
2
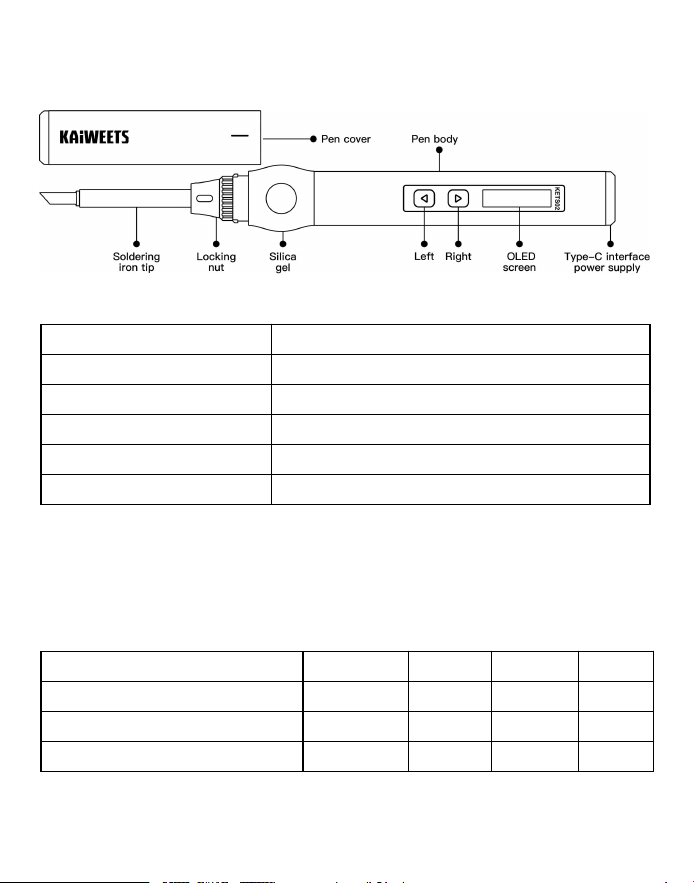
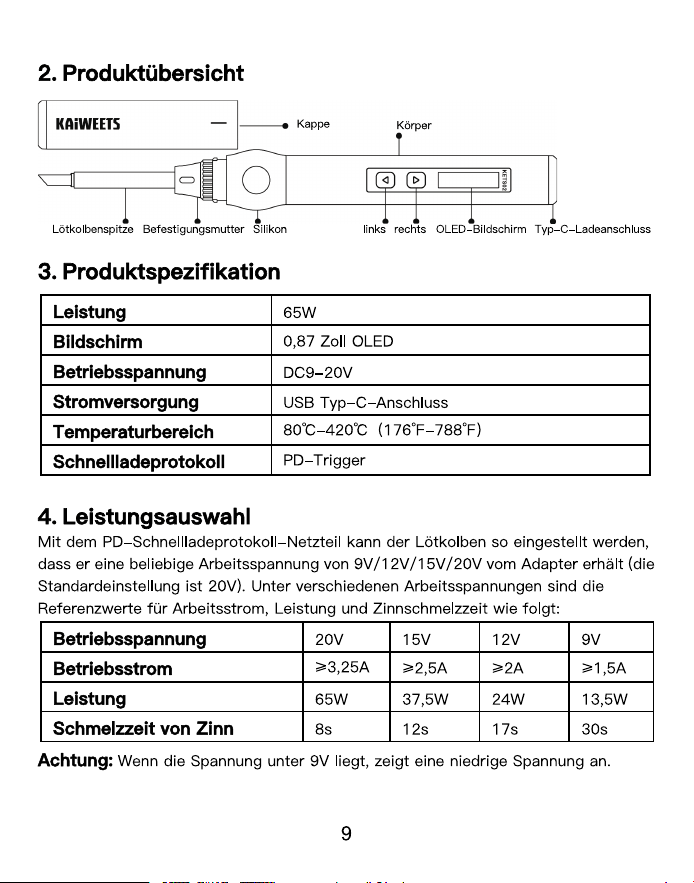
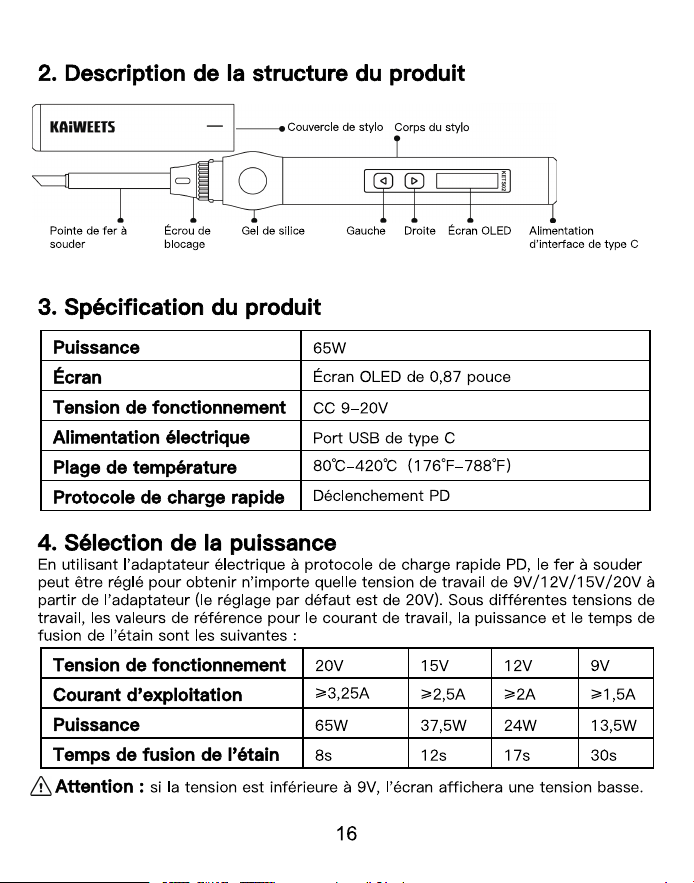
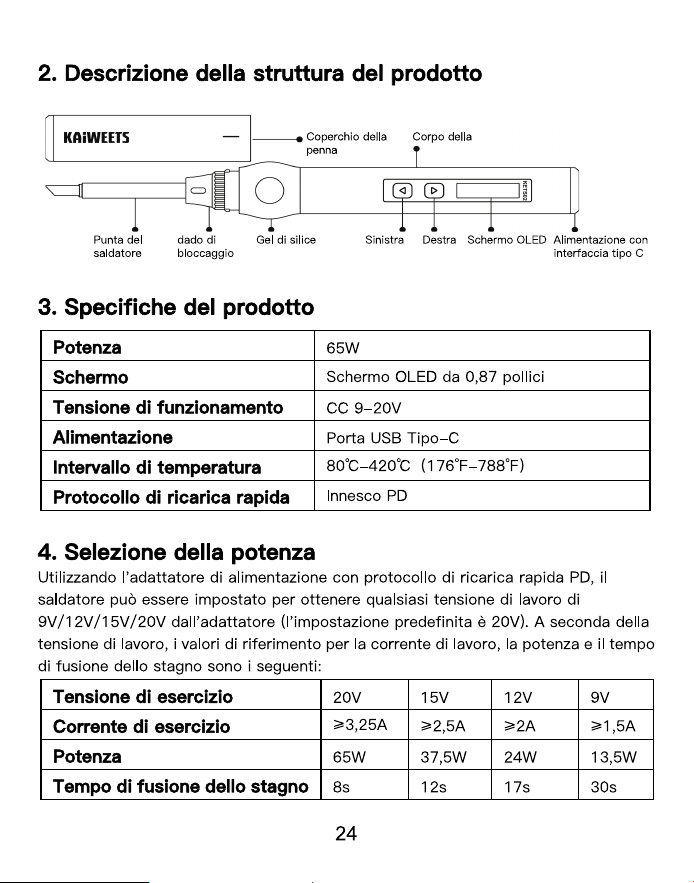
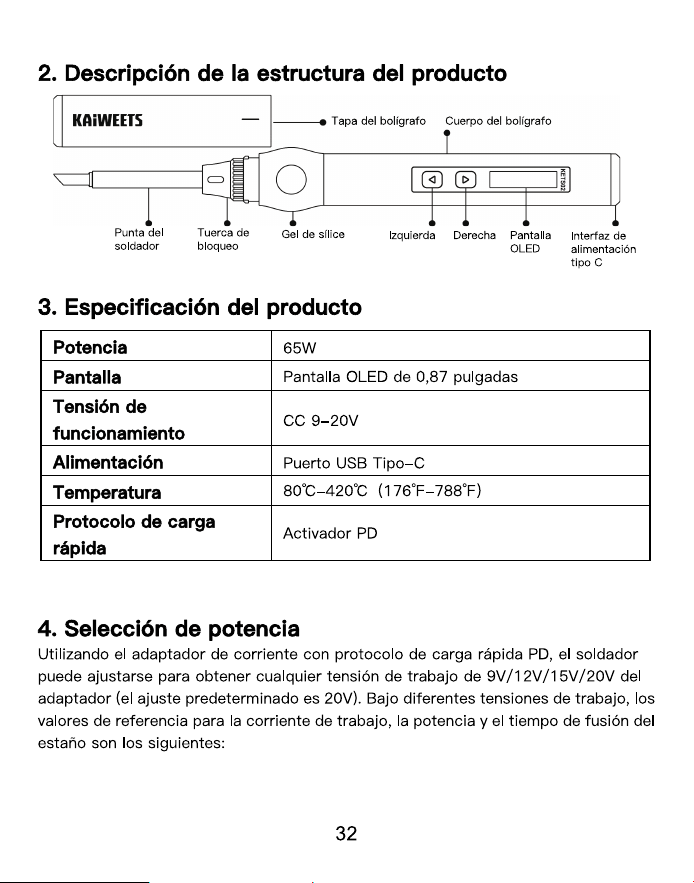
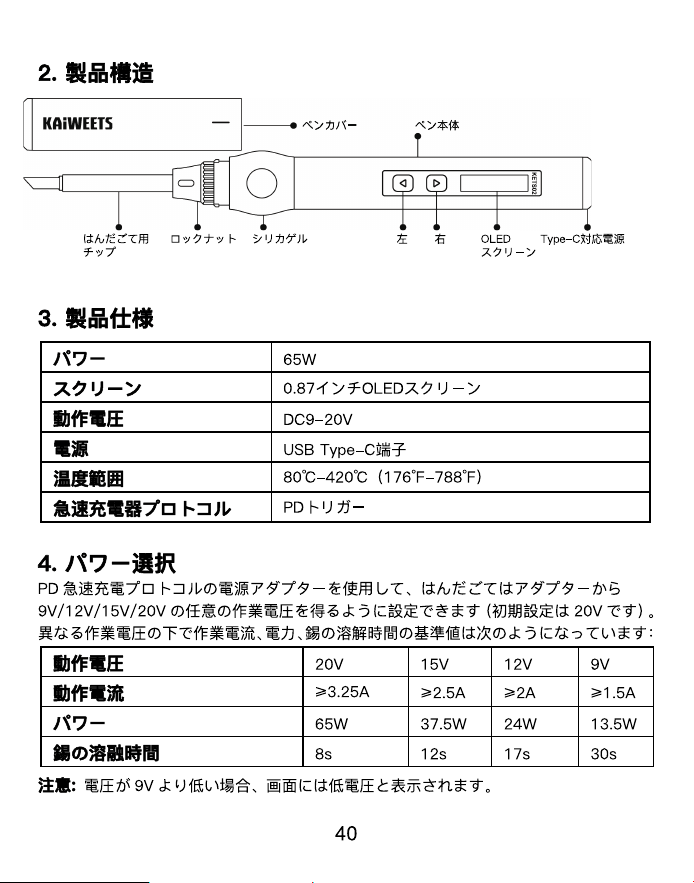
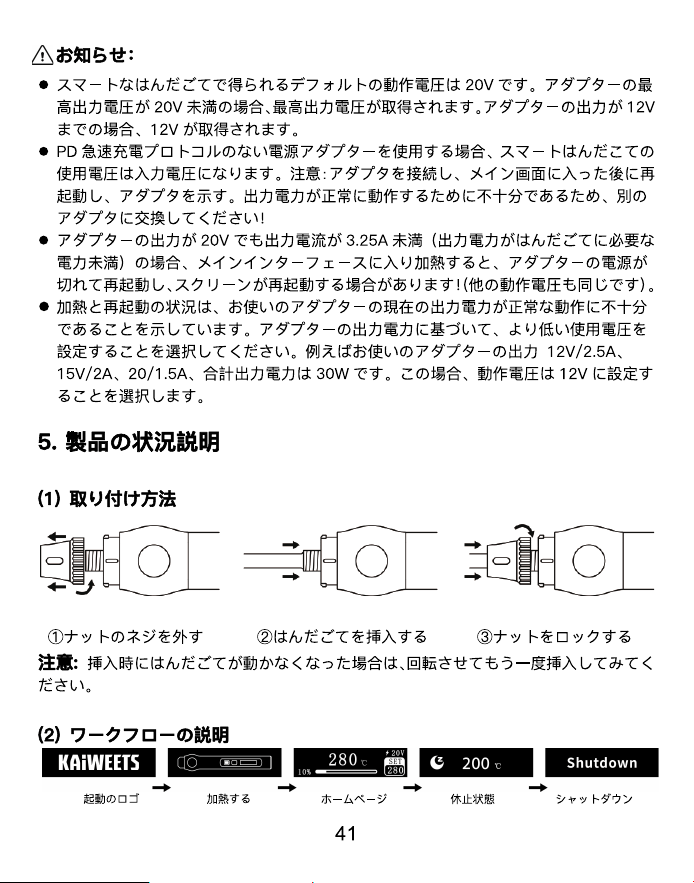
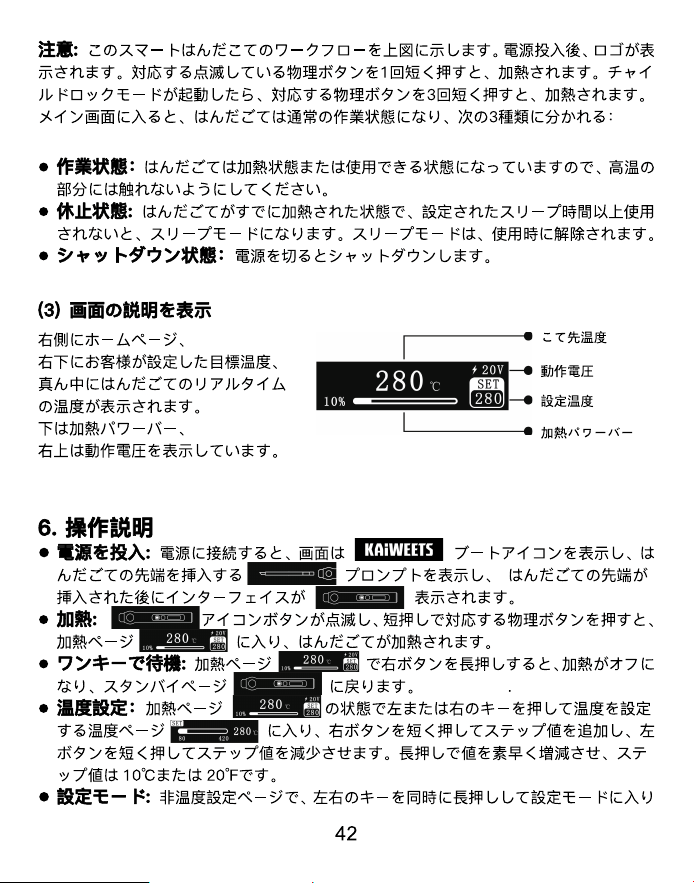
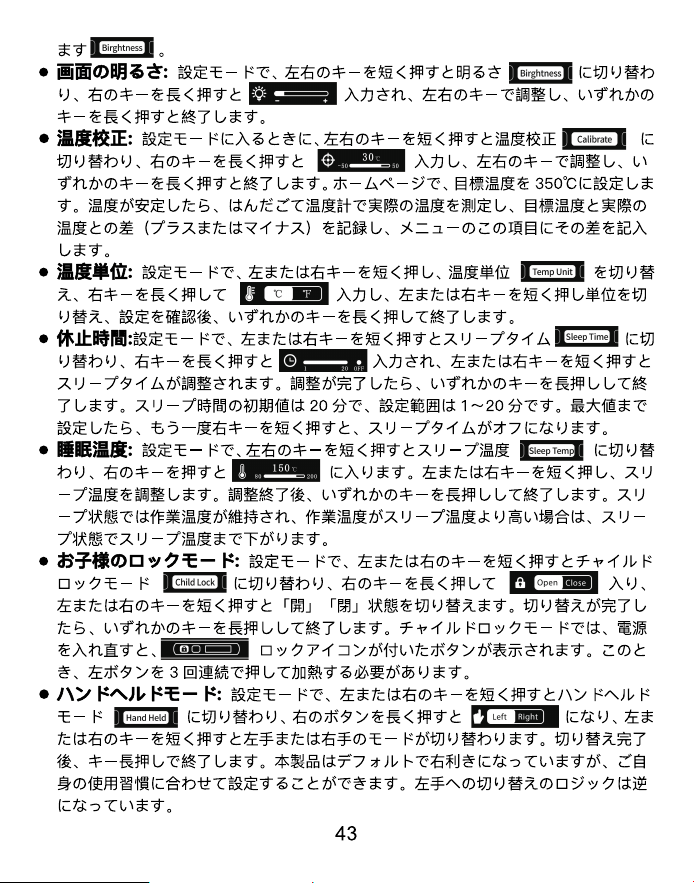
2. Product Structure Description
3. Product Specification
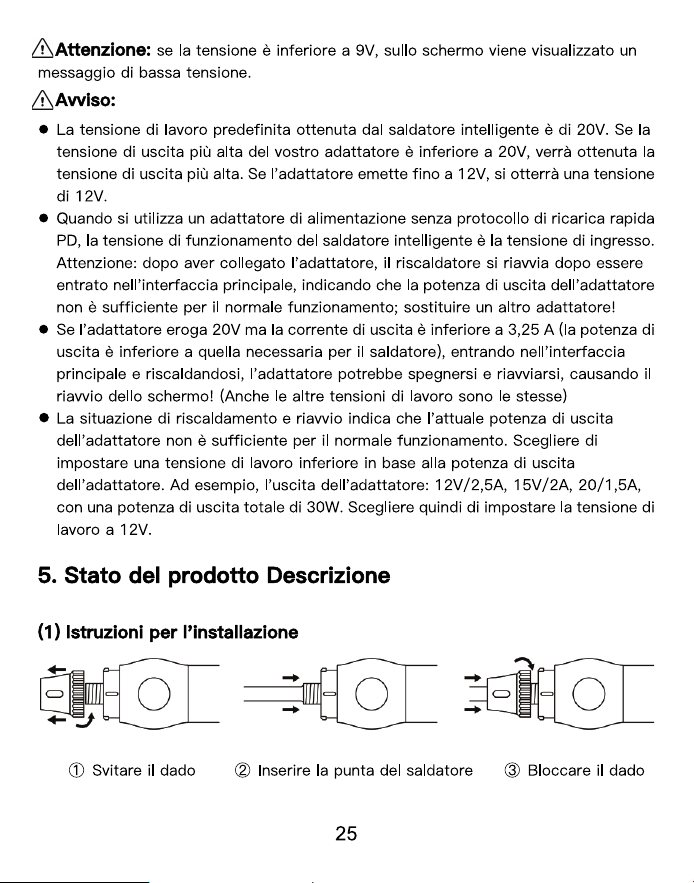
4. Power Selection
Using the PD fast charging protocol power adapter, the soldering iron can be set to
obtain any working voltage of 9V/12V/15V/20V from the adapter (the default setting
is 20V). Under different work voltage, the reference values for working current, power,
and tin melting time are as follows:
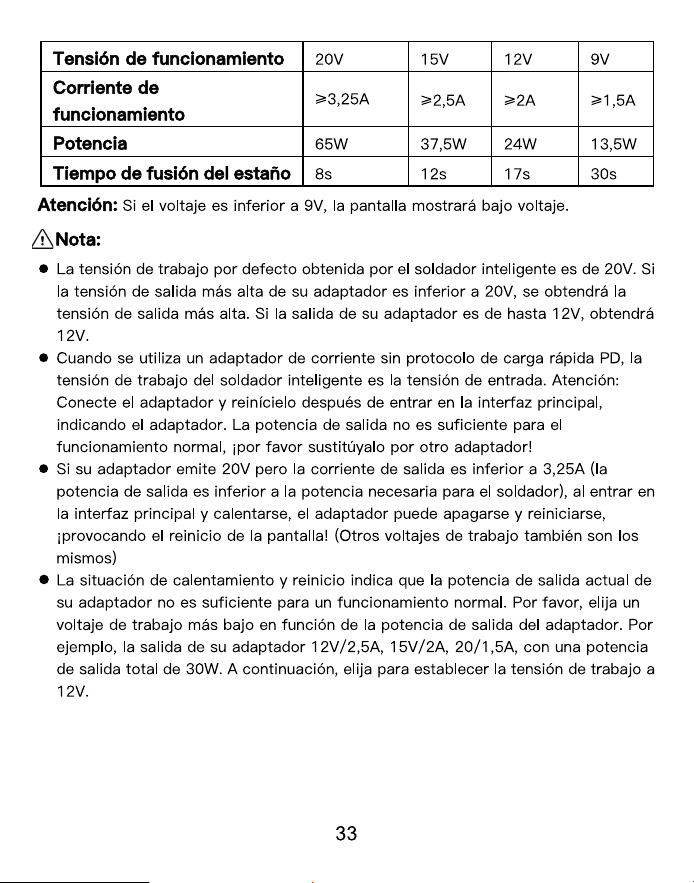
Attention: If the voltage is lower than 9V, the screen will display low voltage.
Power
65W
Screen
0.87 inch OLED screen
Operation voltage
DC9-20V
Power supply
USB Type-C port
Temperature range
80℃-420℃(176℉-788℉)
Fast charging protocol
PD trigger
Operating voltage
20V
15V
12V
9V
Operating current
≥3.25A
≥2.5A
≥2A
≥1.5A
Power
65W
37.5W
24W
13.5W
Tin melting time
8s
12s
17s
30s

21
n'importe quel bouton pour sortir. La tension par défaut est de 20V, et le client peut
la régler en fonction des paramètres de puissance du chargeur afin d'éviter que le
chargeur ne déclenche une protection contre les surintensités en raison d'une
puissance insuffisante, et que l'appareil ne soit contraint de s'éteindre avec un
écran noir. Lorsque ce phénomène se produit, il suffit d'attendre que le chargeur se
rétablisse et d'entrer dans la page de réglage pour sélectionner à nouveau
l'équipement approprié lorsqu'il n'y a pas de chauffage ou de pointe de fer à souder.
Avis : Le temps de veille par défaut du produit est de 20 minutes et après 10 minutes
de veille, le produit passe en mode veille.
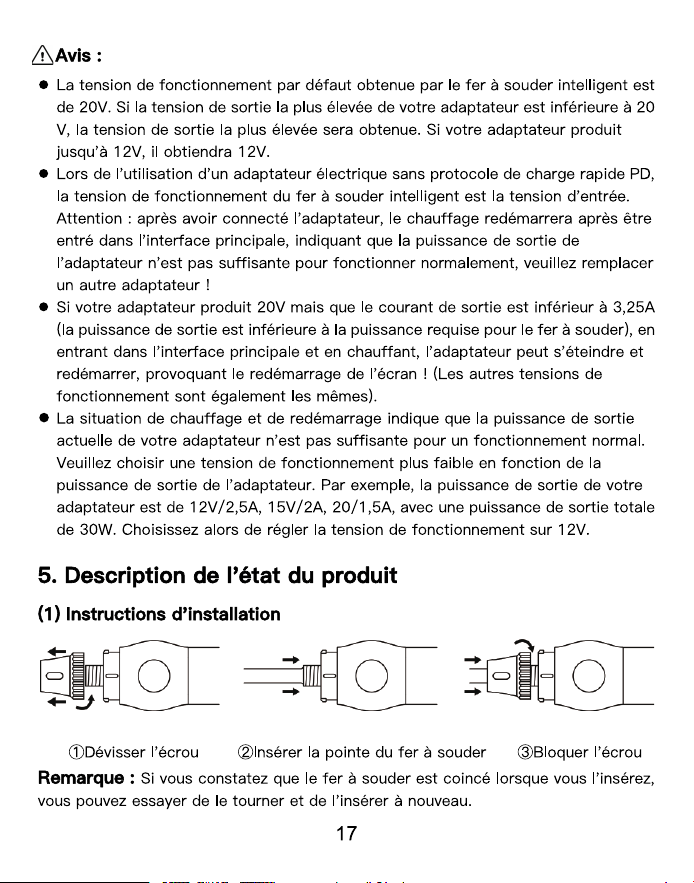
7. Mise à jour du micrologiciel
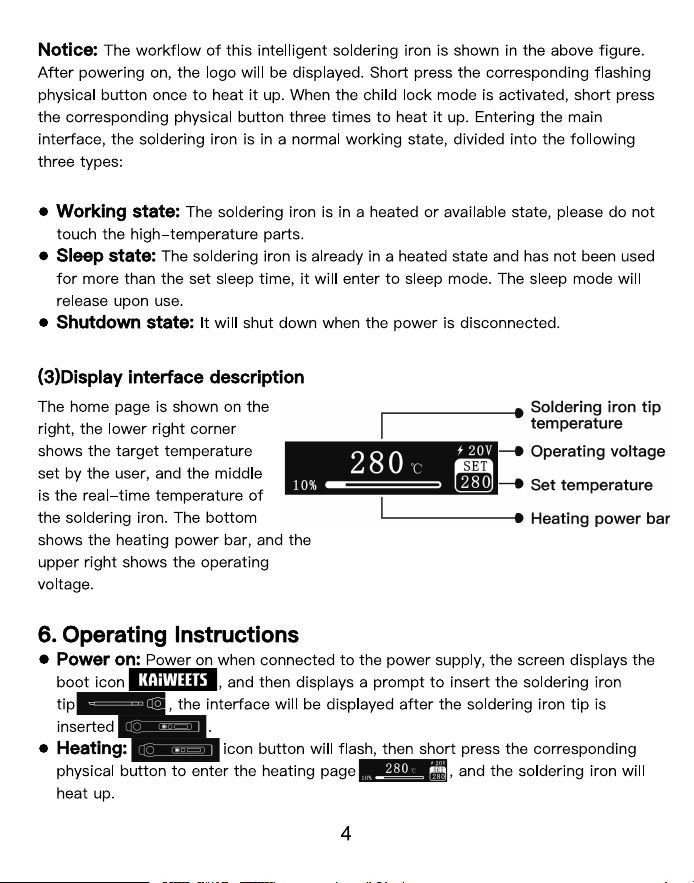
Étape 1 : Éteignez l'appareil, appuyez sur le bouton gauche et maintenez-le
enfoncé, puis connectez le câble de données USB de type C à l'ordinateur pour
alimenter l'appareil. Entrez dans l'interface du chargeur de démarrage pour la mise
à jour du micrologiciel.
Étape 2 : Sélectionnez le numéro de port série correspondant , lorsque le message
prêt s'affiche sur la gauche, ouvrez le fichier sélectionné et cliquez sur Graver.
8. L'entretien
Lors de la première utilisation de la nouvelle pointe du fer à souder, il faut la
chauffer à 250℃ (482℉) et l'étamer pour éviter les brûlures sèches et l'oxydation.
La première utilisation d'un fer à souder neuf peut entraîner des fluctuations de
température, qui se stabiliseront après une utilisation répétée.
Après avoir utilisé le fer à souder, appliquez une quantité appropriée d'étain à
souder sur la pointe du fer à souder pour éviter l'oxydation.
La température de travail normale de la pointe du fer à souder est d'environ 300℃
-380℃ (572℉-716℉) , et il n'est pas conseillé de l'utiliser pendant une longue
période à une température élevée pour affecter la durée de vie de la pointe du fer à
souder.
Éviter les coups violents sur la pointe du fer à souder pendant les travaux de
soudage.
Lors de l'utilisation d'une éponge humide, ne pas utiliser d'eau claire, l'idéal étant un
état semi-sec.

47





