
PROFESSIONAL MIG WELDERS
MODEL NO’S:
SUPERMIG180.V5, SUPERMIG200.V3, SUPERMIG230.V3
Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions,
and properly maintained, give you years of trouble free performance.
IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE
THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR
PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE.
1. SAFETY
1.1. ELECTRICAL SAFETY
WARNING! It is the user’s responsibility to check the following:
9 Check all electrical equipment and appliances to ensure that they are safe before using. Inspect power supply leads, plugs and
all electrical connections for wear and damage. Sealey recommend that an RCD (Residual Current Device) is used with all electrical
products.
Electrical safety information. It is important that the following information is read and understood:
9 Ensure that the insulation on all cables and on the appliance is safe before connecting it to the power supply.
9 Regularly inspect power supply cables and plugs for wear or damage and check all connections to ensure that they are secure.
Important: Ensure that the voltage rating on the appliance suits the power supply to be used and that the plug is tted with the correct
fuse.
8 DO NOT pull or carry the appliance by the power cable.
8 DO NOT pull the plug from the socket by the cable.
8 DO NOT use worn or damaged cables, plugs or connectors. Ensure that any faulty item is repaired or is replaced immediately by a
qualied electrician.
If the cable or plug is damaged during use, switch o the electricity supply and remove from use.
Ensure that repairs are carried out by a qualied electrician.
The Electricity at Work Act 1989 requires that all portable electrical appliances, if used on business premises, are tested by a qualified
electrician, using a Portable Appliance Tester (PAT), at least once a year.
1.2. The Health & Safety at Work Act 1974 makes owners of electrical appliances responsible for the safe condition of those appliances and
the safety of the appliance operators. If in any doubt about electrical safety, contact a qualified electrician.
1.3. Ensure that the insulation on all cables and on the appliance is safe before connecting it to the power supply.
1.4. SUPERMIG180.V5, SUPERMIG200.V3, SUPERMIG230.V3 are single phase machines and must be run from a minimum 16amp
supply.
1.5. To achieve maximum output these models will require a 32Amp fused supply. We recommend you discuss the installation of an industrial
round pin plug and socket with your electrician.
1.6. When a cable extension reel is used it should be fully unwound before connection. A cable reel with an RCD fitted is recommended since
any product which is plugged into the cable reel will be protected. The cross-section of the cable on the cable reel must be suitable for the unit
and never lower than the cross-section of the mains cable supplied with the unit.
1.7. GENERAL SAFETY
▲ DANGER! Unplug the welder from the mains power supply before performing maintenance or service.
WARNING! DO NOT place the welding power source on a tilted plane as this may lead to the unit toppling over.
9 Welding power sources are not suitable for use in rain or snow.
9 The output is rated at an ambient temperature of 20 °C and the welding time may be reduced at higher temperatures.
9 Risk of electric shock: Electric shock from welding electrode can kill. DO NOT weld in the rain or snow. Wear dry insulating gloves. DO
NOT touch electrode with bare hands. DO NOT wear wet or damaged gloves. Protect yourself from electric shock by insulating yourself
from workpiece. DO NOT open the equipment enclosure.
9 Risk induced by welding fumes: Breathing welding fumes can be hazardous to your health. Keep your head out of the fumes. Use
equipment in an open area. Use ventilating fan to remove fumes.
9 Risk induced by welding sparks: Welding sparks can cause explosion or fire. Keep flammables away from welding. DO NOT weld near
flammables. Welding sparks can cause fires. Have a fire extinguisher nearby and have a watchperson ready to use it. DO NOT weld on
drums or any closed containers.
9 Risk induced by the arc: Arc rays can burn eyes and injure skin. Wear hat and safety glasses. Use ear protection and button shirt collar.
Refer to
instruction
manual
Wear a
welding
mask
Wear protective
gloves
Warning!
Electricity
Shock hazard
Warning!
Keep away
from rain
Caution
required
Arc rays can
burn eyes and
injure skin
Breathing weld-
ing fumes can
be hazardous
to your health
Electric shock
from welding
electrodes can
kill
Welding sparks can
cause explosions or fire
Original Language Version
© Jack Sealey Limited
SUPERMIG180.V5, 200.V3, 230.V3 Issue 1 22/05/24
NOTE:
Diagrams of internal components are for refer-
ence only. There may be detail differences in
the components of your welder but these will
not affect its operation.
Electromagnetic fields
can cause pacemaker
malfunction
Use welding helmet with correct shade of filter. Wear complete body protection.
9 Risk induced by electromagnetic fields: Welding current produces electromagnetic field. DO NOT use with medical implants. Never coil
welding cables around your body. Route the welding cables together.
9 Keep the welder and cables in good condition. Take immediate action to repair or replace damaged parts.
9 Use genuine parts and accessories only. Unapproved parts may be dangerous and will invalidate the warranty.
9 Use an air hose to regularly blow out any dirt from the liner and keep the welder clean for best and safest performance.
9 Check and spray the gas cup and contact tip regularly with anti-spatter spray which is available from your Sealey stockist.
9 Locate the welder in a suitable work area. Ensure that the area has adequate ventilation as welding fumes are harmful.
9 Keep work area clean, tidy and free from unrelated materials. Also ensure that the work area has adequate lighting and that a fire
extinguisher is at hand.
WARNING! Use welding head shield to protect eyes and avoid exposing skin to ultraviolet rays given off by electric arc. Wear safety
welding gauntlets.
9 Remove ill fitting clothing, remove ties, watches, rings and other loose jewellery and contain long hair.
9 Ensure that the workpiece is correctly secured before operating the welder.
9 Avoid unintentional contact with workpiece. Accidental or uncontrolled use of the torch may be dangerous and will wear the nozzle.
9 Keep unauthorised persons away from the work area. Any persons working within the area must wear protective head shield and gloves.
9 Operators must receive adequate training before using the welder.
9 Stand correctly, keeping a good footing and balance, and ensure that the floor is not slippery. Wear non-slip shoes.
9 Turn voltage switch to OFF when not in use.
8 DO NOT operate the welder if it or its cables are damaged and DO NOT attempt to fit any unapproved torch or other parts to the welder unit.
8 DO NOT get welder wet or use in damp or wet locations or areas where there is condensation.
▲ DANGER! DO NOT weld near inflammable materials, solids, liquids, or gases, and DO NOT weld containers or pipes which have
held flammable materials or gases, liquids or solids. Avoid operating on materials cleaned with chlorinated solvents or near
such solvents. DO NOT use power source for pipe thawing.
8 DO NOT stand welder on a metal workbench, car bodywork or similar object.
8 DO NOT touch any live metal parts of the torch or electrode while the machine is switched on.
8 DO NOT pull the welder by the cable or the torch and DO NOT bend or strain cables. Protect cables from sharp or abrasive items and DO
NOT stand on them. Protect from heat. Long lengths of slack must be gathered and neatly coiled. DO NOT place cables where they could
endanger other people.
8 DO NOT touch the torch or workpiece immediately after welding as they will be very hot. Allow to cool.
8 DO NOT operate welder while under the influence of drugs, alcohol or intoxicating medication, or if tired.
9 When not in use store the welder in a safe, dry, childproof area.
1.8. GAS SAFETY
9 Store gas cylinders in a vertical position only and ensure that the storage area is correctly secured.
8 DO NOT store gas cylinders in areas where temperature exceeds 50°C. DO NOT use direct heat on a cylinder. Always keep gas cylinders
cool.
8 DO NOT attempt to repair or modify any part of a gas cylinder or valve and DO NOT puncture or damage a cylinder.
8 DO NOT obscure or remove any official cylinder labels. Always check the gas identity before use. Avoid getting gas cylinders oily or
greasy.
8 DO NOT lift a cylinder by the cap, guard or valve. Always keep caps and guards in place and close valve when not in use.
2. INTRODUCTION
All our Supermig® models are suitable for welding with CO2, Argon or CO2/Argon mix. Each uses a Forced Air Cooling System to slow
transformer heating in order to increase duty cycle. A non-live torch is tted to prevent the risk of accidentally striking an arc. Model No.
SUPERMIG150 and above are supplied with an industrial Argon/CO2 regulator. The units are suitable for gas/gasless welding with a
simple switch in polarity. A contract for the supply of gas should be arranged with your local gas distributor.
3. SPECIFICATION
Model no. SUPERMIG180.V5 SUPERMIG200.V3 SUPERMIG230.V3
Nett Weight: 36.3kg 37.7kg 37.9kg
Plug Type: Bare Wire Bare Wire Bare Wire
Power Supply
Cable Length:
2m
Welding current 30-180A 30-200A 30-200A
Wire capacity 5-15kg 5-15kg 5-15kg
Duty cycle 100% @ 56A, 75% @ 65A, 60% @
73A, 15% @ 145A
100% @ 62A, 60% @ 80A, 15% @
160A
100% @ 68A, 60% @ 88A, 15%
@ 175A
Cooling system Forced Air Forced Air Forced Air
Spot Welding Timer: Yes Yes Yes
Gas type CO2, Argon, CO2/Argon Mix CO2, Argon, CO2/Argon Mix CO2, Argon, CO2/Argon Mix
Torch 3m Euro Non-Live - BINZEL® Ergo 15.2 3m Euro Non-Live - BINZEL® Ergo 15.2 3m Euro Non-Live - BINZEL®
Ergo 15.2
Supply 230V-16A*
*To achieve maximum power a 32A
supply may be required.
230V-16A*
*To achieve maximum power a 32A
supply may be required.
230V
Absorbed power 5.7kW 7.4kW 8kW
Case size Large Large Large
Original Language Version
© Jack Sealey Limited
SUPERMIG180.V5, 200.V3, 230.V3 Issue 1 22/05/24
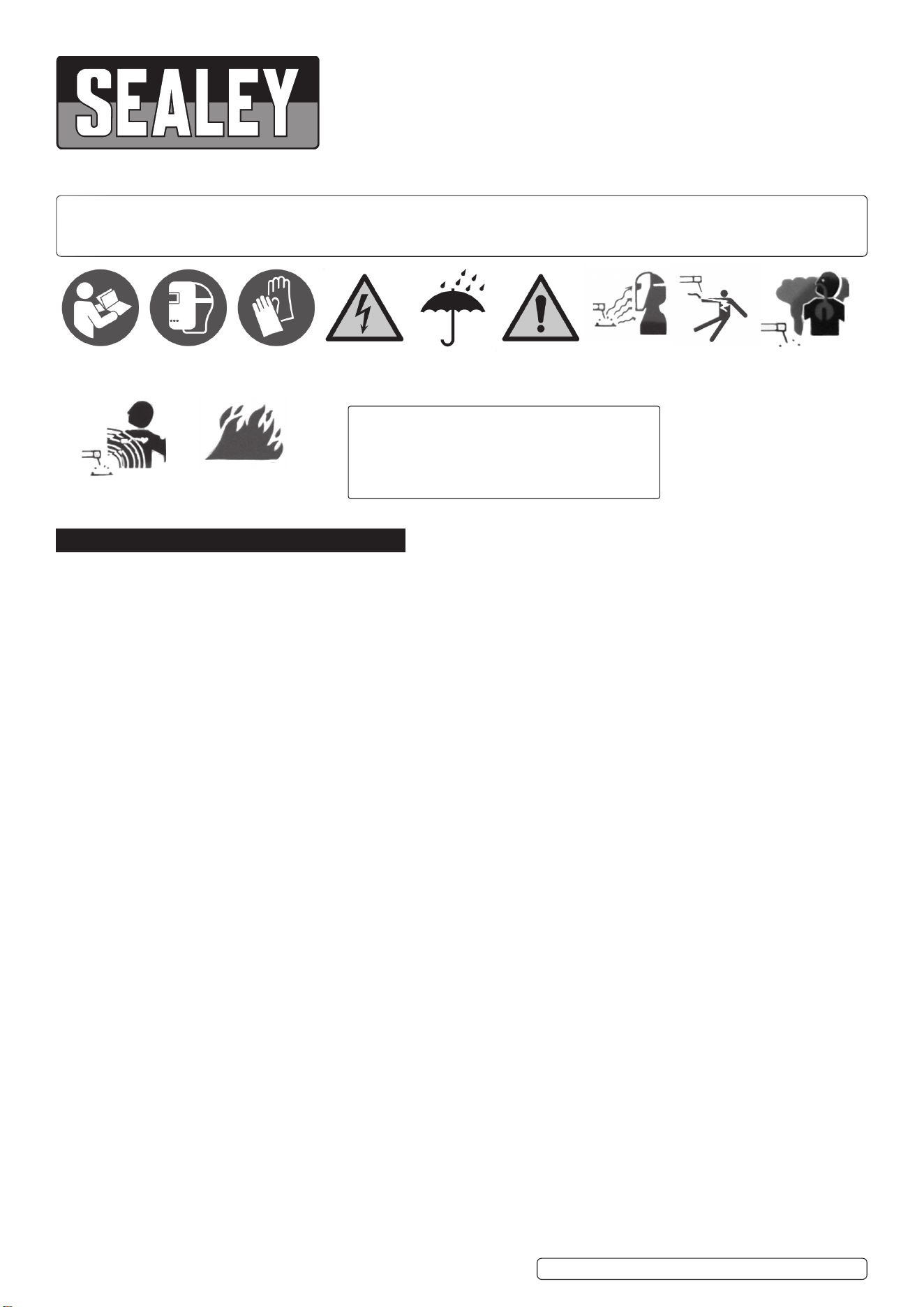
4. ASSEMBLY
4.1. ASSEMBLING THE WHEELS: (Refer to fig.1) The wheels are more easily
assembled with the welder placed upside down on a smooth non-abrasive
surface. The welder should be turned over by two people as it is very heavy.
4.1.1. Bolt the two castors (1) to the front end of the base (2) using the bolts
provided.
4.1.2. Take the solid axle (3) and slide a wheel (4) over one end followed
by a washer (5). Insert a split pin (6) through the hole in one end of the
axle as shown below and bend it over.
4.1.3. Take an axle retaining bracket (7) and insert it into the slots in the base (2).
4.1.4. Hold the bracket in place and slide the axle assembly through both parts of
the bracket. Insert the second axle retaining bracket (7) through the base
and continue to slide the axle across so that it passes through the second
bracket and holds the wheel (4) up against the side of the base. Slide the second wheel (8) onto the free end of the axle followed by a
washer (9). Retain the entire axle assembly by passing a split pin (10) through the free end of the axle and bend it over to retain the whole axle
assembly.
4.1.5. With the assistance of another person turn the welder the right way up onto its wheels.
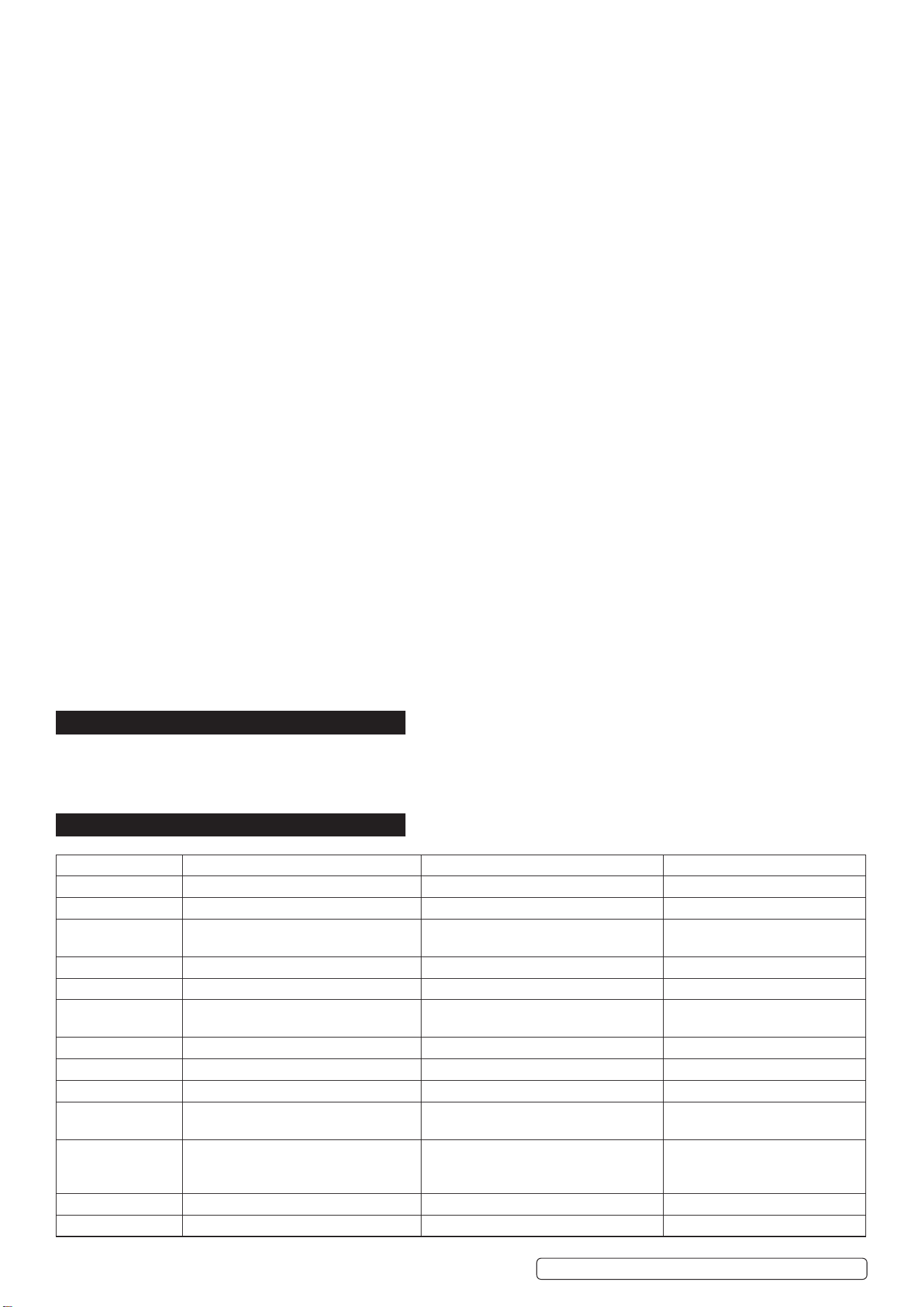
4.2. ASSEMBLING THE HANDLE: (Refer to fig.2)
4.2.1. On the front of the welder there are two pairs of threaded inserts, one pair in the top left corner and one pair in the top right hand corner.
4.2.2. Attach the left hand handle mounting (1) to the front of the welder using two of the 25mm round headed bolts provided. DO NOT fully
tighten yet.
4.2.3. Slide the handle tube (2) into the socket in the mounting and push fully home.
4.2.4. Slide the socket on the right hand handle mounting (3) over the free end
of the handle tube and rotate the mounting downwards
until it is resting on the front of the welder. Using two of the
25mm round headed bolts provided to fix the right hand mounting
in place.
4.2.5. Now fully tighten all four fixings.
4.3. ASSEMBLING THE EARTH CLAMP (Refer to fig.3).
4.3.1. Feed the eyelet on the end of the earth lead through the hole in the clamp arm as shown in fig.3A.
4.3.2. Drop the eyelet over the terminal and firmly fix with the bolt provided as shown in fig.3B.
4.4. INSTALLING THE GAS CYLINDER
4.4.1. The welder is designed to accommodate small or medium sized gas cylinders up to a maximum height of 1000mm. Contact your local Gas
dealer for supply.
4.4.2. Place the gas cylinder onto the rear platform of the welder. Drop one end of the fixing chain into one side of the retaining bracket. Draw
the chain around the cylinder and place it into the slot on the other side of the bracket leaving as little slack in the chain as possible.
4.5. ATTACHING THE REGULATOR (Refer to fig.4)
4.5.1. Whichever gas you are using it is advisable to ‘crack’ the cylinder valve before attaching the regulator. This means opening and closing
the valve very quickly in order to blow away any dust and dirt that may have accumulated in the gas outlet. Stand to one side whilst doing
this.
4.6. CO² GAS
WARNING! Ensure that the threads on the gas bottle are undamaged and free of oil and grease before attaching the regulator. (Oil or
grease in the presence of high pressure gases can be explosive.) Ensure that the regulator has an undamaged gasket fitted. The regulator
will screw directly to the threads on the gas bottle. Tighten with a spanner.
4.7. ARGON GAS OR ARGON MIXTURES
4.7.1. Cylinders containing Argon gas and Argon mixtures have a female thread and will require the use of a Bull Nose Adaptor to attach the
regulator to the cylinder as indicated in fig.4. Ensure that the threads on the gas bottle are undamaged and free of oil and grease before
attaching the regulator. (Oil or grease in the presence of high pressure gases is explosive.) Fit the Bull Nose Adaptor to the cylinder first
and tighten with a spanner. Ensure that the regulator has an undamaged gasket before fitting onto the Bull Nose Adaptor. Tighten with a
spanner.
4.7.2. Slide a jubilee clip over each end of the gas hose supplied. Push one end of the hose onto the regulator outlet and the other end over the
gas inlet spigot on the back of the welder. Tighten the clips to ensure a good seal.
4.7.3. Close the regulator valve by turning it anticlockwise before opening the cylinder valve. Stand to one side when opening the cylinder valve.
4.7.4. Set the regulator flow rate to 5-8 litres/min depending on the material to be welded, and whether there are draughts which are strong
enough to disturb the gas flow.
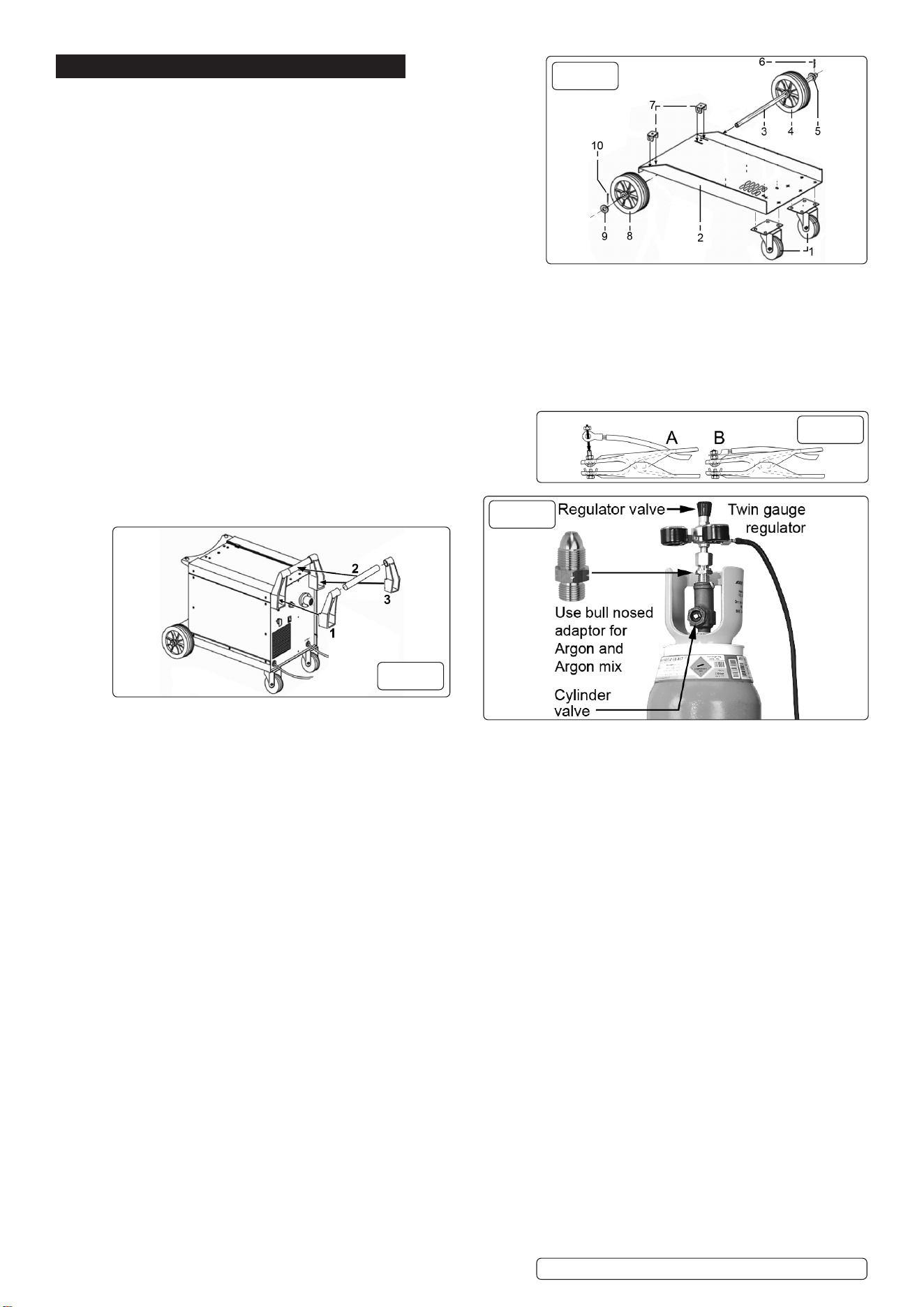
4.8. CONNECT THE TORCH CABLE TO THE WELDER
4.8.1. Align the pins on the Euro connector with the socket on the welder front panel as shown in g.5. Push the connector into the socket
and rotate the locking ring (A) clockwise so that it draws the plug into the socket as shown in g.6.
Note: Damage to torches and cables is not covered by warranty.
g.1
g.3
g.4
g.2
Original Language Version
© Jack Sealey Limited
SUPERMIG180.V5, 200.V3, 230.V3 Issue 1 22/05/24
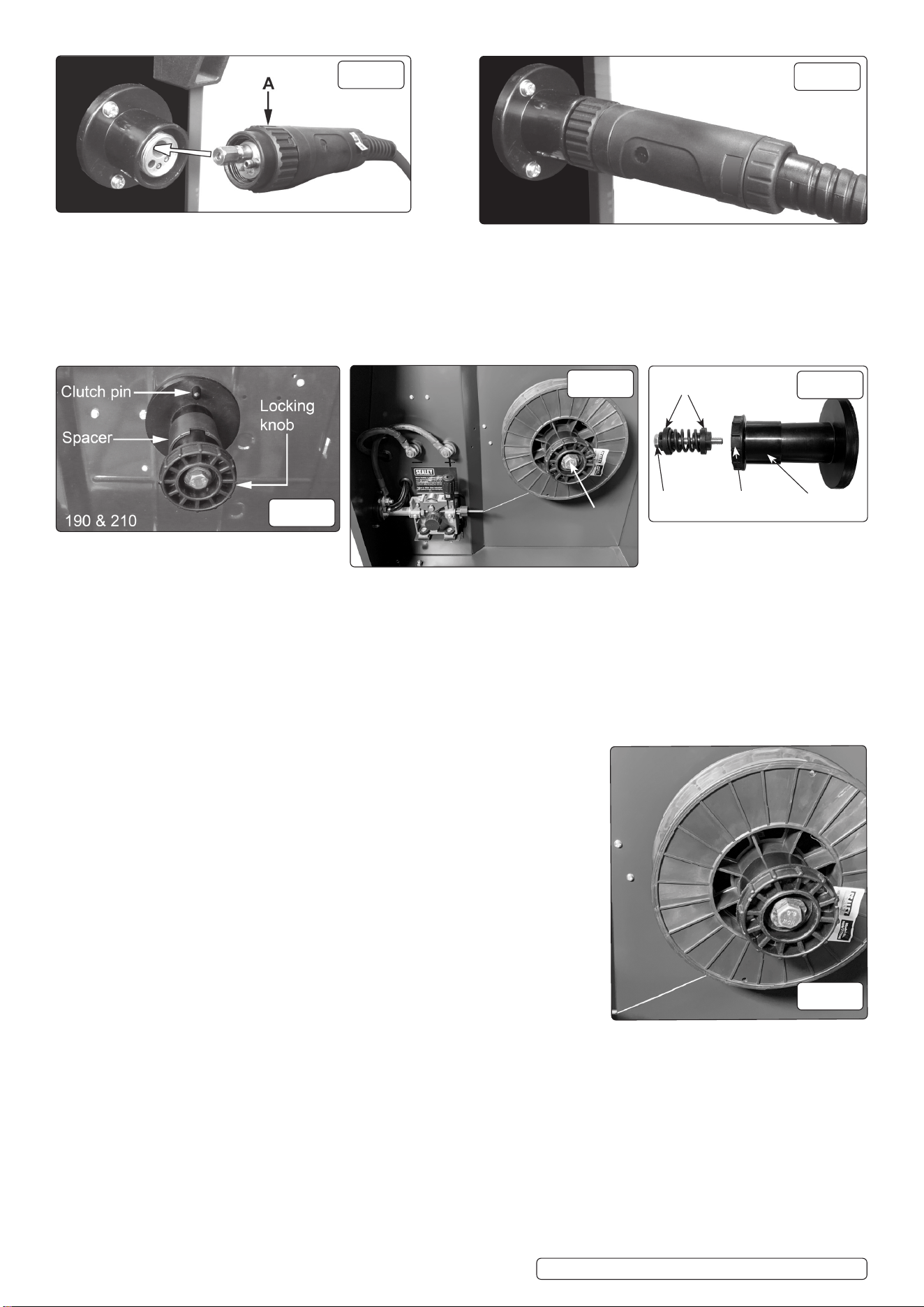
4.9. FITTING A 15KG REEL OF WIRE
4.9.1. MIGHTYMIG models 190 & 210 will accept either a 5kg or a 15kg reel of wire. MIGHTYMIG170 will only accept a 5kg reel of wire.
Ensure that the wire diameter used, is matched by the correct groove size in the drive wheel and the correct tip size on the torch as well
as the correct torch liner. Failure to do this could cause the wire to slip and/or bind.
4.10. Unscrew the locking knob from the end of the spool holder (see fig.7) and remove the spacer. Slide the reel of wire onto the spool holder
and ensure that the clutch pin at the back of the spool holder engages into the guide hole in the wire reel moulding. This will prevent the
wire reel from free-wheeling on the spool holder. When using a 5kg reel, slide the spacer onto the spool holder before re-fixing the locking
knob. Ensure that the wire is coming off the top of the reel in the direction of the wire drive unit as shown in fig.8 which shows a 15kg reel
of wire in place on the spool holder.
4.11. FITTING A 5KG REEL OF WIRE
4.11.1. Ensure that the wire diameter used, is matched by the correct groove size in the drive wheel and the correct tip size on the torch as well
as the correct torch liner. Failure to do this could cause the wire to slip and/or bind.
4.11.2. Remove bolt (A) from the end of the spindle. Remove retaining assembly and spring. Unscrew locking knob and slide spacer off from
spindle.
4.11.3. Slide the reel of wire over the spindle and hold it against the back plate so that the hole in the reel rests on the clutch pin. (See fig.7).
Ensure that the wire is coming off the bottom of the reel in the direction of the wire drive unit as shown in fig.10.
4.11.4. Slide spacer onto spindle and screw the locking knob back into place. (See fig.9). Replace retaining assembly and spring into place. Note:
that the discs (B) has a hexagonal hole in it which fits onto the hexagonal portion of the spindle. Place the retaining assembly back into the
spindle. Re-tighten bolt (A).
4.12. FEED WIRE THROUGH TO TORCH
4.12.1. Open the wire feed mechanism by pushing the locking/wire tension knob (1) down to the
right allowing the pressure roller carrier (2) to spring up revealing the feed roller as shown
in fig.11. Ensure that the required feed groove (0.6 or 0.8) is in line with the wire path. See
Section 4.15 on how to reverse or change the roller.
4.12.2. Release the wire from the reel and cut off any bent portion ensuring that there are no burrs
left on the end of the wire. Keep the wire under tension at all times to prevent it uncoiling.
4.12.3. Straighten about 40-50mm of wire and gently push it through the flexible metal sheathed
cable, fig.11 (3) and through the 6 or 8mm feed roller groove and on into the torch cable
liner.
4.12.4. Push down the pressure roller carrier onto the wire feed roller and hold it down. Lift up the
locking/wire tension knob so that it enters the slot in the pressure roller carrier and snaps
into the indent in its top surface. See fig.13. Rotate the tension knob to a medium setting i.e.
between 2 and 3.
4.12.5. 4.12.5. RRemove gas cup (fig.12-2) and contact tip (1) from end of torch as follows:emove gas cup (fig.12-2) and contact tip (1) from end of torch as follows:
a) Take torch in left hand with the torch tip facing to the right.
b) Grasp gas cup firmly in your right hand.
c) Turn gas cup clockwise only and pull it off end of torch tip.
WARNING! DO NOT turn gas cup anti-clockwise, as this will damage the internal spring.
dd) Unscrew copper contact tip (right hand thread) to remove.) Unscrew copper contact tip (right hand thread) to remove.
Check welder is switched off 0, and that the earth clamp is away from the torch tip. Connect the welder to the mains power supply and set
the voltage switch to one.
Set the wire speed knob to position 5 or 6. Keep the torch cable as straight as possible and press the torch switch. The wire will feed
through the torch.
When the wire has fed through, switch welder off, unplug from mains.
a) Take torch in left hand, slide the contact tip over the wire and screw back into place.
b) Grasp gas cup in right hand, push onto torch head and turn clockwise only.
8 DO NOT turn gas cup anti-clockwise, as this will damage the internal spring.
g.5
g.6
Original Language Version
© Jack Sealey Limited
SUPERMIG180.V5, 200.V3, 230.V3 Issue 1 22/05/24
g.8
g.9
SpacerLocking KnobA
B
g.7
g.10
A
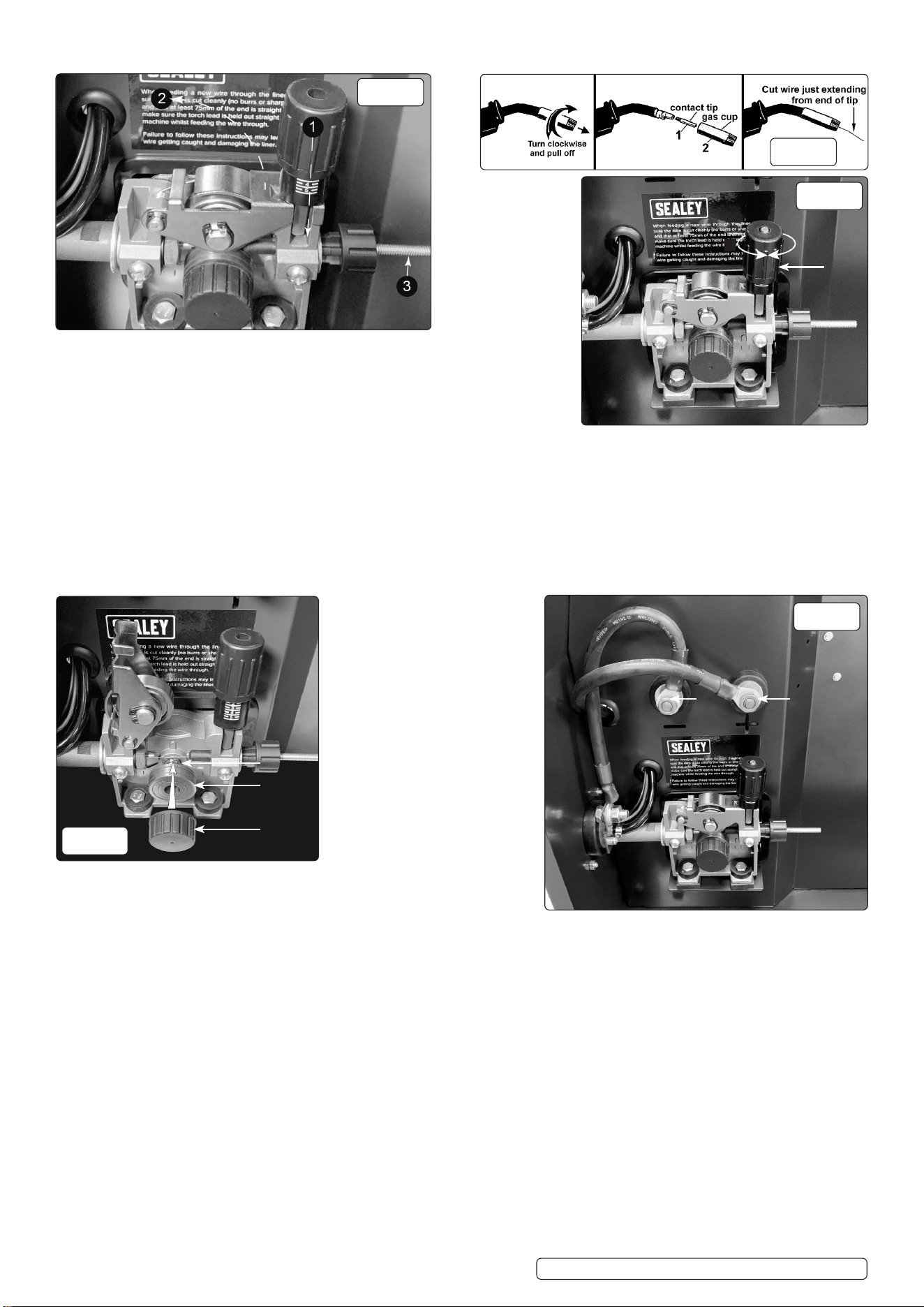
cc) Cut wire so that it is just protruding from the cup.) Cut wire so that it is just protruding from the cup.
4.13. SETTING WIRE TENSION
4.13.1. Adjust the wire tension by rotating the wire tension knob. Turn clockwise to increase
the tension and anticlockwise to decrease the tension. See (1) in fig.13.
IMPORTANT: Too little or too much tension will cause problematic wire feed and
result in poor welding.
4.13.2. Tension between rollers is checked by slowing down the wire between gloved fingers.
If top feed roller skids the tension is correct. Use as low a tension as possible, too high a tension will disfigure wire and result in a blown
fuse.
4.14. CLUTCH ADJUSTMENT
NOTE: It is essential that the clutch is adjusted correctly.
4.14.1. 4.14.1. OOnce the wire is fed through the torch, switch on the machine and set the wire speed to maximum. nce the wire is fed through the torch, switch on the machine and set the wire speed to maximum.
4.14.2. 4.14.2. DDepress torch switch and release quickly. If the spool overruns it indicates that the clutch is too loose. epress torch switch and release quickly. If the spool overruns it indicates that the clutch is too loose.
4.14.3. 4.14.3. TTighten the clutch bolt located in the centre of the wire spool holder with a spanner (fig.8-A) and test the machine as above until the wire ighten the clutch bolt located in the centre of the wire spool holder with a spanner (fig.8-A) and test the machine as above until the wire
stops over running.
NOTE: DO NOT over tighten the clutch as this will cause wire feed problems and strain the motor.
4.15. TURNING/CHANGING THE DRIVE ROLLER (See fig.14)
4.15.1. Ensure that the wire diameter used, is matched by the correct groove size
in the drive roller and the correct tip size on the torch as well as the correct
torch liner. Failure to do this could cause the wire to slip and/or bind.
4.15.2. Referring to fig.11, open the wire feed mechanism by pushing the locking/wire tension knob (1) down to the right allowing the pressure
roller carrier (2) to spring up revealing the feed roller.
4.15.3. Referring to fig.14, loosen and unscrew the black feed roller retaining knob (C) and put to one side.
4.15.4. The roller carrier (A) is keyed to the main drive shaft and the drive roller (B) is keyed to the carrier. Place a finger onto the end of the drive
shaft to prevent the carrier moving and slide the drive roller off the carrier with your other hand.
4.15.5. The size of each wire feed groove is printed on the edge of the roller on the same side as the groove.
4.15.6. 4.15.6. TTurn the roller over to use the other groove or use a roller with different sized grooves as required. The groove to be used should be urn the roller over to use the other groove or use a roller with different sized grooves as required. The groove to be used should be
positioned furthest away from you to be in line with the drive path.positioned furthest away from you to be in line with the drive path.
4.15.7. 4.15.7. CCheck that the key in the carrier (A) is properly seated in its slot. Ensure that the slot on the inside face of the drive roller (B) is aligned heck that the key in the carrier (A) is properly seated in its slot. Ensure that the slot on the inside face of the drive roller (B) is aligned
with the key and slide the roller back onto the carrier. with the key and slide the roller back onto the carrier.
4.15.8. 4.15.8. SScrew the black roller retaining knob (C) back on to the end of the drive shaft and tighten. crew the black roller retaining knob (C) back on to the end of the drive shaft and tighten.
g.12
Original Language Version
© Jack Sealey Limited
SUPERMIG180.V5, 200.V3, 230.V3 Issue 1 22/05/24
g.11
g.14
A
B
C
BA
Cable
connections
A&B set up for
gasless welding
g.15
g.13
1
+-
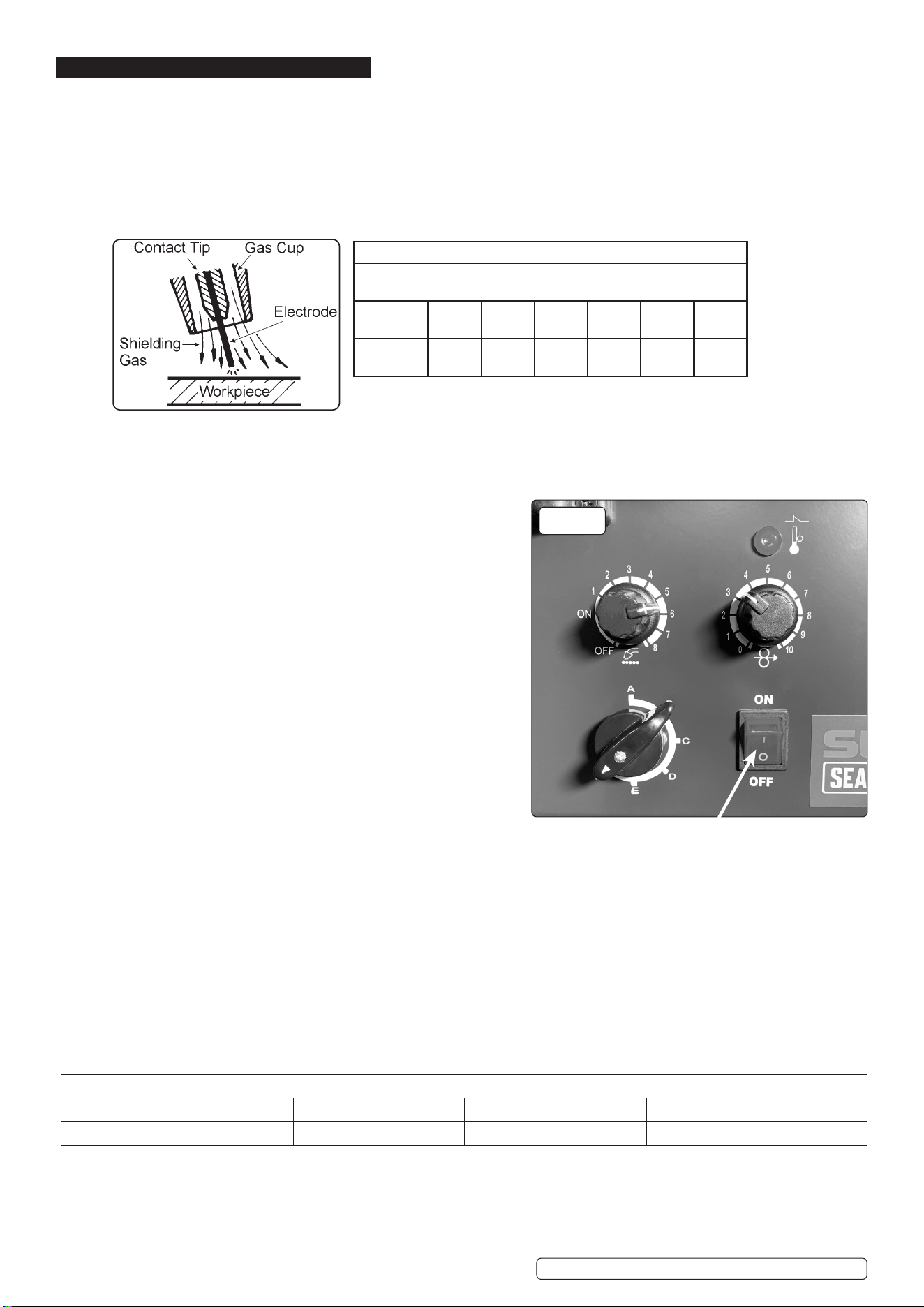
5. MIG/MAG WELDING
5.1. A spool of welding wire is positioned on the welder’s spool holder and automatically fed through an insulated liner in the torch to the tip.
The torch assembly consists of a switch, liner, gas hose, and control cable. The switch activates the wire feed roller and the gas flow.
5.2. Conversely, releasing the switch stops the wire feed and gas flow. The weld current is transferred to the electrode (the wire) from the
contact tip at the end of the torch. A gas cup fits over the contact tip to direct the gas flow towards the weld ensuring that the arc welding
process is shielded from oxidising air contaminates. The shielding gas also assists heating of the weld materials. (The welder can also
be used in gasless mode using flux cored wire). The torch is connected to the positive side of a DC rectifier, and the negative clamp is
attached to the workpiece.
IMPORTANT: Should you have no welding experience, we recommend you seek training from an expert source to ensure your
personal health & safety. Good Mig welding may be achieved only with continued, supervised practice.
5.3. PREPARATION FOR WELDING
IMPORTANT: before you commence, make sure the machine is switched off at the mains. If welding a car, disconnect the battery or fit
an electronic circuit protector. We strongly recommend the use of Sealey Prosaf/12v or 24v in order
to protect sophisticated electronics.
Ensure you have read & Understood the electrical safety instructions
In chapter 1. Place unit on a firm and level surface to avoid toppling over.
5.3.1. CONNECTING THE EARTH LEAD
To ensure a complete circuit, the earth lead must be securely attached to
the work piece that is to be welded.
a) Best connection is obtained by grinding clean the point of contact on
the workpiece before connecting the earth clamp.
b) The weld area must also be free of paint, rust, grease, etc.
c) When welding a vehicle, be sure the vehicle battery is disconnected or
fit an Electronic Circuit Protector available from your Sealey stockist,
see 5.3 above.
5.3.2. POWER OUTPUT SWITCH (See fig.16)
Set the switch to position 1 or 2 for welding up to 2mm thickness. Use
settings 3,4,5,6. for thicker welds.
5.3.3. SETTING THE WELDER CONTROLS (See fig.16)
In principle, the lower the amperage required, the slower the wire speed.
See setting chart for voltage and corresponding wire speeds. Note:
these settings are only a guide and will vary according to the operators
experience.
5.3.4. WELDING MILD STEEL
To weld mild steel you can use CO² gas for most tasks where spatter and
the high build up of weld DO NOT pose a problem. Welding with a long
arc reduces penetration and widens the arc.
This in turn results in more spatter. A long welding arc can be appropriate for welding butt joints in thin materials. Welding with a short arc,
at the same weld settings, results in greater penetration and a narrower weld and reduces the amount of spatter. To achieve a consistent
spatter free and flat weld, you must use an Argon/CO² mixture.
5.3.5. TO WELD ALUMINIUM USE:
Argon gas,
0.8mm Contact Tip (MIG927),
0.8mm Aluminium Wire, (MIG/2KAL08).
5.3.6. OVERLOAD PROTECTION (See label on fig.16)
Thermostatic overload protection is provided. When an overload has occurred, leave the unit to cool. The thermostat will automatically
reset the unit when the temperature has returned within limits.
Note: The following table is estimated duration of cylinders based on a ow rate of 2 litres per minute. Actual duratin will be dependant
upon various job conditions including the operator’s welding technique. All times are therefore approximate.
SETTINGS SHOWN AS GUIDE ONLY
Wire 0.6mm Steel
Argon / CO
2
Mix
Voltage
step
1 2 3 4 5 6
Wire
speed
5 6 7 8 9 10
Original Language Version
© Jack Sealey Limited
SUPERMIG180.V5, 200.V3, 230.V3 Issue 1 22/05/24
NOTE: ON/OFF Switch on face of Supermig
g.16
DISPOSABLE CYLINDERS
CO²/100 390g CO²/101 600g Argon ARG/100 300g Argon/CO2 MIX/100 300g
1-1/4hours 2 hours 1hour 1hour
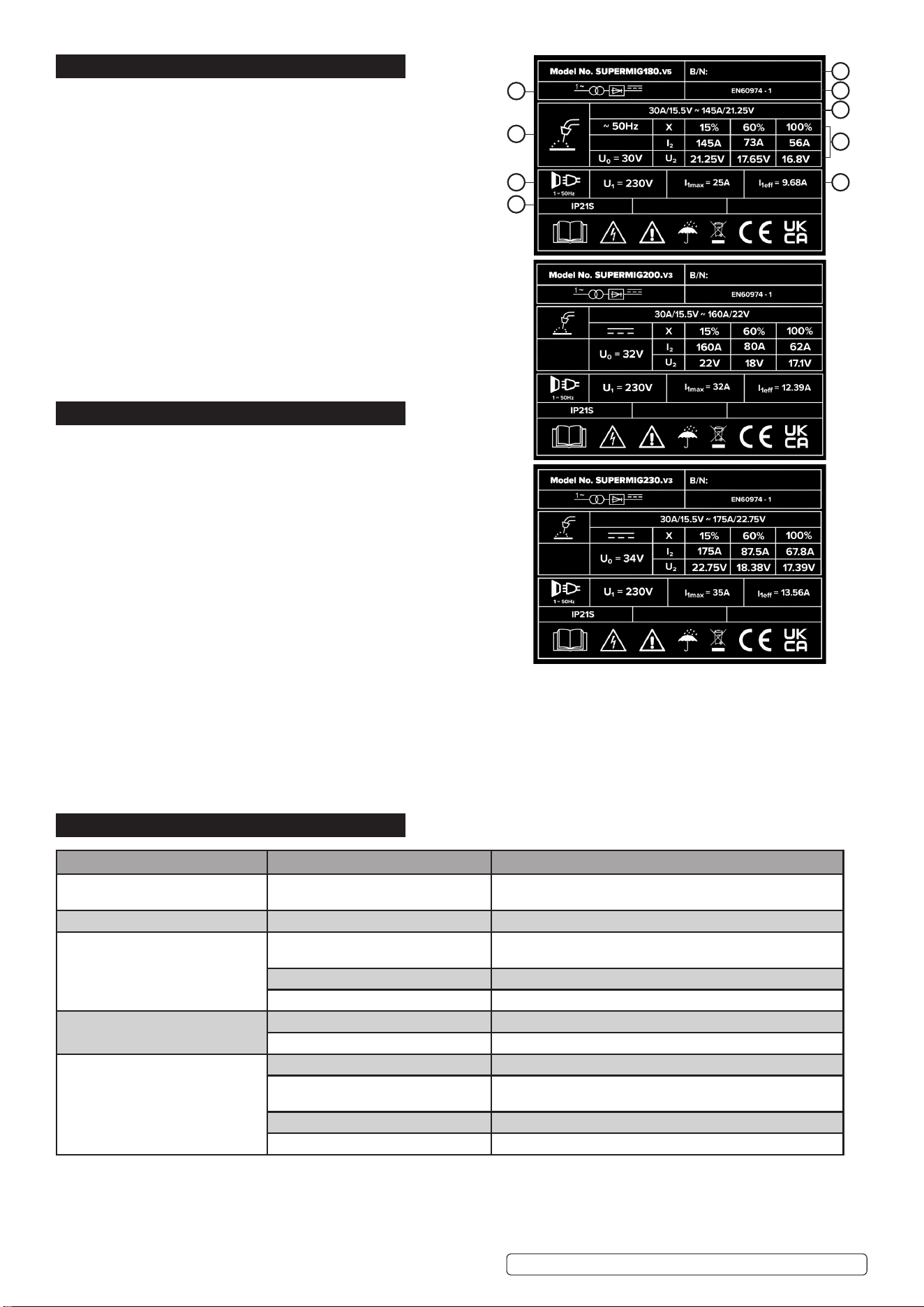
6. RATINGS PLATE
On the front panel of the welder is the ratings plate, giving the
following data:
1 - The BS/EU standard relating to the safety and construction of
arc welding and associated equipment.
2 - Single phase transformer.
3 - Symbol indicates welding with a continuous flow of welding wire.
4 - Symbol for Single-phase AC supply.
5 - Rating of internal protection provided by casing.
6 - Output U
0
Rated minimum and maximum no load voltage.
I
2
, U
2
Current and corresponding voltage.
X Welding ratio based on a 10 minute cycle.
20% indicates 2 minutes welding and 8 minutes rest,
100% would indicate continuous welding.
7 - Mains Supply
U
1
Rated supply voltage and frequency.
I
1
max Maximum current.
I
1
eff Maximum effective current.
8 - Welding current range.
9 - Serial Number. Specifically identifies each welder.
7. MAINTENANCE
7.1. WIRE FEED UNIT
Check the wire feed unit at regular intervals. The feed roller wire
guide plays an important part in obtaining consistent results. Poor
wire feed affects welding. Clean the rollers weekly, especially the
feed roller groove, removing all dust deposits.
7.2. TORCH
Protect the torch cable assembly from mechanical wear. Clean the
liner from the machine forwards by using compressed air. If the liner
is clogged it must be replaced.
7.3. CHANGING DRIVE ROLLER (See Section 4.15)
7.4. CONTACT TIP
The contact tip is a consumable item and must be replaced when
the hole becomes enlarged or oval. The contact tip MUST be kept
free from spatter to ensure an unimpeded flow of gas. Refer to
fig.12 and section 4.12.5 for removal and replacement.
7.5. GAS CUP
The gas cup must also be kept clean and free from spatter. Build up of spatter inside the gas cup can cause a short circuit at the contact
tip which will result in either the fuse blowing on the printed circuit card, or expensive machine repairs. To keep the contact tip free from
spatter, we recommend the use of Sealey anti-spatter spray (MIG/722308) available from your Sealey stockist. Refer to fig.12 and section
4.12.5 for removal and replacement.
7.6. REPLACING THE LINER
Wind the wire back on to the spool and secure it. Unscrew the torch from the machine and undo the brass nut. The liner should now be
visible. Pull it out and replace with a new one.
8. TROUBLESHOOTING
PROBLEM POSSIBLE CAUSE
REMEDY
1. Power source stops Overheating protection activated due
to overload.
Protection automatically resets when transformer has cooled
(about 15 min).
2. No weld current Rectifier blown. Replace rectifier.
3. No weld current Bad connection between clamp &
workpiece.
Clean or grind contact surface and weld area.
Break in earth lead. Repair or replace earth lead.
Break in torch lead. Repair or replace torch.
4. Feed motor not working Gear damaged or worn. Replace gears. (Contact service agent).
Motor defective. Replace motor (Contact service agent).
5. Wire does not feed, feed roller
rotates
Pressure roller improperly adjusted. Adjust tension.
Dirt, copper, dust, etc, has collected
in torch liner.
Clean the liner from the machine forward. Use compressed
air. If too much dirt, replace the liner.
Gas cup (Nozzle) or tip defective. Replace gas cup (nozzle) and/or tip. (Section 4.12.5).
Deformed wire. Check roller tension and adjust it if necessary (Section 4.13).
Original Language Version
© Jack Sealey Limited
SUPERMIG180.V5, 200.V3, 230.V3 Issue 1 22/05/24
1
9
8
6
74
5
3
2
Sealey Group, Kempson Way, Suffolk Business Park, Bury St Edmunds, Suffolk. IP32 7AR
01284 757500 sales@sealey.co.uk www.sealey.co.uk
Note: It is our policy to continually improve products and as such we reserve the right to alter data, specifications and component parts without prior
notice. Please note that other versions of this product are available. If you require documentation for alternative versions, please email or call our
technical team on technical@sealey.co.uk or 01284 757505.
Important: No Liability is accepted for incorrect use of this product.
Warranty: Lifetime guarantee on Transformer - Comprises 1 year unconditional parts and labour on all parts, followed by a lifetime guarantee (parts
and labour) conditional on registering your purchase with us online at www.sealey.co.uk.
WEEE REGULATIONS
Dispose of this product at the end of its working life in compliance with the EU Directive on Waste Electrical and Electronic Equipment
(WEEE). When the product is no longer required, it must be disposed of in an environmentally protective way. Contact your local solid
waste authority for recycling information.
Original Language Version
© Jack Sealey Limited
SUPERMIG180.V5, 200.V3, 230.V3 Issue 1 22/05/24
ENVIRONMENT PROTECTION
Recycle unwanted materials instead of disposing of them as waste. All tools, accessories and packaging should be sorted,
taken to a recycling centre and disposed of in a manner which is compatible with the environment. When the product
becomes completely unserviceable and requires disposal, drain any fluids (if applicable) into approved containers and
dispose of the product and fluids according to local regulations.
6. Wire feeds unevenly Dirt, etc, in liner. Clean the liner from the machine forward. Use compressed
air.
Gas cup (Nozzle) or Tip defective. Replace gas cup (nozzle) and/or tip. (Section 4.12.5).
Gas cup (Nozzle) spattered. Clean or replace gas cup (nozzle) (Section 4.12.5).
Feed roller groove clogged. Clean feed roller. (Section 4.15).
Feed roller groove deformed. Replace feed roller. (Section 4.15).
Pressure roller tension improper. Adjust tension. (Section 4.13)
7. Unstable arc Incorrect settings. Check settings. (Section 5)
Impurities in weld area. Clean and/or grind workpiece. (Section 5.3.1).
Worn or defective gas cup (nozzle). Replace gas cup (nozzle). (Section 4.12.5.).
8. Porous weld No gas. Open gas cylinder, regulate gas flow.
Gas cup clogged. Clean or replace cup. (nozzle) (Section 4.12.5).
Draft blowing away shielding gas. Screen off welding site or increase gas flow.
Rusty or dirty joints. Clean and/or grind workpiece.
Torch too far from or at wrong angle
to work.
The distance from gas cup to workpiece should be 8 to
10mm.
Gas leak. Check hoses, connections and torch assembly. (Section 3).
Press the gas cup in correction position.
Faulty Electrovalve.
Clean out or replace.
9. Electrode sticking in gas cup
(nozzle)
Worn or defective gas cup (nozzle). Replace gas cup (nozzle). (Section 4.12.5).
Electrode deformed. Check roller tension. (Section 4.13).
Wire speed too slow. See recommendations for wire speed.
10. Irregular weld head Torch incorrectly held. Use correct torch angle.
Wire weaving in weld pool. Check roller tension and adjust as needed. (Section 3.10).
11. Weld bead too narrow and
raised
Weld current too low. Increase power and wire speed. (Section 5).
Weld speed too high. Move torch slower and weave a little more.
12. Weld bead too wide Weld current too high.
Decrease power and wire speed. (Section 5).
Weld speed too low. Move torch faster and weave less.
Arc too long. Bring torch closer to workpiece.
13. Poor penetration Weld current too low. Increase power and wire speed. (
Section 5
).
Arc too long. Bring torch closer to workpiece.
14. Excessive penetration Weld current too high. Decrease power and wire speed. (
Section 5
).
Weld speed too slow.
Move torch faster.
Incorrect distance of torch to work-
piece.
Torch distance should be 8-10mm.






