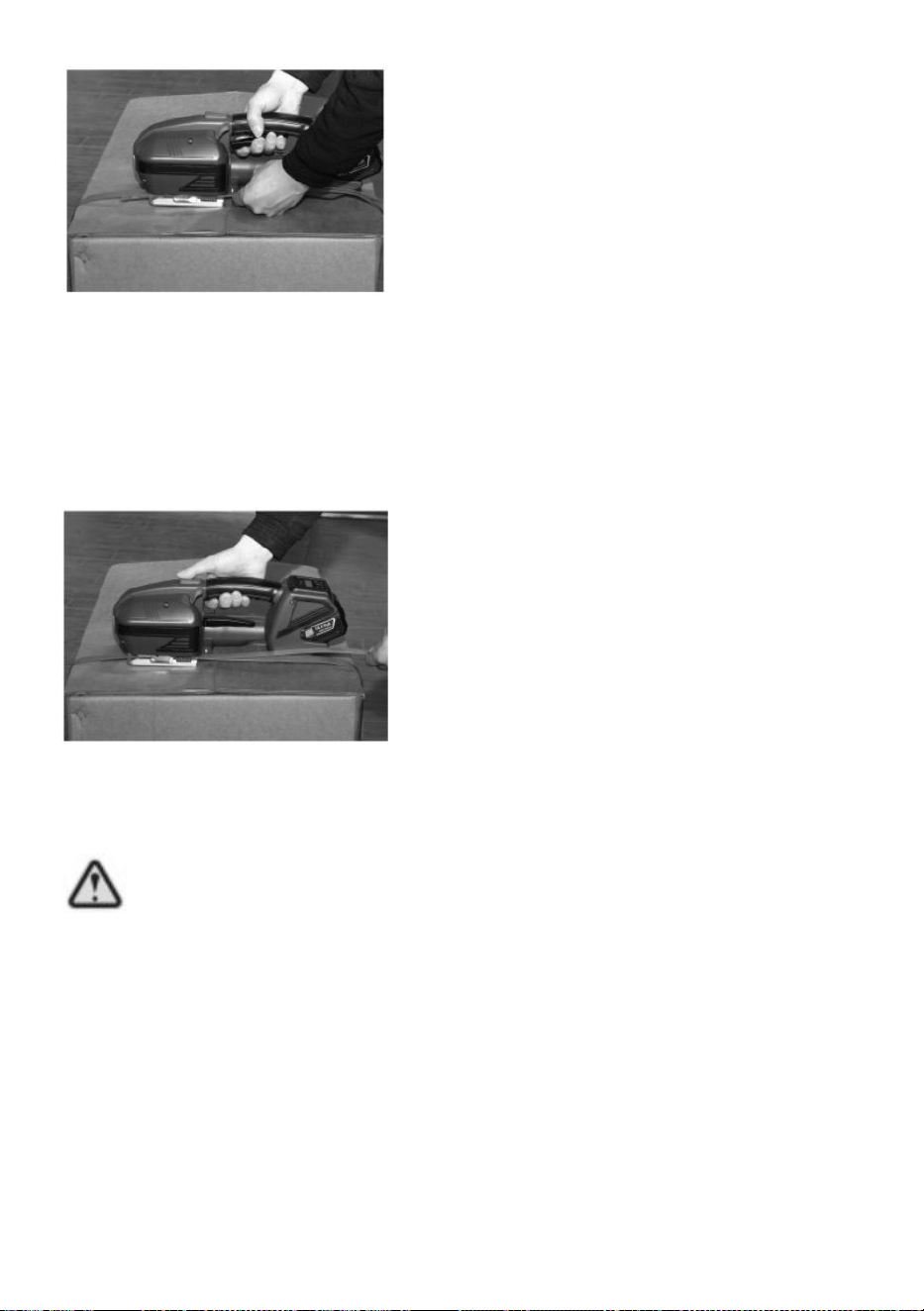
- 10 -
5.5 Banden spannen
Druk na het bereiken op de spanknop spankracht van de riemen, laat dan
los schakelknop. Het spanproces kan worden onderbroken of
kan op elk moment opnieuw worden opgestart. Tijdens het spanproces
indicatielampje wordt groen. Nadat u de gewenste spanning heeft bereikt,
niet doen druk op de schakelknop, er bestaat een risico van bandjes kapot.
OPMERKING: Druk de spanknop voortdurend in totdat het
indicatielampje paars wordt weergegeven, heeft het aanspannen van
de bescherming geen invloed op de volgende stap.
Houd het evenwicht van het omsnoeringsgereedschap in
beweging bij het spannen. Belemmer dus niet bewegingsrichting van
het omsnoeringsapparaat.
5.6 Contacthechting
Druk op de lasknop, de handen gaan weg onmiddellijk. De plastic band is
gelast en de overtollige banden worden afgesneden. Tijdens het lassen
gaat het indicatielampje branden groen of paars. Het lassen is voltooid.
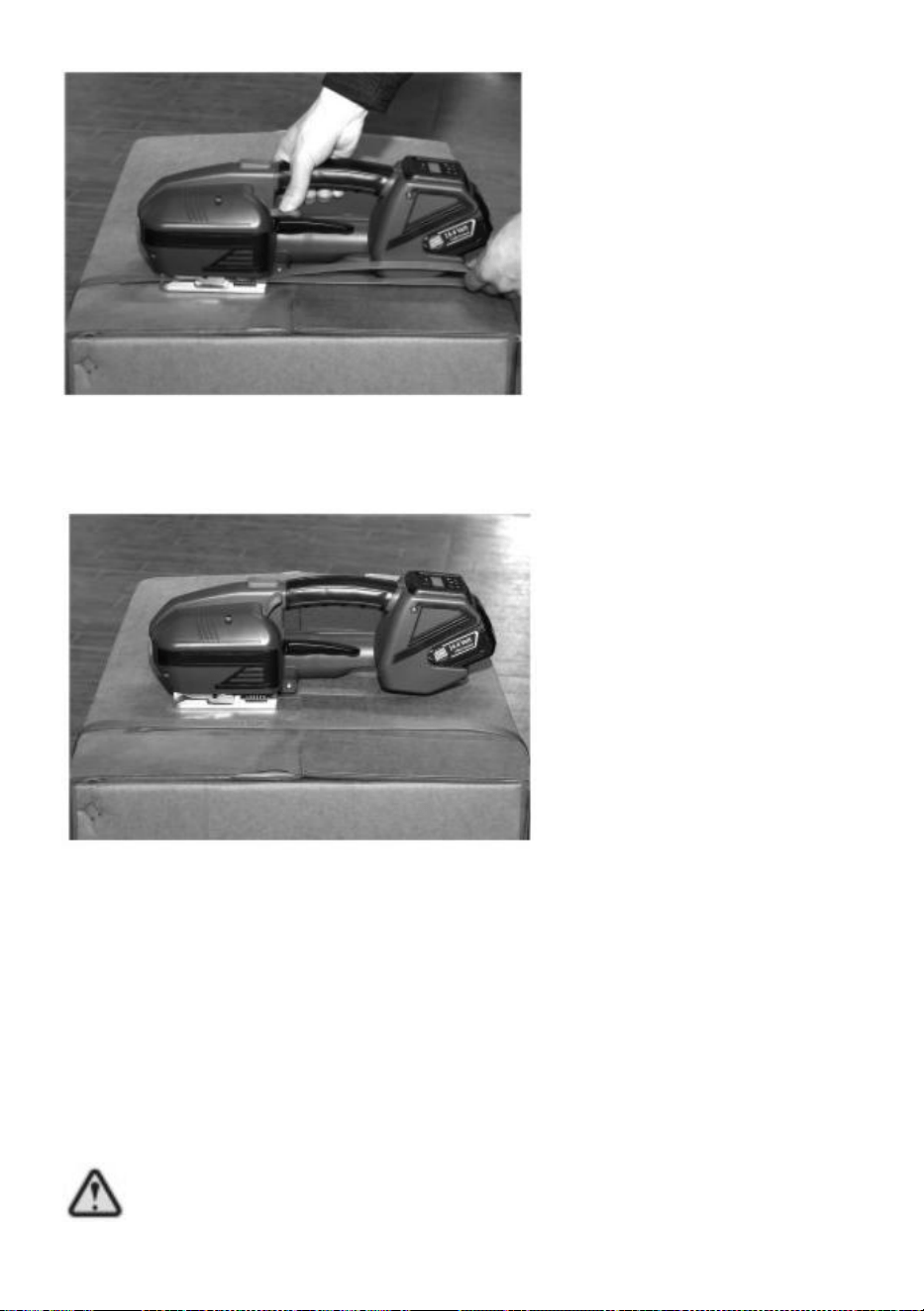
- 11 -
5.7 Omsnoeringsapparaat verwijderen
Til het handvat en de losse riemen op, trek eraan machine naar de
rechterkant en weg van de riemen.
5.8 Controle van de hechting
Normale hechtingscontrole is noodzakelijk kan de kwaliteit van de hechting
met de ogen zien.
Zoals weergegeven in de volgende afbeelding:
Correcte hechting:
Las de gehele breedte van de band, het laswerk lengte is ongeveer 19 mm.
Een kleine hoeveelheid gesmolten plastic mag over de rand stromen.
De lastijd is te kort:
De gehele breedte is niet gelast en de hechting is onvoldoende.
WAARSCHUWING! Banden met onvoldoende laswerk
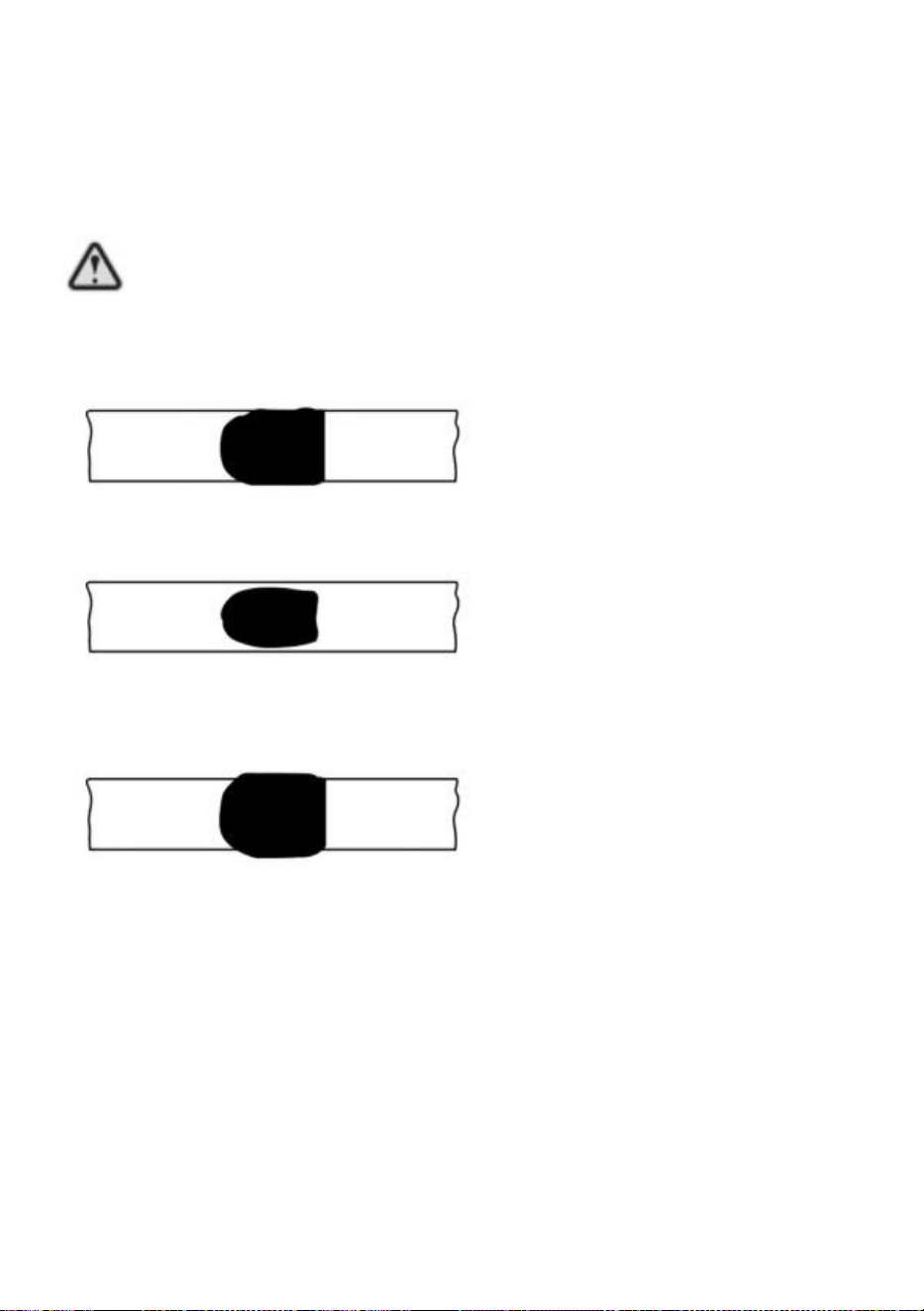
- 12 -
moet worden verwijderd. Pas de lastijd aan.
Lastijd is te lang:
Als de lastijd bijvoorbeeld te lang is, zijn de riemen dat wel oververhitte,
gesmolten plastic overloop aan twee kanten.
Het hechtingseffect wordt beïnvloed.
WAARSCHUWING! Bandjes met niet genoeg
de kleefkracht moet worden verwijderd. Pas de aan
lastijd.
6. ELEKTRISCHE AANSLUITING
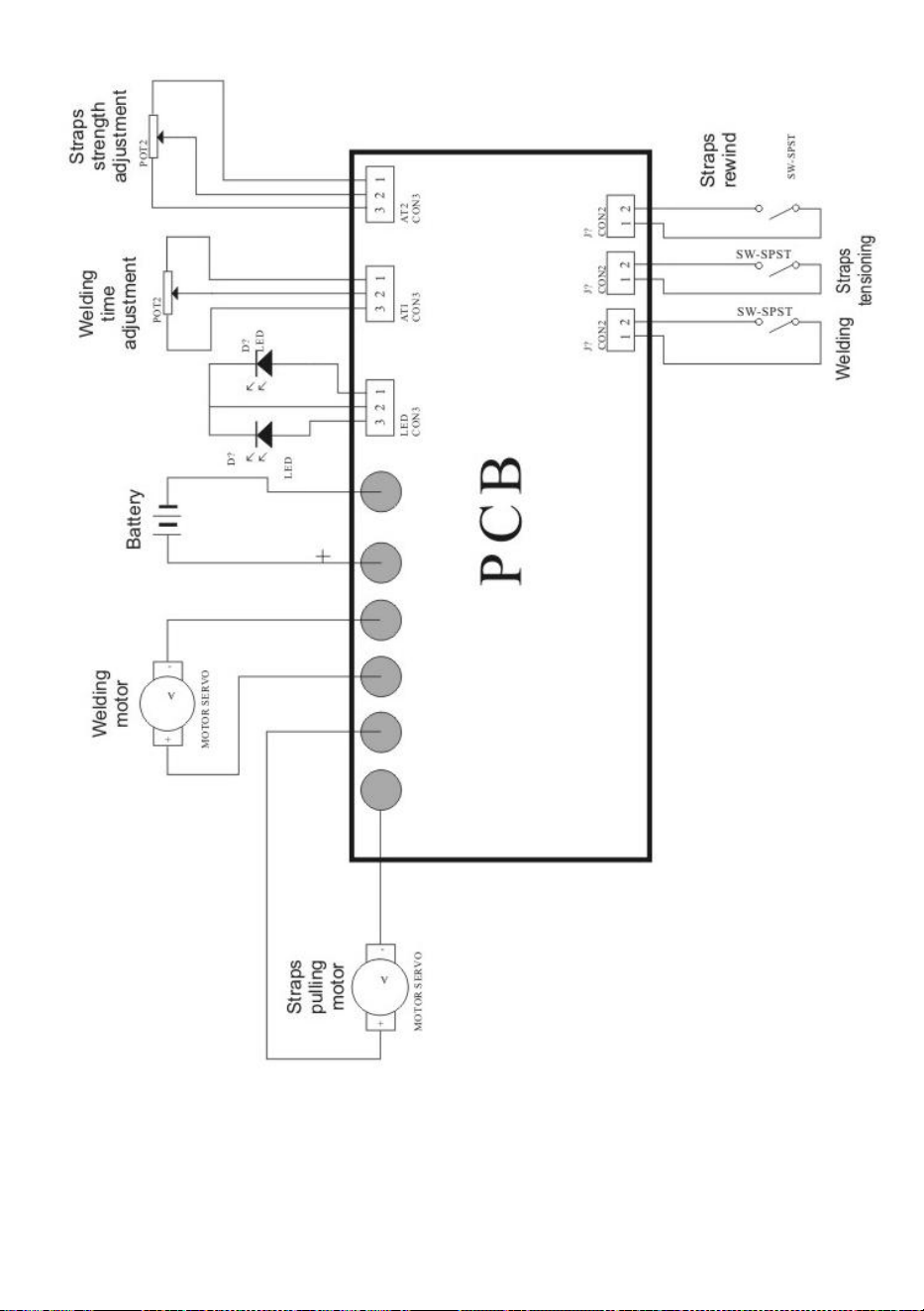
- 13 -
13. VERVANGING VAN VERSLETEN
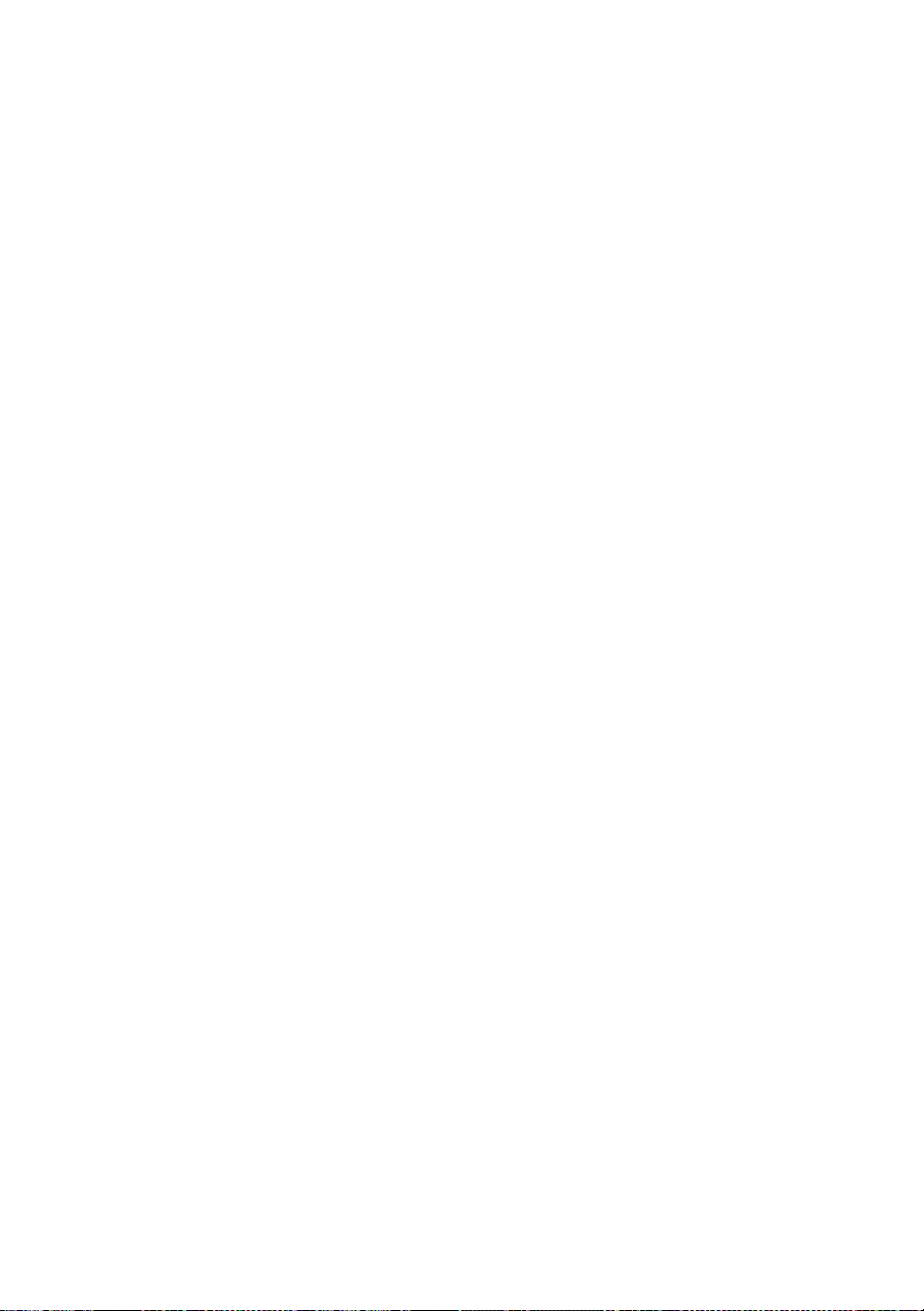
- 14 -
ONDERDELEN
Voor elk onderhoud dient u de batterij te verwijderen.
Snijder (JD-1029) : Verwijder eerst de dekselschroeven van het
linkerpaneel en verplaats, verwijder de schroeven op de snijder en beweeg,
vervang de snijder en monteer in omgekeerde volgorde.
Lastandplaat (JDC1024) : Verwijder de vaste schroef van de onderste
lastand plaat om de lastandplaat te verwijderen; en monteer in
omgekeerde volgorde.
Spannende tandplaat (JDC-1014) : Verwijder de schroeven van de vaste
gespannen tandplaat plaat op de basis en beweeg, vervang de bovenste
plaat van de getande plaat en monteer in omgekeerde volgorde volgorde .
Spanwiel (JDC-1013) : Verwijder eerst de linkerschaal en verwijder de
moer van de verbindingspen as en beweeg. Verwijder het voorste zijpaneel
en verplaats het , verwijder het spanwiel en monteer het in omgekeerde
volgorde.
Aanpassing van spanning, hechting en snijden
Als de spanning slipt , verwijder dan de schroeven van de vastgespannen
tandplaat op de basis en verplaatsen, vervang de bovenplaat van de
getande plaat.
Plaats de in de fabriek aangepaste pakking onder de gespannen tandplaat
en monteer in omgekeerde volgorde volgorde.
Banddikte tussen 0,5-1,2 mm, als de bovenste en onderste lastand niet
worden aangepast veroorzaakt slecht laswerk . Verwijder de linkerkap,
verwijder de schroef van de lasknop. Pas de steun aan as M6 moer en de
vaste steunas op de veersteun, draai de M6 moer naar rechts of links Pas
de elasticiteit van de veer aan. Of verwijder de schroef waarmee de
lastand op de basis is bevestigd en verwijder de bovenste tand, plaats de
laspakking onder de lastand en monteer in omgekeerde volgorde machine
is afgesteld in de fabriek, controleer de lastijd)
Als het mes niet glad is, vervang dan het mes (JD-1029) of vervang het
gecomprimeerde mes veer (JDS-1044), raadpleeg de verbruiksartikelen
van de snijplotter en vervang er één.
Zoals weergegeven op pagina's 14-16.
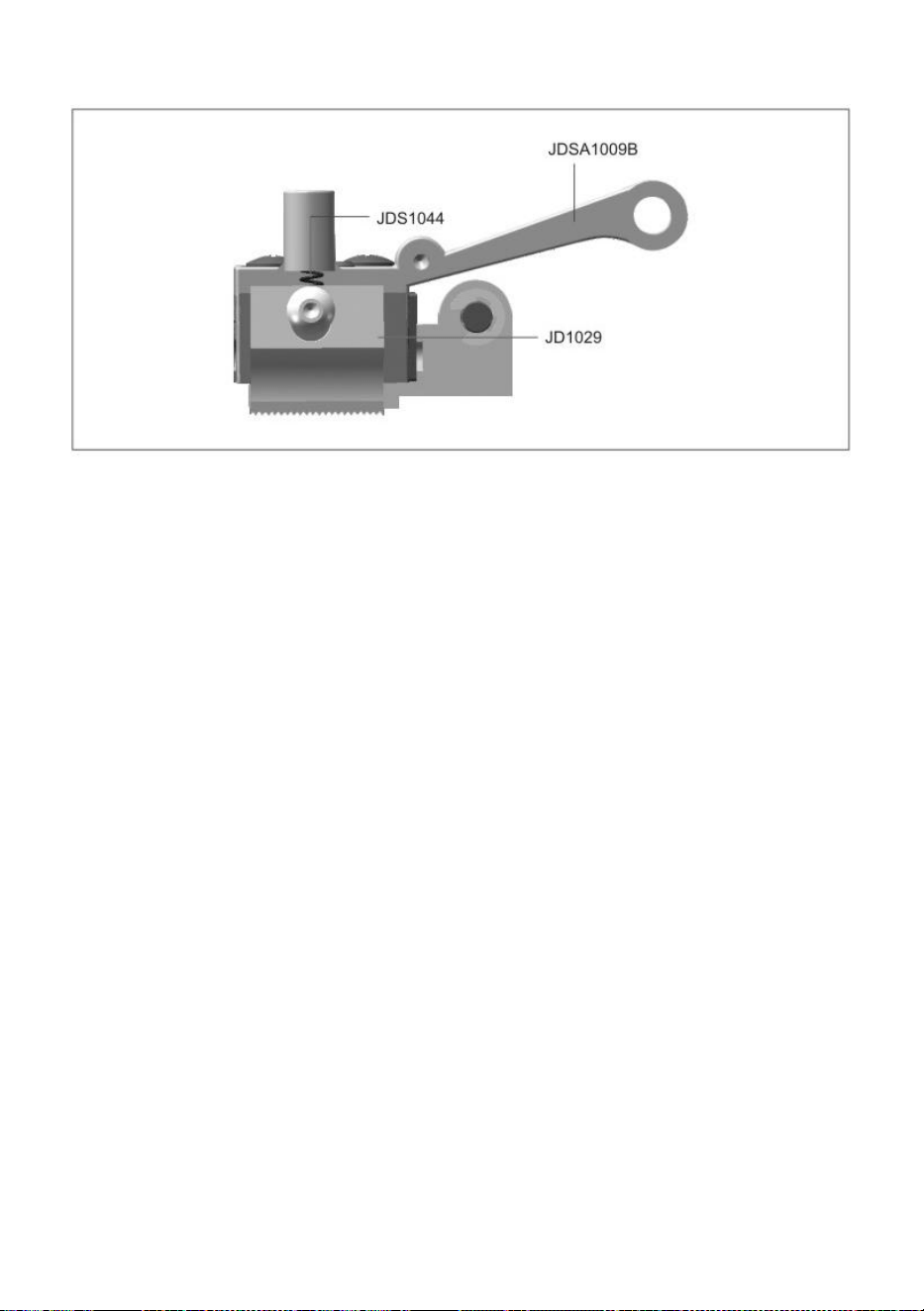
- 15 -
8.VOORKOMENDE FOUTEN
1. Speciale reden: als de machine vastloopt in het omsnoeringsproces
(LED rood), wat het gevolg is spanbanden zitten vast in de machine en dat
kan niet verwijderd. Schakel onmiddellijk de stroom uit, knip de riemen
door, verwijder de schroeven op de linker- en rechterpaneelafdekkingen en
verplaats ze, verwijder de riemen en controleer de machine. Controleer of
de lijnen op de rijschakelaar loskomen en vervang de microschakelaar.
2. Druk op de las- en spanknop. Als de motor niet draait, controleer dan de
motor en microschakelaar en vervang de motor en microschakelaar.
9.DIAGRAM VAN VERVANGING VAN
VERSLETEN ONDERDELEN
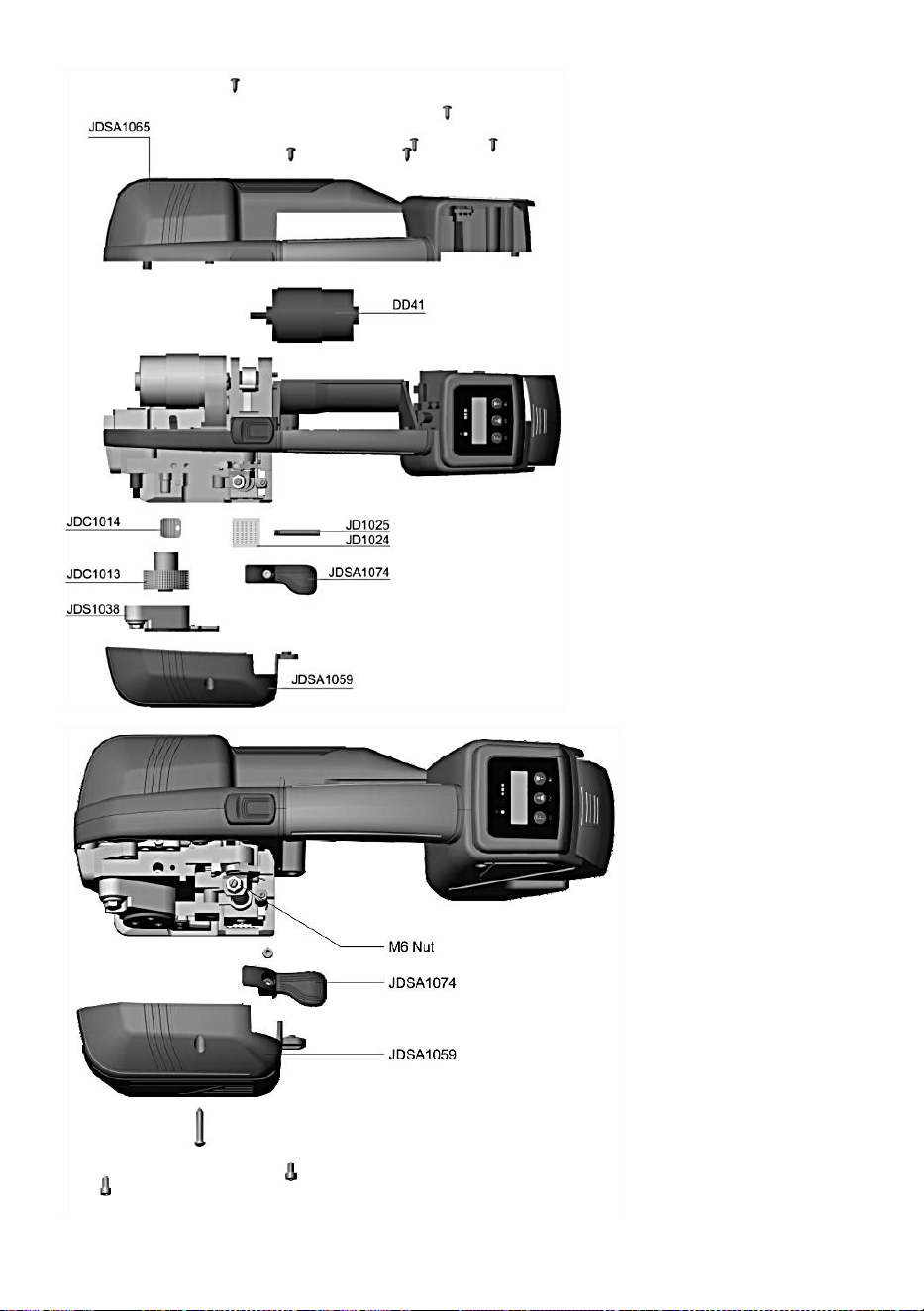
- 16 -

- 17 -
10.V2 Tabel met onderdelennummers
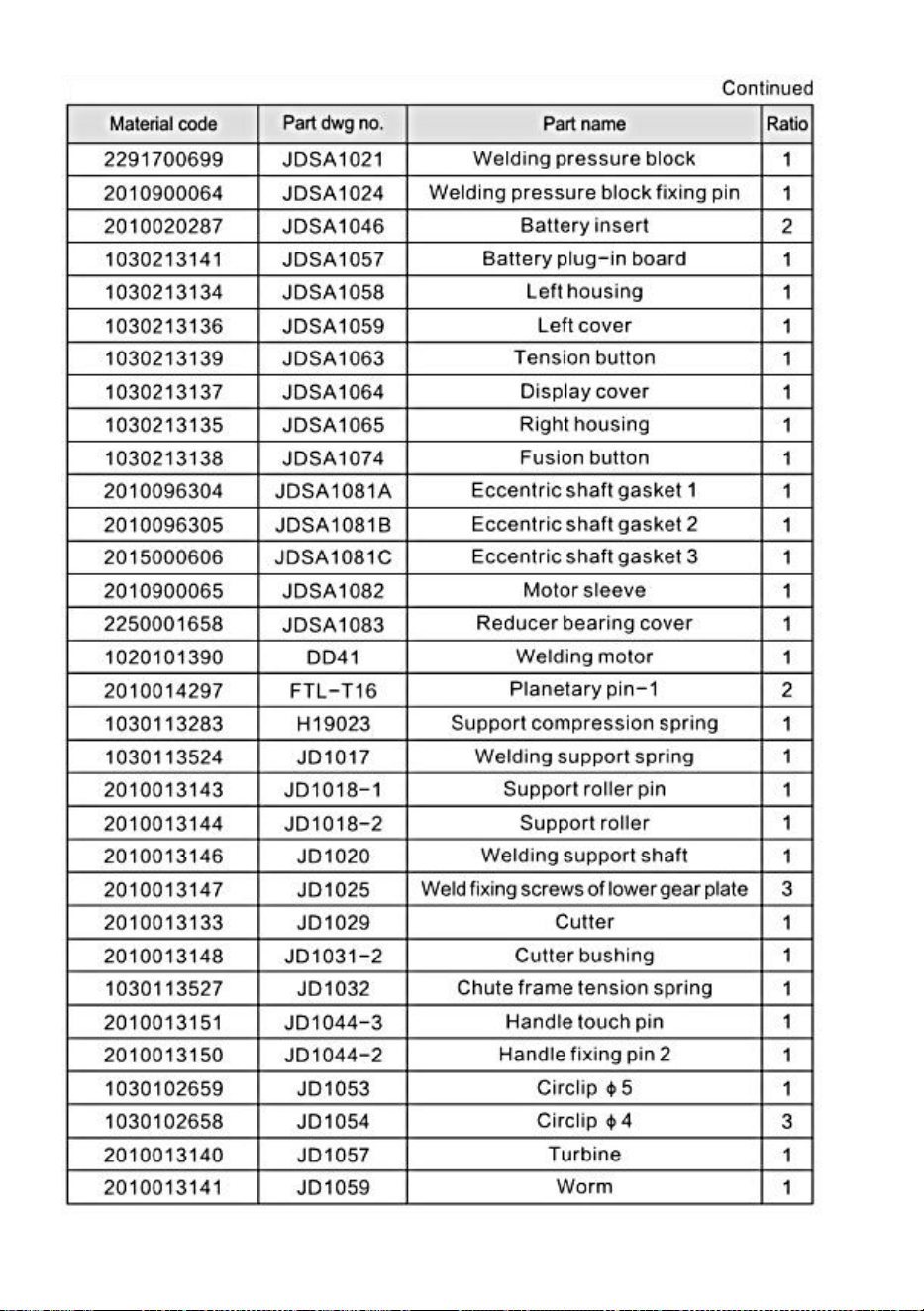
- 18 -
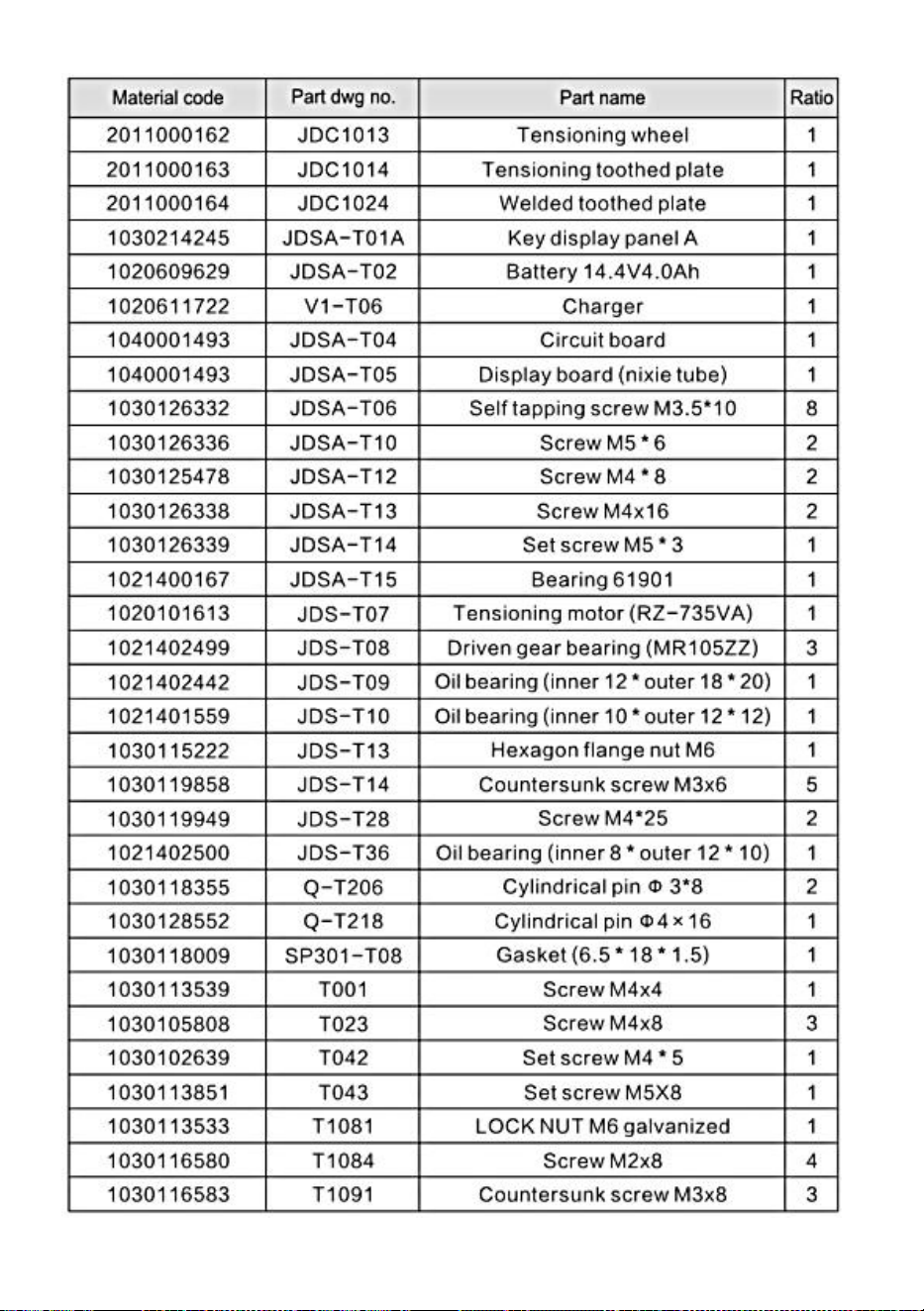
- 19 -
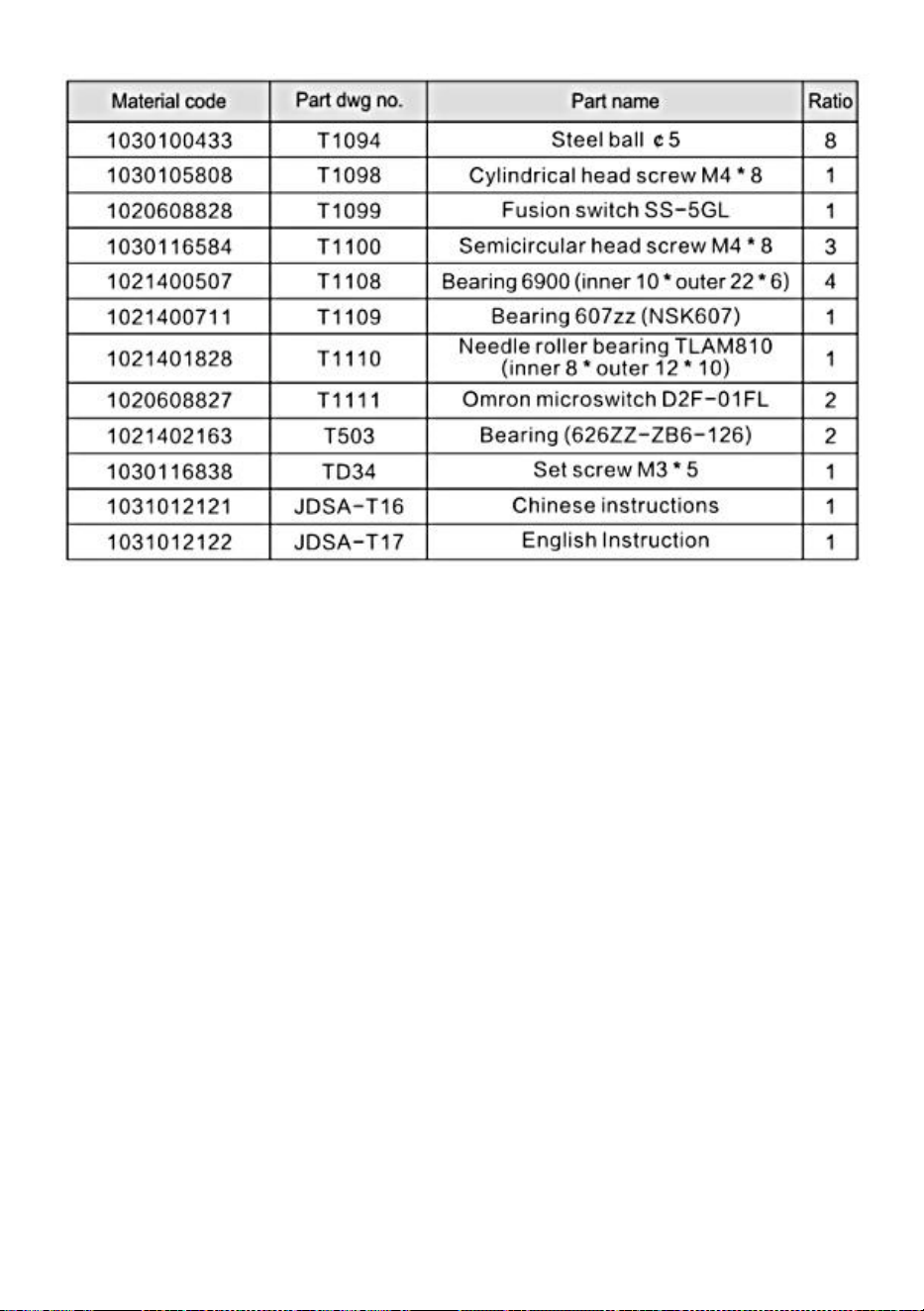
- 20 -
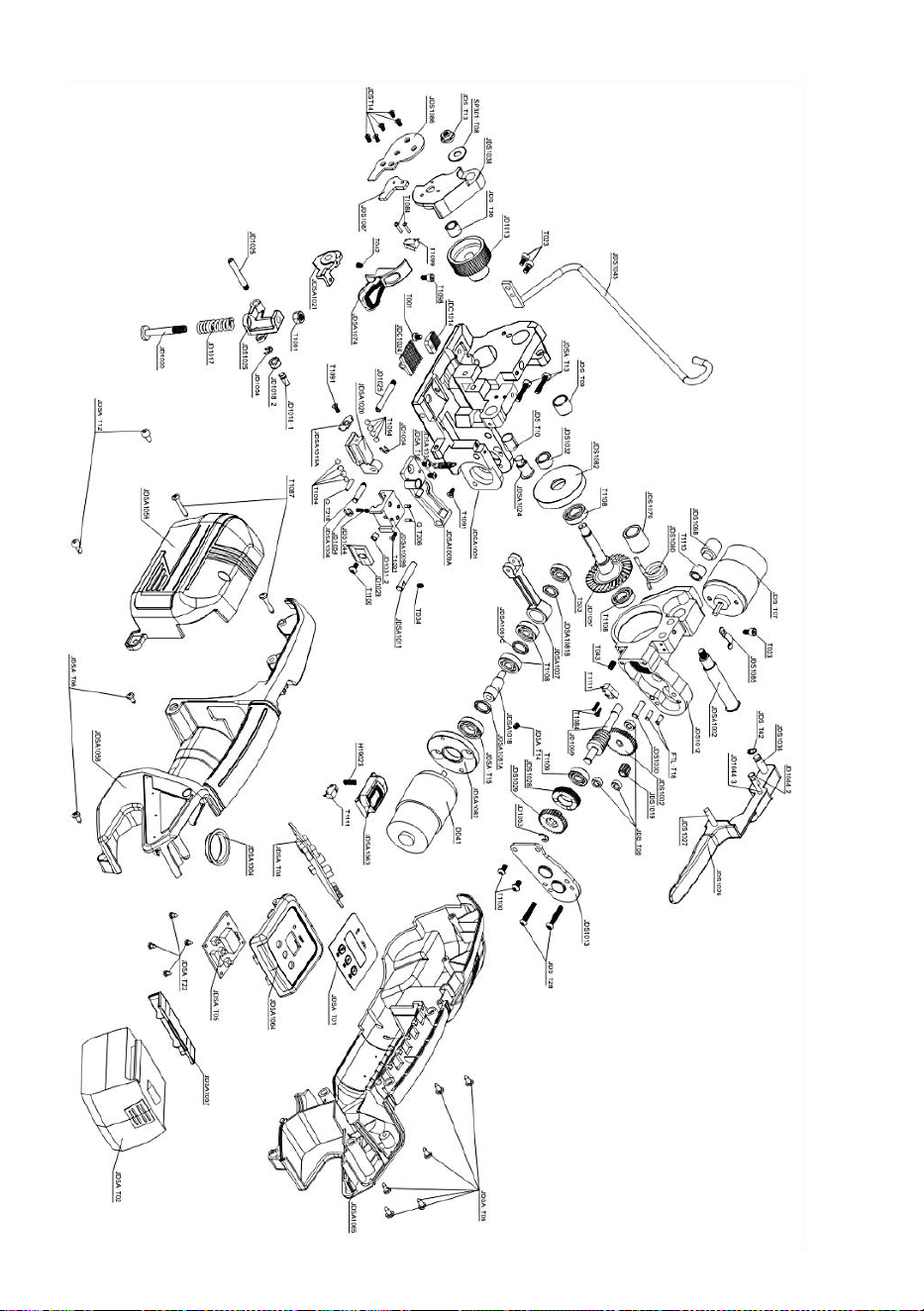
- 21 -
- 22 -
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA
STREETEASTWOOD NSW 2122 Australië
Geïmporteerd naar de VS: Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Teknisk support och e-garanticertifikat
www.vevor.com/support
Bandning M achine
MODELL: V2
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Modell: V2
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
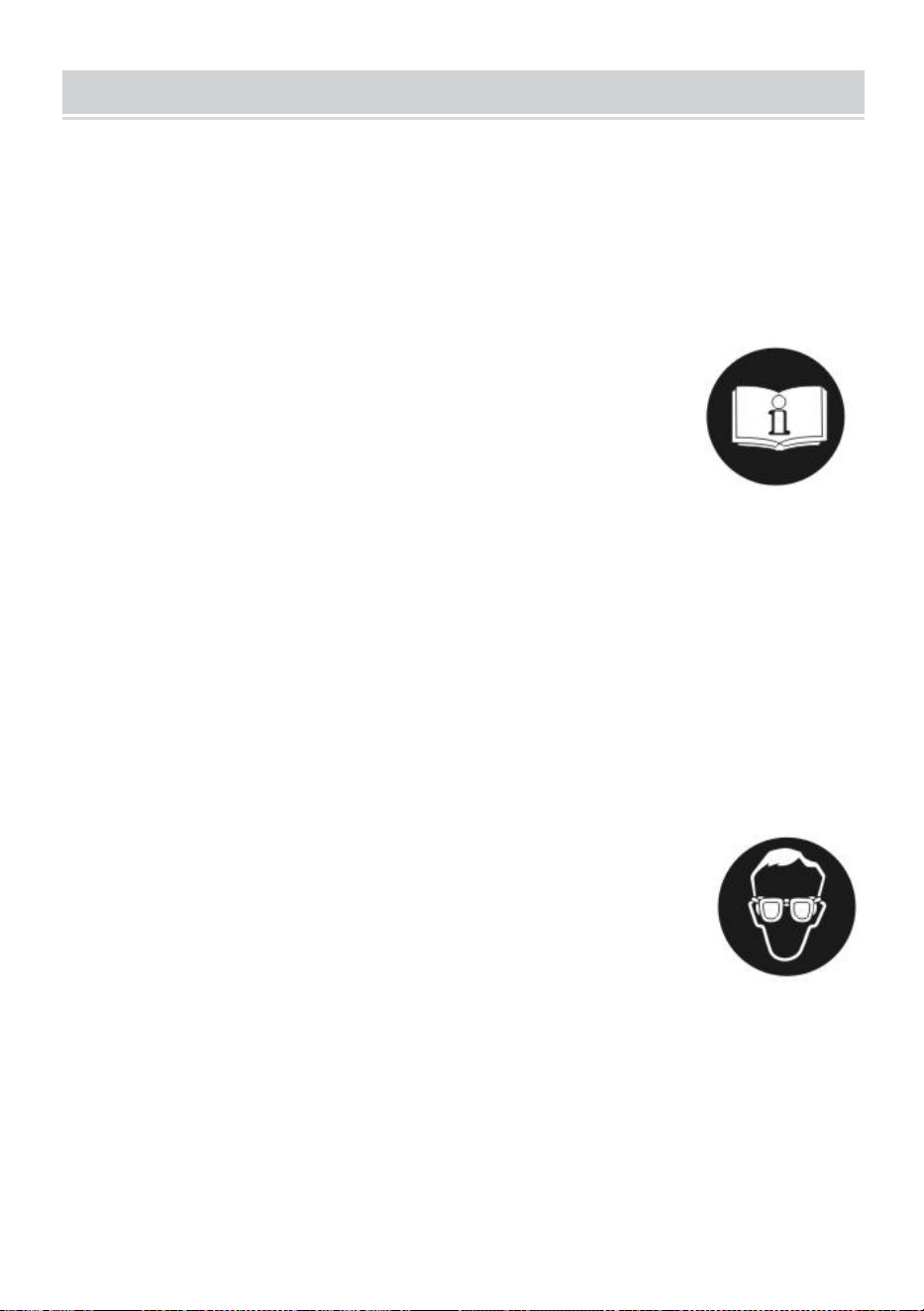
- 2 -
INSTRUCTIONS
Tack så mycket för att du valde denna Strapping M achine
- Läs igenom alla instruktioner innan du använder den. Informationen
hjälper dig att uppnå bästa möjliga resultat.
Produkterna i denna katalog kan ha en annan färg än den faktiska varan .
1.SÄKERHETSINSTRUKTION
Vänligen läs ärendena noggrant; om du inte följer denna
prompt är det möjligt att orsaka operatörsskada under
drift.
1.1 Batteridrift
Miljöskydd:
1) Placera inte använda batterier i hushållssoporna, avloppsvattentanken
eller bränn dem.
2) Återförsäljare tillhandahåller miljöbehandlingstjänster för batterier.
Kortslutning
1) Lämna inte batterier och andra metallföremål tillsammans.
2) Öppna inte batteriet och förvara batteriet i ett torrt och frostskyddat rum.
Maximal temperatur är 50C. Håll det torrt hela tiden.
3) Ladda inte förbrukade batterier. Byt omedelbart en ny
1.2 Risk för ögonskador
Om du inte bär skyddsglasögon med sidoskydd kan det
orsaka ögonskador och till och med blindhet. Det kräver att
man bär skyddsglasögon med sidoskydd
1.3 Drift
Personal som inte är ordentligt utbildad får inte använda
bandningsverktyget. Innan du spänner banden läs och förstå
bruksanvisningen korrekt. Om du inte följer bruksanvisningen eller felaktigt
ladda remmarna, kommer det att skada remmarna.
Innan du blir bekant med bandningsverktyget, håll fingrarna långt borta
från klämma eller skära områden.
1.4 Vidhäftningsposition

- 3 -
Du bör kontrollera den trycksatta vidhäftningspositionen. Var bekant med
vidhäftningskontroll och reglering. Oregelbunden vidhäftning kan vara
osäker, vilket kan orsaka allvarliga skador. Snälla gör det inte skicka
förpackningsbehållare som inte är korrekt förpackade.
1,5 Remsfördelning
Använd den specialdesignade fördelningsanordningen för att fördela
remmarna. När inte vid användning, vik in remmens ände i
fördelningsanordningen.
1.6 Remmar varning
Använd inte remmar för att dra eller lyfta last, vilket lätt leder till
personskador.
1.7 Fara för trasiga band
Felaktig användning, överdriven spänning, användning av remmar som
inte krävs, belasta skarpa hörn kommer att leda till att spännkraften tappas,
eller att remmar som går sönder kan så småningom göra att operatören
tappar balansen och faller ner. Spänningsverktyg och remmar flyger
snabbt till operatörens ansikte.
Uppmärksamhet
1) Om belastningsvinkeln är mycket skarp, lägg till kantskydd.
2) Vänligen linda remmarna runt lämplig lastyta.
3) Vid spänning och vidhäftning är driftpersonal och remmar på samma rak
linje, y kan skadas av flygande remmar eller bandverktyg , så när du
använder vänligen stå bredvid remmar och håll åskådarna långt borta.
Använd rekommenderade remmar med bra kvalitet i instruktion s , med
lämplig bredd, storlek och styrka. Remmar som inte matchar kan orsaka
skador vid spänning.
1.8 Spännband klippning
När du klipper remmar, använd ett lämpligt klippverktyg och säkerställ ett
säkert avstånd från människor,och stå inte i samma raka linje med
remmar,och håll dig borta från remmar lös riktning. Använd
specialverktyget för att klippa remmarna. Det är inte tillåtet att använda en
hammare, tång, bågsåg , yxor och så vidare.

- 4 -
1.9 Fallrisk
Håll ditt arbetsområde rent och snyggt. Ostädat arbetsområde kan
medföra risk för skador. Innan spänningar, dåliga stag eller obalanser blir
det lätt att falla, särskilt i trappområdet. kroppsbalans. Båda fötterna ska
trampa på en plan och solid yta. När du känner dig obekväm, använd inte
verktyget. Var uppmärksam på de försiktighetsåtgärder som specifikt
nämns i arbetet område.
1.10 Risk för bandningsverktyg
1)Välskött bandningsverktyg är nödvändigt.
2) Inspektera regelbundet trasiga eller slitna delar, om det finns sprickor
eller slitna delar, gör inte använda maskinen.
3) Modifiera inte maskinen, annars kan den orsaka personskada.
2. TEKNISKA PARAMETRAR
2.1 Beskrivning
Tillverkat V2 bandningsverktyg använder plastremmar. Använd
bandmatning manuellt enhet för att linda plastremmarna runt lådan (påsen).
Remänden sätts in i bandningsverktyget och automatiskt spänd, separera
efter friktionsvidhäftning.
2.2 Storlek på bandningsverktyg med batteri
Längd:3 6 0mm
Bredd: 1 2 0 mm
Höjd:1 25 mm
2.3 Bandmaterial
Kvalitet: platta eller präglade PET (polyester) och PP (polypropen) remmar.
Storlek: bred9 ,00-16,00 mm / tjocklek 0,4-1,20 mm
Vänligen välj lämplig storlek enligt bandningsverktyget du köpte.
2.4 Remmarnas styrka
Draghållfasthet: 6 00-3200N är justerbar.
(Maximalt värde beror på kvaliteten på remmarna.)
Spännhastighet: 6 0-200mm/s
Vidhäftningsstyrka: cirka 75 % av plastremmarna. (Beroende på
remmarnas kvalitet)
- 5 -
2.5 Arbetstemperatur
·Omgivningstemperaturen är 5 till 45 grader Celsius .
·Optimal arbetstemperatur är 15 till 20 grader Celsius.
3.TILLBEHÖR
Använd de delar och tillbehör som nämns i bruksanvisningen.
Användning av andra tillbehör kan skada dig och andra.
3.1 Batteridrivet bandningsverktyg
Eftersom vissa bandningsverktyg kan använda NiCd (nickel - kadmium)
eller NiMH (nickel metall hydrid) batterier, vänligen köp batteriet för detta
verktyg enligt följande parametrar.
Typ: Litiumbatteri
Spänning: 14,4V
Kapacitet: 4,0 Ah
3.2 Batteriladdare
Standard laddare:
Ingång: 100V-240V-50/60Hz 1,5 A
Utgång: 16,8V-DC2,5A
Laddningstid:
Litium batteri 4,0 A/h, laddningstiden är cirka 90 minuter.
3.3 Varje bandningsverktyg är utrustat med en uppsättning vanliga
manöververktyg
3.4 Upphängningssystem (valfritt köp)
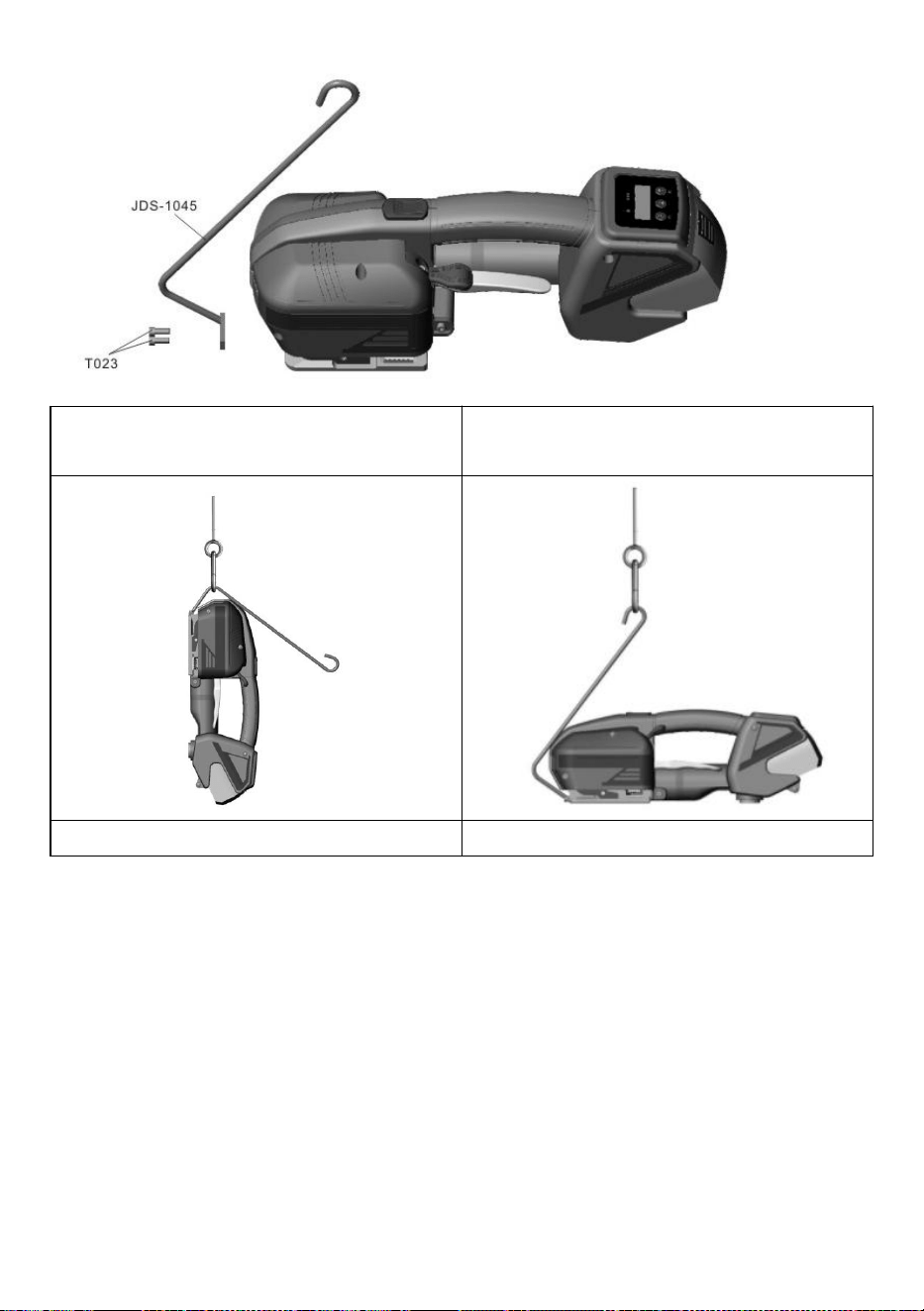
- 6 -
För arbetsupphängningsposition
välj FIG 1.
För arbetsupphängningsposition,
välj FIG 2.
FIGUR 1
FIG 2
4.DRIFTSELEMENT
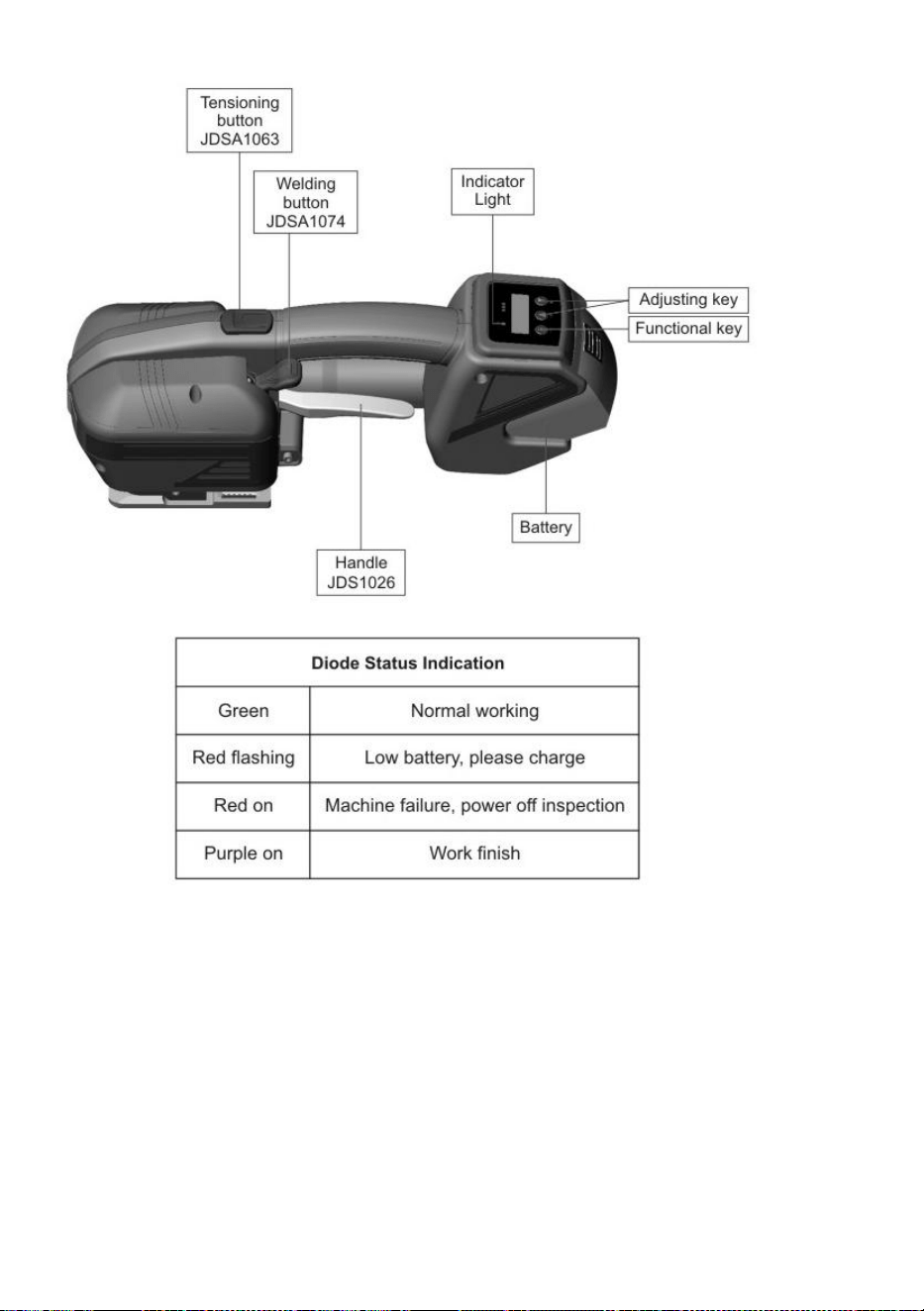
- 7 -
5.FUNKTION
5.1 Installation
1) Vänligen lägg inte bandningsverktygen i regnet!
2) För säkerhets skull laddas batteriet inte när leverans.
3) Innan du använder, vänligen ladda. Se separat bruksanvisning för
batteriladdare.
Demontering av batteri:
1) Batteriet demonteras och sätts ihop enligt den grafiska riktningen. Vid
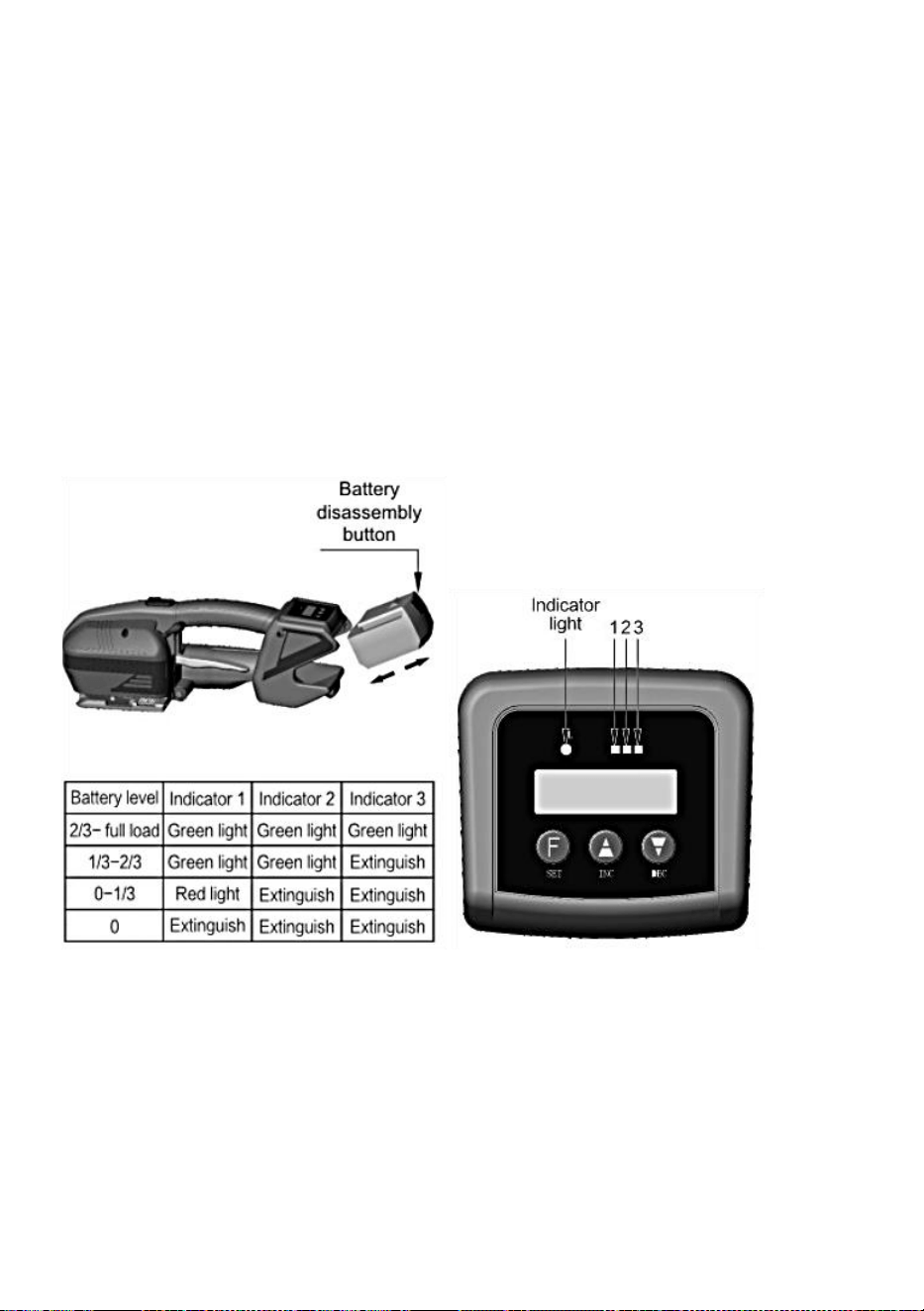
- 8 -
borttagning batteriet ska den röda knappen tryckas in flytta ut.
2) När du sätter i batteriet, elmängd tillstånd kommer att visas under en
kort tid.
3) Batteriets laddningsstatus visas av indikator ljus.
Ta bort det tomma batteriet
f Indikatorlampan blinkar rött vid spänning
eller svetsning, vilket indikerar att batteriet ström
tar slut kommer alla elektriska funktioner att stoppas.
Vidhäftningen otillräcklig
Varning: Om vidhäftningen inte är tillräcklig,
ta bort remmarna! Batteriet måste
anklagas.
5.2 Justering av svetstid och åtdragningskraft
Bestäm olika svetstider och åtdragning
kraft beroende på storleken och kvaliteten på remmarna,
Figur: Vänster(F),Mellan(▲),Höger(V)kan justeras
svetstid och åtdragningskraft.
1.När du trycker på vänster(F), Skyddsplattans skärm visa F1 (tryck igen

- 9 -
visa F2), F1 är åtdragningen kraftinstruktion, tryck på mitten (▲) mer
åtdrag, tryck höger(V)less dra åt (visa dataområde 1-10)
2.När tryck vänster (F), Skyddsplatta skärmen visa F1 (tryck igen visa F2),
F2 är svetsningen tidsinstruktion, tryck mitten(▲)mer,tryck
höger(√)mindre(visa dataintervall 1,0-5,0s)
5.3 Bandlindning
Linda remmarna enligt bilden.
Varning! Förvaras åtskilt från olja, fett och annan smuts vid svetsning
av plastband.Smutsig remmar kan inte svetsas.
5.4 Bandinsättning
Lyft handtaget med höger hand, sätt in remmar med vänster hand, och två
remmar parallella staplade, släpp handtaget.
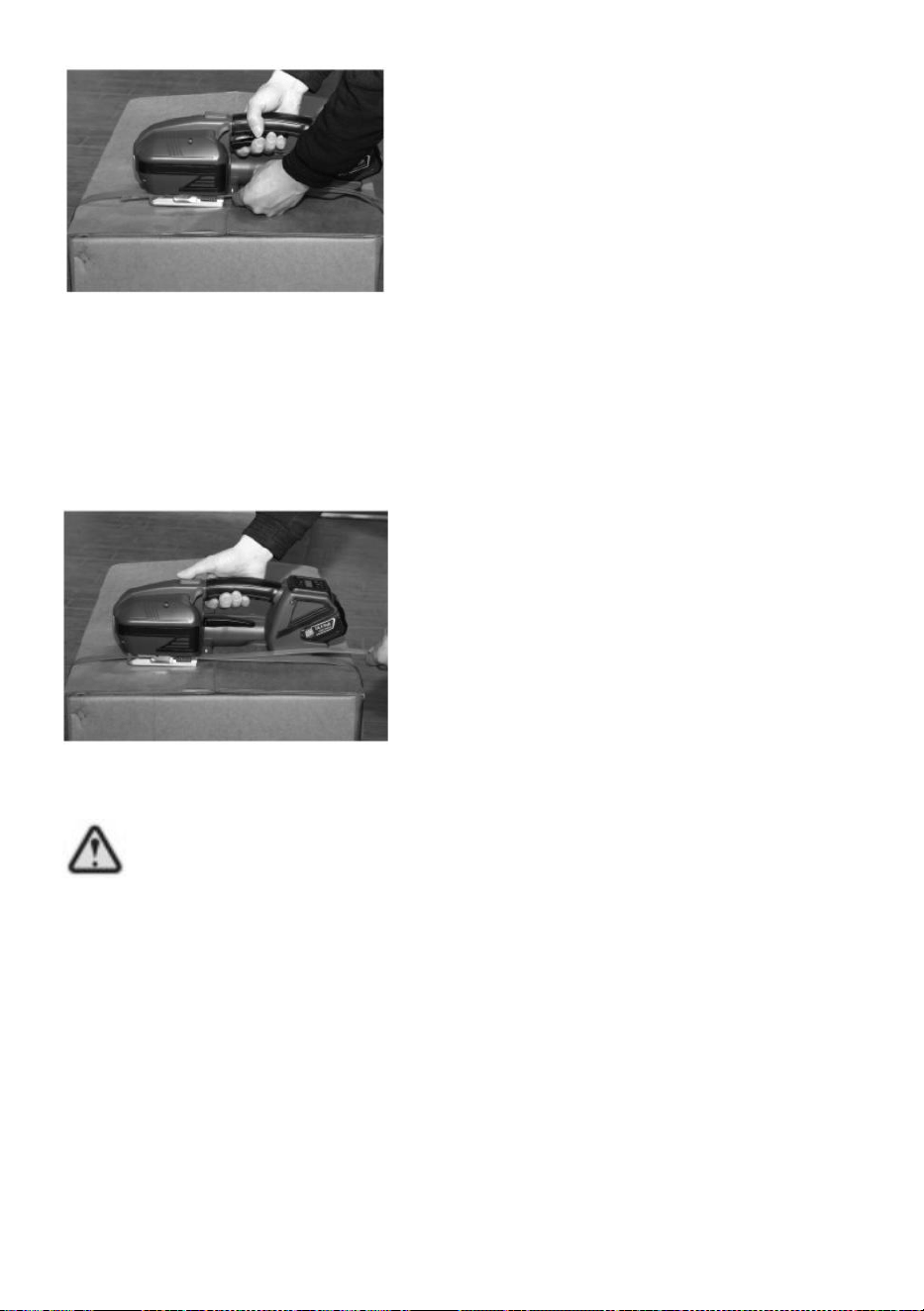
- 10 -
5.5 Spänning av remmar
Tryck på spännknappen efter att ha nått remmarnas spänningsstyrka,
släpp sedan växlingsratt. Spänningsoperationen kan avbrytas eller
startas om när som helst. Under spänningsprocessen, indikatorlampan
visas i grönt. Efter att ha uppnått önskad spänning, gör det inte tryck på
strömbrytaren, det finns risk för remmar trasiga.
OBS: Tryck på spännknappen hela tiden tills indikatorlampan visas i
lila, påverkar inte åtdragningsskyddet nästa steg.
Fortsätt att förskjuta bandverktygens jämvikt vid spänning. Så
vänligen blockera inte bandningsverktygets rörelseriktning.
5.6 Kontaktvidhäftning
Tryck på svetsknappen, händerna lämnar omedelbart.plastband svetsas
och den överflödiga remmar skärs av. Under svetsning lyser
indikatorlampan grönt eller lila. Svetsningen är klar.
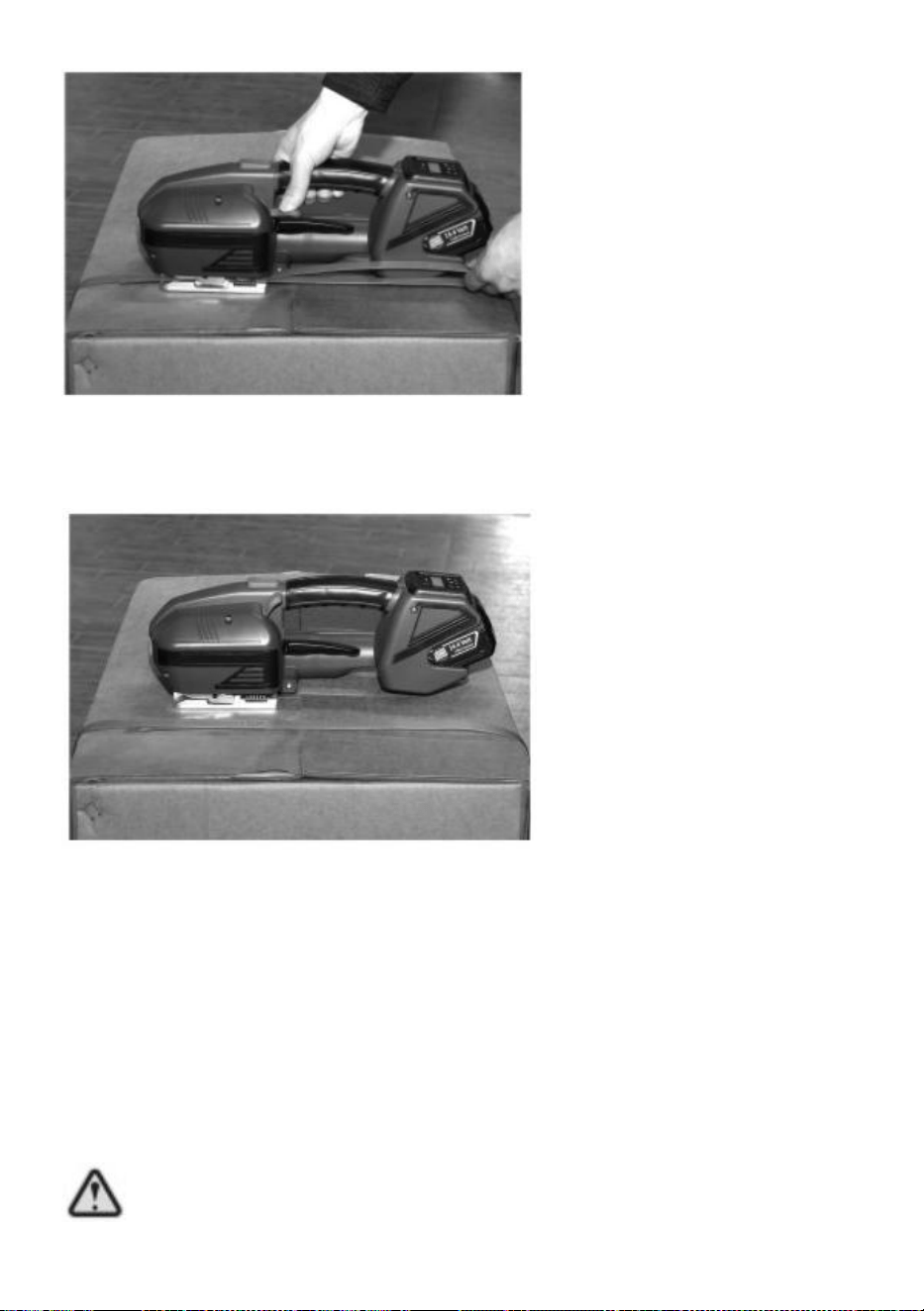
- 11 -
5.7 Ta bort bandningsverktyget
Lyft handtaget och de lösa banden, dra i maskinen till höger sida och bort
från remmarna.
5.8 Vidhäftningskontroll
Normal vidhäftningskontroll är nödvändig.Du kan se kvaliteten på
vidhäftningen med ögonen.
Som visas i följande figur:
Korrekt vidhäftning:
Svetsa hela remmens bredd, svetsningen längden är ca 19 mm.En liten
mängd smält plast får rinna över kanten.
Svetstiden är för kort:
Hela bredden är inte svetsad och den vidhäftningen är otillräcklig.
VARNING! Remmar med otillräcklig svetsning
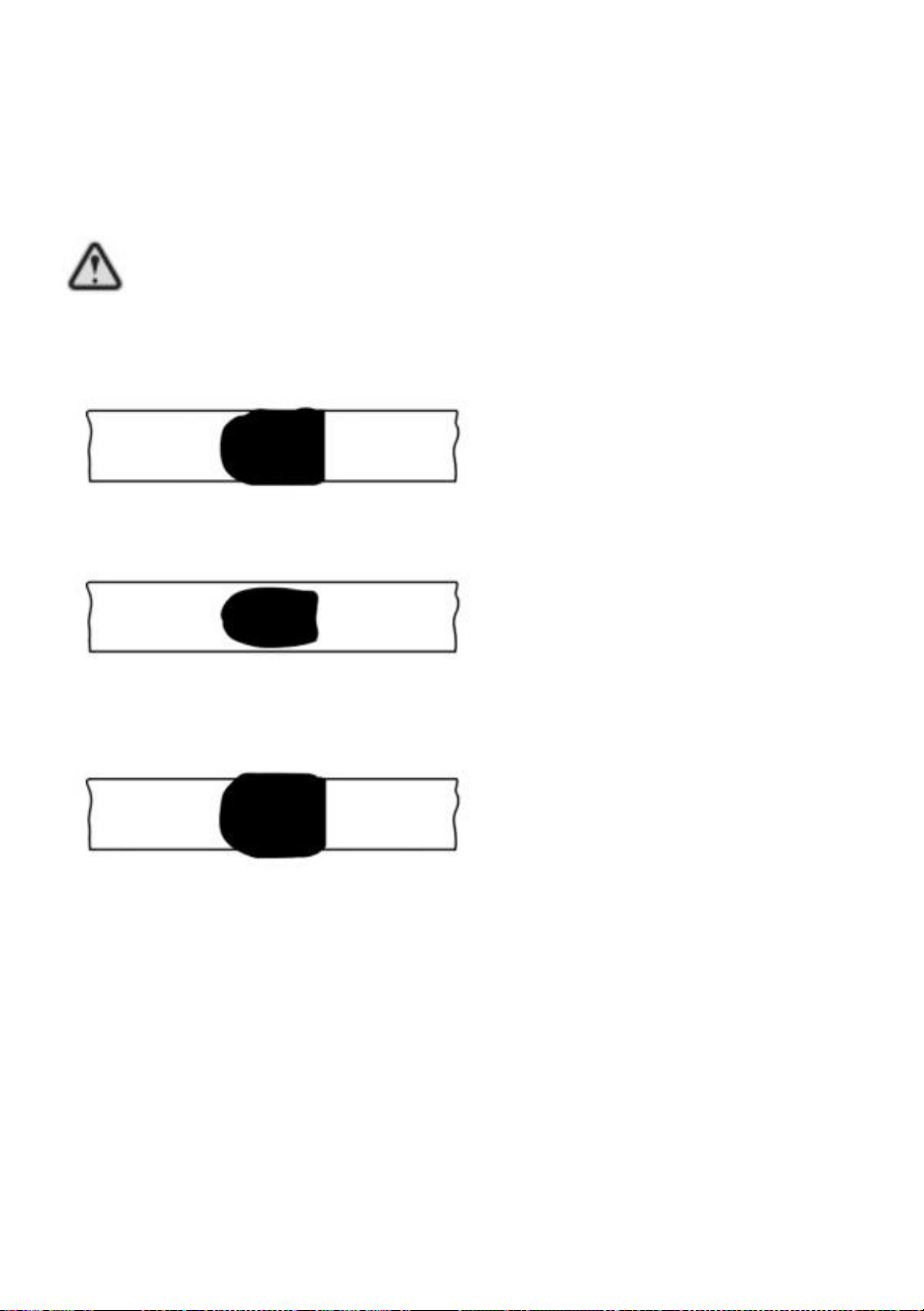
- 12 -
måste tas bort. Justera svetstiden.
Svetstiden är för lång:
Som om svetstiden är för lång, är remmar överhettad, smält plast
bräddavlopp s två sidor.
Vidhäftningseffekten påverkas.
VARNING! Remmar med inte tillräckligt
vidhäftningsstyrkan måste tas bort. Justera
svetstid.
6. ELEKTRISK ANSLUTNING
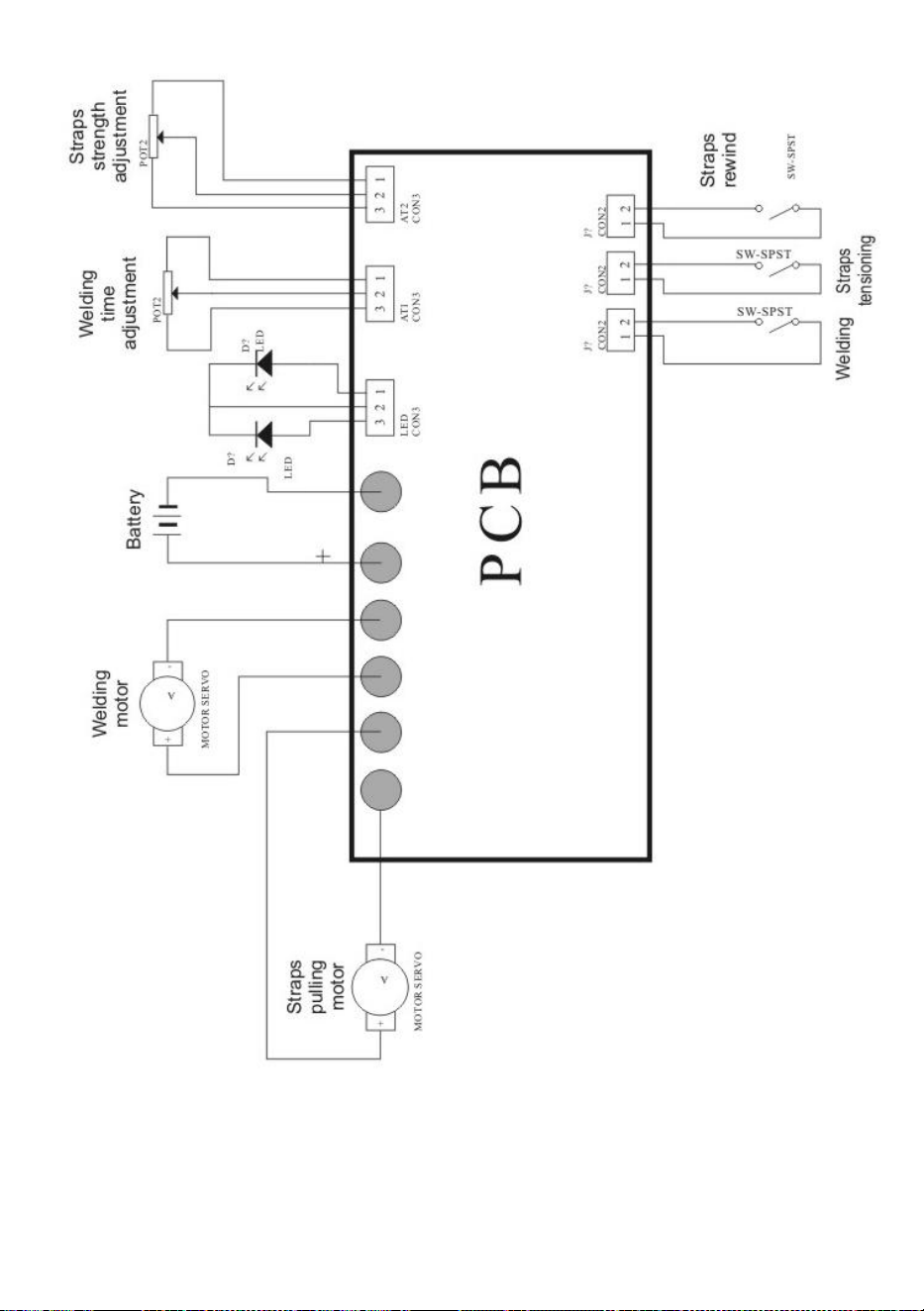
- 13 -
14. BYTE AV SLITA DELAR

- 14 -
För varje underhåll, vänligen ta bort batteriet.
Kutter (JD-1029) : Ta först bort lockskruvarna på vänster panel och flytta,
ta bort skruvarna på kniven och flytta, byt ut kniven och montera i omvänd
ordning.
Svetstandsplatta (JDC1024) : Ta bort den fasta skruven på den nedre
svetstanden plattan för att ta bort svetstandsplattan; och montera i omvänd
ordning.
Spännande tandad platta (JDC-1014) : Ta bort skruvarna på fast spänd
tandad platta plattan på basen och flytta, sätt tillbaka toppplattan på den
tandade plattan, och montera omvänt beställa .
Spännhjul (JDC-1013) : Ta bort vänster skal först, ta bort muttern på
anslutningsstiftet axel och flytta. Ta bort den främre sidopanelen och flytta
den , ta bort spännhjulet och montera den i omvänd ordning.
Spänning, vidhäftning och skärjustering
Om spännslip s , ta bort skruvarna på den fasta spända tandplattan på
basen och flytta, byt ut toppplattan på den tandade plattan.
Sätt den fabriksmatchade packningen under den spända tandade plattan
och montera omvänt beställa.
Remtjocklek mellan 0,5-1,2 mm, om inte justera övre och nedre svetstand,
vilket orsakar dålig svetsning. Ta bort det vänstra locket, ta bort skruven på
svetsknappen. Justera stödet axel M6 mutter och den fasta stödaxeln på
fjäderstödet, vrid M6 mutter till höger eller vänster för att justera fjäderns
elasticitet. Eller ta bort skruven som fixerade svetstanden på basen och ta
bort den övre tanden, sätt svetspackningen under svetstanden, montera i
omvänd ordning.(Den maskinen har justerats på fabriken, kontrollera
svetstiden)
Om kniven inte är slät, byt ut kniven (JD-1029) eller byt ut kniven
komprimerad fjäder (JDS-1044), se skärens förbrukningsvaror och byt ut
en.
Som visas på sidorna 14-16.
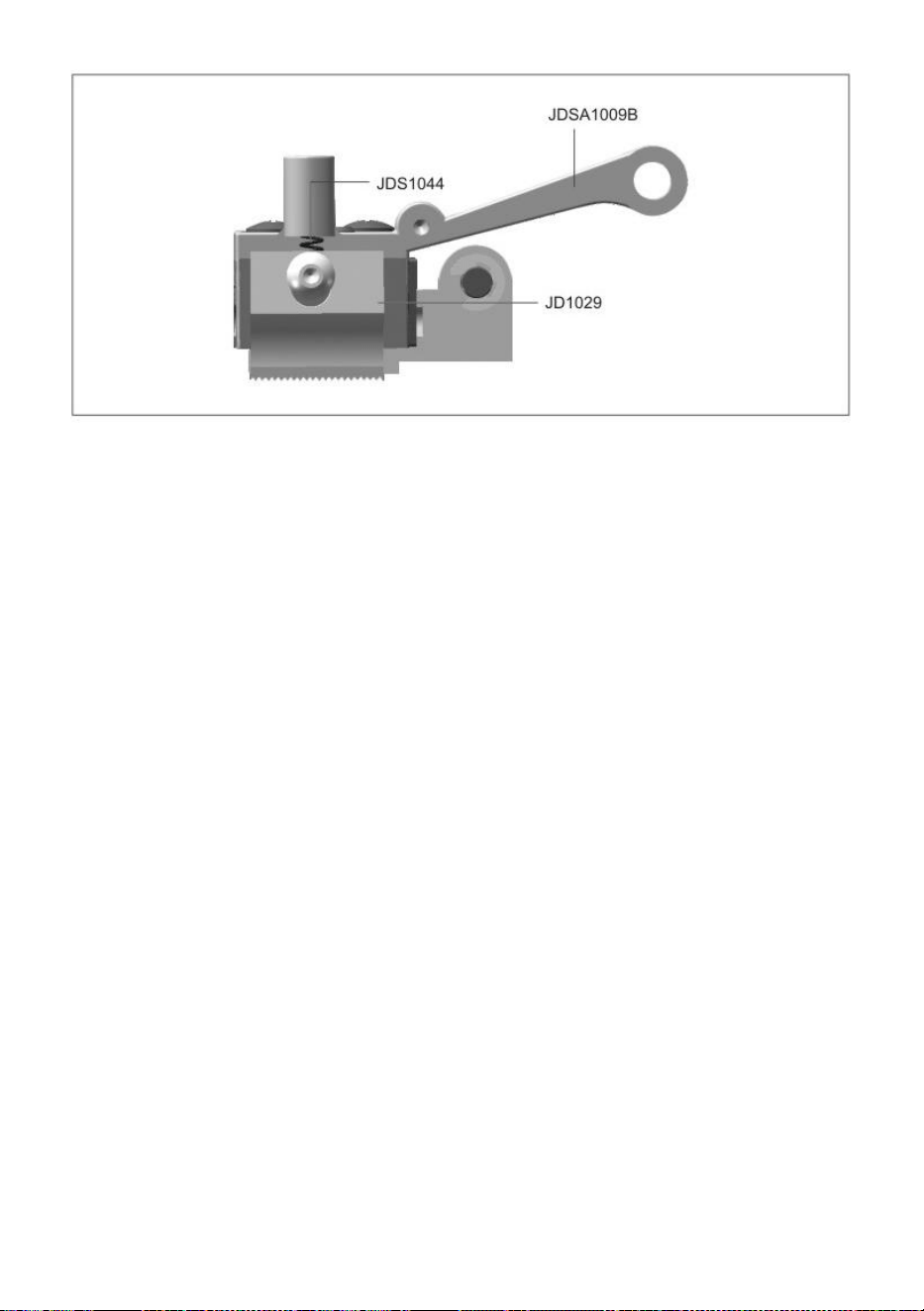
- 15 -
8.VANLIGA FEL
1.Särskild anledning:Om maskinen fastnat i bandningsprocessen (LED i
rött), vilket resulterar remmar sitter fast i maskinen och kan inte vara det
bort. Stäng av strömmen omedelbart, klipp av remmarna, ta bort skruvarna
på vänster och höger panelkåpa och flytta, ta bort remmarna, och
kontrollera maskinen. Kontrollera att ledningarna på resebrytaren faller av
och byt ut mikrobrytaren.
2.Tryck på svets- och spännknappen, om motorn inte roterar, kontrollera
motorn och mikrobrytare, och byt ut motorn och mikrobrytaren.
9. DIAGRAM ÖVER BYTE AV SLITA DELAR
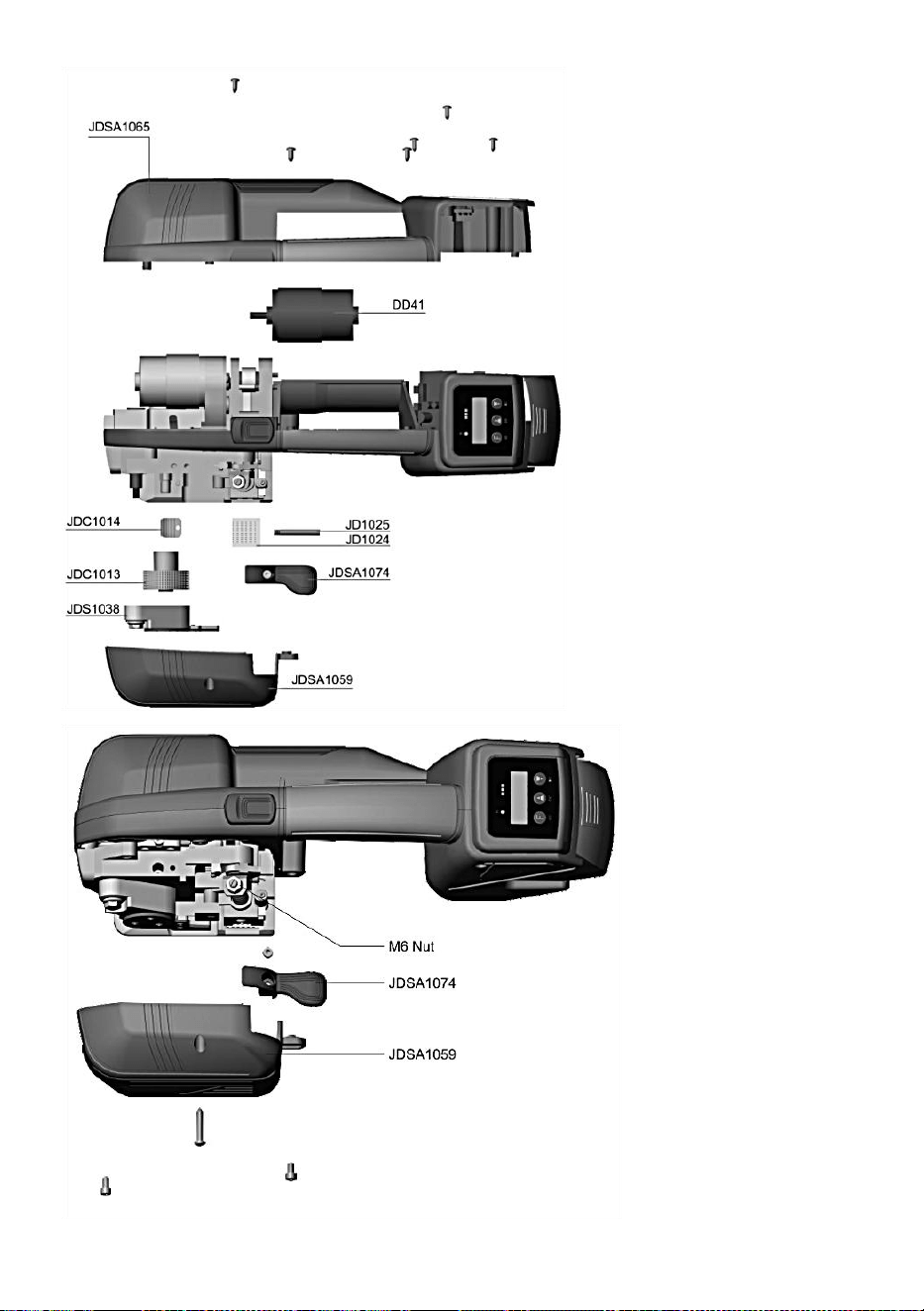
- 16 -

- 17 -
10.V2 Nummertabell för monteringsdelar
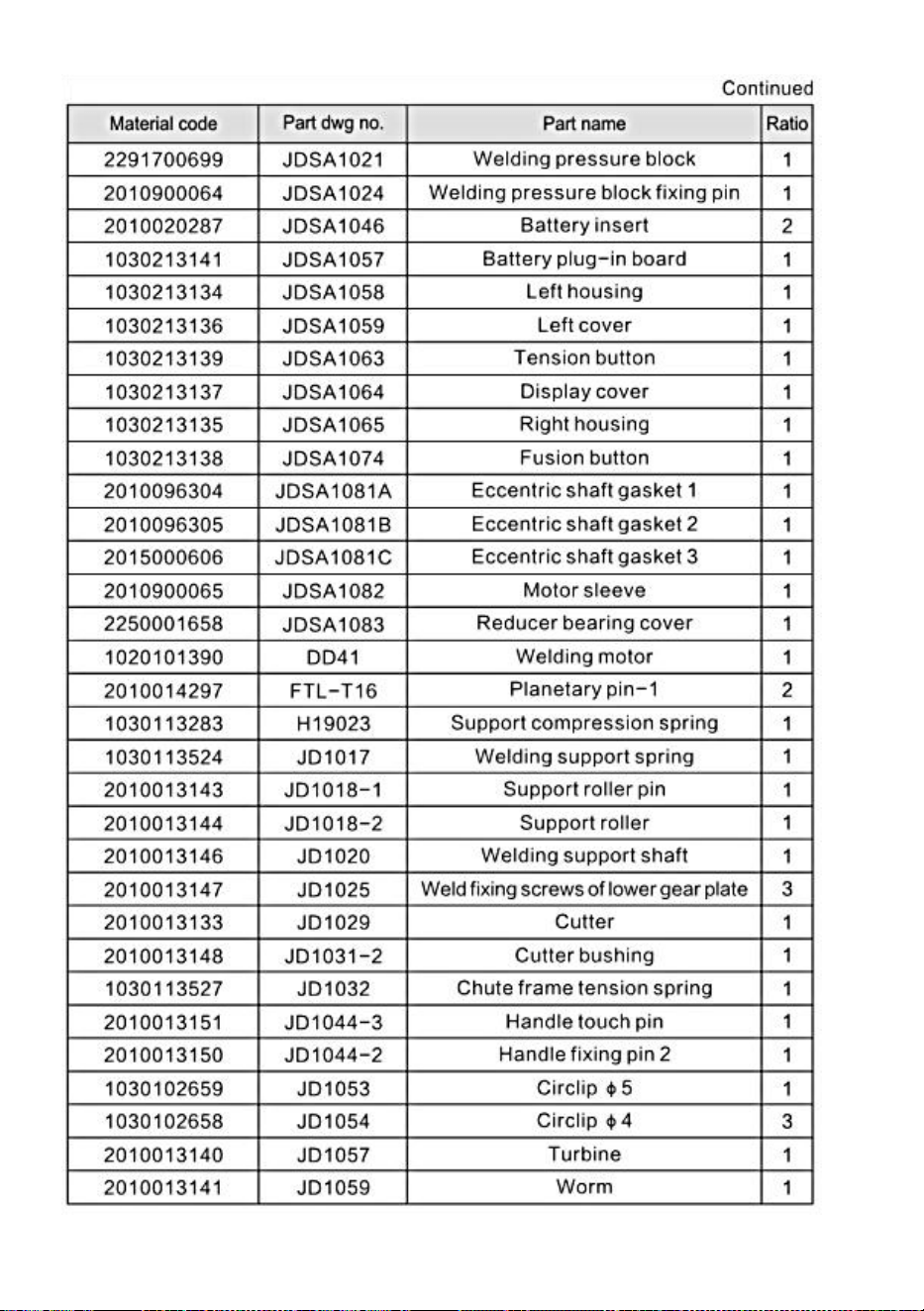
- 18 -
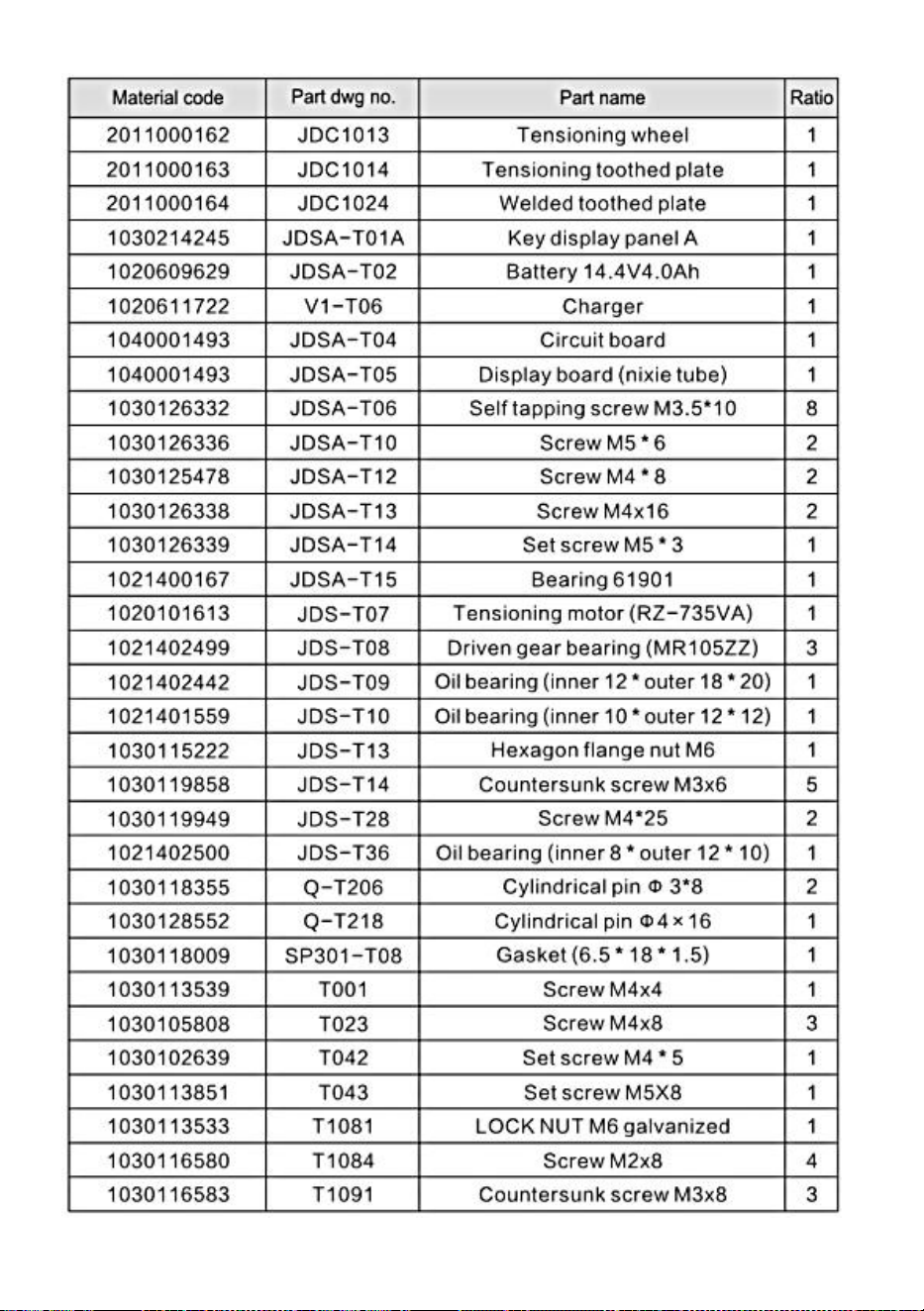
- 19 -
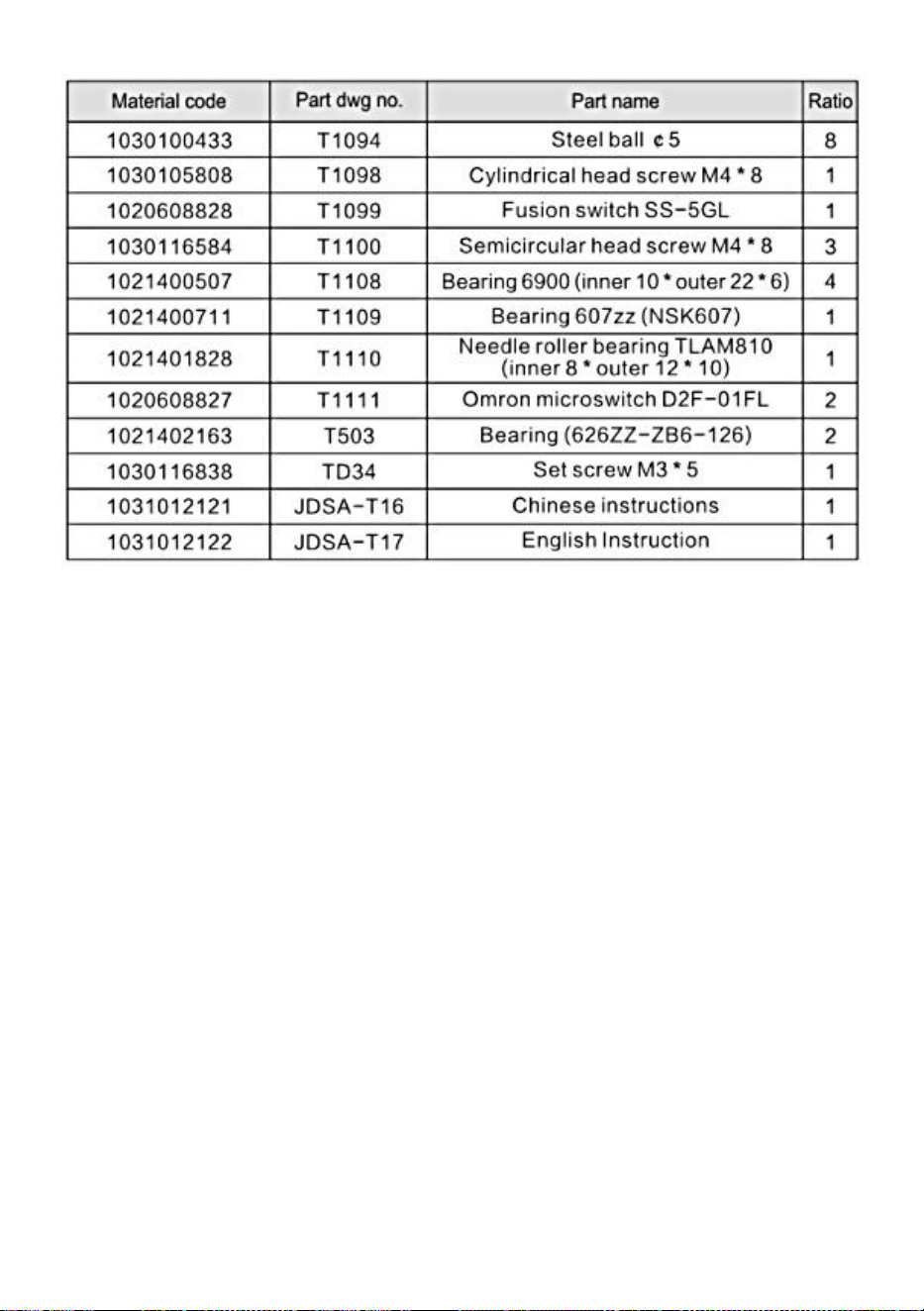
- 20 -
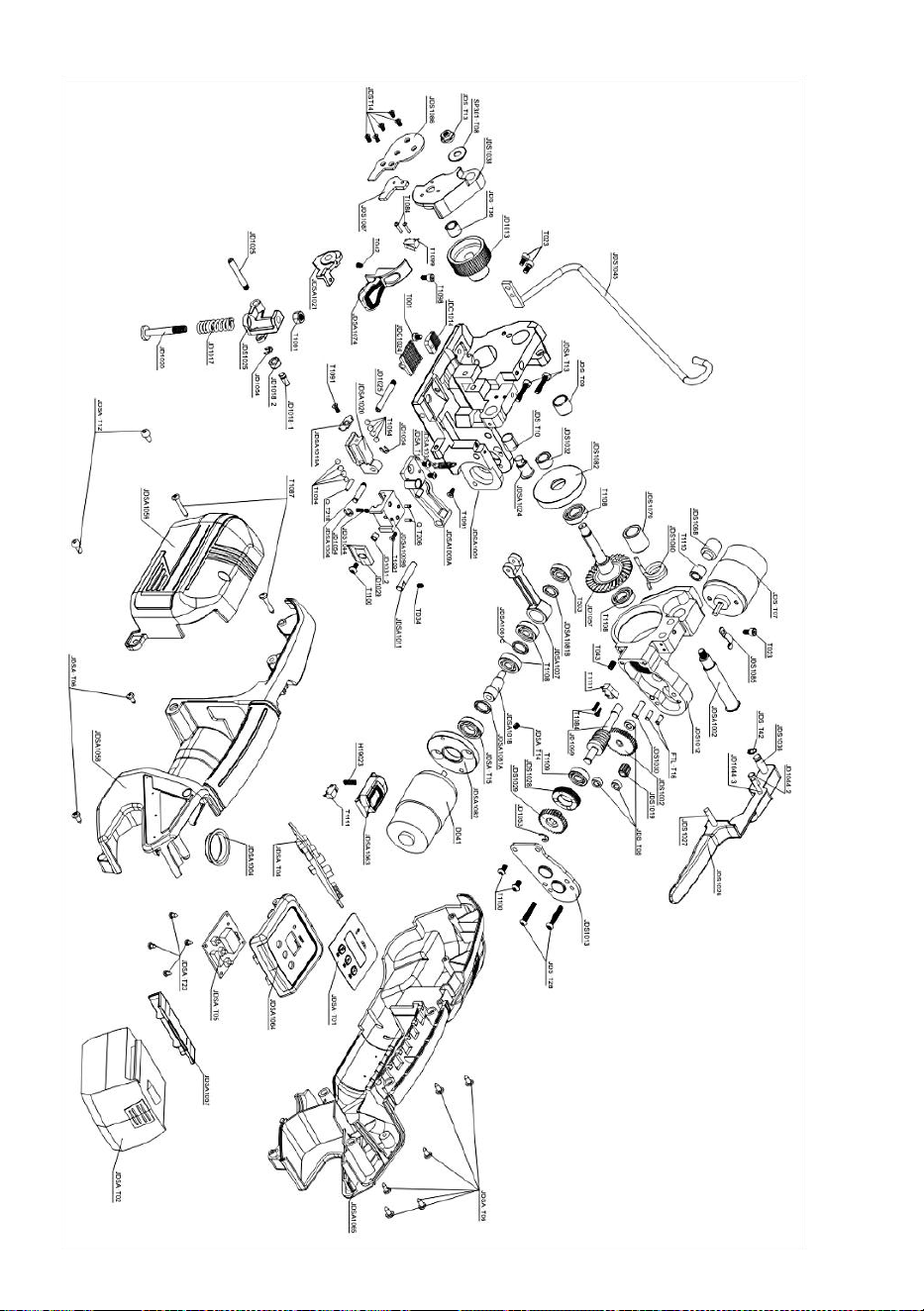
- 21 -
- 22 -
Adress : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX