Technical Support and E-Warranty Certificate
www.vevor.com/support
TIG Welder
Model:ACDC TIG-225
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only
represents an estimate of savings you might benefit from buying certain tools
with us compared to the major top brands and does not necessarily mean to
cover all categories of tools offered by us. You are kindly reminded to verify
carefully when you are placing an order with us if you are actually saving half in
comparison with the top major brands.
TIG Welder
Model:ACDC TIG-225
Note:The product picture is for reference, the actual details shall prevail
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions carefully
before operating. VEVOR reserves a clear interpretation of our user manual. The
appearance of the product shall be subject to the product you received. Please
forgive us that we won't inform you again if there are any technology or
software updates on our product.
1
Warning-To reduce the risk of injury, user must read instructions manual carefully.
CORRECT DISPOSAL for Display
This product is subj ect to the provision of european Directive 2012/19/EU. The
symbol showing a wheelie bin crossed through indicates t hat the product requires
separat e refuse collection in the European Union. This applies to the product and
all accessories marked with this symbol. Products marked as such may not be
discarded with normal domestic waste, but must be taken to acollection point for
recycling electrical and electronic devices
.
Co mpliance is a EC security certification.
2
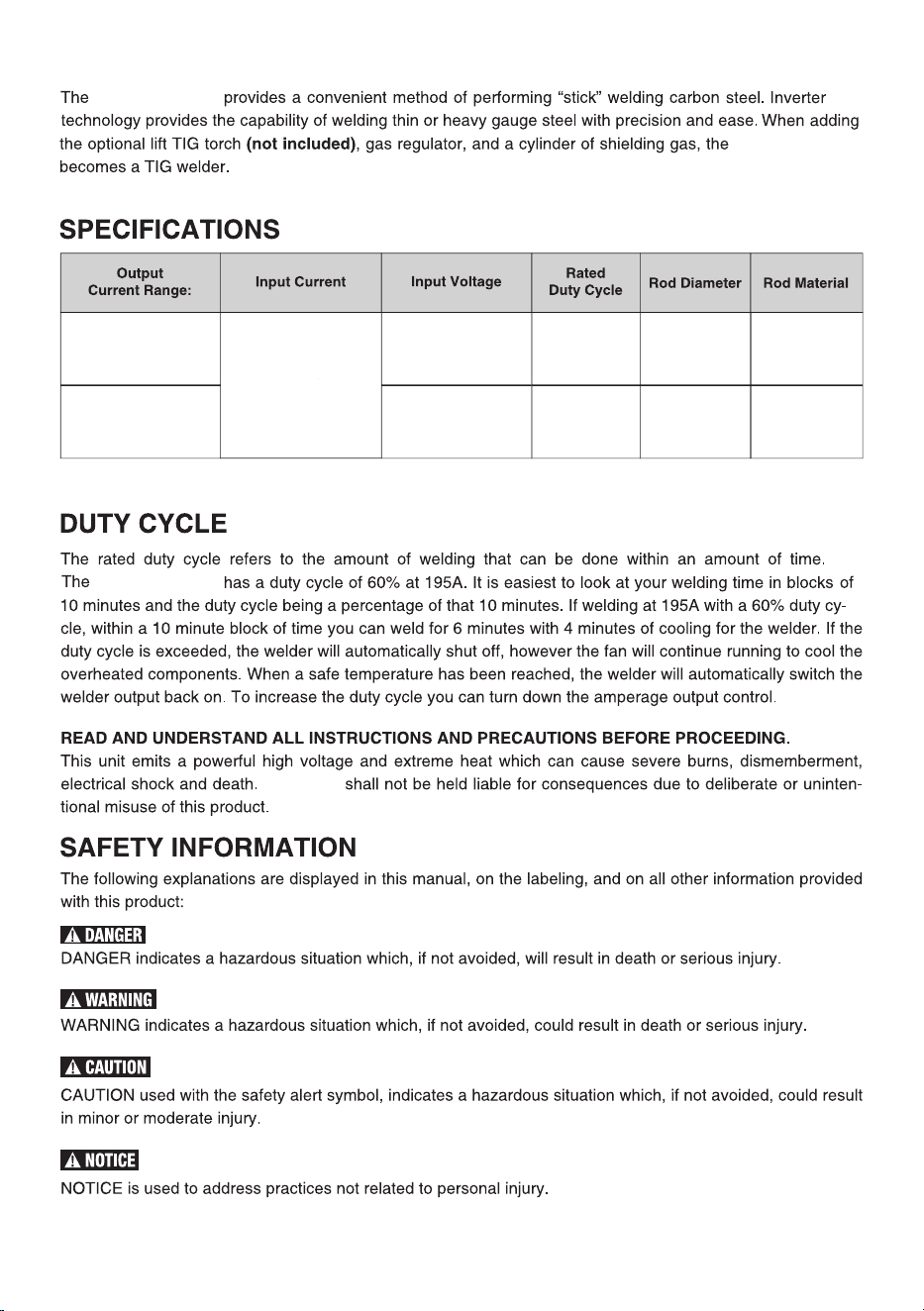
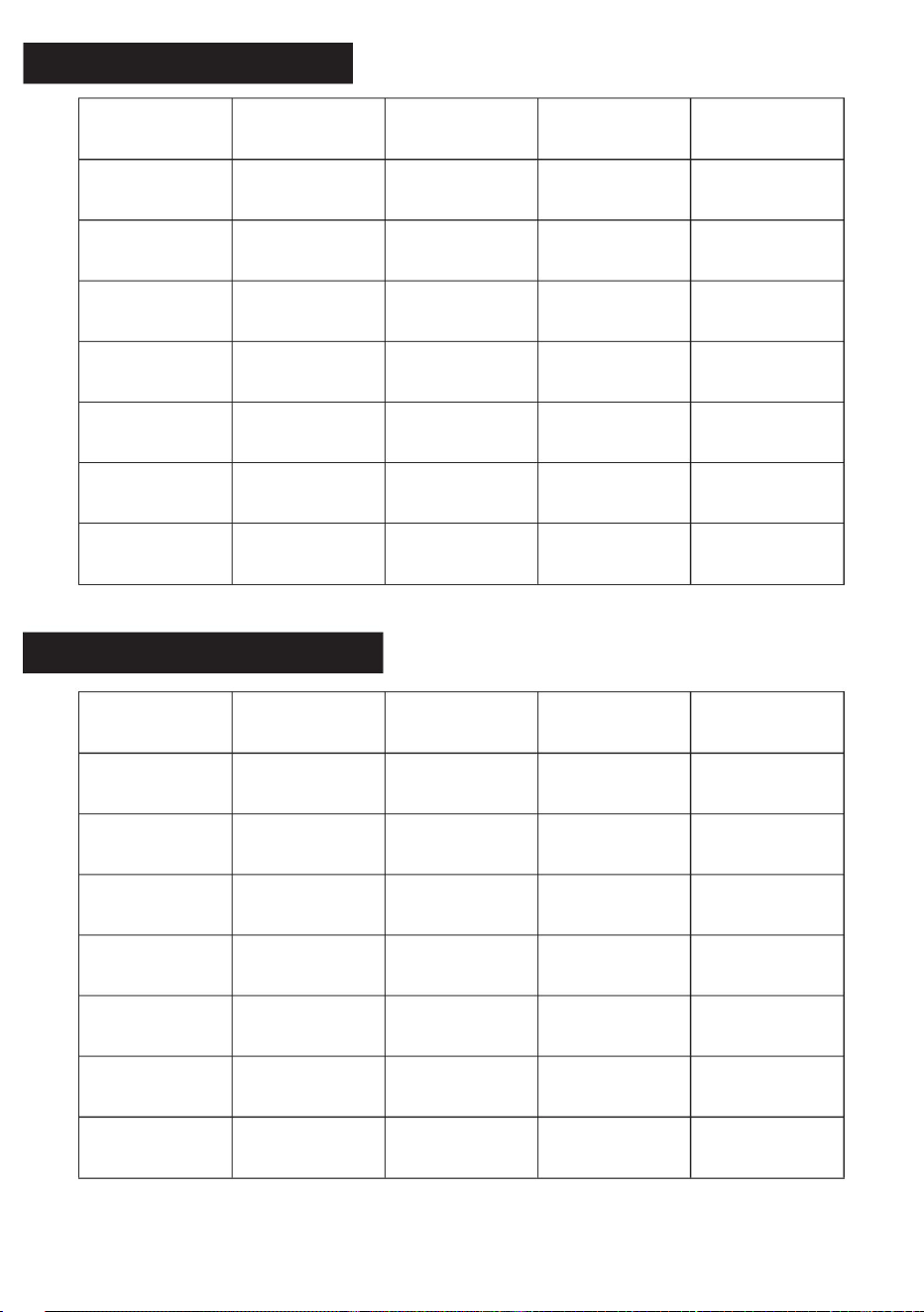
ACDC TIG-225
ACDC TIG-225
ACDC TIG-225
VEVOR
110Vor220V
20%@
110V140A
220V200A
1/16~6/31
1.6~5.0mm
E6010 E6011
E6013 E7014
E7018S
tainless Steel
MMA 110V40- 140A
220V 40~200A
110Vor220V
20%@
110V160A
220V225A
1/16~5/32
1.6~4.0mm
TIG 110V10- 160A
220V 10~225A
3
I1 max 50A (110V)
I1 eff 38.7A (110V)
I1 max 39A (220V)
I1 eff 30.1A (220V)
4
TIG/MMA 205
5

1.ACDC TIG-225
2.Power Adapter Cord(Dual power supply machine)
3.2m 25mm² Ground clamp 300A 1 set
4.2m 25mm² electric welding pliers 3001 set
5.3m air pipe *1
6.Tracheolaryngeal band *2
7.Argon arc welding gas meter *1
8.WP-17 13mm² tig welding torch 1 set
9.Foot *1
10.Face mask *1
6

A
C
B
7
Click the button to select the function to be steady on
In-screen alarm such as thermal protection
Button 1 encoder Button 2

8
PANEL OPERATION INSTRUCTIONS
WELDING TYPE SELECTION
▪ Rotary encoder, cycle to choose 5 welding types: DC manual welding, DC argon arc
welding, AC argon arc welding, DC pulse welding, AC pulse welding.
▪ Select the desired welding type and press the encoder to enter the operation screen.
▪ The picture displayed on the welding type selection interface is as follows:
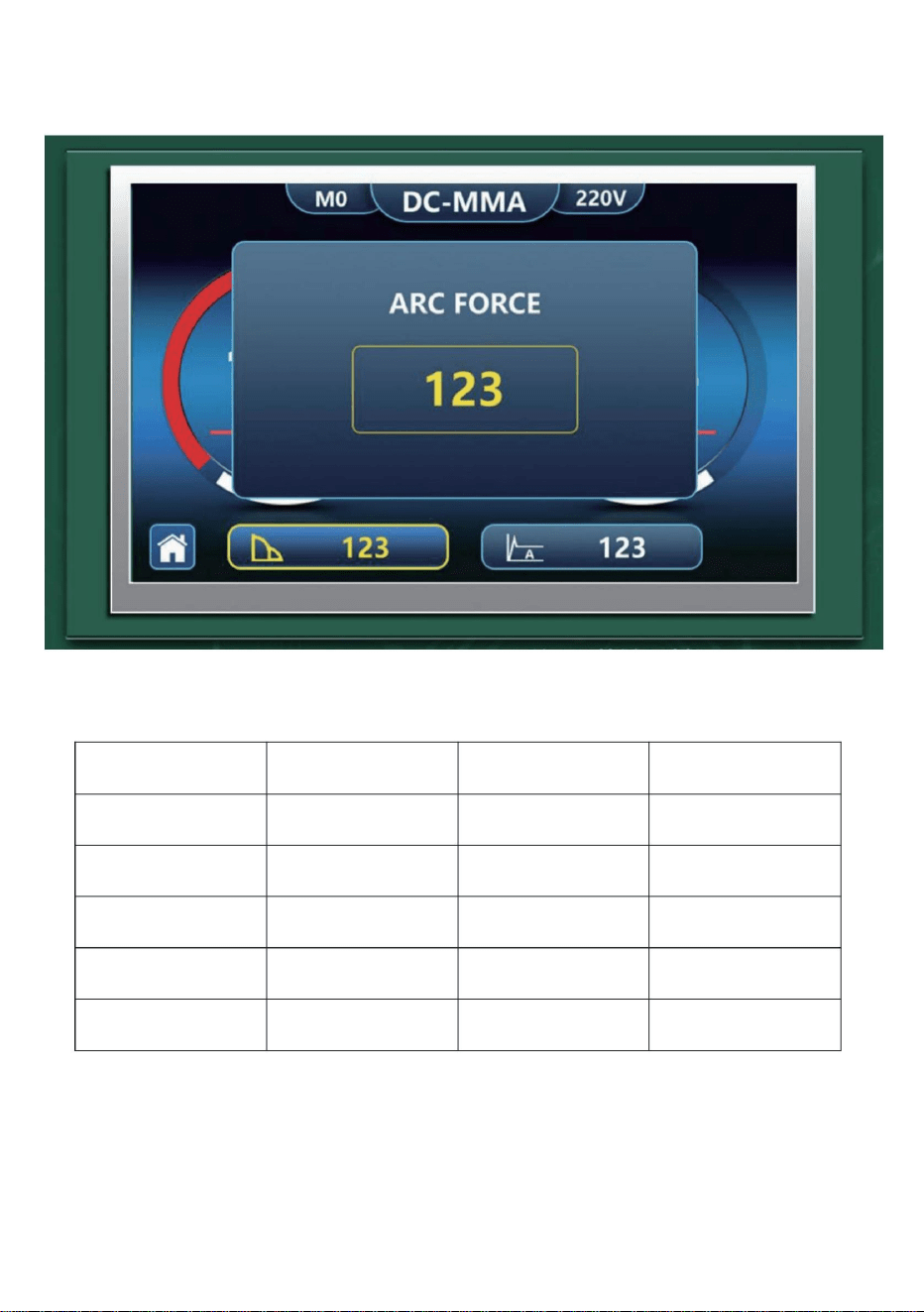
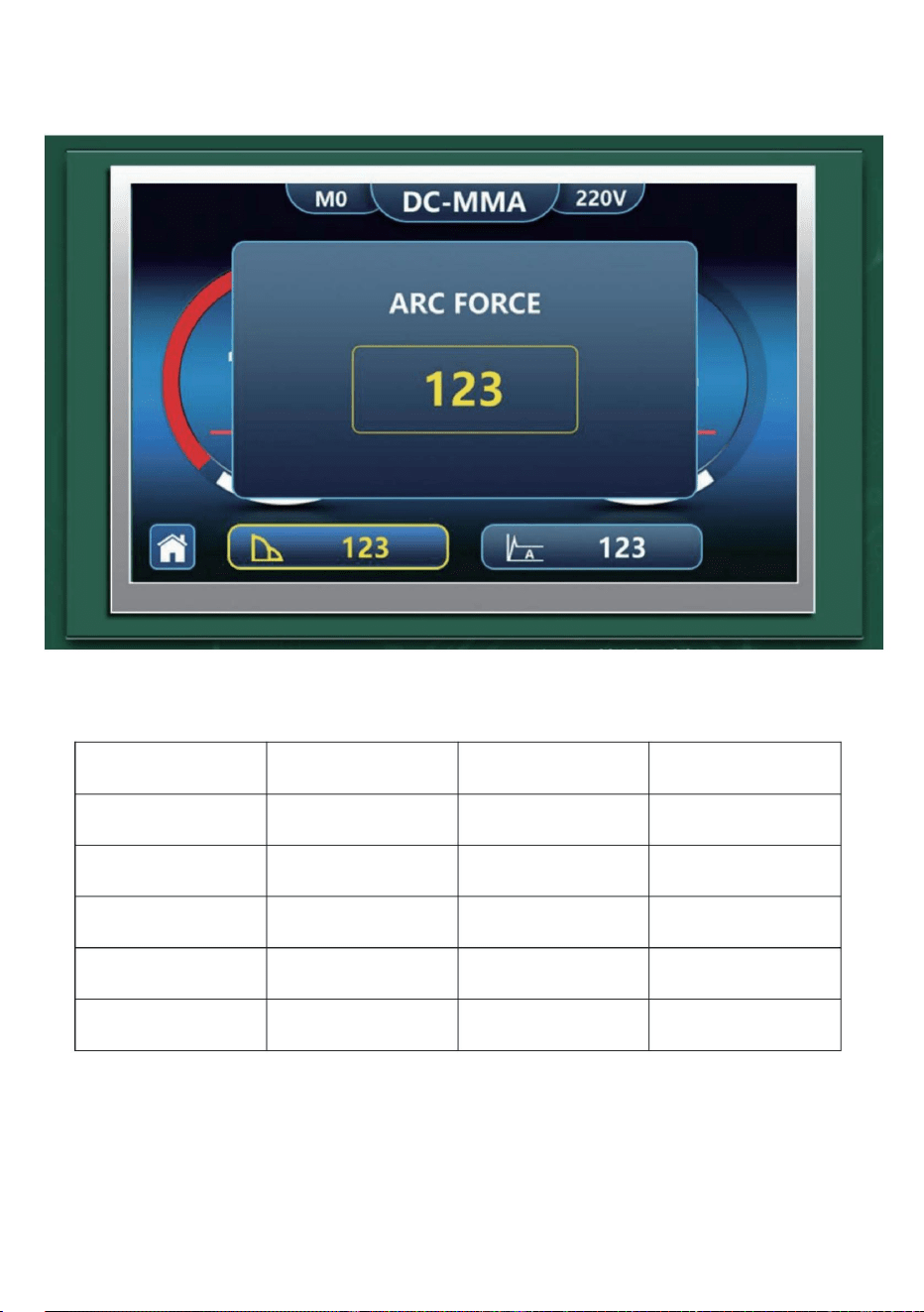
▪ MMA indicator, power status indicator.
▪ Current, actual voltage display.
▪ Button 1: Corresponding to the interface return icon, press to return to the welding type
selection interface.
▪ Encoder: rotate to adjust the current, press the encoder and rotate to select anti-stick,
anti-shock, thrust current and arc current, select the required adjustment parameters
and press again to pop up the adjustment window, rotate the encoder to adjust parameters,
and finally press to confirm and exit the pop-up window (you can press the button at any
time during the adjustment process 1 Exit the current parameter setting; If you do not
perform any operation during parameter adjustment, it will automatically return to the
current adjustment state after 5 seconds.
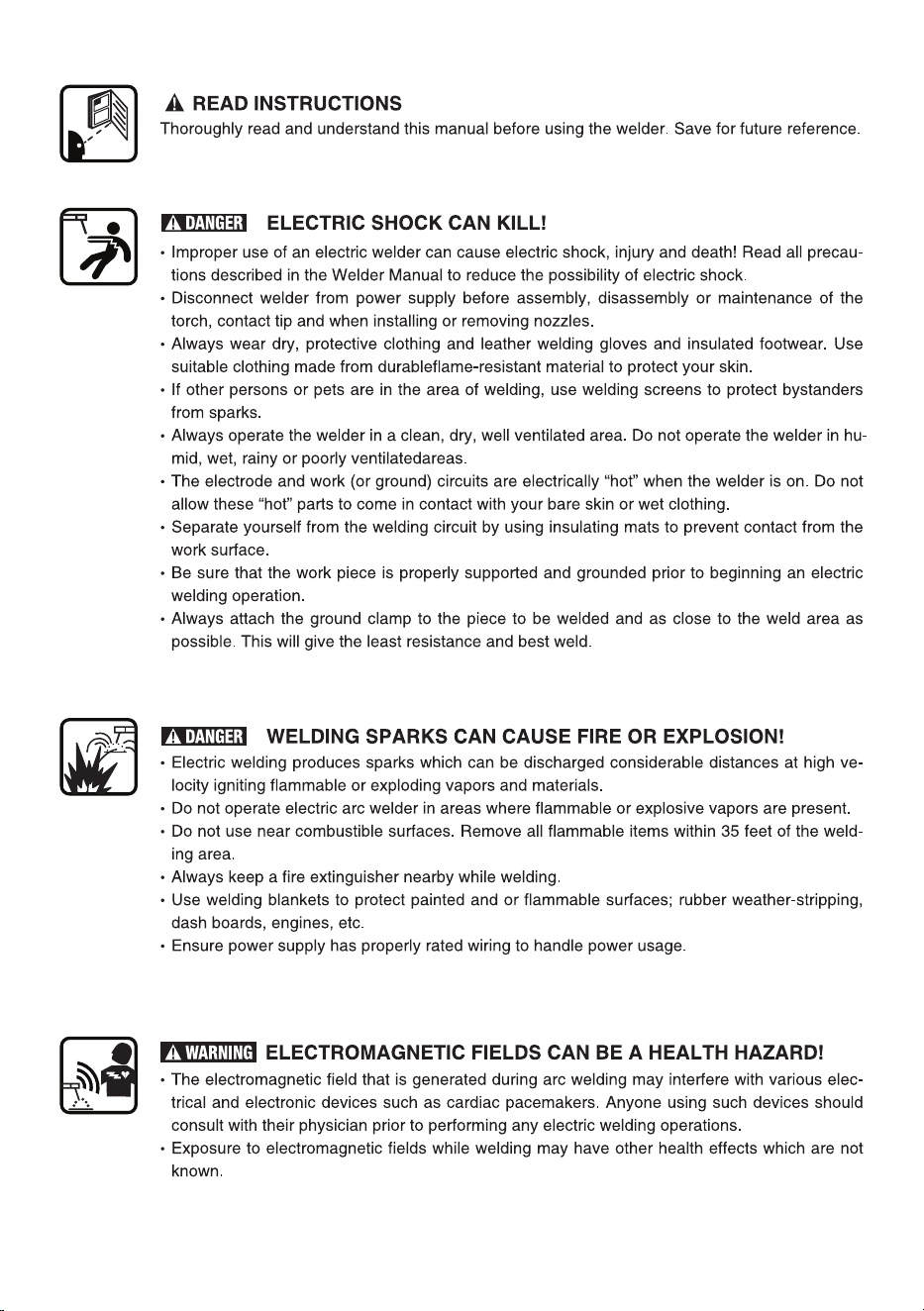
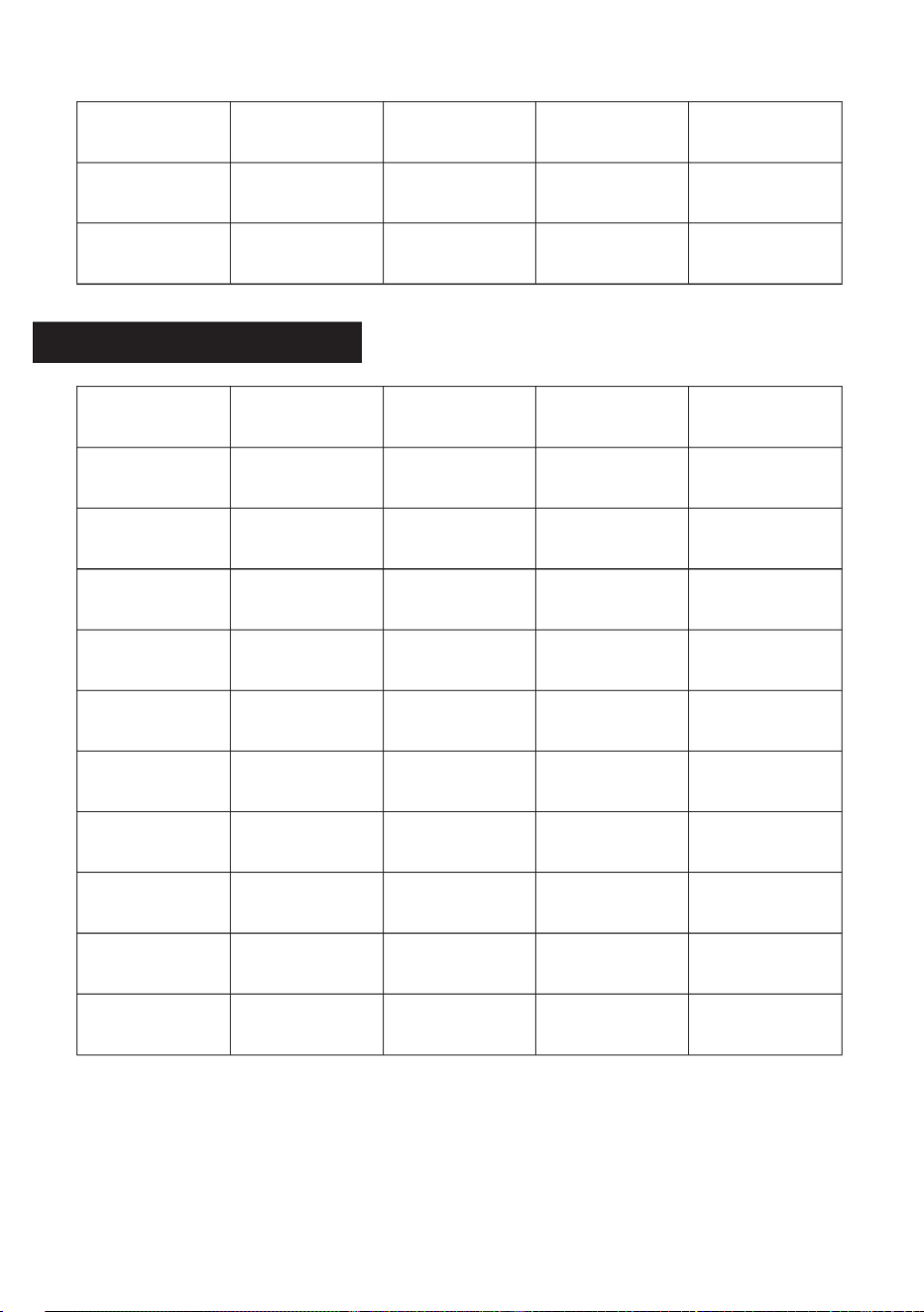
DC MMA OPERATION PAGE
▪
9
Button 2: No action.
FEATURE
RADIUS
DEFAULT VALUE
REGULATE
DC Current
40-200
40
Encoder regulation
ANT
ON、OFF
ON
Encoder regulation
VRD
ON、OFF
ON
Encoder regulation
ARC Force
0-60
0
Encoder regulation
HOT Start
0-60
0
Encoder regulation
▪
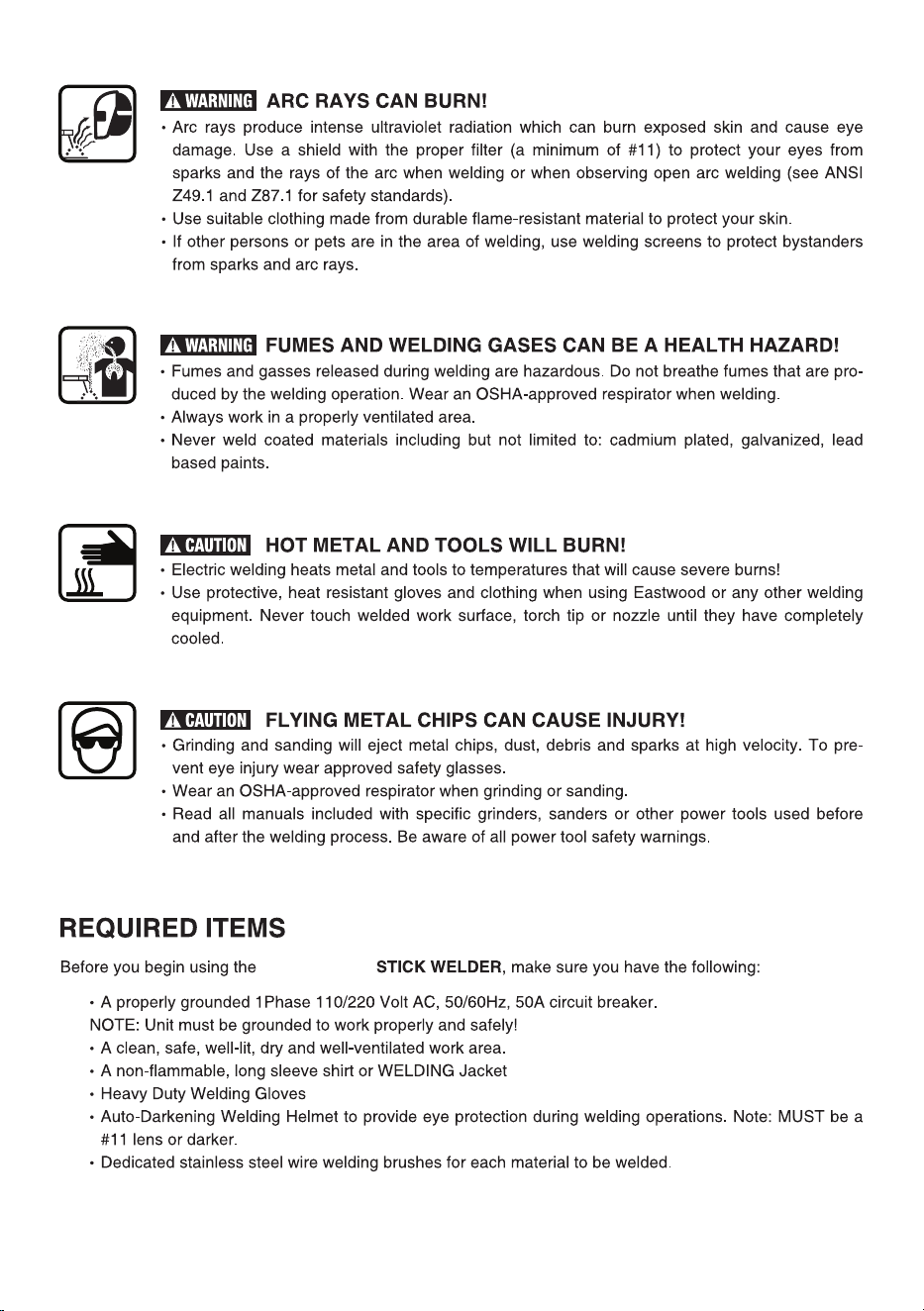
10
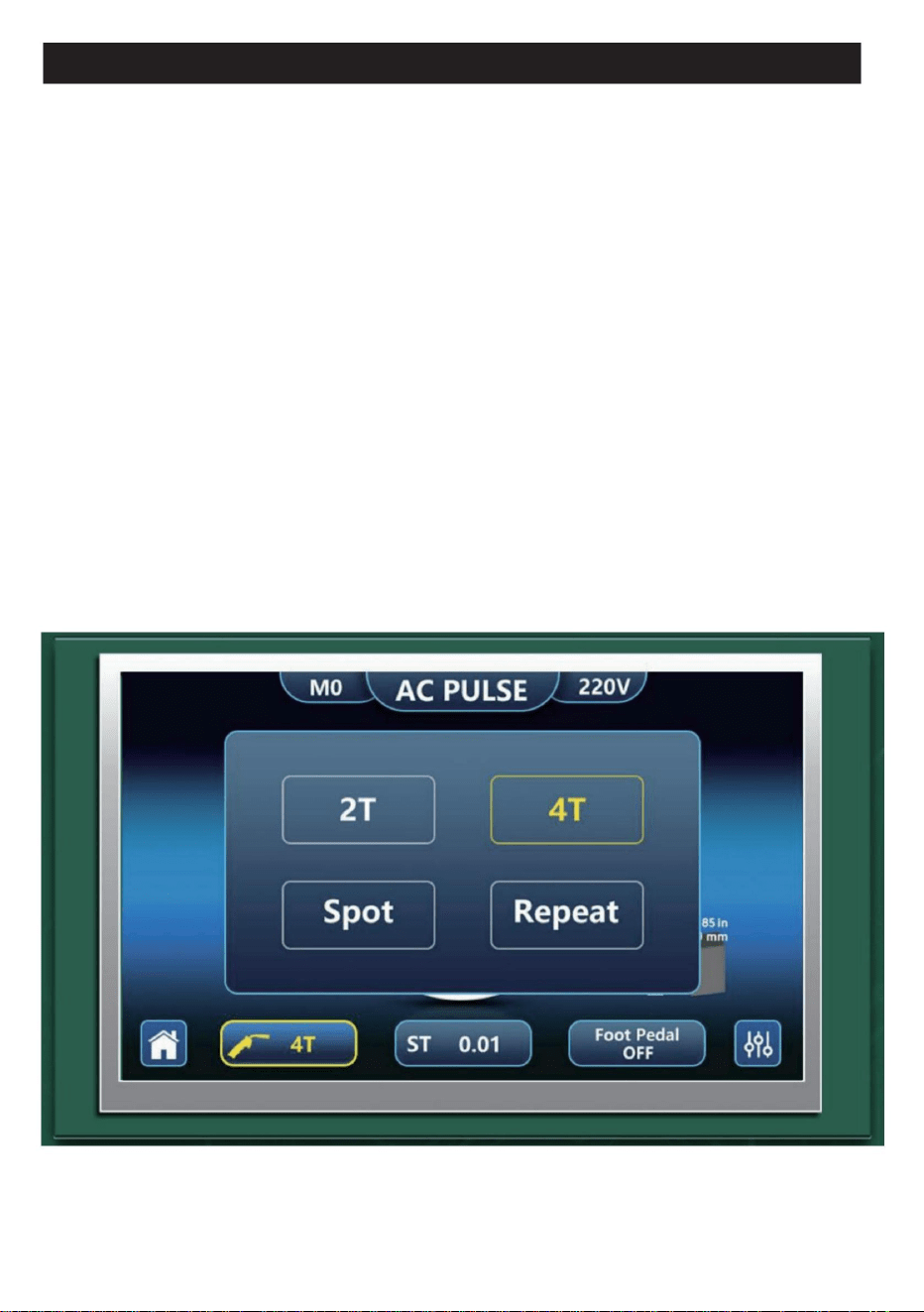
Welding type indication, power status indication.
▪ Current, plate thickness display.
▪ Button 1: Corresponding to the interface return icon, press to return to the welding type
selection interface.
▪ Encoder: Rotate the adjustment current (automatically match the plate thickness), press
the encoder and rotate to select the operation mode, spot welding time, interval time,
pedal switch, select the required adjustment parameters and press again to pop up the
adjustment window, rotate the encoder to adjust parameters, and finally press to confirm
and exit the pop-up window (you can press the button at any time during the adjustment
process 1 Exit the current parameter setting; If you do not perform any operation during
parameter adjustment, it will automatically return to the current adjustment state after
5 seconds.
▪ Button 2: Enter the complex setting interface, enter the back button 2 to select
parameters, the encoder to adjust the value, press 1 to return to the upper interface.
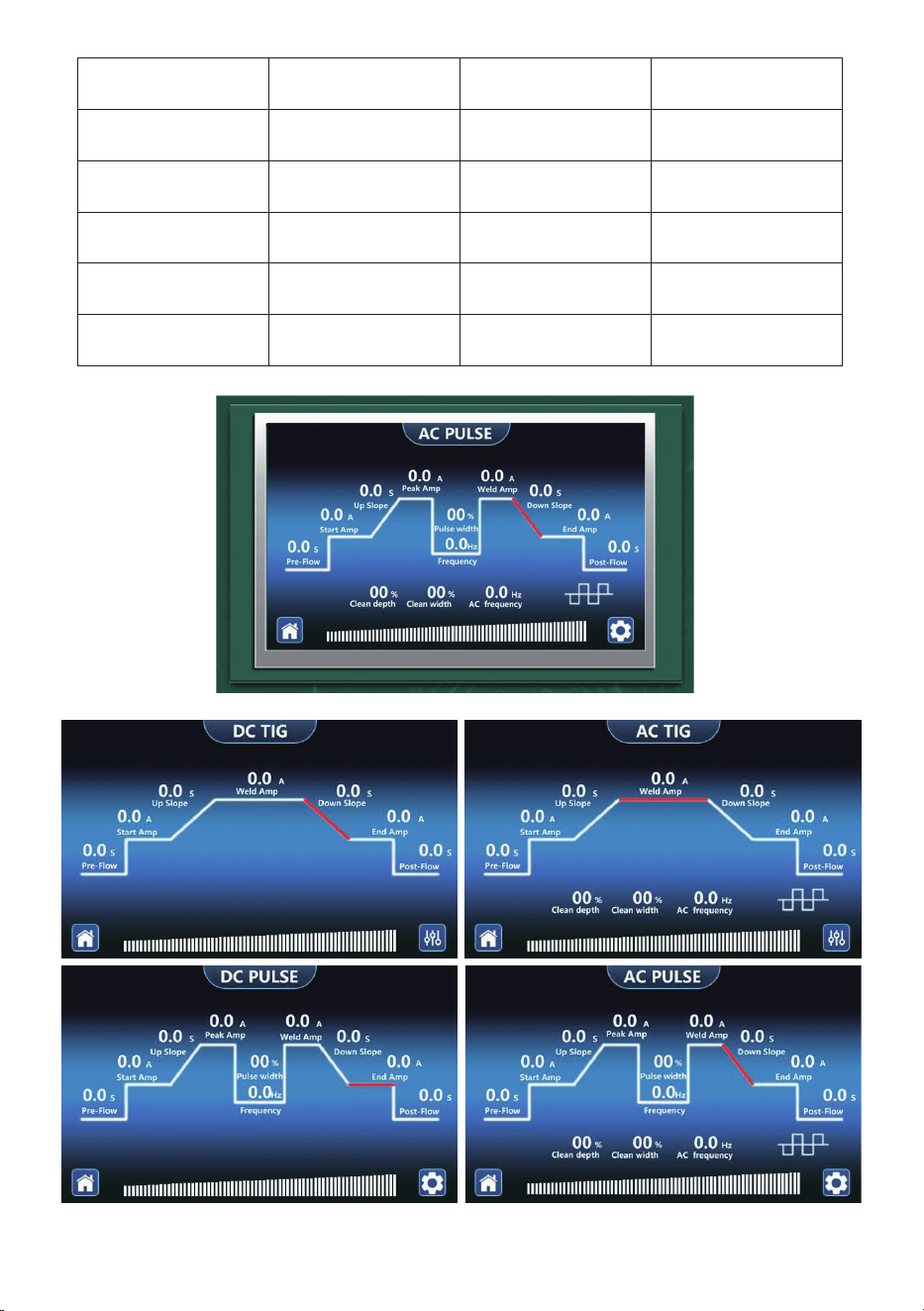
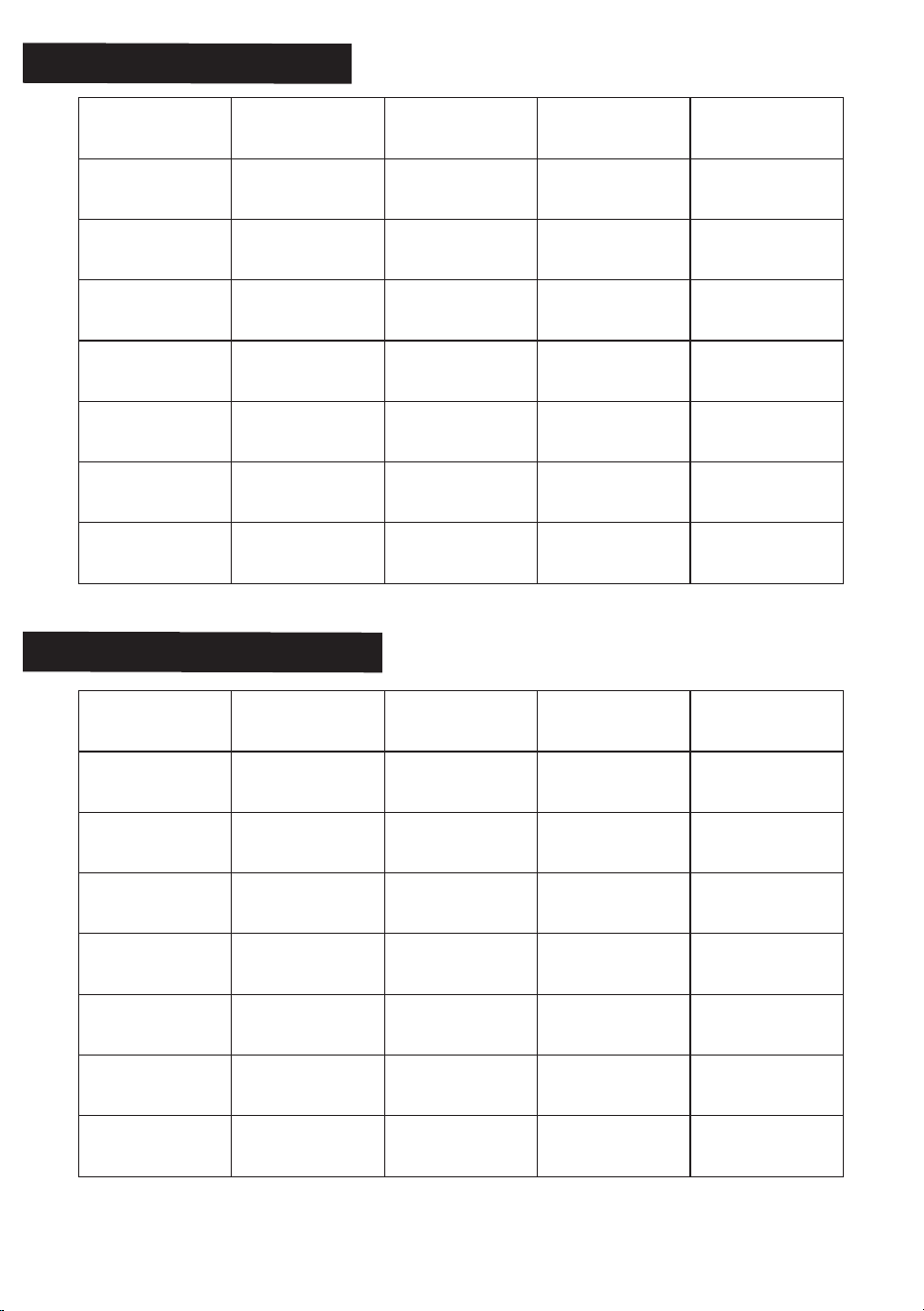
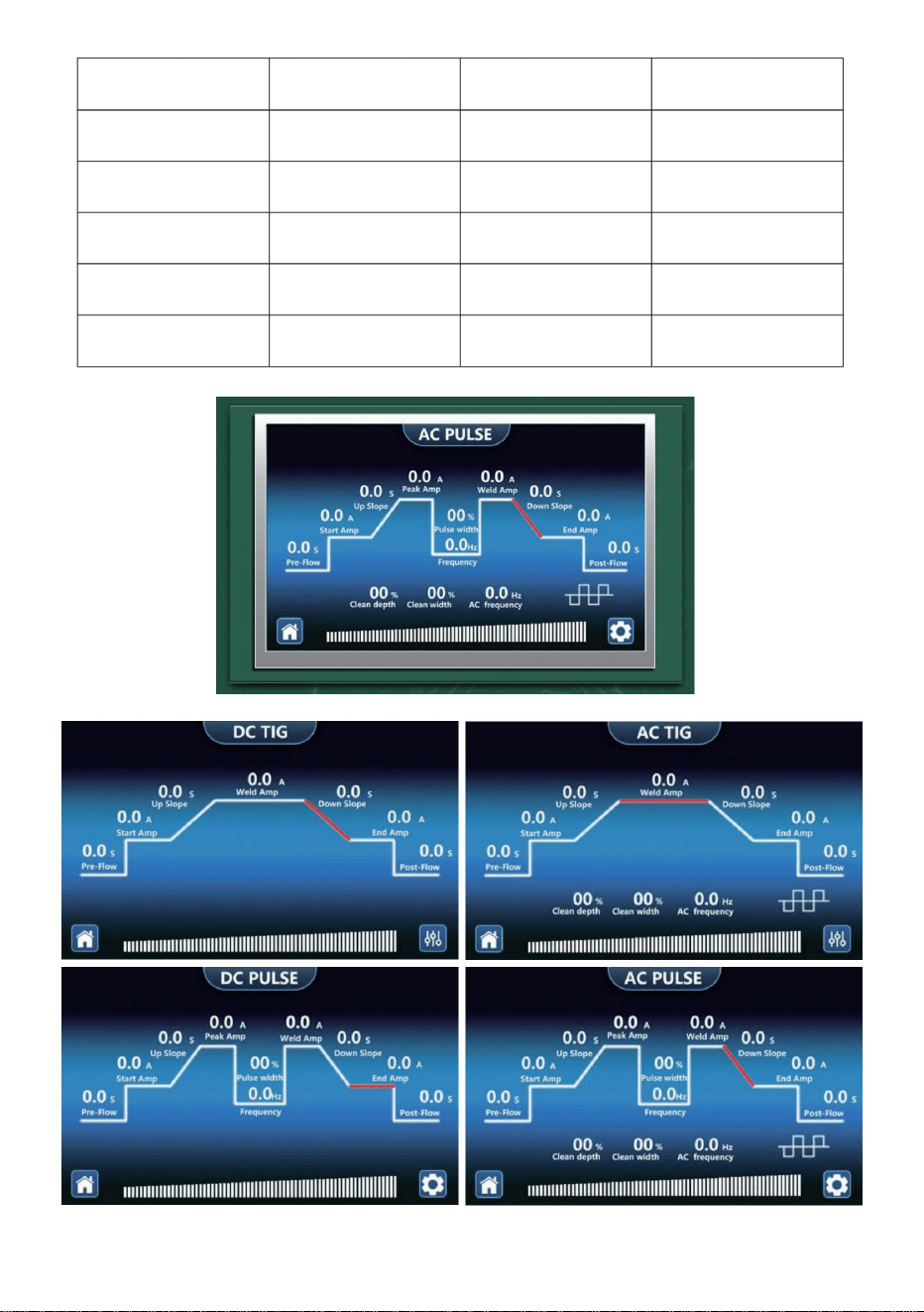
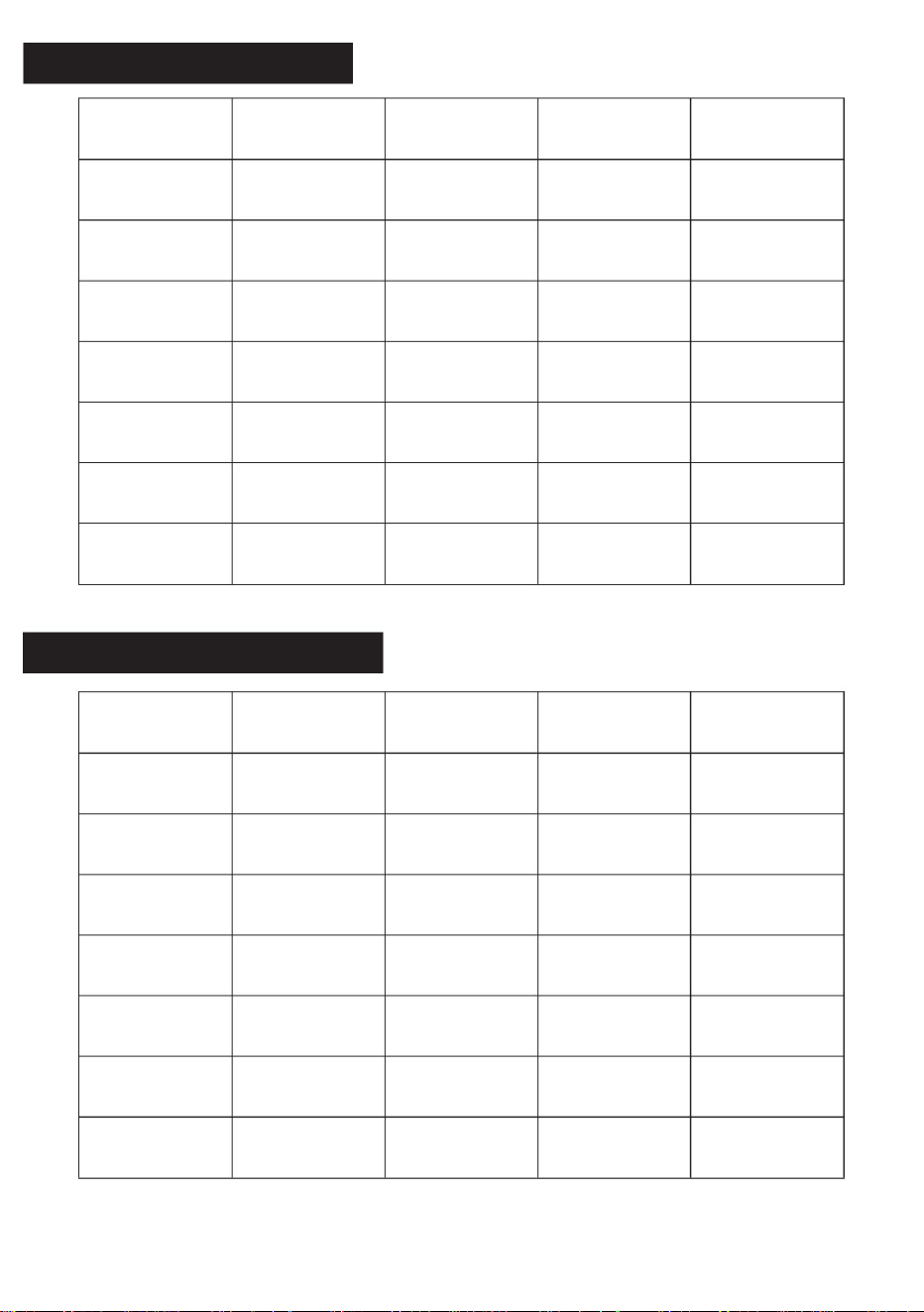
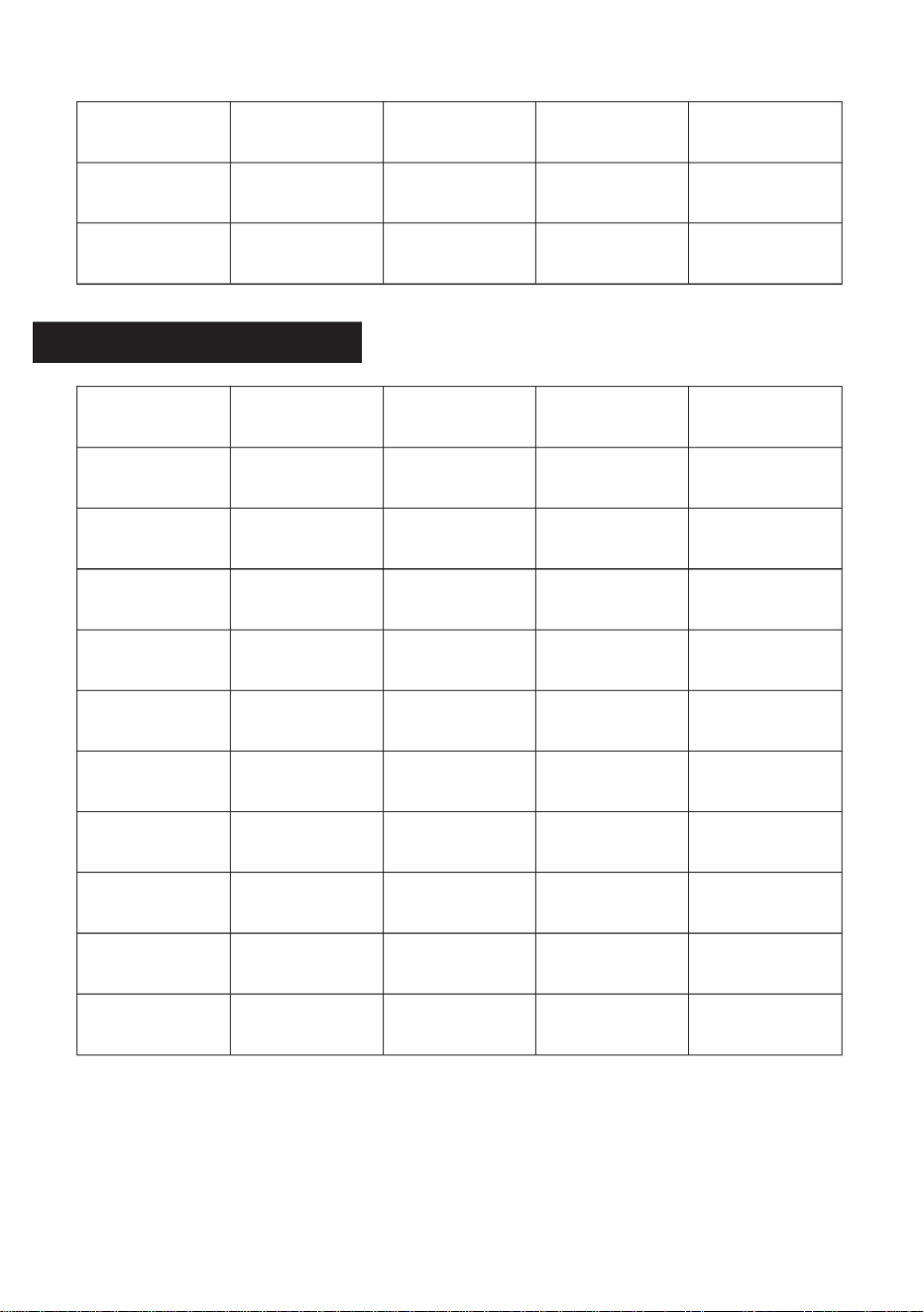
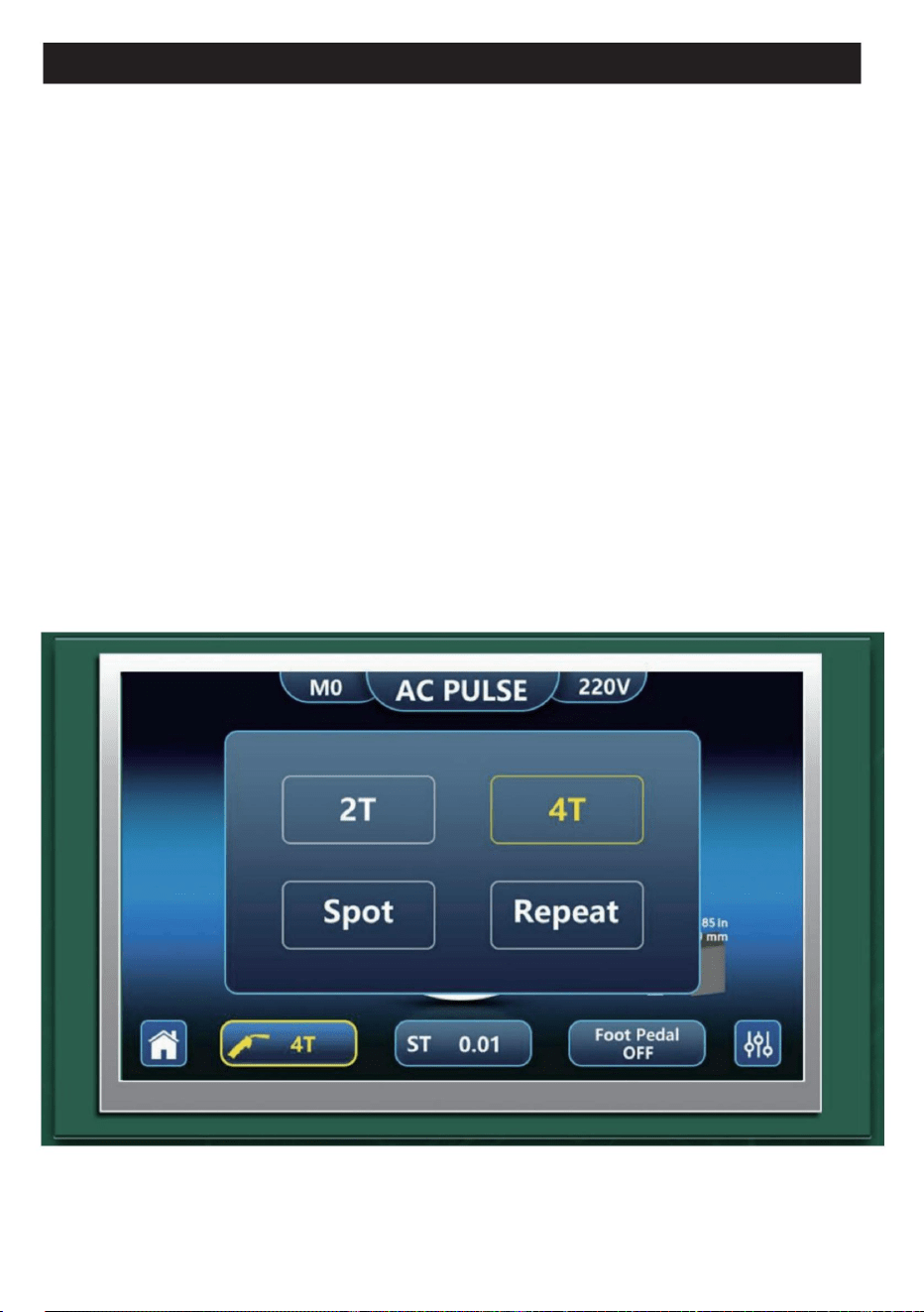
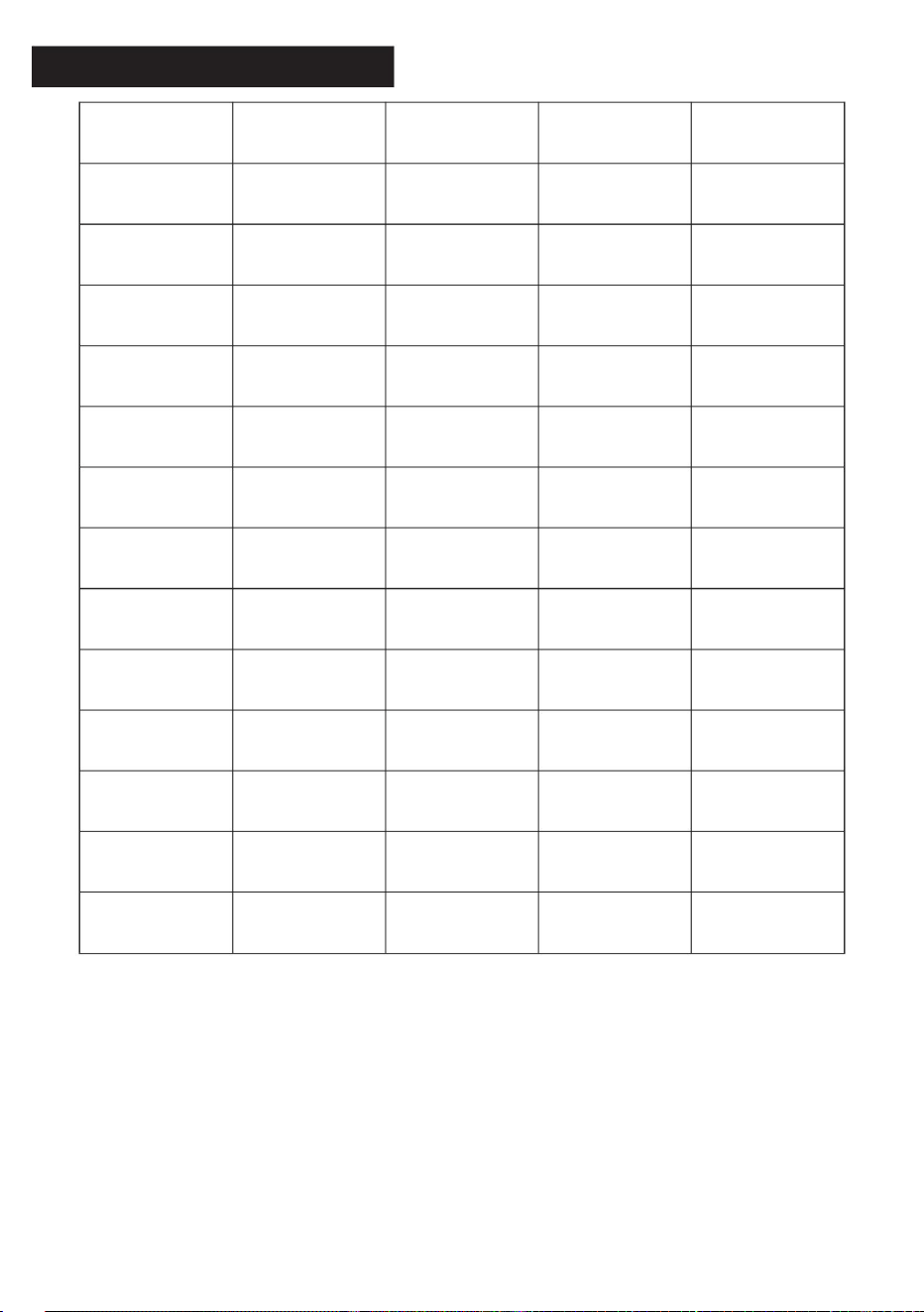
DC TIG, AC TIG, DC PULSE, AC PULSE OPERATION PAGE DESCRIPTION
11
FEATURE
RADIUS
DEFAULT VALUE
REGULATE
Current
10-200
10
2T
Encoder regulation
Operate Mode
Encoder regulation
Spot Time 0.01S
Encoder regulation
Interval Time 0.01S
Encoder regulation
Foot Pedal OFF
2T、4T
SPOT、REPEAT
0.01S-9.99S
0.01S-9.99S
OFF、ON
Encoder regulation
12
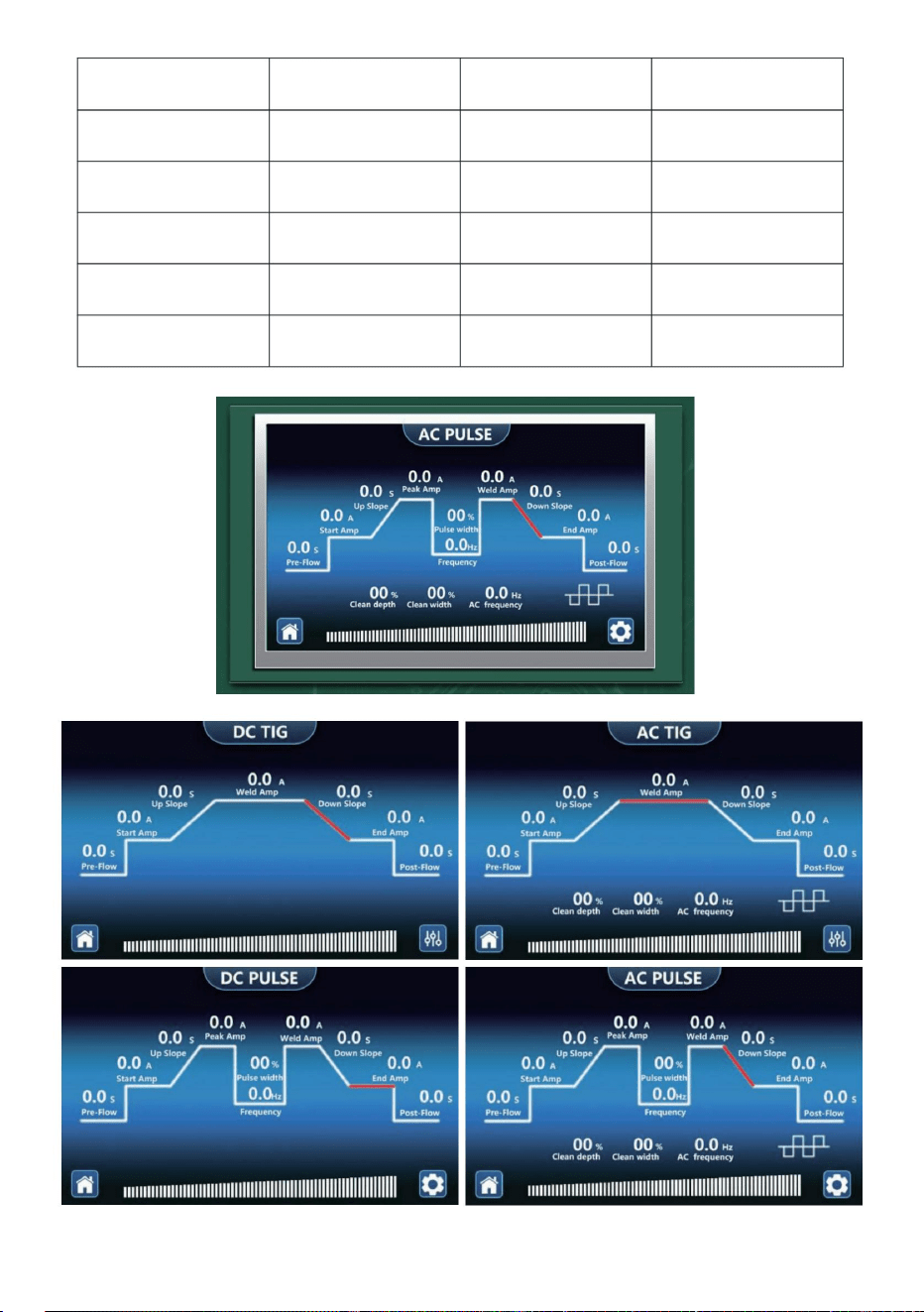
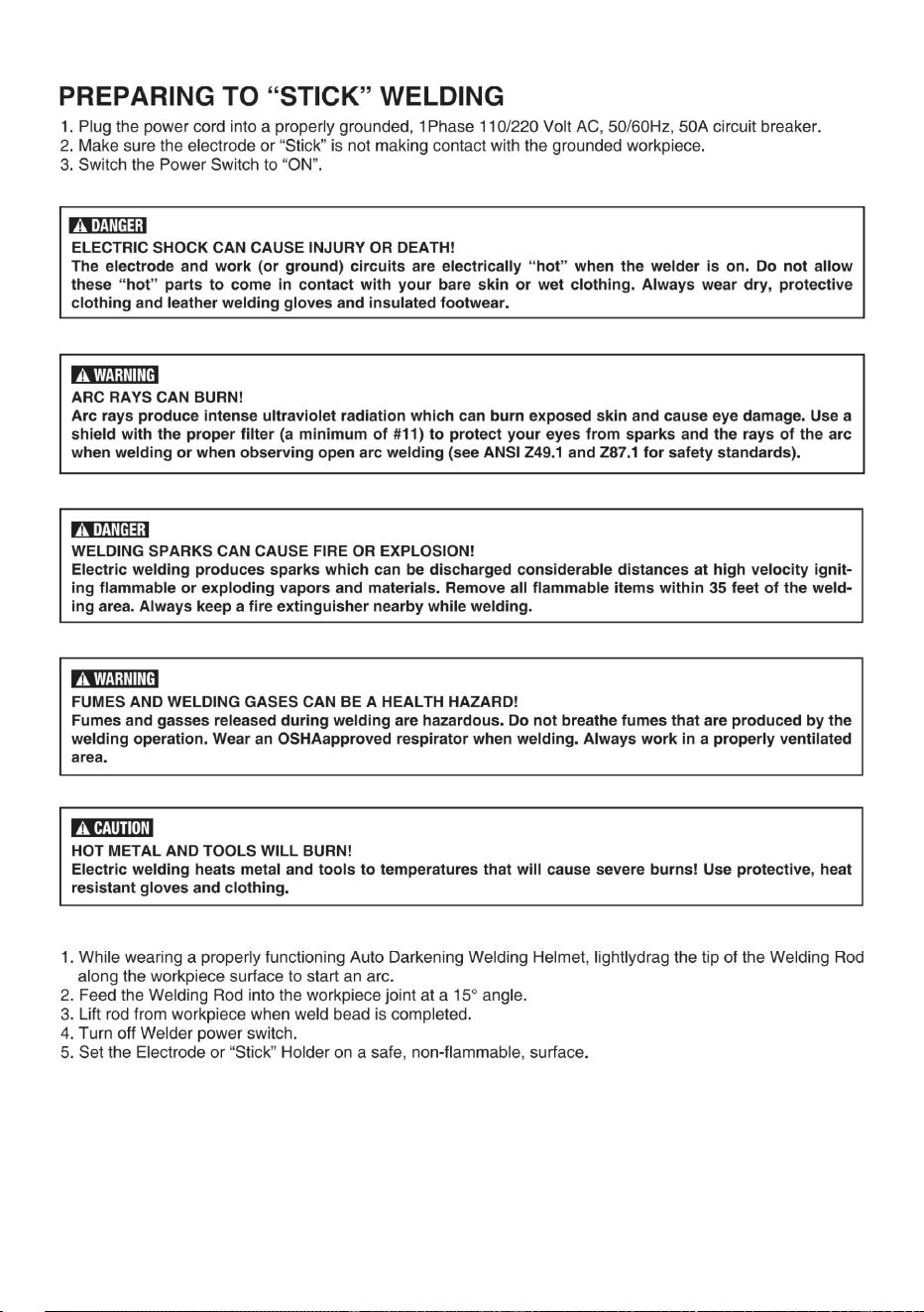
DC TIG PARAMETER TABLE
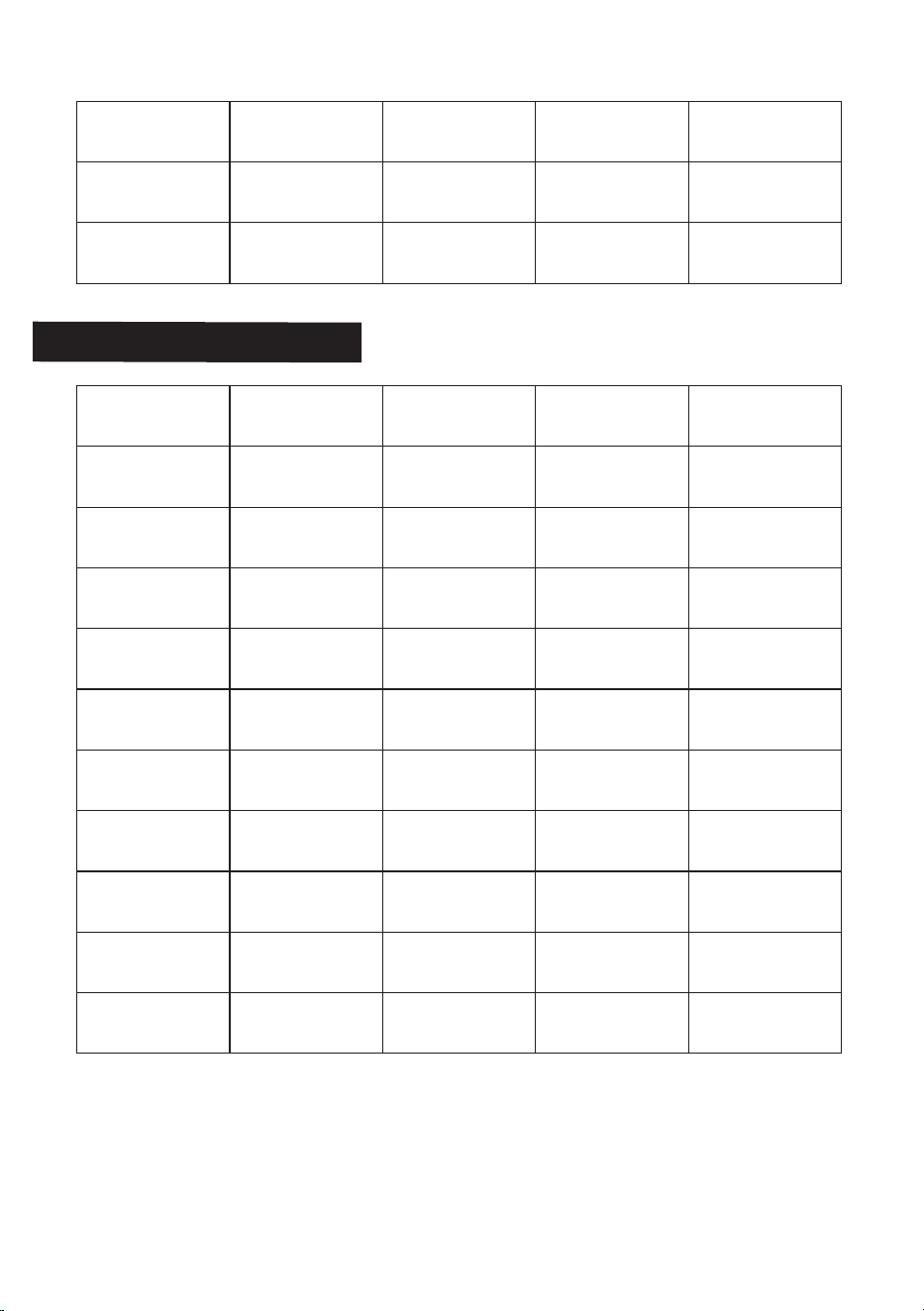
DC PULSE PARAMETER TABLE
FEATURE
RADIUS
DEFAULT
VALUE
REGULATESELECT
Pre-Flow
Start Amp
Up Slope
Weld Amp
Down Slope
End Amp
Post-Flow
0-10
10-200
0-10
10-200
0-10
10-200
0-10
0
10
0
10
0
10
0
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
FEATURE
RADIUS
DEFAULT
VALUE
REGULATESELECT
Pre-Flow
Start Amp
Up Slope
Peak Amp
Pulse
Frequency
Weld Amp
Down Slope
0-10
10-200
0-10
10-200
2-99.9
10-200
0-10
0
10
0
10
5
10
0
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
13
AC TIG PARAMETER TABLE
FEATURE
RADIUS
DEFAULT
VALUE
REGULATESELECT
Pre-Flow
Start Amp
Up Slope
Weld Amp
Down Slope
End Amp
Post-Flow
0-10
10-200
0-10
10-200
0-10
10-200
0-10
0
10
0
10
0
10
0
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Pulse Width
End Amp
Post-Flow
10-90
10-200
0-10
50
10
0
Button 2 Select
Button 2 Select
Button 2 Select
Encoder
regulation
Encoder
regulation
Encoder
regulation
Clean Depth
Clean Width
AC Frequency
50-150
30-80
20-200
100
50
20
Button 2 Select
Button 2 Select
Button 2 Select
Encoder
regulation
Encoder
regulation
Encoder
regulation
14
AC PULSE PARAMETER TABLE
FEATURE
RADIUS
DEFAULT
VALUE
REGULATESELECT
Pre-Flow
Start Amp
Up Slope
Peak Amp
Pulse
Frequency
Pulse Width
Weld Amp
0-10
10-200
0-10
10-200
2-99.9
10-90
10-200
0
10
0
10
5
50
10
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Button 2 Select
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Encoder
regulation
Down Slope
End Amp
Post-Flow
0-10
10-200
0-10
0
10
0
Button 2 Select
Button 2 Select
Button 2 Select
Encoder
regulation
Encoder
regulation
Encoder
regulation
Clean Depth
Clean Width
AC Frequency
50-150
30-80
20-200
100
50
20
Button 2 Select
Button 2 Select
Button 2 Select
Encoder
regulation
Encoder
regulation
Encoder
regulation
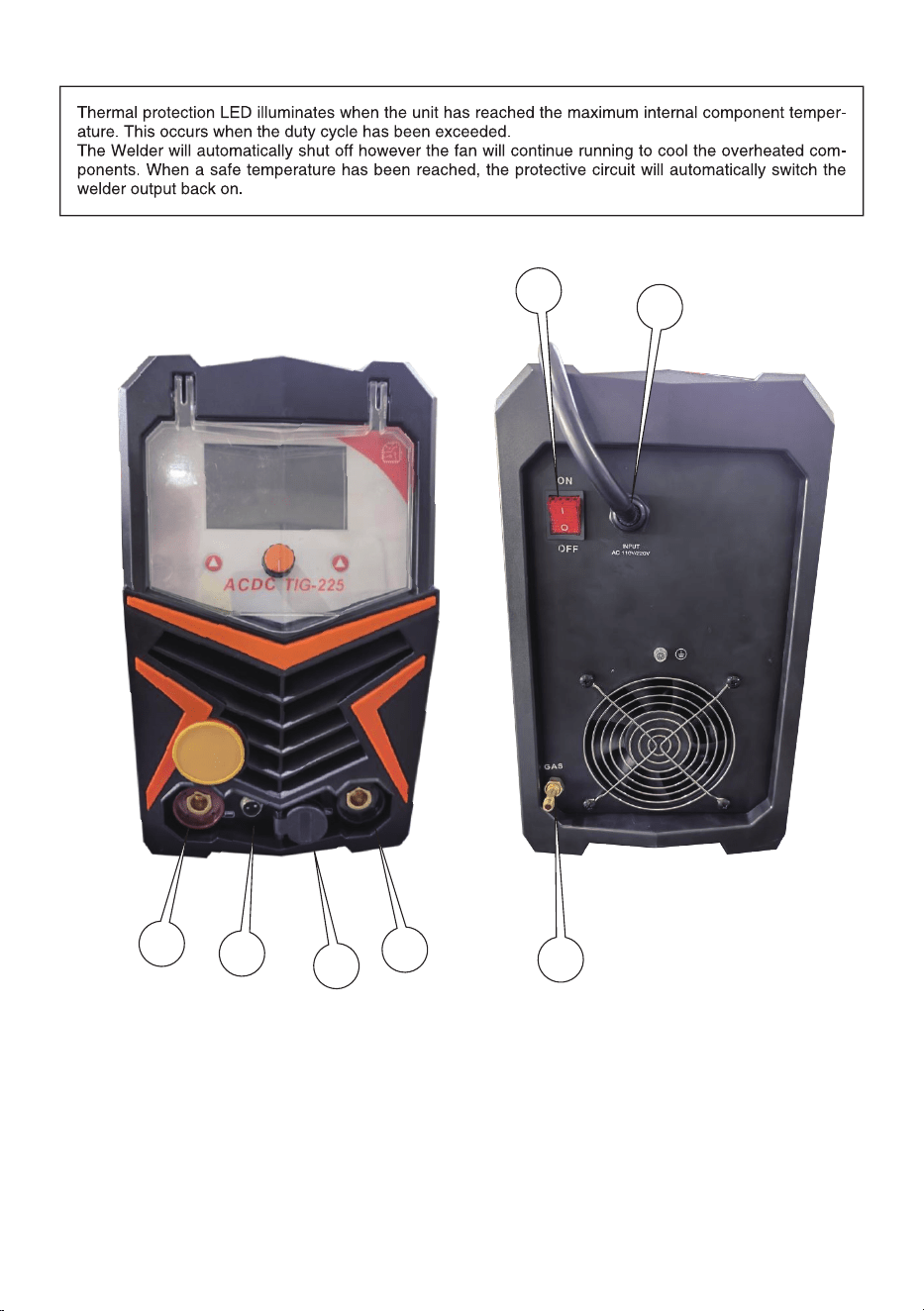
A: positive output interface B: Gun switch interface
C: gas-electric interface D: negative output interface
E:TIG gas interface F: Power switch G: Power cord
A
B
D
C
G
E
F
15

MANUAL WELDING
DEBUGGING AND OPERATION
ARGON ARC WELDING
DEBUGGING AND OPERATION
1. Power on and turn on the power switch.
2. Connect the argon arc welding gun to the
gas-electric interface of the welding machine and
tighten it clockwise.
3. Insert the two-core plug of the torch into the
switch port of the torch.
4. Connect the ground clamp quick connector to
the positive output end of the welder and hold
the workpiece with the ground clamp.
5. Press the welding mode button to switch to
argon arc welding mode.
6. Connect the gas cylinder gas pipe to the argon
arc welding gas port on the rear panel and tighten
it with the throat band.
7. Turn the cylinder valve to reach the appropriate
welding pressure.
8. According to the thickness of the plate, turn the
current adjustment knob to achieve the appropri-
ate welding current.
9. Touch the tungsten electrode of the welding
torch to the workpiece, press the gun switch on
the handle, and welding begins
1. Connect the power plug and turn on the
power switch.
2. Connect the welding pliers to the
positive output port, and connect the
ground clamp to the negative output port.
3. Hold the workpiece with a ground
clamp.
4. Press the welding mode button to switch
to manual welding mode.
5. Adjust the current knob to adjust the
current to the appropriate range.
6. Touch the electrode and the workpiece
with the welding pliers, and start the arc
welding
16
17
18
19
1
1
2
2
3
3
4
4
5
5
6
6
D D
C
C
B
B
A
A
Title
N umb er R evis
ion
Size
A 3
D ate: 2024/11/7 Sheet of
File: E:\F\..\A C D C TIG -200225
全桥接线图
.SchD ocDrawn By:
1
2
3
4
5
6
J10
1
2
3
4
5
6
7
8
J11
1
2
3
J7
1
2
3
4
5
J4
O U T B
O U T A
TO J2-6
1
2
3
4
J2
1
2
3
J6
1
2
3
J1
-1
5
V
+15V
1
2
3
4
J3
SWD AT
SWC LK
1
2
3
4
5
J_LINK 1
R ST
1
2
3
4
J5
U A R T
1_
TX
U A R T 1_R X
U A R T 2_R X
1
2
3
J8
ZB
MB
1
2
3
4
5
6
J?
G
N
D
5V
G
N D
5V
G N D
G
N D 4
15V
-15V
G N D
G N D 1
G N D 3
V S
H A L L
-
V
+V
1
2
3
P8
1
2
3
P4
1
2
P6
1
2
3
4
P5
1
2
P10
1
2
3
4
P11
X IA
O
H U
L
G K -SE L
1
2
3
P3
1
2
3
4
5
6
P1
+15V 1
1
2
3
4
5
6
7
8
P9
LG
K
-S
E
L
1
2
P7
1
2
3
4
5
P2
1
2
3
J1
1
2
J3
1
2
3
4
J2
W H B
WJB
C1 2
4
75/630V
G1
G2
G3
G4
C3
5
471/2K V
C3 6
471/2KV
C3 7
471/2KV
C3 8
471/2K V
R5 1
3W2 2
R5 2
3W2 2
R5 3
3W2
2
R5 4
3W2 2
T1
T4
24
G 1
G 3
G 2
G 4
E1
E2
E3
E4
D 1
C8 C9 C10
C1 1
R2
3W 100K
200T
+-
G1
G3
G 1
G 2
E1
E2
G2
G4
G 3
G 4
E3
E4
5R1 /0.5W
5R1 /0.5W
5R1 /0.5W
5R1 /0.5W
5R1 /0.5W
5R1 /0.5W
5R1 /0.5W
5R1 /0.5W
D 16
D 13
D 14
D 15
C 20
102/3KV
R 19
5W 15R
C 18
102/3KV
R 20
5W 15R
C 21
102/3KV
R 185 W 15R
C 19
102/3KV
R 17
5W 15R
R 23
5W /200K
C 31
103/3KV
C 33
472/3KV
Port
5
5
24
3
V R 1
14D 391
CUT+
1
X 2
M 5
1
X 2
M 5
霍尔
1
2
3
4
J1
G1
G2
E1
E2
G 2
1
2
3
C N1
VH- 03
1
2
C N2
1
C N4
6.3
GPB HF
1
C N3
6.3
K
24V D C
5R1 /0.5W
5R1
/0.5W
5R1
/0.5W
5R1 /0.5W
0.01
IN5819
IN5819
0.
01
G 1
E1
E2
G 2
T3
E 25 15:15
5R1 /0.5W
5R1 /0.5W
18
5R1 /0.5W
5R1 /0.5W
0.01
IN5819
IN5819
0.01
G 4
E4
E3
G 3
T3
E 25 15:15
10
11
T03
1
2
T?A
K
24V D C
D C 24V
U A R T1 _TX
U A R T1 _R X
G N D
5V
1
2
3
4
5
6
7
8
9
1011
25
1213141516171819
20
21
22
23
24
26
27
28
29
30
3
1
32
33
34
35
36
37
38
39
20 2122 23 24 25
1213141516171819
G 1
DC 24VDC 24V
QF
DC 24V
W 1
503
26
27
28
29
32
33
34
35
38
39
36
37
5
6
7
8
9
A 1 A 2
A 3A 4A 5A6
A 10
A 9
A 8
A 7
A 1A 2
A 3
A 4
A 5
A 6
A 8
A 7
备用
24V
G N D
G N D 3
W EIH U
1
2
3
J1
C O N 3
D
1
G
2
S
3
Q 1
SG T6 0N 60
1
2
3
4
J2
V H 3 .96-4A
1
2
J3
C O N 2
R 1
10K
R 7
5.1R /2W
C 1
475J/630V
D 1
H ER 507
D 2
H ER 507
D 3
H ER 507
D 4
H ER 507
D 5
H ER 507
D 6
H ER 507
D 7
H ER 507
D 8
H ER 507
C 2
103/100V
C 3
475J/630V
R 2
100K
E2
100U /400V
E1
100U /400V
RT1
14D 39 1K
R 6
5.1R /2W
R 5
5.1R /2W
R 4
5.1R /2W
R 3
5.1R /2W
A 10
A 9
G 2
E2
E1
G 1
15V 1
G N D
24V
24V
24V
24V
24V
24V
G N D
G
N
D
G N D 1
5V
15V 1
15V 1
G N D 1
G N D 1
R
C
C
2.2 U F/6
3
0V
C
2.2UF /630V
40U F/250V
C
20U F /80
0
V
C
20U F/800V
L
16T
双
U 18 4m m
线
C
102/2KV
R
2
0
/2w
C
102/2KV
R
20/2w
C
102/2KV
R
20
/
2w
C
102/2KV
R
20/2w
Port
C 2
C 3
6
T
U
V
W
E
A
C
红
Manufacturer: Zhejiang Xingyi Ventilator Electrical Appliance Co., Ltd.
Address: Danya Industrial Park, Zeguo Town,WENLING Zhejiang 317523
Imported to AUS:SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Imported to USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REPUK
YH CONSULTING LIMITED. C/O YH Consulting
Limited Office 147, Centurion House, London
Road, Staines-upon-Thames, Surrey, TW18 4AX
REPEC
GmbE-CrossStu H
Mainzer 69Landstr. ,
60329 Frankfurt am Main.
20
Technical Support and E-Warranty Certificate
www.vevor.com/support

SoudeurTIG
Modèle:ACDCTIG225
«Économisezlamoitié»,«Moitiéprix»outouteautreexpressionsimilaireutiliséepar
nousnereprésentequ'uneestimationdeséconomiesquevouspourriezréaliserenachetant
certainsoutilscheznousparrapportauxgrandesmarquesetnecouvrepasnécessairement
touteslescatégoriesd'outilsquenousproposons.Nousvousrappelonsdebienvouloir
vérifiersoigneusementlorsquevouspassezunecommandecheznoussivouséconomisez
réellementlamoitiéparrapportauxgrandesmarques.
Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
Nouscontinuonsànousengageràvousfournirdesoutilsàdesprixcompétitifs.
Machine Translated by Google

Vousavezdesquestionssurlesproduits?Vousavezbesoind'assistancetechnique?N'hésitezpas
ànouscontacter:
Remarque:l'imageduproduitestàtitrederéférence,lesdétailsréelsprévalent
BESOIND'AIDE?CONTACTEZNOUS!
Modèle:ACDCTIG225
Assistancetechniqueetcertificatdegarantieélectronique
www.vevor.com/support
SoudeurTIG
Ils'agitdelanoticed'origine.Veuillezlireattentivementtouteslesinstructionsdu
manuelavantdel'utiliser.VEVORseréserveledroitd'interpréterclairementnotremanuel
d'utilisation.L'apparenceduproduitdépendduproduitquevousavezreçu.Veuilleznous
excuser,nousnevousinformeronsplussidesmisesàjourtechnologiquesou
logiciellessontdisponiblessurnotreproduit.
1
Machine Translated by Google
2
ÉLIMINATIONCORRECTEpourl'affichageCe
produitestsoumisauxdispositionsdeladirectiveeuropéenne2012/19/UE.
jetésaveclesorduresménagèresnormales,maisdoiventêtreapportésàunpointdecollectepourle
recyclagedesappareilsélectriquesetélectroniques.
Lesymbolereprésentantunepoubelleàroulettesbarréeindiquequeleproduitdoitêtrecollectéséparément
dansl'Unioneuropéenne.Celas'appliqueauproduitetàtouslesaccessoiresmarquésdecesymbole.Les
produitsmarquéscommetelsnepeuventpasêtre
AvertissementPourréduirelerisquedeblessure,l'utilisateurdoitlireattentivementlemanueld'instructions.
LaconformitéestunecertificationdesécuritéCE.
Machine Translated by Google
INFORMATIONSDESÉCURITÉ
CARACTÉRISTIQUES
CYCLEDESERVICE
Acierinoxydable
110Vou220V
jusqu'à30,1A(220V)
220V10~225A
16/01~31/06
I1
MMA110V40140A
110V160A
E6013E7014
I1
220V225A
E7018S
max39A(220V)
I1
110Vou220V
220V200A
110V140A
I1
1/16~5/32
20%@
E6010E6011
max50A(110V)
efficace38,7A(110V)
TIG110V10160A
1,6à4,0mm
220V40~200A
1,6à5,0mm
20%@
,
surl'étiquetageetsurtouteslesautresinformationsfournies
pourraitentraînerlamortoudesblessuresgraves.
lesoudeurcommuteraautomatiquementle
Latechnologieoffrelapossibilitédesouderdel'acierfinouépaisavecprécisionetfacilité.lorsdel'ajout
AVERTISSEMENTindiqueunesituationdangereusequi
,
LISEZETCOMPRENEZTOUTESLESINSTRUCTIONSETPRÉCAUTIONSAVANTDEPROCÉDER.
,
pourraitrésulter
,
sicen'estpasévité
ATTENTIONUtiliséaveclesymboled'alertedesécurité,indiqueunesituationdangereusepouvantentraînerdes
blessuresmineuresoumodérées.
,
,
,
dansunblocdetempsde10minutes,vouspouvezsouderpendant6minutesavec4minutesderefroidissementpourlesoudeur.Silesoudeur
s'éteintautomatiquement,leventilateurcontinueraàfonctionnerpourrefroidirle
sicen'estpasévité
Lesexplicationssuivantessontaffichéesdanscemanuelavecceproduit:
,
sicen'estpasévité
entraîneralamortoudesblessuresgraves∙
10minutesetlecycledeserviceétantunpourcentagedeces10minutes.Sivoussoudezà195Aavecuncycledeservicede60%
Cetappareilémetunehautetensionpuissanteetunechaleurextrêmequipeuventprovoquerdegravesbrûlures,desmutilations,deschocsélectriques
etlamort.VEVORnepourraêtretenuresponsabledesconséquencesduesàunemauvaiseutilisationdélibéréeouinvolontairedeceproduit.
,
lecycledeserviceestdépassé,
lescomposantssontsurchauffés.lorsqu'unetempératuresûreestatteinte,lasortiedusoudeur
estànouveauactivée.Pouraugmenterlecycledeservice,vouspouvezbaisserlecontrôledesortied'ampérage.
DANGERindiqueunesituationdangereusequi
Lecycledeservicenominalfaitréférenceàlaquantitédesoudagequipeutêtreeffectuéedansunlapsdetempsdonné.
devientsoudeurTIG.
L'ACDCTIG225auncycledeservicede60%à195A.Ilestplusfaciledeconsidérervotretempsdesoudageenblocsde
latorchedelevageTGenoption(nonincluse),lerégulateurdegazetunebouteilledegazdeprotection,l'ACDCTIG225
L'ACDCTIG225offreuneméthodepratiquepourréaliserunsoudage«àl'arc»del'acieraucarbone.
3
clé
NOTCEestutilisépourdésignerdespratiquesnonliéesàdesblessurescorporelles.
,
Noté
Courantd'entrée
DiamètredelatigeMatériaudelatige
Courant
desortiePlage: Cycledeservice
Tensiond'entrée
Machine Translated by Google
LESCHAMPSÉLECTROMAGNÉTIQUESPEUVENTCONSTITUERUNDANGERPOURLASANTÉ!
LESCHOCSÉLECTRIQUESPEUVENTTUER!
4
∙Utiliseztoujoursleposteàsouderdansunendroitpropre,secetbienaéré.N'utilisezpasleposteàsouderdansdeszones
pluvieusesoumalaérées.
opérationdesoudage.
∙Débranchezlesoudeurdel'alimentationélectriqueavantlemontage,ledémontageoul'entretiendel'appareil.
∙Fixeztoujourslapincedemassesurlapièceàsouderetaussiprèsquepossibledelazonedesoudure.
∙L'électrodeetlescircuitsdetravail(oudeterre)sontélectriquement«chauds»lorsquelesoudeurestallumé.Nelaissezpasces
pièces«chaudes»entrerencontactavecvotrepeaunueouvosvêtementsmouillés.
utiliserdesécransdesoudagepourprotégerlespersonnesprésentes
surfacedetravail.
∙Nepasutiliseràproximitédesurfacescombustibles.Retirertouslesobjetsinflammablesàmoinsde10mètresdelazonedesoudage.
∙Uneutilisationincorrected'unposteàsouderélectriquepeutprovoquerunchocélectrique,desblessuresetlamort!Lisez
touteslesprécautionsdécritesdanslemanuelduposteàsouderpourréduirelerisquedechocélectrique.
∙Assurezvousquelapièceàtravaillerestcorrectementsoutenueetmiseàlaterreavantdecommenceruneopérationélectrique.
∙
zonedetravail.
∙Gardeztoujoursunextincteuràproximitépendantlesoudage.∙Utilisezdes
couverturesdesoudagepourprotégerlessurfacespeinteset/ouinflammables;lesjointsencaoutchouc,lesmoteurs,etc.
desvêtementsadaptésfabriquésàpartird'unmatériaurésistantauxflammespourprotégervotrepeau.
L'expositionauxchampsélectromagnétiquespendantlesoudagepeutavoird'autreseffetssurlasantéquinesontpas
∙Lesoudageélectriqueproduitdesétincellesquipeuventêtreprojetéessurdesdistancesconsidérablesàgrandevitesse,
enflammantdesvapeursetdesmatériauxinflammablesouexplosifs.
∙Lechampélectromagnétiquegénérélorsdusoudageàl'arcpeutinterféreravecdiversappareilsélectriquesetélectroniques
telsquelesstimulateurscardiaques.Toutepersonneutilisantdetelsappareilsdoit
Sid'autrespersonnesoudesanimauxdomestiquessetrouventdanslazonedesoudage,
évitezlesétincelles.
Lisezattentivementetcomprenezcemanuelavantd'utiliserlesoudeur.Conservezlepourréférenceultérieure.
∙éloignezvousducircuitdesoudageenutilisantdestapisisolantspourévitertoutcontactavecle
∙N’utilisezpaslesoudeuràarcélectriquedansdeszonesoùdesvapeursinflammablesouexplosivessontprésentes.
∙Assurezvousquel’alimentationélectriquedisposed’uncâblagecorrectementdimensionnépourgérerlaconsommationélectrique.
consulterleurmédecinavantd’effectuertouteopérationdesoudageélectrique.
possible.Celadonneralamoindrerésistanceetlameilleuresoudure.
connu.
∙Porteztoujoursdesvêtementsdeprotectionsecs,desgantsdesoudageencuiretdeschaussuresisolées.
LESÉTINCELLESDESOUDAGEPEUVENTPROVOQUERUNINCENDIEOUUNEEXPLOSION!
LISEZLESINSTRUCTIONS
,
mouillé
pointedecontactetlorsdel'installationouduretraitdesbuses.
torche
,
milieu
,
,
tableauxdebord
Machine Translated by Google
#11Identiqueouplusfoncé.
Z49.1etZ87.1pourlesnormesdesécurité).
ÉLÉMENTSREQUIS
∙utiliserunéquipement
deprotection.Nejamaistoucherunesurfacesoudéerefroidie.
peinturesàbased'alcool.LEMÉTALCHAUDETLESOUTILSBRÛLERONT!
∙Liseztouslesmanuelsfournisaveclesmeuleuses,ponceusesouautresoutilsélectriquesspécifiquesutilisésavant
AvantdecommenceràutiliserlesoudeurTIG/MMA205STCK
etaprèsleprocessusdesoudage.Tenezcomptedetouslesavertissementsdesécuritérelatifsauxoutilsélectriques.
∙Unechemiseàmanches
longuesouunevestedeSOUDAGEnoninflammable
∙Desgantsdesoudagetrèsrésistants
∙Brossesdesoudageenfild'acierinoxydabledédiéesàchaquematériauàsouder.
∙utilisezdesvêtementsappropriésfabriquésàpartirdematériauxdurablesetignifugespourprotégervotrepeau.
dommages.utilisezunécranaveclefiltreapproprié(aumoins#11)pourprotégervosyeuxdes
∙Travailleztoujoursdansunendroitcorrectementventilé.
plomb
∙Undisjoncteurmonophasé110/220voltsCA,50/60Hz,50Acorrectementmisàlaterre.
∙Nejamaissouderdesmatériauxrevêtus,ycompris,maissanss'ylimiter:cadmiés,galvanisés,
lesétincellesetlesrayonsdel'arclorsdusoudageoulorsdel'observationdusoudageàl'arcouvert(voirANsl
∙Lemeulageetleponçageprojettentdescopeauxdemétal,delapoussière,desdébrisetdesétincellesàgrandevitesse.Pouréviterles
blessuresauxyeux,portezdeslunettesdesécuritéhomologuées.∙
PortezunrespirateurhomologuéOSHAlorsdumeulageouduponçage.
REMARQUE:l’appareildoitêtremisàlaterrepourfonctionnercorrectementetentoutesécurité!
∙Casquedesoudageàobscurcissementautomatiquepourassurerlaprotectiondesyeuxpendantlesopérationsdesoudage.Remarque:DOITêtreun
∙
gantsetvêtementsrésistantsàlachaleurlorsdel'utilisationd'Eastwoodoudetoutautreoutildesoudage
assurezvousd'avoirlesélémentssuivants:
∙Lesrayonsdel'arcproduisentunrayonnementultravioletintensequipeutbrûlerlapeauexposéeetprovoquerdeslésionsoculaires.
∙Lesfuméesetlesgazdégagéspendantlesoudagesontdangereux.Nerespirezpaslesfuméesproduitesparl'opérationdesoudage.Portez
unmasquerespiratoirehomologuéOSHAlorsdusoudage.
pointedelatorcheoulabusejusqu'àcequ'ellessoientcomplètement
,
,
Sid'autrespersonnesouanimauxdomestiquessetrouventdanslazonedesoudage,utilisezdesécransdesoudagepourprotégerlespersonnesprésentes.
∙Lesoudageélectriquechauffelemétaletlesoutilsàdestempératuresquiprovoquentdegravesbrûlures!
desétincellesetdesrayonsd'arc.
LESFUMÉESETLESGAZDESOUDAGEPEUVENTCONSTITUERUNDANGERPOURLASANTÉ!
LESRAYONSD’ARCPEUVENTBRÛLER!
LESCOPEAUXMÉTALLIQUESVOLANTSPEUVENTCAUSERDESBLESSURES!
sûr bienéclairé
zonedetravailsècheetbienaérée.
∙Unnettoyage
,, ,
5
Machine Translated by Google

2.Cordond'adaptateurd'alimentation(machineàdouble
alimentation)3,2m25mm²Pincedeterre300A
1jeu4,2mPinceàsouderélectrique25mm²3001jeu
5,3mTuyaud'air*
16.Bandetrachéolaryngée*27.
Compteurdegazdesoudageàl'arcsous
argon*18.TorchedesoudageTIGWP1713
mm²1jeu9.Pied*1
1.ACDCTIG225
10.Masquefacial*1
Retireztouslesélémentsdelaboîte.Comparezaveclalistecidessouspourvousassurerquel'unitéestcomplète.
CONTENU
6
Machine Translated by Google

encodeur
Cliquezsurleboutonpoursélectionnerlafonctionàmaintenirenpositionfixe
Bouton1 Bouton2
Alarmeàl'écrantellequelaprotectionthermique
UN
B
C
PANNEAUDECONTRÔLEETD'AFFICHAGE
7
Machine Translated by Google

▪Encodeur:tournezpourréglerlecourant,appuyezsurl'encodeurettournezpoursélectionnerl'anticollage,l'antichoc,le
courantdepousséeetlecourantd'arc,sélectionnezlesparamètresderéglagerequis
▪IndicateurMMA,indicateurd'étatdepuissance.▪
Affichageducourant,delatensionréelle.▪
Bouton1:correspondantàl'icônederetourd'interface,appuyezpourrevenirautypedesoudage
etappuyezànouveaupourfaireapparaîtrelafenêtrederéglage,faitestournerl'encodeurpourréglerlesparamètres,etenfinappuyez
pourconfirmeretquitterlafenêtrecontextuelle(vouspouvezappuyersurleboutonàtoutmoment).
effectueruneopérationpendantleréglagedesparamètres,ilreviendraautomatiquementàla
▪Sélectionnezletypedesoudagesouhaitéetappuyezsurl'encodeurpouraccéderàl'écrandefonctionnement.▪L'image
affichéesurl'interfacedesélectiondestypesdesoudageestlasuivante:
interfacedesélection.
soudage,soudageàl'arcsousargonAC,soudageparimpulsionsDC,soudageparimpulsionsAC.
▪Codeurrotatif,cyclepermettantdechoisir5typesdesoudage:soudagemanuelDC,soudageDCàl'arc
étatderéglageactuelaprès5secondes.
tempspendantleprocessusderéglage1Quittezleréglageactueldesparamètres;sivousnelefaitespas
PAGED'OPÉRATIONDCMMA
SELECTIONDUTYPEDESOUDAGE
INSTRUCTIONSD'UTILISATIONDUPANNEAU
8
Machine Translated by Google
RÉGLERLAVALEURPARDÉFAUTRAYON
FONCTIONNALITÉ
40
COMPARER
0
0
SUR
MARCHE,ARRÊT
060
MARCHE,ARRÊT
060
DCCourant
SUR
40200
ForceARC
Démarrageàchaud
SUR
Régulationparencodeur
Régulationparencodeur
Régulationparencodeur
▪Bouton2:Aucuneaction.
Régulationparencodeur
Régulationparencodeur
9
Machine Translated by Google
10
DESCRIPTIONDELAPAGEDEFONCTIONNEMENTDCTIG,ACTIG,DCPULSE,ACPULSE
processus1Quitterleréglageactueldesparamètres;sivousn'effectuezaucuneopérationpendant
l'encodeurettournezpoursélectionnerlemodedefonctionnement,letempsdesoudageparpoints,l'intervallede
temps,lecommutateuràpédale,sélectionnezlesparamètresderéglagerequisetappuyezànouveaupourfaireapparaîtrele
etquittezlafenêtrecontextuelle(vouspouvezappuyersurleboutonàtoutmomentpendantleréglage
▪Encodeur:faitestournerlecourantderéglage(correspondautomatiquementàl'épaisseurdelaplaque),appuyezsur
fenêtrederéglage,faitestournerl'encodeurpourréglerlesparamètres,etenfinappuyezpourconfirmer
interfacedesélection.
▪Indicationdutypedesoudage,indicationdel'étatdepuissance.▪
Affichageducourant,del'épaisseurdelaplaque.
▪Bouton1:correspondantàl'icônederetourd'interface,appuyezpourrevenirautypedesoudage
paramètres,l'encodeurpourajusterlavaleur,appuyezsur1pourreveniràl'interfacesupérieure.
▪Bouton2:Entrezdansl'interfacedeconfigurationcomplexe,entrezdansleboutonRetour2poursélectionner
réglagedesparamètres,ilreviendraautomatiquementàl'étatderéglageactuelaprès
5secondes.
Machine Translated by Google
Pédale
Intervalledetemps
Modedefonctionnement
2T
10
SpotTime
10200
Actuel
0,01S9,99S
0,01S9,99S
DÉSACTIVÉ,ACTIVÉ
0,01S
0,01S
DÉSACTIVÉ
Régulationparencodeur
Régulationparencodeur
Régulationparencodeur
Régulationparencodeur
REPÈRE,RÉPÉTER
Régulationparencodeur
RAYON
FONCTIONNALITÉ
RÉGLERLAVALEURPARDÉFAUT
2T,4T
11
Machine Translated by Google
10200
010
DémarrerAmp
0
010
Verslebas
010
0
010
10
299,9
0
10200
Impulsion
PeakAmp
Verslebas
10200
10
10
10200
0
0
DémarrerAmp
Verslehaut
SoudureAmp
0
0
010
Postflux
5
Préflux
010
10
010
10200
Fréquence
FinAmp
10
Préflux
10
Verslehaut
SoudureAmp
10200
règlement
règlement
règlement
Bouton2Select
règlement
DÉFAUT
Encodeur
règlement
Bouton2Select
règlement
Bouton2Select
Encodeur
DÉFAUT
Bouton2Select
Encodeur
règlement
Encodeur
VALEUR
règlement
Bouton2Select
Bouton2Select
Bouton2Select
Encodeur
Encodeur
Encodeur
Bouton2Select
Bouton2Select
Bouton2Select
Encodeur
Encodeur
règlement
Bouton2Select
Encodeur
Encodeur
Bouton2Select
règlement
Encodeur
Encodeur
Bouton2Select
règlement
VALEUR
règlement
Encodeur
Bouton2Select
règlement
règlement
FONCTIONNALITÉ
SÉLECTIONNERRÉGLER
TABLEAUPARAMÉTRIQUEDESIMPULSIONSCC
SÉLECTIONNERRÉGLER
RAYON
RAYON
FONCTIONNALITÉ
TABLEAUPARAMÉTRIQUEDCTIG
12
Machine Translated by Google
RAYON
SÉLECTIONNERRÉGLER
FONCTIONNALITÉ
TABLEAUDESPARAMÈTRESACTIG
Profondeurdenettoyage
20200
FinAmp
0
10200
010
0
0
SoudureAmp
Postflux
3080
DémarrerAmp
Postflux
1090
10
10200
0
50150
20
Préflux
10200
0
10
FréquenceCA
Verslebas
FinAmp
010
010
50
Verslehaut
010
50
10
Largeurpropre
Largeurd'impulsion
100
10200
10
010
Bouton2Select
règlement
Encodeur
Bouton2Select
règlement
DÉFAUT
Encodeur
Bouton2Select
Encodeur
règlement
Encodeur
Encodeur
Bouton2Select
règlement
Encodeur
Bouton2Select
règlement
Bouton2Select
Encodeur
VALEUR
Bouton2Select
Bouton2Select
Encodeur
règlement
Bouton2Select
règlement
règlement
Encodeur
règlement
règlement
Bouton2Select
règlement
Encodeur
Bouton2Select
règlement
Encodeur
Bouton2Select
Bouton2Select
Encodeur
Encodeur
règlement
13
Machine Translated by Google
FréquenceCA
299,9
DémarrerAmp
10200
SoudureAmp
50
50150
0
0
Largeurpropre
50
Préflux
10
10200
010
10200
Largeurd'impulsion
Impulsion
20200
10
5
Verslebas
010
Verslehaut
100
Profondeurdenettoyage
3080
010
010
10200
0
Fréquence
10
1090
10
20
FinAmp
0
PeakAmp
Postflux
Encodeur
règlement
Bouton2Select
Encodeur
Bouton2Select
Encodeur
DÉFAUT
règlement
Bouton2Select
règlement
règlement
Encodeur
Encodeur
Bouton2Select
Bouton2Select
règlement
règlement
règlement
VALEUR
Bouton2Select
règlement
Bouton2Select
règlement
Encodeur
Bouton2Select
règlement
Bouton2Select
règlement
Encodeur
Encodeur
règlement
Encodeur
Bouton2Select
Bouton2Select
Encodeur
Bouton2Select
Encodeur
Bouton2Select
Encodeur
règlement
Encodeur
RAYON
SÉLECTIONNERRÉGLER
FONCTIONNALITÉ
TABLEAUPARAMÉTRIQUEDESIMPULSIONSCA
14
Machine Translated by Google

C:interfacegazélectriqueD:interfacedesortienégative
A:interfacedesortiepositiveB:interfacedecommutationdupistolet
E:InterfacedegazTIGF:Interrupteurd'alimentationG:Cordond'alimentation
UN
B
G
F
ET
D
C
Lesoudeurs'éteindraautomatiquement,maisleventilateurcontinueradefonctionnerpourrefroidirlescomposants
surchauffés.Lorsqu'unetempératuresûreseraatteinte,le
circuitdeprotectionréactiveraautomatiquementlasortie
dusoudeur.
LaLEDdeprotectionthermiques'allumelorsquel'appareilaatteintlatempératuremaximaledescomposants
internes.Celaseproduitlorsquelecycledeserviceaétédépassé.
,
15
Machine Translated by Google

3.Insérezlaficheàdeuxconducteursdelatorchedansla
l'extrémitédesortiepositivedusoudeuretmaintenez
ilaveclabandedegorge.
boutonderéglageducourantpourobtenirlecourantdesoudage
approprié.
changerleportdelatorche.
7.Tournezlavanneducylindrepouratteindrelapressiondesoudage
appropriée.
interfacegazélectriquedelamachineàsouderet
modedesoudageàl'arcsousargon.
6.Raccordezletuyaudegazdelabouteilledegazàl'argon
lapoignéeetlasoudurecommence
serrezledanslesensdesaiguillesd'unemontre.
portdegazdesoudageàl'arcsurlepanneauarrièreetserrez
16
lapièceaveclapincedemasse.
9.Touchezl'électrodeentungstènedelasoudure
2.Connectezlepistoletdesoudageàl'arcsousargonàl'
1.Allumezl'appareiletallumezl'interrupteurd'alimentation.
5.Appuyezsurleboutondumodedesoudagepourpasserà
8.Selonl'épaisseurdelaplaque,tournezla
torchesurlapièceàtravailler,appuyezsurl'interrupteurdupistolet
4.Connectezleconnecteurrapidedelapincedeterreà
SOUDAGEÀL'ARCSOUSARGON
DÉBOGAGEETFONCTIONNEMENT
SOUDUREMANUELLE
DÉBOGAGEETFONCTIONNEMENT
3.Maintenezlapièceàtravailleravecunsol
pincedemasseauportdesortienégatif.
serrer.
courantàlaplageappropriée.
interrupteurd'alimentation.
portdesortiepositifetconnectezle
2.Connectezlapinceàsouderàla
1.Branchezlafiched'alimentationetallumezl'
5.Réglezleboutonactuelpourréglerle
6.Touchezl'électrodeetlapièceàusiner
aumodedesoudagemanuel.
aveclapinceàsouderetdémarrezl'arc
soudage
4.Appuyezsurleboutondumodedesoudagepourchanger
Machine Translated by Google
17
Machine Translated by Google
18
Machine Translated by Google
Deize
5544332211
SDC
woncB
Titre
Date:
Elleetde
Un3
Révision
Lenuméroest
2024/11/7
.....et.:.E.:\F\\UN.C.D.C.TIG200225Schémadecâblagedupontcomplet.
6
Déposer...:.
6
19
Machine Translated by Google
20
Adresse:ParcindustrieldeDanya,villedeZeguo,WENLINGZhejiang317523ImportéenAustralie:
SIHAOPTYLTD.1ROKEVASTREET,ASTWOODNSW2122,AustralieImportéaux
ÉtatsUnis:Sanven
TechnologyLtd.Suite250,9166AnaheimPlace,RanchoCucamonga,CA91730
YHCONSULTINGLIMITED.C/OYHConsultingLimited
Office147,CenturionHouse,LondonRoad,Staines
uponThames,Surrey,TW184AX
Fabricant:ZhejiangXingyiVentilatorElectricalApplianceCo.,Ltd.
ECrossStuGmbH
MainzerLandstr.69,
60329FrancfortsurleMain.
REPRÉSENTANTDELACE
REPRÉSENTANTDUROYAUMEUNI
Machine Translated by Google
Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
Machine Translated by Google

Modell: ACDC TIG-225
WIG-Schweißer
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
„Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir
verwenden, stellen nur eine Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter
Werkzeuge bei uns im Vergleich zu den großen Topmarken erzielen können, und decken
nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Wir möchten Sie
freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob Sie im Vergleich
zu den großen Topmarken tatsächlich die Hälfte sparen.
Machine Translated by Google

Haben Sie Fragen zu den Produkten? Benötigen Sie technischen Support? Kontaktieren
Sie uns gerne:
Hinweis: Das Produktbild dient als Referenz, die tatsächlichen Details sind maßgebend
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor Sie
das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unseres
Benutzerhandbuchs vor. Das Erscheinungsbild des Produkts entspricht dem Produkt, das Sie
erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren, wenn es
Technologie- oder Software-Updates für unser Produkt gibt.
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Modell: ACDC TIG-225
Brauchen Sie Hilfe? Kontaktieren Sie uns!
WIG-Schweißer
1
Machine Translated by Google
2
Das Symbol einer durchgestrichenen Mülltonne weist darauf hin, dass das Produkt in der Europäischen Union einer getrennten
Müllentsorgung bedarf. Dies gilt für das Produkt und alle mit diesem Symbol gekennzeichneten Zubehörteile. Produkte, die so
gekennzeichnet sind, dürfen nicht
KORREKTE ENTSORGUNG für Display Dieses Produkt
unterliegt den Bestimmungen der europäischen Richtlinie 2012/19/EU.
Warnung: Um das Verletzungsrisiko zu verringern, muss der Benutzer die Bedienungsanleitung sorgfältig lesen.
nicht mit dem normalen Hausmüll entsorgt werden, sondern müssen bei einer Sammelstelle für das Recycling von elektrischen und
elektronischen Geräten abgegeben werden.
Bei der Konformität handelt es sich um ein EG-Sicherheitszertifikat.
Machine Translated by Google
ARBEITSZYKLUS
Spezifikationen
SICHERHEITSHINWEISE
,
cle
Bewertet
NOT CE wird verwendet, um Vorgehensweisen zu beschreiben, die nicht mit Personenschäden in Zusammenhang stehen.
wenn sie nicht vermieden werden
,
VORSICHT EIN Wird zusammen mit dem Sicherheitswarnsymbol verwendet und weist auf eine gefährliche Situation hin, die zu leichten
oder mittelschweren Verletzungen führen kann.
,
könnte resultieren
LESEN UND VERSTEHEN SIE ALLE ANWEISUNGEN UND VORSICHTSMASSNAHMEN, BEVOR SIE FORTFAHREN.
,
WARNUNG weist auf eine gefährliche Situation hin, die
Die Technologie ermöglicht das Schweißen von dünnem oder dickem Stahl mit Präzision und Leichtigkeit.
schaltet der Schweißer automatisch den
auf der Kennzeichnung und auf allen anderen bereitgestellten Informationen
kann zum Tod oder zu schweren Verletzungen führen.
Der Nennarbeitszyklus bezieht sich auf die Schweißmenge, die innerhalb einer bestimmten Zeit durchgeführt werden kann.
wird WIG-Schweißer.
Der Arbeitszyklus wird
überschritten, die Komponenten sind überhitzt. Wenn eine sichere Temperatur erreicht ist, wird der
Schweißausgang wieder eingeschaltet. Um den Arbeitszyklus zu erhöhen, können Sie die Stromstärkensteuerung verringern.
GEFAHR weist auf eine gefährliche Situation hin, die
,
,
10 Minuten und der Arbeitszyklus ist ein Prozentsatz dieser 10 Minuten. Beim Schweißen bei 195 A mit einem Arbeitszyklus von 60 %
wenn sie nicht vermieden werden
,
Dieses Gerät gibt starke Hochspannung und extreme Hitze ab, die schwere Verbrennungen, Verstümmelungen, Stromschläge und den Tod verursachen können.
VEVOR haftet nicht für Folgen, die durch absichtlichen oder unabsichtlichen Missbrauch dieses Produkts entstehen.
führt zum Tod oder zu schweren Verletzungen ·
wenn sie nicht vermieden werden
Innerhalb eines 10-Minuten-Zeitraums können Sie 6 Minuten lang schweißen, wobei das Schweißgerät 4 Minuten lang abkühlt. Wenn das Schweißgerät
automatisch abschaltet, läuft der Lüfter jedoch weiter, um das Gerät abzukühlen.
Zu diesem Produkt finden Sie in dieser Anleitung folgende Erläuterungen:
,
,
,
Der ACDCTIG-225 hat einen Arbeitszyklus von 60 % bei 195 A. Am einfachsten ist es, die Schweißzeit in Blöcken von
3
der optionale Lift-TG-Brenner (nicht im Lieferumfang enthalten), der Gasregler und eine Flasche Schutzgas, der ACDC TIG-225
Der ACDCTIG-225 bietet eine bequeme Methode zum Stabschweißen von Kohlenstoffstahl. Inverter
20 %@
110VVor220V
wirksam 30,1A (220V)
220 V, 10–225 A
220 V, 40–200 A
1,6 bis 5,0 mm
WIG 110V10- 160A
max. 50 A (110 V)
effektiv 38,7 A (110 V)
1,6 bis 4,0 mm
20 %@
110V140A
E6010 E6011
I1
220V200A
1/16 bis 5/32
220V225A
E7018S
I1
I1
110VVor220V 110V160A
E6013 E7014
MMA 110V40- 140A
16.1. bis 31.6.
max. 39 A (220 V)
I1
Edelstahl
Ausgangsstrombereich:
Eingangsspannung
Eingangsstrom
Einschaltdauer
Stangendurchmesser Stangenmaterial
Machine Translated by Google
STROMSCHLAG KANN TÖDLICH SEIN!
ELEKTROMAGNETISCHE FELDER KÖNNEN GESUNDHEITSSCHÄDEN DARSTELLEN!
,
Mitte
Kontaktspitze und beim Einsetzen oder Entfernen von Düsen.
Fackel
nass
, ,
· Tragen Sie stets trockene Schutzkleidung, Lederschweißhandschuhe und isoliertes Schuhwerk.
Schweißvorgang.
möglich. Dadurch wird der geringste Widerstand und die beste Schweißnaht erreicht.
· Stellen Sie sicher, dass die Verkabelung des Netzteils für den Stromverbrauch ausreichend dimensioniert ist.
· Betreiben Sie das Lichtbogenschweißgerät nicht in Bereichen, in denen brennbare oder explosive Dämpfe vorhanden sind.
konsultieren Sie Ihren Arzt, bevor Sie Elektroschweißarbeiten durchführen.
Befinden sich weitere Personen oder Haustiere im Schweißbereich, besteht
Funkengefahr.
Lesen Sie dieses Handbuch vor der Inbetriebnahme des Schweißgeräts gründlich durch und bewahren Sie es für die spätere Verwendung auf.
· Trennen Sie sich vom Schweißstromkreis durch Verwendung von Isoliermatten, um den Kontakt mit dem
· Beim Elektroschweißen entstehen Funken, die mit hoher Geschwindigkeit über weite Distanzen entladen werden können und entzündbare oder
explodierende Dämpfe und Materialien entzünden.
geeignete Kleidung aus strapazierfähigem, flammhemmendem Material zum Schutz Ihrer Haut.
· Das beim Lichtbogenschweißen erzeugte elektromagnetische Feld kann verschiedene elektrische und elektronische Geräte wie Herzschrittmacher
stören. Jeder, der solche Geräte verwendet, sollte
bekannt.
·
· Unsachgemäßer Gebrauch eines Elektroschweißgeräts kann zu Stromschlägen, Verletzungen und zum Tod führen! Lesen Sie alle im
Schweißerhandbuch beschriebenen Vorsichtsmaßnahmen, um die Möglichkeit eines Stromschlags zu verringern.
· Stellen Sie sicher, dass das Werkstück ordnungsgemäß abgestützt und geerdet ist, bevor Sie mit einer elektrischen
· Nicht in der Nähe von brennbaren Oberflächen verwenden. Entfernen Sie alle brennbaren Gegenstände im Umkreis von 35 Fuß um die Schweißnaht.
· Halten Sie beim Schweißen immer einen Feuerlöscher bereit. · Verwenden Sie
Schweißdecken zum Schutz von lackierten und/oder brennbaren Oberflächen, Gummidichtungen, Motoren usw.
Verwenden Sie Schweißschirme, um umstehende Personen zu schützen
Arbeitsfläche.
· Die Elektroden- und Arbeits- (oder Erdungs-)Schaltkreise sind bei eingeschaltetem Schweißgerät elektrisch „heiß“. Lassen Sie diese „heißen“
Teile nicht mit Ihrer bloßen Haut oder nasser Kleidung in Berührung kommen.
· Befestigen Sie die Masseklemme immer am zu schweißenden Teil und so nah wie möglich an der Schweißstelle.
ing-Bereich.
, Die Einwirkung elektromagnetischer Felder beim Schweißen kann andere gesundheitliche Auswirkungen haben, die nicht
· Trennen Sie das Schweißgerät von der Stromversorgung, bevor Sie es montieren, demontieren oder warten.
· Betreiben Sie das Schweißgerät immer in einem sauberen, trockenen und gut belüfteten Bereich. Betreiben Sie das Schweißgerät nicht in feuchten
oder schlecht belüfteten Bereichen.
SCHWEISSFUNKEN KÖNNEN BRAND ODER EXPLOSION VERURSACHEN!
ANLEITUNG LESEN
4
Armaturenbretter
,
Machine Translated by Google
#1 1 Gleich oder dunkler.
Z49 . 1 und Z87 . 1 für Sicherheitsnormen) .
5
vor Funken und Lichtbogenstrahlen.
· Schutzausrüstung
verwenden. Niemals gekühlte Schweiß- und Arbeitsflächen
berühren.
· Lesen Sie alle Handbücher, die den jeweiligen Schleifmaschinen, Schleifgeräten oder anderen Elektrowerkzeugen beiliegen, bevor Sie sie verwenden.
Bevor Sie den TIG/MMA 205 ST CK WELDER in Betrieb nehmen
· Spezielle Schweißbürsten aus Edelstahldraht für jedes zu schweißende Material.
Wenn sich andere Personen oder Haustiere im Schweißbereich befinden, verwenden Sie Schweißschirme, um umstehende Personen zu schützen.
· Beim Elektroschweißen werden Metall und Werkzeuge auf Temperaturen erhitzt, die schwere Verbrennungen verursachen können!
Brennerspitze oder Düse, bis sie vollständig
,
· Lichtbogenstrahlen erzeugen intensive ultraviolette Strahlung, die die Haut verbrennen und Augenschäden verursachen kann.
·
· Beim Schweißen freigesetzte Dämpfe und Gase sind gefährlich. Atmen Sie die beim Schweißen entstehenden Dämpfe nicht ein. Tragen Sie beim
Schweißen eine von der OSHA zugelassene Atemschutzmaske.
hitzebeständige Handschuhe und Kleidung bei der Verwendung von Eastwood oder anderen
,
Stellen Sie sicher, dass Sie über Folgendes verfügen:
· Automatisch abdunkelnder Schweißhelm zum Schutz der Augen während Schweißarbeiten. Hinweis: MUSS ein
· Schweißen Sie niemals beschichtete Materialien, einschließlich aber nicht beschränkt auf: kadmierte, verzinkte,
Funken und Strahlen des Lichtbogens beim Schweißen oder beim Beobachten des offenen Lichtbogenschweißens (siehe ANsl
· Beim Schleifen und Schmirgeln werden Metallspäne, Staub, Schmutz und Funken mit hoher Geschwindigkeit herausgeschleudert. Tragen Sie zur
Vermeidung von Augenverletzungen eine zugelassene Schutzbrille. ·
Tragen Sie beim Schleifen und Schmirgeln eine von der OSHA zugelassene Atemschutzmaske.
· Ein ordnungsgemäß geerdeter 1-Phasen-Leistungsschalter mit 10/220 Volt Wechselstrom, 50/60 Hz und 50 A.
Schäden. Verwenden Sie einen Schutzschild mit dem richtigen Filter (mindestens #1 1), um Ihre Augen vor
· Arbeiten Sie immer in einem gut belüfteten Bereich.
HINWEIS: Das Gerät muss geerdet sein, um ordnungsgemäß und sicher zu funktionieren!
· Tragen Sie zum Schutz Ihrer Haut geeignete Kleidung aus strapazierfähigem, flammhemmendem Material.
führen
und nach dem Schweißvorgang. Beachten Sie alle Sicherheitshinweise für Elektrowerkzeuge.
· Ein nicht brennbares,
langärmeliges Hemd oder eine SCHWEISSERJACKE
· Hochleistungs-Schweißerhandschuhe
Heißes Metall und Werkzeuge können brennen!
RAUCH UND SCHWEISSGASE KÖNNEN EIN GESUNDHEITSRISIKO DARSTELLEN!
LICHTBOGENSTRAHLEN KÖNNEN VERBRENNUNGEN VERURSACHEN!
UMHERFLIEGENDE METALLSPÄNE KÖNNEN VERLETZUNGEN VERURSACHEN!
ERFORDERLICHE ARTIKEL
sicher gut beleuchtet
trockener und gut belüfteter Arbeitsbereich.
· Eine saubere
, , ,
Machine Translated by Google

Nehmen Sie alle Artikel aus der Verpackung. Vergleichen Sie sie mit der Liste unten, um sicherzustellen, dass die Einheit vollständig ist.
6
2.Netzadapterkabel (Maschine mit dualer Stromversorgung) 3,2 m
25 mm² Erdungsklemme 300 A 1 Satz 4,2 m 25
mm² elektrische Schweißzange 3001 Satz 5,3 m
Luftschlauch *1
6.Tracheolaryngealband *2 7.Argon-
Lichtbogenschweißgaszähler *1 8.WP-17
13 mm² WIG-Schweißbrenner 1 Satz 9.Fuß *1
1. ACDC WIG-225
10.Gesichtsmaske *1
INHALT
Machine Translated by Google

Taste 1 Encoder Taste 2
Im Bildschirm integrierter Alarm, z. B. Wärmeschutz
Klicken Sie auf die Schaltfläche, um die Funktion auszuwählen, die dauerhaft eingeschaltet sein soll
C
B
A
BEDIEN- UND ANZEIGEFELD
7
Machine Translated by Google

DC MMAOPERATION SEITE
8
ÿ Encoder: Drehen, um den Strom einzustellen, Encoder drücken und drehen, um Anti-Stick, Anti-Schock, Schubstrom
und Lichtbogenstrom auszuwählen, gewünschte Einstellparameter auswählen
und drücken Sie erneut, um das Anpassungsfenster zu öffnen, drehen Sie den Encoder, um die Parameter anzupassen, und
drücken Sie abschließend, um zu bestätigen und das Popup-Fenster zu verlassen (Sie können die Taste jederzeit drücken).
Auswahlschnittstelle.
Zeitwährenddes Einstellvorgangs 1 Verlassen Sie die aktuelle Parametereinstellung. Wenn Sie nicht
ÿ Wählen Sie die gewünschte Schweißart und drücken Sie den Encoder, um den Betriebsbildschirm aufzurufen. ÿ Auf
der Schnittstelle zur Auswahl der Schweißart wird das folgende Bild angezeigt:
ÿ MMA-Anzeige, Anzeige des Stromstatus. ÿ Anzeige
der aktuellen und tatsächlichen Spannung. ÿ
Taste 1: Entspricht dem Symbol „Zurück zur Schnittstelle“. Drücken, um zum Schweißtyp zurückzukehren.
Schweißen, AC-Argonlichtbogenschweißen, DC-Pulsschweißen, AC-Pulsschweißen.
ÿ Drehgeber, Zyklus zur Auswahl von 5 Schweißarten: DC-Handschweißen, DC-Cargonarc
Wenn Sie während der Parametereinstellung eine beliebige Operation durchführen, wird automatisch in den
aktuellen Einstellzustand nach 5 Sekunden.
SCHWEISSARTAUSWAHL
BEDIENUNGSANLEITUNG FÜR DAS PANELO
Machine Translated by Google
0
VERGLEICHEN
AN
ARC-Kraft
40-200
HOTStart
AN
Gleichstrom
EIN, AUS
0-60
EIN, AUS
0-60
AN
0
40
9
STANDARDWERT REGULIERENRADIUS
BESONDERHEIT
Encoderregelung
Encoderregelung
Encoderregelung
ÿ Schaltfläche 2: Keine Aktion.
Encoderregelung
Encoderregelung
Machine Translated by Google
10
DCTIG,ACTIG, DC PULSE, AC PULSEBETRIEB SEITE BESCHREIBUNG
Einstellfenster, drehen Sie den Encoder, um die Parameter anzupassen, und drücken Sie abschließend zur Bestätigung
unddas Popup-Fenster verlassen (Sie können die Taste jederzeit während der Anpassung drücken).
Vorgang 1 Beenden Sie die aktuelle Parametereinstellung. Wenn Sie währenddessen keine Operation durchführen,
ÿ Encoder: Drehen Sie den Einstellstrom (passt sich automatisch der Plattendicke an), drücken Sie
Drehen Sie den Encoder, um den Betriebsmodus, die Punktschweißzeit, die Intervallzeit und den Pedalschalter
auszuwählen. Wählen Sie die gewünschten Einstellparameter aus und drücken Sie erneut, um die
Auswahlschnittstelle.
ÿ Anzeige der Schweißart, Anzeige des Leistungsstatus. ÿ Anzeige von
Strom und Plattendicke. ÿ Taste 1: Entsprechend
dem Symbol „Zurück zur Schnittstelle“ drücken, um zur Schweißart zurückzukehren.
Parameter, der Encoder zum Anpassen des Werts, drücken Sie 1, um zur oberen Schnittstelle zurückzukehren.
ÿ Taste 2: Rufen Sie die komplexe Einstellungsoberfläche auf, drücken Sie die Zurück-Taste 2, um auszuwählen
Parametereinstellung wird automatisch in den aktuellen Einstellungszustand zurückgekehrt, nachdem
5 Sekunden.
Machine Translated by Google
Encoderregelung
Encoderregelung
Encoderregelung
Encoderregelung
SPOT, WIEDERHOLEN
Encoderregelung
2Tÿ4T
SpotTime
Intervallzeit
Fußpedal
0,01 Sek.
10
Betriebsmodus
10-200
Aktuell
AUS, EIN
0,01 Sek. bis 9,99 Sek.
0,01 Sek. bis 9,99 Sek. 0,01 Sek.
AUS
2T
RADIUS
BESONDERHEIT
STANDARDWERT REGULIEREN
11
Machine Translated by Google
STANDARD
Button2Select
Verordnung
Encoder
Verordnung
Encoder
Verordnung
Button2Select
Verordnung
Button2Select
Encoder
WERT
Verordnung
Encoder
Button2Select
Encoder
Encoder
Verordnung
Encoder
Encoder
Button2Select
Encoder
Button2Select
Button2Select
Encoder
WERT
Encoder
Button2Select
Button2Select
Verordnung
Button2Select
Button2Select
STANDARD
Encoder
Encoder
Verordnung
Verordnung
Encoder
Button2Select
Verordnung
Button2Select
Verordnung
Verordnung
Button2Select
Verordnung
Verordnung
12
0
0
StartAmp
10
10-200
Abwärts
10
PeakAmp
10-200
Impuls
10-200
2-99,9
10
0
0
0-10
0-10
0-10
StartAmp
0
0-10
10-200
Abwärts
SchweißAmp
10-200
Steigung
10
Vorlauf
10
EndAmp
Frequenz
10-200
0-10
0-10
10
Vorlauf
5
0-10
Nachfluss
0
0
SchweißAmp
Steigung
DC-PULSPARAMETERTABELLE
RADIUSBESONDERHEIT
AUSWÄHLEN REGULIEREN
BESONDERHEIT
AUSWÄHLEN REGULIEREN
RADIUS
DCTIG PARAMETERTABELLE
Machine Translated by Google
RADIUSBESONDERHEIT
ACTIG PARAMETERTABELLE
AUSWÄHLEN REGULIEREN
13
0
Vorlauf
10-200
50-150
20
0
10
10-200
Nachfluss
10-90
StartAmp
Nachfluss
30-80
0
SchweißAmp
0
10-200
EndAmp
0
0-10
Saubere Tiefe
20-200
0-10
10
10-200
100
Pulsbreite
Saubere Breite
10
50
0-10
Steigung
0-10
50
Abwärts
EndAmp
0-10
AC-Frequenz
10
STANDARD
Button2Select
Encoder
Button2Select
Verordnung
Encoder
Encoder
Button2Select
Verordnung
Encoder
Button2Select
Verordnung
Button2Select
Verordnung
Verordnung
Encoder
Button2Select
Encoder
Verordnung
Verordnung
Button2Select
Encoder
Button2Select
WERT
Verordnung
Button2Select
Button2Select
Encoder
Button2Select
Verordnung
Verordnung
Encoder
Verordnung
Encoder
Encoder
Encoder
Button2Select
Button2Select
Verordnung
Encoder
Verordnung
Machine Translated by Google
STANDARD
Verordnung
Verordnung
Encoder
Button2Select
Encoder
Encoder
Button2Select
Button2Select
Button2Select
Button2Select
Encoder
Button2Select
Encoder
Verordnung
Encoder
Encoder
Verordnung
Verordnung
Verordnung
Encoder
Button2Select
Verordnung
WERT
Button2Select
Button2Select
Verordnung
Verordnung
Verordnung
Encoder
Encoder
Verordnung
Button2Select
Button2Select
Button2Select
Encoder
Button2Select
Verordnung
Verordnung
Encoder
Encoder
14
Abwärts
10
5
0-10
20-200
10-200
Impuls
Pulsbreite
10-200
0-10
Vorlauf
10
50
Saubere Breite
0
0
50-150
50
2-99,9
StartAmp
10-200
SchweißAmp
AC-Frequenz
PeakAmp
0
EndAmp
Nachfluss
20
Frequenz
10-90
10
10-200
10
0
0-10
0-10
Saubere Tiefe
30-80
100
Steigung
RADIUS
AUSWÄHLEN REGULIEREN
BESONDERHEIT
AC-PULS-PARAMETERTABELLE
Machine Translated by Google

G
D
A
F
UND
C
B
15
E: WIG-Gasschnittstelle F: Netzschalter G: Netzkabel
A: positive Ausgangsschnittstelle B: Pistolenschalterschnittstelle
C: Gas-Elektro-Schnittstelle D: Negative Ausgangsschnittstelle
Das Schweißgerät schaltet sich automatisch ab, der Lüfter läuft jedoch weiter, um die überhitzten Komponenten zu
kühlen. Wenn eine sichere Temperatur erreicht ist, schaltet
die Schutzschaltung den Schweißausgang automatisch
wieder ein.
Die LED für den Thermoschutz leuchtet auf, wenn das Gerät die maximale interne Komponententemperatur erreicht
hat. Dies tritt auf, wenn der Arbeitszyklus überschritten wurde.
,
Machine Translated by Google

Erdungsklemme an den negativen Ausgangsanschluss an.
Klemme.
3. Halten Sie das Werkstück mit einem Erdungsstift
4. Drücken Sie die Schweißmodus-Taste, um
2. Verbinden Sie die Schweißzange mit dem
positiven Ausgangsanschluss und verbinden Sie den
Netzschalter.
1. Schließen Sie den Netzstecker an und schalten Sie das
5. Stellen Sie den Stromregler ein, um die
Strom auf den entsprechenden Bereich.
mit der Schweißzange und starten Sie den Lichtbogen
in den manuellen Schweißmodus.
Schweißen
6. Berühren Sie die Elektrode und das Werkstück
Argon-Lichtbogenschweißen
DEBUGGING UND BETRIEB
DEBUGGING UND BETRIEB
MANUELLES SCHWEISSEN
es mit dem Kehlband.
das positive Ausgangsende des Schweißgeräts und halten Sie
Stromeinstellknopf, um den entsprechenden Schweißstrom zu
erreichen.
4. Verbinden Sie den Erdungsanschluss mit der
8. Je nach Plattendicke drehen Sie den
1. Einschalten und den Netzschalter betätigen.
5. Drücken Sie die Schweißmodus-Taste, um zu wechseln
Brenner auf das Werkstück, drücken Sie den Pistolenschalter auf
2. Verbinden Sie die Argon-Lichtbogenschweißpistole mit dem
das Werkstück mit der Erdungsklemme.
9. Berühren Sie die Wolframelektrode des Schweißgeräts
16
im Uhrzeigersinn festziehen.
Argon-Lichtbogenschweißmodus.
Lichtbogenschweißgasanschluss an der Rückseite und festziehen
den Griff und das Schweißen beginnt
Gas-Elektro-Schnittstelle der Schweißmaschine und
6. Verbinden Sie die Gasleitung der Gasflasche mit dem Argon
Schalteranschluss der Taschenlampe.
7. Drehen Sie das Flaschenventil, um den entsprechenden
Schweißdruck zu erreichen.
3. Stecken Sie den zweiadrigen Stecker der Taschenlampe in die
Machine Translated by Google
17
Machine Translated by Google
18
Machine Translated by Google
19
6
55 44 33 22 11 6
Datei...:. .....Und.:.E. :\F\ . ÿ ÿ ÿ \A. ÿ C. D. C. WIGÿ ÿ ÿ -200225ÿ ÿ ÿ ÿ ÿ ÿ Vollständiger Brückenschaltplan. ÿ ÿ ÿ ÿ
Die Nummer ist
Überarbeitung
07.11.2024
Sie et von
Eine 3
woncB
Titel
ÿÿÿ
Datum :
SDc
Von ize
Machine Translated by Google
UK REP
Vertreter der EG
YH CONSULTING LIMITED. C/OYH Consulting Limited
Büro 147, Centurion House, London Road, Staines-
upon-Thames, Surrey, TW18 4AX
E-CrossStu GmbH
Adresse: Danya Industrial Park, Zeguo Town, WENLING Zhejiang 317523. Importiert
nach Australien: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD
NSW2122Australien.
Importiert in die USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730.
Hersteller: Zhejiang Xingyi Ventilator Electrical Appliance Co., Ltd.
Mainzer Landstr.69,
60329 Frankfurt am Main.
20
Machine Translated by Google
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Machine Translated by Google

Modello: ACDC TIG-225
Saldatore TIG
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi
utilizzata rappresenta solo una stima del risparmio che potresti ottenere acquistando
determinati utensili con noi rispetto ai principali marchi principali e non significa
necessariamente coprire tutte le categorie di utensili da noi offerti. Ti ricordiamo
cortesemente di verificare attentamente quando effettui un ordine con noi se stai
effettivamente risparmiando la metà rispetto ai principali marchi principali.
Machine Translated by Google

Nota: l'immagine del prodotto è di riferimento, i dettagli effettivi prevarranno
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitare a contattarci:
Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni
del manuale prima di utilizzare. VEVOR si riserva una chiara interpretazione del nostro
manuale utente. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Vi preghiamo
di perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti
tecnologici o software sul nostro prodotto.
HAI BISOGNO DI AIUTO? CONTATTACI!
Modello: ACDC TIG-225
Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
Saldatore TIG
1
Machine Translated by Google
2
simbolo raffigurante un bidone della spazzatura barrato indica che il prodotto richiede una raccolta
differenziata dei rifiuti nell'Unione Europea. Ciò si applica al prodotto e a tutti gli accessori
contrassegnati con questo simbolo. I prodotti contrassegnati come tali potrebbero non essere
CORRETTO SMALTIMENTO per
l'esposizione Questo prodotto è soggetto alle disposizioni della direttiva europea 2012/19/UE.
Attenzione: per ridurre il rischio di lesioni, l'utente deve leggere attentamente il manuale di istruzioni.
smaltire insieme ai normali rifiuti domestici, ma devono essere portati in un punto di raccolta per il
riciclaggio di apparecchiature elettriche ed elettroniche.
La conformità è una certificazione di sicurezza CE.
Machine Translated by Google
CICLO DI LAVORO
SPECIFICHE
INFORMAZIONI SULLA SICUREZZA
,
pulito
Valutato
NOT CE viene utilizzato per riferirsi a pratiche non correlate a lesioni personali.
,
,
se non evitato
entro un blocco di tempo di 10 minuti puoi saldare per 6 minuti con 4 minuti di raffreddamento per la saldatrice. Se la saldatrice si spegne
automaticamente, tuttavia la ventola continuerà a funzionare per raffreddare la
Le seguenti spiegazioni sono visualizzate nel manuale con questo prodotto:
,
10 minuti e il duty cycle è una percentuale di quei 10 minuti. Se si salda a 195A con un duty cycle del 60%
Questa unità emette un potente voltaggio elevato e calore estremo che può causare gravi ustioni, smembramenti, scosse elettriche e morte. VEVOR
non sarà ritenuta responsabile per le conseguenze dovute all'uso improprio deliberato o involontario di questo prodotto.
,
,
provocherà morte o lesioni gravi ·
se non evitato
Il ciclo di lavoro nominale si riferisce alla quantità di saldatura che può essere eseguita in un determinato lasso di tempo.
diventa un saldatore TIG.
il ciclo di lavoro è superato
componenti surriscaldati. quando è stata raggiunta una temperatura di sicurezza l'uscita della
saldatrice si riaccende. Per aumentare il ciclo di lavoro è possibile abbassare il controllo dell'uscita dell'amperaggio.
PERICOLO indica una situazione pericolosa che
,
la tecnologia offre la possibilità di saldare acciaio sottile o di grosso calibro con precisione e facilità. quando si aggiunge
la saldatrice commuta automaticamente la
sull'etichettatura e su tutte le altre informazioni fornite
potrebbe causare morte o lesioni gravi.
,
ATTENZIONE indica una situazione pericolosa che
,
potrebbe risultare
LEGGERE E COMPRENDERE TUTTE LE ISTRUZIONI E LE PRECAUZIONI PRIMA DI PROCEDERE.
se non evitato
,
CAUT ON Utilizzato insieme al simbolo di avviso di sicurezza, indica una situazione pericolosa che può causare
lesioni lievi o moderate.
L'ACDCTIG-225 ha un ciclo di lavoro del 60% a 195 A. È più facile esaminare il tempo di saldatura in blocchi di
3
la torcia TG opzionale (non inclusa), il regolatore del gas e una bombola di gas di protezione, l'ACDC TIG-225
L'ACDCTIG-225 fornisce un metodo conveniente per eseguire la saldatura "stick" dell'acciaio al carbonio. Inverter
Saldatura TIG 110V10-160A
Elettrovalvola MMA 110V40-140A
16/01~31/06
I1
acciaio inossidabile
potenza 30,1A (220V)
220V225A
E7018S
I1
I1
110V o 220V 110V160A
E6013 E7014
max 50A (110V) eff
38,7A (110V)
massimo 39A (220V)
20%@
110V140A
E6010 E6011
I1
220V200A
20%@
110V o 220V
220V 10~225A
1/16~5/32
1,6~4,0 mm
220V 40~200A
1,6~5,0mm
Gamma di
corrente di uscita:
Tensione di ingresso
Corrente di ingresso
Ciclo di lavoro
Diametro asta Materiale asta
Machine Translated by Google
· L'elettrodo e i circuiti di lavoro (o di terra) sono elettricamente "caldi" quando la saldatrice è accesa. Non permettere a queste parti "calde" di
entrare in contatto con la pelle nuda o con gli indumenti bagnati.
· Fissare sempre il morsetto di terra al pezzo da saldare e il più vicino possibile alla zona di saldatura
· Scollegare la saldatrice dall'alimentazione prima del montaggio, dello smontaggio o della manutenzione della stessa.
· Utilizzare sempre la saldatrice in un'area pulita, asciutta e ben ventilata. Non utilizzare la saldatrice in aree piovose o scarsamente ventilate.
operazione di saldatura.
conosciuto.
·
· L'uso improprio di una saldatrice elettrica può causare scosse elettriche, lesioni e morte! Leggere tutte le precauzioni descritte nel manuale
della saldatrice per ridurre la possibilità di scosse elettriche.
· Assicurarsi che il pezzo in lavorazione sia adeguatamente supportato e messo a terra prima di iniziare un'operazione elettrica
· Non utilizzare vicino a superfici combustibili. Rimuovere tutti gli oggetti infiammabili entro 35 piedi dalla saldatura.
· Tenere sempre un estintore a portata di mano durante la saldatura. · Utilizzare
coperte per saldatura per proteggere superfici verniciate e/o infiammabili; guarnizioni in gomma, motori, ecc.
utilizzare schermi di saldatura per proteggere gli astanti
superficie di lavoro.
· Non utilizzare la saldatrice ad arco elettrico in aree in cui siano presenti vapori infiammabili o esplosivi.
zona di ingaggio.
Se altre persone o animali domestici si trovano nella zona di saldatura, potrebbero
verificarsi scintille.
Leggere attentamente e comprendere il presente manuale prima di utilizzare la saldatrice. Conservarlo per riferimento futuro.
· separarsi dal circuito di saldatura utilizzando tappetini isolanti per evitare il contatto con il
· La saldatura elettrica produce scintille che possono essere scaricate ad alta velocità a distanze considerevoli, accendendo vapori e materiali
infiammabili o esplosivi.
indumenti adatti realizzati in materiale durevole e ignifugo per proteggere la pelle.
· Indossare sempre indumenti protettivi asciutti e guanti da saldatura in pelle e calzature isolanti.
· Il campo elettromagnetico generato durante la saldatura ad arco può interferire con vari dispositivi elettrici ed elettronici come i pacemaker
cardiaci. Chiunque utilizzi tali dispositivi dovrebbe
consultare il proprio medico prima di eseguire qualsiasi operazione di saldatura elettrica.
L'esposizione ai campi elettromagnetici durante la saldatura può avere altri effetti sulla salute che non sono
possibile. Ciò fornirà la minima resistenza e la migliore saldatura.
· Assicurarsi che l'alimentatore sia dotato di cavi adeguatamente dimensionati per gestire il consumo energetico.
,
metà
punta di contatto e durante l'installazione o la rimozione degli ugelli.
torcia
Bagnato
, ,
I CAMPI ELETTROMAGNETICI POSSONO ESSERE UN RISCHIO PER LA SALUTE!
LA SCOSSA ELETTRICA PUÒ UCCIDERE!
LE SCINTILLE DI SALDATURA POSSONO CAUSARE INCENDI O ESPLOSIONI!
LEGGI LE ISTRUZIONI
4
,
cruscotti
Machine Translated by Google
· utilizzare indumenti adatti, realizzati in materiale resistente alle fiamme, per proteggere la pelle.
Guida
e dopo il processo di saldatura. Siate consapevoli di tutte le avvertenze di sicurezza per gli utensili elettrici.
· Una camicia a maniche
lunghe non infiammabile o una giacca da
SALDATURA · Guanti da saldatura resistenti
vernici a base di ammoniaca.IL METALLO E GLI UTENSILI CALDI BRUCERANNO!
· Leggere tutti i manuali forniti con le smerigliatrici, le levigatrici o altri utensili elettrici specifici utilizzati prima
· Casco da saldatura auto-oscurante per fornire protezione agli occhi durante le operazioni di saldatura. Nota: DEVE essere un
· Spazzole per saldatura in filo di acciaio inossidabile dedicate per ogni materiale da saldare.
· Non saldare mai materiali rivestiti, inclusi ma non limitati a: cadmiati, zincati,
scintille e i raggi dell'arco durante la saldatura o quando si osserva la saldatura ad arco aperto (vedere ANsl
· La molatura e la carteggiatura espelleranno trucioli di metallo, polvere, detriti e scintille ad alta velocità. Per prevenire
lesioni agli occhi, indossare occhiali di sicurezza approvati.
· indossare un respiratore approvato OSHA durante la molatura o la carteggiatura.
· Un interruttore automatico monofase 1 10/220 volt CA, 50/60 Hz, 50 A correttamente collegato a terra.
danni. utilizzare uno schermo con il filtro appropriato (almeno n. 1 1) per proteggere gli occhi da
· Lavorare sempre in un'area adeguatamente ventilata.
punta o ugello della torcia fino a quando non sono completamente
,
NOTA: per funzionare correttamente e in sicurezza, l'unità deve essere collegata a terra!
· I raggi dell'arco producono radiazioni ultraviolette intense che possono bruciare la pelle esposta e causare danni agli occhi.
·
· I fumi e i gas rilasciati durante la saldatura sono pericolosi. Non respirare i fumi prodotti dall'operazione
di saldatura. Indossare un respiratore approvato OSHA durante la saldatura.
guanti e indumenti resistenti al calore quando si utilizza Eastwood o qualsiasi altro tipo di saldatura
,
da scintille e raggi d'arco.
· utilizzare dispositivi
di protezione. Non toccare mai la superficie di lavoro saldata
raffreddata.
Prima di iniziare a utilizzare la SALDATURA TIG/MMA 205 ST CK assicurati di avere quanto segue:
Se altre persone o animali domestici si trovano nell'area di saldatura, utilizzare schermi di saldatura per proteggere gli astanti
· La saldatura elettrica riscalda il metallo e gli utensili a temperature che possono causare gravi ustioni!
5
#1 1 Uguale o più scuro.
Z49. 1 e Z87. 1 per gli standard di sicurezza).
I FUMI E I GAS DI SALDATURA POSSONO ESSERE UN RISCHIO PER LA SALUTE!
I RAGGI DELL'ARCO POSSONO BRUCIARE!
I trucioli metallici volanti possono causare lesioni!
ARTICOLI RICHIESTI
sicuro ben illuminato
area di lavoro asciutta e ben ventilata.
· Una pulita
, , ,
Machine Translated by Google

Rimuovere tutti gli articoli dalla scatola e confrontarli con l'elenco sottostante per accertarsi che l'unità sia completa.
6
10.Maschera per il viso *1
1.ACDC TIG-225
2. Cavo adattatore di alimentazione (macchina a doppia alimentazione) 3,2 m 25
mm² Morsetto di terra 300 A 1 set 4,2 m 25 mm² Pinze per
saldatura elettrica 3001 set 5,3 m Tubo dell'aria * 1 6. Fascia
tracheolaringea * 2 7.
Misuratore del gas per saldatura ad arco di
argon * 1 8. Torcia per saldatura TIG WP-17 13 mm²
1 set 9. Piede * 1
CONTENUTO
Machine Translated by Google

codificatorePulsante 1 Pulsante 2
Allarme sullo schermo come protezione termica
Fare clic sul pulsante per selezionare la funzione da mantenere fissa
UN
B
C
PANNELLO DI CONTROLLO E VISUALIZZAZIONE
7
Machine Translated by Google

PAGINA DI OPERAZIONE DC MMA
8
ÿ Encoder: ruotare per regolare la corrente, premere l'encoder e ruotare per selezionare anti-stick, anti-shock,
corrente di spinta e corrente d'arco, selezionare i parametri di regolazione richiesti
e premere di nuovo per visualizzare la finestra di regolazione, ruotare l'encoder per regolare i parametri e infine premere
per confermare e uscire dalla finestra pop-up (è possibile premere il pulsante in qualsiasi momento
interfaccia di selezione.
tempodurante il processo di regolazione 1 Uscire dall'impostazione dei parametri correnti; Se non
saldatura, saldatura ad arco di argon in corrente alternata, saldatura a impulsi in corrente continua, saldatura a impulsi in corrente alternata.
ÿ Indicatore MMA, indicatore dello stato di
alimentazione. ÿ Visualizzazione della
tensione attuale e effettiva. ÿ Pulsante 1: corrispondente all'icona di ritorno dell'interfaccia, premere per tornare al tipo di saldatura
ÿ Selezionare il tipo di saldatura desiderato e premere l'encoder per accedere alla schermata operativa. ÿ
L'immagine visualizzata sull'interfaccia di selezione del tipo di saldatura è la seguente:
ÿ Encoder rotativo, ciclo per scegliere 5 tipi di saldatura: saldatura manuale DC, DC Cargonarc
eseguire qualsiasi operazione durante la regolazione dei parametri, tornerà automaticamente alla
stato di regolazione corrente dopo 5 secondi.
SELEZIONE DEL TIPO DI SALDATURA
ISTRUZIONI PER IL FUNZIONAMENTO DEL PANNELLO
Machine Translated by Google
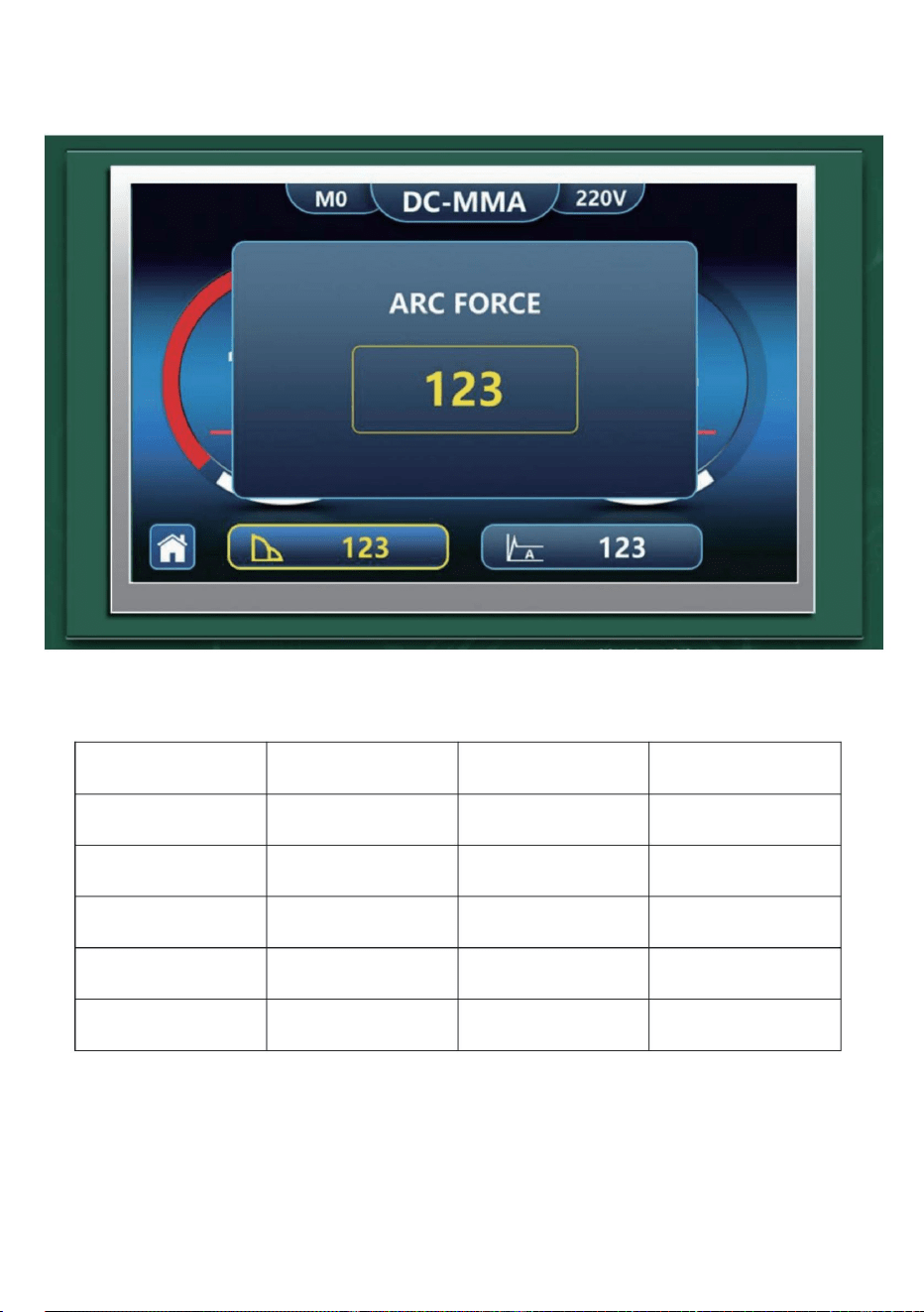
SU
0
40
0
Acceso, spento
Da 0 a 60
Acceso, spento
Forza ARC Da 0 a 60
40-200
Inizio a CALDO
SU
Corrente continua
CONFRONTARE
SU
9
REGOLAZIONE VALORE DEFAULTRAGGIO
CARATTERISTICA
Regolazione dell'encoder
Regolazione dell'encoder
Regolazione dell'encoder
ÿ Pulsante 2: Nessuna azione.
Regolazione dell'encoder
Regolazione dell'encoder
Machine Translated by Google
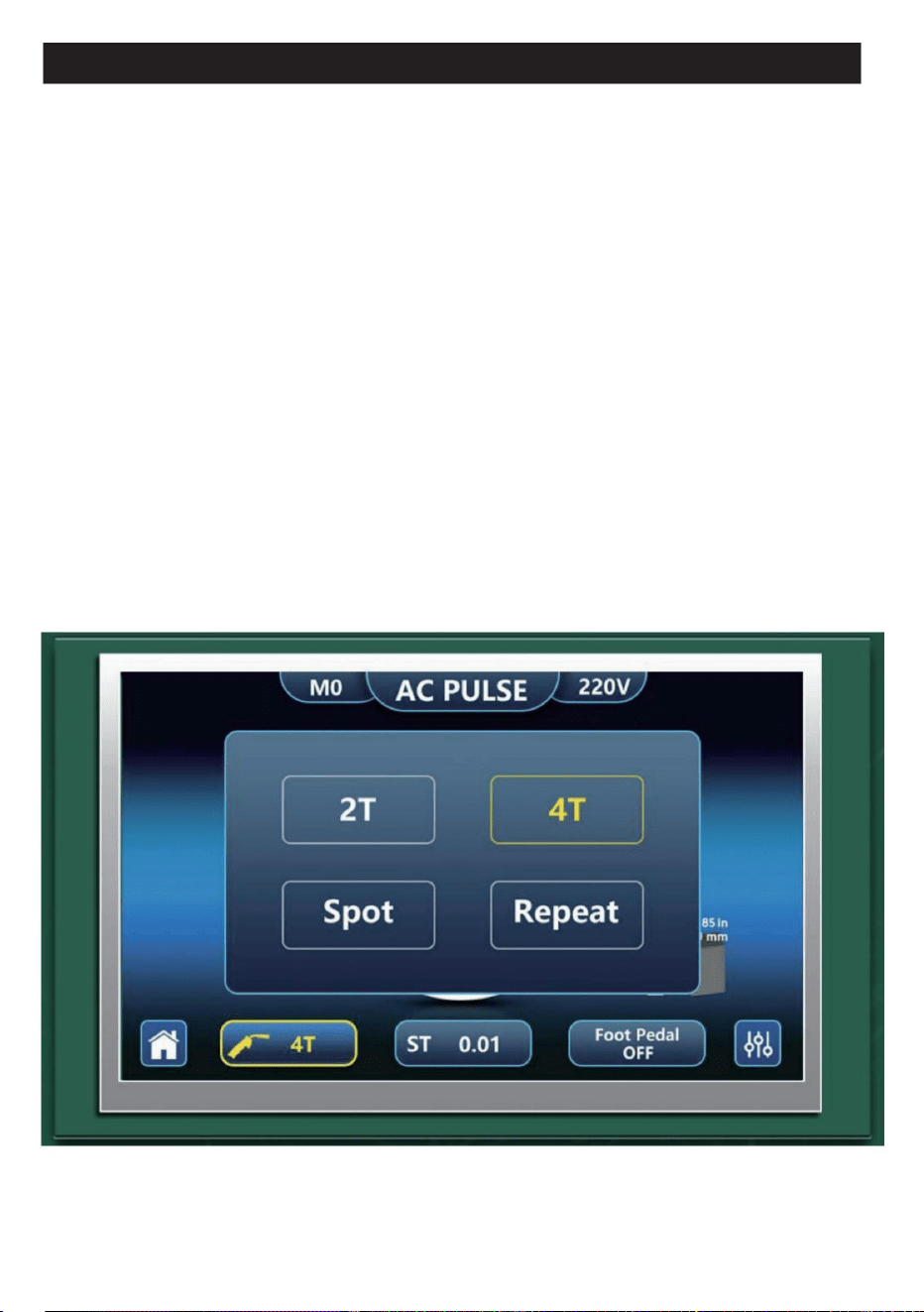
finestra di regolazione, ruotare l'encoder per regolare i parametri e infine premere per confermare
e uscire dalla finestra pop-up (è possibile premere il pulsante in qualsiasi momento durante la regolazione
processo 1 Esci dall'impostazione dei parametri correnti; se non esegui alcuna operazione durante
regolazione dei parametri, tornerà automaticamente allo stato di regolazione corrente dopo
ÿ Encoder: ruotare la corrente di regolazione (adattare automaticamente lo spessore della piastra), premere
l'encoder e ruotare per selezionare la modalità di funzionamento, il tempo di saldatura a punti, l'intervallo, l'interruttore
a pedale, selezionare i parametri di regolazione richiesti e premere nuovamente per visualizzare il popup
interfaccia di selezione.
ÿ Indicazione del tipo di saldatura, indicazione dello stato di
alimentazione. ÿ Visualizzazione dello spessore
della piastra e della corrente. ÿ Pulsante 1: corrispondente all'icona di ritorno dell'interfaccia, premere per tornare al tipo di saldatura
5 secondi.
ÿ Pulsante 2: accedere all'interfaccia di impostazione complessa, immettere il pulsante Indietro 2 per selezionare
parametri, l'encoder per regolare il valore, premere 1 per tornare all'interfaccia superiore.
DESCRIZIONE DELLA PAGINA DI FUNZIONAMENTO DCTIG, ACTIG, DC PULSE, AC PULSE
10
Machine Translated by Google
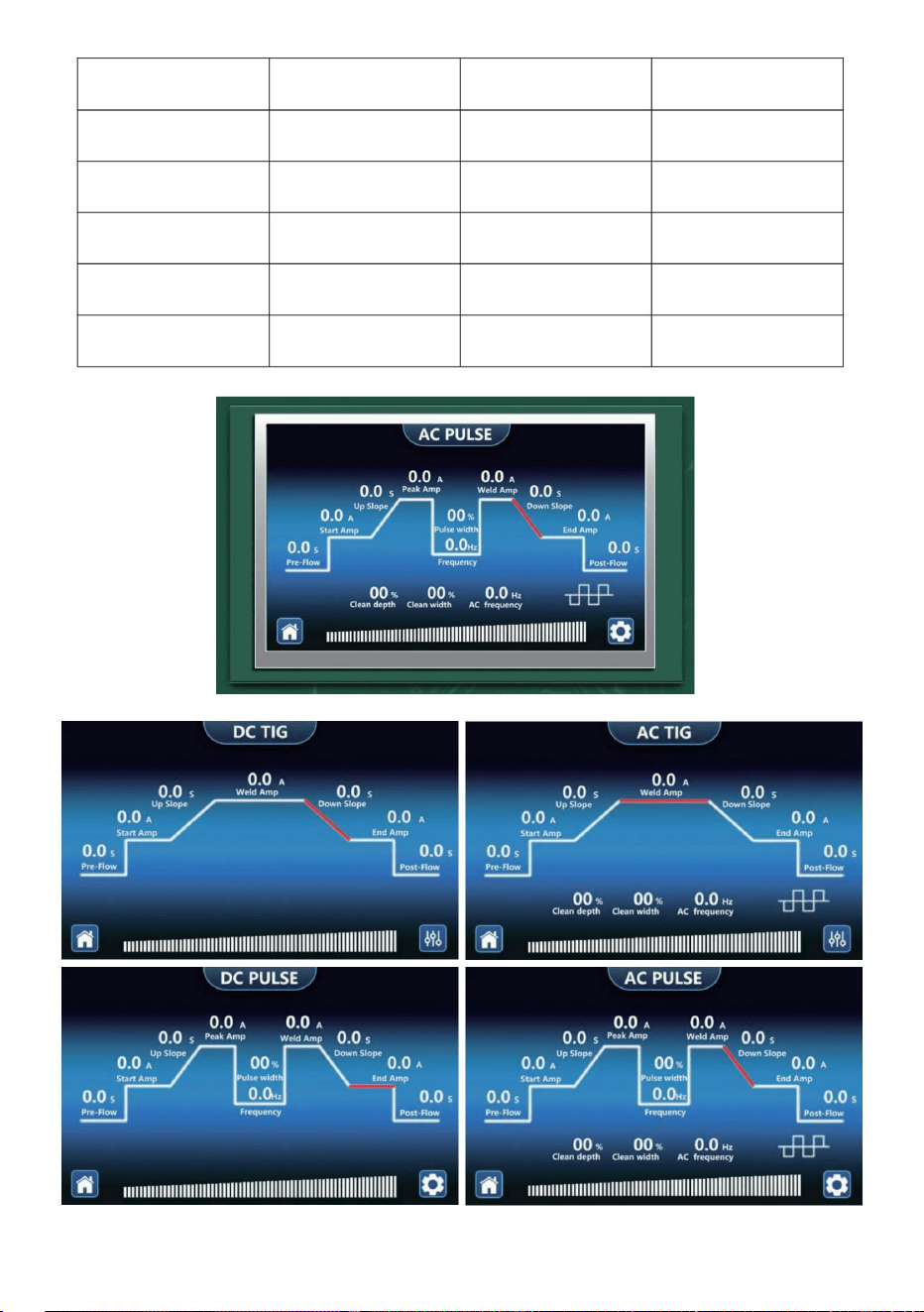
Regolazione dell'encoder
Regolazione dell'encoder
Regolazione dell'encoder
Regolazione dell'encoder
SPOTÿRIPETI
Regolazione dell'encoder
2T, 4T
Tempo di Spot
Intervallo di tempo
Pedale
2T
10
Modalità operativa
10-200
Attuale
Da 0,01 a 9,99 secondi
Da 0,01 a 9,99 secondi
0,01S
0,01S
SPENTO
SPENTO, ACCESO
RAGGIO
CARATTERISTICA
REGOLAZIONE VALORE DEFAULT
11
Machine Translated by Google
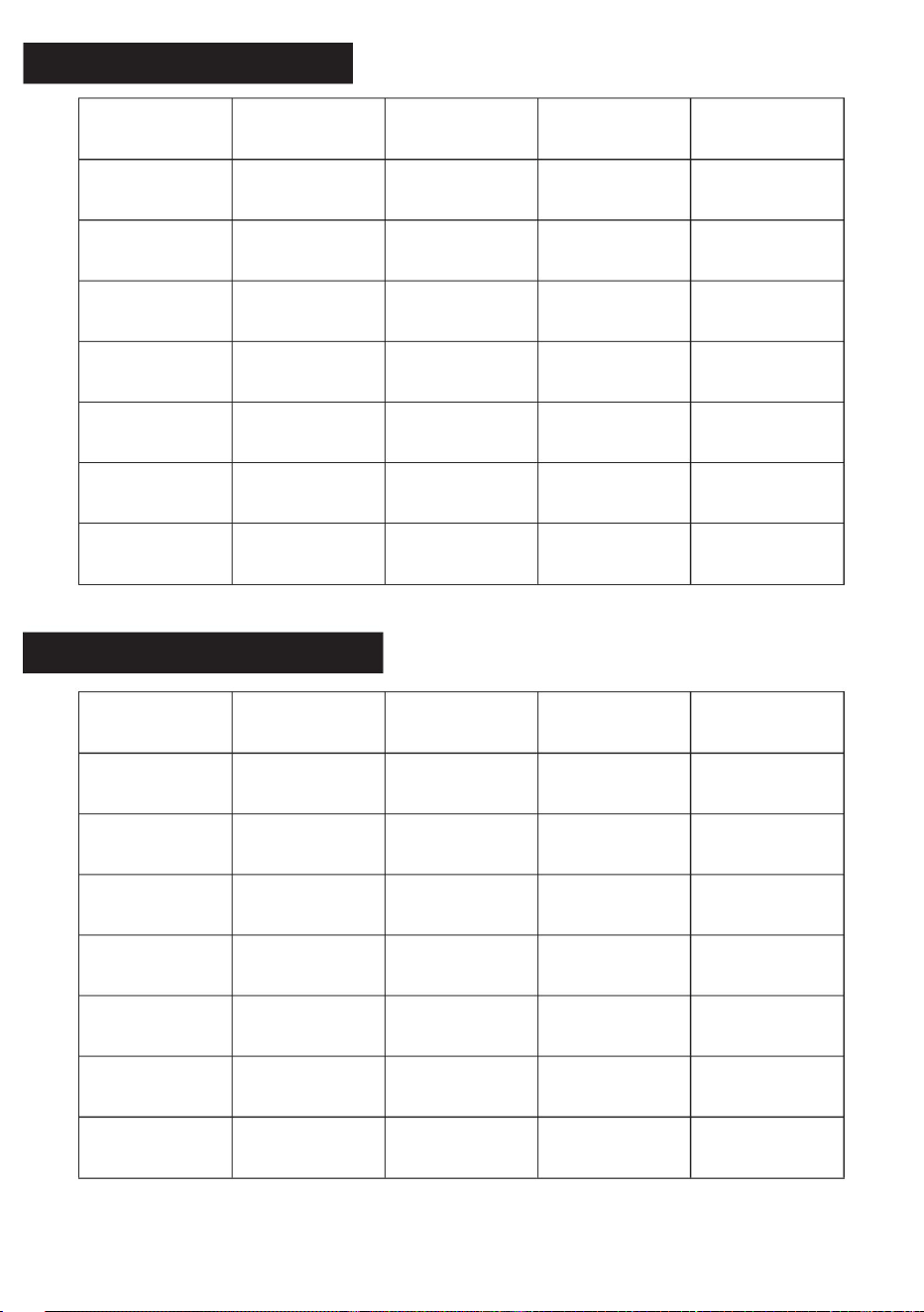
regolamento
regolamento
Pulsante2Seleziona
regolamento
regolamento
regolamento
PREDEFINITO
Codificatore
regolamento
Pulsante2Seleziona
regolamento
Pulsante2Seleziona
Pulsante2Seleziona
Codificatore
PREDEFINITO
Codificatore
regolamento
Codificatore
VALORE
Codificatore
Pulsante2Seleziona
Pulsante2Seleziona
regolamento
Pulsante2Seleziona
Codificatore
Codificatore
Pulsante2Seleziona
Codificatore
Pulsante2Seleziona
Pulsante2Seleziona
Codificatore
Pulsante2Seleziona
Codificatore
Codificatore
regolamento
Codificatore
regolamento
Pulsante2Seleziona
regolamento
Pulsante2Seleziona
Codificatore
VALORE
Pulsante2Seleziona
regolamento
regolamento
Codificatore
12
10-200
StartAmp
0
Da 0 a 10
Da 0 a 10
10-200
Pendenza in discesa
0
Da 0 a 10
Da 0 a 10
2-99,9
10
0
10-200
PeakAmp
Impulso
Pendenza in discesa
10
10-200
0
0
StartAmp
10
SaldaturaAmp
Pendenza in salita
10-200
Da 0 a 10
Post-flusso
0
0
5
Da 0 a 10
10
Pre-flusso
Frequenza
10-200
Da 0 a 10
Pre-flusso
10
Ampliamento finale
Pendenza in salita
10
SaldaturaAmp
PARAMETRIZZABILE IMPULSO DC
RAGGIOCARATTERISTICA
SELEZIONA REGOLA
RAGGIO
SELEZIONA REGOLA
CARATTERISTICA
PARAMETRIZZABILE DCTIG
Machine Translated by Google
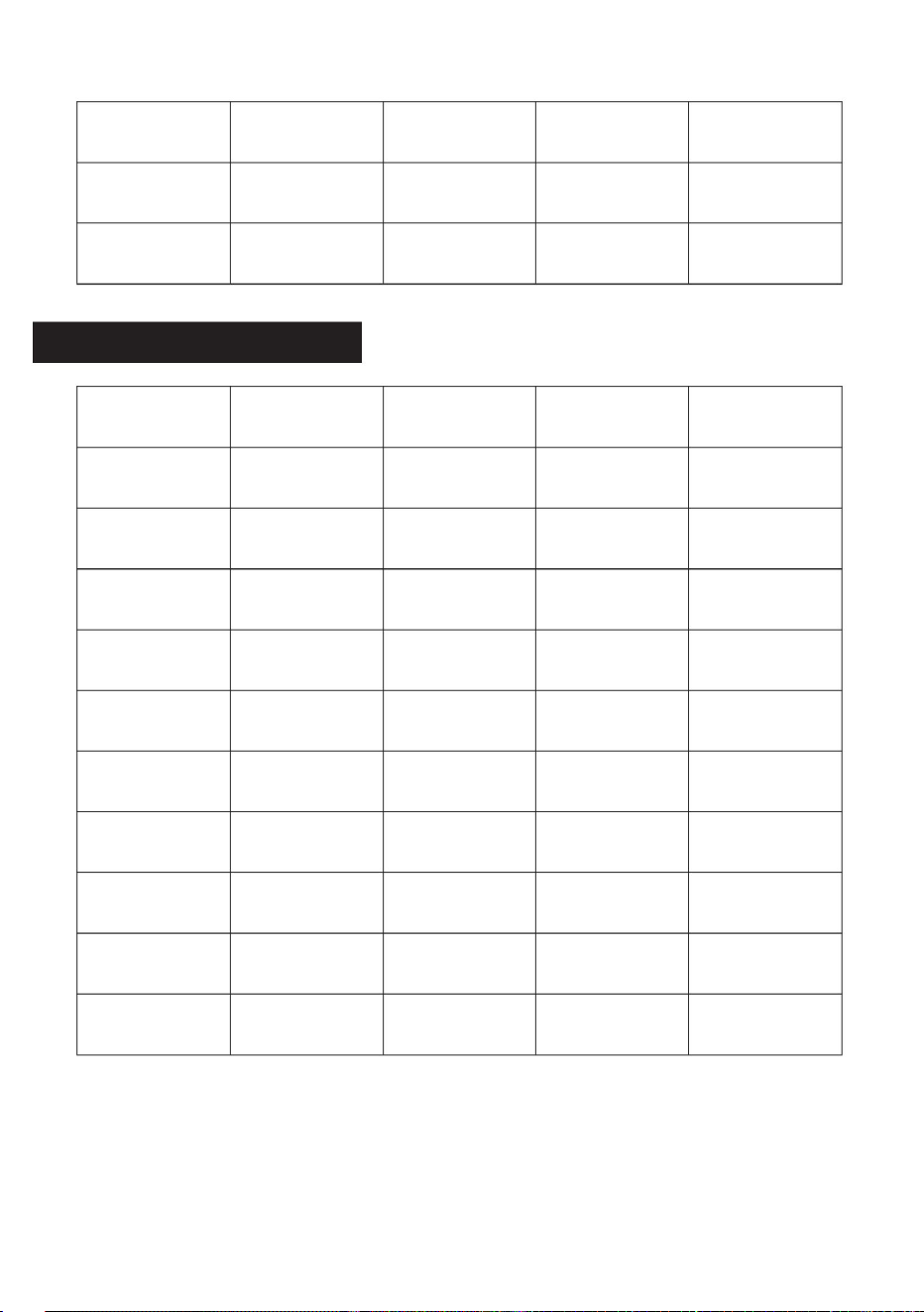
RAGGIOCARATTERISTICA
TABELLA DEI PARAMETRI ACTIG
SELEZIONA REGOLA
13
Pendenza in discesa
Ampliamento finale
Da 0 a 10
Frequenza CA
10
Da 0 a 10
50
Pendenza in salita
Da 0 a 10
50
Larghezza di impulso
Larghezza pulita
10
Da 0 a 10
10
10-200
100
10-200
Ampliamento finale
0
Da 0 a 10
Profondità pulita
20-200
Post-flusso
30-80
0
SaldaturaAmp
0
10
10-200
Post-flusso
10-90
StartAmp
0
Pre-flusso
10-200
50-150
20
0
Codificatore
VALORE
regolamento
regolamento
Pulsante2Seleziona
Codificatore
regolamento
Pulsante2Seleziona
regolamento
regolamento
Codificatore
regolamento
Codificatore
Pulsante2Seleziona
Codificatore
Pulsante2Seleziona
Pulsante2Seleziona
regolamento
Codificatore
Pulsante2Seleziona
Codificatore
regolamento
PREDEFINITO
Codificatore
Pulsante2Seleziona
Pulsante2Seleziona
regolamento
Codificatore
Codificatore
regolamento
Codificatore
Codificatore
regolamento
Pulsante2Seleziona
regolamento
Codificatore
Pulsante2Seleziona
Pulsante2Seleziona
regolamento
Pulsante2Seleziona
Pulsante2Seleziona
Machine Translated by Google
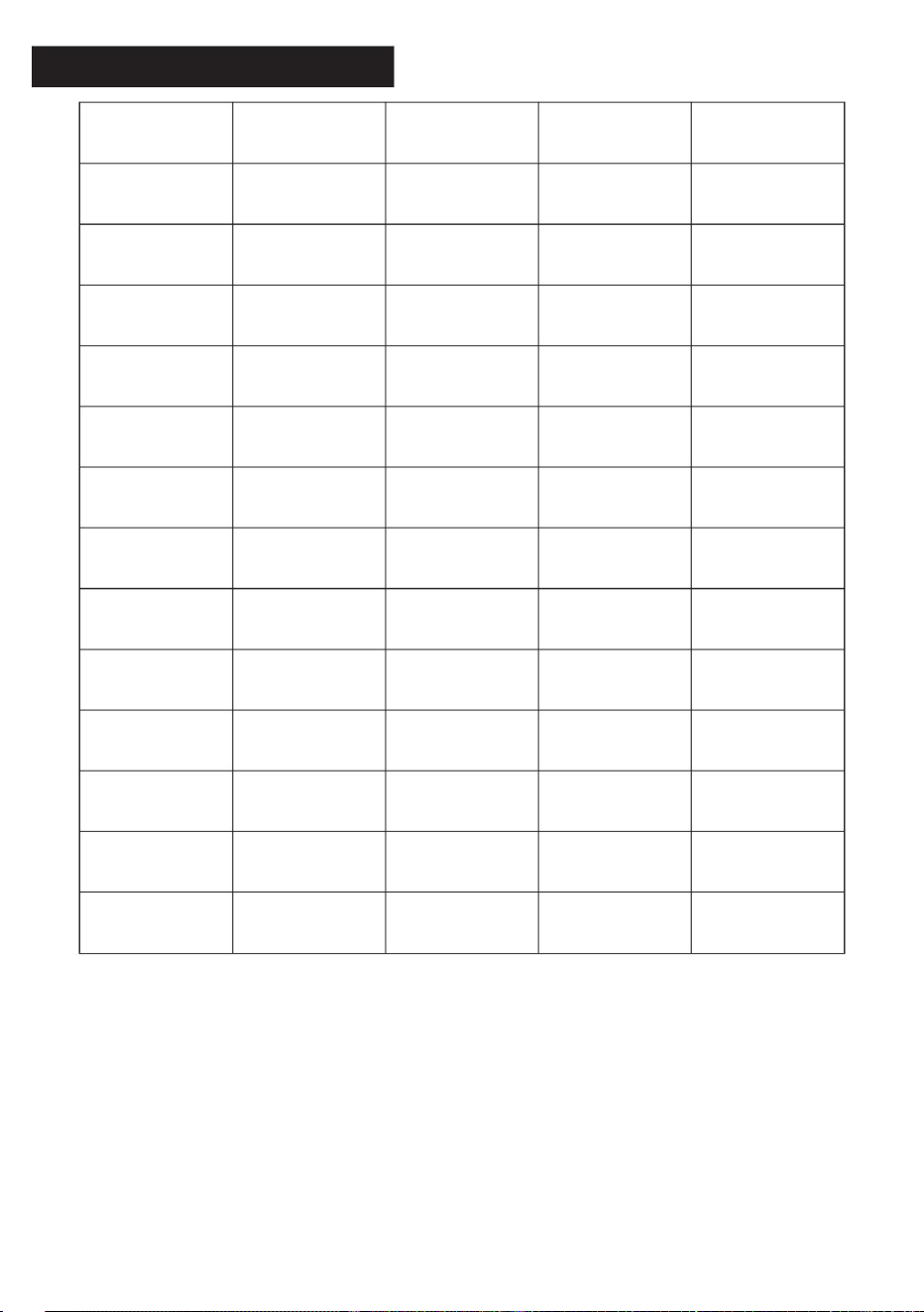
Impulso
Larghezza di impulso
100
Pendenza in salita
Da 0 a 10
Da 0 a 10
Profondità pulita
30-80
Frequenza
10
10-90
10-200
10
0
PeakAmp
0
Ampliamento finale
Post-flusso
20
50
2-99,9
StartAmp
10-200
SaldaturaAmp
Frequenza CA
Larghezza pulita
0
0
50-150
Da 0 a 10
10-200
Pre-flusso
50
10
Pendenza in discesa
10
5
Da 0 a 10
20-200
10-200
14
VALORE
Pulsante2Seleziona
regolamento
Codificatore
Pulsante2Seleziona
regolamento
Codificatore
regolamento
Codificatore
regolamento
Codificatore
Pulsante2Seleziona
Pulsante2Seleziona
Pulsante2Seleziona
Codificatore
Pulsante2Seleziona
Codificatore
Pulsante2Seleziona
Codificatore
regolamento
Codificatore
Codificatore
PREDEFINITO
regolamento
Codificatore
Pulsante2Seleziona
Codificatore
Pulsante2Seleziona
regolamento
regolamento
Pulsante2Seleziona
Codificatore
Codificatore
Pulsante2Seleziona
regolamento
Pulsante2Seleziona
regolamento
regolamento
Pulsante2Seleziona
regolamento
regolamento
CARATTERISTICA
SELEZIONA REGOLA
RAGGIO
PARAMETRIZZABILE IMPULSO CA
Machine Translated by Google

UN
D
G
F
E
C
B
15
C: interfaccia gas-elettrico D: interfaccia di uscita negativa
A: interfaccia di uscita positiva B: interfaccia dell'interruttore della pistola
E:Interfaccia gas TIG F: Interruttore di alimentazione G: Cavo di alimentazione
,
Il LED di protezione termica si accende quando l'unità ha raggiunto la temperatura massima dei componenti interni.
Ciò si verifica quando è stato superato il ciclo di lavoro.
La saldatrice si spegnerà automaticamente, ma la ventola continuerà a funzionare per raffreddare i componenti
surriscaldati. Una volta raggiunta una temperatura sicura, il
circuito di protezione riaccenderà automaticamente l'uscita
della saldatrice.
Machine Translated by Google

morsetto di terra alla porta di uscita negativa.
MORSETTO.
3. Tenere il pezzo in lavorazione con una massa
4. Premere il pulsante della modalità di saldatura per cambiare
2. Collegare la pinza per saldatura al
porta di uscita positiva e collegare
interruttore di alimentazione.
1. Collegare la spina di alimentazione e accendere il
alla modalità di saldatura manuale.
5. Regolare la manopola corrente per regolare
6. Toccare l'elettrodo e il pezzo in lavorazione
con la pinza per saldare e accendere l'arco
correntenell'intervallo appropriato.
saldatura
DEBUGGING E FUNZIONAMENTO
DEBUGGING E FUNZIONAMENTO
SALDATURA AD ARCO DI ARGON
SALDATURA MANUALE
commutare la porta della torcia.
7. Ruotare la valvola della bombola per raggiungere la pressione di
saldatura appropriata.
3. Inserire la spina bipolare della torcia nella
con la fascia per la gola.
16
stringerlo in senso orario.
porta del gas di saldatura ad arco sul pannello posteriore e serrare
modalità di saldatura ad arco di argon.
la maniglia e inizia la saldatura
interfaccia gas-elettrica della saldatrice e
5. Premere il pulsante della modalità di saldatura per passare a
1. Accendere e accendere l'interruttore di alimentazione.
6. Collegare il tubo del gas della bombola del gas all'argon
2. Collegare la pistola per saldatura ad arco di argon al
torcia sul pezzo in lavorazione, premere l'interruttore della pistola su
il pezzo in lavorazione con il morsetto di terra.
9. Toccare l'elettrodo di tungsteno della saldatura
l'estremità di uscita positiva della saldatrice e tenere premuto
manopola di regolazione della corrente per ottenere la corrente di
saldatura appropriata.
4. Collegare il connettore rapido del morsetto di terra a
8. In base allo spessore della piastra, ruotare il
Machine Translated by Google
17
Machine Translated by Google
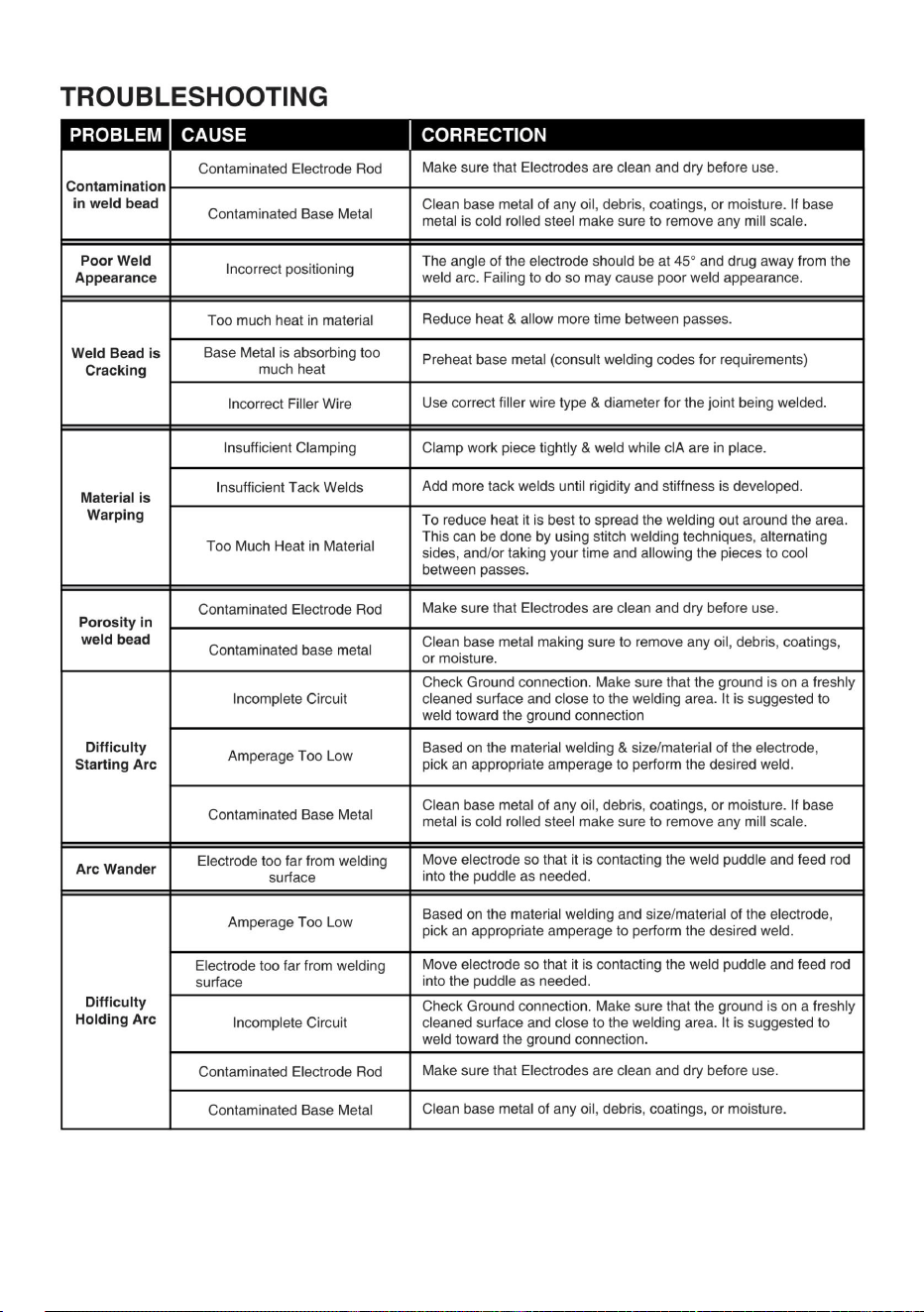
18
Machine Translated by Google
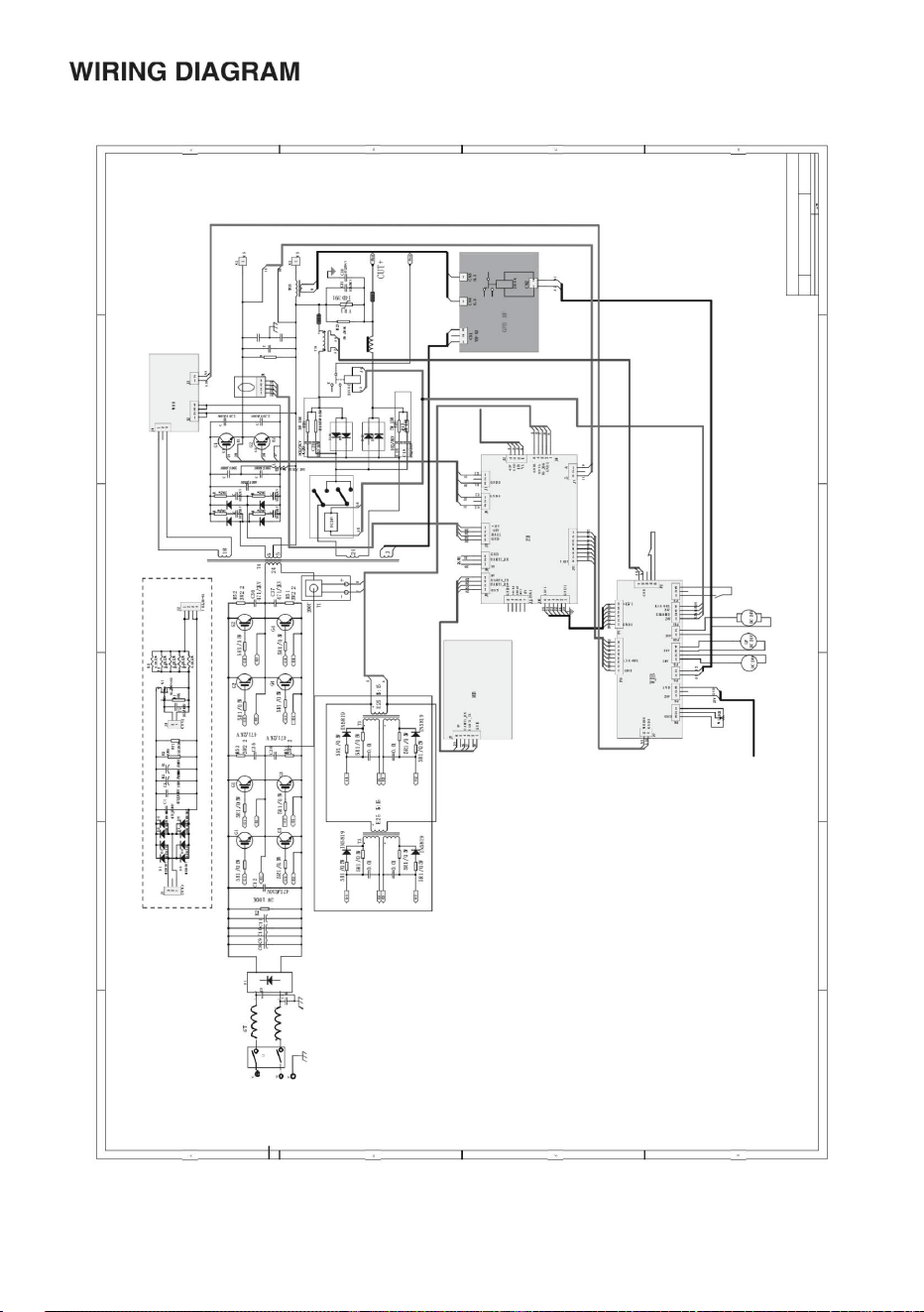
19
ÿÿÿ
Data :
SDC (Dipartimento di Scienze)
Da ize
Lei è di
Un 3
woncB
Titolo
.....E.:.
Il numero è
E. :\F\ . ÿ ÿ ÿ \UN. ÿ C. D. C. TIGÿ ÿ ÿ -200225ÿ ÿ ÿ ÿ ÿ ÿ Schema elettrico del ponte intero. ÿ ÿ ÿ ÿ
Revisione
2024/11/7
6
55 44 33 22 11 6
File...:.
Machine Translated by Google
Rappresentante della CE
RAPPRESENTANZA DEL REGNO UNITO
Indirizzo: Danya Industrial Park, Zeguo Town, WENLING Zhejiang 317523 Importato in
AUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW2122
Australia Importato
negli USA: Sanven Technology Ltd. Suite 250, 9166 Anaheim Place, Rancho
Cucamonga, CA 91730
E-CrossStu GmbH
YH CONSULTING LIMITED. C/OYH Consulting Limited
Ufficio 147, Centurion House, London Road, Staines-
upon-Thames, Surrey, TW18 4AX
Produttore: Zhejiang Xingyi Ventilator Electrical Appliance Co., Ltd.
Mainzer Landstr.69,
60329 Francoforte sul Meno.
20
Machine Translated by Google
Supporto tecnico e certificato di garanzia
elettronica www.vevor.com/support
Machine Translated by Google

Modelo:ACDCTIG225
SoldadorTIG
Seguimoscomprometidosabrindarleherramientasaprecioscompetitivos.
Soportetécnicoycertificadodegarantíaelectrónica
www.vevor.com/support
"Ahorrelamitad","mitaddeprecio"ocualquierotraexpresiónsimilarqueutilicemos
solorepresentaunaestimacióndelahorroquepodríaobteneralcomprarciertas
herramientasconnosotrosencomparaciónconlasprincipalesmarcasynonecesariamente
significaquecubratodaslascategoríasdeherramientasqueofrecemos.Lerecordamos
que,alrealizarunpedidoconnosotros,verifiquecuidadosamentesirealmenteestáahorrando
lamitadencomparaciónconlasprincipalesmarcas.
Machine Translated by Google

¿Tienepreguntassobreelproducto?¿Necesitaasistenciatécnica?Nodudeenponerseen
contactoconnosotros:
Nota:Laimagendelproductoesdereferencia,prevaleceránlosdetallesreales.
1
¿NECESITAAYUDA?¡CONTÁCTENOS!
Modelo:ACDCTIG225
Soportetécnicoycertificadodegarantíaelectrónica
www.vevor.com/support
SoldadorTIG
Estassonlasinstruccionesoriginales,leaatentamentetodaslasinstruccionesdel
manualantesdeutilizarelproducto.VEVORsereservaunainterpretaciónclarade
nuestromanualdeusuario.Laaparienciadelproductoestarásujetaalproductoque
recibió.Perdónenospornoinformarlenuevamentesihayactualizacionesde
tecnologíaosoftwareennuestroproducto.
Machine Translated by Google
2
ELIMINACIÓNCORRECTAdelapantallaEste
productoestásujetoalasdisposicionesdelaDirectivaeuropea2012/19/UE.
desecharseconlabasuradomésticanormal,sinoquedebenllevarseaunpuntoderecogidaparareciclar
aparatoseléctricosyelectrónicos.
Elsímboloquemuestrauncontenedordebasuratachadoindicaqueelproductorequiereunarecogida
selectivaderesiduosenlaUniónEuropea.Estoseaplicaalproductoyatodoslosaccesoriosmarcados
conestesímbolo.Losproductosmarcadoscomotalesnopueden
Advertencia:Parareducirelriesgodelesiones,elusuariodebeleeratentamenteelmanualdeinstrucciones.
ComplianceesunacertificacióndeseguridadCE.
Machine Translated by Google
CICLODETRABAJO
PRESUPUESTO
INFORMACIÓNDESEGURIDAD
Corrientedeentrada
Rangode
corrientedesalida: Ciclodetrabajo
DiámetrodelavarillaMaterialdelavarilla
Voltajedeentrada
,
,
,
Sinoseevita
Enunbloquedetiempode10minutos,puedesoldardurante6minutoscon4minutosdeenfriamientoparaelsoldador.Sielsoldadorse
apagaautomáticamente,sinembargo,elventiladorseguiráfuncionandoparaenfriarel
Enestemanualsemuestranlassiguientesexplicacionesconeste
producto:
,
provocarálamuerteolesionesgraves
Sinoseevita
10minutosyelciclodetrabajoesunporcentajedeesos10minutos.Sisesueldaa195Aconunciclodetrabajodel60%
Estaunidademiteunaltovoltajepotenteyuncalorextremoquepuedeprovocarquemadurasgraves,desmembramiento,descargaseléctricasyla
muerte.VEVORnoseráresponsabledelasconsecuenciasdebidasalmalusodeliberadooinvoluntariodeesteproducto.
,
Seexcedeelciclodetrabajo
ysesobrecalientanloscomponentes.Cuandosealcanzaunatemperaturasegura,sevuelve
aencenderlasoldadora.Paraaumentarelciclodetrabajo,puedereducirelcontroldesalidadeamperaje.
PELIGROindicaunasituaciónpeligrosaque
,
Elciclodetrabajonominalserefierealacantidaddesoldaduraquesepuederealizarenunperíododetiempodeterminado.
seconvierteensoldadorTIG.
Elsoldadorcambiaráautomáticamenteel
Latecnologíaproporcionalacapacidaddesoldaracerodecalibrefinoogruesoconprecisiónyfacilidad.alagregar
eneletiquetadoyentodalademásinformaciónfacilitada
Podríaprovocarlamuerteolesionesgraves.
ADVERTENCIAindicaunasituaciónpeligrosaque
,
LEAYCOMPRENDATODASLASINSTRUCCIONESYPRECAUCIONESANTESDECONTINUAR.
,
Podríaresultar
PRECAUCIÓNSeutilizajuntoconelsímbolodealertadeseguridadeindicaunasituaciónpeligrosaquepuedeprovocarlesiones
menoresomoderadas.
,
Sinoseevita
ElACDCTIG225tieneunciclodetrabajodel60%a195A.Esmásfácilvereltiempodesoldaduraenbloquesde
LaantorchaTGdeelevaciónopcional(noincluida),elreguladordegasyuncilindrodegasprotector,elACDCTIG225
ElACDCTIG225ofreceunmétodoconvenientepararealizarsoldadurasconelectrodorevestidodeaceroalcarbono.
3
110V140A
E7018S
I1
220V200A
máx.50A(110V)
eficacia38,7A(110V)
I1
1/16~5/32
20%@
E6010E6011
220V40~200A
1,6~5,0mm
SoldaduraTIG110V10160A
20%@
110Vo220V
220V10~225A
1,6~4,0mm
aceroinoxidable
Eficiencia30,1A(220V)
Aparatodemediciónmanual110V40140A
16/1~31/6
I1
I1
110Vo220V 110V160A
E6013E7014
máx.39A(220V)
220V225A
,
NOTCEseutilizaparaabordarprácticasnorelacionadasconlesionespersonales.
clave
Calificado
Machine Translated by Google
∙Elusoinadecuadodeunasoldadoraeléctricapuedeprovocardescargaseléctricas,lesionesylamuerte.Leatodaslasprecauciones
descritasenelmanualdelasoldadoraparareducirlaposibilidaddedescargaseléctricas.
Leaycomprendacompletamenteestemanualantesdeutilizarlasoldadora.Guárdeloparafuturasreferencias.
∙Asegúresedequelapiezadetrabajoestécorrectamenteapoyadayconectadaatierraantesdecomenzaruntrabajoeléctrico.
Ropaadecuadafabricadaconmaterialduraderoyresistentealfuegoparaprotegertupiel.
∙Lasoldaduraeléctricaproducechispasquepuedendescargarseadistanciasconsiderablesaaltavelocidadyencendervaporesymateriales
inflamablesoexplosivos.
∙Nooperelasoldadoradearcoeléctricoenáreasdondehayavaporesinflamablesoexplosivos.
∙Mantengasiempreunextintordeincendioscercamientrassuelda.∙Utilice
mantasdesoldaduraparaprotegersuperficiespintadasy/oinflamables,burletesdegoma,motores,etc.
Siotraspersonasomascotasseencuentraneneláreadesoldadura,evite
laschispas.
∙separarsedelcircuitodesoldadurautilizandoesterasaislantesparaevitarelcontactoconel
posible.Estodarálamenorresistenciaylamejorsoldadura.
∙Asegúresedequelafuentedealimentacióntengauncableadoconlaclasificaciónadecuadaparasoportarelusodeenergía.
∙Elcampoelectromagnéticoquesegeneradurantelasoldaduraporarcopuedeinterferirconvariosdispositivoseléctricosyelectrónicos,
comomarcapasoscardíacos.Cualquierpersonaqueutilicedichosdispositivosdebe
∙Utilicesiempreropaprotectorasecayguantesdecueroparasoldarycalzadoaislante.
Consulteconsumédicoantesderealizarcualquieroperacióndesoldaduraeléctrica.
conocido.
∙Desconectelasoldadoradelafuentedealimentaciónantesderealizarelmontaje,desmontajeomantenimientodelamisma.
∙Utilicesiemprelasoldadoraenunárealimpia,secaybienventilada.Noutilicelasoldadoraenáreashúmedasomalventiladas.
operacióndesoldadura.
∙Loscircuitosdeelectrodosydetrabajo(odetierra)estáneléctricamente"calientes"cuandolasoldadoraestáencendida.Nopermitaque
estaspartes"calientes"entrenencontactoconsupieldesnudaoconsuropamojada.
∙Fijesiemprelapinzadetierraalapiezaasoldarylomáscercaposibledeláreadesoldadura.
∙Nolousecercadesuperficiescombustibles.Retiretodosloselementosinflamablesqueseencuentrenamenosde35piesdelasoldadura.
Laexposiciónacamposelectromagnéticosdurantelasoldadurapuedetenerotrosefectossobrelasaludquenosedescribenacontinuación.
Utilicepantallasdesoldaduraparaprotegeralostranseúntes
superficiedetrabajo.
Áreadeing.
∙
tablerosdeinstrumentos
,
¡LOSCAMPOSELECTROMAGNÉTICOSPUEDENSERUNPELIGROPARALASALUD!
¡LADESCARGAELÉCTRICAPUEDEMATAR!
¡LASCHISPASDESOLDADURAPUEDENCAUSARINCENDIOOEXPLOSIÓN!
LEERINSTRUCCIONES
4
,
medio
puntadecontactoyalinstalaroquitarboquillas.
antorcha
húmedo
,,
Machine Translated by Google
#11Igualomásoscuro.
(Z49.1yZ87.1paranormasdeseguridad).
ARTICULOSREQUERIDOS
∙
chispasyrayosdelarcoalsoldaroalobservarunasoldaduraporarcoabierto(verANsl
∙Losrayosdelarcoproducenunaintensaradiaciónultravioletaquepuedequemarlapielexpuestaycausarquemadurasenlosojos.
GuantesyroparesistentesalcalorcuandoseutilizaEastwoodocualquierotroequipodesoldadura.
puntaoboquilladelaantorchahastaqueesténcompletamente
∙Elpulidoyellijadoexpulsanvirutasdemetal,polvo,residuosychispasaaltavelocidad.Paraevitarlesionesoculares,useanteojosde
seguridadaprobados.∙UseunrespiradoraprobadoporOSHAal
lijaropulir.
Asegúresedetenerlosiguiente:
∙Loshumosygasesqueseliberandurantelasoldadurasonpeligrosos.Norespireloshumosqueseproducendurantelaoperaciónde
soldadura.UseunrespiradoraprobadoporOSHAalsoldar.
,
Sihayotraspersonasomascotaseneláreadesoldadura,usepantallasdesoldaduraparaprotegeralostranseúntes.
∙¡Lasoldaduraeléctricacalientaelmetalylasherramientasatemperaturasquepuedenprovocarquemadurasgraves!
,
dechispasyrayosdearco.
∙Utiliceequipode
protección.Nuncatoquelasuperficiedetrabajosoldadaque
estéfría.
AntesdecomenzarautilizarlasoldadoraTIG/MMA205STCK
pinturasabasedemetal.¡ELMETALCALIENTEYLASHERRAMIENTASQUEMARAN!
∙Leatodoslosmanualesincluidosconlasamoladoras,lijadorasuotrasherramientaseléctricasespecíficasutilizadasantes
∙Cepillosdesoldaduradealambredeaceroinoxidablededicadosparacadamaterialasoldar.
∙Utiliceropaadecuada,fabricadaconmaterialduraderoeignífugoparaprotegersupiel.
dirigir
ydespuésdelprocesodesoldadura.Tengaencuentatodaslasadvertenciasdeseguridadparaherramientaseléctricas.
∙Undisyuntormonofásicode1fasede10/220voltiosdeCA,50/60Hz,50A,debidamenteconectadoatierra.
∙Unacamisademanga
larganoinflamableounachaquetadesoldadura∙
Guantesdesoldaduraresistentes
daño.useunprotectorconelfiltroadecuado(unmínimode#11)paraprotegersusojosde
∙Trabajesiempreenunáreaadecuadamenteventilada.
NOTA:¡Launidaddebeestarconectadaatierraparafuncionardemaneraadecuadaysegura!
∙Cascodesoldaduraconoscurecimientoautomáticoparabrindarprotecciónoculardurantelasoperacionesdesoldadura.Nota:DEBEserun
∙Nuncasueldematerialesrevestidos,incluidos,entreotros:cadmiados,galvanizados,
¡LOSHUMOSYGASESDESOLDADURAPUEDENREPRESENTARUNPELIGROPARALASALUD!
¡LOSRAYOSDELARCOPUEDENQUEMAR!
¡LASVIRUTASMETÁLICASQUEVUELANPUEDENCAUSARLESIONES!
seguro bieniluminado
Áreadetrabajosecaybienventilada.
∙Unalimpieza
, , ,
5
Machine Translated by Google

Retiretodosloselementosdelacaja.Compárelosconlalistaacontinuaciónparaasegurarsedequelaunidadestécompleta.
10.Mascarillafacial*1
1.ACDCTIG225
2.Cableadaptadordecorriente(máquinadefuentedealimentación
dual)3,2m25mm²Abrazaderadetierra300A1
juego4,2m25mm²Alicatesdesoldaduraeléctrica3001
juego5,3mTubode
aire*16.Bandatraqueolaríngea*2
7.Medidordegasdesoldaduraporarcode
argón*18.AntorchadesoldaduraTIGWP17de13
mm²1juego9.Pie*1
CONTENIDO
6
Machine Translated by Google

codificador
Hagaclicenelbotónparaseleccionarlafunciónquedeseamanteneractivada
Botón1 Botón2
Alarmaenpantallacomoproteccióntérmica
A
B
do
PANELDECONTROLYVISUALIZACIÓN
7
Machine Translated by Google

PÁGINADEOPERACIÓNDEDCMM
Interfazdeselección.
ypresionenuevamenteparaqueaparezcalaventanadeajuste,gireelcodificadorparaajustarlosparámetrosyfinalmente
presioneparaconfirmarysalirdelaventanaemergente(puedepresionarelbotónencualquiermomento).
▪Codificador:gireparaajustarlacorriente,presioneelcodificadorygireparaseleccionarantiadherente,antichoque,
corrientedeempujeycorrientedearco,seleccionelosparámetrosdeajusterequeridos
Realicecualquieroperaciónduranteelajustedeparámetros,volveráautomáticamenteala
▪Seleccioneeltipodesoldaduradeseadoypresioneelcodificadorparaingresaralapantalladeoperación.▪Laimagen
quesemuestraenlainterfazdeseleccióndeltipodesoldaduraeslasiguiente:
▪IndicadorMMA,indicadordeestadodeenergía.▪
Visualizacióndevoltajeactualyactual.▪
Botón1:correspondealíconoderetornodelainterfaz,presionepararegresaraltipodesoldadura
soldadura,soldaduraporarcodeargónCA,soldaduraporpulsosCC,soldaduraporpulsosCA.
▪Codificadorrotatorio,cicloparaelegir5tiposdesoldadura:soldaduramanualDC,DCargonarc
Estadodeajusteactualdespuésde5segundos.
tiempoduranteelprocesodeajuste1Salgadelaconfiguracióndeparámetrosactual;Sino
SELECCIÓNDETIPOSDESOLDADURA
INSTRUCCIONESDEFUNCIONAMIENTODELPANEL
8
Machine Translated by Google
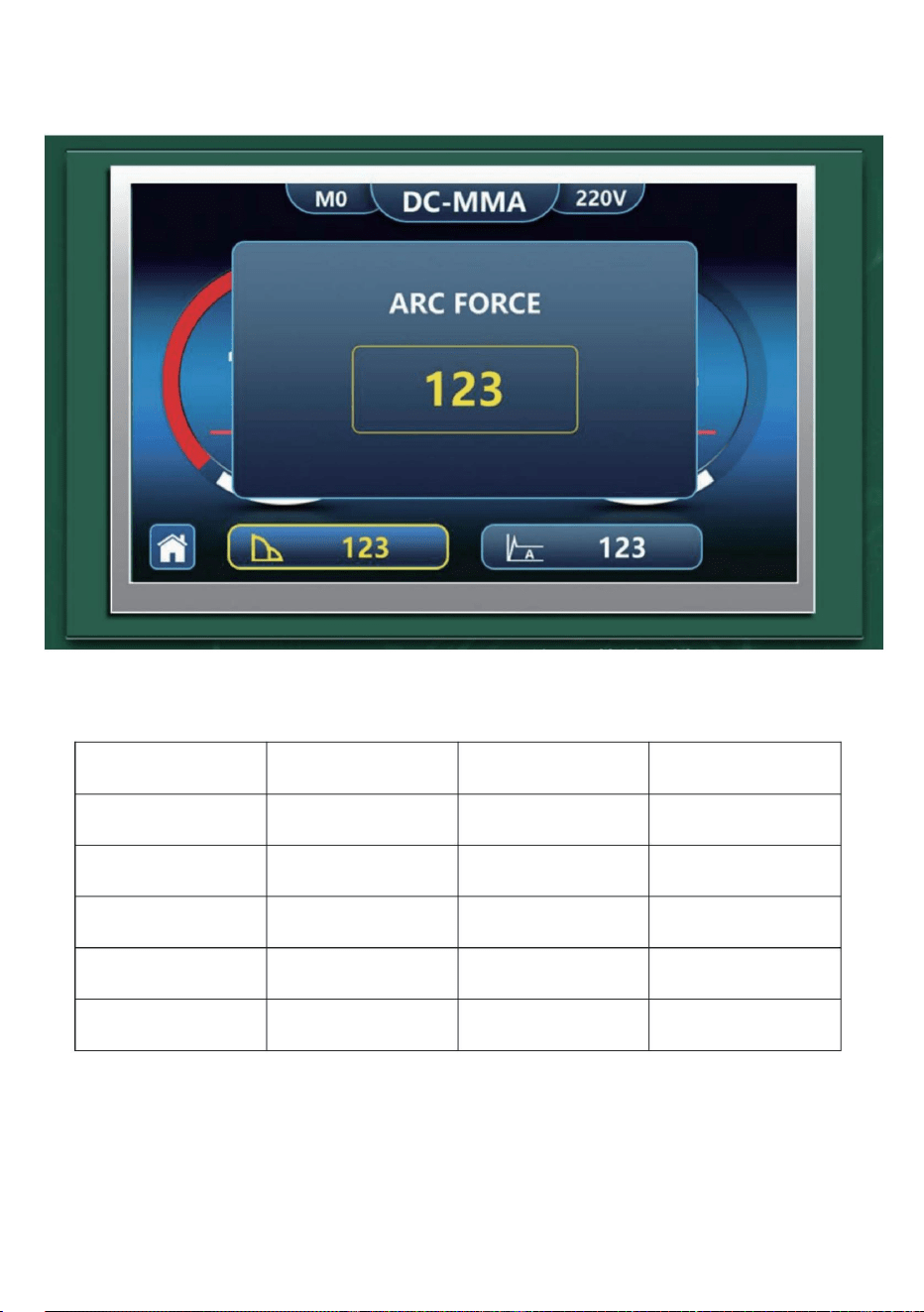
REGULARELVALORPREDETERMINADORADIO
CARACTERÍSTICA
EN
060
Corrientecontinua
FuerzaARC
40200
InicioCALIENTE
EN
COMPARAR
40
0
EN
0
ENCENDIDO,APAGADO
060
ENCENDIDO,APAGADO
Regulacióndelcodificador
Regulacióndelcodificador
Regulacióndelcodificador
▪Botón2:Ningunaacción.
Regulacióndelcodificador
Regulacióndelcodificador
9
Machine Translated by Google
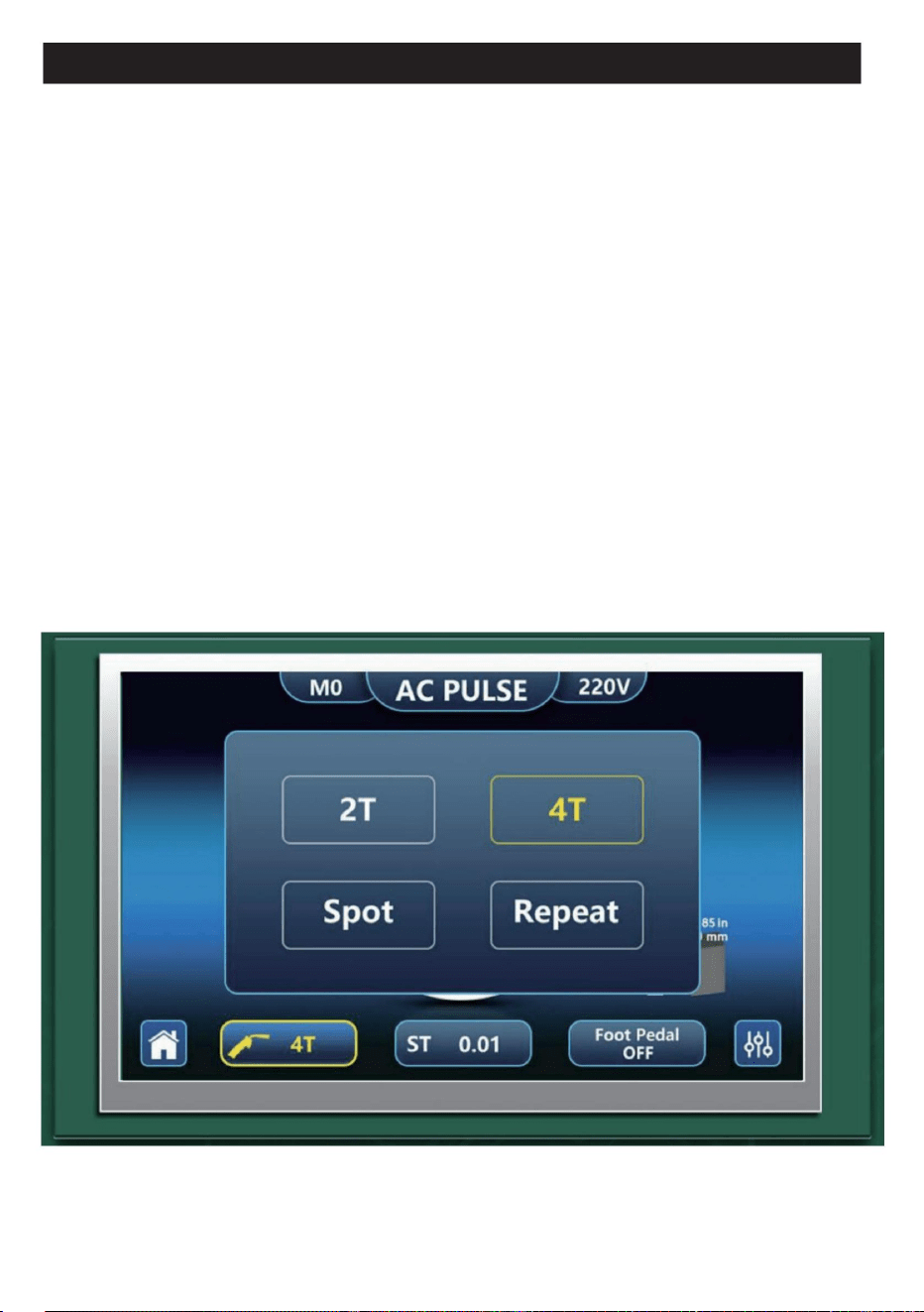
Ventanadeajuste,gireelcodificadorparaajustarlosparámetrosyfinalmentepresioneparaconfirmar.
ysalirdelaventanaemergente(puedepresionarelbotónencualquiermomentoduranteelajuste)
proceso1Salirdelaconfiguracióndeparámetrosactual;Sinorealizaningunaoperacióndurante
▪Codificador:Girelacorrientedeajuste(adapteautomáticamenteelespesordelaplaca),presione
elcodificadorygireparaseleccionarelmododeoperación,eltiempodesoldaduraporpuntos,eltiempodeintervalo,
elinterruptordepedal,seleccionelosparámetrosdeajusterequeridosypresionenuevamenteparaqueaparezcael
Interfazdeselección.
▪Indicacióndeltipodesoldadura,indicacióndelestadodelaenergía.
▪Visualizacióndelacorrienteydelespesorde
laplaca.▪Botón1:correspondientealiconoderetornodelainterfaz,presioneparavolveraltipodesoldadura.
parámetros,elcodificadorparaajustarelvalor,presione1pararegresaralainterfazsuperior.
▪Botón2:Ingresealainterfazdeconfiguracióncompleja,ingreseelbotónAtrás2paraseleccionar
ajustedeparámetros,volveráautomáticamentealestadodeajusteactualdespués
5segundos.
DESCRIPCIÓNDELAPÁGINADEOPERACIÓNDCTIG,ACTIG,PULSODC,PULSOAC
10
Machine Translated by Google
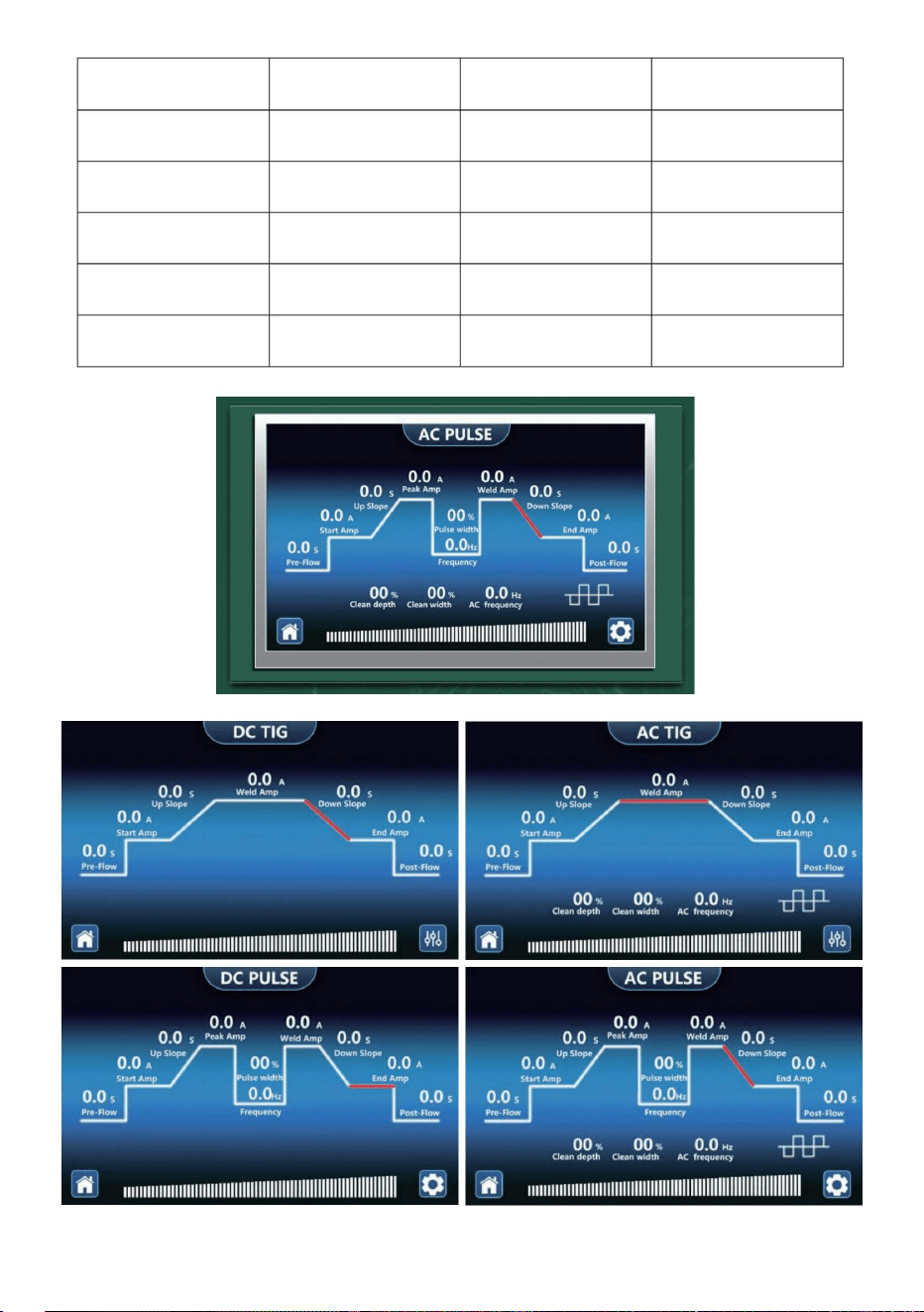
Mododefuncionamiento
Tiempopuntual
Pedaldepie
0,01s
10
Intervalodetiempo
10200
Actual
APAGADO,ENCENDIDO
0,01s9,99s
0,01s9,99s 0,01s
APAGADO
2T
11
Regulacióndelcodificador
Regulacióndelcodificador
Regulacióndelcodificador
Regulacióndelcodificador
Regulacióndelcodificador
PUNTO,REPETIR
REGULARELVALORPREDETERMINADO
CARACTERÍSTICA
RADIO
2T,4T
Machine Translated by Google
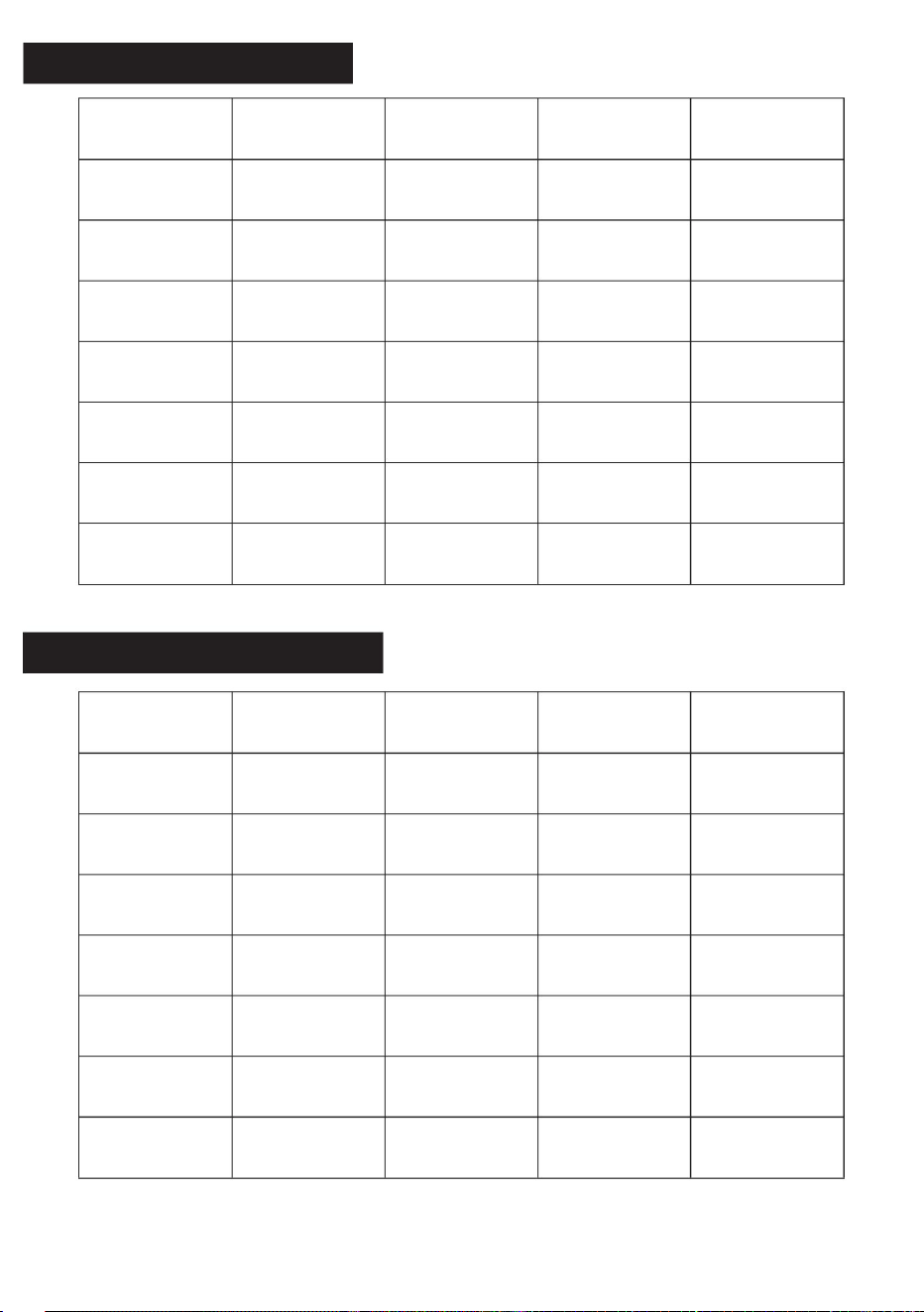
Frecuencia
10200
010
Preflujo
10
Amplificadorfinal
pendientearriba
10
Amplificadordesoldadura
10200
Amplificadordesoldadura
pendientearriba
010
Postflujo
0
0
5
010
10
Preflujo
10200
Amplificadorpico
Legumbres
Pendienteabajo
10
10200
0
0
InicioAmp
010
InicioAmp
0
010
10200 10
Pendienteabajo
10200
0
010
010
299,9
10
0
regulación
Codificador
Codificador
Botón2Seleccionar
Codificador
Botón2Seleccionar
Botón2Seleccionar
Botón2Seleccionar
Codificador
Botón2Seleccionar
Codificador
Codificador
regulación
Codificador
regulación
Botón2Seleccionar
regulación
Botón2Seleccionar
Codificador
regulación
Botón2Seleccionar
VALOR
regulación
Codificador
regulación
regulación
regulación
PORDEFECTO
Botón2Seleccionar
regulación
regulación
regulación
Codificador
Botón2Seleccionar
regulación
Botón2Seleccionar
Botón2Seleccionar
Codificador
PORDEFECTO
Codificador
regulación
Codificador
VALOR
Codificador
Botón2Seleccionar
Botón2Seleccionar
CARACTERÍSTICA RADIO
TABLADEPARÁMETROSDEPULSOSDECC
SELECCIONARREGULAR
RADIO
SELECCIONARREGULAR
CARACTERÍSTICA
TABLADEPARÁMETROSDCTIG
12
Machine Translated by Google
RADIO
SELECCIONARREGULAR
CARACTERÍSTICA
TABLADEPARÁMETROSACTIG
Ancholimpio
10
Anchodepulso
10
10200
100
010
10
Pendienteabajo
Amplificadorfinal
010
FrecuenciaCA
010
50
50
010
pendientearriba
Postflujo
1090
InicioAmp
10
10200
0
0
Preflujo
10200
50150
Amplificadorfinal
0
010
Profundidadlimpia
20200 20
10200
0
Amplificadordesoldadura
0
Postflujo
3080
Botón2Seleccionar
Botón2Seleccionar
Codificador
regulación
regulación
regulación
Botón2Seleccionar
regulación
regulación
Codificador
Codificador
Botón2Seleccionar
regulación
Codificador
Botón2Seleccionar
Botón2Seleccionar
Codificador
Botón2Seleccionar
regulación
Codificador
regulación
Botón2Seleccionar
regulación
Codificador
Codificador
PORDEFECTO
Botón2Seleccionar
Codificador
regulación
Codificador
Codificador
Botón2Seleccionar
regulación
Codificador
Botón2Seleccionar
regulación
Botón2Seleccionar
Codificador
VALOR
Botón2Seleccionar
regulación
13
Machine Translated by Google
regulación
regulación
regulación
Codificador
Botón2Seleccionar
Botón2Seleccionar
Codificador
regulación
Codificador
Codificador
regulación
Botón2Seleccionar
Codificador
Botón2Seleccionar
Botón2Seleccionar
Botón2Seleccionar
Codificador
regulación
Codificador
Codificador
Botón2Seleccionar
Codificador
PORDEFECTO
Botón2Seleccionar
regulación
regulación
Codificador
Codificador
Codificador
regulación
Codificador
regulación
Botón2Seleccionar
Botón2Seleccionar
Botón2Seleccionar
regulación
regulación
regulación
VALOR
Botón2Seleccionar
Botón2Seleccionar
10200
0
Frecuencia
10
1090
10
Amplificadorfinal
0
Postflujo
20
Amplificadorpico
pendientearriba
100
Profundidadlimpia
3080
010
010
Preflujo
10
50
010
10200
10200
Legumbres
Anchodepulso
10
5
Pendienteabajo
299,9
InicioAmp
10200
Amplificadordesoldadura
010
50
FrecuenciaCA
20200
0
0
50150
Ancholimpio
RADIO
SELECCIONARREGULAR
CARACTERÍSTICA
TABLADEPARÁMETROSDEPULSOSDECA
14
Machine Translated by Google

C:interfazgaselectricidadD:interfazdesalidanegativa
A:InterfazdesalidapositivaB:Interfazdeinterruptordepistola
InterfazdegasE:TIGF:InterruptordeencendidoG:Cabledealimentación
GRAMO
D
A
F
B
do
Y
,
ElLEDdeproteccióntérmicaseiluminacuandolaunidadhaalcanzadolatemperaturamáximadelcomponenteinterno.
Estoocurrecuandosehaexcedidoelciclodetrabajo.
Lasoldadoraseapagaráautomáticamente,peroelventiladorcontinuaráfuncionandoparaenfriarloscomponentes
sobrecalentados.Cuandosealcanceunatemperaturasegura,
elcircuitodeprotecciónvolveráaencender
automáticamentelasalidadelasoldadora.
15
Machine Translated by Google

pinzadetierraalpuertodesalidanegativo.
3.Sujetelapiezadetrabajoconunsoporte.
abrazadera.
4.Pulseelbotóndemododesoldaduraparacambiar
interruptordeencendido.
puertodesalidapositivoyconectarel
2.Conectelosalicatesdesoldaduraala
1.Conecteelenchufedealimentaciónyenciéndalo.
almododesoldaduramanual.
5.Ajustelaperillaactualparaajustarla
actualalrangoapropiado.
6.Toqueelelectrodoylapiezadetrabajo.
conlaspinzasdesoldaryencenderelarco
soldadura
DEPURACIÓNYFUNCIONAMIENTO
SOLDADURAPORARCODEARGÓN
SOLDADURAMANUAL
DEPURACIÓNYFUNCIONAMIENTO
Aprieteloenelsentidodelasagujasdelreloj.
lapiezadetrabajoconlaabrazaderadetierra.
Puertodegasparasoldaduraporarcoenelpaneltraseroyapriete
9.Toqueelelectrododetungstenodelasoldadura.
5.Pulseelbotóndemododesoldaduraparacambiara
1.Enciendaeldispositivoygireelinterruptordeencendido.
Coloquelaantorchasobrelapiezadetrabajoypresioneelinterruptordelapistola.
2.Conectelapistoladesoldaduraporarcodeargónala
4.Conecteelconectorrápidodelaabrazaderadetierraa
8.Segúnelespesordelaplaca,gireel
elextremodesalidapositivodelsoldadorymanténgalo
Perilladeajustedecorrienteparalograrlacorrientedesoldadura
adecuada.
3.Inserteelenchufededosnúcleosdelaantorchaenel
conlabandadelagarganta.
puertodeconmutacióndelaantorcha.
7.Girelaválvuladelcilindroparaalcanzarlapresióndesoldadura
adecuada.
mododesoldaduraporarcodeargón.
elmangoycomienzalasoldadura
Interfazgaseléctricadelamáquinadesoldary
6.Conecteeltubodegasdelcilindrodegasalargón.
16
Machine Translated by Google
17
Machine Translated by Google
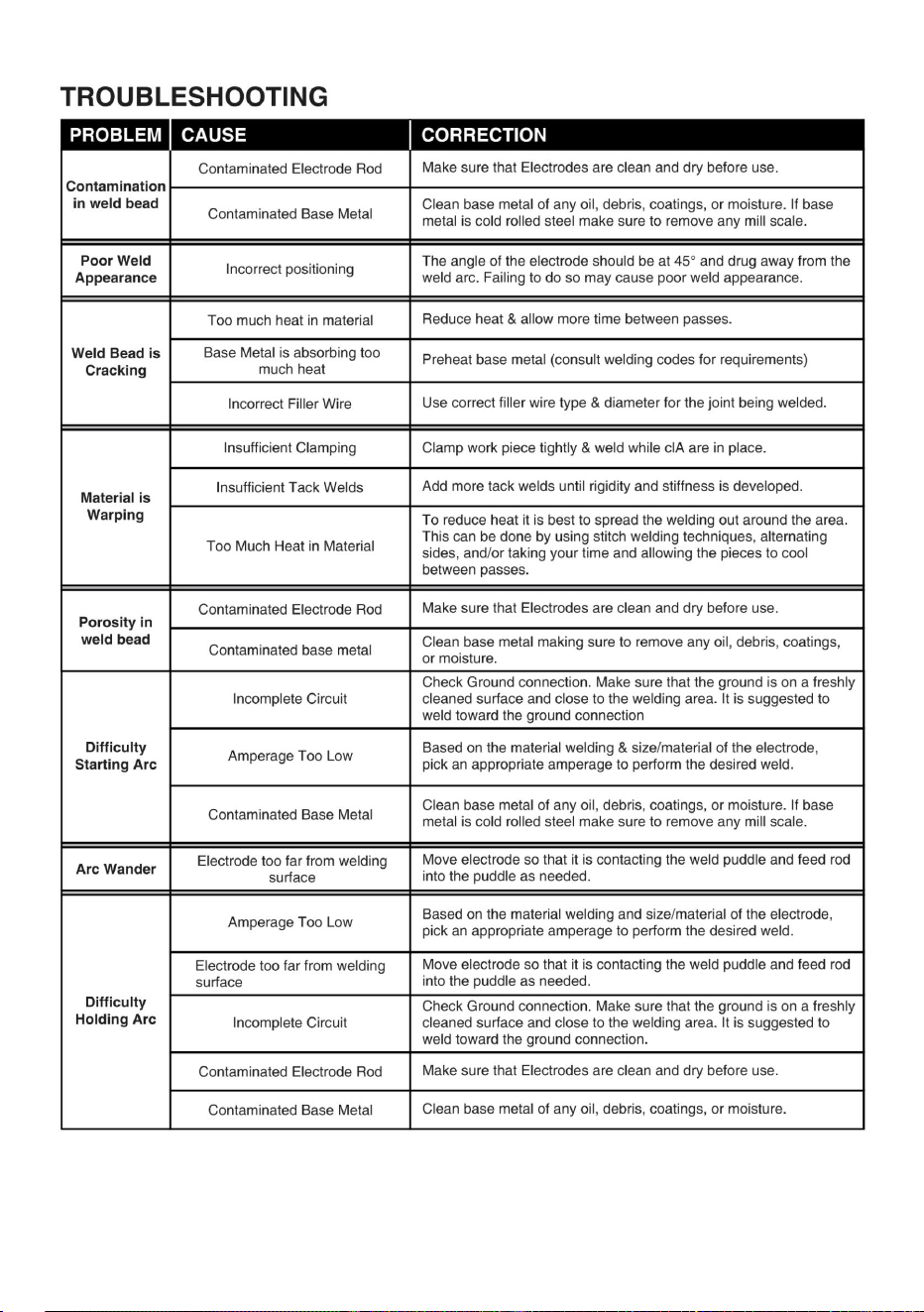
18
Machine Translated by Google
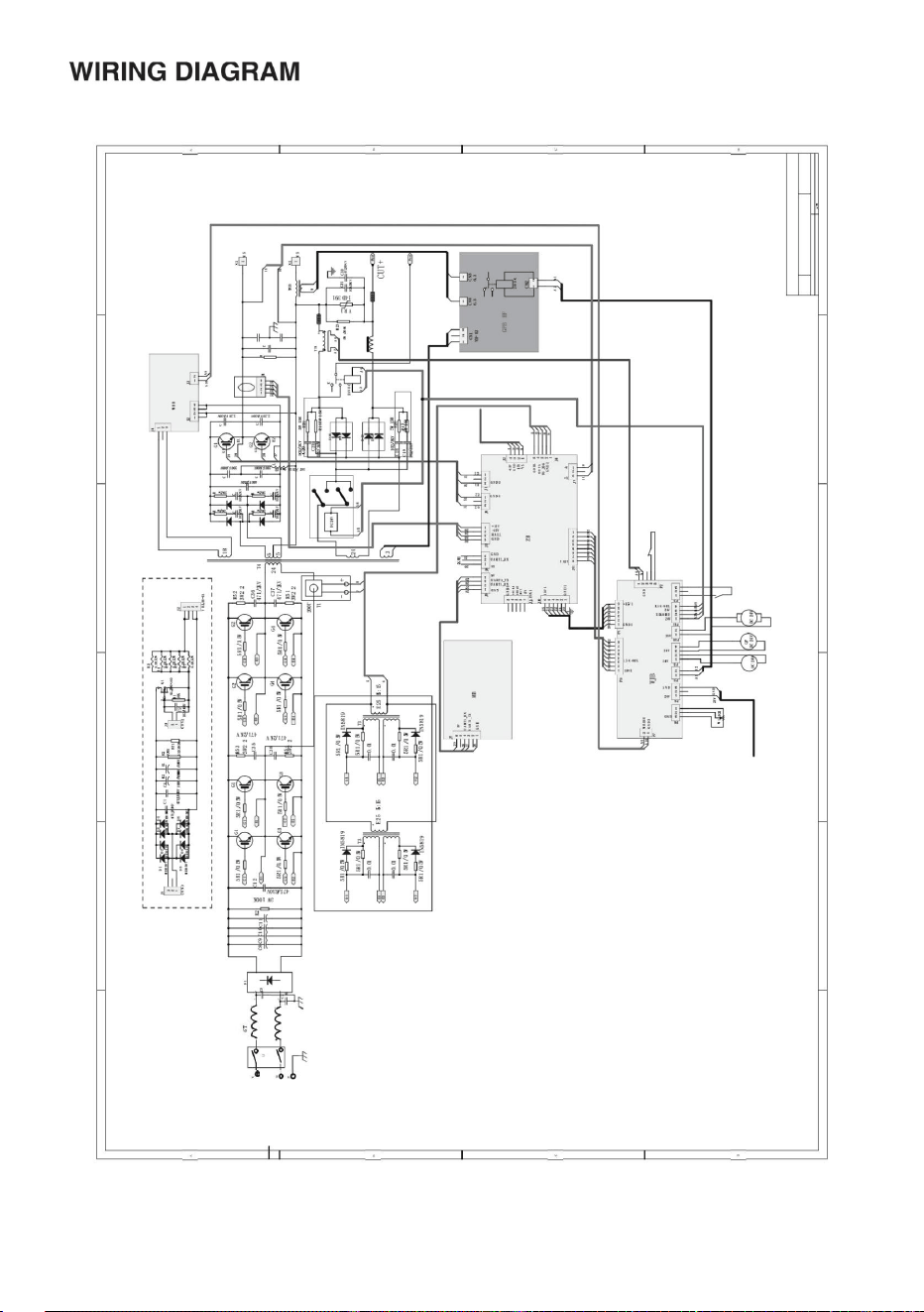
19
WoncB
elnumeroes
Un3
7/11/2024
Revisión
MI.:\F\\A.DO.D.DO.TIG200225Diagramadecableadodelpuentecompleto.
6
Archivo...:.
6
5544332211
SDc
Detamaño
Fecha:
y:
Título
Ellaetde
Machine Translated by Google
REPRESENTANTECE
REPRESENTANTEDELREINOUNIDO
Dirección:DanyaIndustrialPark,ZeguoTown,WENLINGZhejiang317523Importadoa
Australia:SIHAOPTYLTD.1ROKEVASTREETEASTWOODNSW2122
AustraliaImportadoa
losEE.UU.:SanvenTechnologyLtd.Suite250,9166AnaheimPlace,Rancho
Cucamonga,CA91730
ECrossStuGmbH
YHCONSULTINGLIMITED.C/OYHConsultingLimited
Oficina147,CenturionHouse,LondonRoad,
StainesuponThames,Surrey,TW184AX
Fabricante:ZhejiangXingyiVentilatorElectricalApplianceCo.,Ltd.
MainzerLandstr.69,
60329FráncfortdelMeno.
20
Machine Translated by Google
Soportetécnicoycertificadodegarantía
electrónicawww.vevor.com/support
Machine Translated by Google

Spawacz TIG
Model: ACDC TIG-225
„Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas
stanowią jedynie szacunkowe oszczędności, jakie możesz uzyskać, kupując u nas
określone narzędzia w porównaniu z głównymi markami i niekoniecznie oznaczają one
objęcie wszystkich kategorii oferowanych przez nas narzędzi. Uprzejmie przypominamy,
aby dokładnie sprawdzić, czy składając u nas zamówienie faktycznie oszczędzasz połowę
w porównaniu z głównymi markami.
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach.
Machine Translated by Google

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z nami:
Uwaga: Zdjęcie produktu ma charakter poglądowy, decydujące znaczenie mają rzeczywiste szczegóły
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie
instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd
produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie
poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek
aktualizacje technologii lub oprogramowania.
Certyfikat wsparcia technicznego i gwarancji elektronicznej
www.vevor.com/support
Model: ACDC TIG-225
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Spawacz TIG
1
Machine Translated by Google
2
symbol przedstawiający przekreślony kosz na śmieci na kółkach oznacza, że produkt wymaga oddzielnej zbiórki
odpadów w Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów oznaczonych tym symbolem. Produkty
oznaczone w ten sposób nie mogą być
PRAWIDŁOWA UTYLIZACJA dla Wyświetlacz Ten
produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19/UE.
Ostrzeżenie: Aby zminimalizować ryzyko obrażeń, użytkownik powinien uważnie przeczytać instrukcję obsługi.
Zgodność oznacza certyfikat bezpieczeństwa WE.
nie wolno ich wyrzucać razem z normalnymi odpadami domowymi, lecz należy je oddać do punktu zbiórki urządzeń
elektrycznych i elektronicznych przeznaczonych do recyklingu.
Machine Translated by Google
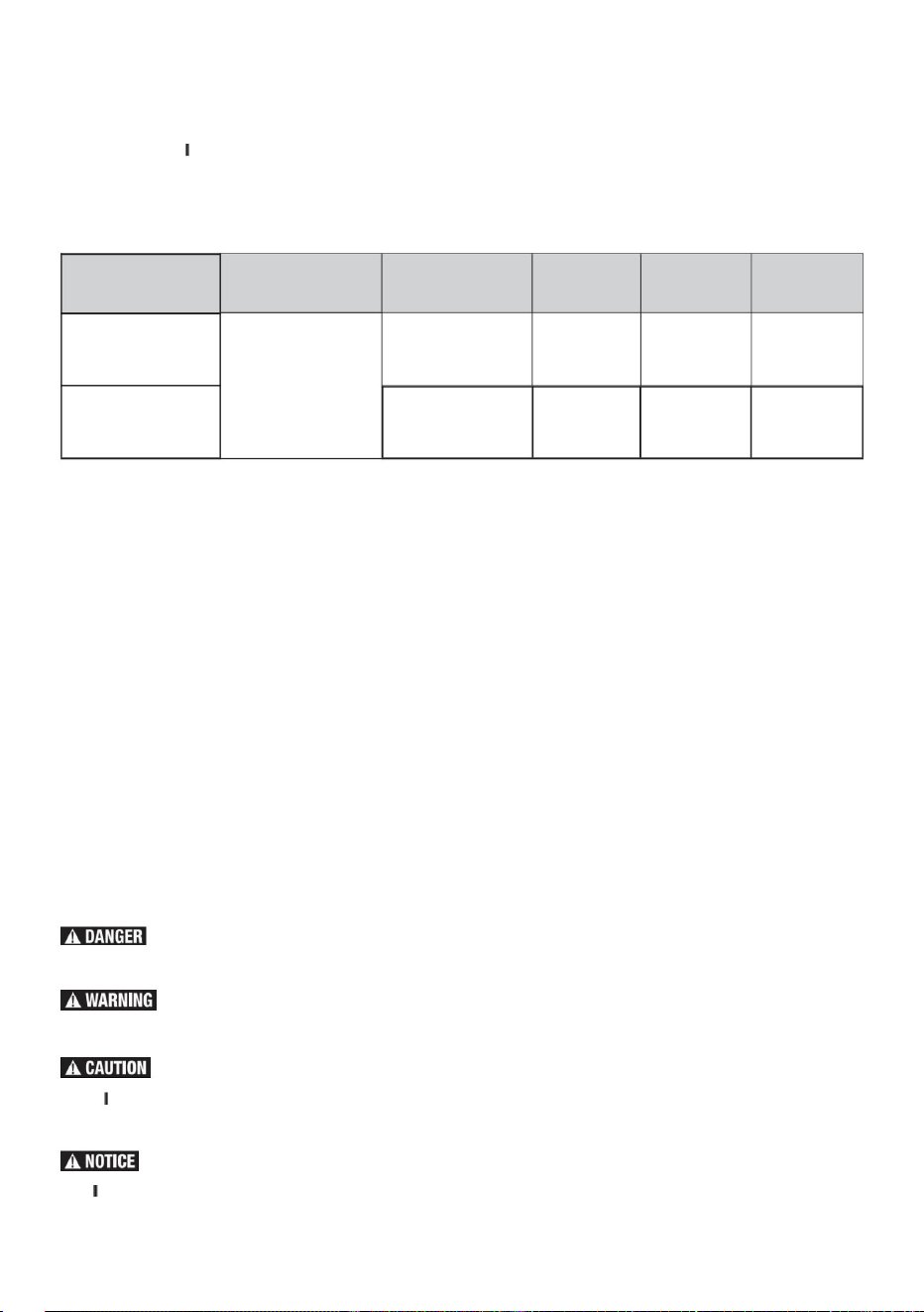
INFORMACJE DOTYCZĄCE BEZPIECZEŃSTWA
SPECYFIKACJE
CYKL PRACY
,
kle
Oceniony
Oznaczenie NOT CE stosuje się w odniesieniu do praktyk niezwiązanych z obrażeniami ciała.
,
jeśli nie unikniemy
UWAGA! Symbol używany w połączeniu z symbolem ostrzegawczym wskazuje na niebezpieczną sytuację, która może spowodować
niewielkie lub umiarkowane obrażenia.
,
może skutkować
PRZED PODJĘCIEM DALSZYCH DZIAŁAŃ PRZECZYTAJ I ZROZUMIEJ WSZYSTKIE INSTRUKCJE I ŚRODKI OSTROŻNOŚCI.
,
OSTRZEŻENIE oznacza niebezpieczną sytuację, która
technologia ta zapewnia możliwość spawania cienkich lub grubych blach stalowych z precyzją i łatwością. podczas dodawania
spawarka automatycznie przełączy
na etykiecie i wszystkich innych podanych informacjach
może spowodować śmierć lub poważne obrażenia.
zostaje spawaczem TIG.
Znamionowy współczynnik wypełnienia odnosi się do ilości spawania, jaką można wykonać w określonym czasie.
współczynnik wypełnienia jest
przekroczony przegrzane komponenty. gdy bezpieczna temperatura zostanie osiągnięta wyjście
spawarki ponownie włączone. Aby zwiększyć współczynnik wypełnienia, możesz zmniejszyć kontrolę natężenia prądu wyjściowego.
NIEBEZPIECZEŃSTWO oznacza niebezpieczną sytuację, która
,
10 minut, a współczynnik wypełnienia jest procentem tych 10 minut. Jeśli spawasz przy 195A i współczynniku wypełnienia 60%
To urządzenie emituje silne wysokie napięcie i ekstremalne ciepło, które może spowodować poważne oparzenia, rozczłonkowanie, porażenie prądem i śmierć.
VEVOR nie ponosi odpowiedzialności za konsekwencje wynikające z celowego lub nieumyślnego niewłaściwego użycia tego produktu.
,
,
spowoduje śmierć lub poważne obrażenia ·
jeśli nie unikniemy
w ciągu 10 minut możesz spawać przez 6 minut z 4 minutami chłodzenia dla spawacza. Jeśli spawacz wyłączy się automatycznie, wentylator będzie
nadal pracował, aby schłodzić
jeśli nie unikniemy
W niniejszej instrukcji dołączonej do produktu zamieszczono następujące
wyjaśnienia:
,
,
,
ACDCTIG-225 ma współczynnik wypełnienia 60% przy 195A. Najłatwiej jest sprawdzić czas spawania w blokach
3
opcjonalny palnik TG z podnośnikiem (nie wchodzi w skład zestawu), regulator gazu i butla z gazem osłonowym, ACDC TIG-225
ACDCTIG-225 zapewnia wygodną metodę spawania „przyklejonego” stali węglowej. Inwerter
Prąd wejściowy
Napięcie wejściowe
Zakres
prądu wyjściowego: Cykl pracy
Średnica pręta Materiał pręta
MMA 110V40- 140A
TIG 110V10- 160A
1/16~6/31
I1
wydajność 30,1A (220V)
Stal nierdzewna
E7018S
220V225A
I1
I1
110V160A
E6013 E7014
maks. 39 A (220 V)
maks. 50A (110V)
efektywne 38,7A (110V)
20%@
E6010 E6011
I1
110V140A
220V200A
1/16~5/32
110V lub 220V
20%@
220 V 10~225 A
1,6~4,0 mm
220 V 40~200 A
1,6~5,0 mm
110V lub 220V
Machine Translated by Google
POLA ELEKTROMAGNETYCZNE MOGĄ BYĆ ZAGROŻONE DLA ZDROWIA!
PORAŻENIE PRĄDEM MOŻE ZABIĆ!
4
· Zawsze używaj spawarki w czystym, suchym i dobrze wentylowanym pomieszczeniu. Nie używaj spawarki w miejscach o niskiej lub niskiej
wentylacji.
operacja spawania.
· Przed montażem, demontażem lub konserwacją spawarki należy odłączyć ją od zasilania.
· Zawsze mocuj zacisk uziemiający do spawanego elementu i jak najbliżej miejsca spawania.
· Obwody elektrody i robocze (lub uziemienia) są elektrycznie „gorące”, gdy spawarka jest włączona. Nie dopuść, aby te „gorące” części
zetknęły się z Twoją gołą skórą lub mokrym ubraniem.
stosuj ekrany spawalnicze, aby chronić osoby postronne
powierzchnia robocza.
· Nie używać w pobliżu powierzchni palnych. Usuń wszystkie przedmioty łatwopalne w odległości 35 stóp od miejsca spawania.
·
· Niewłaściwe użycie spawarki elektrycznej może spowodować porażenie prądem, obrażenia i śmierć! Przeczytaj wszystkie środki ostrożności
opisane w instrukcji spawarki, aby zmniejszyć ryzyko porażenia prądem.
· Przed rozpoczęciem prac elektrycznych należy upewnić się, że obrabiany przedmiot jest prawidłowo podparty i uziemiony.
Obszar objęty zakazem.
· Podczas spawania zawsze trzymaj w pobliżu gaśnicę. · Używaj koców
spawalniczych do ochrony malowanych lub łatwopalnych powierzchni, uszczelek gumowych, silników itp.
odpowiednia odzież wykonana z trwałego i ognioodpornego materiału, chroniąca skórę.
Narażenie na działanie pól elektromagnetycznych podczas spawania może mieć inne, nieuniknione skutki dla zdrowia.
· Spawanie elektryczne wytwarza iskry, które mogą być wyładowywane na znaczną odległość z dużą prędkością, zapalając łatwopalne lub
wybuchające opary i materiały.
· Pole elektromagnetyczne generowane podczas spawania łukiem elektrycznym może zakłócać działanie różnych urządzeń elektrycznych i
elektronicznych, takich jak rozruszniki serca. Każda osoba korzystająca z takich urządzeń powinna
Jeżeli w obszarze spawania znajdują się inne osoby lub zwierzęta, istnieje
niebezpieczeństwo iskrzenia.
Przed użyciem spawarki należy dokładnie przeczytać i zrozumieć niniejszą instrukcję. Zachowaj ją do wykorzystania w przyszłości.
· odizoluj się od obwodu spawalniczego, używając mat izolacyjnych, aby zapobiec kontaktowi z
· Nie należy używać spawarki łukowej w miejscach, w których występują opary łatwopalne lub wybuchowe.
· Upewnij się, że zasilacz ma odpowiednio dobrane okablowanie, aby poradzić sobie ze zużyciem energii.
Przed przystąpieniem do jakichkolwiek prac spawalniczych należy skonsultować się z lekarzem.
możliwe. To da najmniejszy opór i najlepsze spawanie.
znany.
· Zawsze noś suchą, ochronną odzież, skórzane rękawice spawalnicze i izolowane obuwie.
ISKRY SPAWALNICZE MOGĄ SPOWODOWAĆ POŻAR LUB WYBUCH!
PRZECZYTAJ INSTRUKCJĘ
,
średni
końcówki stykowej oraz podczas montażu i demontażu dysz.
latarka
, ,
mokry
deski rozdzielcze
,
Machine Translated by Google
#1 1 Taki sam lub ciemniejszy.
Z49.1 i Z87.1 dotyczące norm bezpieczeństwa).
WYMAGANE ELEMENTY
na bazie farb. GORĄCY METAL I NARZĘDZIA MOGĄ SIĘ PALIĆ!
· stosować sprzęt
ochronny. Nigdy nie dotykać schłodzonej powierzchni roboczej
spawanej.
· Przed użyciem należy przeczytać wszystkie instrukcje dołączone do konkretnych szlifierek, polerek lub innych elektronarzędzi.
Przed rozpoczęciem korzystania ze spawarki TIG/MMA 205 ST CK
i po procesie spawania. Należy zapoznać się ze wszystkimi ostrzeżeniami dotyczącymi bezpieczeństwa elektronarzędzi.
· Niepalna koszula z
długim rękawem lub kurtka SPAWALNICZA · Wytrzymałe
rękawice spawalnicze
· Dedykowane szczotki spawalnicze ze stali nierdzewnej do każdego spawanego materiału.
· należy używać odpowiedniej odzieży wykonanej z trwałego, ognioodpornego materiału, aby chronić skórę.
uszkodzenia. Używaj osłony z odpowiednim filtrem (minimum #1 1), aby chronić oczy przed
· Zawsze pracuj w odpowiednio wentylowanym pomieszczeniu.
Ołów
· Prawidłowo uziemiony wyłącznik automatyczny 1-fazowy 1 10/220 V AC, 50/60 Hz, 50 A.
iskier i promieni łuku podczas spawania lub obserwacji spawania łukiem otwartym (patrz ANsl
· Nigdy nie spawaj materiałów powlekanych, w tym między innymi: kadmowanych, ocynkowanych,
· Szlifowanie i polerowanie powoduje wyrzucanie wiórów metalowych, pyłu, zanieczyszczeń i iskier z dużą prędkością. Aby zapobiec urazom oczu,
należy nosić zatwierdzone okulary ochronne. · Podczas szlifowania
lub polerowania należy nosić respirator zatwierdzony przez OSHA.
UWAGA: Aby urządzenie działało prawidłowo i bezpiecznie, musi być uziemione!
· Automatycznie przyciemniający się hełm spawalniczy zapewniający ochronę oczu podczas prac spawalniczych. Uwaga: MUSI być
·
podczas pracy z Eastwood lub innymi urządzeniami spawalniczymi należy używać rękawic i odzieży odpornej na ciepło
upewnij się, że posiadasz następujące rzeczy:
· Promienie łuku elektrycznego wytwarzają intensywne promieniowanie ultrafioletowe, które może poparzyć odsłoniętą skórę i spowodować uszkodzenie oczu.
· Dymy i gazy uwalniane podczas spawania są niebezpieczne. Nie wdychaj dymów wytwarzanych podczas spawania. Podczas spawania noś
respirator zatwierdzony przez OSHA.
końcówkę palnika lub dyszę, aż do całkowitego
,
,
Jeżeli w obszarze spawania znajdują się inne osoby lub zwierzęta, należy stosować osłony spawalnicze w celu ochrony osób postronnych.
· Spawanie elektryczne nagrzewa metal i narzędzia do temperatur, które mogą spowodować poważne oparzenia!
przed iskrami i łukami elektrycznymi.
LATAJĄCE WIÓRY METALOWE MOGĄ SPOWODOWAĆ OBRAŻENIA!
PROMIENIE ŁUKU MOGĄ PALIĆ!
OPARY I GAZY SPAWALNICZE MOGĄ BYĆ ZAGROŻONE DLA ZDROWIA!
bezpieczna
,
suche i dobrze wentylowane miejsce pracy.
· Czystość
, ,
dobrze oświetlony
5
Machine Translated by Google

Wyjmij wszystkie elementy z pudełka. Porównaj z listą poniżej, aby upewnić się, że jednostka jest kompletna.
2. Przewód zasilający (maszyna z podwójnym zasilaniem) 3,2 m 25
mm² Zacisk uziemiający 300 A 1 zestaw 4,2 m 25
mm² szczypce spawalnicze elektryczne 3001 zestaw 5,3 m
przewód powietrzny
*1 6. Opaska tchawiczo-krtaniowa *2
7. Miernik gazu do spawania łukiem
argonowym *1 8. Palnik spawalniczy TIG WP-17 13
mm² 1 zestaw 9. Stopa *1
1. ACDC TIG-225
10.Maska na twarz *1
ZAWARTOŚĆ
6
Machine Translated by Google

7
A
C
PANEL STEROWANIA I WYŚWIETLANIA
B
Przycisk 1
Kliknij przycisk, aby wybrać funkcję, która ma być stabilna
koder Przycisk 2
Alarm na ekranie, np. zabezpieczenie termiczne
Machine Translated by Google

interfejs wyboru.
Enkoder: obracaj, aby dostosować prąd, naciśnij enkoder i obracaj, aby wybrać tryb antyprzywierania,
antywstrząsowy, prąd ciągu i prąd łuku, wybierz wymagane parametry regulacji
i naciśnij ponownie, aby wyświetlić okno regulacji, obróć enkoder, aby dostosować parametry, a na koniec
naciśnij, aby potwierdzić i zamknąć okno podręczne (możesz nacisnąć przycisk w dowolnym momencie)
czas podczas procesu regulacji 1 Wyjdź z bieżącego ustawienia parametrów; Jeżeli nie
Wybierz żądany rodzaj spawania i naciśnij enkoder, aby przejść do ekranu operacyjnego. Obraz
wyświetlany na interfejsie wyboru rodzaju spawania jest następujący:
Wskaźnik MMA, wskaźnik stanu zasilania.
Wyświetlacz prądu i napięcia
rzeczywistego. Przycisk 1: Odpowiadający ikonie powrotu do interfejsu, naciśnij, aby powrócić do typu spawania.
spawanie,spawanie łukiem argonowym AC, spawanie impulsowe DC, spawanie impulsowe AC.
Enkoder obrotowy, cykl do wyboru 5 typów spawania: spawanie ręczne DC, spawanie DCCargonarc
aktualny stan regulacji po 5 sekundach.
wykonaj jakąkolwiek operację podczas dostosowywania parametrów, nastąpi automatyczny powrót do
8
STRONA OPERACYJNA DC MMA
WYBÓR TYPU SPAWANIA
INSTRUKCJA OBSŁUGI PANELOPERACJI
Machine Translated by Google
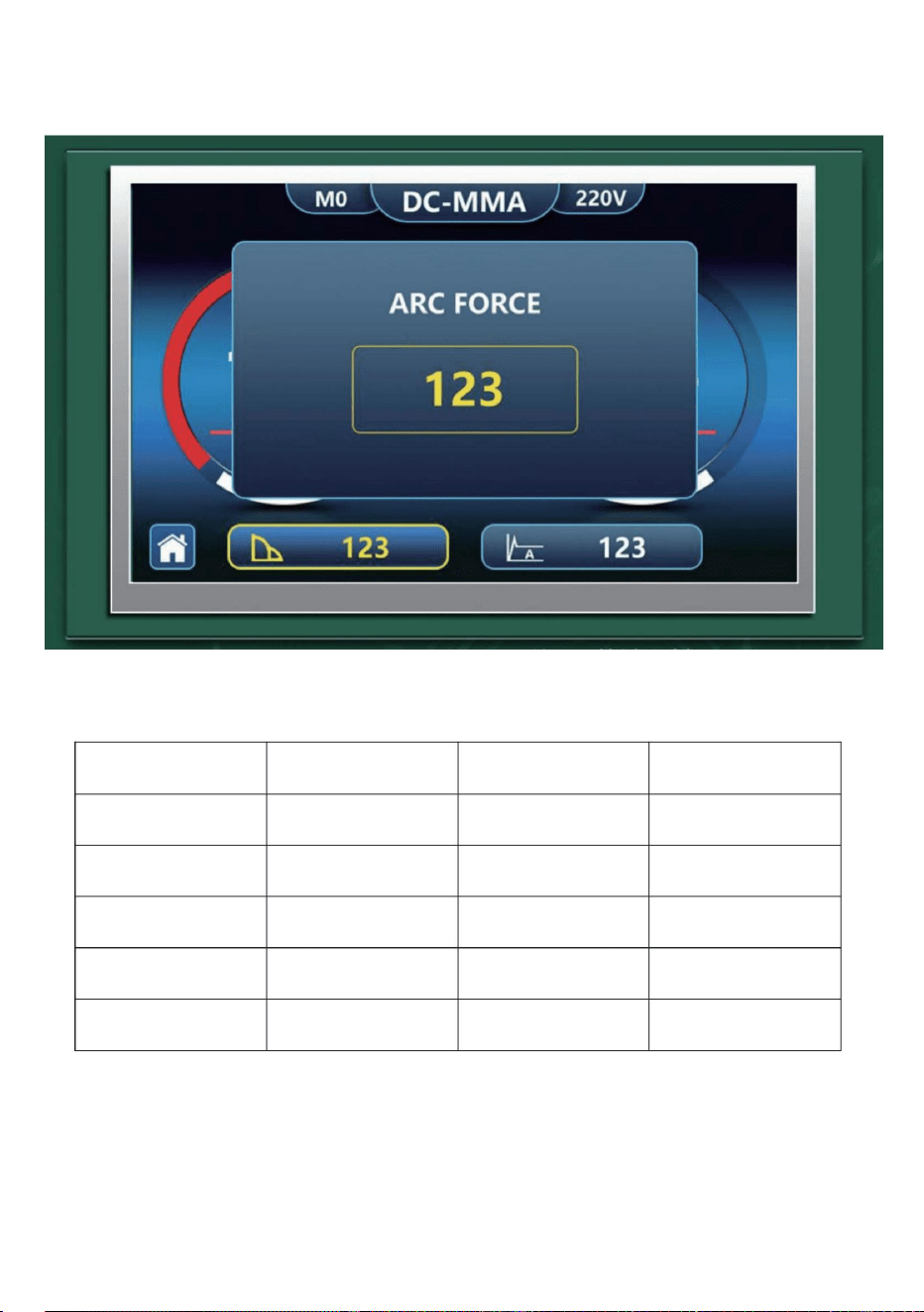
PORÓWNYWAĆ
40
0
0
NA
WŁĄCZONE, WYŁĄCZONE
0-60
WŁĄCZONE, WYŁĄCZONE
0-60
Prąd DC
NA
40-200
Siła łuku
GORĄCY Start
NA
FUNKCJA
PROMIEŃ REGULACJA WARTOŚCI DOMYŚLNEJ
Regulacja enkodera
Regulacja enkodera
Regulacja enkodera
Przycisk 2: Brak działania.
Regulacja enkodera
Regulacja enkodera
9
Machine Translated by Google
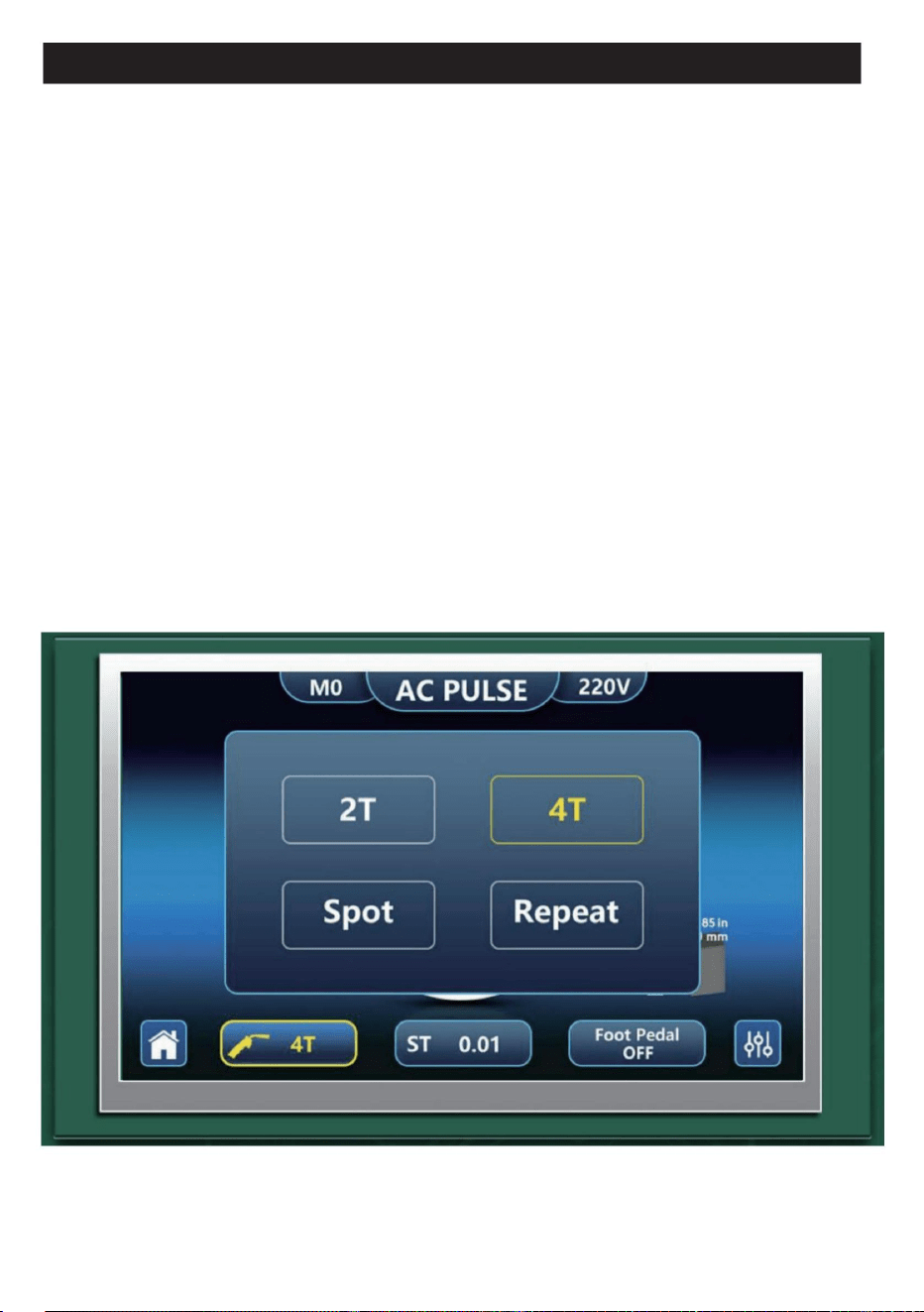
i wyjdź z okna pop-up (możesz nacisnąć przycisk w dowolnym momencie podczas regulacji)
proces 1 Wyjdź z bieżącego ustawienia parametrów; Jeżeli nie wykonasz żadnej operacji podczas
okno regulacji, obróć enkoder, aby dostosować parametry, a na koniec naciśnij, aby potwierdzić
Przycisk 2: Wejdź do interfejsu ustawień złożonych, wejdź w przycisk wstecz 2, aby wybrać
interfejs wyboru.
enkoder i obracaj, aby wybrać tryb pracy, czas spawania punktowego, czas interwału, przełącznik
pedałowy, wybierz wymagane parametry regulacji i naciśnij ponownie, aby wyświetlić
Enkoder: Obróć prąd regulacji (automatycznie dopasuj grubość płyty), naciśnij
Wskaźnik rodzaju spawania, wskaźnik stanu zasilania.
Wyświetlacz prądu i grubości blachy.
Przycisk 1: Odpowiadający ikonie powrotu do interfejsu, naciśnij, aby powrócić do rodzaju spawania.
po dokonaniu regulacji parametrów nastąpi automatyczny powrót do bieżącego stanu regulacji
parametry, enkoder dostosuje wartość, naciśnij 1 aby powrócić do górnego interfejsu.
5 sekund.
OPIS STRONY DZIAŁANIA DCTIG,ACTIG,DC PULSE,AC PULSEO
10
Machine Translated by Google
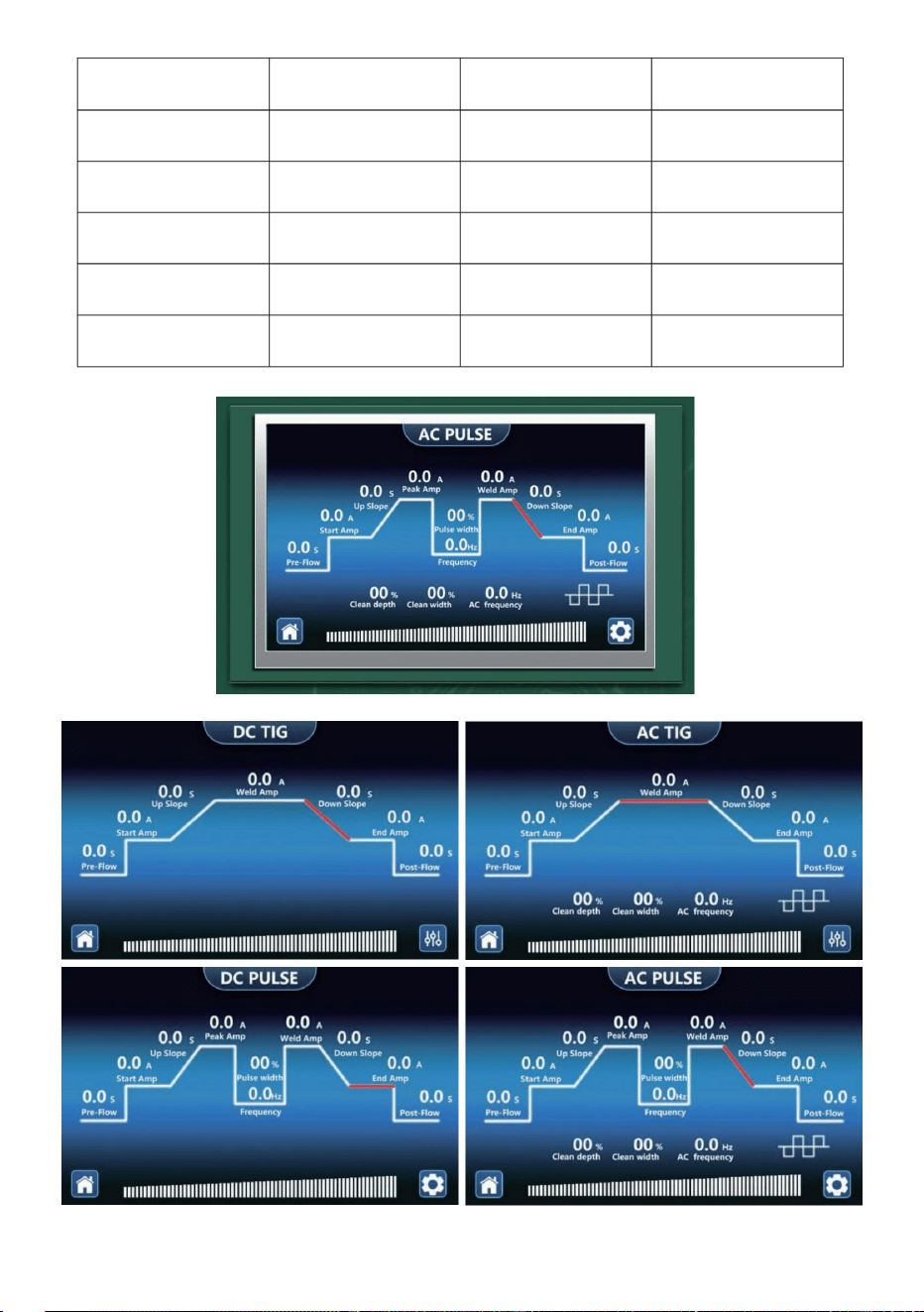
Regulacja enkodera
Regulacja enkodera
Regulacja enkodera
Regulacja enkodera
Regulacja enkodera
MIEJSCE, POWTÓRZ
InterwałCzasu
Pedał nożny
Czas na Spot
2T
10
Tryb działania
10-200
Aktualny
0,01 sek.-9,99 sek.
0,01 sek.-9,99 sek.
WYŁĄCZONY, WŁĄCZONY
0,01 sek.
WYŁĄCZONY
0,01 sek.
PROMIEŃ
FUNKCJA
REGULACJA WARTOŚCI DOMYŚLNEJ
2T, 4T
11
Machine Translated by Google
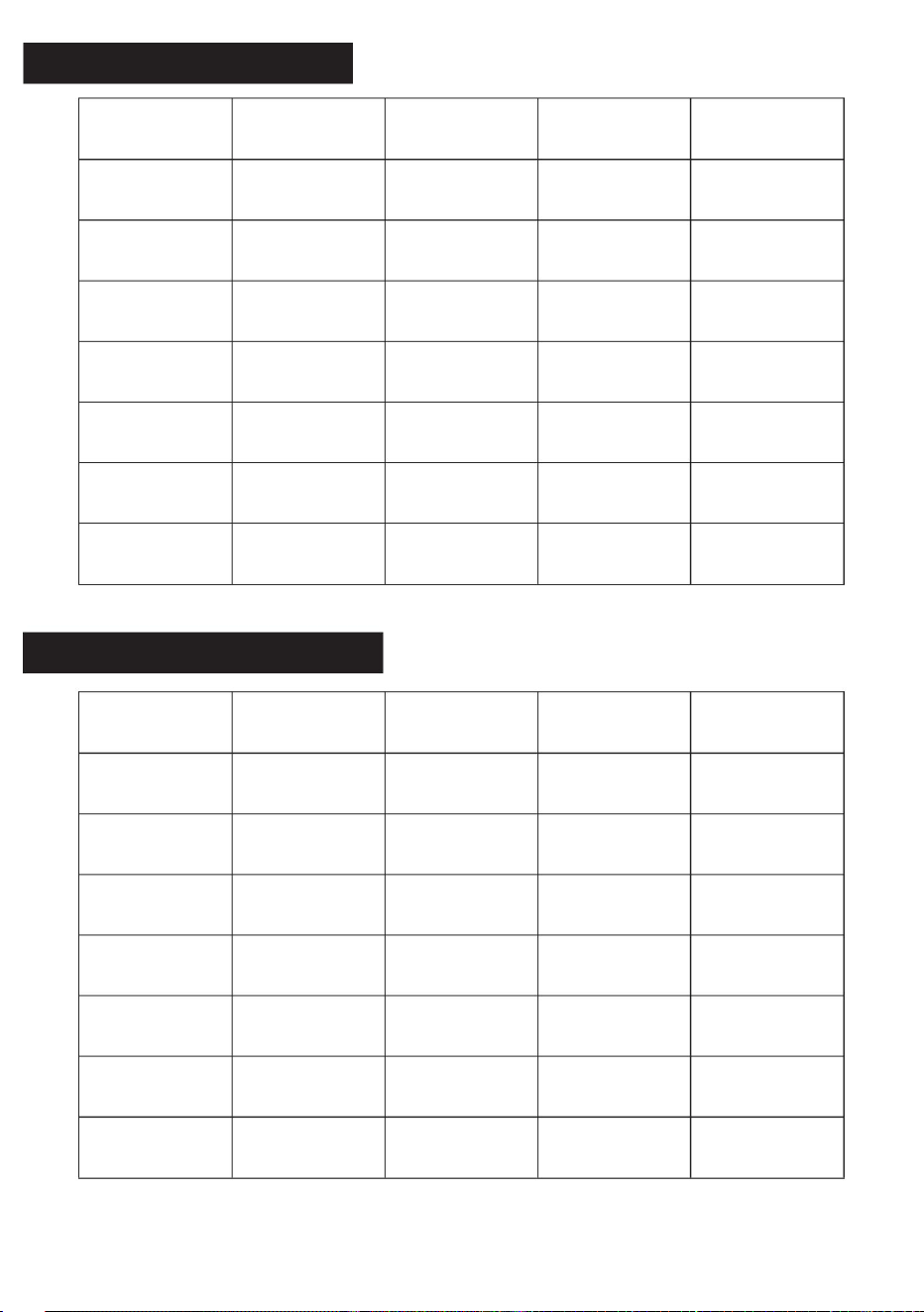
Przycisk2Wybierz
Przycisk2Wybierz
Koder
Koder
regulacja
Przycisk2Wybierz
WARTOŚĆ
Koder
Koder
regulacja
Koder
Przycisk2Wybierz
DOMYŚLNY
Przycisk2Wybierz
regulacja
Przycisk2Wybierz
regulacja
Koder
regulacja
regulacja
Przycisk2Wybierz
regulacja
DOMYŚLNY
regulacja
regulacja
Przycisk2Wybierz
regulacja
Koder
regulacja
Koder
Przycisk2Wybierz
WARTOŚĆ
regulacja
regulacja
Koder
Koder
Przycisk2Wybierz
Koder
regulacja
Koder
Przycisk2Wybierz
Koder
Przycisk2Wybierz
Przycisk2Wybierz
Koder
Przycisk2Wybierz
W górę stoku
10
Wzmacniacz spawalniczy
10-200
10-200
Częstotliwość
0-10
Przepływ wstępny
Wzmacniacz końcowy
10
5
0-10
10
Przepływ wstępny
Wzmacniacz spawalniczy
W górę stoku
0-10
0
Przepływ końcowy
0
Zbocze w dół
0
0
10
10-200
StartAmp
10
10-200
10-200
SzczytAmp
Puls
0
0-10
10
0-10
2-99,9
0
StartAmp
0
0-10
0-10
10-200
Zbocze w dół
PARAMETRY IMPULSU DC
PROMIEŃFUNKCJA
WYBIERZ REGULUJ
PROMIEŃ
WYBIERZ REGULUJ
FUNKCJA
TABELA PARAMETRY DCTIG
12
Machine Translated by Google
10
10-200
10-200
100
0-10
10
Czysta szerokość
Szerokość impulsu
0-10
50
0-10
W górę stoku
50
10
Wzmacniacz końcowy
Zbocze w dół
0-10
Częstotliwość prądu przemiennego
0
Przepływ wstępny
10-200
0
50-150
20
Przepływ końcowy
StartAmp
10-90
10
10-200
0
Wzmacniacz spawalniczy
0
Przepływ końcowy
30-80
Wzmacniacz końcowy
0
0-10
Czysta głębia
20-200
PROMIEŃFUNKCJA
TABELA PARAMETRÓW ACTIG
WYBIERZ REGULUJ
Koder
Przycisk2Wybierz
regulacja
Przycisk2Wybierz
Koder
Przycisk2Wybierz
WARTOŚĆ
regulacja
regulacja
Przycisk2Wybierz
Koder
Przycisk2Wybierz
Koder
Koder
regulacja
Koder
regulacja
Przycisk2Wybierz
Koder
regulacja
DOMYŚLNY
Koder
Przycisk2Wybierz
regulacja
Koder
Przycisk2Wybierz
Przycisk2Wybierz
Koder
regulacja
Koder
Przycisk2Wybierz
Koder
Przycisk2Wybierz
Przycisk2Wybierz
regulacja
regulacja
Koder
regulacja
regulacja
regulacja
Przycisk2Wybierz
13
Machine Translated by Google
Wzmacniacz końcowy
0
Przepływ końcowy
20
SzczytAmp
10-200
0
10
Częstotliwość
10-90
10
Czysta głębia
30-80
0-10
0-10
W górę stoku
100
10-200
10
5
Zbocze w dół
Puls
Szerokość impulsu
Przepływ wstępny
0-10
50
10-200
10
0-10
20-200
0
0
50-150
Czysta szerokość
StartAmp
10-200
2-99,9
Wzmacniacz spawalniczy
50
Częstotliwość prądu przemiennego
Przycisk2Wybierz
regulacja
regulacja
WARTOŚĆ
regulacja
Przycisk2Wybierz
regulacja
regulacja
Koder
regulacja
Przycisk2Wybierz
Koder
Przycisk2Wybierz
Koder
Koder
Przycisk2Wybierz
Koder
Przycisk2Wybierz
DOMYŚLNY
regulacja
Koder
regulacja
regulacja
regulacja
Koder
Przycisk2Wybierz
Przycisk2Wybierz
Koder
Przycisk2Wybierz
Przycisk2Wybierz
Koder
Przycisk2Wybierz
regulacja
Koder
regulacja
Koder
Koder
Przycisk2Wybierz
regulacja
Koder
Przycisk2Wybierz
FUNKCJA
PROMIEŃ
PARAMETRY PULSU AC
WYBIERZ REGULUJ
14
Machine Translated by Google

A
D
G
F
B
I
C
C: interfejs gazowo-elektryczny D: interfejs wyjściowy ujemny
A: interfejs wyjściowy dodatni B: interfejs przełącznika pistoletu
E: Interfejs gazowy TIG F: Wyłącznik zasilania G: Przewód zasilający
Spawarka wyłączy się automatycznie, jednak wentylator będzie nadal pracował w celu schłodzenia przegrzanych podzespołów. Po osiągnięciu
bezpiecznej temperatury obwód ochronny automatycznie włączy ponownie
wyjście spawarki.
Dioda LED ochrony termicznej zapala się, gdy jednostka osiągnie maksymalną temperaturę wewnętrznych podzespołów. Dzieje się tak, gdy
przekroczony zostanie cykl pracy.
,
15
Machine Translated by Google

zacisk uziemiający do ujemnego portu wyjściowego.
zacisk.
dodatni port wyjściowy i podłącz
4. Naciśnij przycisk trybu spawania, aby przełączyć
wyłącznik zasilania.
3. Trzymaj przedmiot obrabiany za pomocą szlifierki.
2. Podłącz szczypce spawalnicze do
1. Podłącz wtyczkę zasilającą i włącz urządzenie.
do trybu spawania ręcznego.
5. Dostosuj bieżące pokrętło, aby dostosować
6. Dotknij elektrody i przedmiotu obrabianego
za pomocą szczypiec spawalniczych i rozpocznij łuk
spawalniczy
prąd do odpowiedniego zakresu.
SPAWANIE ŁUKIEM ARGONOWYM
DEBUGOWANIE I DZIAŁANIE
DEBUGOWANIE I DZIAŁANIE
SPAWANIE RĘCZNE
3. Włóż dwużyłową wtyczkę palnika do
z opaską gardłową.
dodatni koniec wyjściowy spawarki i przytrzymaj
pokrętło regulacji prądu, aby uzyskać odpowiedni prąd
spawania.
przełącznik portu latarki.
7. Obrócić zawór butli tak, aby uzyskać odpowiednie ciśnienie
spawania.
interfejs gazowo-elektryczny spawarki i
6. Podłącz rurę gazową butli z gazem do argonu
tryb spawania łukiem argonowym.
uchwyt i zaczyna się spawanie
dokręć zgodnie z ruchem wskazówek zegara.
port gazowy do spawania łukiem elektrycznym na tylnym panelu i dokręć
16
przedmiot obrabiany za pomocą zacisku uziemiającego.
9. Dotknij elektrody wolframowej spawarki
2. Podłącz pistolet spawalniczy łukiem argonowym do
1. Włącz zasilanie i włącz przełącznik zasilania.
5. Naciśnij przycisk trybu spawania, aby przełączyć na
8. W zależności od grubości płyty, obróć
przyłóż palnik do obrabianego przedmiotu i naciśnij przełącznik pistoletu
4. Podłącz szybkozłączkę zacisku uziemiającego do
Machine Translated by Google
17
Machine Translated by Google
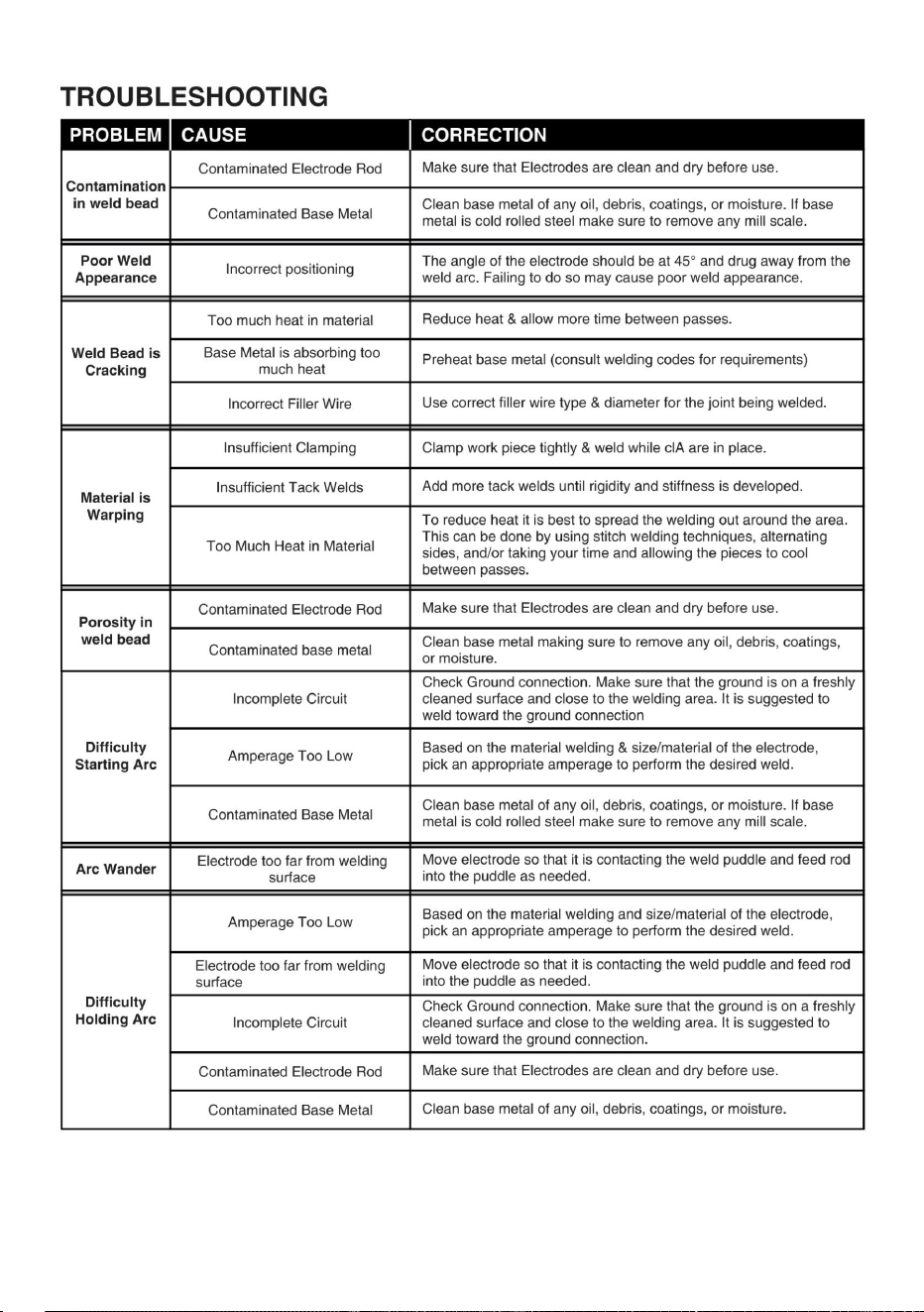
18
Machine Translated by Google
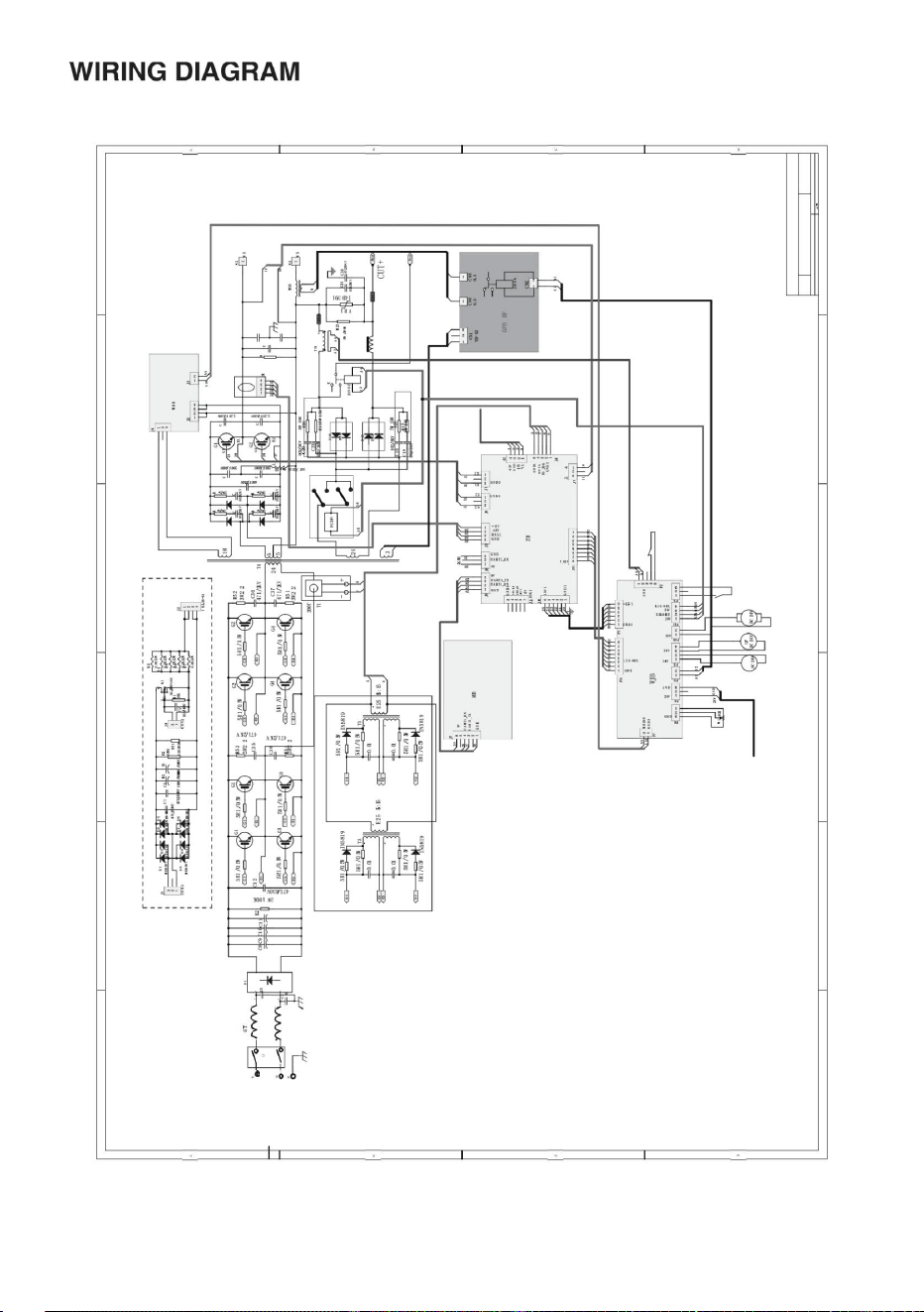
19
Z iza
55 44 33 22 11
SDc
.....I.:.
Tytuł
Data :
Ona z
3
Rewizja
Numer jest
2024/11/7
wygranaB
MI. :\F\ . \A. C. D. C. TIG. -200225 Pełny schemat okablowania mostka.
6
Plik...:.
6
Machine Translated by Google
Przedstawiciel UE
REP WIELKIEJ BRYTANII
YH CONSULTING LIMITED. Biuro C/OYH Consulting
Limited 147, Centurion House, London Road, Staines-
upon-Thames, Surrey, TW18 4AX
E-CrossStu GmbH
Adres: Danya Industrial Park, Zeguo Town, WENLING Zhejiang 317523 Importowane
doAUS: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW2122Australia
Importowane do USA:
Sanven Technology Ltd. Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA
91730
Producent: Zhejiang Xingyi Ventilator Electrical Appliance Co., Ltd.
Mainzer Landstr.69,
60329 Frankfurt nad Menem.
20
Machine Translated by Google
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
Machine Translated by Google

Modell: ACDC TIG-225
TIG svetsare
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
Teknisk support och e-garanticertifikat
www.vevor.com/support
"Spara halva", "halva priset" eller andra liknande uttryck som används av oss
representerar endast en uppskattning av besparingar du kan dra nytta av att köpa
vissa verktyg hos oss jämfört med de stora toppmärkena och betyder inte
nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du påminns
vänligen om att noggrant kontrollera när du gör en beställning hos oss om du faktiskt
sparar hälften i jämförelse med de främsta stora varumärkena.
Machine Translated by Google

Obs: Produktbilden är för referens, de faktiska detaljerna ska råda
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
Detta är originalinstruktionen, vänligen läs alla bruksanvisningar noggrant
innan du använder den. VEVOR förbehåller sig en tydlig tolkning av vår
användarmanual. Produktens utseende är beroende av den produkt du mottagit.
Ursäkta oss att vi inte kommer att informera dig igen om det finns någon
teknik eller mjukvaruuppdateringar på vår produkt.
BEHÖVER HJÄLP? KONTAKTA OSS!
Modell: ACDC TIG-225
Teknisk support och e-garanticertifikat www.vevor.com/
support
TIG svetsare
1
Machine Translated by Google
2
symbol som visar en soptunna korsad anger att produkten kräver separat sophämtning i EU. Detta
gäller för produkten och alla tillbehör märkta med denna symbol. Produkter märkta som sådana
kanske inte är det
KORREKT AVFALLSHANTERING för
display Denna produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19/EU. De
Varning - För att minska risken för skada måste användaren läsa instruktionerna noggrant.
Överensstämmelse är en EG-säkerhetscertifiering.
kasseras tillsammans med vanligt hushållsavfall, men måste lämnas till en insamlingsplats för
återvinning av elektriska och elektroniska enheter.
Machine Translated by Google
SÄKERHETSINFORMATION
SPECIFIKATIONER
ARBETSCYKEL
,
cle
Betygsatt
NOT CE används för att hantera praxis som inte är relaterade till personskada.
,
,
,
inom ett tidsblock på 10 minuter kan du svetsa i 6 minuter med 4 minuters kylning för svetsaren. Om svetsaren stängs av automatiskt, fortsätter
dock fläkten att gå för att kyla
om det inte undviks
,
kommer att resultera i dödsfall eller allvarlig skada ·
om det inte undviks
Följande förklaringar visas i denna handbok med denna produkt:
10 minuter och arbetscykeln är en procentandel av dessa 10 minuter. Vid svetsning vid 195A med 60 % belastning Cy-
Denna enhet avger en kraftig hög spänning och extrem värme som kan orsaka allvarliga brännskador, styckning, elektriska stötar och dödsfall. VEVOR
ska inte hållas ansvarigt för konsekvenser på grund av avsiktlig eller oavsiktlig missbruk av denna produkt.
,
arbetscykeln överskrids
överhettade komponenter. när en säker temperatur har uppnåtts svetsarutgång igen. För att
öka driftcykeln kan du skruva ner strömstyrkan.
FARA indikerar en farlig situation som
,
blir TIG-svetsare.
Den nominella arbetscykeln hänvisar till mängden svetsning som kan göras inom en viss tid.
svetsaren växlar automatiskt
på märkningen och på all annan information som tillhandahålls
kan leda till dödsfall eller allvarlig skada.
Tekniken ger möjlighet att svetsa tunt eller tungt stål med precision och lätthet. när du lägger till
VARNING indikerar en farlig situation som
,
LÄS OCH FÖRSTÅ ALLA INSTRUKTIONER OCH FÖRSIKTIGHETSÅTGÄRDER INNAN DU FORTSÄTTER.
,
kan resultera
,
om det inte undviks
FÖRSIKTIGT PÅ Används med säkerhetsvarningssymbolen , indikerar en farlig situation med mindre eller måttlig skada.
ACDCTIG-225 har en arbetscykel på 60 % vid 195A. Det är lättast att titta på din svetstid i block av
3
den valfria lyft TG-brännaren (ingår ej), gasregulator och en cylinder med skyddsgas, ACDC TIG-225
ACDCTIG-225 tillhandahåller en bekväm metod för att utföra "stick"-svetsning av kolstål. Inverter
Ingångsström
Ingångsspänning
utströmsområde: Arbetscykel
Stångdiameter Stångmaterial
MMA 110V40- 140A
TIG 110V10- 160A
1/16~6/31
I1
eff 30,1A (220V)
rostfritt stål
E7018S
220V225A
I1
I1
110V160A
E6013 E7014
max 39A (220V)
max 50A (110V)
eff 38,7A (110V)
20 %@
E6010 E6011
I1
110V140A
220V200A
1/16~5/32
110V eller 220V
20 %@
220V 10~225A
1,6~4,0 mm
220V 40~200A
1,6~5,0 mm
110V eller 220V
Machine Translated by Google
ELEKTROMAGNETISKA FÄLT KAN VARA EN HÄLSOFARA!
ELEKTRISK STÖT KAN DÖDA!
,
mitt-
kontaktspets och vid montering eller borttagning av munstycken.
fackla
, ,
våt
· Elektroden och arbets- (eller jord-)kretsarna är elektriskt "heta" när svetsaren är på . Låt inte dessa "heta" delar komma i kontakt
med din bara hud eller våta kläder.
· Se till att strömförsörjningen har rätt klassade ledningar för att hantera strömförbrukningen.
· Fäst alltid markklämman på det stycke som ska svetsas och så nära svetsområdet som
· Koppla bort svetsaren från strömförsörjningen före montering, demontering eller underhåll av
· Använd alltid svetsaren i ett rent, torrt och välventilerat utrymme. Använd inte svetsaren i regniga eller dåligt ventilerade utrymmen.
svetsoperation.
känd.
· Se till att arbetsstycket är ordentligt stött och jordat innan du påbörjar en elektrisk
· Felaktig användning av en elektrisk svetsare kan orsaka elektriska stötar, skador och dödsfall! Läs alla försiktighetsåtgärder som
beskrivs i svetsmanualen för att minska risken för elektriska stötar.
·
· Använd inte nära brännbara ytor. Ta bort alla brännbara föremål inom 35 fot från svetsen-
använd svetsskärmar för att skydda åskådare
arbetsyta.
ing område.
· Använd inte en elektrisk ljusbågsvetsare i områden där det finns brandfarliga eller explosiva ångor.
Om andra personer eller husdjur är i området för svetsning, från gnistor.
Läs och förstå denna bruksanvisning noggrant innan du använder svetsaren. spara för framtida referens.
· separera dig från svetskretsen genom att använda isoleringsmattor för att förhindra kontakt från
· Elektrisk svetsning producerar gnistor som kan släppas ut på avsevärda avstånd vid hög hastighet vilket antänder brandfarliga eller
exploderande ångor och material.
lämpliga kläder tillverkade av slitstarkt flambeständigt material för att skydda din hud.
· Ha alltid en brandsläckare i närheten när du svetsar. · använd svetsfiltar för att
skydda målade och/eller brännbara ytor; gummiskydd, motorer etc.
· Det elektromagnetiska fältet som alstras under bågsvetsning kan störa olika elektriska och elektroniska enheter såsom pacemakers.
Alla som använder sådana enheter borde
· Bär alltid torra skyddskläder och lädersvetshandskar och isolerade skor. använda
rådfråga sin läkare innan du utför några elektriska svetsoperationer.
, Exponering för elektromagnetiska fält under svetsning kan ha andra hälsoeffekter som inte är det
möjlig. Detta ger minst motstånd och bästa svetsning.
SVETSGNISTOR KAN ORSAKA BRAND ELLER EXPLOSION!
LÄS INSTRUKTIONER
,
instrumentbrädor
4
Machine Translated by Google
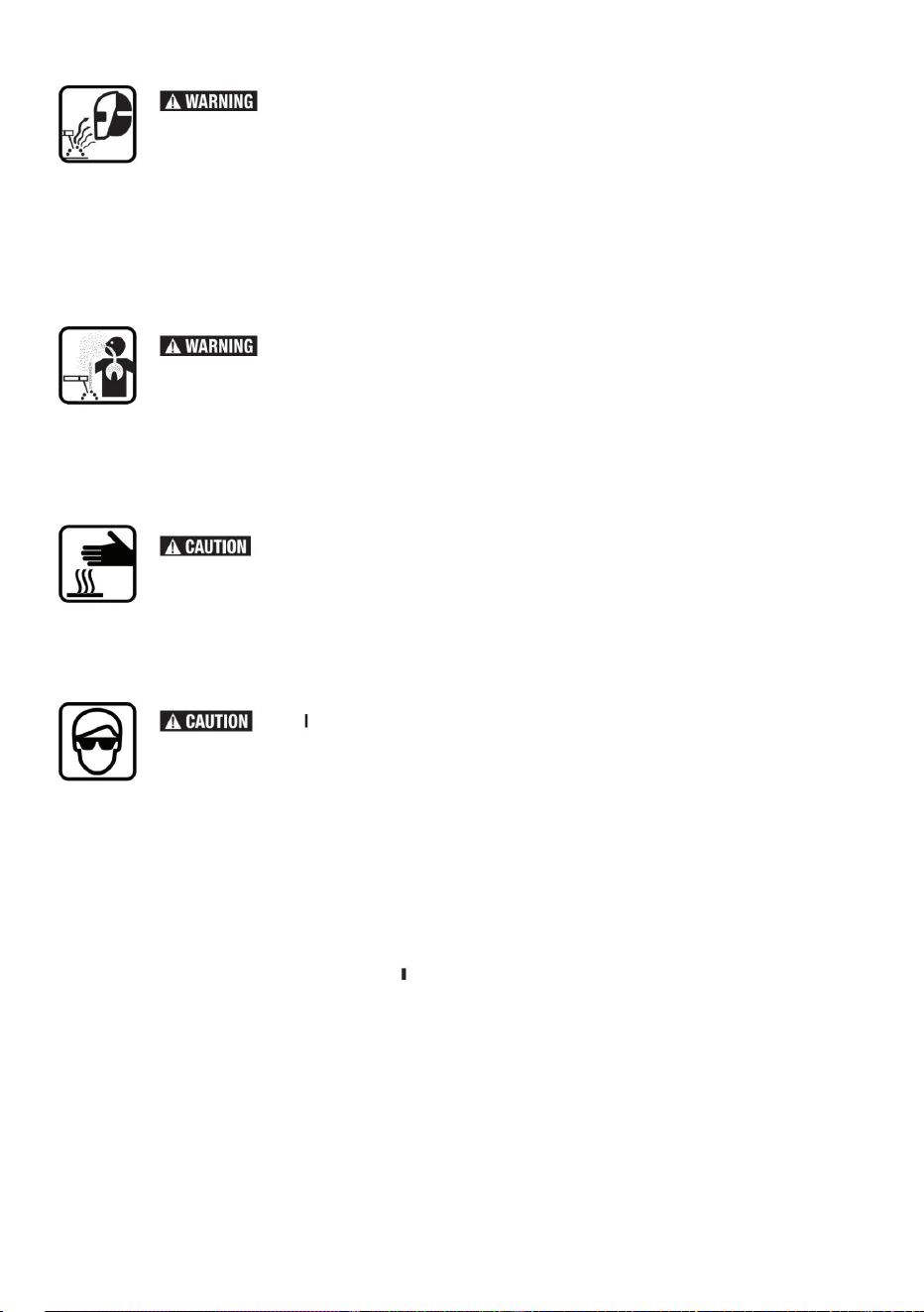
#1 1 Samma eller mörkare.
Z49. 1 och Z87. 1 för säkerhetsstandarder).
5
· använd lämpliga kläder gjorda av slitstarkt flambeständigt material för att skydda din hud.
leda
och efter svetsprocessen. Var medveten om alla säkerhetsvarningar för elverktyg.
· En icke brandfarlig
långärmad skjorta eller WELDING Jacka · Heavy Duty
svetshandskar
· Dedikerade borstar för ståltrådssvetsning för varje material som ska svetsas.
baserade färger.HET METALL OCH VERKTYG KOMMER ATT BRÄNNA!
· Läs alla manualer som medföljer specifika slipmaskiner, slipmaskiner eller andra elverktyg som använts tidigare
· Automatisk mörkare svetshjälm för att ge ögonskydd vid svetsning. Obs: MÅSTE vara en
· Slipning och slipning kommer att spruta ut metallspån, damm, skräp och gnistor med hög hastighet. Använd godkända
skyddsglasögon för att förhindra ögonskador. · använd
ett OSHA-godkänt andningsskydd vid slipning eller slipning.
gnistor och ljusbågens strålar vid svetsning eller vid observation av öppen bågsvetsning (se ANsl
· Svetsa aldrig belagda material inklusive men inte begränsat till: kadmiumpläterade, galvaniserade,
· En korrekt jordad 1-fas 1 10/220 volt AC, 50/60Hz, 50A Strömbrytare.
· Arbeta alltid i ett väl ventilerat utrymme.
skada. använd en sköld med rätt filter (minst #1 1) för att skydda dina ögon från
OBS: enheten måste vara jordad för att fungera korrekt och säkert!
brännarens spets eller munstycke tills de är helt
· Rök och gaser som frigörs vid svetsning är farliga. Andas inte in rök som produceras vid svetsningen. bär ett OSHA-
godkänt andningsskydd vid svetsning.
· Bågstrålar producerar intensiv ultraviolett strålning som kan bränna exponerad hud och orsaka ögon
,
·
värmebeständiga handskar och kläder när du använder Eastwood eller någon annan svetsning
se till att du har följande:
· använd
skyddsutrustning. Rör aldrig svetsad arbetsyta kyld.
från gnistor och ljusbågsstrålar.
Innan du börjar använda TIG/MMA 205 ST CK WELDER
,
Om andra personer eller husdjur befinner sig i svetsområdet, använd svetsskärmar för att skydda åskådare
· Elektrisk svetsning värmer metall och verktyg till temperaturer som kan orsaka allvarliga brännskador!
RÖKOR OCH SVETSGAS KAN VARA EN HÄLSOFARA!
BÅGSTRÅLAR KAN BRÄNNA!
FLY NG METALL CHIPS KAN ORSAKA SKADA!
OBLIGATORISKA ARTIKLAR
säker
,
torrt och välventilerat arbetsområde.
· En ren
, ,
väl upplysta
Machine Translated by Google

2. Strömadaptersladd (maskin med dubbel strömförsörjning) 3,2m
25mm² Jordklämma 300A 1 set 4,2m 25mm²
elektrisk svetstång 3001 set 5,3m luftrör *1
6.Trakeolarynxband
*2 7.Argonbågsvetsgasmätare *18.
WP-17 13 mm² tig-svetsbrännare 1 set
9.Fot *1
1. ACDC TIG-225
10.Ansiktsmask *1
Ta bort alla föremål från lådan. jämför med listan nedan för att säkerställa att enheten är komplett.
INNEHÅLL
6
Machine Translated by Google

kodare
Klicka på knappen för att välja den funktion som ska vara fast på
Knapp 1 Knapp 2
In-screen larm såsom termiskt skydd
A
C
KONTROLL- OCH DISPLAYPANEL
B
7
Machine Translated by Google

DC MMA OPERATIONSSIDA
urvalsgränssnitt.
ÿ Encoder: rotera för att justera strömmen, tryck på kodaren och rotera för att välja anti-stick, anti-
chock, dragström och bågström, välj de nödvändiga justeringsparametrarna
och tryck igen för att öppna justeringsfönstret, vrid kodaren för att justera parametrarna och tryck slutligen
för att bekräfta och lämna popup-fönstret (du kan trycka på knappen vid valfri
utför valfri åtgärd under parameterjustering, kommer den automatiskt att återgå till
svetsning, AC-argonbågsvetsning, DC-pulssvetsning, AC-pulssvetsning.
ÿ MMA-indikator, strömstatusindikator. ÿ
Visning av ström, faktisk spänning. ÿ
Knapp 1: Motsvarar gränssnittets returikon, tryck för att återgå till svetstypen
ÿ Välj önskad svetstyp och tryck på encodern för att komma till driftskärmen. ÿ Bilden som visas i
gränssnittet för val av svetstyp är som följer:
ÿ Roterande encoder, cykla för att välja 5 svetstyper: DC manuell svetsning, DCargonarc
aktuellt justeringsläge efter 5 sekunder.
tid under justeringsprocessen 1 Lämna den aktuella parameterinställningen; Om du inte gör det
SVETSTYPVAL
PANELINSTRUKTIONER
8
Machine Translated by Google
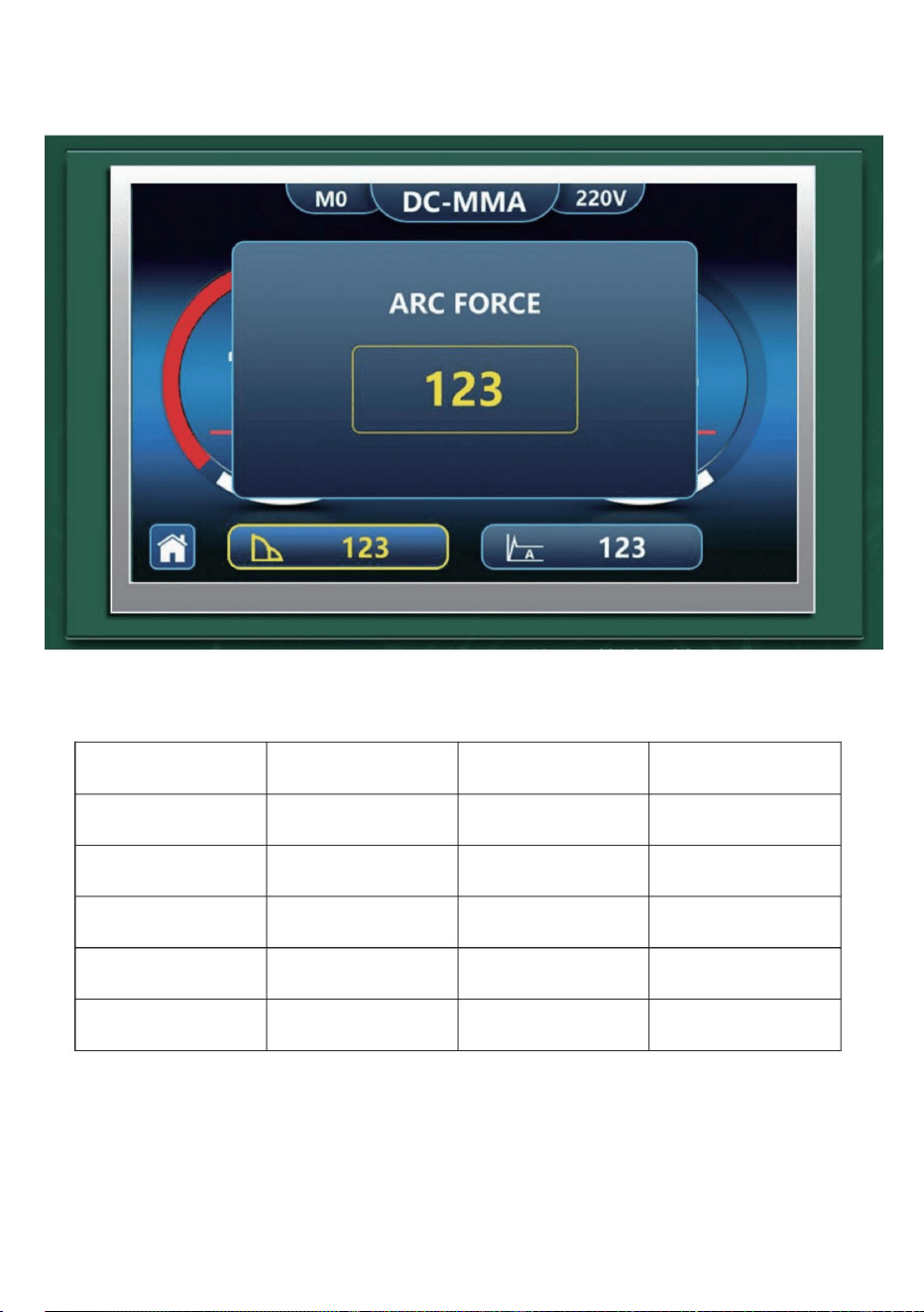
PÅ
JÄMFÖRA
PÅ
DCaktuell
ARC Force
40-200
HOTStart
PÅ, AV
0-60
PÅ, AV
0-60
40
0
PÅ
0
SÄRDRAG
RADIE STANDARDVÄRDE REGULERA
Kodarreglering
Kodarreglering
Kodarreglering
ÿ Knapp 2: Ingen åtgärd.
Kodarreglering
Kodarreglering
9
Machine Translated by Google
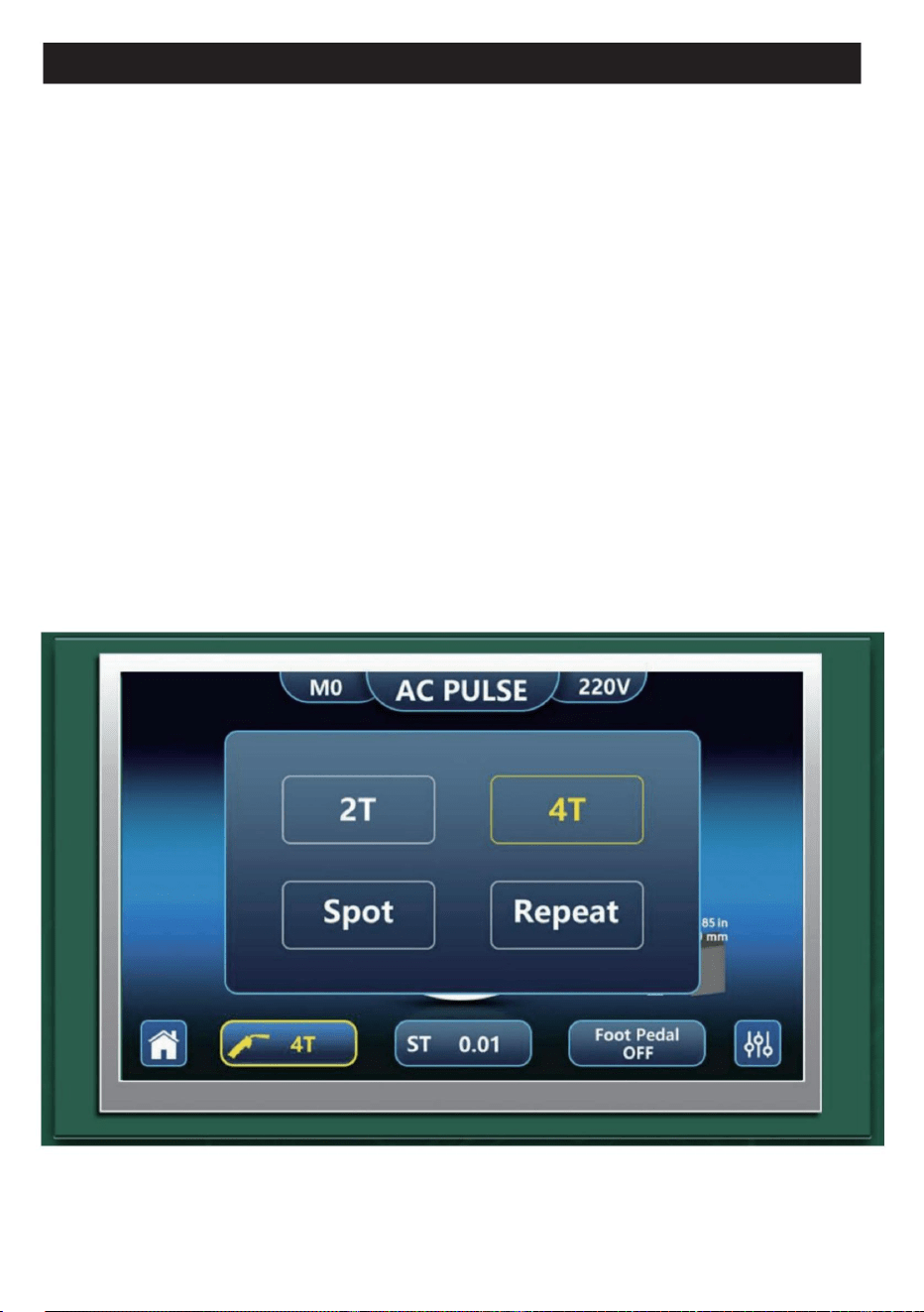
10
DCTIG,ACTIG, DC PULS, AC PULSEOPERATION SIDA BESKRIVNING
och lämna popup-fönstret (du kan trycka på knappen när som helst under justeringen
process 1 Lämna den aktuella parameterinställningen; Om du inte utför någon operation under
justeringsfönster, vrid kodaren för att justera parametrar och tryck slutligen för att bekräfta
parameterjustering kommer den automatiskt att återgå till det aktuella justeringsläget efter
ÿ Encoder: Vrid justeringsströmmen (matchar automatiskt plåttjockleken), tryck
kodaren och vrid för att välja driftläge, punktsvetstid, intervalltid, pedalomkopplare, välj de
nödvändiga justeringsparametrarna och tryck igen för att popup
urvalsgränssnitt.
ÿ Svetstypsindikering, effektstatusindikering. ÿ Ström,
plåttjockleksdisplay. ÿ Knapp 1:
Motsvarande ikonen för gränssnittsretur, tryck för att återgå till svetstypen
5 sekunder.
ÿ Knapp 2: Gå in i det komplexa inställningsgränssnittet, ange tillbaka-knappen2 för att välja
parametrar, omkodaren för att justera värdet, tryck på 1 för att återgå till det övre gränssnittet.
Machine Translated by Google
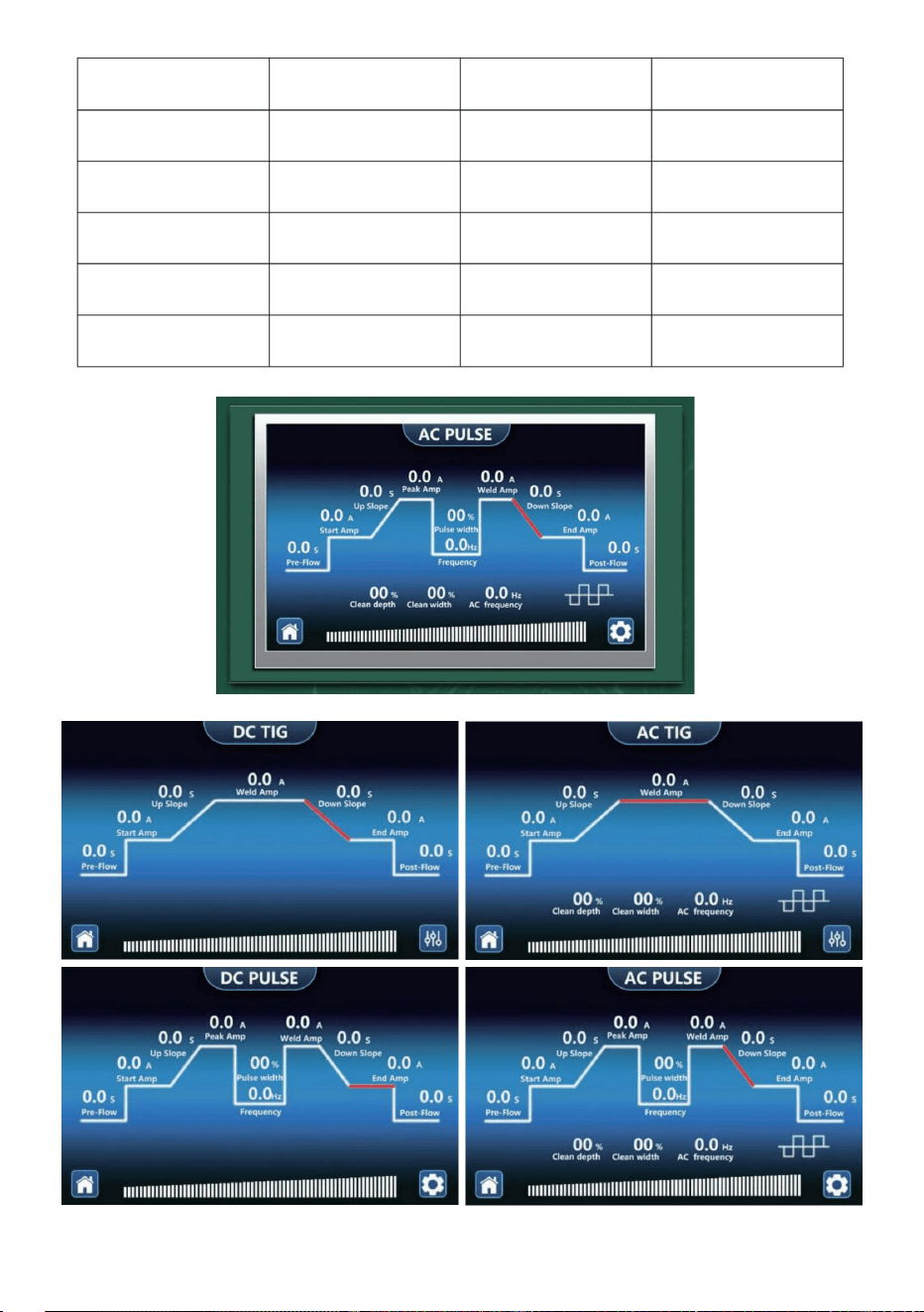
IntervallTid
Fotpedal
SpotTime
AV, PÅ
10-200
Driftläge
10Nuvarande
0,01S
0,01S
2T
AV
0,01S-9,99S
0,01S-9,99S
11
Kodarreglering
Kodarreglering
Kodarreglering
Kodarreglering
Kodarreglering
SPOT, REPEAT
RADIE
SÄRDRAG
STANDARDVÄRDE REGULERA
2T, 4T
Machine Translated by Google
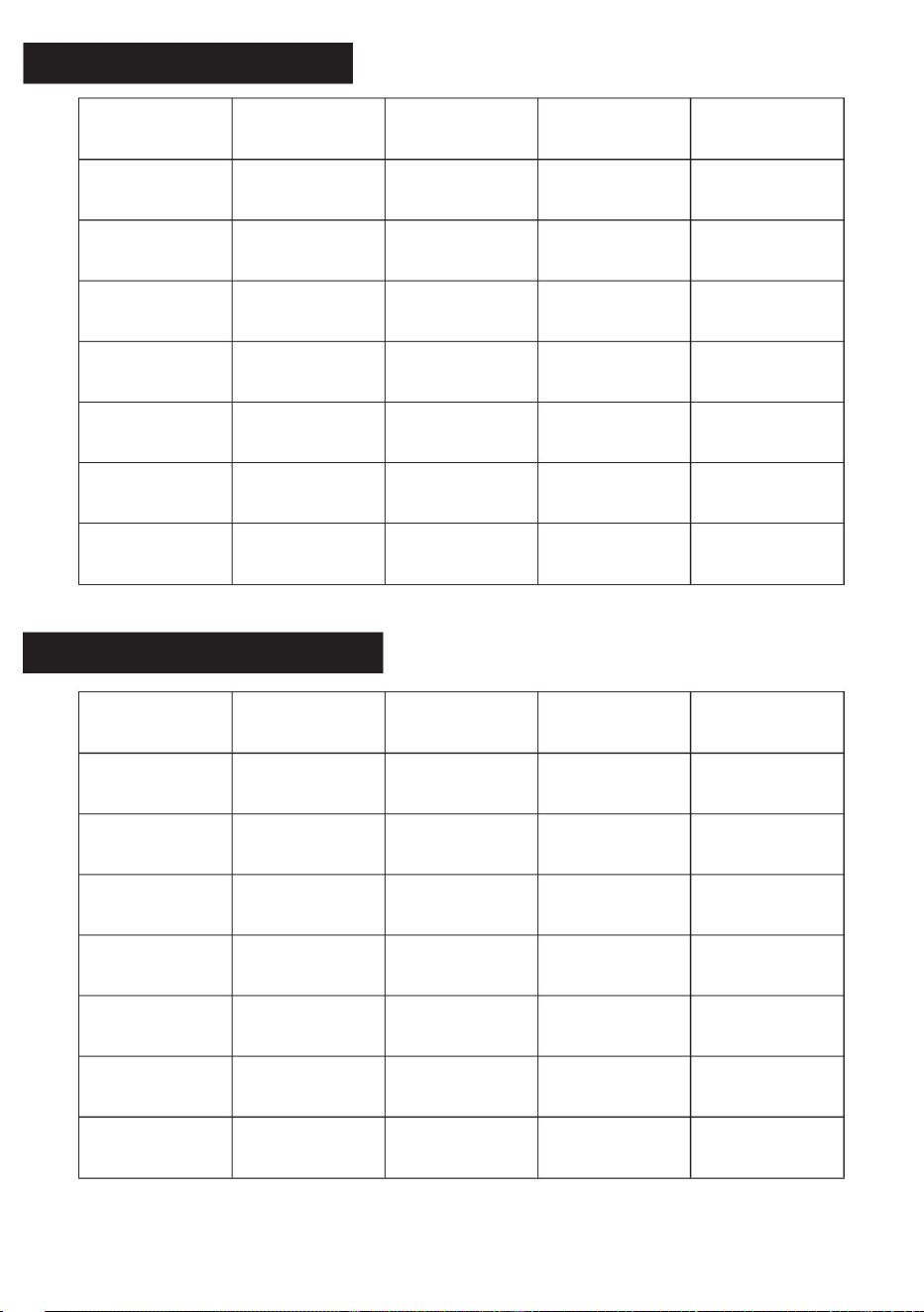
StartAmp
0-10
0
0-10
10
10-200
2-99,9
Nedförsbacke
0
0
0-10
0-10
PeakAmp
Puls
10-200
0
0
StartAmp
10
10-200
Nedförsbacke
10
10-200
0-10
Post-Flow
0
0
WeldAmp
UpSlope
0-10
10
Pre-Flow
5
Pre-Flow
EndAmp
10
10-200
Frekvens
0-10
WeldAmp
10-200
UpSlope
10
12
Knapp 2 Välj
Encoder
reglering
Knapp 2 Välj
Knapp 2 Välj
reglering
Encoder
reglering
reglering
Knapp 2 Välj
reglering
STANDARD
Knapp 2 Välj
Knapp 2 Välj
Encoder
reglering
reglering
Knapp 2 Välj
VÄRDE
Encoder
Encoder
reglering
Encoder
Knapp 2 Välj
Encoder
Knapp 2 Välj
Encoder
reglering
STANDARD
Encoder
Encoder
Knapp 2 Välj
Knapp 2 Välj
Encoder
Knapp 2 Välj
Encoder
reglering
Knapp 2 Välj
reglering
Encoder
reglering
Encoder
Knapp 2 Välj
VÄRDE
reglering
reglering
DC PULSEPARAMETERBAR
RADIESÄRDRAG
VÄLJ REGLERA
RADIE
VÄLJ REGLERA
SÄRDRAG
DCTIG PARAMETERBAR
Machine Translated by Google
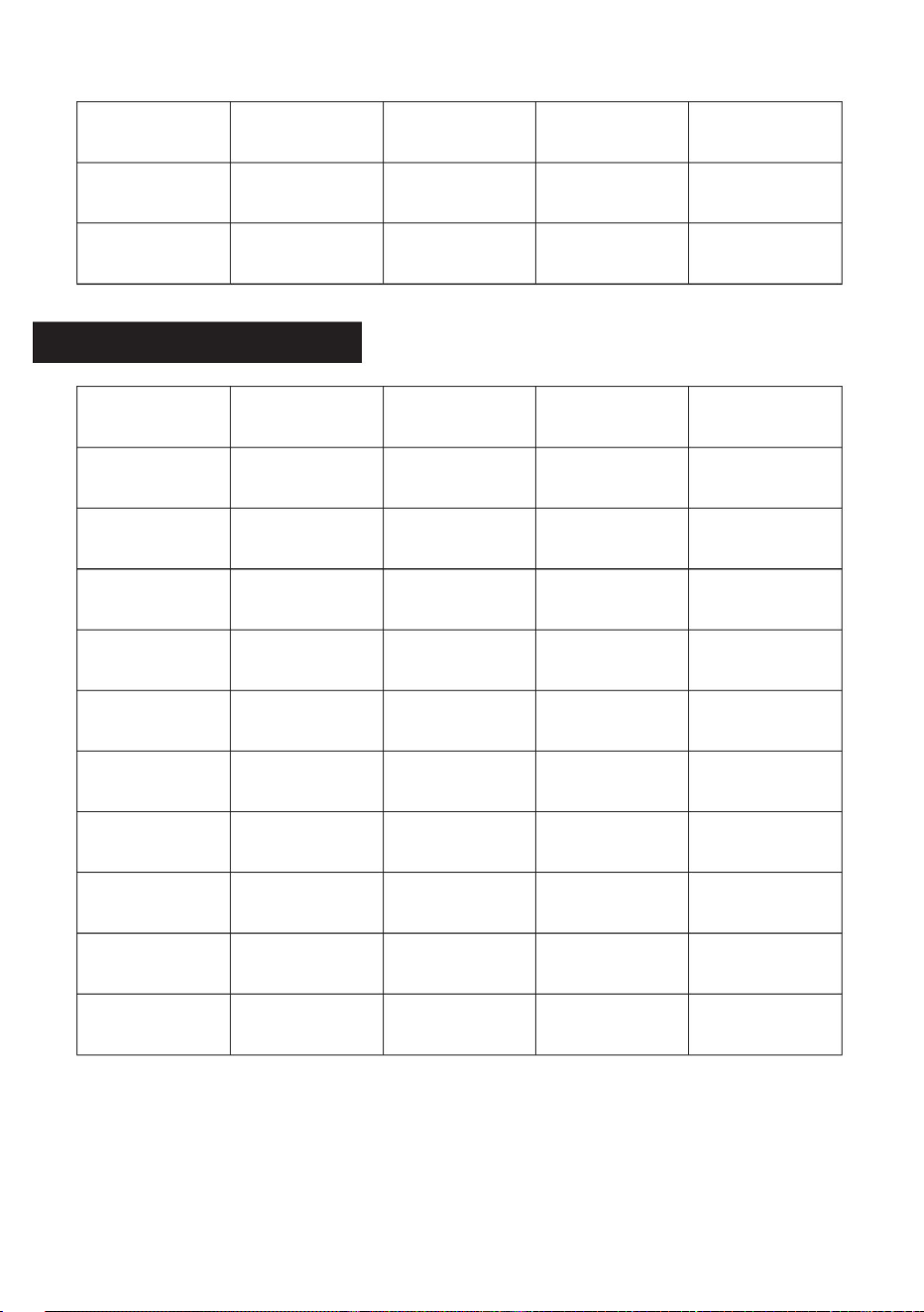
SÄRDRAG RADIE
ACTIG PARAMETERTABELL
VÄLJ REGLERA
10-200
EndAmp
0
0-10
Post-Flow
Rengöringsdjup
30-80
20-200
0
WeldAmp
0
10
10-200
Post-Flow
StartAmp
10-90
Pre-Flow
10-200
0
50-150
20
0
EndAmp
Nedförsbacke
0-10
AC-frekvens
10
0-10
50
UpSlope
0-10
50
Pulsbredd
10
CleanWidth
0-10
10
10-200
100
Knapp 2 Välj
Encoder
Encoder
reglering
Encoder
reglering
STANDARD
Encoder
Knapp 2 Välj
reglering
Encoder
Knapp 2 Välj
reglering
Knapp 2 Välj
Knapp 2 Välj
Encoder
Knapp 2 Välj
VÄRDE
reglering
reglering
Knapp 2 Välj
Encoder
Knapp 2 Välj
reglering
Knapp 2 Välj
reglering
Encoder
reglering
reglering
reglering
Knapp 2 Välj
Encoder
reglering
Knapp 2 Välj
Encoder
Knapp 2 Välj
Encoder
reglering
Encoder
Knapp 2 Välj
Encoder
13
Machine Translated by Google
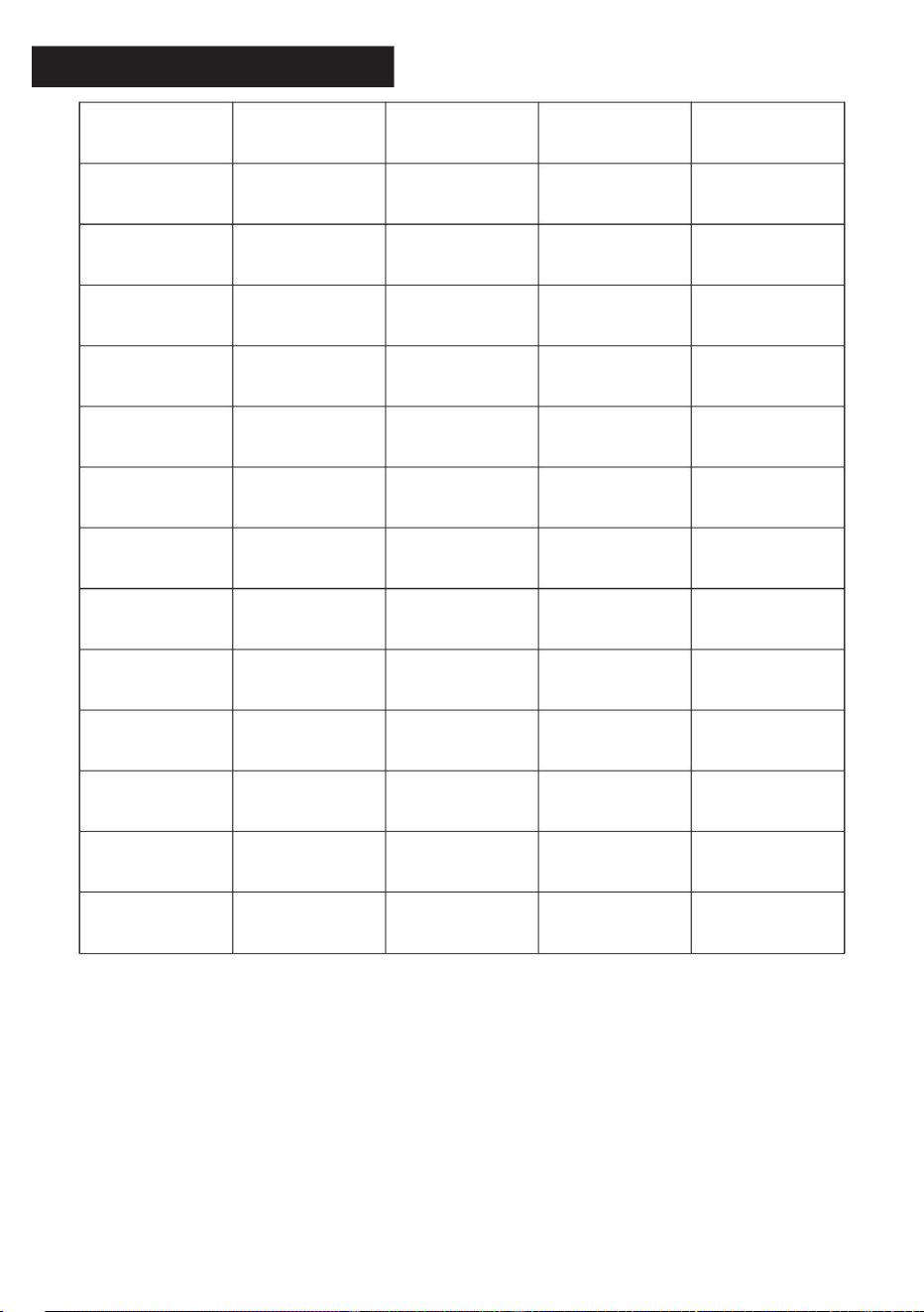
50
20
StartAmp
2-99,9
10-200
WeldAmp
CleanWidth
AC-frekvens
0
0
50-150
10-200
0-10
Pre-Flow
50
10
10
5
Nedförsbacke
0-10
20-200
10-200
Puls
Pulsbredd
100
UpSlope
0-10
0-10
Rengöringsdjup
30-80
10
Frekvens
10-200
10-90
10
0
PeakAmp
EndAmp
0
Post-Flow
14
Knapp 2 Välj
Encoder
reglering
Knapp 2 Välj
Encoder
Knapp 2 Välj
Encoder
Encoder
Knapp 2 Välj
Knapp 2 Välj
reglering
reglering
STANDARD
Knapp 2 Välj
Encoder
reglering
reglering
VÄRDE
reglering
Knapp 2 Välj
reglering
Knapp 2 Välj
reglering
reglering
Encoder
Encoder
reglering
Encoder
Knapp 2 Välj
reglering
Encoder
Knapp 2 Välj
reglering
Encoder
reglering
Encoder
Encoder
Knapp 2 Välj
Knapp 2 Välj
Knapp 2 Välj
Encoder
RADIE
SÄRDRAG
AC PULS PARAMETERBAR
VÄLJ REGLERA
Machine Translated by Google

C: gas-elektriskt gränssnitt D: negativt utgångsgränssnitt
A: gränssnitt för positiv utgång B: Gränssnitt för pistolbrytare
E:TIG gasgränssnitt F: Strömbrytare G: Nätsladd
15
A
D
G
F
B
OCH
C
,
Termiskt skyddslysdiod tänds när enheten har nått den maximala interna komponenttemperaturen. Detta inträffar när
arbetscykeln har överskridits.
Svetsaren stängs automatiskt av men fläkten fortsätter att gå för att kyla de överhettade komponenterna. när en säker
temperatur har uppnåtts kommer skyddskretsen automatiskt
att slå på svetsutgången igen.
Machine Translated by Google

jordklämma till den negativa utgångsporten.
klämma.
positiv utgångsport och anslut den
4. Tryck på svetslägesknappen för att växla
2. Anslut svetstången till
3. Håll arbetsstycket med ett underlag
strömbrytare.
1. Anslut nätkontakten och slå på
till manuellt svetsläge.
5. Justera den aktuella ratten för att justera
ström till lämpligt område.
6. Rör vid elektroden och arbetsstycket
med svetstången och starta bågen
svetsning
ARGON BÅGSVETSNING
FELSÖKNING OCH DRIFT
FELSÖKNING OCH DRIFT
MANUELL SVETSNING
8. Beroende på plattans tjocklek, vrid på
byt port på ficklampan.
7. Vrid cylinderventilen för att uppnå lämpligt
svetstryck.
det med halsbandet.
3. Sätt in den tvåkärniga kontakten på brännaren i den
16
dra åt den medurs.
bågsvetsgasport på bakpanelen och dra åt
argonbågsvetsningsläge.
gas-elektriskt gränssnitt för svetsmaskinen och
6. Anslut gasflaskans gasrör till argon
brännaren till arbetsstycket, tryck på pistolbrytaren
5. Tryck på svetslägesknappen för att växla till
2. Anslut argonbågssvetspistolen till den
1. Slå på och slå på strömbrytaren.
arbetsstycket med markklämman.
9. Rör vid svetsningens volframelektrode
handtaget och svetsningen börjar
svetsarens positiva utgångsände och håll kvar
strömjusteringsratten för att uppnå lämplig svetsström.
4. Anslut jordklämmans snabbkoppling till
Machine Translated by Google
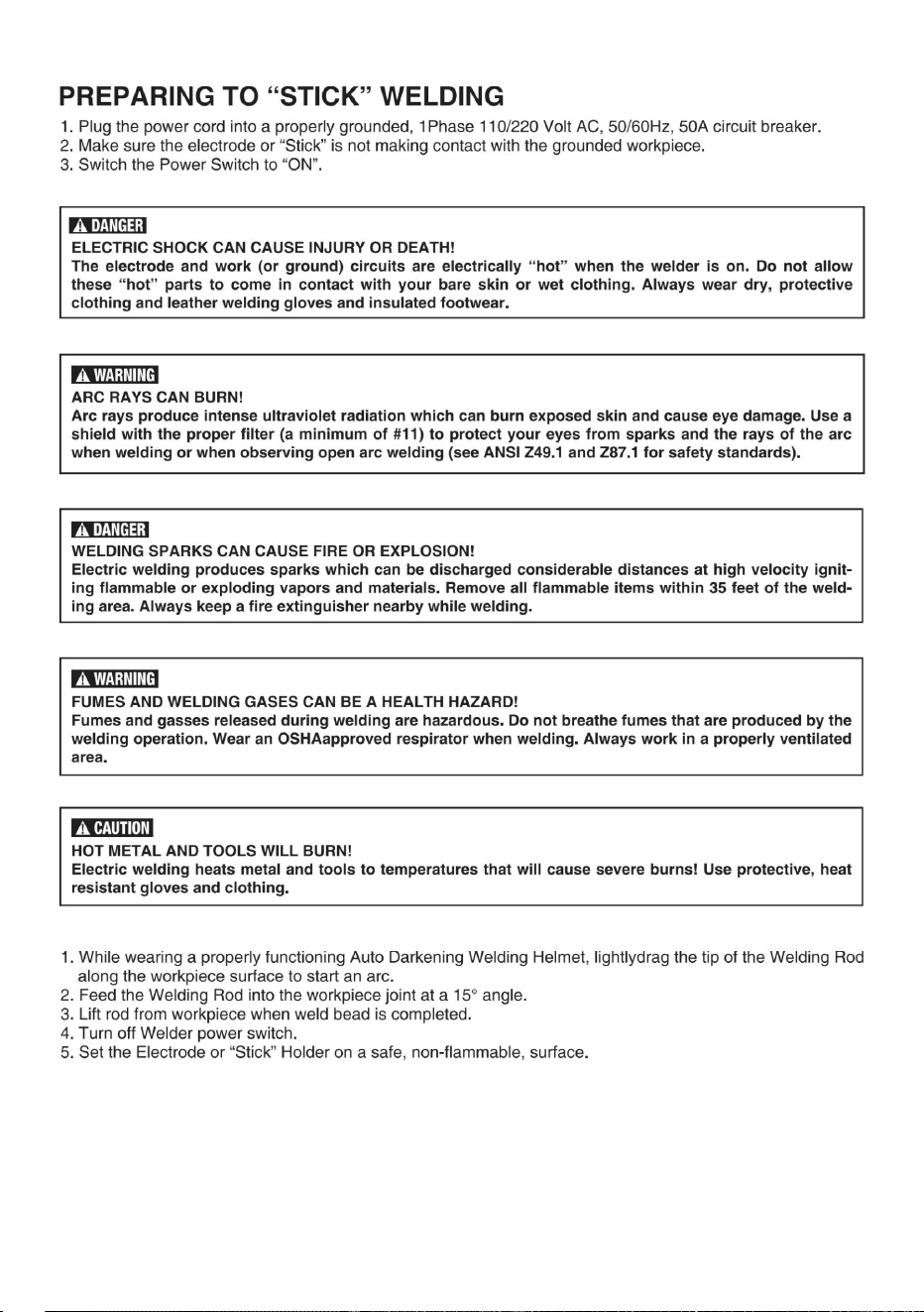
17
Machine Translated by Google
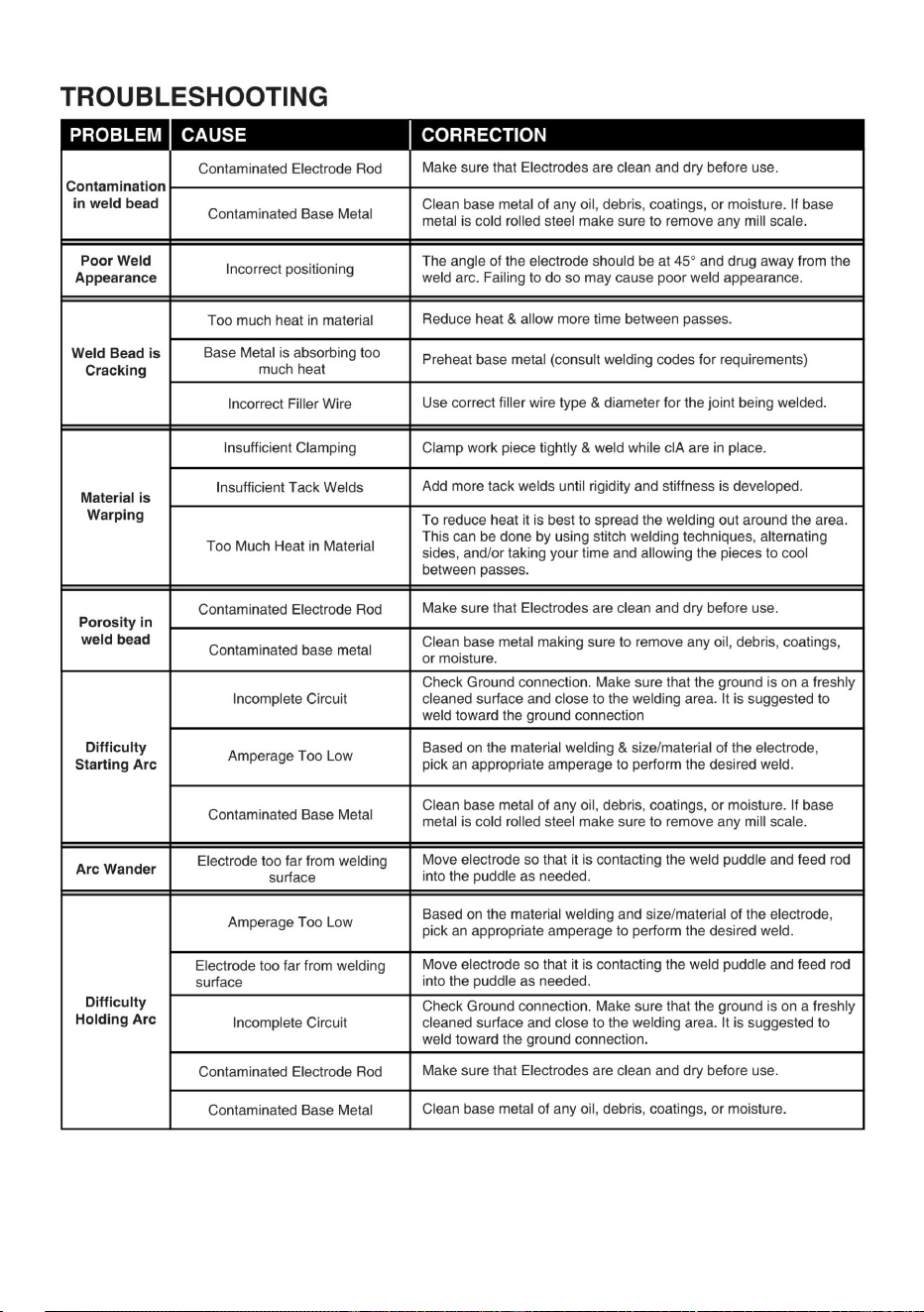
18
Machine Translated by Google
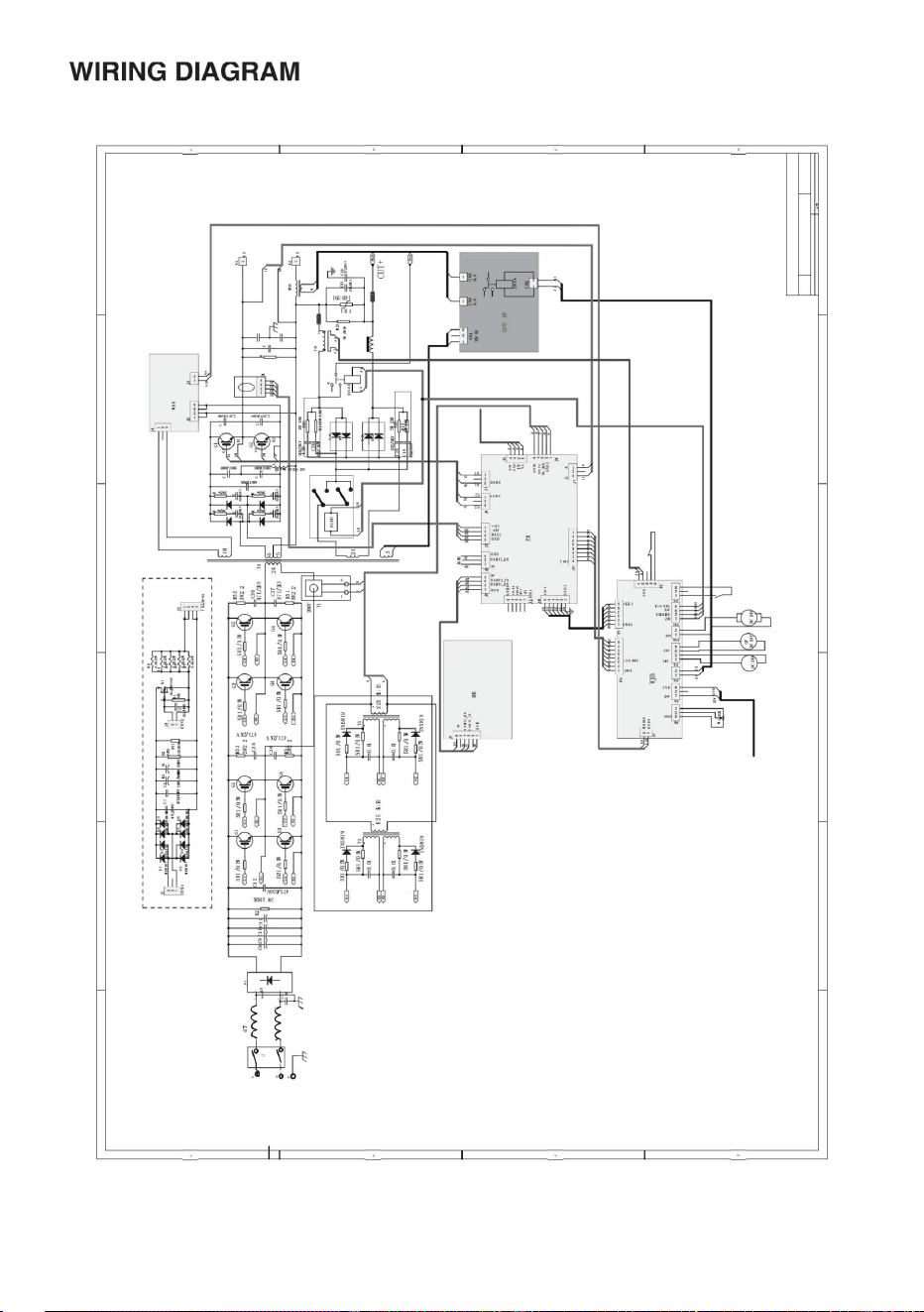
19
ÿÿ.
D åt:
SDc
Från ize
Hon et av
A 3
T itel
woncB
.....och.:.E. :\F\. . . . \A. . C. D. C. TIG. . . -200225. . . . . . Fullständigt kopplingsschema för bryggan. . . . .
Numret är
R evision
2024/11/7
55 44 33 22 11
6
6
Fil...:.
Machine Translated by Google
EC REP
UK REP
Adress: Danya Industrial Park, Zeguo Town, WENLING Zhejiang 317523 Importerad till
AUS:SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW2122Australien
Importerad till USA:
Sanven Technology Ltd. Suite 250, 9166 Anaheim Place, Rancho Cucamonga,
CA 91730
E-CrossStu GmbH
YH CONSULTING LIMITED. C/OYH Consulting Limited
Office 147, Centurion House, London Road, Staines-
upon-Thames, Surrey, TW18 4AX
Tillverkare: Zhejiang Xingyi Ventilator Electrical Appliance Co., Ltd.
Mainzer Landstr.69,
60329 Frankfurt am Main.
20
Machine Translated by Google
Teknisk support och e-garanticertifikat
www.vevor.com/support
Machine Translated by Google

Model: ACDC TIG-225
TIG Welder
Wij streven er voortdurend naar om u gereedschappen tegen concurrerende prijzen te leveren.
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
"Save Half", "Half Price" of andere soortgelijke uitdrukkingen die wij gebruiken, geven alleen
een schatting van de besparingen die u kunt behalen door bepaalde gereedschappen bij ons te
kopen in vergelijking met de grote topmerken en betekent niet noodzakelijkerwijs dat alle
categorieën gereedschappen die wij aanbieden, worden gedekt. Wij herinneren u eraan om
zorgvuldig te controleren of u daadwerkelijk de helft bespaart in vergelijking met de grote topmerken
wanneer u een bestelling bij ons plaatst.
Machine Translated by Google

Heeft u vragen over het product? Heeft u technische ondersteuning nodig? Neem dan gerust
contact met ons op:
Let op: De productfoto is ter referentie, de werkelijke details zijn doorslaggevend.
1
HULP NODIG? NEEM CONTACT MET ONS OP!
Model: ACDC TIG-225
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
TIG Welder
Dit is de originele instructie, lees alle handleidingen zorgvuldig door voordat u het
product gebruikt. VEVOR behoudt zich een duidelijke interpretatie van onze
gebruikershandleiding voor. Het uiterlijk van het product is afhankelijk van het product
dat u hebt ontvangen. Vergeef ons dat we u niet opnieuw zullen informeren als
er technologische of software-updates voor ons product zijn.
Machine Translated by Google
2
symbool met een doorgestreepte afvalbak geeft aan dat het product gescheiden afvalinzameling vereist in de
Europese Unie. Dit geldt voor het product en alle accessoires die met dit symbool zijn gemarkeerd. Producten
die als zodanig zijn gemarkeerd, mogen niet
mogen met het normale huisvuil worden weggegooid, maar moeten naar een inzamelpunt voor recycling van
elektrische en elektronische apparaten worden gebracht.
CORRECTE VERWIJDERING voor Display Dit
product is onderworpen aan de bepalingen van de Europese richtlijn 2012/19/EU. De
Waarschuwing: om het risico op letsel te verkleinen, moet de gebruiker de gebruiksaanwijzing zorgvuldig lezen.
Compliance is een EG-veiligheidscertificering.
Machine Translated by Google
WERKCYCLUS
SPECIFICATIES
VEILIGHEIDSINFORMATIE
uitgangsstroom Bereik:
Ingangsstroom
Werkcyclus
Diameter staaf Materiaal staaf
Ingangsspanning
,
zou kunnen resulteren
LEES EN BEGRIJP ALLE INSTRUCTIES EN VOORZORGSMAATREGELEN VOORDAT U VERDERGAAT.
LET OP AAN Wordt samen met het veiligheidswaarschuwingssymbool gebruikt en geeft een gevaarlijke situatie aan
die kan leiden tot licht of matig letsel.
,
indien niet vermeden
de lasser schakelt automatisch de
technologie biedt de mogelijkheid om dun of dik staal met precisie en gemak te lassen. bij het toevoegen
op de etikettering en op alle andere verstrekte informatie
kan leiden tot de dood of ernstig letsel.
,
WAARSCHUWING geeft een gevaarlijke situatie aan die
Deze unit geeft een krachtige hoge spanning en extreme hitte af die ernstige brandwonden, verminking, elektrische schokken en de dood kunnen
veroorzaken. VEVOR is niet aansprakelijk voor de gevolgen van opzettelijk of onopzettelijk verkeerd gebruik van dit product.
10 minuten en de duty cycle is een percentage van die 10 minuten. Als u last op 195A met een duty cycle van 60%
indien niet vermeden
,
zal resulteren in de dood of ernstig letsel ·
,
De nominale inschakelduur heeft betrekking op de hoeveelheid laswerk die binnen een bepaalde tijd kan worden verricht.
wordt TIG-lasser.
,
duty cycle is oververhitte
componenten overschreden. wanneer een veilige temperatuur is bereikt, is de lasuitgang weer
ingeschakeld. Om de duty cycle te verhogen, kunt u de ampère-uitgangsregeling verlagen.
GEVAAR geeft een gevaarlijke situatie aan die
,
,
indien niet vermeden
binnen een tijdsblok van 10 minuten kunt u 6 minuten lassen met 4 minuten koeling voor de lasser. Als de lasser automatisch uitschakelt, blijft
de ventilator echter draaien om de
De volgende uitleg wordt in de handleiding bij dit product gegeven:
,
de optionele lift TG-toorts (niet inbegrepen), gasregelaar en een cilinder met beschermgas, de ACDC TIG-225
De ACDCTIG-225 heeft een duty cycle van 60% bij 195A. Het is het makkelijkst om uw lastijd te bekijken in blokken van
De ACDCTIG-225 biedt een handige methode voor het uitvoeren van "stick"-lassen van koolstofstaal. Inverter
3
110V140A
E7018S
ik1
220V200A
max 50A (110V) en
38,7A (110V)
ik1
1/16~5/32
E6010 E6011
20%@
1,6~5,0 mm
220V 40~200A
TIG 110V10-160A
20%@
110V of 220V
220V 10~225A
1,6~4,0 mm
roestvrij staal
effectief 30,1A (220V)
MMA 110V40-140A
1/16~6/31
ik1
ik1
110V of 220V 110V160A
E6013 E7014
maximaal 39A (220V)
220V225A
,
NOT CE wordt gebruikt voor praktijken die geen verband houden met persoonlijk letsel.
cle
Beoordeeld
Machine Translated by Google
ELEKTRISCHE SCHOK KAN DODELIJK ZIJN!
ELEKTROMAGNETISCHE VELDEN KUNNEN EEN GEVAAR VOOR DE GEZONDHEID VORMEN!
dashboards
,
· Onjuist gebruik van een elektrisch lasapparaat kan leiden tot elektrische schokken, letsel en de dood! Lees alle voorzorgsmaatregelen
die in de handleiding van het lasapparaat staan beschreven om de kans op elektrische schokken te verkleinen.
Lees deze handleiding zorgvuldig door en zorg dat u deze begrijpt voordat u het lasapparaat gebruikt. Bewaar de handleiding voor toekomstig gebruik.
· Zorg ervoor dat het werkstuk goed wordt ondersteund en geaard voordat u met een elektrische installatie begint.
Geschikte kleding van duurzaam, vlamvertragend materiaal om uw huid te beschermen.
· Bij elektrisch lassen ontstaan vonken die met hoge snelheid over grote afstanden kunnen worden afgevoerd, waardoor
ontvlambare of exploderende dampen en materialen kunnen ontbranden.
· Gebruik het elektrische booglasapparaat niet in ruimtes waar ontvlambare of explosieve dampen aanwezig zijn.
· Zorg dat u altijd een brandblusser bij de hand hebt tijdens het lassen. · Gebruik
lasdekens om geverfde en/of brandbare oppervlakken te beschermen, zoals rubberen tochtstrips, motoren, enz.
Als er andere personen of huisdieren in de buurt zijn van de lasruimte, kunnen
er vonken ontstaan.
· Scheid uzelf van het lascircuit door isolatiematten te gebruiken om contact met de lasstroom te voorkomen.
mogelijk. Dit geeft de minste weerstand en de beste las.
· Zorg ervoor dat de voeding de juiste bedrading heeft om het stroomverbruik aan te kunnen.
· Het elektromagnetische veld dat wordt gegenereerd tijdens booglassen kan interfereren met verschillende elektrische en
elektronische apparaten, zoals pacemakers. Iedereen die dergelijke apparaten gebruikt, moet
· Draag altijd droge, beschermende kleding en leren lashandschoenen en geïsoleerd schoeisel.
Raadpleeg uw arts voordat u elektrisch gaat lassen.
bekend.
· Koppel het lasapparaat los van de stroomvoorziening voordat u het monteert, demonteert of onderhoudt.
· Gebruik de lasser altijd in een schone, droge, goed geventileerde ruimte. Gebruik de lasser niet in regenachtige of slecht
geventileerde ruimtes.
lasbewerking.
· De elektrode en werk- (of aardings-) circuits zijn elektrisch "heet" wanneer de lasser aan staat. Laat deze "hete" onderdelen niet
in contact komen met uw blote huid of natte kleding.
· Bevestig de aardklem altijd aan het te lassen stuk en zo dicht mogelijk bij het lasgebied.
· Niet gebruiken in de buurt van brandbare oppervlakken. Verwijder alle brandbare items binnen 35 voet van de las-
Blootstelling aan elektromagnetische velden tijdens het lassen kan andere gezondheidseffecten hebben die niet bekend zijn
Gebruik lasschermen om omstanders te beschermen
werkoppervlak.
gebied.
·
LASVONKEN KUNNEN BRAND OF EXPLOSIE VEROORZAKEN!
LEES INSTRUCTIES
4
,
midden
contacttip en bij het installeren of verwijderen van sproeiers.
fakkel
nat
,,
Machine Translated by Google
Z49.1 en Z87.1 voor veiligheidsnormen).
#1 1 Hetzelfde of donkerder.
VEREISTE ITEMS
·
· Boogstralen produceren intense ultraviolette straling die de blootgestelde huid kan verbranden en oogletsel kan veroorzaken.
· Las nooit gecoate materialen, waaronder maar niet beperkt tot: gecadmeerd, gegalvaniseerd,
Hittebestendige handschoenen en kleding bij het lassen met Eastwood of een ander type lasapparaat
branderpunt of mondstuk totdat ze volledig zijn
· Slijpen en schuren zal metaalspanen, stof, puin en vonken met hoge snelheid uitstoten. Draag een goedgekeurde veiligheidsbril om
oogletsel te voorkomen. · Draag een door OSHA goedgekeurde
ademhalingsbescherming tijdens het slijpen of schuren.
Zorg ervoor dat u het volgende heeft:
· Dampen en gassen die vrijkomen tijdens het lassen zijn gevaarlijk. Adem geen dampen in die vrijkomen tijdens het lassen. Draag een
door OSHA goedgekeurd ademhalingstoestel tijdens het lassen.
,
Als er andere personen of huisdieren in de buurt van het laswerk aanwezig zijn, gebruik dan lasschermen om omstanders te beschermen.
· Bij elektrisch lassen worden metaal en gereedschappen verhit tot temperaturen die ernstige brandwonden kunnen veroorzaken!
,
van vonken en boogstralen.
· Gebruik beschermende
uitrusting. Raak nooit een afgekoeld gelast werkoppervlak aan.
Voordat u de TIG/MMA 205 ST CK WELDER gaat gebruiken
op basis van verf.HEET METAAL EN GEREEDSCHAP ZULLEN BRANDEN!
· Lees alle handleidingen die bij de specifieke slijpmachines, schuurmachines of andere elektrische gereedschappen zijn geleverd voordat u ze gebruikt.
· Speciale lasborstels van roestvrij staal voor elk te lassen materiaal.
· Draag geschikte kleding van duurzaam, vlamvertragend materiaal om uw huid te beschermen.
leiding
en na het lasproces. Wees op de hoogte van alle veiligheidswaarschuwingen voor elektrisch gereedschap.
· Een goed geaarde 1-fase 1 10/220 volt AC, 50/60 Hz, 50 A stroomonderbreker.
· Een niet-ontvlambaar
shirt met lange mouwen of een lasjas · Robuuste
lashandschoenen
schade. Gebruik een schild met het juiste filter (minimaal #1 1) om uw ogen te beschermen tegen
· Werk altijd in een goed geventileerde ruimte.
LET OP: het apparaat moet geaard zijn om goed en veilig te kunnen werken!
· Automatisch verduisterende lashelm voor oogbescherming tijdens laswerkzaamheden. Let op: MOET een
vonken en de stralen van de boog bij het lassen of bij het observeren van open booglassen (zie ANsl
VLIEGENDE METAALSPANNERS KUNNEN LETSEL VEROORZAKEN!
BOOGSTRALEN KUNNEN BRANDEN!
DAMPEN EN LASGASSEN KUNNEN EEN GEVAAR VOOR DE GEZONDHEID VORMEN!
droge en goed geventileerde werkruimte.
goed verlichtveilig· Een schone
, , ,
5
Machine Translated by Google

2. Stroomadapterkabel (apparaat met dubbele voeding) 3,2 m 25 mm²
Aardklem 300A 1 set 4,2 m 25 mm² elektrische las
tang 3001 set 5,3 m luchtbuis *1 6. Tracheolaryngeale band
*2 7.
Argonbooglasgasmeter *1 8. WP-17
13 mm² TIG-lastoorts 1 set 9. Voet *1
1. ACDC TIG-225
10. Gezichtsmasker *1
Haal alle onderdelen uit de doos. Vergelijk ze met de onderstaande lijst om er zeker van te zijn dat de unit compleet is.
INHOUD
6
Machine Translated by Google

codeerder
Klik op de knop om de functie te selecteren die u stabiel wilt houden
Knop 1 Knop 2
Alarm op het scherm, zoals thermische beveiliging
A
B
C
BEDIENINGSPANEEL EN WEERGAVEPANEEL
7
Machine Translated by Google

DC MMAOPERATIEPAGINA
selectieinterface.
en druk nogmaals om het aanpassingsvenster te openen, draai de encoder om de parameters aan te passen en druk
ten slotte om te bevestigen en het pop-upvenster te verlaten (u kunt op elk gewenst moment op de knop drukken).
ÿ Encoder: draai om de stroom aan te passen, druk op de encoder en draai om anti-stick, anti-shock, stuwstroom
en boogstroom te selecteren, selecteer de vereiste aanpassingsparameters
tijd tijdens het aanpassingsproces 1 Verlaat de huidige parameterinstelling; Als u niet
ÿ Selecteer het gewenste lastype en druk op de encoder om het bedieningsscherm te openen. ÿ De afbeelding
die op de interface voor het selecteren van het lastype wordt weergegeven, is als volgt:
ÿ MMA-indicator, indicator voor de stroomstatus. ÿ
Weergave van de huidige en werkelijke
spanning. ÿ Knop 1: komt overeen met het interface-return-icoon, druk hierop om terug te keren naar het lastype
lassen,AC argonbooglassen, DC-pulslassen, AC-pulslassen.
ÿ Roterende encoder, cyclus om 5 lastypen te kiezen: DC handmatig lassen, DCargonboog
huidige aanpassingsstatus na 5 seconden.
Als u tijdens het aanpassen van de parameters een handeling uitvoert, keert het apparaat automatisch terug naar de oorspronkelijke stand.
LASTYPESELECTIE
INSTRUCTIES VOOR DE BEDIENING VAN HET PANEEL
8
Machine Translated by Google
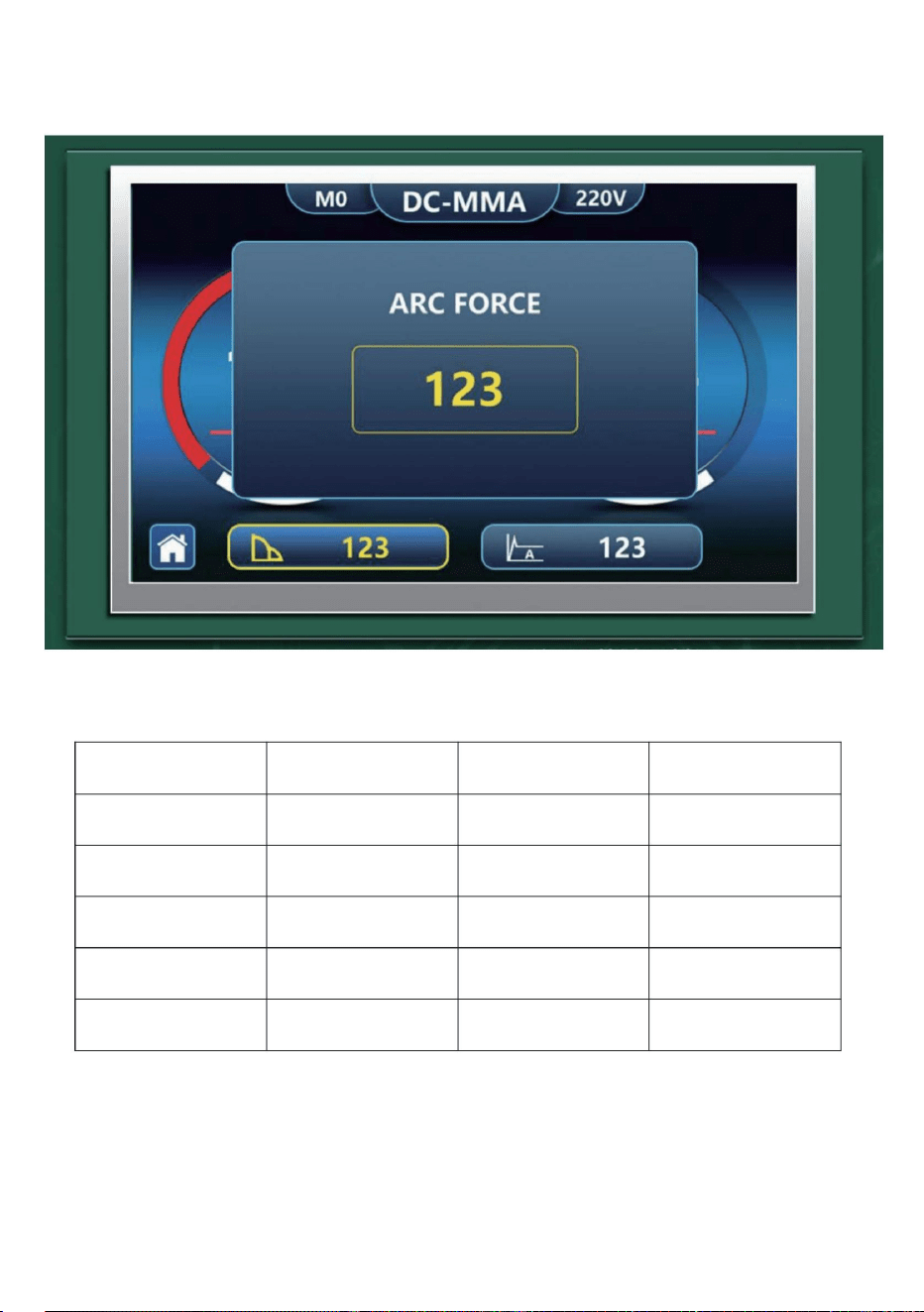
0-60
OP
DC-stroom
ARC-kracht
40-200
HOTStart
OP
VERGELIJKEN
40
0
OP
0
AANÿUIT
0-60
AANÿUIT
STANDAARDWAARDE REGULERENRADIUS
FUNCTIE
Encoderregeling
Encoderregeling
Encoderregeling
ÿ Knop 2: Geen actie.
Encoderregeling
Encoderregeling
9
Machine Translated by Google
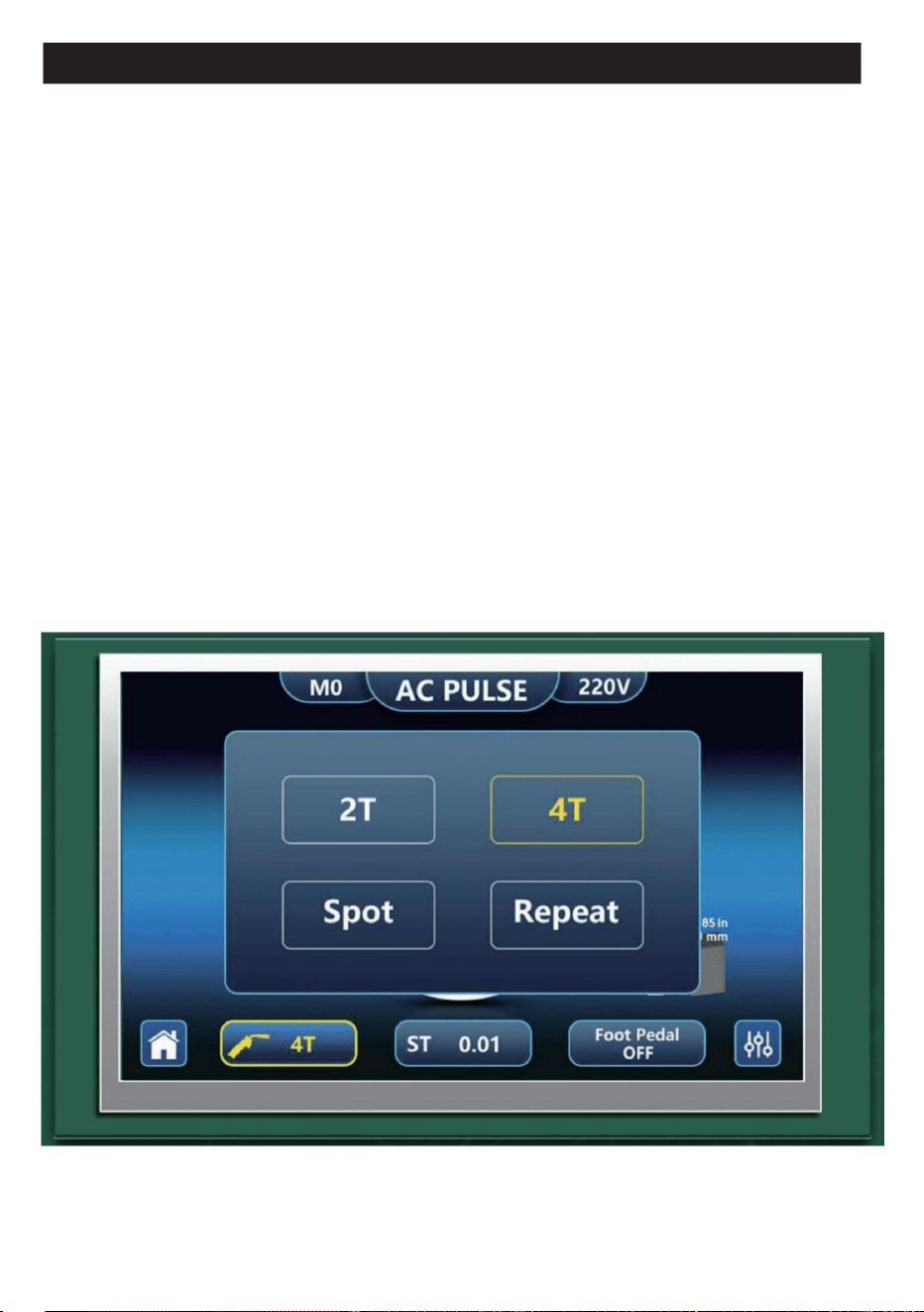
aanpassingsvenster, draai de encoder om de parameters aan te passen en druk ten slotte op om te bevestigen
en verlaat het pop-upvenster (u kunt op elk gewenst moment tijdens de aanpassing op de knop drukken
proces 1 Verlaat de huidige parameterinstelling; Als u geen enkele bewerking uitvoert tijdens
parameteraanpassing, keert deze automatisch terug naar de huidige aanpassingsstatus nadat
ÿ Encoder: draai de aanpassingsstroom (automatisch aanpassen aan de plaatdikte), druk op
de encoder en draai om de bedieningsmodus, puntlastijd, intervaltijd, pedaalschakelaar te selecteren, selecteer
de vereiste aanpassingsparameters en druk nogmaals om de pop-up te openen
selectieinterface.
ÿ Indicatie van het lastype, indicatie van de stroomstatus. ÿ Weergave
van de stroom en de plaatdikte. ÿ Knop 1:
Druk op de knop om terug te keren naar het lastype.
5 seconden.
ÿ Knop 2: Ga naar de interface voor complexe instellingen, druk op de terugknop 2 om te selecteren
parameters, de encoder om de waarde aan te passen, druk op 1 om terug te keren naar de bovenste interface.
DCTIG,ACTIG, DC PULSE, AC PULSEOPERATIE PAGINA BESCHRIJVING
10
Machine Translated by Google
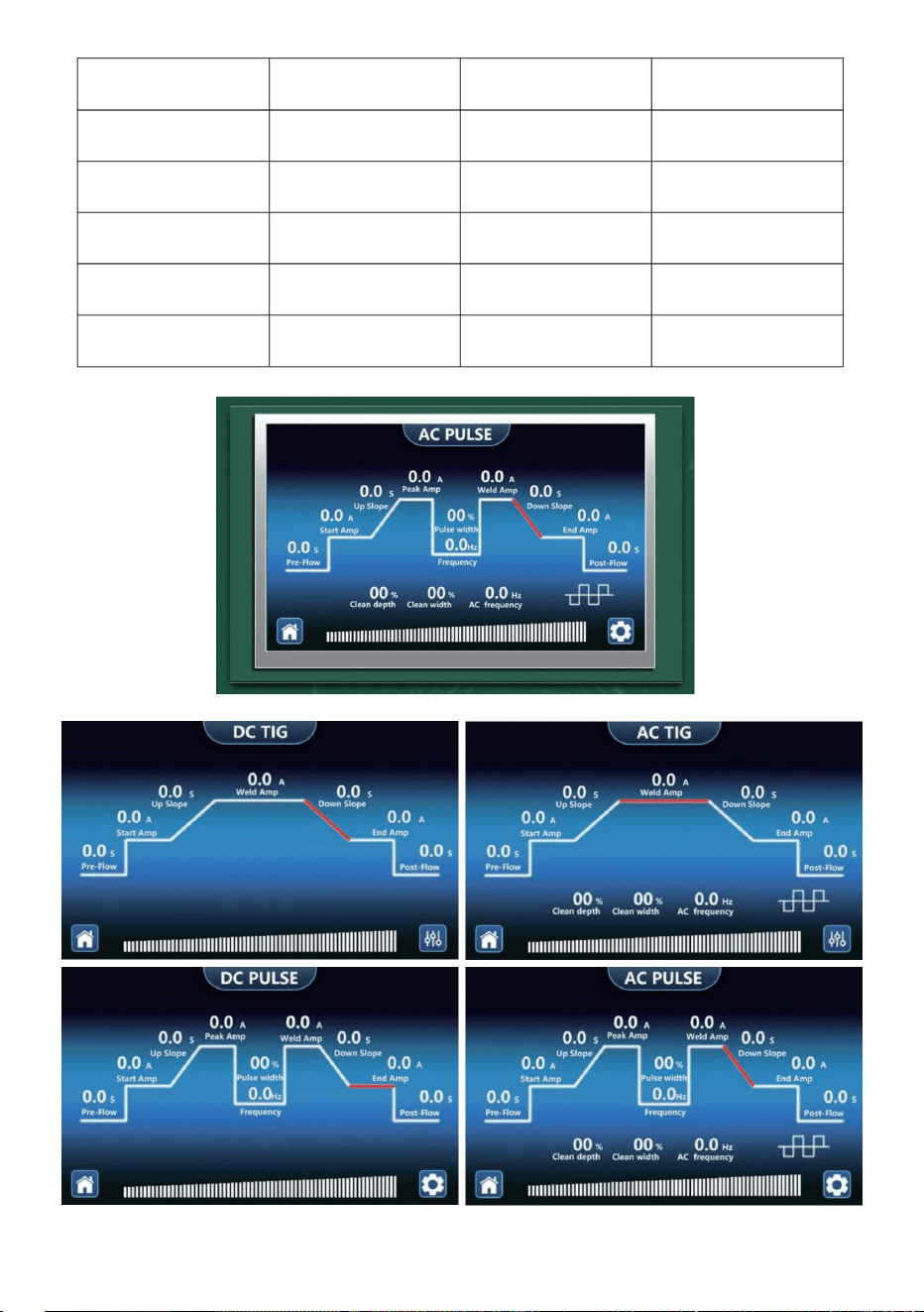
Werkingsmodus
SpotTijd
Voetpedaal
0,01S-9,99S
10-200
Intervaltijd
10Huidig
2T
UITÿAAN
0,01S
0,01S
0,01S-9,99S
UIT
11
Encoderregeling
Encoderregeling
Encoderregeling
Encoderregeling
Encoderregeling
SPOTÿHERHAAL
STANDAARDWAARDE REGULEREN
FUNCTIE
RADIUS
2T, 4T
Machine Translated by Google
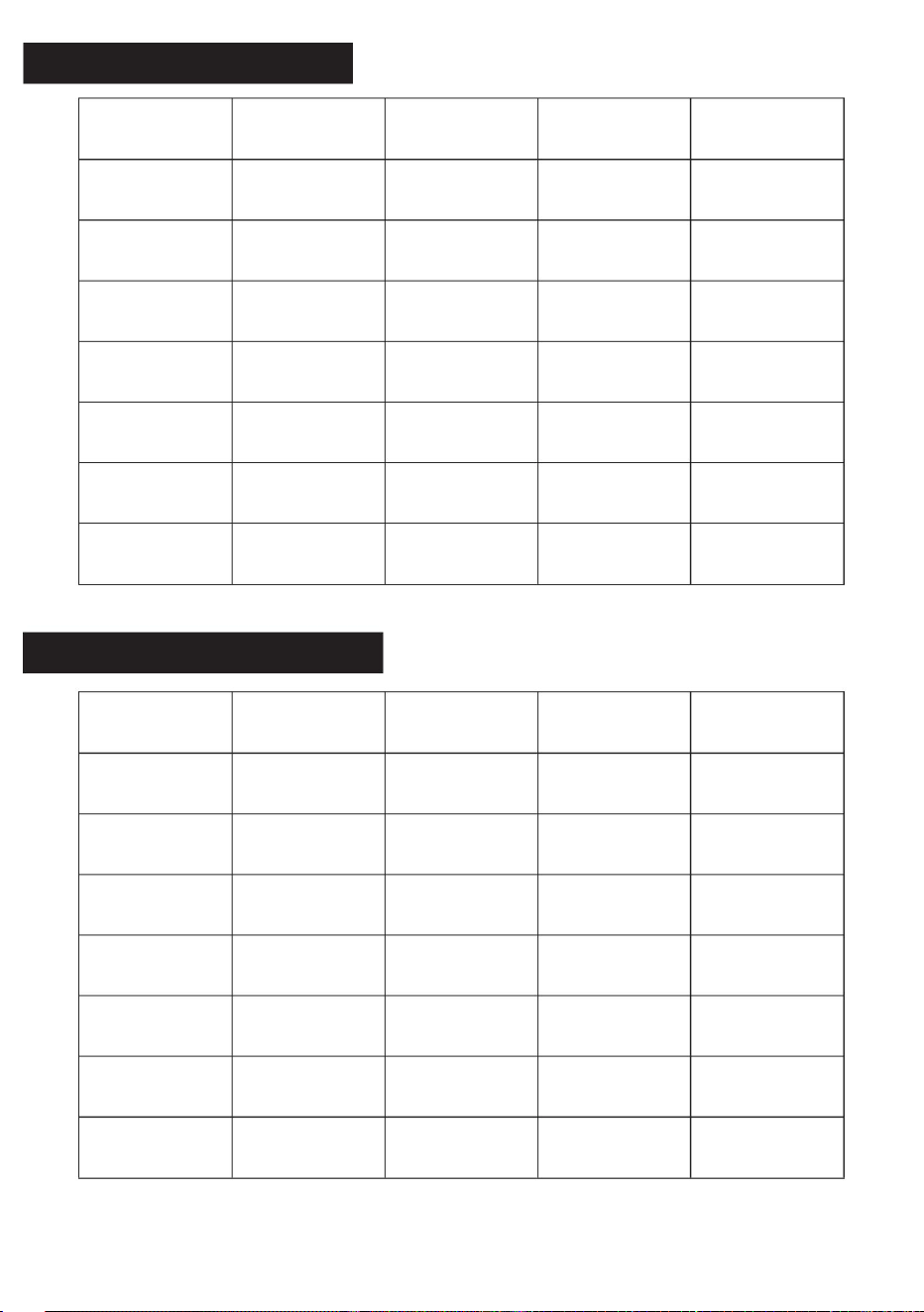
Frequentie
10-200
0-10
Voorstroom
10
EindAmp
OmhoogSlope
10
Lasversterker
10-200
Lasversterker
OmhoogSlope
0-10
Na-stroom
0
0
5
0-10
10
Voorstroom
10-200
PiekAmp
Pols
Hellingafwaarts
10
10-200
0
0
StartAmp
0-10
StartAmp
0
0-10
10-200 10
Hellingafwaarts
10-200
0
0-10
0-10
2-99.9
10
0
verordening
STANDAARD
Knop2Selecteren
verordening
Codeerder
verordening
Knop2Selecteren
Knop2Selecteren
Codeerder
verordening
WAARDE
verordening
Knop2Selecteren
Codeerder
verordening
verordening
Knop2Selecteren
Codeerder
Codeerder
Codeerder
Knop2Selecteren
Codeerder
Knop2Selecteren
Codeerder
Codeerder
Knop2Selecteren
verordening
Codeerder
Knop2Selecteren
Codeerder
WAARDE
Knop2Selecteren
Knop2Selecteren
verordening
Codeerder
Knop2Selecteren
Codeerder
STANDAARD
Knop2Selecteren
Knop2Selecteren
verordening
verordening
Codeerder
verordening
verordening
verordening
FUNCTIE RADIUS
DC-PULSE-PARAMETERTABEL
RADIUS
SELECTEER REGULEREN
FUNCTIE
DCTIG PARAMETERSTABEL
SELECTEER REGULEREN
12
Machine Translated by Google
SchoneBreedte
10
Pulsbreedte
10
10-200
100
0-10
10
Hellingafwaarts
EindAmp
0-10
AC-frequentie
0-10
50
0-10
50
OmhoogSlope
Na-stroom
10-90
StartAmp
10
10-200
0
0
Voorstroom
10-200
50-150
EindAmp
0
0-10
Schone diepte
20-200 20
10-200
0
Lasversterker
0
Na-stroom
30-80
RADIUS
SELECTEER REGULEREN
FUNCTIE
ACTIEVE PARAMETERTABEL
verordening
verordening
Knop2Selecteren
Knop2Selecteren
Codeerder
Codeerder
Knop2Selecteren
Codeerder
verordening
Codeerder
Knop2Selecteren
Codeerder
Knop2Selecteren
verordening
verordening
verordening
Knop2Selecteren
Codeerder
verordening
Codeerder
verordening
Knop2Selecteren
Knop2Selecteren
Knop2Selecteren
verordening
Knop2Selecteren
Codeerder
WAARDE
verordening
Knop2Selecteren
verordening
Codeerder
Knop2Selecteren
verordening
Codeerder
Codeerder
Codeerder
STANDAARD
Knop2Selecteren
verordening
Codeerder
13
Machine Translated by Google
Codeerder
STANDAARD
Knop2Selecteren
verordening
verordening
Codeerder
verordening
verordening
Knop2Selecteren
Knop2Selecteren
Codeerder
Codeerder
Knop2Selecteren
Codeerder
Knop2Selecteren
Codeerder
Codeerder
Codeerder
verordening
verordening
Knop2Selecteren
Codeerder
verordening
Knop2Selecteren
verordening
verordening
Knop2Selecteren
verordening
WAARDE
Knop2Selecteren
verordening
verordening
Codeerder
verordening
Codeerder
Knop2Selecteren
Codeerder
Knop2Selecteren
Knop2Selecteren
Codeerder
Knop2Selecteren
10-200
0
Frequentie
10
10-90
10
EindAmp
0
Na-stroom
20
PiekAmp
OmhoogSlope
100
Schone diepte
30-80
0-10
0-10
Voorstroom
10
50
0-10
10-200
10-200
Pols
Pulsbreedte
10
5
Hellingafwaarts
2-99.9
StartAmp
10-200
Lasversterker
0-10
50
AC-frequentie
20-200
0
0
50-150
SchoneBreedte
RADIUS
SELECTEER REGULEREN
FUNCTIE
AC-PULSE-PARAMETERTABEL
14
Machine Translated by Google

G
D
A
F
B
C
EN
C: gas-elektrische interface D: negatieve uitgangsinterface
A: positieve uitgangsinterface B: interface voor pistoolschakelaar
E:TIG-gasinterface F: Aan/uit-schakelaar G: Netsnoer
Het lasapparaat schakelt automatisch uit, maar de ventilator blijft draaien om de oververhitte onderdelen af te koelen.
Zodra een veilige temperatuur is bereikt, schakelt het
beveiligingscircuit de lasuitgang automatisch weer in.
Thermische bescherming LED licht op wanneer de unit de maximale interne componenttemperatuur heeft bereikt. Dit
gebeurt wanneer de duty cycle is overschreden.
,
15
Machine Translated by Google

Draai het met de klok mee vast.
het werkstuk met de aardklem.
booglasgaspoort op het achterpaneel en draai vast
9. Raak de wolfraamelektrode van de las aan
1. Schakel het apparaat in en zet de aan/uit-schakelaar aan.
5. Druk op de lasmodusknop om over te schakelen naar
brander op het werkstuk, druk op de pistoolschakelaar
2. Sluit het argonbooglaspistool aan op de
4. Sluit de snelkoppeling van de aardklem aan op
8. Draai de plaat volgens de dikte van de plaat
het positieve uitgangseinde van de lasser en houd
stroomregelknop om de juiste lasstroom te verkrijgen.
3. Steek de tweeaderige stekker van de toorts in de
het met de keelband.
schakelpoort van de toorts.
7. Draai de cilinderklep tot de gewenste lasdruk is bereikt.
Argonbooglasmodus.
de handgreep en het lassen begint
gas-elektrische interface van de lasmachine en
6. Sluit de gasleiding van de gascilinder aan op de argon
16
ARGON BOOGLASSEN
DEBUGGEN EN BEDIENING
HANDMATIG LASSEN
DEBUGGEN EN BEDIENING
aardklem aan op de negatieve uitgangspoort.
3. Houd het werkstuk vast met een grondpen
klem.
4. Druk op de lasmodusknop om te schakelen
2. Sluit de las-tang aan op de
positieve uitgangspoort en sluit de
aan/uit schakelaar.
1. Sluit de stekker aan en zet het apparaat aan.
naar de handmatige lasmodus.
stroom binnen het juiste bereik.
6. Raak de elektrode en het werkstuk aan
met de las tang, en start de boog
5. Pas de huidige knop aan om de
lassen
Machine Translated by Google
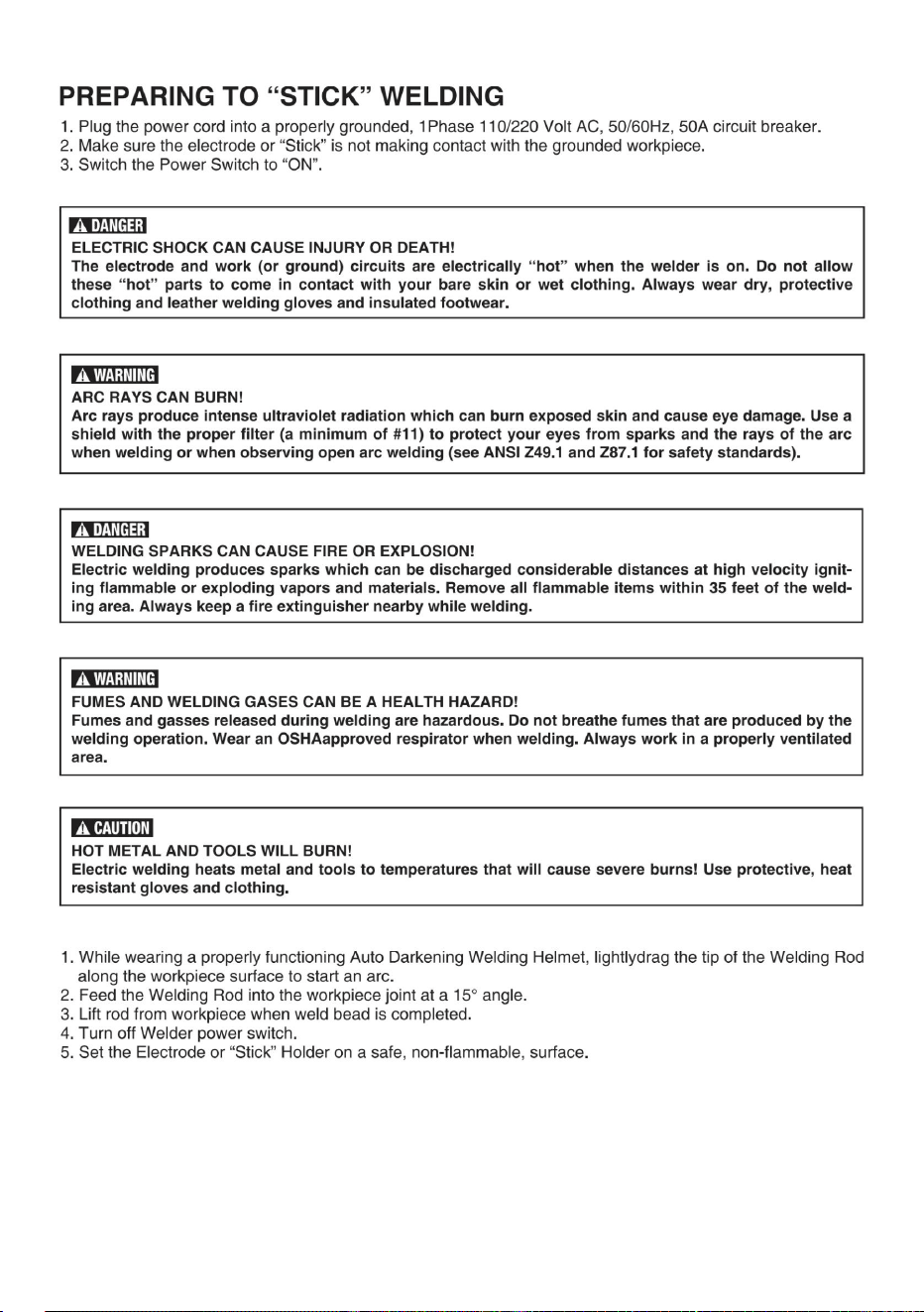
17
Machine Translated by Google
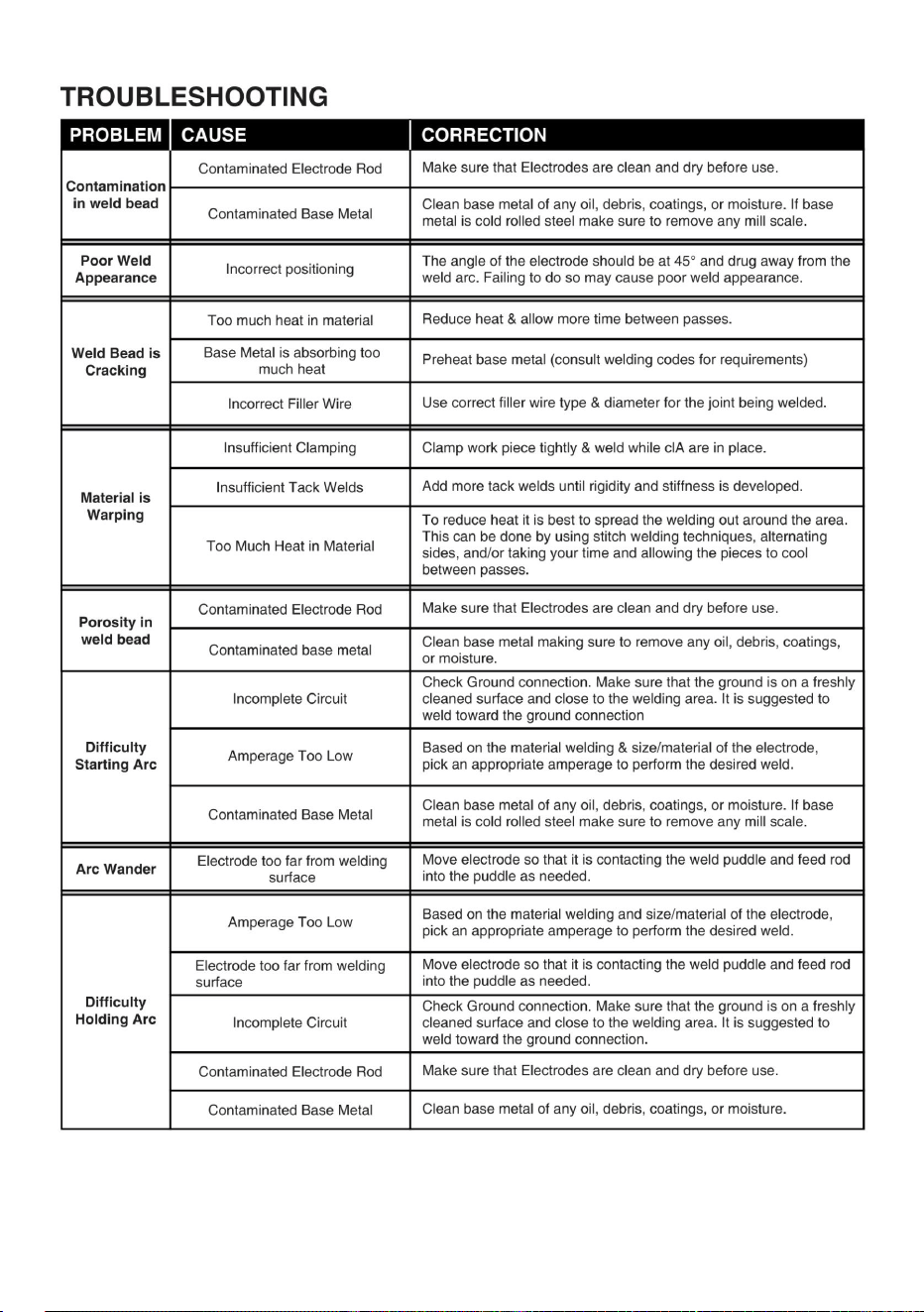
18
Machine Translated by Google
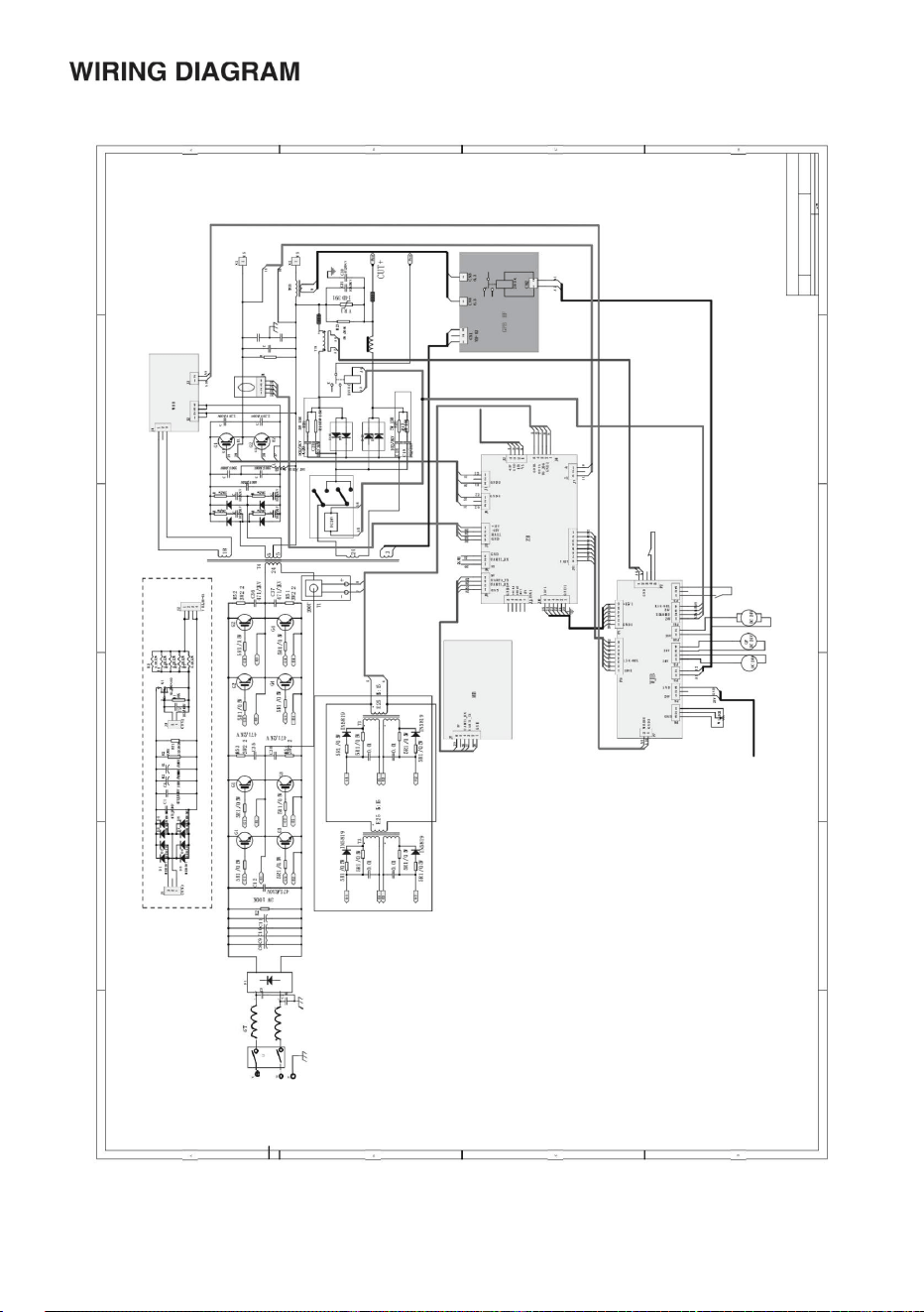
19
.....En.:.
Een 3
Het nummer is
2024/11/7
Herziening
E. :\F\ . ÿ ÿ ÿ \A. ÿ C. D. C. TIGÿ ÿ ÿ -200225. ÿ ÿ ÿ ÿ ÿ Volledig bedradingsschema van de brug. ÿ ÿ ÿ ÿ
6
Bestand...:.
6
55 44 33 22 11
SDc
Vanaf maat
ÿÿÿ
Datum :
woncB
T itel
Zij et van
Machine Translated by Google
EC-REP
VK REP
Adres: Danya Industrial Park, Zeguo Town, WENLING Zhejiang 317523 Geïmporteerd
naar AU: SIHAO PTY LTD. 1 ROKEVA STREETEASTWOOD NSW2122
Australië Geïmporteerd
naar de VS: Sanven Technology Ltd. Suite 250, 9166 Anaheim Place, Rancho
Cucamonga, CA 91730
E-CrossStu GmbH
YH CONSULTING LIMITED. C/OYH Consulting Limited
Kantoor 147, Centurion House, London Road,
Staines-upon-Thames, Surrey, TW18 4AX
Fabrikant: Zhejiang Xingyi Ventilator Electrical Appliance Co., Ltd.
Mainzer Landstr.69,
60329 Frankfurt am Main.
20
Machine Translated by Google
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Machine Translated by Google