
Technical Support and E-Warranty Certificate
www.vevor.com/support
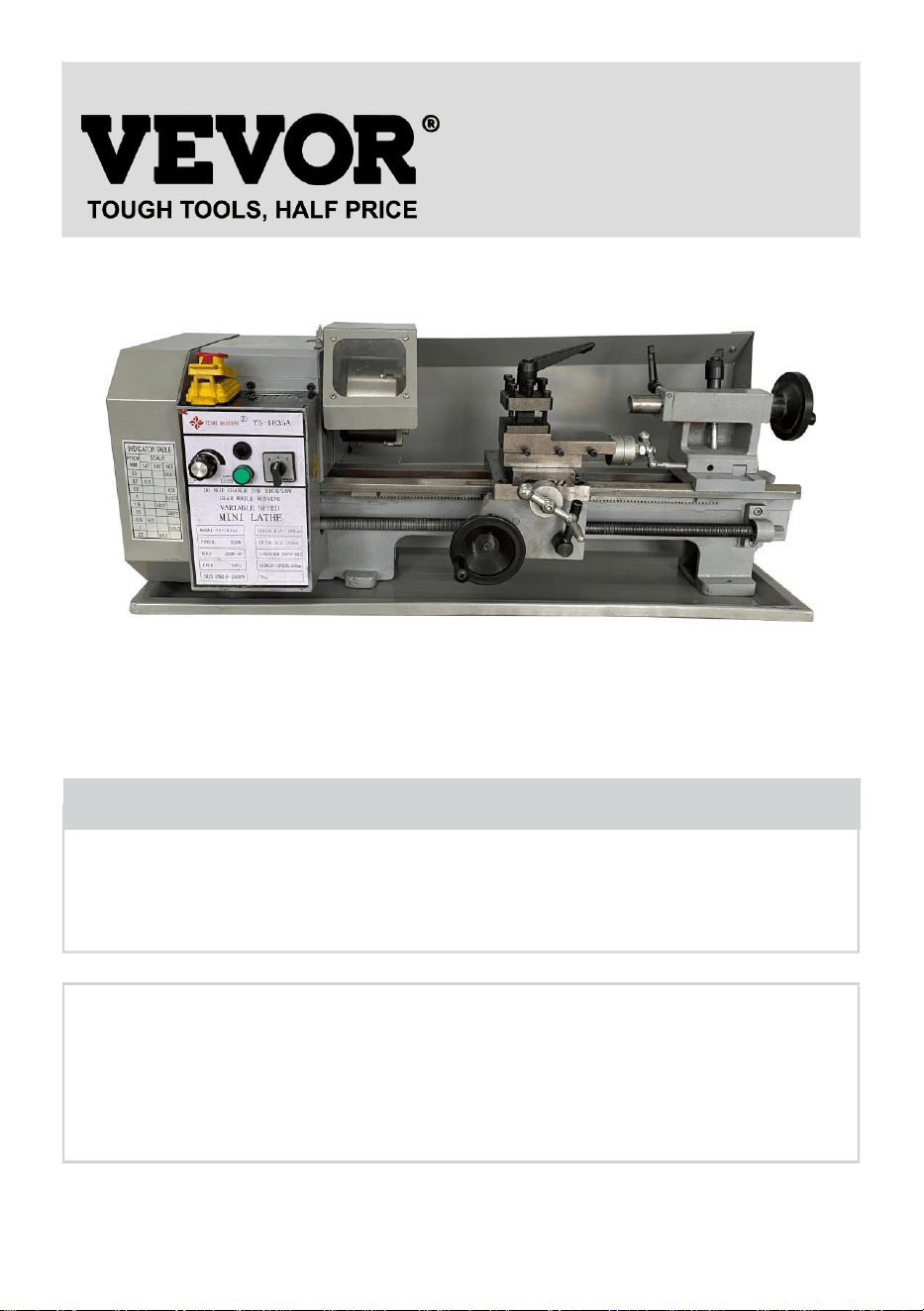
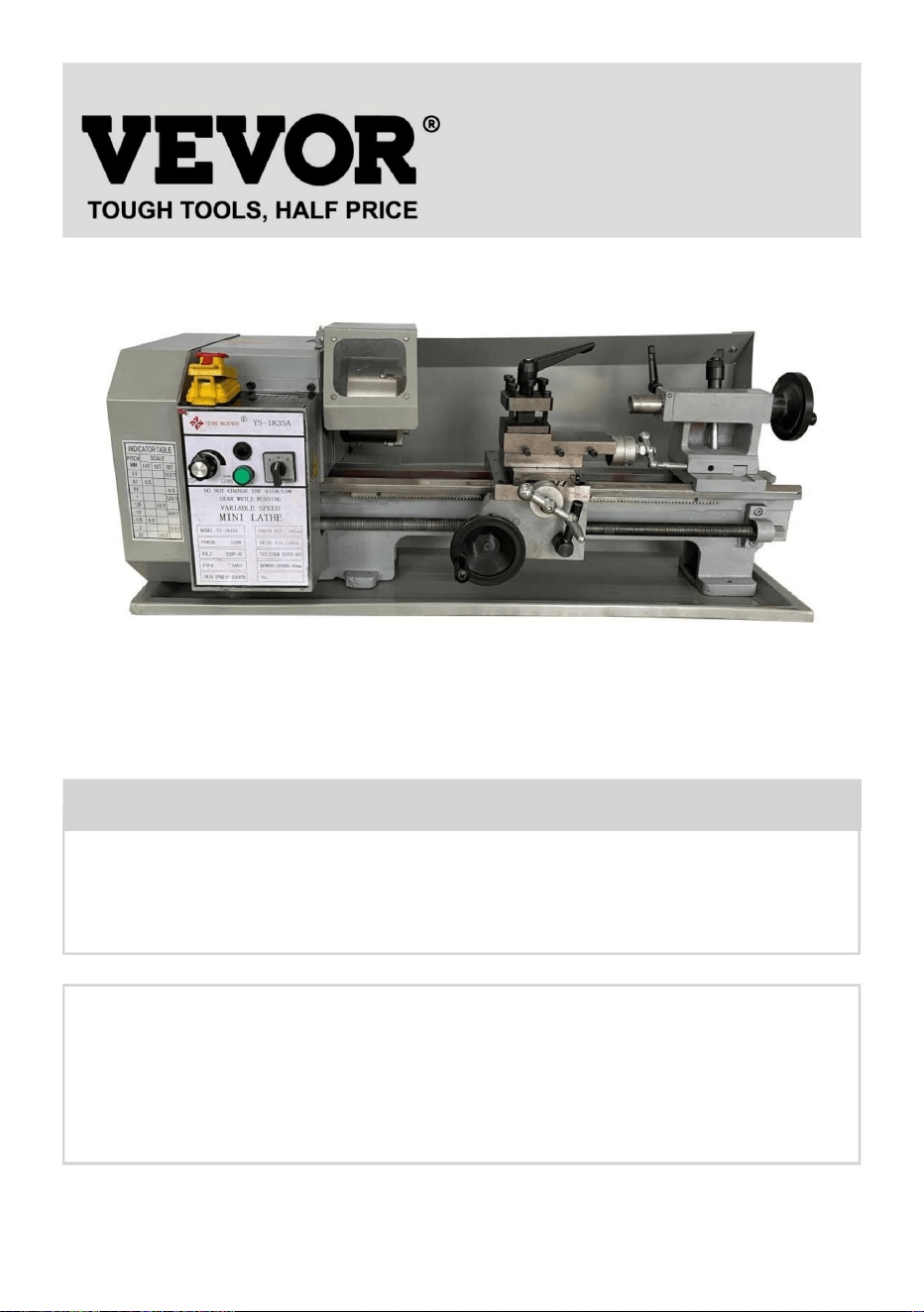
LATHE INSTRUCTION MANUAL
MODEL:YS-1835A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only
represents an estimate of savings you might benefit from buying certain tools with us
categories of tools offered by us. You are kindly reminded to verify carefully when
you are placing an order with us if you are actually saving half in comparison wit
compared to the major top brands and does not necessarily mean to cover all
h
the top major brands.

- 1 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE
MODEL:YS1835A
- 2 -
QUALITY ASSURANCE
MATTERS NEEDING ATTENTION
The information contained in this handbook is intended as a guide to
the operation of these machines and does not form part of any
contract .The data it contains has been obtained from the machine
manufacturer and from other sources. We strive to ensure the
accuracy of this information and try to verify each item and each
data, but we cannot guarantee the full accuracy of the information,
which means that the equipment supply may differ in detail from the
description of the instructions. Furthermore, development of the
machine may mean that the equipment supplied may differ in detail
from the descriptions herein. The responsibility therefore lies with the
user to satisfy himself that the equipment or process described is
suitable for the purpose intended.
We will make every effort to ensure the quality of our products, and
we promise to consumers that we will guarantee our products for
one year, except for machine damage caused by improper
operation of customers, and accidents resulting therefrom, or
abnormal wear and damage caused by lack of maintenance.
In order to fulfill the warranty commitment, the product or part with
quality problems, please return to us for verification, postage prepaid.
Goods sent back should be accompanied by a note of the date of
purchase and a written explanation of the quality of the product. After
our inspection and confirmation, we will repair or replace their
products, or refund the payment; If we fail to provide repair or
replacement in a timely manner, we shall bear the costs arising from
the repair or replacement of the products; If the damage is not due to
the quality of the product, but due to the user's improper operation or
other reasons, the cost shall be borne by the customer .
- 3 -
Our company reserves the right to make changes to this specification and
product specifications. We will make continuous efforts to improve the
quality of our products.
All rights reserved. Reproduction or reproduction is not allowed without
permission.
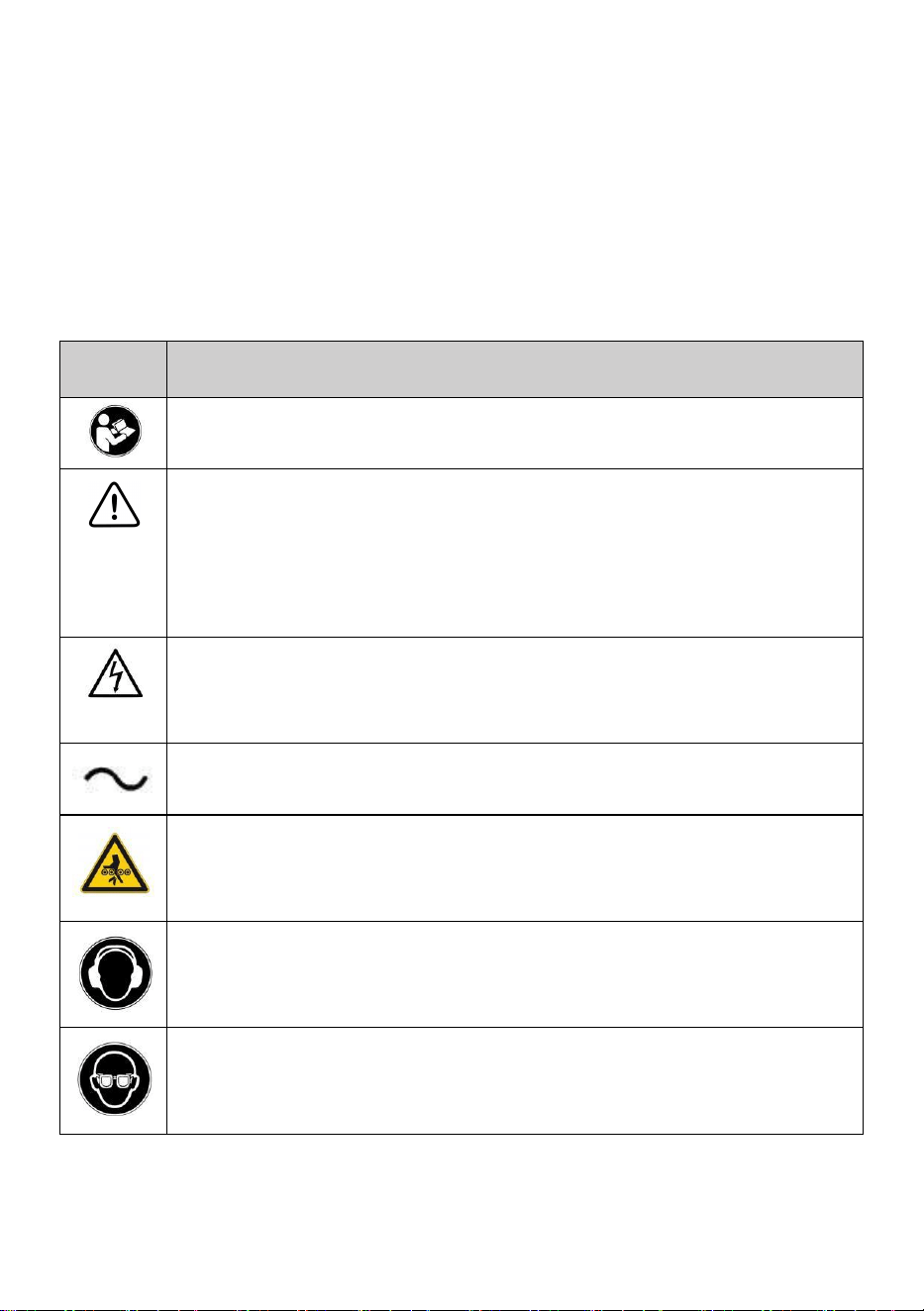
Symbol
Symbol
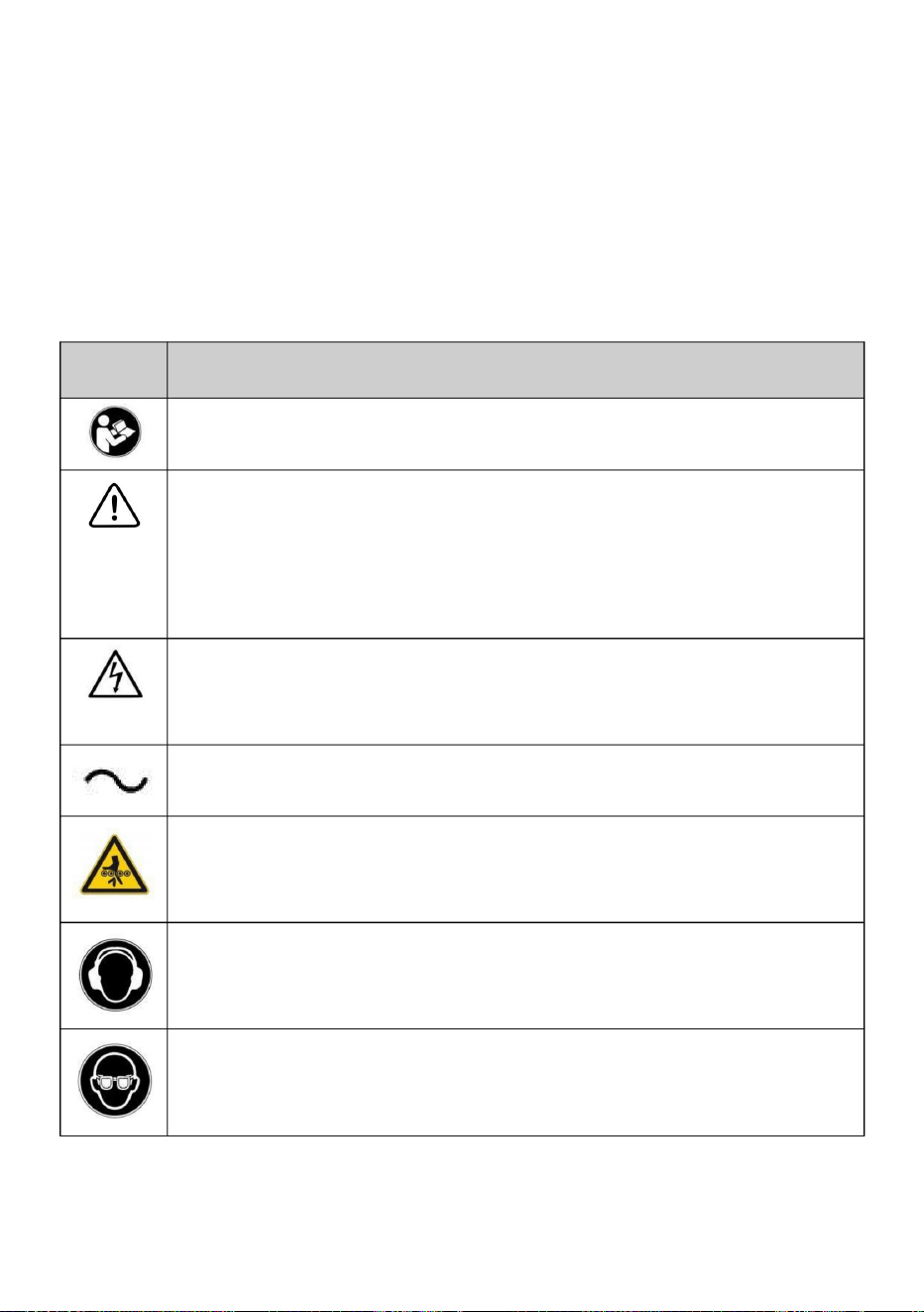
Description
Warning - To reduce the risk of injury, user must read instructions
manual carefully.
This symbol, placed before a safety comment, indicates a kind of
precaution, warning, or danger. Ignoring this warning may lead to
an accident. To reduce the risk of injury, fire, or electrocution,
please
always follow the recommendation shown below.
Danger!
Risk of personal injury or environmental damage! Risk of
electric shock! Risk of personal injury by electric shock!
Alternating current
Beware of clamping
Warning- Be sure to wear ear protectors when using this product.
Warning- Be sure to wear eye protectors when using this product.
- 4 -
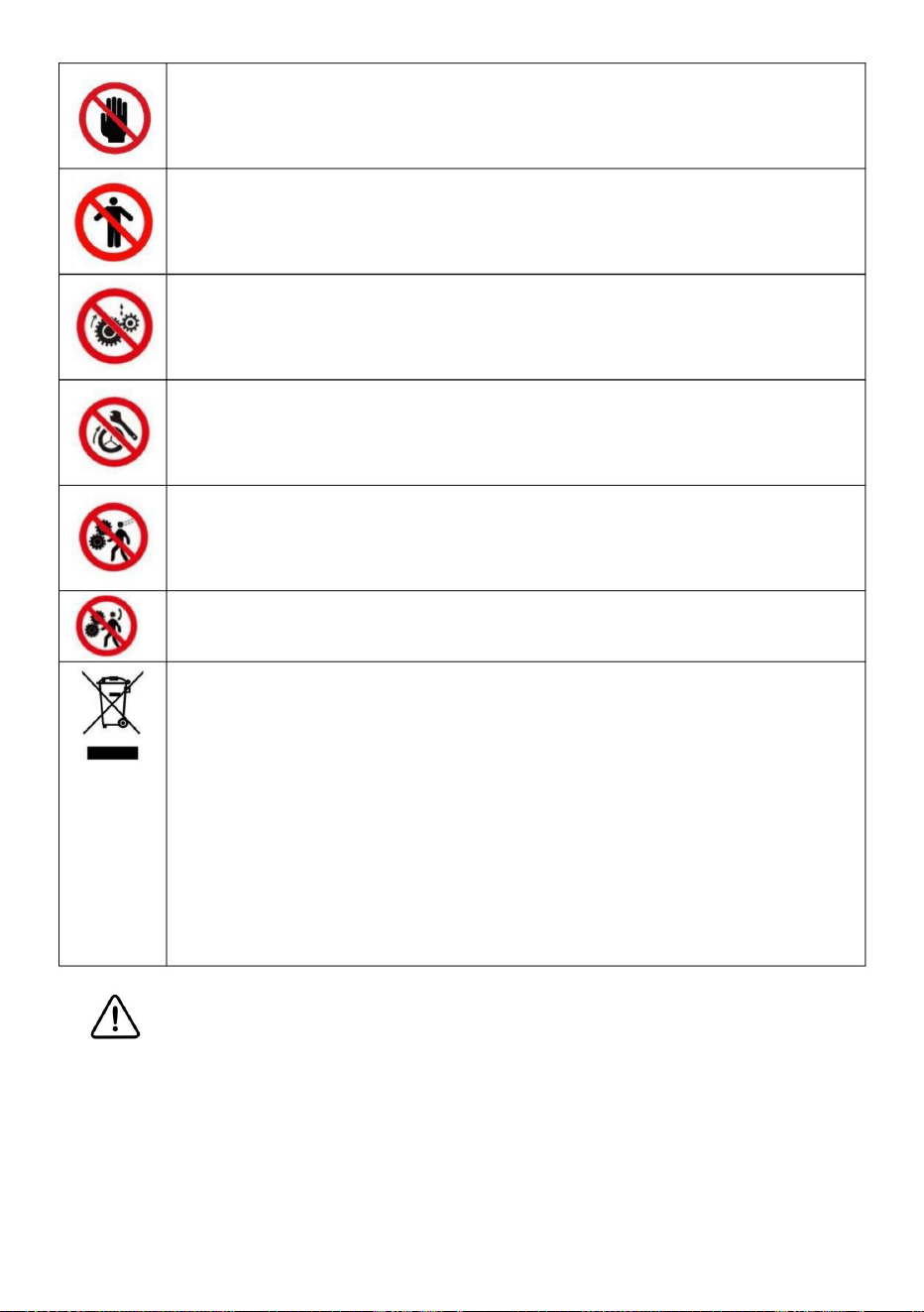
Do not put your hands into safety guard when machine is working
No entry automatic machinery in operation Authorized personnel only
Do not fill oil during operation
Do not turn during repair
No fatigue operation
The operation is no phone calls
Disposal information:
This product is subject to the provision of European Directive
2012/19/EC. The symbol showing a wheelie bin crossed through
indicates that the product requires separate refuse collection in
the European Union. This applies to the product and all
accessories marked with this symbol. Products marked as such
may not be discarded with normal domestic waste, but must be
taken to a collection point for recycling electrical and electronic
devices
WARNING: Read all safety warnings, instructions,
illustrations and specifications provided with this machine. Failure
to follow all instructions listed below may result in electric shock,
fire and/or serious injury.
Save all warnings and instructions for future reference.

- 5 -
The machine tool should be used by experienced personnel. If you are not
familiar with the operation process of the lathe, do not use the machine
tool at will. Use the instructions before operating.
1. Before starting the machine tool, the safety cover should be in the
correct position.
2. Before starting the machine tool, please check whether the tool rest
wrench and chuck key are removed.
3. Prevent the machine from starting accidentally. Turn off the motor
power before clamping the workpiece or tool.
4. Don't force cut. Cutting according to the set cutting speed, cutting
depth and feed speed.
5. Use the right tools. Use the correct tool or workpiece for machining.
Keep the tool sharp and clean to ensure normal and safe operation.
6. Lubricate and replace accessories regularly.
7. Before adjusting or repairing the machine, be sure to disconnect the
power supply.
8. Please check the safety performance of the machine before starting it.
9. Check the performance of all moving parts. All parts must be installed
correctly. Damaged parts must be repaired promptly.
10. When the machine is running, the operator shall not leave.
11. Keep the working place clean, dirty working environment is easy to
lead to accidents.
12. Do not use the machine in dangerous environment.
Do not work in damp places. Ensure that electrical components are
protected from moisture. Keep good lighting.
13. Children are prohibited from entering the work site, and non-operating
personnel should keep a safe distance from the work area.
14. To keep children out of the work area. The door should be locked
when leaving the workshop.
15. Dress appropriately. Don't wear loose clothing, gloves, ties, rings,
bracelets, jewelry, etc. To be on the safe side, For the sake of safety,
wearing non-slip shoes. If you have long hair, please wear a work hat.
16. Wear protective glasses when operating.
17. Pay attention to where you stand and keep your balance at all times.
18. Do not place your hands near the moving parts of the machine.

- 6 -
19. Do not perform any setting operations while the machine is running.
20. Read and understand all warning signs posted on the machine.
21. This manual is intended only to familiarize customers with the
operation of the machine and is not a training manual.
22. Please obey these warnings or serious injury may result.
23. The machine will produce some harmful chemicals in the work of dust,
sawing, grinding and drilling produced by grinding. To reduce the
harm of these chemicals, please work in a well-ventilated place and
wear safety devices. Such as particulate filter masks.
- 7 -
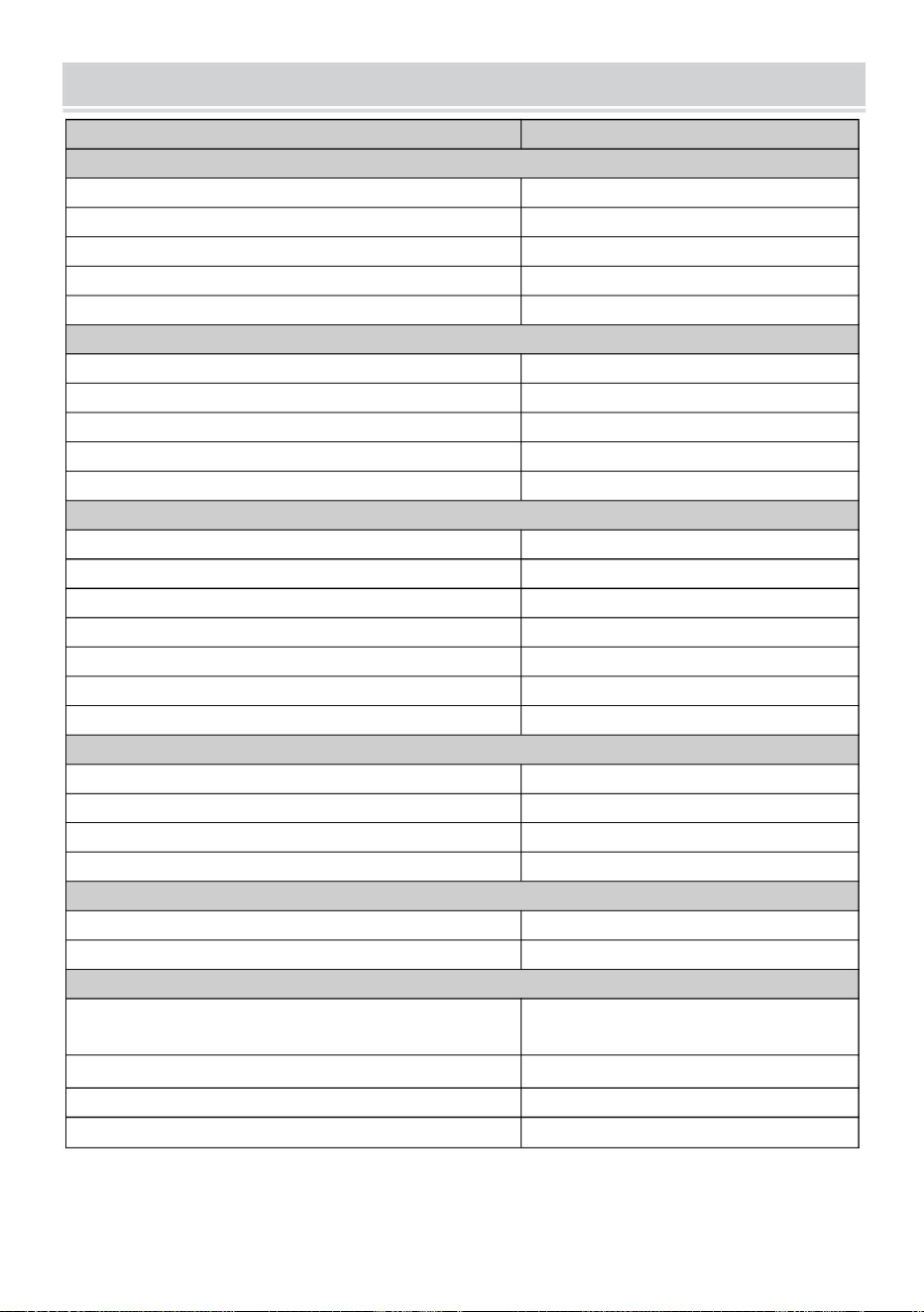
TECHNICAL PARAMETER
Type number
YS-1835A
Capacities
Swing over Bed
180mm
Swing over Cross Side
110mm
Height of spindle center
90mm
Distance Between Centers
350mm
Width of Bed
90mm
Headstock
Hole Through Spindle
20mm
Taper in Spindle Nose
MT3
Diameter chuck
100mm
Number of Spindle Speeds
4-Variable
Range of Spindle Speeds
0-360,720,1100,2200RPM
Feeding and Threading
Number of Metric Threads
9
Range of Metric Threads
0.5~2.5mm
Number of ImperiaI Threads
18
Range of ImperiaI Threads
12~52T.P.I.
Range of Longitudinal Feed
0.1~0.20mm/r
Range of Transversal Feed
0.02~0.20mm/r
Lead screw
Φ16-1.5mm
Compound and Carriage
Tool Post Type
4way
Maximum Compound Slide Travel
50mm
Maximum Cross Slide Travel
60mm
Maximum Carriage Travel
295mm
tail stock
Tail Stock Spindle Travel
50mm
Taper in Tail stock Spindle
MT2
Miscellaneous
Main Motor
110V~60Hz/220-240V~50Hz,1Ph
/500W,
Length, Width and Height
760×330×330(mm)
Product Weight
N.W:49.1Kg; G.W:57.7Kg
Package Size
820*380*462 mm
The general information given in this specification is not binding.

- 8 -
Standard accessories
1. Oil Pan 1
2. Rear Chip Plate 1
3. Three Jaw Chuck 1
4. Specification 1
5. Tool Box 1
Accessories in the tool box (Fig.
1 )
3 Hand Wheel Lever
1 Dead Center MT2
1 Dead Center MT3
1 Oil Gun
1 Chuck key for the 3-jaw chuck
3 Outside Jaws for the 3-jaw Chuck
5 Hex Wrenches Sets 2.5/3/4/5/6mm
3 Double End Head Wrenches (8/10,12/14,13/16)
8 Change Gear (30T,35T,40T,40T,45T,50T,60T,60T )
1 Philips Screwdriver
1 Flat Head Screwdriver
Special accessories(Accessories that require additional
payment)
Four jaw chuck and back
plate (connecting plate)
Live
Center
Steady
rest Follow
rest
Drill chuck and connecting rod
Fig.1
- 9 -
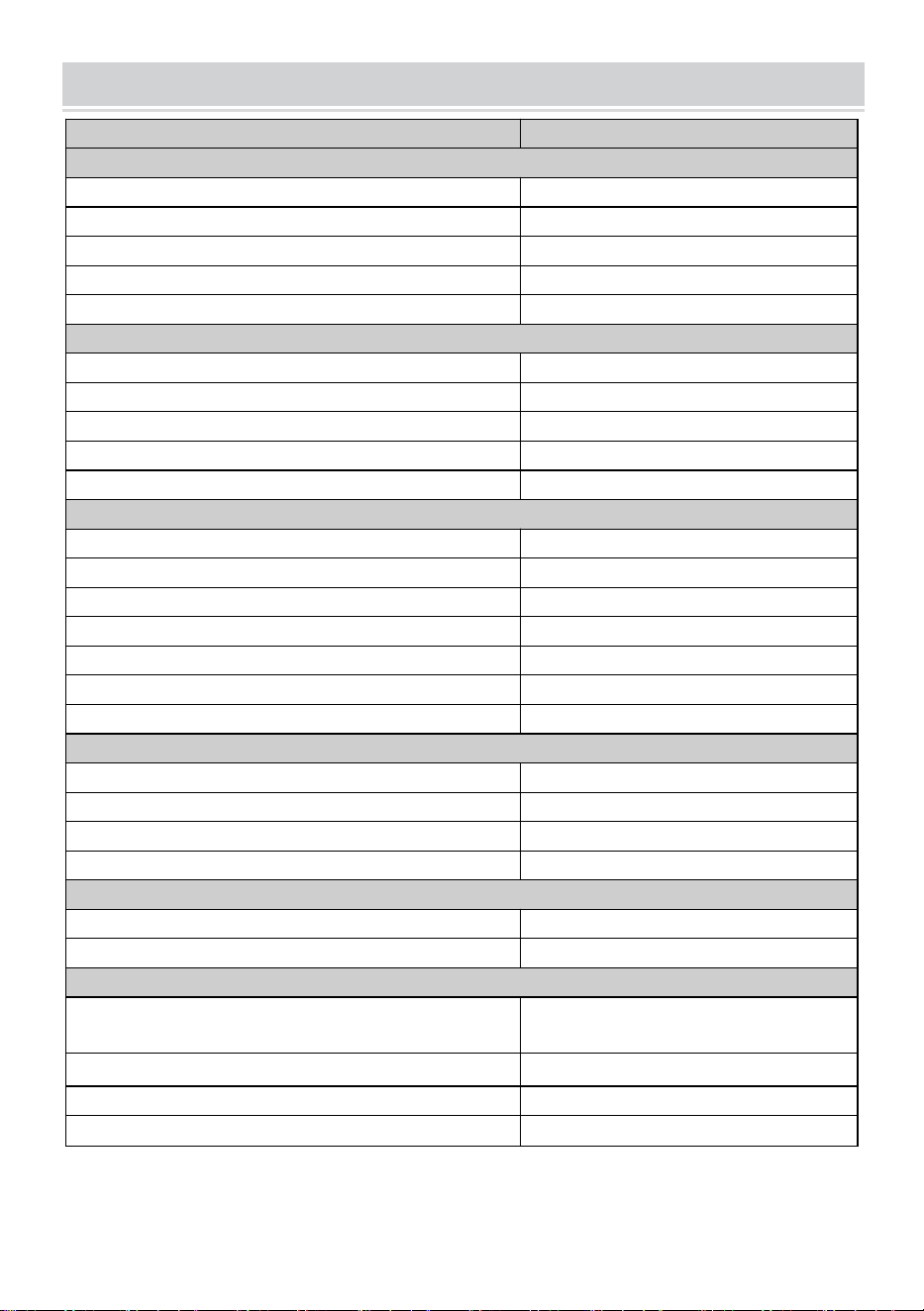
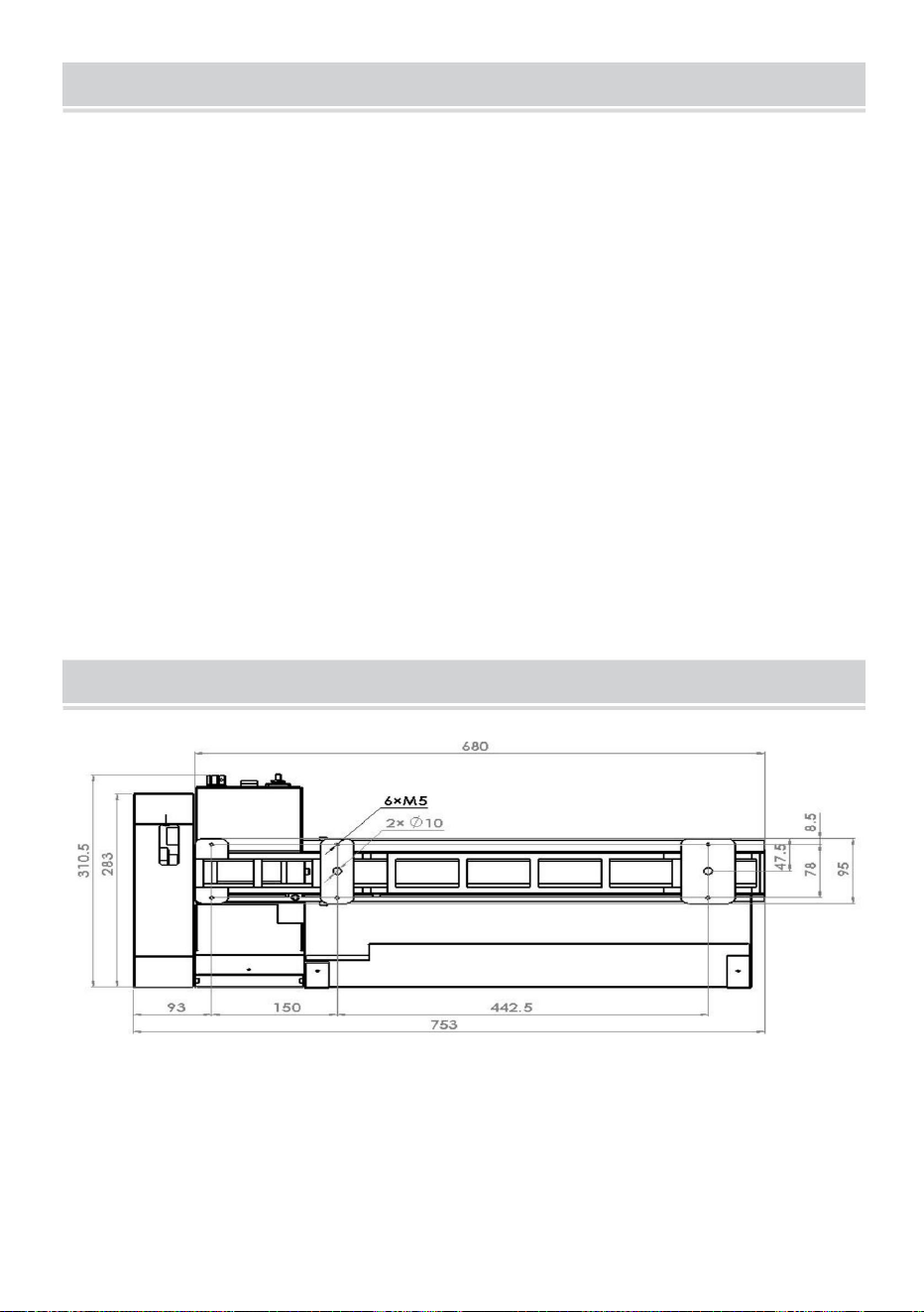
FOUNDATION DRAWING
UNPACKING AND CLEANING
1. Finish removing the wooden crate from around the lathe
2. Check all the accessories of the machine tool according to the
packing list.
3. Unbolt the lathe from the shipping crate bottom.
4. Choose a location for the lathe that is dray, has good lighting and has
enough room to be able to service the lathe on all four sides.
5. With adequate lifting equipment, slowly raise the lathe off the shipping
crate bottom. Do not lift by spindle. Make sure lathe is balanced
before moving to sturdy bench or stand.
6. To avoid twisting the bed, the lathe's location must be absolutely flat
and level. Bolt the lathe to the stand (if used). 1f using a bench,
through bolt for best performance.
7. Clean all rust protected surfaces using a mild commercial solvent,
kerosene or diesel fuel. Do not use paint thinner, gasoline or lacquer
thinner. These will damage painted surfaces. Cover all cleaned
surfaces with a light film of 20W machine oil.
8. Remove the end gear cover. Clean all components of the end gear
assembly and coat all gears with heavy, non-slinging grease.
Fig. 2
- 10 -
General Description
Lathe Bed (Fig. 3)
The lathe bed is made of high-grade iron. By combining high cheeks with
strong cross ribs, a bed of low vibration and rigidity is produced. It
integrates the Headstock and drives the unit, for attaching the carriage
and lead screw. The precision-ground V - sideways, reinforced by heat
hardening and grinding, is the accurate guide for the carriage and tail
stock. The main motor is mounted to the rear of the left side of the bed.
Fig. 3
Headstock (Fig. 4)
The Headstock is cast from high-grade low vibration cast iron .It is bolted
to the bed with four screws .The Headstock houses the main spindle with
two precision taper roller bearings and the drive unit.
The main spindle transmits the torque during the turning process .It also
holds the workpieces and clamping devices. (e.g.3-jaw chuck).
Fig. 4
- 11 -
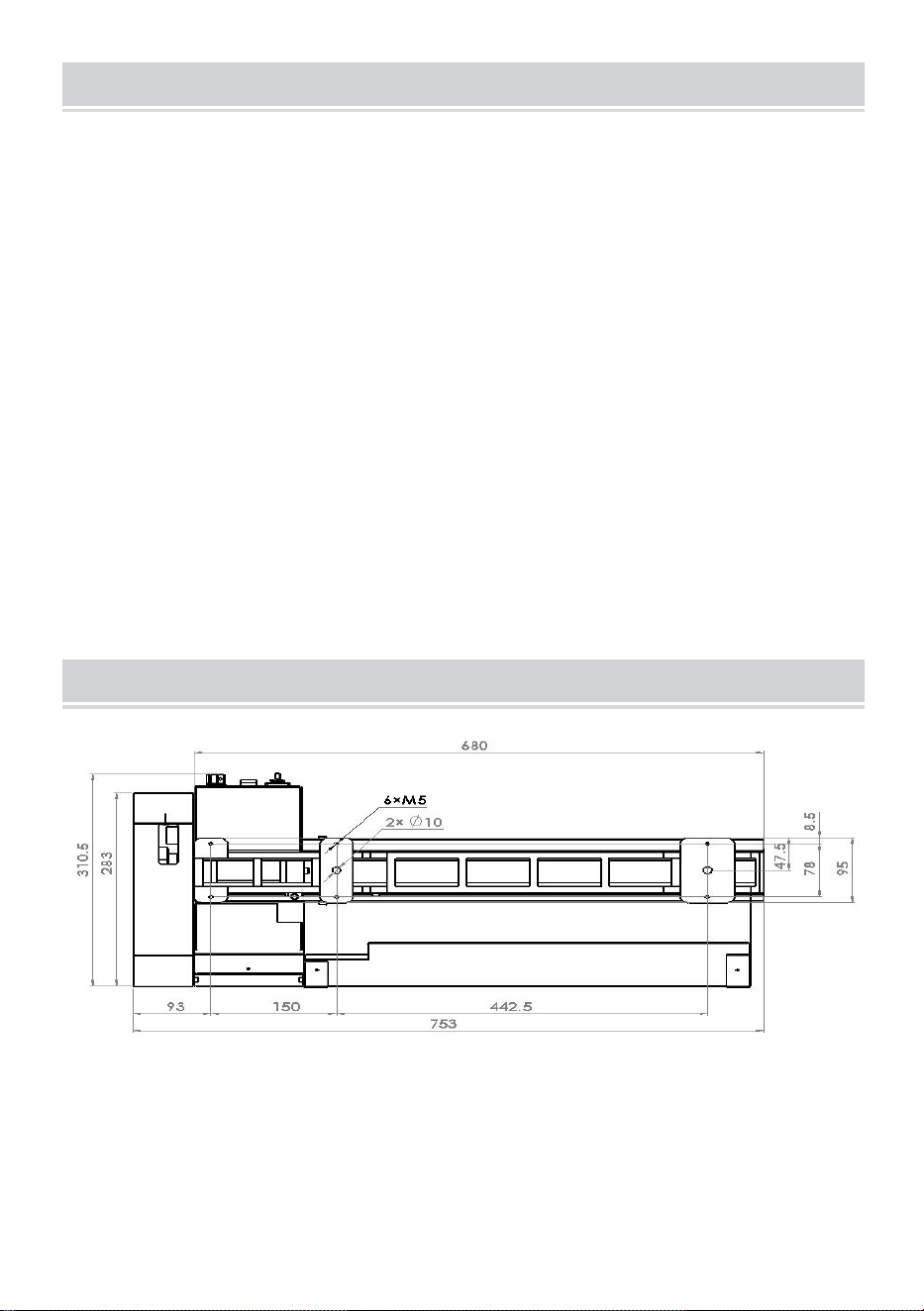
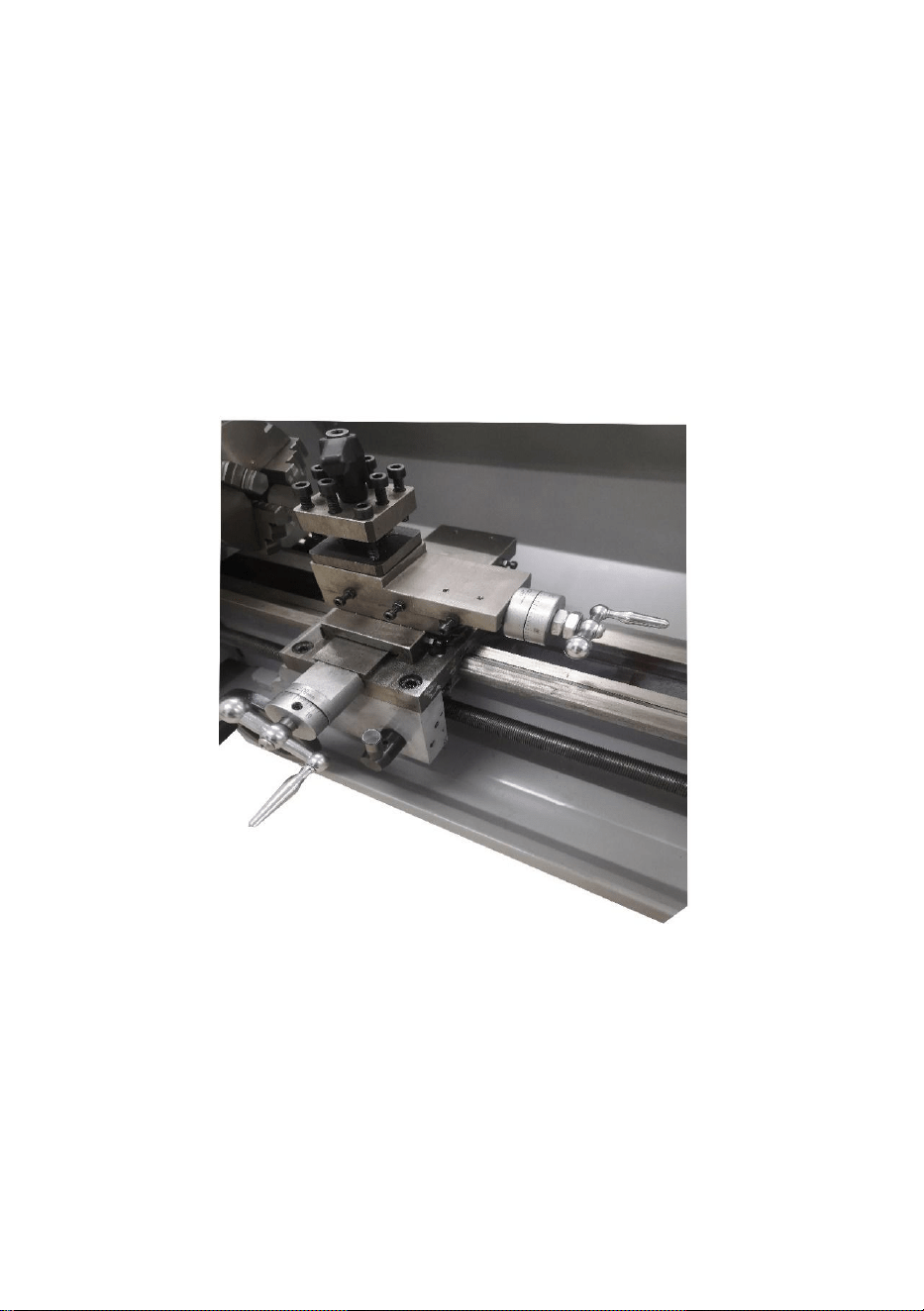
Carriage (Fig. 5)
The carriage is made from high-quality cast iron. The slide parts are
smoothly ground .They fit the V on the bed without play. The lower sliding
parts can be easily and simply adjusted .The cross slide is mounted on the
carriage and moves on a dove-tailed slide Play in the cross slide may be
adjusted with the gibs.
Move the cross slide with its conveniently positioned Hand wheel. There is
a graduated collar on the Hand wheel.
A four way tool post is fitted on the top slide and allows four tools to be
clamped .Loosen the center clamp handle to rotate any of the four tools
into position.
Fig. 5
Fig.5
- 12 -
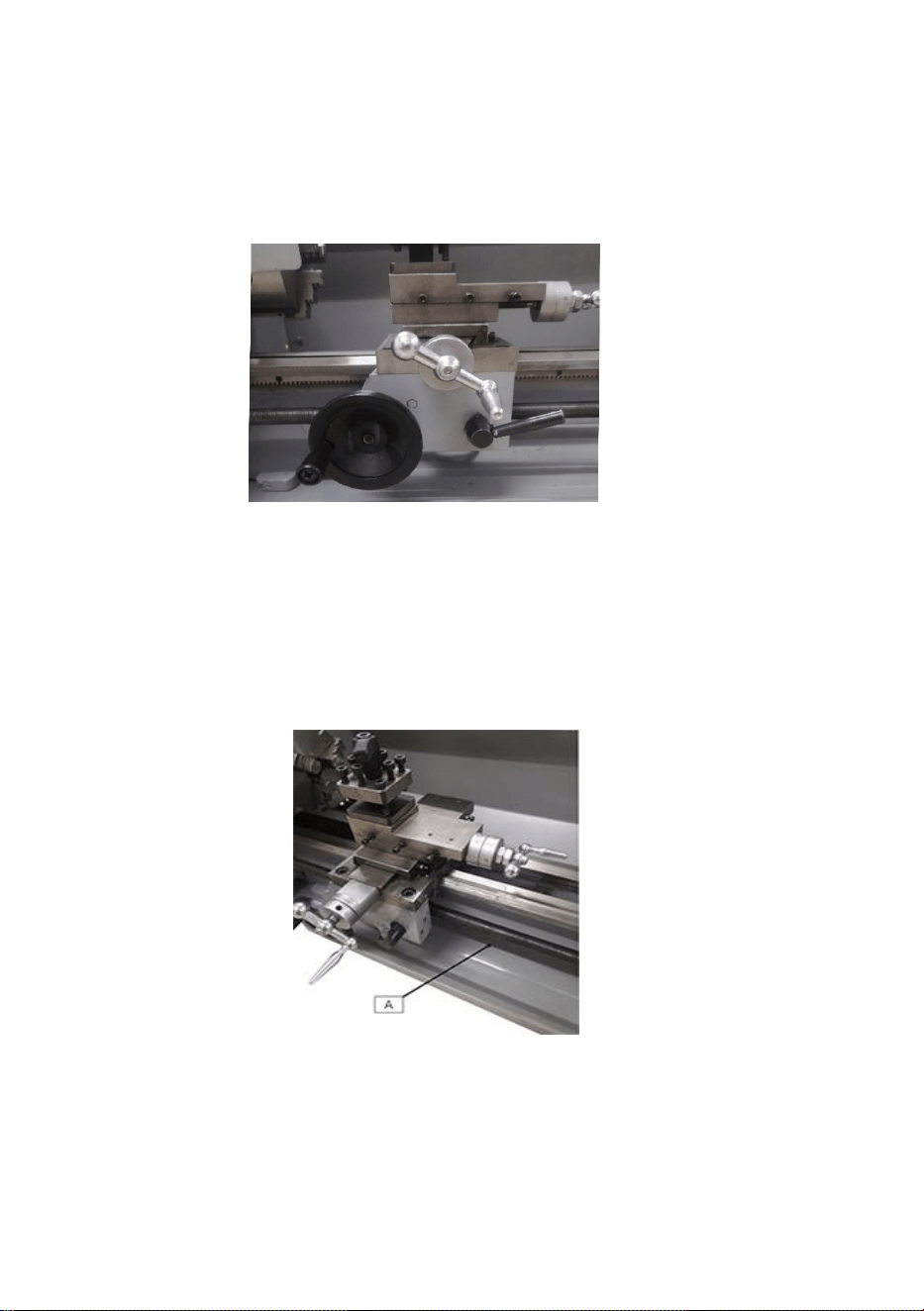
Apron (Fig. 6)
The apron is mounted on the bed. It houses the half nut with an engaging
lever for activating the automatic feed. The half nut gibs can be adjusted
from the outside.
A rack, mounted on the bed, and a pinion operated by Hand wheel on the
carriage allows for quick travel of the apron.
Fig. 6
Lead screw (Fig. 7)
The lead screw (A, Fig.7) is mounted on the front of the machine bed. It is
connected to the gear box at the left for automatic feed and is supported
by bearing on both ends.
Fig.7

- 13 -
Operating equipment
tail stock (Fig. 8)
The tail stock slides on a V way and can be clamped at any location. The
tail stock has a heavy-duty spindle with a Morse taper No. 2 socket and a
graduated scale. The spindle can be clamped at any location with a
clamping lever. The spindle is moved with a hand wheel at the end of the
tailstock.
Fig.8
Notice:
Fit the securing screw (C, Fig. 8) at the end of the lathe in order to prevent
the tailstock from falling off the lathe bed.
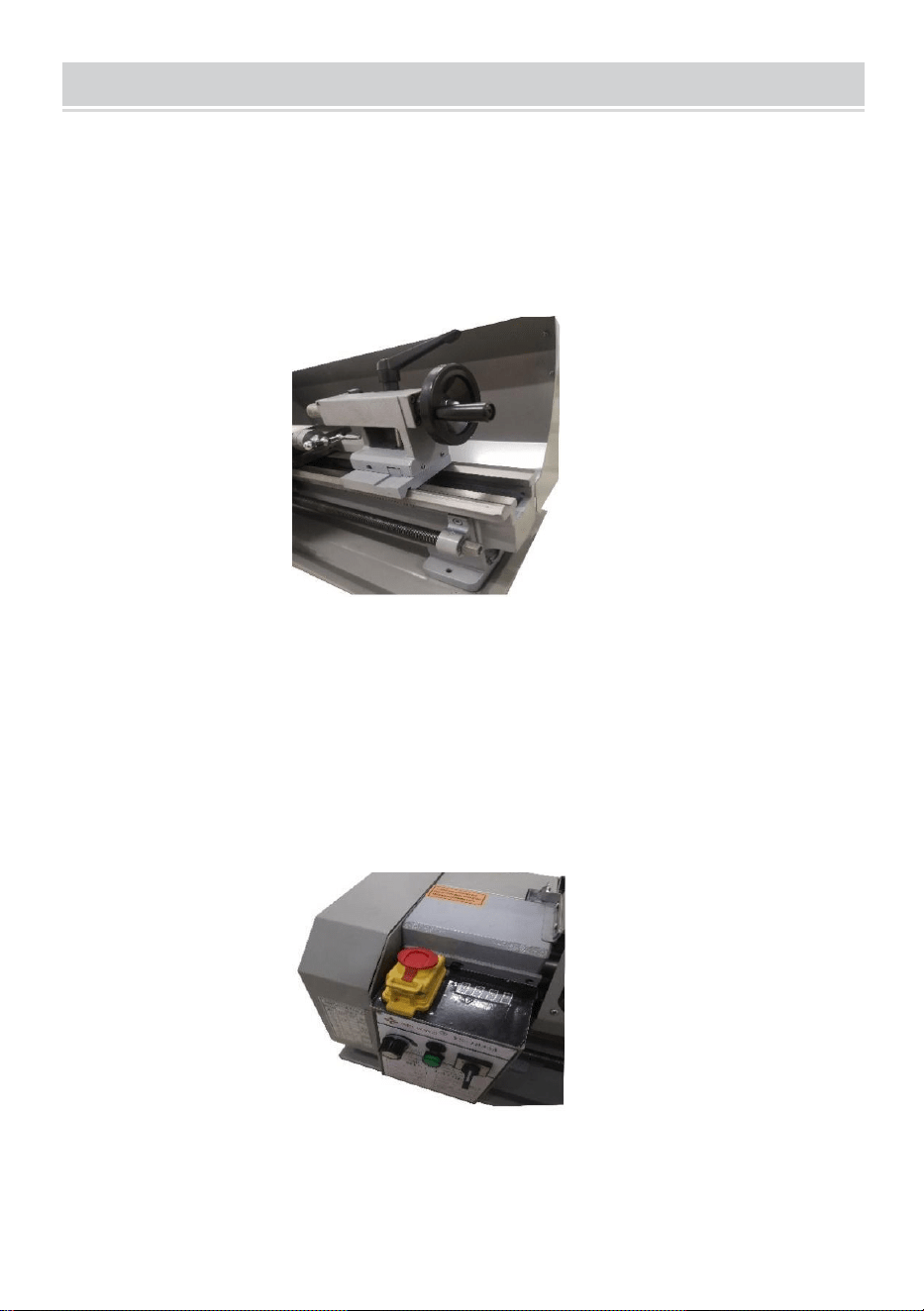
1.Emergency Button: 0N/0FF Switch (D,Fig. 9)
The machine is switched on and off with ON/OFF button. Depress to stop
all machine functions. To restart, lift the cover and press ON button.
2. Change-over Switch(E,Fig. 9)
After the machine is switched on, turn the switch to "F" position for
counter-clockwise spindle rotation(forward). Turn the switch to "R"
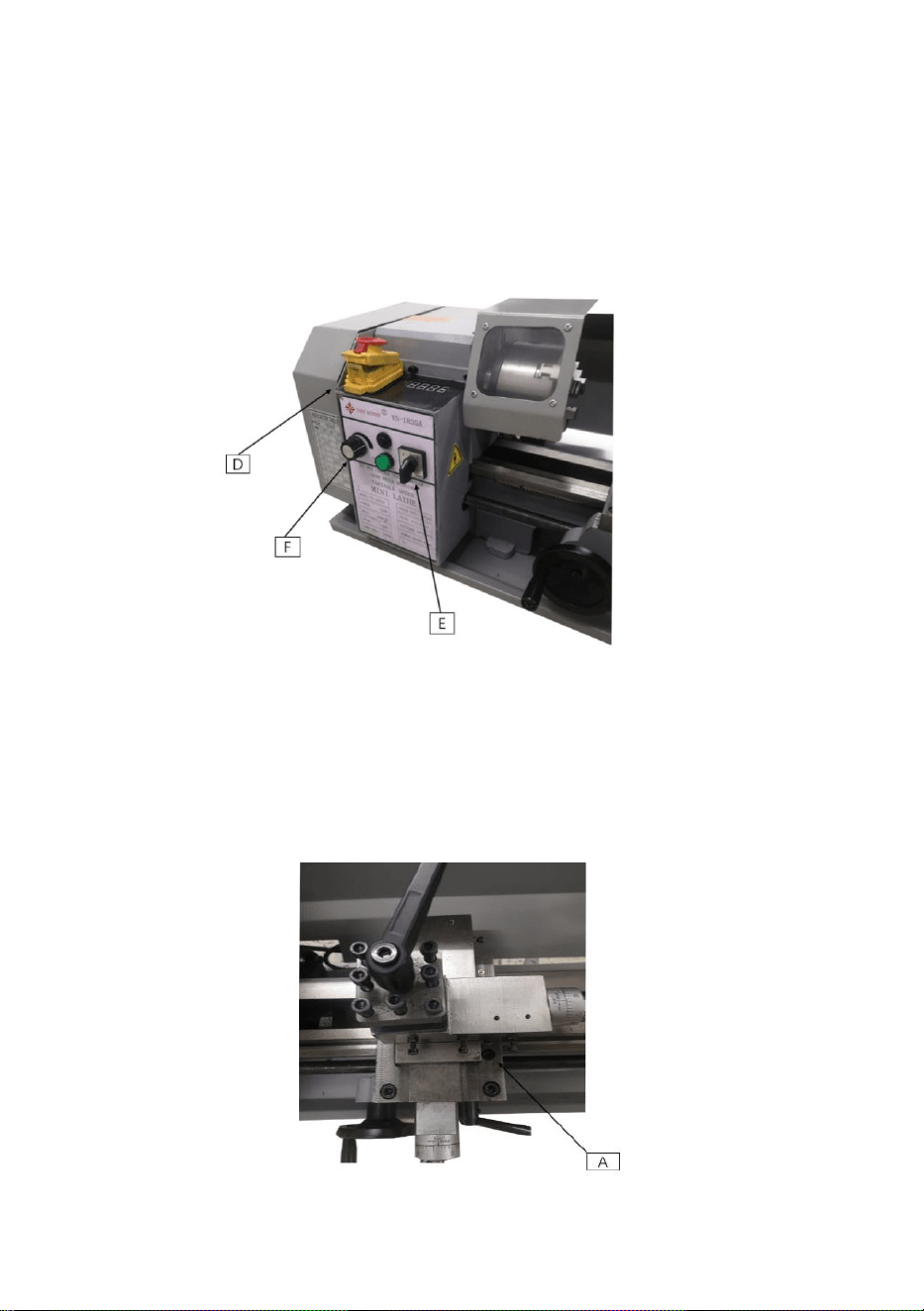
- 14 -
position for clockwise spindle rotation(reverse) ."O" position is OFF and
the spindle remains idle.
3. Variable Speed Control Switch (F,Fig. 9)
Turn the switch clockwise to increase the spindle speed. Turn the switch
counter-clockwise to decrease the spindle speed. The possible speed
range is dependent on the position of the drive belt.
Fig. 9
4﹒Carriage Lock
Turn hex socket cap screw (A, Fig. 10) clockwise and tighten it to lock.
Turn counter-clockwise and loosen to unlock.
Caution: carriage lock screw must be UN locked before engaging
automatic feeds or damage to lathe may occur.
Fig.10
- 15 -
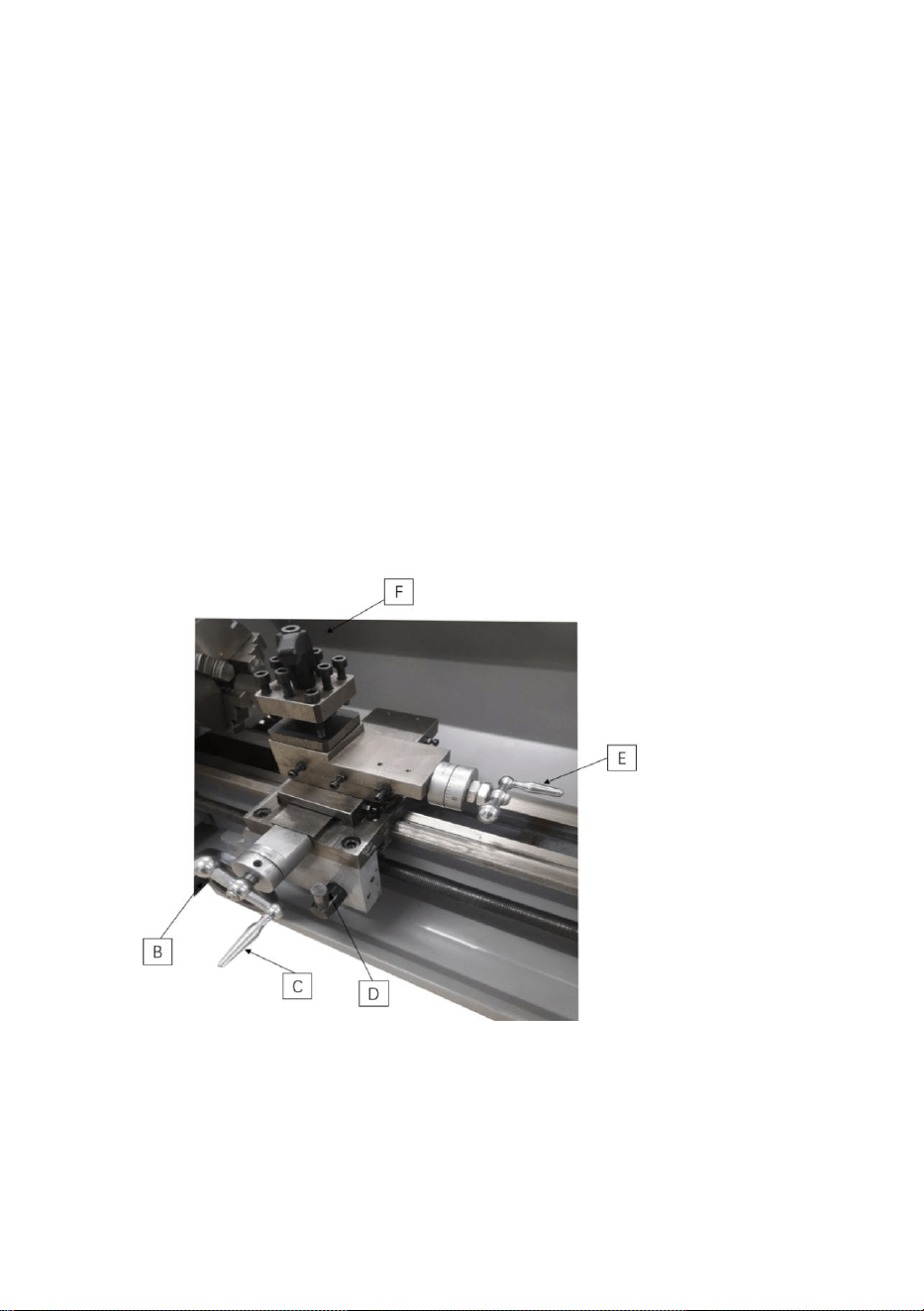
5﹒Longitudinal Traverse Hand wheel (B,Fig.11)
Rotate hand wheel clockwise to move the apron assembly toward the tail
stock (right). Rotate the hand wheel counter-clockwise to move the apron
assembly to ward the Headstock(left).
6﹒Cross Traverse Lever (C,Fig. 11)
Clockwise rotation moves the cross slide toward the rear of the machine.
7﹒Half Nut Engage Lever (D,Fig. 11)
Move the lever down to engage. Move the lever up to disengage.
8﹒Compound Rest Traverse Lever (E,Fig. 11)
Rotate clockwise or counter-clockwise to move or position.
9﹒Tool Post Clamping Lever (F,Fig. 11)
Rotate counter-clockwise to loosen and clockwise to tighten. Rotate the
tool post when the lever is unlocked.
Fig.11
- 16 -
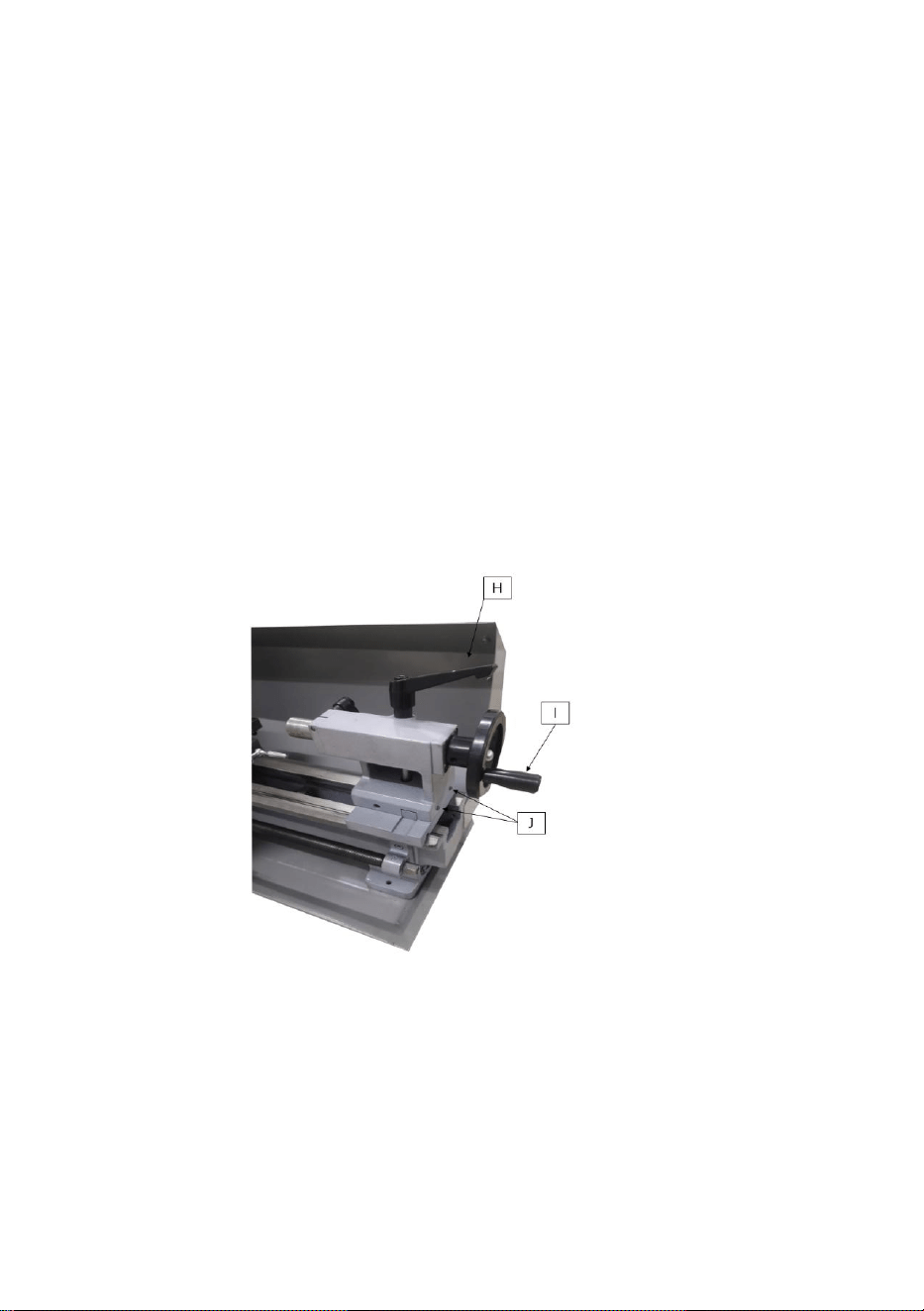
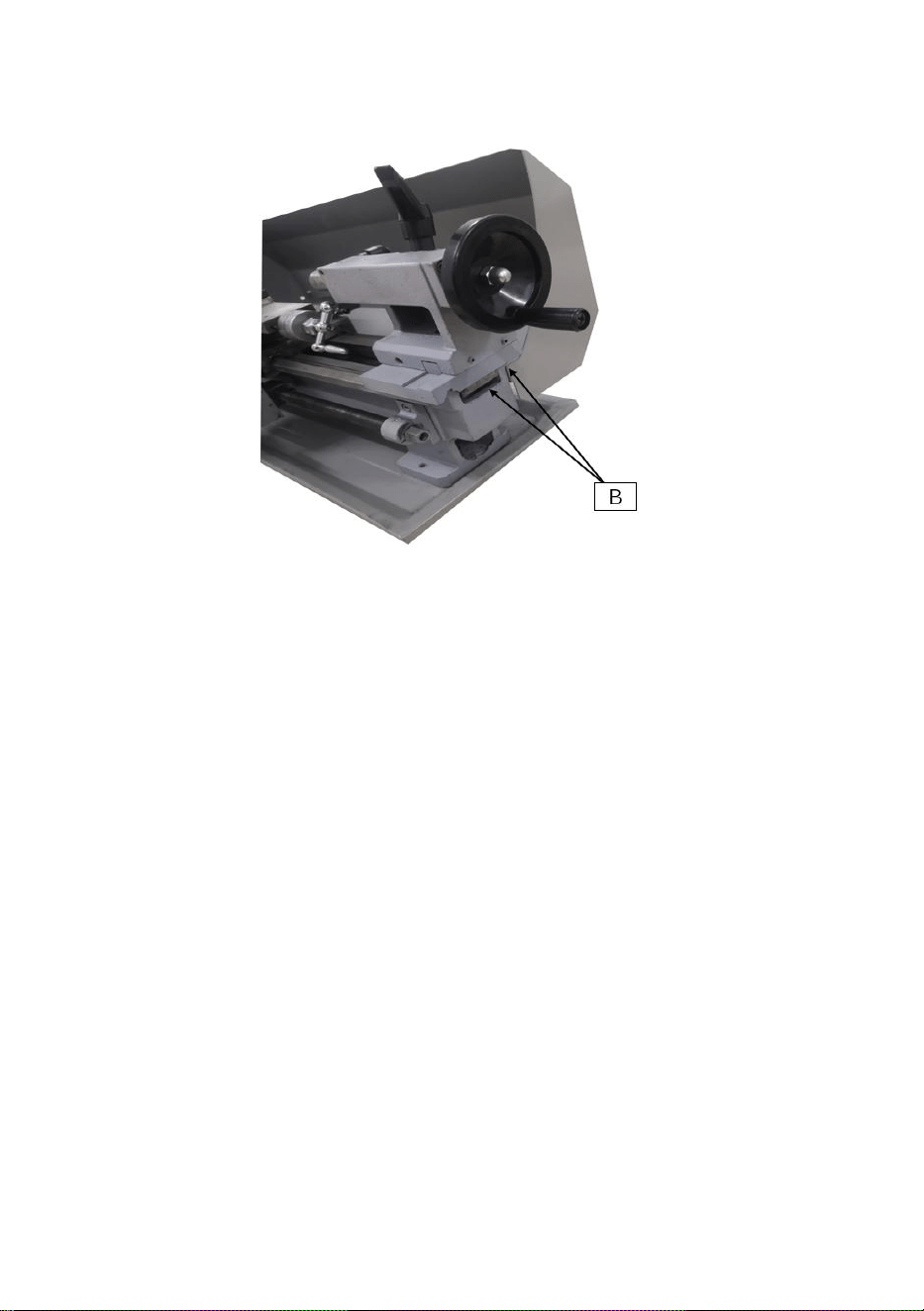
10﹒Tail stock Quill Clamping Lever (H,Fig. 12)
Rotate the lever clockwise to lock the spindle and counter-
clockwise to unlock it.
11﹒Tail stock Quill Traverse Hand wheel (I,Fig. 12)
Rotate clockwise to advance the quill. Rotate counter- clockwise to
retract the quill.
12﹒Tail stock off-set Adjustment (J,Fig. 12)
Two sets screws located on the tails stock base are used to off-set the
tail stock for cutting tapers. Loosen lock screw on tail stock end. Loosen
one side set screw while tightening the other until the amount of off-set
is indicated on scale. Tighten lock screw.
Fig
﹒
12

- 17 -
OPERATION
Replacement of Chuck
The head spindle holding fixture is cylindrical. Loose three set
screws and nuts (A, Fig. 13 only two are shown) on the lathe chuck
flange to remove the chuck. Position the new chuck and fix it using
the same set screws and nuts.
Fig. 13
TOOL SET UP
Clamp the turning tool into the tool holder.
The tool must be clamped firmly. When turning, the tool has a tendency
to bend under the cutting force generated during the chip formation.
For best results, tool overhang should be kept to a minimum of 3/8"
or less.
The cutting angle is correct when the cutting edge is in line with the
center axis of the workpiece. The correct height of the tool can be
achieved by comparing the tool point with the point of the center
mounted in the tail stock. If necessary, use steel spacer shims
under the tool to get the required height. (Fig. 14)
- 18 -
Fig. 14
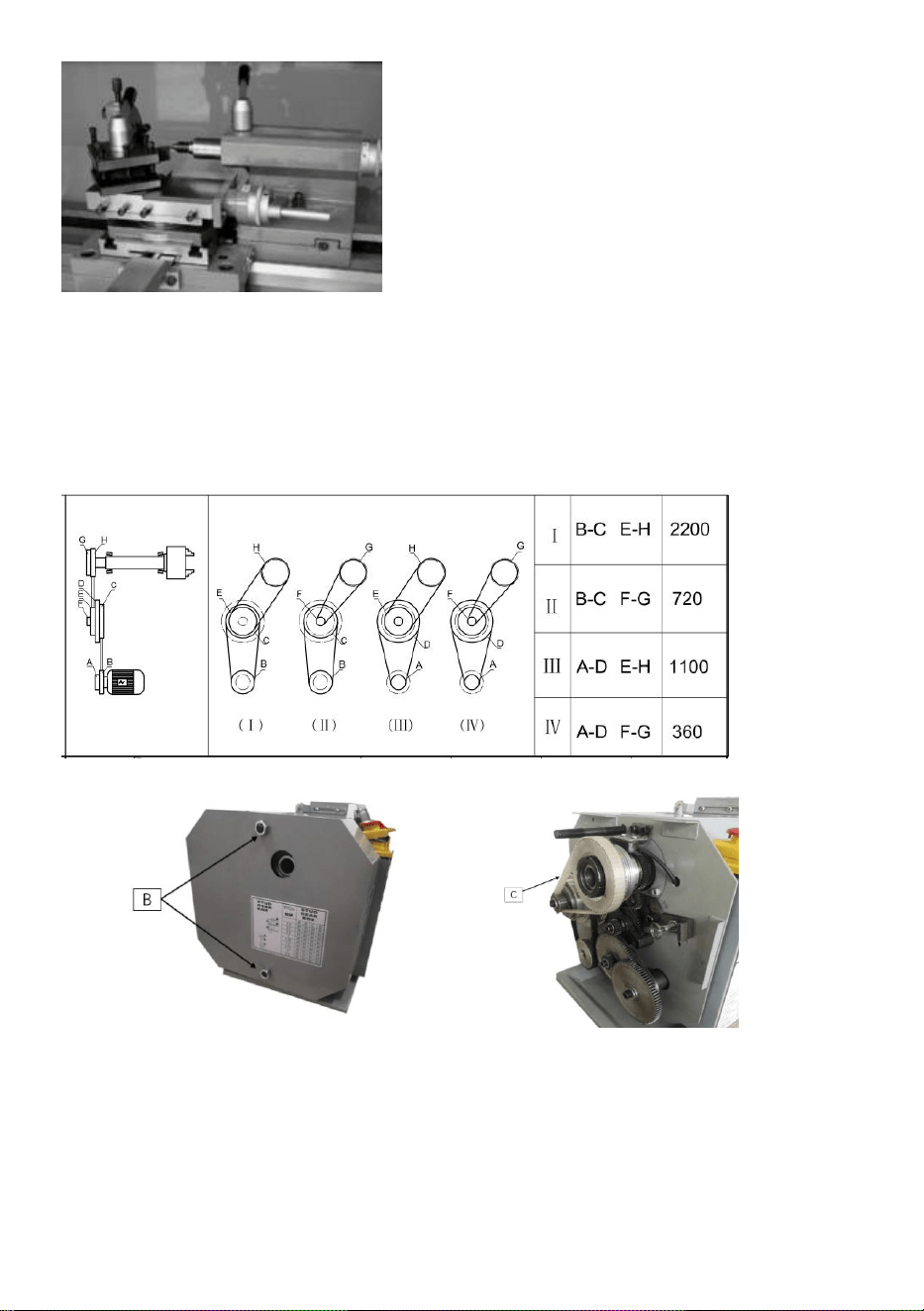
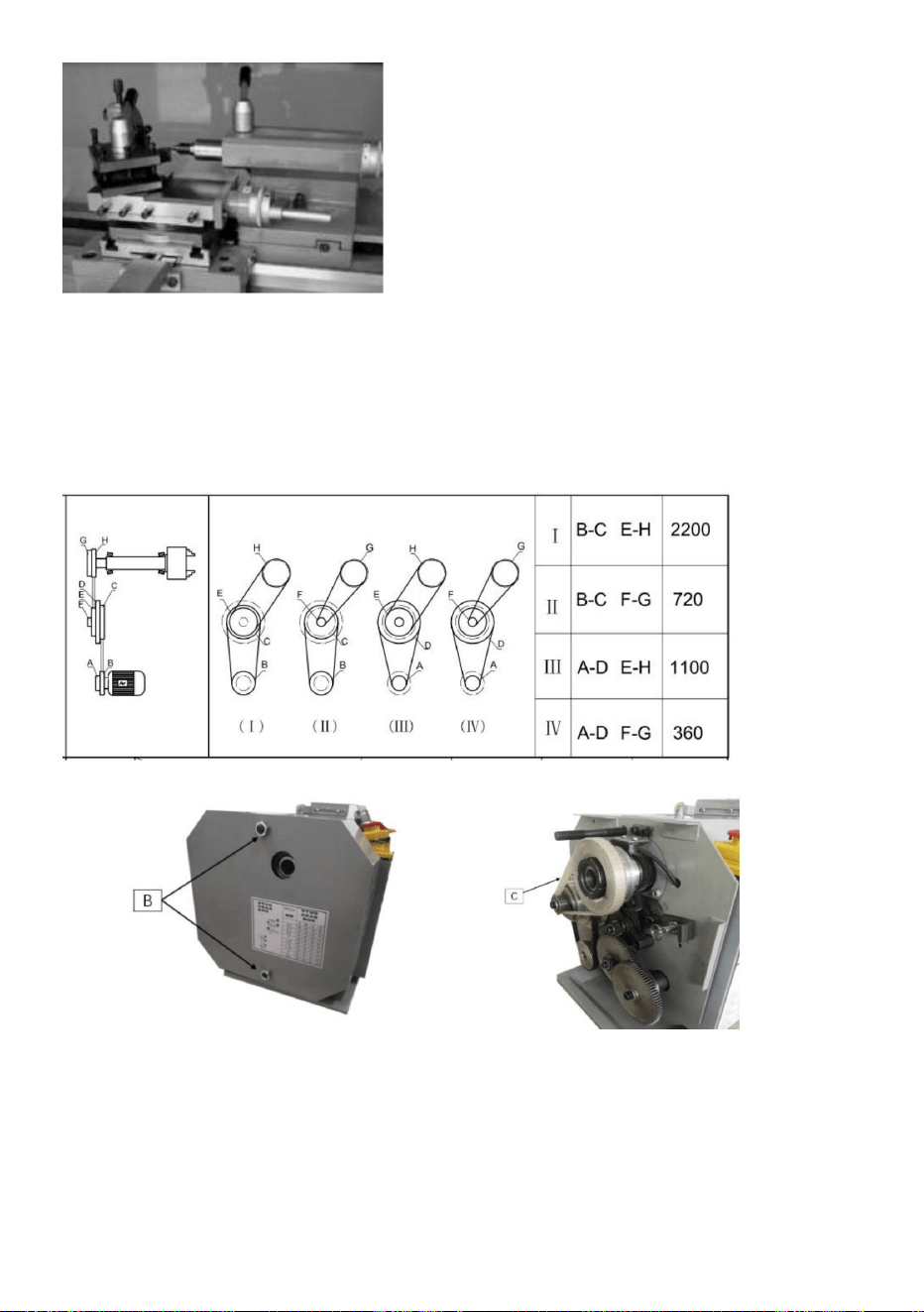
Change Speed
Unscrew the two fastening screws (B, Fig.15) and remove the protective
cover.
Adjust the V-belt(C,Fig.16)corresponding position.
Tighten the tension pulley and fasten the nut again.
Fig. 15 Fig. 16
- 19 -
Manual Turning
Apron travel, cross travel, and top slide hand wheel can be
operated for longitudinal or cross feeding. (Fig.17)
Fig. 17
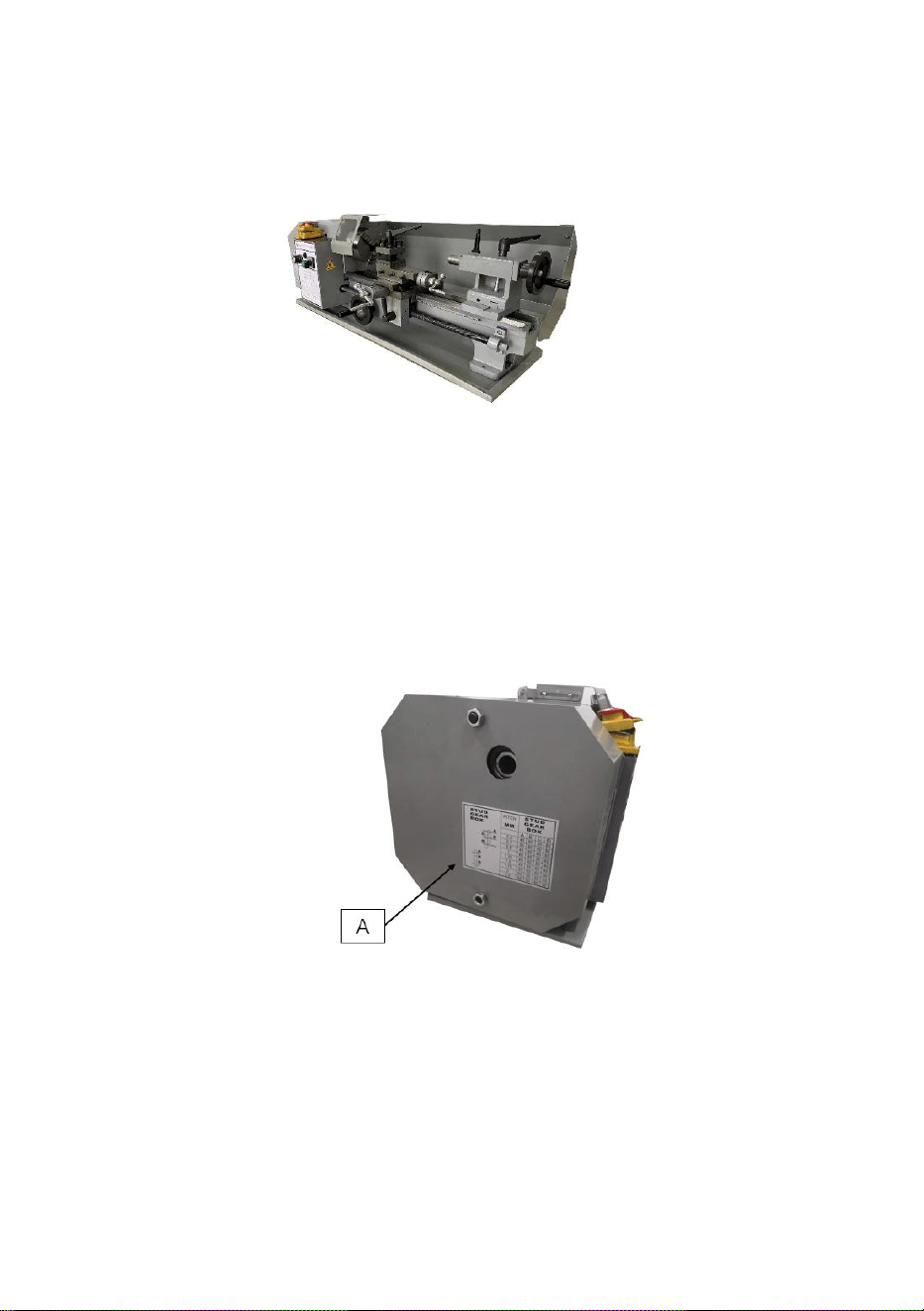
Longitudinal Turning with Auto.Feed
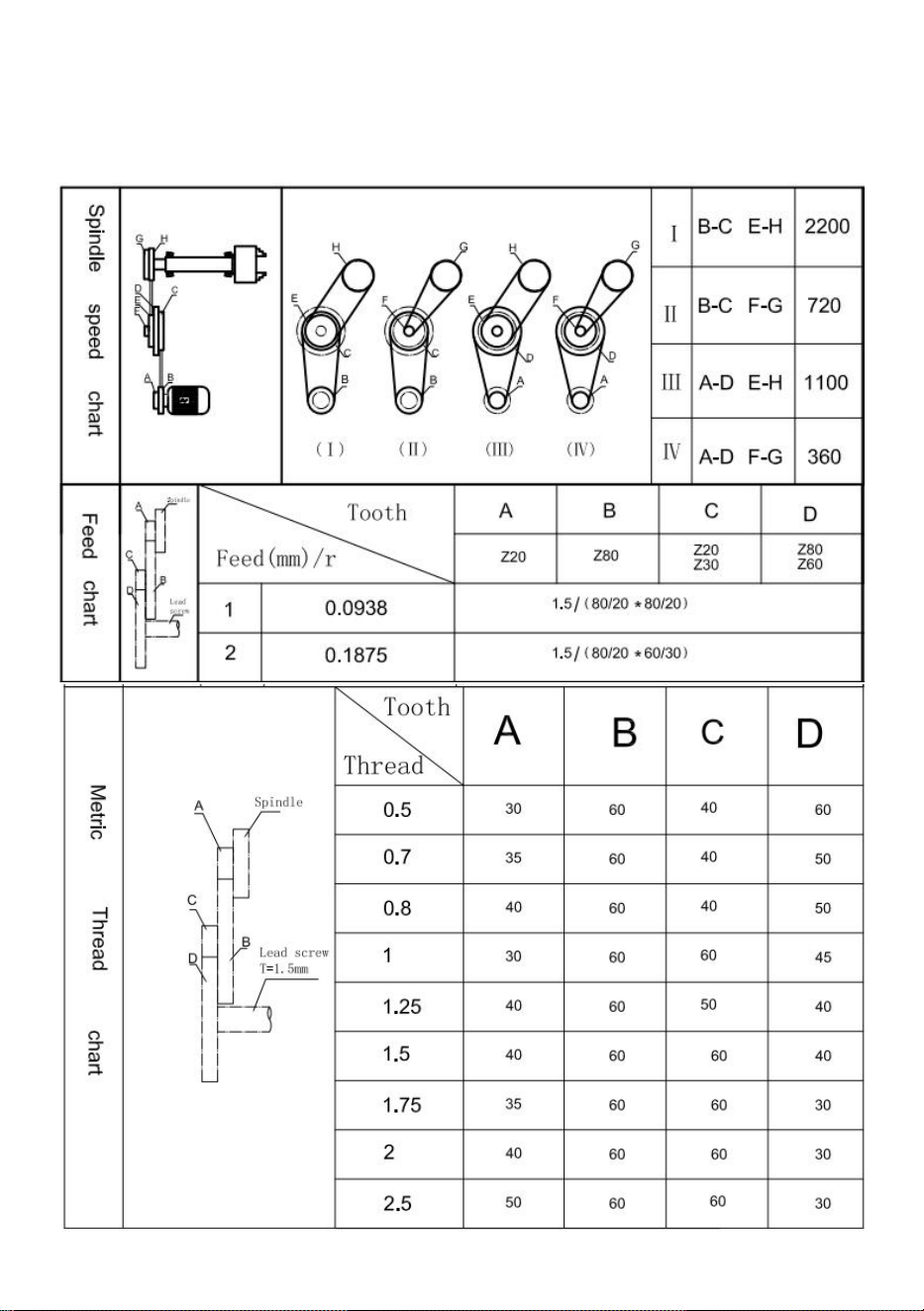
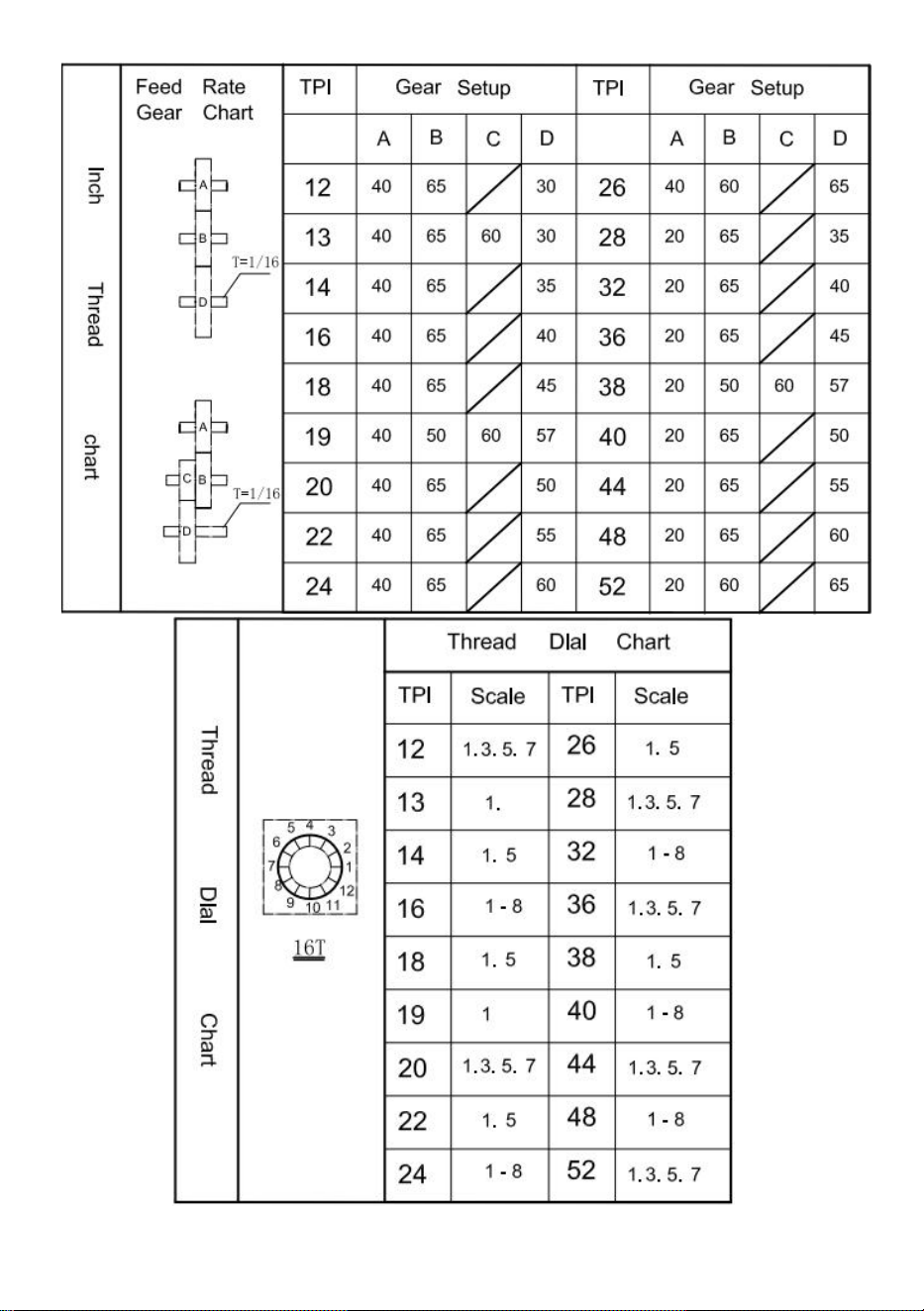
Use the table (A, Fig.18) on the lathe for selecting the feed speed or
the thread pitch. Adjust the change gear if the required feed or
thread pitch can not be obtained with the installed gear set.
Fig. 18
- 20 -
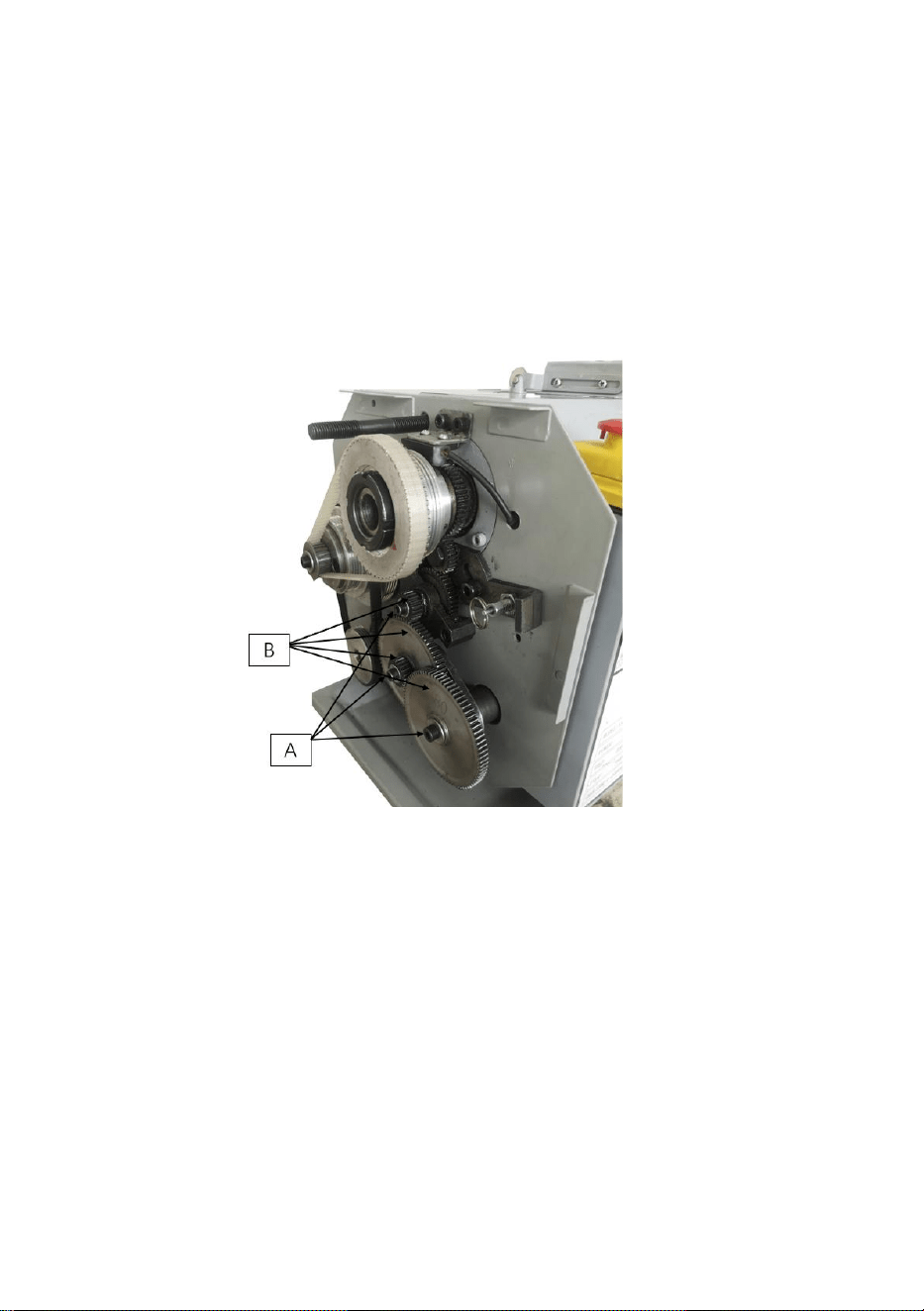
Change Gears Replacement
1. Disconnect the machine from the power source.
2. Unscrew the two fastening screws and remove the protective cover.
3. Unscrew the nut (A, Fig.19) in order to remove the change gears from
the front.
4. Install the gear couples (B,Fig.19) according to the thread and feed
chart (Fig.20) and screw the nut again.
5. Install the protective cover of the head stock and reconnect the
machine to the power supply.
Fig. 19
- 21 -
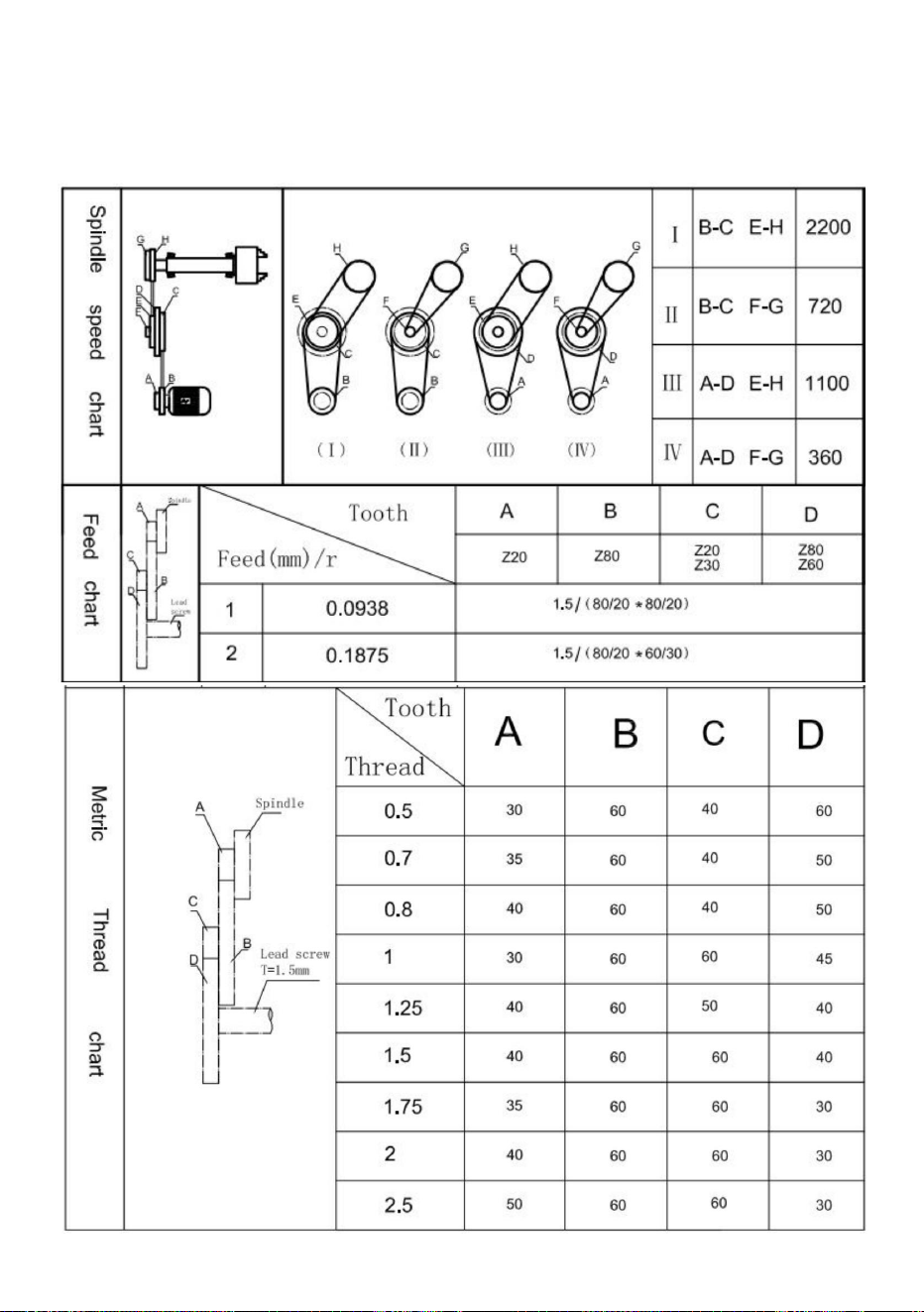
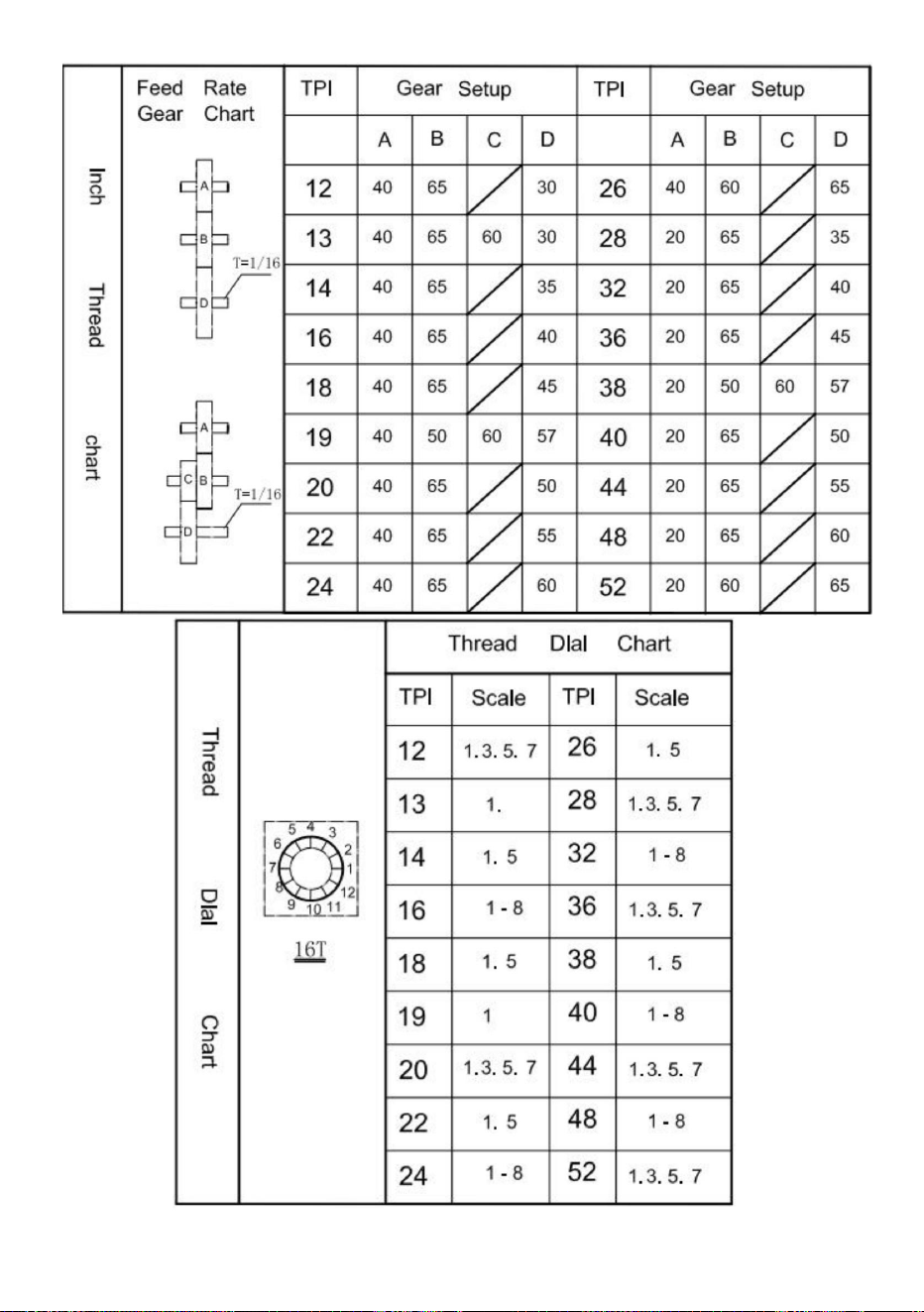
Pitch plate(Fig. 20)
THREADING AND FEEDING CHART
- 22 -
Fig. 20
- 23 -
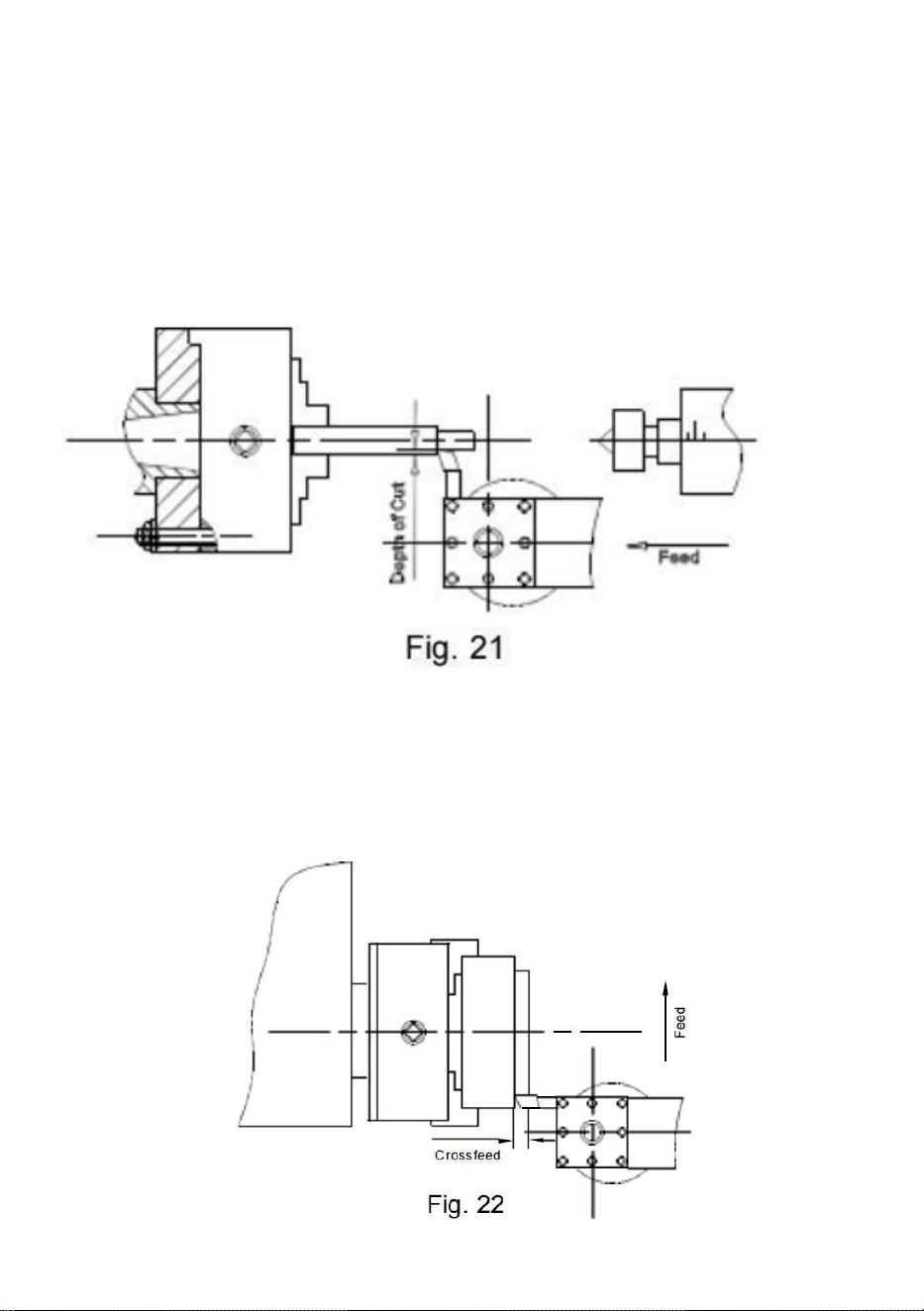
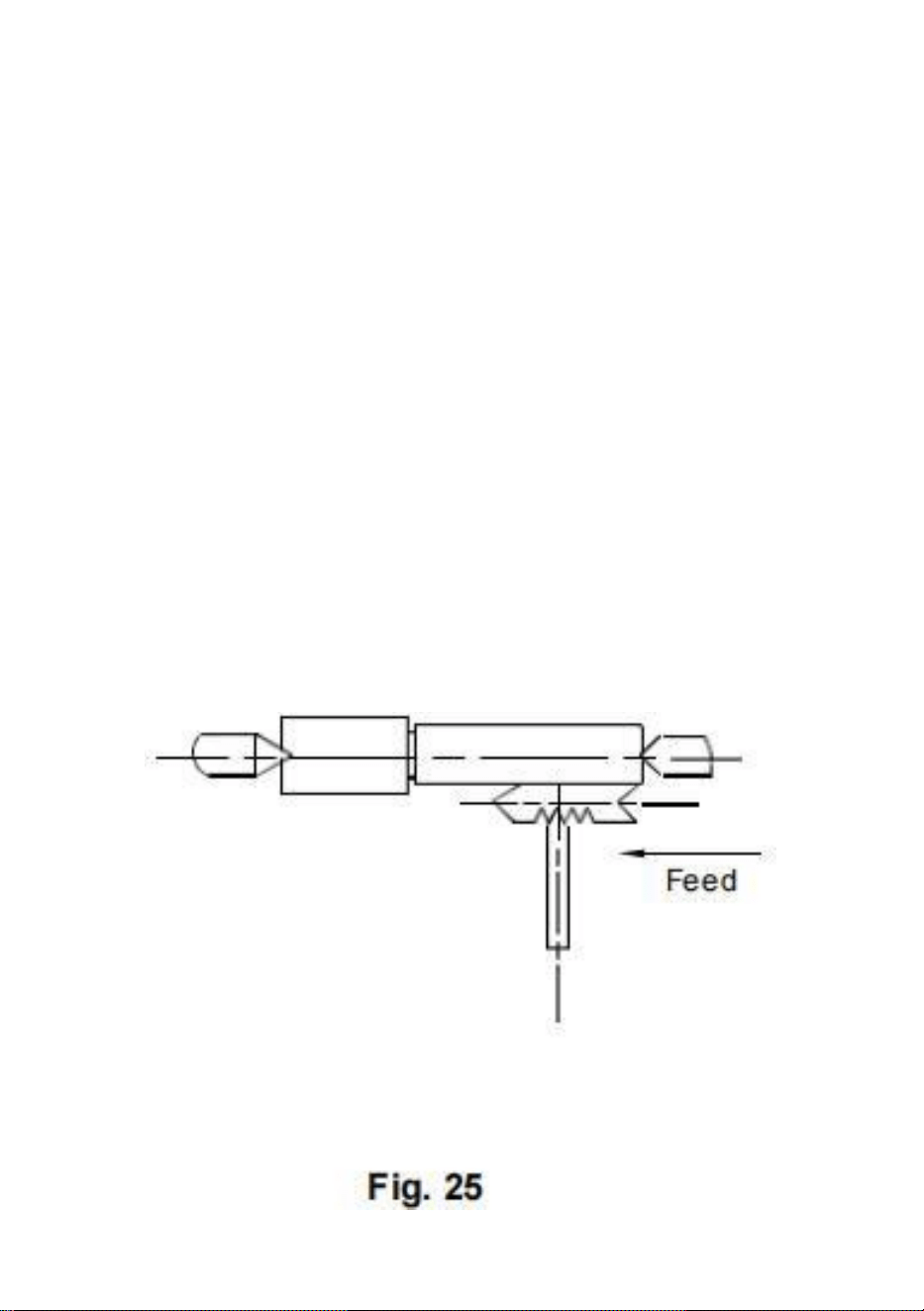
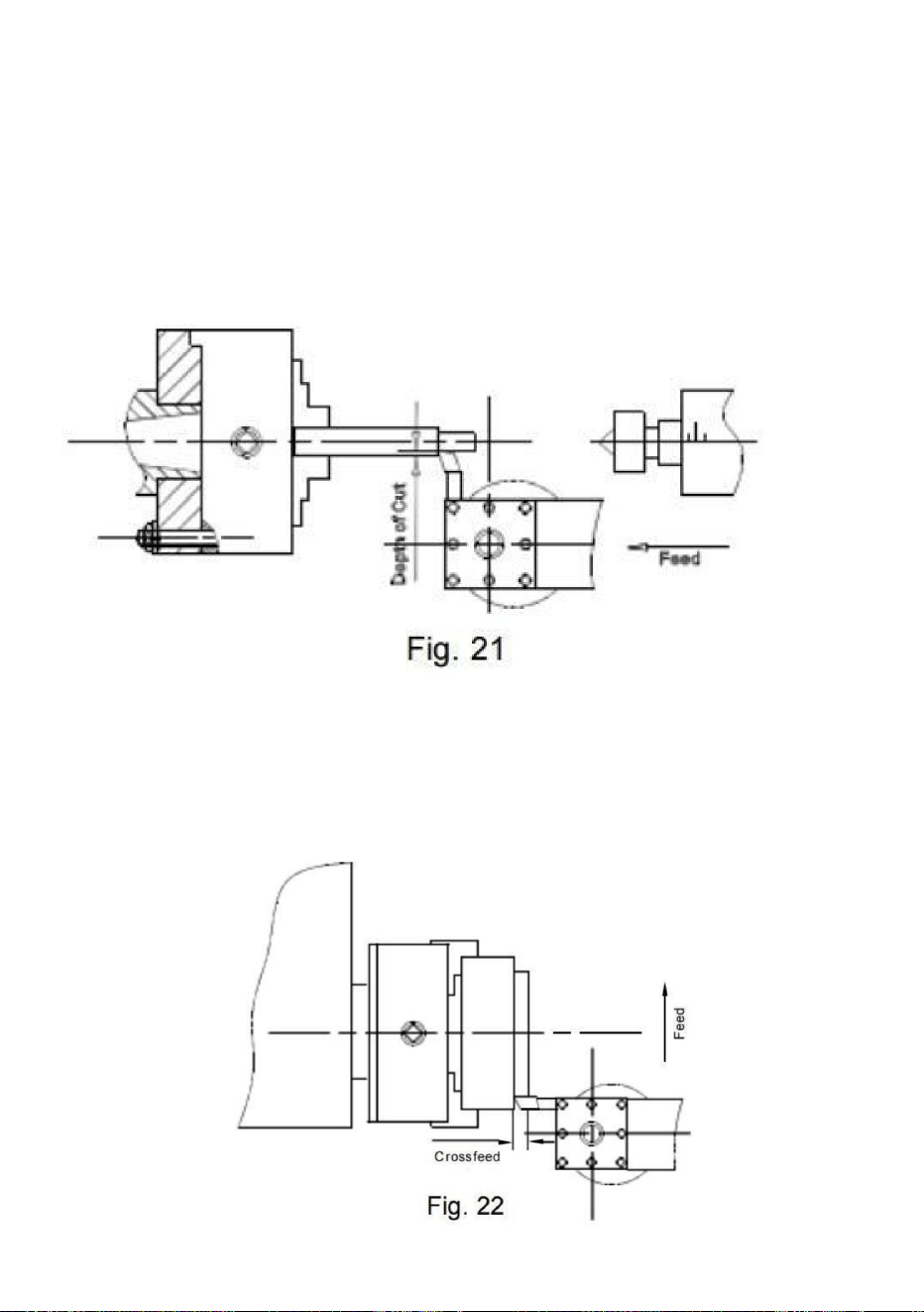
Cylindrical Turning (Fig. 21)
In the straight turning operation, the tool feeds parallel to the axis
of rotation of the workpiece. The feed can be either manual by
turning the hand wheel on the lathe saddle or the top slide, or by
activating the automatic feed. The cross feed for the depth of cut
is achieved using the cross slide.
End turning ( Fig. 22 )
In the facing operation, the tool feeds perpendicular to the axis of
rotation of the workpiece. The feed is made manually with the
cross slide hand wheel. The cross feed for cut depth is made with
the top slide or lathe saddle.
- 24 -
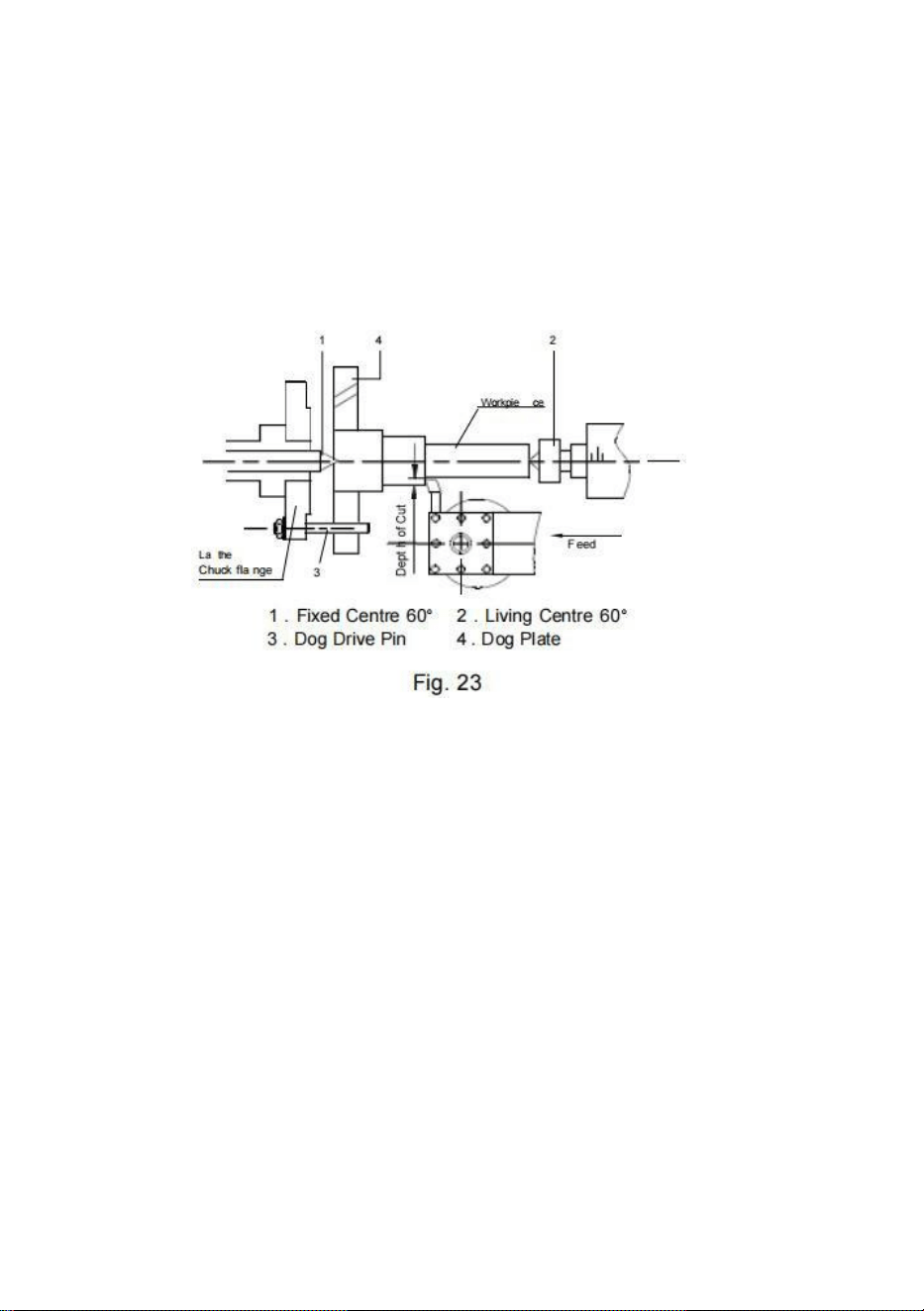
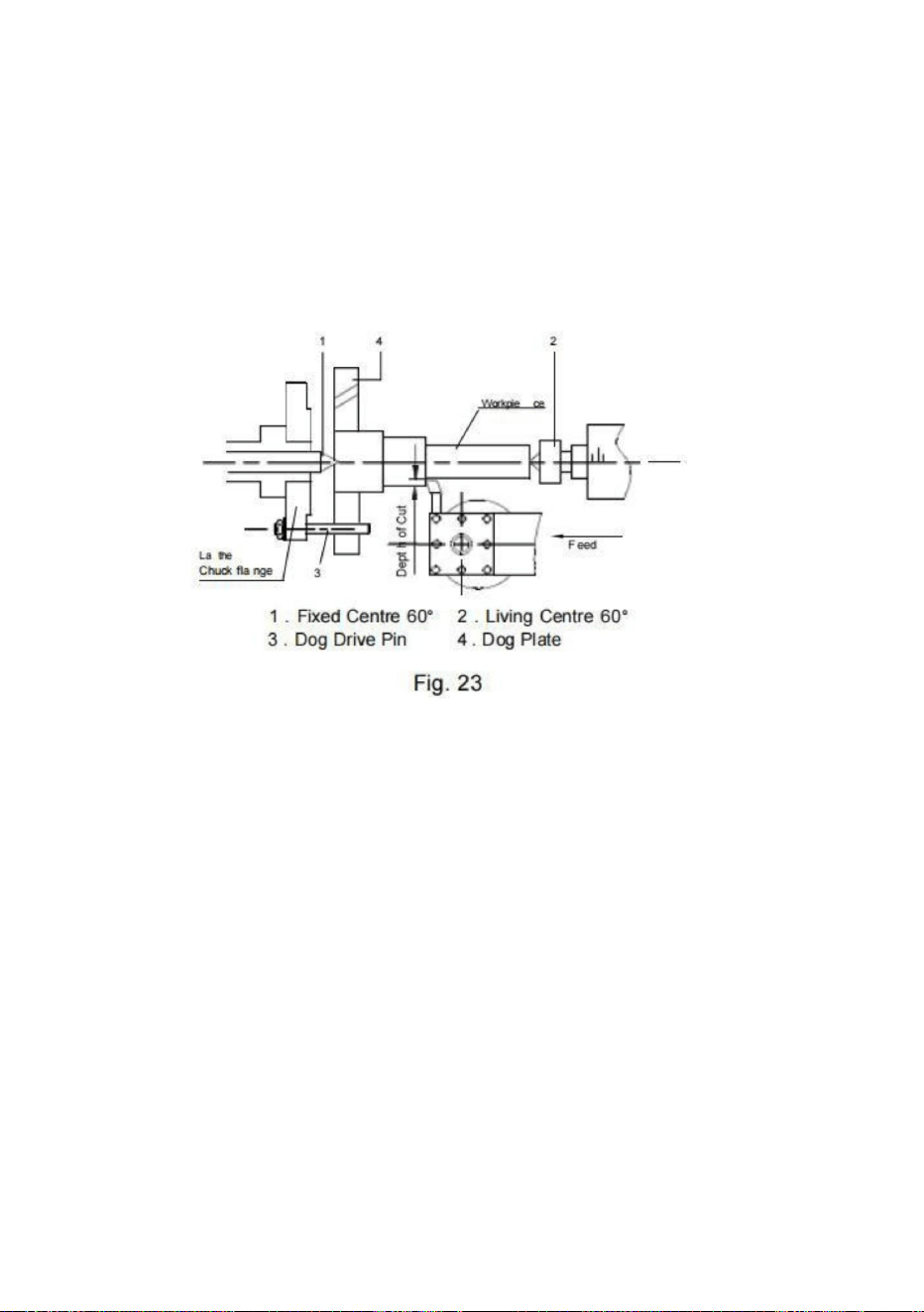
Turning: Slender shaft ( Fig. 23 )
For turning between centers, it is necessary to remove the chuck from the
spindle. Fit the M. T. 3 center into the spindle nose and the M.T. 2 center
into the tail stock. Mount the workpiece fitted with the driver dog between
the centers. The driver is driven by a catch or face plate.
Note: Always use a small amount of grease on the tail stock center to
prevent center tip from overheating.
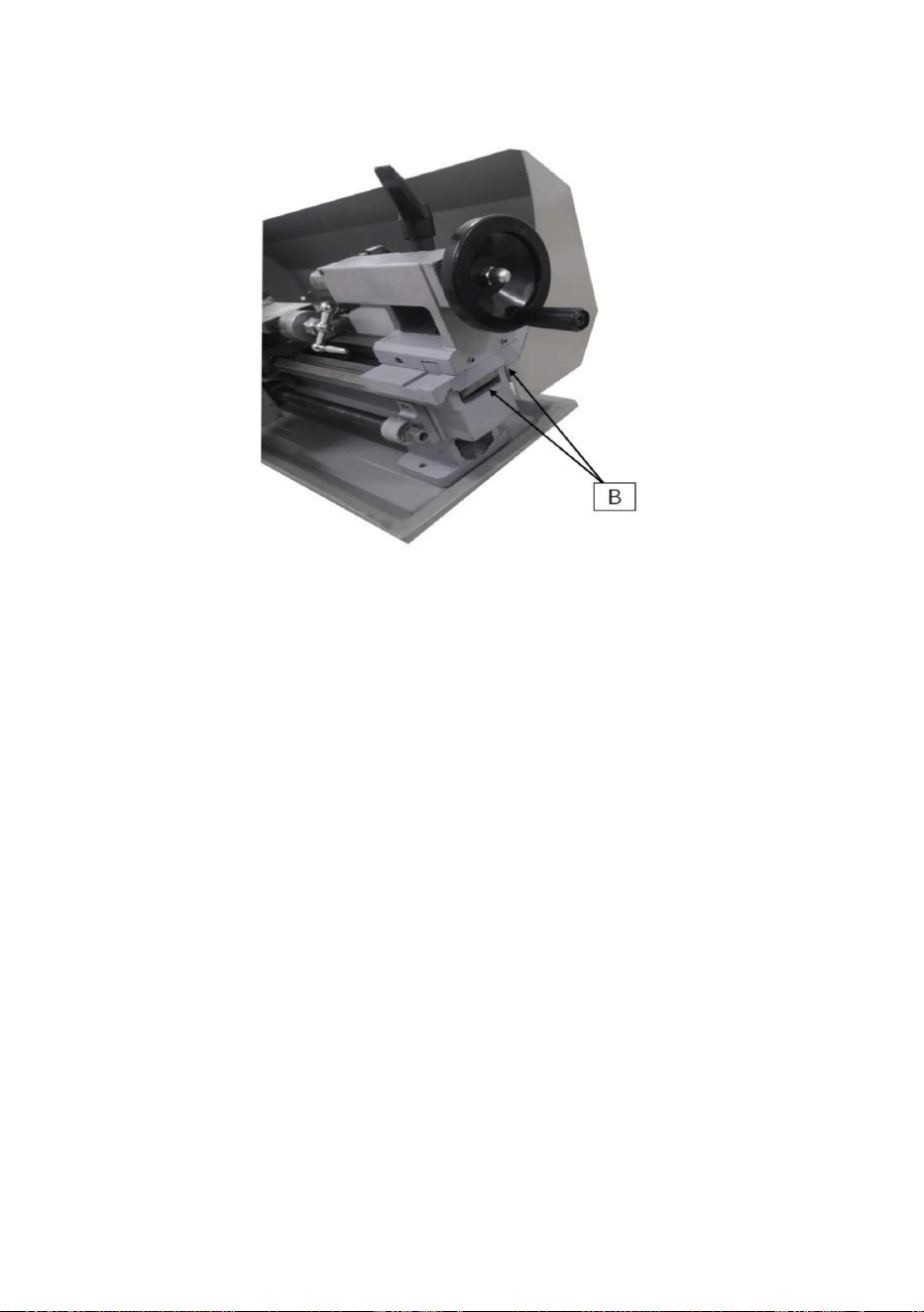
Taper Turning Using Tail stock Off-Set
Adjust the deviation between the tailstock sleeve center and the spindle
center to complete the taper turning. The angle depends on the length of
the workpiece.
To off-set the tail stock, loosen locking screw (A, Fig.24).
Unscrew the set screw (B, Fig.24) on right end of the tailstock. Loosen the
front adjusting screw( C, Fig.24 ) and take up the same amount by
tightening the rear adjusting screw (D, Fig.24) until the desired taper has
been reached. The desired cross- adjustment can be read off the scale. (E,
Fig.24 ). First re-tighten the set screw (B, Fig,24) and then the two (front
and rear) adjusting screw to lock the tail stock in position. Re-tighten the
locking screw (A, Fig.24) of the tailstock. The workpiece must be held
between two centers and driven by a face plate and driver dog.
- 25 -
After taper turning, the tailstock should be returned to its original position
according to the zero position on the scale of tail stock. (E, Fig.24)
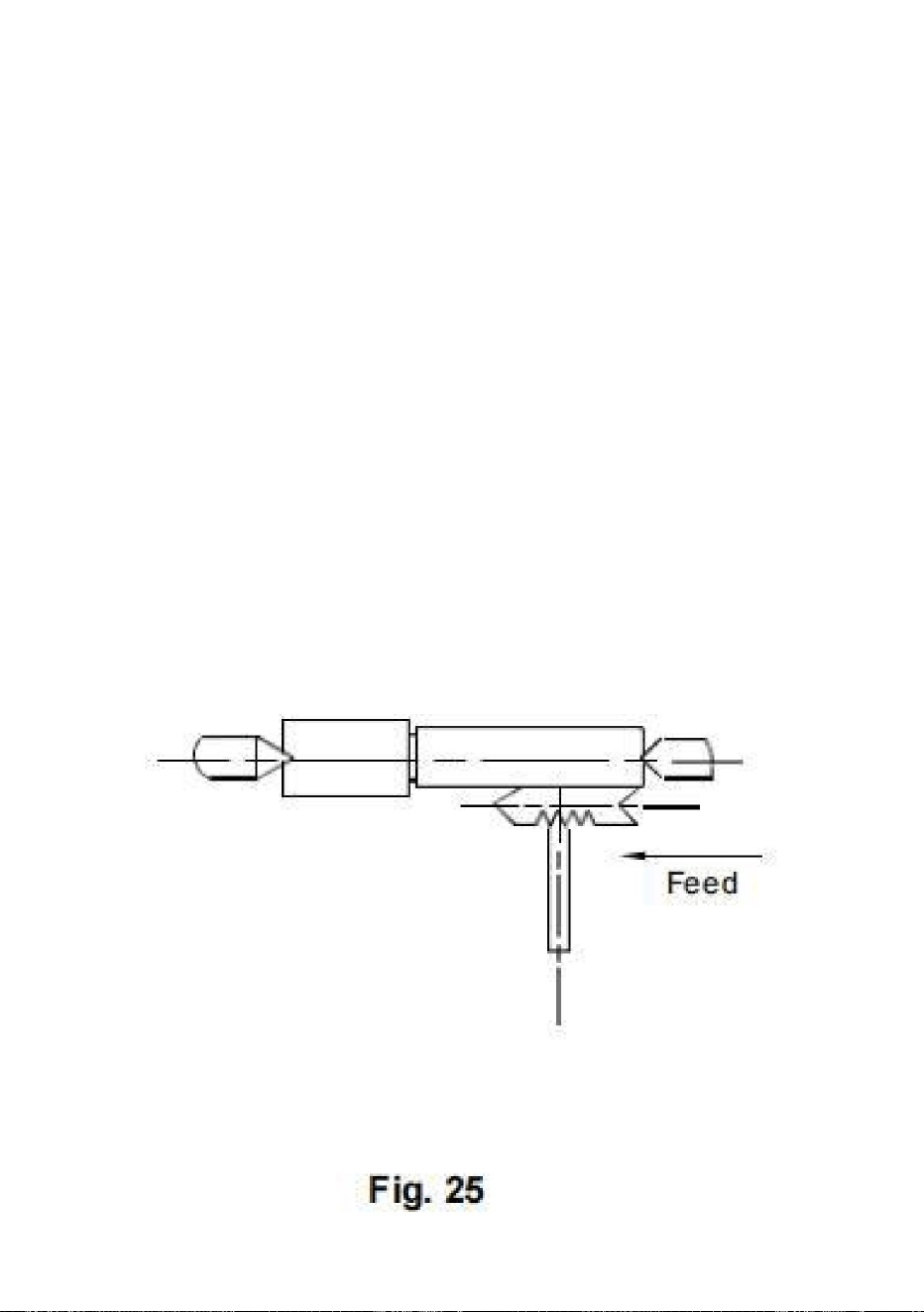
Thread Cutting
Set the machine up to the desired thread pitch (according to the threading
chart, Fig.20). Start the machine and engage the half nut. When the tool
reaches the part, it will cut the initial threading pass. When the tool
reaches the end of the cut, stop the machine by turning the motor off and
at the same time back the tool out of the part so that it clears the thread.
Do not disengage the half nut lever. Reverse the motor direction to allow
the cutting tool to traverse back to the starting point. Repeat these steps
until you have obtained the desired results.
NOTES
Example: Male Thread
The workpiece diameter must have been turned to the diameter
of the desired thread.
The workpiece requires a chamfer at the beginning of the thread
and
Fig.24
- 26 -
an undercut at the thread runs out.
The speed must be as low as possible. The change gears
musthave been installed according to the required pitch.
The thread cutting tool must be exactly the sample shape
as the thread, must be absolutely rectangular and
clamped so that it coincides exactly with the turning enter.
The thread is produced in various cutting steps so that the
cutting tool has to be turned out of the thread completely (with
the cross slide) at the end of each cutting step.
The tool is withdrawn with the lead screw nut engaged by
inverting the change-over switch.
Stop the machine and feed the thread cutting tool in low cut
depths using the cross slide. Before each passage, place the
top slide approximately 0.2 to 0.3mm to the left and right
alternately in order to cut the thread free. This way, the thread
cutting tools cut only one thread flank with each passage. Keep
cutting the thread free until you have almost reached the full
depth of thread.

- 27 -
Lathe Accessories
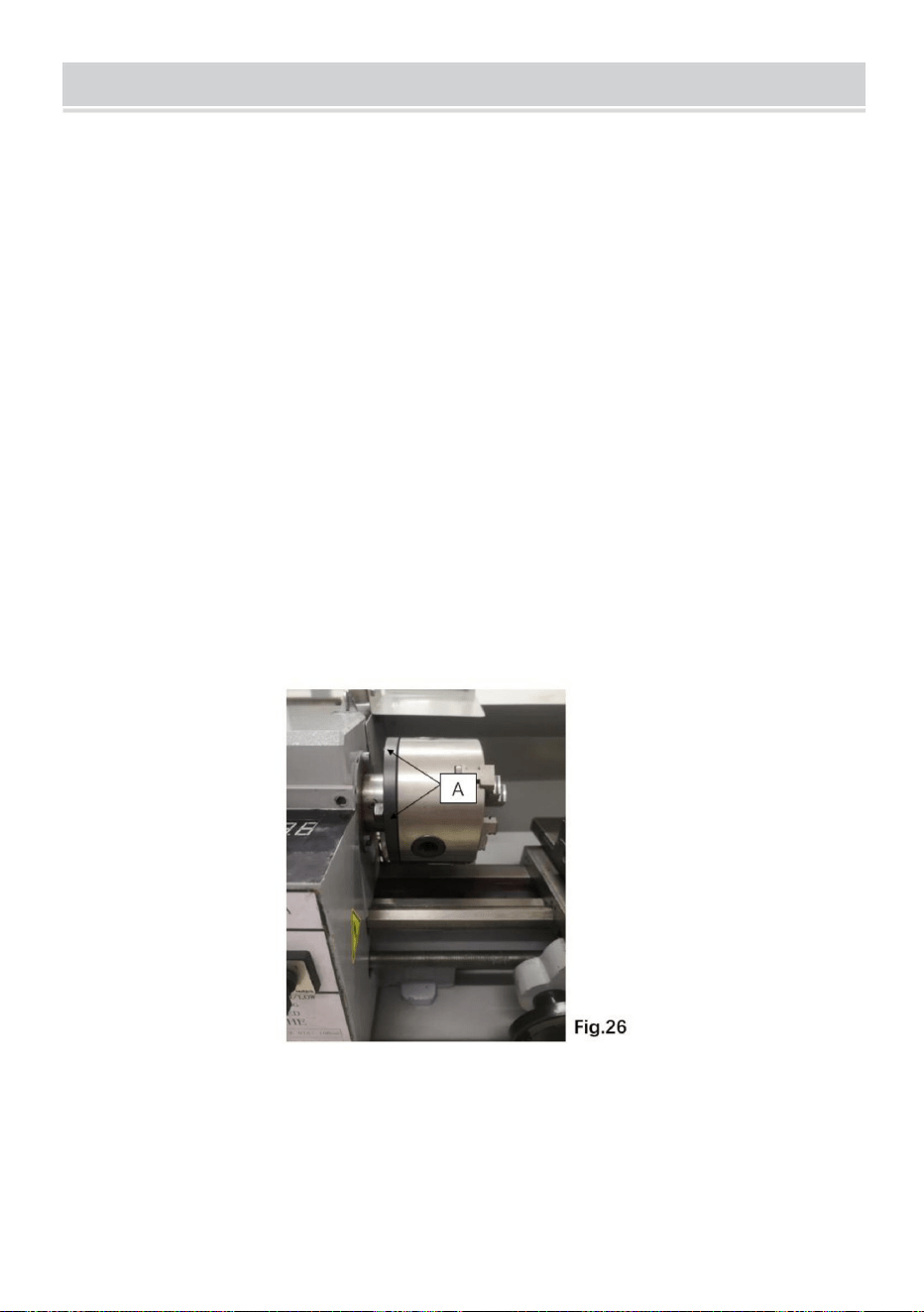
Three Jaw Universal Lathe Chuck
Using this universal chuck round triangular square hexagonal
octagonal and twelve,cornered stock may be clamped. (Fig.26)
Note: new lathes have very tight fitting jaws. This is necessary to
ensure accurate clamping and long service life- with repeated
opening and closing the jaw adjusts automatically and their
operation becomes progressively Smoother.
Note:
For the original 3, jaw chuck that was mounted on the lathe the
factory has mounted the chuck in the best way to guarantee the
holding accuracy with two "0" mark (A) Fig.26 showed on the chuck
and chuck flange.
There are two types of jaws: Internal and external jaws. Please note
that the number of jaws fits with the number inside the chuck’s
groove. Do not mix them together. When you are going to mount
them please mount them in ascending order 0, 1 , 3 when you are
going to take them out be sure to
- 28 -
take them out in descending order 3,1,0 one by one- After you finish this
procedure rotate the jaws to the smallest diameter and check that
the three jaws are well-fitted.
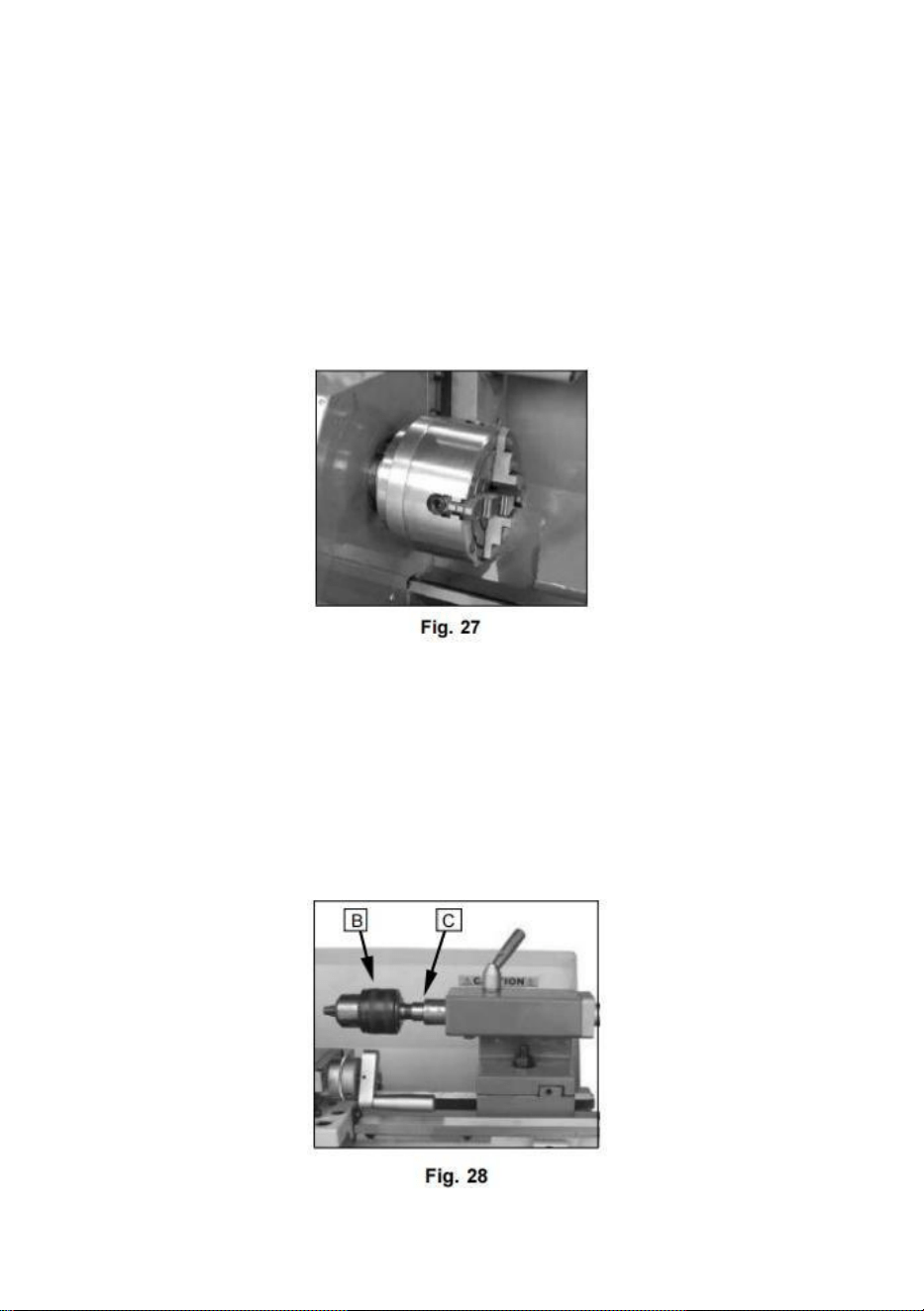
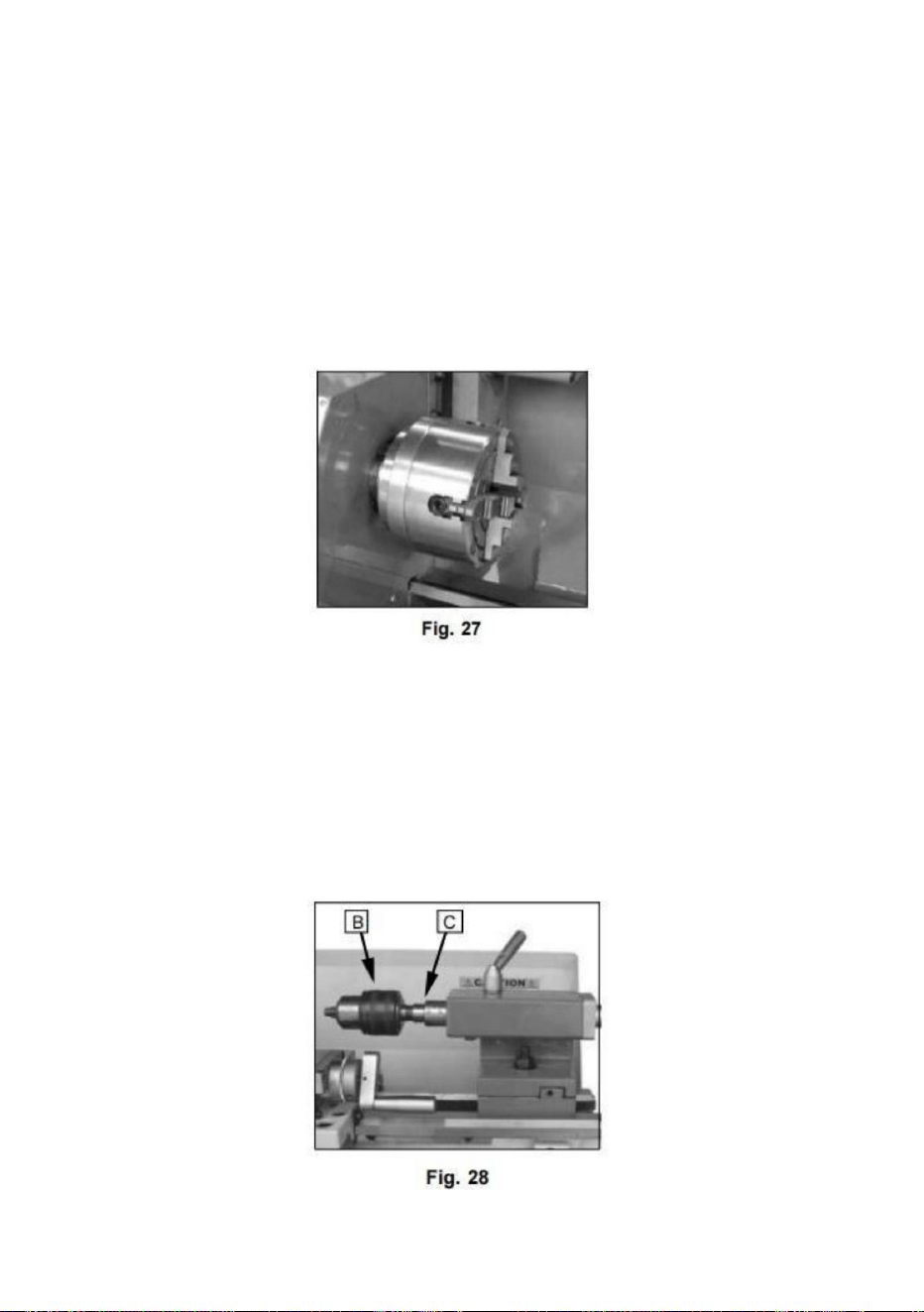
Four Jaw Independent Lathe Chuck
This special chuck has four independently adjustable chuck jaws-
These permit the holding of asymmetrical pieces and enable the
accurate set,up of cylindrical pieces. (Fig.27)
DriII Chuck ( optional)
Use the drill chuck to hold centering drills and twist drills in the tail
stock- (B) (Fig.28)
Morse Taper Arbor (optional)
An arbor is necessary for mounting the drill chuck in the tailstock. It
has a No. 1 Morse taper. (C) Fig.28
- 29 -
Live Center (optional)
The live center is mounted in ball bearings- Its use is highly recommended
for turning at speeds in excess of 6.RPM. ( Fig.29)
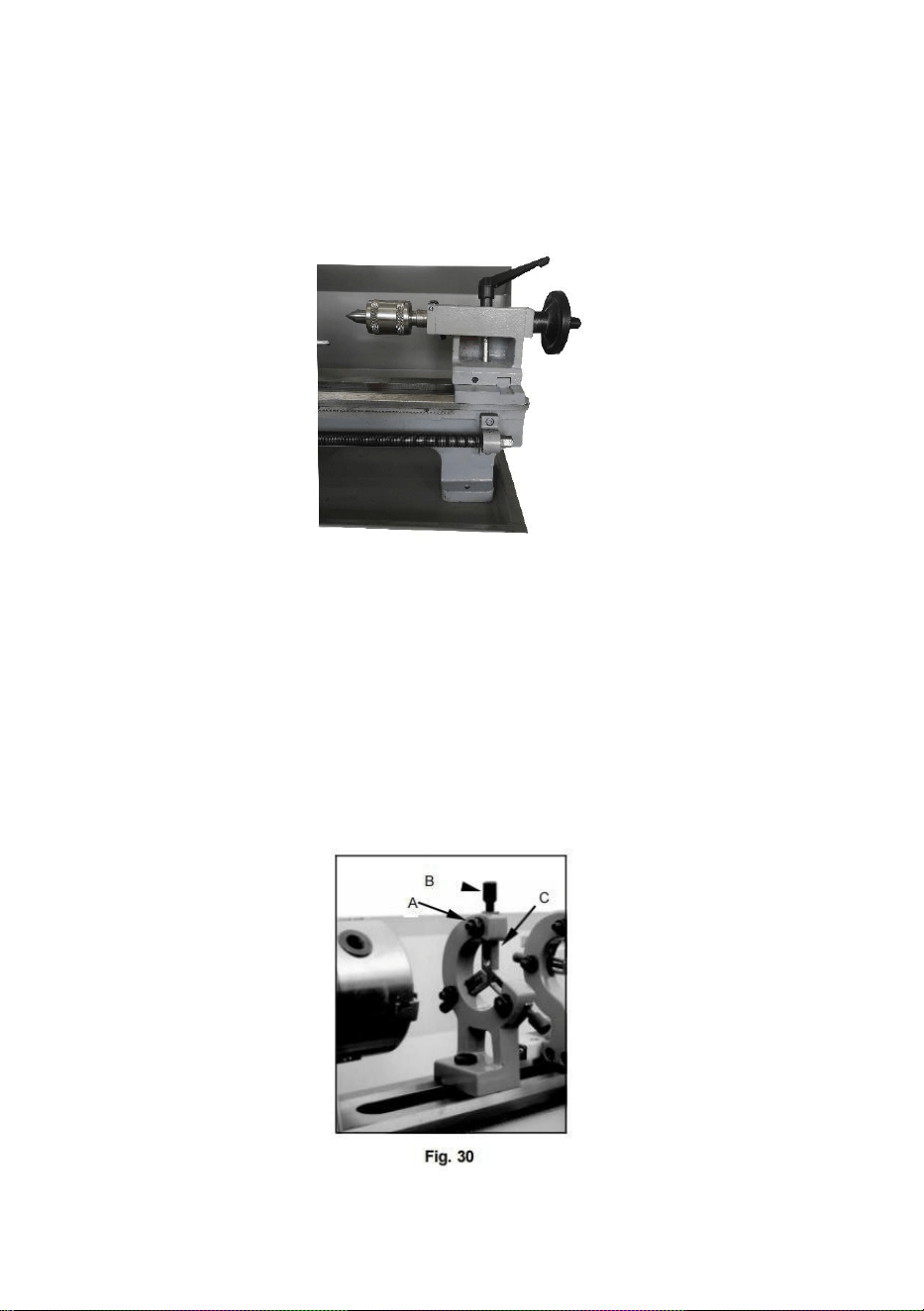
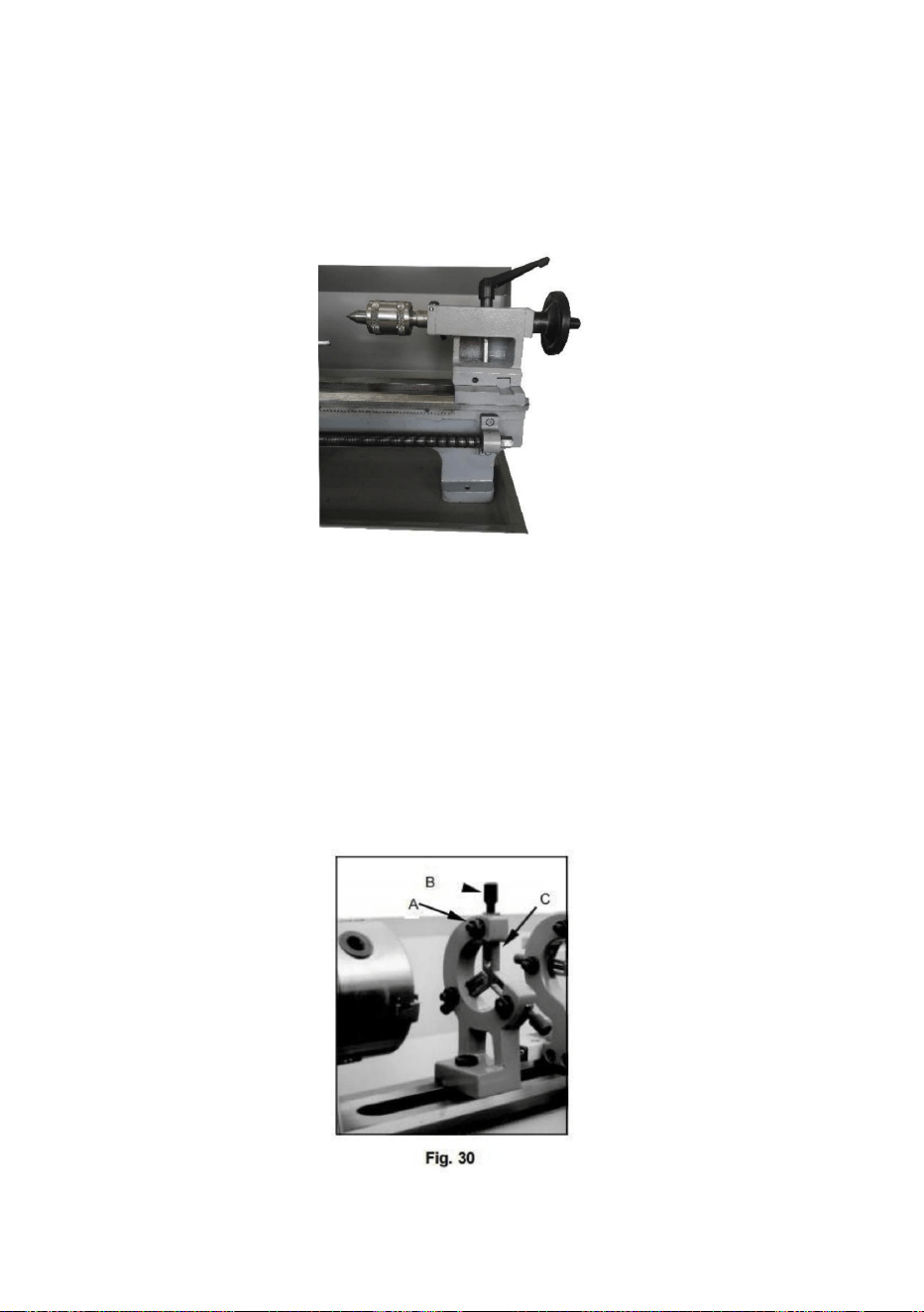
Steady Rest
The steady rest serves as a support for shafts on the free tail stock end.
For many operations the tail stock can not be used as it obstructs the
turning tool or drilling tool, and therefore, must be removed from the
machine. The
steady rest, which functions as an end support, ensures chatter- free
operation. The steady rest is mounted on the bed ways and is secured
from below with a locking plate. The grease requires continuous
lubrication at the contact points to prevent premature wear. (Fig.30)
Fig.29
- 30 -
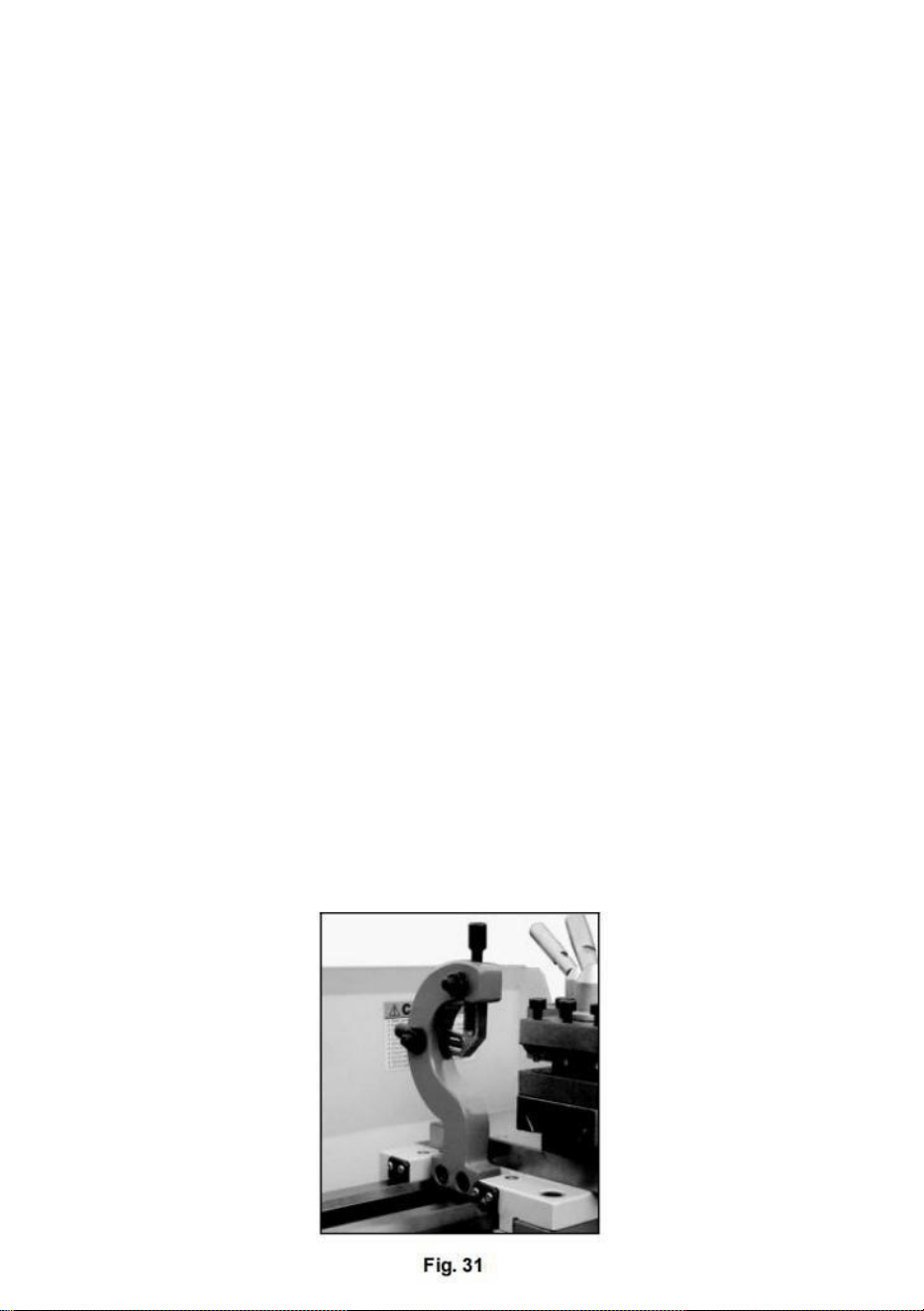
Setting the Steady Rest
1. Loosen three hex nuts. (A, Fig.31)
2. Loosen knurled screw (B, Fig.36) and open the sliding
fingers. (C, Fig.31) until the steady rest can be moved with its finger
around the workpiece. Secure the steady rest in position.
3 . Tighten knurled screws so that fingers are snug but not tight against
the workpiece. Tighten three nuts (A, Fig.31). Lubricate the sliding
points with machine oil.
4. When, after prolonged operation, the jaw show wear, the tips of
the fingers may be filed or re-milled.
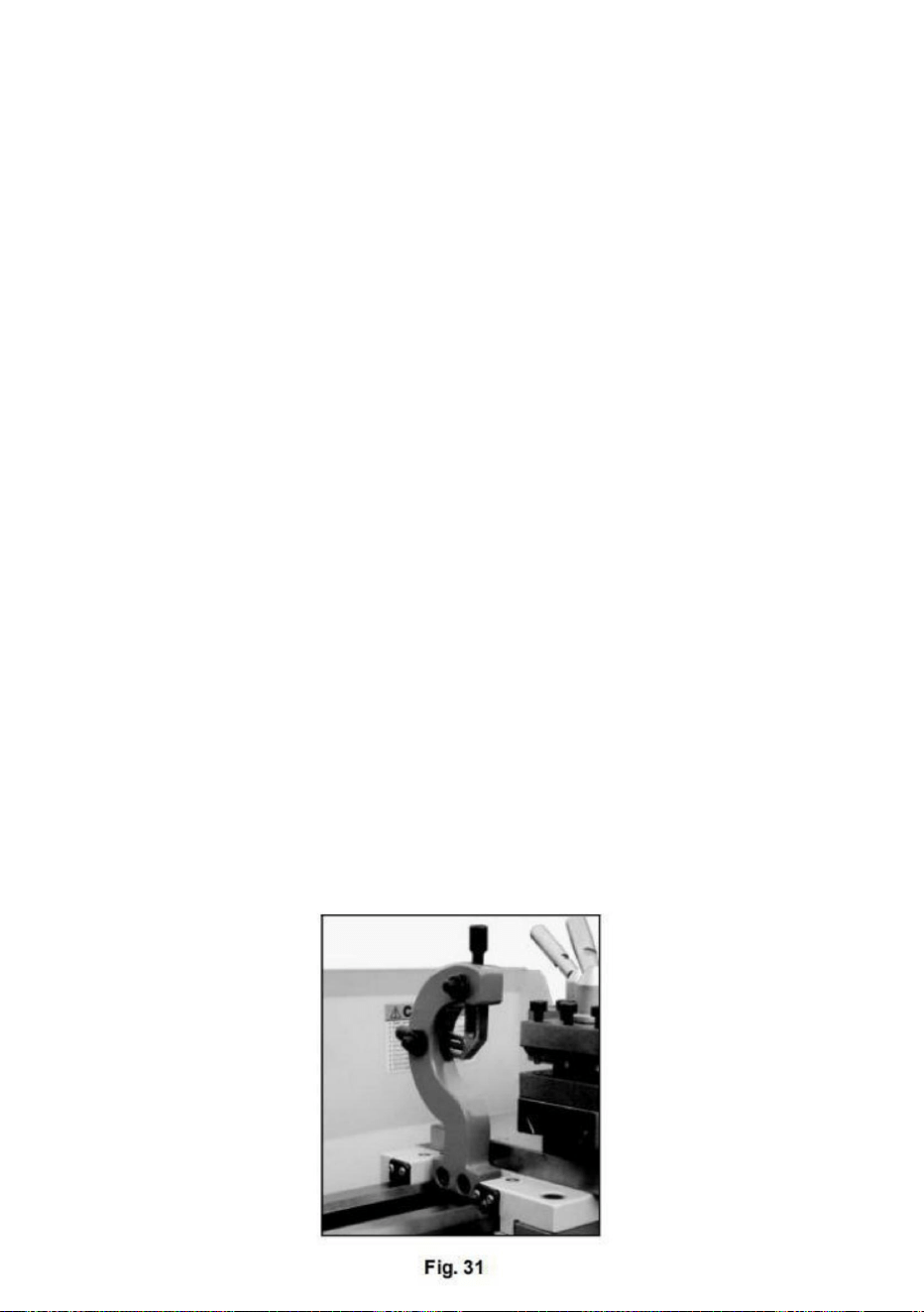
Follow Rest
The following rest is mounted on the saddle and follows the
movement of the turning tool. Only two support blocks are required.
The place of the third support block is taken by the turning tool.
The following rest is used for turning operations on long, slender
workpieces. It prevents flexing of the workpiece under pressure
from the turning tool. ( Fig.31 )
Set the support blocks snug to the workpiece but not overly tight.
Lubricate the support blocks during operation to prevent premature
wear.
- 31 -
ADJUSTMENTS
After a period of time, wear in some of the moving components
may need to be adjusted.
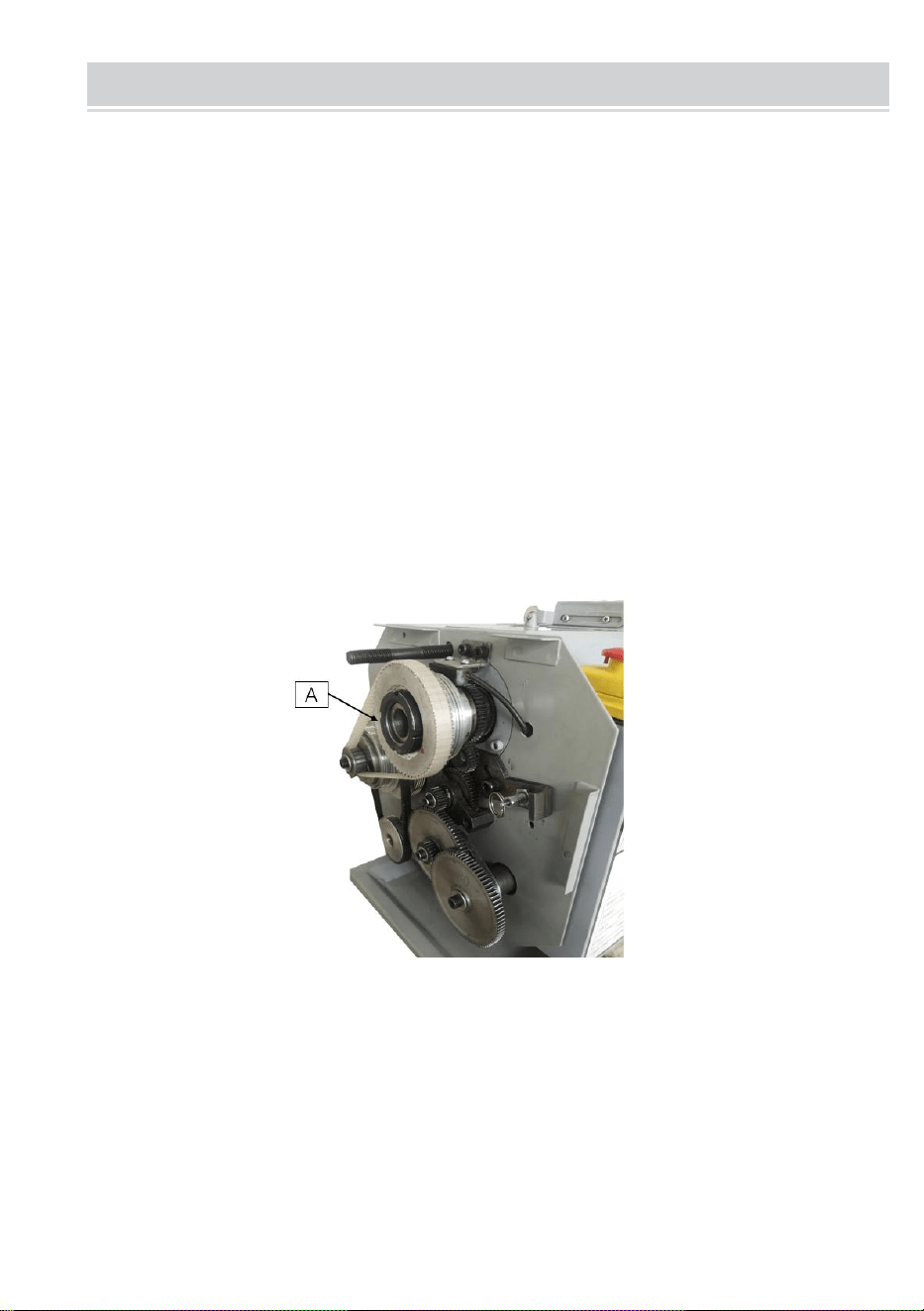
Main spindle Bearings
The main spindle bearings are adjusted at the factory. If end play
becomes evident after considerable use, the bearings may be
adjusted.
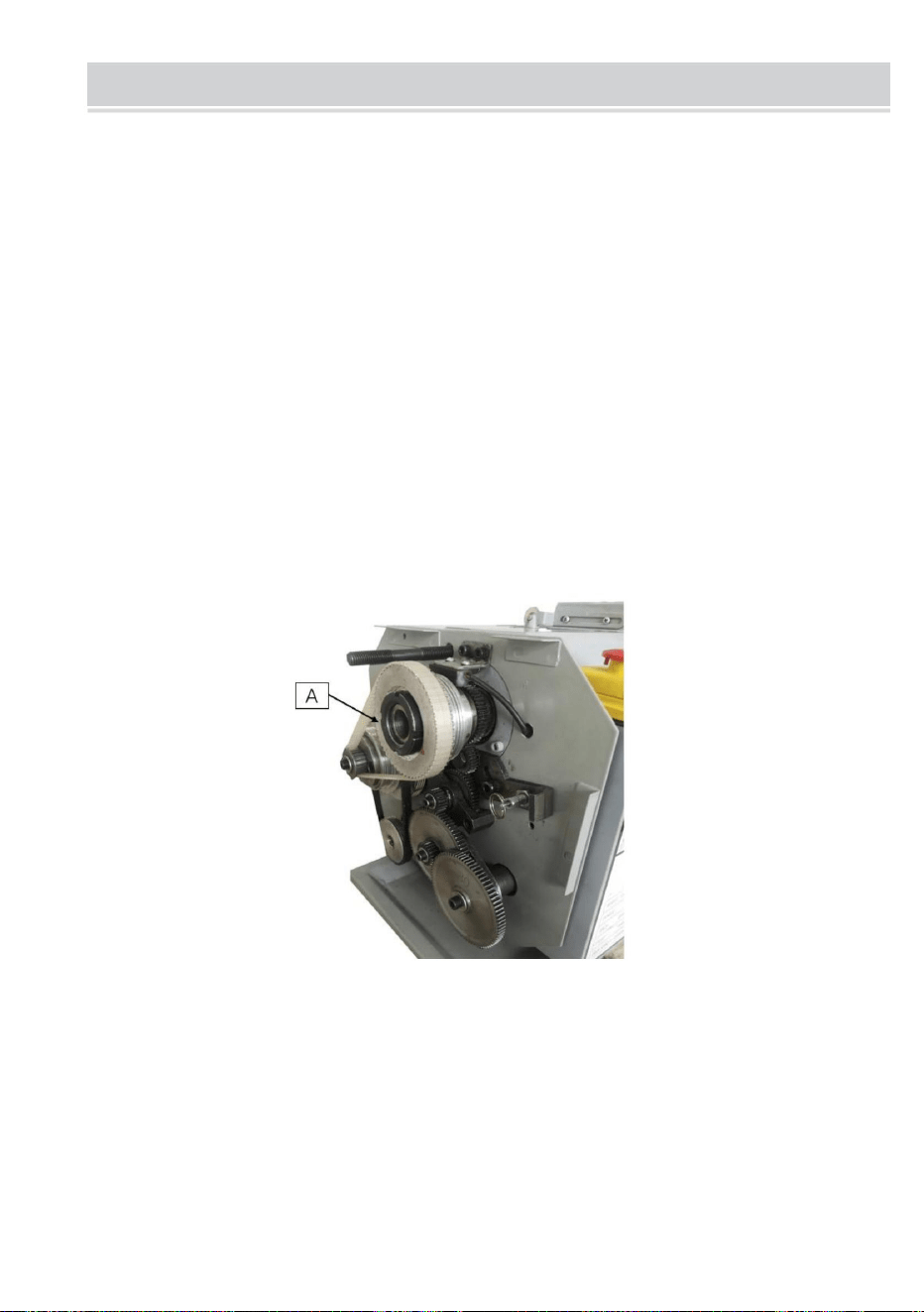
Fasten the slotted nut (A, Fig.32) on the back of the spindle. The
spindle should still revolve freely.
Caution: excessive tightening or preloading will damage the bearings.
Fig.32
- 32 -
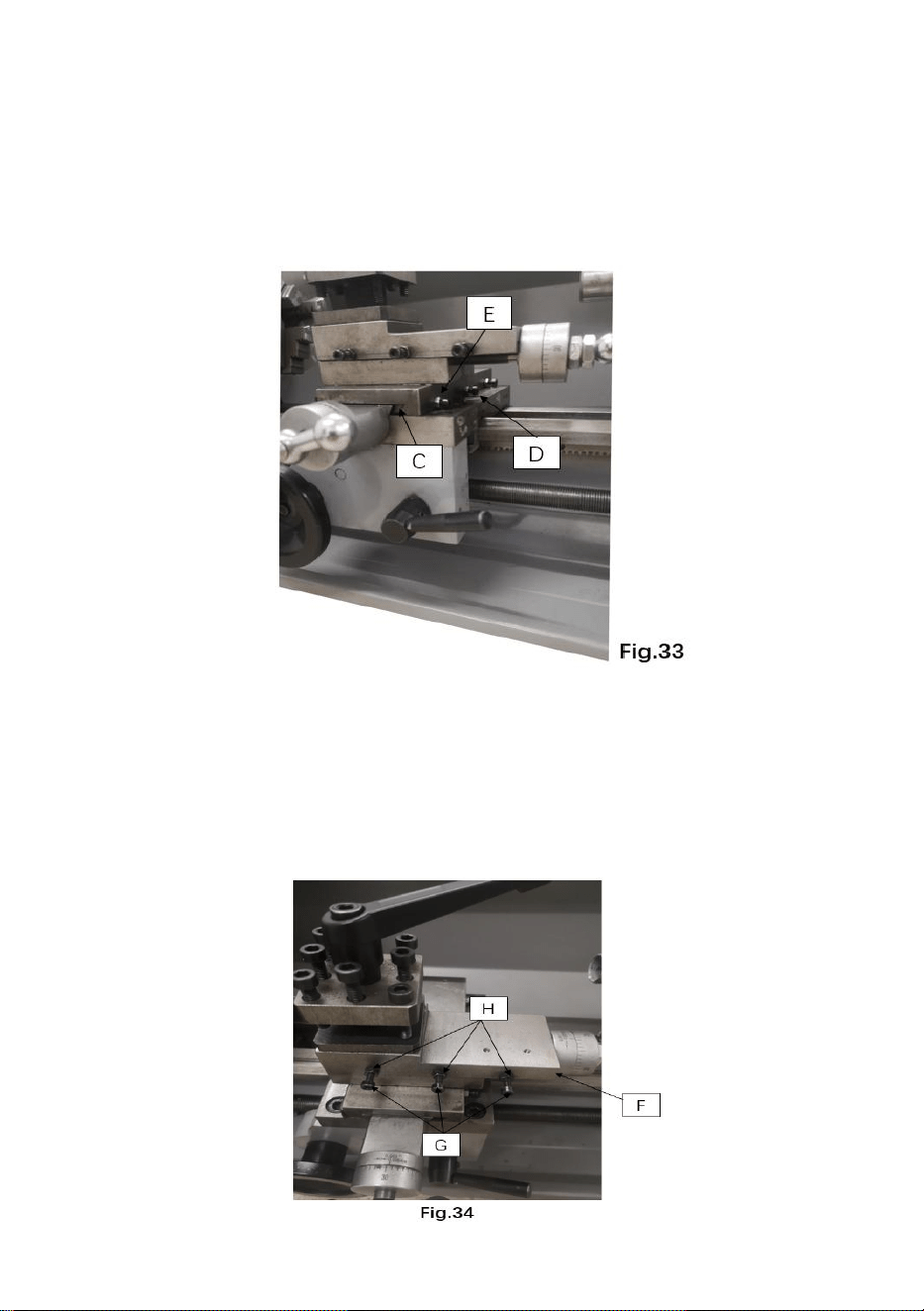
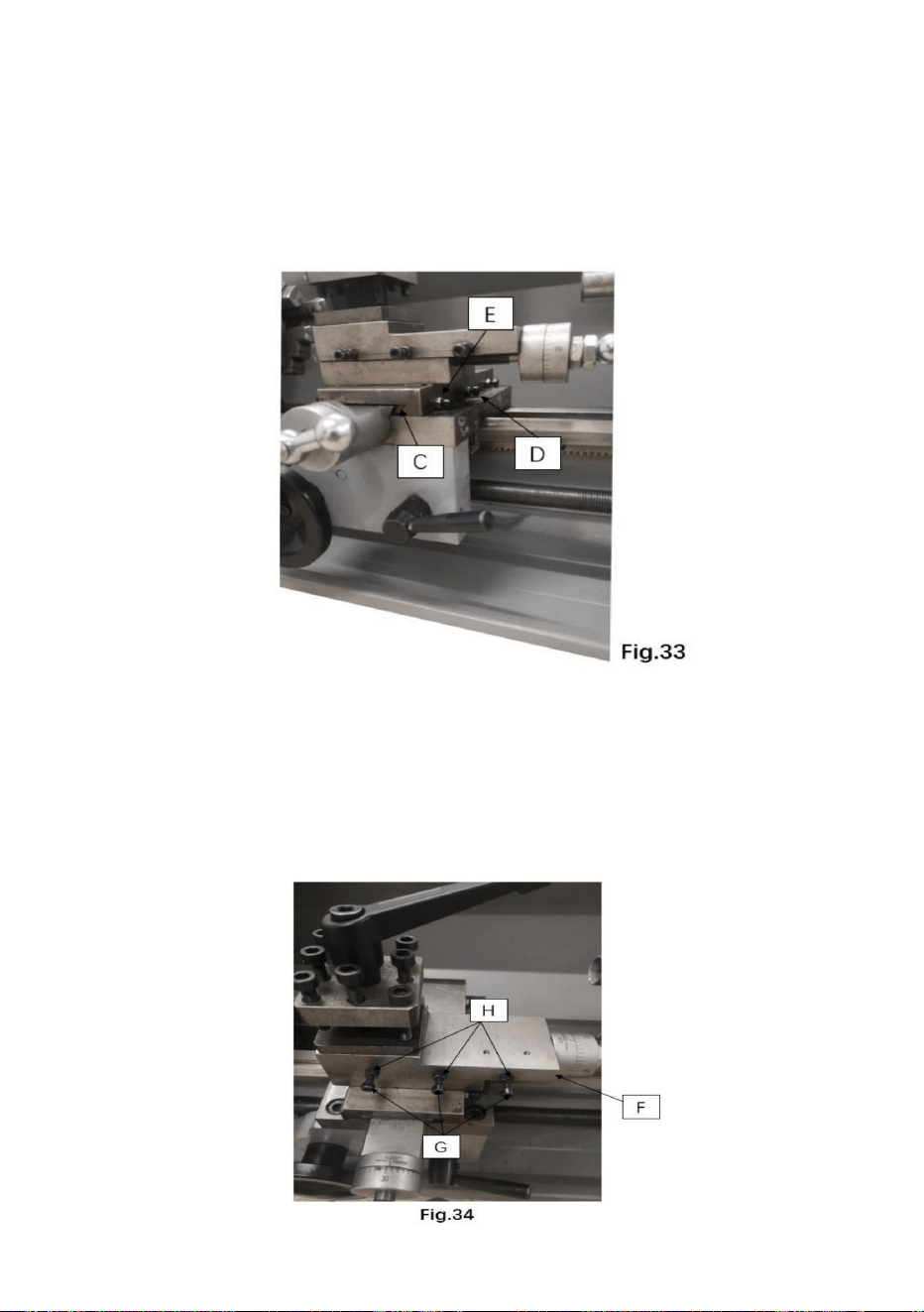
Adjustment of Cross slide
The cross slide is fitted with a gib strip(C, Fig.33) and can be
adjusted with screws (D, Fig.33) fitted with lock nuts. (E, Fig.33)
Loosen the lock nuts and tighten the set screws until slide moves
freely without play. Tighten lock nuts to retain adjustment.
Adjustment of Top slide
The top slide is fitted with a gib strip(F, Fig.34) and can be
adjusted with screws (G, Fig. 34) fitted with lock nuts. (H, Fig. 34)
Loosen the lock nuts and tighten the set screws until slide moves
freely without play. Tighten lock nuts to retain adjustment.
- 33 -
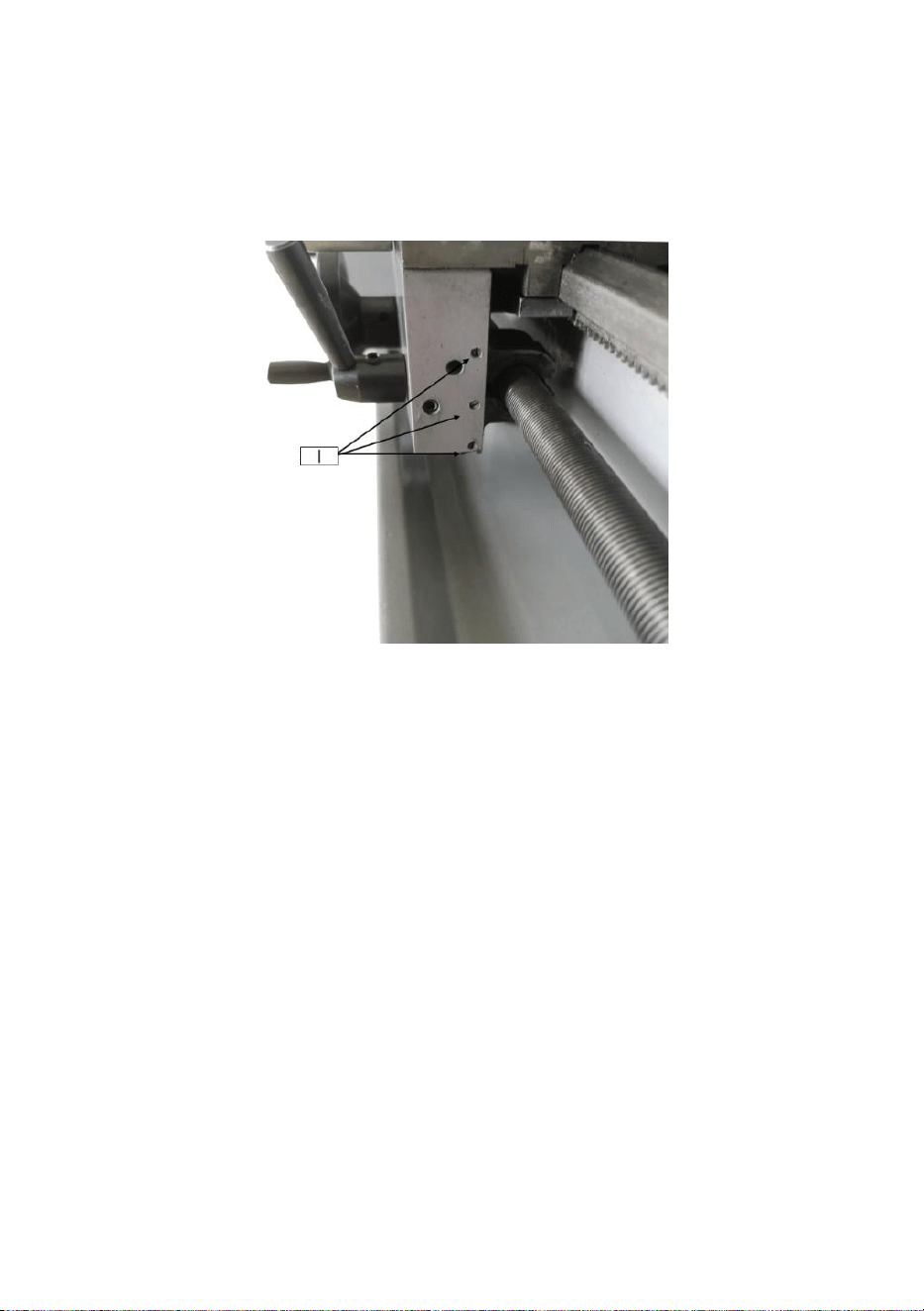
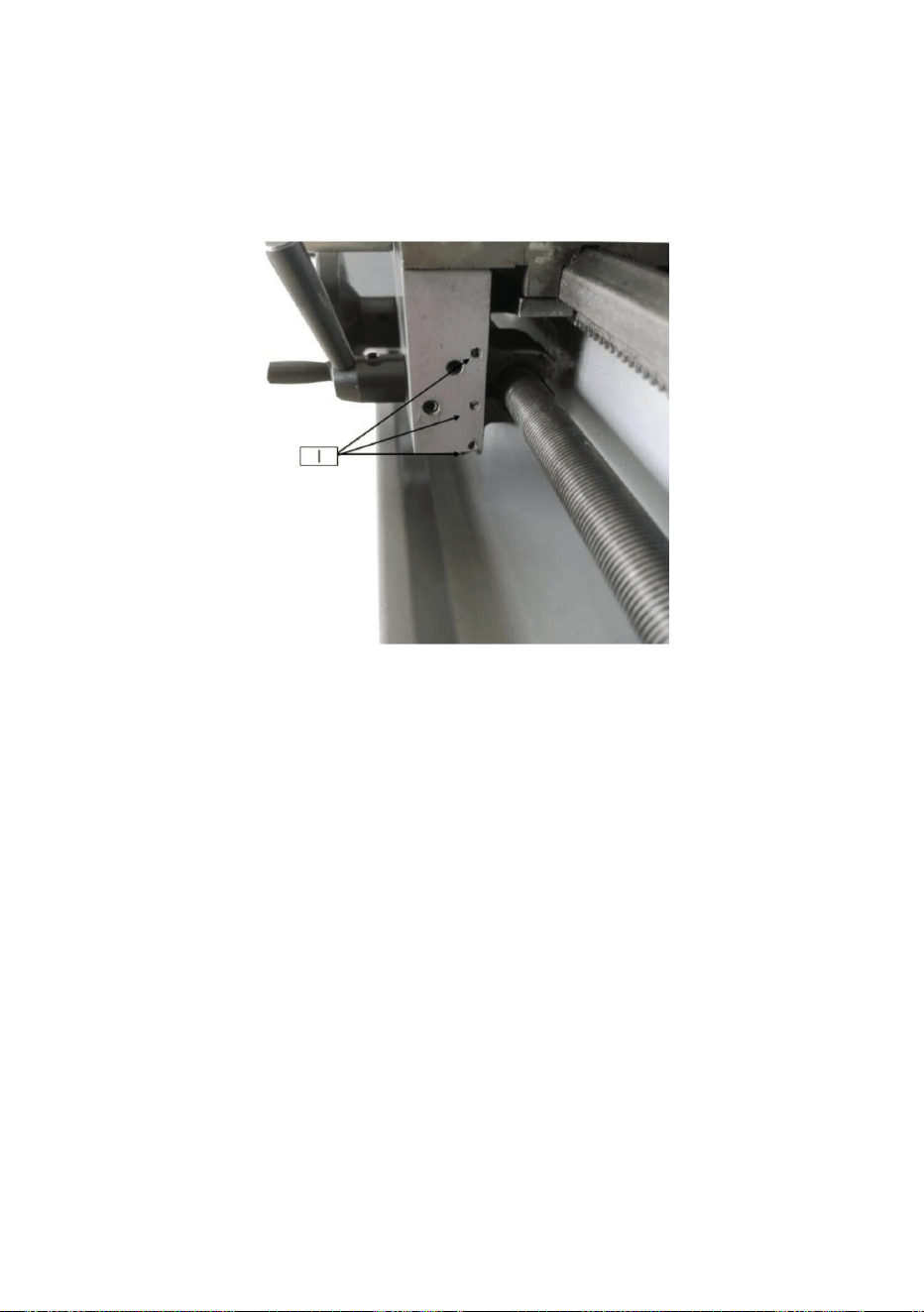
Adjustment of HaIf Nut Guide
The half nuts engagement can be adjusted with screws (I, Fig.35)
Loosen the screws on the right side of the apron and adjust the
control screws until both half nuts move freely without play. Tighten
the nut.
Fig.35
- 34 -
LUBRICATION
NOTES:
Lubricate all slideways lightly before every use.
Lubricate the change gears and the lead screw slightly
with grease.
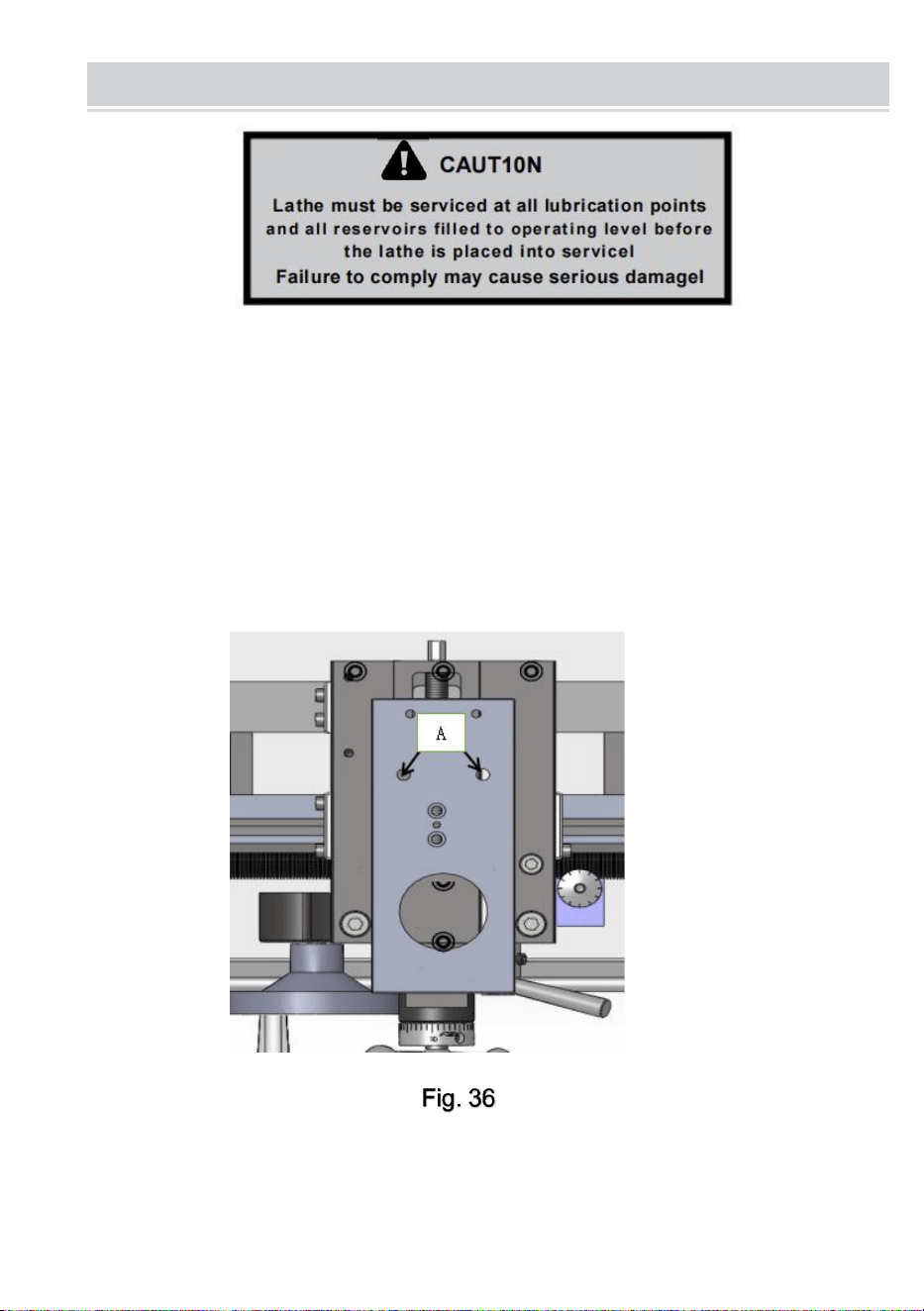
1. Cross Slide
Lubricate two oil ports (A , Fig. 36 ) with 20W machine oil once daily.
- 35 -
Electricity
WARNING!
Connection of the lathe and all other electrical work may only be carried
out by an authorized electrician!
Failure to comply may cause serious injury and damage to the machinery
and property!
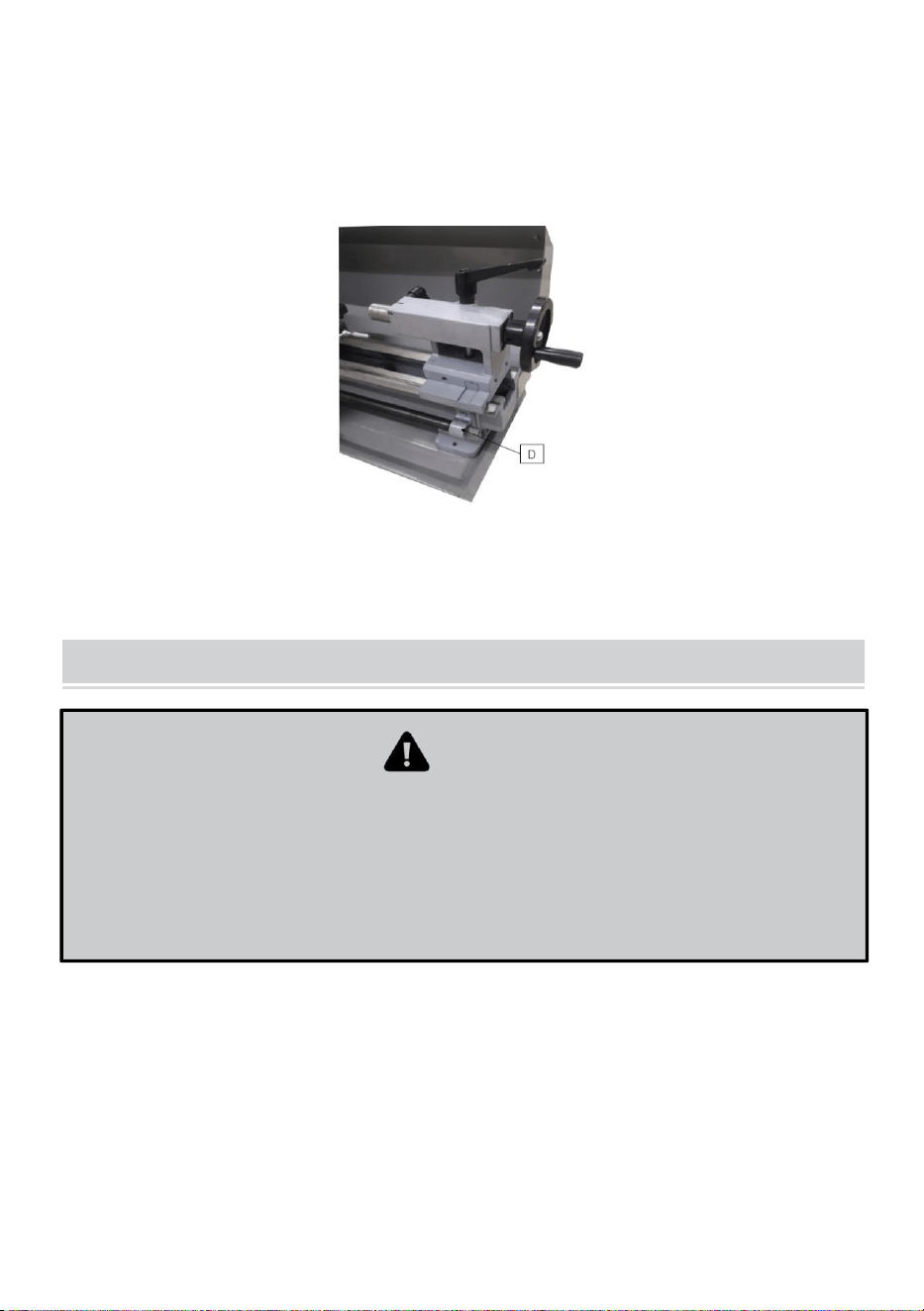
2. Lead screw
Lubricate the right oil port (D, Fig.38) with 20W machine oil once
daily.
Fig. 38
The YS-1835A Lathe is rated at 550W, 1PH, 220V only. Confirm
power available at the lathe' s location is the same rating as the
lathe. Using the wiring diagram ( Fig. 39 ) for connecting the lathe
to the mains
supply. Make sure the lathe is properly grounded.
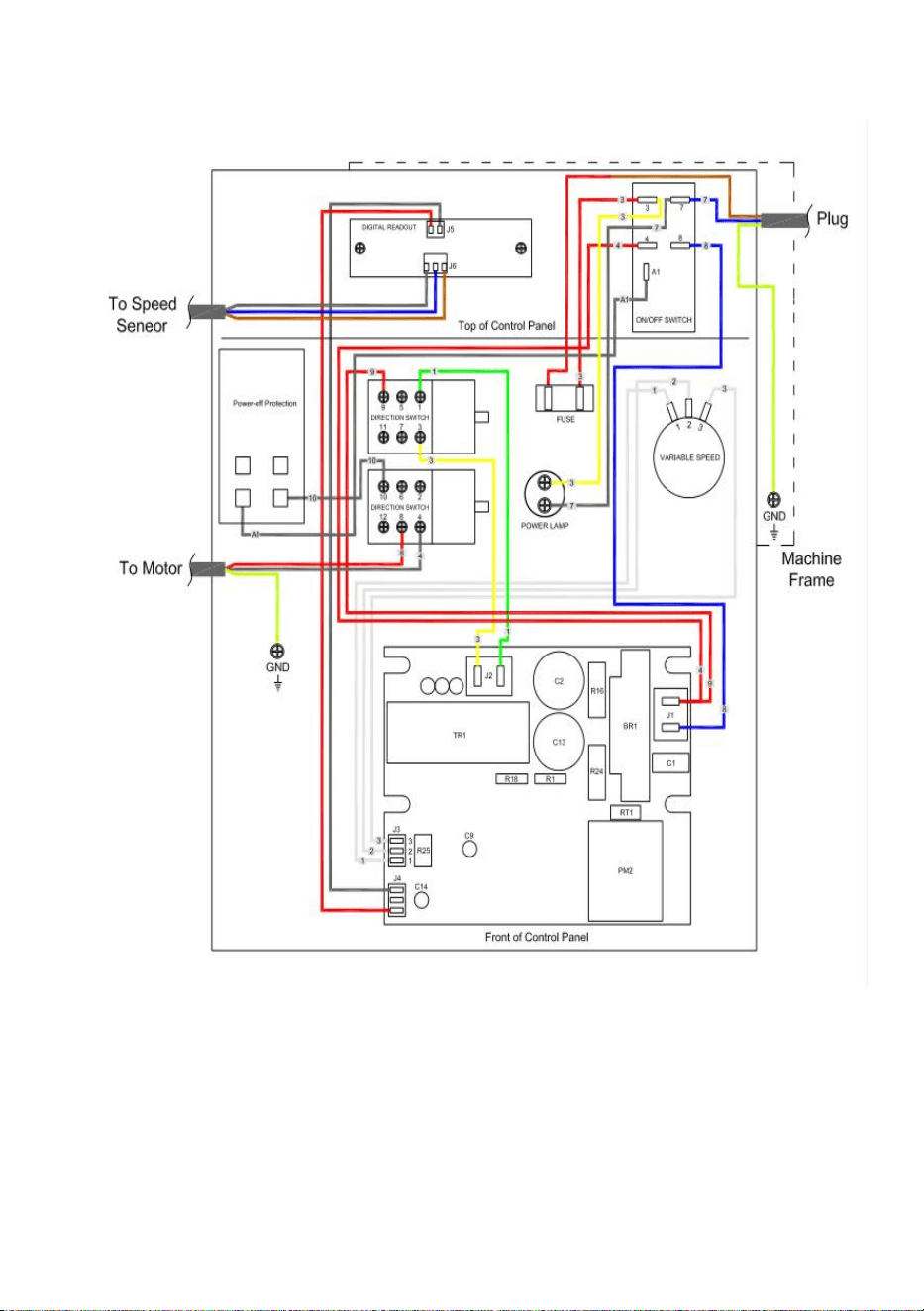
- 36 -
The following is wiring diagram of the lathe: (Fig.39)
Fig. 39

- 37 -
MAINTENANCE
Keep the maintenance of the machine tool during the operation to
guarantee the accuracy and service life of the machine tool.
1. In order to retain the machine's precision and functionality. it is
essential to treat it with care. Keep it clean and grease and
lubricate it regularly. Only through good care. You can be sure that
the working quality of the machine will remain constant.
NOTES: Disconnect the machine plug from the mains supply
whenever you carry out cleaning, maintenance or repair work!
Oil, grease and cleaning agents are pollutants and must not be
disposed of through the drains or in normal refuse. Dispose of those
agents in accordance with current legal requirements on the
environment. Cleaning rags impregnated with oil, grease and
cleaning agents are easily

- 38 -
inflammable. Collect cleaning rags or cleaning wool in a suitable
closed vessel and dispose of them in an environmentally sound
way - do not put them with normal refuse!
2. Lubrication all slide ways lightly before every use. The change
gears and the lead screw must also be lightly lubricated with
grease.
3. During the operation. The chips which fall onto the sliding surface
should be cleaned timely. and the inspection should be often
made to prevent chips from falling into the position between the
machine tool saddle and lathe bed guide way. Asphalt felt should
be cleaned at certain time.
NOTES: Do not remove the chips with your bare hands. There is a
risk of cuts due to sharp edged chips. Never use flammable
solvents or cleaning agents or agents that generate noxious fumes!
Protect electrical components, such as motors, switches, switch
boxes, etc., against humidity when cleaning.
4. After the operation every day. Eliminate all the chips and clean
different parts of the machine tool and apply machine tool oil to
prevent rusting.
5. In order to maintain the machining accuracy. Take care of the
center. The surface of the machine tool for the chuck and the
guide way and avoid mechanical damage and the wear due to
improper guide.
6. If the damage is found. The maintenance should be done immediately.
NOTES: Repair work may only be carried out by qualified
personnel with the corresponding mechanical and electrical
knowledge.
- 39 -
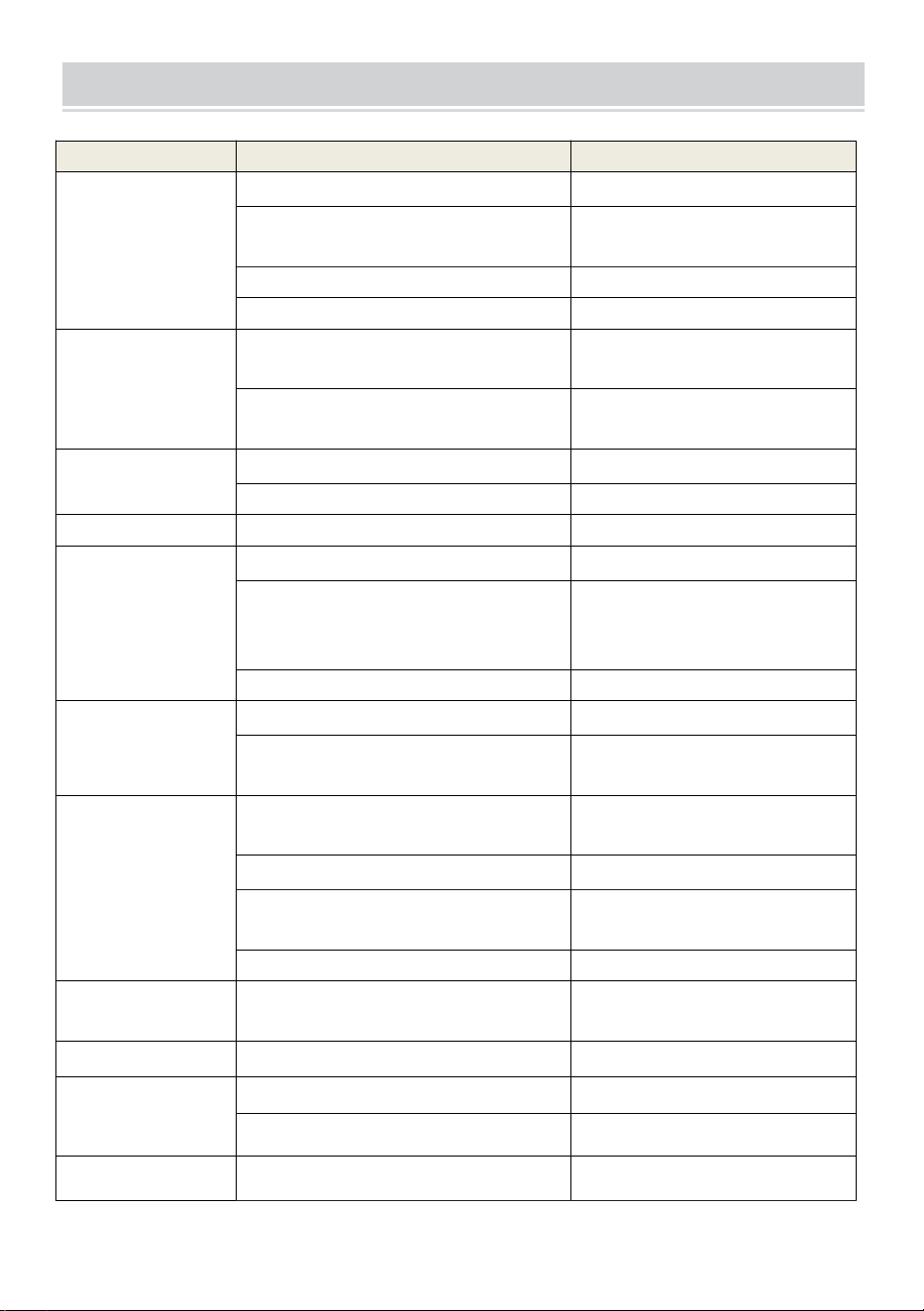
TROUBLE SHOOTING
Problem
Possible Reason
Elimination
Surface of workpiece
too rough
Tool blunt
Resharpen tool
Tool springs
Clamp tool
with less overhang
Feed too high
Reduce feed
Radius at the tool tip too small
Increase radius
workpiece becomes
coned
Centers are not aligned (tail stock has
offset)
Adjust tail stock to the center
Top slide not aligned well (cutting with
the top slide)
Align top slide well
Lathe is chattering
Feed too high
Reduce feed
Slack in main bearing
Adjust the main bearing
Center runs hot
workpiece has expanded
Loosen tail stock center
Tool has a short Life
Cutting speed too high
Reduce cutting speed
Cross feed too high
Lower cross
Feed (finishing allowance should not
exceed 0.5mm)
Insufficient cooling
More coolant
Flank wear too high
Clearance angle too small
Increase clearance angle
Tool tip not adjusted to center high
Correct height adjustment of
the tool
Cutting edge breaks
off
Wedge angle too small
(heat build up)
Increase wedge angle
Grinding crack due to wrong cooling
Cool uniformly
Excessive slack in the spindle bearing
Adjust the slack in the spindle
bearing
Arrangement (vibrations)
Arrangement
Cut thread is
wrong
Tool is clamped incorrectly
Adjust to the center
Cut thread is
Been started grinding the wrong way
Grind angle correctly
wrong
Wrong pitch
Adjust the right pitch
Wrong diameter
Turn the workpiece to
the correct diameter
Spindle does
not activate
Emergency stop switch activated
Unlock emergency stop
switch
- 40 -
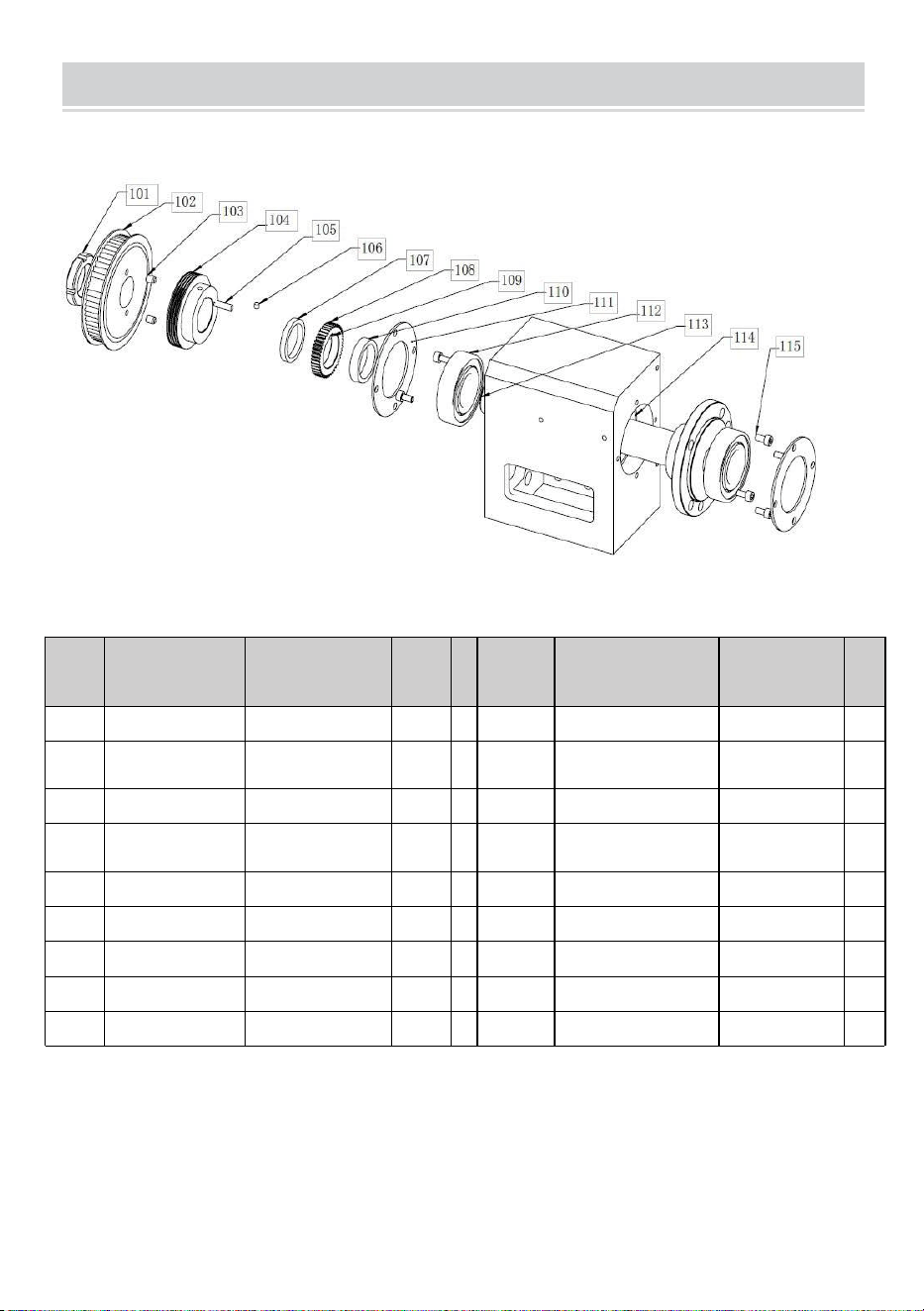
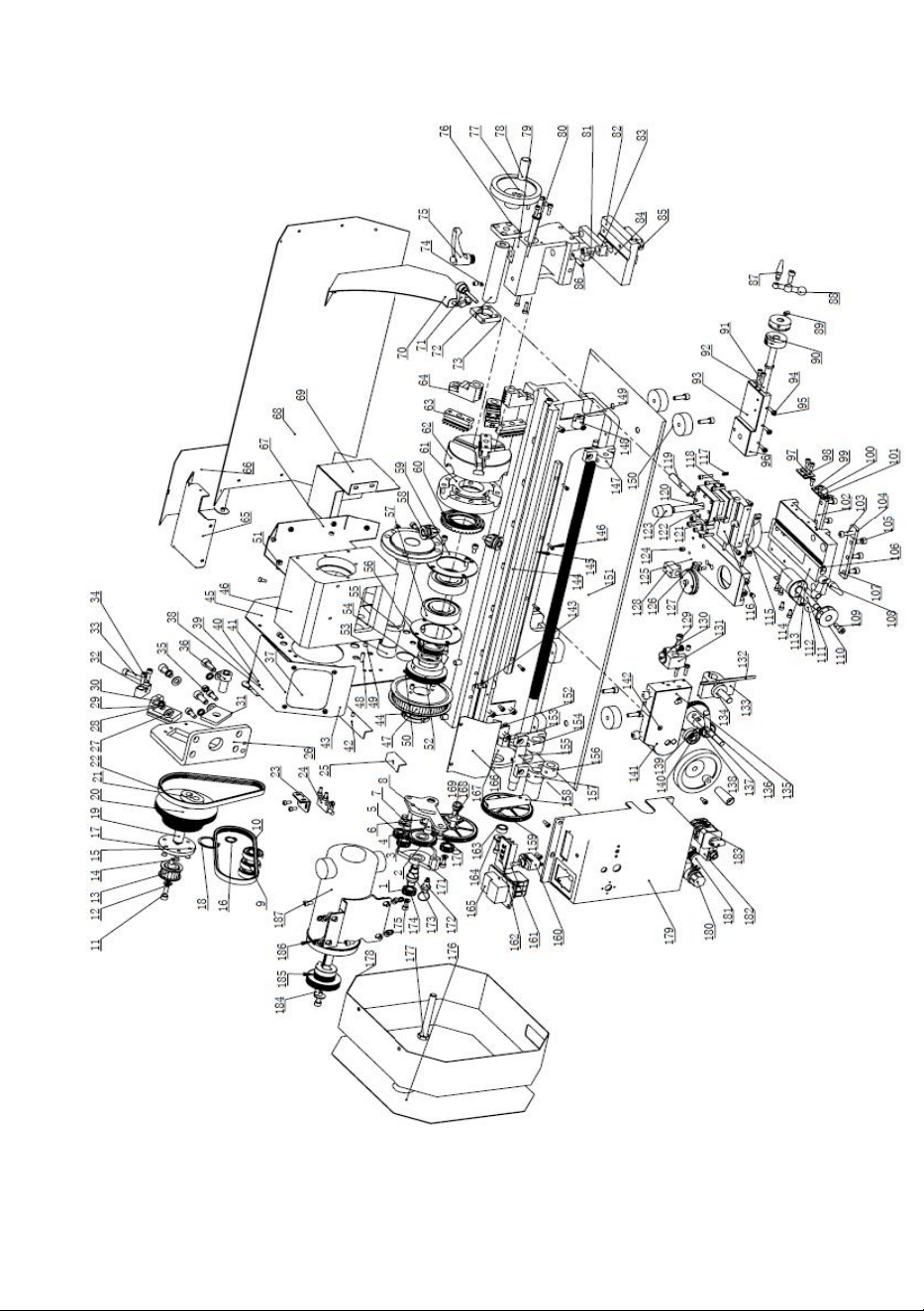
BREAKDOWN DIAGRAM AND PARTS LIST
Headstock Assembly
Parts
No.
Description
Specification
Qty
Parts
No.
Description
Specification
Qty
101
Spanner nut
M30 x 1.5
1
110
Spacer
1
102
Spindle timing
belt wheel
1
111
Bearing cover
2
103
Screw
M6x8
2
112
Ball bearing
1
104
Spindle multi
wedge pulley
1
113
Spindle
1
105
Key
C4 x4 x18
1
114
Headstock
1
106
Magnet
1
115
Screw
M5x10
6
107
Spacer
1
108
Gear
1
109
Key
C4 x4 x8
1
- 41 -
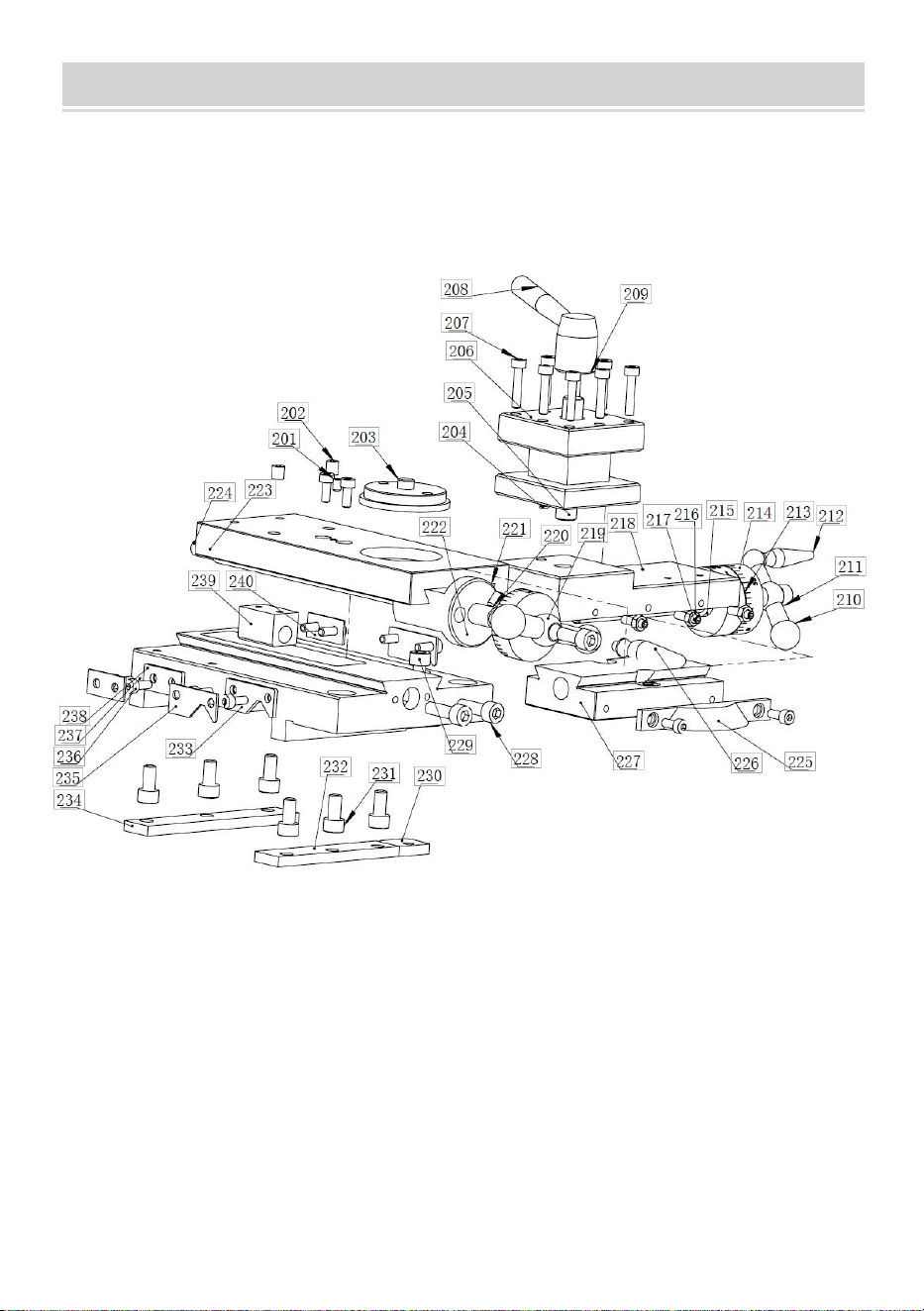
BREAKDOWN DIAGRAM AND PARTS LIST
Top slide, Cross slide, Carriage Assembly
- 42 -
Parts
No.
Description
Specification
Qty
Parts
No.
Description
Specification
Qty
201
Screw
M4x6
1
228
Screw
M6x20
2
202
Oil cup
2
229
Screw
M6x25
1
203
Swivel disk
1
230
Locking plate
1
204
Spring
1
231
Screw
M6x12
6
205
Stud bolt
1
232
Slide plate
1
206
Tool rest
1
233
Rubber wiper
2
207
Cap screw
M4x20
8
234
Slide plate
1
208
Lever
1
235
Wiper cover
2
209
Nut
1
236
Screw
M4x10
12
210
Three Ball
Handle
1
237
Saddle
1
211
Screw
M6x20
4
238
Rubber wiper
2
212
Lever
1
239
Feeding nut
1
213
Dial
1
240
Wiper cover
2
214
Dial
1
241
Gib
1
215
Lead Screw
1
242
1
216
Nut
M4
6
243
Screw
M4x16
2
217
Screw
M4x16
6
218
Top rest
1
219
Three Ball
Handle
1
220
Screw
M6x8
2
221
Gib
1
222
Bracket
1
223
Cross slide plate
1
224
Lead Screw
1
225
Angle block
1
226
Handle
1
227
Compound slide
base
1
- 43 -
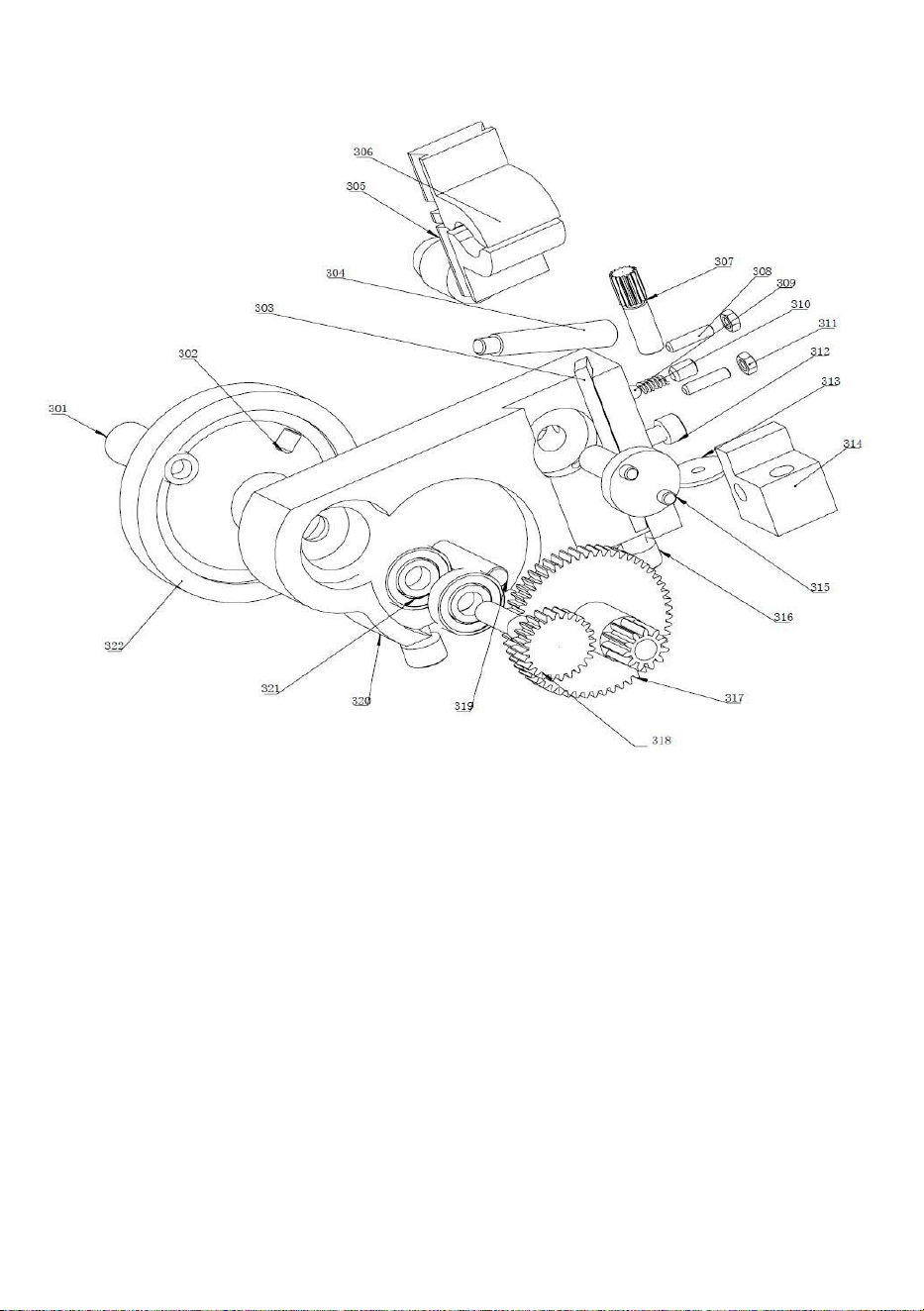
Apron Assembly
- 44 -
Parts
No.
Description
Specification
Qty
Parts
No.
Description
Specification
Qty
301
Hand wheel
lever
1
315
Groove cam
1
302
Screw
M6 x 8
3
316
Screw
M8 x20
2
303
Gib
1
317
Combo gear
1
304
Lever
1
318
Gear shaft
1
305
Handle base
1
319
Shaft
1
306
Half nut
1
320
Apron
1
307
Turbine shaft
1
321
Ball bearing
1
308
Screw
M4x16
2
322
Hand wheel
1
309
Steel ball
1
310
Spring
1
311
Nut
M4
2
312
Screw
M6x20
1
313
Dial
1
314
Thread dial seat
1
- 45 -
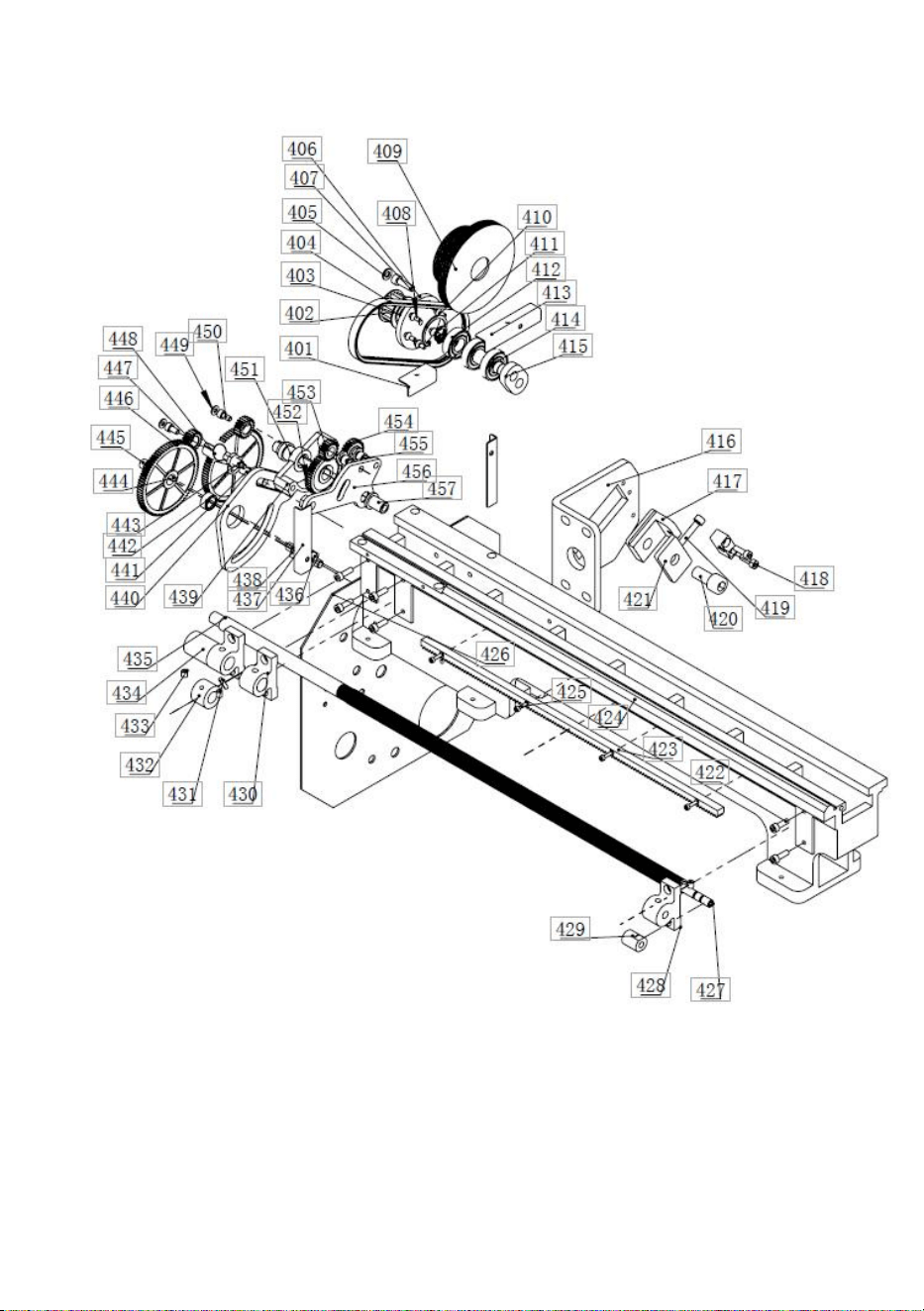
Bed,hanging wheel parts Assembly
- 46 -
Parts
No.
Description
Specification
Qty
Parts
No.
Description
Specification
Qty
401
Positioning plate
1
430
Leadscrew
bracket
1
402
Bridge Timing
belt wheel
1
431
Pin
1
403
Key
C5 x5 x10
1
432
Spacer
1
404
Belt
1
433
Oil cup
3
405
Washer
1
434
Leadscrew
bracket
1
406
Bolt
1
435
Leadscrew
1
407
Cap screw
M6 x20
1
436
Washer
1
408
Screw
M4 x10
6
437
Positioning plate
1
409
multi wedge
pulley
1
438
Stud bolt
1
410
Spring Washer
1
439
Mount
1
411
Spring Washer
1
440
Fixed cover
1
412
Ball bearing
6002
3
441
Shaft
1
413
Positioning plate
1
442
Spacer
1
414
Shaft
1
443
Knob plunger
1
415
Rocker arm
1
444
Key
B4 x 4x 8
2
416
Positioning plate
1
445
Screw
M6 x16
1
417
slider
1
446
Gear
2
418
fixed block
1
447
Gear
Z20
2
419
Screw
M6 x40
1
448
Key sleeve
1
420
Screw
M12 x25
1
449
Washer
2
421
Slider gasket
1
450
Screw
M5 x10
2
422
Screw
M5 x16
8
451
Bolt
1
423
Rack
1
452
Gear
Z45
1
424
Bed way
1
453
Gear
Z20
1
425
Screw
M3 x12
4
454
Gear
Z25
1
426
Bottom plate
1
455
Gear bolt
1
427
Screw
M8 x12
1
456
Nut
M8
1
428
Leadscrew
bracket
1
457
Intermediate
wheel sleeve
1
429
Locking nut
1
- 47 -
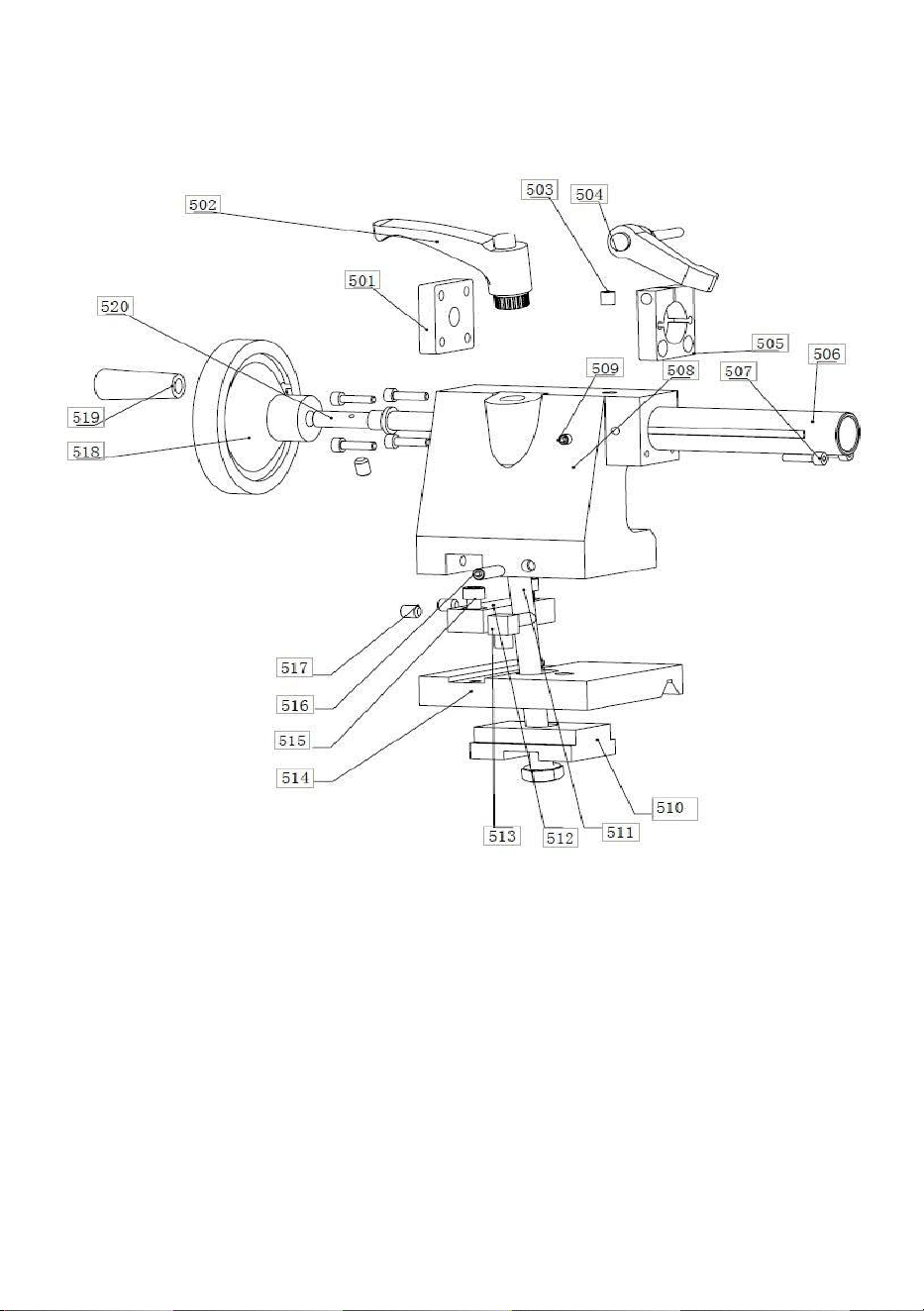
Tail stock Assembly
- 48 -
Parts
No.
Description
Specification
Qty
Parts
No.
Description
Specification
Qty
501
Tailstock rear
cover
1
515
Cap Screw
M6 x20
2
502
Handle
1
516
Screw
M6 x20
2
503
Oil cup
1
517
Screw
M6 x20
1
504
Tightening
handle
1
518
Hand wheel
1
505
Bracket
1
519
Hand lever
1
506
Quill
1
520
Leadscrew
1
507
Cap screw
M4 x16
6
508
Tailstock
1
509
Screw
M5x5
1
51
0
Tailstock
suspension
block
1
511
Bolt
1
512
Tailstock Key
1
513
Limit Pin
1
514
Base plate
1
- 49 -
General Assembly
- 50 -
Parts
No.
Description
Specification
Qty
Parts
No.
Description
Specification
Qty
1
Key
B4x4 x8
2
101
Rubber matting
2
2
Gear
Z45
1
102
Saddle press
plate
1
3
Gear
Z20
1
103
Screw
M6 x25
1
4
Screw
M8 x20
1
104
Saddle locking
plate
1
5
Gear
Z25
1
105
Screw
M6 x12
11
6
Sleeve
1
106
Gib
1
7
Gear Bolt
2
107
Saddle press
plate
1
8
Nut
M8
1
108
Handle lever
1
9
Ball Bearing
3
109
Screw
1
10
Belt
1
110
Dial scale
1
11
Screw
M6 x20
11
111
Lead screw
1
12
Washer
6
112
Three ball
handle
1
13
Bridge Timing
belt wheel
1
113
Bracket
1
14
Key
C5 x5 x10
1
114
Saddle
1
15
Bolt
1
115
Dial scale
1
16
Spring Washer
1
116
Compound rest
1
17
Screw
M4 x10
6
117
Spring
1
18
Spring Washer
1
118
Pin
1
19
Bolt
1
119
Tool rest lever
1
20
multi wedge
pulley
1
120
Stud bolt
1
21
Swinging arm
1
121
Screw
M4 x20
8
22
Belt
1
122
Tool post
1
23
Mounting plate
1
123
Tool post nut
1
24
Speed
measuring
head
1
124
Oil cup
6
- 51 -
25
Positioning
plate
4
125
Cross slide
1
26
Positioning
plate
1
126
Screw
M4 x 6
1
27
Washer
4
127
Swivel disk
1
28
Screw
M8 x20
9
128
Feeding nut
1
29
Slider
1
129
Dial scale
1
30
Spring Washer
4
130
Gear bolt
1
31
Slider Gasket
1
131
Seat
1
32
Fixed Block
1
132
Gib
1
33
Screw
M6x40
1
133
Half nut
1
34
Screw
M5 x16
8
134
Shift fork
1
35
Nut
M6
1
135
Steel ball
1
36
Screw
M12x25
1
136
Lever
1
37
Chuck Cover
Window
1
137
Seat
1
38
c
138
Gear bolt
1
39
Screw
M4x20
2
139
Combo gear
1
40
Shifting Fork
1
140
Ball bearing
1
41
Travel Switch
1
141
Apron
1
42
Positioning
plate
1
142
Shaft
1
43
Chuck Cover
1
143
Screw
M8 x 10 x10
1
44
Spanner Nut
M30 x1.5
1
144
Bed way
1
45
Support Plate
1
145
Rack
1
46
Head stock
1
146
Screw
M3x12
4
47
Spindle
synchronous
belt wheel
1
147
Lead screw
bracket
1
48
Key
C4 x4 x18
1
148
Nut
1
49
Key
C4 x4 x8
1
149
Screw
M8x12
1
50
Test block
1
150
Rubber foot
4
51
Screw
M5x10
18
151
Chip tray
1
- 52 -
52
Pulley
1
152
Pin
1
53
Spindle
1
153
Stud
1
54
Spacer
1
154
Lead screw
bracket
1
55
Spacer
1
155
Lead screw
1
56
Gear
1
156
Sleeve
1
57
Ball bearing
2
157
Bracket
1
58
Bevel gear
2
158
Position plate
2
59
Bearing cover
2
159
Gear
2
60
Bevel gear
1
160
Switch
1
61
Chuck bottom
1
161
Digital panel
1
62
Chuck head
1
162
Screw
M6x16
1
63
Chuck jaw
3
163
Spacer
1
64
Chuck jaw
3
164
Washer
2
65
Switch
mounting
block
1
165
On/off button
1
66
Motor cover
1
166
Bearing cover
1
67
Splash plate
1
167
Bracket board
1
68
Splash plate
1
168
Shaft
1
69
Motor cover
1
169
Nut
1
70
Splash plate
1
170
Sleeve
1
71
Adjustable
locking handle
1
171
Mount
1
72
Quill
1
172
Knob plunger
1
73
Locking cover
1
173
Bolt
1
74
Screw
M5x5
1
174
Gear
Z20
2
75
Hand lever
1
175
Washer
2
76
Tailstock cover
1
176
Transmission
box
1
77
Hand wheel
1
177
Bolt
M10 x 80
1
78
Hand wheel
lever
1
178
Transmission
box cover
1
- 53 -
79 Tail stock 1 179 Control box 1
80 Lead screw 1 180 Speed knob 1
81 Pin 1 181 Indicator light 1
82
Tail stock
baseboard
1 182
Overload
protector
1
83 Key 1 183
Changeover
switch
1
84 Hanging block 1 184 Key C5 x 5 x20 1
85 Bolt 1 185 Pulley 1
86 Screw
M6x20
2 186 Spring washer 1
87 Handle lever 1 187 Motor 1
88
Three ball
handle
1
89 Screw
M6x8
11
90 Dial scale 1
91 Screw
M4x16
8
92 Lead screw 1
93
Compound
rest
1
94 Screw
M4x16
8
95 Nut
M4
24
96 Gib 1
97 Press plate 2
98
Rubber
matting
2
99 Press plate 2
100 Screw
M4x10
20

MODÈLE:YS1835A
MANUELD'INSTRUCTIONSDUTOUR
Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
«Économisezlamoitié»,«Moitiéprix»outouteautreexpressionsimilaireutiliséeparnousnereprésente
qu'uneestimationdeséconomiesquevouspourriezréaliserenachetantcertainsoutilscheznousparrapportauxgrandes
marquesetnecouvrepasnécessairementtouteslescatégoriesd'outilsquenousproposons.Nousvousrappelons
debienvouloirvérifiersoigneusementlorsquevouspassezunecommandecheznoussivouséconomisezréellementla
moitiéparrapportauxgrandesmarques.
Nouscontinuonsànousengageràvousfournirdesoutilsàdesprixcompétitifs.
Machine Translated by Google

Machine Translated by Google
Assistancetechniqueetcertificatdegarantieélectronique
www.vevor.com/support
Ils'agitdelanoticed'utilisationd'origine.Veuillezlireattentivementtoutesles
instructionsdumanuelavantdel'utiliser.VEVORseréserveledroitd'interpréter
clairementnotremanueld'utilisation.L'apparenceduproduitdépendduproduit
quevousavezreçu.Veuilleznousexcuser,nousnevousinformeronsplusencasde
miseàjourtechnologiqueoulogicielledenotreproduit.
Vousavezdesquestionssurnosproduits?Vousavezbesoind'assistancetechnique?N'hésitezpasà
nouscontacter:
MODÈLE:YS1835A
TOUR
BESOIND'AIDE?CONTACTEZNOUS!
1
Machine Translated by Google
fabricantetd'autressources.Nousnousefforçonsdegarantirla
Nousmettronstoutenœuvrepourassurerlaqualitédenosproduitsetnous
promettonsauxconsommateursquenousgarantironsnosproduitspendantun
an,àl'exceptiondesdommagesauxmachinescausésparunemauvaise
utilisationdesclientsetdesaccidentsquienrésultent,oudel'usureanormale
etdesdommagescausésparunmanqued'entretien.
Nousnousefforçonsdevérifierl'exactitudedecesinformationsetdevérifier
chaqueélémentetchaquedonnée,maisnousnepouvonspasgarantirl'exactitude
totaledesinformations,cequisignifiequelematérielfournipeutdifférerdansles
détailsdeladescriptiondesinstructions.Deplus,ledéveloppementdela
machinepeutsignifierquelematérielfournipeutdifférerdanslesdétailsdes
descriptionscijointes.Ilincombedoncàl'utilisateurdes'assurerquelematérieloule
processusdécritestadaptéàl'usageprévu.
Lesinformationscontenuesdanscemanuelsontdestinéesàservirdeguidepourle
fonctionnementdecesmachinesetnefontpartied'aucuncontrat.Lesdonnées
qu'ilcontientontétéobtenuesàpartirdelamachine.
Afinderespecterl'engagementdegarantie,leproduitoulapièceprésentantdes
problèmesdequalité,veuilleznousleretournerpourvérification,portpayé.
Lesmarchandisesrenvoyéesdoiventêtreaccompagnéesd'unenotedeladate
d'achatetd'uneexplicationécritedelaqualitéduproduit.Aprèsnotreinspectionet
confirmation,nousrépareronsouremplaceronsleursproduits,ou
rembourseronslepaiement.Sinousneparvenonspasàréparerouà
remplacerlesproduitsdanslesdélais,nousprendronsenchargelesfraisdécoulant
delaréparationouduremplacementdesproduits.Siledommagen'estpasdûàla
qualitéduproduit,maisàunemauvaiseutilisationdel'utilisateurouàd'autresraisons,
lecoûtseraàlachargeduclient.
ASSURANCEQUALITÉ
QUESTIONSNÉCESSITANTUNEATTENTIONPARTICULIÈRE
2
Machine Translated by Google
Lisezattentivementlemanuel.
AvertissementPourréduirelerisquedeblessure,l'utilisateurdoitlirelesinstructions
Courantalternatif
Cesymbole,placéavantuncommentairedesécurité,indiqueuntypede
Attentionauserrage
Avertissement–Assurezvousdeporterdesprotectionsauditiveslorsquevousutilisezceproduit.
Symbole
Risquedeblessurescorporellesoudedommagesenvironnementaux!Risquede
Description
Risquedeblessureparélectrocution!
suiveztoujourslarecommandationcidessous.
Symbole
Danger!
précaution,avertissementoudanger.Ignorercetavertissementpeutentraîner
Avertissement–Assurezvousdeporterdeslunettesdeprotectionlorsquevousutilisezceproduit.
unaccident.Pourréduirelerisquedeblessure,d'incendieoud'électrocution,
veuillez
qualitédenosproduits.
Tousdroitsréservés.Lareproductionoulareproductionn'estpasautoriséesans
spécificationsduproduit.Nousferonsdeseffortscontinuspouraméliorerla
Notresociétéseréserveledroitd'apporterdesmodificationsàcettespécificationet
autorisation.
3
Machine Translated by Google
AVERTISSEMENT:Liseztouslesavertissementsdesécurité,
instructions,illustrationsetspécificationsfournisaveccettemachine.Lenonrespect
detouteslesinstructionsrépertoriéescidessouspeutentraînerunchocélectrique,
unincendieet/oudesblessuresgraves.
Conserveztouslesavertissementsetinstructionspourréférenceultérieure.
Fonctionnementsansfatigue
L'opérationnenécessiteaucunappeltéléphonique
Informationssurl'élimination:Ce
produitestsoumisauxdispositionsdeladirectiveeuropéenne2012/19/CE.Lesymbolereprésentant
unepoubelleàroulettesbarréeindiquequeleproduitdoitêtrecollectéséparémentdansl'Unioneuropéenne.
Celas'appliqueauproduitetàtouslesaccessoiresmarquésdecesymbole.Lesproduitsmarqués
commetelsnepeuventpasêtrejetésaveclesdéchetsménagersnormaux,maisdoivent
êtredéposésdansunpointdecollectepourlerecyclagedesappareilsélectriquesetélectroniques.
appareils
Nepasajouterd'huilependantlefonctionnement
Nepastournerpendantlaréparation
AccèsinterditauxmachinesautomatiquesenfonctionnementPersonnelautoriséuniquement
Nemettezpasvosmainsdanslaprotectiondesécuritélorsquelamachinefonctionne
4
Machine Translated by Google

5
Lamachineoutildoitêtreutiliséeparunpersonnelexpérimenté.Sivousn'êtespas
4.Neforcezpaslacoupe.Coupezselonlavitessedecoupedéfinie,coupez
correctement.Lespiècesendommagéesdoiventêtreréparéesrapidement.
14.Pourgarderlesenfantshorsdelazonedetravail.Laportedoitêtreverrouillée
3.Empêchezlamachinededémarreraccidentellement.Éteignezlemoteur
8.Veuillezvérifierlesperformancesdesécuritédelamachineavantdeladémarrer.
13.Ilestinterditauxenfantsd'entrersurlechantieretauxpersonnesnonopérationnelles
Netravaillezpasdansdesendroitshumides.Assurezvousquelescomposantsélectriquessont
17.Faitesattentionàl’endroitoùvousvoustrouvezetgardezvotreéquilibreàtoutmoment.
2.Avantdedémarrerlamachineoutil,veuillezvérifiersilesupportd'outil
7.Avantderéglerouderéparerlamachine,assurezvousdedébrancherl'alimentation.
ensortantdel'atelier.
1.Avantdedémarrerlamachineoutil,lecapotdesécuritédoitêtreenposition
Gardezl’outilaiguiséetproprepourassurerunfonctionnementnormaletsûr.
conduireàdesaccidents.
bracelets,bijoux,etc.Pourplusdesécurité,portezdeschaussuresantidérapantes.Sivousavezles
cheveuxlongs,veuillezporterunchapeaudetravail.
puissanceavantdeserrerlapièceoul'outil.
9.Vérifiezlefonctionnementdetouteslespiècesmobiles.Touteslespiècesdoiventêtreinstallées
lepersonneldoitmaintenirunedistancedesécuritéparrapportàlazonedetravail.
profondeuretvitessed'avance.
familieravecleprocessusdefonctionnementdutour,n'utilisezpaslamachine
10.Lorsquelamachineestenmarche,l'opérateurnedoitpasquitterlamachine.
18.Neplacezpasvosmainsàproximitédespiècesmobilesdelamachine.
lacléetlaclédemandrinsontretirées.
alimentationélectrique.
àl'abridel'humidité.Garderunbonéclairage.
6.Lubrifiezetremplacezrégulièrementlesaccessoires.
12.N'utilisezpaslamachinedansunenvironnementdangereux.
16.Portezdeslunettesdeprotectionpendantl'utilisation.
positioncorrecte.
outilàvolonté.Suivezlesinstructionsavantdel'utiliser.
5.Utilisezlesbonsoutils.Utilisezl'outiloulapièceappropriéepourl'usinage.
11.Gardezlelieudetravailpropre,unenvironnementdetravailsaleestfacileà
15.Habillezvousconvenablement.Neportezpasdevêtementsamples,degants,decravates,debagues,
Machine Translated by Google

22.Veuillezrespectercesavertissements,sinondesblessuresgravespourraientsurvenir.
23.Lamachineproduiradesproduitschimiquesnocifslorsdutravaildelapoussière,dusciage,dumeulageet
duperçageproduiteparlemeulage.Pourréduireles
dommagescausésparcesproduitschimiques,veuilleztravaillerdansunendroitbienventiléet
21.Cemanuelestuniquementdestinéàfamiliariserlesclientsavecles
fonctionnementdelamachineetneconstituepasunmanueldeformation.
20.Lisezetcompreneztouslespanneauxd’avertissementaffichéssurlamachine.
19.N’effectuezaucuneopérationderéglagependantquelamachineestenmarche.
Portezdesdispositifsdesécurité,commedesmasquesàfiltreàparticules.
6
Machine Translated by Google
MT3
0,5à2,5mm
Diamètredumandrin
Coursemaximaledelaglissièrecomposée
110V~60Hz/220240V~50Hz,monophasé
90mm
Hauteurducentredelabroche
0,02à0,20mm/tr
0360,720,1100,2200tr/min
820*380*462mm
Largeurdulit
Gammed'alimentationtransversale
MT2
YS1835A
20mm
9
Longueur,largeurethauteur
110mm
Gammedefiletagesmétriques
50mm
Conicitédunezdebroche
Divers
Typedeposted'outil
50mm
Balançoiresurlecôtétransversal
4Variables
12~52T.PI
0,1~0,20mm/tr
Coursemaximaleduchariot
contrepointe
Moteurprincipal
Poidsnet:49,1kg;Poidsbrut:57,7kg
90mm
Gammed'alimentationlongitudinale
180mm
Nombredefiletagesmétriques
4voies
Numérodetype
Plagedevitessesdebroche
Troutraversantlabroche
Composéettransport
Cônedanslabrochedelacontrepointe
Balançoireaudessusdulit
100mm
18
Tailledupaquet
350mm
295mm
GammedefilsImperiaI
Nombredevitessesdebroche
Coursetransversalemaximaleducoulisseau
/500W,
760×330×330(mm)
Distanceentrelescentres
Alimentationetenfilage
Φ161,5mm
Poidsduproduit
Têtedepoupée
Vismère
Coursedelabrochedelacontrepointe
NombredefilsImperiaI
60mm
Capacités
Lesinformationsgénéralesdonnéesdanscettespécificationnesontpascontractuelles.
PARAMÈTRETECHNIQUE
7
Machine Translated by Google

8
Accessoiresstandards
1
1
TournevisPhilips
Mandrindeperçageetbielle
1
1
8Changementdevitesse(30T,35T,40T,40T,45T,50T,60T,60T)
resteSuivre
3
Mandrinàquatremorsetdos
5.Boîteàoutils
1pointmortMT2
1
Endirect
3.Mandrinàtroismors
Levierà3volants
3
Accessoiresspéciaux(accessoiresnécessitantdeséquipementssupplémentaires)
Constant
1
Pistoletàhuile
1
1.Carterd'huile
1
Clédemandrinpourmandrinà3mors
plaque(plaquedeconnexion)
repos
1
1pointmortMT3
Clésàdoubletête(8/10,12/14,13/16)
Fig.1
Lotde5clésAllen2,5/3/4/5/6mm
paiement)
4.Spécification
2.Plaqueantigravillonsarrière
Accessoiresdanslaboîteàoutils(Fig.1)
Mâchoiresextérieurespourmandrinà3mors
Tournevisàtêteplate
Centre
Machine Translated by Google
avantdepasseràunbancouunsupportsolide.
fonddecaisse.Nepassouleverparlabroche.S'assurerqueletourestéquilibré
8.Retirezlecouvercledel'engrenagefinal.Nettoyeztouslescomposantsdel'engrenagefinal
1.Terminezderetirerlacaisseenboisautourdutour
6.Pouréviterdetordrelebanc,l'emplacementdutourdoitêtreabsolumentplat
assembleretenduiretouslesengrenagesavecdelagraisseépaisseetnonglissante.
suffisammentd'espacepourpouvoirentretenirletoursurlesquatrecôtés.
diluant.Ceuxciendommagerontlessurfacespeintes.Couvreztouteslessurfacesnettoyées
5.Avecunéquipementdelevageadéquat,soulevezlentementletourduconteneurd'expédition.
surfacesavecunlégerfilmd'huilemachine20W.
7.Nettoyeztouteslessurfacesprotégéescontrelarouilleàl'aided'unsolvantcommercialdoux,
3.Dévissezletourdufonddelacaissed’expédition.
4.Choisissezunemplacementpourletourquiestsec,bienéclairéet
2.Vérifieztouslesaccessoiresdelamachineoutilselonles
kérosèneoucarburantdiesel.N'utilisezpasdediluantpourpeinture,d'essenceoudelaque
etniveau.Boulonnezletourausupport(siutilisé).1fenutilisantunbanc,
Fig.2
listedecolisage.
boulontraversantpourdemeilleuresperformances.
DESSINDEFONDATION
DÉBALLAGEETNETTOYAGE
9
Machine Translated by Google
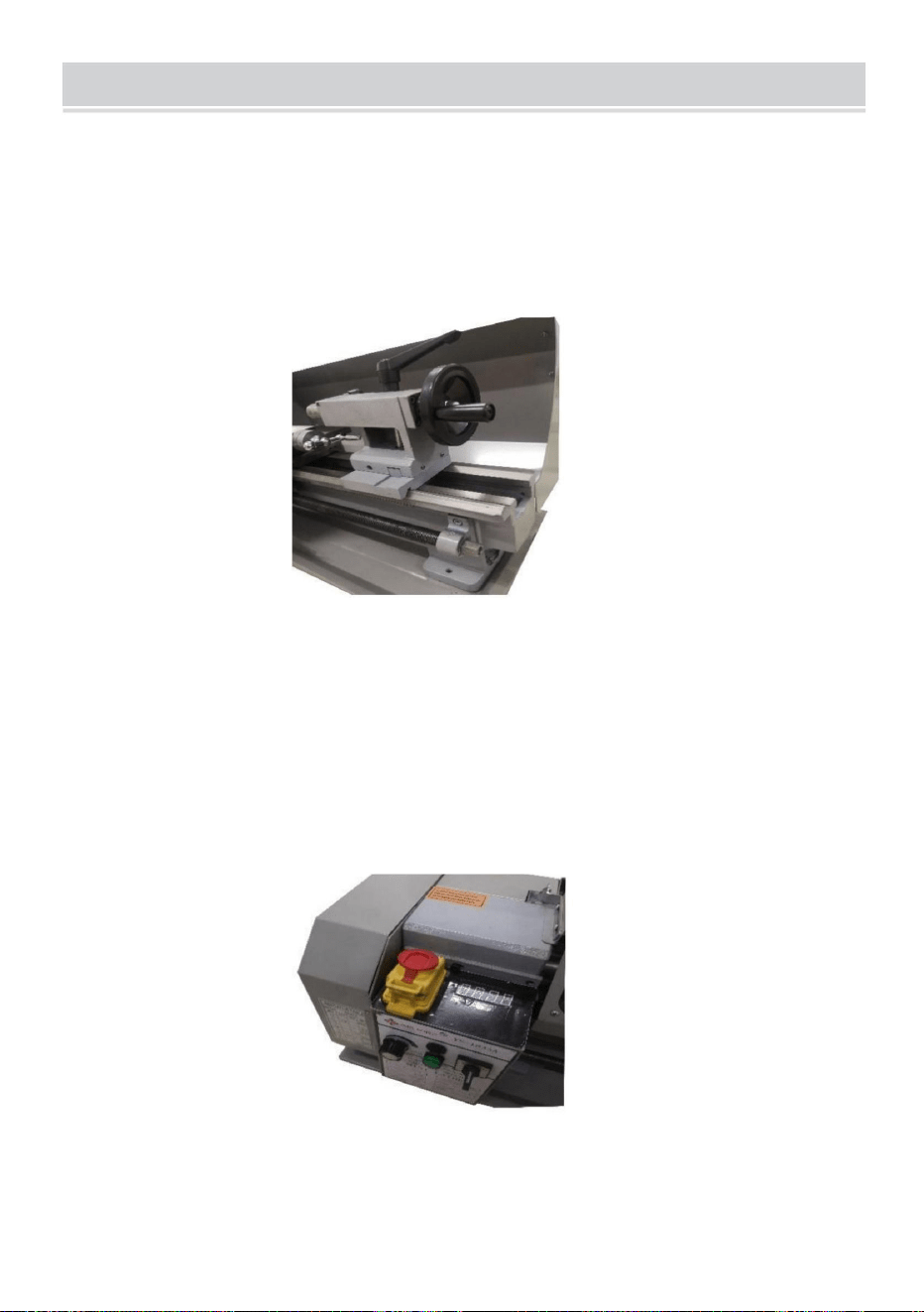
Fig.4
Fig.3
Bancdetour(Fig.3)
Labrocheprincipaletransmetlecouplependantleprocessusdetournage.Ellemaintient
égalementlespiècesetlesdispositifsdeserrage(parexemple,mandrinà3mors).
Lebancdutourestfabriquéenferdehautequalité.Encombinantdesjoueshautesavecdes
nervurestransversalesrobustes,onobtientunbancàfaiblesvibrationsetàrigidité.
Ilintègrelapoupéeetentraînel'unité,pourlafixationduchariotetdelavismère.LeV
siderectifiéavecprécision,renforcépardurcissementthermiqueetmeulage,constituele
guideprécisduchariotetdelacontrepointe.Lemoteurprincipalestmontéàl'arrière
ducôtégauchedubanc.
Descriptiongénérale
Lapoupéeestmouléeenfontedehautequalitéàfaiblesvibrations.Elleestboulonnéeaulit
avecquatrevis.Lapoupéeabritelabrocheprincipaleavecdeuxroulementsàrouleaux
coniquesdeprécisionetl'unitéd'entraînement.
Têtedepoupée(Fig.4)
10
Machine Translated by Google
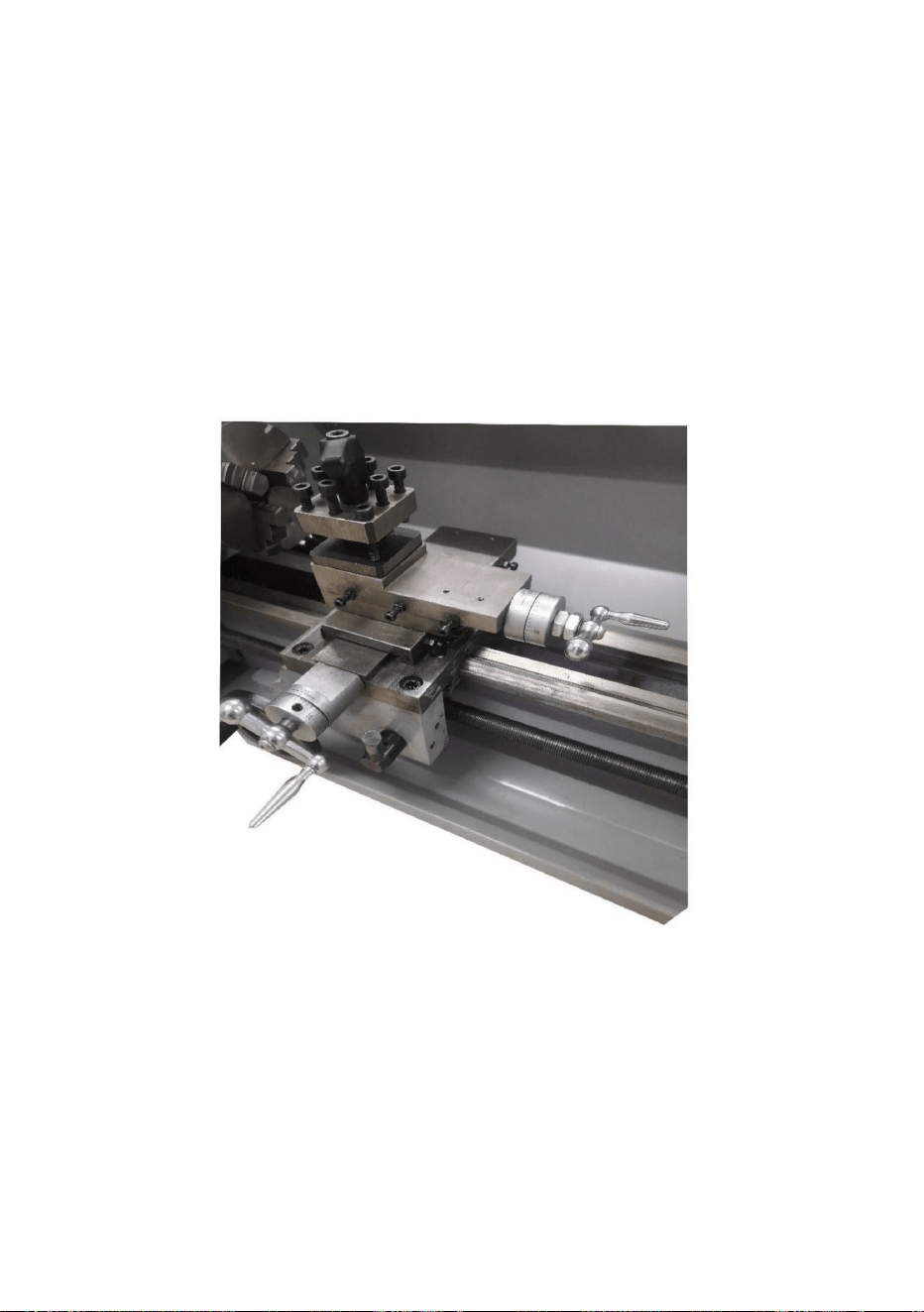
Fig.5
Déplacezlechariottransversalàl'aidedesonvolantàmainbienpositionné.Levolantàmain
estdotéd'uncolliergradué.
Unsupportd'outilsàquatrevoiesestmontésurlaglissièresupérieureetpermetdeserrer
quatreoutils.Desserrezlapoignéedeserragecentralepourfairepivoterl'undesquatre
outilsenposition.
Lechariotestfabriquéenfontedehautequalité.Lespiècescoulissantessontrectifiées
endouceur.Elless'adaptentsansjeuauVdubanc.Lespiècescoulissantesinférieures
peuventêtrerégléesfacilementetsimplement.Lechariottransversalestmontésurlechariot
etsedéplacesurunchariotàqueued'aronde.Lejeuduchariottransversalpeutêtreréglé
àl'aidedescales.
Chariot(Fig.5)
Fig.5
11
Machine Translated by Google
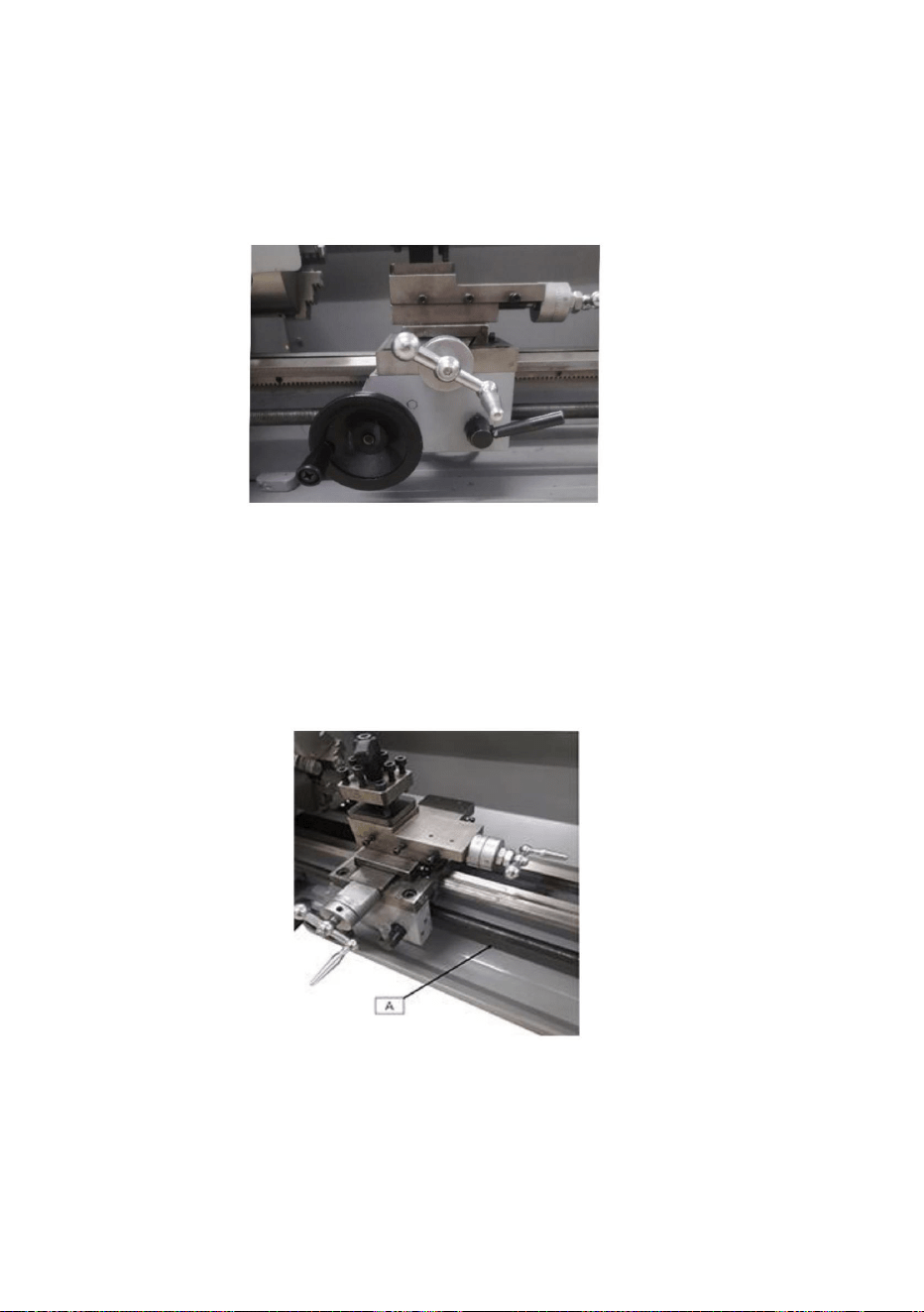
Fig.7
Fig.6
Unecrémaillère,montéesurlelit,etunpignonactionnéparunvolantsurlechariot
permettentundéplacementrapidedutablier.
Letablierestmontésurlebanc.Ilabriteledemiécrouavecunlevierd'enclenchement
pouractiverl'alimentationautomatique.Lescalesdudemiécroupeuventêtrerégléesde
l'extérieur.
Tablier(Fig.6)
Lavismère(A,Fig.7)estmontéeàl'avantdubâtidelamachine.Elleestreliéeàlaboîte
devitessesàgauchepourl'avanceautomatiqueetestsupportéepardespaliersaux
deuxextrémités.
Vismère(Fig.7)
12
Machine Translated by Google

Fig.8
Equipementd'exploitation
Lamachines'allumeets'éteintàl'aideduboutonON/OFF.Appuyezdessuspourarrêtertoutesles
fonctionsdelamachine.Pourredémarrer,soulevezlecouvercleetappuyezsurleboutonON.
Monterlavisdefixation(C,Fig.8)àl'extrémitédutourafind'éviterquelacontrepointene
tombedubancdutour.
2.Interrupteurdecommutation(E,Fig.9)
Avis:
1.Boutond'urgence:Interrupteur0N/0FF(D,Fig.9)
LacontrepointecoulissesurunrailenVetpeutêtreserréeàn'importequelendroit.La
contrepointeestdotéed'unebrocherobusteavecunedouilleàcôneMorsen°2etune
échellegraduée.Labrochepeutêtreserréeàn'importequelendroitàl'aided'un
levierdeserrage.Labrocheestdéplacéeàl'aided'unvolantàmainàl'extrémitédelacontre
pointe.
contrepointe(Fig.8)
Unefoislamachineallumée,tournezl'interrupteursurlaposition«F»pour
fairetournerlabroche
danslesensinversedesaiguillesd'unemontre(versl'avant).Tournezl'interrupteursur«R»
13
Machine Translated by Google
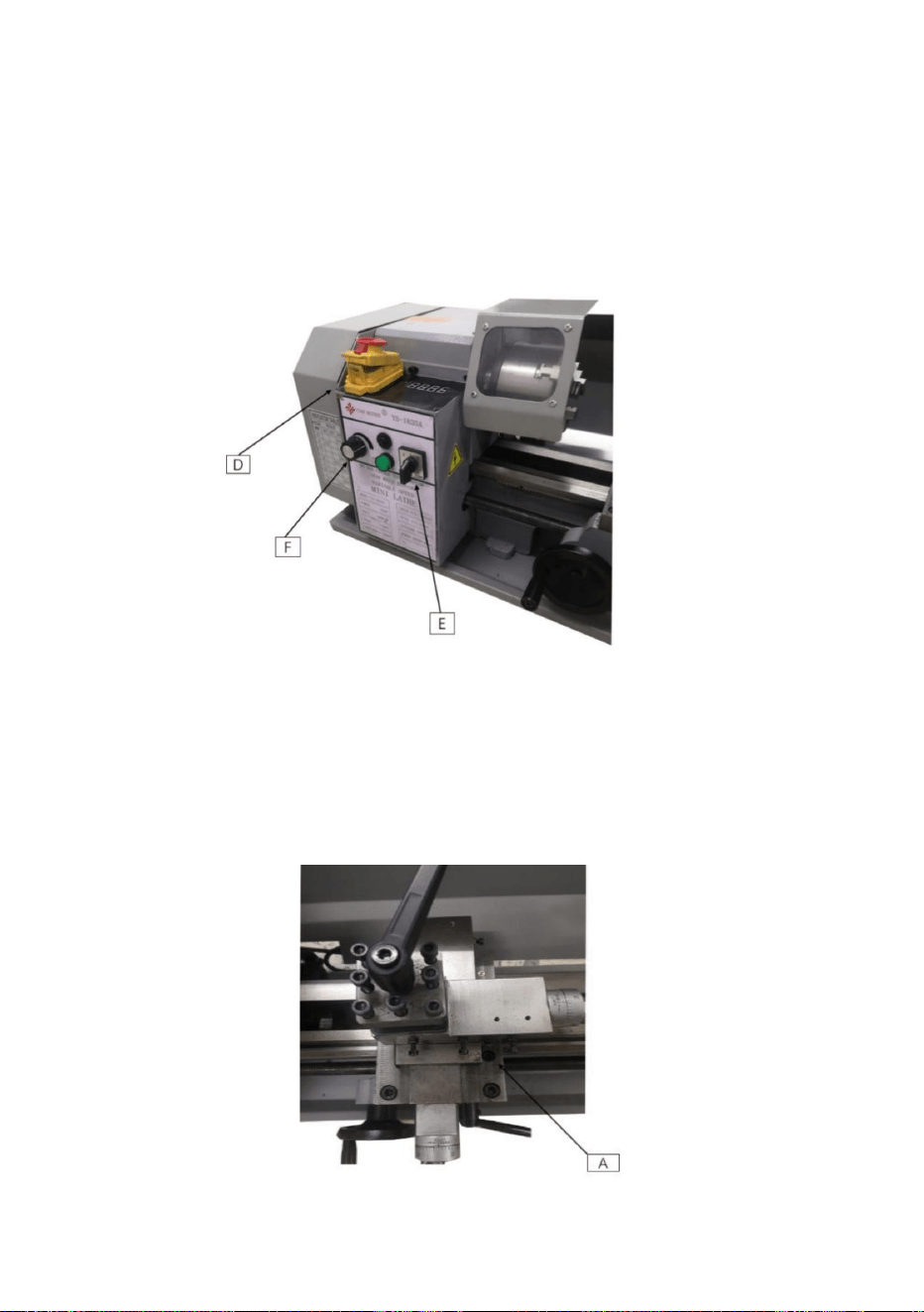
Fig.10
laportéedépenddelapositiondelacourroiedetransmission.
Fig.9
danslesensinversedesaiguillesd'unemontrepourdiminuerlavitessedelabroche.Lavitessepossible
Attention:lavisdeblocageduchariotdoitêtreDÉVERROUILLÉEavantdel'engager
3.Interrupteurdecommandedevitessevariable(F,Fig.9)
Tournezl'interrupteurdanslesensdesaiguillesd'unemontrepouraugmenterlavitessedelabroche.Tournezl'interrupteur
labrocheresteimmobile.
positionpourlarotationdelabrochedanslesenshoraire(marchearrière).Laposition«O»estOFFet
Tournezlavisàsixpanscreux(A,Fig.10)danslesensdesaiguillesd'unemontreetserrezlapourlaverrouiller.
Tournezdanslesensinversedesaiguillesd'unemontreetdesserrezpourdéverrouiller.
4Serrureduchariot
desavancesautomatiquesoudesdommagesautourpeuventseproduire.
14
Machine Translated by Google
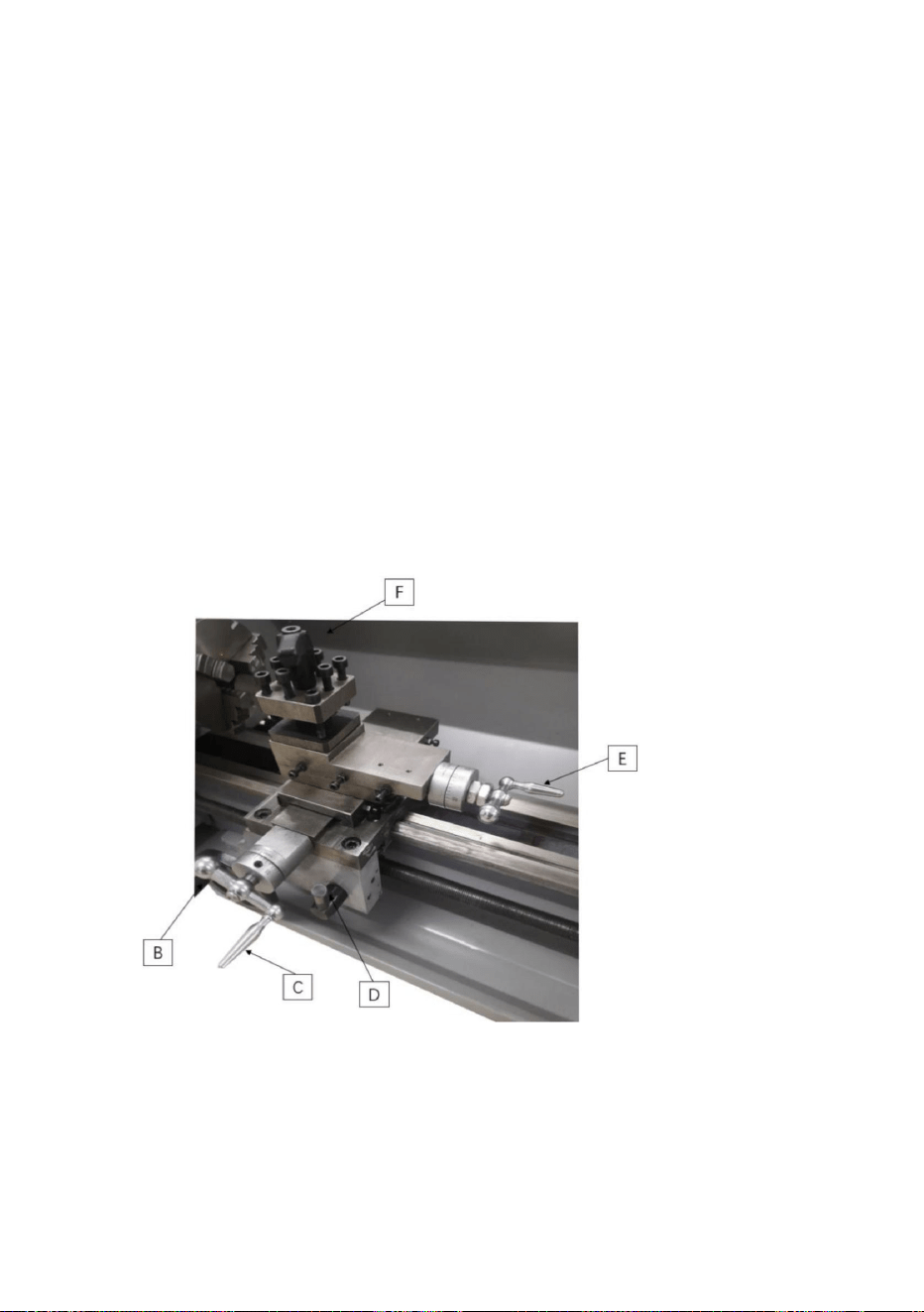
Fig.11
Larotationdanslesensdesaiguillesd'unemontredéplacelechariottransversalversl'arrièredelamachine.
7Levierd'engagementdudemiécrou(D,Fig.11)
6Leviertransversal(C,Fig.11)
Déplacezlelevierverslebaspourengager.Déplacezlelevierverslehautpourdésengager.
Tournezlevolantdanslesensdesaiguillesd'unemontrepourdéplacerl'ensembledutablierverslaqueue
assemblagepourorienterlapoupée(àgauche).
stock(àdroite).Tournezlevolantdanslesensinversedesaiguillesd'unemontrepourdéplacerletablier
5Volantàmainpourdéplacementlongitudinal(B,Fig.11)
8Levierdedéplacementdusupportcomposé(E,Fig.11)
Tournezdanslesensdesaiguillesd'unemontreoudanslesensinversedesaiguillesd'unemontrepourdéplaceroupositionner.
9Levierdeserragedusupportd'outil(F,Fig.11)
Tournezdanslesensinversedesaiguillesd'unemontrepourdesserreretdanslesensdesaiguillesd'unemontrepourserrer.
porteoutillorsquelelevierestdéverrouillé.
15
Machine Translated by Google
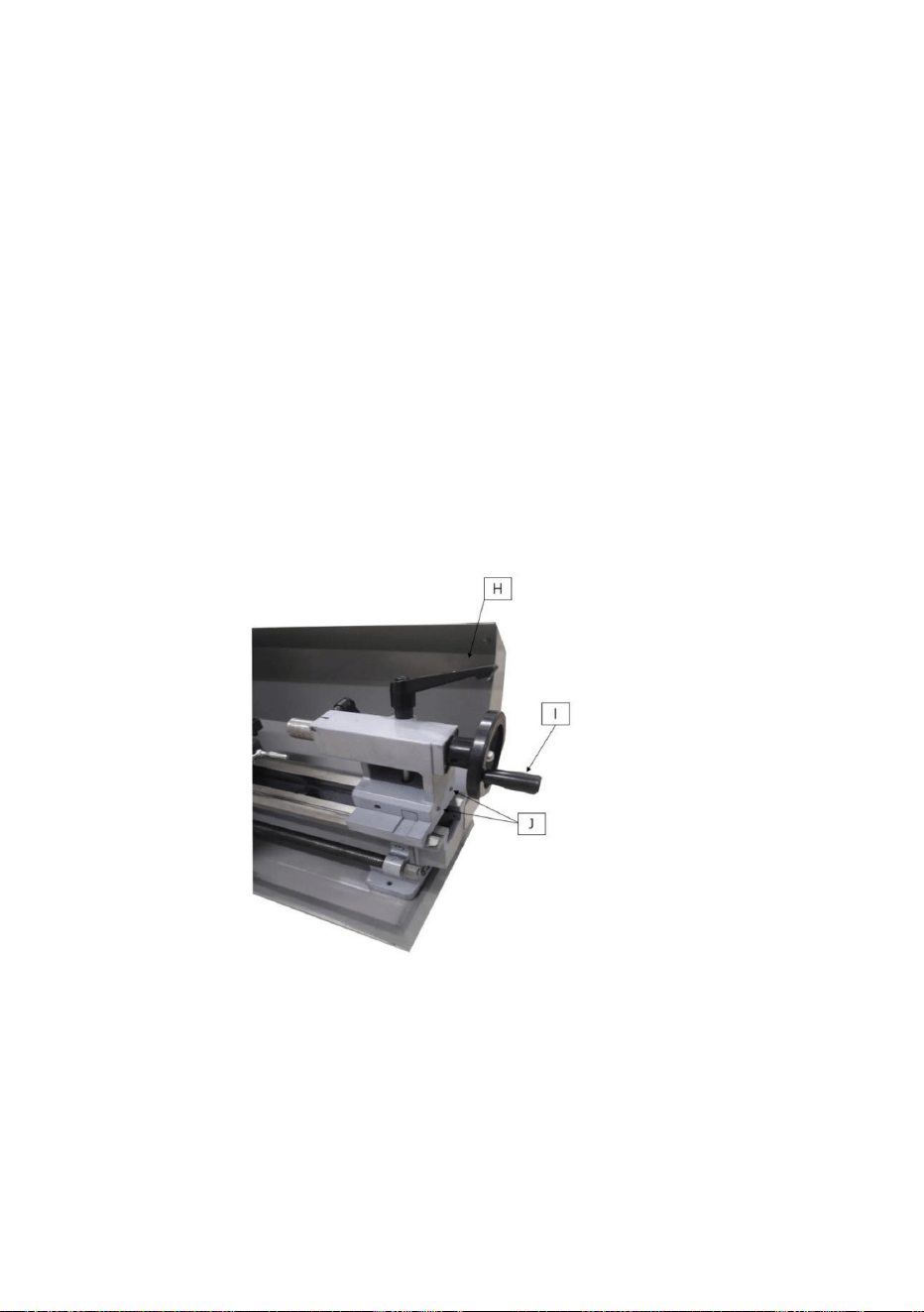
Fig12
12Réglagedudécalagedelacontrepointe(J,Fig.12)
Deuxvisderéglagesituéessurlabasedelacrossesontutiliséespourdécalerle
rétracterlaplume.
contrepointepourcouperlescônes.Desserrezlavisdeblocageàl'extrémitédelacontrepointe.Desserrez
11Volantàmaindedéplacementdelaqueuedelacontrepointe(I,Fig.12)
Tournezdanslesensdesaiguillesd'unemontrepourfaireavancerlaplume.Tournezdanslesensinversedesaiguillesd'unemontrepour
Tournezlelevierdanslesensdesaiguillesd'unemontrepourverrouillerlabrocheetdanslesensinversedes
aiguillesd'unemontrepourladéverrouiller.
10Levierdeserragedelatigedelacontrepointe(H,Fig.12)
unevisderéglagelatéraletoutenserrantl'autrejusqu'àcequelaquantitédedécalage
estindiquésurl'échelle.Serrezlavisdeblocage.
16
Machine Translated by Google

Fig.13
OPÉRATION
L'outildoitêtreserréfermement.Lorsdutournage,l'outilatendanceà
Serrezl'outildetournagedansleporteoutil.
Remplacementdumandrin
desepliersousl'effetdelaforcedecoupegénéréelorsdelaformationducopeau.
montédanslacontrepointe.Sinécessaire,utilisezdescalesd'espacementenacier
CONFIGURATIONDEL'OUTIL
sousl'outilpourobtenirlahauteurrequise.(Fig.14)
axecentraldelapièce.Lahauteurcorrectedel'outilpeutêtre
bridepourretirerlemandrin.Positionnezlenouveaumandrinetfixezleàl'aide
lesmêmesvisetécrous.
Ledispositifdemaintiendelabrochedetêteestcylindrique.Troisjeuxdesserrés
Pourdemeilleursrésultats,leporteàfauxdel'outildoitêtremaintenuàunminimumde3/8"
oumoins.
obtenuencomparantlapointedel'outilaveclapointeducentre
L'angledecoupeestcorrectlorsqueletranchantestalignéavecle
visetécrous(A,Fig.13,seulsdeuxsontreprésentés)surlemandrindutour
17
Machine Translated by Google
couverture.
Fig.15
Dévisserlesdeuxvisdefixation(B,Fig.15)etretirerlefilmdeprotection.
Changerlavitesse
Serrezlapouliedetensionetresserrezl'écrou.
Fig.16
Réglezlacourroietrapézoïdale(C,Fig.16)enfonctiondelapositioncorrespondante.
Fig.14
18
Machine Translated by Google
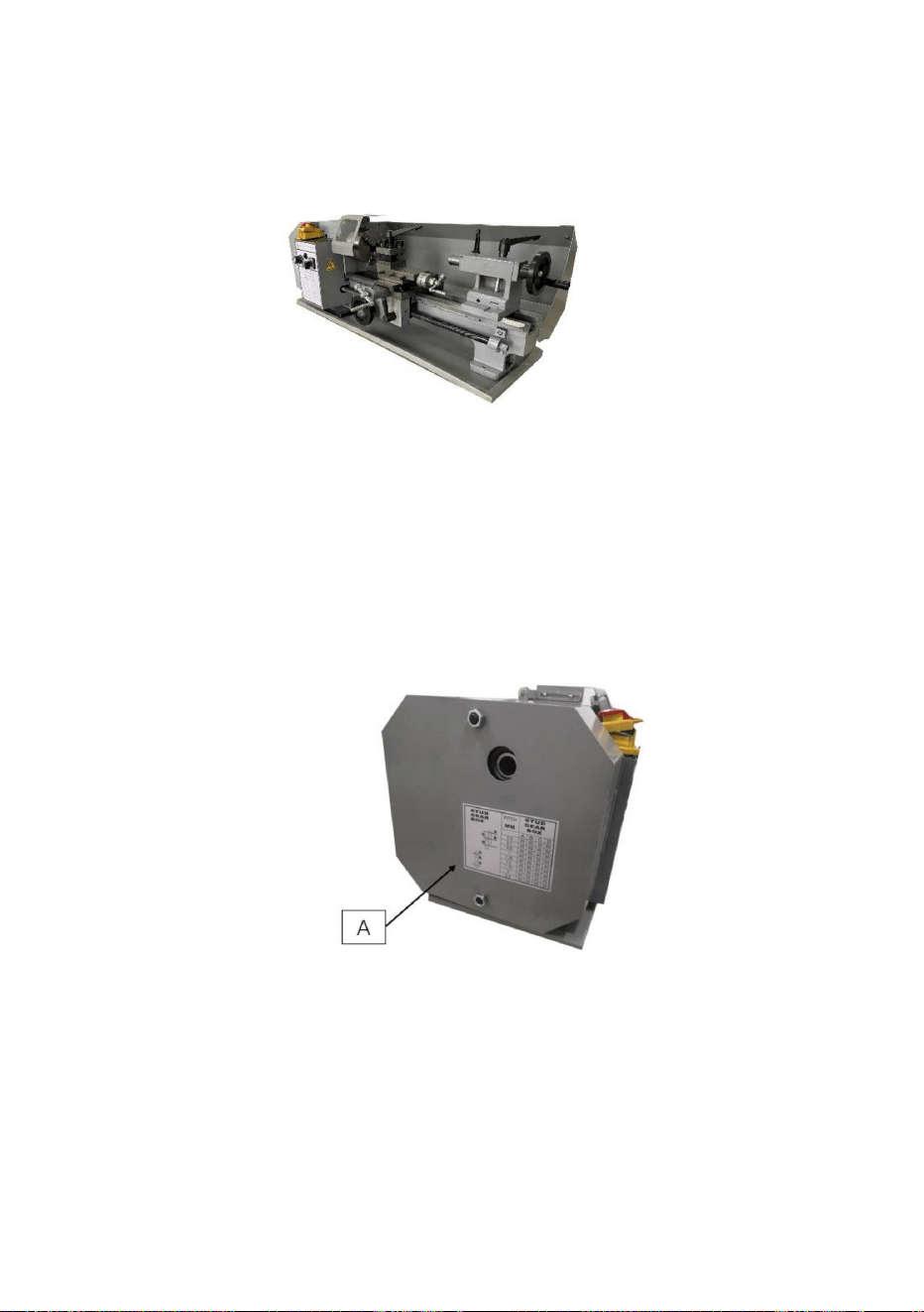
Fig.17
Fig.18
TournagelongitudinalavecavanceautomatiqueUtilisezle
tableau(A,Fig.18)dutourpoursélectionnerlavitessed'avanceoulepasdefiletage.Réglezle
mécanismedechangementdevitessesil'avanceoulepasdefiletagerequisnepeuventpas
êtreobtenusaveclejeud'engrenagesinstallé.
Letablierderetournement
manuel,ledéplacementtransversaletlevolantmanuelduchariotsupérieurpeuvent
êtreactionnéspourunealimentationlongitudinaleoutransversale.(Fig.17)
19
Machine Translated by Google
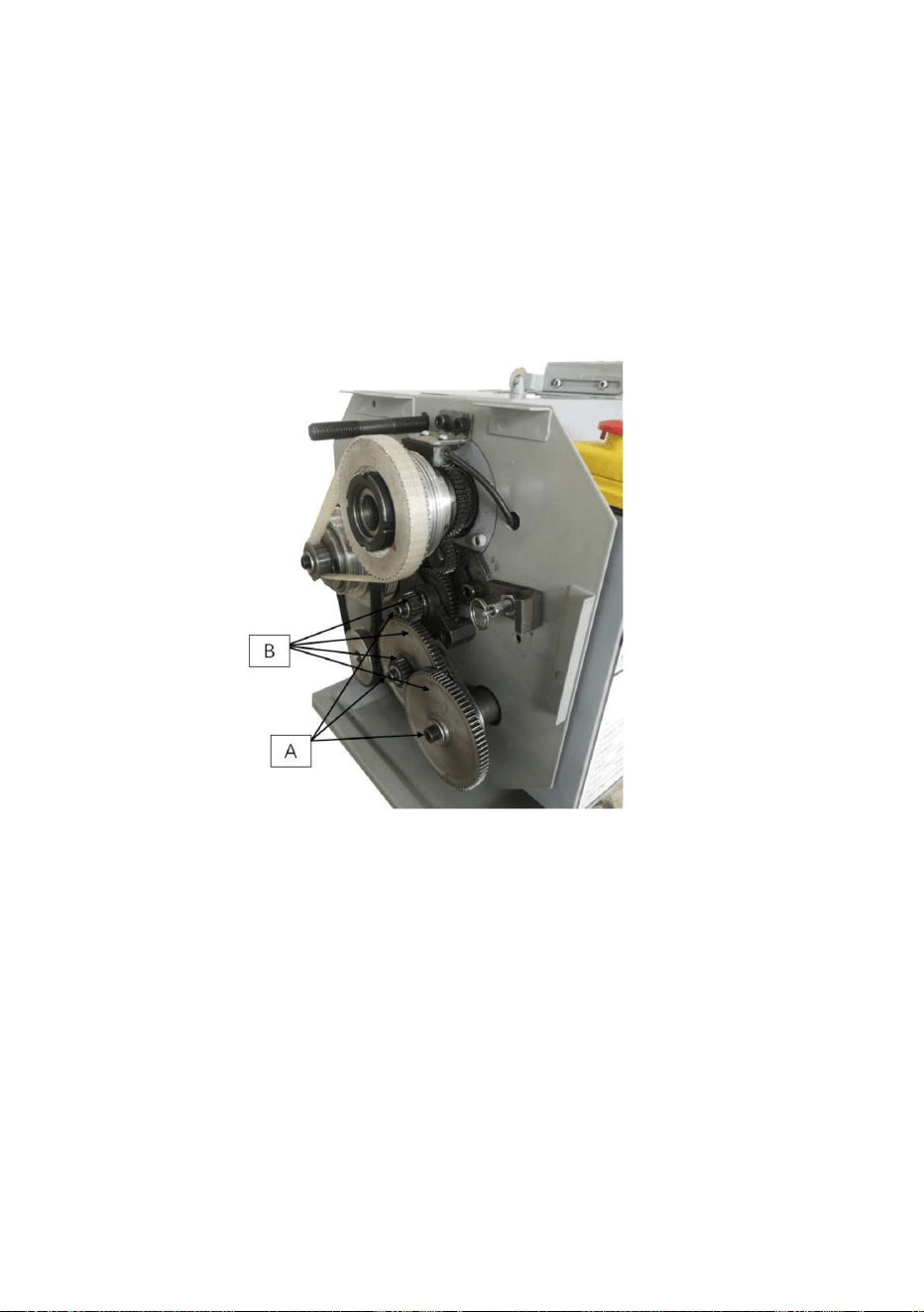
Fig.19
4.Installezlesengrenages(B,Fig.19)enfonctiondufiletageetdel'avance
tableau(Fig.20)etrevisserl'écrou.
ledevant.
machineàl'alimentationélectrique.
2.Dévissezlesdeuxvisdefixationetretirezlecouvercledeprotection.
3.Dévissezl'écrou(A,Fig.19)afinderetirerlesengrenagesdechangementdevitesse
1.Débranchezlamachinedelasourced’alimentation.
ChangementdevitesseRemplacement
5.Installezlecouvercledeprotectiondelatêteetreconnectezle
20
Machine Translated by Google
TABLEAUD'ENFILAGEETD'ALIMENTATION
Plaquedepas(Fig.20)
21
Machine Translated by Google
22
Fig.20
Machine Translated by Google
23
Lorsdutournagerectiligne,l'outilavanceparallèlementàl'axederotationdela
pièce.L'avancepeutêtremanuelleentournantlevolantsurlechariotdutour
oulechariotsupérieur,ouenactivantl'avanceautomatique.L'avancetransversale
pourlaprofondeurdecoupeestobtenueàl'aideduchariottransversal.
Lorsdel'opérationdedressage,l'outilavanceperpendiculairementàl'axede
rotationdelapièce.L'avanceesteffectuéemanuellementàl'aideduvolant
transversal.L'avancetransversalepourlaprofondeurdecoupeesteffectuéeà
l'aideduchariotsupérieuroudelaselledutour.
Tournagefinal(Fig.22)
Tournagecylindrique(Fig.21)
Machine Translated by Google
24
Remarque:utiliseztoujoursunepetitequantitédegraissesurlecentredelacontrepointe
pouréviterquelapointecentralenesurchauffe.
Tournageconiqueàl'aidedudécalagedelacontre
pointeRéglezl'écartentrelecentredumanchondelacontrepointeetlecentredelabroche
pourterminerletournageconique.L'angledépenddelalongueurdelapièce.
Pourletournageentrepointes,ilfautretirerlemandrindelabroche.PlacerlapointeCM3dans
lenezdebrocheetlapointeCM2danslacontrepointe.Monterlapièceéquipéedutaquet
d'entraînemententrelespointes.L'entraînementdel'entraînementestassuréparunloquetou
uneplaquefrontale.
Tournage:arbremince(Fig.23)
Pourdécalerlacontrepointe,desserrezlavisdeblocage(A,Fig.24).
Dévisserlavisderéglage(B,Fig.24)àl'extrémitédroitedelacontrepointe.Desserrerlavisde
réglageavant(C,Fig.24)etresserrerlavisderéglagearrière(D,Fig.24)delamême
valeurjusqu'àcequelaconicitésouhaitéesoitatteinte.Leréglagetransversalsouhaitépeut
êtrelusurl'échelle(E,Fig.24).Resserrerd'abordlavisderéglage(B,Fig.24)puislesdeuxvisde
réglage(avantetarrière)pourbloquerlacontrepointeenposition.Resserrerlavisdeblocage
(A,Fig.24)delacontrepointe.Lapiècedoitêtremaintenueentredeuxpointesetentraînée
paruneplaquefrontaleetunchiend'entraînement.
Machine Translated by Google
REMARQUES
Exemple:filetagemâle
Lediamètredelapiècedoitavoirététournéverslediamètre
dufildésiré.
Fig.24
Nedésengagezpaslelevierdedemiécrou.Inversezlesensdumoteurpour
permettreàl'outildecoupedereveniraupointdedépart.Répétezcesétapes
jusqu'àcequevousayezobtenulesrésultatssouhaités.
FiletageRégler
lamachineaupasdefiletagesouhaité(selonletableaudefiletage,Fig.
20).Démarrerlamachineetenclencherledemiécrou.Lorsquel'outil
atteintlapièce,ilcoupelepremierpasdefiletage.Lorsquel'outil
atteintlafindelacoupe,arrêterlamachineenéteignantlemoteureten
mêmetempsretirerl'outildelapiècepourqu'ilpasselefiletage.
Aprèsletournageconique,lacontrepointedoitêtreramenéeàsapositiond'origine
enfonctiondelapositionzérosurl'échelledelacontrepointe.(E,Fig.24)
et
Lapiècenécessiteunchanfreinaudébutdufiletage
25
Machine Translated by Google
unecontredépouilleauniveaudufiletages'épuise.
Arrêtezlamachineetintroduisezl'outildecoupedefilencoupebasse
profondeursàl'aideducoulisseautransversal.Avantchaquepassage,placezle
Lavitessedoitêtrelaplusbassepossible.Lechangementdevitesse
Glissezlehautd'environ0,2à0,3mmverslagaucheetladroite
lechariottransversal)àlafindechaqueétapedecoupe.
L'outilestretiréavecl'écroudelavismèreengagépar
inverserlecommutateur.
couperlefiljusqu'àcequevousayezpresqueatteintlatotalité
serrédemanièreàcequ'ilcoïncideexactementavecl'entréedetournage.
Lefiletageestréaliséendifférentesétapesdecoupeafinquele
l'outildecoupedoitêtrecomplètementsortidufiletage(avec
doitavoirétéinstalléselonlepasrequis.L'outildecoupedefiletage
doitavoirexactementlaformedel'échantillon
alternativementafindecouperlefil.Decettefaçon,lefil
profondeurdufiletage.
commelefil,doitêtreabsolumentrectangulaireet
lesoutilsdecoupenecoupentqu'unseulflancdefiletageàchaquepassage.
26
Machine Translated by Google
27
Note:
Pourlemandrinà3morsd'originequiaétémontésurletour,l'usineamontélemandrin
delameilleurefaçonpourgarantirlaprécisiondemaintienavecdeuxmarques«0»(A)
Fig.26montréessurlemandrinetlabridedumandrin.
Ilexistedeuxtypesdemâchoires:lesmâchoiresinternesetexternes.Veuilleznoterque
lenombredemâchoirescorrespondaunombreàl'intérieurdelarainuredu
mandrin.Nelesmélangezpas.Lorsquevousallezlesmonter,veuillezlesmonter
dansl'ordrecroissant0,1avantdelesretirer,assurezvousde 3quandtues
Àl'aidedecemandrinuniversel,despiècesrondes,triangulaires,carrées,
hexagonales,octogonalesetàdouzecoinspeuventêtreserrées.(Fig.26)
Remarque:lesnouveauxtourssontdotésdemâchoirestrèsserrées.Celaest
nécessairepourgarantirunserrageprécisetunelongueduréedevie.Avecdes
ouverturesetdesfermeturesrépétées,lesmâchoiress'ajustent
automatiquementetleurfonctionnementdevientprogressivementplusfluide.
Mandrindetouruniverselàtroismors
Accessoirespourtour
,
Machine Translated by Google
28
(Fig.27)
MandrinDriII(enoption)
Mandrindetourindépendantàquatremâchoires
Cemandrinspécialpossèdequatremâchoiresréglablesindépendamment.Celles
cipermettentlemaintiendepiècesasymétriquesetpermettentleréglageprécis
depiècescylindriques.
retirezlesdansl'ordredécroissant3,1,0unparun.Aprèsavoirterminécetteprocédure,
faitestournerlesmâchoiresjusqu'aupluspetitdiamètreetvérifiezquelestrois
mâchoiressontbienajustées.
Utilisezlemandrindeperçagepourmaintenirlesforetsdecentrageetlesforetshélicoïdauxdans
lacontrepointe(B)(Fig.28)
MandrincôneMorse(enoption)
Unmandrinestnécessairepourmonterlemandrindeperçagedanslacontrepointe.
Ilestdotéd'uncôneMorsen°1.(C)Fig.28
Machine Translated by Google
29
Lapointetournanteestmontéesurroulementsàbilles.Sonutilisationestfortement
recommandéepourtourneràdesvitessessupérieuresà6tr/min.(Fig.29)
LunetteLa
lunettesertdesupportauxarbressurl'extrémitédelacontrepointelibre.
Fig.29
Centreendirect(optionnel)
Pourdenombreusesopérations,lacontrepointenepeutpasêtreutiliséecarellegêne
l'outildetournageoul'outildeperçageetdoitdoncêtreretiréedelamachine.La
lunettefixe,qui
fonctionnecommeunsupportd'extrémité,assureunfonctionnementsansbavardage.
Lalunettefixeestmontéesurlesglissièresdubancetestfixéeparlebasavecune
plaquedeverrouillage.Lagraissenécessiteunelubrificationcontinueauxpoints
decontactpouréviteruneusureprématurée.(Fig.30)
Machine Translated by Google
30
Réglagedelalunettefixe
4.Lorsque,aprèsunfonctionnementprolongé,lamâchoireprésentedessignesd'usure,lespointesde
lesdoigtspeuventêtrelimésourefraisés.
Réglezlesblocsdesupportfermementsurlapièce,maispastropserrés.
1.Desserrezlestroisécroushexagonaux.(A,Fig.31)
SuivreRest
Lubrifiezlesblocsdesupportpendantlefonctionnementpouréviterunedétériorationprématurée.
porter.
lapièce.Serrezlestroisécrous(A,Fig.31).Lubrifiezlesglissières
piècesàusiner.Ilempêchelaflexiondelapiècesouspression
pointsavecdel'huiledemachine.
del'outildetournage.(Fig.31)
Laplacedutroisièmeblocsupportestpriseparl'outildetournage.
autourdelapièce.Fixezlalunetteenposition.
3.Serrezlesvismoletéesdemanièreàcequelesdoigtssoientbienserrésmaispastropserrés
2.Desserrezlavismoletée(B,Fig.36)etouvrezlaportecoulissante.
Lesupportsuivantestmontésurlaselleetsuitle
Lesupportsuivantestutilisépourlesopérationsdetournagesurdespièceslonguesetfines.
doigts.(C,Fig.31)jusqu'àcequelalunettepuisseêtredéplacéeavecsondoigt
déplacementdel'outildetournage.Seulsdeuxblocsdesupportsontnécessaires.
Machine Translated by Google
31
Lesroulementsdelabrocheprincipalesontréglésenusine.Encasdejeuaxial
devientévidentaprèsuneutilisationconsidérable,lesroulementspeuventêtre
ajusté.
Fixezl'écroufendu(A,Fig.32)àl'arrièredelabroche.
peutnécessiterunajustement.
Roulementsdelabrocheprincipale
Aprèsuncertaintemps,l'usuredecertainscomposantsmobiles
AJUSTEMENTS
labrochedoittoujourstournerlibrement.
Fig.32
Attention:unserrageouunepréchargeexcessiveendommageralesroulements.
Machine Translated by Google
32
Réglageducoulisseausupérieur
Lecoulisseausupérieurestéquipéd'unebandedecalage(F,Fig.34)etpeut
êtrerégléàl'aidedevis(G,Fig.34)équipéesdecontreécrous.(H,Fig.34)
Desserrezlescontreécrousetserrezlesvisderéglagejusqu'àcequelaglissièrese
déplacelibrementsansjeu.Serrezlescontreécrouspourconserverleréglage.
Desserrezlescontreécrousetserrezlesvisderéglagejusqu'àcequelaglissièrese
déplacelibrementsansjeu.Serrezlescontreécrouspourconserverleréglage.
RéglageducoulisseautransversalLe
coulisseautransversalestéquipéd'unebandedecalage(C,Fig.33)etpeutêtre
régléàl'aidedevis(D,Fig.33)équipéesdecontreécrous.(E,Fig.33)
Machine Translated by Google
33
Desserrezlesvissituéessurlecôtédroitdutablieretajustezlesvisderéglage
jusqu'àcequelesdeuxdemiécroussedéplacentlibrementsansjeu.Serrezl'écrou.
Réglageduguidedemiécrou
L'engagementdesdemiécrouspeutêtrerégléàl'aidedevis(I,Fig.35)
Fig.35
Machine Translated by Google
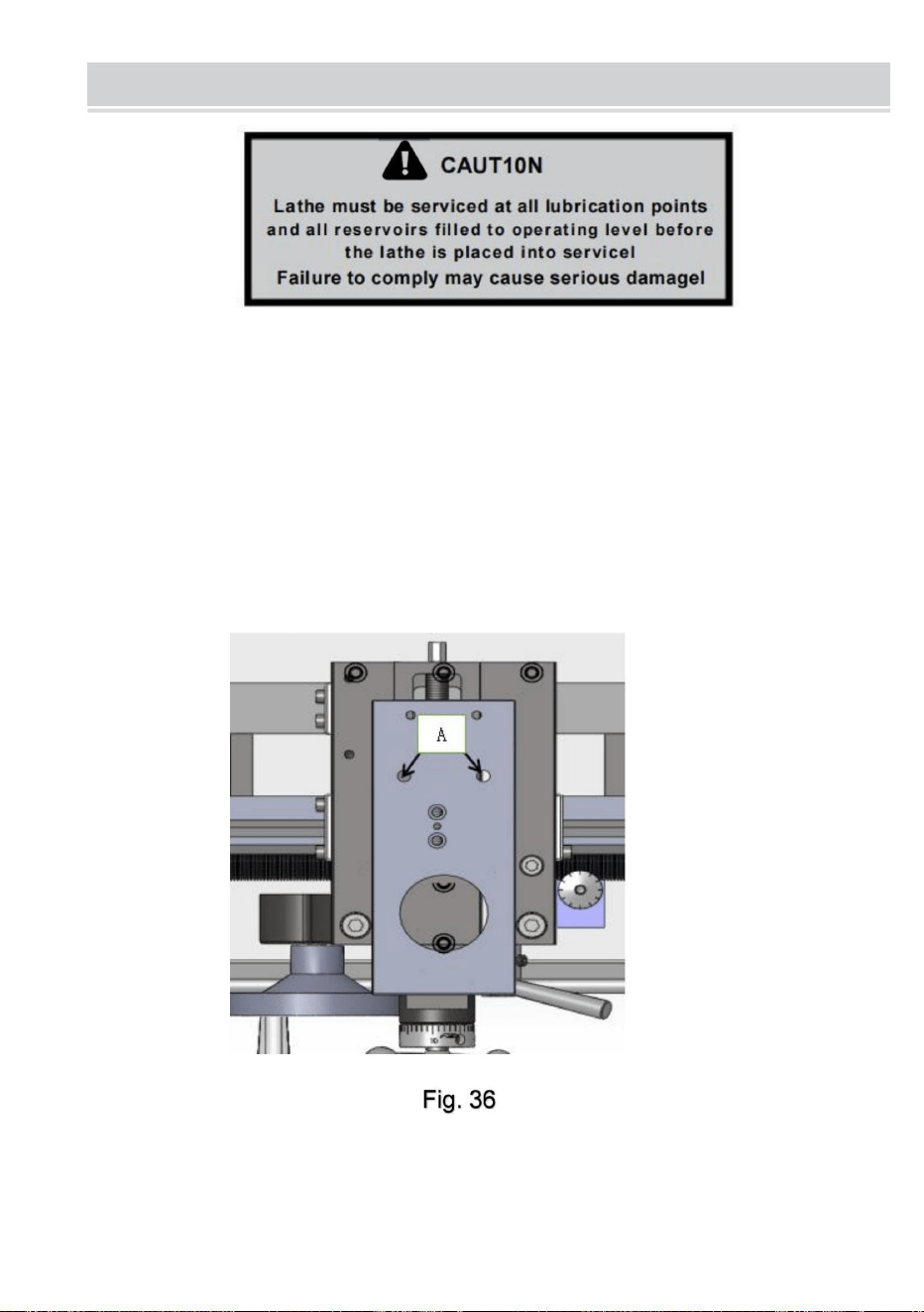
Lubrifiezlégèrementlesengrenagesdechangementdevitesseetlavismère
avecdelagraisse.
Lubrifiezlégèrementtouteslesglissièresavantchaqueutilisation.
REMARQUES:
1.Glissièretransversale
Lubrifiezlesdeuxorificesd’huile(A,Fig.36)avecdel’huilemachine20Wunefoisparjour.
LUBRIFICATION
34
Machine Translated by Google
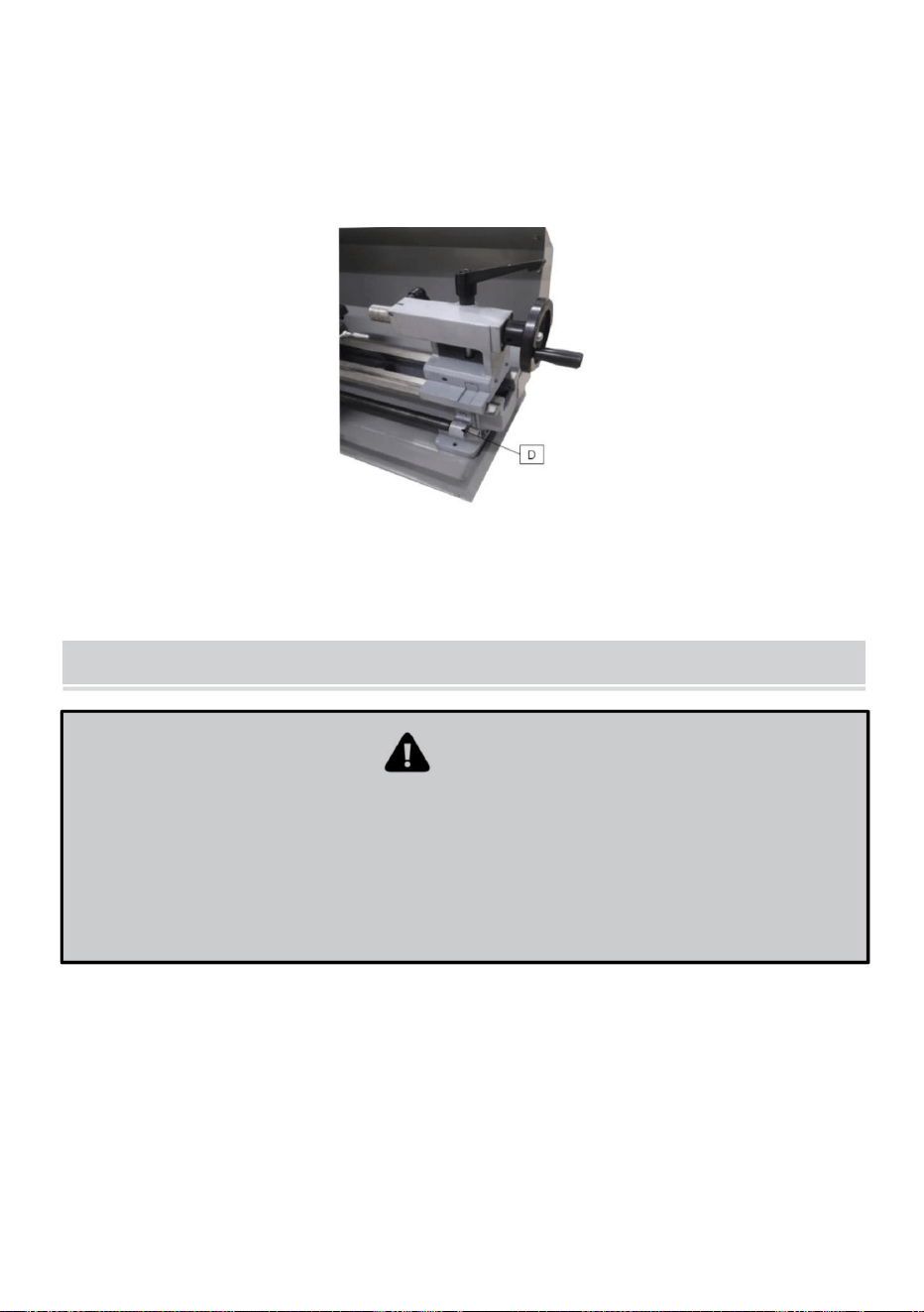
Leraccordementdutourettouslesautrestravauxélectriquesnedoiventêtreeffectuésquepar
unélectricienagréé!
Lenonrespectdecesinstructionspeutentraînerdesblessuresgravesetdesdommagesaux
machinesetauxbiens!
AVERTISSEMENT!
Fig.38
Électricité
LetourYS1835Aestévaluéà550W,1PH,220Vuniquement.Vérifiezquela
puissancedisponibleàl'emplacementdutourestdelamêmevaleurnominale
quecelledutour.Utilisezleschémadecâblage(Fig.39)pourconnecterletourau
secteur
Lubrifiezl’orificed’huiledroit(D,Fig.38)avecdel’huilemachine20Wunefoispar
jour.
2.Vismère
alimentation.Assurezvousqueletourestcorrectementmisàlaterre.
35
Machine Translated by Google
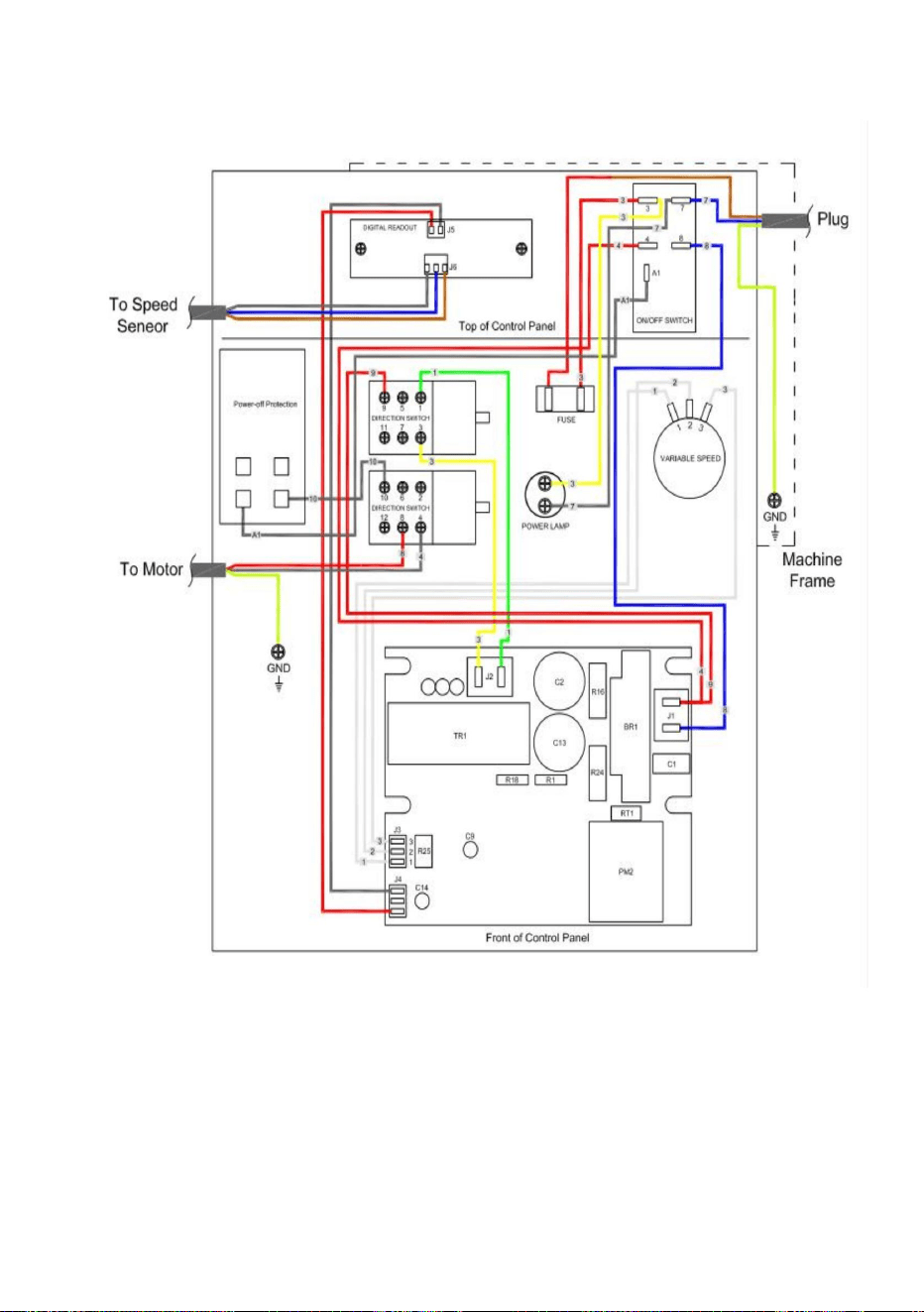
Fig.39
Voicileschémadecâblagedutour:(Fig.39)
36
Machine Translated by Google

37
Maintenirl'entretiendelamachineoutilpendantlefonctionnementpourgarantirla
précisionetladuréedeviedelamachineoutil.
REMARQUES:Débranchezlafichedelamachinedusecteurchaquefois
quevouseffectuezdestravauxdenettoyage,d'entretienouderéparation!
1.Pourconserverlaprécisionetlafonctionnalitédelamachine,ilestessentiel
delatraiteravecsoin.Maintenezlapropreetgraissezlaetlubrifiezla
régulièrement.Cen'estqu'enl'entretenantcorrectementquevouspouvezêtresûr
quelaqualitédefonctionnementdelamachineresteraconstante.
ENTRETIEN
L'huile,lagraisseetlesproduitsdenettoyagesontdespolluantsetnedoivent
pasêtrejetésdansleségoutsouaveclesorduresménagères.Éliminezcesproduits
conformémentauxexigenceslégalesenvigueurenmatièred'environnement.
Leschiffonsdenettoyageimprégnésd'huile,degraisseetdeproduitsde
nettoyagesontfacilesànettoyer.
Machine Translated by Google

38
inflammable.Récupérezleschiffonsoulalainedenettoyagedansunrécipientapproprié.
guidedelaselledelamachineoutiletdubancdutour.Lefeutreasphaltédoit
conçupourempêcherlescopeauxdetomberdanslapositionentreles
différentespartiesdelamachineoutiletappliquerdel'huilepourmachineoutilsur
récipientferméetleséliminerdemanièreécologiquementrationnelle.
êtrenettoyéàuncertainmoment.
prévenirlarouille.
5.Afindemaintenirlaprécisiondel'usinage.Prenezsoindela
connaissance.
3.Pendantl'opération.Lescopeauxquitombentsurlasurfacedeglissement
boîtes,etc.,contrel'humiditélorsdunettoyage.
REMARQUES:Lestravauxderéparationnepeuventêtreeffectuésquepardestechniciensqualifiés.
doitêtrenettoyéentempsopportunetl'inspectiondoitêtrefréquente
4.Aprèsl'opération,touslesjours.Élimineztousleséclatsetnettoyez
solvantsouagentsdenettoyageouagentsgénérantdesfuméesnocives!
guideinapproprié.
personnelaveclescompétencesmécaniquesetélectriquescorrespondantes
lesengrenagesetlavismèredoiventégalementêtrelégèrementlubrifiésavec
6.Sidesdommagessontconstatés,l'entretiendoitêtreeffectuéimmédiatement.
graisse.
façonnelesjetezpasaveclesdéchetsnormaux!
REMARQUES:Neretirezpaslescopeauxàmainsnues.Ilyaun
Protégezlescomposantsélectriques,telsquelesmoteurs,lesinterrupteurs,lescommutateurs
centre.Lasurfacedelamachineoutilpourlemandrinetle
2.Lubrifiezlégèrementtouteslesglissièresavantchaqueutilisation.Lechangement
risquedecoupuresduesauxcopeauxàbordstranchants.Nejamaisutiliserdeproduitsinflammables
guidezlecheminetévitezlesdommagesmécaniquesetl'usuredusà
Machine Translated by Google
Outilémoussé
l'outil
Réduirel'alimentation
Anglededégagementtroppetit
J'aicommencéàbroyerdelamauvaisefaçon
Alimentationtropélevée
Outildeserrage
avecmoinsdeporteàfaux
Réduirelavitessedecoupe
faux
Angledecointroppetit
Alimentation
transversaleinférieure(latolérancedefinitionne
doitpasdépasser0,5mm)
lapiècedevient
palier
Mauvaisdiamètre
Bienalignerlaglissièresupérieure
Raisonpossible
Ajusteraucentre
Réglagecorrectdelahauteurde
troprugueux
Refroidiruniformément
lapièces'estélargie
Tournezlapièceàusinerpour
ladiapositivesupérieure)
Refroidissementinsuffisant
L'outilestmalserré
changer
Réglerlejeudelabroche
Outilderéaffûtage
Lapointedel'outiln'estpasrégléesurlecentrehaut
Desserrerlecentredelacontrepointe
Arrangement
Augmenterl'anglededégagement
Lefilcoupéest
Lecentresurchauffe
Lescentresnesontpasalignés(lacontrepointeest
décalée)
Jeudanslepalierprincipal
Surfacedelapièce
Augmenterl'angleducoin
faux
Problème
Ajustezlacontrepointeaucentre
Laglissièresupérieuren'estpasbienalignée(coupeavec
Arrangement(vibrations)
Alimentationcroiséetropélevée
Labrochene
s'activepas
Élimination
Usuredesflancstropimportante
Réglerlepalierprincipal
Ajustezlabonnehauteur
Rayonàlapointedel'outiltroppetit
Letourbavarde
Déverrouillerl'arrêtd'urgence
Letranchantsebrise
Plusdeliquidederefroidissement
Augmenterlerayon
Mauvaisehauteur
Interrupteurd'arrêtd'urgenceactivé
Alimentationtropélevée
Ressortsd'outils
Lefilcoupéest
(accumulationdechaleur)
Meulercorrectementl'angle
conique
Jeuexcessifdansleroulementdelabroche
L'outilaunecourteduréedevie
Fissuredemeulagedueàunrefroidissementincorrect
Vitessedecoupetropélevée
lebondiamètre
Réduirel'alimentation
DÉPANNAGE
39
Machine Translated by Google
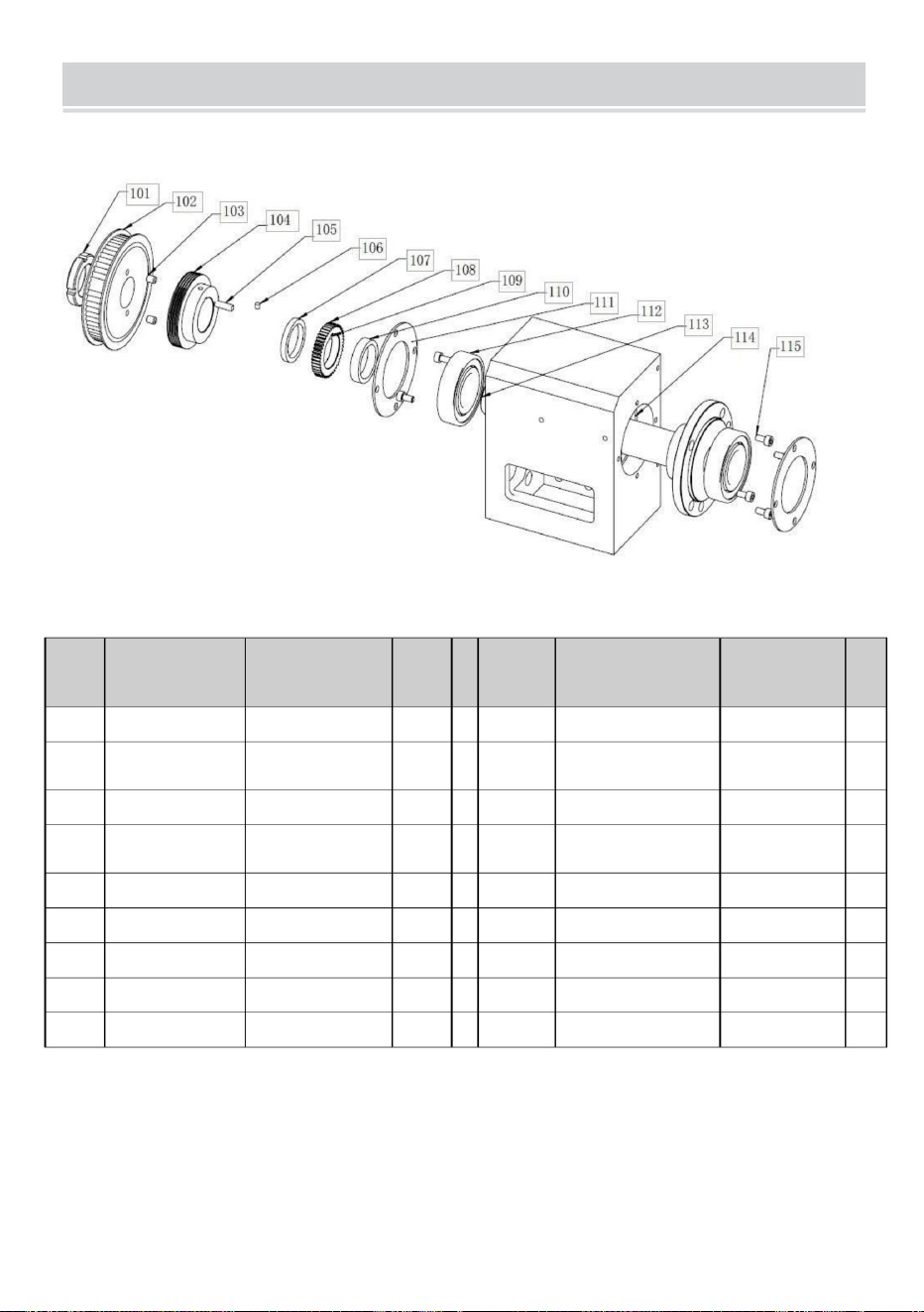
Non.
107
Entretoise
Pouliemulti
coinsàbroche
6
111
SpécificationQté
roueàcourroie
C4x4x18
112
Écroudeclé
115
Broche
Parties
Engrenage
106
110
1
Vis
1
1
1114
Description
109
102Synchronisationdelabroche
Entretoise
105
C4x4x8
1
SpécificationQté
104
Non.
1
Roulementàbilles
1
Vis
1
101
108
2
M5x10
2
Description
1
Clé
Couvercledepalier
Aimant
103
Parties
1
Clé
M30x1,5
Têtedepoupée
113
1
M6x8
1
Assemblagedelapoupée
SCHÉMADEDÉCOMPOSITIONETLISTEDESPIÈCES
40
Machine Translated by Google
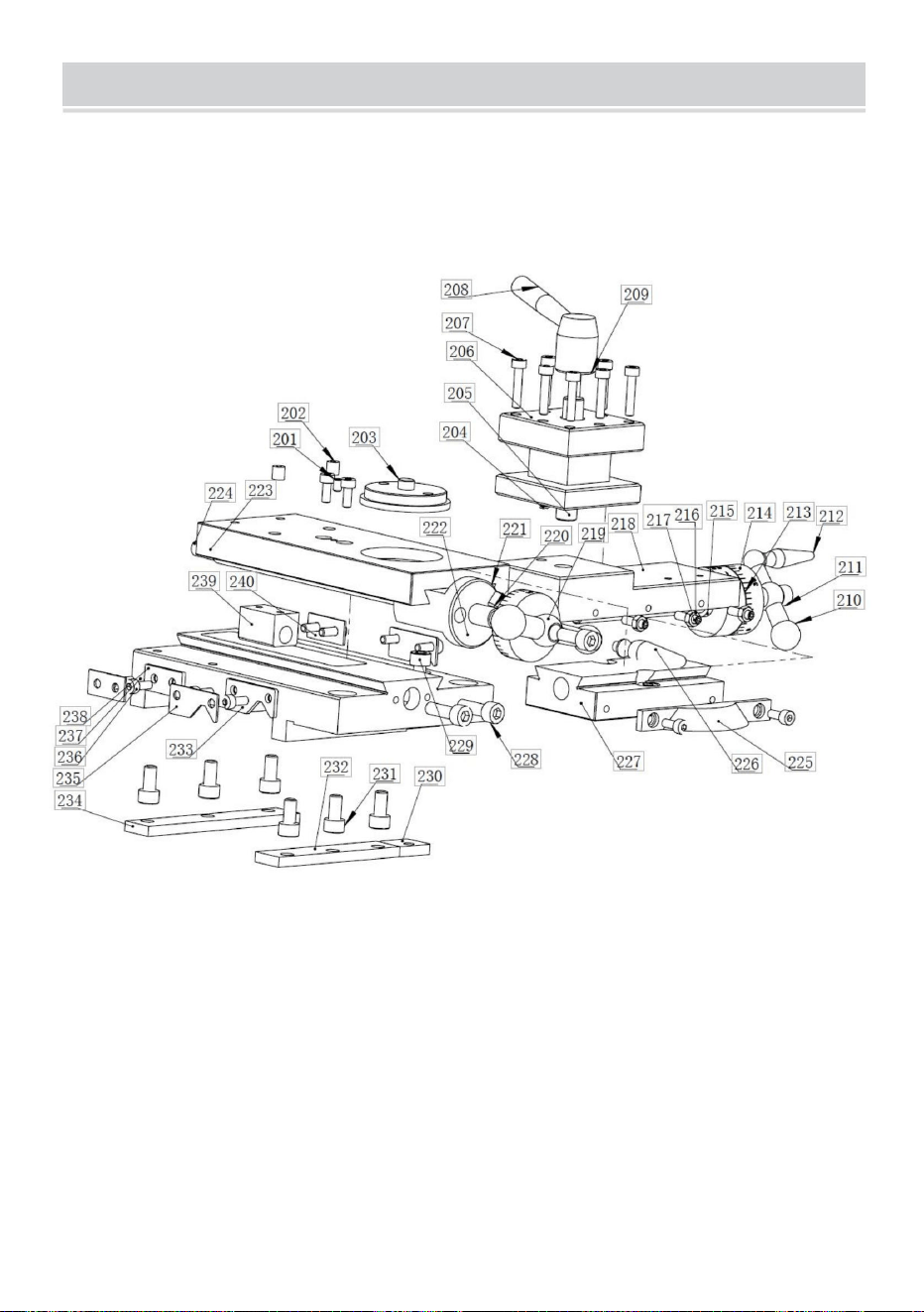
Glissièresupérieure,glissièretransversale,ensembledechariot
SCHÉMADEDÉCOMPOSITIONETLISTEDESPIÈCES
41
Machine Translated by Google
42
2
230
Plaquecoulissante
Noixd'alimentation
M4
Description
237
Poignée
1
210
8
1
Support
203
1
Visàtêtecylindrique
1
238
1
Racletteencaoutchouc
Racletteencaoutchouc
Poignée
Porteoutil
2
236
Troisballes
1
229
1
Gib
202
M4x6
216
1
1
209
1
226
Goujon
1
1
2
2
base
228
Plaquecoulissante
243
201
1
Vismère215
Vis
Non.
208
1
4
Vis
6
6
223Plaquecoulissantetransversale
207
1
2
M6x12
242
Blocd'angle225
Printemps
214
Cadran
Parties
235
M4x10
219
Poignée
SpécificationQté
2
222
206
1
218
Troisballes
241
Vismère224
Disquepivotant
1
6
234
M4x20
1
227Diapositivecomposée
Description
Vis
213
Cadran
1
Vis
Restesupérieur
Non.
Plaquedeverrouillage
1
1
221
205
2
1
1
1
212
Levier
233
Selle
M4x16
Parties
Vis
211
M6x20
220
204
M6x25
217
Noix
12
240
1
Tasseàhuile
232
Vis
Gib
1
Vis
2
231
M6x20
Noix
M4x16
SpécificationQté
Vis
239
M6x8
Vis
1
1
Couvercled'essuieglace
Couvercled'essuieglace
1
Levier
Machine Translated by Google
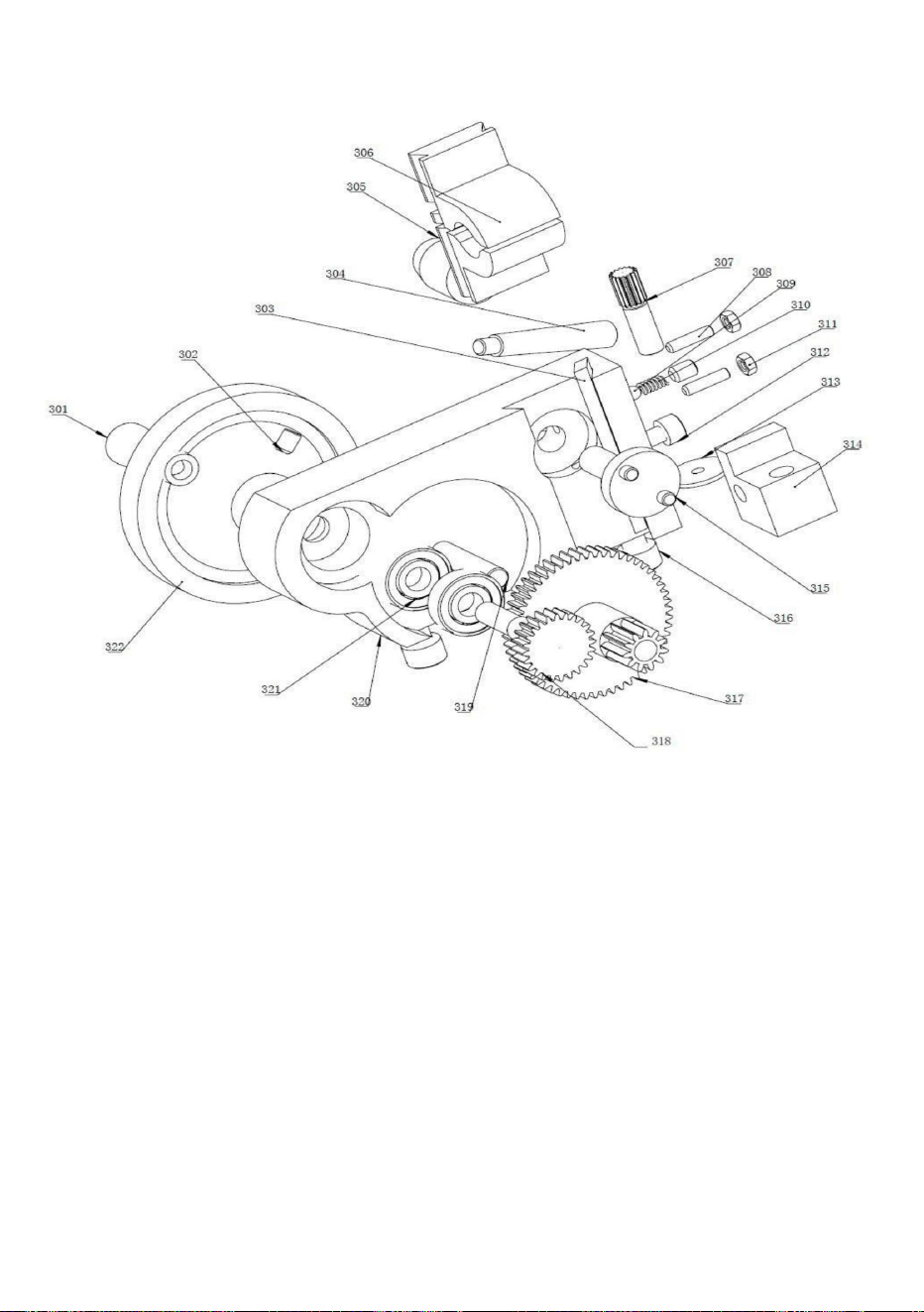
43
Assemblagedutablier
Machine Translated by Google
44
Description
Siègedecadranfileté314
303
312
1
1
Volantàmain
Non.
Deminoix
322
1
M6x20
310
Cameàrainure
1
1
Levier
301
318
Cadran
Roulementàbilles
SpécificationQté
1
308
Arbredetransmission
M4
Vis
Noix
1
1
2
1
Parties
3
306
317
313
321
Tablier
Billed'acier
1
Arbredeturbine
Description
1
Équipementcombiné
Non.
304
302
1
311
1
SpécificationQté
M6x8
Basedelapoignée
M4x16
320
levier
309
M8x20
2
Parties
Vis
Gib
316
1
1
307
315
Vis
1
Volantàmain
319
1
2
Printemps
1
Vis
Arbre
305
Machine Translated by Google
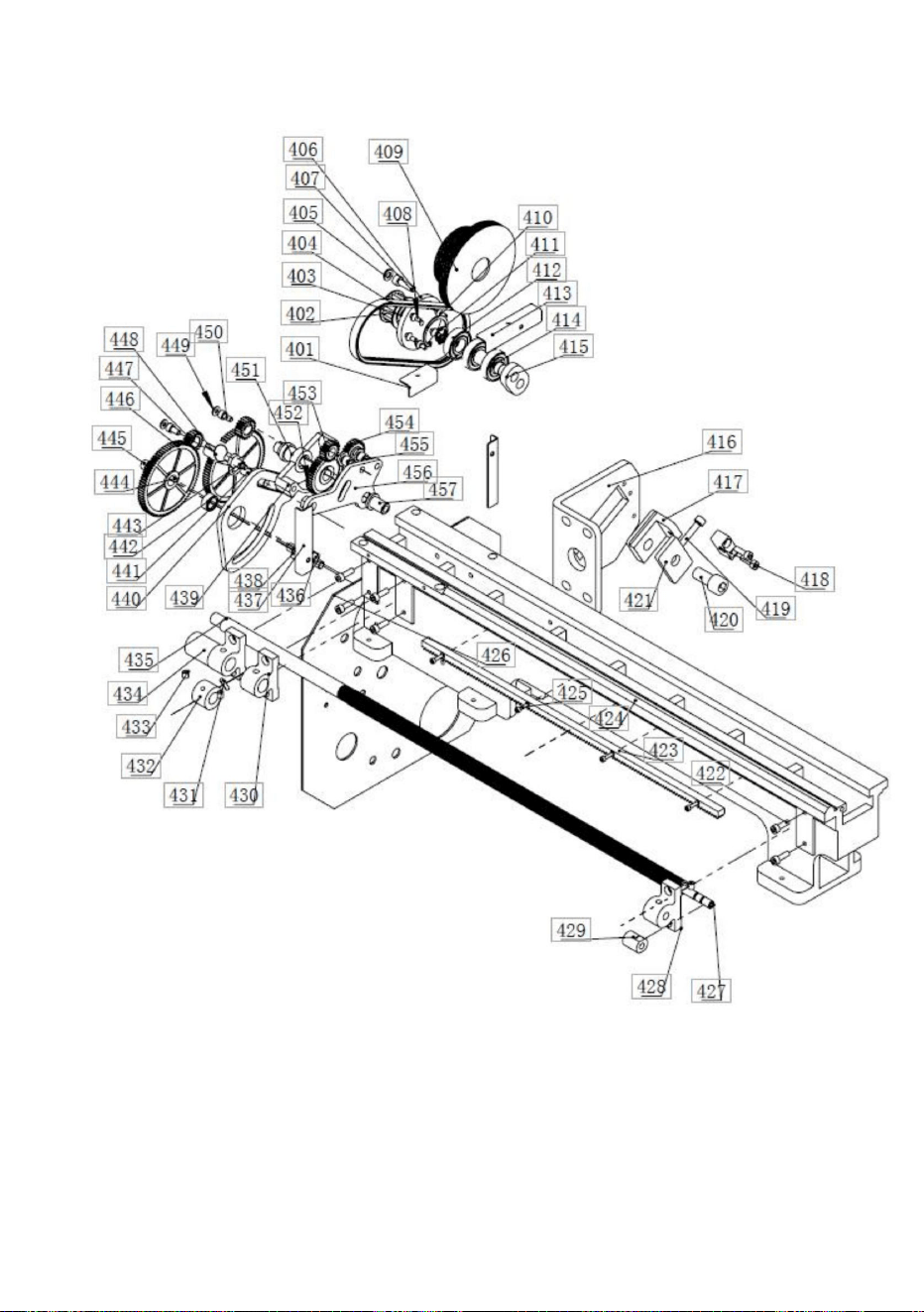
45
Assemblagedepiècesdelitetderouesuspendue
Machine Translated by Google
46
M4x10
Engrenage
Z45
Tasseàhuile
1
1
1
Parties
Engrenage
1
Manchonde
roueintermédiaire
Arbre
1
402
1
6
Vis
443
Épingle
Monter
Clé
2
M6x20
B4x4x8
426
450
438
Écroudeblocage
456
404
1
Goujon
6002
414
Noix
1
Vis
Entretoise
422
M5x16
442
support
1
406
blocfixe
Vis
449
2
roueàcourroie
1
455
403
1
1
425
448
1
Clé
433
M5x10
1
support
Vismère
1
1
418
1
1
Engrenage
Non.
Synchronisationdupont
2
1
Jointcoulissant
441
1
Chemindulit
447
1
1
Vis
432
409
M12x25
Vismère
454
1
C5x5x10
curseur
8
Parties
Boulon
Plaquedepositionnement
413Plaquedepositionnement
M8
421
440
SpécificationQté
1
434
429
446
430
Visàtêtecylindrique
2
Vis
439
Vis
453
1
1
437
424
Rondelle
M8x12
Roulementàbilles
1
Poussoiràbouton
1
Description
1
1
417
1
Vis
Boulon
420
1
SpécificationQté
1
Rondelle
457
436
Étagère
445
1
2
1
Entretoise
1
M6x40
poulie
416Plaquedepositionnement
1
Rondelle
Vismère
M3x12
412
1
Description
Boulond'engrenage
405
1
Culbuteur
1
444
1
401Plaquedepositionnement
408
Vis
Z20
1
coinmultiple
427
452
431
Manchondeclé
1
support
Z25
Rondelleélastique411
3
Arbre
415
1
Engrenage
Vismère
Z20
407
419
4
Non.
3
Plaqueinférieure
Engrenage
451
428
1
435
1
423
Rondelleélastique410
1
Couverturefixe
Ceinture
M6x16
Machine Translated by Google
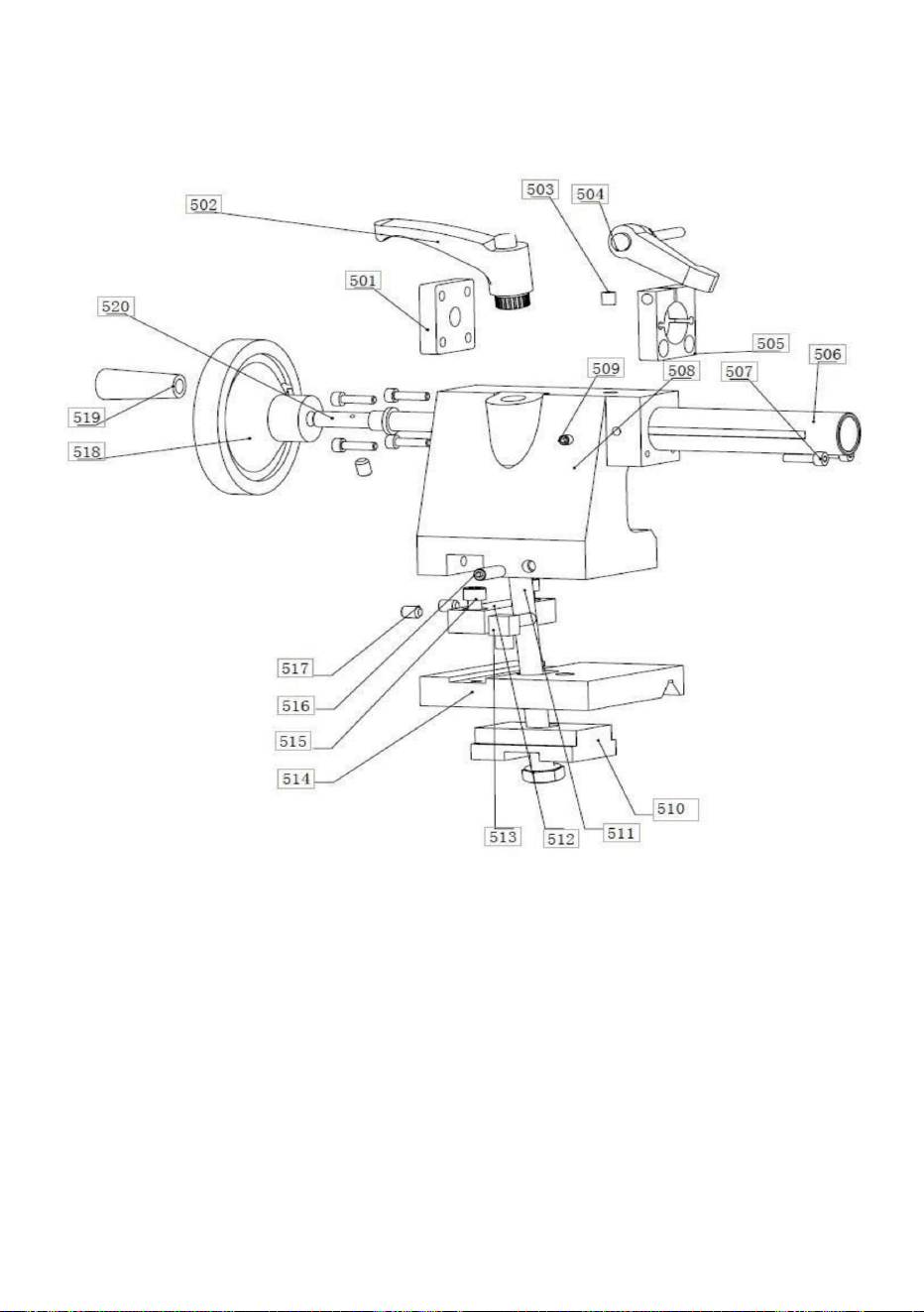
47
Assemblagedelacontrepointe
Machine Translated by Google
48
Non.
Penne
Vis
519
1
1
Visàtêtecylindrique
Couverclearrièredela
contrepointe
Vis
1
Vismère
1
502
Vis
Plaquedebase
503
Parties
suspension
506
515
508
504
Clédecontrepointe512
516
1
1
1
514
Contrepointe
DescriptionSpécificationQté
520
517
Contrepointe
1
0
Volantàmain
2
poignée
1
507
Boulon
Non.
M6x201
1
6
Support
1
DescriptionSpécificationQté
1
1
51
M6x20
518
Goupilledelimite
Visàtêtecylindrique
Parties
Levieràmain
M6x202
M5x5
1
Resserrage
501
511
1
bloc
Poignée
M4x16
505
509
1
513
Tasseàhuile
Machine Translated by Google
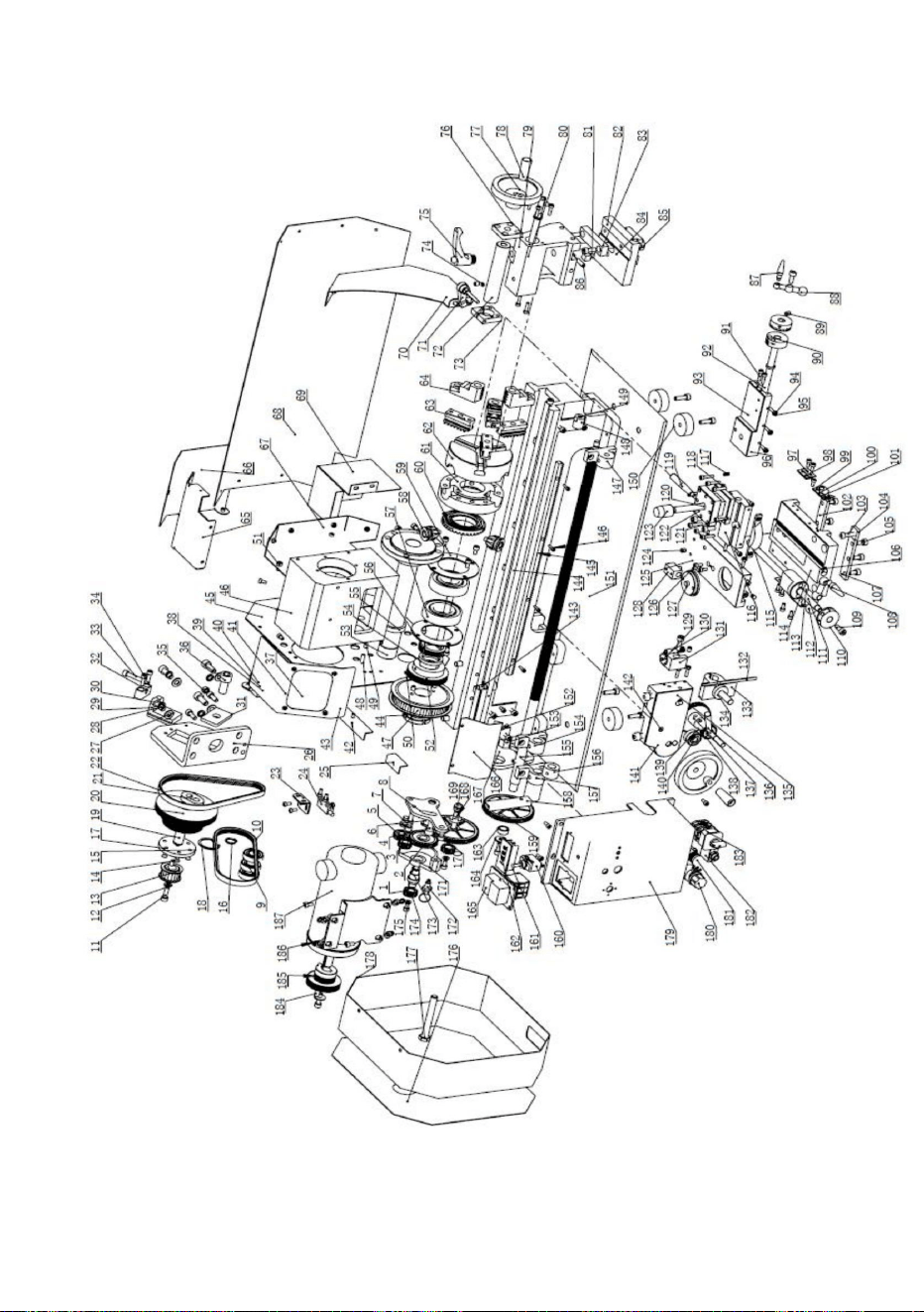
49
Assembléegénérale
Machine Translated by Google
50
Roulementàbilles
122
plaque
Levierdepoignée
1
1
Non.
23Plaquedemontage
5
110
1
Engrenage
7
112
Épingle
B4x4x8
1
Z20
124
Noix
Support
M4x10
109
Boulon
Goujon
Engrenage
9
1
1
1
121
Verrouillagedelaselle
6
118
Clé
1
105
111
113
1
2
Plaquedepresse
àselle
120
3
8
1
1
Échelleducadran
1
1
108
Clé
1
1
24
11
Boulon
Écroudetiged'outil
Description
Plaquedepresse
àselle
1
Rondelle
Printemps
1
13
1
2
11
M6x25
3
15
1
1
M6x20
19
Parties
Poteaud'outils
104
Ceinture
12
117
SpécificationQté
tête
1
1
Tapisencaoutchouc
M6x12
poignée
116Reposcomposé
14
20
102
107
roueàcourroie
1
10
Selle
1
Mesure
delavitesse
Description
Z25
Vis
18Rondelleélastique
1
Gib
Troisballes
1
SpécificationQté
1
Manche
2
Synchronisationdupont
Levierdesupportd'outil
101
6
115
Ceinture
Vis
1
11
Vis
8
M8x20
1
1
Non.
123
Engrenage
1
17
119
Tasseàhuile
2
Vis
Vismère
103
M8
C5x5x10
poulie
1
M4x20
Vis
1
114
22
Échelleducadran
16Rondelleélastique
Vis
4
106
1
6
Parties
6
1
1
coinmultiple
Z45
Boulond'engrenage
1
Vis
1
21Brasoscillant
1
Machine Translated by Google
51
1
C4x4x18
Noix
1
Tablier
Cléàécrou44
Positionnement
Vis
128
M12x25
Positionnement
28
M8x12
133
1
145
1
roueàcourroie
synchrone
32
Vis
Billed'acier
M4x20
M30x1,5
1
Roulementàbilles
Broche
Jointcoulissant
Fourchettedechangementdevitesse
127
36
1
1
35
Boulond'engrenage
144
26
Noix
1
37
Interrupteurdevoyage
1
C4x4x8
Rondelle
132
4
31
1
Deminoix
41
1
1
147
Vis
1
Équipementcombiné
1
Boulond'engrenage
150
Fenêtre
43Couvercledemandrin
Blocdetest
plaque
27
4
131
138
143
Gib
40Fourchedechangementdevitesse
M8x10x101
1
1
1
34
8
141
M3x12
151
Rondelleélastique30
Couvercledemandrin
1
Positionnement
Clé
4
M6
38
1
Glissièretransversale
149
Échelleducadran
Étagère
M4x6
M8x20
1
1
1
140
Vis
Curseur
18
Siège
Vis
1
M5x16
1
1
148
125
Noixd'alimentation
1
142
Clé
1
Siège
1
4
1
Disquepivotant
135
39
Chemindulit
Vis
Bacàfrites
1
47
Vis
1
Levier
1
50
9
M6x40
46Têtedepoupée
25
1
130
136
42
Vis
Piedencaoutchouc
126
1
137
33
1
139
146
29
49
M5x10
4
1
1
support
1
plaque
48
Vis
1
1
45Plaquedesupport
plaque
129
2
1
1
Vis
134
51
c
1
Arbre
Vismère
Blocfixe
Machine Translated by Google
52
1
76Couvercledecontrepointe
57
163
1
Monter
Poulie
Boulon
61Fonddemandrin
3
1
54
Changer
Couvercledumoteur
1
Épingle
2
1
1
1
Panneaudesupport
175
162
168
1
1
2
Engrenageconique
3
Manche
boîte
1
69
Levieràmain
153
78
1
1
Couvercledepalier
174
support
Engrenage
1
56
2
167
173
Noix
Transmission
1
1
1
152
2
couvercledeboîte
65
171
177
53
Vismère
Plaquedepositionnement
Plaqueantiéclaboussures
Vis
Rondelle
166
172
1
161
Manche
64
68
Rondelle
55
Boutonmarche/arrêt
1
52
1
60
Mâchoiredeserrage
67Plaqueantiéclaboussures
74
1
Transmission
2
1
Goujon
160
Couvercledumoteur
73Couvercledeverrouillage
1
Engrenage
1
Entretoise
1
59Couvercledepalier
Mâchoiredeserrage
170
75
levier
Engrenage
1
bloc
71
77Volantàmain
159
66
72
Entretoise
Volantàmain
Support
Vis
1
1
1
1
169
Z20
Vismère
63
Montage
del'interrupteur
poignéedeverrouillage
1
Engrenageconique
1
Penne
Entretoise
1
157
2
Réglable
1
178
1
158
1
156
Têtedemandrin62
1
Boulon
154
176
58
M6x16
1
M5x5
1
1
1
Roulementàbilles
1
165
1
Broche
2
Arbre
M10x80
Poussoiràbouton
1
Panneaunumérique
70Plaqueantiéclaboussures
164
1
2
155
Machine Translated by Google
53
protecteur
Clé
1
1
1
1
2
Voyantlumineux
179
Moteur
1
89
M4
Plaquedepresse
81
Boulon
2
Vismère
Noix
20
Contrepointe
Surcharge
185
poignée
repos
98
1
Boutondevitesse
83
M6x20
92
8
M4x16
100
181
187
1
87Levierdepoignée
Vis 8
97
1
82
Rondelleélastique
184
Troisballes
M6x8
Composé
Tapisen
caoutchouc
1
85
Boitierdecommande
1
1
91
Vis
2
80
plinthe
1
183
186
1
24
1
Interrupteurde
commutation
Poulie
1
1
99
1
Vis
84Blocsuspendu
Échelleducadran
96
94
Vis
79
Contrepointe
1
1
M4x16
11
Gib
Plaquedepresse
180
182
C5x5x201
90
88
93
2
Épingle
1
1
Clé
86
Vis
95
M4x10
Vismère
Machine Translated by Google

Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
Machine Translated by Google
MODELL:YS-1835A
„Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden,
stellen nur eine Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich
zu den großen Topmarken erzielen können, und decken nicht notwendigerweise alle von uns
angebotenen Werkzeugkategorien ab. Wir möchten Sie freundlich daran erinnern, bei Ihrer Bestellung
bei uns sorgfältig zu prüfen, ob Sie im Vergleich zu den großen Topmarken tatsächlich die Hälfte sparen.
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
DREHBANK BEDIENUNGSANLEITUNG
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch,
bevor Sie das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer
Bedienungsanleitung vor. Das Erscheinungsbild des Produkts richtet sich nach
dem Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut
informieren, wenn es Technologie- oder Software-Updates für unser Produkt gibt.
Sie haben Fragen zu unseren Produkten? Sie benötigen technischen Support? Dann kontaktieren
Sie uns gerne:
MODELL:YS1835A
Brauchen Sie Hilfe? Kontaktieren Sie uns!
DREHBANK
- 1 -
Machine Translated by Google
Wir sind stets bemüht, die Richtigkeit dieser Informationen zu überprüfen und versuchen,
jeden Artikel und jede Angabe zu verifizieren. Wir können jedoch nicht die volle Richtigkeit
der Informationen garantieren, was bedeutet, dass die gelieferte Ausrüstung im Detail von der
Beschreibung in der Anleitung abweichen kann. Darüber hinaus kann die Entwicklung
der Maschine bedeuten, dass die gelieferte Ausrüstung im Detail von den hierin beschriebenen
Beschreibungen abweichen kann. Es liegt daher in der Verantwortung des Benutzers, sich selbst
davon zu überzeugen, dass die beschriebene Ausrüstung oder das beschriebene Verfahren
für den beabsichtigten Zweck geeignet ist.
Zurückgesandte Waren müssen von einem Hinweis auf das Kaufdatum und einer
schriftlichen Erklärung zur Qualität des Produkts begleitet sein. Nach unserer Prüfung und
Bestätigung werden wir Ihre Produkte reparieren oder ersetzen oder den Kaufpreis
zurückerstatten. Wenn wir die Reparatur oder den Ersatz nicht rechtzeitig durchführen,
tragen wir die Kosten, die durch die Reparatur oder den Ersatz der Produkte entstehen. Wenn
der Schaden nicht auf die Qualität des Produkts, sondern auf unsachgemäße Bedienung durch
den Benutzer oder aus anderen Gründen zurückzuführen ist, trägt der Kunde die Kosten.
Hersteller und aus anderen Quellen. Wir sind bestrebt, die
Die in diesem Handbuch enthaltenen Informationen dienen als Leitfaden für den Betrieb dieser
Maschinen und stellen keinen Bestandteil eines Vertrags dar. Die darin enthaltenen
Daten wurden vom Maschinenhersteller übernommen.
Um Ihrer Garantieverpflichtung nachzukommen, senden Sie das Produkt oder Teil mit
Qualitätsproblemen bitte frankiert zur Überprüfung an uns zurück.
Wir unternehmen alle Anstrengungen, um die Qualität unserer Produkte sicherzustellen, und
versprechen den Verbrauchern, dass wir auf unsere Produkte eine einjährige Garantie
gewähren, mit Ausnahme von Maschinenschäden, die durch unsachgemäße
Bedienung durch den Kunden verursacht wurden, und daraus resultierenden Unfällen
sowie anormalem Verschleiß und Schäden, die durch mangelnde Wartung verursacht wurden.
QUALITÄTSSICHERUNG
ANGELEGENHEITEN, DIE AUFMERKSAMKEIT ERFORDERN
- 2 -
Machine Translated by Google
Gefahr!
Symbol
Befolgen Sie immer die unten aufgeführte Empfehlung.
ein Unfall. Um das Risiko von Verletzungen, Feuer oder Stromschlag zu verringern,
Vorsichtsmaßnahme, Warnung oder Gefahr. Das Ignorieren dieser Warnung kann zu
Vorsicht vor Klemmen
Warnung: Tragen Sie bei der Verwendung dieses Produkts unbedingt einen Augenschutz.
Dieses Symbol vor einem Sicherheitshinweis weist auf eine Art
Warnung - Um das Verletzungsrisiko zu verringern, muss der Benutzer die Anweisungen lesen
Wechselstrom
Warnung: Tragen Sie bei der Verwendung dieses Produkts unbedingt einen Gehörschutz.
Lesen Sie das Handbuch sorgfältig durch.
Beschreibung
Stromschlag! Verletzungsgefahr durch Stromschlag!
Symbol
Gefahr von Personen- oder Umweltschäden! Gefahr von
Produktspezifikationen. Wir werden kontinuierlich daran arbeiten, die
Qualität unserer Produkte.
Unser Unternehmen behält sich das Recht vor, Änderungen an dieser Spezifikation vorzunehmen und
Erlaubnis.
Alle Rechte vorbehalten. Reproduktion oder Vervielfältigung ist nicht gestattet ohne
- 3 -
Machine Translated by Google
Bewahren Sie alle Sicherheitshinweise und Anweisungen für die Zukunft auf.
WARNUNG: Lesen Sie alle Sicherheitswarnungen, Anweisungen,
Abbildungen und Spezifikationen, die mit dieser Maschine geliefert werden. Die
Nichtbeachtung aller unten aufgeführten Anweisungen kann zu Stromschlag, Brand
und/oder schweren Verletzungen führen.
Kein Ermüdungsbetrieb
Während der Reparatur nicht drehen
Der Betrieb ist keine Telefonanrufe
Kein Öl während des Betriebs nachfüllen
Entsorgungshinweise: Dieses
Produkt unterliegt den Bestimmungen der europäischen Richtlinie 2012/19/EU. Das
Symbol einer durchgestrichenen Mülltonne weist darauf hin, dass das Produkt in der
Europäischen Union einer getrennten Müllentsorgung unterliegt. Dies gilt für das Produkt
und alle mit diesem Symbol gekennzeichneten Zubehörteile. So
gekennzeichnete Produkte dürfen nicht im normalen Hausmüll entsorgt werden, sondern
müssen an einer Sammelstelle für das Recycling von elektrischen und elektronischen
Geräten abgegeben werden.
Kein Zutritt zu automatischen Maschinen im Betrieb Nur autorisiertes Personal
Stecken Sie Ihre Hände nicht in die Schutzvorrichtung, wenn die Maschine in Betrieb ist.
Geräte
- 4 -
Machine Translated by Google

- 5 -
3. Verhindern Sie, dass die Maschine unbeabsichtigt anläuft. Schalten Sie den Motor aus
6. Zubehör regelmäßig schmieren und austauschen.
in die richtige Position.
12. Verwenden Sie die Maschine nicht in gefährlichen Umgebungen.
13. Kindern ist der Zutritt zur Arbeitsstätte verboten, und nicht in Betrieb befindliche
16. Tragen Sie während des Betriebs eine Schutzbrille.
5. Verwenden Sie die richtigen Werkzeuge. Verwenden Sie für die Bearbeitung das richtige Werkzeug oder Werkstück.
Werkzeug nach Belieben. Lesen Sie vor der Inbetriebnahme die Anweisungen.
11. Halten Sie den Arbeitsplatz sauber, schmutzige Arbeitsumgebung ist leicht zu
15. Kleiden Sie sich angemessen. Tragen Sie keine weite Kleidung, Handschuhe, Krawatten, Ringe,
Das Personal sollte einen Sicherheitsabstand vom Arbeitsbereich einhalten.
Schalten Sie die Stromversorgung ein, bevor Sie das Werkstück oder Werkzeug einspannen.
Tiefe und Vorschubgeschwindigkeit.
mit dem Betrieb der Drehmaschine vertraut sind, verwenden Sie die Maschine nicht
9. Überprüfen Sie die Funktionsfähigkeit aller beweglichen Teile. Alle Teile müssen installiert sein
10. Wenn die Maschine läuft, darf der Bediener den Arbeitsplatz nicht verlassen.
18. Halten Sie Ihre Hände von beweglichen Teilen der Maschine fern.
vor Feuchtigkeit geschützt. Für gute Beleuchtung sorgen.
Schraubenschlüssel und Bohrfutterschlüssel werden entfernt.
Stromversorgung.
Arbeiten Sie nicht in feuchten Räumen. Stellen Sie sicher, dass elektrische Komponenten
2. Bevor Sie die Maschine starten, überprüfen Sie bitte, ob die Werkzeugauflage
7. Bevor Sie die Maschine einstellen oder reparieren, trennen Sie unbedingt die
17. Achten Sie auf Ihren Stand und halten Sie stets das Gleichgewicht.
beim Verlassen der Werkstatt.
zu Unfällen führen.
1. Vor dem Starten der Werkzeugmaschine sollte sich die Sicherheitsabdeckung im
Halten Sie das Werkzeug scharf und sauber, um einen normalen und sicheren Betrieb zu gewährleisten.
Armbänder, Schmuck etc. Tragen Sie zur Sicherheit rutschfeste Schuhe. Wenn Sie lange Haare haben,
tragen Sie bitte einen Arbeitshelm.
Die Werkzeugmaschine sollte von erfahrenem Personal bedient werden. Wenn Sie nicht
4. Schneiden Sie nicht mit Gewalt. Schneiden Sie gemäß der eingestellten Schnittgeschwindigkeit,
Beschädigte Teile müssen umgehend repariert werden.
14. Um Kinder vom Arbeitsbereich fernzuhalten. Die Tür sollte verschlossen sein
8. Bitte überprüfen Sie die Sicherheitsleistung der Maschine, bevor Sie sie starten.
Machine Translated by Google

- 6 -
22. Bitte beachten Sie diese Warnungen, da es sonst zu schweren Verletzungen kommen kann.
Bedienung der Maschine und ist kein Schulungshandbuch.
23. Die Maschine erzeugt beim Schleifen, Sägen, Schleifen und Bohren schädliche Chemikalien.
Um die
20. Lesen und verstehen Sie alle an der Maschine angebrachten Warnhinweise.
Schäden durch diese Chemikalien, arbeiten Sie bitte in einem gut belüfteten Raum und
21. Dieses Handbuch dient ausschließlich dazu, den Kunden mit den
19. Führen Sie keine Einstellvorgänge bei laufender Maschine durch.
Schutzvorrichtungen tragen. Zum Beispiel Partikelfiltermasken.
Machine Translated by Google
Die in dieser Spezifikation enthaltenen allgemeinen Angaben sind unverbindlich.
- 7 -
Spindelstock
0,02 ~ 0,20 mm/U
820*380*462 mm
0-360,720,1100,2200 U/min
Höhe der Spindelmitte
110 V~60 Hz/220-240 V~50 Hz, 1 Ph
Durchmesser Spannfutter
Maximaler Verfahrweg des Kreuzschlittens
90 mm
YS-1835A
20 mm
Länge, Breite und Höhe
9
Breite des Bettes
Bereich des Quervorschubs
MT2
Verschiedenes
Werkzeughaltertyp
Verjüngung in der Spindelnase
110 mm
Auswahl an metrischen Gewinden
50 mm
Maximaler Schlittenweg Reitstock
Hauptmotor
90 mm
Bereich des Längsvorschubs
50 mm
4-Variable
12~52 Zähne
PI 0,1~0,20 mm/U
Nettogewicht: 49,1 kg; Bruttogewicht: 57,7 kg
Schwung über Querseite
Verbindung und Wagen
Kegel in der Reitstockspindel
Loch durch Spindel
180 mm
Anzahl metrischer Gewinde
4-Wege
Typnummer
Spindeldrehzahlbereich
350 mm
Sortiment an ImperiaI-Fäden
295mm
100 mm
18
Schaukel über dem Bett
Paketgröße
ÿ16-1,5 mm
Entfernung zwischen Mittelpunkten
Zuführen und Einfädeln
Anzahl der Spindeldrehzahlen
Maximaler Querschlittenweg
/500 W,
760 × 330 × 330 (mm)
Anzahl der ImperiaI-Threads
60 mm
Kapazitäten
MT3
0,5 bis 2,5 mm
Produktgewicht
Leitspindel
Reitstockspindelweg
TECHNISCHE PARAMETER
Machine Translated by Google

1
Abb.1
4. Spezifikation
5 Sechskantschlüssel-Sätze 2,5/3/4/5/6 mm
8 Wechselräder (30T, 35T, 40T, 40T, 45T, 50T, 60T, 60T)
Zahlung)
rest Folgen
Zubehör im Werkzeugkasten (Abb. 1 )
2. Hintere Chipplatte
Außenbacken für das 3-Backenfutter
Schlitzschraubendreher
Center
1
1
1
1. Ölwanne
Ölpistole
Bohrfutterschlüssel für das 3-Backenbohrfutter
ausruhen
Platte (Anschlussplatte)
Doppelmaulschlüssel (8/10,12/14,13/16)
1
1 Totpunkt MT3
3
5. Werkzeugkasten
1 Totpunkt MT2
Vierbackenfutter und Rücken
1
3
3. Dreibackenfutter
3 Handradhebel
SonderzubehörÿZubehör, das zusätzliche
Standardzubehör
1
Live
Stetig
Bohrfutter und Pleuel
1
Kreuzschlitzschraubendreher
1
- 8 -
Machine Translated by Google
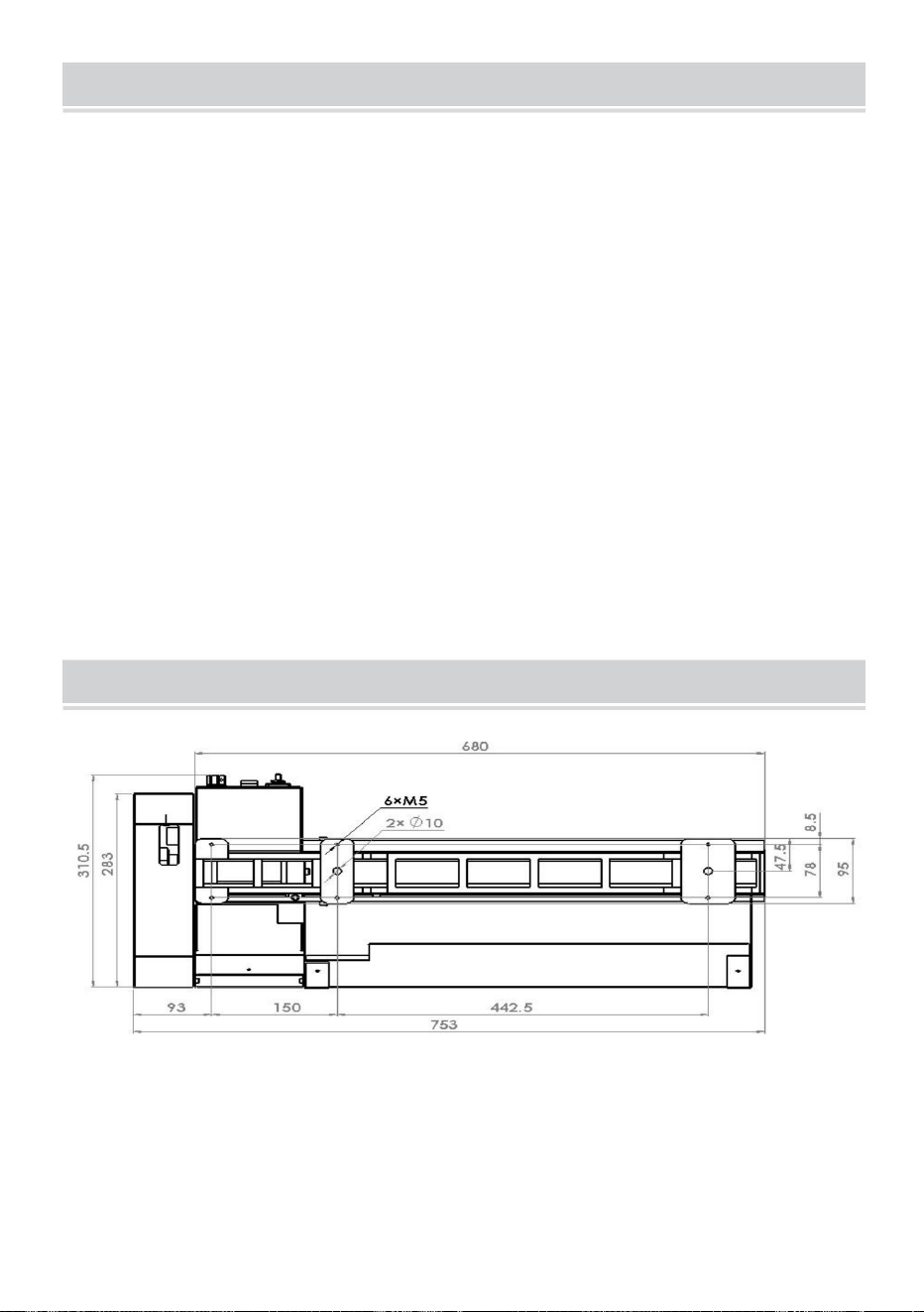
4. Wählen Sie einen trockenen, gut beleuchteten Standort für die Drehbank.
Kerosin oder Dieselkraftstoff. Verwenden Sie keine Farbverdünner, Benzin oder Lack
3. Schrauben Sie die Drehbank vom Boden der Versandkisten ab.
7. Reinigen Sie alle rostgeschützten Oberflächen mit einem milden handelsüblichen Lösungsmittel.
Packliste.
Durchgangsbolzen für beste Leistung.
2. Überprüfen Sie alle Zubehörteile der Werkzeugmaschine gemäß den
und waagerecht. Schrauben Sie die Drehbank an den Ständer (falls verwendet). 1f mit einer Werkbank,
Baugruppe und bestreichen Sie alle Zahnräder mit schwerem, nicht schleuderndem Fett.
Abb. 2
1. Entfernen Sie die Holzkiste rund um die Drehbank
6. Um ein Verdrehen des Bettes zu vermeiden, muss die Drehbank absolut eben stehen
Kistenboden. Nicht an der Spindel anheben. Stellen Sie sicher, dass die Drehbank ausbalanciert ist
8. Entfernen Sie die Endgetriebeabdeckung. Reinigen Sie alle Komponenten des Endgetriebes
bevor Sie auf eine stabile Bank oder einen Ständer wechseln.
5. Mit geeignetem Hebezeug die Drehmaschine langsam vom Versandboden heben
Oberflächen mit einem dünnen Film aus 20W Maschinenöl.
genügend Platz, um Wartungsarbeiten an der Drehmaschine von allen vier Seiten durchführen zu können.
Verdünner. Diese beschädigen lackierte Oberflächen. Decken Sie alle gereinigten
AUSPACKEN UND REINIGEN
FUNDAMENTZEICHNUNG
- 9 -
Machine Translated by Google
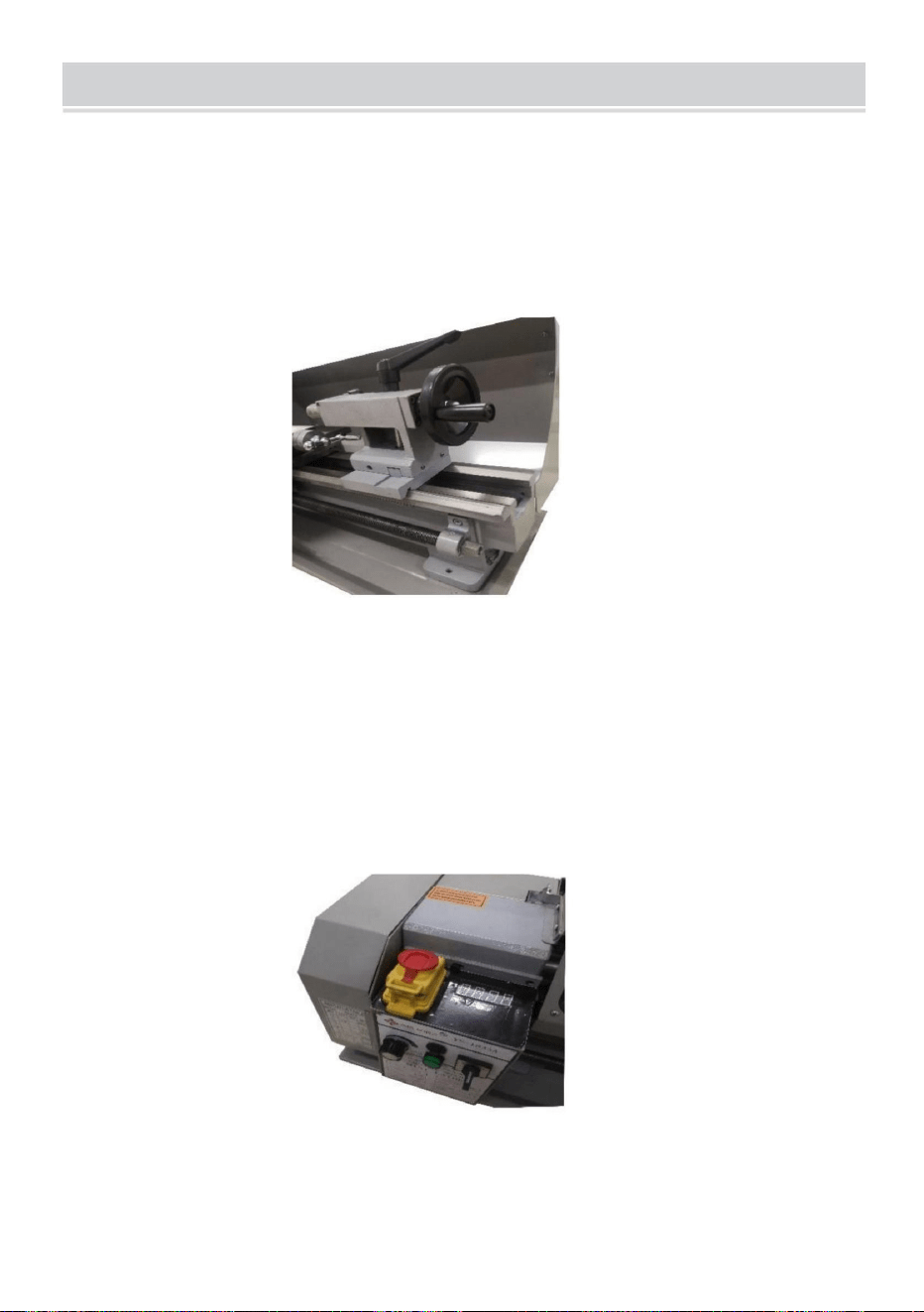
Abb. 4
Abb. 3
Das Drehmaschinenbett ist aus hochwertigem Eisen gefertigt. Durch die Kombination hoher
Wangen mit starken Querrippen entsteht ein Bett mit geringer Vibration und
Steifigkeit. Es integriert den Spindelstock und die Antriebseinheit zur Befestigung des
Schlittens und der Leitspindel. Das präzisionsgeschliffene, durch Wärmehärtung und
Schleifen verstärkte V-förmige Seitenteil ist die genaue Führung für den Schlitten und
den Reitstock. Der Hauptmotor ist an der Rückseite der linken Seite des Betts montiert.
Spindelstock (Abb. 4)
Drehbankbett (Abb. 3)
Allgemeine Beschreibung
Die Hauptspindel überträgt das Drehmoment beim Drehvorgang und dient gleichzeitig der
Aufnahme von Werkstücken und Spannmitteln (z. B. 3-Backenfutter).
Der Spindelstock ist aus hochwertigem, vibrationsarmem Gusseisen gegossen. Er ist mit
vier Schrauben am Bett festgeschraubt. Der Spindelstock beherbergt die Hauptspindel mit
zwei Präzisions-Kegelrollenlagern und die Antriebseinheit.
- 10 -
Machine Translated by Google
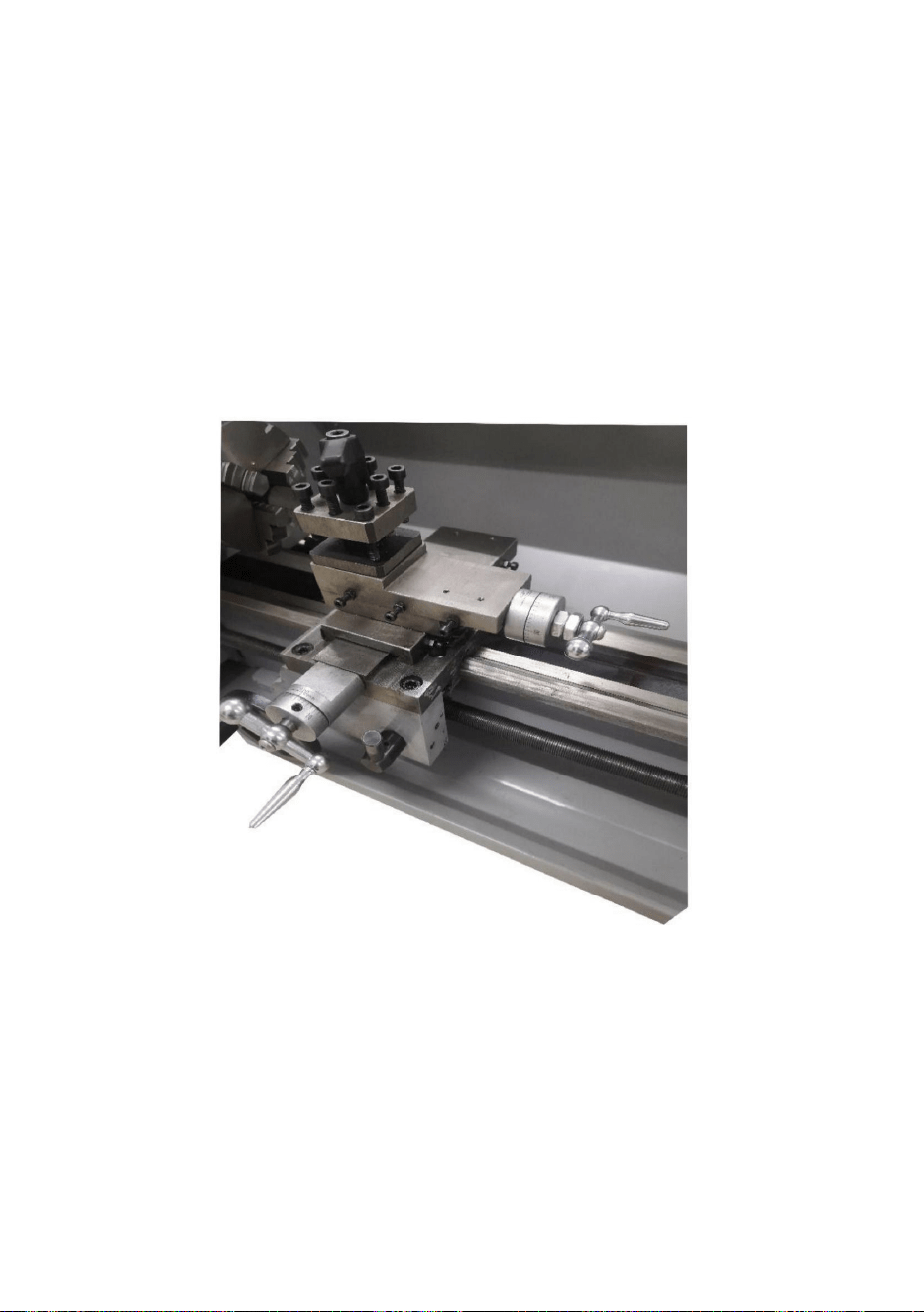
Abb. 5
Bewegen Sie den Querschlitten mit dem bequem positionierten Handrad. Am Handrad befindet sich ein
Skalenring.
Der Schlitten ist aus hochwertigem Gusseisen gefertigt. Die Gleitteile sind glatt geschliffen. Sie
passen ohne Spiel in das V auf dem Bett. Die unteren Gleitteile lassen sich leicht und einfach einstellen.
Der Querschlitten ist auf dem Schlitten montiert und bewegt sich auf einer Schwalbenschwanzführung. Das
Spiel im Querschlitten kann mit den Keilen eingestellt werden.
Schlitten (Abb. 5)
Auf dem oberen Schlitten ist ein Vierwege-Werkzeughalter angebracht, mit dem sich vier Werkzeuge
festklemmen lassen. Lösen Sie den mittleren Klemmgriff, um eines der vier Werkzeuge in die richtige
Position zu drehen.
Abb.5
- 11 -
Machine Translated by Google
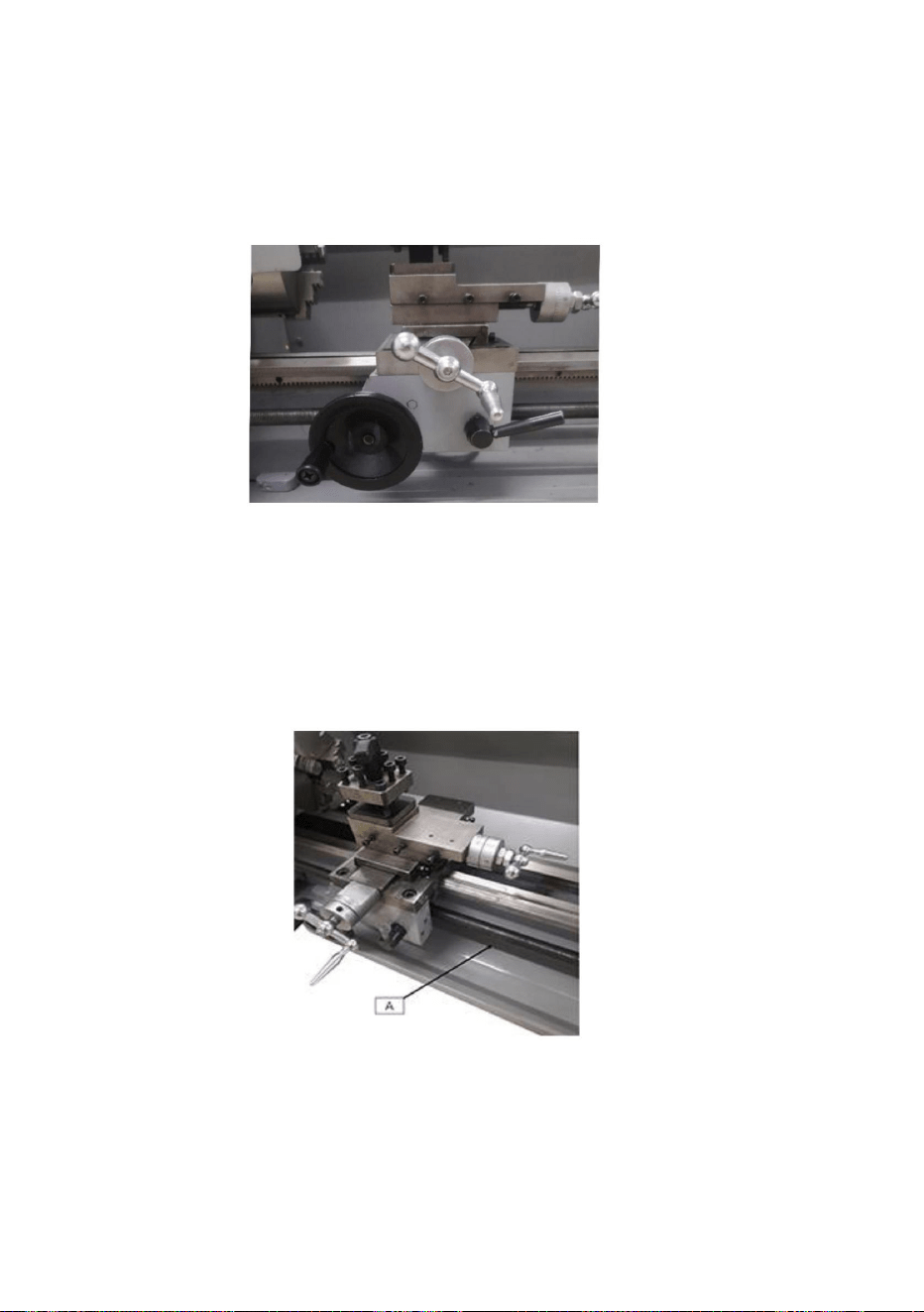
Abb. 6
Abb.7
Eine auf dem Bett montierte Zahnstange und ein durch ein Handrad am Schlitten betätigtes
Ritzel ermöglichen eine schnelle Bewegung der Schürze.
Leitspindel (Abb. 7)
Die Schürze ist auf dem Bett montiert. Sie beherbergt die Halbmutter mit einem Einrasthebel
zur Aktivierung des automatischen Vorschubs. Die Keile der Halbmutter können von außen
eingestellt werden.
Schürze (Abb. 6)
Die Leitspindel (A, Abb. 7) ist an der Vorderseite des Maschinenbetts montiert. Sie ist für den
automatischen Vorschub links mit dem Getriebe verbunden und wird an beiden Enden
durch Lager gestützt.
- 12 -
Machine Translated by Google

Abb.8
1.Not-Aus-Taste: 0N/0FF-Schalter (D, Abb. 9)
Die Maschine wird mit der EIN/AUS-Taste ein- und ausgeschaltet. Durch Drücken werden alle
Maschinenfunktionen gestoppt. Zum Neustarten die Abdeckung anheben und die EIN-Taste drücken.
Betriebsausstattung
2. Umschalter (E, Abb. 9)
Beachten:
Um ein Herunterfallen des Reitstocks vom Maschinenbett zu verhindern, montieren Sie die
Sicherungsschraube (C, Abb. 8) am Ende der Drehmaschine.
Der Reitstock gleitet auf einer V-Schiene und kann an jeder beliebigen Stelle festgeklemmt
werden. Der Reitstock verfügt über eine Hochleistungsspindel mit Morsekegel Nr. 2 und einer
Skala. Die Spindel kann mit einem Klemmhebel an jeder beliebigen Stelle festgeklemmt
werden. Die Spindel wird mit einem Handrad am Ende des Reitstocks bewegt.
Reitstock (Abb. 8)
Nach dem Einschalten der Maschine den Schalter auf Position „F“
stellen, um die Spindel
gegen den Uhrzeigersinn (vorwärts) zu drehen. Den Schalter auf Position „R“ stellen
- 13 -
Machine Translated by Google
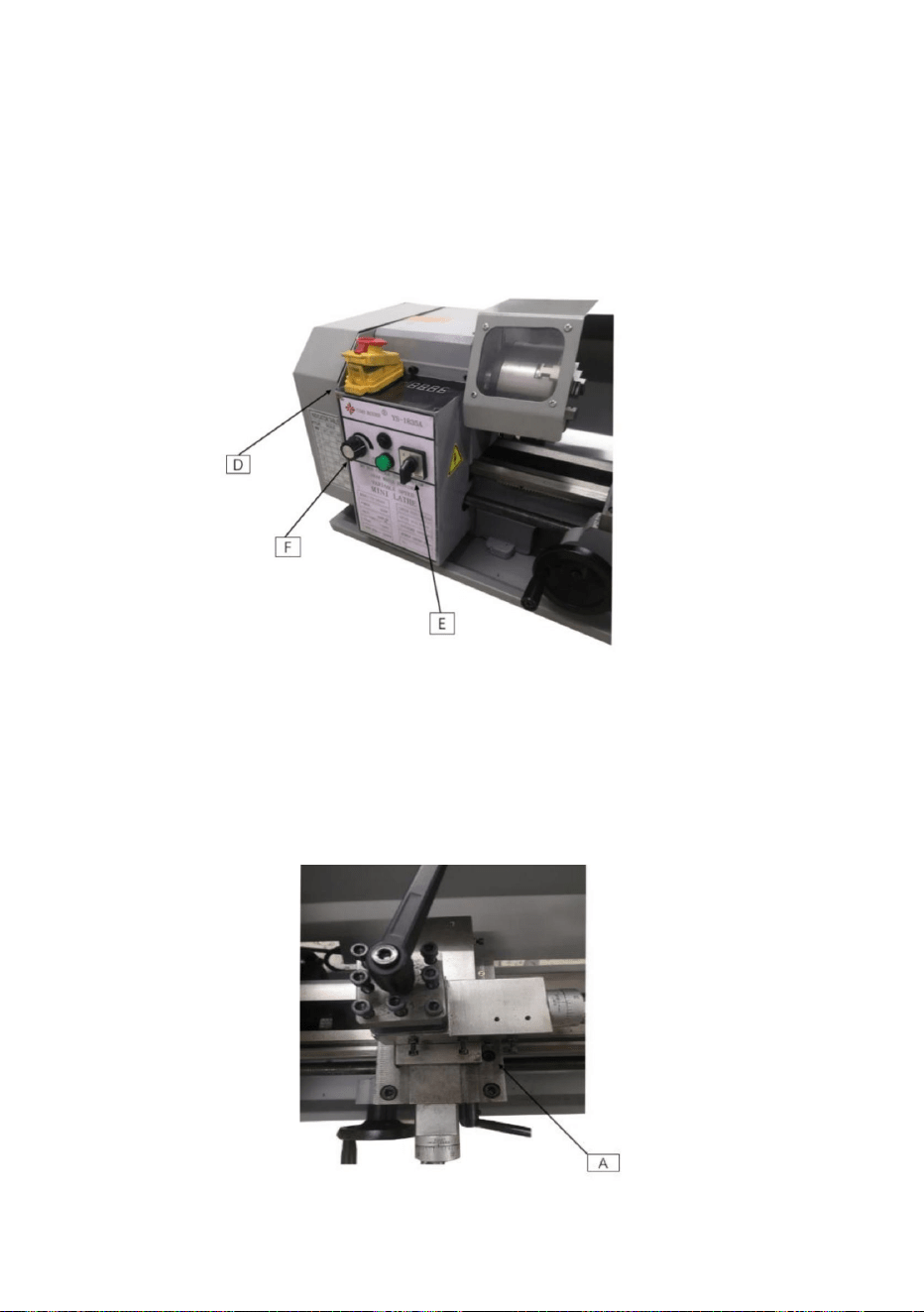
- 14 -
Drehen Sie den Schalter im Uhrzeigersinn, um die Spindeldrehzahl zu erhöhen. Drehen Sie den Schalter
gegen den Uhrzeigersinn, um die Spindeldrehzahl zu verringern. Die mögliche Drehzahl
Abb. 9
4ÿSchlittensperre
die Spindel bleibt im Leerlauf.
Reichweite ist abhängig von der Position des Antriebsriemens.
3. Schalter zur variablen Geschwindigkeitsregelung (F, Abb. 9)
Position für Spindeldrehung im Uhrzeigersinn (Rückwärts). Die Position „O“ bedeutet AUS und
Zum Entriegeln gegen den Uhrzeigersinn drehen und lösen.
Es kann zu automatischen Vorschüben oder Schäden an der Drehmaschine kommen.
Achtung: Die Schlittenverriegelungsschraube muss vor dem Einrasten gelöst werden
Drehen Sie die Innensechskantschraube (A, Abb. 10) im Uhrzeigersinn und ziehen Sie sie zum Kontern fest.
Abb.10
Machine Translated by Google
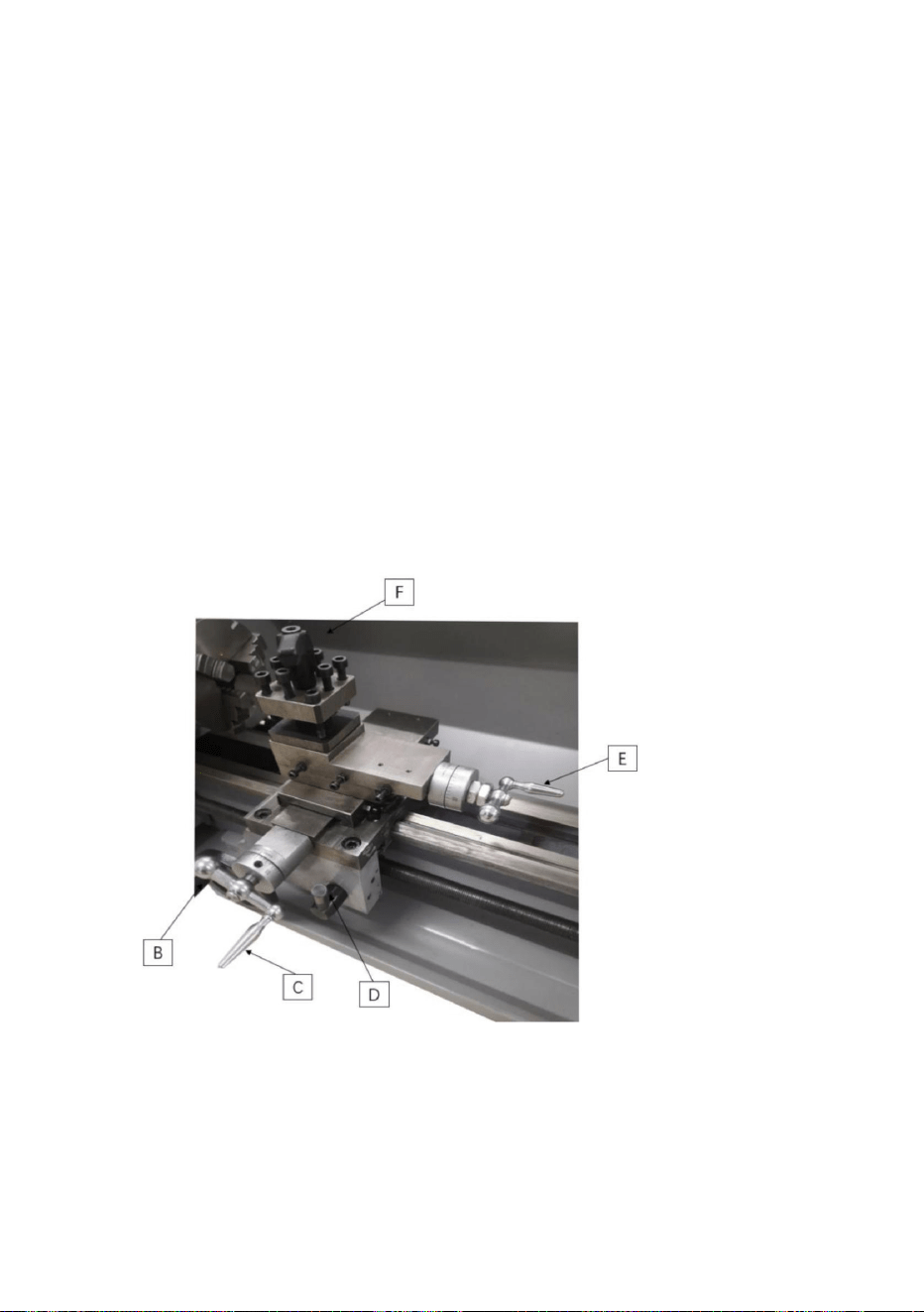
- 15 -
Baugruppe in Richtung Spindelstock (links).
6ÿQuerverstellhebel (C, Abb. 11)
7ÿHalbmutter-Einrückhebel (D, Abb. 11)
Zum Einkuppeln den Hebel nach unten bewegen. Zum Auskuppeln den Hebel nach oben bewegen.
Drehen Sie das Handrad im Uhrzeigersinn, um die Schürzenbaugruppe in Richtung Heck zu bewegen
Durch Drehen im Uhrzeigersinn wird der Querschlitten zur Rückseite der Maschine bewegt.
Lager (rechts). Drehen Sie das Handrad gegen den Uhrzeigersinn, um die Schürze zu bewegen
5ÿLängsverstellungs-Handrad (B, Abb. 11)
Zum Lösen gegen den Uhrzeigersinn drehen und zum Festziehen im Uhrzeigersinn.
Werkzeughalter, wenn der Hebel entriegelt ist.
9ÿWerkzeughalter-Klemmhebel (F, Abb. 11)
8ÿVerschiebungshebel für zusammengesetzte Auflage (E, Abb. 11)
Zum Verschieben oder Positionieren im oder gegen den Uhrzeigersinn drehen.
Abb.11
Machine Translated by Google
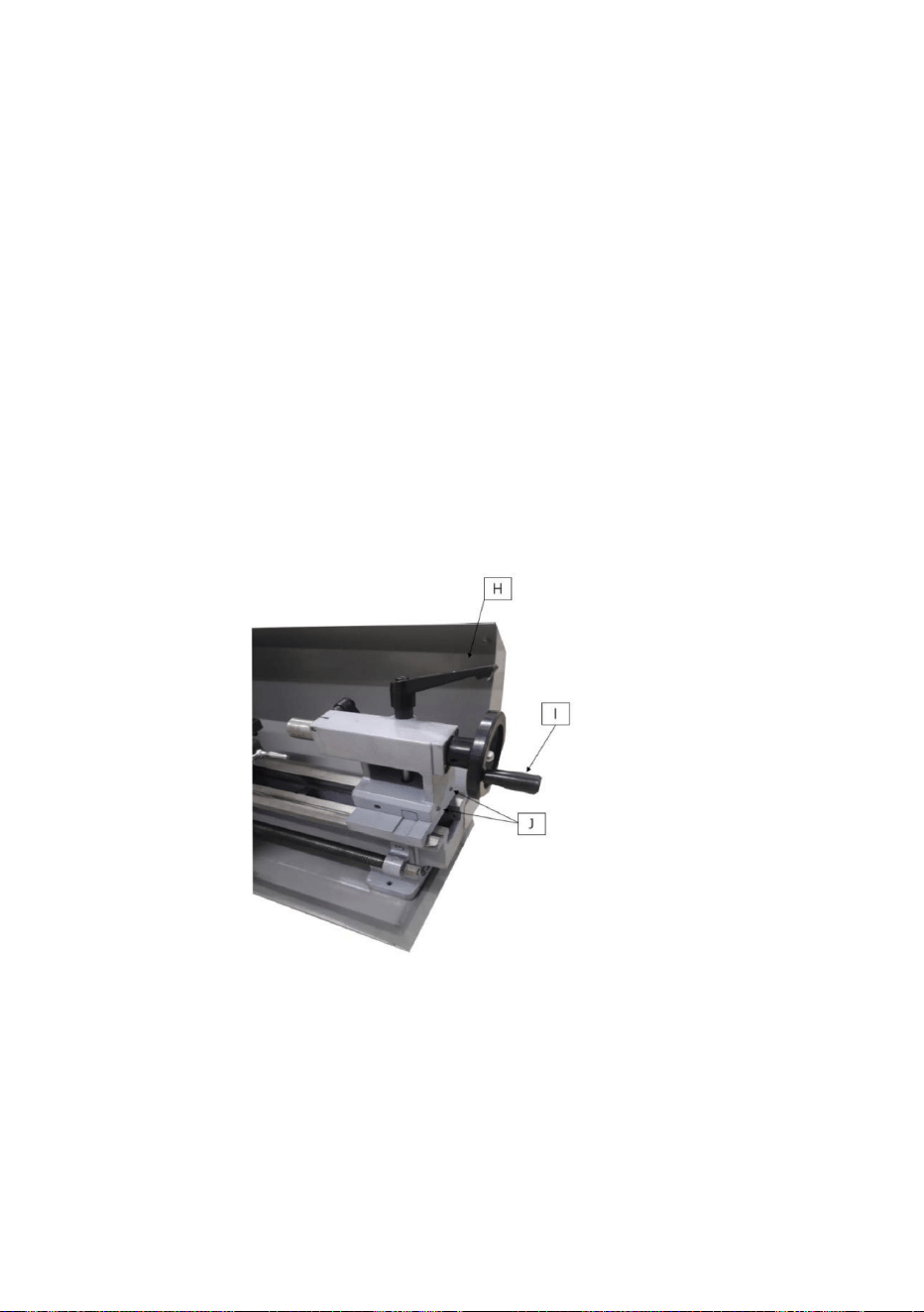
- 16 -
Drehen Sie im Uhrzeigersinn, um die Feder vorzuschieben. Drehen Sie gegen den Uhrzeigersinn, um
die Feder zurückziehen.
Zwei Stellschrauben an der Schaftbasis dienen zum Versetzen der
Reitstock zum Schneiden von Kegeln. Lösen Sie die Feststellschraube am Ende des Reitstocks. Lösen
11ÿReitstock Pinolenverstellung Handrad (I, Abb. 12)
12ÿReitstockversatzeinstellung (J, Abb. 12)
Drehen Sie den Hebel im Uhrzeigersinn, um die Spindel zu verriegeln, und gegen den
Uhrzeigersinn, um sie zu entriegeln.
10ÿReitstock-Pinolenklemmhebel (H, Abb. 12)
eine Seite Stellschraube, während Sie die andere festziehen, bis der Versatz
wird auf der Skala angezeigt. Feststellschraube festziehen.
Abb. 12
Machine Translated by Google

- 17 -
die gleichen Stellschrauben und Muttern.
Dies wird durch den Vergleich der Werkzeugspitze mit der Spitze des Mittelpunktes erreicht.
Flansch, um das Spannfutter zu entfernen. Neues Spannfutter positionieren und mit
Mittelachse des Werkstücks. Die richtige Höhe des Werkzeugs kann
Schrauben und Muttern (A, Abb. 13 nur zwei dargestellt) am Drehfutter
Der Schnittwinkel ist richtig, wenn die Schneide in einer Linie mit der
Die Kopfspindelhalterung ist zylindrisch. Lose drei Satz
Um optimale Ergebnisse zu erzielen, sollte der Werkzeugüberhang auf mindestens 3/8 Zoll oder weniger
beschränkt werden.
Austausch des Spannfutters
Spannen Sie den Drehmeißel in den Werkzeughalter ein.
sich unter der bei der Spanbildung entstehenden Schnittkraft zu verbiegen.
BETRIEB
WERKZEUGEINRICHTUNG
Das Werkzeug muss fest eingespannt sein. Beim Drehen neigt das Werkzeug dazu,
unter dem Werkzeug, um die erforderliche Höhe zu erreichen. (Abb. 14)
im Reitstock montiert. Verwenden Sie ggf. Distanzscheiben aus Stahl
Abb. 13
Machine Translated by Google
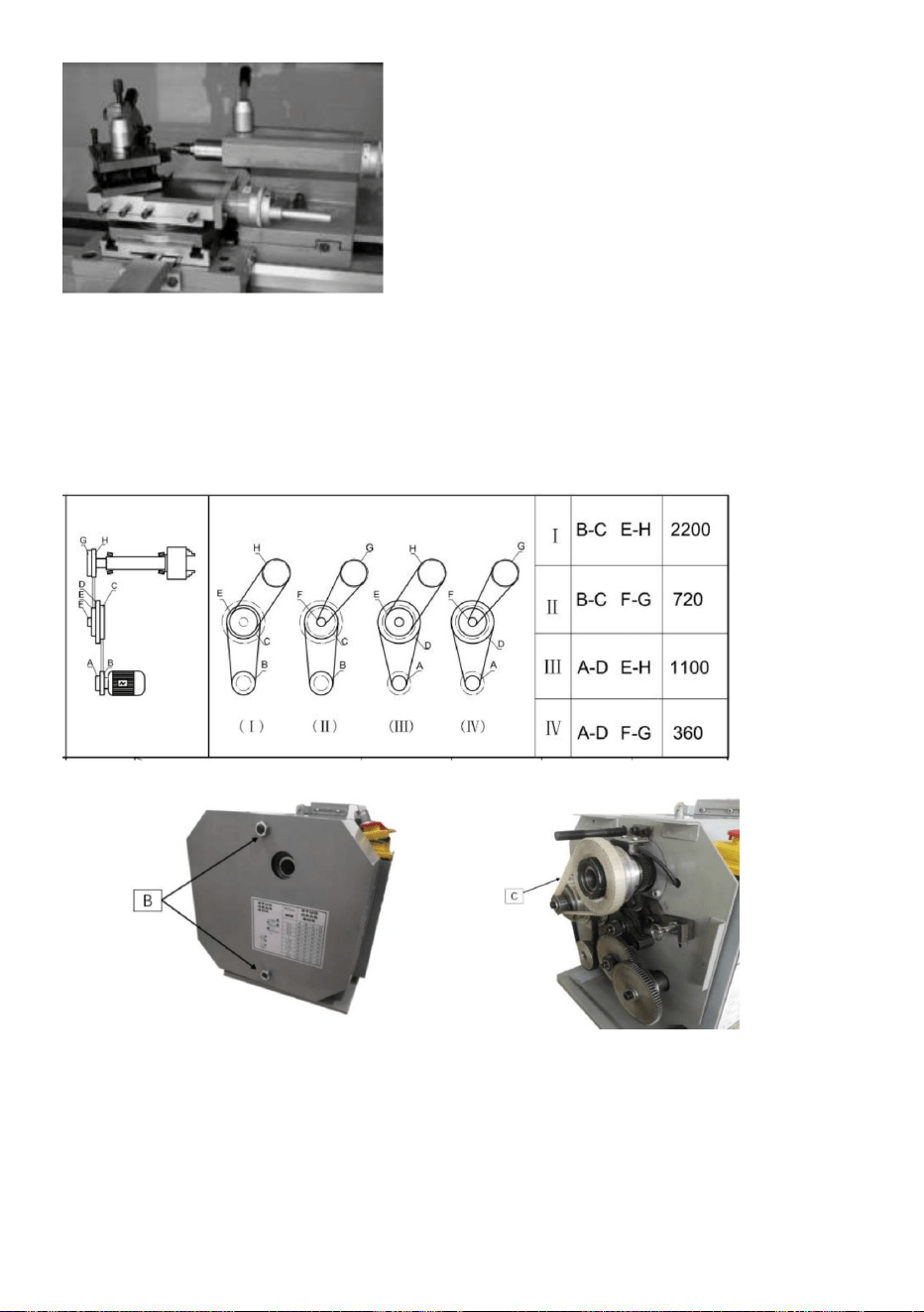
- 18 -
Abb. 14
Die beiden Befestigungsschrauben (B, Abb.15) lösen und die Schutzkappe entfernen.
Stellen Sie den Keilriemen (C, Abb. 16) auf die entsprechende Position ein.
Abdeckung.
Geschwindigkeit ändern
Spannrolle festziehen und Mutter wieder festziehen.
Abb. 15 Abb. 16
Machine Translated by Google
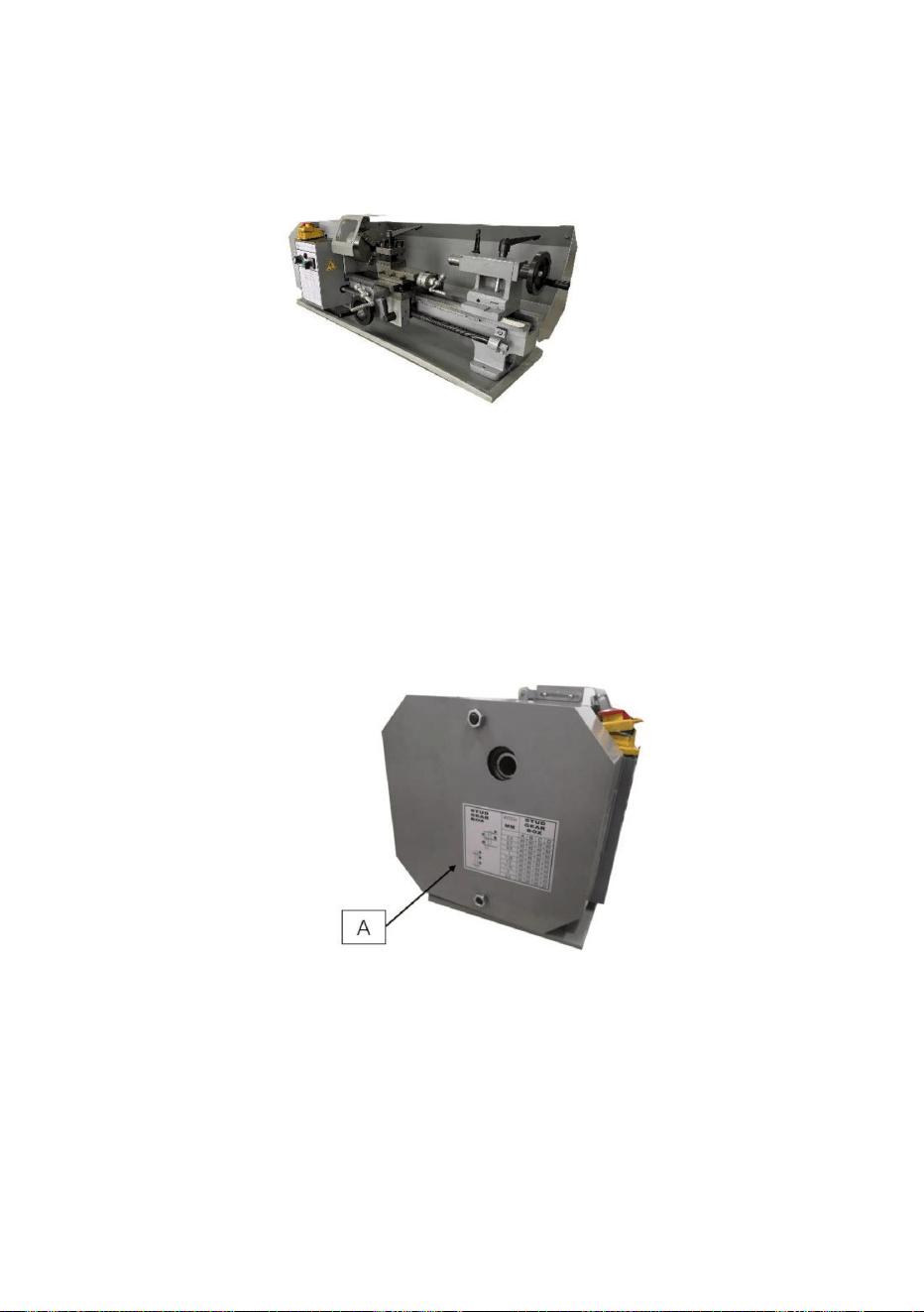
- 19 -
Manuelles Drehen .
Schürzenbewegung, Querbewegung und Handrad des oberen Schlittens können für
Längs- oder Querzufuhr bedient werden. (Abb. 17)
Längsdrehen mit automatischem Vorschub Verwenden
Sie die Tabelle (A, Abb. 18) an der Drehmaschine, um die Vorschubgeschwindigkeit oder die
Gewindesteigung auszuwählen. Passen Sie das Wechselrad an, wenn der erforderliche
Vorschub oder die Gewindesteigung mit dem installierten Zahnradsatz nicht erreicht werden kann.
Abb. 17
Abb. 18
Machine Translated by Google
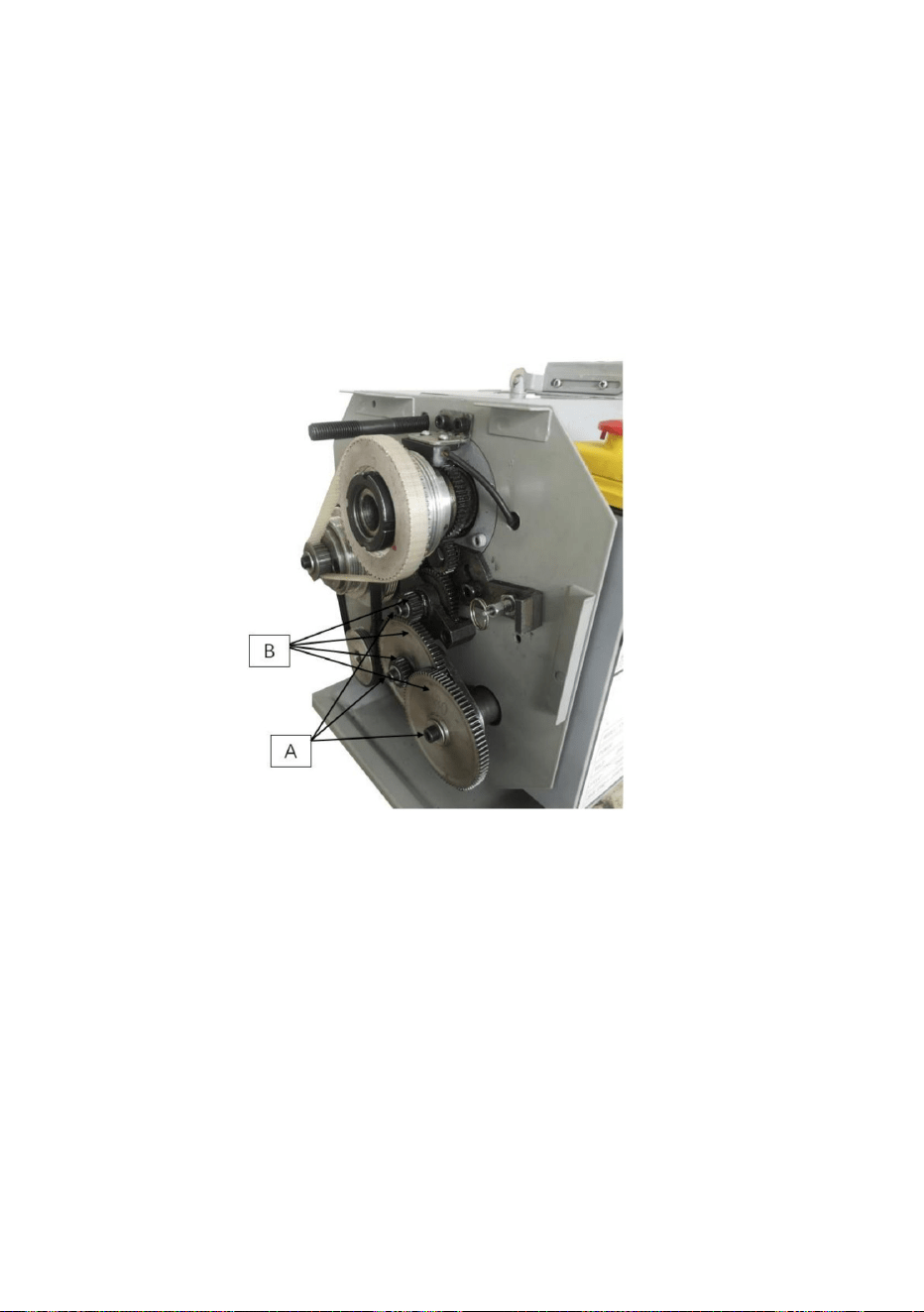
Abb. 19
die Vorderseite.
3. Die Mutter (A, Abb.19) abschrauben, um die Wechselräder vom
4. Die Zahnradpaare (B, Abb. 19) entsprechend den Gewinde- und Vorschubanweisungen montieren.
Maschine an die Stromversorgung anschließen.
2. Die beiden Befestigungsschrauben lösen und die Schutzabdeckung abnehmen.
Diagramm (Abb. 20) und schrauben Sie die Mutter wieder fest.
1. Trennen Sie die Maschine von der Stromquelle.
Austausch der Wechselräder
5. Montieren Sie die Schutzabdeckung des Spindelstocks und schließen Sie die
- 20 -
Machine Translated by Google
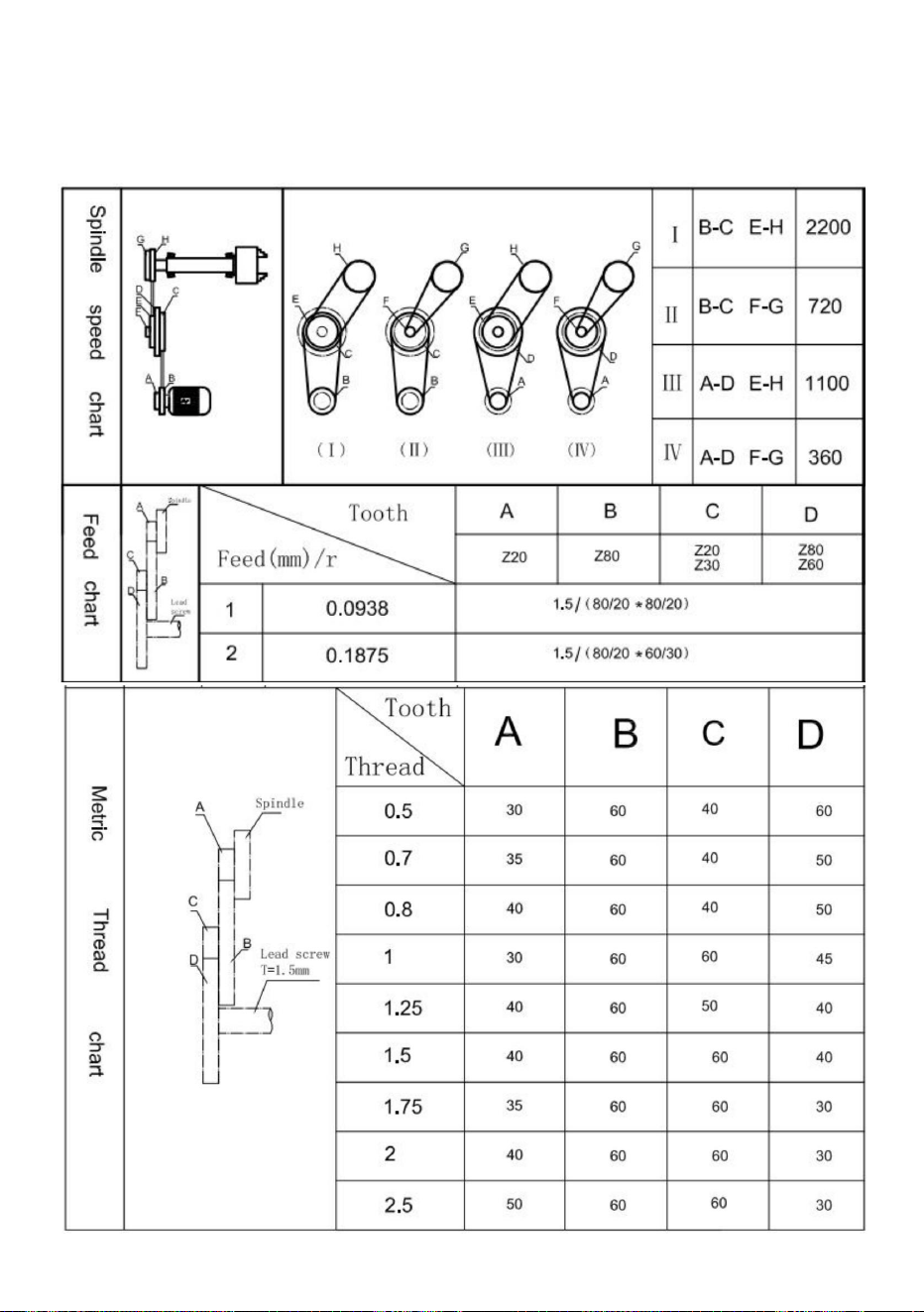
- 21 -
Teilungsplatte (Abb. 20)
EINFÄDEL- UND ZUFÜHRDIAGRAMM
Machine Translated by Google
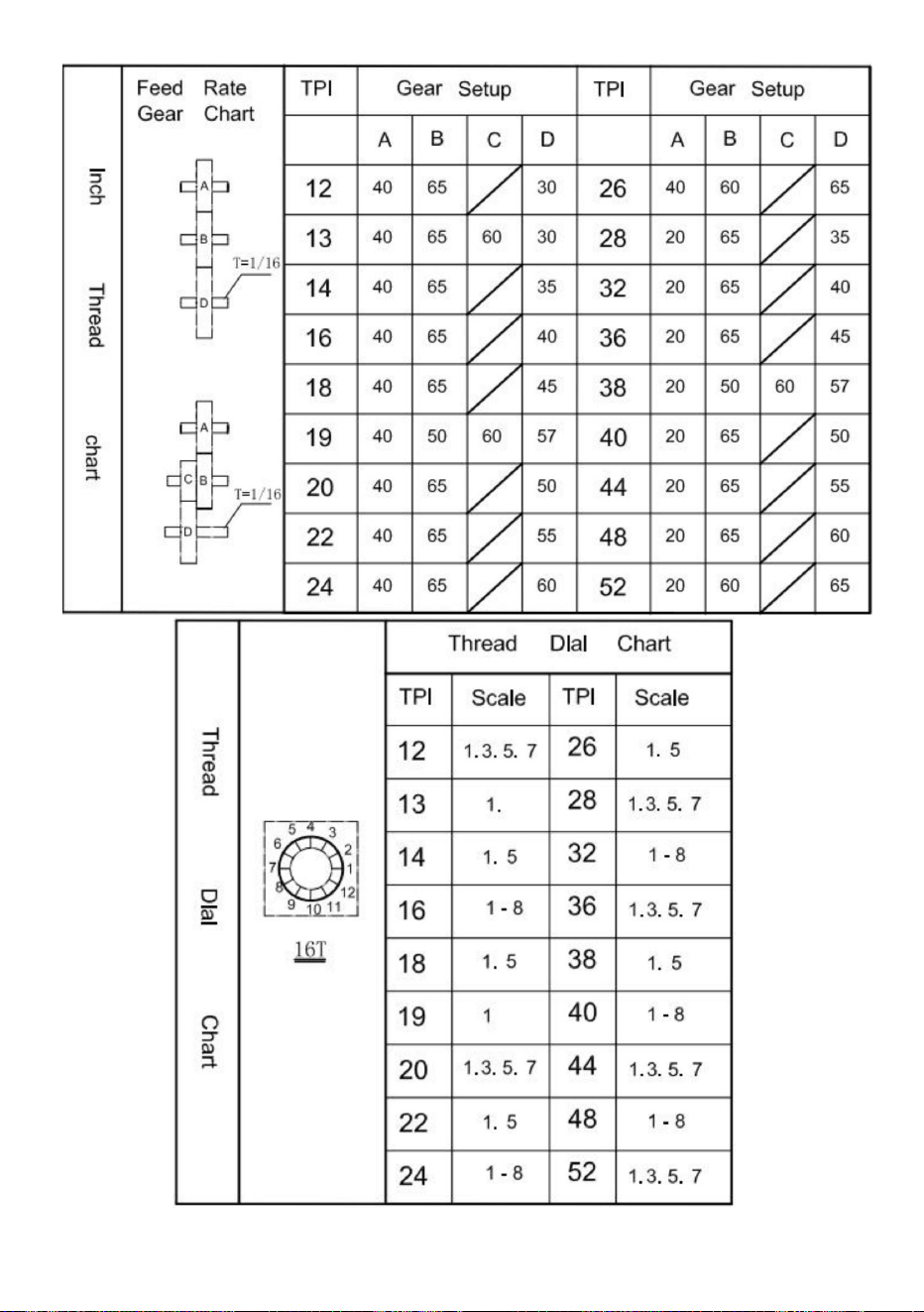
Abb. 20
- 22 -
Machine Translated by Google
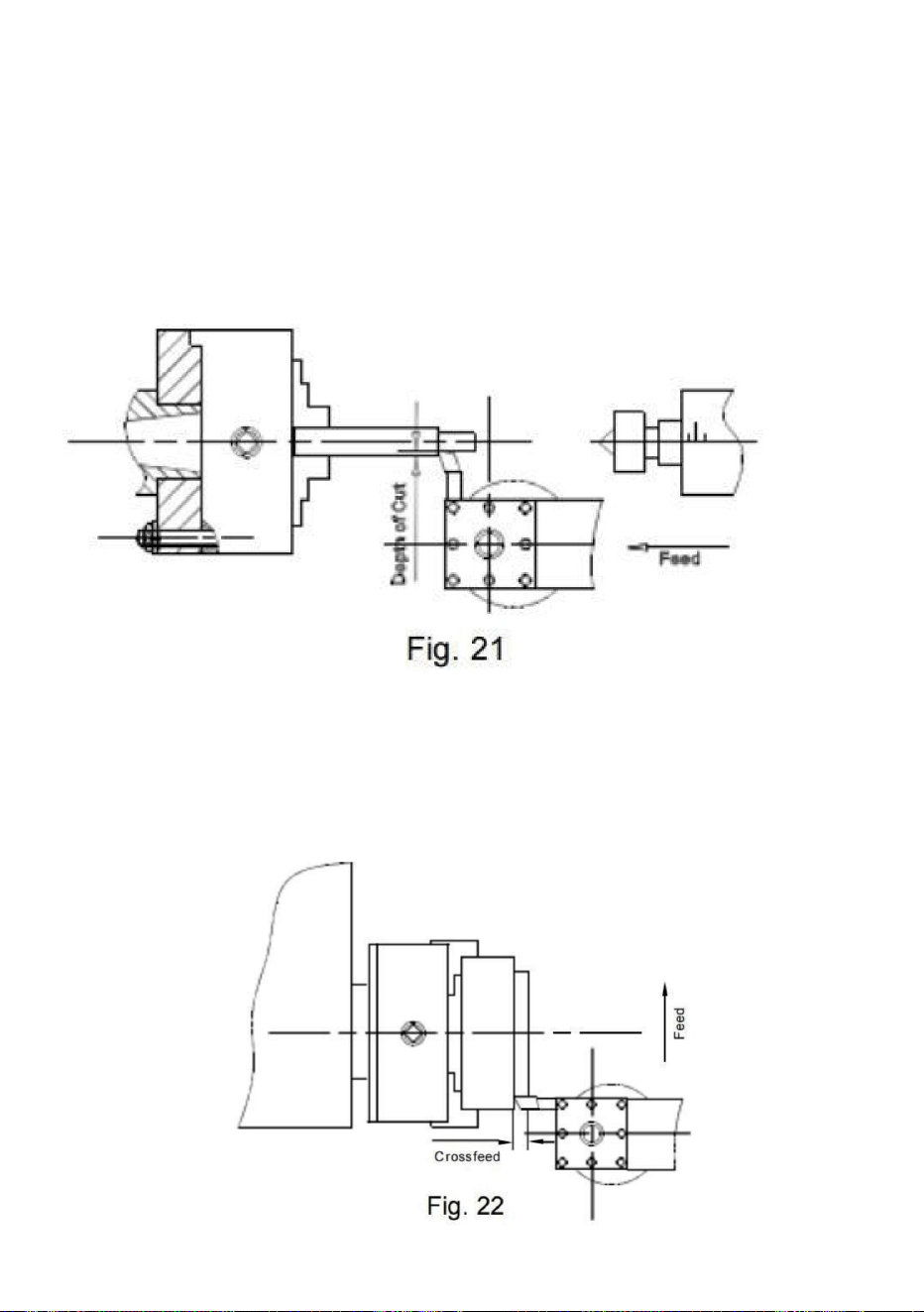
Enddrehen ( Abb. 22 )
Beim Längsdrehen wird das Werkzeug parallel zur Drehachse des
Werkstücks vorgeschoben. Der Vorschub kann entweder manuell durch
Drehen des Handrads am Drehschlitten oder am Oberschlitten oder durch
Aktivieren des automatischen Vorschubs erfolgen. Der Quervorschub für
die Schnitttiefe wird über den Querschlitten erreicht.
Zylindrisches Drehen (Abb. 21)
Beim Plandrehen wird das Werkzeug senkrecht zur Drehachse des
Werkstücks vorgeschoben. Der Vorschub erfolgt manuell mit dem
Handrad des Querschlittens. Der Quervorschub für die Schnitttiefe erfolgt
mit dem Oberschlitten oder dem Drehschlitten.
- 23 -
Machine Translated by Google
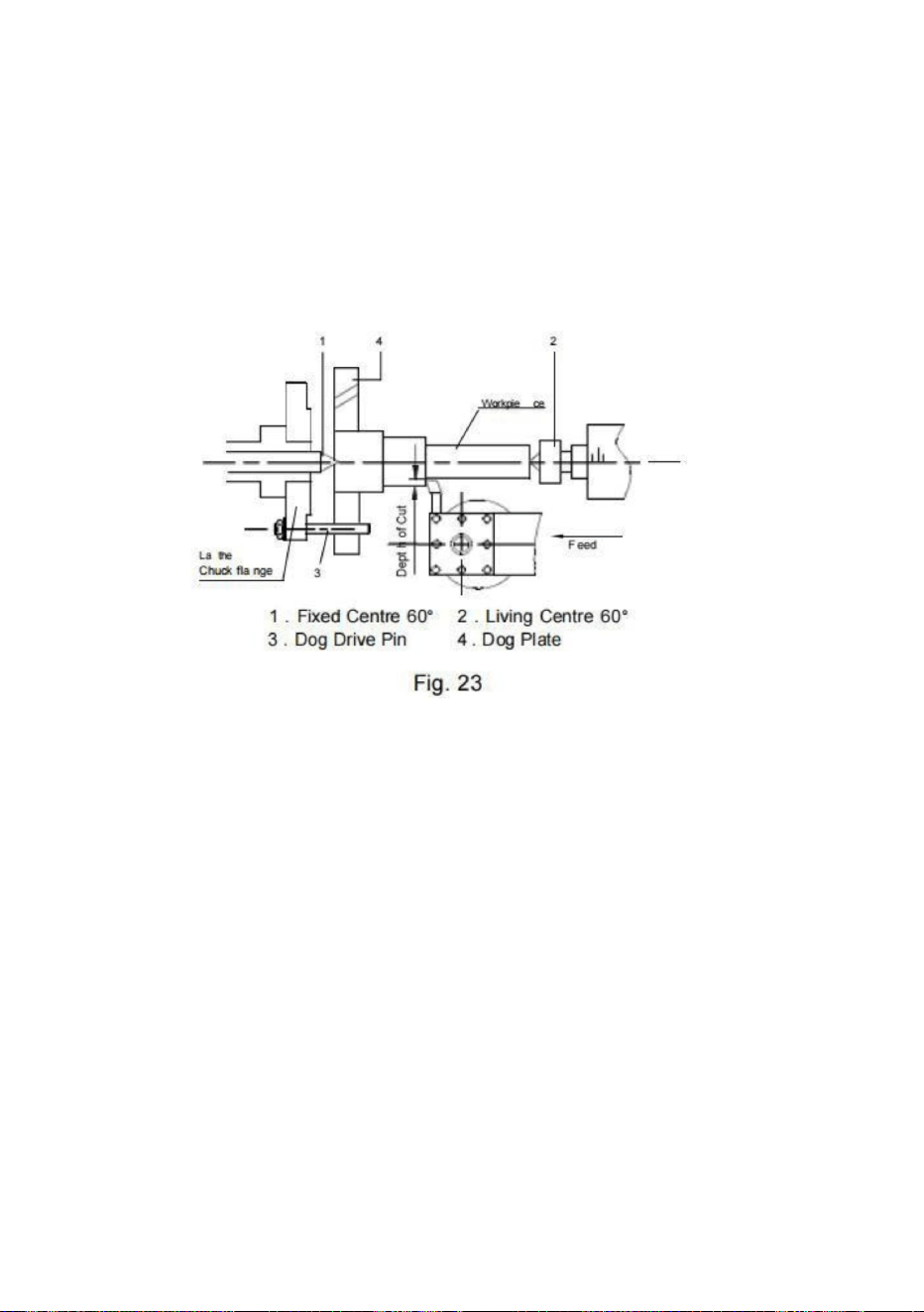
Hinweis: Tragen Sie stets eine kleine Menge Fett auf die Reitstockspitze auf, um eine
Überhitzung der Spitzen zu verhindern.
Die Stellschraube (B, Abb. 24) am rechten Ende des Reitstocks lösen. Die vordere Stellschraube (C,
Abb. 24) lösen und durch Anziehen der hinteren Stellschraube (D, Abb. 24) den gleichen
Betrag verringern, bis die gewünschte Verjüngung erreicht ist. Die gewünschte Quereinstellung
kann auf der Skala (E, Abb. 24) abgelesen werden. Zuerst die Stellschraube (B, Abb. 24) und dann
die beiden (vorderen und hinteren) Stellschrauben wieder festziehen, um den Reitstock in seiner
Position zu fixieren. Die Feststellschraube (A, Abb. 24) des Reitstocks wieder festziehen. Das
Werkstück muss zwischen zwei Spitzen gehalten und von einer Planscheibe und einem
Mitnehmer angetrieben werden.
Zum Drehen zwischen Spitzen muss das Spannfutter von der Spindel entfernt werden. Setzen Sie
die MK 3-Spitze in die Spindelnase und die MK 2-Spitze in den Reitstock ein. Spannen Sie das mit
dem Mitnehmer ausgestattete Werkstück zwischen die Spitzen. Der Mitnehmer wird über eine
Mitnehmer- oder Planscheibe angetrieben.
Drehen: Schlanke Welle ( Abb. 23 )
Kegeldrehen mit Reitstockversatz Passen Sie die
Abweichung zwischen der Reitstockpinolenmitte und der Spindelmitte an, um das Kegeldrehen
abzuschließen. Der Winkel hängt von der Länge des Werkstücks ab.
Um den Reitstock zu versetzen, lösen Sie die Feststellschraube (A, Abb. 24).
- 24 -
Machine Translated by Google
- 25 -
ANMERKUNGEN
Lösen Sie den Halbmutterhebel nicht. Kehren Sie die Motorrichtung um, damit das
Schneidwerkzeug zum Ausgangspunkt zurückkehren kann. Wiederholen Sie diese Schritte, bis
Sie das gewünschte Ergebnis erzielt haben.
Beispiel: Außengewinde
des gewünschten Threads.
Gewindeschneiden
Stellen Sie die Maschine auf die gewünschte Gewindesteigung ein (gemäß Gewindeschneidetabelle,
Abb. 20). Starten Sie die Maschine und rasten Sie die Halbmutter ein. Wenn das Werkzeug das
Werkstück erreicht, schneidet es den ersten Gewindedurchgang. Wenn das Werkzeug
das Ende des Schnitts erreicht, stoppen Sie die Maschine, indem Sie den Motor ausschalten und
ziehen Sie das Werkzeug gleichzeitig aus dem Werkstück heraus, sodass es das Gewinde freigibt.
ÿ Der Werkstückdurchmesser muss auf den Durchmesser gedreht sein
Abb.24
Nach dem Kegeldrehen sollte der Reitstock entsprechend der Nullposition auf der Skala des
Reitstocks in seine Ausgangsposition zurückgebracht werden. (E, Abb. 24)
ÿ Das Werkstück benötigt eine Fase am Gewindeanfang
Und
Machine Translated by Google
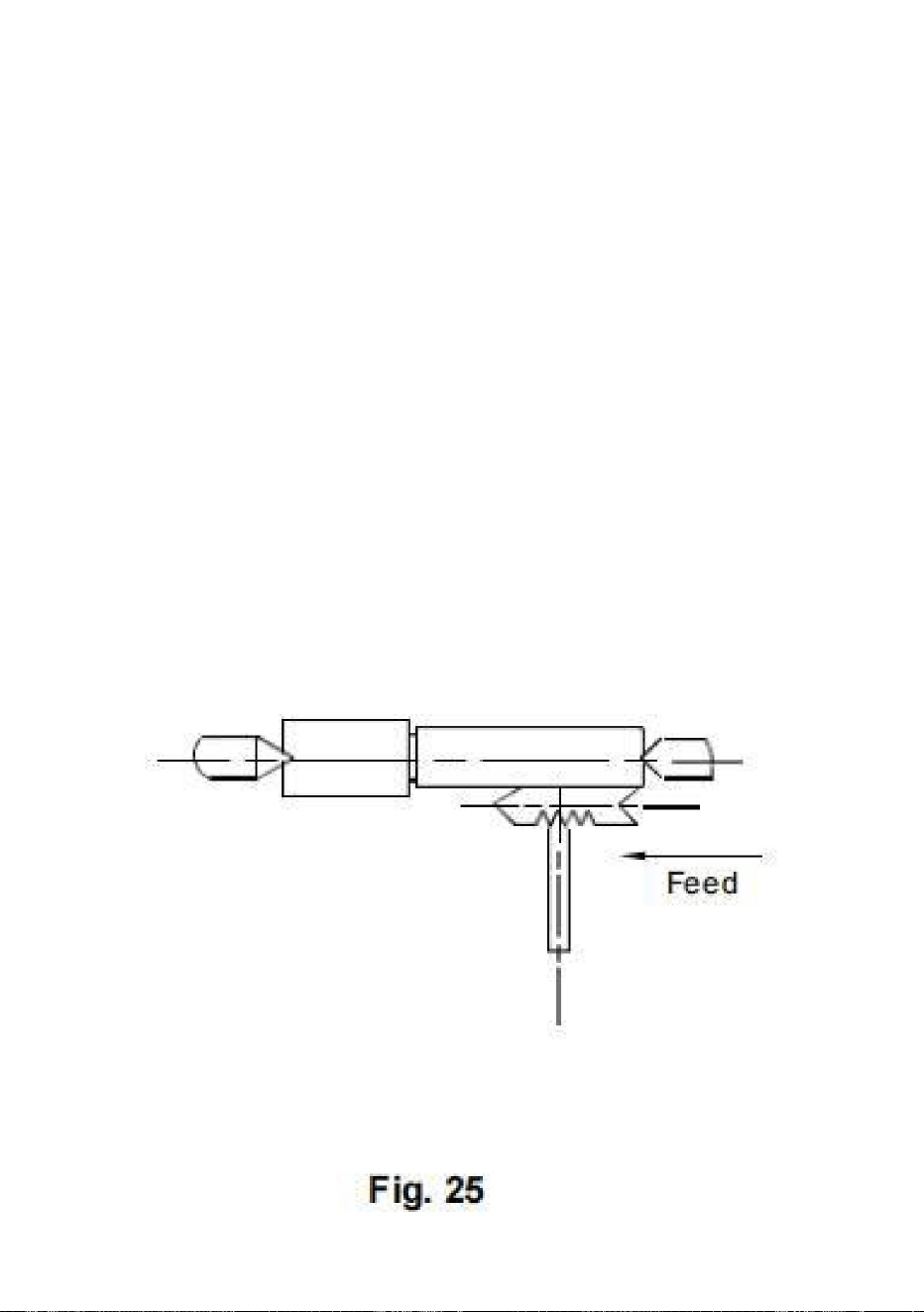
- 26 -
Das Schneidwerkzeug muss vollständig aus dem Gewinde herausgedreht werden (mit
Tiefe des Gewindes.
gespannt, dass es genau mit dem Dreheingriff übereinstimmt. ÿ Das
Gewinde wird in mehreren Schnittschritten hergestellt, so dass die
den Faden freischneiden, bis Sie fast die volle
wie das Gewinde, müssen absolut rechtwinklig sein und
Schneidwerkzeuge schneiden bei jedem Durchgang nur eine Gewindeflanke.
muss entsprechend der erforderlichen Steigung eingebaut worden sein. ÿ
Das Gewindeschneidwerkzeug muss genau die Form des Musters haben
abwechselnd, um den Faden freizuschneiden. Auf diese Weise wird der Faden
Oberer Schieber ca. 0,2 bis 0,3mm nach links und rechts
ÿ Die Geschwindigkeit muss so niedrig wie möglich sein. Die Wechselräder
ÿ Maschine anhalten und Gewindeschneidwerkzeug in Tiefschnittstellung bringen
ein Freistich am Gewindeauslauf.
Tiefen mit dem Querschlitten. Vor jedem Durchgang platzieren Sie die
durch Invertieren des Umschalters.
ÿ Das Werkzeug wird zurückgezogen, während die
Leitspindelmutter im Eingriff mit dem
Machine Translated by Google

Notiz:
Hinweis: Neue Drehmaschinen haben sehr eng sitzende Backen. Dies ist
notwendig, um genaues Spannen und lange Lebensdauer zu gewährleisten
– durch wiederholtes Öffnen und Schließen passen sich die Backen
automatisch an und ihre Funktion wird zunehmend reibungsloser.
Beim originalen 3-Backenfutter, das auf der Drehmaschine montiert war, wurde das
Futter im Werk auf optimale Weise montiert, um die Haltegenauigkeit mit zwei „0“
-Markierungen (A, Abb. 26) auf dem Futter und dem Futterflansch zu gewährleisten.
Dreibacken-Universal-Drehfutter
Es gibt zwei Arten von Backen: Innen- und Außenbacken. Bitte beachten Sie, dass
die Anzahl der Backen mit der Anzahl in der Nut des Spannfutters
übereinstimmt. Mischen Sie sie nicht miteinander. Wenn Sie sie montieren,
montieren Sie sie bitte in aufsteigender Reihenfolge 0, 1.
Wenn Sie sie herausnehmen, achten Sie darauf,
Mit diesem Universalfutter können runde, dreieckige, viereckige,
sechseckige, achteckige und zwölfeckige Werkstücke eingespannt werden. (Abb. 26)
Drehmaschinenzubehör
,
3 wenn Sie
- 27 -
Machine Translated by Google
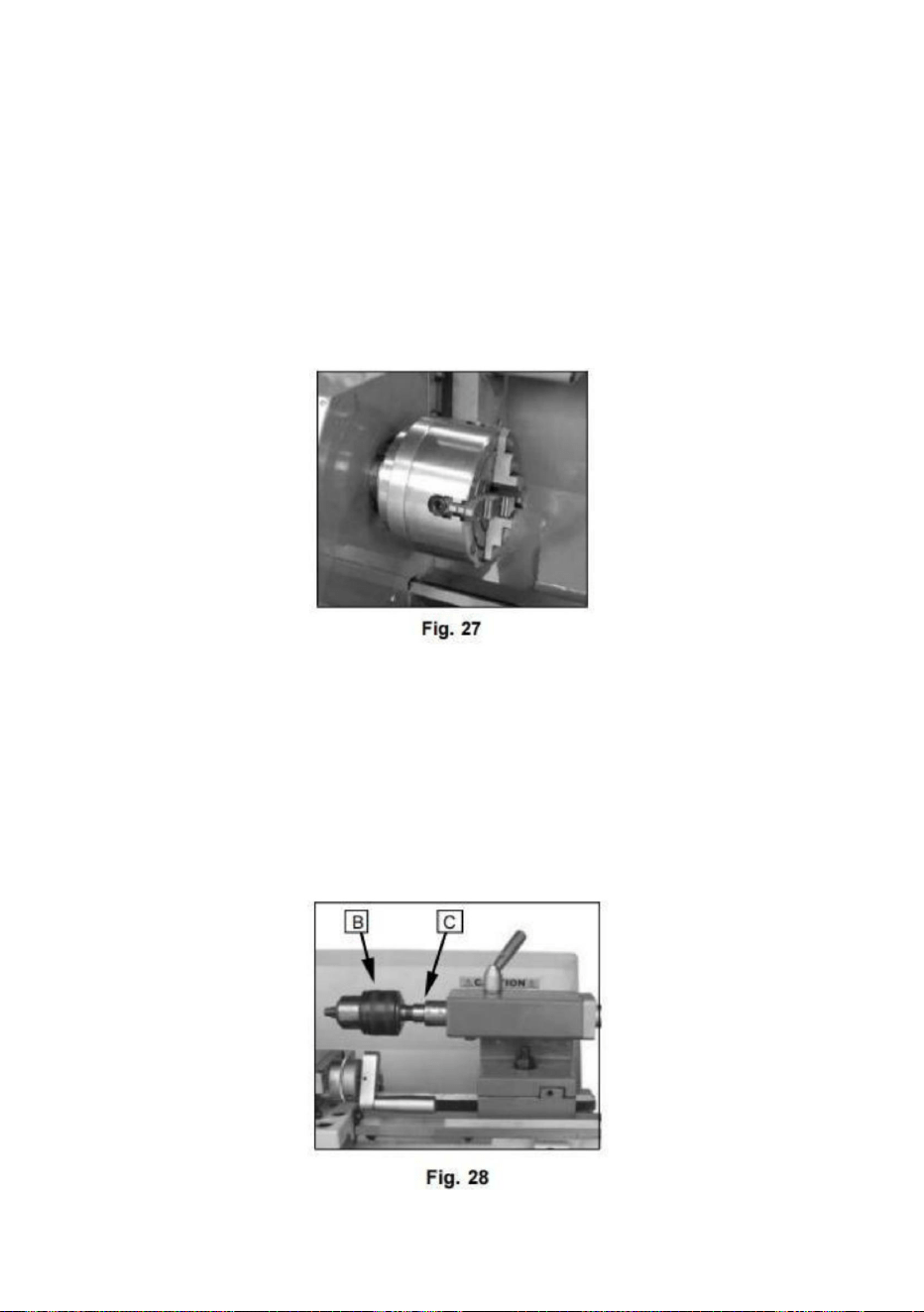
- 28 -
(Abb.27)
Zur Befestigung des Bohrfutters im Reitstock ist eine Aufnahmebohrung erforderlich.
Sie hat einen Morsekegel Nr. 1. (C) Abb. 28
Unabhängiges Vierbacken-Drehfutter Dieses
spezielle Spannfutter hat vier unabhängig voneinander einstellbare Spannbacken.
Diese ermöglichen das Halten asymmetrischer Teile und das genaue Ausrichten
zylindrischer Teile.
Nehmen Sie sie in absteigender Reihenfolge 3,1,0 nacheinander heraus. Nachdem Sie diesen
Vorgang abgeschlossen haben, drehen Sie die Backen auf den kleinsten Durchmesser
und prüfen Sie, ob alle drei Backen gut sitzen.
Verwenden Sie das Bohrfutter, um Zentrierbohrer und Spiralbohrer im Reitstock
zu halten - (B) (Abb. 28)
Bohrfutter (optional)
Morsekegeldorn (optional)
Machine Translated by Google
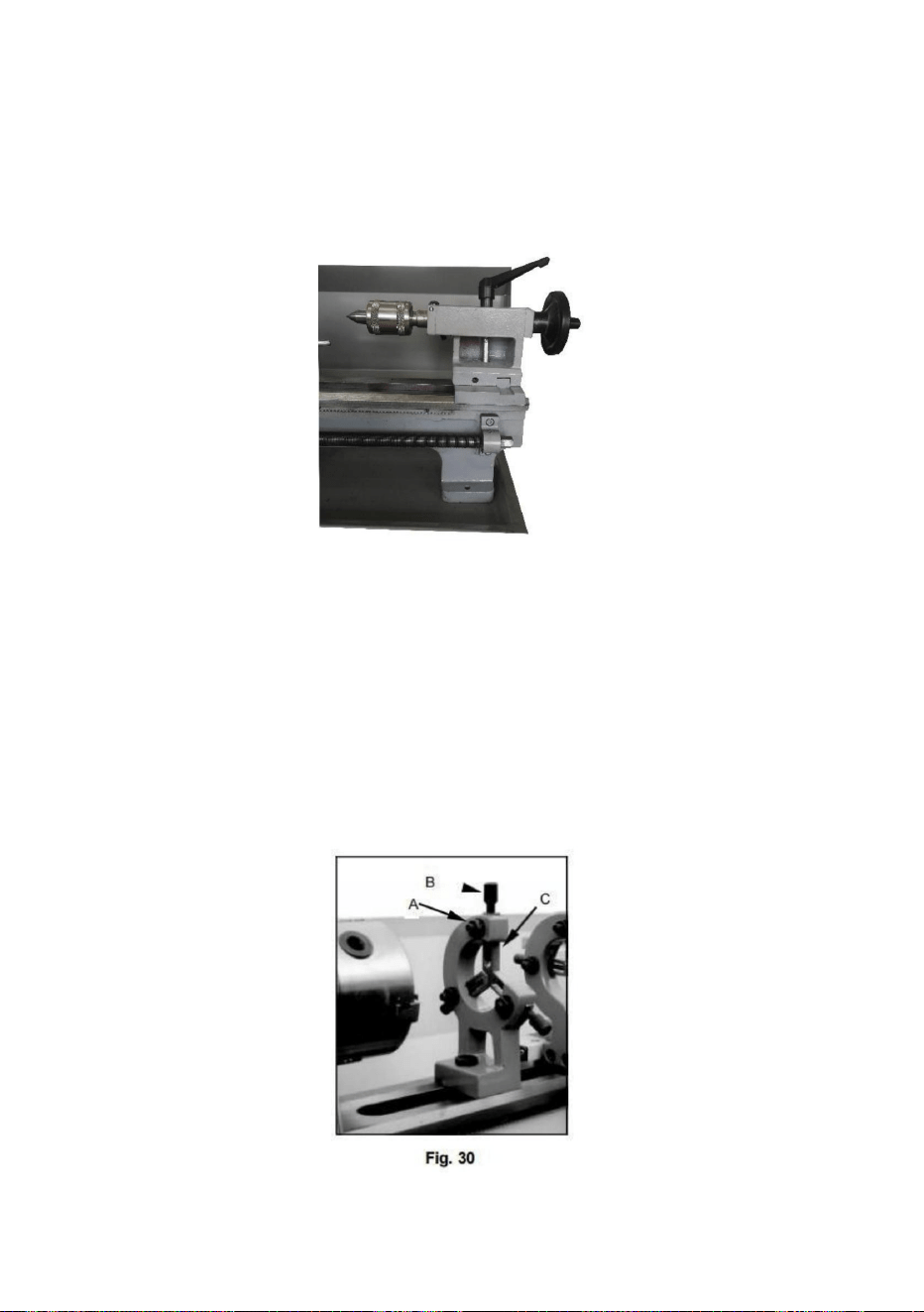
- 29 -
Abb.29
Die mitlaufende Spitze ist in Kugellagern montiert. Ihre Verwendung wird dringend
empfohlen, wenn die Drehzahl über 6 U/min liegt. (Abb. 29)
Live Center (optional)
Bei vielen Operationen kann der Reitstock nicht verwendet werden, da er das
Drehwerkzeug oder Bohrwerkzeug behindert und daher von der Maschine entfernt
werden muss.
Die Lünette, die als Endstütze fungiert, sorgt für ratterfreien Betrieb. Die Lünette ist auf
den Bettbahnen montiert und von unten mit einer Verriegelungsplatte gesichert. Das Fett
muss an den Kontaktstellen kontinuierlich geschmiert werden, um vorzeitigen
Verschleiß zu verhindern. (Abb. 30)
Lünette Die
Lünette dient zur Auflage von Wellen am freien Reitstockende.
Machine Translated by Google
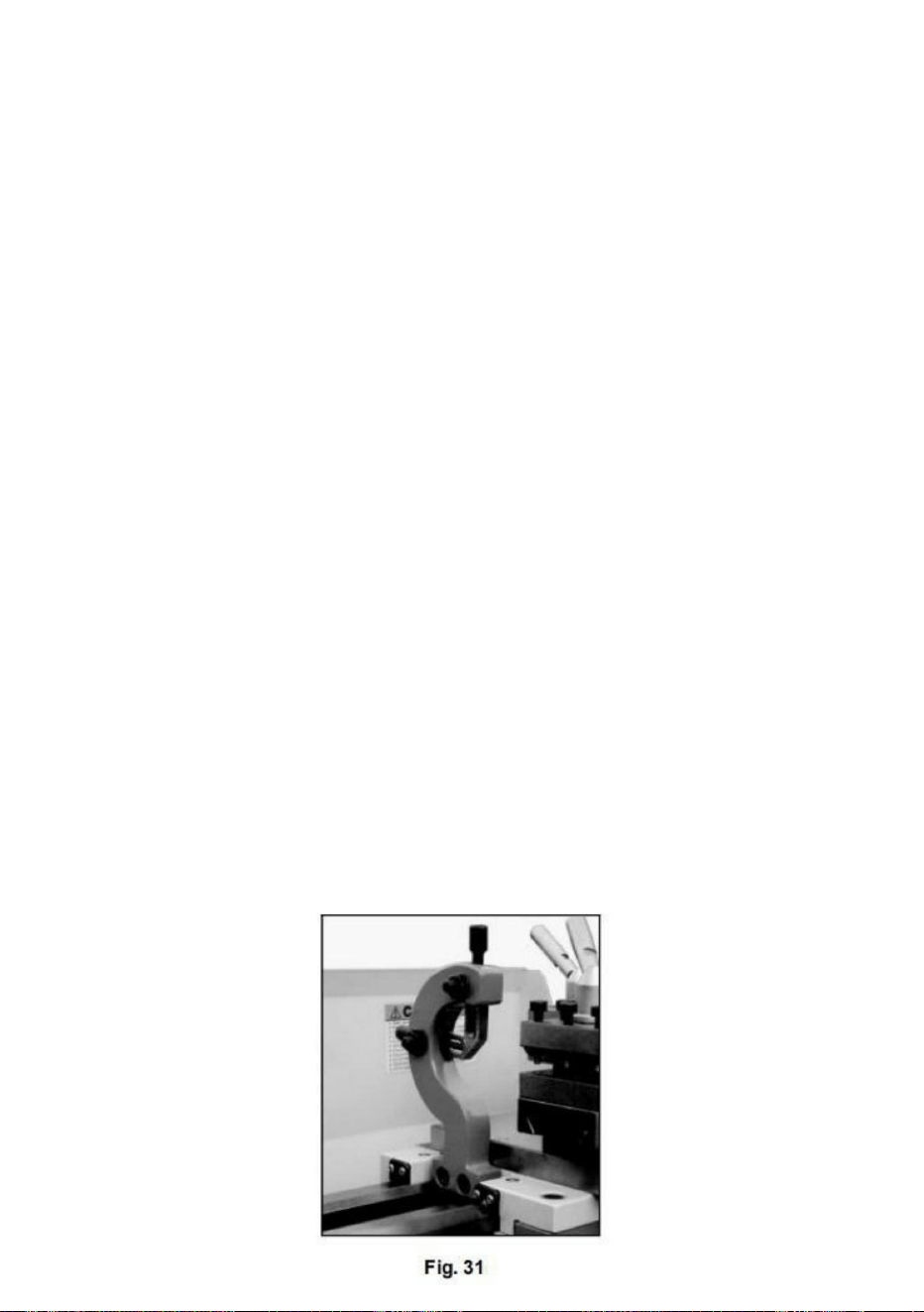
- 30 -
3. Rändelschrauben so festziehen, dass die Finger fest, aber nicht zu fest anliegen
Die folgende Lünette wird für Dreharbeiten an langen, schlanken
um das Werkstück. Sichern Sie die Lünette in ihrer Position.
Den Platz des dritten Auflageblocks nimmt der Drehmeißel ein.
Fingern. (C, Abb.31) bis die Lünette mit den Fingern bewegt werden kann
Bewegung des Drehmeißels. Es sind nur zwei Stützblöcke erforderlich.
2. Rändelschraube (B, Abb.36) lösen und Schieber öffnen
Die folgende Stütze ist auf dem Sattel montiert und folgt der
Schmieren Sie die Stützblöcke während des Betriebs, um vorzeitiges
Folgen Sie Rest
1. Drei Sechskantmuttern lösen. (A, Abb. 31)
4. Wenn nach längerem Betrieb die Backen Abnutzungserscheinungen zeigen,
Setzen Sie die Stützblöcke fest, aber nicht zu fest auf das Werkstück.
Einstellen der Lünette
Punkte mit Maschinenöl.
Die Finger können gefeilt oder nachgefräst werden.
vom Drehmeißel. ( Abb.31 )
tragen.
das Werkstück. Drei Muttern festziehen (A, Abb.31). Die Gleitlager
Werkstücke. Es verhindert das Durchbiegen des Werkstücks unter Druck
Machine Translated by Google
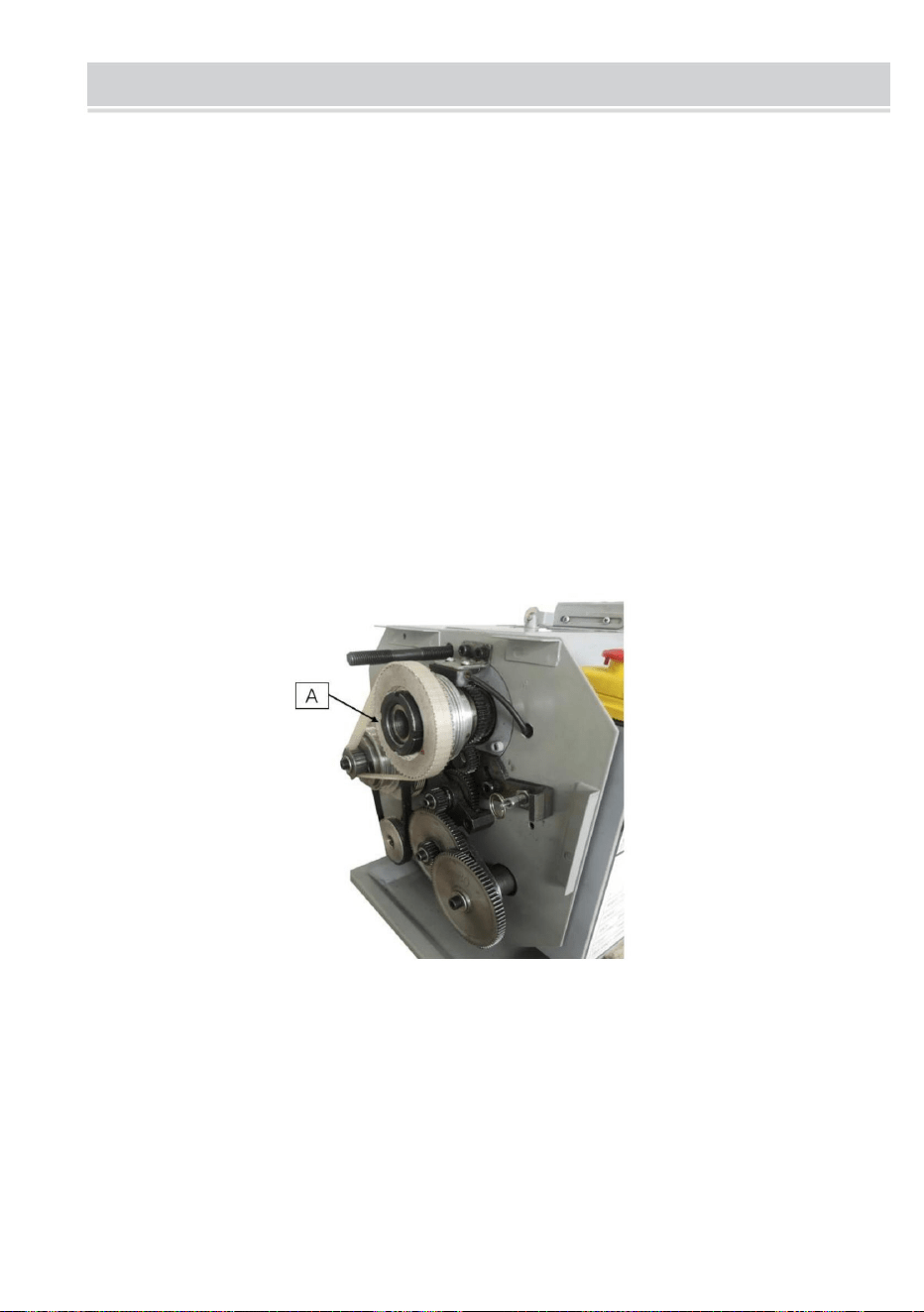
- 31 -
Die Lager der Hauptspindel werden im Werk eingestellt. Wenn das Axialspiel
Hauptspindellager
nach längerem Gebrauch sichtbar wird, können die Lager
Abb.32
muss möglicherweise angepasst werden.
angepasst.
Nach einer gewissen Zeit kommt es zu Verschleiß einiger beweglicher Teile
ANPASSUNGEN
Befestigen Sie die Schlitzmutter (A, Abb.32) auf der Rückseite der Spindel.
Die Spindel sollte sich noch frei drehen.
Achtung: Zu starkes Anziehen oder Vorspannen führt zu Lagerschäden.
Machine Translated by Google
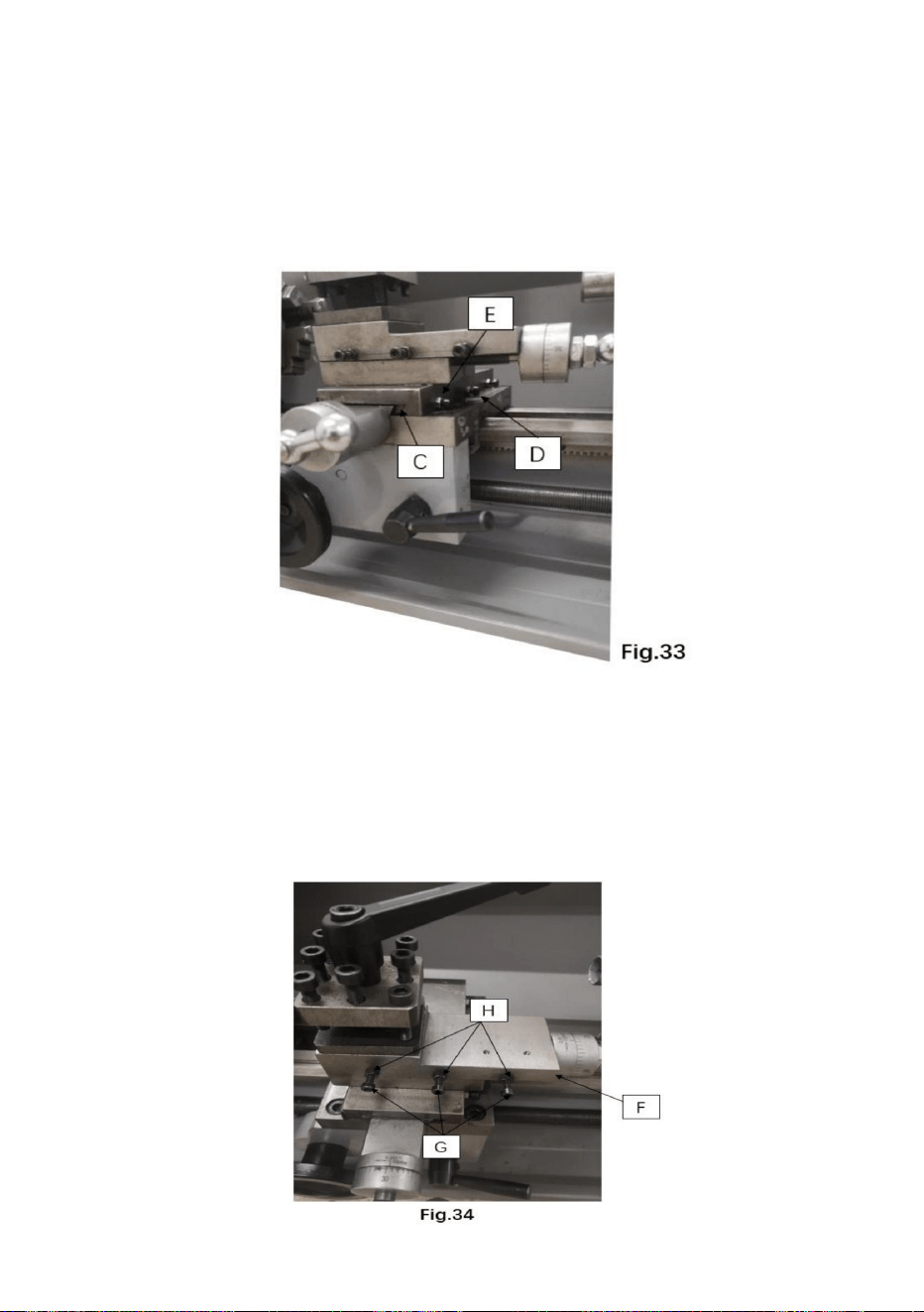
- 32 -
Einstellung des Oberschlittens
Der Oberschlitten ist mit einer Führungsleiste (F, Abb. 34) ausgestattet und kann
mit Schrauben (G, Abb. 34) eingestellt werden, die mit Kontermuttern versehen sind. (H, Abb. 34)
Die Kontermuttern lösen und die Stellschrauben festziehen, bis sich der Schlitten frei und
ohne Spiel bewegt. Die Kontermuttern festziehen, um die Einstellung beizubehalten.
Einstellung des Querschlittens Der
Querschlitten ist mit einer Führungsleiste (C, Abb. 33) ausgestattet und kann mit
Schrauben (D, Abb. 33) eingestellt werden, die mit Kontermuttern versehen sind. (E, Abb. 33)
Die Kontermuttern lösen und die Stellschrauben festziehen, bis sich der Schlitten frei und
ohne Spiel bewegt. Die Kontermuttern festziehen, um die Einstellung beizubehalten.
Machine Translated by Google
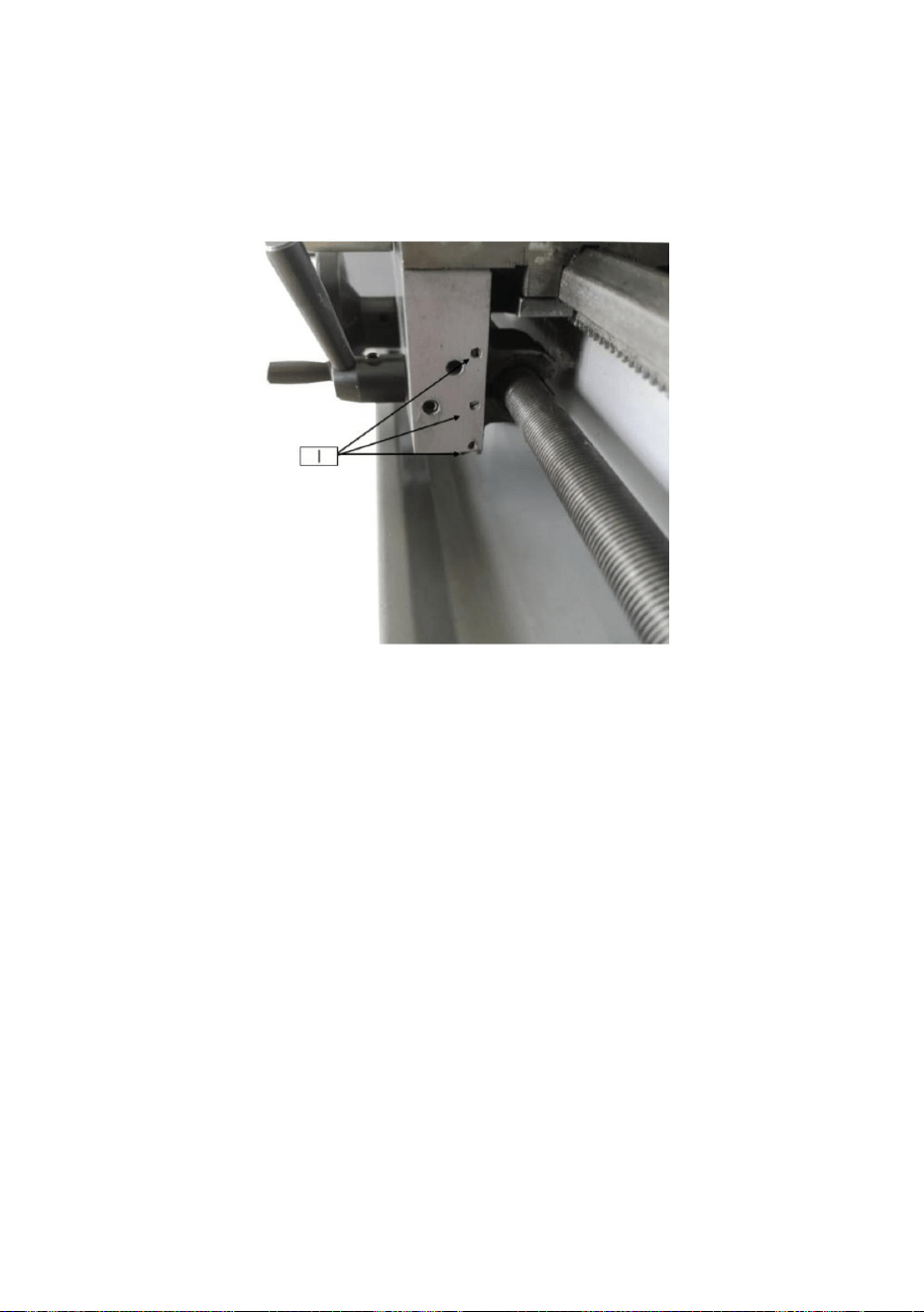
- 33 -
Abb.35
Einstellung der Halbmutterführung
Der Eingriff der Halbmuttern kann mit Schrauben eingestellt werden (I, Abb. 35).
Die Schrauben auf der rechten Seite der Schürze lösen und die Kontrollschrauben
so einstellen, dass sich beide Halbmuttern ohne Spiel frei bewegen. Die Mutter
festziehen.
Machine Translated by Google
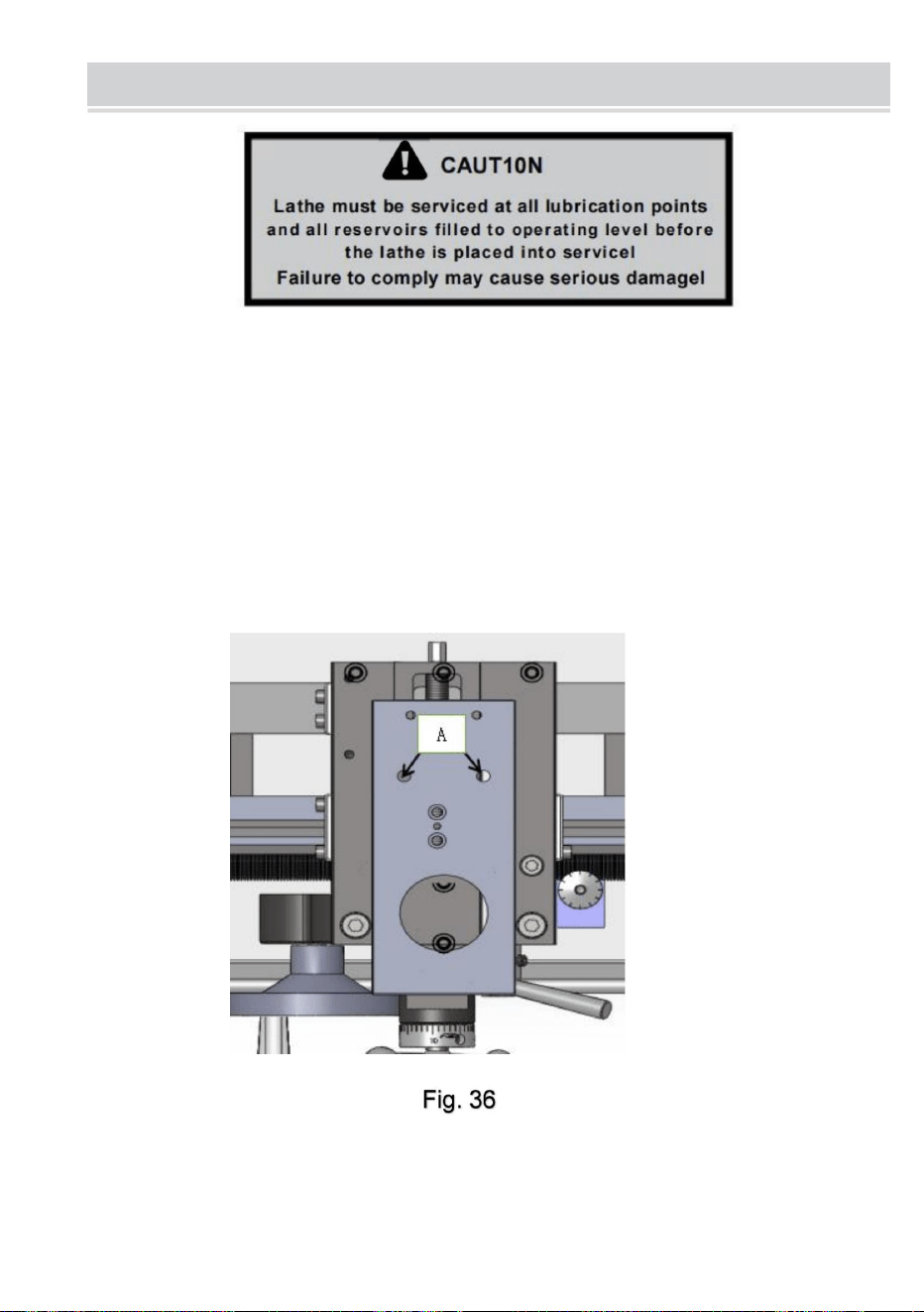
Schmieren Sie die Wechselräder und die Leitspindel leicht
mit Fett.
Alle Gleitbahnen vor jedem Gebrauch leicht schmieren.
HINWEISE:
Schmieren Sie die beiden Ölanschlüsse (A, Abb. 36) einmal täglich mit 20W-Maschinenöl.
1. Querschlitten
SCHMIERUNG
- 34 -
Machine Translated by Google
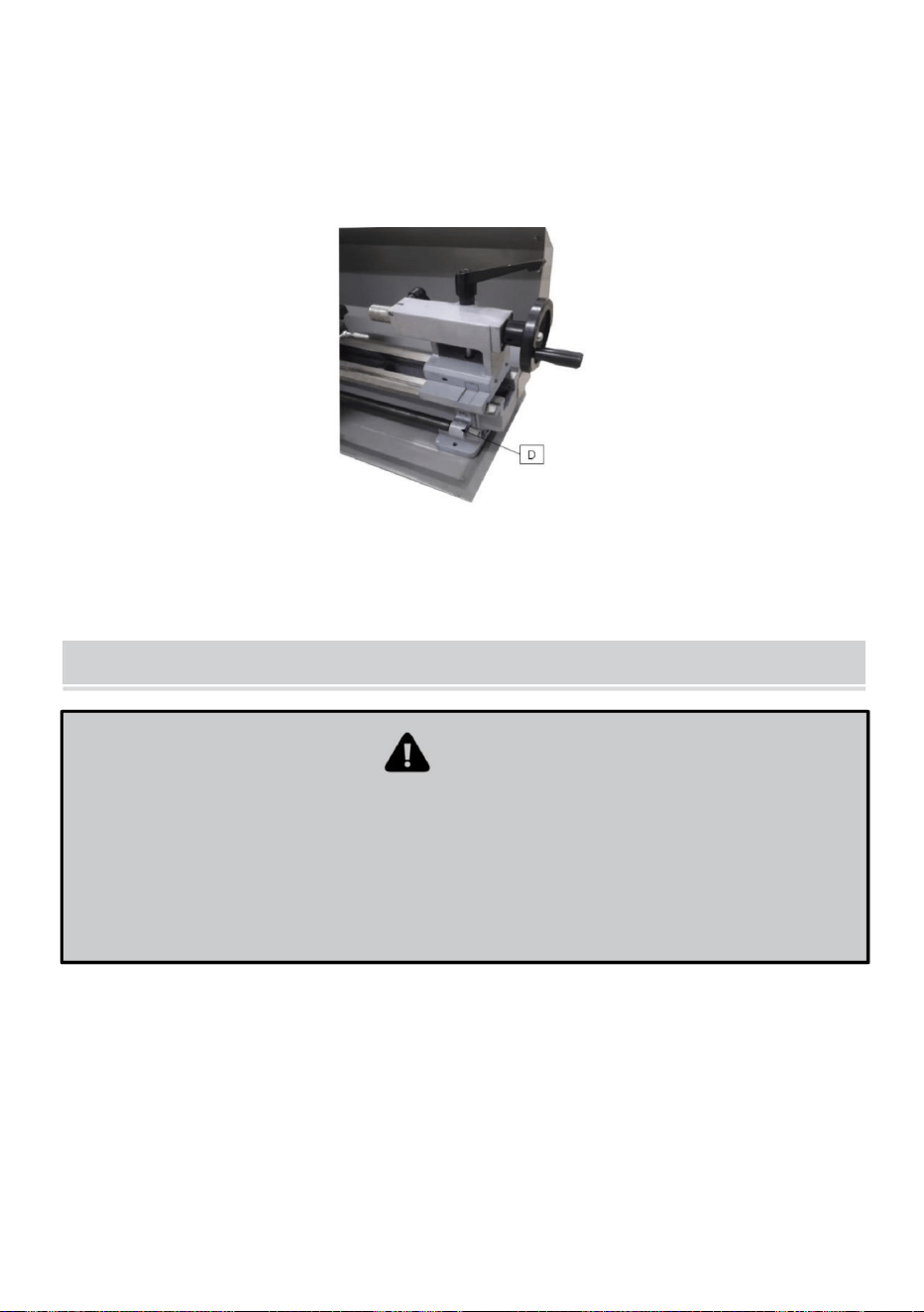
WARNUNG!
Bei Nichtbeachtung können schwere Verletzungen sowie Maschinen- und Sachschäden
auftreten!
Der Anschluss der Drehmaschine sowie alle weiteren Elektroarbeiten dürfen nur von
einem autorisierten Elektriker durchgeführt werden!
Abb. 38
Strom
Schmieren Sie den rechten Ölanschluss (D, Abb. 38) einmal täglich mit 20W
Maschinenöl.
2. Leitspindel
Stellen Sie sicher, dass die Drehmaschine ordnungsgemäß geerdet ist.
Die Drehmaschine YS-1835A ist nur für 550 W, 1 PH, 220 V ausgelegt. Stellen Sie sicher,
dass die am Standort der Drehmaschine verfügbare Leistung der Leistung der
Drehmaschine entspricht. Verwenden Sie den Schaltplan ( Abb. 39 ) zum Anschließen der
Drehmaschine an das Stromnetz
- 35 -
Machine Translated by Google
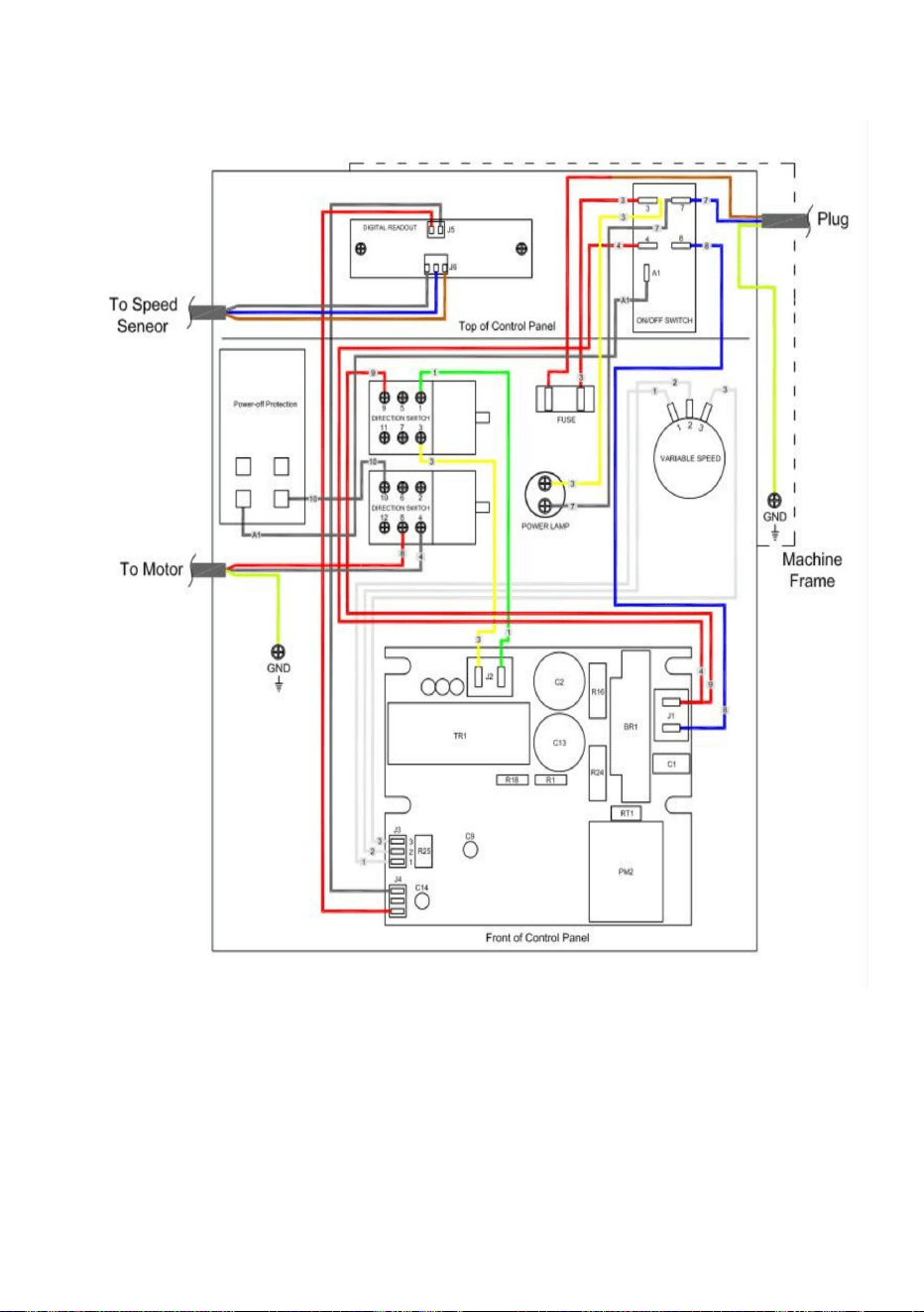
- 36 -
Nachfolgend sehen Sie den Schaltplan der Drehmaschine: (Abb. 39)
Abb. 39
Machine Translated by Google

1. Um die Präzision und Funktionalität der Maschine zu erhalten, ist es
wichtig, sie sorgfältig zu behandeln. Halten Sie sie sauber und fetten
und schmieren Sie sie regelmäßig. Nur durch gute Pflege können Sie sicher
sein, dass die Arbeitsqualität der Maschine konstant bleibt.
Führen Sie während des Betriebs regelmäßige Wartungsarbeiten an der Werkzeugmaschine
durch, um die Genauigkeit und Lebensdauer der Werkzeugmaschine zu gewährleisten.
WARTUNG
Öl, Fett und Reinigungsmittel sind Schadstoffe und dürfen nicht über die
Kanalisation oder den normalen Müll entsorgt werden. Entsorgen Sie diese Mittel
gemäß den geltenden Umweltvorschriften. Mit Öl, Fett und
Reinigungsmitteln getränkte Putzlappen lassen sich leicht
HINWEISE: Bei allen Reinigungs-, Wartungs- und Reparaturarbeiten
den Maschinenstecker vom Stromnetz ziehen!
- 37 -
Machine Translated by Google

HINWEISE: Reparaturarbeiten dürfen nur von qualifiziertem
Fett.
Schützen Sie elektrische Komponenten wie Motoren, Schalter, Schalter
6. Wenn der Schaden festgestellt wird, sollte die Wartung sofort durchgeführt werden.
Wissen.
Zahnräder und Leitspindel müssen ebenfalls leicht geschmiert werden mit
Lösungs- oder Reinigungsmittel bzw. Mittel, die schädliche Dämpfe entwickeln!
unsachgemäße Anleitung.
2. Alle Gleitbahnen vor jedem Gebrauch leicht schmieren. Der Wechsel
Schnittgefahr durch scharfkantige Späne. Verwenden Sie niemals brennbare
Führungsbahn und vermeiden mechanische Beschädigungen und den Verschleiß durch
Achtung - nicht in den Hausmüll werfen!
HINWEISE: Entfernen Sie die Chips nicht mit bloßen Händen. Es gibt eine
Rost vorbeugen.
Mitte. Die Oberfläche der Werkzeugmaschine für das Spannfutter und die
geschlossenen Behälter und entsorgen Sie diese umweltgerecht
zu bestimmten Zeiten gereinigt werden.
verhindert, dass Späne in die Position zwischen den
verschiedene Teile der Werkzeugmaschine und tragen Sie Maschinenöl auf
entflammbar. Putzlappen oder Putzwolle in einem geeigneten
sollte rechtzeitig gereinigt werden. und die Inspektion sollte oft sein
Maschinensattel und Drehbettführung. Asphaltfilz sollte
4. Nach der Operation jeden Tag. Beseitigen Sie alle Späne und reinigen Sie
5. Um die Bearbeitungsgenauigkeit aufrechtzuerhalten. Achten Sie auf die
mit den entsprechenden mechanischen und elektrischen
3. Während des Betriebs. Die Späne, die auf die Gleitfläche fallen
Kartons etc. beim Reinigen vor Feuchtigkeit schützen.
- 38 -
Machine Translated by Google
- 39 -
FEHLERBEHEBUNG
kegelförmig
Keilwinkel zu klein
falsch
Schnittgeschwindigkeit reduzieren
Klemmwerkzeug
mit geringem Überhang
Habe mit dem Schleifen in die falsche Richtung begonnen
Vorschub reduzieren
Freiwinkel zu klein
Vorschub zu hoch
Möglicher Grund
Oberen Schlitten gut ausrichten
Auf die Mitte ausrichten
Richtige Höheneinstellung des
Werkstück wird
Unterer
Quervorschub (Schlichtaufmaß sollte 0,5 mm
nicht überschreiten)
Lager
Falscher Durchmesser
Werkzeug ist falsch eingespannt
Unzureichende Kühlung
die oberste Folie)
zu grob
Drehen Sie das Werkstück
Werkstück hat sich ausgedehnt
Gleichmäßig kühlen
Freiwinkel vergrößern
Anordnung
Die Zentren sind nicht ausgerichtet (Reitstock hat
Versatz)
Center läuft heiß
schalten
Passen Sie das Spiel in der Spindel an
Lösen Sie die Reitstockspitze
Werkzeugspitze nicht auf Mitte hoch eingestellt
Abgeschnittener Faden ist
Werkzeug zum Nachschärfen
Quervorschub zu hoch
Anordnung (Vibrationen)
Oberer Schlitten nicht gut ausgerichtet (Schneiden mit
Spindel wird
nicht aktiviert
falsch
Oberfläche des Werkstücks
Spiel im Hauptlager
Keilwinkel vergrößern
Problem
Reitstock auf Mitte einstellen
Radius an der Werkzeugspitze zu klein
Drehmaschine rattert
Not-Aus entriegeln
Schneide bricht ab
Einstellen des Hauptlagers
Freiflächenverschleiß zu hoch
Beseitigung
Passen Sie die richtige Tonhöhe an
Not-Aus-Schalter aktiviert
Abgeschnittener Faden ist
(Hitzeentwicklung)
Werkzeugfedern
Vorschub zu hoch
Radius vergrößern
Mehr Kühlmittel
Falsche Tonhöhe
Schnittgeschwindigkeit zu hoch
Schleifriss durch falsche Kühlung
Werkzeug stumpf
Vorschub reduzieren
Das Werkzeug
der richtige Durchmesser
Winkel richtig schleifen
Das Werkzeug hat eine kurze Lebensdauer
Zu großes Spiel in der Spindellagerung
Machine Translated by Google
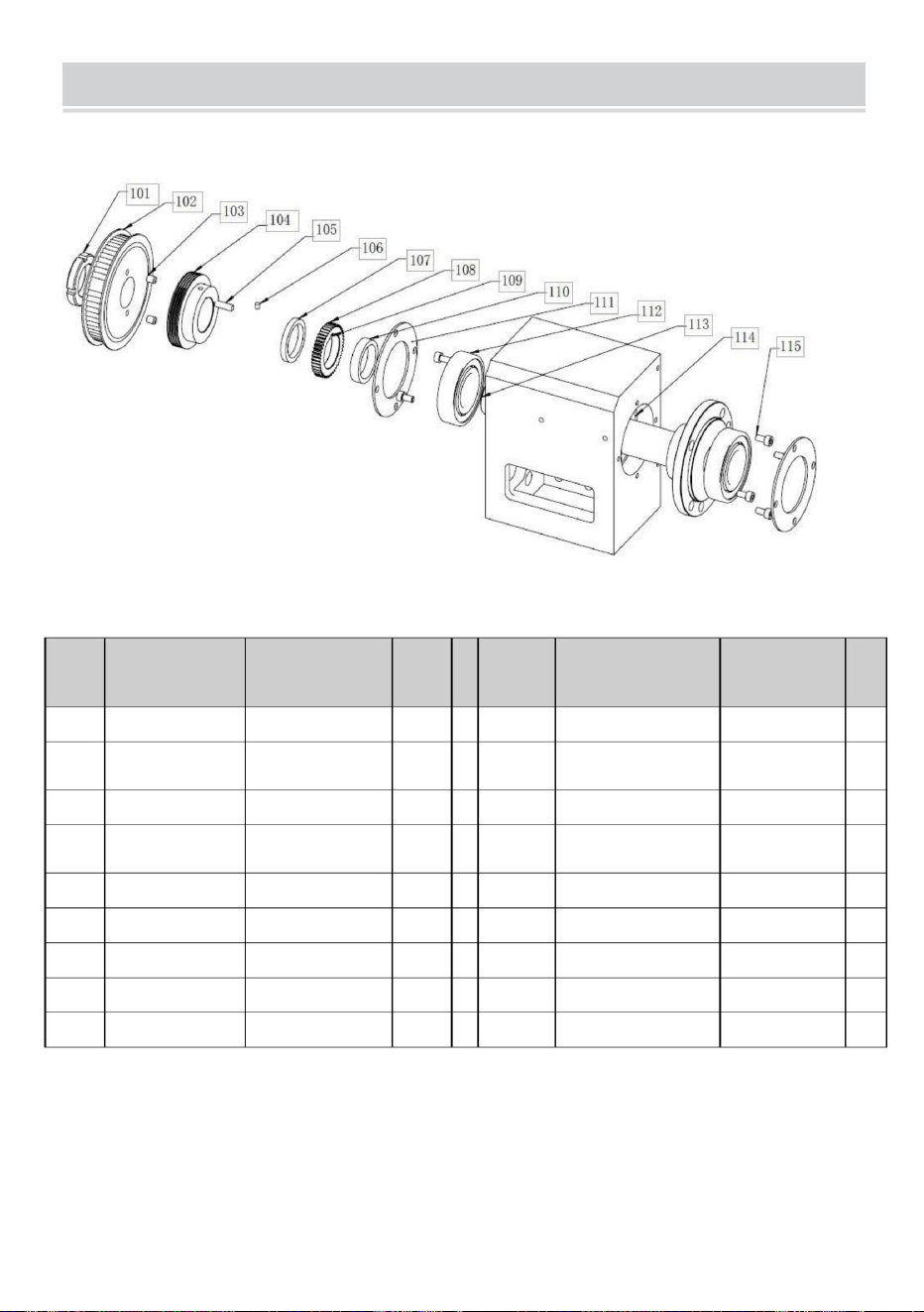
Spindelstockbaugruppe
- 40 -
M30 x 1,5
C4 x4 x18
Riemenrad
Spezifikation Menge
6
Abstandhalter
Spindel-
Mehrkeilriemenscheibe
111
Ersatzteile
Spindel
Gang
106
Spannmutter
112
115
1
1
1
110
Schrauben
1
105
Abstandhalter
Spezifikation Menge
1
114
102 Spindeltaktung
109
C4 x4 x8
Beschreibung
1
Schrauben
1
NEIN.
104
1
Kugellager
Beschreibung
2
1
2
108
101
M5x10
1
Ersatzteile
103
Lagerdeckel
Schlüssel
Magnet
M6x8
1
NEIN.
1
107
Schlüssel
113
Spindelstock
DIAGRAMM UND TEILELISTE
Machine Translated by Google
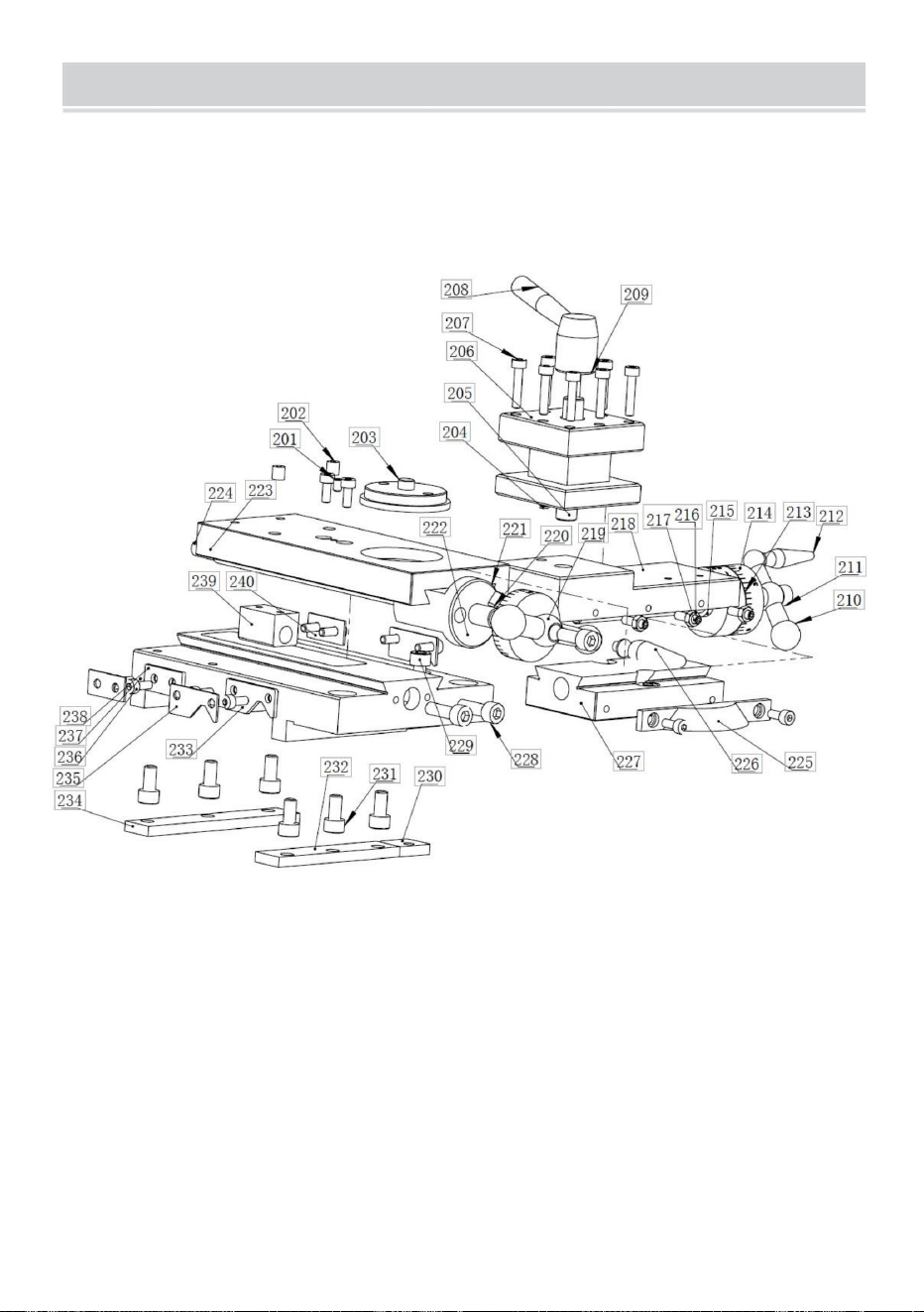
Oberschlitten, Querschlitten, Schlittenbaugruppe
DIAGRAMM UND TEILELISTE
- 41 -
Machine Translated by Google
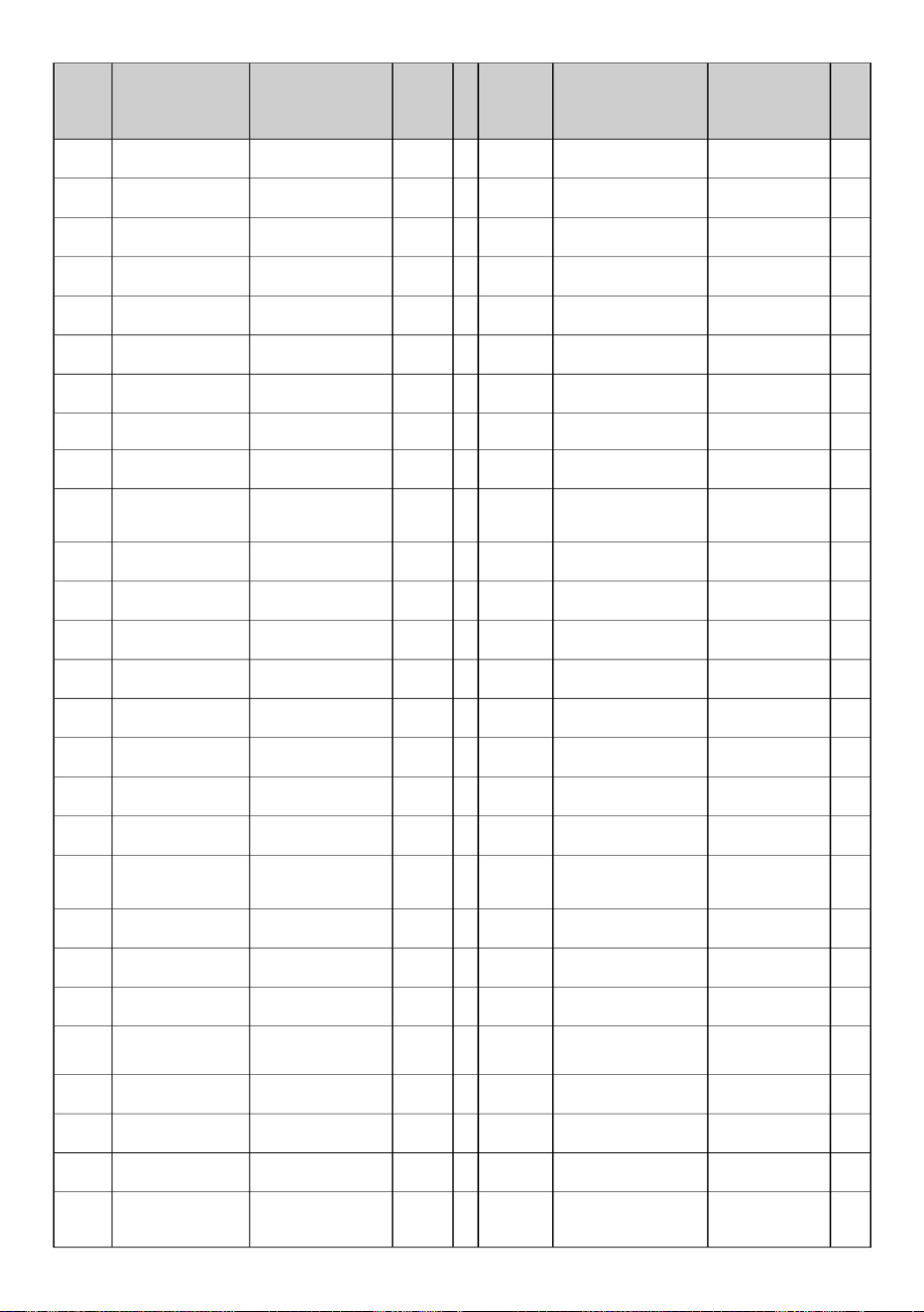
- 42 -
1
6
241
224 Leitspindel
Schwenkscheibe
218
Drei Ball
222
206
213
1
Wählen
Beschreibung
Schrauben
1
227 Kreuzschlitten
234
M4x20
221
205
1
1
NEIN.
Verriegelungsplatte
1
Schrauben
Obere Auflage
233
Sattel
212
Hebel
1
1
2
1
M6x25
217
220
204
211
M6x20
Ersatzteile
M4x16
Schrauben
Schrauben
Gib
1
232
240
Ölbecher
1
Nuss
12
M4x16
Spezifikation Menge
Schrauben
M6x20
Nuss
231
Schrauben
2
Hebel
2
Wischerabdeckung
Wischerabdeckung
1
Schrauben
1
1
239
M6x8
237
Handhaben
1
M4
Beschreibung
Gleitplatte
Fütterungsmutter
230
238
1
Kopfschraube
1
1
1
Klammer
203
210
8
1
229
236
Drei Ball
Handhaben
Werkzeugablage
2
Gummiwischer
Gummiwischer
209
1
1
1
M4x6
216
1
202
Gib
Gleitplatte
243
2
228
Base
1
1
2
226
Stehbolzen
4
Schrauben
208
1
Schrauben
NEIN.
201
1
215 Leitspindel
225 Winkelblock
Frühling
2
M6x12
242
207
223 Querschlittenplatte
1
6
6
Spezifikation Menge
2
219
Handhaben
235
M4x10
214
Wählen
Ersatzteile
Machine Translated by Google
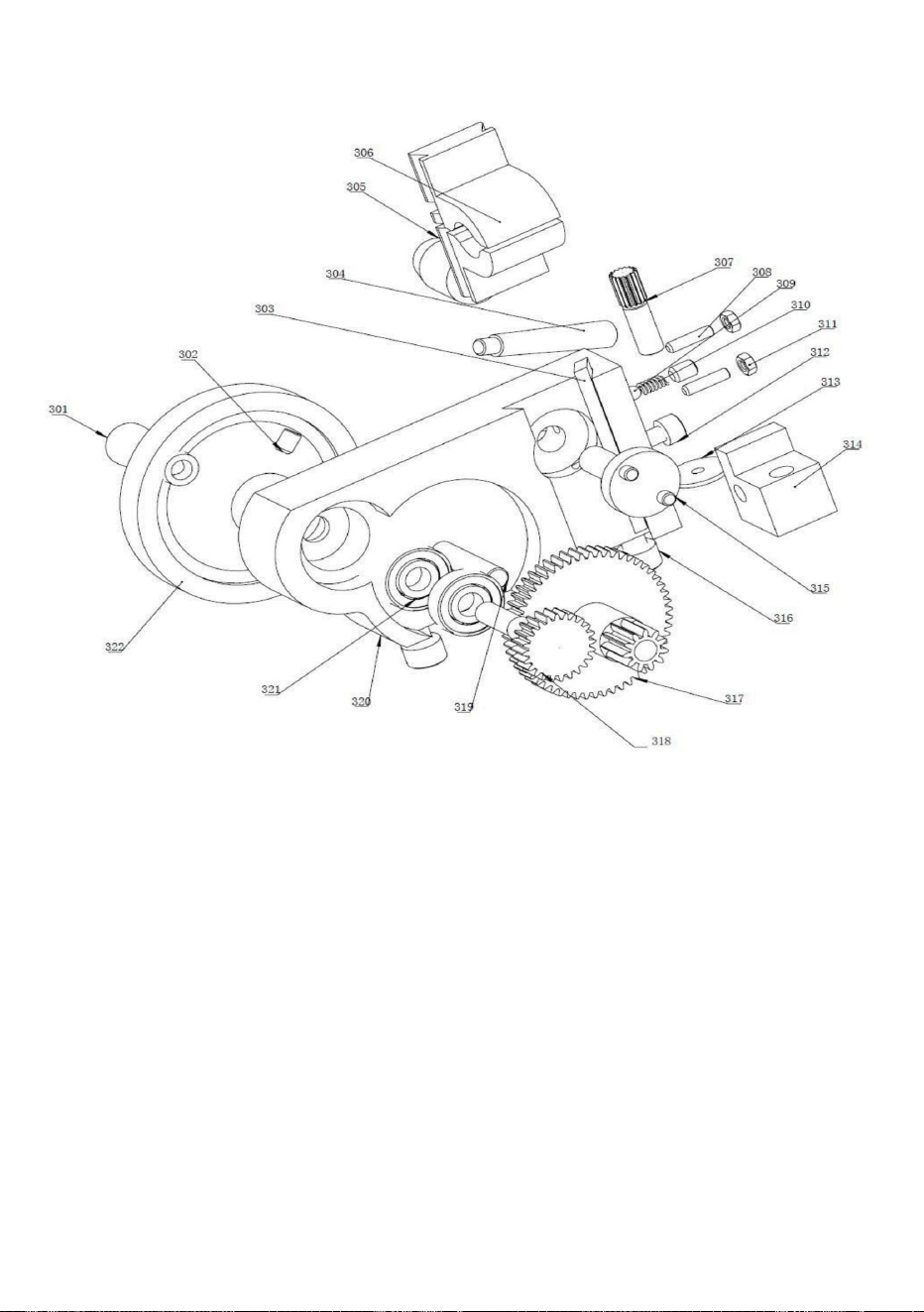
Schürzenmontage
- 43 -
Machine Translated by Google
1
1
322
NEIN.
Halbe Nuss
M6x20
1
1
303
312
Handrad
301
Hebel
Kugellager
318
Wählen
Nutkurve
310
1
1
M4
1
1
Nuss
Schrauben
Spezifikation Menge
Getriebewelle
308
1
Schürze
313
317
1
Stahlkugel
2
1
306
3
321
Ersatzteile
311
1
302
1
Kombiausrüstung
Beschreibung
Turbinenwelle
1
NEIN.
304
Hebel
309
M8x20
2
Griffsockel
M6 x 8
Spezifikation Menge
M4x16
320
1
Schrauben
1
315
307
Ersatzteile
1
Gib
Schrauben
316
Schrauben
1
Beschreibung
305
314 Gewinde-Sitz
Welle
Handrad
319
Frühling
2
- 44 -
Machine Translated by Google
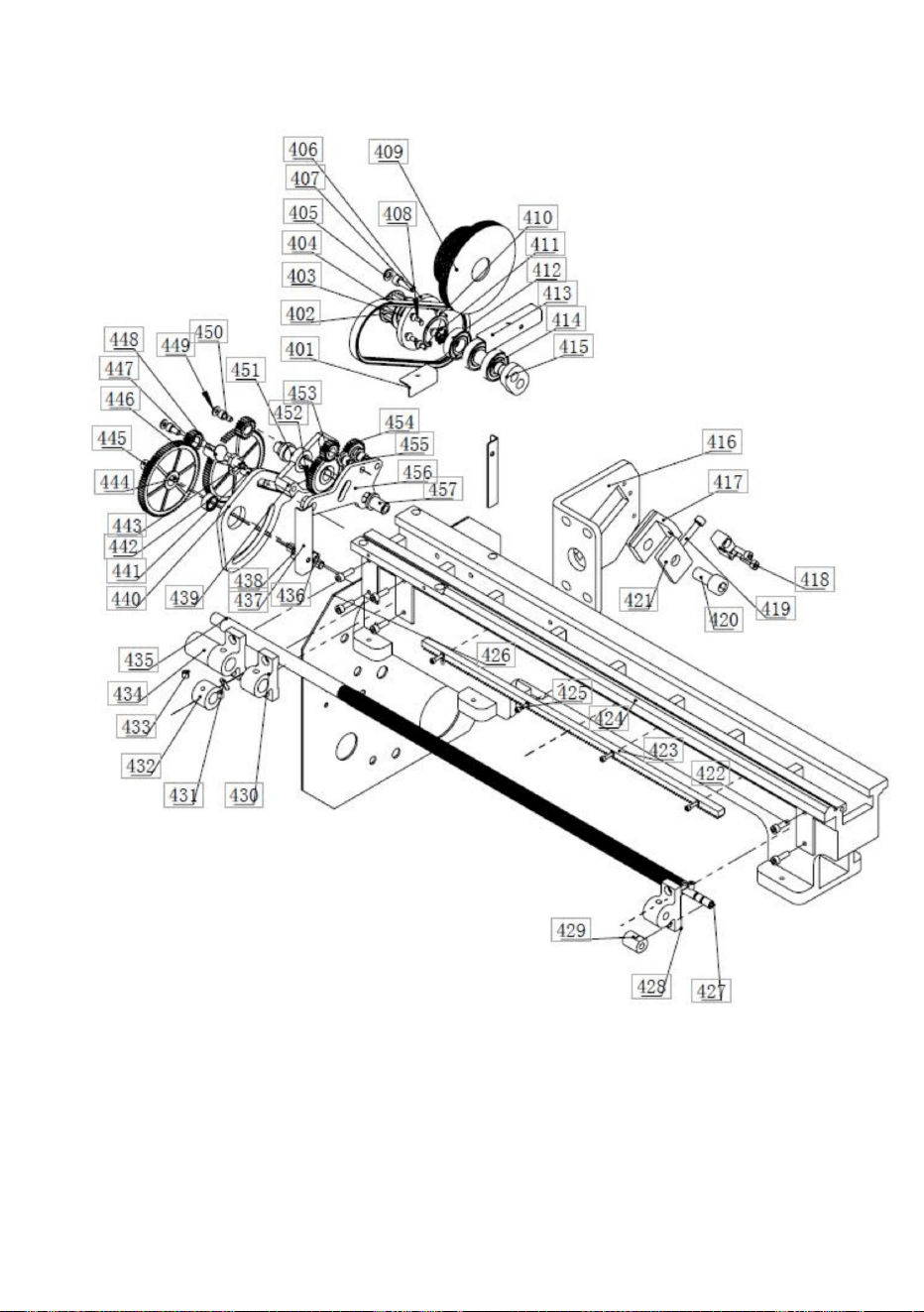
Bett, hängende Radteile Montage
- 45 -
Machine Translated by Google
Bolzen
437
424
Schrauben
453
1
1
Schrauben
439
446
2
430
417
Kopfschraube
1
Schrauben
Beschreibung
1
1
1
1
Knopfstößel
Waschmaschine
M8 x12
Kugellager
445
2
1
436
Gestell
Spezifikation Menge
1
457
Waschmaschine
Bolzen
420
1
Leitspindel
Waschmaschine
M3 x12
412
416 Positionierplatte
1
M6 x40
1
Rolle
1
Abstandhalter
408
Schrauben
444
401 Positionierplatte
1
Kipphebel
1
Beschreibung
1
Getriebebolzen
405
411 Federscheibe
3
1
Welle
Schlüsselhülse
Z25
Halterung
427
431
452
1
1
Multikeil
Z20
4
Gang
NEIN.
3
407
419
428
Gang
Z20
Leitspindel
415
1
Gürtel
M6 x16
M4x10
410 Federscheibe
1
Feste Abdeckung
1
1
435
423
Bodenplatte
451
1
Zwischenradhülse
Welle
1
1
Gang
Ersatzteile
1
1
Gang
Ölbecher
Z45
426
450
Schlüssel
Montieren
B4 x 4x 8
M6 x20
Schrauben
443
Stift
2
1
402
6
1
Schrauben
Abstandhalter
M5 x16
Nuss
Stehbolzen
414
456
6002
404
1
438
Kontermutter
Riemenrad
2
1
Schrauben
449
406
fester Block
422
Halterung
442
1
1
Halterung
1
433
Schlüssel
1
M5x10
425
448
455
1
403
Gleitdichtung
441
Brücken-Timing
2
1
1
NEIN.
Gang
1
Leitspindel
1
418
1
454
C5 x5 x10
1
M12 x25
432
409
Leitspindel
1
447
1
Schrauben
1
Bett Weg
1
Spezifikation Menge
434
429
421
440
Positionierplatte
M8
413 Positionierplatte
Schieberegler
8
Ersatzteile
- 46 -
Machine Translated by Google
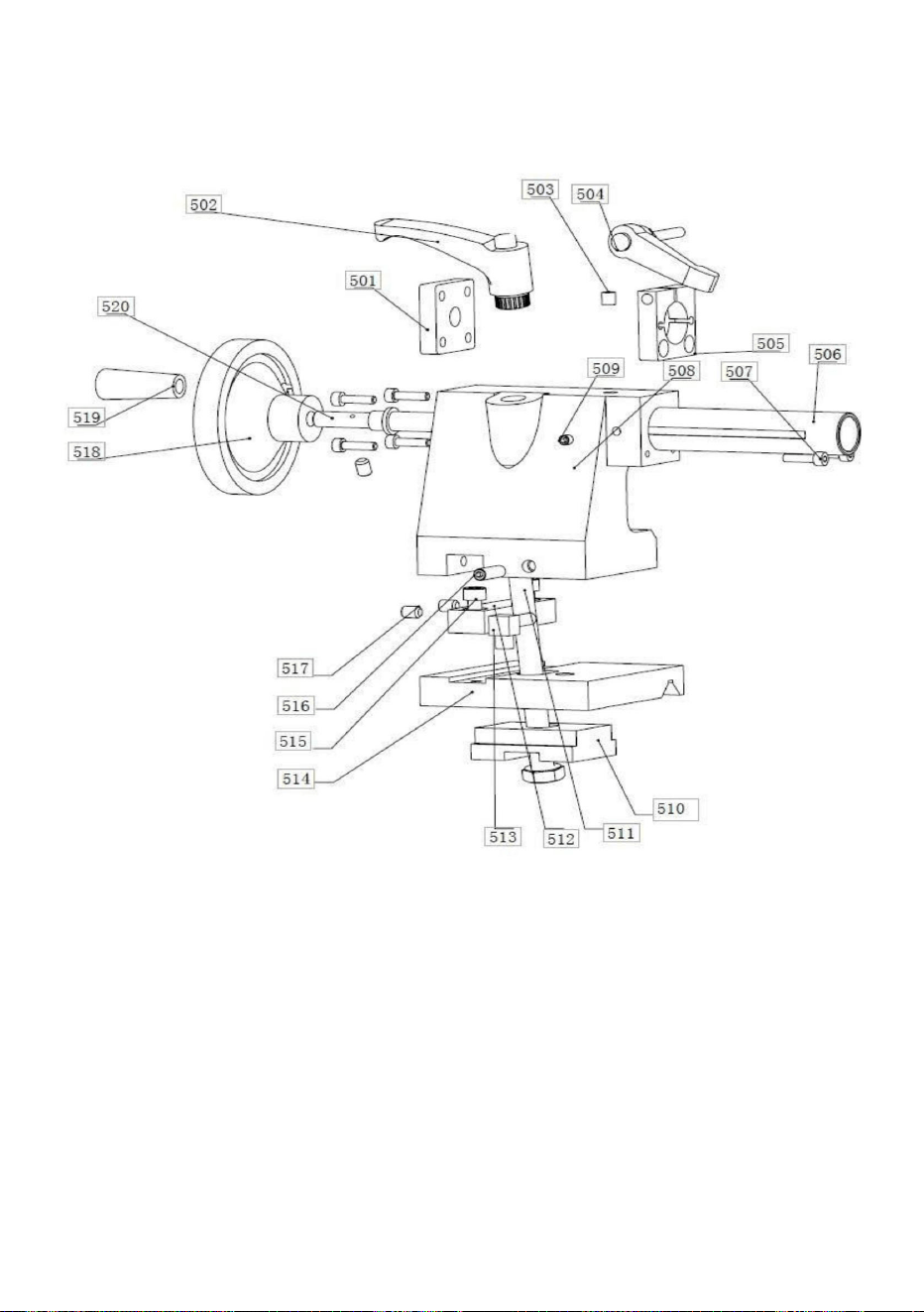
Reitstockbaugruppe
- 47 -
Machine Translated by Google
Handhaben
Leitspindel
1
Hintere
Reitstockabdeckung
Schrauben
1
1
Schrauben
519
Kopfschraube
Ersatzteile
503
Suspension
506
502
1
Schrauben
Grundplatte
1
1
1
516
515
512 Reitstockschlüssel
504
508
1
Reitstock
2
Handrad
514
Reitstock
517
520
0
Beschreibung Spezifikation Menge
Klammer
6
1
1
Bolzen
1
handhaben
507
NEIN.
M6 x20 1
M6 x20
518
Begrenzungsstift
Kopfschraube
1
1
Beschreibung Spezifikation Menge
51
1
511
1
501
Anziehen
Ersatzteile
M6 x20 2
Handhebel
M5x5
1
509
NEIN.
Ölbecher
Feder
513
Block
505
M4 x16
- 48 -
Machine Translated by Google
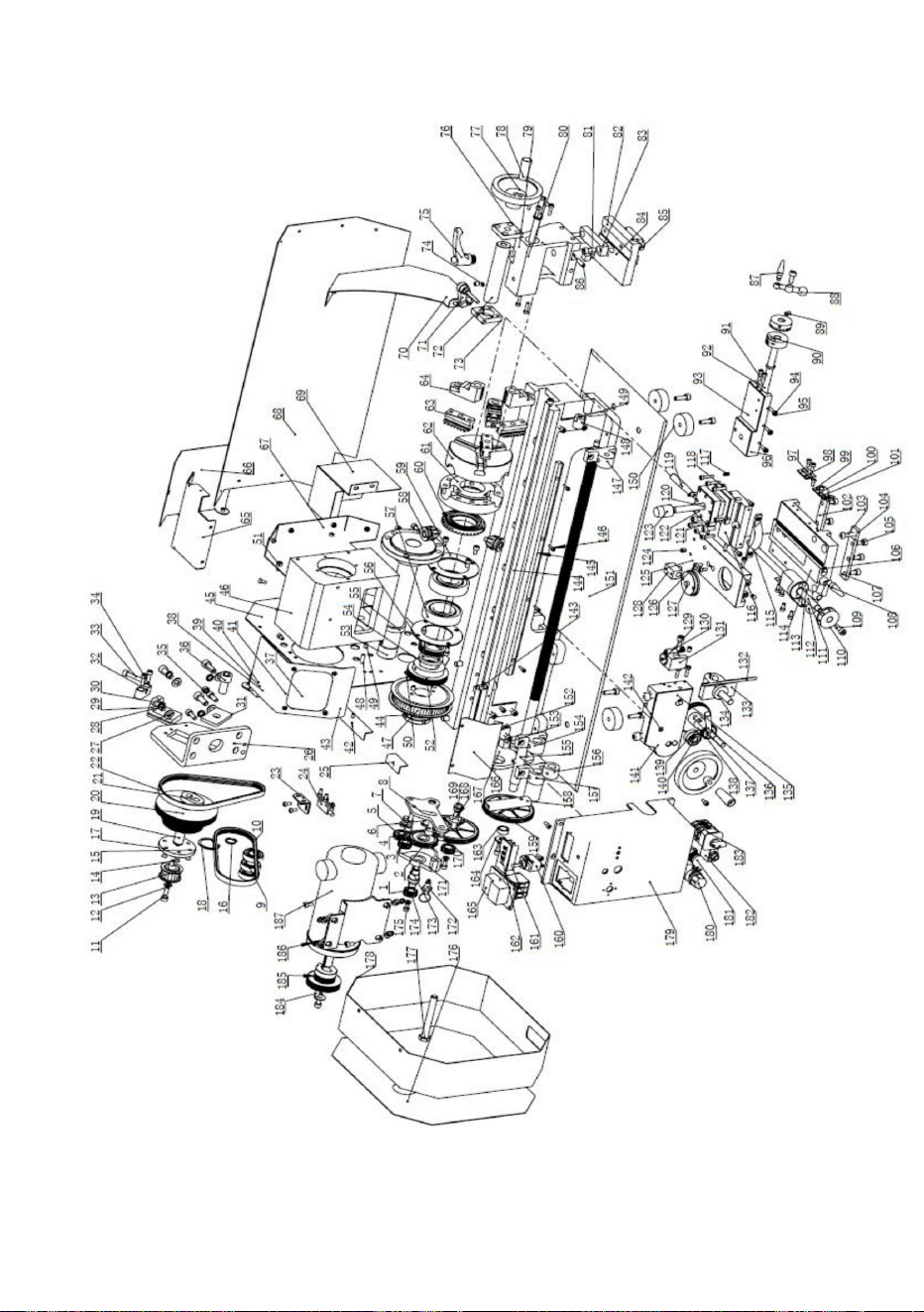
Generalversammlung
- 49 -
Machine Translated by Google
Werkzeughalter
107
Riemenrad
14
20
102
handhaben
116 Zusammengesetzte Pause
1
Gummimatten
Schrauben
M6 x12
18 Federscheibe
1
Beschreibung
Geschwindigkeitsmessung
Z25
Sattel
1
1
10
Werkzeugablagehebel
6
101
2
Brücken-Timing
Spezifikation Menge
1
Ärmel Gib
Drei-Ball
1
M8x20
8
1
11
Schrauben
Schrauben
1
115
Gürtel
Schrauben
Leitspindel
119
2
Ölbecher
1
17
NEIN.
1
123
Gang
1
114
22
M4 x20
Schrauben
C5 x5 x10
1
Rolle
103
M8
6
1
Ersatzteile
6 106
1
Schrauben
4
Zifferblattskala
16 Federscheibe
1
Kugellager
Schrauben
1
21 Schwinge
Z45
Getriebebolzen
1
1
Multikeil
5
110
1
1
23 Montageplatte
NEIN.
Griffhebel
1
122
Platte
Klammer
M4x10
Z20
1
Nuss
112
Stift
B4x4 x8
124
Gang
7
1
121
Sattelverriegelung
1
1
Stehbolzen
Gang
9 109
Bolzen
2
Sattelpressplatte
113
1
105
111
6
Schlüssel
118
1
108
Schlüssel
Zifferblattskala
1
1
8
1
1
120
3
Waschmaschine
Frühling
Sattelpressplatte
1
Bolzen
Beschreibung
Werkzeughaltermutter
24
1
1
11
1
1
M6 x25
3
15
2
1
11
1
13
Kopf
Spezifikation Menge
1
12
117
104
Gürtel
M6 x20
19
Ersatzteile
- 50 -
Machine Translated by Google
Schlüssel
Sitz
Schrauben
140
Schrauben
Schieberegler
18
1
1
Gestell
1
M4 x 6
1
M8x20
142
Schlüssel
125
148
Fütterungsmutter
1
1
1
M5 x16
Bett Weg
Chip-Fach
Schrauben
135
39
4
1
Schwenkscheibe
1
Sitz
1
9
50
M6x40
Hebel
1
Schrauben
1
1
47
1
137
Schrauben
126
Gummifuß
136
42
25
46 Spindelstock
1
130
1
1
Halterung
49
4
139
29
146
33
M5x10
1
45 Trägerplatte
1
Platte
129
1
1
48
Schrauben
1
Platte
Fester Block
1
1
Welle
Leitspindel
51
Schrauben
134
C
2
1
128
M12x25
Positionierung
44 Spannmutter
Schrauben
Positionierung
1
Schürze
C4 x4 x18
Nuss
M4x20
M30 x1,5
32
Zahnriemenrad
Stahlkugel
1
145
1
Schrauben M8x12
28
133
1
1
35
127
36
Spindel
Schieberdichtung
Schaltgabel
1
Kugellager
Waschmaschine
C4 x4 x8
132
Fahrschalter
1
1
37
Getriebebolzen
26
144
Nuss
1
Kombiausrüstung
1
Schrauben
147
Halbe Nuss
41
1
4
1
31
138
143
27
4
131
43 Spannfutterdeckel
Platte
Prüfblock 150
1
Getriebebolzen
Fenster
M3x12
30 Federscheibe
151
34
8
141
1
M8 x 10 x10 1
1
1
Gib
40 Schaltgabel
149
Querschlitten
Zifferblattskala
38
1
4
M6
Spannfutterabdeckung
1
Positionierung
- 51 -
Machine Translated by Google
1
Abstandhalter
1 1
Gang
1
Motorabdeckung
73 Verriegelungsdeckel
1
Zucht
Block
160
71
77 Handrad
Gang
Hebel
1
170
75
59 Lagerdeckel
Spannbacken
1
1
1
Schrauben
1
Abstandhalter
Handrad
Klammer
159
66
72
Kegelradgetriebe
1
1
Schaltermontage
Feststellgriff
Leitspindel
63
169
Z20
158
1
1
1
178
2
Einstellbar
Abstandhalter
Feder
1
157
M6x16
1
M5x5
176
58
1
154
Bolzen
156
62 Spannkopf
1
M10 x 80
Spindel
2
1
165
1
Kugellager
1
1
155
1
164
1
2
1
Digitales Panel
70 Spritzplatte
Welle
Knopfstößel
61 Spannfutterboden
3
1
Montieren
Bolzen
Rolle
163
1
76 Reitstockabdeckung
57
Konsolenbrett
175
1
2
1
Motorabdeckung
1
Stift
1
54
Schalten
Ärmel
Kasten
1
Kegelradgetriebe
3
1
1
2
162
168
Halterung
Gang
Lagerdeckel
174
1
1
69
153
Handhebel
78
1
1
Nuss
1
Übertragung
2
167
173
1
56
Spritzschutz
Schrauben
Leitspindel
Positionsplatte
171
53
177
Kastendeckel
152
2
65
Waschmaschine
55
Ärmel
64
68
1
172
161
Waschmaschine
166
Übertragung
1
2
67 Prallplatte
74
60
Spannbacken
Ein-/Ausschalter
1
52
- 52 -
Machine Translated by Google
Stift
Motor
89
179
1
Pressplatte
M4
1
1
1
1
Kontrollleuchte
2
Reitstock
Überlast
20
ausruhen
handhaben
185
81
Bolzen
2
98
Nuss
Leitspindel
100
M4x16
8
187
1
181
Geschwindigkeitsregler
1
8
92
83
M6x20
Gummimatten
Verbindung
184
Drei-Ball
1
85
97
Schrauben
87 Griffhebel
82
Federscheibe
M6x8
1
183
186
1
1
Schrauben
91
Kontrollkästchen
1
1
80
Fußleiste
24
2
1
84 Hängeblock
96
Zifferblattskala
Schrauben
Umschalter
Rolle
1
99
1
1
Gib
11
90
C5 x 5 x20 1
180
182
79
94
Pressplatte
M4x16
Reitstock
1
1
95
Schlüssel
86
Leitspindel
Schutz
Schlüssel
Schrauben
Schrauben
2
93
88
1
1
M4x10
- 53 -
Machine Translated by Google

Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Machine Translated by Google
MODELLO:YS-1835A
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata
rappresenta solo una stima del risparmio che potresti ottenere acquistando determinati utensili con noi
rispetto ai principali marchi principali e non significa necessariamente coprire tutte le categorie di
utensili da noi offerti. Ti ricordiamo gentilmente di verificare attentamente quando effettui un ordine con
noi se stai effettivamente risparmiando la metà rispetto ai principali marchi principali.
MANUALE DI ISTRUZIONI PER TORNIO
Supporto tecnico e certificato di garanzia
elettronica www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
Hai domande sui prodotti? Hai bisogno di supporto tecnico? Non esitare a contattarci:
MODELLO:YS1835A
Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni del
manuale prima di utilizzare. VEVOR si riserva una chiara interpretazione del nostro manuale
utente. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Vi preghiamo di
perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti tecnologici o software sul
nostro prodotto.
HAI BISOGNO DI AIUTO? CONTATTACI!
TORNIO
- 1 -
Machine Translated by Google
l'accuratezza di queste informazioni e cerchiamo di verificare ogni elemento e
ogni dato, ma non possiamo garantire la completa accuratezza delle informazioni, il
che significa che la fornitura dell'attrezzatura potrebbe differire nei dettagli dalla
descrizione delle istruzioni. Inoltre, lo sviluppo della macchina potrebbe
comportare che l'attrezzatura fornita potrebbe differire nei dettagli dalle descrizioni
qui contenute. La responsabilità ricade quindi sull'utente per accertarsi che l'attrezzatura
o il processo descritto sia adatto allo scopo previsto.
La merce restituita deve essere accompagnata da una nota della data di acquisto
e da una spiegazione scritta della qualità del prodotto. Dopo la nostra ispezione e
conferma, ripareremo o sostituiremo i loro prodotti o rimborseremo il
pagamento; Se non riusciamo a fornire la riparazione o la sostituzione in
modo tempestivo, sosterremo i costi derivanti dalla riparazione o dalla sostituzione dei
prodotti; Se il danno non è dovuto alla qualità del prodotto, ma a un funzionamento
improprio dell'utente o ad altri motivi, il costo sarà a carico del cliente.
produttore e da altre fonti. Ci impegniamo a garantire la
Le informazioni contenute nel presente manuale sono da intendersi come guida al
funzionamento di queste macchine e non costituiscono parte di alcun contratto.
I dati in esso contenuti sono stati ricavati dalla macchina
Per rispettare l'impegno di garanzia, si prega di restituire il prodotto o la parte che
presenta problemi di qualità, con spese di spedizione prepagate, per verifica.
Faremo ogni sforzo per garantire la qualità dei nostri prodotti e promettiamo ai
consumatori che garantiremo i nostri prodotti per un anno, fatta eccezione per i
danni alla macchina causati da un utilizzo improprio da parte dei clienti e
per gli incidenti che ne conseguono, o per l'usura anomala e i danni causati
dalla mancanza di manutenzione.
QUESTIONI CHE RICHIEDONO ATTENZIONE
GARANZIA DI QUALITÀ
- 2 -
Machine Translated by Google
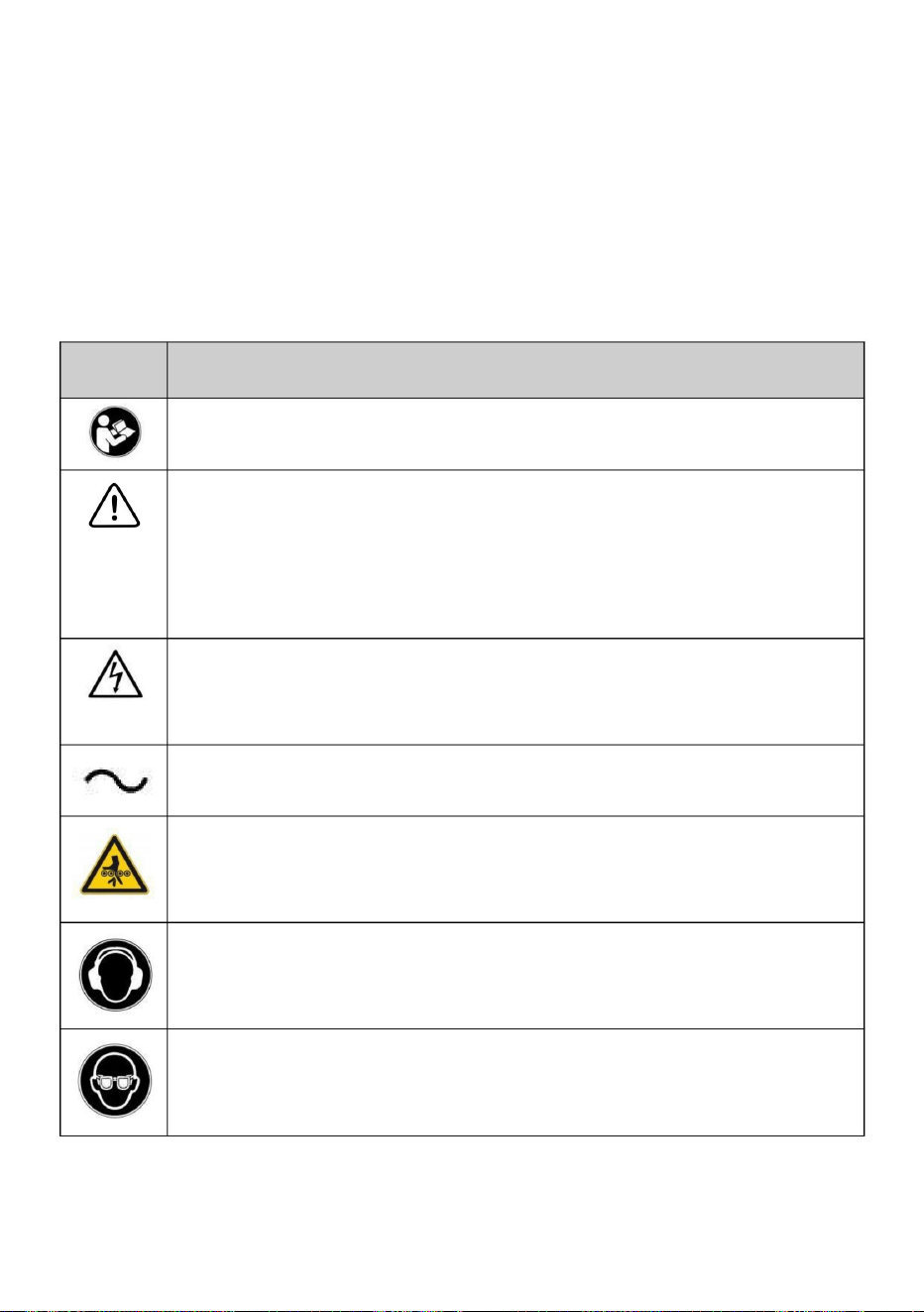
Questo simbolo, posto prima di un commento di sicurezza, indica un tipo di
Attenzione al serraggio
Attenzione: indossare sempre protezioni per gli occhi quando si utilizza questo prodotto.
precauzione, avvertimento o pericolo. Ignorare questo avvertimento può portare a
un incidente. Per ridurre il rischio di lesioni, incendi o folgorazione, si prega di
seguire sempre le raccomandazioni indicate di seguito.
Simbolo
Pericolo!
Simbolo
Rischio di lesioni personali o danni ambientali! Rischio di
Descrizione
scossa elettrica! Rischio di lesioni personali dovute a scossa elettrica!
Attenzione - Per ridurre il rischio di lesioni, l'utente deve leggere le istruzioni
manuale con attenzione.
Corrente alternata
Attenzione: assicurarsi di indossare protezioni acustiche quando si utilizza questo prodotto.
qualità dei nostri prodotti.
specifiche del prodotto. Faremo sforzi continui per migliorare il
La nostra azienda si riserva il diritto di apportare modifiche a questa specifica e
Tutti i diritti riservati. La riproduzione o la riproduzione non è consentita senza
permesso.
- 3 -
Machine Translated by Google
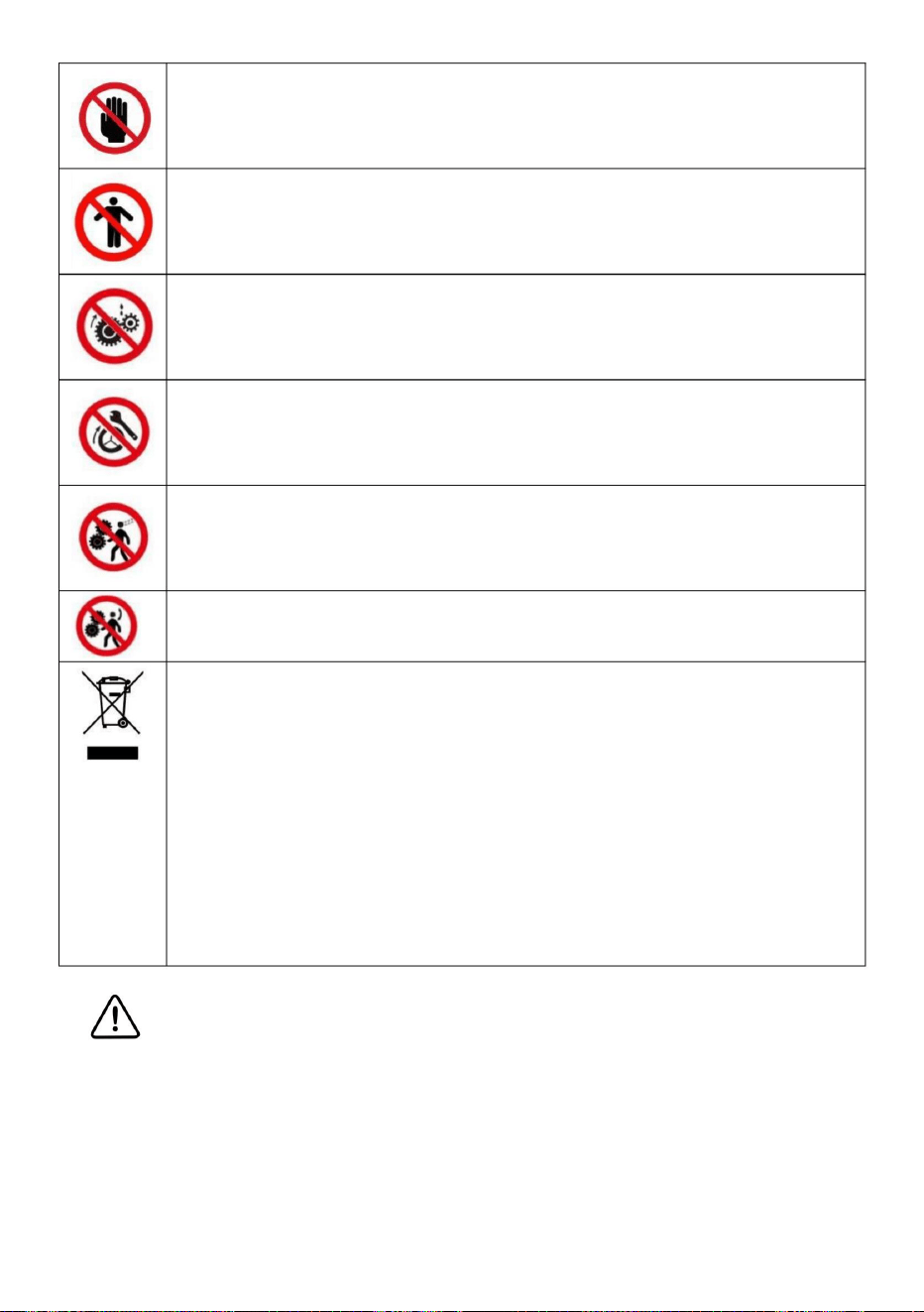
- 4 -
Non girare durante la riparazione
Nessuna operazione di fatica
Informazioni sullo smaltimento:
Questo prodotto è soggetto alle disposizioni della Direttiva Europea 2012/19/CE. Il simbolo
raffigurante un bidone della spazzatura barrato indica che il prodotto richiede la raccolta differenziata
dei rifiuti nell'Unione Europea. Ciò si applica al prodotto e a tutti gli accessori contrassegnati con
questo simbolo. I prodotti contrassegnati come tali non possono essere smaltiti con i
normali rifiuti domestici, ma devono essere portati in un punto di raccolta per il riciclaggio di
apparecchiature elettriche ed elettroniche.
dispositivi
Vietato l'accesso alle macchine automatiche in funzione Solo personale autorizzato
L'operazione non prevede telefonate
Non rabboccare l'olio durante il funzionamento
Non mettere le mani nella protezione di sicurezza quando la macchina è in funzione
Conservare tutte le avvertenze e le istruzioni per riferimento futuro.
ATTENZIONE: leggere tutte le avvertenze di sicurezza, le
istruzioni, le illustrazioni e le specifiche fornite con questa macchina. La
mancata osservanza di tutte le istruzioni elencate di seguito può causare
scosse elettriche, incendi e/o lesioni gravi.
Machine Translated by Google

13. È vietato l'accesso ai bambini nel luogo di lavoro e alle persone non operanti
posizione corretta.
6. Lubrificare e sostituire regolarmente gli accessori.
12. Non utilizzare la macchina in ambienti pericolosi.
16. Indossare occhiali protettivi durante il funzionamento.
11. Mantenere il posto di lavoro pulito, l'ambiente di lavoro sporco è facile da
15. Vestiti in modo appropriato. Non indossare abiti larghi, guanti, cravatte, anelli,
utensile a piacimento. Utilizzare le istruzioni prima di procedere all'operazione.
5. Utilizzare gli utensili giusti. Utilizzare l'utensile o il pezzo corretto per la lavorazione.
potenza prima di bloccare il pezzo in lavorazione o l'utensile.
il personale deve mantenersi a distanza di sicurezza dall'area di lavoro.
9. Controllare le prestazioni di tutte le parti mobili. Tutte le parti devono essere installate
10. Quando la macchina è in funzione, l'operatore non deve allontanarsi.
profondità e velocità di avanzamento.
familiarità con il processo di funzionamento del tornio, non utilizzare la macchina
la chiave inglese e la chiave del mandrino vengono rimosse.
Alimentazione elettrica.
protetto dall'umidità. Mantenere una buona illuminazione.
18. Non avvicinare le mani alle parti mobili della macchina.
2. Prima di avviare la macchina utensile, controllare che il supporto dell'utensile
7. Prima di regolare o riparare la macchina, assicurarsi di scollegare la
Non lavorare in luoghi umidi. Assicurarsi che i componenti elettrici siano
17. Fai attenzione a dove ti trovi e mantieni sempre l'equilibrio.
quando si esce dall'officina.
portare a incidenti.
bracciali, gioielli, ecc. Per essere sicuri, Per motivi di sicurezza, indossare scarpe antiscivolo.
Se hai i capelli lunghi, indossa un cappello da lavoro.
1. Prima di avviare la macchina utensile, il coperchio di sicurezza deve essere nella
Mantenere l'utensile affilato e pulito per garantirne un funzionamento normale e sicuro.
La macchina utensile deve essere utilizzata da personale esperto. Se non si è
4. Non forzare il taglio. Tagliare secondo la velocità di taglio impostata, tagliare
correttamente. Le parti danneggiate devono essere riparate tempestivamente.
14. Per tenere i bambini fuori dall'area di lavoro. La porta deve essere chiusa a chiave
3. Evitare che la macchina si avvii accidentalmente. Spegnere il motore
8. Verificare le prestazioni di sicurezza della macchina prima di avviarla.
- 5 -
Machine Translated by Google

- 6 -
funzionamento della macchina e non è un manuale di formazione.
22. Si prega di rispettare queste avvertenze per evitare lesioni gravi.
danni di queste sostanze chimiche, si prega di lavorare in un luogo ben ventilato e
20. Leggere e comprendere tutti i segnali di avvertimento affissi sulla macchina.
23. La macchina produrrà alcune sostanze chimiche nocive nel lavoro di polvere, segatura, molatura e
foratura prodotte dalla molatura. Per ridurre il
21. Il presente manuale ha il solo scopo di familiarizzare i clienti con il
19. Non effettuare alcuna operazione di impostazione mentre la macchina è in funzione.
indossare dispositivi di sicurezza. Come maschere con filtro antiparticolato.
Machine Translated by Google
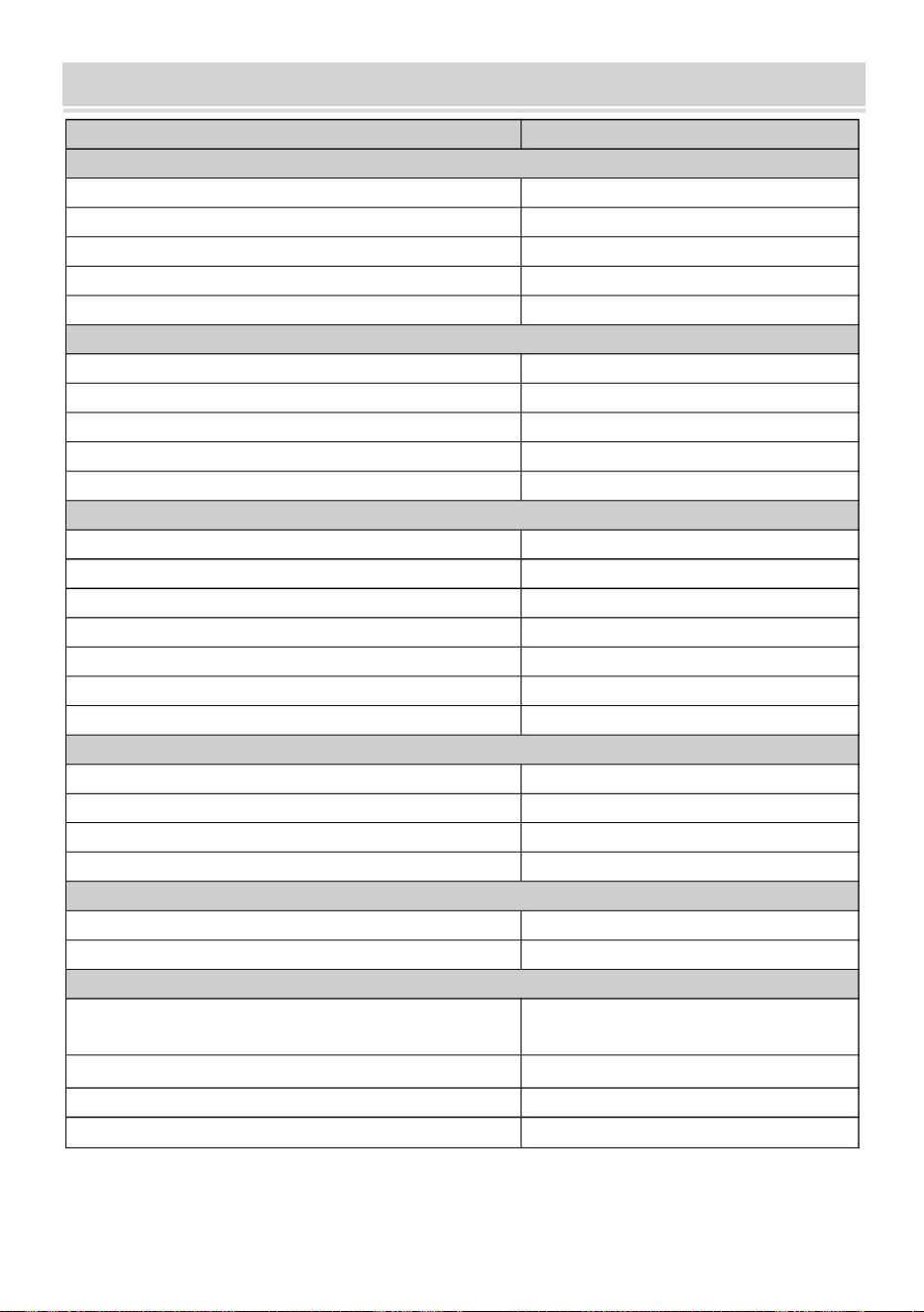
Le informazioni generali fornite nella presente specifica non sono vincolanti.
Alimentazione e infilaggio
MT2
Distanza tra i centri
ÿ16-1,5mm
Corsa massima della slitta trasversale
Numero di velocità del mandrino
/500W,
760×330×330ÿmmÿ
Capacità
MT3
0,5~2,5 mm
60mm
Numero di thread ImperiaI
Paletta
Corsa del mandrino della contropunta
Vite di comando
Peso del prodotto
Foro passante per mandrino
Cono nel mandrino della contropunta
Composto e trasporto
Tipo numero
Gamma di velocità del mandrino
Numero di fili metrici
4 vie
180mm
295 millimetri
350mm
Gamma di fili ImperiaI
Dimensioni del pacco
18
Altalena sopra il letto
100mm
Tipo di postazione portautensili
Conicità nel naso del mandrino
Varie
50mm
Gamma di filettature metriche
110mm
90mm
Gamma di avanzamento longitudinale
Motore principale
Corsa massima del carrello
contropunta
12~52T.PI
0,1~0,20mm/giro
Oscillare sul lato trasversale
4-Variabile
50mm
Peso netto: 49,1 kg; Peso lordo: 57,7 kg
0-360,720,1100,2200 giri/min
820*380*462 millimetri
Altezza del centro del mandrino
0,02~0,20 mm/giro
90mm
Corsa massima della slitta composta
Diametro mandrino
110V~60Hz/220-240V~50Hz,1Ph
Lunghezza, larghezza e altezza
9
Modello YS-1835A
20 millimetri
Larghezza del letto
Gamma di avanzamento trasversale
PARAMETRO TECNICO
- 7 -
Machine Translated by Google

8 Cambio marcia (30T,35T,40T,40T,45T,50T,60T,60T)
4. Specificazione
Figura 1
5 set di chiavi esagonali 2,5/3/4/5/6 mm
pagamento)
resto Seguire
Griffe esterne per mandrino a 3 griffe
Cacciavite a testa piatta
2. Piastra posteriore del chip
Accessori nella cassetta degli attrezzi
(Fig. 1)
Centro
1
1
Pistola a olio
Chiave per mandrino a 3 griffe
riposo
1
1. Coppa dell'olio
1
1 Punto Morto MT3
Chiavi a doppia testa (8/10,12/14,13/16)
piastra (piastra di collegamento)
5. Cassetta degli attrezzi
1 Punto Morto MT2
3
Mandrino a quattro griffe e ritorno
1
3
Accessori speciali (accessori che richiedono ulteriori
3. Mandrino a tre griffe
3 Leva del volantino
Vivere
Costante
Accessori standard
1
Mandrino e biella
1
Cacciavite Philips
1
1
- 8 -
Machine Translated by Google
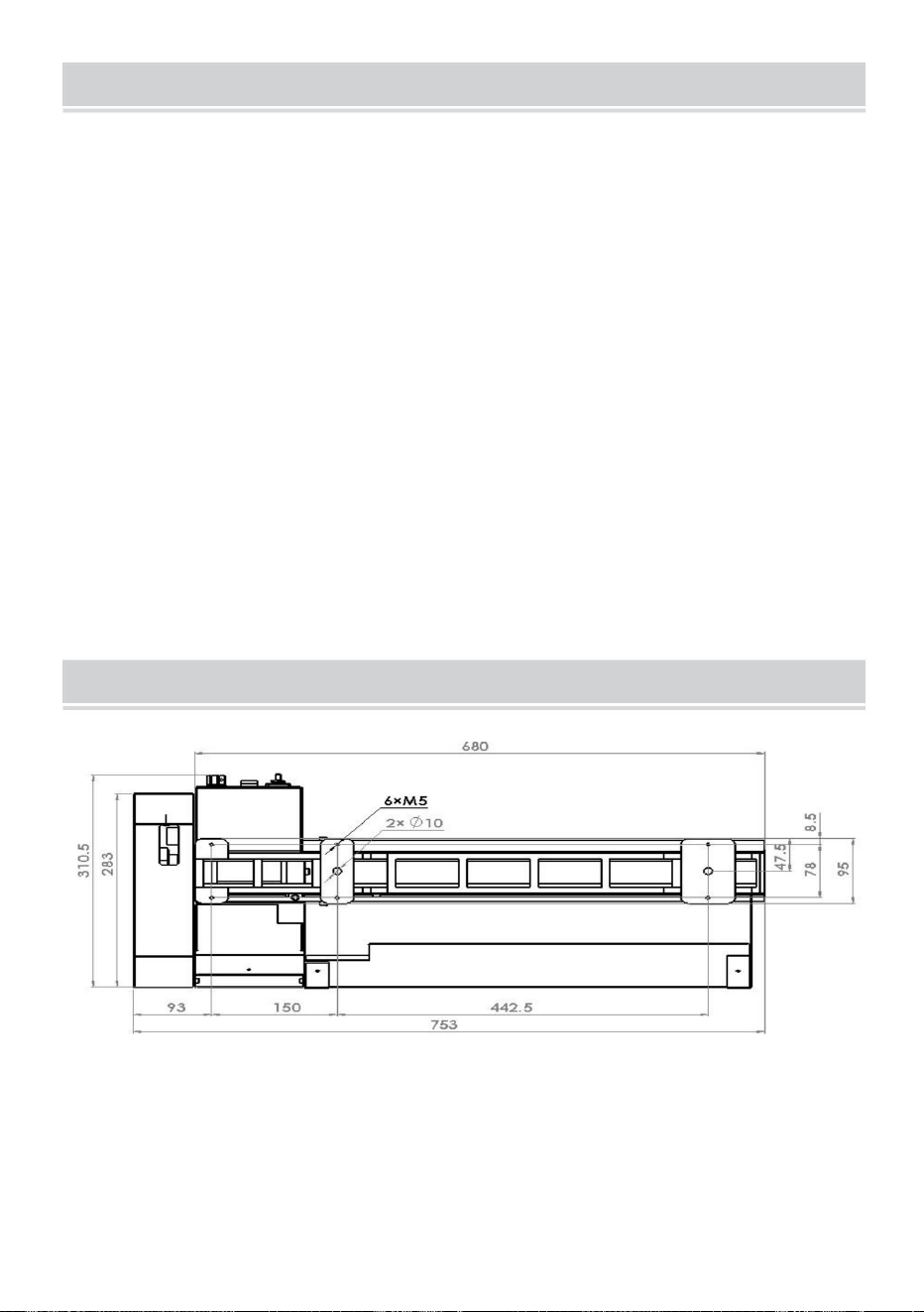
6. Per evitare di torcere il letto, la posizione del tornio deve essere assolutamente piana
1. Completare la rimozione della cassa di legno attorno al tornio
2. Controllare tutti gli accessori della macchina utensile secondo la
e livellare. Avvitare il tornio al supporto (se utilizzato). 1f utilizzando un banco,
assemblaggio e ricoprire tutti gli ingranaggi con grasso denso e antiaderente.
Figura 2
lista imballaggio.
bullone passante per prestazioni ottimali.
3. Svitare il tornio dal fondo della cassa di spedizione.
7. Pulire tutte le superfici protette dalla ruggine utilizzando un solvente commerciale delicato,
4. Scegliere un luogo per il tornio che sia asciutto, ben illuminato e con
cherosene o gasolio. Non usare diluente per vernici, benzina o lacca
spazio sufficiente per poter effettuare la manutenzione del tornio su tutti e quattro i lati.
diluente. Questi danneggeranno le superfici verniciate. Coprire tutte le superfici pulite
5. Con un'attrezzatura di sollevamento adeguata, sollevare lentamente il tornio dal trasporto
superfici con un leggero strato di olio per macchine da 20 W.
fondo della cassa. Non sollevare dal mandrino. Assicurarsi che il tornio sia bilanciato
prima di passare a un banco robusto o a un supporto.
8. Rimuovere il coperchio dell'ingranaggio finale. Pulire tutti i componenti dell'ingranaggio finale
DISEGNO DI FONDAZIONE
DISIMBALLAGGIO E PULIZIA
- 9 -
Machine Translated by Google
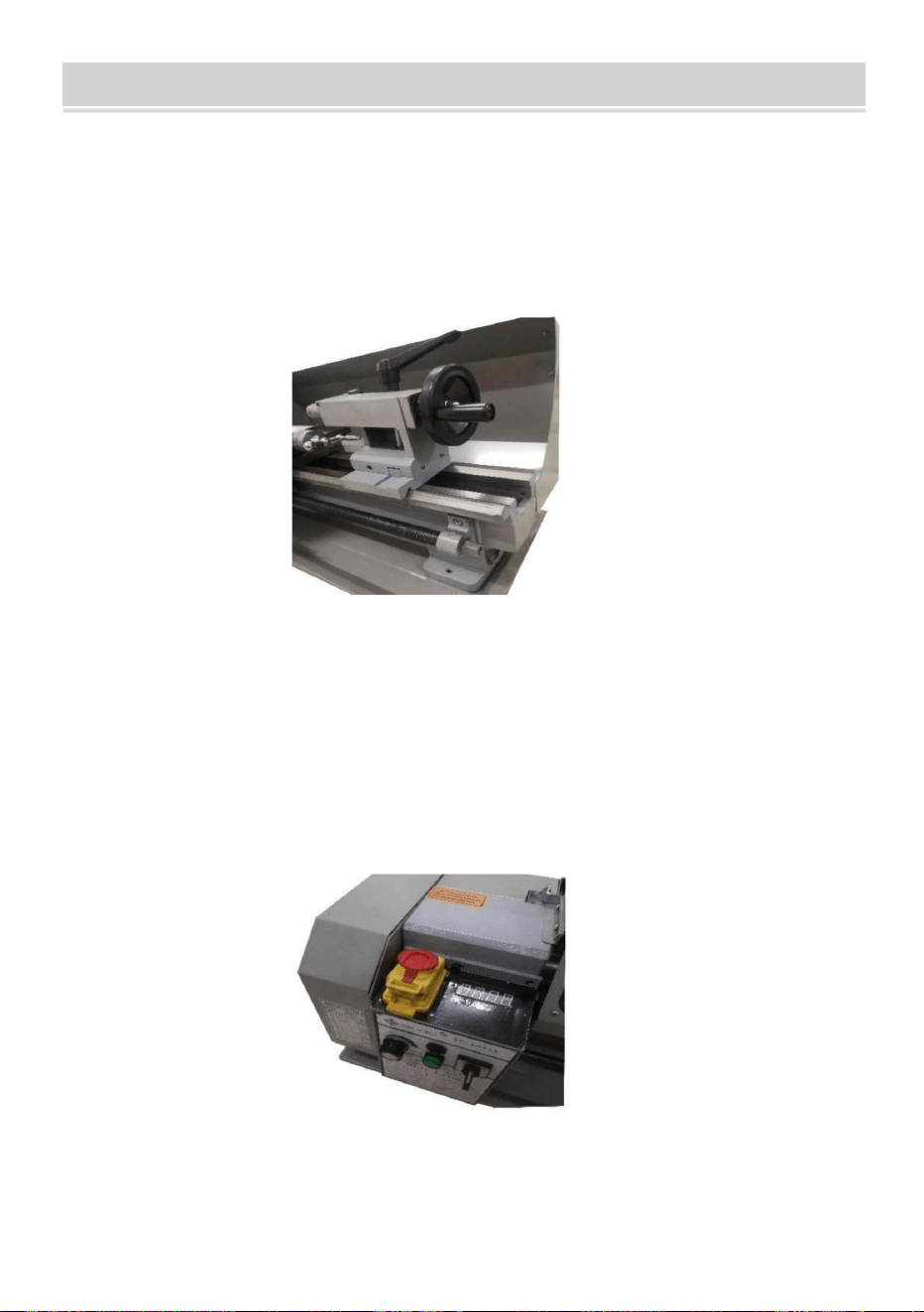
Figura 4
Figura 3
Il letto del tornio è fatto di ferro di alta qualità. Combinando guance alte con robuste nervature
trasversali, si produce un letto con basse vibrazioni e rigidità. Integra la testa
motrice e aziona l'unità, per fissare il carrello e la vite di comando. La V rettificata di
precisione - lateralmente, rinforzata da tempra termica e rettifica, è la guida precisa per il
carrello e la contropunta. Il motore principale è montato sul retro del lato sinistro del
letto.
Testata (Fig. 4)
Base del tornio (Fig. 3)
Descrizione generale
Il mandrino principale trasmette la coppia durante il processo di tornitura. Inoltre, sostiene i
pezzi in lavorazione e i dispositivi di serraggio (ad esempio mandrino a 3 griffe).
La testa è realizzata in ghisa di alta qualità a basse vibrazioni. È imbullonata al letto con
quattro viti. La testa ospita il mandrino principale con due cuscinetti a rulli conici di precisione
e l'unità di trasmissione.
- 10 -
Machine Translated by Google
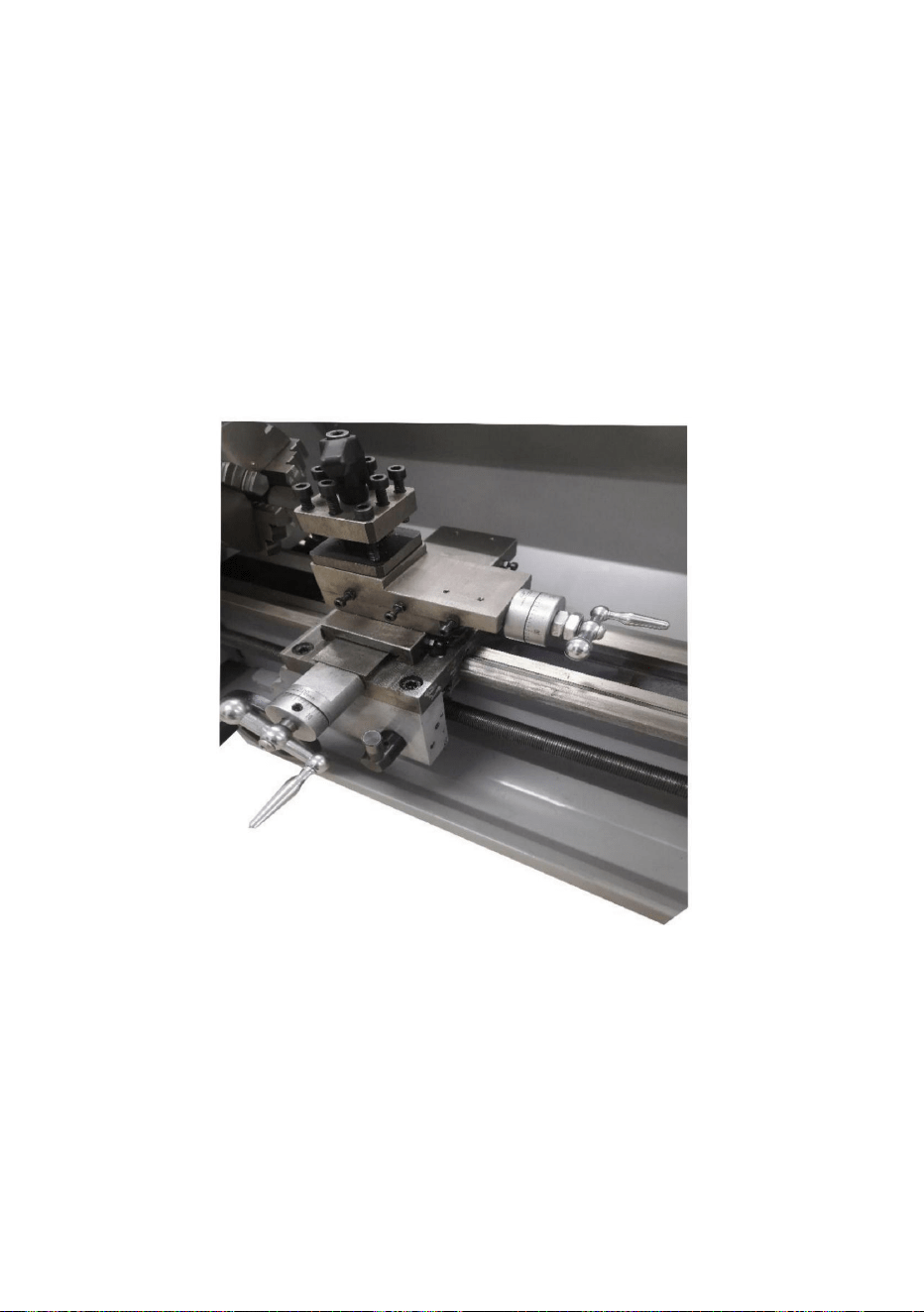
Figura 5
Il carrello è realizzato in ghisa di alta qualità. Le parti scorrevoli sono levigate in modo
uniforme. Si adattano alla V sul letto senza gioco. Le parti scorrevoli inferiori possono essere
regolate facilmente e semplicemente. La slitta trasversale è montata sul carrello e si muove su
una slitta a coda di rondine. Il gioco nella slitta trasversale può essere regolato con i gib.
Spostare la slitta trasversale con il suo volantino posizionato in modo conveniente. C'è un
collare graduato sul volantino.
Carrozza (Fig. 5)
Un portautensili a quattro vie è montato sulla slitta superiore e consente di bloccare quattro
utensili. Allentare la maniglia del morsetto centrale per ruotare uno qualsiasi dei quattro
utensili in posizione.
Figura 5
- 11 -
Machine Translated by Google
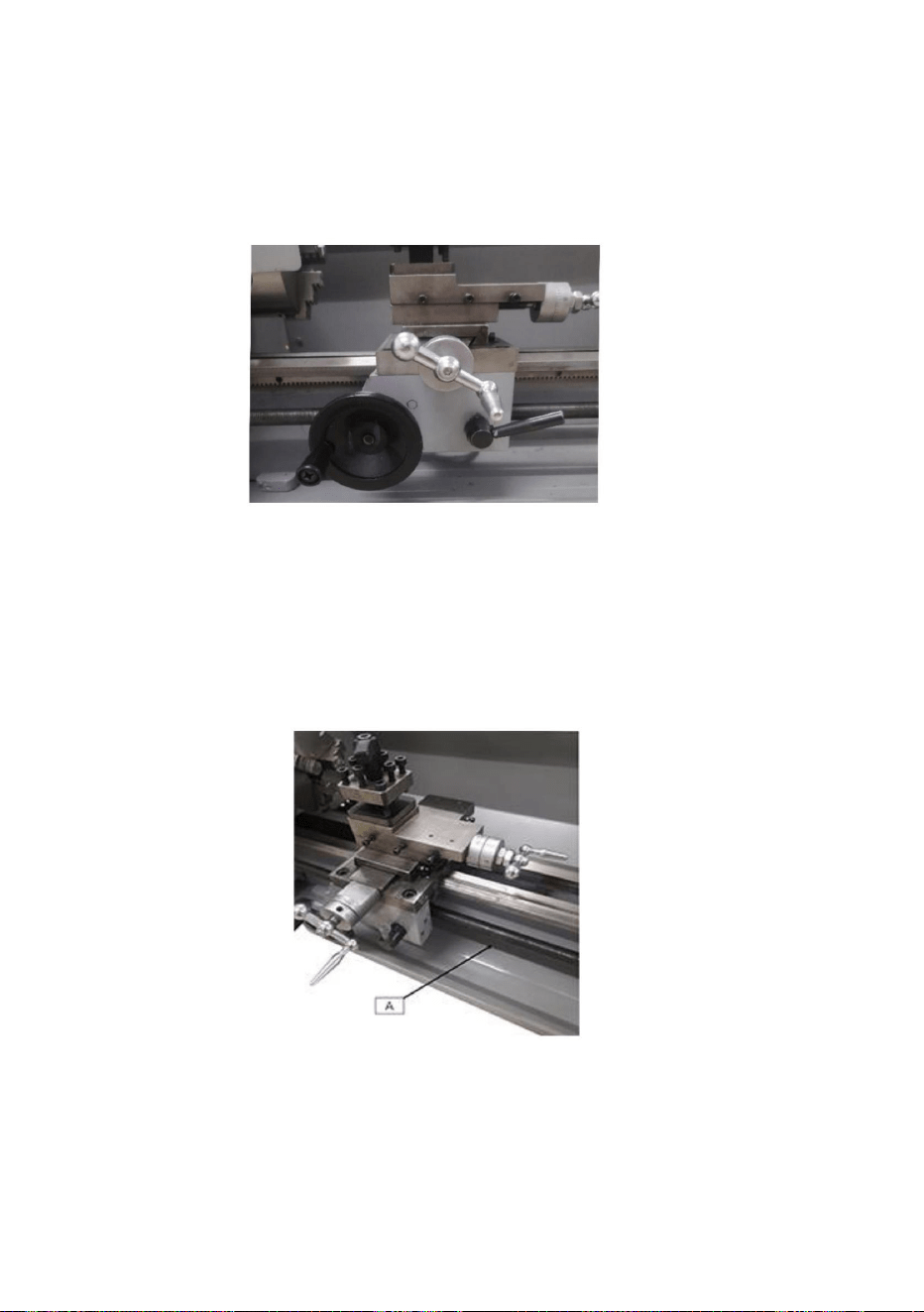
Figura 7
Figura 6
Una cremagliera montata sul letto e un pignone azionato dal volantino sul carrello consentono
lo spostamento rapido del grembiule.
Vite di comando (Fig. 7)
Il grembiule è montato sul letto. Ospita il mezzo dado con una leva di innesto per attivare
l'alimentazione automatica. I lardoni del mezzo dado possono essere regolati dall'esterno.
Grembiule (Fig. 6)
La vite di comando (A, Fig. 7) è montata sulla parte anteriore del letto della macchina. È
collegata alla scatola ingranaggi a sinistra per l'alimentazione automatica ed è supportata
da cuscinetti su entrambe le estremità.
- 12 -
Machine Translated by Google
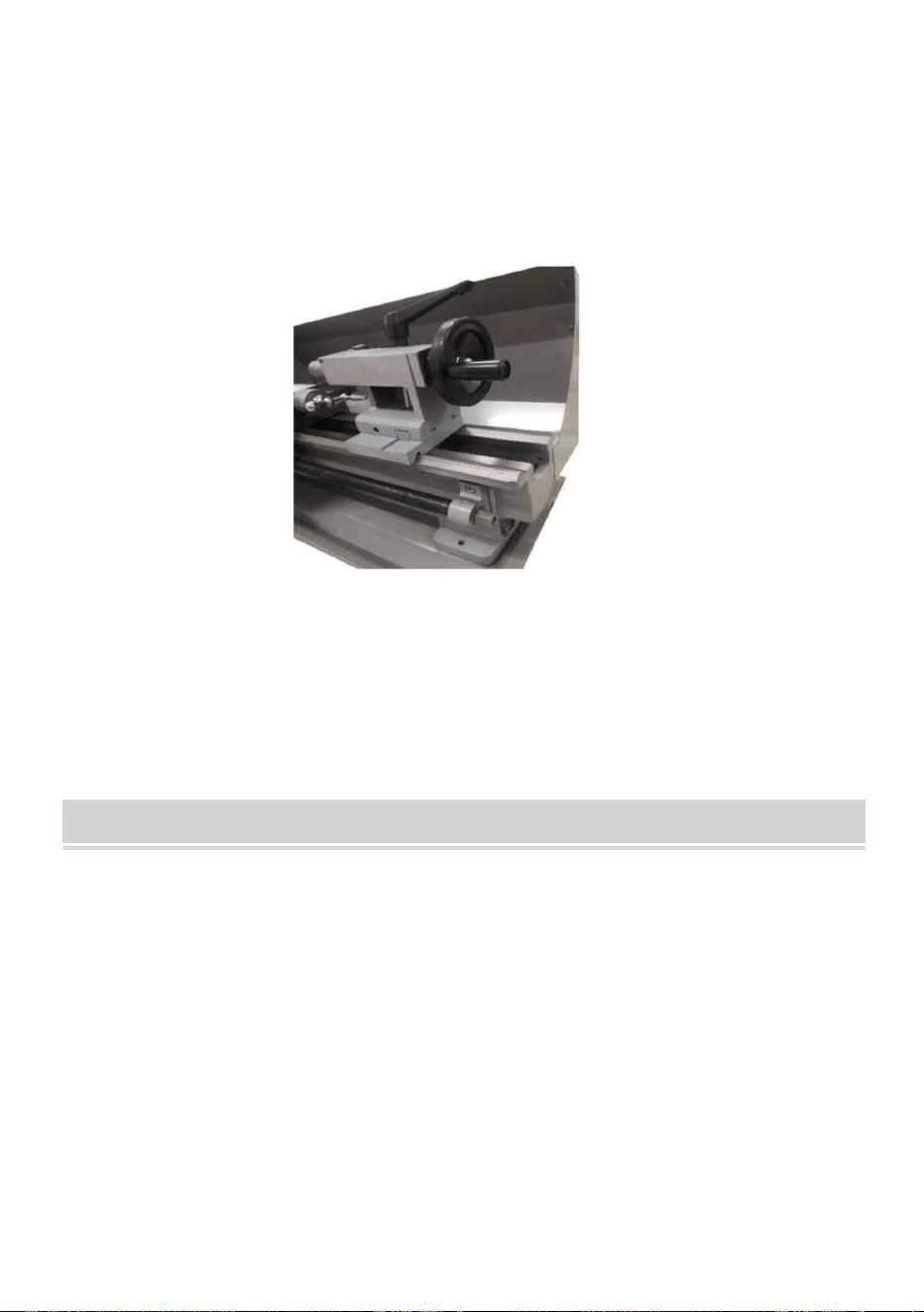
Figura 8
1. Pulsante di emergenza: interruttore 0N/0FF (D, Fig. 9)
La macchina si accende e si spegne con il pulsante ON/OFF. Premere per arrestare tutte le
funzioni della macchina. Per riavviare, sollevare il coperchio e premere il pulsante ON.
Attrezzature operative
La contropunta scorre su una guida a V e può essere bloccata in qualsiasi posizione. La
contropunta ha un mandrino per impieghi gravosi con una presa conica Morse n. 2 e una
scala graduata. Il mandrino può essere bloccato in qualsiasi posizione con una leva di
bloccaggio. Il mandrino viene spostato con un volantino all'estremità della contropunta.
Per evitare che la contropunta cada dal bancale del tornio, montare la vite di fissaggio (C, Fig.
8) all'estremità del tornio.
Avviso:
contropunta (Fig. 8)
2. Interruttore di commutazione (E, Fig. 9)
Dopo aver acceso la macchina, ruotare l'interruttore in posizione "F"
per la rotazione del
mandrino in senso antiorario (in avanti). Ruotare l'interruttore in posizione "R"
- 13 -
Machine Translated by Google
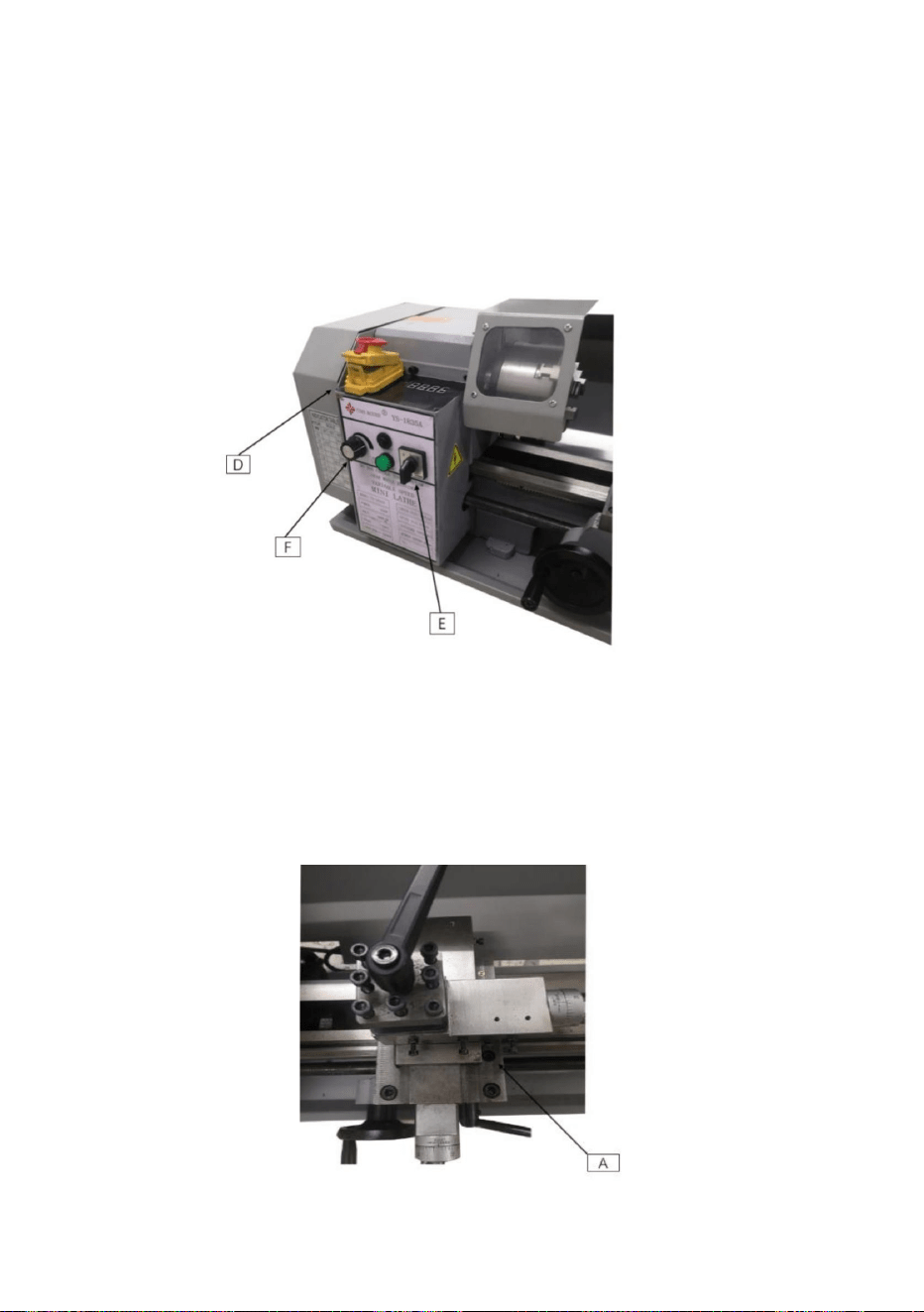
- 14 -
in senso antiorario per diminuire la velocità del mandrino. La velocità possibile
Girare l'interruttore in senso orario per aumentare la velocità del mandrino. Girare l'interruttore
L'autonomia dipende dalla posizione della cinghia di trasmissione.
4ÿBlocco carrello
3. Interruttore di controllo della velocità variabile (F, Fig. 9)
Figura 9
il mandrino rimane inattivo.
posizione per la rotazione del mandrino in senso orario (inverso). La posizione "O" è OFF e
Girare la vite a testa esagonale (A, Fig. 10) in senso orario e serrarla per bloccarla.
Attenzione: la vite di bloccaggio del carrello deve essere Sbloccata prima di innestarla
potrebbero verificarsi avanzamenti automatici o danni al tornio.
Per sbloccare, ruotare in senso antiorario e allentare.
Figura 10
Machine Translated by Google
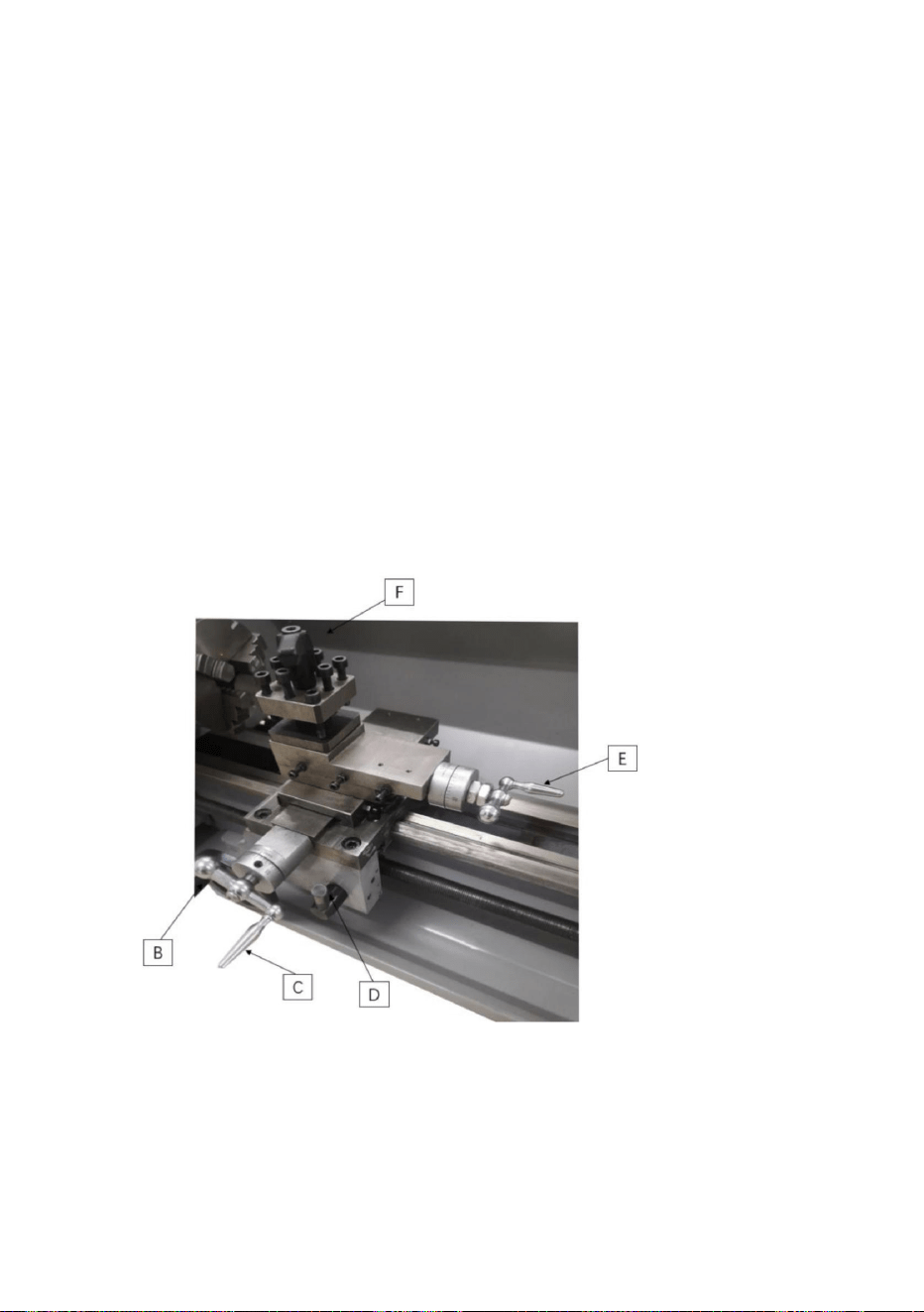
Figura 11
6ÿLeva di traslazione trasversale (C,Fig. 11)
montaggio verso la testata (sinistra).
La rotazione in senso orario sposta la slitta trasversale verso la parte posteriore della macchina.
Spostare la leva verso il basso per innestare. Spostare la leva verso l'alto per disinnestare.
stock (destra). Ruotare il volantino in senso antiorario per spostare il grembiule
7ÿLeva di innesto del mezzo dado (D, Fig. 11)
Ruotare il volantino in senso orario per spostare il gruppo grembiule verso la coda
5ÿVolante di traslazione longitudinale (B,Fig.11)
8ÿLeva di traslazione del supporto composto (E,Fig. 11)
Ruotare in senso orario o antiorario per spostare o posizionare.
9ÿLeva di serraggio del portautensili (F,Fig. 11)
Ruotare in senso antiorario per allentare e in senso orario per stringere. Ruotare il
portautensili quando la leva è sbloccata.
- 15 -
Machine Translated by Google
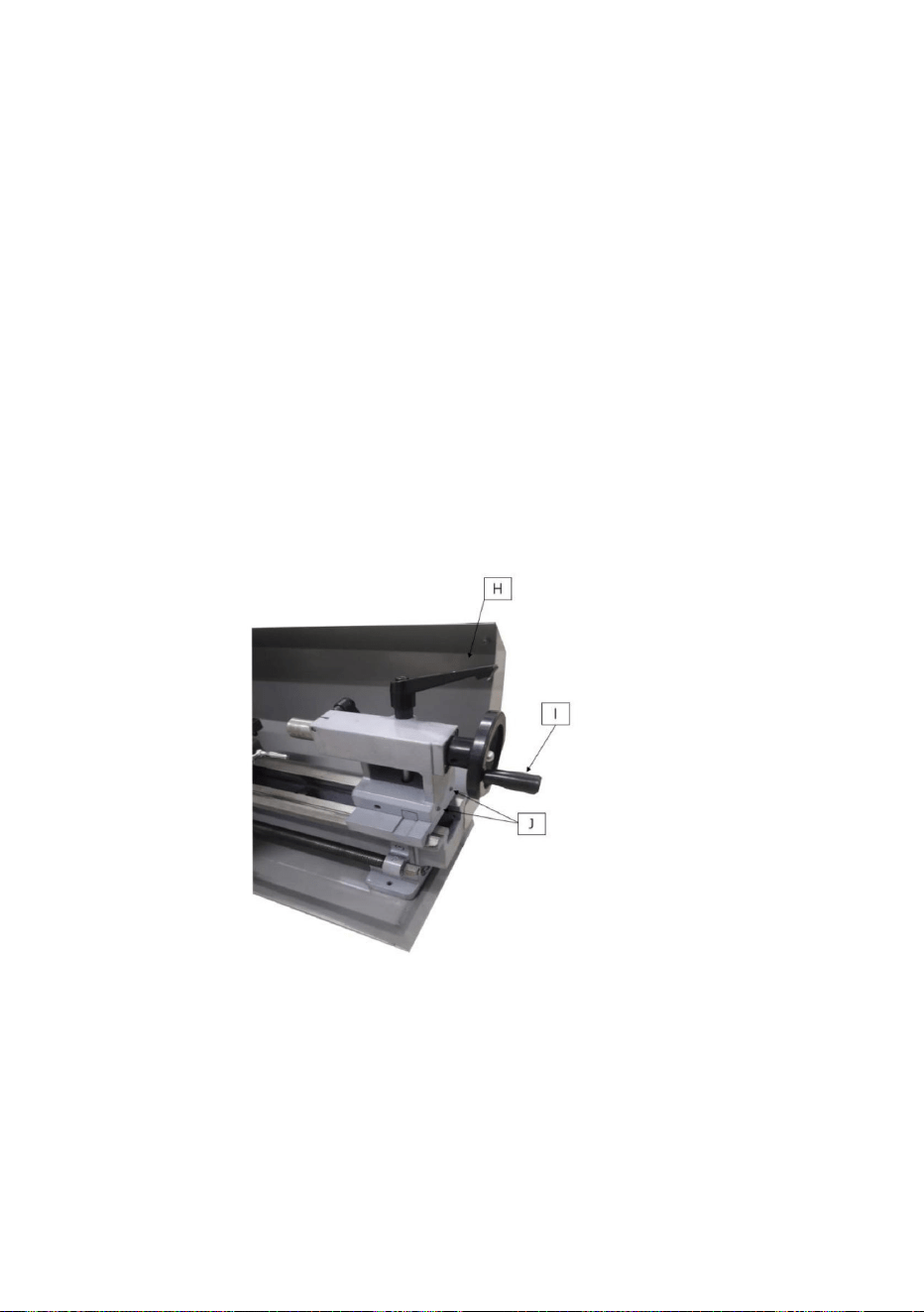
Figura 12
ritrarre la penna.
Ruotare in senso orario per far avanzare la penna. Ruotare in senso antiorario per
12ÿRegolazione offset contropunta (J,Fig. 12)
contropunta per tagliare le conicità. Allentare la vite di bloccaggio sull'estremità della contropunta. Allentare
Ruotare la leva in senso orario per bloccare il mandrino e in senso antiorario per
sbloccarlo.
Due viti di fissaggio posizionate sulla base del calcio di coda vengono utilizzate per compensare il
11ÿVolante di traslazione del cannotto della contropunta (I,Fig. 12)
10ÿLeva di serraggio del cannotto della contropunta (H,Fig. 12)
una vite di regolazione laterale mentre si stringe l'altra fino a raggiungere la quantità di offset
è indicato sulla scala. Serrare la vite di bloccaggio.
- 16 -
Machine Translated by Google

Figura 13
viti e dadi (A, Fig. 13 ne sono mostrati solo due) sul mandrino del tornio
Fissare l'utensile di tornitura nel portautensili.
OPERAZIONE
L'angolo di taglio è corretto quando il tagliente è allineato con l'
L'utensile deve essere serrato saldamente. Quando si gira, l'utensile ha la tendenza
piegarsi sotto la forza di taglio generata durante la formazione del truciolo.
Sostituzione del mandrino
montati nel contropunta. Se necessario, utilizzare spessori distanziali in acciaio
INSTALLAZIONE DEGLI STRUMENTI
sotto l'utensile per ottenere l'altezza richiesta. (Fig. 14)
flangia per rimuovere il mandrino. Posizionare il nuovo mandrino e fissarlo utilizzando
asse centrale del pezzo in lavorazione. L'altezza corretta dell'utensile può essere
le stesse viti e dadi di fissaggio.
ottenuto confrontando la punta dell'utensile con il punto del centro
Per ottenere risultati ottimali, la sporgenza dell'utensile deve essere limitata a un minimo di
3/8" o meno.
Il dispositivo di fissaggio del mandrino della testa è cilindrico. Allentare tre set
- 17 -
Machine Translated by Google
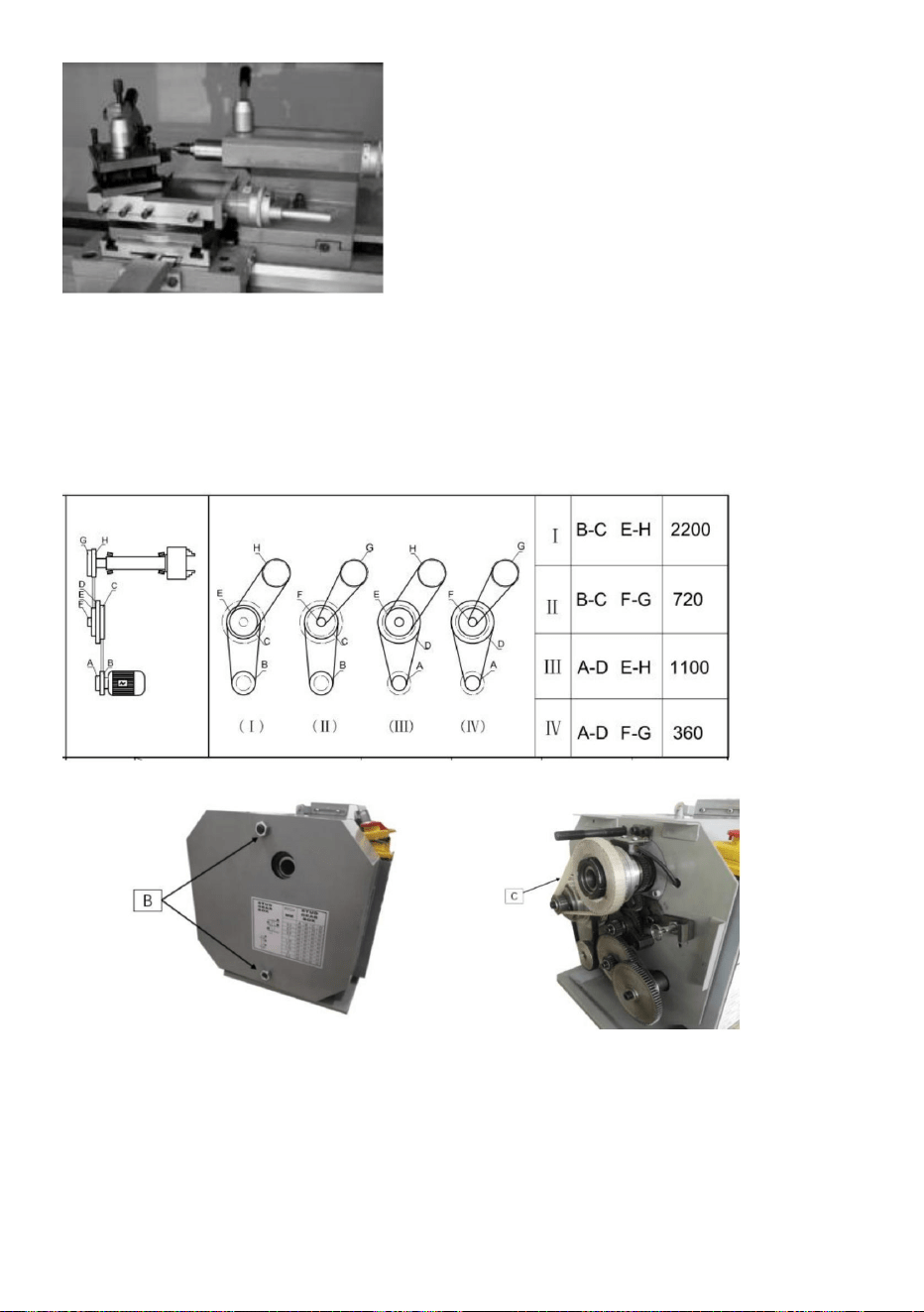
copertina.
Regolare la cinghia trapezoidale (C,Fig.16) nella posizione corrispondente.
Svitare le due viti di fissaggio (B, Fig.15) e rimuovere la protezione
Cambia velocità
Figura 15 Figura 16
Serrare la puleggia tenditrice e fissare nuovamente il dado.
Figura 14
- 18 -
Machine Translated by Google
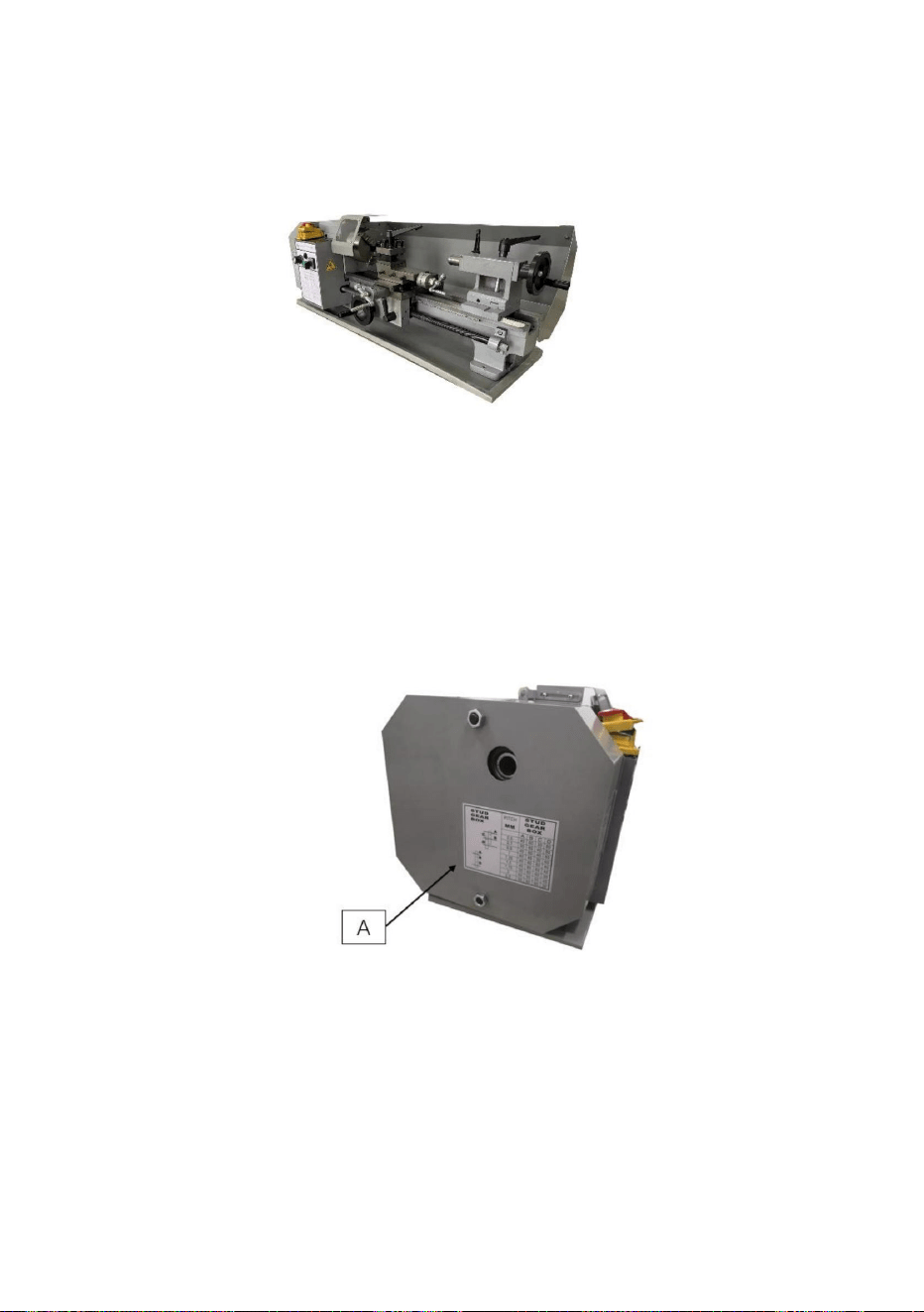
Figura 18
Figura 17
Tornitura longitudinale con avanzamento automatico
Utilizzare la tabella (A, Fig.18) sul tornio per selezionare la velocità di avanzamento o il passo della
filettatura. Regolare l'ingranaggio di cambio se l'avanzamento o il passo della filettatura
richiesti non possono essere ottenuti con il set di ingranaggi installato.
Il movimento del
grembiule di tornitura manuale , il movimento trasversale e il volantino scorrevole
superiore possono essere azionati per l'alimentazione longitudinale o trasversale. (Fig.17)
- 19 -
Machine Translated by Google
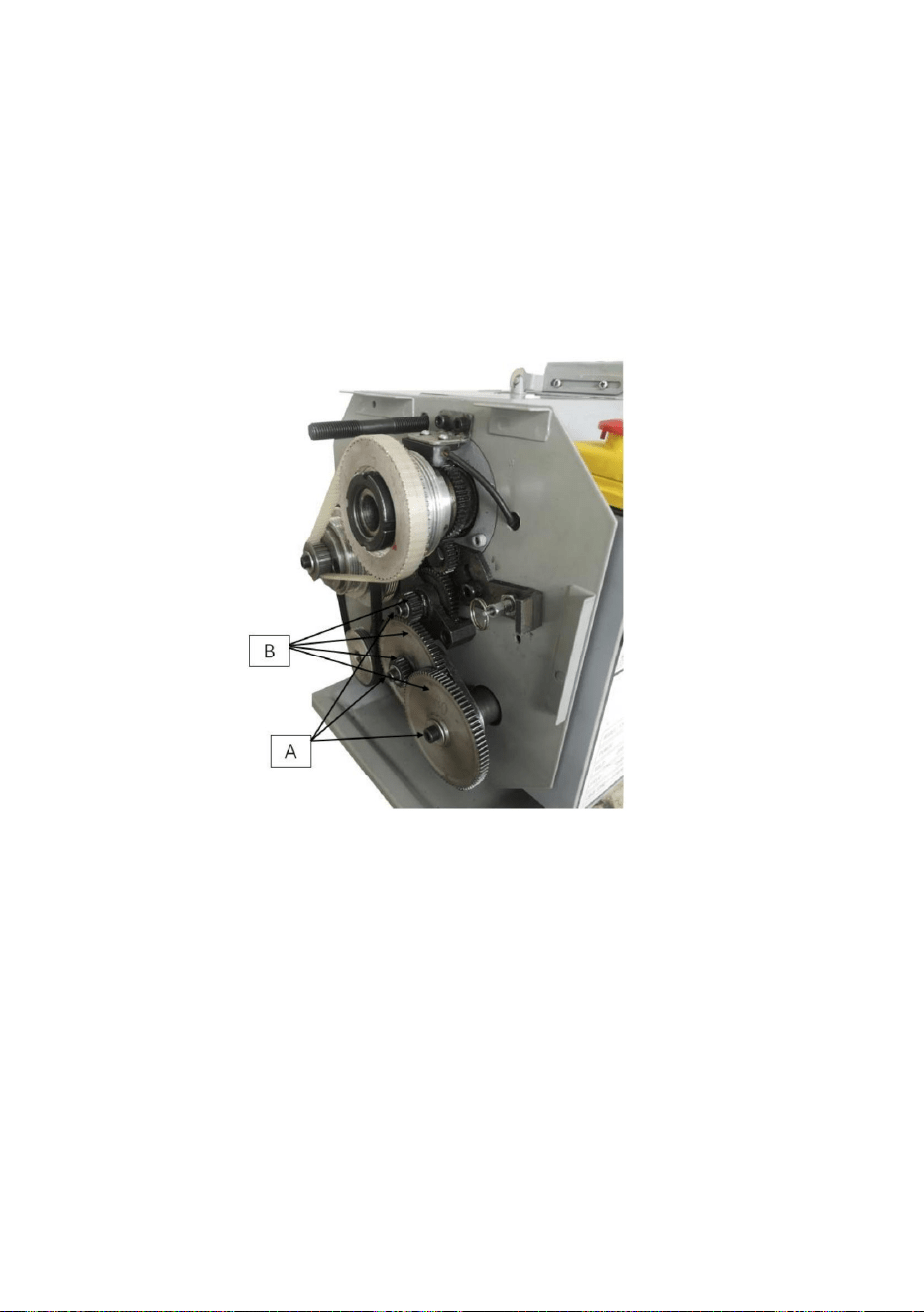
Figura 19
la parte anteriore.
3. Svitare il dado (A, Fig.19) per estrarre il cambio dal
4. Installare le coppie di ingranaggi (B,Fig.19) secondo la filettatura e l'avanzamento
5. Installare la copertura protettiva della testata e ricollegare il
1. Scollegare la macchina dalla fonte di alimentazione.
tabella (Fig.20) e riavvitare il dado.
2. Svitare le due viti di fissaggio e rimuovere il coperchio protettivo.
Sostituzione ingranaggi cambio
macchina all'alimentazione elettrica.
- 20 -
Machine Translated by Google
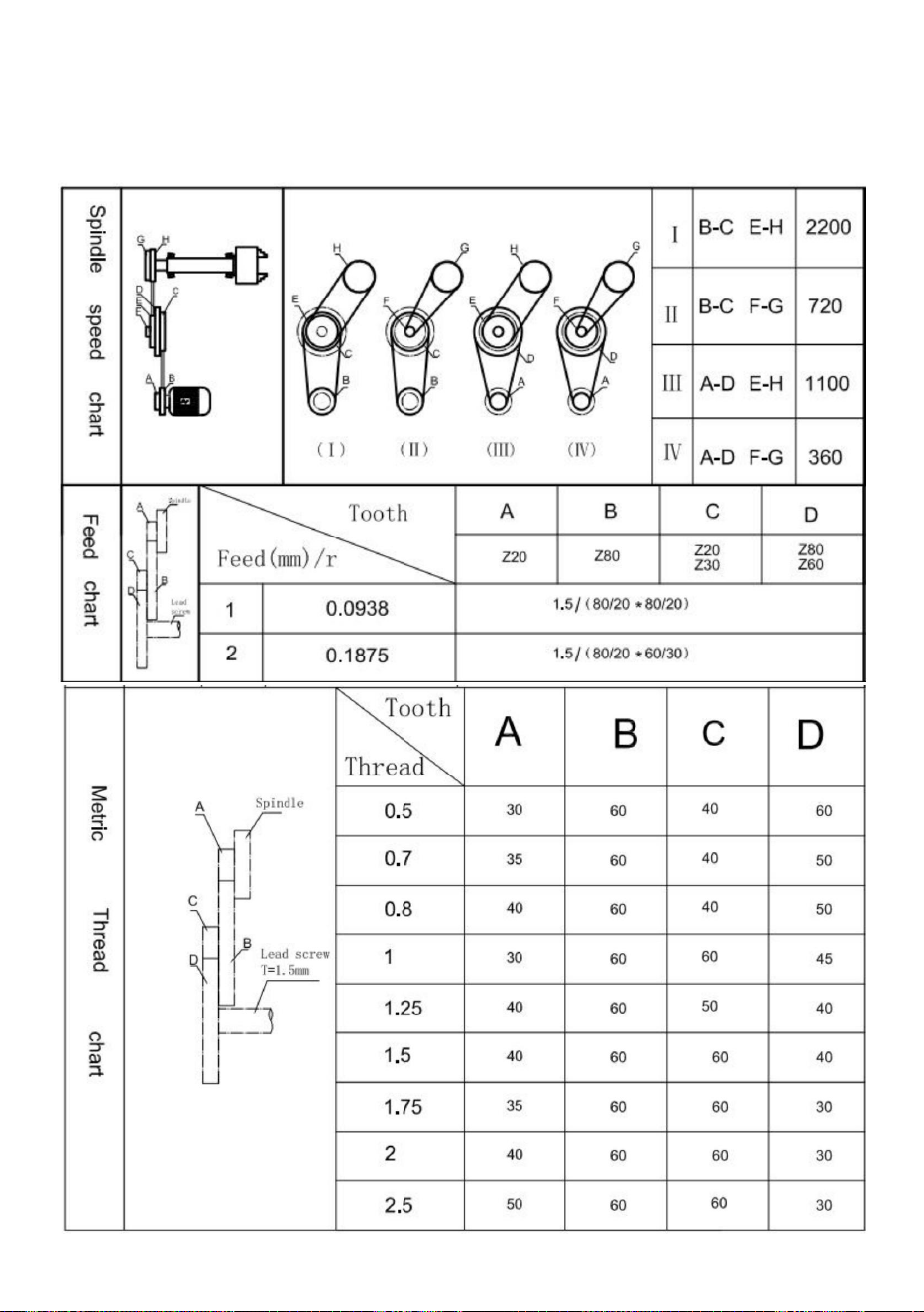
TABELLA DI INFILATURA E ALIMENTAZIONE
Piastra di passo (Fig. 20)
- 21 -
Machine Translated by Google
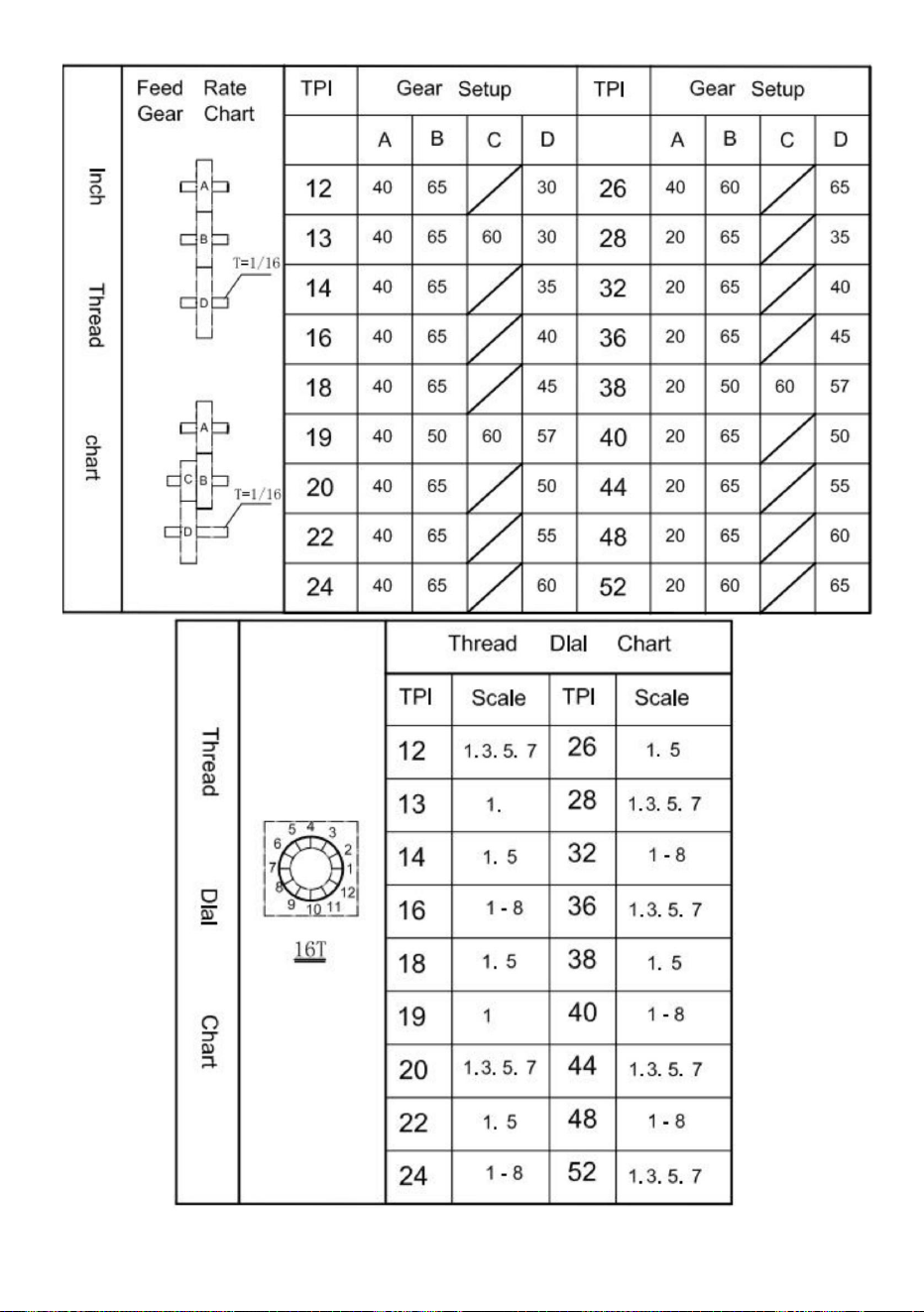
- 22 -
Figura 20
Machine Translated by Google
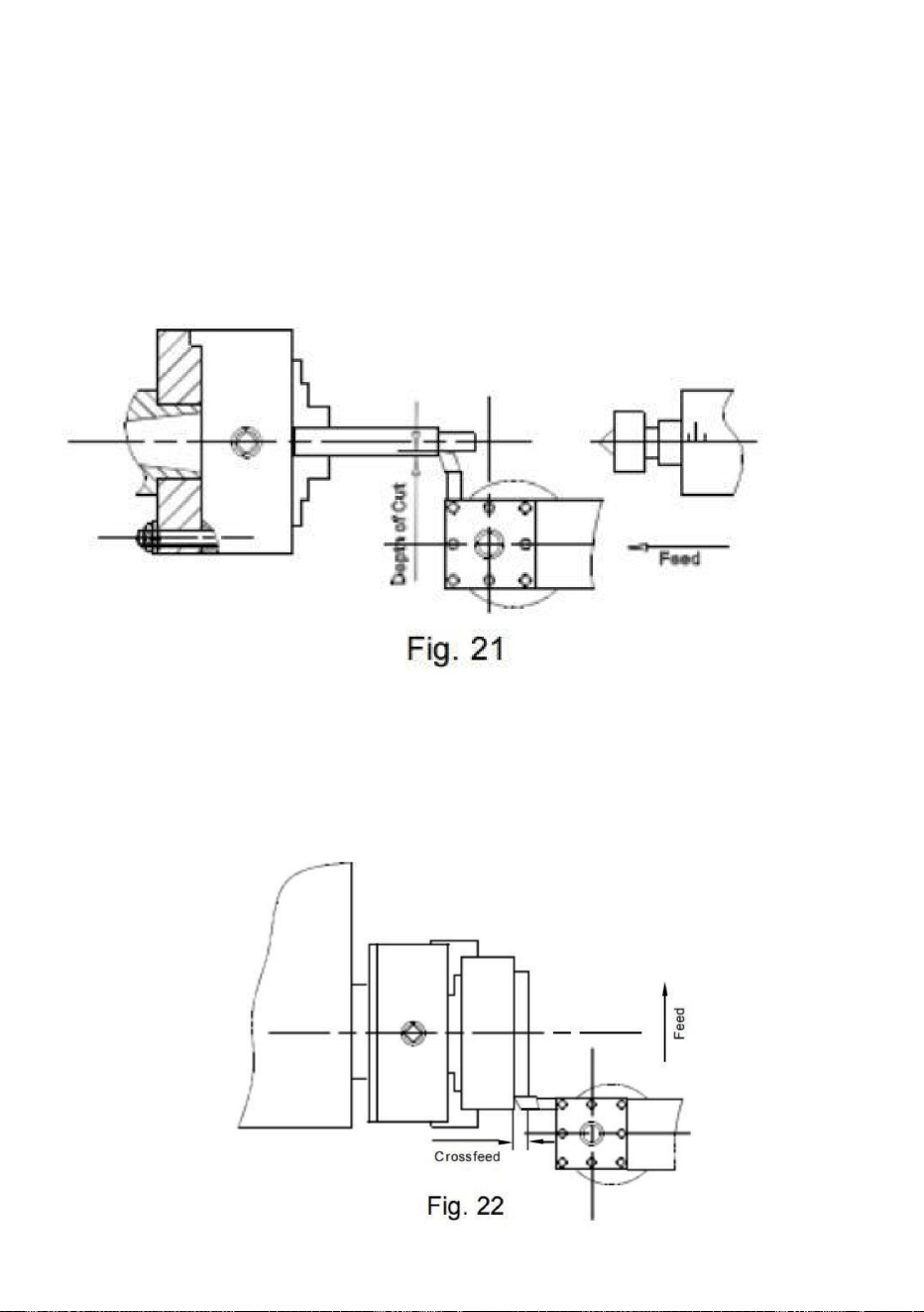
- 23 -
Tornitura finale ( Fig. 22 )
Nell'operazione di tornitura rettilinea, l'utensile avanza parallelamente all'asse di rotazione
del pezzo in lavorazione. L'avanzamento può essere manuale ruotando il volantino
sulla sella del tornio o sulla slitta superiore, oppure attivando l'avanzamento automatico.
L'avanzamento trasversale per la profondità di taglio si ottiene utilizzando la slitta
trasversale.
Tornitura cilindrica (Fig. 21)
Nell'operazione di sfacciatura, l'utensile avanza perpendicolarmente all'asse di rotazione
del pezzo in lavorazione. L'avanzamento è effettuato manualmente con il volantino
della slitta trasversale. L'avanzamento trasversale per la profondità di taglio è effettuato
con la slitta superiore o la sella del tornio.
Machine Translated by Google
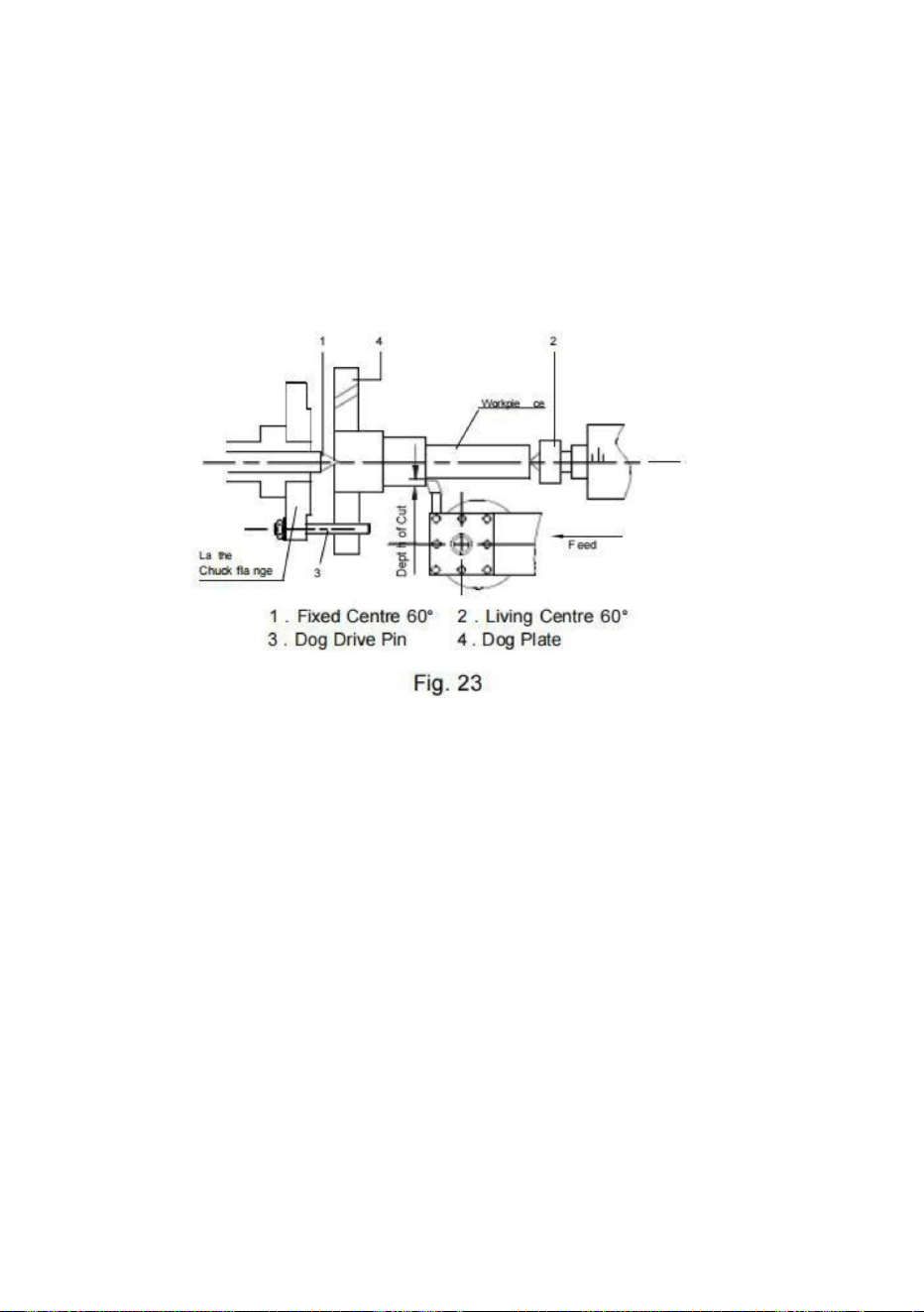
- 24 -
Per la tornitura tra centri, è necessario rimuovere il mandrino dal mandrino. Inserire il
centro MT 3 nel naso del mandrino e il centro MT 2 nella contropunta. Montare il pezzo in
lavorazione dotato di cane di guida tra i centri. Il driver è azionato da un fermo o da una
piastra frontale.
Nota: utilizzare sempre una piccola quantità di grasso sul centro del contropunta per
evitare che la punta centrale si surriscaldi.
Tornitura: Albero sottile ( Fig. 23 )
Per spostare la contropunta, allentare la vite di bloccaggio (A, Fig.24).
Tornitura conica con offset della contropunta
Regolare la deviazione tra il centro del manicotto della contropunta e il centro del
mandrino per completare la tornitura conica. L'angolo dipende dalla lunghezza del pezzo
in lavorazione.
Svitare la vite di regolazione (B, Fig.24) sull'estremità destra della contropunta. Allentare la
vite di regolazione anteriore (C, Fig.24) e riprendere la stessa quantità serrando
la vite di regolazione posteriore (D, Fig.24) fino a raggiungere la conicità desiderata. La
regolazione trasversale desiderata può essere letta sulla scala. (E, Fig.24). Per prima cosa,
serrare nuovamente la vite di regolazione (B, Fig.24) e poi le due viti di regolazione
(anteriore e posteriore) per bloccare la contropunta in posizione. Serrare nuovamente la
vite di bloccaggio (A, Fig.24) della contropunta. Il pezzo in lavorazione deve essere
tenuto tra due centri e guidato da una piastra frontale e da un cane di guida.
Machine Translated by Google
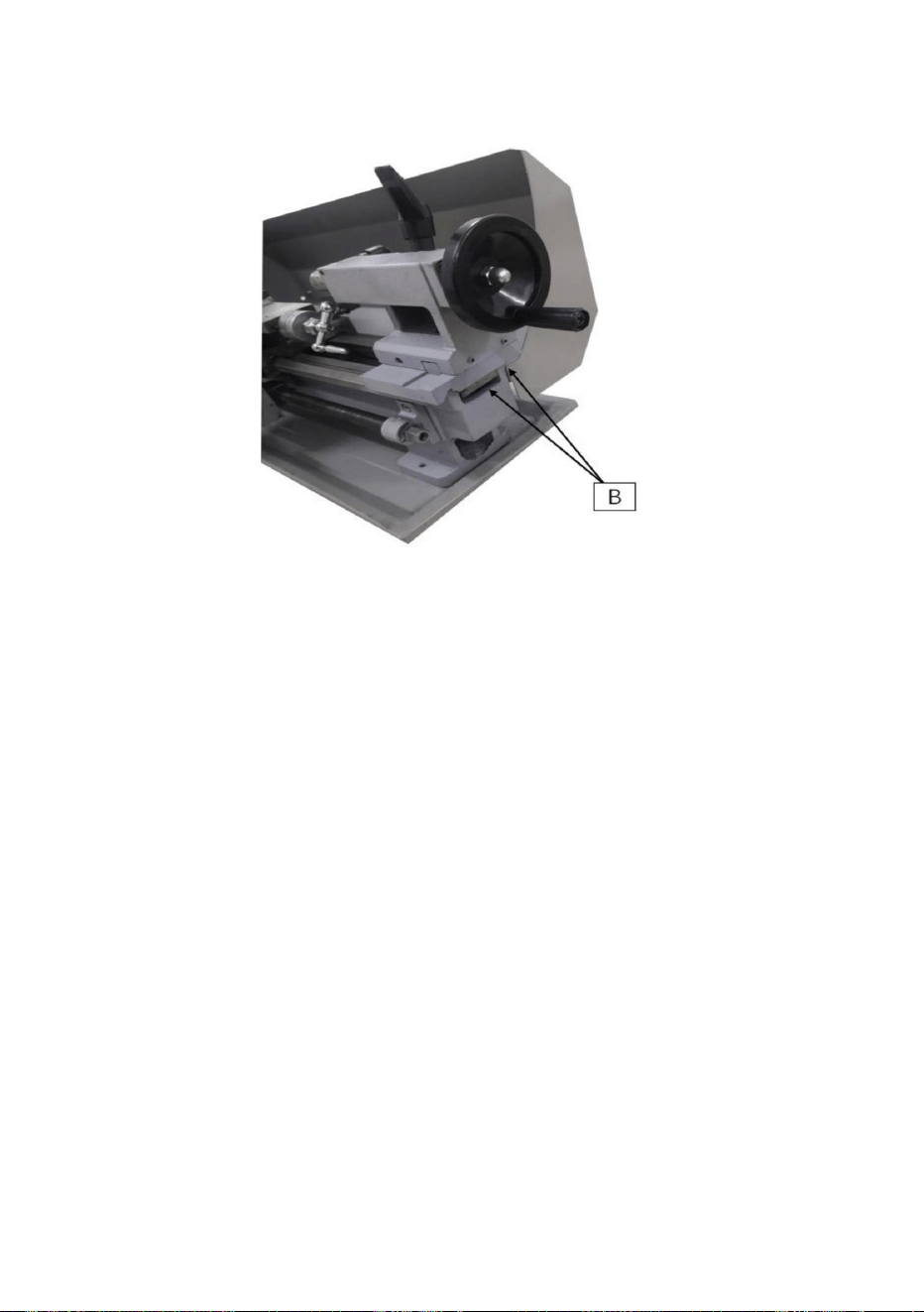
NOTE
Non disinnestare la leva del mezzo dado. Invertire la direzione del motore per
consentire all'utensile da taglio di tornare al punto di partenza. Ripetere questi
passaggi fino a ottenere i risultati desiderati.
Esempio: filettatura maschio
del filo desiderato.
Taglio del filo
Impostare la macchina sul passo del filo desiderato (secondo la tabella di
filettatura, Fig.20). Avviare la macchina e innestare il mezzo dado. Quando
l'utensile raggiunge la parte, taglierà la passata di filettatura iniziale.
Quando l'utensile raggiunge la fine del taglio, fermare la macchina spegnendo
il motore e allo stesso tempo far uscire l'utensile dalla parte in modo che liberi il filo.
ÿ Il diametro del pezzo in lavorazione deve essere stato tornito al diametro
Figura 24
Dopo la tornitura conica, la contropunta deve essere riportata nella sua posizione
originale in base alla posizione zero sulla scala della contropunta. (E, Fig.24)
ÿ Il pezzo in lavorazione richiede uno smusso all'inizio della filettatura
E
- 25 -
Machine Translated by Google
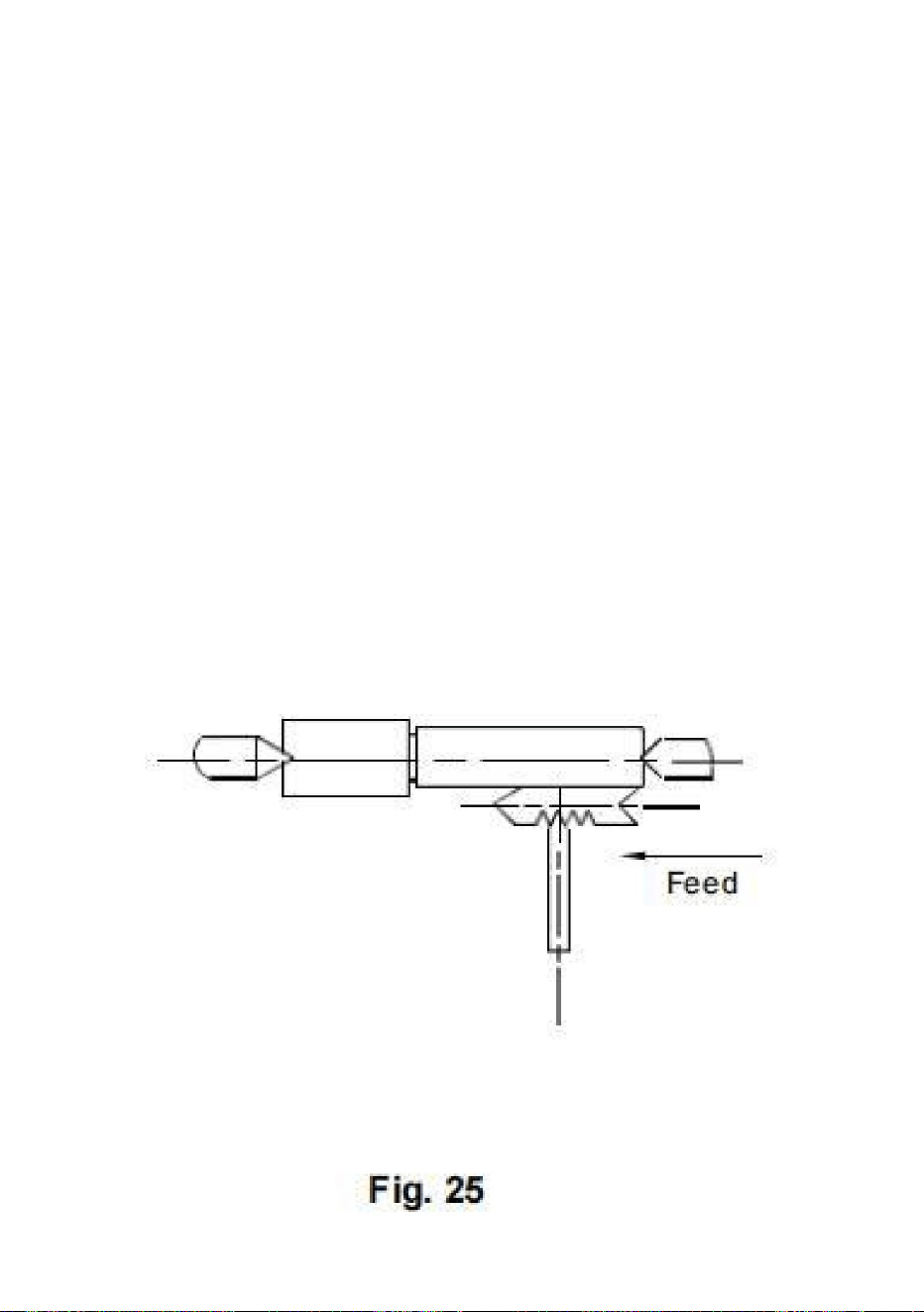
ÿ La velocità deve essere la più bassa possibile. Il cambio di marcia
slitta superiore di circa 0,2-0,3 mm a sinistra e a destra
deve essere stato installato secondo il passo richiesto. ÿ L'utensile per il
taglio del filo deve avere esattamente la forma del campione
alternativamente per tagliare il filo libero. In questo modo, il filo
come il filo, deve essere assolutamente rettangolare e
gli utensili da taglio tagliano solo un fianco del filo ad ogni passaggio. Mantenere
serrato in modo che coincida esattamente con l'ingresso di tornitura. ÿ La
filettatura viene realizzata in vari passaggi di taglio in modo che il
tagliare il filo fino a raggiungere quasi la pienezza
l'utensile da taglio deve essere completamente estratto dalla filettatura (con
profondità della filettatura.
la slitta trasversale) alla fine di ogni fase di taglio. ÿ L'utensile
viene ritirato con la chiocciola della vite di comando innestata da
invertendo il commutatore.
ÿ Arrestare la macchina e alimentare l'utensile tagliafilo in basso
un sottotaglio al filo finisce.
profondità utilizzando la slitta trasversale. Prima di ogni passaggio, posizionare il
- 26 -
Machine Translated by Google

- 27 -
Nota:
Nota: i nuovi torni hanno ganasce molto aderenti. Ciò è necessario per garantire
un serraggio preciso e una lunga durata utile: con ripetute aperture e chiusure
la ganascia si regola automaticamente e il suo funzionamento diventa
progressivamente più fluido.
Per il mandrino originale a 3 griffe montato sul tornio, la fabbrica ha montato il
mandrino nel modo migliore per garantire la precisione di tenuta con due segni "0" (A)
Fig.26 mostrati sul mandrino e sulla flangia del mandrino.
3 quando sei
Utilizzando questo mandrino universale è possibile serrare pezzi tondi,
triangolari, quadrati, esagonali, ottagonali e dodecagonali. (Fig.26)
Ci sono due tipi di ganasce: ganasce interne ed esterne. Si prega di notare che il
numero di ganasce corrisponde al numero all'interno della scanalatura del
mandrino. Non mescolarle insieme. Quando si sta per montarle, si prega di
montarle in ordine crescente 0, 1 per rimuoverle assicurarsi
di
Mandrino universale a tre griffe per tornio
Accessori per tornio
,
Machine Translated by Google
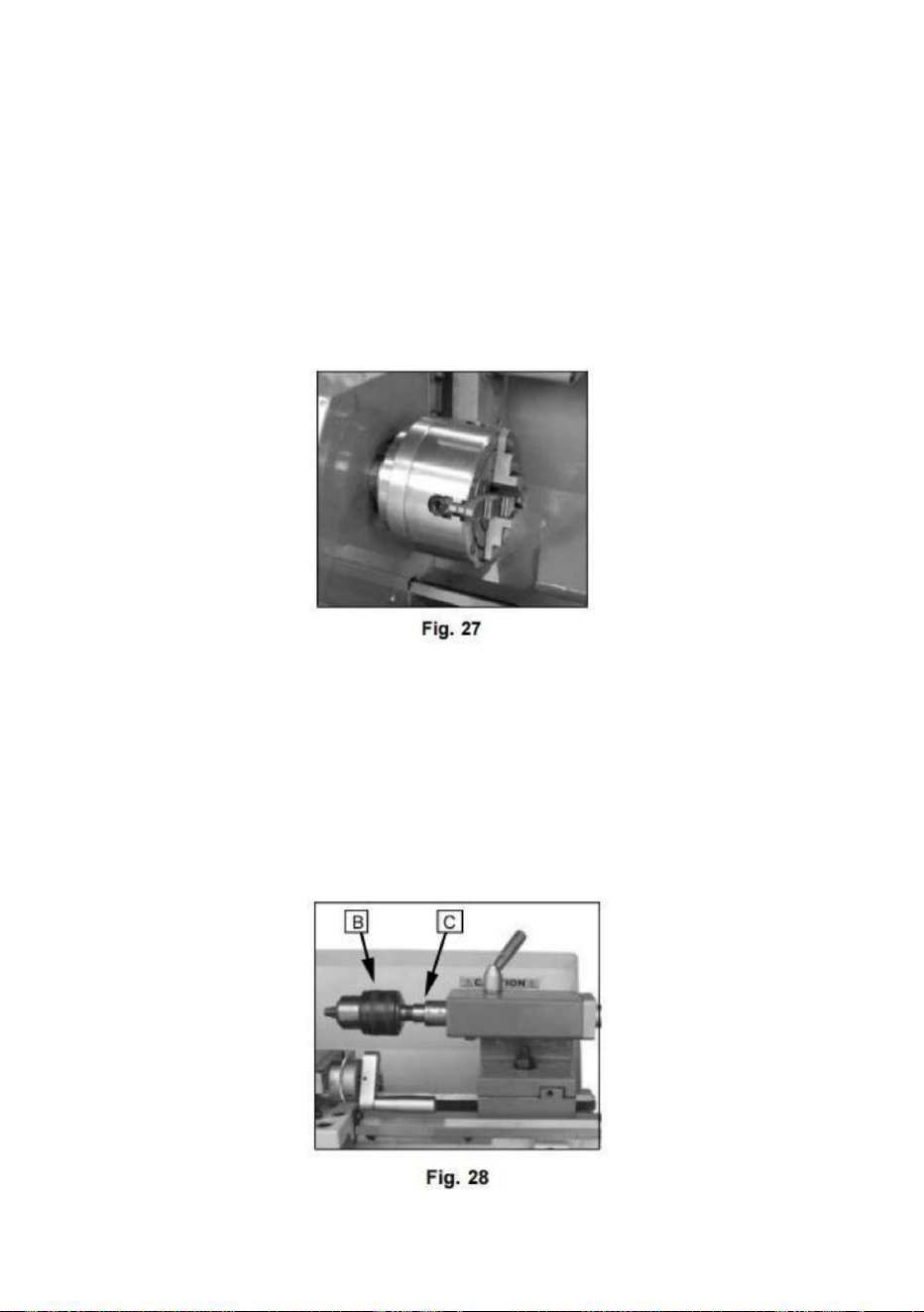
(Fig.27)
Per montare il mandrino del trapano nella contropunta è necessario un albero. Ha un cono
Morse n. 1. (C) Fig.28
Mandrino per tornio indipendente a quattro griffe
Questo mandrino speciale è dotato di quattro griffe regolabili indipendentemente, che
consentono di trattenere pezzi asimmetrici e di posizionare con precisione pezzi cilindrici.
estrarli in ordine decrescente 3,1,0 uno alla volta. Dopo aver completato questa procedura, ruotare le
ganasce sul diametro più piccolo e verificare che le tre ganasce siano ben inserite.
Utilizzare il mandrino del trapano per tenere le punte di centraggio e le punte elicoidali nel
contropunta (B) (Fig.28)
Mandrino per trapano (opzionale)
Mandrino conico Morse (opzionale)
- 28 -
Machine Translated by Google
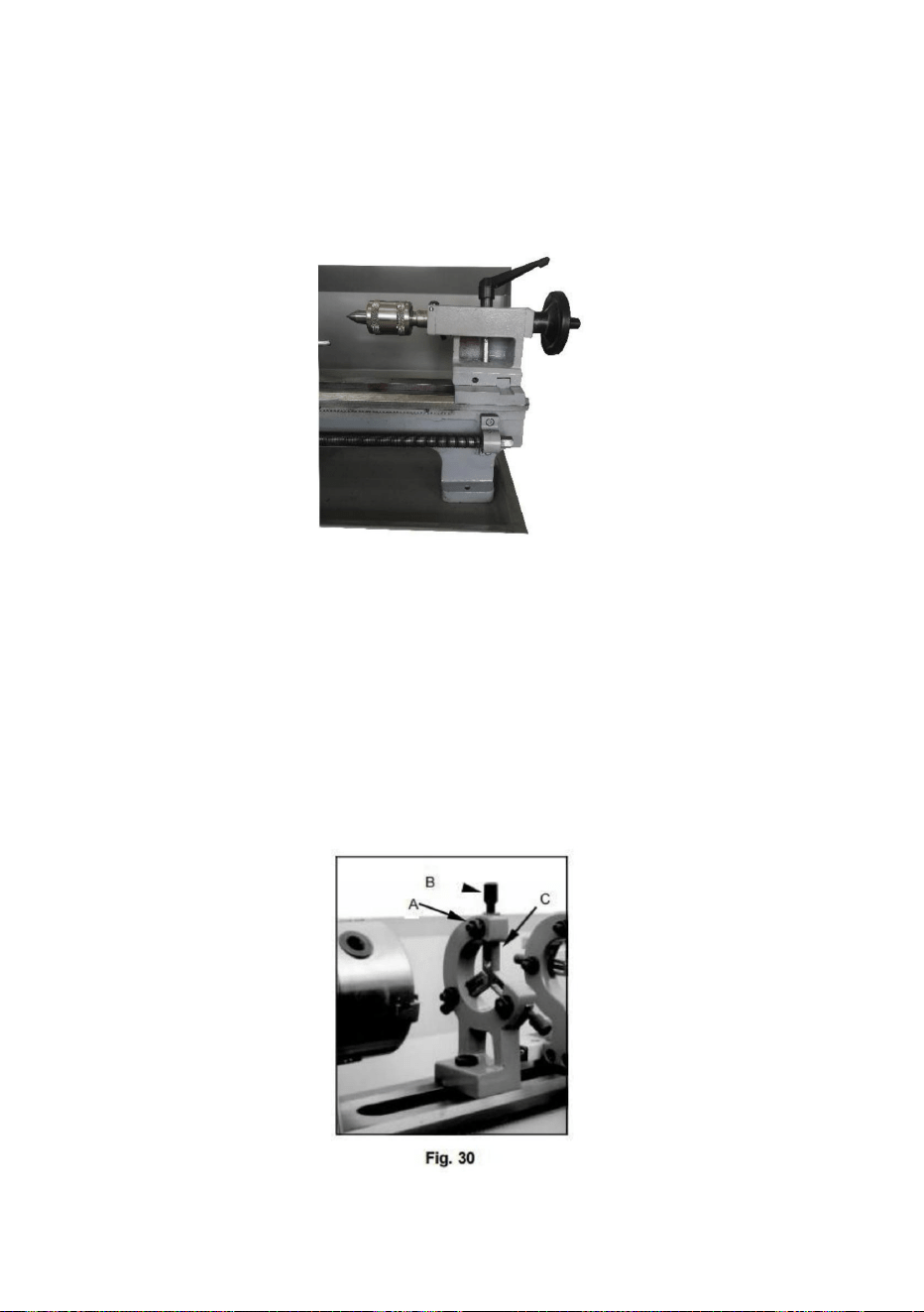
Figura 29
La contropunta è montata su cuscinetti a sfere. Il suo utilizzo è altamente consigliato per
torniture a velocità superiori a 6 giri/min. (Fig.29)
Live Center (facoltativo)
Per molte operazioni, la contropunta non può essere utilizzata perché ostruisce l'utensile
di tornitura o di foratura e, pertanto, deve essere rimossa dalla macchina. La lunetta
fissa, che funge
da supporto terminale, assicura un funzionamento senza vibrazioni. La lunetta fissa è
montata sulle guide del letto ed è fissata dal basso con una piastra di bloccaggio. Il grasso
richiede una lubrificazione continua nei punti di contatto per evitare un'usura
prematura. (Fig.30)
Lunetta fissa
La lunetta fissa serve da supporto per gli alberi sull'estremità libera della contropunta.
- 29 -
Machine Translated by Google
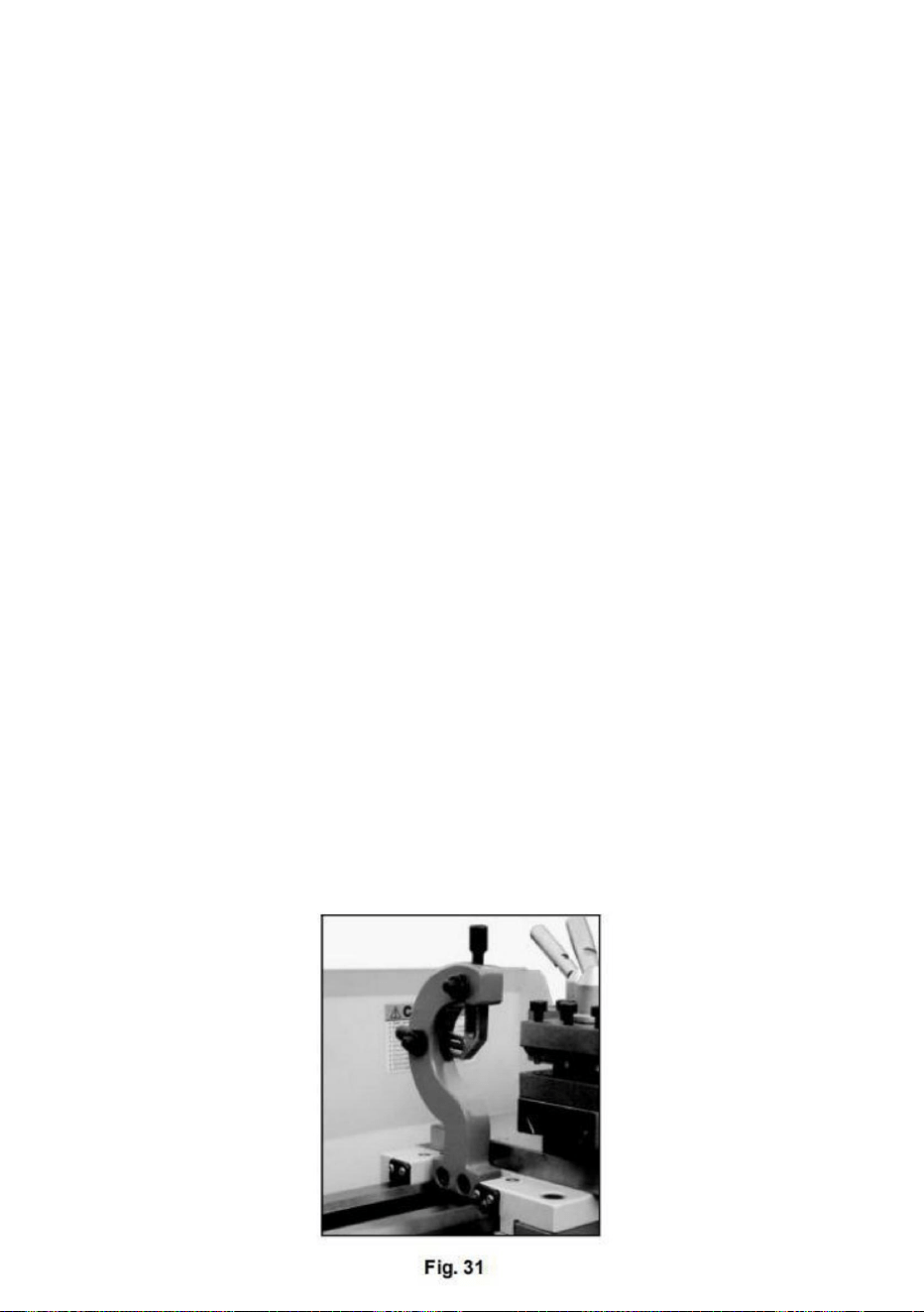
1. Allentare i tre dadi esagonali. (A, Fig.31)
Seguire Riposo
2. Allentare la vite zigrinata (B, Fig.36) e aprire la guida scorrevole
Il seguente riposo è montato sulla sella e segue la
Lubrificare i blocchi di supporto durante il funzionamento per evitare rotture premature
dita. (C, Fig.31) finché il supporto fisso non può essere spostato con il suo dito
movimento dell'utensile di tornitura. Sono necessari solo due blocchi di supporto.
attorno al pezzo in lavorazione. Fissare il supporto fisso in posizione.
Il posto del terzo blocco di supporto è occupato dall'utensile di tornitura.
3. Stringere le viti zigrinate in modo che le dita siano strette ma non strette contro
Il seguente supporto viene utilizzato per operazioni di tornitura su utensili lunghi e sottili
il pezzo in lavorazione. Serrare i tre dadi (A, Fig.31). Lubrificare le guide di scorrimento
pezzi lavorati. Impedisce la flessione del pezzo lavorato sotto pressione
punti con olio per macchine.
dall'utensile di tornitura. ( Fig.31 )
4. Quando, dopo un funzionamento prolungato, la mascella mostra usura, le punte di
Impostazione della lunetta fissa
le dita possono essere limate o fresate di nuovo.
Posizionare i blocchi di supporto in modo che aderiscano bene al pezzo in lavorazione, ma non troppo stretti.
Indossare.
- 30 -
Machine Translated by Google
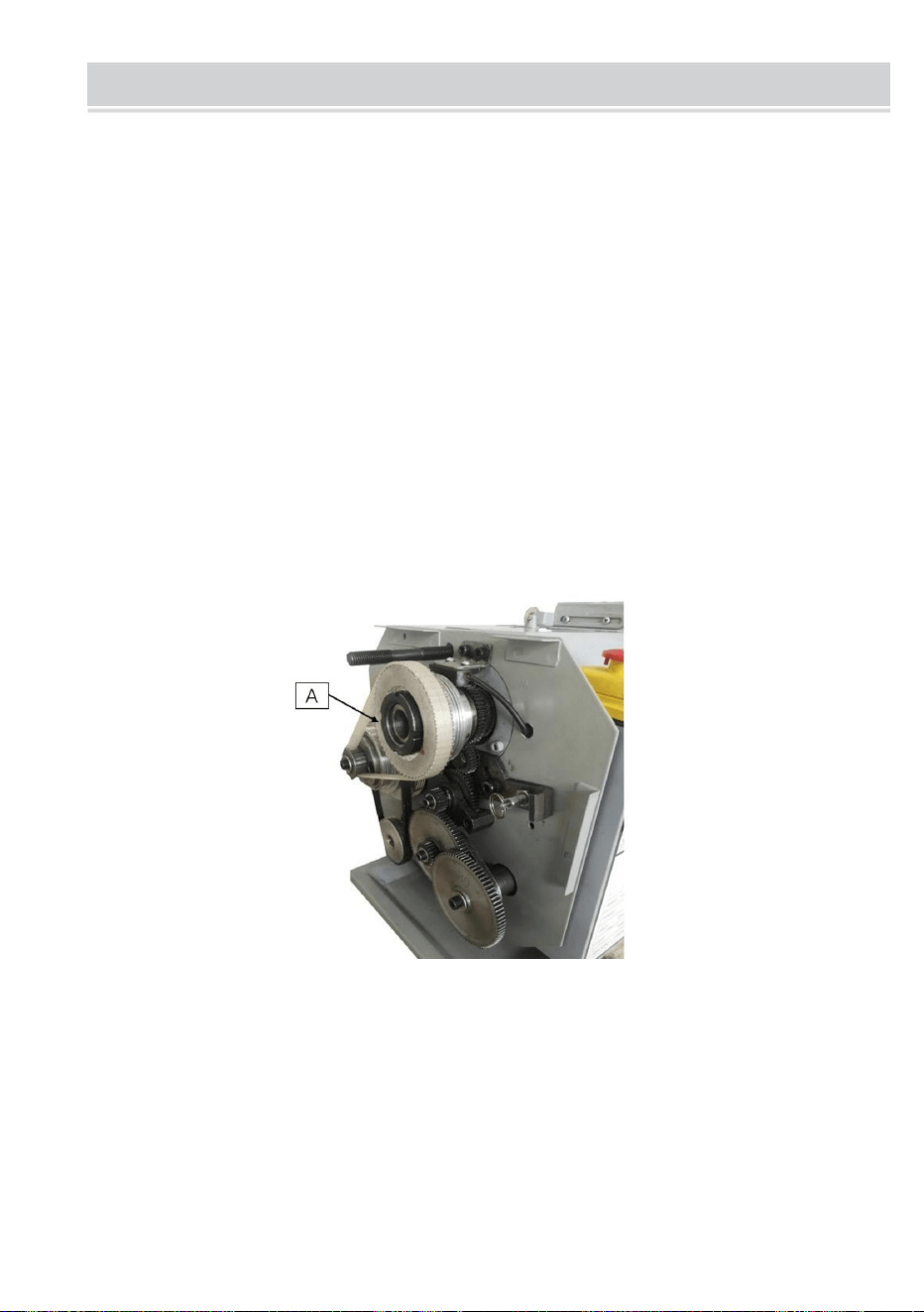
- 31 -
I cuscinetti del mandrino principale vengono regolati in fabbrica. Se il gioco assiale
Cuscinetti del mandrino principale
diventa evidente dopo un uso considerevole, i cuscinetti possono essere
Fissare il dado scanalato (A, Fig.32) sul retro del mandrino.
potrebbe essere necessario apportare modifiche.
aggiustato.
Dopo un certo periodo di tempo, alcuni componenti mobili si usurano
ADEGUAMENTI
il mandrino dovrebbe comunque girare liberamente.
Attenzione: un serraggio o un precarico eccessivo danneggeranno i cuscinetti.
Figura 32
Machine Translated by Google
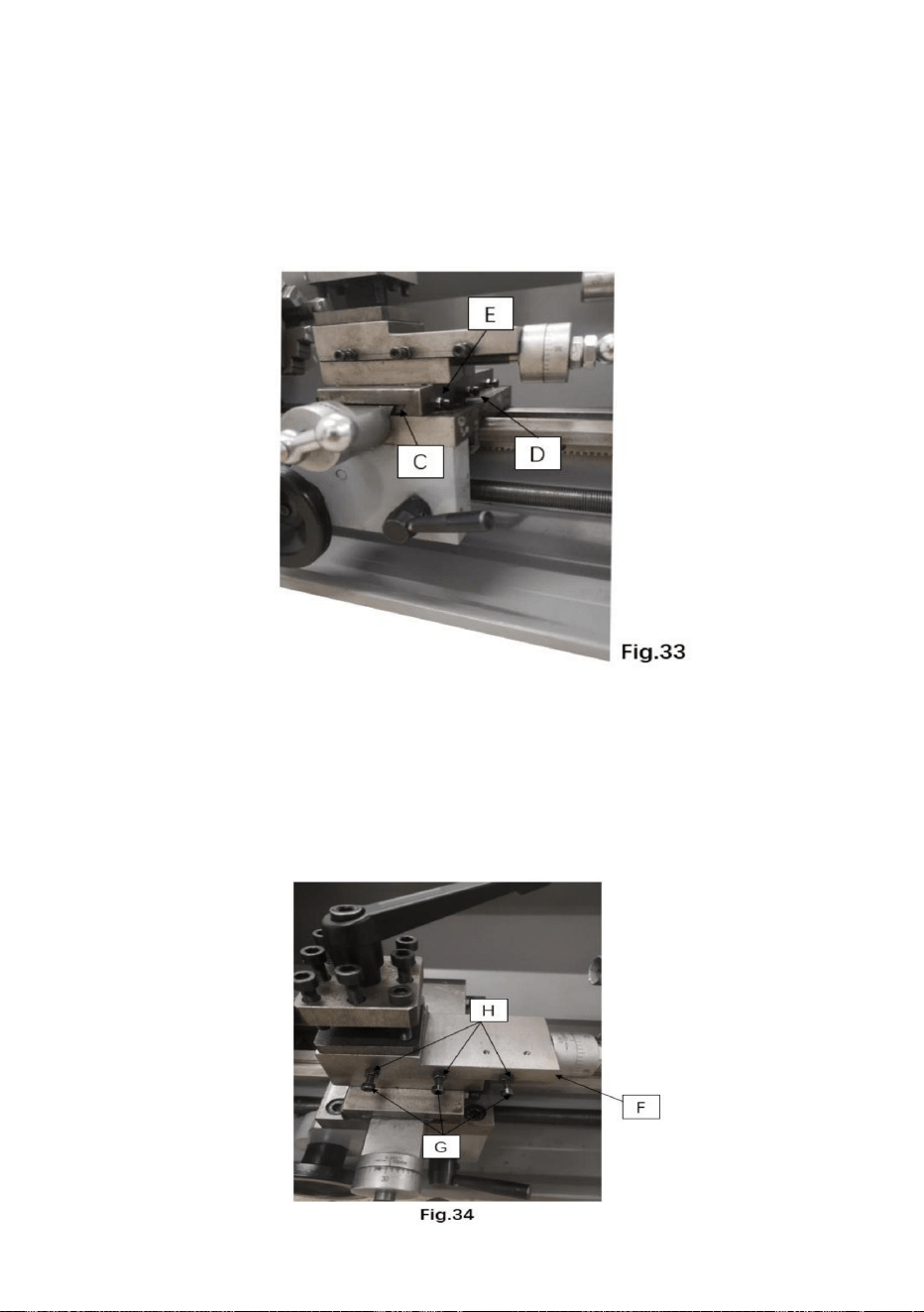
- 32 -
Regolazione della slitta
superiore La slitta superiore è dotata di una striscia di lardo (F, Fig. 34)
e può essere regolata tramite viti (G, Fig. 34) dotate di controdadi. (H, Fig. 34)
Allentare i controdadi e serrare le viti di fissaggio finché la slitta non si muove
liberamente senza gioco. Serrare i controdadi per mantenere la regolazione.
Regolazione della slitta
trasversale La slitta trasversale è dotata di una striscia di lardo (C, Fig.33)
e può essere regolata con viti (D, Fig.33) dotate di controdadi. (E, Fig.33)
Allentare i controdadi e serrare le viti di fissaggio finché la slitta non si muove
liberamente senza gioco. Serrare i controdadi per mantenere la regolazione.
Machine Translated by Google
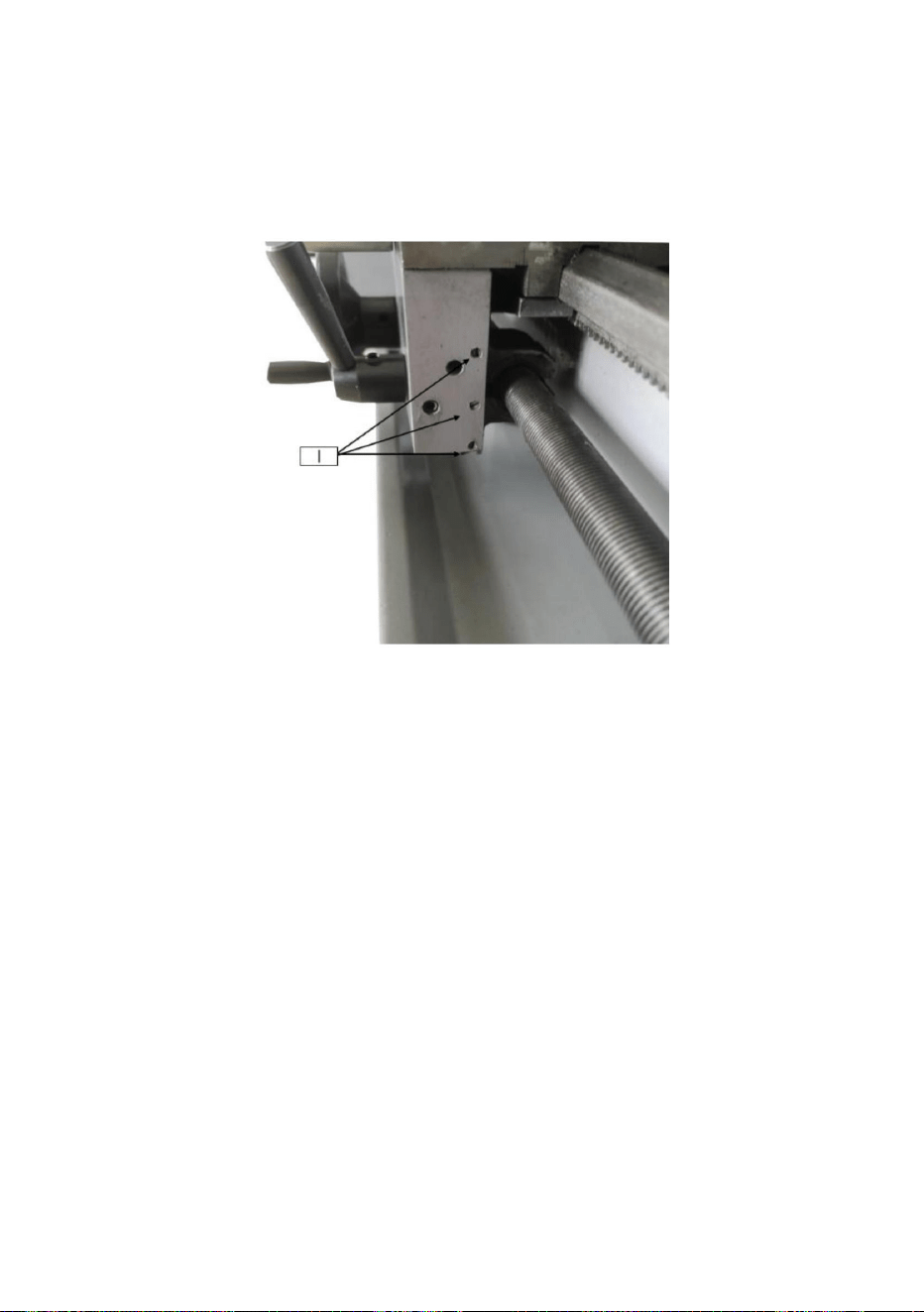
- 33 -
Allentare le viti sul lato destro del grembiule e regolare le viti di controllo finché entrambi i
semidadi si muovono liberamente senza gioco. Serrare il dado.
Regolazione della guida del mezzo dado
L'innesto dei mezzi dadi può essere regolato tramite viti (I, Fig.35)
Figura 35
Machine Translated by Google
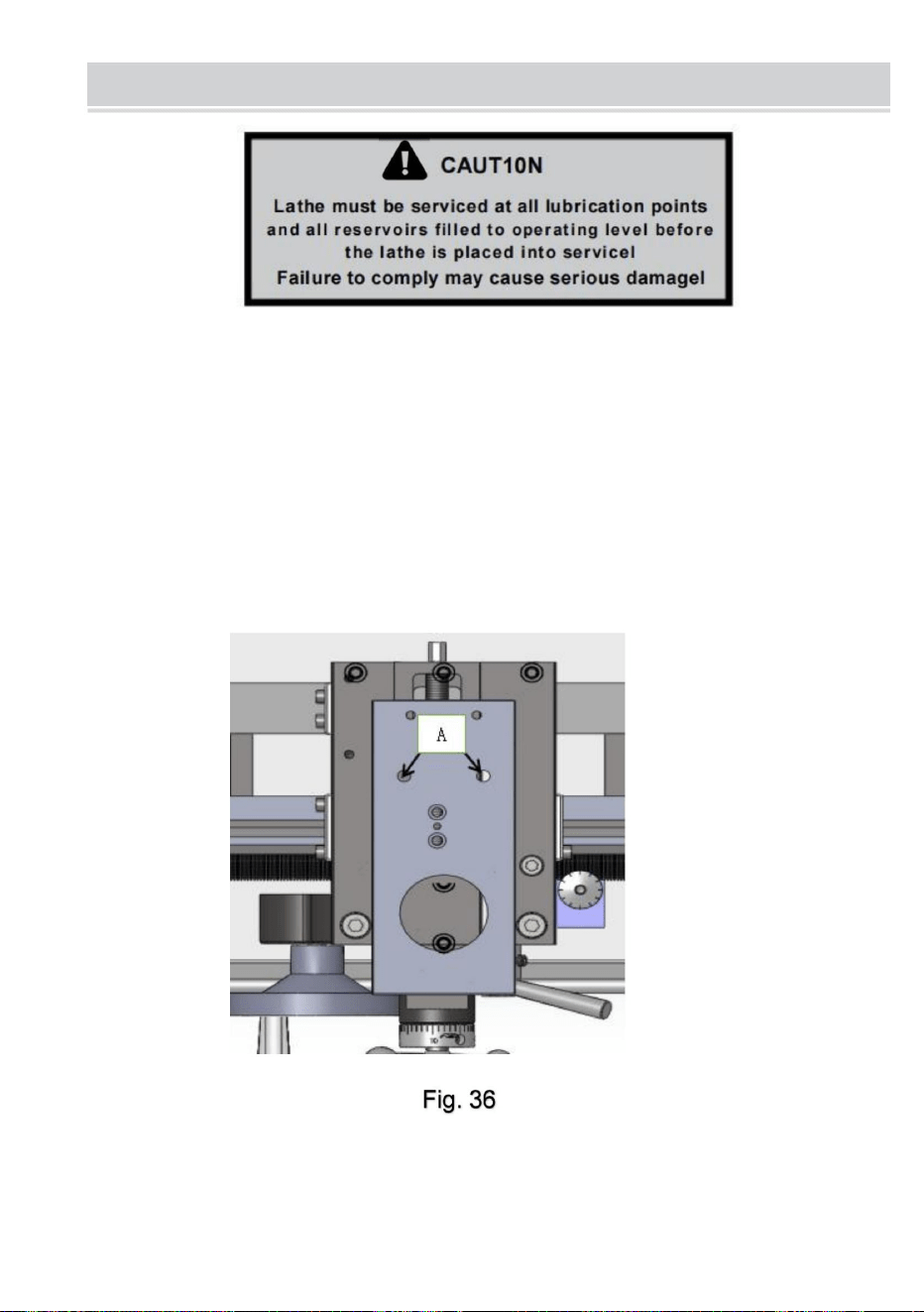
Lubrificare leggermente gli ingranaggi del cambio e la vite di comando
con grasso.
Lubrificare leggermente tutte le guide prima di ogni utilizzo.
NOTE:
1. Scivolo trasversale
Lubrificare una volta al giorno due porte dell'olio (A, Fig. 36) con olio per macchine 20W.
LUBRIFICAZIONE
- 34 -
Machine Translated by Google
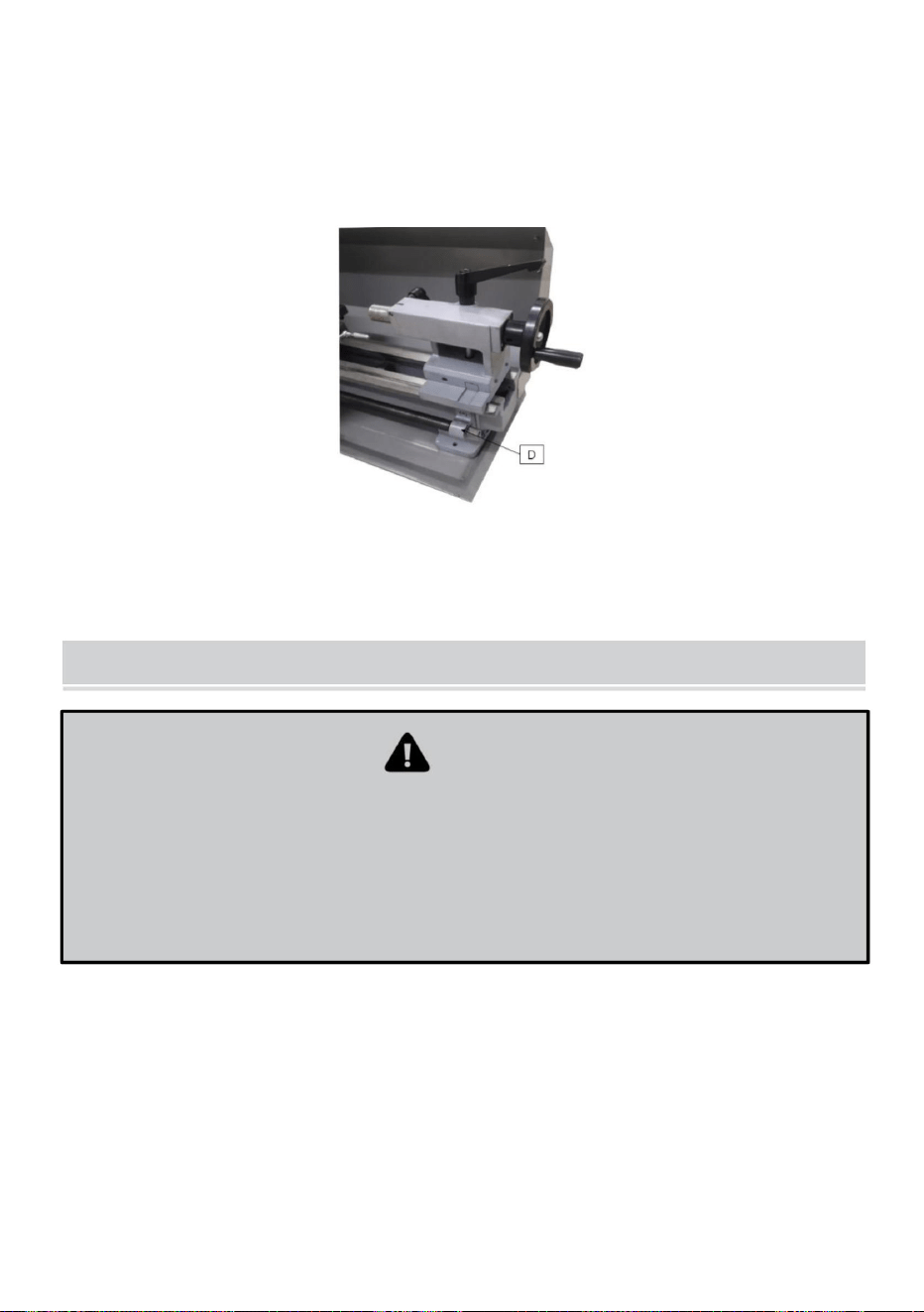
Il collegamento del tornio e tutti gli altri lavori elettrici possono essere eseguiti solo da un
elettricista autorizzato!
La mancata osservanza può causare gravi lesioni e danni ai macchinari e alle proprietà!
AVVERTIMENTO!
Figura 38
Elettricità
Lubrificare una volta al giorno la porta dell'olio destra (D, Fig.38) con olio per macchine
20W.
2. Vite di comando
alimentazione. Assicurarsi che il tornio sia correttamente messo a terra.
Il tornio YS-1835A è valutato solo a 550 W, 1PH, 220 V. Verificare che la potenza
disponibile presso la sede del tornio sia la stessa del tornio. Utilizzare lo schema
elettrico (Fig. 39) per collegare il tornio alla rete elettrica
- 35 -
Machine Translated by Google
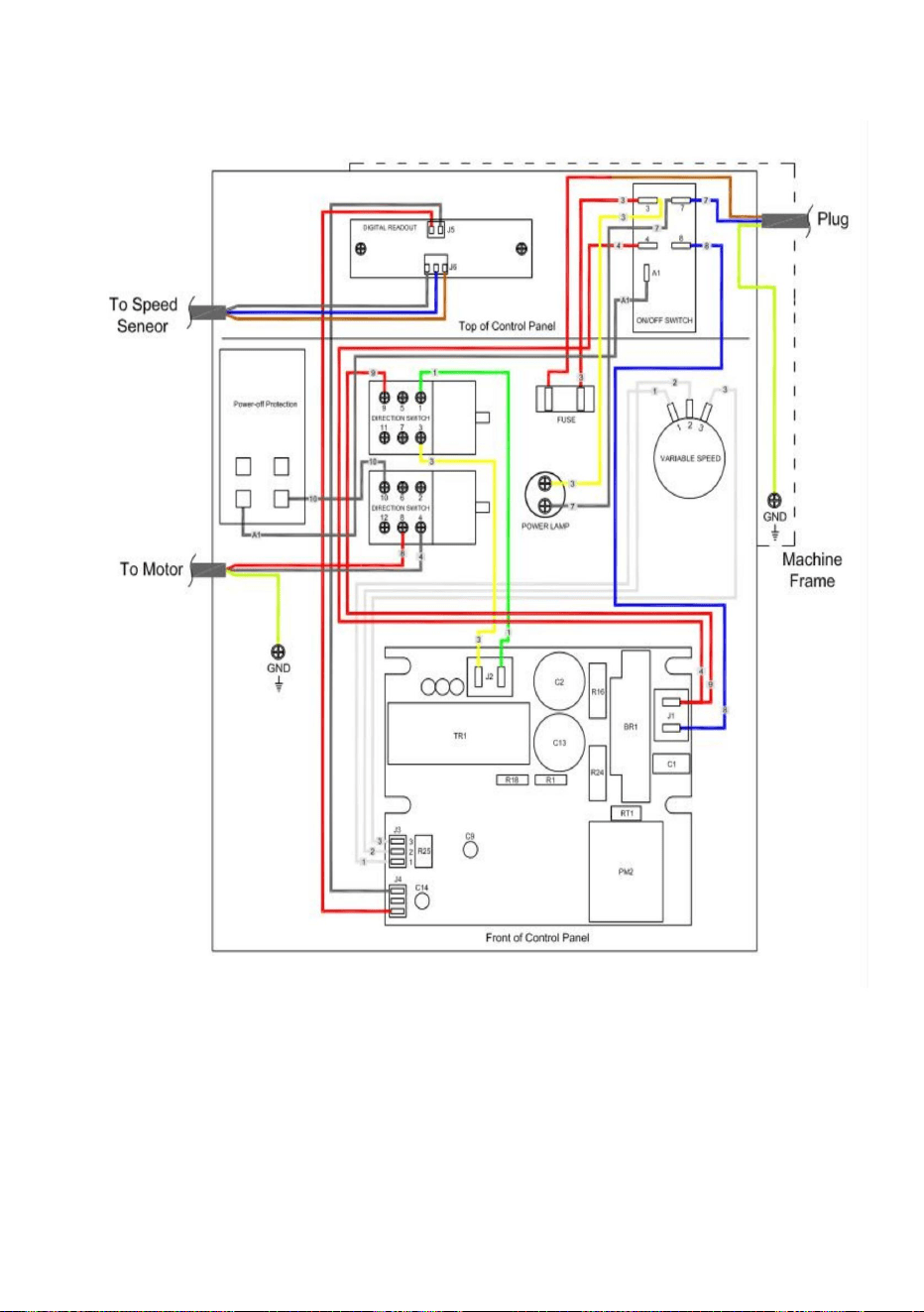
Figura 39
Di seguito lo schema elettrico del tornio: (Fig.39)
- 36 -
Machine Translated by Google

- 37 -
Eseguire la manutenzione della macchina utensile durante il
funzionamento per garantirne la precisione e la durata utile.
1. Per mantenere la precisione e la funzionalità della macchina, è
essenziale trattarla con cura. Tenerla pulita e ingrassarla e
lubrificarla regolarmente. Solo con una buona cura. Puoi essere certo
che la qualità di lavoro della macchina rimarrà costante.
MANUTENZIONE
NOTE: Staccare la spina della macchina dalla rete elettrica prima
di effettuare lavori di pulizia, manutenzione o riparazione!
Olio, grasso e detergenti sono inquinanti e non devono essere
smaltiti attraverso gli scarichi o nei rifiuti normali. Smaltire tali agenti in
conformità con le attuali disposizioni di legge sull'ambiente. Gli
stracci per la pulizia impregnati di olio, grasso e detergenti sono
facilmente
Machine Translated by Google

- 38 -
2. Lubrificare leggermente tutte le guide prima di ogni utilizzo. Il cambiamento
realizzato per impedire che i trucioli cadano nella posizione tra il
infiammabile. Raccogliere stracci o lana per la pulizia in un luogo adatto
sella della macchina utensile e guida del letto del tornio. Il feltro di asfalto dovrebbe
rischio di tagli dovuti a trucioli taglienti. Non utilizzare mai materiali infiammabili
diverse parti della macchina utensile e applicare l'olio per macchine utensili
recipiente chiuso e smaltirli in un ambiente ecologicamente corretto
essere pulito a un orario specifico.
3. Durante l'operazione. I trucioli che cadono sulla superficie di scorrimento
prevenire la ruggine.
5. Per mantenere la precisione della lavorazione, prendersi cura del
scatole, ecc., dall'umidità durante la pulizia.
NOTE: I lavori di riparazione possono essere eseguiti solo da personale qualificato
dovrebbe essere pulito tempestivamente e l'ispezione dovrebbe essere frequente
conoscenza.
4. Dopo l'operazione ogni giorno. Eliminare tutti i trucioli e pulire
Anche gli ingranaggi e la vite di comando devono essere leggermente lubrificati con
guida inadeguata.
personale con le relative competenze meccaniche ed elettriche
solventi o detergenti o agenti che generano fumi nocivi!
grasso.
6. Se il danno viene trovato. La manutenzione deve essere eseguita immediatamente.
Proteggere i componenti elettrici, come motori, interruttori, interruttori
centro. La superficie della macchina utensile per il mandrino e il
NOTE: Non rimuovere i chip a mani nude. C'è un
modo - non gettarli insieme ai rifiuti normali!
guida ed evitare danni meccanici e l'usura dovuta a
Machine Translated by Google
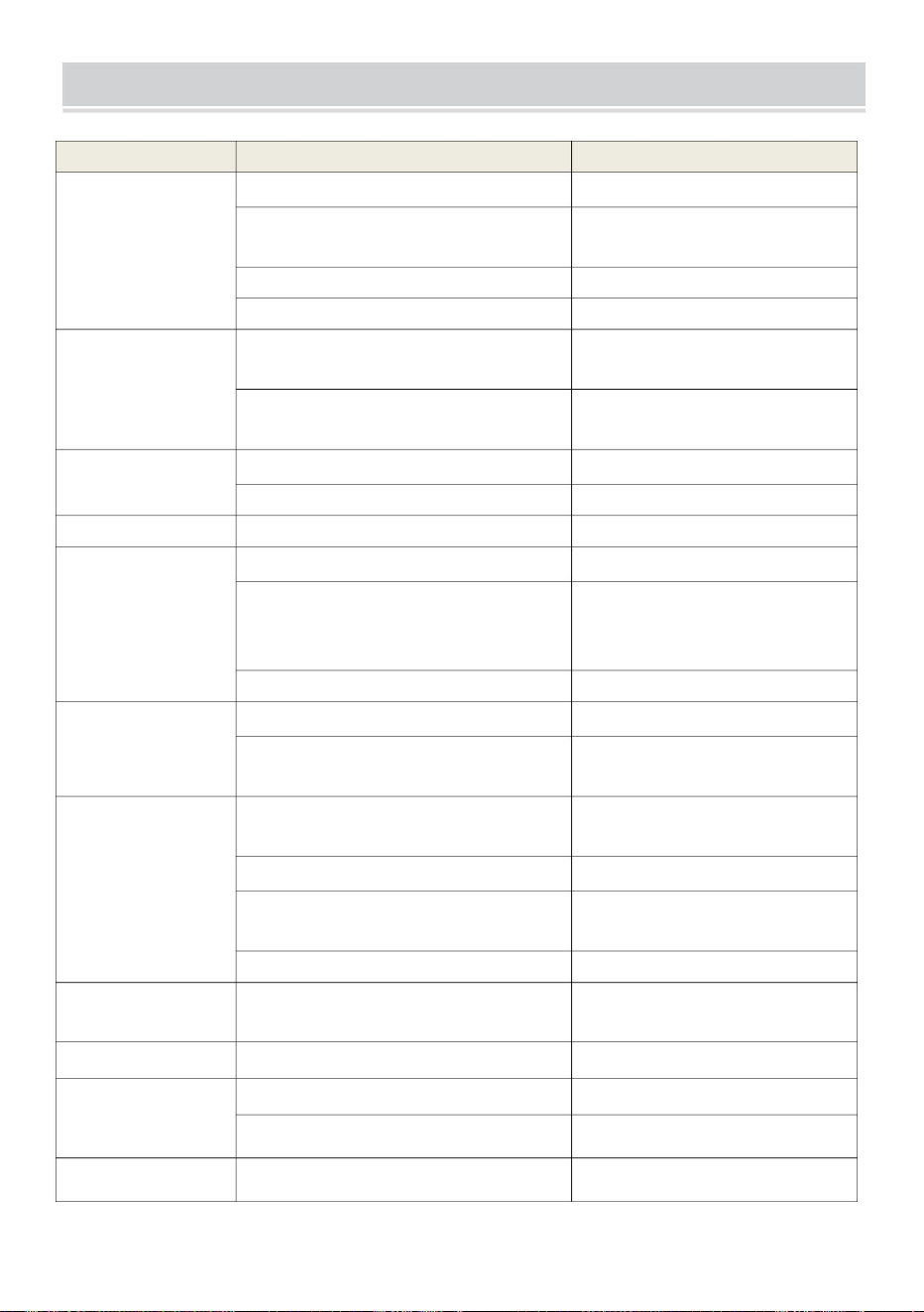
Alimentazione troppo alta
cuscinetto
Molle per utensili
(accumulo di calore)
Il filo tagliato è
Interruttore di arresto di emergenza attivato
Più refrigerante
Aumentare il raggio
Passo sbagliato
Strumento smussato
Ridurre il mangime
lo strumento
Crepa da macinazione dovuta a raffreddamento errato
Velocità di taglio troppo alta
il diametro corretto
conico
Gioco eccessivo nel cuscinetto del mandrino
Lo strumento ha una vita breve
Rettificare l'angolo correttamente
Il mandrino non si
attiva
La slitta superiore non è ben allineata (taglio con
Disposizione (vibrazioni)
Avanzamento trasversale troppo alto
Problema
Regolare il contropunta al centro
Gioco nel cuscinetto principale
Aumentare l'angolo del cuneo
Superficie del pezzo in lavorazione
sbagliato
Sbloccare l'arresto di emergenza
Il tagliente si rompe
Raggio sulla punta dell'utensile troppo piccolo
Il tornio sta chiacchierando
Regola il tono giusto
Usura del fianco troppo elevata
Eliminazione
Regolare il cuscinetto principale
Raffreddamento insufficiente
la diapositiva superiore)
L'utensile è bloccato in modo errato
Raffreddare uniformemente
il pezzo si è espanso
Girare il pezzo in lavorazione
troppo ruvido
I centri non sono allineati (il contropunta è sfalsato)
Il centro è caldo
Disposizione
Aumentare l'angolo di sgombero
La punta dello strumento non è regolata al centro alto
Strumento di riaffilatura
Allentare il centro del contropunta
Regolare il gioco nel mandrino
Il filo tagliato è
interruttore
Ridurre la velocità di taglio
sbagliato
Strumento di
serraggio con minore sporgenza
Angolo del cuneo troppo piccolo
Alimentazione troppo alta
Angolo di sgombero troppo piccolo
Ridurre il mangime
Ho iniziato a macinare nel modo sbagliato
Regolare al centro
Corretta regolazione dell'altezza di
Possibile motivo
Allineare bene la slitta superiore
Diametro sbagliato
il pezzo diventa
Avanzamento
trasversale inferiore (la tolleranza di finitura non
deve superare 0,5 mm)
RISOLUZIONE DEI PROBLEMI
- 39 -
Machine Translated by Google
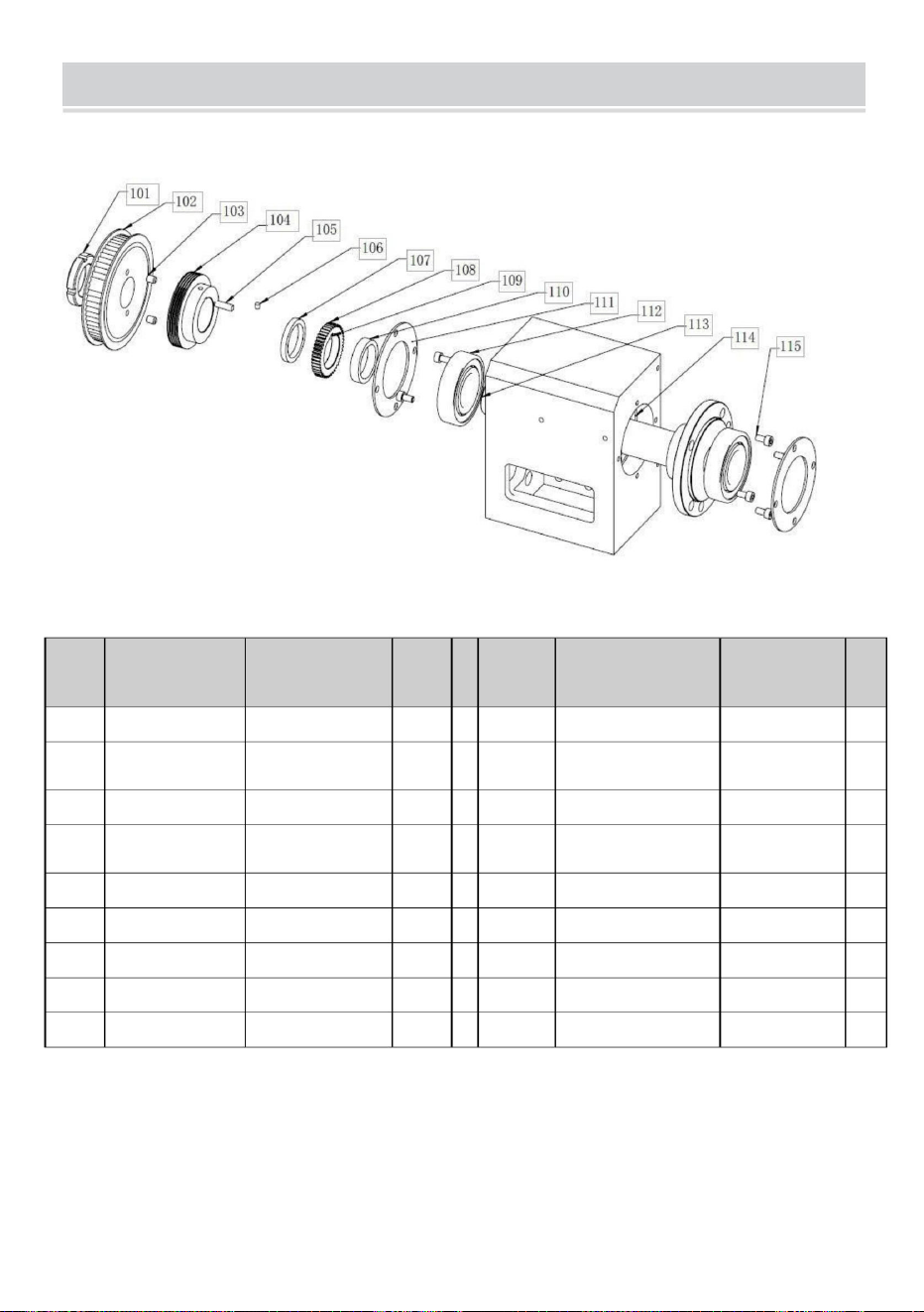
103
115
Parti
1
Chiave
Copertura del cuscinetto
Magnete
NO.
1
107
1
M6x8
Vite M30x1,5
Paletta
113
Chiave
1
Vite
1
Cuscinetto a sfere
104
1
NO.
1
Descrizione
2
M5x10
108
101
2
1
1
1
1
Vite
110
Specifica Quantità
1
Distanziatore
105
109
Descrizione
102 Temporizzazione del mandrino
114
C4x4x8
ruota a cinghia
Specifica Quantità
C4 x4 x18
111
Puleggia multi-
cuneo del mandrino
Distanziatore
6
Ingranaggio
106
Parti
Mandrino
Dado della chiave inglese
112
- 40 -
Montaggio della testata
SCHEMA DI RIPARTIZIONE ED ELENCO DELLE PARTI
Machine Translated by Google
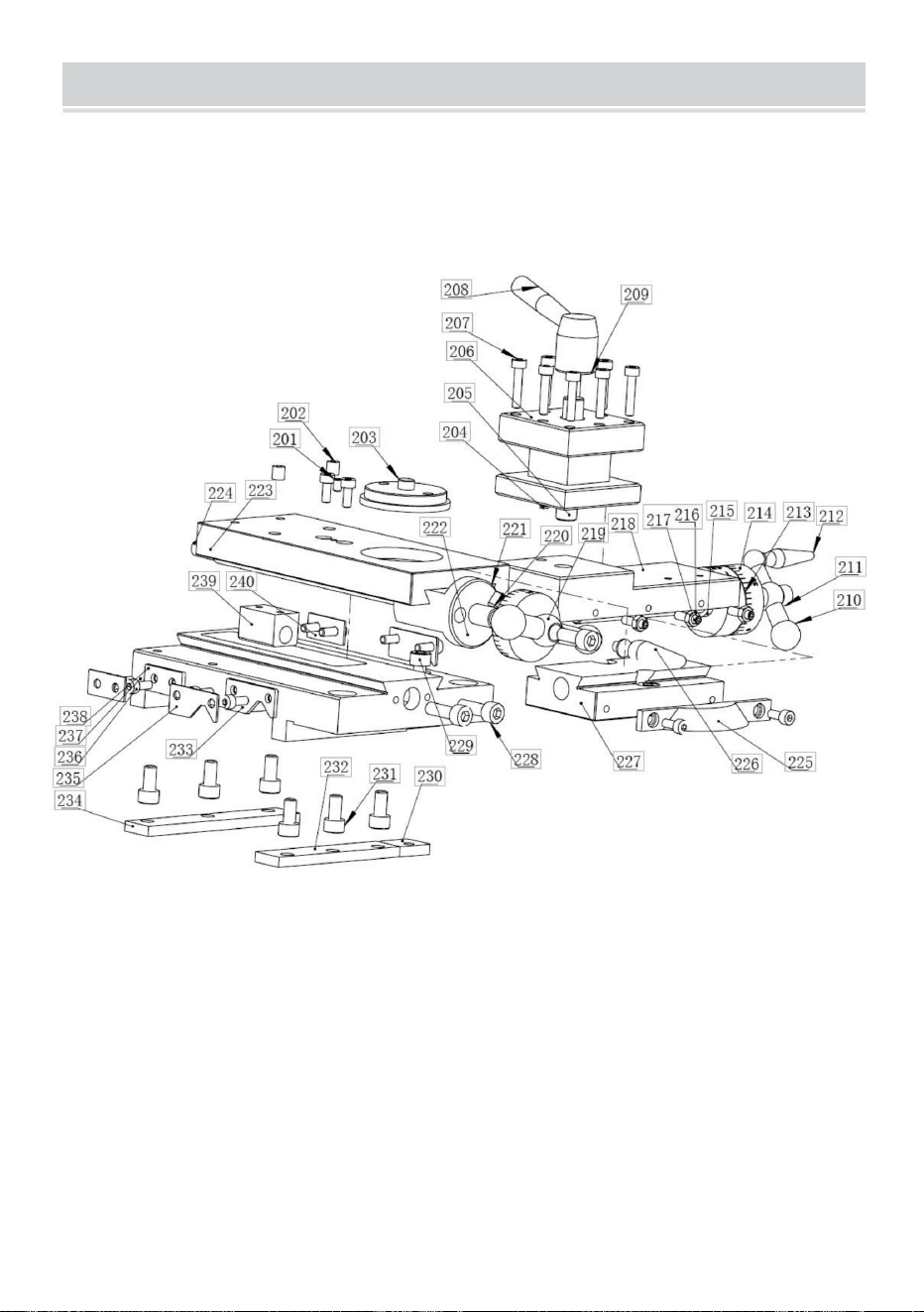
Slitta superiore, slitta trasversale, gruppo carrello
SCHEMA DI RIPARTIZIONE ED ELENCO DELLE PARTI
- 41 -
Machine Translated by Google
- 42 -
226
Prigioniero
1
2
1
2
228
base
Piastra scorrevole
243
1
201
215 Vite di comando
Vite
NO.
208
1
4
Vite
6
6
207
223 Piastra scorrevole trasversale
1
M6x12
2
242
225 Blocco angolare
Primavera
Comporre
Parti
214
235
M4x10
219
Maniglia
Specifica Quantità
2
230
Piastra scorrevole
Dado da alimentazione
Descrizione
M4
237
1
Maniglia
210
8
Staffa
203
1
Vite a testa cilindrica
1
1
238
1
Tergicristallo in gomma
Tergicristallo in gomma
Maniglia
2
Supporto per utensili
236
Tre palle
1
229202
1
Gib
M4x6
216
1
1
209
1
M4x16
Vite
Parti
211
M6x20
220
204
M6x25
217
Noce
12
240
Tazza di olio
1
232
Gib
Vite
1
Vite
2
231
M6x20
Noce
Specifica Quantità
M4x16
Vite
239
M6x8
1
Vite
1
Copertura tergicristallo
1
Copertura tergicristallo
Leva
2
206
222
1
218
Tre palle
224 Vite di comando
241
Disco girevole
1
6
234
M4x20
1
227 Scivolo composto
Descrizione
Vite
213
Comporre
1
Riposo superiore
Vite
Piastra di bloccaggio
NO.
1
1
205
221
2
1
1
1
212
Leva
233
Sella
Machine Translated by Google
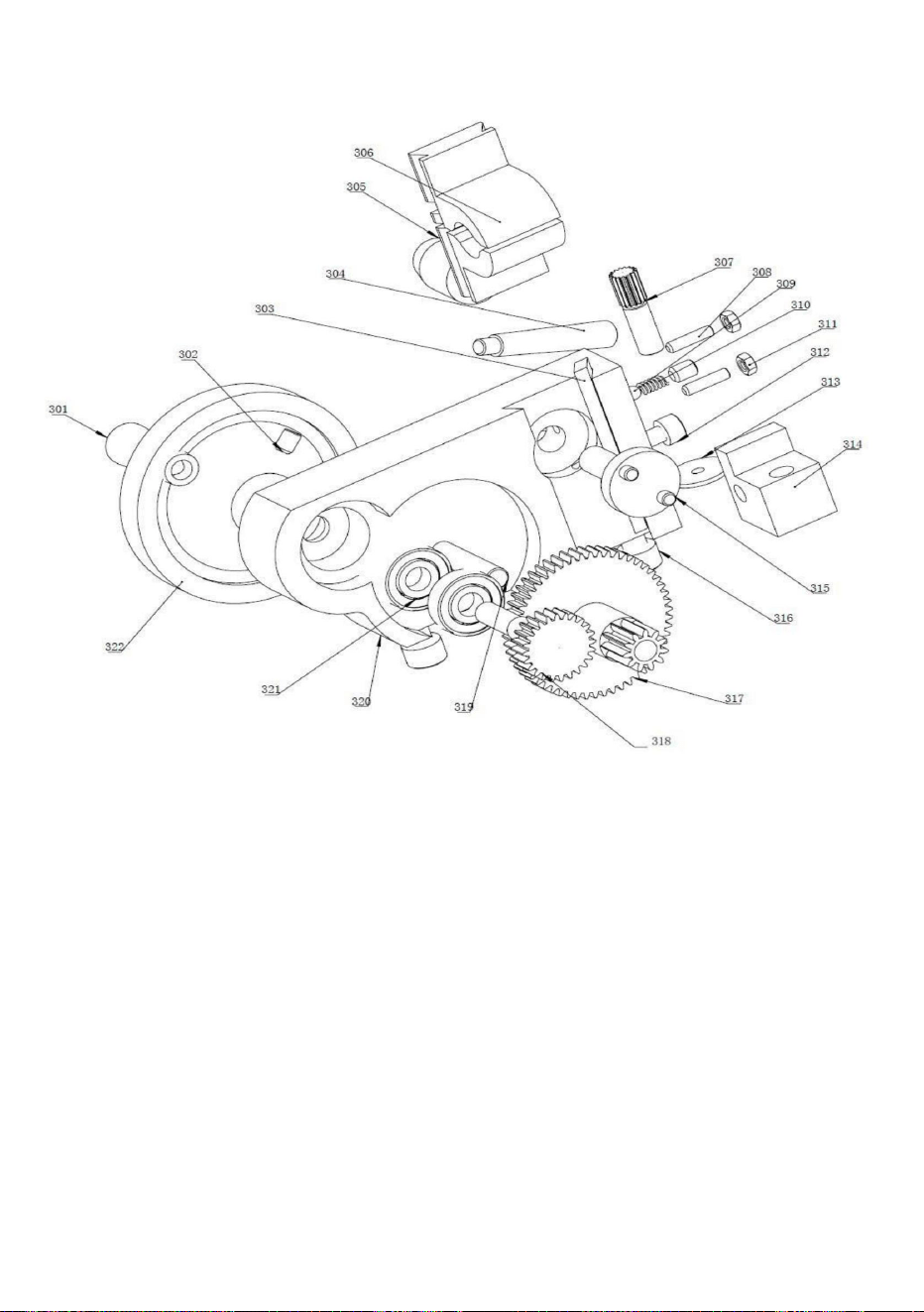
- 43 -
Montaggio del grembiule
Machine Translated by Google
- 44 -
307
1
315
1
Vite
1
Vite
Gib
316
1
Parti
Descrizione
305
314 Sedile quadrante filettato
1
Vite
Lancia
1
2
Primavera
Volantino
319
1
302
1
311
NO.
304
Albero della turbina
1
Descrizione
Equipaggiamento combinato
M8x20
2
leva
309
M4x16
320
M6×8
Specifica Quantità
Base della maniglia
Noce
Vite
1
1
M4
1
308
Albero del cambio
Specifica Quantità
1
Sfera d'acciaio
317
313
Grembiule
3
Parti
306
1
321
2
M6x20
Mezzo dado
322
NO.
1
Volantino
312
303
1
1
318
Comporre
Cuscinetto a sfere
301
Leva
1
Camma scanalata
310
Machine Translated by Google
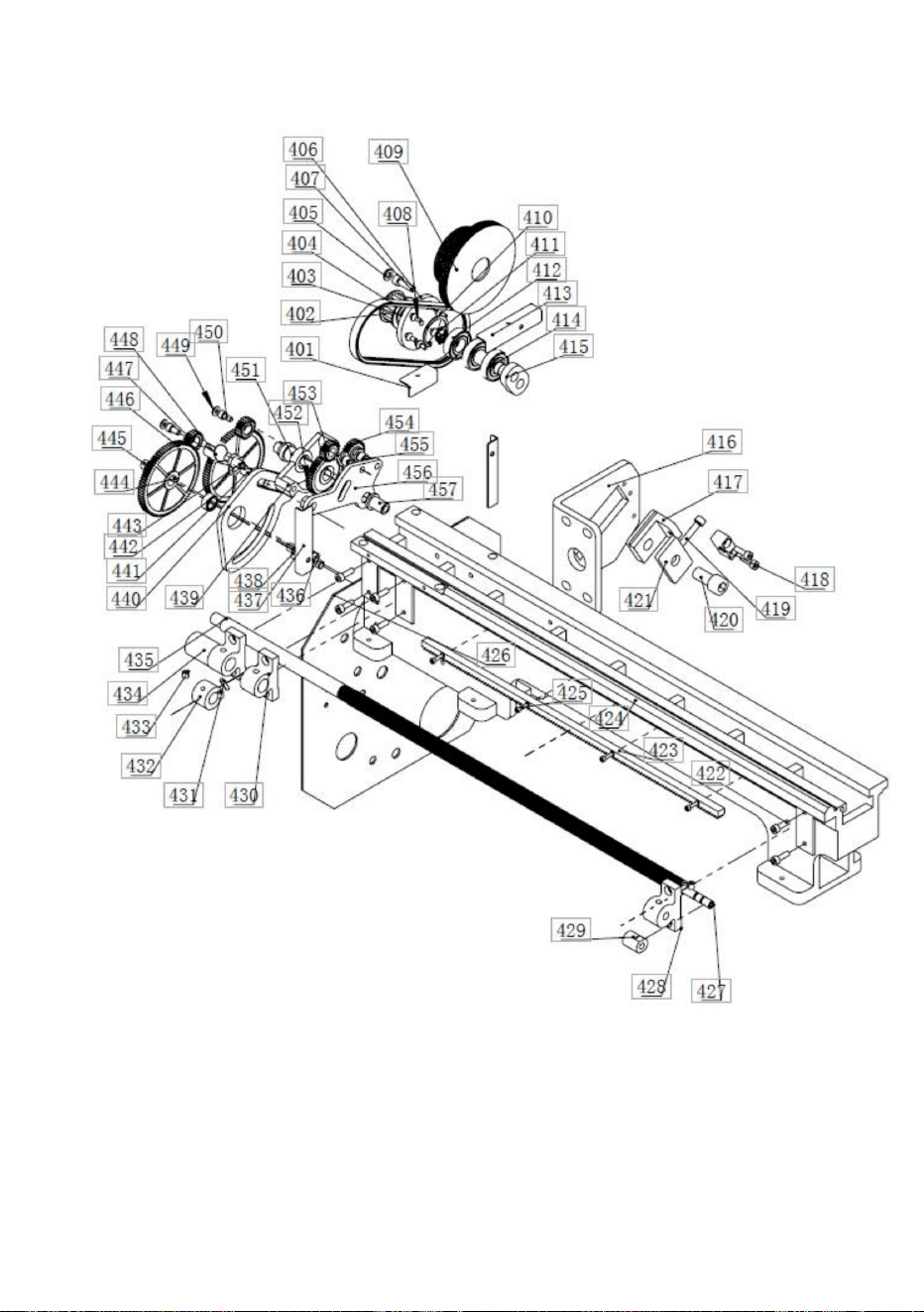
- 45 -
Letto, parti della ruota sospesa Assemblaggio
Machine Translated by Google
- 46 -
M3 x12
455
403
1
1
448
425
1
433
Chiave
1
M5x10
parentesi
1
1
Vite conduttrice
418
1
NO.
1
Ingranaggio
Temporizzazione del ponte
2
1
Guarnizione scorrevole
441
1
Modo letto
1
447
Vite
1
409
432
Vite conduttrice
M12 x25
454
C5x5x10
1
8
Parti
cursore
Bullone
Piastra di posizionamento
M8
413 Piastra di posizionamento
421
440
1
Specifica Quantità
434
Ingranaggio
429
Tazza di olio
Z45
1
1
Parti
1
Ingranaggio
1
1
Lancia
Manicotto ruota
intermedia
402
1
6
443
Spillo
Vite
2
Chiave
Montare
Vite M6 x20
Formato B4x4x8
426
450
438
Dado di bloccaggio
456
1
404
6002
Prigioniero
Noce
414
Vite
1
Distanziatore
M5 x16
parentesi
422
442
406
1
blocco fisso
Vite
449
ruota a cinghia
2
1
Bullone dell'ingranaggio
1
405
Descrizione
Bilanciere
1
1
444
401 Piastra di posizionamento
1
408
Vite
1
Z20
multi cuneo
427
431
452
1
Manicotto chiave
parentesi
3
411 Rondella elastica
Lancia
Z25
415
1
Ingranaggio
Vite conduttrice
407
Z20
419
NO.
4
3
Ingranaggio
428
Piastra inferiore
451
435
1
423
1
410 Rondella elastica
Copertura fissa
1
Cintura
M6 x16
M4x10
430
446
Vite a testa cilindrica
2
Vite
439
453
Vite
1
1
437
424
Rondella
Vite M8 x12
Cuscinetto a sfere
1
Manopola di spinta
1
Descrizione
1
417
Vite
1
1
Bullone
1
420
1
Rondella
Specifica Quantità
436
457
Cremagliera
1
445
2
1
Distanziatore
1
M6 x40
puleggia
416 Piastra di posizionamento
1
Vite conduttrice
Rondella
412
Machine Translated by Google
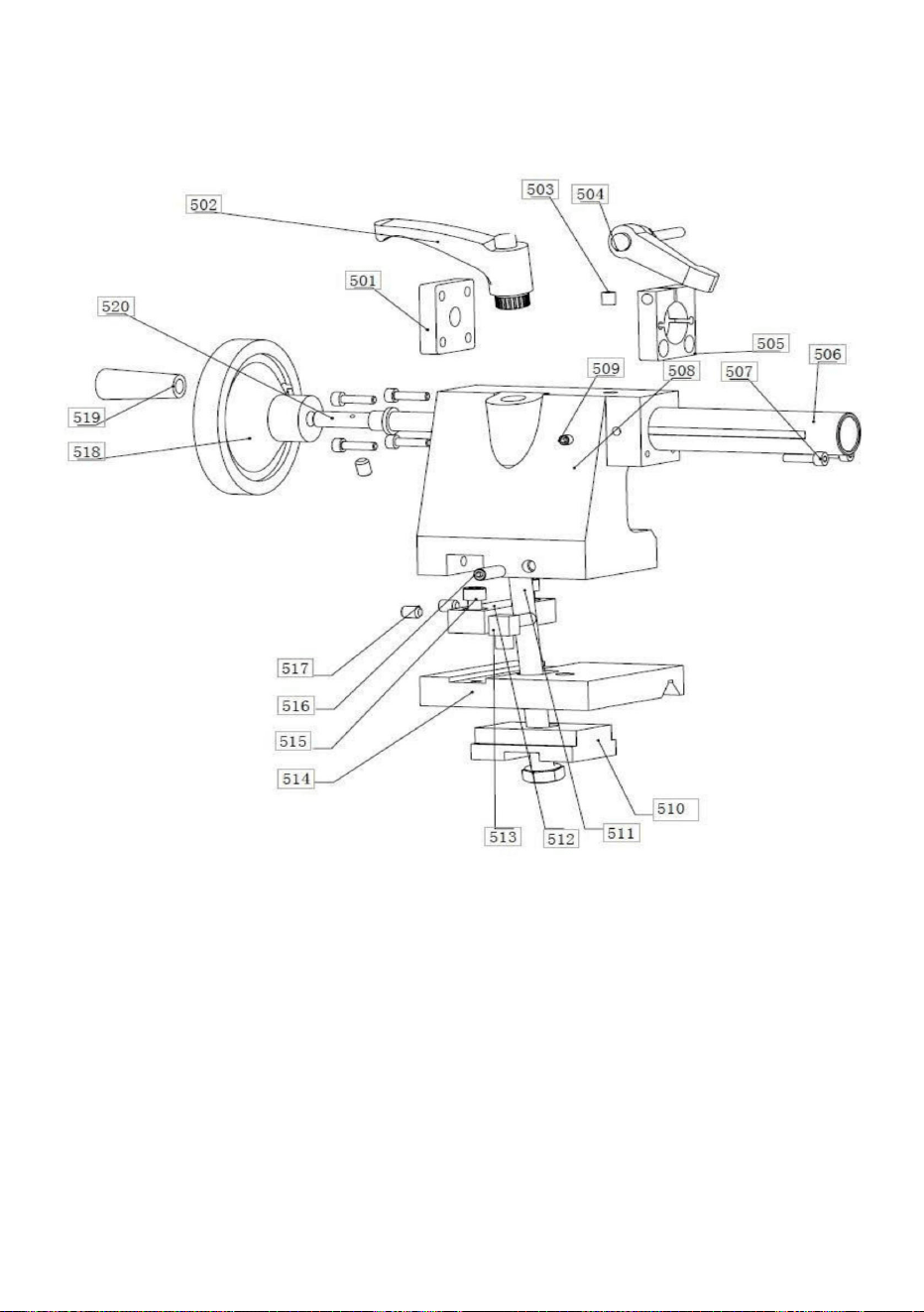
- 47 -
Montaggio del contraccolpo
Machine Translated by Google
- 48 -
Serraggio
Vite
501
1
511
1
Leva manuale
Vite M6 x20 2
M5x5
Parti
NO.
Tazza di olio
Penna
509
1
513
Maniglia
M4 x16
505
bloccare
1
1
6
Staffa
NO.
Vite M6 x20 1
maniglia
507
1
Bullone
Perno limite
Vite a testa cilindrica
Vite M6 x20
518
51
1
Descrizione Specifica Quantità
1
1
516
1
1
508
504
512 Chiave contropunta
515
2
Volantino
Contropunta
1
520
Descrizione Specifica Quantità
517
Contropunta
0
514
Vite
1
Copertura posteriore
contropunta
Vite conduttrice
Vite a testa cilindrica
519
Vite
1
1
sospensione
506
Parti
503
Piastra di base
502
1
Machine Translated by Google
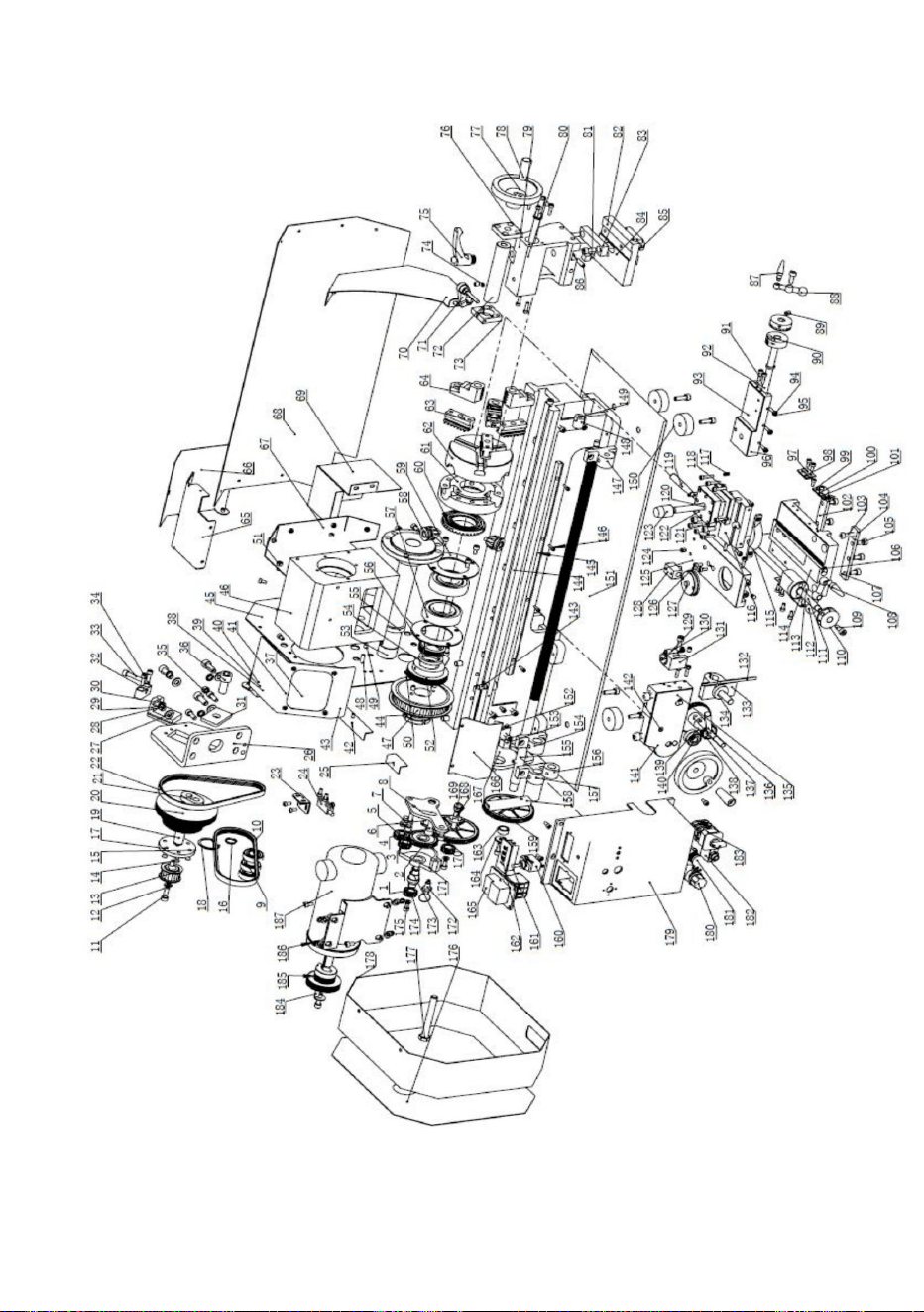
- 49 -
Assemblea generale
Machine Translated by Google
- 50 -
120
3
8
1
1
Scala del quadrante
1
1
108
Chiave
1
24
1
11
Bullone
Descrizione
Dado portautensili
Piastra pressa
sella
1
Rondella
Primavera
1
13
2
1
11
3
M6×25
15
1
1
19
Parti
Vite M6 x20
Portautensili
104
Cintura
12
117
Testa
Specifica Quantità
1
122
piatto
Leva della maniglia
1
NO.
1
23 Piastra di montaggio
5
1
110
Ingranaggio
7
Spillo
B4x4 x8
112
124
Z20
1
Noce
Staffa
M4x10
109
Bullone
Prigioniero
9
Ingranaggio
1
1
121
1
Bloccaggio della sella
Chiave
6
118
105
1
111
113
1
2
Piastra pressa
sella
123
1
Ingranaggio
NO.
1
17
119
2
Tazza di olio
Vite
Vite di comando
103
M8
C5x5x10
1
puleggia
M4x20
Vite
114
1
22
Scala del quadrante
16 Rondella elastica
Vite
4
106
1
Parti
6
6
1
1
multi cuneo
Bullone dell'ingranaggio
Z45
1
Vite
21 Braccio oscillante
1
1
Cuscinetto a sfere
Tappetino in gomma
1
Vite M6 x12
maniglia
116 Riposo composto
20
14
102
107
ruota a cinghia
1
10
Sella
1
Misurazione della velocità
Descrizione
Z25
Vite
1
18 Rondella elastica
Gib
1
Tre palle
1
Manica
Specifica Quantità
2
Temporizzazione del ponte
101
Leva di appoggio utensile
6
115
Cintura
Vite
1
11
Vite
M8x20
8
1
Machine Translated by Google
- 51 -
4
31
1
Mezzo dado
1
41
1
Vite
147
1
Equipaggiamento combinato
Bullone dell'ingranaggio
150
1
Finestra
43 Copertura mandrino
piatto
Blocco di prova
27
4
131
138
143
Gib
40 Forcella di cambio
1
Vite M8x10x10 1
1
1
8
34
141
M3x12
30 Rondella elastica
151
1
Posizionamento
Copertura del mandrino
Chiave
4
M6
38
1
149
Scivolo trasversale
Scala del quadrante
C4 x4 x18
Noce
1
Grembiule
Posizionamento
44 Dado chiave inglese
Vite
128
Posizionamento
M12x25
28
M8x12
133
145
1
1
Vite
32
ruota a cinghia
sincrona
Sfera d'acciaio
M4x20
M30 x1,5
1
Cuscinetto a sfere
Mandrino
Forcella del cambio
Guarnizione cursore
127
36
1
1
35
26
Bullone dell'ingranaggio
144
1
Noce
37
Interruttore di viaggio
1
Rondella
C4x4x8
132
1
46 Testa di calcio
130
25
136
42
Vite
126
Piedino in gomma
1
137
33
1
139
29
146
M5x10
49
4
1
1
parentesi
1
piatto
48
Vite
1
1
piatto
45 Piastra di supporto
129
1
2
1
134
Vite
C
51
1
Vite di comando
Lancia
Blocco fisso
1
M4×6
Cremagliera
M8x20
1
1
1
Vite
140
cursore
18
Posto a sedere
Vite
1
M5 x16
1
1
148
125
Dado da alimentazione
1
Chiave
142
1
1
Posto a sedere
1
Disco girevole
4
135
39
Vite
Modo letto
Vassoio per patatine
1
47
Vite
1
Leva
1
9
50
M6x40
Machine Translated by Google
- 52 -
1
1
56
2
167
173
Noce
Trasmissione
1
1
1
coperchio della scatola
2
152
53
65
171
177
Vite di comando
Piastra di posizione
Piastra paraspruzzi
Vite
Rondella
166
172
1
161
Manica
64
68
Rondella
55
52
Pulsante di accensione/spegnimento
1
1
60
Mandrino mascella
67 Piastra paraspruzzi
74
Trasmissione
2
1
76 Copertura contropunta
57
163
1
Montare
Puleggia
Bullone
61 Fondo del mandrino
3
1
54
Interruttore
Spillo
Copertura motore
1
1
2
1
1
Scheda di supporto
175
162
168
1
1
2
Ingranaggio conico
3
Manica
scatola
1
153
69
Leva manuale
78
1
1
Copertura del cuscinetto
174
parentesi
Ingranaggio
Penna
1
Distanziatore
157
2
Regolabile
1
1
178
158
1
156
62 Testa del mandrino
1
Bullone
154
176
58
M6x16
1
M5x5
1
1
1
Cuscinetto a sfere
1
165
1
Mandrino
M10x80
2
Lancia
Manopola di spinta
1
Pannello digitale
70 Piastra paraspruzzi
164
1
2
155
1
1
Stallone
160
Copertura motore
73 Coperchio di bloccaggio
1
Ingranaggio
1
Distanziatore
1
59 Coperchio del cuscinetto
Mandrino mascella
170
75
leva
Ingranaggio
1
bloccare
71
77 Volantino
159
66
72
Volantino
Distanziatore
Staffa
Vite
1
1
1
1
169
Z20
Vite di comando
63
Montaggio
dell'interruttore
maniglia di bloccaggio
1
Ingranaggio conico
Machine Translated by Google
- 53 -
182
2
180
Formato C5x5x20 1
90
11
Gib
1
Punta di coda
1
M4x16
Piastra di stampa
79
94
Vite
Vite di comando
protettore
Chiave
86
Chiave
Vite
95
Spillo
M4x10
1
1
93
88
2
1
24
1
186
183
80
battiscopa
2
1
1
Scatola di controllo
91
Scala del quadrante
Vite
Vite
96
1
84 Blocco sospeso
1
1
99
Puleggia
1
Interruttore di
commutazione
1
181
187
8
M4x16
100
M6x20
83
8
92
Manopola della velocità
1
1
85
Tre palle
184
Tappetino
in gomma
Composto
Rondella elastica
1
82
87 Leva della maniglia
M6x8
Vite
97
M4
Piastra di stampa
1
89
179
Motore
Spia luminosa
2
1
1
1
1
maniglia
185
riposo
Punta di coda
98
Sovraccarico
20
Noce
Vite di comando
81
Bullone
Machine Translated by Google

Supporto tecnico e certificato di garanzia
elettronica www.vevor.com/support
Machine Translated by Google
MODELO:YS1835A
Seguimoscomprometidosabrindarleherramientasaprecioscompetitivos.
"Ahorrelamitad","mitaddeprecio"ocualquierotraexpresiónsimilarqueutilicemossolo
representaunaestimacióndelahorroquepodríaobteneralcomprarciertasherramientasconnosotrosen
comparaciónconlasprincipalesmarcasynonecesariamentesignificaquecubratodaslas
categoríasdeherramientasqueofrecemos.Lerecordamosque,alrealizarunpedidoconnosotros,
verifiquecuidadosamentesirealmenteestáahorrandolamitadencomparaciónconlasprincipales
marcas.
MANUALDEINSTRUCCIONESDELTORNO
Soportetécnicoycertificadodegarantía
electrónicawww.vevor.com/support
Machine Translated by Google

Machine Translated by Google
1
¿NECESITAAYUDA?¡CONTÁCTENOS!
TORNO
Soportetécnicoycertificadodegarantíaelectrónica
www.vevor.com/support
¿Tienepreguntassobreelproducto?¿Necesitaasistenciatécnica?Nodudeenponerseen
contactoconnosotros:
MODELO:YS1835A
Estassonlasinstruccionesoriginales,leaatentamentetodaslas
instruccionesdelmanualantesdeutilizarelproducto.VEVORsereservauna
interpretaciónclaradenuestromanualdeusuario.Laaparienciadelproducto
estarásujetaalproductoquerecibió.Perdónenospornoinformarlenuevamente
sihayactualizacionesdetecnologíaosoftwareennuestroproducto.
Machine Translated by Google
2
ASUNTOSQUEREQUIERENATENCIÓN
SEGURODECALIDAD
fabricanteydeotrasfuentes.Nosesforzamosporgarantizarla
Losproductosdevueltosdebeniracompañadosdeunanotaconlafechade
comprayunaexplicaciónporescritodelacalidaddelproducto.Despuésdenuestra
inspecciónyconfirmación,repararemosoreemplazaremossusproductos,o
reembolsaremoselpago;Sinoproporcionamoslareparaciónoelreemplazo
demaneraoportuna,asumiremosloscostosquesurjandelareparaciónoel
reemplazodelosproductos;Sieldañonosedebealacalidaddelproducto,sinoala
operaciónincorrectadelusuariouotrasrazones,elcostocorreráacargodelcliente.
Nosaseguramosdelaexactituddeestainformaciónytratamosdeverificar
cadaelementoycadadato,peronopodemosgarantizarlaexactitudtotaldela
información,loquesignificaqueelequiposuministradopuedediferirendetallesde
ladescripcióndelasinstrucciones.Además,eldesarrollodelamáquinapuede
significarqueelequiposuministradopuedadiferirendetallesdelasdescripciones
aquícontenidas.Porlotanto,esresponsabilidaddelusuarioasegurarsedequeel
equipooelprocesodescritossonadecuadosparaelpropósitoprevisto.
Lainformacióncontenidaenestemanualpretendeservirdeguíaparael
funcionamientodeestasmáquinasynoformapartedeningúncontrato.Los
datosquecontienesehanobtenidodelamáquina.
Paracumplirconelcompromisodegarantía,elproductoopiezaconproblemas
decalidad,devuélvaloanosotrosparaverificación,conelfranqueopago.
Haremostodoloposibleparagarantizarlacalidaddenuestrosproductosy
prometemosalosconsumidoresquegarantizaremosnuestrosproductosdurante
unaño,exceptopordañosalamáquinacausadosporunaoperación
incorrectadelosclientesyaccidentesresultantesdeello,odesgaste
anormalydañoscausadosporfaltademantenimiento.
Machine Translated by Google
3
calidaddenuestrosproductos.
Especificacionesdelproducto.Haremosesfuerzoscontinuosparamejorarlas
Nuestraempresasereservaelderechoderealizarcambiosaestaespecificacióny
permiso.
Todoslosderechosreservados.Nosepermitelareproducciónoreproducciónsin
precaución,advertenciaopeligro.Ignorarestaadvertenciapuedeprovocar
Cuidadoconlaspinzas
Advertencia:Asegúresedeusarprotectoresparalosojoscuandoutiliceesteproducto.
unaccidente.Parareducirelriesgodelesiones,incendiooelectrocución,porfavor
Sigasiemprelasrecomendacionesquesemuestranacontinuación.
Símbolo
¡Peligro!
Símbolo
¡Riesgodelesionespersonalesodañosambientales!Riesgode
¡Descargaeléctrica!¡Riesgodelesionespersonalespordescargaeléctrica!
Descripción
Leaelmanualconcuidado.
Advertencia:parareducirelriesgodelesiones,elusuariodebeleerlasinstrucciones.
Estesímbolo,colocadoantesdeuncomentariodeseguridad,indicauntipode
Corrientealterna
Advertencia:Asegúresedeusarprotectoresauditivosalutilizaresteproducto.
Machine Translated by Google
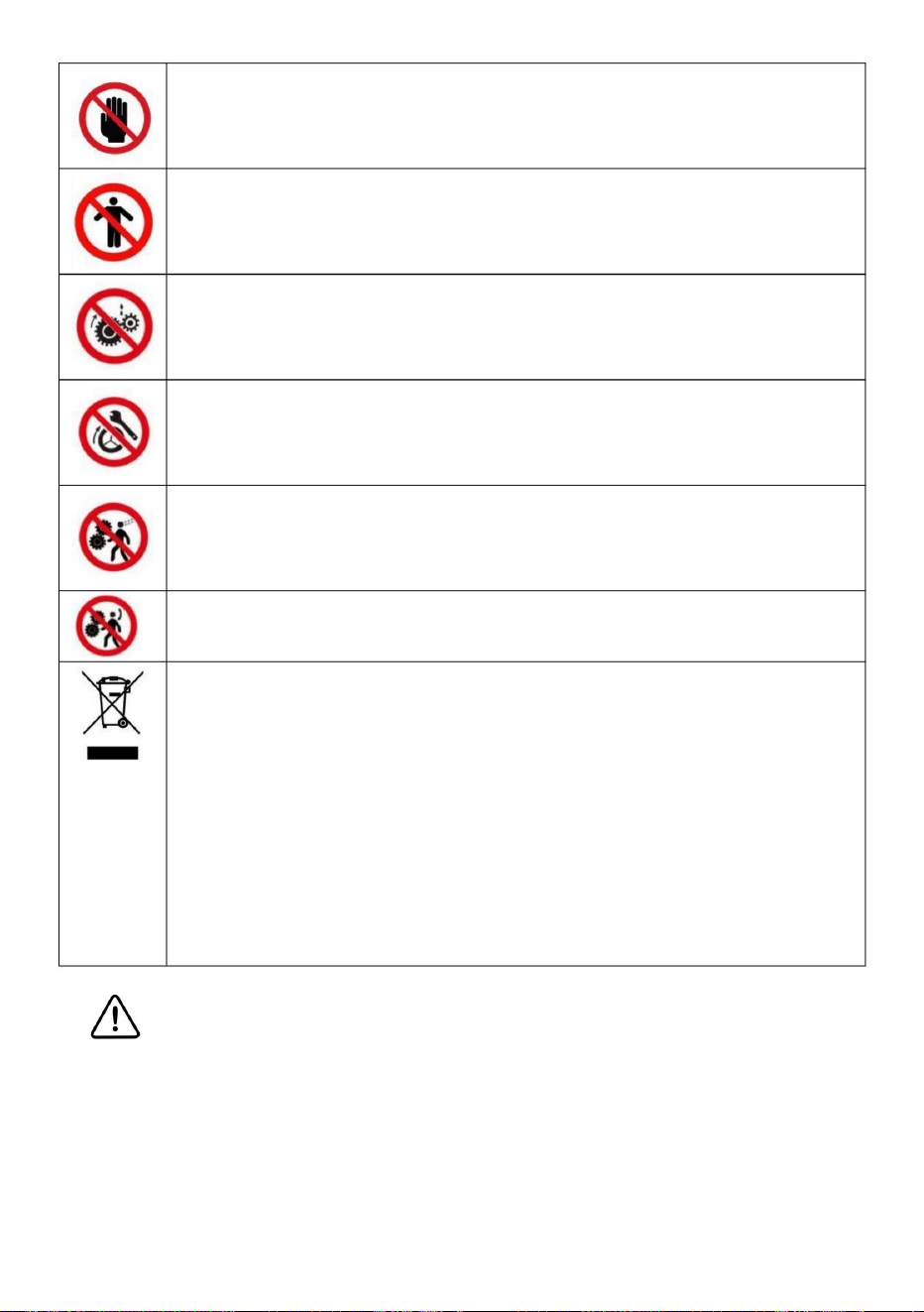
Guardetodaslasadvertenciaseinstruccionesparafuturasconsultas.
ADVERTENCIA:Leatodaslasadvertenciasdeseguridad,
instrucciones,ilustracionesyespecificacionesqueseincluyenconestamáquina.Sino
siguetodaslasinstruccionesqueseindicanacontinuación,puedesufrirunadescarga
eléctrica,unincendioolesionesgraves.
Operaciónsinfatiga
Nogiredurantelareparación
Laoperaciónnoesningunallamadatelefónica
Nosepermiteelingresodemaquinariaautomáticaenfuncionamiento.Sólopersonalautorizado.
Informaciónsobreeliminación:
EsteproductoestásujetoalasdisposicionesdelaDirectivaEuropea2012/19/EC.El
símboloquemuestrauncontenedordebasuratachadoindicaqueelproductorequiereuna
recolecciónderesiduosseparadaenlaUniónEuropea.Estoseaplicaalproductoyatodos
losaccesoriosmarcadosconestesímbolo.Losproductosmarcadoscomotalesno
puedendesecharseconlosresiduosdomésticosnormales,sinoquedebenllevarseaunpunto
derecolecciónparareciclaraparatoseléctricosyelectrónicos.
Norelleneaceiteduranteelfuncionamiento.
Nocoloquelasmanosenelprotectordeseguridadcuandolamáquinaestéfuncionando.
dispositivos
4
Machine Translated by Google

5
Utilicelaherramientaavoluntad.Sigalasinstruccionesantesdeutilizarla.
correctamente.Laspiezasdañadasdebenrepararserápidamente.
11.Mantengalimpioellugardetrabajo,elambientedetrabajosucioesfácilde
14.Manteneralosniñosfueradeláreadetrabajo.Lapuertadebeestarcerradaconllave.
15.Vístaseapropiadamente.Nouseropasuelta,guantes,corbatas,anillos,etc.
Lamáquinaherramientadebeserutilizadaporpersonalexperimentado.Sinoesasí,
4.Nofuerceelcorte.Cortesegúnlavelocidaddecorteestablecida,corte
8.Verifiqueelrendimientodeseguridaddelamáquinaantesdeponerlaenmarcha.
3.Evitequelamáquinasepongaenmarchaaccidentalmente.Apagueelmotor.
13.Seprohíbeelingresodeniñosallugardetrabajoypersonalnooperativo.
2.Antesdeponerenmarchalamáquinaherramienta,compruebesielsoportedelaherramienta
7.Antesdeajustarorepararlamáquina,asegúresededesconectarel
Notrabajeenlugareshúmedos.Asegúresedequeloscomponenteseléctricosestén
17.Prestaatenciónadóndeteencuentrasymanténelequilibrioentodomomento.
provocaraccidentes.
1.Antesdeponerenmarchalamáquinaherramienta,lacubiertadeseguridaddebeestarcolocada.
Mantengalaherramientaafiladaylimpiaparagarantizarunfuncionamientonormalyseguro.
Alsalirdeltaller.
Pulseras,joyas,etc.Paramayorseguridad,utilicecalzadoantideslizante.Sitieneelpelolargo,
utiliceungorrodetrabajo.
10.Cuandolamáquinaestéenfuncionamiento,eloperadornodeberáabandonarla.
familiarizadoconelprocesodeoperacióndeltorno,noutilicelamáquina
Elpersonaldebemantenerunadistanciaseguradeláreadetrabajo.
energíaantesdesujetarlapiezadetrabajoolaherramienta.
Profundidadyvelocidaddealimentación.
9.Verifiqueelfuncionamientodetodaslaspiezasmóviles.Todaslaspiezasdebenestarinstaladas
Sequitanlallaveylallavedelportabrocas.
fuentedealimentación.
Protegidodelahumedad.Mantenerbuenailuminación.
18.Nocoloquelasmanoscercadelaspartesmóvilesdelamáquina.
Posicióncorrecta.
16.Utilicegafasprotectorasdurantelaoperación.
6.Lubriqueyreemplacelosaccesoriosperiódicamente.
12.Noutilicelamáquinaenentornospeligrosos.
5.Utilicelasherramientasadecuadas.Utilicelaherramientaopiezadetrabajocorrectaparaelmecanizado.
Machine Translated by Google

6
22.Obedezcaestasadvertenciasopodríanproducirselesionesgraves.
funcionamientodelamáquinaynoesunmanualdecapacitación.
23.Lamáquinaproduciráalgunosproductosquímicosnocivosduranteeltrabajodeaserrado,lijadoytaladrado,
comopolvo.Parareducirel
Utilicedispositivosdeseguridad,comomascarillasconfiltrodepartículas.
21.Estemanualestádestinadoúnicamenteafamiliarizaralosclientesconel
Paraevitarlosdañosquepuedencausarestosproductosquímicos,trabajeenunlugarbienventiladoy
20.Leaycomprendatodaslasseñalesdeadvertenciacolocadasenlamáquina.
19.Norealiceningunaoperacióndeconfiguraciónmientraslamáquinaestéenfuncionamiento.
Machine Translated by Google
Lainformacióngeneralproporcionadaenestaespecificaciónnoesvinculante.
50mm
350mm
GamadehilosImperiaI
295mm
100mm
18
Columpiosobrelacama
Tamañodelpaquete
Compuestoycarro
Conicidadenelhusillodelcontrapunto
Agujeroatravésdelhusillo
180mm
Númerodesubprocesosmétricos
4vías
Rangodevelocidadesdelhusillo
Númerodetipo
NúmerodehilosdeImperiaI
60mm
Capacidades
MT3
0,5~2,5mm
Pesodelproducto
Tornillodeavance
Recorridodelhusillodelcontrapunto
Clavijero
Φ161,5mm
Distanciaentrecentros
Alimentaciónyenhebrado
Númerodevelocidadesdelhusillo
Recorridomáximodelcarrotransversal
/500W,
760×330×330(mm)
20mm
YS1835A
9
Largo,AnchoyAlto
Anchodelacama
Gamadealimentacióntransversal
MT2
0,02~0,20mm/r
820*380*462milímetros
Alturadelcentrodelhusillo
0360,720,1100,2200RPM
110V~60Hz/220240V~50Hz,monofásico
Diámetrodelmandril
Recorridomáximodelacorrederacompuesta
90mm
Recorridomáximodelcarrodel
contrapunto
Motorprincipal
90mm
Rangodeavancelongitudinal
50mm
4Variables
12~52T.PI
0,1~0,20mm/r
Pesoneto:49,1kg;Pesobruto:57,7kg
Balanceosobreelladocruzado
Misceláneas
Conicidadenlapuntadelhusillo
Tipodepostedeherramienta
110mm
Gamaderoscasmétricas
PARÁMETROTÉCNICO
7
Machine Translated by Google

8
Accesoriosenlacajadeherramientas(Fig.
1)
1
Mordazasexternasparaelmandrilde3mordazas
DestornilladorPhilips
Destornilladordecabezaplana
Portabrocasybiela
Accesoriosestándar
1
1
1
8cambiosdemarcha(30T,35T,40T,40T,45T,50T,60T,60T)
DescansarSeguir
5.Cajadeherramientas
3
1PuntomuertoMT2
Portabrocasdecuatromordazasyparteposterior
3.Mandrildetresmordazas
3palancasdevolante
3
1
Accesoriosespeciales(Accesoriosquerequierenaccesoriosadicionales)
Vivir
Estable
Llavedemandrilparaelmandrilde3mordazas
1
1
1
1.Cárterdeaceite
Pistoladeaceite
descansar
1
1PuntomuertoMT3
Llavesdedobleextremo(8/10,12/14,13/16)
placa(placadeconexión)
4.Especificación
Figura1
Juegode5llaveshexagonalesde2,5/3/4/5/6mm
pago)
Centro
2.Placadechiptrasera
Machine Translated by Google
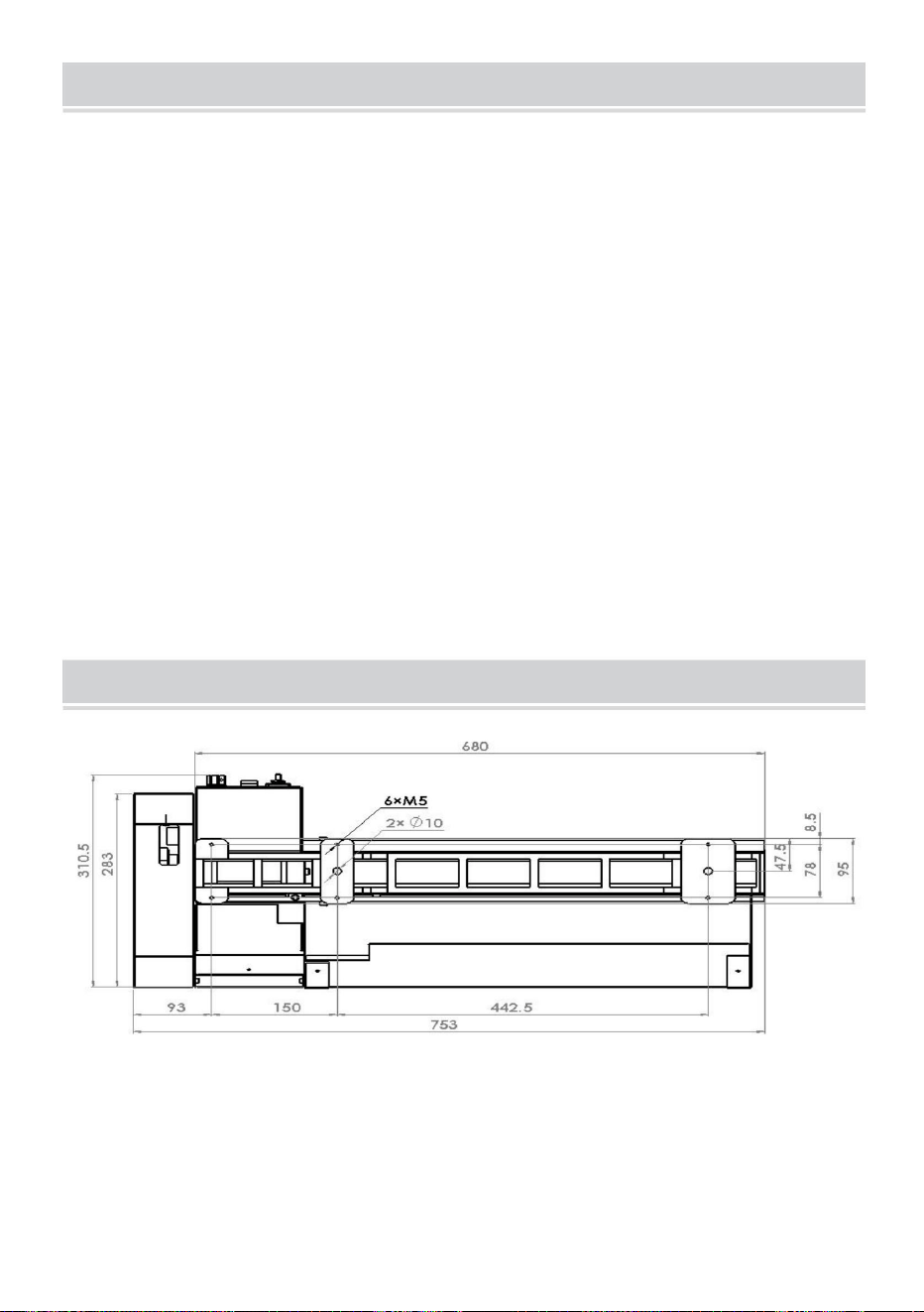
9
DIBUJODEFUNDAMENTOS
DESEMBALAJEYLIMPIEZA
4.Elijaunaubicaciónparaeltornoqueestéseca,tengabuenailuminaciónytenga
querosenoocombustiblediésel.Noutilicedisolventesdepintura,gasolinanilaca.
3.Desatornilleeltornodelaparteinferiordelacajadeenvío.
7.Limpietodaslassuperficiesprotegidascontraelóxidoconundisolventecomercialsuave.
Listadeembalaje.
Pernopasanteparaunmejorrendimiento.
2.Compruebetodoslosaccesoriosdelamáquinaherramientadeacuerdoconlas
ynivelar.Atornillareltornoalsoporte(siseutiliza).1futilizandounbanco,
Ensambleycubratodoslosengranajescongrasaespesaquenosedesprenda.
Figura2
1.Terminedequitarlacajademaderaquerodeaeltorno.
parteinferiordelcajón.Nololevanteporelhusillo.Asegúresedequeeltornoestéequilibrado.
6.Paraevitarquelabancadasetuerza,laubicacióndeltornodebeserabsolutamenteplana.
8.Retirelacubiertadelengranajefinal.Limpietodosloscomponentesdelengranajefinal.
antesdetrasladarseaunbancoosoporteresistente.
5.Conunequipodeelevaciónadecuado,levantelentamenteeltornodelaplataformadeenvío.
superficiesconunaligerapelículadeaceitedemáquina20W.
suficienteespacioparapoderdarservicioaltornoenloscuatrolados.
diluyente.Estosdañaránlassuperficiespintadas.Cubratodalasuperficielimpia
Machine Translated by Google
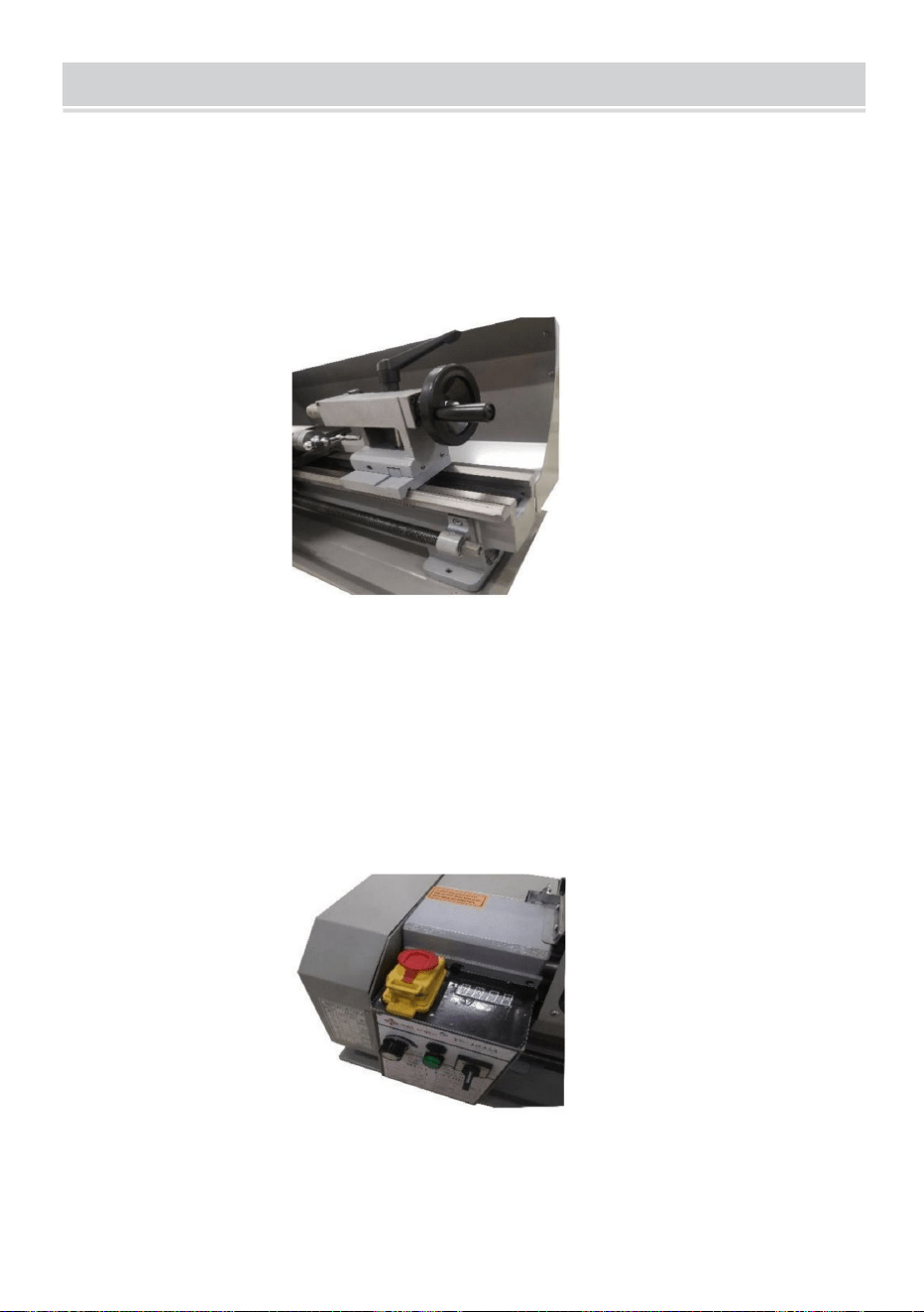
10
Bancadadeltorno(Fig.3)
Clavijero(Fig.4)
Labancadadeltornoestáhechadehierrodealtacalidad.Alcombinarcarrilesaltosconfuertes
nervadurastransversales,seproduceunabancadadebajavibraciónyrigidez.Integra
elcabezalyaccionalaunidadparasujetarelcarroyelhusillo.LaVdeprecisión,reforzada
porendurecimientotérmicoyrectificado,eslaguíaprecisaparaelcarroyelcontrapunto.El
motorprincipalestámontadoenlapartetraseradelladoizquierdodelabancada.
Descripcióngeneral
Elcabezalestáfabricadoenhierrofundidodealtacalidadybajavibración.Estáatornilladoala
camaconcuatrotornillos.Elcabezalalbergaelhusilloprincipalcondoscojinetesderodillos
cónicosdeprecisiónylaunidaddetransmisión.
Elhusilloprincipaltransmiteelparduranteelprocesodetorneado.Tambiénsujetalaspiezas
detrabajoylosdispositivosdesujeción(porejemplo,elportabrocasde3mordazas).
Figura4
Figura3
Machine Translated by Google
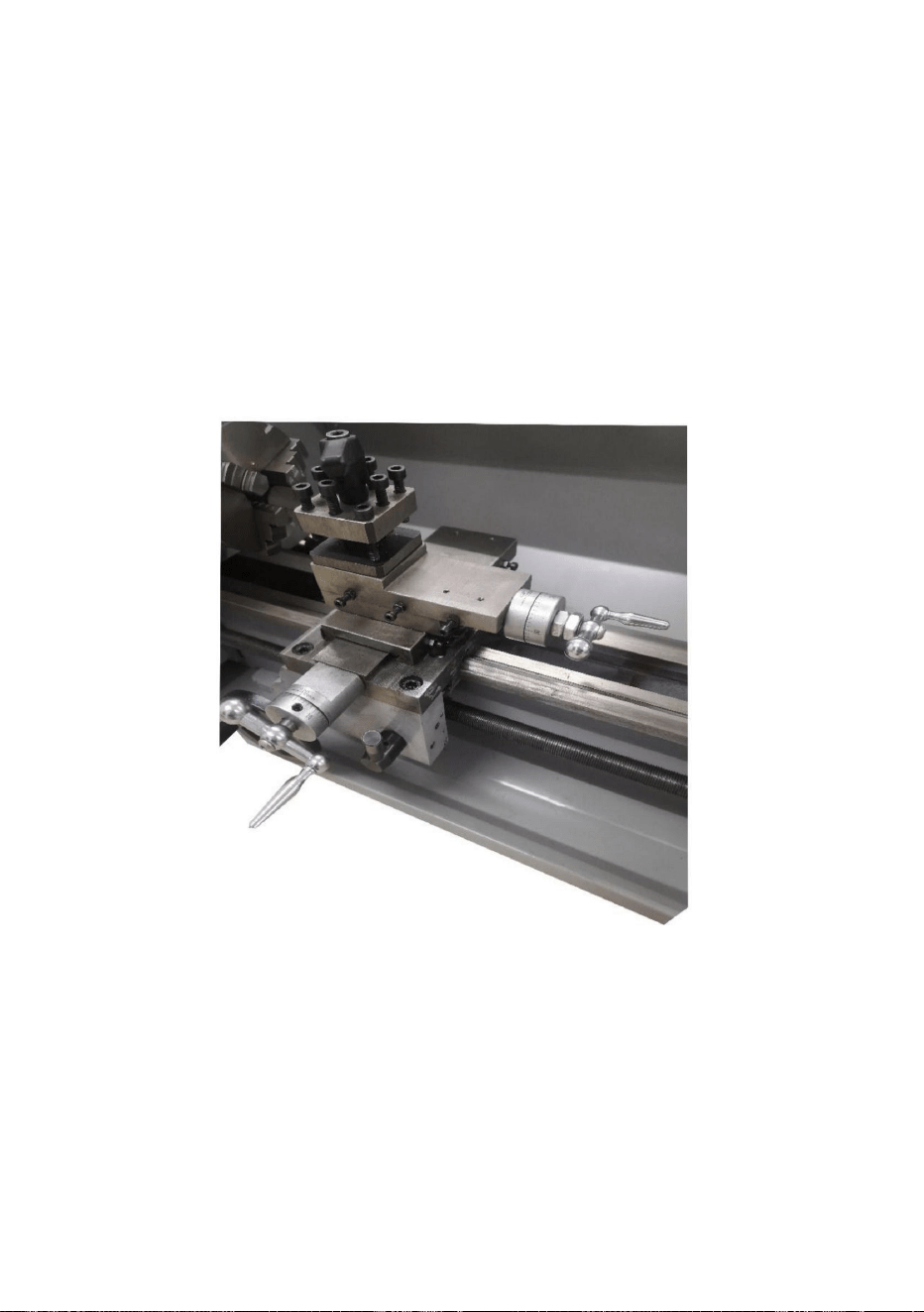
11
Elcarroestáfabricadoenhierrofundidodealtacalidad.Laspiezasdelacorrederaestán
rectificadasdeformasuave.SeajustanalaVdelabancadasinholgura.Laspiezasdecorredera
inferioressepuedenajustardeformafácilysencilla.Lacorrederatransversalestámontadaenel
carroysemuevesobreunacorrederadecolademilano.Laholguradelacorrederatransversal
sepuedeajustarconlascuñas.
Figura5
Muevaelcarrotransversalconsuruedamanualubicadaconvenientemente.Hayuncollargraduado
enlaruedamanual.
Carro(Fig.5)
Enlacorrederasuperiorsecolocaunsoporteparaherramientasdecuatroposicionesquepermitesujetar
cuatroherramientas.Aflojelamanijadelaabrazaderacentralparagirarcualquieradelascuatro
herramientasasuposición.
Figura5
Machine Translated by Google
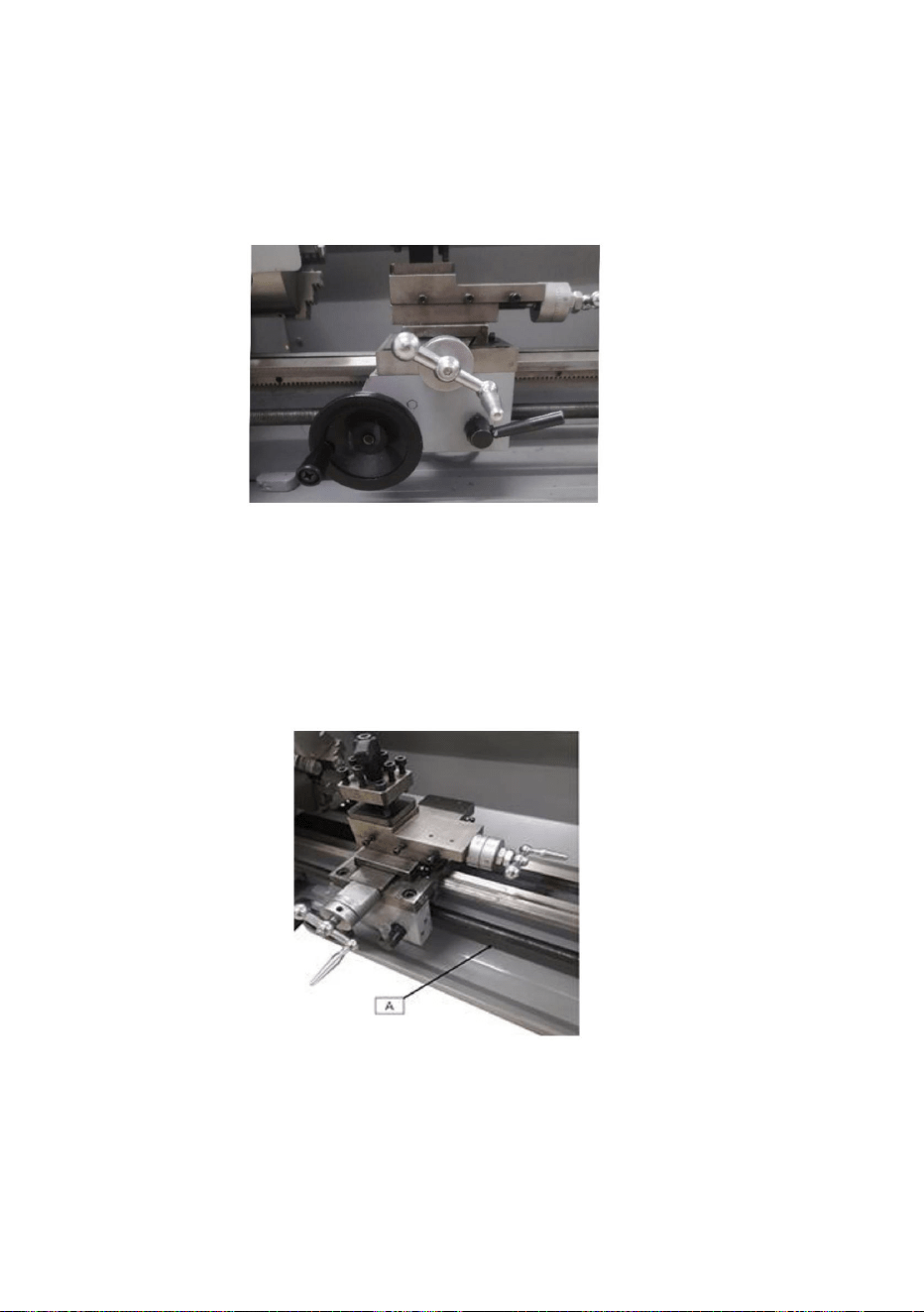
12
Elfaldónestámontadosobrelabancada.Enélseencuentralamediatuercaconunapalanca
deengancheparaactivarelavanceautomático.Lascuñasdelamediatuercasepueden
ajustardesdeelexterior.
Tornillodeavance(Fig.7)
Unacremallera,montadaenlacama,yunpiñónoperadoporunvolanteenelcarropermitenun
rápidodesplazamientodeldelantal.
Delantal(Fig.6)
Elhusillo(A,Fig.7)estámontadoenlapartedelanteradelabancadadelamáquina.Está
conectadoalacajadeengranajesdelaizquierdaparalaalimentaciónautomáticayestá
soportadoporcojinetesenambosextremos.
Figura7
Figura6
Machine Translated by Google

13
Equipooperativo
1.Botóndeemergencia:Interruptor0N/0FF(D,Fig.9)
LamáquinaseenciendeyseapagaconelbotónON/OFF.Presióneloparadetenertodaslas
funcionesdelamáquina.Parareiniciarla,levantelatapaypresioneelbotónON.
Aviso:
Coloqueeltornillodefijación(C,Fig.8)enelextremodeltornoparaevitarqueelcontrapunto
secaigadelabancadadeltorno.
ElcontrapuntosedeslizasobreunaguíaenVysepuedesujetarencualquierposición.El
contrapuntotieneunhusillodealtaresistenciaconuncasquillocónicoMorsen.°2yuna
escalagraduada.Elhusillosepuedesujetarencualquierposiciónconunapalanca
desujeción.Elhusillosemueveconunvolanteenelextremodelcontrapunto.
contrapunto(Fig.8)
Despuésdeencenderlamáquina,gireelinterruptoralaposición"F"
paraqueelhusillo
gireensentidoantihorario(haciaadelante).Gireelinterruptoralaposición"R"
2.Interruptordecambio(E,Fig.9)
Figura8
Machine Translated by Google
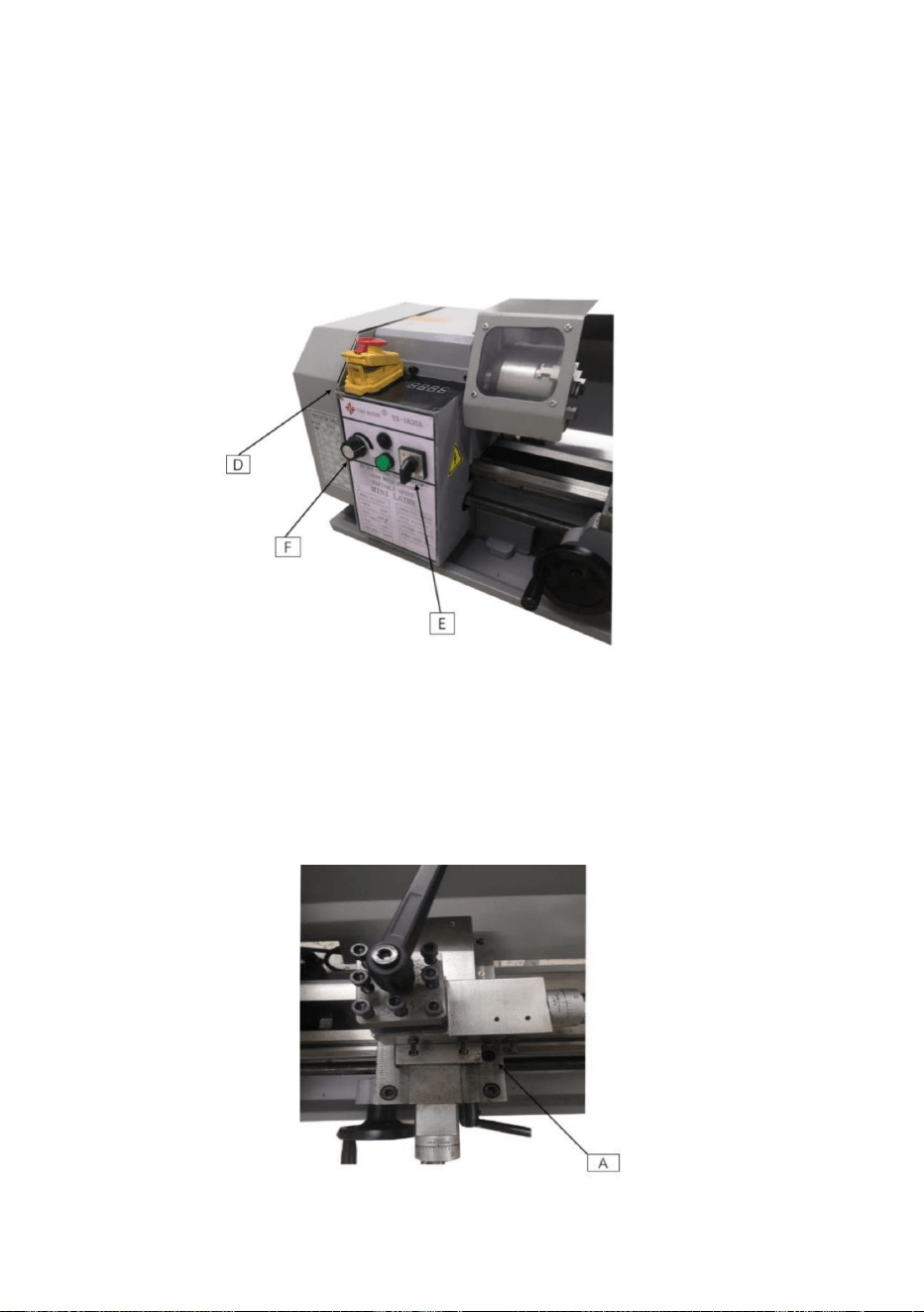
14
Gireelinterruptorenelsentidodelasagujasdelrelojparaaumentarlavelocidaddelhusillo.Gireelinterruptor
ensentidoantihorarioparadisminuirlavelocidaddelhusillo.Lavelocidadposible
Figura9
4Bloqueodelcarro
3.Interruptordecontroldevelocidadvariable(F,Fig.9)
Elalcancedependedelaposicióndelacorreadetransmisión.
Elhusillopermaneceinactivo.
Posiciónparalarotacióndelhusilloenelsentidodelasagujasdelreloj(inversa).Laposición"O"esAPAGADOy
Puedenproducirseavancesautomáticosodañoseneltorno.
Gireeltornillodecabezahexagonal(A,Fig.10)enelsentidodelasagujasdelrelojyapriételoparabloquearlo.
Gireensentidoantihorarioyaflojeparadesbloquear.
Precaución:eltornillodebloqueodelcarrodebeestardesbloqueadoantesdeactivarlo.
Figura10
Machine Translated by Google
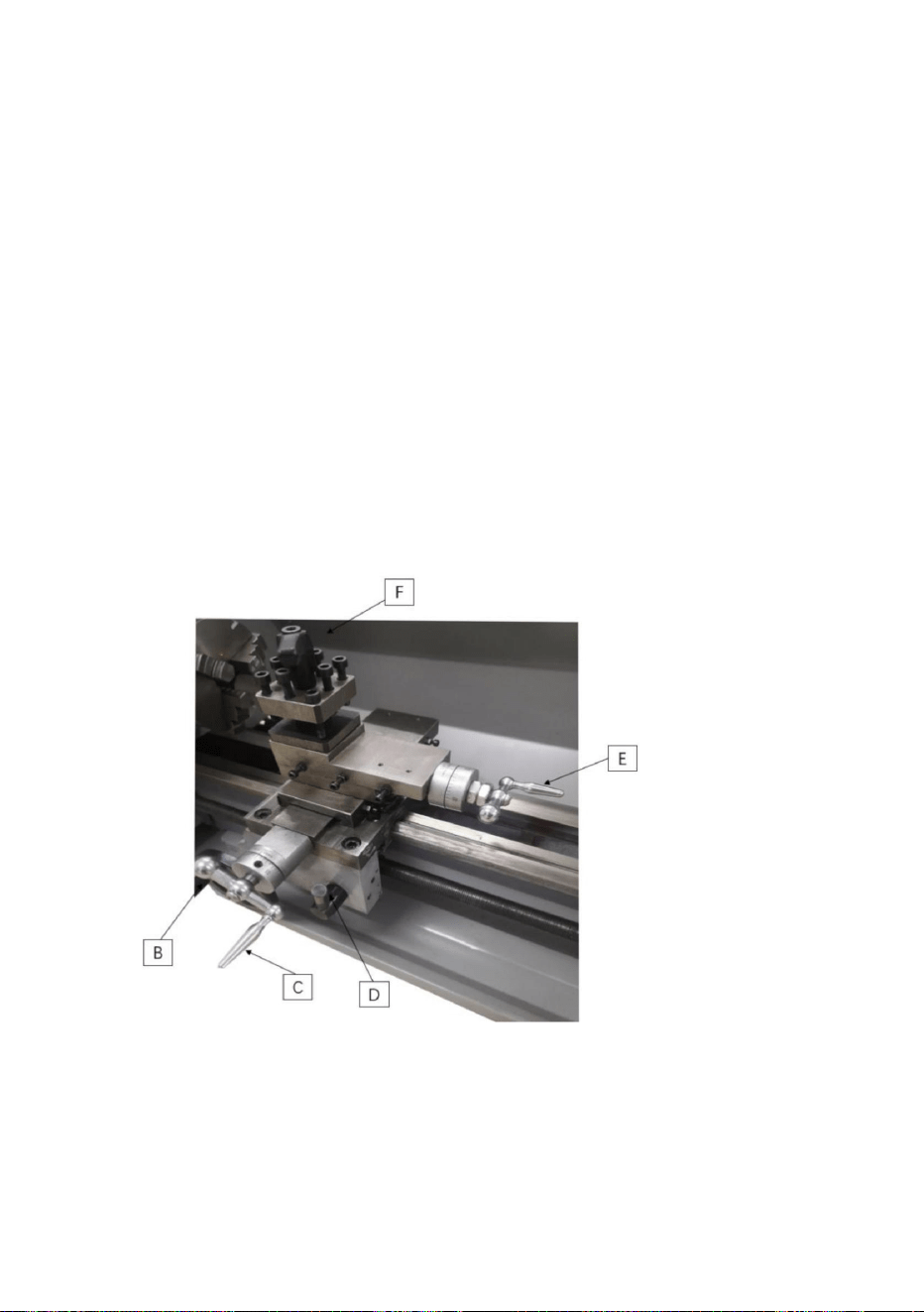
Figura11
montajehaciaelclavijero(izquierda).
6Palancatransversal(C,Fig.11)
7Palancadeenganchedemediatuerca(D,Fig.11)
9Palancadesujecióndelportaherramientas(F,Fig.11)
Stock(derecha).Girelaruedamanualensentidoantihorarioparamovereldelantal.
Larotaciónenelsentidodelasagujasdelrelojmueveelcarrotransversalhacialapartetraseradelamáquina.
Gireelvolanteenelsentidodelasagujasdelrelojparamoverelconjuntodelfaldónhacialacola.
5Volantededesplazamientolongitudinal(B,Fig.11)
8Palancatransversaldeapoyocompuesto(E,Fig.11)
Muevalapalancahaciaabajoparaactivarla.Muevalapalancahaciaarribaparadesactivarla.
Gireenelsentidodelasagujasdelrelojoensentidocontrarioparamoveroposicionar.
postedeherramientascuandolapalancaestádesbloqueada.
Gireensentidoantihorarioparaaflojaryensentidohorarioparaapretar.Gireel
15
Machine Translated by Google
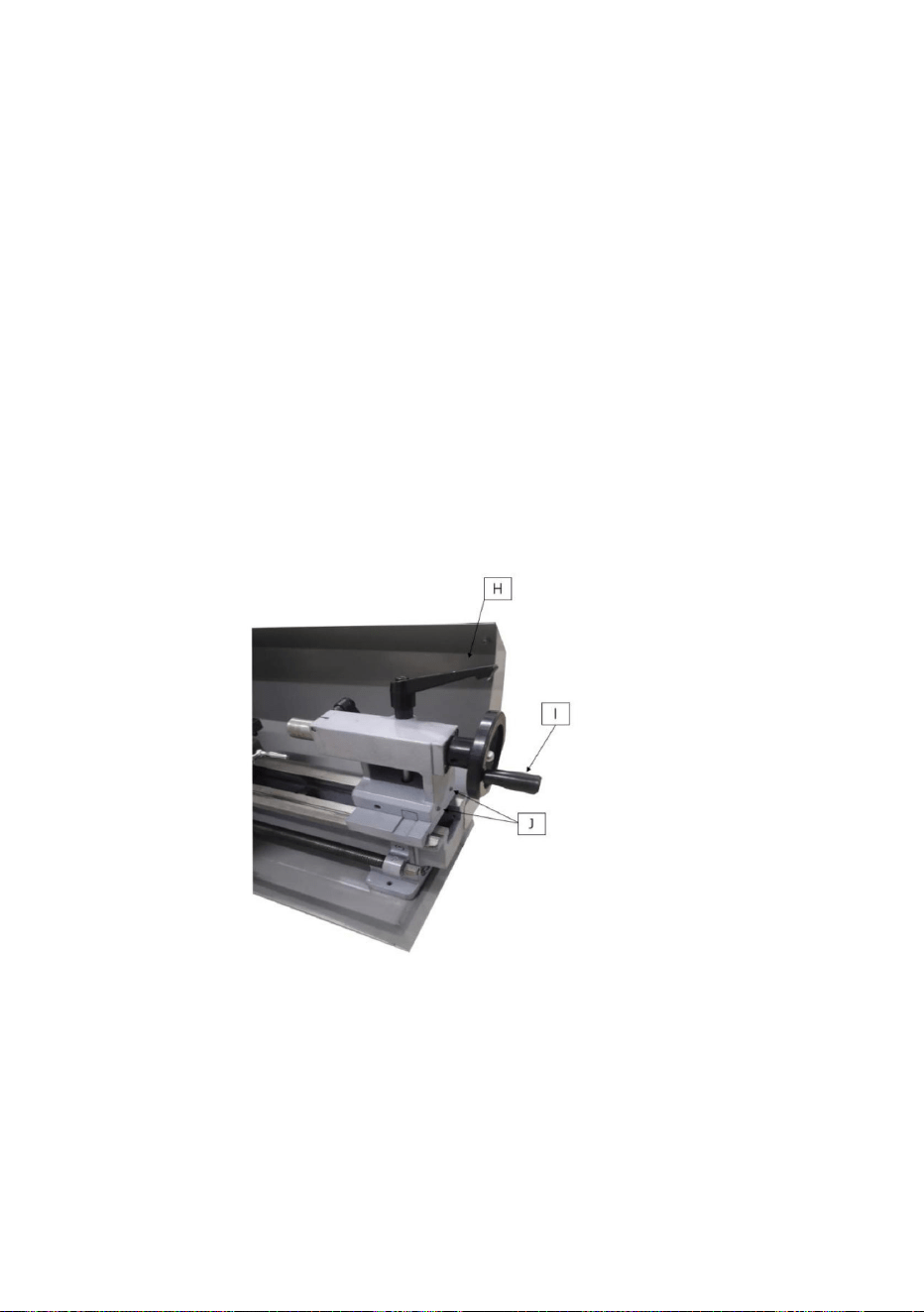
Figura12
Gireenelsentidodelasagujasdelrelojparahaceravanzarlapluma.Gireenelsentidocontrarioalasagujasdelrelojpara
retraerlapluma.
Seutilizandostornillosdefijaciónubicadosenlabasedelaculataparacompensarla
Contrapuntoparacortarconos.Aflojeeltornillodebloqueoenelextremodelcontrapunto.Afloje
11Volantemanualdedesplazamientodelejedelacontrapunta(I,Fig.12)
12Ajustedeldesplazamientodelcontrapunto(J,Fig.12)
Girelapalancaenelsentidodelasagujasdelrelojparabloquearelhusilloyenelsentidocontrarioa
lasagujasdelrelojparadesbloquearlo.
10Palancadesujecióndelejedelcontrapunto(H,Fig.12)
Aprieteuntornillodefijaciónlateralmientrasaprietaelotrohastaquelacantidaddedesplazamiento
seindicaenlaescala.Aprieteeltornillodebloqueo.
16
Machine Translated by Google

Figura13
Losmismostornillosytuercas.
Selogracomparandolapuntadelaherramientaconelpuntodelcentro.
Bridapararetirarelmandril.Coloqueelnuevomandrilyfíjelocon
ejecentraldelapiezadetrabajo.Laalturacorrectadelaherramientasepuededeterminar
Tornillosytuercas(A,Fig.13,solosemuestrandos)enelmandrildeltorno
Elángulodecorteescorrectocuandoelbordedecorteestáalineadoconel
Eldispositivodesujecióndelhusillodelcabezalescilíndrico.Sesueltantresjuegos
Paraobtenermejoresresultados,elvoladizodelaherramientadebemantenerseaunmínimode
3/8"omenos.
Reemplazodemandril
doblarsebajolafuerzadecortegeneradadurantelaformacióndelaviruta.
Sujetelaherramientadetorneadoenelportaherramientas.
OPERACIÓN
CONFIGURACIÓNDEHERRAMIENTAS
Laherramientadebeestarsujetafirmemente.Algirar,laherramientatieneunatendencia
debajodelaherramientaparaobtenerlaalturarequerida.(Fig.14)
montadoenelcontrapunto.Siesnecesario,utiliceespaciadoresdeacero.
17
Machine Translated by Google
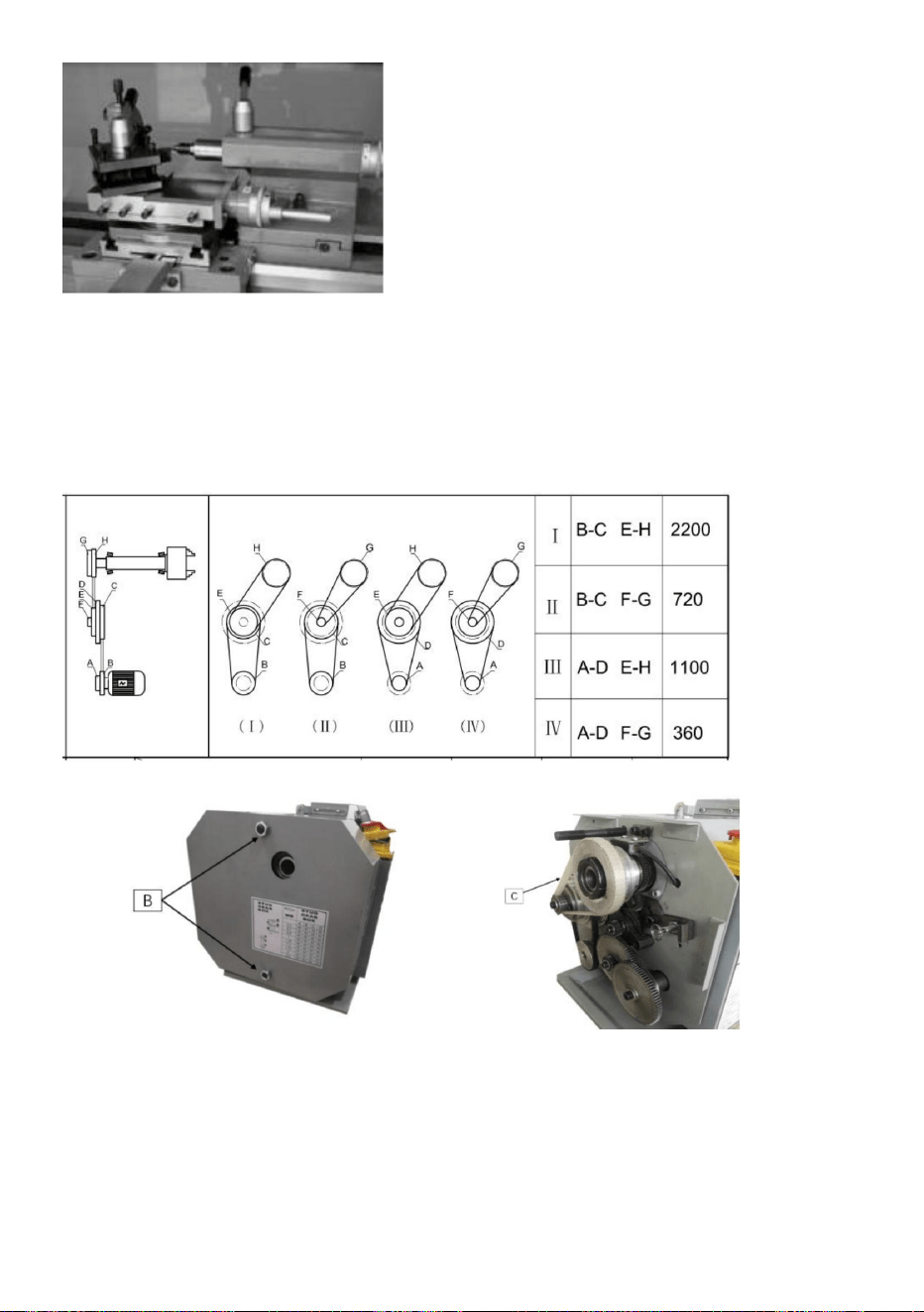
18
Figura14
cubrir.
Ajustelacorreatrapezoidal(C,Fig.16)enlaposicióncorrespondiente.
Desatornillelosdostornillosdefijación(B,Fig.15)yretirelaprotección
Cambiarvelocidad
Aprietelapoleatensorayvuelvaaapretarlatuerca.
Figura15 Figura16
Machine Translated by Google
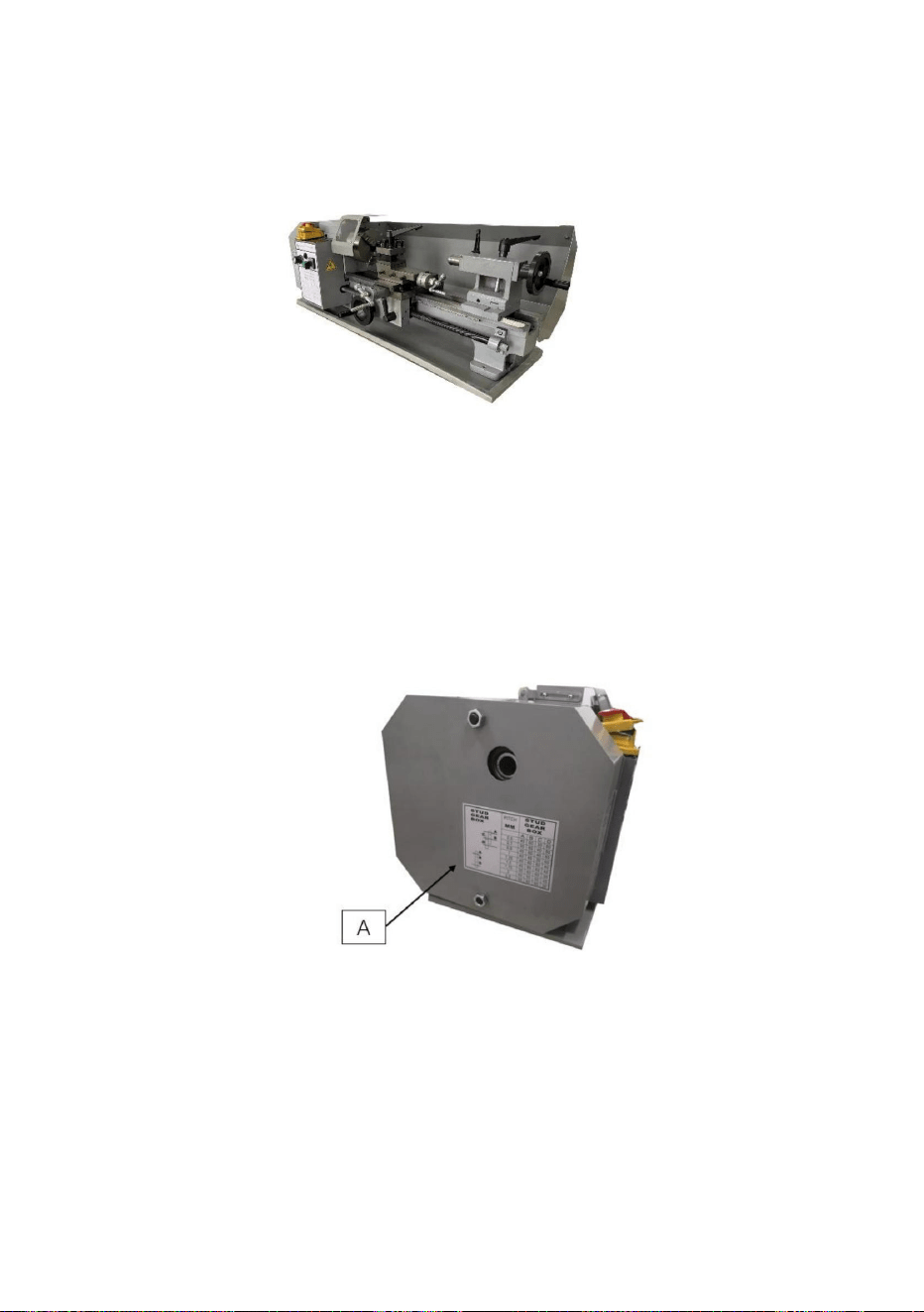
19
Elvolantemanualde
desplazamientodelaplataformagiratoria,eldesplazamientotransversalyelcarro
superiorsepuedenoperarparaalimentaciónlongitudinalotransversal.(Fig.17)
TorneadolongitudinalconavanceautomáticoUtilicela
tabla(A,Fig.18)deltornoparaseleccionarlavelocidaddeavanceoelpasoderosca.Ajusteel
engranajedecambiosinosepuedeobtenerelavanceoelpasoderoscarequeridoscon
eljuegodeengranajesinstalado.
Figura17
Figura18
Machine Translated by Google
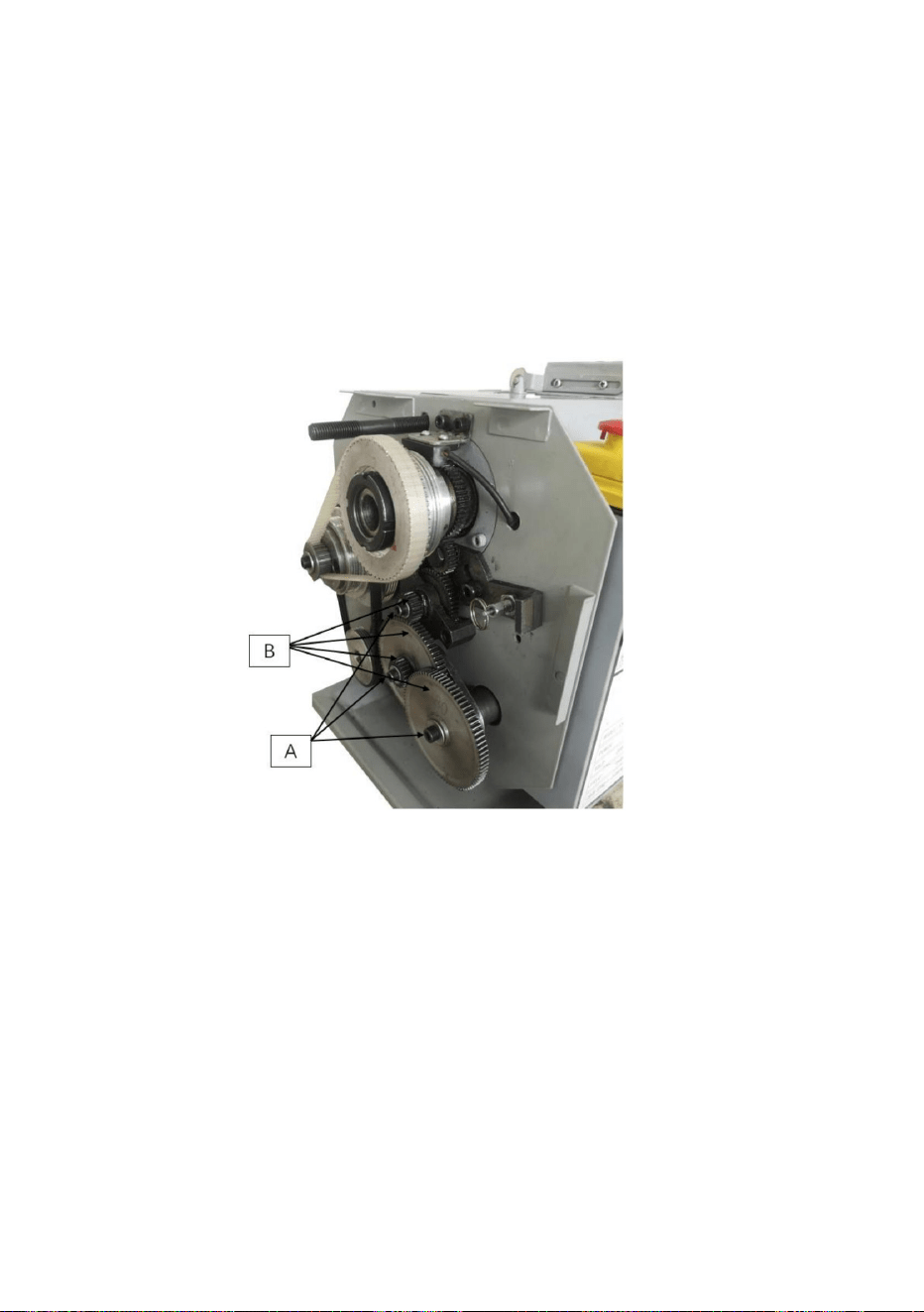
20
3.Desenroscarlatuerca(A,Fig.19)pararetirarlosengranajesdelcambio.
Elfrente.
gráfico(Fig.20)yenrosquenuevamentelatuerca.
5.Instalelacubiertaprotectoradelcabezalyvuelvaaconectarel
2.Desatornillelosdostornillosdefijaciónyretirelacubiertaprotectora.
4.Instalelosacoplamientosdeengranajes(B,Fig.19)deacuerdoconlaroscayavance.
1.Desconectelamáquinadelafuentedealimentación.
CambiodemarchasReemplazo
máquinaalafuentedealimentación.
Figura19
Machine Translated by Google
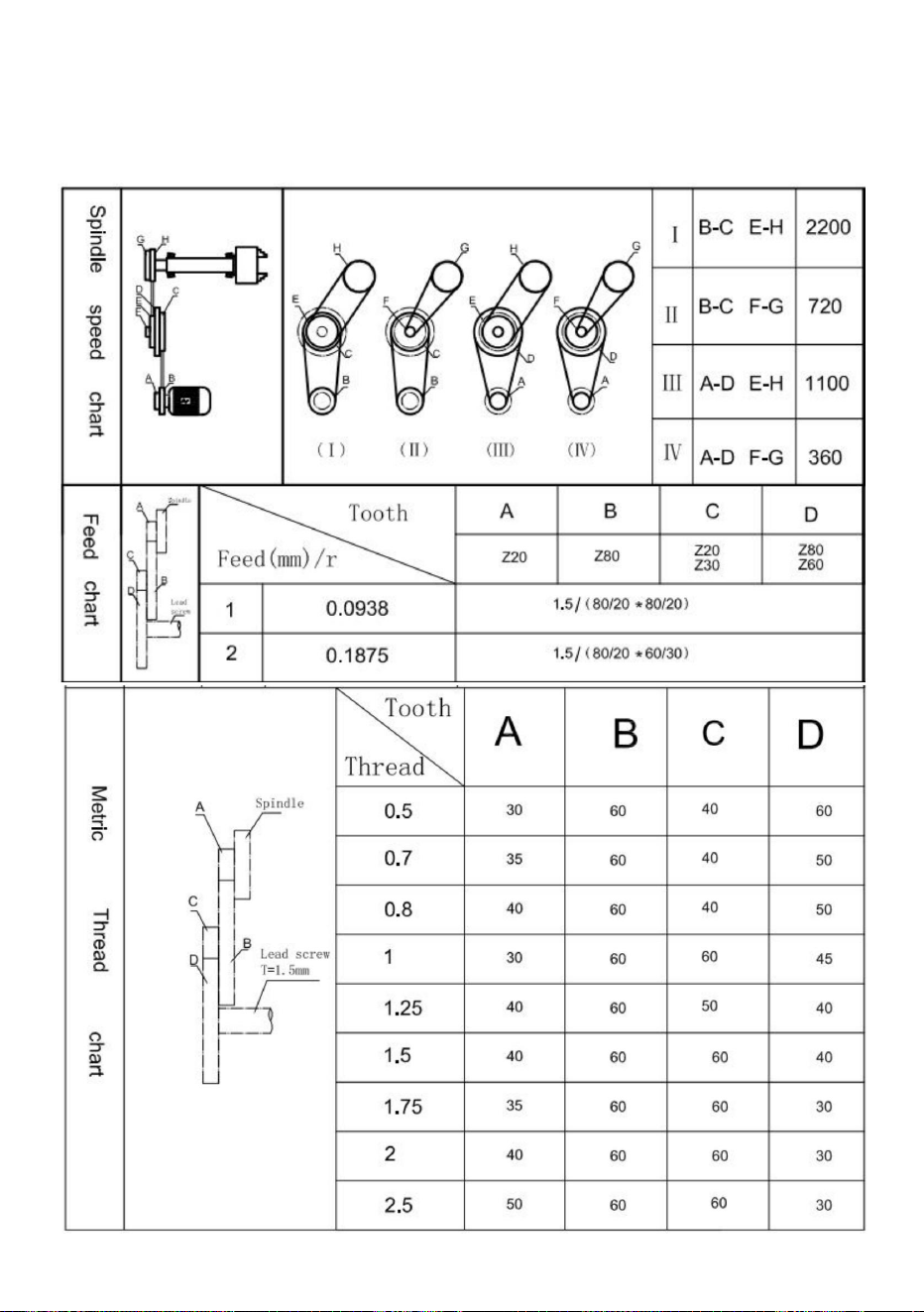
21
Placadepaso(Fig.20)
TABLADEENHEBRADOYALIMENTACIÓN
Machine Translated by Google
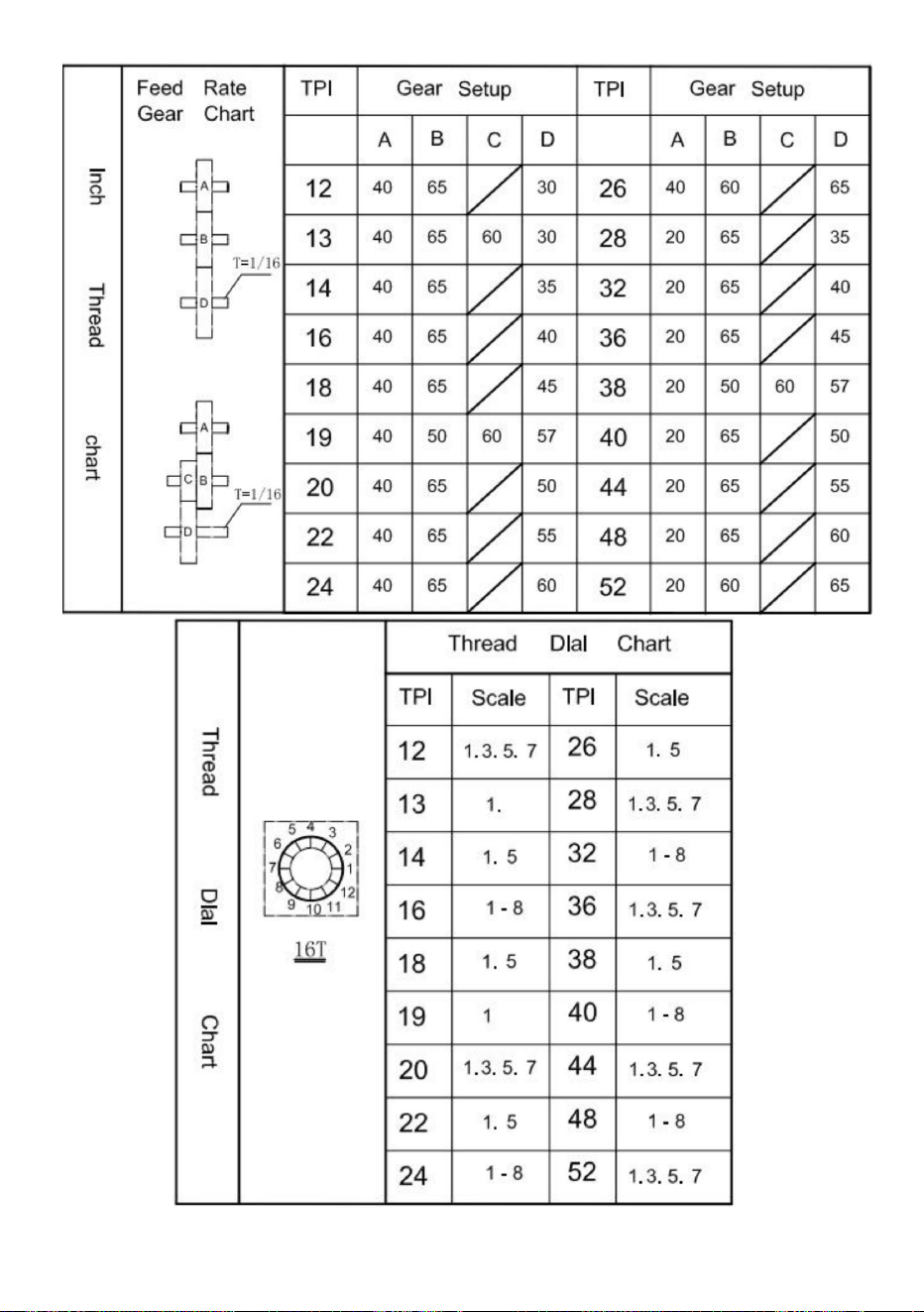
22
Figura20
Machine Translated by Google
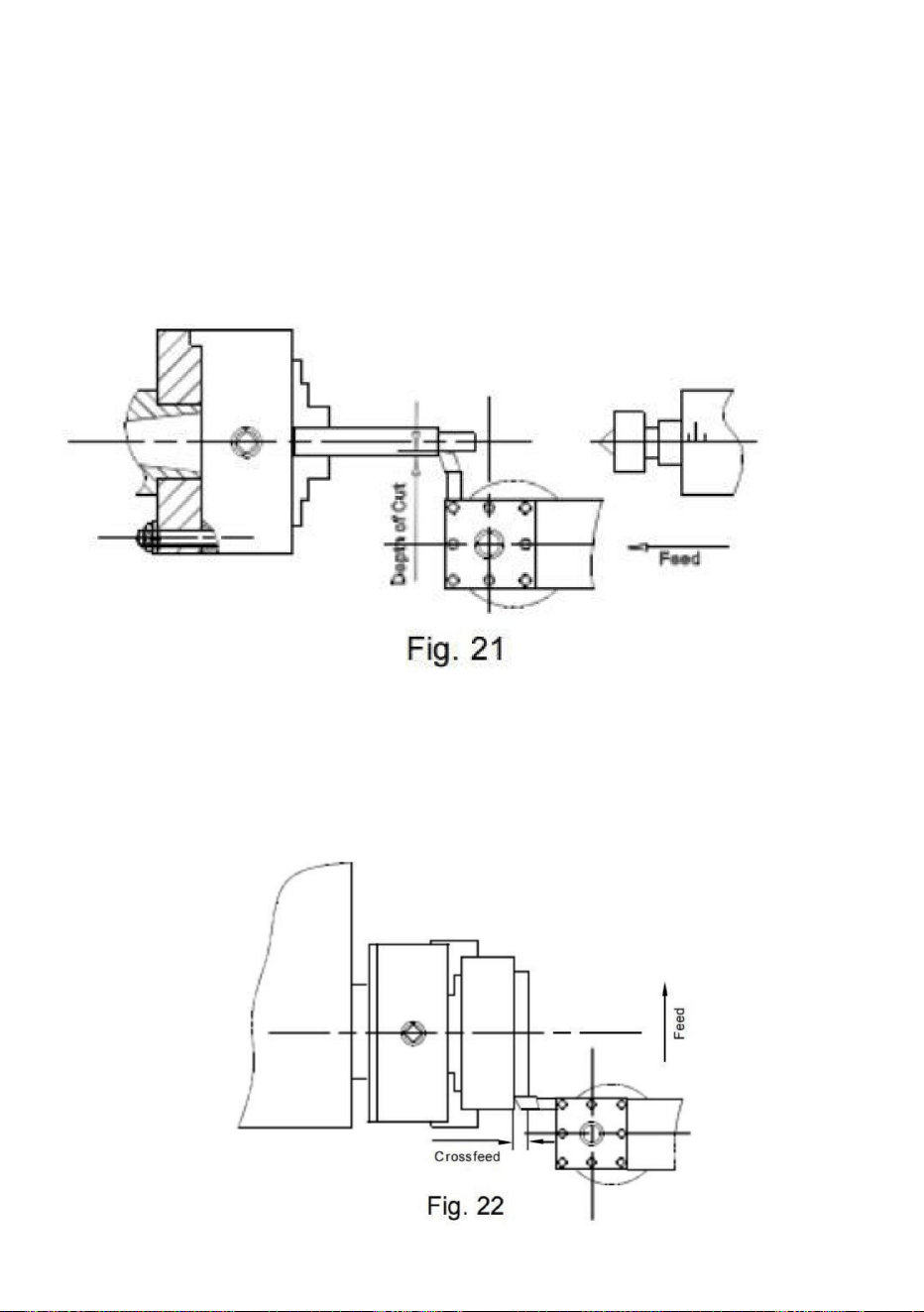
23
Torneadodeextremos(Fig.22)
Enlaoperacióndetorneadorecto,laherramientaavanzaenparaleloalejederotación
delapiezadetrabajo.Elavancepuedesermanual,girandoelvolanteenelcarro
superioroenelcarrodeltorno,oactivandoelavanceautomático.Elavancetransversal
paralaprofundidaddecorteselogramedianteelcarrotransversal.
Torneadocilíndrico(Fig.21)
Enlaoperaciónderefrentado,laherramientaavanzaperpendicularmentealejede
rotacióndelapiezadetrabajo.Elavanceserealizamanualmenteconelvolantedel
carrotransversal.Elavancetransversalparalaprofundidaddecorteserealizaconel
carrosuperioroelcarrodeltorno.
Machine Translated by Google
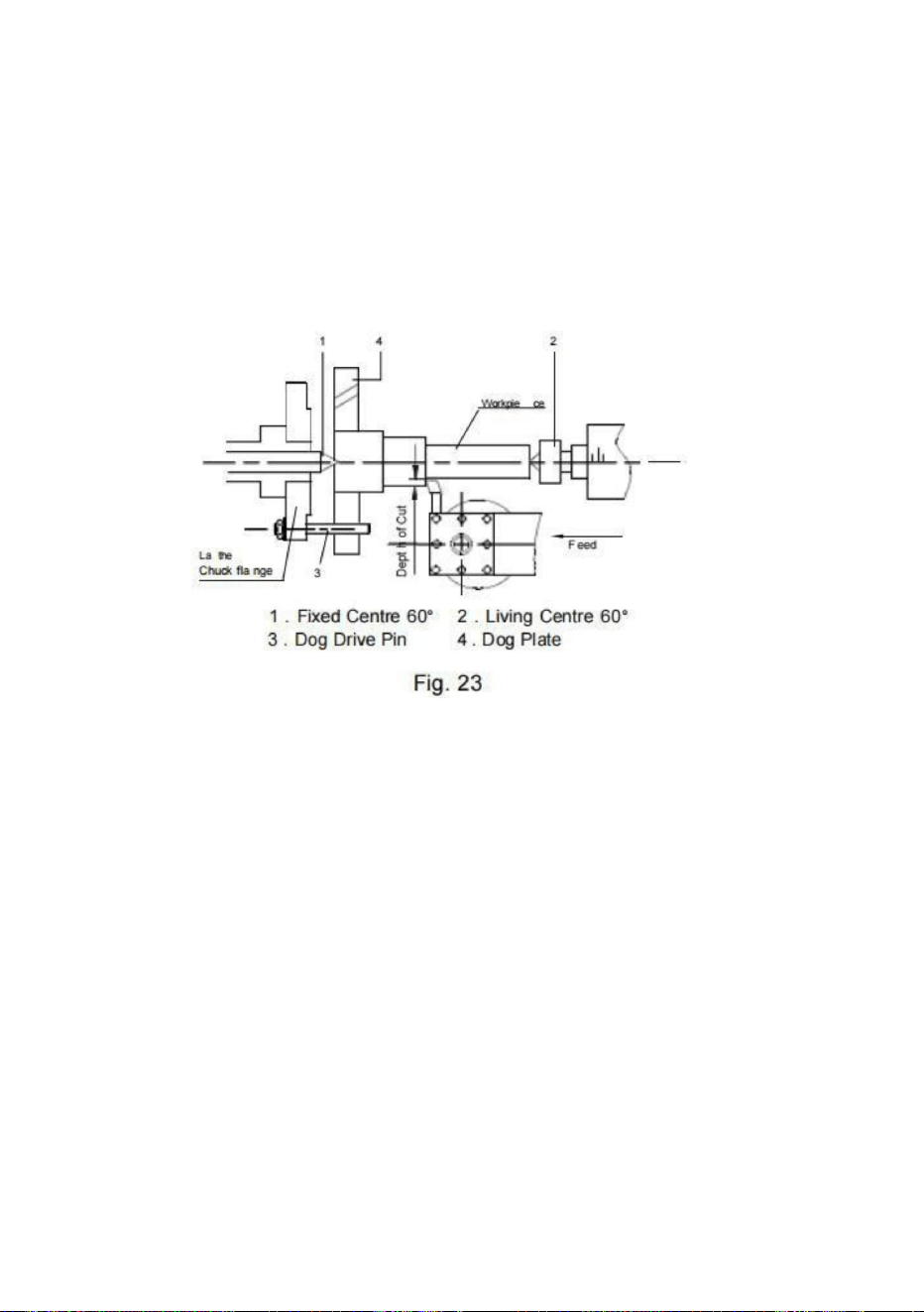
24
Paratornearentrecentros,esnecesarioretirarelmandrildelhusillo.ColoqueelcentroMT
3enlapuntadelhusilloyelcentroMT2enelcontrapunto.Montelapiezadetrabajo
equipadaconeltrinquetedearrastreentreloscentros.Elarrastreseaccionamedianteun
reténoplacafrontal.
Desatornilleeltornillodefijación(B,Fig.24)enelextremoderechodelcontrapunto.Aflojeel
tornillodeajustedelantero(C,Fig.24)yajustelamismacantidadapretandoel
tornillodeajustetrasero(D,Fig.24)hastaquesehayaalcanzadolaconicidaddeseada.El
ajustetransversaldeseadosepuedeleerenlaescala.(E,Fig.24).Primerovuelvaaapretar
eltornillodefijación(B,Fig.24)yluegolosdostornillosdeajuste(delanteroytrasero)
parabloquearelcontrapuntoensuposición.Vuelvaaapretareltornillodebloqueo(A,
Fig.24)delcontrapunto.Lapiezadetrabajodebesujetarseentredoscentrosy
accionarsemedianteunaplacafrontalyuntrinqueteimpulsor.
Nota:Utilicesiempreunapequeñacantidaddegrasaenelcentrodelcontrapuntopara
evitarquelapuntacentralsesobrecaliente.
Torneado:Ejedelgado(Fig.23)
Torneadocónicocondesplazamientodel
contrapuntoAjusteladesviaciónentreelcentrodelmanguitodelcontrapuntoyelcentro
delhusilloparacompletareltorneadocónico.Elángulodependedelalongituddelapieza
detrabajo.
Paradesplazarelcontrapunto,aflojeeltornillodebloqueo(A,Fig.24).
Machine Translated by Google
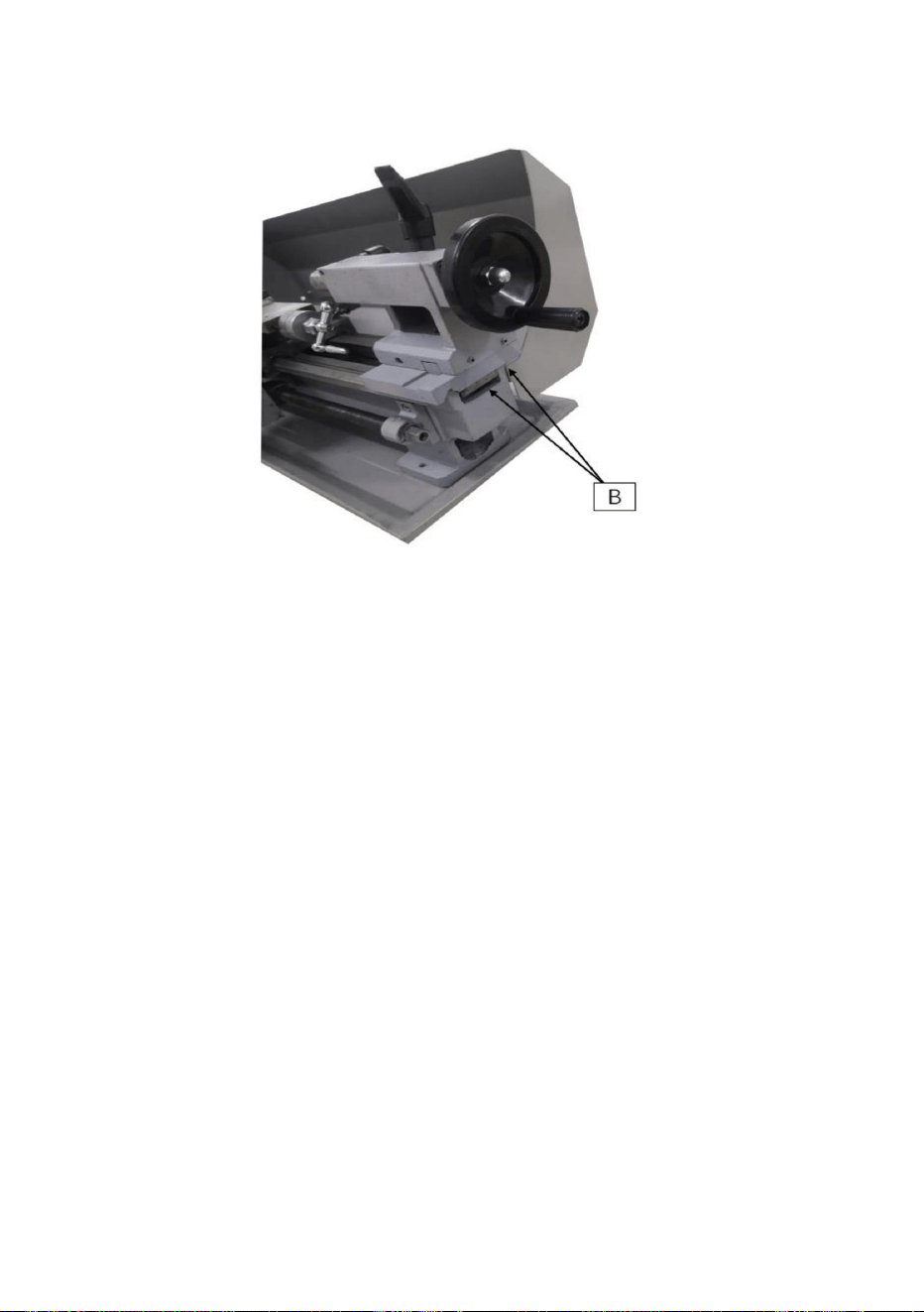
Nodesactivelapalancadelamediatuerca.Inviertaladireccióndelmotor
parapermitirquelaherramientadecortevuelvaalpuntodepartida.Repita
estospasoshastaobtenerlosresultadosdeseados.
NOTAS
Eldiámetrodelapiezadetrabajodebehabersidotorneadoaldiámetro
delhilodeseado.
Cortederoscas
Ajustelamáquinaalpasoderoscadeseado(segúnlatabladeroscado,Fig.
20).Pongaenmarchalamáquinayenganchelamediatuerca.Cuandola
herramientalleguealapieza,cortarálapasadaderoscadoinicial.
Cuandolaherramientalleguealfinaldelcorte,detengalamáquinaapagando
elmotory,almismotiempo,saquelaherramientadelapiezaparaquedespejelarosca.
Ejemplo:Roscamacho
Figura24
Despuésdeltorneadocónico,elcontrapuntodebevolverasuposiciónoriginal
deacuerdoconlaposiciónceroenlaescaladelcontrapunto.(E,Fig.24)
y
Lapiezadetrabajorequiereunchaflánalcomienzodelarosca.
25
Machine Translated by Google
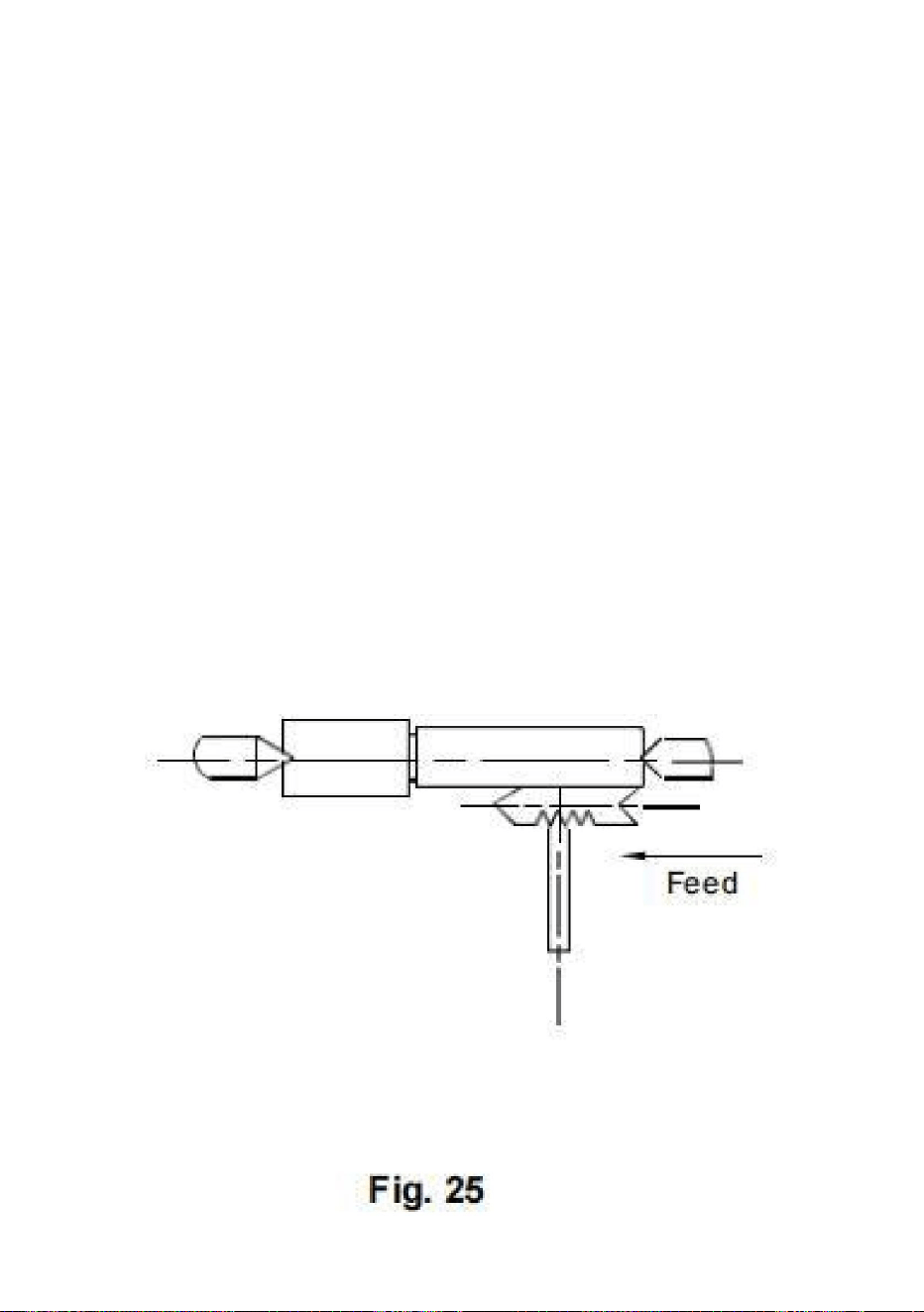
Laherramientadecortedebegirarsecompletamentefueradelarosca(con
profundidaddelhilo.
sujetadeformaquecoincidaexactamenteconlaentradadetorneado.
Laroscaseproduceenvariospasosdecortedeformaquela
cortandoelhilohastaquecasihayaalcanzadoelmáximo
comolarosca,debeserabsolutamenterectangulary
Lasherramientasdecortecortansolounflancoderoscaencadapasada.
Debehaberseinstaladodeacuerdoconelpasorequerido.La
herramientadecortederoscadebetenerexactamentelaformadelamuestra
alternativamenteparacortarelhilo.Deestamanera,elhilo
Lavelocidaddebeserlomásbajaposible.Elcambiodemarchas
Detengalamáquinayalimentelaherramientadecortedehiloencortebajo.
Deslicelacorrederasuperioraproximadamenteentre0,2y0,3mmhacialaizquierdayladerecha
uncorteenelhiloseacaba.
profundidadesutilizandoelcarrotransversal.Antesdecadapaso,coloqueel
invirtiendoelinterruptordecambio.
elcarrotransversal)alfinaldecadapasodecorte.La
herramientaseretiraconlatuercadelhusillodeavanceenganchada
26
Machine Translated by Google

27
Nota:lostornosnuevostienenmordazasmuyajustadas.Estoesnecesario
paragarantizarunasujeciónprecisayunalargavidaútil:alabrirycerrar
repetidamentelamordazaseajustaautomáticamenteysu
funcionamientosevuelveprogresivamentemássuave.
Nota:
Haydostiposdemordazas:internasyexternas.Tengaencuentaquelacantidad
demordazascoincideconlacantidaddentrodelaranuradelmandril.No
lasmezcle.Cuandovayaamontarlas,hágaloenordenascendente0,1.
Cuandovayaasacarlas,asegúresede
,
Mandrildetornouniversaldetresmordazas
Paraelmandriloriginalde3mordazasquesemontóeneltorno,lafábricamontó
elmandrildelamejormaneraparagarantizarlaprecisióndesujecióncondos
marcas"0"(A)Fig.26mostradasenelmandrilylabridadelmandril.
Conestemandriluniversalsepuedensujetarpiezasredondas,
triangulares,cuadradas,hexagonales,octogonalesydedocepuntas.(Fig.26)
Accesoriosparatornos
3cuandoestas
Machine Translated by Google
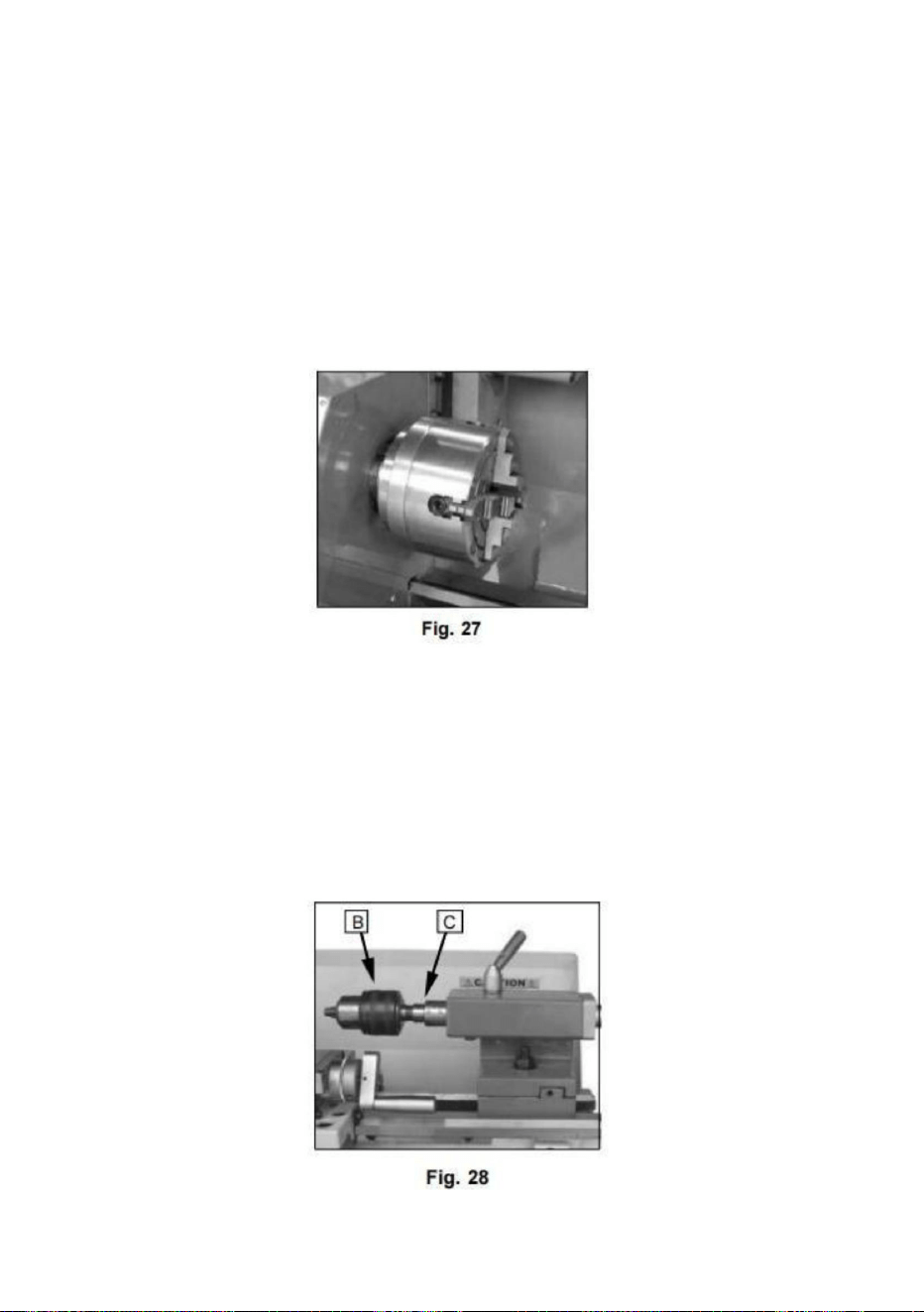
(Fig.27)
MandrilcónicoMorse(opcional)
Mandrildetornoindependientedecuatromordazas
Estemandrilespecialtienecuatromordazasajustablesindependientemente.Éstas
permitensujetarpiezasasimétricasyposibilitanelmontajeprecisodepiezascilíndricas.
sáquelosenordendescendente3,1,0unoporuno.Luegodeterminaresteprocedimientogirelas
mordazasaldiámetromáspequeñoyverifiquequelastresmordazasesténbien
ajustadas.
PortabrocasDriII(opcional)
Utiliceelportabrocasparasujetarlasbrocasdecentradoylasbrocashelicoidalesenel
contrapunto(B)(Fig.28)
Paramontarelportabrocasenelcontrapuntosenecesitaunmandrilquetieneuncono
Morsen.°1.(C)Fig.28
28
Machine Translated by Google
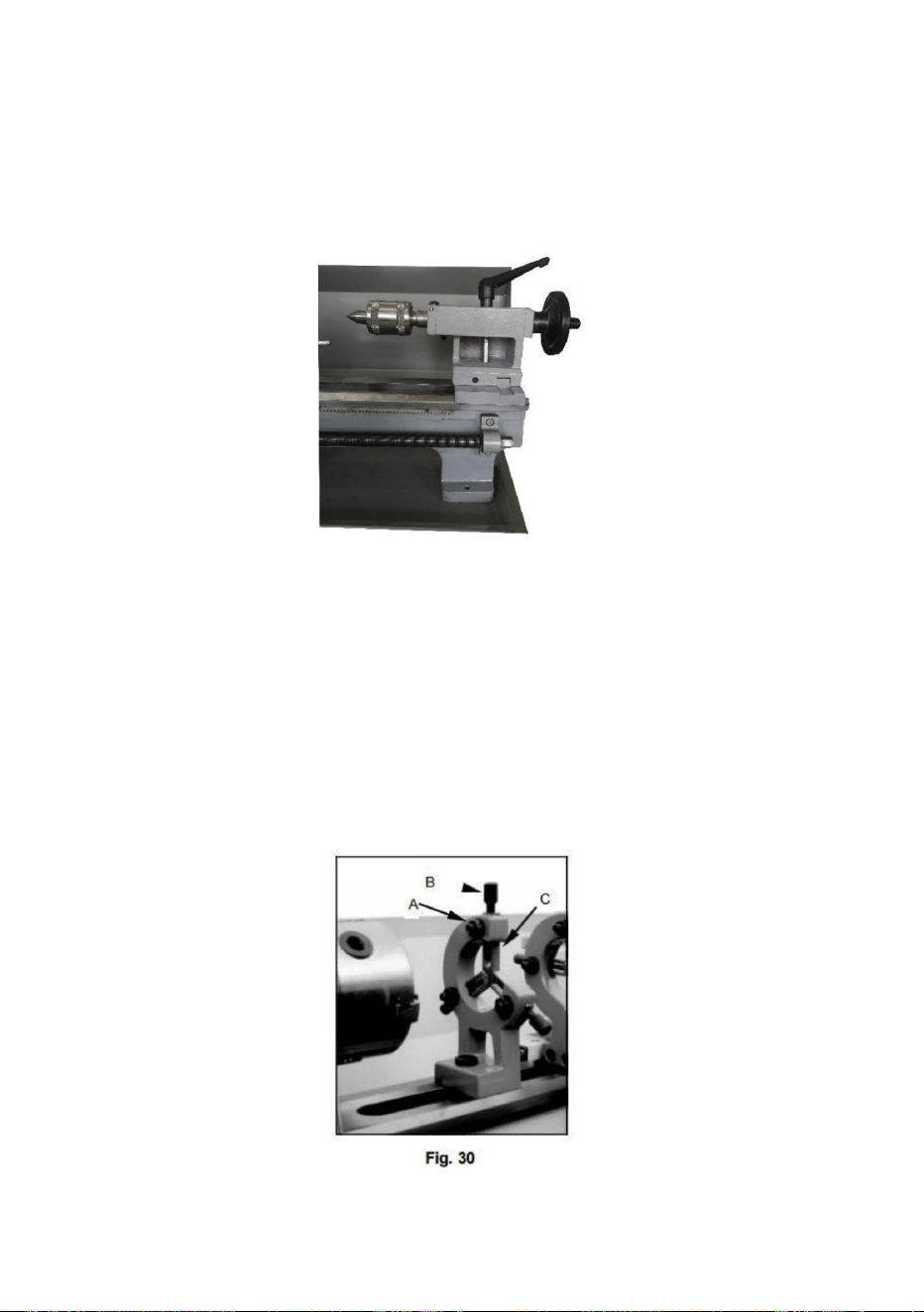
Figura29
Elcentrovivoestámontadosobrecojinetesdebolas.Suusoesmuyrecomendablepara
torneadoavelocidadessuperioresa6RPM.(Fig.29)
Centroenvivo(opcional)
Enmuchasoperacionesnosepuedeutilizarelcontrapunto,yaqueobstruyela
herramientadetorneadoodeperforacióny,porlotanto,sedeberetirardelamáquina.
Laluneta,que
funcionacomosoportefinal,garantizaunfuncionamientosinvibraciones.Lalunetase
montasobrelasguíasdelabancadayseaseguradesdeabajoconunaplacadebloqueo.
Lagrasarequiereunalubricacióncontinuaenlospuntosdecontactoparaevitar
undesgasteprematuro.(Fig.30)
LunetaLaluneta
sirvecomosoporteparalosejesenelextremolibredelcontrapunto.
29
Machine Translated by Google
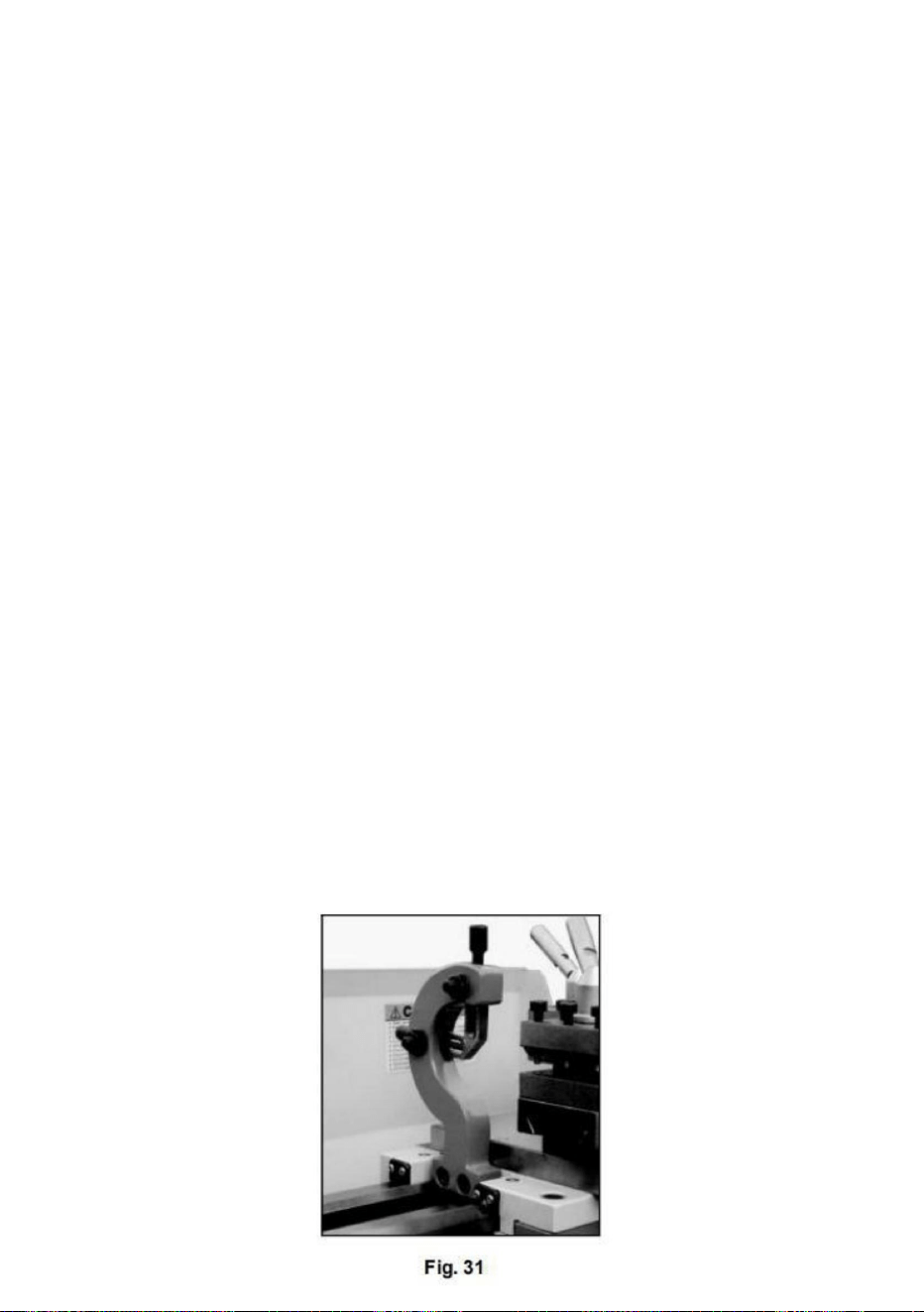
3.Aprietelostornillosmoleteadosdemodoquelosdedosquedenajustadosperonoapretadoscontra
Elsiguientesoporteseutilizaparaoperacionesdetorneadoenpiezaslargasydelgadas.
alrededordelapiezadetrabajo.Fijelalunetaensuposición.
Ellugardeltercerbloquedesoporteloocupalaherramientadetorneado.
dedos.(C,Fig.31)hastaquelalunetasepuedamoverconsudedo
Movimientodelaherramientadetorneado.Solosenecesitandosbloquesdeapoyo.
2.Aflojeeltornillomoleteado(B,Fig.36)yabralatapadeslizante.
Elsiguientedescansosemontasobreelsillínysiguela
Lubriquelosbloquesdesoporteduranteelfuncionamientoparaevitarundesgasteprematuro.
1.Aflojelastrestuercashexagonales.(A,Fig.31)
4.Cuando,despuésdeunfuncionamientoprolongado,lasmandíbulasmuestrendesgaste,laspuntasde
Sigueeldescanso
Coloquelosbloquesdesoporteajustadosalapiezadetrabajo,peronodemasiadoapretados.
Ajustedelalunetafija
Puntosconaceitedemáquina.
Losdedospuedenserlimadosofresadosnuevamente.
delaherramientadetorneado.(Fig.31)
tenerpuesto.
lapiezadetrabajo.Aprietelastrestuercas(A,Fig.31).Lubriquelaguíadeslizante.
Piezasdetrabajo.Evitaquelapiezadetrabajosedoblebajopresión.
30
Machine Translated by Google
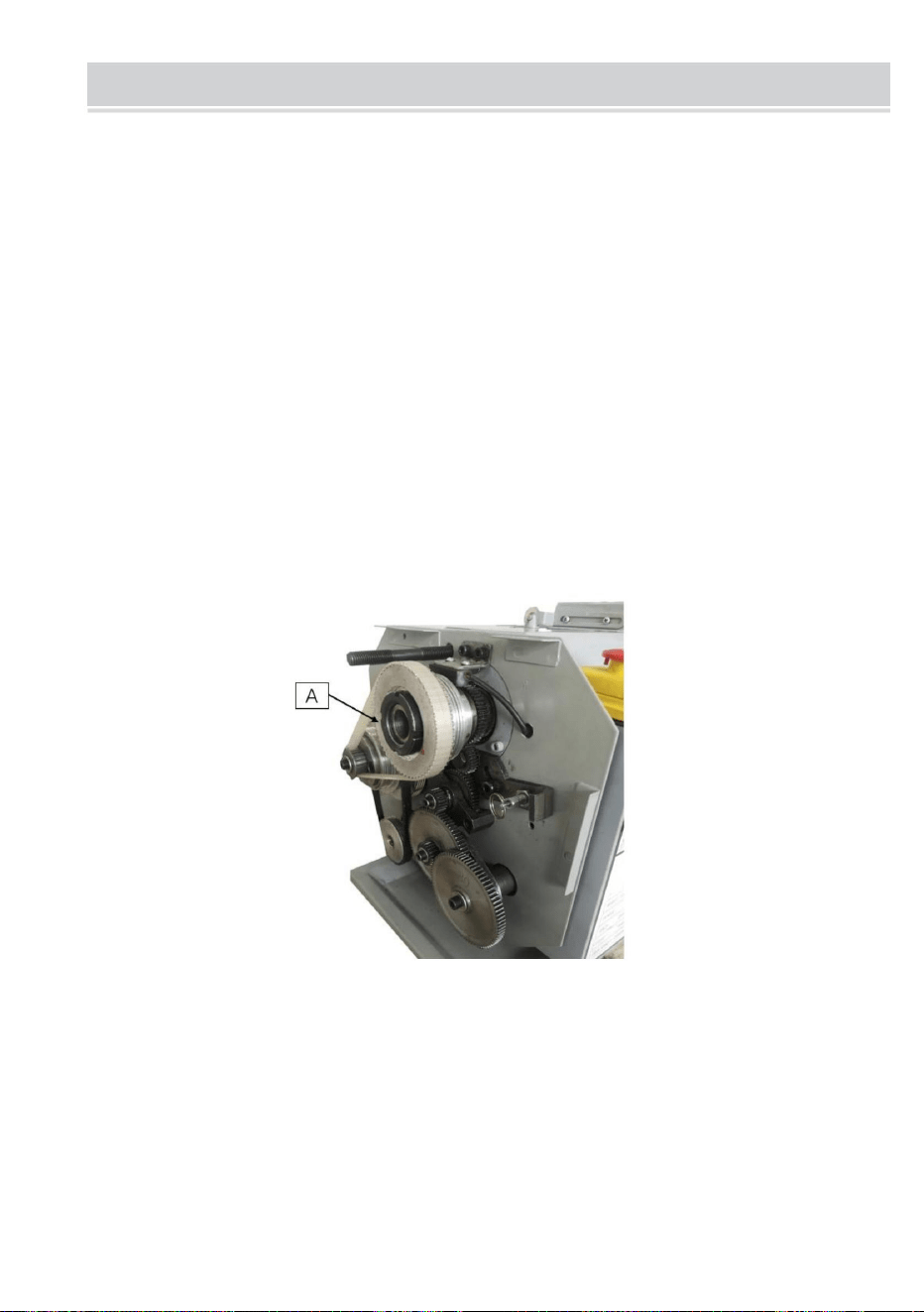
31
Loscojinetesdelhusilloprincipalseajustanenfábrica.Sieljuegoaxialesexcesivo
Cojinetesdelhusilloprincipal
sehaceevidentedespuésdeunusoconsiderable,loscojinetespuedenestar
Fijelatuercaranurada(A,Fig.32)enlaparteposteriordelhusillo.
Puedequeseanecesarioajustarlo.
equilibrado.
Despuésdeuntiempo,seproducedesgasteenalgunosdeloscomponentesmóviles.
AJUSTES
Elhusilloaúndebegirarlibremente.
Precaución:unaprieteoprecargaexcesivosdañaránloscojinetes.
Figura32
Machine Translated by Google
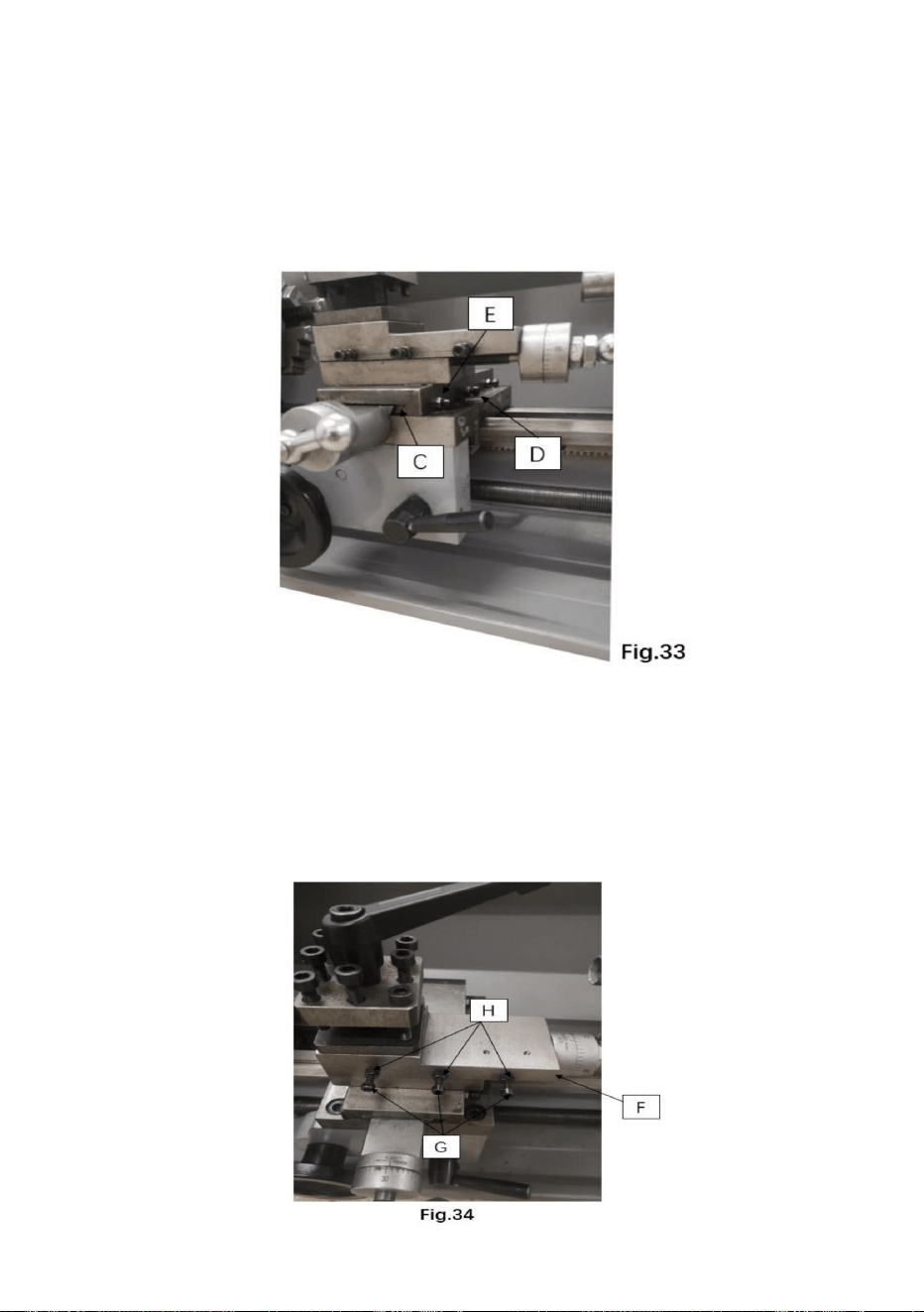
32
Ajustedelacorrederasuperior
Lacorrederasuperiorestáequipadaconunatiraderefuerzo(F,Fig.34)y
sepuedeajustarcontornillos(G,Fig.34)provistosdecontratuercas.(H,Fig.34)
Aflojelascontratuercasyaprietelostornillosdefijaciónhastaquelacorrederase
muevalibrementesinjuego.Aprietelascontratuercasparamantenerelajuste.
AjustedelcarrotransversalElcarro
transversalestáequipadoconunatiraderefuerzo(C,Fig.33)ysepuede
ajustarcontornillos(D,Fig.33)provistosdecontratuercas.(E,Fig.33)
Aflojelascontratuercasyaprietelostornillosdefijaciónhastaquelacorrederase
muevalibrementesinjuego.Aprietelascontratuercasparamantenerelajuste.
Machine Translated by Google
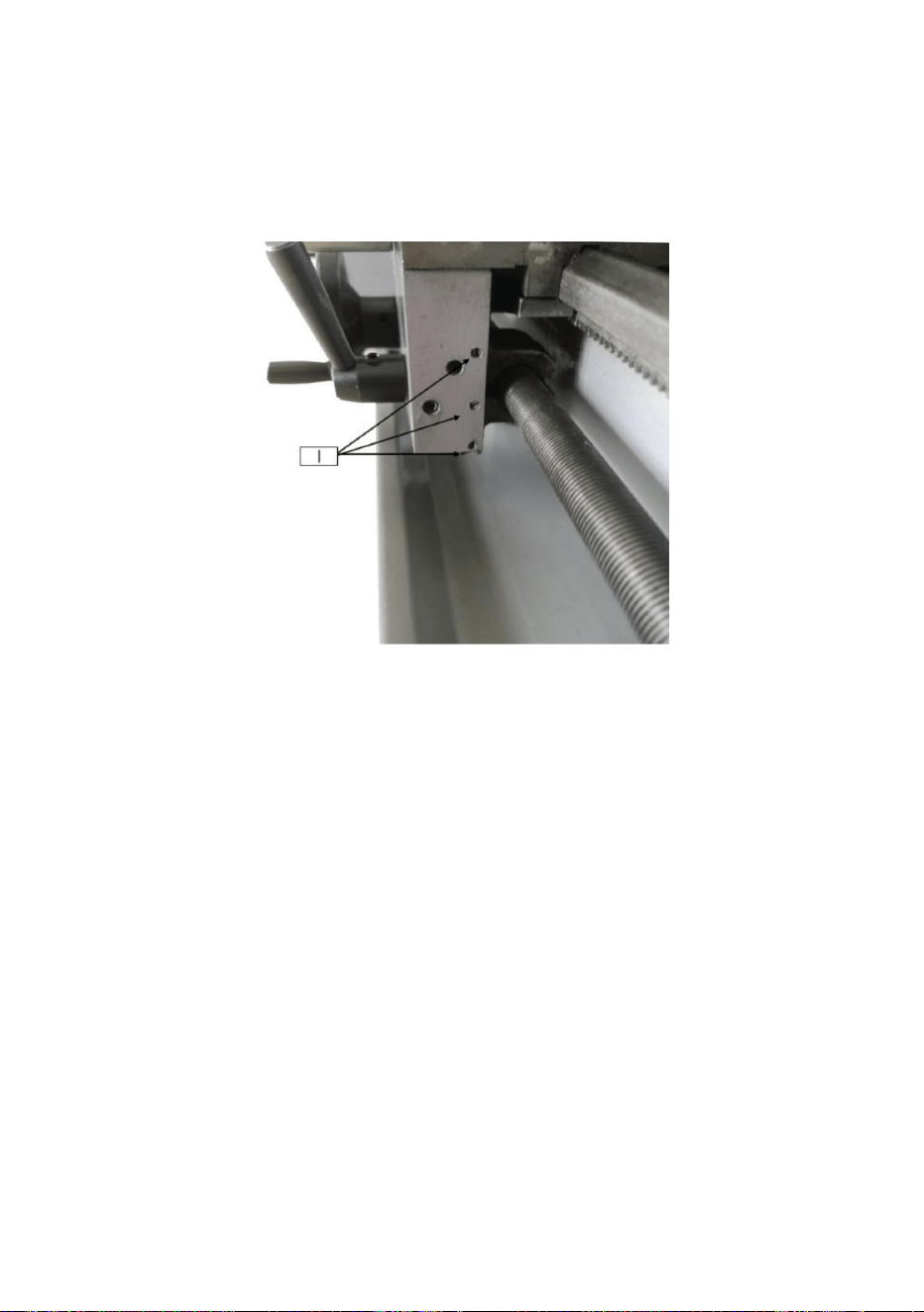
Aflojelostornillosdelladoderechodelfaldónyajustelostornillosdecontrolhastaque
ambasmediastuercassemuevanlibrementesinjuego.Aprietelatuerca.
AjustedelaguíadelamediatuercaEl
enganchedelasmediastuercassepuedeajustarcontornillos(I,Fig.35)
Figura35
33
Machine Translated by Google
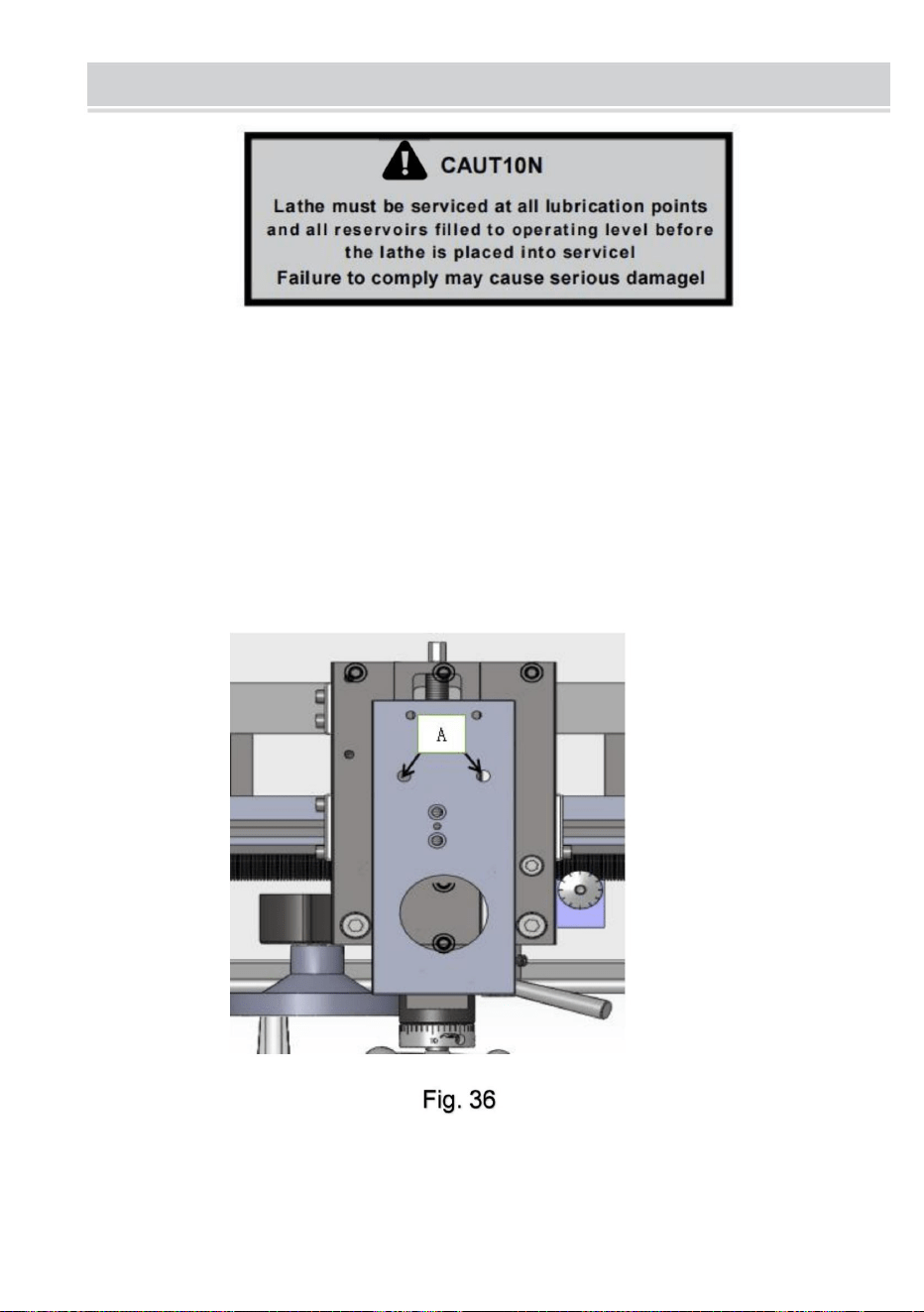
34
LUBRICACIÓN
Lubriqueligeramentelosengranajesdecambioyeltornillodeavance.
congrasa.
Lubriqueligeramentetodaslasguíasantesdecadauso.
NOTAS:
Lubriquelosdospuertosdeaceite(A,Fig.36)conaceitedemáquina20Wunavezaldía.
1.Diapositivacruzada
Machine Translated by Google
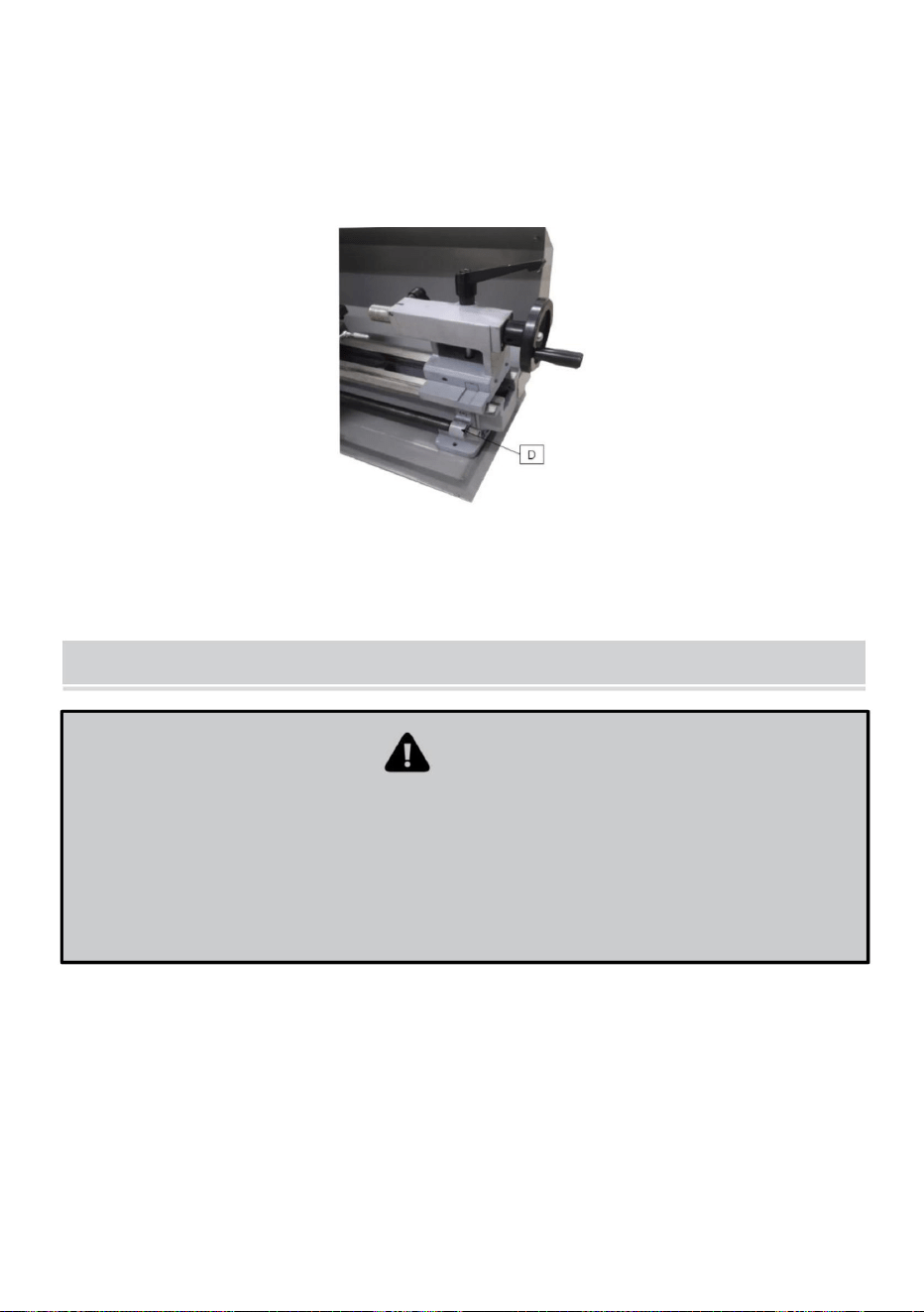
35
Lubriqueelpuertodeaceitederecho(D,Fig.38)conaceitedemáquina20Wunavezaldía.
EltornoYS1835Atieneunapotencianominalde550W,monofásica,220V
únicamente.Confirmequelapotenciadisponibleenlaubicacióndeltornoseala
mismaqueladeltorno.Utiliceeldiagramadecableado(Fig.39)paraconectarel
tornoalaredeléctrica.
Electricidad
2.Tornillodeavance
suministroAsegúresedequeeltornoestécorrectamenteconectadoatierra.
¡Laconexióndeltornoytodoslosdemástrabajoseléctricossólopuedenserrealizadosporun
electricistaautorizado!
¡Elincumplimientopuedecausarlesionesgravesydañosalamaquinariaylapropiedad!
¡ADVERTENCIA!
Figura38
Machine Translated by Google
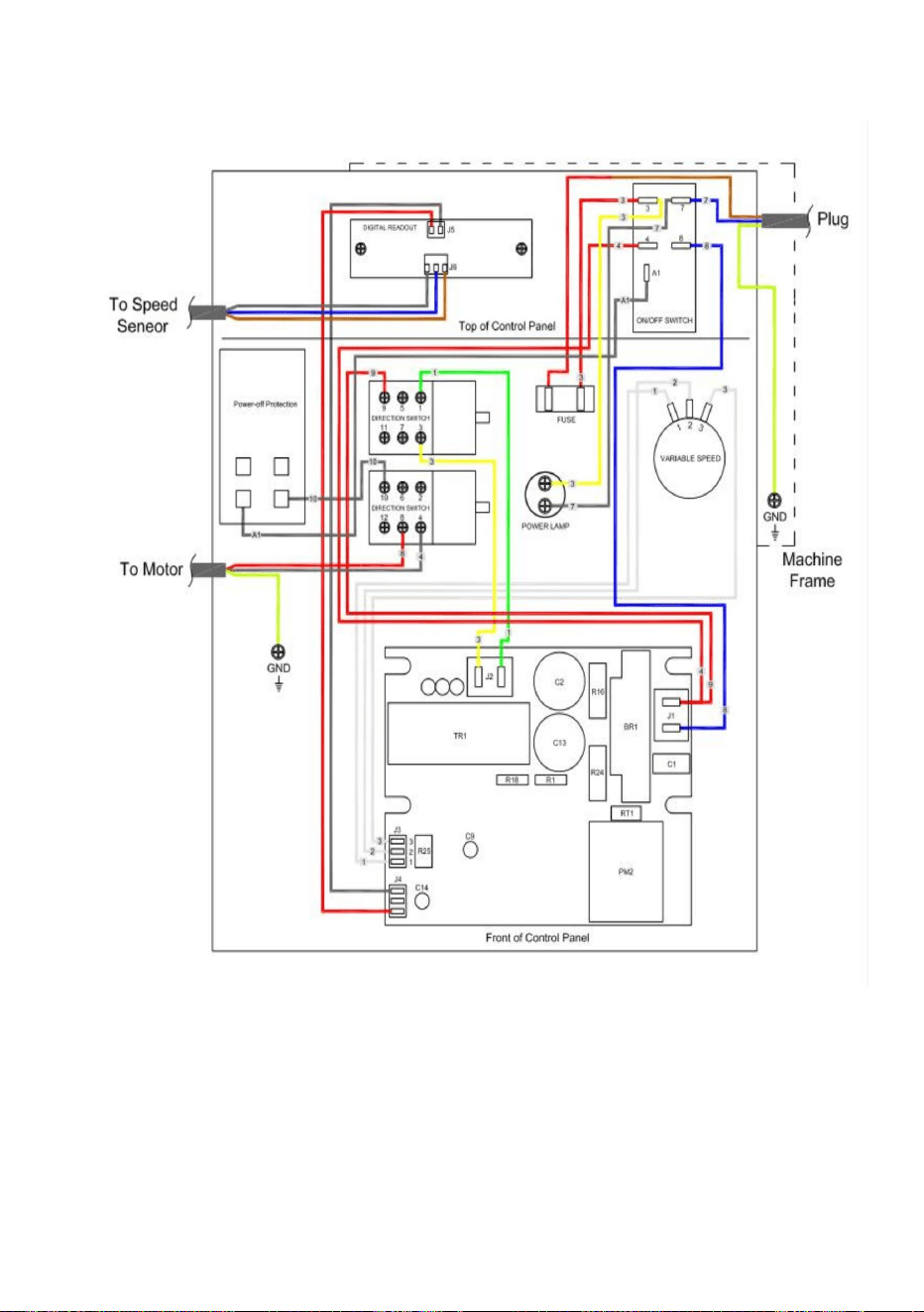
Figura39
Elsiguienteeseldiagramadecableadodeltorno:(Fig.39)
36
Machine Translated by Google

37
1.Paramantenerlaprecisiónyfuncionalidaddelamáquina,esesencial
tratarlaconcuidado.Manténgalalimpiayengrasándolaylubrificándola
regularmente.Soloconunbuencuidadopuedeestarsegurodequelacalidad
defuncionamientodelamáquinasemantendráconstante.
Mantenerelmantenimientodelamáquinaherramientadurantelaoperación
paragarantizarlaprecisiónylavidaútildelamáquinaherramienta.
MANTENIMIENTO
Elaceite,lagrasaylosproductosdelimpiezasoncontaminantesyno
debeneliminarseporeldesagüeniconlabasuranormal.Elimineestosproductos
deacuerdoconlosrequisitoslegalesvigentesenmateriademedio
ambiente.Lostraposdelimpiezaimpregnadosconaceite,grasay
productosdelimpiezaseeliminanfácilmente.
NOTAS:¡Desconecteelenchufedelamáquinadelaredeléctrica
siemprequerealicetrabajosdelimpieza,mantenimientooreparación!
Machine Translated by Google

38
NOTAS:Lostrabajosdereparaciónsólopuedenserrealizadosporpersonalcualificado.
grasa.
Protegerloscomponenteseléctricos,comomotores,interruptores,conmutadores.
6.Sisedetectandaños,sedeberealizarelmantenimientodeinmediato.
conocimiento.
Losengranajesyeltornillodeavancetambiéndebenlubricarseligeramentecon
¡disolventesoagentesdelimpiezaoagentesquegenerenhumosnocivos!
guíainadecuada
2.Lubriqueligeramentetodaslasguíasantesdecadauso.
Riesgodecortesdebidoavirutasconbordesafilados.Nuncautilicematerialesinflamables.
Guíaelcaminoyevitadañosmecánicosyeldesgastedebidoa
camino¡nolostiresconlabasuranormal!
NOTAS:Noretirelasvirutasconlasmanosdesnudas.Hayuna
Prevenirlaoxidación.
centro.Lasuperficiedelamáquinaherramientaparaelmandrilyel
recipientecerradoyeliminarlosdeformarespetuosaconelmedioambiente.
hechoparaevitarquelasvirutascaiganenlaposiciónentrelos
serlimpiadoenunmomentodeterminado.
diferentespartesdelamáquinaherramientayaplicaraceiteparamáquinasherramienta
inflamable.Reúnalostraposolanasdelimpiezaenunlugaradecuado.
Debelimpiarseatiempoylainspeccióndeberealizarseconfrecuencia.
Guíadebancadadetornoysillademáquinaherramienta.Elfieltroasfálticodebe
4.Despuésdelaoperación,todoslosdías.Eliminartodaslasvirutasylimpiar.
5.Paramantenerlaprecisióndelmecanizado,tengacuidado.
Personalconlosequiposmecánicosyeléctricoscorrespondientes.
3.Duranteelfuncionamiento.Lasvirutasquecaensobrelasuperficiedeslizante
cajas,etc.,contralahumedaddurantelalimpieza.
Machine Translated by Google
Elradioenlapuntadelaherramientaesdemasiadopequeño
Eltornoestáparloteando
Elfiloserompe
Desbloquearparadadeemergencia
Eliminación
Ajustedelcojineteprincipal
Desgastedelflancodemasiadoalto
Ajusteeltonocorrecto
Correderasuperiornobienalineada(cortecon
Alimentacióncruzadademasiadoalta
Arreglo(vibraciones)
Elhusillonoseactiva
Superficiedelapiezadetrabajo
Holguraenelcojineteprincipal
Aumentarelángulodecuña
equivocado
Problema
Lavelocidaddecorteesdemasiadoalta
Grietaspormoliendadebidoaunenfriamientoincorrecto
Ajusteelcontrapuntoalcentro
Eldiámetrocorrecto
Herramientadesafilada
Reducirlaalimentación
Laherramienta
Afilarelángulocorrectamente
cónico
Laherramientatieneunavidacorta
Holguraexcesivaenelcojinetedelhusillo
Interruptordeparadadeemergenciaactivado
Muellesparaherramientas
Alimentacióndemasiadoalta
(acumulacióndecalor)
Elhilocortadoes
Aumentarradio
Másrefrigerante
Tonoincorrecto
PosibleRazón
Alineebienlacorrederasuperior
Ajustecorrectodelaalturade
Ajustaralcentro
Lapiezadetrabajoseconvierteen
Alimentación
transversalinferior(elmargendeacabadono
debesuperarlos0,5mm)
cojinete
Diámetroincorrecto
Reducirlavelocidaddecorte
Herramientade
sujeciónconmenossaliente
Elángulodecuñaesdemasiadopequeño
equivocado
Reducirlaalimentación
Ángulodeholgurademasiadopequeño
Empecéamolerdemaneraincorrecta
Alimentacióndemasiadoalta
Aumentarelángulolibre
Acuerdo
Loscentrosnoestánalineados(elcontrapuntoestá
desplazado)
Elcentrosecalienta
Ajustelaholguraenelhusillo
cambiar
Herramientareafilar
Aflojeelcentrodelaculata
Lapuntadelaherramientanoestáajustadaalcentroalto
Elhilocortadoes
ladiapositivasuperior)
Refrigeracióninsuficiente
Laherramientaestásujetadaincorrectamente
demasiadoáspero
Lapiezadetrabajosehaexpandido
Enfriaruniformemente
Girelapiezadetrabajohacia
SOLUCIÓNDEPROBLEMAS
39
Machine Translated by Google
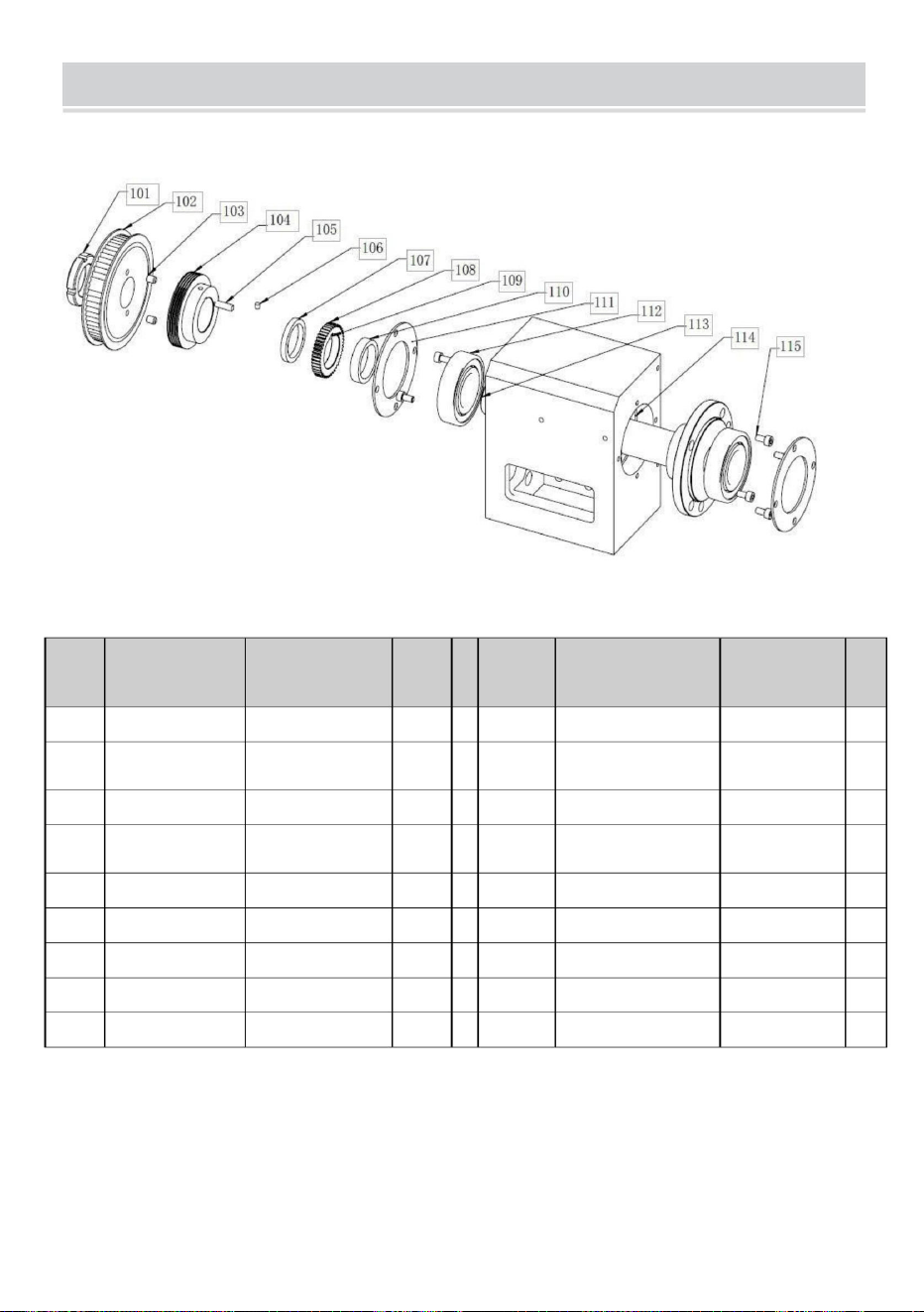
Descripción
2
1
101
2
108
M5x10
1
1
Tornillo
No.
104
1
Cojinetedebolas
M6x8
1
No.
1
Llave
107
M30x1,5
113
Clavijero
Regiones
103
1
Tapadecojinete
Llave
Imán
Regiones
Huso
106
Engranaje
Tuercadellave
112
115
ruedadecorrea
EspecificaciónCantidad
C4x4x18
Espaciador
Poleadecuña
múltipleconhusillo
6
111
105
Espaciador
EspecificaciónCantidad
1
114
Descripción
102Sincronizacióndelhusillo
109
C4x4x8
1
1
1
110
Tornillo
1
40
Conjuntodecabezal
DIAGRAMADEDESCOMPOSICIÓNYLISTADEPIEZAS
Machine Translated by Google
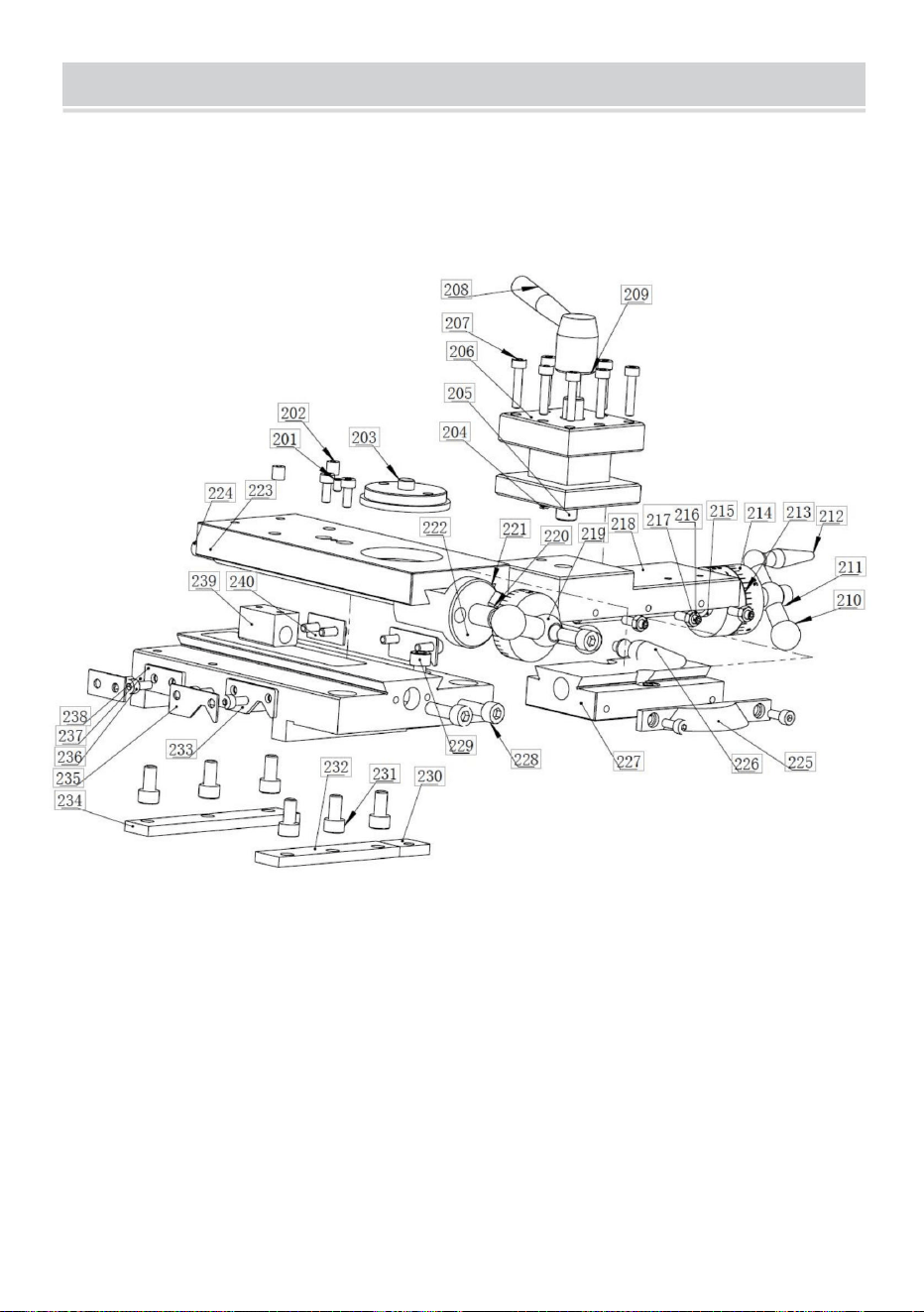
Carrosuperior,carrotransversal,conjuntodecarro
DIAGRAMADEDESCOMPOSICIÓNYLISTADEPIEZAS
41
Machine Translated by Google
42
229
1
Tresbolas
236
2
Reposaherramientas
Manejar
Limpiaparabrisasdegoma
Limpiaparabrisasdegoma
1
209
1
1
216
M4x6
202
Gibraltar
1
1
Manejar
237
Descripción
M4
Tuercadealimentación
Placadeslizante
230
1
238
1
Tornillodetapa
1
203
Soporte
1
8
210
Primavera
Bloquedeángulo225
242
M6x12
2
1
207
223Placadedeslizamientotransversal
6
6
2
EspecificaciónCantidad
Manejar
219
M4x10
235
Regiones
Marcar
214
243
Placadeslizante
228
base
2
2
1
1
Pernoprisionero
226
Tornillo
4
1
208
No.
Tornillo
215Tornillodeavance
1
201
205
221
1
1
Placadebloqueo
No.
Descansosuperior
Tornillo
1
Sillín
233
Palanca
212
1
1
1
2
6
1
Discogiratorio
224Tornillodeavance
241
Tresbolas
218
1
206
222
Marcar
213
Tornillo
Descripción
227Correderacompuesta
1
M4x20
234
Tornillo
EspecificaciónCantidad
M4x16
Tuerca
M6x20
231
2
Tornillo
2
Palanca
1
Cubiertadellimpiaparabrisas
Cubiertadellimpiaparabrisas
1
1
Tornillo
M6x8
239
217
M6x25
204
220
M6x20
211
Tornillo
Regiones
M4x16
1
Gibraltar
Tornillo
232
Tazadeaceite
1
240
12
Tuerca
Machine Translated by Google
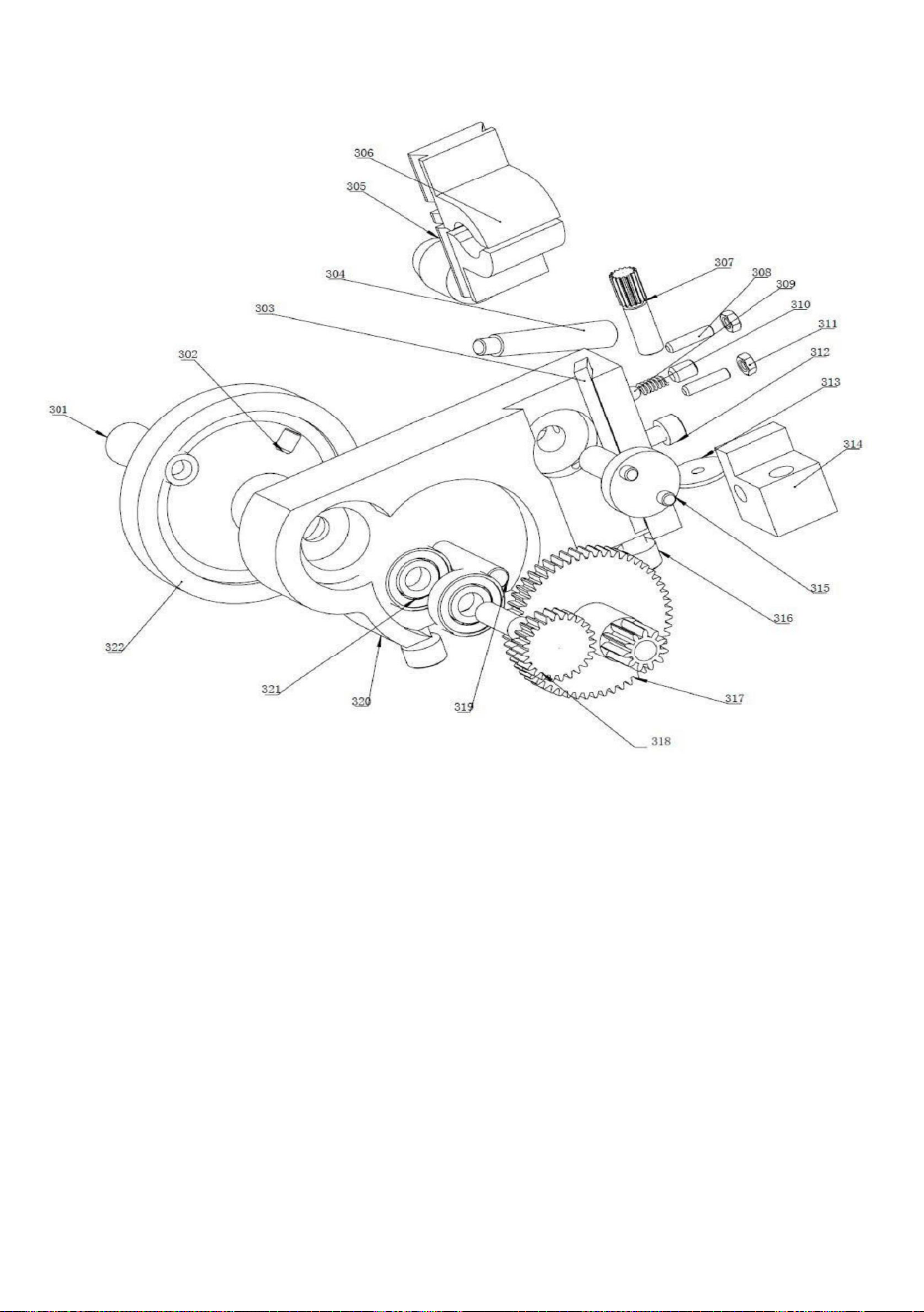
43
Montajedeldelantal
Machine Translated by Google
44
1
palanca
309
2
M8x20
Basedelmango
M6x8
EspecificaciónCantidad
320
M4x16
311
1
302
1
Equipocombinado
Descripción
Ejedeturbina
1
No.
304
Tornillo
1
Descripción
305
Asientodedialderosca314
Eje
319
Volantemanual
Primavera
2
1
11
Tornillo
315
307
Regiones
1
Gibraltar
Tornillo
316
Palanca
301
Cojinetedebolas
Marcar
318
Levaderanura
310
1
11
322
Medianuez
No.
M6x20
1
1
303
312
Volantemanual
Delantal
313
317
1
Boladeacero
1
2
306
3
321
Regiones
M4
1
1
Tornillo
Tuerca
EspecificaciónCantidad
Ejedeengranaje
308
Machine Translated by Google
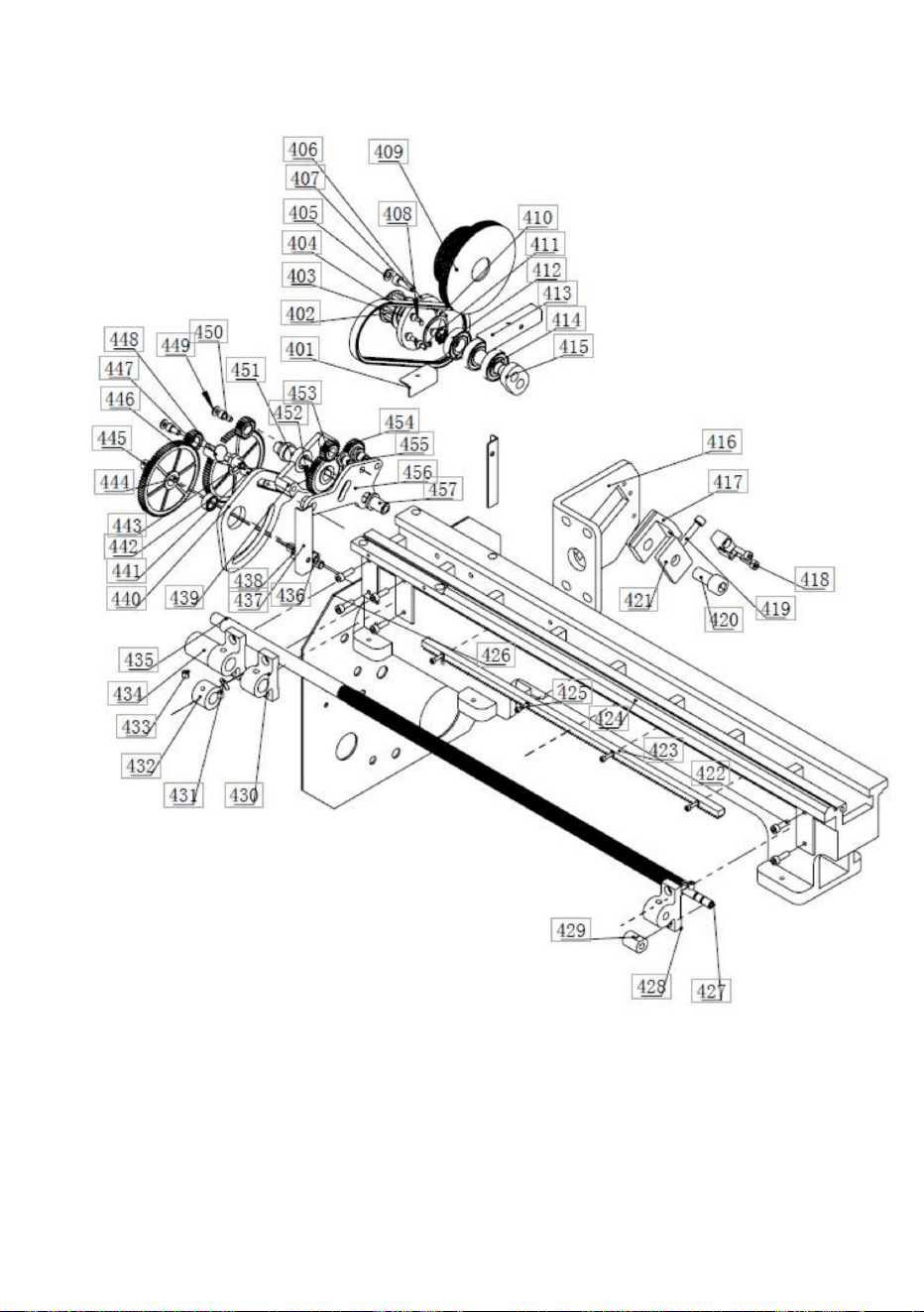
45
Cama,piezasderuedacolgante,montaje
Machine Translated by Google
46
Espaciador
Z20
Tornillo
1
M5x16
414
Tuerca
Pernoprisionero
1
404
6002
456
Tuercadebloqueo
438
1
ruedadecorrea
2
449
Tornillo
bloquefijo
406
soporte
442
1
422
1
Eje
Casquillode
ruedaintermedio
1
Regiones
Engranaje
1
1
1
Tazadeaceite
Z45
Engranaje
450
426
M6x20
Llave
Montar
Alfiler
2
443
Tornillo
B4x4x8
6
402
C5x5x10
1
454
1
Husillodeavance
409
432
Tornillo
M12x25
1
447
1
Caminodecama
1
429
434
EspecificaciónCantidad
1
440
421
413Placadeposicionamiento
Placadeposicionamiento
M8
Regiones
Tornillo8
Controldeslizante
soporte
1
433
Llave
M5x10
1
448
425
1
1
403
455
441
Juntadeslizante
1
Sincronizacióndelpuente
2
No.
Engranaje
1
418
1
Husillodeavance
1
1
2
445
Estante
1
436
Arandela
457
EspecificaciónCantidad
1
1
420
Tornillo
412
Husillodeavance
Arandela
M3x12
1
416Placadeposicionamiento
polea
M6x40
1
Espaciador
1
424
437
1
1
453
Tornillo
439
Tornillo
Tornillodetapa
430
2
446
Tornillo
1
417
1
1
Descripción
1
Émbolodeperilla
1
Cojinetedebolas
Arandela
M8x12
3
No.
Engranaje
4
428
419
407
Z20
Husillodeavance
Engranaje
1
415
M4x10
Cinturón
M6x16
Coberturafija
1
410Arandeladeresorte
423
435
1
1
451
Placainferior
Tornillo
408
401Placadeposicionamiento
1
444
1
Brazobasculante
405
1
Descripción
1
Eje
Pernodeengranaje
3
411Arandeladeresorte
Z25
soporte
Fundaparallave
431
452
1
427
cuñamúltiple
1
Machine Translated by Google
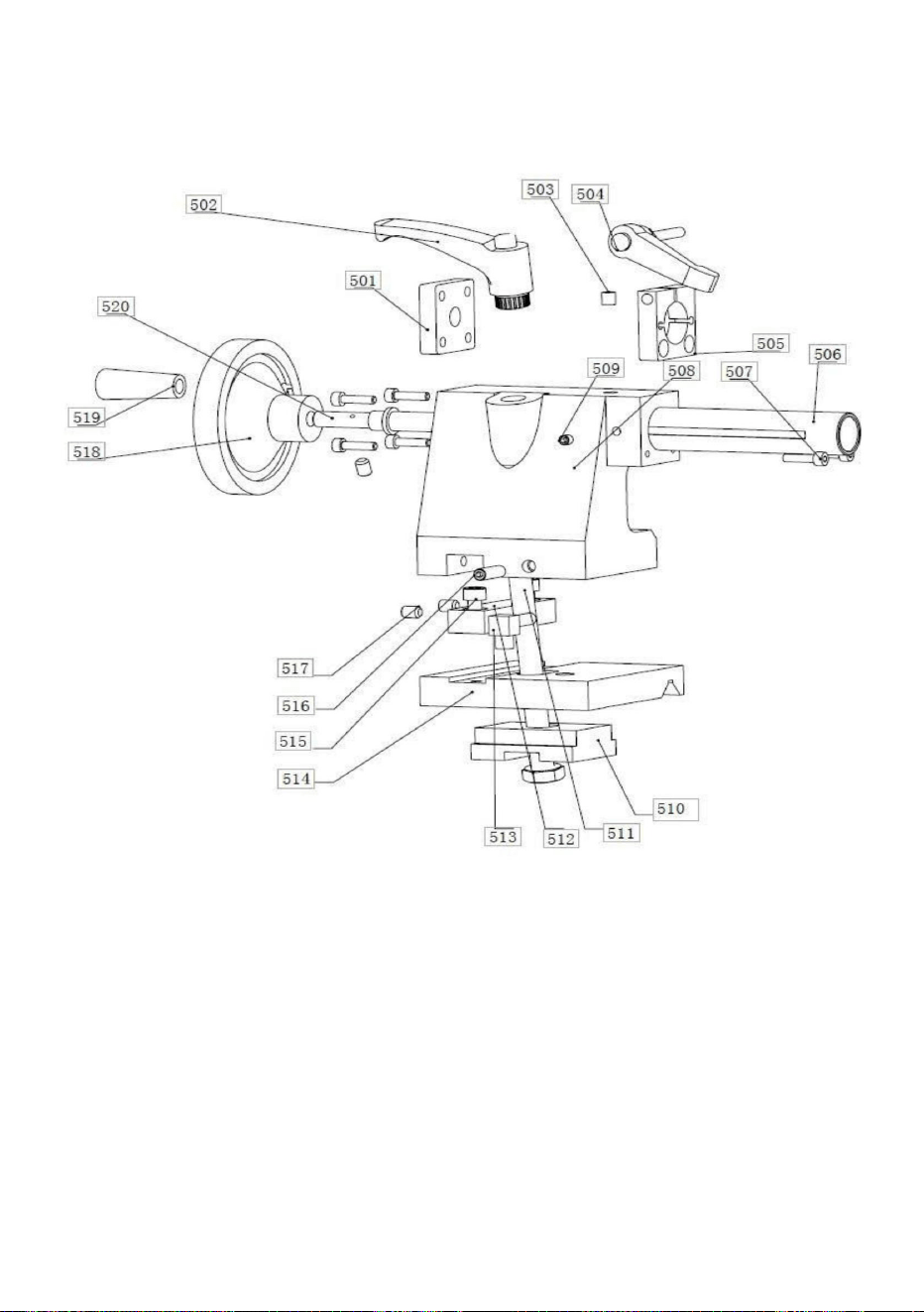
47
Conjuntodecontrapunto
Machine Translated by Google
48
508
M6x20
518
Tornillodetapa
Pindelímite
1
1
DescripciónEspecificaciónCant.
51
Soporte
6
1
1
Tornillo
1
manejar
507
No.
M6x201
1
509
No.
Tazadeaceite
Pluma
513
bloquear
505
M4x16
Manejar
1
1
511
501
Apretando
Regiones
M6x202
Palancademano
M5x5
503
Regiones
506
suspensión
502
1
Tornillo
Placabase
Husillodeavance
1
Tornillo
Tapatraseradel
contrapunto
1
1
Tornillo
519
Tornillodetapa
1
Contrapunto
2
Volantemanual
Contrapunto
514
517
520
0
DescripciónEspecificaciónCant.
1
1
516
1
515
512Llavedecontrapunto
504
Machine Translated by Google
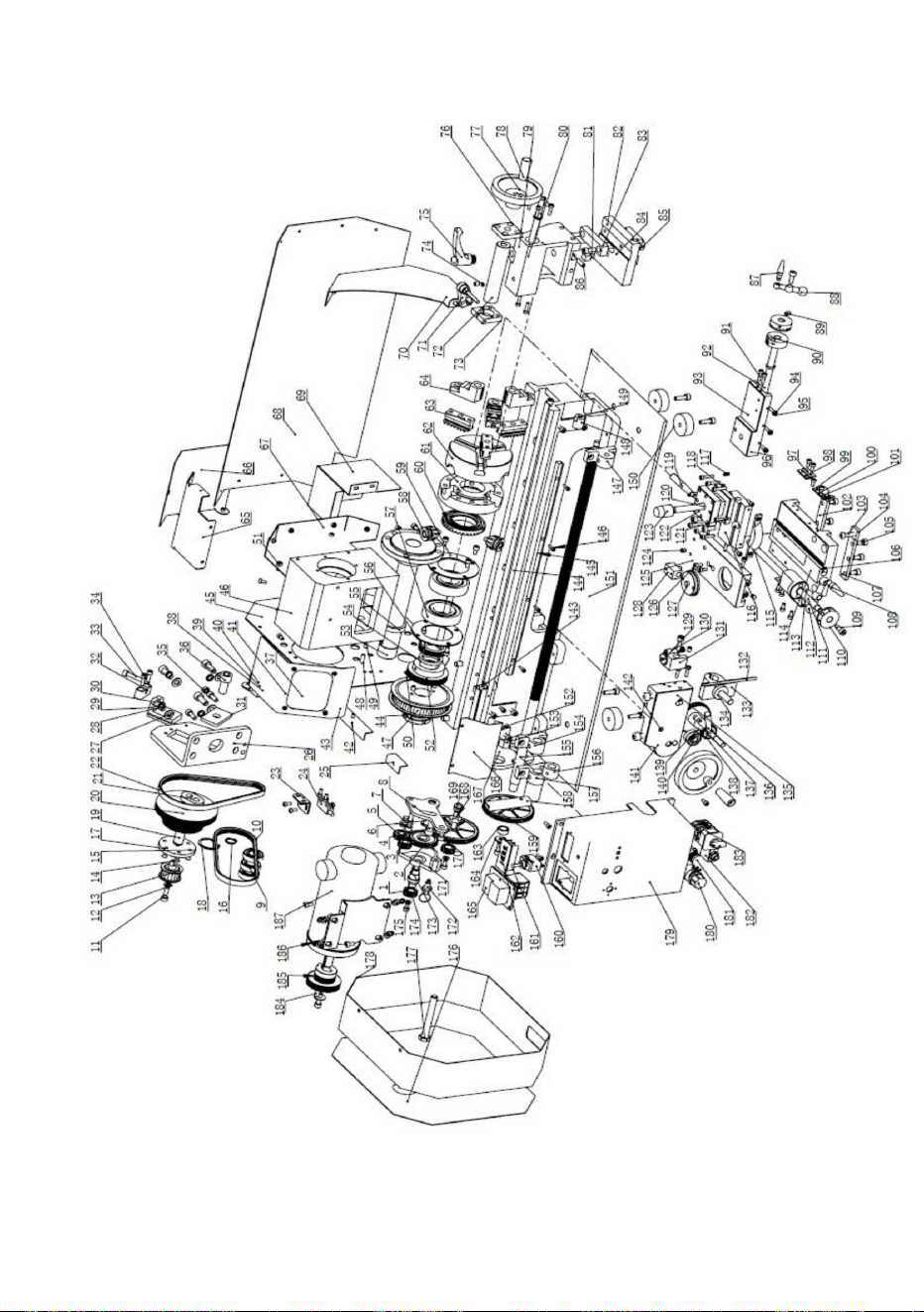
49
AsambleaGeneral
Machine Translated by Google
50
Bloqueodesillín
121
1
1
1
9
Engranaje
Pernoprisionero
Tornillo
109
Placadeprensa
desillín
2
1
113
111
105
Llave
118
1
6
1
110
5
No.
23Placademontaje
1
1
Palancademanija
lámina
122
M4x10
Soporte
Tuerca
Z20
1
B4x4x8
124
Alfiler
112
7
Engranaje
1
1
15
3
M6x25
11
2
1
13
1
1
EspecificaciónCantidad
cabeza
117
12
Cinturón
104
Regiones
Postedeherramientas
19
M6x20
Llave
108
1
1
Escaladecuadrante
1
1
8
3
120
Primavera
Arandela
1
Placadeprensa
desillín
Descripción
Tuercadelpostedelaherramienta
Tornillo
11
1
1
24
101
6
Palancadeapoyoparaherramientas
Sincronizacióndelpuente
2
Manga
EspecificaciónCantidad
1
1
Tresbolas
Gibraltar
1
M8x20
8
Tornillo
11
1
Tornillo
Cinturón
115
ruedadecorrea
107
102
20
14
116Silenciocompuesto
manejar
M6x12
Esteradegoma
1
1
18Arandeladeresorte
Tornillo
Z25
Descripción
Medición
develocidad
1
Sillín
10
1
6
Regiones
1
6
1
106
4
Tornillo
16Arandeladeresorte
Escaladecuadrante
Cojinetedebolas
1
21Brazooscilante
1
Tornillo
1
Pernodeengranaje
Z45
cuñamúltiple
1
Tornillodeavance
Tornillo
2
Tazadeaceite
119
17
1
Engranaje
No.
1
22
123
114
1
Tornillo
M4x20
1
polea
C5x5x10
M8
103
Machine Translated by Google
51
35
1
1
36
127
Horquilladecambio
Juntadeslizante
Huso
Cojinetedebolas
1
132
Arandela
C4x4x8
1
Interruptordeviaje
37
1
26
144
Tuerca
Pernodeengranaje
Posicionamiento
M12x25
128
Posicionamiento
Tornillo
44Tuercadellave
Delantal
1
Tuerca
C4x4x18
M30x1,5
M4x20
Boladeacero
32
ruedadecorrea
sincrónica
1
Tornillo
145
1
133
28
30Arandeladeresorte
M8x12
M3x12
151
141
8
34
1
1
M8x10x101
1
40Horquilladecambio
Gibraltar
Escaladecuadrante
Diapositivacruzada
149
1
38
M6
4
Posicionamiento
Llave
1
Cubiertadelportabrocas
Equipocombinado
1
Tornillo
147
1
1
41
Medianuez
1
31
4
143
138
131
27
4
lámina
Bloquedeprueba
43Cubiertademandril
Ventana
Pernodeengranaje
1
150
Tornillo
Bandejadepatatasfritas
Caminodecama
39
135
Discogiratorio
4
1
1
Asiento
1
M6x40
9
50
1
Palanca
1
Tornillo
47
1
Tornillo
Asiento
Controldeslizante
18
Tornillo
140
1
1
M8x20
M4x6
1
Estante
Llave
142
1
Tuercadealimentación
125
148
1
1
M5x16
1
129
lámina
1
45Placadesoporte
1
1
Tornillo
48
lámina
1
1
Bloquefijo
Tornillodeavance
Eje
1
do
134
Tornillo
51
1
2
137
1
126
Piedegoma
Tornillo
42
136
130
25
46Cabezal
soporte
1
1
1
4
49
29
146
M5x10
139
1
33
Machine Translated by Google
52
1
caja
Manga
3
Engranajecónico
2
1
1
168
162
Engranaje
soporte
174
Tapadecojinete
1
1
153
Palancademano
78
69
1
3
61Parteinferiordelmandril
Polea
Tornillo
Montar
1
163
57
76Tapadelcontrapunto
175
Tablerodesoporte
1
1
2
Alfiler
1
1
Cubiertadelmotor
Cambiar
54
55
Arandela
68
64
Manga
161
1
172
166
Arandela
2
1
Transmisión
74
67Placadeproteccióncontrasalpicaduras
Mandíbulademandril
60
52
1
1
Botóndeencendidoyapagado
1
1
1
Transmisión
Tuerca
173
167
2
56
1
Tornillo
Placaantisalpicaduras
Placadeposición
Tornillodeavance
53
177
171
65
2
152
tapadecaja
1
1
1
1
Tornillo
Soporte
Espaciador
Volantemanual
72
66
159
1
Engranajecónico
1
manijadebloqueo
Montaje
delinterruptor
63
Tornillodeavance
Z20
169
1
Espaciador
1
Engranaje
1
73Tapadebloqueo
Cubiertadelmotor
160
Semental
1
77Volantemanual
71
bloquear
1
Engranaje
palanca
75
170
Mandíbulademandril
59Tapadecojinete
2
Huso
M10x80
1
165
1
Cojinetedebolas
1
1
1
1
155
2
1
164
70Placadeproteccióncontrasalpicaduras
Paneldigital
1
Émbolodeperilla
Eje
1
158
1
178
1
Ajustable
2
157
Espaciador
Pluma
M5x5
1
1
M6x16
58
176
154
Tornillo
1
Cabezaldemandril62
156
Machine Translated by Google
53
92
84Bloquecolgante
1
Escaladecuadrante
Tornillo
96
1
Polea
Interruptorde
cambio
1
1
99
1
186
183
1
24
1
Cajadecontrol
1
91
Tornillo
2
80
zócalo
86
Llave
Tornillo
95
M4x10
protector
Tornillodeavance
Llave
88
93
2
Alfiler
1
1
Gibraltar
11
182
180
90
C5x5x201
94
79
Tornillo
1
Contrapunto
1
M4x16
Placadeprensa
20
Sobrecarga
Contrapunto
manejar
185
descansar
98
Tornillo
81
2
Tornillodeavance
Tuerca
1
179
89
Motor
Placadeprensa
M4
1
1
1
1
2
Luzindicadora
Tresbolas
184
Estera
degoma
Compuesto
85
1
Tornillo
87Palancademanija
97
1
Arandeladeresorte
82
M6x8
M4x16
100
181
1
8
187
1
Perilladevelocidad
M6x20
83
8
Machine Translated by Google

Soportetécnicoycertificadodegarantía
electrónicawww.vevor.com/support
Machine Translated by Google
MODEL:YS-1835A
INSTRUKCJA OBSŁUGI TOKARKI
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
„Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią
jedynie szacunkowe oszczędności, jakie możesz uzyskać, kupując u nas określone narzędzia w porównaniu z
głównymi markami i niekoniecznie oznaczają one objęcie wszystkich kategorii narzędzi oferowanych
przez nas. Uprzejmie przypominamy, aby przy składaniu zamówienia dokładnie sprawdzić, czy faktycznie
oszczędzasz połowę w porównaniu z najlepszymi markami.
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach.
Machine Translated by Google
Machine Translated by Google
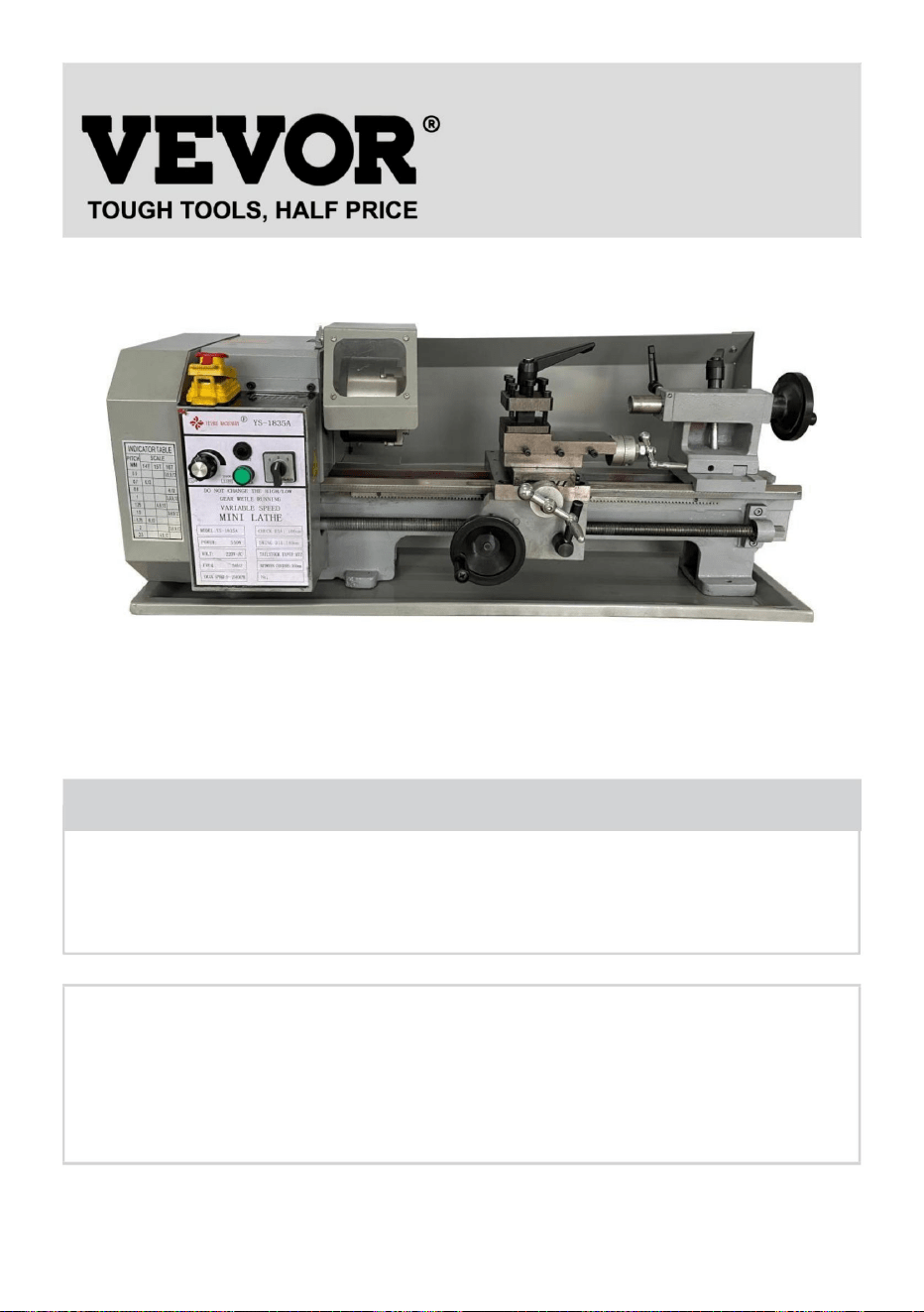
Wsparcie techniczne i certyfikat gwarancji elektronicznej
www.vevor.com/support
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie
instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd
produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie
poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje
technologiczne lub oprogramowania.
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z
nami:
MODEL:YS1835A
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
TOKARKA
- 1 -
Machine Translated by Google
dokładność tych informacji i staramy się zweryfikować każdy element i każde
dane, ale nie możemy zagwarantować pełnej dokładności informacji, co oznacza, że
dostarczony sprzęt może różnić się szczegółowo od opisu w instrukcji. Ponadto, rozwój
maszyny może oznaczać, że dostarczony sprzęt może różnić się szczegółowo od
opisów w niniejszym dokumencie. Odpowiedzialność zatem spoczywa na użytkowniku,
aby upewnić się, że opisany sprzęt lub proces jest odpowiedni do zamierzonego celu.
Dołożymy wszelkich starań, aby zapewnić jakość naszych produktów i obiecujemy
konsumentom, że udzielamy rocznej gwarancji na nasze produkty, z wyjątkiem
uszkodzeń urządzenia spowodowanych niewłaściwą obsługą klienta i
wypadkami z tego wynikającymi lub nienormalnym zużyciem i uszkodzeniami
spowodowanymi brakiem konserwacji.
producenta i z innych źródeł. Dokładamy wszelkich starań, aby zapewnić
Informacje zawarte w niniejszej instrukcji mają służyć jako wskazówki dotyczące obsługi
tych maszyn i nie stanowią części żadnej umowy. Zawarte w niej dane zostały
uzyskane z maszyny.
Towary odsyłane powinny być dołączone do notatki z datą zakupu i pisemnym
wyjaśnieniem jakości produktu. Po naszej inspekcji i potwierdzeniu naprawimy lub
wymienimy ich produkty lub zwrócimy płatność; Jeśli nie dokonamy naprawy
lub wymiany w odpowiednim czasie, poniesiemy koszty wynikające z naprawy
lub wymiany produktów; Jeśli uszkodzenie nie wynika z jakości produktu, ale z
niewłaściwej obsługi użytkownika lub z innych przyczyn, koszt ponosi klient.
Aby spełnić warunki gwarancji, prosimy o odesłanie produktu lub części, które
wykazują wady jakościowe, do nas w celu weryfikacji, z opłaconą przesyłką.
ZAPEWNIENIE JAKOŚCI
SPRAWY WYMAGAJĄCE UWAGI
- 2 -
Machine Translated by Google
Niebezpieczeństwo!
Symbol
Ryzyko obrażeń ciała lub szkód środowiskowych! Ryzyko
porażenie prądem! Ryzyko obrażeń ciała w wyniku porażenia prądem!
Opis
instrukcję uważnie.
Ostrzeżenie – Aby zmniejszyć ryzyko obrażeń, użytkownik musi przeczytać instrukcję
Ten symbol, umieszczony przed komentarzem dotyczącym bezpieczeństwa, oznacza rodzaj
Prąd przemienny
Ostrzeżenie: Podczas stosowania tego produktu należy używać ochronników słuchu.
Uważaj na zaciskanie
środek ostrożności, ostrzeżenie lub niebezpieczeństwo. Zignorowanie tego ostrzeżenia może prowadzić do
Ostrzeżenie: Podczas stosowania tego produktu należy nosić okulary ochronne.
wypadek. Aby zmniejszyć ryzyko obrażeń, pożaru lub porażenia prądem,
prosimy
Zawsze postępuj zgodnie z poniższymi zaleceniami.
Symbol
jakość naszych produktów.
Wszelkie prawa zastrzeżone. Reprodukcja lub kopiowanie jest niedozwolone bez
specyfikacje produktu. Będziemy podejmować ciągłe wysiłki w celu udoskonalenia
Nasza firma zastrzega sobie prawo do wprowadzania zmian w niniejszej specyfikacji i
pozwolenie.
- 3 -
Machine Translated by Google
Zachowaj wszystkie ostrzeżenia i instrukcje, aby móc z nich skorzystać w przyszłości.
OSTRZEŻENIE: Przeczytaj wszystkie ostrzeżenia dotyczące
bezpieczeństwa, instrukcje, ilustracje i specyfikacje dołączone do tego urządzenia.
Nieprzestrzeganie wszystkich instrukcji wymienionych poniżej może skutkować porażeniem
prądem, pożarem i/lub poważnymi obrażeniami.
Operacja nie wymaga połączeń telefonicznych
Informacje dotyczące utylizacji:
Ten produkt podlega przepisom Dyrektywy Europejskiej 2012/19/WE. Symbol
przedstawiający przekreślony kosz na śmieci na kółkach oznacza, że produkt wymaga
oddzielnej zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów
oznaczonych tym symbolem. Produktów oznaczonych w ten sposób nie można
wyrzucać razem ze zwykłymi odpadami domowymi, ale należy je oddać do punktu zbiórki w
celu recyklingu urządzeń elektrycznych i elektronicznych.
Operacja bez zmęczenia
urządzenia
Zakaz wstępu do maszyn automatycznych w eksploatacji Tylko personel upoważniony
Nie obracać podczas naprawy
Nie uzupełniaj oleju podczas pracy
Nie wkładaj rąk do osłony zabezpieczającej, gdy maszyna pracuje.
- 4 -
Machine Translated by Google

- 5 -
5. Używaj właściwych narzędzi. Używaj właściwego narzędzia lub przedmiotu obrabianego do obróbki.
narzędzie według uznania. Przed użyciem należy zapoznać się z instrukcją.
11. Utrzymuj miejsce pracy w czystości, brudne środowisko pracy jest łatwe do
15. Ubieraj się odpowiednio. Nie zakładaj luźnych ubrań, rękawiczek, krawatów, pierścionków,
prawidłowa pozycja.
16. Podczas pracy należy nosić okulary ochronne.
6. Regularnie smaruj i wymieniaj akcesoria.
12. Nie używaj maszyny w niebezpiecznym otoczeniu.
klucz i klucz uchwytu są usunięte.
zasilanie.
chronić przed wilgocią. Utrzymywać dobre oświetlenie.
18. Nie zbliżaj rąk do ruchomych części maszyny.
Personel powinien zachować bezpieczną odległość od miejsca pracy.
moc przed zamocowaniem przedmiotu obrabianego lub narzędzia.
9. Sprawdź działanie wszystkich ruchomych części. Wszystkie części muszą być zainstalowane
zapoznaj się z procesem obsługi tokarki, nie używaj maszyny
głębokość i prędkość posuwu.
10. Operator nie może odchodzić od maszyny, gdy ta pracuje.
przy opuszczaniu warsztatu.
prowadzić do wypadków.
1. Przed uruchomieniem obrabiarki należy założyć osłonę zabezpieczającą.
Utrzymuj narzędzie ostre i czyste, aby zapewnić jego prawidłową i bezpieczną pracę.
bransoletki, biżuteria itp. Aby zachować bezpieczeństwo, dla bezpieczeństwa noś buty
antypoślizgowe. Jeśli masz długie włosy, załóż czapkę roboczą.
7. Przed przystąpieniem do regulacji lub naprawy maszyny należy odłączyć zasilanie.
2. Przed uruchomieniem obrabiarki należy sprawdzić, czy podpórka narzędzia
Nie pracuj w wilgotnych miejscach. Upewnij się, że elementy elektryczne są
17. Zwracaj uwagę na to, gdzie stoisz i cały czas utrzymuj równowagę.
8. Przed uruchomieniem maszyny należy sprawdzić jej parametry bezpieczeństwa.
3. Zapobiegaj przypadkowemu uruchomieniu maszyny. Wyłącz silnik.
13. Dzieciom zabrania się wstępu na teren robót i osób niebędących operatorami.
Obrabiarka powinna być obsługiwana przez doświadczony personel. Jeśli nie jesteś
4. Nie tnij na siłę. Tnij zgodnie z ustawioną prędkością cięcia, tnij
poprawnie. Uszkodzone części muszą być naprawione niezwłocznie.
14. Aby dzieci nie przebywały w miejscu pracy. Drzwi powinny być zamknięte na klucz.
Machine Translated by Google

23. Maszyna będzie wytwarzać pewne szkodliwe substancje chemiczne podczas pracy z pyłem, piłowaniem, szlifowaniem
i wierceniem powstającym podczas szlifowania. Aby zmniejszyć
ze względu na szkodliwość tych substancji chemicznych, należy pracować w dobrze wentylowanym miejscu i
22. Należy stosować się do tych ostrzeżeń, w przeciwnym razie może dojść do poważnych obrażeń.
21. Niniejsza instrukcja ma na celu wyłącznie zapoznanie klientów z
obsługi maszyny i nie stanowi podręcznika szkoleniowego.
20. Przeczytaj i zrozum wszystkie znaki ostrzegawcze umieszczone na maszynie.
19. Nie należy wykonywać żadnych czynności związanych z ustawieniami, gdy maszyna jest uruchomiona.
nosić środki bezpieczeństwa. Takie jak maski z filtrem cząstek stałych.
- 6 -
Machine Translated by Google
295mm
350 mm
Zakres gwintów ImperiaI
Rozmiar opakowania
Huśtawka nad łóżkiem
18
100mm
Otwór przez wrzeciono
Stożek w koniku wrzeciona
Związek i przewóz
Wpisz numer
Zakres prędkości wrzeciona
Liczba gwintów metrycznych
180 mm
4-drożny
MT3
Pojemności
60mm
Liczba wątków ImperiaI
0,5~2,5 mm
Główka
Przesuw wrzeciona konika
Śruba pociągowa
Waga produktu
Podawanie i nawlekanie
Odległość między środkami
Φ16-1,5 mm
/500W,
760×330×330mm
Maksymalny ruch poprzecznego ślizgu
Liczba prędkości wrzeciona
Długość, szerokość i wysokość
9
20mm
YS-1835A
Zakres podawania poprzecznego
Szerokość łóżka
MT2
Wysokość środka wrzeciona
0-360,720,1100,2200 obr./min
820*380*462 mm
0,02~0,20 mm/obr.
90mm
Maksymalny ruch ślizgu złożonego
Średnica uchwytu
110 V~60 Hz/220-240 V~50 Hz, 1 faza
Zakres podawania wzdłużnego
90mm
Silnik główny
Maksymalny przesuw wózka
konika
Przesunięcie nad poprzeczką
12~52T.PI
0,1~0,20 mm/obr.
4-Zmienna
NW: 49,1 kg; GW: 57,7 kg
50mm
Stożek w końcówce wrzeciona
Typ słupka narzędziowego
Różnorodny
50mm
Zakres gwintów metrycznych
110 mm
Podane w niniejszej specyfikacji ogólne informacje nie mają charakteru wiążącego.
PARAMETRY TECHNICZNE
- 7 -
Machine Translated by Google

- 8 -
Akcesoria w skrzynce narzędziowej (rys. 1)
2. Tylna płyta chipowa
Szczęki zewnętrzne do uchwytu 3-szczękowego
Śrubokręt płaski
Centrum
4. Specyfikacja
zapłata)
Rys.1
Zestaw 5 kluczy imbusowych 2,5/3/4/5/6 mm
1
1 Martwy środek MT3
Klucze dwustronne (8/10,12/14,13/16)
płyta (płyta łącząca)
1
1
Pistolet olejowy
odpoczynek
1
1. Miska olejowa
Klucz do uchwytu 3-szczękowego
1
Na żywo
3
3. Uchwyt trójszczękowy
3 Dźwignia koła ręcznego
Akcesoria specjalne (akcesoria wymagające dodatkowych
Stały
1 Martwy środek MT2
5. Skrzynka narzędziowa
3
Uchwyt czteroszczękowy i tylny
1
1
8 Zmiana biegów (30T, 35T, 40T, 40T, 45T, 50T, 60T, 60T)
reszta Obserwuj
Akcesoria standardowe
1
Uchwyt wiertarski i korbowód
1
Śrubokręt krzyżakowy
Machine Translated by Google
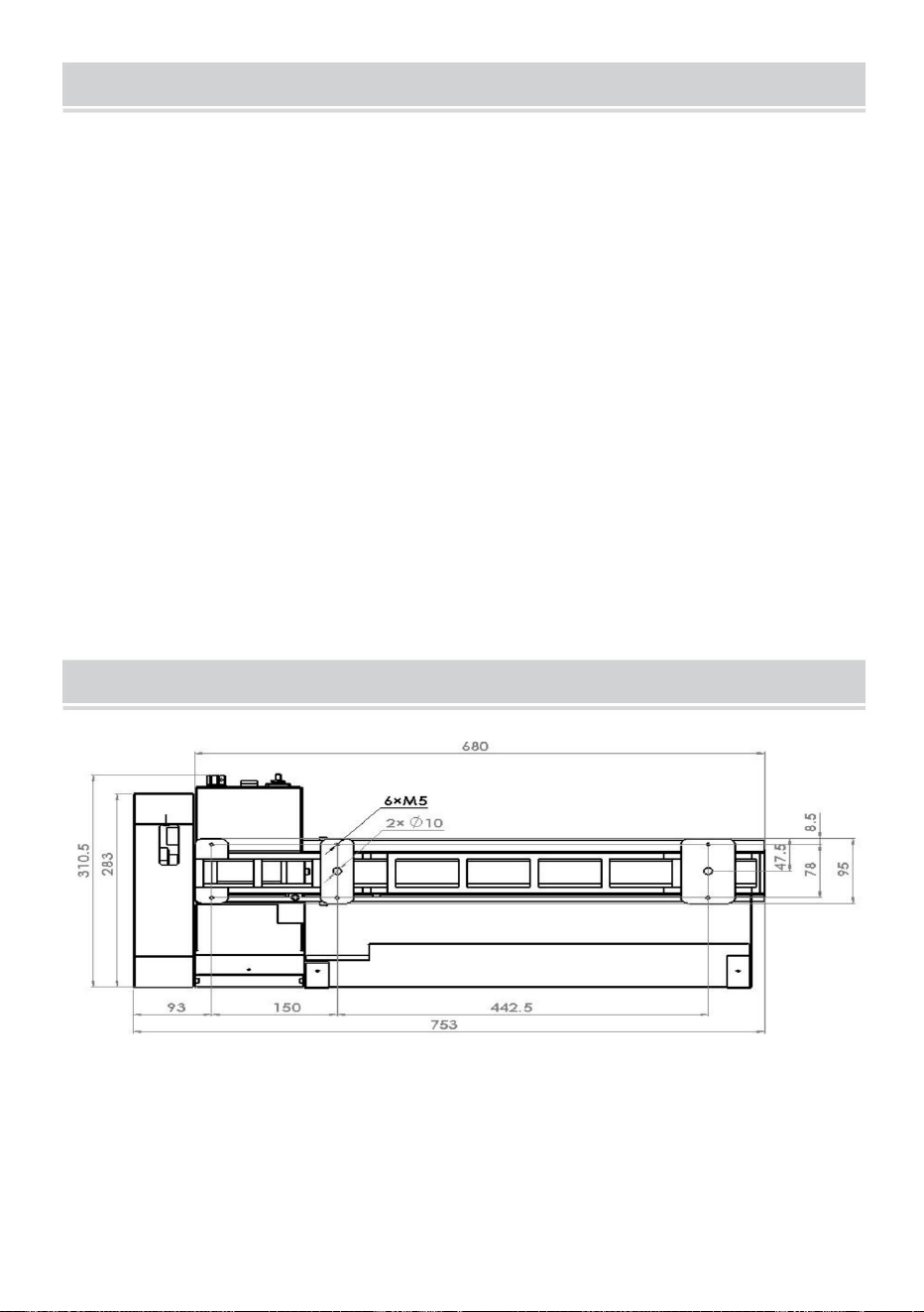
nafta lub olej napędowy. Nie należy używać rozcieńczalnika do farb, benzyny lub lakieru
wystarczająco dużo miejsca, aby móc serwisować tokarkę ze wszystkich czterech stron.
rozcieńczalnik. To uszkodzi malowane powierzchnie. Przykryj wszystkie wyczyszczone
powierzchnie cienką warstwą oleju maszynowego 20W.
5. Przy użyciu odpowiedniego sprzętu podnoszącego powoli podnieś tokarkę z ładunku.
przed przejściem na stabilną ławkę lub stojak.
dno skrzyni. Nie podnosić za wrzeciono. Upewnić się, że tokarka jest wyważona
1. Zakończ usuwanie drewnianej skrzyni wokół tokarki
6. Aby uniknąć skręcania się łoża, położenie tokarki musi być absolutnie płaskie
8. Zdejmij pokrywę przekładni końcowej. Wyczyść wszystkie elementy przekładni końcowej.
montaż i pokrycie wszystkich przekładni gęstym, nie ślizgającym się smarem.
i poziom. Przykręć tokarkę do stojaka (jeśli jest używany). 1f używając ławki,
2. Sprawdź wszystkie akcesoria obrabiarki zgodnie z
Rys. 2
lista rzeczy do spakowania.
śruba przelotowa dla uzyskania najlepszej wydajności.
7. Wyczyść wszystkie powierzchnie zabezpieczone przed rdzą łagodnym rozpuszczalnikiem komercyjnym,
3. Odkręć tokarkę od spodu skrzyni transportowej.
4. Wybierz miejsce na tokarkę, które jest suche, ma dobre oświetlenie i jest wyposażone w:
RYSUNEK FUNDAMENTOWY
ROZPAKOWYWANIE I CZYSZCZENIE
- 9 -
Machine Translated by Google
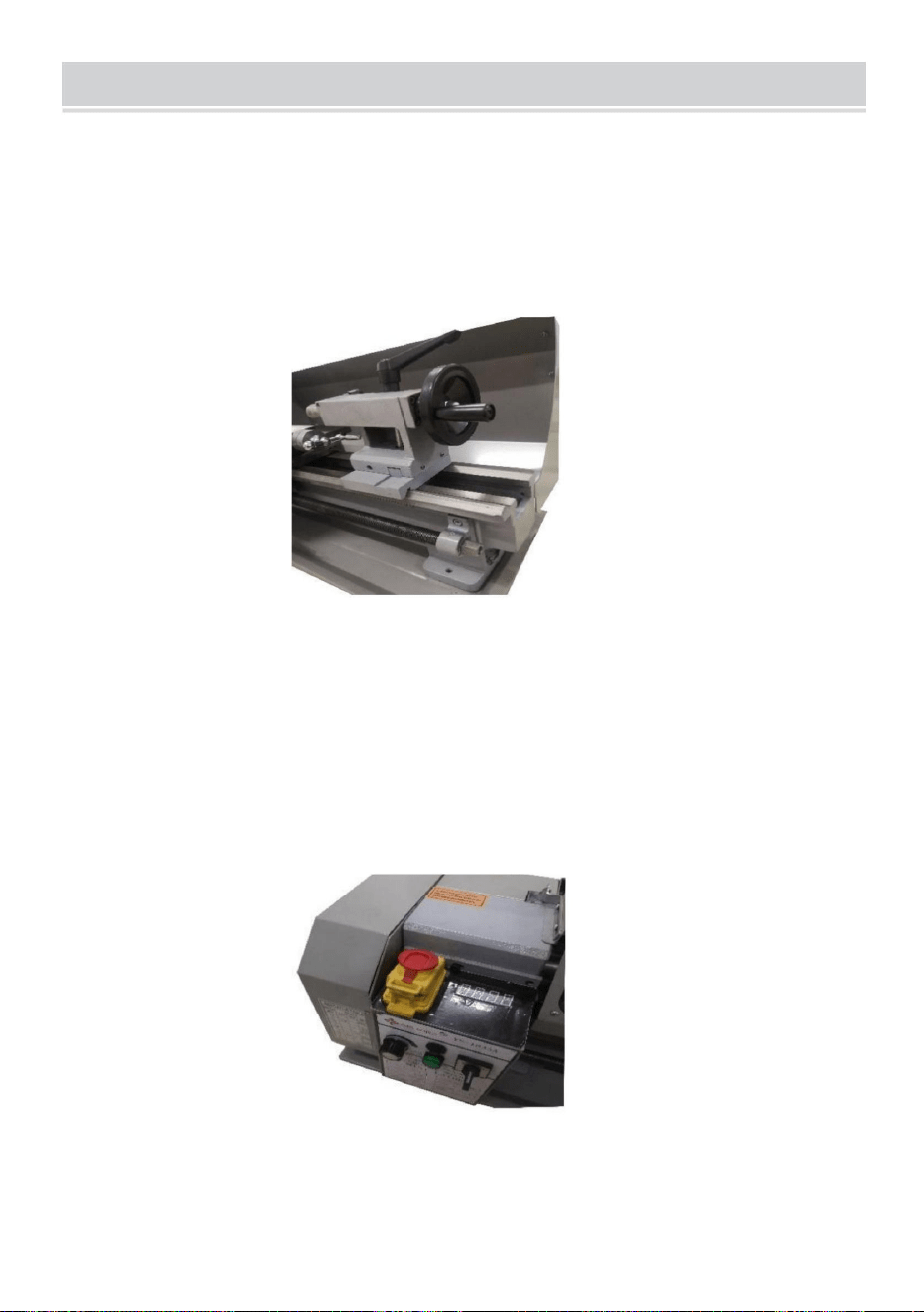
Rys. 3
Rys. 4
Łoże tokarki wykonane jest z wysokiej jakości żeliwa. Łącząc wysokie policzki z mocnymi
żebrami poprzecznymi, powstaje łoże o niskich wibracjach i sztywności. Integruje
ono wrzeciennik i napędza jednostkę, do mocowania suportu i śruby pociągowej.
Precyzyjnie szlifowane V - boczne, wzmocnione przez hartowanie cieplne i szlifowanie,
jest dokładnym prowadzeniem suportu i konika. Główny silnik jest zamontowany z tyłu
lewej strony łoża.
Główka (rys. 4)
Łoże tokarki (rys. 3)
Opis ogólny
Główka wykonana jest z wysokiej jakości żeliwa o niskim poziomie wibracji.
Przykręcona jest do łoża czterema śrubami. Główka mieści wrzeciono główne z
dwoma precyzyjnymi łożyskami stożkowymi i jednostkę napędową.
Wrzeciono główne przekazuje moment obrotowy podczas procesu toczenia. Trzyma ono
również obrabiane przedmioty i urządzenia mocujące (np. uchwyt 3-szczękowy).
- 10 -
Machine Translated by Google
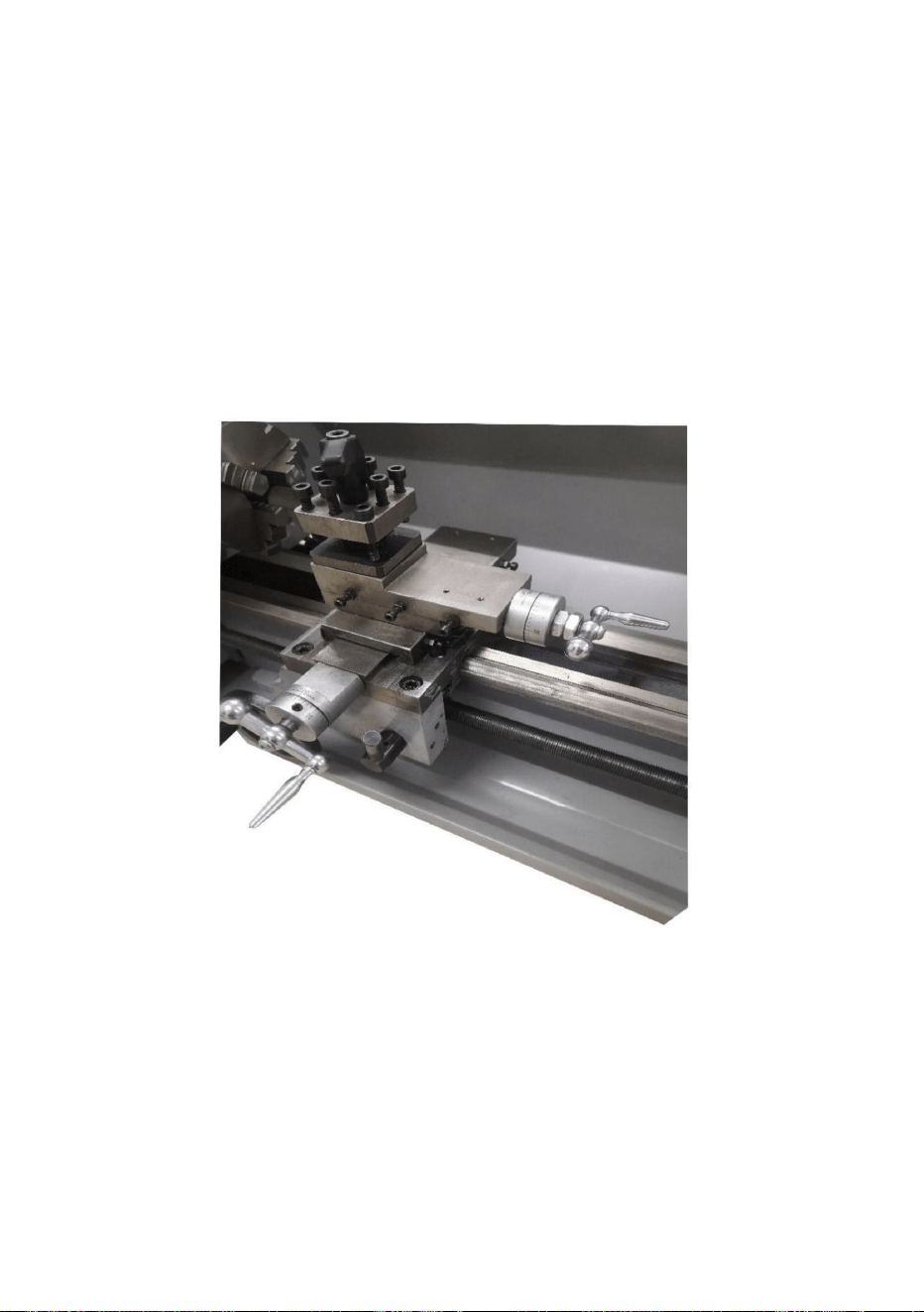
Rys. 5
Przesuń suwak poprzeczny za pomocą wygodnie umieszczonego pokrętła ręcznego. Na
pokrętle ręcznym znajduje się stopniowany kołnierz.
Na górnym suwaku zamontowany jest czterokierunkowy zacisk narzędziowy, który umożliwia
zamocowanie czterech narzędzi. Poluzuj środkowy uchwyt zacisku, aby obrócić dowolne z czterech
narzędzi do odpowiedniej pozycji.
Wózek wykonany jest z wysokiej jakości żeliwa. Części ślizgowe są gładko szlifowane.
Pasują do V na łożu bez luzu. Dolne części ślizgowe można łatwo i prosto wyregulować.
Suwak poprzeczny jest zamontowany na wózku i porusza się na jaskółczym ogonie. Luz w
suwie poprzecznym można regulować za pomocą klinów.
Powóz (rys. 5)
Ryc.5
- 11 -
Machine Translated by Google
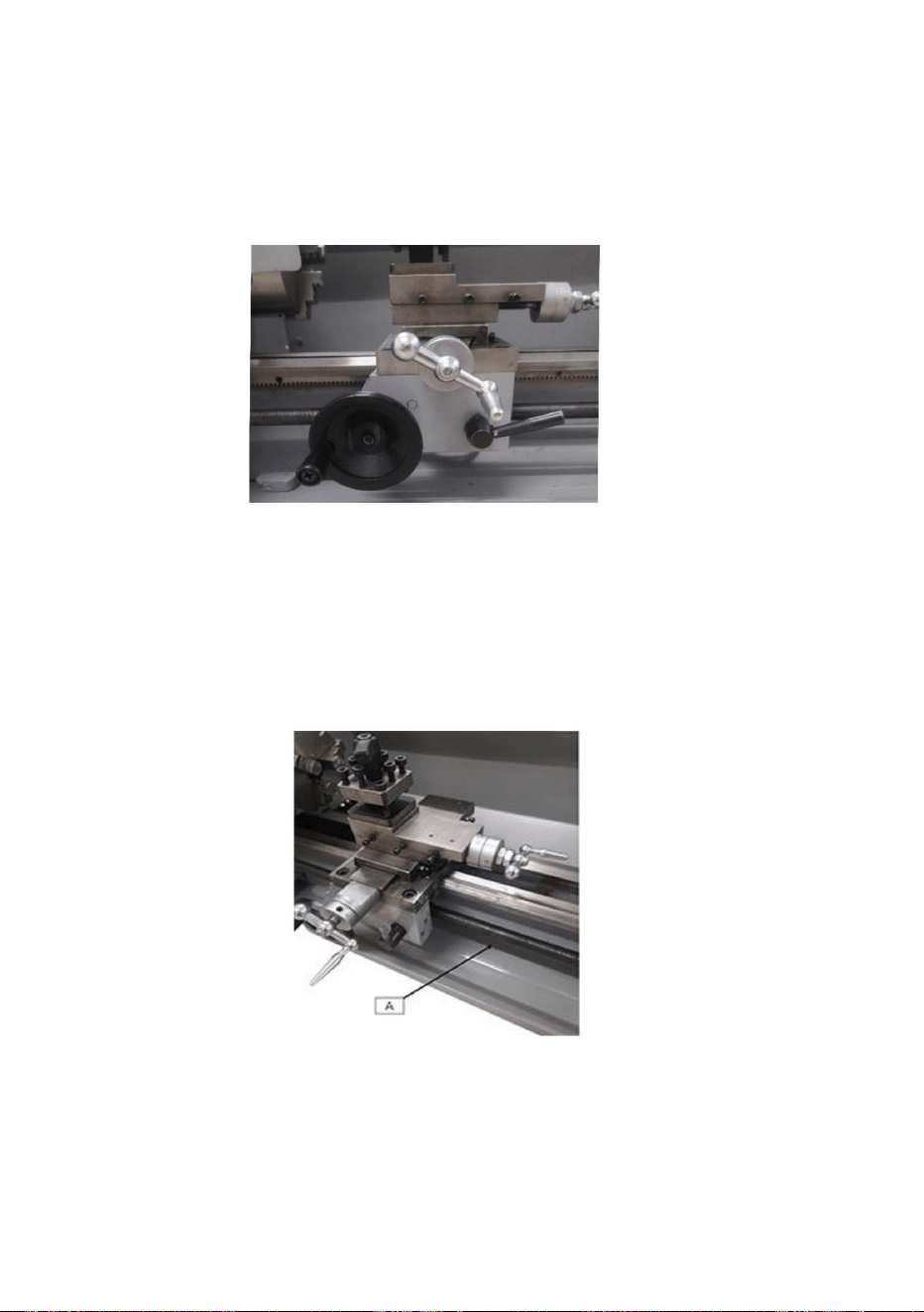
Ryc.7
Rys. 6
Zębatka zamontowana na łożu i zębatka obsługiwana za pomocą koła ręcznego na wózku
umożliwiają szybkie przesuwanie płyty postojowej.
Śruba pociągowa (rys. 7)
Fartuch jest zamontowany na łożu. Mieści on półnakrętkę z dźwignią sprzęgającą do aktywacji
automatycznego podawania. Prowadnice półnakrętki można regulować z zewnątrz.
Fartuch (rys. 6)
Śruba pociągowa (A, rys. 7) jest zamontowana z przodu łoża maszyny. Jest ona połączona z
przekładnią po lewej stronie w celu automatycznego podawania i jest podparta łożyskami
na obu końcach.
- 12 -
Machine Translated by Google

Ryc.8
Sprzęt operacyjny
1. Przycisk awaryjny: Przełącznik 0N/0FF (D, rys. 9)
Maszynę włącza się i wyłącza przyciskiem ON/OFF. Naciśnij, aby zatrzymać wszystkie funkcje
maszyny. Aby ponownie uruchomić, podnieś pokrywę i naciśnij przycisk ON.
2. Przełącznik (E, rys. 9)
Ogłoszenie:
Zamontuj śrubę zabezpieczającą (C, rys. 8) na końcu tokarki, aby zapobiec wypadnięciu konika z
łoża tokarki.
Konik przesuwa się w kształcie litery V i może być zamocowany w dowolnym miejscu. Konik
ma wytrzymałe wrzeciono z gniazdem stożkowym Morse'a nr 2 i skalą stopniowaną. Wrzeciono
można zamocować w dowolnym miejscu za pomocą dźwigni zaciskowej. Wrzeciono
jest przesuwane za pomocą koła ręcznego na końcu konika.
konik (rys. 8)
Po włączeniu maszyny przekręć przełącznik na pozycję „F”, aby uzyskać obrót
wrzeciona w kierunku
przeciwnym do ruchu wskazówek zegara (do przodu). Przekręć przełącznik na pozycję „R”
- 13 -
Machine Translated by Google
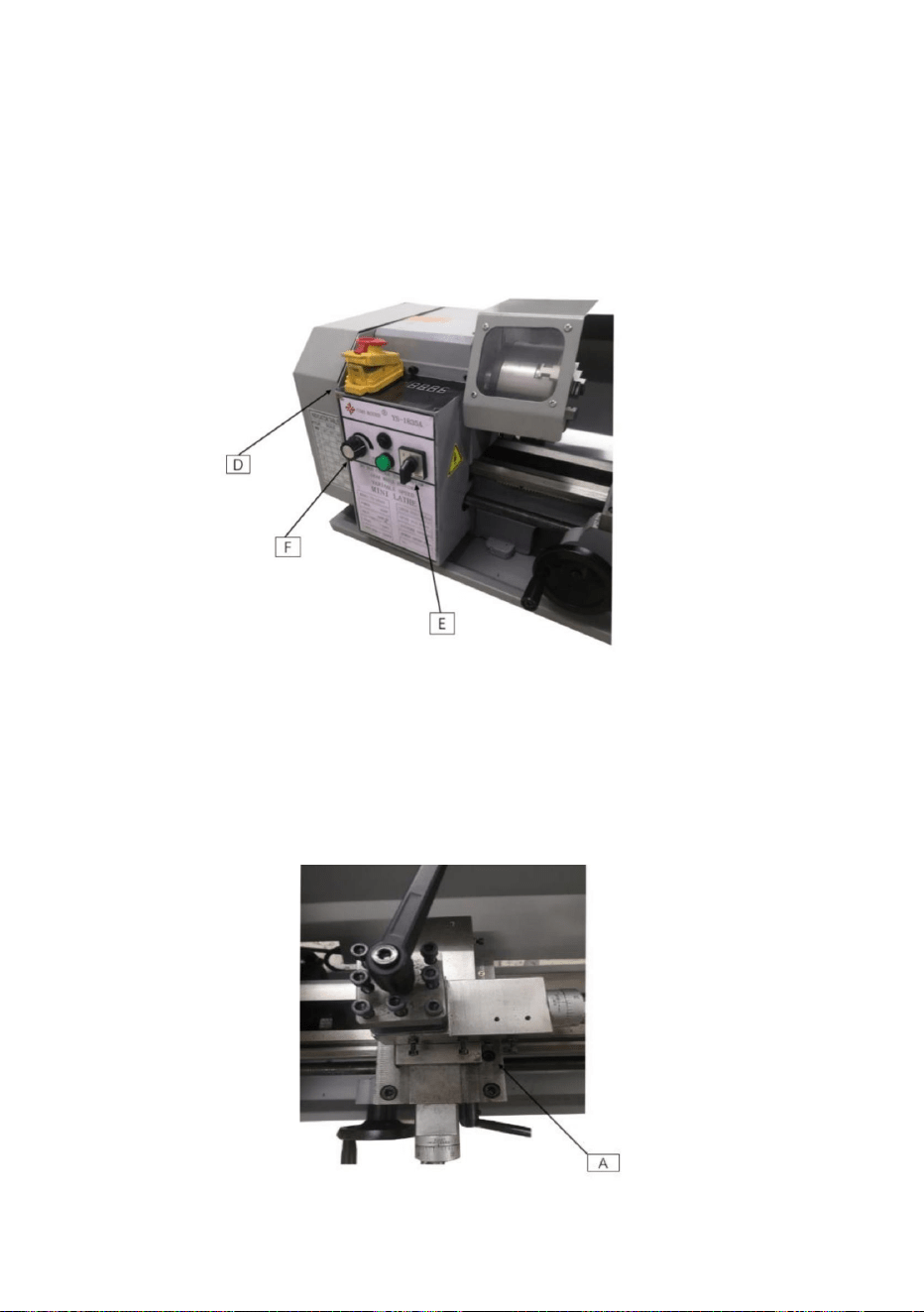
Ryc.10
przeciwnie do ruchu wskazówek zegara, aby zmniejszyć prędkość wrzeciona. Możliwa prędkość
Zasięg zależy od położenia paska napędowego.
Ryc. 9
4Blokada wózka
3. Przełącznik regulacji prędkości zmiennej (F, rys. 9)
Obróć przełącznik zgodnie z ruchem wskazówek zegara, aby zwiększyć prędkość wrzeciona. Obróć przełącznik
wrzeciono pozostaje bezczynne.
pozycja dla obrotu wrzeciona zgodnie z ruchem wskazówek zegara (wstecz) „pozycja O” jest WYŁĄCZONA i
Aby odblokować, należy obrócić w kierunku przeciwnym do ruchu wskazówek zegara i poluzować.
może dojść do automatycznego posuwu lub uszkodzenia tokarki.
Obrócić śrubę z łbem sześciokątnym (A, rys. 10) zgodnie z ruchem wskazówek zegara i dokręcić, aż do zablokowania.
Uwaga: śruba blokująca wózek musi być odkręcona przed włączeniem
- 14 -
Machine Translated by Google
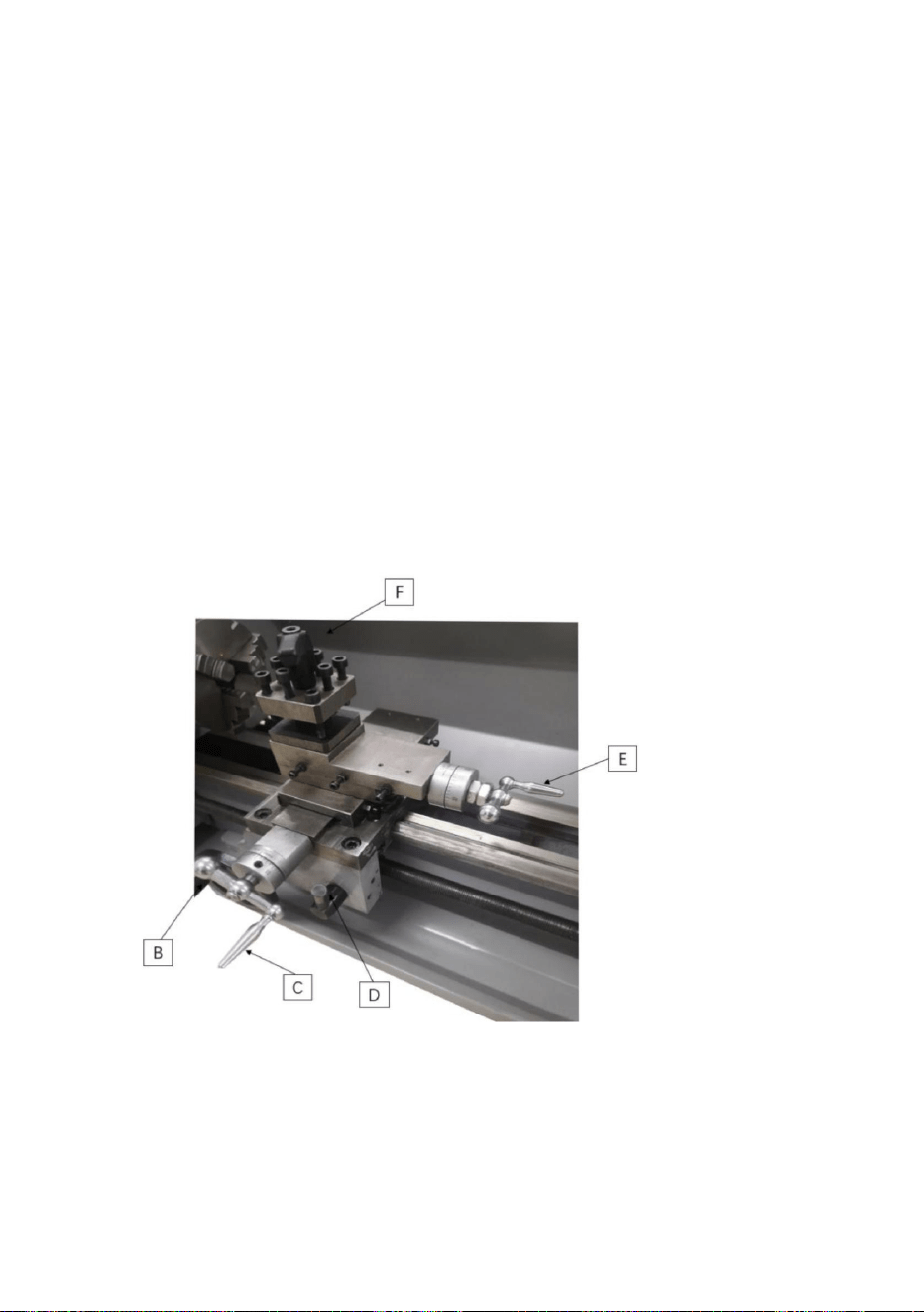
Ryc.11
6Dźwignia poprzecznego posuwu (C, rys. 11)
Obrót zgodnie z ruchem wskazówek zegara przesuwa suwak poprzeczny w kierunku tyłu maszyny.
7Dźwignia załączania połowy nakrętki (D, rys. 11)
Przesuń dźwignię w dół, aby włączyć. Przesuń dźwignię w górę, aby wyłączyć.
zapas (po prawej). Obróć pokrętło w kierunku przeciwnym do ruchu wskazówek zegara, aby przesunąć fartuch
montaż do główki ramy (po lewej).
Obróć pokrętło zgodnie z ruchem wskazówek zegara, aby przesunąć zespół fartucha w kierunku ogona.
5Koło ręczne do przesuwania wzdłużnego (B, rys. 11)
8Dźwignia poprzeczna podpórki złożonej (E, rys. 11)
9Dźwignia zaciskowa stojaka narzędziowego (F, rys. 11)
Obróć przeciwnie do ruchu wskazówek zegara, aby poluzować i zgodnie z ruchem wskazówek zegara, aby dokręcić. Obróć
uchwyt narzędziowy, gdy dźwignia jest odblokowana.
Obróć zgodnie z ruchem wskazówek zegara lub przeciwnie do ruchu wskazówek zegara, aby przesunąć lub ustawić pozycję.
- 15 -
Machine Translated by Google
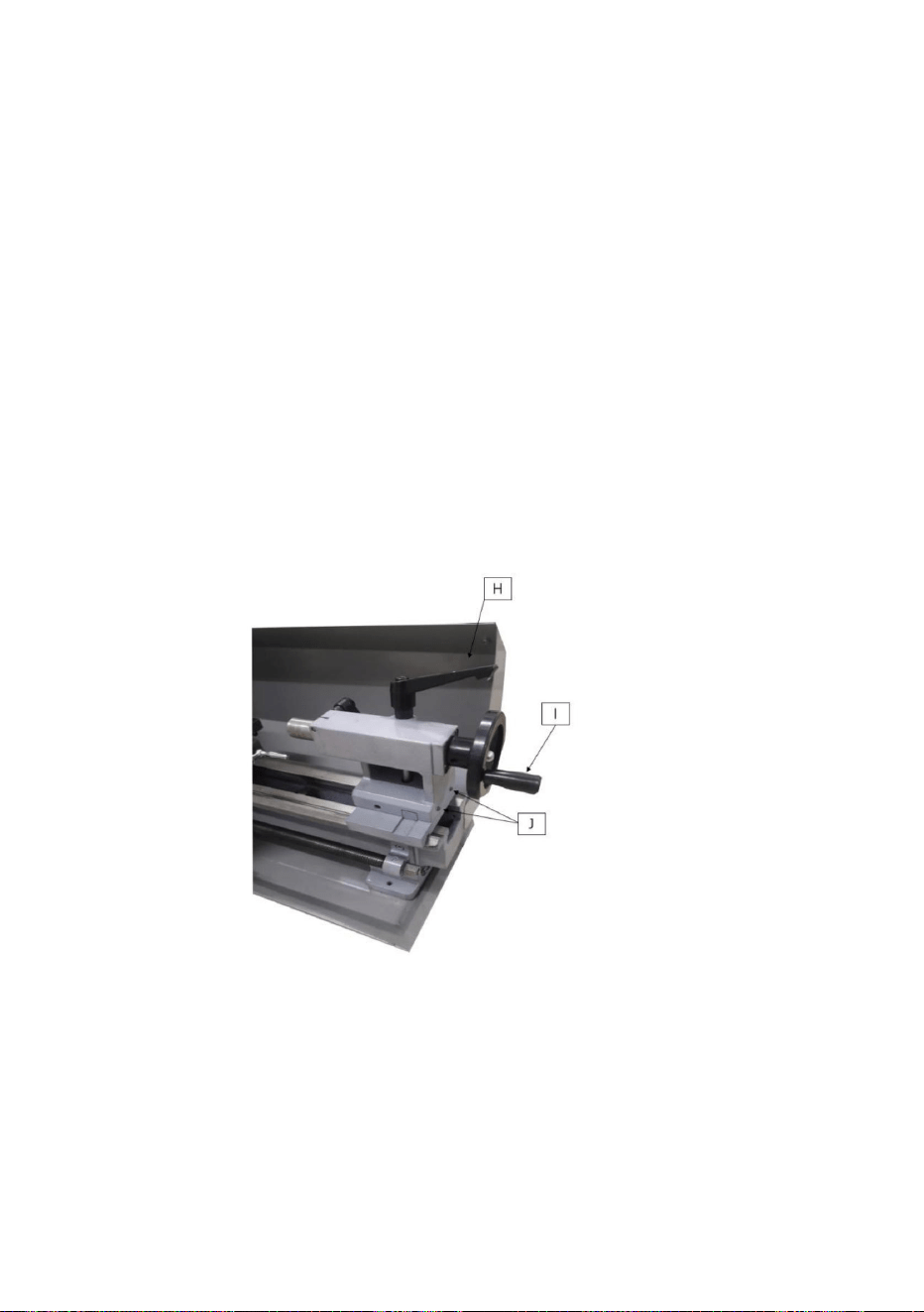
Rys. 12
schowaj pióro.
12Regulacja przesunięcia konika (J, rys. 12)
Do przesunięcia służą dwie śruby ustalające znajdujące się na podstawie trzonu ogonowego.
konik do cięcia stożków. Poluzuj śrubę blokującą na końcu konika. Poluzuj
11Konik Przesuw tulei trzpienia Koło ręczne (I, rys. 12)
Obróć zgodnie z ruchem wskazówek zegara, aby przesunąć pióro. Obróć przeciwnie do ruchu wskazówek zegara, aby
Aby zablokować wrzeciono, obróć dźwignię zgodnie z ruchem wskazówek zegara, a aby je odblokować, obróć dźwignię w
kierunku przeciwnym do ruchu wskazówek zegara.
10Dźwignia zaciskowa tulei kłody (H, rys. 12)
jedną śrubę ustalającą po jednej stronie, dokręcając jednocześnie drugą, aż do uzyskania wymaganego odchylenia
jest wskazane na skali. Dokręć śrubę blokującą.
- 16 -
Machine Translated by Google

Ryc. 13
uzyskuje się poprzez porównanie punktu narzędzia z punktem środka
zamontowane w koniku. W razie potrzeby użyj stalowych podkładek dystansowych
pod narzędziem, aby uzyskać wymaganą wysokość. (Rys. 14)
USTAWIENIE NARZĘDZIA
DZIAŁANIE
Narzędzie musi być mocno zaciśnięte. Podczas obracania narzędzie ma tendencję do
Zacisnąć narzędzie tokarskie w uchwycie narzędziowym.
Wymiana Chucka
zginać się pod wpływem siły skrawania powstającej w trakcie formowania wióra.
Aby uzyskać najlepsze rezultaty, wysięg narzędzia powinien wynosić minimum 3/8" lub
mniej.
Uchwyt wrzeciona głowicy jest cylindryczny. Luźne trzy zestawy
śruby i nakrętki (A, rys. 13, pokazano tylko dwie) na uchwycie tokarskim
Kąt cięcia jest prawidłowy, gdy krawędź tnąca jest w linii z
osi środkowej przedmiotu obrabianego. Prawidłowa wysokość narzędzia może być
kołnierz do usunięcia uchwytu. Umieść nowy uchwyt i zamocuj go za pomocą
te same śruby i nakrętki.
- 17 -
Machine Translated by Google
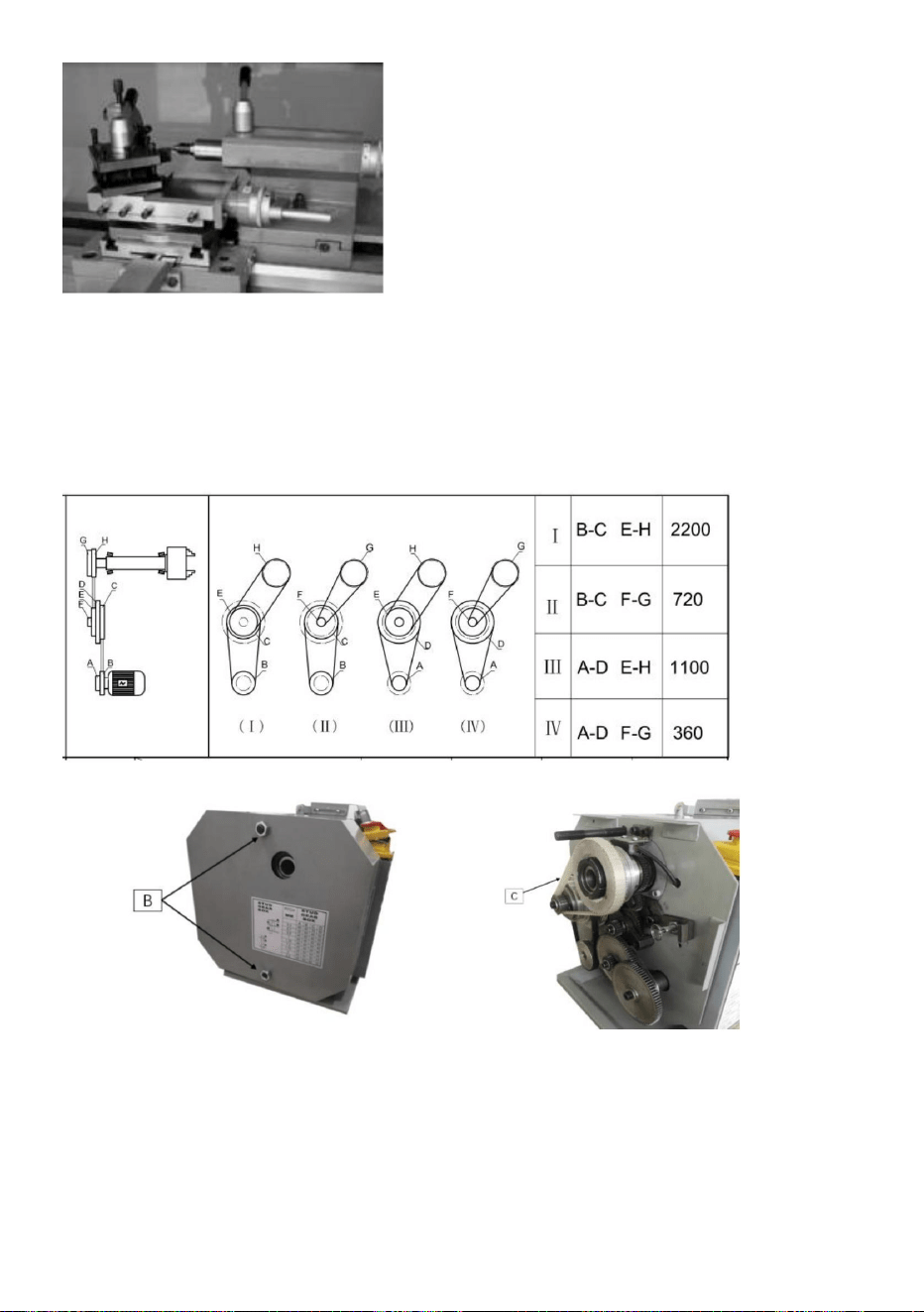
okładka.
Wyreguluj odpowiednią pozycję paska klinowego (C, rys. 16).
Odkręcić dwie śruby mocujące (B, rys. 15) i zdjąć osłonę.
Zmień prędkość
Ponownie dokręć rolkę napinającą i dokręć nakrętkę.
Ryc. 15 Ryc. 16
Ryc. 14
- 18 -
Machine Translated by Google
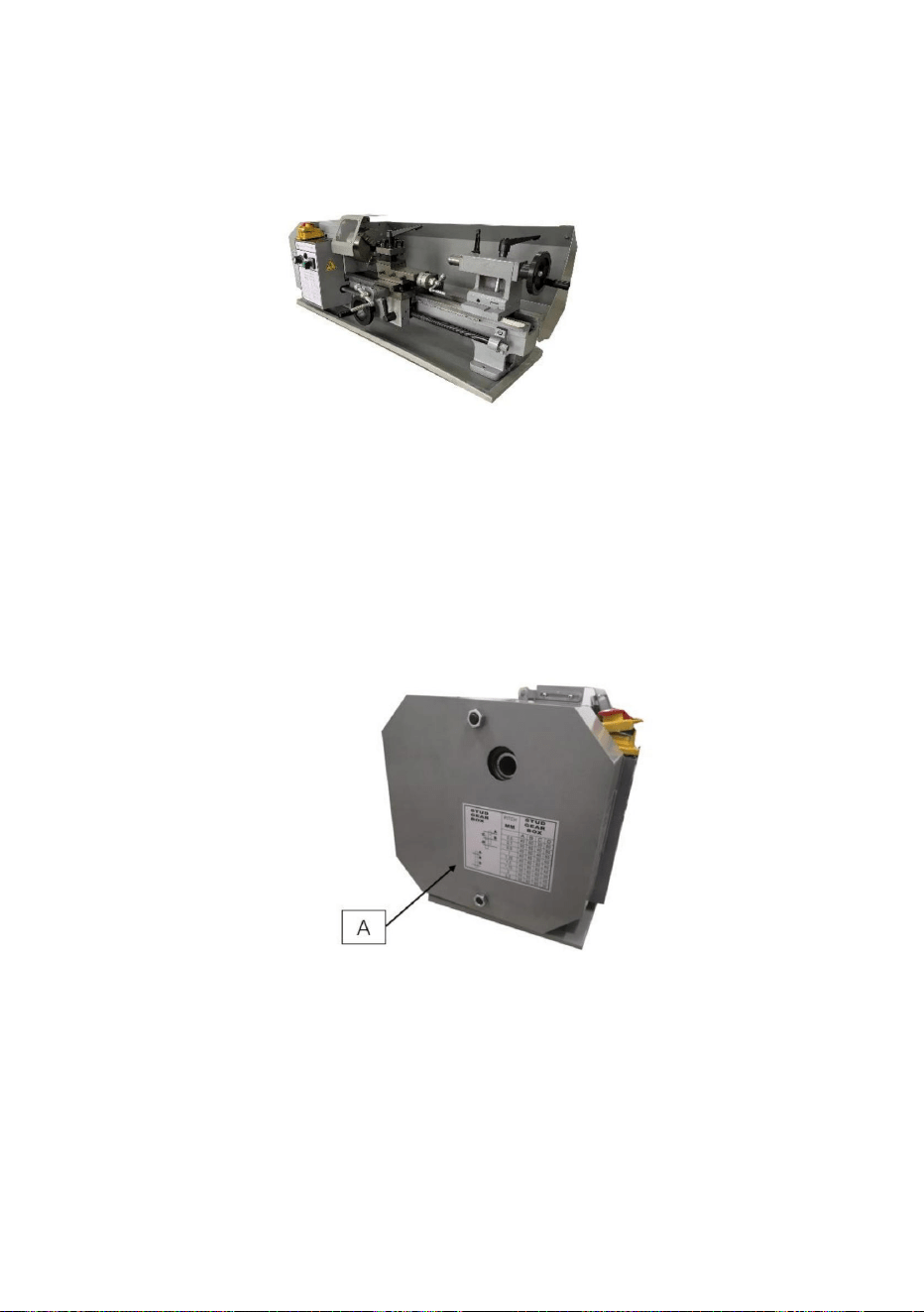
Ryc. 18
Ryc. 17
Toczenie wzdłużne z automatycznym posuwem
Użyj tabeli (A, rys. 18) na tokarce, aby wybrać prędkość posuwu lub skok gwintu.
Wyreguluj koło zębate, jeśli wymaganego posuwu lub skoku gwintu nie można
uzyskać za pomocą zainstalowanego zestawu kół zębatych.
Ręczny ruch obrotowy
fartucha, ruch poprzeczny i pokrętło ręczne górnego suwaka można
obsługiwać w celu podawania wzdłużnego lub poprzecznego. (Rys. 17)
- 19 -
Machine Translated by Google
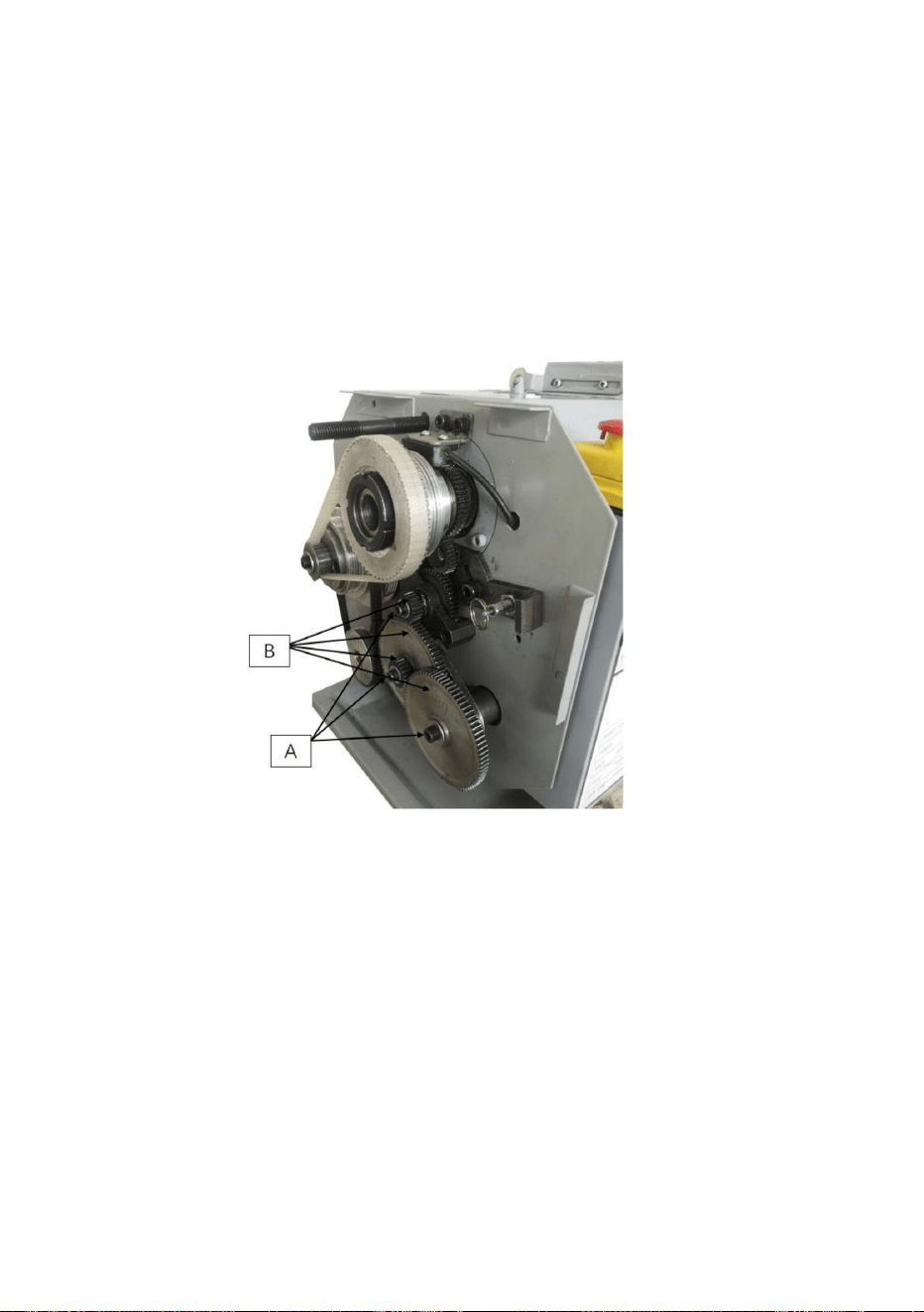
Ryc. 19
przód.
4. Zamontuj pary kół zębatych (B, rys. 19) zgodnie z gwintem i posuwem
wykres (rys.20) i ponownie przykręć nakrętkę.
5. Zamontuj osłonę ochronną głowicy i ponownie podłącz
2. Odkręć dwie śruby mocujące i zdejmij osłonę ochronną.
3. Odkręcić nakrętkę (A, rys.19) w celu wyjęcia kół zmiany biegów z
1. Odłącz maszynę od źródła zasilania.
Zmiana biegów Wymiana
maszynę do zasilania.
- 20 -
Machine Translated by Google
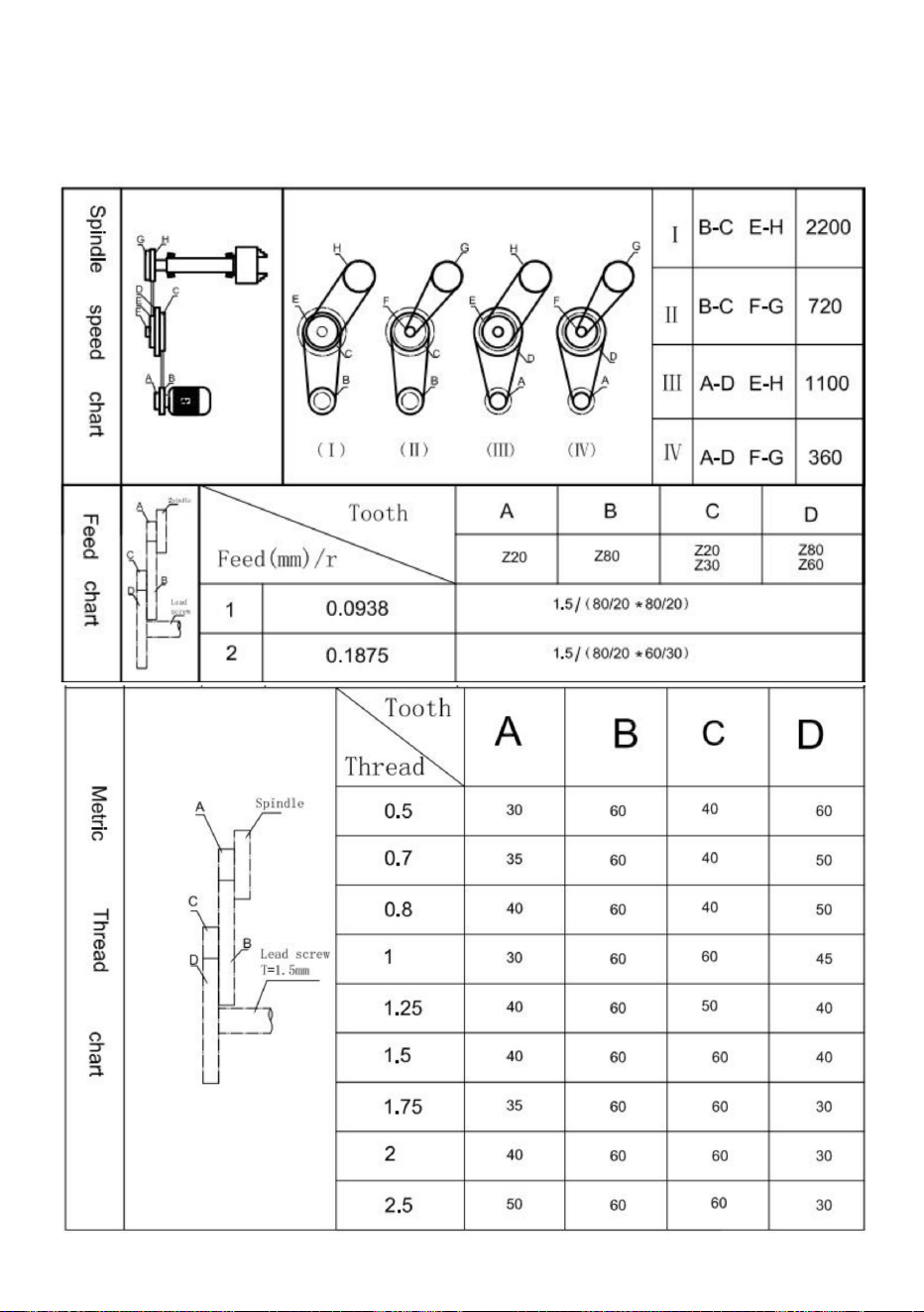
TABELA NAWLEKANIA I PODAWANIA
Płyta podziałowa (rys. 20)
- 21 -
Machine Translated by Google
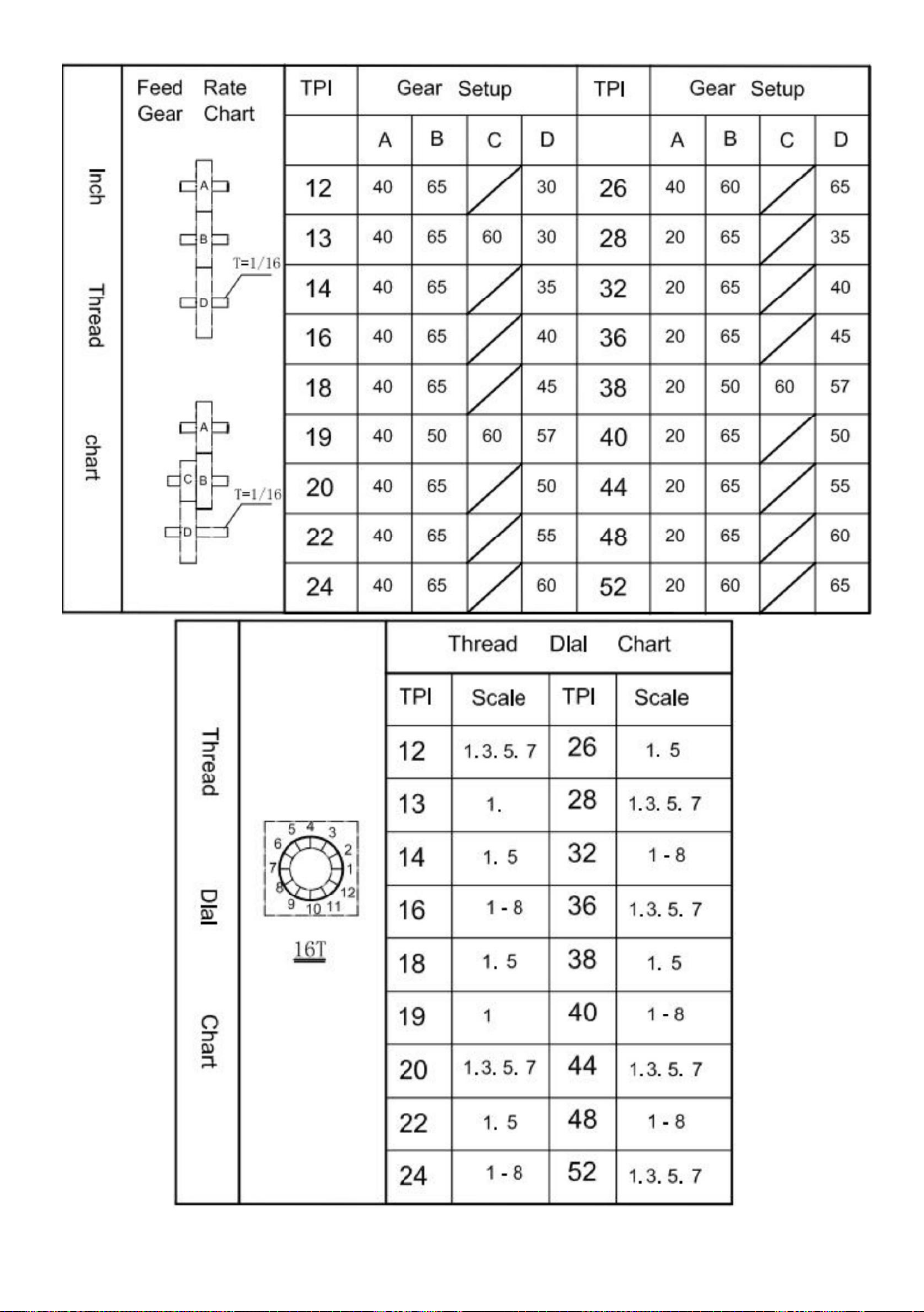
- 22 -
Ryc. 20
Machine Translated by Google
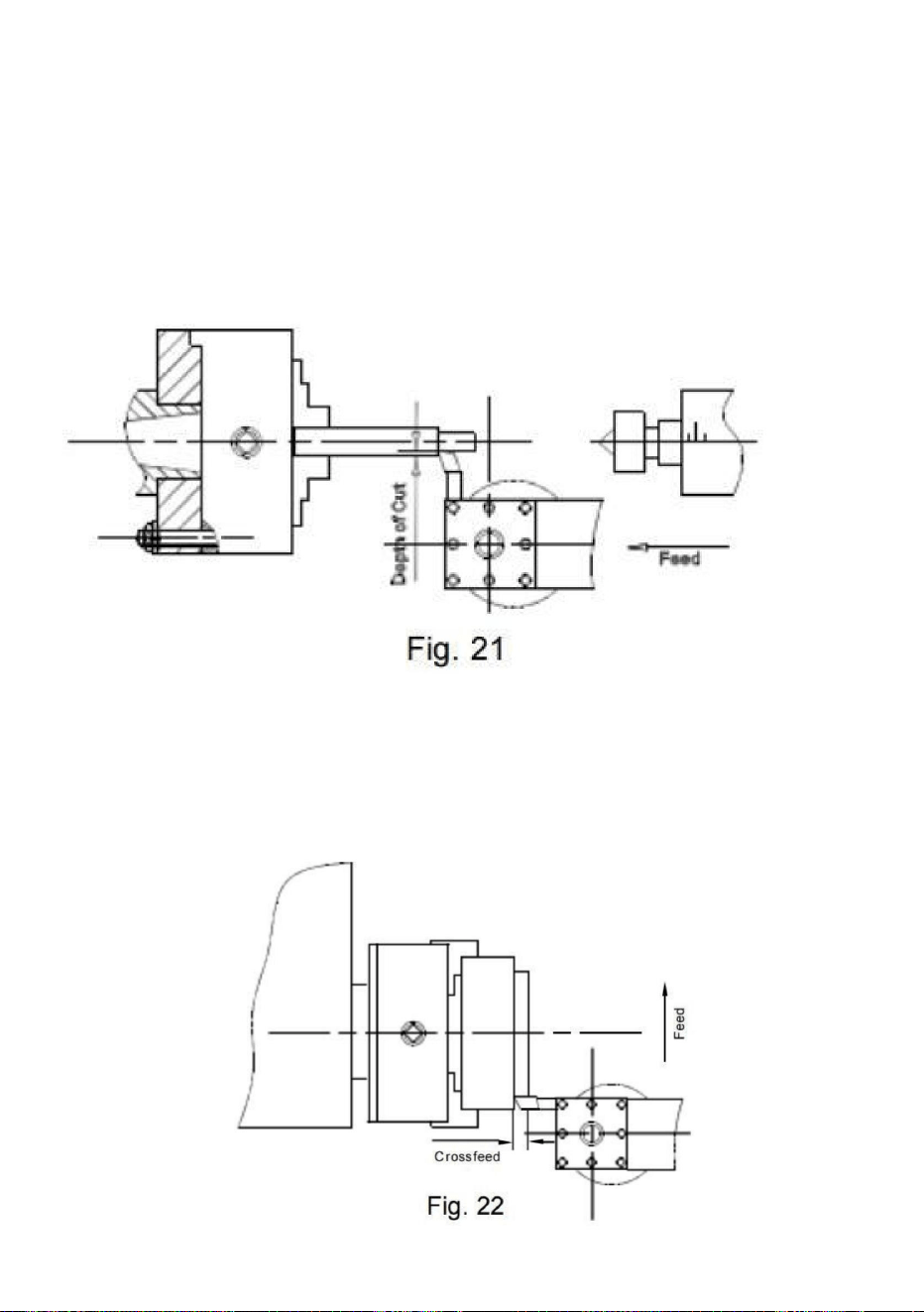
- 23 -
Toczenie końcowe ( rys. 22 )
W operacji obróbki czołowej narzędzie przesuwa się prostopadle do osi obrotu
przedmiotu obrabianego. Posuw jest wykonywany ręcznie za pomocą koła
ręcznego suportu poprzecznego. Posuw poprzeczny dla głębokości cięcia jest
wykonywany za pomocą górnego suportu lub siodła tokarki.
W przypadku operacji toczenia prostoliniowego narzędzie przesuwa się równolegle
do osi obrotu przedmiotu obrabianego. Posuw może być ręczny poprzez obrót
pokrętła na siodle tokarki lub górnym suwaku lub poprzez aktywację automatycznego
posuwu. Posuw poprzeczny dla głębokości skrawania jest uzyskiwany za pomocą
suwaka poprzecznego.
Toczenie cylindryczne (rys. 21)
Machine Translated by Google
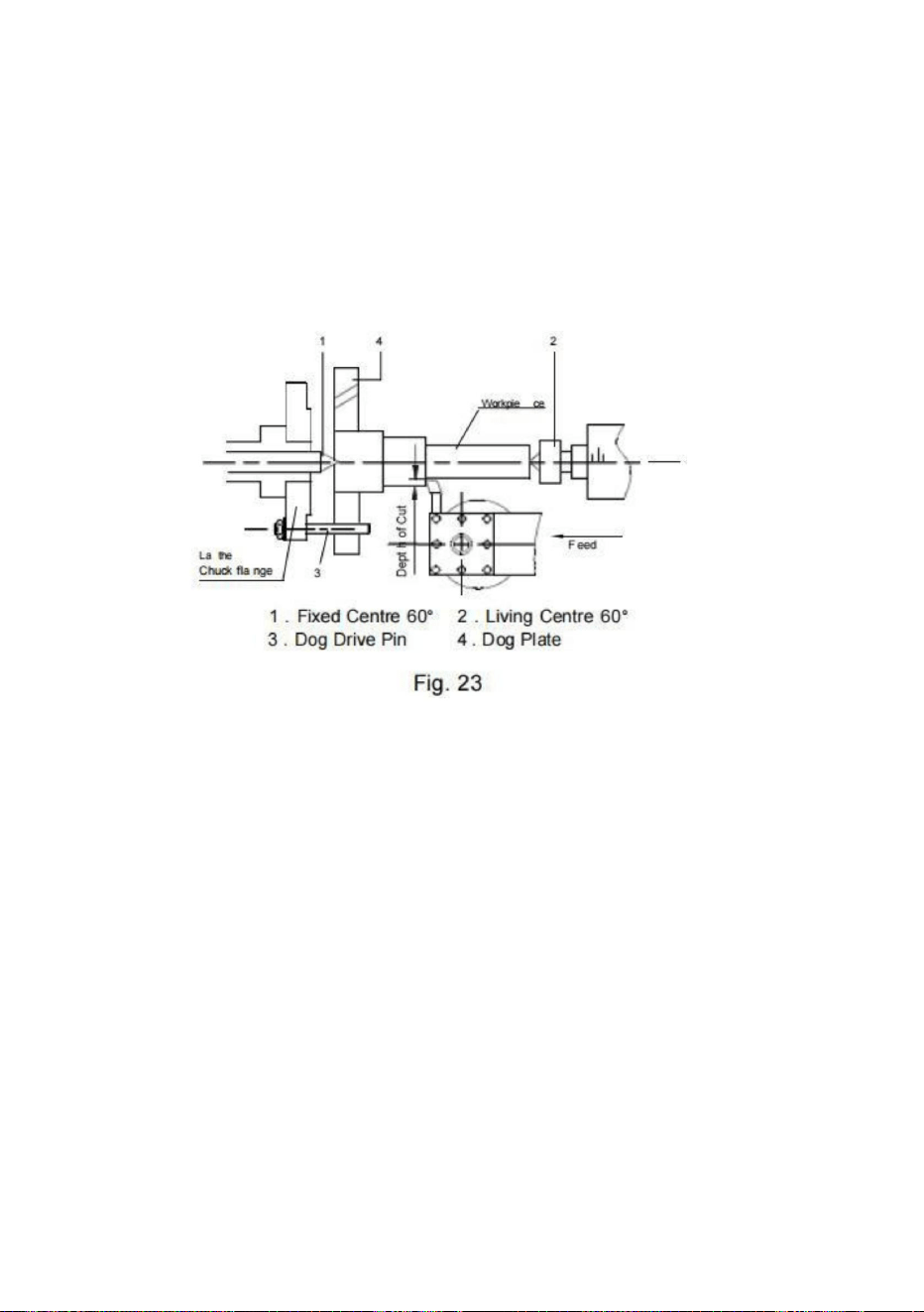
- 24 -
Uwaga: Zawsze stosuj niewielką ilość smaru na środku konika, aby zapobiec
przegrzaniu końcówki kła.
Toczenie stożkowe z wykorzystaniem przesunięcia
konika Dostosuj odchylenie między środkiem tulei konika a środkiem wrzeciona, aby
zakończyć toczenie stożkowe. Kąt zależy od długości przedmiotu obrabianego.
Do toczenia między kłami konieczne jest zdjęcie uchwytu z wrzeciona. Zamontuj kieł MT
3 w nosie wrzeciona, a kieł MT 2 w koniku. Zamontuj obrabiany przedmiot z
zamontowanym zabierakiem między kłami. Wał jest napędzany przez zaczep lub płytę
czołową.
Toczenie: Wał smukły ( rys. 23 )
Odkręć śrubę ustalającą (B, rys.24) na prawym końcu konika. Poluzuj przednią śrubę
regulacyjną (C, rys.24) i dokręć tylną śrubę regulacyjną (D, rys.24) o tę samą
wartość, aż do uzyskania pożądanego stożka. Pożądaną regulację poprzeczną można
odczytać ze skali. (E, rys.24). Najpierw ponownie dokręć śrubę ustalającą (B, rys.24), a
następnie dwie (przednią i tylną) śruby regulacyjne, aby zablokować konika w pozycji.
Ponownie dokręć śrubę blokującą (A, rys.24) konika. Obrabiany przedmiot musi być
trzymany między dwoma środkami i napędzany płytą czołową i zabierakiem.
Aby przesunąć konika, należy poluzować śrubę blokującą (A, rys. 24).
Machine Translated by Google
- 25 -
Przykład: gwint męski
Średnica przedmiotu obrabianego musi być dostosowana do średnicy
UWAGI
pożądanego wątku.
Cięcie gwintu
Ustaw maszynę na żądany skok gwintu (zgodnie z tabelą gwintowania, rys.
20). Uruchom maszynę i załóż półnakrętkę. Gdy narzędzie dotrze do
części, wykona ono początkowe przejście gwintowania. Gdy
narzędzie dotrze do końca cięcia, zatrzymaj maszynę, wyłączając silnik i
jednocześnie wysuwając narzędzie z części, aby oczyścić gwint.
Nie odłączaj dźwigni półnakrętki. Odwróć kierunek silnika, aby umożliwić
narzędziu tnącemu powrót do punktu początkowego. Powtarzaj te kroki,
aż uzyskasz pożądane rezultaty.
Ryc.24
Po wykonaniu toczenia stożkowego konik należy przywrócić do
pierwotnego położenia zgodnie z pozycją zerową na skali konika. (E, rys. 24)
Przedmiot obrabiany wymaga fazy na początku gwintu
I
Machine Translated by Google
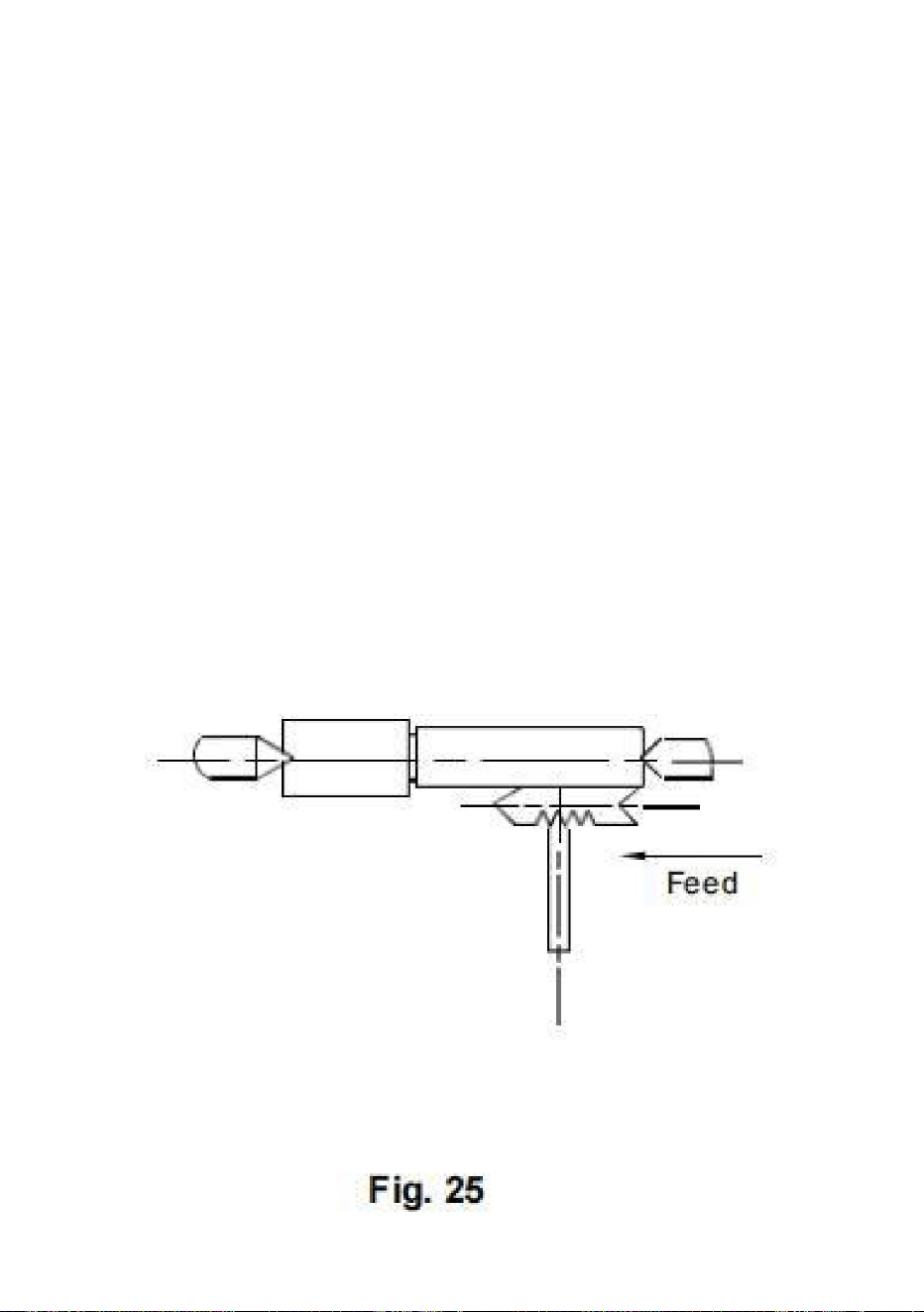
- 26 -
głębokość gwintu.
(suwak poprzeczny) na końcu każdego etapu cięcia.
Narzędzie wysuwa się z nakrętką śruby pociągowej zaciśniętą przez
odwrócenie przełącznika.
podcięcie na gwincie się kończy.
głębokości za pomocą suwaka poprzecznego. Przed każdym przejściem umieść
Zatrzymaj maszynę i przesuń narzędzie do cięcia gwintu w kierunku dolnym
Prędkość musi być jak najniższa. Zmiana biegów
górny suwak około 0,2 do 0,3 mm w lewo i prawo
naprzemiennie, aby uwolnić nitkę. W ten sposób nitka
musi zostać zainstalowany zgodnie z wymaganym skokiem.
Narzędzie do nacinania gwintów musi mieć dokładnie taki sam kształt jak próbka
ponieważ gwint musi być absolutnie prostokątny i
narzędzia tnące przecinają tylko jedną stronę gwintu przy każdym przejściu. Trzymaj
odcinając nić aż do momentu, gdy osiągniesz niemal pełną długość
zaciśnięty tak, aby dokładnie pokrywał się z wejściem obrotowym.
Gwint wytwarzany jest w różnych etapach cięcia, tak aby
narzędzie tnące musi zostać całkowicie wykręcone z gwintu (z
Machine Translated by Google

- 27 -
W przypadku oryginalnego uchwytu 3-szczękowego zamontowanego na tokarce, fabryka
zamontowała uchwyt w najlepszy sposób gwarantujący dokładność mocowania. Na uchwycie
i kołnierzu uchwytu umieszczono dwa znaki „0” (A) (rys. 26).
Istnieją dwa rodzaje szczęk: szczęki wewnętrzne i zewnętrzne. Należy pamiętać, że liczba
szczęk pasuje do liczby wewnątrz rowka uchwytu. Nie należy ich mieszać. Podczas
montażu należy je montować w kolejności rosnącej 0, 1. Przed wyjęciem należy
upewnić się, że
Notatka:
3 kiedy jesteś
Za pomocą tego uniwersalnego uchwytu można zaciskać przedmioty okrągłe,
trójkątne, kwadratowe, sześciokątne, ośmiokątne i dwunastokątne. (Rys.26)
Uwaga: nowe tokarki mają bardzo ciasno dopasowane szczęki. Jest to konieczne, aby
zapewnić dokładne zaciskanie i długą żywotność — przy wielokrotnym otwieraniu
i zamykaniu szczęki dostosowują się automatycznie, a ich działanie staje się
stopniowo płynniejsze.
Uchwyt tokarski uniwersalny trójszczękowy
Akcesoria do tokarek
,
Machine Translated by Google
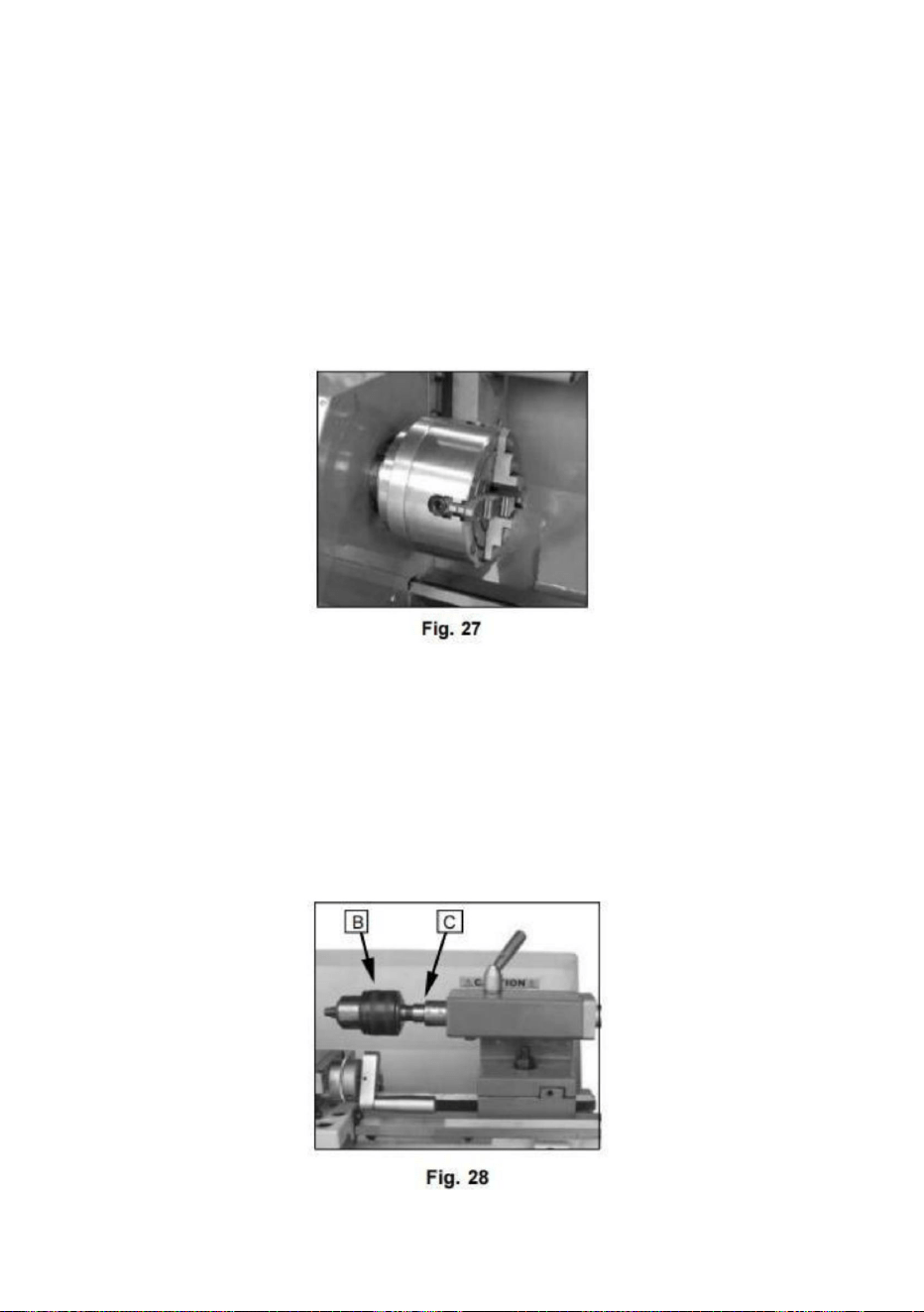
- 28 -
(Ryc.27)
Uchwyt wiertarski DriII (opcjonalnie)
Czteroszczękowy niezależny uchwyt tokarski Ten
specjalny uchwyt posiada cztery niezależnie regulowane szczęki. Umożliwiają one
mocowanie asymetrycznych elementów i pozwalają na dokładne ustawianie
elementów cylindrycznych.
wyjmij je w kolejności malejącej 3, 1, 0, jedną po drugiej. Po zakończeniu tej procedury obróć
szczęki do najmniejszej średnicy i sprawdź, czy wszystkie trzy szczęki są dobrze
dopasowane.
Stożek Morse'a (opcjonalnie)
Do zamontowania uchwytu wiertarskiego w koniku konieczny jest trzpień. Posiada
stożek Morse’a nr 1. (C) Ryc.28
Za pomocą uchwytu wiertarskiego należy przytrzymać wiertła centrujące i wiertła
kręte w koniku (B) (rys.28).
Machine Translated by Google
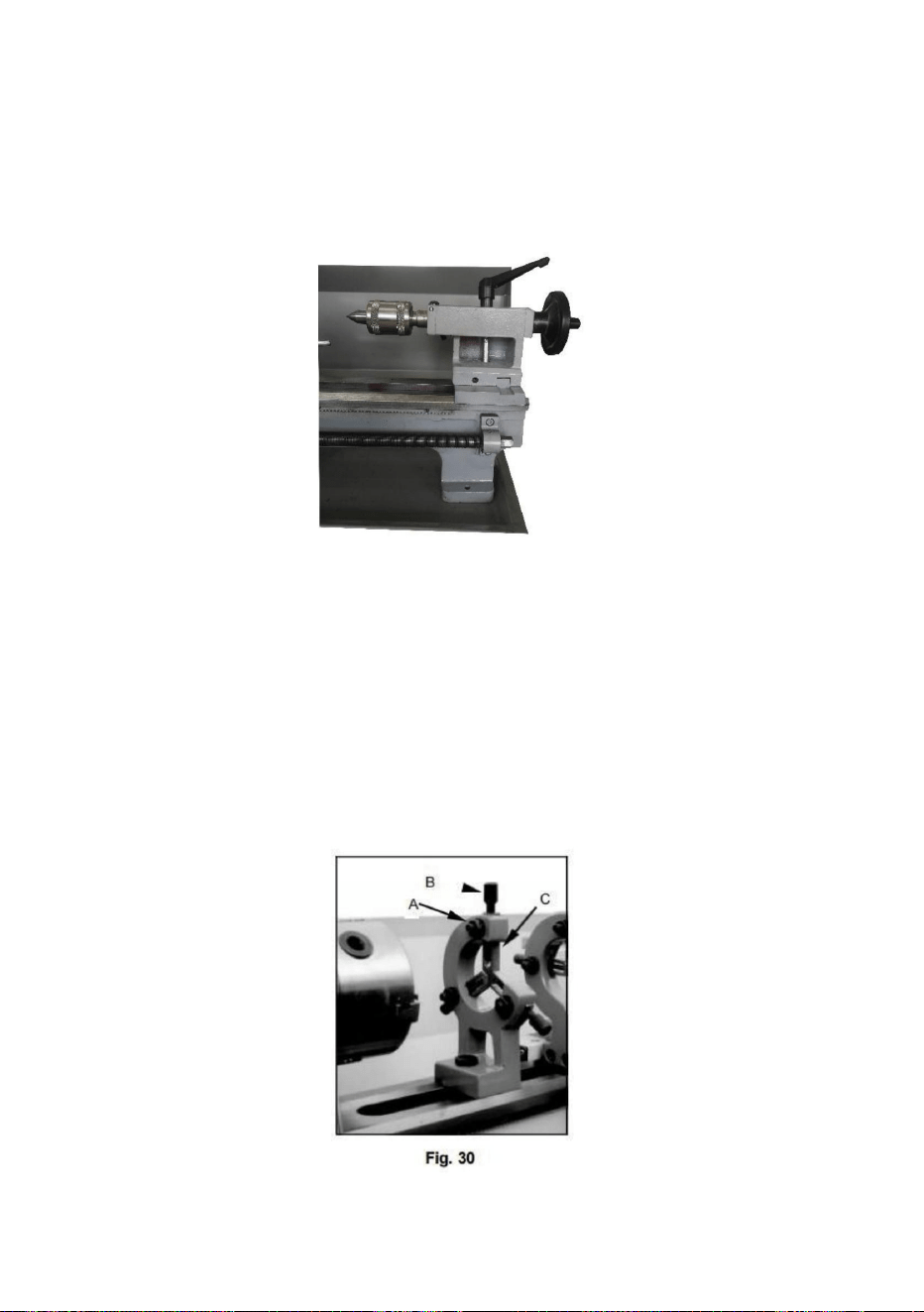
- 29 -
Ryc.29
Podtrzymka
stała Podtrzymka stała służy jako podpora dla wałów na wolnym końcu konika.
Kieł obrotowy zamocowany jest w łożyskach kulkowych. Jego użycie jest szczególnie zalecane
przy toczeniu z prędkością powyżej 6 obr./min. (Rys.29)
Live Center (opcjonalnie)
W przypadku wielu operacji konika nie można używać, ponieważ blokuje on narzędzie
tokarskie lub wiertnicze, dlatego musi zostać usunięty z maszyny. Podtrzymka stała,
która pełni
funkcję podpory końcowej, zapewnia pracę bez drgań. Podtrzymka stała jest
zamontowana na prowadnicach łoża i jest zabezpieczona od dołu płytą blokującą. Smar
wymaga ciągłego smarowania w punktach styku, aby zapobiec przedwczesnemu
zużyciu. (Rys. 30)
Machine Translated by Google
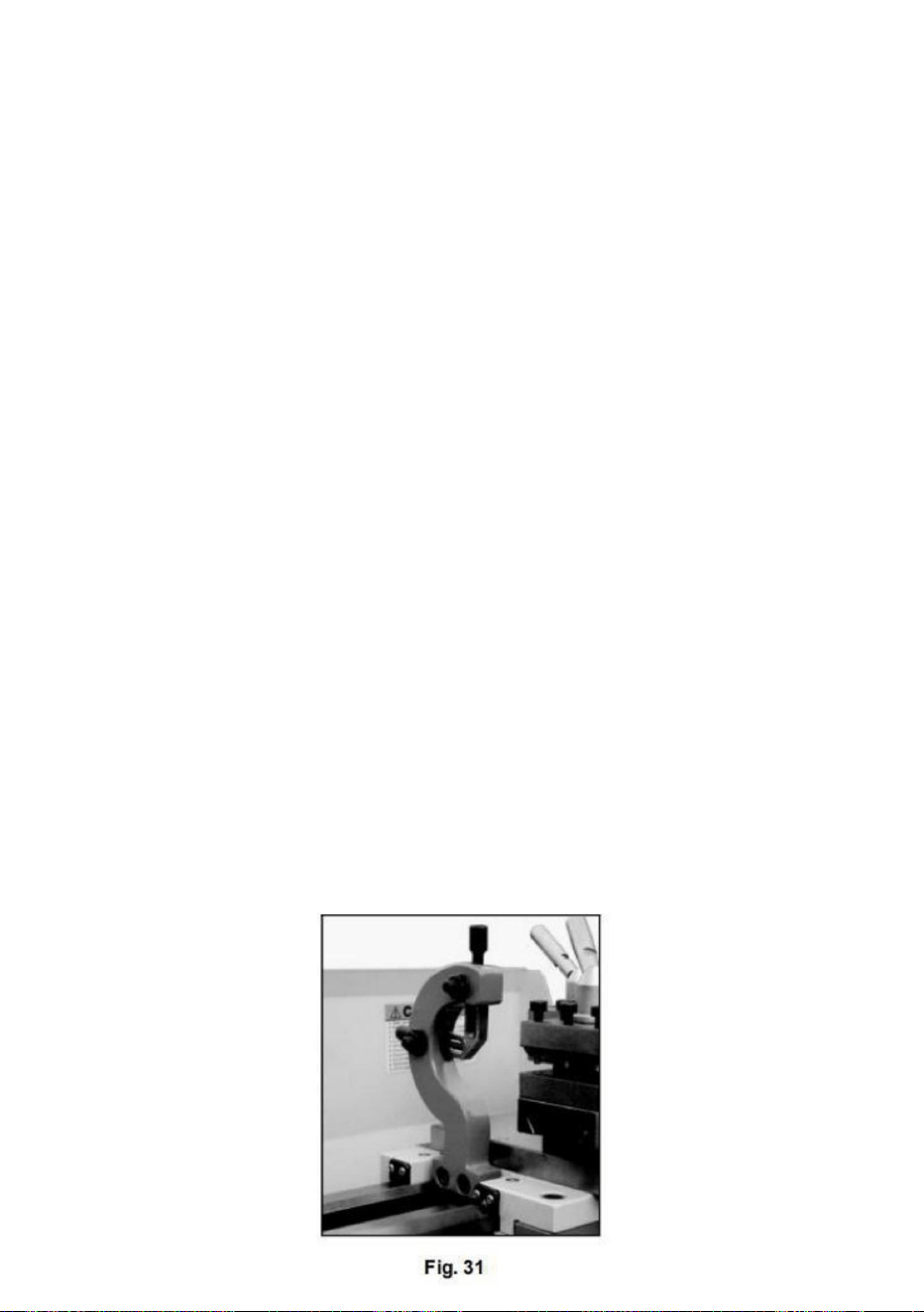
- 30 -
Poniższa podpórka jest stosowana przy operacjach toczenia na długich, smukłych
przedmiotu obrabianego. Dokręć trzy nakrętki (A, rys.31). Nasmaruj przesuwne
obrabianych przedmiotów. Zapobiega zginaniu się przedmiotu obrabianego pod wpływem nacisku
z narzędzia tokarskiego. ( Rys.31 )
punkty olejem maszynowym.
Ustawienie podpórki stałej
palce można piłować lub frezować ponownie.
4. Gdy po dłuższym okresie eksploatacji szczęki wykazują zużycie, końcówki
1. Odkręć trzy nakrętki sześciokątne. (A, rys. 31)
Śledź resztę
Ustaw bloki podporowe tak, aby przylegały do przedmiotu obrabianego, ale nie za ciasno.
Podczas pracy należy smarować bloki podporowe, aby zapobiec ich przedwczesnemu zużyciu.
Kolejny odpoczynek montowany jest na siodle i podąża za
2. Odkręć śrubę radełkowaną (B, rys. 36) i otwórz przesuwne
nosić.
(C, ryc. 31) aż do momentu, gdy podpórkę stałą będzie można przesunąć palcem
ruch narzędzia tokarskiego. Wymagane są tylko dwa bloki podporowe.
Miejsce trzeciego bloku podporowego zajmuje narzędzie tokarskie.
wokół przedmiotu obrabianego. Zabezpiecz podtrzymkę stałą w pozycji.
3. Dokręć śruby radełkowane tak, aby palce przylegały ściśle, ale nie były zbyt mocno dociśnięte.
Machine Translated by Google
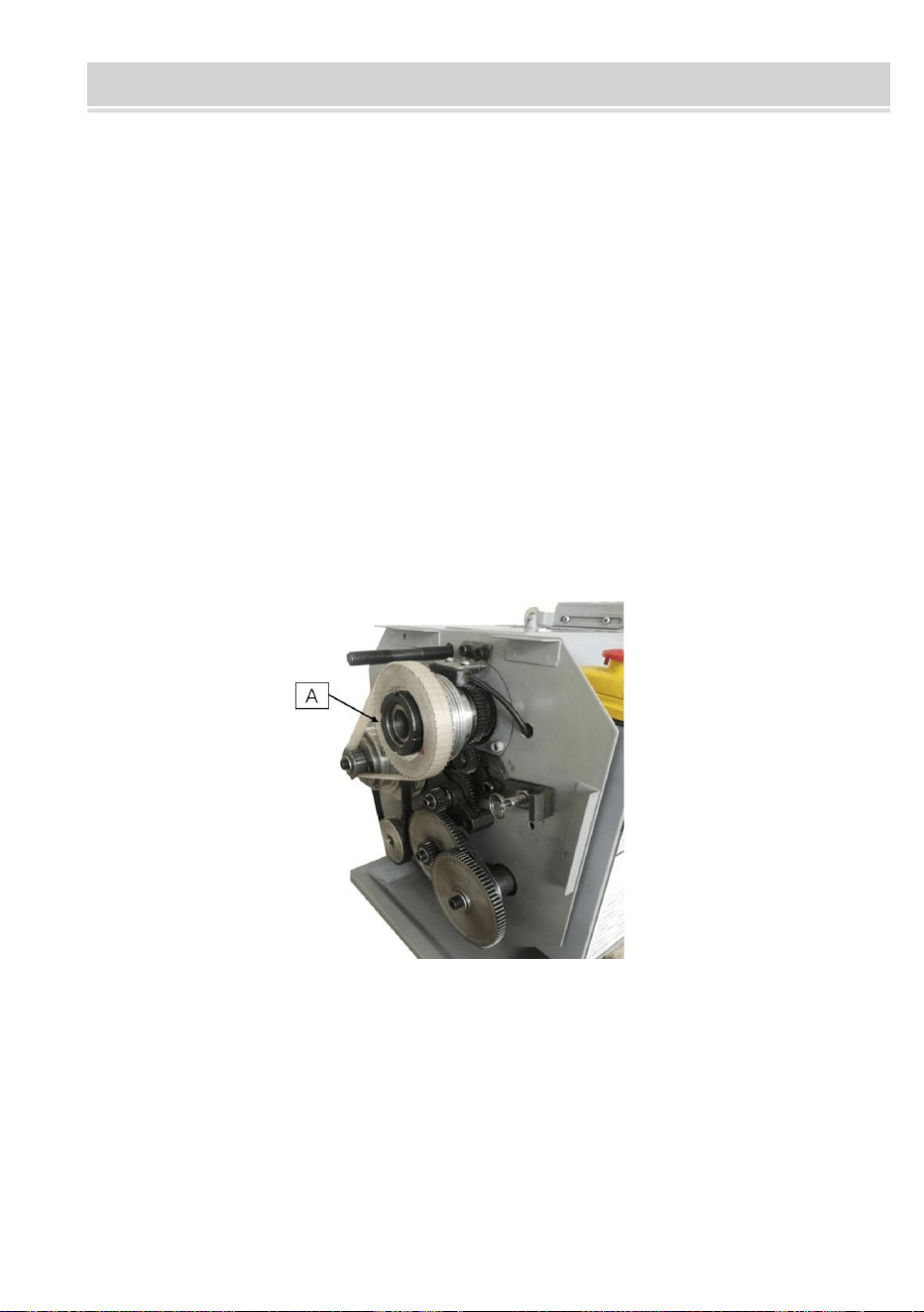
- 31 -
staje się oczywiste po dłuższym użytkowaniu, łożyska mogą być
dostosowano.
Główne łożyska wrzeciona są regulowane w fabryce. Jeśli luz osiowy
Zamocuj nakrętkę rowkową (A, rys.32) z tyłu wrzeciona.
może wymagać dostosowania.
Łożyska wrzeciona głównego
Po pewnym czasie następuje zużycie niektórych ruchomych elementów
REGULACJE
wrzeciono powinno nadal obracać się swobodnie.
Ryc.32
Uwaga: nadmierne dokręcanie lub wstępne naprężenie spowoduje uszkodzenie łożysk.
Machine Translated by Google
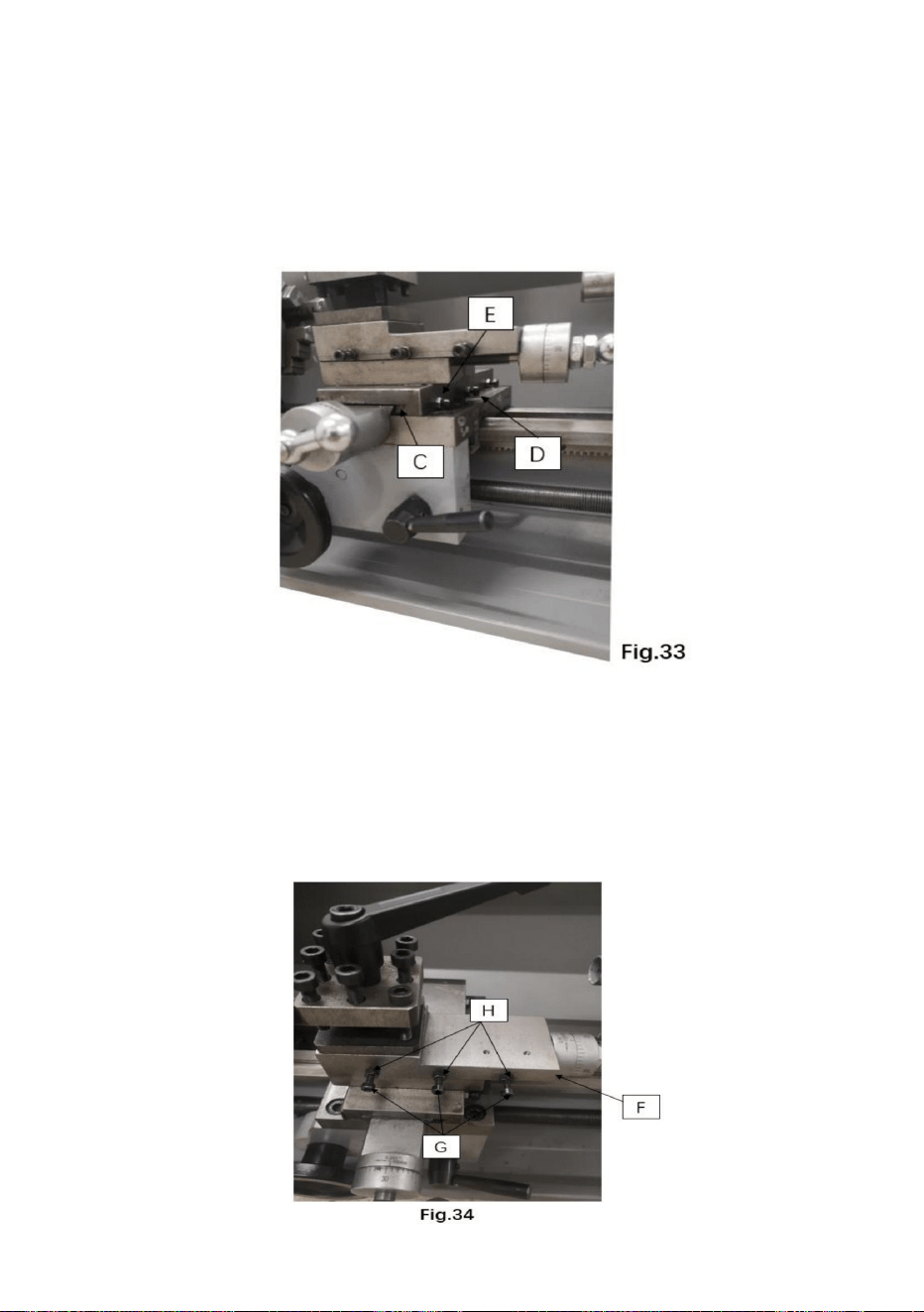
- 32 -
Regulacja górnego suwaka Górny
suwak jest wyposażony w listwę prowadzącą (F, rys. 34) i można go regulować
za pomocą śrub (G, rys. 34) z nakrętkami zabezpieczającymi. (H, rys. 34)
Odkręć nakrętki zabezpieczające i dokręć śruby ustalające, aż suwak będzie się swobodnie
poruszać bez luzu. Dokręć nakrętki zabezpieczające, aby zachować regulację.
Poluzuj nakrętki zabezpieczające i dokręć śruby ustalające, aż suwak będzie się swobodnie
poruszać bez luzu. Dokręć nakrętki zabezpieczające, aby zachować regulację.
Regulacja sań poprzecznych Sań
poprzecznych wyposażony jest w listwę prowadzącą (C, rys.33) i można go
regulować za pomocą śrub (D, rys.33) z nakrętkami zabezpieczającymi. (E, rys.33)
Machine Translated by Google
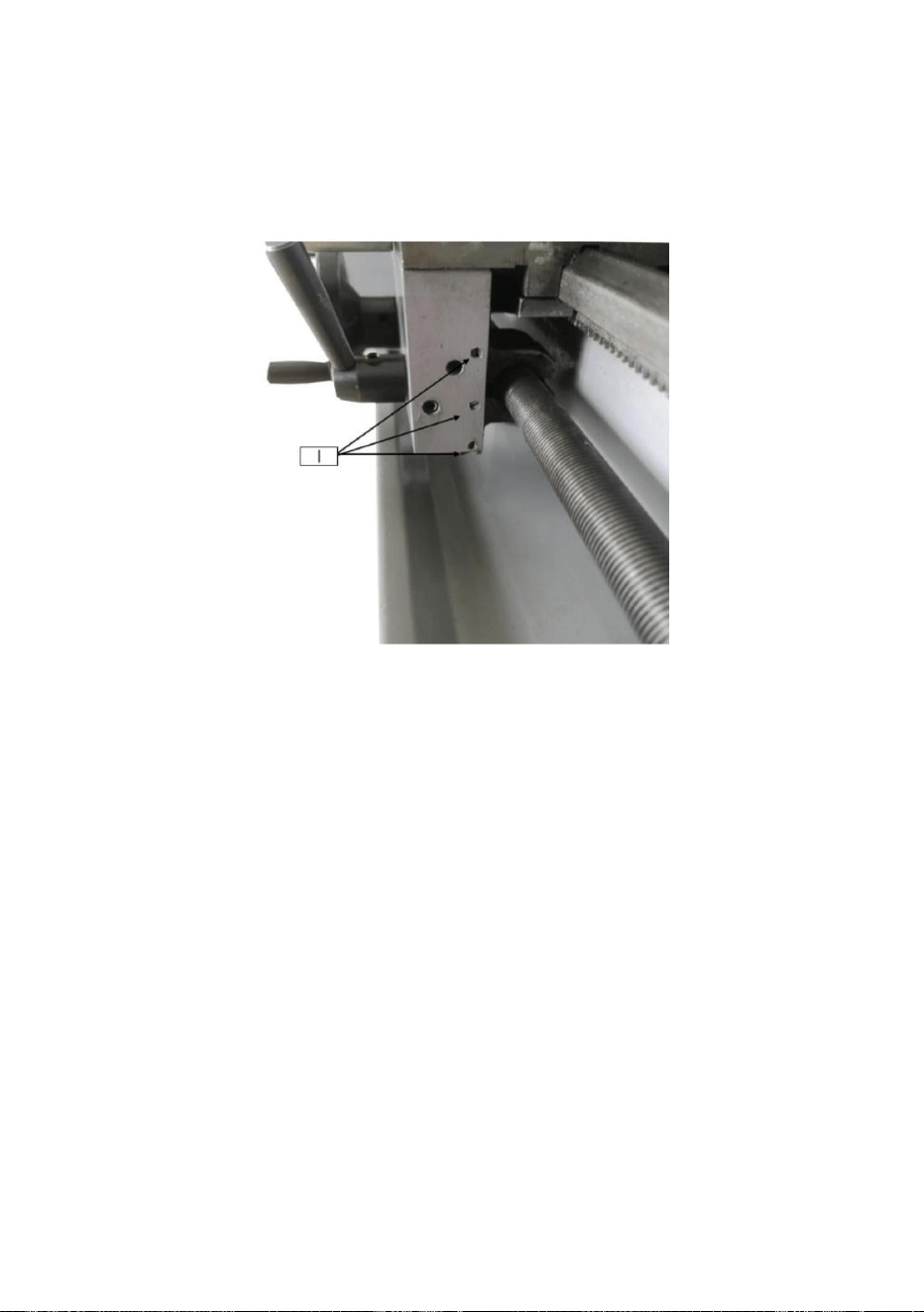
- 33 -
Ryc.35
Regulacja prowadnicy nakrętki HaIf
Zazębienie nakrętek HaIf można regulować za pomocą śrub (I, rys. 35)
Odkręć śruby po prawej stronie fartucha i wyreguluj śruby regulacyjne, aż obie
półnakrętki będą się swobodnie poruszać bez luzu. Dokręć nakrętkę.
Machine Translated by Google
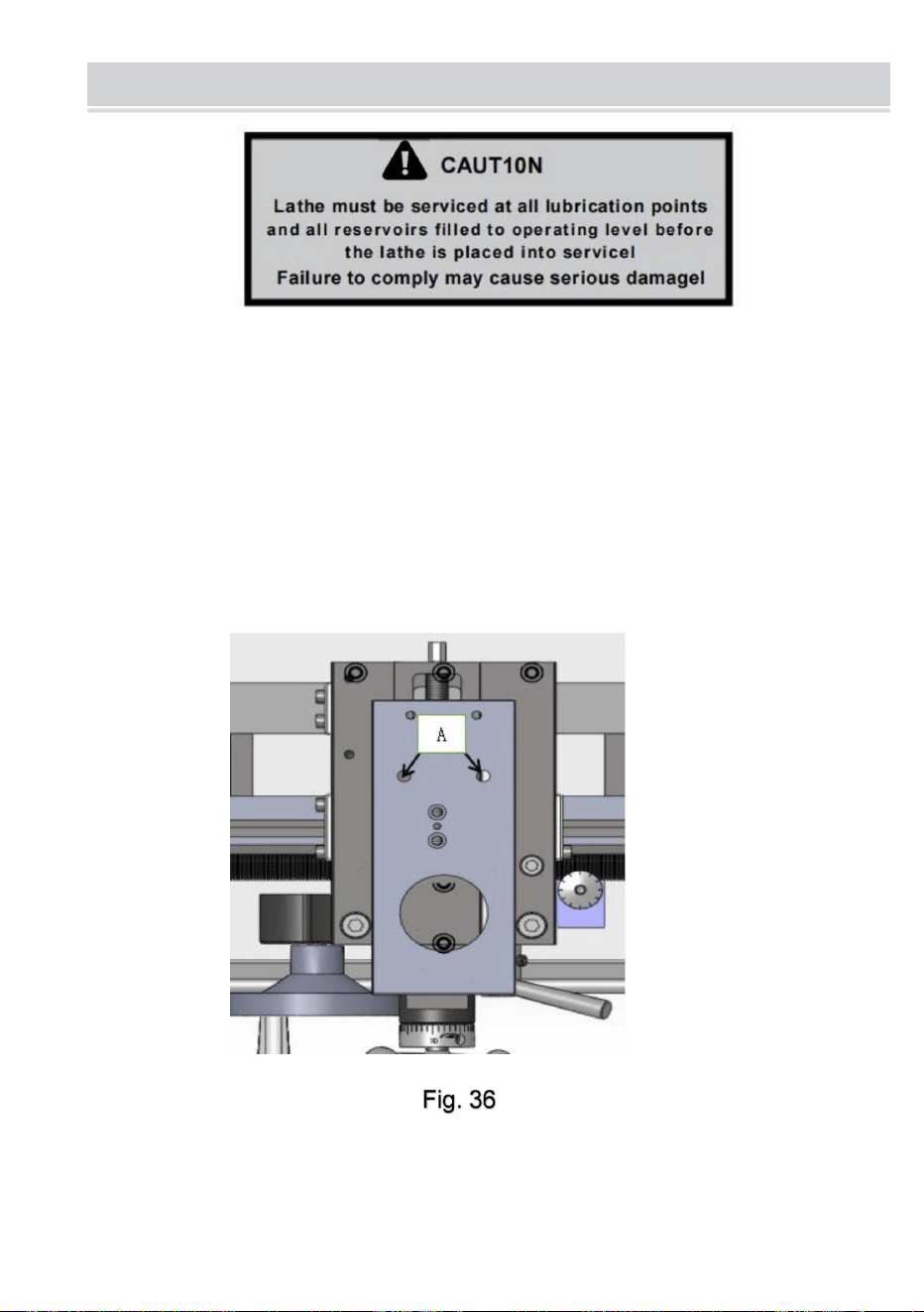
Lekko nasmaruj koła zębate zmiany biegów i śrubę pociągową
Nasmaruj dwa otwory olejowe (A, rys. 36) olejem maszynowym 20W raz dziennie.
Przed każdym użyciem lekko nasmaruj wszystkie prowadnice.
UWAGI:
1. Ślizg krzyżowy
ze smarem.
SMAROWANIE
- 34 -
Machine Translated by Google
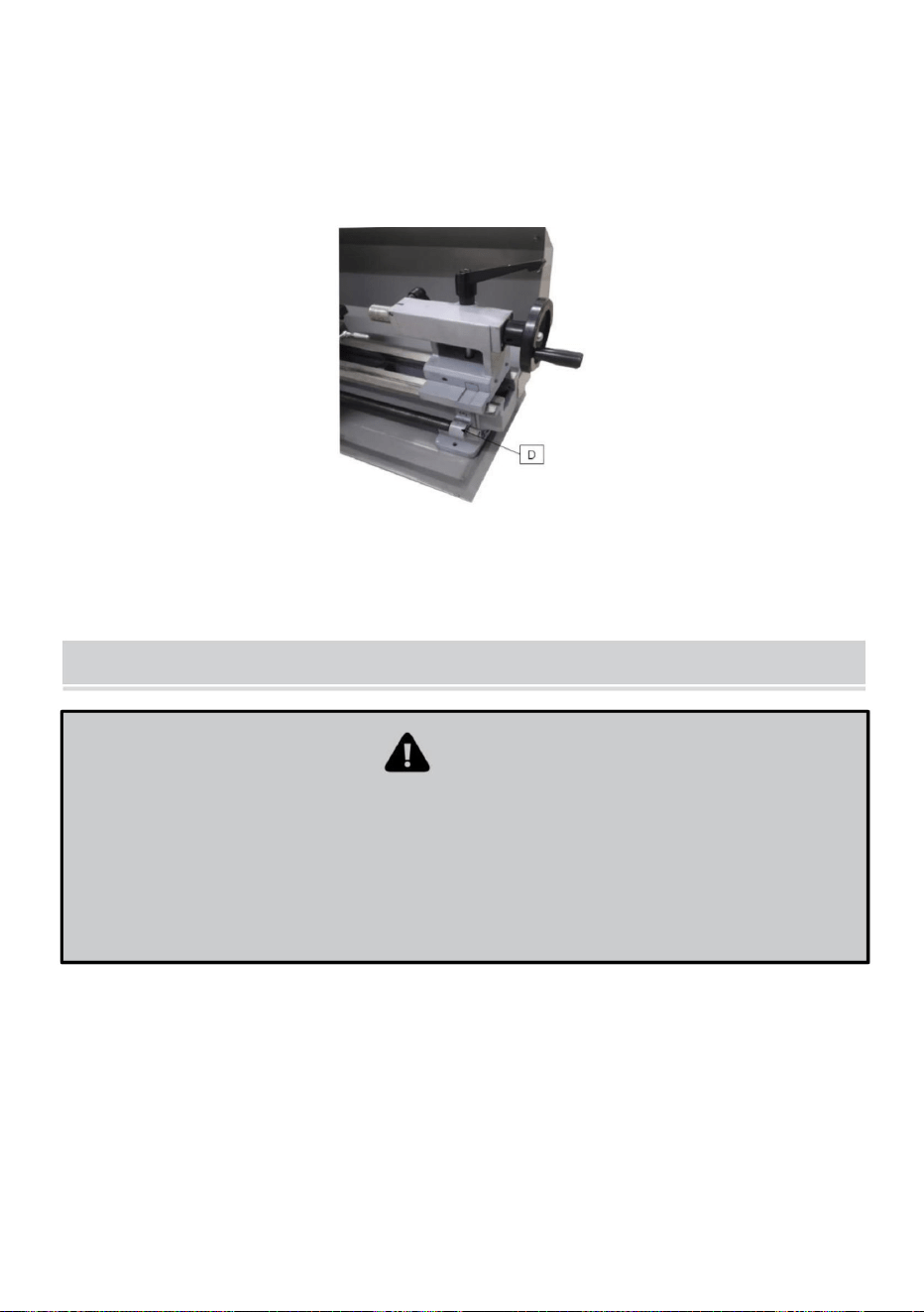
Podłączenie tokarki i wszelkie prace elektryczne może wykonywać wyłącznie uprawniony elektryk!
OSTRZEŻENIE!
Ryc. 38
Niedostosowanie się do tych zaleceń może spowodować poważne obrażenia ciała oraz uszkodzenie
maszyn i mienia!
Elektryczność
Tokarka YS-1835A ma moc znamionową 550 W, 1 F, 220 V. Upewnij się, że moc
dostępna w miejscu, w którym znajduje się tokarka, ma taką samą moc
znamionową jak tokarka. Użyj schematu okablowania (Rys. 39) do podłączenia
tokarki do sieci
Nasmaruj prawy otwór olejowy (D, rys.38) olejem maszynowym 20W raz dziennie.
2. Śruba pociągowa
zasilanie. Upewnij się, że tokarka jest prawidłowo uziemiona.
- 35 -
Machine Translated by Google
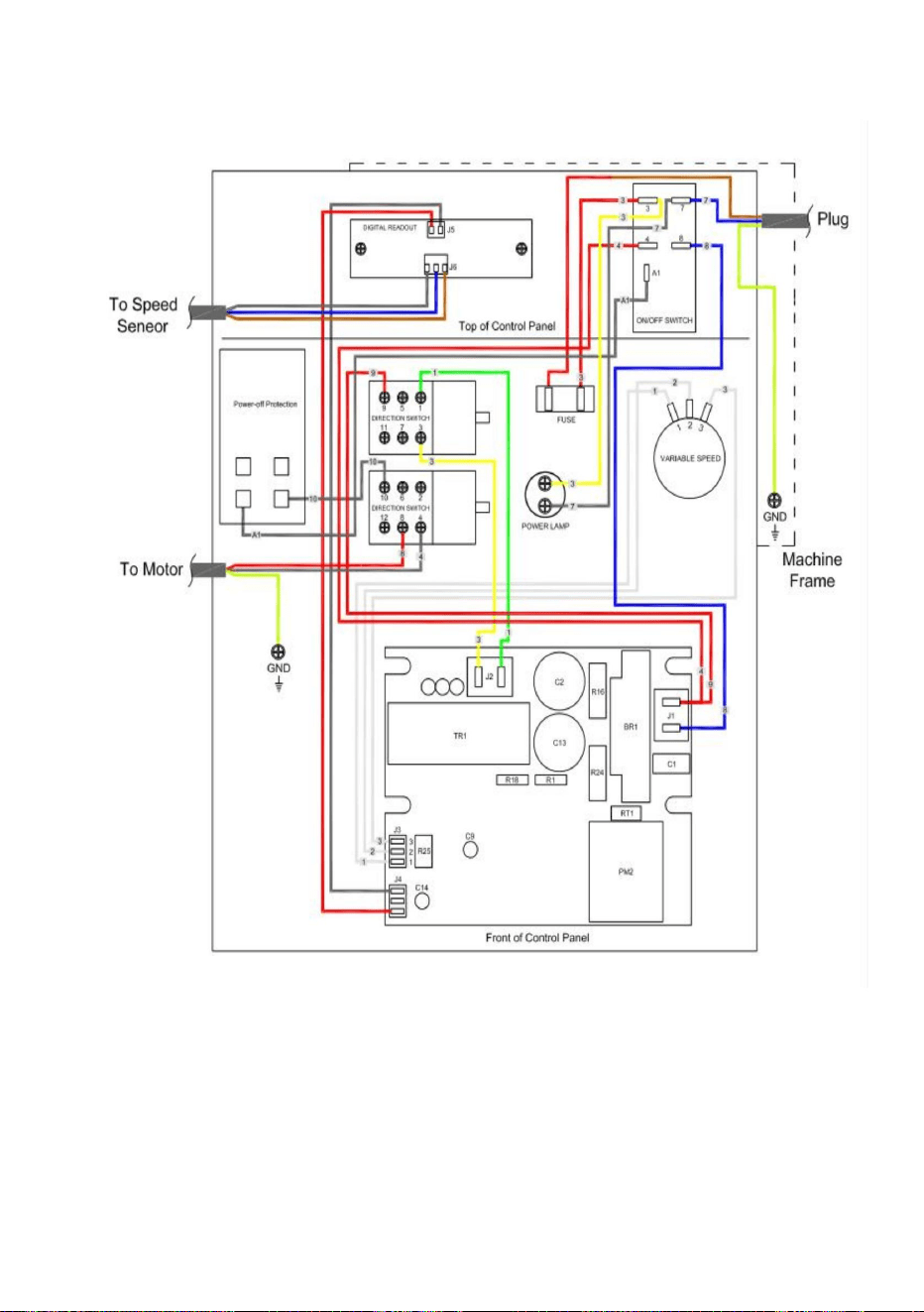
- 36 -
Poniżej przedstawiono schemat połączeń tokarki: (Rys.39)
Ryc. 39
Machine Translated by Google

Przeprowadzaj konserwację obrabiarki w trakcie jej pracy, aby zagwarantować
dokładność i żywotność maszyny.
UWAGI: Przed przystąpieniem do czyszczenia, konserwacji lub napraw
należy odłączyć urządzenie od zasilania!
1. Aby zachować precyzję i funkcjonalność maszyny, należy obchodzić się
z nią ostrożnie. Utrzymuj ją w czystości, smaruj i oliw ją regularnie.
Tylko dzięki dobrej pielęgnacji. Możesz być pewien, że jakość pracy maszyny
pozostanie stała.
KONSERWACJA
Olej, smar i środki czyszczące są zanieczyszczeniami i nie wolno ich
wyrzucać do kanalizacji ani do zwykłych śmieci. Należy pozbyć się tych środków
zgodnie z obowiązującymi przepisami prawnymi dotyczącymi
środowiska. Szmatki czyszczące nasączone olejem, smarem i środkami
czyszczącymi są łatwo
- 37 -
Machine Translated by Google
Chroń elementy elektryczne, takie jak silniki, przełączniki, przełączniki
3. Podczas pracy. Wióry, które spadają na powierzchnię ślizgową
pudełka itp. przed wilgocią podczas czyszczenia.
UWAGI: Prace naprawcze mogą być wykonywane wyłącznie przez osoby wykwalifikowane.
4. Po zabiegu każdego dnia. Usuń wszystkie odpryski i wyczyść
należy czyścić na bieżąco. a przeglądy należy przeprowadzać często.
łatwopalny. Zbierz szmaty czyszczące lub wełnę czyszczącą w odpowiednim pojemniku
suport obrabiarki i prowadnica łoża tokarki. Filc asfaltowy powinien
personel posiadający odpowiednie kwalifikacje mechaniczne i elektryczne
wykonane tak, aby zapobiec wpadaniu wiórów do miejsca pomiędzy
zamknięte naczynie i zutylizować je w sposób przyjazny dla środowiska
być czyszczone o określonej porze.
różnych części obrabiarki i nałożyć na nie olej do obrabiarek
zapobiegać korozji.
UWAGI: Nie wyjmuj chipsów gołymi rękami. Istnieje
sposób - nie wyrzucaj ich razem ze zwykłymi śmieciami!
5. Aby utrzymać dokładność obróbki. Dbaj o
środek. Powierzchnia obrabiarki do uchwytu i
prowadzić i zapobiegać uszkodzeniom mechanicznym i zużyciu z powodu
2. Przed każdym użyciem lekko nasmaruj wszystkie prowadnice. Zmiana
ryzyko skaleczeń z powodu ostrych krawędzi wiórów. Nigdy nie używaj łatwopalnych
wiedza.
rozpuszczalników, środków czyszczących lub środków wytwarzających szkodliwe opary!
koła zębate i śrubę pociągową należy również lekko nasmarować
niewłaściwy przewodnik.
6. Jeśli uszkodzenie zostanie znalezione. Konserwacja powinna zostać wykonana natychmiast.
smar.
- 38 -
Machine Translated by Google
- 39 -
ROZWIĄZYWANIE PROBLEMÓW
Odblokuj zatrzymanie awaryjne
Ostrze tnące się łamie
Promień na końcu narzędzia jest zbyt mały
Tokarka klekocze
Dostosuj właściwy ton
Eliminacja
Zbyt duże zużycie boków
Wyreguluj łożysko główne
Wrzeciono nie
jest aktywowane
Górny suwak nie jest dobrze wyrównany (cięcie za pomocą
Układ (wibracje)
Zbyt wysokie podawanie krzyżowe
Problem
Wyreguluj konika do środka
Luz w łożysku głównym
Powierzchnia przedmiotu obrabianego
Zwiększ kąt klina
zło
Zmniejszyć paszę
Narzędzie tępe
Pęknięcie szlifierskie spowodowane niewłaściwym chłodzeniem
Zbyt wysoka prędkość cięcia
narzędzie
prawidłowa średnica
stożkowy
Nadmierny luz w łożysku wrzeciona
Narzędzie ma krótką żywotność
Prawidłowy kąt szlifowania
Podawanie zbyt dużej ilości paszy
Sprężyny narzędziowe
Przecięcie nici jest
(gromadzenie się ciepła)
Włączony wyłącznik awaryjny
Zły ton
Więcej chłodziwa
Zwiększ promień
Dostosuj do środka
Prawidłowa regulacja wysokości
Dobrze wyrównaj górny suwak
Możliwy powód
Niewłaściwa średnica
Dolny posuw
poprzeczny (naddatek na wykończenie nie
powinien przekraczać 0,5 mm)
przedmiot obrabiany staje się
łożysko
Narzędzie
zaciskowe z mniejszym wysięgiem
Zmniejsz prędkość cięcia
zło
Kąt klina zbyt mały
Podawanie zbyt dużej ilości paszy
Zbyt mały kąt przyłożenia
Zmniejszyć paszę
Zacząłem szlifować w zły sposób
Centrum się rozgrzewa
Środki nie są wyrównane (konik ma przesunięcie)
Układ
Zwiększ kąt prześwitu
Narzędzie do ponownego ostrzenia
Końcówka narzędzia nie jest ustawiona na środku wysoko
Poluzuj środek konika
Przecięcie nici jest
Wyreguluj luz wrzeciona
przełącznik
(górny slajd)
Niewystarczające chłodzenie
Narzędzie jest nieprawidłowo zamocowane
Chłodzić równomiernie
przedmiot obrabiany się rozszerzył
Obróć przedmiot obrabiany do
zbyt szorstki
Machine Translated by Google
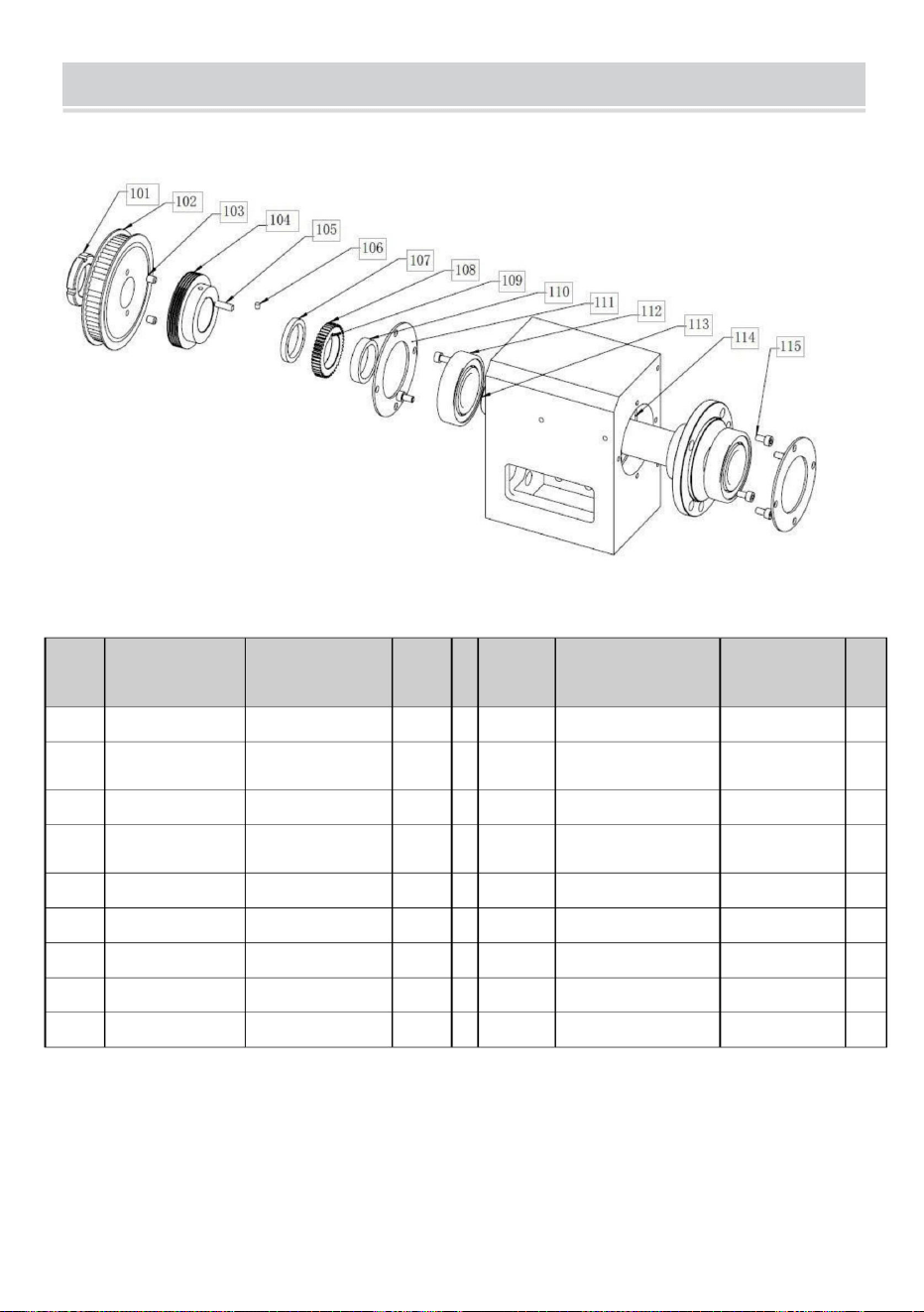
Montaż główki
1
Opis
2
M5x10
101
108
2
1
Śruba
1
Łożysko kulkowe
104
NIE.
1
1
NIE.
1
M6x8
107
M30x1,5
Główka
113
Klawisz
103
Strony
1
Magnes
Klawisz
Pokrywa łożyska
Bieg
106
Wrzeciono
Strony
112
Nakrętka klucza
115
Specyfikacja Ilość
koło pasowe
C4 x4 x18
111
Wieloklinowe koło
pasowe wrzeciona
Odstępnik
6
1
Specyfikacja Ilość
Odstępnik
105
Opis
109
102 Rozrząd wrzeciona
C4x4x8
114
1
1
1
1
Śruba
110
SCHEMAT AWARYJNY I LISTA CZĘŚCI
- 40 -
Machine Translated by Google
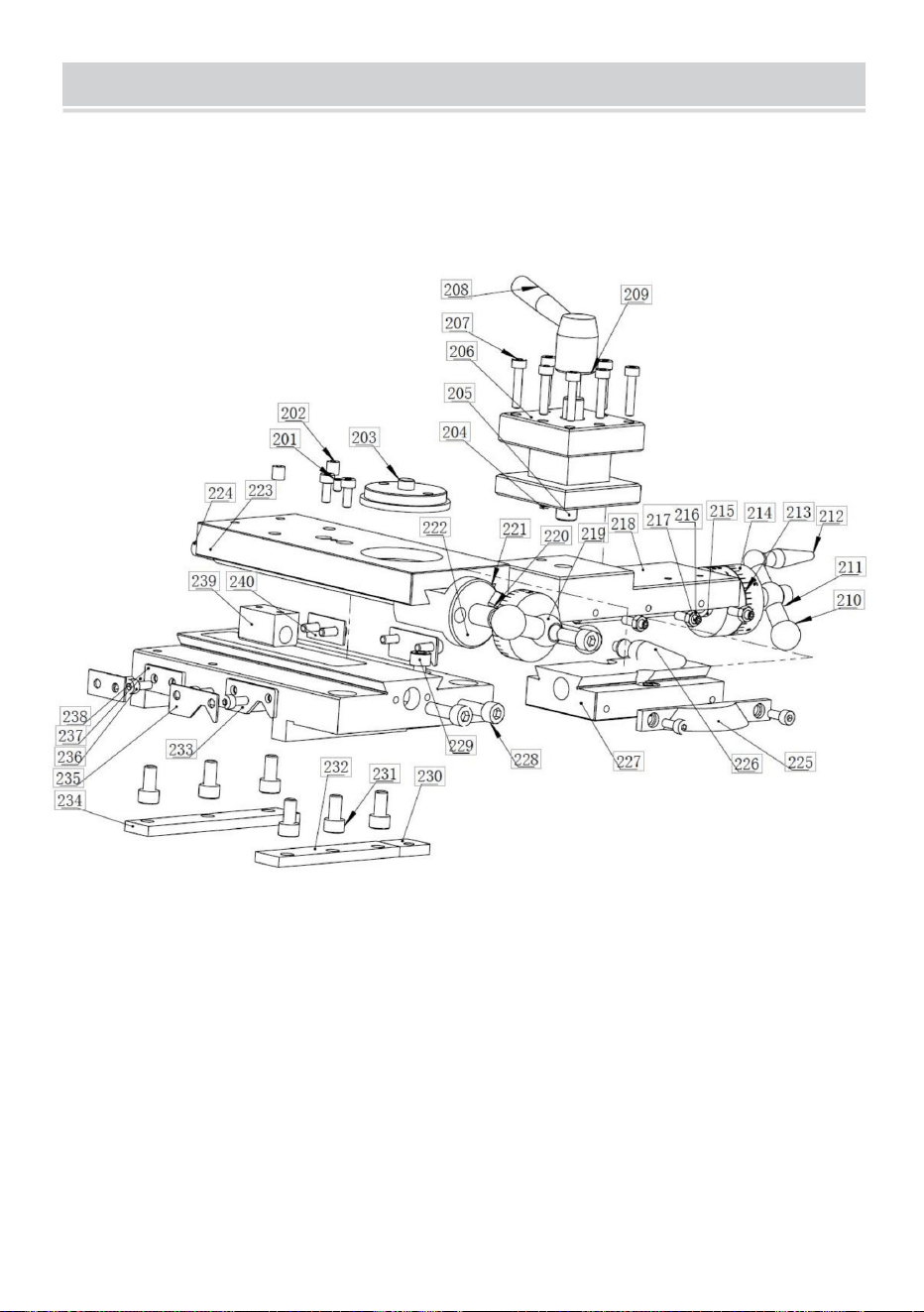
Górny suwak, poprzeczny suwak, zespół wózka
SCHEMAT AWARYJNY I LISTA CZĘŚCI
- 41 -
Machine Translated by Google
- 42 -
231
Śruba z łbem sześciokątnym
1
1
238
1
210
8
Nawias
1
203
M4
Opis
237
1
Uchwyt
230
Płytka ślizgowa
Karmienie orzechami
1
1
209
1
1
202
Klin
M4x6
216
236
Trzy piłki
1
229
Wycieraczka gumowa
Wycieraczka gumowa
Uchwyt
2
Podstawka pod narzędzia
208
1
4
Śruba
1
201
Śruba pociągowa 215
Śruba
NIE.
2
228
opierać
Płytka ślizgowa
243
226
Śruba dwustronna
1
2
1
219
Uchwyt
Specyfikacja Ilość
2
Cyferblat
214
Strony
235
M4x10
M6x12
2
242
Blok kątowy 225
Wiosna
6
6
207
223 Płyta ślizgowa poprzeczna
1
Opis
Śruba
213
Cyferblat
234
M4x20
1
227 Złożony slajd
Śruba pociągowa 224
241
Obrotowy dysk
1
6
222
1
206
218
Trzy piłki
212
Dźwignia
233
Siodło
2
1
1
1
1
1
221
205
1
Górny odpoczynek
Śruba
NIE.
Płytka blokująca
232
Klin
Śruba
1
Nakrętka
12
240
Miska na olej
1
220
204
M6x25
217
Strony
M4x16
Śruba
211
M6x20
Osłona wycieraczki
1
Osłona wycieraczki
Dźwignia
2
239
M6x8
1
Śruba
1
M6x20
Nakrętka
M4x16
Śruba
Specyfikacja Ilość
Śruba
2
Machine Translated by Google
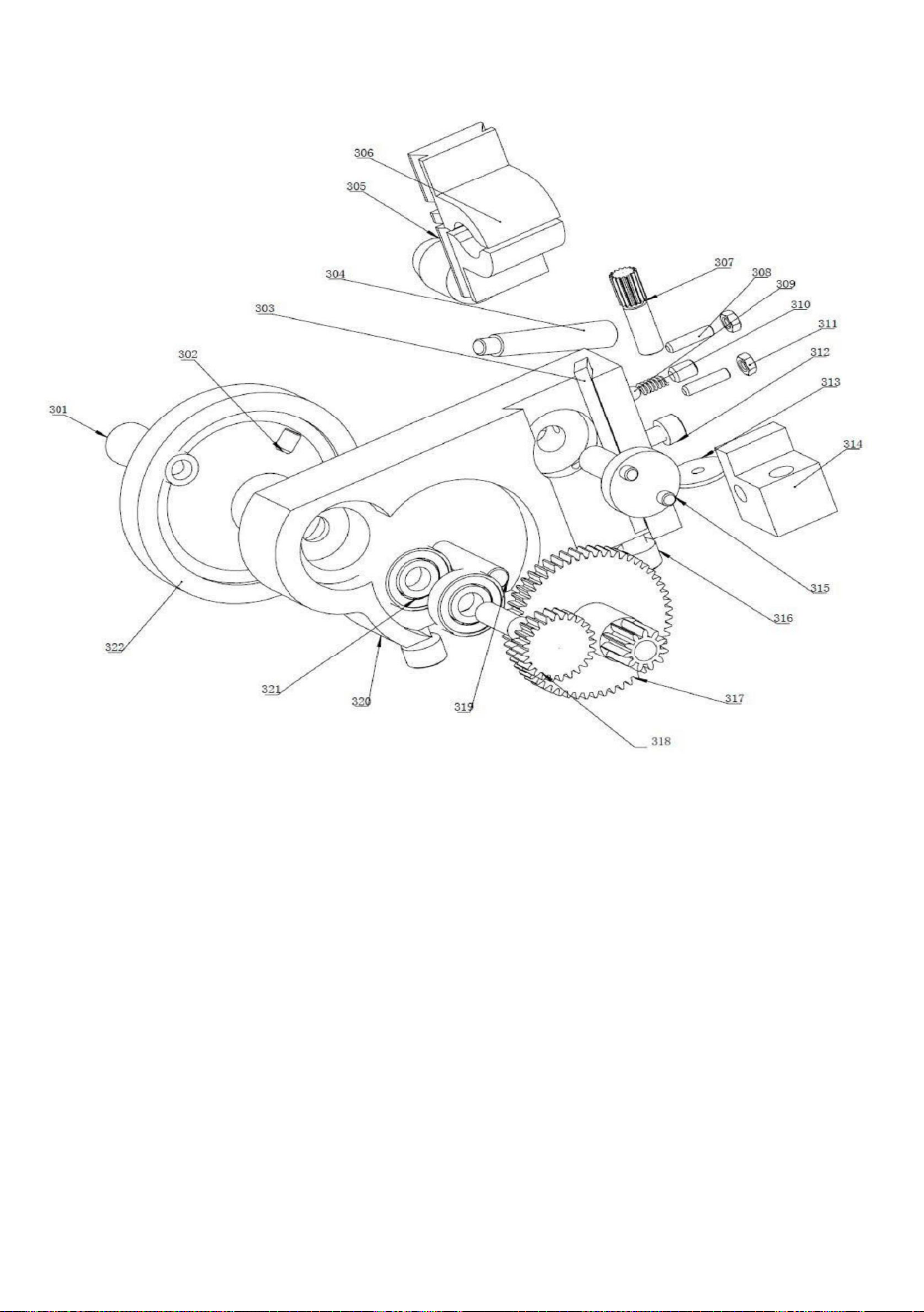
- 43 -
Montaż fartucha
Machine Translated by Google
- 44 -
M8x20
2
dźwignia
309
M4x16
320
Specyfikacja Ilość
M6x8
Uchwyt podstawy
1
302
1
311
NIE.
304
Wał turbiny
Opis
1
Przekładnia kombinowana
305
Opis
1
Śruba
314 Gniazdo pokrętła gwintowanego
Wał
1
2
Wiosna
Koło ręczne
319
307
315
Śruba
1 1
316
Śruba
Klin
1
Strony
318
Cyferblat
Łożysko kulkowe
Dźwignia
301
1
310
Krzywka rowkowa
1
M6x20
NIE.
Pół orzecha
322
1
Koło ręczne
312
303
1
1
Kula stalowa
1
317
313
Fartuch
Strony
3
306
321
1
2
Śruba
Nakrętka
1
1
M4
1
308
Wał przekładniowy
Specyfikacja Ilość
Machine Translated by Google
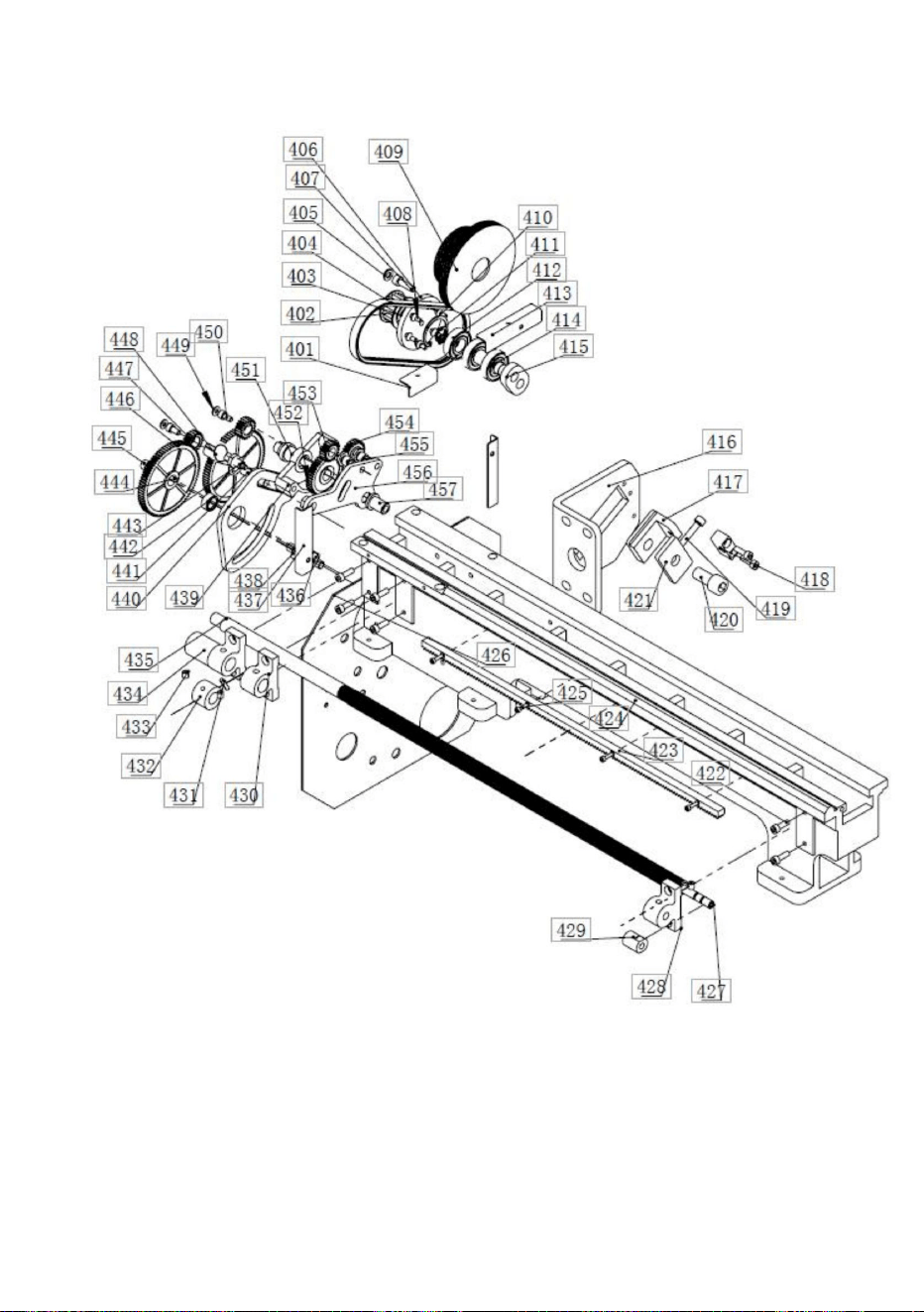
- 45 -
Łóżko, wiszące części kół Montaż
Machine Translated by Google
- 46 -
Śruba pociągowa
Klawisz
M6 x20
Uchwyt
426
Rozmiar: B4x4x8
450
402
1
6
443
Śruba
Szpilka
2
1
Strony
Bieg
1
1
Wał
Bieg
Tuleja koła
pośredniego
Miska na olej
Z45
1
1
Śruba
449
koło pasowe
2
1
422
nawias
442
406
1
stały blok
Nakrętka
Śruba dwustronna
414
Śruba
1
Odstępnik
M5 x16
438
Nakrętka blokująca
456
1
404
Czas mostka
2
1
6002
Uszczelka przesuwna
441
1
Śruba pociągowa
418
1
1
1
NIE.
Bieg
1
433
Klawisz
1
M5x10
nawias
455
1
403
1
448
425
421
440
Specyfikacja Ilość
1
434
8
suwak
Strony
Śruba
Płyta pozycjonująca
M8
429
413 Płyta pozycjonująca
409
432
Śruba pociągowa
M12 x25
454
C5x5x10
1
1
Droga do łóżka
1
447
Śruba
1
Opis
1
1
1
417
Śruba
1
Pralka
M8x12
Łożysko kulkowe
1
Pokrętło tłoka
453
Śruba
1
1
437
424
446
Śruba z łbem sześciokątnym
430
Śruba
2
439
416 Płyta pozycjonująca
1
Śruba pociągowa
Pralka
412
M3 x12
1
Odstępnik
M6 x40
1
krążek linowy
436
Stojak
445
1
2
Śruba
1
420
Specyfikacja Ilość
1
Pralka
457
Rękaw na klucze
Z25
nawias
3
411 Podkładka sprężysta
Wał
1
Z20
klin wieloklinowy
427
431
452
444
1
401 Płyta pozycjonująca
1
408
Śruba
Opis
1
405
Śruba przekładni
Wahacz
1
1
Podkładka sprężysta 410
Stała okładka
1
Pasek
M6 x16
M4x10
Płyta dolna
451
435
1
423
1
407
419
4
3
NIE.
415
Bieg
1
428
Bieg
Z20
Machine Translated by Google
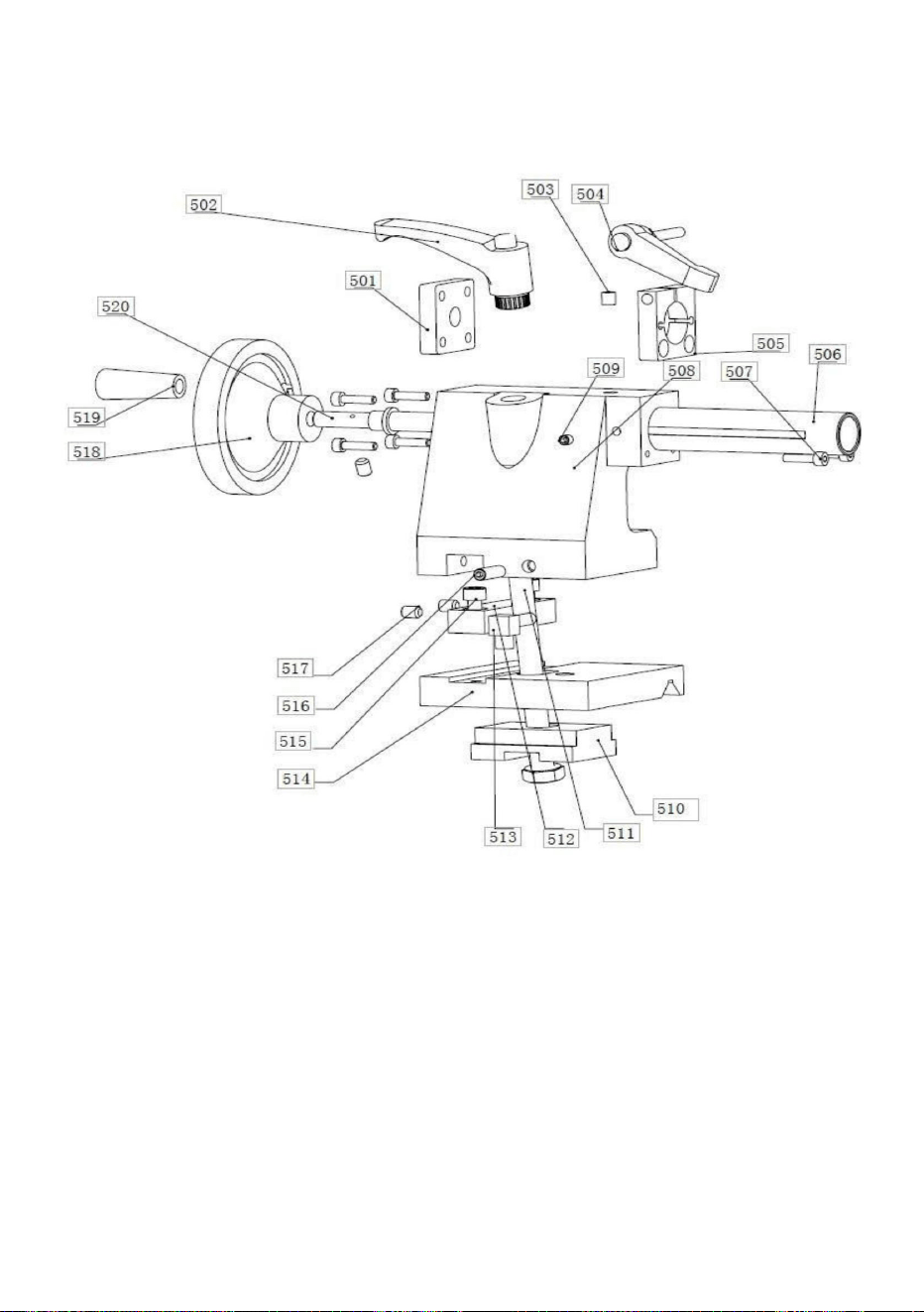
- 47 -
Zespół kolby tylnej
Machine Translated by Google
- 48 -
Ogranicznik Pin
Śruba z łbem sześciokątnym
M6 x20
518
51
Opis Specyfikacja Ilość
1
1
1
1
6
Nawias
NIE.
M6 x20 1
uchwyt
1
507
Śruba
Miska na olej
NIE.
509
1
Lotka
513
Uchwyt
M4 x16
505
blok
Dokręcanie
501
511
1
1
M5x5
Dźwignia ręczna
M6 x20 2
Strony
zawieszenie
506
503
Strony
Płyta bazowa
1
502
Śruba
Tylna osłona konika
Śruba
1
Śruba pociągowa
Śruba z łbem sześciokątnym
519
Śruba
1
1
Koło ręczne
2
Konik
1
Opis Specyfikacja Ilość
520
517
0
Konik
514
516
1
1
1
508
504
512 Klucz do konika
515
Machine Translated by Google
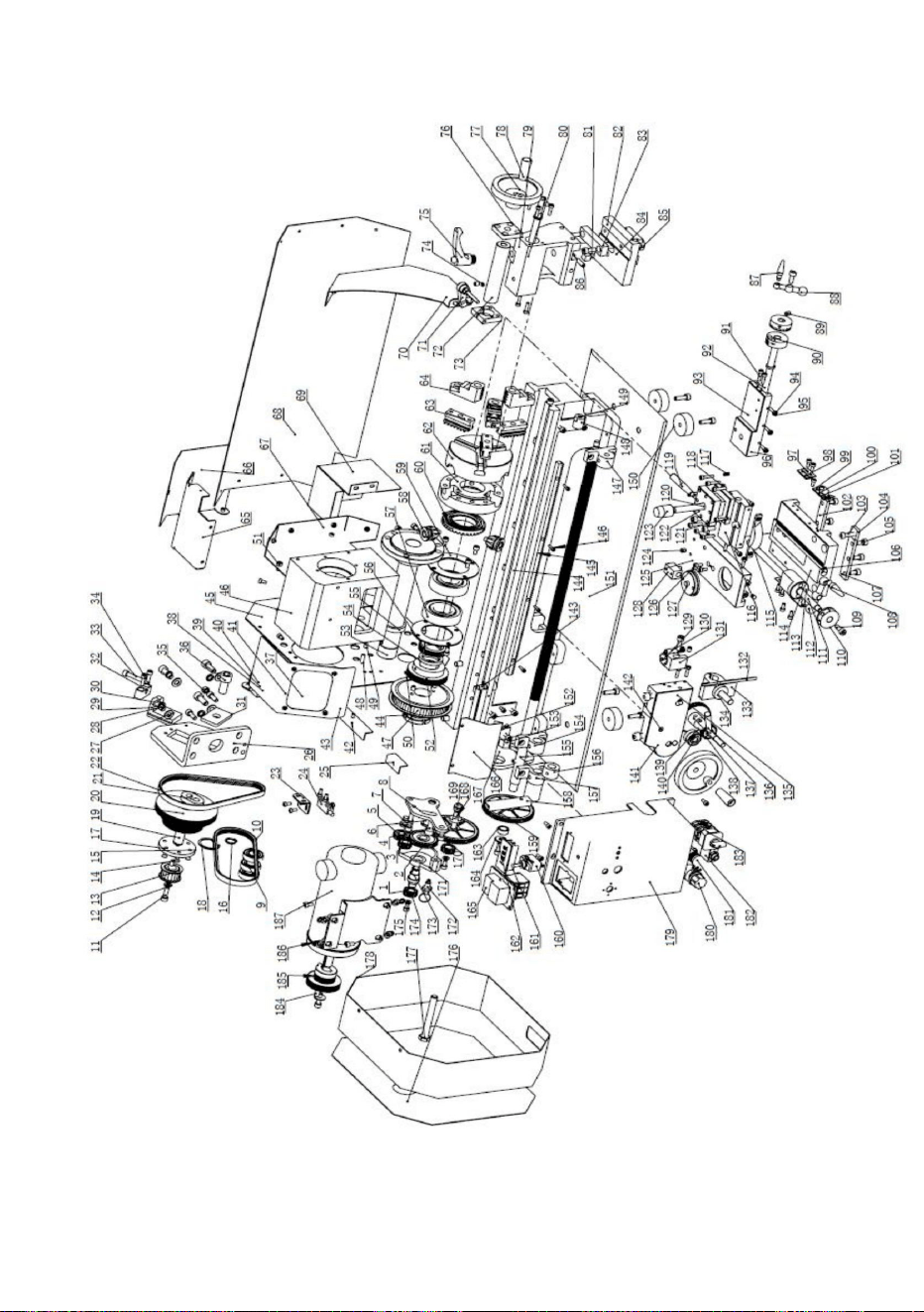
- 49 -
Zgromadzenie Ogólne
Machine Translated by Google
- 50 -
4
Z20
Nakrętka
1
Nawias
M4x10
Bieg
7
Szpilka
112
B4x4 x8
124
1
NIE.
23 Płyta montażowa
5
1
110
122
płyta
Dźwignia uchwytu
1
113
1
2
Płyta dociskowa
siodła
6
Klawisz
118
105
1
111
1
1
121
1
Blokada siodła
109
Śruba
Śruba dwustronna
9
Bieg
Płyta dociskowa
siodła
1
Pralka
Wiosna
1
1
11
24
Śruba
Opis
Nakrętka do mocowania narzędzia
Skala tarczowa
1
1
108
Klawisz
120
3
8
1
1
12
117
Specyfikacja Ilość
głowa
1
19
M6 x20
Strony
Stanowisko narzędziowe
104
Pasek
3
M6x25
15
1
1
1
13
2
1
11
Opis
Pomiar
prędkości
Z25
Śruba
1
18 Podkładka sprężysta
1
10
Siodło
1
20
14
102
107
koło pasowe
1
M6 x12
Mata gumowa
uchwyt
116 Złożony odpoczynek
11
Śruba
M8x20
8
1
115
Pasek
Śruba
1
2
Czas mostka
Dźwignia podtrzymująca narzędzie
101
6
Klin
1
Trzy piłki
Specyfikacja Ilość
1
Rękaw
M4x20
Śruba
114
1
22
103
M8
C5x5x10
1
krążek linowy
119
2
Miska na olej
Śruba
Śruba pociągowa
NIE.
1
Bieg
123
1
17
Śruba
21 Ramię wahadłowe
1
1
Łożysko kulkowe
1
klin wieloklinowy
Śruba przekładni
Z45
1
106
1
6
6
Strony
Skala tarczowa
1
16 Podkładka sprężysta
Śruba
Machine Translated by Google
- 51 -
Śruba
32
Kula stalowa
koło pasowe
synchroniczne
M4x20
M30 x1,5
28
M8x12
133
145
1
1
Śruba
44 Nakrętka klucza
Pozycjonowanie
Śruba
128
Pozycjonowanie
M12x25
C4 x4 x18
Nakrętka
1
Fartuch
Przełącznik podróży
1
Pralka
C4x4x8
132
Śruba przekładni
26
144
1
Nakrętka
37
127
36
1
1
35
1
Łożysko kulkowe
Wrzeciono
Widełki zmiany biegów
Uszczelka suwaka
27
4
131
138
143
Śruba przekładni
1
Okno
150
43 Osłona uchwytu
płyta
Blok testowy
1
Śruba
147
1
Przekładnia kombinowana
4
1
31
Pół orzecha
1
41
38
1
Przesuwanie poprzeczne
149
Skala tarczowa
1
Pokrowiec na uchwyt
Pozycjonowanie
Klawisz
4
M6
8
34
141
M3x12
30 Podkładka sprężysta
151
Klin
40 Przerzutka widełkowa
1
M8x10x10 1
1
1
125
148
Karmienie orzechami
1
Klawisz
142
1
M5 x16
1
1
Śruba
140
Suwak
18
Siedziba
Śruba
Stojak
M8x20
M4x6
1
1
1
Dźwignia
1
9
50
M6x40
1
47
Śruba
1
135
39
Droga do łóżka
Śruba
Tacka na chipsy
1
1
Siedziba
4
1
Obrotowy dysk
49
4
1
1
nawias
33
1
139
29
146
Śruba
M5x10
126
Stopa gumowa
1
137
25
46 Głowica kolby
130
1
136
42
1
Śruba pociągowa
Wał
Stały blok
1
2
1
134
Śruba
C
51
1
1
45 Płyta podporowa
129
płyta
1
1
płyta
48
Machine Translated by Google
- 52 -
Łożysko kulkowe
1
1
2
Płyta wspornikowa
175
54
Przełącznik
1
Osłona silnika
Szpilka
1
Uchwyt
Krążek linowy
Śruba
61 Dół uchwytu
1
3
76 Pokrywa konika
57
163
1
Pokrywa łożyska
174
nawias
Bieg
69
153
Dźwignia ręczna
1
78
1
Przekładnia stożkowa
3
skrzynka
Rękaw
1
162
168
1
2
1
Śruba pociągowa
Płytka pozycyjna
Talerz rozpryskowy
Śruba
2
152
65
okładka pudełka
171
53
177
Nakrętka
1
Przenoszenie
1
1
1
56
2
173
167
67 Talerz ochronny
74
1
Przenoszenie
2
1
Przycisk włączania/wyłączania
52
1
60
Szczęka Chucka
64
Rękaw
68
Pralka
55
Pralka
166
1
172
161
Bieg
dźwignia
1
blok
77 Koło ręczne
71
59 Pokrywa łożyska
Szczęka Chucka
170
75
Bieg
1
1
Odstępnik
1
1
160
Stadnina
Osłona silnika
73 Pokrywa blokująca
Montaż
przełącznika
klamka blokująca
Przekładnia stożkowa
1
1
169
Z20
Śruba pociągowa
63
Śruba
1
1
1
1
159
72
66
Odstępnik
Koło ręczne
Nawias
176
58
1
M6x16
M5x5
156
62 Głowica uchwytu
1
154
Śruba
1
1
178
158
1
Odstępnik
Lotka
157
1
2
Nastawny
164
2
1
155
1
Wał
Pokrętło tłoka
Panel cyfrowy
1
70 Talerz ochronny
1
165
1
2
Wrzeciono
1
Śruba M10x80
1
1
Machine Translated by Google
- 53 -
Śruba
Pokrętło prędkości
Skala tarczowa
96
1
84 Blok wiszący
1
1
99
1
Przełącznik
Krążek linowy
1
24
1
183
186
2
80
Skrzynka sterownicza
1
1
listwa przypodłogowa
91
Śruba
Śruba pociągowa
ochraniacz
Klawisz
86
Klawisz
Śruba
95
Szpilka
1
1
88
93
2
M4x10
180
182
C5 x 5 x 20 1
90
11
Klin
Konik
1
1
M4x16
94
Płyta dociskowa
Śruba
79
185
uchwyt
odpoczynek
98
20
Konik
Przeciążać
Śruba pociągowa
Nakrętka
81
Śruba
2
M4
Płyta dociskowa
179
1
Silnik
89
2
Kontrolka
1
1
1
1
1
85
184
Trzy piłki
Mieszanina
Mata
gumowa
1
82
Podkładka sprężysta
87 Dźwignia uchwytu
M6x8
Śruba
97
181
1
187
8
M4x16
100
83
M6x20
92
8
1
Machine Translated by Google

Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
Machine Translated by Google
MODEL:YS-1835A
"Bespaar de helft", "halve prijs" of andere soortgelijke uitdrukkingen die wij gebruiken, geven
alleen een schatting van de besparingen die u kunt behalen door bepaalde gereedschappen bij ons te kopen
in vergelijking met de grote topmerken en betekent niet noodzakelijkerwijs dat alle categorieën
gereedschappen die wij aanbieden, worden gedekt. Wij herinneren u eraan om zorgvuldig te controleren
of u daadwerkelijk de helft bespaart in vergelijking met de grote topmerken wanneer u een bestelling bij
ons plaatst.
Wij streven er voortdurend naar om u gereedschappen tegen concurrerende prijzen te leveren.
GEBRUIKSAANWIJZING DRAAIBANK
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
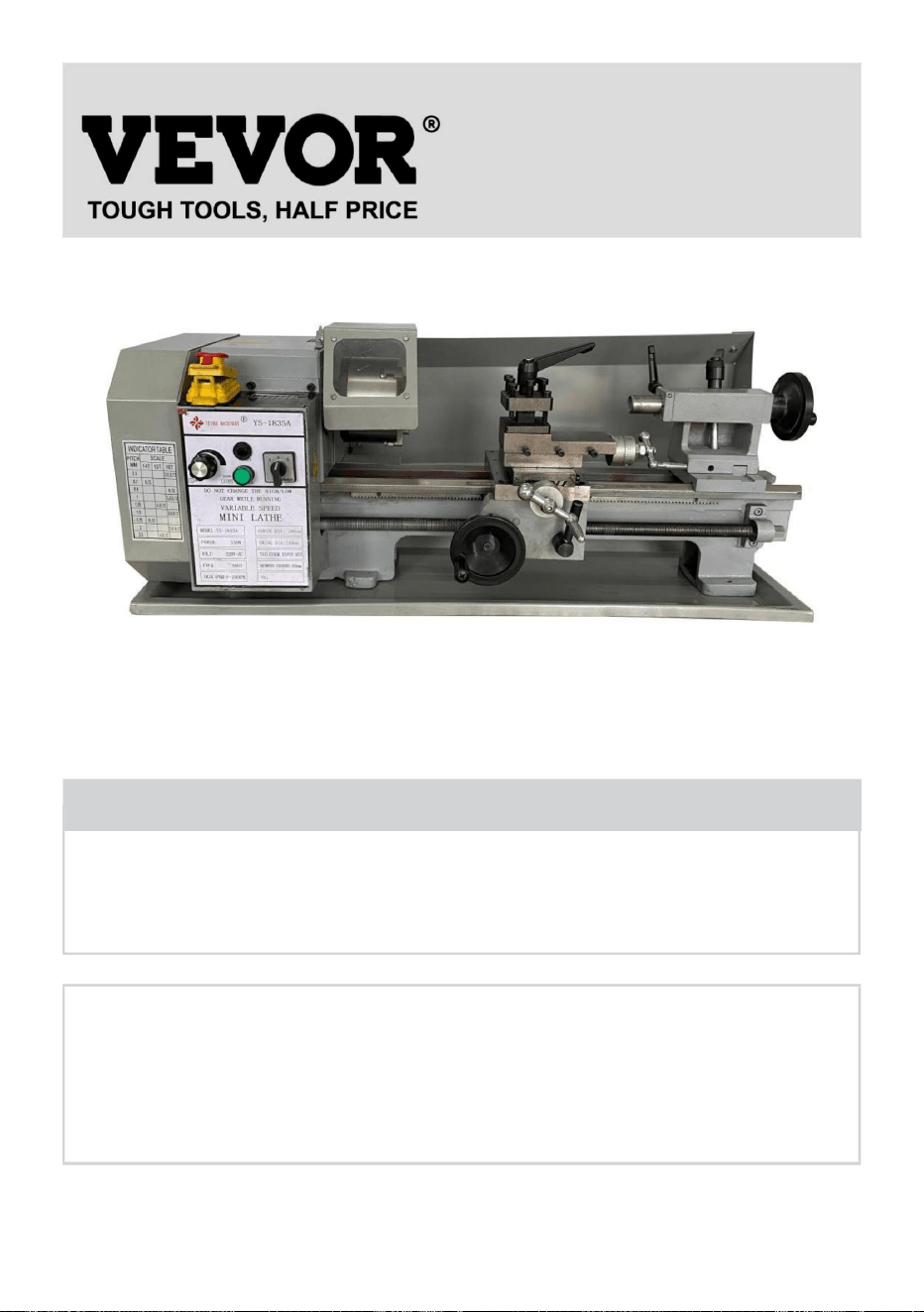
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Heeft u vragen over het product? Heeft u technische ondersteuning nodig? Neem dan gerust
contact met ons op:
MODEL:YS1835A
Dit is de originele instructie, lees alle handleidingen zorgvuldig door
voordat u het product gebruikt. VEVOR behoudt zich een duidelijke interpretatie
van onze gebruikershandleiding voor. Het uiterlijk van het product is
afhankelijk van het product dat u hebt ontvangen. Vergeef ons dat we u niet
opnieuw zullen informeren als er technologie- of software-updates voor ons product zijn.
HULP NODIG? NEEM CONTACT MET ONS OP!
DRAAIBANK
- 1 -
Machine Translated by Google
nauwkeurigheid van deze informatie en proberen elk item en elke data te
verifiëren, maar we kunnen de volledige nauwkeurigheid van de informatie niet
garanderen, wat betekent dat de apparatuurlevering in detail kan afwijken van de
beschrijving van de instructies. Bovendien kan de ontwikkeling van de machine
betekenen dat de geleverde apparatuur in detail kan afwijken van de beschrijvingen
hierin. De verantwoordelijkheid ligt daarom bij de gebruiker om zichzelf ervan te
vergewissen dat de beschreven apparatuur of het beschreven proces geschikt is
voor het beoogde doel.
Om aan de garantieverplichting te voldoen, verzoeken wij u het product of onderdeel
met kwaliteitsproblemen ter controle naar ons te retourneren, met voldoende frankering.
fabrikant en van andere bronnen. Wij streven ernaar om de
De informatie in deze handleiding is bedoeld als leidraad voor de bediening van deze
machines en maakt geen deel uit van een contract. De gegevens die deze
handleiding bevat, zijn afkomstig van de machinefabrikant.
Wij doen er alles aan om de kwaliteit van onze producten te waarborgen en beloven
consumenten dat wij één jaar garantie op onze producten geven, met uitzondering
van schade aan de machine die is veroorzaakt door onjuiste bediening
door klanten en ongevallen die daaruit voortvloeien, of abnormale slijtage en
schade die is veroorzaakt door gebrek aan onderhoud.
Goederen die worden teruggestuurd, moeten vergezeld gaan van een notitie met
de aankoopdatum en een schriftelijke uitleg van de kwaliteit van het product. Na onze
inspectie en bevestiging zullen we hun producten repareren of vervangen, of
de betaling terugbetalen; Als we niet tijdig reparatie of vervanging uitvoeren,
dragen wij de kosten die voortvloeien uit de reparatie of vervanging van de producten;
Als de schade niet te wijten is aan de kwaliteit van het product, maar aan onjuiste
bediening door de gebruiker of andere redenen, zijn de kosten voor rekening van de
klant.
ZAKEN DIE AANDACHT NODIG HEBBEN
KWALITEITSVERZEKERING
- 2 -
Machine Translated by Google
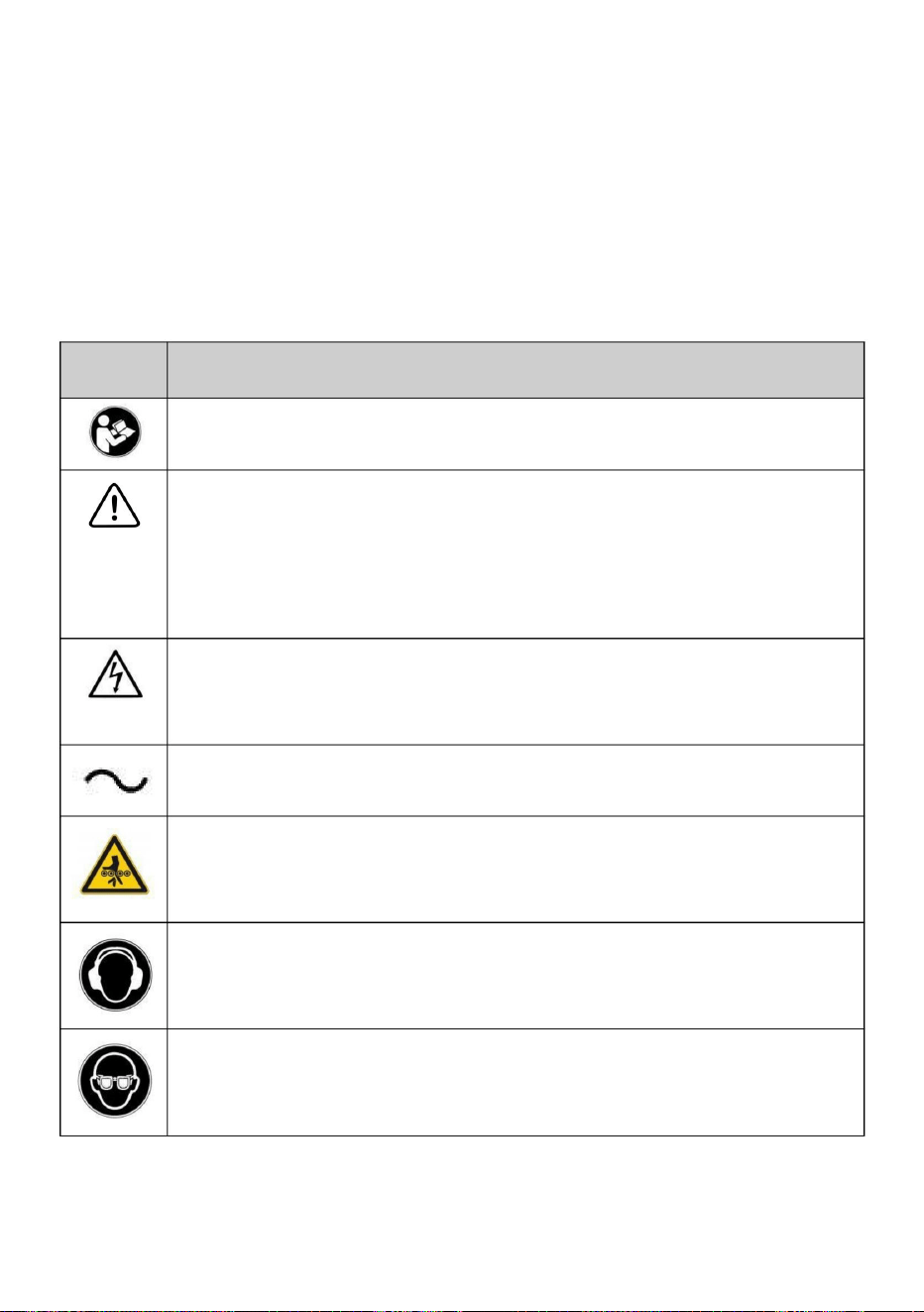
Symbool
Risico op persoonlijk letsel of schade aan het milieu! Risico op
Gevaar!
Symbool
Volg altijd de onderstaande aanbevelingen.
een ongeluk. Om het risico op letsel, brand of elektrocutie te verminderen,
voorzorgsmaatregel, waarschuwing of gevaar. Het negeren van deze waarschuwing kan leiden tot
Waarschuwing: draag altijd een oogbescherming wanneer u dit product gebruikt.
Dit symbool, geplaatst voor een veiligheidsopmerking, geeft een soort
Pas op voor klemmen
Waarschuwing: draag altijd gehoorbescherming wanneer u dit product gebruikt.
handleiding zorgvuldig door.
Waarschuwing - Om het risico op letsel te verminderen, moet de gebruiker de instructies lezen
Wisselstroom
Beschrijving
elektrische schok! Gevaar voor persoonlijk letsel door elektrische schok!
kwaliteit van onze producten.
toestemming.
productspecificaties. Wij zullen ons voortdurend inspannen om de
Ons bedrijf behoudt zich het recht voor om wijzigingen aan te brengen in deze specificatie en
Alle rechten voorbehouden. Reproductie of reproductie is niet toegestaan zonder
- 3 -
Machine Translated by Google
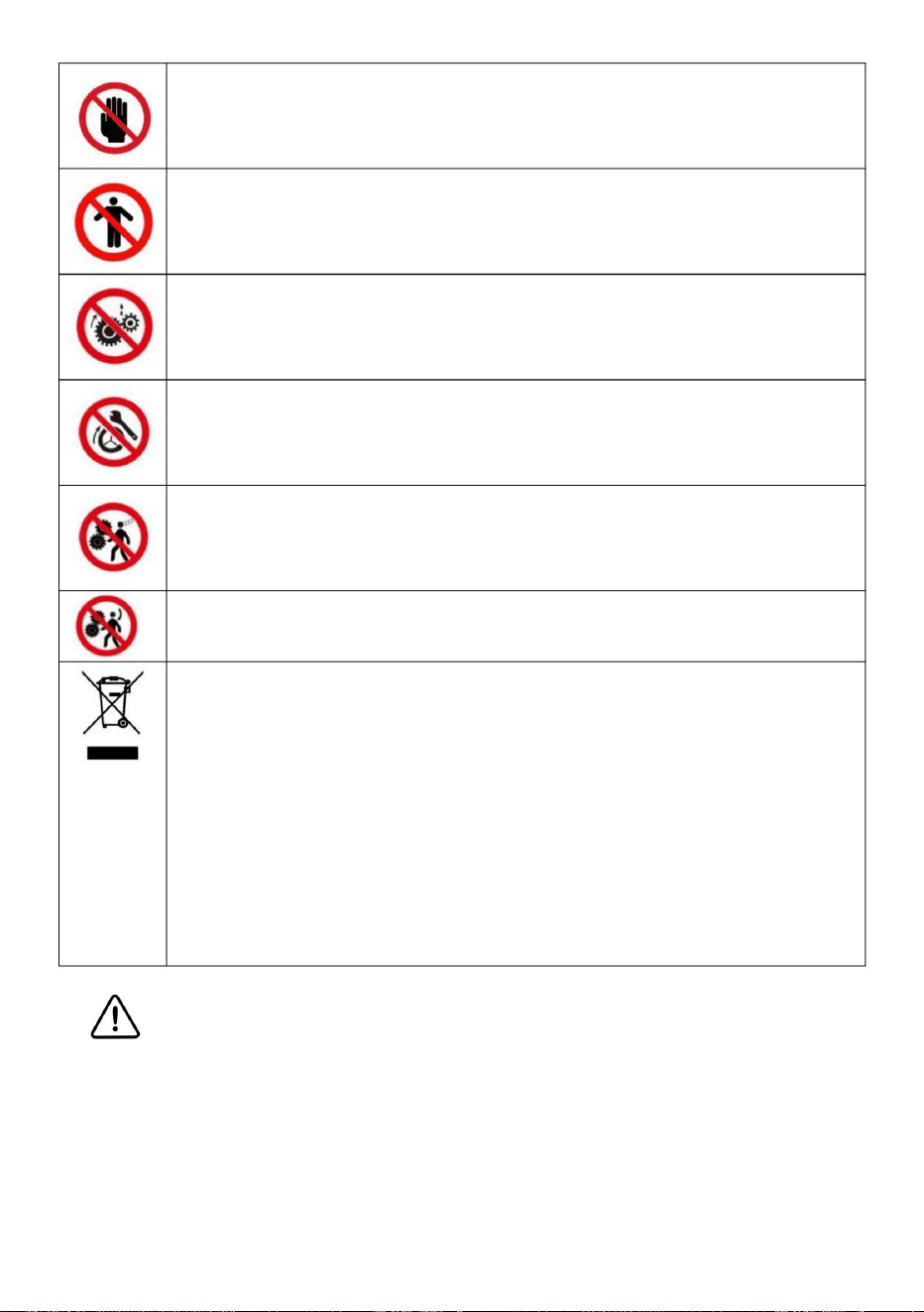
Bewaar alle waarschuwingen en instructies voor toekomstig gebruik.
WAARSCHUWING: Lees alle veiligheidswaarschuwingen,
instructies, illustraties en specificaties die bij deze machine zijn geleverd. Het
niet opvolgen van alle hieronder vermelde instructies kan leiden tot elektrische
schokken, brand en/of ernstig letsel.
Geen vermoeiingsoperatie
De operatie is geen telefoontjes
Informatie over verwijdering:
Dit product is onderworpen aan de bepalingen van de Europese richtlijn 2012/19/
EG. Het symbool met een doorgestreepte afvalbak geeft aan dat het product in de
Europese Unie gescheiden afvalinzameling vereist. Dit geldt voor het product en
alle accessoires die met dit symbool zijn gemarkeerd. Producten die als
zodanig zijn gemarkeerd, mogen niet met het normale huishoudelijke afval worden
weggegooid, maar moeten worden ingeleverd bij een inzamelpunt voor recycling
van elektrische en elektronische apparaten.
Geen toegang tot automatische machines in werking Alleen geautoriseerd personeel
Niet draaien tijdens reparatie
Vul geen olie bij tijdens bedrijf
Steek uw handen niet in de veiligheidsbescherming als de machine in werking is.
apparaten
- 4 -
Machine Translated by Google

- 5 -
5. Gebruik de juiste gereedschappen. Gebruik het juiste gereedschap of werkstuk voor het bewerken.
gereedschap naar believen. Gebruik de instructies voordat u gaat werken.
11. Houd de werkplek schoon, een vuile werkomgeving is gemakkelijk te
15. Kleed je gepast. Draag geen losse kleding, handschoenen, dassen, ringen,
16. Draag een veiligheidsbril tijdens het gebruik.
6. Smeer en vervang accessoires regelmatig.
12. Gebruik de machine niet in een gevaarlijke omgeving.
juiste positie.
18. Plaats uw handen niet in de buurt van de bewegende delen van de machine.
sleutel en boorkopsleutel zijn verwijderd.
stroomvoorziening.
beschermd tegen vocht. Zorg voor goede verlichting.
vertrouwd zijn met het bedieningsproces van de draaibank, gebruik de machine niet
diepte en toevoersnelheid.
10. Zolang de machine draait, mag de bediener de machine niet verlaten.
Personeel dient een veilige afstand tot het werkgebied te bewaren.
stroom voordat u het werkstuk of gereedschap vastklemt.
tot ongelukken leiden.
1. Voordat u de machine start, moet de veiligheidskap in de
Houd het gereedschap scherp en schoon om een normale en veilige werking te garanderen.
9. Controleer de prestaties van alle bewegende delen. Alle delen moeten geïnstalleerd zijn
armbanden, sieraden, etc. Om aan de veilige kant te blijven, Draag voor de veiligheid schoenen
met antislip. Als u lang haar hebt, draag dan een werkmuts.
bij het verlaten van de werkplaats.
Werk niet op vochtige plaatsen. Zorg ervoor dat elektrische componenten
2. Controleer voor het starten van de machine of de gereedschapshouder goed vastzit.
7. Voordat u de machine gaat afstellen of repareren, moet u ervoor zorgen dat de stekker uit het stopcontact is gehaald.
17. Let goed op waar u staat en bewaar te allen tijde uw evenwicht.
8. Controleer de veiligheidsprestaties van de machine voordat u deze start.
3. Voorkom dat de machine per ongeluk start. Zet de motor uit
13. Kinderen mogen de werkplek niet betreden, en niet-werkende personen mogen de werkplek niet betreden.
correct. Beschadigde onderdelen moeten snel worden gerepareerd.
De machinetool moet worden gebruikt door ervaren personeel. Als u niet
4. Forceer de snede niet. Snijd volgens de ingestelde snijsnelheid, snijd
14. Om kinderen uit de werkruimte te houden. De deur moet op slot zijn
Machine Translated by Google

- 6 -
22. Volg deze waarschuwingen op, anders kan er ernstig letsel ontstaan.
23. De machine zal wat schadelijke chemicaliën produceren in het werk van stof, zagen,
slijpen en boren geproduceerd door het slijpen. Om de
Om de schadelijkheid van deze chemicaliën te voorkomen, dient u op een goed geventileerde plaats te werken en
draag veiligheidsvoorzieningen. Zoals deeltjesfiltermaskers.
21. Deze handleiding is uitsluitend bedoeld om klanten vertrouwd te maken met de
bediening van de machine en is geen handleiding voor gebruik.
20. Lees en begrijp alle waarschuwingsborden die op de machine zijn aangebracht.
19. Voer geen instellingen uit terwijl de machine draait.
Machine Translated by Google
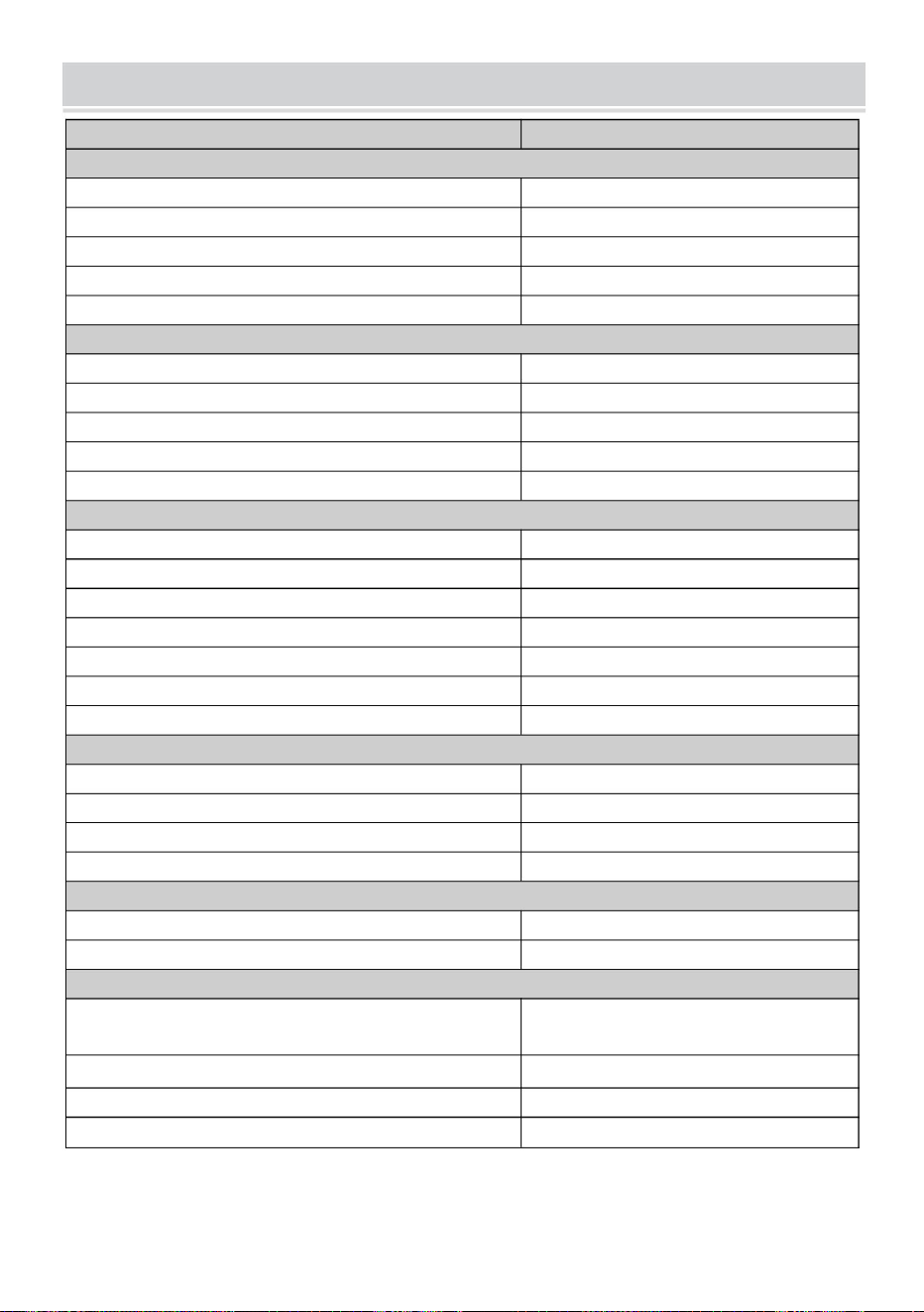
De algemene informatie in deze specificatie is niet bindend.
- 7 -
/500W,
760×330×330 (mm)
YS-1835A
20mm
Maximale kruisslide-beweging
9
Lengte, breedte en hoogte
Breedte van het bed
Bereik van transversale toevoer
MT2
0,02~0,20 mm/omw
820*380*462mm
Hoogte van het spindelcentrum
0-360,720,1100,2200 tpm
110V~60Hz/220-240V~50Hz,1Ph
Diameter klauwplaat
Maximale samengestelde glijbeweging
90mm
Maximale wagenbeweging
staartstuk
Hoofdmotor
90mm
Bereik van longitudinale voeding
50mm
4-Variabele
12~52T.PI
0,1~0,20 mm/omw
NW: 49,1 kg; GW: 57,7 kg
Zwaai over de Cross Side
Gemengd
Taps toelopende spilneus
Type gereedschapspaal
110mm
Bereik van metrische draden
50mm
350mm
Assortiment van ImperiaI-threads
295 mm
100mm
18
Schommel over bed
Pakketgrootte
Samengesteld en vervoerd
Conus in staartstuk spindel
Gat door spindel
180mm
Aantal metrische draden
4-weg
Typenummer
Bereik van spindelsnelheden
Aantal ImperiaI-threads
60mm
Capaciteiten
MT3
0,5~2,5 mm
Productgewicht
Leidingschroef
Staartkolf spindel reis
Kop
ÿ16-1,5 mm
Afstand tussen centra
Voeding en draadsnijden
Aantal spindelsnelheden
TECHNISCHE PARAMETER
Machine Translated by Google

- 8 -
Centrum
Accessoires in de gereedschapskist
(Fig. 1)
2. Achterste chipplaat
Buitenbekken voor de 3-klauwplaat
Platte schroevendraaier
betaling)
Figuur 1
5 Inbussleutelsets 2,5/3/4/5/6mm
4. Specificatie
plaat (verbindingsplaat)
1
1 Dood midden MT3
Dubbele kopsleutels (8/10,12/14,13/16)
1. Oliepan
1
Klauwplaatsleutel voor de 3-klauwplaat
1
1
3
3. Drieklauwklauw
3 Handwielhendel
Olie pistool
Speciale accessoires (accessoires waarvoor extra accessoires nodig zijn)
rest
Stabiel
1
Live
3
5. Gereedschapskist
1 Dood midden MT2
Vierklauwplaat en rug
1
1
8 versnellingen veranderen (30T,35T,40T,40T,45T,50T,60T,60T)
rust Volgen
Boorkop en drijfstang
1
Standaard accessoires
1
Philips schroevendraaier
Machine Translated by Google
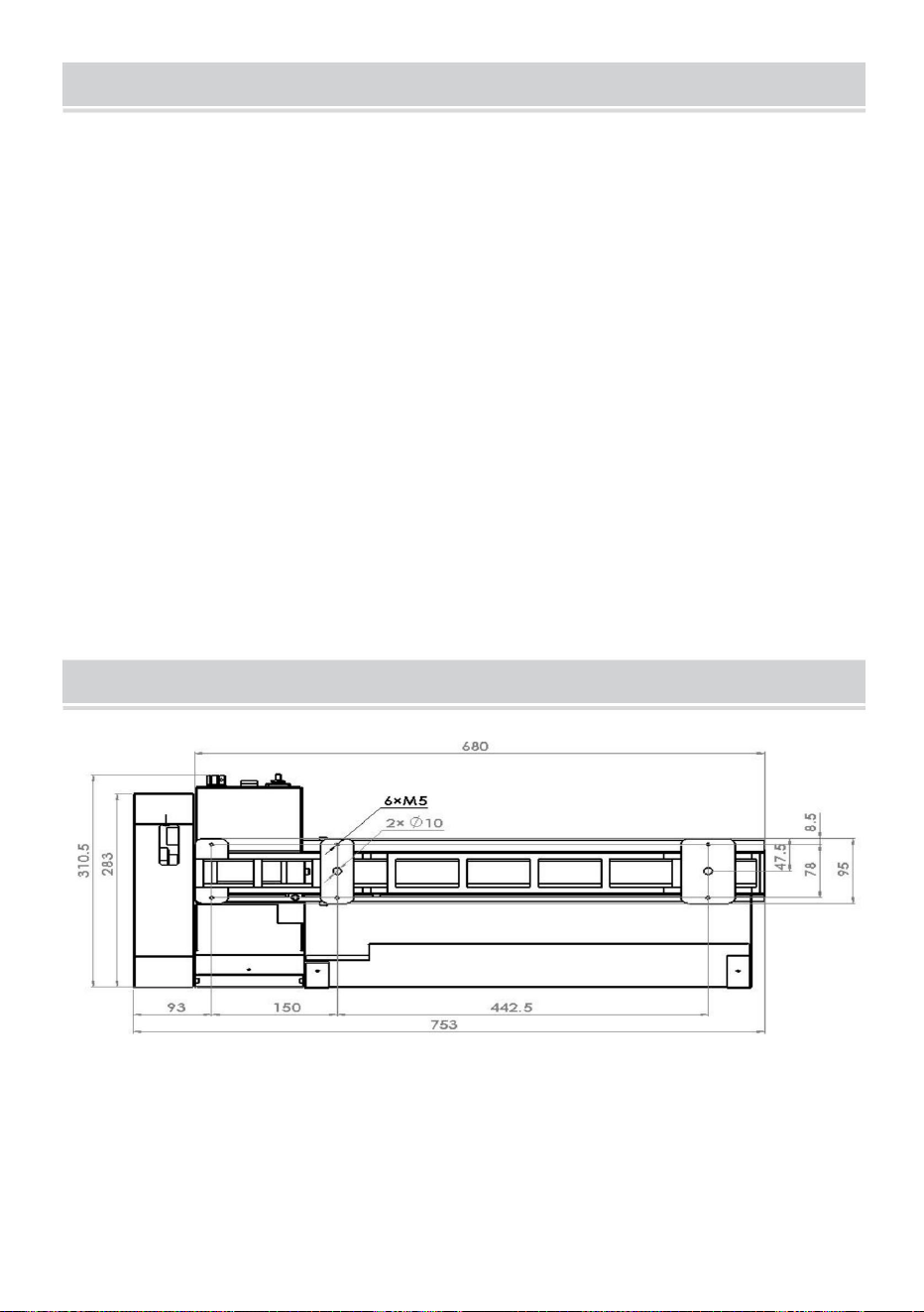
Genoeg ruimte om de draaibank aan alle vier de zijden te kunnen bedienen.
dunner. Deze beschadigen geverfde oppervlakken. Bedek alle gereinigde
4. Kies een locatie voor de draaibank die droog is, goed verlicht is en
7. Reinig alle roestbestendige oppervlakken met een mild commercieel oplosmiddel,
kerosine of dieselbrandstof. Gebruik geen verfverdunner, benzine of lak
3. Maak de draaibank los van de bodem van de verzendkist.
paklijst.
door de bout voor de beste prestatie.
2. Controleer alle accessoires van de machine volgens de
en waterpas. Schroef de draaibank vast aan de standaard (indien gebruikt). 1f met behulp van een werkbank,
Afbeelding 2
1. Verwijder de houten kist rond de draaibank.
6. Om te voorkomen dat het bed gaat draaien, moet de locatie van de draaibank absoluut vlak zijn
monteer alle tandwielen en smeer ze in met zwaar, niet-smerend vet.
voordat u naar een stevige bank of standaard gaat.
kratbodem. Niet optillen aan de spindel. Zorg dat de draaibank in balans is
8. Verwijder de eindtandwielkap. Reinig alle componenten van het eindtandwiel
5. Til de draaibank langzaam van de transportband met behulp van geschikt hijsmateriaal.
oppervlakken met een dun laagje 20W machineolie.
FUNDERING TEKENING
UITPAKKEN EN SCHOONMAKEN
- 9 -
Machine Translated by Google
Afbeelding 4
Afbeelding 3
Het draaibankbed is gemaakt van hoogwaardig ijzer. Door hoge wangen te combineren
met sterke dwarsribben, wordt een bed met lage trillingen en stijfheid geproduceerd.
Het integreert de kop en drijft de eenheid aan, voor het bevestigen van de wagen en de
leidspindel. De nauwkeurig geslepen V-zijwaarts, versterkt door warmteharding en
slijpen, is de nauwkeurige geleider voor de wagen en de staart. De hoofdmotor is aan
de achterkant van de linkerkant van het bed gemonteerd.
Kop (Fig. 4)
Draaibankbed (Fig. 3)
Algemene beschrijving
De hoofdspil brengt het draaimoment over tijdens het draaiproces. Deze houdt ook de
werkstukken en de kleminrichtingen vast (bijv. 3-klauwplaat).
De kop is gegoten uit hoogwaardig gietijzer met een lage trillingsontwikkeling. Deze is met
vier schroeven aan het bed bevestigd. De kop bevat de hoofdspil met twee nauwkeurige
kegelrollagers en de aandrijfeenheid.
- 10 -
Machine Translated by Google
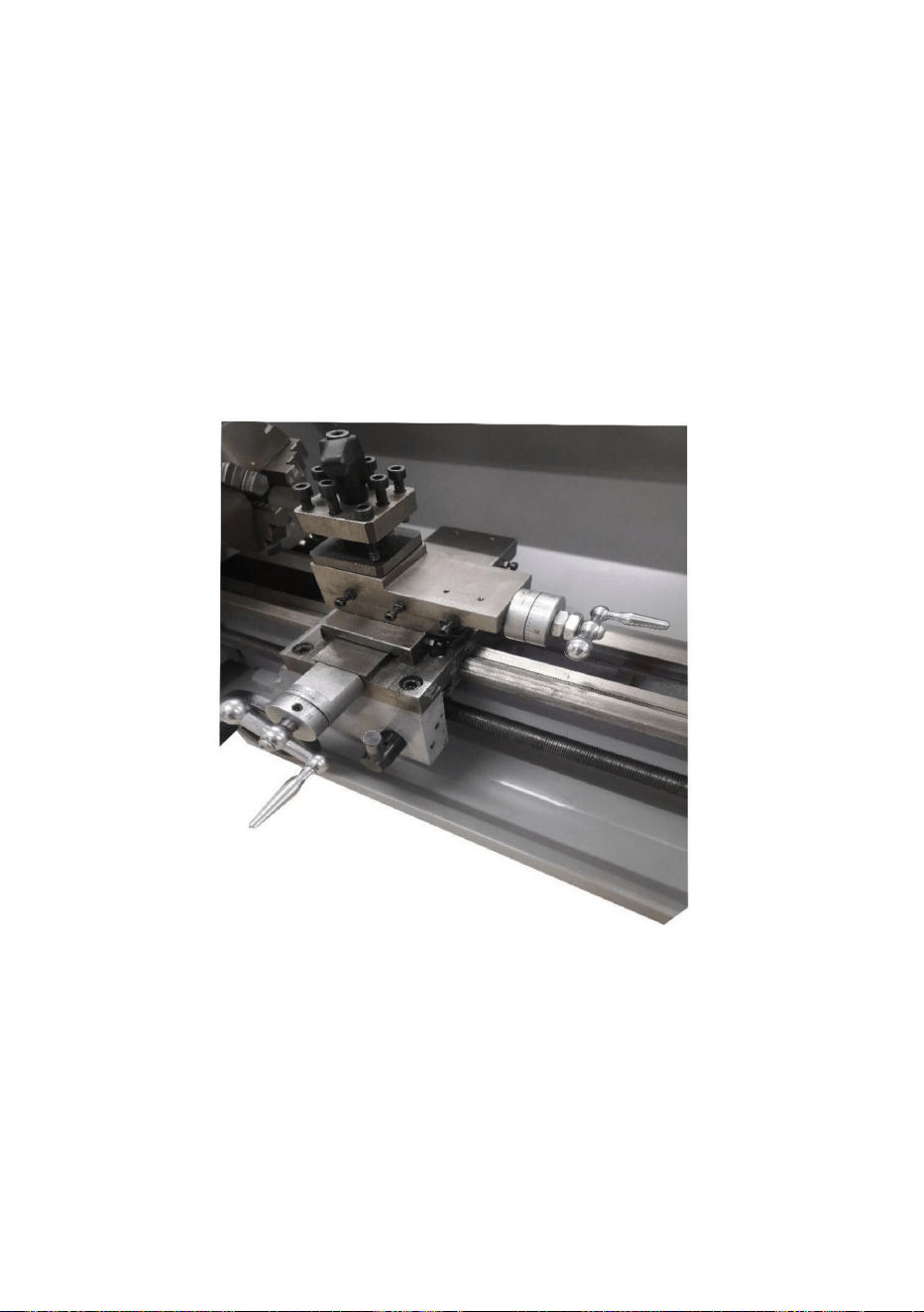
Afbeelding 5
De wagen is gemaakt van hoogwaardig gietijzer. De glijdelen zijn glad
geslepen. Ze passen spelingvrij in de V op het bed. De onderste glijdelen kunnen
eenvoudig en gemakkelijk worden afgesteld. De dwarsslede is op de wagen
gemonteerd en beweegt op een zwaluwstaartslede. De speling in de dwarsslede
kan met de spieën worden afgesteld.
Beweeg de dwarsslede met zijn handig geplaatste handwiel. Er zit een gegradueerde
kraag op het handwiel.
Wagen (Fig. 5)
Figuur 5
Op de bovenste slede is een vierweggereedschapshouder gemonteerd, waarmee vier gereedschappen
kunnen worden vastgeklemd. Draai de middelste klemhendel los om een van de vier gereedschappen in de
juiste positie te draaien.
- 11 -
Machine Translated by Google
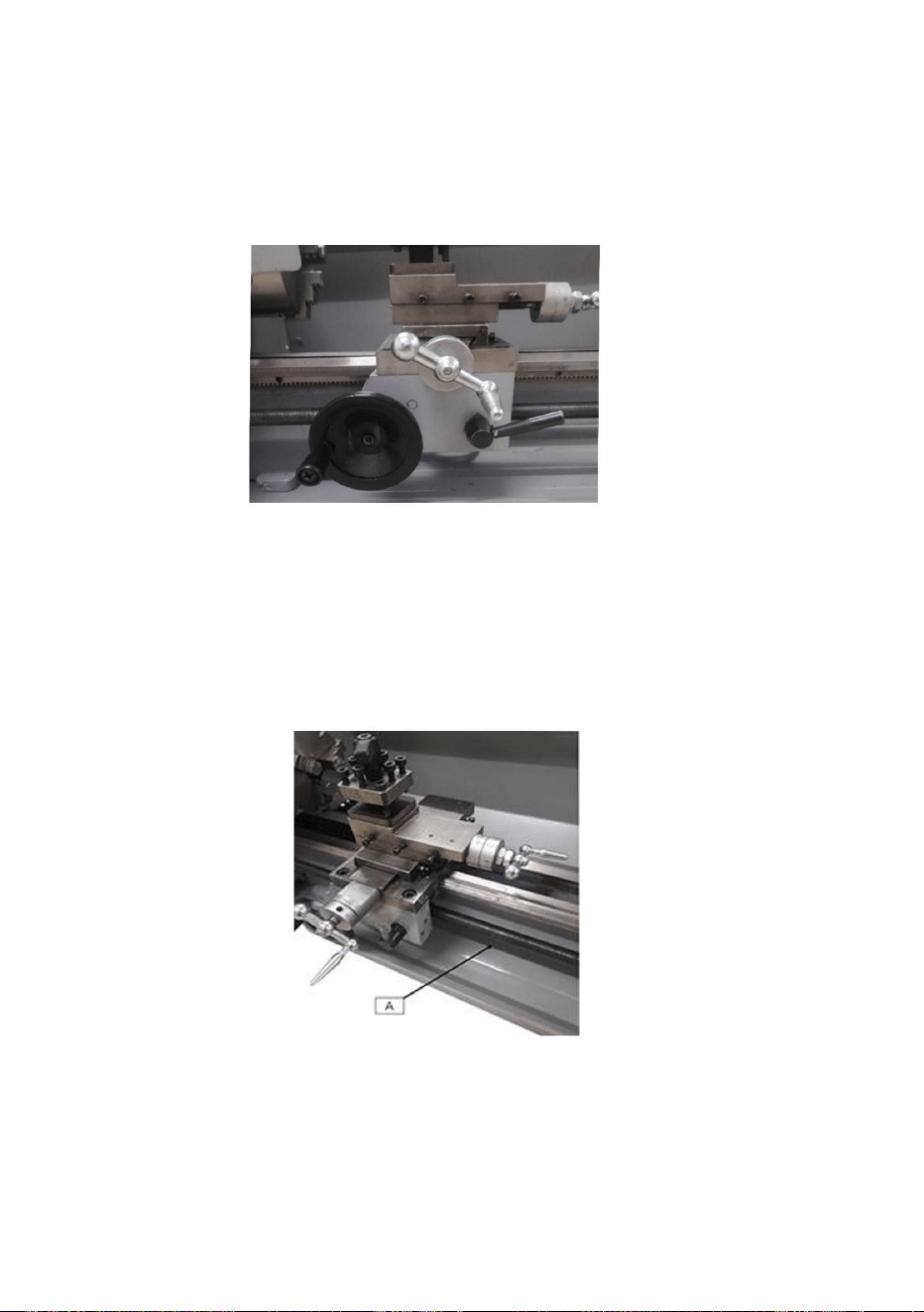
Afbeelding 7
Afbeelding 6
Het schort is op het bed gemonteerd. Het herbergt de halve moer met een aangrijphendel voor het
activeren van de automatische toevoer. De halve moergibs kunnen van buitenaf worden versteld.
Leidingspindel (Fig. 7)
Een tandheugel, gemonteerd op het bed, en een rondsel dat met een handwiel op het onderstel wordt
bediend, zorgen voor een snelle verplaatsing van het platform.
Schort (Fig. 6)
De leidspindel (A, Afb. 7) is aan de voorkant van het machinebed gemonteerd. Hij is verbonden met de
versnellingsbak aan de linkerkant voor automatische toevoer en wordt aan beide uiteinden
ondersteund door lagers.
- 12 -
Machine Translated by Google

Afbeelding 8
1. Noodknop: 0N/0FF-schakelaar (D, figuur 9)
Bedieningsapparatuur
De machine wordt aan- en uitgezet met de AAN/UIT-knop. Druk op om alle machinefuncties
te stoppen. Om opnieuw te starten, tilt u de kap op en drukt u op de AAN-knop.
Kennisgeving:
Bevestig de borgschroef (C, afb. 8) aan het uiteinde van de draaibank om te voorkomen dat
de losse kop van het draaibankbed valt.
De losse kop schuift op een V-weg en kan op elke locatie worden vastgeklemd. De losse kop
heeft een heavy-duty spindel met een Morse conus nr. 2 socket en een gegradueerde schaal.
De spindel kan op elke locatie worden vastgeklemd met een klemhendel. De spindel
wordt bewogen met een handwiel aan het uiteinde van de losse kop.
staartstuk (Fig. 8)
2. Omschakelaar (E, figuur 9)
Nadat de machine is ingeschakeld, draait u de schakelaar naar de
"F"-positie voor tegen
de klok in draaien van de spindel (vooruit). Draai de schakelaar naar "R"
- 13 -
Machine Translated by Google
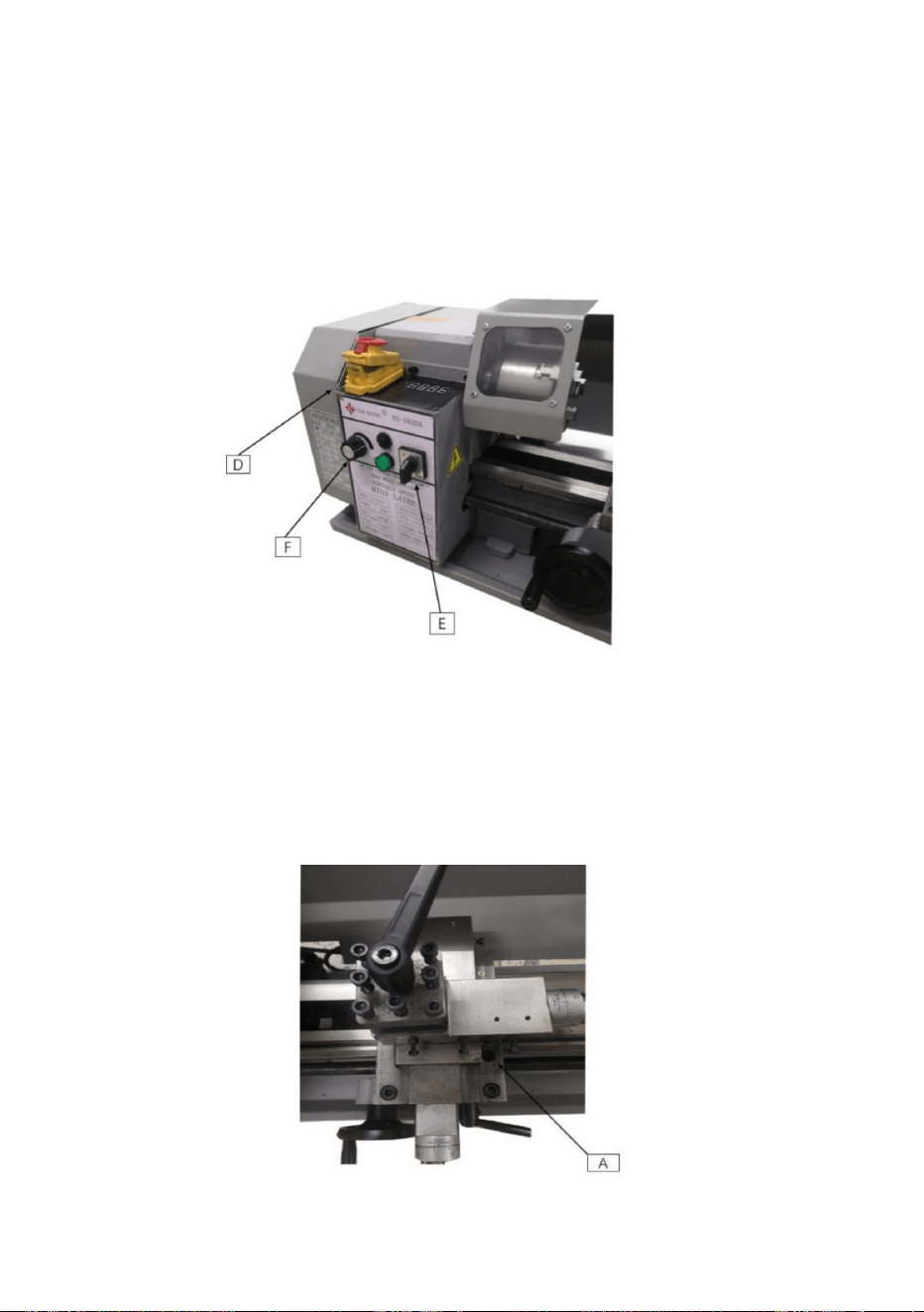
Afbeelding 10
Afbeelding 9
Het bereik is afhankelijk van de positie van de aandrijfriem.
Draai de schakelaar met de klok mee om de spindelsnelheid te verhogen. Draai de schakelaar
4ÿWagenslot
3. Variabele snelheidsregelaar (F,Fig. 9)
tegen de klok in om de spindelsnelheid te verlagen. De mogelijke snelheid
de spindel blijft stil staan.
positie voor spindelrotatie met de klok mee (achteruit) "O"-positie is UIT en
Draai de inbusbout (A, afb. 10) met de klok mee en draai deze vast om te vergrendelen.
Let op: de borgschroef van de wagen moet worden ONTGRENDELD voordat u hem vastzet
Er kunnen automatische voedingen of schade aan de draaibank ontstaan.
Draai tegen de klok in en maak los om te ontgrendelen.
- 14 -
Machine Translated by Google
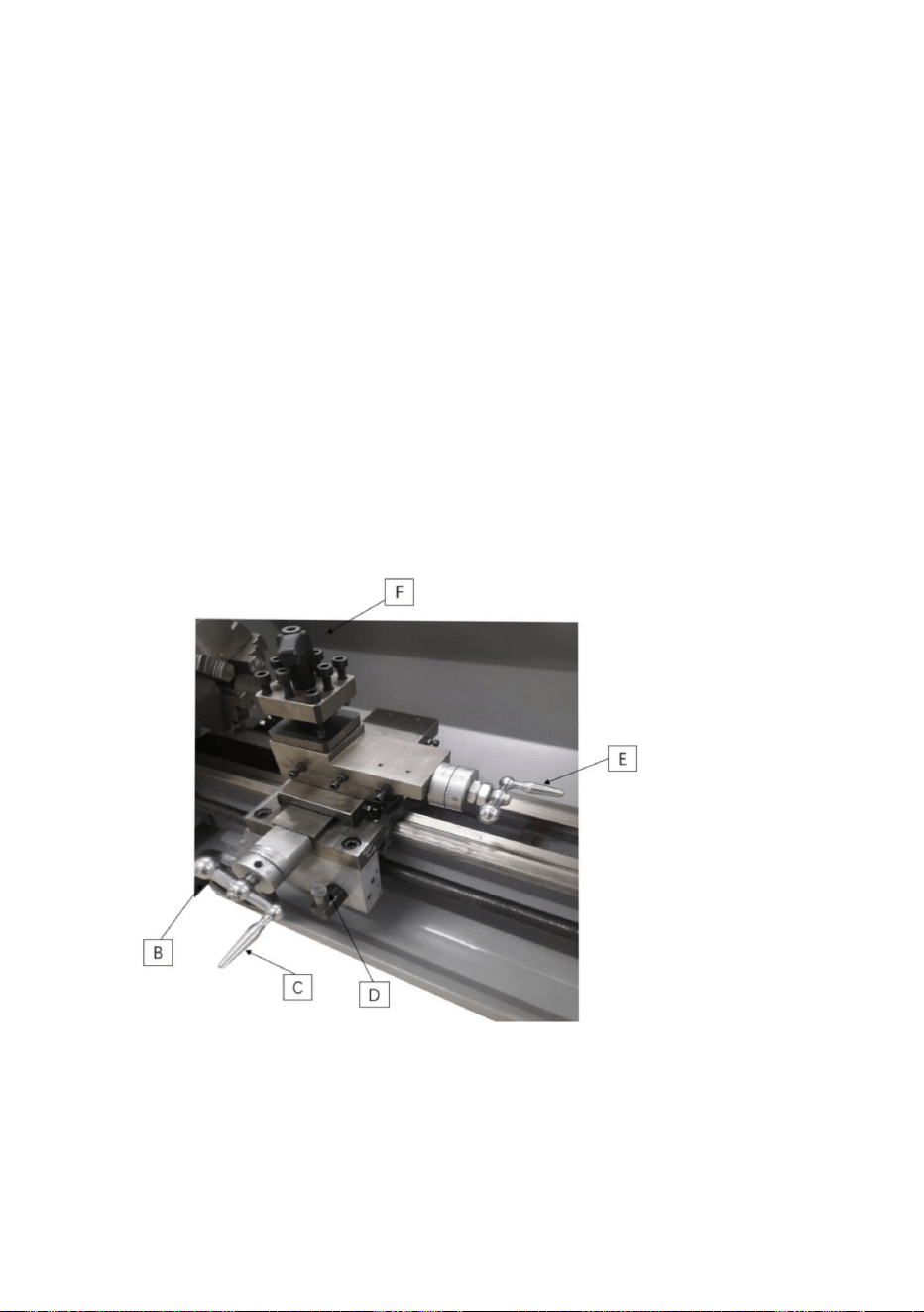
Afbeelding 11
7ÿHalfmoer-aangrijphendel (D,Fig. 11)
Door met de klok mee te draaien, beweegt de dwarsslede naar de achterkant van de machine.
Montage om de kop (links) te beschermen.
9ÿKlemhendel gereedschapshouder (F,Fig. 11)
voorraad (rechts). Draai het handwiel tegen de klok in om het schort te verplaatsen
6ÿDwarsdoorgangshendel (C,Fig. 11)
Draai het handwiel met de klok mee om de schortconstructie naar de staart te verplaatsen
5ÿLongitudinale traverse handwiel (B,Fig.11)
8ÿCompound Rest Traverse Hendel (E,Fig. 11)
Draai met de klok mee of tegen de klok in om te verplaatsen of te positioneren.
Beweeg de hendel omlaag om in te schakelen. Beweeg de hendel omhoog om uit te schakelen.
gereedschapshouder wanneer de hendel ontgrendeld is.
Draai tegen de klok in om los te maken en met de klok mee om vast te maken. Draai de
- 15 -
Machine Translated by Google
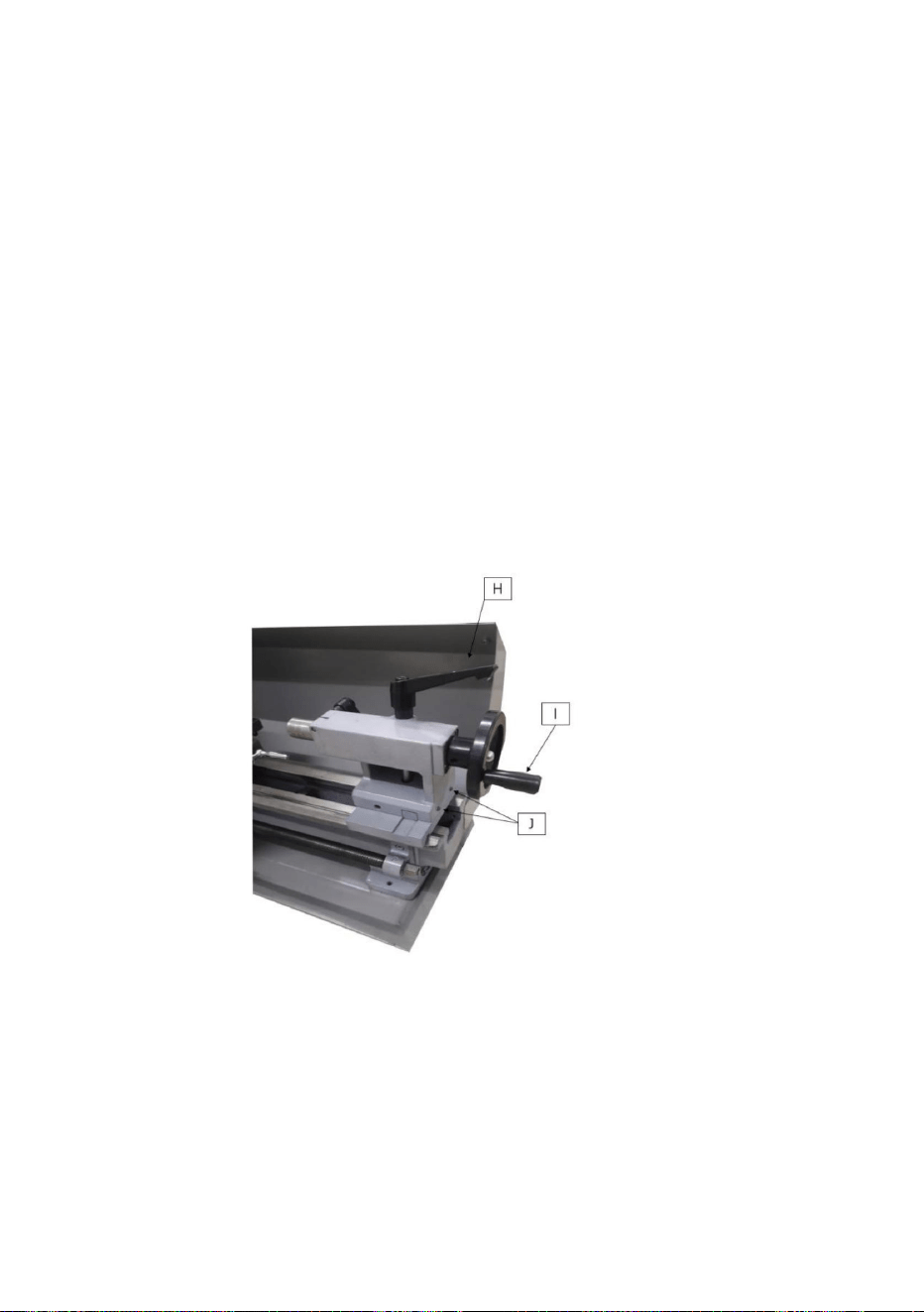
- 16 -
Twee stelschroeven op de basis van de staartkolf worden gebruikt om de
12ÿAfstelling van de staartkopoffset (J,Fig. 12)
Draai met de klok mee om de pen vooruit te bewegen. Draai tegen de klok in om
losse kop voor het snijden van taps toelopende delen. Draai de borgschroef op het uiteinde van de losse kop los. Draai de
Draai de hendel met de klok mee om de spindel te vergrendelen en tegen de
klok in om deze te ontgrendelen.
Trek de pen terug.
11ÿStaartstuk Pen-traverse handwiel (I,Fig. 12)
10ÿStaartstukpenklemhendel (H,Fig. 12)
staat aangegeven op de schaal. Draai de borgschroef vast.
aan één kant de stelschroef vast terwijl u de andere kant vastdraait totdat de hoeveelheid offset
Figuur 12
Machine Translated by Google

- 17 -
gemonteerd in de staart. Gebruik indien nodig stalen afstandsringen
dezelfde stelschroeven en moeren.
centrale as van het werkstuk. De juiste hoogte van het gereedschap kan zijn
bereikt door het vergelijken van het gereedschapspunt met het punt van het middelpunt
flens om de klauw te verwijderen. Plaats de nieuwe klauw en bevestig deze met
schroeven en moeren (A, Afb. 13 slechts twee zijn afgebeeld) op de klauwplaat van de draaibank
De snijhoek is correct als de snijkant in lijn ligt met de
De kopspindelbevestiging is cilindrisch. Losse drie sets
Voor het beste resultaat moet de overhang van het gereedschap minimaal 3/8 inch of
minder zijn.
Vervanging van de klauw
om te buigen onder de snijkracht die ontstaat tijdens de spaanvorming.
WERKING
Klem het draaibeitel in de gereedschapshouder.
Het gereedschap moet stevig worden vastgeklemd. Bij het draaien heeft het gereedschap de neiging
GEREEDSCHAP INSTELLEN
onder het gereedschap om de gewenste hoogte te krijgen. (Fig. 14)
Afbeelding 13
Machine Translated by Google
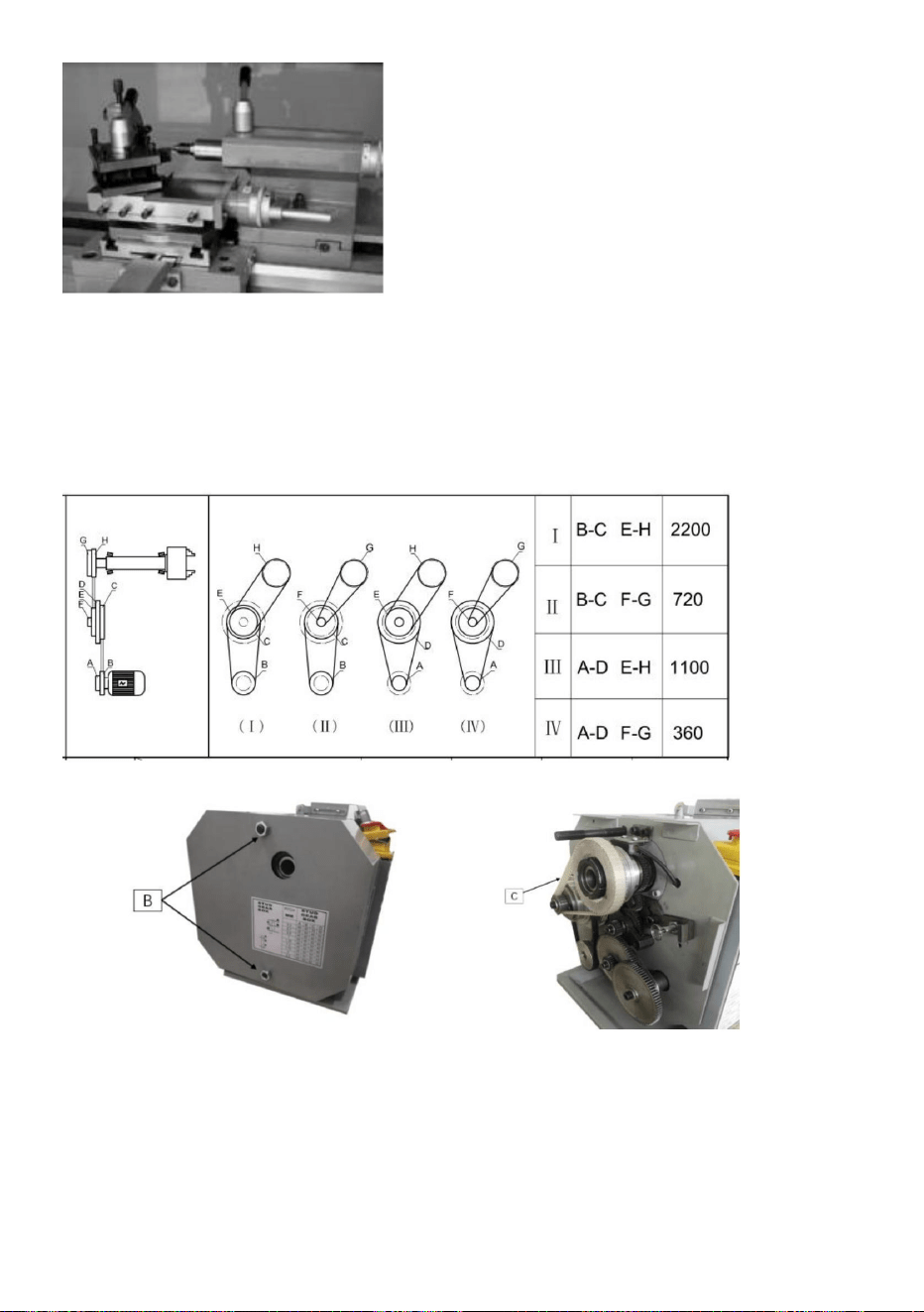
Draai de twee bevestigingsschroeven (B, Afb. 15) los en verwijder de beschermkap.
Pas de V-snaar (C,Fig.16) aan in de juiste positie.
omslag.
Snelheid wijzigen
Afbeelding 15
Draai de spanrol vast en draai de moer weer vast.
Afbeelding 16
Afbeelding 14
- 18 -
Machine Translated by Google
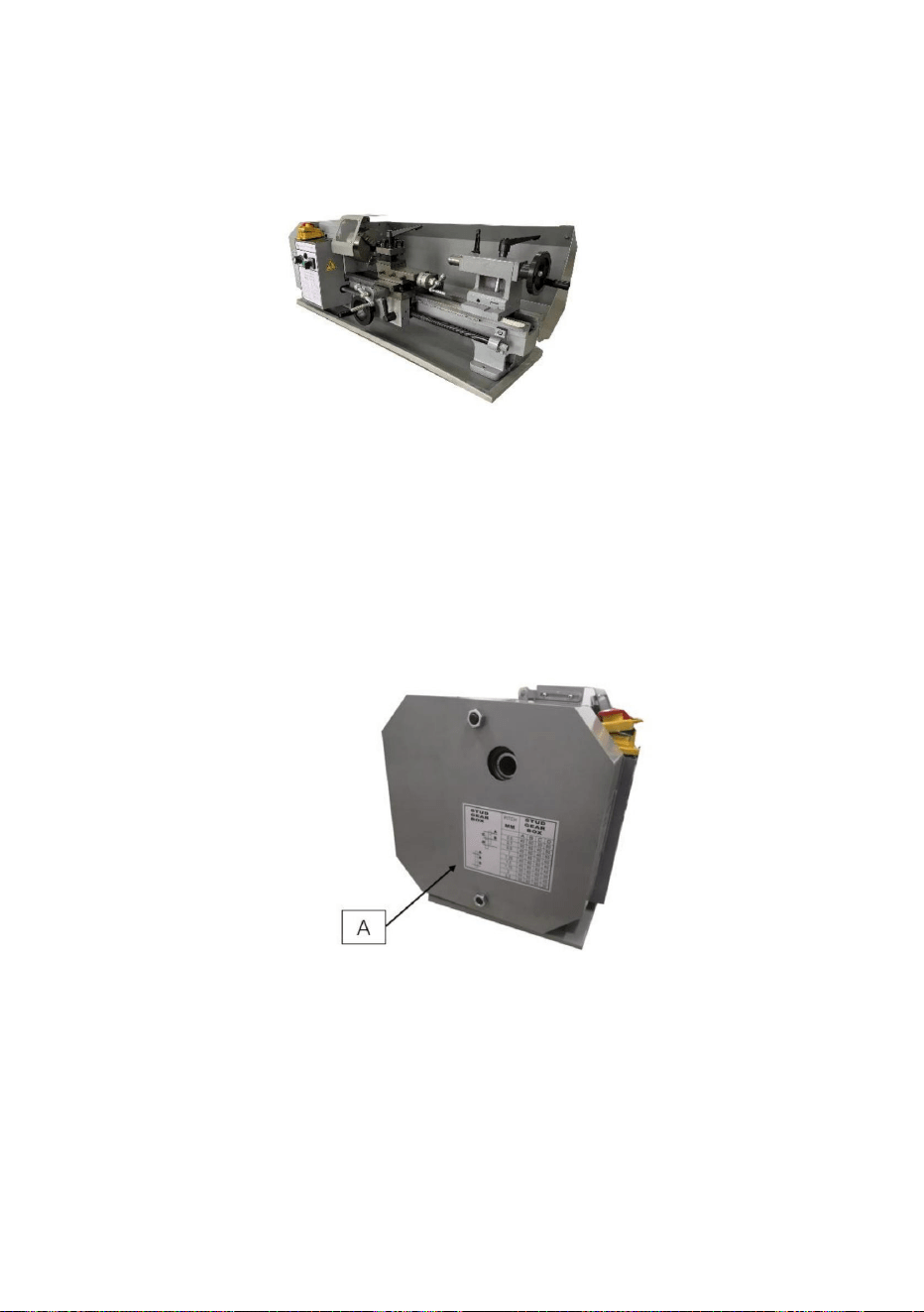
Afbeelding 18
Afbeelding 17
Handmatige
draaitafelverplaatsing , dwarsverplaatsing en handwiel voor de
bovenslede kunnen worden bediend voor longitudinale of dwarsvoeding. (Fig. 17)
Langsdraaien met Auto.Feed Gebruik de tabel
(A, Afb.18) op de draaibank om de voedingssnelheid of de draadspoed te selecteren.
Pas het wisseltandwiel aan als de vereiste voeding of draadspoed niet kan
worden verkregen met de geïnstalleerde tandwielset.
- 19 -
Machine Translated by Google
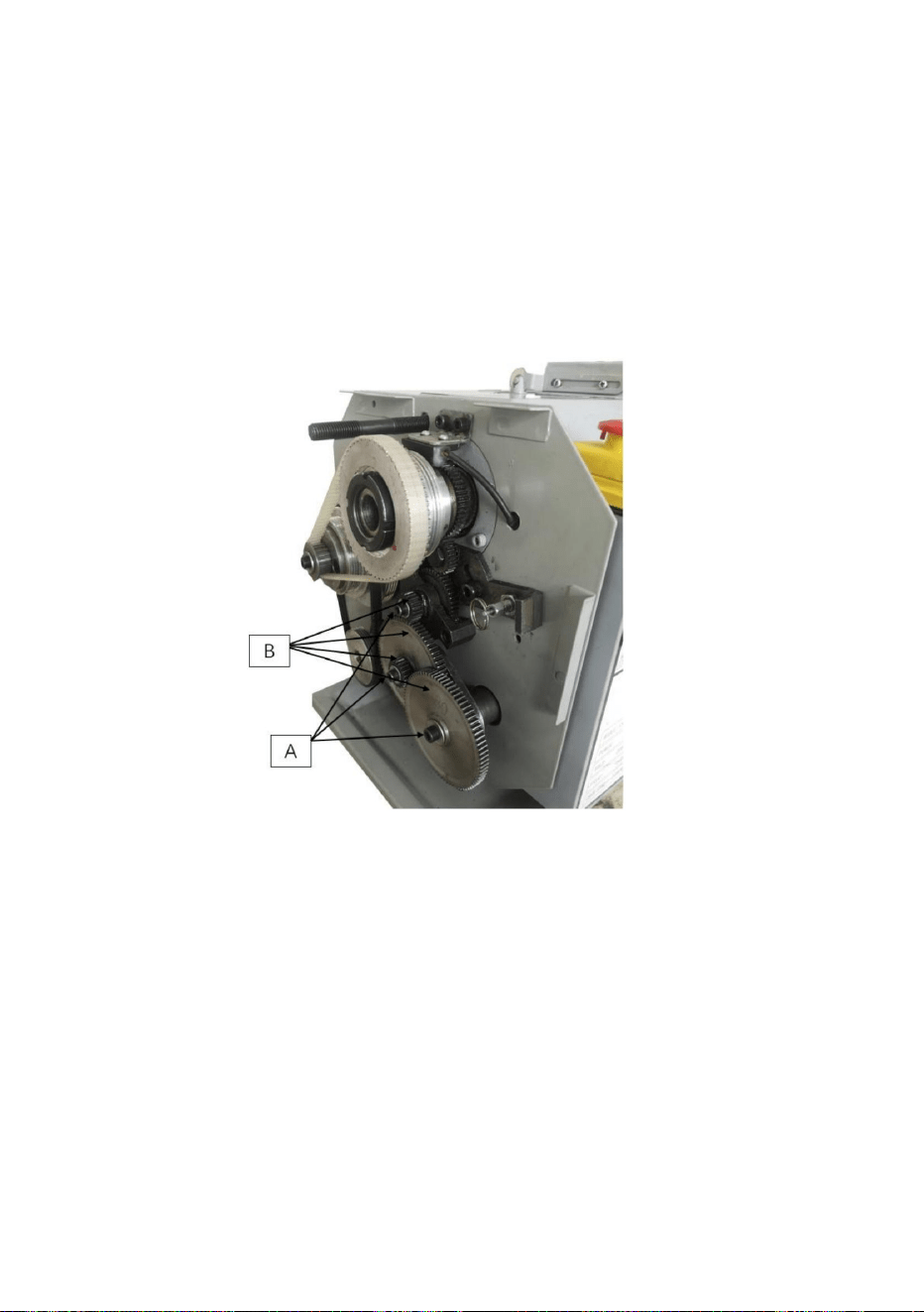
Afbeelding 19
schema (Fig.20) en draai de moer weer vast.
4. Installeer de tandwielkoppelingen (B,Fig.19) volgens de draad en de toevoer
3. Draai de moer (A, Afb. 19) los om de wisseltandwielen te verwijderen
1. Koppel het apparaat los van de stroombron.
de voorkant.
2. Draai de twee bevestigingsschroeven los en verwijder de beschermkap.
Vervanging van tandwielen
machine op het elektriciteitsnet aan te sluiten.
5. Plaats de beschermkap van de kop en sluit de
- 20 -
Machine Translated by Google
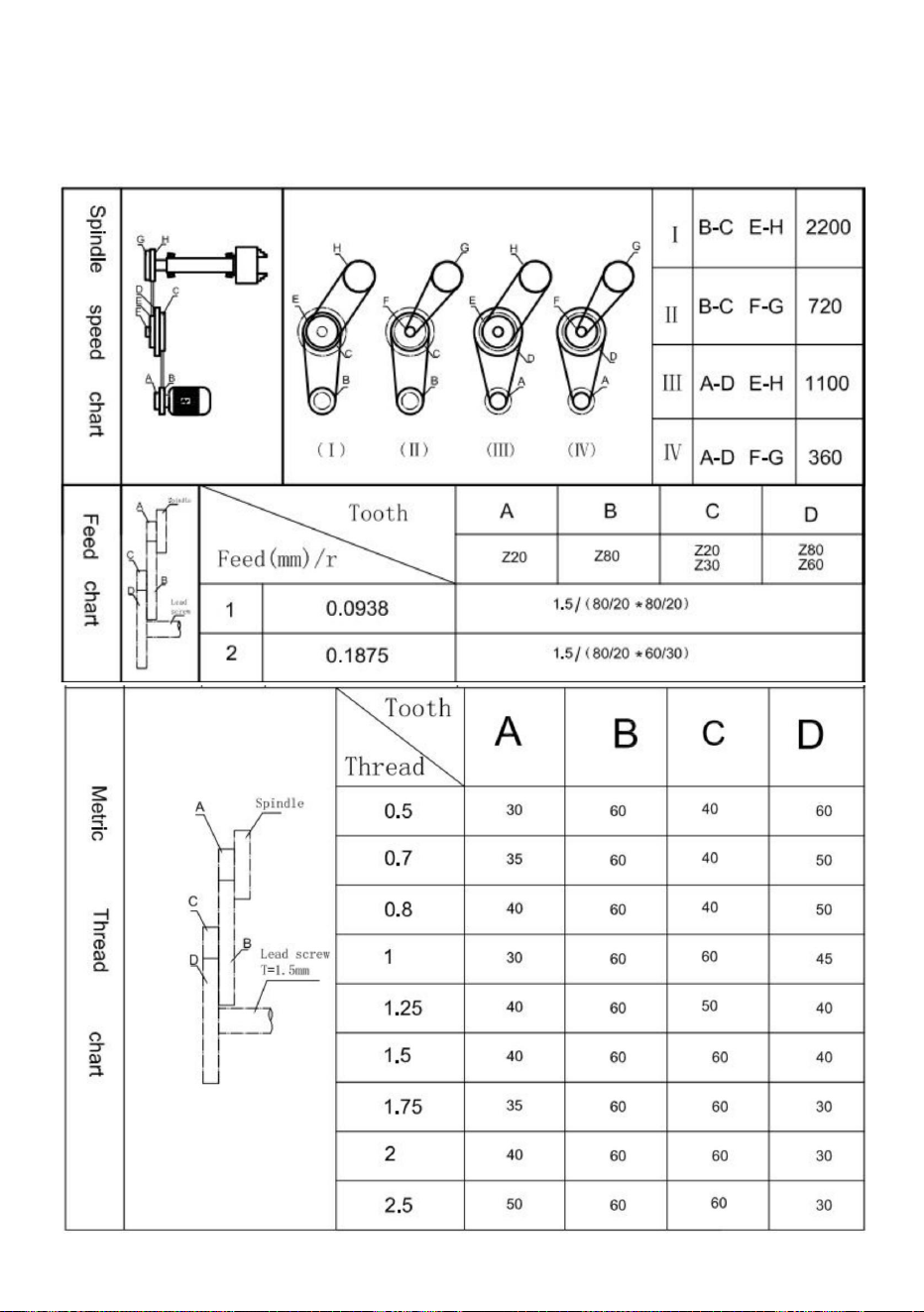
DRAAD- EN VOEDINGSTABEL
Steekplaat (Fig. 20)
- 21 -
Machine Translated by Google
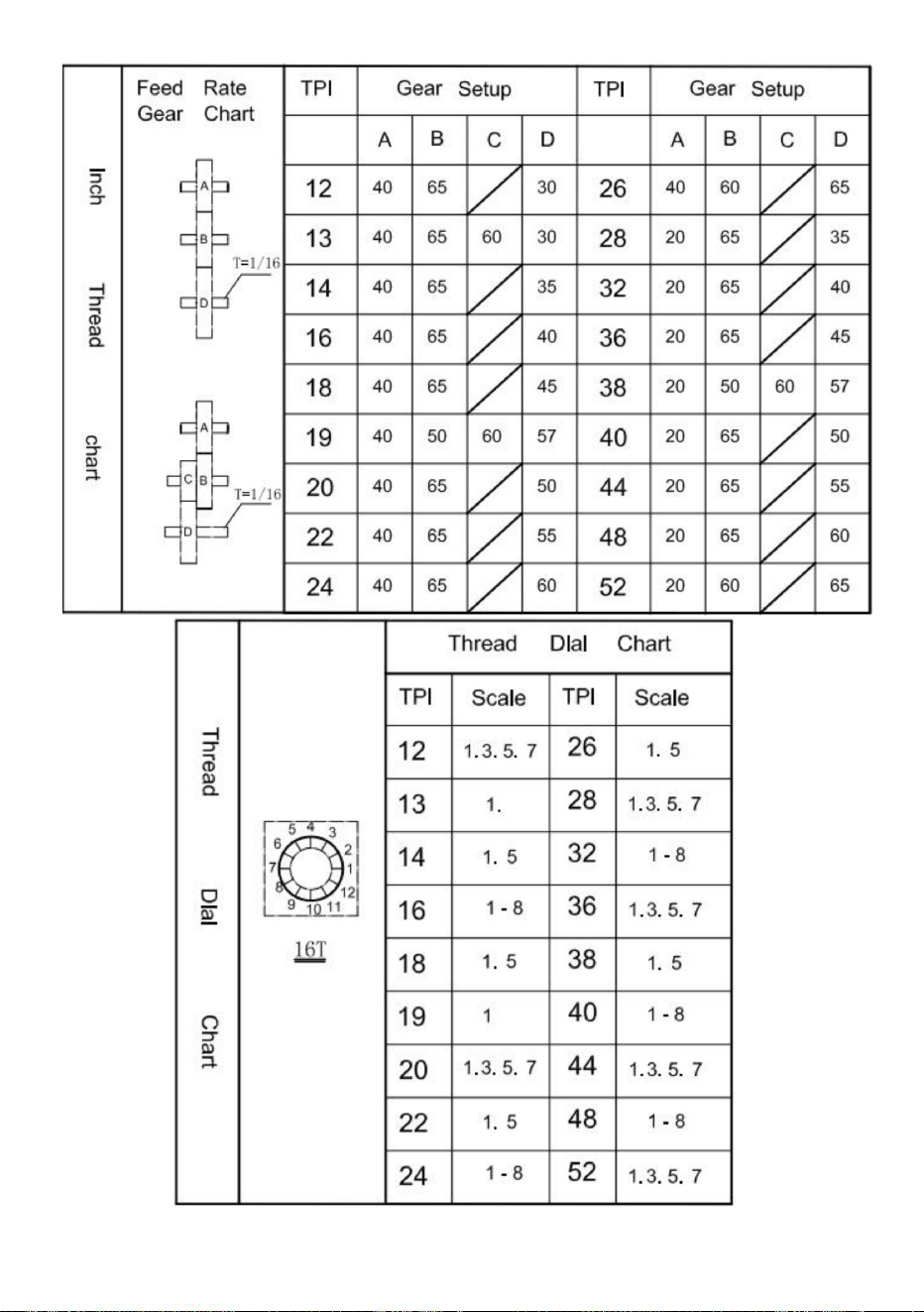
Afbeelding 20
- 22 -
Machine Translated by Google
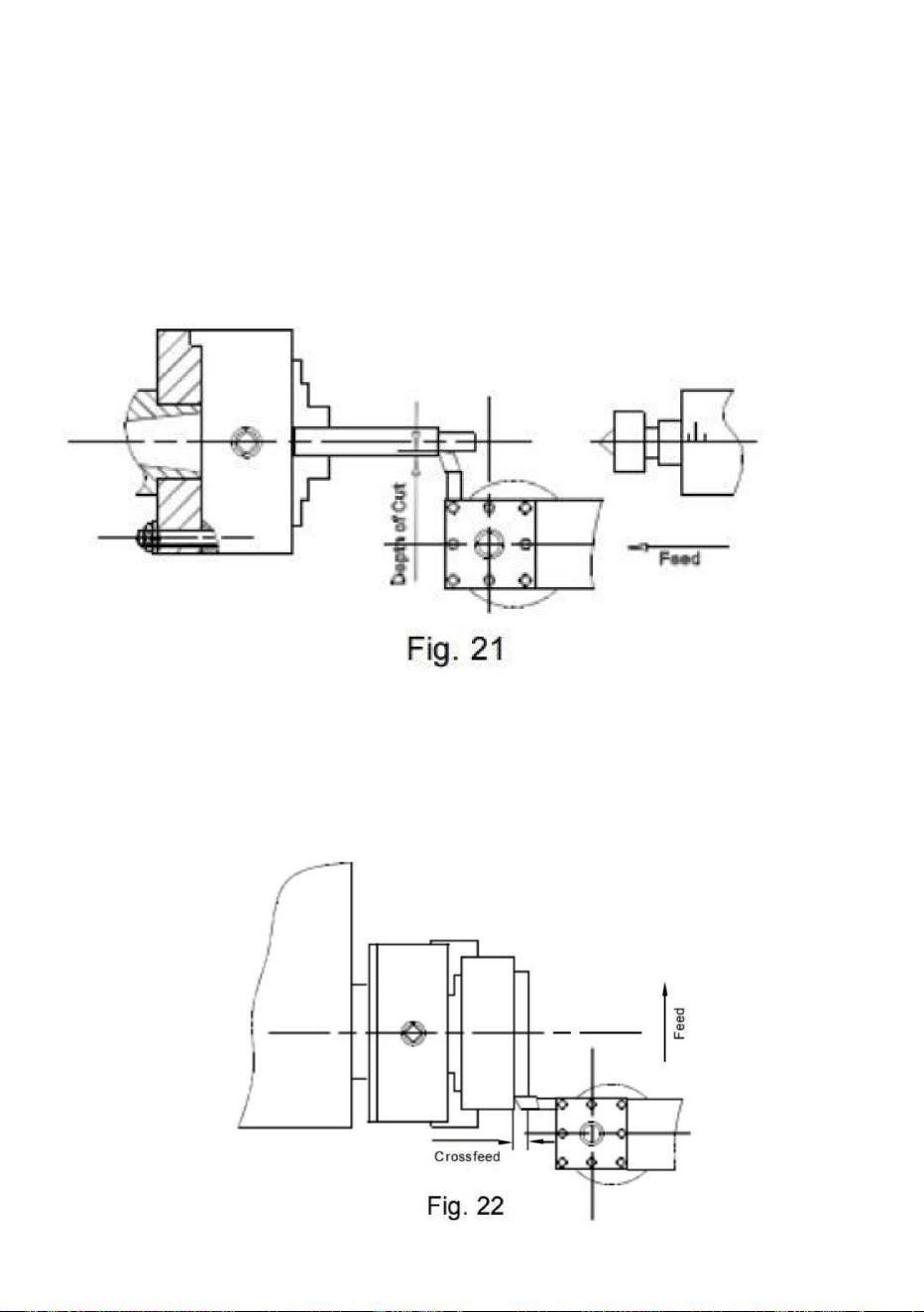
Einde draaien (Fig. 22)
Bij de rechte draaibewerking voert het gereedschap parallel aan de
rotatieas van het werkstuk. De voeding kan handmatig zijn door het
handwiel op het draaibankzadel of de bovenste slede te draaien, of door
de automatische voeding te activeren. De dwarsvoeding voor de
snedediepte wordt bereikt met behulp van de dwarsslede.
Cilindrisch draaien (Fig. 21)
Bij de vlakbewerking voert het gereedschap loodrecht op de rotatieas van
het werkstuk. De invoer wordt handmatig gemaakt met het
kruissledehandwiel. De dwarsvoeding voor de snijdiepte wordt gemaakt
met de bovenste slede of het draaibankzadel.
- 23 -
Machine Translated by Google
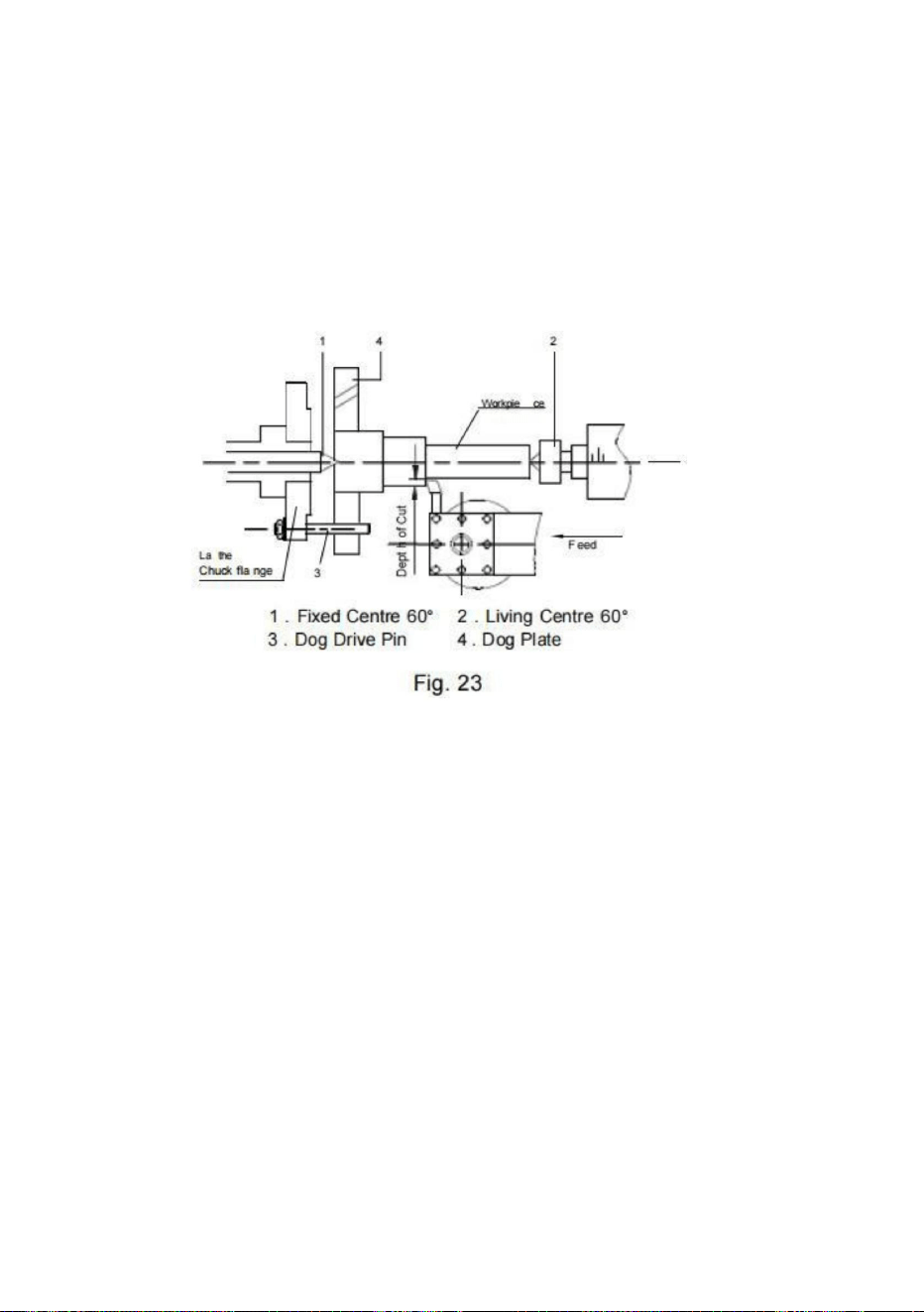
Let op: Gebruik altijd een kleine hoeveelheid vet op het midden van de losse kop om te
voorkomen dat het middenpunt oververhit raakt.
Om de losse kop te verstellen, draait u de borgschroef (A, Afb. 24) los.
Voor het draaien tussen de centers is het noodzakelijk om de klauwplaat van de spindel te
verwijderen. Plaats de MT 3 center in de spindelneus en de MT 2 center in de losse kop.
Monteer het werkstuk met de driver-hond tussen de centers. De driver wordt aangestuurd
door een vergrendeling of frontplaat.
Draaien: Slanke schacht (Fig. 23)
Draai de stelschroef (B, Afb.24) aan de rechterkant van de losse kop los. Draai de voorste
stelschroef (C, Afb.24) los en draai dezelfde hoeveelheid vast door de achterste
stelschroef (D, Afb.24) vast te draaien totdat de gewenste tapsheid is bereikt. De gewenste
dwarsverstelling kan worden afgelezen van de schaal. (E, Afb.24). Draai eerst de stelschroef (B,
Afb.24) weer vast en vervolgens de twee (voorste en achterste) stelschroeven om de losse
kop op zijn plaats te vergrendelen. Draai de borgschroef (A, Afb.24) van de losse kop weer
vast. Het werkstuk moet tussen twee centers worden vastgehouden en worden
aangedreven door een frontplaat en aandrijfklauw.
Conisch draaien met behulp van Tailstock Off-Set
Pas de afwijking tussen het midden van de tailstock-huls en het midden van de spindel aan
om het conisch draaien te voltooien. De hoek is afhankelijk van de lengte van het werkstuk.
- 24 -
Machine Translated by Google

- 25 -
ÿ De diameter van het werkstuk moet zijn gedraaid tot de diameter
Voorbeeld: Mannelijke draad
Maak de halve moerhendel niet los. Draai de motorrichting om zodat het snijgereedschap
terug kan bewegen naar het beginpunt. Herhaal deze stappen totdat u de gewenste
resultaten hebt bereikt.
van de gewenste draad.
Draadsnijden Stel
de machine in op de gewenste draadspoed (volgens de draaddiagram, Afb. 20). Start de
machine en zet de halve moer vast. Wanneer het gereedschap het onderdeel bereikt,
snijdt het de eerste draaddoorgang. Wanneer het gereedschap het einde van de
snede bereikt, stopt u de machine door de motor uit te zetten en tegelijkertijd het
gereedschap uit het onderdeel te trekken, zodat het de draad vrijmaakt.
OPMERKINGEN
Afbeelding 24
Na het taps draaien moet de losse kop weer in de oorspronkelijke positie worden
teruggezet, overeenkomstig de nulpositie op de schaal van de losse kop. (E, Afb. 24)
ÿ Het werkstuk heeft een afschuining nodig aan het begin van de draad
En
Machine Translated by Google
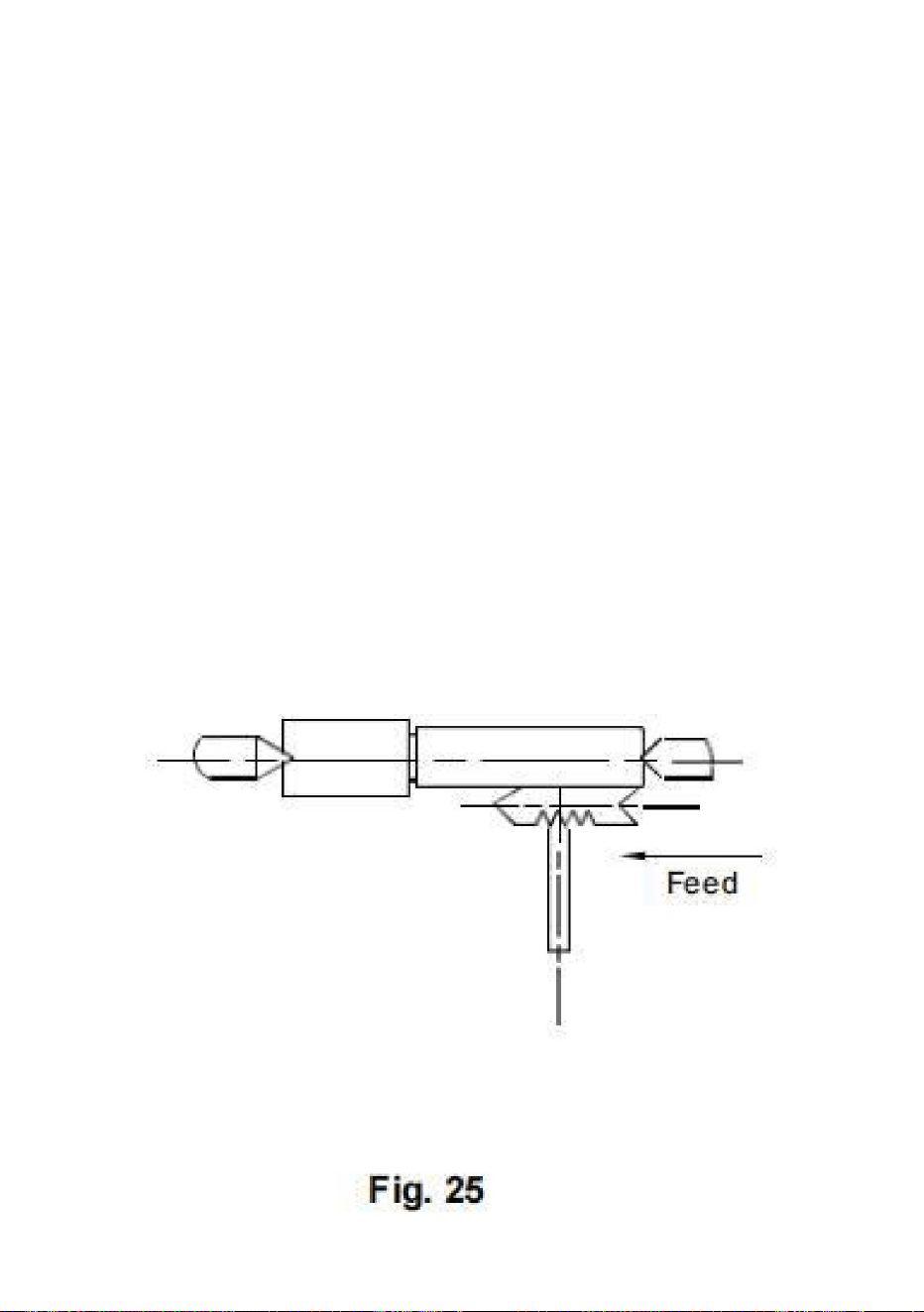
- 26 -
de dwarsslede) aan het einde van elke snijstap. ÿ Het
gereedschap wordt teruggetrokken met de moer van de leidspindel vastgezet door
snijgereedschap moet volledig uit de draad worden gedraaid (met
knip de draad los totdat je bijna de volledige lengte hebt bereikt
diepte van de draad.
vastgeklemd zodat deze exact samenvalt met de draai-ingang. ÿ De
schroefdraad wordt in verschillende snijstappen geproduceerd, zodat de
als de draad, moet absoluut rechthoekig zijn en
snijgereedschappen snijden slechts één draadflank bij elke doorgang. Houd
moet zijn geïnstalleerd volgens de vereiste spoed. ÿ Het
draadsnijgereedschap moet exact de vorm hebben van het monster
afwisselend om de draad los te knippen. Op deze manier wordt de draad
bovenste glijbaan ongeveer 0,2 tot 0,3 mm naar links en rechts
ÿ De snelheid moet zo laag mogelijk zijn. De versnellingen
een ondersnijding bij de draad loopt uit.
ÿ Stop de machine en voer het draadsnijgereedschap in de lage snijstand
dieptes met behulp van de kruisslede. Plaats voor elke doorgang de
het omkeren van de omschakelaar.
Machine Translated by Google

- 27 -
Er zijn twee soorten kaken: interne en externe kaken. Let op dat het aantal kaken
overeenkomt met het aantal in de groef van de klauw. Meng ze niet. Wanneer
u ze gaat monteren, monteer ze dan in oplopende volgorde 0, 1. Als u ze eruit
haalt, zorg er dan voor dat
Voor de originele klauwplaat met 3 klauwen die op de draaibank was gemonteerd,
heeft de fabriek de klauwplaat op de beste manier gemonteerd om de
houdnauwkeurigheid te garanderen met twee "0" -markeringen (A) (Fig. 26) op de
klauwplaat en de klauwplaatflens.
Let op: nieuwe draaibanken hebben zeer nauwsluitende kaken. Dit is nodig om
nauwkeurige klemming en een lange levensduur te garanderen - bij
herhaaldelijk openen en sluiten past de kaak zich automatisch aan en
wordt de werking geleidelijk soepeler.
Met deze universele klem kunnen ronde, driehoekige, vierkante, zeshoekige,
achthoekige en twaalfhoekige staven worden vastgeklemd. (Fig. 26)
Opmerking:
Universele draaibankklauw met drie klauwen
Draaibank accessoires
,
3 wanneer je bent
Machine Translated by Google
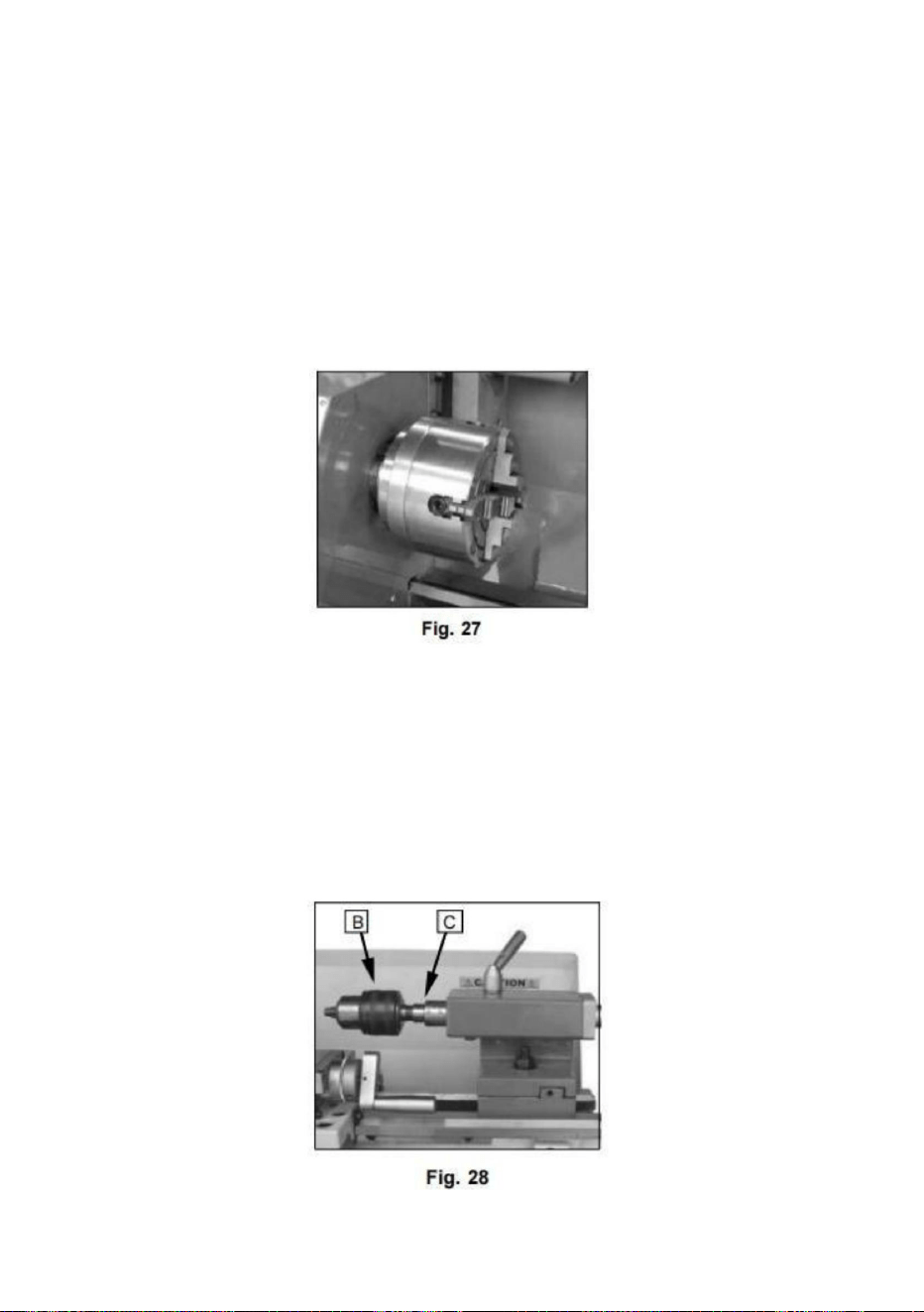
(Figuur 27)
Gebruik de boorkop om centreerboren en spiraalboren in de losse kop te
houden (B) (Fig. 28)
Vier onafhankelijke klauwplaat Deze
speciale klauwplaat heeft vier onafhankelijk instelbare klauwplaten. Deze
maken het mogelijk om asymmetrische stukken vast te houden en
cilindrische stukken nauwkeurig in te stellen.
Haal ze er in aflopende volgorde uit (3,1,0, één voor één). Nadat u deze procedure
hebt voltooid, draait u de kaken tot de kleinste diameter en controleert u of
de drie kaken goed op elkaar passen.
Een doorn is nodig om de boorkop in de losse kop te monteren. Deze heeft
een No. 1 Morse-conus. (C) Afb.28
Morse Taper As (optioneel)
Boorkop (optioneel)
- 28 -
Machine Translated by Google
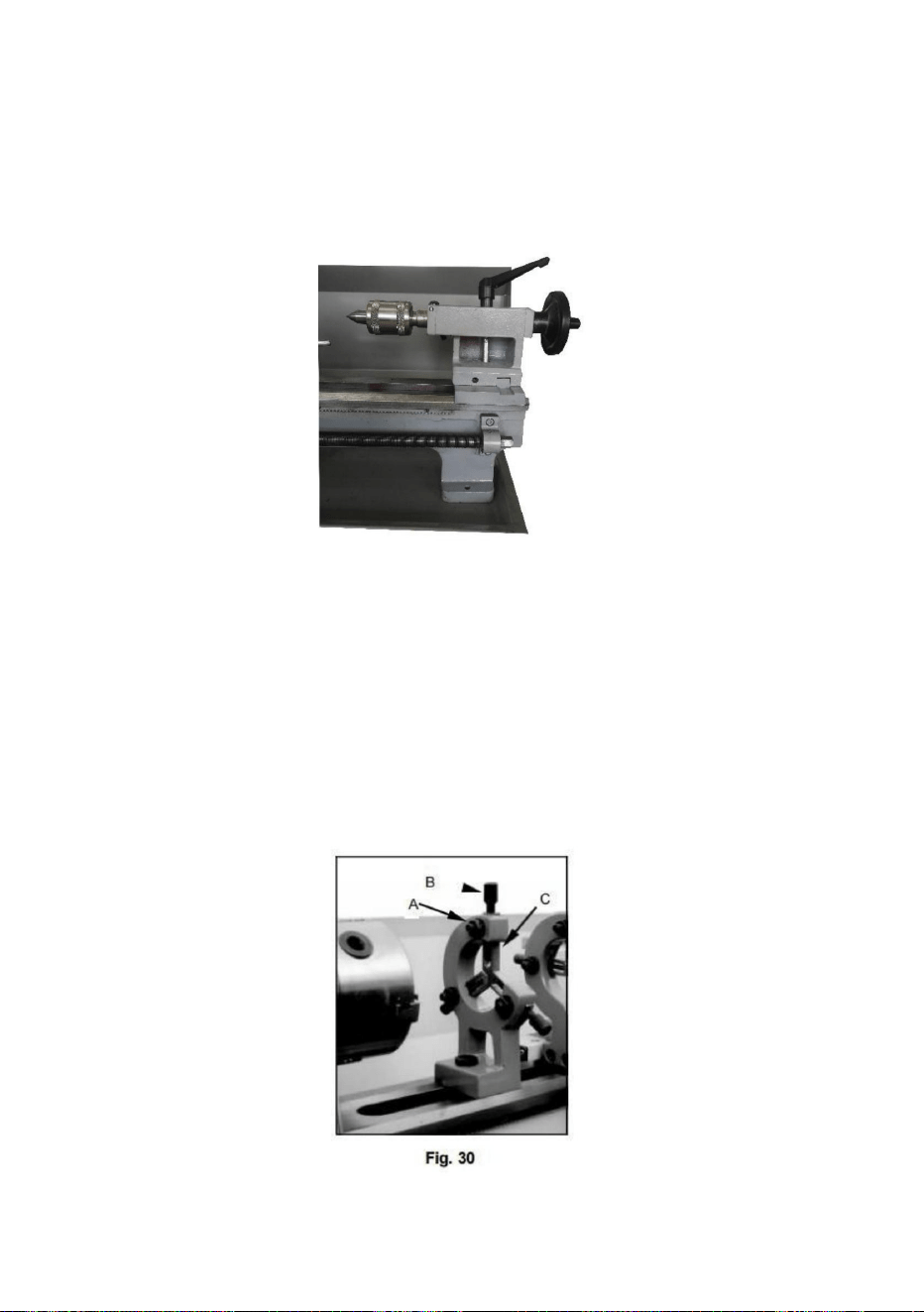
Afbeelding 29
Voor veel bewerkingen kan de losse kop niet worden gebruikt omdat deze het
draaigereedschap of boorgereedschap blokkeert en daarom van de machine moet
worden
verwijderd. De vaste rust, die als een eindsteun fungeert, zorgt voor een trillingsvrije
werking. De vaste rust is op de bedbanen gemonteerd en wordt van onderaf met een
borgplaat vastgezet. Het vet vereist continue smering op de contactpunten om
voortijdige slijtage te voorkomen. (Fig. 30)
Het meedraaiende middenstuk is gemonteerd in kogellagers. Het gebruik ervan wordt sterk
aanbevolen bij draaisnelheden van meer dan 6 RPM. (Fig. 29)
Live Center (optioneel)
Vaste steun De
vaste steun dient als ondersteuning voor de assen aan het uiteinde van de losse kop.
- 29 -
Machine Translated by Google
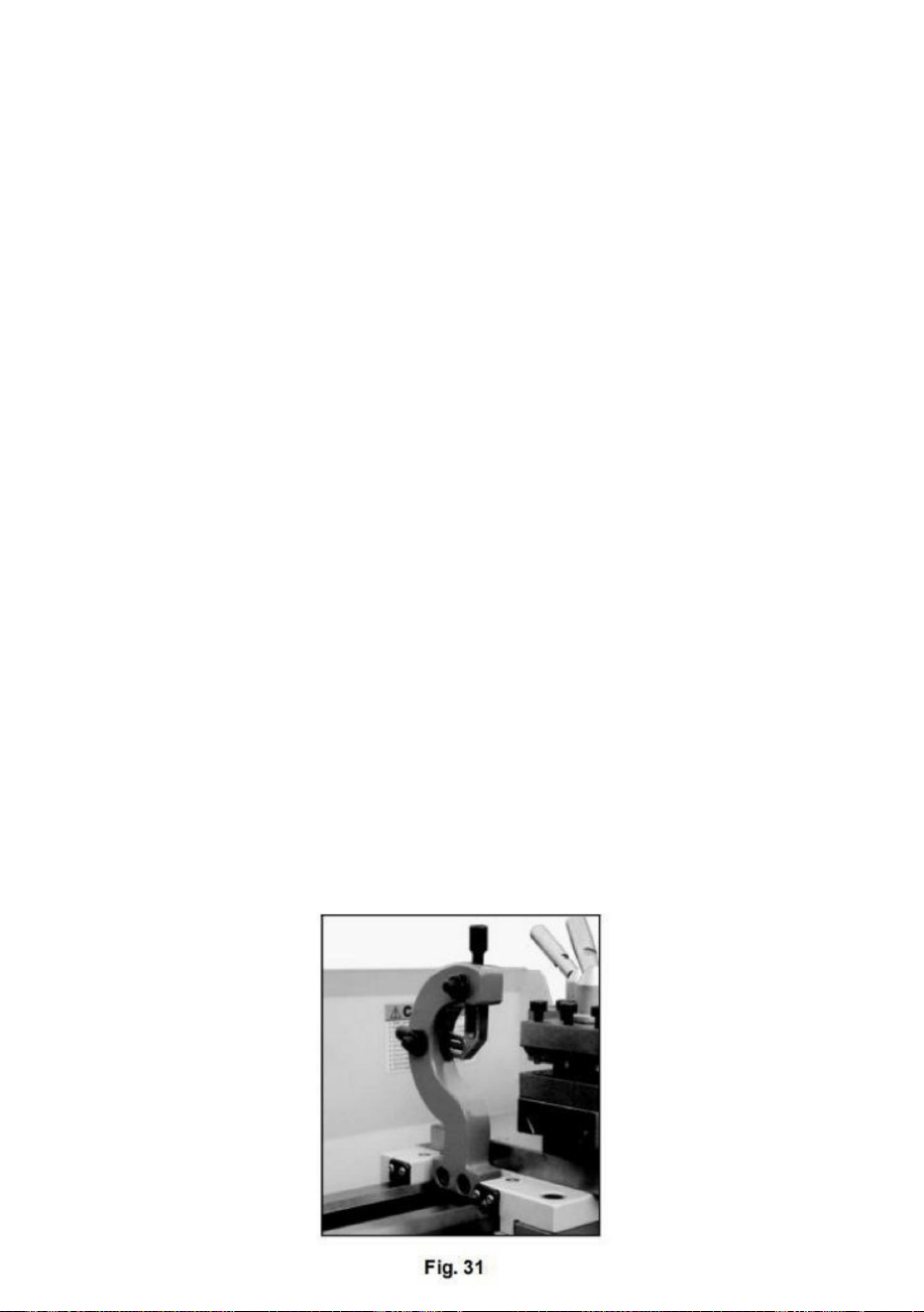
het werkstuk. Draai drie moeren (A, Afb. 31) vast. Smeer de schuif
werkstukken. Het voorkomt dat het werkstuk onder druk buigt
3. Draai de gekartelde schroeven vast, zodat de vingers stevig maar niet te strak tegen elkaar aan zitten.
De plaats van het derde steunblok wordt ingenomen door het draaigereedschap.
De volgende rust wordt gebruikt voor draaibewerkingen op lange, slanke
rond het werkstuk. Bevestig de steun op zijn plaats.
vingers. (C, Afb. 31) totdat de vaste rust met zijn vinger kan worden bewogen
beweging van het draaigereedschap. Er zijn slechts twee steunblokken nodig.
2. Draai de gekartelde schroef (B, Afb. 36) los en open de schuif
De volgende rust is op het zadel gemonteerd en volgt de
1. Draai de drie zeskantmoeren los. (A, Afb. 31)
Volg Rust
Smeer de steunblokken tijdens het gebruik om voortijdig vastlopen te voorkomen.
dragen.
De vaste rust instellen
4. Wanneer na langdurig gebruik de kaak slijtage vertoont, moeten de uiteinden van de
De vingers kunnen gevijld of opnieuw gefreesd worden.
Plaats de steunblokken stevig tegen het werkstuk, maar niet te strak.
punten met machineolie.
van het draaigereedschap. ( Afb.31 )
- 30 -
Machine Translated by Google
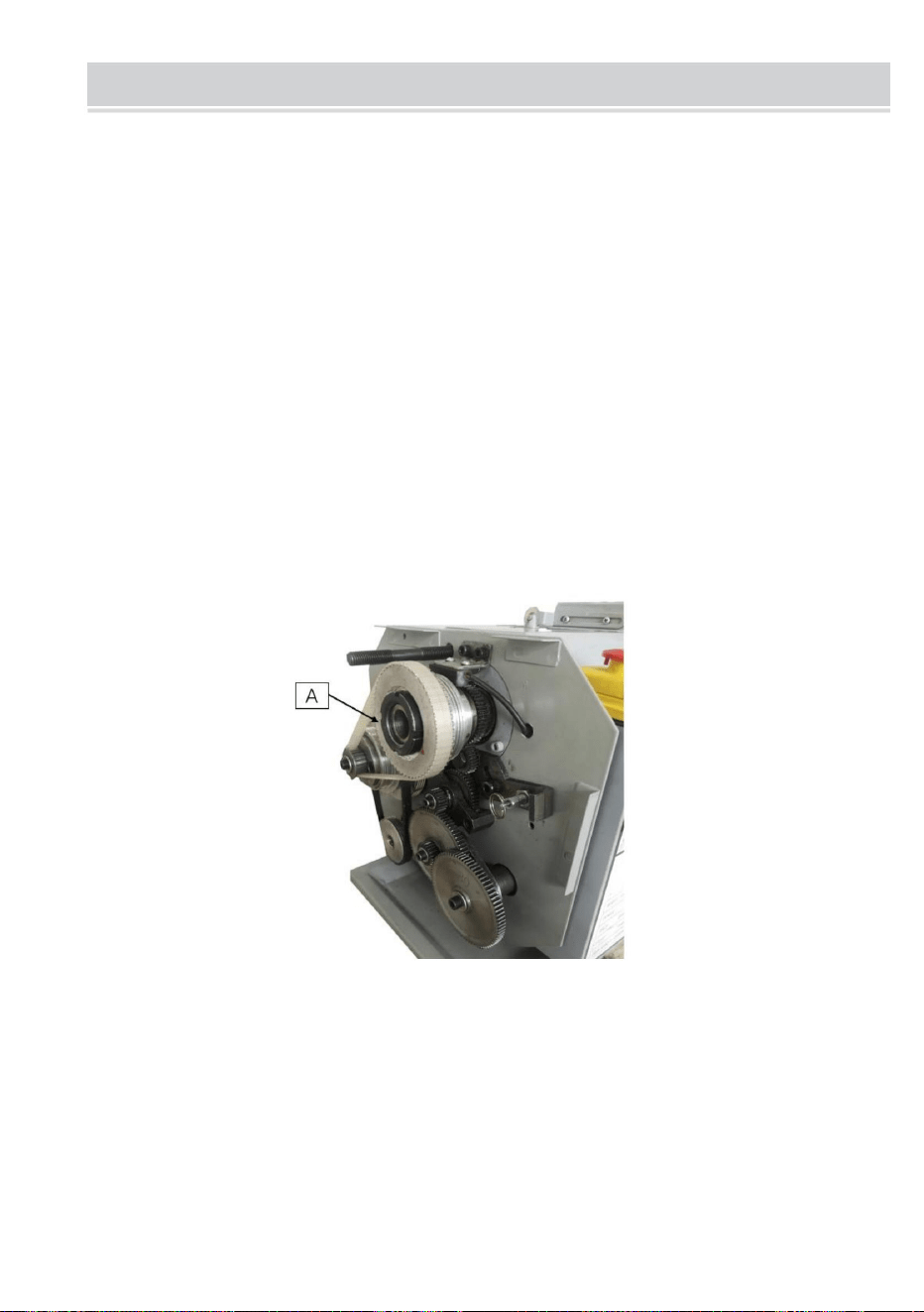
- 31 -
aangepast.
wordt duidelijk na aanzienlijk gebruik, de lagers kunnen
Hoofdspillagers
Bevestig de sleufmoer (A, Afb. 32) aan de achterkant van de spindel.
Na verloop van tijd treedt er slijtage op in sommige bewegende onderdelen
De hoofdspindellagers worden in de fabriek afgesteld. Als er eindspeling is
moet mogelijk worden aangepast.
AANPASSINGEN
Afbeelding 32
De spindel moet nog steeds vrij kunnen draaien.
Let op: overmatig aandraaien of voorspannen kan de lagers beschadigen.
Machine Translated by Google
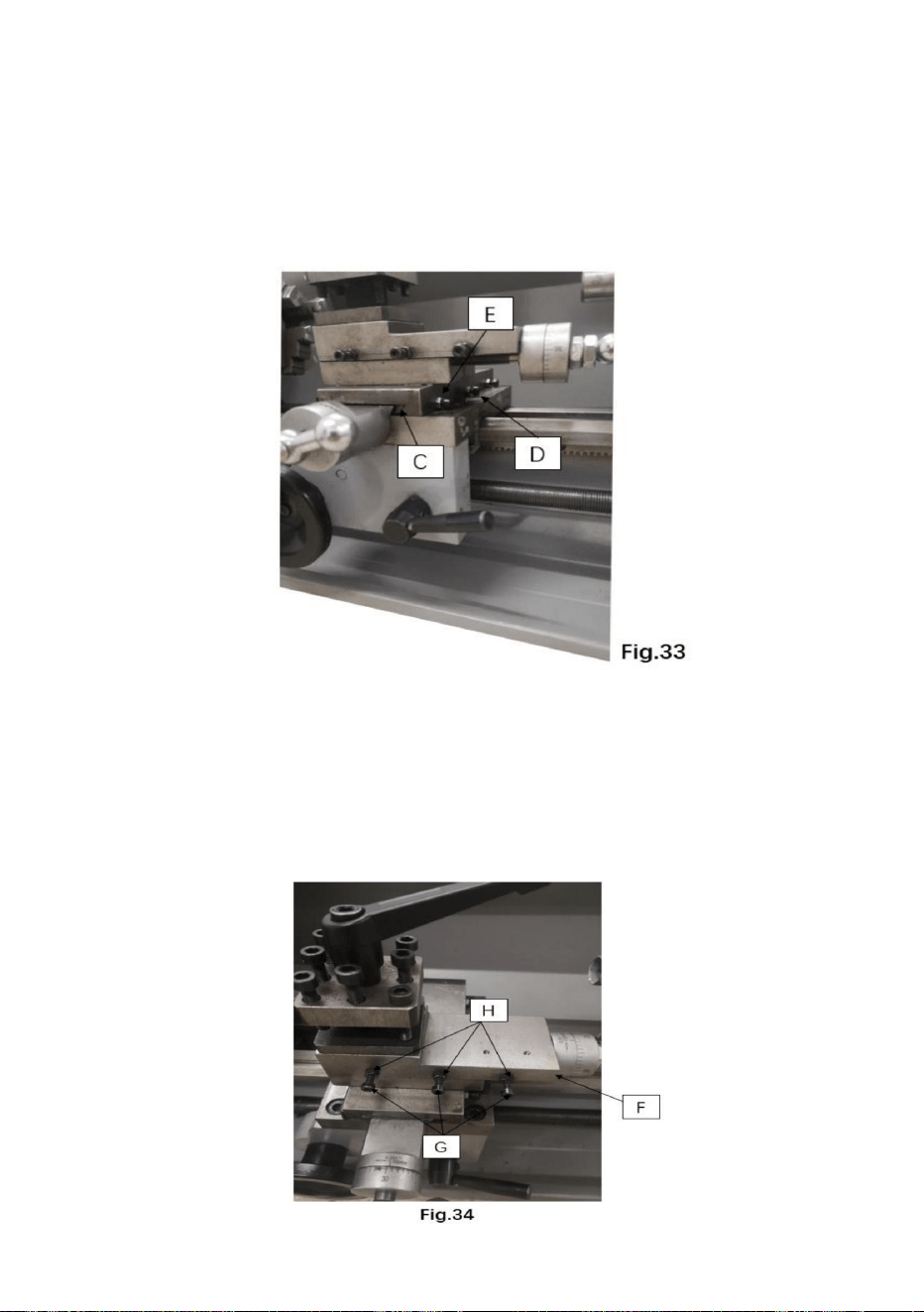
- 32 -
Draai de borgmoeren los en draai de stelschroeven vast totdat de slede vrij beweegt
zonder speling. Draai de borgmoeren vast om de afstelling te behouden.
Afstelling van de bovenslede
De bovenslede is voorzien van een spiestrip (F, Afb. 34) en kan worden
afgesteld met schroeven (G, Afb. 34) die zijn voorzien van borgmoeren. (H, Afb. 34)
Afstelling van de dwarsslede De
dwarsslede is voorzien van een spiestrook (C, Afb. 33) en kan worden
afgesteld met schroeven (D, Afb. 33) die zijn voorzien van borgmoeren. (E, Afb. 33)
Draai de borgmoeren los en draai de stelschroeven vast totdat de slede vrij beweegt
zonder speling. Draai de borgmoeren vast om de afstelling te behouden.
Machine Translated by Google
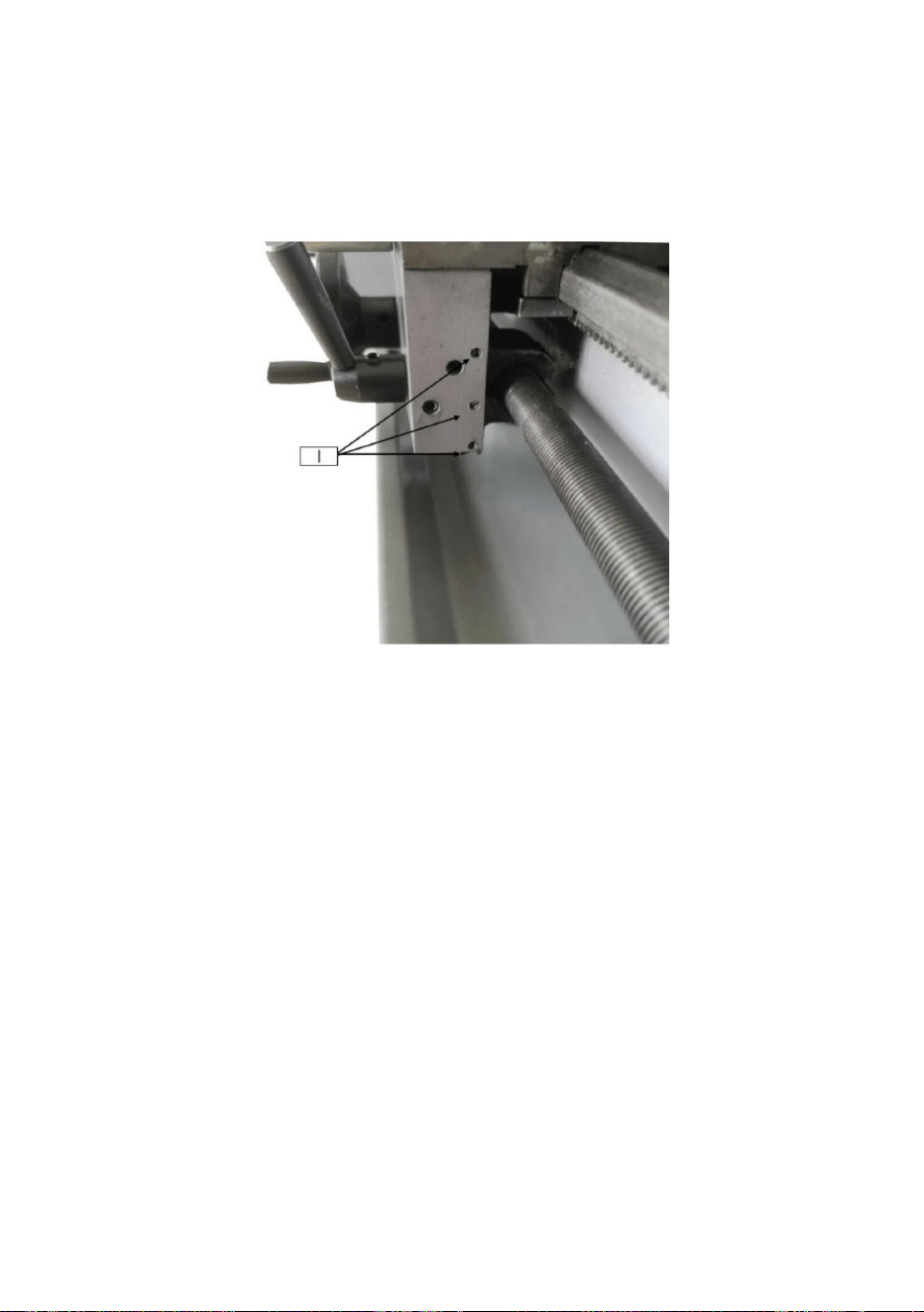
- 33 -
Draai de schroeven aan de rechterkant van het schort los en stel de controleschroeven
af totdat beide halve moeren vrij bewegen zonder speling. Draai de moer vast.
Afstelling van de halve moergeleider De
ingrijping van de halve moer kan worden afgesteld met schroeven (I, Afb. 35)
Afbeelding 35
Machine Translated by Google
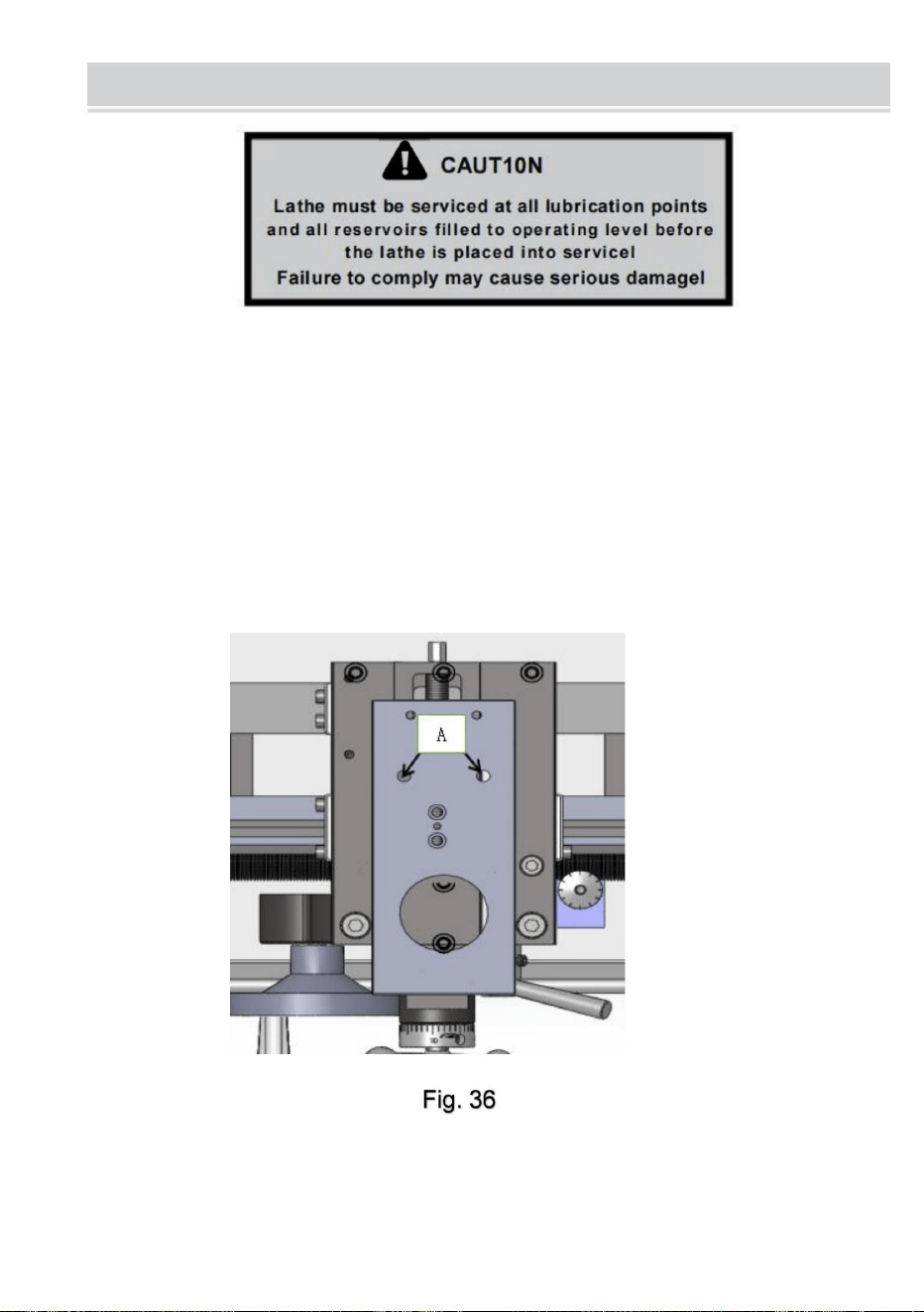
Smeer de wisseltandwielen en de leidspindel lichtjes
met vet.
Smeer alle glijbanen lichtjes voor elk gebruik.
OPMERKINGEN:
Smeer twee oliepoorten (A, Afb. 36) eenmaal per dag met 20W machineolie.
1. Kruisschuif
SMERING
- 34 -
Machine Translated by Google
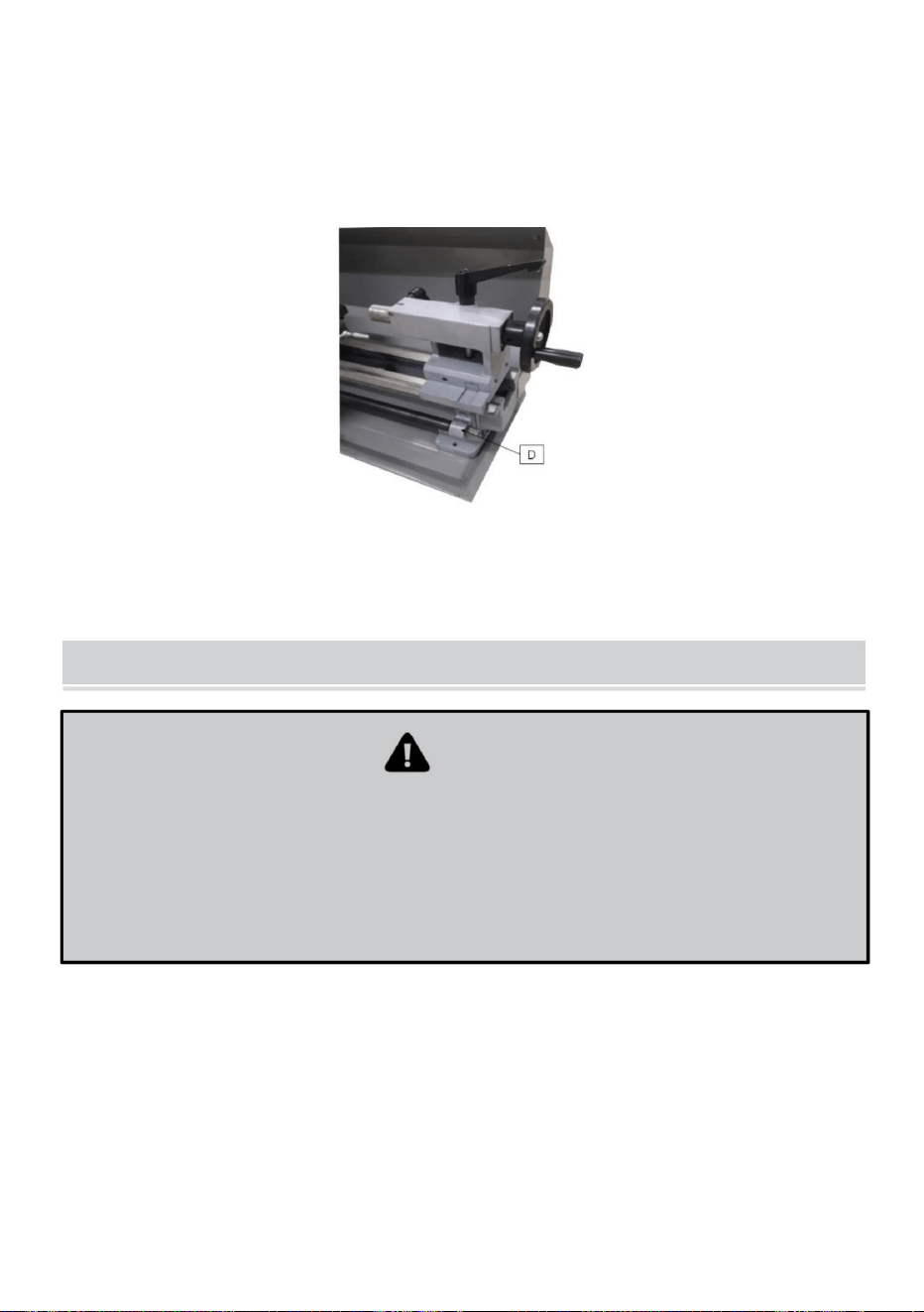
WAARSCHUWING!
Het niet naleven hiervan kan ernstig letsel en schade aan de machine en eigendommen veroorzaken!
Het aansluiten van de draaibank en alle overige elektrische werkzaamheden mogen uitsluitend door een erkend elektricien
worden uitgevoerd!
Afbeelding 38
Elektriciteit
voeding. Zorg ervoor dat de draaibank goed geaard is.
Smeer de rechter oliepoort (D, Afb. 38) eenmaal per dag met 20W machineolie.
2. Leidingspindel
De YS-1835A draaibank is alleen geschikt voor 550W, 1PH, 220V. Controleer of
het beschikbare vermogen op de locatie van de draaibank hetzelfde is als dat van
de draaibank. Gebruik het bedradingsschema (Fig. 39) om de draaibank aan te
sluiten op het lichtnet
- 35 -
Machine Translated by Google
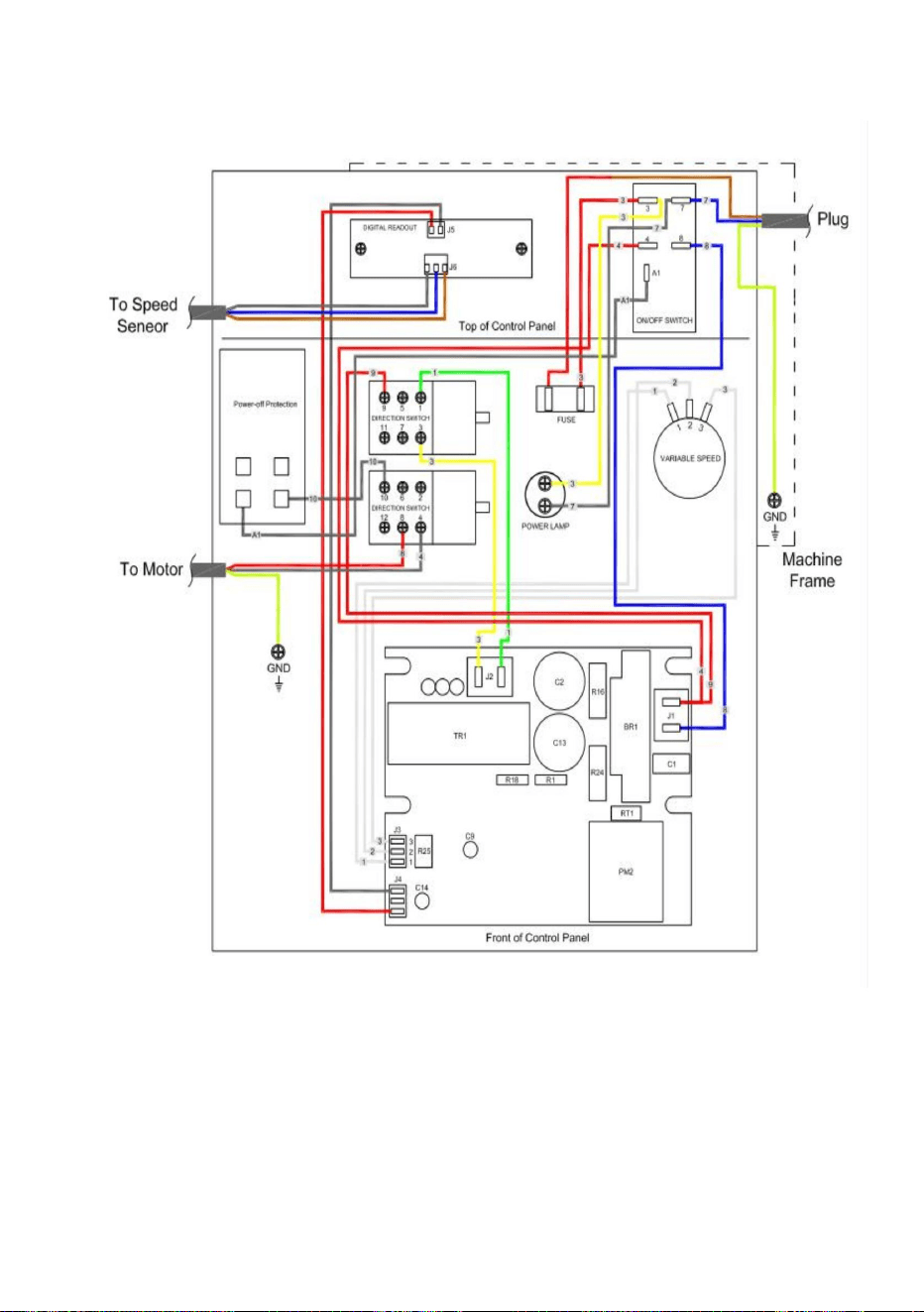
- 36 -
Hieronder ziet u een bedradingsschema van de draaibank: (Fig. 39)
Afbeelding 39
Machine Translated by Google

1. Om de precisie en functionaliteit van de machine te behouden, is het
essentieel om er voorzichtig mee om te gaan. Houd hem schoon en
vet en smeer hem regelmatig. Alleen door goede verzorging. U kunt er zeker
van zijn dat de werkkwaliteit van de machine constant blijft.
Olie, vet en schoonmaakmiddelen zijn vervuilende stoffen en mogen niet
via de riolering of het normale afval worden afgevoerd. Voer deze middelen af
volgens de huidige wettelijke eisen voor het milieu. Poetslappen
geïmpregneerd met olie, vet en schoonmaakmiddelen zijn gemakkelijk
Zorg ervoor dat u de machine tijdens de werking goed onderhoudt om de
nauwkeurigheid en levensduur van de machine te garanderen.
ONDERHOUD
OPMERKINGEN: Haal de stekker van het apparaat uit het stopcontact
wanneer u reinigings-, onderhouds- of reparatiewerkzaamheden uitvoert!
- 37 -
Machine Translated by Google

3. Tijdens de operatie. De chips die op het glijvlak vallen
dozen e.d. tegen vochtigheid bij het schoonmaken.
6. Als de schade wordt gevonden, moet het onderhoud onmiddellijk worden uitgevoerd.
vet.
oplosmiddelen of reinigingsmiddelen of middelen die schadelijke dampen genereren!
Bescherm elektrische componenten, zoals motoren, schakelaars, schakelaars
onjuiste gids.
tandwielen en de leidspindel moeten ook licht gesmeerd worden met
2. Smeer alle glijbanen lichtjes voor elk gebruik. De verandering
risico op snijwonden door scherpe randen. Gebruik nooit ontvlambare
geleidingsweg en vermijd mechanische schade en slijtage door
OPMERKINGEN: Reparatiewerkzaamheden mogen alleen worden uitgevoerd door gekwalificeerde vakmensen.
manier - gooi ze niet bij het normale afval!
OPMERKINGEN: Verwijder de chips niet met uw blote handen. Er is een
midden. Het oppervlak van de machinetool voor de klauwplaat en de
gesloten vat en gooi ze op een milieuvriendelijke manier weg
op een bepaald tijdstip worden schoongemaakt.
roesten voorkomen.
5. Om de nauwkeurigheid van de bewerking te behouden. Zorg voor de
ontvlambaar. Verzamel poetslappen of poetswol in een geschikte
gemaakt om te voorkomen dat chips tussen de
machinegereedschapszadel en draaibankbedgeleider. Asfaltvilt moet
verschillende onderdelen van de machine en breng machineolie aan op
kennis.
moet tijdig worden schoongemaakt en de inspectie moet vaak worden uitgevoerd
4. Na de operatie elke dag. Verwijder alle chips en maak schoon
personeel met de bijbehorende mechanische en elektrische
- 38 -
Machine Translated by Google
- 39 -
PROBLEMEN OPLOSSEN
Verkeerde diameter
werkstuk wordt
Onderste
kruisvoeding (afwerkingstoeslag mag niet meer
dan 0,5 mm bedragen)
Correcte hoogteverstelling van
Pas aan het midden aan
handelswijze
Mogelijke reden
Bovenste schuif goed uitlijnen
Te hoog voer
Verminder voer
Te kleine spelingshoek
Verkeerd begonnen met malen
Klemgereedschap met minder overhang
Verminder de snijsnelheid
Wighoek te klein
fout
Gereedschap voor opnieuw slijpen
Maak het midden van de staart los
Tooltip niet aangepast naar midden hoog
De speling in de spindel afstellen
Draad afknippen is
schakelaar
Centra zijn niet uitgelijnd (staartkop is verschoven)
Centrum loopt warm
Verhoog de vrije hoek
Regeling
werkstuk is uitgebreid
Gelijkmatig afkoelen
Draai het werkstuk om
te ruw
de bovenste dia)
Onvoldoende koeling
Gereedschap is verkeerd vastgeklemd
Pas de juiste toonhoogte aan
Eliminatie
Hoofdlager afstellen
Flankslijtage te hoog
Snijkant breekt af
Noodstop ontgrendelen
Radius bij de gereedschapspunt te klein
Draaibank klappert
Probleem
Stel de staartkop in op het midden
Speling in hoofdlager
Oppervlak van het werkstuk
Vergroot de wighoek
fout
Spindel wordt
niet geactiveerd
Bovenste schuif niet goed uitgelijnd (snijden met
Kruisvoeding te hoog
Arrangement (trillingen)
kegelvormig
Gereedschap heeft een korte levensduur
Te veel speling in het spindellager
Slijphoek correct
Gereedschap bot
Verminder voer
het gereedschap
Snijsnelheid te hoog
Slijpscheur door verkeerde koeling
de juiste diameter
Vergroot de straal
Verkeerde toonhoogte
Meer koelvloeistof
Gereedschapsveren
Te hoog voer
(hitte opbouw)
Draad afknippen is
Noodstopschakelaar geactiveerd
Machine Translated by Google
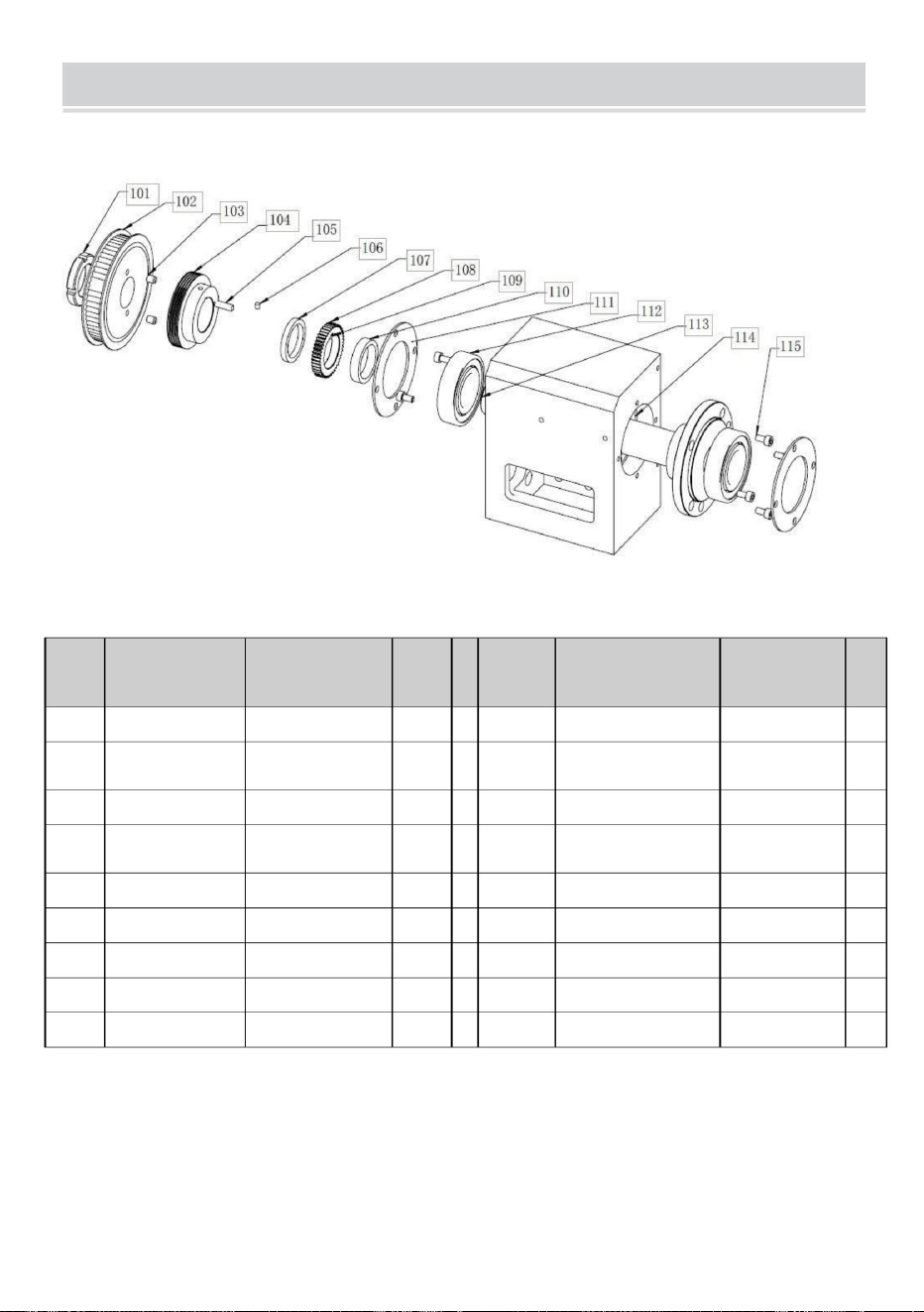
Montage van de kop
- 40 -
Moersleutel
112
106
Versnelling
115
Onderdelen
Spindel
111
Afstandhouder
Spindel multi
wig katrol
6
Specificatie Hoeveelheid
riemwiel
C4x4x18
Beschrijving
102 Spindeltiming
109
114
C4x4x8
Specificatie Hoeveelheid
1
105
Afstandhouder
Schroef
1
110
1
1
1
M5x10
101
2
108
1
Beschrijving
2
Kogellager
Nee.
104
1
1
1
Schroef
M30x1,5
113
Kop
Sleutel
Nee.
1
107
M6x8
1
Lagerdeksel
Magneet
Sleutel
Onderdelen
103
1
STORINGSSCHEMA EN ONDERDELENLIJST
Machine Translated by Google
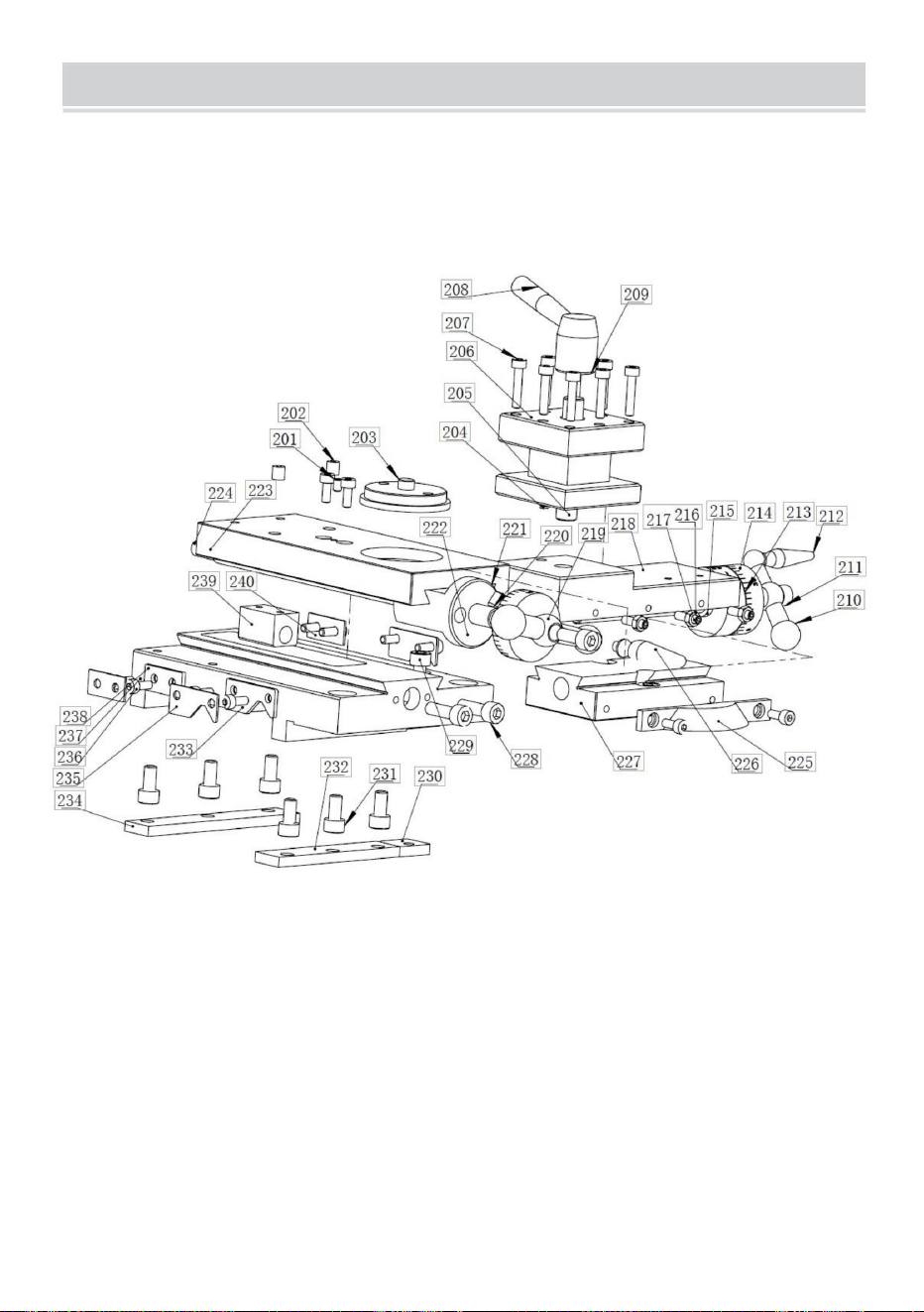
Bovenste slede, dwarsslede, wagenconstructie
STORINGSSCHEMA EN ONDERDELENLIJST
- 41 -
Machine Translated by Google
- 42 -
Dopschroef
1
1
238
1
210
8
1
Beugel
203
M4
Beschrijving
237
Hendel
1
230
Schuifplaat
Voedingsnoot
1
1
209
1
1
202
Gib
M4x6
216
236
Drie ballen
1
229
Rubberen wisser
Rubberen wisser
Hendel
Gereedschapshouder
2
208
1
4
Schroef
201
1
215 Leidingschroef
Schroef
Nee.
2
228
baseren
Schuifplaat
243
226
Stud bout
1
1
2
219
Hendel
Specificatie Hoeveelheid
2
214
Wijzerplaat
Onderdelen
235
M4x10
2
M6x12
242
225 Hoekblok
Lente
6
6
207
223 Kruisschuifplaat
1
Beschrijving
Schroef
213
Wijzerplaat
234
M4x20
1
227 Samengestelde glijbaan
241
224 Leidingschroef
Draaibare schijf
1
6
222
206
1
218
Drie ballen
212
Hefboom
233
Zadel
2
1
1
1
1
1
221
205
1
Schroef
Bovenste rust
Nee.
Vergrendelingsplaat
232
Schroef
Gib
1
Moer
12
240
Oliebeker
220
1
204
M6x25
217
Onderdelen
M4x16
Schroef
211
M6x20
Ruitenwisserdeksel
Ruitenwisserdeksel
1
Hefboom
2
239
M6x8
Schroef
1
1
M6x20
Moer
M4x16
Specificatie Hoeveelheid
Schroef
Schroef
2
231
Machine Translated by Google
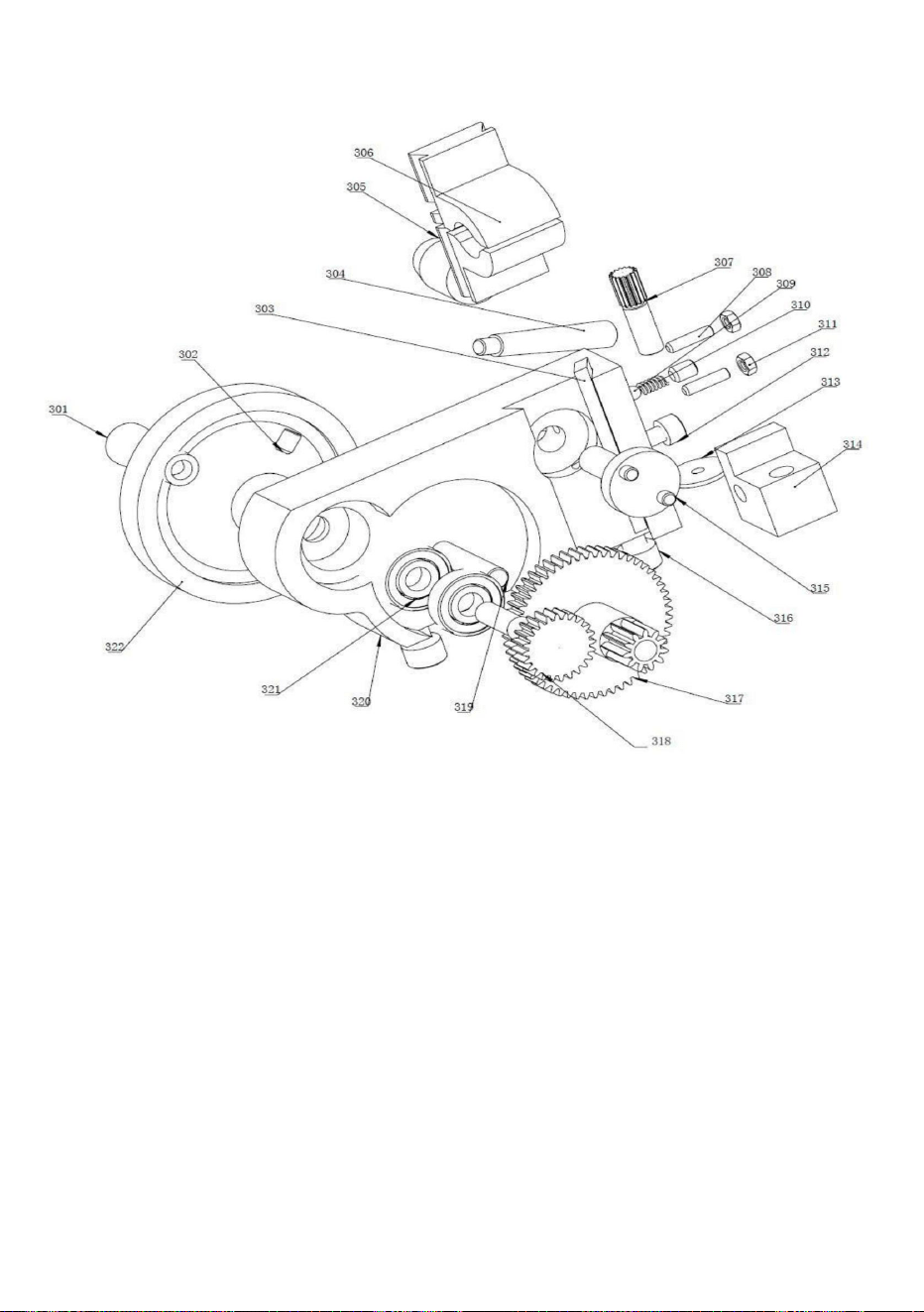
Schortmontage
- 43 -
Machine Translated by Google
1
Groef nokkenas
310
Wijzerplaat
1
318
Kogellager
301
Hefboom
Handwiel
303
312
1
1
M6x20
Nee.
Halve noot
1
322
Onderdelen
306
3
1
321
2
1
Stalen bal
313
317
Schort
308
1
Tandwielas
Specificatie Hoeveelheid
Schroef
Moer
1
1
M4
320
M4x16
Specificatie Hoeveelheid
Handvat basis
M6 x 8
2
M8x20
hefboom
309
Nee.
304
Turbine-as
Beschrijving
1
Combinatie uitrusting
1
302
311
1
1
Lente
2
319
Handwiel
Beschrijving
305
314 Draad wijzerplaat zitting
Schroef
1
Schacht
Gib
316
Schroef
1
Onderdelen
315
307
1
Schroef
1
- 44 -
Machine Translated by Google
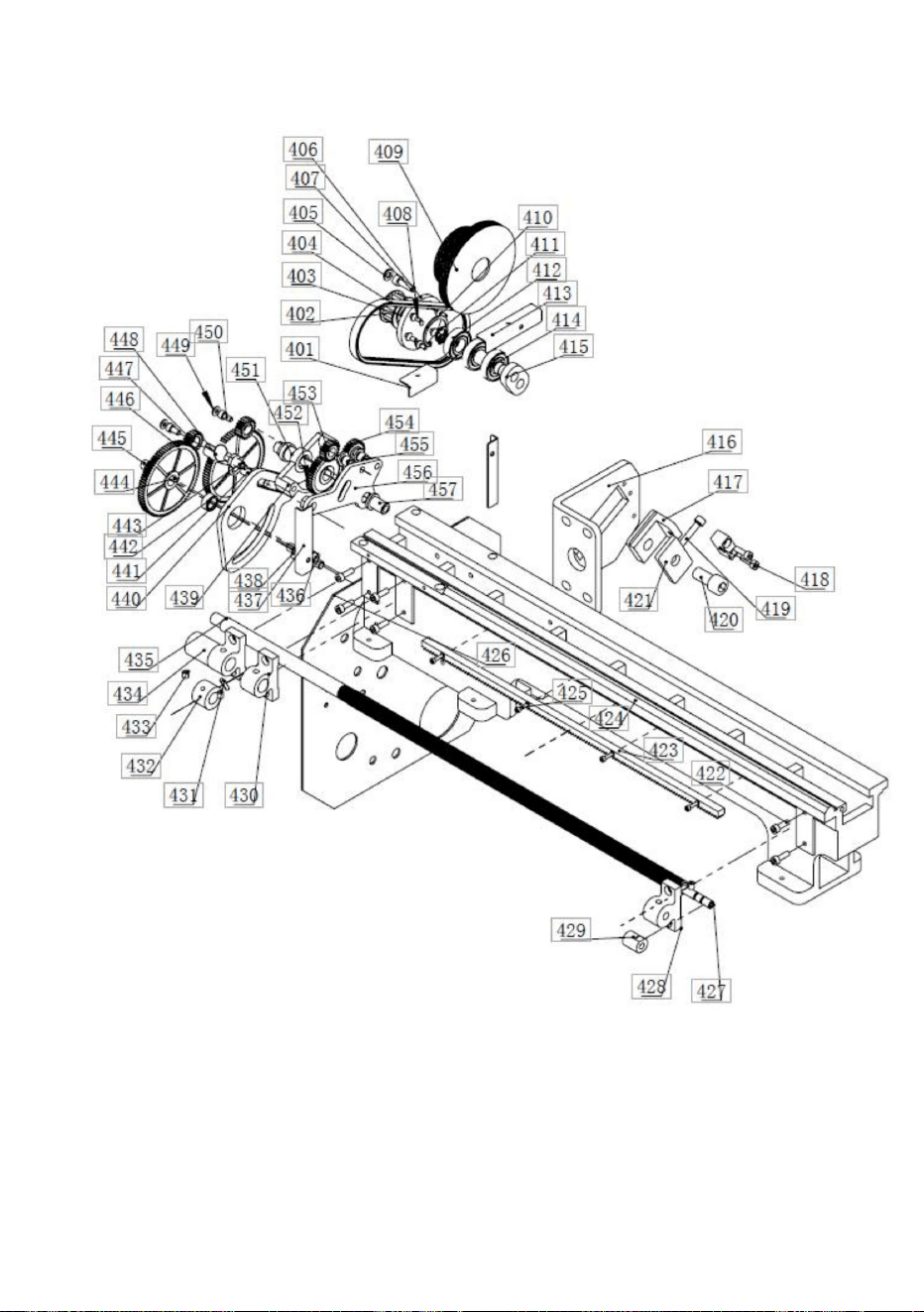
Bed, hangende wiel onderdelen Montage
- 45 -
Machine Translated by Google
B4x4x8
Sleutel
Berg
M6x20
Z20
426
450
402
1
6
Schroef
443
2
Pin
1
Onderdelen
Versnelling
1
Tussenwielbus
Schacht
1
Versnelling
Oliebeker
1
Z45
1
Schroef
449
riemwiel
1
2
422
1
beugel
442
406
vast blok
Stud-bout
Moer
414
Schroef
1
M5x16
Afstandhouder
438
Borgmoer
456
404
1
2
Brugtiming
6002
1
Glijdende pakking
441
Leidingschroef
1
1
418
1
1
Nee.
Versnelling
1
M5x10
433
Sleutel
1
beugel
455
403
1
1
425
448
421
440
Specificatie Hoeveelheid
1
434
429
schuifregelaar
8 Bout
Onderdelen
Positioneringsplaat
413 Positioneringsplaat
M8
432
409
M12x25
Leidingschroef
454
C5x5x10
1
1
Bedweg
1
1
447
Schroef
Beschrijving
1
1
417
1
Schroef
1
M8x12
Wasmachine
Kogellager
1
Knopplunjer
Schroef
453
1
1
437
424
446
430
Dopschroef
2
Schroef
439
416 Positioneringsplaat
1
M3x12
Leidingschroef
Wasmachine
412
1
Afstandhouder
1
M6x40
katrol
436
Rek
445
1
2
Bout
420
1
1
Specificatie Hoeveelheid
Wasmachine
457
Sleutelhuls
beugel
Z25
411 Veerring
3
Schacht
1
multi wig
Z20
427
1
431
444
452
401 Positioneringsplaat
408
1
Schroef
Tandwielbout
Beschrijving
1
405
1
Tuimelaar
1
410 Veerring
1
Vaste dekking
M6x16
Riem
M4x10
Bodemplaat
451
1
435
1
423
407
419
4
Nee.
3
Versnelling
415
1
428
Versnelling
Leidingschroef
- 46 -
Machine Translated by Google
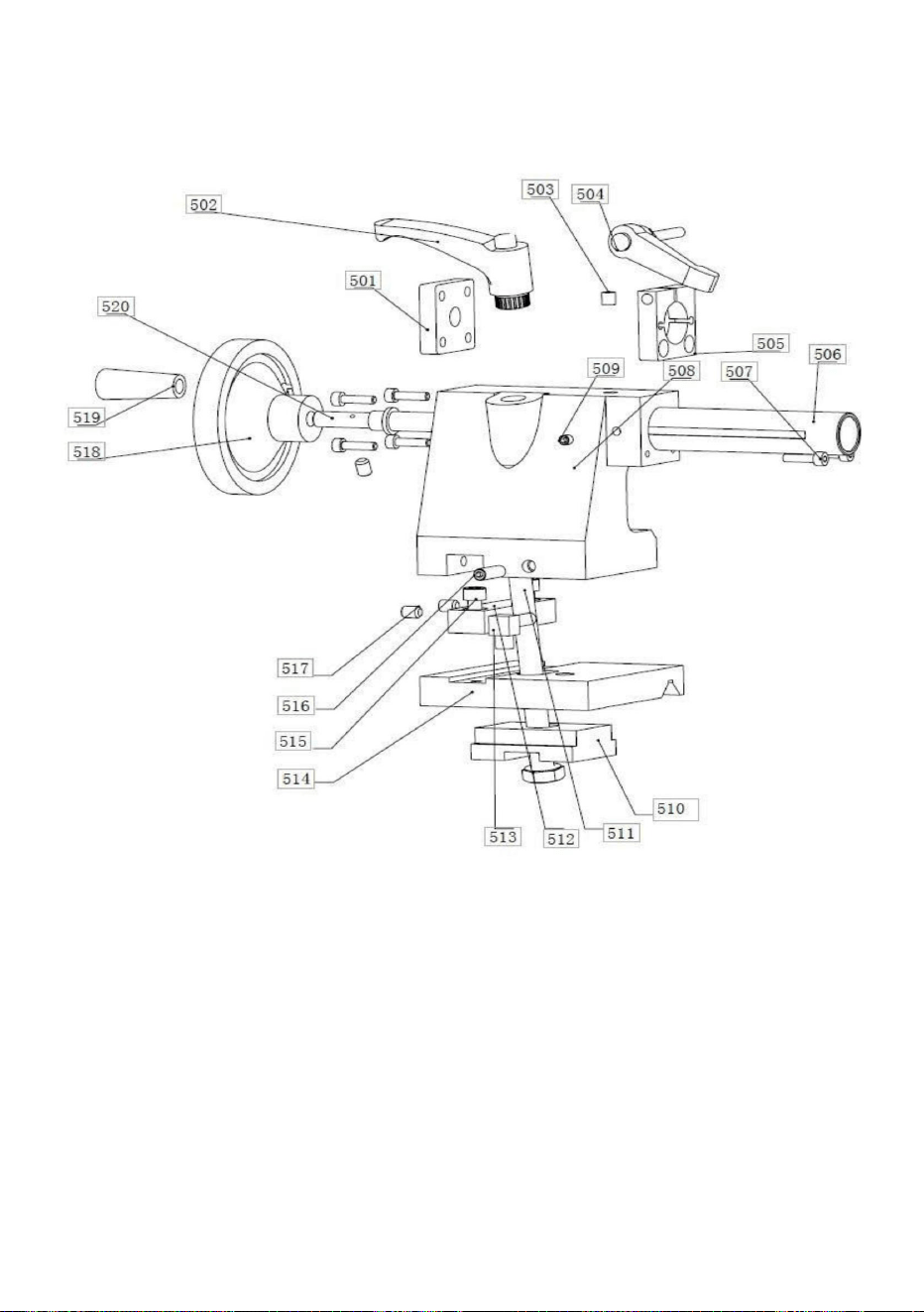
Montage van de staartkop
- 47 -
Machine Translated by Google
Bodemplaat
502
1
506
Schroef
oponthoud
Onderdelen
503
Dopschroef
Schroef
519
1
1
Achterdeksel van de
losse kop
Schroef
Leidingschroef
1
Omschrijving Specificatie Aantal
517
520
Losse kop
0
514
2
Handwiel
1
Losse kop
504
508
512 Losse kop sleutel
515
516
1
1
1
51
Omschrijving Specificatie Aantal
1
1
Dopschroef
Limiet Pin
M6x20
518
Nee.
M6x20 1
hendel
1
507
Bout
1
1
Beugel
6
Hendel
505
M4x16
blok
Nee.
Oliebeker
Schacht
1
509
513
M6x20 2
M5x5
Handhendel
Onderdelen
501
Aanscherping
1
511
1
- 48 -
Machine Translated by Google
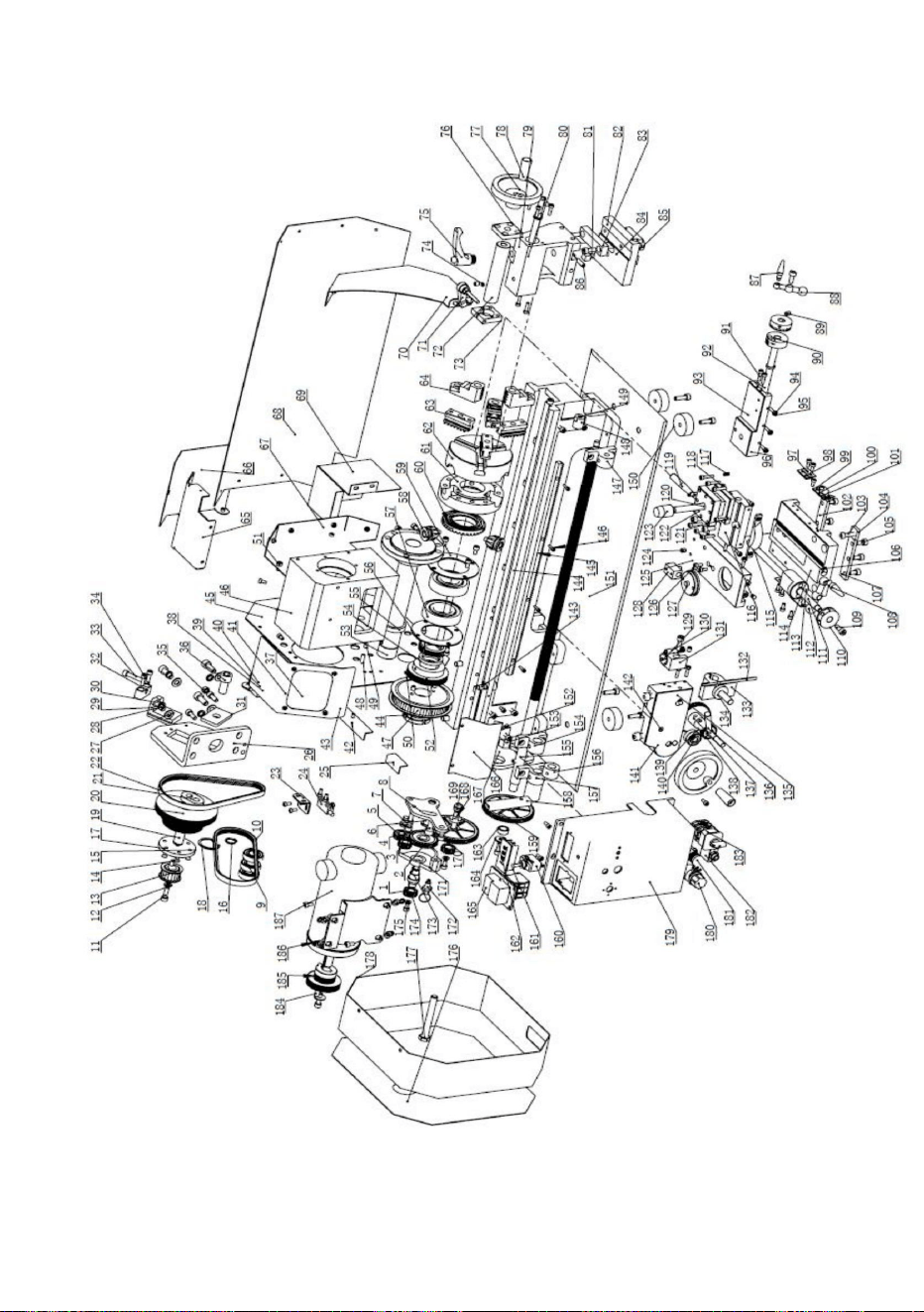
Algemene Vergadering
- 49 -
Machine Translated by Google
Z20
1
Moer
Beugel
M4x10
Versnelling
7
112
Pin
124
B4x4x8
1
Nee.
23 Montageplaat
5
110
1
122
bord
Handvat hendel
1
113
1
2
Zadelpersplaat
6
1
Sleutel
118
105
111
1
1
121
1
Zadelvergrendeling
109
Bout
Stud bout
Versnelling
9
Zadelpersplaat
1
Wasmachine
Lente
1
1
24
11
Bout
Beschrijving
Gereedschapshoudermoer
Wijzerplaat schaal
1
1
108
Sleutel
120
3
8
1
1
12
117
Specificatie Hoeveelheid
hoofd
1
M6x20
19
Gereedschapshouder
Onderdelen
104
Riem
M6x25
3
15
1
1
1
13
2
1
11
Beschrijving
Z25
Snelheidsmeting
Schroef
1
18 Veerring
1
10
Zadel
1
14
20
102
107
riemwiel
1
Rubberen matten
M6x12
hendel
116 Samengestelde rust
11
Schroef
M8x20
8
1
115
Riem
Schroef
1
2
Brugtiming
Gereedschapssteunhendel
101
6
Gib
Drie ballen
1
1
Specificatie Hoeveelheid
Mouw
M4x20
Schroef
1
114
22
103
M8
C5x5x10
1
119
katrol
2
Schroef
Oliebeker
Leidingschroef
123
Nee.
1
Versnelling
1
17
Schroef
1
21 Zwenkarm
1
Kogellager
1
multi wig
Z45
Tandwielbout
1
106
1
6
Onderdelen
6
1
Wijzerplaat schaal
16 Veerring
Schroef
4
- 50 -
Machine Translated by Google
32
synchroon
riemwiel
Stalen bal
M4x20
M30x1.5
28
M8x12
133
1
145
Schroef
1
44 Moersleutel
Positionering
Schroef
128
M12x25
Positionering
C4x4x18
Moer
1
Schort
Reisschakelaar
1
Wasmachine
132
C4x4x8
Tandwielbout
Moer
26
144
1
37
127
36
1
1
35
1
Kogellager
Spindel
Schuifpakking
Schakelvork
4
27
131
138
143
1
Tandwielbout
150
Raam
43 Klauwplaatdeksel
bord
Testblok
1
Schroef
147
1
Combinatie uitrusting
4
31
1
Halve noot
41
1
38
1
Kruisslide
149
Wijzerplaat schaal
Klauwplaat deksel
1
Sleutel
Positionering
4
M6
34
8
141
M3x12
30 Veerring
Gib
151
40 Schakelvork
1
1
M8x10x10 1
1
125
Voedingsnoot
148
1
Sleutel
142
1
M5x16
1
1
140
Schroef
18
Schuifregelaar
Zitting
Schroef
Rek
M4x6
M8x20
1
1
1
Hefboom
1
9
50
M6x40
1
47
Schroef
1
135
39
Bedweg
Schroef
Chiplade
1
Zitting
1
1
4
Draaibare schijf
49
4
1
1
beugel
33
1
139
M5x10
29
Schroef
146
126
1
Rubberen voet
137
1
25
46 Kopvoorraad
130
136
42
1
Schacht
Leidingschroef
Vaste blok
1
2
1
Schroef
134
51
C
1
1
45 Steunplaat
bord
129
1
1
bord
48
Schroef
- 51 -
Machine Translated by Google
1
2
1
Beugelbord
175
54
Schakelaar
Motorkap
1
1
Pin
Berg
Katrol
Bout
61 Chuck onderkant
3
1
76 Achterste kop deksel
57
163
1
Lagerdeksel
174
beugel
Versnelling
69
78
153
Handhendel
1
1
Kegelwiel
3
doos
Mouw
1
162
168
1
1
2
Leidingschroef
Positie plaat
Spatplaat
Schroef
152
2
doos deksel
65
171
53
177
Moer
1
Overdragen
1
1
1
56
2
167
173
67 Spatplaat
74
1
Overdragen
2
Aan/uitknop
1
1
52
60
Klauwbek
Mouw
64
68
Wasmachine
55
Wasmachine
166
1
172
161
Versnelling
1
hefboom
blok
77 Handwiel
71
59 Lagerdeksel
Klauwbek
170
75
1
Versnelling
1
Afstandhouder
1
1
Dekhengst
160
Motorkap
73 Vergrendelingsdeksel
Schakelaar montage
vergrendelingshendel
Kegelwiel
1
1
169
Z20
Leidingschroef
63
Schroef
1
1
1
1
159
66
72
Handwiel
Afstandhouder
Beugel
176
58
M6x16
1
M5x5
156
62 Chuck-kop
1
154
1
Bout
1
158
178
1
1
Afstandhouder
Schacht
157
2
Verstelbaar
164
1
2
155
1
Schacht
Knopplunjer
1
Digitaal paneel
70 Spatplaat
1
165
1
Spindel
2
M10x80
1
1
1
Kogellager
- 52 -
Machine Translated by Google
Leidingschroef
Moer
M4x10
81
Bout 185
2
hendel
rest
98
20
Staartstuk
Overbelasting
2
Indicatielampje
1
1
1
1
M4
Persplaat
179
1
Motor
89
1
82
Veerring
87 Hendelhendel
M6x8
Schroef
97
1
85
184
Drie ballen
Verbinding
Rubberen
matten
83
M6x20
92
8
1
Snelheidsknop
181
1
187
8
M4x16
100
1
1
99
1
Omschakelaar
Katrol
Schroef
Wijzerplaat schaal
96
1
84 Hangblok
2
80
plint
1
Bedieningskast
1
91
1
Schroef
24
1
183
186
Pin
1
1
88
93
2
Leidingschroef
beschermer
Sleutel
Sleutel
86
Schroef
Staartstuk
1
1
M4x16
94
95
Persplaat
79
180
182
C5x5x20 1
90
11
Gib
Schroef
- 53 -
Machine Translated by Google

Technische ondersteuning en e-
garantiecertificaat www.vevor.com/support
Machine Translated by Google
MODELL:YS-1835A
"Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar
bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora
toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss.
Du påminns om att noggrant kontrollera när du gör en beställning hos oss om du faktiskt sparar hälften i
jämförelse med de främsta varumärkena.
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
BRUKSANVISNING FÖR SVARV
Teknisk support och e-garanticertifikat
www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
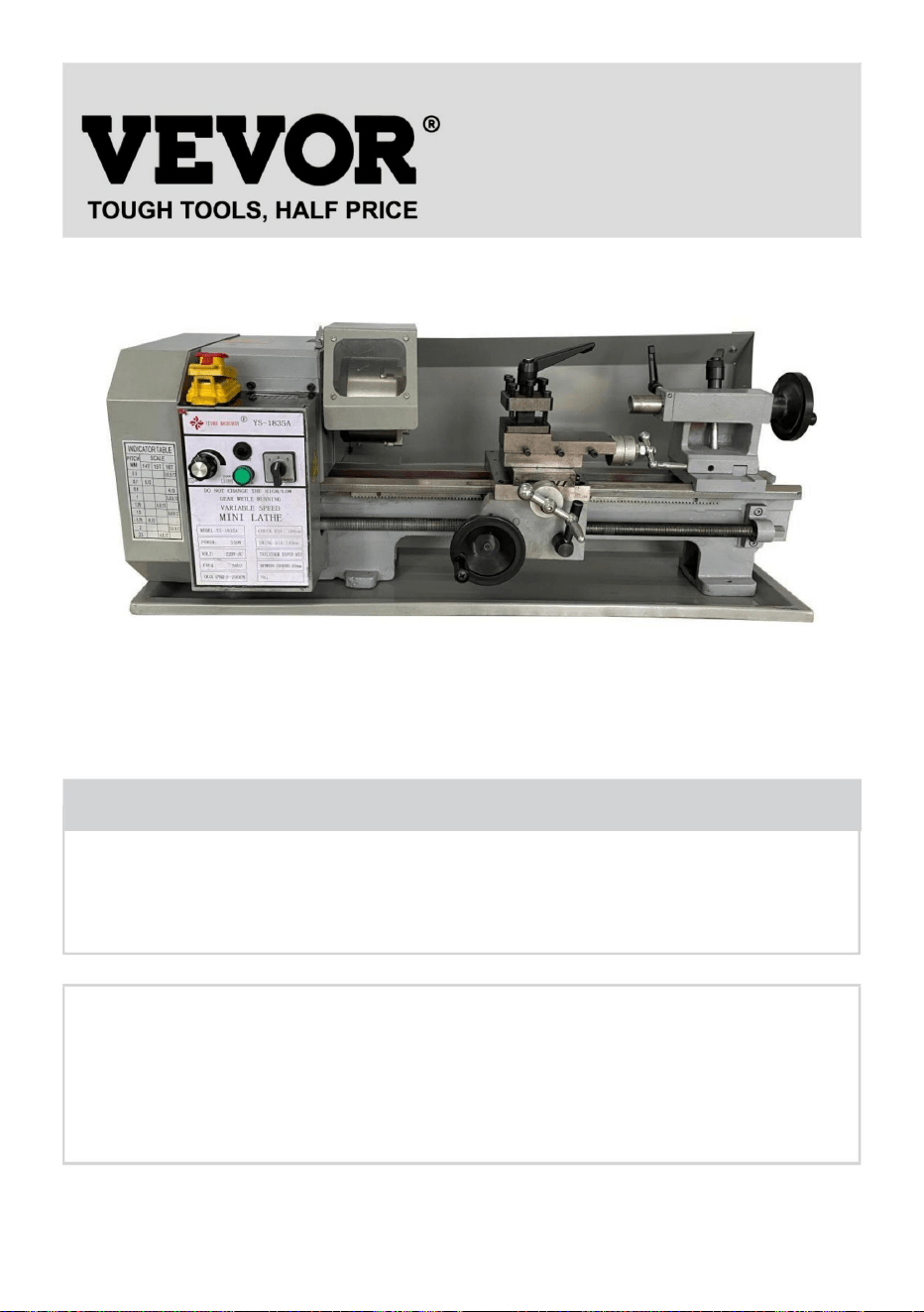
Teknisk support och e-garanticertifikat www.vevor.com/
support
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du
använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet
på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att
informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
MODELL:YS1835A
BEHÖVER HJÄLP? KONTAKTA OSS!
SVARV
- 1 -
Machine Translated by Google
riktigheten av denna information och försök att verifiera varje artikel och varje data,
men vi kan inte garantera den fulla riktigheten av informationen, vilket innebär att
leveransen av utrustning kan skilja sig i detalj från beskrivningen av instruktionerna.
Vidare kan utvecklingen av maskinen innebära att den levererade utrustningen
kan skilja sig i detalj från beskrivningarna häri. Ansvaret ligger därför på användaren
att försäkra sig om att den beskrivna utrustningen eller processen är lämplig för det
avsedda ändamålet.
Varor som skickas tillbaka bör åtföljas av en notering om inköpsdatum och en skriftlig
förklaring av produktens kvalitet. Efter vår inspektion och bekräftelse kommer vi att
reparera eller byta ut deras produkter, eller återbetala betalningen; Om vi
misslyckas med att tillhandahålla reparation eller utbyte i tid, ska vi stå för
kostnaderna för reparation eller utbyte av produkterna; Om skadan inte beror på
produktens kvalitet, utan på användarens felaktiga hantering eller andra skäl, ska
kostnaden stå för kunden.
tillverkare och från andra källor. Vi strävar efter att säkerställa
Informationen i denna handbok är avsedd som en vägledning för driften av dessa
maskiner och utgör inte en del av något avtal. Uppgifterna som den innehåller
har hämtats från maskinen
För att uppfylla garantiåtagandet, produkten eller delen med kvalitetsproblem,
vänligen returnera till oss för verifiering, porto förbetalt.
Vi kommer att göra allt för att säkerställa kvaliteten på våra produkter, och vi lovar
konsumenterna att vi kommer att garantera våra produkter i ett år, med undantag
för maskinskador orsakade av felaktig användning av kunder och olyckor
som uppstår därav, eller onormalt slitage och skador orsakade av bristande
underhåll.
KVALITETSSÄKRING
FRÅGOR SOM BEHÖVER UPPMÄRKSAMHET
- 2 -
Machine Translated by Google
Risk för personskador eller miljöskador! Risk för
Symbol
Fara!
följ alltid rekommendationen nedan.
en olycka. För att minska risken för skada, brand eller elstöt, vänligen
försiktighetsåtgärd, varning eller fara. Att ignorera denna varning kan leda till
Varning- Var noga med att bära ögonskydd när du använder denna produkt.
Denna symbol, placerad före en säkerhetskommentar, indikerar ett slags
Varning- Var noga med att bära hörselskydd när du använder denna produkt.
Akta dig för klämning
handbok noggrant.
Varning - För att minska risken för skada måste användaren läsa instruktionerna
Växelström
elektrisk stöt! Risk för personskada genom elektriska stötar!
Beskrivning
Symbol
kvaliteten på våra produkter.
produktspecifikationer. Vi kommer att göra kontinuerliga ansträngningar för att förbättra
Vårt företag förbehåller sig rätten att göra ändringar i denna specifikation och
tillstånd.
Alla rättigheter reserverade. Reproduktion eller reproduktion är inte tillåten utan
- 3 -
Machine Translated by Google
VARNING: Läs alla säkerhetsvarningar, instruktioner,
illustrationer och specifikationer som medföljer denna maskin. Underlåtenhet
att följa alla instruktioner som anges nedan kan resultera i elektriska stötar,
brand och/eller allvarliga skador.
Spara alla varningar och instruktioner för framtida referens.
Ingen trötthetsoperation
Vänd inte under reparation
Operationen är inga telefonsamtal
enheter
Inget insteg automatiskt maskineri i drift Endast auktoriserad personal
Avfallshantering: Denna
produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19/
EC. Symbolen som visar en soptunna korsad anger att produkten kräver
separat sophämtning i EU. Detta gäller för produkten och alla tillbehör
märkta med denna symbol. Produkter märkta som sådana får
inte kasseras tillsammans med vanligt hushållsavfall, utan måste lämnas
till en insamlingsplats för återvinning av elektrisk och elektronisk
Fyll inte på olja under drift
Placera inte händerna i skyddet när maskinen arbetar
- 4 -
Machine Translated by Google

- 5 -
8. Kontrollera maskinens säkerhetsprestanda innan du startar den.
3. Förhindra att maskinen startar oavsiktligt. Stäng av motorn
Verktygsmaskinen ska användas av erfaren personal. Om du inte är det
4. Tvinga inte skärning. Kapning enligt inställd skärhastighet, skärning
13. Barn är förbjudna att komma in på arbetsplatsen, och de är inte i drift
korrekt. Skadade delar måste repareras omgående.
14. Att hålla barn borta från arbetsområdet. Dörren ska vara låst
när du lämnar verkstaden.
leda till olyckor.
1. Innan du startar verktygsmaskinen ska säkerhetsskyddet sitta i
Håll verktyget skarpt och rent för att säkerställa normal och säker drift.
armband, smycken etc. För att vara på den säkra sidan, För säkerhets
skull bära halkfria skor. Om du har långt hår, vänligen ha en arbetshatt.
Arbeta inte på fuktiga platser. Se till att elektriska komponenter är
2. Innan du startar verktygsmaskinen, kontrollera om verktyget vilar
7. Innan du justerar eller reparerar maskinen, se till att koppla bort maskinen
17. Var uppmärksam på var du står och håll balansen hela tiden.
18. Placera inte händerna nära maskinens rörliga delar.
strömförsörjning.
skyddad från fukt. Håll god belysning.
skiftnyckel och chucknyckel tas bort.
personal bör hålla ett säkert avstånd från arbetsområdet.
kraft innan du klämmer fast arbetsstycket eller verktyget.
är bekant med svarvens driftprocess, använd inte maskinen
djup och matningshastighet.
10. När maskinen är igång får operatören inte lämna.
9. Kontrollera prestandan för alla rörliga delar. Alla delar måste installeras
5. Använd rätt verktyg. Använd rätt verktyg eller arbetsstycke för bearbetning.
verktyg efter behag. Använd instruktionerna före användning.
11. Hålla arbetsplatsen ren, smutsig arbetsmiljö är lätt att
15. Klä dig lämpligt. Bär inte löst sittande kläder, handskar, slipsar, ringar,
16. Bär skyddsglasögon vid användning.
6. Smörj och byt ut tillbehör regelbundet.
rätt position.
12. Använd inte maskinen i farlig miljö.
Machine Translated by Google

- 6 -
22. Följ dessa varningar annars kan allvarliga skador uppstå.
drift av maskinen och är inte en utbildningsmanual.
23. Maskinen kommer att producera några skadliga kemikalier i arbetet med damm,
sågning, slipning och borrning som produceras genom slipning. För att minska
bära säkerhetsanordningar. Såsom partikelfiltermasker.
20. Läs och förstå alla varningsskyltar som finns uppsatta på maskinen.
skada av dessa kemikalier, vänligen arbeta på en väl ventilerad plats och
21. Denna manual är endast avsedd att göra kunderna bekanta med
19. Utför inga inställningsåtgärder medan maskinen är igång.
Machine Translated by Google
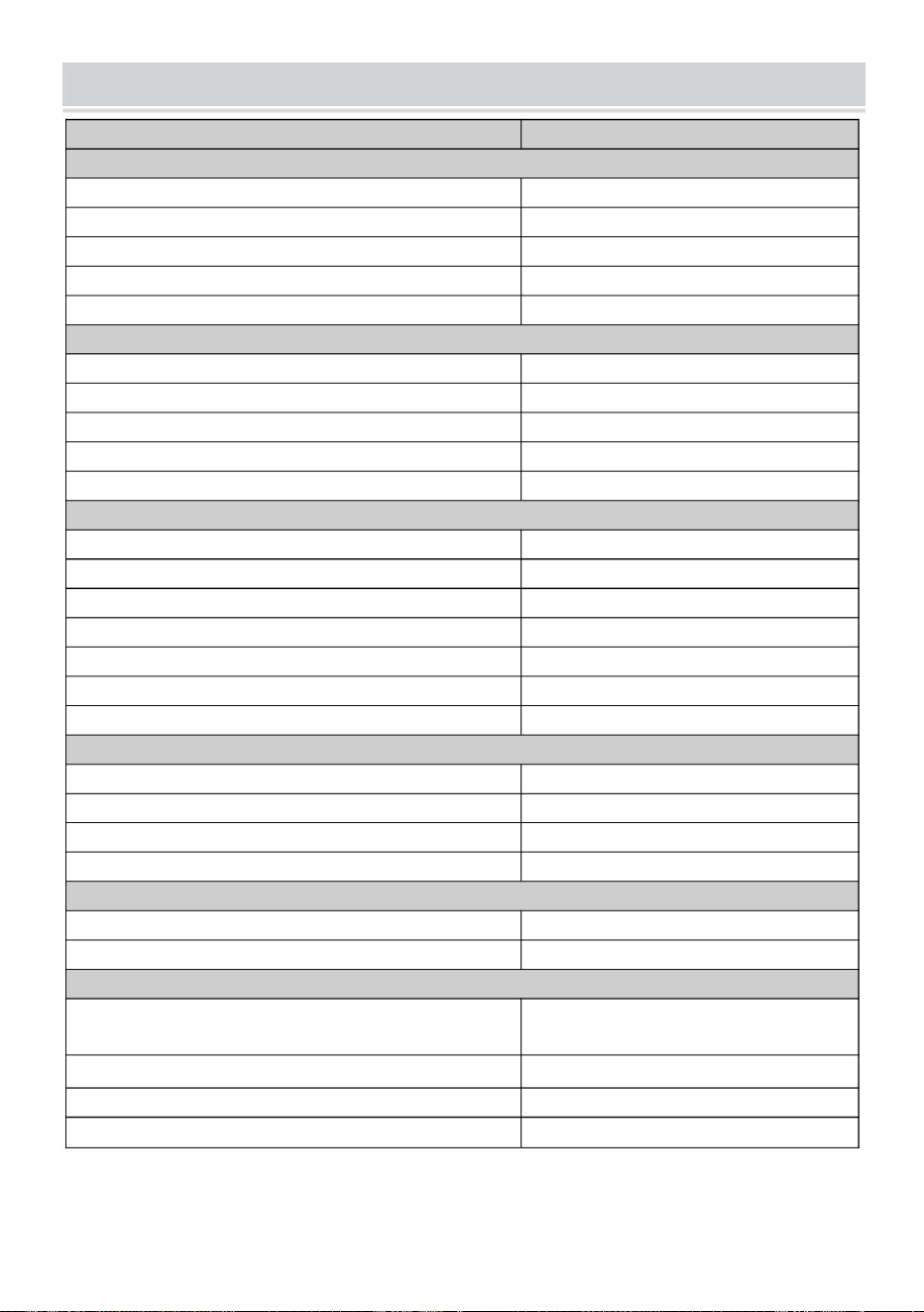
Den allmänna informationen i denna specifikation är inte bindande.
- 7 -
Längd, bredd och höjd
9
20 mm
YS-1835A
Utbud av transversell matning
Sängens bredd
MT2
820*380*462 mm
0,02~0,20 mm/r
0-360,720,1100,2200 RPM
Höjd på spindelcentrum
90 mm
110V~60Hz/220-240V~50Hz,1Ph
Maximal sammansatt glidrörelse
Diameterchuck
Range av longitudinell matning
90 mm
Huvudmotor
Maximal Carriage Travel tail
stock
12~52T.PI
0,1~0,20mm/r
4-Variabel
Sväng över Cross Side
NW:49,1 kg; GW: 57,7 kg
50 mm
Diverse
Avsmalnande i spindelnäsa
Typ av verktygsstolpe
50 mm
Utbud av metriska trådar
110 mm
295 mm
350 mm
Utbud av ImperiaI-trådar
Paketstorlek
18
100 mm
Sväng över sängen
Taper i Tail stock Spindel
Sammansättning och vagn
Hål genom spindel
Typnummer
Utbud av spindelhastigheter
Antal metriska trådar
180 mm
MT3
Kapaciteter
0,5~2,5 mm
4-vägs
60 mm
Antal ImperiaI-trådar
Tail Stock Spindel Travel
Blyskruv
Headstock
Produktens vikt
ÿ16-1,5 mm
Matning och trådning
Avstånd mellan centra
Maximalt tvärgående räckvidd
Antal spindelhastigheter
/500W,
760×330×330ÿmmÿ
TEKNISK PARAMETER
Machine Translated by Google

- 8 -
Standardtillbehör
1
Centrum
Borrchuck och vevstake
1
Philips skruvmejsel
1
1
8 Byt växel (30T,35T,40T,40T,45T,50T,60T,60T)
vila Följ
3
5. Verktygslåda
1 Dead Center MT2
Fyrkäftschuck och rygg
1
3
3. Three Jaw Chuck
3-handsrattspak
SpecialtillbehörÿTillbehör som kräver ytterligare
Bo
Stadig
1
1
1
1. Oljetråg
Chucknyckel för 3-käftschucken
Oljepistol
vila
platta (anslutningsplatta)
1 Dead Center MT3
Dubbla huvudnycklar (8/10,12/14,13/16)
1
betalning)
Fig.1
4. Specifikation
5 sexkantnyckelsatser 2,5/3/4/5/6 mm
Tillbehör i verktygslådan (Fig. 1)
2. Bakre spånplatta
Utvändiga käftar för 3-käftar Chuck
Platt skruvmejsel
Machine Translated by Google
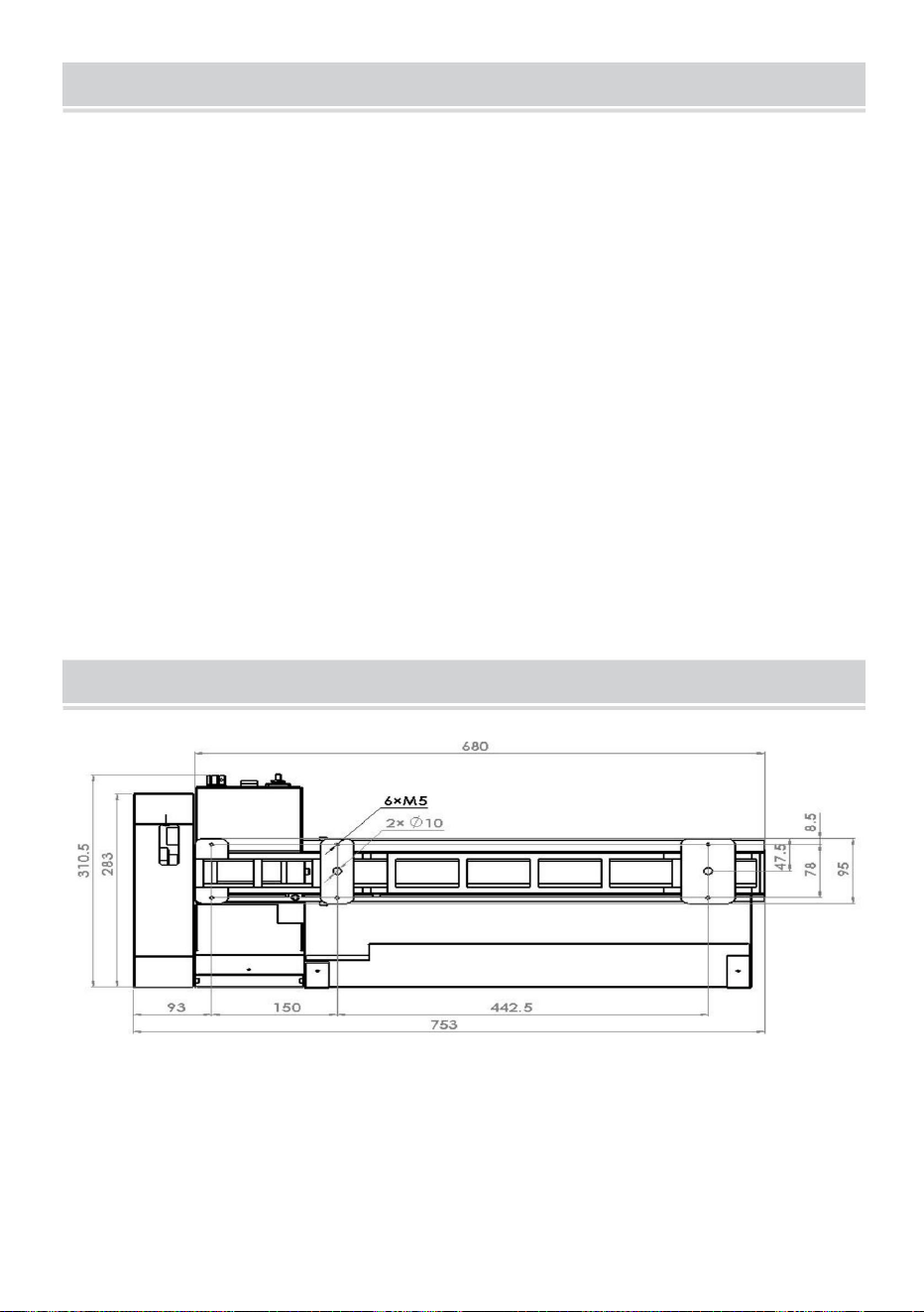
thinner. Dessa kommer att skada målade ytor. Täck allt rengjort
4. Välj en plats för svarven som är torr, har bra belysning och har
fotogen eller diesel. Använd inte thinner, bensin eller lack
7. Rengör alla rostskyddade ytor med ett milt kommersiellt lösningsmedel,
3. Lossa svarven från fraktlådans botten.
packlista.
genomgående bult för bästa prestanda.
och nivå. Skruva fast svarven på stativet (om det används). 1f använder en bänk,
2. Kontrollera alla tillbehör till verktygsmaskinen enligt
Fig. 2
1. Avsluta avlägsnandet av trälådan runt svarven
6. För att undvika att sängen vrids måste svarvens placering vara helt platt
montera och bestryka alla växlar med tungt, slingfritt fett.
innan du flyttar till en stabil bänk eller stativ.
lådans botten. Lyft inte med spindeln. Se till att svarven är balanserad
8. Ta bort ändväxelns kåpa. Rengör alla komponenter i änddrevet
ytor med en lätt film av 20W maskinolja.
5. Med lämplig lyftutrustning, höj långsamt svarven från frakten
tillräckligt med utrymme för att kunna serva svarven på alla fyra sidor.
GRUNDRITNING
UPPACKNING OCH RENGÖRING
- 9 -
Machine Translated by Google
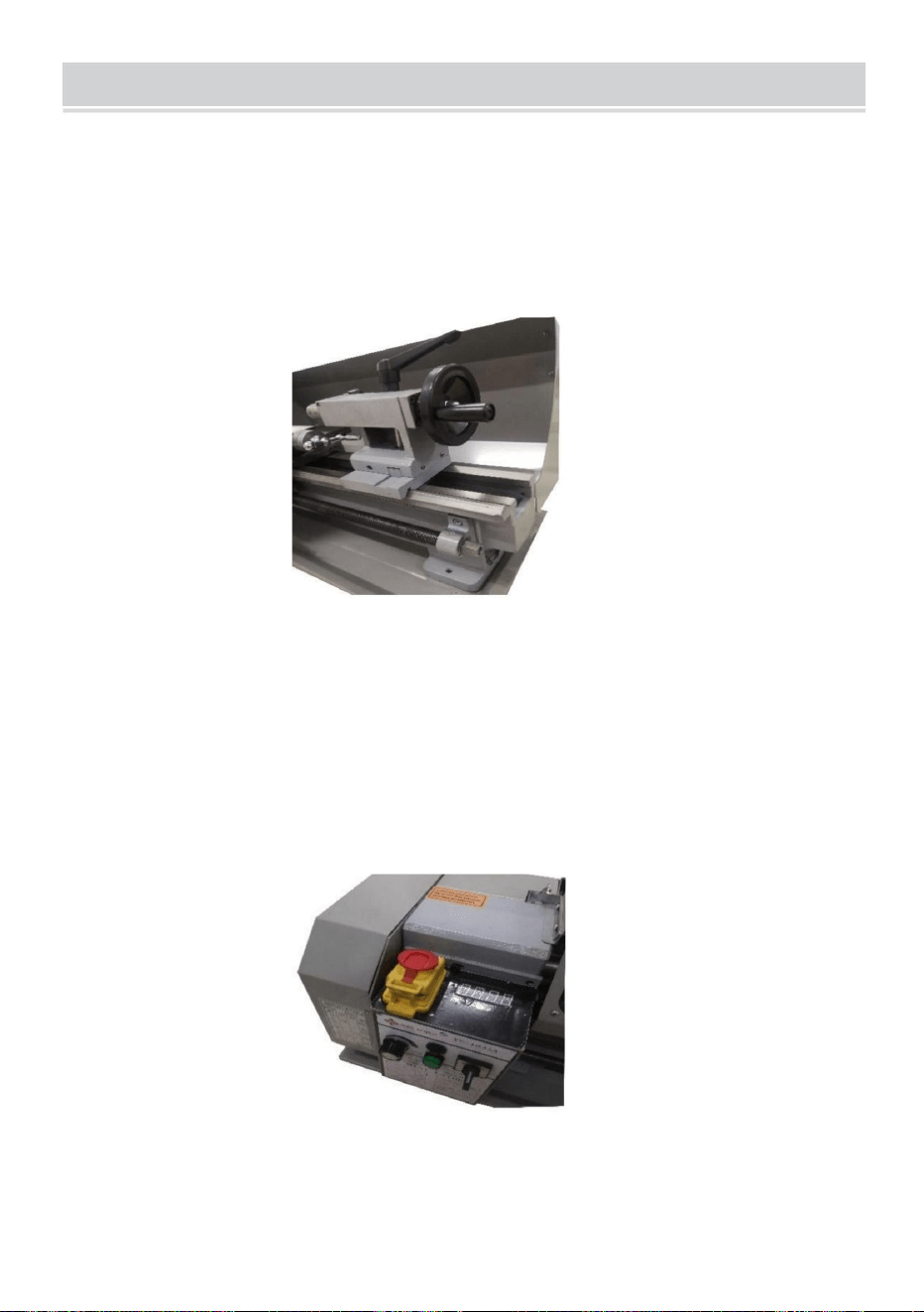
- 10 -
Svarvsängen är gjord av högkvalitativt järn. Genom att kombinera höga kinder med starka
korsrevben skapas en bädd med låg vibration och styvhet. Den integrerar
Headstocken och driver enheten, för att fästa vagnen och ledarskruven. Den
precisionsslipade V - i sidled, förstärkt av värmehärdning och slipning, är den exakta
styrningen för vagnen och bakstycket. Huvudmotorn är monterad på baksidan av sängens
vänstra sida.
Headstock (Fig. 4)
Svarvsäng (Fig. 3)
Allmän beskrivning
Huvudspindeln överför vridmomentet under svarvningen. Den håller även arbetsstyckena
och spännanordningarna. (t.ex. 3-käftschuck).
Headstocken är gjuten av högkvalitativt lågvibrerande gjutjärn. Den är bultad till sängen med
fyra skruvar. Headstocken rymmer huvudspindeln med två precisionskoniska rullager och
drivenheten.
Fig. 4
Fig. 3
Machine Translated by Google
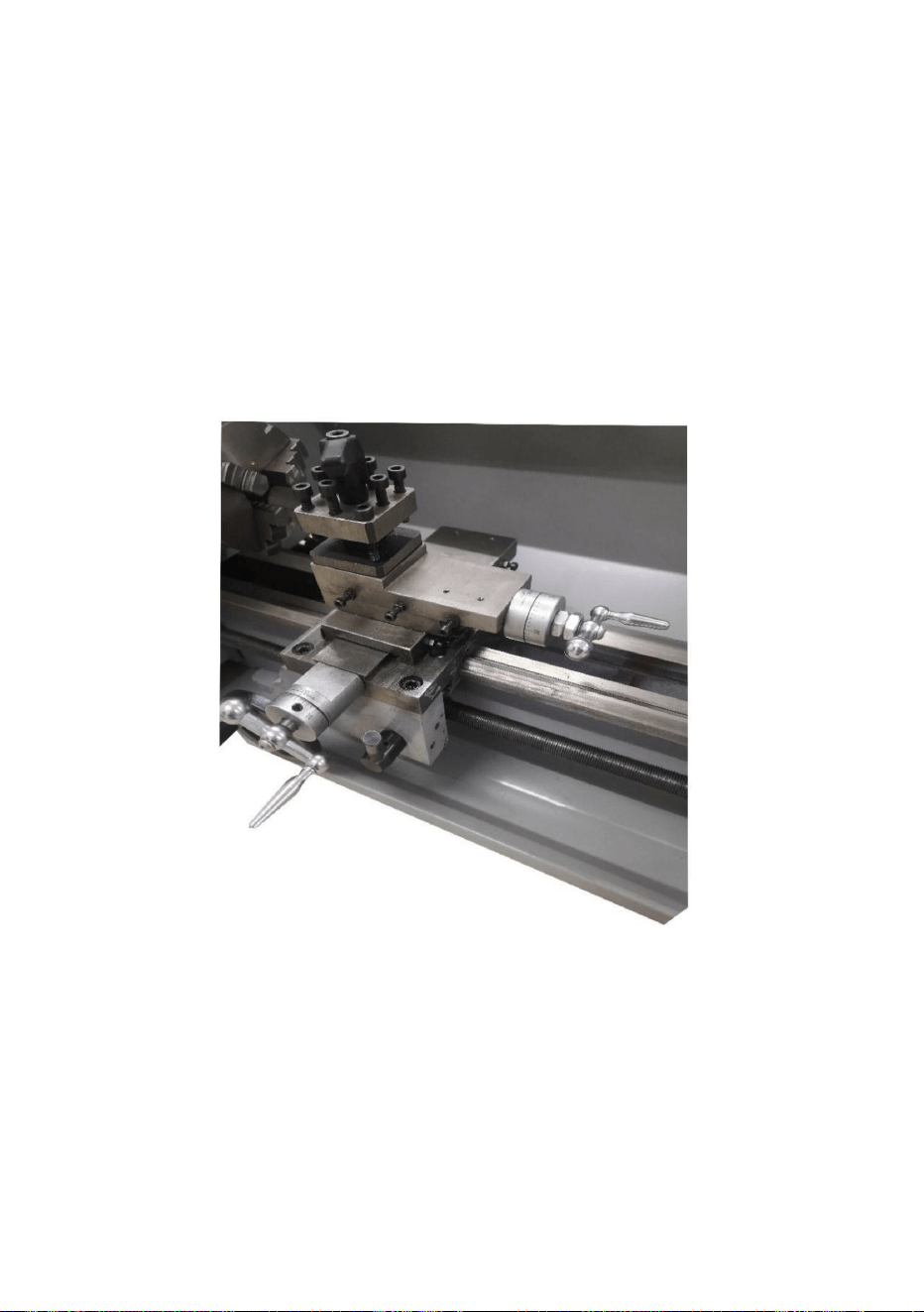
- 11 -
Flytta tvärsläden med dess bekvämt placerade handhjul. Det finns en graderad
krage på handhjulet.
Vagnen är tillverkad av högkvalitativt gjutjärn. Gliddelarna är slätslipade. De
passar V:et på sängen utan spel. De nedre gliddelarna kan enkelt och enkelt
justeras. Tvärsliden är monterad på vagnen och rör sig på en laxstjärtslid Spelet i
tvärsliden kan justeras med gibbarna.
Vagn (Fig. 5)
En fyrvägsverktygsstolpe är monterad på den övre sliden och gör att fyra verktyg
kan spännas fast. Lossa det mittersta klämhandtaget för att rotera något av de fyra
verktygen på plats.
Fig. 5
Fig. 5
Machine Translated by Google
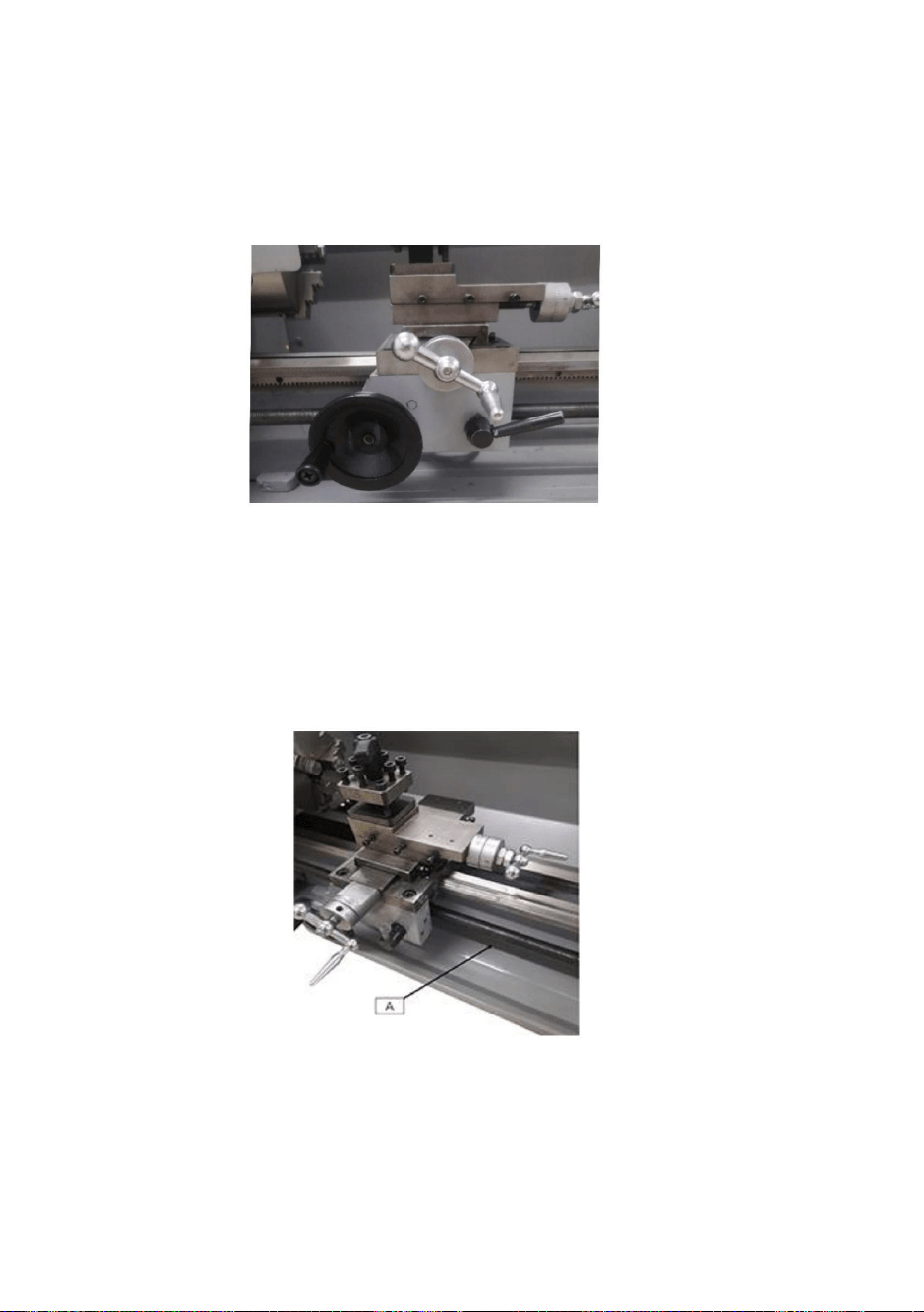
- 12 -
En kuggstång, monterad på sängen, och ett drev som manövreras av handhjulet på vagnen
möjliggör snabb färd av förklädet.
Ledskruv (fig. 7)
Förklädet är monterat på sängen. Den rymmer halvmuttern med en låsspak för aktivering av
den automatiska matningen. Halvmuttern kan justeras från utsidan.
Förkläde (bild 6)
Ledskruven (A, Fig.7) är monterad på framsidan av maskinbädden. Den är ansluten till
växellådan till vänster för automatisk matning och stöds av lager i båda ändar.
Fig. 6
Fig. 7
Machine Translated by Google

- 13 -
1.Nödknapp: 0N/0FF-omkopplare (D, Fig. 9)
Maskinen slås på och av med ON/OFF-knappen. Tryck för att stoppa alla
maskinfunktioner. För att starta om, lyft på locket och tryck på ON-knappen.
Driftutrustning
Varsel:
Montera fästskruven (C, Fig. 8) i slutet av svarven för att förhindra att ändstocken
faller av svarvbädden.
Stjärtstocken glider på V-väg och kan spännas fast var som helst. Stjärtstocken har en kraftig
spindel med en Morse konisk hylsa nr 2 och en graderad skala. Spindeln kan spännas fast var
som helst med en spännspak. Spindeln förflyttas med ett handhjul i änden av ändstocken.
svansstock (Fig. 8)
Efter att maskinen har slagits på, vrid omkopplaren till "F"-
läget för att rotera
spindeln moturs (framåt). Vrid omkopplaren till "R"
2. Omkopplare (E, Fig. 9)
Fig. 8
Machine Translated by Google
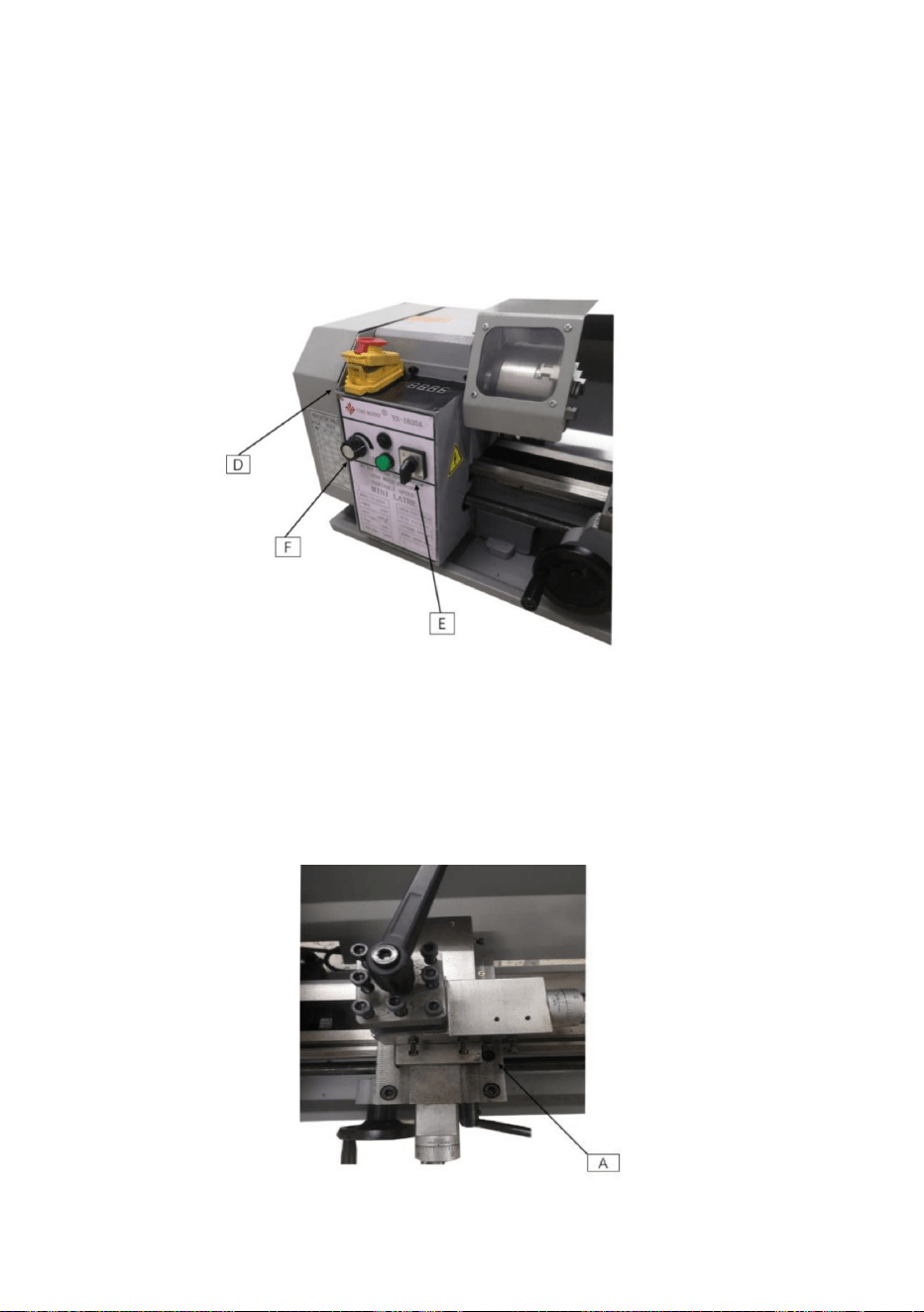
Fig. 10
moturs för att minska spindelhastigheten. Den möjliga hastigheten
Vrid omkopplaren medurs för att öka spindelhastigheten. Vrid strömbrytaren
räckvidden är beroende av drivremmens position.
Vrid insexskruven (A, Fig. 10) medurs och dra åt den för att låsa.
spindeln förblir tomgång.
Fig. 9
3. Omkopplare för variabel hastighet (F, Fig. 9)
läge för medurs spindelrotation (omvänd) "O"-läget är AV och
Vrid moturs och lossa för att låsa upp.
Varning: vagnens låsskruv måste vara UN-låst innan den kopplas in
automatiska matningar eller skador på svarven kan uppstå.
4ÿVagnslås
- 14 -
Machine Translated by Google
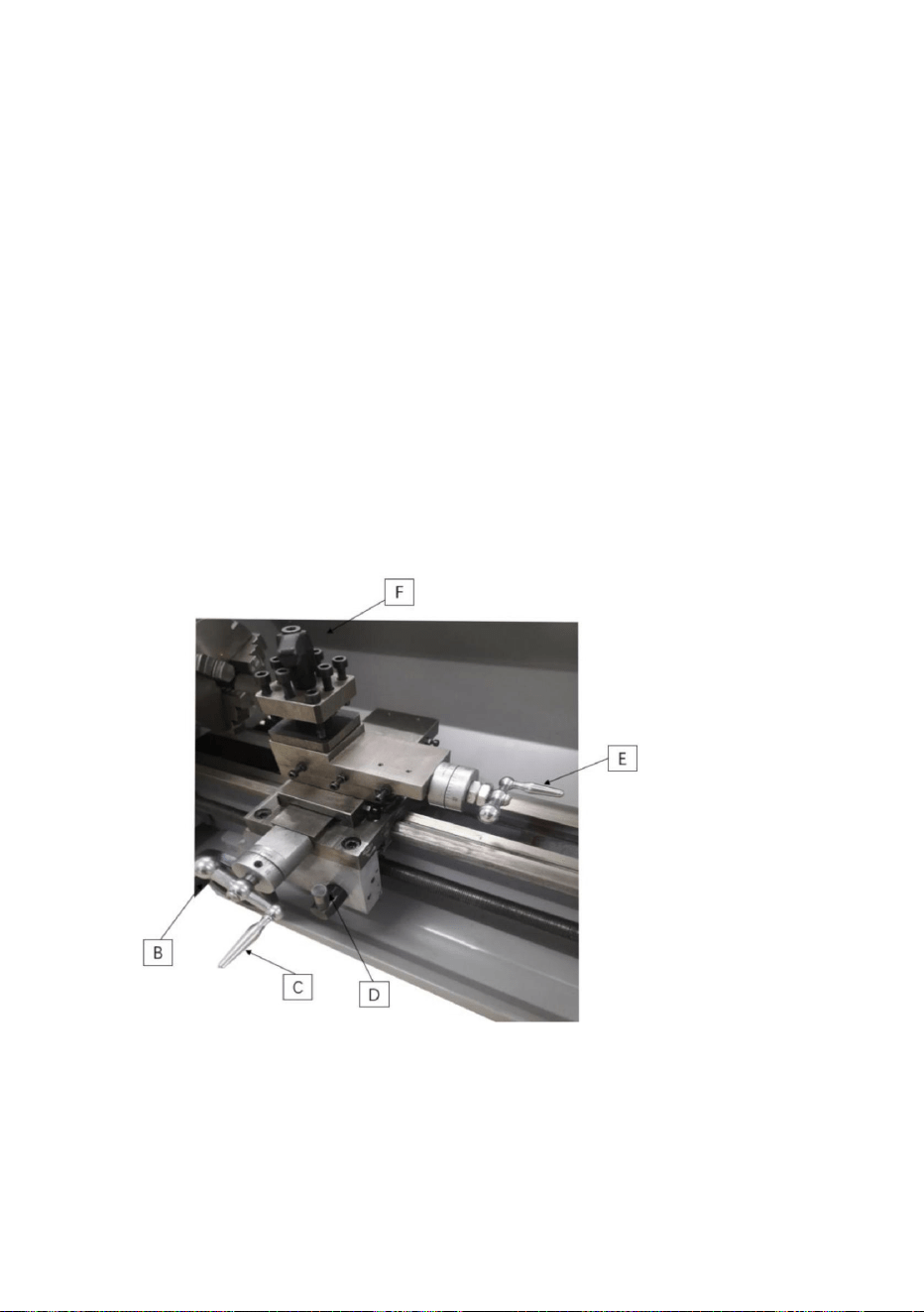
Fig. 11
6ÿCross Traverse Spak (C, Fig. 11)
montering för att avvärja Headstocken (vänster).
Medurs rotation flyttar tvärsliden mot maskinens baksida.
8ÿSpak för sammansatt vila (E, Fig. 11)
lager (höger). Vrid handhjulet moturs för att flytta förklädet
7ÿHalvmutterspak (D, Fig. 11)
Vrid handhjulet medurs för att flytta förklädet mot svansen
5ÿLängsgående tvärgående handhjul (B, Fig. 11)
Vrid medurs eller moturs för att flytta eller positionera.
9ÿSpännspak för verktygsstolpar (F, Fig. 11)
Vrid moturs för att lossa och medurs för att dra åt. Vrid på
Flytta spaken nedåt för att koppla in. Flytta spaken uppåt för att koppla ur.
verktygsstolpen när spaken är olåst.
- 15 -
Machine Translated by Google
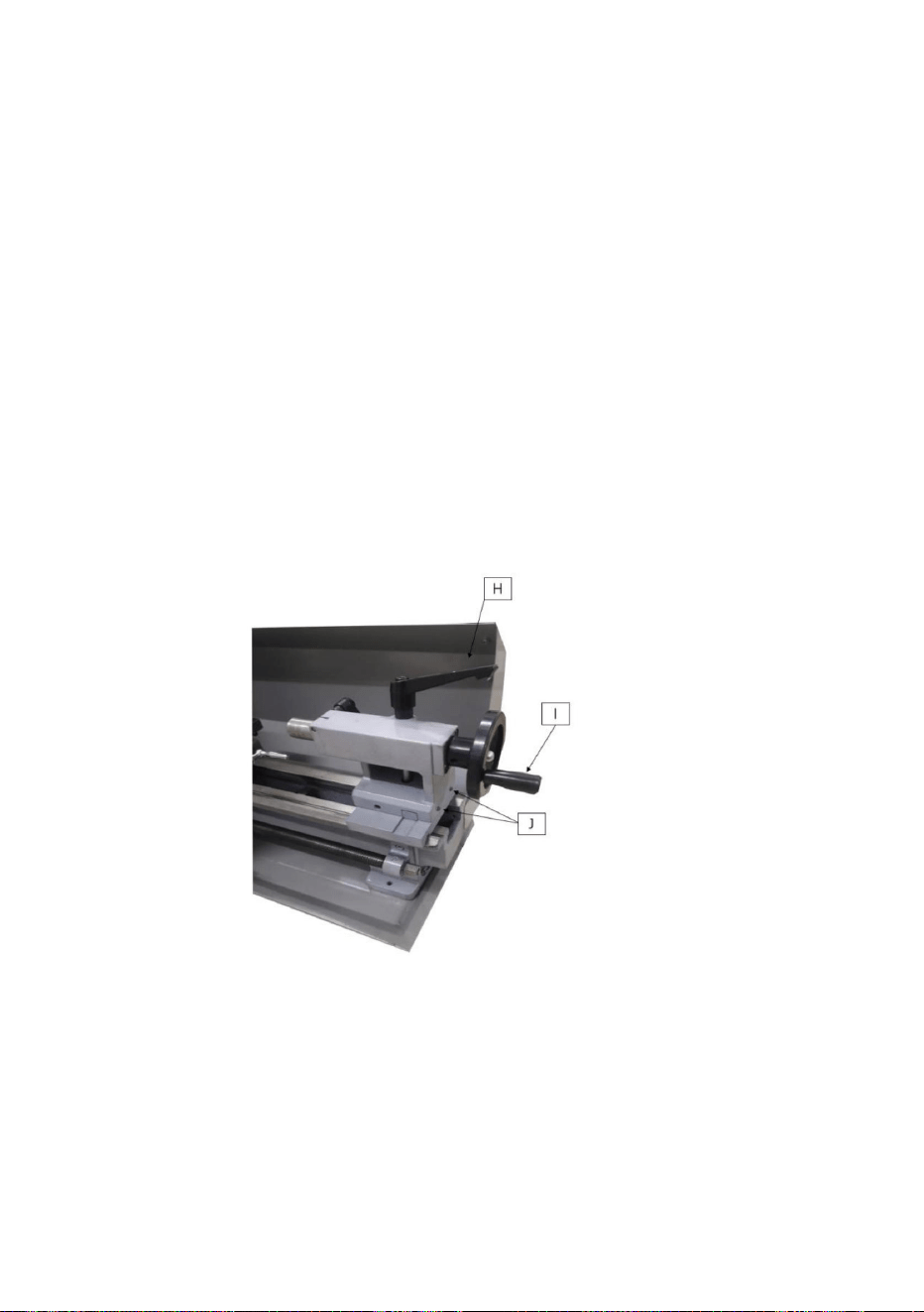
Fig ÿ12
dra tillbaka pennan.
Vrid medurs för att flytta fjäderpennan. Vrid moturs till
12ÿSvansförskjutningsjustering (J, Fig. 12)
11ÿStjärtstock Quill Traverse Handhjul (I, Fig. 12)
Två ställskruvar placerade på tails stock basen används för att förskjuta
Vrid spaken medurs för att låsa spindeln och moturs för att låsa upp den.
10ÿSvansklämma spännspak (H, Fig. 12)
ställskruven på ena sidan samtidigt som du drar åt den andra tills den är förskjuten
anges på skalan. Dra åt låsskruven.
stjärtstock för skärning av koner. Lossa låsskruven på bakänden. Lossa
- 16 -
Machine Translated by Google

Fig. 13
samma ställskruvar och muttrar.
uppnås genom att jämföra verktygspunkten med mittpunkten
arbetsstyckets mittaxel. Rätt höjd på verktyget kan vara
fläns för att ta bort chucken. Placera den nya chucken och fixera den med hjälp av
skruvar och muttrar (A, Fig. 13, endast två visas) på svarvchucken
Skärvinkeln är korrekt när skäreggen är i linje med
För bästa resultat bör verktygets överhäng hållas till ett minimum av 3/8" eller mindre.
Huvudspindelns hållarfixtur är cylindrisk. Lösa tre set
Byte av Chuck
att böjas under skärkraften som genereras under spånbildningen.
DRIFT
Verktyget måste spännas fast. Vid svarvning har verktyget en tendens
Kläm fast vändverktyget i verktygshållaren.
under verktyget för att få önskad höjd. (Fig. 14)
UPPSTÄLLNING AV VERKTYG
monterad i stjärtstocken. Använd vid behov ståldistansbrickor
- 17 -
Machine Translated by Google
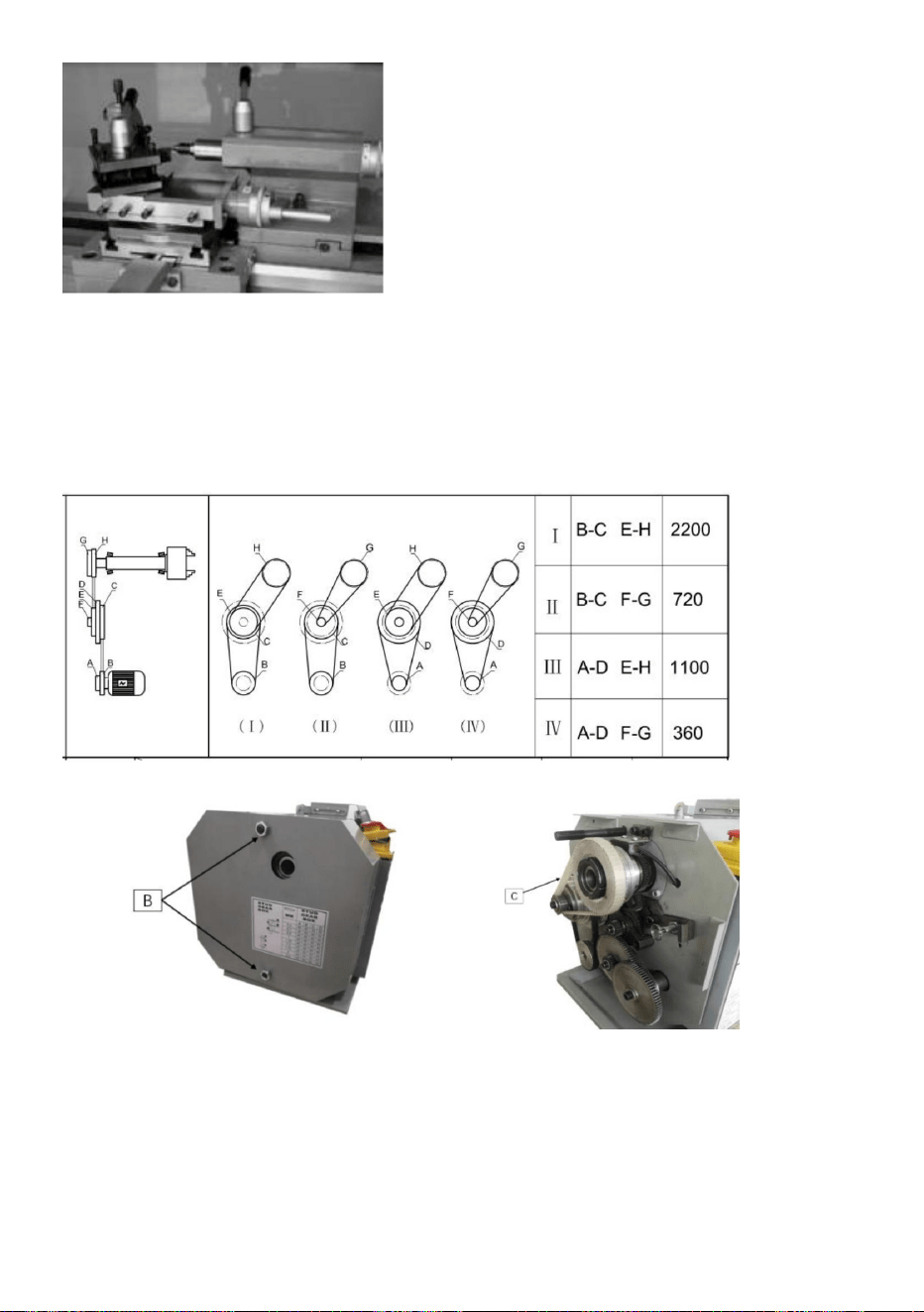
täcka.
Justera kilremmen (C, Fig. 16) i motsvarande position.
Skruva loss de två fästskruvarna (B, Fig.15) och ta bort skyddet
Ändra hastighet
Dra åt spännremskivan och skruva fast muttern igen.
Fig. 15 Fig. 16
Fig. 14
- 18 -
Machine Translated by Google
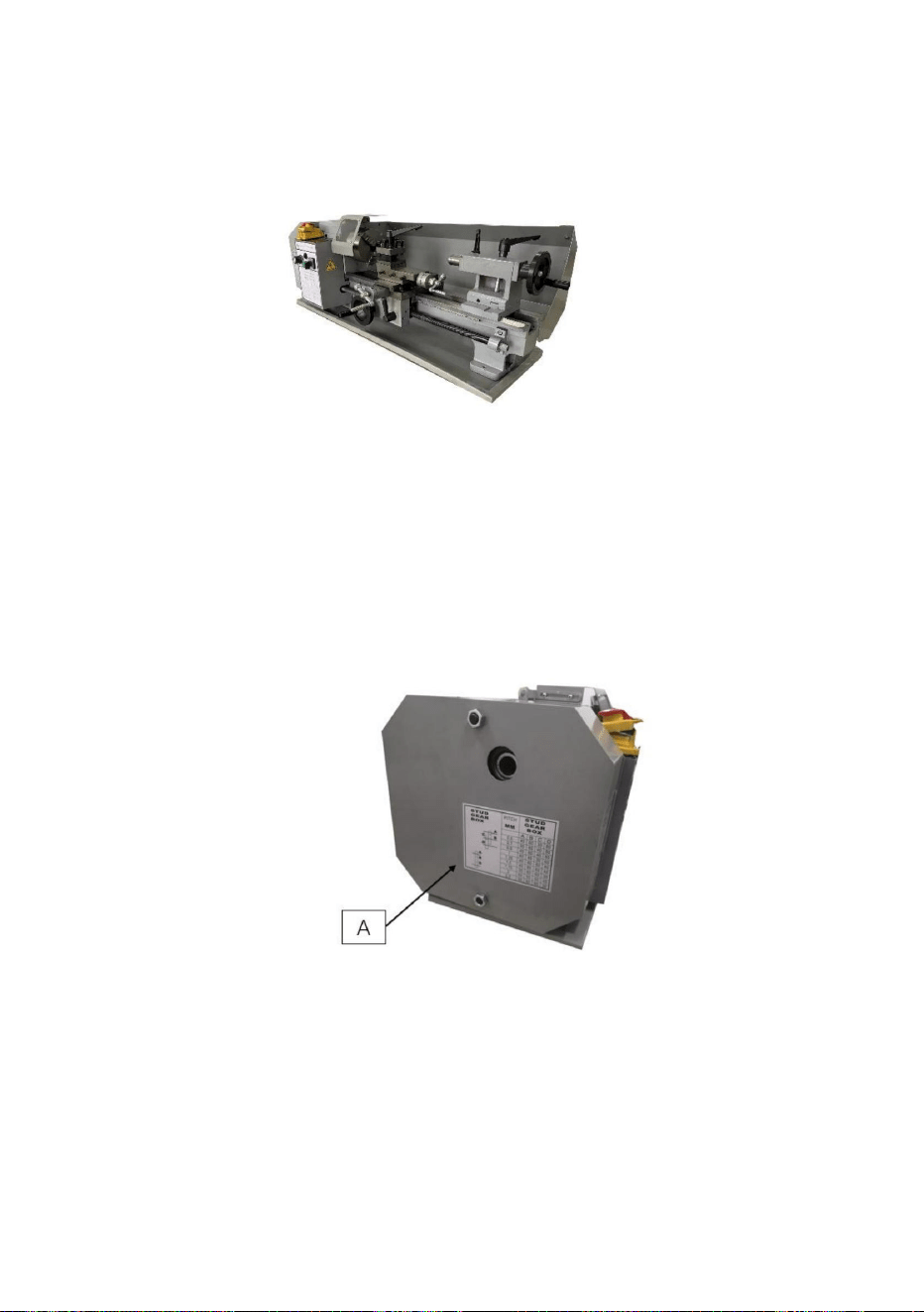
Fig. 18
Fig. 17
Längssvarvning med Auto.Feed Använd
tabellen (A, Fig.18) på svarven för att välja matningshastighet eller
gängstigning. Justera växeln om erforderlig matning eller gängstigning
inte kan erhållas med den installerade växelsatsen.
Manuell vändning
Förklädesrörelse, tvärgående rörelse och det övre glidhandhjulet
kan manövreras för längsgående eller korsmatning. (Bild 17)
- 19 -
Machine Translated by Google
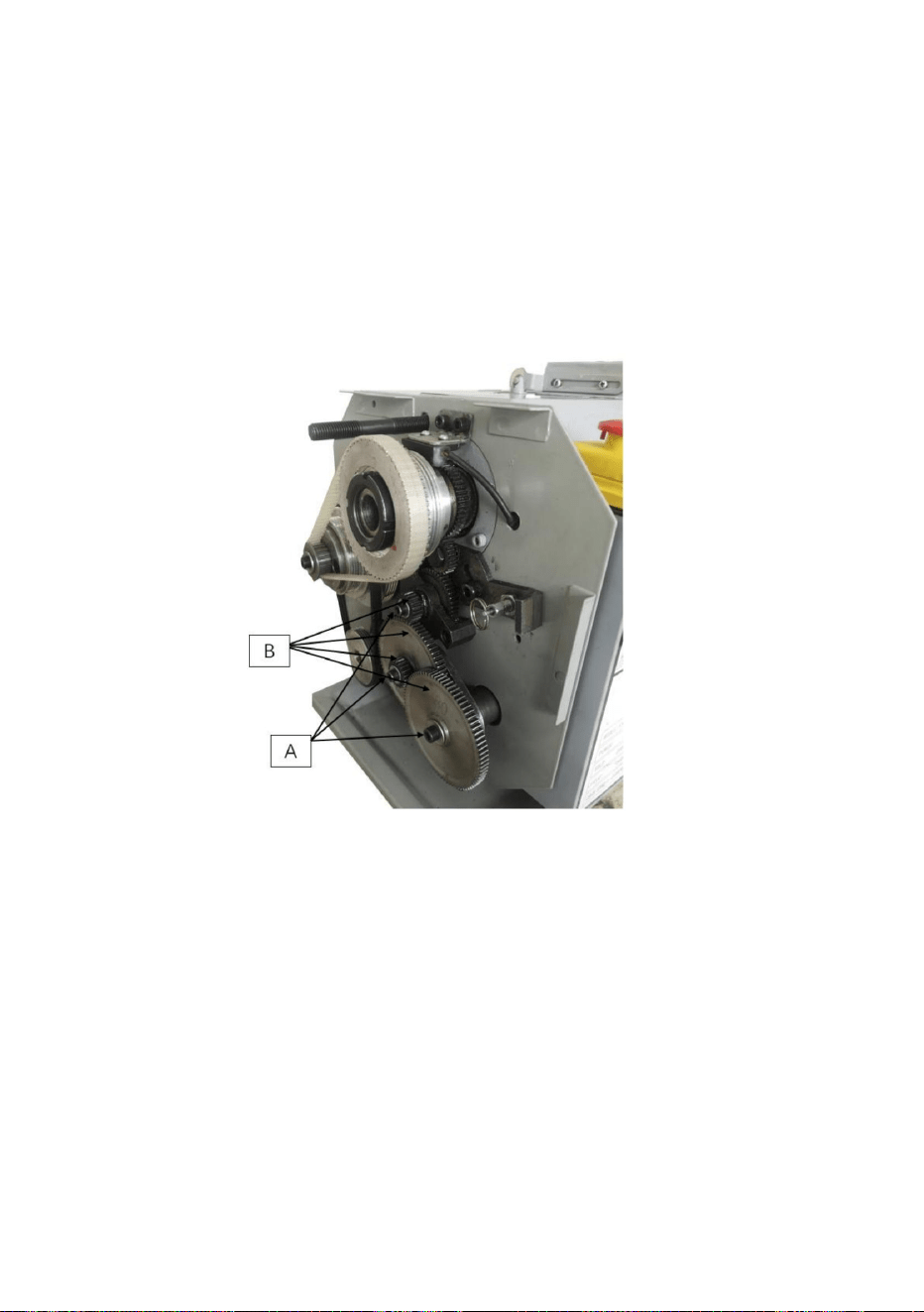
- 20 -
framsidan.
3. Skruva loss muttern (A, Fig.19) för att ta bort växlarna från
4. Montera kugghjulsparen (B, Fig.19) enligt gängan och matningen
2. Skruva loss de två fästskruvarna och ta bort skyddskåpan.
diagram (fig. 20) och skruva på muttern igen.
1. Koppla bort maskinen från strömkällan.
Byt växlar
maskinen till strömförsörjningen.
5. Installera skyddskåpan på huvudet och anslut igen
Fig. 19
Machine Translated by Google
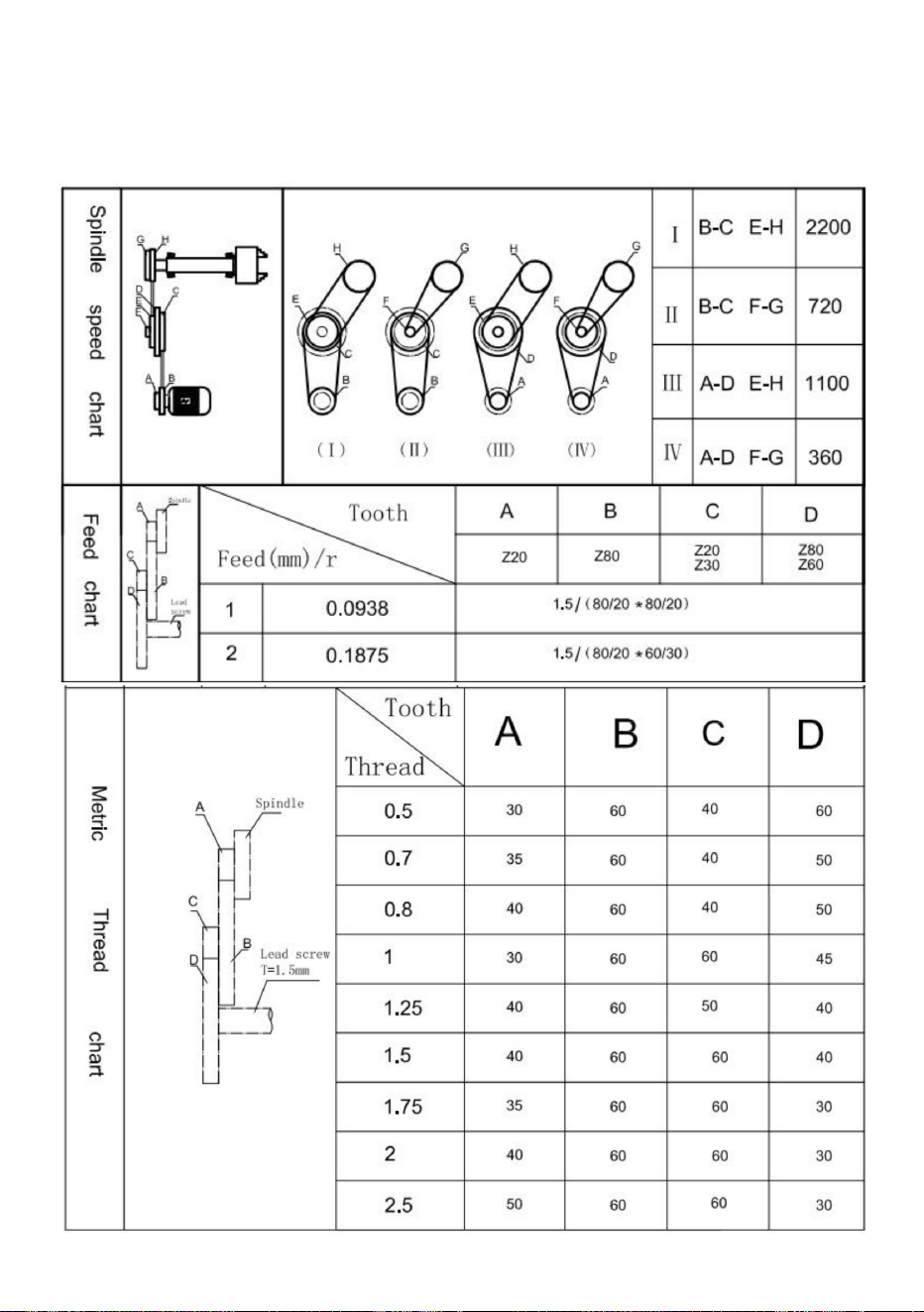
TRÄDNING OCH MATNINGSSCHEMA
Pitchplatta (Fig. 20)
- 21 -
Machine Translated by Google
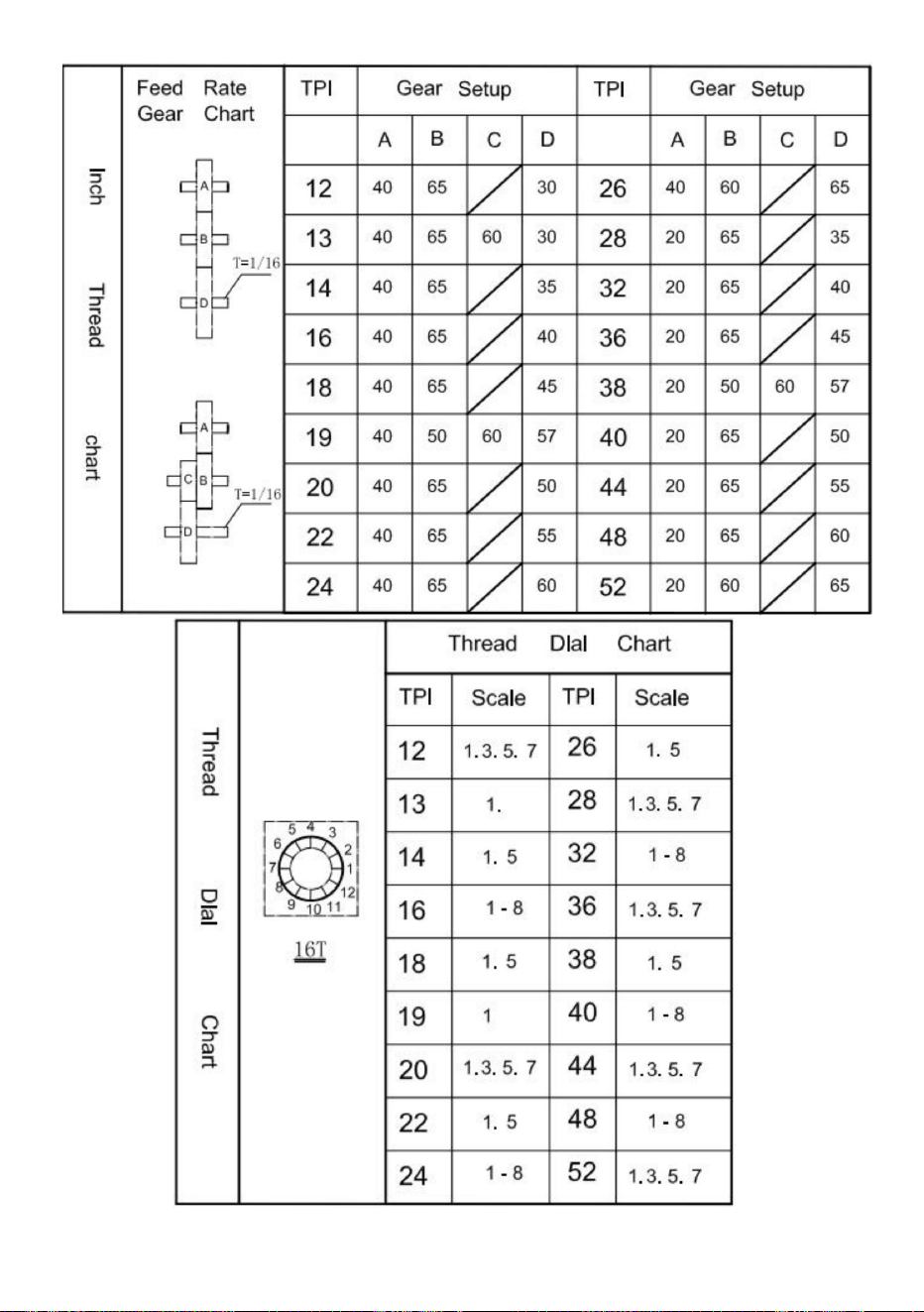
- 22 -
Fig. 20
Machine Translated by Google
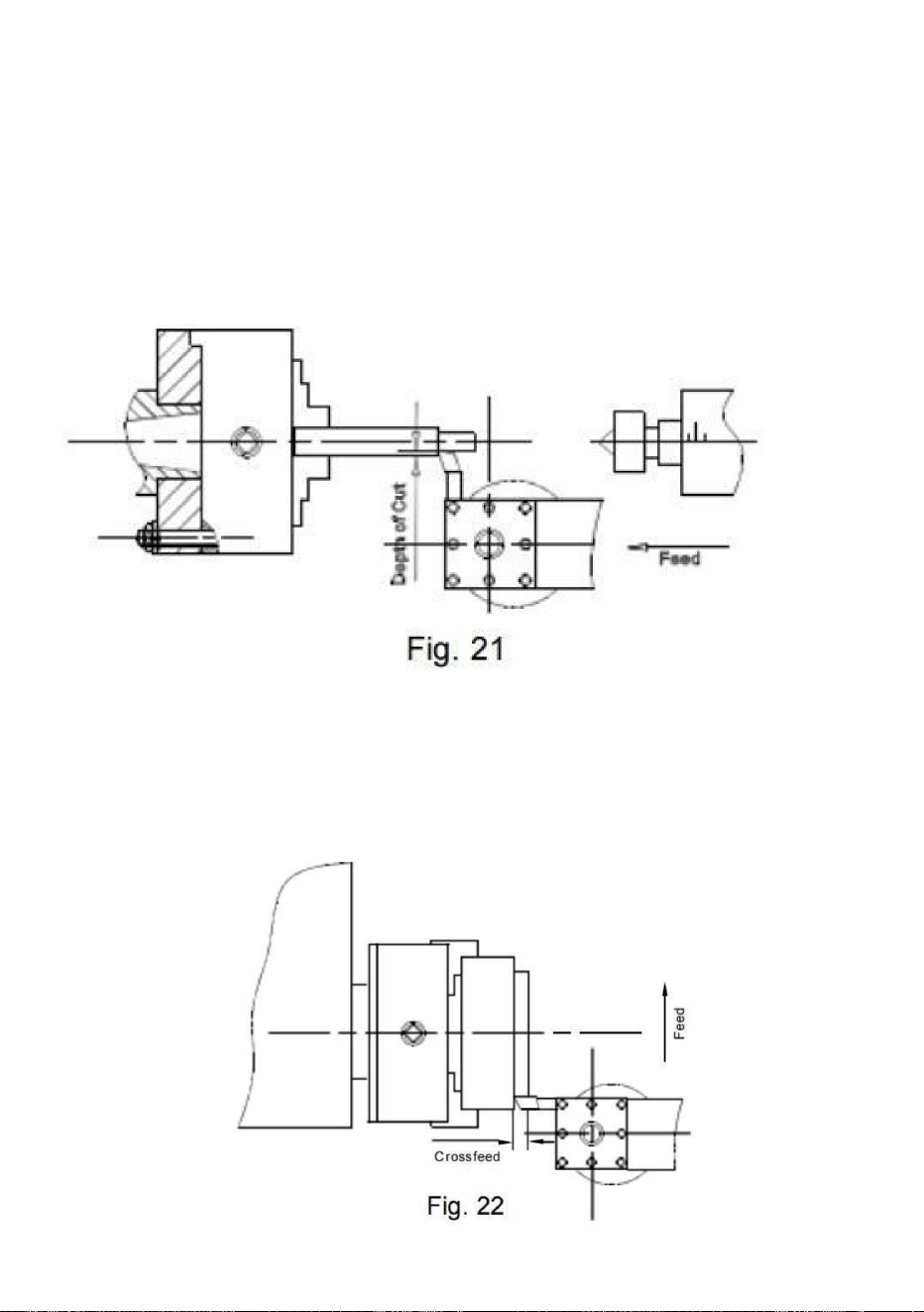
- 23 -
Slutsvängning ( Fig. 22 )
Vid raksvarvning matas verktyget parallellt med arbetsstyckets
rotationsaxel. Matningen kan antingen ske manuellt genom att
vrida på handratten på svarvsadeln eller toppsliden, eller genom att
aktivera den automatiska matningen. Korsmatningen för skärdjupet
uppnås med hjälp av tvärsläden.
Cylindrisk svarvning (fig. 21)
I vändoperationen matar verktyget vinkelrätt mot arbetsstyckets
rotationsaxel. Matningen görs manuellt med det tvärgående
handhjulet. Korsmatningen för skärdjup görs med toppsliden eller
svarvsadeln.
Machine Translated by Google
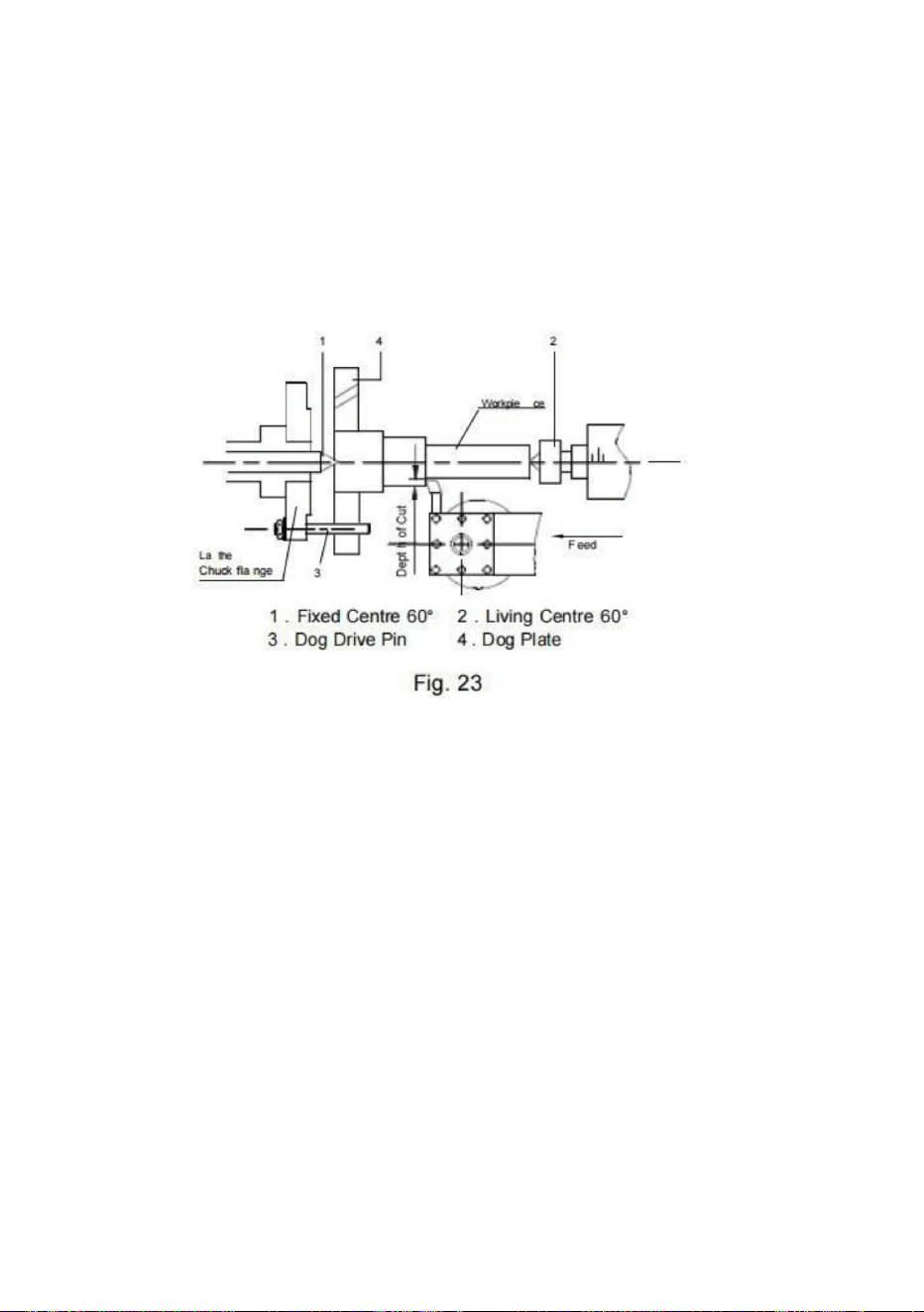
- 24 -
Obs: Använd alltid en liten mängd fett på ändstockens mitt för att förhindra att
mittspetsen överhettas.
För att vända mellan centra är det nödvändigt att ta bort chucken från spindeln.
Montera MT 3-centret i spindelns nos och MT 2-centret i ändstocken. Montera
arbetsstycket försett med förarhaken mellan mitten. Föraren drivs av en spärr eller
frontplatta.
Svarvning: Smalt skaft (bild 23)
Lossa låsskruven (A, Fig. 24) för att förskjuta ändstocken.
Avsmalnande svarvning med hjälp av
avsmalnande ändstock Justera avvikelsen mellan ändstockshylsan mitt och
spindelns centrum för att slutföra konvridningen. Vinkeln beror på arbetsstyckets
längd.
Skruva loss ställskruven (B, Fig. 24) på den högra änden av bakstycket. Lossa den
främre justerskruven ( C, Fig. 24 ) och ta upp samma mängd genom att dra åt
den bakre justerskruven (D, Fig. 24) tills önskad avsmalning har uppnåtts. Önskad
korsjustering kan avläsas på skalan. (E, Fig. 24). Dra först åt ställskruven igen (B, Fig,
24) och sedan de två (främre och bakre) justerskruvarna för att låsa bakstycket på
plats. Dra åt låsskruven (A, Fig. 24) på bakstycket igen. Arbetsstycket måste hållas
mellan två mittpunkter och drivs av en frontplatta och förarhund.
Machine Translated by Google
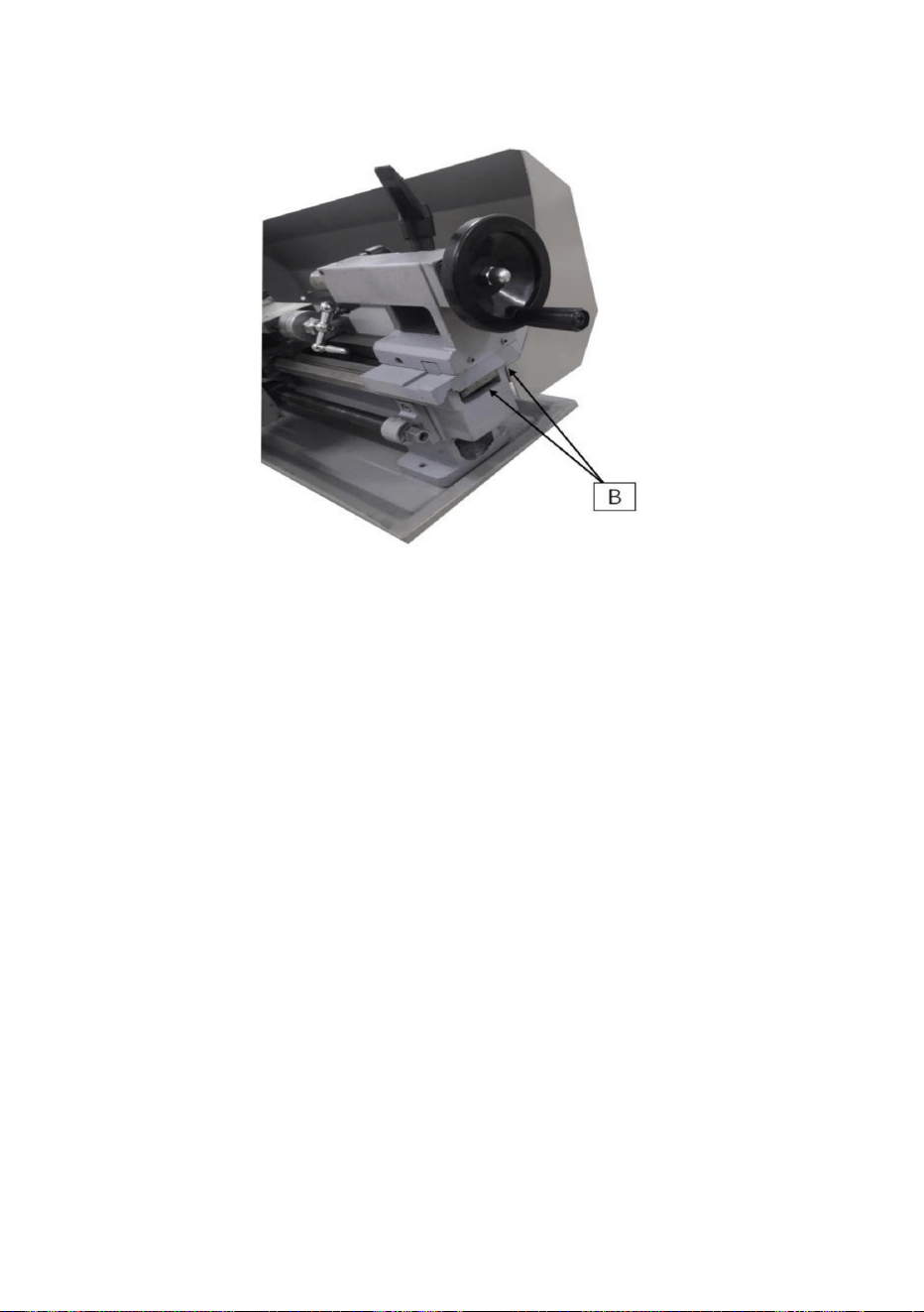
ANMÄRKNINGAR
Lossa inte halvmutterspaken. Vänd motorns riktning för att tillåta
skärverktyget att gå tillbaka till startpunkten. Upprepa dessa steg tills du
har uppnått önskat resultat.
Exempel: hantråd
Gängklippning
Ställ in maskinen till önskad gängstigning (enligt gängningsschemat, Fig.20).
Starta maskinen och koppla in halvmuttern. När verktyget når delen skär
det den första gängningen. När verktyget når slutet av snittet, stoppa
maskinen genom att stänga av motorn och dra samtidigt tillbaka verktyget
ur delen så att det rensar gängan.
ÿ Arbetsstyckets diameter måste ha vänts till diametern
Fig.24
Efter avsmalnande svängning ska ändstocken återföras till sitt ursprungliga
läge enligt nollläget på ändstockens skala. (E, Fig. 24)
ÿ Arbetsstycket kräver en fas i början av gängan
och
av önskad tråd.
- 25 -
Machine Translated by Google
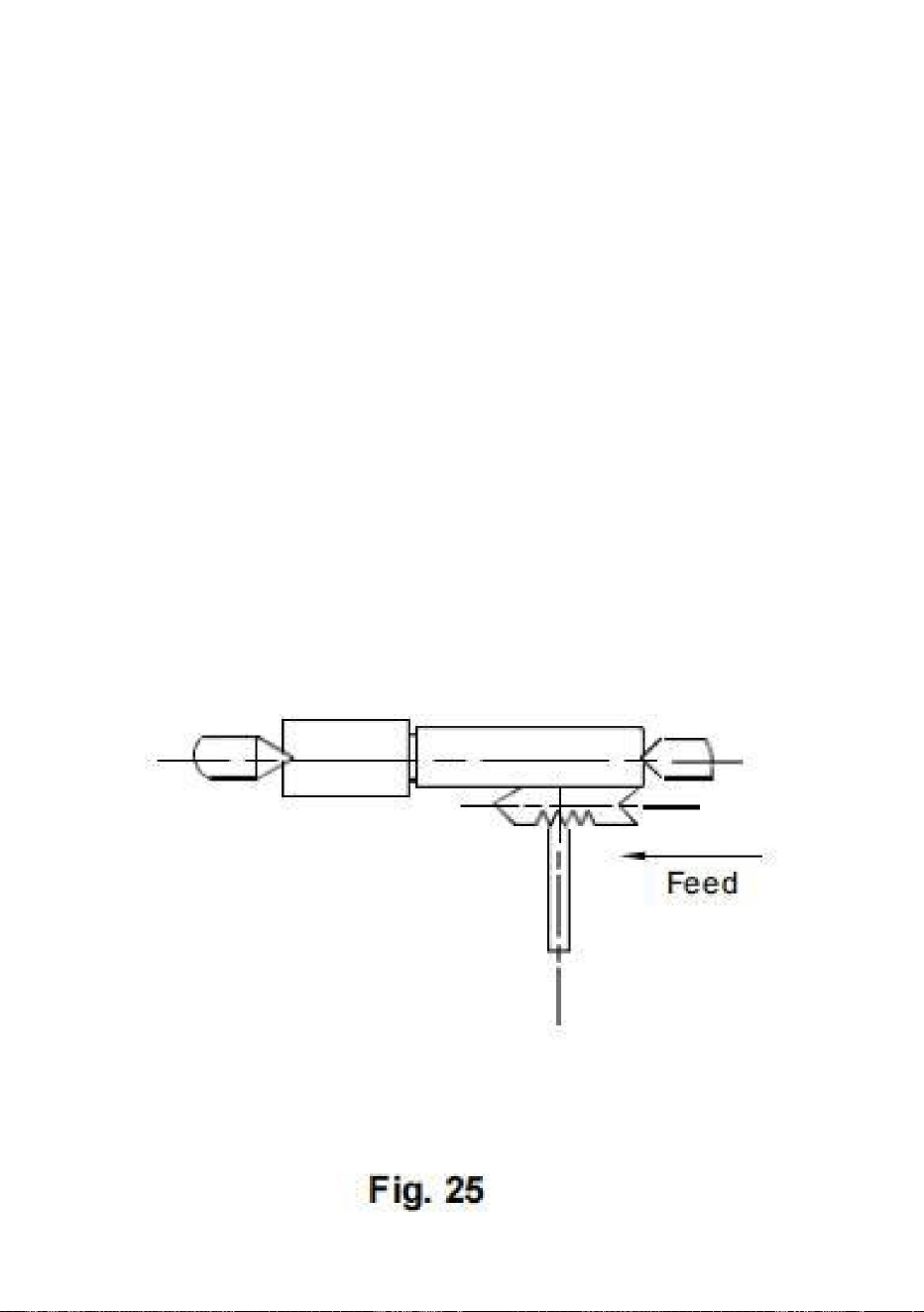
skärverktyget måste vridas ut ur gängan helt (med
tråddjup.
klipp av tråden tills du nästan har nått full
fastklämd så att den sammanfaller exakt med vridningen. ÿ
Tråden tillverkas i olika skärsteg så att
som tråden, måste vara absolut rektangulär och
skärverktyg skär endast en gängflank med varje passage. Hålla
växelvis för att klippa tråden fri. Så här, tråden
måste ha installerats enligt erforderlig stigning. ÿ
Trådskärningsverktyget måste ha exakt samma form som provet
ÿ Hastigheten måste vara så låg som möjligt. Växlar
skjut den övre delen cirka 0,2 till 0,3 mm åt vänster och höger
en underskärning vid tråden tar slut.
djup med hjälp av tvärsläden. Före varje passage, placera
ÿ Stoppa maskinen och mata trådskärningsverktyget i låg skärning
invertering av omkopplaren.
tvärsläden) i slutet av varje skärsteg. ÿ Verktyget
dras ut med ledarskruvmuttern i ingrepp med
- 26 -
Machine Translated by Google
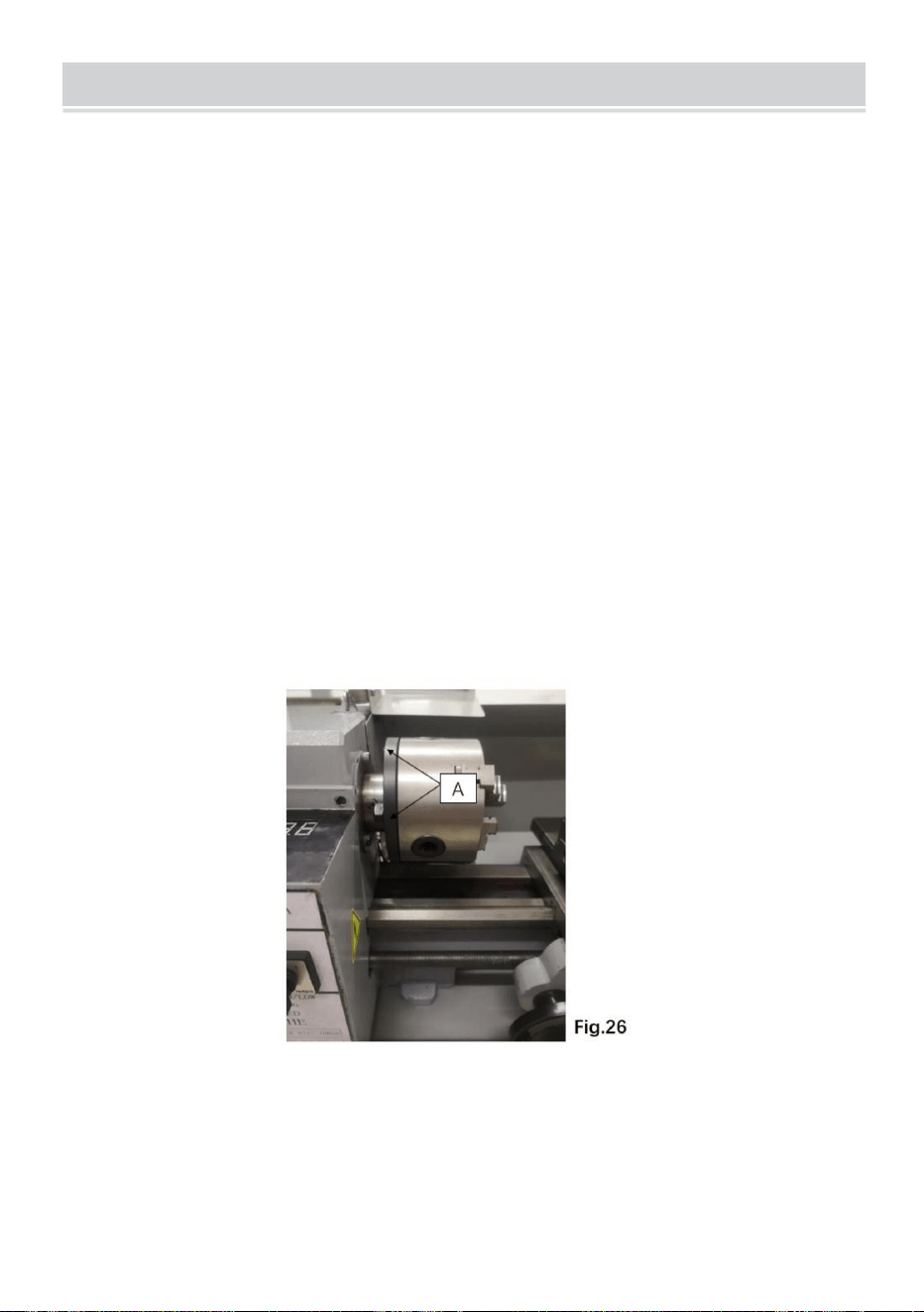
Notera:
Obs: nya svarvar har mycket tättslutande käftar. Detta är nödvändigt
för att säkerställa noggrann fastspänning och lång livslängd -
med upprepad öppning och stängning justeras käften
automatiskt och deras funktion blir gradvis mjukare.
För den ursprungliga 3, käftchucken som var monterad på svarven har
fabriken monterat chucken på bästa sätt för att garantera hållprecisionen
med två "0" -märken (A) Fig.26 som visas på chucken och chuckflänsen.
,
Med hjälp av denna universella chuck kan rund triangulär
fyrkantig sexkantig åttakantig och tolvhörnig lager spännas fast. (Bild 26)
Det finns två typer av käkar: inre och yttre käkar. Observera att antalet
käftar stämmer överens med numret inuti chuckens spår. Blanda
inte ihop dem. När du ska montera dem, vänligen montera dem i
stigande ordning 0, 1 ska ta ut dem, se till att
Universalsvarvchuck med tre käkar
Svarvtillbehör
3 när du är
- 27 -
Machine Translated by Google
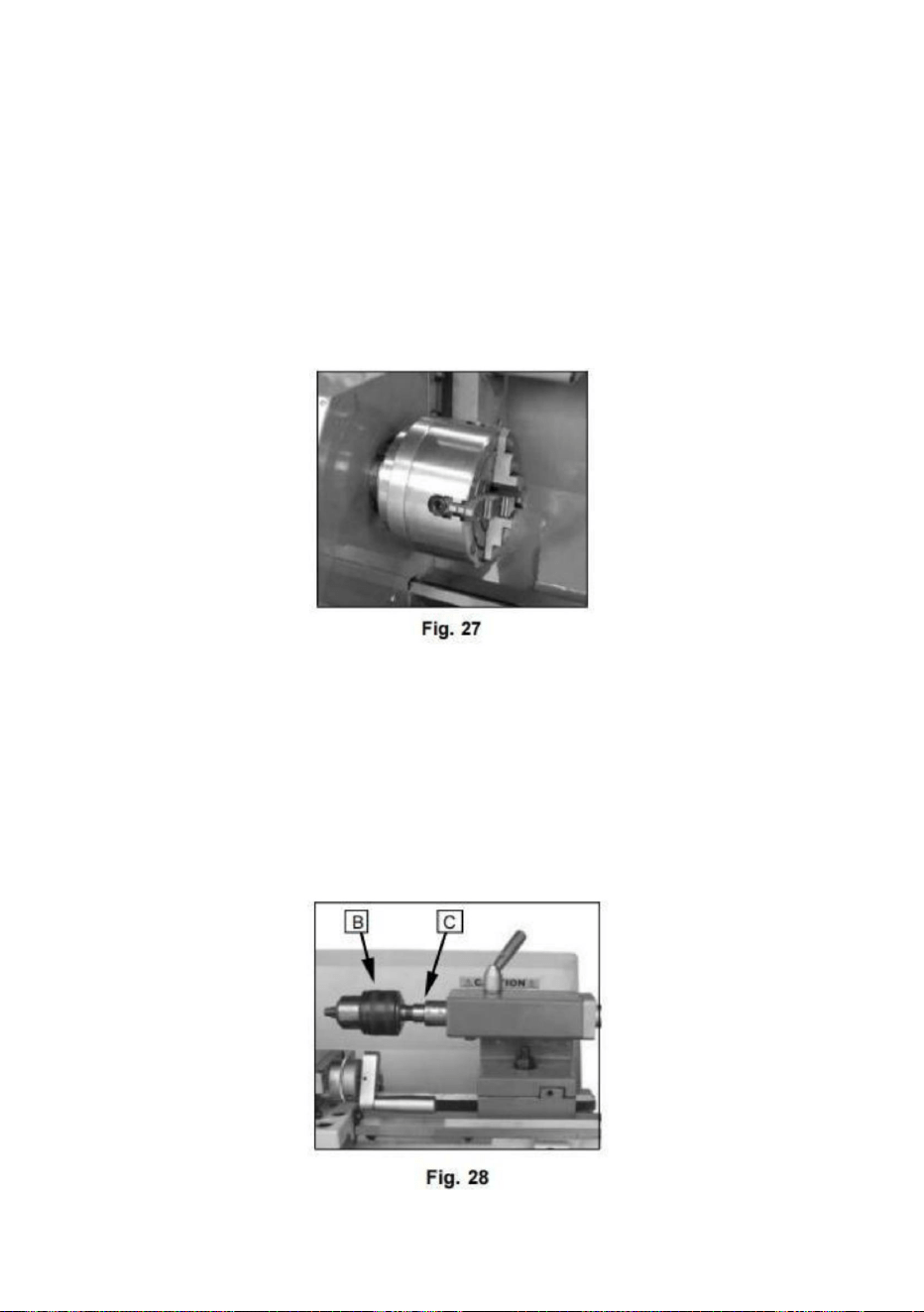
- 28 -
(Bild 27)
Morse Taper Arbor (valfritt)
Oberoende svarvchuck med fyra käftar
Denna speciella chuck har fyra oberoende justerbara chuckbackar -
Dessa tillåter fasthållning av asymmetriska bitar och möjliggör noggrann
uppsättning av cylindriska bitar.
ta ut dem i fallande ordning 3,1,0 en efter en- När du är klar med denna procedur,
rotera käftarna till minsta diameter och kontrollera att de tre käftarna är
välpassade.
Borrchuck (valfritt)
Använd borrchucken för att hålla centreringsborrar och spiralborrar i
ändstocken- (B) (Fig.28)
En arbor är nödvändig för att montera borrchucken i ändstocken. Den har
en morsekona nr 1. (C) Fig. 28
Machine Translated by Google
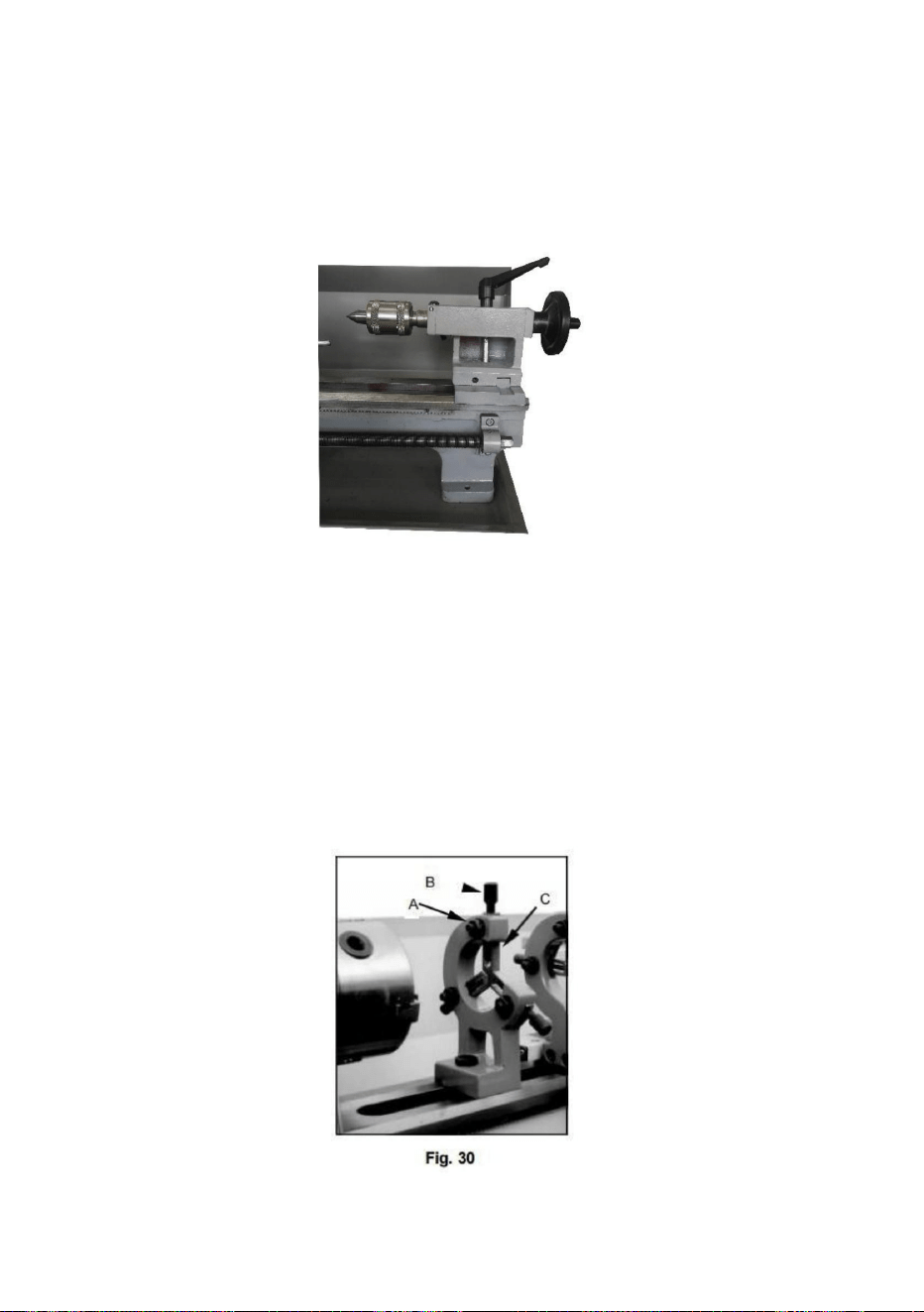
- 29 -
Fig. 29
Den spänningssatta mitten är monterad i kullager - dess användning rekommenderas starkt för
svängning vid hastigheter över 6.RPM. (bild 29)
Live Center (valfritt)
Stadigt stöd Det
stadiga stödet fungerar som ett stöd för axlarna på den fria bakänden.
För många operationer kan ändstocken inte användas eftersom den hindrar svarvverktyget
eller borrverktyget och måste därför tas bort från maskinen. Det stadiga stödet, som
fungerar som ett
ändstöd, säkerställer en pratfri drift. Stödstödet är monterat på sängvägarna och fästs
underifrån med en låsplatta. Fettet kräver kontinuerlig smörjning vid kontaktpunkterna för att
förhindra för tidigt slitage. (Bild 30)
Machine Translated by Google
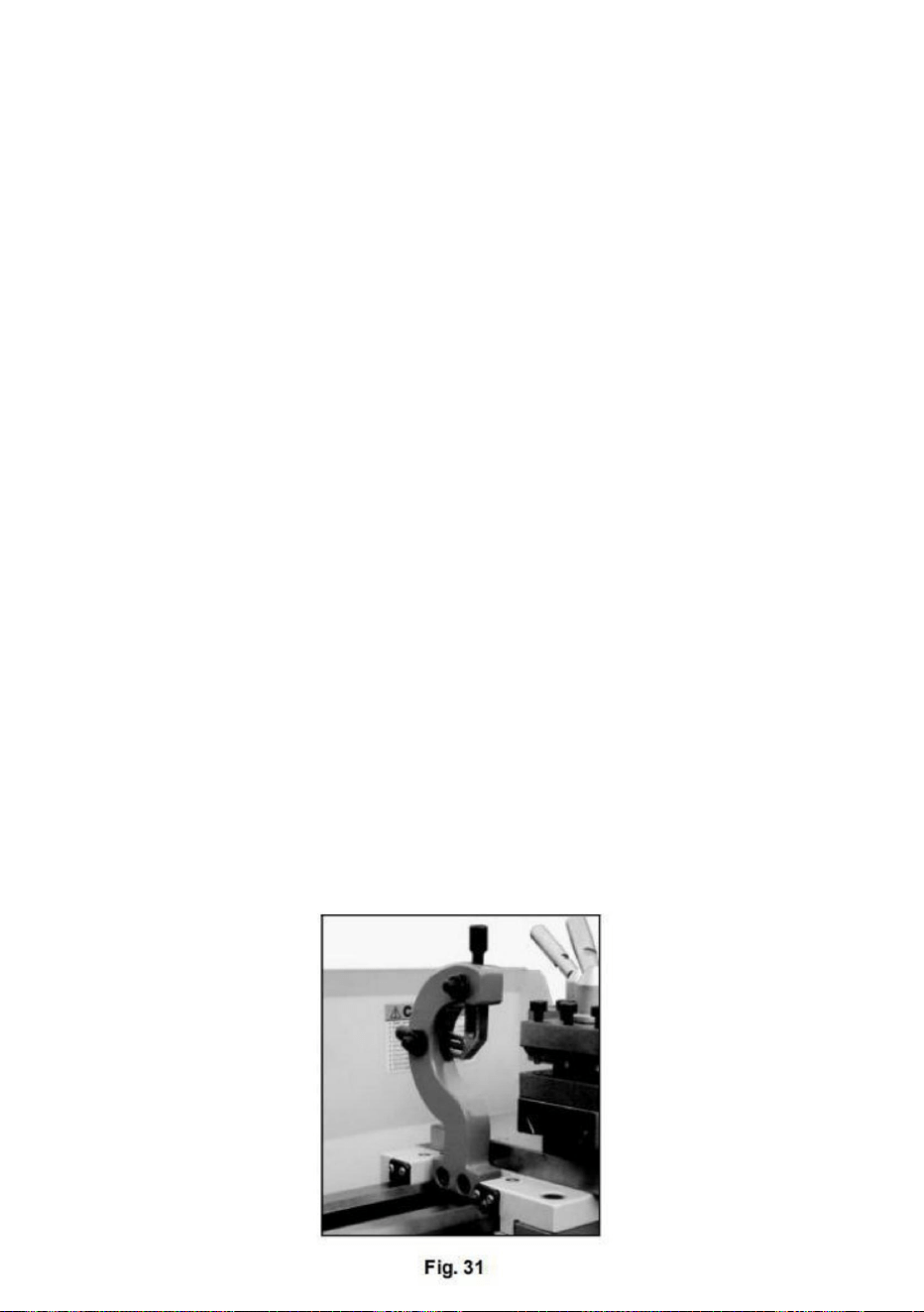
- 30 -
arbetsstycken. Det förhindrar böjning av arbetsstycket under tryck
3 . Dra åt de räfflade skruvarna så att fingrarna sitter tätt men inte tätt mot dem
Följande vila används för vändningsoperationer på långa, smala
Platsen för det tredje stödblocket tas av svarvverktyget.
runt arbetsstycket. Säkra det stadiga stödet på plats.
fingrar. (C, Fig.31) tills det stadiga stödet kan flyttas med fingret
rörelse av svarvverktyget. Endast två stödblock krävs.
Följande vila är monterad på sadeln och följer den
2. Lossa den räfflade skruven (B, Fig. 36) och öppna glidstycket
1. Lossa tre sexkantsmuttrar. (A, Fig. 31)
Följ Rest
bära.
Smörj stödblocken under drift för att förhindra för tidigt
Ställa in den stadiga vilan
fingrarna kan filas eller fräsas om.
4. När, efter långvarig operation, käken visar slitage, spetsarna av
Sätt stödblocken tätt mot arbetsstycket men inte för hårt.
från svarvverktyget. ( Fig. 31 )
spetsar med maskinolja.
arbetsstycket. Dra åt tre muttrar (A, Fig. 31). Smörj glidningen
Machine Translated by Google
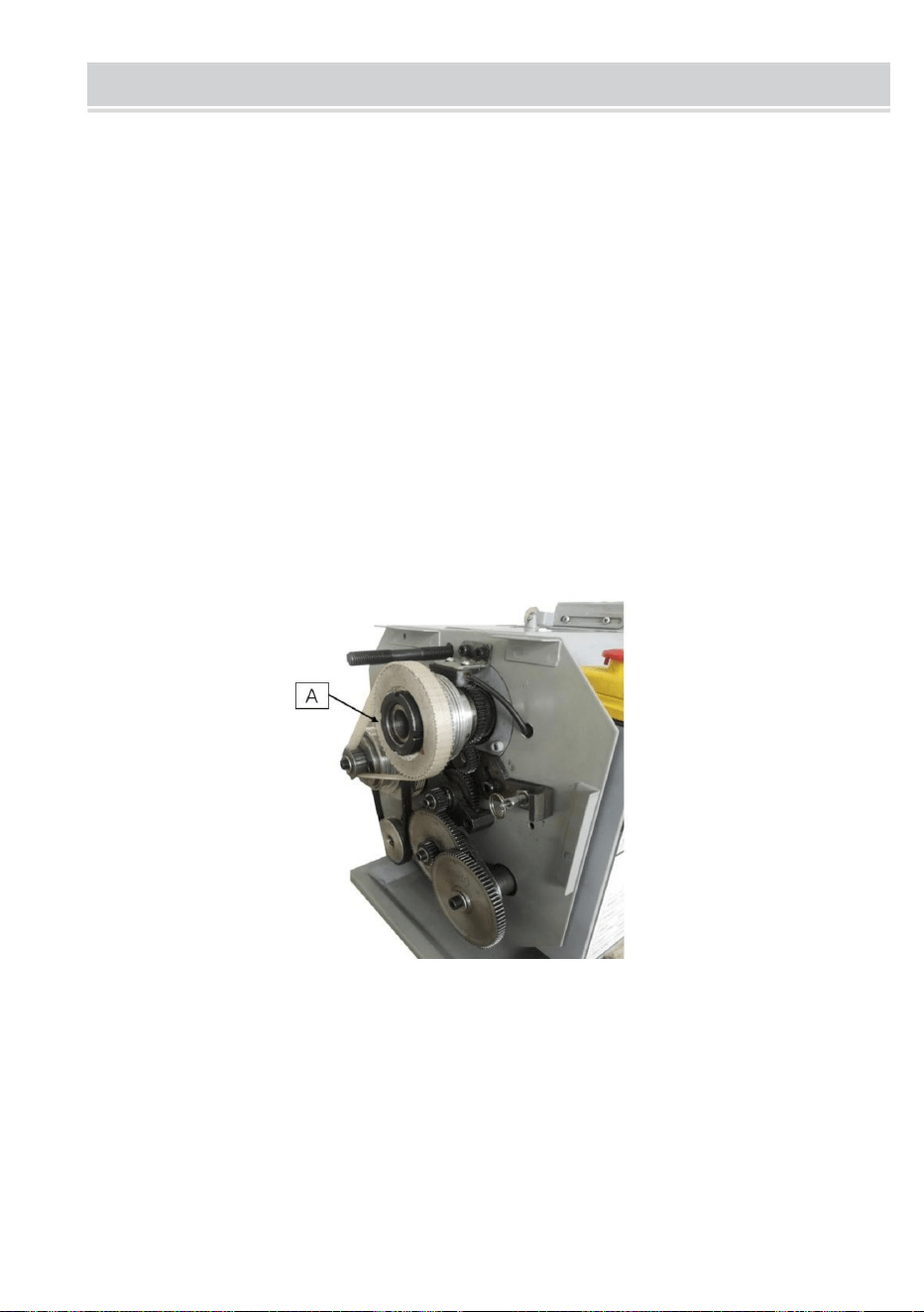
- 31 -
Huvudspindellagren är justerade på fabriken. Om slutspel
Huvudspindellager
blir uppenbart efter omfattande användning, kan lagren vara
Fäst den slitsade muttern (A, Fig. 32) på baksidan av spindeln. De
kan behöva justeras.
justeras.
Slita in några av de rörliga komponenterna efter en tid
JUSTERINGAR
spindeln ska fortfarande rotera fritt.
Fig. 32
Varning: överdriven åtdragning eller förspänning skadar lagren.
Machine Translated by Google
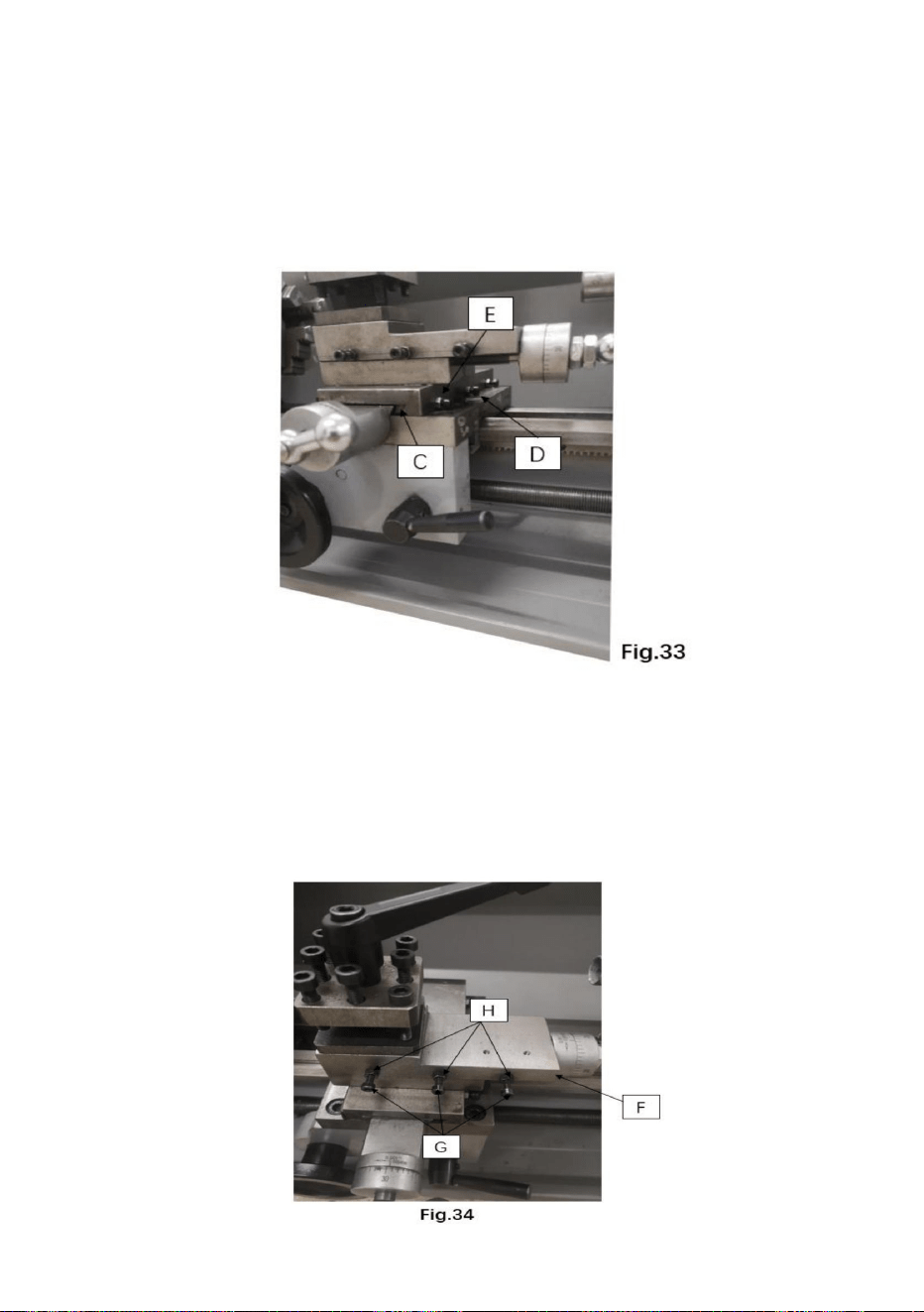
- 32 -
Justering av toppsliden
Toppsliden är försedd med en spännlist (F, Fig. 34) och kan
justeras med skruvar (G, Fig. 34) försedda med låsmuttrar. (H, Fig. 34)
Lossa låsmuttrarna och dra åt ställskruvarna tills sliden rör sig fritt
utan glapp. Dra åt låsmuttrarna för att behålla justeringen.
Justering av tvärsliden
Tvärsliden är försedd med en sänklist (C, Fig.33) och kan
justeras med skruvar (D, Fig.33) försedda med låsmuttrar. (E, Fig. 33)
Lossa låsmuttrarna och dra åt ställskruvarna tills sliden rör sig fritt
utan glapp. Dra åt låsmuttrarna för att behålla justeringen.
Machine Translated by Google
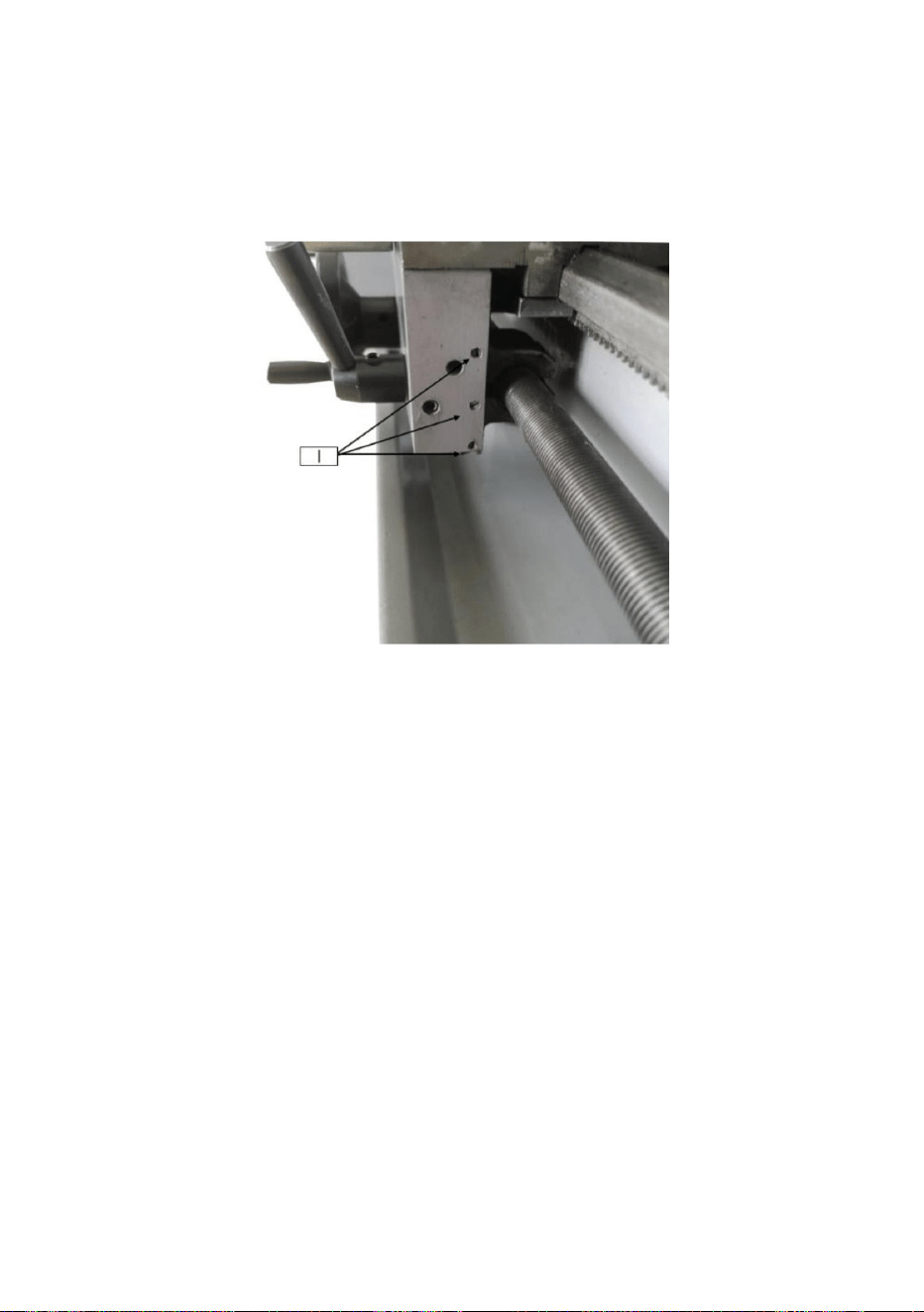
- 33 -
Lossa skruvarna på höger sida av förklädet och justera kontrollskruvarna tills båda
halvmuttrarna rör sig fritt utan spel. Dra åt muttern.
Justering av haIf mutterstyrning
Halvmuttrarnas ingrepp kan justeras med skruvar (I, Fig.35)
Fig. 35
Machine Translated by Google
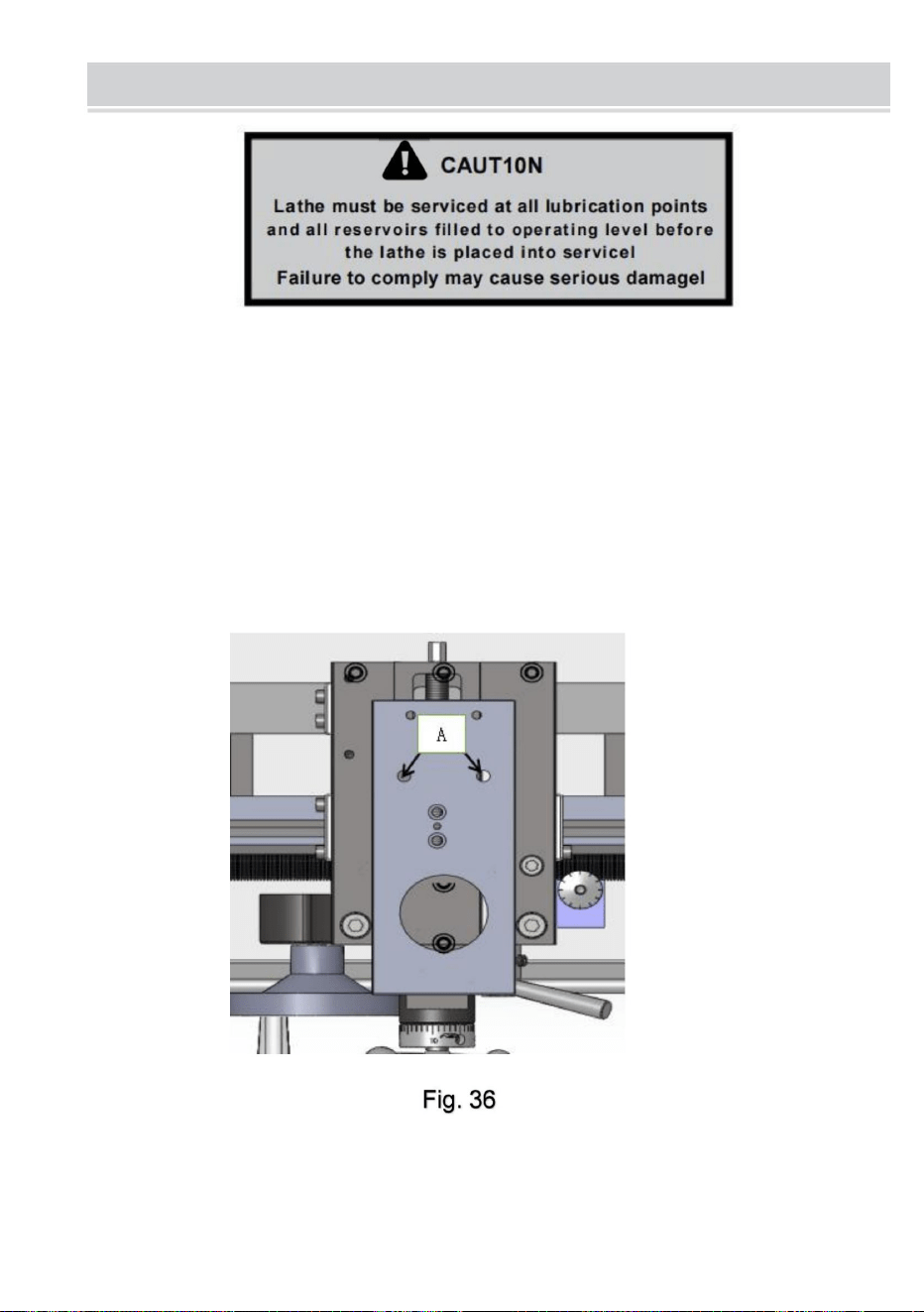
Smörj växlarna och ledarskruven något
med fett.
Smörj alla glidbanor lätt före varje användning.
ANMÄRKNINGAR:
Smörj två oljeportar (A, Fig. 36) med 20W maskinolja en gång dagligen.
1. Cross Slide
SMÖRJNING
- 34 -
Machine Translated by Google
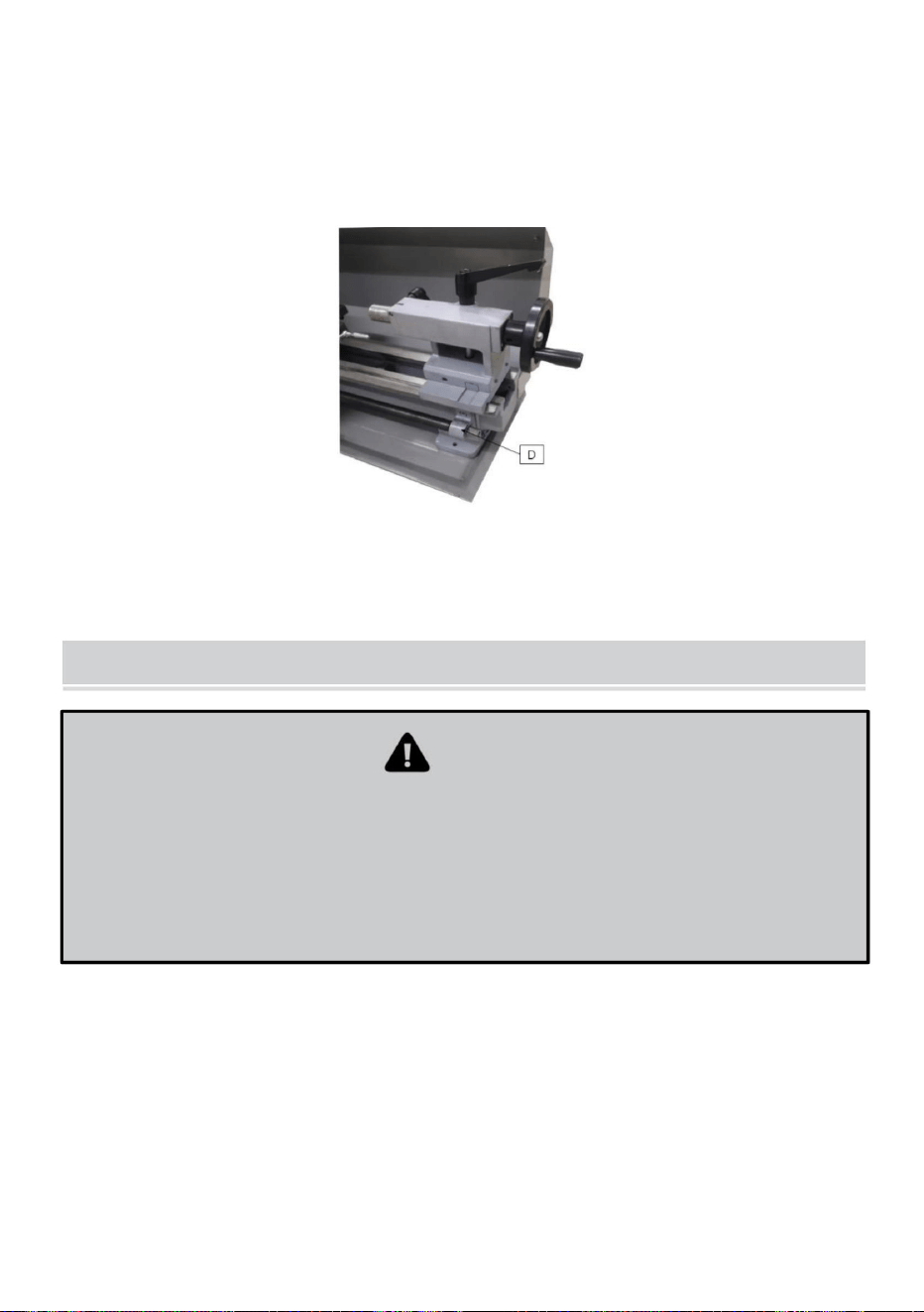
Anslutning av svarven och allt annat elarbete får endast utföras av
auktoriserad elektriker!
Underlåtenhet att följa detta kan orsaka allvarliga skador och skador på
maskiner och egendom!
VARNING!
Fig. 38
Elektricitet
Smörj den högra oljeporten (D, Fig. 38) med 20W maskinolja en gång
dagligen.
2. Ledskruv
förse. Se till att svarven är ordentligt jordad.
YS-1835A svarv är endast klassad för 550W, 1PH, 220V. Kontrollera att den
tillgängliga strömstyrkan på svarvens plats har samma klassificering som svarven.
Använd kopplingsschemat (bild 39) för att ansluta svarven till elnätet
- 35 -
Machine Translated by Google
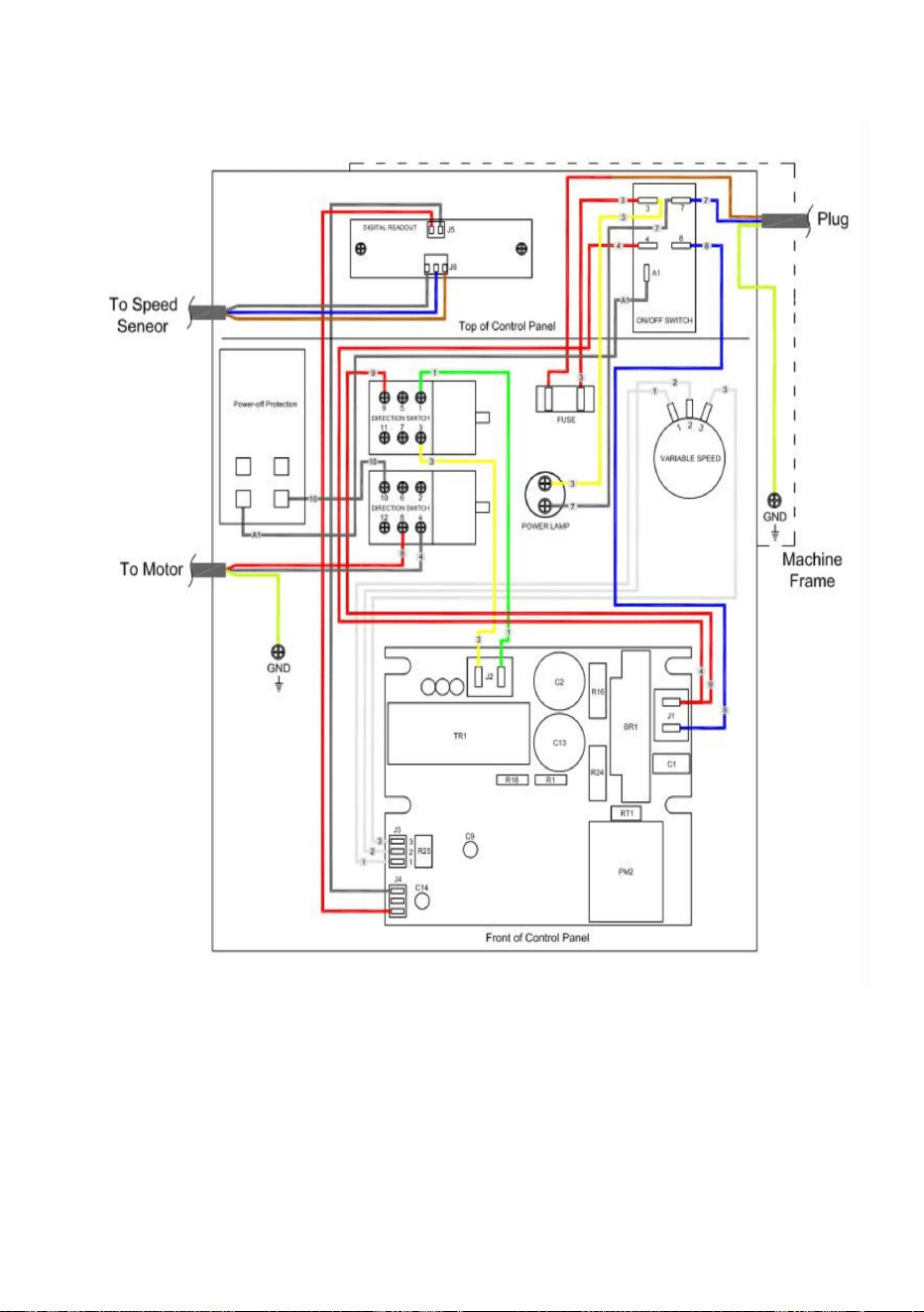
- 36 -
Följande är kopplingsschemat för svarven: (Fig.39)
Fig. 39
Machine Translated by Google

1. För att behålla maskinens precision och funktionalitet. det är viktigt att behandla
det med omsorg. Håll den ren och smörj och smörj den regelbundet.
Endast genom god vård. Du kan vara säker på att maskinens arbetskvalitet kommer
att förbli konstant.
Behåll underhållet av verktygsmaskinen under driften för att garantera noggrannheten
och livslängden för verktygsmaskinen.
UNDERHÅLL
Olja, fett och rengöringsmedel är föroreningar och får inte slängas i avloppet
eller i vanligt avfall. Kassera dessa medel i enlighet med gällande lagkrav på miljön.
Rengöringstrasor impregnerade med olja, fett och rengöringsmedel är lätt
ANMÄRKNINGAR: Koppla ur maskinens kontakt från eluttaget när du utför
rengörings-, underhålls- eller reparationsarbeten!
- 37 -
Machine Translated by Google

lådor etc. mot fukt vid rengöring.
6. Om skadan hittas. Underhållet bör utföras omedelbart.
fett.
Skydda elektriska komponenter, såsom motorer, strömbrytare, strömbrytare
ANMÄRKNINGAR: Reparationsarbete får endast utföras av kvalificerad
lösningsmedel eller rengöringsmedel eller medel som genererar skadliga ångor!
växlar och ledarskruven måste också smörjas lätt med
felaktig guide.
styrväg och undvik mekaniska skador och slitaget pga
2. Smörj alla glidvägar lätt före varje användning. Förändringen
risk för skärskador på grund av vassa kanter. Använd aldrig brandfarligt
ANMÄRKNINGAR: Ta inte bort markerna med bara händer. Det finns en
sätt - lägg dem inte med vanligt avfall!
centrum. Ytan på verktygsmaskinen för chucken och
slutna kärl och avyttra dem på ett miljövänligt sätt
städas vid en viss tidpunkt.
5. För att bibehålla bearbetningsnoggrannheten. Ta hand om
förhindra rost.
lättantändlig. Samla städtrasor eller städull i en lämplig
verktygsmaskin sadel och svarv säng guide väg. Asfaltfilt ska
kunskap.
gjorda för att förhindra att chips faller i läget mellan
olika delar av verktygsmaskinen och applicera verktygsmaskinolja på
4. Efter operationen varje dag. Ta bort alla marker och rengör
bör rengöras i tid. och inspektionen bör vara ofta
personal med motsvarande mekaniska och elektriska
3. Under operationen. Spånen som faller på glidytan
- 38 -
Machine Translated by Google
- 39 -
FELSÖKNING
Korrekt höjdjustering av
Justera till mitten
Möjlig anledning
Rikta in den övre bilden väl
Fel diameter
arbetsstycket blir
Nedre
korsmatning (efterbehandlingsmån bör inte
överstiga 0,5 mm)
lager
Kilvinkeln är för liten
fel
Minska skärhastigheten
Spännverktyg
med mindre överhäng
Mata för högt
Har börjat slipa på fel sätt
Minska foder
För liten släppningsvinkel
Mitten är inte justerade (svansstocken har offset)
Centern är varm
Öka släppningsvinkeln
Arrangemang
Lossa tail stock center
Verktygsspetsen inte justerad till mitten högt
Klipp tråden är
Slipa om verktyget
Justera slacket i spindeln
växla
Verktyget är felaktigt fastklämt
den översta bilden)
Otillräcklig kylning
Vrid arbetsstycket till
arbetsstycket har expanderat
Kyl jämnt
för grovt
Skärkanten bryts av
Lås upp nödstopp
Radie vid verktygsspetsen för liten
Svarven småpratar
Justera rätt tonhöjd
Justera huvudlagret
Flankslitage för högt
Eliminering
Spindeln
aktiveras inte
Korsmatning för hög
Arrangemang (vibrationer)
Den övre sliden är inte väl inriktad (skär med
Problem
Justera svansstocken till mitten
fel
Arbetsstyckets yta
Slack i huvudlagret
Verktyg trubbigt
Minska foder
verktyget
Öka kilvinkeln
För hög skärhastighet
Slipspricka på grund av felaktig kylning
Verktyget har en kort livslängd
För mycket slack i spindellagret
rätt diameter
konad
Slipvinkeln korrekt
(värme upp)
Klipp tråden är
Verktygsfjädrar
Mata för högt
Nödstoppsbrytare aktiverad
Öka radien
Mer kylvätska
Fel tonhöjd
Machine Translated by Google
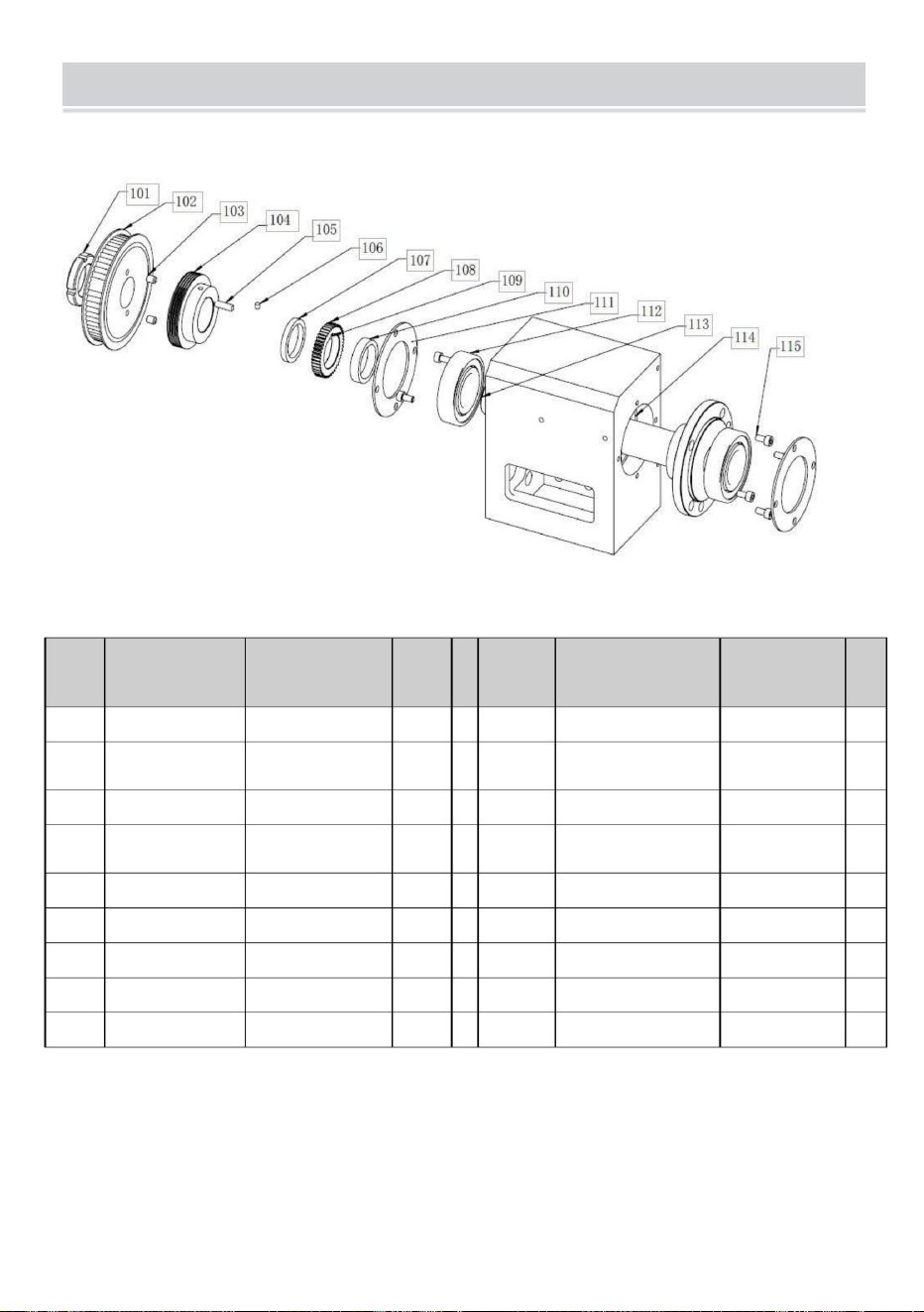
Headstock montering
- 40 -
106
Redskap
Delar
Axel
Nyckelmutter
112
115
C4 x4 x18
remhjul
Specifikation Antal
111
6
Spacer
Spindelskiva
med flera kilar
Specifikation Antal
1
105
Spacer
102 Spindeltid
109
C4 x4 x8
Beskrivning
114 1
1
1
Skruva
1
110
1
Beskrivning
2
M5x10
2
108
101
1
Skruva
1
Kullager
Inga.
104
Inga.
1
107
1
M6x8
1
113
Headstock
M30 x 1,5
Nyckel
1
Delar
103
Lagerskydd
Nyckel
Magnet
UPPDELNINGSDIAGRAM OCH DELLISTA
Machine Translated by Google
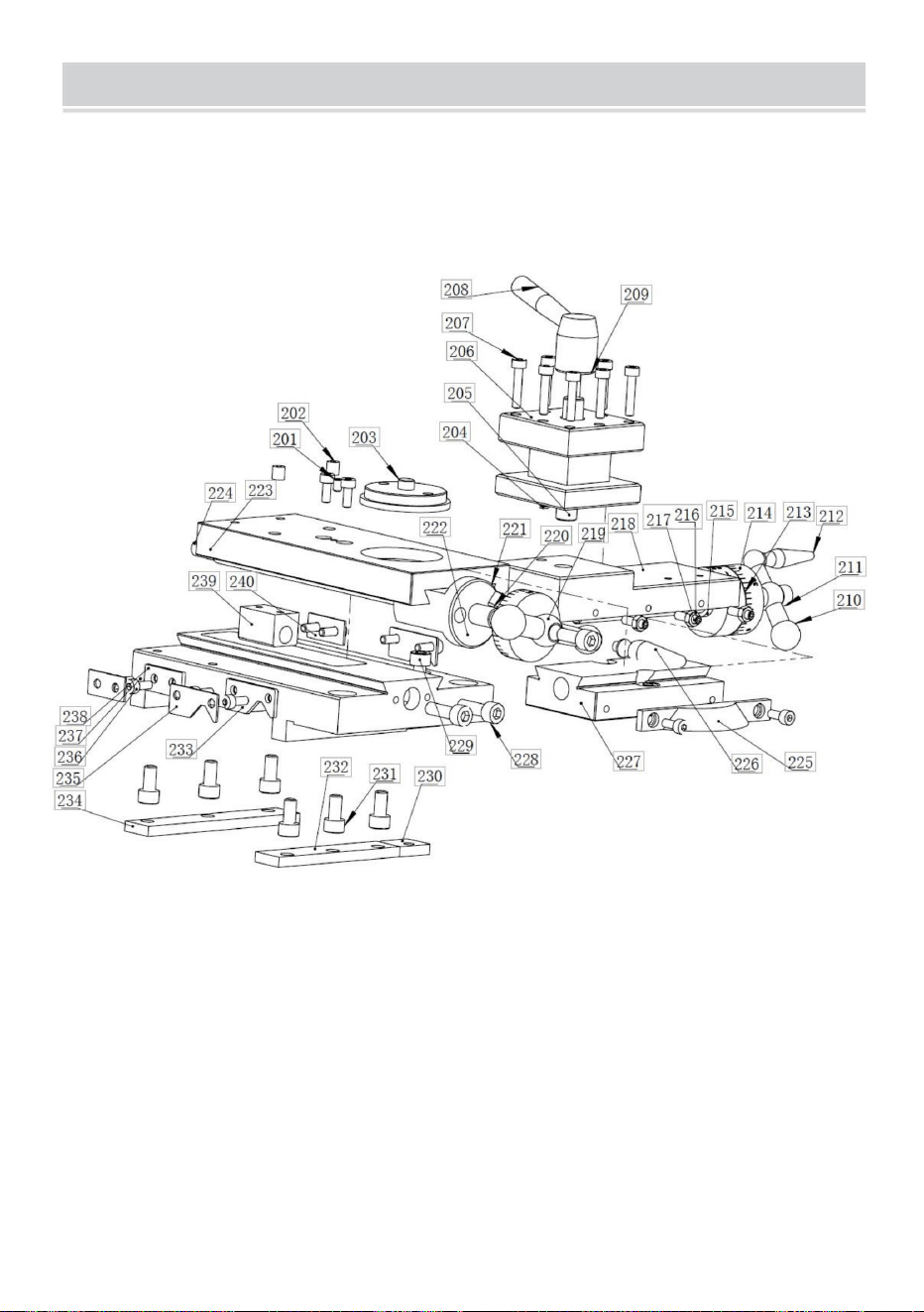
Toppslid, tvärslid, vagnmontering
UPPDELNINGSDIAGRAM OCH DELLISTA
- 41 -
Machine Translated by Google
- 42 -
Tre bollar
218
1
206
222
6
1
Svängskiva
241
224 Blyskruv
227 Sammansatt dia
1
M4x20
234
Ringa
213
Skruva
Beskrivning
Låsplatta
Inga.
Skruva
Översta vila
1
205
221
1
1
1
1
1
2
Sadel
233
Spak
212
M6x20
211
Skruva
Delar
M4x16
217
M6x25
204
220
Oljekopp
1
240
12
Mutter
1
Skruva
Gib
232
231
2
Skruva
Skruva
Specifikation Antal
M4x16
Mutter
M6x20
1
1
Skruva
M6x8
239
2
Spak
Torkarkåpa
1
Torkarkåpa
Matningsmutter
Skjutplatta
230
Hantera
1
237
Beskrivning
M4
203
1
Konsol
8
210
1
238
1
Kapselskruv
1
2
Verktygsvila
Hantera
Gummitorkare
Gummitorkare
229
1
Tre bollar
236
216
M4x6
202
Gib
1
1
209
1
1
1
2
1
Dubbbult
226
243
Skjutplatta
228
bas
2
Inga.
Skruva
215 Blyskruv
1
201
Skruva
4
1
208
1
207
223 Tvärglidplatta
6
6
Fjädra
225 Vinkelblock
242
M6x12
2
M4x10
235
Delar
214
Ringa
2
Specifikation Antal
Hantera
219
Machine Translated by Google
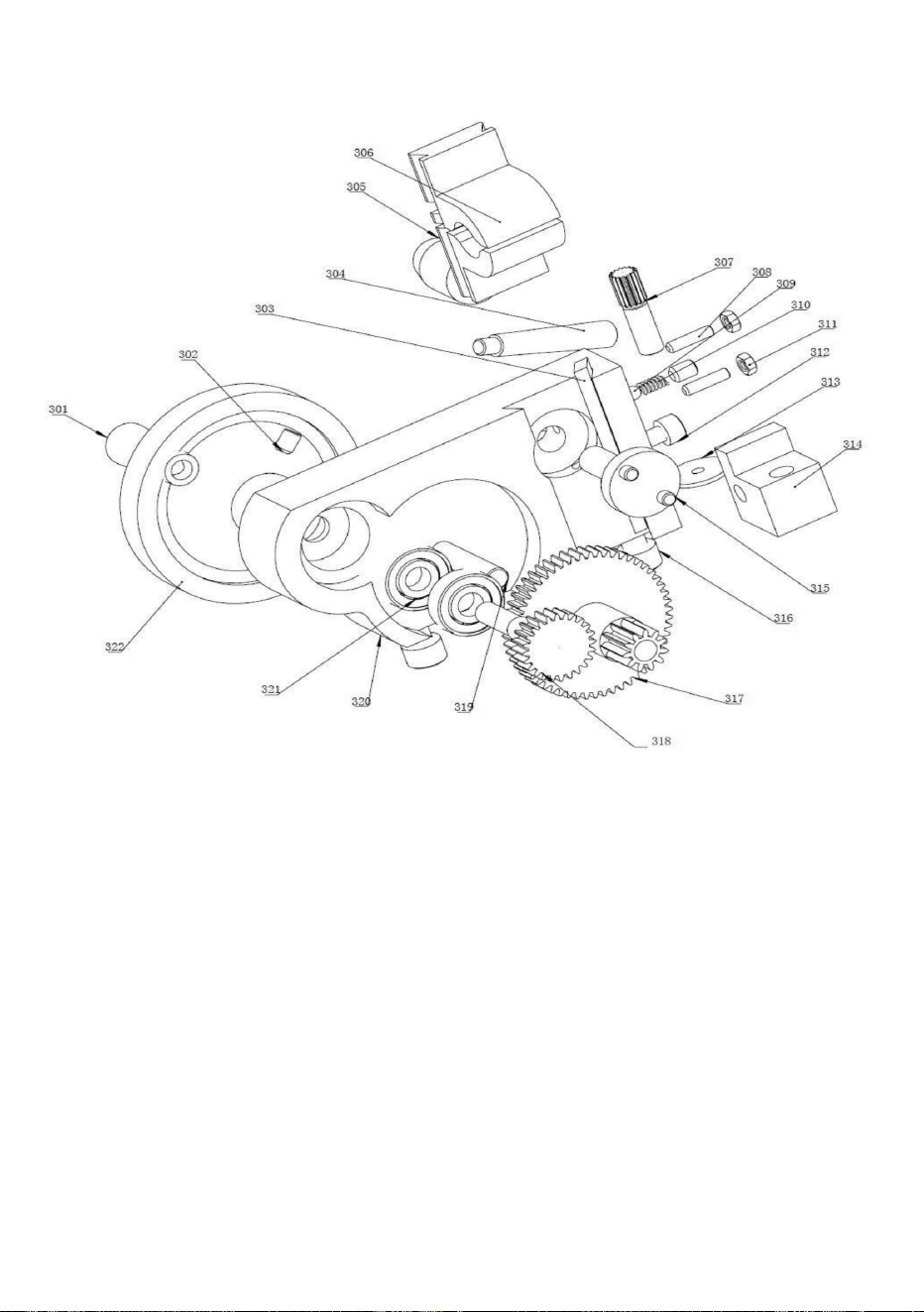
- 43 -
Förkläde montering
Machine Translated by Google
- 44 -
Kullager
Ringa
318
301
Spak
1
Groove cam
310
1
M6x20
1
322
Halv nöt
Inga.
Handhjul
1
1
303
312
1
Stålkula
Förkläde
313
317
306
3
321
Delar
1
2
1
1
Skruva
Mutter
M4
Kugghjulsaxel
308
1
Specifikation Antal
2
M8x20
spak
309
320
M4x16
Handtagsbas
M6 x 8
Specifikation Antal
1
311
1
302
Inga.
304
Kombinationsutrustning
Beskrivning
Turbinaxel
Beskrivning
305
314 Gängsäte
1
Skruva
1
Fjädra
2
Axel
1
319
Handhjul
1
Skruva
315
307
1
1
Gib
Skruva
316
Delar
Machine Translated by Google
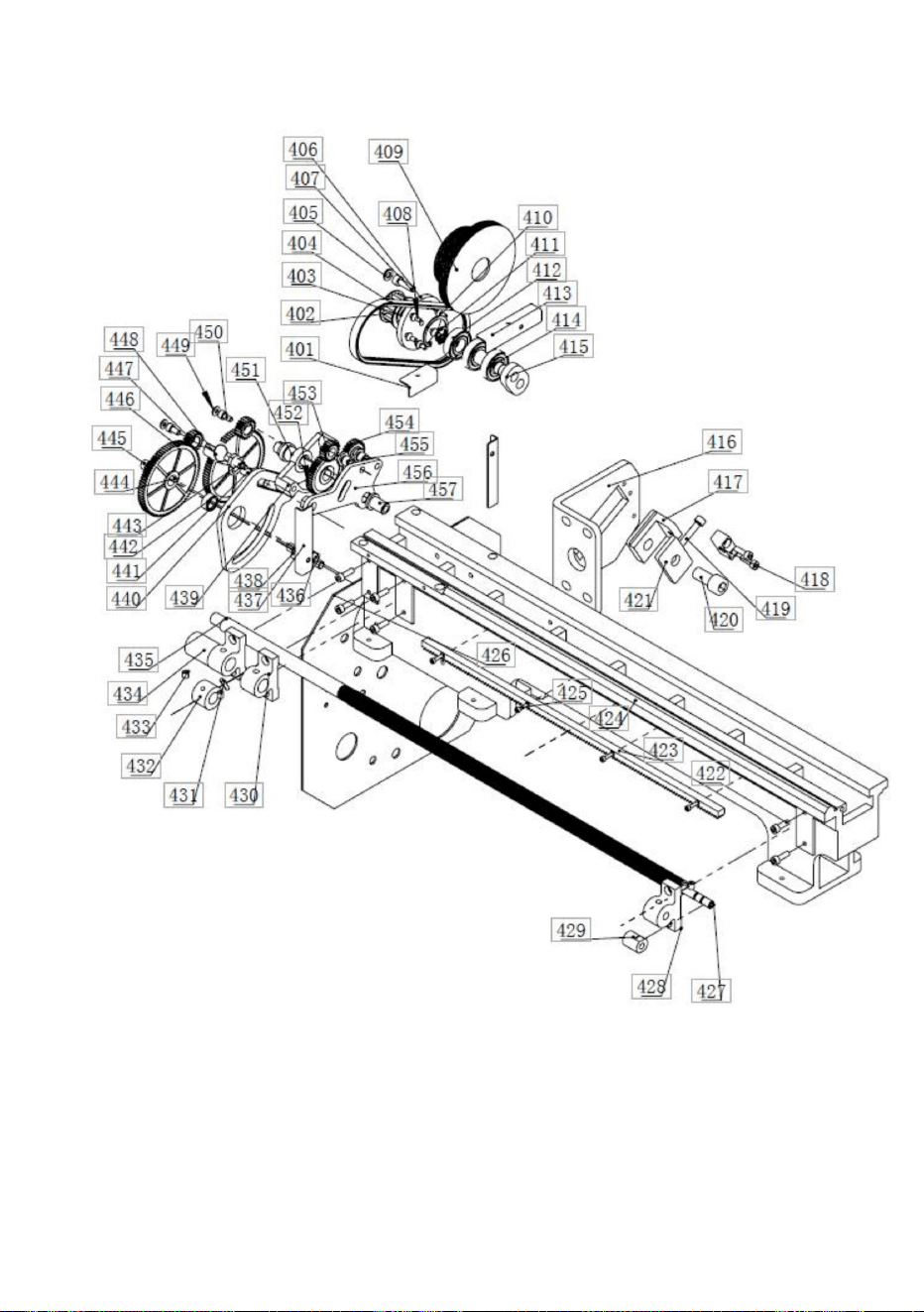
- 45 -
Säng, hängande hjuldelar Montering
Machine Translated by Google
- 46 -
439
Skruva
Kapselskruv
430
446
2
424
437
1
1
Skruva
453
Knoppkolv
1
Kullager
Bricka
M8 x12
1
Skruva
417
1
1
Beskrivning
1
Bricka
457
Specifikation Antal
1
420
1
Bult
2
1
445
Kuggstång
436
remskiva
M6 x40
1
Spacer
1
412
Blyskruv
Bricka
1
M3 x12
416 Positioneringsplatta
1
Vipparm
405
1
Beskrivning
1
Kugghjulsbult
Skruva
408
401 Positioneringsplatta
1
444
431
452
1
427
multi kil
1
Z20
Axel
411 fjäderbricka
3
konsol
Nyckelhylsa
Z25
Z20
Blyskruv
Redskap
1
415
3
Inga.
4
Redskap
428
419
407
423
435
1
451
1
Bottenplatta
M4 x10
Bälte
M6 x16
1
Fast lock
410 fjäderbricka
1
1
Oljekopp
Z45
Redskap
Axel
1
1
Redskap
Delar
1
Mellanhjulshylsa
Stift
2
Skruva
443
6
1
402
450
426
M6 x20
Nyckel
Montera
1
404
456
6002
B4 x 4x 8
Låsmutter
438
Spacer
M5 x16
1
Skruva
414
Mutter
Dubbbult
fast block
406
konsol
442
1
422
1
remhjul
2
449
Skruva425
448
1
1
403
455
konsol
1
433
Nyckel
1
M5 x10
Inga.
Redskap
1
418
1
Blyskruv
441
1
1
Glidande packning
1
Bridge Timing
2
Skruva
1
447
1
Sängsätt
1
C5 x5 x10
1
454
Blyskruv
409
432
M12 x25
413 Positioneringsplatta
Positioneringsplatta
M8
Delar
Bult
reglaget
8
434
1
Specifikation Antal
440
429
421
Machine Translated by Google
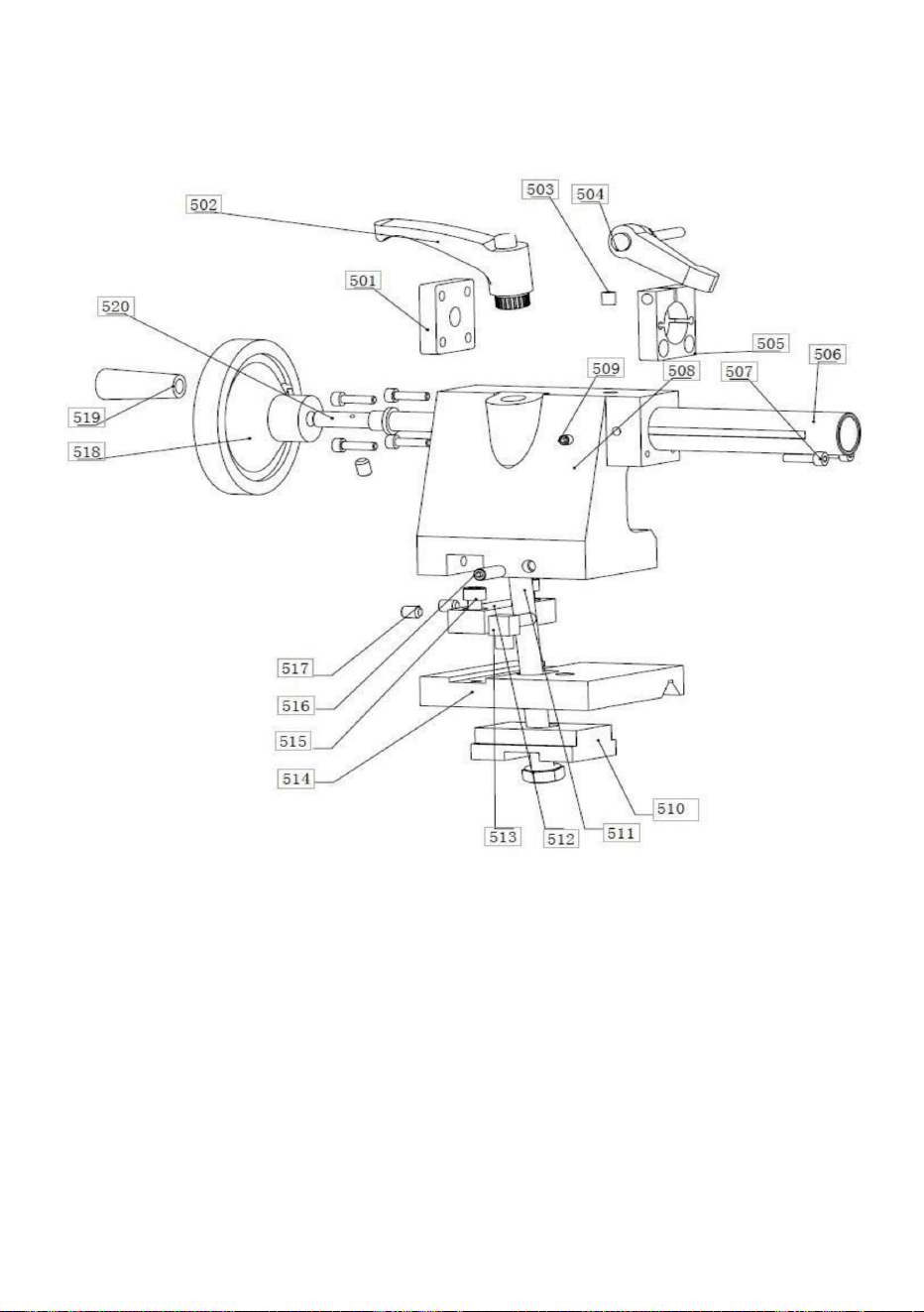
- 47 -
Svanslager Montering
Machine Translated by Google
- 48 -
506
suspension
Delar
503
Basplatta
502
1
Skruva
Blyskruv
1
Skruva
Bakre kåpa till tailstock
Kapsylskruv
1
1
Skruva
519
2
Handhjul
1
Stjärtstock
517
520
0
Beskrivning Specifikation Antal
Stjärtstock
514
1
1
516
1
512 Bakkroppsnyckel
504
508
515
Kapselskruv
Limit Pin
M6 x20
518
51
1
1
Beskrivning Specifikation Antal
1
Konsol
6
1
Inga.
M6 x20 1
Bult
1
hantera
Inga.
Oljekopp
Gåspenna
507
1
509
505
M4 x16
513
Hantera
blockera
1
511
501
Åtdragning
1
M6 x20 2
Handspak
M5x5
Delar
Machine Translated by Google
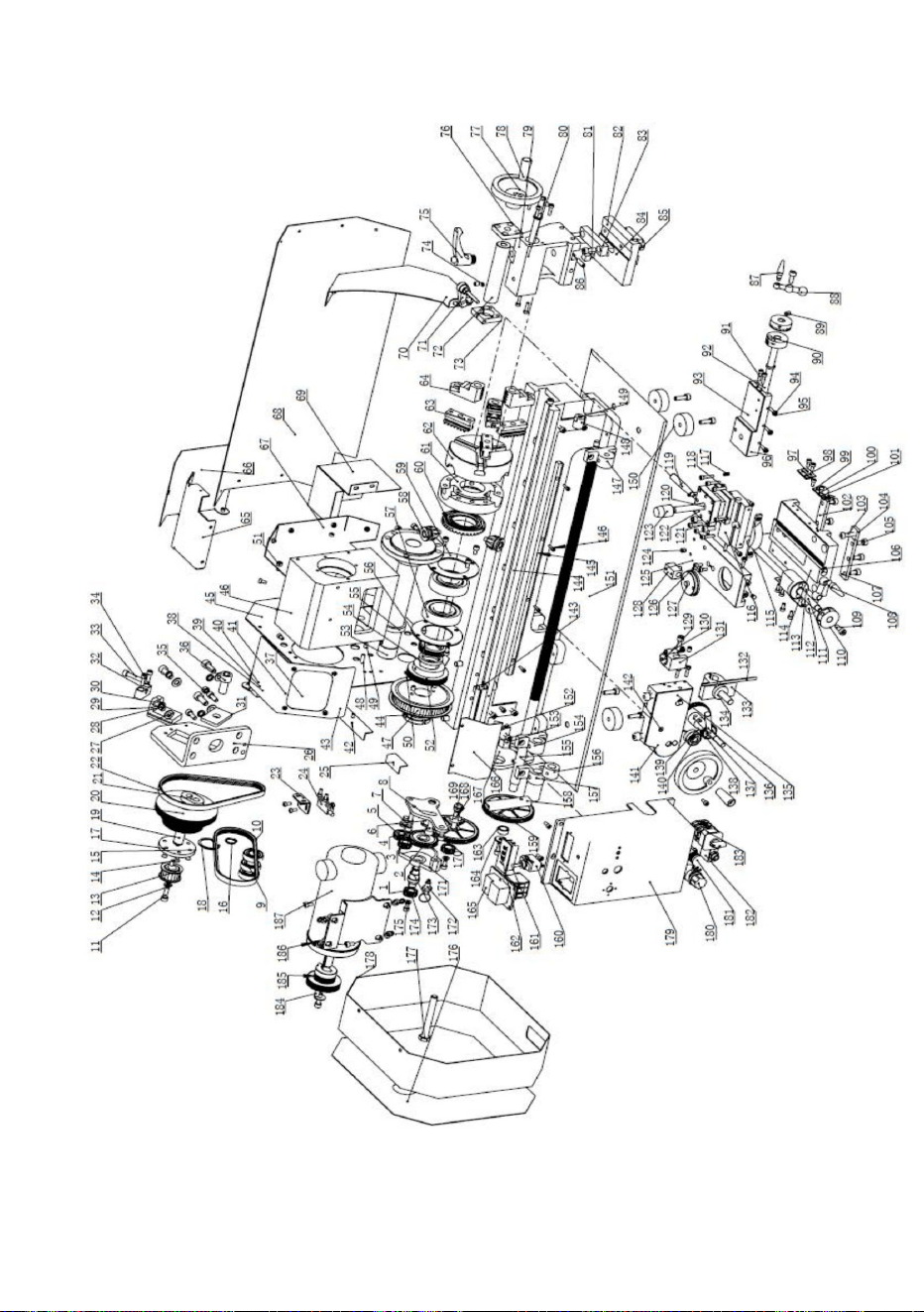
- 49 -
generalförsamling
Machine Translated by Google
- 50 -
116 Sammansatt vila
hantera
M6 x12
Gummimatta
1
remhjul
107
102
14
20
1
Sadel
10
1
18 Fjäderbricka
1
Skruva
Z25
Beskrivning
Hastighetsmätning
Ärm
Specifikation Antal
1
Tre bollar
1
Gib
6
101
Verktygsstödspak
Bridge Timing
2
1
Skruva
Bälte
115
1
M8x20
8
Skruva
11
17
1
Redskap
Inga.
1
123
Blyskruv
Skruva
2
Oljekopp
119
1
remskiva
C5 x5 x10
M8
103
22
1
114
Skruva
M4 x20
4
Skruva
16 Fjäderbricka
Urtavla skala
6
Delar
6
1
1
106
1
Kugghjulsbult
Z45
multi kil
1
Kullager
1
1
21 Svängarm
Skruva
1
Handtagsspak
tallrik
122
110
1
5
23 Monteringsplatta
Inga.
1
B4x4 x8
124
112
Stift
7
Redskap
M4 x10
Konsol
Mutter
Z20
1
9
Redskap
Dubbbult
Bult
109
Sadellåsning
1
121
1
1
111
105
Nyckel
118
1
6
Sadelpressplatta
2
1
113
1
1
8
3
120
Nyckel
108
1
1
Urtavla skala
Beskrivning
Verktygsstolpsmutter
Bult
11
1
1
Fjädra
24
Bricka
1
Sadelpressplatta
11
2
1
13
1
1
1
15
3
M6 x25
Bälte
104
Delar
Verktygsinlägg
M6 x20
19
1
huvud
Specifikation Antal
117
12
Machine Translated by Google
- 51 -
1
1
M8x20
M4 x 6
Kuggstång
1
Skruva
Plats
Skjutreglage
18
140
Skruva
1
1
M5 x16
1
142
Nyckel
1
Matningsmutter
125
148
Svängskiva
4
1
Plats
1
1
Chipbricka
Skruva
Sängsätt
39
135
1
Skruva
47
1
M6x40
9
50
1
Spak
42
136
130
25
46 Huvudlager
1
137
1
126
Gummifot
Skruva
29
146
M5x10
139
1
33
konsol
1
1
4
49
Skruva
48
tallrik
1
129
tallrik
45 Stödplatta
1
1
1
c
134
Skruva
1
51
2
1
Fast block
Axel
Blyskruv
1
Förkläde
1
Mutter
C4 x4 x18
M12x25
Positionering
128
Skruva
Positionering
44 Nyckelmutter
1
Skruva
1
145
133
M8x12
28
M30 x1,5
M4x20
Stålkula
32
synkront remhjul
Skift gaffel
Slider packning
Axel
Kullager
1
35
1
1
36
127
37
1
26
144
Mutter
Kugghjulsbult
132
Bricka
C4 x4 x8
1
Resebrytare
41
1
Halv nöt
1
31
4
Kombinationsutrustning
1
Skruva
147
1
tallrik
Testblock
43 Chuckkåpa
Fönster
Kugghjulsbult
1
143
150
138
131
27
4
1
1
M8 x 10 x10 1
1
40 Växelgaffel
Gib
30 Fjäderbricka
151
M3x12
141
8
34
M6
4
Positionering
Nyckel
Chuck Cover
1
Urtavla skala
149
Tvärrutschbana
1
38
Machine Translated by Google
- 52 -
73 Låslock
Motorkåpa
160
Hingst
1
1
Spacer
1
1
Redskap
75
170
Chuck käke
59 Lagerkåpa
71
77 Handratt
blockera
1
Redskap
spak
Konsol
Spacer
Handhjul
66
72
159
1
1
1
1
Skruva
63
Blyskruv
Z20
169
1
Fasad växel
1
låshandtag
Switch
montering
Justerbar
2
157
Spacer
Gåspenna
1
1
158
1
178
1
154
Bult
1
62 Chuckhuvud
156
M5x5
M6x16
1
58
176
Kullager
1
1
1
2
Axel
1
M10 x 80
165
1
70 Stänkplatta
Digital panel
1
Knoppkolv
Axel
1
155
1
2
164
1
163
57
76 Stjärtkåpa
3
1
61 Chuck botten
Bult
Remskiva
Montera
Stift
1
Motorkåpa
1
Växla
54
175
Fästbräda
1
1
2
2
1
1
168
162
1
Ärm
låda
3
Fasad växel
1
1
153
Handspak
78
69
Redskap
konsol
174
Lagerskydd
167
173
2
56
1
1
1
1
Överföring
Mutter
53
177
171
65
2
152
Skruva
lådlock
Stänkplatta
Positionsplatta
Blyskruv
161
1
172
166
Bricka
55
Bricka
68
64
Ärm
Chuck käke
60
52
1
På/av-knapp
1
2
Överföring
1
74
67 Stänkplatta
Machine Translated by Google

- 53 -
vila
98
185
hantera
Svansstock
Överbelastning
Skruva 20
Blyskruv
Mutter
81
Bult
2
M4
Pressplatta
Motor
89
1
179
Indikeringslampa
2
1
1
1
1
1
85
Förening
Gummimatta
184
Tre bollar
82
Fjäderbricka
M6x8
1
97
87 Handtagsspak
Skruva
187
8
181
1
M4x16
100
92
8
83
M6x20
Hastighetsratt
1
96
Skruva
Urtavla skala
1
84 Hängblock
99
1
1
Omkopplare
Remskiva
1
1
24
183
186
1
80
fotlist
2
91
Skruva
Kontrollbox
1
Blyskruv
beskyddare
Nyckel
1
95
M4x10
Nyckel
86
1
1
Skruva
Stift
2
88
93
C5 x 5 x20 1
90
180
182
11
Gib
M4x16
Pressplatta
Svansstock
1
1
79
94
Machine Translated by Google

Teknisk support och e-garanticertifikat
www.vevor.com/support
Machine Translated by Google





