

Dear Valued Customer,
Thank you for going with ARCCAPTAIN! We're all about making welders superior for you.
ARCCAPTAIN was built by high quality components, every single unit machine was passed
multiple industry leading laboratory tests to provide a great welding experience and
performance.
Two-year warranty service is provide to yours! When unpacking, make sure that the
product is intact and undamaged. DO NOT return directly before contact our customer
service.
Six ways to connect us and join in ARCCAPTAIN Community:
Email: [email protected]
Online: www.arccaptain.com/pages/contact-us
Facebook: arccaptainwelder
Instagram: arccaptain_welder
Youtube: arccaptain-weld
Whatsapp: +19892449456
This manual is designed to help you get the most out of your ARCCAPTAIN products.
Please save this manual and take time to read the safety warnings and precautions,
assembly, operating, inspection, maintenance. They will help you protect yourself against
potential hazards on the worksite. Failure to do so can result in serious injury!
www.arccaptain.com
Save for future reference:
Product:
Date Purchased:
Serial Number:
Product Feedback:

TABLE OF CONTENTS
1. SAFETY
...................................................................................................................
1
1.1 General Safety............................................................................................... 1
1.2 Electrical Safety............................................................................................. 1
1.3 Fire Safety.......................................................................................................2
1.4 Fumes and Gases Safety.............................................................................2
1.5 Arc Rays and Noice Safety.......................................................................... 2
1.6 Gas Shielded Welding – Cylinder Safety................................................... 3
1.7 Additional Safety Information....................................................................... 3
2. PRODUCT INTRODUCTION .................................................................... 4
2.1 Function Overview ............................................................................... 4
2.2 Package ...............................................................................................4
2.3 Technical Parameters .......................................................................... 4
3. OPERATION CONTROL AND INSTRUCTIONS .................................... 6
3.1 Panel Instruction .................................................................................. 6
3.2Operation interface Description ............................................................ 6
3.3 Wire feeding Description.......................................................................7
3.4 Nameplate.............................................................................................8
4. INSTALLATION AND CONNECTION .......................................................8
4.1 Selecting the Welding Wire ..................................................................9
4.2 Checking the Torch Accessories .................................... ......................9
4.3 Installing the Welding Wire ............................................ ......................9
4.4 Wire Feeding Installation ....................................................................11
5. Operation for MIG Flux-Cored Welding ............................................... 12
5.1 MIG Gun & Ground Cable Connection
............................
......................12
5.2 Input Power Connection
.....................................................
......................13
5.3 Wire Stick Out............................................................................................14
5.4 Operation....................................................................................................15
6. Operation for MMA and TIG ................................................................ 16
6.1 MMA Welder Cable Connection .........................................................16
6.2 MMA Welder Operation ......................................................................17
6.3 MMA Welding parameters table .........................................................19
6.4 Lift TIG Welder Cable Connection ............................... ......................19
6.5 Lift tig Welder Operation ............................................ ......................21
6.6 Lift TIG Welding parameters table ............................... ......................23
7. Strap Installation ................................................................................. 24
8. FCAW MIG Basic Welding Technique .................................................. 25
8.1 Flux Cored Arc Welding(FCAW).................................. ......................25
8.2 Basic MIG Welding ....................................................... .....................26
8.3 Feeding speed .............................................................. .....................28
9. MAINTENANCE ........................................................................................ 28
9.1Routine and Periodic Maintenance................................... ......................28
9.2 Daily maintenance ............................................................ ......................29
10. TROUBLESHOOTING ...........................................................................30
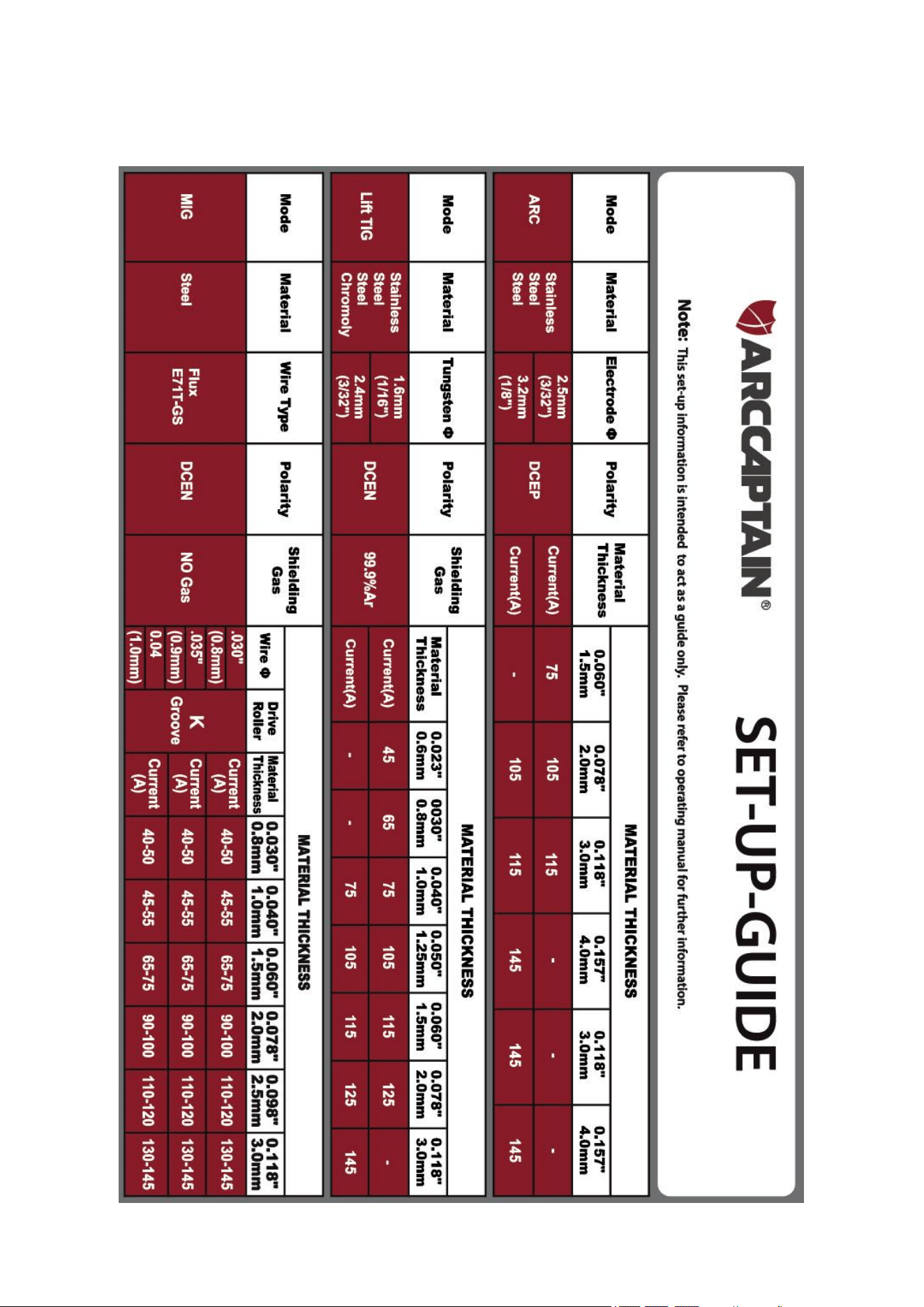
Appendix
:
QUICK SET-UP GUIDE ............................................................. 34
1
1.SAFETY
! WARINING READ ALL SAFETY WARNINGS BEFORE WORKING!
Failure to follow the warnings and instructions may result in electric shock, fire and/or
serious injury. Save all warnings and instructions for future reference!
If you encounter any issues during installation or operation, refer to the relevant sections in this
manual for inspection. If you're still unsure or unable to resolve the problem, please contact
ARCCAPTAIN professional support.
1.1 General Safety
Do NOT use the welder if the switch does not turn it on and off.
Disconnect the plug from the power source before making any adjustments,
changing accessories, or storing the welder.
Ensure the switch is off before connecting to power or moving the welder to prevent
accidental starting.
Always maintain and use safety guards, covers, and devices properly.
Keep hands, hair, clothing, and tools away from moving parts like V-belts, gears,
and fans.
Follow these instructions and consider working conditions when using the welder
and accessories.
This manual may not cover every possible situation. It's important for the operator
to use common sense and caution while using this product.
1.2 Electrical Safety
! WARINING BEWARE OF ELECTRIC SHOCK!
DO NOT weld in a damp area or come in contact with a moist or wet surface.
DO NOT modify any wiring, ground connections, switches, or fuses in this welding
equipment.
DO NOT come into physical contact with any part of the welding current circuit,
including the workpiece, ground clamp, electrode or welding wire, and metal parts
on the electrode holder or MIG gun.
DO NOT connect the ground clamp to electrical conduit, and DO NOT weld on
electrical conduit.
NEVER leave the Welder unattended while energized. Turn off the power if you have
to leave.
DO NOT attempt to plug the welder into the power source if the ground prong on
INPUT POWER CABLE plug is bent over, broken off, or missing.
DO NOT alter INPUT POWER CABLE or plug in any way.
People with pacemakers should consult their physicians before use. Magnetic field
can make cardiac pacemaker a bit wonky.
2
! WARINING REPLACING COMPONENTS CAN BE DANGEROUS!
Only experts should replace machine parts. Avoid dropping foreign objects into the
machine during component replacement. Ensure correct wire connections after
replacing PCBs to prevent property damage.
1.3 Fire Safety
! WARINING BEWARE OF FIRE HAZARD!
Place the machine on non-combustible surfaces to prevent fires.
Ensure no flammable materials are near the working area to reduce fire risk.
Avoid installing the machine near water sources to prevent water damage.
Always weld/cut materials in a dry environment with humidity below 90% and
maintain a working temperature between -10°C and 40°C.
When welding/cutting outdoors, ensure shelter from sunlight and rain, keeping the
machine dry at all times.
Do not operate the machine in dusty or chemically corrosive environments.
Remove or secure all combustible materials within a 35 feet (10 meters) radius of
the work area. Use fire-resistant material to cover or seal open doorways, windows,
cracks, and other openings.
Improper use can lead to fire or explosion. Avoid flammable materials near the
working area, keep a fire extinguisher nearby with trained personnel, refrain from
cutting closed containers, and do not use the machine for pipe thawing.
1.4 Fumes and Gases Safety
! WARINING SMOKE CAN BE HARMFUL TO YOUR HEALTH!
Keep your head away from the smoke while cutting to avoid breathing in harmful
gases.
Ensure the working area is well-ventilated with exhaust or ventilation equipment
during cutting.
Only work in a confined area if it's well-ventilated, or wear an air-supplied respirator.
1.5 Arc Rays and Noice Safety
! WARINING
Arc radiation can harm eyes and skin; excessive noise can damage hearing.
Use certified welding eye protection with at least a number 10 shade lens rating.
Wear leather leggings and fire-resistant shoes or boots; avoid clothing that can
catch sparks or molten metal. Do not touch hot workpiece with bare hands.
EXCESSIVE NOISE DOES GREAT HARM TO HEARING!
ARC RADIATION MAY HURT YOUR EYES AND BURN YOUR SKIN!
3
Keep clothing free of flammable substances and wear dry, insulating gloves and
protective clothing.
Wear an approved head covering and use appropriate welding attire.
When welding overhead or in confined spaces, use flame-resistant ear plugs or ear
muffs.
Wear ear covers or other hearing protectors when cutting.
1.6 Gas Shielded Welding – Cylinder Safety
! WARINING CYLINDERS CAN EXPLODE WHEN DAMAGED!
Never weld on a pressurized or closed cylinder.
Avoid letting the electrode holder, electrode, welding torch, or welding wire touch
the cylinder.
Keep cylinders away from all electrical circuits, including welding circuits.
Always keep the protective cap on the valve except when the cylinder is in use.
Use only the correct gas shielding equipment designed for your specific type of
welding, and maintain it properly.
Protect gas cylinders from heat, physical damage, slag, flames, sparks, and arcs.
Always follow proper procedures when moving cylinders.
Do not install the machine in an environment with explosive gas to avoid an
explosion.
1.7 Additional Safety Information
Use only the supplied power cord for this welder or an identical replacement cord.
Do not install a thinner or longer cord on this Welder.
Maintain labels and nameplates on the Welder. These carry important information.
Ensure the ground clamp is securely connected to the workpiece during welding.
Pressing the gun switch when welding or cutting.
When disposing of the cutting machine, please note the following:
Burning electrolytic capacitors on the main circuit or PCB board may cause
explosions. Burning plastic components such as the front panel may produce toxic
gases. Dispose of it as industrial waste.
4
2. PRODUCT INSTRUCTION
2.1 Function Overview
This is NEW Pro Serial MIG145, with advanced technology, perfect function and high performance.
This ultra-portable welding system is suitable for various application needs. Additionally, the new
Serial includes the latest remote control via APP.
Synergic MIG: Automatically adjusts voltage and wire feeding speed based on wire diameter
and metal plate thickness.
3-in-1 Multi-functionality: Supports Gasless MIG, MMA, and Lift TIG welding modes. No need
for gas with MIG welding.
Advanced IGBT Inverter and MCU Technology: Enhances welding performance.
Portable and Lightweight: Easy to carry with a handle or shoulder strap.
Adjustable Wire Feed Speed: Tailor the welding process to your requirements.
Smart Cooling Fan: Ensures excellent heat dissipation.
VRD (Voltage Reduction Device): Reduces the risk of electric shock for operator safety.
Hot Start: Facilitates easier and more reliable arc ignition in MMA welding.
Arc Force: Improves machine performance, especially for long-distance welding.
Anti-stick Feature: Enhances welding performance by preventing sticking.
Multiple Protections: Includes built-in overheating and over-current protection mechanisms.
Only suitable in Power supply 120V.
2.2 Package
Name
Specification
Quantity (pcs)
Welding machine
MIG145 Pro
1
MIG welding torch
6.5ft
1
Conduct Nozzle for torch
.030", .035"
2
Ground clamp
10ft
1
Electrode holder
10ft
1
Flux Cored Wire
.035"/2lb
1
Strap
/
1
Operator’s manual
For MIG 145
1
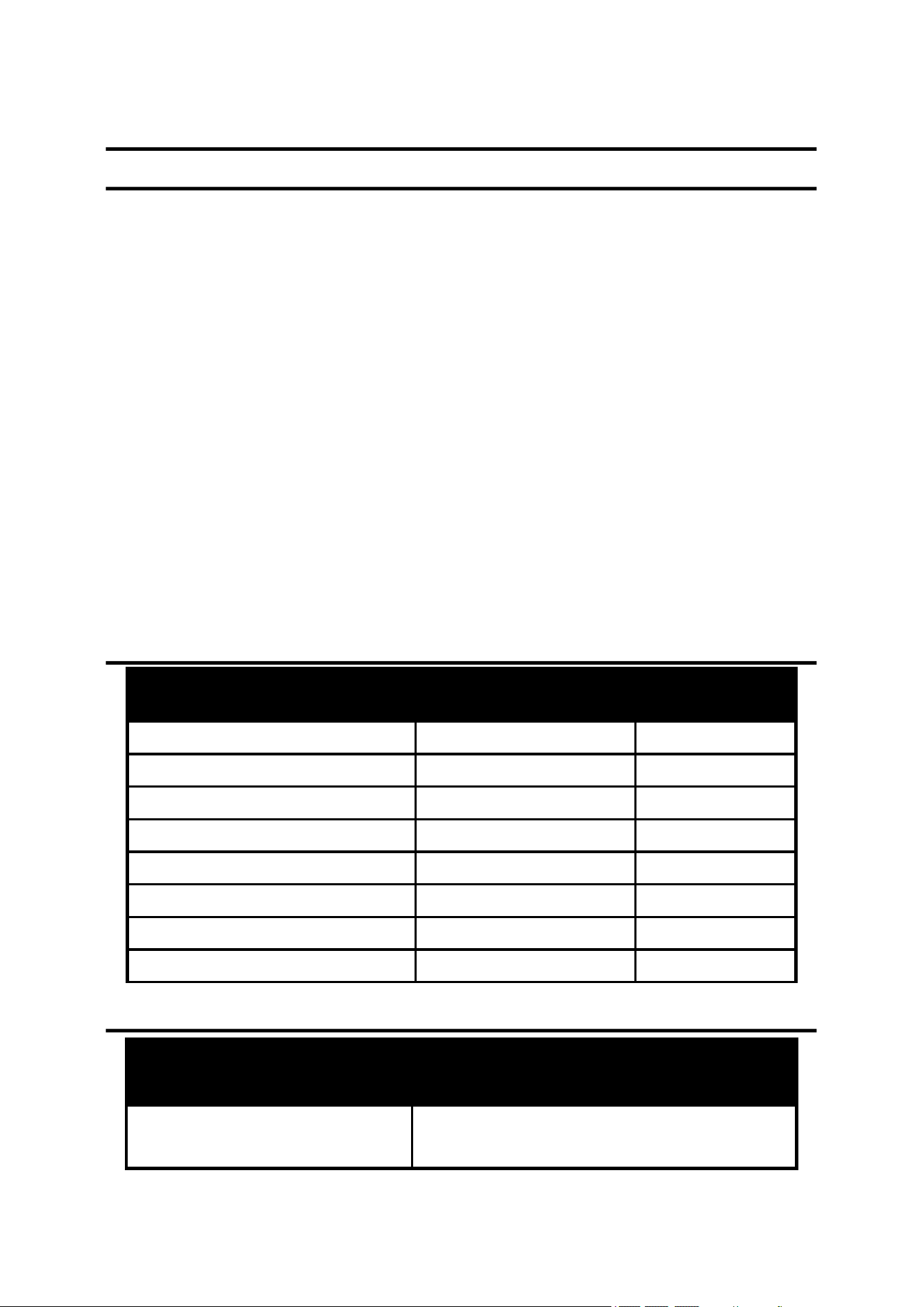
2.3 Technical Parameters
Items
Models
MIG145
Rated input voltage
Single-phase AC120V
50Hz/60Hz
5
Rated input power (KVA)
5
Welding current range
(MIG, MMA, TIG)
40-145A(MIG)
20-145A(MMA)
20-145A(TIG)
Welding voltage range
(MIG, MMA, TIG)
16-21.3V (MIG)
20.8-25.8V(MMA)
10.8V-15.8V (TIG)
Rated duty cycle
60%
No-load voltage (V)
U0=64;Ur=14.5
Applicable electrode(in)
0.030/0.035/0.040
Housing protection grade
IP21S
Insulation grade
H
Cooling mode
Air cooling
Overall efficiency
85%
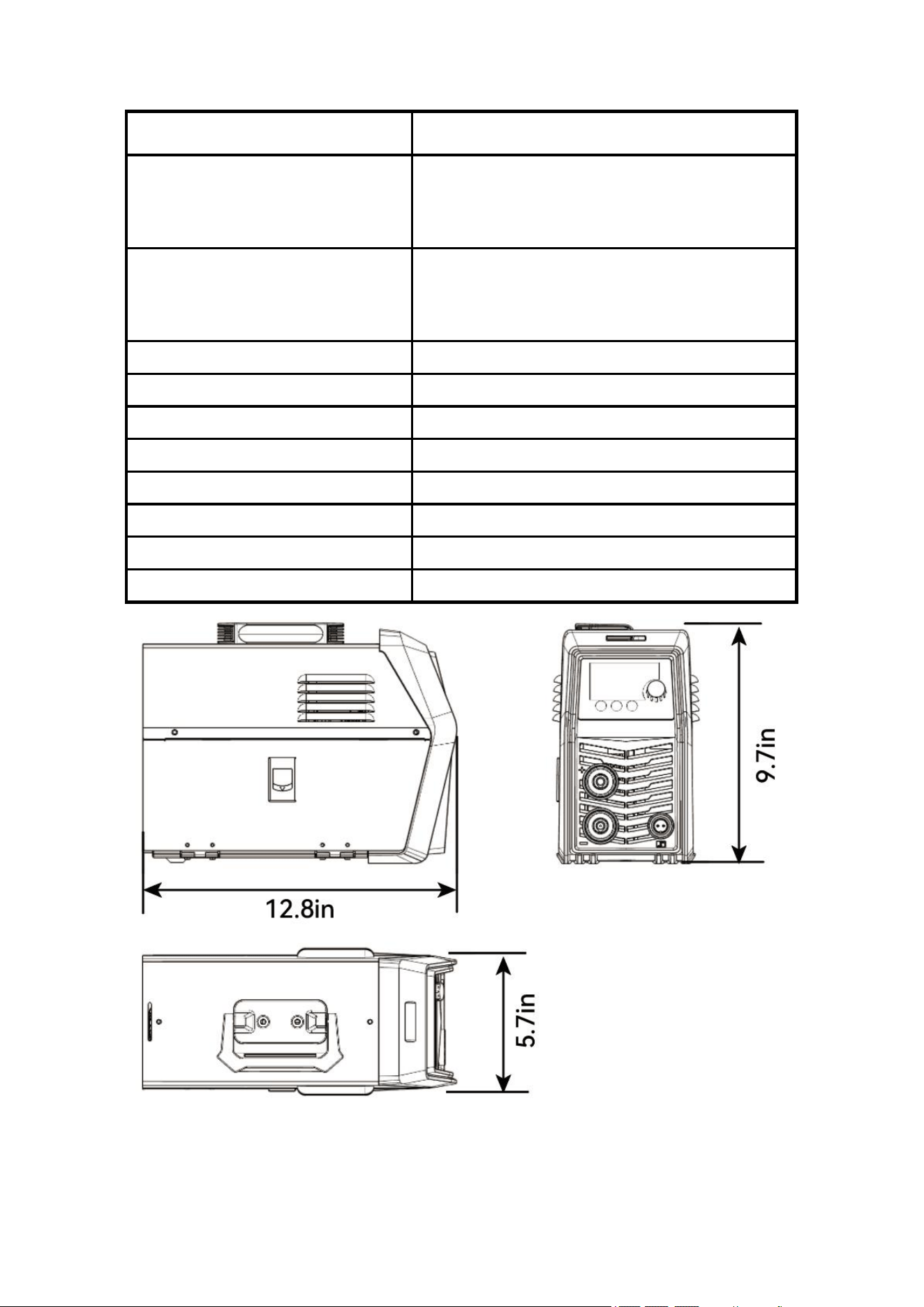
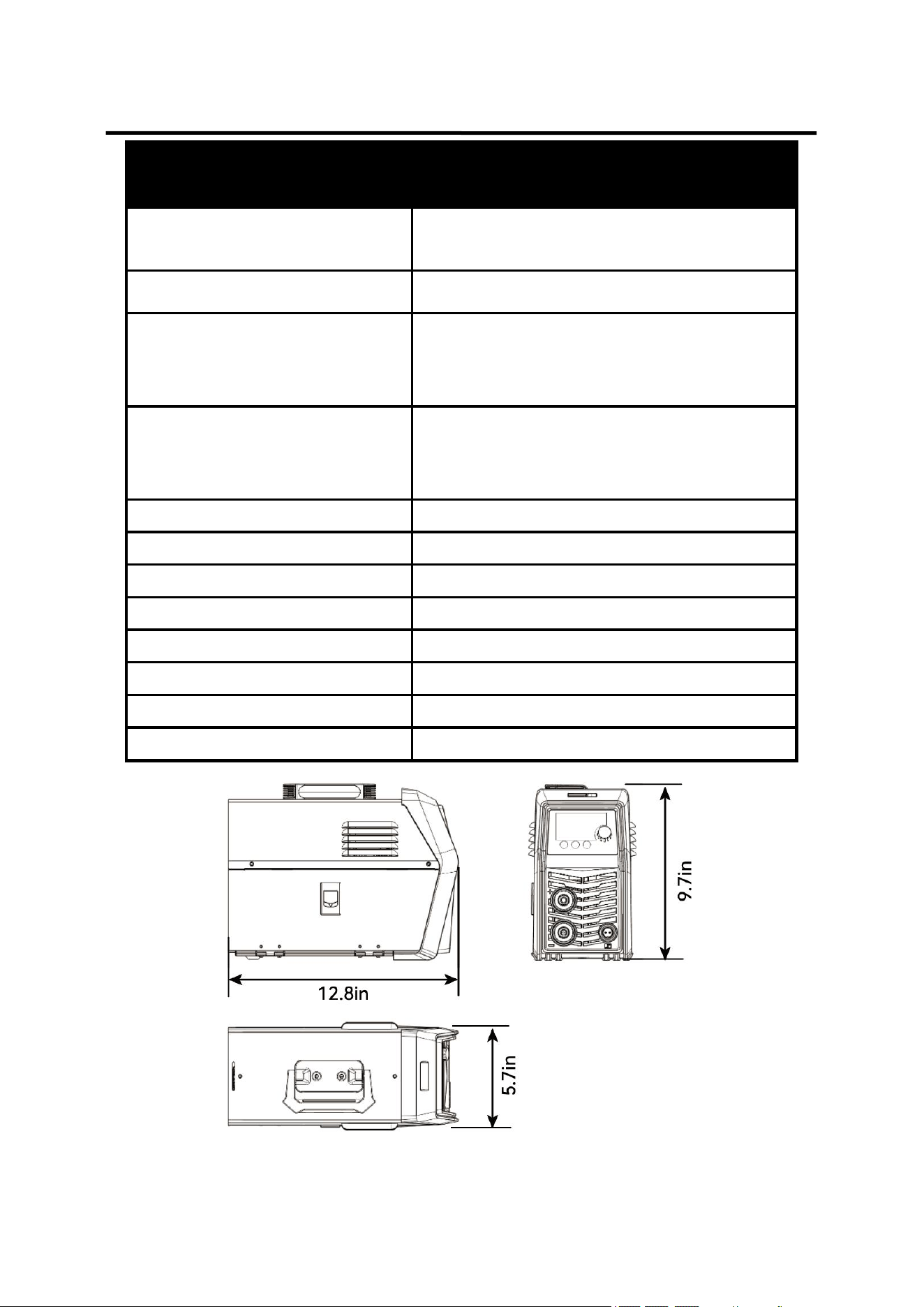
Dimension
L12.8in x 5.7in x 9.7in
Figure 1 Size
6
3. OPERATION CONTROL AND INSTRUCTIONS
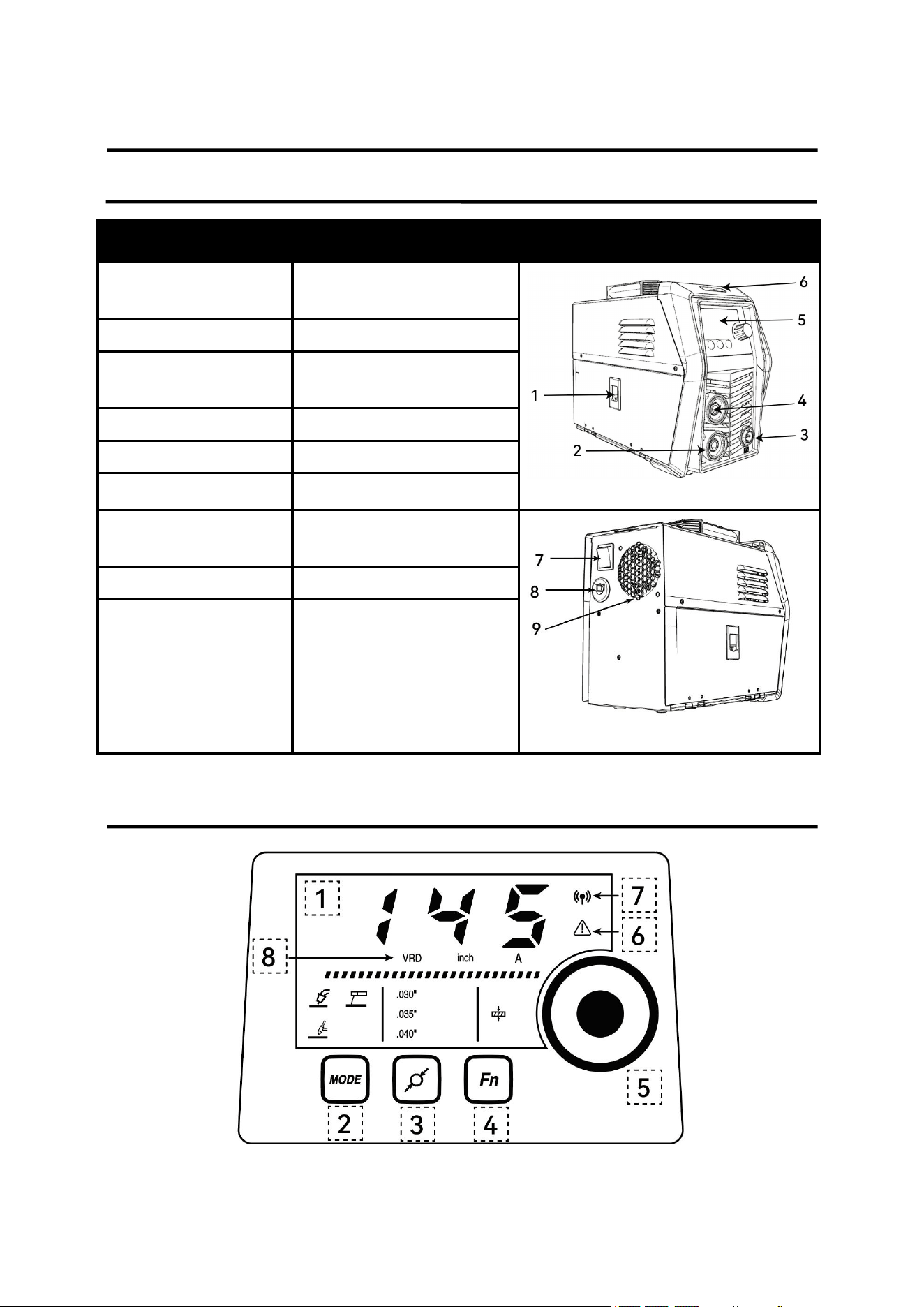
3.1 Panel Instruction
Part name
Function
Picture
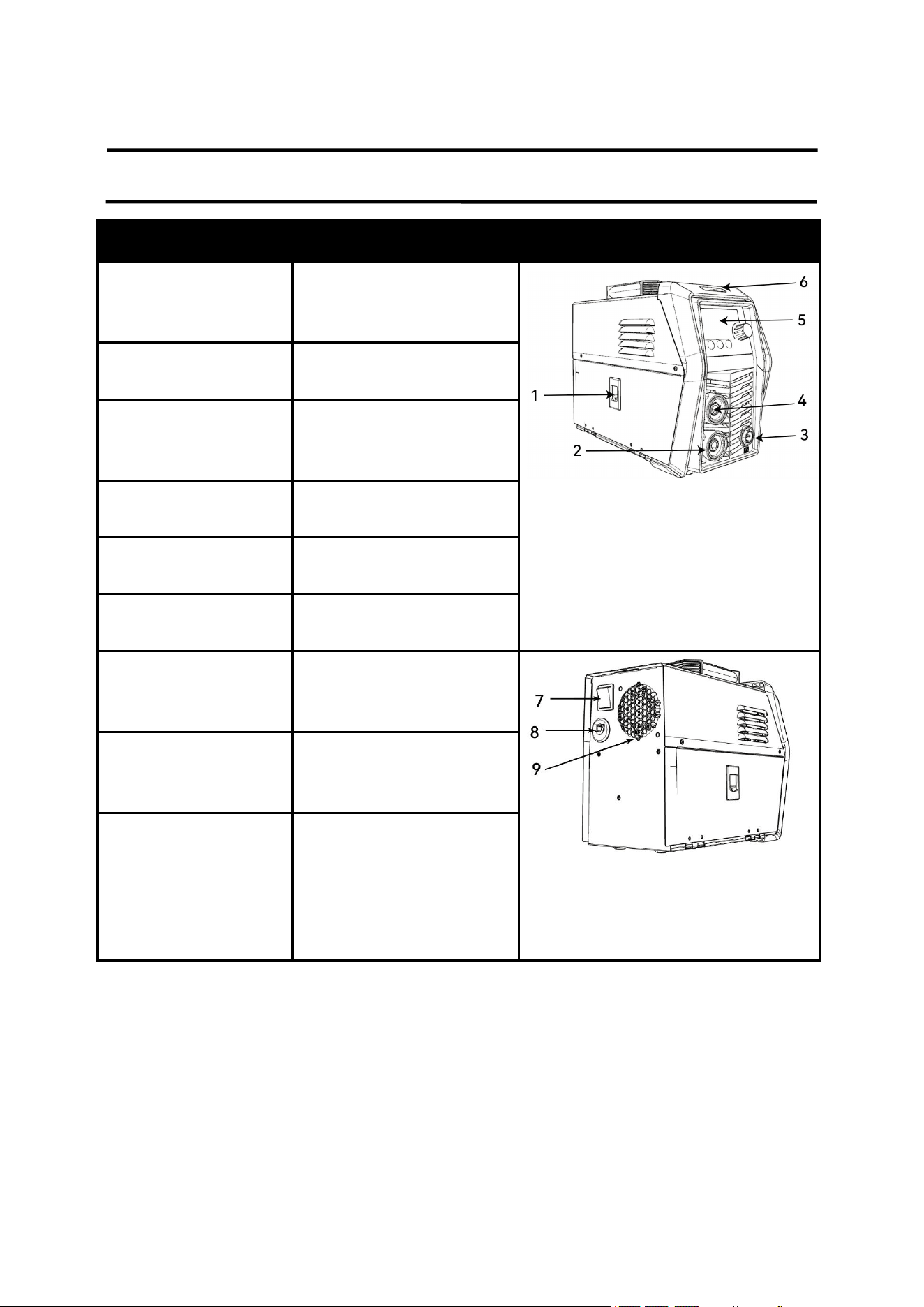
1. Door Latch
Push back on it, to install
welding wire
Figure 2 Front panel controls
2. “-” Negative polarity
To connect the FLUX MIG gun
3. MIG torch control
signal terminal
To connect the control signal
of MIG torch
4. “+” Positive polarity
To connect Ground clamp
5. Operation interface
To display MIG info
6. Strap hole
Easy to carry
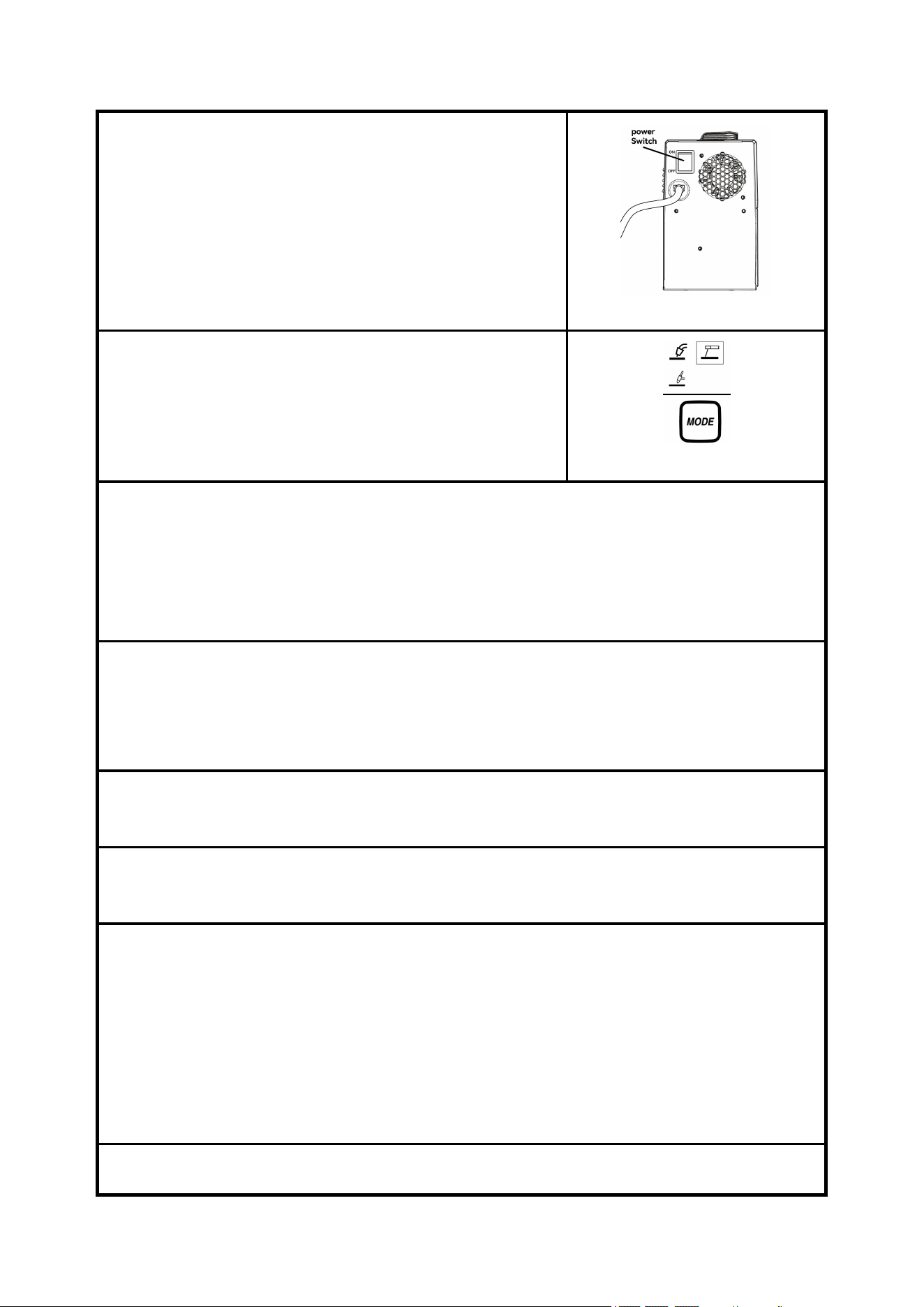
7. Power Switch
To control the ON/OFF of the
input power of the machine
Figure 3 Back panel controls
8. Input power cable
For power supply input:120V
9. Cooling fan
For heat dissipation through
forced air cooling
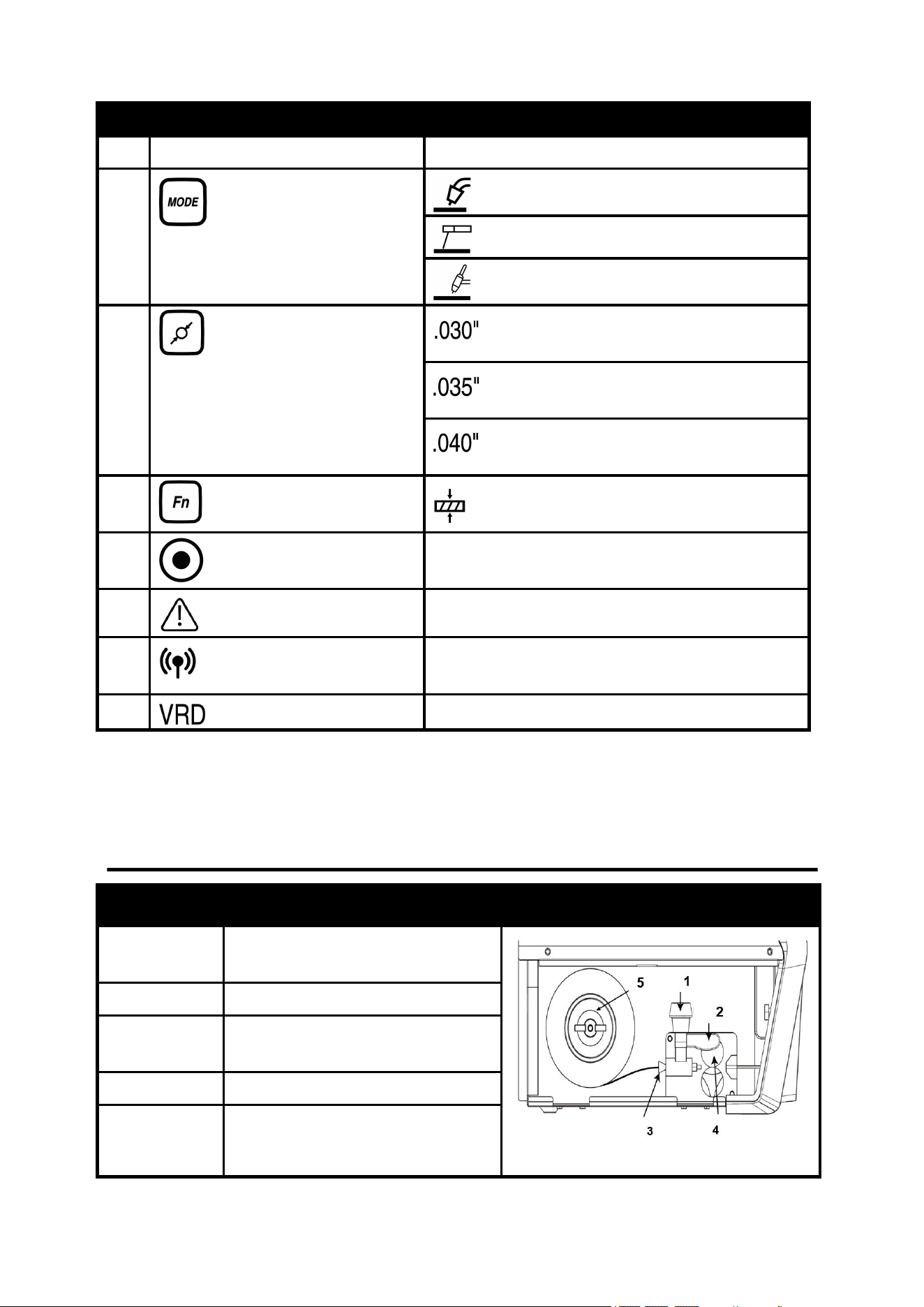
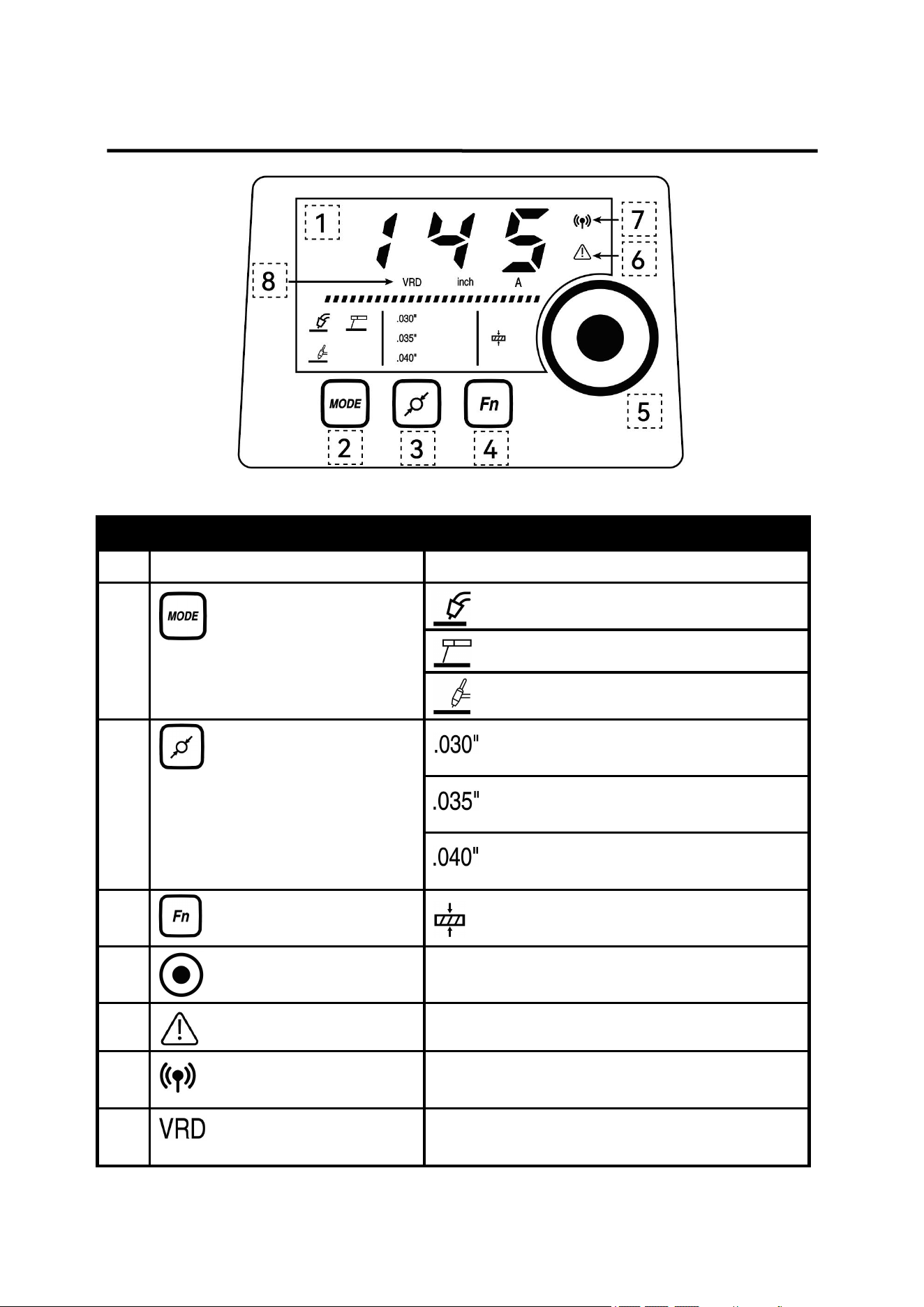
3.2 Operation interface Description
Figure 4 Operation interface
7
* For more detailed information about the connection and operational guidelines
for the ARCCAPTAIN APP, please visit arccaptain.com and explore the resources
available there.
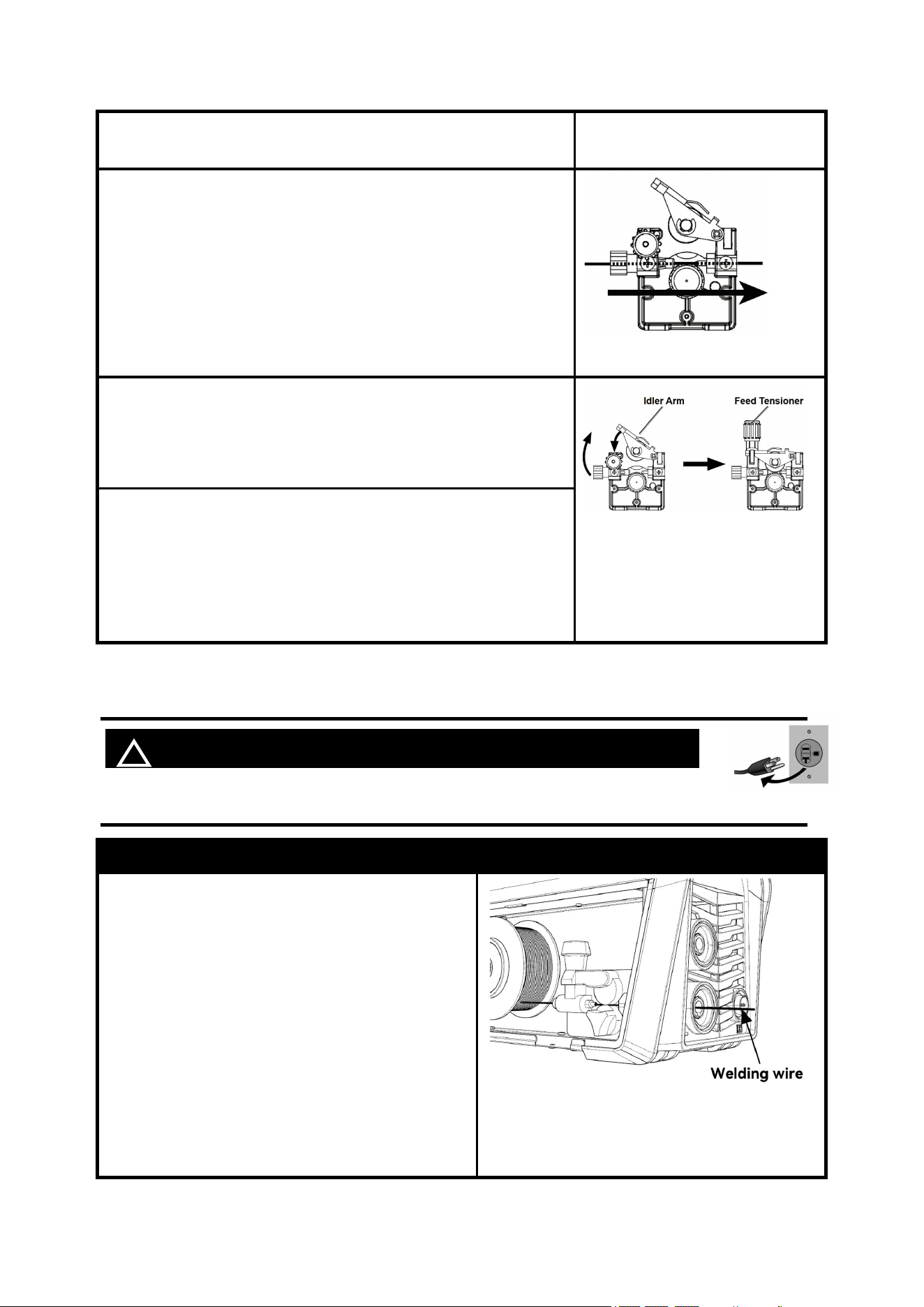
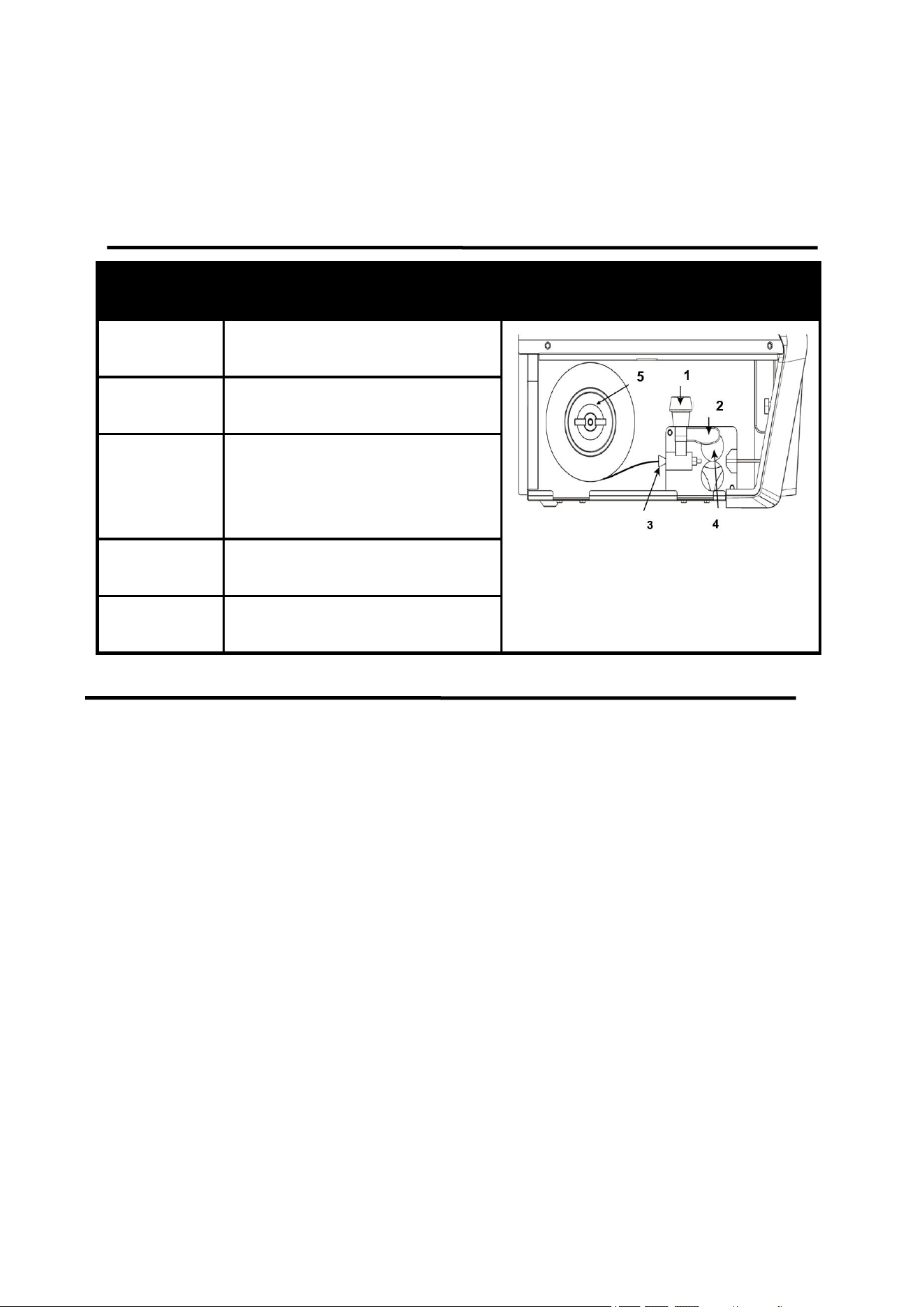
3.3 Wire feeding Description
Part name
Function
Picture
1. Feed
Tensioner
Fixed the Idler Arm and adjusts the
pressure on the wire
Figure 5 Inside wire feeder
2.Idler Arm
Press down on the welding wire
3. Wire Inlet
Liner
Guide the welding wire into the wire
feeder
4. Feed Roller
Transfer welding wire
5. Wire Spool
Fixed welding wire spool
No.
Part Name
Function
1
LED Screen Display
Display for Function Details
2
Select weld mode
MIG weld mode
MMA weld mode
Lift-TIG weld mode
3
Select wire diameter
Ф 0.030 inch wire
Ф 0.035 inch wire
Ф 0.040 inch wire
4
Function mode switch
button
select work piece thickness
5
Adjustment Knob
Turn to adjust parameter
6
Alarm lights
Abnormal alarm display light
7
Wireless*
Display wireless signal light
8
VRD light
Long press the FN key to turn VRD on or off
8
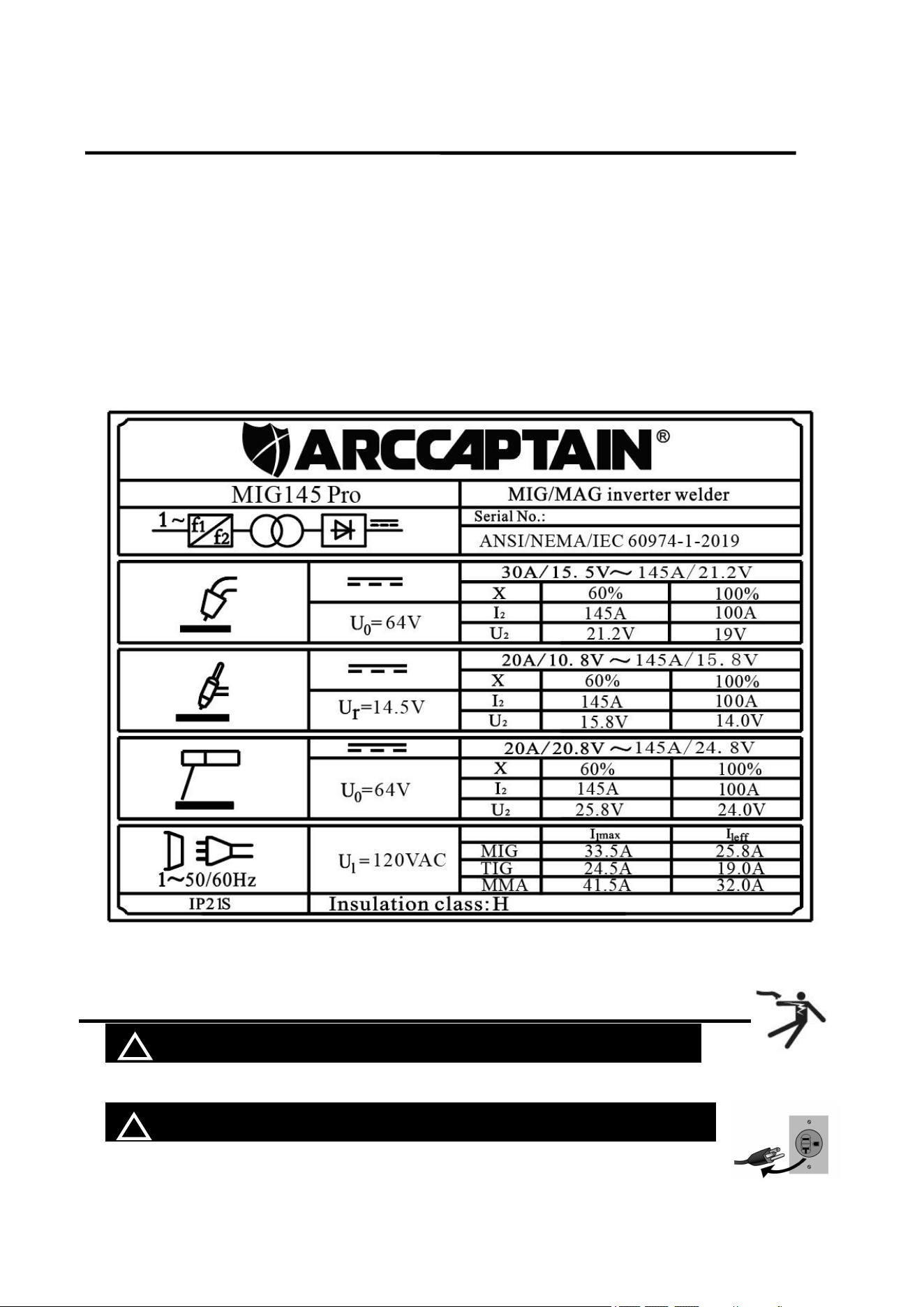
3.4 Nameplate
On the machine, there is a plate that includes all the operating specifications for your new unit. The
serial number of the product is also found on this plate.
The duty cycle rating of a welder defines how long the operator can weld and how long the welder
must rest and be cooled. Duty cycle is expressed as a percentage of 10 minutes and represents the
maximum welding time allowed. The balance of the 10-minute cycle is required for cooling.
For example, a welder has a duty cycle rating of 60% at the rated output of 145A. This means with
that machine: you can weld at 145 A output for six (6) minutes out of 10 with the remaining four (4)
minutes required for cooling. The duty cycle of your new welder can be found on the data plate
affixed to the machine. It looks like the diagram below.
Figure 6 Nameplate
4. INSTALLATION AND CONNECTION
! WARINING BEWARE OF ELECTRIC SHOCK!
Check and follow the instructions listed in the “Safety” section of this manual.
! WARINING DO NOT set up without SWITCH OFF !
9
4.1 Selecting the Welding Wire
This welder is compatible with 2lb spools of 0.030", 0.035", or 0.040" flux-core wire.
Using thicker wire will not improve welding performance on thicker materials, nor will it
increase deposition rate. Additionally, it may strain your AC power source.
NOTE: Oxidized welding wire can affect welding results.
If you find rust on a wire spool, it's best to throw it away. But before you do, unwind a bit
of wire to see if the rest is still good. If it's also rusty, get rid of the whole spool.
NOTE: MIG145 is NOT available for MIG SOLID wire or Aluminum wire.
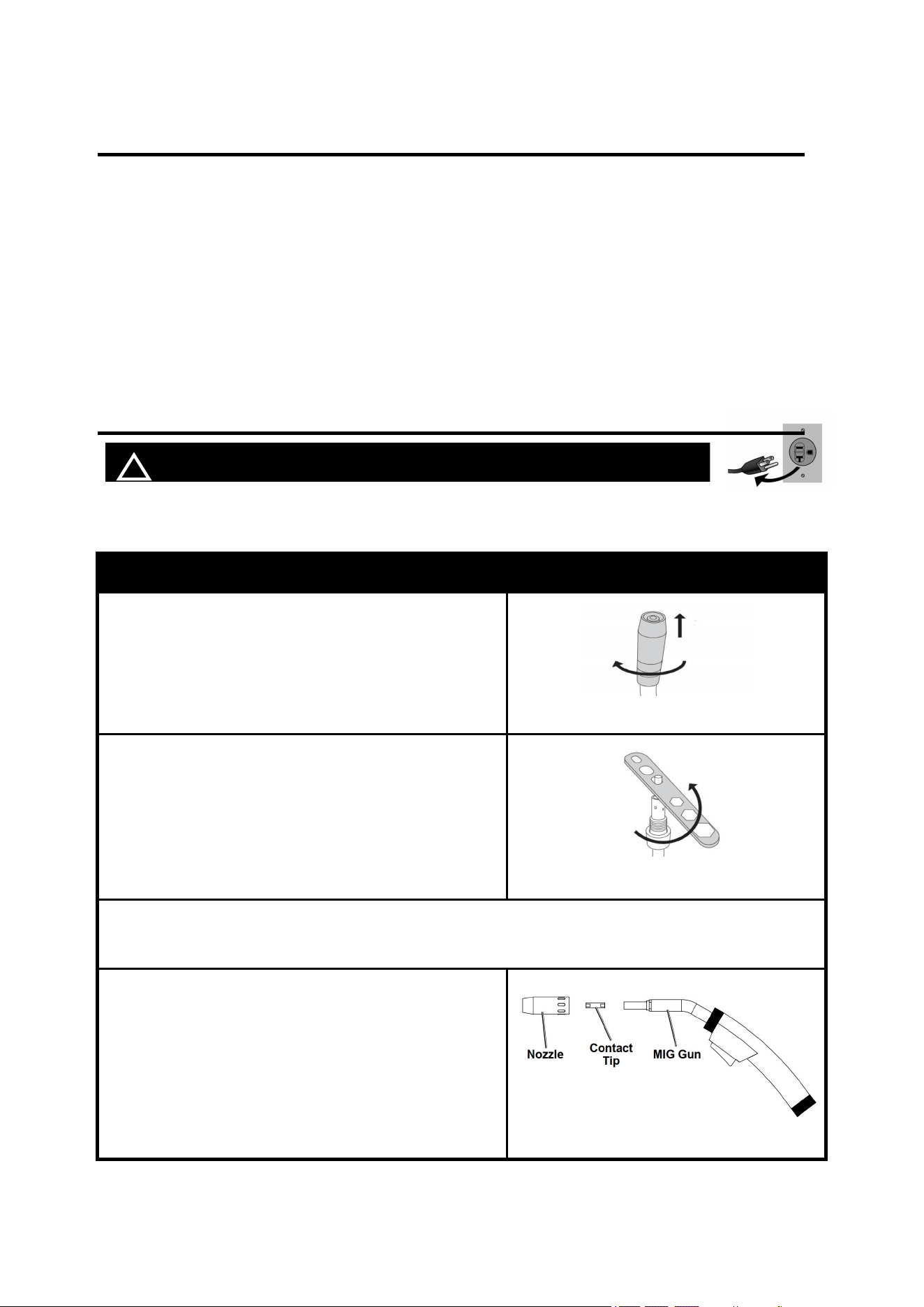
4.2 Checking the Torch Accessories
! WARINING DO NOT set up without SWITCH OFF !
Before welding, verify that the contact tip size in your MIG torch matches your welding
wire type. Do as following steps.
Description
Picture
1. Continuously rotate the nozzle clockwise, as if
pulling it upwards. Since the nozzle is spring-loaded
internally, some force is required to remove it.
NOTICE: ONLY TURN CLOCKWISE.
Figure 7
2.Use a wrench to turn the tip of the contact nozzle
counterclockwise. While doing so, ensure to steady
the torch with one hand. Removing the torch might be
difficult if it's not stabilized.
Figure 8
3.Checking the size number on the contact tip. The original machine is equipped with 0.035” type.
If not confirmed with your welding wire, change it.
4. Replace the nozzle in counterclockwise
Figure 9
10
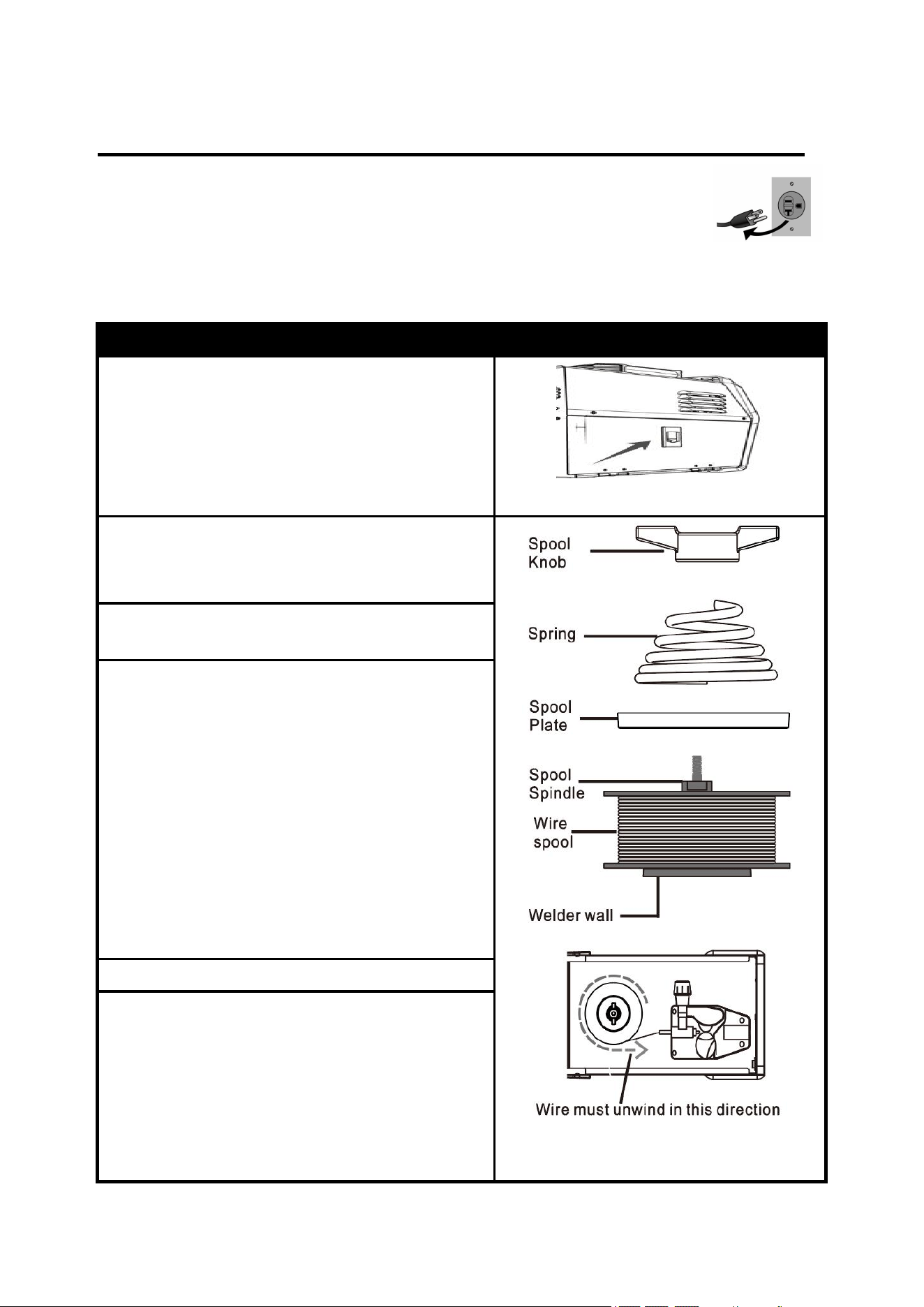
4.3 Installing the Welding Wire
NOTE: Turn machine power switch to the OFF position before
working inside the wire feed enclosure. Make sure that the wire
feed drive roll and the contact tip of the gun match the diameter
and type of wire used.
NOTE: DO NOT unhook leading end of the wire! It will prevents scattering the
entire coil of wire.
Description
Picture
1.Pull up on the Door Latch, then open the Door.
Then you will see Wire Spool and wire feeder.
Figure 10 Door latch
2. Start to install the wire:
Turn counterclockwise to remove the spool knob,
then remove the spring.
Figure 11 Wire spool
3.Remove the spool plate, then spool spindle will be
exposed.
4.Place the wire spool over the spool spindle.
NOTICE:
To prevent wire feed problems, set the leading
end of spool wire towards to wire inlet liner (refer
to the picture), so that it will unwind
counterclockwise.
NOTICE:
To prevent welding wire to unravel and unspool
which can cause tangling and feeding problems,
DO NOT release the wire before spool knob
replace.
5.Replace the spool plate back on the spool spindle.
6. 6.Replace the spring and spool knob over the spool
plate, then turn the spool knob clockwise to tighten.
NOTICE:
If Wire Spool can spin freely, Knot is too loose.
This will cause the welding wire to unravel and
unspool which can cause tangling and feeding
problems.
11
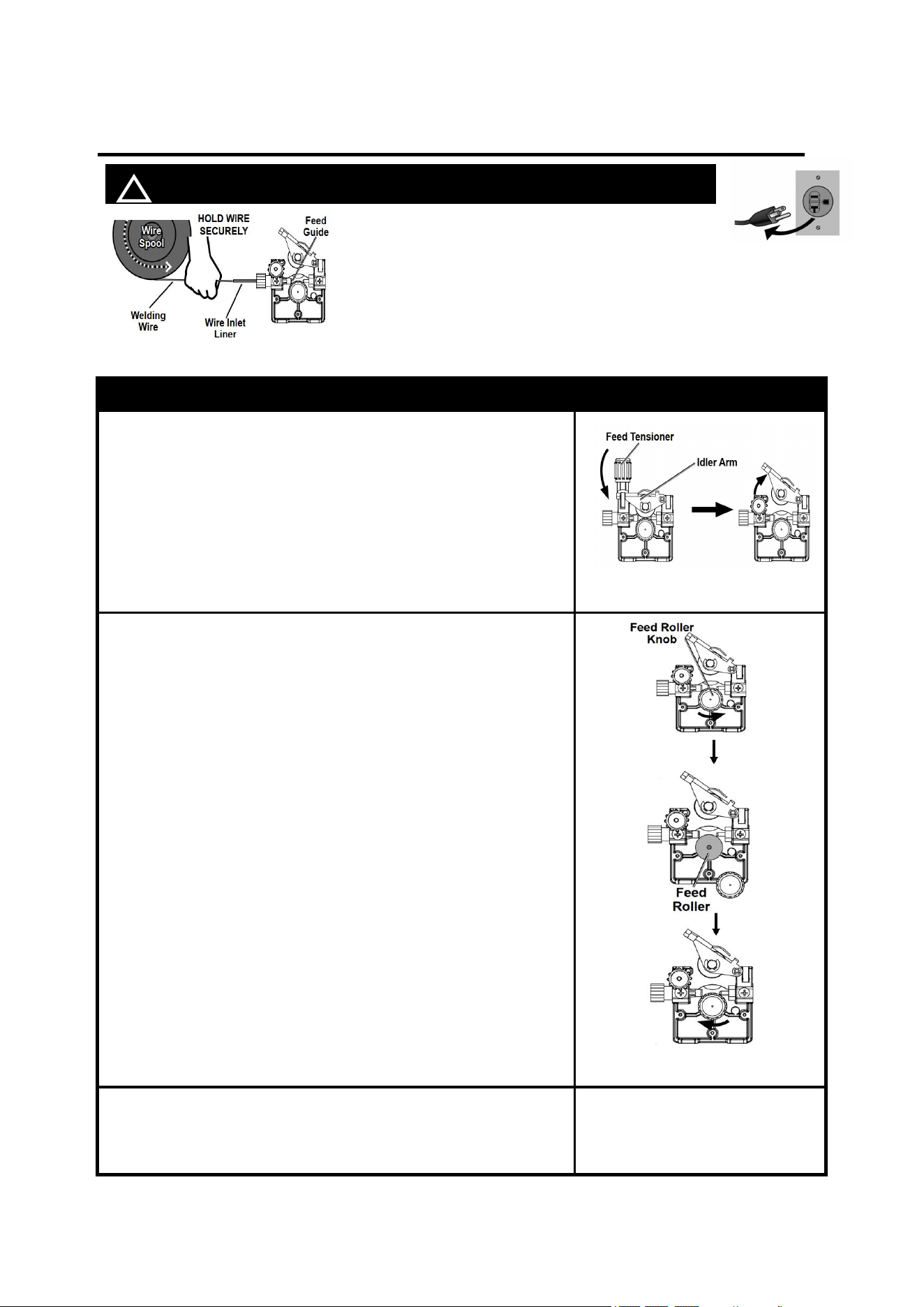
4.4 Wire Feeding Installation
! WARINING DO NOT set up without SWITCH OFF !
NOTE: MUST Securely hold onto the
end of the welding wire and keep tension on it
during the following steps. If this is not done, the
welding wire will unravel and unspool which can
cause tangling and feeding problems!
Description
Picture
1.Release Feed Tensioner and rotate the Idler Arm away from
the Feed Roller.
NOTICE:
*Feed Tensioner knob could be turn counterclockwise to
loosen it. Then, pull it down to remove tension. The
spring-loaded Idler Arm will move upwards as illustrated.
Figure 13
2.Feed roller instructions.
Ensure that the visible, stenciled size on the drive roll side facing
you matches the wire size being used.
NOTICE:
*The original machine is equipped with a 0.035in knurled
groove feed roller and a 0.035in flux core wire(ONLY for
Flux cored wire).
*If not match, need to change feed roller:
Unscrew the Feed Roller Knob counterclockwise.
Remove the Feed Roller Knob to access the Feed Roller.
Flip or replace the Feed Roller as necessary. Ensure it
matches the wire type and diameter indicated on the Spool.
Figure 14
3.Carefully detach the end of the wire from the spool. Maintain
tension on the wire to prevent the spool from unwinding.
NOTICE: DO NOT release the wire
Figure 12
12
4.Trim all bent and crimped wire. Ensure the cut end is smooth
without any burrs or sharp edges; re-cut if necessary.
5.Keep tension on the wire and guide at least 12 inches of wire
through the Wire Inlet Liner, over the Feed Roller, and into the
gun liner.
NOTICE: The spool will rotate in a counter-clockwise
fashion.
Figure 15
6.Close the Idler Arm and turn down the Feed Tensioner until
the idle roller presses down firmly on the wire.
Now you may release the welding wire. Make sure the wire is
positioned in the groove of the lower feed roller.
Figure 16
7.The Feed Tensioner on the Idler Arm adjusts the pressure
on the wire .Adjust pressure by turning the Feed Tensioner to
prevent spool overrun, but still allow smooth and easy wire
feeding. Start with the pressure set to an intermediate value.
Readjust, if necessary. If the drive roll slips while feeding wire,
the pressure should be increased until the wire feeds properly.
5. Operation for MIG Flux-Cored Welding
! WARINING DO NOT set up without SWITCH OFF !
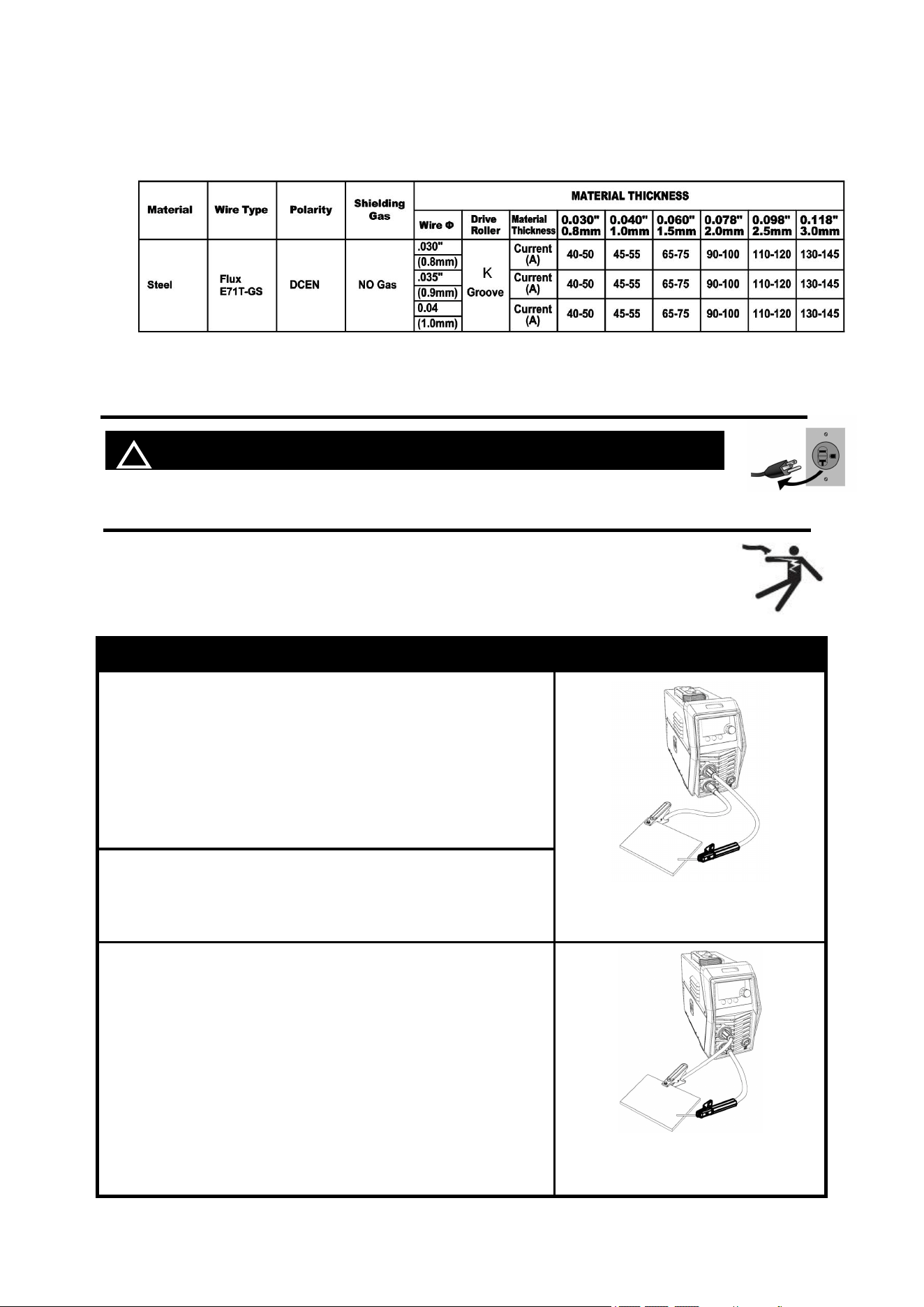
5.1 MIG Gun & Ground Cable Connection
Description
Picture
Before installing the MIG gun, it is necessary
to first install the welding wire and thread it out
of the interface from the wire feeder
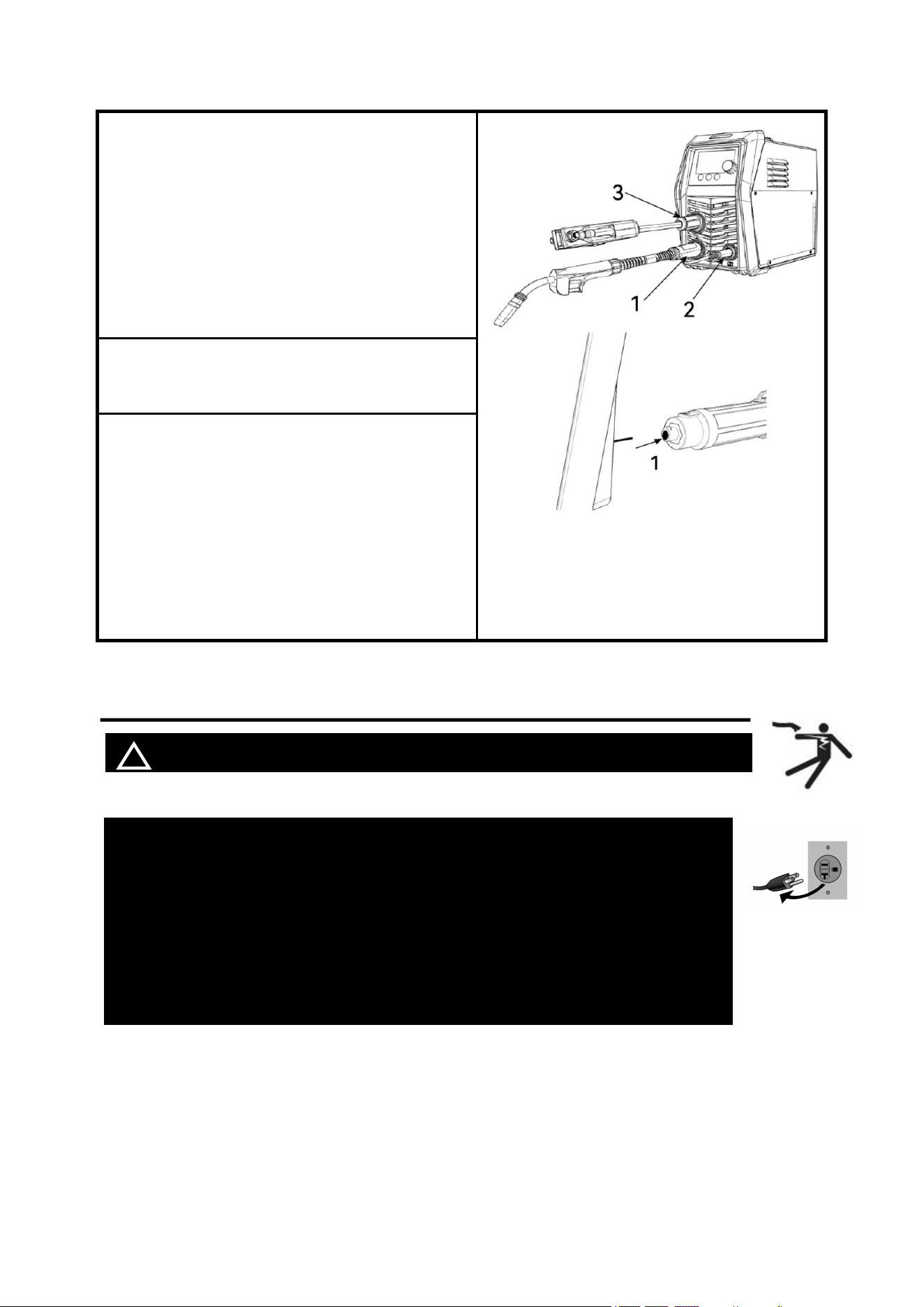
13
1. Connect the welding gun to “-” Negative
polarity
NOTICE:
The welding wire needs to be aligned with
the wire feeding tube of the MIG gun
The MIG gun connecter MUST be tightly
connected to the socket to avoid power
short circuit.
Figure 17
2. Connect the welding gun control signal
terminal.
3. Connect the ground clamp to “+” Positive
polarity
NOTICE:
The ground clamp connecter MUST be
tightly connected to the socket to avoid
power short circuit.
Ensure the ground clamp is connected on
clean, bare metal (not rusty or painted).
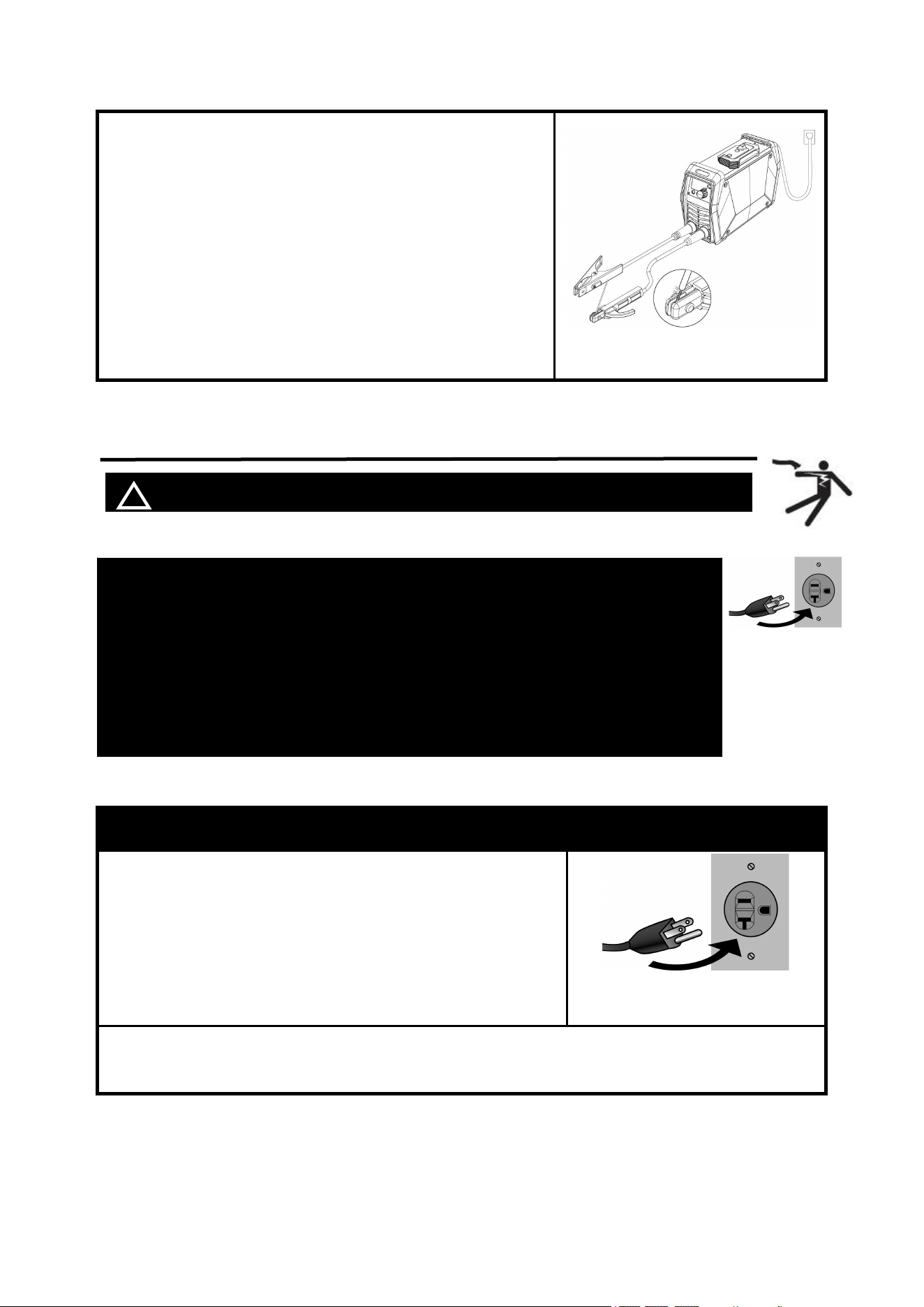
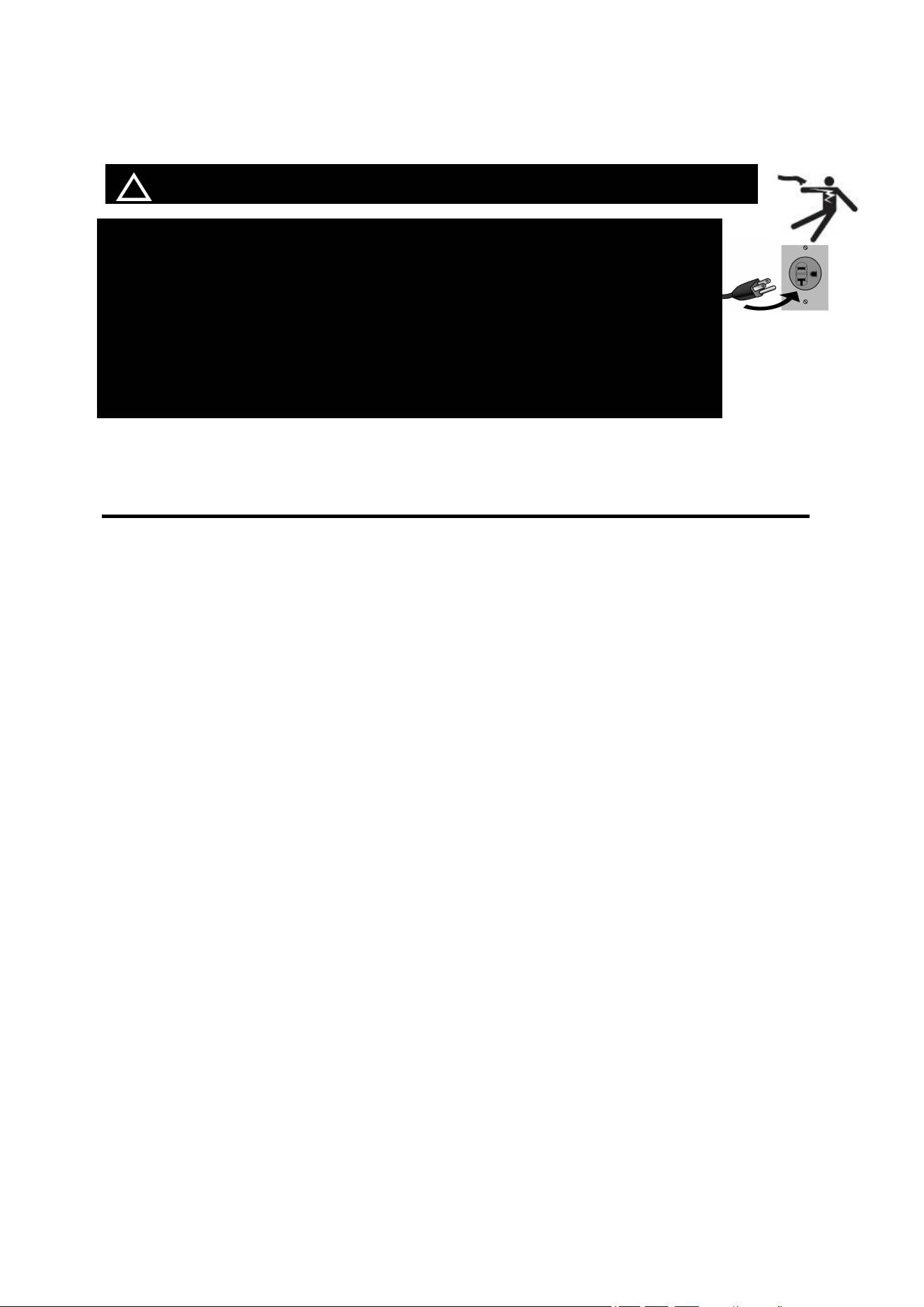
5.2 Input Power Connection
! WARINING BEWARE OF ELECTRIC SHOCK!
NOTICE: The following steps require applying power to the Welder
with the cover open.
To prevent serious injury from fire or electric shock:
1.DO NOT touch anything, especially not the ground clamp, with the
gun or welding wire or an arc will be ignited.
2. DO NOT touch internal Welder Components while it is plugged in.
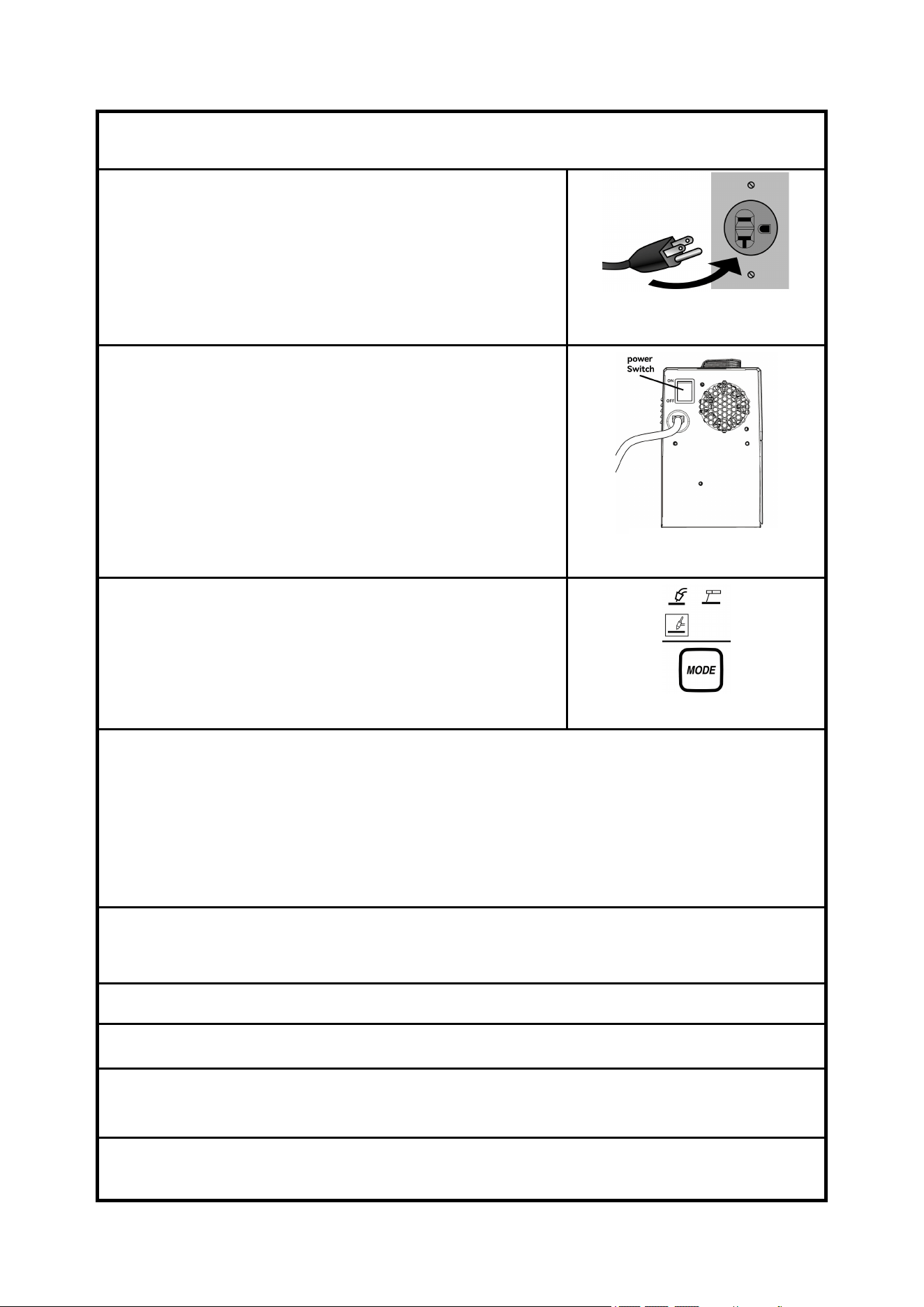
The MIG145 PRO operates ONLY with a 120V power supply. Plug the Power Cord into
a properly grounded. Set MIG Gun down on nonconductive, nonflammable surface
away from any grounded objects. And then then turn the Power Switch ON.
NOTE
:
14
For optimal performance, connect the MIG145 to a 50A
branch circuit. If connected to a circuit with lower
capacity, expect reduced welding current and duty
cycle. The circuit must be equipped over 50A with
delayed action-type circuit breaker or fuses.
Ensure the mains supply voltage remains within ±15%
of the rated value (120V). Low voltage can lead to
subpar welding results, while excessively high voltage
may cause components to overheat and potentially fail. Check whether
the voltage value varies in acceptable range with a multi-meter.
Code Requirements for Electrical Input Connections
This welding machine must be connected to a power source in accordance with applicable
electrical codes. The National Electrical Code provides standards for amperage handling
capability of supply conductors based on duty cycle of the welding source.
NOTICE: Do not remove the power cord ground prong.
If there is any other question about the installation meeting applicable electrical code requirements,
consult a qualified electrician.
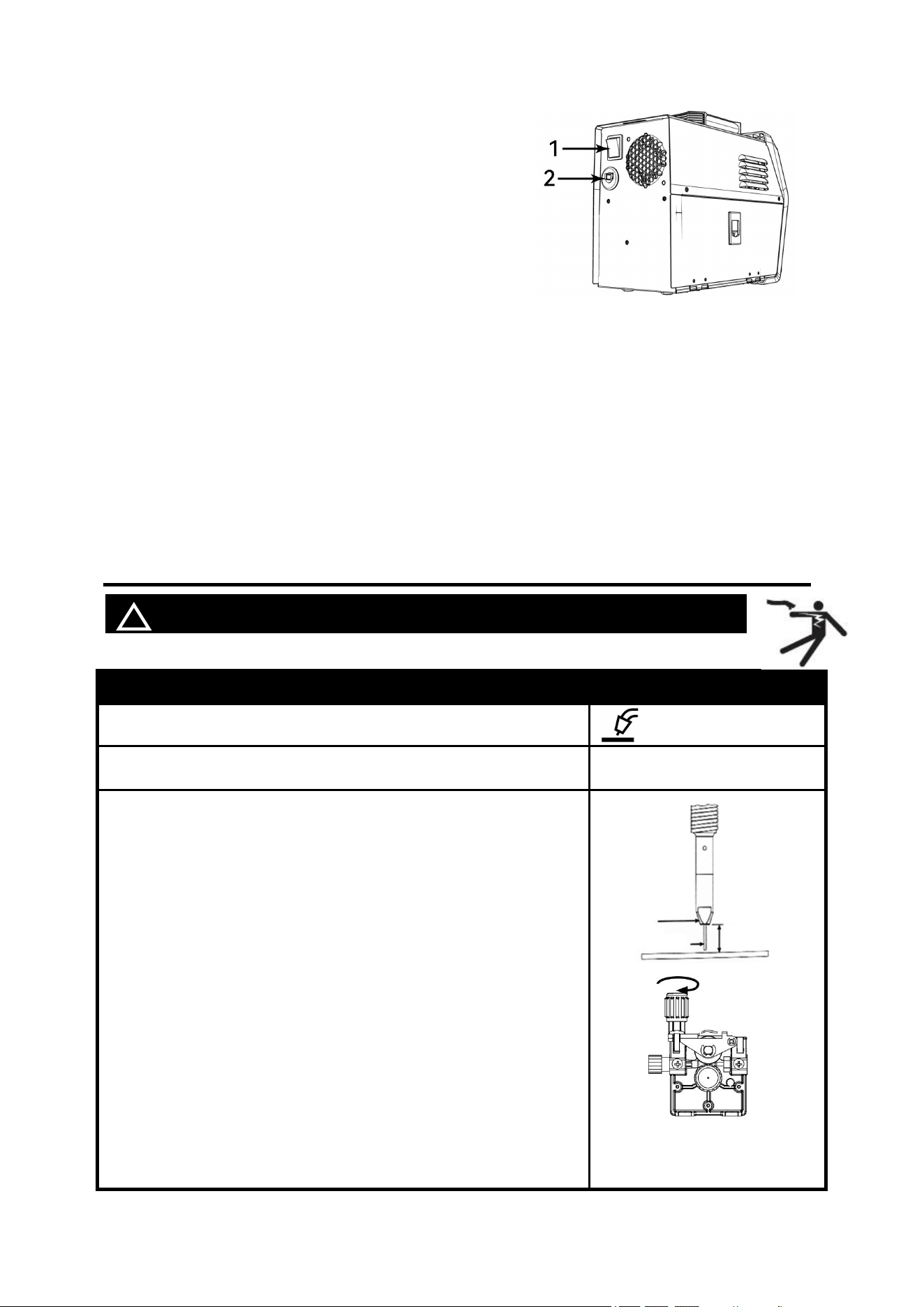
5.3 Wire Stick Out
! WARINING BEWARE OF ELECTRIC SHOCK!
Description
Picture
1.Set the Mode Switch to MIG setting.
2.Set the welding wire to the size you are using.
.030” / .035” / .040”
3. Press and hold the gun trigger to load the wire through the gun,
until the wire feeds through the end of the Gun.
NOTE:
Before feeding, Remove the nozzle and contact tip before
feeding the wire to ensure smooth wire feeding.
If the wire does not feed properly and the Spool is stationary,
turn OFF and unplug the Welder and slightly tighten the Feed
Tensioner clockwise before retrying.
If the wire stops instead of bending, disconnect the Welder,
tighten the Feed Tensioner slightly clockwise, and try again. If
the wire bends due to feed pressure, the tension is set
correctly.
Point the Gun away from all objects.
Figure 18
Figure 20
Contact
Tip
Wire
10-16m
m
15
4.Turn off the machine after the wire stick out. Then install the
nozzle and contact tip.
NOTE:
Cut the wire 3/8” to 5/8” from the end of the tip.
5.Turn on the machine. The machine is now ready to weld.
6.Close the Door. Make sure. Door is securely latched.
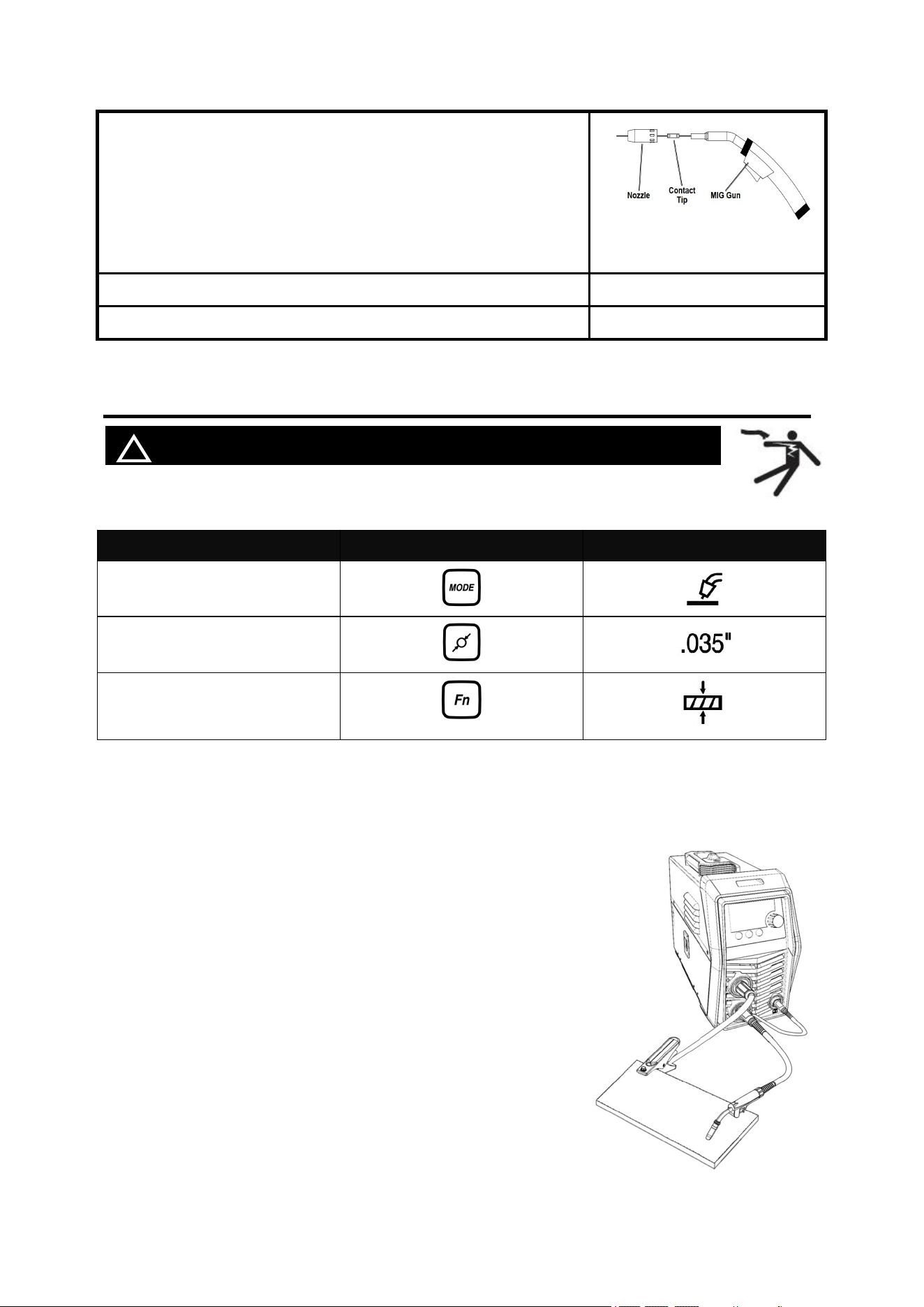
5.4 Operation
! WARINING BEWARE OF ELECTRIC SHOCK!
Turn on the power switch of the machine, and the power indicator illuminates.
Select proper working mode and proper function according your welding situation.
Function
Part
Select
Select MIG
Select wire
diameter
Select material
thickness
Clamp the Ground clamp onto the workpiece, The Ground clamp must be securely connected
to the workpiece.
NOTICE:
•
Always weld clean, dry and well-prepared
material.
• Hold gun at a 45° angle to the workpiece with
nozzle about 1/2” from the surface.
•
Move the gun smoothly and steadily as you weld.
• On thin gauge material, move quickly and only
weld 1/4” stitch-welds at a time to avoid
melt-through.
•
Avoid welding in very drafty areas. A weak, pitted
and porous weld will result due to drafts blowing
away the
• Keep wire and liner clean. Do not use rusty wire.
•
Sharp bends or kinks in the welding cable should be avoided
Figure 21
Figure 22
16
• ONLY use Flux Cored MIG welding wire.
•
Flux core MIG Welding parameters table
(
for reference only
)
6. Operation for MMA and TIG
! WARINING DO NOT set up without SWITCH OFF !
6.1 MMA Welder Cable Connection
NOTICE: Before setting up or using this product for new function,
make sure to read the entire Important Safety Information section at
the beginning of this manual!
Description
Picture
1. Connect the ground clamp to “-” Negative polarity
NOTE:
The ground clamp connecter MUST be tightly
connected to the socket to avoid power short circuit.
Ensure the ground clamp is connected on clean,
bare metal (not rusty or painted).
2. Connect the Electrode Holder to “+” Positive polarity
NOTE: The Electrode Holder connecter MUST be tightly
connected to the socket to avoid power short circuit.
3. When you use Alkaline rods (E7018), need to ECEP, that
is connect the holder and ground clamp as mentioned above
in above 1. and 2.
If you use Acidic rods(E6013), need to DCEN, that is connect
the holder to “-”and ground clamp to “+” .
NOTE: Incorrect wiring can affect welding results.
Figure 23 ECEP
Figure 24 DCEN
17
4. Place the bare metal end of the Stick Electrode (sold
separately) inside the jaws of the Electrode Holder.
NOTE: Set Electrode Holder down on nonconductive,
nonflammable surface away from any grounded
objects.
Install Stick Electrode with the machine turned off.
6.2 MMA Welder Operation
! WARINING BEWARE OF ELECTRIC SHOCK!
NOTICE: The following steps require applying power to the Welder
with the cover open.
To prevent serious injury from fire or electric shock:
1.DO NOT touch anything, especially not the ground clamp, with the
gun or welding wire or an arc will be ignited.
2. DO NOT touch internal Welder Components while it is plugged in.
Operation steps
Picture
1. connect power cord
NOTE: Turn the Power Switch off before connecting Power
Cord. Plug the Power Cord into a properly grounded and
rated receptacle that matches the plug. The circuit must be
equipped with delayed action-type circuit breaker or fuses.
2. Place the bare metal end of the Stick Electrode (sold separately) inside the jaws of the Electrode
Holder.
Figure 26
Figure 25
18
3. Turn the Power Switch ON.
The Operation interface will light up and the Cooling fan will
rotate.
NOTE:Welder is now energized and open circuit Voltage is
present.
4. Select MMA
5. Stroke the workpiece lightly to ignite the arc.
Tips for igniting the arc:
a. Tap the surface with the Electrode.
b. Stroke the surface with the Electrode.
c. Strike the surface like a match with the Electrode.
6. After the arc ignites:
a. Lift the Electrode off workpiece the same distance as the diameter of the bare metal end.
b. Tilt Electrode back 10 to 20 degrees.
c. Drag Electrode to the back end of the weld puddle to deposit material as needed.
7. The initial settings may need to be adjusted after stopping and carefully inspecting the weld. Please
refer to 6.3 Welding parameters table, Proper welding takes experience.
8. When finished welding; lift the Electrode from the workpiece, then set Electrode Holder down on
nonconductive, nonflammable surface away from any grounded objects.
9. Turn the Power Switch OFF
NOTE:
To prevent accidents, after use:
• Allow Welder to cool down.
• Unplug Welder’s power cord from outlet.
• Remove Ground Clamp.
• Disconnect Electrode Holder and Ground Cables.
10. Clean, then store Welder and its accessories indoors out of children’s reach.
Figure 27
Figure 28
19
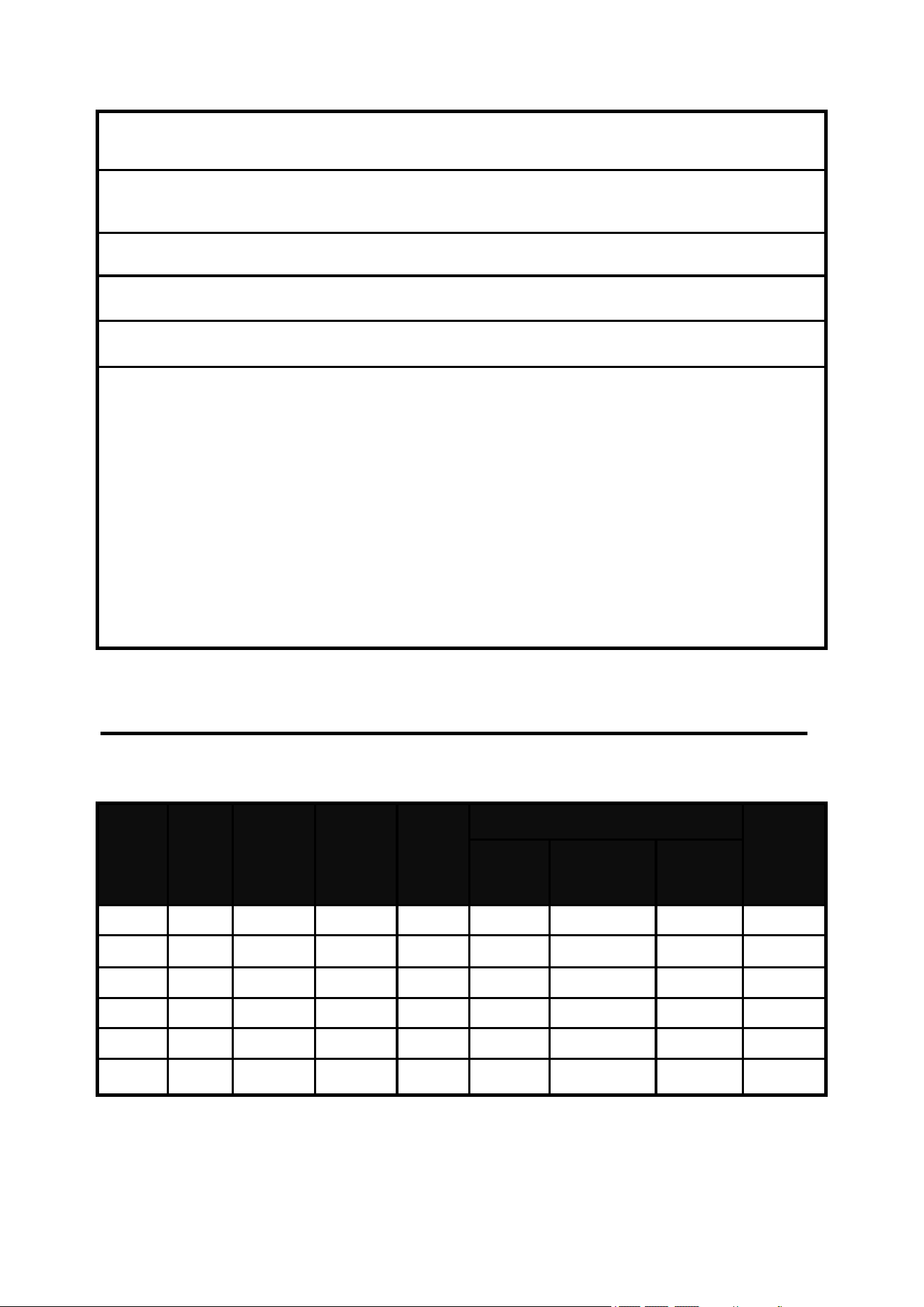
6.3 MMA Welding parameters table
Following table is suitable for mild steel welding. For other materials, consult
related materials and welding process for reference.
Electrode
Diameter(inch)
Recommended Welding
Current(A)
Recommended welding
voltage(V)
1/16
30~95
21.2~22.8
3/32
75~125
22~24
1/8
105~145
22.4~24.8
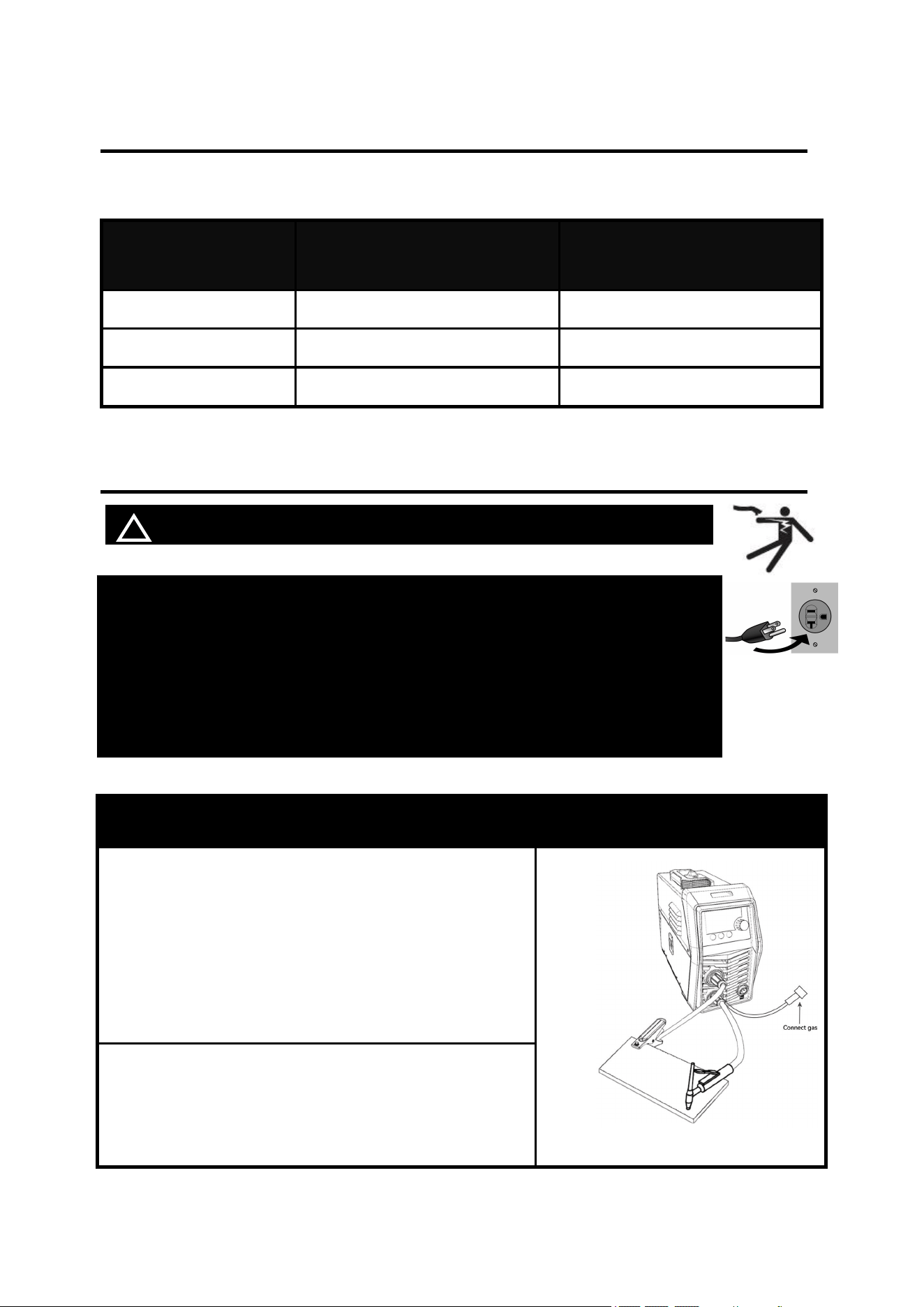
6.4 Lift TIG Welder Cable Connection
! WARINING BEWARE OF ELECTRIC SHOCK!
NOTICE: The following steps require applying power to the Welder
with the cover open.
To prevent serious injury from fire or electric shock:
1.DO NOT touch anything, especially not the ground clamp, with the
gun or welding wire or an arc will be ignited.
2. DO NOT touch internal Welder Components while it is plugged in.
Description
Picture
1. Connect the ground clamp to “+” Positive polarity
NOTICE:
The ground clamp connecter MUST be tightly
connected to the socket to avoid power short
circuit.
Ensure the ground clamp is connected on clean,
bare metal (not rusty or painted).
2. Connect the tig gun to “-” Negative polarity
NOTICE:
The tig gun connecter MUST be tightly connected
to the socket to avoid power short circuit.
Figure 29
20
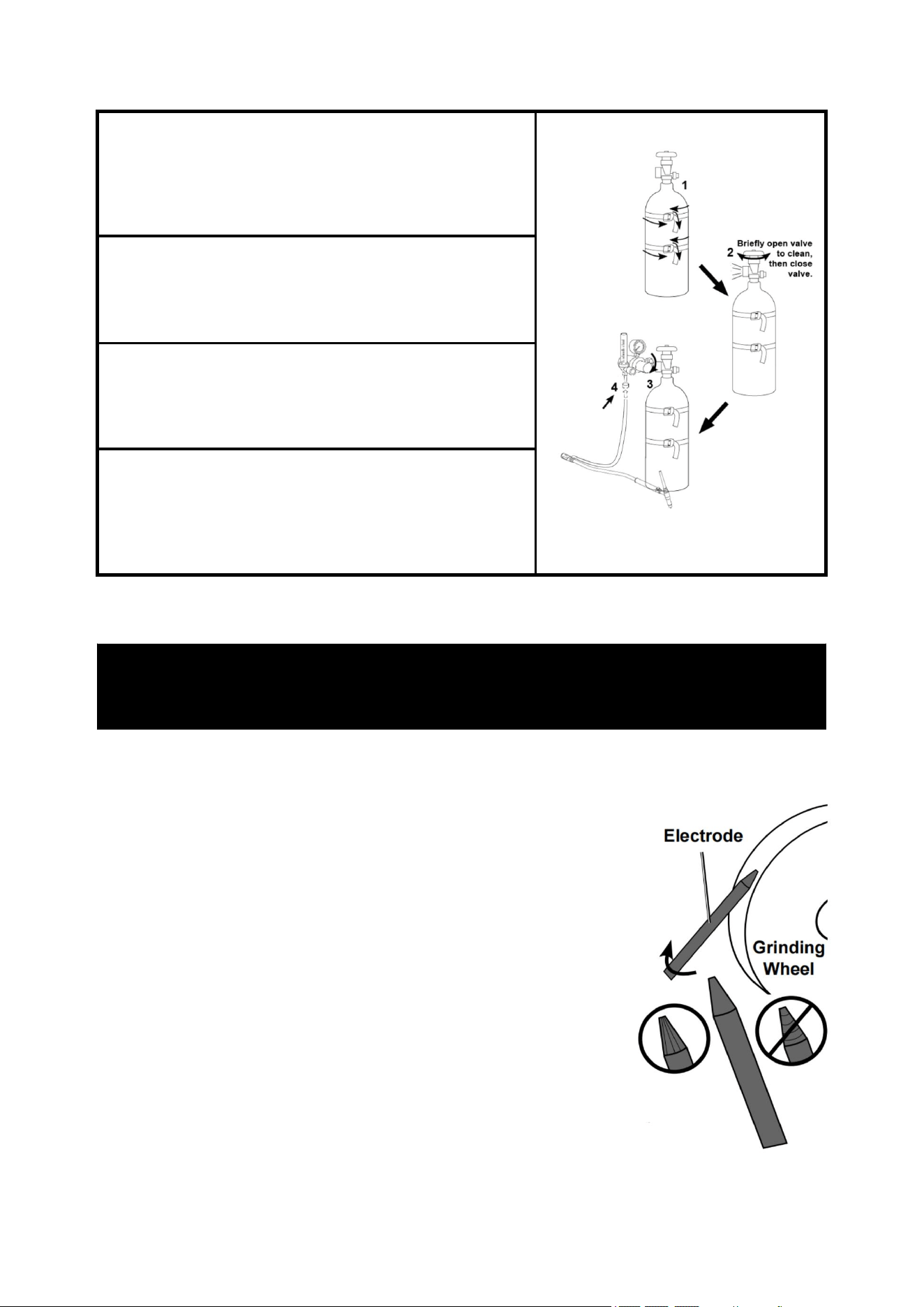
1.
With assistance, place an 100% Argon cylinder (not
included) onto a cabinet or cart near the Welder and secure
the cylinder in place with two straps (not included) to prevent
tipping.
Figure 30
2.
Remove the cylinder’s cap. Stand to the side of the valve
opening, then open the valve briefly to blow dust and dirt from
the valve opening. Close the cylinder valve.
3. Locate the Regulator (included) and close its valve until it
is loose, then thread Regulator onto cylinder and
wrench-tighten connection.
4. Connect Shielding Gas Hose on TIG Torch Cable
Connector to the Regulator’s Outlet and wrench-tighten
connection.
Sharpen tungsten Electrode
WARNING! TO PREVENT SERIOUS INJURY: Some Electrodes may contain materials that are
hazardous to breathe. Wear a respirator and ANSI-approved safety goggles when grinding an
Electrode.
To avoid Electrode contamination, dedicate a fine grit grinding wheel exclusively to Electrode grinding.
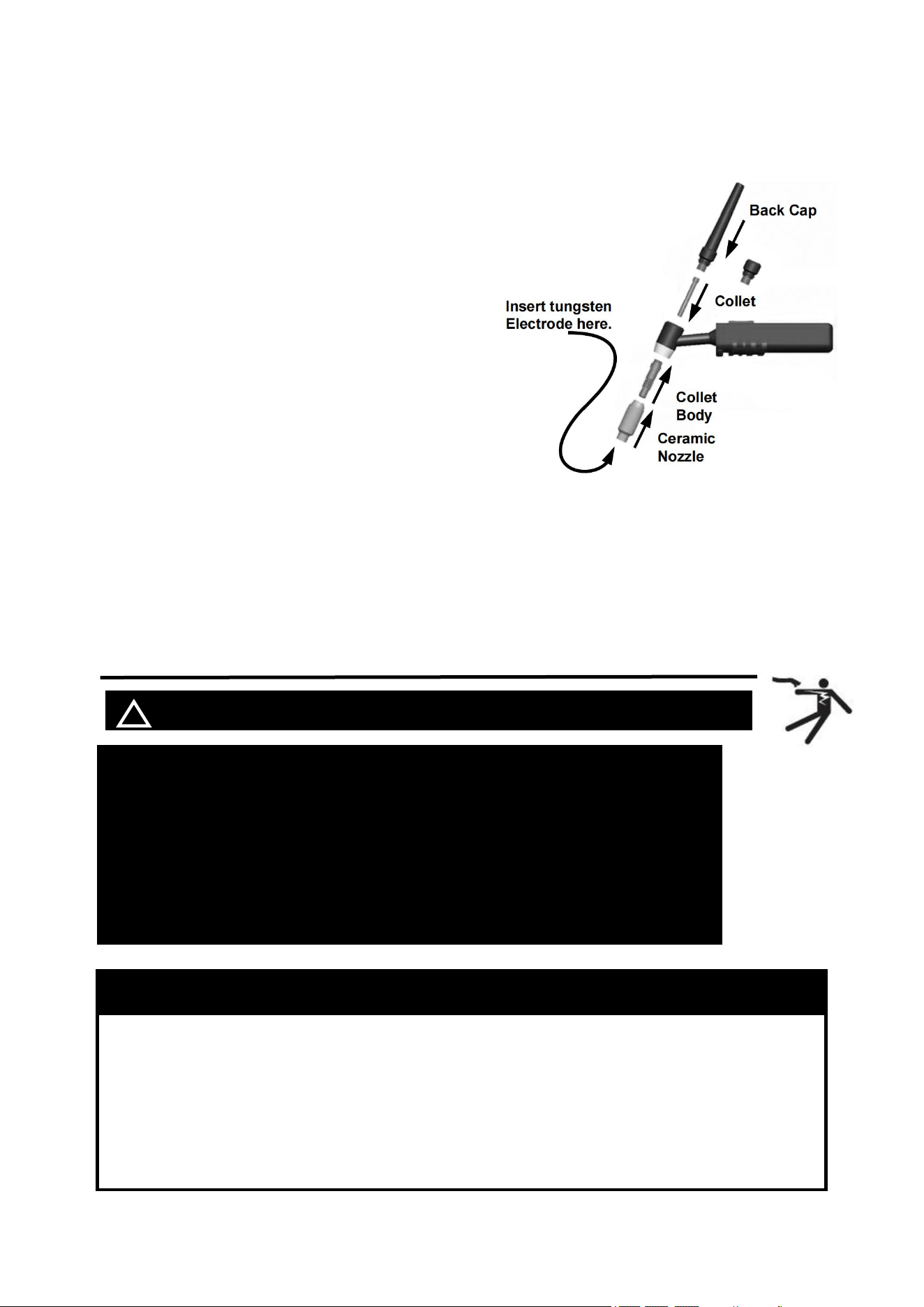
1. Shut off the welder and wait until Electrode and Torch have cooled enough to handle.
2. Remove Back Cap to release Collet’s grip on Electrode.
3. Pull Electrode out from front of Torch. (Pulling it from rear will damage
Collet and create burrs on Electrode).
4. If Electrode has dulled or been otherwise contaminated, use pliers or a
suitable tool to grip the Electrode above the contaminated section and snap
off the end of the Electrode.
5. Lightly press Electrode tip against the surface of the grinding wheel at an
angle. Rotate Electrode tip until a blunt point is formed.
NOTE: Grinding direction must be parallel to length of Electrode.
6. The conical portion of the ideal tip will be 2-1/2 times as long as the
Electrode diameter.
7. Re-insert Electrode into Collet with tip protruding 1/8"-1/4" beyond the
Ceramic Nozzle, then re-tighten the Back Cap to secure the Electrode in
place.
Figure 31
21
Assemble tig torch
1. Consult Settings Chart, on top of Welder, to determine proper Tungsten Electrode size to be used with
thickness of material to be welded.
2. Match Collet and Collet Body sizes to Tungsten
Electrode size.
3. Thread Collet Body into the front of the Torch.
4. Make sure Ceramic Nozzle size is appropriate for
application.
5. Thread Ceramic Nozzle onto Collet Body.
6. Insert Collet into back of Torch and into Collet Body.
7. Insert Tungsten Electrode into Collet on front of
Torch.
8. Lock Electrode in place with Back Cap. Electrode
should protrude 1/8" to 1/4" beyond the Ceramic
Nozzle.
NOTE: The tig torch and tungsten electrode are not included in the machine. If you need to
purchase, please log in to the official website: WWW.ARCCAPTAIN.COM
6.5 Lift tig Welder Operation
! WARINING BEWARE OF ELECTRIC SHOCK!
NOTICE: The following steps require applying power to the Welder
with the cover open.
To prevent serious injury from fire or electric shock:
1.DO NOT touch anything, especially not the ground clamp, with the
gun or welding wire or an arc will be ignited.
2. DO NOT touch internal Welder Components while it is plugged in.
Operation steps
1. Open gas cylinder’s valve all the way.
NOTE: TO PREVENT DEATH FROM ASPHYXIATION:
Do not open gas without proper ventilation. Fix gas leaks immediately. Shielding gas can displace
air and cause rapid loss of consciousness and death. Shielding gas without carbon dioxide can be
even more hazardous because asphyxiation can start without feeling shortness of breath.
Figure 32
22
2. Set Flow Gauge to SCFH value
3. connect power cord
NOTE:
Turn the Power Switch off before connecting Power
Cord. Plug the Power Cord into a properly grounded and
rated receptacle that matches the plug. The circuit must be
equipped with delayed action-type circuit breaker or fuses.
4. Turn the Power Switch ON.
NOTE: Set TIG Torch down on nonconductive, nonflammable
surface away from any grounded objects.
The Operation interface will light up and the Cooling fan will
rotate.
5. Select Lift TIG
NOTE:
Welder is now energized and open circuit Voltage is
present.
6. Hold TIG Torch in one hand and the TIG Rod (sold separately) in other hand. Both hands need to
wear protective gloves.
WARNING! TO PREVENT SERIOUS INJURY: Metalwork bench must be grounded when TIG
welding.
NOTE: Maintain a constant distance between the Tungsten Electrode and the workpiece: between
1 and 1.5 times the diameter of the Electrode.
7. The initial settings may need to be adjusted after stopping and carefully inspecting the weld. Please
refer to 6.7 Lift TIG Welding parameters table,Proper welding takes experience.
8. Open valve on TIG Torch to start gas flow.
9. To initiate welding arc, touch Electrode to work piece and lift.
10. When welding puddle is hot enough, tilt Torch backward about 10-15 degrees from vertical and
move it back slightly. Add TIG Rod material as needed to the front end of the weld puddle.
11. Alternate between pushing the torch/weld puddle and adding the TIG Rod material.
NOTE: Remove the TIG Rod each time the Electrode is advanced, but do not remove it from the gas
Figure 33
Figure 34
Figure 35
23
shield. This prevents oxidation from contaminating the weld.
12. When finished welding, pull Torch away from work piece until welding arc is broken, then return the
gas coverage until weld solidifies.
13. Close valve on TIG Torch and turn Right Knob to OFF to turn off power to TIG Torch.
14. Set TIG Torch down on nonconductive, nonflammable surface away from any grounded objects.
15. Turn the Power Switch OFF.
16. To prevent accidents, after use:
• Allow Welder to cool down.
• Unplug Welder’s power cord from outlet.
• Remove Ground Clamp from workpiece or table.
• Disconnect TIG Torch and Ground Cables.
• Close gas cylinder’s valve securely, remove regulator and replace cap.
• Disconnect Gas Hose from Welder.
• Store and secure gas cylinder.
• Clean, then store Welder and its accessories indoors out of children’s reach.
6.6 Lift TIG Welding parameters table
Following table is suitable for stainless steel welding. For other materials,
consult related materials and welding process for reference.
Plate
thickness
(inch)
Welding
layers
Electrode
diameter
(inch)
Wire
diameter
(inch)
Welding
current
(A)
Gas flow (gal/min)
Nozzle
diameter
(inch)
Square
groove
Single V groove
with root face
Double V
groove with
root face
0.02
1
0.06
0.04
30~50
2.11~2.64
1.58~2.11
3.7~4.2
0.39
0.04
1
0.08
0.04~0.08
40~60
2.11~2.64
1.58~2.11
3.7~4.2
0.39
0.06
1
0.08
0.04~0.08
60~80
2.64~3.17
2.11~2.64
3.7~4.2
0.39~0.47
0.08
1
0.08~0.12
0.04~0.08
80~110
3.17~3.7
2.64~3.17
4.2~5.3
0.47~0.55
0.1
1
0.08~0.12
0.08
110~120
3.17~3.7
2.64~3.1
4.2~5.3
0.47~0.55
0.12
1~2
0.12
0.08~0.12
110~120
3.17~3.7
2.64~3.17
4.2~5.3
0.55~0.7
24
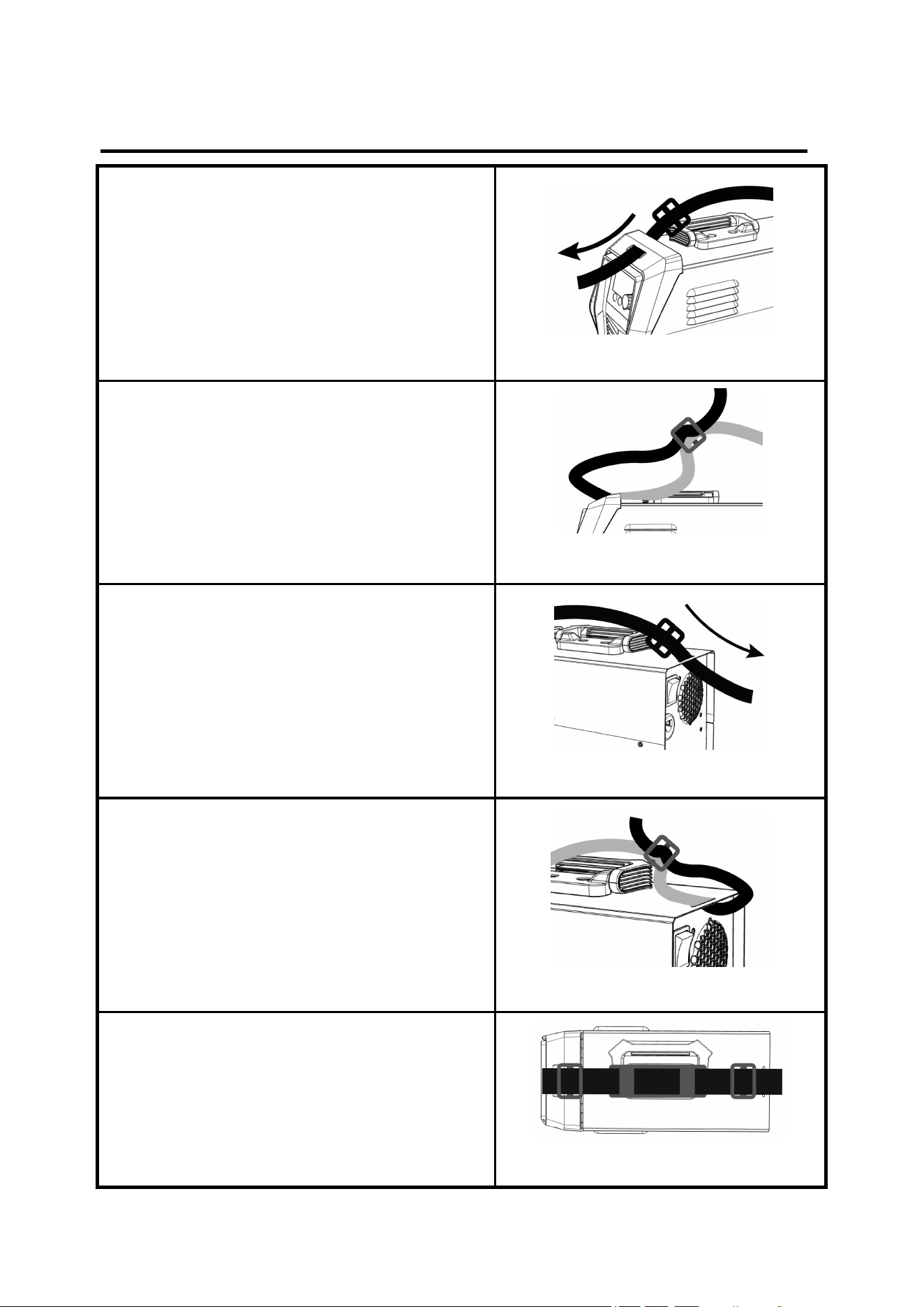
7.
Strap Installation
1. Thread the strap through the strap hole in front of
the welder
2. Thread the strap through the nylon buckle as
shown in the diagram
3. Thread the strap through the strap hole in back of
the welder
4. Thread the strap through the nylon buckle as
shown in the diagram
5. The strap installation is complete
Figure 36
Figure 37
Figure 38
Figure 39
Figure 40
25
8.
MIG Basic Welding Technique
! WARINING BEWARE OF ELECTRIC SHOCK!
NOTICE: The following steps require applying power to the Welder
with the cover open.
To prevent serious injury from fire or electric shock:
1.DO NOT touch anything, especially not the ground clamp, with the
gun or welding wire or an arc will be ignited.
2. DO NOT touch internal Welder Components while it is plugged in.
8.1 Flux Cored Arc Welding(FCAW)
This is a welding process using electric arc to join parts together by heating them with a continuous
flux-filled electrode wire. Shielding is provided by the flux within the wire, with optional additional
shielding from external gas. The process is typically semi-automatic but can be applied
automatically or by machine. It's commonly used for large electrodes in flat and horizontal positions,
as well as smaller electrodes in all positions. It's also used occasionally for welding stainless steel
and overlay work.
When welding, maintain a steady pace without weaving the arc in any direction. Remove slag using
the chipping hammer to expose the weld for horizontal joins.
Remember: Drag if there's slag and consult the manual for troubleshooting poor weld quality.
Adjustable Variables
• Stick-out: Maintain a stick-out of approximately 0.39 inches, which is the distance between the
end of the contact tube (tip) and the end of the electrode wire.
• Wire Feed Speed: Increasing the wire feed speed increases weld current, while decreasing it
decreases weld current.
• Nozzle Angle: The nozzle angle refers to the position of the welding gun relative to the joint. The
transverse angle is typically half the included angle between the plates forming the joint.
• The longitudinal angle, also known as the Nozzle Angle, is the angle between the centerline of
the welding gun and a line perpendicular to the axis of the weld. It can be trailing (pulling) or
leading (pushing). Consideration should be given to the operator's handedness to understand
the effects of each angle in relation to the direction of travel.
Establishing the Arc and Making Weld Beads
• It's advisable to practice welding on a sample piece of metal before working on the final piece.
• For beginners experimenting with MIG welding, start with the flat position. The equipment
allows for welding in flat, vertical, and overhead positions.
26
• To practice MIG welding, obtain some 0.06in or 0.08in mild steel plates measuring 5.9x5.9in.
Use either 0.035in flux-cored gasless wire or solid wire with shielding gas.
8.2 Basic MIG Welding
Good weld quality and profile depend on factors like gun angle, travel direction, electrode extension
(stick out), feeding speed, base metal thickness, wire feed speed (amperage), and arc voltage.
Here are some basic guidelines to help with your setup:
Gun Position and Travel Direction
Gun position refers to how the wire is directed at the base metal, including the angle and travel
direction chosen. Feeding speed and work angle affect the weld bead profile and penetration depth.
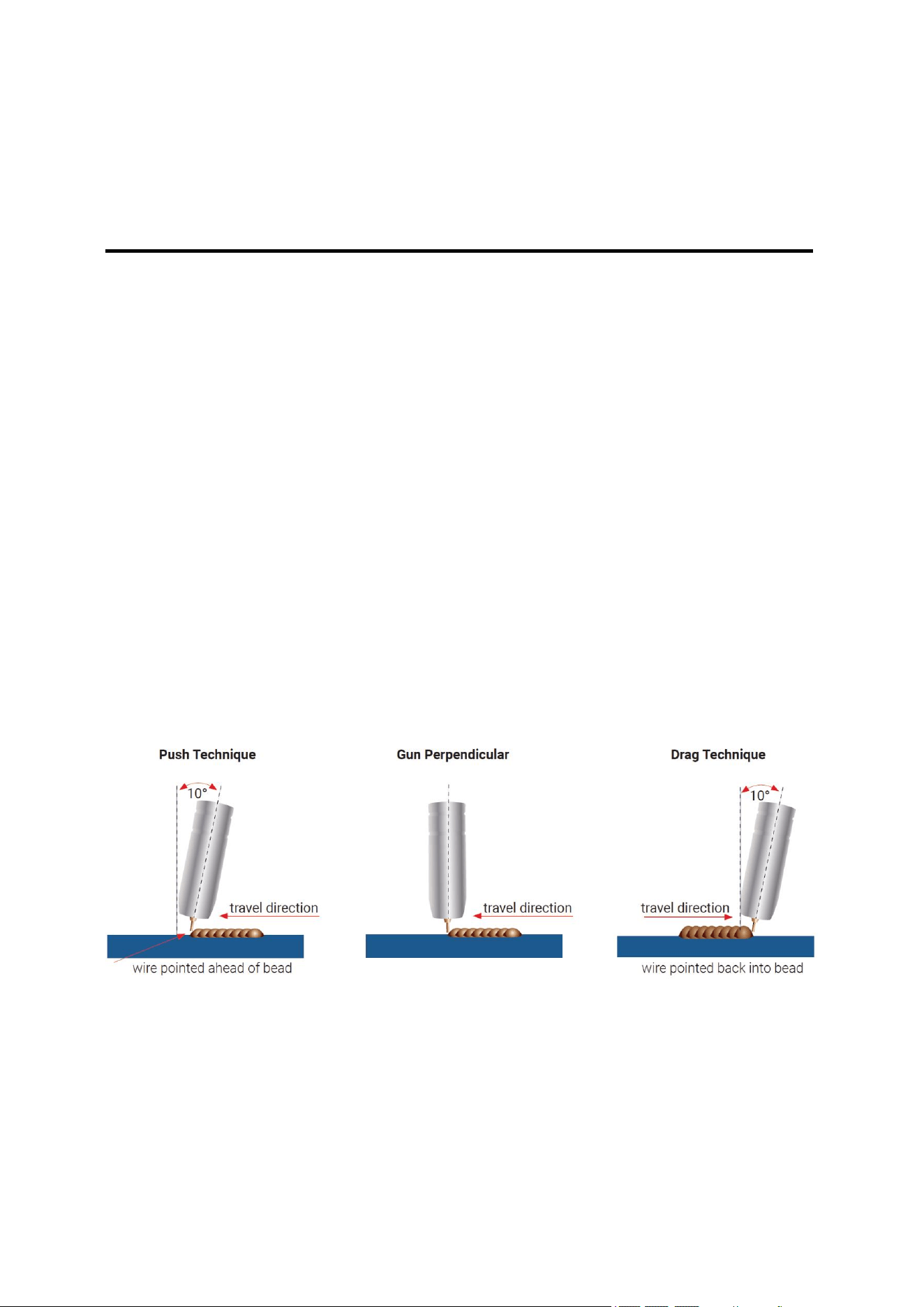
Push Technique
In the push technique, the wire is positioned at the leading edge of the weld pool and pushed
towards the unmelted work surface. This technique offers a clear view of the weld joint and wire
direction. It directs heat away from the weld puddle, allowing for faster feeding speeds, resulting in
a flatter weld profile with light penetration. It's suitable for welding thin materials, producing wider
and flatter welds with minimal cleanup or grinding required.
Perpendicular Technique
In the perpendicular technique, the wire is fed directly into the weld. This method is primarily used in
automated situations or when necessary. It typically results in a higher weld profile and deeper
penetration.
Drag Technique
With the drag technique, the gun and wire are pulled away from the weld bead. The arc and heat
focus on the weld pool, resulting in more heat on the base metal, deeper melting, increased
penetration, and a higher weld profile with more buildup.
Travel Angel
Travel angle is the right to left angle relative to the direction of welding. A travel angle of 5°- 15° is
ideal and produces a good level of control over the weld pool. A travel angle greater that 20° will
give an unstable arc condition with poor weld metal transfer, less penetration, high levels of spatter,
poor gas shield and poor quality finished weld.
Figure 41
27
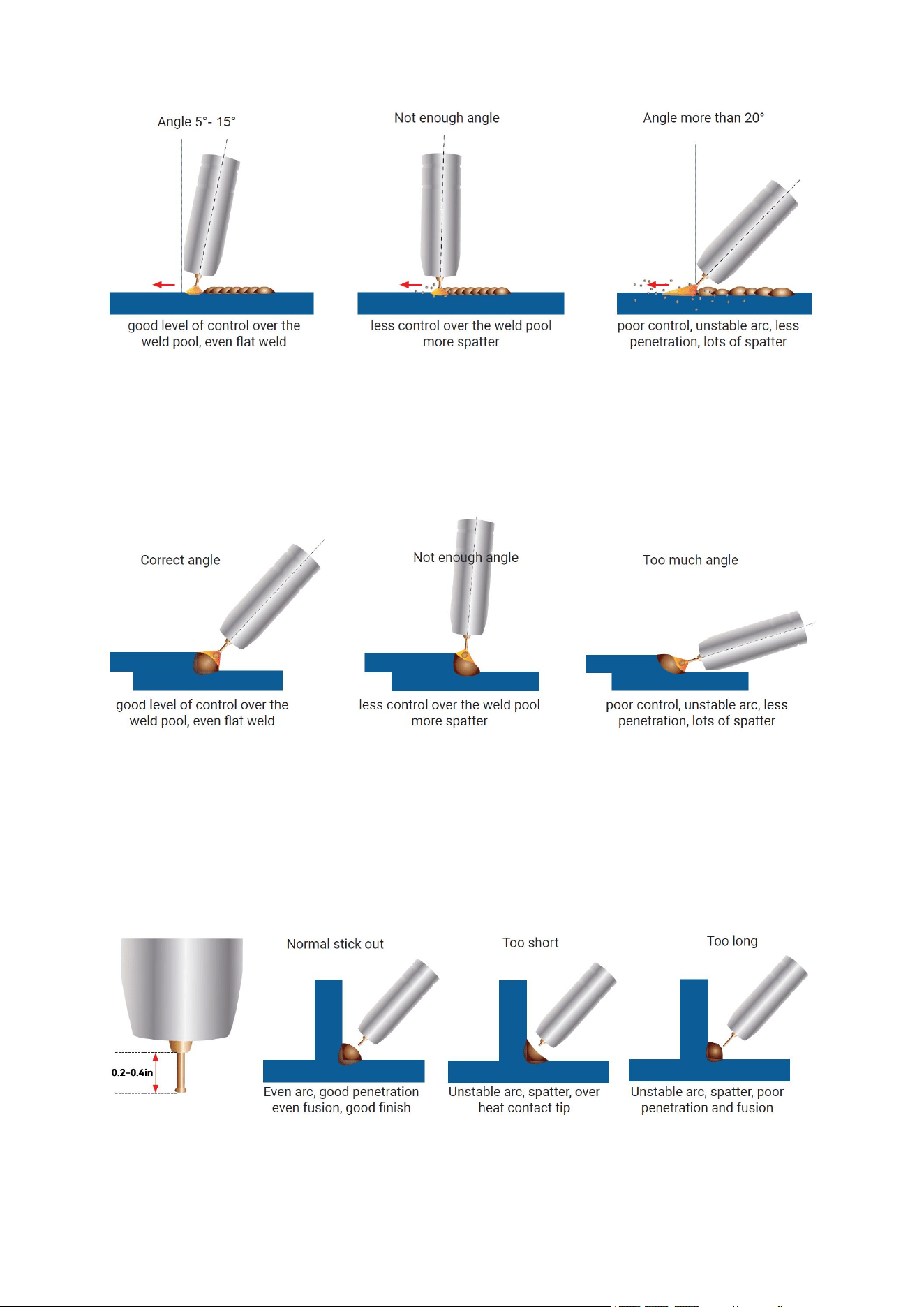
Angle to Work
The work angle is the forward back angle of the gun relative to the work piece.The correct work
angle provides good bead shape, prevents undercut, uneven penetration, poor gas shield and poor
quality finished weld.
Stick Out
Stick out is the length of the unmelted wire protruding from the end of the contact tip. A constant
even stick out of 0.2-0.4in will produce a stable arc, and an even current flow providing good
penetration and even fusion. Too short stick out will cause an unstable weld pool, produce spatter
and over heat the contact tip. Too long stick out will cause an unstable arc, lack of penetration, lack
of fusion and increase spatter.
Figure 42
Figure 43
Figure 44
28
8.3 Feeding Speed
Feeding speed refers to how quickly the gun is moved along the weld joint, measured in inches per
minute. It can vary based on conditions and the welder's skill, limited by their ability to control the
weld pool. The push technique allows for faster feeding speeds compared to the drag technique.
Gas flow should match the feeding speed, increasing with faster feeding and decreasing with
slower speed. Feeding speed should match the amperage and decreases as material thickness
and amperage increase.
Too Fast Feeding Speed
Too fast feeding speed results in insufficient heat per inch of travel, leading to less penetration and
reduced weld fusion. The weld bead solidifies quickly, trapping gases inside and causing porosity.
Undercutting of the base metal may occur, leaving an unfilled groove in the base metal.
Too Slow Feeding Speed
Too slow feeding speed produces a wide weld with inadequate penetration and fusion. The arc
energy remains on top of the weld pool, resulting in excessive weld metal deposition per inch and
poor-quality weld deposits.
Correct Feeding Speed
The correct feeding speed maintains the arc at the leading edge of the weld pool, allowing sufficient
melting of the base metal for good penetration, fusion, and wetting out of the weld pool. This
produces a high-quality weld deposit.
9. MAINTENANCE
! WARINING BEWARE OF ELECTRIC SHOCK!
NOTICE: To prevent serious injury, fire, and burns:
Unplug the welder.
Place the MIG gun on a heat-proof, electrically non-conductive
surface.
Allow all parts of the welder to cool completely before servicing.
9.1 Routine and Periodic Maintenance
•
Before Each Use -Check over machine and accessories for any obvious condition that may
prevent safe performance or operation, repair or replace items as necessary to correct any
abnormal condition.
• loose hardware
• misalignment or binding of moving parts
• damaged cord / electrical wiring
• frayed or damaged cables
29
• cracked or broken parts
• any other condition that may affect its safe operation.
• Store in a clean and dry location.
• For optimal weld quality, clean and inspect the contact tip and nozzle before each use.
Cleaning Tip and Nozzle- With the power switch OFF, keep the contact tip and nozzle clean to
prevent issues like shorted nozzles, poor welds, and overheating of the gun.
NOTE:
Make sure that the entire Mig gun is completely cool and that the power cord is unplugged from
the electrical outlet before proceeding.
Torch accessories are consumables, ARCCAPTAIN provided more for your replacement.
9.2 Daily maintenance
The power of the switching box and the welding machine should be shut down before daily
checking (except appearance checking without contacting the conductive body) to avoid personal
injury accidents such as electric shock and burns.
Daily checking is very important in keeping the high performance and safe operation of this
welding machine.
Do daily checking according to the table below, and clean or replace components when
necessary.
In order to ensure the high performance of the machine, please choose components provided
by ARCCAPTAIN when replacing components.
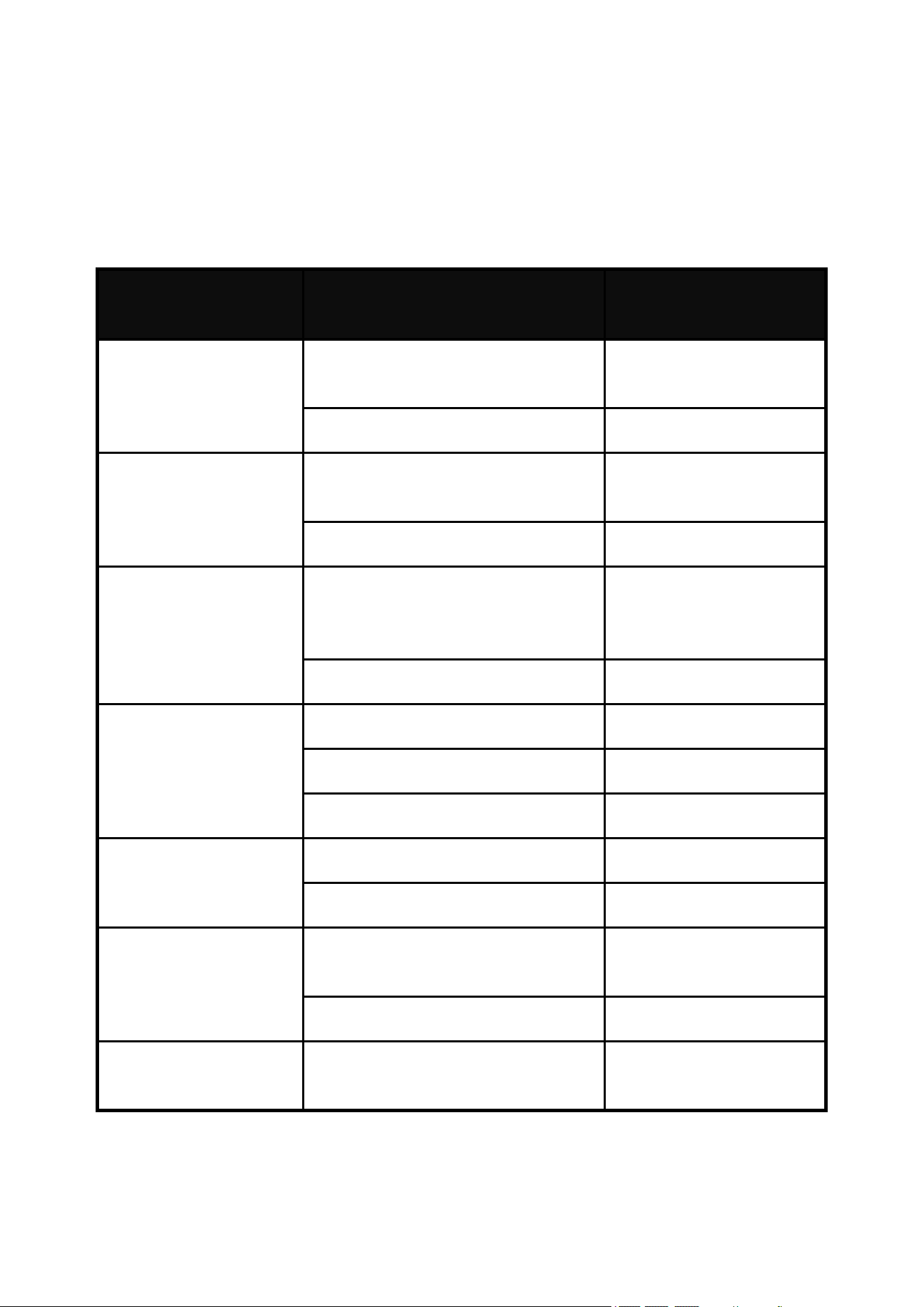
Daily checking of the welding machine
Items
Checking requirements
Remarks
Front panel
Whether any of the components are damaged or
loosely connected;
Whether the output quick sockets are tightened;
Whether the abnormity indicator illuminates.
If unqualified, check the
interior of the machine,
and tighten or replace the
components.
Back panel
Whether the input power cable and buckle are in
good condition;
Whether the air intake is unobstructed.
Cover
Whether the bolts are loosely connected.
If unqualified, tighten or
replace the components.
Chassis
Whether the screws are loosely connected.
Routine
Whether the machine enclosure has color fading or
overheating problems;
Whether the fan sounds normal when the machine is
running;
If abnormal, check the
interior of the machine.
30
Whether there is abnormal smell, abnormal vibration
or noise when the machine is running.
Cleaning the
Feed Rolls
Clean the grooves in the drive rolls frequently. This can be done by using a small
wire brush. Also wipe off, or clean the grooves on the upper feed roll. After
cleaning, tighten the feed roll retaining knobs.
Daily checking of the cables
Items
Checking requirements
Remarks
Earth
cable
Whether the grounding wires (including workpiece
Earth wire and welding machine earth wire) break off.
If unqualified, tighten or
replace the components.
Welding
cable\
MIG gun
Whether the insulating layer of the cable is worn, or the
conductive part of the cable is exposed;
Whether the cable is drawn by an external force;
Whether the cable connected to the workpiece is well
connected.
Use appropriate methods
according to the work site
situation to ensure safety
and normal cutting.
10. TROUBLESHOOTING
! WARINING DO NOT set up without SWITCH OFF !
This Troubleshooting Guide is provided to help you locate and repair possible machine
malfunctions. Simply follow the three step procedure listed below.
Locate Problem(Symptom)
Look under the column labeled “PROBLEM(SYMPTOMS)”. This column describes possible
symptoms that the machine may exhibit. Find the listing that best describes the symptom that the
machine is exhibiting.
Possible Cause
NOTICE: For safety and to maintain warranty validity:
Only qualified authorized personnel should perform service and repairs!
Unauthorized repairs may endanger the technician and machine operator!
To prevent electrical shock, follow all safety precautions in this manual!
Use only original spare parts when replacing components!
When ordering spare parts, provide machine type, serial number, and item
number, along with type designation and item number of the spare parts!
31
The second column labeled “POSSIBLE CAUSE” lists the obvious external possibilities that may
contribute to the machine symptom.
Recommended Course of Action
This column provides a course of action for the Possible Cause, generally it states to contact you
local after-sales service center.
Problem
(symptoms)
Possible areas of mis-adjustment
Recommended course of
action
Bead is too
thick(intermittently)
Feeding speed is slow and/or
inconsistent
Increase and maintain a
constant feeding speed.
Output heat range is too high.
Set the knob to low
Bead does not penetrate
base metal.
Feeding speed is inconsistent.
Decrease and maintain a
constant feeding speed.
Output heat range is too low.
Set the knob to high
Wire sputters and sticks
to workpiece
The wire is damp.
Change to dry wire. Be sure
wire is stored in a dry
location
Wire feed speed is too fast.
Reduce wire feed speed.
Edge of weld has
ragged depressions
Feeding speed is too fast.
Reduce feeding speed.
Wire feed speed is too fast.
Reduce wire feed speed.
Output heat range is too high
Set the knob to low
There is no current after
turning on the machine.
The power cord is not well connected.
Reconnect the power cord.
The welding machine fails.
Ask professionals to check.
The fan does not work
during welding.
The power cord for the fan is not well
connected.
Reconnect the power cord
for the fan.
Auxiliary power fails.
Ask professionals to check.
The overheating
indicator is on.
The overheating protection circuit
works.
It can be recovered after the
machine cools down.
32
There is no response
when pushing the torch
trigger and the alarm
indicator does not
illuminate.
The torch trigger fails.
Repair or replace the
welding torch.
When the torch trigger
is pushed, there is gas
output, but there is no
output current, and the
alarm indicator does not
illuminate.
The earth cable is not well connected
with the workpiece.
Reconnect it.
The torch trigger fails.
Repair or replace the
welding torch.
There is output current
when pushing the torch
trigger to feed gas, but
the wire feeder does not
work.
The wire feeder is clogged.
Unclog it.
The welding current is
unstable.
The wire feeder fails.
Repair it.
The control PCB or wire feeding power
PCB inside the machine fails.
Replace it.
The pressure arm on the wire feeder is
not properly adjusted.
Adjust it to get proper
pressure.
The drive roll does not match the wire
size being used.
Make sure they match with
each other.
The contact tip of the welding torch is
badly worn.
Replace it.
The wire-feeding tube of the welding
torch is badly worn.
Replace it.
The electrode is of poor quality.
Use electrode of good
quality.
33
Protection Status
Screen display
Status
Action
E10
Current acquisition Error
Turn off the machine and restart it
E20
The welding current over rated
Turn off the output
E30
Low voltage protection
Turn off the output
E60
High temperature protection
Turn off the output
If you do not understand or are unable to perform the Recommended Course of Action
safely, contact arccaptain.com for after-sale service.
Save for future reference:
Product:
Date Purchased:
Serial Number:
Product Feedback:
34
Appendix:QUICK SET-UP GUIDE

Querido Cliente Valioso,
Gracias por elegir ARCCAPTAIN! Nuestro objetivo es hacer que los soldadores sean
superiores para usted. ARCCAPTAIN fue construido con componentes de alta calidad ,
cada unidad de máquina pasó por múltiples líderes en la industria pruebas de laboratorio
para proporcionar una gran experiencia y rendimiento en soldadura.
El suyo recibe un servicio de garantía de dos años! Al desembalar, asegúrese de que
el producto esté intacto y sin daños. NO regrese directamente antes de contactar con
nuestro servicio de atención al cliente.
Seis formas de conectarnos y unirnos a la comunidad ARCCAPTAIN:
En línea: www.arccaptain.com/pages/contact-us
Facebook : arccaptainwelder
Instagram: arccaptain_welder
YouTube : arccaptain-weld
Whatsapp : +19892449456
Este manual está diseñado para ayudarle a aprovechar al máximo sus productos
ARCCAPTAIN. Guarde este manual y tómese el tiempo para leer las advertencias y
precauciones de seguridad, montaje, operación, inspección y mantenimiento. Le ayudarán
a protegerse contra posibles peligros en el lugar de trabajo. ¡No hacerlo puede provocar
lesiones graves !
www.ar ccaptain.com
Guardar para referencia futura:
Producto:
Fecha de compra:
Número de serie:
Comentarios del
producto:

TABLA DE CONTENIDO
1. SEGURIDAD
.........................................................................................................
1
1.1 Seguridad general ....................................................................................... 1
1.2 Seguridad Eléctrica ..................................................................................... 1
1.3 Seguridad contra incendios ........................................................................2
1.4 Seguridad de Humos y Gases ...................................................................2
1.5 Seguridad contra los rayos de arco y el ruido .........................................2
1.6 Soldadura con protección de gas: seguridad del cilindro ......................3
1.7 Información de seguridad adicional .......................................................... 3
2 . INTRODUCCIÓN DEL PRODUCTO .........................................................4
2.1 Descripción general de funciones ......................................................4
2.2 Paquete ..............................................................................................4
2.3 Parámetros técnicos .......................................................................... 4
3 . CONTROL DE OPERACIÓN E INSTRUCCIONES ..................................6
3 .1 Instrucción del panel ......................................................................... 6
3.2 Interfaz de operación Descripción ..................................................... 6
3 .3 Descripción de la alimentación del alambre ...................................... 7
3 .4 Placa de identificación ................................................ ...................... 8
4 . INSTALACIÓN Y CONEXIÓN ...................................................................8
4 .1 Selección del alambre de soldadura ...................... . ....... ................ 9
4 .2 Comprobación de los accesorios de la antorcha .... . ....... ................9
4 .3 Instalación del alambre de soldadura ..................... . ....... ................9
4 .4 Instalación de alimentación de alambre ................ . ....... ................11
5 . Operación para soldadura MIG con núcleo fundente ........................13
5.1 Conexión del cable de tierra y la pistola MIG
.........
. ....... ................ 13
5.2 Conexión de alimentación de entrada
.....................
. ....... ................ 14
5.3 El cable sobresale ........................................................ ....... ................ 15
5.4 Operación ..................................................................... . ....... ................ 16
6 . Operación para MMA y TIG .................................................................. 17
6 .1 Conexión del cable del soldador MMA dieciséis....... .... .... .............17
6 .2 Operación Soldadora MMA . ....... .......... ......................................... 19
6 .3 Tabla de parámetros de soldadura MMA . ....... .... .............. ............ 21
6.4 Levante la conexión del cable del soldador .TIG . ....... ................21
6 . 5 Operación del soldador Lift Tig ........................... . ....... ................ 24
6 . 6 Levante la tabla de parámetros de soldadura TIG . ....... ............... 26
7 . Instalación de la correa ........................................................................ 26
8 . MIG Técnica básica de soldadura ........................................................28
8.1 Soldadura por arco con núcleo fundente (FCAW) . ....... ................ 28
8.2 Soldadura MIG básica ............................................ ....... ................ 29
8.3 Velocidad de alimentación .................................... . ....... ................ 31
9. MANTENIMIENTO ...................................................................................31
9 .1 Mantenimiento periódico y de rutina ....................... . ....... ................ 32
9 .2 Mantenimiento diario ................................................. . ....... ................ 32
10 . SOLUCIÓN DE PROBLEMAS ............................................................. 34
Apéndice: GUÍA DE CONFIGURACIÓN RÁPIDA ......................................38
1
1.SEGURIDAD
! ADVERTENCIA
LEA TODAS LAS ADVERTENCIAS DE SEGURIDAD ANTES DE TRABAJAR!
El incumplimiento de las advertencias e instrucciones puede provocar descargas
eléctricas, incendios y/o herida grave. ¡Guarde todas las advertencias e instrucciones
para consultarlas en el futuro !
Si encuentra algún problema durante la instalación u operación, consulte las secciones
correspondientes de este manual para su inspección. Si aún no está seguro o no puede
resolver el problema, comuníquese con el soporte profesional de ARCCAPTAIN .
Seguridad general
NO use la soldadora si el interruptor no gira encenderlo y apagarlo.
Desconecte el enchufe de la fuente de alimentación antes de realizar cualquier
ajuste, cambiar accesorios o guardar la soldadora.
Asegúrese de que el interruptor esté apagado antes de conectarlo a la alimentación
o mover la soldadora para evitar un arranque accidental.
Mantenga y utilice siempre las protecciones, cubiertas y dispositivos de seguridad
de forma adecuada.
Mantenga las manos, el cabello, la ropa y las herramientas alejadas de las piezas
móviles como correas trapezoidales, engranajes y ventiladores.
Siga estas instrucciones y considere las condiciones de trabajo cuando utilice la
soldadora y los accesorios.
Es posible que este manual no cubra todas las situaciones posibles. Es importante
que el operador utilice el sentido común y la precaución al utilizar este producto.
1.2 Seguridad eléctrica
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
NO suelde en un área húmeda ni entre en contacto con una superficie húmeda o
mojada.
NO modifique ningún cableado, conexión a tierra, interruptor o fusible en este
equipo de soldadura.
NO entre en contacto físico con ninguna parte del circuito de corriente de soldadura,
incluida la pieza de trabajo, la abrazadera de tierra, el electrodo o alambre de
soldadura y las piezas metálicas del portaelectrodos o la pistola MIG.
NO conecte la abrazadera de tierra al conducto eléctrico y NO suelde en el conducto
eléctrico.
NUNCA deje la soldadora desatendida mientras esté energizada. Apague la energía
si tiene que irse.
NO intente enchufar la soldadora a la fuente de alimentación si la clavija de tierra
del enchufe del CABLE DE ALIMENTACIÓN DE ENTRADA está doblada, rota o falta.
NO altere el CABLE DE ALIMENTACIÓN DE ENTRADA ni el enchufe de ninguna
2
manera.
Las personas con marcapasos deben consultar a sus médicos antes de usarlos. El
campo magnético puede hacer que el marcapasos cardíaco se deforme un poco.
! ADVERTENCIA
EL SUS TI TU C I Ó N DE CO M P O NE N TE S PU E D E SE R PE LI GR OS O !
Sólo los expertos deberían sustituir las piezas de la máquina. Evite dejar caer
objetos extraños dentro de la máquina durante el reemplazo de componentes.
Asegúrese de que las conexiones de los cables sean correctas después de
reemplazar las PCB para evitar daños a la propiedad.
1.3 Seguridad contra incendios
! ADVERTENCIA TENGA CUIDADO CON EL PELIGRO DE INCENDIO !
Coloque la máquina sobre superficies no combustibles para evitar incendios.
Asegúrese de que no haya materiales inflamables cerca del área de trabajo para
reducir el riesgo de incendio.
Evite instalar la máquina cerca de fuentes de agua para evitar daños por agua.
Suelde/ corte siempre materiales en un ambiente seco con una humedad inferior al
90% y mantenga una temperatura de trabajo entre -10°C y 40°C.
Al soldar/ cortar al aire libre, asegúrese de protegerse de la luz solar y la lluvia,
manteniendo la máquina seca en todo momento.
No opere la máquina en ambientes polvorientos o químicamente corrosivos.
Retire o asegure todos los materiales combustibles dentro de un radio de 35 pies
(10 metros) del área de trabajo. Utilice material resistente al fuego para cubrir o
sellar puertas, ventanas, grietas y otras aberturas abiertas.
Un uso inadecuado puede provocar un incendio o una explosión. Evite materiales
inflamables cerca del área de trabajo , mantenga cerca un extintor con personal
capacitado, absténgase de cortar contenedores cerrados y no utilice la máquina
para descongelar tuberías.
1.4 Seguridad de los humos y gases
! ADVERTENCIA
EL FUMO PUEDE SER DAÑINO PARA SU SALUD !
Mantenga la cabeza alejada del humo mientras corta para evitar respirar gases
nocivos.
Asegúrese de que el área de trabajo esté bien ventilada con escape o equipo de
ventilación durante el corte.
Trabaje únicamente en un área confinada si está bien ventilada o use un respirador
con suministro de aire.
1,5 rayos de arco y seguridad contra el ruido
! ADVERTENCIA
EXCESSIVE NOISE DOES GREAT HARM TO HEARING!
ARC RADIATION MAY HURT YOUR EYES AND BURN YOUR SKIN!
3
La radiación del arco puede dañar los ojos y la piel; El ruido excesivo puede dañar
la audición.
Utilice protección ocular para soldadura certificada con al menos una clasificación
de lente de tono número 10.
Utilice calzas de cuero y zapatos o botas resistentes al fuego; Evite la ropa que
pueda atrapar chispas o metal fundido. No toque la pieza de trabajo caliente con las
manos desnudas.
Mantenga la ropa libre de sustancias inflamables y use guantes aislantes secos y
ropa protectora.
Utilice una cubierta para la cabeza aprobada y ropa de soldadura adecuada.
Al soldar por encima de la cabeza o en espacios reducidos, utilice tapones para los
oídos u orejeras resistentes al fuego.
Use protectores para los oídos u otros protectores auditivos al cortar.
1.6 Soldadura con protección de gas: seguridad del cilindro
! ADVERTENCIA LOS CILINDROS DE PUEDEN EXPLOTAR SI SE DAÑAN!
Nunca suelde en un cilindro presurizado o cerrado.
Evite que el portaelectrodos, el electrodo, el soplete o el alambre de soldadura
toquen el cilindro.
Mantenga los cilindros alejados de todos los circuitos eléctricos, incluidos los
circuitos de soldadura.
Mantenga siempre la tapa protectora en la válvula, excepto cuando el cilindro esté
en uso.
Utilice únicamente el equipo de protección de gas correcto diseñado para su tipo
específico de soldadura y manténgalo adecuadamente.
Proteja los cilindros de gas del calor, daños físicos, escoria, llamas, chispas y
arcos.
Siga siempre los procedimientos adecuados al mover cilindros.
No instale la máquina en un entorno con gases explosivos para evitar una
explosión.
Información de seguridad adicional
Utilice únicamente el cable de alimentación suministrado para esta soldadora o un
reemplazo idéntico. cable. No instale un producto más delgado o más largo. cable
de esta soldadora.
Mantenga etiquetas y placas de identificación en el soldador. Estos llevan
información importante.
Asegúrese de que la abrazadera de tierra esté conectada firmemente a la pieza de
trabajo durante la soldadura.
Presionar el interruptor de la pistola al soldar o cortar.
Al desechar la máquina cortadora, tenga en cuenta lo siguiente:
La quema de condensadores electrolíticos en el circuito principal o en la placa PCB
puede provocar explosiones. La quema de componentes de plástico, como el panel
4
frontal, puede producir gases tóxicos. Deséchelo como residuo industrial.
2. INSTRUCCIONES DEL PRODUCTO
2 .1 Descripción general de funciones
Este es el NUEVO Pro Serial MIG145, con tecnología avanzada Tecnología , funcionamiento
perfecto y alto rendimiento. Este sistema de soldadura ultraportátil es adecuado para diversas
necesidades de aplicación. Además, el nuevo Serie incluye lo último en control remoto vía APP .
MIG sinérgico: ajusta automáticamente el voltaje y la velocidad de alimentación del alambre
según el diámetro del alambre y el espesor de la placa metálica.
Multifuncionalidad 3 en 1: admite modos de soldadura MIG, MMA y Lift TIG sin gas. No se
necesita gas con soldadura MIG.
Tecnología avanzada de inversor IGBT y MCU: mejora el rendimiento de la soldadura.
Portátil y liviano: fácil de transportar con un asa o correa para el hombro.
Velocidad de alimentación de alambre ajustable: adapte el proceso de soldadura a sus
necesidades.
Ventilador de refrigeración inteligente: garantiza una excelente disipación del calor.
VRD (Dispositivo de reducción de voltaje): Reduce el riesgo de descarga eléctrica para la
seguridad del operador.
Hot Start: Facilita el encendido del arco más fácil y confiable en soldadura MMA.
Arc Force: Mejora el rendimiento de la máquina, especialmente para soldadura a larga
distancia.
Característica antiadherente: mejora el rendimiento de la soldadura al evitar que se pegue.
Múltiples protecciones: Incluye mecanismos integrados de protección contra
sobrecalentamiento y sobrecorriente.
Sólo apto en fuente de alimentación 120V.
2 . 2 Paquete
Nombre
Especificación
Cantidad, piezas)
Maquina de soldar
MIG145 Pro
1
Antorcha de soldadura MIG
6,5 pies
1
Conducto Boquilla para soplete
.030", .035"
2
Abrazadera de tierra
10 pies
1
Portaelectrodos
10 pies
1
Alambre con núcleo fundente
.035"/2 libras
1
Correa
/
1
Manual del operador
Para MIG 145
1
5
2 . 3 Parámetros técnicos
Elementos
Modelos
MIG145
Tensión de entrada nominal
Monofásico AC1 2 0V
50Hz/60Hz
Potencia nominal de entrada (KVA)
5
Rango de corriente de soldadura
(MIG, artes marciales mixtas, TIG)
40-145 A (MIG )
20-1 45 A (MMA)
20-1 45 A (TIG)
Rango de voltaje de soldadura
(MIG, artes marciales mixtas, TIG)
16-21.3 V (MIG)
20,8-25,8 V (MMA)
10,8 V-15,8 V (TIG)
Ciclo de trabajo nominal
60 %
Tensión sin carga (V)
U0=64;Ur=14.5
Electrodo aplicable ( en )
0,030/0,035/0,040
Grado de protección de la vivienda
IP21S
Grado de aislamiento
H
Modo de enfriamiento
Aire acondicionado
Eficiencia general
85%
Dimensión
Largo 12,8 x 5,7 x 9,7 pulgadas
Figura 1 Tamaño
6
3.
CONTROL DE OPERACIÓN E INSTRUCCIONES
3.1 Instrucciones del panel
Nombre de la pieza
Función
Imagen
1. Pestillo de la puerta
Empújelo hacia atrás para
instalar el alambre de
soldadura.
Figura 2 Controles del panel frontal
2. “-” Polaridad
negativa
Para conectar la pistola FLUX
MIG
3. Terminal de señal de
control de antorcha
MIG
Para conectar la señal de
control de la antorcha MIG
4. “+” Polaridad
positiva
Para conectar la abrazadera
de tierra
5. Interfaz de
operación
Para mostrar información MIG
6. Orificio para la
correa
Fácil de cargar
7. Interruptor de
alimentación
Para controlar el ON/OFF de
la potencia de entrada de la
máquina.
Figura 3 Controles del panel posterior
8. Cable de
alimentación de
entrada
Para entrada de fuente de
alimentación : 120V
9. Ventilador
Para disipar el calor mediante
refrigeración por aire forzado.
7
3.2 Descripción de la interfaz de operación
Figura 4 Interfaz de operación
No.
Nombre de la pieza
Función
1
Pantalla LED
Pantalla para detalles de función
2
Seleccione el modo de
soldadura
Modo de soldadura MIG
Modo de soldadura MMA
Modo de soldadura Lift- TIG
3
Seleccionar diámetro de
alambre
Ф alambre de 0,030 pulgadas
Ф alambre de 0,035 pulgadas
Ф alambre de 0,040 pulgadas
4
Botón de cambio de
modo de función
seleccionar el espesor de la pieza de trabajo
5
Botón de ajuste
Gire para ajustar el parámetro
6
Luces de alarma
Luz de visualización de alarma anormal
7
Inalámbrico *
Mostrar luz de señal inalámbrica
8
luz VRD
Mantenga presionada la tecla FN para activar o
desactivar VRD
8
* Para obtener información más detallada sobre la conexión y las pautas
operativas de la APLICACIÓN ARCCAPTAIN, visite arccaptain.com y explore los
recursos disponibles allí.
3.3 Descripción de la alimentación del alambre
Nombre de
la pieza
Función
Imagen
1. Tensor de
alimentación
Se corrigió el brazo tensor y se
ajusta la presión sobre el cable.
Figura 5 Alimentador de alambre
interior
2.Brazo loco
Presione hacia abajo el alambre de
soldadura.
3.
Revestimient
o de entrada
de alambre
Guíe el alambre de soldadura hacia el
alimentador de alambre.
4. Rodillo de
alimentación
Transferir alambre de soldadura
5. Carrete de
alambre
Bobina de alambre de soldadura fija
3.4 Placa de identificación
En la máquina hay una placa que incluye todas las especificaciones de funcionamiento de su
nueva unidad. El número de serie del producto también se encuentra en esta placa.
La clasificación del ciclo de trabajo de un soldador define cuánto tiempo puede soldar el operador y
cuánto tiempo debe descansar y enfriarse el soldador. El ciclo de trabajo se expresa como un
porcentaje de 10 minutos y representa el tiempo máximo de soldadura permitido. Se requiere el
resto del ciclo de 10 minutos para enfriar.
Por ejemplo, un soldador tiene un ciclo de trabajo del 60 % con una salida nominal de 145 A. Esto
significa que con esa máquina puede soldar con una salida de 145 A durante seis ( 6 ) minutos de
10 y los cuatro ( 4 ) restantes. minutos necesarios para enfriamiento. El ciclo de trabajo de su
nuevo soldador se puede encontrar en la placa de datos. fijado a la máquina. Parece el diagrama a
continuación.
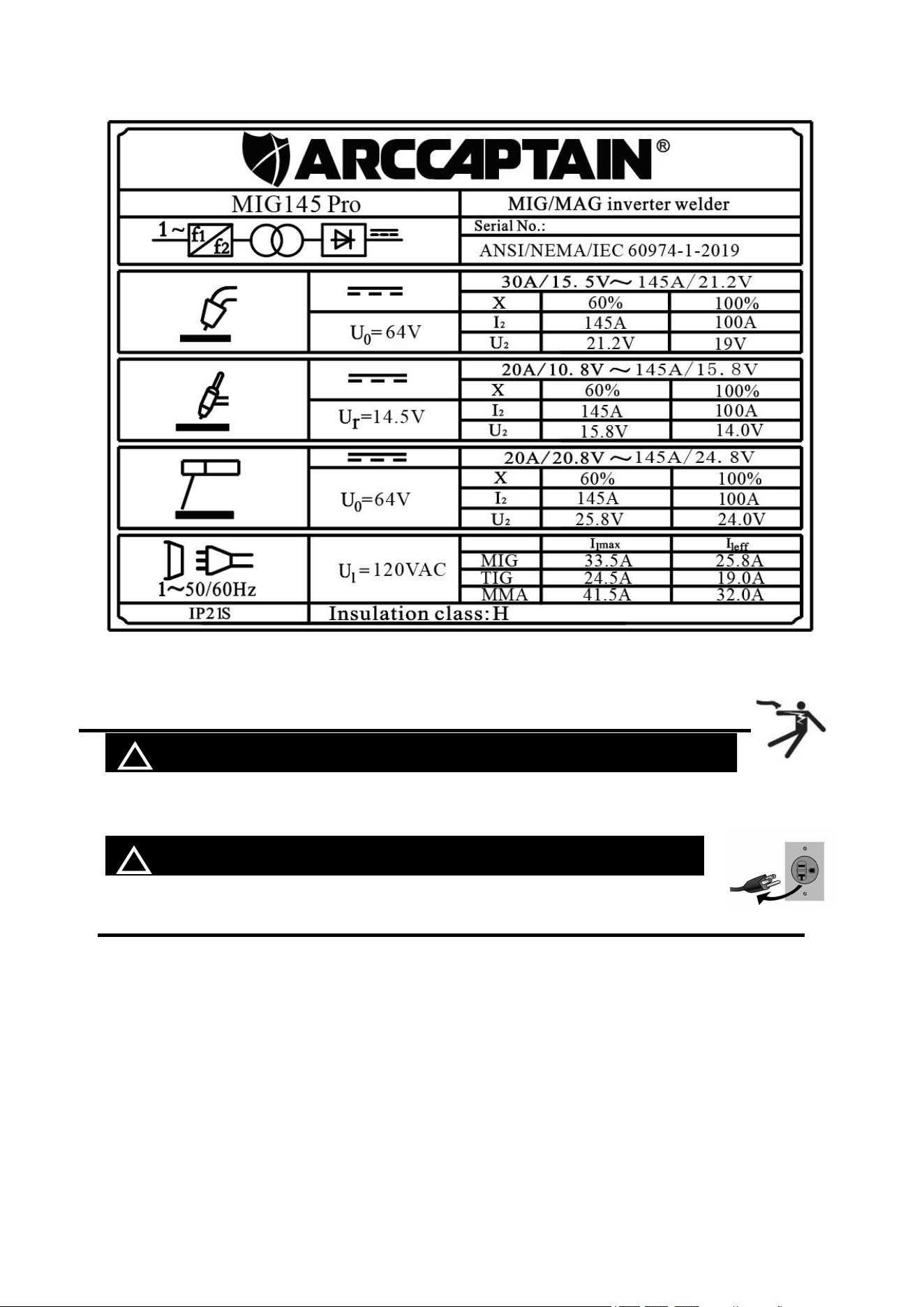
9
Figura 6 Placa de identificación
4. INSTALACIÓN Y CONEXIÓN
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
Verifique y siga las instrucciones enumeradas en la sección " Seguridad " de este
manual.
! ADVERTENCIA NO instale sin APAGAR!
4.1 Selección del alambre de soldadura
Esta soldadora es compatible con carretes de 2 lb de alambre con núcleo fundente de
0,030", 0,035" o 0,040". El uso de alambre más grueso no mejorará el rendimiento de
la soldadura en materiales más gruesos ni aumentará la tasa de deposición. Además,
puede sobrecargar su fuente de alimentación de CA.
NOTA: El alambre de soldadura oxidado puede afectar los resultados de la
soldadura.
Si encuentra óxido en un carrete de alambre, es mejor desecharlo. Pero antes de
hacerlo, desenrolla un poco de alambre para ver si el resto sigue en buen estado. Si
también está oxidado, deshazte de todo el carrete.
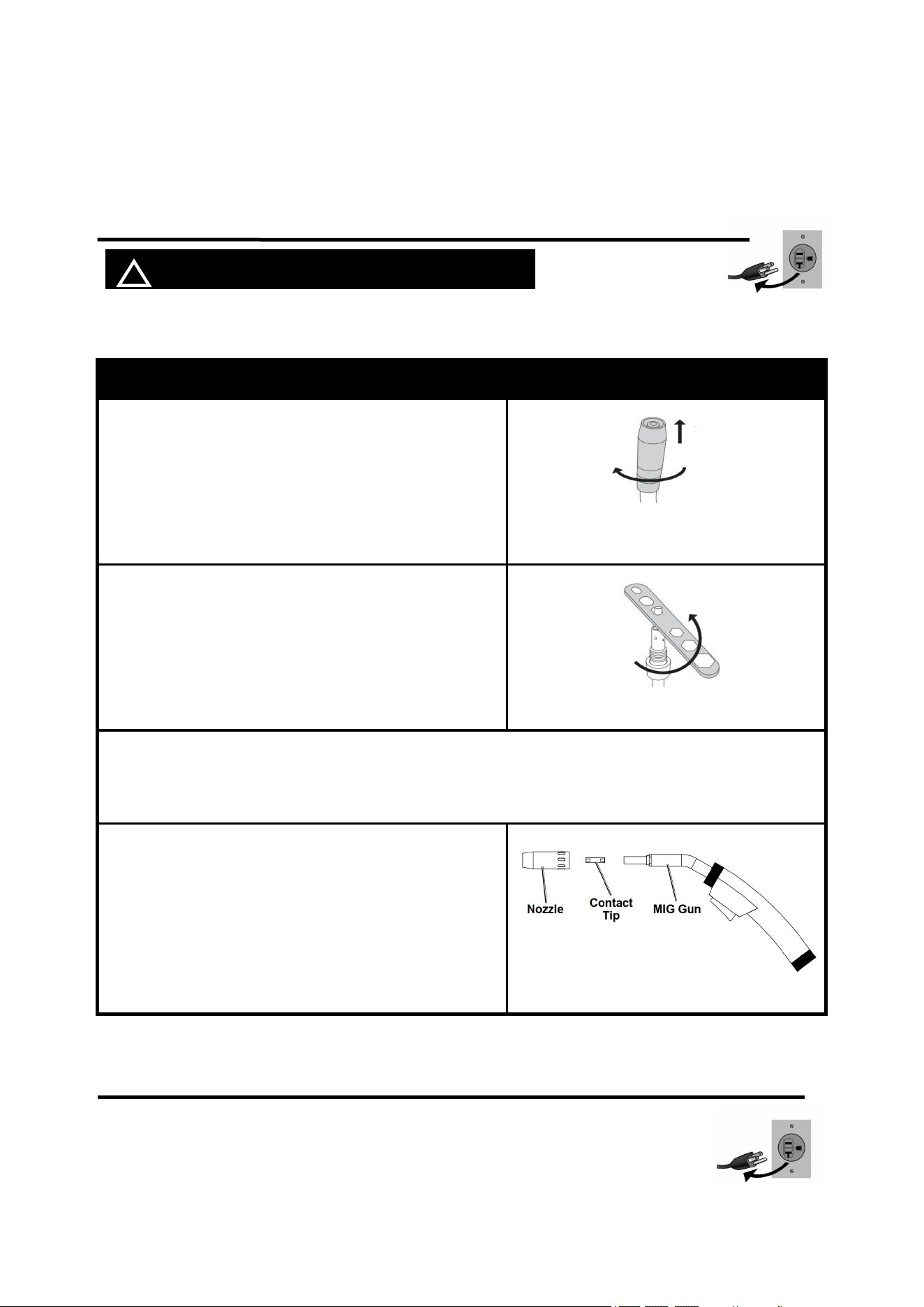
10
NOTA: MIG145 NO está disponible para alambre MIG SOLID o alambre de
aluminio.
4.2 Comprobación de los accesorios de la antorcha
! ADVERTENCIA ¡NO instale sin APAGAR!
Antes de soldar, verifique que el tamaño de la punta de contacto de su antorcha MIG
coincida con su tipo de alambre de soldadura. Siga los siguientes pasos.
Descripción
Imagen
1. Gire continuamente la boquilla en el sentido de las
agujas del reloj, como si la tirara hacia arriba. Dado
que la boquilla tiene un resorte interno, se requiere
algo de fuerza para retirarla.
AVISO: GIRE SOLO EN EL SENTIDO DE LAS
DERECHAS.
Figura 7
2. Utilice una llave para girar la punta de la boquilla de
contacto en sentido antihorario. Mientras lo hace,
asegúrese de estabilizar la antorcha con una mano.
Quitar la antorcha puede resultar difícil si no está
estabilizada.
Figura 8
3.Compruebe el número de tamaño en la punta de contacto. La máquina original está equipada
con el tipo 0,035 ” .
Si no está confirmado con su alambre de soldadura, cámbielo.
4. Reemplace la boquilla en sentido antihorario.
Figura 9
4.3 Instalación del alambre de soldadura
NOTA: Gire el interruptor de encendido de la máquina a la posición
APAGADO. posición antes de trabajar dentro del recinto de
alimentación de alambre. Asegúrese de que el rodillo impulsor de
alimentación de alambre y la punta de contacto de la pistola
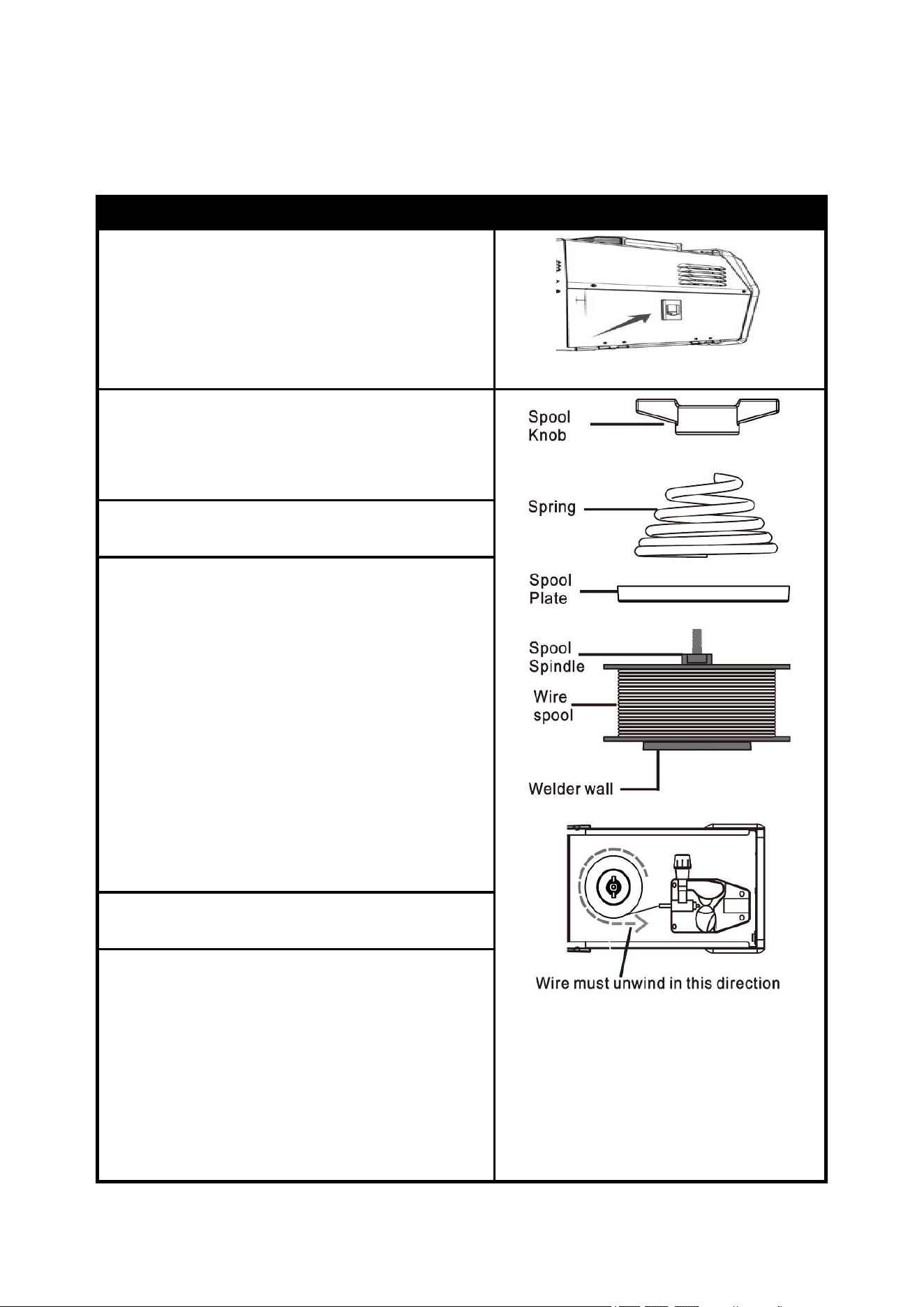
11
coincidan con el diámetro y el tipo de alambre utilizado.
NOTA : HACER
¡
NO desenganche el extremo anterior del cable ! Evitará que se
disperse toda la bobina de alambre.
Descripción
Imagen
1. Levante el pestillo de la puerta y luego abra la
puerta. Luego verá el carrete de alambre y el
alimentador de alambre.
Figura 10 Pestillo de la puerta
2. Comience a instalar el cable:
Gire en sentido contrario a las agujas del reloj
para quitar la perilla del carrete, luego quitar el
resorte.
Figura 11 Carrete de alambre
3. Retire la placa del carrete y el eje del carrete
quedará expuesto .
4. Coloque el carrete de alambre sobre el eje del
carrete.
AVISO:Para evitar problemas con la
alimentación del alambre, coloque el extremo
delantero del carrete de alambre hacia s para
revestimiento de entrada de alambre (consulte la
imagen), para que se desenrolle en sentido
anti-horario.
AVISO:Para evitar que el alambre de soldadura
se desenrede y se desenrolle, lo que puede
causar enredos y problemas de alimentación, NO
suelte el cable antes de reemplazar la perilla del
carrete.
5. Reemplace el carrete placa nuevamente en el eje
del carrete .
6. 6. Vuelva a colocar el resorte y la perilla del carrete
sobre la placa del carrete. entonces gire la perilla del
carrete en el sentido de las agujas del reloj para
apretar.
AVISO:Si Wire Spool puede girar libremente,
Knot también lo es. perder. Esto hará que el
alambre de soldadura se desenrede y
desenrollarse, lo que puede provocar enredos y
problemas de alimentación .
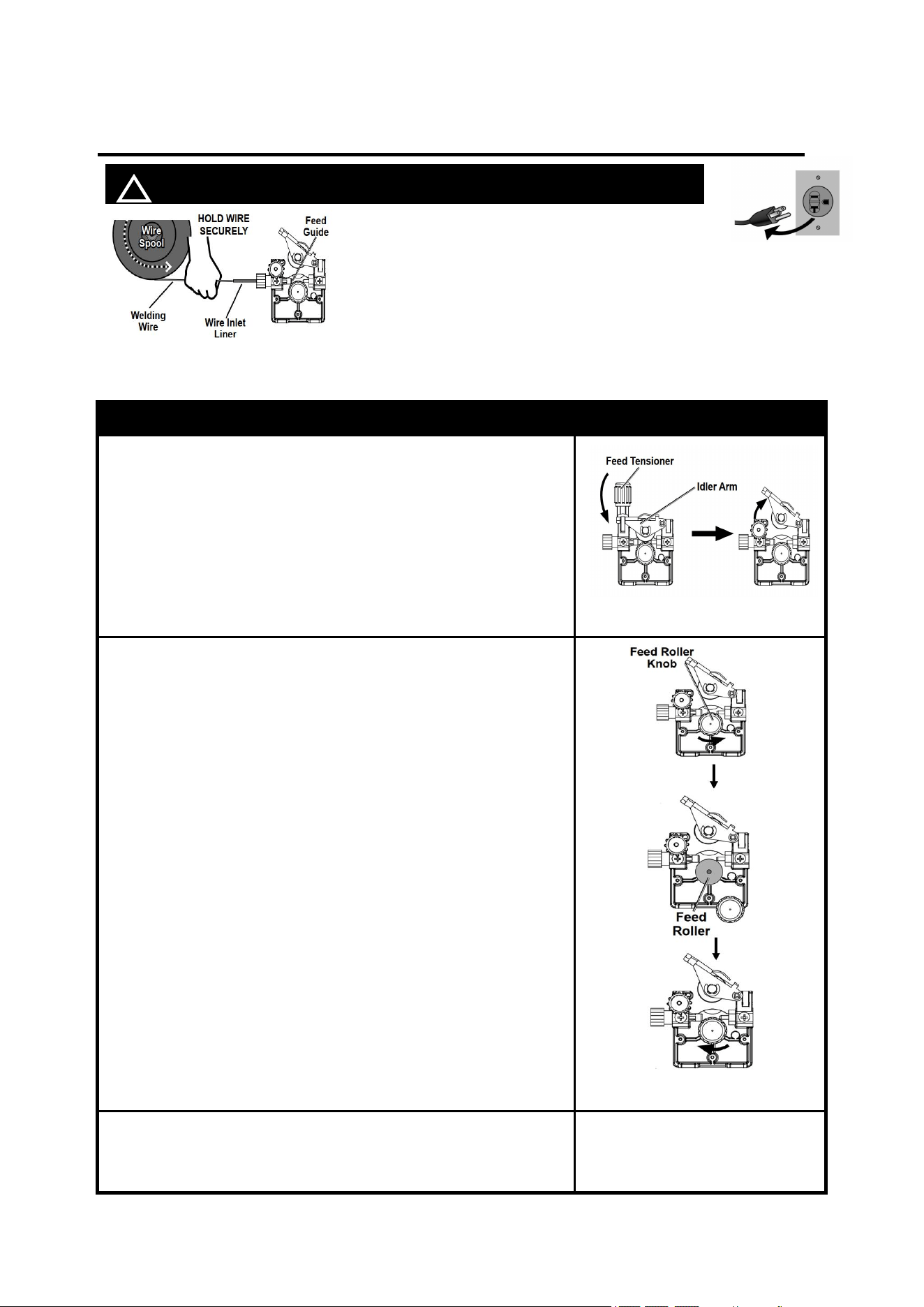
12
4.4 Instalación de alimentación de alambre
! ADVERTENCIA NO instale sin APAGAR!
NOTA: DEBE sujetar firmemente el
extremo del alambre de soldadura y mantenerlo
ténselo durante los siguientes pasos. Si no se hace
esto, el alambre de soldadura se desenredará y se
desenrollará. ¡lo que puede causar enredos y
problemas de alimentación !
Descripción
Imagen
1. Suelte el tensor de alimentación y gire el yo lo hago Brazo
alejado del rodillo de alimentación .
AVISO:
* La perilla del tensor de alimentación se puede girar en
sentido antihorario para aflojarla. Luego, tire de él hacia
abajo para eliminar la tensión. El brazo tensor accionado por
resorte se moverá hacia arriba como se ilustra.
Figura 13
2. Instrucciones del rodillo de alimentación .
Asegúrese de que el tamaño visible y estarcido en el lado del
rodillo impulsor hacia usted coincida con el tamaño del cable
que se está utilizando.
AVISO:
* La máquina original está equipada con una ranura
moleteada de 0,035 pulgadas. rodillo de alimentación y un
0,035 pulg. Alambre con núcleo fundente ( SÓLO para
alambre con núcleo fundente).
*Si no coinciden, es necesario cambiar el rodillo de
alimentación:
Desenrosque la perilla del rodillo de alimentación en sentido
antihorario.
Retire la perilla del rodillo de alimentación para acceder al
rodillo de alimentación.
Voltee o reemplace el rodillo de alimentación según sea
necesario. Asegúrese de que coincida con el tipo de cable y
el diámetro indicado en el carrete.
Figura 14
3. Separe con cuidado el extremo del cable del carrete.
Mantenga la tensión en el cable para evitar que el carrete se
desenrolle .
Figure 12
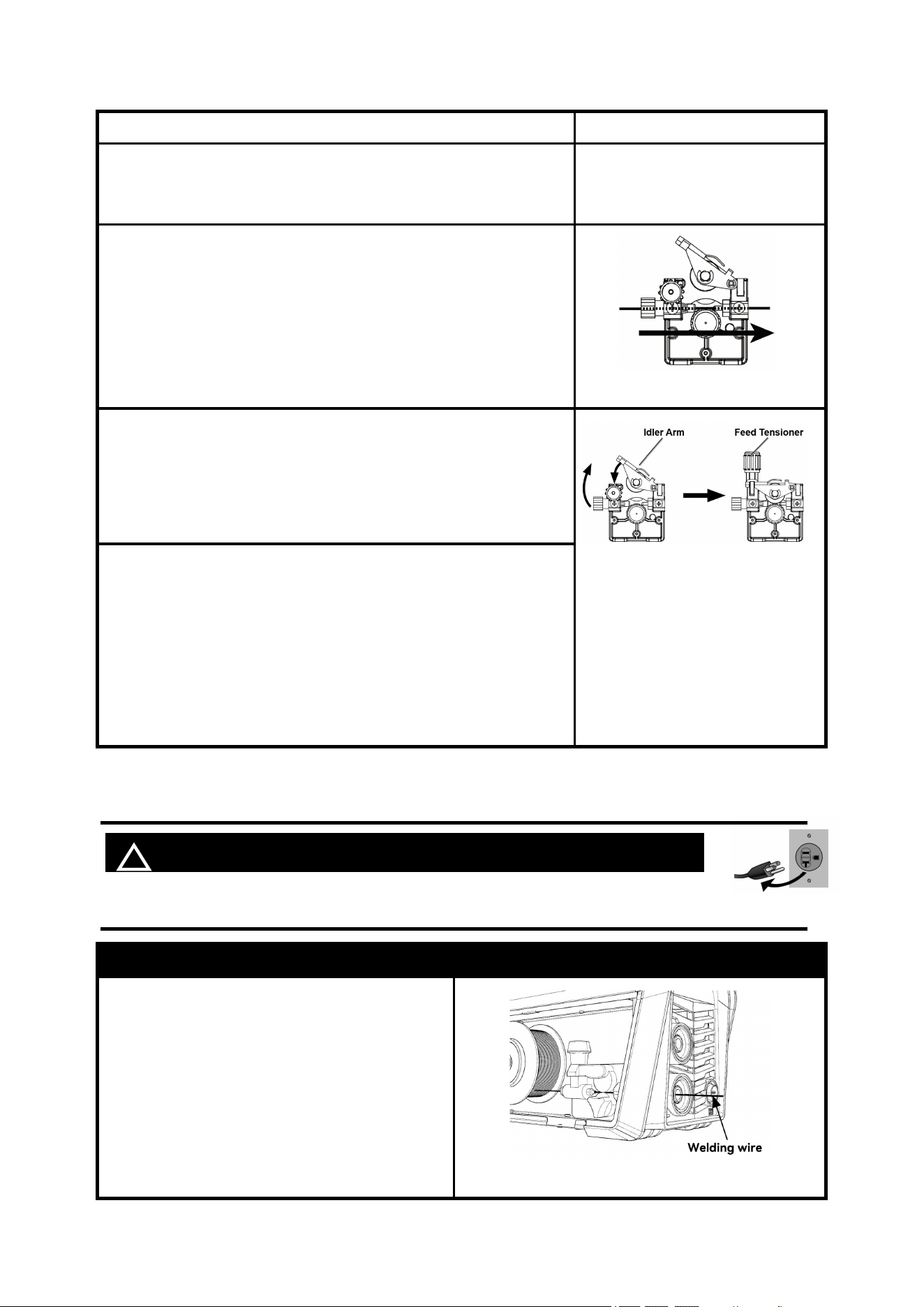
13
AVISO: NO suelte el cable
4. Recorte todos los cables doblados y ondulados. Asegúrese
de que el extremo cortado sea liso y sin rebabas ni bordes
afilados; Vuelva a cortar si es necesario.
5. Mantenga tensión en el cable y la guía. al menos 12 pulgadas
de alambre a través del revestimiento de entrada de
alambre , sobre el rodillo de alimentación y dentro del
revestimiento de la pistola .
AVISO: El carrete girará un sentido antihorario moda.
Figura 15
6. Cierre el brazo tensor y baje el tensor de alimentación
hasta el rodillo loco presiona firmemente el cable.
Ahora puedes soltar el alambre de soldadura. Asegúrese de
que el cable esté colocado en la ranura del rodillo de
alimentación inferior.
Figura 16
7. El tensor de alimentación en el brazo tensor ajusta la
presión sobre el alambre. Ajuste la presión girando el tensor de
alimentación para evitar que el carrete se desplace, pero aún
así permitir una alimentación de alambre suave y fácil.
Comience con la presión ajustada a un valor intermedio.
Reajustar, si es necesario. Si el rodillo impulsor se desliza
mientras se alimenta el alambre, se debe aumentar la presión
hasta que el alambre se alimente correctamente.
5. Operación para soldadura MIG con núcleo fundente
! ADVERTENCIA NO instale sin APAGAR!
5.1 Conexión del cable de tierra y la pistola MIG
Descripción
Imagen
Antes de instalar la pistola MIG, primero es
necesario instalar el alambre de soldadura
y sacarlo de la interfaz del alimentador de
alambre.
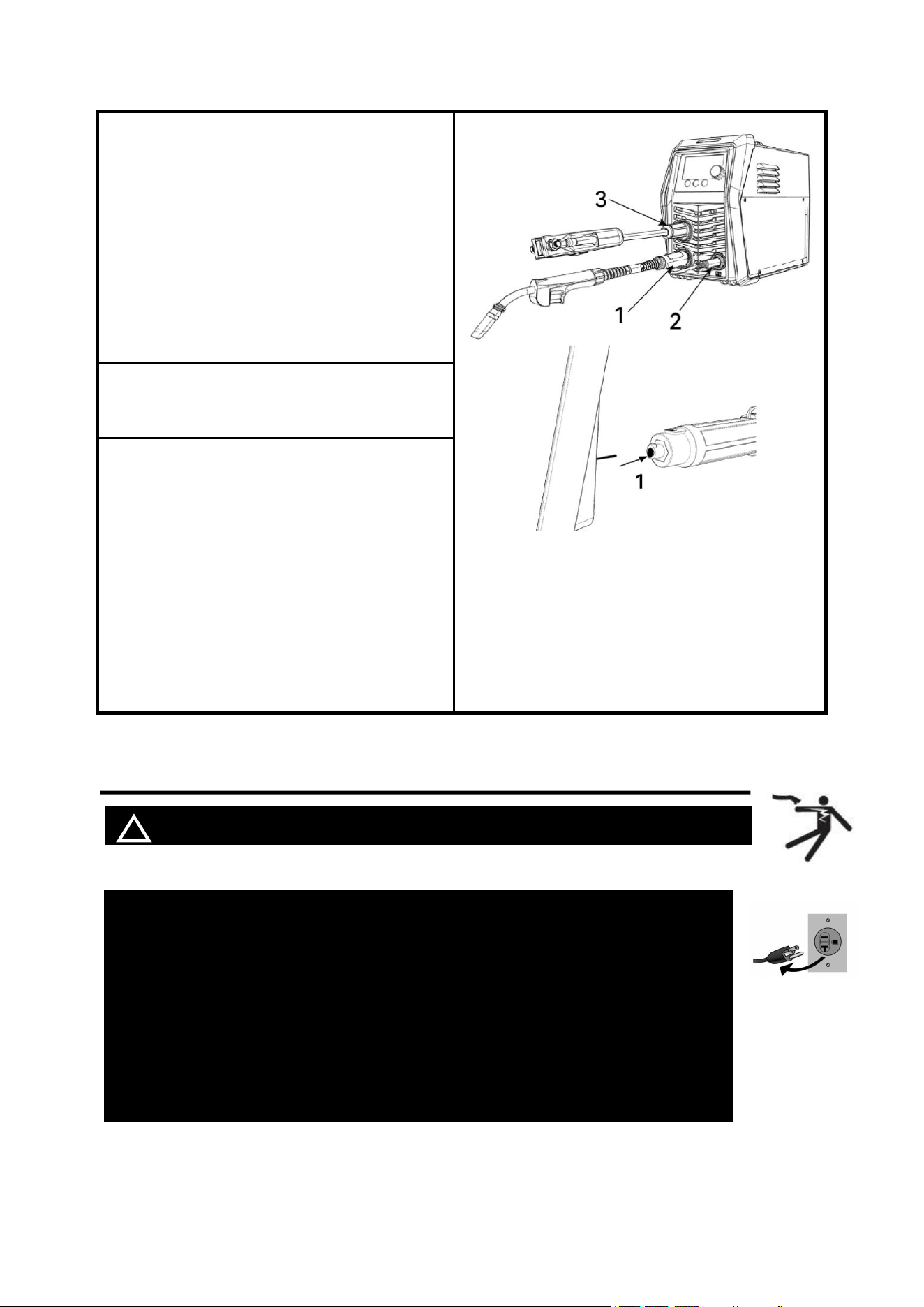
14
1. Conecte la pistola de soldar a “-” Polaridad
negativa
AVISO:
El alambre de soldadura debe estar
alineado con el tubo de alimentación de
alambre de la pistola MIG.
El conector de la pistola MIG DEBE
estar firmemente conectado al enchufe
para evitar un cortocircuito.
Figura 17
2. Conecte el terminal de señal de control de
la pistola de soldar .
3. Conecte la abrazadera redonda a “+”
Polaridad positiva
AVISO:
El conector de la abrazadera de tierra
DEBE estar firmemente conectado al
enchufe para evitar cortocircuitos.
Asegúrese de que la abrazadera de
tierra esté conectada a un metal
desnudo y limpio (no oxidado o
pintado).
5. 2 Conexión de alimentación de entrada
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
AVISO: Los siguientes pasos requieren aplicar energía al soldador .
con la tapa abierta.
Para evitar lesiones graves por incendio o descarga eléctrica:
1. HACER NO toque nada, especialmente la abrazadera de tierra, con
la pistola o el alambre de soldar o se encenderá un arco.
2. NO toque los componentes internos del soldador . mientras está
enchufado.
El MIG145 PRO funciona SÓLO con una fuente de alimentación de 120V . Conecte el
cable de alimentación a una toma adecuada conectado a tierra . Coloque la pistola
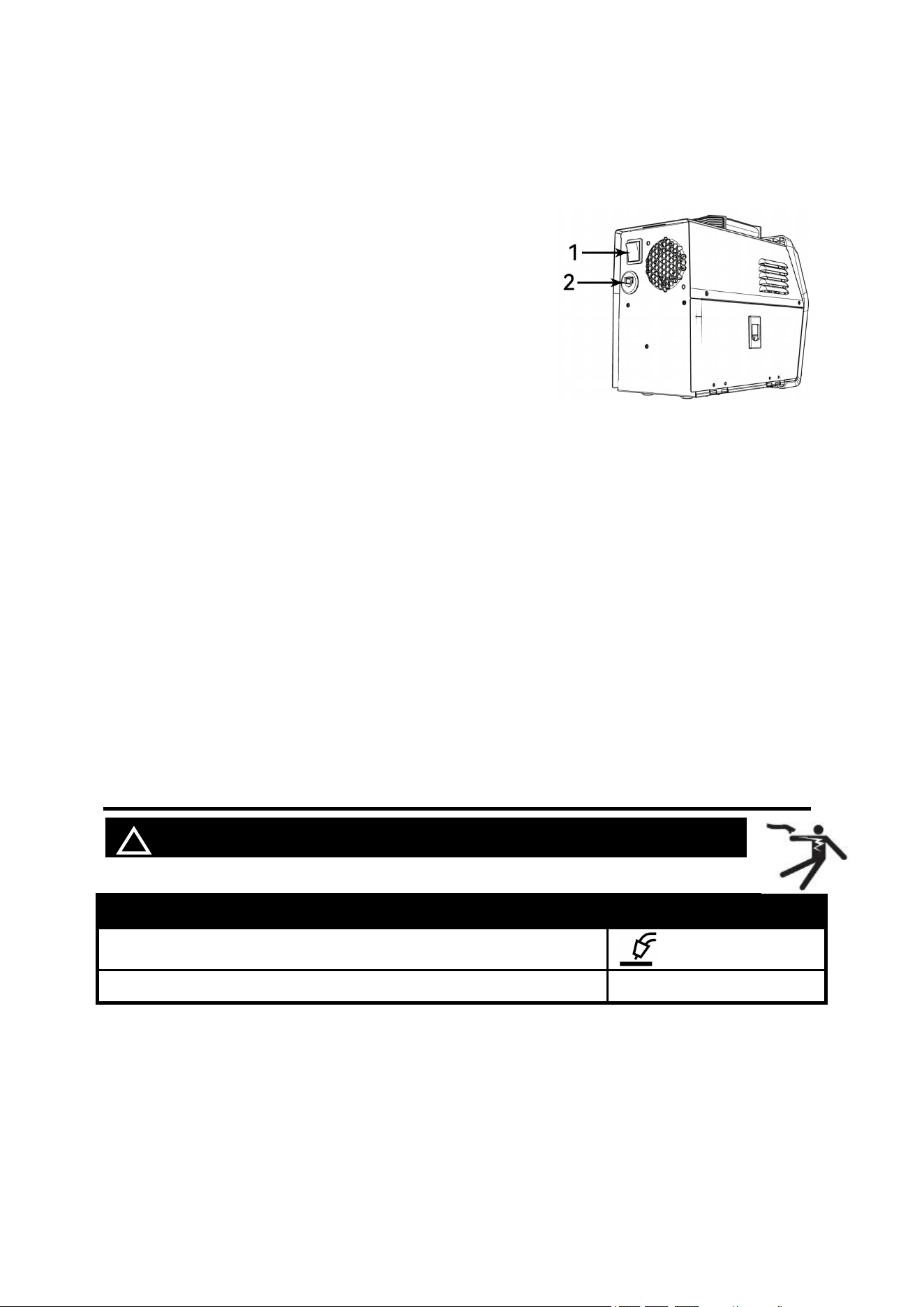
15
MIG en una posición no conductora, superficie no inflamable alejada de cualquier
conexión a tierra. objetos. Y luego encienda el interruptor de encendido .
NOTA:
Para un rendimiento óptimo, conecte el MIG145 a un
circuito derivado de 5 0A. Si se conecta a un circuito con
menor capacidad, espere una corriente de soldadura y un
ciclo de trabajo reducidos. El circuito debe estar equipado
para más de 50 A con disyuntores o fusibles de acción
retardada.
Asegúrese de que el voltaje de la red eléctrica se
mantenga dentro del ±15 % del valor nominal (120 V). Un
voltaje bajo puede provocar resultados de soldadura deficientes, mientras
que un voltaje excesivamente alto puede provocar que los componentes se
sobrecalienten y potencialmente fallen. Verifique si el valor del voltaje varía
dentro de un rango aceptable con un multímetro.
Requisitos del código para conexiones de entrada eléctrica
Esta máquina de soldar debe conectarse a una fuente de alimentación de acuerdo con los
códigos eléctricos aplicables. El Código Eléctrico Nacional proporciona estándares para la
capacidad de manejo de amperaje de los conductores de suministro según el ciclo de trabajo
de la fuente de soldadura.
AVISO : No retire la clavija de tierra del cable de alimentación .
Si tiene alguna otra pregunta sobre si la instalación cumple con los requisitos del código eléctrico
aplicable, consulte a un electricista calificado.
5.3 Cable sobresalido
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
Descripción
Imagen
1. Configure el interruptor de modo en la configuración MIG .
2. Configure el alambre de soldadura al tamaño que esté utilizando.
.030” / .035” / .040”
Figure 18
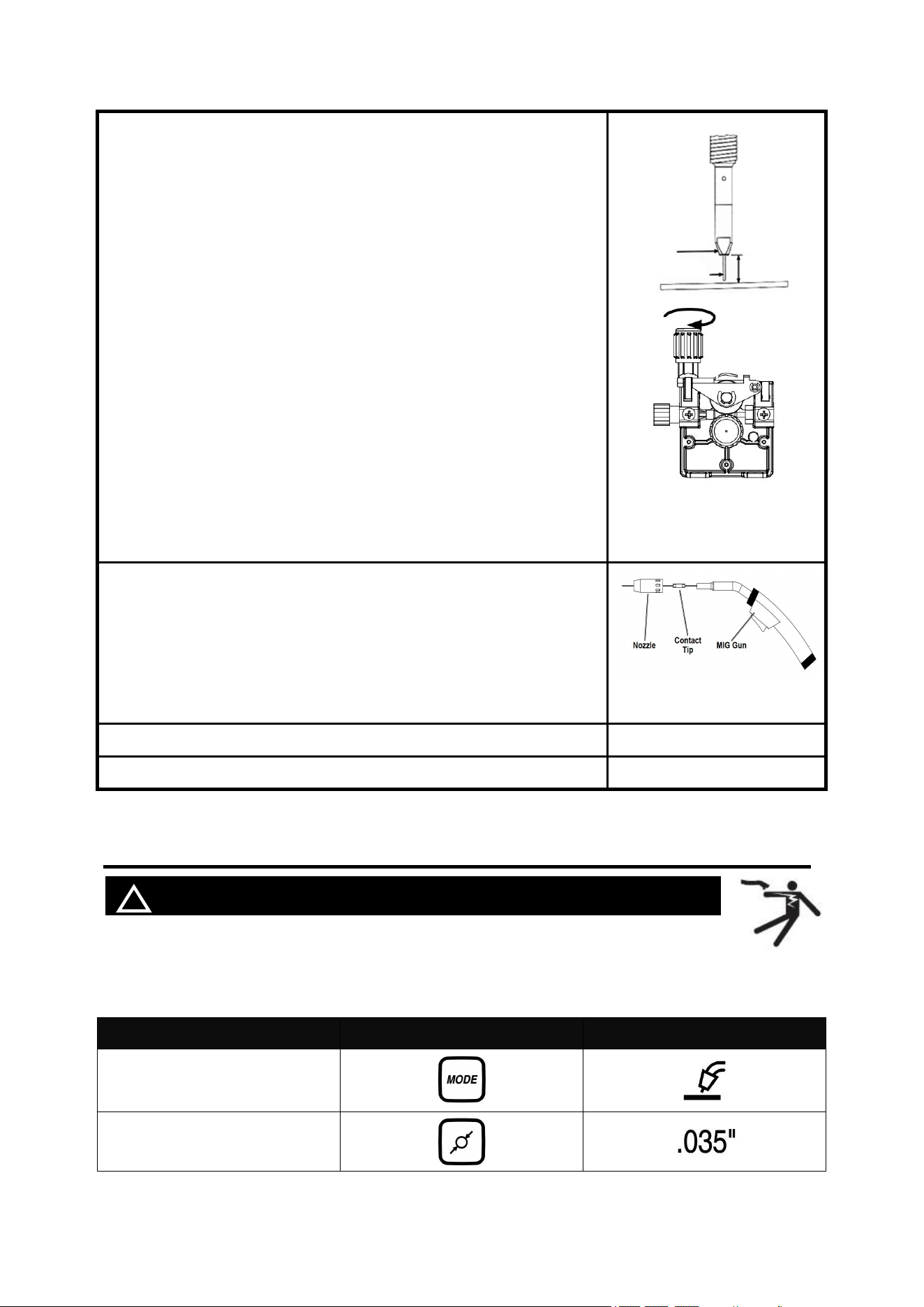
16
3. Presione y mantenga presionado el gatillo de la pistola para
cargar el cable a través de la pistola , hasta que el cable alimente
hasta el final del arma .
NOTA:
Antes de alimentar, retire la boquilla y la punta de contacto
antes de alimentar el cable para garantizar una alimentación
suave del cable.
Si el alambre no avanza correctamente y el carrete está
estacionario, apáguelo y Desenchufe la soldadora y apriete
ligeramente Alimente el tensor en el sentido de las agujas del
reloj antes de volver a intentarlo.
Si el cable se detiene en lugar de doblarse, desconecte la
soldadora, apriete ligeramente el tensor de alimentación en el
sentido de las agujas del reloj y vuelva a intentarlo. Si el
alambre se dobla debido a la presión de alimentación, la
tensión está ajustada correctamente.
Apunte el arma lejos de todos los objetos.
4. Apague la máquina después de que el cable sobresalga . Luego
instale el
Boquilla y punta de contacto.
NOTA:
Corte el cable de 3/8” a 5/8” desde el extremo de la punta.
5. Encienda la máquina. La máquina ya está lista para soldar.
6. Cierre la puerta. Cerciorarse . La puerta está bien cerrada .
5.4 Operación
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
Encienda el interruptor de encendido de la máquina y el indicador de encendido
se ilumina.
Seleccione el modo de trabajo adecuado y la función adecuada según su situación de
soldadura.
Función
Parte
Seleccionar
Seleccione MIG
Seleccionar cable
diámetro
Figure 20
Figure 21
Contact
Tip
Wire
10-16m
m
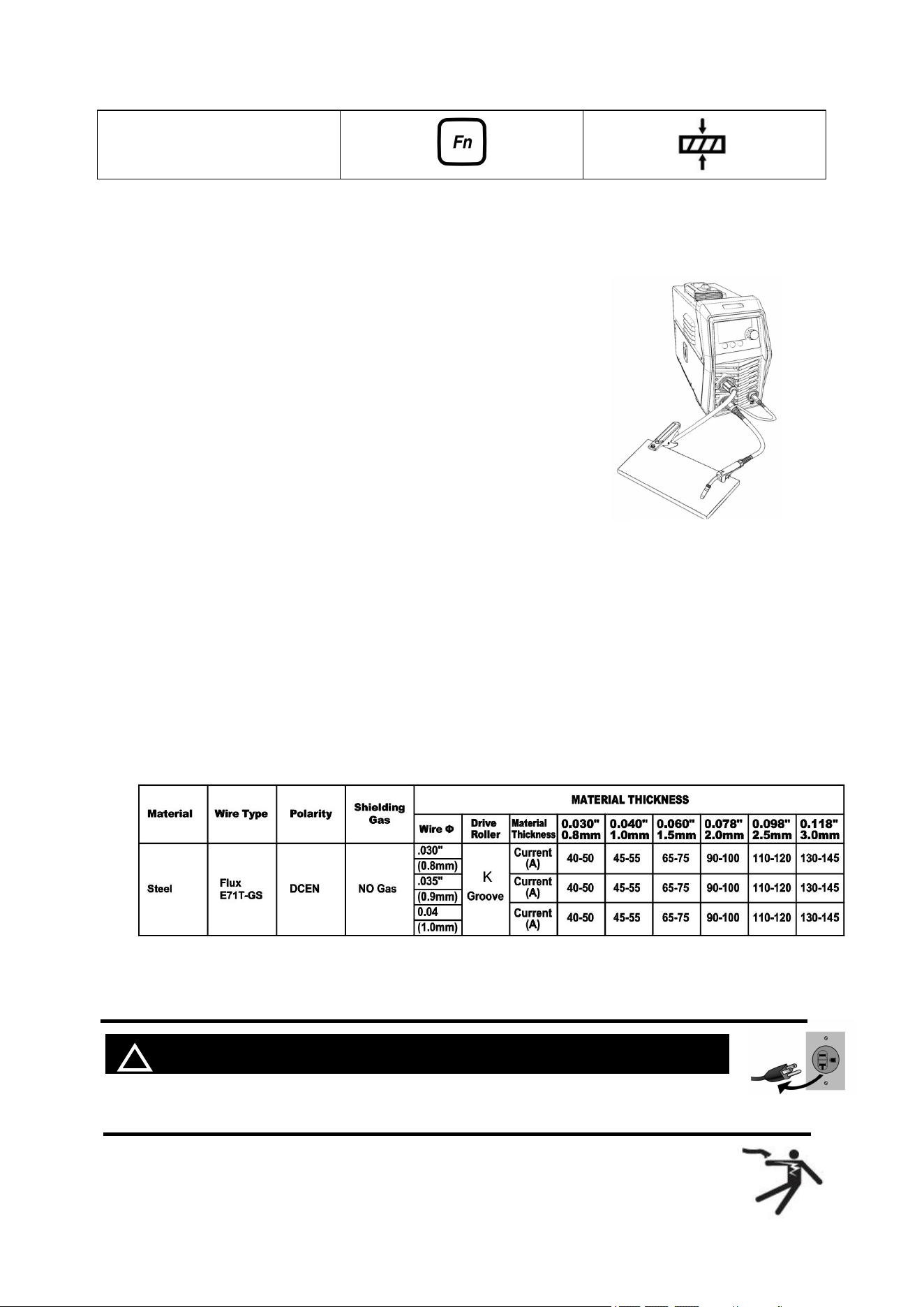
17
Seleccionar material
espesor
Sujete la abrazadera de tierra a la pieza de trabajo. La abrazadera de tierra debe estar
conectada firmemente a la pieza de trabajo.
AVISO :
• Suelde siempre material limpio, seco y bien
preparado.
• Sostenga la pistola en un ángulo de 45° con
respecto a la pieza de trabajo con la boquilla
aproximadamente a 1/2” de la superficie.
• Mueva la pistola de manera suave y constante
mientras suelda.
• En material de calibre delgado, muévase
rápidamente y suelde solo puntadas de 1/4” a la vez
para evitar que se derrita.
• Evite soldar en áreas con mucha corriente de aire. Se producirá una
soldadura débil, picada y porosa debido a las corrientes de aire que arrastran
la
• Mantenga limpios el alambre y el revestimiento. No utilice alambre oxidado.
• Deben evitarse dobleces o torceduras pronunciadas en el cable de
soldadura.
• Utilice SÓLO alambre de soldadura MIG con núcleo fundente.
• MIG con núcleo fundente (solo como referencia)
6. Operación para MMA y TIG
! ADVERTENCIA NO instale sin APAGAR!
6.1 Conexión del cable del soldador MMA
AVISO: Antes de configurar o utilizar este producto para una nueva
función , asegúrese de leer toda la sección Información importante de
Figure 22
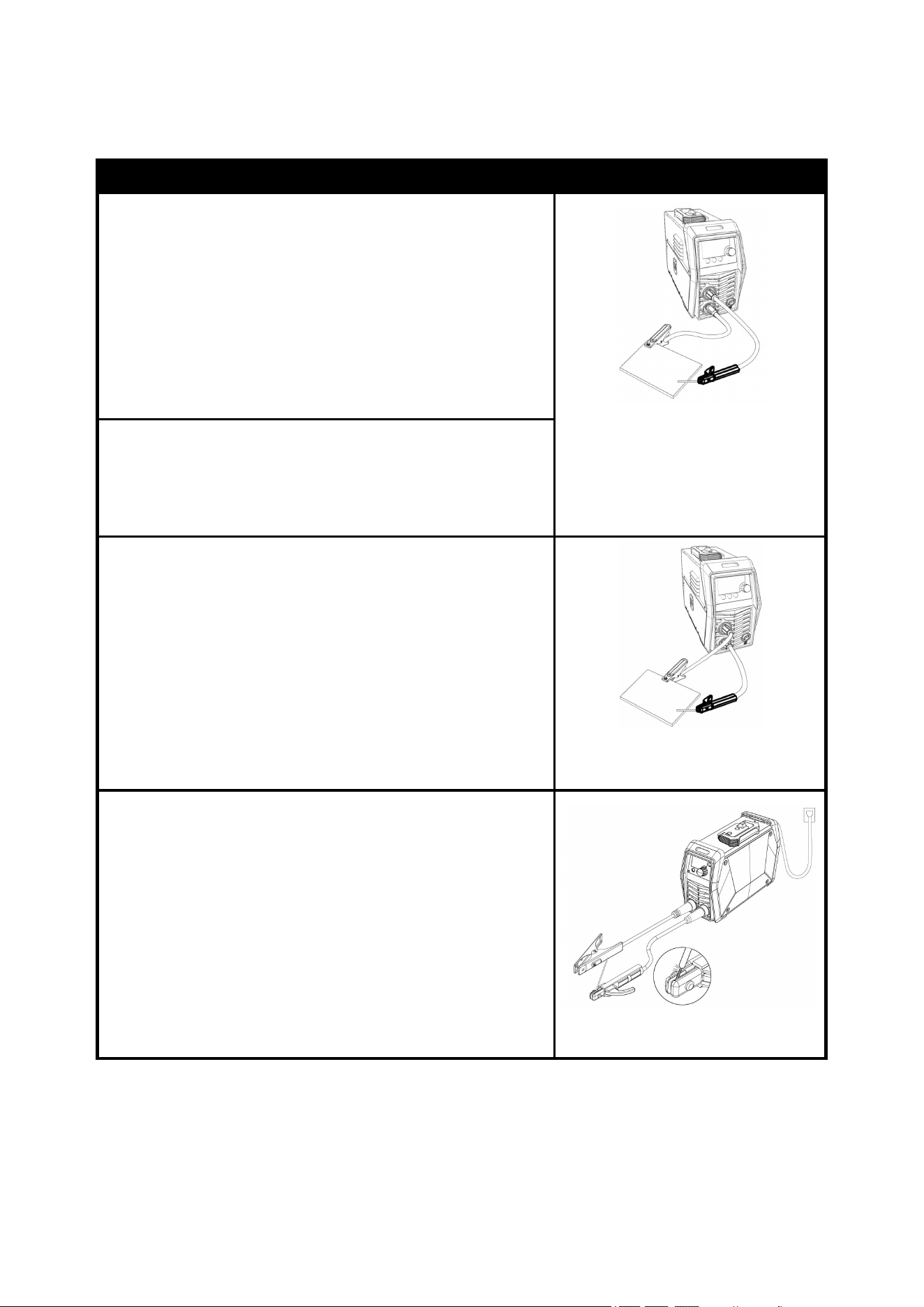
18
seguridad al principio de este manual .
Descripción
Imagen
1. Conecte la pinza de tierra a “ - ” Polaridad negativa
NOTA:
El conector de la abrazadera de tierra DEBE estar
firmemente conectado al enchufe para evitar
cortocircuitos.
Asegúrese de que la abrazadera de tierra esté
conectada a un metal desnudo y limpio (no oxidado
o pintado).
2. Conecta el Portaelectrodos a “ + ” Polaridad positiva
NOTA:
El
conector del portaelectrodos DEBE estar
firmemente conectado al enchufe para evitar
cortocircuitos de energía.
3. Cuando utilice varillas alcalinas (E7018), deberá realizar
ECEP, es decir, conectar el soporte y la abrazadera de tierra
como se menciona en el punto 1 anterior . y 2 .
Si utiliza varillas ácidas (E6013), necesita DCEN, es decir,
conecte el soporte a " - " y la abrazadera de tierra a "+".
NOTA: El cableado incorrecto puede afectar los
resultados de la soldadura.
4 . Coloque el extremo metálico desnudo del Stick
Electrodo (se vende por separado) dentro del mandíbulas del
portaelectrodos .
NOTA: Coloque el soporte del electrodo en superficie no
conductora, no inflamable lejos de cualquier objeto
conectado a tierra. Instale el electrodo adhesivo con la
máquina apagada.
Figure 23 ECEP
Figure 24 DCEN
Figure 25
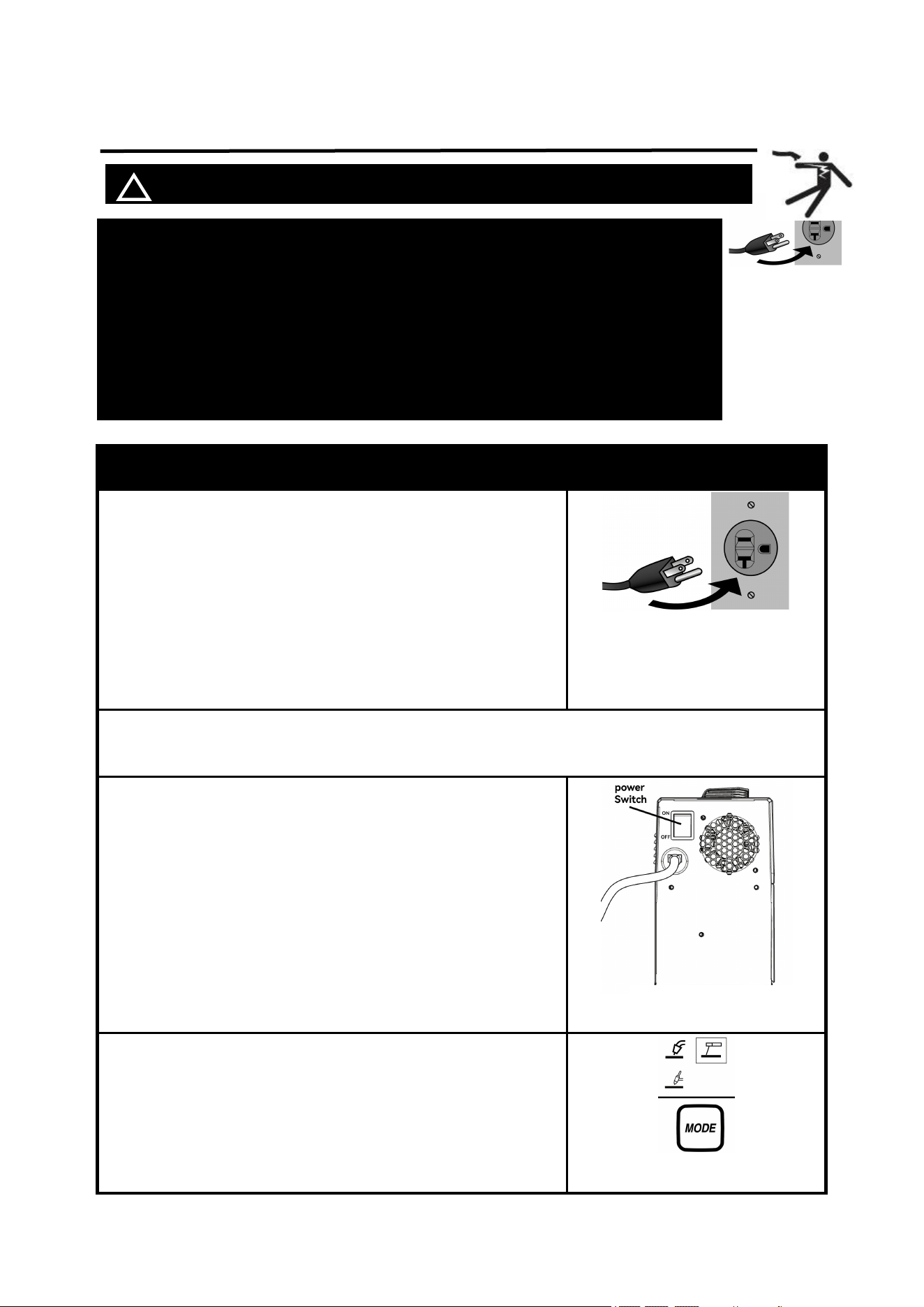
19
6 . 2 Operación de soldador MMA
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
AVISO: Los siguientes pasos requieren aplicar energía al soldador
con la cubierta abierta.
Para evitar lesiones graves por incendio o descarga eléctrica:
1.NO toque nada, especialmente la abrazadera de tierra, con la
pistola o el cable de soldadura o se encenderá un arco.
2. NO toque los componentes internos del soldador mientras esté
enchufado.
Pasos de operación
Imagen
1. conecte el cable de alimentación
NOTA:
Apague el interruptor de alimentación antes de
conectar el cable de alimentación. Conecte el cable de
alimentación a un tomacorriente clasificado y con conexión a
tierra adecuada. receptáculo que coincida con el enchufe. El
circuito debe estar equipado con disyuntores o fusibles de
acción retardada.
2. Coloque el extremo metálico desnudo del electrodo (se vende por separado) dentro de las mordazas
del soporte del electrodo.
3. Pon el interruptor de encendido .
La interfaz de funcionamiento se iluminará y el ventilador de
refrigeración girará .
NOTA: La soldadora ahora está energizada y hay voltaje de
circuito abierto.
4. Seleccione MMA
Figure 26
Figure 27
Figure 28
20
5. Golpee ligeramente la pieza de trabajo para encender el arco.
Consejos para encender el arco:
a. Golpee la superficie con el electrodo.
b. Frote la superficie con el electrodo.
C. Golpee la superficie como si fuera una cerilla con el electrodo.
6. Después de que se enciende el arco:
a. Levante el electrodo de la pieza de trabajo a la misma distancia que el diámetro del extremo de metal
desnudo.
b. Incline el electrodo hacia atrás de 10 a 20 grados.
C. Arrastre el electrodo hasta el extremo posterior del charco de soldadura para depositar el material
según sea necesario.
7. Es posible que sea necesario ajustar la configuración inicial después de detener e inspeccionar
cuidadosamente la soldadura. Consulte la tabla 6.3 Parámetros de soldadura. La soldadura adecuada
requiere experiencia.
8. Cuando termine de soldar; levante el electrodo de la pieza de trabajo y luego coloque el soporte del
electrodo sobre una superficie no conductora y no inflamable, lejos de cualquier objeto conectado a
tierra.
9. Apague el interruptor de alimentación
NOTA:
Para prevenir accidentes, después de su uso:
• Deje que el soldador se enfríe.
• Desenchufe el cable de alimentación del soldador del tomacorriente.
• Retire la abrazadera de tierra.
• Desconecte el portaelectrodos y los cables de tierra.
10. Limpie y luego guarde Welder y sus accesorios en interiores, fuera del alcance de los niños.
6.3 Tabla de parámetros de soldadura MMA
La siguiente tabla es adecuada para soldadura de acero dulce. Para otros
materiales, consulte materiales relacionados y proceso de soldadura como
referencia.
Diámetro del
electrodo ( en
canales )
Corriente de soldadura
recomendada (A)
Tensión de soldadura
recomendada (V)
1/16
30 ~ 95
21.2 ~ 22.8
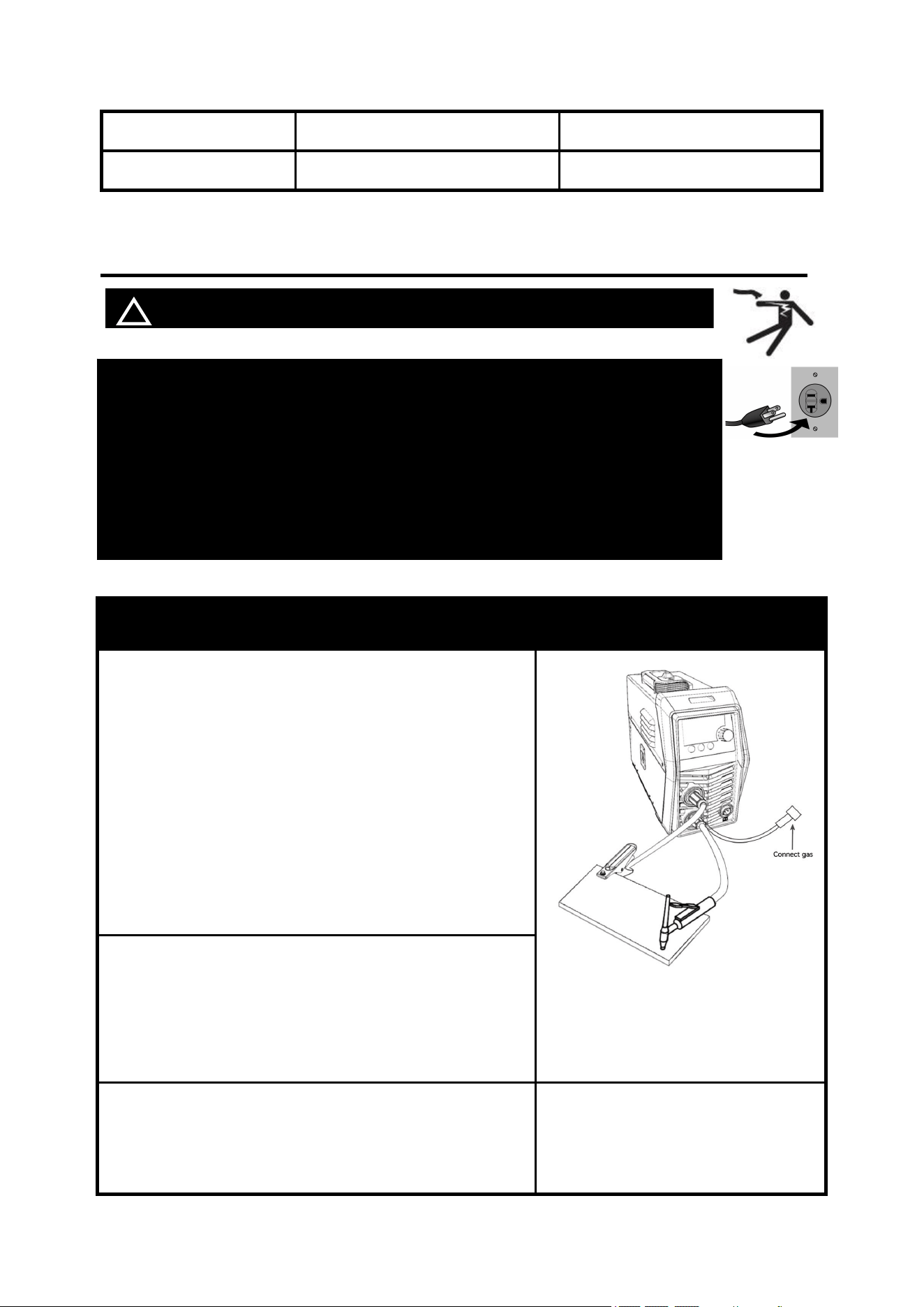
21
3/32
75 ~ 1 25
22 ~ 24
1/8
105 ~ 1 45
22,4 ~ 24,8
6.4 Conexión del cable del soldador TIG de elevación
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
AVISO: Los siguientes pasos requieren aplicar energía al soldador
con la cubierta abierta.
Para evitar lesiones graves por incendio o descarga eléctrica:
1.NO toque nada, especialmente la abrazadera de tierra, con la
pistola o el cable de soldadura o se encenderá un arco.
2. NO toque los componentes internos del soldador mientras esté
enchufado.
Descripción
Imagen
1. Conecte la abrazadera redonda a “ +” Polaridad
positiva
AVISO:
El conector de la abrazadera de tierra DEBE estar
firmemente conectado al enchufe para evitar
cortocircuitos.
Asegúrese de que la abrazadera de tierra esté
conectada a un metal desnudo y limpio (no
oxidado o pintado).
2. Conecta el pistola tig a “-” Polaridad negativa
AVISO:
El conector de la pistola TiG DEBE estar
firmemente conectado al enchufe para evitar
cortocircuitos de energía.
1.
Con ayuda, coloque un cilindro 100% argón (no incluido)
en un gabinete o carro cerca del soldador y asegure el
cilindro en su lugar con dos correas (no incluidas) para evitar
que se vuelque.
Figure 29
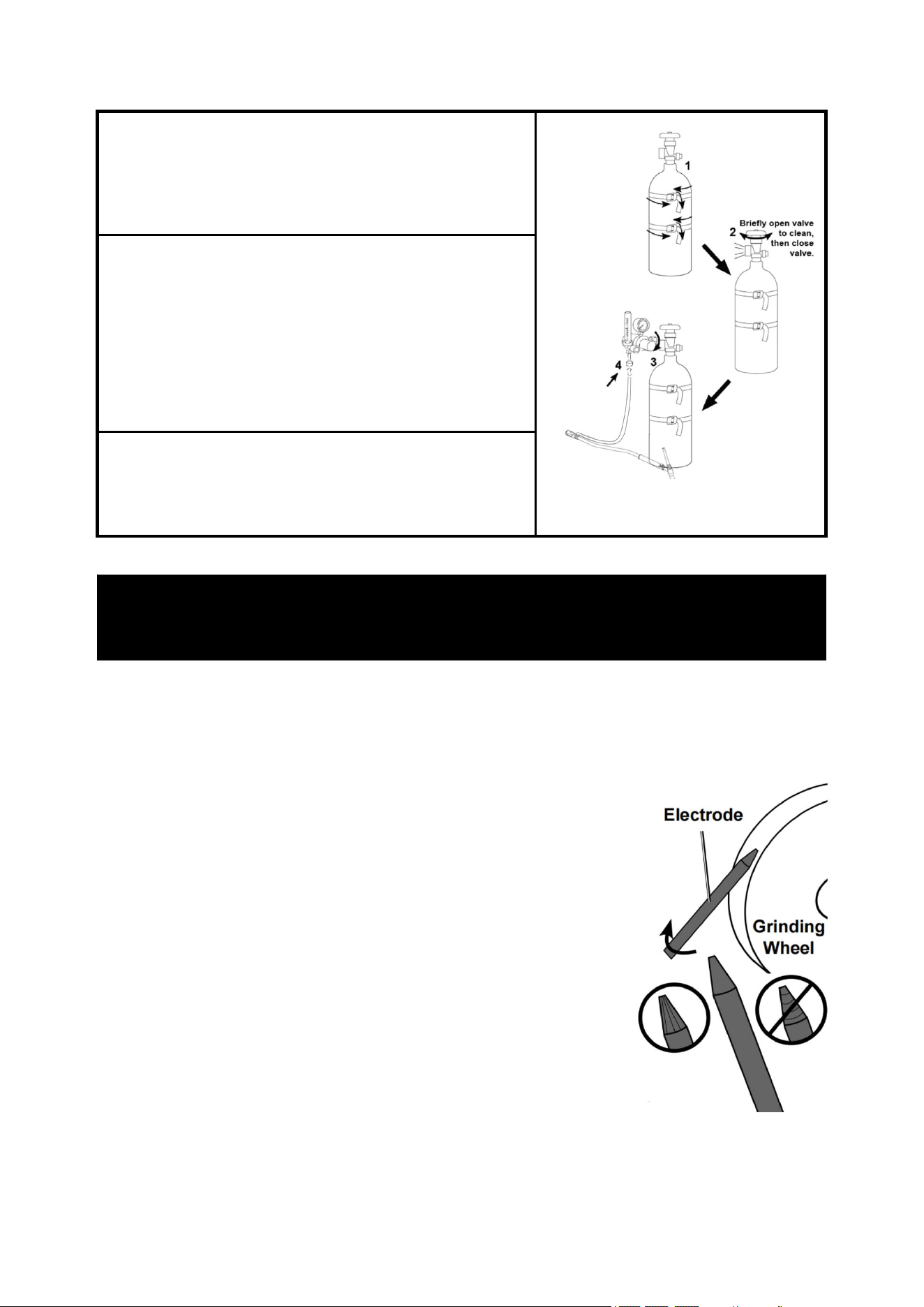
22
2. Retire la tapa del cilindro. Párese al lado de la abertura de
la válvula, luego abra la válvula brevemente para expulsar el
polvo y la suciedad de la abertura de la válvula. Cierre la
válvula del cilindro.
3.
Ubique el regulador (incluido) y cierre su válvula hasta que
esté suelta, luego enrosque el regulador en el cilindro y
apriete la conexión con una llave.
4. Conecte la manguera de gas de protección en el conector
del cable de la antorcha TIG a la salida del regulador y
apriete la conexión con una llave.
Afilar electrodo de tungsteno
¡ADVERTENCIA! PARA PREVENIR LESIONES GRAVES: Algunos electrodos pueden contener
materiales que son peligrosos para respirar. Use un respirador y gafas de seguridad aprobadas
por ANSI al rectificar un electrodo.
Para evitar la contaminación de los electrodos, dedique una muela abrasiva de grano fino
exclusivamente al rectificado de electrodos.
1. Apague la soldadora y espere hasta que el electrodo y la antorcha se hayan enfriado lo suficiente
como para manipularlos.
2. Retire la tapa trasera para liberar el agarre del electrodo sobre el
electrodo.
3. Saque el electrodo del frente de la antorcha. (Si lo tira desde atrás, se
dañará el collar y se crearán rebabas en el electrodo).
4. Si el electrodo está desafilado o contaminado de alguna otra manera,
use unos alicates o una herramienta adecuada para sujetar el electrodo
por encima de la sección contaminada y retire el extremo del electrodo.
5. Presione ligeramente la punta del electrodo contra la superficie de la
muela en ángulo. Gire la punta del electrodo hasta que se forme una punta
roma.
NOTA : La dirección de rectificado debe ser paralela a la longitud del
electrodo.
6. La porción cónica de la punta ideal será 2-1/2 veces más larga que el
diámetro del electrodo.
7. Vuelva a insertar el electrodo en el collar con la punta sobresaliendo 1/8"-1/4" más allá de la boquilla
de cerámica, luego vuelva a apretar la tapa trasera para asegurar el electrodo en su lugar.
Figure 30
Figure 31
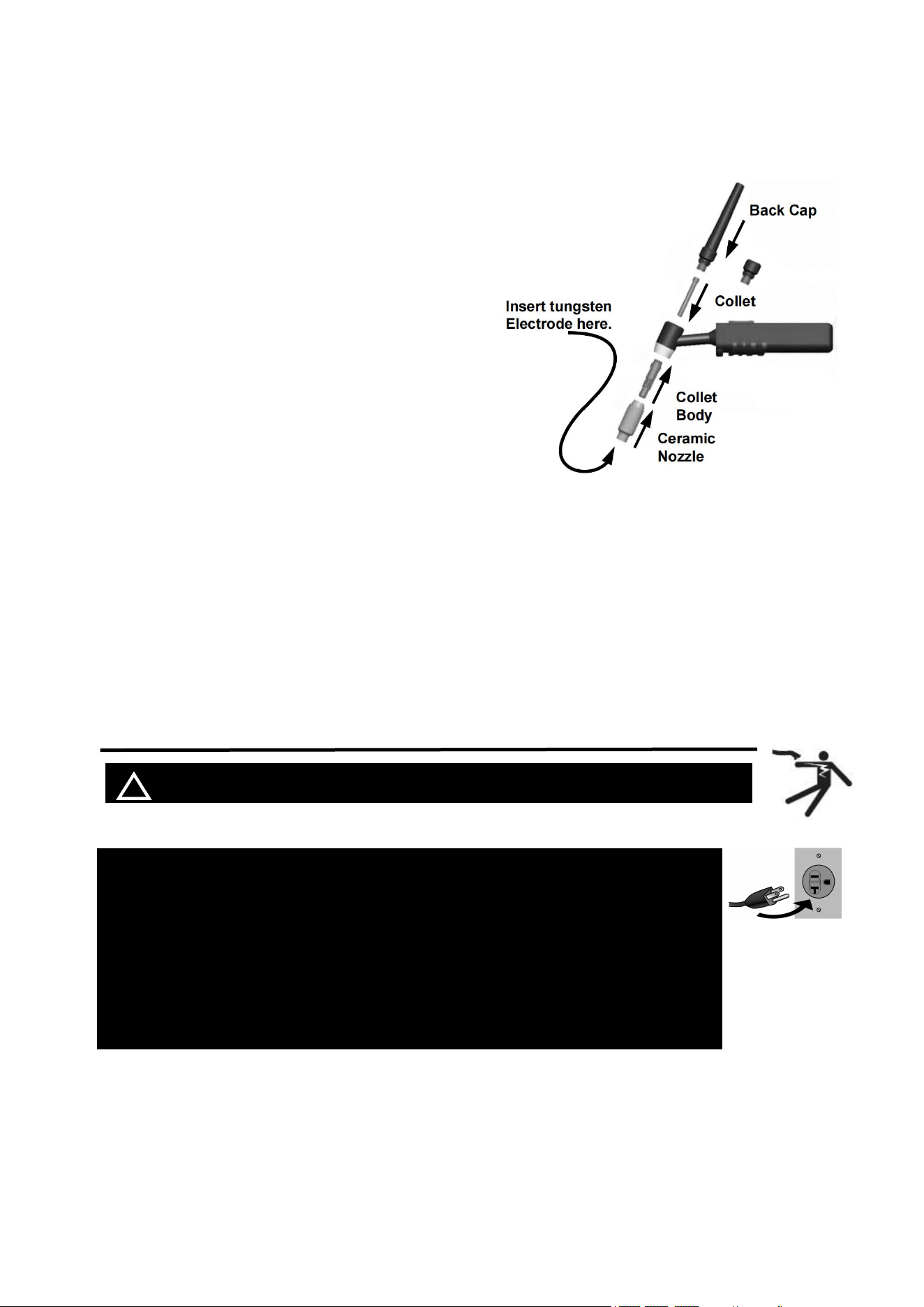
23
Una antorcha tig para ensamblar
1. Consulte la tabla de configuración, en la parte superior del soldador, para determinar el tamaño
adecuado del electrodo de tungsteno que se utilizará
según el espesor del material a soldar.
2. Haga coincidir los tamaños del portaherramientas y
del cuerpo del portaherramientas con el tamaño del
electrodo de tungsteno.
3. Enrosque el cuerpo del portaherramientas en la
parte delantera de la antorcha.
4. Asegúrese de que el tamaño de la boquilla de
cerámica sea el adecuado para la aplicación.
5. Enrosque la boquilla de cerámica en el cuerpo del
portaherramientas.
6. Inserte el collar en la parte posterior de la antorcha y
en el cuerpo del collar.
7. Inserte el electrodo de tungsteno en el collar en el frente de la antorcha.
8. Bloquee el electrodo en su lugar con la tapa trasera. El electrodo debe sobresalir de 1/8" a 1/4" más
allá de la boquilla de cerámica.
NOTA: La antorcha tig y el electrodo de tungsteno no están incluidos en la máquina. Si
necesita comprar, inicie sesión en el sitio web oficial : WWW.ARCCAPTAIN.COM
6 . 5 Operación del soldador Lift Tig
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
AVISO: Los siguientes pasos requieren aplicar energía al soldador
con la cubierta abierta.
Para evitar lesiones graves por incendio o descarga eléctrica:
1.NO toque nada, especialmente la abrazadera de tierra, con la
pistola o el cable de soldadura o se encenderá un arco.
2. NO toque los componentes internos del soldador mientras esté
enchufado.
Figure 32
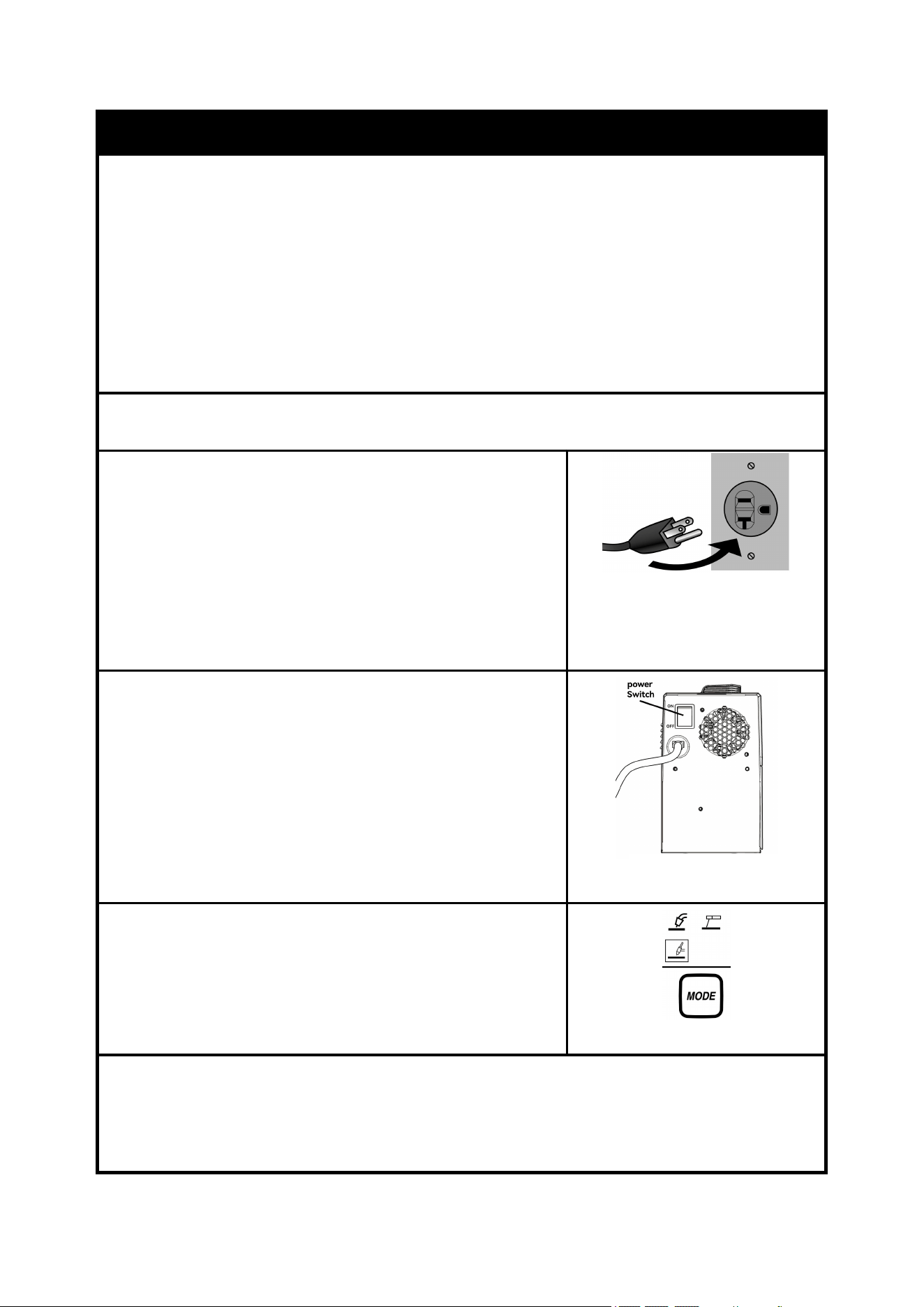
24
Pasos de operación
1. Abra completamente la válvula del cilindro de gas.
NOTA: PARA EVITAR LA MUERTE POR ASFIXIA:
No abra el gas sin una ventilación adecuada. Repare las fugas de gas de inmediato. El gas
protector puede desplazar
aire y causar una rápida pérdida del conocimiento y la muerte. Se puede utilizar gas de protección
sin dióxido de carbono.
Aún más peligroso porque la asfixia puede comenzar sin sentir dificultad para respirar.
2. Establezca el medidor de flujo en el valor SCFH
3. conecte el cable de alimentación
NOTA: Apague el interruptor de alimentación antes de
conectar el cable de alimentación. Conecte el cable de
alimentación a un tomacorriente clasificado y con conexión a
tierra adecuada. receptáculo que coincida con el enchufe. El
circuito debe estar equipado con disyuntores o fusibles de
acción retardada.
4. Pon el interruptor de encendido .
NOTA: Coloque la antorcha TIG sobre una superficie no
conductora y no inflamable, lejos de cualquier objeto
conectado a tierra.
La interfaz de funcionamiento se iluminará y el ventilador de
refrigeración girará .
5. Seleccionar Levante TIG
NOTA:
La soldadora ahora está energizada y hay voltaje de
circuito abierto.
6. Sostenga la antorcha TIG en una mano y la varilla TIG (se vende por separado) en la otra. mano.
Ambas manos necesitan usar guantes protectores .
¡ADVERTENCIA! PARA EVITAR LESIONES GRAVES: El banco de trabajo de metal debe estar
conectado a tierra cuando se realiza soldadura TIG .
Figure 33
Figure 34
Figure 35
25
NOTA : Mantenga una distancia constante entre el electrodo de tungsteno y la pieza de trabajo: entre
1 y 1,5 veces el diámetro del Electrodo.
7. Es posible que sea necesario ajustar la configuración inicial después de detener e inspeccionar
cuidadosamente la soldadura. Consulte la tabla de parámetros de soldadura TIG de elevación 6.7. La
soldadura adecuada requiere experiencia.
8. Abra la válvula de la antorcha TIG para iniciar el flujo de gas.
9. Para iniciar el arco de soldadura, toque el electrodo con la pieza de trabajo y levántelo.
10. Cuando el charco de soldadura esté lo suficientemente caliente, incline la antorcha hacia atrás unos
10-15 grados desde la vertical y
muévalo ligeramente hacia atrás. Agregue material de varilla TIG según sea necesario al extremo
frontal del charco de soldadura.
11. Alterne entre empujar el soplete/ charco de soldadura y agregar el material de la varilla TIG.
NOTA : Retire la varilla TIG cada vez que se avanza el electrodo, pero no la retire del protector de gas.
Esto evita que la oxidación contamine la soldadura.
12. Cuando termine de soldar, retire la antorcha de la pieza de trabajo hasta que se rompa el arco de
soldadura, luego regrese la cobertura de gas hasta que la soldadura se solidifique.
13. Cierre la válvula de la antorcha TIG y gire la perilla derecha a APAGADO para apagar la antorcha
TIG.
14. Coloque la antorcha TIG sobre una superficie no conductora y no inflamable, lejos de cualquier
objeto conectado a tierra.
15. Apague el interruptor de encendido.
16. Para prevenir accidentes, después de su uso:
• Deje que el soldador se enfríe.
• Desenchufe el cable de alimentación del soldador del tomacorriente.
• Retire la abrazadera de tierra de la pieza de trabajo o de la mesa.
• Desconecte la antorcha TIG y los cables de tierra.
• Cierre firmemente la válvula del cilindro de gas, retire el regulador y vuelva a colocar la tapa.
• Desconecte la manguera de gas de la soldadora.
• Guarde y asegure el cilindro de gas.
• Limpie y luego guarde Welder y sus accesorios en interiores, fuera del alcance de los niños.
6. 6 Tabla de parámetros de soldadura TIG de ascensor
La siguiente tabla es adecuada para soldadura de acero inoxidable. Para otros
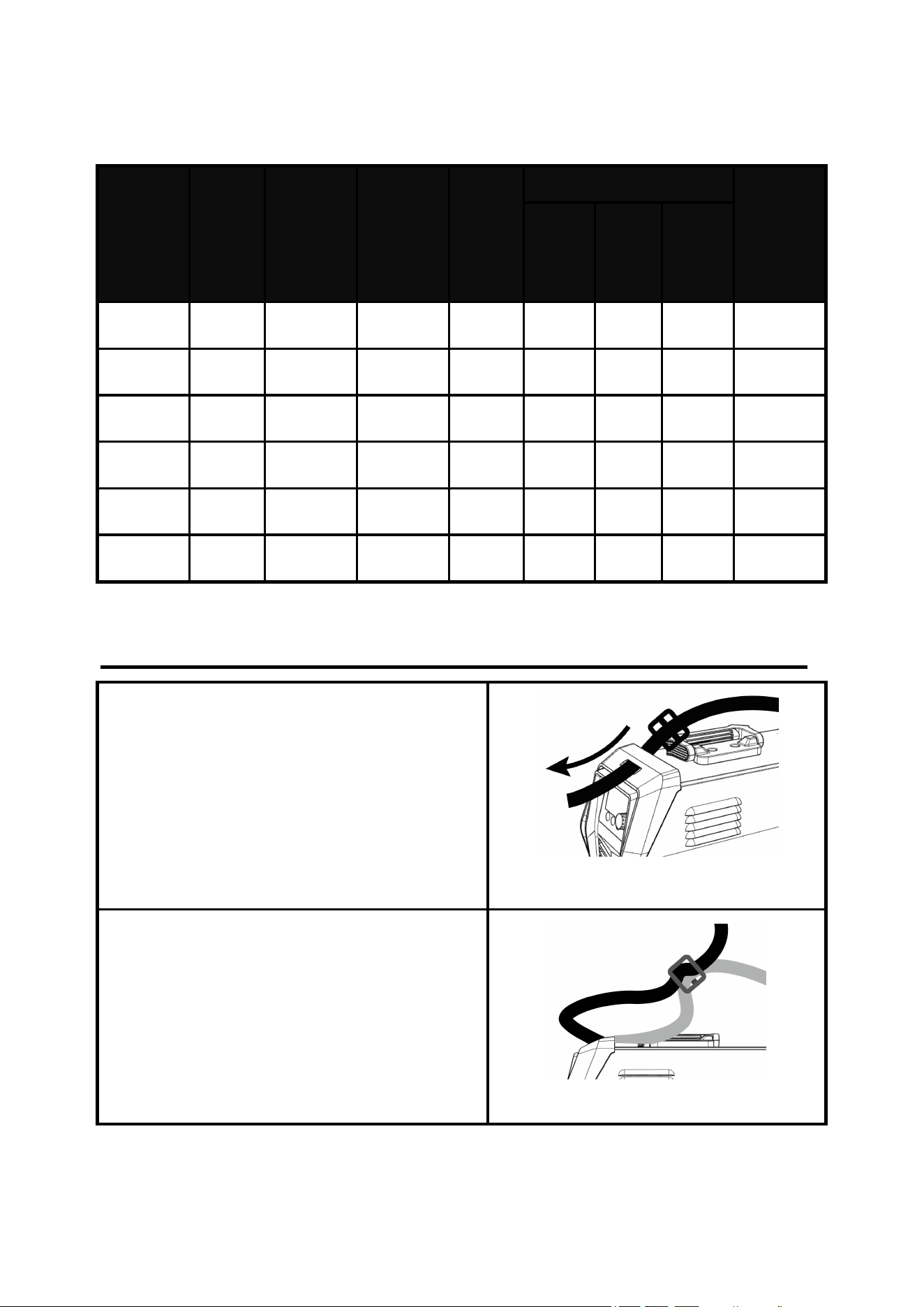
26
materiales, consulte materiales relacionados y proceso de soldadura como
referencia .
Espesor de
la placa
( pulgada )
Soldadura
capas
Diámetro
del
electrodo
( pulgada )
Diámetro
del cable
( pulgada )
corriente
de
soldadura
(A)
Flujo de gas ( galones /min)
Diámetro de
la boquilla
( pulgada )
Ranura
cuadrada
Ranura
en V
única
con cara
de raíz
Ranura
en V
doble
con cara
de raíz
0,02
1
0,06
0,04
30~50
2,11 ~
2,64
1,58 ~
2,11
3.7~4.2
0,39
0,04
1
0,08
0,04~0,08
40~60
2,11 ~
2,64
1,58 ~
2,11
3.7~4.2
0,39
0,06
1
0,08
0,04~0,08
60~80
2,64 ~
3,17
2,11 ~
2,64
3.7~4.2
0,39~0,47
0,08
1
0,08 ~ 0,12
0,04~0,08
80~110
3.17~3.7
2,64 ~
3,17
4.2~5.3
0,47~0,55
0.1
1
0,08 ~ 0,12
0,08
110~120
3.17~3.7
2,64 ~
3,1
4.2~5.3
0,47~0,55
0,12
1~2
0,12
0,08 ~ 0,12
110~120
3.17~3.7
2,64 ~
3,17
4.2~5.3
0,55~0,7
7.
Instalación de la correa
1. Pase la correa a través del orificio para la correa
frente al soldador.
2. Pase la correa a través de la hebilla de nailon
como se muestra en el diagrama.
Figure 36
Figure 37
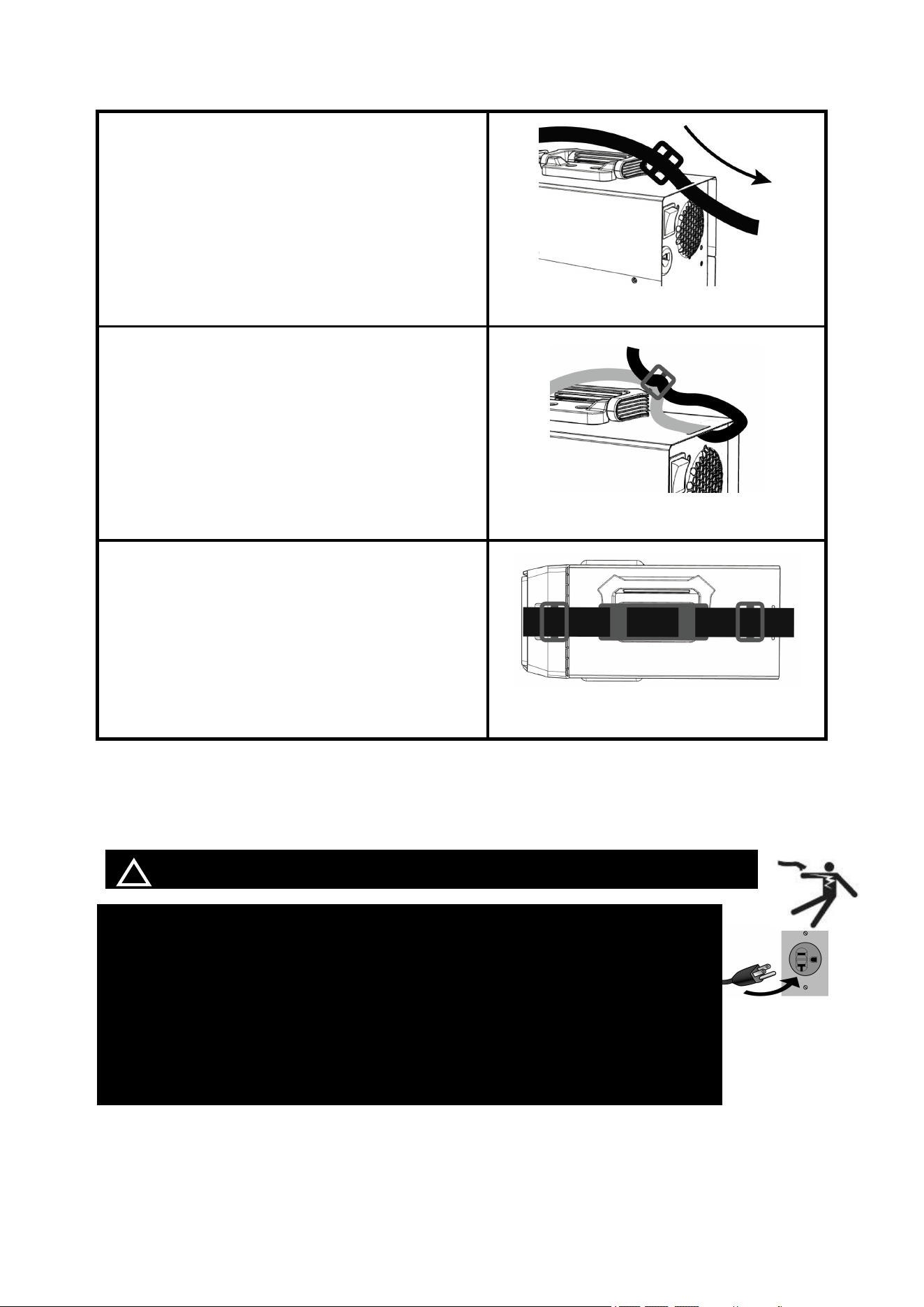
27
3. Pase la correa a través del orificio para correa en
la parte posterior del soldador.
4. Pase la correa a través de la hebilla de nailon
como se muestra en el diagrama.
5. la correa está completa.
8.
Técnica básica de soldadura MIG
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
AVISO: Los siguientes pasos requieren aplicar energía al soldador
con la cubierta abierta.
Para evitar lesiones graves por incendio o descarga eléctrica:
1.NO toque nada, especialmente la abrazadera de tierra, con la
pistola o el cable de soldadura o se encenderá un arco.
2. NO toque los componentes internos del soldador mientras esté
enchufado.
Figure 38
Figure 39
Figure 40

28
8.1 Soldadura por arco con núcleo fundente (FCAW)
Este es un proceso de soldadura que utiliza arco eléctrico para unir piezas calentándolas con un
alambre electrodo lleno de fundente continuo. El blindaje lo proporciona el flujo dentro del cable,
con blindaje adicional opcional contra gas externo. El proceso suele ser semiautomático, pero
puede aplicarse automáticamente o mediante máquina. Se utiliza comúnmente para electrodos
grandes en posiciones planas y horizontales, así como para electrodos más pequeños en todas las
posiciones. También se utiliza ocasionalmente para soldar acero inoxidable y trabajos de
superposición.
Al soldar, mantenga un ritmo constante sin mover el arco en ninguna dirección. Retire la escoria
utilizando el martillo cincelador para exponer la soldadura para uniones horizontales.
Recuerde: Arrastre si hay escoria y consulte el manual para solucionar problemas de mala calidad
de soldadura.
Variables ajustables
• Sobresaliente: Mantenga un sobresaliente de aproximadamente 0,39 pulgadas, que es la
distancia entre el extremo del tubo de contacto (punta) y el extremo del cable del electrodo.
• Velocidad de alimentación de alambre: aumentar la velocidad de alimentación de alambre
aumenta la corriente de soldadura, mientras que disminuirla disminuye la corriente de
soldadura.
• Ángulo de la boquilla: El ángulo de la boquilla se refiere a la posición de la pistola de soldar con
respecto a la junta. El ángulo transversal suele ser la mitad del ángulo incluido entre las placas
que forman la junta.
• El ángulo longitudinal, también conocido como ángulo de la boquilla, es el ángulo entre la línea
central de la pistola de soldar y una línea perpendicular al eje de la soldadura. Puede ser
arrastrado (tirando) o adelantado (empujando). Se debe tener en cuenta la lateralidad del
operador para comprender los efectos de cada ángulo en relación con la dirección de
desplazamiento.
Establecer el arco y hacer cordones de soldadura
• Es recomendable practicar soldando una pieza de metal de muestra antes de trabajar en la
pieza final.
• Para los principiantes que experimentan con la soldadura MIG, comience con la posición plana.
El equipo permite soldar en posiciones planas, verticales y aéreas.
•
Para practicar la soldadura MIG, obtenga unas placas de acero dulce de 0,06 pulgadas o 0,08
pulgadas que miden 5,9x5,9 pulgadas. Utilice un cable sin gas con núcleo fundente de 0,035
pulgadas o un cable sólido con gas protector.
8.2 Soldadura MIG básica
La buena calidad y el perfil de la soldadura dependen de factores como el ángulo de la pistola, la
dirección de desplazamiento, la extensión del electrodo (sobresaliente), la velocidad de
alimentación, el espesor del metal base, la velocidad de alimentación del alambre (amperaje) y el
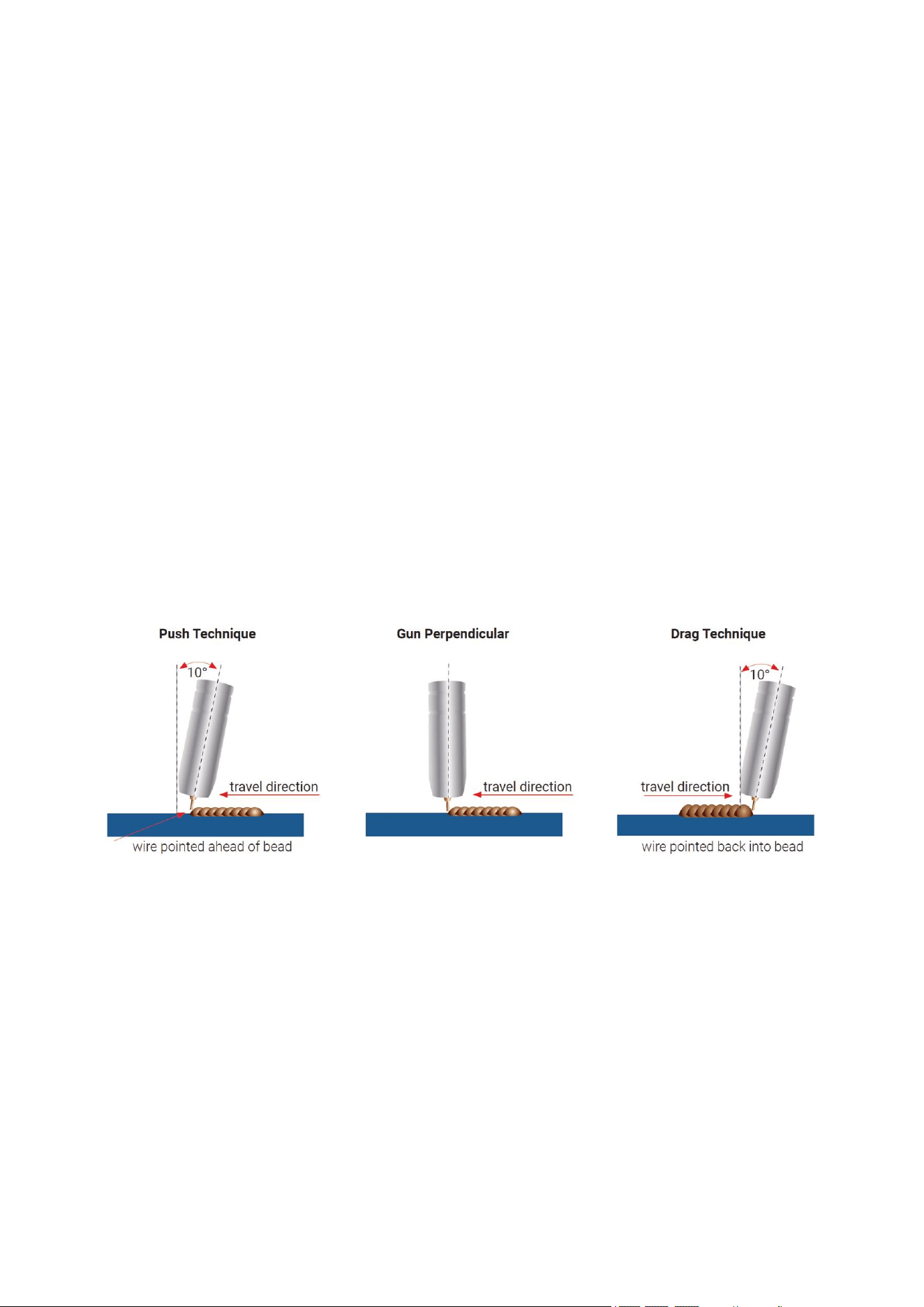
29
voltaje del arco. A continuación se ofrecen algunas pautas básicas que le ayudarán con la
configuración:
Posición del arma y dirección de desplazamiento
La posición de la pistola se refiere a cómo se dirige el cable al metal base, incluido el ángulo y la
dirección de desplazamiento elegidos. La velocidad de alimentación y el ángulo de trabajo afectan
el perfil del cordón de soldadura y la profundidad de penetración.
Técnica de empuje
En la técnica de empuje, el alambre se coloca en el borde delantero del baño de soldadura y se
empuja hacia la superficie de trabajo no fundida. Esta técnica ofrece una visión clara de la unión
soldada y la dirección del alambre. Dirige el calor lejos del charco de soldadura, lo que permite
velocidades de alimentación más rápidas, lo que da como resultado un perfil de soldadura más
plano con penetración de luz. Es adecuado para soldar materiales delgados, produciendo
soldaduras más anchas y planas con una limpieza o esmerilado mínimos.
Técnica perpendicular
En la técnica perpendicular, el alambre se introduce directamente en la soldadura. Este método se
utiliza principalmente en situaciones automatizadas o cuando es necesario. Normalmente da como
resultado un perfil de soldadura más alto y una penetración más profunda.
Técnica de arrastre
Con la técnica de arrastre, la pistola y el alambre se separan del cordón de soldadura. El arco y el
calor se concentran en el baño de soldadura, lo que genera más calor en el metal base, una fusión
más profunda, una mayor penetración y un perfil de soldadura más alto con más acumulación.
Ángel de viaje
El ángulo de desplazamiento es el ángulo de derecha a izquierda con respecto a la dirección de
soldadura. Un ángulo de recorrido de 5°-15° es ideal y produce un buen nivel de control sobre el
baño de soldadura. Un ángulo de recorrido superior a 20° generará una condición de arco
inestable con mala transferencia del metal de soldadura, menor penetración, altos niveles de
salpicaduras, pobre protección de gas y soldadura de acabado de mala calidad.
Figure 41
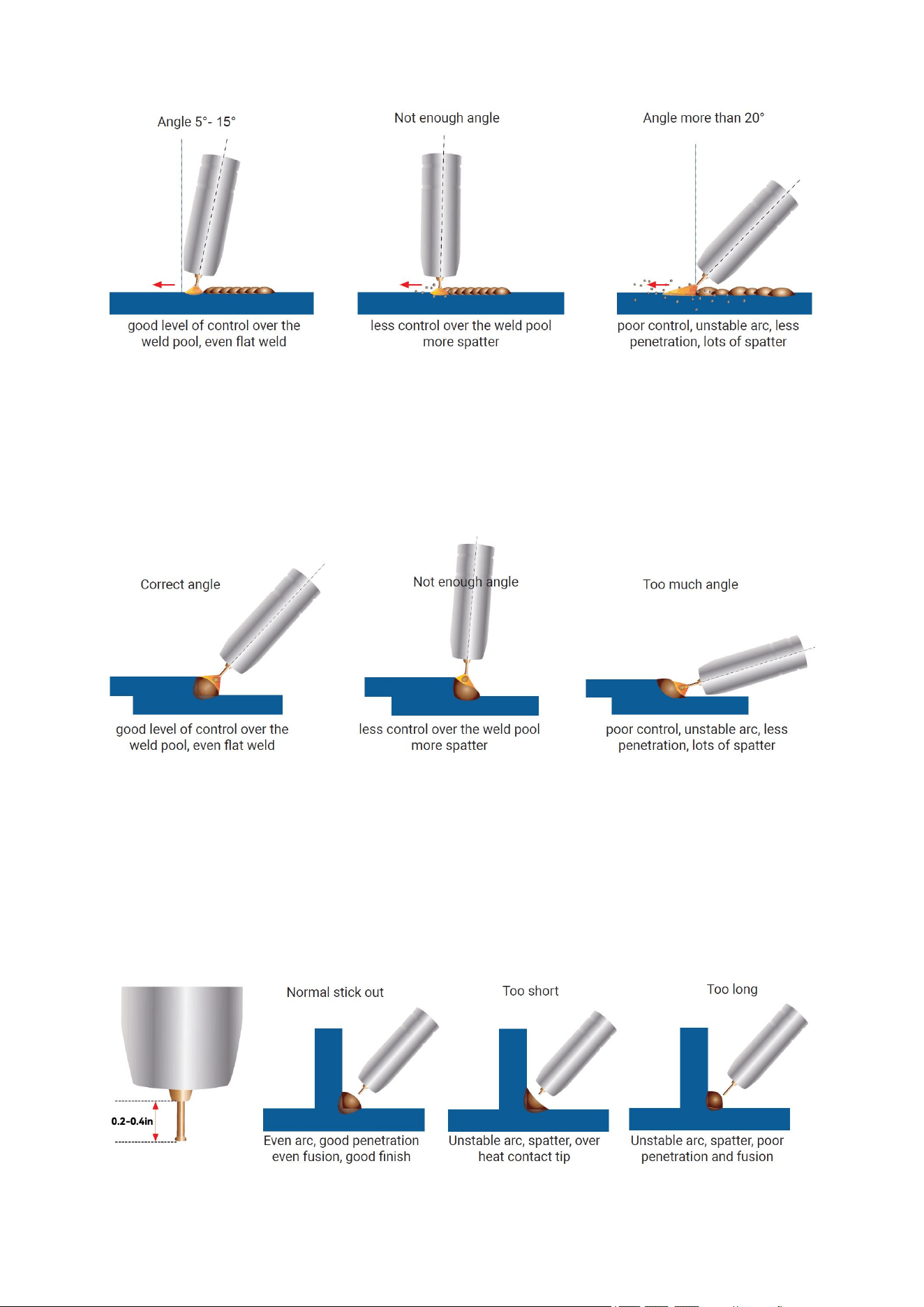
30
Ángulo para trabajar
El ángulo de trabajo es el ángulo hacia adelante y hacia atrás de la pistola en relación con la pieza
de trabajo. El ángulo de trabajo correcto proporciona una buena forma del cordón, evita cortes
socavados, penetración desigual, protección de gas deficiente y soldadura de acabado de mala
calidad.
Resaltar
Sobresale es la longitud del cable sin derretir que sobresale del extremo de la punta de contacto.
Un constante incluso sobresale de 0, 2 - 0, 4 pulgadas producirá un arco estable y un flujo de
corriente uniforme que proporcionará una buena penetración y una fusión uniforme. Una extensión
demasiado corta provocará un baño de soldadura inestable, producirá salpicaduras y
sobrecalentará la punta de contacto. Demasiado tiempo sobresaliendo provocará un arco inestable,
falta de penetración, falta de fusión y aumentará las salpicaduras.
Figure 42
Figure 43
Figure 44
31
8.3 Velocidad de alimentación
La velocidad de avance se refiere a la rapidez con la que se mueve la pistola a lo largo de la junta
soldada, medida en pulgadas por minuto. Puede variar según las condiciones y la habilidad del
soldador, limitado por su capacidad para controlar el baño de soldadura. La técnica de empuje
permite velocidades de alimentación más rápidas en comparación con la técnica de arrastre. El
flujo de gas debe coincidir con la velocidad de alimentación, aumentando con una alimentación
más rápida y disminuyendo con una velocidad más lenta. La velocidad de alimentación debe
coincidir con el amperaje y disminuir a medida que aumentan el espesor del material y el amperaje.
Velocidad de alimentación demasiado rápida
Una velocidad de alimentación demasiado rápida produce calor insuficiente por pulgada de
recorrido, lo que provoca una menor penetración y una reducción de la fusión de la soldadura. El
cordón de soldadura se solidifica rápidamente, atrapando gases en su interior y provocando
porosidad. Puede producirse un corte socavado del metal base, dejando una ranura sin rellenar en
el metal base.
Velocidad de alimentación demasiado lenta
Una velocidad de alimentación demasiado lenta produce una soldadura ancha con penetración y
fusión inadecuadas. La energía del arco permanece en la parte superior del baño de soldadura, lo
que resulta en una deposición excesiva del metal de soldadura por pulgada y depósitos de
soldadura de mala calidad.
Velocidad de alimentación correcta
La velocidad de alimentación correcta mantiene el arco en el borde anterior del baño de soldadura,
lo que permite una fusión suficiente del metal base para una buena penetración, fusión y
humectación del baño de soldadura. Esto produce un depósito de soldadura de alta calidad.
9. MANTENIMIENTO
! ADVERTENCIA TENGA CUIDADO CON LAS DESCARGAS ELÉCTRICAS!
AVISO: Para evitar lesiones graves, incendios y quemaduras:
Desenchufe el soldador.
Coloque la pistola MIG sobre una superficie resistente al calor y no
conductora de electricidad. superficie.
Deje que todas las piezas de la soldadora se enfríen completamente
antes de realizarle mantenimiento.
9.1 Mantenimiento rutinario y periódico
•
Antes de cada uso: revise la máquina y los accesorios para detectar cualquier condición obvia
que pueda impedir el desempeño u operación segura, repare o reemplace los elementos según
sea necesario para corregir cualquier condición anormal.
32
• hardware suelto
• desalineación o atascamiento de piezas móviles
• cable/cableado eléctrico dañado
• cables deshilachados o dañados
• piezas agrietadas o rotas
• cualquier otra condición que pueda afectar su operación segura.
• Almacenar en un lugar limpio y seco.
• Para obtener una calidad de soldadura óptima, limpie e inspeccione la punta de contacto
y la boquilla antes de cada uso. Limpieza de la punta y la boquilla : con el interruptor de
encendido apagado, mantenga limpias la punta de contacto y la boquilla para evitar problemas
como boquillas en cortocircuito, soldaduras deficientes y sobrecalentamiento de la pistola.
NOTA:
Asegúrese de que toda la pistola Mig esté completamente fría y que el cable de alimentación
esté desconectado del tomacorriente antes de continuar .
Los accesorios de la antorcha son consumibles, ARCCAPTAIN proporcionó más para su
reemplazo.
9 . 2 Mantenimiento diario
La alimentación de la caja de interruptores y de la máquina de soldar se debe apagar antes de la
verificación diaria (excepto la verificación de apariencia sin contacto con el cuerpo conductor) para
evitar accidentes con lesiones personales, como descargas eléctricas y quemaduras.
La verificación diaria es muy importante para mantener el alto rendimiento y el funcionamiento
seguro de esta máquina soldadora.
Realice comprobaciones diarias según la tabla siguiente y limpie o reemplace los
componentes cuando sea necesario.
Para garantizar el alto rendimiento de la máquina, elija los componentes proporcionados por
ARCCAPTAIN al reemplazar componentes.
Control diario de la máquina de soldar.
Elementos
Requisitos de verificación
Observaciones
Panel frontal
Si alguno de los componentes está dañado o mal
conectado;
Si los enchufes rápidos de salida están apretados;
Si se ilumina el indicador de anomalía.
Si no está calificado,
revise el interior de la
máquina y apriete o
reemplace los
componentes.
Panel
posterior
Si el cable de alimentación de entrada y la hebilla
están en buenas condiciones;
Si la entrada de aire está libre de obstáculos.
Cubrir
Si los pernos están flojos.
Si no está calificado,
33
apriete o reemplace los
componentes.
Chasis
Si los tornillos están flojos.
Rutina
Si el gabinete de la máquina tiene problemas de
decoloración o sobrecalentamiento;
Si el ventilador suena normal cuando la máquina
está funcionando;
Si hay olores anormales, vibraciones anormales o
ruidos cuando la máquina está funcionando.
Si es anormal, revise el
interior de la máquina.
Limpieza de
los rodillos de
alimentación
Limpie las ranuras de los rodillos impulsores con frecuencia. Esto se puede hacer
usando un cepillo de alambre pequeño. También limpie o limpie las ranuras del
rodillo de alimentación superior. Después de la limpieza, apriete las perillas de
retención del rodillo de alimentación.
Comprobación diaria de los cables.
Element
os
Requisitos de verificación
Observaciones
cable de
tierra
Si los cables de tierra (incluido el cable de tierra de la
pieza de trabajo y el cable de tierra de la máquina de
soldar) se rompen.
Si no está calificado,
apriete o reemplace los
componentes.
Cable de
soldadura\
pistola
MIG
Si la capa aislante del cable está desgastada o la parte
conductora del cable está expuesta;
Si el cable es arrastrado por una fuerza externa;
Si el cable conectado a la pieza de trabajo está bien
conectado.
Utilice métodos adecuados
según la situación del lugar
de trabajo para garantizar
la seguridad y el corte
normal.
10 . SOLUCIÓN DE PROBLEMAS
! ADVERTENCIA ¡NO instale sin APAGAR!
NOTICE: For safety and to maintain warranty validity:
Only qualified authorized personnel should perform service and repairs!
Unauthorized repairs may endanger the technician and machine operator!
To prevent electrical shock, follow all safety precautions in this manual!
Use only original spare parts when replacing components!
When ordering spare parts, provide machine type, serial number, and item
number, along with type designation and item number of the spare parts!
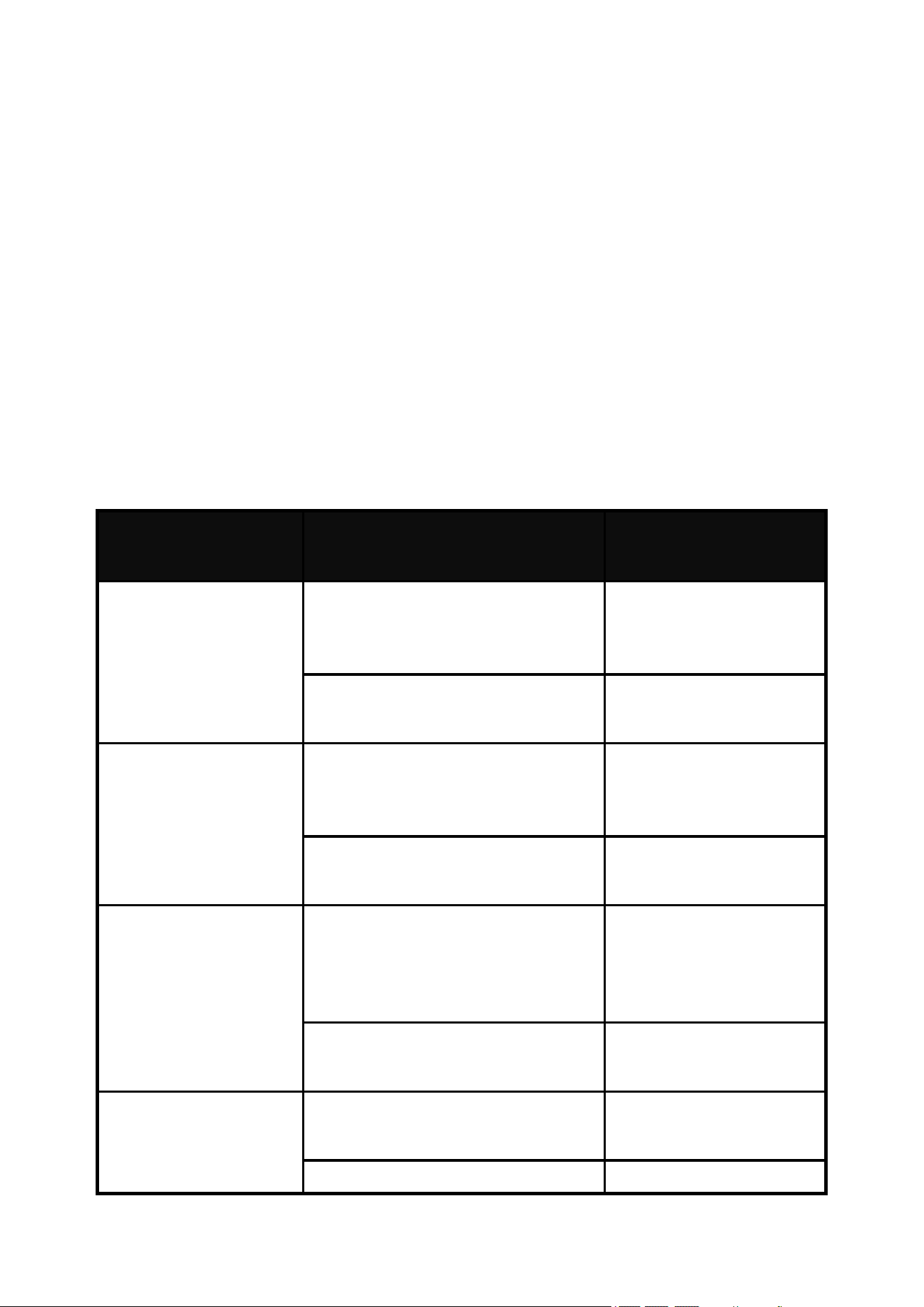
34
Esta Guía de solución de problemas se proporciona para ayudarle a localizar y reparar
posibles fallos de funcionamiento de la máquina. Simplemente siga el procedimiento de
tres pasos que se detalla a continuación.
Localizar el problema (síntoma)
Mire debajo de la columna denominada "PROBLEMA (SÍNTOMAS)". Esta columna describe los
posibles síntomas que puede presentar la máquina. Encuentre la lista que mejor describa el
síntoma que presenta la máquina.
Causa posible
La segunda columna denominada "CAUSA POSIBLE" enumera las posibilidades externas obvias
que pueden contribuir al síntoma de la máquina.
Curso de acción recomendado
Esta columna proporciona un curso de acción para la posible causa; generalmente indica que debe
comunicarse con su centro de servicio posventa local.
Problema
(síntomas)
Posibles áreas de desajuste
Curso de acción
recomendado
La cuenta es demasiado
gruesa
(intermitentemente)
La velocidad de alimentación es lenta
y/o inconsistente
Aumente y mantenga una
velocidad de alimentación
constante.
El rango de calor de salida es
demasiado alto.
Ponga la perilla en baja
El cordón no penetra el
metal base.
La velocidad de alimentación es
inconsistente.
Disminuya y mantenga una
velocidad de alimentación
constante.
El rango de calor de salida es
demasiado bajo.
Pon la perilla en alto
El alambre chisporrotea
y se pega a la pieza de
trabajo.
El alambre está húmedo.
Cambie a alambre seco.
Asegúrese de que el cable
esté almacenado en un
lugar seco.
La velocidad de alimentación del
alambre es demasiado rápida.
Reduzca la velocidad de
alimentación del alambre.
El borde de la soldadura
tiene depresiones
La velocidad de alimentación es
demasiado rápida.
Reduzca la velocidad de
alimentación.
La velocidad de alimentación del
Reduzca la velocidad de
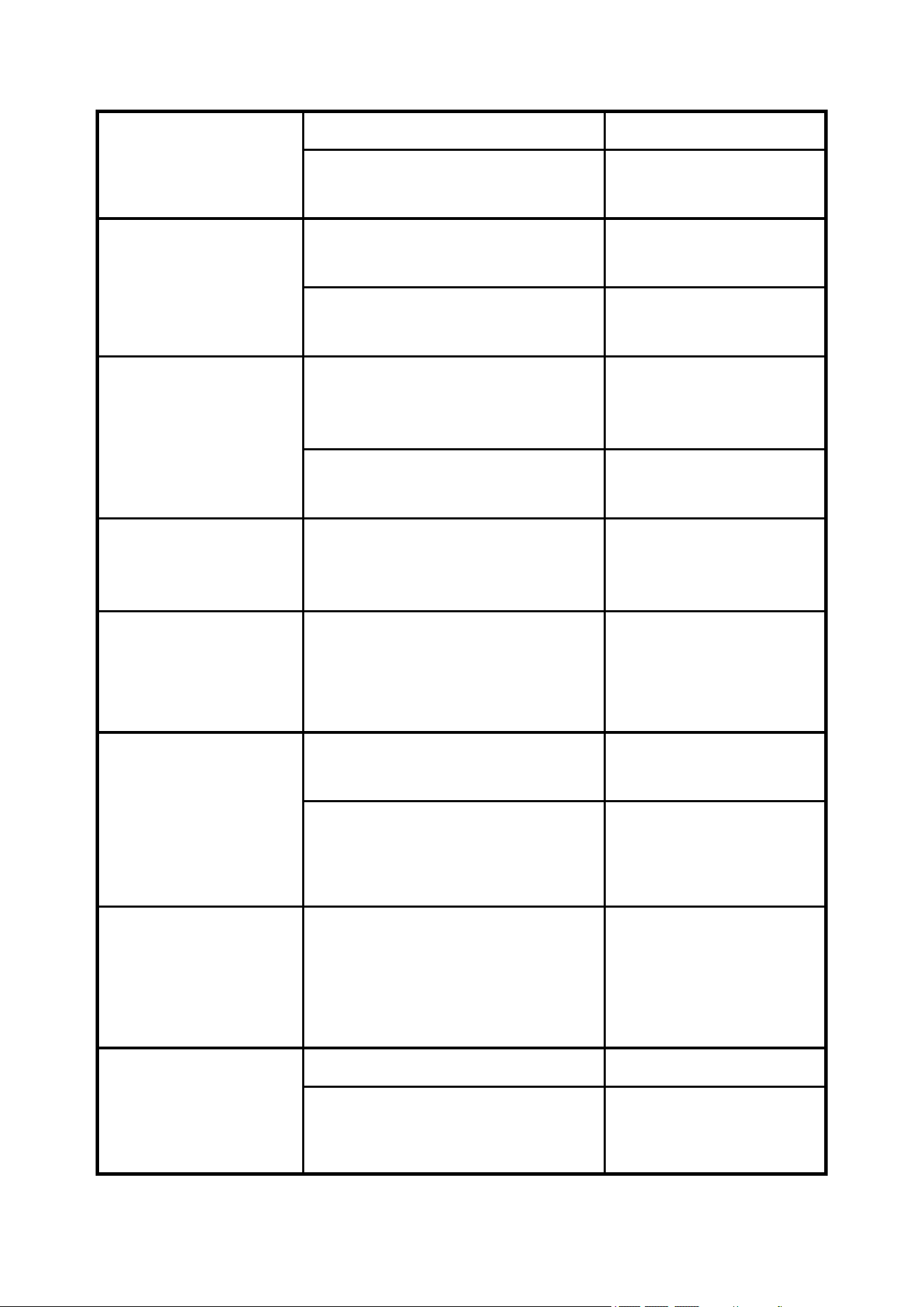
35
irregulares.
alambre es demasiado rápida.
alimentación del alambre.
El rango de calor de salida es
demasiado alto
Ponga la perilla en baja
No hay corriente
después de encender la
máquina.
El cable de alimentación no está bien
conectado.
Vuelva a conectar el cable
de alimentación.
La máquina de soldar falla.
Pida a los profesionales que
lo comprueben.
El ventilador no
funciona durante la
soldadura.
El cable de alimentación del ventilador
no está bien conectado.
Vuelva a conectar el cable
de alimentación del
ventilador.
La energía auxiliar falla.
Pida a los profesionales que
lo comprueben.
El indicador de
sobrecalentamiento
está encendido.
El circuito de protección contra
sobrecalentamiento funciona.
Se puede recuperar
después de que la máquina
se enfríe.
No hay respuesta al
presionar el gatillo de la
antorcha y el indicador
de alarma no se ilumina.
El gatillo de la antorcha falla.
Repare o reemplace el
soplete de soldadura.
Cuando se presiona el
gatillo de la antorcha,
hay salida de gas, pero
no hay corriente de
salida y el indicador de
alarma no se ilumina.
El cable de tierra no está bien
conectado con la pieza de trabajo.
Vuelva a conectarlo.
El gatillo de la antorcha falla.
Repare o reemplace el
soplete de soldadura.
Hay corriente de salida
al presionar el gatillo del
soplete para alimentar
gas, pero el alimentador
de alambre no funciona.
El alimentador de alambre está
obstruido.
Desobstruirlo.
El alimentador de alambre falla.
Repararlo.
La PCB de control o la PCB de
alimentación de alambre dentro de la
máquina falla.
Reemplázalo.
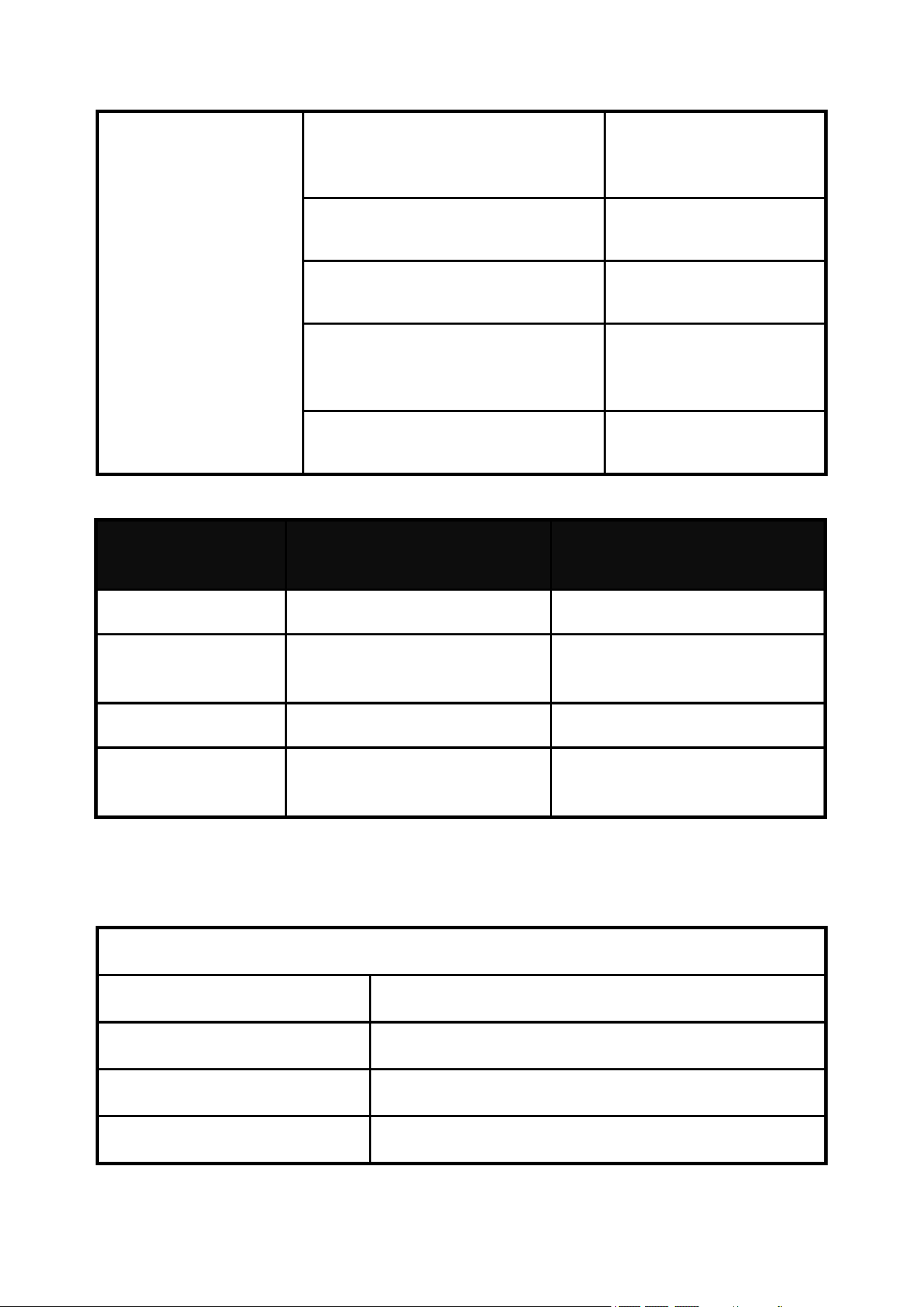
36
La corriente de
soldadura es inestable.
El brazo de presión del alimentador de
alambre no está correctamente
ajustado.
Ajústelo para obtener la
presión adecuada.
El rodillo impulsor no coincide con el
tamaño del cable que se utiliza.
Asegúrate de que coincidan
entre sí.
La punta de contacto del soplete de
soldadura está muy desgastada.
Reemplázalo.
El tubo de alimentación de hilo del
soplete de soldadura está muy
desgastado.
Reemplázalo.
El electrodo es de mala calidad.
Utilice electrodo de buena
calidad.
Estatus de Protección
Visualización de la
pantalla
Estado
Acción
E10
Error de adquisición actual
Apague la máquina y reiníciela.
E20
La corriente de soldadura
sobrevalorada
Apagar la salida
E30
Protección de bajo voltaje
Apagar la salida
E60
Protección contra altas
temperaturas
Apagar la salida
Si no comprende o no puede realizar el curso de acción recomendado de manera
segura, comuníquese con arccaptain.com para obtener servicio posventa.
Guardar para referencia futura:
Producto:
Fecha de compra:
Número de serie:
Comentarios del producto:
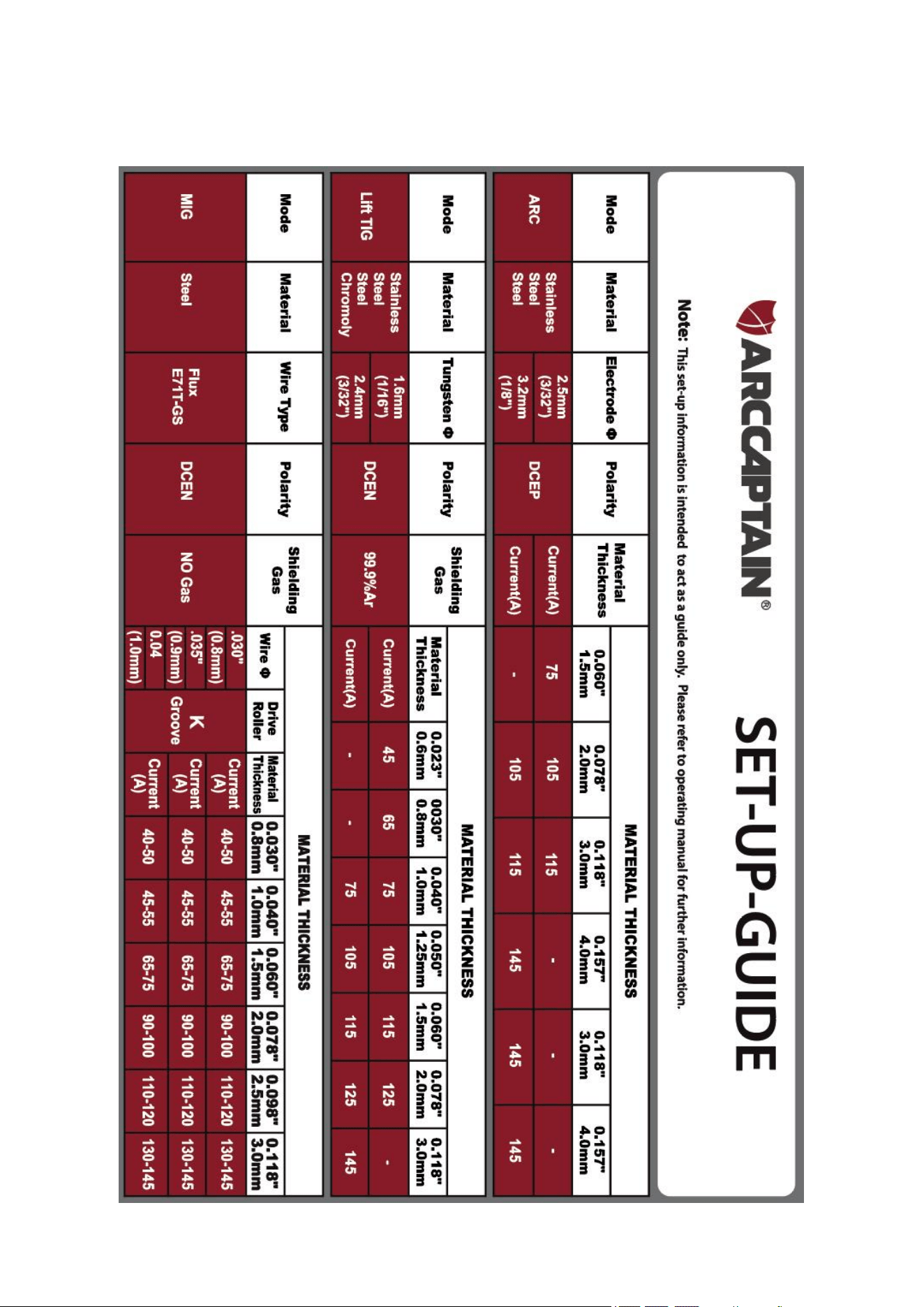
37
Apéndice : GUÍA DE INSTALACIÓN RÁPIDA

Très cher client,
Merci d'être allé avec ARCCAPTAIN ! Notre objectif est de rendre les soudeurs
supérieurs pour vous. ARCCAPTAIN a été construit avec des composants de haute
qualité , chaque machine unitaire a été adoptée par plusieurs leaders de l'industrie. tests en
laboratoire pour offrir une expérience et des performances de soudage exceptionnelles.
Un service de garantie de deux ans est offert au vôtre ! Lors du déballage,
assurez-vous que le produit est intact et en bon état. NE PAS retourner directement avant
de contacter notre service client.
Six façons de nous connecter et de rejoindre la communauté ARCCAPTAIN :
En ligne: www.arccaptain.com/pages/contact-us
Facebook : arccaptainwelder
Instagram : arccaptain_welder
Youtube : arccaptain-weld
WhatsApp : +19892449456
Ce manuel est conçu pour vous aider à tirer le meilleur parti de vos produits ARCCAPTAIN.
Veuillez conserver ce manuel et prendre le temps de lire les avertissements et précautions
de sécurité, l'assemblage, l'utilisation, l'inspection et la maintenance. Ils vous aideront à
vous protéger contre les dangers potentiels sur le chantier. Ne pas le faire peut entraîner
des blessures graves !
www.ar ccaptain.com
Conserver pour référence future :
Produit:
Date d'achat:
Numéro de série:
Commentaires sur
le produit :

TABLE DES MATIÈRES
1. SÉCURITÉ
.............................................................................................................
1
1.1 Sécurité générale .........................................................................................1
1.2 Sécurité électrique .......................................................................................1
1.3 Sécurité incendie ......................................................................................... 2
1.4 Sécurité des fumées et des gaz ................................................................ 2
1.5 Rayons d'arc et sécurité sonore ................................................................2
1.6 Soudage sous protection gazeuse – Sécurité des bouteilles ...............3
1.7 Informations de sécurité supplémentaires ...............................................3
2 . PRÉSENTATION DU PRODUIT ............................................................... 4
2.1 Aperçu des fonctions ..........................................................................4
2.2 Forfait .................................................................................................4
2.3 Paramètres techniques ...................................................................... 5
3 . COMMANDE DE FONCTIONNEMENT ET INSTRUCTIONS .................. 6
3 .1 Instructions du panneau ....................................................................6
3.2Interface de fonctionnement Description ............................................ 7
3 .3 Dévidage du fil Description ....................................... ......................... 8
3 .4 Plaque signalétique ............................................................................ 8
4 . INSTALLATION ET RACCORDEMENT ...................................................9
4 .1 Sélection du fil de soudage ..................................... ........................ 9
4 .2 Vérification des accessoires de la torche ................. ....... ..............10
4 .3 Installation du fil de soudage .................................... ....... ..............10
4 .4 Installation du dévidage du fil ................................... ....... ..............12
5 . Fonctionnement pour le soudage MIG avec fil fourré ....................... 13
5.1 Connexion du pistolet MIG et du câble de terre
.......
. ....... .............. 13
5.2 Connexion de l'alimentation d'entrée
.........................
. ....... .............. 14
5.3 Fil qui dépasse ................................................................ ....... .............. 15
5.4 Fonctionnement ............................................................. . ....... .............. 16
6 . Fonctionnement pour MMA et TIG .......................................................17
6 .1 Connexion du câble de la soudeuse MMA ............. . ....... .............. 17
6 .2 Fonctionnement de la soudeuse MMA ................... . ....... .............. 19
6 .3 Tableau des paramètres de soudage MMA............ . ....... .............. 20
6 .4 Soulevez la connexion du câble de la soudeuse TIG . ....... ............21
6 . 5 Fonctionnement de la soudeuse Lift Tig ............... . ....... .............. 23
6 . 6 Soulevez le tableau des paramètres de soudage TIG . ....... ......... 25
7 . Installation de la sangle ........................................................................26
8 . Technique de soudage de base MIG .................................................. 27
8.1 Soudage à l'arc fourré (FCAW) ............................... . ....... .............. 27
8.2 Soudage MIG de base ............................................. . ..................... 28
8.3 Vitesse d'alimentation .............................................. . ..................... 30
9. ENTRETIEN .............................................................................................31
9 .1Entretien de routine et périodique ................................ ....... .............. 31
9 .2 Entretien quotidien ....................................................... . ....... .............. 31
10 . DÉPANNAGE ....................................................................................... 33
Annexe
:
GUIDE D'INSTALLATION RAPIDE ............................................ 37
1
1.SÉCURITÉ
! AVERTISSEMENT
LISEZ TOUS LES AVERTISSEMENTS DE SÉCURITÉ AVANT DE TRAVAILLER !
Le non-respect des avertissements et des instructions peut entraîner un choc électrique,
un incendie et/ou blessure grave. Conservez tous les avertissements et instructions
pour référence future !
Si vous rencontrez des problèmes lors de l'installation ou du fonctionnement, reportez-vous
aux sections pertinentes de ce manuel pour inspection. Si vous n'êtes toujours pas sûr ou ne
parvenez pas à résoudre le problème, veuillez contacter l'assistance professionnelle
ARCCAPTAIN .
Sécurité générale
PAS la soudeuse si l'interrupteur ne tourne pas il s'allume et s'éteint.
Débranchez la fiche de la source d'alimentation avant d'effectuer des réglages, de
changer d'accessoires ou de ranger la soudeuse.
Assurez-vous que l'interrupteur est éteint avant de brancher l'alimentation ou de
déplacer la soudeuse pour éviter un démarrage accidentel.
Entretenez et utilisez toujours correctement les protections, les couvercles et les
appareils de sécurité.
Gardez les mains, les cheveux, les vêtements et les outils éloignés des pièces
mobiles telles que les courroies trapézoïdales, les engrenages et les ventilateurs.
Suivez ces instructions et tenez compte des conditions de travail lors de l'utilisation
de la soudeuse et des accessoires.
Ce manuel peut ne pas couvrir toutes les situations possibles. Il est important que
l'opérateur fasse preuve de bon sens et de prudence lors de l'utilisation de ce
produit.
1.2 Sécurité électrique
! AVERTISSEMENT ATT EN T IO N AU X CHO C S É LE C T R IQ U ES !
NE PAS souder dans un endroit humide ni entrer en contact avec une surface
humide ou mouillée.
NE modifiez AUCUN câblage, connexions à la terre, interrupteurs ou fusibles dans
cet équipement de soudage.
NE PAS entrer en contact physique avec une quelconque partie du circuit de
courant de soudage, y compris la pièce à travailler, la pince de masse, l'électrode ou
le fil de soudage et les pièces métalliques du porte-électrode ou du pistolet MIG.
NE PAS connecter la pince de terre au conduit électrique et NE PAS souder sur le
conduit électrique.
NE JAMAIS laisser la soudeuse sans surveillance lorsqu'elle est sous tension.
Coupez le courant si vous devez partir.
N'essayez PAS de brancher la soudeuse à la source d'alimentation si la broche de
2
terre de la fiche du CÂBLE D'ALIMENTATION D'ENTRÉE est pliée, cassée ou
manquante.
NE modifiez PAS le CÂBLE D’ALIMENTATION D’ENTRÉE ou la fiche de quelque
manière que ce soit.
Les personnes portant un stimulateur cardiaque doivent consulter leur médecin
avant utilisation. Le champ magnétique peut rendre le stimulateur cardiaque un peu
bancal.
! AVERTISSEMENT
LE REMPLACEMENT DE COMPOSANTS PEUT ÊTRE DANGEREUX !
Seuls des experts doivent remplacer les pièces de la machine. Évitez de laisser
tomber des objets étrangers dans la machine lors du remplacement des
composants. Assurez-vous que les connexions des fils sont correctes après le
remplacement des PCB pour éviter tout dommage matériel.
1.3 Sécurité incendie
! AVERTISSEMENT
ATTENTION AUX RISQUES D'INCENDIE !
Placez la machine sur des surfaces non combustibles pour éviter les incendies.
Assurez-vous qu’aucun matériau inflammable ne se trouve à proximité de la zone
de travail afin de réduire les risques d’incendie.
Évitez d'installer la machine à proximité de sources d'eau pour éviter les dégâts
d'eau.
Soudez/ coupez toujours les matériaux dans un environnement sec avec une
humidité inférieure à 90 % et maintenez une température de travail comprise entre
-10°C et 40°C.
Lors du soudage/ coupage à l’extérieur, assurez-vous de vous protéger du soleil et
de la pluie, en gardant la machine au sec à tout moment.
N'utilisez pas la machine dans des environnements poussiéreux ou chimiquement
corrosifs.
Retirez ou sécurisez tous les matériaux combustibles dans un rayon de 35 pieds (10
mètres) de la zone de travail. Utilisez un matériau résistant au feu pour couvrir ou
sceller les portes, fenêtres, fissures et autres ouvertures ouvertes.
Une mauvaise utilisation peut provoquer un incendie ou une explosion. Évitez les
matériaux inflammables à proximité de la zone de travail , gardez un extincteur à
proximité avec du personnel qualifié, évitez de couper des récipients fermés et
n'utilisez pas la machine pour dégeler des tuyaux.
1.4 Sécurité des fumées et des gaz
! AVERTISSEMENT
LA FUMÉE PEUT ÊTRE NUISIBLE POUR VOTRE SANTÉ !
Gardez la tête éloignée de la fumée lorsque vous coupez pour éviter de respirer des
gaz nocifs.
Assurez-vous que la zone de travail est bien ventilée avec un équipement
d'échappement ou de ventilation pendant la coupe.
3
Travaillez dans un espace confiné uniquement s'il est bien ventilé ou portez un
respirateur à adduction d'air.
1.5 Rayons d'arc et sécurité sonore
! AVERTISSEMENT
Le rayonnement de l'arc peut endommager les yeux et la peau ; un bruit excessif
peut endommager l’audition.
Utilisez des lunettes de protection certifiées pour le soudage avec au moins un
indice de protection des verres de teinte numéro 10.
Portez des leggings en cuir et des chaussures ou des bottes ignifuges ; évitez les
vêtements qui peuvent attraper des étincelles ou du métal en fusion. Ne touchez
pas la pièce chaude à mains nues.
Gardez les vêtements exempts de substances inflammables et portez des gants
secs et isolants ainsi que des vêtements de protection.
Portez un couvre-chef approuvé et utilisez une tenue de soudage appropriée.
Lorsque vous soudez au-dessus de votre tête ou dans des espaces confinés,
utilisez des bouchons d'oreille ou des casques antibruit ignifuges.
Portez des protège-oreilles ou d'autres protections auditives lors de la coupe.
1.6 Soudage sous protection gazeuse – Sécurité des bouteilles
! AVERTISSEMENT
LES CYLINDRES PEUVENT EXPLOSER LORSQU'ILS ENDOMMAGÉS !
Ne soudez jamais sur un cylindre sous pression ou fermé.
Évitez de laisser le porte-électrode, l'électrode, la torche de soudage ou le fil de
soudage toucher le cylindre.
Gardez les bouteilles éloignées de tous les circuits électriques, y compris les
circuits de soudage.
Gardez toujours le capuchon de protection sur la valve, sauf lorsque la bouteille est
utilisée.
Utilisez uniquement l'équipement de protection contre les gaz approprié, conçu
pour votre type spécifique de soudage, et entretenez-le correctement.
Protégez les bouteilles de gaz de la chaleur, des dommages physiques, des scories,
des flammes, des étincelles et des arcs.
Suivez toujours les procédures appropriées lors du déplacement des cylindres.
N'installez pas la machine dans un environnement contenant des gaz explosifs pour
éviter une explosion.
Informations de sécurité supplémentaires
Utilisez uniquement le cordon d'alimentation fourni pour cette w aînée ou un
remplacement identique corde. N'installez pas de revêtement plus fin ou plus long.
EXCESSIVE NOISE DOES GREAT HARM TO HEARING!
ARC RADIATION MAY HURT YOUR EYES AND BURN YOUR SKIN!
4
cordon sur cette soudeuse.
Conservez les étiquettes et les plaques signalétiques sur la soudeuse. Ceux-ci
contiennent des informations importantes.
Assurez -vous que la pince de masse est solidement connectée à la pièce à
travailler pendant le soudage.
Appuyer sur l'interrupteur du pistolet lors du soudage ou du découpage.
Lors de la mise au rebut de la machine de découpe, veuillez tenir compte des points
suivants :
La combustion de condensateurs électrolytiques sur le circuit principal ou sur la
carte PCB peut provoquer des explosions. La combustion de composants en
plastique tels que le panneau avant peut produire des gaz toxiques. Jetez-le comme
déchet industriel.
2. INSTRUCTIONS PRODUIT
2 .1 Aperçu des fonctions
Il s'agit du NOUVEAU Pro Serial MIG145, avec des fonctionnalités avancées technologie ,
fonctionnement parfait et hautes performances. Ce système de soudage ultra-portable convient à
divers besoins d'application. De plus, la nouvelle série comprend la dernière télécommande via
APP .
MIG synergique : ajuste automatiquement la tension et la vitesse d'alimentation du fil en
fonction du diamètre du fil et de l'épaisseur de la plaque métallique.
Multifonction 3 en 1 : prend en charge les modes de soudage MIG, MMA et Lift TIG sans gaz.
Pas besoin de gaz avec le soudage MIG.
Technologie avancée d'onduleur IGBT et MCU : améliore les performances de soudage.
Portable et léger : facile à transporter avec une poignée ou une bandoulière.
Vitesse d'alimentation du fil réglable : adaptez le processus de soudage à vos besoins.
Ventilateur de refroidissement intelligent : assure une excellente dissipation de la chaleur.
VRD (Voltage Reduction Device) : Réduit le risque de choc électrique pour la sécurité de
l'opérateur.
Hot Start : Facilite un allumage de l’arc plus facile et plus fiable dans le soudage MMA.
Arc Force : Améliore les performances de la machine, notamment pour le soudage longue
distance.
Fonction antiadhésive : améliore les performances de soudage en empêchant le collage.
Protections multiples : comprend des mécanismes intégrés de protection contre la surchauffe
et les surintensités.
Convient uniquement en alimentation 120V.
2.2 Emballer
Nom
spécification
Quantité, pcs)
Machine de soudage
MIG145 Pro
1
5
Torche de soudage MIG
6,5 pieds
1
Buse conductrice pour torche
.030", .035"
2
Pince de masse
10 pieds
1
Porte- électrode
10 pieds
1
Fil fourré
0,035"/2 lb
1
Sangle
/
1
Manuel de l'opérateur
Pour MIG 145
1
2.3 Paramètres techniques
Articles
Des modèles
MIG145
Tension d'entrée nominale
Monophasé AC1 2 0V
50 Hz/60 Hz
Puissance d'entrée nominale (KVA)
5
Plage de courant de soudage
(MIG, MMA, TIG)
40-145 A (MIG)
20-1 45 A(MMA)
20-1 45 A(TIG)
Plage de tension de soudage
(MIG, MMA, TIG)
16-21.3 V (MIG)
20,8-25,8 V (MMA)
10,8 V-15,8 V (TIG)
Cycle de service nominal
60 %
Tension à vide (V)
U0=64;Ur=14.5
Électrode Applicable ( po )
0,030/0,035/0,040
Degré de protection du boîtier
IP21S
Qualité d'isolation
H
Mode refroidissement
Refroidissement par air
L'efficacité globale
85%
Dimension
L12,8 pouces x 5,7 pouces x 9,7 pouces
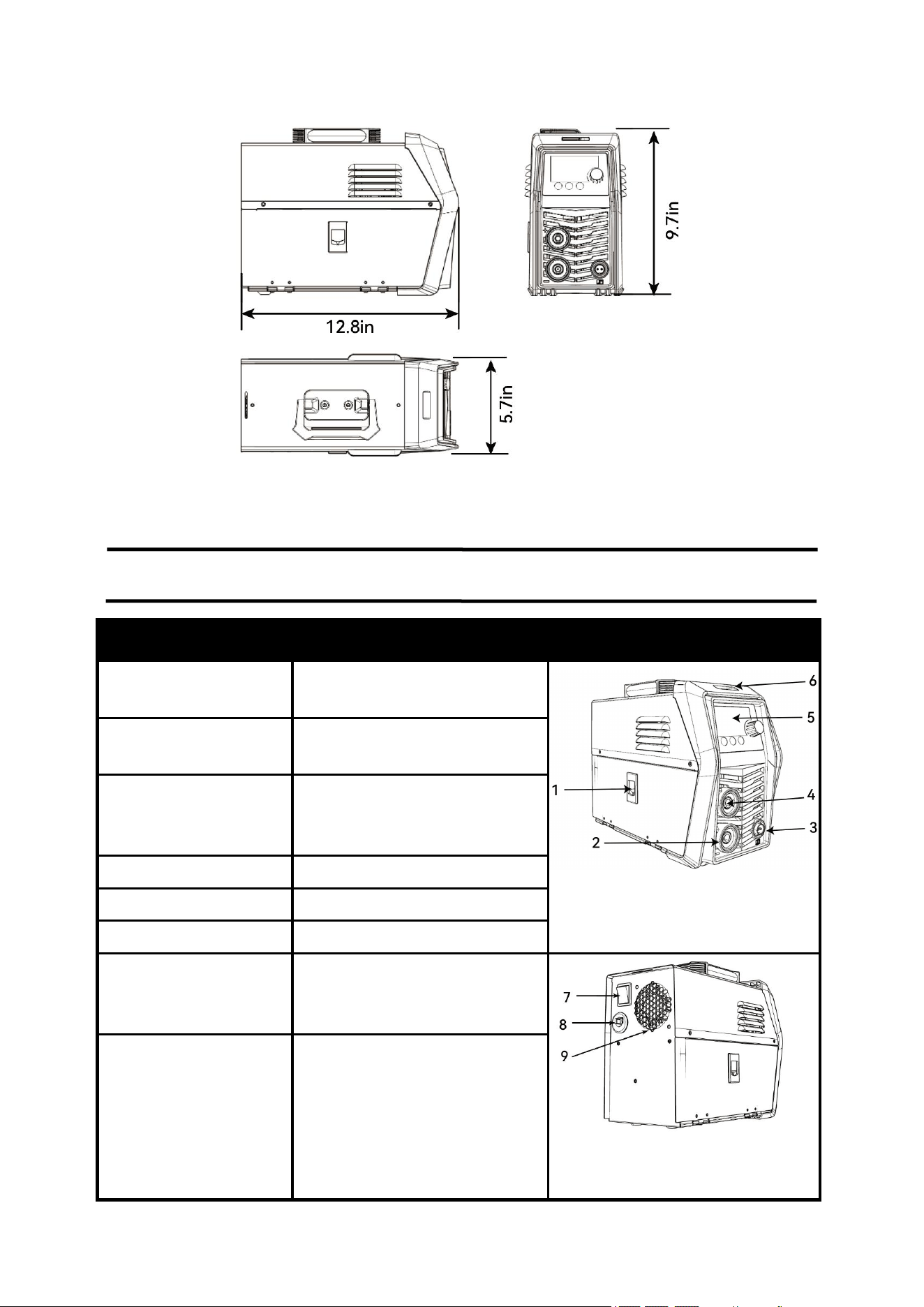
6
schéma 1
3. CONTRÔLE DE FONCTIONNEMENT ET INSTRUCTIONS
3.1 Instructions du panneau
Nom de la pièce
Fonction
Image
1. Loquet de porte
Repoussez dessus, pour installer
le fil de soudure
Figure 2 Commandes du
panneau avant
2. « - » Polarité
négative
Pour connecter le pistolet FLUX
MIG
3. Borne de signal de
commande de la
torche MIG
Pour connecter le signal de
commande de la torche MIG
4. «+» Polarité positive
Pour connecter la pince de terre
5. Interface d'opération
Pour afficher les informations MIG
6. Trou de sangle
Facile à porter
7. Interrupteur
Pour contrôler la marche/arrêt de
la puissance d’entrée de la
machine
Figure 3 Commandes du panneau
arrière
8. Câble
d'alimentation d'entrée
Pour entrée d'alimentation : 120 V
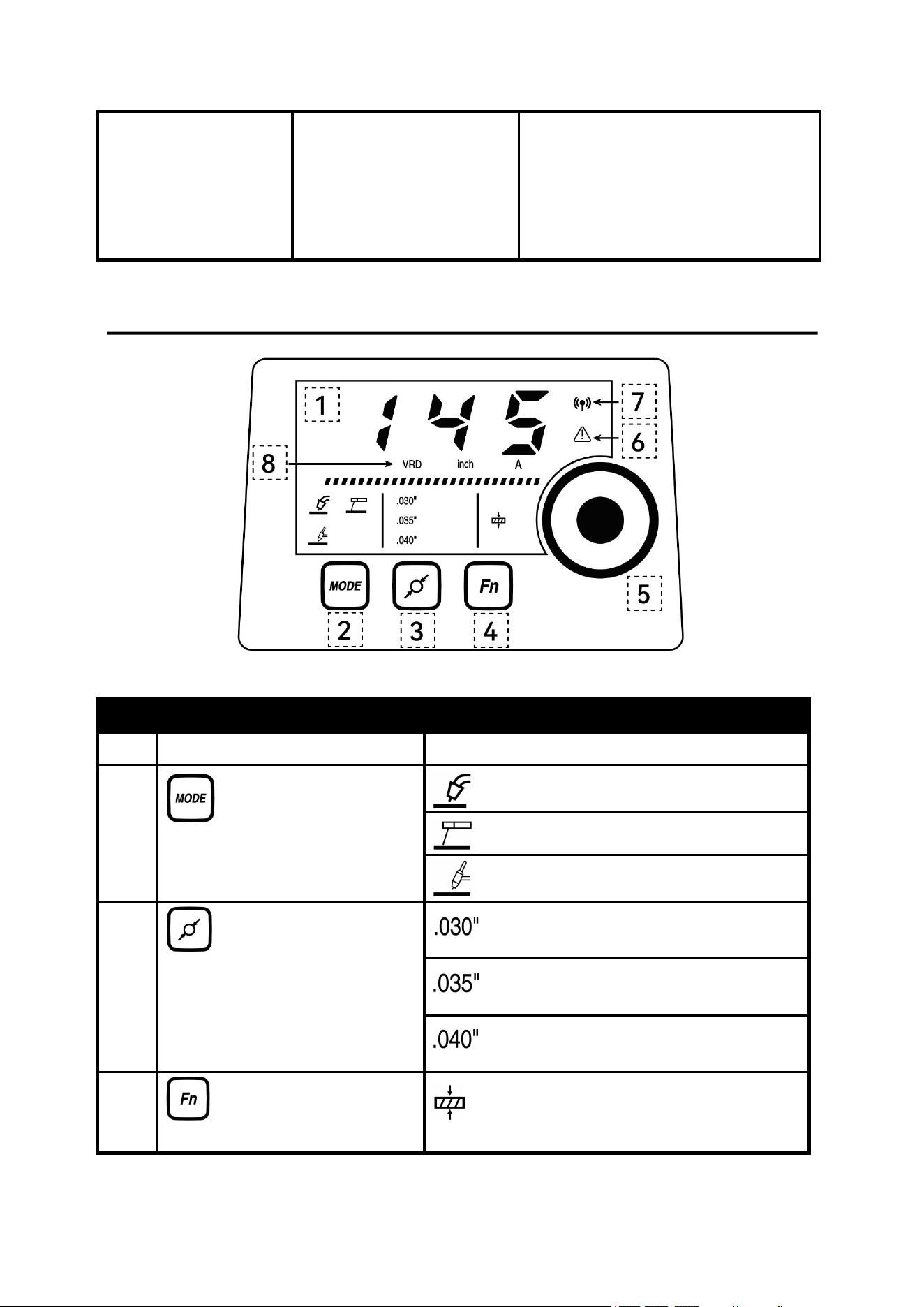
7
9. Ventilateur
Pour la dissipation de la
chaleur par refroidissement à
air forcé
3.2 Description de l'interface de fonctionnement
Figure 4 Interface de fonctionnement
Non.
Nom de la pièce
Fonction
1
Affichage d'écran LED
Affichage des détails de la fonction
2
Sélectionner le mode de
soudure
Mode de soudage MIG
Mode de soudage MMA
Mode de soudage Lift- TIG
3
Sélectionnez le
diamètre du fil
F Fil de 0,030 pouce
F Fil de 0,035 pouce
F Fil de 0,040 pouce
4
Bouton de commutation
du mode de
fonctionnement
sélectionner l'épaisseur de la pièce à
travailler
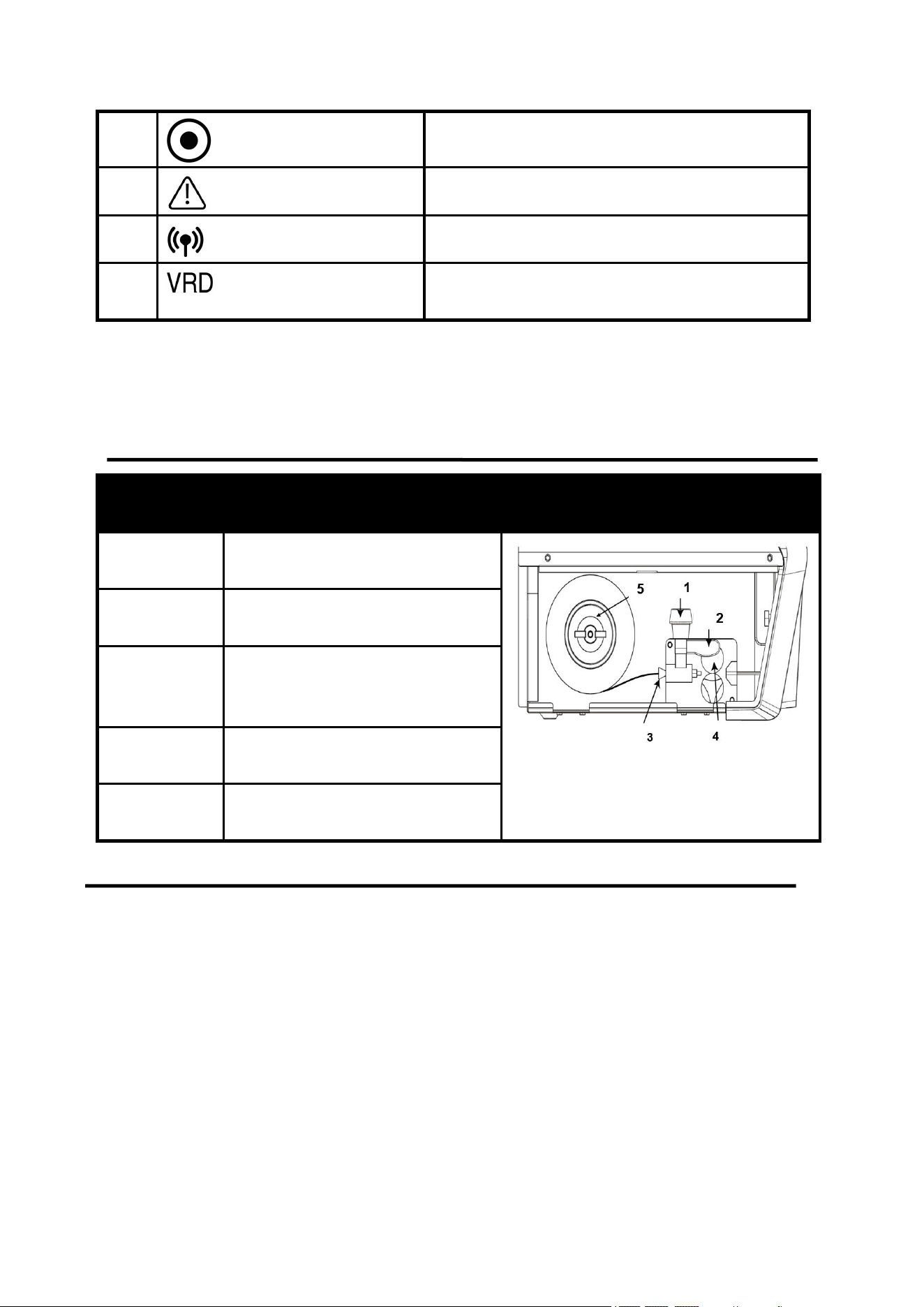
8
5
Bouton de réglage
Tourner pour régler le paramètre
6
Voyants d'alarme
Voyant d'affichage d'alarme anormal
7
Sans fil *
Afficher le signal lumineux sans fil
8
Lumière VRD
Appuyez longuement sur la touche FN pour activer
ou désactiver VRD
* Pour des informations plus détaillées sur la connexion et les directives
opérationnelles de l'application ARCCAPTAIN, veuillez visiter arccaptain.com et
explorer les ressources qui y sont disponibles.
3.3 Dévidage du fil Description
Nom de la
pièce
Fonction
Image
1. Tendeur
d'alimentation
Correction du bras de renvoi et
ajustement de la pression sur le fil
Figure 5 Dévidoir de fil intérieur
2. Bras de
renvoi
Appuyez sur le fil de soudure
3.
Revêtement
d'entrée de fil
Guider le fil de soudure dans le
dévidoir
4. Rouleau
d'alimentation
Fil de soudure de transfert
5. Bobine de
fil
Bobine de fil de soudage fixe
3.4 Plaque signalétique
Sur la machine se trouve une plaque qui reprend toutes les spécifications de fonctionnement de
votre nouvelle unité. Le numéro de série du produit se retrouve également sur cette plaque.
Le cycle de service d'un soudeur définit la durée pendant laquelle l'opérateur peut souder et la
durée pendant laquelle le soudeur doit se reposer et être refroidi. Le cycle de service est exprimé
en pourcentage de 10 minutes et représente le temps de soudage maximum autorisé. Le reste du
cycle de 10 minutes est nécessaire au refroidissement.
Par exemple, une soudeuse a un cycle de service de 60 % à une puissance nominale de 145 A.
Cela signifie qu'avec cette machine : vous pouvez souder à une puissance de 145 A pendant six
( 6 ) minutes sur 10 avec les quatre ( 4 ) restantes. minutes nécessaires pour refroidissement. Le
cycle de service de votre nouvelle soudeuse se trouve sur la plaque signalétique apposé sur la
machine. On dirait que schéma ci-dessous.
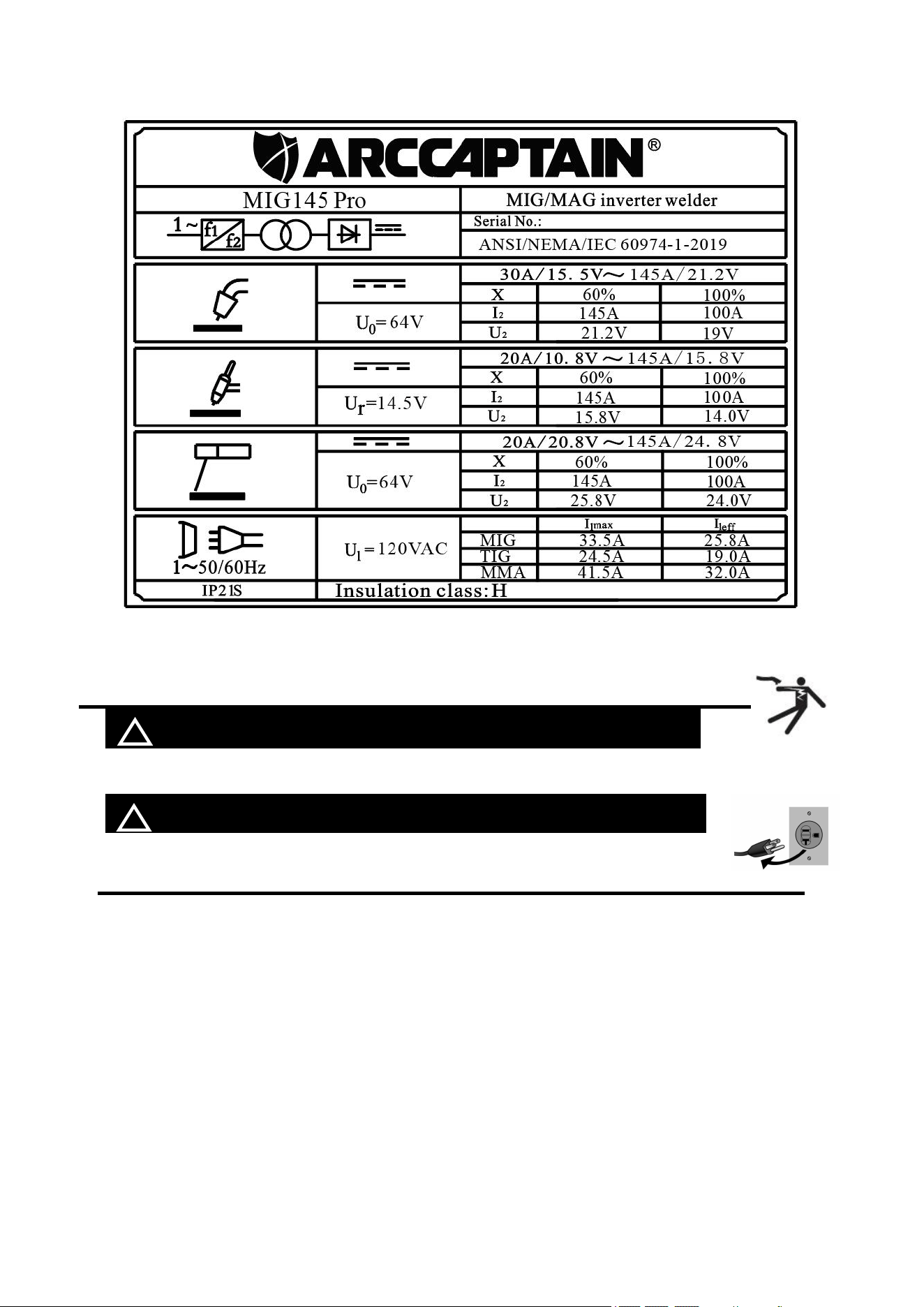
9
Figure 6 Plaque signalétique
4. INSTALLATION ET RACCORDEMENT
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
Vérifiez et suivez les instructions répertoriées dans la section « Sécurité » de ce manuel.
! AVERTISSEMENT ATTENTION NE PAS installer sans ÉTEINDRE !
4.1 Sélection du fil de soudage
Cette soudeuse est compatible avec des bobines de 2 lb de fil à noyau de flux de
0,030", 0,035" ou 0,040". L’utilisation d’un fil plus épais n’améliorera pas les
performances de soudage sur des matériaux plus épais et n’augmentera pas non plus
le taux de dépôt. De plus, cela peut mettre à rude épreuve votre source d’alimentation
CA.
REMARQUE : Le fil de soudage oxydé peut affecter les résultats du soudage.
Si vous trouvez de la rouille sur une bobine de fil, il est préférable de la jeter. Mais
avant cela, déroulez un peu de fil pour voir si le reste est encore bon. Si elle est
également rouillée, débarrassez-vous de toute la bobine.
REMARQUE : MIG145 n'est PAS disponible pour le fil MIG SOLID ou le fil
d'aluminium.
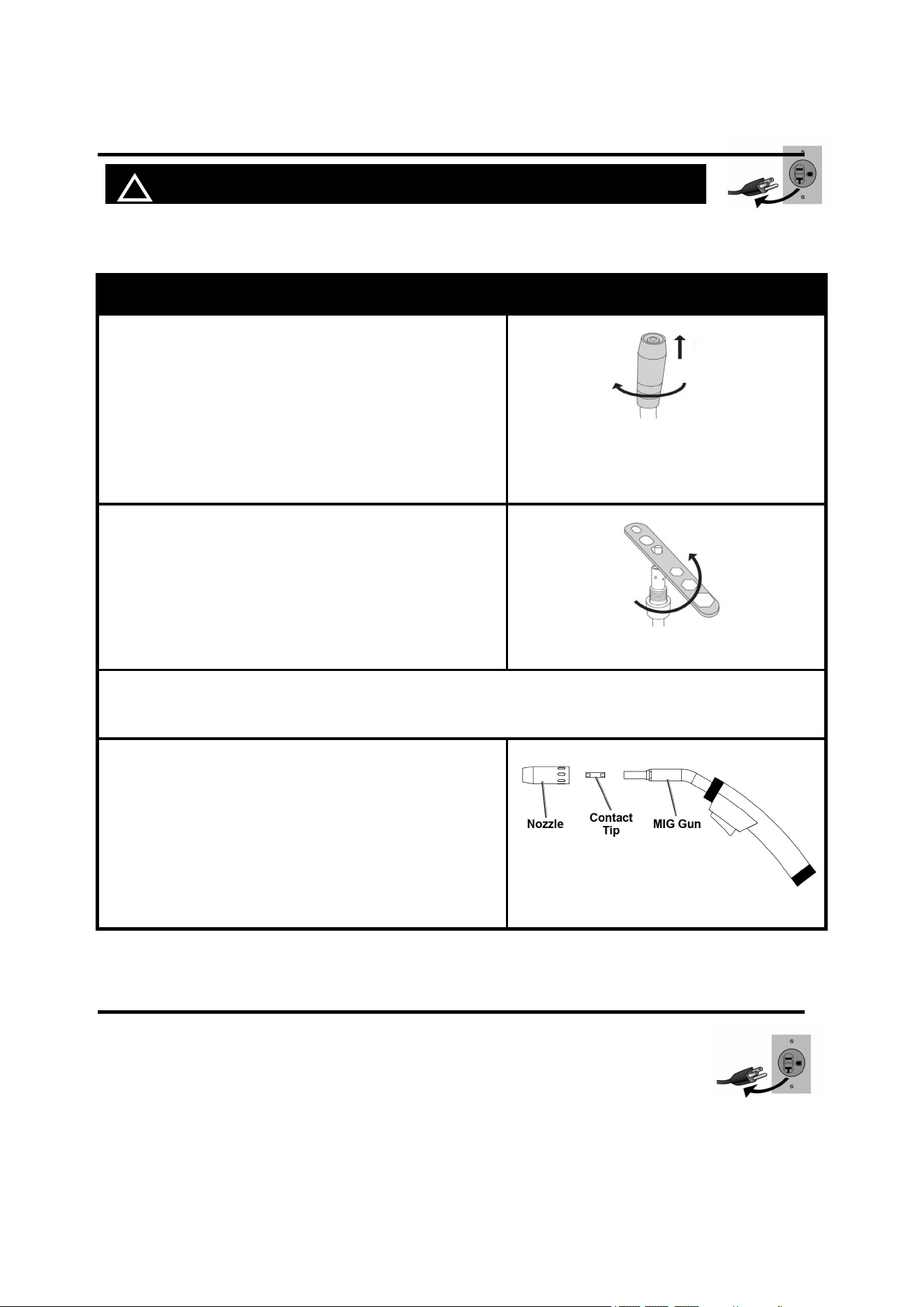
10
4.2 Vérification des accessoires de la torche
! AVERTISSEMENT ATTENTION NE PAS installer sans ÉTEINDRE !
Avant de souder, vérifiez que la taille du tube de contact de votre torche MIG
correspond à votre type de fil de soudage. Procédez comme suit.
Description
Image
1. Faites tourner continuellement la buse dans le sens
des aiguilles d’une montre, comme si vous la tiriez
vers le haut. Étant donné que la buse est à ressort à
l’intérieur, une certaine force est nécessaire pour la
retirer.
AVIS : TOURNEZ UNIQUEMENT DANS LE SENS
DES AIGUILLES D'UNE MONTRE.
Figure 7
2. Utilisez une clé pour tourner la pointe de la buse de
contact dans le sens inverse des aiguilles d'une
montre. Ce faisant, assurez-vous de stabiliser la
torche d’une seule main. Retirer la torche peut être
difficile si elle n'est pas stabilisée.
Figure 8
3. Vérifiez le numéro de taille sur le tube contact. La machine d'origine est équipée du type 0,035 ” .
Si ce n'est pas confirmé avec votre fil à souder, changez-le.
4. Remplacez la buse dans le sens inverse des
aiguilles d'une montre
Figure 9
4.3 Installation du fil de soudage
REMARQUE : Mettez l'interrupteur d'alimentation de la machine sur
OFF position avant de travailler à l’intérieur du boîtier du dévidoir.
Assurez-vous que le rouleau d'entraînement du dévidoir et le tube
contact du pistolet correspondent au diamètre et au type de fil
utilisé.
REMARQUE : FAIRE NE PAS décrocher l’extrémité avant du fil ! Cela empêchera
la dispersion de toute la bobine de fil.
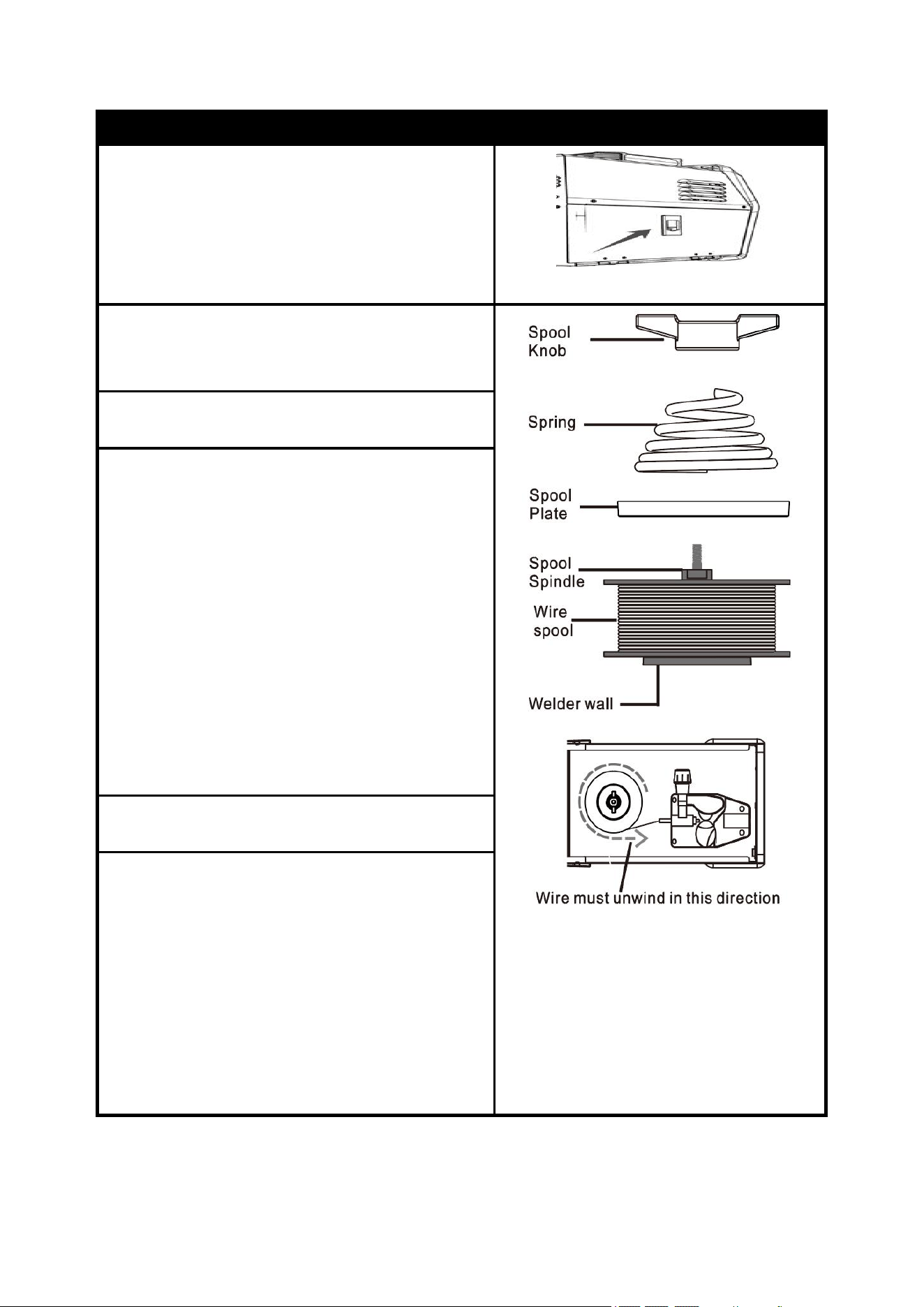
11
Description
Image
1. Tirez sur le loquet de la porte, puis ouvrez la porte.
Ensuite, vous verrez la bobine de fil et le dévidoir.
Figure 10 Loquet de porte
2. Commencez à installer le fil :
Tournez dans le sens antihoraire pour retirer le
bouton de la bobine, puis retirer le ressort.
Figure 11 Bobine de fil
3. Retirez la plaque de bobine, l'axe de bobine sera
alors exposé .
4. Placez la bobine de fil sur l'axe de la bobine.
AVIS:
*Pour éviter les problèmes d'alimentation du fil,
placez l'extrémité avant du fil de la bobine vers s
pour doublure d'entrée de fil (se référer à
l'image), pour que ça se détende dans le sens
antihoraire.
AVIS:
*Pour éviter que le fil de soudure ne s'effiloche et
ne se déroule, ce qui pourrait provoquer des
problèmes d'emmêlement et d'alimentation, NE
PAS relâcher le fil avant de remplacer le bouton
de la bobine.
5. Remplacez la bobine plaque arrière sur l'axe de la
bobine .
6. 6. Remplacez le ressort et le bouton de la bobine sur
la plaque de la bobine, alors tournez le bouton de la
bobine dans le sens des aiguilles d’une montre pour
serrer.
AVIS:
* Si la bobine de fil peut tourner librement, le
nœud l'est aussi. lâche. Cela entraînerait
l'effilochage du fil de soudure et dérouler, ce qui
peut causer des problèmes d'emmêlement et
d'alimentation .
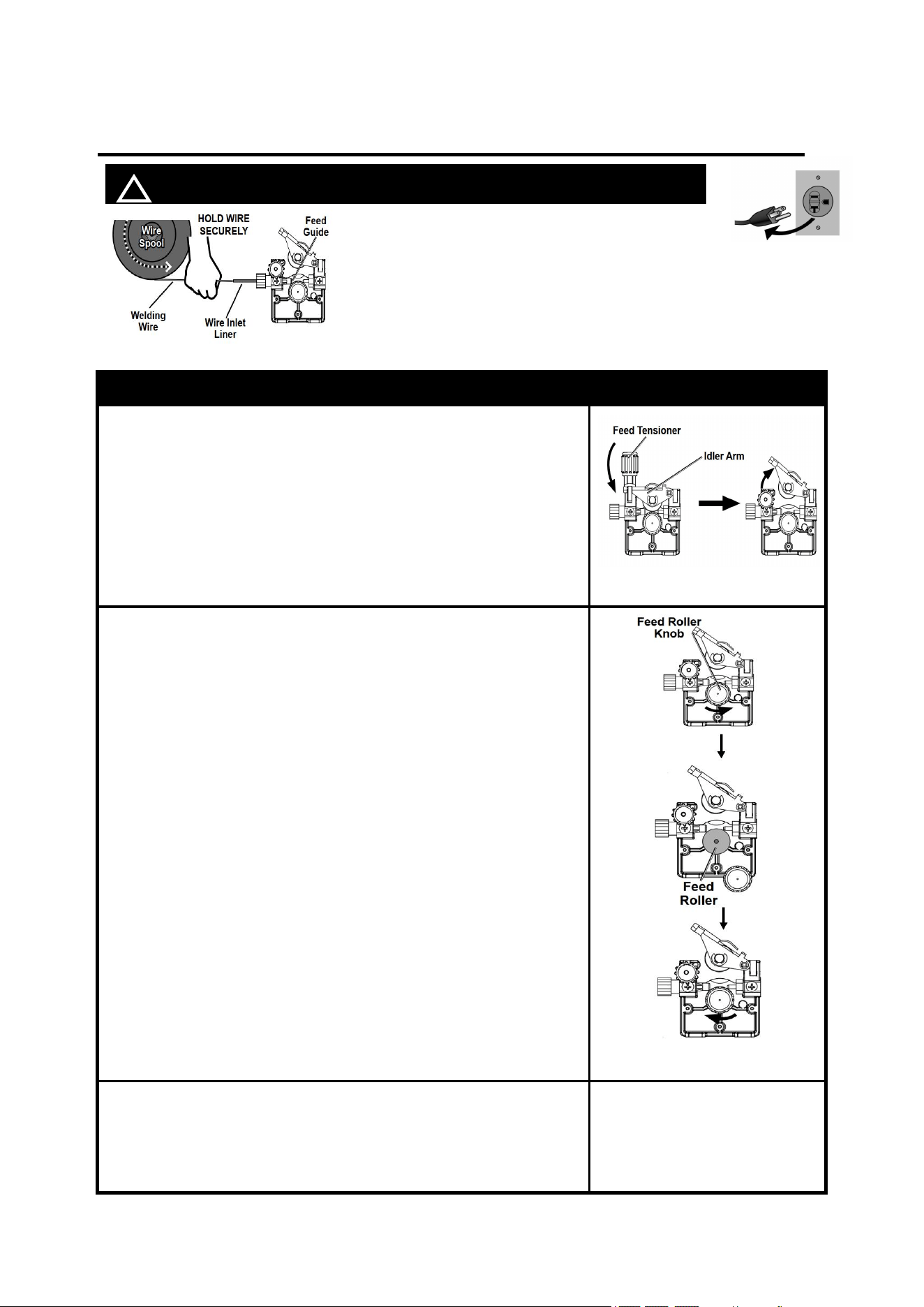
12
4.4 Installation du dévidage du fil
! AVERTISSEMENT ATTENTION NE PAS installer sans ÉTEINDRE !
REMARQUE : DOIT tenir solidement
l'extrémité du fil de soudage et le maintenir
tendez-le au cours des étapes suivantes. Si cela
n'est pas fait, le fil de soudure s'effilochera et se
déroulera. ce qui peut provoquer des problèmes
d'emmêlement et d'alimentation !
Description
Image
1. Relâchez le tendeur d'alimentation et faites tourner le je dle
r Bras éloigné du rouleau d' alimentation .
AVIS:
* Le bouton du tendeur d'alimentation peut être tourné dans
le sens inverse des aiguilles d'une montre pour le desserrer.
Ensuite, tirez-le vers le bas pour éliminer la tension. Le bras de
renvoi à ressort se déplacera vers le haut comme illustré.
Figure 13
2. Instructions sur le rouleau d'alimentation .
Assurez-vous que la taille visible au pochoir sur le côté du rouleau
d'entraînement face à vous correspond à la taille du fil utilisé.
AVIS:
* La machine d'origine est équipée d'une rainure moletée de
0,035 pouces rouleau d'alimentation et un 0,035 po Fil fourré
( UNIQUEMENT pour le fil fourré).
*Si cela ne correspond pas, vous devez changer le rouleau
d'alimentation :
Dévissez le bouton du rouleau d'alimentation dans le sens
inverse des aiguilles d'une montre.
Retirez le bouton du rouleau d'alimentation pour accéder au
rouleau d'alimentation.
Retournez ou remplacez le rouleau d'alimentation si
nécessaire. Assurez-vous qu'il correspond au type et au
diamètre de fil indiqués sur la bobine.
Figure 14
3. Détachez soigneusement l'extrémité du fil de la bobine.
Maintenez la tension sur le fil pour éviter que la bobine ne se
déroule .
AVIS: NE PAS relâcher le fil
Figure 12
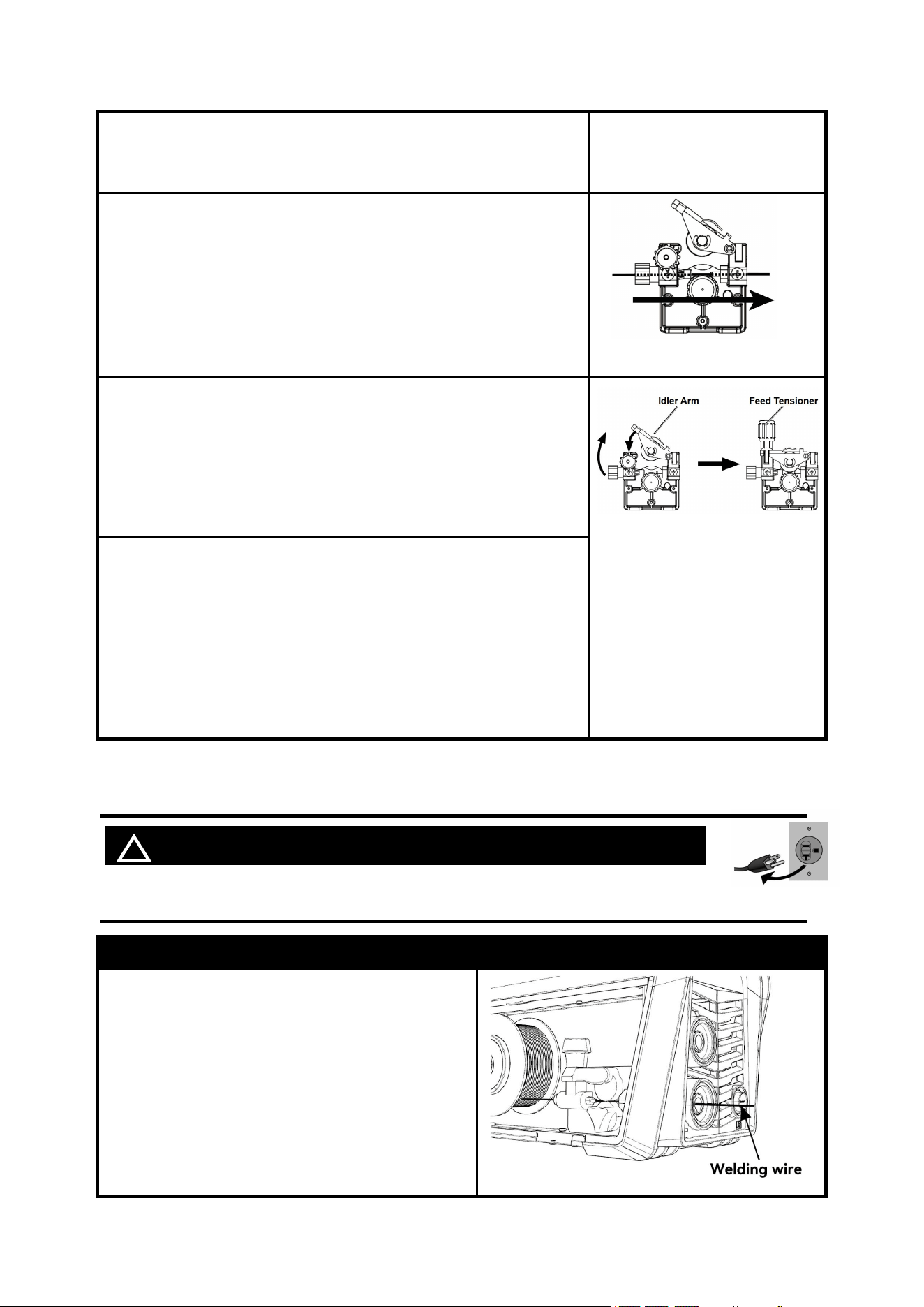
13
4. Coupez tous les fils pliés et sertis. Assurez-vous que l'extrémité
coupée est lisse, sans bavures ni arêtes vives ; recouper si
nécessaire.
5. Gardez la tension sur le fil et le guide faites passer au moins 12
pouces de fil à travers le revêtement d'entrée de fil , sur le
rouleau d'alimentation et dans le revêtement du pistolet .
AVIS: La bobine tournera un dans le sens inverse des
aiguilles d'une montre mode.
Figure 15
6. Fermez le bras de renvoi et abaissez le tendeur
d'alimentation jusqu'à ce que le rouleau libre appuie fermement
sur le fil.
Vous pouvez maintenant relâcher le fil de soudure. Assurez-vous
que le fil est positionné dans la rainure du rouleau d'alimentation
inférieur.
Figure 16
7. Le tendeur d'alimentation sur le bras de renvoi ajuste la
pression sur le fil. Ajustez la pression en tournant le tendeur
d'alimentation pour éviter un dépassement de la bobine, tout en
permettant une alimentation en fil fluide et facile. Commencez
avec la pression réglée à une valeur intermédiaire. Réajuster, si
nécessaire. Si le rouleau d'entraînement glisse pendant
l'alimentation du fil, la pression doit être augmentée jusqu'à ce que
le fil avance correctement.
5. Fonctionnement pour le soudage à fil fourré MIG
! AVERTISSEMENT ATTENTION NE PAS installer sans ÉTEINDRE !
5.1 Connexion du pistolet MIG et du câble de terre
Description
Image
Avant d'installer le pistolet MIG, il est
nécessaire d'installer d'abord le fil de soudage
et de l'enfiler hors de l'interface du dévidoir.
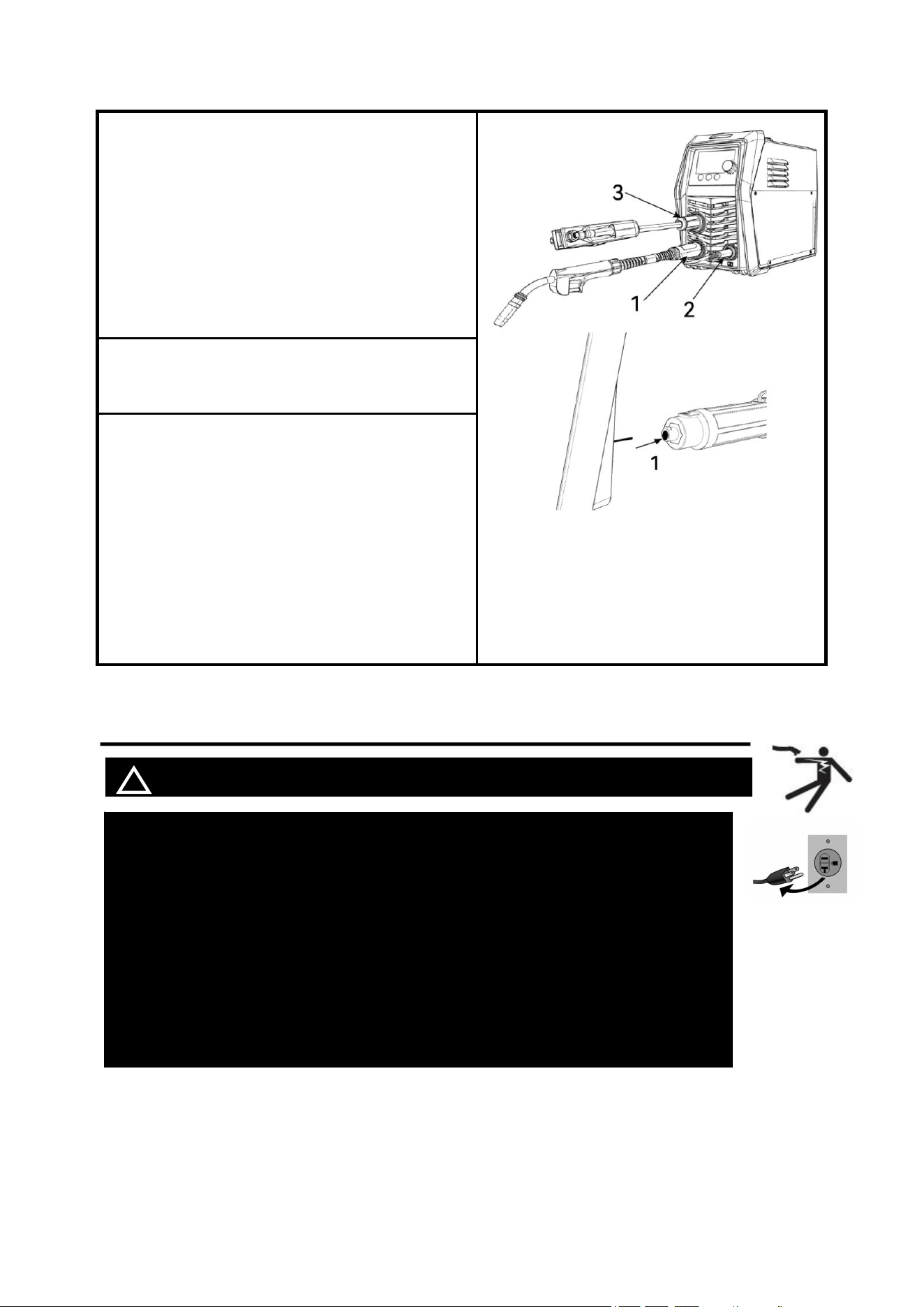
14
1. Connectez le pistolet de soudage à « - »
Polarité négative
AVIS:
Le fil de soudage doit être aligné avec le
tube d'alimentation en fil du pistolet MIG.
Le connecteur du pistolet MIG DOIT être
étroitement connecté à la prise pour éviter
un court-circuit d'alimentation.
Figure 17
2. Connectez la borne du signal de commande
du pistolet de soudage .
3. Connectez la pince ronde de terre au «+»
Polarité positive
AVIS:
Le connecteur de la pince de terre DOIT
être étroitement connecté à la prise pour
éviter un court-circuit d'alimentation.
Assurez-vous que la pince de terre est
connectée sur du métal propre et nu (pas
rouillé ou peint).
5.2 Connexion d'alimentation d'entrée
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
AVIS : Les étapes suivantes nécessitent la mise sous tension du
soudeur . avec le couvercle ouvert.
Pour éviter des blessures graves dues à un incendie ou à un choc
électrique :
1. FAIRE NE touchez à rien, surtout pas à la pince de masse, avec le
pistolet ou le fil de soudure, sinon un arc s'allumera.
2. NE touchez PAS les composants internes du soudeur . alors qu'il
est branché.
Le MIG145 PRO fonctionne UNIQUEMENT avec une alimentation 120 V. Branchez le
cordon d'alimentation dans une prise fondé . Réglez le pistolet MIG sur non conducteur,
surface ininflammable, loin de tout contact mis à la terre. objets. Et puis allumez
l'interrupteur d'alimentation .
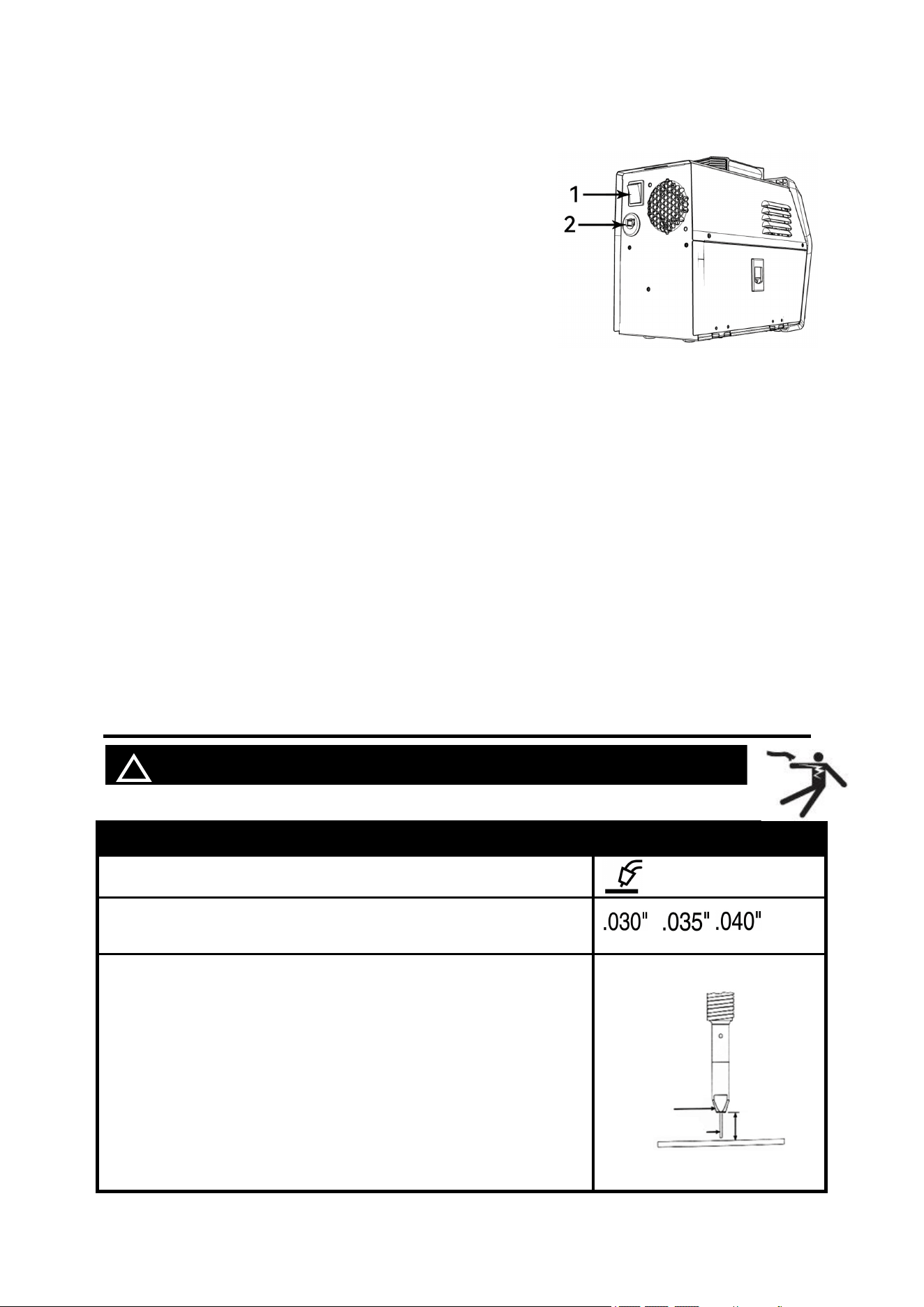
15
Figure 18
NOTE:
Pour des performances optimales, connectez le MIG145
à un circuit de dérivation de 5 0 A. S'il est connecté à un
circuit de capacité inférieure, attendez-vous à une
réduction du courant de soudage et du cycle de service.
Le circuit doit être équipé de plus de 50 A avec un
disjoncteur ou des fusibles à action retardée.
Assurez-vous que la tension d'alimentation secteur reste
à ± 15 % de la valeur nominale (120 V). Une basse
tension peut conduire à des résultats de soudage
médiocres, tandis qu'une tension trop élevée peut provoquer une surchauffe
des composants et potentiellement une défaillance. Vérifiez si la valeur de
tension varie dans une plage acceptable avec un multimètre.
Exigences du code pour les connexions d'entrée électrique
Cette machine à souder doit être connectée à une source d'alimentation conformément aux
codes électriques applicables. Le Code national de l'électricité fournit des normes pour la
capacité de traitement de l'intensité des conducteurs d'alimentation en fonction du cycle de
service de la source de soudage.
AVIS : Ne retirez pas la broche de terre du cordon d'alimentation .
Si vous avez d' autres questions sur l'installation conforme aux exigences du code de l'électricité
applicable, consultez un électricien qualifié.
5.3 Fil qui dépasse
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
Description
Image
1. Réglez le commutateur de mode sur le paramètre MIG .
2. Réglez le fil de soudage à la taille que vous utilisez.
/ /
3. Appuyez et maintenez la gâchette du pistolet pour charger le fil
à travers le pistolet , jusqu'à ce que le fil avance. jusqu'au bout du
pistolet .
NOTE:
Avant l'alimentation, retirez la buse et le tube de contact avant
d'alimenter le fil pour garantir une alimentation en douceur du
fil.
Si le fil n'est pas alimenté correctement et la bobine est
Contact
Tip
Wire
10-16m
m
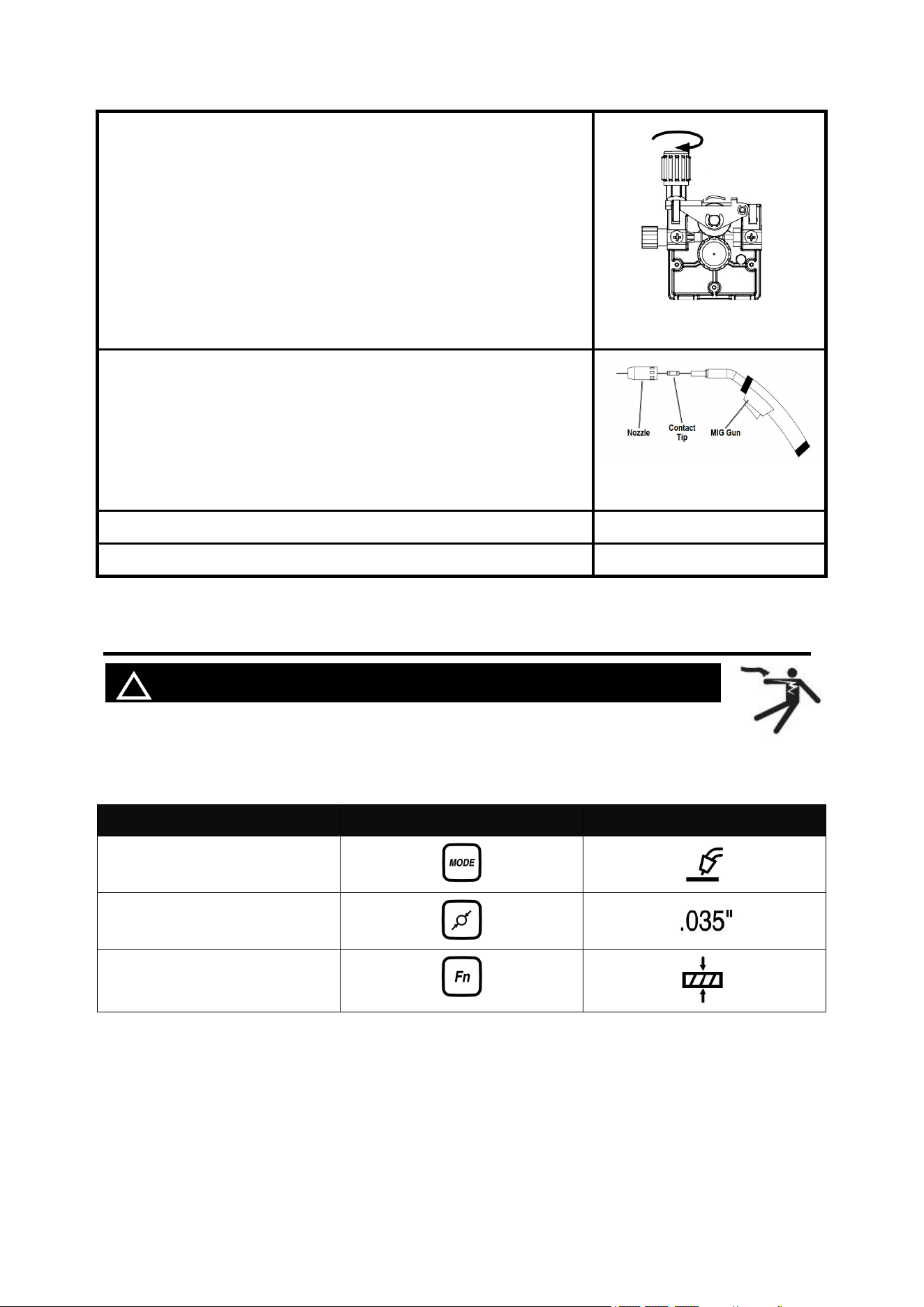
16
stationnaire, éteignez-la et débranchez la soudeuse et serrez
légèrement le Alimentez le tendeur dans le sens des aiguilles
d’une montre avant de réessayer.
Si le fil s'arrête au lieu de se plier, débranchez la soudeuse,
serrez légèrement le tendeur d'alimentation dans le sens des
aiguilles d'une montre et réessayez. Si le fil se plie sous l’effet
de la pression d’alimentation, la tension est correctement
réglée.
Dirigez le pistolet loin de tous les objets.
4. Éteignez la machine une fois que le fil est sorti . Ensuite,
j'installe le
buse et tube contact.
NOTE:
Coupez le fil à 3/8" à 5/8" de l'extrémité de la pointe.
5. Allumez la machine. La machine est maintenant prête à souder.
6. Fermez la porte. S'assurer . La porte est bien verrouillée .
5.4 Opération
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
Allumez l'interrupteur d'alimentation de la machine et le voyant d'alimentation
s'allume.
Sélectionnez le mode de travail approprié et le fonctionnement approprié en fonction de votre
situation de soudage.
Fonction
Partie
Sélectionner
Sélectionnez MIG
Sélectionnez le fil
diamètre
Sélectionnez le matériau
épaisseur
Fixez la pince de terre sur la pièce à travailler. La pince de terre doit être solidement connectée
à la pièce.
AVIS :
• Soudez toujours un matériau propre, sec et bien préparé.
Figure 21
Figure 20
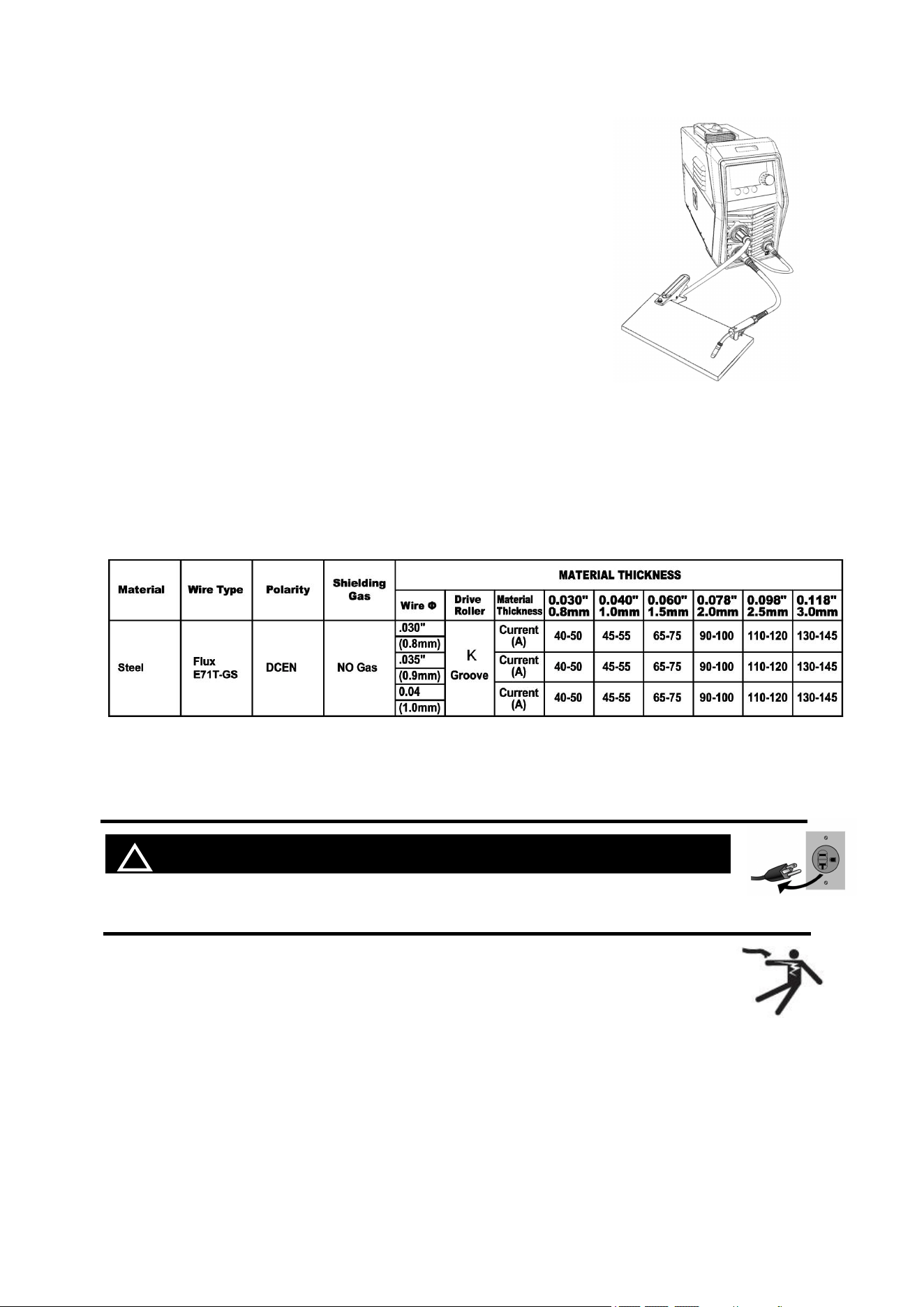
17
• Tenir le pistolet à un angle de 45° par rapport à la
pièce à travailler avec la buse à environ 1/2" de la
surface.
• Déplacez le pistolet doucement et régulièrement
pendant que vous soudez.
• Sur un matériau de faible épaisseur, déplacez-vous
rapidement et ne soudez que des points de soudure
de 1/4" à la fois pour éviter la fusion.
• Évitez de souder dans des zones très exposées aux
courants d’air. Une soudure faible, piquée et
poreuse se produira en raison des courants d'air
emportant le
• Gardez le fil et la doublure propres. N'utilisez pas de fil rouillé.
• Les courbures ou les plis brusques du câble de soudage doivent être évités.
• Utilisez UNIQUEMENT du fil de soudage MIG fourré.
• MIG à noyau de flux (pour référence uniquement)
6. Fonctionnement pour MMA et TIG
! AVERTISSEMENT ATTENTION NE PAS installer sans ÉTEINDRE !
6.1 Connexion du câble de soudeuse MMA
AVIS : Avant de configurer ou d'utiliser ce produit pour une nouvelle
fonction , assurez-vous de lire l'intégralité de la section Informations
importantes sur la sécurité au début de ce manuel !
Figure 22
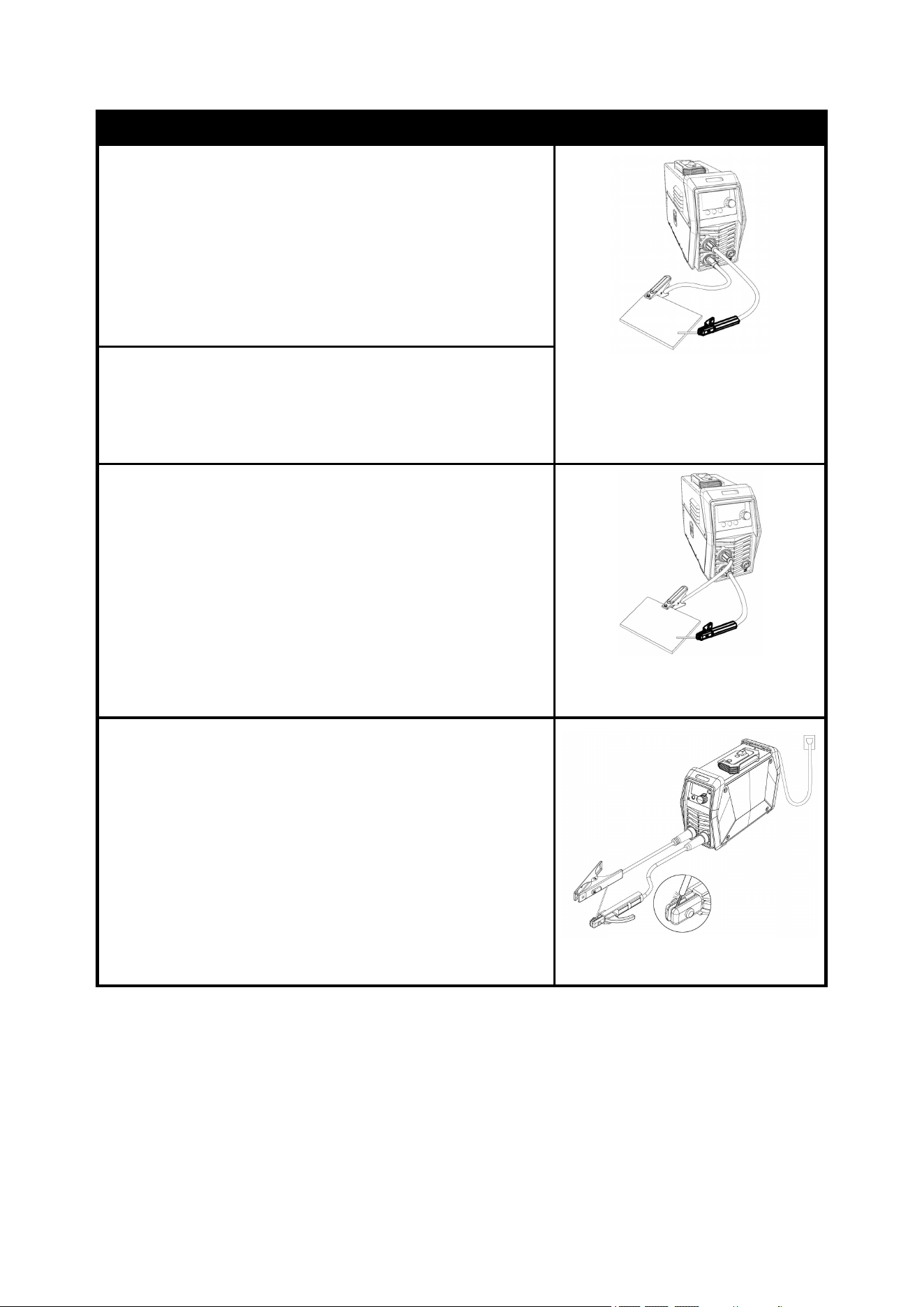
18
Description
Image
1. Connectez la pince ronde à « - » Polarité négative
NOTE:
Le connecteur de la pince de masse DOIT être
étroitement connecté à la prise pour éviter un
court-circuit d'alimentation.
Assurez-vous que la pince de terre est connectée
sur du métal propre et nu (pas rouillé ou peint).
2. Connectez le Porte-électrode sur « + » Polarité positive
NOTE: Le connecteur du porte-électrode DOIT être
étroitement connecté à la prise pour éviter un
court-circuit électrique.
3. Lorsque vous utilisez des tiges alcalines (E7018), vous
devez effectuer une ECEP, c'est-à-dire connecter le support
et la pince de masse comme mentionné ci-dessus au point 1
ci-dessus . et 2 .
Si vous utilisez des tiges acides (E6013), vous devez DCEN,
c'est-à-dire connecter le support à « - » et la pince de terre à
« + ».
NOTE: Un câblage incorrect peut affecter les résultats de
soudage.
4 . Placez l'extrémité métallique nue du bâton Électrode
(vendue séparément) à l'intérieur du mâchoires du
porte-électrode .
REMARQUE : placez le porte-électrode sur surface non
conductrice et ininflammable loin de tout objet mis à la
terre. Installez l'électrode en bâton avec la machine éteinte.
Figure 23 ECEP
Figure 24 DCEN
Figure 25
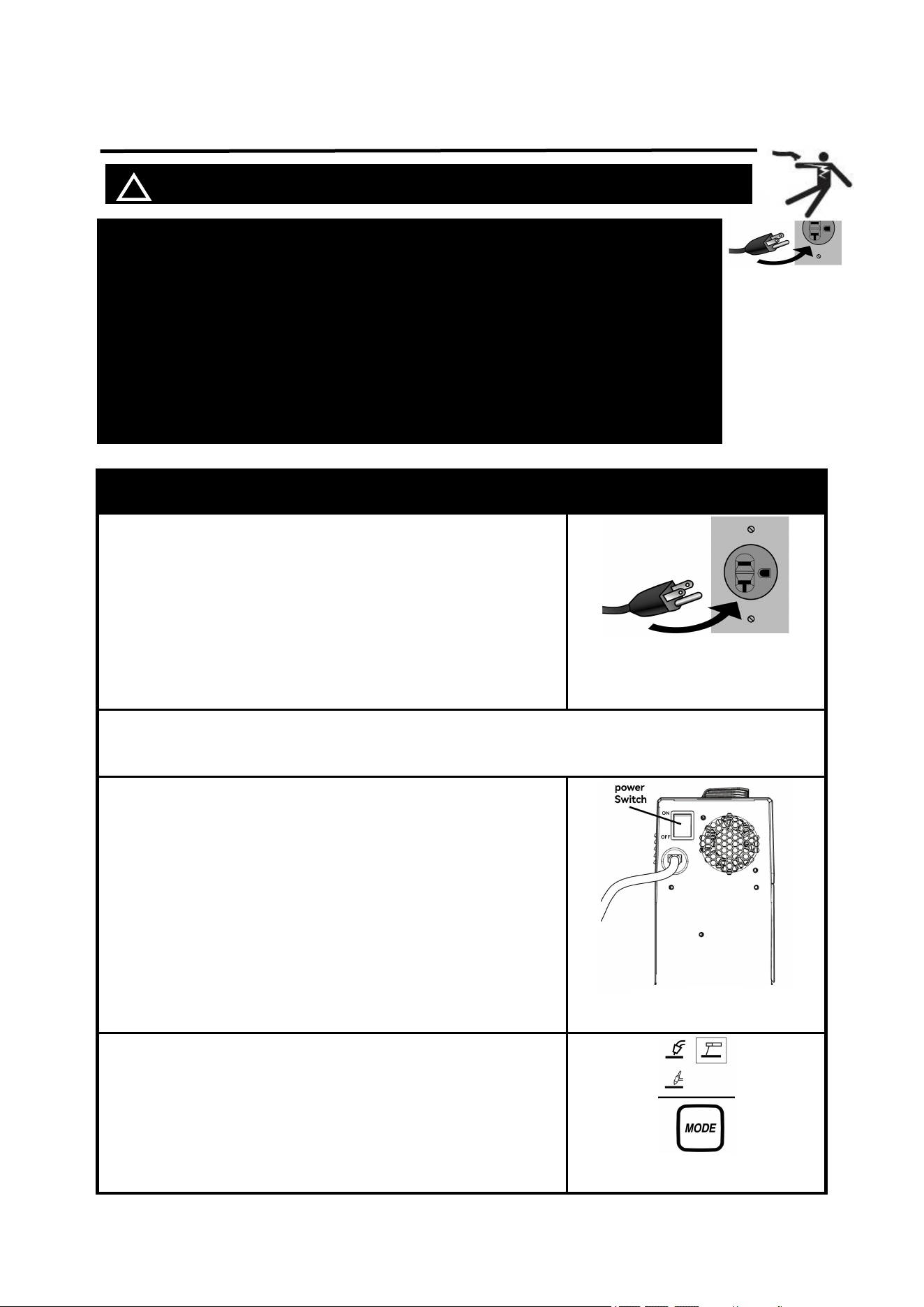
19
6.2 Fonctionnement de la soudeuse MMA
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
AVIS : Les étapes suivantes nécessitent la mise sous tension de la
soudeuse avec le couvercle ouvert.
Pour éviter des blessures graves dues à un incendie ou à un choc
électrique :
1. NE touchez rien, surtout pas la pince de masse, avec le pistolet ou
le fil de soudage, sinon un arc s'enflammera.
2. NE touchez PAS les composants internes du poste à souder
lorsqu'il est branché.
Étapes de fonctionnement
Image
1. connecter le cordon d'alimentation
REMARQUE :
éteignez l'interrupteur d'alimentation avant de
connecter le cordon d'alimentation. Branchez le cordon
d'alimentation dans une prise correctement mise à la terre et
classée prise qui correspond à la fiche. Le circuit doit être
équipé d’un disjoncteur ou de fusibles à action retardée.
2. Placez l'extrémité en métal nu de l'électrode en bâton (vendue séparément) à l'intérieur des
mâchoires du porte-électrode.
3. Allumez l' interrupteur d' alimentation .
L'interface de fonctionnement s'allumera et le ventilateur de
refroidissement tournera .
REMARQUE : La soudeuse est maintenant sous tension et
une tension en circuit ouvert est présente.
4. Sélectionnez MMA
Figure 26
Figure 27
Figure 28
20
5. Caressez légèrement la pièce pour allumer l'arc.
Conseils pour allumer l'arc :
un. Tapotez la surface avec l'électrode.
b. Caressez la surface avec l'électrode.
c. Frappez la surface comme une allumette avec l'électrode.
6. Après l'allumage de l'arc :
un. Soulevez l'électrode de la pièce à travailler à la même distance que le diamètre de l'extrémité en
métal nu.
b. Inclinez l’électrode vers l’arrière de 10 à 20 degrés.
c. Faites glisser l'électrode vers l'extrémité arrière du bain de soudure pour déposer le matériau selon les
besoins.
7. Les réglages initiaux devront peut-être être ajustés après avoir arrêté et inspecté soigneusement la
soudure. Veuillez vous référer au tableau 6.3 des paramètres de soudage. Un soudage approprié
demande de l'expérience.
8. Une fois le soudage terminé ; soulevez l'électrode de la pièce à travailler, puis posez le
porte-électrode sur une surface non conductrice et ininflammable, loin de tout objet mis à la terre.
9. Éteignez l'interrupteur d'alimentation
NOTE:
Pour éviter les accidents, après utilisation :
• Laissez le soudeur refroidir.
• Débranchez le cordon d'alimentation du poste à souder de la prise.
• Retirez la pince de terre.
• Débranchez le support d'électrode et les câbles de terre.
10. Nettoyez, puis rangez Welder et ses accessoires à l'intérieur, hors de portée des enfants.
6.3 Tableau des paramètres de soudage MMA
suivant convient au soudage de l'acier doux. Pour d’autres matériaux, consulter
les matériaux associés et le processus de soudage pour référence.
Diamètre de
l'électrode ( en ch )
Courant de soudage
recommandé (A)
Tension de soudage
recommandée (V)
1/16
30 ~ 95
21,2 ~ 22,8
3/32
75 ~ 1 25
22 ~ 24
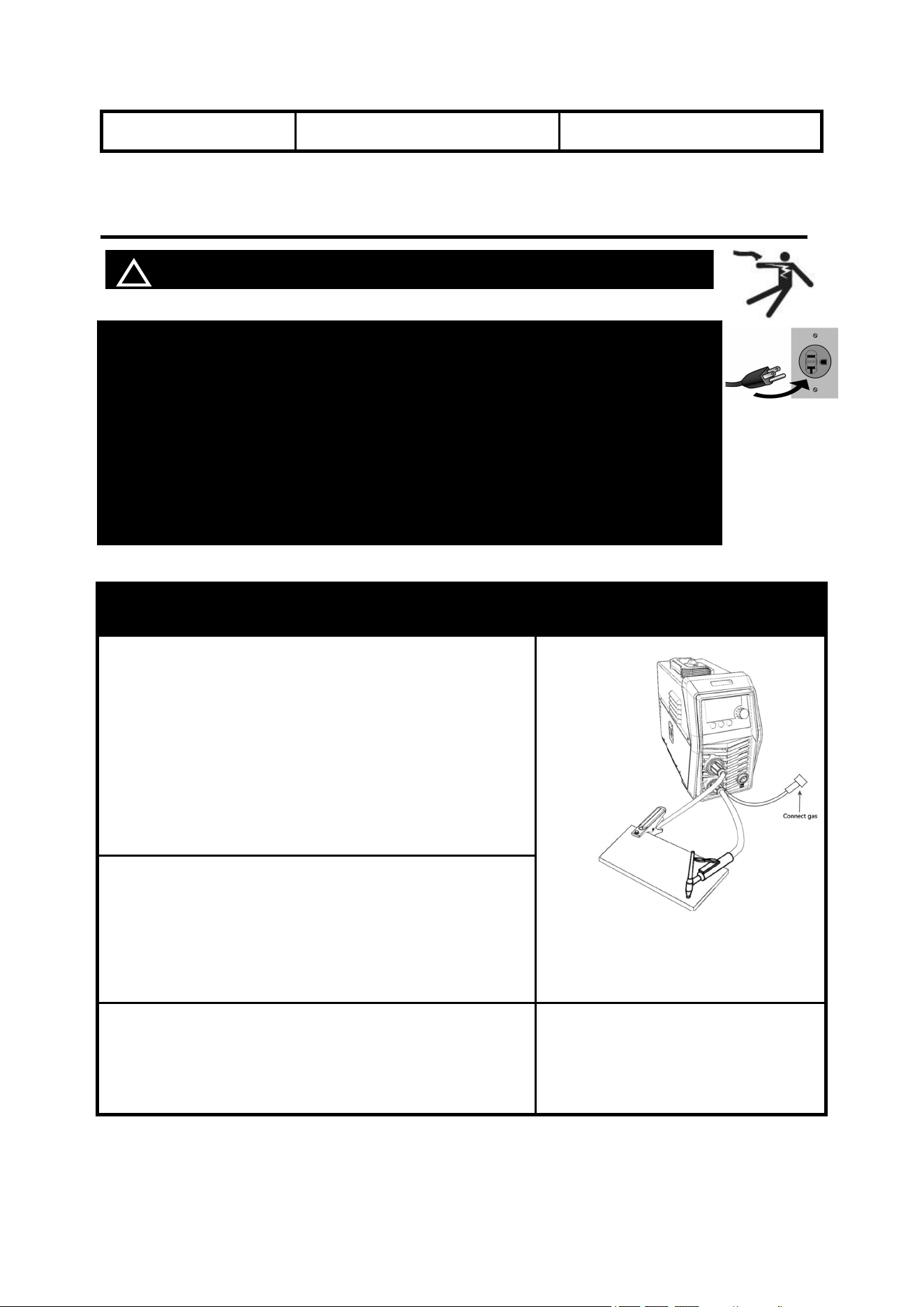
21
1/8
105 ~ 1 45
22,4 ~ 24,8
6.4 Connexion du câble de la soudeuse TIG Lift
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
AVIS : Les étapes suivantes nécessitent la mise sous tension de la
soudeuse avec le couvercle ouvert.
Pour éviter des blessures graves dues à un incendie ou à un choc
électrique :
1. NE touchez rien, surtout pas la pince de masse, avec le pistolet ou
le fil de soudage, sinon un arc s'enflammera.
2. NE touchez PAS les composants internes du poste à souder
lorsqu'il est branché.
Description
Image
1. Connectez la pince ronde de terre au «+» Polarité
positive
AVIS:
Le connecteur de la pince de terre DOIT être
étroitement connecté à la prise pour éviter un
court-circuit d'alimentation.
Assurez-vous que la pince de terre est connectée
sur du métal propre et nu (pas rouillé ou peint).
2. Connectez le pistolet tig à « - » Polarité négative
AVIS:
Le connecteur du pistolet TIG DOIT être
étroitement connecté à la prise pour éviter un
court-circuit d'alimentation.
1. Avec de l'aide, placez une bouteille d'argon à 100 % (non
incluse) sur une armoire ou un chariot près de la soudeuse et
fixez la bouteille en place avec deux sangles (non incluses)
pour éviter tout basculement.
Figure 29
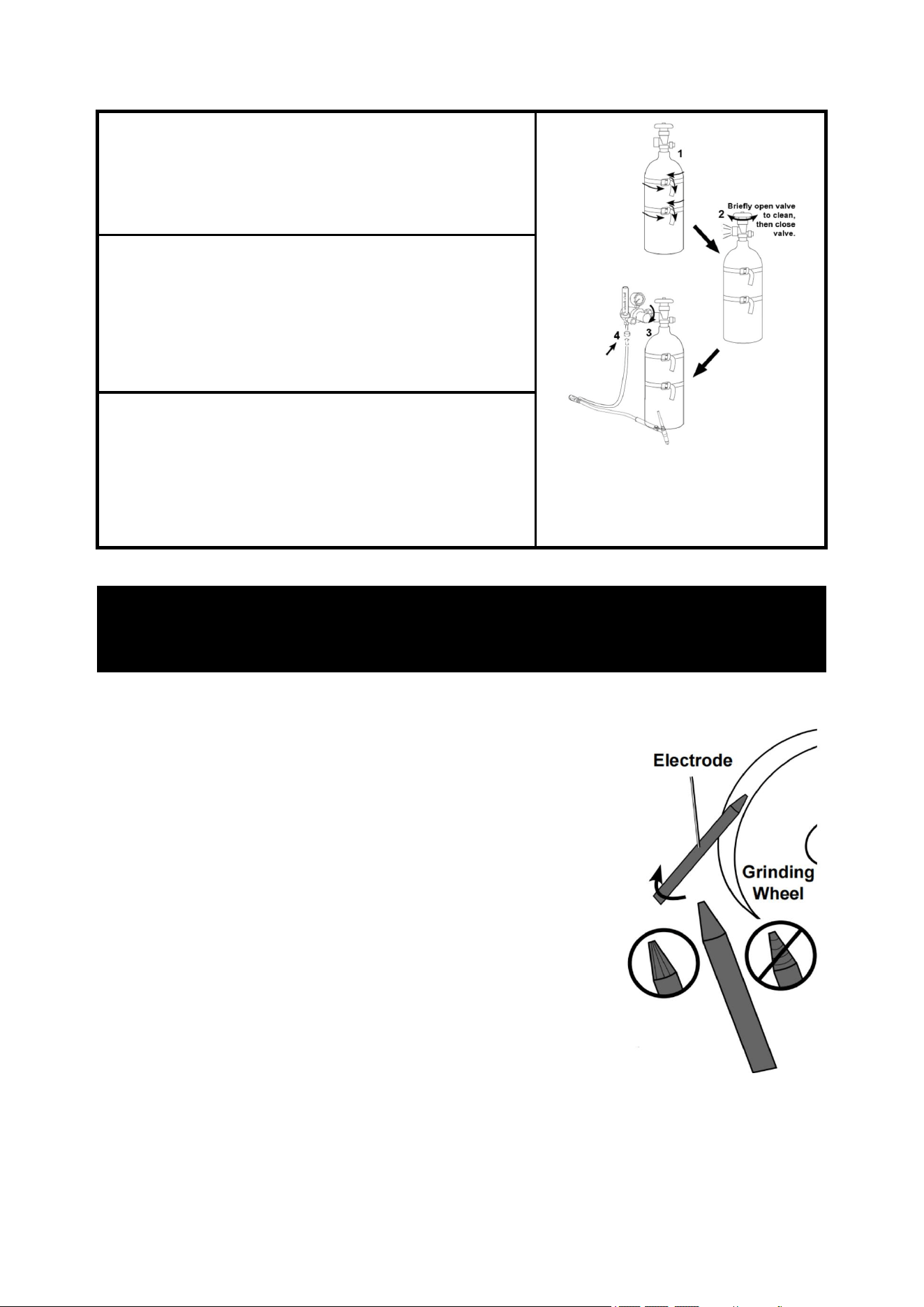
22
2. Retirez le bouchon du cylindre. Tenez-vous sur le côté de
l’ouverture de la valve, puis ouvrez-la brièvement pour
chasser la poussière et la saleté de l’ouverture de la valve.
Fermez le robinet de la bouteille.
3.
Localisez le régulateur (inclus) et fermez sa valve jusqu'à
ce qu'il soit desserré, puis vissez le régulateur sur le cylindre
et serrez le raccord avec une clé.
4. Connectez le tuyau de gaz de protection sur le connecteur
du câble de la torche TIG à la sortie du régulateur et serrez la
connexion avec une clé.
Aiguiser l'électrode en tungstène
AVERTISSEMENT! POUR ÉVITER DES BLESSURES GRAVES : Certaines électrodes peuvent
contenir des matériaux dangereux à respirer. Portez un respirateur et des lunettes de sécurité
approuvées par l'ANSI lors du meulage d'une électrode.
Pour éviter la contamination des électrodes, consacrez une meule à grain fin exclusivement au meulage
des électrodes.
1. Éteignez la soudeuse et attendez que l'électrode et la torche aient
suffisamment refroidi pour pouvoir être manipulées.
2. Retirez le capuchon arrière pour libérer la prise de la pince sur
l'électrode.
3. Retirez l'électrode de l'avant de la torche. (Le tirer par l'arrière
endommagera la pince et créera des bavures sur l'électrode).
4. Si l'électrode est émoussée ou a été contaminée, utilisez une pince ou
un outil approprié pour saisir l'électrode au-dessus de la section
contaminée et casser l'extrémité de l'électrode.
5. Appuyez légèrement la pointe de l'électrode contre la surface de la
meule en biais. Faites tourner la pointe de l’électrode jusqu’à ce qu’une
pointe émoussée se forme.
NOTE : La direction du meulage doit être parallèle à la longueur de
l’électrode.
6. La partie conique de la pointe idéale sera 2-1/2 fois plus longue que le diamètre de l'électrode.
7. Réinsérez l'électrode dans la pince avec la pointe dépassant de 1/8"-1/4" au-delà de la buse en
céramique, puis resserrez le capuchon arrière pour maintenir l'électrode en place.
Figure 30
Figure 31
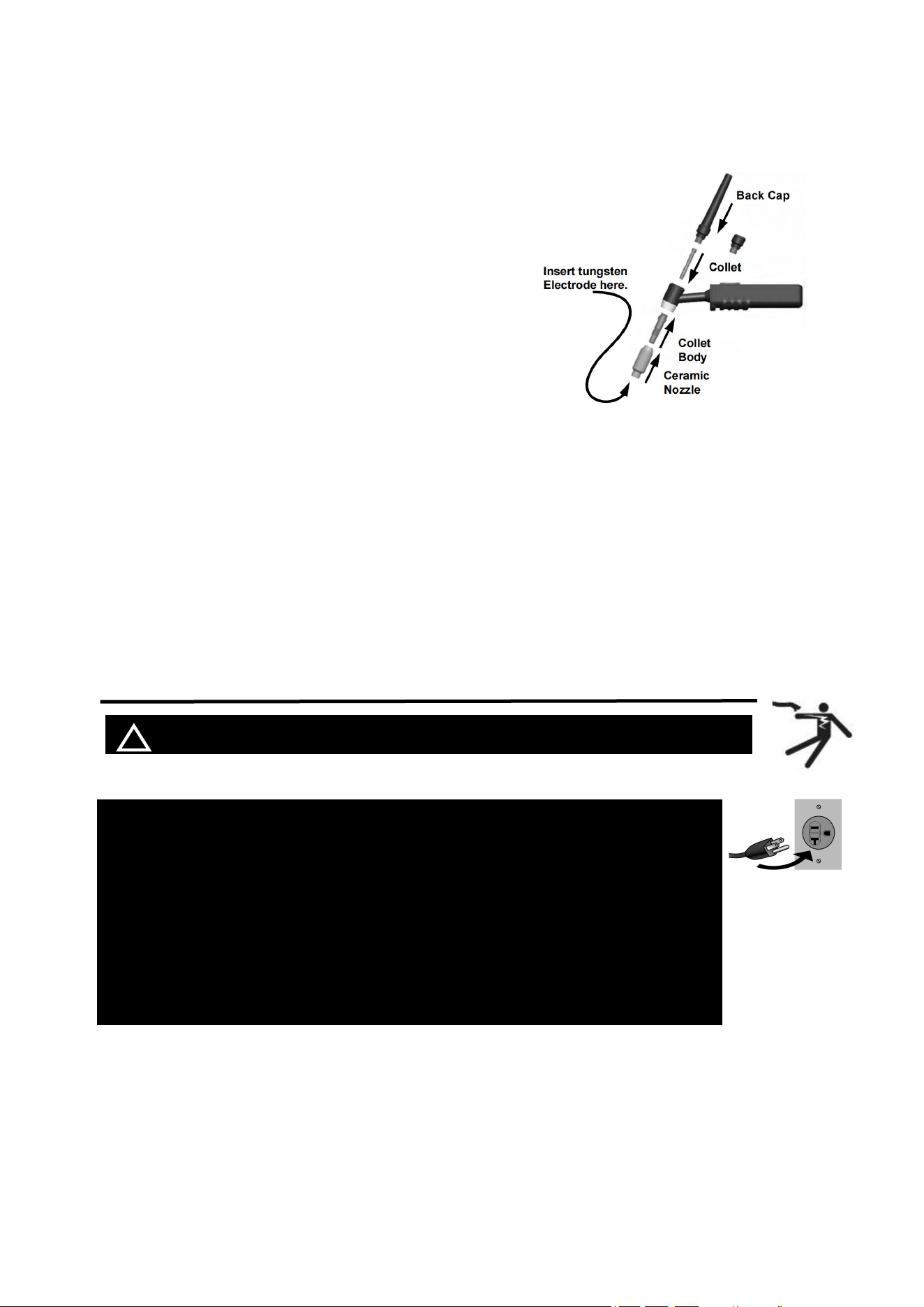
23
Une torche tig assemblée
1. Consultez le tableau des paramètres, en haut de la soudeuse, pour déterminer la taille appropriée de
l'électrode en tungstène à utiliser avec l'épaisseur du
matériau à souder.
2. Faites correspondre les tailles de la pince et du corps de la
pince à la taille de l'électrode en tungstène.
3. Enfilez le corps de la pince à l'avant de la torche.
4. Assurez-vous que la taille de la buse en céramique est
adaptée à l'application.
5. Vissez la buse en céramique sur le corps de la pince.
6. Insérez la pince à l'arrière de la torche et dans le corps de
la pince.
7. Insérez l'électrode en tungstène dans la pince à l'avant de la torche.
8. Verrouillez l'électrode en place avec le capuchon arrière. L'électrode doit dépasser de 1/8" à 1/4"
au-delà de la buse en céramique.
REMARQUE : La torche TIG et l'électrode en tungstène ne sont pas incluses dans la
machine. Si vous devez acheter, veuillez vous connecter au site officiel :
WWW.ARCCAPTAIN.COM
6.5 Fonctionnement de la soudeuse Lift Tig
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
AVIS : Les étapes suivantes nécessitent la mise sous tension de la
soudeuse avec le couvercle ouvert.
Pour éviter des blessures graves dues à un incendie ou à un choc
électrique :
1. NE touchez rien, surtout pas la pince de masse, avec le pistolet ou
le fil de soudage, sinon un arc s'enflammera.
2. NE touchez PAS les composants internes du poste à souder
lorsqu'il est branché.
Figure 32
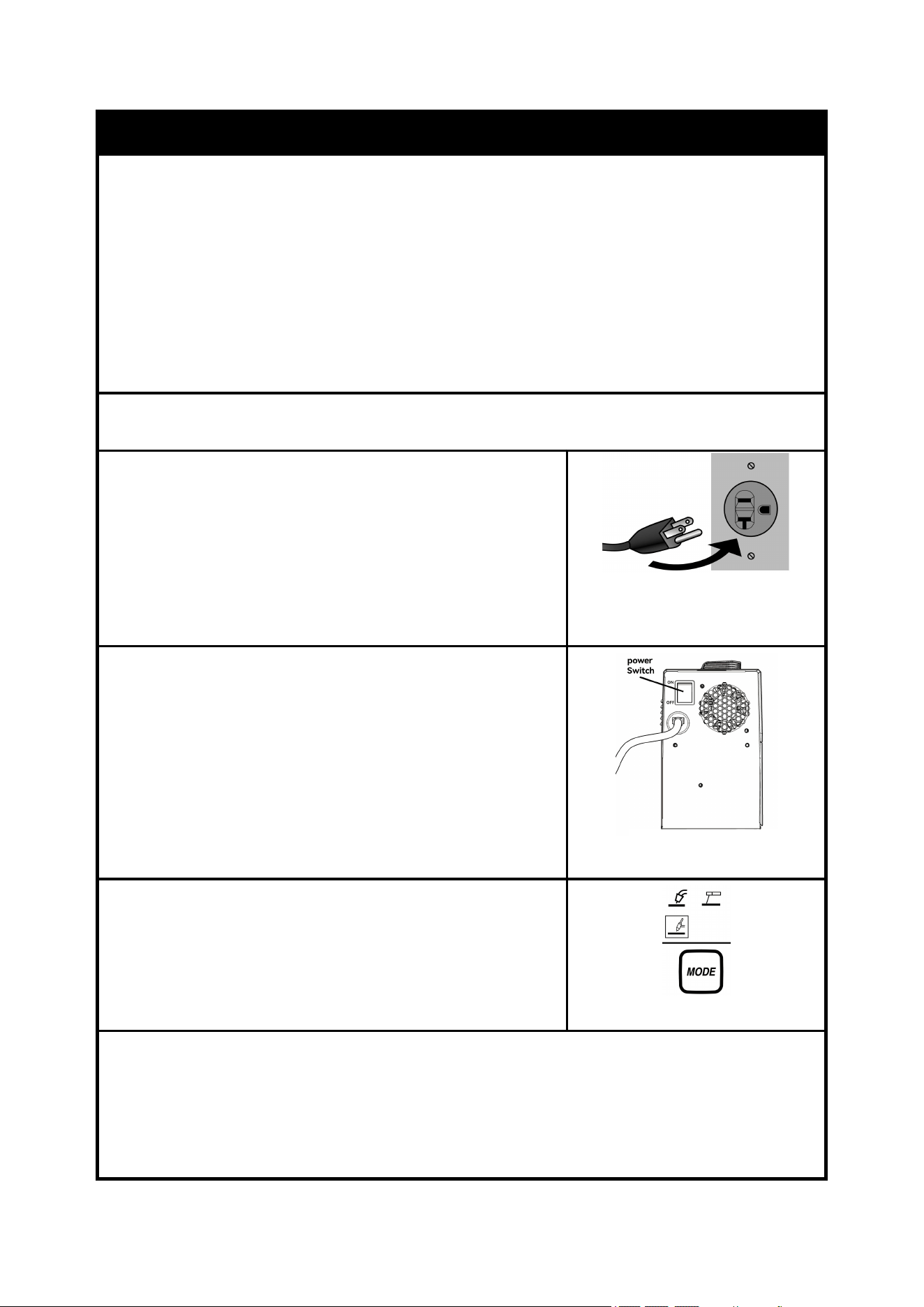
24
Étapes de fonctionnement
1. Ouvrir complètement le robinet de la bouteille de gaz.
REMARQUE : POUR ÉVITER LA MORT PAR ASPHYXIATION :
N'ouvrez pas de gaz sans une ventilation adéquate. Réparez immédiatement les fuites de gaz. Le
gaz de protection peut déplacer
l'air et provoquer une perte de conscience rapide et la mort. Un gaz de protection sans dioxyde de
carbone peut être
C'est encore plus dangereux car l'asphyxie peut commencer sans ressentir d'essoufflement.
2. Régler le débitmètre sur la valeur SCFH
3. connecter le cordon d'alimentation
REMARQUE : éteignez l'interrupteur d'alimentation avant de
connecter le cordon d'alimentation. Branchez le cordon
d'alimentation dans une prise correctement mise à la terre et
classée prise qui correspond à la fiche. Le circuit doit être
équipé d’un disjoncteur ou de fusibles à action retardée.
4. Allumez l' interrupteur d' alimentation .
REMARQUE : Posez la torche TIG sur une surface non
conductrice et ininflammable, loin de tout objet mis à la terre.
L'interface de fonctionnement s'allumera et le ventilateur de
refroidissement tournera .
5. Sélectionner Ascenseur TIG
REMARQUE :
La soudeuse est maintenant sous tension et
une tension en circuit ouvert est présente.
6. Tenez la torche TIG dans une main et la tige TIG (vendue séparément) dans l'autre. main. Les deux
mains doivent porter des gants de protection .
AVERTISSEMENT! POUR ÉVITER DES BLESSURES GRAVES : L'établi de métallurgie doit
être mis à la terre lors du soudage TIG .
REMARQUE E : Maintenez une distance constante entre l' électrode en tungstène et la pièce : entre
Figure 33
Figure 34
Figure 35
25
1 et 1,5 fois le diamètre de l'électrode.
7. Les réglages initiaux devront peut-être être ajustés après avoir arrêté et inspecté soigneusement la
soudure. Veuillez vous référer au tableau des paramètres de soudage Lift TIG 6.7. Un soudage
approprié demande de l'expérience.
8. Ouvrez la vanne de la torche TIG pour démarrer le débit de gaz.
9. Pour initier l'arc de soudage, touchez l'électrode à la pièce à travailler et soulevez-la.
10. Lorsque le bain de soudure est suffisamment chaud, inclinez la torche vers l'arrière d'environ 10 à 15
degrés par rapport à la verticale et
reculez-le légèrement. Ajoutez du matériau de tige TIG si nécessaire à l'extrémité avant de la flaque de
soudure.
11. Alternez entre pousser la torche/ flaque de soudure et ajouter le matériau de la tige TIG.
REMARQUE E : Retirez la tige TIG à chaque fois que l'électrode avance, mais ne la retirez pas de la
protection anti-gaz. Cela empêche l'oxydation de contaminer la soudure.
12. Une fois le soudage terminé, éloignez la torche de la pièce à travailler jusqu'à ce que l'arc de
soudage soit brisé, puis remettez le couvercle de gaz jusqu'à ce que la soudure se solidifie.
13. Fermez la vanne de la torche TIG et tournez le bouton droit sur OFF pour couper l'alimentation de la
torche TIG.
14. Posez la torche TIG sur une surface non conductrice et ininflammable, loin de tout objet mis à la
terre.
15. Éteignez l'interrupteur d'alimentation.
16. Pour éviter les accidents, après utilisation :
• Laissez le soudeur refroidir.
• Débranchez le cordon d'alimentation du poste à souder de la prise.
• Retirez la pince de terre de la pièce à travailler ou de la table.
• Débranchez la torche TIG et les câbles de terre.
• Fermez bien le robinet de la bouteille de gaz, retirez le régulateur et remettez le bouchon.
• Débranchez le tuyau de gaz de la soudeuse.
• Rangez et sécurisez la bouteille de gaz.
• Nettoyez puis rangez le Welder et ses accessoires à l'intérieur, hors de portée des enfants.
6.6 Tableau des paramètres de soudage Lift TIG
suivant convient au soudage de l'acier inoxydable. Pour d'autres matériaux,
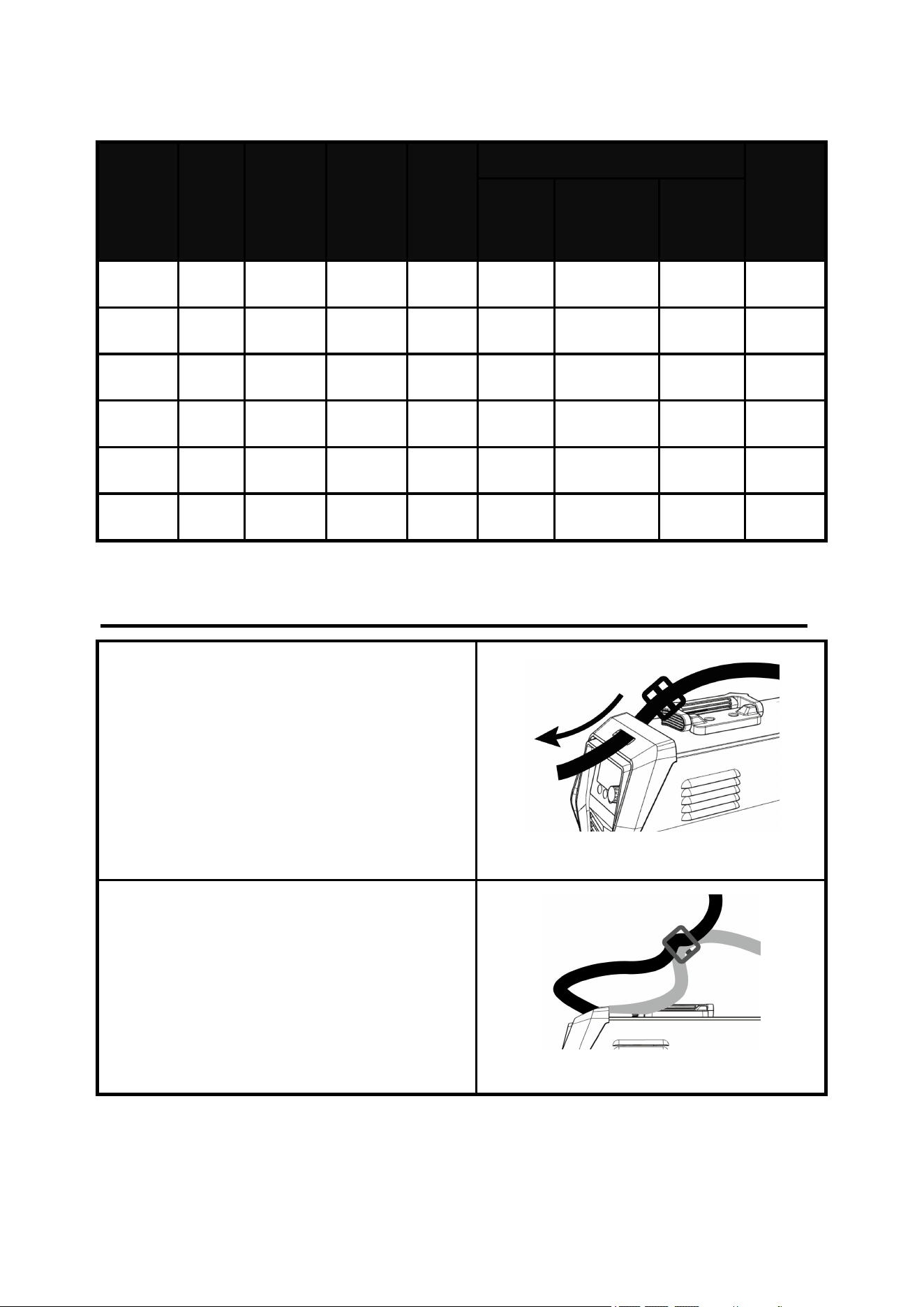
26
consultez les matériaux associés et le processus de soudage pour référence .
Épaisseur
de la
plaque
( pouce )
Soudage
couches
Diamètre
de
l'électrode
( pouce )
Diamètre
du fil
( pouce )
Courant
de
soudage
(UN)
Débit de gaz ( gal /min)
Diamètre
de la buse
( pouce )
Rainure
carrée
Rainure en V
simple avec
face racine
Rainure
double V
avec face
racine
0,02
1
0,06
0,04
30~50
2,11 ~
2,64
1,58 ~ 2,11
3,7 ~ 4,2
0,39
0,04
1
0,08
0,04 ~
0,08
40~60
2,11 ~
2,64
1,58 ~ 2,11
3,7 ~ 4,2
0,39
0,06
1
0,08
0,04 ~
0,08
60~80
2,64 ~
3,17
2,11 ~ 2,64
3,7 ~ 4,2
0,39 ~
0,47
0,08
1
0,08 ~
0,12
0,04 ~
0,08
80~110
3.17~3.7
2,64 ~ 3,17
4.2~5.3
0,47 ~
0,55
0,1
1
0,08 ~
0,12
0,08
110~120
3.17~3.7
2,64 ~ 3,1
4.2~5.3
0,47 ~
0,55
0,12
1~2
0,12
0,08 ~
0,12
110~120
3,17 ~
3,7
2,64 ~ 3,17
4.2~5.3
0,55 ~ 0,7
7. Installation de la sangle
1. Enfilez la sangle dans le trou de la sangle
devant la soudeuse
2. Enfilez la sangle dans la boucle en nylon
comme indiqué sur le schéma
Figure 36
Figure 37
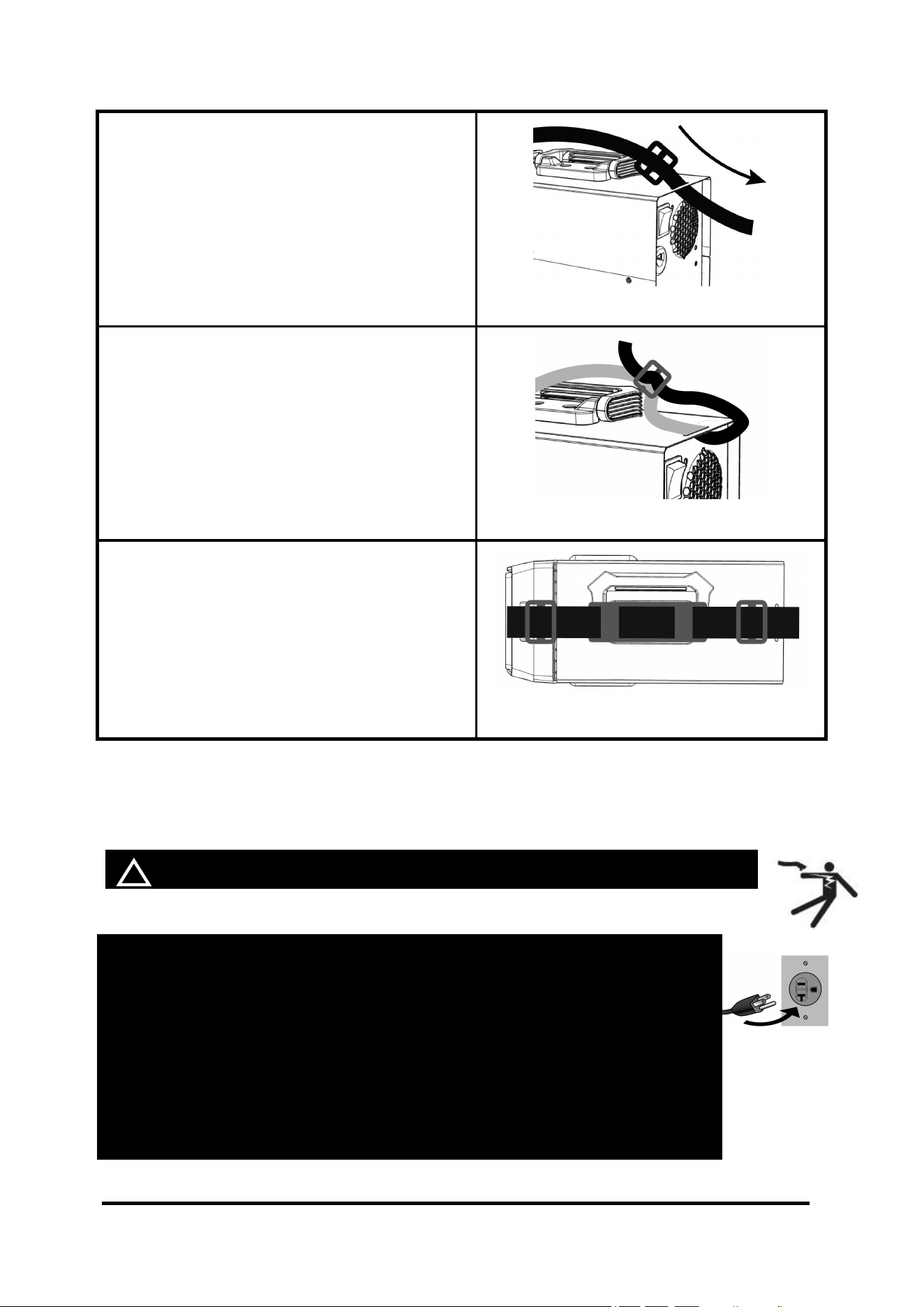
27
3. Enfilez la sangle dans le trou de sangle à
l'arrière de la soudeuse.
4. Enfilez la sangle dans la boucle en nylon
comme indiqué sur le schéma
5. la sangle est terminée
8.
Technique de soudage de base MIG
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
AVIS : Les étapes suivantes nécessitent la mise sous tension de la
soudeuse avec le couvercle ouvert.
Pour éviter des blessures graves dues à un incendie ou à un choc
électrique :
1. NE touchez rien, surtout pas la pince de masse, avec le pistolet ou
le fil de soudage, sinon un arc s'enflammera.
2. NE touchez PAS les composants internes du poste à souder
lorsqu'il est branché.
8.1 Soudage à l'arc fourré (FCAW)
Figure 38
Figure 39
Figure 40
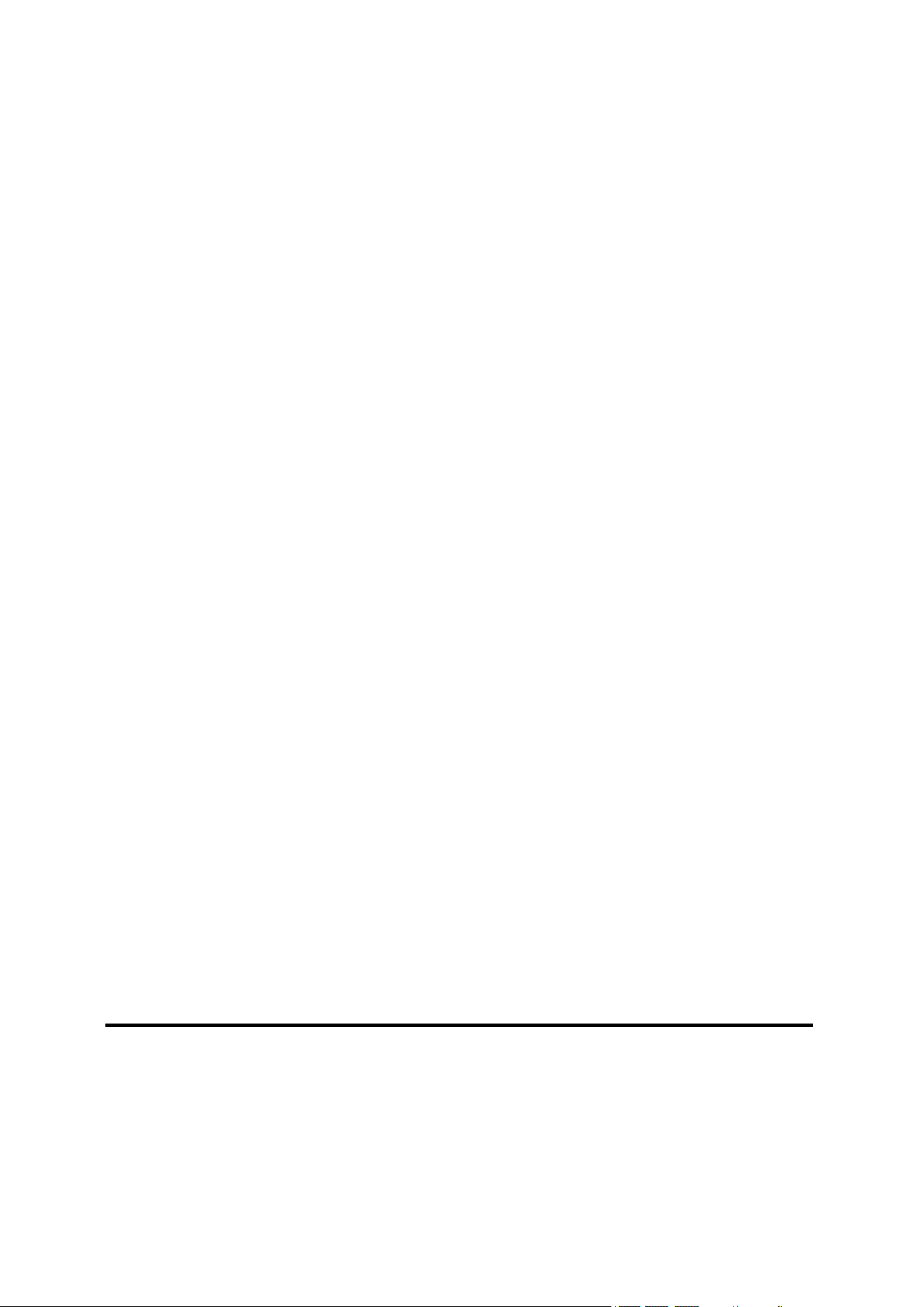
28
Il s'agit d'un processus de soudage utilisant l'arc électrique pour assembler des pièces en les
chauffant avec un fil électrode rempli de flux continu. Le blindage est assuré par le flux à l'intérieur
du fil, avec un blindage supplémentaire en option contre les gaz externes. Le processus est
généralement semi-automatique mais peut être appliqué automatiquement ou par machine. Il est
couramment utilisé pour les grandes électrodes en position plate et horizontale, ainsi que pour les
électrodes plus petites dans toutes les positions. Il est également utilisé occasionnellement pour le
soudage de l'acier inoxydable et les travaux de recouvrement.
Lors du soudage, maintenez un rythme constant sans tisser l’arc dans aucune direction. Retirez les
scories à l'aide du marteau burineur pour exposer la soudure pour les joints horizontaux.
N'oubliez pas : faites glisser s'il y a des scories et consultez le manuel pour résoudre les
problèmes de mauvaise qualité de soudure.
Variables réglables
• Dépassement : Maintenez un dépassement d'environ 0,39 pouce, qui correspond à la distance
entre l'extrémité du tube de contact (pointe) et l'extrémité du fil d'électrode.
• Vitesse d'alimentation du fil : l'augmentation de la vitesse d'alimentation du fil augmente le
courant de soudage, tandis que sa diminution le diminue.
• Angle de la buse : L'angle de la buse fait référence à la position du pistolet de soudage par
rapport au joint. L'angle transversal est généralement la moitié de l'angle inclus entre les
plaques formant le joint.
• L'angle longitudinal, également connu sous le nom d'angle de buse, est l'angle entre la ligne
médiane du pistolet de soudage et une ligne perpendiculaire à l'axe de la soudure. Il peut être
traînant (tirant) ou menant (poussant). Il convient de prendre en compte la doigté de l'opérateur
pour comprendre les effets de chaque angle par rapport à la direction de déplacement.
Établir l'arc et réaliser des cordons de soudure
• Il est conseillé de s'entraîner au soudage sur un échantillon de métal avant de travailler sur la
pièce finale.
• Pour les débutants expérimentant le soudage MIG, commencez par la position à plat.
L'équipement permet de souder dans des positions plates, verticales et aériennes.
• Pour pratiquer le soudage MIG, procurez-vous des plaques d'acier doux de 0,06 pouces ou
0,08 pouces mesurant 5,9x5,9 pouces. Utilisez soit un fil fourré sans gaz de 0,035 pouce, soit
un fil plein avec gaz de protection.
8.2 Soudage MIG de base
La bonne qualité et le bon profil de la soudure dépendent de facteurs tels que l'angle du pistolet, le
sens de déplacement, l'extension de l'électrode (qui dépasse), la vitesse d'alimentation, l'épaisseur
du métal de base, la vitesse d'alimentation du fil (ampérage) et la tension de l'arc. Voici quelques
directives de base pour vous aider dans votre configuration :
Position du pistolet et direction de déplacement
La position du pistolet fait référence à la façon dont le fil est dirigé vers le métal de base, y compris
l'angle et la direction de déplacement choisis. La vitesse d'alimentation et l'angle de travail affectent
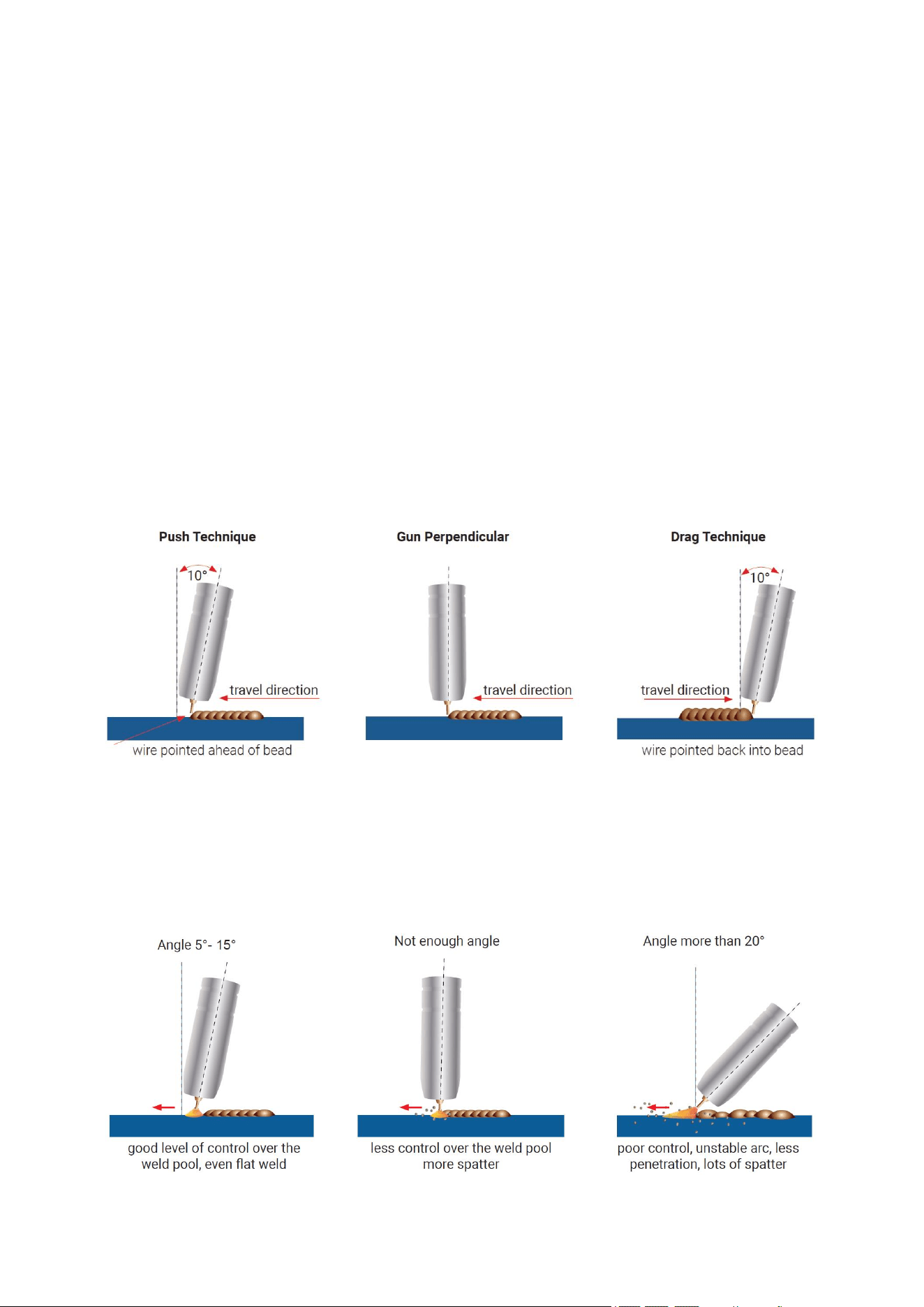
29
le profil du cordon de soudure et la profondeur de pénétration.
Technique de poussée
Dans la technique de poussée, le fil est positionné au bord d'attaque du bain de fusion et poussé
vers la surface de travail non fondue. Cette technique offre une vision claire du joint de soudure et
de la direction du fil. Il éloigne la chaleur du bain de soudure, permettant des vitesses d'alimentation
plus rapides, ce qui donne un profil de soudure plus plat avec une pénétration de la lumière. Il
convient au soudage de matériaux minces, produisant des soudures plus larges et plus plates avec
un minimum de nettoyage ou de meulage requis.
Technique perpendiculaire
Dans la technique perpendiculaire, le fil est introduit directement dans la soudure. Cette méthode
est principalement utilisée dans des situations automatisées ou lorsque cela est nécessaire. Il en
résulte généralement un profil de soudure plus élevé et une pénétration plus profonde.
Technique de traînée
Avec la technique de traînée, le pistolet et le fil sont éloignés du cordon de soudure. L'arc et la
chaleur se concentrent sur le bain de fusion, ce qui entraîne plus de chaleur sur le métal de base,
une fusion plus profonde, une pénétration accrue et un profil de soudure plus élevé avec plus
d'accumulation.
Ange du voyage
L'angle de déplacement est l'angle de droite à gauche par rapport à la direction de soudage. Un
angle de déplacement de 5° à 15° est idéal et produit un bon niveau de contrôle sur le bain de
fusion. Un angle de déplacement supérieur à 20° donnera un arc instable avec un mauvais transfert
du métal de soudure, une pénétration moindre, des niveaux élevés de projections, une mauvaise
protection contre les gaz et une soudure finie de mauvaise qualité.
Figure 41
Figure 42
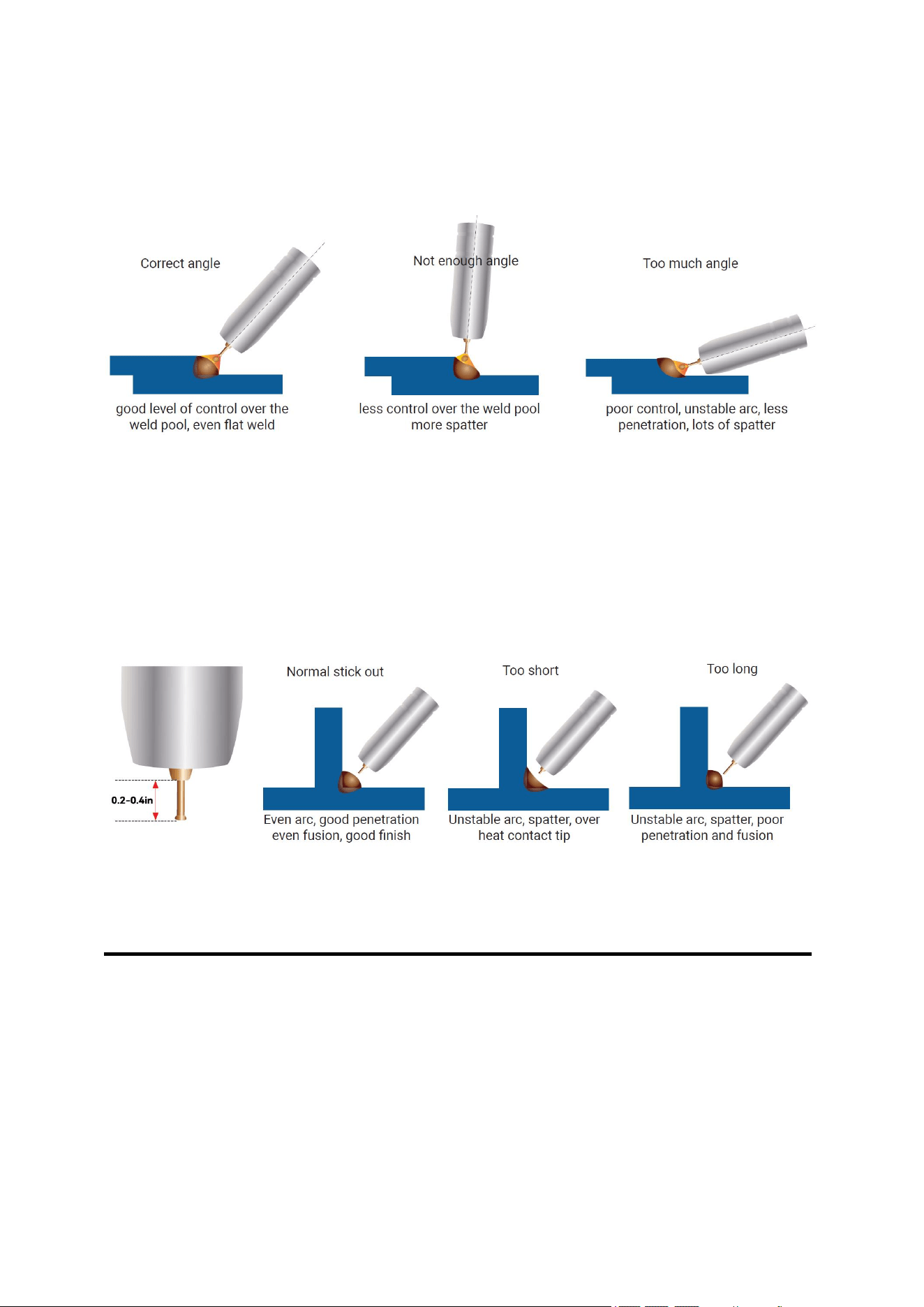
30
Angle de travail
L'angle de travail est l'angle avant et arrière du pistolet par rapport à la pièce à travailler. L'angle de
travail correct offre une bonne forme du cordon, empêche les contre-dépouille, la pénétration
inégale, une mauvaise protection contre les gaz et une soudure finie de mauvaise qualité.
Sortez du lot
Le stick out est la longueur du fil non fondu dépassant de l'extrémité du tube contact. Une
constante sort même de 0, 2 à 0 , 4 pouces produira un arc stable et un flux de courant uniforme
offrant une bonne pénétration et une fusion uniforme. Une tige trop courte provoquera un bain de
soudure instable, produira des éclaboussures et surchauffera le tube contact. Une projection trop
longue provoquera un arc instable, un manque de pénétration, un manque de fusion et augmentera
les projections.
8.3 Vitesse d'alimentation
La vitesse d'alimentation fait référence à la rapidité avec laquelle le pistolet se déplace le long du
joint de soudure, mesurée en pouces par minute. Cela peut varier en fonction des conditions et des
compétences du soudeur, limitées par sa capacité à contrôler le bain de soudure. La technique de
poussée permet des vitesses d'alimentation plus rapides que la technique de traînée. Le débit de
gaz doit correspondre à la vitesse d’alimentation, augmentant avec une alimentation plus rapide et
diminuant avec une vitesse plus lente. La vitesse d'alimentation doit correspondre à l'ampérage et
diminuer à mesure que l'épaisseur du matériau et l'ampérage augmentent.
Vitesse d'alimentation trop rapide
Une vitesse d'alimentation trop rapide entraîne une chaleur insuffisante par pouce de déplacement,
ce qui entraîne une pénétration moindre et une fusion de soudure réduite. Le cordon de soudure se
Figure 43
Figure 44
31
solidifie rapidement, emprisonnant les gaz à l’intérieur et provoquant une porosité. Une
sous-dépouille du métal de base peut se produire, laissant une rainure non remplie dans le métal
de base.
Vitesse d'alimentation trop lente
Une vitesse d'alimentation trop lente produit une soudure large avec une pénétration et une fusion
inadéquates. L'énergie de l'arc reste au-dessus du bain de soudure, ce qui entraîne un dépôt
excessif de métal fondu par pouce et des dépôts de soudure de mauvaise qualité.
Vitesse d'alimentation correcte
La vitesse d'alimentation correcte maintient l'arc au bord d'attaque du bain de fusion, permettant
une fusion suffisante du métal de base pour une bonne pénétration, fusion et mouillage du bain de
fusion. Cela produit un dépôt de soudure de haute qualité.
9. ENTRETIEN
! AVERTISSEMENT ATTENTION AUX CHOCS ÉLECTRIQUES !
AVIS : Pour éviter des blessures graves, des incendies et des
brûlures :
Débranchez la soudeuse.
Placez le pistolet MIG sur une surface résistante à la chaleur et non
conductrice d'électricité. surface.
Laissez toutes les pièces de la soudeuse refroidir complètement
avant de l'entretenir.
9.1 Entretien de routine et périodique
• Avant chaque utilisation - Vérifiez la machine et les accessoires pour déceler toute condition
évidente qui pourrait empêcher une performance ou un fonctionnement sûr, réparez ou
remplacez les éléments si nécessaire pour corriger toute condition anormale.
• matériel en vrac
• désalignement ou grippage des pièces mobiles
• cordon/câblage électrique endommagé
• câbles effilochés ou endommagés
• pièces fissurées ou cassées
• toute autre condition pouvant affecter son fonctionnement sécuritaire.
• Conserver dans un endroit propre et sec.
• Pour une qualité de soudure optimale, nettoyez et inspectez le tube contact et la buse
avant chaque utilisation. Pointe de nettoyage et buse – Avec l'interrupteur d'alimentation
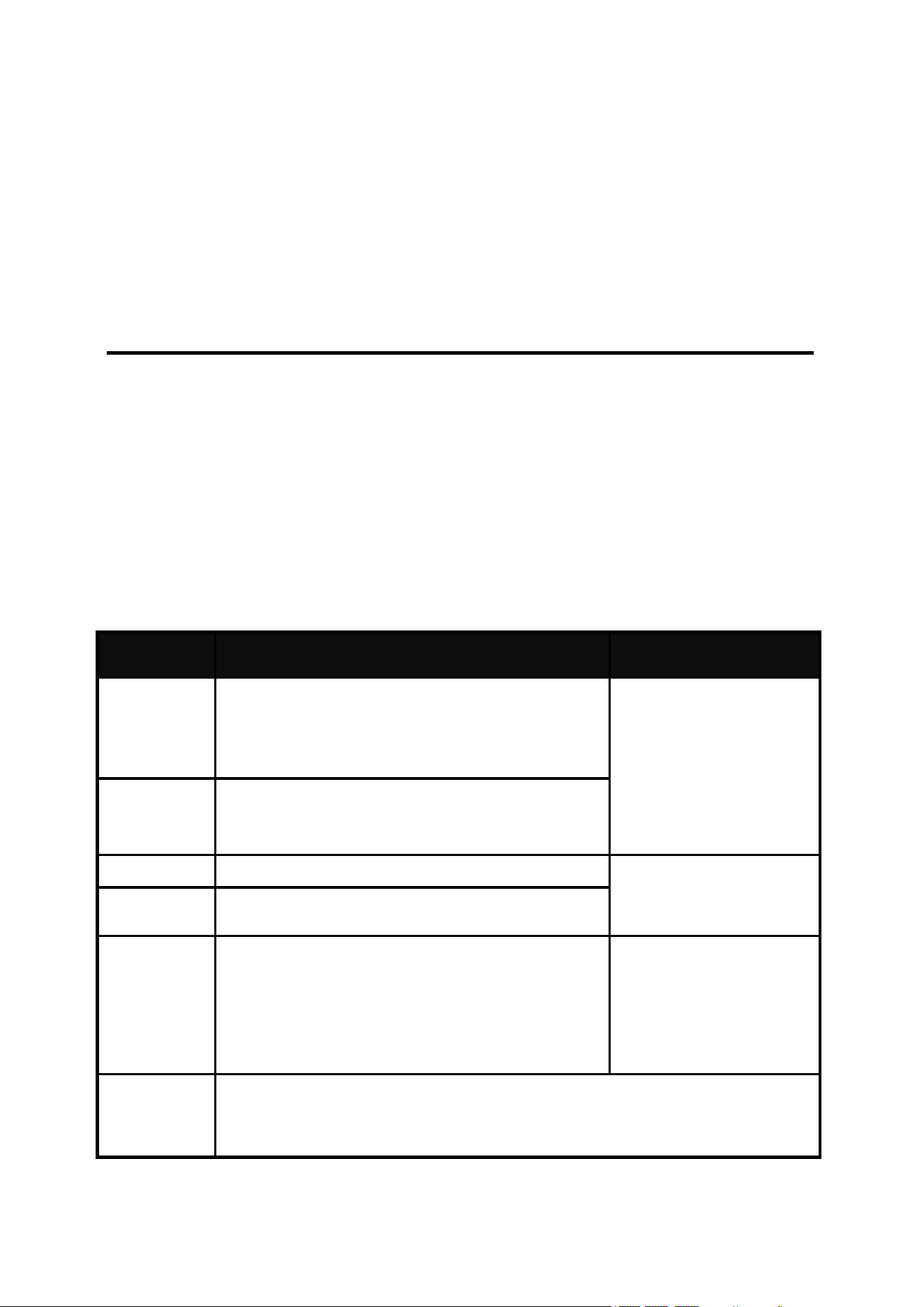
32
sur OFF, gardez la pointe de contact et la buse propres pour éviter des problèmes tels que des
buses en court-circuit, de mauvaises soudures et une surchauffe du pistolet.
NOTE:
Assurez-vous que l'ensemble du pistolet Mig est complètement refroidi et que le cordon
d'alimentation est débranché de la prise électrique avant de continuer .
Les accessoires de la torche sont des consommables, ARCCAPTAIN en a fourni davantage
pour votre remplacement.
9 . 2 Maintenance quotidienne
L'alimentation du boîtier de commutation et de la machine à souder doit être coupée avant le
contrôle quotidien (sauf le contrôle de l'apparence sans contact avec le corps conducteur) pour
éviter les accidents corporels tels que les chocs électriques et les brûlures.
Une vérification quotidienne est très importante pour maintenir les hautes performances et le
fonctionnement sûr de cette machine à souder.
Effectuez une vérification quotidienne selon le tableau ci-dessous et nettoyez ou remplacez les
composants si nécessaire.
Afin de garantir les hautes performances de la machine, veuillez choisir les composants fournis
par ARCCAPTAIN lors du remplacement des composants.
Vérification quotidienne de la machine à souder
Articles
Vérification des exigences
Remarques
Panneau
avant
Si l'un des composants est endommagé ou mal
connecté ;
Si les douilles rapides de sortie sont serrées ;
Si l'indicateur d'anomalie s'allume.
Si vous n'êtes pas qualifié,
vérifiez l'intérieur de la
machine et serrez ou
remplacez les
composants.
Panneau
arrière
Si le câble d'alimentation d'entrée et la boucle sont
en bon état ;
Si l'entrée d'air est dégagée.
Couverture
Si les boulons sont mal connectés.
Si vous n'êtes pas qualifié,
serrez ou remplacez les
composants.
Châssis
Si les vis sont mal connectées.
Routine
Si le boîtier de la machine présente des problèmes
de décoloration ou de surchauffe ;
Si le ventilateur sonne normalement lorsque la
machine est en marche ;
S'il y a une odeur anormale, des vibrations ou un
bruit anormal lorsque la machine est en marche.
En cas d'anomalie, vérifiez
l'intérieur de la machine.
Nettoyage
des rouleaux
d'alimentation
Nettoyez fréquemment les rainures des rouleaux d'entraînement. Cela peut être
fait en utilisant une petite brosse métallique. Essuyez ou nettoyez également les
rainures du rouleau d'alimentation supérieur. Après le nettoyage, serrez les
boutons de retenue du rouleau d'alimentation.
Vérification quotidienne des câbles
33
Articles
Vérification des exigences
Remarques
Câble de
terre
Si les fils de terre (y compris le fil de terre de la pièce à
usiner et le fil de terre de la machine à souder) se
cassent.
Si vous n'êtes pas qualifié,
serrez ou remplacez les
composants.
Câble de
soudage\
Pistolet
MIG
Que la couche isolante du câble soit usée ou que la
partie conductrice du câble soit exposée ;
Si le câble est tiré par une force externe ;
Si le câble connecté à la pièce est bien connecté.
Utiliser des méthodes
appropriées selon la
situation du chantier pour
assurer la sécurité et une
coupe normale.
10. DÉPANNAGE
! AVERTISSEMENT ATTENTION NE PAS installer sans ÉTEINDRE !
Ce guide de dépannage est fourni pour vous aider à localiser et à réparer d'éventuels
dysfonctionnements de la machine. Suivez simplement la procédure en trois étapes
répertoriée ci-dessous.
Localiser le problème (symptôme)
Regardez sous la colonne intitulée « PROBLÈME (SYMPTOMES) ». Cette colonne décrit les
symptômes possibles que la machine peut présenter. Recherchez la liste qui décrit le mieux le
symptôme présenté par la machine.
Cause possible
La deuxième colonne intitulée « CAUSE POSSIBLE » répertorie les possibilités externes évidentes
qui peuvent contribuer au symptôme de la machine.
Plan d'action recommandé
Cette colonne fournit un plan d'action pour la cause possible, elle indique généralement de
contacter votre centre de service après-vente local.
NOTICE: For safety and to maintain warranty validity:
Only qualified authorized personnel should perform service and repairs!
Unauthorized repairs may endanger the technician and machine operator!
To prevent electrical shock, follow all safety precautions in this manual!
Use only original spare parts when replacing components!
When ordering spare parts, provide machine type, serial number, and item
number, along with type designation and item number of the spare parts!
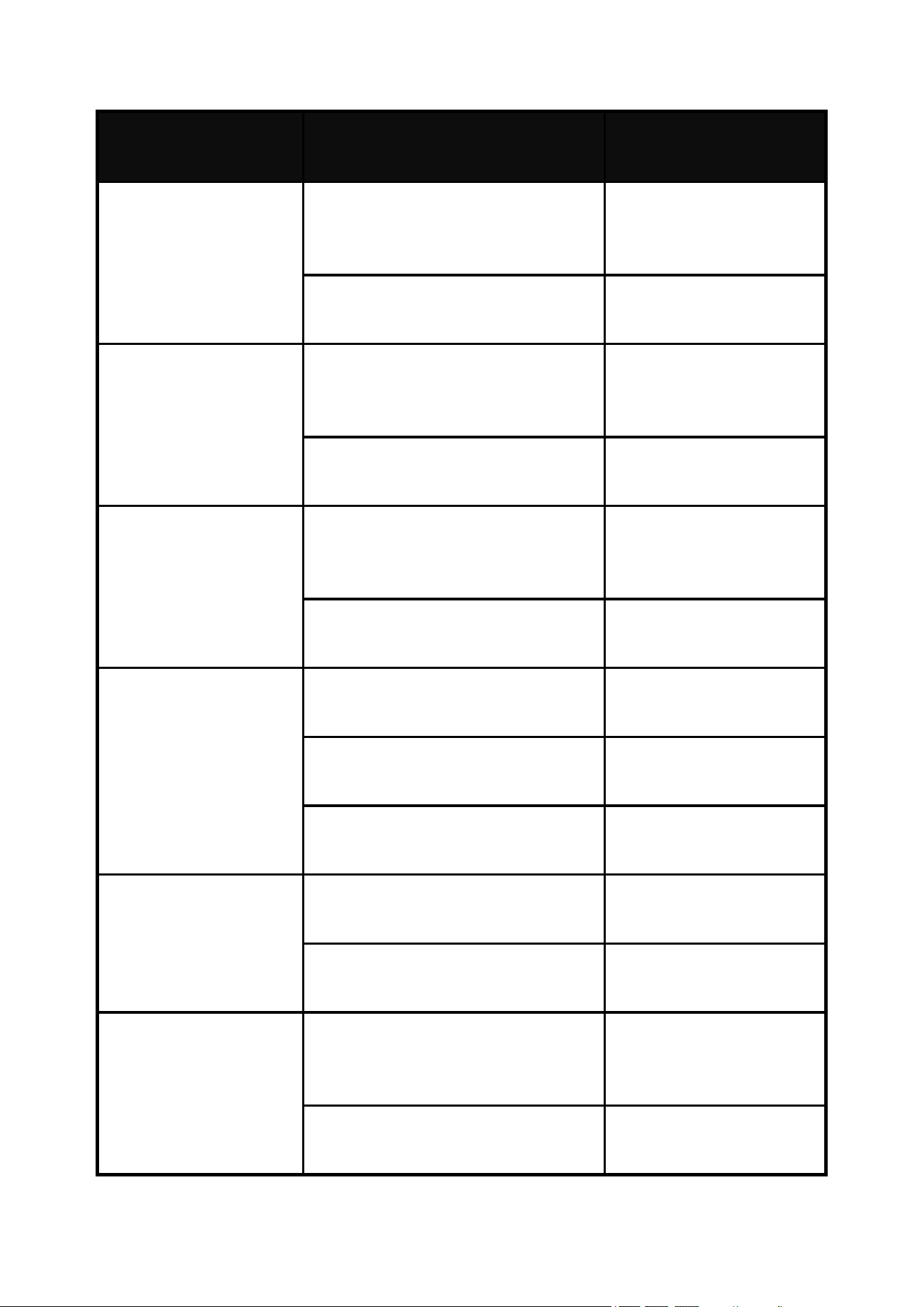
34
Problème
(symptômes)
Domaines possibles de mauvais
ajustement
Plan d'action recommandé
La perle est trop épaisse
(par intermittence)
La vitesse d'alimentation est lente et/ou
incohérente
Augmentez et maintenez
une vitesse d'alimentation
constante.
La plage de chaleur de sortie est trop
élevée.
Réglez le bouton sur bas
La perle ne pénètre pas
dans le métal de base.
La vitesse d'alimentation est
incohérente.
Diminuez et maintenez une
vitesse d’alimentation
constante.
La plage de chaleur de sortie est trop
faible.
Réglez le bouton sur haut
Le fil crache et colle à la
pièce
Le fil est humide.
Passer au fil sec.
Assurez-vous que le fil est
stocké dans un endroit sec
La vitesse de dévidage du fil est trop
rapide.
Réduisez la vitesse de
dévidage du fil.
Le bord de la soudure
présente des
dépressions irrégulières
La vitesse d'alimentation est trop
rapide.
Réduisez la vitesse
d’alimentation.
La vitesse de dévidage du fil est trop
rapide.
Réduisez la vitesse de
dévidage du fil.
La plage de chaleur de sortie est trop
élevée
Réglez le bouton sur bas
Il n'y a pas de courant
après avoir allumé la
machine.
Le cordon d'alimentation n'est pas bien
connecté.
Rebranchez le cordon
d'alimentation.
La machine à souder tombe en panne.
Demandez à des
professionnels de vérifier.
Le ventilateur ne
fonctionne pas pendant
le soudage.
Le cordon d'alimentation du ventilateur
n'est pas bien connecté.
Rebranchez le cordon
d'alimentation du
ventilateur.
L’alimentation auxiliaire tombe en
panne.
Demandez à des
professionnels de vérifier.
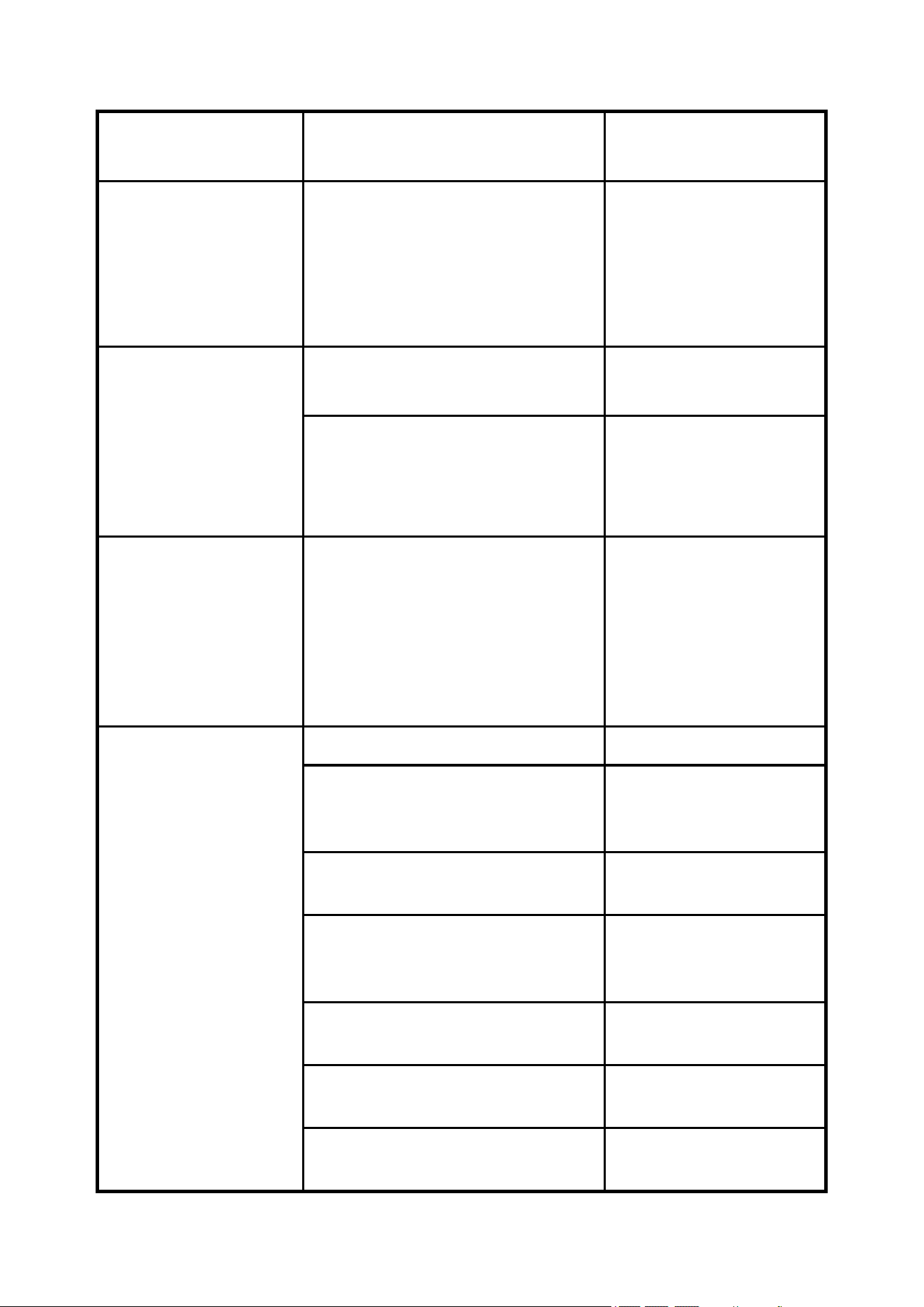
35
Le voyant de surchauffe
est allumé.
Le circuit de protection contre la
surchauffe fonctionne.
Il peut être récupéré une
fois la machine refroidie.
Il n'y a aucune réponse
lorsque vous appuyez
sur la gâchette de la
torche et le voyant
d'alarme ne s'allume
pas.
La gâchette de la torche échoue.
Réparez ou remplacez la
torche de soudage.
Lorsque la gâchette de
la torche est enfoncée, il
y a une sortie de gaz,
mais il n'y a pas de
courant de sortie et
l'indicateur d'alarme ne
s'allume pas.
Le câble de terre n'est pas bien
connecté à la pièce.
Reconnectez-le.
La gâchette de la torche échoue.
Réparez ou remplacez la
torche de soudage.
Il y a du courant de
sortie lorsque vous
appuyez sur la gâchette
de la torche pour
alimenter le gaz, mais le
dévidoir ne fonctionne
pas.
Le dévidoir est obstrué.
Débouchez-le.
Le courant de soudage
est instable.
Le dévidoir tombe en panne.
Répare le.
Le PCB de contrôle ou le PCB
d’alimentation du fil à l’intérieur de la
machine tombe en panne.
Le remplacer.
Le bras de pression du dévidoir n'est
pas correctement réglé.
Ajustez-le pour obtenir la
pression appropriée.
Le rouleau d'entraînement ne
correspond pas à la taille du fil utilisé.
Assurez-vous qu'ils
correspondent les uns aux
autres.
Le tube contact de la torche de
soudage est très usé.
Le remplacer.
Le tube d'alimentation en fil de la torche
de soudage est très usé.
Le remplacer.
L'électrode est de mauvaise qualité.
Utilisez une électrode de
bonne qualité.
36
Statut de protection
Écran d'affichage
Statut
Action
E10
Erreur d'acquisition actuelle
Éteignez la machine et redémarrez-la
E20
Le courant de soudage
surévalué
Éteignez la sortie
E30
Protection basse tension
Éteignez la sortie
E60
Protection haute température
Éteignez la sortie
Si vous ne comprenez pas ou ne parvenez pas à exécuter la procédure recommandée
en toute sécurité, contactez arccaptain.com pour le service après-vente.
Conserver pour référence future :
Produit:
Date d'achat:
Numéro de série:
Commentaires sur
le produit :
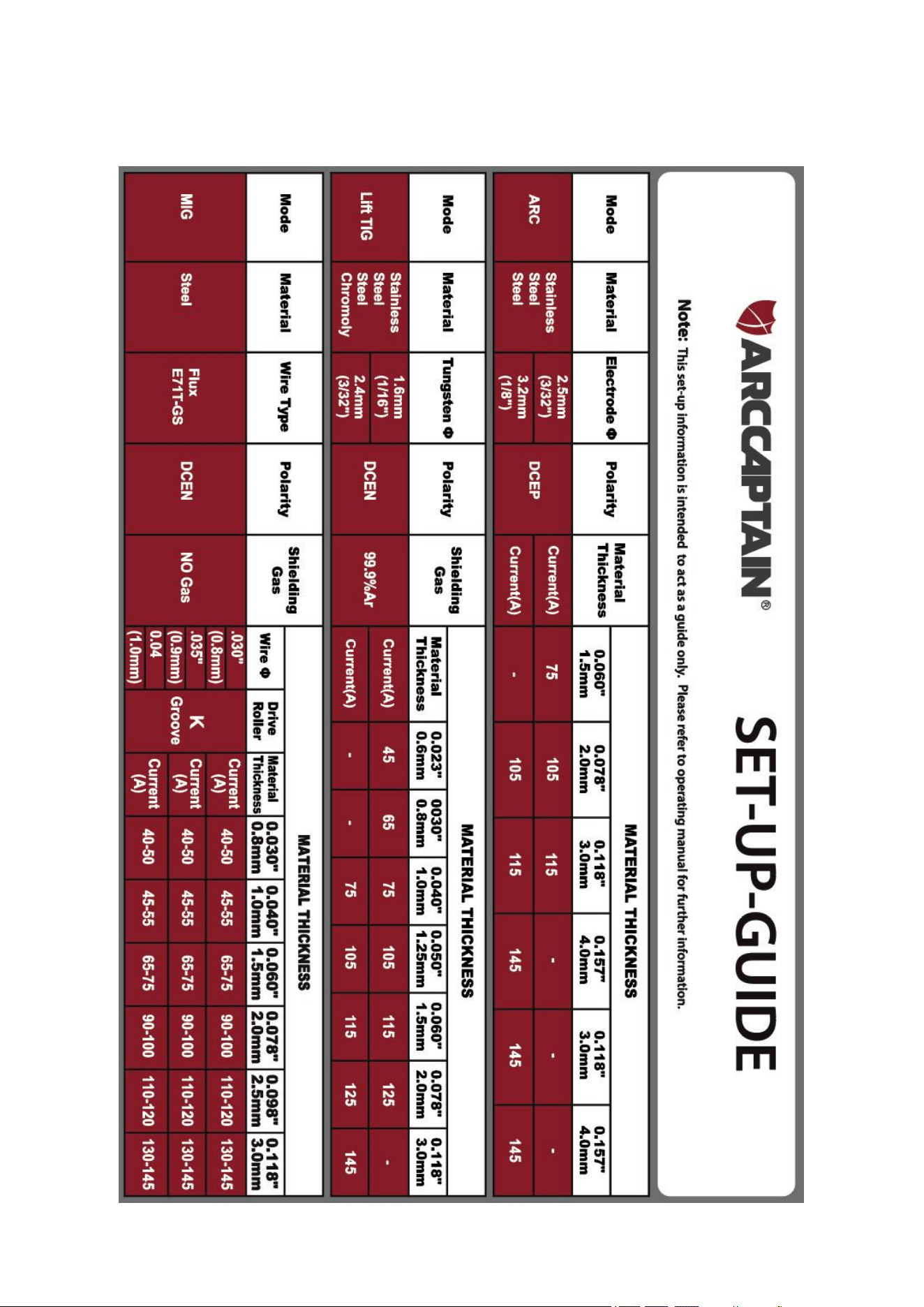
37
Annexe :GUIDE D' INSTALLATION RAPIDE






