Technical Support and E-Warranty Certificate www.vevor.com/support
LASER ENGRAVING MACHINE
INSTRUCTION MANUAL
MODEL:KH5030/KH6040/KH7050/KH906/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODEL:KH5030/KH6040/KH7050/KH9060/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
LASER ENGRAVING MACHINE
- 2 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Warning-To reduce the risk of injury, user must read
instructions manual carefully.
This device complies with Part 15 of the FCC Rules. Operation
is subject to the following two conditions:(1)This device may
not cause harmful interference, and (2)this device must accept
any interference received, including interference that may
cause undesired operation.
This product is subject to the provision of European Directive
2012/19/EC. The symbol showing a wheelie bin crossed
through indicates that the product requires separate refuse
collection in the European Union. This applies to the product
and all accessories marked with this symbol. Products marked
as such may not be discarded with normal domestic waste, but
must be taken to a collection point for recycling electrical and
electronic devices

- 3 -
IMPORTANT NOTES
CO2 laser engraver is suitable for both personal and professional use.
When used in accordance with these instructions, it includes a Class 1
laser system, but some components are still very dangerous. Never
disable pre-in-stalled safety equipment and always use the laser safely and
responsibly.
Before operating the equipment, the user must carefully read the
operation manual and strictly abide by it. This manual is applicable to
multiple models of products.
This equipment uses international standard four types of lasers (strong
laser radiation). Laser radiation may cause the following events:
1.ignite surrounding combustibles.
2.During the laser processing, due to different processed objects, other
radiation and other toxics may be generated Harmful gas.
3.Direct laser radiation may cause personal injury. Therefore, the
equipment must be equipped with fire-fighting equipment. It is strictly
forbidden to stack flammable and explosive materials on the
workbench and around the equipment. At the same time, ensure good
ventilation. Non-professional operators are not allowed to approach
the equipment.
Laser processing objects and emissions should comply with local laws
and regulations.
Laser processing may have high risks, so you should carefully consider
whether the object is suitable for laser processing.
The internal laser equipment has high voltage and other dangers, except
for equipment operators, it is strictly prohibited to disassemble.
When the equipment is turned on, someone must be guarded,
unauthorized leaving is forbidden, and all power must be cut off before
personnel leave.
It is forbidden to open any door when the equipment is working.
Before starting operation, this equipment and other equipment must be
safely and effectively grounded.
Do not place any irrelevant total reflection or diffuse reflection ob

- 4 -
jects in the equipment to prevent the laser from being reflected on the
human body or flammable objects.
During the operation of the equipment, the operator must always
observe the operation of the equipment. If an abnormal situation occurs,
please immediately.
The equipment should be in a dry, pollution-free, vibration-free and strong
electromagnetic interference environment, with a working temperature of
5-40 degrees Celsius and a humidity of 5-95%(non condensing water
environment).
The equipment should always be far away from electrical equipment
sensitive to electromagnetic interference, otherwise it may cause
electromagnetic interference.
The working voltage of the device is: European AC220V or North
American AC120V (please confirm the working voltage of the device
before use).
The most important carbon dioxide glass laser in the equipment is a
consumable and a vulnerable item. Please take care of it during use The
carbon dioxide glass laser needs pure cold water to cool down Please
pay attention to the water temperature not to exceed 30 degrees Celsius
during use, otherwise the laser will be damaged. When the am-bient
temperature is about to drop below 0 degrees Celsius, please re-place it
with an antifreeze liquid to avoid damage to the carbon dioxide glass
laser.
It is forbidden to turn on the equipment when the grid voltage is unstable
or mismatched. The manufacturer and seller are not responsible for any
loss caused by incorrect use or non-compliance with the above
regulations.

- 5 -
BASIC INFORMATION
This manual is a designated user guide engraver for cabinet laser
installation, setup, safe operation, and maintenance. Covers general
information, safety instructions, installation steps, operating instructions,
maintenance procedures, and contact information.
All personnel involved in the installation, setup, operation, maintenance,
and repair of this machine should read and understand this manual,
especially its safety instructions. Some components have extremely high
voltages and/or generate powerful laser radiation. Substandard
performance and longevity, property damage, and personal injury can
result from not understanding and following these instructions.
Your laser engraver works by emitting a powerful laser beam from a
glass tube filled with insulating carbon dioxide (CO2), reflecting that beam
off three mirrors and reflecting it through a focusing lens, and using this
focused light to etch the design onto certain substrates. The first mirror is
fixed near the end of the laser tube, the second mirror travels along the
Y-axis of the machine, and the third mirror is attached to the laser head
traveling along the X-axis. Since some of the dust from the engraving
process settles on the mirror, it needs to be cleaned frequently. Since they
move during operation, they also need to be readjusted periodically with
the set screws to which they are attached to maintain the correct laser path.
A water-cooled system (usually a pump or cooler) must be used with this
engraver to dissipate the heat generated by the laser tube. Similarly, an
exhaust system (usually an external vent or a dedicated air purifier) must
be used to remove the dust and gases generated during the engraving
process.
Running your laser consistently above 70% of its maximum power rating
will significantly shorten its lifespan. It is recom-mended to set at 10-70% of
the maximum rated power for optimal performance and longevity
Please note that this is a high-voltage device and for safety reasons, it is
recommended to only touch its components with one hand at a time during
use.
Note that active lasers are invisible to the human eye. This appliance
- 6 -
should not be used with any lid open to avoid potential permanent injury.
It should also be noted that both the cooling water system and the exhaust
system are absolutely necessary for the safe use of this equipment. Do not
operate the engraving machine without these two systems functioning
properly. The water should always be clean and kept around room
temperature, and the exhaust system should always comply with all laws
and regulations applicable to the workplace and ambient air quality.
The following symbols are used on the label of this machine or in this
manual:
These items carry a risk of serious property damage or personal injury
These projects solve similar serious problems related to laser beams.
These projects solved similar serious problems with electrical
components.
Anyone around the unit should wear protective glasses during operation.

- 7 -
The machine is suitable for engraving logos and other consumer
products on applicable substrates. This laser can process a variety of
materials, including wood and cork, paper and cardboard, most plastics,
glass, cloth and leather, and stone. It can also be used with some
specially coated metals. Use of this system for purposes or materials
other than those for which it is specified is not permitted.
The system must be operated, maintained, and repaired by a person who
is familiar with the field of use and hazards of the machine and engraving
materials, including its reflectivity, electrical conductivity, potential for the
production of harmful or combustible fumes, etc.
Laser beams are dangerous. The manufacturer and/or seller shall not be
liable for any improper use of this device or for any damage or injury
resulting from use. It is the operator's obligation to use this cabinet laser
engraver only in ac-cordance with its intended use, other instructions in
the manual, and all applicable local and national laws and regula-tions.
- 8 -
Model
KH5030
KH6040
KH7050
KH9060
KH1490
KH-5030
KH-6040
KH-7050
KH-9060
KH-1490
Input
voltage
AC 120V
AC 120V
AC 120V
AC 120V
AC 120V
AC 230V
AC 230V
AC 230V
AC 230V
AC 230V
Total power
420W
560W
680W
830W
900W
Laser power
50W
60W
80W
100W
130W
Working
area
500*300m
m
600*400m
m
700*500m
m
900*600mm
1400*900m
m
temperature
5-50 ℃
humidity
5%-95% non-condensate
Laser type
CO2 glass lasers
Laser model
KH-LT50
KH-LT60
R3
R5
R7
Material
Stone, wood, ceramic, metal, cloth, paper, etc
Workbench
Cellular platform
Cutting
speed
0-400mm/s
Engraving
speed
0-500mm/s
- 9 -
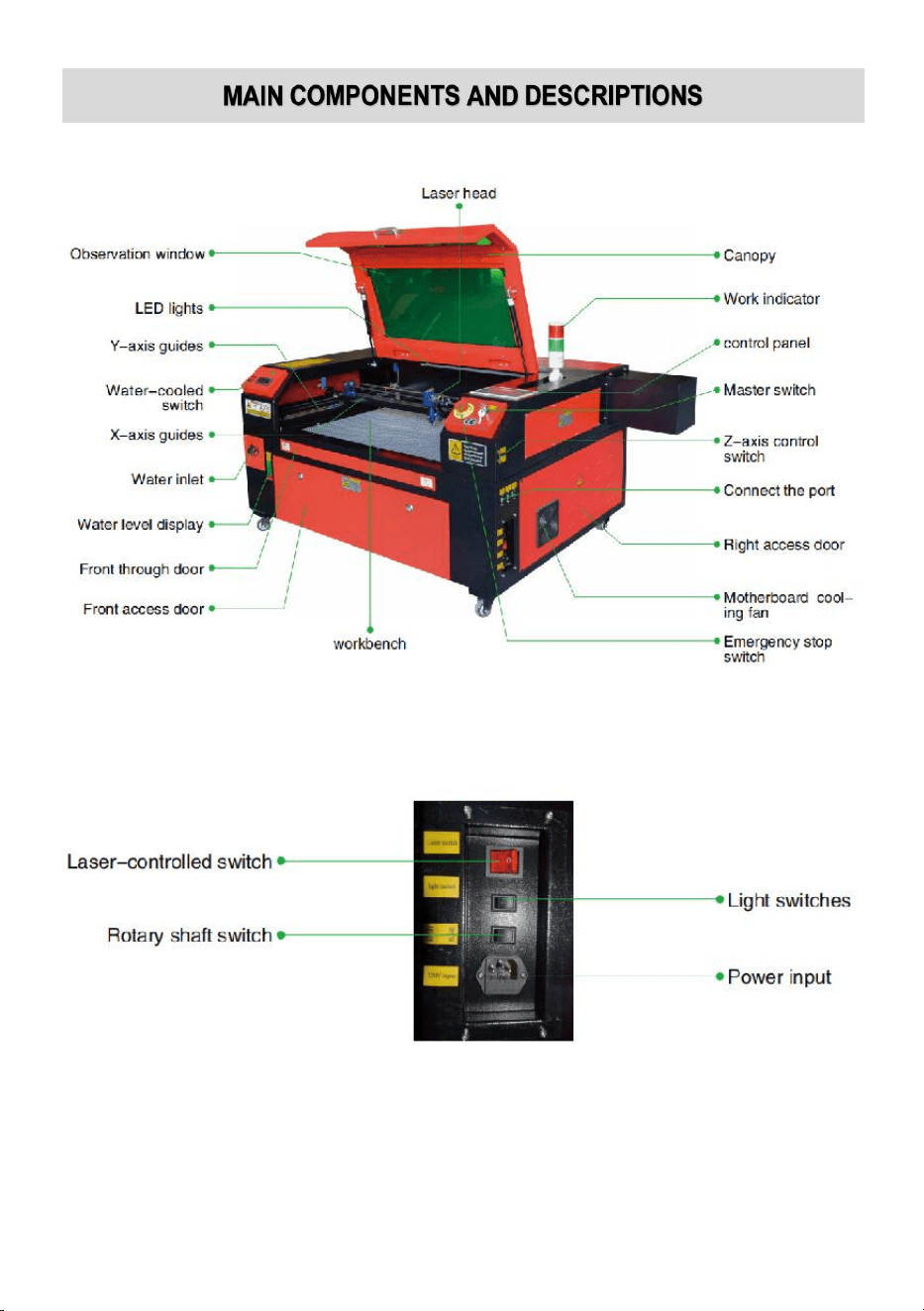
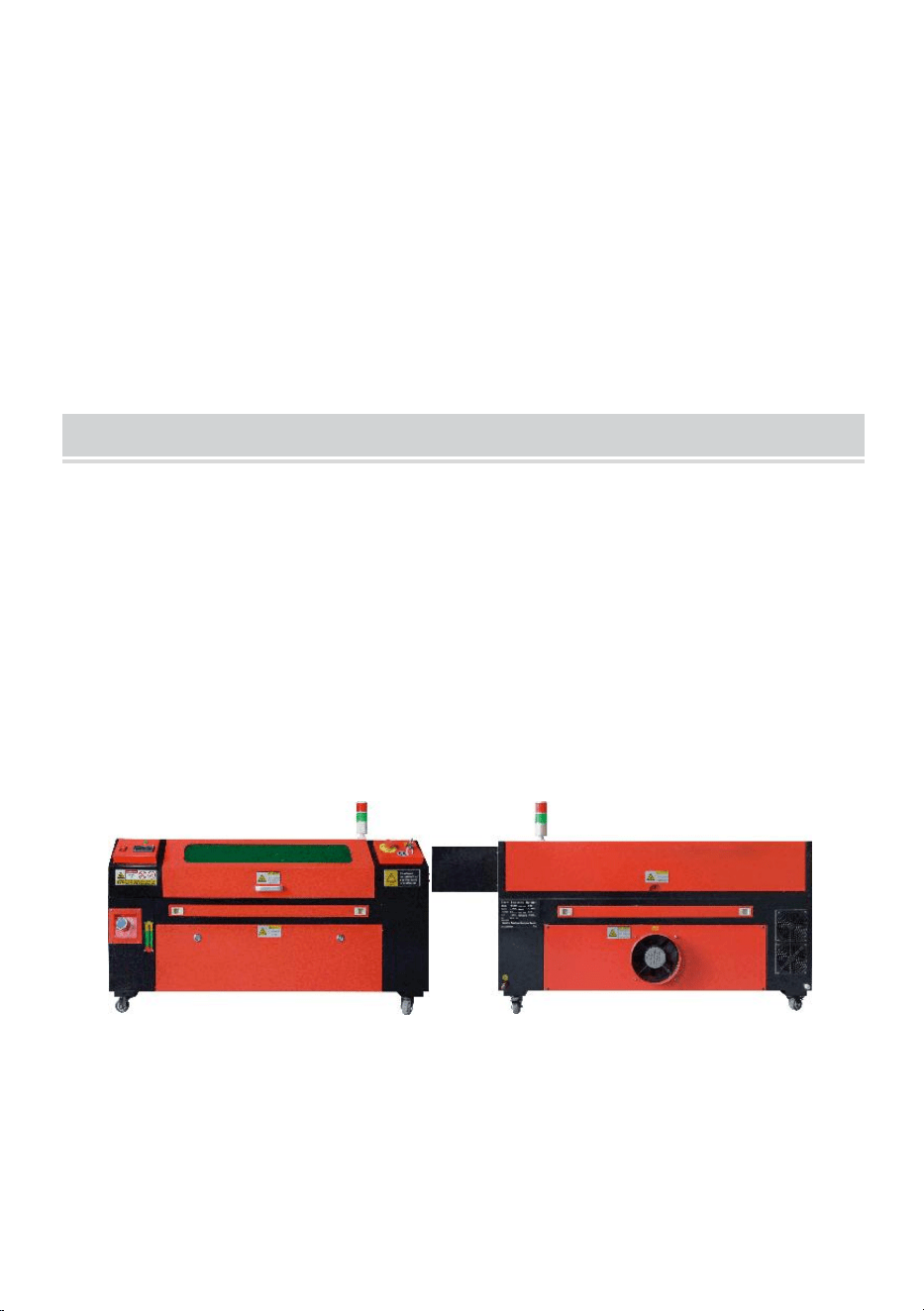
1.Schematic diagram of the part.
- 10 -
2.Part Description.
Viewing window: This tan acrylic window allows you to monitor the
engraving process, but only partially absorbs the high infrared laser and
has no other protection. Always wear glasses when using the Protective
Observation Active Laser and never stare at it for long periods of time.
LED Light: This light green light illuminates the workbench for a clear
view of the material engraving before, during, and after work.
Y-axis guides: Y-axis guides allow X-axis guides to move back and forth
on the table.
Water cooling switch: After the switch is activated, the built-in water
cooling starts, and the real-time temperature display lights up.
X-Axis Rail: The X-axis rail holds the second mirror and supports the
laser head to move left and right.
Water inlet: This is used to unscrew the lid counterclockwise when filling
the built-in circulating water tank.
Water level display: This observation port can be used to observe the
water level of the water tank in the fuselage. (yellow: too high / green:
suitable / red: too little).
Front Straight Door: This door opens to allow larger materials to pass
through the work bed. Extreme care must be taken to avoid seeing or

- 11 -
suffering from the laser beam and its reflections. This is also where the
accessory bag was when the engraver first arrived.
Front Access Door: This door provides access to the area below the
bench for easy cleaning.
Canopy: The lid provides access to the main bracket for placing and
retrieving materials, as well as fixing laser path alignment and other
maintenance. When the lid is opened, the power of the laser is
automatically cut off.
Working indicator: It can help the operator to better observe the laser
emission status, red light: laser working, green light: laser idle.
Control Panel: The control panel provides manual control of the
engraving process, including the movement of the manual laser head
and the emission of the laser.
Main switch: control the total power switch of the whole machine.
Z-Axis Control Switches: These buttons move the table up or down to
help you quickly adapt and focus on the various thicknesses of the table.
Connection Ports: These ports connect the main board of the engraving
machine to the control computer and its engrav-ing software via a USB
or Ethernet cable.
Right Access Door: This door provides access to the motherboard, motor
drivers, and power supply. The vents prevent the components from
overheating during use and should not be obstructed.
Motherboard cooling fan: This fan is used for heat dissipation of core
appliances such as built-in motherboards and laser power supplies.
Emergency Stop Switch: In case of emergency, this button will
immediately cut off all power to the laser tube.
Laser Head: The laser head holds the 3rd mirror, focusing lens, red dot
guidance, and air assist outlet.
Table: Table height can be adjusted to accommodate thinner and thicker
materials, as well as between aluminum and cellular platforms.
Laser Control Switch: This switch must be turned on when using a laser.
Light switch: Turn on the light on the workbench.
Rotary axis switch: This switch must be turned on when using the rotary
axis (off when the rotary axis is not in use), if the Y axis is not moving,

- 12 -
check if this switch is off.
Power Input: This power connector must be connected before using the
machine.
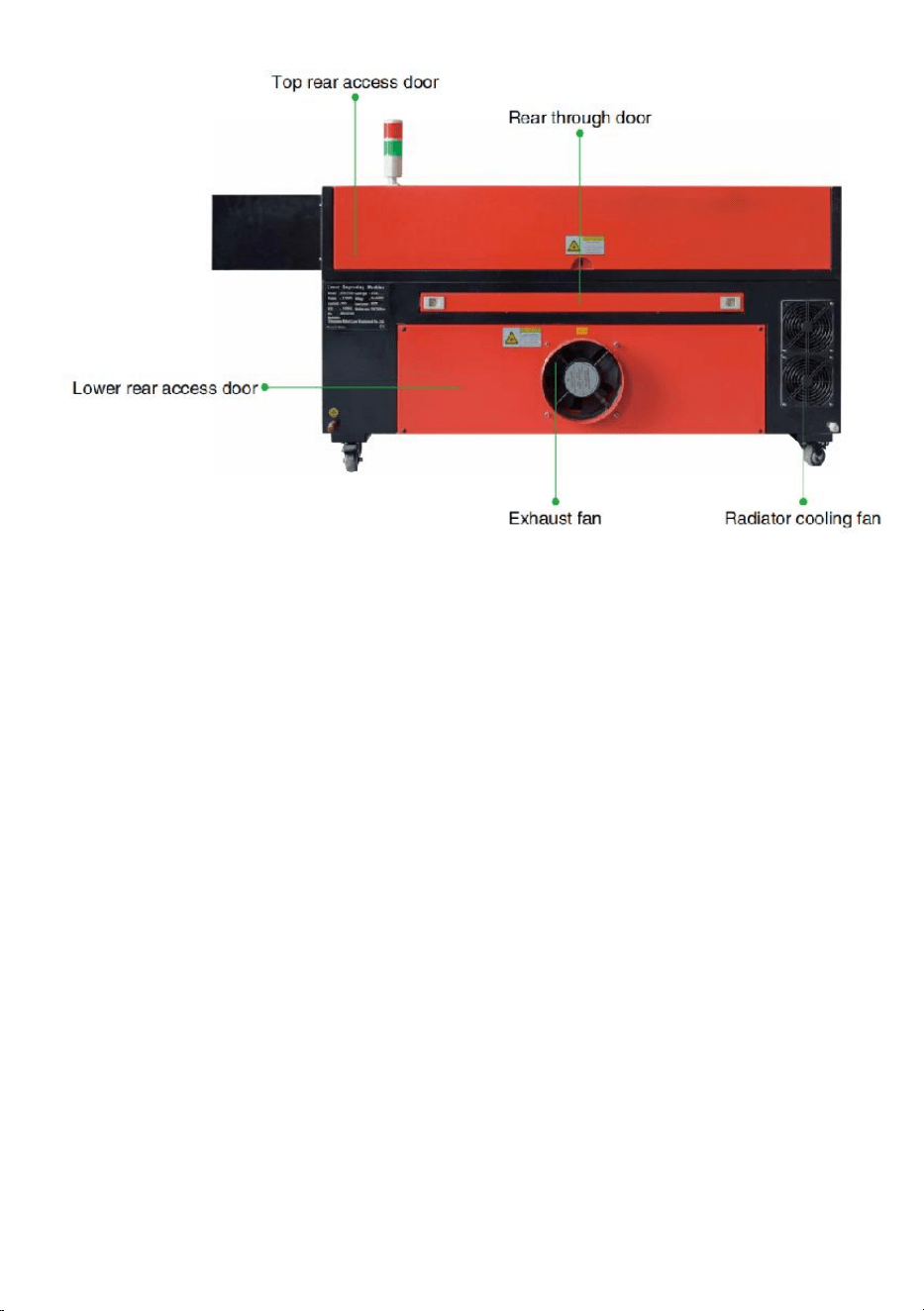
Top Rear Access Door: This door leads to the laser bay where the laser
tube and its connections are secured.
Rear Door: This door is the equivalent of a front door and requires similar
care during use.
Lower Rear Access Door: This door provides access to the air assist
pump and Z-axis belt.
Exhaust fan: This fan extracts gas and debris from the air from the
workbench and sends the air out after being purified by an eco-friendly
filter.
Water Tank Cooling Fan: This fan is used to cool the circulating water.
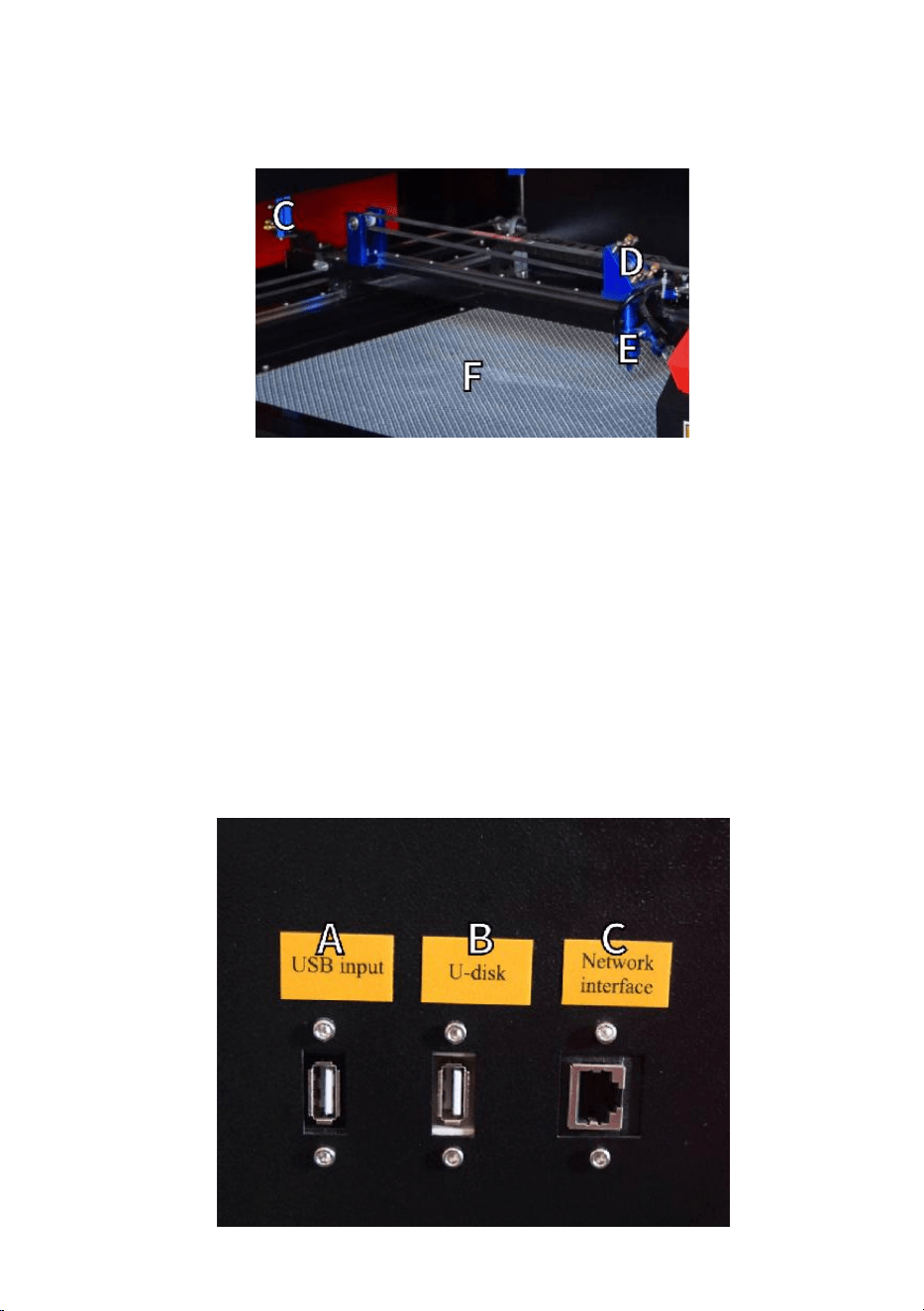
3.Laser path description.
A. Laser tube:This glass tube filled with carbon dioxide is mounted on a
bracket and cannot be moved. The connection voltage between it and
the laser power supply is extremely high and extremely dangerous.
B. First reflector — This adjustable angle mirror is held in place to
transfer the engraving laser from the tube to the second mirror.
C. Second mirror:This adjustable angle mirror moves along the X-axis
guide to allow the laser beam to travel along the Y-axis.
D. Third mirror:This angle-adjustable mirror moves with the laser head,
allowing the laser beam to travel along the X-axis.
- 13 -
E. Focusing Lens:This lens directs and focuses the laser light onto the
material.
F. Workbench:The height of the exposed workbench can be adjusted.
4.Connect the inputs.
A. USB Line Port:This port uses any of its USB ports to connect to the
control com-puter and its engraving software.
B. USB Port:This port allows you to load and save designs and
parameters directly to the engraver.
C. Ethernet port:This port connects directly or via the Internet to the
control computer and its software.
- 14 -
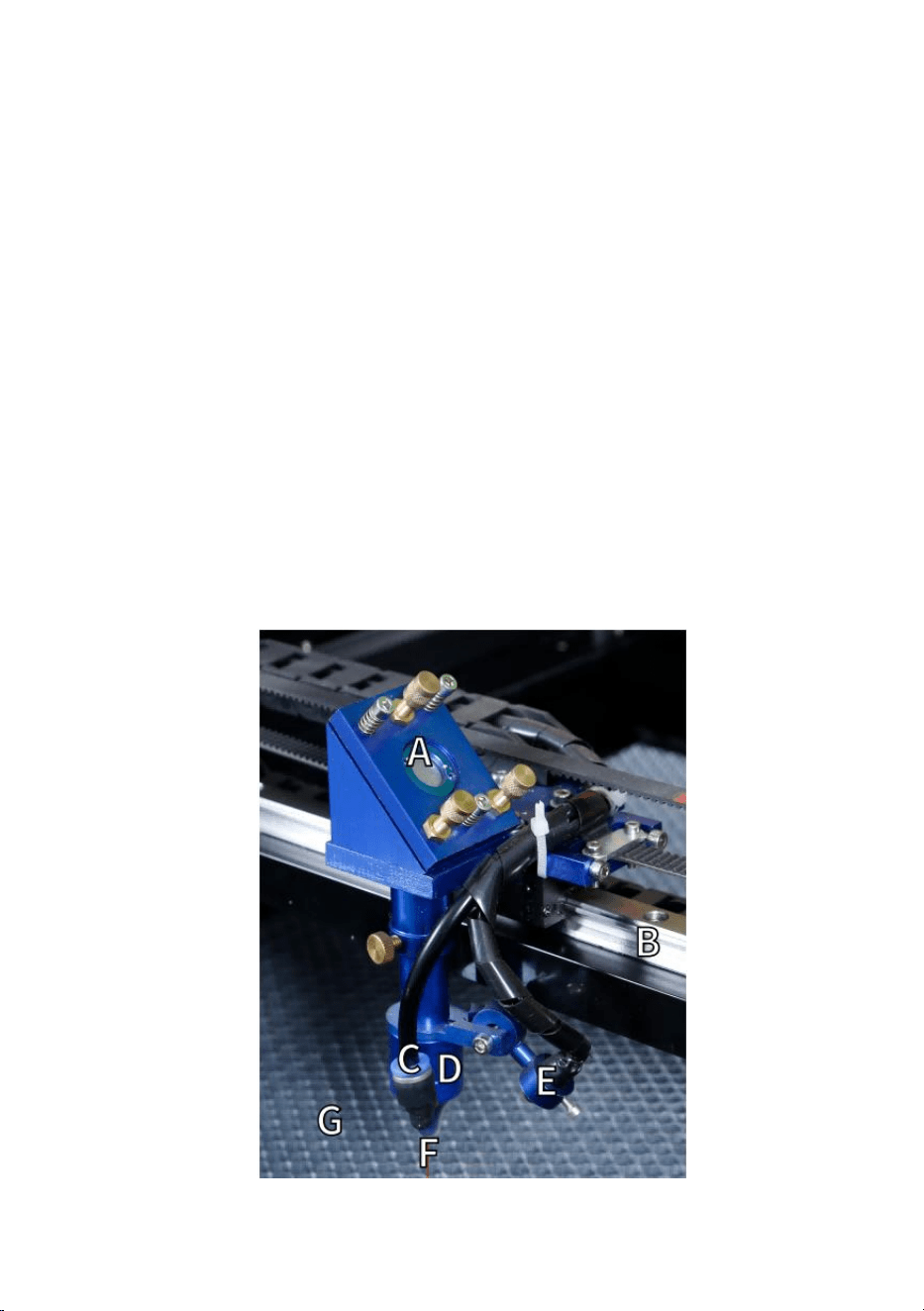
5.Laser head assembly.
A. Laser Head Third Mirror: This angle-adjustable mirror transmits laser
light from the second mirror to the focusing lens.
B. X-axis guide: This guide moves along the Y-axis, and its movement is
controlled by a limit switch.
C. Air Assist: This device blows pressurized air to kill sparks and blow
away gases and debris while engraving.
D. Focusing Lens: This lens directs and focuses the laser beam to its
point of contact with the engraving material.
E. Red Dot Pointer: This device helps you see the exact location of the
invisible engraving laser.
F. Laser:The engraving laser itself is invisible, but very dangerous. Avoid
direct contact with skin or eyes.
G. Workbench: Use the acrylic tools provided to achieve the perfect
focus for any thickness of material.
- 15 -
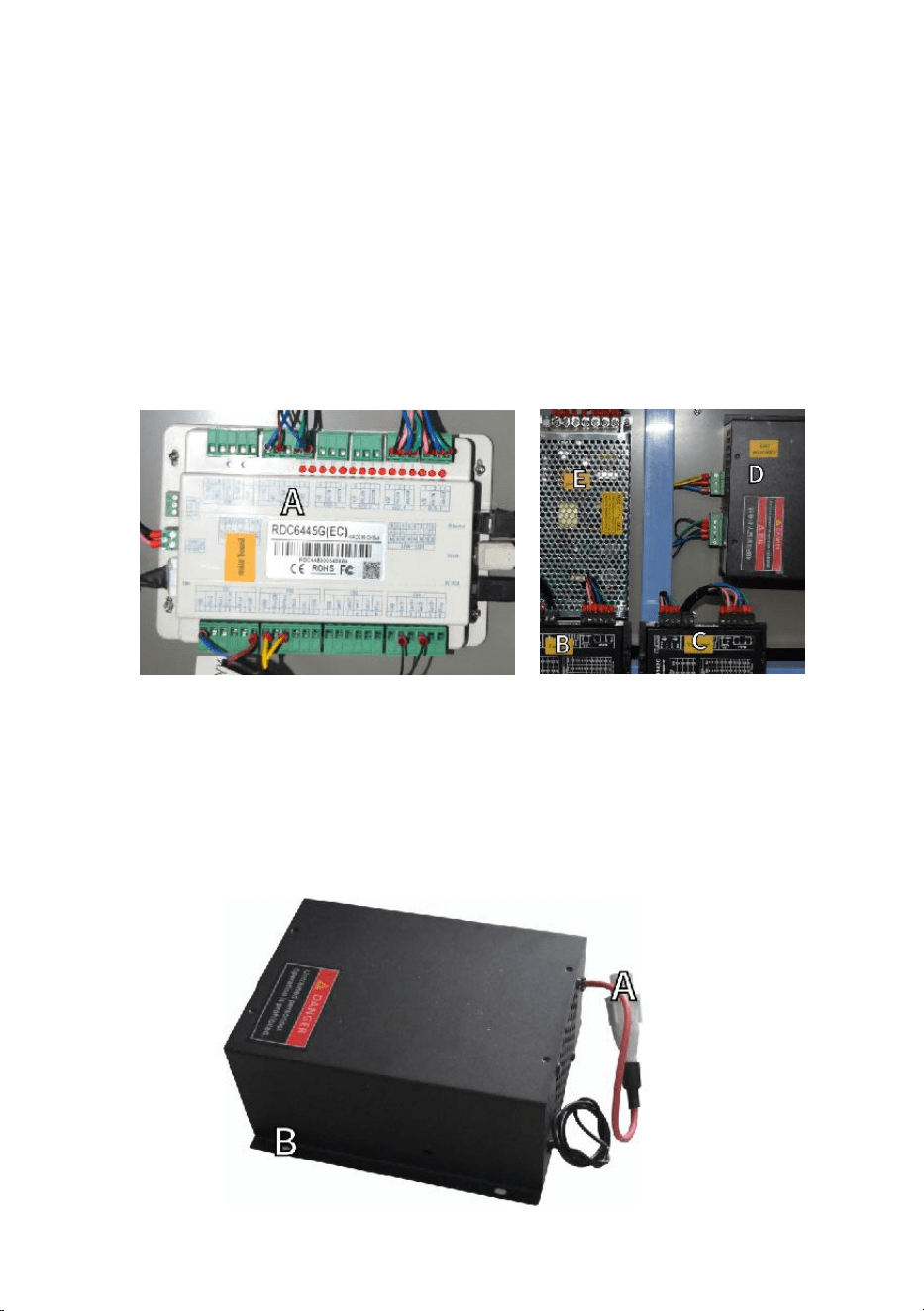
6.Right access door.
A.Motherboard:This board controls the engraving process and responds
to com-mands from the engraving software or the machine's control
panel.
B.X-axis driver: This device moves the laser head along the X-rail.
C.Y-axis drive: This device moves the X-rail along the Y-rail.
D.Laser Power: This device converts standard electricity into the
extremely high voltage charge required for a laser tube.
E. Power Supply—This device powers the machine's motherboard and
drives.
7.Laser power supply.
A. High-voltage wire: This wire is connected to the anode or positive end
of the laser tube and provides high-voltage current to power the laser.
B. Mounting Holes: These standard slots allow for simple installation and
removal.
- 16 -
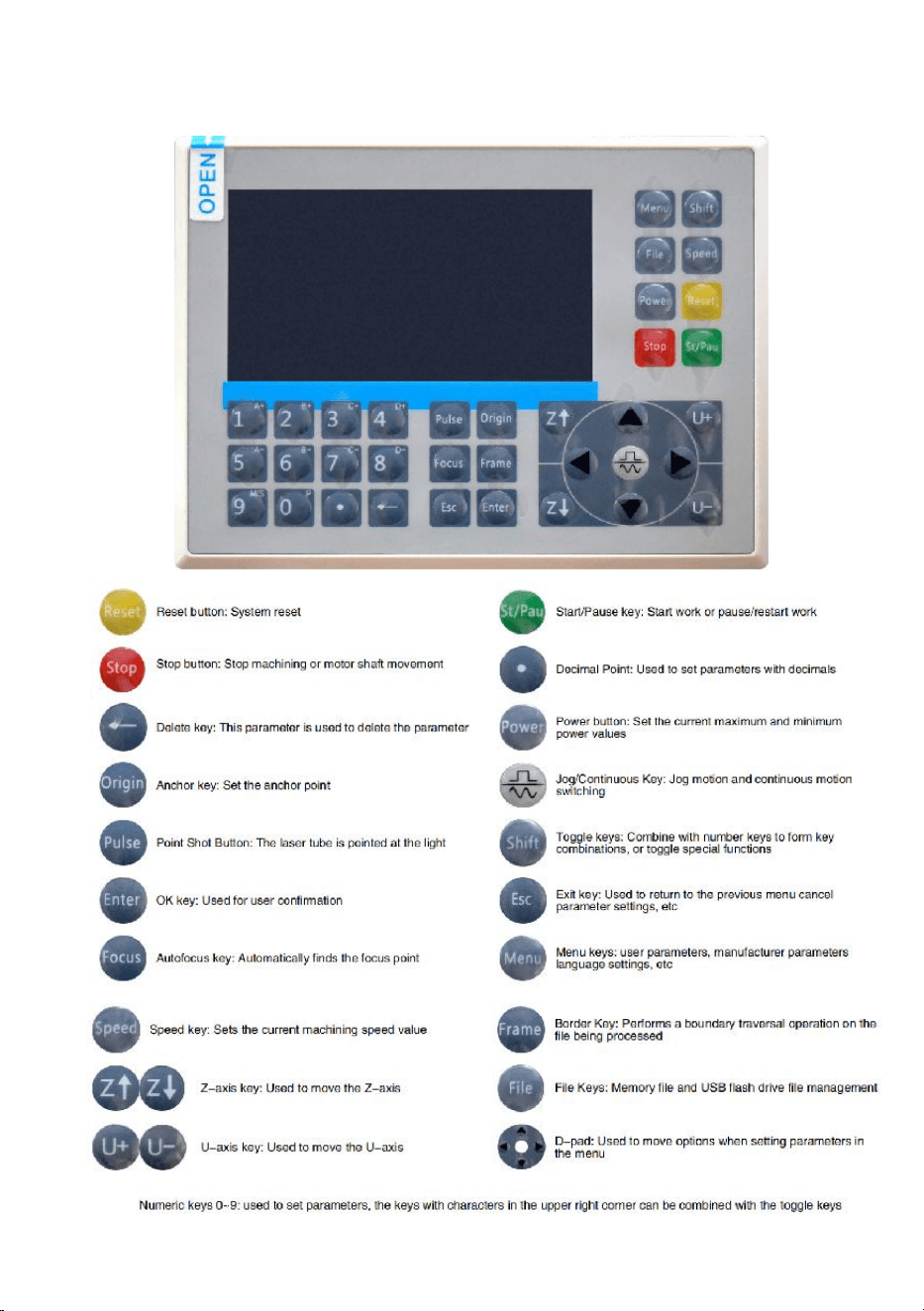
8.Control the display.
Button description
- 17 -
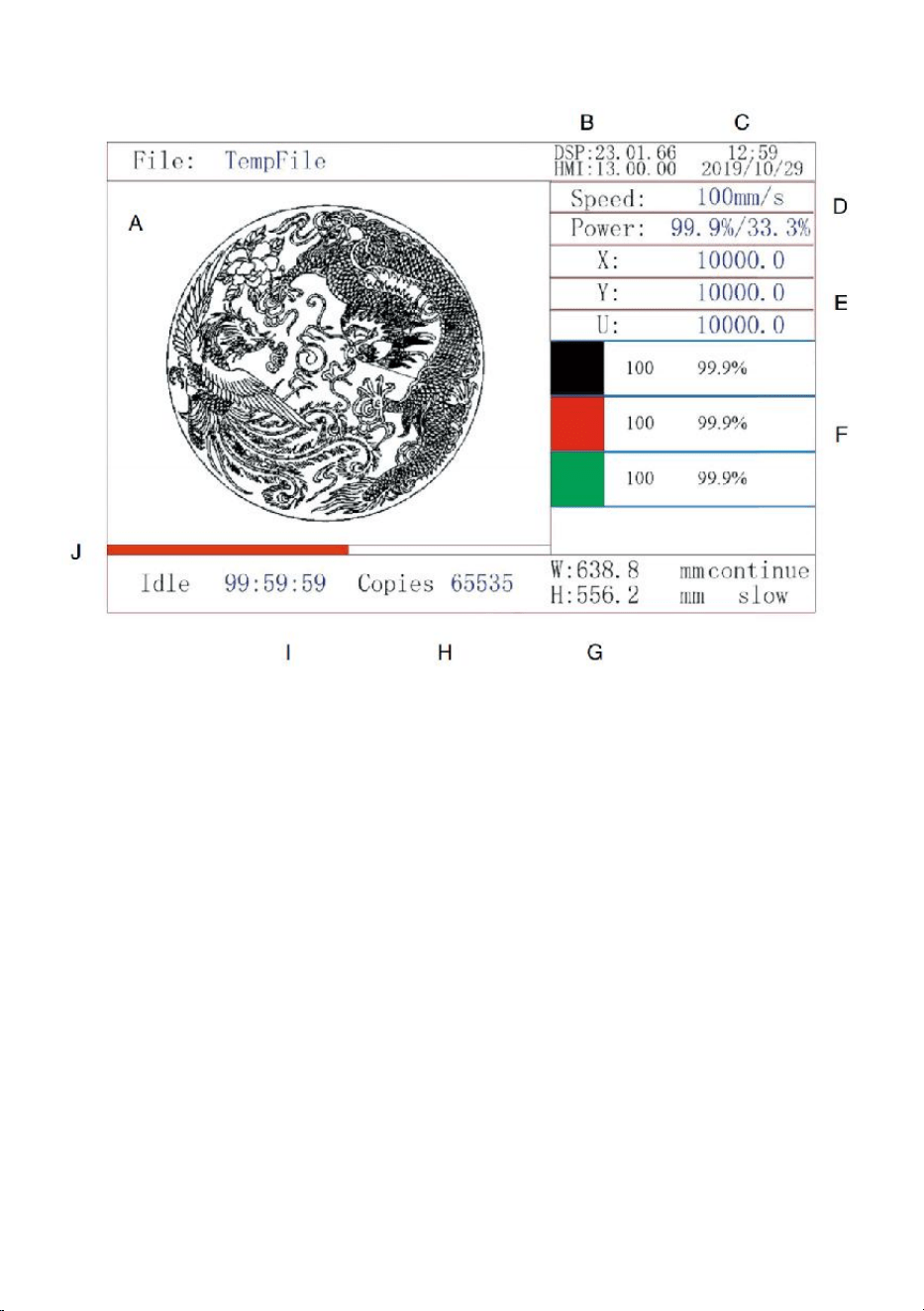
Display description
A. Graphical display area: Displays the track and running track of the
entire file.
B. Version Number: Displays the version number of the panel and
motherboard.
C. System Time: Displays the current system time.
D. Parameter display area: display the file number, speed, maximum
power, etc. of the running file.
E. Coordinate Display Area: Displays the current coordinates of the laser
head.
F. Layer Display Area: Displays the layer parameters of the current or
preview file. The parameters from left to right are the number of layers,
color, speed, and maximum power.
G. Frame Size Processed: Displays the dimensions of the current file.
H. Number of Pieces: Displays the count of completed runs for the current
file.
- 18 -
I. System Status: Displays the current status of the machine: idle, running,
paused, or completed. The processing time is shown on the right.
J. Processing Progress Bar: Displays the progress of the current file.
Note: When the system is idle or when the work is complete, all buttons
are used. Users can work on files, set parameters, preview files, and more.
Some buttons will not work when the work is running or paused (for
example, origin and frame).
SAFETY INFORMATION
1.DISCLAIMER OF WARRANTIES
Your engraver may be slightly different from the one shown in this
manual due to options, updates, etc. If your engraving machine comes with
an outdated manual or you have any other questions, please contact us.
2.GENERAL SECURITY NOTICE
Your device should have an instruction label attached in the following
locations:
- 19 -
If any of these tags are missing, illegible, or damaged, they must be
Replaced.
Use this laser engraving device only in accordance with all applicable
local and national laws and regulations.
Use this appliance only in accordance with this instruction manual. Only
others who have read and understood this manual are allowed to install,
operate, maintain, repair, etc. If this device has been given away or sold
to a third party, make sure this manual is included with this device.
Do not run continuously for more than 3 and a half hours. Stop for at least
30 minutes between uses.
Do not leave this device unattended during operation. Observe the
equipment throughout the operation, if there is any abnormal operation,
cut off all power to the machine immediately, and contact our customer
service or your specialized repair service. Again, make sure the
appliance is completely turned off after each use (including via the
emergency stop switch).
Do not allow minors, untrained personnel, or persons with physical or
mental disabilities that would interfere with their ability to follow this
manual and software manuals to install, operate, maintain, or repair this
equipment.
Any untrained personnel who may be in close proximity to the equipment
while operating must be informed that the equipment is dangerous and
given adequate instructions on how to avoid injury during use.
Always place fire extinguishers, water pipes, or other flame retardant
systems nearby to prevent accidents. Make sure the phone number of
the local fire department is clearly displayed nearby. In the event of a fire,
cut off the power supply before extinguishing the flames. Before use,
familiarize yourself with the correct range of the fire extinguisher. Be
careful not to use the fire extinguisher too close to the flame, as its high
pressure can create a backlash.
- 20 -
3.LASER SAFETY INSTRUCTIONS.
When used as directed, the machine includes a Class 1 laser system
that is safe for both users and bystanders. However, invisible lasers, laser
tubes, and their electrical connections are still very dangerous. They can
cause serious property damage and personal injury if not used or modified
with care, including but not limited to the following:
Lasers can easily burn nearby combustible materials.
Some working materials may produce radiation or harmful gases during
Processing.
Direct contact with the laser can cause bodily harm, including severe
burns and-irreparable eye damage.
Do not modify or disable the security features provided by this device. Do
not modify or disassemble the laser, and do not use the laser if it has
been modified or disassembled by anyone other than a trained and
skilled professional. Dangerous radiation exposure and other injuries
can result from the use of adapted, modified, or otherwise incompati-ble
equipment.
Never keep any part of the cabinet open during operation unless
(required) through doors. Never interfere with the laser beam, do not
place any part of the body on any part of the laser path during the
operation, and never attempt to observe the laser directly. When using a
pass-through door or otherwise risking exposure to a laser beam, take
steps to protect yourself from potentially reflected laser beams, including
the use of personal protective equipment, such as specially designed
protective eyewear, to filter engravers with an optical density (OD) of 5+
for specific wavelengths of lasers.
During operation, do not stare or allow others to stare at the laser beam
continuously, even if the lid is closed and/or protective glasses are worn.
Use this engraving machine only when its auto-shut-off function is
working properly. When you first get this engraver, if you subsequently
notice any issues, test it before doing any other work (see below). If
- 21 -
closure does not occur, do not continue to use it. Turn off the device and
contact customer service or repair service. Never disable these closures.
If the water cooling system is not working properly, do not use this laser
engraver under any circumstances. Always activate the water cooling
system and visually confirm that the water is flowing through the entire
system before turning on the laser tube. Do not use ice water or water
with temperatures higher than 100° F (38 ° C). For best results, keep it
between 60–70°F (15–21°C).
Do not use generic coolant or antifreeze in the cooling water, as they may
leave a corrosive residue and solidify inside the hose and pipes, which
can lead to failure or even explosion. Use custom laser-safe formulations,
or use and store your engraver in a climate-controlled area.
Do not leave potentially flammable, flammable, explosive, or corrosive
materials nearby to avoid exposing them to direct or reflected laser
beams.
Do not use or place sensitive EMI equipment nearby. Make sure that the
area around the laser is free of strong electromagnetic interference
during any use.
Use this machine only for the processing of materials described in the
Material Safety section of this manual. The laser setup and engraving
process must be appropriately adjusted for the specific material.
Ensure that the area is free of other air pollutants as these may pose a
similar risk of reflection, combustion, etc.

- 22 -
4.ELECTRICAL SAFETY INSTRUCTIONS.
Use this device only with a compatible and stable power supply with a
voltage fluctuation of less than 10%.
Do not connect other devices to the same fuse as the laser system
requires its full amperage. Do not use with standard extension cords or
power strips. Only surge protective devices with a rating of more than
2000 J are used.
Power this device on only if this device is well grounded, either by a firm
connection to a 3-pin socket or by a dedicated grounding cable that is
securely connected to the correct slot on the cabinet. Do not use with an
ungrounded 3 to 2-pin adapter. The grounding of the equipment should
be checked regularly for any damage or loose connections.
Therefore, the area around this laser engraving device should be kept
dry, well ventilated, and environmentally controlled to keep the ambient
temperature between 40–95°F (5–35°C). For best results, keep the
temperature at 75°F (25°C) or lower. The ambient humidity should not
exceed 70%.
When the pump is connected to its power source, do not handle the
pump or the water it is submerged in. Put it in the water before
connecting it to a power source and disconnect it from the power supply
before taking it out.
Adjustments, maintenance, and repairs of the electrical components of
this equipment must be done only by trained and skilled professionals to
avoid fire and other failures, including potential radiation exposure due to
damage to laser components. Since testing the electrical components of
this marking system requires specialized techniques, it is recommended
that such testing should only be carried out by manufacturers, sellers, or
repair service organizations.
Unless otherwise noted, adjust, maintain, and repair the appliance only
when it is turned off, disconnected from power, and completely cooled.

- 23 -
5.MATERIAL SAFETY INSTRUCTIONS.
It is the responsibility of the user of this laser engraving machine to
confirm that the material to be processed is able to withstand the heat of
the laser and does not produce any emissions or by-products that are
harmful to nearby people or that violate local or national laws or
regulations. In particular, do not use this equipment to process polyvinyl
chloride (PVC), Teflon, or other halogen-containing materials under any
circumstances.
It is the responsibility of the user of this laser engraving machine to
ensure that everyone present during operation has adequate personal
protective equipment to avoid injuries caused by emissions and
by-products of the material being processed. In addition to the laser
protective glasses mentioned above, this may require goggles, masks or
respirators, gloves, and other protective outerwear.
If the exhaust system is not working properly, do not use this laser
engraving machine under any circumstances. Always ensure that the
exhaust fan is able to remove dust and gases from the engraving
process in accordance with all applicable local and national laws and
regulations. If the exhaust fan or exhaust pipe fails, stop using it
immediately.
Users must be especially careful when working with conductive
materials,as the build-up of dust and environmental particles may
damage electrical components, cause short circuits, or have other
effects, including reflected laser radi-ation.

- 24 -
This machine is safe to use with the following materials:
1.plastics.
·Acrylonitrile butadiene styrene (ABS)
·Nylon (polyamide, PA, etc.)
·polyethylene
·High-density polyethylene (high-density polyethylene, polyethylene,
etc.)
·Biaxially oriented polyethylene terephthalate (BoPET, polyester,
polyester, etc.)
·Polyethylene terephthalate (PETG, PET-G, etc.)
·Polyimide (PI, Kapton, etc.)
·Polymethyl methacrylate (PMMA, acrylic, plexiglass, fluorite, etc.)
·Polyoxymethylene (POM, acetal, DL, etc.)
·Polypropylene (PP, etc.)
·styrene
2.other.
·cardboard
·Ceramics, including cutlery, tiles, etc.

- 25 -
·glass
·leather
·Paper and cardboard
·rubber
·Stone, including marble, granite, etc.
·Textiles, including cotton, suede, felt, hemp, etc.
·Timber, including cork, MDF, plywood, balsa wood, birch, cherry, oak,
poplar, etc.
Note:See for the recommended parameters for the most commonly used
engraving materials.
This unit cannot be used with the following materials or any materials
containing them:
· Artificial leather containing hexavalent chromium (Cr[VI]) due to its
toxic fumes
·Astatine due to its toxic fumes
·Beryllium oxide, due to its toxic fumes
·Bromine, due to its toxic fumes
·Chlorine, including polyvinyl butyral (PVB) and polyvinyl chloride (PVC,
- 26 -
vinyl, Sintra, etc.), due to its toxic fumes
·Fluorine, including Teflon (Teflon, Teflon, etc.), due to its toxic fumes
·Iodine, due to its toxic fumes
·Metals, due to their electrical conductivity and reflectivity
·Phenolic resins, including various forms of epoxy resins, as they
produce toxic fumes
·Polycarbonate (PC, Lexan, etc.) due to its toxic fumes
Note:For all other materials, if you are unsure about the safety or
laserability of this device, look for its Material Safety Data
Sheet (MSDS). Particular attention is paid to information about
safety, toxicity, corrosivity, reflectivity, and reaction to high
temperatures. Alternatively, please contact our support department
for further guidance
INSTALLATION
1.INSTALLATION OVERVIEW.
A complete working system includes the laser engraving cabinet, its
vents, all applicable connection cables, as well as the laser and access

- 27 -
key. The cabinet can use the design provided by the included engraving
software by connecting directly with your computer or the internet; It can
also engrave designs that are loaded directly from flash drives. Users
can configure other additional accessories, such as rotary axes, to meet
their needs.
Use only the hardware, cabling, and power supplies that come with or are
compatible with this device. Installing equipment that is not suitable for
use may result in poor performance,Reduced service time, increased
maintenance costs, property damage, and personal injury.
Please pay attention to the specific requirements for system installation.
Every customer must be aware of these considerations prior to
installation in order to perform the correct setup and achieve safe laser
performance. If you have any installation issues or problems, please
contact our technicians and customer support team.
Any auxiliary equipment must be adjusted to the main unit. If in doubt,
please contact the dealer or manufacturer of such equipment directly.
2.Installation site selection
Before installing the enggraver, choose the appropriate location for use.
Make sure it meets all the requirements discussed in the above safety
information. The location should be stable, level, dry, and
climate-controlled to ensure an ambient temperature of 40–95°F
(5–35°C) and ambient humidity below 70%. In particular, temperature
and humidity together should not approach the dew point. It is also
advisable to use windowless rooms or to use blinds and/or curtains to
avoid exposure to the potential additional heat of direct sunlight. The
location should be free of dust and other air contaminants and well
ventilated enough to handle any fumes generated during the engraving
process in accordance with all applicable laws and regulations.
Depending on the material to be processed, this may require the
construction of a dedicated ventilation system. It should be kept away
from children; flammable, flammable, explosive or corrosive materials;
and sensitive EMI equipment. The power cord should be
plugged into a compatible and stable power source through a grounded

- 28 -
3-pin outlet. There should be no other items drawing current from the
same fuse. Fire equipment should be available nearby, and the phone
number of the local fire department should be clearly displayed.
It is highly recommended to place an additional bench near the machine
to avoid placing objects on or directly near the machine, which could
become a fire or laser hazard.
3.WIRE GROUNDING.
The device uses a powerful laser. As mentioned in the safety information
above, it has extremely high voltages and potential hazards, so the user
must ground it firmly to avoid static build-up. Using a standard 3-pin
socket will provide adequate grounding. If you don't have access to a
3-pin outlet, you must use a grounding cable and make sure it's properly
connected. The distal end of the cable should be securely attached to a
metal rod at least 8 feet (2.5 meters) deep, or to two separate metal rods
that have been driven into the soil at least 5 feet (1.5 meters) from the
machine.
Poor grounding can lead to equipment failure and create a serious risk of
electric shock. The manufacturer and/or seller shall not be liable for any
damage, accident or injury caused by a poor grounding connection.
4. UNPACK THE ENGRAVING MACHINE.
Your engraver comes in a wooden case with its accessories (including
this manual) packed in the area behind the front through door. You
should place the crate in a generous, flat area for unpacking, and ideally,
you plan to operate the machine permanently.
- 29 -
Step 1: If you haven't already done so, finish removing the crate from
around the engraver. Then roll the machine into place.
Step 2: Hold the brake pads in place by pressing the brake pads on the 2
front wheels.
Step 3: Retrieve the access key from the main bay at the front of the
machine. Remove the accessory bag from the area behind the front
through door. Check that you have received all of the following items:
power cord, ground cable, USB and Ethernet cables, USB flash drive
with engraving software, exhaust pipe with hose clamp, set of hex
wrench, acrylic focusing tool, keys, and this manual.
Step 4 : Carefully inspect the assembly of the laser tube, the viewing
window and the rest of the machine. The laser tube is a highly fragile
object and should be handled with care and as few bumps as possible.
Step 5: Inside the main bracket, remove from the X-axis and the
honeycomb table.
Step 6: You can keep the packaging for future returns, but if you dispose
of it or any accessories, be sure to follow the applicable waste disposal
regulations.
5.MAIN POWER CONNECTION.
Confirm that the label next to the connected outlet on the machine
matches your power supply. Connect one end of the main cable to a
connection socket and the other end to a grounding socket. Under no
circumstances should you turn on the device if the voltage does not

- 30 -
correspond.
Fluctuations along the line should be less than 10%. If this value is
exceeded, the fuse will blow. They are located in the connecting socket
and are externally accessible. Again, do not connect this device to a
standard extension cord or power strip. Connect it directly to a grounding
outlet or use a surge protective device rated over 2000J.
6.WATER-COOLED INSTALLATION.
The supplied water pump is critical to the performance and service life of
the engraving machine. When such a laser works without a properly
maintained cooling system, its glass tube can explode due to
overheating.
Never touch or adjust the water supply of the engraving machine while
the pump is plugged in.
To use the water pump, fill a dedicated tank with at least 2 gallons (7.5
liters) of distilled or purified water This will gradually reduce the quality of
the engraving machine and may even lead to dangerous mineral
accumulation.Cooling system. For the same reason, never use
all-purpose antifreeze. Use custom laser-safe formulations or storage
Engraving machines in climate-controlled areas.
Note:Distilled water or purified water must be added, not tap water
or sewage, otherwise it will reduce the service life of the
product.
Please rotate to remove the dust cover of the water inlet, and then add
purified water or distilled water to the water inlet for the engraving
machine. The green range of the water level line is the safe water level,
and then you can fill the water nozzle dust cover, and then turn on the

- 31 -
main power supply and water circulation switch of the machine.
Note: The water level should not be too full, so as not to overflow the
water cooler.
Water inlet
Before starting the laser, be sure to obtain visual confirmation that water
is flowing through the laser tube.
Never let the water in the tank become too hot to cool the laser. Install a
heat alarm or check the water temperature regularly during extended
use. If the water starts to reach 100 ° F (38 ° C), replace it with cooler
water. During this process, either the laser is replaced in phases or the
laser is turned off: never allow the laser to operate without a con stant
flow of cooling water.
7.INITIAL TESTING.
EMERGENCY SHUTDOWN.
Due to the risk of fire and other hazards during the engraving process, the
engraving machine includes a large, easy-to-reach emergency stop button

- 32 -
near the control panel. Press it to stop the laser tube immediately.
When your engraver arrives, its emergency stop has been pressed and
must be rotated to the right and bounce upwards for the laser to work.
Before using the machine for any other work, you should test if it is working
properly. Start the water cooling system, place a piece of laserable scrap
on the work bed, close the lid, and press PULSE to fire the laser. Press
the emergency stop button and observe if the laser stops immediately. If
the laser continues to fire, the emergency stop does not work and must be
replaced before using the engcher. Turn off the machine and contact
customer service.
LID CLOSURE (INTERLOCK).
Due to the risk of blindness, burns, and other injuries from direct exposure
to the invisible engraving beam, the device
also automatically shuts off the laser when the protective cover is raised
during operation.
After making sure that the emergency stop button is working properly, you
should also test that the cover closure is working properly before doing any
other work on the machine. Start the water cooling system, place a piece of
laserable scrap on the work bed, close the lid, and press PULSE to fire the
laser. Release the button. Be careful not to expose yourself to or be hit by
any possible reflected lasers, open the lid as little as possible and try to fire
the laser again.
Note:If the laser is emitted, the automatic shut-off does not work and must
be repaired before using the engraver. Turn off the machine and
contact customer service.
WATER CUT-OFF.
Due to the dangers posed by uncooled laser tubes, the engraver also
automatically shuts down the laser when the water cooling system fails.
After making sure that both the emergency stop button and the lid protection

- 33 -
are working properly, you should also test that the water cut-off is working
properly before doing any other work on the machine. Start the water cooling
system, place a piece of laserable scrap on the work bed, close the lid, and
press PULSE to fire the laser. Release the button. Cut off the flow of water by
curling or tying two hoses. Be careful not to damage the hose itself during this
process. Try firing the laser again. If the laser is emitted, the automatic shut-off
does not work and must be repaired before using the engraver. Turn off the
machine and contact customer service. If the laser does not emit, the
automatic shut-off works fine; Simply loosen both hoses to start circulating
water again and continue setting up the engraver.
LASER PATH CALIBRATION.
While our factory calibrates your entire system during assembly, the laser tube,
focusing lens, and/or one or more mirrors may be pushed out of alignment
during shipping. Therefore, it is recommended that you perform an optical
alignment-test when setting up your machine. For step-by-step guidance, see
the maintenance section below.
AIR ASSISTED.
Your air auxiliary equipment should be pre-installed and properly wired. Just
check if it is properly configured and connected as shown in the image. If any
pipes or wiring need to be reconnected, turn off all power to the machine

- 34 -
(including pressing the emergency stop) before adjusting any equipment.
8.SECURITY.
For your own safety and the safety of passers-by, this engraving machine can be
locked with the key provided. It is recommended that you use it to lock your
computer between sessions to prevent any unauthorized actions on your
computer.
OPERATION
1.OPERATION OVERVIEW.
Operate this laser engraver only by following all the instructions provided in this

- 35 -
manual. Failure to follow the appropriate guidelines detailed herein may result in
property damage and personal injury.
This section will describe only some of the options and features offered by the
operating software. Before you start using the machine, make sure you have read
the entire manual (especially the safety information above), as well as any and all
warnings provided by the machine itself.
2.GENERAL OPERATING INSTRUCTIONS.
Step 1. Create the design you want to engrave. You can do this directly in the
engraving software, or you can use any
Step 2.Please connect the companion equipment and tools to the product and
connect the power supply. You can refer to the video on CD/USB. Fill the water
inlet with purified or distilled water for the built-in water circulation. The
water level must be added to the green water level safety line. Note: (The
water level should not be too full, so as not to overflow).
Step 3. Please remove the smoke pipe. One end of the smoke pipe is connected
to the smoke exhaust port of the equipment, and the other end is connected
to an outdoor or auxiliary smoke extraction device. Note: (Please use a tube
clamp to secure the connection to prevent it from falling off.)
Step 4. Pull up the emergency stop button and use the buttons on the front of
the cabinet to open the control panel of the engraving machine. Load the
design of your choice directly from a USB flash drive or via a computer's
connection to the engraver.
Step 5. Open the engraver cover, check that the air assist is working properly, and
adjust the table if necessary. Cellular beds are recommended for most applications.
The bed can be raised or lowered using the Z-axis control on the front of the
cabinet to accommodate a variety of materials of different thicknesses.
- 36 -
Step 6. Place the material sample on the bench. The standard position is located in
the upper left corner of the table. This can be changed by moving the location of
your design or engraver's origin using the control panel or engraving software. To
handle larger materials, you can open the front or rear through door, or both, at
the same time. When the laser is active, do not insert anything into the work
surface through a pass-through door other than the material. Pay special attention
to fumes and dust that may be released through these doors. Make sure your
ventilation system is robust enough to absorb all by-products or wear the
necessary PPE to ensure the health of users and passers-by.
Step 7. Focus the laser by placing the acrylic focusing tool on top of the material
and carefully lifting the table. The laser head should barely touch the top of the
acrylic tool without applying any pressure, ensuring that the engraving distance is
correct. (Again, never try to be on the bench without material.)In any way, the
laser is focused. Close the lid.
Step 8. Customize the contrast and engraving depth of your design by adjusting
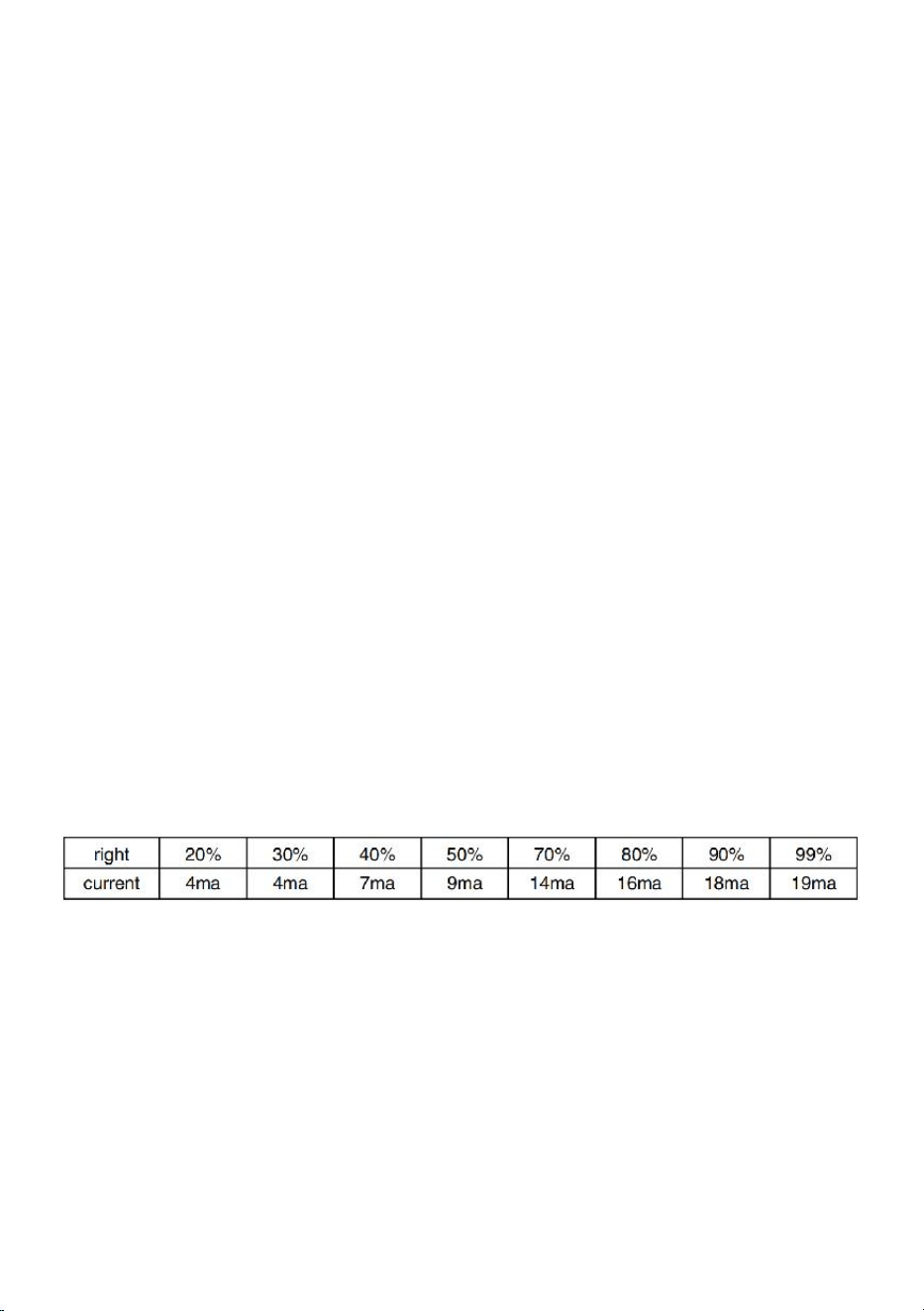
parameters in the engraving software or directly from the control panel. If your
engraving instructions detail the power setting in milliamps, use the following
conversion chart to find the appropriate power setting:
The minimum threshold is 10%. The laser will not be emitted at any setting lower
than this setting. It is not recommended to use the laser tube at full load, especially
for long periods of time. The recommended maximum power is set at 70%, as

- 37 -
prolonged use of more than this amount will shorten the lifetime of the laser. To
increase the engraving depth, increase the energy per unit area by increasing the
laser's power or number of rings or slowing down the speed parameter. However,
engraving too deep can degrade the image quality, especially for the coating
material.
When working with new materials, keep in mind that you should always start at the
low end of your possible settings. If the effect is not strong enough, it can always be
more than once Rerun the design loop, or rerun it with more powerful settings until
you create the desired effect.
The resolution should generally be set to 500 dots per inch. In some cases, lowering
the image resolution may help, reducing burn and Increase the energy of the pulses
and thus improve the quality of the images produced in certain materials, such as
certain plastics.
Step 9. Open the laser tube by inserting and turning the laser key. To reduce the
risk of electric shock, try touching the engraver with only one hand at a time once
the laser tube is opened.
Step 10. Press run to pause to engrave your design. Similarly, even if you are
wearing protective glasses, do not stare at the active laser continuously. However,
be aware of possible issues such as sparks or fires, and be prepared to ex-tinguish
fires quickly if necessary.
Step 11. Once the laser stops, check the quality of the first run and adjust the laser
parameters in the control panel or software as needed to produce the desired
effect. During repeated engraving and cutting, check the pump's tank regularly to
keep the water temperature below 100° F (38° C). If this temperature is reached,
stop working and allow the engraver to cool down before further use.
Step 12. When you are done engraving, close the engraving software and turn off
the machine in the following order: laser power, control panel, any ventilation,
water cooling system, and emergency power button. Remove the laser key from

- 38 -
the control panel.
Step 13. Clean the bench completely, emptying the lower bracket of any debris.
3.SPECIFIC MATERIAL DESCRIPTIONS.
The following instructions are recommendations that can help expedite safe work
with a variety of materials. Users should research the safety and engraving
requirements for their specific materials to avoid the risk of potential problems such
as fire, hazardous dust, corrosive and toxic fumes. Once you know that the product is
safe or with the proper protective equipment in place, it can be helpful to engrave a
test matrix of small boxes produced at various speeds and power settings to discover
the ideal settings for your design. Or start with low power consumption and fast
setup, re-run the design as many times as needed, using progressively increasing
laser intensity.
CERAMICS.
When engraving on ceramics, medium to high power is generally used. Using more
circuits instead of higher power and lower speed can help avoid material breakage
during the working process. Be aware of the health risks posed by dust from ceramic
engraving, especially for repetitive industrial applications. Depending on the material
and workload, a fan or even a complete ventilation system may be required to
resolve the issue. Similarly, operators and others in the work area may need to use
respiratory PPE, such as masks and respirators.
STONE.
When carving all kinds of stones, medium power and medium to fast speeds are
generally used. As with ceramics and glass, be aware of the dust generated
(especially for repetitive industrial applications) and take similar measures to
ensure the safety of users and others in the work area.
TEXTILES.
When it comes to carving textiles such as cloth and wool, low power and high speed
are often used. As with leather, special attention should be paid to the possibility of

- 39 -
fire and dust.
GLASS.
When engraving glass, high power and low speed are generally used. As with ceramic,
it would be helpful to run more cycles on a lower setting to avoid cracks. Care must
be taken when engraving glass and carbon fibers to avoid combining settings that
produce laser intensity sufficient to disrupt the structural integrity of the fibers of
their components, resulting in blurred markings. Personal protective equipment
should be worn to avoid exposure of eyes, nose, mouth, and skin to dust from the
use of any kind of material, especially for repetitive industrial applications. Clothes
worn when working with fiberglass should be washed separately afterwards.
LEATHER.
When engraving glass, high power and low speed are generally used. As with ceramic,
it would be helpful to run more cycles on a lower setting to avoid cracks. Care must
be taken when engraving glass and carbon fibers to avoid combining settings that
produce laser intensity sufficient to disrupt the structural integrity of the fibers of
their components, resulting in blurred markings. Personal protective equipment
should be worn to avoid exposure of eyes, nose, mouth, and skin to dust from the
use of any kind of material, especially for repetitive industrial applications. Clothes
worn when working with fiberglass should be washed separately afterwards.
METAL.
CO2 laser engraving machines should not be used to mark, engrave, or cut metal.
They are best suited for working coatings applied to metal substrates, and care must
be taken not to attempt to work on the underlying metal itself. A variety of coatings
are available specifically for CO2 engraving, and users should follow the instructions
provided as the parameters vary depending on the product and the metal. In general,
the work of the aluminum coating should be done faster at a lower power, while the
work of the steel coating can be done more slowly at a higher power.
PLASTICS.
The plastic used for engraving comes in many different colors and thicknesses and
has many different coatings and finishes. Most of the plastics available can be

- 40 -
engraved and cut well with lasers. Plastics with microporous surfaces seem to
provide the best results because less surface material needs to be removed. When
engraving plastics, low-power, high-speed settings are generally used. Marking and
engraving with too much power or too low a speed can concentrate too much energy
at the point of contact, causing the plastic to melt. Among other problems, this can
produce poor carving quality, toxic fumes, and even fires. High-resolution engraving
can cause the same problem, so low- to medium-resolution designs should be
preferred for most plastics.
RUBBER.
The various compositions and densities of the rubber result in slightly different
engraving depths. It is highly recommended to test samples of specific rubber for
best results. When engraving rubber, a consistent high-power setting is often used,
and the effect is created by varying the speed of the laser. Microcellular rubber
materials require much higher speeds than standard rubber. Engraving any type of
rubber produces a lot of dust and gases. Depending on the workload, breathing PPE
and/or a complete ventilation system may be required to resolve the issue.
PAPER AND CARDBOARD.
When engraving a variety of paper products, low to medium power and fast speed
are generally used. Test samples per batch, as only small parameter differences can
distinguish the effect of being too light from the effect of burning through the
substrate. As with leather, special attention is paid to the possibility of fire, as well as
dust generated during repeated applications.
TIMBER.
As with rubber, there are many different types of wood, and testing your specific
material is essential to get the best results. In general, wood carvings with consistent

- 41 -
grain and color are more uniform. Knotted wood creates an uneven effect, while
resin wood creates greater edge contrast. Some softwoods, such as balsa, cork, and
pine, carve well (albeit with low contrast) at low or medium power settings and at
high speeds. Other fibers like fir can be affected by uneven fibers and will often
produce poor results no matter what you do. Hardwoods such as cherry and oak
carve well at high power settings and low speeds. Artificial wood products can vary
from brand to brand, mainly based on their glue composition and abundance. MDF
works well but creates dark edges when cut.
In addition to the fire risk of any wood product, extra care must be taken with smoke
from glue used in plywood and other artificial wood. Some are too dangerous to use
at all, while others require careful ventilation and repetitive industrial applications
using breathable PPE. Wood toxicity should also be checked, as dust from some
natural woods, including oleander and yew, can also cause enough nausea and heart
problems.
Refer to Usage Data.
IT IS RECOMMENDED TO SET THE POWER TO 80
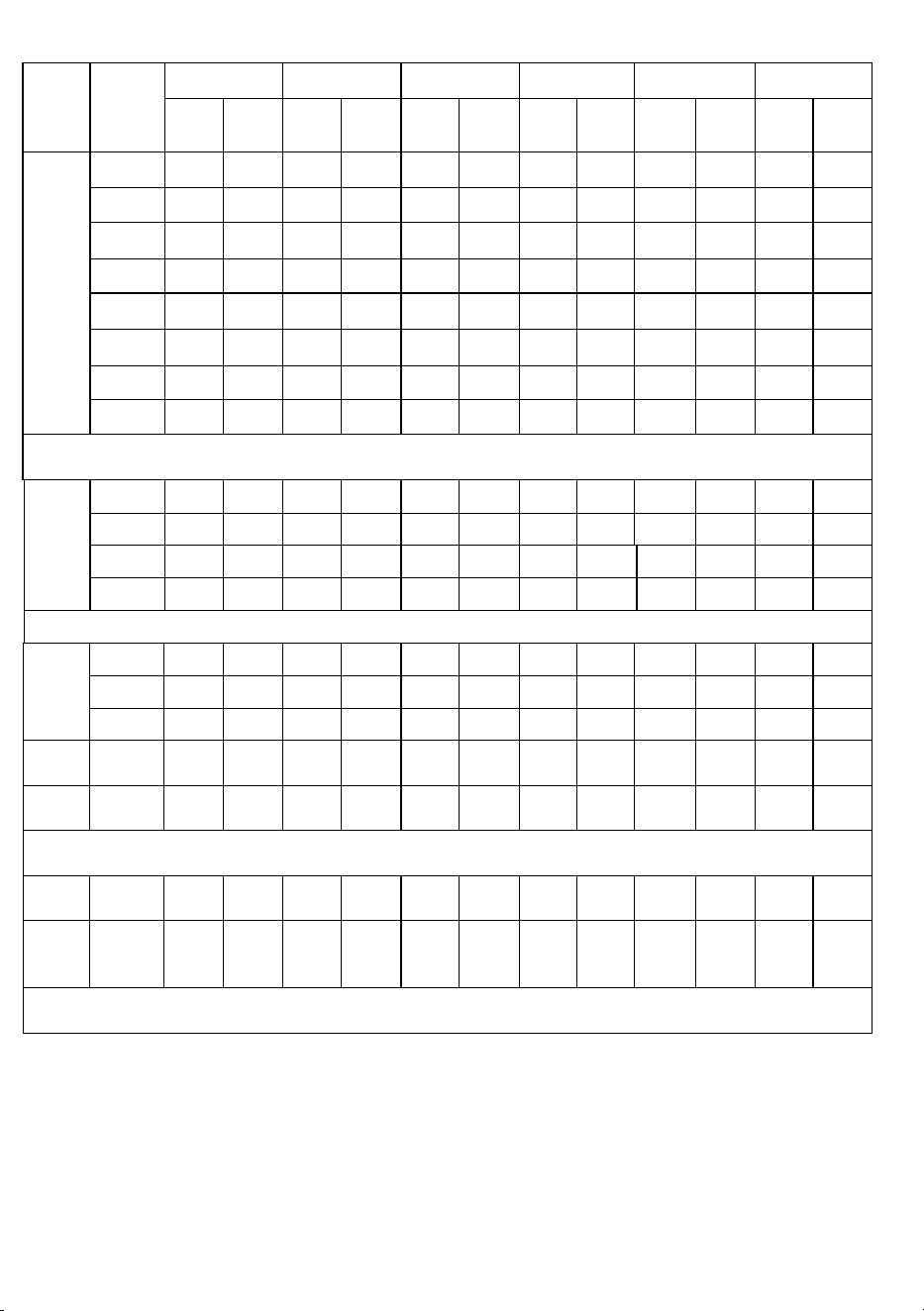
- 42 -
materi
al
thickne
ss
50W
60W
80W
100W
130W
150W
Faste
st
speed
Optim
al
speed
Faste
st
speed
Optim
al
speed
Faste
st
speed
Optim
al
speed
Faste
st
speed
Optim
al
speed
Fastes
t
speed
Optim
al
speed
Faste
st
speed
Optim
al
speed
acrylic
acid
3mm
15/S
10S
20S
15S
25/S
20/S
30S
25S
35/S
30S
40/S
35S
5mm
8S
5S
10S
7/S
12/S
8S
15/S
10S
17/S
12/S
21/S
15/S
8mm
4S
2S
5S
3/S
9/S
5S
10S
6S
12/S
8S
15S
10S
10mm
4S
2/S
6/S
3S
7/S
4S
8/S
5S
11/S
7S
15mm
3/S
1S
4S
2S
5/S
3S
7/S
4S
20mm
3/S
1/S
4S
1.5/S
25mm
30mm
Laser power 90%: Acrylic cutting should pay attention to air flow control, the surface of the material blowing should be small or
side-blowing, which can ensure the smoothness of acrylic, and the acrylic surface should have air circulation to prevent fire
Acrylic
3mm
9/S
7/S
15/S
12S
20/S
15S
23S
18/S
25/S
20S
30S
25/S
5mm
5/S
3S
10S
8/S
13/S
10S
15S
13/5
18/S
15/S
21/S
18/S
10mm
5/S
3S
7/S
5S
9S
6S
12S
9/S
15mm
4S
3/S
7/S
5/S
Laser power 90
%
: Wood cutting mainly controls the airflow, the larger the airflow, the faster the cutting speed
PVC
2mm
35/S
32/S
50S
45S
60/S
58/S
70S
68/S
80/S
78/S
90S
88/S
3mm
30/S
27S
40/S
38S
50/S
48/S
60S
58/S
O/S
68/S
80S
7a/S
4mm
25/S
20S
35/S
30S
45/S
40S
55S
50/S
65/S
63/S
75S
7/S
cloth
a bed
40/S
38/S
60/S
58S
100/
S
98/S
200S
195S
300/S
295/
S
400S
395S
leathe
r
a bed
15/S
12/S
20/S
17/S
25/S
20/S
30S
25/S
40/S
35/S
45S
40/S
It is recommended to use a focusing lens with a focal length of 50.8,with a laser tube of 60W-100W and a small
amount of air compressor,it is recommended to cut at 50%-70%power.
Paper
moncta
yer
80/S
40S
120S
40S
150/
S
40/S
250S
40/S
350/S
40/S
450S
40/S
Bl-col
or
stab
2mm
15/S
13S
25S
20S
36/S
30S
40S
35/S
45S
40S
55S
50/S
BI-color plate and PVC cutting parameters,paper-cutting should pay attention to laser power adjustment,the higher
the laser tube power,the smaller the percentage of laser power adjustment
4.CONSOLE DESCRIPTION.
OVERVIEW.

- 43 -
You can control the engraver directly from the built-in control panel, directly
connected to a computer, or via the Internet. For more information on
operating the engraving software, please refer to its separate manual. The
built-in control panel allows the laser to be operated manually, or the
design can be engraved onto flash drives and external hard drives
connected to the USB port on the right side of the cabinet.
For manual operation, the arrow keys can be used to move the laser head
along the X and Y axis guides, and the PULSE button can be used to fire
the laser. Each time the arrow button is pressed, the laser head can be set
to jam within a set distance by tapping MENU and adjusting the
parameters under "Manual Settings+". The laser can be set to emit for a
fixed period of time by pressing MENU and adjusting the parameters under
"Laser Settings+". All buttons and menus should be marked in English. If
not, press MENU and go to the top button in the right column
to change the console's language settings.
To load a design from a FAT16 or FAT32 formatted flash drive or external
hard drive, press MENU, select "File", then "Udisk+", and then "Copy to
- 44 -
Memory". Select the design in the File menu, and then select Run. Various
parameters can be adjusted using the console's menus and submenus,
including setting multiple origins to engrave a design on a material four
times in a single session.
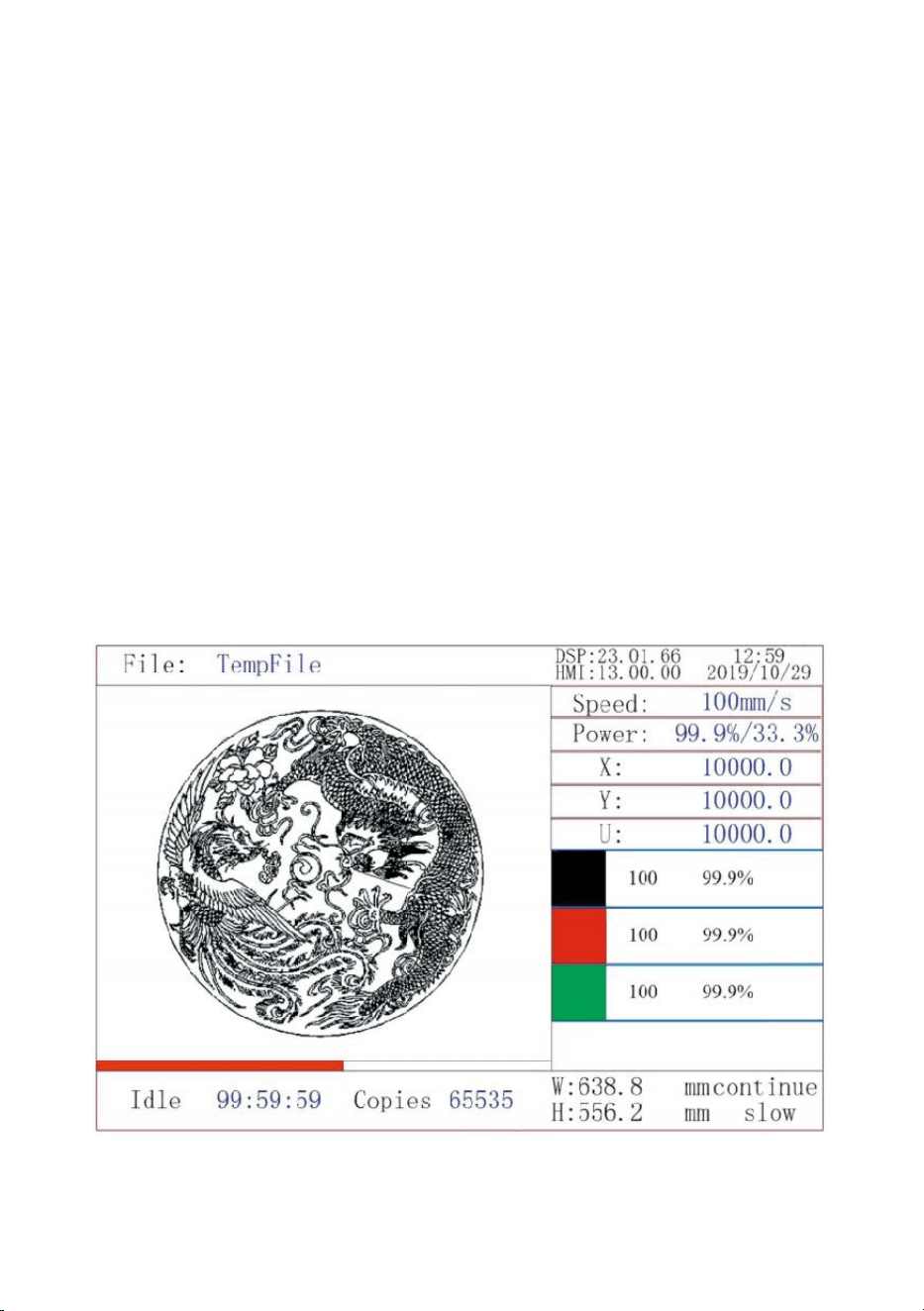
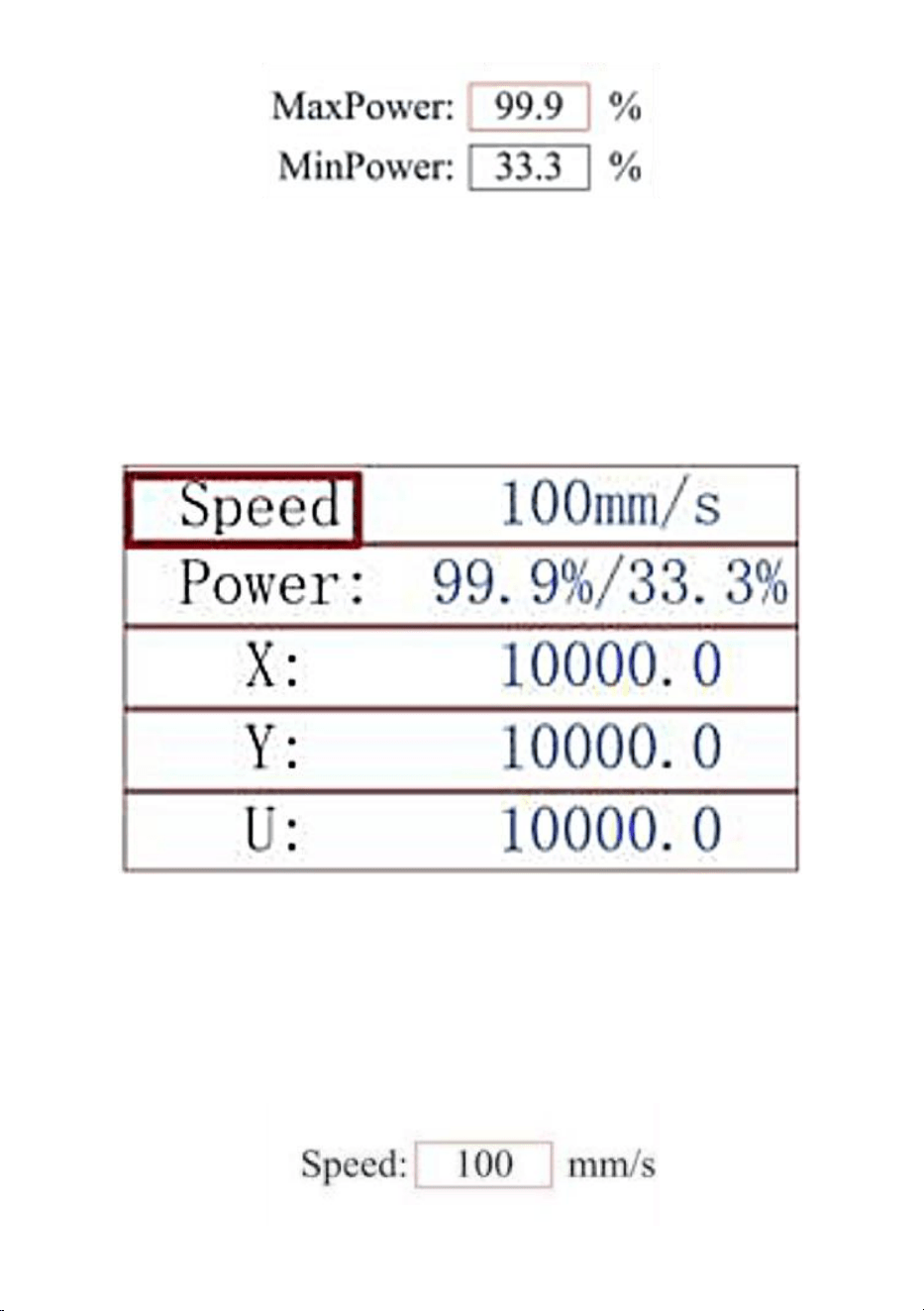
When running the design from the console, this will be the main display.
The design should be displayed in the upper left corner, and its name,
along with the current speed and power settings, should be displayed in
the upper right corner. The position of the laser head relative to the table is
shown as X (horizontal) and Y (vertical) coordinates. The Z-coordinate
shows the elevation of the workbench itself. The U-coordinate can be
configured to control the axis of rotation or automatic feeding, if installed.
Below them are layers that contain instructions about their individual speed
(in mm/s) and maximum power as a percentage of the machine's rated
power. The number of batches in the lower left corner records the number
of times the current design has been engraved in a single session.
Just like the button says, press Run/Pause to start engraving the loaded
pattern and pause the engraving when needed.
- 45 -
In the event of an emergency such as fire, do not use the control panel to
pause or stop engraving. Press the emergency stop button immediately.
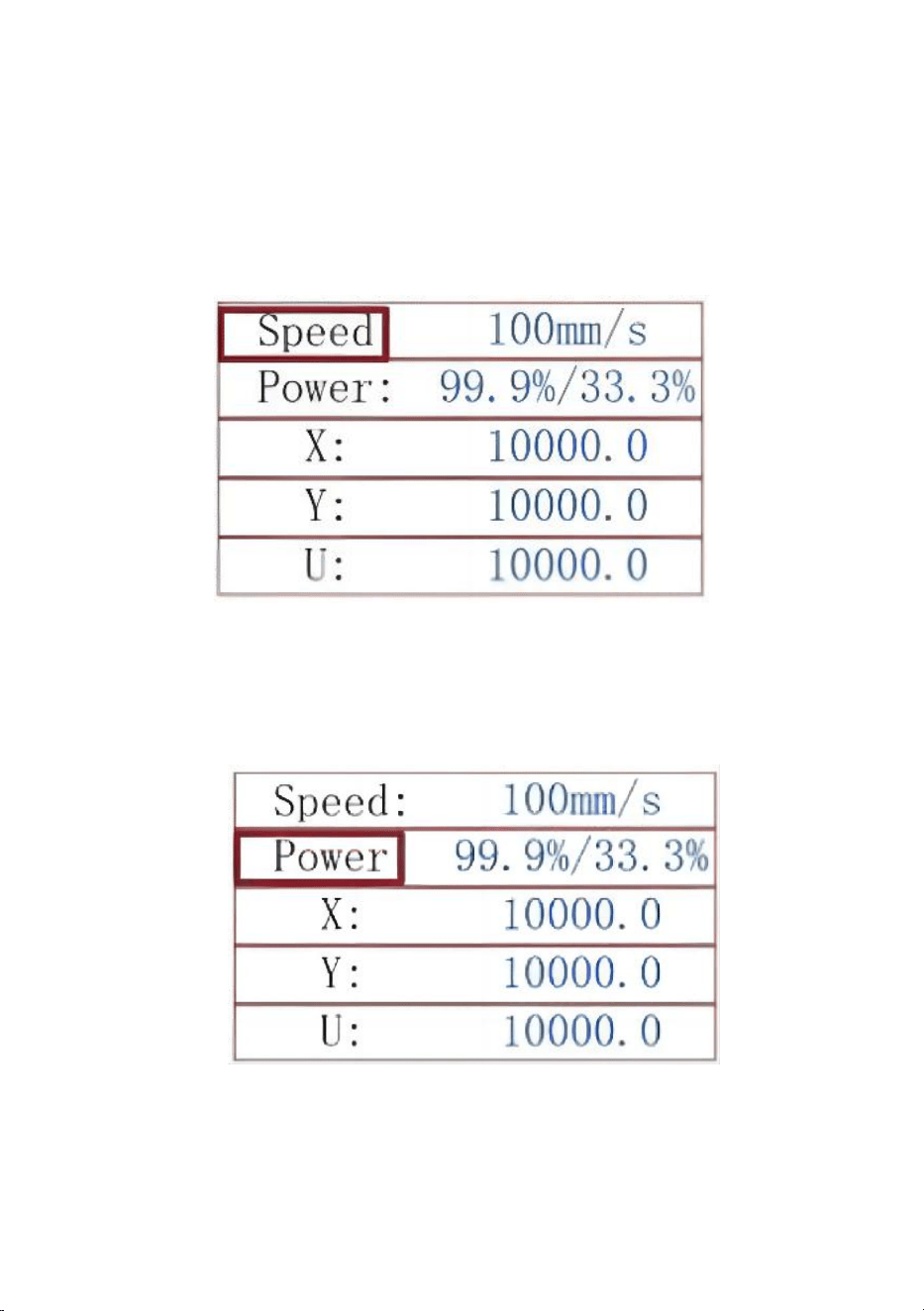
SET THE LASER POWER.
When you press ENT in the main interface, the cursor box initially selects
the "Speed" parameter.
Press the ▲ and ▼ keys to switch between parameters. Select the
Power parameter.
Press ENT when the red cursor is over Power. Press the ▲ and ▼ keys
to change the parameter value.
- 46 -
Press ENT to save your changes.
Press ESC to invalidate the changes and go back to the main interface.
SET THE LASER SPEED
When you press ENT in the main interface, the cursor box initially
selects the "Speed" parameter.
Press the ENT key again to bring up this interface.
Press the ▲ and ▼ keys to change the parameter value.
Press ENT to save your changes.
Press ESC to invalidate the changes and go back to the main interface.
- 47 -
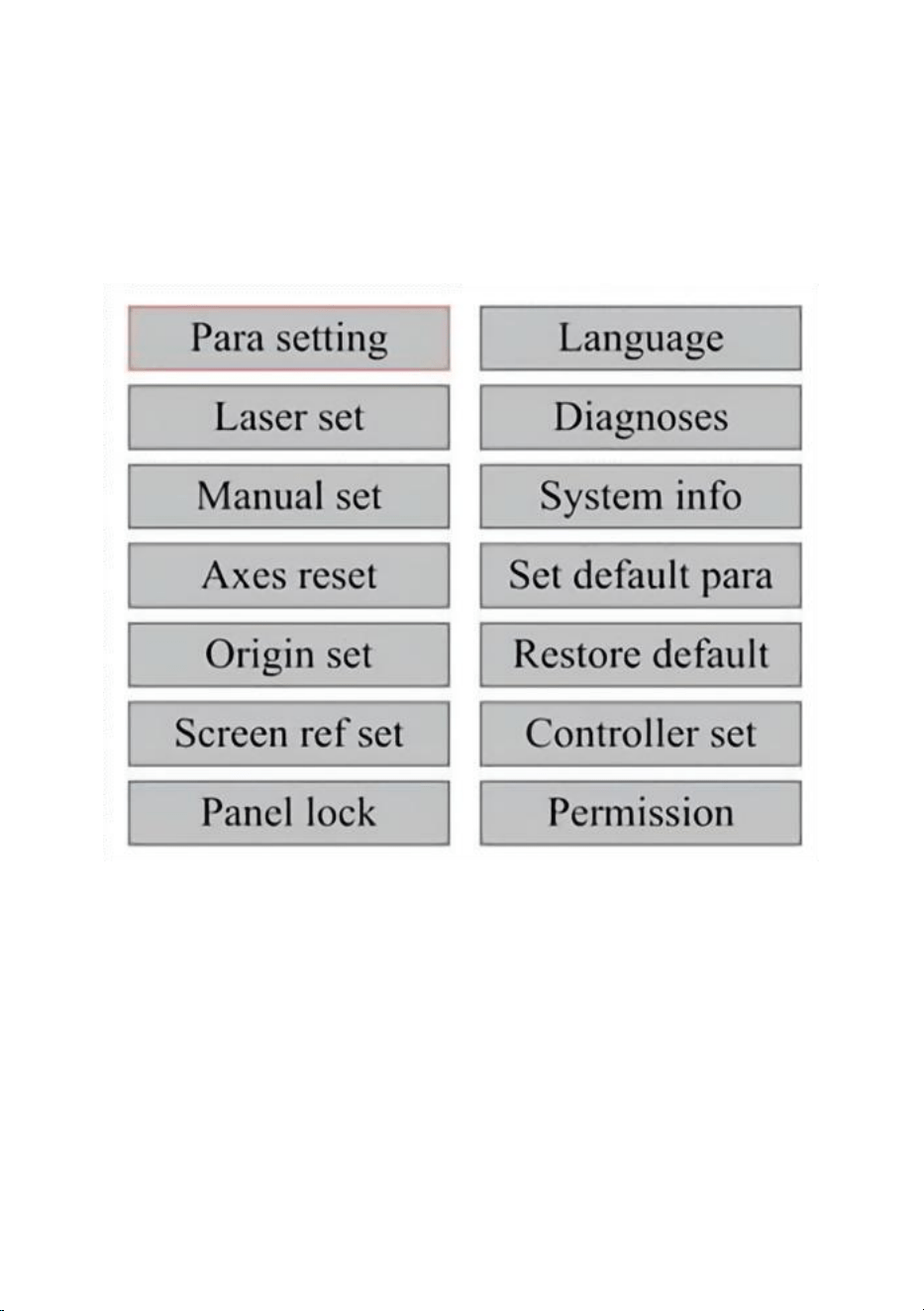
FUNCTION MENU.
Press the menu on the main interface to enter the menu interface:
Press the ▲ and ▼ keys to select the item, and then press ENT to enter
the corresponding submenu.
ADJUST THE Z-AXIS.
When Z Move is selected, press ◄ or ► to control the movement of the
Z axis while the sensor kit is installed.
ADJUST THE U-AXIS.
When U Move is selected, press ◄ or ► to control the movement of the
U axis. This can be used to control the rotational position of the axis of
rotation or the linearity of the automatic feed (positions are sold separately)
if both Installation.
- 48 -
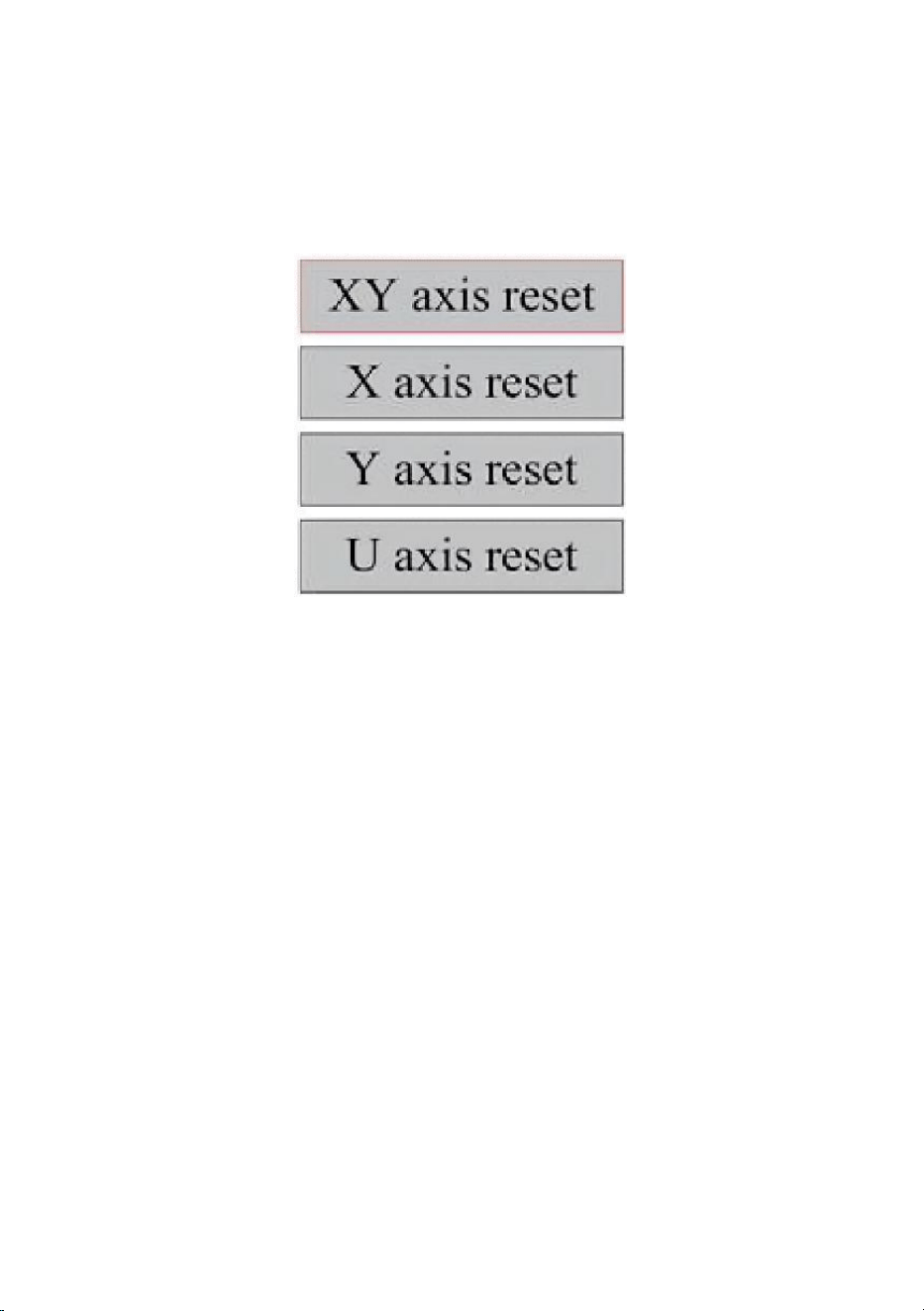
RESET THE AXIS.
When Shaft Reset+ is selected, press ENT, and the left display will
show:Push ▲ or ▼ to select an item.
Press ENT to start resetting the selected axis and the message "Reset in
progress" will appear on the screen.
When it is done, the message will disappear automatically and the system
will return to the main interface.
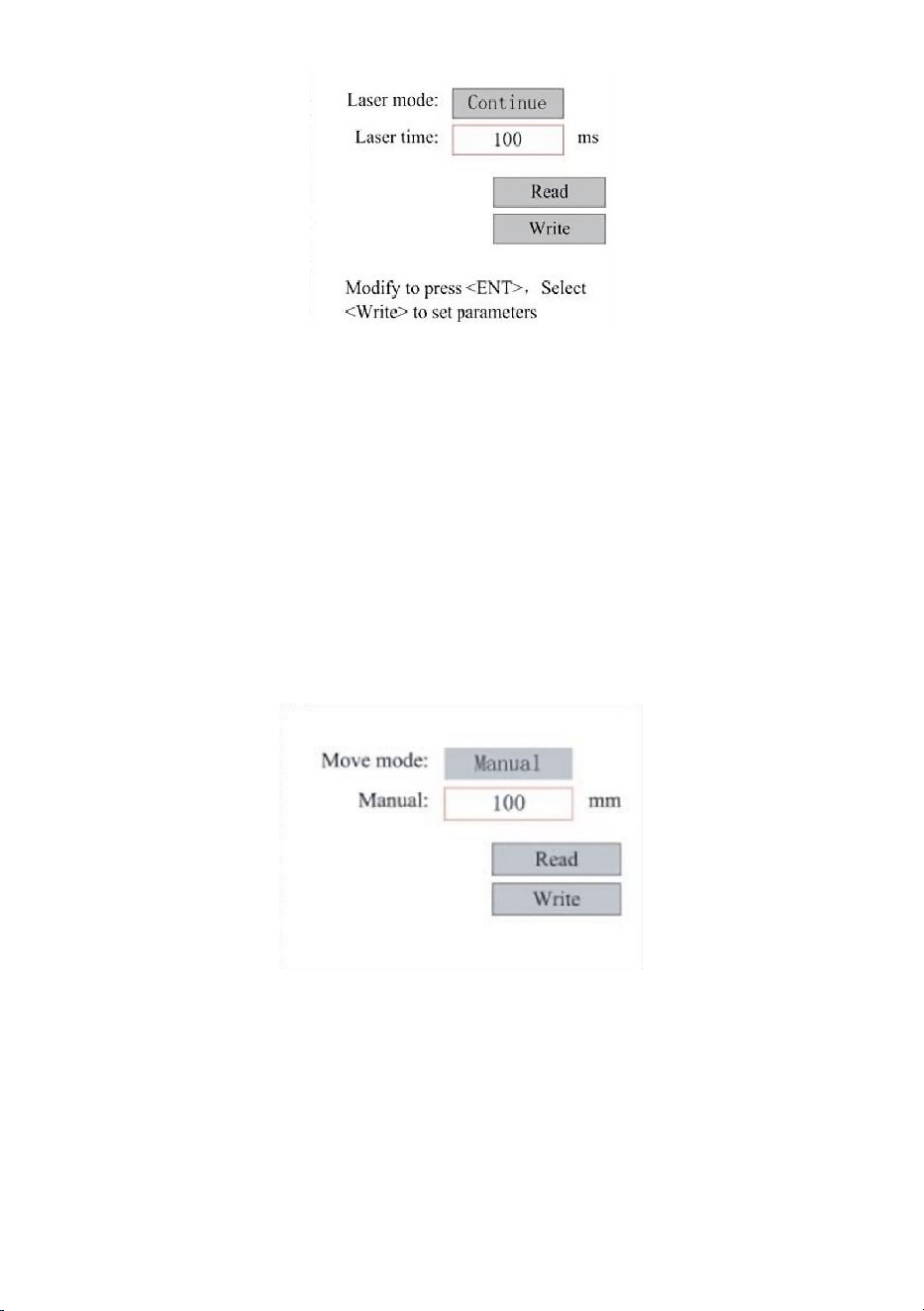
ADJUST THE LASER SETTINGS.
After selecting the laser settings and pressing ENT, the left display will
show:The operation method is the same as the previous setting. When you
select Continue, press PULSE to fire the laser, and then release the key to
complete the firing. When you're done making adjustments, save them by
selecting the ENT key to write or press-ing the ESC key to leave without
saving the changes. Reading can load saved parameters.
- 49 -
ADJUST THE LASER MOVEMENT MODE.
When you select Manual Settings, press ENT, and the left side will be
displayed:When the movement mode is "Continuous", the manual jog
parameter does not work. When used to manually move the laser head,
the arrow keys move it continuously until released. When the movement
mode is "Jog", each time the arrow keys are pressed, the laser head will
move precisely the distance saved in this parameter. Use the Direction and
ENT keys to adjust up or down. When you're done making adjustments,
save them by selecting the ENT key to write or pressing the ESC key to
leave without saving the changes. Reading can load saved parameters.
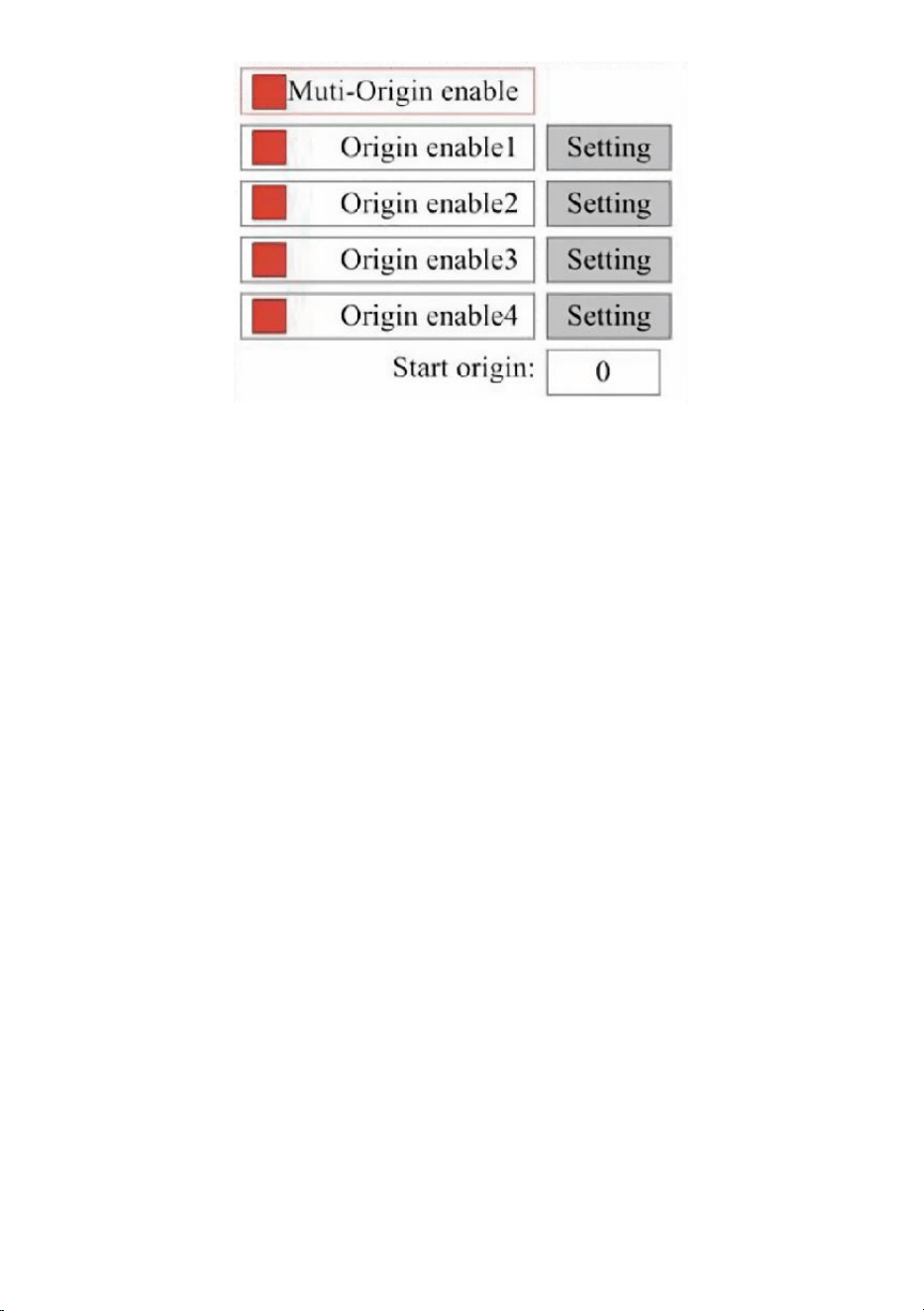
SET THE ORIGIN.
When the box is pressed on the origin set, press ENT, and the left dialog
box will pop up:
- 50 -
Press FN to select an item. After selecting Multi-Source Enable, press ENT
to enable or disable the item. When enabled, the small box will be red, and
when disabled, the small box will be gray. When you select Set Origin or
Next Origin, press◄ or ► to select a value. When changing the Set
Origin parameter, remember to press ENT to verify the change. When you
close the interface, the parameters are automatically saved.
The details of each item are as follows:
·Set Origin 1/2/3/4: After enabling the multi-origin setting, place the cursor
over setting to Origin 1/2/3/4. Press ENTER on your keyboard
key, the system takes the coordinates as the corresponding coordinates of
the origin 1/2/3/4.
·Source Enable 1/2/3/4: When the multi-source setting is enabled, four
sources can also be disabled and enabled individually.
When multi-origin logic is selected, if the number of the next origin is 1, and
four origins are enabled, the work will be used every time it is started when
the save file function is started (via keyboard or PC) or when a processing
file is uploaded to a PC and the file is selected "Take origin as origin".
Different origins. The order of rotation of the origin is 1→2→3→4→1→2...
If you upload a processing file to your PC and you select Current Origin for
- 51 -
the file, the system will always use the current origin.
SET DEFAULT PARAMETERS.
When the facts are set. Select the paragraph and the machine's current
parameters will be stored as their default values. They can then be
retrieved using the Restore Default Parameters command. It is
recommended that you save the actual factory default settings of your
machine so that it can be easily restored if needed.
If the password is enabled, push ◄ or ► and ▲ or ▼ to select the
password, and then press ENT to save the password.
RESTORE THE DEFAULT PARAMETER.
When defining facts. Once a parameter is selected, the system replaces all
current parameters with the saved default factory parameters. The
operation method is the same as setting the default parameters.
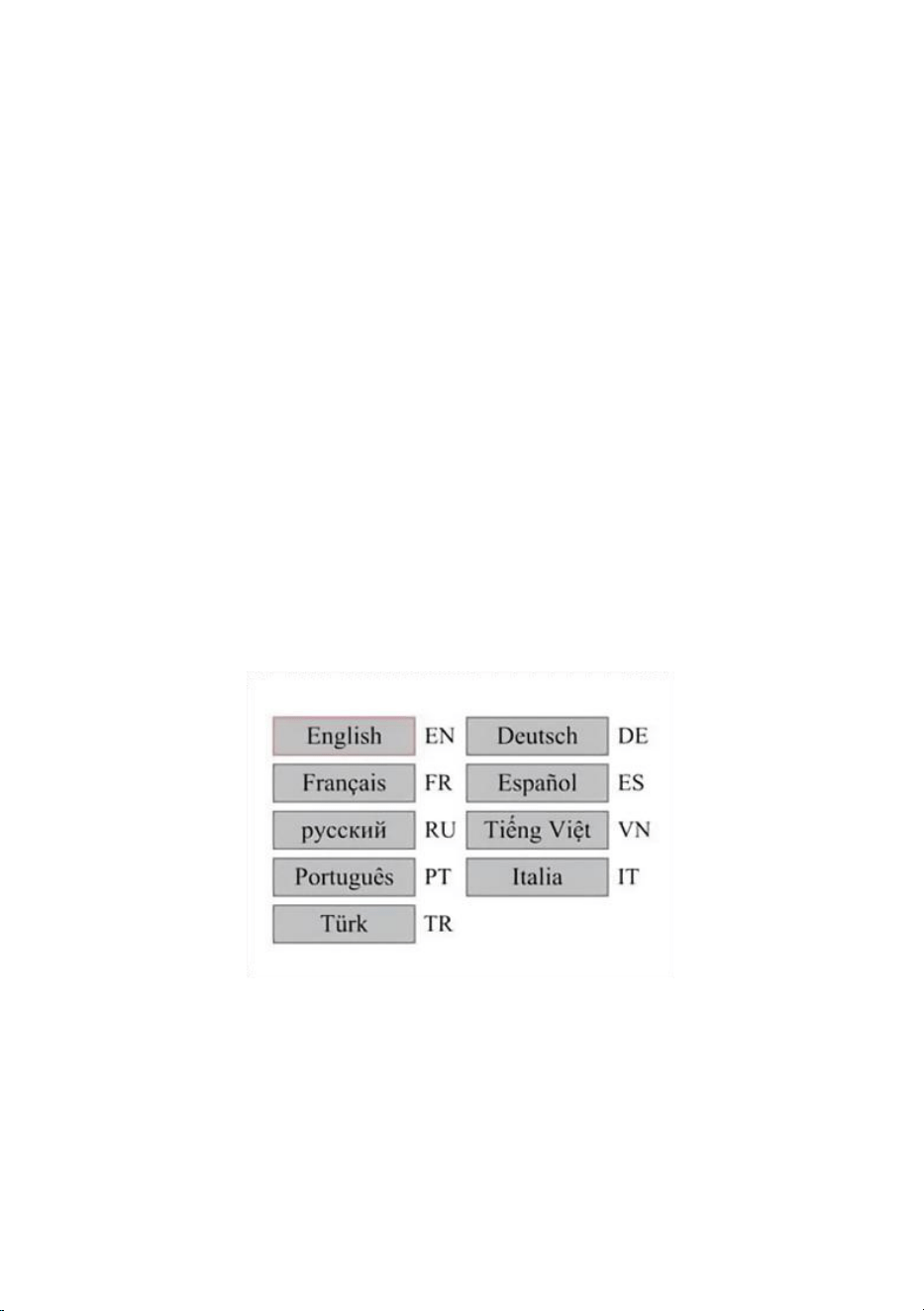
SET THE INTERFACE LANGUAGE.
When selecting a language, press ENT and the left display will show:
The operation method is the same as above. Press ENT after selecting the
desired language and return to the main interface.
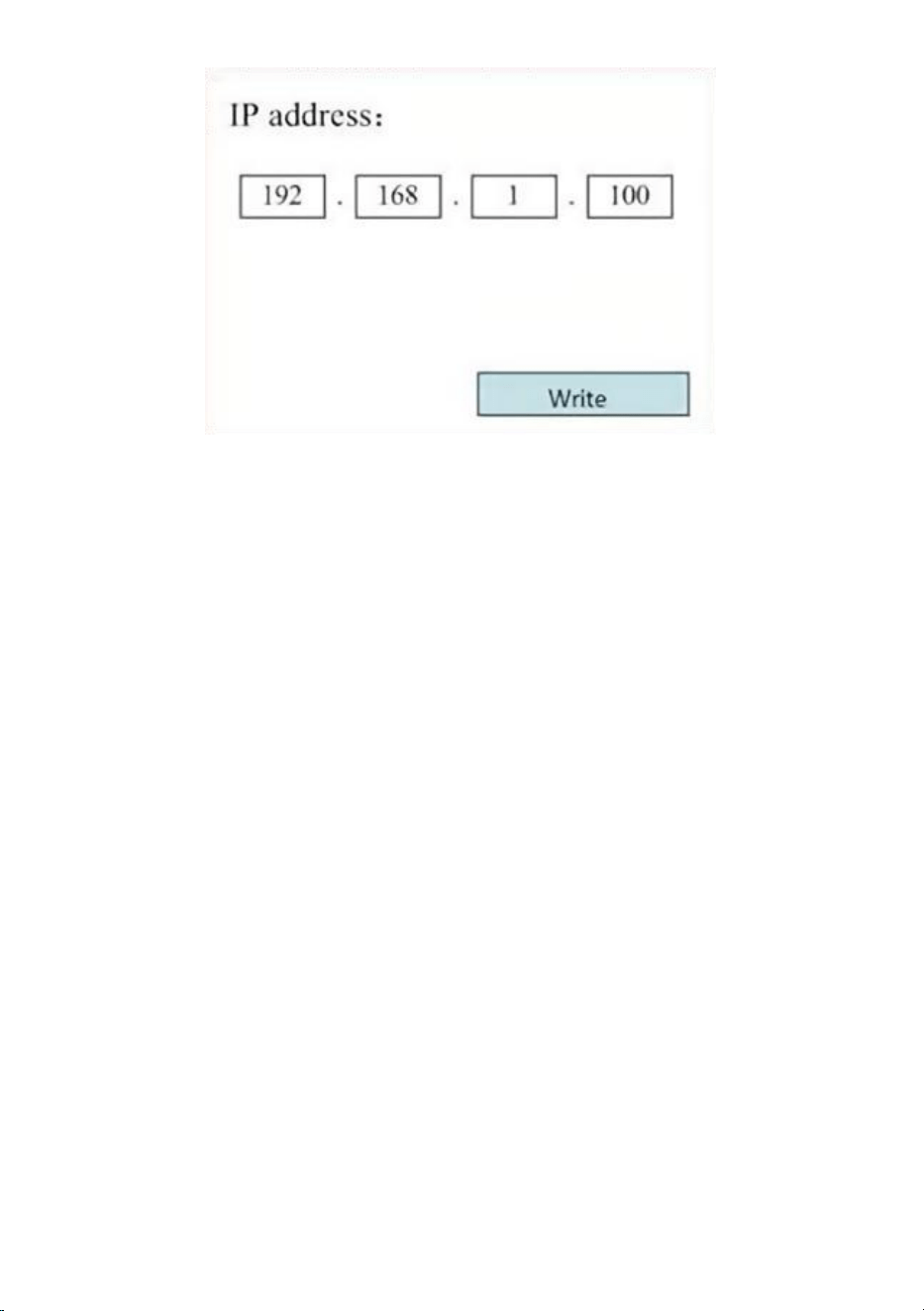
SET THE IP ADDRESS OF THE MACHINE.
Once you have selected your IP settings, press ENT and the left display
will show:
- 52 -
Push ◄ or ► and ▲ or ▼ and ENT to change the parameters. The
default address for the engraver is 192.168.1.100. If this feature is already
being used on your local network, use 192.168.1 for the first three sections
and choose a unique value for the last part. In general, any value between
2-252 should be fine except for 47, but avoid values that are already in use
by other networked devices.
Connecting the machine directly to the public internet carries the risk of
unauthorized use and is not recommended. If you still wish to provide it,
you'll need to register and use a unique public TCP/IP address. When
you're done making adjustments, save them by selecting the ENT key to
write or pressing the ESC key to leave without saving the changes.
Reading can load saved parameters.
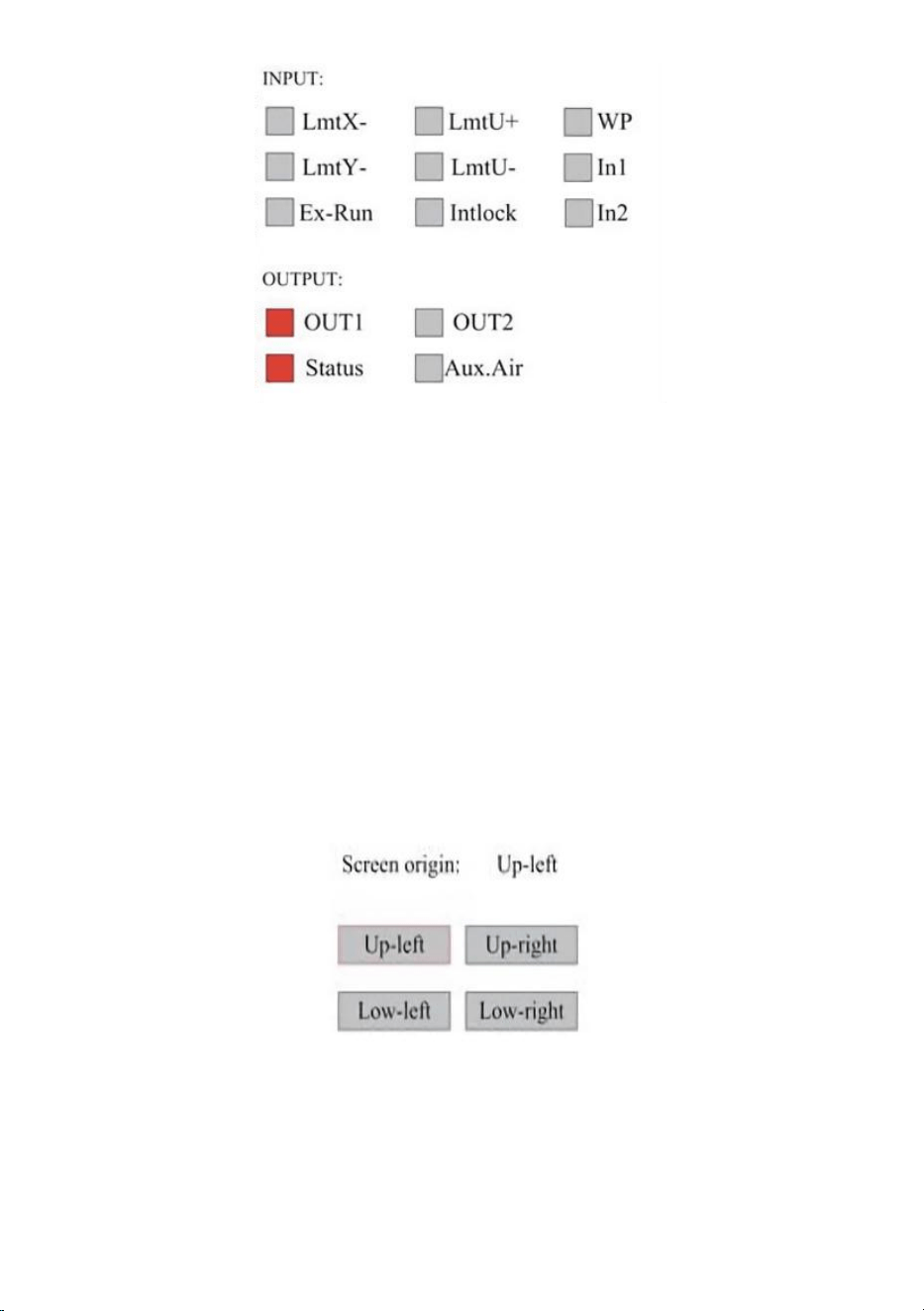
DIAGNOSTIC TOOLS.
After selecting Diagnostics, the left dialog box will pop up:
- 53 -
This interface displays the system's hardware I/O port information:
Input: Read the hardware information of the system. When a hardware
signal is triggered, the small box to the left of the corresponding entry will
be shown in red. Other-wise, it will be grayed out.
Output: Use the cursor to select the output. Press ENT to toggle the output
state, and ESC to return to the main menu without making any changes.
SETTING THE SCREEN REFERENCE.
After selecting the Screen Origin, the left dialog box will pop up:
This interface displays the location of the origin. Different origin positions
can produce different reflections of the graph on the X/Y axis. The
operation method is the same as above.
- 54 -
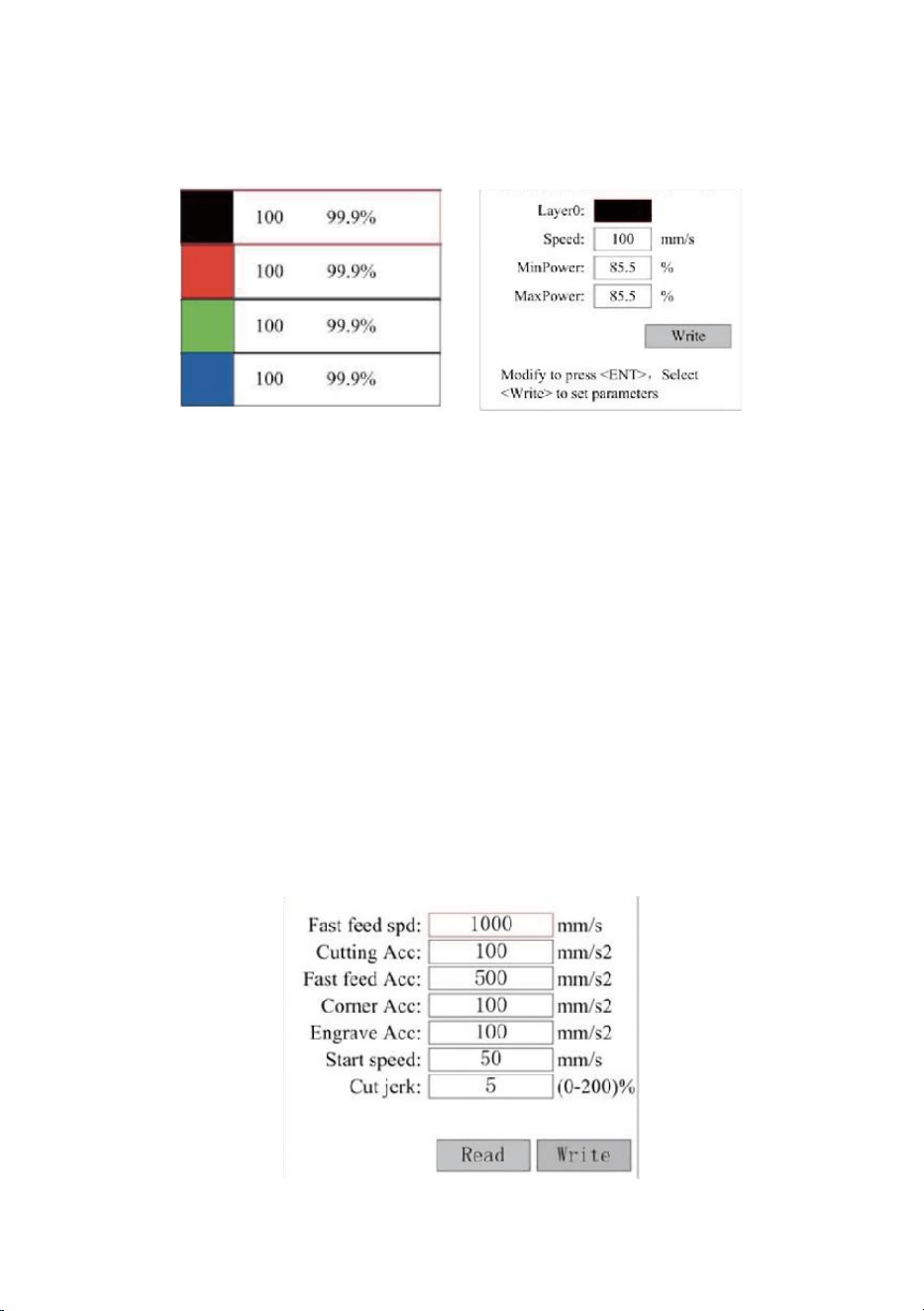
ADJUSTING THE SCULPT LAYER.
When the system is idle or the work is complete, press ENT to enter the
layer parameters section.
Press ▲ or ▼ to select the desired layer.
Press ENT to check the parameters of the selected layer, as shown in the
image:By default, the red cursor will be over Layers.
Press the ◄ and ► keys to select the desired layer.
Move the cursor to Write and press ENT to save the parameter changes, or
press ESC to exit without saving.
The method of operation is the same as the maximum/minimum power
setting.
ADJUST MOVEMENT PARAMETERS.
In the Parameter Settings submenu, select Move Parameters to display the
left interface:Select and adjust parameters by pressing the arrows.
When you're done adjusting, move the cursor to Write and press ENT to
- 55 -
save the parameter changes, or press ESC to exit without saving.
Reading can load saved parameters.
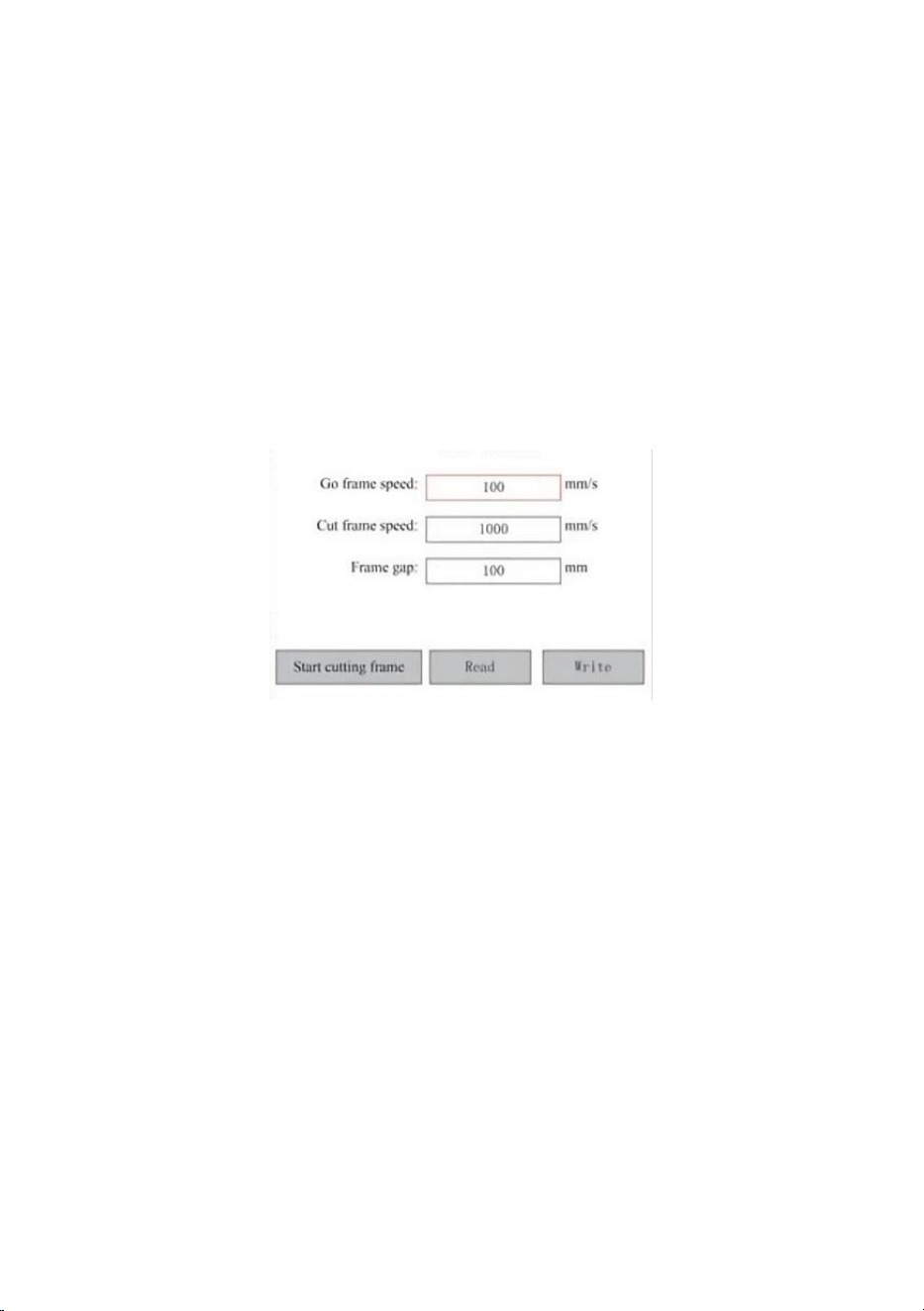
SET FRAME PARAMETERS.
In the Para Settings submenu, select Frame Settings to display the left
interface:Select and adjust parameters by pressing the arrows. When
you're done adjusting, move the cursor to Write and press ENT to save the
parameter changes, or press ESC to exit without saving. Reading can load
saved parameters. Start Cutting Frame will cut the frame according to the
current parameters.
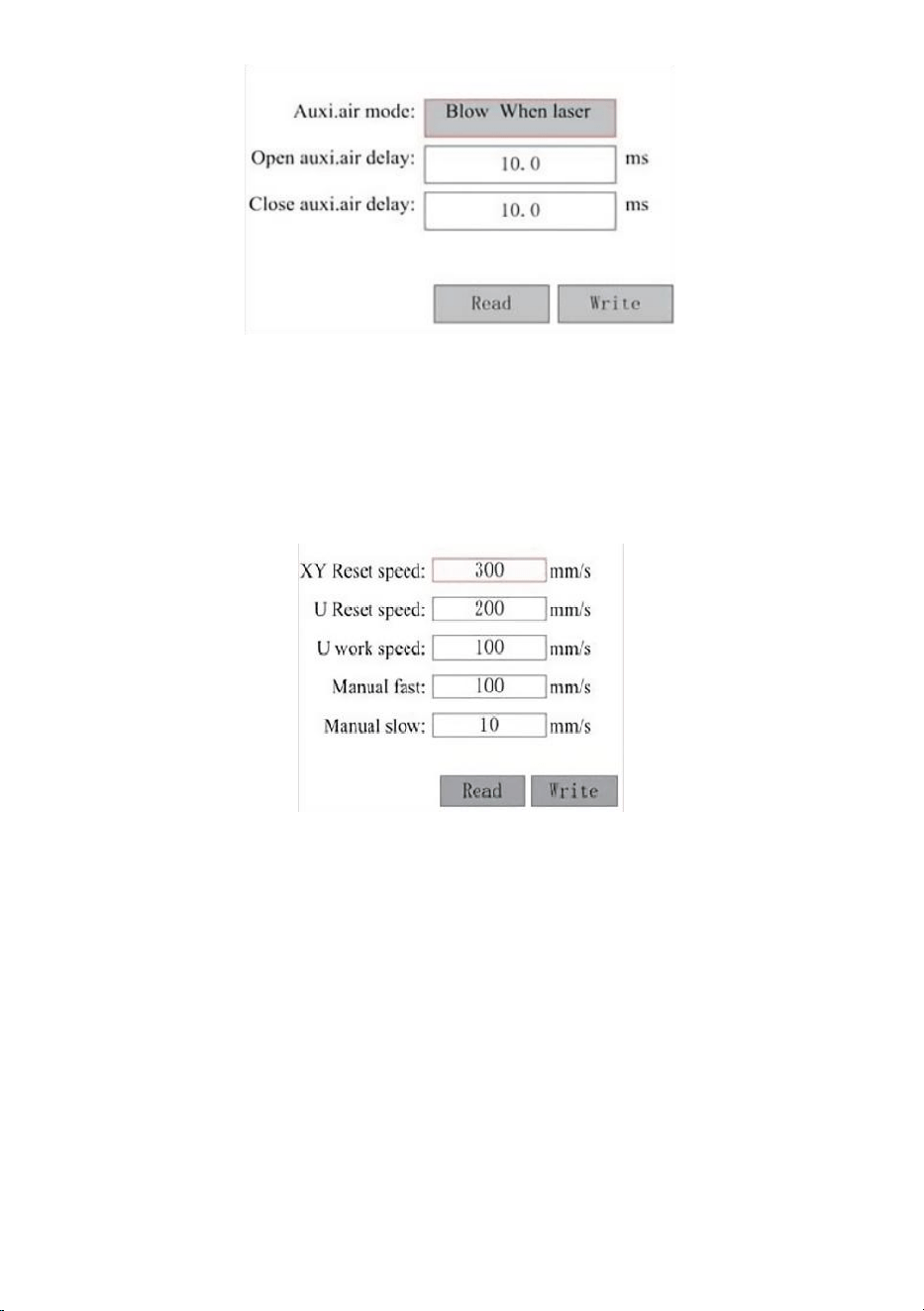
SET BLOWING PARAMETERS.
In the Paragraph Settings submenu, select Blow Settings to display the left
interface:Select and adjust parameters by pressing the arrows. When
you're done adjusting, move the cursor to Write and press ENT to save the
parameter changes, or press ESC to exit without saving. Reading can load
saved parameters.
- 56 -
ADJUST THE RESET SPEED.
In the "Parameter Settings" submenu, select "Speed Settings" to display
the left inter-face:
Select and adjust parameters by pressing the arrows. When you're done
adjusting, move the cursor to Write and press ENT to save the parameter
changes, or press ESC to exit without saving. Reading can load saved
parameters.
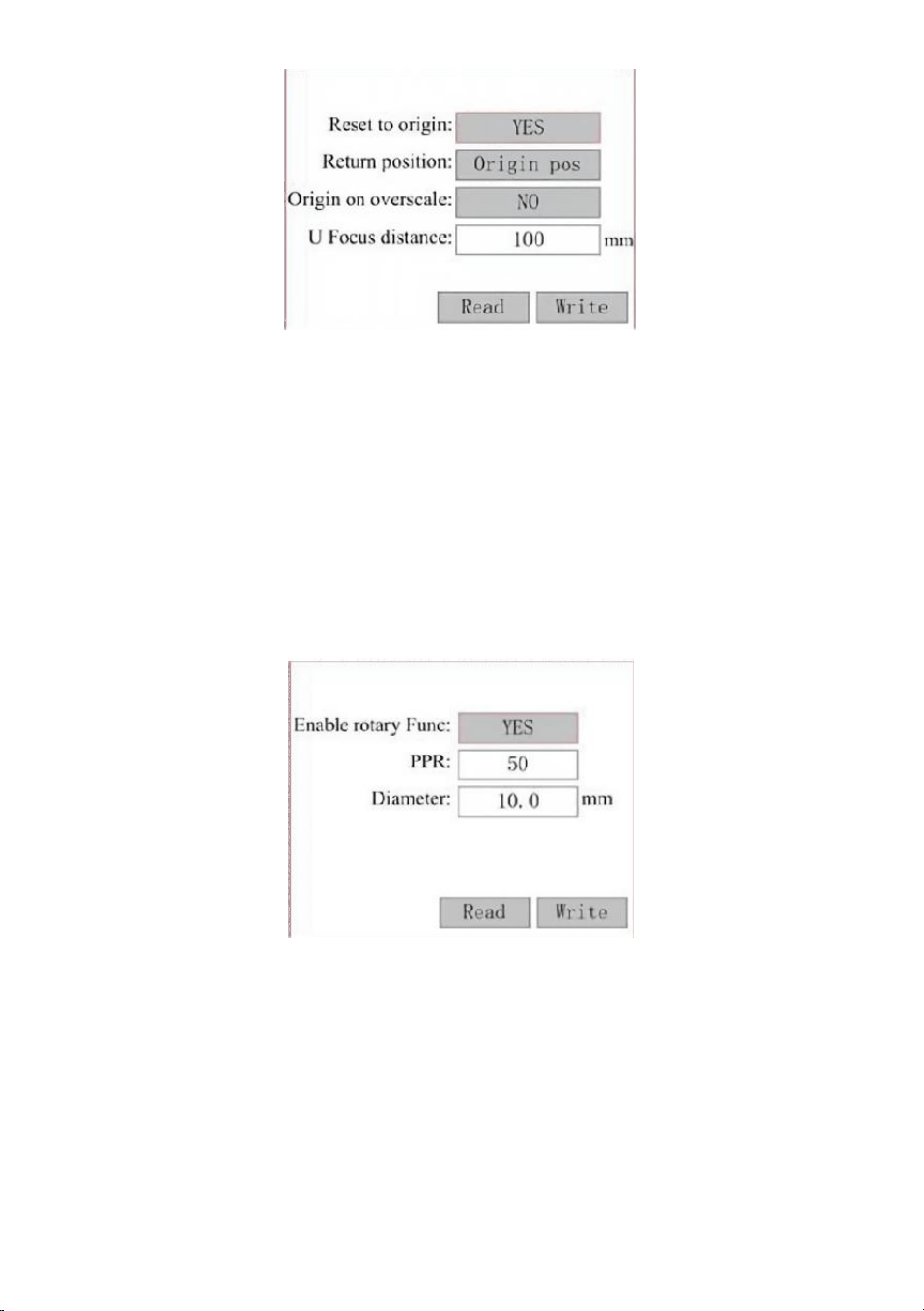
ADJUST THE MACHINE CONFIGURATION.
In the Parameter Settings submenu, select Computer Configuration to
display the left interface:
- 57 -
Select and adjust parameters by pressing the arrows. When you're done
adjusting, move the cursor to Write and press ENT to save the parameter
changes, or press ESC to exit without saving. Reading can load saved
parameters.
ADJUST THE PARAMETERS OF THE AXIS OF ROTATION.
In the Parameter Settings submenu, select Rotation Function Settings to
display the left interface:
Select and adjust parameters by pressing the arrows. When you're done
adjusting, move the cursor to Write and press ENT to save the parameter
changes, or press ESC to exit without saving. Reading can load saved
parameters.
SET THE INTERFACE PASSWORD.
When the cursor is on the panel lock, press ENT, and the left dialog box will
pop up:
- 58 -
Press the ▲ and ▼ keys to select the item. When the blue cursor is over
the target item, press ENT to enter the corresponding interface.
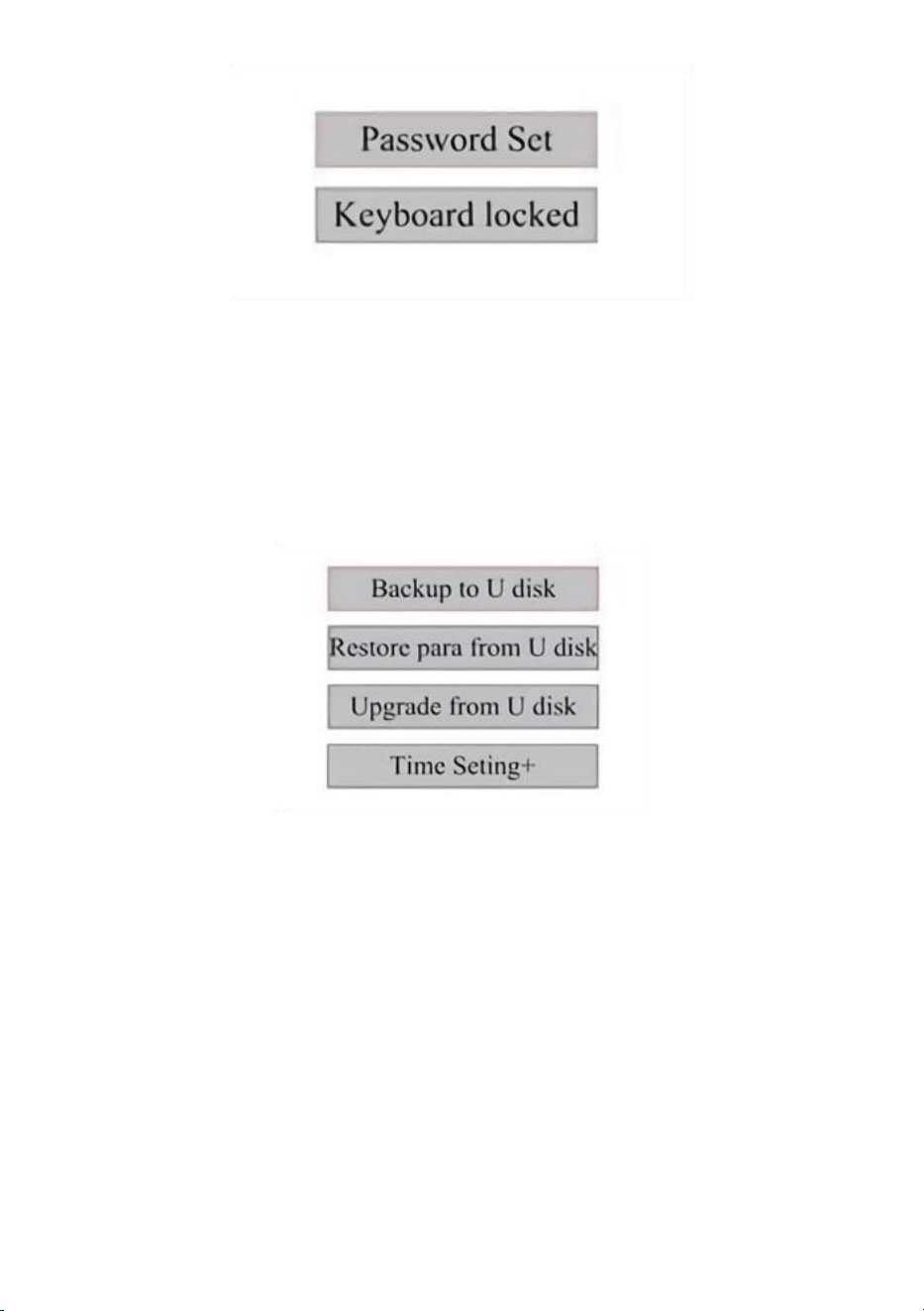
BACKUP AND RESTORE PARAMETERS.
In the main menu, select Controller Settings to display the left screen:
Back up to USB flash drive: Save the current parameters to a USB flash
drive.
Recover Parameters from USB Flash Drive: Recover saved parameters
from a flash drive.
Upgrade from USB flash drive: Upgrade the controller software from a
flash drive.
SET THE DATE AND TIME OF THE MACHINE.
In the Controller Settings submenu, select Time Settings+ to display the
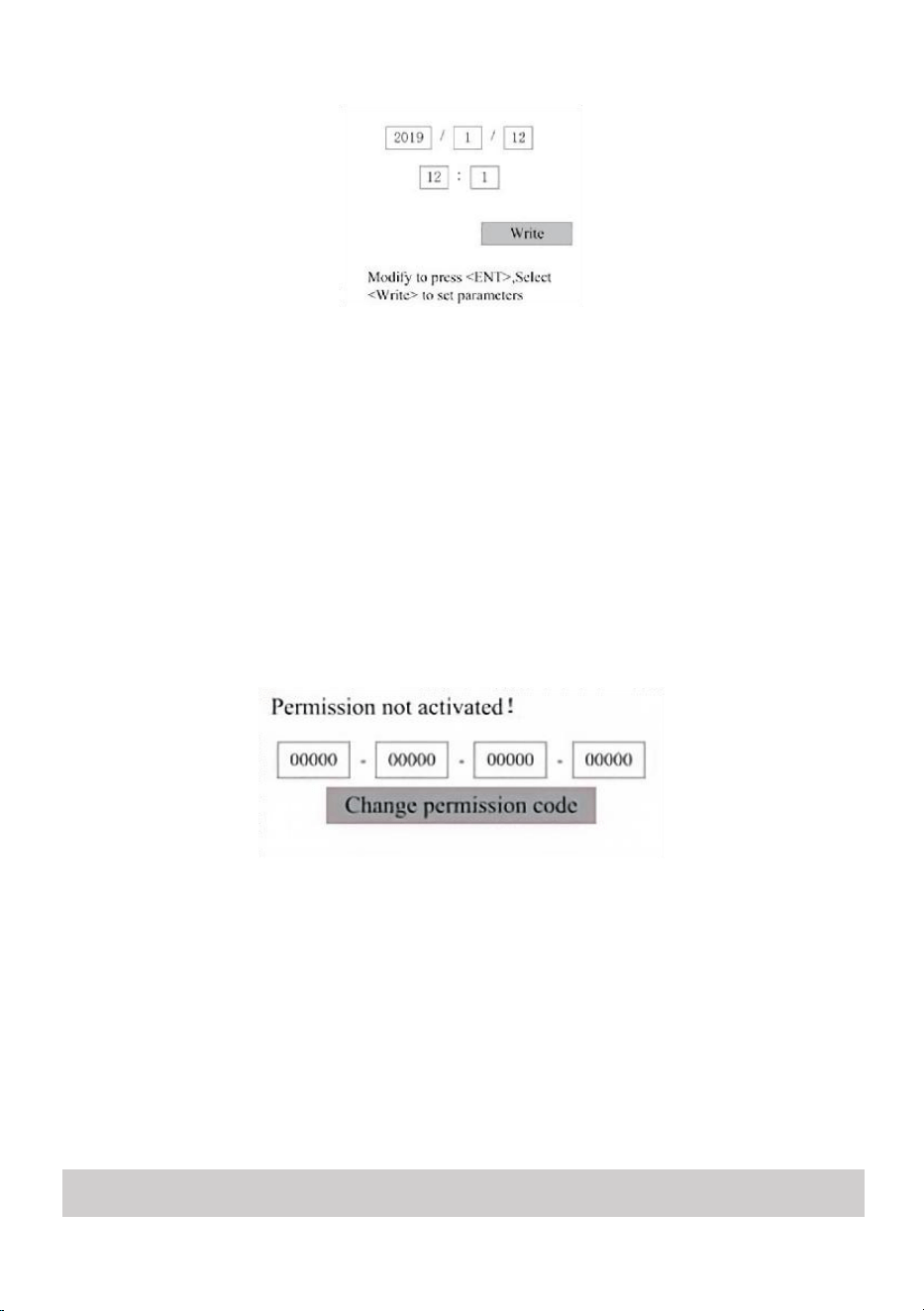
- 59 -
left interface:
Select and adjust parameters by pressing the arrows. When you're done
adjusting, move the cursor to Write and press ENT to save the parameter
changes, or press ESC to exit without saving. Reading can load saved
parameters.
AUTHORIZATION MANAGEMENT AND KEYBOARD LAYOUT.
Your engraver should already be authorized and ready to go. If you
purchased your engraver through a rental program and have not yet
received a license code, please contact Customer Service. Enter it by
going to the main menu and selecting Permissions. The left interface will
pop up.
Press ENT once to select the first field, and then press ENT again to bring
up the left keyboard.
Use the arrow keys and ENT to select the right characters. If there are any
errors, press ESC and then ENT to re-enter the field. Use the arrow keys to
move to a different input field and enter its contents in the same way. Once
all the fields have been entered correctly, select Change Permission Code
and press ENT to leave this screen and return to the main menu.
MAINTENANCE

- 60 -
1.MAINTENANCE OVERVIEW.
Use of procedures other than those specified herein may result in
dangerous exposure to laser radiation. Always turn off the appliance and
disconnect it from the power supply before performing any cleaning or
maintenance work. Always keep the system clean, as flammable debris in
the work and exhaust areas poses a fire hazard. Only trained and skilled
professionals are permitted to modify or disassemble this equipment.
· Clean and cool water must be supplied to the system at all times.
· The workbench must be cleaned and the bin emptied every day.
· The third mirror and focusing lens must be inspected daily and
cleaned if needed.
· Other mirrors and exhaust systems must be inspected weekly and
cleaned if needed.
· Beam alignment should be checked weekly.
·The wiring should be checked weekly for loose connections, especially
for the laser tube power supply.
· The rails should be cleaned and lubricated at least twice a month.
· Air assistance must be inspected once a month and cleaned if
needed.
· The entire laser machine, including other components such as the
water cooling system, must be inspected once a month and cleaned if
needed.
2.Water Cooling System.

- 61 -
Never touch or adjust the engraver's water supply while the pump is still
connected to power.
The laser tube needs to be cooled with clean distilled water to avoid
overheating. Room temperature or slightly lower warm water is ideal.
Laser tubes require at least 2 gallons (7.5 liters) of cooled clean distilled
water or other laser-safe coolant to avoid overheating. If the water
temperature is close to 100° F (38° C), stop working until it cools
down or find a way to lower its temperature without interrupting the laser
tube's water supply. The water should also not get too cold, which can
also cause the glass laser tube to shatter during use. In the winter
months or if using ice to cool hot water, make sure the temperature
never drops below 50°F (10°C).
More water should be added every few days to ensure that evaporation
does not cause the pump to be exposed during use.
3.CLEANING
CLEAN THE MAIN COMPARTMENT AND ENGRAVING MACHINE.
Check at least once a day for dust accumulation in the main engraving
chamber. If so, you have to remove it. The exact cleaning intervals and
requirements are highly dependent on the material being processed and
the operating time of the equipment. Clean machines ensure optimal
performance and reduce service costs, as well as reduce the
risk of fire or injury.
Clean the viewing window with a mild detergent and lenses or a cotton
cloth. Do not use paper towels as they can scratch the acrylic and reduce
the lid's ability to protect you from laser radiation. Clean the interior of the
main cabin thoroughly to remove any debris, particles, or sediment. Paper
towels and window cleaners are recommended. If necessary, clean the lid
of the laser tube after it has cooled completely. Allow any liquid used in any
cleaning to dry completely before using the engaver further.
CLEAN THE FOCUSING LENS.

- 62 -
The lens has a durable coating that will not be damaged by proper and
careful cleaning.
You should check the lens andMirror the third day and clean them if there
are any debris or haze on the surface. Your laser efficiency will be reduced,
and heat build-up on the oil or dust itself can damage the lens.
1. Move the engraving table to a distance of about 4 inches (10 cm)
below the lens mount.
2. Move the laser head to the center of the table and place a cloth under
the lens mount so that the lens will not be damaged if it accidentally falls
off the mount.
3. Unscrew the lens mount and rotate it to the left.
4. Remove the pressurized air hose and laser rail connection.
5. After placing the lens on clean lens cleaning paper, carefully turn the
lens holder so that the lens and its O-ring fall onto the cleaning cloth and
remove the lens from the lens mount.
6. Check the o-ring and, if necessary, clean it with a cotton swab and
lens cleaning paper towel or cloth.
7. Blow air onto the surface of the lens to remove as much coarse dust
as possible.
8. Inspect the lens surface and clean the lens with lens cleaning solution
and lens paper or cloth if necessary.
9. Hold the edge of the lens assembly with a lens cleaning tissue and
use lens cleaning solution. Hold the lens at an angle and rinse both

- 63 -
surfaces to wash away the dirt.
10. Place the lenses on a clean lens cleaning tissue and apply some
lens cleaning solution to one side of the lens. Allow the liquid to take
effect for about a minute, then gently wipe with lens cleaning paper
dipped in lens cleaning solution. Dry this side of the lens with a dry tissue
clean/cloth.
11. Repeat the same cleaning process on the other side of the lens.
Never use cleaning paper towels twice. Dust that accumulates in
cleaning paper towels may scratch the surface of the lens.
12. Check the lens. If it is still dirty, repeat the cleaning process above
until the lens is clean. Do not touch the surface of the lens after cleaning.
13. Carefully insert the lens into the lens mount, making sure its circular
convex side is facing up. Place the o-ring on top of the lens.
14. Carefully reassemble the lens and laser head attachment in reverse
order.
CLEAN THE MIRROR.
If there is any debris or haze on the surface of the mirror, the mirror should
be cleaned as well to improve performance and avoid permanent damage.
The first shot is located behind the left side of the machine, beyond the far
end of the Y-axis. The second lens is on the Y axis at the left end of the X
axis. The third lens is located on top of the laser head on the X-axis. The
largest accumulation of debris is on the 3rd mirror and should be checked
daily with the focusing lens. The first and second lenses can be checked
daily if needed, but if they are only checked once a week, they are
usually fine.

- 64 -
Mirrors can be cleaned in place using lens cleaning tissues or cloths, or
they can be removed by rotating them counterclockwise. Be careful not to
touch the surface of the mirror directly. Avoid pressing too hard to grind any
debris and cause scratches. If the mirrors are removed for cleaning,
reinstall them by rotating them clockwise into place while being careful to
avoid any scratches.
4.LASER PATH ALIGNMENT.
Proper beam alignment is very important for the overall efficiency and
quality of work of the machine. This machine is fully beam aligned before
shipment. However, when the engraver first arrives, approximately once a
week during normal operation, the user is advised to confirm that the
alignment is still at an acceptable level and that the mirror and focusing
lens are not moving due to the movement of the machine.
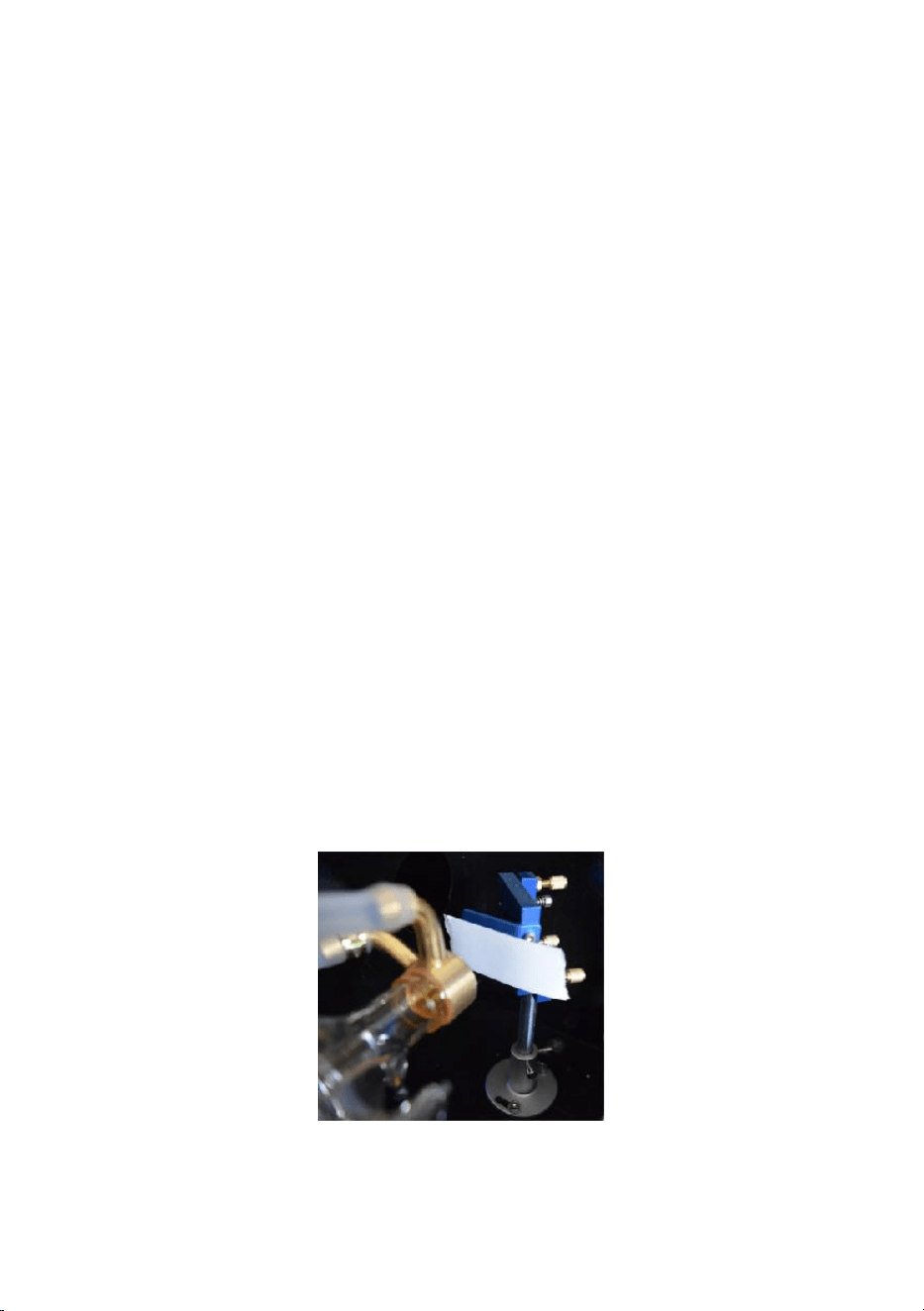
- 65 -
You'll need to place a piece of tape at each stage of the laser path, marking
it to confirm that the platform remains properly aligned. If not, you will use
the bracket of the laser tube or the screws on the back of the misaligned
mirror to correct the problem. Once the supplied tapes run out, we
recommend using masked tapes as it is easy to manage and use.
If beam alignment is performed carelessly, the operator may be exposed to
a small amount of radiation. Follow these procedures correctly and always
be careful when performing beam alignment.
Perform beam alignment at low power levels: 15% or less. Any higher
percentage will cause the laser to ignite the test strip instead of marking it.
Make sure to set the maximum power (not the minimum) to 15%.
LASER TUBE ALIGNMENT.
To test the alignment of the laser tube with the first mirror, cut a strip of tape
and place it on the frame of the mirror.
Do not place the tape directly on the mirror. Turn on the machine and set
the power level to 15% or lower.
Press PULSE to manually fire the laser. You should be able to see a small
mark on the tape. If it doesn't notice, press PULSE again.
Press the pulse to activate the laser. Always make sure that the path
between the laser and its target is unobstructed. Never allow foreign
objects to enter between the laser and its target. When pressing the
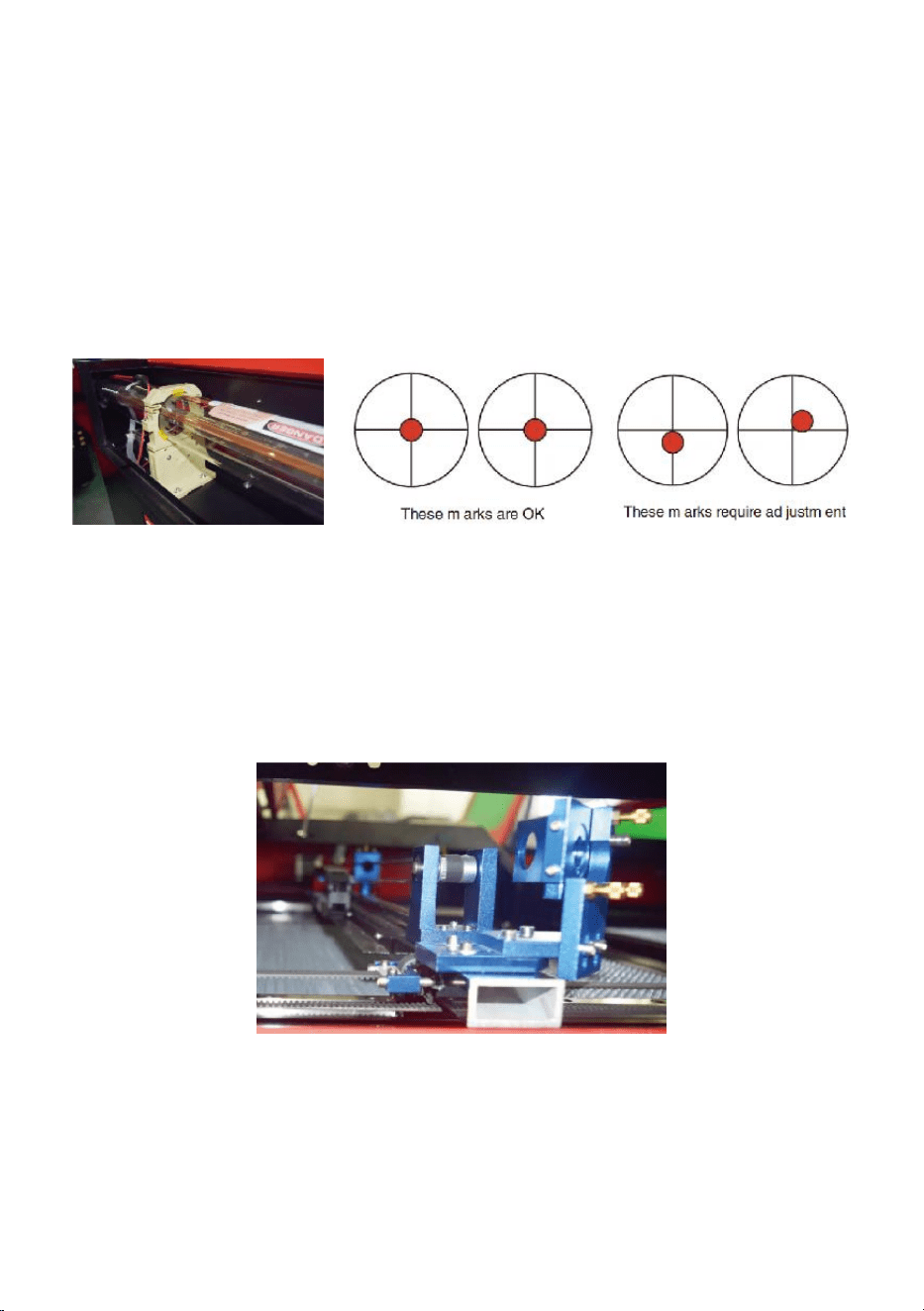
- 66 -
PULSE button, be careful not to leave any part of your body in the laser
path.
The laser mark should be close to the center of the hole. If the laser is not
centered on the first mirror, cut off the power of the laser and carefully
adjust the laser tube in its holder. This may require loosening the bolts on
its bracket. Be careful not to over-loosen the bolts and not over-tighten the
bolts. Only one stand can be adjusted at a time.
FIRST MIRROR ALIGNMENT.
After ensuring that the laser light is properly aligned between the laser tube
and the first mirror, check the alignment between the first mirror and the
second mirror. First, use the directional arrows on the control panel to send
the second mirror to the back of the bed along the Y axis.
Once set, place a piece of tape on the frame of the second mirror. Do not
placeTape directly to the mirror. Repeat the previous step. If the laser is not
centered on the second mirror, the set screws of the first mirror need to be
adjusted therefore.
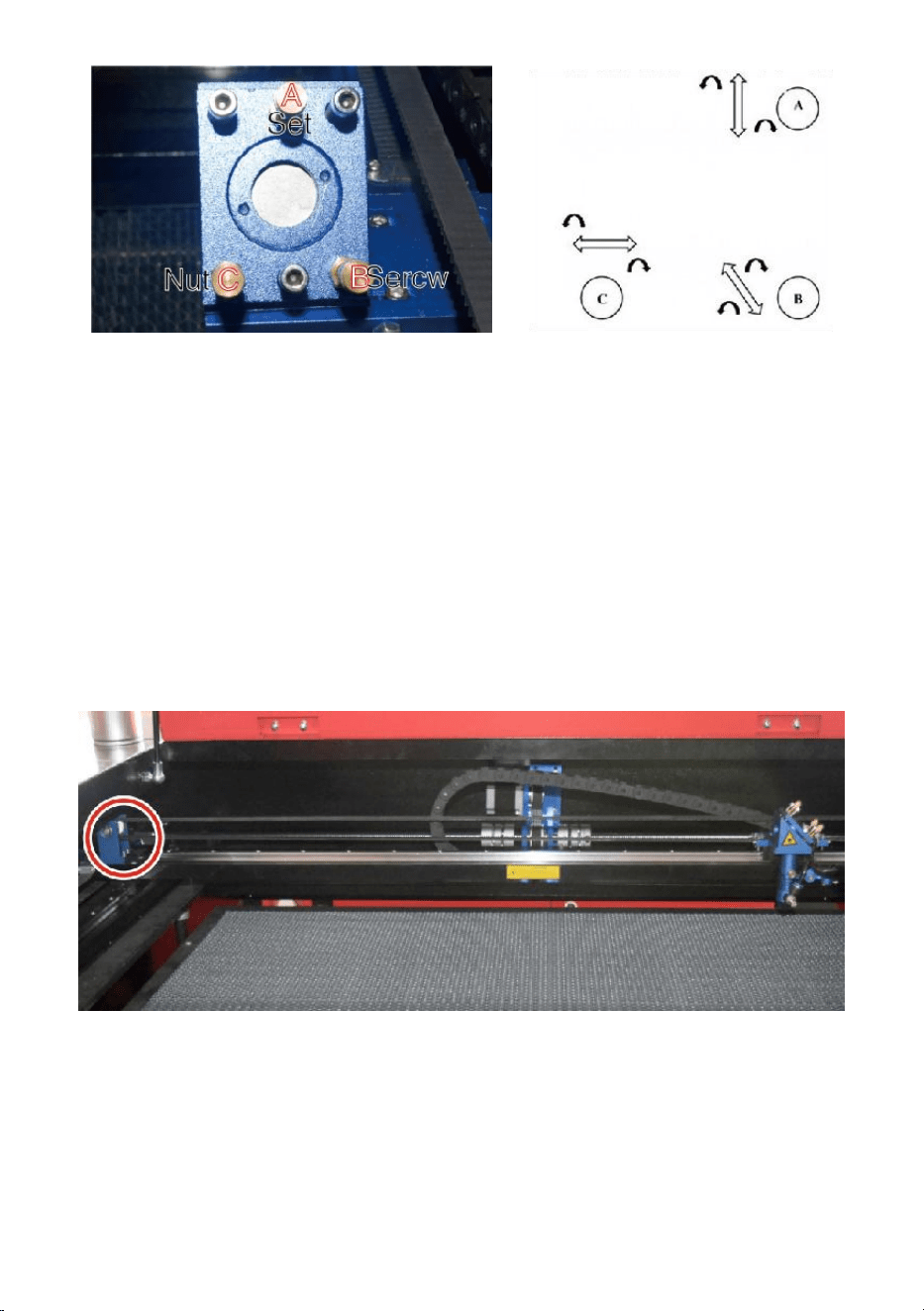
- 67 -
To adjust the mirror, loosen the nut on the screw and gently turn the screw
clockwise or counterclockwise. Each screw adjusts a different position or
angle. Keep track of the screws you are adjusting and the direction of
adjustment. Do not turn the screw more than 1/4 turn at a time, especially
test the position of the laser after each adjustment so that you can see the
effect of each replacement. Test until the beams are properly aligned, then
retighten the nuts on the screws when all adjustments have been made.
Next, use the directional arrows on the control panel to send the second
mirror to the front of the bed along the Y axis.
Once set, place another strip of tape on the frame of the second mirror. Do
not place the tape directly on the mirror. Repeat the steps in 5.4.1 and, if
necessary, adjust the set screws on the first mirror. Test again until the
beams are properly aligned, then retighten the nuts on the screws.
SECOND MIRROR ALIGNMENT.
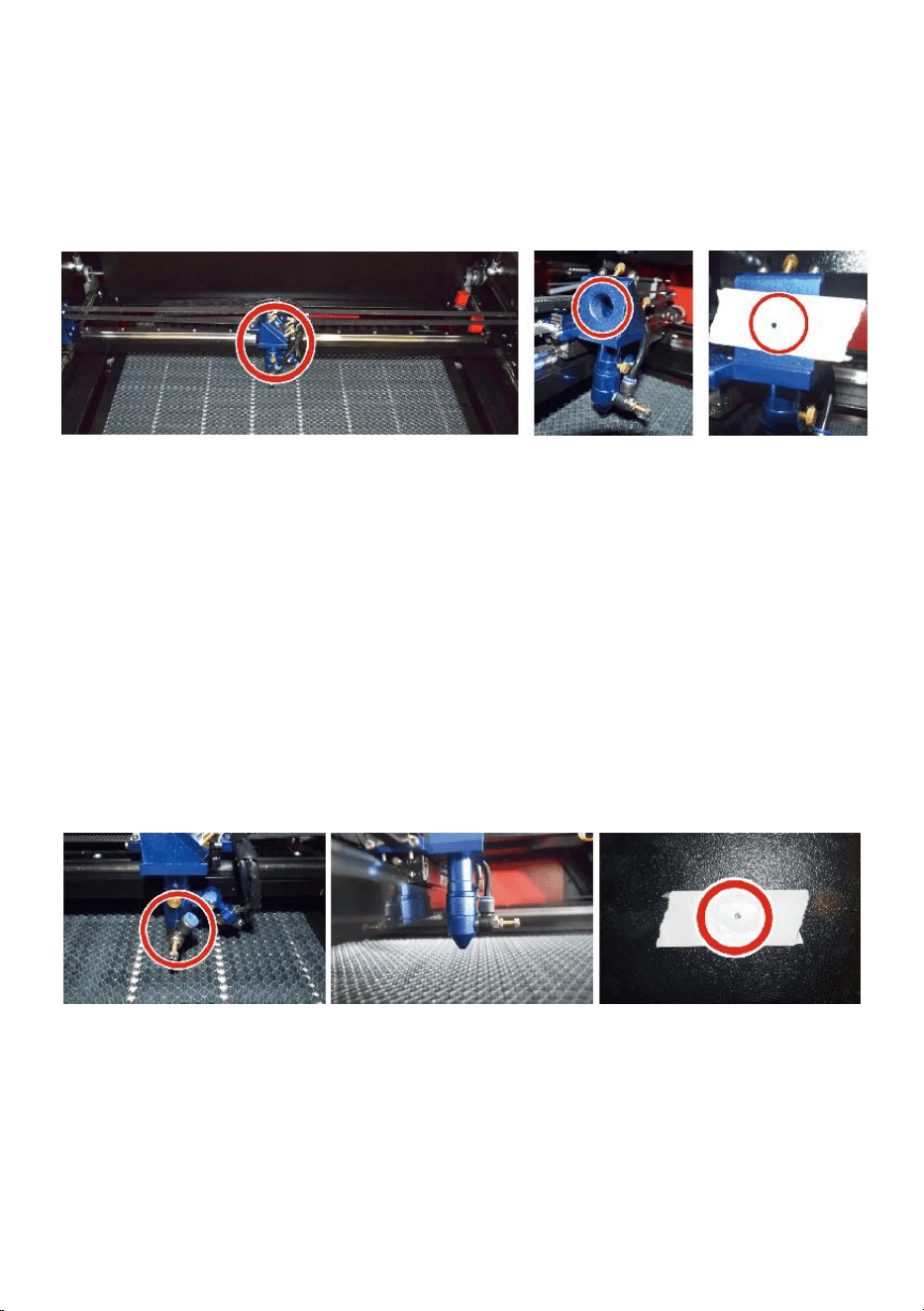
- 68 -
The laser mark should be close to the center of the hole. If the laser is not
centered on the first mirror, cut off the power of the laser and carefully
adjust the laser tube in its holder. This may require loosening the bolts on
its bracket. Be careful not to over-loosen the bolts and not over-tighten the
bolts. Only one stand can be adjusted at a time.
THIRD MIRROR ALIGNMENT.
After ensuring that the laser is properly aligned between the 2nd and 3rd
mirrors, check the alignment between the 3rd mirror and the table. First,
remove the air assist hose from the laser head. Then, place a piece of tape
on the bottom of the laser head and press it firmly against the nozzle. This
will leave a ring mark that can help you check the accuracy. Repeat the
steps in 5.4.1. If the laser is not centered through the laser head, adjust the
set screw of the third mirror accordingly as shown in 5.4.2. Test again until
the beams are properly aligned, then retighten the nuts on the screws.
INSTALL THE LASER TUBE.
Schematic diagram of laser tube installation:
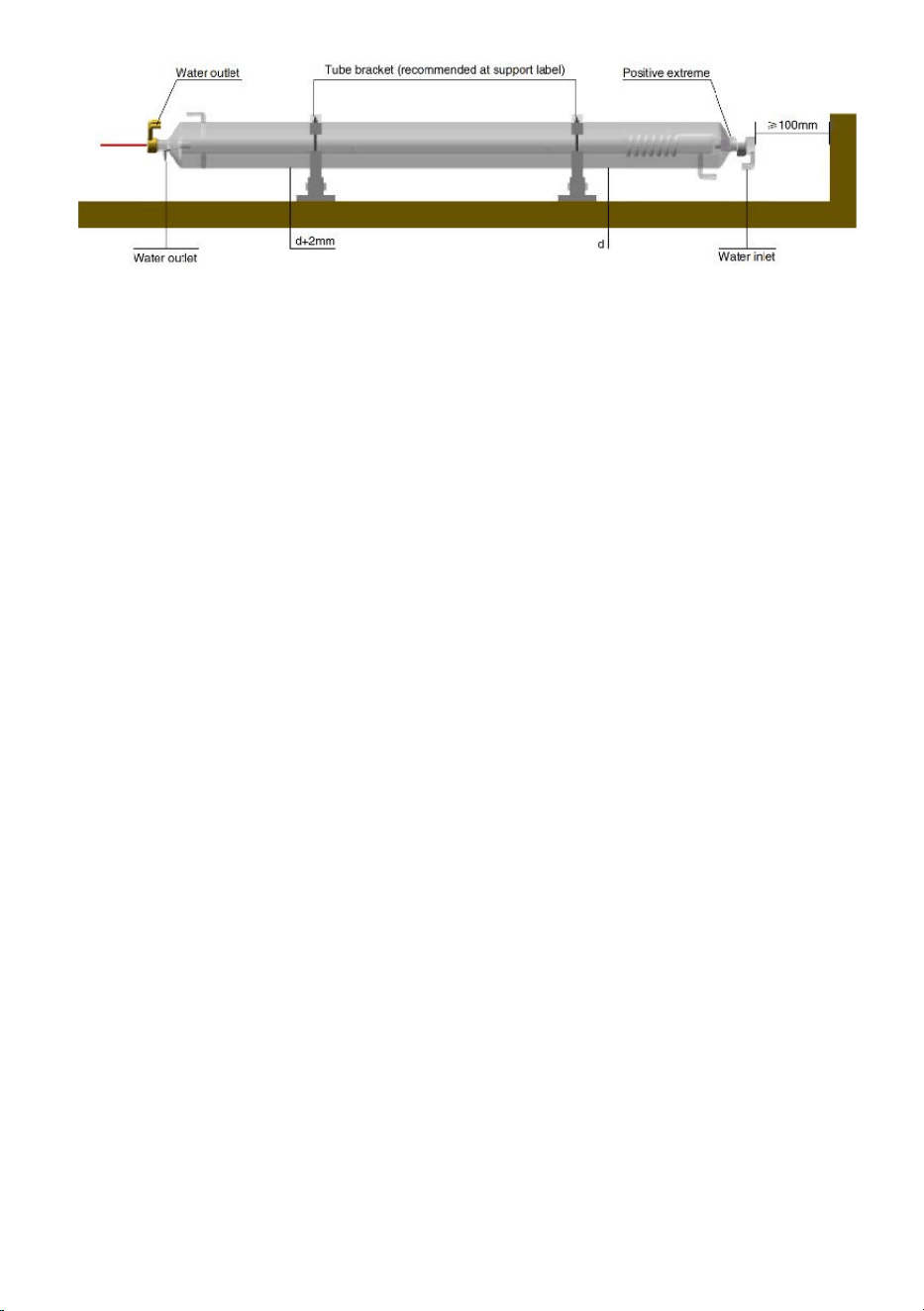
- 69 -
1. Please install it according to the logo on the laser, and correctly connect
the cathode and anode connection wires, water inlet pipe and water
outlet pipe of the laser.
2. Turn on the chiller and adjust the laser angle to ensure that the coolant is
full of the laser and there is no clogging.
3. Remove the optical aperture mark, and then turn on the laser power
supply for optical path debugging.
PROBLEMS AND TROUBLESHOOTING.
Problem 1: The laser is always output at maximum power, or the current
is not adjustable.
①The laser is equipped with a power control terminal that is incorrectly
connected; Please check the terminal connec- tion carefully.
②The laser is equipped with a power failure; Please try replacing the
power supply.
③Failure of the control board of the laser machine; Please contact
customer service.
Problem 2: The laser does not emit light.
①The laser is equipped with a power control terminal that is incorrectly
connected, or the control connection line is broken; Please check
carefully whether the terminals and connecting wires are misconnected
or do not turn on.
②The chiller water protection fails, and the chiller coolant is insufficient;
Replace the water protector or add coolant.
③Lasers are equipped with power failures, or power supply problems;
Try replacing the power cord with a power supply, or a mains power
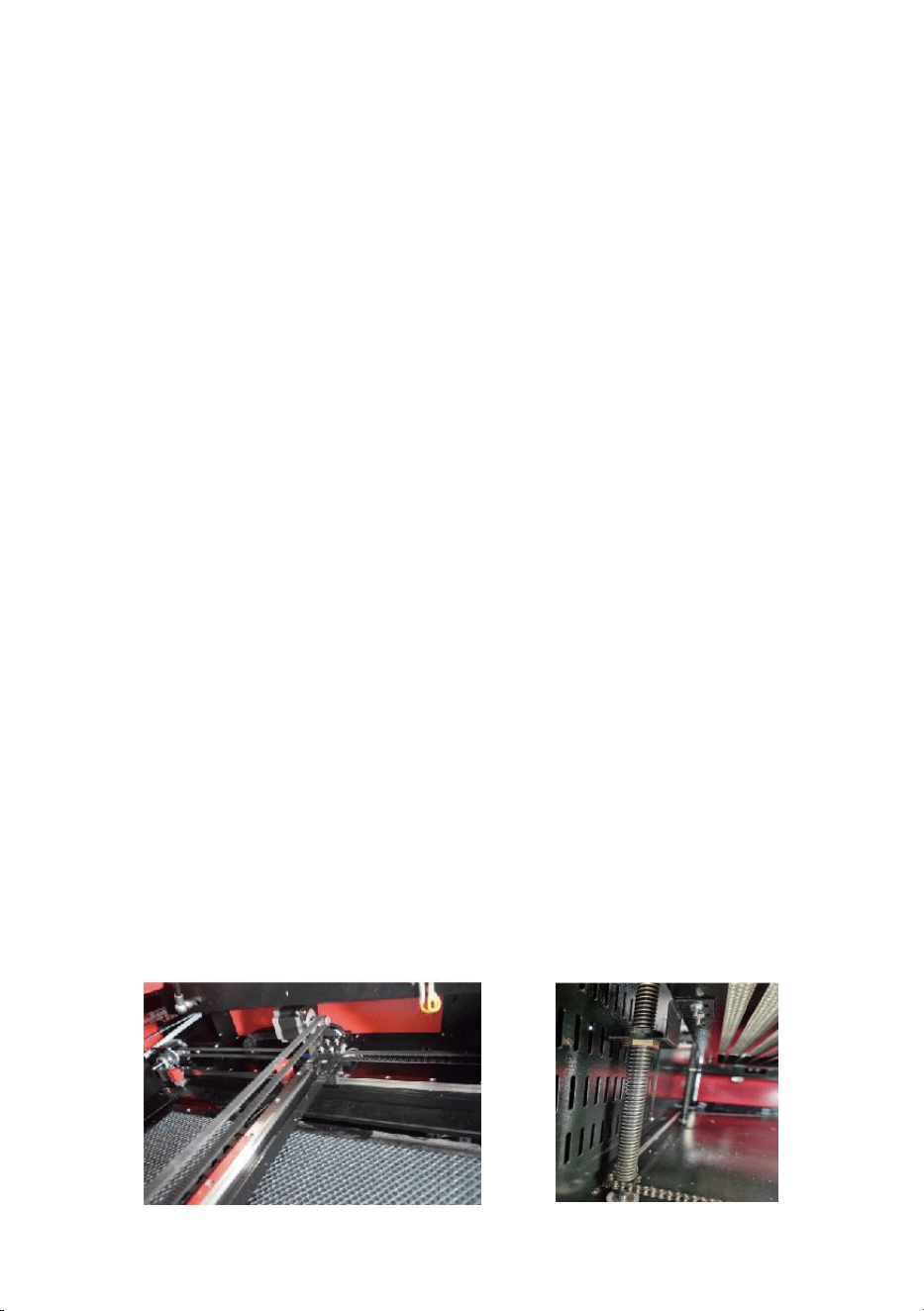
- 70 -
cord.
④Failure of the control board of the laser machine; Please contact
customer service.
⑤laser failure; Please contact customer service.
Problem 3: Discharge ignition.
①The connection line between the laser and the laser equipped power
supply is damaged or broken; Try replacing the cable.
②laser failure; Please contact customer service.
Problem 4: Requirements for the environment.
①The laser is equipped with a power supply and needs to operate in a
well-ventilated environment.
②The workspace needs to meet local safety standards for the operation
of laser equipment.
Note:Environmental Requirements.
Operating temperature: 10°C~38°C
Storage temperature: -10°C~35°C Storage humidity:
20%RH~80%RH
5.LUBRICATION INSTRUCTIONS.
For best results, clean and lubricate the rails of the engraving machine
every two weeks.
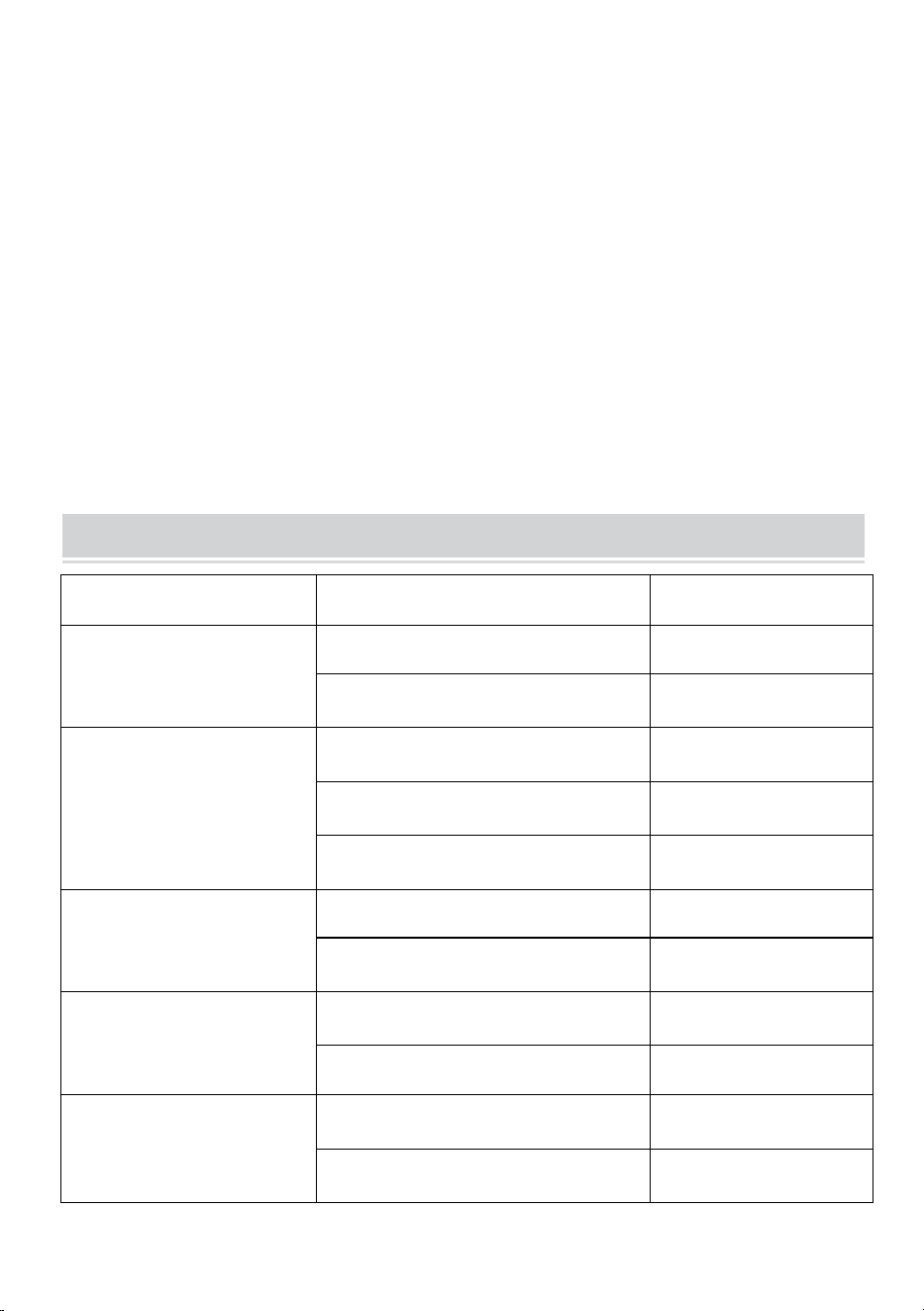
- 71 -
Turn off the laser engraving machine.
Gently move the laser head out of the way.
Wipe all dust and debris off the X- and Y-axis rails with a dry cotton cloth
until they are shiny and clean.
Do the same for the Z-axis screws.
Lubricate the rails and screws with grease.
Gently move the laser head and X-axis so that the lubricant is evenly
distributed along the two rails, and raise and lower the bed to evenly
distribute the lubricant along the screws.
DAILY TROUBLESHOOTING TABLE
ISSUE
CAUSE OF THE PROBLEM
SOLUTION
The panel indicates that
he machine is protected
The door is not dosed
Close the door
The cover protection switch is
damaged
Replace with a new
one
The panel indicates that
the machine has a defect
in water ingress protection
The water pipes are clogged and
there a no water circulation
Clean the water pipes
The pump doesn’t come out,the
pump breaks
Replace with a new
one
Impaired water resistance
Replace with a new
one
The panel prompts the
working hyper inter face
The cutting paper size is too large
Resize the image
The machine anchor point is
incorrect
Retargeting
Laser cutting is
impermeable
The light path of the laser is not
correct
Adjust the optical path
Mirrors and lenses are dirty
Wash with alcohol
Does not emit lasers
Problems with laser tubes
Replace with a new
one
Lager power issues
Replace with a new
one
- 72 -
The Y-axis does not
Move
The rotary switch is not turned off
Tum off the rotary
switch
Poor relay connection
Reposition the relay or
replace it with a new
one
The scan panel indicate
hat the buffer distance is
insufficient
The X-axis laser head is too far
away from one aide
Reposition the X-axis
laser head so that
it is50 mm away from
the origin
The reset switch on the
machine is not turned off
function
The limit switch is damaged or the
limit line is damaged,and the switch
in the
e-chain@is disconnected
Replace with a new
red limit switch
1. Instructions *1
2. Smoke exhaust pipes *1
3. Double-sided tape *1
4. Clamps *1
5. Screwdriver *1
6. Allen key *1SET
7. Grounding wire *1
8. Power cord *1
9. Data cable *1
10. Crystal network cable *1
11. Document bag *1
12. flash drive *1
- 73 -
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Imported to USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 2 -
Technique Certificat d'assistance et de garantie électronique
www.vevor.com/support
MACHINE DE GRAVURE LASER
MANUEL D'INSTRUCTIONS
MODÈLE : KH5030/KH6040/KH7050/KH906/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
MODÈLE : KH5030/KH6040/KH7050/KH9060/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
LASER ENGRAVING MACHINE
- 2 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Avertissement - Pour réduire le risque de blessure, l'utilisateur
doit lire attentivement le manuel d'instructions.
Cet appareil est conforme à la partie 15 des règles de la FCC.
Son fonctionnement est soumis aux deux conditions
suivantes : (1) Cet appareil ne doit pas provoquer
d'interférences nuisibles et (2) Cet appareil doit accepter toute
interférence reçue, y compris les interférences pouvant
entraîner un fonctionnement indésirable.
Ce produit est soumis aux dispositions de la directive
européenne 2012/19/CE. Le symbole représentant une
poubelle à roulettes barrée indique que le produit doit faire
l'objet d'une collecte sélective des déchets dans l'Union
européenne. Cela s'applique au produit et à tous les
accessoires marqués de ce symbole. Les produits marqués
comme tels ne peuvent pas être jetés avec les déchets
ménagers normaux, mais doivent être déposés dans un point
de collecte pour le recyclage des appareils électriques et
électroniques.

- 3 -
IMPORTANT NOTES
Le graveur laser CO2 convient à la fois à un usage personnel et
professionnel. Lorsqu'il est utilisé conformément à ces instructions, il
comprend un système laser de classe 1, mais certains composants sont
toujours très dangereux. Ne désactivez jamais l'équipement de sécurité
pré-installé et utilisez toujours le laser de manière sûre et responsable .
Avant d'utiliser l'équipement, l'utilisateur doit lire attentivement les
manuel d'utilisation et respectez-le strictement. Ce manuel s'applique à
plusieurs modèles de produits.
Cet équipement utilise quatre types de lasers standards internationaux
(fort
rayonnement laser). Le rayonnement laser peut provoquer les
événements suivants :
1. enflammer les combustibles environnants .
2. Pendant le traitement au laser, en raison des différents objets traités,
d'autres
des radiations et d'autres substances toxiques peuvent être
générées . Gaz nocif.
3. Le rayonnement laser direct peut provoquer des blessures corporelles.
Par conséquent, l'équipement doit être équipé d'un équipement de
lutte contre l'incendie. Il est strictement interdit d'empiler des
matériaux inflammables et explosifs sur l'établi et autour de
l'équipement. Dans le même temps, assurez une bonne ventilation.
Les opérateurs non professionnels ne sont pas autorisés à
s'approcher de l'équipement.
Les objets et les émissions de traitement au laser doivent être conformes
aux lois locales
et règlements.
Le traitement au laser peut comporter des risques élevés, vous devez
donc y réfléchir attentivement.
si l'objet est adapté au traitement au laser.
- 4 -
L'équipement laser interne présente une haute tension et d'autres
dangers, sauf
pour les opérateurs de matériel, il est strictement interdit de le démonter.
Lorsque l'équipement est allumé, quelqu'un doit être surveillé,
il est interdit de quitter les lieux sans autorisation et toute alimentation
électrique doit être coupée avant le départ du personnel.
Il est interdit d'ouvrir une porte lorsque l'équipement fonctionne.
Avant de commencer l'opération, cet équipement et d'autres
équipements doivent être
mis à la terre de manière sûre et efficace.
Ne placez pas d'objets de réflexion totale ou de réflexion diffuse non
pertinents
des objets dans l'équipement pour empêcher que le laser ne se reflète
sur le corps humain ou sur des objets inflammables.
Pendant le fonctionnement de l'équipement, l'opérateur doit toujours
surveiller le fonctionnement de l'équipement. En cas de situation
anormale, veuillez immédiatement .
L'équipement doit être dans un endroit sec, sans pollution et sans
vibrations. et fort
environnement d'interférence électromagnétique, avec un
fonctionnement température de 5 à 40 degrés Celsius et une humidité
de 5 à 95 % (non environnement d'eau de condensation).
L'équipement doit toujours être éloigné des équipements électriques
sensible aux interférences électromagnétiques, sinon cela peut
provoquer des interférences électromagnétiques.
La tension de fonctionnement de l'appareil est : AC220V européenne ou
nord
AC 120 V américain (veuillez confirmer la tension de fonctionnement de
l'appareil avant utilisation).
Le laser à verre au dioxyde de carbone le plus important de l'équipement
est un
consommable et un objet vulnérable. Veuillez en prendre soin pendant
l'utilisation Le laser en verre au dioxyde de carbone a besoin d'eau froide
pure pour refroidir Veuillez faire attention à ce que la température de
- 5 -
l'eau ne dépasse pas 30 degrés Celsius pendant l'utilisation, sinon le
laser sera endommagé. Lorsque la température ambiante est sur le
point de descendre en dessous de 0 degrés Celsius, veuillez le
remplacer par un liquide antigel pour éviter d'endommager le dioxyde de
carbone laser sur verre.
Il est interdit d'allumer l'équipement lorsque la tension du réseau est
instable
ou dépareillés. Le fabricant et le vendeur ne sont pas responsables de
toute perte causée par une utilisation incorrecte ou le non-respect des
au-dessus des règlements.
BASIC INFORMATION
Ce manuel est un guide d'utilisation destiné à l'installation, à la
configuration, à l'utilisation en toute sécurité et à la maintenance du
graveur laser d'armoire. Il couvre les informations générales, les consignes
de sécurité, les étapes d'installation, les instructions d'utilisation, les
procédures de maintenance et les coordonnées.
Tout le personnel impliqué dans l'installation, la configuration, l'utilisation,
la maintenance et la réparation de cette machine doit lire et comprendre ce
manuel, en particulier ses consignes de sécurité. Certains composants ont
des tensions extrêmement élevées et/ou génèrent un rayonnement laser
puissant. Le non-respect de ces instructions peut entraîner des
performances et une longévité inférieures aux normes, des dommages
matériels et des blessures corporelles .
Votre graveur laser fonctionne en émettant un puissant faisceau laser à
partir d'un tube en verre rempli de dioxyde de carbone isolant (CO2), en
réfléchissant ce faisceau sur trois miroirs et en le réfléchissant à travers
une lentille de focalisation, et en utilisant cette lumière focalisée pour

- 6 -
graver le motif sur certains substrats. Le premier miroir est fixé près de
l'extrémité du tube laser, le deuxième miroir se déplace le long de l'axe Y
de la machine et le troisième miroir est fixé à la tête laser se déplaçant le
long de l'axe X. Étant donné qu'une partie de la poussière du processus de
gravure se dépose sur le miroir, il doit être nettoyé fréquemment. Comme
ils se déplacent pendant le fonctionnement, ils doivent également être
réajustés périodiquement avec les vis de réglage auxquelles ils sont fixés
pour maintenir le chemin laser correct. Un système de refroidissement par
eau (généralement une pompe ou un refroidisseur) doit être utilisé avec ce
graveur pour dissiper la chaleur générée par le tube laser. De même, un
système d'échappement (généralement un évent externe ou un
purificateur d'air dédié) doit être utilisé pour éliminer la poussière et les gaz
générés pendant le processus de gravure.
Faire fonctionner votre laser en permanence à plus de 70 % de sa
puissance nominale maximale réduira considérablement sa durée de vie. Il
est recommandé de le régler à 10-70 % de la puissance nominale
maximale pour des performances et une longévité optimales
Veuillez noter qu'il s'agit d'un appareil haute tension et que, pour des
raisons de sécurité, il est recommandé de ne toucher ses composants
qu'avec une seule main à la fois pendant l'utilisation.
Notez que les lasers actifs sont invisibles à l'œil nu. Cet appareil ne doit
pas être utilisé avec le couvercle ouvert pour éviter toute blessure
permanente potentielle.
Il convient également de noter que le système d'eau de refroidissement et
le système d'échappement sont tous deux absolument nécessaires pour
une utilisation sûre de cet équipement. N'utilisez pas la machine à graver
si ces deux systèmes ne fonctionnent pas correctement. L'eau doit
toujours être propre et maintenue à température ambiante, et le système
d'échappement doit toujours être conforme à toutes les lois et
réglementations applicables au lieu de travail et à la qualité de l'air
ambiant.
- 7 -
Les symboles suivants sont utilisés sur l'étiquette de cette machine ou
dans ce manuel :
Ces articles comportent un risque de dommages matériels graves ou de
blessures corporelles
Ces projets résolvent des problèmes graves similaires liés aux faisceaux
laser.
Ces projets ont résolu des problèmes graves similaires avec l'électricité
composants.
Toute personne se trouvant à proximité de l ’ appareil doit porter des
lunettes de protection pendant son fonctionnement.
La machine est adaptée à la gravure de logos et autres produits de
consommation.
produits sur des substrats applicables. Ce laser peut traiter une variété
de matériaux, notamment le bois et le liège, le papier et le carton, la
plupart des plastiques, le verre, le tissu et le cuir, ainsi que la pierre. Il

- 8 -
peut également être utilisé avec certains métaux spécialement revêtus.
L'utilisation de ce système à des fins ou avec des matériaux autres que
ceux pour lesquels il est spécifié n'est pas autorisée.
Le système doit être exploité, entretenu et réparé par une personne qui
est familier avec le domaine d'utilisation et les dangers de la machine et
des matériaux de gravure, y compris sa réflectivité, sa conductivité
électrique, son potentiel de production de fumées nocives ou
combustibles, etc.
Les faisceaux laser sont dangereux. Le fabricant et/ou le vendeur ne
doivent pas
L'utilisateur ne peut être tenu responsable de toute utilisation impropre
de cet appareil ou de tout dommage ou blessure résultant de son
utilisation. Il est de l'obligation de l'opérateur d'utiliser ce graveur laser
d'armoire uniquement conformément à son utilisation prévue, aux autres
instructions du manuel et à toutes les lois et réglementations locales et
nationales applicables .
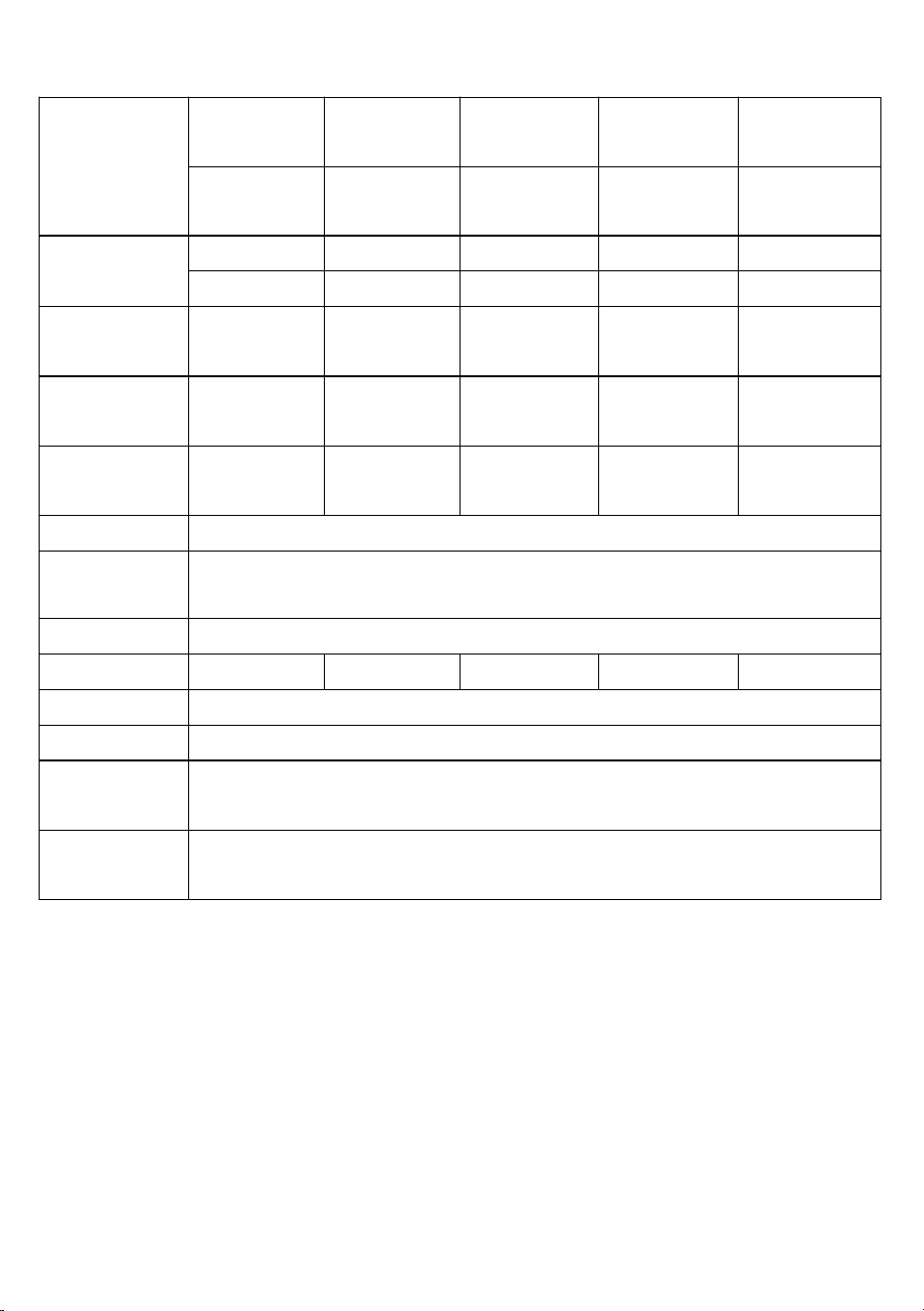
- 9 -
Modèle
KH5030
KH6040
KH7050
KH9060
KH1490
KH - 5030
KH - 6040
KH - 7050
KH - 9060
KH - 1490
Tension
d'entrée
120 V CA
120 V CA
120 V CA
120 V CA
120 V CA
230 V CA
230 V CA
230 V CA
230 V CA
230 V CA
Puissance
totale
420 W
560 W
680 W
830 W
900 W
Puissance
laser
5 0 W
60 W
80 W
100 W
130 W
Espace de
travail
500*300m
m
600*400m
m
700*500m
m
900*600mm
1400*900m
m
température
5-50 ℃
humidité
5%-95% sans condensation
Type de laser
Lasers CO2 pour verre
Modèle laser
KH-LT50
KH-LT60
R3
R5
R7
Matériel
Pierre, bois, céramique, métal, tissu, papier, etc.
Établi
Plateforme cellulaire
Vitesse de
coupe
0-400 mm/s
Vitesse de
gravure
0-500 mm/s
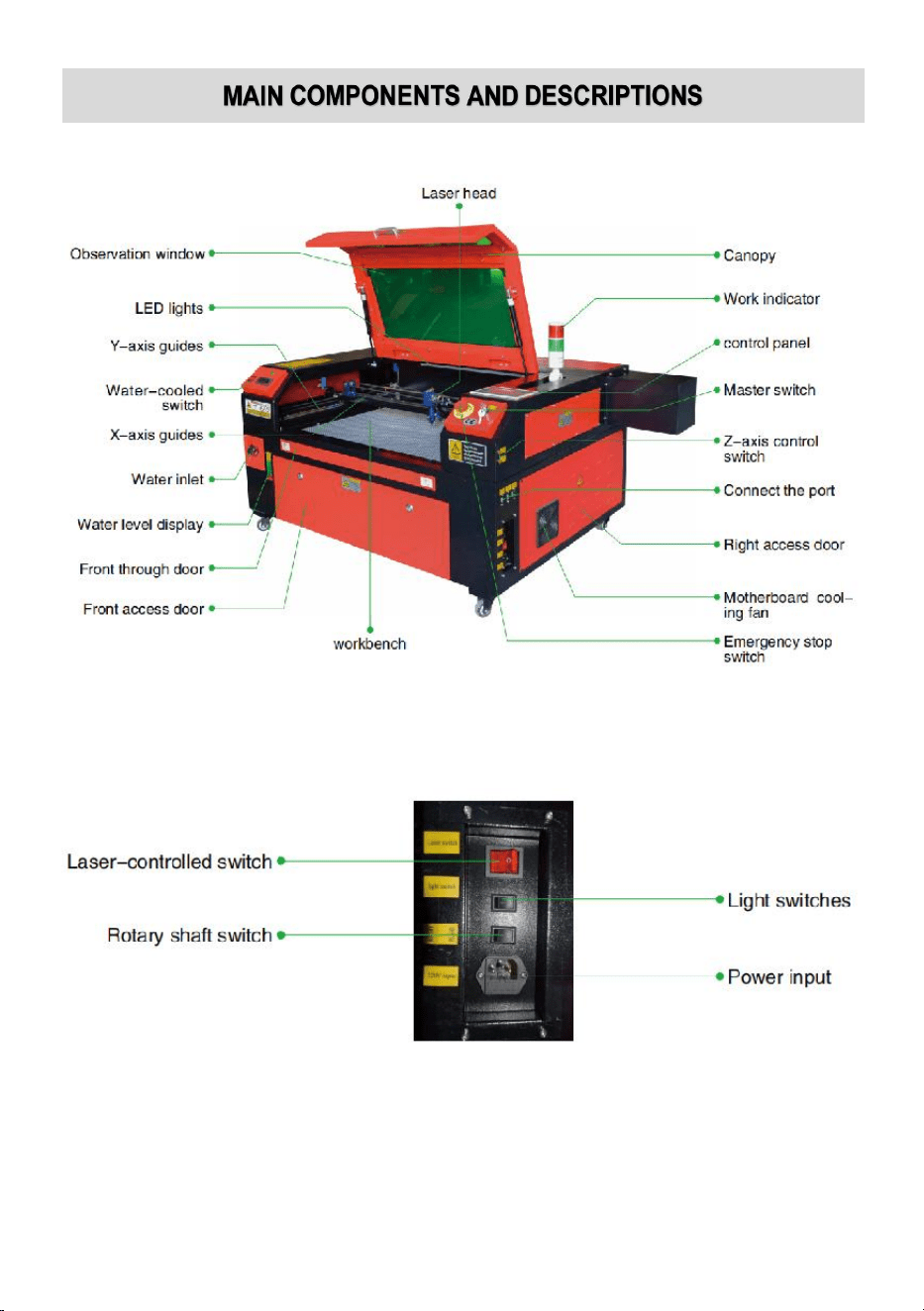
- 10 -
1. Schéma de principe de la pièce.
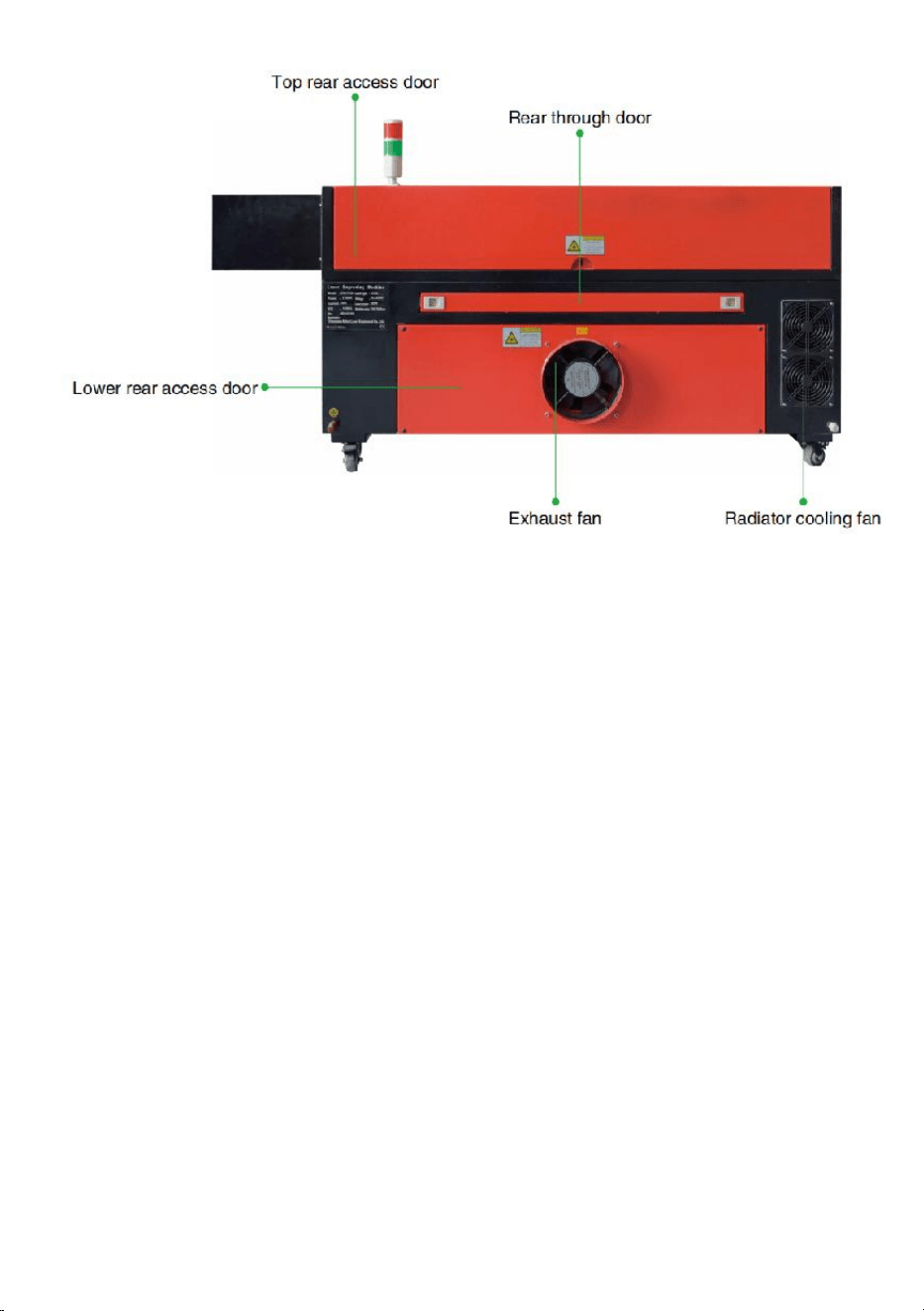
- 11 -
2.Description de la pièce.
Fenêtre de visualisation : Cette fenêtre en acrylique beige vous permet
de surveiller le
Le laser actif d'observation protectrice est un laser actif qui ne présente
aucun danger pour la santé. Il n'absorbe que partiellement le laser
infrarouge élevé et ne présente aucune autre protection. Portez toujours
des lunettes lorsque vous utilisez le laser actif d'observation protectrice
et ne le fixez jamais pendant de longues périodes.
Lumière LED : Cette lumière verte claire illumine l'établi pour une visibilité
claire
vue de la gravure du matériau avant, pendant et après le travail.
Guides de l'axe Y : les guides de l'axe Y permettent aux guides de l'axe X
de se déplacer d'avant en arrière
sur la table.
Interrupteur de refroidissement par eau : une fois l'interrupteur activé,
l'eau intégrée
le refroidissement démarre et l'affichage de la température en temps réel
s'allume.
Rail de l'axe X : Le rail de l'axe X maintient le deuxième miroir et prend en
charge le

- 12 -
tête laser pour se déplacer à gauche et à droite.
Entrée d'eau : Elle permet de dévisser le couvercle dans le sens inverse
des aiguilles d'une montre lors du remplissage
le réservoir d'eau de circulation intégré.
Affichage du niveau d'eau : Ce port d'observation peut être utilisé pour
observer le
niveau d'eau du réservoir d'eau dans le fuselage. (jaune : trop haut /
vert : convenable / rouge : trop peu) .
Porte avant droite : Cette porte s'ouvre pour permettre le passage de
matériaux plus volumineux
à travers le banc de travail. Il faut faire très attention à ne pas voir ou
souffrir du faisceau laser et de ses reflets. C'est également là que se
trouvait le sac d'accessoires lorsque le graveur est arrivé pour la
première fois.
Porte d'accès avant : Cette porte donne accès à la zone située sous le
banc pour un nettoyage facile.
Auvent : Le couvercle donne accès au support principal pour le
placement et
récupération de matériaux, ainsi que la correction de l'alignement du
chemin laser et d'autres opérations de maintenance. Lorsque le
couvercle est ouvert, l'alimentation du laser est automatiquement
coupée.
Indicateur de fonctionnement : il peut aider l'opérateur à mieux observer
le laser
état d'émission, voyant rouge : laser en fonctionnement, voyant vert :
laser au repos.
Panneau de contrôle : Le panneau de contrôle permet un contrôle
manuel de l'
processus de gravure, y compris le mouvement de la tête laser manuelle
et l'émission du laser.
Interrupteur principal : contrôle l'interrupteur de puissance totale de toute
la machine.
Interrupteurs de commande de l'axe Z : ces boutons déplacent la table
vers le haut ou vers le bas pour

- 13 -
vous aide à vous adapter rapidement et à vous concentrer sur les
différentes épaisseurs de la table.
Ports de connexion : Ces ports connectent la carte principale de la
gravure
machine à l'ordinateur de contrôle et à son logiciel de gravure via un
câble USB ou Ethernet.
Porte d'accès droite : Cette porte permet d'accéder à la carte mère, au
moteur
pilotes et alimentation. Les évents empêchent la surchauffe des
composants pendant l'utilisation et ne doivent pas être obstrués.
Ventilateur de refroidissement de la carte mère : ce ventilateur est utilisé
pour la dissipation de la chaleur du cœur
des appareils tels que des cartes mères intégrées et des alimentations
laser.
Interrupteur d'arrêt d'urgence : en cas d'urgence, ce bouton
couper immédiatement toute alimentation du tube laser.
Tête laser : La tête laser contient le 3ème miroir, la lentille de focalisation
et le point rouge
guidage et sortie d'assistance d'air.
Table : La hauteur de la table peut être ajustée pour s'adapter aux
surfaces plus fines et plus épaisses.
matériaux, ainsi qu'entre l'aluminium et les plateformes cellulaires.
Interrupteur de contrôle laser : cet interrupteur doit être activé lors de
l'utilisation d'un laser.
Interrupteur : Allumez la lumière sur l'établi.
Interrupteur d'axe rotatif : cet interrupteur doit être activé lors de
l'utilisation de l'axe rotatif
axe (éteint lorsque l'axe rotatif n'est pas utilisé), si l'axe Y ne bouge pas,
vérifiez si cet interrupteur est éteint.
Entrée d'alimentation : Ce connecteur d'alimentation doit être connecté
avant d'utiliser le
machine.
Porte d'accès arrière supérieure : cette porte mène à la baie laser où le
laser

- 14 -
le tube et ses connexions sont sécurisés.
Porte arrière : Cette porte est l'équivalent d'une porte d'entrée et
nécessite des
précautions d'emploi.
Porte d'accès arrière inférieure : cette porte permet d'accéder à
l'assistance pneumatique
pompe et courroie de l'axe Z.
Ventilateur d'extraction : Ce ventilateur extrait le gaz et les débris de l'air
de la
établi et envoie l'air après avoir été purifié par un filtre écologique.
Ventilateur de refroidissement du réservoir d'eau : ce ventilateur est
utilisé pour refroidir l'eau en circulation .
3. Description du trajet laser .
A. Tube laser : Ce tube en verre rempli de dioxyde de carbone est monté
sur un support et ne peut pas être déplacé. La tension de connexion
entre celui-ci et l'alimentation laser est extrêmement élevée et
extrêmement dangereuse.
B. Premier réflecteur — Ce miroir à angle réglable est maintenu en
place pour transférer le laser de gravure du tube au deuxième miroir.
C. Deuxième miroir : Ce miroir à angle réglable se déplace le long du
guide de l'axe X pour permettre au faisceau laser de se déplacer le
long de l'axe Y.
D. Troisième miroir : Ce miroir à angle réglable se déplace avec la tête
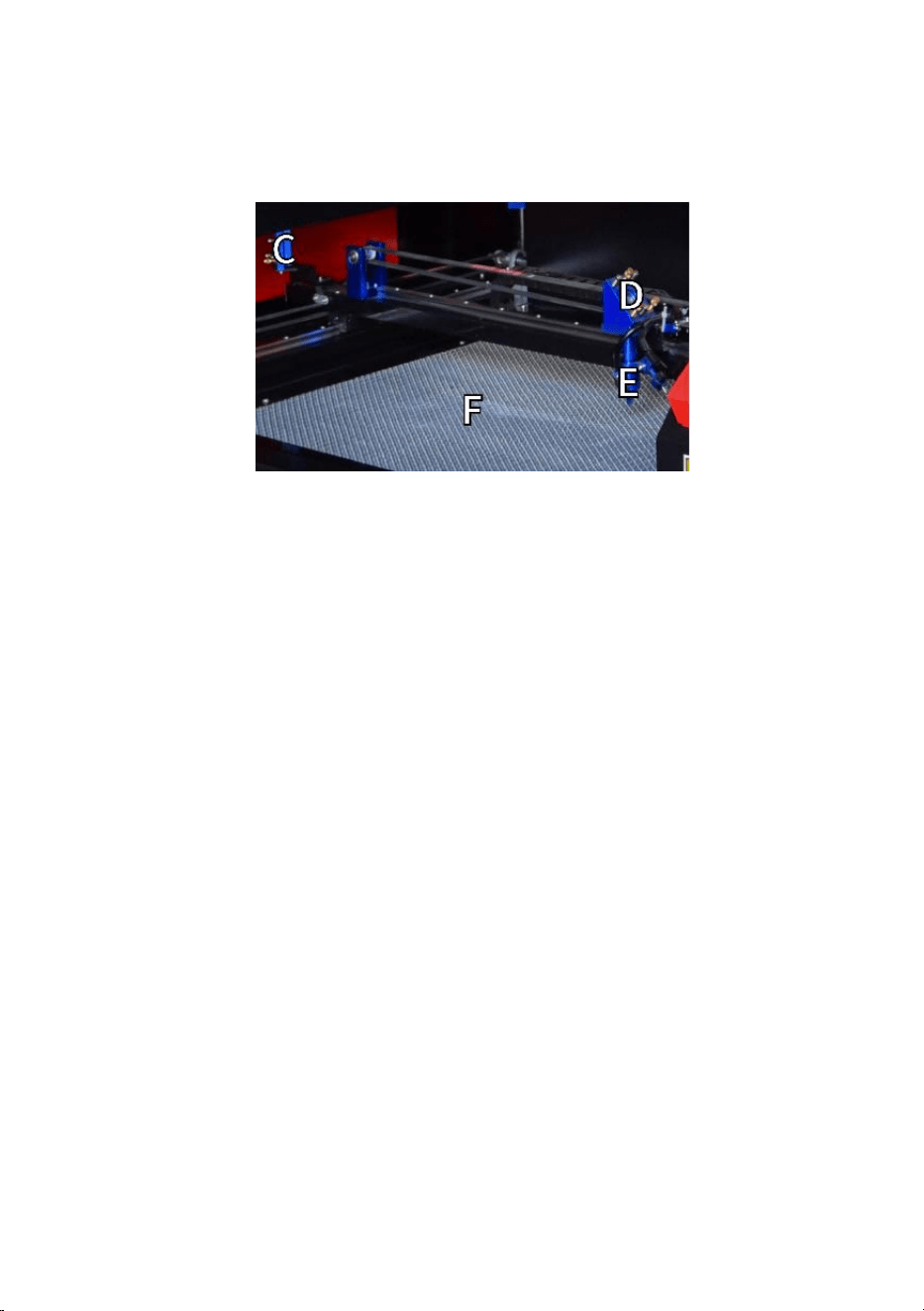
- 15 -
laser, permettant au faisceau laser de se déplacer le long de l'axe X.
E. Lentille de focalisation : Cette lentille dirige et focalise la lumière laser
sur le matériau.
F. Établi : La hauteur de l'établi exposé peut être réglée .
4.Connectez les entrées.
A. Port de ligne USB : ce port utilise l'un de ses ports USB pour se
connecter à l'ordinateur de contrôle et à son logiciel de gravure.
B. Port USB : Ce port vous permet de charger et d'enregistrer des motifs
et des paramètres directement sur le graveur.
C. Port Ethernet : Ce port permet de se connecter directement ou via
Internet à l'ordinateur de contrôle et à son logiciel.

- 16 -
5. Ensemble tête laser.
A. Troisième miroir de la tête laser : ce miroir à angle réglable transmet la
lumière laser du deuxième miroir à la lentille de focalisation.
B. Guide de l'axe X : Ce guide se déplace le long de l'axe Y et son
mouvement est contrôlé par un interrupteur de fin de course.
C. Assistance pneumatique : cet appareil souffle de l'air sous pression
pour tuer les étincelles et éliminer les gaz et les débris pendant la
gravure.
D. Lentille de focalisation : Cette lentille dirige et focalise le faisceau
laser vers son point de contact avec le matériau à graver.
E. Pointeur à point rouge : cet appareil vous aide à voir l'emplacement
exact du laser de gravure invisible.
F. Laser : Le laser de gravure lui-même est invisible, mais très
dangereux. Évitez tout contact direct avec la peau ou les yeux.
G. Établi : utilisez les outils acryliques fournis pour obtenir la mise au
point parfaite pour n'importe quelle épaisseur de matériau.
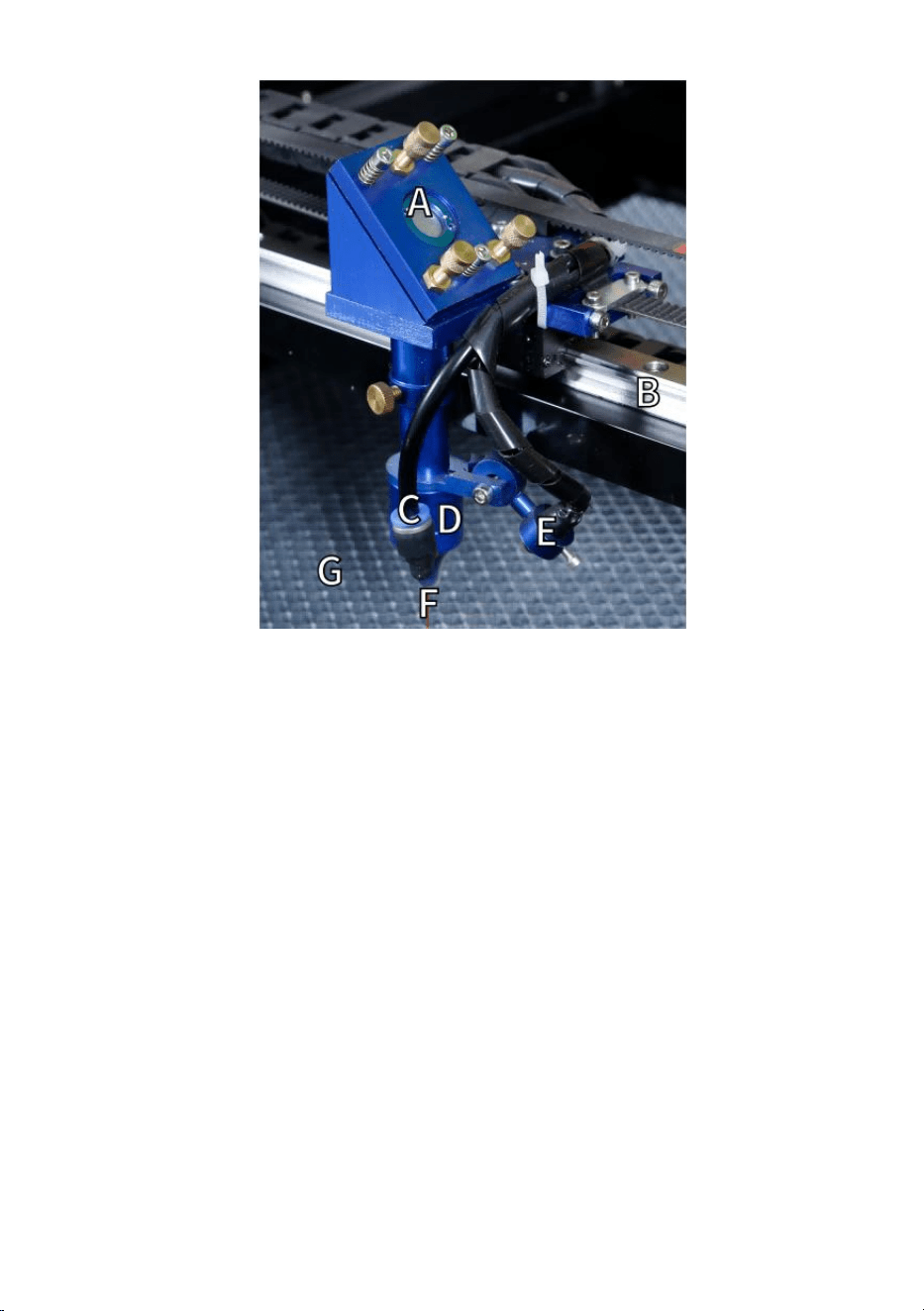
- 17 -
6.Porte d'accès à droite.
A. Carte mère : Cette carte contrôle le processus de gravure et répond
aux commandes du logiciel de gravure ou du panneau de contrôle de
la machine.
Pilote d'axe BX : Ce dispositif déplace la tête laser le long du rail X.
Entraînement de l'axe CY : Ce dispositif déplace le rail X le long du rail Y.
D. Puissance laser : Cet appareil convertit l'électricité standard en
charge à très haute tension requise pour un tube laser.
E. Alimentation : cet appareil alimente la carte mère et les lecteurs de la
machine .

- 18 -
7. Alimentation laser .
A. Fil haute tension : Ce fil est connecté à l’anode ou à l’extrémité
positive du tube laser et fournit un courant haute tension pour
alimenter le laser.
B. Trous de montage : Ces fentes standard permettent une installation et
un retrait simples.
8. Contrôlez l'affichage.
Description du bouton
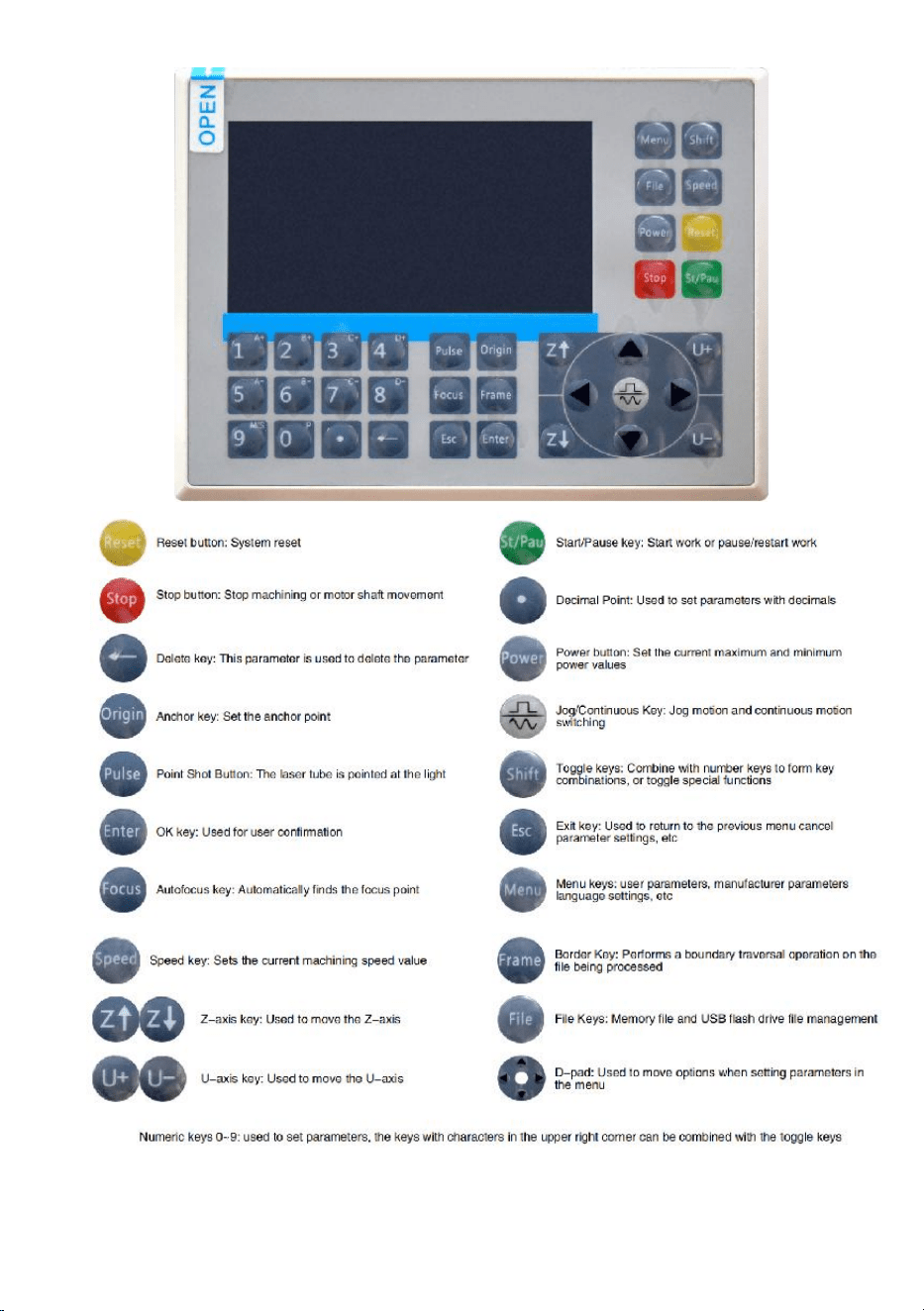
- 19 -
Description de l'affichage
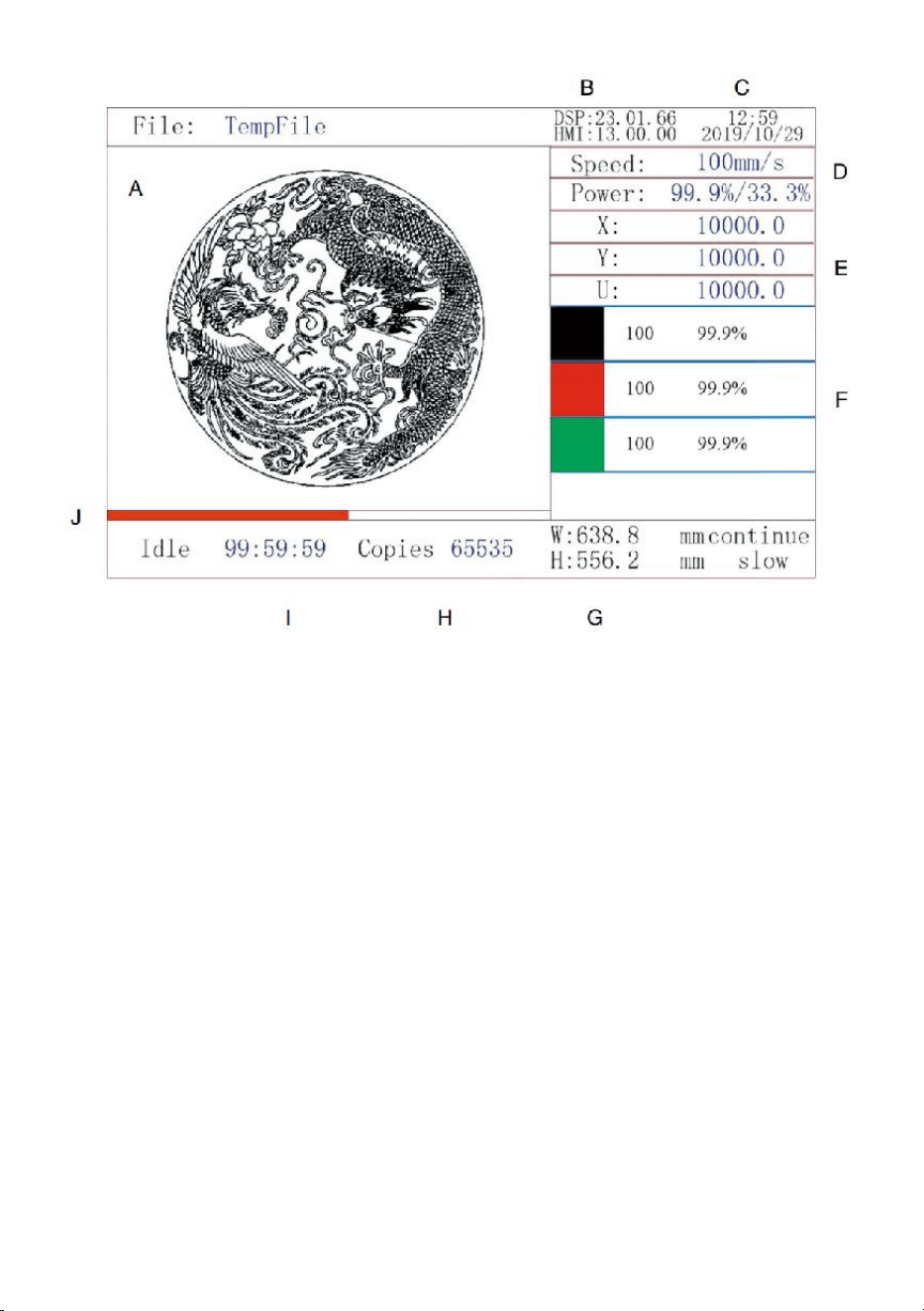
- 20 -
K. Zone d'affichage graphique : affiche la piste et la piste de course de
l'ensemble du fichier.
L. Numéro de version : affiche le numéro de version du panneau et de la
carte mère.
M. Heure système : affiche l'heure système actuelle.
N. Zone d'affichage des paramètres : affiche le numéro de fichier, la
vitesse, la puissance maximale, etc. du fichier en cours d'exécution.
O. Zone d’affichage des coordonnées : affiche les coordonnées actuelles
de la tête laser.
P. Zone d'affichage des calques : affiche les paramètres des calques du
fichier actuel ou de l'aperçu. Les paramètres de gauche à droite sont le
nombre de calques, la couleur, la vitesse et la puissance maximale.
Q. Taille du cadre traité : affiche les dimensions du fichier actuel.
R. Nombre de pièces : affiche le nombre d’exécutions terminées pour le
fichier actuel.
S. État du système : affiche l'état actuel de la machine : inactif, en cours

- 21 -
d'exécution, en pause ou terminé. Le temps de traitement est indiqué à
droite.
T. Barre de progression du traitement : affiche la progression du fichier en
cours.
Remarque : lorsque le système est inactif ou lorsque le travail est terminé,
tous les boutons sont utilisés. Les utilisateurs peuvent travailler sur des
fichiers, définir des paramètres, prévisualiser des fichiers, etc. Certains
boutons ne fonctionneront pas lorsque le travail est en cours d'exécution
ou en pause (par exemple, origine et trame) .
SAFETY INFORMATION
1. EXCLUSION DE GARANTIES
Votre graveur peut être légèrement différent de celui présenté dans ce
manuel en raison d'options, de mises à jour, etc. Si votre machine à graver
est livrée avec un manuel obsolète ou si vous avez d'autres questions,
veuillez nous contacter.
2.AVIS DE SÉCURITÉ GÉNÉRALE
Votre appareil doit avoir une étiquette d'instructions apposée aux
emplacements suivants :
- 22 -
Si l'une de ces étiquettes est manquante, illisible ou endommagée, elle
doit être
Remplacé.
Utilisez cet appareil de gravure laser uniquement conformément à toutes
les lois et réglementations en vigueur.
lois et réglementations locales et nationales.
N'utilisez cet appareil que conformément à ce manuel d'instructions.
d'autres personnes ayant lu et compris ce manuel sont autorisées à
installer, utiliser, entretenir, réparer, etc. Si cet appareil a été donné ou
vendu à un tiers, assurez-vous que ce manuel est inclus avec cet
appareil.
Ne courez pas en continu pendant plus de 3 heures et demie.
Arrêtez-vous pendant au moins
30 minutes entre chaque utilisation.
Ne laissez pas cet appareil sans surveillance pendant son
fonctionnement. Respectez les
Pendant toute la durée de l'utilisation de l'appareil, en cas de
fonctionnement anormal, coupez immédiatement l'alimentation
électrique de l'appareil et contactez notre service client ou votre service
de réparation spécialisé. Assurez-vous également que l'appareil est
complètement éteint après chaque utilisation (y compris via l'interrupteur
d'arrêt d'urgence).
N'autorisez pas les mineurs, le personnel non formé ou les personnes
handicapées physiques ou mentales
déficiences mentales qui pourraient interférer avec leur capacité à suivre
ce manuel et les manuels des logiciels pour installer, utiliser, entretenir
ou réparer cet équipement.
Tout personnel non formé pouvant se trouver à proximité de l'équipement
- 23 -
pendant l'utilisation, l'utilisateur doit être informé que l'équipement est
dangereux et recevoir des instructions adéquates sur la manière d'éviter
les blessures pendant l'utilisation .
Placez toujours des extincteurs, des conduites d'eau ou d'autres produits
ignifuges
systèmes d'extinction d'incendie à proximité pour éviter les accidents.
Assurez-vous que le numéro de téléphone du service d'incendie local
est clairement affiché à proximité. En cas d'incendie, coupez
l'alimentation électrique avant d'éteindre les flammes. Avant utilisation,
familiarisez-vous avec la portée correcte de l'extincteur. Veillez à ne pas
utiliser l'extincteur trop près de la flamme, car sa haute pression peut
créer un contrecoup.
3. CONSIGNES DE SÉCURITÉ LASER.
Lorsqu'il est utilisé conformément aux instructions, l'appareil comprend
un système laser de classe 1 qui est sûr pour les utilisateurs et les
personnes à proximité. Cependant, les lasers invisibles, les tubes laser et
leurs connexions électriques restent très dangereux. Ils peuvent causer de
graves dommages matériels et corporels s'ils ne sont pas utilisés ou
modifiés avec précaution, notamment, mais sans s'y limiter, les cas
suivants :
Les lasers peuvent facilement brûler les matériaux combustibles à
proximité.
Certains matériaux de travail peuvent produire des radiations ou des gaz
nocifs pendant
Traitement .
Le contact direct avec le laser peut provoquer des lésions corporelles,
notamment graves.
brûlures et lésions oculaires irréparables.
Ne modifiez pas et ne désactivez pas les fonctions de sécurité fournies
par cet appareil.
Ne modifiez pas et ne démontez pas le laser et n'utilisez pas le laser s'il

- 24 -
a été modifié ou démonté par une personne autre qu'un professionnel
formé et compétent. Une exposition dangereuse aux radiations et
d'autres blessures peuvent résulter de l'utilisation d'appareils adaptés,
modifiés ou non. équipement incompatible .
Ne laissez jamais aucune partie de l'armoire ouverte pendant le
fonctionnement, sauf si
(obligatoire) à travers les portes. Ne jamais interférer avec le faisceau
laser, ne pas placer une partie du corps sur une partie quelconque de la
trajectoire du laser pendant l'opération et ne jamais tenter d'observer
directement le laser. Lorsque vous utilisez une porte de passage ou que
vous risquez d'être exposé à un faisceau laser, prenez des mesures
pour vous protéger des faisceaux laser potentiellement réfléchis,
notamment en utilisant un équipement de protection individuelle, tel que
des lunettes de protection spécialement conçues, pour filtrer les
graveurs avec une densité optique (DO) de 5+ pour des longueurs
d'onde spécifiques de lasers.
Pendant le fonctionnement, ne regardez pas et ne permettez pas à
d'autres de regarder le faisceau laser.
en continu, même si le couvercle est fermé et/ou que des lunettes de
protection sont portées.
Utilisez cette machine à graver uniquement lorsque sa fonction d'arrêt
automatique est désactivée.
fonctionne correctement. Lorsque vous recevez ce graveur pour la
première fois, si vous Si vous constatez ultérieurement des problèmes,
testez-le avant d'effectuer tout autre travail (voir ci-dessous). Si la
fermeture ne se produit pas, ne continuez pas à l'utiliser. Éteignez
l'appareil et contactez le service client ou le service de réparation. Ne
désactivez jamais ces fermetures.
Si le système de refroidissement par eau ne fonctionne pas correctement,
n'utilisez pas ce laser
graveur en toutes circonstances. Activez toujours le système de
refroidissement par eau et vérifiez visuellement que l'eau circule dans
tout le système avant d'allumer le tube laser. N'utilisez pas d'eau glacée
- 25 -
ou d'eau dont la température est supérieure à 38 °C (100 °F). Pour de
meilleurs résultats, maintenez-la entre 15 et 21 °C (60 et 70 °F).
N'utilisez pas de liquide de refroidissement ou d'antigel générique dans
l'eau de refroidissement, car ils peuvent
Laisse un résidu corrosif et se solidifie à l'intérieur du tuyau et des
canalisations, ce qui peut entraîner une défaillance, voire une explosion.
Utilisez des formules personnalisées résistantes au laser ou utilisez et
stockez votre graveur dans une zone climatisée.
Ne laissez pas de produits potentiellement inflammables, inflammables,
explosifs ou corrosifs
matériaux à proximité pour éviter de les exposer à des faisceaux laser
directs ou réfléchis.
N'utilisez pas et ne placez pas d'équipements sensibles aux
interférences électromagnétiques à proximité. Assurez-vous que
la zone autour du laser est exempte de fortes interférences
électromagnétiques pendant toute utilisation.
Utilisez cette machine uniquement pour le traitement des matériaux
décrits dans le
Section Sécurité du matériel de ce manuel. La configuration du laser et
le processus de gravure doivent être adaptés en fonction du matériau
spécifique.
Assurez-vous que la zone est exempte d'autres polluants
atmosphériques, car ceux-ci peuvent constituer un danger.
risque similaire de réflexion, de combustion, etc.

- 26 -
4. CONSIGNES DE SÉCURITÉ ÉLECTRIQUE.
Utilisez cet appareil uniquement avec une alimentation compatible et
stable avec un
fluctuation de tension inférieure à 10 % .
Ne connectez pas d'autres appareils au même fusible que le système
laser
nécessite son ampérage complet. Ne pas utiliser avec des rallonges ou
des multiprises standard. Seuls des dispositifs de protection contre les
surtensions d'une valeur nominale supérieure à 2000 J sont utilisés.
N'allumez cet appareil que s'il est correctement mis à la terre, soit par un
Raccordement à une prise à 3 broches ou à un câble de mise à la terre
dédié, solidement connecté à l'emplacement approprié sur l'armoire. Ne
pas utiliser avec un adaptateur 3 à 2 broches non relié à la terre. La mise
à la terre de l'équipement doit être vérifiée régulièrement pour détecter
tout dommage ou connexion desserrée.
Par conséquent, la zone autour de cet appareil de gravure laser doit être
conservée
sec, bien aéré et contrôlé par l'environnement pour maintenir la
température ambiante entre 40 et 95 °F (5 et 35 °C). Pour de meilleurs
résultats, maintenez la température à 75 °F (25 °C) ou moins. L'humidité
ambiante ne doit pas dépasser 70 %.
Lorsque la pompe est connectée à sa source d'alimentation, ne
manipulez pas la
pompe ou l'eau dans laquelle elle est immergée. Plongez-la dans l'eau
avant de la brancher à une source d'alimentation et débranchez-la de
l'alimentation électrique avant de la retirer.
Réglages, entretien et réparations des composants électriques de
Cet équipement doit être utilisé uniquement par des professionnels
formés et compétents afin d'éviter les incendies et autres pannes, y
compris l'exposition potentielle aux radiations due aux dommages
causés aux composants laser. Étant donné que le test des composants
électriques de ce système de marquage nécessite des techniques

- 27 -
spécialisées, il est recommandé que ces tests ne soient effectués que
par des fabricants, des vendeurs ou des organismes de réparation.
Sauf indication contraire, réglez, entretenez et réparez l'appareil
uniquement
lorsqu'il est éteint, débranché de l'alimentation et complètement refroidi .
5. INSTRUCTIONS DE SÉCURITÉ DU MATÉRIEL.
Il est de la responsabilité de l'utilisateur de cette machine de gravure
laser de
Assurez-vous que le matériau à traiter est capable de résister à la
chaleur du laser et ne produit aucune émission ou sous-produit nocif
pour les personnes à proximité ou qui viole les lois ou réglementations
locales ou nationales. En particulier, n'utilisez cet équipement pour
traiter du chlorure de polyvinyle (PVC), du Téflon ou d'autres matériaux
contenant des halogènes, quelles que soient les circonstances.
Il est de la responsabilité de l'utilisateur de cette machine de gravure
laser de
Assurez-vous que toutes les personnes présentes lors de l'opération
disposent d'un équipement de protection individuelle adéquat pour éviter
les blessures causées par les émissions et les sous-produits du
matériau traité. En plus des lunettes de protection laser mentionnées
ci-dessus, cela peut nécessiter des lunettes de protection, des masques
ou des respirateurs, des gants et d'autres vêtements de protection.
Si le système d'échappement ne fonctionne pas correctement, n'utilisez
pas ce laser
Ne jamais utiliser la machine à graver en aucune circonstance. Veillez
toujours à ce que le ventilateur d'extraction soit en mesure d'éliminer la
poussière et les gaz du processus de gravure, conformément à toutes
les lois et réglementations locales et nationales en vigueur. En cas de
panne du ventilateur d'extraction ou du tuyau d'extraction, cessez
immédiatement de l'utiliser.
Les utilisateurs doivent être particulièrement prudents lorsqu'ils travaillent

- 28 -
avec des matériaux conducteurs.
matériaux, car l'accumulation de poussière et de particules
environnementales peut endommager les composants électriques,
provoquer des courts-circuits ou avoir d'autres effets, y compris le
rayonnement laser réfléchi .
Cette machine peut être utilisée en toute sécurité avec les matériaux
suivants :
1. plastiques .
·Acrylonitrile butadiène styrène (ABS)
·Nylon (polyamide, PA, etc.)
·polyéthylène
·Polyéthylène haute densité (polyéthylène haute densité, polyéthylène,
etc.)
·Polyéthylène téréphtalate biaxialement orienté (BoPET, polyester, etc.)
·Polyéthylène téréphtalate (PETG, PET-G, etc.)
·Polyimide (PI, Kapton, etc.)

- 29 -
·Polyméthacrylate de méthyle (PMMA, acrylique, plexiglas, fluorite, etc.)
·Polyoxyméthylène (POM, acétal, DL, etc.)
·Polypropylène (PP, etc.)
·styrène
2.autre.
·carton
·Céramiques, y compris couverts, carreaux, etc.
·verre
·cuir
·Papier et carton
·caoutchouc
·Pierre, y compris marbre, granit, etc.
·Textiles, y compris le coton, le daim, le feutre, le chanvre, etc.
·Bois, y compris liège, MDF, contreplaqué, bois de balsa, bouleau,
cerisier, chêne, peuplier, etc.
Remarque : consultez les paramètres recommandés pour les matériaux
de gravure les plus couramment utilisés.

- 30 -
Cette unité ne peut pas être utilisée avec les matériaux suivants ou tout
autre matériau
les contenant :
· Cuir artificiel contenant du chrome hexavalent (Cr[VI]) en raison de ses
fumées toxiques
·Astate en raison de ses fumées toxiques
·L'oxyde de béryllium, en raison de ses fumées toxiques
·Le brome, en raison de ses fumées toxiques
·Le chlore, notamment le polyvinylbutyral (PVB) et le polychlorure de
vinyle (PVC, vinyle, Sintra, etc.), en raison de ses fumées toxiques
·Le fluor, notamment le Téflon (Téflon, Téflon, etc.), en raison de ses
fumées toxiques
·L'iode, en raison de ses fumées toxiques
·Les métaux, en raison de leur conductivité électrique et de leur
réflectivité
·Résines phénoliques, y compris diverses formes de résines époxy, car
elles produisent des fumées toxiques
·Polycarbonate (PC, Lexan, etc.) en raison de ses fumées toxiques
Remarque : Pour tous les autres matériaux, si vous n'êtes pas sûr de la
sécurité ou de la lasabilité de cet appareil, recherchez ses données
de sécurité
Fiche signalétique (MSDS). Une attention particulière est accordée
- 31 -
aux informations sur la sécurité, la toxicité, la corrosivité, la
réflectivité et la réaction aux températures élevées. Vous pouvez
également contacter notre service d'assistance pour obtenir des
conseils supplémentaires.
INSTALLATION
1. VUE D'ENSEMBLE DE L'INSTALLATION.
Un système de travail complet comprend l'armoire de gravure laser, son
Les grilles d'aération, tous les câbles de connexion applicables, ainsi
que le laser et la clé d'accès. L'armoire peut utiliser le motif fourni par le
logiciel de gravure inclus en se connectant directement à votre
ordinateur ou à Internet ; elle peut également graver des motifs chargés
directement à partir de clés USB. Les utilisateurs peuvent configurer
d'autres accessoires supplémentaires, tels que des axes rotatifs, pour
répondre à leurs besoins .
Utilisez uniquement le matériel, le câblage et les blocs d'alimentation
fournis avec ou fournis avec
compatible avec cet appareil. Installation de l'équipement qui n'est pas
adapté à l'utilisation peut entraîner de mauvaises performances, une
réduction du temps de service, une augmentation des coûts de
maintenance, des dommages matériels et des blessures corporelles.
Veuillez prêter attention aux exigences spécifiques pour l’installation du
système.
Chaque client doit être conscient de ces considérations avant

- 32 -
l'installation afin d'effectuer la configuration correcte et d'obtenir des
performances laser sûres. Si vous rencontrez des problèmes
d'installation, veuillez contacter nos techniciens et notre équipe
d'assistance clientèle.
Tout équipement auxiliaire doit être réglé sur l'unité principale. En cas de
doute,
Veuillez contacter directement le revendeur ou le fabricant de cet
équipement.
2. Sélection du site d'installation
Avant d'installer le graveur, choisissez l'emplacement approprié pour
l'utiliser.
Assurez-vous qu'il répond à toutes les exigences décrites dans les
consignes de sécurité ci-dessus.
L'emplacement doit être stable, plat, sec et climatisé pour garantir une
température ambiante de 40 à 95 °F (5 à 35 °C) et une humidité
ambiante inférieure à 70 %. En particulier, la température et l'humidité
combinées ne doivent pas approcher le point de rosée. Il est également
conseillé d'utiliser des pièces sans fenêtre ou d'utiliser des stores et/ou
des rideaux pour éviter l'exposition à la chaleur supplémentaire
potentielle de la lumière directe du soleil. L'emplacement doit être
exempt de poussière et d'autres contaminants de l'air et suffisamment
bien ventilé pour gérer les fumées générées pendant le processus de
gravure, conformément à toutes les lois et réglementations en vigueur.
Selon le matériau à traiter, cela peut nécessiter la construction d'un
système de ventilation dédié. Il doit être tenu à l'écart des enfants, des
matériaux inflammables, explosifs ou corrosifs et des équipements EMI
sensibles. Le cordon d'alimentation doit être
branché sur une source d'alimentation compatible et stable via une prise
à 3 broches reliée à la terre. Aucun autre appareil ne doit consommer de
courant du même fusible. Du matériel de lutte contre l'incendie doit être
disponible à proximité et le numéro de téléphone du service d'incendie
local doit être clairement affiché.
Il est fortement recommandé de placer un banc supplémentaire à

- 33 -
proximité de la machine
éviter de placer des objets sur ou directement à proximité de la machine,
ce qui pourrait constituer un risque d'incendie ou de laser.
3. MISE À LA TERRE DU FIL.
L'appareil utilise un laser puissant. Comme mentionné dans les
informations de sécurité
ci-dessus, il a des tensions extrêmement élevées et des dangers
potentiels, donc l'utilisateur doit le mettre à la terre fermement pour
éviter l'accumulation d'électricité statique. L'utilisation d'une prise
standard à 3 broches fournira une mise à la terre adéquate. Si vous
n'avez pas accès à une prise à 3 broches, vous devez utiliser un câble
de mise à la terre et vous assurer qu'il est correctement connecté.
L'extrémité distale du câble doit être solidement fixée à une tige
métallique d'au moins 8 pieds (2,5 mètres) de profondeur, ou à deux
tiges métalliques distinctes qui ont été enfoncées dans le sol à au moins
5 pieds (1,5 mètre) de la machine.
Une mauvaise mise à la terre peut entraîner une défaillance de
l'équipement et créer un risque sérieux de
choc électrique. Le fabricant et/ou le vendeur ne seront pas
responsables de tout dommage, accident ou blessure causé par une
mauvaise connexion à la terre.
5. DÉBALLER LA MACHINE À GRAVURE.
Votre graveur est livré dans un coffret en bois avec ses accessoires (dont
(ce manuel) emballé dans la zone située derrière la porte avant. Vous
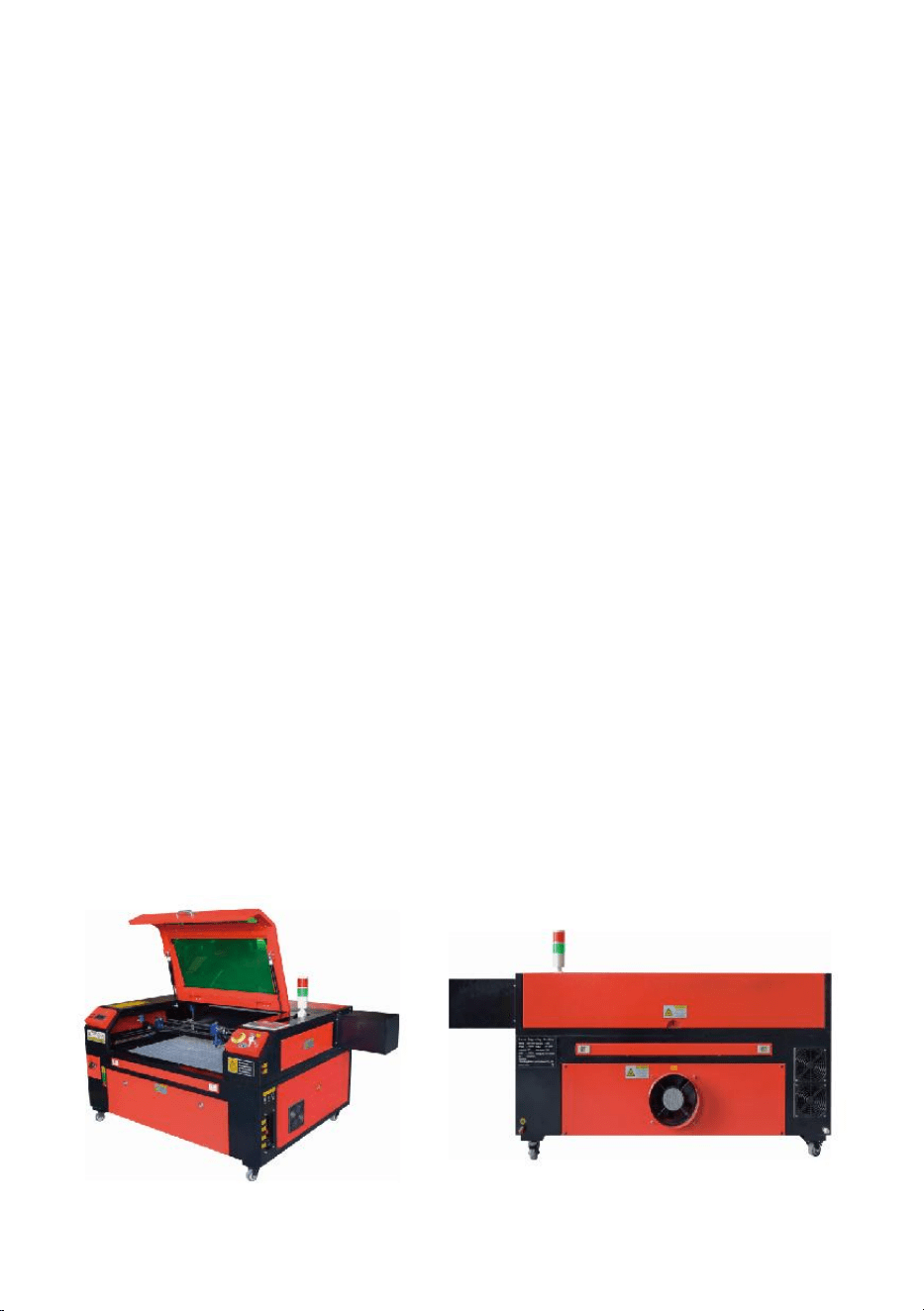
- 34 -
devez placer la caisse dans une zone généreuse et plate pour le
déballage et, idéalement, vous prévoyez d'utiliser la machine en
permanence.
Étape 1 : Si vous ne l'avez pas déjà fait, terminez de retirer la caisse de
autour du graveur. Ensuite, faites rouler la machine en place.
Étape 2 : Maintenez les plaquettes de frein en place en appuyant sur les
plaquettes de frein sur les 2
roues avant.
Étape 3 : Récupérez la clé d'accès dans la baie principale à l'avant de l'
machine. Retirez le sac d'accessoires de la zone située derrière la porte
avant. Vérifiez que vous avez reçu tous les éléments suivants : cordon
d'alimentation, câble de terre, câbles USB et Ethernet, clé USB avec
logiciel de gravure, tuyau d'échappement avec collier de serrage, jeu de
clés hexagonales, outil de mise au point en acrylique, clés et ce manuel .
Étape 4 : Inspectez soigneusement l'assemblage du tube laser, la vue
fenêtre et le reste de la machine. Le tube laser est un objet très fragile et
doit être manipulé avec précaution et avec le moins de chocs possible.
Étape 5 : À l'intérieur du support principal, retirez-le de l'axe X et du
table en nid d'abeille.
Étape 6 : Vous pouvez conserver l'emballage pour les retours ultérieurs,
mais si vous le jetez
de celui-ci ou de l'un de ses accessoires, assurez-vous de respecter les
réglementations en vigueur en matière d'élimination des déchets.

- 35 -
5. CONNEXION À L’ALIMENTATION PRINCIPALE.
Vérifiez que l'étiquette à côté de la prise connectée sur la machine
correspond à votre alimentation électrique. Raccordez une extrémité du
câble d'alimentation à une prise de raccordement et l'autre extrémité à
une prise de terre. N'allumez en aucun cas l'appareil si la tension ne
correspond pas.
Les fluctuations le long de la ligne doivent être inférieures à 10 %. Si
cette valeur est
Si la tension est dépassée, le fusible saute. Ils sont situés dans la prise
de connexion et sont accessibles de l'extérieur. Encore une fois, ne
connectez pas cet appareil à une rallonge ou à une multiprise standard.
Connectez-le directement à une prise de terre ou utilisez un dispositif de
protection contre les surtensions d'une valeur supérieure à 2000 J.
6. INSTALLATION REFROIDIE PAR EAU.
La pompe à eau fournie est essentielle aux performances et à la durée
de vie de
la machine à graver. Lorsqu'un tel laser fonctionne sans système de
refroidissement correctement entretenu, son tube en verre peut exploser
en raison d'une surchauffe.
Ne touchez ni ne réglez jamais l'alimentation en eau de la machine à
graver pendant
la pompe est branchée.
Pour utiliser la pompe à eau, remplissez un réservoir dédié avec au
moins 2 gallons (7,5
litres) d'eau distillée ou purifiée Cela réduira progressivement la qualité
de la machine à graver et peut même conduire à une accumulation
dangereuse de minéraux. Système de refroidissement. Pour la même
raison, n'utilisez jamais d'antigel tout usage. Utilisez des formulations ou
des solutions de stockage personnalisées sans danger pour le laser.
Machines de gravure en zones climatisées.
Remarque : il faut ajouter de l'eau distillée ou purifiée, pas de l'eau
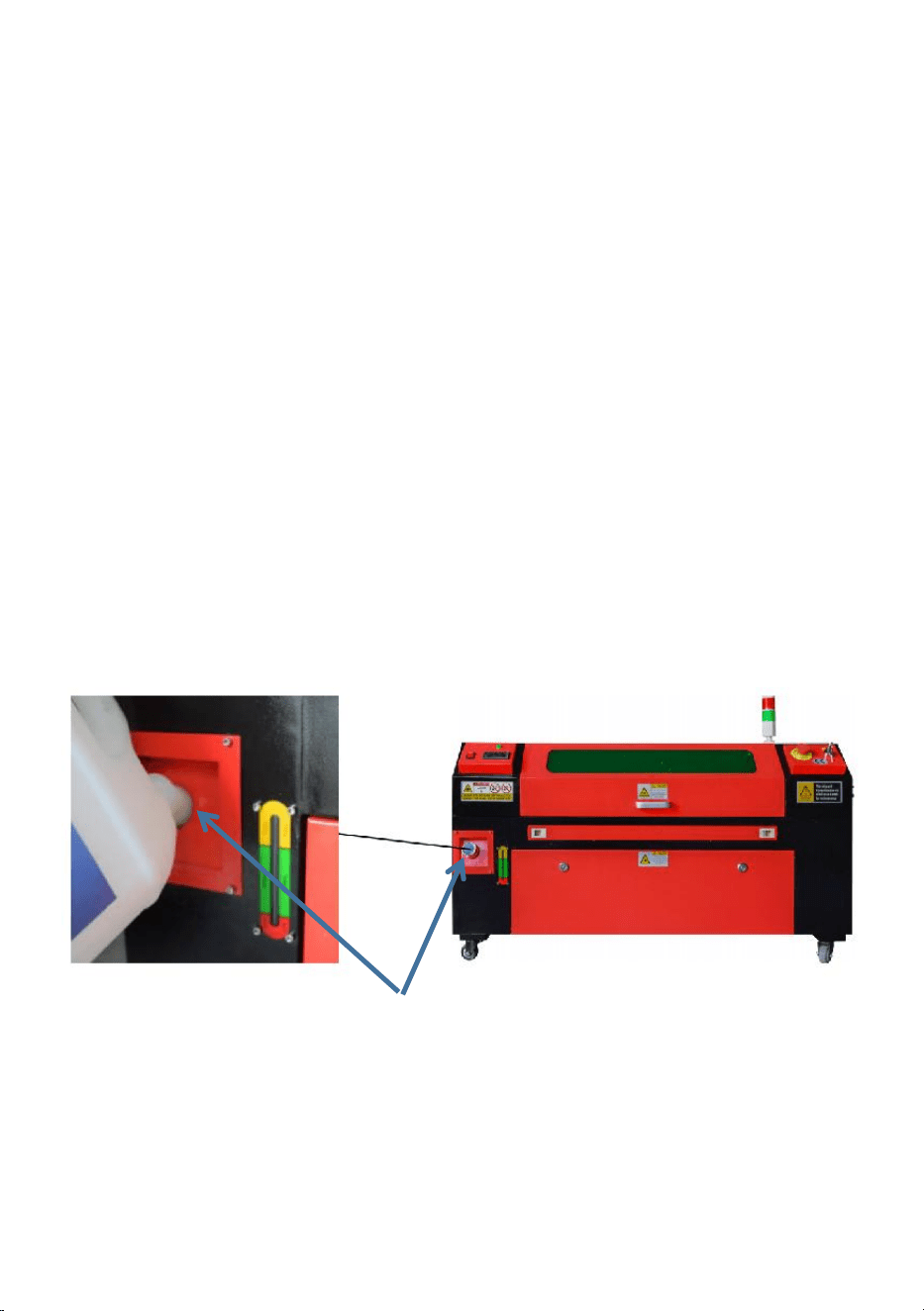
- 36 -
du robinet ni des eaux usées, sinon cela réduira la durée de
vie du produit.
Veuillez faire pivoter pour retirer le couvercle anti-poussière de l'entrée
d'eau, puis ajoutez
eau purifiée ou eau distillée à l'entrée d'eau de la machine à graver. La
plage verte de la ligne de niveau d'eau est le niveau d'eau sûr, et vous
pouvez ensuite remplir le couvercle anti-poussière de la buse d'eau, puis
allumer l'alimentation principale et l'interrupteur de circulation d'eau de la
machine.
Remarque : Le niveau d'eau ne doit pas être trop plein, afin de ne pas
faire déborder le refroidisseur d'eau.
Arrivée d'eau
Avant de démarrer le laser, assurez-vous d'obtenir une confirmation
visuelle que l'eau
circule à travers le tube laser.
Ne laissez jamais l'eau du réservoir devenir trop chaude pour refroidir le
laser. Installez un

- 37 -
Alarme thermique ou contrôlez régulièrement la température de l'eau en
cas d'utilisation prolongée. Si l'eau commence à atteindre 38 °C (100 °F),
remplacez-la par de l'eau plus froide. Pendant ce processus, soit le laser
est remplacé par phases, soit le laser est éteint : ne laissez jamais le
laser fonctionner sans un débit constant d'eau de refroidissement.
7. TEST INITIAL.
ARRÊT D'URGENCE .
En raison du risque d'incendie et d'autres dangers pendant le processus
de gravure, la machine à graver comprend un grand bouton d'arrêt
d'urgence facile d'accès près du panneau de commande. Appuyez dessus
pour arrêter immédiatement le tube laser.
Lorsque votre graveur arrive, son arrêt d'urgence a été enfoncé et doit être
tourné vers la droite et rebondir vers le haut pour que le laser fonctionne.
Avant d'utiliser la machine pour tout autre travail, vous devez tester si elle
fonctionne correctement. Démarrez le système de refroidissement par eau,
placez un morceau de ferraille laserable sur le plateau de travail, fermez le
couvercle et appuyez sur PULSE pour déclencher le laser. Appuyez sur
Appuyez sur le bouton d'arrêt d'urgence et observez si le laser s'arrête
immédiatement. Si le laser continue à tirer, le bouton d'arrêt d'urgence ne
fonctionne pas et doit être remplacé avant d'utiliser l'appareil. Éteignez la
machine et contactez le service client.
FERMETURE DU COUVERCLE (INTERLOCK) .
En raison du risque de cécité, de brûlures et d'autres blessures dues à
l'exposition directe au faisceau de gravure invisible, l'appareil
éteint également automatiquement le laser lorsque le capot de protection
est soulevé pendant le fonctionnement.

- 38 -
Après avoir vérifié que le bouton d'arrêt d'urgence fonctionne correctement,
vous devez également vérifier que la fermeture du couvercle fonctionne
correctement avant d'effectuer tout autre travail sur la machine. Démarrez
le système de refroidissement par eau, placez un morceau de ferraille
laserable sur le plateau de travail, fermez le couvercle et appuyez sur
PULSE pour déclencher le laser. Relâchez le bouton. Veillez à ne pas vous
exposer ou à ne pas être touché par d'éventuels lasers réfléchis, ouvrez le
couvercle le moins possible et essayez à nouveau de déclencher le laser.
Remarque : Si le laser émet des ondes, l'arrêt automatique ne fonctionne
pas et doit être réparé avant d'utiliser le graveur. Éteignez la machine
et contactez le service client.
COUPURE D'EAU .
En raison des dangers posés par les tubes laser non refroidis, le graveur
arrête également automatiquement le laser lorsque le système de
refroidissement par eau tombe en panne.
Après avoir vérifié que le bouton d'arrêt d'urgence et la protection du couvercle
fonctionnent correctement, vous devez également tester le bon
fonctionnement de la coupure d'eau avant d'effectuer tout autre travail sur la
machine. Démarrez le système de refroidissement par eau, placez un
morceau de ferraille laserable sur le plateau de travail, fermez le couvercle et
appuyez sur PULSE pour déclencher le laser. Relâchez le bouton. Coupez le
débit d'eau en enroulant ou en attachant deux tuyaux. Veillez à ne pas
endommager le tuyau lui-même pendant ce processus. Essayez à nouveau de
déclencher le laser. Si le laser est émis, l'arrêt automatique ne fonctionne pas
et doit être réparé avant d'utiliser le graveur. Éteignez la machine et contactez
le service client. Si le laser n'émet pas, l'arrêt automatique fonctionne
correctement ; desserrez simplement les deux tuyaux pour relancer la
circulation de l'eau et continuez à configurer le graveur.
ÉTALONNAGE DU TRAJET LASER .
Bien que notre usine étalonne l'intégralité de votre système lors de

- 39 -
l'assemblage, le tube laser, la lentille de focalisation et/ou un ou plusieurs
miroirs peuvent être déplacés hors de leur alignement pendant le transport.
Par conséquent, il est recommandé d'effectuer un test d'alignement optique
lors de la configuration de votre machine. Pour obtenir des instructions étape
par étape, consultez la section Maintenance ci-dessous.
AIR ASSISTÉ .
Votre équipement auxiliaire d'air doit être préinstallé et correctement câblé.
vérifiez s'il est correctement configuré et connecté comme indiqué sur l'image.
Si tel est le cas
Si des tuyaux ou des câbles doivent être reconnectés, coupez toute
alimentation de la machine (y compris en appuyant sur le bouton d'arrêt
d'urgence) avant de régler un équipement.

- 40 -
8. SÉCURITÉ .
Pour votre sécurité et celle des passants, cette machine à graver peut être
verrouillée grâce à la clé fournie. Il est recommandé de l'utiliser pour verrouiller
votre ordinateur entre deux sessions afin d'empêcher toute action non autorisée
sur votre ordinateur .
OPERATION
1. VUE D'ENSEMBLE DU FONCTIONNEMENT.
Utilisez ce graveur laser uniquement en suivant toutes les instructions fournies
dans ce
Manuel. Le non-respect des consignes appropriées détaillées ici peut entraîner des

- 41 -
dommages matériels et des blessures corporelles.
Cette section décrira seulement certaines des options et fonctionnalités offertes
par le
Avant de commencer à utiliser la machine, assurez-vous d'avoir lu l'intégralité du
manuel (en particulier les informations de sécurité ci-dessus), ainsi que tous les
avertissements fournis par la machine elle-même.
2. INSTRUCTIONS GÉNÉRALES D'UTILISATION.
Étape 1. Créez le motif que vous souhaitez graver. Vous pouvez le faire
directement dans le
logiciel de gravure, ou vous pouvez utiliser n'importe quel
Étape 2. Veuillez connecter l'équipement et les outils associés au produit et
Branchez l'alimentation électrique. Vous pouvez vous référer à la vidéo sur
CD/USB. Remplissez l'arrivée d'eau avec de l'eau purifiée ou distillée pour la
circulation d'eau intégrée. Le niveau d'eau doit être ajouté à la ligne de
sécurité verte du niveau d'eau. Remarque : (Le niveau d'eau ne doit pas être
trop plein, afin de ne pas déborder ).
Étape 3. Veuillez retirer le tuyau de fumée. Une extrémité du tuyau de fumée
est connectée
à l'orifice d'évacuation des fumées de l'équipement, et l'autre extrémité est
reliée à un dispositif d'extraction de fumée extérieur ou auxiliaire. Remarque :
(Veuillez utiliser un collier de serrage pour fixer la connexion afin d'éviter
qu'elle ne tombe.)
Étape 4. Tirez sur le bouton d'arrêt d'urgence et utilisez les boutons situés à
l'avant de
le boîtier pour ouvrir le panneau de commande de la machine à graver.
Chargez le motif de votre choix directement depuis une clé USB ou via la
connexion d'un ordinateur au graveur.
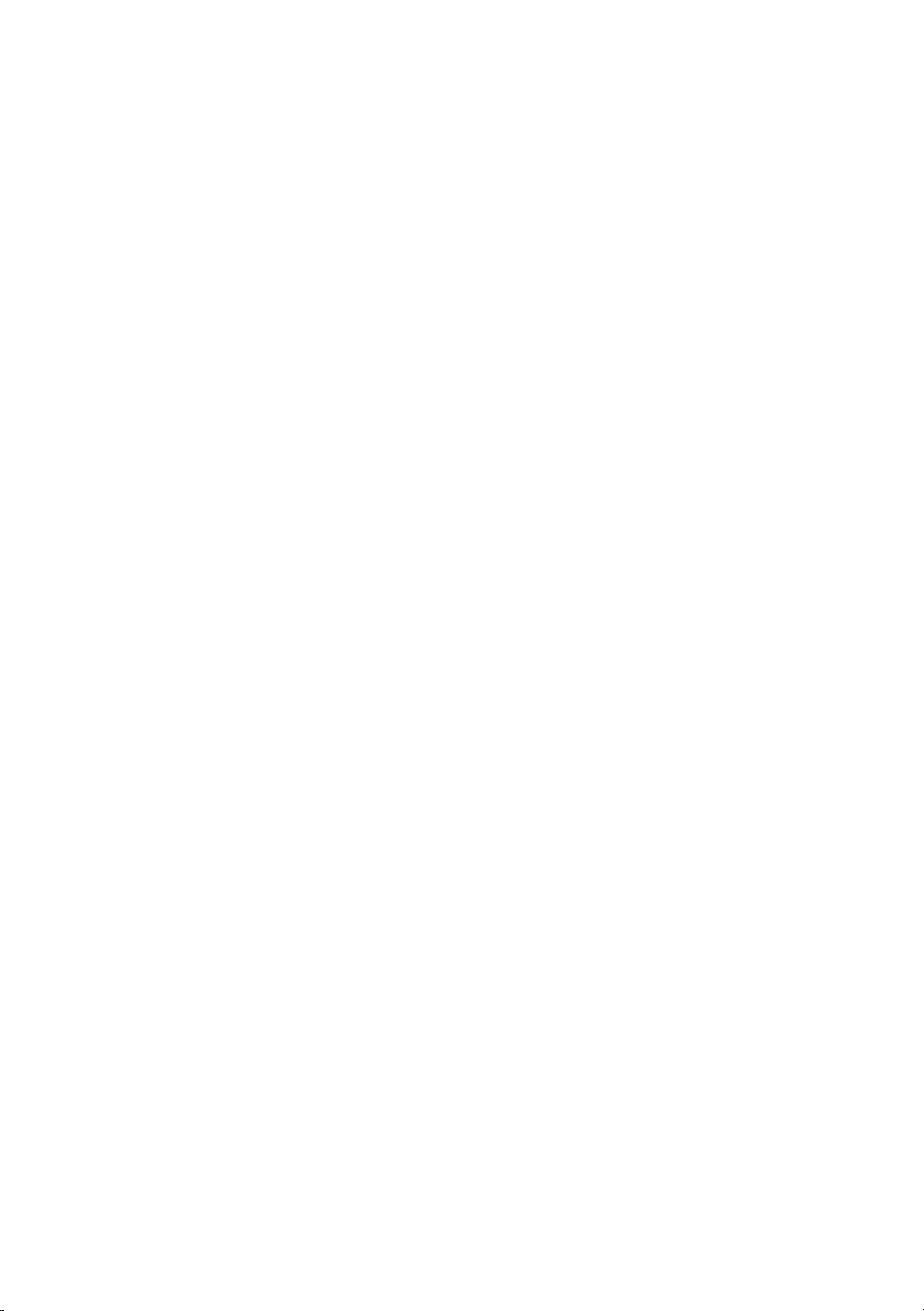
- 42 -
Étape 5. Ouvrez le couvercle du graveur, vérifiez que l'assistance pneumatique
fonctionne correctement et
ajustez la table si nécessaire. Les lits cellulaires sont recommandés pour la plupart
des applications. Le lit peut être relevé ou abaissé à l'aide de la commande de l'axe
Z à l'avant de l'armoire pour s'adapter à une variété de matériaux d'épaisseurs
différentes.
Étape 6. Placez l'échantillon de matériau sur le banc. La position standard est
située dans
Le coin supérieur gauche de la table. Vous pouvez modifier cette position en
déplaçant l'emplacement de votre dessin ou l'origine du graveur à l'aide du
panneau de commande ou du logiciel de gravure. Pour manipuler des matériaux
plus grands, vous pouvez ouvrir la porte avant ou arrière, ou les deux, en même
temps. Lorsque le laser est actif, n'insérez rien dans la surface de travail à travers
une porte traversante autre que le matériau. Faites particulièrement attention aux
fumées et à la poussière qui peuvent être libérées par ces portes. Assurez-vous
que votre système de ventilation est suffisamment robuste pour absorber tous les
sous-produits ou abîmer la surface de travail. EPI nécessaires pour assurer la santé
des usagers et des passants.
Étape 7. Focalisez le laser en plaçant l'outil de focalisation en acrylique sur le
matériau
et soulevez soigneusement la table. La tête laser doit à peine toucher le haut de
l'outil en acrylique sans appliquer de pression, ce qui garantit que la distance de
gravure est correcte. (Encore une fois, n'essayez jamais d'être sur le banc sans
matériau.) De toute façon, le laser est focalisé. Fermez le couvercle.
Étape 8. Personnalisez le contraste et la profondeur de gravure de votre motif en
ajustant
paramètres dans le logiciel de gravure ou directement depuis le panneau de
commande. Si votre
les instructions de gravure détaillent le réglage de la puissance en milliampères,
utilisez ce qui suit tableau de conversion pour trouver le réglage de puissance
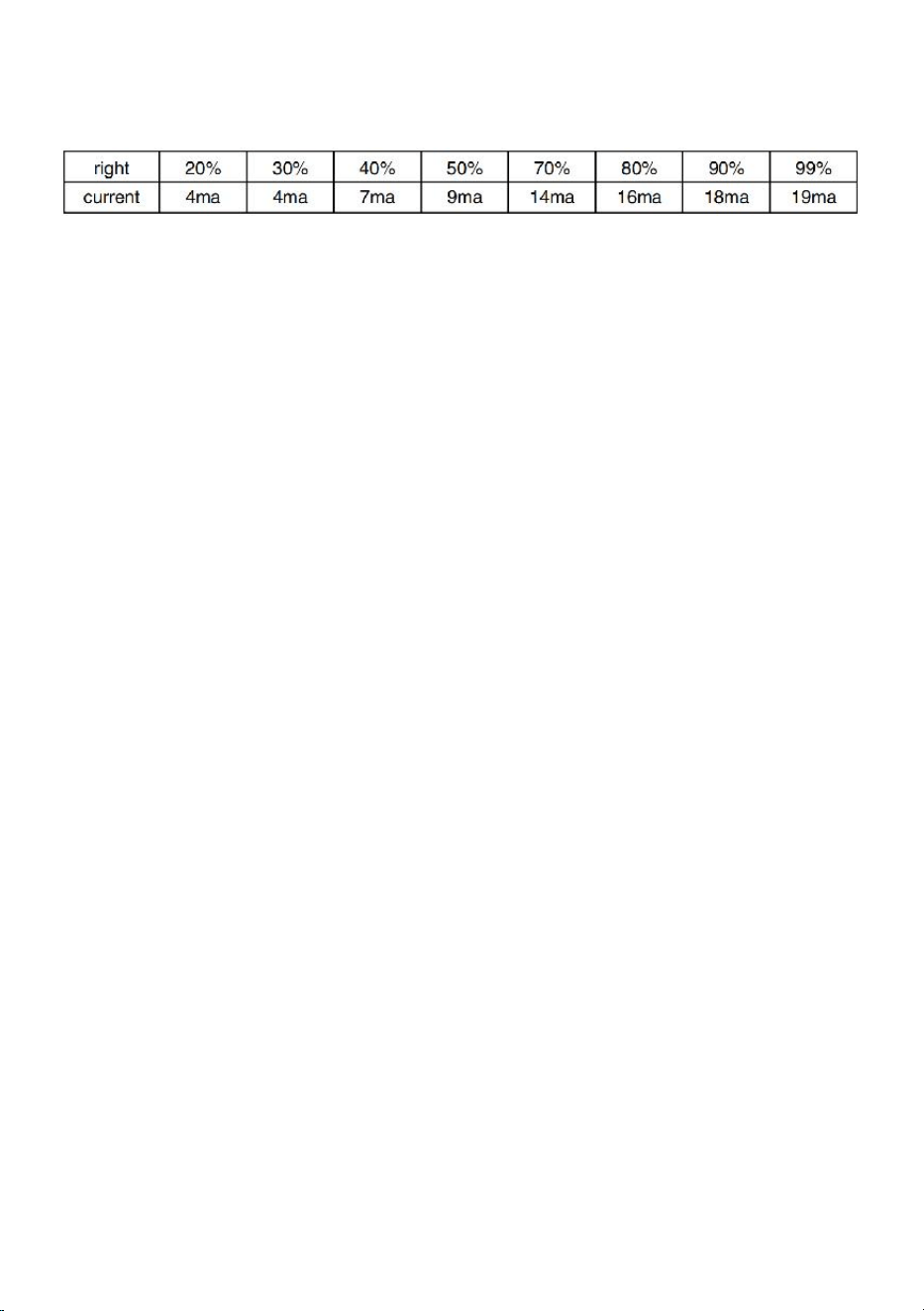
- 43 -
approprié :
Le seuil minimum est de 10 %. Le laser ne sera pas émis à un réglage inférieur à ce
réglage. Il est déconseillé d'utiliser le tube laser à pleine charge, notamment pendant
de longues périodes. La puissance maximale recommandée est fixée à 70 %, car une
utilisation prolongée au-delà de cette quantité réduira la durée de vie du laser. Pour
augmenter la profondeur de gravure, augmentez l'énergie par unité de surface en
augmentant la puissance du laser ou le nombre d'anneaux ou en ralentissant le
paramètre de vitesse. Cependant, une gravure trop profonde peut dégrader la
qualité de l'image, en particulier pour le matériau de revêtement.
Lorsque vous travaillez avec de nouveaux matériaux, gardez à l'esprit que vous devez
toujours commencer par la limite inférieure de vos paramètres possibles. Si l'effet
n'est pas assez fort, il peut toujours être répété. Réexécutez la boucle de conception
ou réexécutez-la avec des paramètres plus puissants jusqu'à ce que vous créiez l'effet
souhaité.
La résolution doit généralement être réglée sur 500 points par pouce. Dans certains
cas, il peut être utile de réduire la résolution de l'image, réduisant ainsi les brûlures
et les Augmenter l'énergie des impulsions et ainsi améliorer la qualité des images
produites dans certains matériaux, comme certains plastiques.
Étape 9. Ouvrez le tube laser en insérant et en tournant la clé laser. Pour réduire la
risque de choc électrique, essayez de toucher le graveur avec une seule main à la
fois une fois le tube laser ouvert.
Étape 10. Appuyez sur Exécuter pour mettre en pause la gravure de votre dessin.

- 44 -
De même, même si vous êtes
Portez des lunettes de protection et ne fixez pas le laser actif en permanence.
Soyez toutefois attentif aux risques d'étincelles ou d'incendies et soyez prêt à
éteindre rapidement les incendies si nécessaire.
Étape 11. Une fois le laser arrêté, vérifiez la qualité du premier passage et ajustez le
laser
paramètres dans le panneau de commande ou le logiciel selon les besoins pour
produire l'effet désiré. Lors de gravures et de découpes répétées, vérifiez
régulièrement le réservoir de la pompe pour maintenir la température de l'eau en
dessous de 38 °C (100 °F). Si cette température est atteinte, arrêtez de travailler et
laissez le graveur refroidir avant de l'utiliser à nouveau.
Étape 12. Lorsque vous avez terminé la gravure, fermez le logiciel de gravure et
éteignez
l'appareil dans l'ordre suivant : alimentation laser, panneau de commande,
ventilation éventuelle, système de refroidissement par eau et bouton
d'alimentation de secours. Retirez la clé laser du panneau de commande.
Étape 13. Nettoyez complètement le banc en vidant le support inférieur de tous les
débris.
3. DESCRIPTIONS SPÉCIFIQUES DU MATÉRIEL.
Les instructions suivantes sont des recommandations qui peuvent aider à accélérer
le travail en toute sécurité avec une variété de matériaux. Les utilisateurs doivent
rechercher les exigences de sécurité et de gravure pour leurs matériaux spécifiques
afin d'éviter le risque de problèmes potentiels tels que le feu, la poussière
dangereuse, les fumées corrosives et toxiques. Une fois que vous savez que le
produit est sûr ou que l'équipement de protection approprié est en place, il peut être
utile de graver une matrice de test de petites boîtes produites à différentes vitesses
et réglages de puissance pour découvrir les paramètres idéaux pour votre conception.
Ou commencez par une faible consommation d'énergie et une configuration rapide,
réexécutez la conception autant de fois que nécessaire, en utilisant une intensité

- 45 -
laser progressivement croissante.
CÉRAMIQUE .
Lors de la gravure sur céramique, on utilise généralement une puissance moyenne à
élevée. L'utilisation d'un plus grand nombre de circuits au lieu d'une puissance plus
élevée et d'une vitesse plus faible peut aider à éviter la rupture du matériau pendant
le processus de travail. Soyez conscient des risques pour la santé posés par la
poussière provenant de la gravure sur céramique, en particulier pour les applications
industrielles répétitives. Selon le matériau et la charge de travail, un ventilateur ou
même un système de ventilation complet peut être nécessaire pour résoudre le
problème. De même, les opérateurs et les autres personnes présentes dans la zone
de travail peuvent avoir besoin d'utiliser des EPI respiratoires, tels que des masques
et des respirateurs.
PIERRE .
Lors de la sculpture de toutes sortes de pierres, on utilise généralement une
puissance moyenne et des vitesses moyennes à rapides. Comme pour la céramique
et le verre, soyez attentif à la poussière générée (en particulier pour les applications
industrielles répétitives) et prenez des mesures similaires pour
assurer la sécurité des utilisateurs et des autres personnes présentes dans la zone de
travail.
TEXTILES .
Pour sculpter des textiles tels que du tissu et de la laine, on utilise souvent une faible
puissance et une vitesse élevée. Comme pour le cuir, une attention particulière doit
être accordée aux risques d'incendie et de poussière.
VERRE .
Lors de la gravure sur verre, on utilise généralement une puissance élevée et une
vitesse faible. Comme pour la céramique, il serait utile d'effectuer davantage de
cycles à un réglage inférieur pour éviter les fissures. Lors de la gravure sur verre et
fibres de carbone, il faut veiller à ne pas combiner des réglages qui produisent une

- 46 -
intensité laser suffisante pour perturber l'intégrité structurelle des fibres de leurs
composants, ce qui entraînerait des marquages flous. Un équipement de protection
individuelle doit être porté pour éviter l'exposition des yeux, du nez, de la bouche et
de la peau à la poussière résultant de l'utilisation de tout type de matériau, en
particulier pour les applications industrielles répétitives. Les vêtements portés lors
du travail avec la fibre de verre doivent ensuite être lavés séparément.
CUIR .
Lors de la gravure sur verre, on utilise généralement une puissance élevée et une
vitesse faible. Comme pour la céramique, il serait utile d'effectuer davantage de
cycles à un réglage inférieur pour éviter les fissures. Lors de la gravure sur verre et
fibres de carbone, il faut veiller à ne pas combiner des réglages qui produisent une
intensité laser suffisante pour perturber l'intégrité structurelle des fibres de leurs
composants, ce qui entraînerait des marquages flous. Un équipement de protection
individuelle doit être porté pour éviter l'exposition des yeux, du nez, de la bouche et
de la peau à la poussière résultant de l'utilisation de tout type de matériau, en
particulier pour les applications industrielles répétitives. Les vêtements portés lors
du travail avec la fibre de verre doivent ensuite être lavés séparément.
MÉTAL .
Les machines de gravure laser CO2 ne doivent pas être utilisées pour marquer, graver
ou découper du métal. Elles sont particulièrement adaptées au travail des
revêtements appliqués sur des substrats métalliques et il faut veiller à ne pas tenter
de travailler sur le métal sous-jacent lui-même. Une variété de revêtements sont
disponibles spécifiquement pour la gravure au CO2 et les utilisateurs doivent suivre
les instructions fournies car les paramètres varient en fonction du produit et du
métal. En général, le travail du revêtement en aluminium doit être effectué plus
rapidement à une puissance inférieure, tandis que le travail du revêtement en acier
peut être effectué plus lentement à une puissance supérieure.
PLASTIQUES .
Le plastique utilisé pour la gravure est disponible dans de nombreuses couleurs et
épaisseurs différentes et possède de nombreux revêtements et finitions différents.
La plupart des plastiques disponibles peuvent être gravés et découpés sans problème

- 47 -
au laser. Les plastiques à surface microporeuse semblent fournir les meilleurs
résultats car il faut enlever moins de matière de surface. Lors de la gravure de
plastiques, on utilise généralement des réglages à faible puissance et à grande
vitesse. Le marquage et la gravure avec trop de puissance ou à une vitesse trop faible
peuvent concentrer trop d'énergie au point de contact, ce qui entraîne la fusion du
plastique. Cela peut, entre autres problèmes,
Les gravures à haute résolution peuvent entraîner des problèmes de qualité de
gravure, des fumées toxiques et même des incendies. Les gravures à haute
résolution peuvent entraîner le même problème, c'est pourquoi les conceptions à
faible ou moyenne résolution doivent être préférées pour la plupart des plastiques.
CAOUTCHOUC .
Les différentes compositions et densités du caoutchouc entraînent des profondeurs
de gravure légèrement différentes. Il est fortement recommandé de tester des
échantillons de caoutchouc spécifique pour obtenir les meilleurs résultats. Lors de la
gravure du caoutchouc, un réglage de puissance élevée et constant est souvent
utilisé, et l'effet est créé en faisant varier la vitesse du laser. Les matériaux en
caoutchouc microcellulaire nécessitent des vitesses beaucoup plus élevées que le
caoutchouc standard. La gravure de tout type de caoutchouc produit beaucoup de
poussière et de gaz. Selon la charge de travail, un EPI respiratoire et/ou un système
de ventilation complet peuvent être nécessaires pour résoudre le problème.
PAPIER ET CARTON .
Lors de la gravure de divers produits en papier, une puissance faible à moyenne et
une vitesse rapide sont généralement utilisées. Testez des échantillons par lot, car
seules de petites différences de paramètres permettent de distinguer l'effet d'une
lumière trop vive de l'effet d'une brûlure à travers le substrat. Comme pour le cuir,
une attention particulière est accordée à la possibilité d'incendie, ainsi qu'à la
poussière générée lors d'applications répétées.

- 48 -
BOIS .
Comme pour le caoutchouc, il existe de nombreux types de bois différents, et il est
essentiel de tester votre matériau spécifique pour obtenir les meilleurs résultats. En
général, les sculptures sur bois avec un grain et une couleur uniformes sont plus
uniformes. Le bois noué crée un effet irrégulier, tandis que le bois résineux crée un
plus grand contraste de bord. Certains bois tendres, comme le balsa, le liège et le pin,
se sculptent bien (bien qu'avec un faible contraste) à des réglages de puissance
faibles ou moyens et à des vitesses élevées. D'autres fibres comme le sapin peuvent
être affectées par des fibres inégales et produiront souvent de mauvais résultats, peu
importe ce que vous faites. Les bois durs comme le cerisier et le chêne se sculptent
bien à des réglages de puissance élevés et à des vitesses faibles. Les produits en bois
artificiel peuvent varier d'une marque à l'autre, principalement en fonction de la
composition et de l'abondance de leur colle. Le MDF fonctionne bien mais crée des
bords sombres lors de la coupe.
Outre le risque d’incendie de tout produit en bois, il faut faire particulièrement
attention à la fumée de colle utilisée dans le contreplaqué et d’autres bois artificiels.
Certains sont trop dangereux pour être utilisés, tandis que d’autres nécessitent une
ventilation minutieuse et des applications industrielles répétitives à l’aide d’EPI
respirants. La toxicité du bois doit également être contrôlée, car la poussière de
certains bois naturels, notamment le laurier-rose et l’if, peut également provoquer
des nausées et des problèmes cardiaques.
- 49 -
Consultez les données d’utilisation .
IL EST RECOMMANDÉ DE RÉGLER LA PUISSANCE À 80
matéri
el
épaisse
ur
50 W
60 W
80 W
100 W
130 W
150 W
Vitess
e
la
plus
rapide
Vitess
e
optim
ale
Vitess
e
la
plus
rapide
Vitess
e
optim
ale
Vitess
e
la
plus
rapide
Vitess
e
optim
ale
Vitess
e
la
plus
rapide
Vitess
e
optim
ale
Vitess
e
la plus
rapide
Vitess
e
optim
ale
Vitess
e
la
plus
rapide
Vitess
e
optim
ale
acide
acryliq
ue
3 mm
15/S
10S
Anné
es
20
15S
25 /S
20/S
30S
25S
35/S
30S
40/S
35S
5
millimèt
res
8S
5S
10S
7/S
12/S
8S
15/S
10S
17/S
12/S
21/S
15/S
8mm
4S
2S
5S
3/S
9/S
5S
10S
6S
12/S
8S
15S
10S
10mm
4S
2/S
6/S
3S
7/S
4S
8/S
5S
11/S
7S
15 mm
3/S
1S
4S
2S
5/S
3S
7/S
4S
20 mm
3/S
1/S
4S
1 .
5/S
25 mm
30 mm
Puissance laser 9 0 % : La découpe acrylique doit faire attention au contrôle du flux d'air, la surface du matériau soufflé doit être
petite ou le soufflage latéral , ce qui peut assurer la douceur de l' acrylique , et la surface acrylique doit avoir une circulation d' air
pour éviter les incendies
Acryli
que
3mm
9/S
7/S
15/S
12S
20/S
15S
23S
18/S
25/S
20S
30S
25/S
5mm
5/S
3S
10S
8/S
13/S
10S
15S
13/5
18/S
15/S
21/S
18/S
10mm
5/S
3S
7/S
5S
9S
6S
12S
9/S
15 mm
4S
3/S
7/S
5/S
Puissance laser 9 0
%
: La coupe du bois contrôle principalement le flux d'air, plus le flux d'air est grand, plus la vitesse de coupe
est rapide
PVC
2 mm
35/S
32/S
Anné
es
50
45S
60/S
58/S
Anné
es
70
68/S
80/S
78/S
Anné
es
90
88/S
3 mm
30/S
27S
40/S
38S
50/S
48/S
Anné
es
60
58/S
Systè
me
d'expl
68/S
Anné
es
80
7a/S
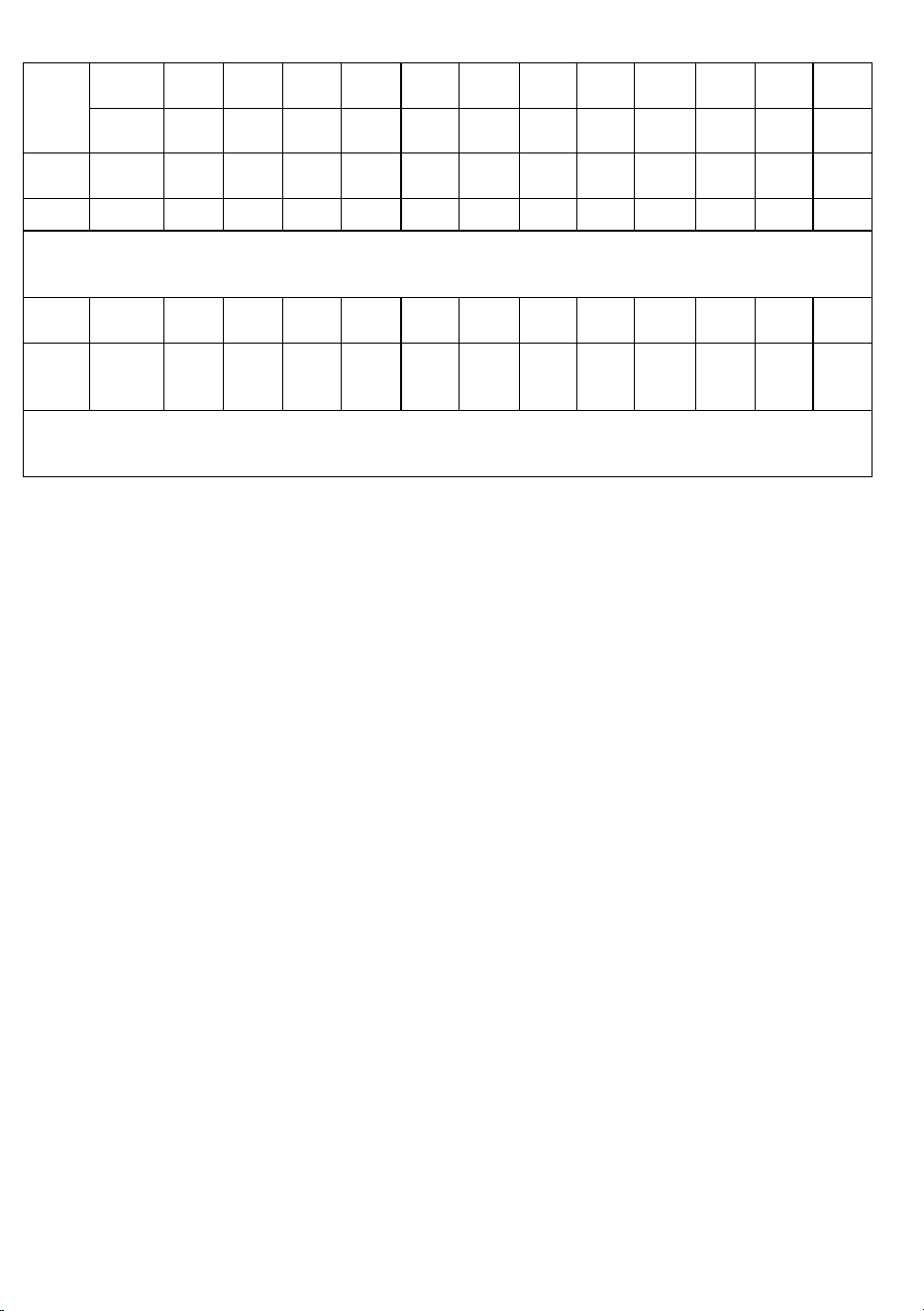
- 50 -
oitati
on
4 mm
25/S
Anné
es 20
35/S
30S
45/S
Anné
es 40
55S
50/S
65/S
63/S
75S
7/S
tissu
un lit
40/S
38/S
60/S
58S
100/
S
98/S
200S
195S
300/S
295/
S
400S
395S
cuir
un lit
15/S
12/S
20/S
17/S
25/S
20/S
30S
25/S
40/S
35/S
45S
40/S
Il est recommandé d'utiliser une lentille de focalisation avec une distance focale de 50,8, avec un tube laser de 60 W-100 W et un
petit
quantité de compresseur d'air , il est recommandé de couper à 50%-70% de puissance.
Papier
mon cta
y er
80/S
Anné
es 40
120S
Anné
es 40
150/
S
40/S
250S
40/S
350/S
40/S
450S
40/S
B l -c
ol ou
stab
2 mm
15/S
13S
25S
Anné
es 20
36/S
30S
Anné
es
40
35/S
45S
Anné
es 40
55S
50/S
Paramètres de découpe de plaques bicolores et de PVC , la découpe de papier doit prêter attention au réglage de la puissance du
laser, plus
la puissance du tube laser, plus le pourcentage de réglage de la puissance laser est petit
4.DESCRIPTION DE LA CONSOLE.
APERÇU .
Vous pouvez contrôler le graveur directement depuis le panneau de
commande intégré, directement connecté à un ordinateur ou via Internet.
Pour plus d'informations sur l'utilisation du logiciel de gravure, veuillez
vous référer à son manuel séparé. Le panneau de commande intégré
permet de faire fonctionner le laser manuellement ou de graver le motif sur
des clés USB et des disques durs externes connectés au port USB situé
sur le côté droit du boîtier.
Pour le fonctionnement manuel, les touches fléchées peuvent être utilisées
pour déplacer la tête laser le long des guides des axes X et Y, et le bouton
PULSE peut être utilisé pour déclencher le laser. Chaque fois que le
bouton fléché est enfoncé, la tête laser peut être réglée pour se bloquer
sur une distance définie en appuyant sur MENU et en réglant les
paramètres sous « Paramètres manuels + ». Le laser peut être réglé pour
émettre pendant une période de temps fixe en appuyant sur MENU et en
réglant les paramètres sous « Paramètres laser + ». Tous les boutons et

- 51 -
menus doivent être marqués en anglais. Sinon, appuyez sur MENU et
accédez au bouton supérieur dans la colonne de droite
pour modifier les paramètres de langue de la console.
Pour charger un motif à partir d'une clé USB ou d'un disque dur externe au
format FAT16 ou FAT32, appuyez sur MENU, sélectionnez « Fichier », puis
« Udisk+ », puis « Copier vers la mémoire ». Sélectionnez le motif dans le
menu Fichier, puis sélectionnez Exécuter. Différents paramètres peuvent
être ajustés à l'aide des menus et sous-menus de la console, notamment
la définition de plusieurs origines pour graver un motif sur un matériau
quatre fois en une seule session .
Lors de l'exécution du dessin à partir de la console, ce sera l'affichage
principal. Le dessin doit être affiché dans le coin supérieur gauche et son
nom, ainsi que les paramètres de vitesse et de puissance actuels, doivent
être affichés dans le coin supérieur droit. La position de la tête laser par
rapport à la table est indiquée par les coordonnées X (horizontales) et Y
(verticales). La coordonnée Z indique l'élévation de l'établi lui-même. La
coordonnée U peut être configurée pour contrôler l'axe de rotation ou
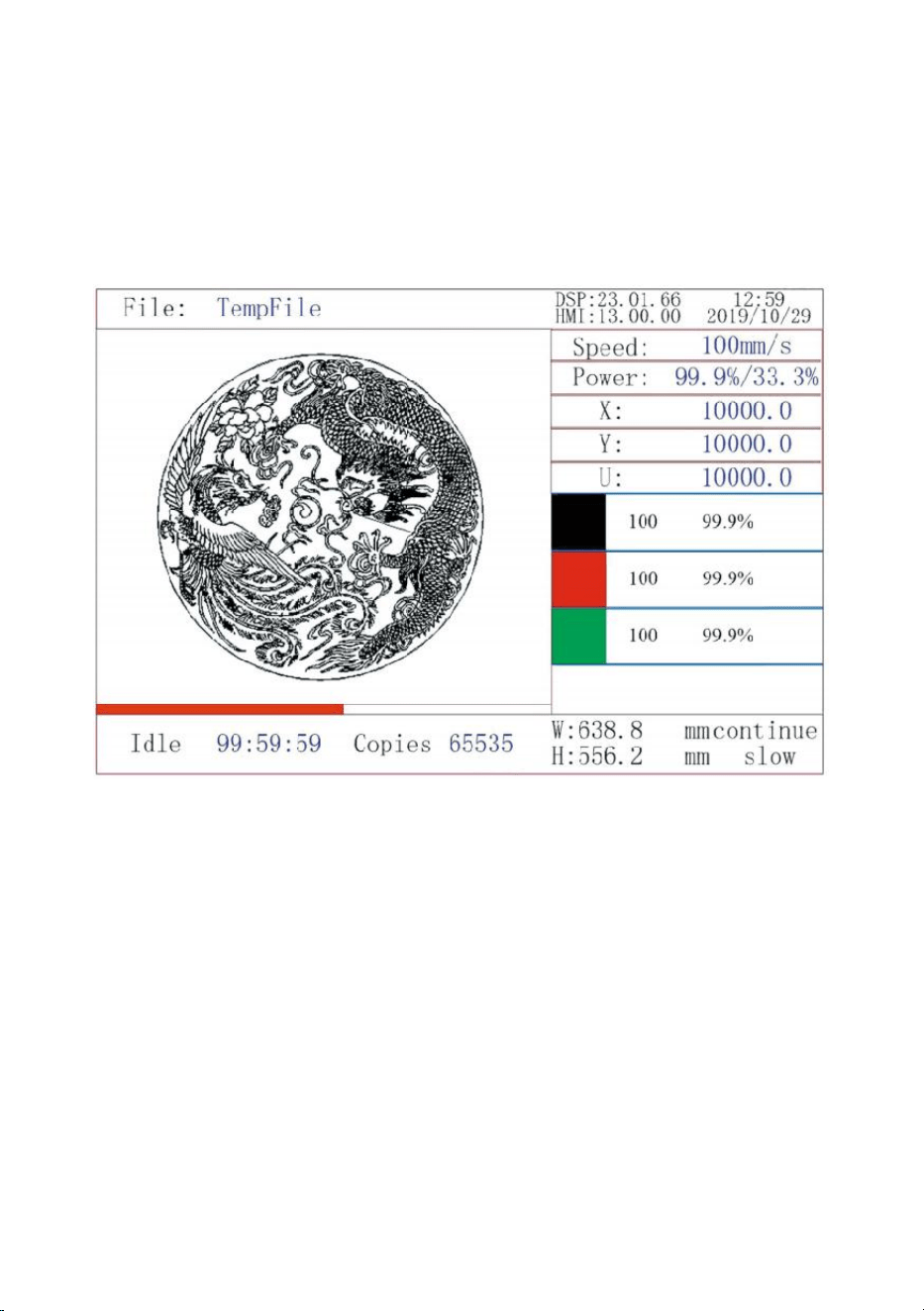
- 52 -
l'alimentation automatique, si elle est installée. En dessous se trouvent des
calques qui contiennent des instructions sur leur vitesse individuelle (en
mm/s) et leur puissance maximale en pourcentage de la puissance
nominale de la machine. Le nombre de lots dans le coin inférieur gauche
enregistre le nombre de fois que le dessin actuel a été gravé en une seule
session.
Comme l'indique le bouton, appuyez sur Exécuter/Pause pour démarrer la
gravure du motif chargé et interrompez la gravure si nécessaire.
En cas d'urgence, comme un incendie, n'utilisez pas le panneau de
commande pour mettre en pause ou arrêter la gravure. Appuyez
immédiatement sur le bouton d'arrêt d'urgence.
RÉGLER LA PUISSANCE DU LASER .
Lorsque vous appuyez sur ENT dans l'interface principale, la case du
curseur sélectionne initialement le paramètre « Vitesse ».
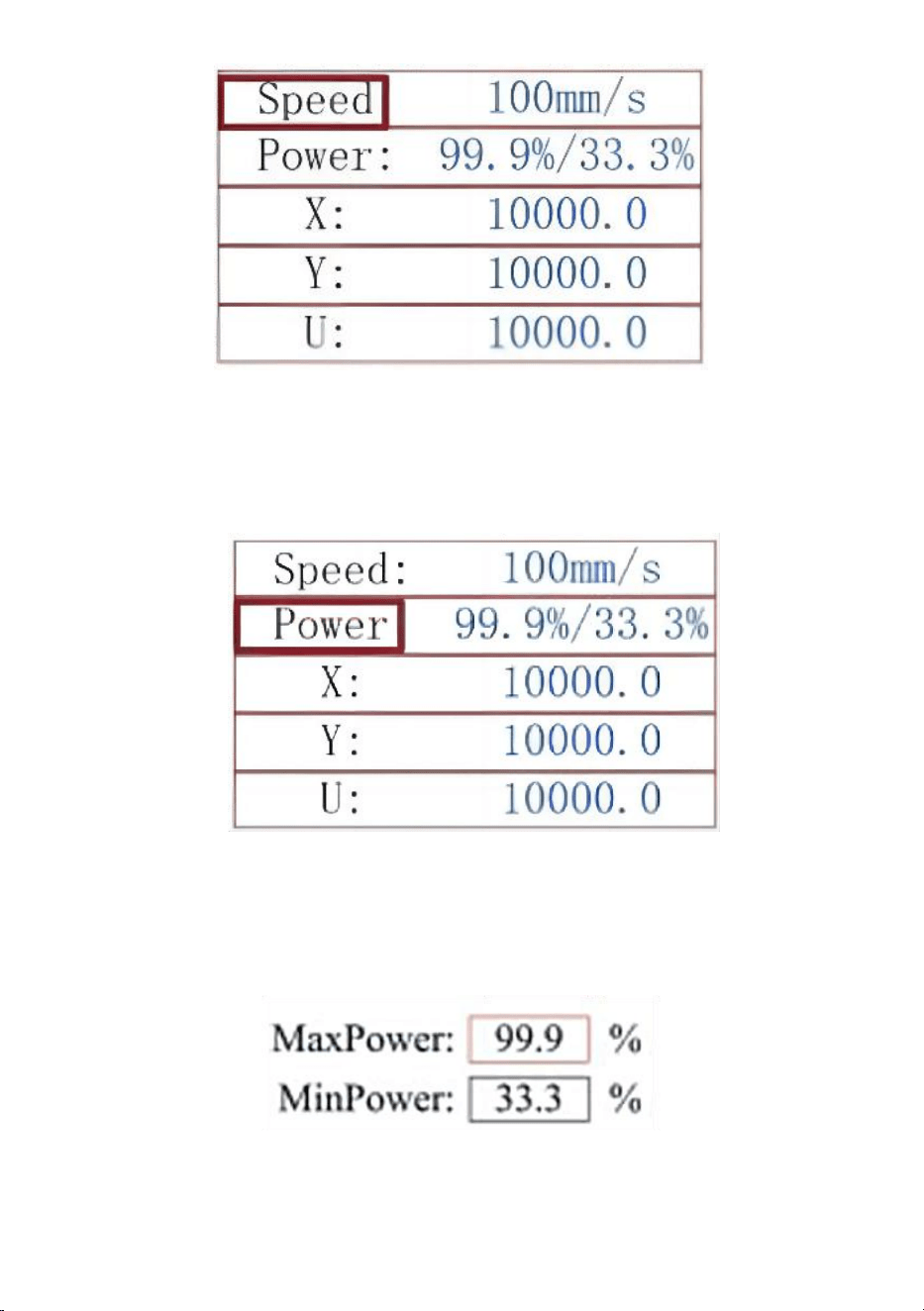
- 53 -
Appuyez sur les touches ▲ et ▼ pour basculer entre les paramètres.
Sélectionnez le paramètre Puissance.
Appuyez sur ENT lorsque le curseur rouge est sur Power. Appuyez sur les
touches ▲ et ▼ pour modifier la valeur du paramètre.
Appuyez sur ENT pour enregistrer vos modifications.
Appuyez sur ESC pour invalider les modifications et revenir à l'interface
principale.
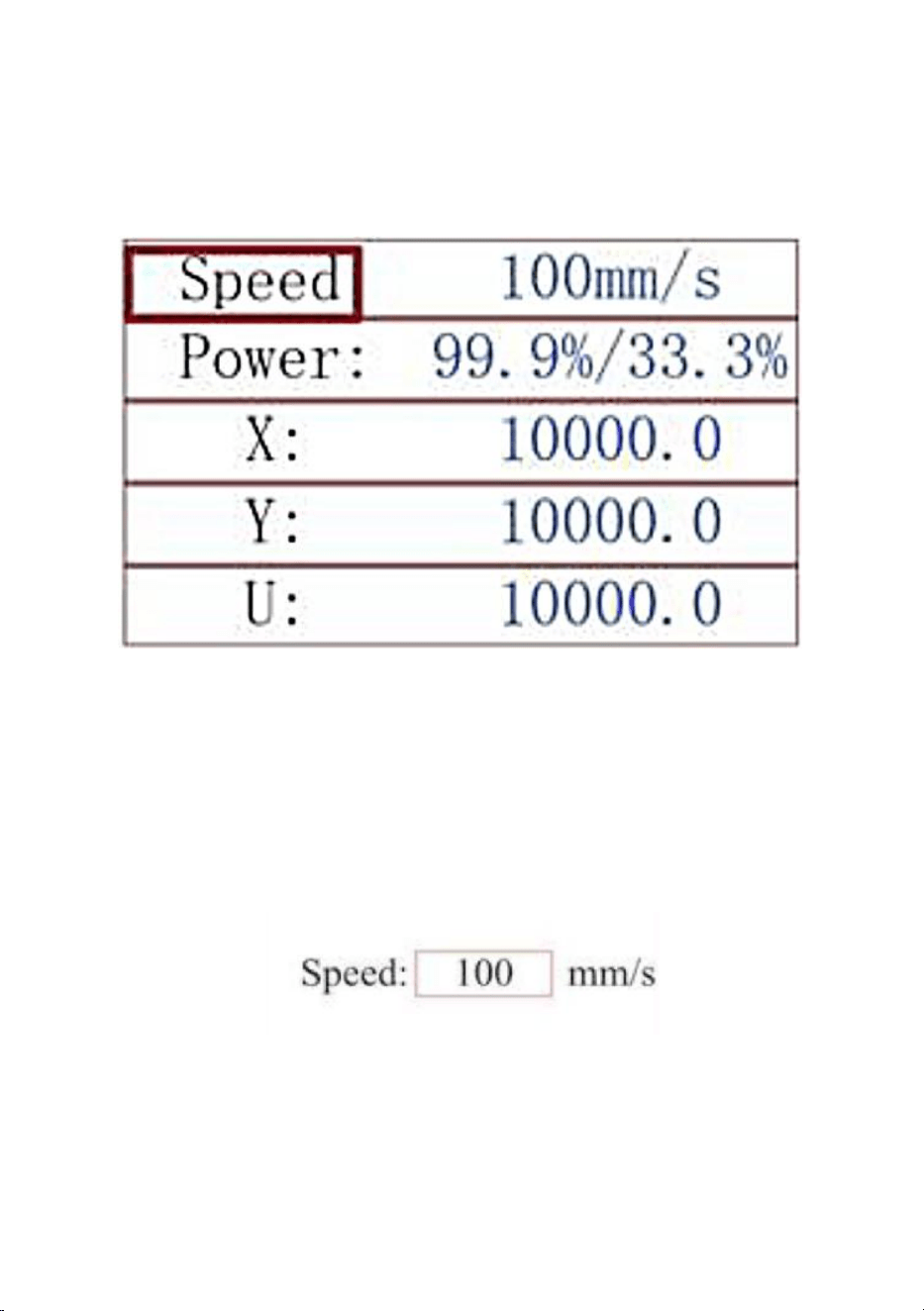
- 54 -
RÉGLER LA VITESSE DU LASER
Lorsque vous appuyez sur ENT dans l'interface principale, la case du
curseur sélectionne initialement le paramètre « Vitesse » .
Appuyez à nouveau sur la touche ENT pour faire apparaître cette interface.
Appuyez sur les touches ▲ et ▼ pour modifier la valeur du paramètre.
Appuyez sur ENT pour enregistrer vos modifications.
Appuyez sur ESC pour invalider les modifications et revenir à l'interface
principale.
MENU FONCTION .
Appuyez sur le menu de l'interface principale pour accéder à l'interface du
menu :
Appuyez sur les touches ▲ et ▼ pour sélectionner l’élément, puis
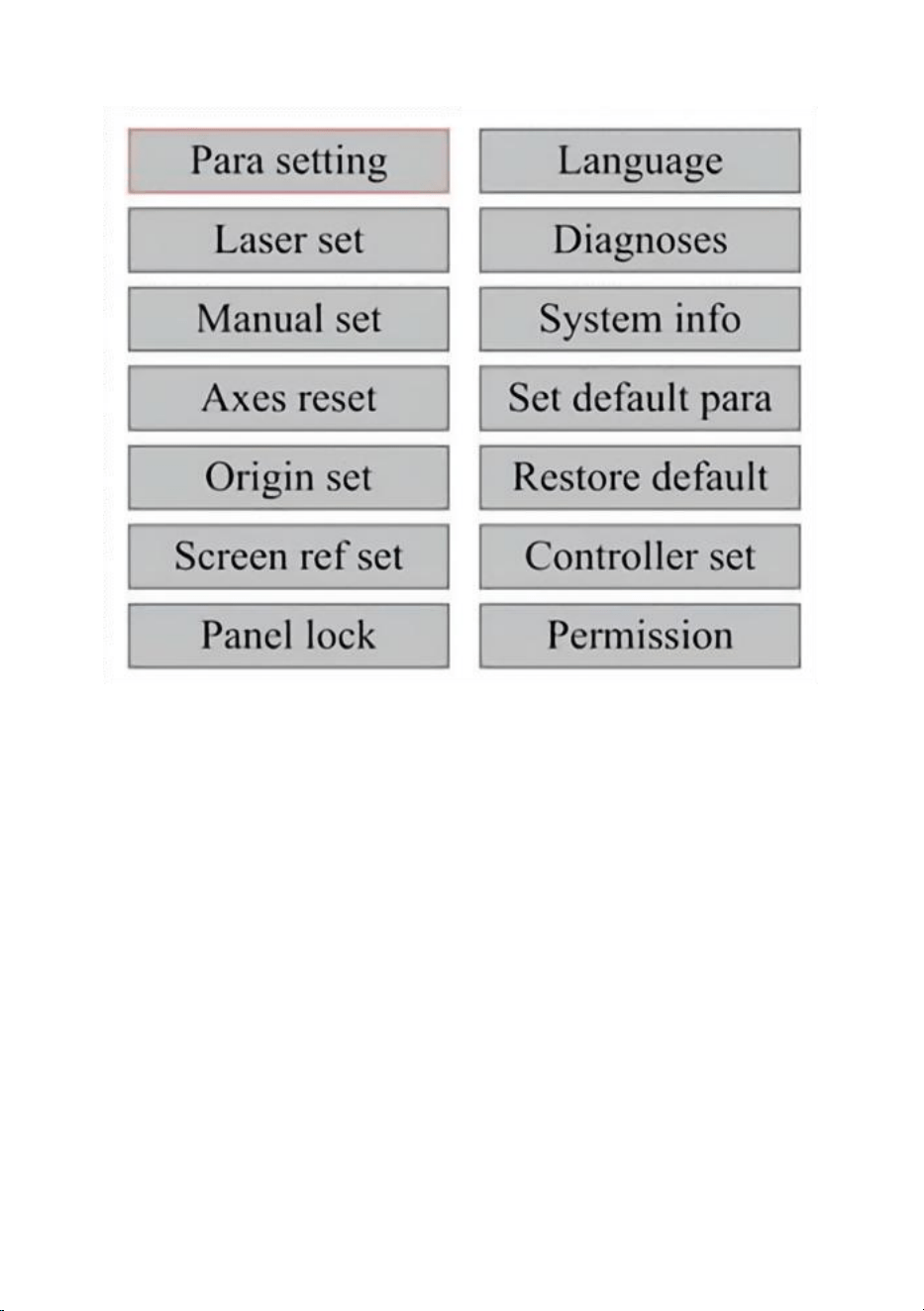
- 55 -
appuyez sur ENT pour accéder au sous-menu correspondant .
AXE Z.
Lorsque Z Move est sélectionné, appuyez sur ◄ ou ► pour contrôler le
mouvement de l'axe Z pendant que le kit de capteur est installé.
AXE U.
Lorsque U Move est sélectionné, appuyez sur ◄ ou ► pour contrôler le
mouvement de l'axe U. Cela peut être utilisé pour contrôler la position de
rotation de l'axe de rotation ou la linéarité de l'alimentation automatique
(les positions sont vendues séparément) si les deux Installation.
RÉINITIALISER L'AXE .
Lorsque Shaft Reset+ est sélectionné, appuyez sur ENT et l'écran de
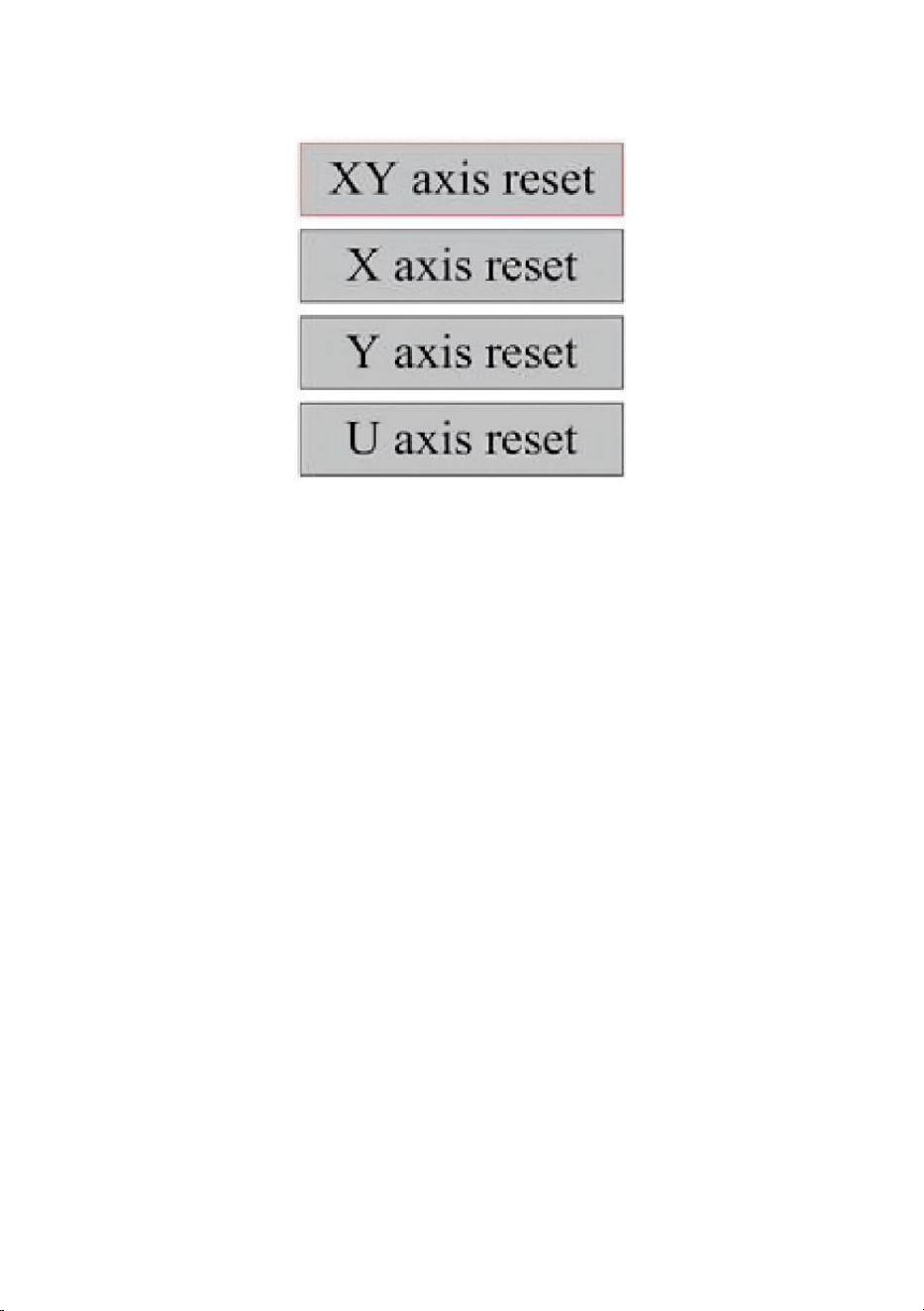
- 56 -
gauche affichera : Appuyez sur ▲ ou ▼ pour sélectionner un élément.
Appuyez sur ENT pour lancer la réinitialisation de l'axe sélectionné et le
message « Réinitialisation en cours » apparaîtra à l'écran.
Une fois terminé, le message disparaîtra automatiquement et le système
reviendra à l'interface principale.
RÉGLER LES PARAMÈTRES DU LASER .
Après avoir sélectionné les paramètres laser et appuyé sur ENT, l'écran de
gauche affichera :La méthode de fonctionnement est la même que pour le
paramètre précédent. Lorsque vous sélectionnez Continuer, appuyez sur
PULSE pour déclencher le laser, puis relâchez la touche pour terminer le
déclenchement. Lorsque vous avez terminé vos réglages, enregistrez-les
en sélectionnant la touche ENT pour écrire ou en appuyant sur la touche
ESC pour quitter sans enregistrer les modifications. La lecture peut
charger les paramètres enregistrés.
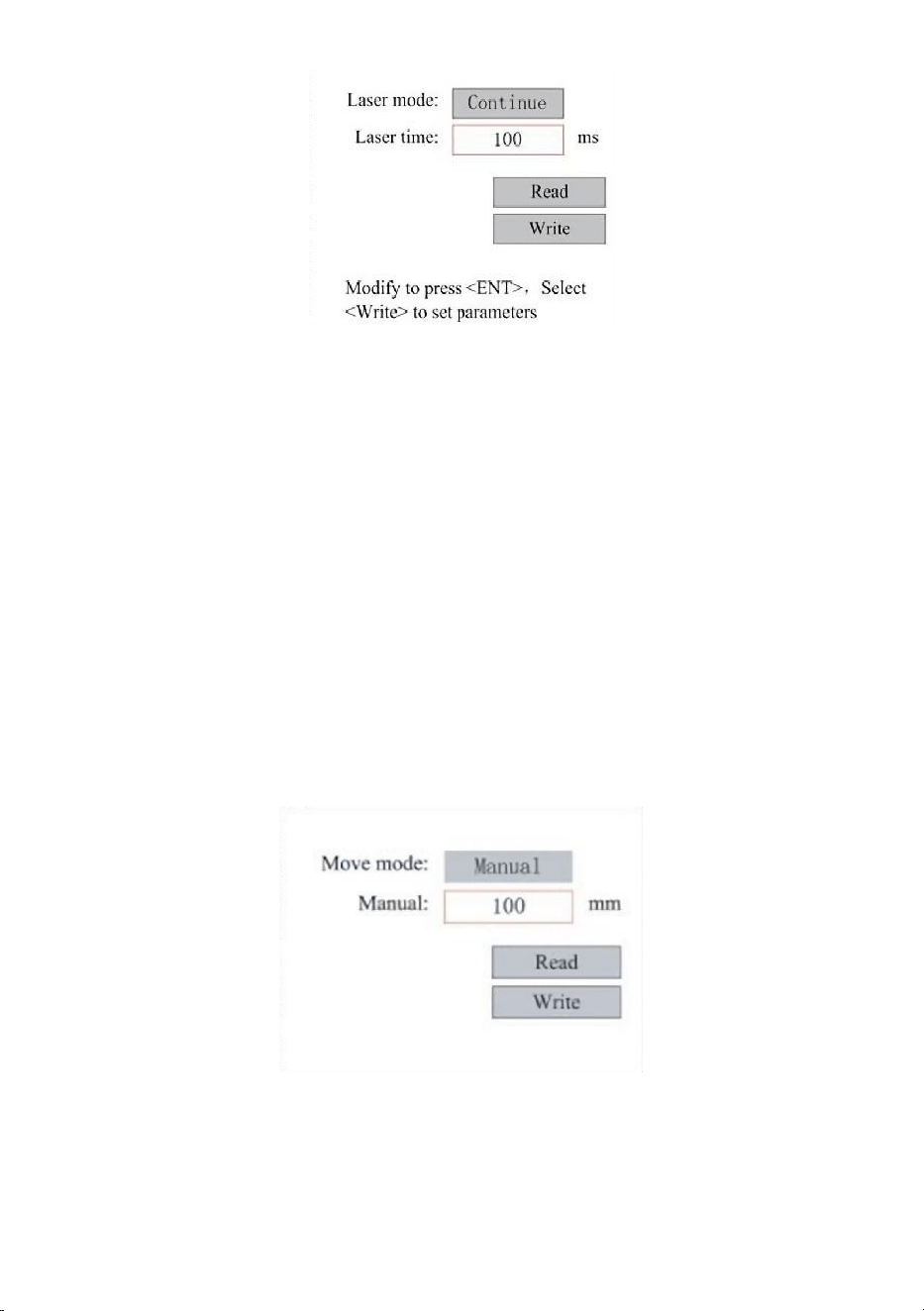
- 57 -
RÉGLER LE MODE DE MOUVEMENT LASER .
Lorsque vous sélectionnez les paramètres manuels, appuyez sur ENT et le
côté gauche s'affiche :Lorsque le mode de mouvement est « Continu », le
paramètre de déplacement manuel ne fonctionne pas. Lorsqu'elles sont
utilisées pour déplacer manuellement la tête laser, les touches fléchées la
déplacent en continu jusqu'à ce qu'elles soient relâchées. Lorsque le mode
de mouvement est « Jog », chaque fois que les touches fléchées sont
enfoncées, la tête laser se déplace précisément de la distance enregistrée
dans ce paramètre. Utilisez les touches Direction et ENT pour ajuster vers
le haut ou vers le bas. Lorsque vous avez terminé vos réglages,
enregistrez-les en sélectionnant la touche ENT pour écrire ou en appuyant
sur la touche ESC pour quitter sans enregistrer les modifications. La
lecture peut charger les paramètres enregistrés.
DÉFINIR L'ORIGINE .
Lorsque la case est enfoncée sur l'ensemble d'origine, appuyez sur ENT et
la boîte de dialogue de gauche apparaîtra :
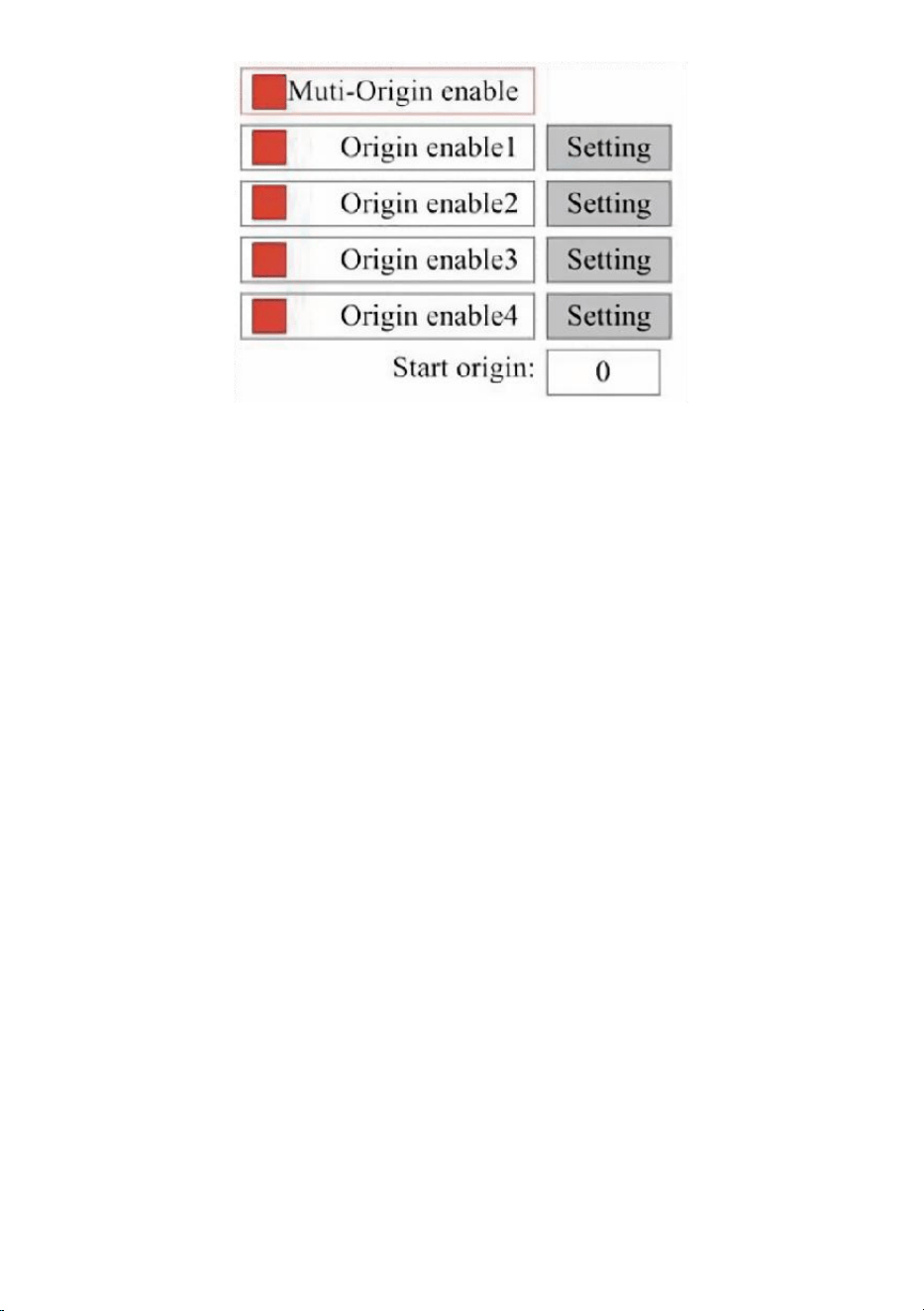
- 58 -
Appuyez sur FN pour sélectionner un élément. Après avoir sélectionné
l'option Activation multisource, appuyez sur ENT pour activer ou désactiver
l'élément. Lorsqu'il est activé, la petite case est rouge et lorsqu'il est
désactivé, la petite case est grise. Lorsque vous sélectionnez Définir
l'origine ou Origine suivante, appuyez sur ◄ ou ► pour sélectionner une
valeur. Lorsque vous modifiez le paramètre Définir l'origine, n'oubliez pas
d'appuyer sur ENT pour vérifier la modification. Lorsque vous fermez
l'interface, les paramètres sont automatiquement enregistrés.
Les détails de chaque élément sont les suivants :
·Définir l'origine 1/2/3/4 : après avoir activé le paramètre d'origine multiple,
placez le curseur sur le paramètre d'origine 1/2/3/4. Appuyez sur ENTRÉE
sur votre clavier
clé, le système prend les coordonnées comme les coordonnées
correspondantes de l'origine 1/2/3/4.
· Activation de la source 1/2/3/4 : lorsque le paramètre multi-source est
activé, quatre sources peuvent également être désactivées et activées
individuellement.
Lorsque la logique multi-origine est sélectionnée, si le numéro de l'origine
suivante est 1 et que quatre origines sont activées, le travail sera utilisé à
chaque démarrage lorsque la fonction de sauvegarde du fichier est lancée

- 59 -
(via le clavier ou le PC) ou lorsqu'un fichier de traitement est téléchargé sur
un PC et que le fichier est sélectionné « Prendre l'origine comme origine ».
Origines différentes. L'ordre de rotation de l'origine est 1→2→3→4→1→2...
Si vous téléchargez un fichier de traitement sur votre PC et que vous
sélectionnez Origine actuelle pour le fichier, le système utilisera toujours
l'origine actuelle.
DÉFINIR LES PARAMÈTRES PAR DÉFAUT .
Une fois les faits définis, sélectionnez le paragraphe et les paramètres
actuels de la machine seront stockés comme valeurs par défaut. Ils
peuvent ensuite être récupérés à l'aide de la commande Restaurer les
paramètres par défaut. Il est recommandé de sauvegarder les paramètres
d'usine par défaut réels de votre machine afin de pouvoir les restaurer
facilement si nécessaire.
Si le mot de passe est activé, appuyez sur ◄ ou ► et ▲ ou ▼ pour
sélectionner le mot de passe, puis appuyez sur ENT pour enregistrer le
mot de passe.
RESTAURER LE PARAMÈTRE PAR DÉFAUT.
Lors de la définition des faits. Une fois qu'un paramètre est sélectionné, le
système remplace tous les paramètres actuels par les paramètres d'usine
par défaut enregistrés. La méthode de fonctionnement est la même que
pour la définition des paramètres par défaut.
DÉFINIR LA LANGUE DE L'INTERFACE.
Lors de la sélection d'une langue, appuyez sur ENT et l'écran de gauche
affichera :
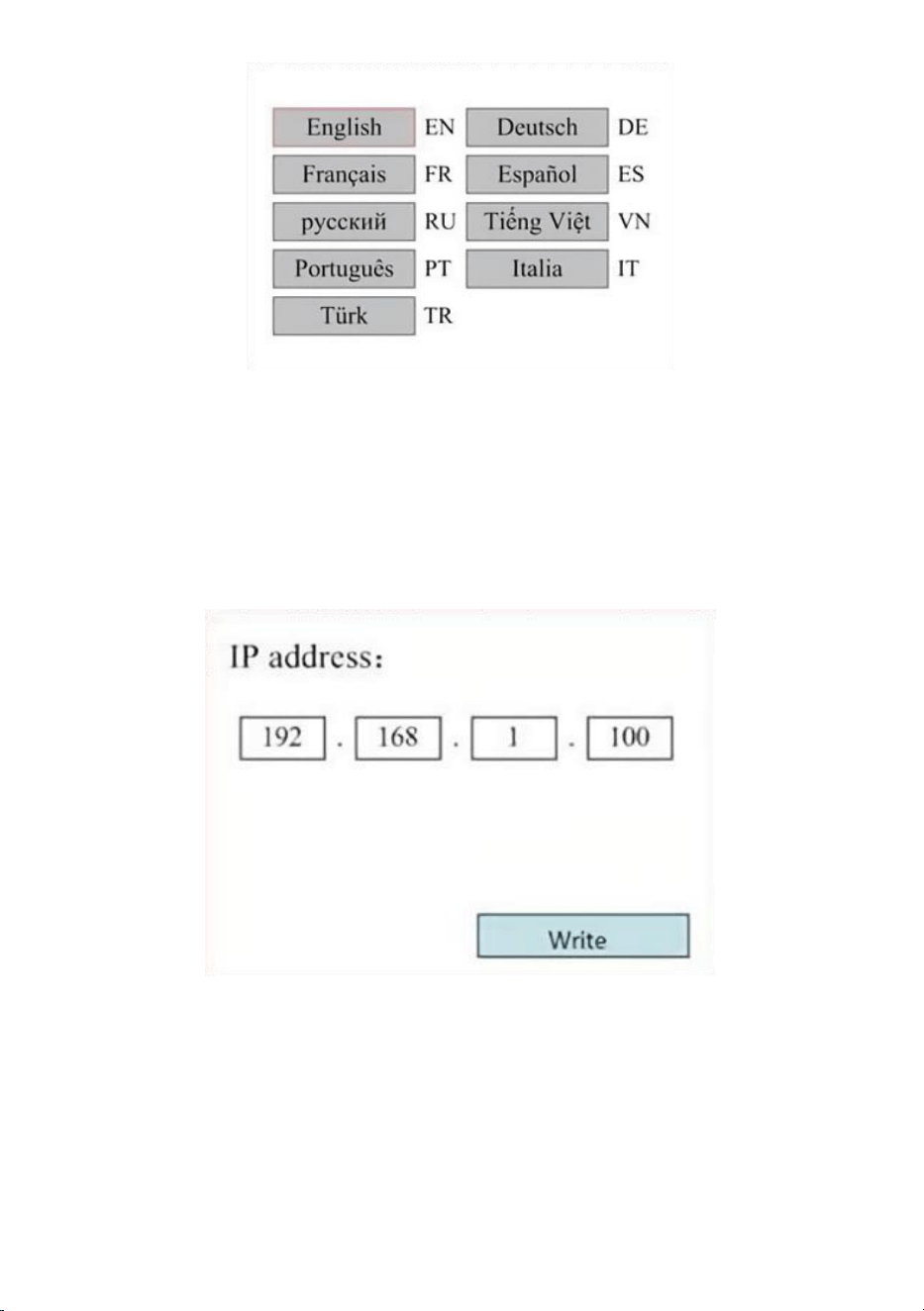
- 60 -
Le mode de fonctionnement est le même que ci-dessus. Appuyez sur ENT
après avoir sélectionné la langue souhaitée et revenez à l'interface
principale.
DÉFINIR L'ADRESSE IP DE LA MACHINE .
Une fois que vous avez sélectionné vos paramètres IP, appuyez sur ENT
et l'écran de gauche affichera :
Appuyez sur ◄ ou ► et ▲ ou ▼ et ENT pour modifier les paramètres.
L'adresse par défaut du graveur est 192.168.1.100. Si cette fonction est
déjà utilisée sur votre réseau local, utilisez 192.168.1 pour les trois
premières sections et choisissez une valeur unique pour la dernière partie.
En général, toute valeur comprise entre 2 et 252 devrait convenir, à
l'exception de 47, mais évitez les valeurs déjà utilisées par d'autres
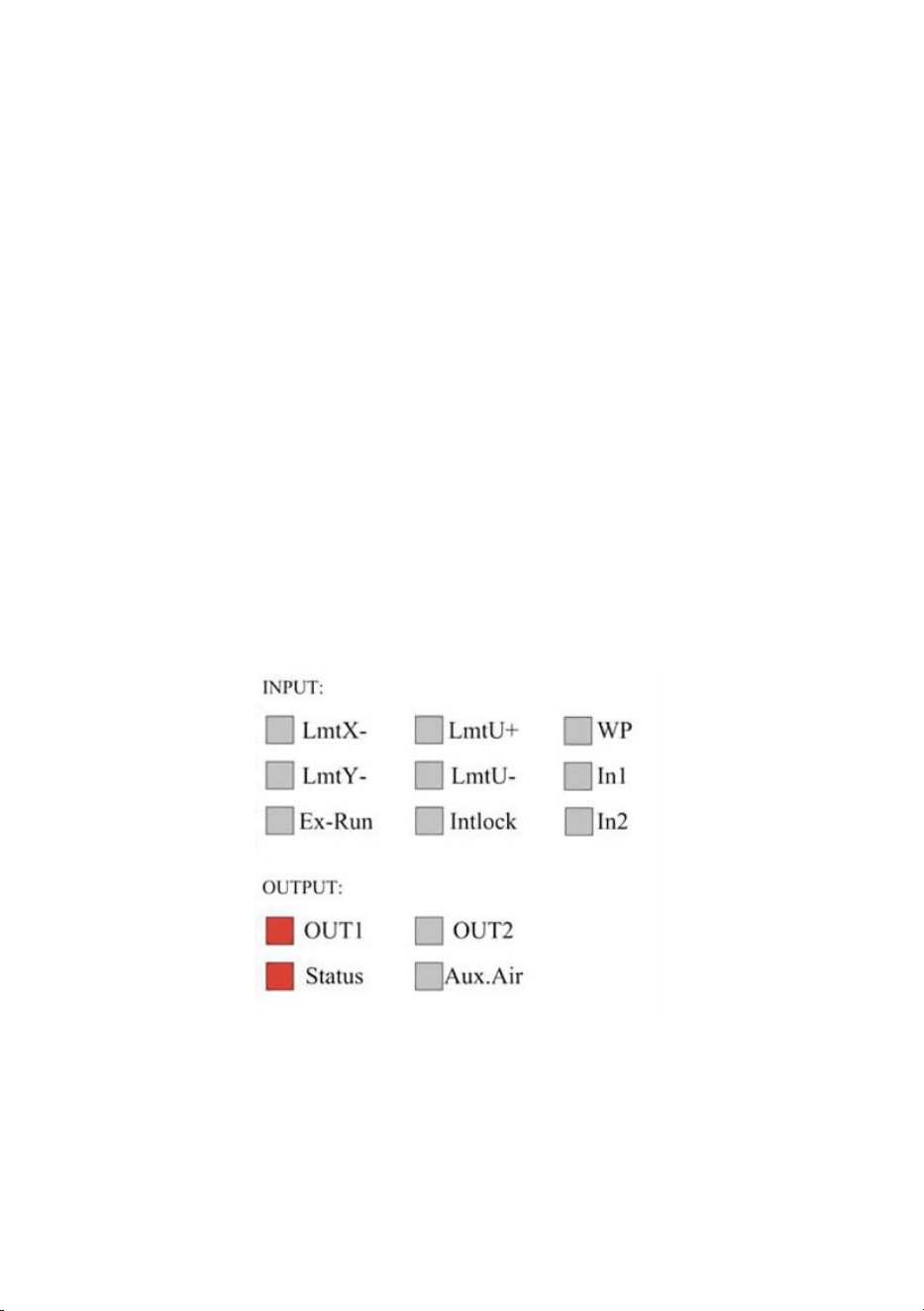
- 61 -
appareils en réseau.
Connecter la machine directement à l'Internet public comporte un risque
d'utilisation non autorisée et n'est pas recommandé. Si vous souhaitez
néanmoins la fournir, vous devrez vous enregistrer et utiliser une adresse
TCP/IP publique unique. Lorsque vous avez terminé vos réglages,
enregistrez-les en sélectionnant la touche ENT pour écrire ou en appuyant
sur la touche ESC pour quitter sans enregistrer les modifications. La
lecture peut charger les paramètres enregistrés.
OUTILS DE DIAGNOSTIC .
Après avoir sélectionné Diagnostics, la boîte de dialogue de gauche
apparaît :
Cette interface affiche les informations sur le port d'E/S matériel du
système :
Entrée : Lisez les informations matérielles du système. Lorsqu'un signal
matériel est déclenché, la petite case à gauche de l'entrée correspondante
s'affiche en rouge. Dans le cas contraire, elle est grisée.
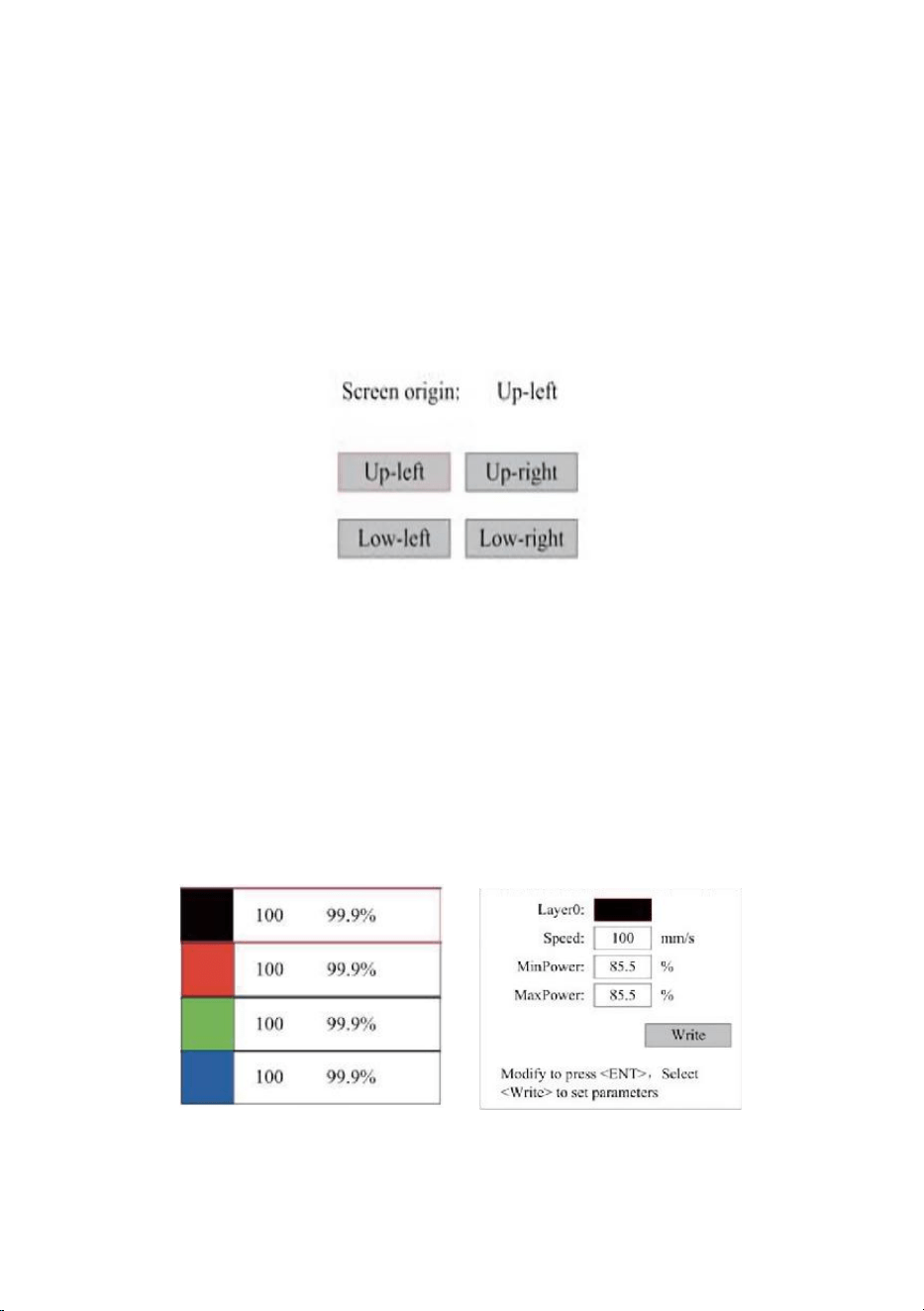
- 62 -
Sortie : utilisez le curseur pour sélectionner la sortie. Appuyez sur ENT
pour changer l'état de sortie et sur ESC pour revenir au menu principal
sans effectuer de modifications.
RÉGLAGE DE LA RÉFÉRENCE DE L'ÉCRAN .
Après avoir sélectionné l'origine de l'écran, la boîte de dialogue de
gauche apparaît :
Cette interface affiche l'emplacement de l'origine. Différentes positions
d'origine peuvent produire différentes réflexions du graphique sur l'axe X/Y.
La méthode de fonctionnement est la même que ci-dessus.
RÉGLAGE DE LA COUCHE DE SCULPTURE .
Lorsque le système est inactif ou que le travail est terminé, appuyez sur
ENT pour accéder à la section des paramètres de couche .
Appuyez sur ▲ ou ▼ pour sélectionner le calque souhaité.
Appuyez sur ENT pour vérifier les paramètres du calque sélectionné,
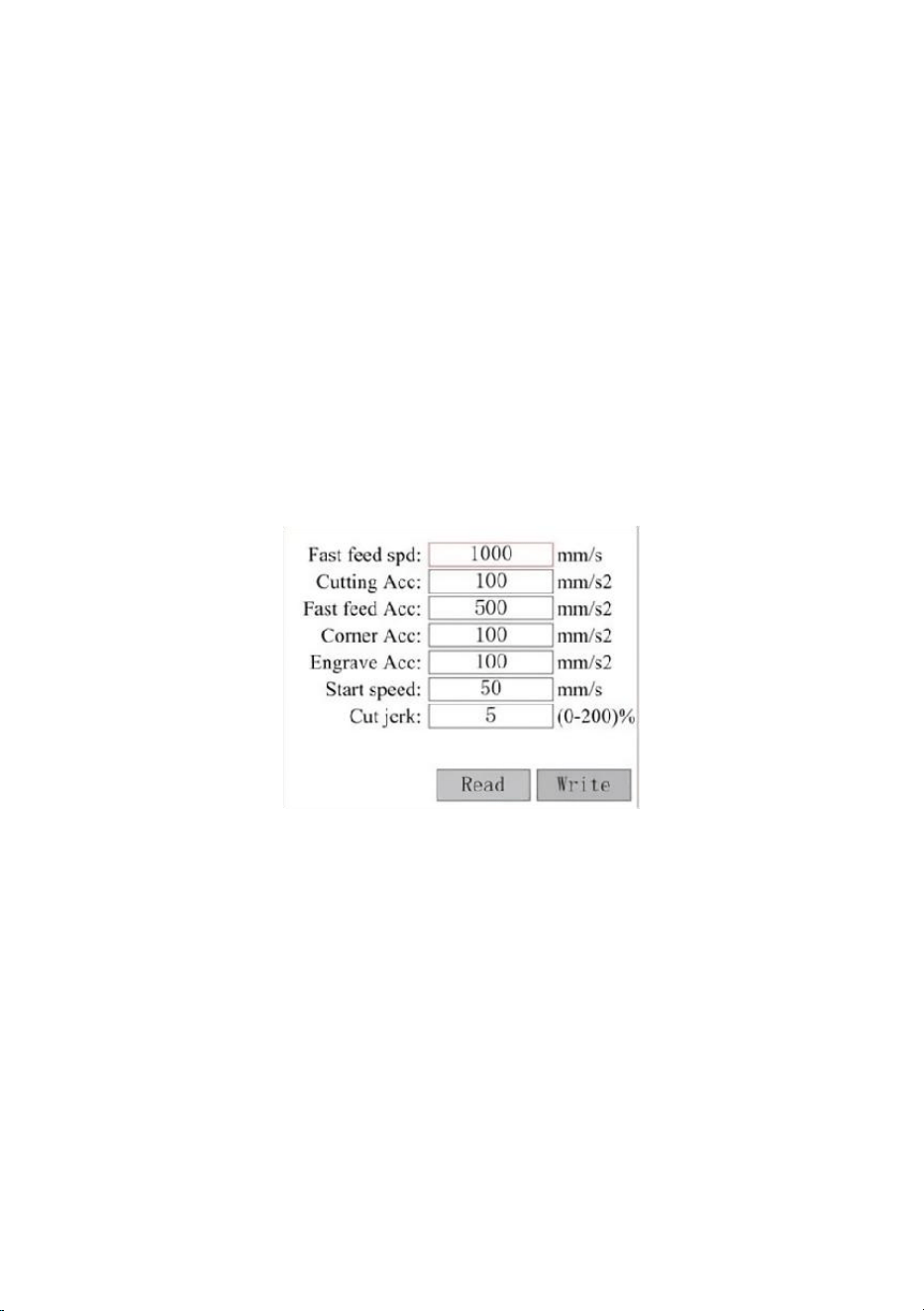
- 63 -
comme indiqué dans l'image :Par défaut, le curseur rouge sera sur
Calques.
Appuyez sur les touches ◄ et ► pour sélectionner le calque souhaité.
Déplacez le curseur sur Écrire et appuyez sur ENT pour enregistrer les
modifications des paramètres, ou appuyez sur ESC pour quitter sans
enregistrer.
La méthode de fonctionnement est la même que le réglage de puissance
maximale/minimum.
RÉGLER LES PARAMÈTRES DE MOUVEMENT .
Dans le sous-menu Paramètres, sélectionnez Déplacer les paramètres
pour afficher l'interface de gauche :Sélectionnez et ajustez les paramètres
en appuyant sur les flèches.
Une fois le réglage terminé, déplacez le curseur sur Écrire et appuyez sur
ENT pour enregistrer les modifications des paramètres, ou appuyez sur
ESC pour quitter sans enregistrer.
La lecture peut charger les paramètres enregistrés.
DÉFINIR LES PARAMÈTRES DU CADRE .
Dans le sous-menu Paramètres, sélectionnez Paramètres du cadre pour
afficher l'interface de gauche : sélectionnez et ajustez les paramètres en
appuyant sur les flèches. Une fois le réglage terminé, déplacez le curseur
sur Écrire et appuyez sur ENT pour enregistrer les modifications de
paramètres, ou appuyez sur ÉCHAP pour quitter sans enregistrer. La
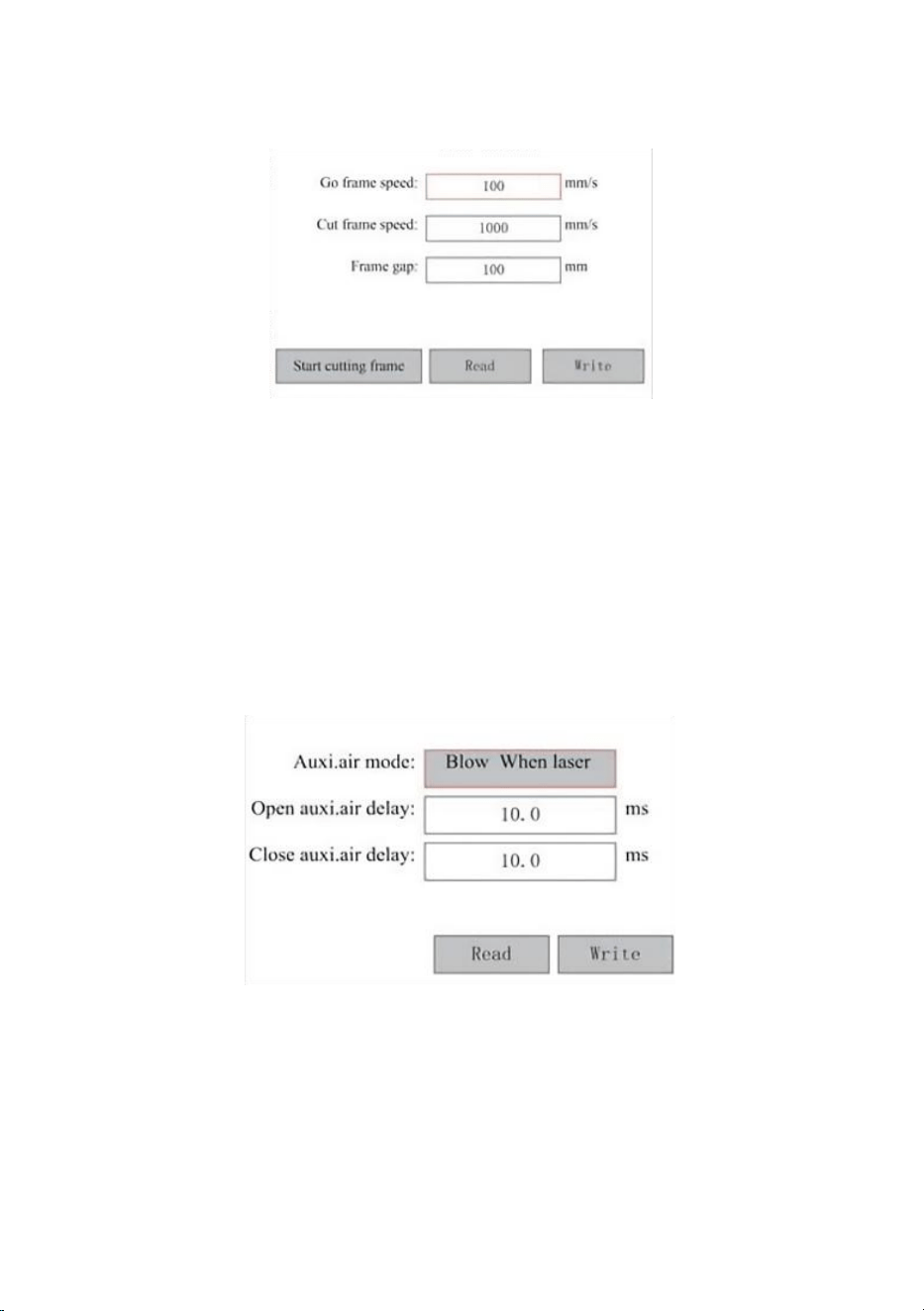
- 64 -
lecture peut charger les paramètres enregistrés. Démarrer la découpe du
cadre coupera le cadre en fonction des paramètres actuels.
RÉGLER LES PARAMÈTRES DE SOUFFLAGE .
Dans le sous-menu Paramètres de paragraphe, sélectionnez Paramètres
de soufflage pour afficher l'interface de gauche : sélectionnez et ajustez les
paramètres en appuyant sur les flèches. Une fois les réglages terminés,
déplacez le curseur sur Écrire et appuyez sur ENT pour enregistrer les
modifications de paramètres, ou appuyez sur ÉCHAP pour quitter sans
enregistrer. La lecture peut charger les paramètres enregistrés.
RÉGLER LA VITESSE DE RÉINITIALISATION .
Dans le sous-menu « Paramètres », sélectionnez « Paramètres de vitesse
» pour afficher l'interface de gauche :
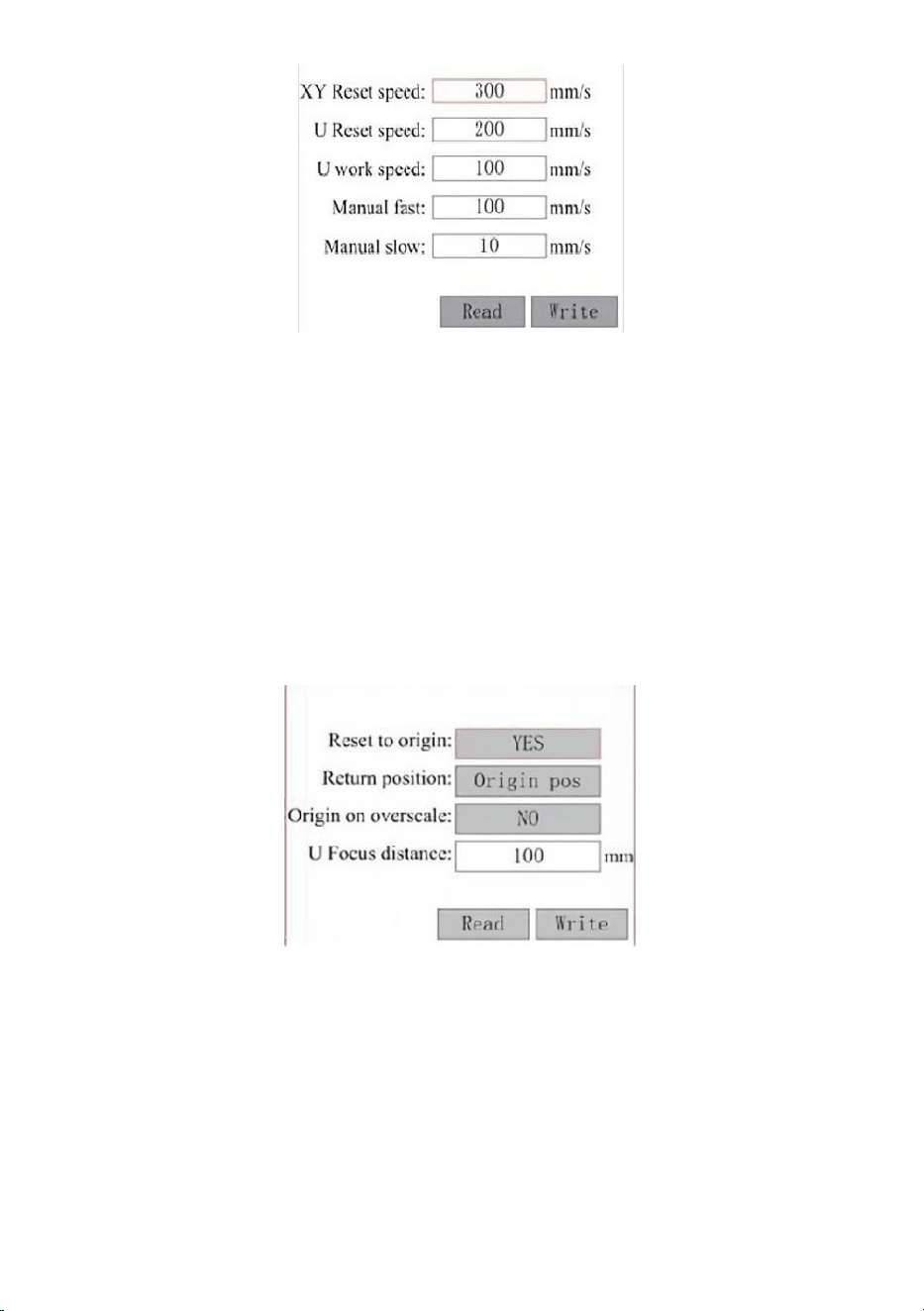
- 65 -
Sélectionnez et ajustez les paramètres en appuyant sur les flèches. Une
fois le réglage terminé, déplacez le curseur sur Écrire et appuyez sur ENT
pour enregistrer les modifications des paramètres, ou appuyez sur ESC
pour quitter sans enregistrer. La lecture peut charger les paramètres
enregistrés.
RÉGLER LA CONFIGURATION DE LA MACHINE .
Dans le sous-menu Paramètres, sélectionnez Configuration de l'ordinateur
pour afficher l'interface de gauche :
Sélectionnez et ajustez les paramètres en appuyant sur les flèches. Une
fois le réglage terminé, déplacez le curseur sur Écrire et appuyez sur ENT
pour enregistrer les modifications des paramètres, ou appuyez sur ESC
pour quitter sans enregistrer. La lecture peut charger les paramètres
enregistrés.
RÉGLER LES PARAMÈTRES DE L'AXE DE ROTATION .
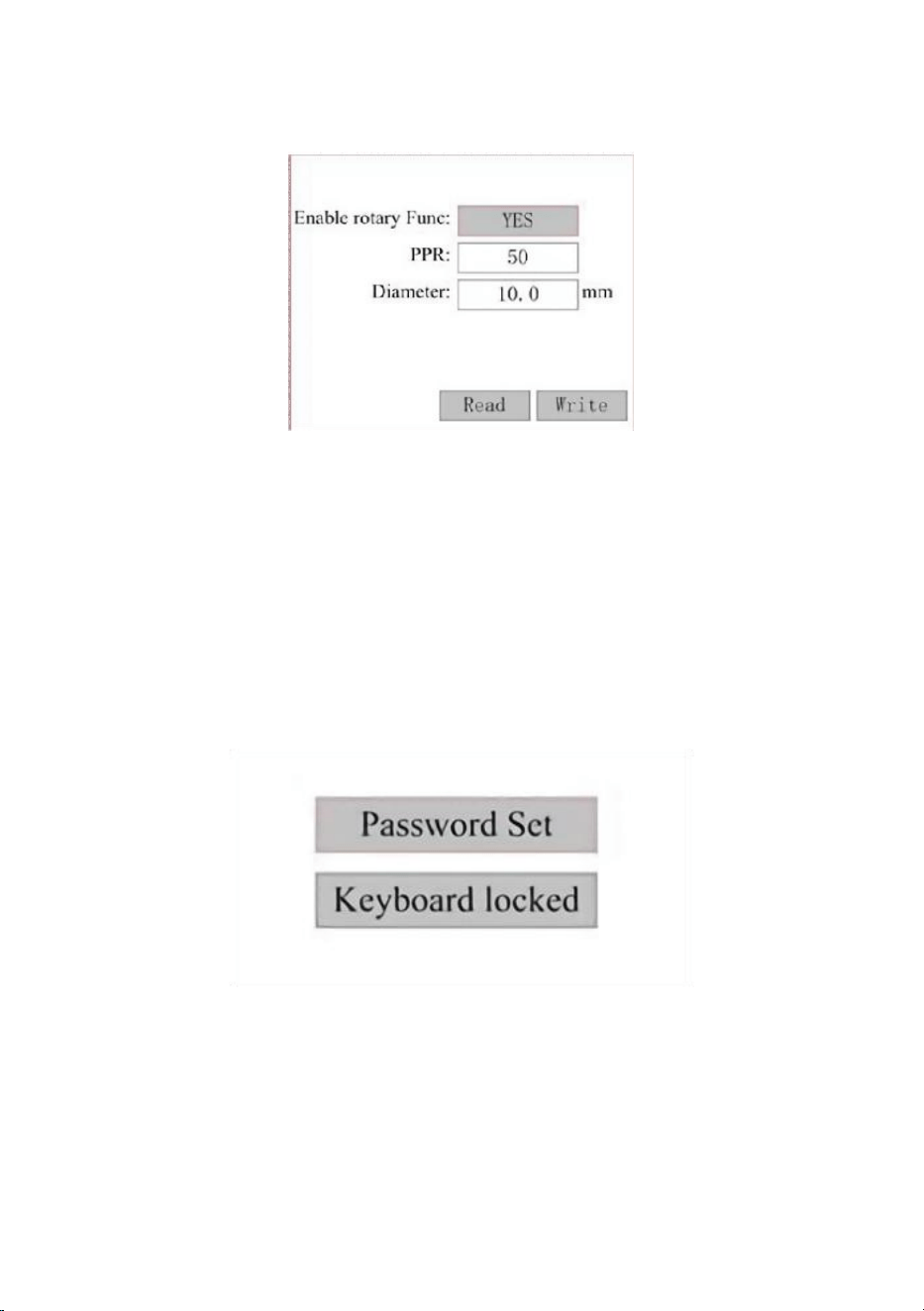
- 66 -
Dans le sous-menu Paramètres, sélectionnez Paramètres de la fonction
de rotation pour afficher l'interface de gauche :
Sélectionnez et ajustez les paramètres en appuyant sur les flèches. Une
fois le réglage terminé, déplacez le curseur sur Écrire et appuyez sur ENT
pour enregistrer les modifications des paramètres, ou appuyez sur ESC
pour quitter sans enregistrer. La lecture peut charger les paramètres
enregistrés.
DÉFINIR LE MOT DE PASSE DE L'INTERFACE .
Lorsque le curseur est sur le panneau de verrouillage, appuyez sur ENT et
la boîte de dialogue de gauche apparaîtra :
Appuyez sur les touches ▲ et ▼ pour sélectionner l'élément. Lorsque le
curseur bleu se trouve sur l'élément cible, appuyez sur ENT pour accéder
à l'interface correspondante.
PARAMÈTRES DE SAUVEGARDE ET DE RESTAURATION.
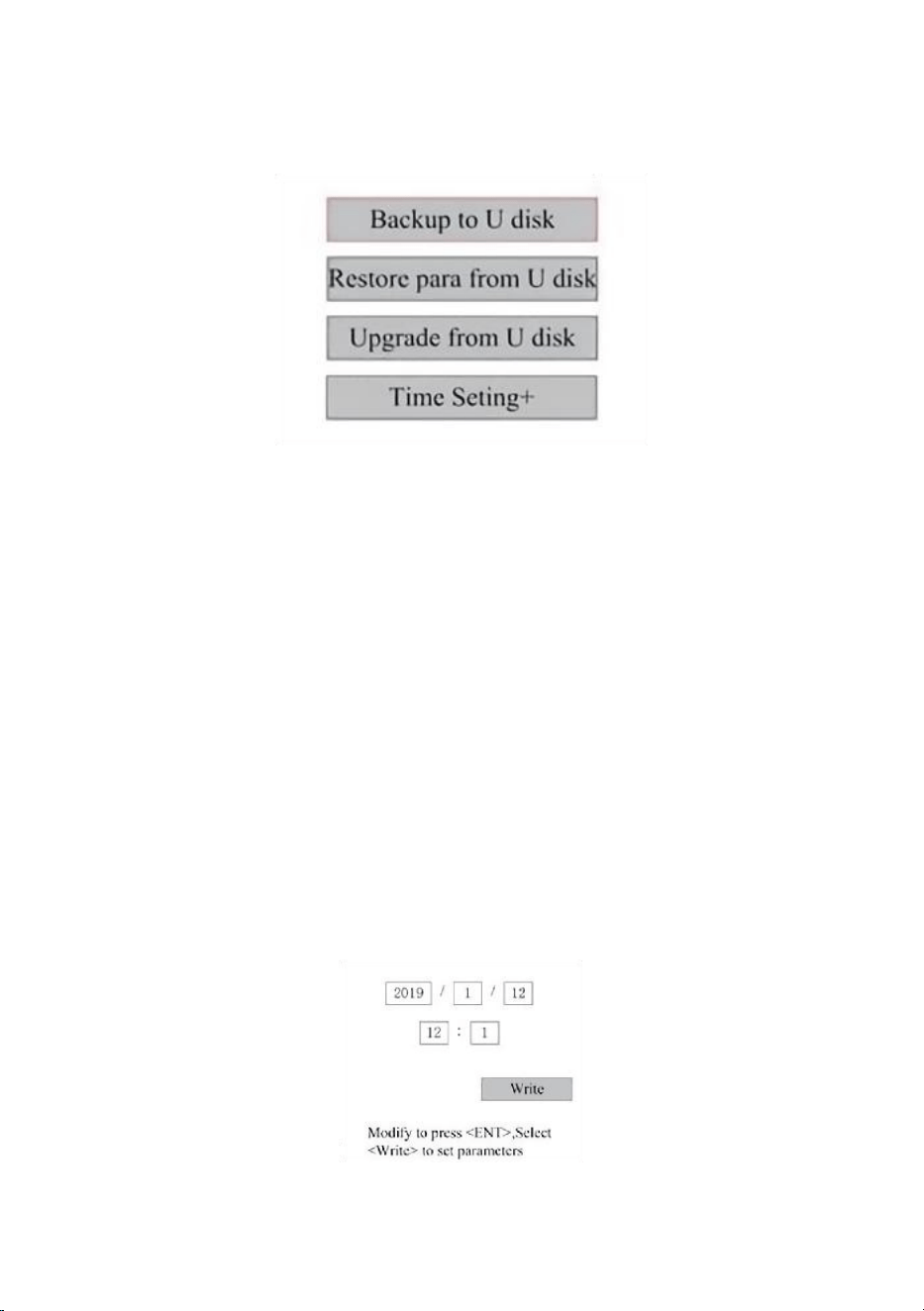
- 67 -
Dans le menu principal, sélectionnez Paramètres du contrôleur pour
afficher l’écran de gauche :
Sauvegarder sur une clé USB : enregistrez les paramètres actuels sur une
clé USB.
Récupérer les paramètres d'une clé USB : Récupérez les paramètres
enregistrés à partir d'une clé USB.
Mise à niveau à partir d'une clé USB : mettez à niveau le logiciel du
contrôleur à partir d'une clé USB.
RÉGLER LA DATE ET L'HEURE DE LA MACHINE.
Dans le sous-menu Paramètres du contrôleur, sélectionnez Paramètres de
l'heure + pour afficher les
interface gauche:
Sélectionnez et ajustez les paramètres en appuyant sur les flèches.
Lorsque vous avez terminé
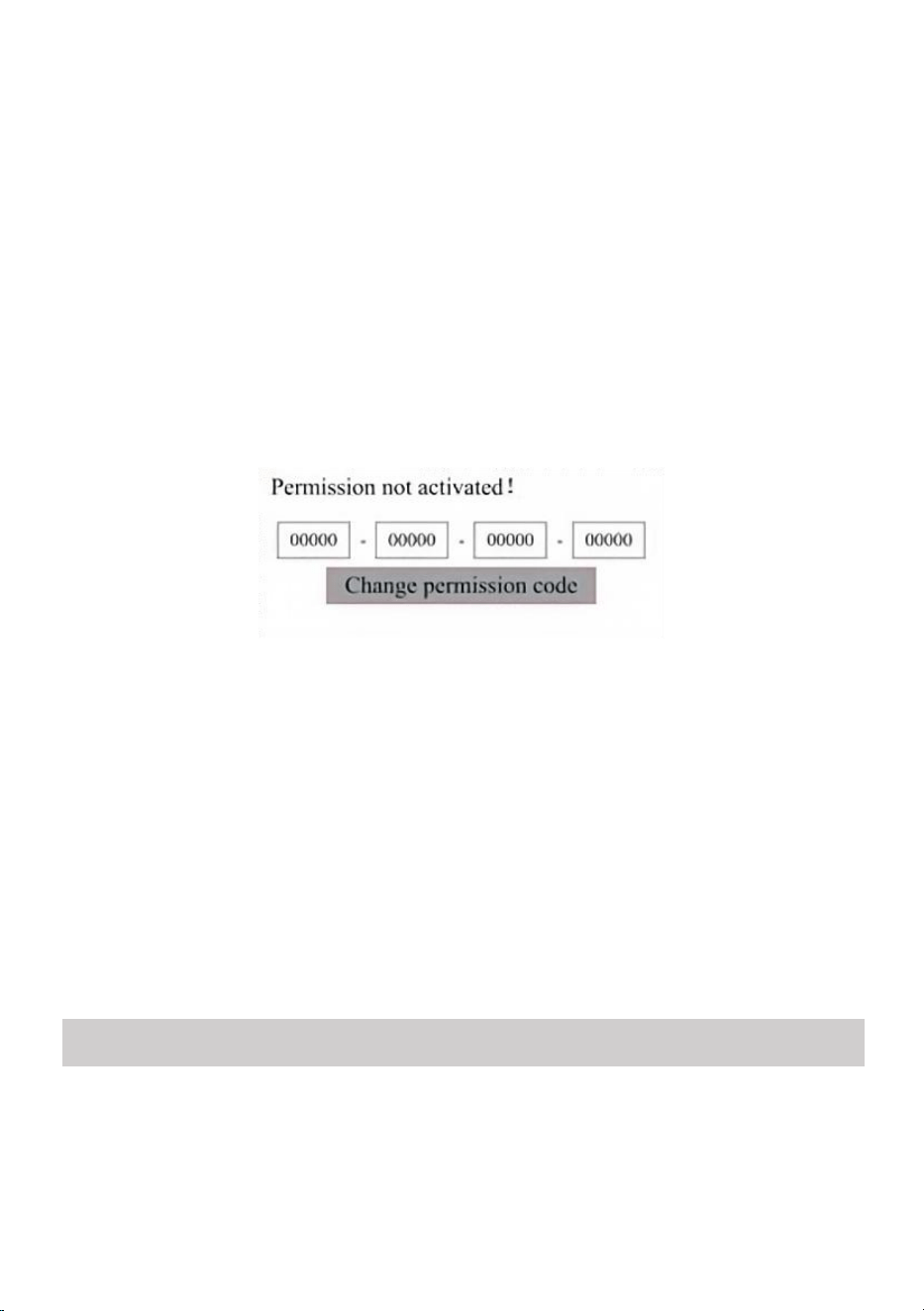
- 68 -
réglage, déplacez le curseur sur Écrire et appuyez sur ENT pour
enregistrer le paramètre
modifications, ou appuyez sur ÉCHAP pour quitter sans enregistrer. La
lecture peut charger les données enregistrées
paramètres.
GESTION DES AUTORISATIONS ET DISPOSITION DU CLAVIER .
Votre graveur doit déjà être autorisé et prêt à fonctionner. Si vous avez
acheté votre graveur via un programme de location et que vous n'avez pas
encore reçu de code de licence, veuillez contacter le service client.
Saisissez-le en allant dans le menu principal et en sélectionnant
Autorisations. L'interface de gauche apparaîtra.
Appuyez une fois sur ENT pour sélectionner le premier champ, puis
appuyez à nouveau sur ENT pour afficher le clavier de gauche.
Utilisez les touches fléchées et ENT pour sélectionner les caractères
souhaités. En cas d'erreur, appuyez sur ESC puis sur ENT pour saisir à
nouveau le champ. Utilisez les touches fléchées pour passer à un autre
champ de saisie et saisissez son contenu de la même manière. Une fois
tous les champs correctement saisis, sélectionnez Modifier le code
d'autorisation et appuyez sur ENT pour quitter cet écran et revenir au
menu principal.
MAINTENANCE
1. APERÇU DE LA MAINTENANCE.
L'utilisation de procédures autres que celles spécifiées ici peut entraîner
une exposition dangereuse au rayonnement laser. Éteignez toujours
l'appareil et débranchez-le de l'alimentation électrique avant d'effectuer

- 69 -
tout travail de nettoyage ou d'entretien. Maintenez toujours le système
propre, car les débris inflammables dans les zones de travail et
d'évacuation présentent un risque d'incendie. Seuls des professionnels
formés et compétents sont autorisés à modifier ou à démonter cet
équipement.
·De l’eau propre et fraîche doit être fournie au système à tout moment.
· L'établi doit être nettoyé et la poubelle vidée tous les jours.
· Le troisième miroir et la lentille de focalisation doivent être inspectés
quotidiennement et nettoyés si nécessaire.
· Les autres rétroviseurs et systèmes d’échappement doivent être
inspectés chaque semaine et nettoyés si nécessaire.
· L’alignement du faisceau doit être vérifié chaque semaine.
· Le câblage doit être vérifié chaque semaine pour détecter
d'éventuelles connexions desserrées, en particulier pour l'alimentation
du tube laser.
· Les rails doivent être nettoyés et lubrifiés au moins deux fois par mois.
· L'assistance pneumatique doit être inspectée une fois par mois et
nettoyée si nécessaire.
· L'ensemble de la machine laser, y compris les autres composants tels
que le système de refroidissement par eau, doit être inspecté une fois
par mois et nettoyé si nécessaire.
2. Système de refroidissement par eau.
Ne touchez ni ne réglez jamais l'alimentation en eau du graveur lorsque

- 70 -
la pompe est encore en marche.
connecté à l'alimentation.
Le tube laser doit être refroidi avec de l'eau distillée propre pour éviter
Surchauffe. L'idéal est d'utiliser de l'eau à température ambiante ou
légèrement plus basse. Les tubes laser nécessitent au moins 7,5 litres
d'eau distillée propre et refroidie ou un autre liquide de refroidissement
sans danger pour le laser afin d'éviter toute surchauffe. Si la température
de l'eau est proche de 38 °C, arrêtez de travailler jusqu'à ce qu'elle
refroidisse ou trouvez un moyen de réduire sa température sans
interrompre l'alimentation en eau du tube laser. L'eau ne doit pas non
plus être trop froide, ce qui peut également provoquer l'éclatement du
tube laser en verre pendant l'utilisation. En hiver ou si vous utilisez de la
glace pour refroidir l'eau chaude, assurez-vous que la température ne
descende jamais en dessous de 10 °C.
Il faut ajouter plus d'eau tous les quelques jours pour assurer
l'évaporation.
ne provoque pas d'exposition de la pompe pendant son utilisation .
3. NETTOYAGE
NETTOYER LE COMPARTIMENT PRINCIPAL ET LA MACHINE À
GRAVURE .
Vérifiez au moins une fois par jour si de la poussière s'accumule dans la
chambre de gravure principale. Si c'est le cas, vous devez l'éliminer. Les
intervalles et les exigences de nettoyage exacts dépendent fortement du
matériau traité et de la durée de fonctionnement de l'équipement. Des
machines propres garantissent des performances optimales et réduisent
les coûts de service, ainsi que la durée de vie de l'équipement.
risque d'incendie ou de blessure.
Nettoyez la fenêtre de visualisation avec un détergent doux et des lentilles
ou un chiffon en coton. N'utilisez pas de serviettes en papier car elles
peuvent rayer l'acrylique et réduire la capacité du couvercle à vous

- 71 -
protéger du rayonnement laser. Nettoyez soigneusement l'intérieur de la
cabine principale pour éliminer tous les débris, particules ou sédiments.
Des serviettes en papier et des nettoyants pour vitres sont recommandés.
Si nécessaire, nettoyez le couvercle du tube laser une fois qu'il a
complètement refroidi. Laissez sécher complètement tout liquide utilisé
lors du nettoyage avant d'utiliser à nouveau le graveur .
NETTOYER LA LENTILLE DE FOCALISATION .
La lentille est dotée d’un revêtement durable qui ne sera pas endommagé
par un nettoyage approprié et soigneux.
Vous devez vérifier la lentille et le miroir le troisième jour et les nettoyer s'il
y a des débris ou de la brume sur la surface. L'efficacité de votre laser sera
réduite et l'accumulation de chaleur sur l'huile ou la poussière elle-même
peut endommager la lentille.
1. Déplacez la table de gravure à une distance d'environ 4 pouces (10 cm)
sous la monture de l'objectif.
2. Déplacez la tête laser vers le centre de la table et placez un chiffon
sous la monture de l'objectif afin que l'objectif ne soit pas endommagé
s'il tombe accidentellement de la monture.
3. Dévissez la monture de l’objectif et faites-la pivoter vers la gauche.
4. Retirez le tuyau d’air sous pression et le raccord du rail laser.
5. Après avoir placé l'objectif sur du papier de nettoyage propre, tournez
soigneusement le support d'objectif de sorte que l'objectif et son joint
torique tombent sur le chiffon de nettoyage et retirez l'objectif de la
monture d'objectif.

- 72 -
6. Vérifiez le joint torique et, si nécessaire, nettoyez-le avec un
coton-tige et une serviette en papier ou un chiffon de nettoyage pour
lentilles.
7. Soufflez de l’air sur la surface de la lentille pour éliminer autant de
poussière grossière que possible.
8. Inspectez la surface de la lentille et nettoyez-la avec une solution de
nettoyage pour lentilles et du papier ou un chiffon pour lentilles si
nécessaire.
9. Maintenez le bord de l'ensemble de lentilles avec un chiffon de
nettoyage pour lentilles et utilisez une solution de nettoyage pour
lentilles. Maintenez la lentille en biais et rincez les deux surfaces pour
éliminer la saleté.
10. Placez les lentilles sur un tissu de nettoyage pour lentilles propre et
appliquez un peu de solution de nettoyage pour lentilles sur un côté de
la lentille. Laissez le liquide agir pendant environ une minute, puis
essuyez doucement avec du papier de nettoyage pour lentilles imbibé
de solution de nettoyage pour lentilles. Séchez ce côté de la lentille avec
un tissu/chiffon sec.
11. Répétez le même processus de nettoyage de l'autre côté de la
lentille. N'utilisez jamais deux fois des serviettes en papier de nettoyage.
La poussière qui s'accumule dans les serviettes en papier de nettoyage
peut rayer la surface de la lentille.
12. Vérifiez l'objectif. S'il est toujours sale, répétez le processus de
nettoyage ci-dessus jusqu'à ce que l'objectif soit propre. Ne touchez pas
la surface de l'objectif après le nettoyage.
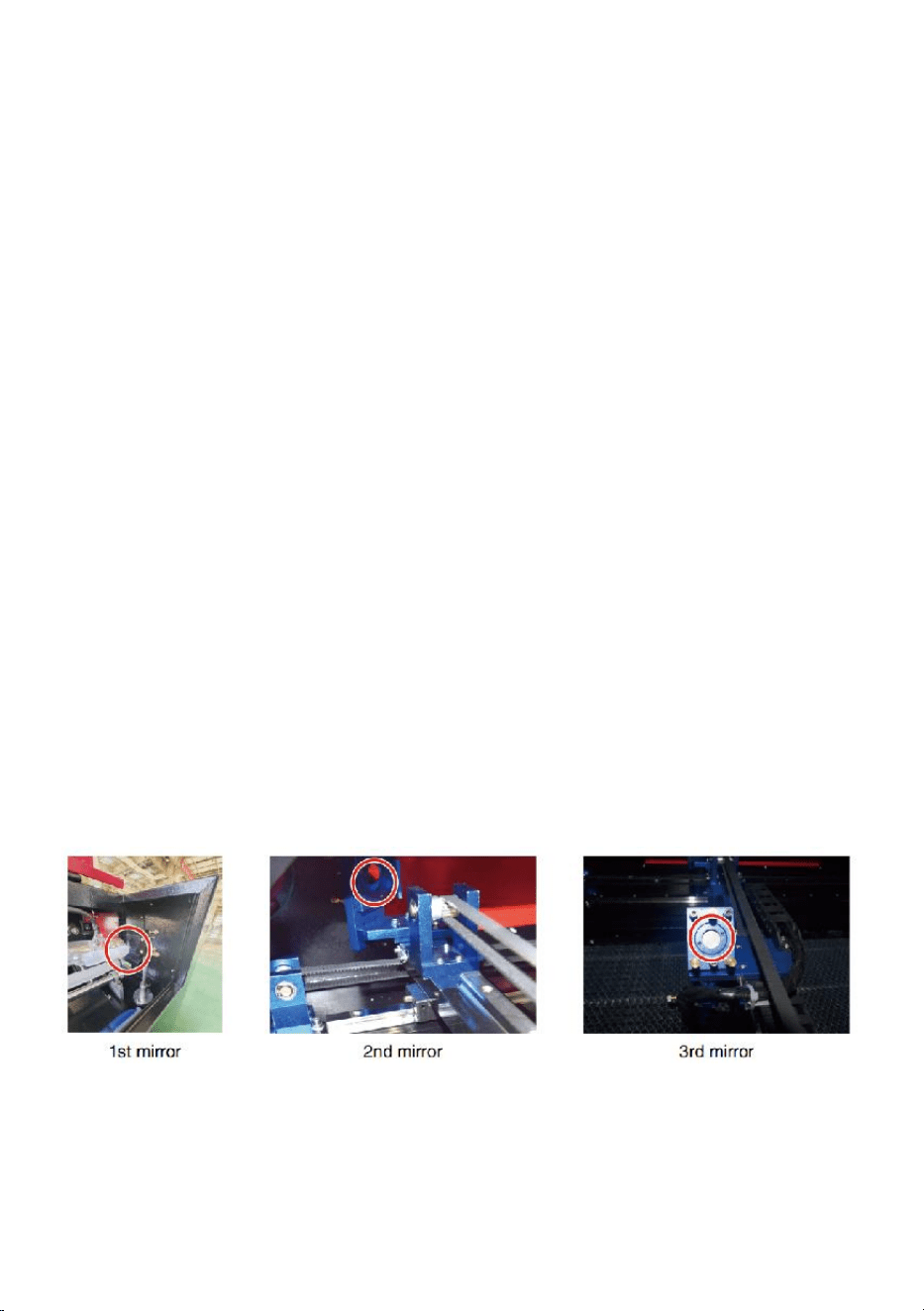
- 73 -
13. Insérez soigneusement l'objectif dans la monture d'objectif, en vous
assurant que son côté convexe circulaire est orienté vers le haut. Placez
le joint torique sur le dessus de l'objectif.
15. Remontez soigneusement l’objectif et la tête laser dans l’ordre
inverse.
NETTOYER LE MIROIR .
S'il y a des débris ou de la brume sur la surface du miroir, le miroir doit
également être nettoyé pour améliorer les performances et éviter des
dommages permanents. Le premier plan est situé derrière le côté gauche
de la machine, au-delà de l'extrémité de l'axe Y. La deuxième lentille est
sur l'axe Y à l'extrémité gauche de l'axe X. La troisième lentille est située
au-dessus de la tête laser sur l'axe X. La plus grande accumulation de
débris se trouve sur le 3ème miroir et doit être vérifiée quotidiennement
avec la lentille de mise au point. Les première et deuxième lentilles
peuvent être vérifiées quotidiennement si nécessaire, mais si elles ne sont
vérifiées qu'une fois par semaine, elles sont
généralement bien.
Les miroirs peuvent être nettoyés en place à l'aide de tissus ou de chiffons
de nettoyage pour lentilles, ou ils peuvent être retirés en les faisant tourner
dans le sens inverse des aiguilles d'une montre. Veillez à ne pas toucher
directement la surface du miroir. Évitez d'appuyer trop fort pour ne pas
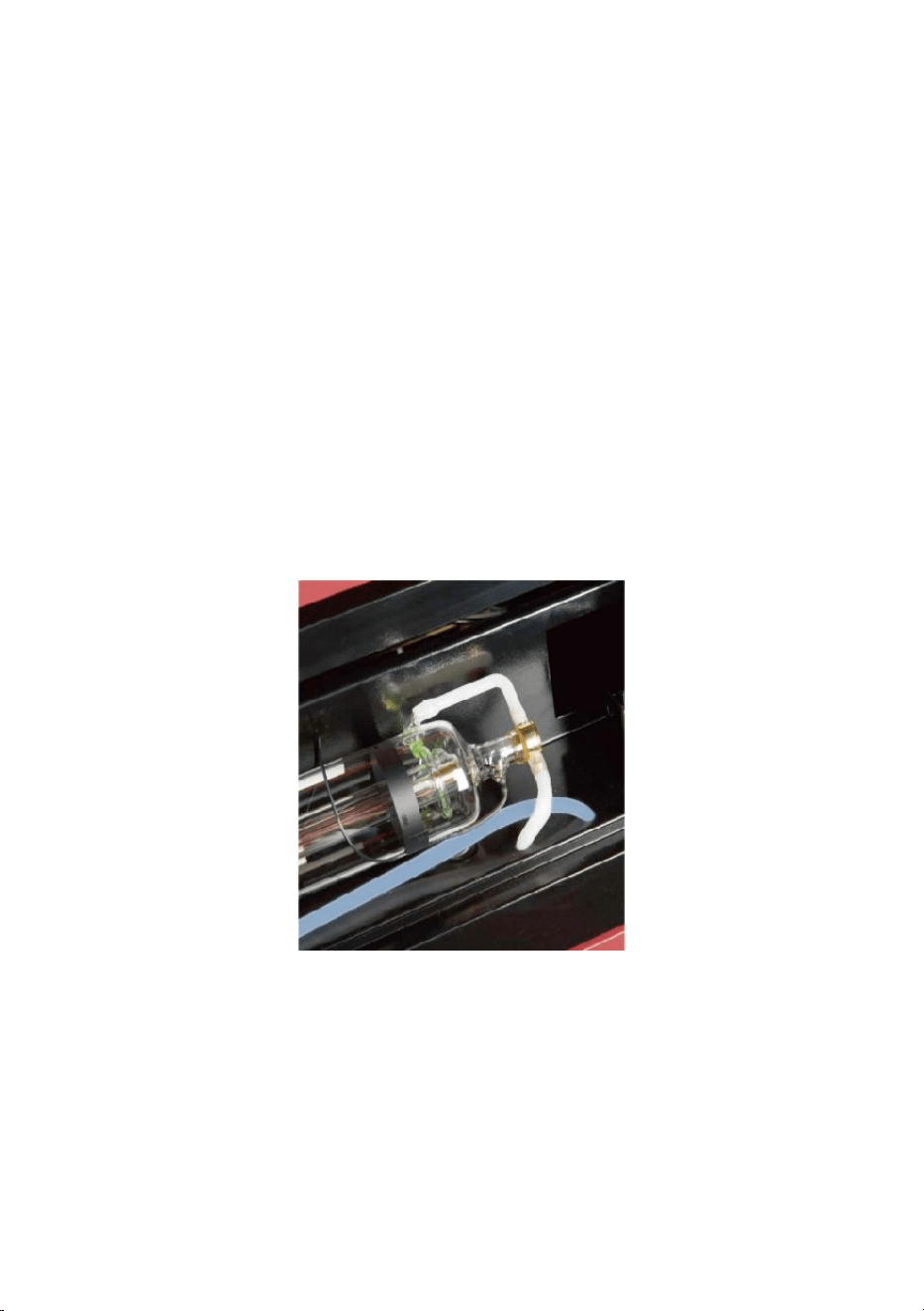
- 74 -
écraser les débris et provoquer des rayures. Si les miroirs sont retirés pour
être nettoyés, réinstallez-les en les faisant tourner dans le sens des
aiguilles d'une montre en prenant soin d'éviter toute rayure.
4. ALIGNEMENT DU TRAJET LASER.
L'alignement correct du faisceau est très important pour l'efficacité globale
et la qualité du travail de la machine. Cette machine est entièrement
alignée avec le faisceau avant l'expédition. Cependant, lorsque le graveur
arrive pour la première fois, environ une fois par semaine pendant le
fonctionnement normal, il est conseillé à l'utilisateur de confirmer que
l'alignement est toujours à un niveau acceptable et que le miroir et la
lentille de mise au point ne bougent pas en raison du mouvement de la
machine.
Vous devrez placer un morceau de ruban adhésif à chaque étape du trajet
laser, en le marquant pour confirmer que la plate-forme reste correctement
alignée. Dans le cas contraire, vous utiliserez le support du tube laser ou
les vis à l'arrière du miroir mal aligné pour corriger le problème. Une fois
les rubans fournis épuisés, nous vous recommandons d'utiliser des rubans
masqués car ils sont faciles à gérer et à utiliser.
Si l'alignement du faisceau est effectué sans précaution, l'opérateur peut
être exposé à une petite quantité de rayonnement. Suivez correctement
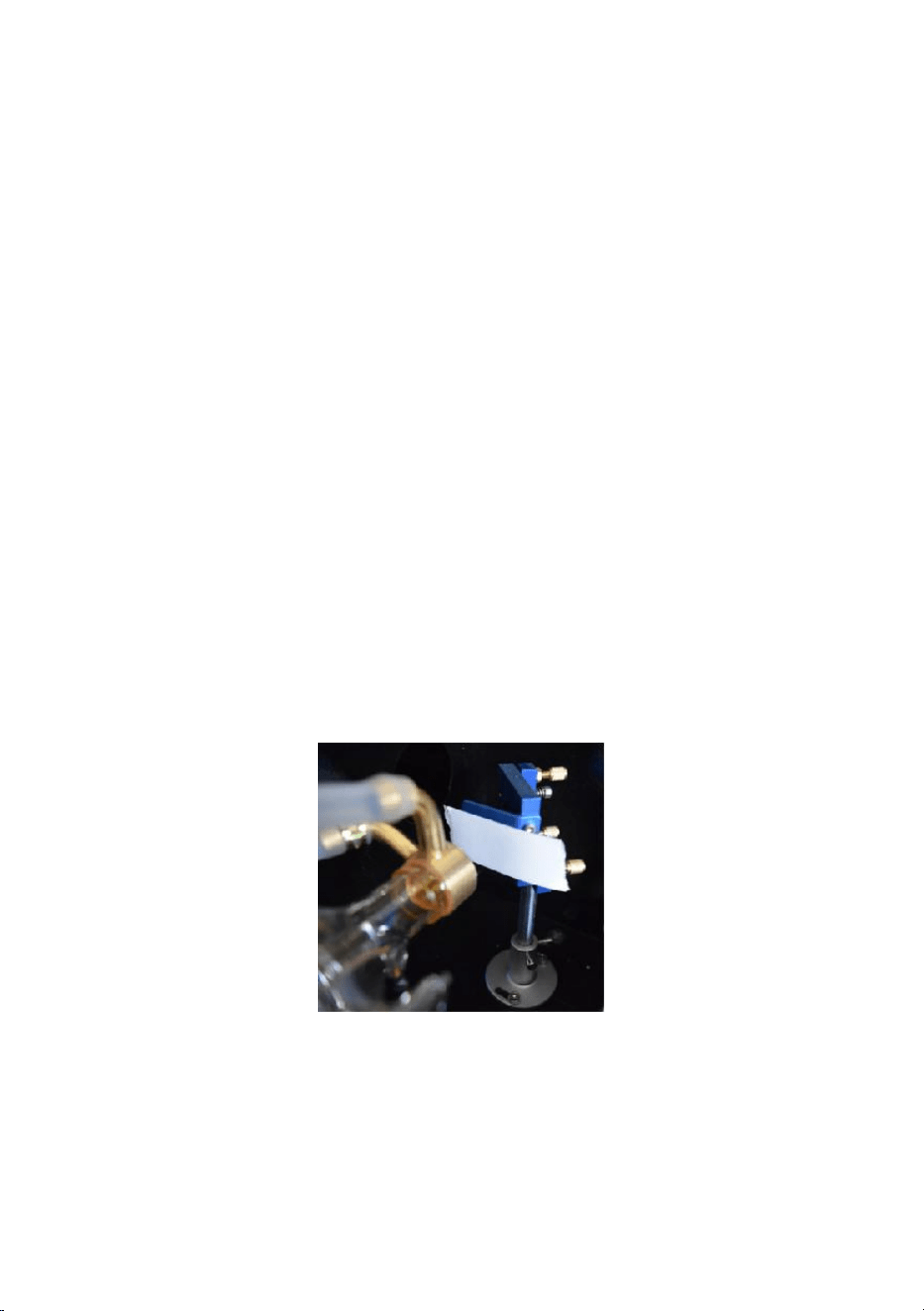
- 75 -
ces procédures et soyez toujours prudent lorsque vous effectuez
l'alignement du faisceau .
Effectuez l'alignement du faisceau à des niveaux de puissance faibles :
15 % ou moins. Tout pourcentage supérieur entraînera l'allumage de la
bandelette de test par le laser au lieu de la marquer. Assurez-vous de
régler la puissance maximale (et non minimale) à 15 %.
ALIGNEMENT DU TUBE LASER .
Pour tester l’alignement du tube laser avec le premier miroir, coupez une
bande de ruban adhésif et placez-la sur le cadre du miroir.
Ne placez pas le ruban adhésif directement sur le miroir. Allumez l'appareil
et réglez le niveau de puissance sur 15 % ou moins.
Appuyez sur PULSE pour déclencher manuellement le laser. Vous devriez
pouvoir voir une petite marque sur la bande. Si elle ne se remarque pas,
appuyez à nouveau sur PULSE.
Appuyez sur l'impulsion pour activer le laser. Assurez-vous toujours que le
chemin entre le laser et sa cible n'est pas obstrué. Ne laissez jamais
d'objets étrangers pénétrer entre le laser et sa cible. Lorsque vous
appuyez sur la touche
Bouton PULSE, veillez à ne laisser aucune partie de votre corps sur la
trajectoire du laser.
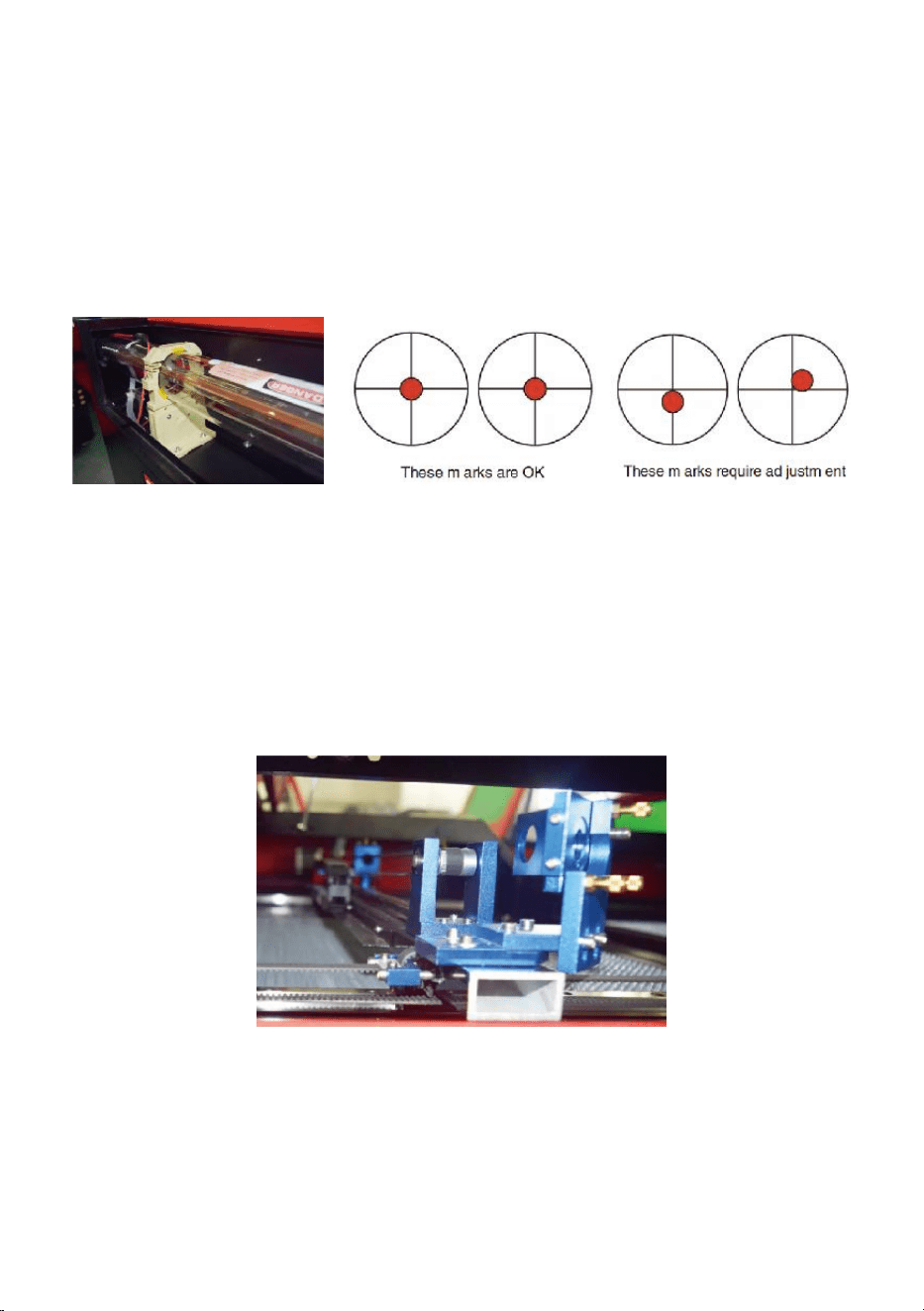
- 76 -
Le marquage laser doit être proche du centre du trou. Si le laser n'est pas
centré sur le premier miroir, coupez l'alimentation du laser et ajustez
soigneusement le tube laser dans son support. Cela peut nécessiter de
desserrer les boulons de son support. Veillez à ne pas trop desserrer les
boulons et à ne pas trop les serrer. Un seul support peut être ajusté à la
fois.
PREMIER ALIGNEMENT DU MIROIR .
Après vous être assuré que la lumière laser est correctement alignée entre
le tube laser et le premier miroir, vérifiez l'alignement entre le premier
miroir et le deuxième miroir. Tout d'abord, utilisez les flèches
directionnelles du panneau de commande pour envoyer le deuxième miroir
à l'arrière du lit le long de l'axe Y.
Une fois le réglage effectué, placez un morceau de ruban adhésif sur le
cadre du deuxième miroir. Ne placez pas le ruban adhésif directement sur
le miroir. Répétez l'étape précédente. Si le laser n'est pas centré sur le
deuxième miroir, les vis de réglage du premier miroir doivent être ajustées.
donc .
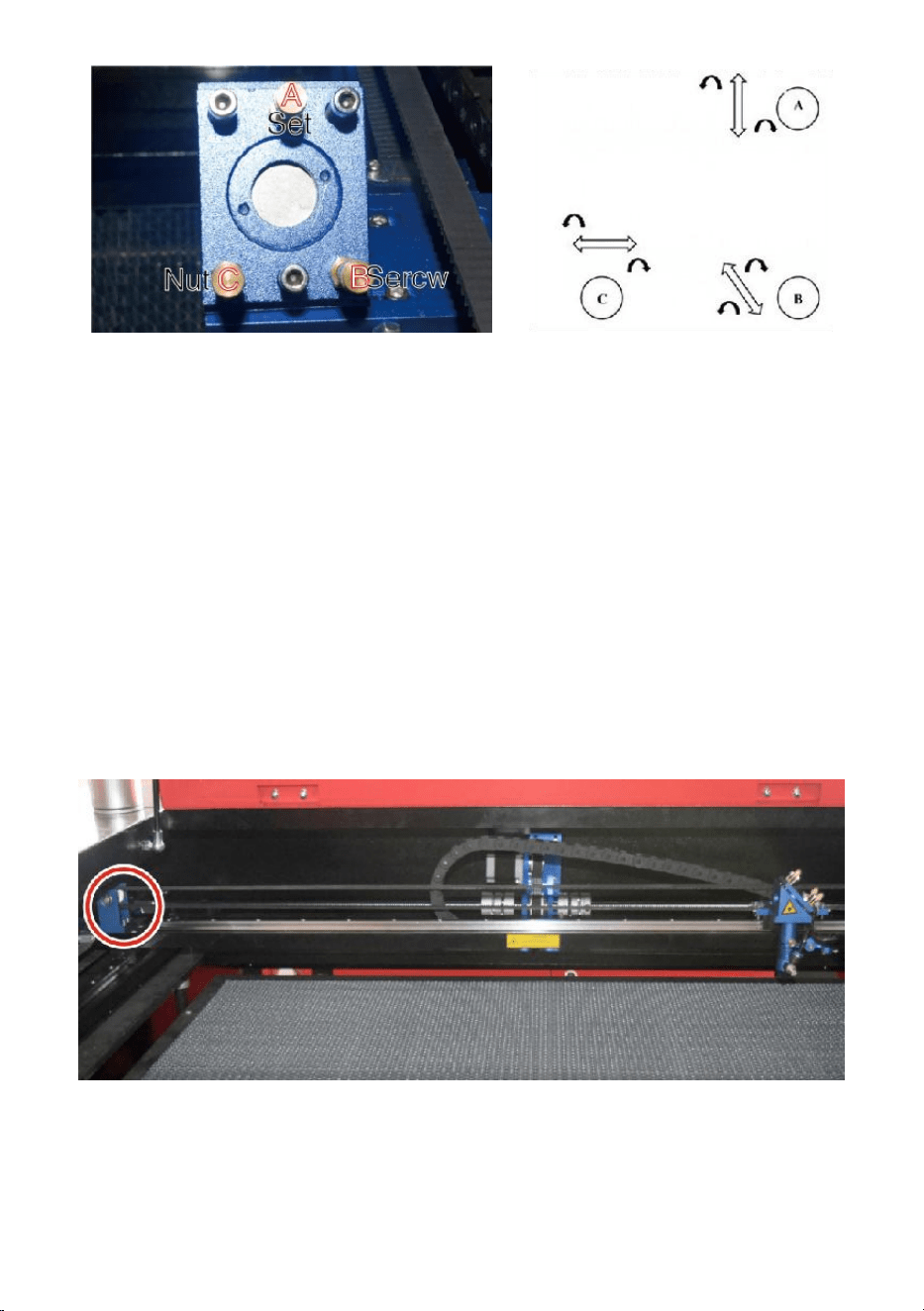
- 77 -
Pour régler le miroir, desserrez l'écrou de la vis et tournez doucement la vis
dans le sens des aiguilles d'une montre ou dans le sens inverse. Chaque
vis permet de régler une position ou un angle différent. Gardez une trace
des vis que vous ajustez et du sens de réglage. Ne tournez pas la vis de
plus d'un quart de tour à la fois, testez en particulier la position du laser
après chaque réglage afin de pouvoir voir l'effet de chaque remplacement.
Testez jusqu'à ce que les faisceaux soient correctement alignés, puis
resserrez les écrous des vis une fois tous les réglages effectués.
Ensuite, utilisez les flèches directionnelles du panneau de commande pour
envoyer le deuxième miroir vers l’avant du lit le long de l’axe Y.
Une fois le réglage effectué, placez une autre bande de ruban adhésif sur
le cadre du deuxième miroir. Ne placez pas le ruban adhésif directement
sur le miroir. Répétez les étapes décrites au point 5.4.1 et, si nécessaire,
ajustez les vis de réglage du premier miroir. Testez à nouveau jusqu'à ce
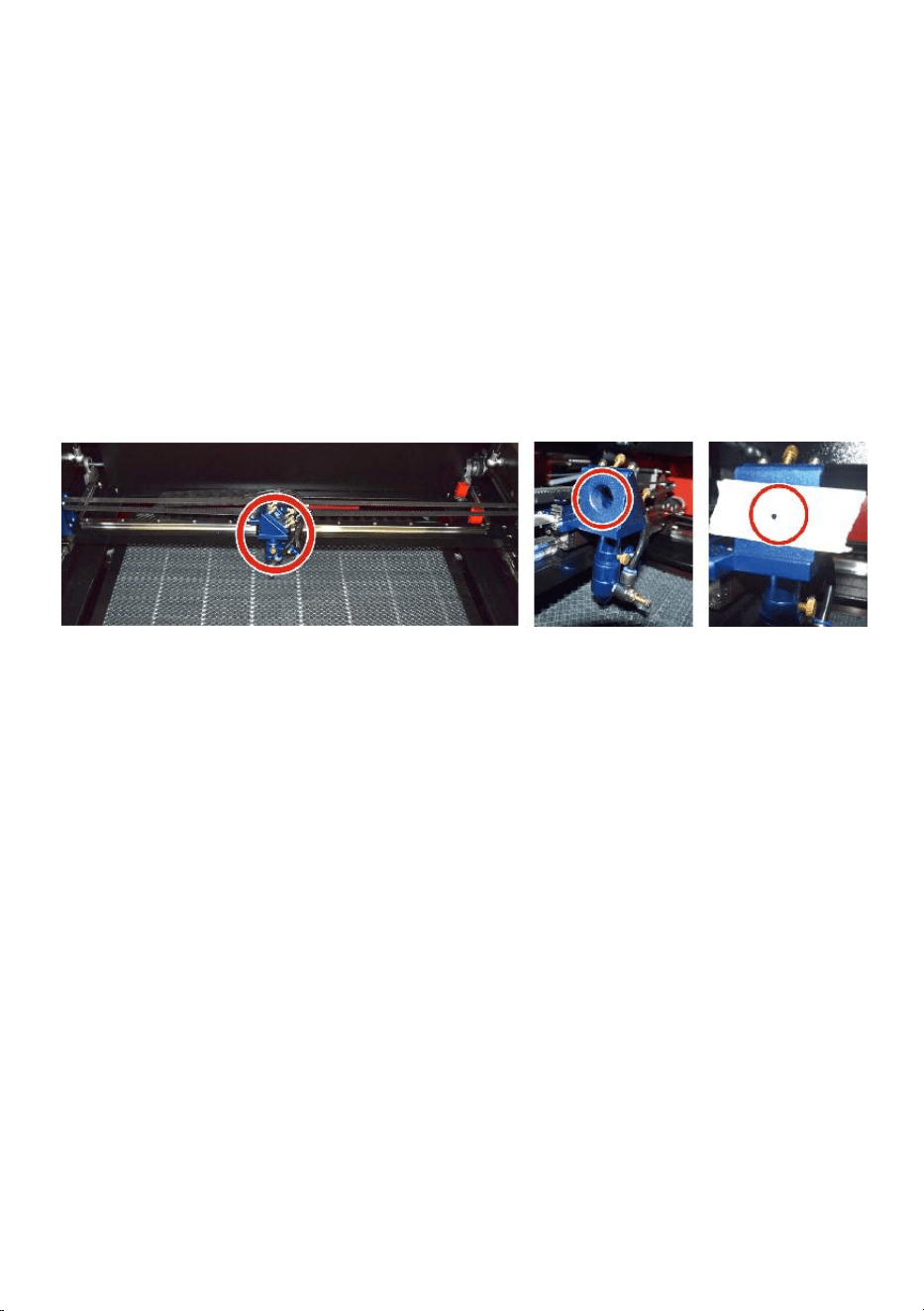
- 78 -
que les faisceaux soient correctement alignés, puis resserrez les écrous
des vis.
DEUXIEME ALIGNEMENT DU MIROIR .
Le marquage laser doit être proche du centre du trou. Si le laser n'est pas
centré sur le premier miroir, coupez l'alimentation du laser et ajustez
soigneusement le tube laser dans son support. Cela peut nécessiter de
desserrer les boulons de son support. Veillez à ne pas trop desserrer les
boulons et à ne pas trop les serrer. Un seul support peut être ajusté à la
fois.
TROISIÈME ALIGNEMENT DU MIROIR .
Après vous être assuré que le laser est correctement aligné entre les 2e et
3e miroirs, vérifiez l'alignement entre le 3e miroir et la table. Tout d'abord,
retirez le tuyau d'assistance d'air de la tête laser. Ensuite, placez un
morceau de ruban adhésif sur le bas de la tête laser et appuyez-le
fermement contre la buse. Cela laissera une marque annulaire qui peut
vous aider à vérifier la précision. Répétez les étapes de la section 5.4.1. Si
le laser n'est pas centré par la tête laser, ajustez la vis de réglage du
troisième miroir en conséquence, comme indiqué dans la section 5.4.2.
Testez à nouveau jusqu'à ce que les faisceaux soient correctement alignés,
puis resserrez les écrous des vis.
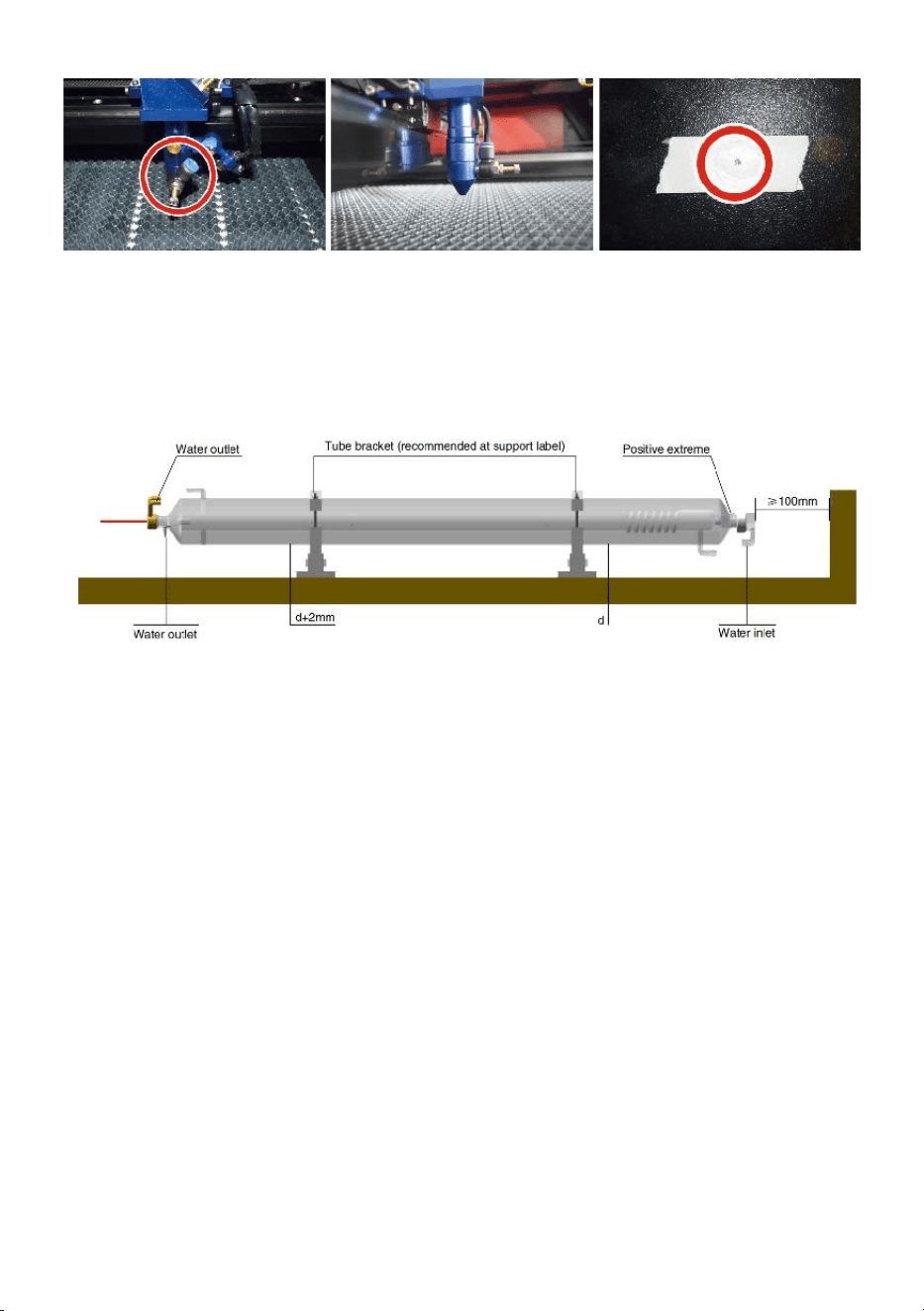
- 79 -
INSTALLER LE TUBE LASER .
Schéma de principe de l'installation du tube laser :
1. Veuillez l'installer conformément au logo sur le laser et connecter
correctement les fils de connexion de la cathode et de l'anode, le tuyau
d'entrée d'eau et le tuyau de sortie d'eau du laser.
2. Allumez le refroidisseur et ajustez l'angle du laser pour vous assurer que
le liquide de refroidissement est plein du laser et qu'il n'y a pas de
colmatage.
3. Retirez la marque d'ouverture optique, puis allumez l'alimentation laser
pour le débogage du chemin optique.
PROBLEMES ET DEPANNAGE .
Problème 1 : Le laser est toujours émis à puissance maximale ou le
courant n'est pas réglable.
①Le laser est équipé d'un terminal de contrôle de puissance qui est mal
connecté ; veuillez vérifier soigneusement la connexion du terminal.
②Le laser est équipé d'une panne de courant ; veuillez essayer de
remplacer l'alimentation électrique.
③Défaillance de la carte de contrôle de la machine laser ; Veuillez

- 80 -
contacter le service client.
Problème 2 : Le laser n'émet pas de lumière.
①Le laser est équipé d'une borne de contrôle de puissance mal
connectée ou la ligne de connexion de contrôle est rompue ; veuillez
vérifier soigneusement si les bornes et les fils de connexion sont mal
connectés ou ne s'allument pas.
②La protection de l'eau du refroidisseur échoue et le liquide de
refroidissement du refroidisseur est insuffisant ; remplacez le protecteur
d'eau ou ajoutez du liquide de refroidissement.
③Les lasers sont équipés de pannes de courant ou de problèmes
d'alimentation électrique ; essayez de remplacer le cordon d'alimentation
par une alimentation électrique ou un cordon d'alimentation secteur.
④Défaillance de la carte de contrôle de la machine laser ; Veuillez
contacter le service client.
⑤Échec du laser ; veuillez contacter le service client.
Problème 3 : Allumage par décharge.
①La ligne de connexion entre le laser et l'alimentation électrique
équipée du laser est endommagée ou cassée ; essayez de remplacer le
câble.
② Défaillance du laser ; veuillez contacter le service client.
Problème 4 : Exigences pour l’environnement.
①Le laser est équipé d'une alimentation électrique et doit fonctionner
dans un environnement bien ventilé.
②L'espace de travail doit répondre aux normes de sécurité locales pour
le fonctionnement des équipements laser.
Remarque : Exigences environnementales .
Température de fonctionnement : 10°C~38°C
Température de stockage : -10°C~35°C Humidité de stockage :

- 81 -
20%RH~80%RH
5.INSTRUCTIONS DE LUBRIFICATION.
Pour de meilleurs résultats, nettoyez et lubrifiez les rails de la machine à
graver toutes les deux semaines.
Éteignez la machine de gravure laser.
Déplacez doucement la tête laser hors du chemin.
Essuyez toute la poussière et les débris des rails des axes X et Y avec un
chiffon en coton sec
jusqu'à ce qu'ils soient brillants et propres.
Faites de même pour les vis de l’axe Z.
Lubrifiez les rails et les vis avec de la graisse.
Déplacez doucement la tête laser et l'axe X pour que le lubrifiant soit
uniformément réparti
répartis le long des deux rails, et soulèvent et abaissent le lit pour
répartir uniformément le lubrifiant le long des vis.
DAILY TROUBLESHOOTING TABLE
PROBLÈME
CAUSE DU PROBLEME
SOLUTION
Le panneau indique que
la machine est protégée
La porte n'est pas fermée
Ferme la porte
L'interrupteur de protection du
couvercle est endommagé
Remplacer par un
nouveau

- 82 -
Le panneau indique que
la
machine présente un
défaut protection contre
la pénétration d' eau
Les conduites d'eau sont
bouchées et il y a un pas de
circulation d'eau
Nettoyer les conduites
d'eau
La pompe ne sort pas, la pompe
pause s
Remplacer par un
nouveau
Résistance à l' eau altérée
Remplacer par un
nouveau
Le panneau invite à l'
hyper
interface de travail
La taille du papier à découper est
trop grande
Redimensionner l' image
Le point d'ancrage de la machine
est incorrect
Reciblage
La découpe laser est
imperméable
Le trajet lumineux du laser n'est
pas correct
Ajuster le chemin optique
Les miroirs et les lentilles sont
sales
Laver à l' alcool
N'émet pas de lasers
Problèmes avec les tubes laser
Remplacer par un
nouveau
Problèmes de pouvoir des Lager
Remplacer par un
nouveau
Le Ya x ne
bouge pas
Le commutateur rotatif n'est pas
éteint
Éteignez l'interrupteur
rotatif
Mauvaise connexion du relais
Repositionnez le relais
ou remplacez-le par un
nouveau
Le panneau de
numérisation indique
que la distance tampon
est
insuffisante
La tête laser de l'axe X est trop
éloignée d'un assistant
Repositionnez la tête
laser de l'axe X de sorte
qu'elle
soit à 50 mm de l' origine
L' interrupteur de
réinitialisation de la
machine n'est pas
désactivé .
L' interrupteur de fin de course
est endommagé ou la ligne de
limite est endommagée et l'
interrupteur de la
chaîne porte-câbles est
déconnecté
Remplacer par un nouvel
interrupteur de fin de
course rouge
13. Instructions *1
- 83 -
14. Tuyaux d'évacuation des fumées *1
15. Ruban adhésif double face *1
16. Pinces *1
17. Tournevis *1
18. Clé Allen *1SET
19. Fil de terre *1
20. Cordon d'alimentation *1
21. Câble de données *1
22. Câble réseau Crystal *1
23. Sac à documents *1
24. clé USB *1
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Importé en Australie : SIHAO PTY LTD, 1 ROKEVA STREET, ASTWOOD
NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 2 -
Technisch Support und E-Garantie-Zertifikat www.vevor.com/support
LASERGRAVIERMASCHINE
BEDIENUNGSANLEITUNG
MODELL: KH5030/KH6040/KH7050/KH906/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELL: KH5030/KH6040/KH7050/KH9060/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
LASER ENGRAVING MACHINE
- 2 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Warnung: Um das Verletzungsrisiko zu verringern, muss der
Benutzer die Bedienungsanleitung sorgfältig lesen.
Dieses Gerät entspricht Teil 15 der FCC-Bestimmungen. Der
Betrieb unterliegt den folgenden beiden Bedingungen: (1)
Dieses Gerät darf keine schädlichen Störungen verursachen
und (2) dieses Gerät muss alle empfangenen Störungen
akzeptieren, einschließlich Störungen, die einen
unerwünschten Betrieb verursachen können.
Dieses Produkt unterliegt den Bestimmungen der
europäischen Richtlinie 2012/19/EU. Das Symbol einer
durchgestrichenen Mülltonne weist darauf hin, dass das
Produkt in der Europäischen Union einer getrennten
Müllentsorgung unterliegt. Dies gilt für das Produkt und alle
mit diesem Symbol gekennzeichneten Zubehörteile. So
gekennzeichnete Produkte dürfen nicht im normalen Hausmüll
entsorgt werden, sondern müssen an einer Sammelstelle für
das Recycling von elektrischen und elektronischen Geräten
abgegeben werden.

- 3 -
IMPORTANT NOTES
Der CO2-Lasergravierer ist sowohl für den persönlichen als auch für
den professionellen Gebrauch geeignet. Bei Verwendung gemäß dieser
Anleitung enthält er ein Lasersystem der Klasse 1, einige Komponenten
sind jedoch dennoch sehr gefährlich. Deaktivieren Sie niemals
vorinstallierte Sicherheitseinrichtungen und verwenden Sie den Laser
immer sicher und verantwortungsbewusst .
Vor Inbetriebnahme des Gerätes muss der Benutzer die
Bedienungsanleitung und halten Sie sich strikt daran. Diese Anleitung gilt
für mehrere Produktmodelle.
Dieses Gerät verwendet vier internationale Standard-Lasertypen (stark
Laserstrahlung). Laserstrahlung kann folgende Ereignisse verursachen:
1. umliegende brennbare Stoffe entzünden .
2. Während der Laserbearbeitung, aufgrund unterschiedlicher
verarbeiteter Objekte, andere
Es können Strahlung und andere Giftstoffe sowie schädliche Gase
entstehen .
3. Direkte Laserstrahlung kann zu Verletzungen führen. Daher muss das
Gerät mit Feuerlöschgeräten ausgestattet sein. Es ist strengstens
verboten, brennbare und explosive Materialien auf der Werkbank und
um das Gerät herum zu stapeln. Sorgen Sie gleichzeitig für eine gute
Belüftung. Laien dürfen sich dem Gerät nicht nähern.
Laserbearbeitungsobjekte und -emissionen müssen den örtlichen
Gesetzen entsprechen
und Vorschriften.
Die Laserbearbeitung kann hohe Risiken bergen, daher sollten Sie
sorgfältig überlegen
ob das Objekt für die Laserbearbeitung geeignet ist.
Die interne Laserausrüstung steht unter Hochspannung und anderen
Gefahren, außer
für Gerätebediener ist die Demontage strengstens untersagt.

- 4 -
Wenn das Gerät eingeschaltet ist, muss jemand bewacht werden,
Unbefugtes Verlassen des Gebäudes ist verboten und vor dem
Verlassen des Gebäudes muss die gesamte Stromversorgung
abgeschaltet werden.
Das Öffnen von Türen während des Betriebs des Geräts ist verboten.
Vor Inbetriebnahme dieses Gerätes und anderer Ausrüstungen müssen
sicher und effektiv geerdet.
Platzieren Sie keine irrelevanten Totalreflexions- oder
Diffusreflexionsobjekte
Gegenstände im Gerät, um zu verhindern, dass der Laser auf den
menschlichen Körper oder auf brennbare Gegenstände reflektiert wird.
Während des Betriebs des Geräts muss der Bediener stets
Beobachten Sie den Betrieb des Geräts. Wenn eine ungewöhnliche
Situation auftritt, benachrichtigen Sie es bitte sofort .
Das Gerät sollte an einem trockenen, schadstofffreien, vibrationsfreien
und stark
elektromagnetischen Störungen in der Umgebung mit einem Temperatur
von 5-40 Grad Celsius und eine Luftfeuchtigkeit von 5-95% (nicht
Umgebung mit Kondenswasser).
Das Gerät sollte immer weit entfernt von elektrischen Geräten aufgestellt
werden
empfindlich gegenüber elektromagnetischen Störungen, da es sonst zu
elektromagnetischen Störungen kommen kann.
Die Betriebsspannung des Gerätes beträgt: Europäische AC220V oder
Nord
Amerikanischer AC 120 V (bitte bestätigen Sie die Betriebsspannung
des Geräts vor der Verwendung).
Der wichtigste Kohlendioxid-Glaslaser in der Anlage ist A
Verbrauchsmaterial und ein empfindlicher Gegenstand. Bitte gehen Sie
während des Gebrauchs vorsichtig damit um Der
Kohlendioxid-Glaslaser benötigt reines kaltes Wasser zum Abkühlen
Bitte achten Sie darauf, dass die Wassertemperatur 30 Grad nicht
überschreitet Celsius während des Gebrauchs, sonst wird der Laser
beschädigt. Wenn die Umgebungstemperatur unter 0 Grad Celsius fällt,
- 5 -
ersetzen Sie ihn bitte durch eine Frostschutzflüssigkeit, um eine
Beschädigung des Kohlendioxids zu vermeiden Glaslaser.
Das Einschalten der Geräte bei Netzspannung ist verboten. instabil
oder falsch abgestimmt. Hersteller und Verkäufer haften nicht für
Schäden, die durch unsachgemäße Verwendung oder Nichtbeachtung
der oben genannten Regelungen.
BASIC INFORMATION
Dieses Handbuch ist ein spezieller Leitfaden für die Installation,
Einrichtung, den sicheren Betrieb und die Wartung von Lasergravierern. Es
enthält allgemeine Informationen, Sicherheitshinweise, Installationsschritte,
Betriebsanweisungen, Wartungsverfahren und Kontaktinformationen.
Alle an der Installation, Einrichtung, Bedienung, Wartung und Reparatur
dieser Maschine beteiligten Personen müssen dieses Handbuch und
insbesondere die Sicherheitshinweise lesen und verstehen. Einige
Komponenten führen extrem hohe Spannungen und/oder erzeugen starke
Laserstrahlung. Wenn diese Hinweise nicht verstanden und befolgt werden,
kann dies zu mangelhafter Leistung und Lebensdauer, Sachschäden und
Verletzungen führen .
Ihr Lasergravierer funktioniert, indem er einen starken Laserstrahl aus
einer Glasröhre aussendet, die mit isolierendem Kohlendioxid (CO2) gefüllt
ist. Dieser Strahl wird von drei Spiegeln reflektiert und durch eine
Fokussierlinse reflektiert. Dieses fokussierte Licht wird verwendet, um das
Design auf bestimmte Substrate zu ätzen. Der erste Spiegel ist nahe dem
Ende der Laserröhre befestigt, der zweite Spiegel bewegt sich entlang der
Y-Achse der Maschine und der dritte Spiegel ist am Laserkopf befestigt
und bewegt sich entlang der X-Achse. Da sich ein Teil des Staubs aus dem
Gravurprozess auf dem Spiegel absetzt, muss dieser häufig gereinigt
- 6 -
werden. Da sie sich während des Betriebs bewegen, müssen sie auch
regelmäßig mit den Stellschrauben, an denen sie befestigt sind,
nachjustiert werden, um den richtigen Laserweg beizubehalten. Bei
diesem Gravierer muss ein wassergekühltes System (normalerweise eine
Pumpe oder ein Kühler) verwendet werden, um die von der Laserröhre
erzeugte Wärme abzuleiten. Ebenso muss ein Abluftsystem
(normalerweise eine externe Entlüftung oder ein spezieller Luftreiniger)
verwendet werden, um den Staub und die Gase zu entfernen, die während
des Gravurprozesses entstehen.
Wenn Sie Ihren Laser dauerhaft mit mehr als 70 % seiner maximalen
Leistung betreiben, verkürzt sich seine Lebensdauer erheblich. Für
optimale Leistung und Langlebigkeit wird empfohlen, ihn auf 10-70 % der
maximalen Nennleistung einzustellen.
Bitte beachten Sie, dass es sich um ein Hochspannungsgerät handelt
und es aus Sicherheitsgründen empfohlen wird, die Komponenten
während des Gebrauchs immer nur mit einer Hand zu berühren.
Beachten Sie, dass aktive Laser für das menschliche Auge unsichtbar
sind. Dieses Gerät sollte nicht mit geöffnetem Deckel verwendet werden,
um mögliche dauerhafte Verletzungen zu vermeiden.
Es ist auch zu beachten, dass sowohl das Kühlwassersystem als auch das
Abluftsystem für den sicheren Einsatz dieses Geräts unbedingt erforderlich
sind. Betreiben Sie die Graviermaschine nicht, wenn diese beiden
Systeme nicht ordnungsgemäß funktionieren. Das Wasser sollte immer
sauber sein und etwa Raumtemperatur haben, und das Abluftsystem sollte
immer allen Gesetzen und Vorschriften entsprechen, die für den
Arbeitsplatz und die Umgebungsluftqualität gelten.
Auf dem Etikett dieser Maschine und in dieser Anleitung werden
folgende Symbole verwendet:
- 7 -
Diese Gegenstände bergen das Risiko schwerer Sachschäden oder
Verletzungen
Diese Projekte lösen ähnlich schwerwiegende Probleme im
Zusammenhang mit Laserstrahlen.
Diese Projekte lösten ähnlich schwerwiegende Probleme mit der
elektrischen
Komponenten.
Alle Personen in der Nähe des Geräts sollten während des Betriebs eine
Schutzbrille tragen.
Die Maschine eignet sich zum Gravieren von Logos und anderen
Verbraucher
Produkte auf geeigneten Substraten. Dieser Laser kann eine Vielzahl
von Materialien verarbeiten, darunter Holz und Kork, Papier und Karton,
die meisten Kunststoffe, Glas, Stoff und Leder sowie Stein. Er kann auch
mit einigen speziell beschichteten Metallen verwendet werden. Die
Verwendung dieses Systems für andere Zwecke oder Materialien als die,

- 8 -
für die es angegeben ist, ist nicht gestattet.
Das System muss von einer Person bedient, gewartet und repariert
werden, die
ist mit dem Einsatzbereich und den Gefahren der Maschine und der
Gravurmaterialien vertraut, einschließlich deren Reflektivität,
elektrischer Leitfähigkeit, Möglichkeit der Bildung
gesundheitsschädlicher oder brennbarer Dämpfe usw.
Laserstrahlen sind gefährlich. Der Hersteller und/oder Verkäufer ist nicht
haftbar
haftbar für unsachgemäßen Gebrauch dieses Geräts oder für Schäden
oder Verletzungen, die sich aus dem Gebrauch ergeben. Der Betreiber
ist verpflichtet, diesen Schranklasergravierer nur gemäß seinem
Verwendungszweck , den anderen Anweisungen im Handbuch sowie
allen geltenden lokalen und nationalen Gesetzen und Vorschriften zu
verwenden .
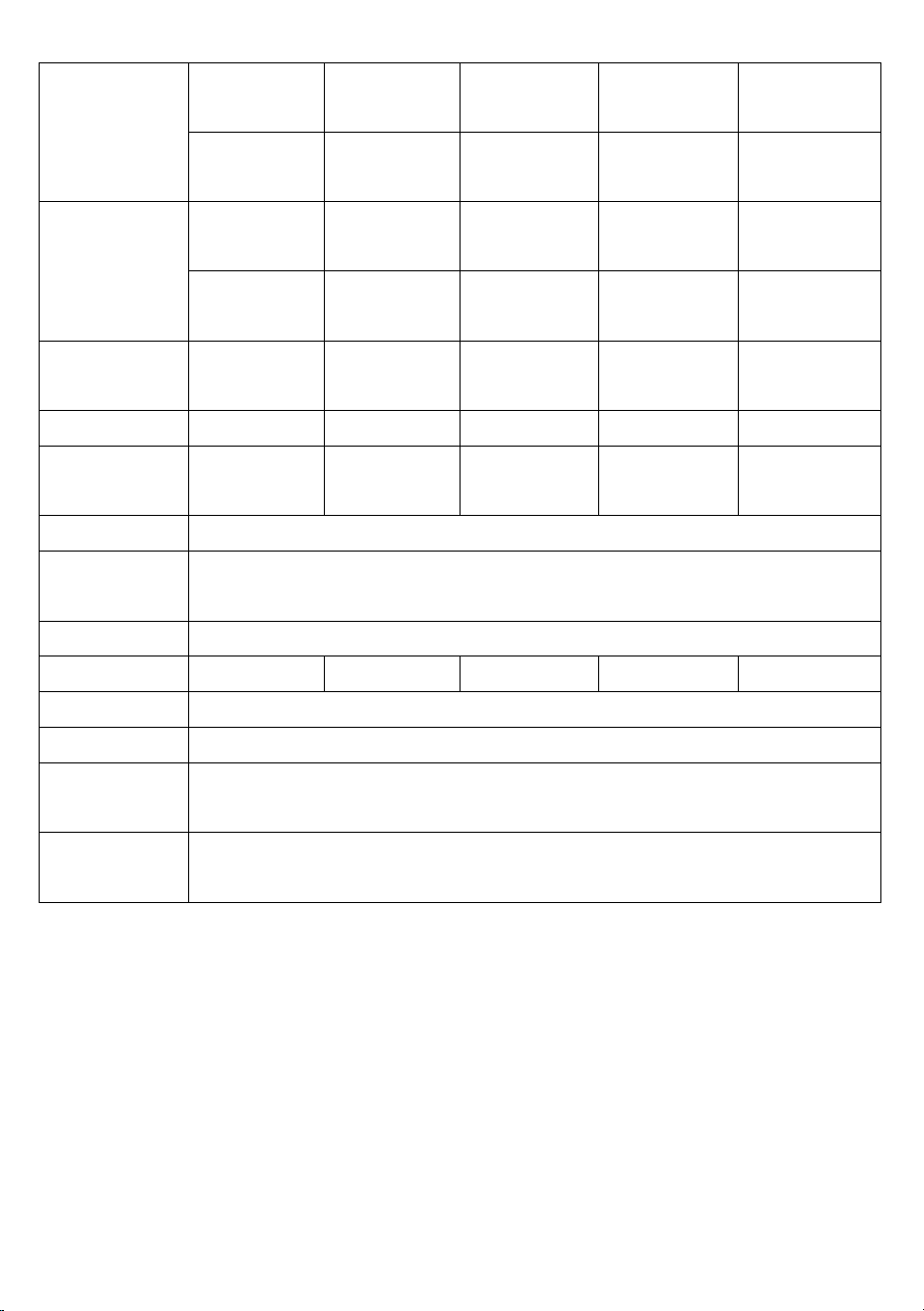
- 9 -
Modell
KH5030
KH6040
KH7050
KH9060
KH1490
KH - 5030
KH - 6040
KH - 7050
KH - 9060
KH - 1490
Eingangsspa
nnung
Wechselstr
om 120 V
Wechselstr
om 120 V
Wechselstr
om 120 V
Wechselstro
m 120 V
Wechselstro
m 120 V
Wechselstr
om 230 V
Wechselstr
om 230 V
Wechselstr
om 230 V
Wechselstro
m 230 V
Wechselstro
m 230 V
Gesamtleistu
ng
420 W
560 W
680 W
830 W
900 W
Laserleistung
5 0W
60 W
80 W
100 W
130 W
Arbeitsbereic
h
500 x 300
mm
600 x 400
mm
700 x 500
mm
900 x 600
mm
1400 x 900
mm
Temperatur
5-50 ℃
Luftfeuchtigk
eit
5 % - 95 % kondensfrei
Lasertyp
CO2-Glaslaser
Lasermodell
KH-LT50
KH-LT60
R3
R5
R7
Material
Stein, Holz, Keramik, Metall, Stoff, Papier usw.
Werkbank
Zelluläre Plattform
Schnittgesch
windigkeit
0-400 mm/s
Gravurgeschwi
ndigkeit
0-500 mm/s
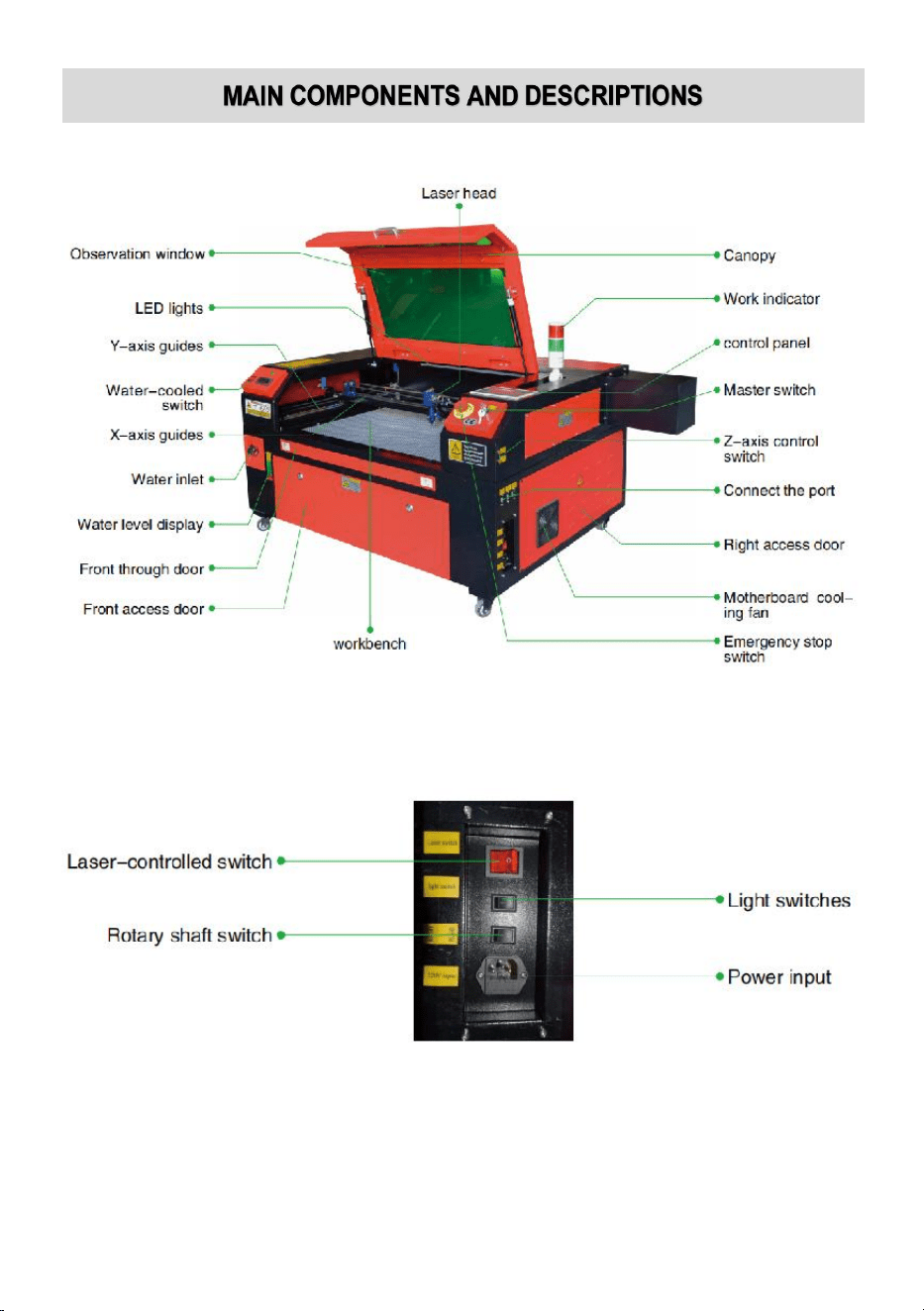
- 10 -
1. Schematische Darstellung des Teils.
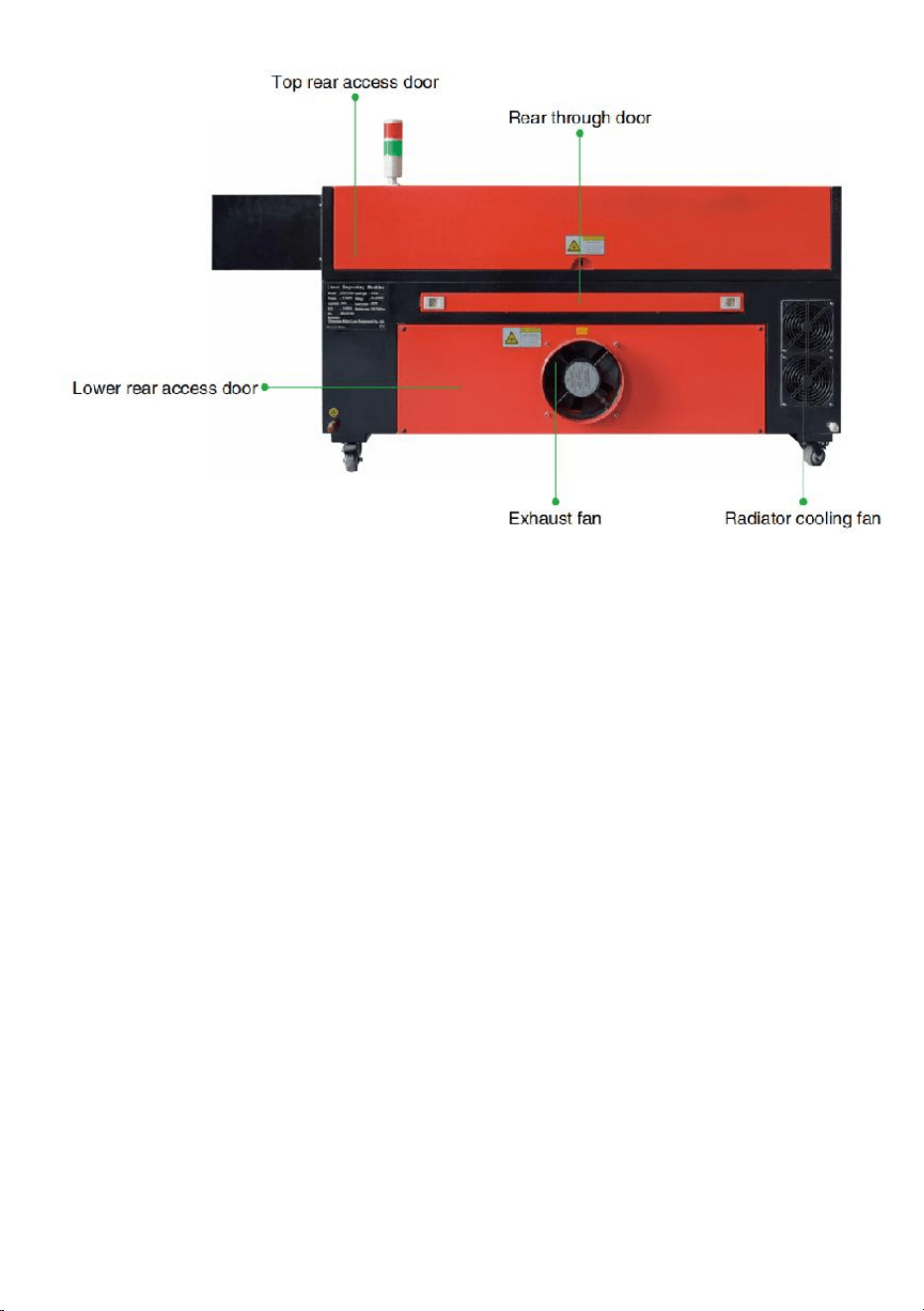
- 11 -
2.Teilebeschreibung.
Sichtfenster: Dieses hellbraune Acrylfenster ermöglicht Ihnen die
Überwachung der
Gravurprozess, absorbiert aber den hochinfraroten Laser nur teilweise
und bietet keinen anderen Schutz. Tragen Sie beim Einsatz des
Protective Observation Active Laser immer eine Brille und starren Sie nie
über längere Zeit in den Laser.
LED-Licht: Dieses helle grüne Licht beleuchtet die Werkbank für eine
klare
Ansicht der Materialgravur vor, während und nach der Arbeit.
Y-Achsenführungen: Y-Achsenführungen ermöglichen die Vor- und
Rückwärtsbewegung der X-Achsenführungen
auf dem Tisch.
Wasserkühlungsschalter: Nach dem Betätigen des Schalters wird die
eingebaute Wasserkühlung
Die Kühlung beginnt und die Echtzeit-Temperaturanzeige leuchtet auf.
X-Achsen-Schiene: Die X-Achsen-Schiene hält den zweiten Spiegel und
stützt den
Laserkopf nach links und rechts bewegen.
Wassereinlass: Dieser dient dazu, den Deckel beim Befüllen gegen den

- 12 -
Uhrzeigersinn aufzuschrauben
der eingebaute Umwälzwassertank.
Wasserstandsanzeige: Über diese Sichtöffnung können Sie den
Wasserstand des Wassertanks im Rumpf. (gelb: zu hoch / grün:
geeignet / rot: zu niedrig) .
Vordere gerade Tür: Diese Tür öffnet sich, um größere Materialien
durchzulassen
durch das Arbeitsbett. Es muss äußerste Vorsicht walten, um den
Laserstrahl und seine Reflexionen nicht zu sehen oder zu verletzen. Hier
befand sich auch die Zubehörtasche, als der Graveur ankam.
Vordere Zugangstür: Diese Tür bietet Zugang zum Bereich unter dem
Bank für einfache Reinigung.
Baldachin: Der Deckel bietet Zugang zur Haupthalterung zum Platzieren
und
Abrufen von Materialien sowie Korrigieren der Laserpfadausrichtung und
andere Wartungsarbeiten. Wenn der Deckel geöffnet wird, wird die
Stromversorgung des Lasers automatisch unterbrochen.
Arbeitsanzeige: Sie kann dem Bediener helfen, den Laser besser zu
beobachten
Emissionsstatus, rotes Licht: Laser arbeitet, grünes Licht: Laser im
Leerlauf.
Bedienfeld: Das Bedienfeld ermöglicht die manuelle Steuerung des
Gravurvorgang, einschließlich der Bewegung des manuellen
Laserkopfes und der Emission des Lasers.
Hauptschalter: Steuert den Gesamtstromschalter der gesamten
Maschine.
Z-Achsen-Steuerschalter: Diese Tasten bewegen den Tisch nach oben
oder unten, um
helfen Ihnen, sich schnell an die unterschiedlichen Stärken des Tisches
anzupassen und sich darauf zu konzentrieren.
Anschlussports: Diese Ports verbinden die Hauptplatine des
Gravurgeräts
Die Maschine wird über ein USB- oder Ethernet-Kabel mit dem
Steuercomputer und der Gravursoftware verbunden.

- 13 -
Rechte Zugangstür: Diese Tür bietet Zugang zum Motherboard, Motor
Treiber und Netzteil. Die Lüftungsschlitze verhindern eine Überhitzung
der Komponenten während des Betriebs und sollten nicht blockiert
werden.
Motherboard-Lüfter: Dieser Lüfter dient zur Wärmeableitung des Kerns
Geräte wie eingebaute Motherboards und Laserstromversorgungen.
Not-Aus-Schalter: Im Notfall wird dieser Knopf
Unterbrechen Sie sofort die gesamte Stromzufuhr zur Laserröhre.
Laserkopf: Der Laserkopf enthält den 3. Spiegel, die Fokussierlinse, den
roten Punkt
Führung und Luftunterstützungsauslass.
Tisch: Die Tischhöhe kann an dünnere und dickere
Materialien sowie zwischen Aluminium- und Zellplattformen.
Lasersteuerschalter: Dieser Schalter muss bei Verwendung eines Lasers
eingeschaltet sein.
Lichtschalter: Schalten Sie das Licht auf der Werkbank ein.
Drehachsenschalter: Dieser Schalter muss eingeschaltet sein, wenn die
Drehachse verwendet wird.
(Aus, wenn die Drehachse nicht verwendet wird). Wenn sich die Y-Achse
nicht bewegt, prüfen Sie, ob dieser Schalter ausgeschaltet ist.
Stromeingang: Dieser Stromanschluss muss vor der Verwendung des
Maschine.
Obere hintere Zugangstür: Diese Tür führt zum Laserschacht, wo der
Laser
Schlauch und seine Anschlüsse sind gesichert.
Hintertür: Diese Tür entspricht einer Vordertür und erfordert ähnliche
Bei der Anwendung ist Vorsicht geboten.
Untere hintere Zugangstür: Diese Tür bietet Zugang zur
Luftunterstützung
Pumpe und Z-Achsen-Riemen.
Abluftventilator: Dieser Ventilator saugt Gase und Schmutz aus der Luft
des
Werkbank und leitet die Luft nach der Reinigung durch einen
umweltfreundlichen Filter hinaus.
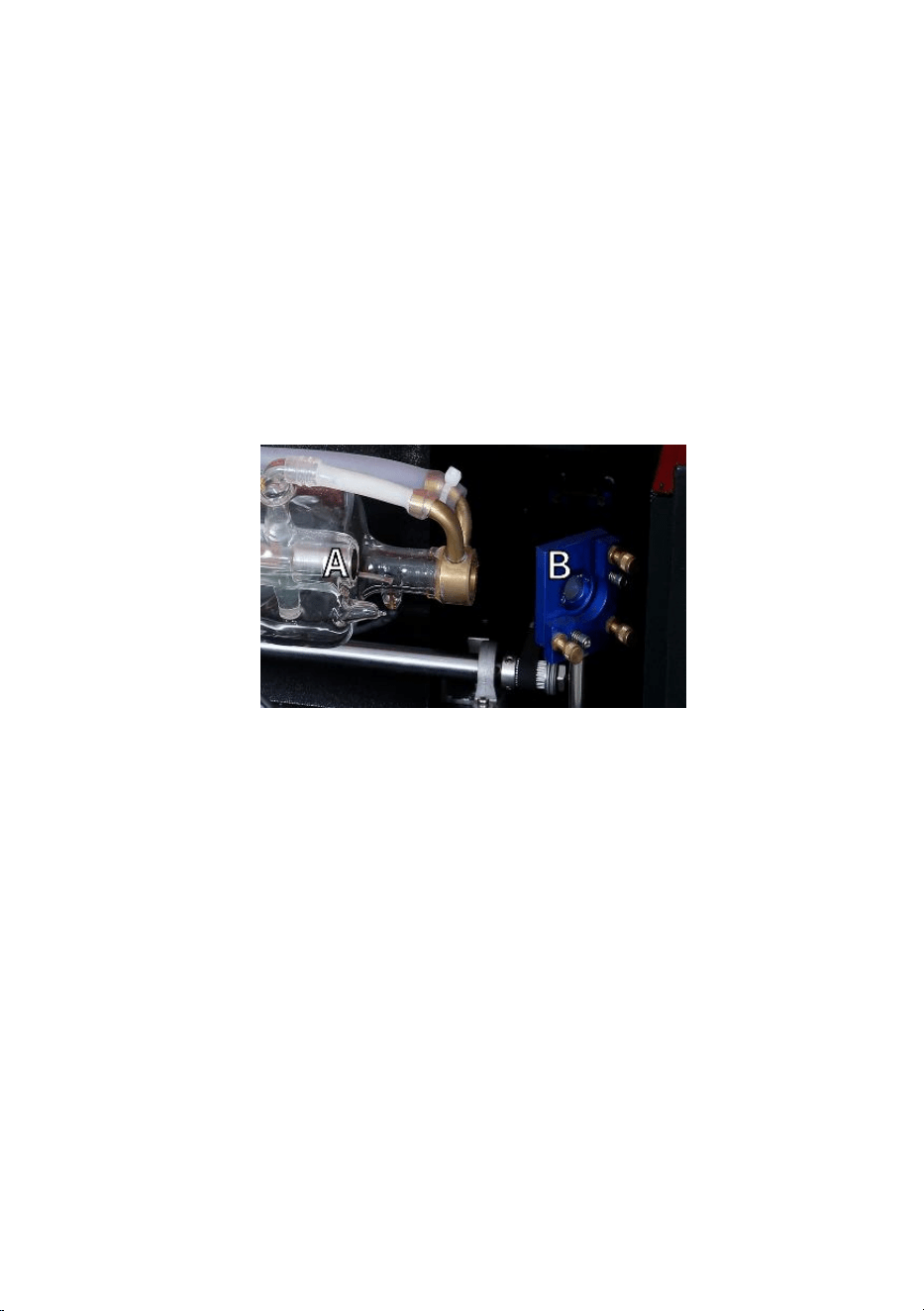
- 14 -
Kühlventilator für den Wassertank: Dieser Ventilator dient zur Kühlung
des zirkulierenden Wassers .
3. Beschreibung des Laserpfads .
A. Laserröhre : Diese mit Kohlendioxid gefüllte Glasröhre ist auf einer
Halterung montiert und kann nicht bewegt werden. Die
Anschlussspannung zwischen ihr und der Laserstromversorgung ist
extrem hoch und äußerst gefährlich.
B. Erster Reflektor – Dieser Spiegel mit einstellbarem Winkel wird an
Ort und Stelle gehalten, um den Gravurlaser von der Röhre auf den
zweiten Spiegel zu übertragen.
C. Zweiter Spiegel : Dieser Spiegel mit einstellbarem Winkel bewegt sich
entlang der X-Achsenführung, damit der Laserstrahl entlang der
Y-Achse wandern kann.
D. Dritter Spiegel : Dieser winkelverstellbare Spiegel bewegt sich mit
dem Laserkopf und ermöglicht es dem Laserstrahl, sich entlang der
X-Achse zu bewegen.
E. Fokussierlinse : Diese Linse lenkt und fokussiert das Laserlicht auf
das Material.
F. Werkbank : Die sichtbare Werkbank ist in der Höhe verstellbar .

- 15 -
4.Verbinden Sie die Eingänge.
A. USB-Leitungsanschluss : Dieser Anschluss verwendet einen
beliebigen seiner USB-Anschlüsse, um eine Verbindung zum
Steuercomputer und seiner Gravursoftware herzustellen.
B. USB-Anschluss : Über diesen Anschluss können Sie Designs und
Parameter direkt auf dem Gravierer laden und speichern.
C. Ethernet-Anschluss : Dieser Anschluss stellt eine direkte oder über
das Internet hergestellte Verbindung zum Steuercomputer und seiner
Software her.
5. Laserkopfmontage.
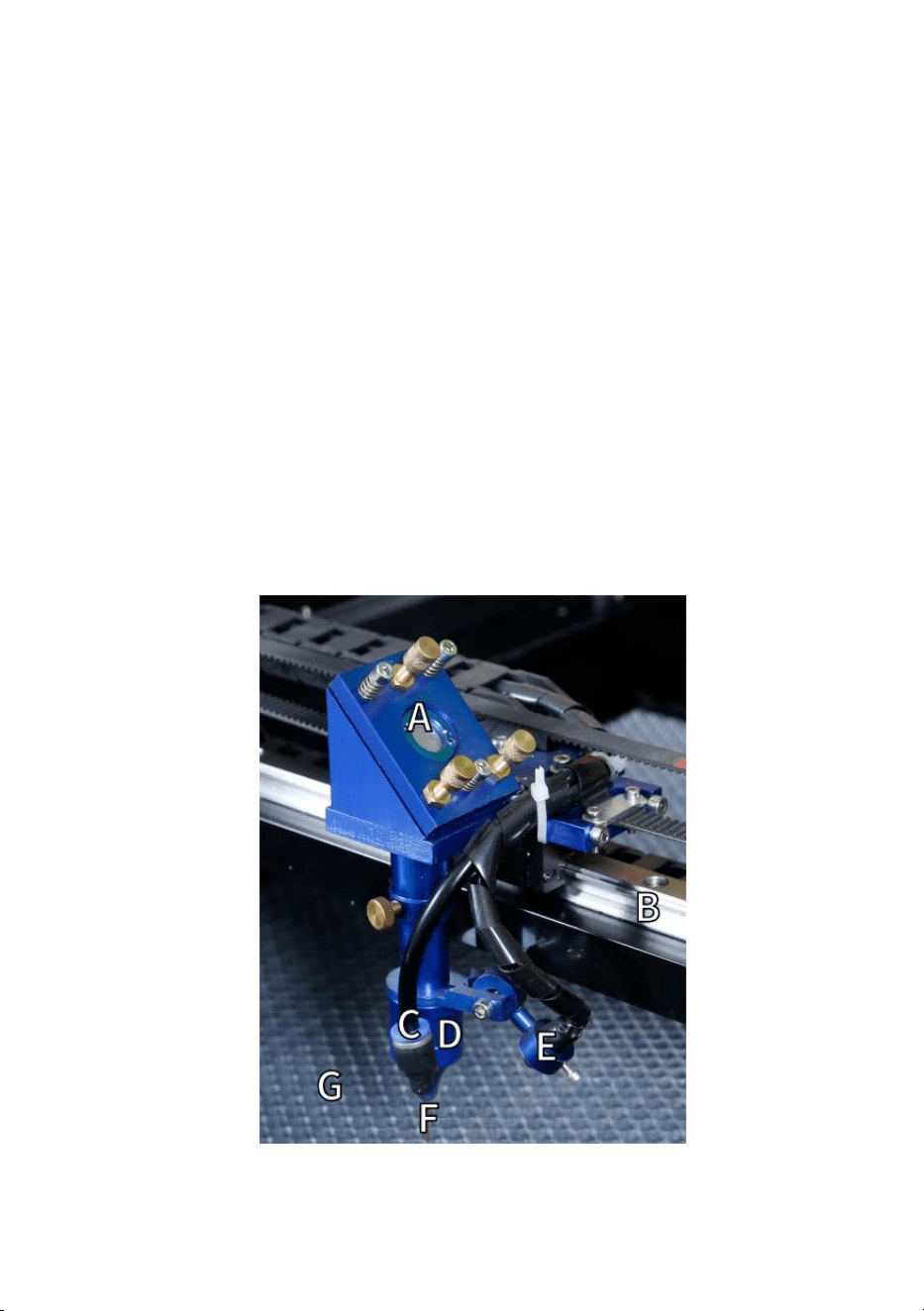
- 16 -
A. Dritter Spiegel des Laserkopfes: Dieser winkelverstellbare Spiegel
überträgt Laserlicht vom zweiten Spiegel zur Fokussierlinse.
B. X-Achsen-Führung: Diese Führung bewegt sich entlang der Y-Achse
und ihre Bewegung wird durch einen Endschalter gesteuert.
C. Luftunterstützung: Dieses Gerät bläst Druckluft, um Funken zu töten
und Gase und Schmutz beim Gravieren wegzublasen.
D. Fokussierlinse: Diese Linse lenkt und fokussiert den Laserstrahl auf
seinen Kontaktpunkt mit dem Gravurmaterial.
E. Roter Punktzeiger: Mit diesem Gerät können Sie die genaue Position
des unsichtbaren Gravurlasers erkennen.
F. Laser: Der Gravurlaser selbst ist unsichtbar, aber sehr gefährlich.
Vermeiden Sie direkten Kontakt mit Haut oder Augen.
G. Werkbank: Nutzen Sie die mitgelieferten Acryl-Werkzeuge, um bei
jeder Materialstärke den perfekten Fokus zu erzielen.
6.Rechte Zugangstür.
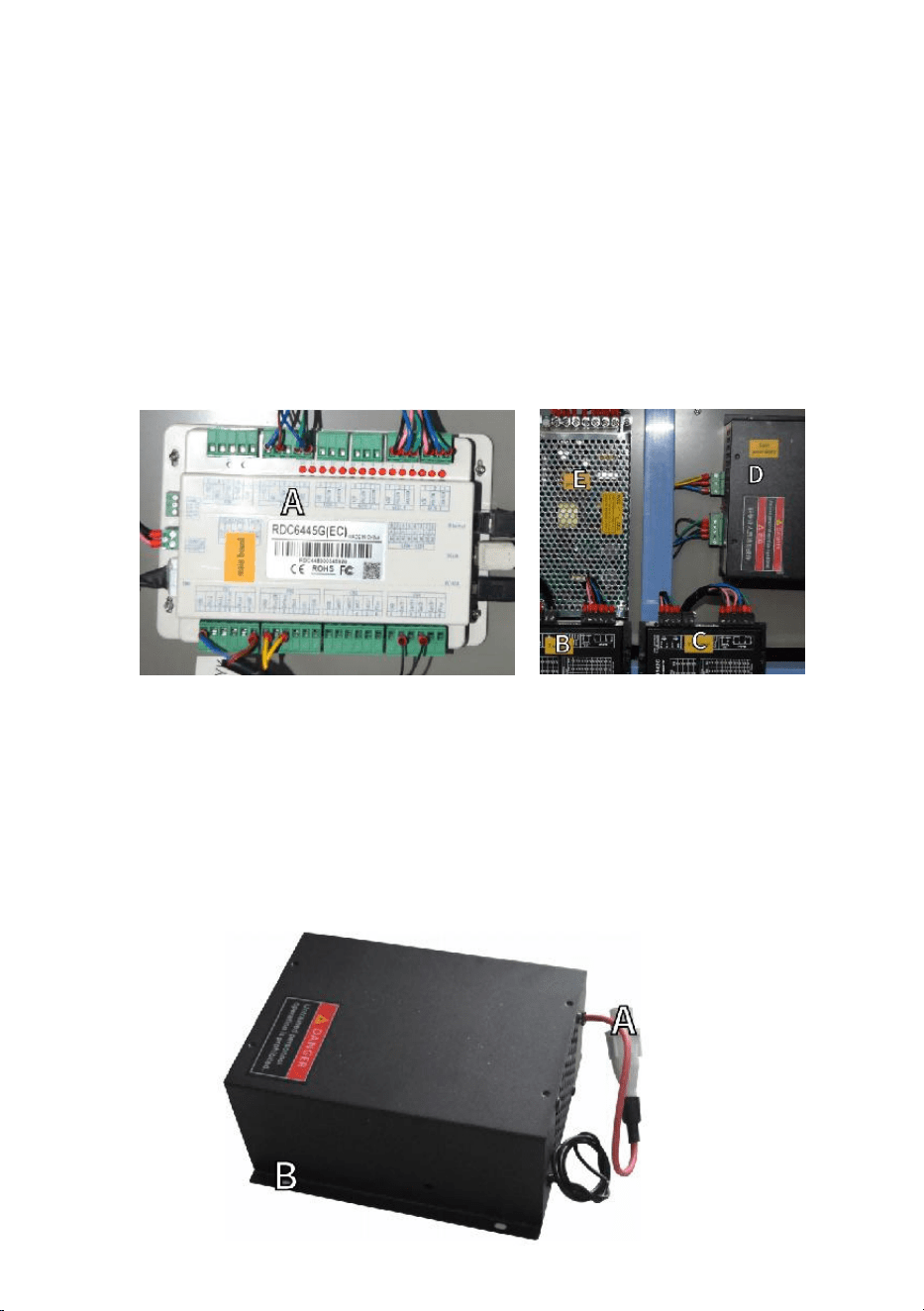
- 17 -
A. Hauptplatine : Diese Platine steuert den Gravurvorgang und reagiert
auf Befehle der Gravursoftware oder des Bedienfelds der Maschine.
BX-Achsentreiber : Dieses Gerät bewegt den Laserkopf entlang der
X-Schiene.
CY-Achsenantrieb : Dieses Gerät bewegt die X-Schiene entlang der
Y-Schiene.
D. Laserleistung : Dieses Gerät wandelt normalen Strom in die für eine
Laserröhre erforderliche Hochspannung um.
E. Stromversorgung – Dieses Gerät versorgt die Hauptplatine und die
Laufwerke des Computers mit Strom .
7. Laserstromversorgung .
A. Hochspannungskabel : Dieses Kabel ist mit der Anode oder dem
positiven Ende der Laserröhre verbunden und liefert
Hochspannungsstrom zur Stromversorgung des Lasers.
B. Montagelöcher : Diese Standardschlitze ermöglichen eine einfache
Installation und Entfernung.
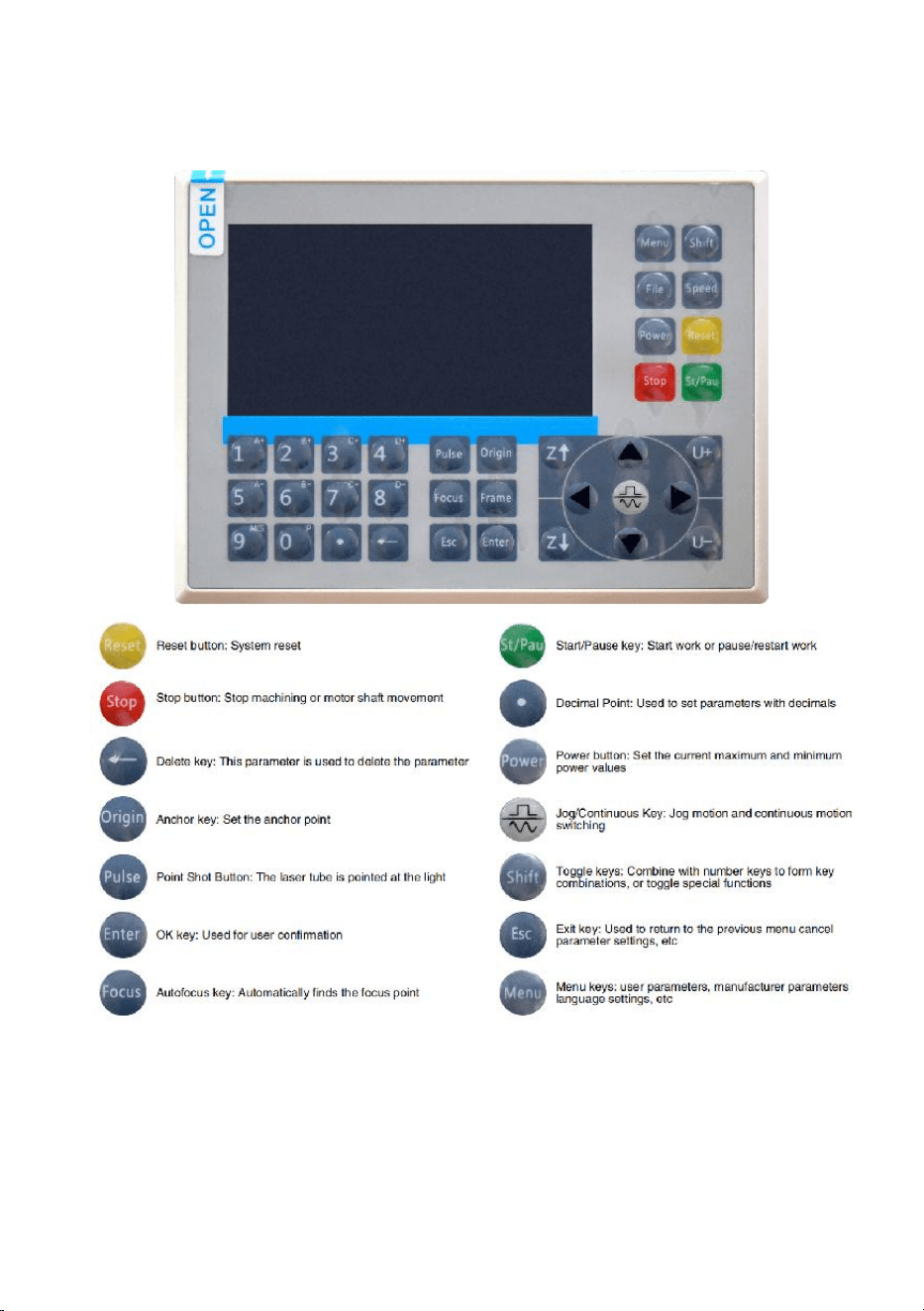
- 18 -
8.Steuern Sie die Anzeige.
Schaltflächenbeschreibung
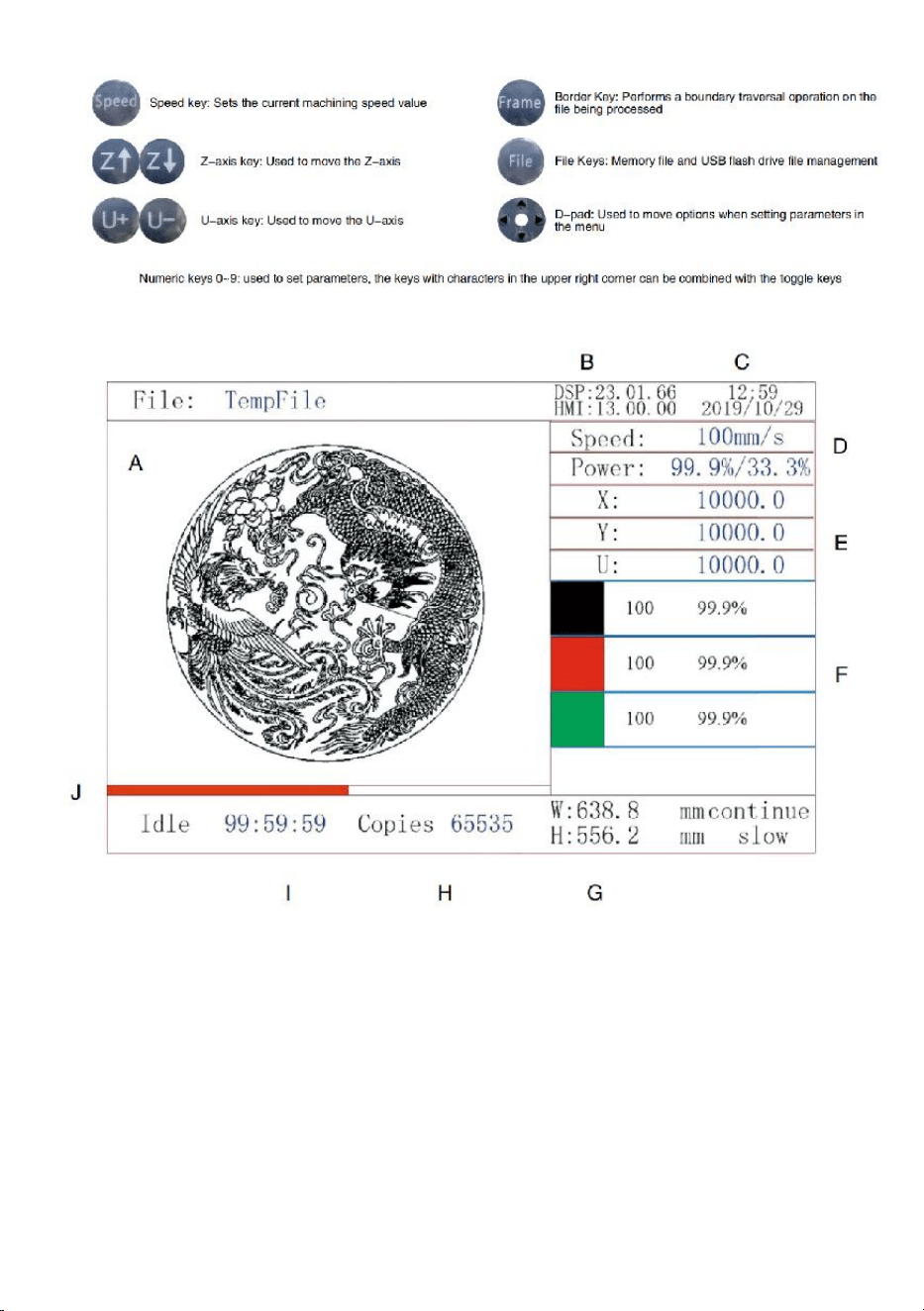
- 19 -
Beschreibung anzeigen
U. Grafischer Anzeigebereich: Zeigt die Spur und Laufstrecke der
gesamten Datei an.
V. Versionsnummer: Zeigt die Versionsnummer des Panels und des
Motherboards an.
W. Systemzeit: Zeigt die aktuelle Systemzeit an.
X. Parameteranzeigebereich: Anzeige der Dateinummer, Geschwindigkeit,
maximalen Leistung usw. der laufenden Datei.
Y. Koordinatenanzeigebereich: Zeigt die aktuellen Koordinaten des

- 20 -
Laserkopfes an.
Z. Ebenenanzeigebereich: Zeigt die Ebenenparameter der aktuellen oder
Vorschaudatei an. Die Parameter von links nach rechts sind die Anzahl
der Ebenen, Farbe, Geschwindigkeit und maximale Leistung.
AA. Verarbeitete Framegröße: Zeigt die Abmessungen der aktuellen Datei
an.
AB. Stückzahl: Zeigt die Anzahl der abgeschlossenen Durchläufe für die
aktuelle Datei an.
AC. Systemstatus: Zeigt den aktuellen Status der Maschine an: im
Leerlauf, läuft, angehalten oder abgeschlossen. Die Verarbeitungszeit
wird rechts angezeigt.
AD. Fortschrittsbalken für die Verarbeitung: Zeigt den Fortschritt der
aktuellen Datei an.
Hinweis : Wenn das System im Leerlauf ist oder die Arbeit abgeschlossen
ist, werden alle Schaltflächen verwendet. Benutzer können an Dateien
arbeiten, Parameter festlegen, Dateien in der Vorschau anzeigen und
vieles mehr. Einige Schaltflächen funktionieren nicht, wenn die Arbeit
ausgeführt wird oder angehalten ist (z. B. Ursprung und Frame) .
SAFETY INFORMATION
1. HAFTUNGSAUSSCHLUSS
Ihr Gravierer kann aufgrund von Optionen, Updates usw. leicht von dem
in diesem Handbuch abgebildeten abweichen. Wenn Ihrer
Graviermaschine ein veraltetes Handbuch beiliegt oder Sie andere Fragen
haben, nehmen Sie bitte Kontakt mit uns auf.
2. ALLGEMEINER SICHERHEITSHINWEIS
Auf Ihrem Gerät sollte an den folgenden Stellen ein Hinweisschild
angebracht sein:
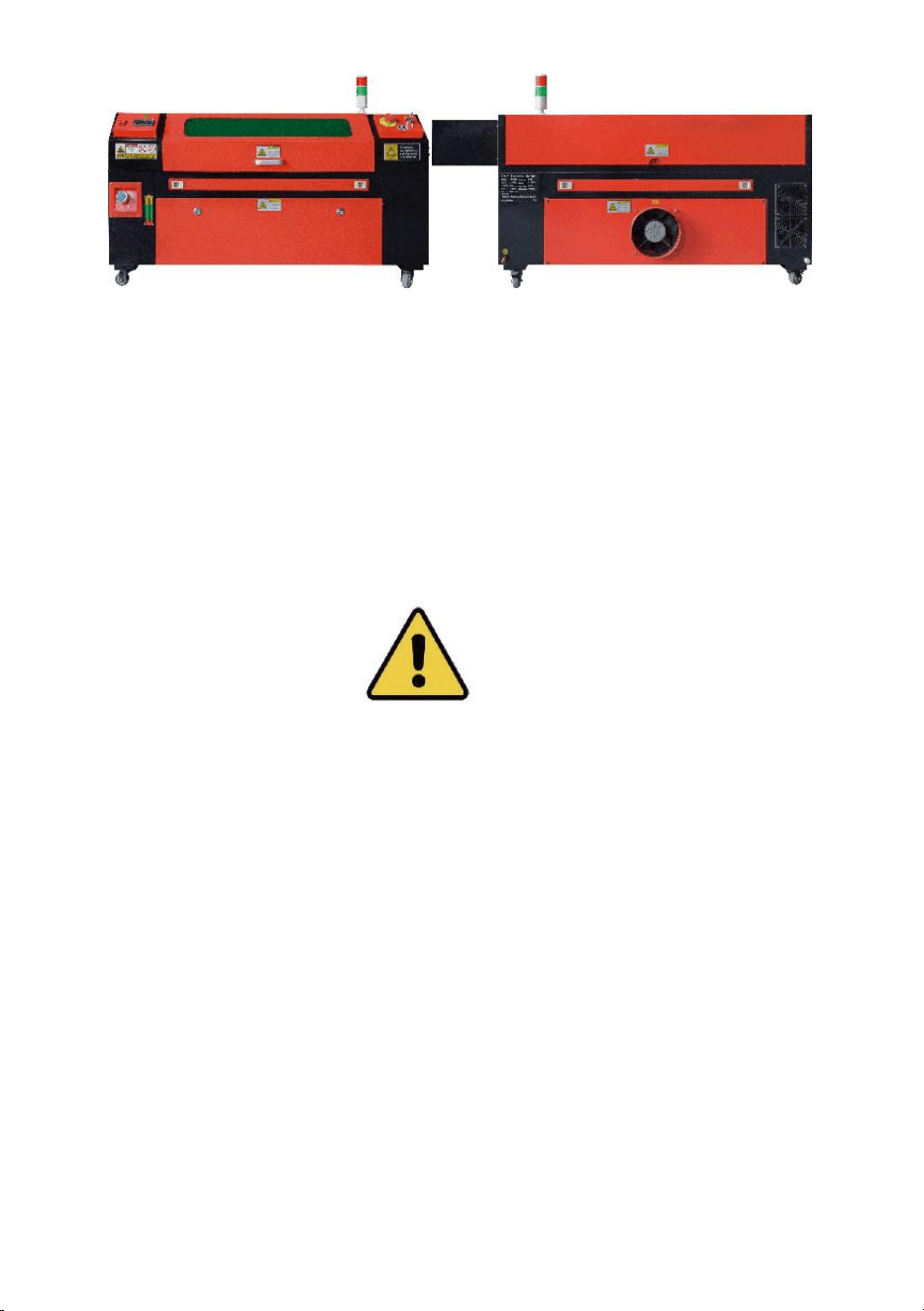
- 21 -
Wenn eines dieser Schilder fehlt, unleserlich oder beschädigt ist, muss
es
Ersetzt.
Benutzen Sie das Lasergraviergerät nur in Übereinstimmung mit allen
geltenden
lokale und nationale Gesetze und Vorschriften.
Benutzen Sie das Gerät nur gemäß dieser Bedienungsanleitung.
Andere Personen, die dieses Handbuch gelesen und verstanden haben,
dürfen es installieren, bedienen, warten, reparieren usw. Wenn dieses
Gerät an Dritte weitergegeben oder verkauft wird, stellen Sie sicher,
dass dieses Handbuch dem Gerät beiliegt.
Laufen Sie nicht länger als 3,5 Stunden am Stück. Halten Sie mindestens
30 Minuten zwischen den Anwendungen.
Lassen Sie das Gerät während des Betriebs nicht unbeaufsichtigt.
Beachten Sie die
Wenn während des Betriebs ein anormaler Betrieb auftritt, schalten Sie
die Maschine sofort vollständig aus und wenden Sie sich an unseren
Kundendienst oder Ihren Fachreparaturdienst. Stellen Sie erneut sicher,
- 22 -
dass das Gerät nach jedem Gebrauch vollständig ausgeschaltet ist
(auch über den Not-Aus-Schalter).
Erlauben Sie Minderjährigen, ungeschultem Personal oder Personen mit
körperlichen oder
geistige Behinderungen, die ihre Fähigkeit beeinträchtigen würden,
dieses Handbuch und die Softwarehandbücher zu befolgen, um dieses
Gerät zu installieren, zu bedienen, zu warten oder zu reparieren.
Ungeschultes Personal, das sich in der Nähe der Anlage aufhält
Während des Betriebs muss der Benutzer über die Gefahren des
Gerätes informiert werden und muss angemessene Anweisungen zur
Vermeidung von Verletzungen während der Benutzung erhalten .
Platzieren Sie Feuerlöscher, Wasserrohre oder andere flammhemmende
Systeme in der Nähe, um Unfälle zu vermeiden. Stellen Sie sicher, dass
die Telefonnummer der örtlichen Feuerwehr in der Nähe gut sichtbar
angebracht ist. Unterbrechen Sie im Brandfall die Stromzufuhr, bevor
Sie die Flammen löschen. Machen Sie sich vor der Verwendung mit der
richtigen Reichweite des Feuerlöschers vertraut. Achten Sie darauf, den
Feuerlöscher nicht zu nahe an der Flamme zu verwenden, da sein hoher
Druck eine Gegenreaktion auslösen kann.
3. LASER-SICHERHEITSHINWEISE.
Bei bestimmungsgemäßer Verwendung verfügt das Gerät über ein
Lasersystem der Klasse 1, das sowohl für Benutzer als auch für
umstehende Personen sicher ist. Unsichtbare Laser, Laserröhren und ihre
elektrischen Anschlüsse sind jedoch immer noch sehr gefährlich. Sie
können bei unsachgemäßer Verwendung oder Modifikation schwere
Sachschäden und Verletzungen verursachen, einschließlich, aber nicht
beschränkt auf Folgendes:
Laser können in der Nähe befindliche brennbare Materialien leicht
verbrennen.
Einige Werkstoffe können bei der Verarbeitung Strahlung oder
gesundheitsschädliche Gase abgeben.

- 23 -
Wird verarbeitet .
Direkter Kontakt mit dem Laser kann zu Körperschäden führen, darunter
auch schwere
Verbrennungen und irreparable Augenschäden.
Ändern oder deaktivieren Sie die Sicherheitsfunktionen dieses Geräts
nicht.
Modifizieren oder zerlegen Sie den Laser nicht und verwenden Sie den
Laser nicht, wenn er von jemand anderem als einem geschulten und
qualifizierten Fachmann modifiziert oder zerlegt wurde. Die Verwendung
von angepassten, modifizierten oder anderweitig inkompatible
Ausrüstung .
Lassen Sie während des Betriebs niemals Teile des Gehäuses geöffnet,
es sei denn,
(erforderlich) durch Türen. Stören Sie niemals den Laserstrahl,
platzieren Sie während des Betriebs keine Körperteile auf irgendeinem
Teil des Laserpfads und versuchen Sie niemals, den Laser direkt zu
beobachten. Wenn Sie eine Durchgangstür verwenden oder auf andere
Weise dem Risiko einer Exposition gegenüber einem Laserstrahl
ausgesetzt sind, ergreifen Sie Maßnahmen, um sich vor potenziell
reflektierten Laserstrahlen zu schützen, einschließlich der Verwendung
persönlicher Schutzausrüstung, wie z. B. speziell entwickelter
Schutzbrillen, um Gravierer mit einer optischen Dichte (OD) von 5+ für
bestimmte Wellenlängen von Lasern zu filtern.
Während des Betriebs nicht in den Laserstrahl starren oder andere
Personen in ihn starren lassen
kontinuierlich, auch wenn der Deckel geschlossen ist und/oder eine
Schutzbrille getragen wird.
Benutzen Sie die Graviermaschine nur, wenn die automatische
Abschaltfunktion aktiviert ist.
einwandfrei funktioniert. Wenn Sie diesen Graveur zum ersten Mal
erhalten, Sollten Sie später Probleme feststellen, testen Sie es, bevor
Sie weitere Arbeiten durchführen (siehe unten). Wenn die Schließung
nicht erfolgt, verwenden Sie es nicht weiter. Schalten Sie das Gerät aus

- 24 -
und wenden Sie sich an den Kundendienst oder den Reparaturdienst.
Deaktivieren Sie diese Schließungen niemals.
Wenn die Wasserkühlung nicht richtig funktioniert, verwenden Sie diesen
Laser nicht
Gravierer unter keinen Umständen. Aktivieren Sie immer das
Wasserkühlsystem und vergewissern Sie sich visuell, dass das Wasser
durch das gesamte System fließt, bevor Sie die Laserröhre einschalten.
Verwenden Sie kein Eiswasser oder Wasser mit einer Temperatur über
38 °C (100 °F). Die besten Ergebnisse erzielen Sie, wenn die
Temperatur zwischen 15 und 21 °C (60–70 °F) liegt.
Verwenden Sie kein herkömmliches Kühlmittel oder Frostschutzmittel im
Kühlwasser, da diese
hinterlassen korrosive Rückstände und verfestigen sich in Schläuchen
und Rohren, was zu Ausfällen oder sogar Explosionen führen kann.
Verwenden Sie spezielle lasersichere Formulierungen oder verwenden
und lagern Sie Ihren Gravierer in einem klimatisierten Bereich.
Lassen Sie keine potenziell entflammbaren, entzündlichen, explosiven
oder ätzenden
Materialien in der Nähe, um sie direkten oder reflektierten Laserstrahlen
auszusetzen.
Verwenden oder platzieren Sie keine empfindlichen EMI-Geräte in der
Nähe. Stellen Sie sicher, dass die
Der Bereich um den Laser herum ist bei jedem Einsatz frei von starken
elektromagnetischen Störungen.
Benutzen Sie die Maschine ausschließlich zur Bearbeitung der in der
Abschnitt Materialsicherheit in diesem Handbuch. Die Lasereinrichtung
und der Gravurvorgang müssen entsprechend dem jeweiligen Material
angepasst werden.
Stellen Sie sicher, dass der Bereich frei von anderen Luftschadstoffen ist,
da diese eine
ähnliche Gefahr der Reflexion, Verbrennung usw.
- 25 -
4. HINWEISE ZUR ELEKTRISCHEN SICHERHEIT.
Verwenden Sie dieses Gerät nur mit einem kompatiblen und stabilen
Netzteil mit einem
Spannungsschwankungen von weniger als 10 % .
Schließen Sie keine anderen Geräte an die gleiche Sicherung an wie das
Lasersystem.
benötigt die volle Stromstärke. Nicht mit Standard-Verlängerungskabeln
oder Mehrfachsteckdosen verwenden. Es dürfen nur
Überspannungsschutzgeräte mit einer Belastbarkeit von mehr als 2000
J verwendet werden.
Schalten Sie das Gerät nur ein, wenn es gut geerdet ist, entweder durch
eine feste
Anschluss an eine 3-polige Buchse oder über ein spezielles
Erdungskabel, das sicher mit dem richtigen Steckplatz am Gehäuse
verbunden ist. Nicht mit einem ungeerdeten 3-auf-2-poligen Adapter
verwenden. Die Erdung des Geräts sollte regelmäßig auf
Beschädigungen oder lose Verbindungen überprüft werden.
Daher sollte der Bereich um dieses Lasergravurgerät
trocken, gut belüftet und umweltkontrolliert, um die
Umgebungstemperatur zwischen 5 und 35 °C (40–95 °F) zu halten. Die
besten Ergebnisse erzielen Sie, wenn die Temperatur bei 25 °C (75 °F)
oder niedriger liegt. Die Umgebungsfeuchtigkeit sollte 70 % nicht
überschreiten.
Wenn die Pumpe an die Stromquelle angeschlossen ist, berühren Sie sie

- 26 -
nicht.
Pumpe oder dem Wasser, in dem sie eingetaucht ist. Tauchen Sie sie ins
Wasser, bevor Sie sie an eine Stromquelle anschließen und trennen Sie
sie von der Stromversorgung, bevor Sie sie herausnehmen.
Einstellungen, Wartung und Reparaturen der elektrischen Komponenten
von
Dieses Gerät darf nur von geschultem und qualifiziertem Fachpersonal
verwendet werden, um Feuer und andere Störungen, einschließlich
möglicher Strahlenbelastung durch Schäden an Laserkomponenten, zu
vermeiden. Da das Testen der elektrischen Komponenten dieses
Markierungssystems spezielle Techniken erfordert, wird empfohlen,
dass solche Tests nur von Herstellern, Verkäufern oder
Reparaturdiensten durchgeführt werden.
Sofern nicht anders angegeben, dürfen Sie das Gerät nur einstellen,
warten und reparieren
wenn es ausgeschaltet, von der Stromversorgung getrennt und
vollständig abgekühlt ist .
5. MATERIALSICHERHEITSHINWEISE.
Es liegt in der Verantwortung des Benutzers dieser
Lasergravurmaschine,
Stellen Sie sicher, dass das zu verarbeitende Material der Hitze des
Lasers standhält und keine Emissionen oder Nebenprodukte erzeugt,
die für Personen in der Nähe schädlich sind oder gegen lokale oder
nationale Gesetze oder Vorschriften verstoßen. Verwenden Sie dieses
Gerät insbesondere unter keinen Umständen zum Verarbeiten von
Polyvinylchlorid (PVC), Teflon oder anderen halogenhaltigen Materialien.
Es liegt in der Verantwortung des Benutzers dieser
Lasergravurmaschine,
Stellen Sie sicher, dass alle während des Betriebs anwesenden
Personen über ausreichende persönliche Schutzausrüstung verfügen,
um Verletzungen durch Emissionen und Nebenprodukte des zu

- 27 -
verarbeitenden Materials zu vermeiden. Zusätzlich zu den oben
genannten Laserschutzbrillen können Schutzbrillen, Masken oder
Atemschutzmasken, Handschuhe und andere schützende
Oberbekleidung erforderlich sein.
Wenn die Absauganlage nicht ordnungsgemäß funktioniert, verwenden
Sie diesen Laser nicht
Graviermaschine unter keinen Umständen. Stellen Sie immer sicher,
dass der Abluftventilator Staub und Gase aus dem Gravierprozess
gemäß allen geltenden lokalen und nationalen Gesetzen und
Vorschriften absaugen kann. Wenn der Abluftventilator oder das
Abluftrohr ausfällt, stellen Sie die Verwendung sofort ein.
Besondere Vorsicht ist beim Umgang mit leitfähigen Materialien geboten.
Materialien, da die Ansammlung von Staub und Umgebungspartikeln
elektrische Komponenten beschädigen, Kurzschlüsse verursachen oder
andere Auswirkungen, einschließlich reflektierter Laserstrahlung, haben
kann .
Diese Maschine kann sicher mit den folgenden Materialien verwendet
werden:
1. Kunststoffe .
· Acrylnitril-Butadien-Styrol (ABS)
· Nylon (Polyamid, PA usw.)

- 28 -
· Polyethylen
· Polyethylen hoher Dichte (Polyethylen hoher Dichte, Polyethylen
usw.)
·Biaxial orientiertes Polyethylenterephthalat (BoPET, Polyester,
Polyester usw.)
· Polyethylenterephthalat (PETG, PET-G usw.)
·Polyimid (PI, Kapton usw.)
·Polymethylmethacrylat (PMMA, Acryl, Plexiglas, Fluorit usw.)
·Polyoxymethylen (POM, Acetal, DL usw.)
·Polypropylen (PP usw.)
·Styrol
2.Sonstiges.
·Karton
·Keramik, einschließlich Besteck, Fliesen usw.
·Glas
·Leder
·Papier und Karton

- 29 -
·Gummi
· Stein, einschließlich Marmor, Granit usw.
·Textilien, einschließlich Baumwolle, Wildleder, Filz, Hanf usw.
·Holz, einschließlich Kork, MDF, Sperrholz, Balsaholz, Birke, Kirsche,
Eiche, Pappel usw.
Hinweis : Hier finden Sie die empfohlenen Parameter für die am
häufigsten verwendeten Gravurmaterialien.
Dieses Gerät kann nicht mit den folgenden Materialien oder mit
irgendwelchen Materialien verwendet werden
enthält sie:
· Kunstleder mit sechswertigem Chrom (Cr[VI]) aufgrund seiner giftigen
Dämpfe
·Astat aufgrund seiner giftigen Dämpfe
· Berylliumoxid, aufgrund seiner giftigen Dämpfe
· Brom, aufgrund seiner giftigen Dämpfe
·Chlor, einschließlich Polyvinylbutyral (PVB) und Polyvinylchlorid (PVC,
Vinyl, Sintra usw.), aufgrund seiner giftigen Dämpfe
·Fluor, einschließlich Teflon (Teflon, Teflon usw.), aufgrund seiner
giftigen Dämpfe
· Jod aufgrund seiner giftigen Dämpfe
- 30 -
· Metalle aufgrund ihrer elektrischen Leitfähigkeit und Reflektivität
·Phenolharze, einschließlich verschiedener Formen von Epoxidharzen,
da sie giftige Dämpfe erzeugen
·Polycarbonat (PC, Lexan usw.) aufgrund seiner giftigen Dämpfe
Hinweis : Wenn Sie sich hinsichtlich der Sicherheit oder
Lasertauglichkeit dieses Geräts nicht sicher sind, lesen Sie bei allen
anderen Materialien die Materialsicherheitsdaten.
Datenblatt (MSDS). Besonderes Augenmerk wird auf Informationen
zu Sicherheit, Toxizität, Korrosivität, Reflektivität und Reaktion auf
hohe Temperaturen gelegt. Alternativ können Sie sich für weitere
Informationen an unsere Supportabteilung wenden.
INSTALLATION
1.INSTALLATIONSÜBERSICHT.
Ein komplettes Arbeitssystem umfasst den Lasergravurschrank, seine
Lüftungsschlitze, alle erforderlichen Verbindungskabel sowie Laser und
Zugangsschlüssel. Der Schrank kann das von der mitgelieferten
Gravursoftware bereitgestellte Design verwenden, indem er direkt mit
Ihrem Computer oder dem Internet verbunden wird. Er kann auch
Designs gravieren, die direkt von Flash-Laufwerken geladen werden.

- 31 -
Benutzer können weiteres zusätzliches Zubehör wie Drehachsen nach
ihren Anforderungen konfigurieren .
Verwenden Sie nur die mitgelieferte oder mitgelieferte Hardware, Kabel
und Netzteile.
mit diesem Gerät kompatibel. Installation von Geräten Die Verwendung
eines für den Gebrauch nicht geeigneten Produkts kann zu
Leistungseinbußen, verkürzter Betriebszeit, erhöhten Wartungskosten
sowie zu Sach- und Personenschäden führen.
Bitte beachten Sie die spezifischen Voraussetzungen zur
Systeminstallation.
Jeder Kunde muss sich dieser Überlegungen vor der Installation
bewusst sein, um die korrekte Einrichtung durchzuführen und eine
sichere Laserleistung zu erreichen. Wenn Sie Installationsprobleme oder
-fragen haben, wenden Sie sich bitte an unsere Techniker und unser
Kundensupportteam.
Alle Zusatzgeräte müssen auf das Hauptgerät abgestimmt sein. Im
Zweifelsfall
Bitte wenden Sie sich direkt an den Händler oder Hersteller solcher
Geräte.
2. Auswahl des Installationsortes
Wählen Sie vor der Installation des Graviergeräts den geeigneten
Einsatzort aus.
Stellen Sie sicher, dass es alle in den oben genannten
Sicherheitshinweisen beschriebenen Anforderungen erfüllt.
Informationen. Der Standort sollte stabil, eben, trocken und klimatisiert
sein, um eine Umgebungstemperatur von 5–35 °C und eine
Umgebungsfeuchtigkeit von unter 70 % zu gewährleisten. Insbesondere
sollten Temperatur und Luftfeuchtigkeit zusammen nicht den Taupunkt
erreichen. Es ist auch ratsam, fensterlose Räume zu verwenden oder
Jalousien und/oder Vorhänge zu verwenden, um die Exposition
gegenüber der potenziellen zusätzlichen Hitze direkter
Sonneneinstrahlung zu vermeiden. Der Standort sollte frei von Staub
und anderen Luftverunreinigungen und gut genug belüftet sein, um alle

- 32 -
während des Gravurprozesses entstehenden Dämpfe gemäß allen
geltenden Gesetzen und Vorschriften zu bewältigen. Je nach zu
verarbeitendem Material kann hierfür der Bau eines speziellen
Belüftungssystems erforderlich sein. Es sollte von Kindern, brennbaren,
entzündlichen, explosiven oder ätzenden Materialien sowie
empfindlichen EMI-Geräten ferngehalten werden. Das Netzkabel sollte
über eine geerdete 3-polige Steckdose an eine kompatible und stabile
Stromquelle angeschlossen sein. Es dürfen keine anderen Geräte
vorhanden sein, die Strom aus derselben Sicherung ziehen.
Feuerlöschgeräte müssen in der Nähe verfügbar sein und die
Telefonnummer der örtlichen Feuerwehr muss deutlich sichtbar
angebracht sein.
Es wird dringend empfohlen, eine zusätzliche Bank in der Nähe der
Maschine aufzustellen
Vermeiden Sie das Platzieren von Gegenständen auf oder direkt neben
der Maschine, da dies eine Brand- oder Lasergefahr darstellen könnte.
3. DRAHTERDUNG.
Das Gerät verwendet einen leistungsstarken Laser. Wie in den
Sicherheitsinformationen erwähnt
Wie oben beschrieben, weist es extrem hohe Spannungen und
potenzielle Gefahren auf, daher muss der Benutzer es fest erden, um
statische Aufladung zu vermeiden. Die Verwendung einer
standardmäßigen 3-poligen Steckdose bietet ausreichend Erdung.
Wenn Sie keinen Zugang zu einer 3-poligen Steckdose haben, müssen
Sie ein Erdungskabel verwenden und sicherstellen, dass es richtig
angeschlossen ist. Das distale Ende des Kabels sollte sicher an einer
mindestens 2,5 Meter tiefen Metallstange oder an zwei separaten
Metallstangen befestigt sein, die mindestens 1,5 Meter von der
Maschine entfernt in den Boden getrieben wurden.
Eine schlechte Erdung kann zu Geräteausfällen führen und ein ernstes
Risiko für
Stromschlag. Der Hersteller und/oder Verkäufer haftet nicht für Schäden,
Unfälle oder Verletzungen, die durch eine schlechte Erdung verursacht

- 33 -
werden.
6. Packen Sie die Graviermaschine aus.
Ihr Gravierer wird in einer Holzkiste mit Zubehör (einschließlich
diese Anleitung) im Bereich hinter der vorderen Durchgangstür verpackt.
Zum Auspacken sollten Sie die Kiste auf einer großzügigen, ebenen
Fläche abstellen und planen idealerweise einen Dauerbetrieb der
Maschine.
Schritt 1: Wenn Sie dies noch nicht getan haben, entfernen Sie die Kiste
vollständig aus
um den Graveur herum. Rollen Sie die Maschine dann an ihren Platz.
Schritt 2: Halten Sie die Bremsbeläge an Ort und Stelle, indem Sie die
Bremsbeläge auf die 2
Vorderräder.
Schritt 3: Holen Sie den Zugangsschlüssel aus dem Hauptfach an der
Vorderseite des
Maschine. Entfernen Sie die Zubehörtasche aus dem Bereich hinter der
vorderen Durchgangstür. Überprüfen Sie, ob Sie alle folgenden Artikel
erhalten haben: Netzkabel, Erdungskabel, USB- und Ethernet-Kabel,
USB-Flash-Laufwerk mit Gravursoftware, Auspuffrohr mit
Schlauchschelle, Satz Inbusschlüssel, Acryl-Fokussierwerkzeug,
Schlüssel und dieses Handbuch .
Schritt 4: Überprüfen Sie sorgfältig die Montage des Laserrohrs, die Sicht
Fenster und der Rest der Maschine. Die Laserröhre ist ein sehr
zerbrechliches Objekt und sollte mit Vorsicht und so wenig Stößen wie
möglich behandelt werden.
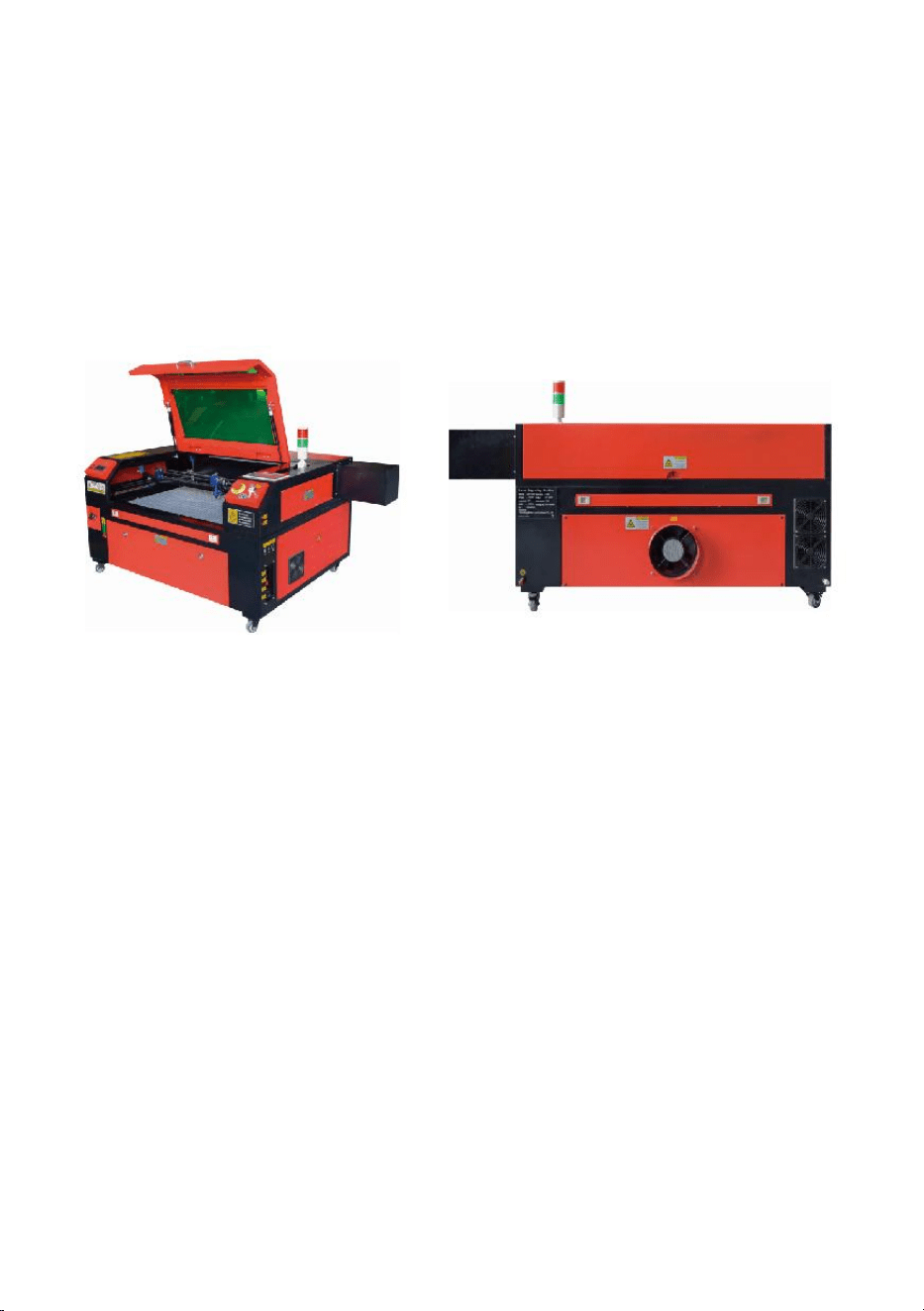
- 34 -
Schritt 5: Im Inneren der Haupthalterung, entfernen Sie von der X-Achse
und der
Wabentisch.
Schritt 6: Sie können die Verpackung für zukünftige Rücksendungen
aufbewahren. Wenn Sie sie jedoch entsorgen,
Beachten Sie bei der Entsorgung des Produkts oder von Zubehör
unbedingt die geltenden Vorschriften zur Abfallentsorgung.
5. HAUPTSTROMANSCHLUSS.
Überprüfen Sie, dass das Etikett neben der angeschlossenen Steckdose
an der Maschine
mit Ihrer Stromversorgung übereinstimmt. Verbinden Sie ein Ende des
Netzkabels mit einer Anschlussbuchse und das andere Ende mit einer
Schukosteckdose. Schalten Sie das Gerät auf keinen Fall ein, wenn die
Spannung nicht übereinstimmt.
Die Schwankungen entlang der Linie sollten weniger als 10 % betragen.
Wenn dieser Wert
überschritten wird, brennt die Sicherung durch. Sie befinden sich in der
Anschlussbuchse und sind von außen zugänglich. Schließen Sie dieses
Gerät auch nicht an ein normales Verlängerungskabel oder eine
Steckdosenleiste an. Schließen Sie es direkt an eine geerdete
Steckdose an oder verwenden Sie ein Überspannungsschutzgerät mit
einer Nennleistung von über 2000 J.

- 35 -
6.WASSERGEKÜHLTE INSTALLATION.
Die mitgelieferte Wasserpumpe ist entscheidend für die Leistung und
Lebensdauer des
die Graviermaschine. Wenn ein solcher Laser ohne ein ordnungsgemäß
gewartetes Kühlsystem arbeitet, kann seine Glasröhre aufgrund von
Überhitzung explodieren.
Berühren oder regulieren Sie niemals die Wasserzufuhr der
Graviermaschine, während
die Pumpe ist eingesteckt.
Um die Wasserpumpe zu verwenden, füllen Sie einen speziellen Tank mit
mindestens 2 Gallonen (7,5
Liter) destilliertes oder gereinigtes Wasser Dies verringert allmählich die
Qualität der Graviermaschine und kann sogar zu gefährlichen
Mineralablagerungen führen.Kühlsystem. Aus dem gleichen Grund
sollten Sie niemals Allzweck-Frostschutzmittel verwenden. Verwenden
Sie benutzerdefinierte lasersichere Formulierungen oder Lagerung
Graviermaschinen in klimatisierten Räumen.
Hinweis: Es muss destilliertes oder gereinigtes Wasser hinzugefügt
werden, kein Leitungswasser oder Abwasser, da sonst die
Lebensdauer des Produkts verkürzt wird.
Bitte drehen Sie, um die Staubabdeckung des Wassereinlasses zu
entfernen, und fügen Sie dann
Füllen Sie gereinigtes oder destilliertes Wasser in den Wassereinlass
der Graviermaschine. Der grüne Bereich der Wasserstandslinie ist der
sichere Wasserstand. Anschließend können Sie die Staubschutzkappe
der Wasserdüse füllen und dann die Hauptstromversorgung und den
Wasserzirkulationsschalter der Maschine einschalten.

- 36 -
Hinweis: Der Wasserstand sollte nicht zu hoch sein, um ein Überlaufen
des Wasserkühlers zu verhindern.
Wasserzulauf
Vor dem Einschalten des Lasers ist unbedingt eine visuelle Bestätigung
zu erhalten, dass Wasser
durch die Laserröhre fließt.
Lassen Sie das Wasser im Tank niemals zu heiß werden, um den Laser
zu kühlen. Installieren Sie einen
Hitzealarm oder überprüfen Sie bei längerem Gebrauch regelmäßig die
Wassertemperatur. Wenn das Wasser 38 °C (100 °F) erreicht, ersetzen
Sie es durch kühleres Wasser. Während dieses Vorgangs wird der Laser
entweder phasenweise ersetzt oder ausgeschaltet: Lassen Sie den
Laser niemals ohne konstanten Kühlwasserfluss laufen.
7. ERSTTEST.
NOTABSCHALTUNG .
Aufgrund der Brandgefahr und anderer Gefahren während des
Graviervorgangs verfügt die Graviermaschine über einen großen, leicht

- 37 -
erreichbaren Not-Aus-Schalter in der Nähe des Bedienfelds. Drücken Sie
ihn, um die Laserröhre sofort anzuhalten.
Wenn Ihr Gravierer eintrifft, ist sein Notstopp gedrückt und muss nach
rechts gedreht und nach oben geschwungen werden, damit der Laser
funktioniert. Bevor Sie die Maschine für andere Arbeiten verwenden,
sollten Sie testen, ob sie ordnungsgemäß funktioniert. Starten Sie das
Wasserkühlsystem, legen Sie ein Stück laserfähigen Abfall auf die
Arbeitsfläche, schließen Sie den Deckel und drücken Sie PULSE, um den
Laser zu starten. Drücken Sie
den Not-Aus-Schalter und beobachten Sie, ob der Laser sofort stoppt.
Wenn der Laser weiterhin feuert, funktioniert der Not-Aus nicht und muss
vor der Verwendung des Lasers ersetzt werden. Schalten Sie die
Maschine aus und wenden Sie sich an den Kundendienst.
DECKELVERSCHLUSS (VERRIEGELUNG) .
Aufgrund der Gefahr von Erblindung, Verbrennungen und anderen
Verletzungen durch direkte Einwirkung des unsichtbaren Gravierstrahls ist
das Gerät
schaltet den Laser außerdem automatisch ab, wenn während des Betriebs
die Schutzabdeckung angehoben wird.
Nachdem Sie sichergestellt haben, dass der Not-Aus-Schalter
ordnungsgemäß funktioniert, sollten Sie auch testen, ob der
Deckelverschluss ordnungsgemäß funktioniert, bevor Sie weitere Arbeiten
an der Maschine durchführen. Starten Sie das Wasserkühlsystem, legen
Sie ein Stück laserbaren Abfall auf das Arbeitsbett, schließen Sie den
Deckel und drücken Sie PULSE, um den Laser auszulösen. Lassen Sie
den Knopf los. Achten Sie darauf, sich nicht möglichen reflektierten
Laserstrahlen auszusetzen oder von ihnen getroffen zu werden, öffnen Sie
den Deckel so wenig wie möglich und versuchen Sie erneut, den Laser
auszulösen.
Hinweis: Wenn der Laser ausgestrahlt wird, funktioniert die automatische

- 38 -
Abschaltung nicht und muss vor der Verwendung des Gravierers
repariert werden. Schalten Sie die Maschine aus und wenden Sie
sich an den Kundendienst.
WASSERABSCHALTUNG .
Aufgrund der Gefahren, die von ungekühlten Laserröhren ausgehen, schaltet
der Graveur den Laser außerdem automatisch ab, wenn die Wasserkühlung
ausfällt.
Nachdem Sie sichergestellt haben, dass sowohl der Not-Aus-Schalter als
auch der Deckelschutz ordnungsgemäß funktionieren, sollten Sie auch testen,
ob die Wasserabschaltung ordnungsgemäß funktioniert, bevor Sie andere
Arbeiten an der Maschine durchführen. Starten Sie das Wasserkühlsystem,
legen Sie ein Stück laserfähigen Abfall auf das Arbeitsbett, schließen Sie den
Deckel und drücken Sie PULSE, um den Laser auszulösen. Lassen Sie die
Taste los. Unterbrechen Sie den Wasserfluss, indem Sie zwei Schläuche
aufrollen oder zusammenbinden. Achten Sie darauf, den Schlauch selbst
während dieses Vorgangs nicht zu beschädigen. Versuchen Sie erneut, den
Laser auszulösen. Wenn der Laser emittiert, funktioniert die automatische
Abschaltung nicht und muss repariert werden, bevor der Gravierer verwendet
wird. Schalten Sie die Maschine aus und wenden Sie sich an den
Kundendienst. Wenn der Laser nicht emittiert, funktioniert die automatische
Abschaltung einwandfrei; lösen Sie einfach beide Schläuche, um die
Wasserzirkulation wieder zu starten, und fahren Sie mit der Einrichtung des
Gravierers fort.
KALIBRIERUNG DES LASERWEGES .
Obwohl unser Werk Ihr gesamtes System während der Montage kalibriert,
kann es sein, dass die Laserröhre, die Fokussierlinse und/oder ein oder
mehrere Spiegel während des Transports aus der Ausrichtung geraten. Daher
wird empfohlen, dass Sie beim Einrichten Ihrer Maschine einen optischen
Ausrichtungstest durchführen. Eine Schritt-für-Schritt-Anleitung finden Sie im
Abschnitt „Wartung“ weiter unten.
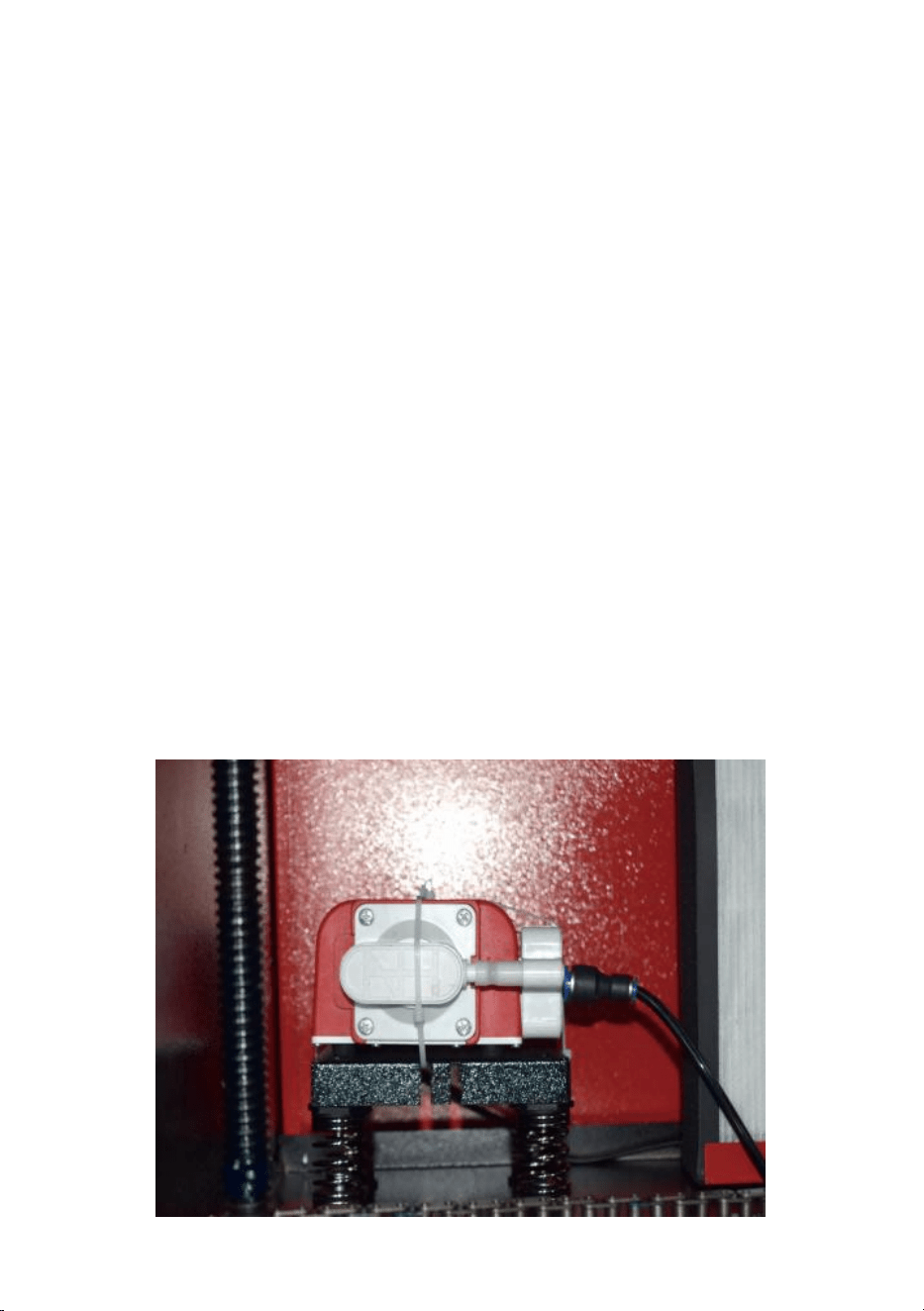
- 39 -
LUFTUNTERSTÜTZT .
Ihre Lufthilfsausrüstung sollte vorinstalliert und ordnungsgemäß verdrahtet
sein.
Überprüfen Sie, ob es richtig konfiguriert und angeschlossen ist, wie im Bild
gezeigt. Wenn
Wenn Rohre oder Kabel neu angeschlossen werden müssen, schalten Sie die
Maschine vollständig aus (durch Drücken des Not-Aus-Schalters), bevor Sie
Einstellungen an der Ausrüstung vornehmen.
- 40 -
8. SICHERHEIT .
Zu Ihrer eigenen Sicherheit und der Sicherheit von Passanten kann diese
Graviermaschine mit dem mitgelieferten Schlüssel verschlossen werden. Es wird
empfohlen, den Computer zwischen den Sitzungen damit zu sperren, um
unbefugte Aktionen auf Ihrem Computer zu verhindern .
OPERATION
1.FUNKTIONSÜBERSICHT.
Betreiben Sie diesen Lasergravierer nur, indem Sie alle Anweisungen in diesem
Handbuch. Die Nichtbeachtung der hierin aufgeführten Richtlinien kann zu
Sachschäden und Verletzungen führen.
In diesem Abschnitt werden nur einige der Optionen und Funktionen beschrieben,
die das
Betriebssoftware. Bevor Sie die Maschine in Betrieb nehmen, stellen Sie sicher,
dass Sie das gesamte Handbuch (insbesondere die oben aufgeführten
Sicherheitsinformationen) sowie alle Warnhinweise auf der Maschine selbst
gelesen haben.
2. ALLGEMEINE BEDIENUNGSANLEITUNG.
Schritt 1. Erstellen Sie das Design, das Sie gravieren möchten. Sie können dies
direkt im
Graviersoftware oder eine beliebige
Schritt 2.Bitte schließen Sie die Begleitgeräte und Werkzeuge an das Produkt an

- 41 -
und
Schließen Sie das Netzteil an. Sie können das Video auf der CD/dem USB-Stick
einsehen. Füllen Sie den Wassereinlass mit gereinigtem oder destilliertem
Wasser für die eingebaute Wasserzirkulation. Der Wasserstand muss bis zur
grünen Wasserstands-Sicherheitslinie reichen. Hinweis: (Der Wasserstand
sollte nicht zu hoch sein, damit er nicht überläuft ).
Schritt 3. Bitte entfernen Sie das Rauchrohr. Ein Ende des Rauchrohrs ist
verbunden
an den Rauchabzugsanschluss des Geräts und das andere Ende an ein Außen-
oder Zusatzrauchabzugsgerät angeschlossen. Hinweis: (Bitte verwenden Sie
eine Rohrschelle, um die Verbindung zu sichern und ein Herunterfallen zu
verhindern.)
Schritt 4. Ziehen Sie den Not-Aus-Schalter nach oben und verwenden Sie die
Tasten auf der Vorderseite des
das Gehäuse, um das Bedienfeld der Graviermaschine zu öffnen. Laden Sie das
Design Ihrer Wahl direkt von einem USB-Stick oder über die Verbindung eines
Computers auf den Gravierer.
Schritt 5. Öffnen Sie die Abdeckung des Graviergeräts, prüfen Sie, ob die
Luftunterstützung ordnungsgemäß funktioniert, und
Passen Sie den Tisch bei Bedarf an. Für die meisten Anwendungen werden
Zellenbetten empfohlen. Das Bett kann mithilfe der Z-Achsensteuerung an der
Vorderseite des Schranks angehoben oder abgesenkt werden, um eine Vielzahl
von Materialien unterschiedlicher Dicke aufzunehmen.
Schritt 6. Legen Sie die Materialprobe auf die Werkbank. Die Standardposition
befindet sich in
die obere linke Ecke des Tisches. Dies kann geändert werden, indem Sie die
Position Ihres Designs oder des Ursprungs des Gravierers mithilfe des Bedienfelds
oder der Gravursoftware verschieben. Um größere Materialien zu handhaben,
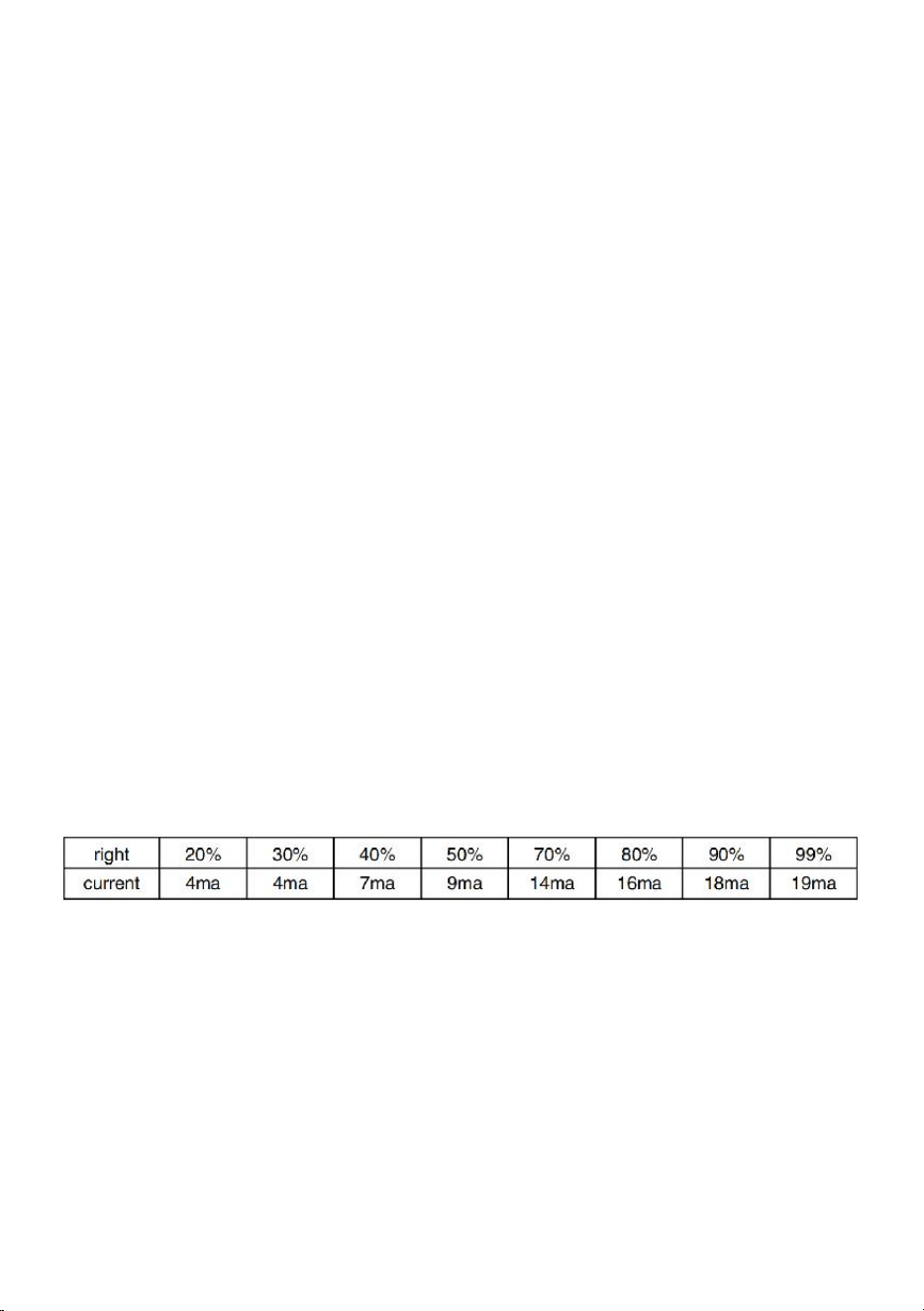
- 42 -
können Sie die vordere oder hintere Durchgangstür oder beide gleichzeitig öffnen.
Wenn der Laser aktiv ist, führen Sie außer dem Material nichts anderes durch eine
Durchgangstür in die Arbeitsfläche ein. Achten Sie besonders auf Dämpfe und
Staub, die durch diese Türen freigesetzt werden können. Stellen Sie sicher, dass Ihr
Belüftungssystem robust genug ist, um alle Nebenprodukte aufzunehmen, oder
tragen Sie die notwendige PSA, um die Gesundheit der Benutzer und Passanten zu
gewährleisten.
Schritt 7. Fokussieren Sie den Laser, indem Sie das Acryl-Fokussierwerkzeug auf das
Material legen
und heben Sie den Tisch vorsichtig an. Der Laserkopf sollte die Oberseite des
Acrylwerkzeugs kaum berühren, ohne Druck auszuüben, um sicherzustellen, dass
der Gravurabstand korrekt ist. (Versuchen Sie auch hier nie, ohne Material auf der
Werkbank zu stehen.) Der Laser ist auf jeden Fall fokussiert. Schließen Sie den
Deckel.
Schritt 8. Passen Sie den Kontrast und die Gravurtiefe Ihres Designs an, indem Sie
Parameter in der Graviersoftware oder direkt über das Bedienfeld. Wenn Ihre
Gravuranweisungen geben die Leistungseinstellung in Milliampere an. Verwenden
Sie die folgenden Umrechnungstabelle zum Finden der passenden
Leistungseinstellung:
Der Mindestschwellenwert beträgt 10 %. Bei einer Einstellung unter dieser
Einstellung wird kein Laserlicht abgegeben. Es wird nicht empfohlen, die Laserröhre
bei voller Belastung zu verwenden, insbesondere über längere Zeiträume. Die

- 43 -
empfohlene Maximalleistung beträgt 70 %, da eine längere Verwendung über diesen
Wert hinaus die Lebensdauer des Lasers verkürzt. Um die Gravurtiefe zu erhöhen,
erhöhen Sie die Energie pro Flächeneinheit, indem Sie die Leistung des Lasers oder
die Anzahl der Ringe erhöhen oder den Geschwindigkeitsparameter verringern. Eine
zu tiefe Gravur kann jedoch die Bildqualität verschlechtern, insbesondere bei
Beschichtungsmaterialien.
Wenn Sie mit neuen Materialien arbeiten, sollten Sie immer am unteren Ende Ihrer
möglichen Einstellungen beginnen. Wenn der Effekt nicht stark genug ist, kann er
immer mehr als einmal Führen Sie die Designschleife erneut aus, oder führen Sie sie
mit leistungsstärkeren Einstellungen erneut aus, bis Sie den gewünschten Effekt
erzielen.
Die Auflösung sollte im Allgemeinen auf 500 Punkte pro Zoll eingestellt werden. In
einigen Fällen kann eine Verringerung der Bildauflösung hilfreich sein, um das
Einbrennen und Erhöhen Sie die Energie der Impulse und verbessern Sie so die
Qualität der erzeugten Bilder bei bestimmten Materialien, beispielsweise
bestimmten Kunststoffen.
Schritt 9. Öffnen Sie das Laserrohr durch Einstecken und Drehen des
Laserschlüssels. Um die
Um die Gefahr eines Stromschlags zu vermeiden, versuchen Sie, den Gravierer
nach dem Öffnen der Laserröhre immer nur mit einer Hand zu berühren.
Schritt 10. Drücken Sie die Taste „Ausführen“, um die Gravur Ihres Designs
anzuhalten.
Tragen Sie eine Schutzbrille und starren Sie nicht ununterbrochen in den aktiven
Laser. Achten Sie jedoch auf mögliche Gefahren wie Funken oder Feuer und seien
Sie darauf vorbereitet, Brände bei Bedarf schnell zu löschen.
Schritt 11. Sobald der Laser stoppt, überprüfen Sie die Qualität des ersten
Durchgangs und passen Sie den Laser an
Parameter im Bedienfeld oder in der Software nach Bedarf anpassen, um den
gewünschten Effekt zu erzielen. Überprüfen Sie während wiederholter Gravur- und
Schneidvorgänge regelmäßig den Tank der Pumpe, um die Wassertemperatur
unter 38 °C (100 °F) zu halten. Wenn diese Temperatur erreicht ist, beenden Sie

- 44 -
die Arbeit und lassen Sie den Gravierer abkühlen, bevor Sie ihn weiter verwenden.
Schritt 12. Wenn Sie mit dem Gravieren fertig sind, schließen Sie die
Graviersoftware und schalten Sie
die Maschine in der folgenden Reihenfolge: Laserleistung, Bedienfeld, ggf.
Belüftung, Wasserkühlung und Notausschalter. Entfernen Sie den Laserschlüssel
vom Bedienfeld.
Schritt 13. Reinigen Sie die Bank vollständig und entfernen Sie sämtliche
Rückstände aus der unteren Halterung.
3.SPEZIFISCHE MATERIALBESCHREIBUNGEN.
Die folgenden Anweisungen sind Empfehlungen, die dabei helfen können, sicher mit
einer Vielzahl von Materialien zu arbeiten. Benutzer sollten sich über die Sicherheits-
und Gravuranforderungen für ihre spezifischen Materialien informieren, um das
Risiko potenzieller Probleme wie Feuer, gefährlichen Staub, ätzende und giftige
Dämpfe zu vermeiden. Sobald Sie wissen, dass das Produkt sicher ist oder die richtige
Schutzausrüstung vorhanden ist, kann es hilfreich sein, eine Testmatrix aus kleinen
Kästchen zu gravieren, die mit verschiedenen Geschwindigkeiten und
Leistungseinstellungen hergestellt wurden, um die idealen Einstellungen für Ihr
Design zu ermitteln. Oder beginnen Sie mit geringem Stromverbrauch und schneller
Einrichtung und wiederholen Sie das Design so oft wie nötig, wobei Sie die
Laserintensität schrittweise erhöhen.
KERAMIK .
Beim Gravieren von Keramik wird im Allgemeinen mittlere bis hohe Leistung
verwendet. Die Verwendung mehrerer Schaltkreise anstelle von höherer Leistung
und niedrigerer Geschwindigkeit kann dazu beitragen, Materialbrüche während des
Arbeitsprozesses zu vermeiden. Beachten Sie die Gesundheitsrisiken, die durch Staub
beim Gravieren von Keramik entstehen, insbesondere bei sich wiederholenden
industriellen Anwendungen. Je nach Material und Arbeitsbelastung kann ein
Ventilator oder sogar ein komplettes Belüftungssystem erforderlich sein, um das
Problem zu lösen. Ebenso müssen Bediener und andere Personen im Arbeitsbereich

- 45 -
möglicherweise Atemschutzmasken wie Masken und Atemschutzgeräte verwenden.
STEIN .
Beim Schnitzen aller Arten von Steinen werden im Allgemeinen mittlere Leistung und
mittlere bis hohe Geschwindigkeiten verwendet. Wie bei Keramik und Glas sollten
Sie auf den entstehenden Staub achten (insbesondere bei sich wiederholenden
industriellen Anwendungen) und ähnliche Maßnahmen ergreifen, um
Sorgen Sie für die Sicherheit der Benutzer und anderer Personen im Arbeitsbereich.
TEXTILIEN .
Beim Schnitzen von Textilien wie Stoff und Wolle wird häufig eine geringe Leistung
und eine hohe Geschwindigkeit verwendet. Wie bei Leder muss besonders auf die
Möglichkeit von Feuer und Staub geachtet werden.
GLAS .
Beim Gravieren von Glas werden im Allgemeinen hohe Leistung und niedrige
Geschwindigkeit verwendet. Wie bei Keramik wäre es hilfreich, mehrere Zyklen mit
einer niedrigeren Einstellung durchzuführen, um Risse zu vermeiden. Beim Gravieren
von Glas und Kohlenstofffasern muss darauf geachtet werden, dass keine
Einstellungen kombiniert werden, die eine Laserintensität erzeugen, die ausreicht,
um die strukturelle Integrität der Fasern ihrer Komponenten zu zerstören, was zu
verschwommenen Markierungen führen würde. Persönliche Schutzausrüstung sollte
getragen werden, um zu vermeiden, dass Augen, Nase, Mund und Haut durch die
Verwendung jeglicher Art von Materialien dem Staub ausgesetzt werden,
insbesondere bei sich wiederholenden industriellen Anwendungen. Kleidung, die bei
der Arbeit mit Glasfaser getragen wird, sollte anschließend separat gewaschen
werden.
LEDER .
Beim Gravieren von Glas werden im Allgemeinen hohe Leistung und niedrige
Geschwindigkeit verwendet. Wie bei Keramik wäre es hilfreich, mehrere Zyklen mit
einer niedrigeren Einstellung durchzuführen, um Risse zu vermeiden. Beim Gravieren

- 46 -
von Glas und Kohlenstofffasern muss darauf geachtet werden, dass keine
Einstellungen kombiniert werden, die eine Laserintensität erzeugen, die ausreicht,
um die strukturelle Integrität der Fasern ihrer Komponenten zu zerstören, was zu
verschwommenen Markierungen führen würde. Persönliche Schutzausrüstung sollte
getragen werden, um zu vermeiden, dass Augen, Nase, Mund und Haut durch die
Verwendung jeglicher Art von Materialien dem Staub ausgesetzt werden,
insbesondere bei sich wiederholenden industriellen Anwendungen. Kleidung, die bei
der Arbeit mit Glasfaser getragen wird, sollte anschließend separat gewaschen
werden.
METALL .
CO2-Lasergravurmaschinen sollten nicht zum Markieren, Gravieren oder Schneiden
von Metall verwendet werden. Sie eignen sich am besten zum Bearbeiten von
Beschichtungen, die auf Metallsubstrate aufgetragen wurden. Dabei muss darauf
geachtet werden, dass nicht versucht wird, das darunterliegende Metall selbst zu
bearbeiten. Es sind verschiedene Beschichtungen speziell für die CO2-Gravur
erhältlich. Benutzer sollten die bereitgestellten Anweisungen befolgen, da die
Parameter je nach Produkt und Metall variieren. Im Allgemeinen sollte die Arbeit an
der Aluminiumbeschichtung bei geringerer Leistung schneller erledigt werden,
während die Arbeit an der Stahlbeschichtung bei höherer Leistung langsamer
erledigt werden kann.
KUNSTSTOFFE .
Der zum Gravieren verwendete Kunststoff ist in vielen verschiedenen Farben und
Stärken sowie in vielen verschiedenen Beschichtungen und
Oberflächenausführungen erhältlich. Die meisten verfügbaren Kunststoffe lassen sich
gut mit Lasern gravieren und schneiden. Kunststoffe mit mikroporösen Oberflächen
scheinen die besten Ergebnisse zu liefern, da weniger Oberflächenmaterial entfernt
werden muss. Beim Gravieren von Kunststoffen werden im Allgemeinen
Einstellungen mit niedriger Leistung und hoher Geschwindigkeit verwendet. Beim
Markieren und Gravieren mit zu hoher Leistung oder zu niedriger Geschwindigkeit
kann sich zu viel Energie am Kontaktpunkt konzentrieren, wodurch der Kunststoff
schmilzt. Dies kann unter anderem dazu führen, dass
führen zu schlechter Schnitzqualität, giftigen Dämpfen und sogar Bränden. Gravuren

- 47 -
mit hoher Auflösung können das gleiche Problem verursachen, daher sollten für die
meisten Kunststoffe Designs mit niedriger bis mittlerer Auflösung bevorzugt werden.
GUMMI .
Die verschiedenen Zusammensetzungen und Dichten des Gummis führen zu leicht
unterschiedlichen Gravurtiefen. Es wird dringend empfohlen, Proben von
spezifischem Gummi zu testen, um optimale Ergebnisse zu erzielen. Beim Gravieren
von Gummi wird häufig eine konstante Hochleistungseinstellung verwendet und der
Effekt wird durch Variation der Lasergeschwindigkeit erzeugt.
Mikrozellgummimaterialien erfordern viel höhere Geschwindigkeiten als
Standardgummi. Beim Gravieren jeglicher Art von Gummi entsteht viel Staub und
Gase. Je nach Arbeitsbelastung kann zur Lösung des Problems eine
Atemschutzmaske und/oder ein komplettes Belüftungssystem erforderlich sein.
PAPIER UND KARTON .
Beim Gravieren verschiedener Papierprodukte werden im Allgemeinen niedrige bis
mittlere Leistung und hohe Geschwindigkeiten verwendet. Testen Sie Proben pro
Charge, da nur kleine Parameterunterschiede den Effekt von zu hellem Material vom
Effekt des Durchbrennens des Substrats unterscheiden können. Wie bei Leder wird
besonderes Augenmerk auf die Brandgefahr sowie auf Staub gelegt, der bei
wiederholten Anwendungen entsteht.
HOLZ .
Wie bei Gummi gibt es auch bei Holz viele verschiedene Arten. Um optimale
Ergebnisse zu erzielen, müssen Sie Ihr spezifisches Material testen. Im Allgemeinen
sind Holzschnitzereien mit gleichmäßiger Maserung und Farbe gleichmäßiger.
Astförmiges Holz erzeugt einen ungleichmäßigen Effekt, während Harzholz einen
stärkeren Kantenkontrast erzeugt. Einige Weichhölzer wie Balsa, Kork und Kiefer

- 48 -
lassen sich bei niedriger oder mittlerer Leistungseinstellung und hoher
Geschwindigkeit gut schnitzen (wenn auch mit geringem Kontrast). Andere Holzarten
wie Tanne können durch ungleichmäßige Fasern beeinträchtigt werden und führen
unabhängig von der Vorgehensweise häufig zu schlechten Ergebnissen. Harthölzer
wie Kirsche und Eiche lassen sich bei hoher Leistungseinstellung und niedriger
Geschwindigkeit gut schnitzen. Kunstholzprodukte können sich von Marke zu Marke
unterscheiden, hauptsächlich aufgrund ihrer Leimzusammensetzung und -menge.
MDF funktioniert gut, erzeugt beim Schneiden jedoch dunkle Kanten.
Neben der Brandgefahr jedes Holzprodukts ist auch der Rauch von Leim, der in
Sperrholz und anderen künstlichen Holzarten verwendet wird, besonders zu
beachten. Manche davon sind zu gefährlich, um sie überhaupt zu verwenden,
während andere eine sorgfältige Belüftung und wiederholte industrielle
Anwendungen mit atmungsaktiver PSA erfordern. Auch die Toxizität von Holz sollte
überprüft werden, da Staub von einigen natürlichen Hölzern, darunter Oleander und
Eibe, ebenfalls Übelkeit und Herzprobleme verursachen kann.
Siehe Nutzungsdaten .
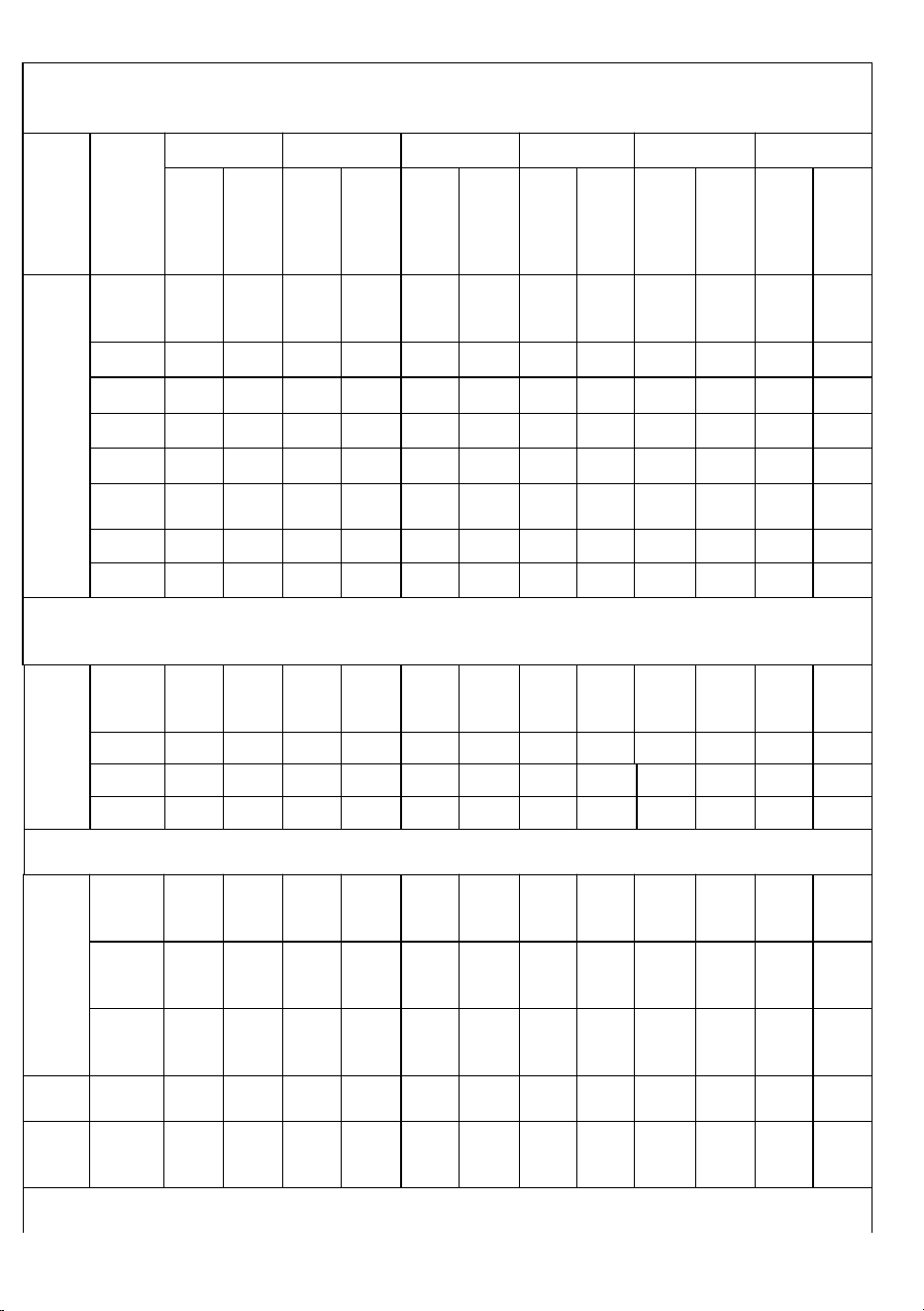
- 49 -
Es wird empfohlen, die Leistung auf 80 einzustellen
Materi
al
Dicke
50 W
60 W
80 W
100 W
130 W
150 W
Schne
llste
Gesc
hwindi
gkeit
Optim
ale
Gesch
windig
keit
Schne
llste
Gesc
hwindi
gkeit
Optim
ale
Gesch
windig
keit
Schne
llste
Gesc
hwindi
gkeit
Optim
ale
Gesch
windig
keit
Schne
llste
Gesc
hwindi
gkeit
Optim
ale
Gesc
hwind
igkeit
Schnel
lste
Gesch
windig
keit
Optim
ale
Gesch
windig
keit
Schne
llste
Gesc
hwindi
gkeit
Optim
ale
Gesch
windig
keit
Acryls
äure
3 mm
15/S
10
Seku
nden
20er
Jahr
e
15
Seku
nden
25 /S
20/S
30er
Jahr
e
25S
35/S
30S
40/S
35S
5 mm
8S
5S
10S
7/S
12/S
8S
15/S
10S
17/S
12/S
21/S
15/S
8mm
4S
2S
5S
3/S
9/S
5S
10S
6S
12/S
8S
15S
10S
10mm
4S
2/S
6/S
3S
7/S
4S
8/S
5S
11/S
7S
15 mm
3/S
1S
4S
2S
5/S
3S
7/S
4S
20 mm
3/S
1/S
4S
1,5 /
S
25 mm
30 mm
Laserleistung 9,0 % : Beim Acrylschneiden sollte auf die Luftstromkontrolle geachtet werden . Die Oberfläche des angeblasenen
Materials sollte klein oder seitlich sein , um die Glätte des Acryls zu gewährleisten . Die Acryloberfläche sollte über eine
Luftzirkulation verfügen , um Feuer zu vermeiden .
Acryl
3mm
9/S
7/S
15/S
12S
20/S
15S
23S
18/S
25/S
20er
Jahr
e
30S
25/S
5mm
5/S
3S
10S
8/S
13/S
10S
15S
13/5
18/S
15/S
21/S
18/S
10mm
5/S
3S
7/S
5S
9S
6S
12S
9/S
15 mm
4S
3/S
7/S
5/S
Laserleistung 9 0 % : Beim Holzschneiden wird hauptsächlich der Luftstrom gesteuert. Je größer der Luftstrom, desto schneller ist
die Schnittgeschwindigkeit.
aus
PVC
2 mm
35/S
32/S
50er
Jahr
e
45S
60/S
58/S
70er
Jahr
e
68/S
80/S
78/S
90er
Jahr
e
88/S
3 mm
30/S
27S
40/S
38S
50/S
48/S
60er
Jahr
e
58/S
Betrie
bssys
tem
68/S
80er
Jahr
e
7a/S
4 mm
25/S
20er
Jahr
e
35/S
30er
Jahre
45/S
40er
Jahre
55S
50/S
65/S
63/S
75S
7/S
Tuch
ein Bett
40/S
38/S
60/S
58S
100/
S
98/S
200S
195S
300/S
295/
S
400S
395S
Leder
ein Bett
15/S
12/S
20/S
17/S
25/S
20/S
30er
Jahr
e
25/S
40/S
35/S
45S
40/S
Es wird empfohlen, eine Fokussierlinse mit einer Brennweite von 50,8 zu verwenden, mit einer Laserröhre von 60W-100W und
einem kleinen
- 50 -
Menge des Luftkompressors , es wird empfohlen , bei 50–70 % Leistung zu reduzieren.
Papier
mon cta
y er
80/S
40er
Jahr
e
120S
40er
Jahre
150/
S
40/S
250S
40/S
350/S
40/S
450S
40/S
B l -c
ol
oder
stab
2 mm
15/S
13S
25S
20er
Jahre
36/S
30er
Jahre
40er
Jahr
e
35/S
45S
40er
Jahr
e
55S
50/S
Bei BI-Color-Platten und PVC-Schneidparametern sowie beim Papierschneiden sollte auf die Einstellung der Laserleistung
geachtet werden , je höher die
die Leistung der Laserröhre, desto kleiner ist der Prozentsatz der Laserleistungsanpassung
4.KONSOLENBESCHREIBUNG.
ÜBERBLICK .
Sie können den Gravierer direkt über das eingebaute Bedienfeld steuern,
das direkt an einen Computer angeschlossen ist, oder über das Internet.
Weitere Informationen zur Bedienung der Graviersoftware finden Sie im
separaten Handbuch. Über das eingebaute Bedienfeld kann der Laser
manuell bedient werden, oder das Design kann auf Flash-Laufwerke und
externe Festplatten graviert werden, die an den USB-Anschluss auf der
rechten Seite des Gehäuses angeschlossen sind.
Bei manueller Bedienung können die Pfeiltasten verwendet werden, um
den Laserkopf entlang der X- und Y-Achsenführungen zu bewegen, und
die PULSE-Taste kann verwendet werden, um den Laser auszulösen. Bei
jedem Drücken der Pfeiltaste kann der Laserkopf so eingestellt werden,
dass er innerhalb einer festgelegten Entfernung blockiert, indem Sie auf
MENU tippen und die Parameter unter „Manuelle Einstellungen+
“ anpassen. Der Laser kann so eingestellt werden, dass er für einen
festgelegten Zeitraum emittiert, indem Sie auf MENU drücken und die
Parameter unter „Lasereinstellungen+“ anpassen. Alle Schaltflächen und
Menüs sollten auf Englisch gekennzeichnet sein. Wenn nicht, drücken Sie
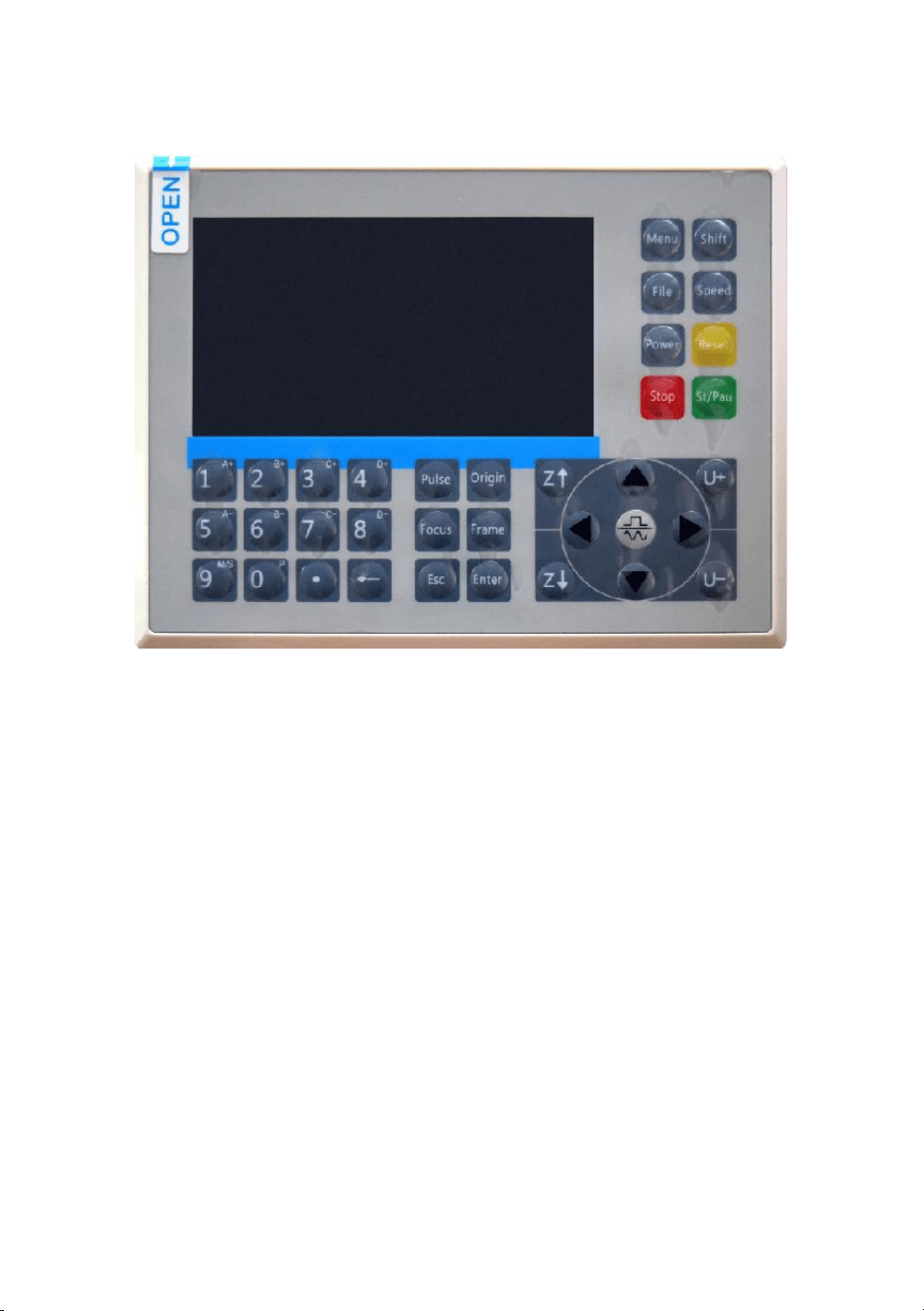
- 51 -
auf MENU und gehen Sie zur obersten Schaltfläche in der rechten Spalte
um die Spracheinstellungen der Konsole zu ändern.
Um ein Design von einem FAT16- oder FAT32-formatierten Flash-Laufwerk
oder einer externen Festplatte zu laden, drücken Sie MENU, wählen Sie „
Datei“, dann „Udisk+“ und dann „In Speicher kopieren“. Wählen Sie das
Design im Menü „Datei“ und wählen Sie dann „Ausführen“. Über die
Menüs und Untermenüs der Konsole können verschiedene Parameter
angepasst werden, darunter das Festlegen mehrerer Ursprünge, um ein
Design in einer einzigen Sitzung viermal in ein Material zu gravieren .
Wenn Sie das Design von der Konsole aus ausführen, ist dies die
Hauptanzeige. Das Design sollte in der oberen linken Ecke angezeigt
werden und sein Name sowie die aktuellen Geschwindigkeits- und
Leistungseinstellungen sollten in der oberen rechten Ecke angezeigt
werden. Die Position des Laserkopfes relativ zum Tisch wird als X-
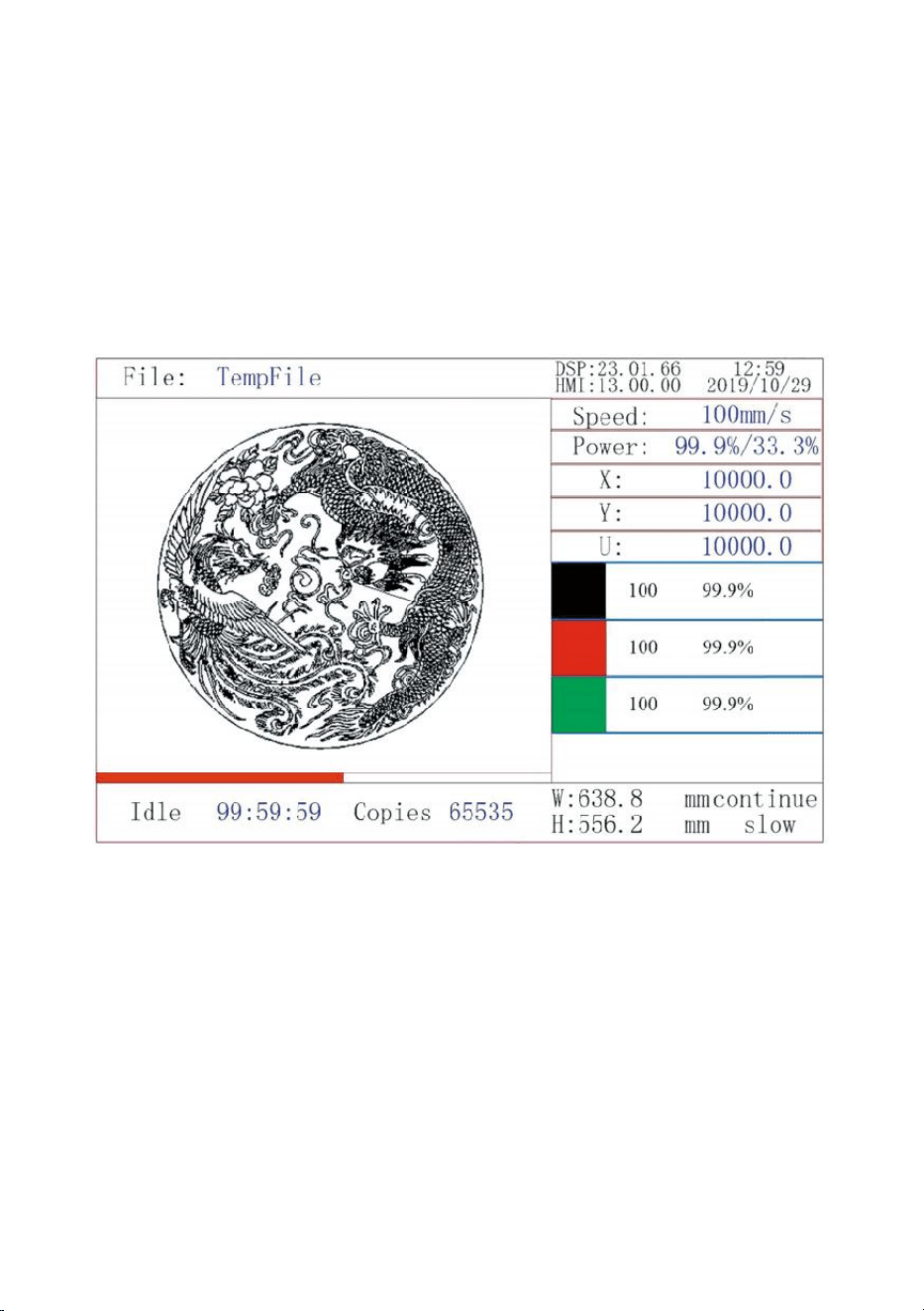
- 52 -
(horizontale) und Y- (vertikale) Koordinaten angezeigt. Die Z-Koordinate
zeigt die Höhe der Werkbank selbst. Die U-Koordinate kann so konfiguriert
werden, dass sie die Rotationsachse oder die automatische Zuführung
steuert, falls installiert. Darunter befinden sich Ebenen, die Anweisungen
zu ihrer individuellen Geschwindigkeit (in mm/s) und maximalen Leistung
als Prozentsatz der Nennleistung der Maschine enthalten. Die Anzahl der
Stapel in der unteren linken Ecke zeichnet auf, wie oft das aktuelle Design
in einer einzelnen Sitzung graviert wurde.
Drücken Sie, wie auf der Schaltfläche angegeben, „Ausführen/Pause“,
um mit dem Gravieren des geladenen Musters zu beginnen, und
unterbrechen Sie die Gravur bei Bedarf.
Bei einem Notfall, z. B. einem Brand, verwenden Sie das Bedienfeld nicht,
um die Gravur anzuhalten oder zu stoppen. Drücken Sie sofort den
Not-Aus-Schalter.
Stellen Sie die Laserleistung ein .
Wenn Sie in der Hauptschnittstelle die ENT-Taste drücken, wird im
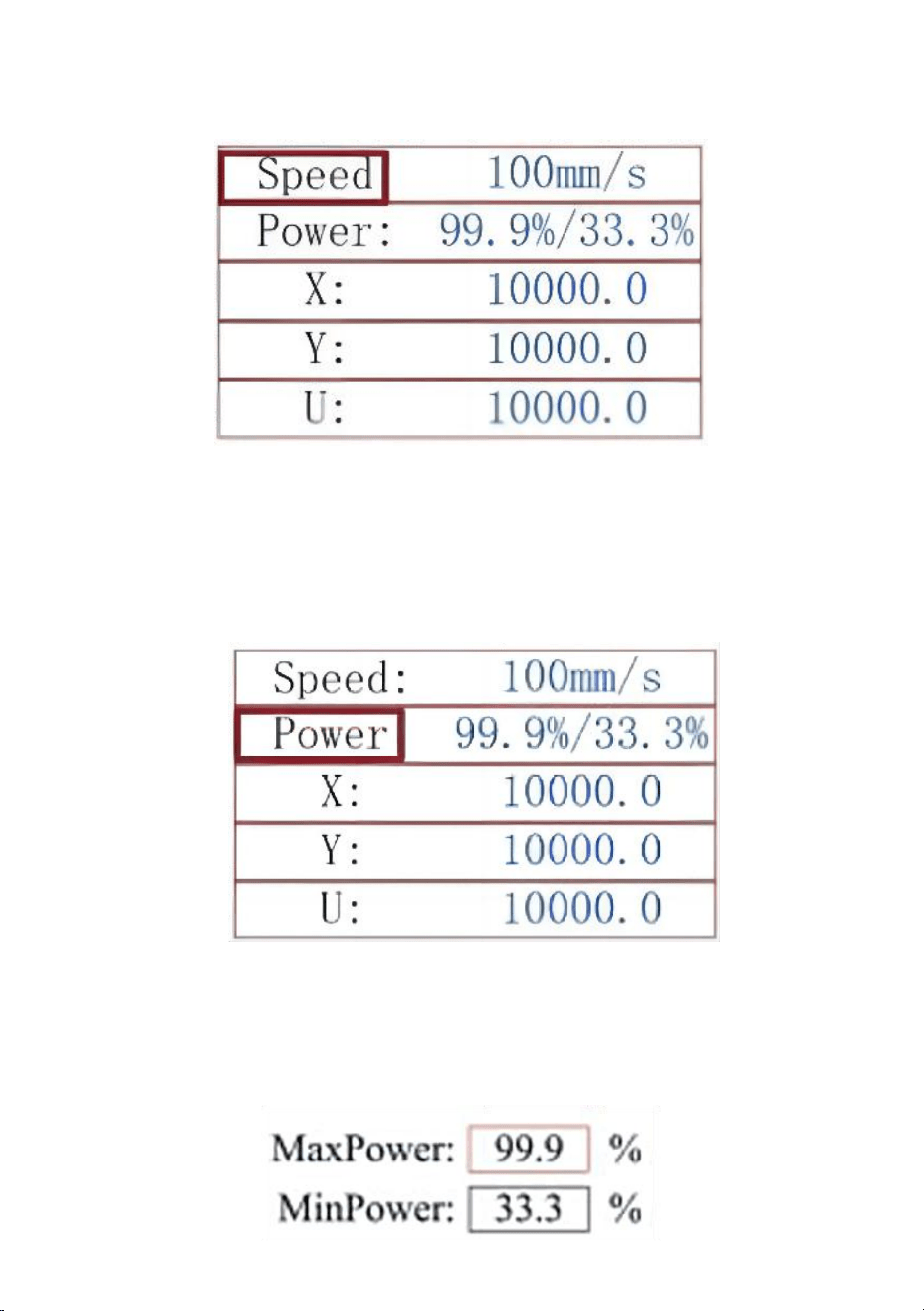
- 53 -
Cursorfeld zunächst der Parameter „Geschwindigkeit“ ausgewählt.
Drücken Sie die Tasten ▲ und ▼, um zwischen den Parametern zu
wechseln. Wählen Sie den Parameter „Leistung“ aus.
Drücken Sie ENT, wenn der rote Cursor über Power steht. Drücken Sie die
Tasten ▲ und ▼, um den Parameterwert zu ändern.
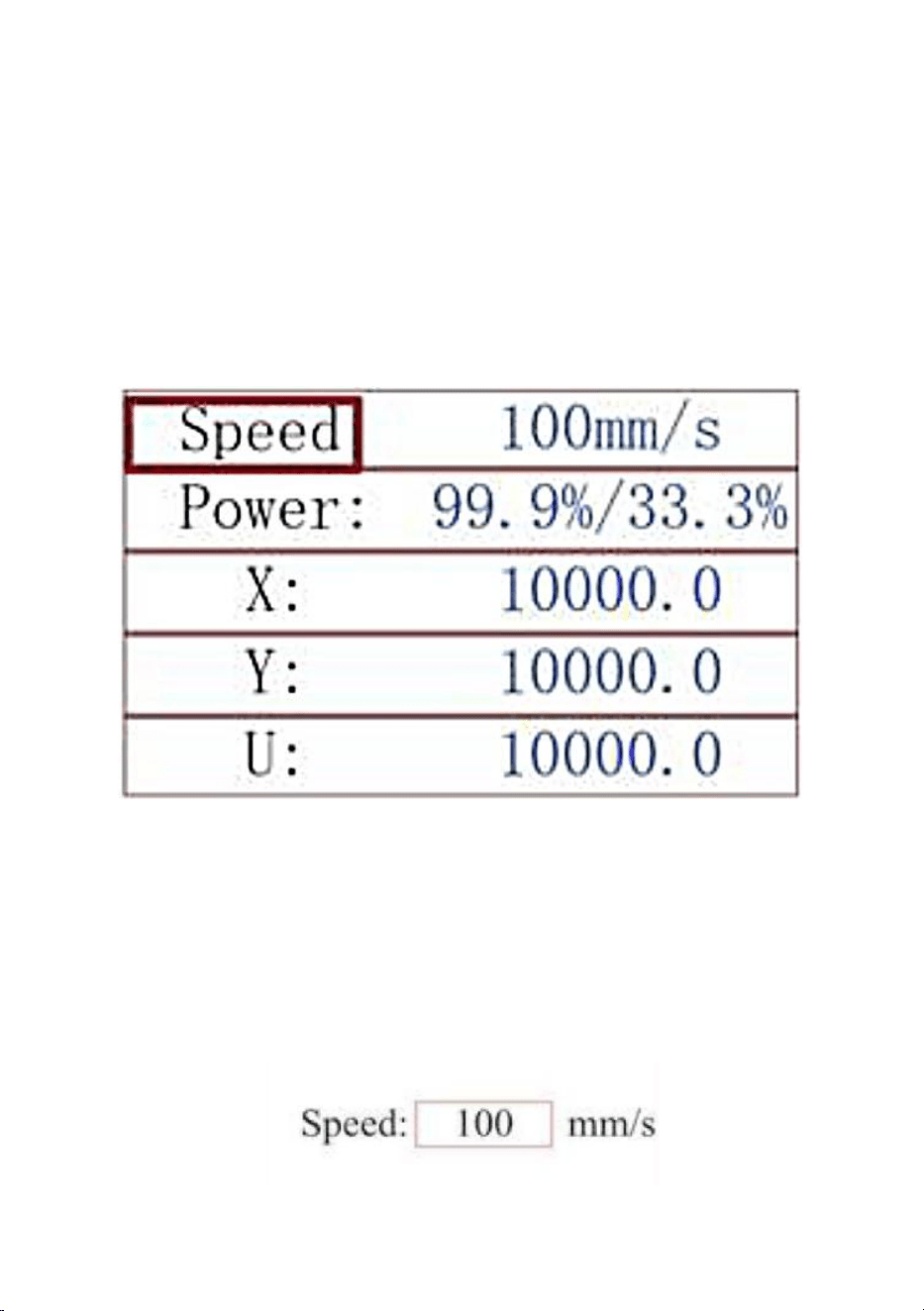
- 54 -
Drücken Sie ENT, um Ihre Änderungen zu speichern.
Drücken Sie ESC, um die Änderungen ungültig zu machen und zur
Hauptoberfläche zurückzukehren.
Stellen Sie die Lasergeschwindigkeit ein
Wenn Sie in der Hauptoberfläche die ENT-Taste drücken, wird im
Cursorfeld zunächst der Parameter „Geschwindigkeit“ ausgewählt .
Drücken Sie die ENT-Taste erneut, um diese Schnittstelle aufzurufen.
Drücken Sie die Tasten ▲ und ▼, um den Parameterwert zu ändern.
Drücken Sie ENT, um Ihre Änderungen zu speichern.
Drücken Sie ESC, um die Änderungen ungültig zu machen und zur
Hauptoberfläche zurückzukehren.
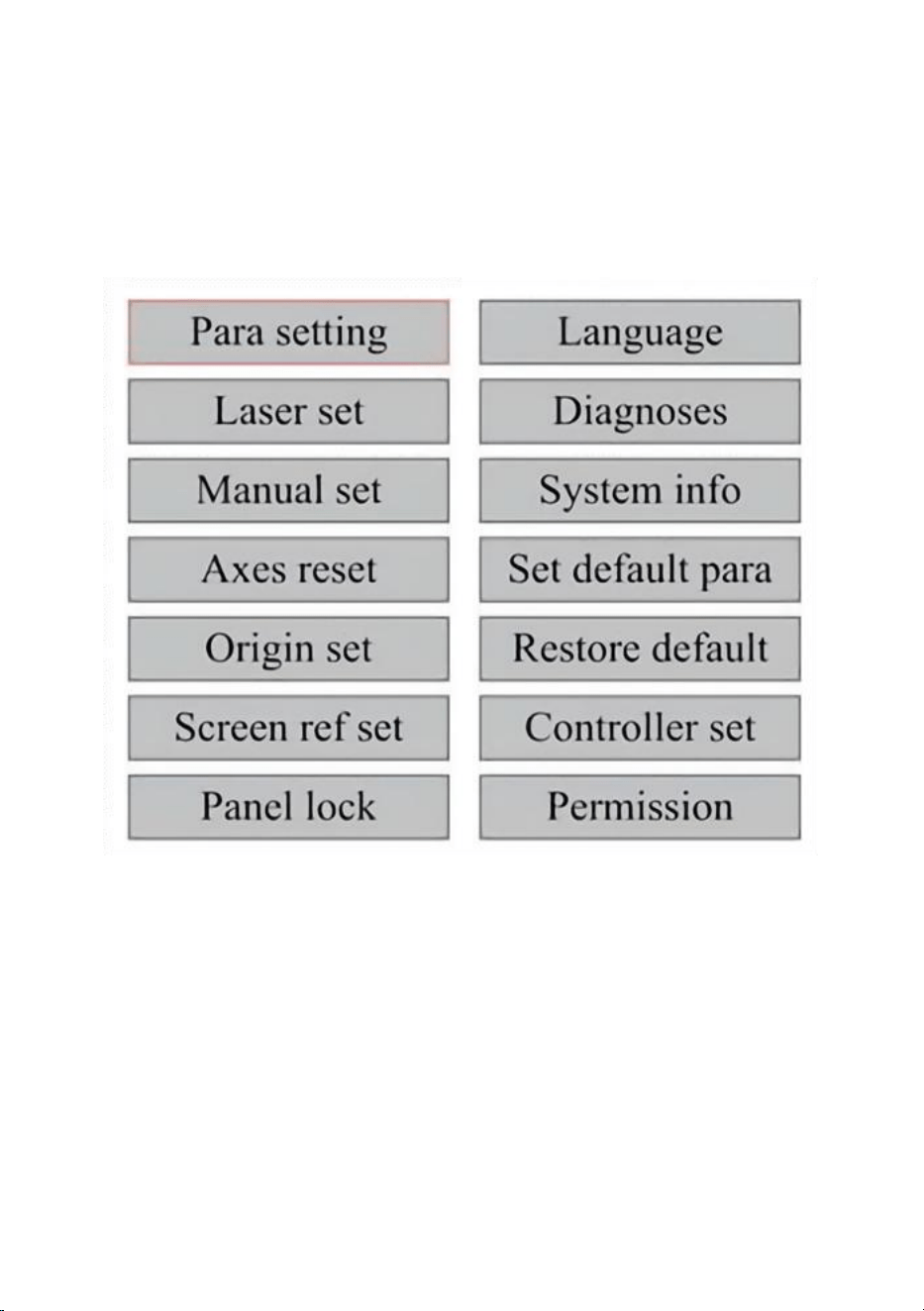
- 55 -
FUNKTIONSMENÜ .
Drücken Sie auf der Hauptschnittstelle auf das Menü, um die
Menüschnittstelle aufzurufen:
Drücken Sie die Tasten ▲ und ▼, um das Element auszuwählen, und
drücken Sie dann ENT, um das entsprechende Untermenü aufzurufen .
DIE Z-ACHSE EINSTELLEN .
Wenn „Z Move“ ausgewählt ist, drücken Sie ◄ oder ►, um die
Bewegung der Z-Achse zu steuern, während das Sensorkit installiert ist.
EINSTELLEN DER U-ACHSE .
Wenn U Move ausgewählt ist, drücken Sie ◄ oder ►, um die Bewegung
der U-Achse zu steuern. Dies kann verwendet werden, um die
Drehposition der Drehachse oder die Linearität des automatischen
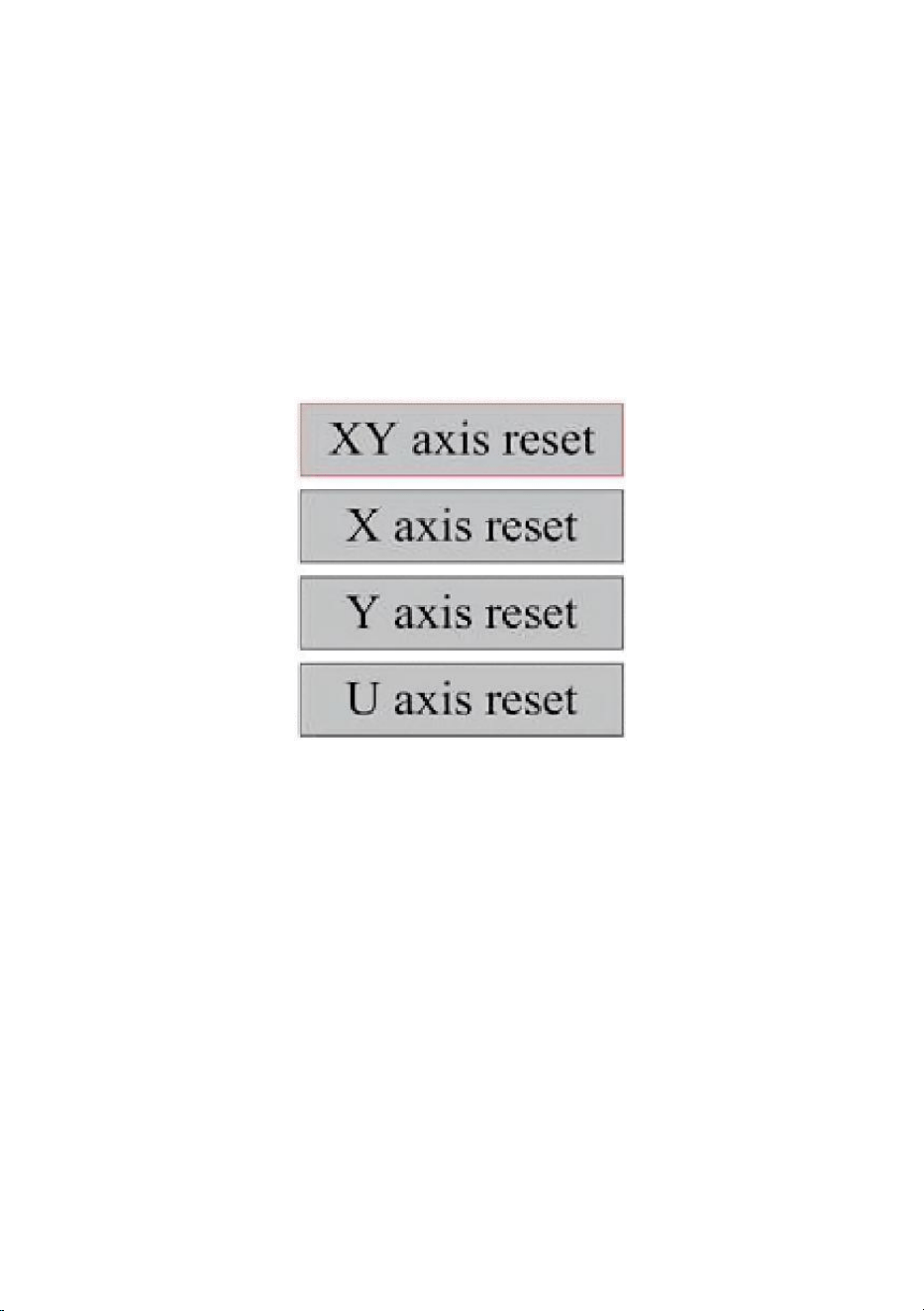
- 56 -
Vorschubs zu steuern (Positionen sind separat erhältlich), wenn beide
Installation.
Setzen Sie die Achse zurück .
Wenn „Shaft Reset+“ ausgewählt ist, drücken Sie ENT und auf der linken
Anzeige wird Folgendes angezeigt: Drücken Sie ▲ oder ▼, um ein
Element auszuwählen.
Drücken Sie ENT, um mit dem Zurücksetzen der ausgewählten Achse zu
beginnen. Auf dem Bildschirm wird die Meldung „Reset läuft“ angezeigt.
Wenn dies erledigt ist, verschwindet die Meldung automatisch und das
System kehrt zur Hauptschnittstelle zurück.
Passen Sie die Lasereinstellungen an .
Nachdem Sie die Lasereinstellungen ausgewählt und ENT gedrückt haben,
wird auf dem linken Display Folgendes angezeigt: Die Vorgehensweise ist
dieselbe wie bei der vorherigen Einstellung. Wenn Sie „Fortfahren
“ auswählen, drücken Sie PULSE, um den Laser auszulösen, und lassen
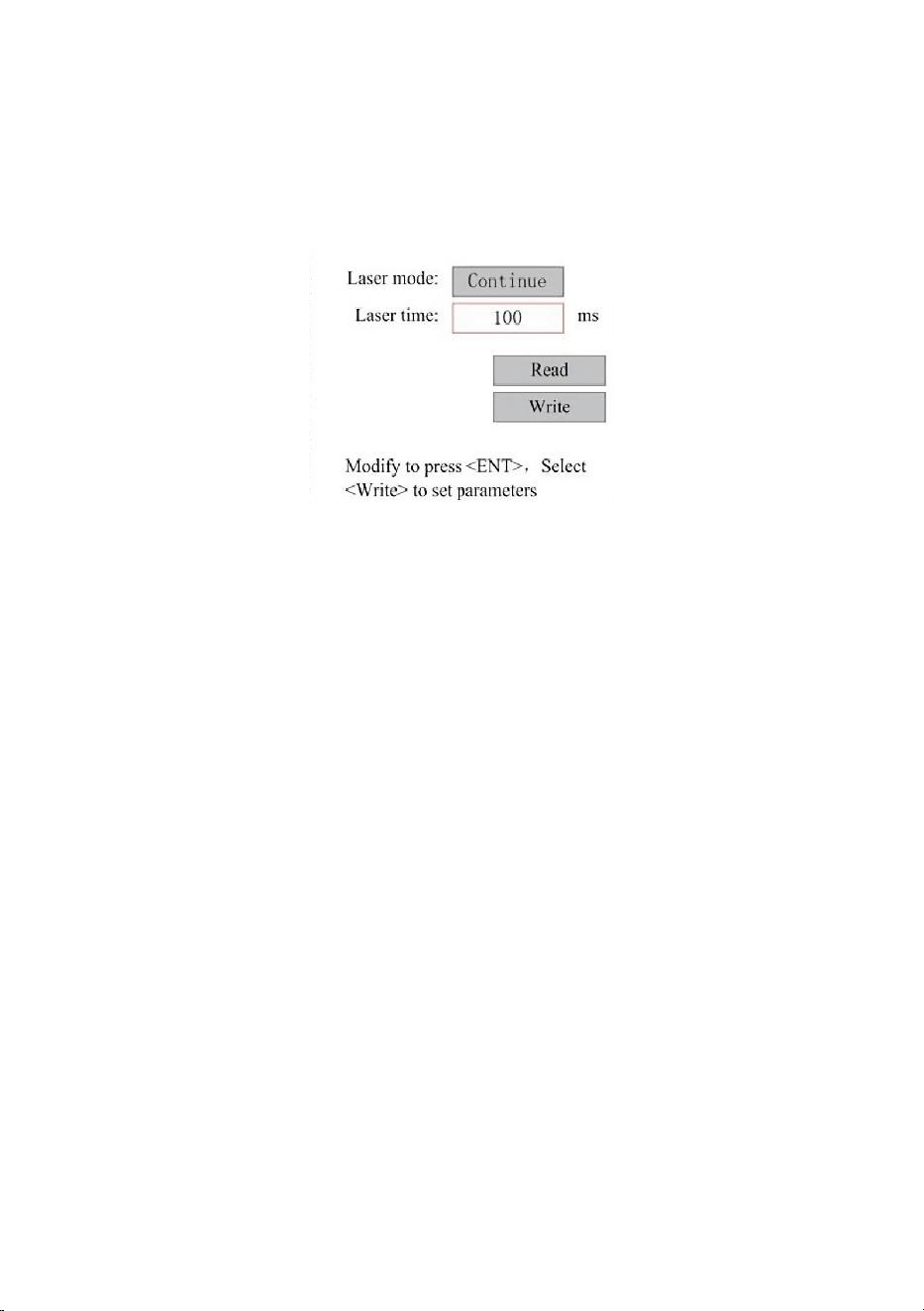
- 57 -
Sie die Taste dann los, um den Vorgang abzuschließen. Wenn Sie mit den
Anpassungen fertig sind, speichern Sie diese, indem Sie zum Schreiben
die ENT-Taste drücken oder die ESC-Taste drücken, um die Änderungen
zu verlassen, ohne sie zu speichern. Durch Lesen können gespeicherte
Parameter geladen werden.
PASSEN SIE DEN LASERBEWEGUNGSMODUS AN .
Wenn Sie „Manuelle Einstellungen“ auswählen, drücken Sie ENT, und
die linke Seite wird angezeigt: Wenn der Bewegungsmodus auf „
Kontinuierlich“ eingestellt ist, funktioniert der manuelle Jog-Parameter
nicht. Wenn der Laserkopf manuell bewegt wird, bewegen ihn die
Pfeiltasten kontinuierlich, bis sie losgelassen werden. Wenn der
Bewegungsmodus auf „Jog“ eingestellt ist, bewegt sich der Laserkopf bei
jedem Drücken der Pfeiltasten genau um die in diesem Parameter
gespeicherte Distanz. Verwenden Sie die Richtungs- und ENT-Tasten, um
nach oben oder unten anzupassen. Wenn Sie mit den Anpassungen fertig
sind, speichern Sie sie, indem Sie zum Schreiben die ENT-Taste drücken
oder die ESC-Taste drücken, um zu verlassen, ohne die Änderungen zu
speichern. Durch Lesen können gespeicherte Parameter geladen werden.
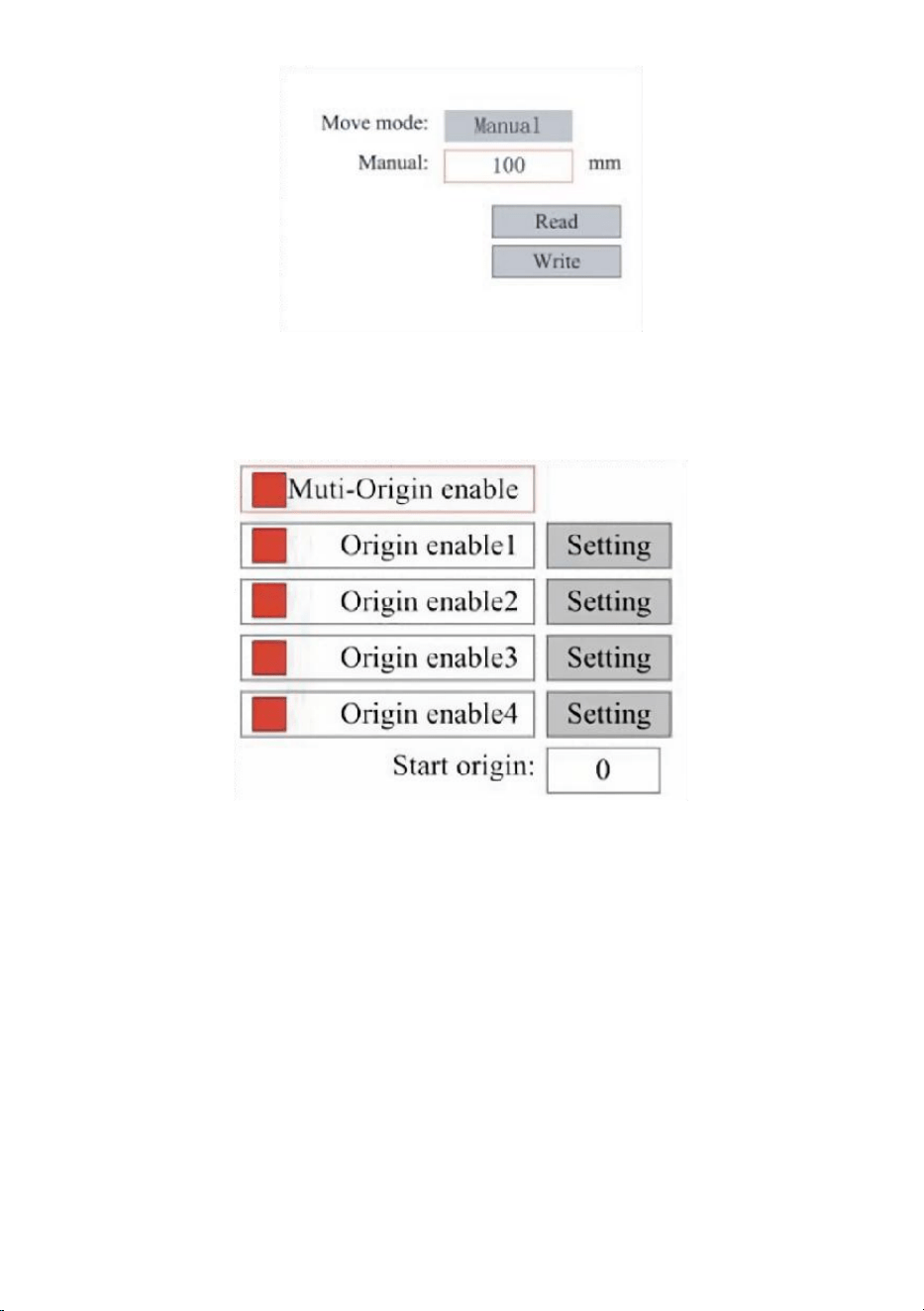
- 58 -
Legen Sie den Ursprung fest .
Wenn das Feld auf den Ursprungssatz gedrückt ist, drücken Sie ENT. Das
linke Dialogfeld wird angezeigt:
Drücken Sie FN, um ein Element auszuwählen. Nachdem Sie „
Multi-Source Enable“ ausgewählt haben, drücken Sie ENT, um das
Element zu aktivieren oder zu deaktivieren. Wenn es aktiviert ist, ist das
kleine Kästchen rot, und wenn es deaktiviert ist, ist es grau. Wenn Sie „
Set Origin“ oder „Next Origin“ auswählen, drücken Sie ◄ oder ►, um
einen Wert auszuwählen. Denken Sie beim Ändern des Parameters „Set
Origin“ daran, ENT zu drücken, um die Änderung zu bestätigen. Wenn Sie
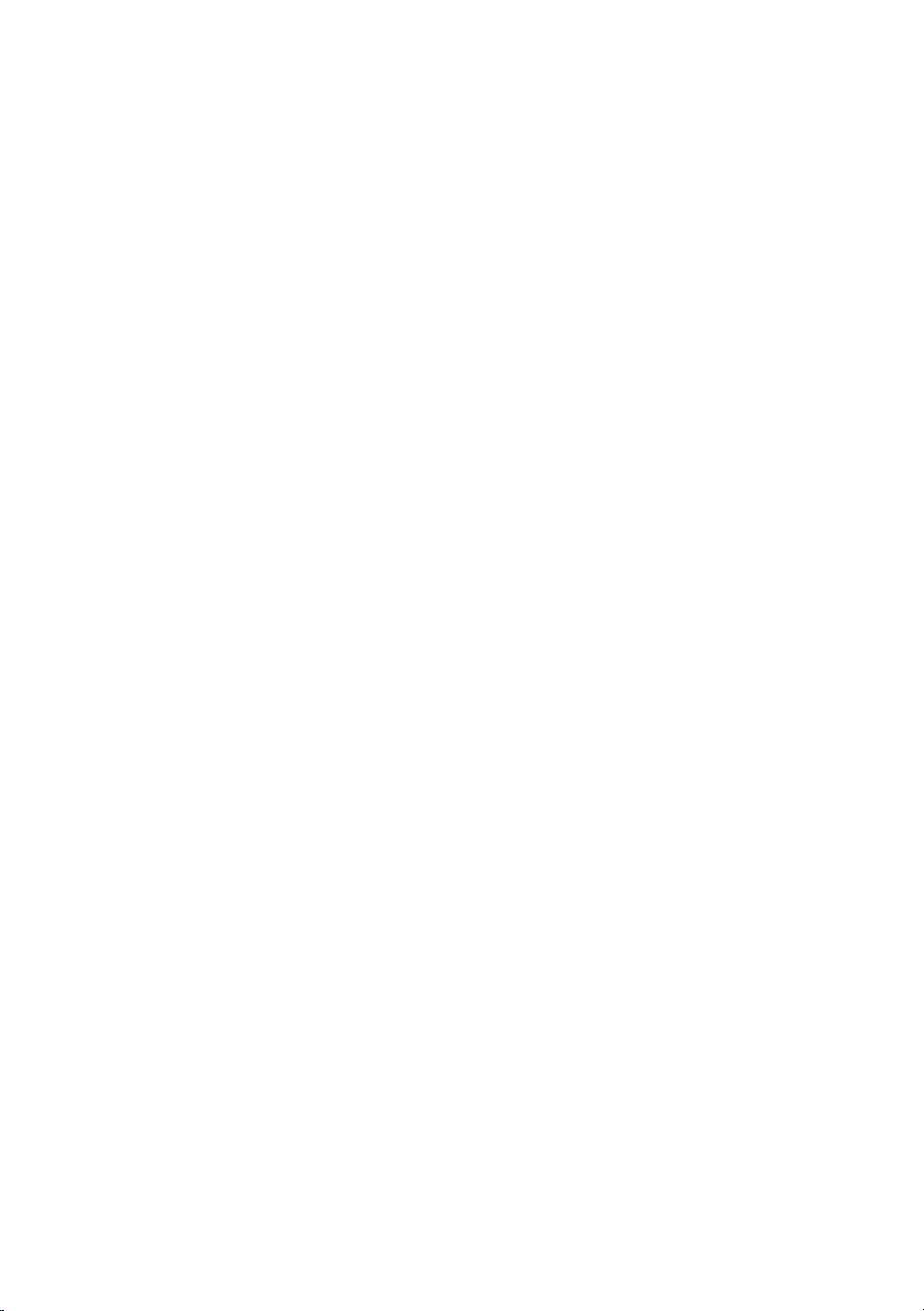
- 59 -
die Schnittstelle schließen, werden die Parameter automatisch
gespeichert.
Die Einzelheiten zu jedem Artikel lauten wie folgt:
·Ursprung 1/2/3/4 festlegen: Nachdem Sie die Einstellung für mehrere
Ursprünge aktiviert haben, platzieren Sie den Cursor über der Einstellung
für Ursprung 1/2/3/4. Drücken Sie die EINGABETASTE auf Ihrer Tastatur
Taste werden die Koordinaten vom System als die entsprechenden
Koordinaten des Ursprungs 1/2/3/4 übernommen.
·Quelle aktivieren 1/2/3/4: Wenn die Mehrfachquelleneinstellung aktiviert
ist, können vier Quellen auch einzeln deaktiviert und aktiviert werden.
Wenn die Multi-Origin-Logik ausgewählt ist, die Nummer des nächsten
Ursprungs 1 ist und vier Ursprünge aktiviert sind, wird die Arbeit bei jedem
Start verwendet, wenn die Funktion zum Speichern von Dateien (über die
Tastatur oder den PC) gestartet wird oder wenn eine Verarbeitungsdatei
auf einen PC hochgeladen wird und in der Datei „Ursprung als Ursprung
verwenden“ ausgewählt ist.
Verschiedene Ursprünge. Die Rotationsreihenfolge des Ursprungs ist 1→2
→3→4→1→2... Wenn Sie eine Verarbeitungsdatei auf Ihren PC
hochladen und „Aktueller Ursprung“ für die Datei auswählen, verwendet
das System immer den aktuellen Ursprung.
STANDARDPARAMETER FESTLEGEN .
Wenn die Fakten feststehen, wählen Sie den Absatz aus und die aktuellen
Parameter der Maschine werden als Standardwerte gespeichert. Sie
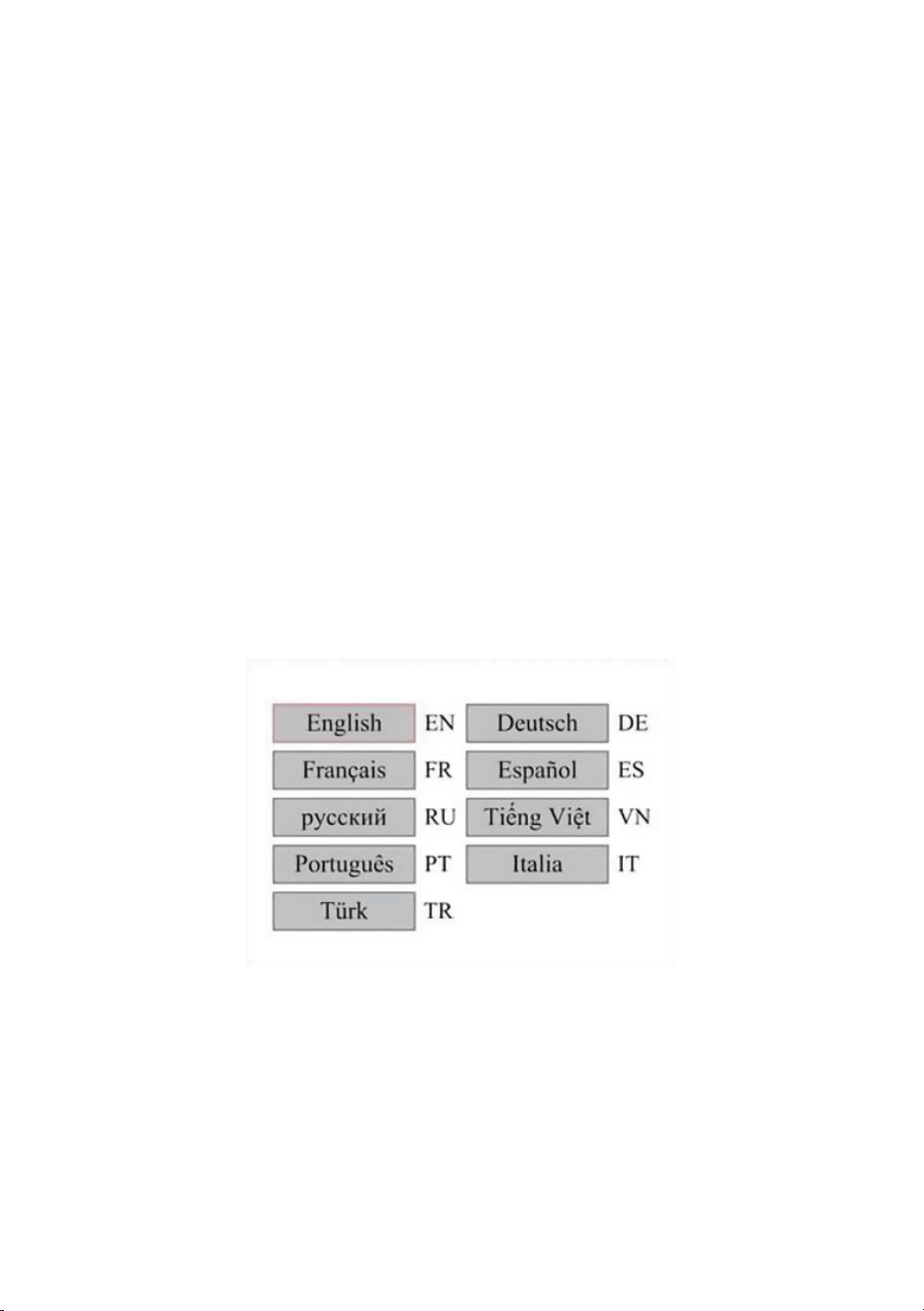
- 60 -
können dann mit dem Befehl „Standardparameter wiederherstellen
“ abgerufen werden. Es wird empfohlen, die tatsächlichen
Werkseinstellungen Ihrer Maschine zu speichern, damit diese bei Bedarf
problemlos wiederhergestellt werden können.
Wenn das Passwort aktiviert ist, drücken Sie ◄ oder ► und ▲ oder ▼,
um das Passwort auszuwählen, und drücken Sie dann ENT, um das
Passwort zu speichern.
STANDARDPARAMETER WIEDERHERSTELLEN.
Beim Definieren von Fakten. Sobald ein Parameter ausgewählt ist, ersetzt
das System alle aktuellen Parameter durch die gespeicherten
Werksvorgabeparameter. Die Vorgehensweise ist dieselbe wie beim
Festlegen der Standardparameter.
Stellen Sie die Schnittstellensprache ein.
Drücken Sie bei Auswahl einer Sprache die ENT-Taste. Auf dem linken
Display wird Folgendes angezeigt:
Die Vorgehensweise ist die gleiche wie oben. Drücken Sie nach Auswahl
der gewünschten Sprache die ENT-Taste und kehren Sie zur
Hauptschnittstelle zurück.
Stellen Sie die IP-Adresse der Maschine ein .
Nachdem Sie Ihre IP-Einstellungen ausgewählt haben, drücken Sie ENT
und auf der linken Anzeige wird Folgendes angezeigt:
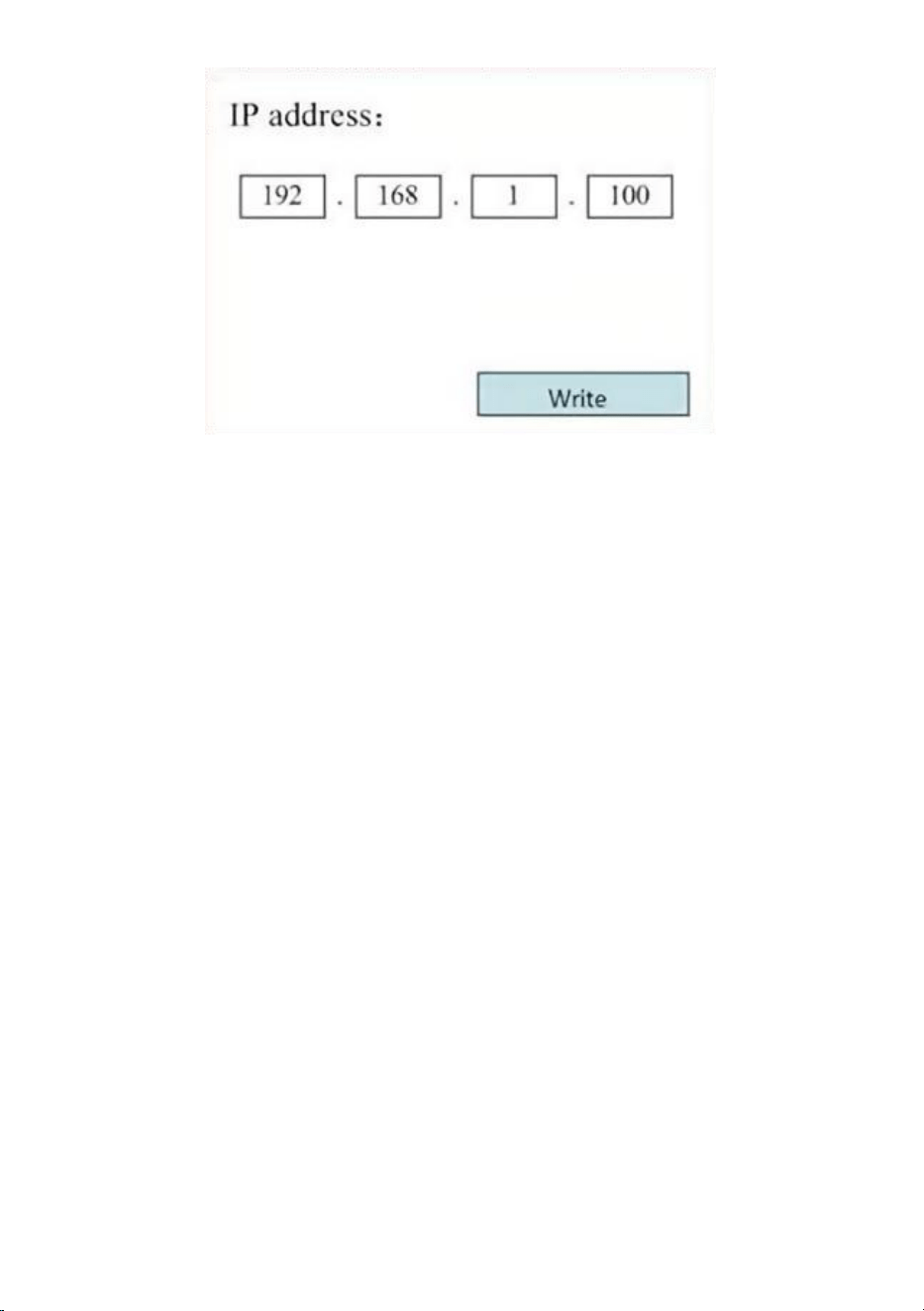
- 61 -
Drücken Sie ◄ oder ► und ▲ oder ▼ und ENT, um die Parameter zu
ändern. Die Standardadresse für den Graveur ist 192.168.1.100. Wenn
diese Funktion bereits in Ihrem lokalen Netzwerk verwendet wird,
verwenden Sie 192.168.1 für die ersten drei Abschnitte und wählen Sie
einen eindeutigen Wert für den letzten Teil. Im Allgemeinen sollte jeder
Wert zwischen 2 und 252 außer 47 in Ordnung sein, vermeiden Sie jedoch
Werte, die bereits von anderen vernetzten Geräten verwendet werden.
Das direkte Anschließen der Maschine an das öffentliche Internet birgt das
Risiko einer unbefugten Nutzung und wird nicht empfohlen. Wenn Sie es
dennoch bereitstellen möchten, müssen Sie sich registrieren und eine
eindeutige öffentliche TCP/IP-Adresse verwenden. Wenn Sie mit den
Anpassungen fertig sind, speichern Sie diese, indem Sie zum Schreiben
die ENT-Taste drücken oder die ESC-Taste drücken, um zu verlassen,
ohne die Änderungen zu speichern. Beim Lesen können gespeicherte
Parameter geladen werden.
DIAGNOSEWERKZEUGE .
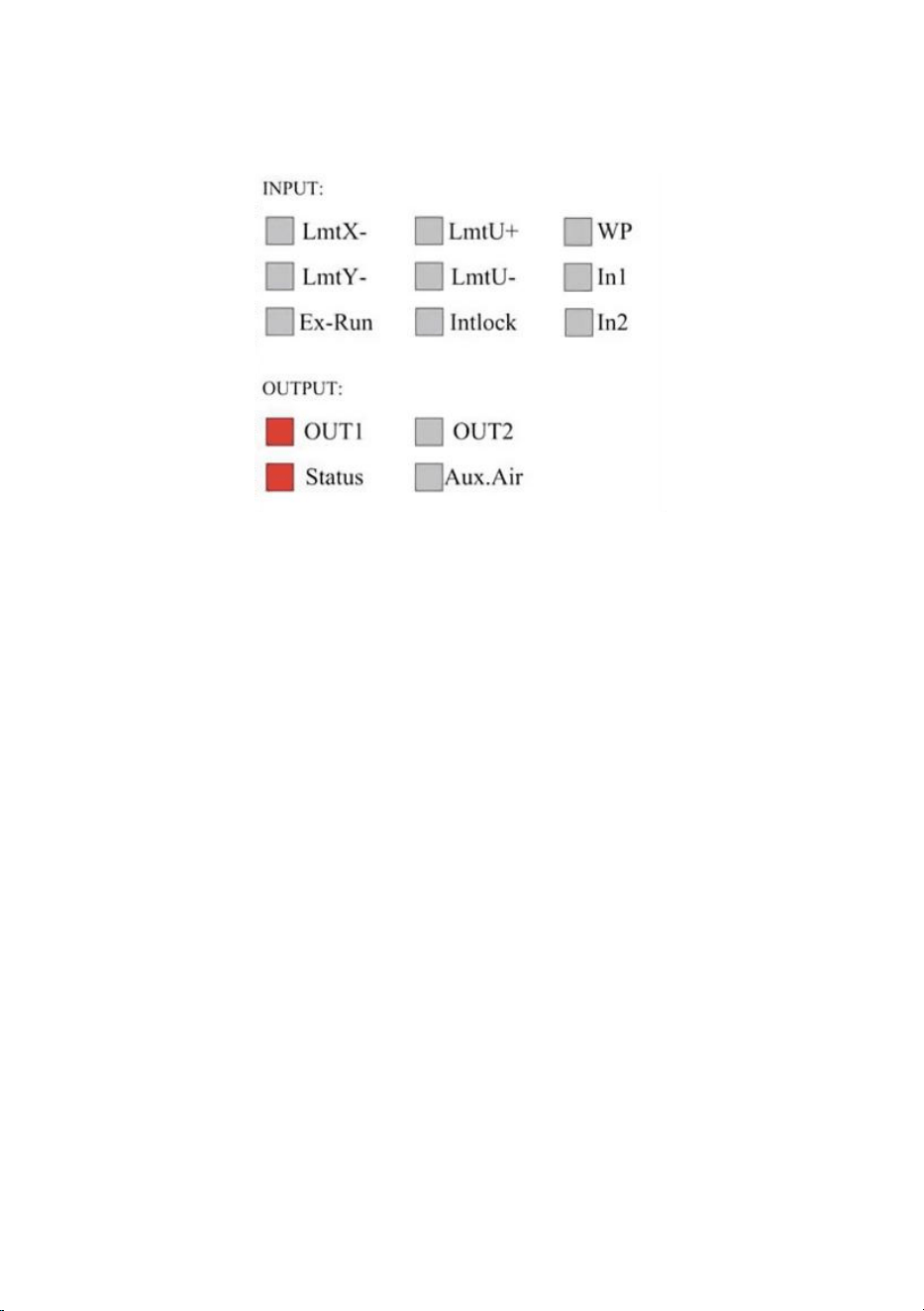
- 62 -
Nachdem Sie „Diagnose“ ausgewählt haben, wird das linke Dialogfeld
angezeigt:
Diese Schnittstelle zeigt die Hardware-E/A-Port-Informationen des
Systems an:
Eingabe: Lesen Sie die Hardwareinformationen des Systems. Wenn ein
Hardwaresignal ausgelöst wird, wird das kleine Kästchen links neben dem
entsprechenden Eintrag rot angezeigt. Andernfalls ist es ausgegraut.
Ausgabe: Wählen Sie mit dem Cursor die Ausgabe aus. Drücken Sie ENT,
um den Ausgabestatus umzuschalten, und ESC, um ohne Änderungen
zum Hauptmenü zurückzukehren.
EINSTELLEN DER BILDSCHIRMREFERENZ .
Nachdem Sie den Bildschirmursprung ausgewählt haben, wird das linke
Dialogfeld angezeigt:
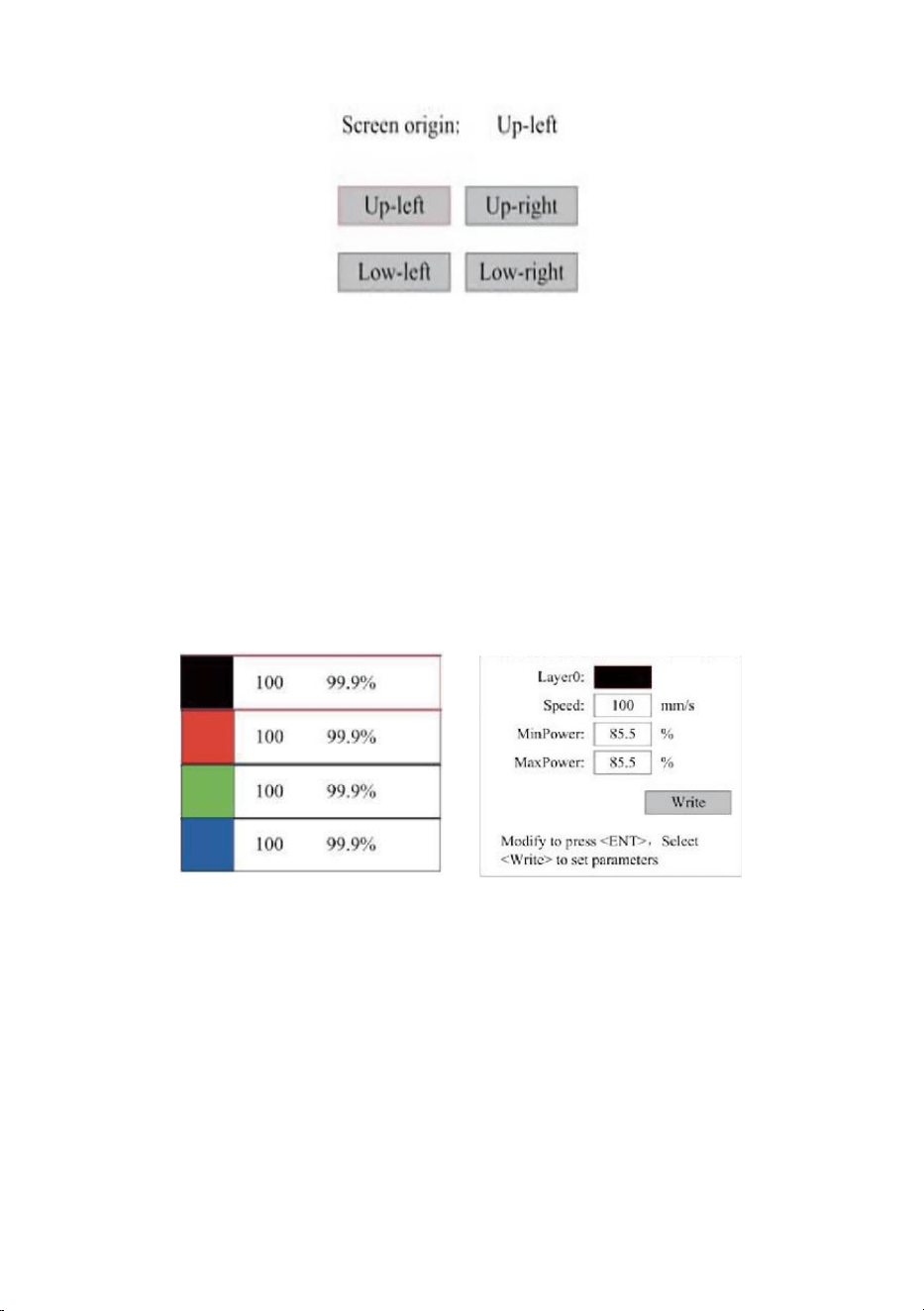
- 63 -
Diese Schnittstelle zeigt die Position des Ursprungs an. Unterschiedliche
Ursprungspositionen können unterschiedliche Spiegelungen des Graphen
auf der X/Y-Achse erzeugen. Die Vorgehensweise ist die gleiche wie oben.
ANPASSEN DER SCULPT-EBENE .
Wenn das System im Leerlauf ist oder die Arbeit abgeschlossen ist,
drücken Sie ENT, um in den Bereich mit den Layer-Parametern zu
gelangen .
Drücken Sie ▲ oder ▼, um die gewünschte Ebene auszuwählen.
Drücken Sie die ENT-Taste, um die Parameter der ausgewählten Ebene zu
überprüfen, wie im Bild gezeigt: Standardmäßig befindet sich der rote
Cursor über „Ebenen“.
Drücken Sie die Tasten ◄ und ►, um die gewünschte Ebene
auszuwählen.
Bewegen Sie den Cursor auf „Schreiben“ und drücken Sie die ENT-Taste,
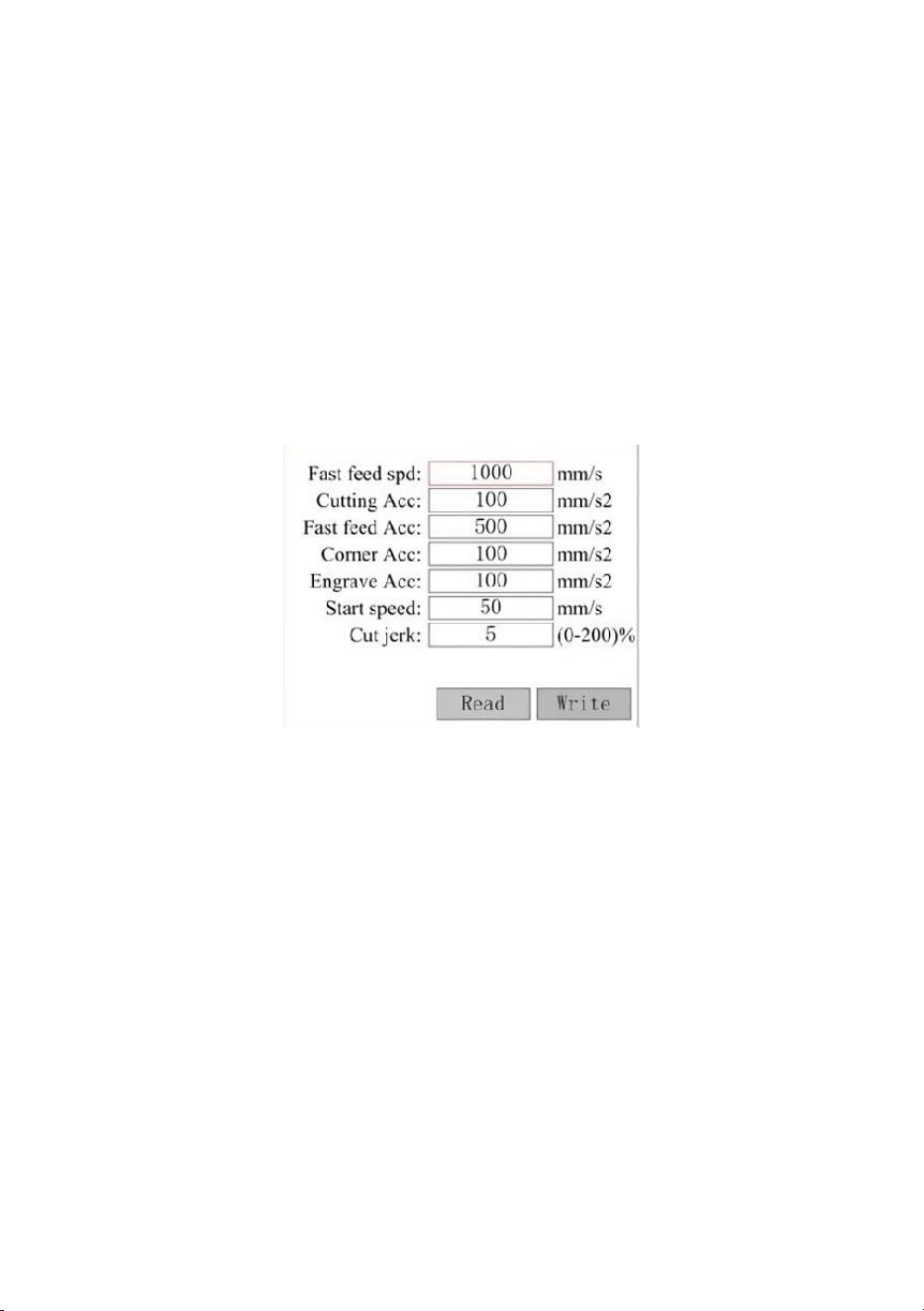
- 64 -
um die Parameteränderungen zu speichern, oder drücken Sie die
ESC-Taste, um den Vorgang ohne Speichern zu beenden.
Die Funktionsweise ist identisch zur
Maximal-/Minimal-Leistungseinstellung.
BEWEGUNGSPARAMETER ANPASSEN .
Wählen Sie im Untermenü „Parametereinstellungen“ die Option „
Parameter verschieben“, um die linke Schnittstelle anzuzeigen: Wählen
und passen Sie Parameter durch Drücken der Pfeile an.
Wenn Sie mit der Anpassung fertig sind, bewegen Sie den Cursor auf „
Schreiben“ und drücken Sie ENT, um die Parameteränderungen zu
speichern, oder drücken Sie ESC, um ohne Speichern zu beenden.
Durch Lesen können gespeicherte Parameter geladen werden.
RAHMENPARAMETER EINSTELLEN .
Wählen Sie im Untermenü „Paraeinstellungen“ die Option „
Rahmeneinstellungen“, um die linke Schnittstelle anzuzeigen: Wählen Sie
Parameter aus und passen Sie sie durch Drücken der Pfeile an. Wenn Sie
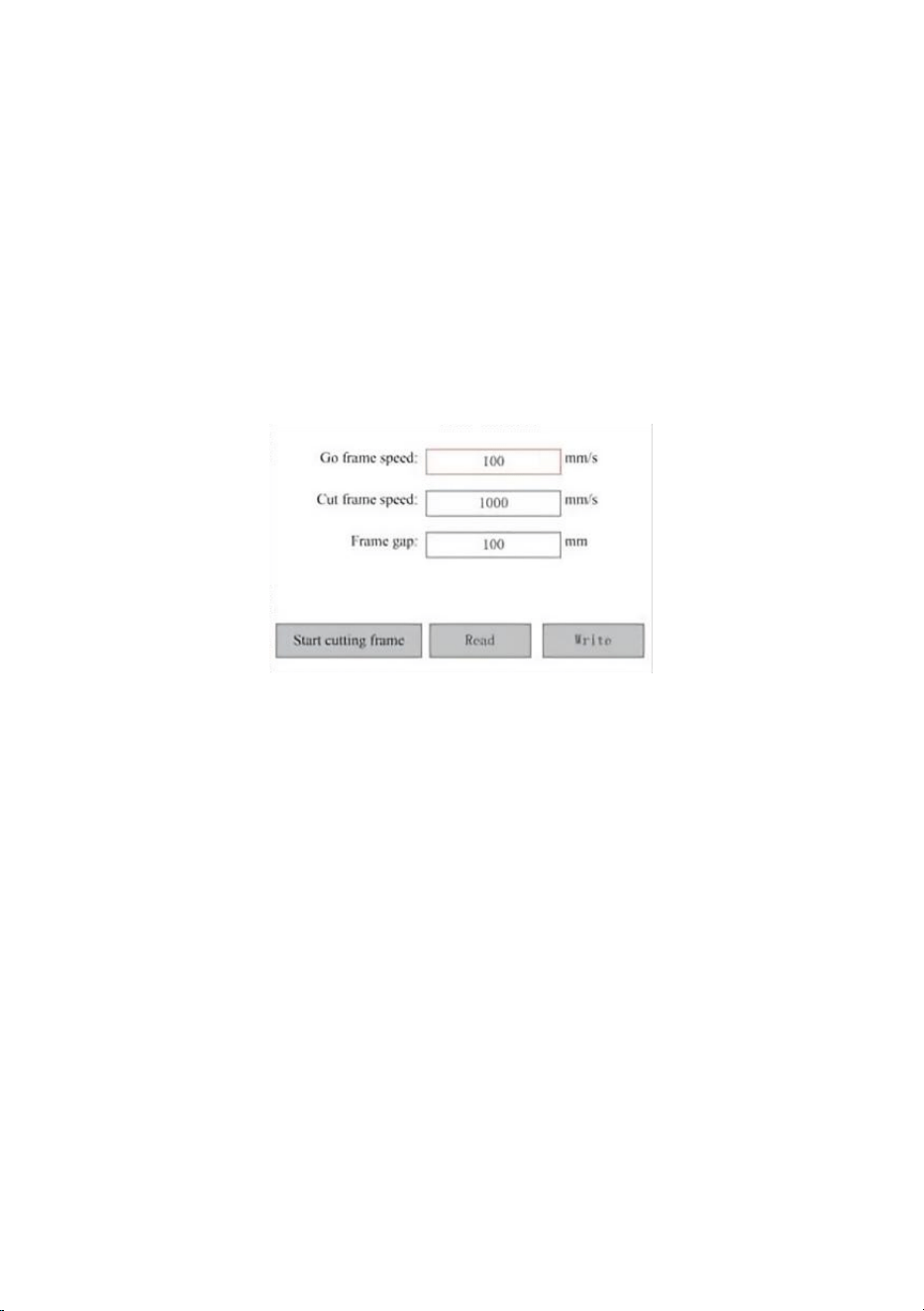
- 65 -
mit der Anpassung fertig sind, bewegen Sie den Cursor auf „Schreiben
“ und drücken Sie „ENT“, um die Parameteränderungen zu speichern,
oder drücken Sie „ESC“, um ohne Speichern zu beenden. Durch Lesen
können gespeicherte Parameter geladen werden. „Rahmen schneiden
starten“ schneidet den Rahmen entsprechend den aktuellen Parametern.
BLASPARAMETER EINSTELLEN .
Wählen Sie im Untermenü „Absatzeinstellungen“ „Blaseneinstellungen
“, um die linke Schnittstelle anzuzeigen: Wählen Sie Parameter aus und
passen Sie sie an, indem Sie auf die Pfeile drücken. Wenn Sie mit der
Anpassung fertig sind, bewegen Sie den Cursor auf „Schreiben“ und
drücken Sie ENT, um die Parameteränderungen zu speichern, oder
drücken Sie ESC, um ohne Speichern zu beenden. Beim Lesen können
gespeicherte Parameter geladen werden.
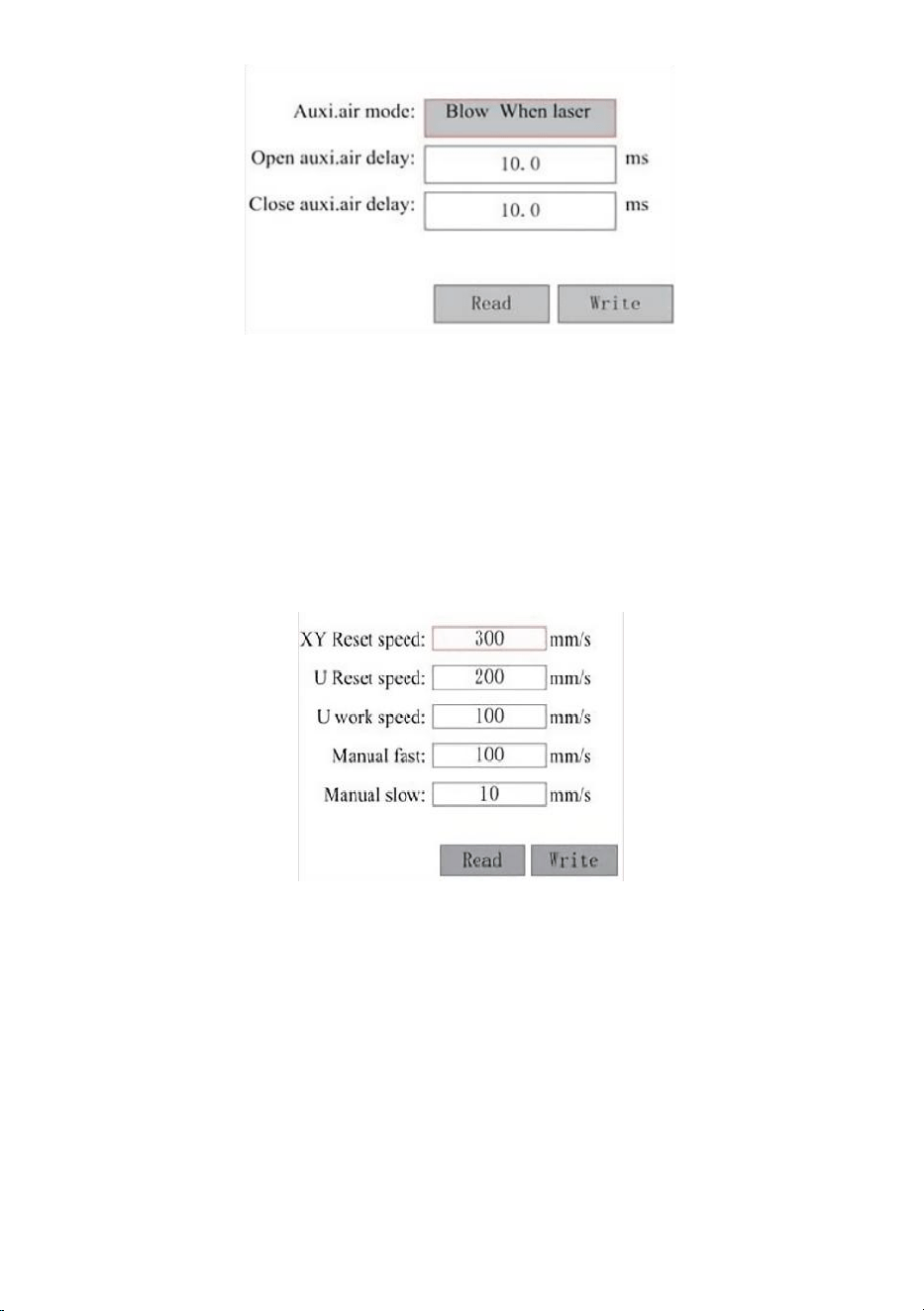
- 66 -
Passen Sie die Reset-Geschwindigkeit an .
Wählen Sie im Untermenü „Parametereinstellungen“ „
Geschwindigkeitseinstellungen“, um die linke Schnittstelle anzuzeigen:
Wählen Sie Parameter aus und passen Sie sie an, indem Sie auf die Pfeile
drücken. Wenn Sie mit der Anpassung fertig sind, bewegen Sie den Cursor
auf „Schreiben“ und drücken Sie „ENT“, um die Parameteränderungen
zu speichern, oder drücken Sie „ESC“, um ohne Speichern zu beenden.
Durch Lesen können Sie gespeicherte Parameter laden.
Passen Sie die Maschinenkonfiguration an .
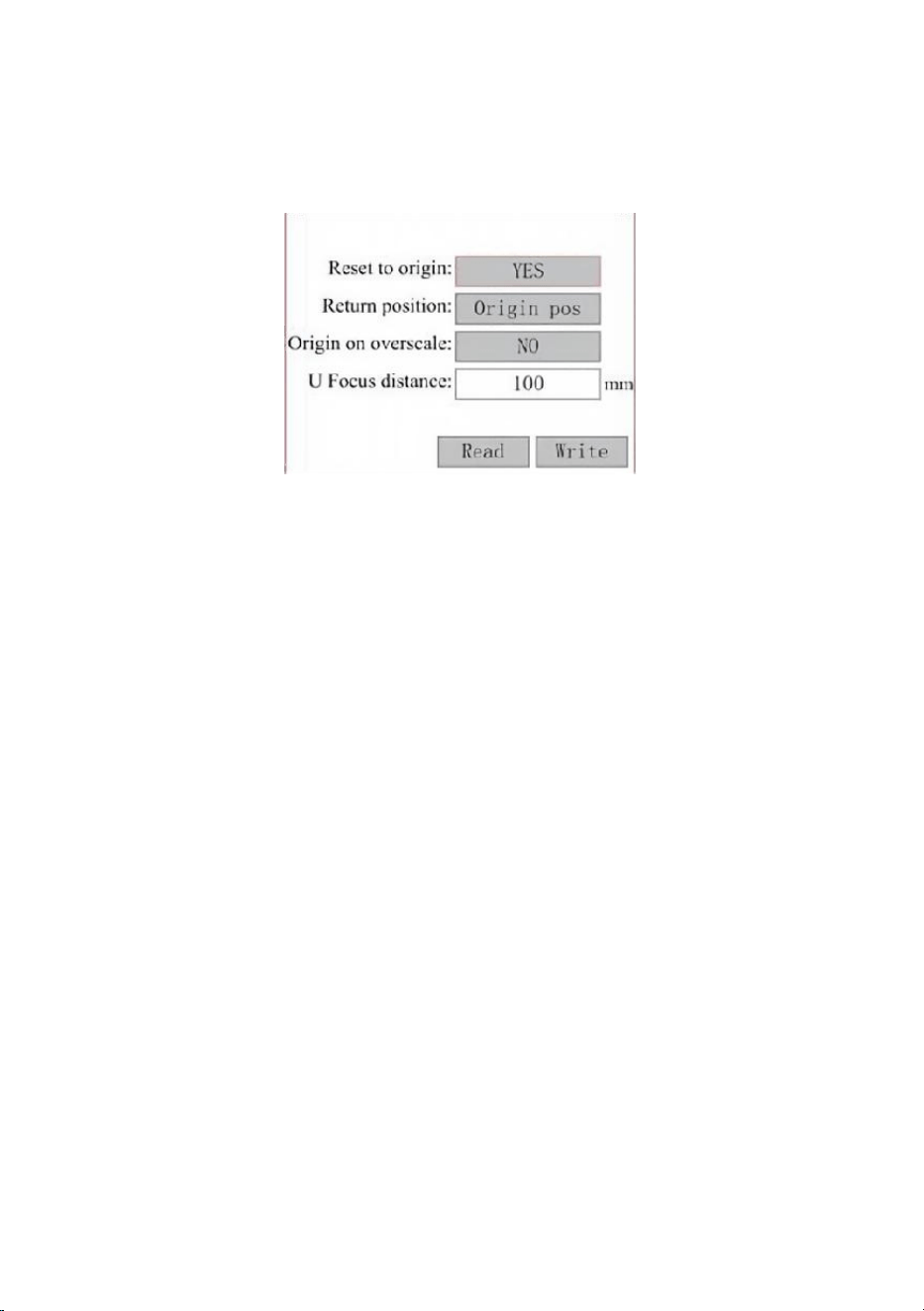
- 67 -
Wählen Sie im Untermenü „Parametereinstellungen“ die Option „
Computerkonfiguration“ aus, um die linke Schnittstelle anzuzeigen:
Wählen Sie Parameter aus und passen Sie sie an, indem Sie auf die Pfeile
drücken. Wenn Sie mit der Anpassung fertig sind, bewegen Sie den Cursor
auf „Schreiben“ und drücken Sie „ENT“, um die Parameteränderungen
zu speichern, oder drücken Sie „ESC“, um ohne Speichern zu beenden.
Durch Lesen können Sie gespeicherte Parameter laden.
PASSEN SIE DIE PARAMETER DER ROTATIONSACHSE AN .
Wählen Sie im Untermenü „Parametereinstellungen“ die Option „
Rotationsfunktionseinstellungen“, um die linke Schnittstelle anzuzeigen:
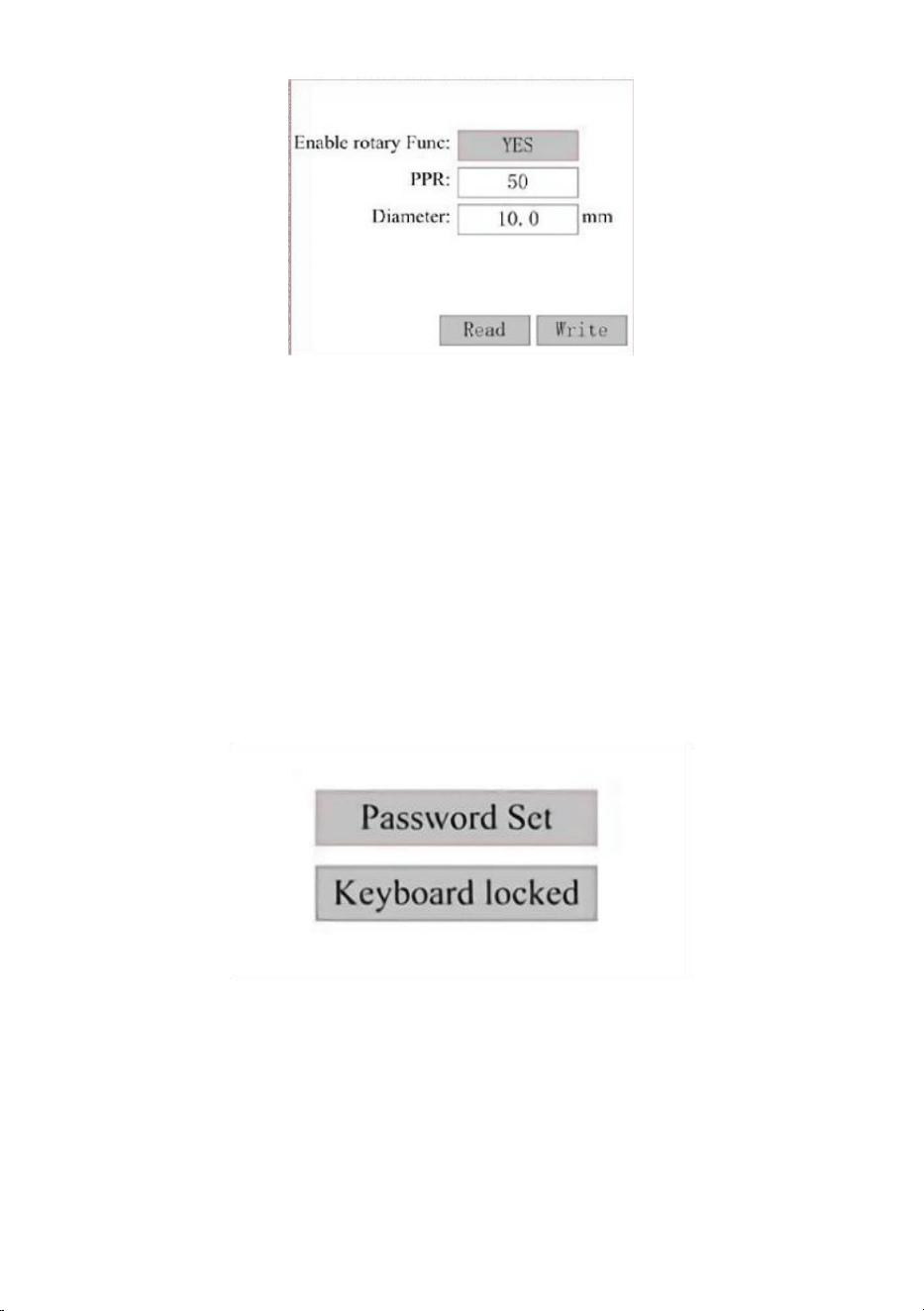
- 68 -
Wählen Sie Parameter aus und passen Sie sie an, indem Sie auf die Pfeile
drücken. Wenn Sie mit der Anpassung fertig sind, bewegen Sie den Cursor
auf „Schreiben“ und drücken Sie „ENT“, um die Parameteränderungen
zu speichern, oder drücken Sie „ESC“, um ohne Speichern zu beenden.
Durch Lesen können Sie gespeicherte Parameter laden.
FESTLEGEN SIE DAS SCHNITTSTELLENPASSWORT .
Wenn sich der Cursor auf der Bedienfeldsperre befindet, drücken Sie ENT.
Das linke Dialogfeld wird angezeigt:
Drücken Sie die Tasten ▲ und ▼, um das Element auszuwählen. Wenn
sich der blaue Cursor über dem Zielelement befindet, drücken Sie ENT, um
die entsprechende Schnittstelle aufzurufen.
PARAMETER SICHERN UND WIEDERHERSTELLEN.
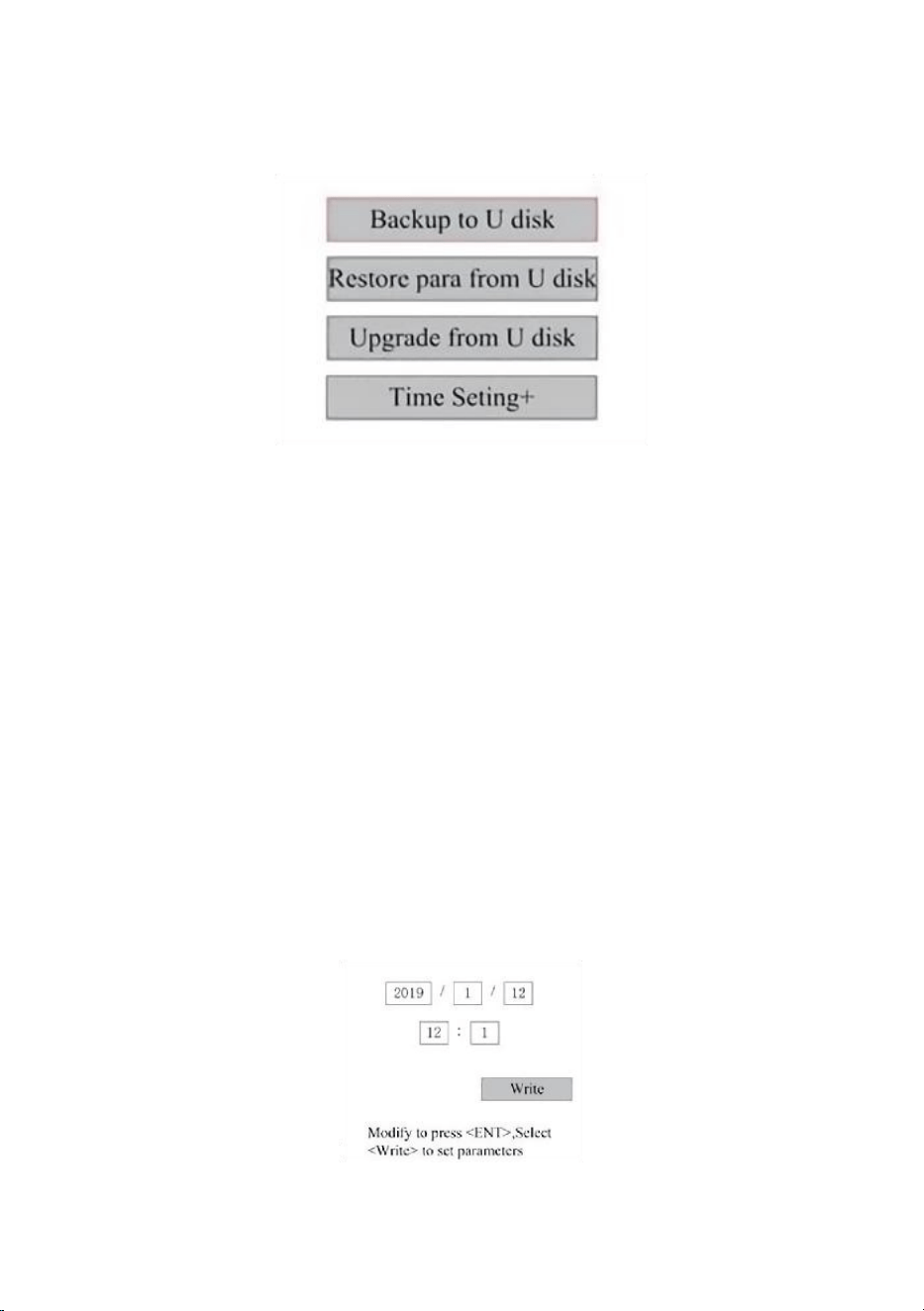
- 69 -
Wählen Sie im Hauptmenü „Controller-Einstellungen“, um den linken
Bildschirm anzuzeigen:
Sichern auf USB-Stick: Speichern Sie die aktuellen Parameter auf einem
USB-Stick.
Parameter vom USB-Flash-Laufwerk wiederherstellen: Gespeicherte
Parameter von einem Flash-Laufwerk wiederherstellen.
Upgrade vom USB-Stick: Aktualisieren Sie die Controller-Software von
einem Flash-Laufwerk.
Stellen Sie Datum und Uhrzeit der Maschine ein.
Wählen Sie im Untermenü Controller-Einstellungen die Option
Zeiteinstellungen+, um die
linke Schnittstelle:
Wählen Sie Parameter aus und passen Sie sie an, indem Sie auf die Pfeile
drücken. Wenn Sie fertig sind
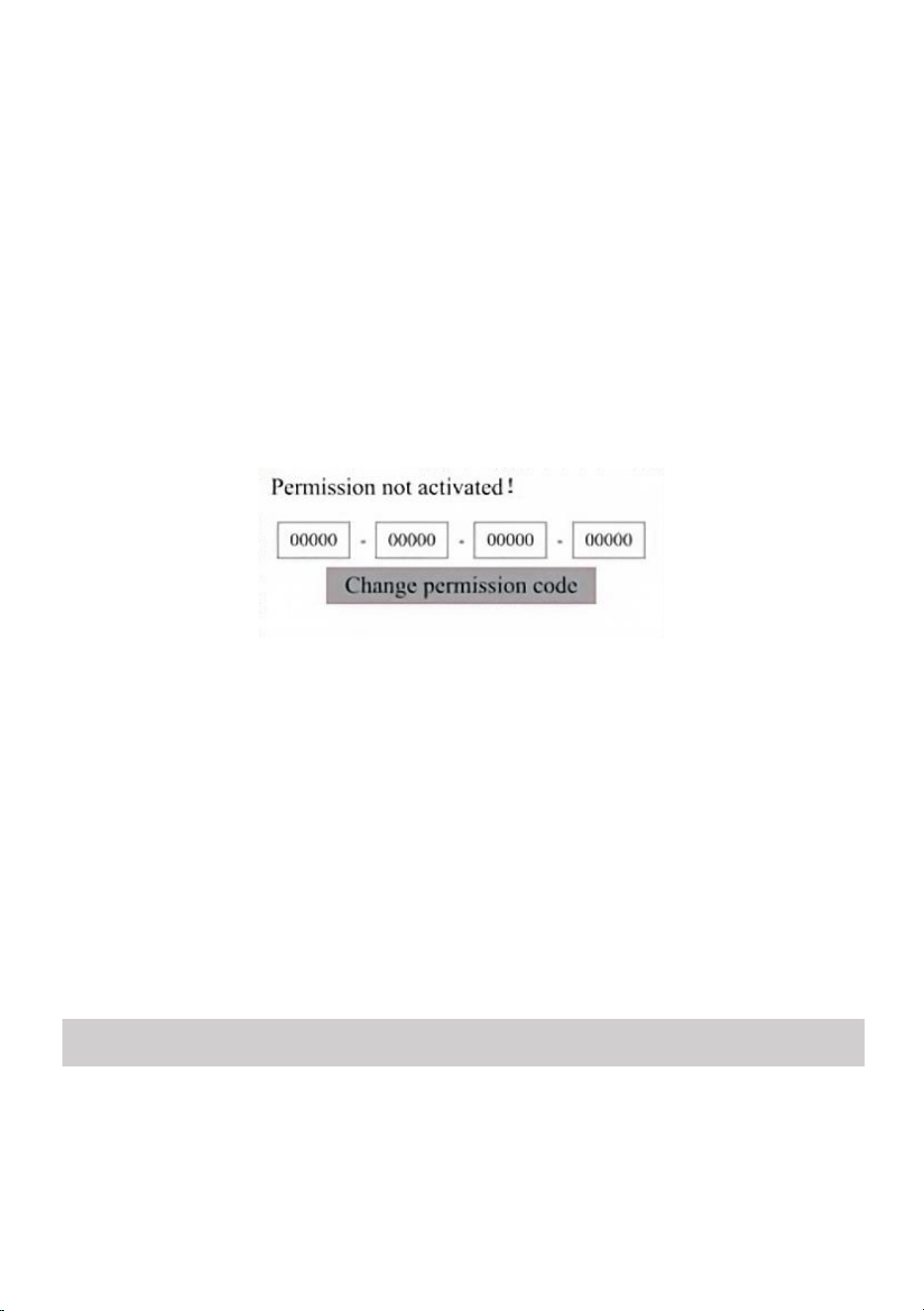
- 70 -
Nach der Anpassung bewegen Sie den Cursor auf Write und drücken ENT,
um den Parameter zu speichern.
Änderungen oder drücken Sie ESC, um ohne Speichern zu beenden. Beim
Lesen können gespeicherte
Parameter.
BERECHTIGUNGSVERWALTUNG UND TASTATURLAYOUT .
Ihr Gravierer sollte bereits autorisiert und einsatzbereit sein. Wenn Sie
Ihren Gravierer über ein Mietprogramm erworben haben und noch keinen
Lizenzcode erhalten haben, wenden Sie sich bitte an den Kundendienst.
Geben Sie ihn ein, indem Sie zum Hauptmenü gehen und Berechtigungen
auswählen. Die linke Benutzeroberfläche wird angezeigt.
Drücken Sie einmal die ENT-Taste, um das erste Feld auszuwählen, und
drücken Sie dann erneut die ENT-Taste, um die linke Tastatur aufzurufen.
Wählen Sie mit den Pfeiltasten und ENT die richtigen Zeichen aus. Wenn
Fehler auftreten, drücken Sie ESC und dann ENT, um das Feld erneut zu
betreten. Wechseln Sie mit den Pfeiltasten zu einem anderen Eingabefeld
und geben Sie dessen Inhalt auf die gleiche Weise ein. Wenn alle Felder
korrekt ausgefüllt sind, wählen Sie Berechtigungscode ändern und drücken
ENT, um diesen Bildschirm zu verlassen und zum Hauptmenü
zurückzukehren.
MAINTENANCE
1. WARTUNGSÜBERSICHT.
Die Verwendung anderer als der hier angegebenen Verfahren kann zu
gefährlicher Laserstrahlung führen. Schalten Sie das Gerät immer aus und
trennen Sie es von der Stromversorgung, bevor Sie Reinigungs- oder

- 71 -
Wartungsarbeiten durchführen. Halten Sie das System immer sauber, da
brennbare Ablagerungen im Arbeits- und Abluftbereich eine Brandgefahr
darstellen. Nur geschultes und qualifiziertes Fachpersonal darf dieses
Gerät modifizieren oder zerlegen.
· Das System muss jederzeit mit sauberem und kühlem Wasser
versorgt werden.
· Die Werkbank muss täglich gereinigt und der Mülleimer geleert
werden.
·Der dritte Spiegel und die Fokussierlinse müssen täglich überprüft und
bei Bedarf gereinigt werden.
· Andere Spiegel und Auspuffsysteme müssen wöchentlich überprüft
und bei Bedarf gereinigt werden.
· Die Strahlausrichtung sollte wöchentlich überprüft werden.
· Die Verkabelung sollte wöchentlich auf lose Verbindungen überprüft
werden, insbesondere bei der Stromversorgung der Laserröhre.
· Mindestens zweimal im Monat sollten die Schienen gereinigt und
geschmiert werden.
· Die Luftunterstützung muss einmal im Monat überprüft und bei Bedarf
gereinigt werden.
· Die gesamte Lasermaschine inklusive weiterer Komponenten wie z.B.
der Wasserkühlung muss einmal im Monat überprüft und bei Bedarf
gereinigt werden.
2. Wasserkühlsystem.

- 72 -
Berühren oder regulieren Sie niemals die Wasserzufuhr des Graveurs,
während die Pumpe noch läuft.
an die Stromversorgung angeschlossen.
Die Laserröhre muss mit sauberem destilliertem Wasser gekühlt werden,
um
Überhitzung. Ideal ist Wasser mit Raumtemperatur oder etwas
niedrigerer Temperatur. Laserröhren benötigen mindestens 7,5 Liter
gekühltes sauberes destilliertes Wasser oder ein anderes lasersicheres
Kühlmittel, um eine Überhitzung zu vermeiden. Wenn die
Wassertemperatur nahe 38 °C (100 °F) liegt, hören Sie mit der Arbeit
auf, bis das Wasser abgekühlt ist, oder finden Sie einen Weg, die
Temperatur zu senken, ohne die Wasserversorgung der Laserröhre zu
unterbrechen. Das Wasser sollte auch nicht zu kalt werden, da dies auch
dazu führen kann, dass die Glaslaserröhre während des Gebrauchs
zerspringt. Achten Sie in den Wintermonaten oder wenn Sie Eis zum
Kühlen von heißem Wasser verwenden, darauf, dass die Temperatur nie
unter 10 °C (50 °F) fällt.
Alle paar Tage sollte mehr Wasser hinzugefügt werden, um
sicherzustellen, dass die Verdunstung
führt nicht dazu, dass die Pumpe während des Gebrauchs freiliegt .
3.REINIGUNG
REINIGEN SIE DAS HAUPTFACH UND DIE GRAVURMASCHINE .
Überprüfen Sie mindestens einmal täglich, ob sich Staub in der
Hauptgravierkammer angesammelt hat. Wenn ja, müssen Sie ihn
entfernen. Die genauen Reinigungsintervalle und -anforderungen hängen
stark vom verarbeiteten Material und der Betriebszeit der Ausrüstung ab.
Saubere Maschinen sorgen für optimale Leistung und reduzieren die
Servicekosten sowie die
Es besteht Brand- oder Verletzungsgefahr.
Reinigen Sie das Sichtfenster mit einem milden Reinigungsmittel und

- 73 -
Linsen oder einem Baumwolltuch. Verwenden Sie keine Papiertücher, da
diese das Acryl zerkratzen und die Schutzwirkung des Deckels vor
Laserstrahlung verringern können. Reinigen Sie das Innere der
Hauptkabine gründlich, um Schmutz, Partikel oder Ablagerungen zu
entfernen. Papiertücher und Fensterreiniger werden empfohlen. Reinigen
Sie bei Bedarf den Deckel der Laserröhre, nachdem diese vollständig
abgekühlt ist. Lassen Sie alle zur Reinigung verwendeten Flüssigkeiten
vollständig trocknen, bevor Sie den Gravierer weiter verwenden .
REINIGEN SIE DIE FOKUSSIERLINSE .
Die Linse verfügt über eine langlebige Beschichtung, die durch
sachgemäße und sorgfältige Reinigung nicht beschädigt wird.
Sie sollten die Linse und den Spiegel am dritten Tag überprüfen und
reinigen, wenn sich Schmutz oder Trübungen auf der Oberfläche befinden.
Ihre Lasereffizienz wird reduziert und Hitzestau auf dem Öl oder Staub
selbst kann die Linse beschädigen.
1. Bewegen Sie den Gravurtisch auf einen Abstand von etwa 10 cm
unterhalb der Linsenhalterung.
2. Bewegen Sie den Laserkopf in die Mitte des Tisches und legen Sie ein
Tuch unter die Linsenhalterung, damit die Linse nicht beschädigt wird,
wenn sie versehentlich von der Halterung fällt.
3. Schrauben Sie den Objektivanschluss ab und drehen Sie ihn nach
links.
4. Den Druckluftschlauch und die Laserschienenverbindung entfernen.
5. Nachdem Sie die Linse auf sauberes Linsenreinigungspapier gelegt
haben, drehen Sie den Linsenhalter vorsichtig, sodass die Linse und ihr
O-Ring auf das Reinigungstuch fallen, und entfernen Sie die Linse aus
der Linsenfassung.
- 74 -
6. Prüfen Sie den O-Ring und reinigen Sie ihn ggf. mit einem
Wattestäbchen und einem Linsenreinigungspapier oder -tuch.
7. Blasen Sie Luft auf die Oberfläche der Linse, um möglichst viel groben
Staub zu entfernen.
8. Überprüfen Sie die Linsenoberfläche und reinigen Sie die Linse bei
Bedarf mit einer Linsenreinigungslösung und einem Linsenpapier oder
-tuch.
9. Halten Sie den Rand der Linseneinheit mit einem
Linsenreinigungstuch fest und verwenden Sie eine
Linsenreinigungslösung. Halten Sie die Linse schräg und spülen Sie
beide Oberflächen ab, um den Schmutz abzuwaschen.
10. Legen Sie die Linsen auf ein sauberes Linsenreinigungstuch und
geben Sie etwas Linsenreinigungslösung auf eine Seite der Linse.
Lassen Sie die Flüssigkeit etwa eine Minute einwirken und wischen Sie
sie dann vorsichtig mit einem in Linsenreinigungslösung getauchten
Linsenreinigungspapier ab. Trocknen Sie diese Seite der Linse mit
einem trockenen Tuch.
11. Wiederholen Sie den Reinigungsvorgang auf der anderen Seite der
Linse. Verwenden Sie Reinigungspapiertücher niemals zweimal. Staub,
der sich in Reinigungspapiertüchern ansammelt, kann die Oberfläche
der Linse zerkratzen.
12. Überprüfen Sie die Linse. Wenn sie immer noch schmutzig ist,
wiederholen Sie den obigen Reinigungsvorgang, bis die Linse sauber ist.
Berühren Sie die Oberfläche der Linse nach der Reinigung nicht.
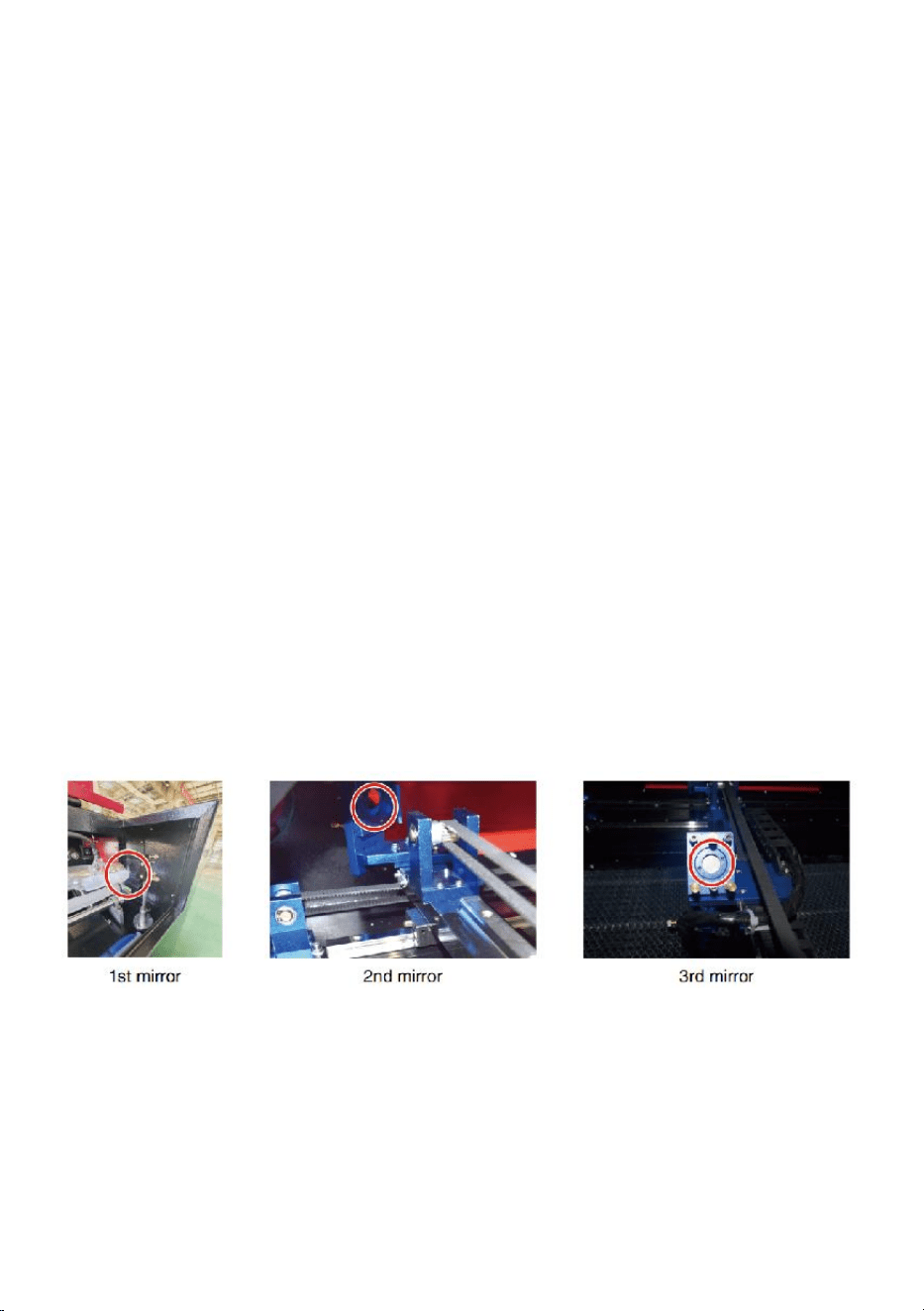
- 75 -
13. Setzen Sie das Objektiv vorsichtig in die Objektivfassung ein. Achten
Sie dabei darauf, dass die runde konvexe Seite nach oben zeigt. Legen
Sie den O-Ring auf das Objektiv.
16. Montieren Sie die Linse und den Laserkopfaufsatz vorsichtig in
umgekehrter Reihenfolge.
REINIGEN SIE DEN SPIEGEL .
Wenn sich Schmutz oder Trübungen auf der Oberfläche des Spiegels
befinden, sollte der Spiegel ebenfalls gereinigt werden, um die Leistung zu
verbessern und dauerhafte Schäden zu vermeiden. Die erste Linse
befindet sich hinter der linken Seite der Maschine, jenseits des entfernten
Endes der Y-Achse. Die zweite Linse befindet sich auf der Y-Achse am
linken Ende der X-Achse. Die dritte Linse befindet sich oben auf dem
Laserkopf auf der X-Achse. Die größte Ansammlung von Schmutz befindet
sich auf dem 3. Spiegel und sollte täglich mit der Fokussierlinse überprüft
werden. Die erste und zweite Linse können bei Bedarf täglich überprüft
werden, aber wenn sie nur einmal pro Woche überprüft werden, sind sie
normalerweise gut.
Spiegel können an Ort und Stelle mit Linsenreinigungstüchern oder
-lappen gereinigt oder durch Drehen gegen den Uhrzeigersinn entfernt
werden. Achten Sie darauf, die Oberfläche des Spiegels nicht direkt zu
berühren. Vermeiden Sie zu starkes Drücken, um Schmutz zu entfernen
und Kratzer zu verursachen. Wenn die Spiegel zum Reinigen entfernt
werden, Installieren Sie sie wieder, indem Sie sie im Uhrzeigersinn drehen.
Gehen Sie dabei vorsichtig vor, um Kratzer zu vermeiden.
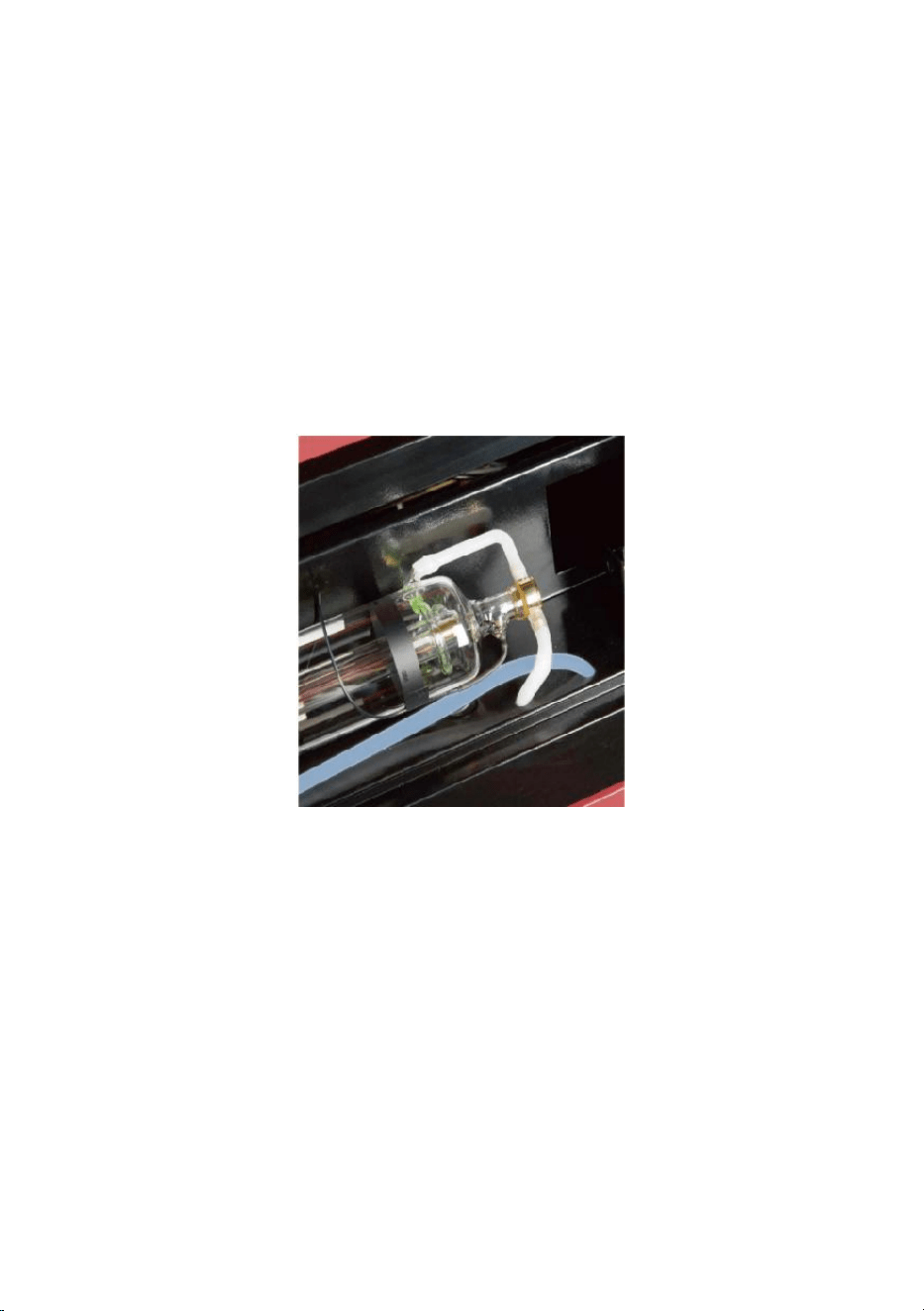
- 76 -
4. AUSRICHTUNG DES LASERWEGES.
Die richtige Strahlausrichtung ist für die Gesamteffizienz und
Arbeitsqualität der Maschine sehr wichtig. Diese Maschine wird vor dem
Versand vollständig strahlausgerichtet. Wenn der Graveur jedoch zum
ersten Mal eintrifft, was bei normalem Betrieb etwa einmal pro Woche der
Fall ist, wird dem Benutzer empfohlen, zu bestätigen, dass die Ausrichtung
noch auf einem akzeptablen Niveau ist und dass sich Spiegel und
Fokussierlinse aufgrund der Bewegung der Maschine nicht bewegen.
Sie müssen an jeder Stelle des Laserpfads ein Stück Klebeband anbringen
und es markieren, um sicherzustellen, dass die Plattform richtig
ausgerichtet bleibt. Wenn nicht, können Sie das Problem mit der Halterung
der Laserröhre oder den Schrauben auf der Rückseite des falsch
ausgerichteten Spiegels beheben. Wenn die mitgelieferten Bänder
aufgebraucht sind, empfehlen wir die Verwendung von Klebeband, da es
einfach zu handhaben und zu verwenden ist.
Bei unsachgemäßer Strahlausrichtung kann der Bediener einer geringen
Strahlenmenge ausgesetzt sein. Befolgen Sie diese Verfahren sorgfältig
und gehen Sie bei der Strahlausrichtung immer vorsichtig vor .
Führen Sie die Strahlausrichtung bei niedriger Leistung durch: 15 % oder
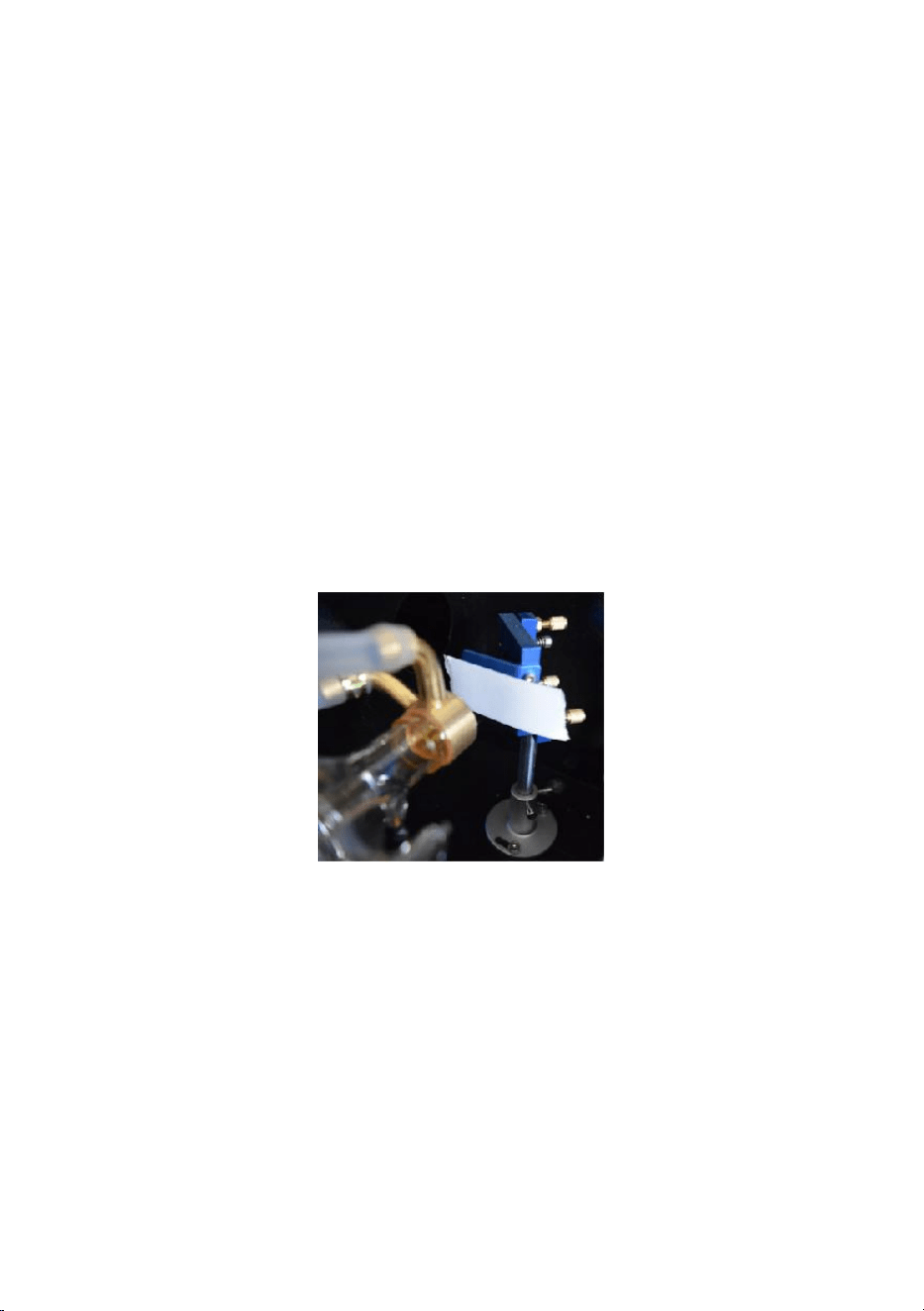
- 77 -
weniger. Bei einem höheren Prozentsatz entzündet der Laser den
Teststreifen, anstatt ihn zu markieren. Stellen Sie unbedingt die maximale
Leistung (nicht die minimale) auf 15 % ein.
AUSRICHTUNG DER LASERROHRLEITUNG .
Um die Ausrichtung des Laserrohrs mit dem ersten Spiegel zu testen,
schneiden Sie einen Streifen Klebeband ab und platzieren Sie ihn auf dem
Rahmen des Spiegels.
Kleben Sie das Klebeband nicht direkt auf den Spiegel. Schalten Sie das
Gerät ein und stellen Sie die Leistungsstufe auf 15 % oder weniger ein.
Drücken Sie PULSE, um den Laser manuell auszulösen. Sie sollten eine
kleine Markierung auf dem Band sehen können. Wenn dies nicht der Fall
ist, drücken Sie erneut PULSE.
Drücken Sie den Impuls, um den Laser zu aktivieren. Stellen Sie immer
sicher, dass der Weg zwischen dem Laser und seinem Ziel frei ist. Lassen
Sie niemals Fremdkörper zwischen den Laser und sein Ziel gelangen.
Wenn Sie den Impuls drücken,
Achten Sie bei gedrückter PULSE-Taste darauf, dass sich kein Körperteil
im Laserstrahlpfad befindet.
Die Lasermarkierung sollte sich in der Nähe der Mitte des Lochs befinden.
Wenn der Laser nicht auf den ersten Spiegel zentriert ist, schalten Sie den
Laser aus und justieren Sie das Laserrohr vorsichtig in seiner Halterung.
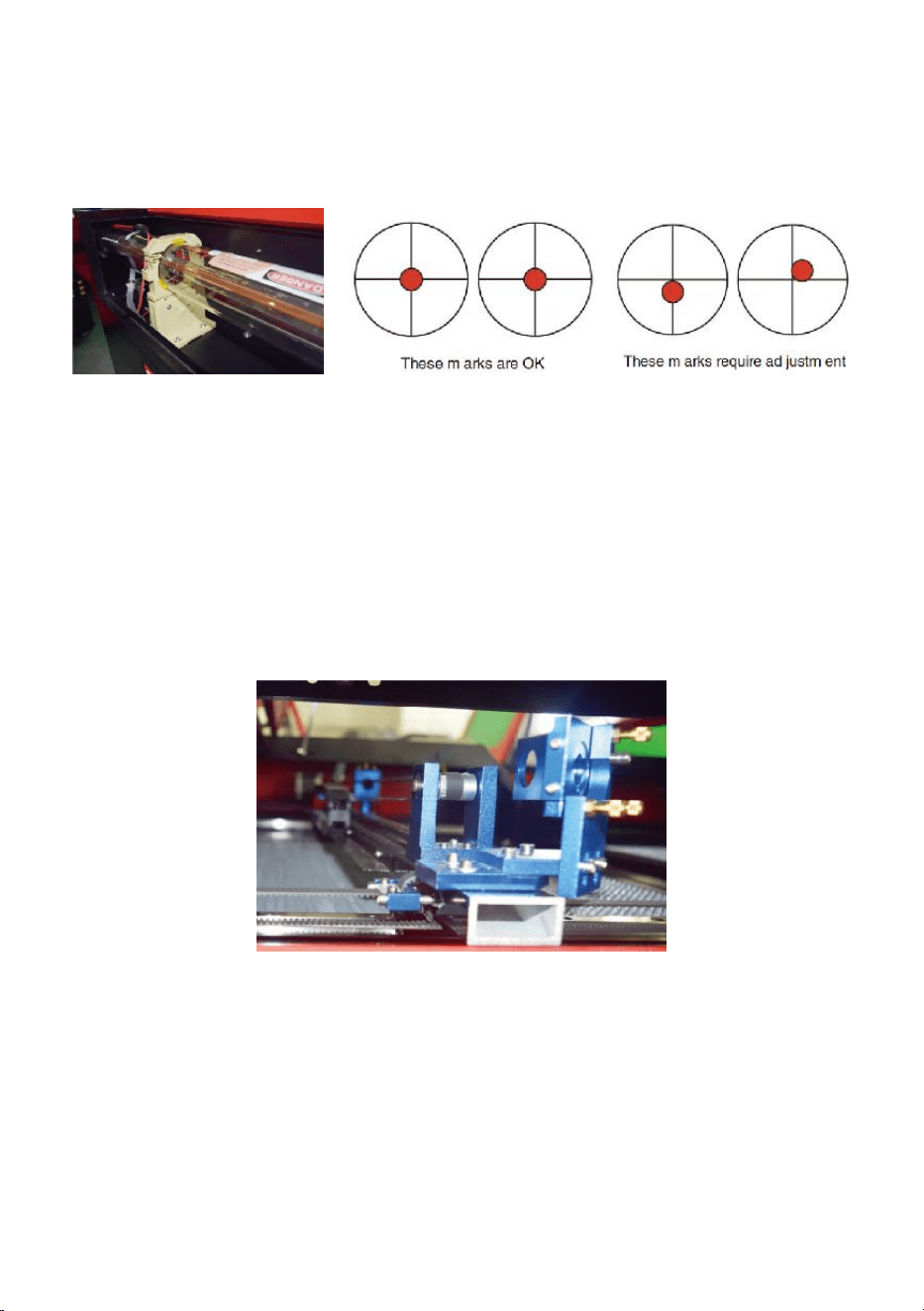
- 78 -
Dazu müssen möglicherweise die Schrauben an der Halterung gelöst
werden. Achten Sie darauf, die Schrauben nicht zu weit zu lösen und nicht
zu fest anzuziehen. Es kann immer nur ein Ständer gleichzeitig justiert
werden.
ERSTE SPIEGELAUSRICHTUNG .
Nachdem Sie sichergestellt haben, dass das Laserlicht zwischen der
Laserröhre und dem ersten Spiegel richtig ausgerichtet ist, überprüfen Sie
die Ausrichtung zwischen dem ersten und dem zweiten Spiegel.
Verwenden Sie zunächst die Richtungspfeile auf dem Bedienfeld, um den
zweiten Spiegel entlang der Y-Achse an die Rückseite des Betts zu
senden.
Sobald alles eingestellt ist, kleben Sie ein Stück Klebeband auf den
Rahmen des zweiten Spiegels. Kleben Sie das Klebeband nicht direkt auf
den Spiegel. Wiederholen Sie den vorherigen Schritt. Wenn der Laser
nicht auf den zweiten Spiegel zentriert ist, müssen die Stellschrauben des
ersten Spiegels angepasst werden. daher .
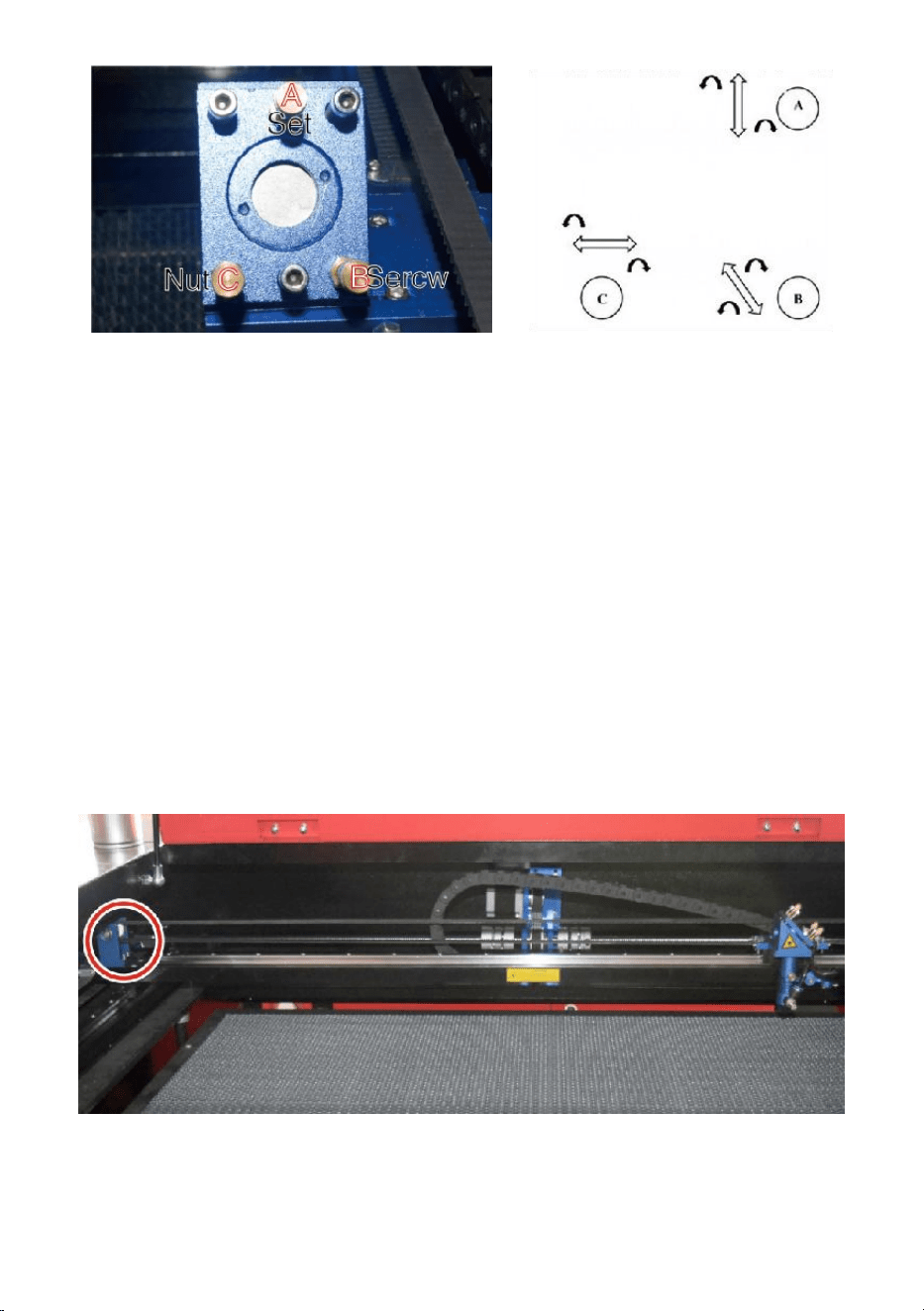
- 79 -
Um den Spiegel einzustellen, lösen Sie die Mutter an der Schraube und
drehen Sie die Schraube vorsichtig im oder gegen den Uhrzeigersinn.
Jede Schraube stellt eine andere Position oder einen anderen Winkel ein.
Merken Sie sich die Schrauben, die Sie einstellen, und die Einstellrichtung.
Drehen Sie die Schraube nicht mehr als eine Vierteldrehung auf einmal.
Testen Sie insbesondere die Position des Lasers nach jeder Einstellung,
damit Sie die Wirkung jedes Austauschs sehen können. Testen Sie, bis die
Strahlen richtig ausgerichtet sind, und ziehen Sie die Muttern an den
Schrauben wieder fest, wenn alle Einstellungen vorgenommen wurden.
Verwenden Sie als Nächstes die Richtungspfeile auf dem Bedienfeld, um
den zweiten Spiegel entlang der Y-Achse an die Vorderseite des Betts zu
senden.
Sobald alles eingestellt ist, kleben Sie einen weiteren Streifen Klebeband
auf den Rahmen des zweiten Spiegels. Kleben Sie das Klebeband nicht
direkt auf den Spiegel. Wiederholen Sie die Schritte in 5.4.1 und passen
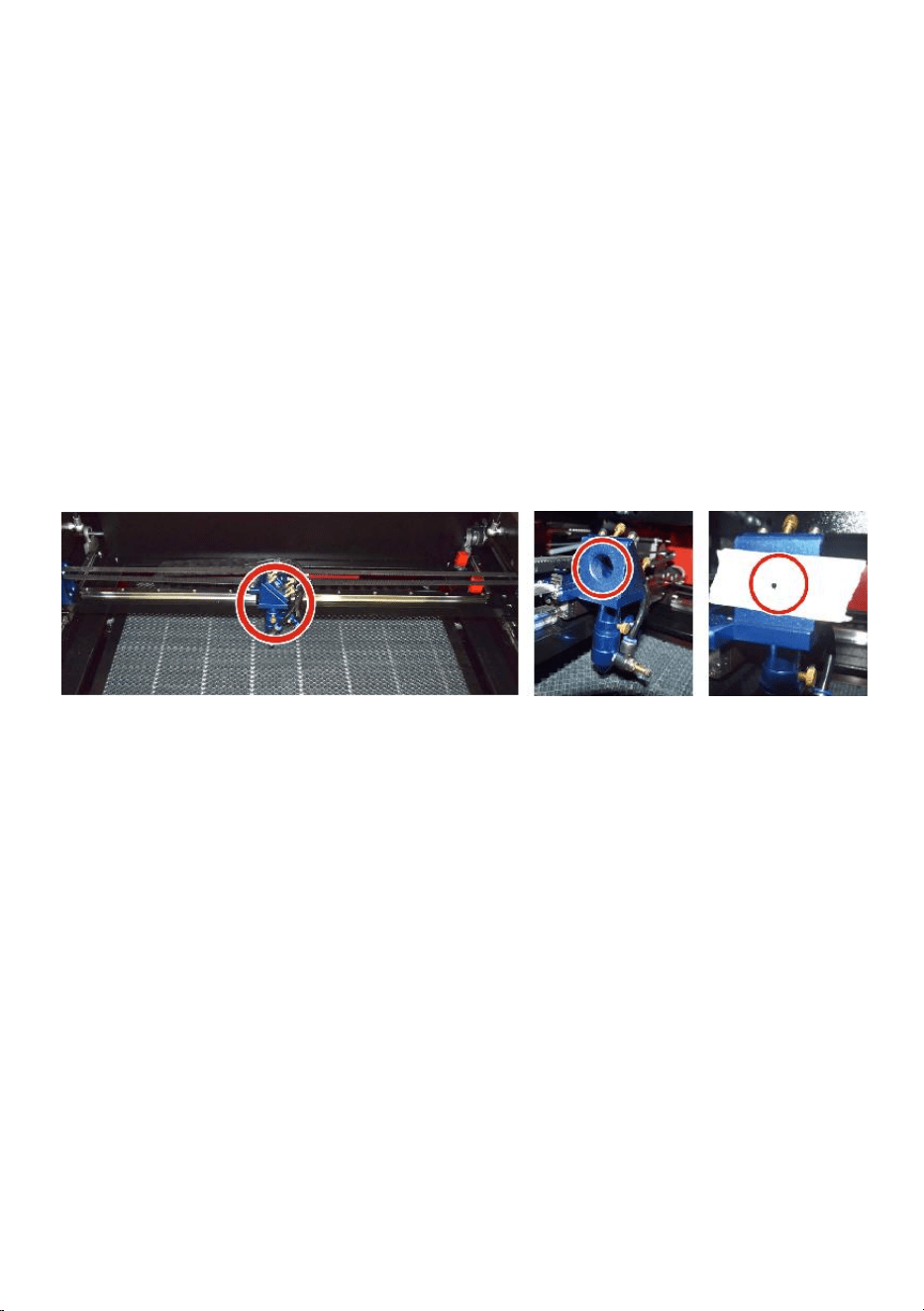
- 80 -
Sie bei Bedarf die Stellschrauben am ersten Spiegel an. Testen Sie erneut,
bis die Balken richtig ausgerichtet sind, und ziehen Sie dann die Muttern
an den Schrauben wieder fest.
AUSRICHTUNG DES ZWEITEN SPIEGELS .
Die Lasermarkierung sollte sich in der Nähe der Mitte des Lochs befinden.
Wenn der Laser nicht auf den ersten Spiegel zentriert ist, schalten Sie den
Laser aus und justieren Sie das Laserrohr vorsichtig in seiner Halterung.
Dazu müssen möglicherweise die Schrauben an der Halterung gelöst
werden. Achten Sie darauf, die Schrauben nicht zu weit zu lösen und nicht
zu fest anzuziehen. Es kann immer nur ein Ständer gleichzeitig justiert
werden.
AUSRICHTUNG DES DRITTEN SPIEGELS .
Nachdem Sie sichergestellt haben, dass der Laser zwischen dem 2. und 3.
Spiegel richtig ausgerichtet ist, überprüfen Sie die Ausrichtung zwischen
dem 3. Spiegel und dem Tisch. Entfernen Sie zuerst den
Luftunterstützungsschlauch vom Laserkopf. Kleben Sie dann ein Stück
Klebeband auf die Unterseite des Laserkopfs und drücken Sie es fest
gegen die Düse. Dadurch bleibt eine Ringmarkierung zurück, mit der Sie
die Genauigkeit überprüfen können. Wiederholen Sie die Schritte in 5.4.1.
Wenn der Laser nicht durch den Laserkopf zentriert ist, stellen Sie die
Stellschraube des dritten Spiegels entsprechend ein, wie in 5.4.2 gezeigt.
Testen Sie erneut, bis die Strahlen richtig ausgerichtet sind, und ziehen Sie
dann die Muttern an den Schrauben wieder fest.
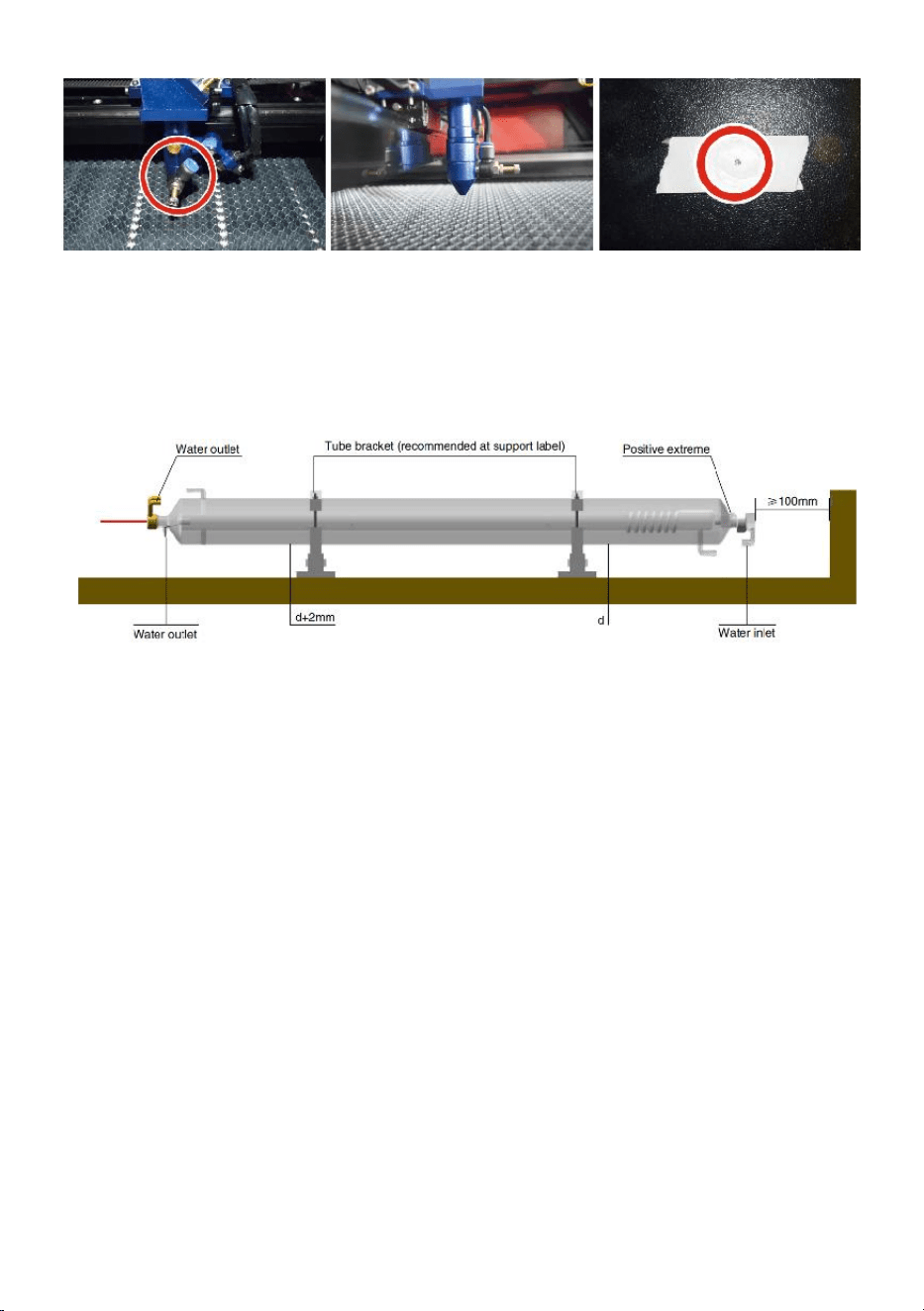
- 81 -
INSTALLIEREN SIE DIE LASERROHR .
Schematische Darstellung der Installation des Laserrohrs:
1. Bitte installieren Sie es entsprechend dem Logo auf dem Laser und
schließen Sie die Kathoden- und Anodenanschlusskabel sowie das
Wasserzulaufrohr und das Wasserauslassrohr des Lasers richtig an.
2. Schalten Sie den Kühler ein und passen Sie den Laserwinkel an, um
sicherzustellen, dass der Laser mit Kühlmittel gefüllt ist und keine
Verstopfungen auftreten.
3. Entfernen Sie die Markierung der optischen Blende und schalten Sie
dann die Laserstromversorgung zur Fehlerbehebung des optischen
Pfads ein.
PROBLEME UND FEHLERSUCHE .
Problem 1: Der Laser gibt immer mit maximaler Leistung ab oder der
Strom ist nicht einstellbar.
①Der Laser ist mit einem Leistungssteuerungsanschluss ausgestattet,
der falsch angeschlossen ist. Bitte überprüfen Sie den Anschluss
sorgfältig.
②Der Laser weist einen Stromausfall auf. Versuchen Sie bitte, das

- 82 -
Netzteil auszutauschen.
③Fehler der Steuerplatine der Lasermaschine. Bitte wenden Sie sich an
den Kundendienst.
Problem 2: Der Laser strahlt kein Licht aus.
①Der Laser ist mit einem falsch angeschlossenen
Stromsteueranschluss ausgestattet oder die Steuerverbindungsleitung
ist unterbrochen. Überprüfen Sie sorgfältig, ob die Anschlüsse und
Verbindungskabel falsch angeschlossen sind oder sich nicht einschalten
lassen.
②Der Kühlerwasserschutz versagt und das Kühlerkühlmittel reicht nicht
aus. Ersetzen Sie den Wasserschutz oder fügen Sie Kühlmittel hinzu.
③ Bei Lasern treten Stromausfälle oder Probleme mit der
Stromversorgung auf. Versuchen Sie, das Netzkabel durch ein Netzteil
oder ein Netzkabel zu ersetzen.
④Fehler der Steuerplatine der Lasermaschine. Bitte wenden Sie sich an
den Kundendienst.
⑤ Laserfehler. Bitte wenden Sie sich an den Kundendienst.
Problem 3: Entladungszündung.
①Die Verbindungsleitung zwischen dem Laser und dem mit dem Laser
ausgestatteten Netzteil ist beschädigt oder unterbrochen. Versuchen Sie,
das Kabel auszutauschen.
② Laserfehler. Bitte wenden Sie sich an den Kundendienst.
Problem 4: Anforderungen an die Umgebung.
①Der Laser ist mit einem Netzteil ausgestattet und muss in einer gut
belüfteten Umgebung betrieben werden.
②Der Arbeitsplatz muss den örtlichen Sicherheitsstandards für den
Betrieb von Lasergeräten entsprechen.
Hinweis : Umweltanforderungen .
Betriebstemperatur: 10°C~38°C
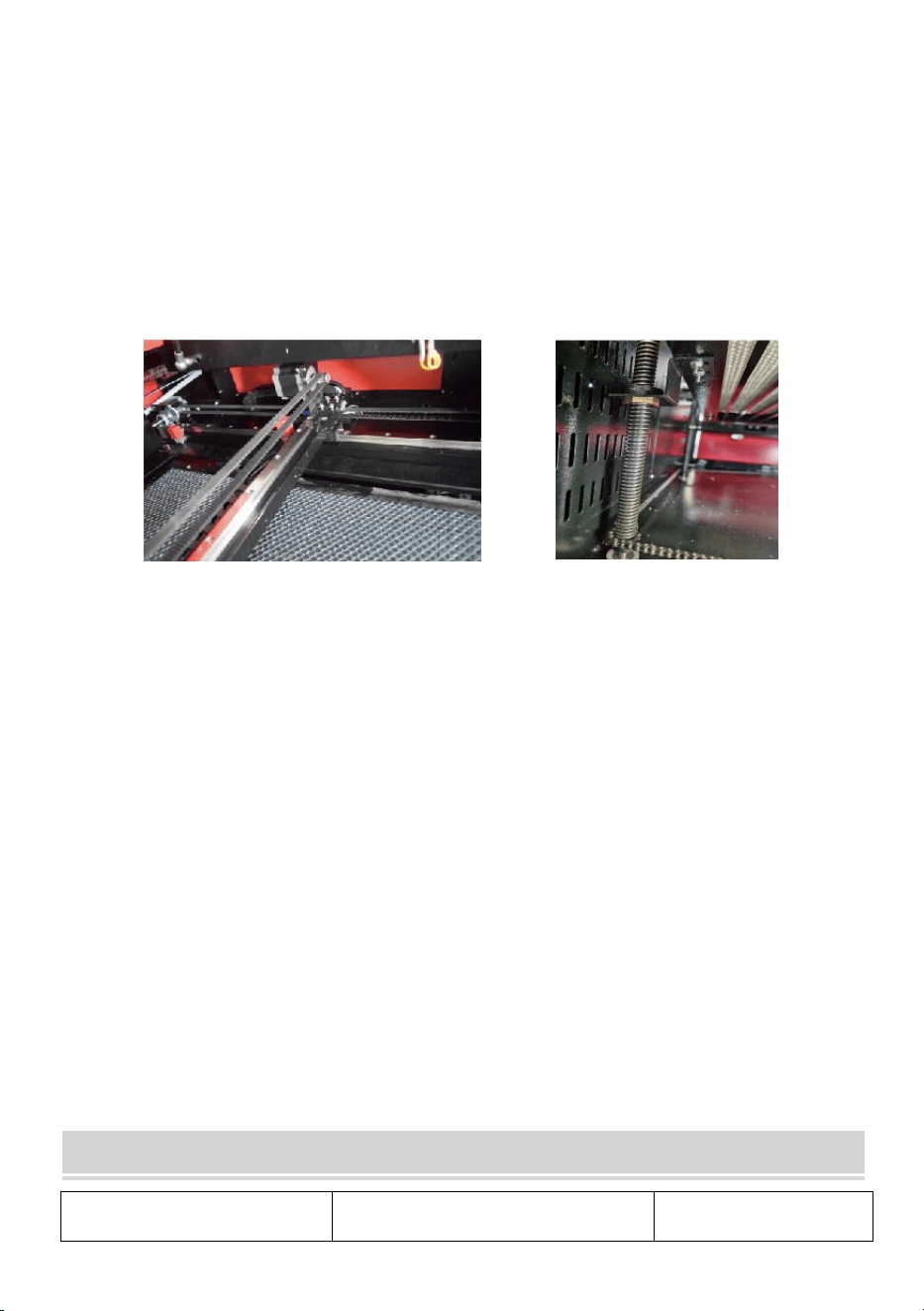
- 83 -
Lagertemperatur: -10 °C bis 35 °C. Lagerfeuchtigkeit: 20 % bis 80 %
relative Luftfeuchtigkeit.
5. SCHMIERANLEITUNG.
Für optimale Ergebnisse reinigen und schmieren Sie die Schienen der
Graviermaschine alle zwei Wochen.
Schalten Sie die Lasergravurmaschine aus.
Bewegen Sie den Laserkopf vorsichtig aus dem Weg.
Wischen Sie Staub und Schmutz mit einem trockenen Baumwolltuch von
den Schienen der X- und Y-Achse ab
bis sie glänzend und sauber sind.
Machen Sie dasselbe für die Schrauben der Z-Achse.
Schienen und Schrauben mit Fett schmieren.
Bewegen Sie den Laserkopf und die X-Achse vorsichtig, damit das
Schmiermittel gleichmäßig verteilt wird.
Verteilen Sie es entlang der beiden Schienen und heben und senken Sie
das Bett, um das Schmiermittel gleichmäßig entlang der Schrauben zu
verteilen.
DAILY TROUBLESHOOTING TABLE
AUSGABE
URSACHE DES PROBLEMS
LÖSUNG
- 84 -
Das Panel zeigt an , dass
die Maschine geschützt ist
Die Tür ist nicht geschlossen
Schließen Sie die Tür
Der Abdeckungsschutzschalter ist
beschädigt
Durch ein neues
ersetzen
Das Panel zeigt an , dass
die Maschine einen Defekt
hat Schutz gegen
Eindringen von Wasser
Die Wasserleitungen sind
verstopft und es gibt keine
Wasserzirkulation
Reinigen Sie die
Wasserleitungen
Die Pumpe kommt nicht raus, die
Pumpe Pause
Durch ein neues
ersetzen
Beeinträchtigte
Wasserbeständigkeit
Durch ein neues
ersetzen
Das Panel zeigt das
Arbeitsinterface
Das Schnittpapierformat ist zu
groß
Bild reskalieren
Der Ankerpunkt der Maschine ist
falsch
Retargeting
Laserschneiden ist
undurchlässig
Der Lichtweg des Lasers ist nicht
korrekt
Passen Sie den
optischen Pfad an
Spiegel und Linsen sind
schmutzig
Waschen mit Alkohol
Strahlt keine Laser aus
Probleme mit Laserröhren
Durch ein neues
ersetzen
Probleme mit der Lagerleistung
Durch ein neues
ersetzen
Das Ya x bewegt sich nicht
Der Drehschalter ist nicht
ausgeschaltet
Drehschalter
ausschalten
Schlechte Relaisverbindung
Positionieren Sie das
Relais neu oder
ersetzen Sie es durch
ein
neues
Das Scan - Panel zeigt
an , dass die Pufferdistanz
nicht
ausreicht
Der X-Achsen-Laserkopf ist zu
weit entfernt von einem
Adjutanten
Positionieren Sie den
Laserkopf der
X-Achse so, dass
er 50 mm vom
Ursprung entfernt ist .
Der Resetschalter an
der Maschine ist nicht
ausgeschaltet
Der Endschalter ist beschädigt
oder die Endleitung ist beschädigt
und der Schalter in der
e - kette ist getrennt
Durch einen neuen
roten Endschalter
ersetzen
- 85 -
25. Anleitung *1
26. Rauchabzugsrohre * 1
27. Doppelseitiges Klebeband *1
28. Klemmen *1
29. Schraubendreher *1
30. Inbusschlüssel *1SET
31. Erdungskabel *1
32. Netzkabel *1
33. Datenkabel *1
34. Kristall netzwerk kabel * 1
35. Dokumententasche * 1
36. Flash-Laufwerk *1
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu,
Shanghai 200000 CN.
Nach AUS importiert: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 2 -
Tecnico Supporto e certificato di garanzia elettronica www.vevor.com/support
MACCHINA PER INCISIONE LASER
MANUALE DI ISTRUZIONI
MODELLO: KH5030/KH6040/KH7050/KH906/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
MODELLO: KH5030/KH6040/KH7050/KH9060/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
LASER ENGRAVING MACHINE
- 2 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Attenzione: per ridurre il rischio di lesioni, l'utente deve leggere
attentamente il manuale di istruzioni.
Questo dispositivo è conforme alla Parte 15 delle Norme FCC.
Il funzionamento è soggetto alle due condizioni seguenti: (1)
Questo dispositivo non può causare interferenze dannose e
(2) Questo dispositivo deve accettare qualsiasi interferenza
ricevuta, comprese le interferenze che possono causare un
funzionamento indesiderato.
Questo prodotto è soggetto alle disposizioni della Direttiva
Europea 2012/19/CE. Il simbolo raffigurante un bidone della
spazzatura barrato indica che il prodotto richiede la raccolta
differenziata dei rifiuti nell'Unione Europea. Ciò si applica al
prodotto e a tutti gli accessori contrassegnati con questo
simbolo. I prodotti contrassegnati come tali non possono
essere smaltiti con i normali rifiuti domestici, ma devono
essere portati in un punto di raccolta per il riciclaggio di
dispositivi elettrici ed elettronici

- 3 -
IMPORTANT NOTES
L'incisore laser CO2 è adatto sia per uso personale che professionale.
Se utilizzato in conformità con queste istruzioni, include un sistema laser di
Classe 1, ma alcuni componenti sono comunque molto pericolosi. Non
disattivare mai le apparecchiature di sicurezza preinstallate e utilizzare
sempre il laser in modo sicuro e responsabile .
Prima di utilizzare l'apparecchiatura, l'utente deve leggere
attentamente le istruzioni per l'uso.
manuale operativo e rispettarlo rigorosamente. Questo manuale è
applicabile a più modelli di prodotti.
Questa apparecchiatura utilizza quattro tipi di laser standard
internazionali (potenti
radiazione laser). La radiazione laser può causare i seguenti eventi:
1. incendiare i combustibili circostanti .
2. Durante la lavorazione laser, a causa dei diversi oggetti lavorati, altri
potrebbero essere generate radiazioni e altre sostanze tossiche Gas
nocivi .
3. La radiazione laser diretta può causare lesioni personali. Pertanto,
l'attrezzatura deve essere dotata di attrezzatura antincendio. È
severamente vietato accatastare materiali infiammabili ed esplosivi sul
banco di lavoro e attorno all'attrezzatura. Allo stesso tempo, garantire
una buona ventilazione. Gli operatori non professionisti non sono
autorizzati ad avvicinarsi all'attrezzatura.
Gli oggetti e le emissioni di elaborazione laser devono essere conformi
alle leggi locali
e regolamenti.
L'elaborazione laser può presentare rischi elevati, pertanto è opportuno
valutare attentamente
se l'oggetto è adatto alla lavorazione laser.
L'apparecchiatura laser interna presenta alta tensione e altri pericoli, ad
eccezione

- 4 -
per gli operatori delle attrezzature è severamente vietato lo smontaggio.
Quando l'apparecchiatura è accesa, qualcuno deve essere sorvegliato,
è vietato l'allontanamento non autorizzato e prima che il personale se ne
vada è necessario interrompere l'alimentazione elettrica.
È vietato aprire qualsiasi porta mentre l'apparecchiatura è in funzione.
Prima di iniziare il funzionamento, questa e altre apparecchiature devono
essere
messa a terra in modo sicuro ed efficace.
Non posizionare alcuna riflessione totale o diffusa irrilevante
dispositivi nell'apparecchiatura per evitare che il laser venga riflesso sul
corpo umano o su oggetti infiammabili.
Durante il funzionamento dell'attrezzatura, l'operatore deve sempre
osservare il funzionamento dell'apparecchiatura. Se si verifica una
situazione anomala, si prega di .
L'attrezzatura deve essere posizionata in un luogo asciutto, privo di
inquinamento e di vibrazioni. e forte
ambiente di interferenza elettromagnetica, con un funzionamento
temperatura di 5-40 gradi Celsius e un'umidità del 5-95% (non ambiente
con condensazione dell'acqua).
L'apparecchiatura deve essere sempre lontana dalle apparecchiature
elettriche
sensibile alle interferenze elettromagnetiche, altrimenti potrebbe
causare interferenze elettromagnetiche.
La tensione di lavoro del dispositivo è: AC220V europea o nord
AC120V americano (si prega di confermare la tensione di
funzionamento del dispositivo prima dell'uso).
Il laser a vetro ad anidride carbonica più importante nell'apparecchiatura
è UN
consumabile e un articolo vulnerabile. Si prega di prendersene cura
durante l'uso Il laser a vetro ad anidride carbonica necessita di acqua
fredda pura per raffreddarsi Si prega di prestare attenzione alla
temperatura dell'acqua che non deve superare i 30 gradi Celsius
durante l'uso, altrimenti il laser verrà danneggiato. Quando la
temperatura ambiente sta per scendere sotto 0 gradi Celsius,
- 5 -
sostituiscilo con un liquido antigelo per evitare danni all'anidride
carbonica laser di vetro.
È vietato accendere l'apparecchiatura quando la tensione di rete è
instabile
o non corrispondenti. Il produttore e il venditore non sono responsabili
per eventuali perdite causate da un uso non corretto o dalla mancata
conformità con le sopra le normative.
BASIC INFORMATION
Questo manuale è una guida utente designata per l'incisore per
l'installazione, la configurazione, il funzionamento sicuro e la
manutenzione del laser da incasso. Copre informazioni generali, istruzioni
di sicurezza, fasi di installazione, istruzioni operative, procedure di
manutenzione e informazioni di contatto.
Tutto il personale coinvolto nell'installazione, configurazione,
funzionamento, manutenzione e riparazione di questa macchina deve
leggere e comprendere il presente manuale, in particolare le istruzioni di
sicurezza. Alcuni componenti hanno tensioni estremamente elevate e/o
generano potenti radiazioni laser. Prestazioni e longevità scadenti, danni
alla proprietà e lesioni personali possono derivare dalla mancata
comprensione e osservanza di queste istruzioni .
Il tuo incisore laser funziona emettendo un potente raggio laser da un
tubo di vetro riempito con anidride carbonica isolante (CO2), riflettendo
quel raggio su tre specchi e riflettendolo attraverso una lente di messa a
fuoco, e usando questa luce focalizzata per incidere il disegno su
determinati substrati. Il primo specchio è fissato vicino all'estremità del
tubo laser, il secondo specchio si sposta lungo l'asse Y della macchina e il
terzo specchio è attaccato alla testa laser che si sposta lungo l'asse X.
- 6 -
Poiché parte della polvere del processo di incisione si deposita sullo
specchio, è necessario pulirlo frequentemente. Poiché si muovono durante
il funzionamento, devono anche essere regolati periodicamente con le viti
di fissaggio a cui sono fissati per mantenere il corretto percorso laser. Un
sistema raffreddato ad acqua (solitamente una pompa o un refrigeratore)
deve essere utilizzato con questo incisore per dissipare il calore generato
dal tubo laser. Allo stesso modo, un sistema di scarico (solitamente uno
sfiato esterno o un purificatore d'aria dedicato) deve essere utilizzato per
rimuovere la polvere e i gas generati durante il processo di incisione.
Far funzionare il laser costantemente oltre il 70% della sua potenza
nominale massima ne ridurrà notevolmente la durata. Si consiglia di
impostarlo al 10-70% della potenza nominale massima per prestazioni e
longevità ottimali.
Si prega di notare che questo è un dispositivo ad alta tensione e, per
motivi di sicurezza, si raccomanda di toccare i suoi componenti solo con
una mano alla volta durante l'uso.
Si noti che i laser attivi sono invisibili all'occhio umano. Questo
apparecchio non deve essere utilizzato con alcun coperchio aperto per
evitare potenziali lesioni permanenti.
Si noti inoltre che sia il sistema di raffreddamento ad acqua che il sistema
di scarico sono assolutamente necessari per l'uso sicuro di questa
apparecchiatura. Non utilizzare la macchina per incisione senza che questi
due sistemi funzionino correttamente. L'acqua deve essere sempre pulita e
mantenuta a temperatura ambiente, e il sistema di scarico deve sempre
rispettare tutte le leggi e le normative applicabili al posto di lavoro e alla
qualità dell'aria ambiente.
Sull'etichetta di questa macchina o in questo manuale vengono utilizzati
i seguenti simboli:
- 7 -
Questi articoli comportano un rischio di gravi danni alla proprietà o lesioni
personali
Questi progetti risolvono problemi gravi simili a quelli legati ai raggi laser.
Questi progetti hanno risolto problemi gravi simili con l'elettricità
componenti.
Chiunque si trovi nelle vicinanze dell'unità deve indossare occhiali
protettivi durante il funzionamento.
La macchina è adatta per l'incisione di loghi e altri beni di consumo
prodotti su substrati applicabili. Questo laser può elaborare una varietà
di materiali, tra cui legno e sughero, carta e cartone, la maggior parte
delle plastiche, vetro, stoffa e pelle e pietra. Può anche essere utilizzato
con alcuni metalli con rivestimento speciale. L'uso di questo sistema per
scopi o materiali diversi da quelli per cui è specificato non è consentito.
Il sistema deve essere gestito, sottoposto a manutenzione e riparato da
una persona che
abbia familiarità con il campo di utilizzo e i pericoli della macchina e dei
- 8 -
materiali da incidere, tra cui la loro riflettività, conduttività elettrica,
potenziale produzione di fumi nocivi o combustibili, ecc.
I raggi laser sono pericolosi. Il produttore e/o il venditore non devono
essere
responsabile per qualsiasi uso improprio di questo dispositivo o per
qualsiasi danno o lesione risultante dall'uso. È obbligo dell'operatore
utilizzare questo incisore laser da incasso solo in conformità con l'uso
previsto, altre istruzioni nel manuale e tutte le leggi e i regolamenti locali
e nazionali applicabili .
Modello
Numero di
modello:
KH5030
Numero di
modello:
KH6040
Modello
KH7050
KH9060
Numero di
modello:
KH1490
5030-5040-
5050-5060-
5070-5080-
6040-6050-
000
7050-7060-
7070-7080-
709 ...
9060-9070-
9080-90 ...
1490-1500
- 9 -
Tensione di
ingresso
CA 120V
CA 120V
CA 120V
CA 120V
CA 120V
CA 230V
CA 230V
CA 230V
CA 230V
CA 230V
Potenza
totale
420W
560W
680W
830W
900W
Potenza laser
5 0W
60W
80W
100W
130W
Area di
lavoro
500*300m
m
600*400m
m
700*500m
m
900*600mm
1400*900m
m
temperatura
5-50 ℃
umidità
5%-95% non condensato
Tipo di laser
Laser a vetro CO2
Modello
laser
Modello
KH-LT50
Modello
KH-LT60
R3
R5
R7
Materiale
Pietra, legno, ceramica, metallo, stoffa, carta, ecc.
Banco da
lavoro
Piattaforma cellulare
Velocità di
taglio
0-400 mm/s
Velocità di
incisione
0-500 mm/s
- 10 -
1. Schema del componente.
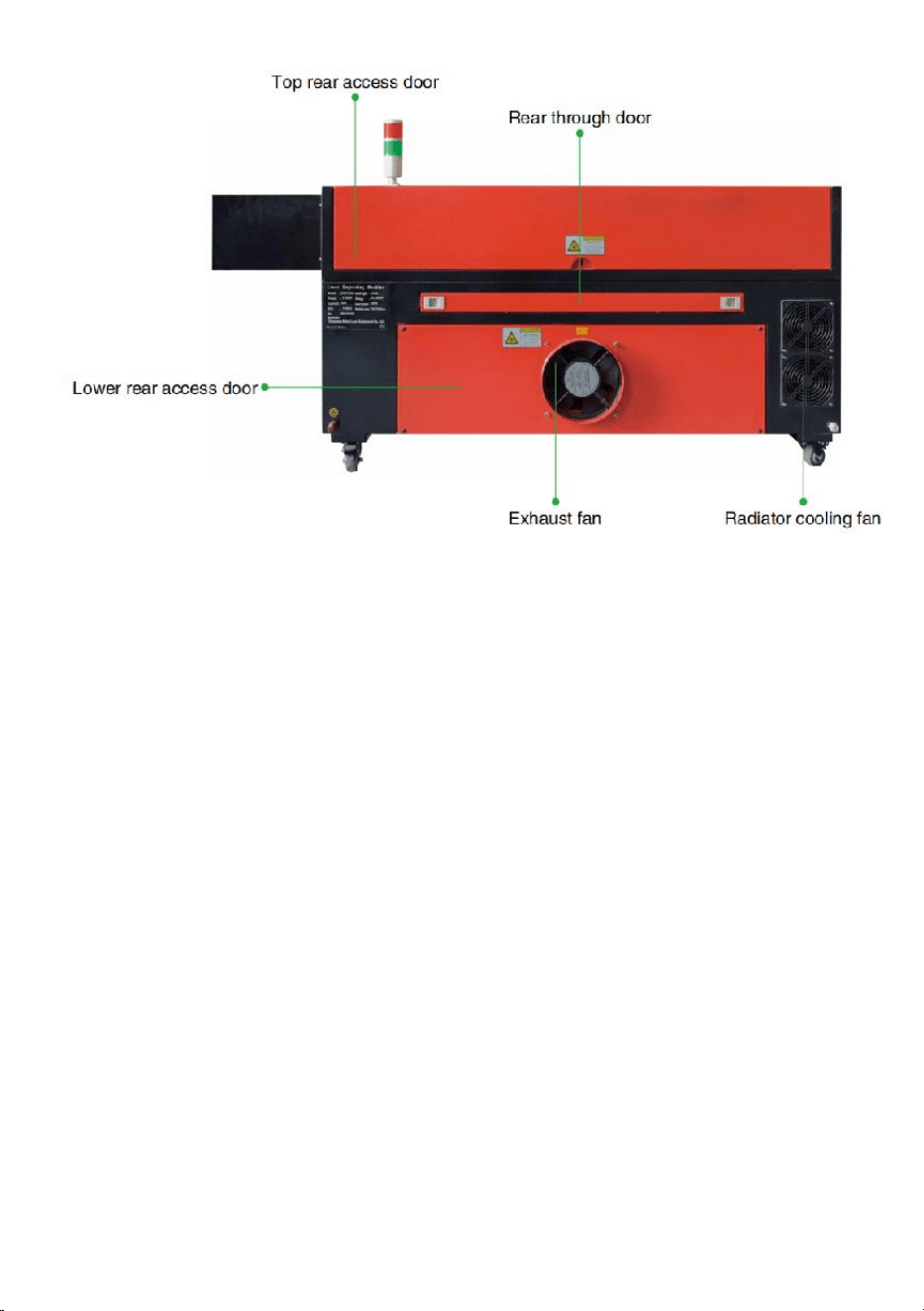
- 11 -
2.Descrizione della parte.
Finestra di visualizzazione: questa finestra in acrilico marrone chiaro
consente di monitorare il
processo di incisione, ma assorbe solo parzialmente il laser infrarosso
elevato e non ha altre protezioni. Indossare sempre gli occhiali quando
si utilizza il laser attivo di osservazione protettiva e non fissarlo mai per
lunghi periodi di tempo.
Luce LED: questa luce verde illumina il banco da lavoro per una visione
chiara
vista dell'incisione del materiale prima, durante e dopo il lavoro.
Guide dell'asse Y: le guide dell'asse Y consentono alle guide dell'asse X
di muoversi avanti e indietro
sul tavolo.
Interruttore di raffreddamento ad acqua: dopo aver attivato l'interruttore,
l'acqua integrata
il raffreddamento inizia e il display della temperatura in tempo reale si
illumina.
Guida dell'asse X: la guida dell'asse X sostiene il secondo specchio e
supporta il
testa laser per muoversi a sinistra e a destra.

- 12 -
Ingresso acqua: serve per svitare il coperchio in senso antiorario durante
il riempimento
il serbatoio di circolazione dell'acqua incorporato.
Visualizzazione del livello dell'acqua: questa porta di osservazione può
essere utilizzata per osservare il
livello dell'acqua nel serbatoio dell'acqua nella fusoliera. (giallo: troppo
alto / verde: adatto / rosso: troppo basso) .
Porta anteriore dritta: questa porta si apre per consentire il passaggio di
materiali più grandi
attraverso il piano di lavoro. Bisogna fare molta attenzione a non vedere
o subire il raggio laser e i suoi riflessi. È qui che si trovava anche la
borsa degli accessori quando è arrivato per la prima volta l'incisore.
Porta di accesso anteriore: questa porta fornisce l'accesso all'area
sottostante
panca per una facile pulizia.
Tettuccio: il coperchio fornisce l'accesso alla staffa principale per il
posizionamento e
recupero di materiali, nonché riparazione dell'allineamento del percorso
laser e altre operazioni di manutenzione. Quando il coperchio viene
aperto, l'alimentazione del laser viene automaticamente interrotta.
Indicatore di funzionamento: può aiutare l'operatore a osservare meglio il
laser
stato di emissione, luce rossa: laser in funzione, luce verde: laser
inattivo.
Pannello di controllo: il pannello di controllo fornisce il controllo manuale
del
processo di incisione, compreso il movimento della testina laser
manuale e l'emissione del laser.
Interruttore principale: controlla l'interruttore di potenza totale dell'intera
macchina.
Interruttori di controllo dell'asse Z: questi pulsanti spostano il tavolo verso
l'alto o verso il basso per
ti aiuta ad adattarti rapidamente e a concentrarti sui diversi spessori del
tavolo.

- 13 -
Porte di connessione: queste porte collegano la scheda principale
dell'incisione
macchina al computer di controllo e al suo software di incisione tramite
un cavo USB o Ethernet.
Sportello di accesso destro: questo sportello fornisce l'accesso alla
scheda madre, al motore
driver e alimentatore. Le prese d'aria impediscono ai componenti di
surriscaldarsi durante l'uso e non devono essere ostruite.
Ventola di raffreddamento della scheda madre: questa ventola viene
utilizzata per la dissipazione del calore del core
elettrodomestici come schede madri integrate e alimentatori laser.
Interruttore di arresto di emergenza: in caso di emergenza, questo
pulsante
interrompere immediatamente l'alimentazione del tubo laser.
Testa laser: la testa laser contiene il terzo specchio, la lente di messa a
fuoco, il punto rosso
guida e presa d'aria di assistenza.
Tavolo: l'altezza del tavolo può essere regolata per adattarsi a superfici
più sottili e più spesse
materiali, nonché tra piattaforme in alluminio e cellulari.
Interruttore di controllo laser: questo interruttore deve essere acceso
quando si utilizza un laser.
Interruttore della luce: accende la luce sul banco da lavoro.
Interruttore dell'asse rotante: questo interruttore deve essere acceso
quando si utilizza l'asse rotante
(spento quando l'asse rotativo non è in uso), se l'asse Y non si muove,
controllare che questo interruttore sia spento.
Ingresso alimentazione: questo connettore di alimentazione deve essere
collegato prima di utilizzare il
macchina.
Sportello di accesso posteriore superiore: questo sportello conduce alla
baia laser dove si trova il laser
il tubo e i suoi collegamenti siano fissati.
Porta posteriore: questa porta è l'equivalente di una porta anteriore e

- 14 -
richiede simili
attenzione durante l'uso.
Sportello di accesso posteriore inferiore: questo sportello fornisce
l'accesso all'assistenza pneumatica
pompa e cinghia dell'asse Z.
Ventilatore di scarico: questo ventilatore estrae gas e detriti dall'aria
proveniente dall'
banco da lavoro e rilascia l'aria dopo essere stata purificata da un filtro
ecologico.
Ventola di raffreddamento del serbatoio dell'acqua: questa ventola viene
utilizzata per raffreddare l'acqua in circolazione .
3. Descrizione del percorso laser .
A. Tubo laser : questo tubo di vetro riempito di anidride carbonica è
montato su una staffa e non può essere spostato. La tensione di
collegamento tra esso e l'alimentatore laser è estremamente alta ed
estremamente pericolosa.
B. Primo riflettore: questo specchio con angolazione regolabile è tenuto
in posizione per trasferire il raggio laser inciso dal tubo al secondo
specchio.
C. Secondo specchio : questo specchio con angolo regolabile si sposta
lungo la guida dell'asse X per consentire al raggio laser di spostarsi
lungo l'asse Y.
D. Terzo specchio : questo specchio con angolazione regolabile si
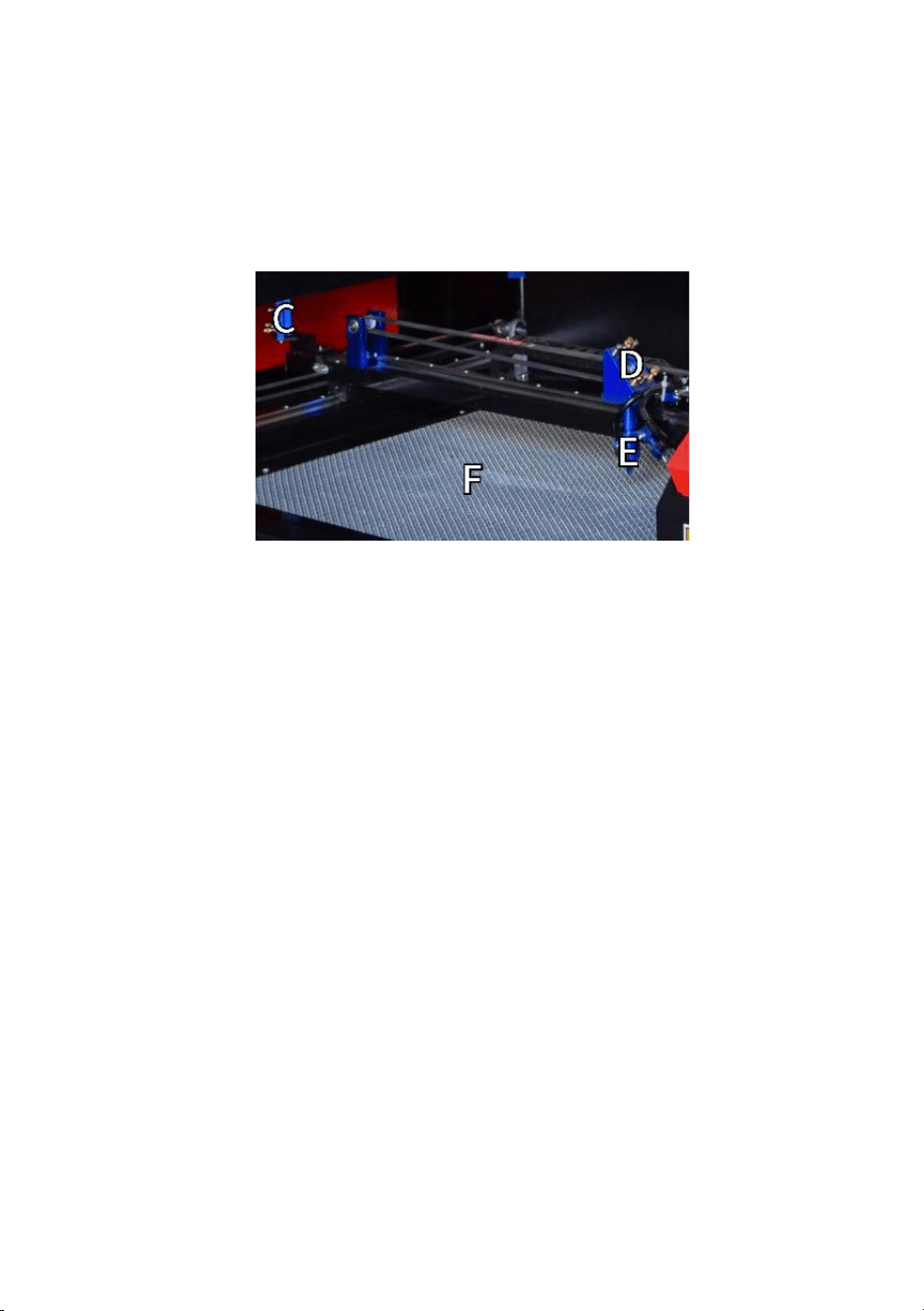
- 15 -
muove insieme alla testa laser, consentendo al raggio laser di
spostarsi lungo l'asse X.
E. Lente di messa a fuoco : questa lente dirige e focalizza la luce laser
sul materiale.
F. Banco da lavoro : l'altezza del banco da lavoro esposto può essere
regolata .
4.Collegare gli ingressi.
A. Porta di linea USB : questa porta utilizza una qualsiasi delle sue porte
USB per connettersi al computer di controllo e al suo software di
incisione.
B. Porta USB : questa porta consente di caricare e salvare progetti e
parametri direttamente sull'incisore.
C. Porta Ethernet : questa porta si collega direttamente o tramite Internet
al computer di controllo e al suo software.

- 16 -
5. Gruppo testina laser.
A. Terzo specchio della testa laser: questo specchio con angolazione
regolabile trasmette la luce laser dal secondo specchio alla lente di
messa a fuoco.
B. Guida asse X: questa guida si muove lungo l'asse Y e il suo
movimento è controllato da un finecorsa.
C. Air Assist: questo dispositivo soffia aria pressurizzata per eliminare le
scintille e soffiare via gas e detriti durante l'incisione.
D. Lente di messa a fuoco: questa lente dirige e focalizza il raggio laser
verso il punto di contatto con il materiale da incidere.
E. Puntatore a punto rosso: questo dispositivo aiuta a vedere la
posizione esatta del laser di incisione invisibile.
F. Laser: il laser di incisione è invisibile, ma molto pericoloso. Evitare il
contatto diretto con la pelle o gli occhi.
G. Banco da lavoro: utilizzare gli strumenti acrilici forniti per ottenere la
messa a fuoco perfetta per qualsiasi spessore di materiale.
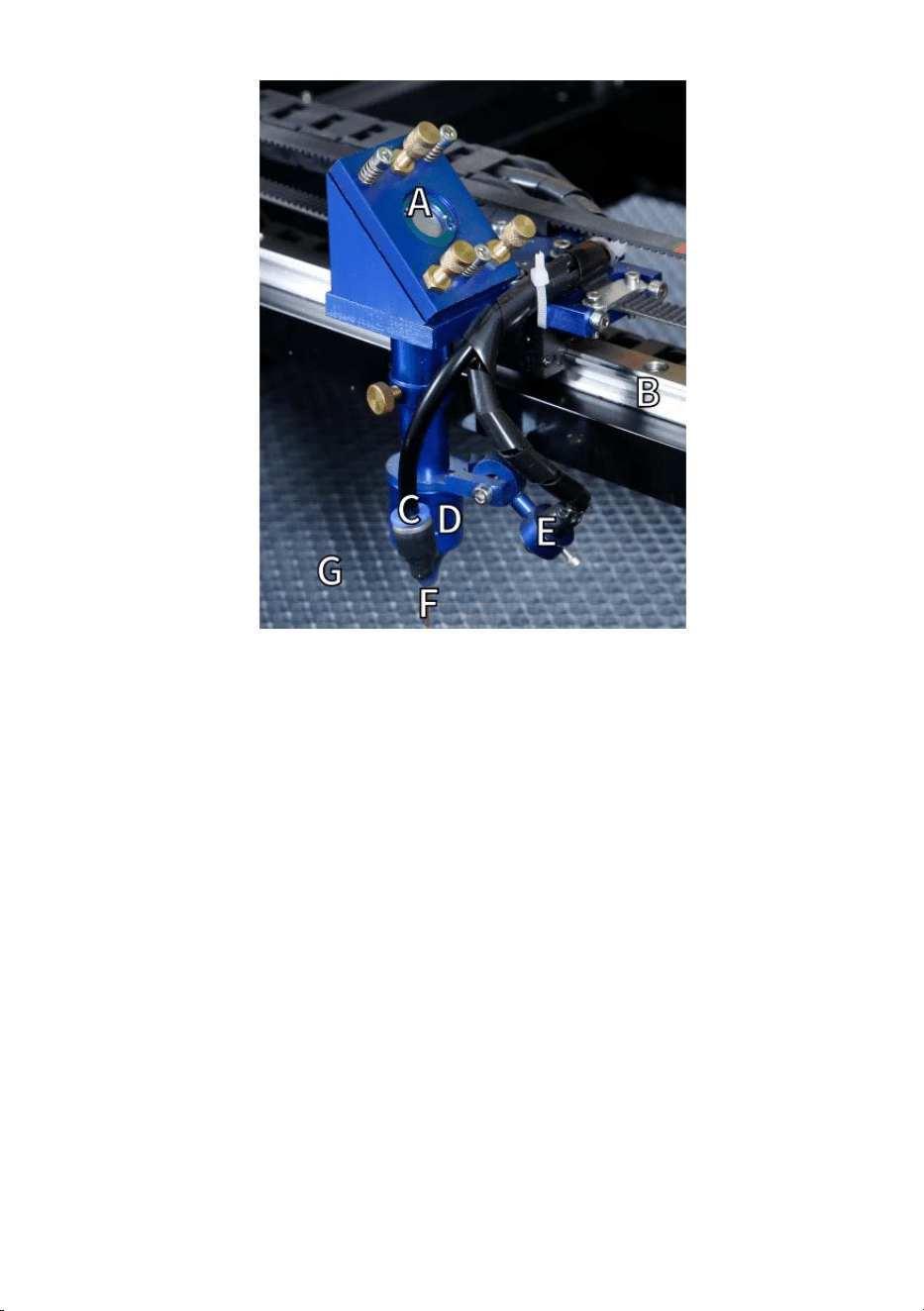
- 17 -
6.Porta di accesso destra.
A. Scheda madre : questa scheda controlla il processo di incisione e
risponde ai comandi provenienti dal software di incisione o dal
pannello di controllo della macchina.
Driver dell'asse BX : questo dispositivo sposta la testa laser lungo la
guida X.
Azionamento asse CY : questo dispositivo sposta la rotaia X lungo la
rotaia Y.
D. Potenza laser : questo dispositivo converte l'elettricità standard nella
carica ad altissima tensione richiesta per un tubo laser.
E. Alimentatore: questo dispositivo alimenta la scheda madre e le unità
della macchina .

- 18 -
7. Alimentazione laser .
A. Filo ad alta tensione : questo filo è collegato all'anodo o all'estremità
positiva del tubo laser e fornisce corrente ad alta tensione per
alimentare il laser.
B. Fori di montaggio : questi slot standard consentono una semplice
installazione e rimozione.
8.Controllare il display.
Descrizione del pulsante
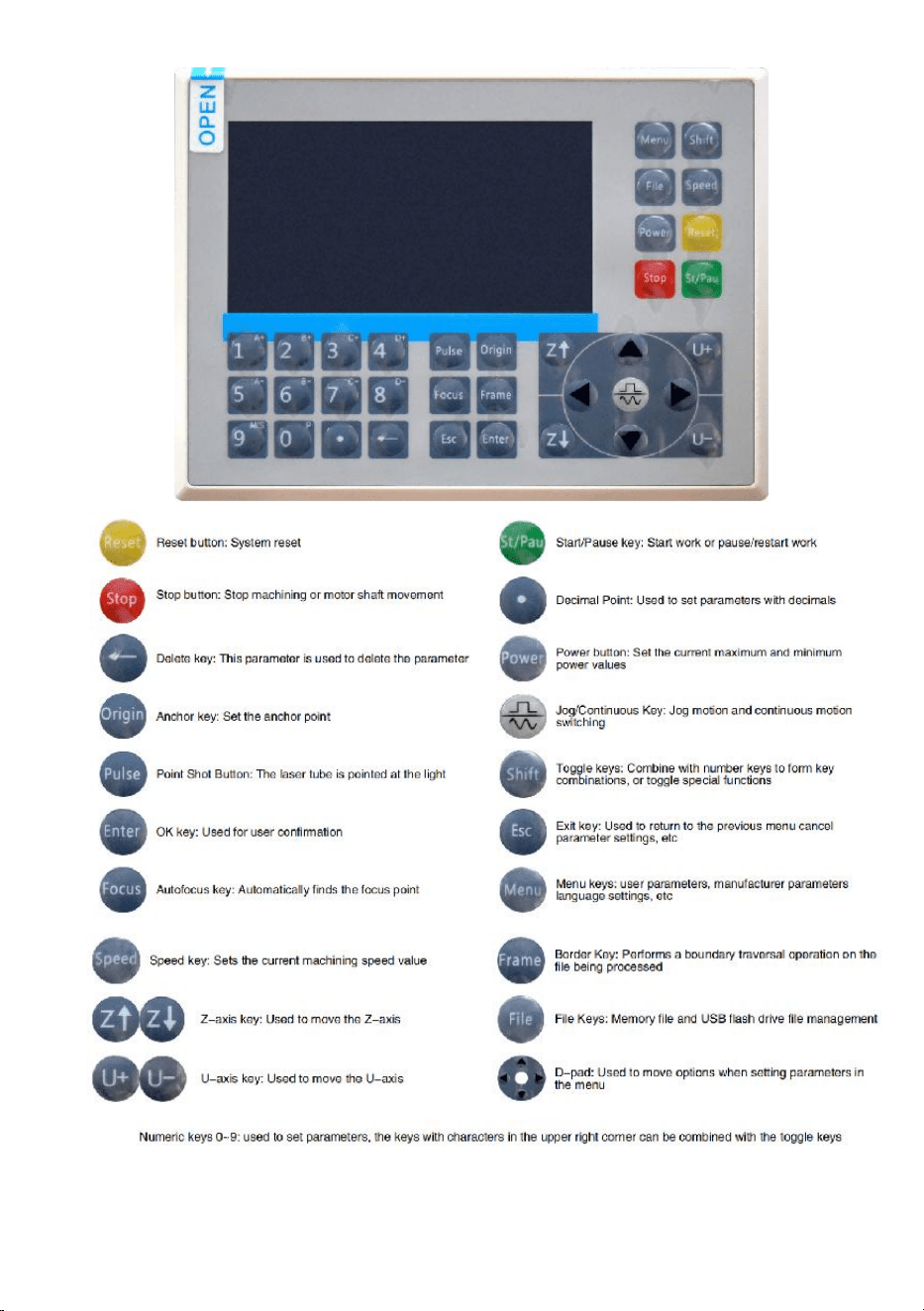
- 19 -
Descrizione dello schermo
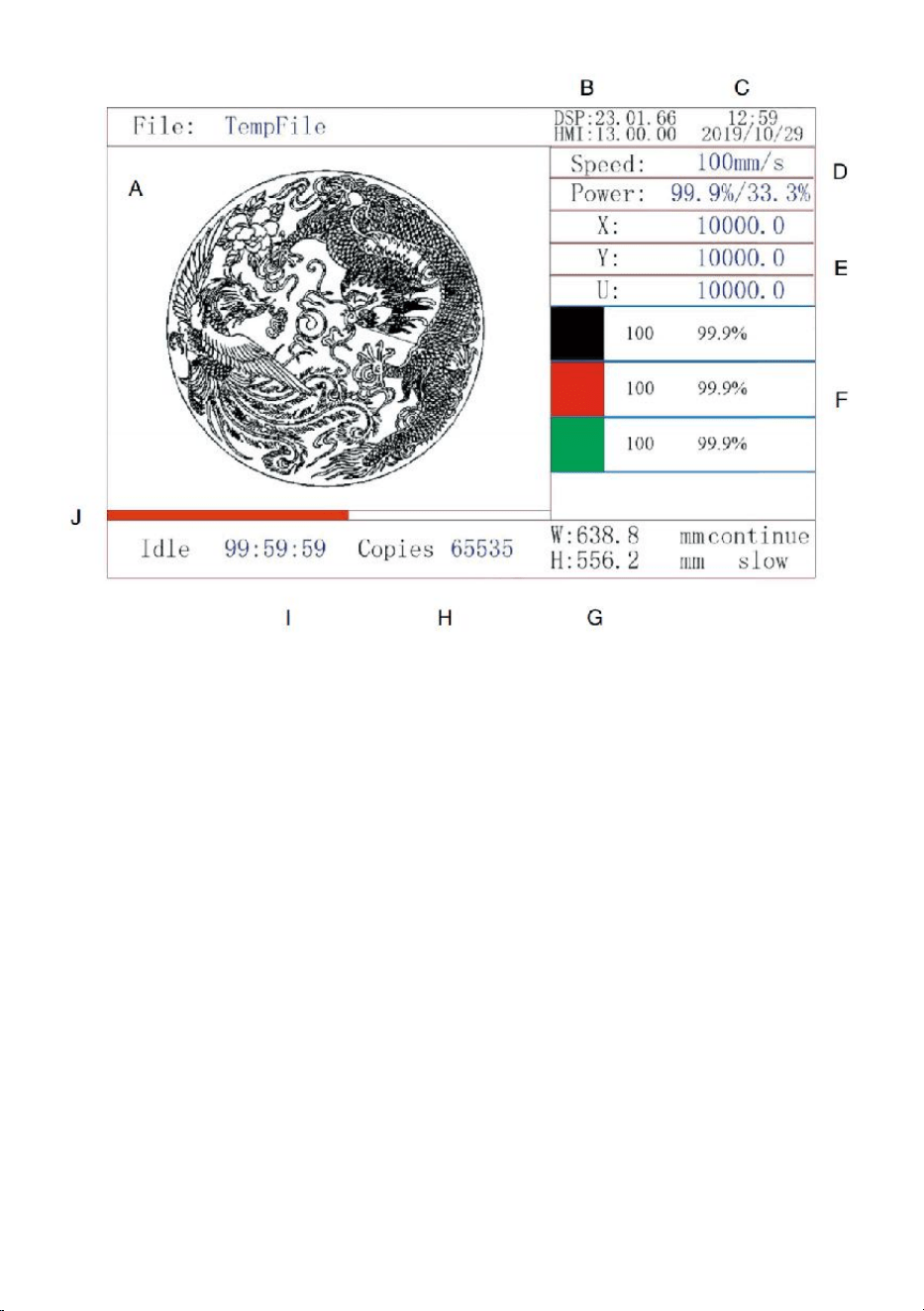
- 20 -
AE. Area di visualizzazione grafica: visualizza la traccia e la traccia
corrente dell'intero file.
AF. Numero versione: visualizza il numero di versione del pannello e della
scheda madre.
AG. Ora di sistema: visualizza l'ora corrente del sistema.
AH. Area di visualizzazione dei parametri: visualizza il numero del file, la
velocità, la potenza massima, ecc. del file in esecuzione.
AI. Area di visualizzazione delle coordinate: visualizza le coordinate
correnti della testa laser.
AJ. Area di visualizzazione dei livelli: visualizza i parametri dei livelli del file
corrente o di anteprima. I parametri da sinistra a destra sono il numero di
livelli, il colore, la velocità e la potenza massima.
AK. Dimensione fotogramma elaborata: visualizza le dimensioni del file
corrente.
AL. Numero di pezzi: visualizza il numero di esecuzioni completate per il
file corrente.

- 21 -
AM. Stato del sistema: visualizza lo stato corrente della macchina: inattiva,
in esecuzione, in pausa o completata. Il tempo di elaborazione è
mostrato sulla destra.
AN. Barra di avanzamento dell'elaborazione: visualizza l'avanzamento del
file corrente.
Nota : quando il sistema è inattivo o quando il lavoro è completato,
vengono utilizzati tutti i pulsanti. Gli utenti possono lavorare sui file,
impostare parametri, visualizzare in anteprima i file e altro ancora. Alcuni
pulsanti non funzioneranno quando il lavoro è in esecuzione o in pausa (ad
esempio, origine e frame) .
SAFETY INFORMATION
1. ESCLUSIONE DI GARANZIE
La tua macchina per incisione potrebbe essere leggermente diversa da
quella mostrata in questo manuale a causa di opzioni, aggiornamenti, ecc.
Se la tua macchina per incisione è dotata di un manuale obsoleto o se hai
altre domande, contattaci.
2. AVVISO GENERALE DI SICUREZZA
Il dispositivo dovrebbe avere un'etichetta di istruzioni attaccata nei
seguenti punti:
- 22 -
Se una qualsiasi di queste etichette risulta mancante, illeggibile o
danneggiata, deve essere
Sostituito.
Utilizzare questo dispositivo di incisione laser solo in conformità con tutte
le disposizioni applicabili
leggi e regolamenti locali e nazionali.
Utilizzare questo apparecchio solo in conformità con il presente manuale
di istruzioni. Solo
altri che hanno letto e compreso questo manuale sono autorizzati a
installare, utilizzare, manutenere, riparare, ecc. Se questo dispositivo è
stato ceduto o venduto a terzi, assicurarsi che questo manuale sia
incluso con il dispositivo.
Non correre ininterrottamente per più di 3 ore e mezza. Fermati per
almeno
30 minuti tra un utilizzo e l'altro.
Non lasciare questo dispositivo incustodito durante il funzionamento.
Osservare le
apparecchiatura durante l'operazione, se si verifica un funzionamento
anomalo, interrompere immediatamente l'alimentazione della macchina
e contattare il nostro servizio clienti o il servizio di riparazione
specializzato. Di nuovo, assicurarsi che l'apparecchio sia
completamente spento dopo ogni utilizzo (anche tramite l'interruttore di
arresto di emergenza).
Non consentire a minori, personale non formato o persone con disabilità
fisiche o
disabilità mentali che potrebbero interferire con la loro capacità di
seguire questo manuale e i manuali del software per installare, utilizzare,
manutenere o riparare questa apparecchiatura.
- 23 -
Qualsiasi personale non addestrato che potrebbe trovarsi nelle
immediate vicinanze dell'apparecchiatura
durante il funzionamento, è necessario essere informati che
l'attrezzatura è pericolosa e ricevere istruzioni adeguate su come evitare
lesioni durante l'uso .
Posizionare sempre estintori, tubi dell'acqua o altri ritardanti di fiamma
sistemi nelle vicinanze per prevenire incidenti. Assicurarsi che il numero
di telefono del corpo dei vigili del fuoco locale sia chiaramente esposto
nelle vicinanze. In caso di incendio, interrompere l'alimentazione prima
di spegnere le fiamme. Prima dell'uso, familiarizzare con la corretta
portata dell'estintore. Fare attenzione a non utilizzare l'estintore troppo
vicino alla fiamma, poiché la sua alta pressione può creare un
contraccolpo.
3. ISTRUZIONI DI SICUREZZA LASER.
Se utilizzata come indicato, la macchina include un sistema laser di
Classe 1 che è sicuro sia per gli utenti che per gli astanti. Tuttavia, i laser
invisibili, i tubi laser e le loro connessioni elettriche sono comunque molto
pericolosi. Possono causare gravi danni alla proprietà e lesioni personali
se non utilizzati o modificati con cura, inclusi ma non limitati a quanto
segue:
I laser possono bruciare facilmente i materiali combustibili nelle
vicinanze.
Alcuni materiali di lavoro possono produrre radiazioni o gas nocivi
durante
In elaborazione .
Il contatto diretto con il laser può causare danni fisici, compresi gravi
ustioni e danni oculari irreparabili.
Non modificare o disattivare le funzionalità di sicurezza fornite da questo
dispositivo.
non modificare o smontare il laser e non utilizzare il laser se è stato
modificato o smontato da chiunque non sia un professionista qualificato

- 24 -
e addestrato. L'esposizione pericolosa alle radiazioni e altre lesioni
possono derivare dall'uso di adattati, modificati o altrimenti
apparecchiature incompatibili .
Non tenere mai aperta alcuna parte dell'armadio durante il
funzionamento, a meno che
(obbligatorio) attraverso le porte. Non interferire mai con il raggio laser,
non posizionare alcuna parte del corpo su nessuna parte del percorso
laser durante l'operazione e non tentare mai di osservare direttamente il
laser. Quando si utilizza una porta passante o si rischia in altro modo
l'esposizione a un raggio laser, adottare misure per proteggersi da raggi
laser potenzialmente riflessi, incluso l'uso di dispositivi di protezione
individuale, come occhiali protettivi appositamente progettati, per filtrare
gli incisori con una densità ottica (OD) di 5+ per specifiche lunghezze
d'onda dei laser.
Durante il funzionamento, non fissare o consentire ad altri di fissare il
raggio laser
in modo continuo, anche se il coperchio è chiuso e/o si indossano
occhiali protettivi.
Utilizzare questa macchina per incisione solo quando è attiva la funzione
di spegnimento automatico
funziona correttamente. Quando prendi per la prima volta questo
incisore, se successivamente noti eventuali problemi, testalo prima di
effettuare qualsiasi altro lavoro (vedi sotto). Se la chiusura non avviene,
non continuare a utilizzarlo. Spegni il dispositivo e contatta il servizio
clienti o il servizio di riparazione. Non disattivare mai queste chiusure.
Se il sistema di raffreddamento ad acqua non funziona correttamente,
non utilizzare questo laser
incisore in nessuna circostanza. Attivare sempre il sistema di
raffreddamento ad acqua e verificare visivamente che l'acqua scorra
attraverso l'intero sistema prima di accendere il tubo laser. Non utilizzare
acqua ghiacciata o acqua con temperature superiori a 100° F (38 °C).
Per risultati ottimali, mantenerla tra 60–70° F (15–21°C).
- 25 -
Non utilizzare refrigerante o antigelo generico nell'acqua di
raffreddamento, poiché potrebbero
lasciano un residuo corrosivo e si solidificano all'interno del tubo
flessibile e delle condutture, il che può portare a guasti o addirittura a
esplosioni. Utilizza formulazioni laser-safe personalizzate, oppure
utilizza e conserva il tuo incisore in un'area a temperatura controllata.
Non lasciare sostanze potenzialmente infiammabili, esplosive o corrosive
materiali nelle vicinanze per evitare di esporli ai raggi laser diretti o
riflessi.
Non utilizzare o posizionare apparecchiature EMI sensibili nelle
vicinanze. Assicurarsi che
l'area attorno al laser sia priva di forti interferenze elettromagnetiche
durante qualsiasi utilizzo.
Utilizzare questa macchina solo per la lavorazione dei materiali descritti
nel
Sezione Sicurezza dei materiali di questo manuale. La configurazione
laser e il processo di incisione devono essere opportunamente regolati
per il materiale specifico.
Assicurarsi che l'area sia priva di altri inquinanti atmosferici poiché
potrebbero rappresentare un
rischio simile di riflessione, combustione, ecc .
4. ISTRUZIONI DI SICUREZZA ELETTRICA.
Utilizzare questo dispositivo solo con un alimentatore compatibile e
stabile con un

- 26 -
fluttuazione della tensione inferiore al 10 % .
Non collegare altri dispositivi allo stesso fusibile del sistema laser
richiede il suo amperaggio completo. Non utilizzare con prolunghe
standard o prese multiple. Sono utilizzati solo dispositivi di protezione da
sovratensione con una potenza nominale superiore a 2000 J.
Accendere il dispositivo solo se è ben collegato a terra, tramite una presa
elettrica
collegamento a una presa a 3 pin o tramite un cavo di messa a terra
dedicato che sia saldamente collegato allo slot corretto sul cabinet. Non
utilizzare con un adattatore da 3 a 2 pin non collegato a terra. La messa
a terra dell'apparecchiatura deve essere controllata regolarmente per
eventuali danni o connessioni allentate.
Pertanto, l'area attorno a questo dispositivo di incisione laser deve
essere mantenuta
asciutto, ben ventilato e con controllo ambientale per mantenere la
temperatura ambiente tra 40–95°F (5–35°C). Per risultati ottimali,
mantenere la temperatura a 75°F (25°C) o inferiore. L'umidità ambiente
non deve superare il 70%.
Quando la pompa è collegata alla sua fonte di alimentazione, non
maneggiare la
pompa o l'acqua in cui è immersa. Immergerla nell'acqua prima di
collegarla a una fonte di alimentazione e scollegarla dall'alimentazione
prima di estrarla.
Regolazioni, manutenzione e riparazioni dei componenti elettrici di
questa apparecchiatura deve essere eseguita solo da professionisti
qualificati e qualificati per evitare incendi e altri guasti, inclusa la
potenziale esposizione alle radiazioni dovuta a danni ai componenti
laser. Poiché il collaudo dei componenti elettrici di questo sistema di
marcatura richiede tecniche specializzate, si raccomanda che tale
collaudo venga eseguito solo da produttori, venditori o organizzazioni di
servizi di riparazione.
Salvo diversa indicazione, regolare, manutenere e riparare l'apparecchio

- 27 -
solo
quando è spento, scollegato dall'alimentazione e completamente
raffreddato .
5. ISTRUZIONI PER LA SICUREZZA DEI MATERIALI.
È responsabilità dell'utente di questa macchina per incisione laser
confermare che il materiale da elaborare sia in grado di resistere al
calore del laser e non produca emissioni o sottoprodotti dannosi per le
persone vicine o che violino le leggi o le normative locali o nazionali. In
particolare, non utilizzare questa apparecchiatura per elaborare cloruro
di polivinile (PVC), Teflon o altri materiali contenenti alogeni in nessuna
circostanza.
È responsabilità dell'utente di questa macchina per incisione laser
assicurarsi che tutti i presenti durante l'operazione abbiano adeguati
dispositivi di protezione individuale per evitare lesioni causate da
emissioni e sottoprodotti del materiale in lavorazione. Oltre agli occhiali
protettivi laser sopra menzionati, potrebbero essere necessari occhiali,
maschere o respiratori, guanti e altri indumenti protettivi.
Se il sistema di scarico non funziona correttamente, non utilizzare questo
laser
macchina per incisione in nessuna circostanza. Assicurarsi sempre che
la ventola di scarico sia in grado di rimuovere polvere e gas dal processo
di incisione in conformità con tutte le leggi e le normative locali e
nazionali applicabili. Se la ventola di scarico o il tubo di scarico si
guastano, interromperne immediatamente l'uso.
Gli utenti devono prestare particolare attenzione quando lavorano con
materiali conduttivi
materiali, poiché l'accumulo di polvere e particelle ambientali può
danneggiare i componenti elettrici, causare cortocircuiti o avere altri
effetti, tra cui la radiazione laser riflessa .

- 28 -
Questa macchina è sicura da usare con i seguenti materiali:
1. materie plastiche .
·Acrilonitrile butadiene stirene (ABS)
·Nylon (poliammide, PA, ecc.)
·polietilene
·Polietilene ad alta densità (polietilene ad alta densità, polietilene, ecc.)
·Polietilene tereftalato biassialmente orientato (BoPET, poliestere,
poliestere, ecc.)
·Polietilene tereftalato (PETG, PET-G, ecc.)
·Poliimmide (PI, Kapton, ecc.)
·Polimetilmetacrilato (PMMA, acrilico, plexiglass, fluorite, ecc.)
·Poliossimetilene (POM, acetale, DL, ecc.)
·Polipropilene (PP, ecc.)
·stirene
2.altro.

- 29 -
·cartone
·Ceramiche, tra cui posate, piastrelle, ecc.
·bicchiere
·pelle
·Carta e cartone
·gomma
·Pietra, compresi marmo, granito, ecc.
· Tessuti, tra cui cotone, pelle scamosciata, feltro, canapa, ecc.
·Legname, tra cui sughero, MDF, compensato, legno di balsa, betulla,
ciliegio, quercia, pioppo, ecc.
Nota : vedere i parametri consigliati per i materiali di incisione più
comunemente utilizzati.
Questa unità non può essere utilizzata con i seguenti materiali o con
qualsiasi materiale
che li contengono:
· Pelle artificiale contenente cromo esavalente (Cr[VI]) a causa dei suoi
fumi tossici
·Astato a causa dei suoi fumi tossici

- 30 -
·Ossido di berillio, a causa dei suoi fumi tossici
·Bromo, a causa dei suoi fumi tossici
·Cloro, compreso il polivinilbutirrale (PVB) e il cloruro di polivinile (PVC,
vinile, Sintra, ecc.), a causa dei suoi fumi tossici
·Fluoro, compreso il Teflon (Teflon, Teflon, ecc.), a causa dei suoi fumi
tossici
·Iodio, a causa dei suoi fumi tossici
·Metalli, per la loro conduttività elettrica e riflettività
·Resine fenoliche, comprese varie forme di resine epossidiche, poiché
producono fumi tossici
·Policarbonato (PC, Lexan, ecc.) a causa dei suoi fumi tossici
Nota : per tutti gli altri materiali, se non si è certi della sicurezza o della
laserabilità di questo dispositivo, consultare i dati sulla sicurezza dei
materiali.
Scheda (MSDS). Particolare attenzione è rivolta alle informazioni su
sicurezza, tossicità, corrosività, riflettività e reazione alle alte
temperature. In alternativa, contatta il nostro reparto di supporto per
ulteriori indicazioni
- 31 -
INSTALLATION
1. PANORAMICA DELL'INSTALLAZIONE.
Un sistema di lavoro completo comprende l'armadio per l'incisione laser,
il suo
prese d'aria, tutti i cavi di collegamento applicabili, nonché il laser e la
chiave di accesso. Il cabinet può utilizzare il design fornito dal software
di incisione incluso collegandosi direttamente al computer o a Internet;
può anche incidere design caricati direttamente da unità flash. Gli utenti
possono configurare altri accessori aggiuntivi, come assi rotanti, per
soddisfare le proprie esigenze .
Utilizzare solo l'hardware, il cablaggio e gli alimentatori forniti o forniti
compatibile con questo dispositivo. Installazione dell'apparecchiatura
che non è adatto all'uso può comportare scarse prestazioni, tempi di
servizio ridotti, maggiori costi di manutenzione, danni alla proprietà e
lesioni personali.
Si prega di prestare attenzione ai requisiti specifici per l'installazione del
sistema.
Ogni cliente deve essere consapevole di queste considerazioni prima
dell'installazione per eseguire la configurazione corretta e ottenere
prestazioni laser sicure. In caso di problemi o problemi di installazione,
contattare i nostri tecnici e il team di assistenza clienti.
Ogni apparecchiatura ausiliaria deve essere regolata sull'unità principale.
In caso di dubbio,
si prega di contattare direttamente il rivenditore o il produttore di tale
apparecchiatura.
2.Selezione del sito di installazione
Prima di installare l'incisore, scegliere il luogo appropriato per l'uso.
Assicurarsi che soddisfi tutti i requisiti discussi nella sicurezza sopra

- 32 -
informazioni. La posizione deve essere stabile, piana, asciutta e
climatizzata per garantire una temperatura ambiente di 40–95 °F
(5–35 °C) e un'umidità ambiente inferiore al 70%. In particolare,
temperatura e umidità insieme non devono avvicinarsi al punto di
rugiada. Si consiglia inoltre di utilizzare stanze senza finestre o di
utilizzare tapparelle e/o tende per evitare l'esposizione al potenziale
calore aggiuntivo della luce solare diretta. La posizione deve essere
priva di polvere e altri contaminanti dell'aria e sufficientemente ventilata
per gestire eventuali fumi generati durante il processo di incisione in
conformità con tutte le leggi e le normative applicabili. A seconda del
materiale da elaborare, potrebbe essere necessaria la costruzione di un
sistema di ventilazione dedicato. Deve essere tenuto lontano dalla
portata dei bambini; materiali infiammabili, esplosivi o corrosivi; e
apparecchiature EMI sensibili. Il cavo di alimentazione deve essere
collegato a una fonte di alimentazione compatibile e stabile tramite una
presa a 3 poli con messa a terra. Non devono esserci altri elementi che
assorbono corrente dallo stesso fusibile. Le attrezzature antincendio
devono essere disponibili nelle vicinanze e il numero di telefono del
dipartimento dei vigili del fuoco locale deve essere chiaramente esposto.
Si consiglia vivamente di posizionare un banco aggiuntivo vicino alla
macchina
evitare di posizionare oggetti sopra o direttamente nelle vicinanze della
macchina, che potrebbero causare incendi o provocare danni al laser.
3. MESSA A TERRA DEL CAVO.
Il dispositivo utilizza un laser potente. Come menzionato nelle
informazioni di sicurezza
sopra, ha tensioni estremamente elevate e potenziali pericoli, quindi
l'utente deve collegarlo a terra saldamente per evitare accumuli statici.
L'uso di una presa standard a 3 pin fornirà una messa a terra adeguata.
Se non si ha accesso a una presa a 3 pin, è necessario utilizzare un
cavo di messa a terra e assicurarsi che sia correttamente collegato.
L'estremità distale del cavo deve essere fissata saldamente a un'asta di
metallo profonda almeno 8 piedi (2,5 metri) o a due aste di metallo

- 33 -
separate che sono state conficcate nel terreno ad almeno 5 piedi (1,5
metri) dalla macchina.
Una messa a terra scadente può causare guasti alle apparecchiature e
creare un grave rischio di
scossa elettrica. Il produttore e/o il venditore non saranno responsabili
per eventuali danni, incidenti o lesioni causati da una scarsa
connessione di messa a terra.
7. DISIMBALLARE LA MACCHINA PER INCIDERE.
Il tuo incisore viene fornito in una custodia di legno con i suoi accessori
(inclusi
questo manuale) imballato nell'area dietro la porta di passaggio
anteriore. Dovresti posizionare la cassa in un'area ampia e piana per il
disimballaggio e, idealmente, hai intenzione di utilizzare la macchina in
modo permanente.
Passaggio 1: se non l'hai ancora fatto, completa la rimozione della cassa
da
attorno all'incisore. Quindi fai rotolare la macchina in posizione.
Fase 2: tenere le pastiglie dei freni in posizione premendole sui 2
ruote anteriori.
Passaggio 3: recuperare la chiave di accesso dal vano principale nella
parte anteriore del
macchina. Rimuovere la borsa degli accessori dall'area dietro la porta
anteriore. Controllare di aver ricevuto tutti i seguenti articoli: cavo di
alimentazione, cavo di terra, cavi USB ed Ethernet, unità flash USB con
software di incisione, tubo di scarico con fascetta stringitubo, set di
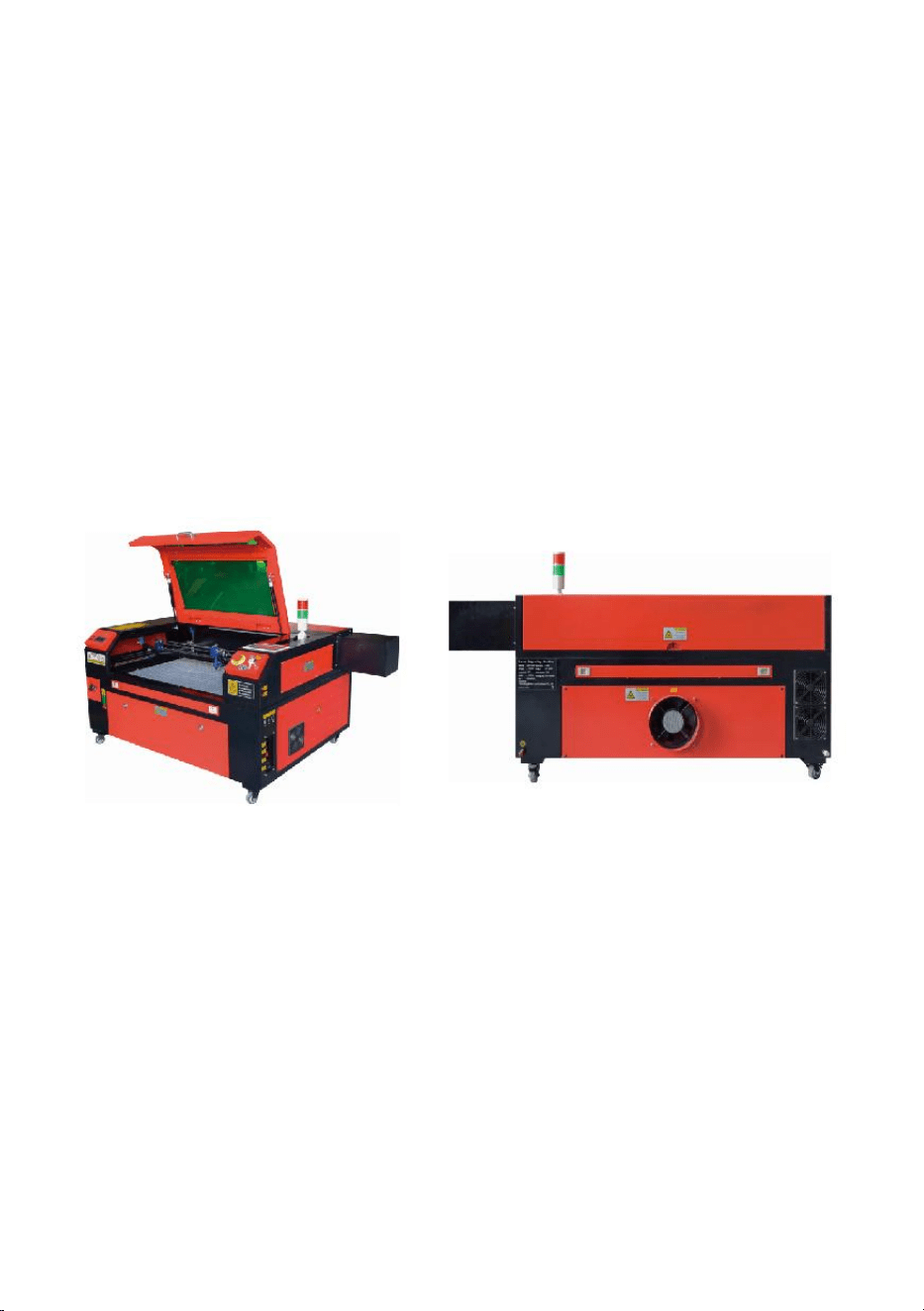
- 34 -
chiavi esagonali, strumento di messa a fuoco in acrilico, chiavi e questo
manuale .
Fase 4: ispezionare attentamente l'assemblaggio del tubo laser, la
visualizzazione
finestra e il resto della macchina. Il tubo laser è un oggetto molto fragile
e deve essere maneggiato con cura e con il minor numero di urti
possibile.
Passaggio 5: all'interno della staffa principale, rimuovere dall'asse X e dal
tavolo a nido d'ape.
Fase 6: Puoi conservare l'imballaggio per resi futuri, ma se lo smaltisci
di esso o di eventuali accessori, assicurarsi di seguire le normative
vigenti sullo smaltimento dei rifiuti.
5.COLLEGAMENTO ALIMENTAZIONE PRINCIPALE.
Verificare che l'etichetta accanto alla presa collegata sulla macchina
corrisponde alla tua alimentazione. Collega un'estremità del cavo
principale a una presa di collegamento e l'altra estremità a una presa di
messa a terra. Non accendere in nessun caso il dispositivo se la
tensione non corrisponde.
Le fluttuazioni lungo la linea dovrebbero essere inferiori al 10%. Se
questo valore è
superato, il fusibile salterà. Si trovano nella presa di collegamento e
sono accessibili esternamente. Di nuovo, non collegare questo
dispositivo a una prolunga standard o a una ciabatta. Collegalo

- 35 -
direttamente a una presa di messa a terra o usa un dispositivo di
protezione da sovratensione con valore nominale superiore a 2000J.
6.INSTALLAZIONE RAFFREDDATA AD ACQUA.
La pompa dell'acqua fornita è fondamentale per le prestazioni e la durata
di servizio di
la macchina per incisione. Quando un laser di questo tipo funziona
senza un sistema di raffreddamento adeguatamente mantenuto, il suo
tubo di vetro può esplodere a causa del surriscaldamento.
Non toccare o regolare mai l'alimentazione idrica della macchina per
incisione mentre
la pompa è collegata.
Per utilizzare la pompa dell'acqua, riempire un serbatoio dedicato con
almeno 2 galloni (7,5
litri) di acqua distillata o purificata Ciò ridurrà gradualmente la qualità
della macchina per incisione e potrebbe persino portare a un pericoloso
accumulo di minerali.Sistema di raffreddamento. Per lo stesso motivo,
non utilizzare mai antigelo multiuso. Utilizzare formulazioni laser-safe
personalizzate o contenitori di stoccaggio Macchine per incisione in aree
climatizzate.
Nota: è necessario aggiungere acqua distillata o purificata, non
acqua del rubinetto o acqua di fogna, altrimenti si ridurrà la
durata utile del prodotto.
Ruotare per rimuovere il coperchio antipolvere dell'ingresso dell'acqua,
quindi aggiungere
acqua purificata o acqua distillata all'ingresso dell'acqua per la macchina
per incisione. L'intervallo verde della linea del livello dell'acqua è il livello
dell'acqua sicuro, quindi è possibile riempire il coperchio antipolvere
- 36 -
dell'ugello dell'acqua, quindi accendere l'alimentazione principale e
l'interruttore di circolazione dell'acqua della macchina.
Nota: il livello dell'acqua non deve essere troppo alto per non far
traboccare il refrigeratore.
Ingresso acqua
Prima di avviare il laser, assicurarsi di ottenere la conferma visiva che
l'acqua
scorre attraverso il tubo laser.
Non lasciare mai che l'acqua nel serbatoio diventi troppo calda per
raffreddare il laser. Installare un
allarme termico o controllare regolarmente la temperatura dell'acqua
durante un uso prolungato. Se l'acqua inizia a raggiungere i 100 °F
(38 °C), sostituirla con acqua più fredda. Durante questo processo, il
laser viene sostituito in fasi o spento: non far mai funzionare il laser
senza un flusso costante di acqua di raffreddamento.
7. TEST INIZIALI.
- 37 -
ARRESTO DI EMERGENZA .
A causa del rischio di incendio e di altri pericoli durante il processo di
incisione, la macchina per incisione include un grande pulsante di arresto
di emergenza facilmente raggiungibile vicino al pannello di controllo.
Premerlo per arrestare immediatamente il tubo laser.
Quando arriva il tuo incisore, il suo arresto di emergenza è stato premuto e
deve essere ruotato verso destra e rimbalzare verso l'alto affinché il laser
funzioni. Prima di utilizzare la macchina per qualsiasi altro lavoro, dovresti
testare se funziona correttamente. Avvia il sistema di raffreddamento ad
acqua, posiziona un pezzo di scarto laserabile sul piano di lavoro, chiudi il
coperchio e premi PULSE per accendere il laser. Premi
il pulsante di arresto di emergenza e osservare se il laser si arresta
immediatamente. Se il laser continua a sparare, l'arresto di emergenza
non funziona e deve essere sostituito prima di utilizzare l'engcher.
Spegnere la macchina e contattare il servizio clienti.
CHIUSURA DEL COPERCHIO (INTERBLOCCO) .
A causa del rischio di cecità, ustioni e altre lesioni derivanti dall'esposizione
diretta al raggio di incisione invisibile, il dispositivo
spegne automaticamente il laser quando il coperchio protettivo viene
sollevato durante il funzionamento.
Dopo esserti assicurato che il pulsante di arresto di emergenza funzioni
correttamente, dovresti anche testare che la chiusura del coperchio
funzioni correttamente prima di effettuare qualsiasi altro lavoro sulla
macchina. Avvia il sistema di raffreddamento ad acqua, posiziona un
pezzo di scarto laserabile sul piano di lavoro, chiudi il coperchio e premi
PULSE per accendere il laser. Rilascia il pulsante. Fai attenzione a non
esporti o essere colpito da eventuali laser riflessi, apri il coperchio il meno
possibile e prova ad accendere di nuovo il laser.
Nota: se viene emesso il laser, lo spegnimento automatico non funziona e
deve essere riparato prima di utilizzare l'incisore. Spegnere la

- 38 -
macchina e contattare il servizio clienti.
INTERRUZIONE DELL'ACQUA .
A causa dei pericoli rappresentati dai tubi laser non raffreddati, l'incisore
spegne automaticamente il laser anche in caso di guasto del sistema di
raffreddamento ad acqua.
Dopo esserti assicurato che sia il pulsante di arresto di emergenza che la
protezione del coperchio funzionino correttamente, dovresti anche testare che
il taglio dell'acqua funzioni correttamente prima di eseguire qualsiasi altro
lavoro sulla macchina. Avvia il sistema di raffreddamento ad acqua, posiziona
un pezzo di scarto laserabile sul piano di lavoro, chiudi il coperchio e premi
PULSE per accendere il laser. Rilascia il pulsante. Interrompi il flusso
dell'acqua arricciando o legando due tubi. Fai attenzione a non danneggiare il
tubo stesso durante questo processo. Prova ad accendere di nuovo il laser. Se
il laser viene emesso, lo spegnimento automatico non funziona e deve essere
riparato prima di utilizzare l'incisore. Spegni la macchina e contatta il servizio
clienti. Se il laser non emette, lo spegnimento automatico funziona
correttamente; allenta semplicemente entrambi i tubi per far circolare di nuovo
l'acqua e continua a configurare l'incisore.
CALIBRAZIONE DEL PERCORSO LASER .
Mentre la nostra fabbrica calibra l'intero sistema durante l'assemblaggio, il
tubo laser, la lente di messa a fuoco e/o uno o più specchi potrebbero essere
spinti fuori allineamento durante la spedizione. Pertanto, si consiglia di
eseguire un test di allineamento ottico quando si imposta la macchina. Per una
guida passo passo, vedere la sezione di manutenzione di seguito.
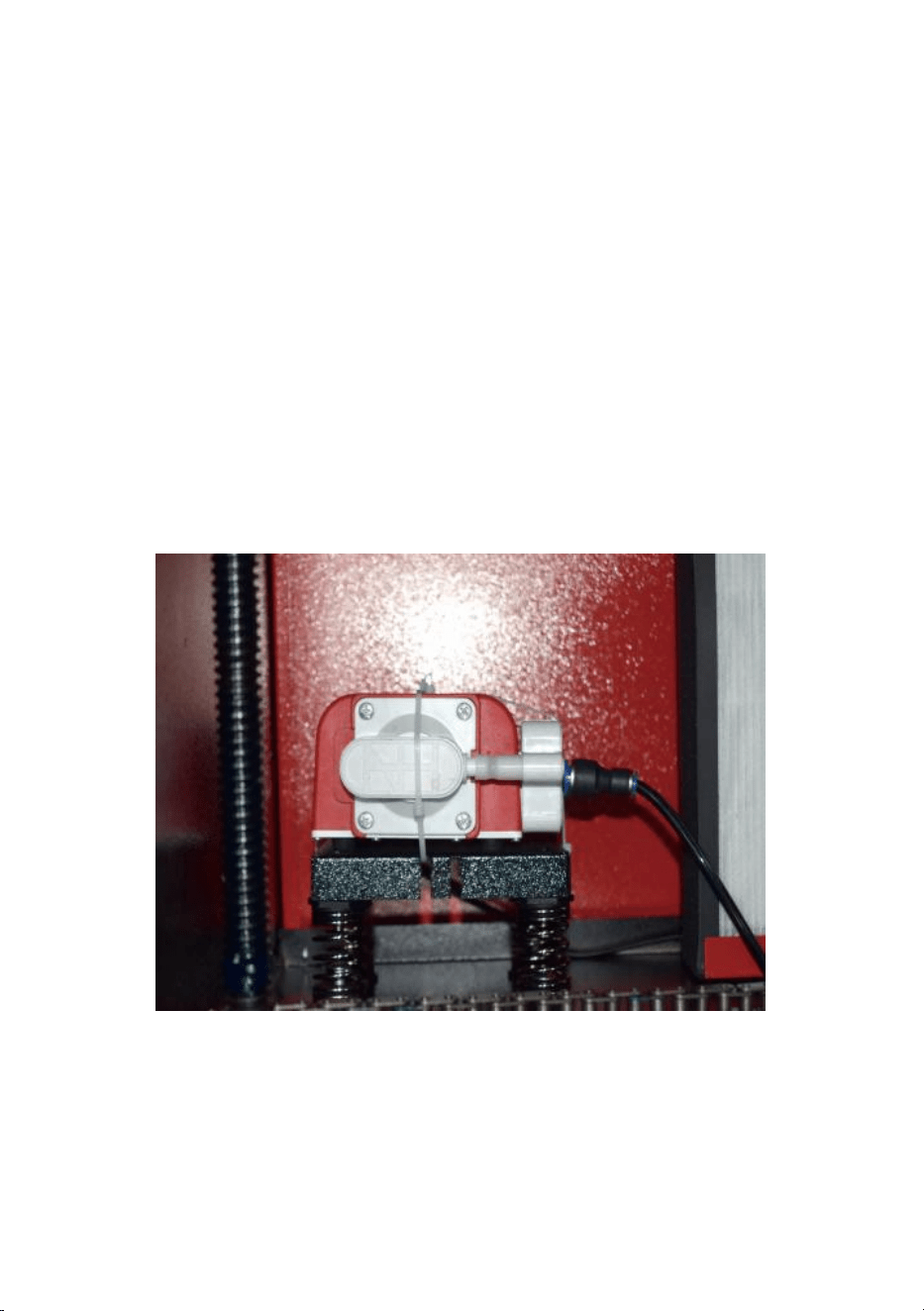
- 39 -
ASSISTITO AD ARIA .
L'attrezzatura ausiliaria dell'aria deve essere preinstallata e cablata
correttamente. Basta
controlla se è configurato correttamente e connesso come mostrato
nell'immagine. Se presente
se è necessario ricollegare tubi o cavi, disattivare completamente
l'alimentazione della macchina (incluso premere l'arresto di emergenza) prima
di regolare qualsiasi apparecchiatura.
8. SICUREZZA .
Per la tua sicurezza e quella dei passanti, questa macchina per incisione può
essere bloccata con la chiave in dotazione. Si consiglia di utilizzarla per bloccare il
computer tra una sessione e l'altra per impedire azioni non autorizzate sul

- 40 -
computer .
OPERATION
1. PANORAMICA DEL FUNZIONAMENTO.
Utilizzare questo incisore laser solo seguendo tutte le istruzioni fornite in questo
manuale. La mancata osservanza delle linee guida appropriate qui dettagliate può
causare danni alla proprietà e lesioni personali.
Questa sezione descriverà solo alcune delle opzioni e delle funzionalità offerte dal
software operativo. Prima di iniziare a utilizzare la macchina, assicurarsi di aver
letto l'intero manuale (in particolare le informazioni di sicurezza di cui sopra),
nonché tutte le avvertenze fornite dalla macchina stessa.
2. ISTRUZIONI GENERALI PER L'USO.
Fase 1. Crea il disegno che vuoi incidere. Puoi farlo direttamente nel
software di incisione, oppure puoi utilizzare qualsiasi
Passaggio 2. Collegare l'attrezzatura e gli strumenti complementari al prodotto
e
collegare l'alimentazione. È possibile fare riferimento al video su CD/USB.
Riempire l'ingresso dell'acqua con acqua purificata o distillata per la
circolazione dell'acqua integrata. Il livello dell'acqua deve essere aggiunto alla
linea di sicurezza del livello dell'acqua verde. Nota: (il livello dell'acqua non
deve essere troppo pieno, per non traboccare ).
Fase 3. Si prega di rimuovere il tubo del fumo. Un'estremità del tubo del fumo
è collegata

- 41 -
alla porta di scarico fumi dell'apparecchiatura e l'altra estremità è collegata a
un dispositivo di estrazione fumi esterno o ausiliario. Nota: (utilizzare una
fascetta stringitubo per fissare la connessione ed evitare che cada.)
Passaggio 4. Tirare su il pulsante di arresto di emergenza e utilizzare i pulsanti
sulla parte anteriore del
l'armadietto per aprire il pannello di controllo della macchina per incisione.
Carica il disegno di tua scelta direttamente da un'unità flash USB o tramite la
connessione di un computer all'incisore.
Fase 5. Aprire il coperchio dell'incisore, verificare che l'assistenza pneumatica
funzioni correttamente e
regolare il tavolo se necessario. I letti cellulari sono consigliati per la maggior parte
delle applicazioni. Il letto può essere sollevato o abbassato utilizzando il controllo
dell'asse Z sulla parte anteriore dell'armadio per adattarsi a una varietà di
materiali di diversi spessori.
Fase 6. Posizionare il campione di materiale sul banco. La posizione standard si
trova in
nell'angolo in alto a sinistra del tavolo. Questo può essere modificato spostando la
posizione del tuo disegno o l'origine dell'incisore tramite il pannello di controllo o
il software di incisione. Per gestire materiali più grandi, puoi aprire la porta
passante anteriore o posteriore, o entrambe, contemporaneamente. Quando il
laser è attivo, non inserire nulla nella superficie di lavoro attraverso una porta
passante diversa dal materiale. Presta particolare attenzione ai fumi e alla polvere
che potrebbero essere rilasciati attraverso queste porte. Assicurati che il tuo
sistema di ventilazione sia sufficientemente robusto da assorbire tutti i
sottoprodotti o indossare il DPI necessari a garantire la salute degli utenti e dei
passanti.
Fase 7. Mettere a fuoco il laser posizionando lo strumento di messa a fuoco in
acrilico sulla parte superiore del materiale
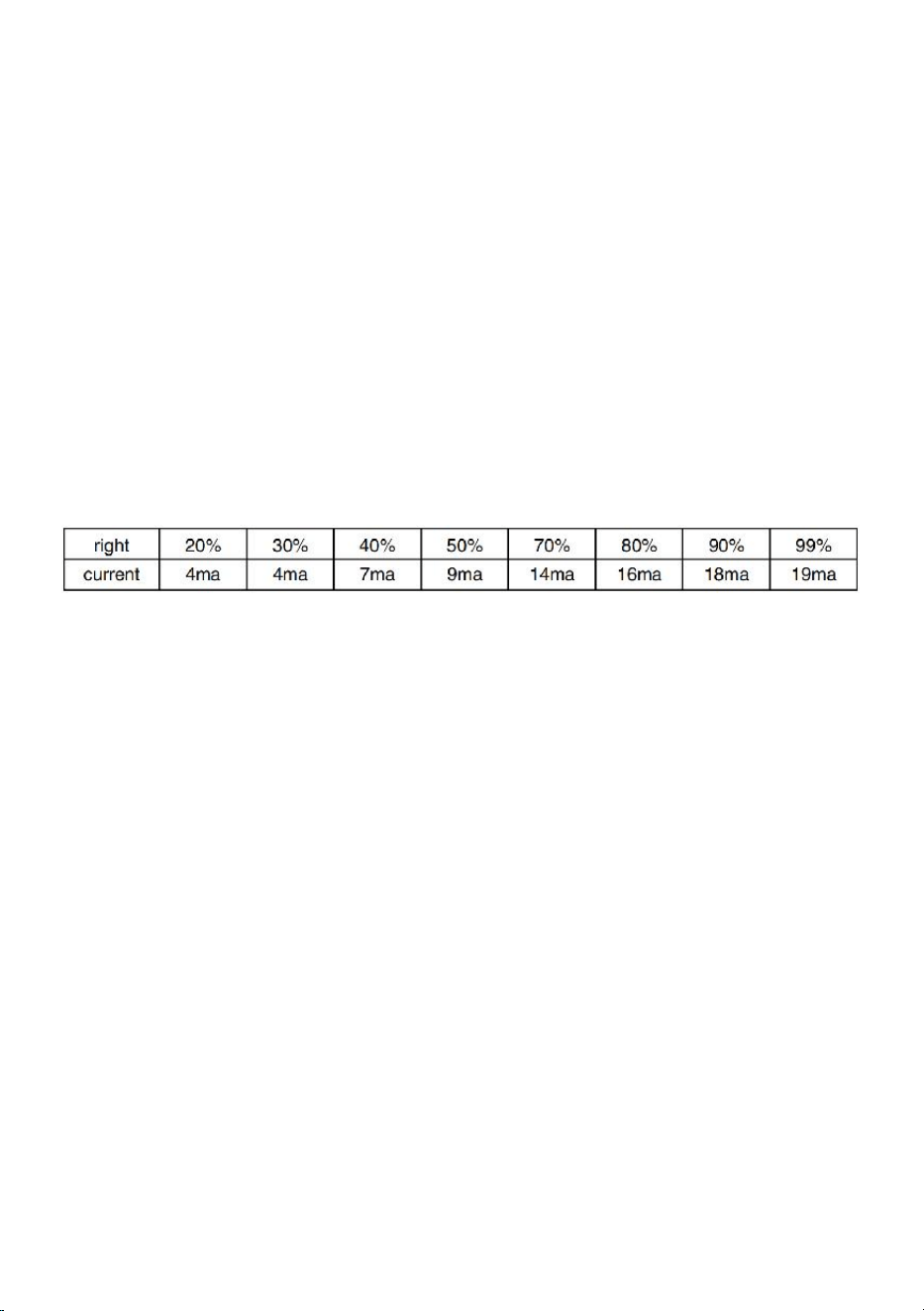
- 42 -
e sollevando con attenzione il tavolo. La testa laser dovrebbe toccare appena la
parte superiore dell'utensile acrilico senza applicare alcuna pressione, assicurando
che la distanza di incisione sia corretta. (Di nuovo, non provare mai a stare sul
banco senza materiale.) In ogni caso, il laser è focalizzato. Chiudere il coperchio.
Passaggio 8. Personalizza il contrasto e la profondità di incisione del tuo design
regolando
parametri nel software di incisione o direttamente dal pannello di controllo. Se il
tuo
le istruzioni per l'incisione specificano l'impostazione della potenza in milliampere,
utilizzare quanto segue tabella di conversione per trovare l'impostazione di
potenza appropriata:
La soglia minima è del 10%. Il laser non verrà emesso a nessuna impostazione
inferiore a questa impostazione. Non è consigliabile utilizzare il tubo laser a pieno
carico, soprattutto per lunghi periodi di tempo. La potenza massima consigliata è
impostata al 70%, poiché l'uso prolungato di una quantità superiore a questa
accorcerà la durata del laser. Per aumentare la profondità di incisione, aumentare
l'energia per unità di area aumentando la potenza del laser o il numero di anelli o
rallentando il parametro di velocità. Tuttavia, un'incisione troppo profonda può
degradare la qualità dell'immagine, soprattutto per il materiale di rivestimento.
Quando lavori con nuovi materiali, tieni presente che dovresti sempre iniziare dal
limite inferiore delle tue possibili impostazioni. Se l'effetto non è abbastanza forte,
puoi sempre farlo più di una volta Ripetere il ciclo di progettazione oppure eseguirlo
con impostazioni più potenti finché non si ottiene l'effetto desiderato.

- 43 -
La risoluzione dovrebbe essere generalmente impostata a 500 punti per pollice. In
alcuni casi, abbassare la risoluzione dell'immagine può aiutare, riducendo la
bruciatura e Aumentare l'energia degli impulsi e quindi migliorare la qualità delle
immagini prodotte in determinati materiali, come alcune plastiche.
Fase 9. Aprire il tubo laser inserendo e ruotando la chiave laser. Per ridurre la
rischio di scossa elettrica, provare a toccare l'incisore con una sola mano alla volta
dopo aver aperto il tubo laser.
Fase 10. Premi Esegui per mettere in pausa e incidere il tuo disegno. Allo stesso
modo, anche se sei
indossando occhiali protettivi, non fissare continuamente il laser attivo. Tuttavia,
sii consapevole di possibili problemi come scintille o incendi e preparati a
spegnere rapidamente gli incendi se necessario.
Fase 11. Una volta che il laser si ferma, controllare la qualità della prima esecuzione
e regolare il laser
parametri nel pannello di controllo o nel software in base alle necessità per
produrre l'effetto desiderato. Durante ripetute incisioni e tagli, controllare
regolarmente il serbatoio della pompa per mantenere la temperatura dell'acqua al
di sotto di 100° F (38° C). Se si raggiunge questa temperatura, interrompere il
lavoro e lasciare raffreddare l'incisore prima di utilizzarlo ulteriormente.
Passaggio 12. Una volta terminata l'incisione, chiudere il software di incisione e
spegnere
la macchina nel seguente ordine: potenza laser, pannello di controllo, eventuale
ventilazione, sistema di raffreddamento ad acqua e pulsante di alimentazione di
emergenza. Rimuovere la chiave laser dal pannello di controllo.
Fase 13. Pulire completamente il banco, svuotando la staffa inferiore da eventuali
detriti.
3.DESCRIZIONI SPECIFICHE DEI MATERIALI.

- 44 -
Le seguenti istruzioni sono raccomandazioni che possono aiutare a velocizzare il
lavoro sicuro con una varietà di materiali. Gli utenti dovrebbero ricercare i requisiti di
sicurezza e incisione per i loro materiali specifici per evitare il rischio di potenziali
problemi come incendi, polvere pericolosa, fumi corrosivi e tossici. Una volta che sai
che il prodotto è sicuro o con l'attrezzatura protettiva adeguata in atto, può essere
utile incidere una matrice di prova di piccole scatole prodotte a varie velocità e
impostazioni di potenza per scoprire le impostazioni ideali per il tuo progetto.
Oppure inizia con un basso consumo energetico e una configurazione rapida, riesegui
il progetto tutte le volte necessarie, utilizzando un'intensità laser progressivamente
crescente.
CERAMICA .
Quando si incide su ceramica, in genere si usa una potenza da media ad alta. Usare
più circuiti invece di una potenza più alta e una velocità più bassa può aiutare a
evitare la rottura del materiale durante il processo di lavorazione. Siate consapevoli
dei rischi per la salute posti dalla polvere derivante dall'incisione su ceramica,
specialmente per applicazioni industriali ripetitive. A seconda del materiale e del
carico di lavoro, potrebbe essere necessario un ventilatore o persino un sistema di
ventilazione completo per risolvere il problema. Allo stesso modo, gli operatori e gli
altri nell'area di lavoro potrebbero dover usare DPI respiratori, come maschere e
respiratori.
CALCOLO .
Quando si intagliano tutti i tipi di pietre, si usano generalmente potenza media e
velocità medio-alte. Come per la ceramica e il vetro, sii consapevole della polvere
generata (specialmente per applicazioni industriali ripetitive) e adotta misure simili
per
garantire la sicurezza degli utenti e delle altre persone presenti nell'area di lavoro.
TESSILI .
Quando si tratta di intagliare tessuti come stoffa e lana, spesso si usano bassa
potenza e alta velocità. Come per la pelle, bisogna prestare particolare attenzione

- 45 -
alla possibilità di fuoco e polvere.
BICCHIERE .
Quando si incide il vetro, in genere si usano alta potenza e bassa velocità. Come per
la ceramica, sarebbe utile eseguire più cicli con un'impostazione più bassa per evitare
crepe. Quando si incidono vetro e fibre di carbonio, bisogna fare attenzione a non
combinare impostazioni che producono un'intensità laser sufficiente a
compromettere l'integrità strutturale delle fibre dei loro componenti, con
conseguenti marcature sfocate. Si devono indossare dispositivi di protezione
individuale per evitare l'esposizione di occhi, naso, bocca e pelle alla polvere
derivante dall'uso di qualsiasi tipo di materiale, in particolare per applicazioni
industriali ripetitive. Gli abiti indossati quando si lavora con la fibra di vetro devono
essere lavati separatamente in seguito.
PELLE .
Quando si incide il vetro, in genere si usano alta potenza e bassa velocità. Come per
la ceramica, sarebbe utile eseguire più cicli con un'impostazione più bassa per evitare
crepe. Quando si incidono vetro e fibre di carbonio, bisogna fare attenzione a non
combinare impostazioni che producono un'intensità laser sufficiente a
compromettere l'integrità strutturale delle fibre dei loro componenti, con
conseguenti marcature sfocate. Si devono indossare dispositivi di protezione
individuale per evitare l'esposizione di occhi, naso, bocca e pelle alla polvere
derivante dall'uso di qualsiasi tipo di materiale, in particolare per applicazioni
industriali ripetitive. Gli abiti indossati quando si lavora con la fibra di vetro devono
essere lavati separatamente in seguito.
METALLO .
Le macchine per incisione laser CO2 non devono essere utilizzate per marcare,
incidere o tagliare il metallo. Sono più adatte per lavorare rivestimenti applicati a
substrati metallici e bisogna fare attenzione a non tentare di lavorare sul metallo
sottostante stesso. Sono disponibili vari rivestimenti specifici per l'incisione CO2 e gli
utenti devono seguire le istruzioni fornite poiché i parametri variano a seconda del
prodotto e del metallo. In generale, il lavoro del rivestimento in alluminio dovrebbe
essere eseguito più velocemente a una potenza inferiore, mentre il lavoro del

- 46 -
rivestimento in acciaio può essere eseguito più lentamente a una potenza superiore.
PLASTICA .
La plastica utilizzata per l'incisione è disponibile in molti colori e spessori diversi e ha
molti rivestimenti e finiture diversi. La maggior parte delle plastiche disponibili può
essere incisa e tagliata bene con i laser. Le plastiche con superfici microporose
sembrano fornire i risultati migliori perché è necessario rimuovere meno materiale
superficiale. Quando si incidono le plastiche, vengono generalmente utilizzate
impostazioni a bassa potenza e alta velocità. La marcatura e l'incisione con troppa
potenza o una velocità troppo bassa possono concentrare troppa energia nel punto
di contatto, causando la fusione della plastica. Tra gli altri problemi, questo può
producono una scarsa qualità di intaglio, fumi tossici e persino incendi. L'incisione ad
alta risoluzione può causare lo stesso problema, quindi i design a bassa o media
risoluzione dovrebbero essere preferiti per la maggior parte delle plastiche.
GOMMA .
Le diverse composizioni e densità della gomma determinano profondità di incisione
leggermente diverse. Si consiglia vivamente di testare campioni di gomma specifica
per ottenere risultati ottimali. Quando si incide la gomma, spesso si utilizza
un'impostazione di potenza elevata e costante e l'effetto viene creato variando la
velocità del laser. I materiali in gomma microcellulare richiedono velocità molto più
elevate rispetto alla gomma standard. L'incisione di qualsiasi tipo di gomma produce
molta polvere e gas. A seconda del carico di lavoro, potrebbe essere necessario
indossare DPI respiratori e/o un sistema di ventilazione completo per risolvere il
problema.
CARTA E CARTONE .
Quando si incide una varietà di prodotti di carta, si usano generalmente potenza
bassa o media e velocità elevata. Campioni di prova per lotto, poiché solo piccole
differenze di parametri possono distinguere l'effetto di essere troppo leggeri
dall'effetto di bruciare il substrato. Come per la pelle, si presta particolare attenzione
alla possibilità di incendio, nonché alla polvere generata durante le applicazioni
ripetute.

- 47 -
RIVESTIRE DI LEGNO .
Come per la gomma, ci sono molti tipi diversi di legno e testare il tuo materiale
specifico è essenziale per ottenere i migliori risultati. In generale, le sculture in legno
con venature e colori uniformi sono più uniformi. Il legno nodoso crea un effetto
irregolare, mentre il legno di resina crea un contrasto maggiore nei bordi. Alcuni
legni teneri, come balsa, sughero e pino, intagliano bene (anche se con un basso
contrasto) a impostazioni di potenza basse o medie e ad alte velocità. Altre fibre
come l'abete possono essere influenzate da fibre irregolari e spesso produrranno
risultati scadenti indipendentemente da ciò che fai. I legni duri come ciliegio e
quercia intagliano bene ad alte impostazioni di potenza e basse velocità. I prodotti in
legno artificiale possono variare da marca a marca, principalmente in base alla
composizione e all'abbondanza della colla. L'MDF funziona bene ma crea bordi scuri
quando viene tagliato.
Oltre al rischio di incendio di qualsiasi prodotto in legno, bisogna prestare particolare
attenzione al fumo della colla utilizzata nel compensato e in altri legni artificiali.
Alcuni sono troppo pericolosi da usare, mentre altri richiedono un'attenta
ventilazione e applicazioni industriali ripetitive con DPI traspiranti. Anche la tossicità
del legno deve essere controllata, poiché la polvere di alcuni legni naturali, tra cui
oleandro e tasso, può causare nausea e problemi cardiaci.
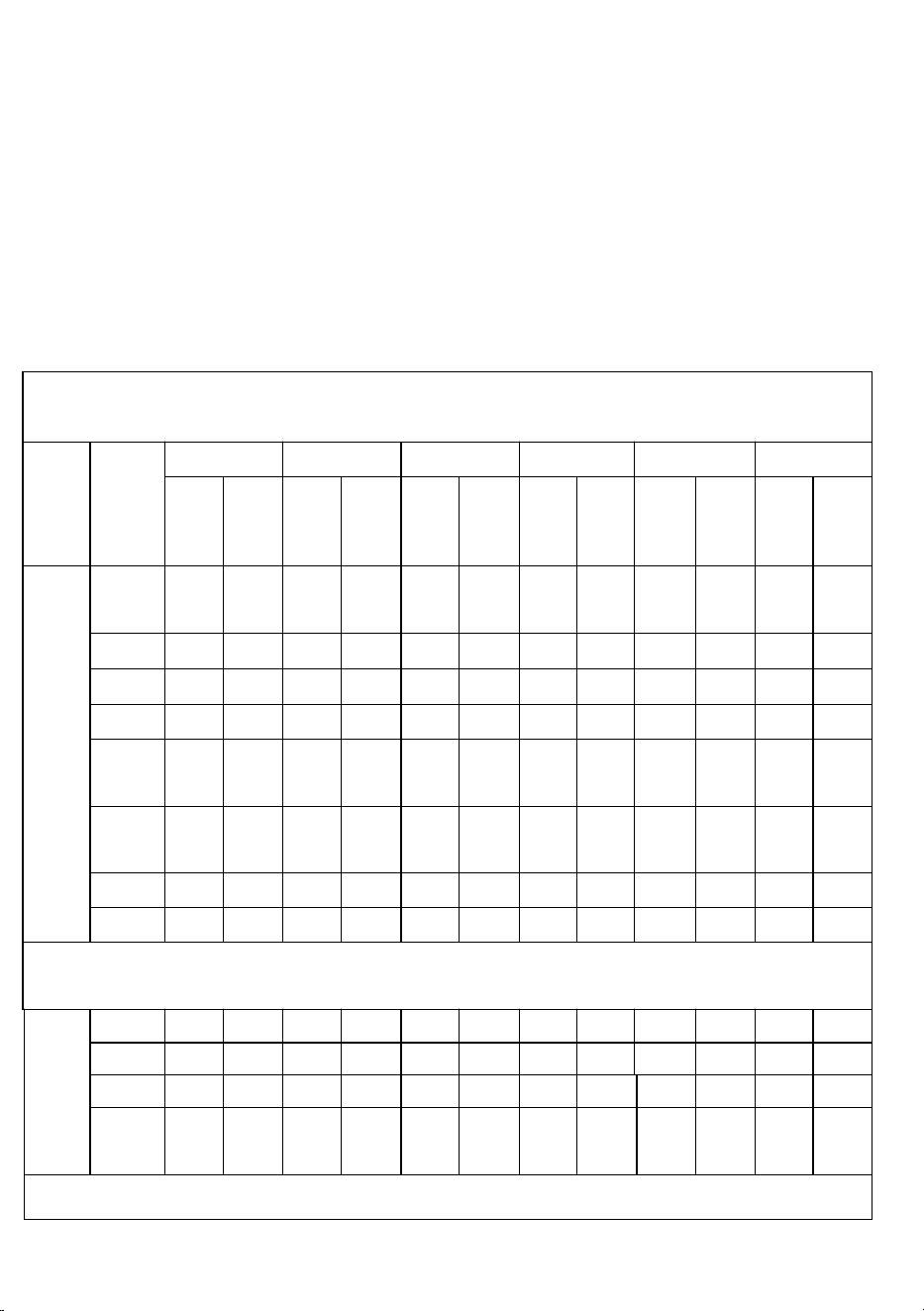
- 48 -
Fare riferimento ai Dati di utilizzo .
SI CONSIGLIA DI IMPOSTARE LA POTENZA A 80
materi
ale
spessor
e
50W
60W
80W
100W
130W
150W
Veloci
tà
massi
ma
Velocit
à
ottimal
e
Veloci
tà
massi
ma
Velocit
à
ottimal
e
Veloci
tà
massi
ma
Velocit
à
ottimal
e
Veloci
tà
massi
ma
Veloci
tà
ottima
le
Velocit
à
massi
ma
Veloci
tà
ottima
le
Veloci
tà
massi
ma
Veloci
tà
ottima
le
acido
acrilic
o
3
millimet
ri
15/S
10S
Anni
20
15S
25 /E
20/S
Anni
30
25S
35/S
30S
40/S
35S
5 mm
8S
5S
10S
7/S
12/S
8S
15/S
10S
17/S
12/S
21/S
15/S
8 mm
4S
2S
5S
3/S
9/S
5S
10S
6S
12/S
8S
15S
10S
10 mm
4S
2/S
6/S
3S
7/S
4S
8/S
5S
11/S
7S
15
millimet
ri
3/S
1S
4S
2S
5/S
3S
7/S
4S
20
millimet
ri
3/S
1/E
4S
1 .
5/S
25mm
30mm
Potenza laser 90 % : il taglio acrilico deve prestare attenzione al controllo del flusso d' aria , la superficie del materiale soffiato deve
essere piccola o soffiata lateralmente, il che può garantire la levigatezza dell'acrilico e la superficie acrilica deve avere circolazione
dell'aria per prevenire incendi
Acrilic
o
3 mm
9/S
7/S
15/S
12S
20/S
15S
23S
18/S
25/S
20S
30S
25/S
5 mm
5/S
3S
10S
8/S
13/S
10S
15S
13/5
18/S
15/S
21/S
18/S
10 mm
5/S
3S
7/S
5S
9S
6S
12S
9/S
15
millimet
ri
4S
3/S
7/S
5/S
Potenza laser 9 0% : il taglio del legno controlla principalmente il flusso d'aria, maggiore è il flusso d'aria, maggiore è la velocità di
taglio
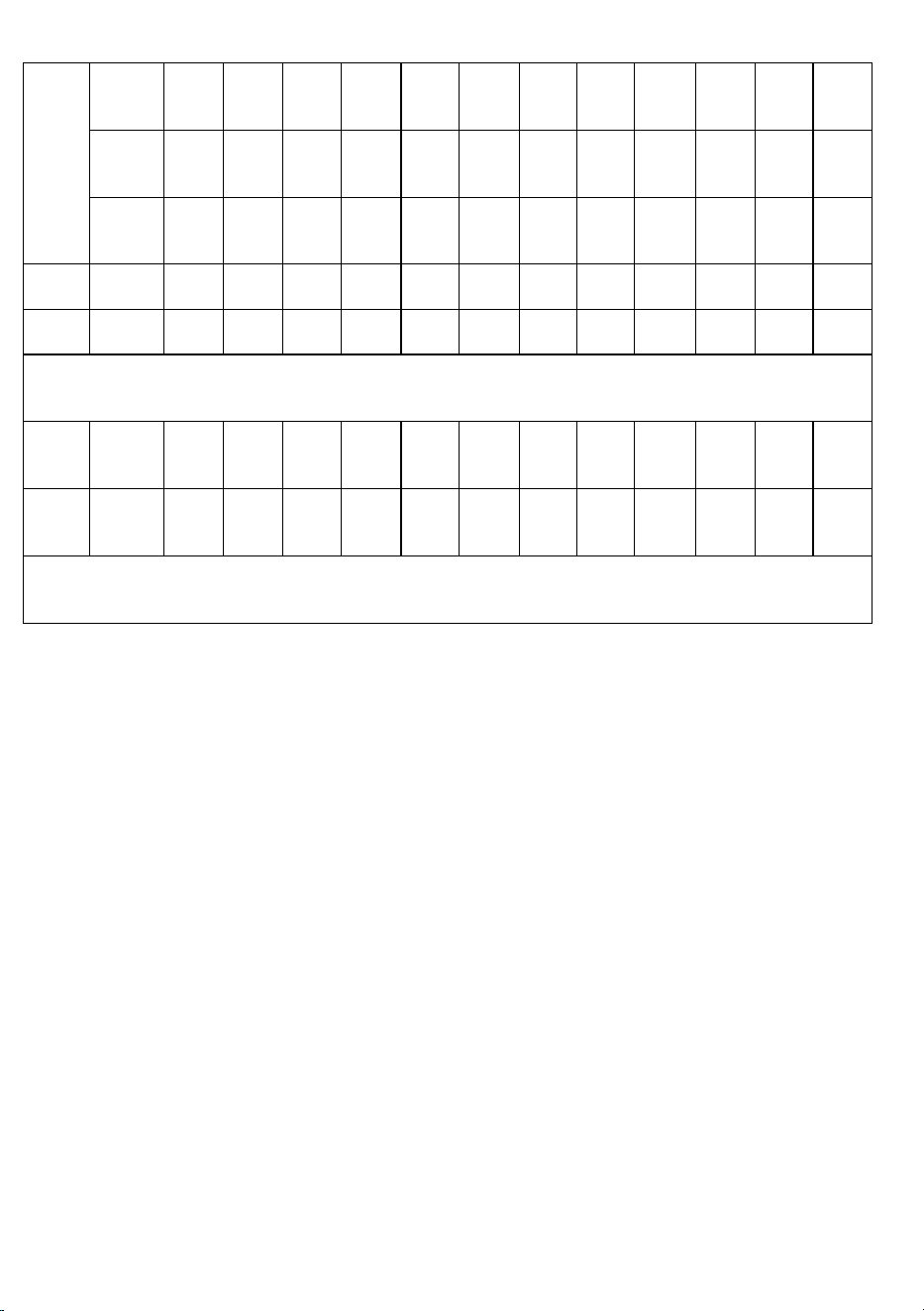
- 49 -
PVC
2
millimet
ri
35/S
32/S
Anni
'50
45S
60/S
58/S
Anni
'70
68/S
80/S
78/S
Anni
'90
88/S
3
millimet
ri
30/S
27S
40/S
38S
50/S
48/S
Anni
'60
58/S
O/S
68/S
Anni
'80
7a/s
4
millimet
ri
25/S
Anni
20
35/S
Anni
30
45/S
Anni
40
55S
50/S
65/S
63/S
75S
7/S
stoffa
un letto
40/S
38/S
60/S
58S
100/
S
98/S
Anni
200
195S
300/S
295/
S
Anni
400
395S
pelle
un letto
15/S
12/S
20/S
17/S
25/S
20/S
Anni
30
25/S
40/S
35/S
45S
40/S
Si consiglia di utilizzare una lente di messa a fuoco con una lunghezza focale di 50,8, con un tubo laser da 60 W-100 W e un
piccolo
quantità di un compressore d'aria , si consiglia di tagliare la potenza al 50%-70%.
Carta
il mio
comple
anno è
80/S
Anni
40
120S
Anni
40
150/
S
40/S
250S
40/S
350/S
40/S
450S
40/S
B l -c
ol o
stab
2
millimet
ri
15/S
13S
25S
Anni
20
36/S
Anni
30
Anni
40
35/S
45S
Anni
40
55S
50/S
Parametri di taglio delle lastre bicolore e del PVC , il taglio della carta dovrebbe prestare attenzione alla regolazione della potenza
laser, maggiore è la potenza
la potenza del tubo laser, più piccola è la percentuale di regolazione della potenza laser
4.DESCRIZIONE DELLA CONSOLE.
PANORAMICA .
È possibile controllare l'incisore direttamente dal pannello di controllo
integrato, direttamente collegato a un computer o tramite Internet. Per
maggiori informazioni sul funzionamento del software di incisione, fare
riferimento al relativo manuale separato. Il pannello di controllo integrato
consente di azionare manualmente il laser oppure di incidere il disegno su
unità flash e dischi rigidi esterni collegati alla porta USB sul lato destro del
cabinet.
Per il funzionamento manuale, i tasti freccia possono essere utilizzati per
spostare la testa laser lungo le guide degli assi X e Y e il pulsante PULSE
può essere utilizzato per sparare il laser. Ogni volta che si preme il
pulsante freccia, la testa laser può essere impostata per incepparsi entro

- 50 -
una distanza impostata toccando MENU e regolando i parametri in
"Impostazioni manuali+". Il laser può essere impostato per emettere per un
periodo di tempo fisso premendo MENU e regolando i parametri in
"Impostazioni laser+". Tutti i pulsanti e i menu dovrebbero essere
contrassegnati in inglese. In caso contrario, premere MENU e andare al
pulsante in alto nella colonna di destra
per modificare le impostazioni della lingua della console.
Per caricare un disegno da un'unità flash o da un disco rigido esterno
formattato FAT16 o FAT32, premere MENU, selezionare "File", quindi
"Udisk+" e quindi "Copia in memoria". Selezionare il disegno nel menu File,
quindi selezionare Esegui. È possibile regolare vari parametri tramite i
menu e i sottomenu della console, inclusa l'impostazione di più origini per
incidere un disegno su un materiale quattro volte in una singola sessione .
Quando si esegue il design dalla console, questo sarà il display principale.
Il design dovrebbe essere visualizzato nell'angolo in alto a sinistra e il suo
nome, insieme alle impostazioni di velocità e potenza correnti, dovrebbe
essere visualizzato nell'angolo in alto a destra. La posizione della testa
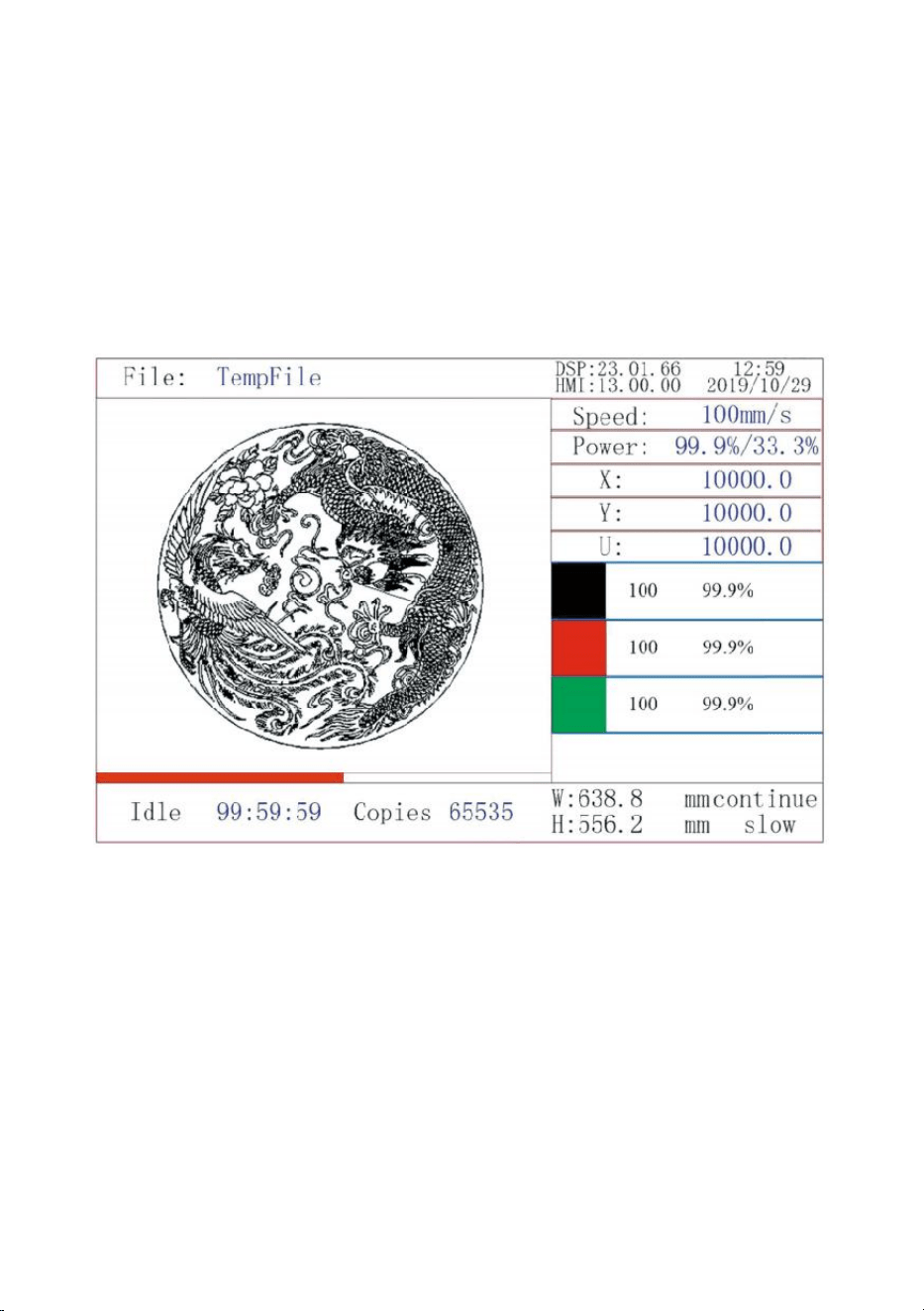
- 51 -
laser rispetto al tavolo è mostrata come coordinate X (orizzontali) e Y
(verticali). La coordinata Z mostra l'elevazione del banco di lavoro stesso.
La coordinata U può essere configurata per controllare l'asse di rotazione o
l'alimentazione automatica, se installata. Sotto di essi ci sono livelli che
contengono istruzioni sulla loro velocità individuale (in mm/s) e sulla
potenza massima come percentuale della potenza nominale della
macchina. Il numero di lotti nell'angolo in basso a sinistra registra il numero
di volte in cui il design corrente è stato inciso in una singola sessione.
Proprio come indicato dal pulsante, premere Esegui/Pausa per avviare
l'incisione del modello caricato e mettere in pausa l'incisione quando
necessario.
In caso di emergenza, ad esempio un incendio, non utilizzare il pannello di
controllo per mettere in pausa o interrompere l'incisione. Premere
immediatamente il pulsante di arresto di emergenza.
IMPOSTARE LA POTENZA DEL LASER .
Quando si preme ENT nell'interfaccia principale, la casella del cursore
seleziona inizialmente il parametro "Velocità".
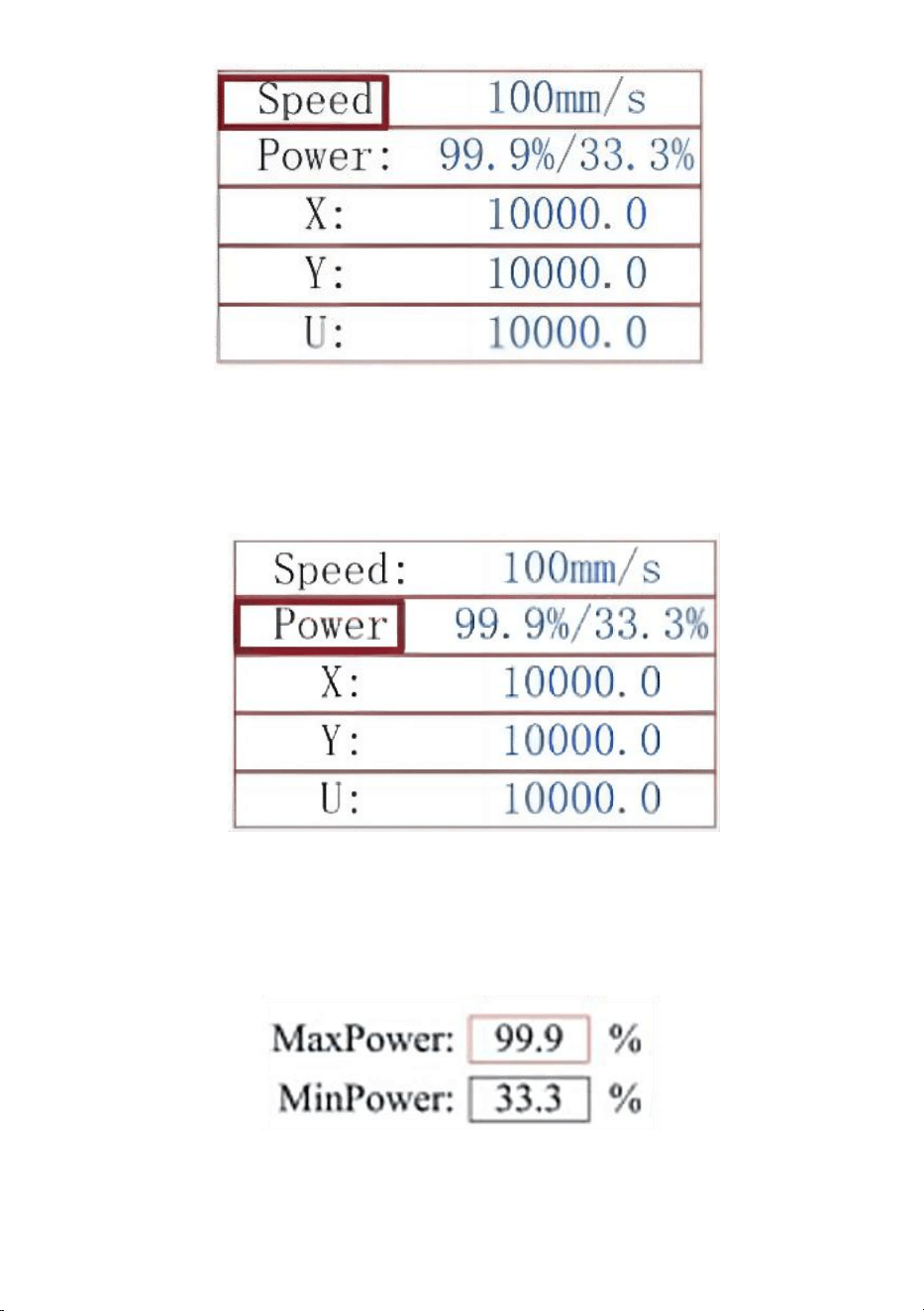
- 52 -
Premere i tasti ▲ e ▼ per passare da un parametro all'altro. Selezionare
il parametro Power.
Premere ENT quando il cursore rosso è su Power. Premere i tasti ▲ e ▼
per modificare il valore del parametro.
Premere ENT per salvare le modifiche.
Premere ESC per invalidare le modifiche e tornare all'interfaccia
principale.
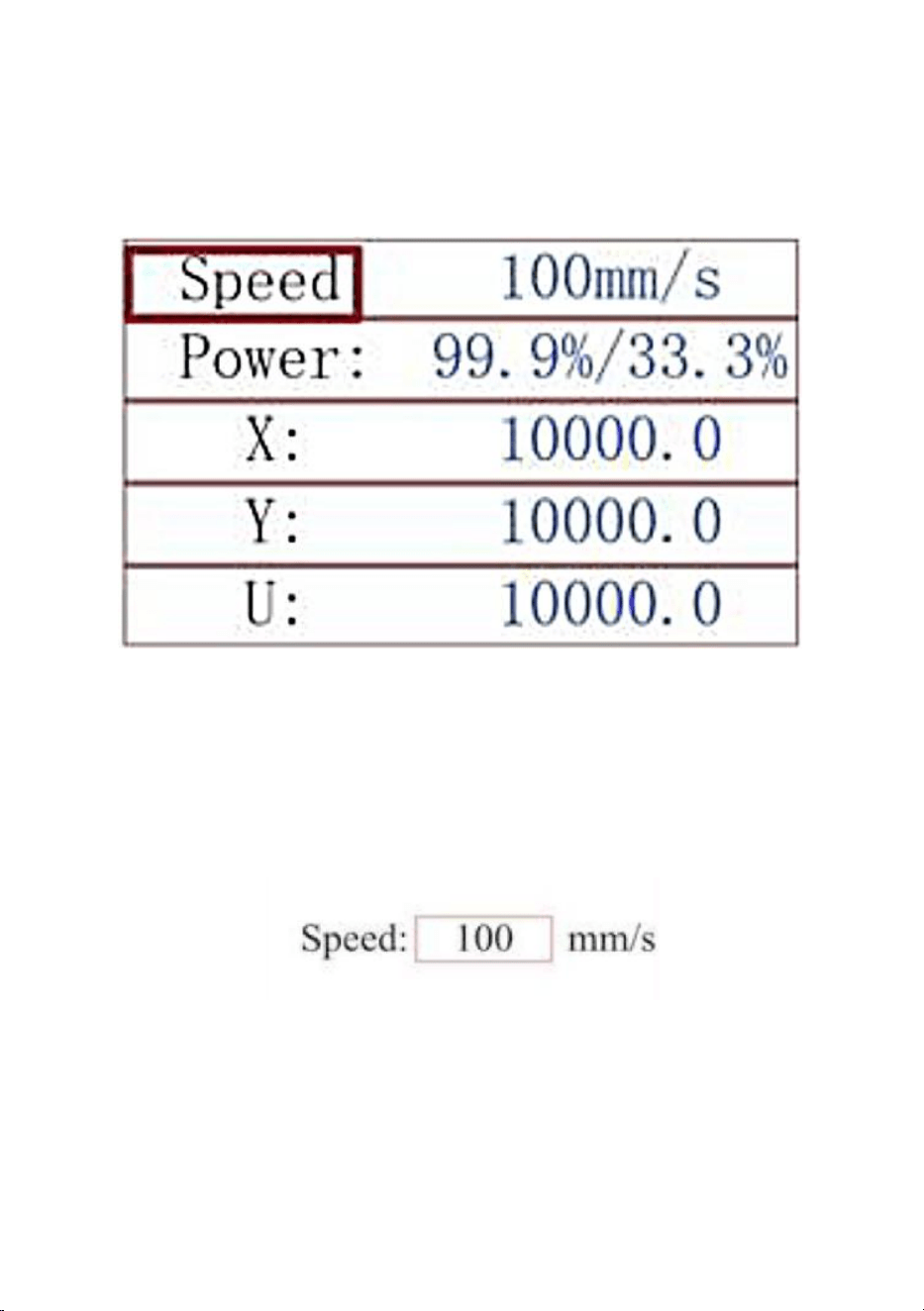
- 53 -
IMPOSTA LA VELOCITÀ DEL LASER
Quando si preme ENT nell'interfaccia principale, la casella del cursore
seleziona inizialmente il parametro "Velocità" .
Premere nuovamente il tasto ENT per richiamare questa interfaccia.
Premere i tasti ▲ e ▼ per modificare il valore del parametro.
Premere ENT per salvare le modifiche.
Premere ESC per invalidare le modifiche e tornare all'interfaccia principale.
MENU FUNZIONE .
Premere il menu sull'interfaccia principale per accedere all'interfaccia del
menu:
Premere i tasti ▲ e ▼ per selezionare la voce, quindi premere ENT per
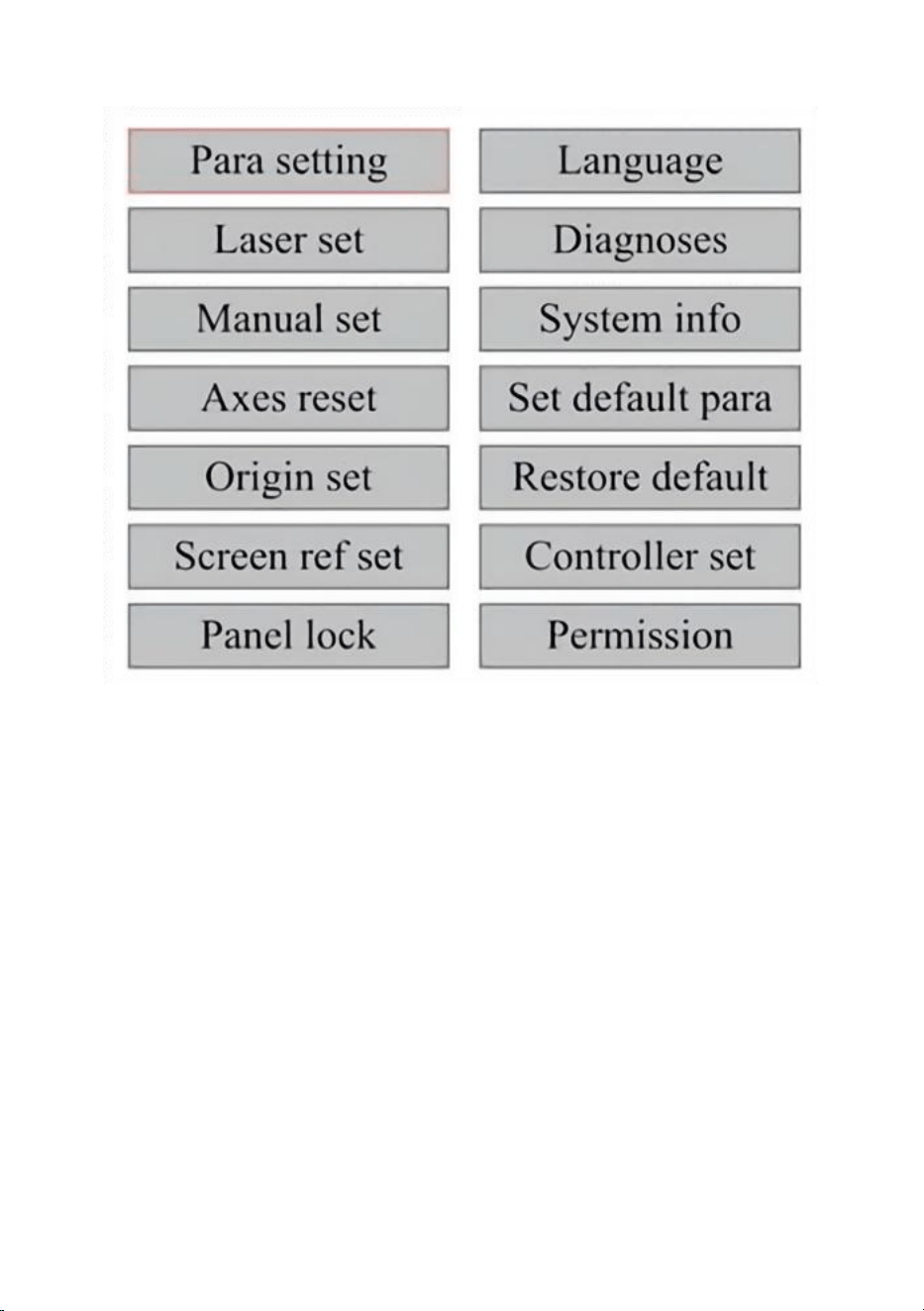
- 54 -
accedere al sottomenu corrispondente .
ASSE Z.
Quando è selezionato Z Move, premere ◄ o ► per controllare il
movimento dell'asse Z mentre il kit sensore è installato.
ASSE U.
Quando è selezionato U Move, premere ◄ o ► per controllare il
movimento dell'asse U. Questo può essere utilizzato per controllare la
posizione di rotazione dell'asse di rotazione o la linearità dell'avanzamento
automatico (le posizioni sono vendute separatamente) se entrambi
Installazione.
RESETTARE L'ASSE .
Quando è selezionato Shaft Reset+, premere ENT e il display di sinistra
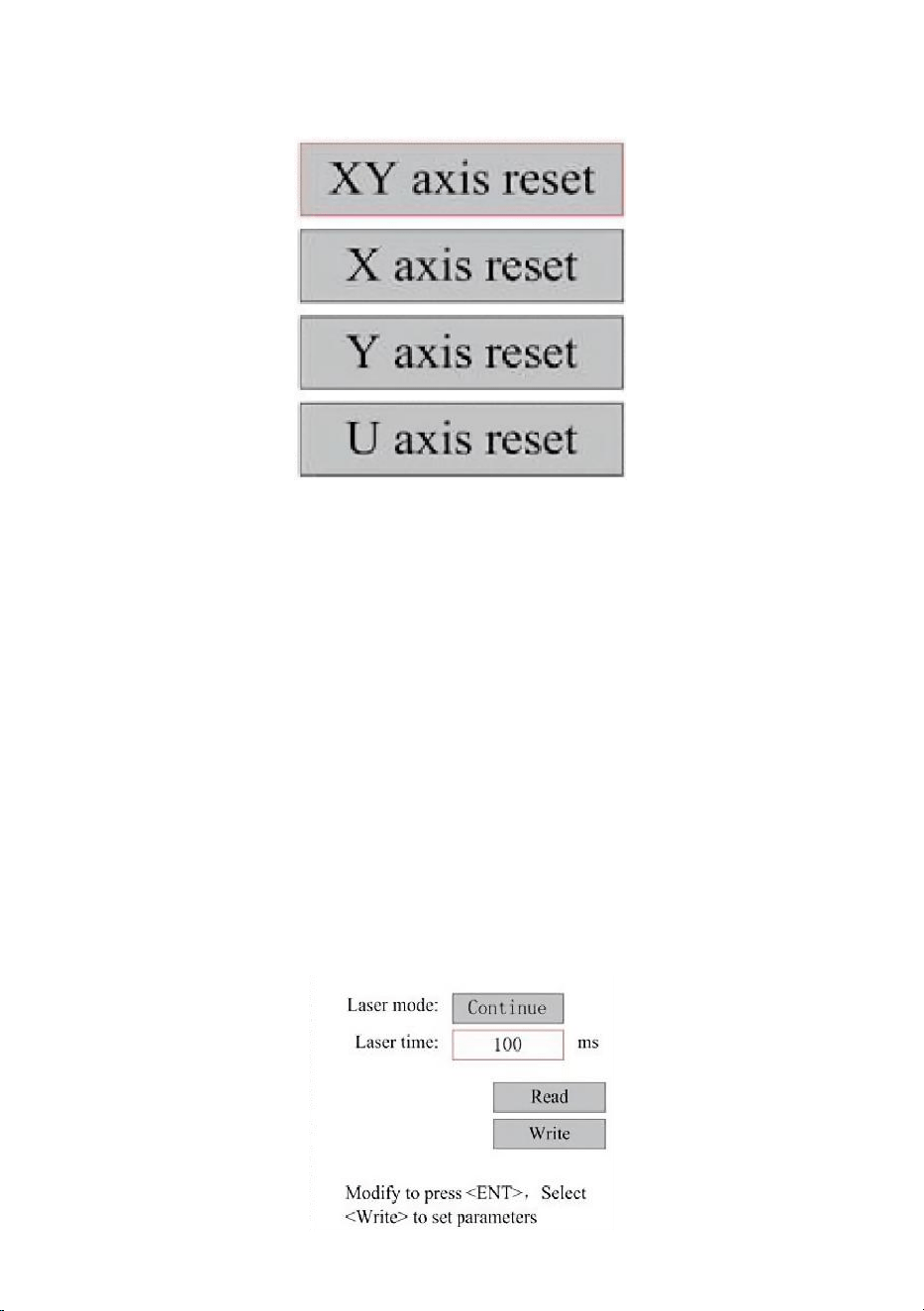
- 55 -
mostrerà: Premere ▲ o ▼ per selezionare una voce.
Premere ENT per avviare il reset dell'asse selezionato e sullo schermo
apparirà il messaggio "Reset in corso".
Una volta completata l'operazione, il messaggio scomparirà
automaticamente e il sistema tornerà all'interfaccia principale.
REGOLARE LE IMPOSTAZIONI LASER .
Dopo aver selezionato le impostazioni laser e premuto ENT, il display di
sinistra mostrerà: Il metodo di funzionamento è lo stesso dell'impostazione
precedente. Quando selezioni Continue, premi PULSE per sparare il laser,
quindi rilascia il tasto per completare lo sparo. Quando hai finito di
apportare le modifiche, salvale selezionando il tasto ENT per scrivere o
premendo il tasto ESC per uscire senza salvare le modifiche. Reading può
caricare i parametri salvati.
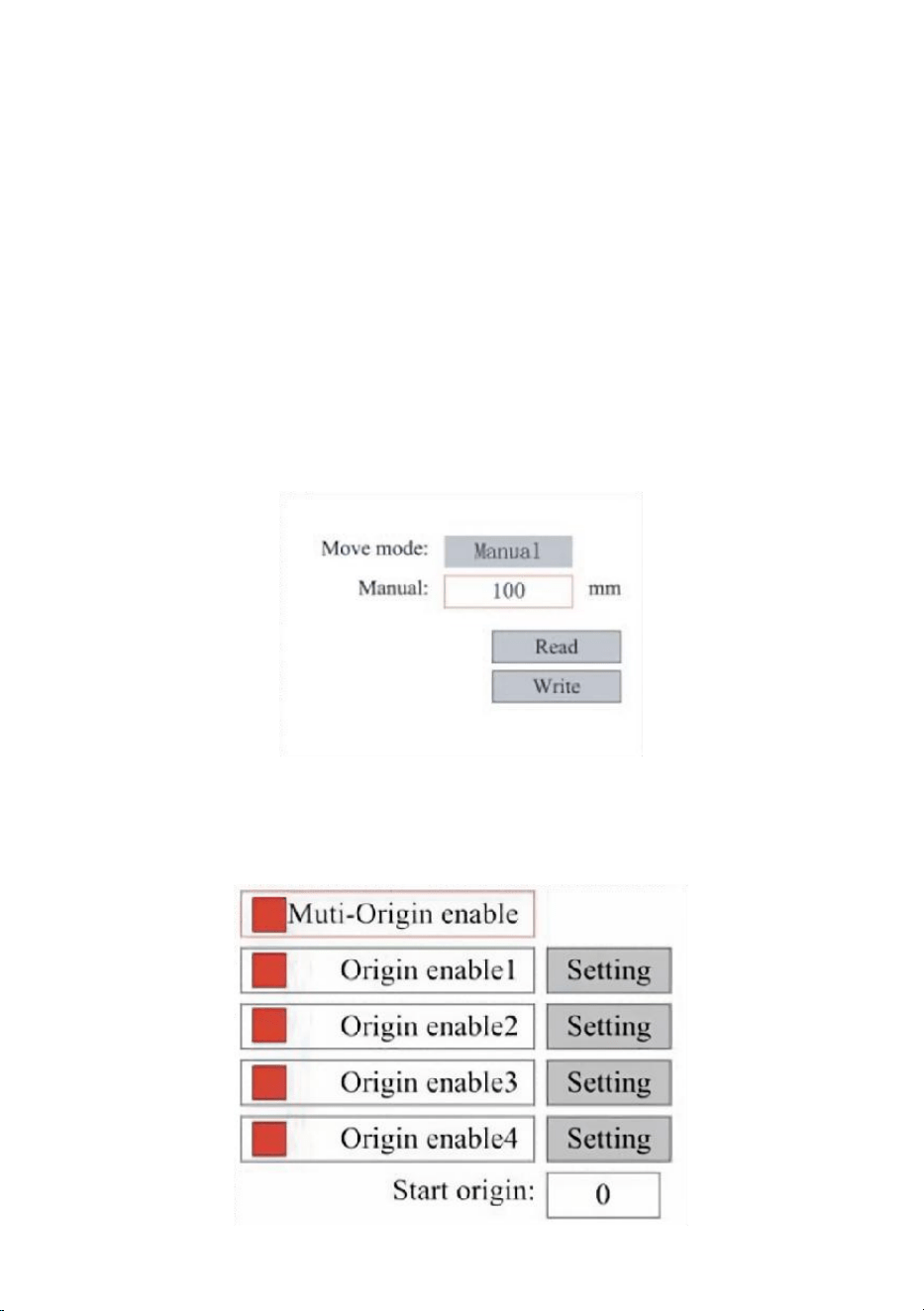
- 56 -
REGOLARE LA MODALITÀ DI MOVIMENTO DEL LASER .
Quando selezioni Manual Settings, premi ENT e verrà visualizzato il lato
sinistro: quando la modalità di movimento è "Continuous", il parametro jog
manuale non funziona. Quando viene utilizzato per spostare manualmente
la testa laser, i tasti freccia la muovono in modo continuo finché non
vengono rilasciati. Quando la modalità di movimento è "Jog", ogni volta
che vengono premuti i tasti freccia, la testa laser si sposterà esattamente
della distanza salvata in questo parametro. Usa i tasti Direction ed ENT per
regolare verso l'alto o verso il basso. Quando hai finito di effettuare le
regolazioni, salvale selezionando il tasto ENT per scrivere o premendo il
tasto ESC per uscire senza salvare le modifiche. La lettura può caricare i
parametri salvati.
IMPOSTA L'ORIGINE .
Quando si preme la casella sul set di origine, premere ENT e verrà
visualizzata la finestra di dialogo di sinistra:

- 57 -
Premere FN per selezionare una voce. Dopo aver selezionato
Multi-Source Enable, premere ENT per abilitare o disabilitare la voce.
Quando abilitata, la piccola casella sarà rossa, mentre quando disabilitata,
la piccola casella sarà grigia. Quando si seleziona Set Origin o Next Origin,
premere ◄ o ► per selezionare un valore. Quando si modifica il
parametro Set Origin, ricordarsi di premere ENT per verificare la modifica.
Quando si chiude l'interfaccia, i parametri vengono salvati
automaticamente.
I dettagli di ogni articolo sono i seguenti:
·Imposta Origine 1/2/3/4: Dopo aver abilitato l'impostazione multi-origine,
posiziona il cursore sull'impostazione Origine 1/2/3/4. Premi INVIO sulla
tastiera
tasto, il sistema prende le coordinate come coordinate corrispondenti
dell'origine 1/2/3/4.
·Abilitazione sorgente 1/2/3/4: quando l'impostazione multi-sorgente è
abilitata, è possibile abilitare e disabilitare singolarmente quattro sorgenti.
Quando è selezionata la logica multi-origine, se il numero dell'origine
successiva è 1 e sono abilitate quattro origini, il lavoro verrà utilizzato ogni
volta che viene avviato quando si avvia la funzione di salvataggio file
(tramite tastiera o PC) o quando un file di elaborazione viene caricato su
un PC e si seleziona "Prendi origine come origine" per il file.
Origini diverse. L'ordine di rotazione dell'origine è 1→2→3→4→1→2... Se
carichi un file di elaborazione sul tuo PC e selezioni Origine corrente per il
file, il sistema utilizzerà sempre l'origine corrente.
IMPOSTA PARAMETRI DEFAULT .
Una volta impostati i fatti, seleziona il paragrafo e i parametri correnti della
macchina verranno salvati come valori predefiniti. Possono quindi essere
recuperati utilizzando il comando Ripristina parametri predefiniti. Si
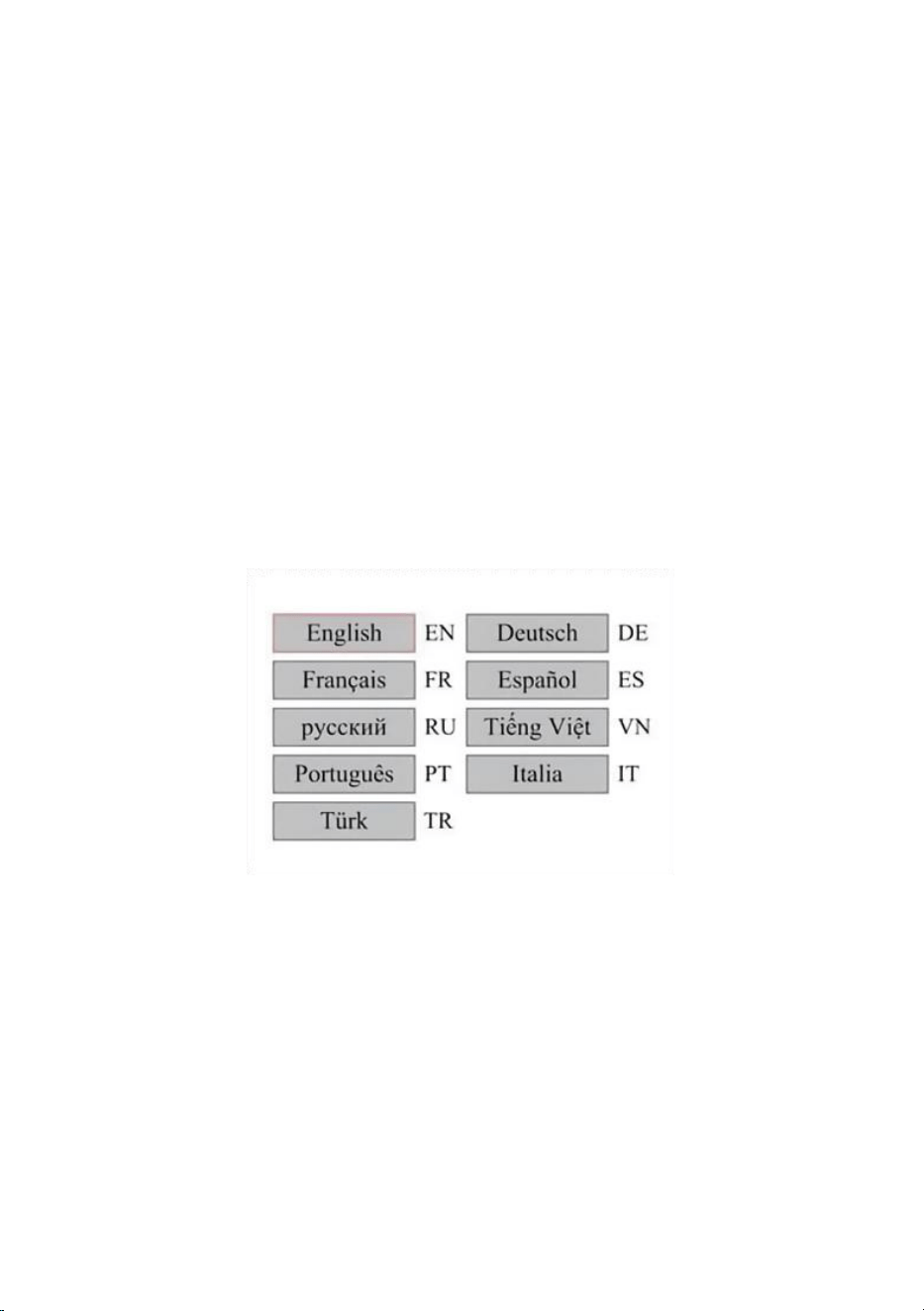
- 58 -
consiglia di salvare le impostazioni predefinite di fabbrica effettive della
macchina in modo che possano essere facilmente ripristinate se
necessario.
Se la password è abilitata, premere ◄ o ► e ▲ o ▼ per selezionare
la password, quindi premere ENT per salvarla.
RIPRISTINARE IL PARAMETRO DEFAULT.
Quando si definiscono i fatti. Una volta selezionato un parametro, il
sistema sostituisce tutti i parametri correnti con i parametri di fabbrica
predefiniti salvati. Il metodo di funzionamento è lo stesso dell'impostazione
dei parametri predefiniti.
IMPOSTA LA LINGUA DELL'INTERFACCIA.
Quando si seleziona una lingua, premere ENT e il display di sinistra
mostrerà:
Il metodo di funzionamento è lo stesso di cui sopra. Premere ENT dopo
aver selezionato la lingua desiderata e tornare all'interfaccia principale.
IMPOSTARE L'INDIRIZZO IP DELLA MACCHINA .
Dopo aver selezionato le impostazioni IP, premere ENT e il display di
sinistra mostrerà:
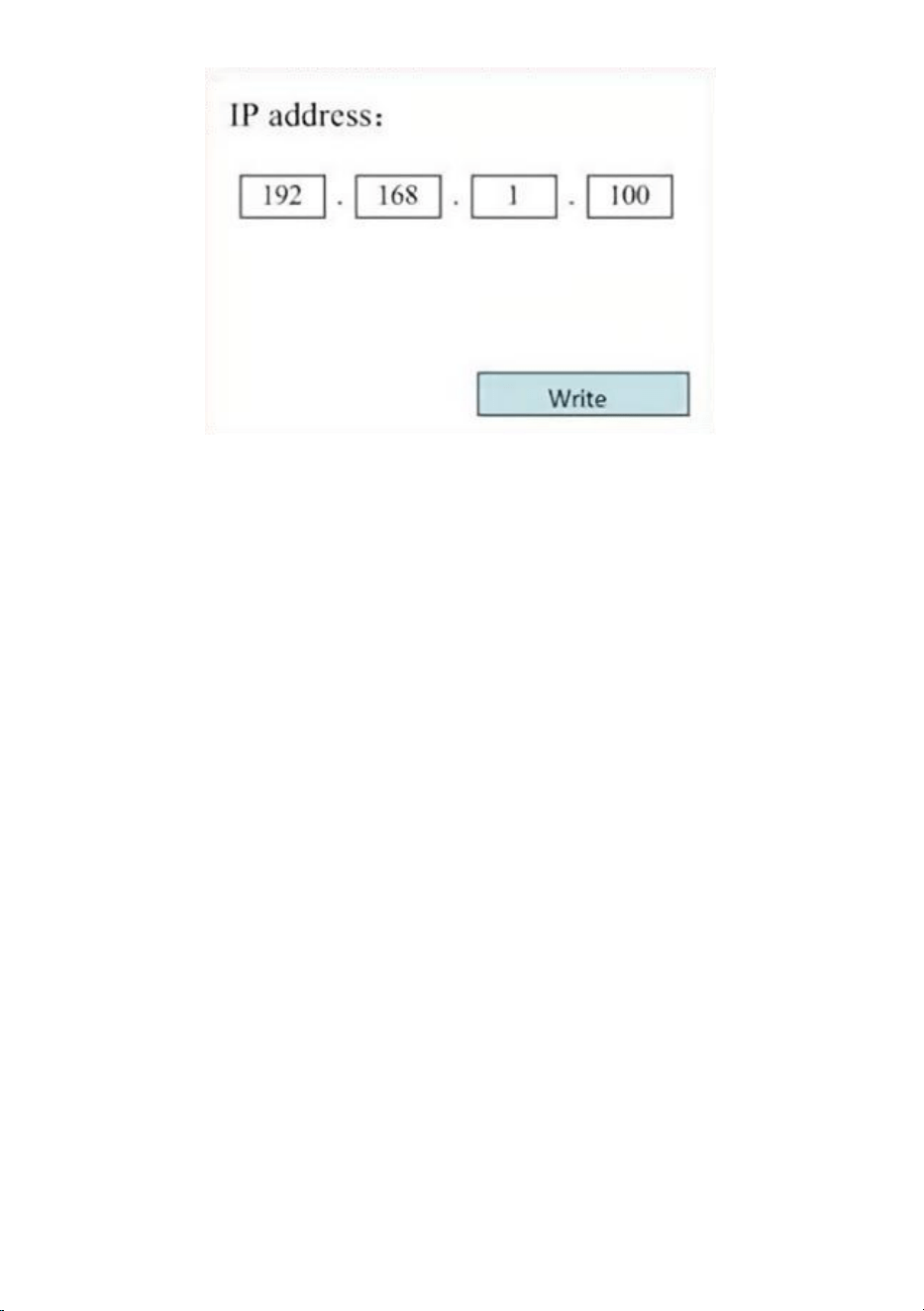
- 59 -
Premi ◄ o ► e ▲ o ▼ e ENT per modificare i parametri. L'indirizzo
predefinito per l'incisore è 192.168.1.100. Se questa funzionalità è già in
uso sulla tua rete locale, usa 192.168.1 per le prime tre sezioni e scegli un
valore univoco per l'ultima parte. In generale, qualsiasi valore tra 2 e 252
dovrebbe andare bene, tranne 47, ma evita valori che sono già in uso da
altri dispositivi in rete.
Collegare la macchina direttamente a Internet pubblico comporta il rischio
di un uso non autorizzato e non è consigliato. Se desideri comunque
fornirlo, dovrai registrarti e utilizzare un indirizzo TCP/IP pubblico univoco.
Quando hai finito di apportare modifiche, salvale selezionando il tasto ENT
per scrivere o premendo il tasto ESC per uscire senza salvare le modifiche.
La lettura può caricare i parametri salvati.
STRUMENTI DIAGNOSTICI .
Dopo aver selezionato Diagnostica, verrà visualizzata la finestra di dialogo
a sinistra:
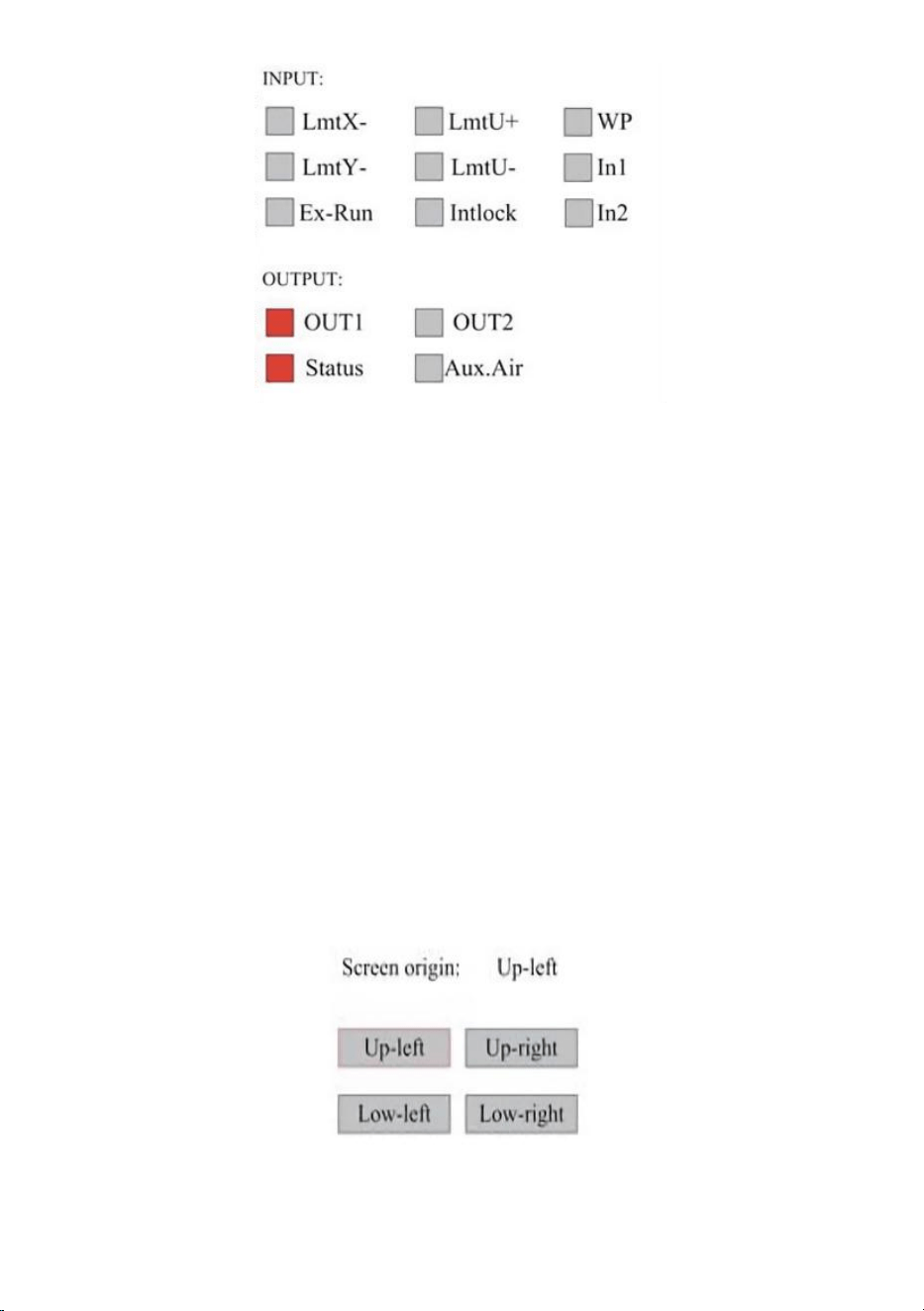
- 60 -
Questa interfaccia visualizza le informazioni sulla porta I/O hardware del
sistema:
Input: Leggi le informazioni hardware del sistema. Quando viene attivato
un segnale hardware, la piccola casella a sinistra della voce
corrispondente verrà visualizzata in rosso. Altrimenti, sarà in grigio.
Output: usa il cursore per selezionare l'output. Premi ENT per cambiare lo
stato dell'output e ESC per tornare al menu principale senza apportare
modifiche.
IMPOSTAZIONE DEL RIFERIMENTO DELLO SCHERMO .
Dopo aver selezionato l'Origine dello schermo, verrà visualizzata la
finestra di dialogo a sinistra:
Questa interfaccia visualizza la posizione dell'origine. Diverse posizioni
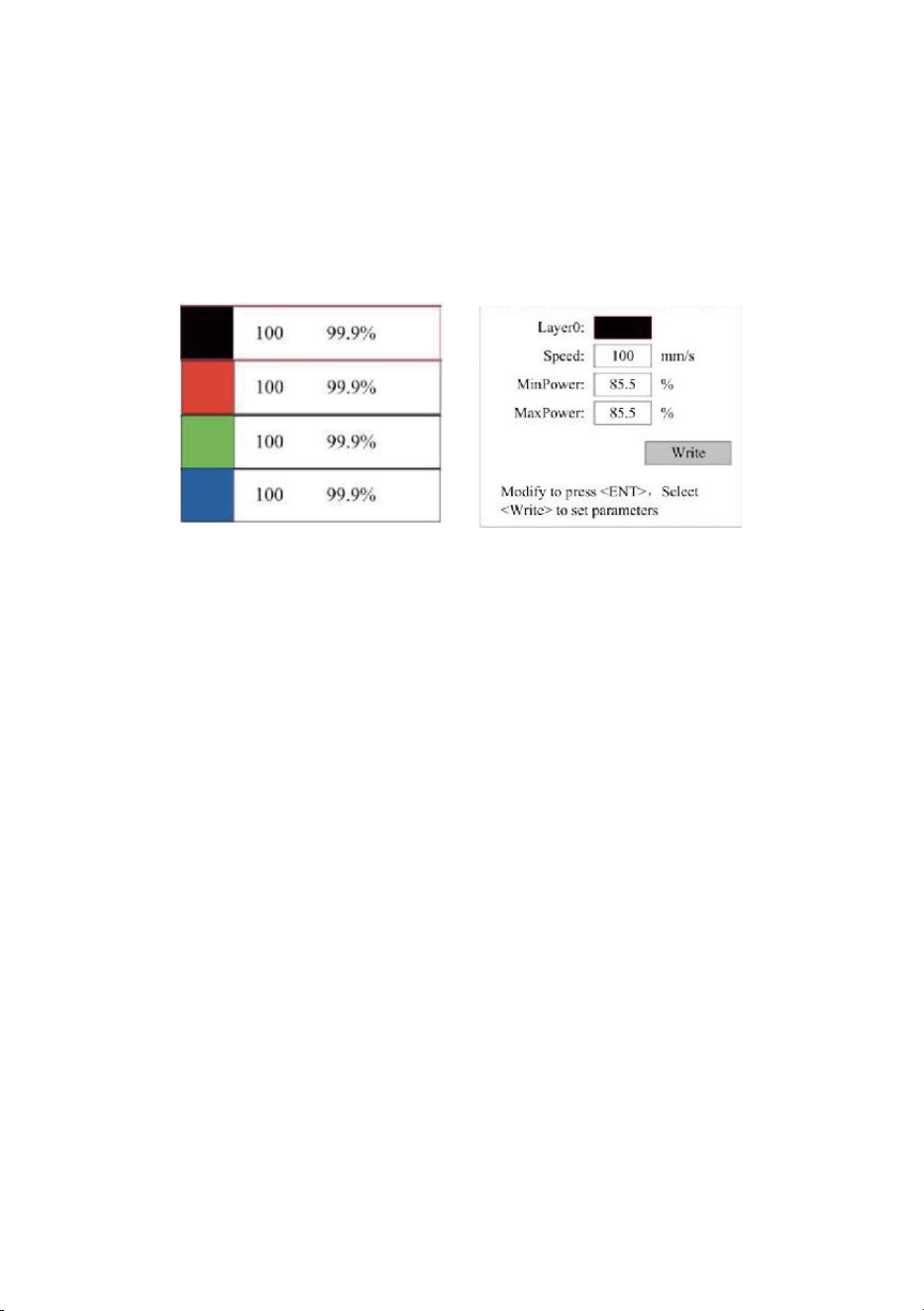
- 61 -
dell'origine possono produrre diverse riflessioni del grafico sull'asse X/Y. Il
metodo operativo è lo stesso di cui sopra.
REGOLAZIONE DELLO STRATO DI SCULTURA .
Quando il sistema è inattivo o il lavoro è completato, premere ENT per
accedere alla sezione dei parametri del layer .
Premere ▲ o ▼ per selezionare il livello desiderato.
Premere ENT per controllare i parametri del livello selezionato, come
mostrato nell'immagine: per impostazione predefinita, il cursore rosso sarà
su Livelli.
Premere i tasti ◄ e ► per selezionare il livello desiderato.
Spostare il cursore su Scrivi e premere ENT per salvare le modifiche ai
parametri oppure premere ESC per uscire senza salvare.
Il metodo di funzionamento è lo stesso dell'impostazione di potenza
massima/minima.
REGOLARE I PARAMETRI DI MOVIMENTO .
Nel sottomenu Impostazioni parametri, selezionare Sposta parametri per
visualizzare l'interfaccia di sinistra: selezionare e regolare i parametri
premendo le frecce.
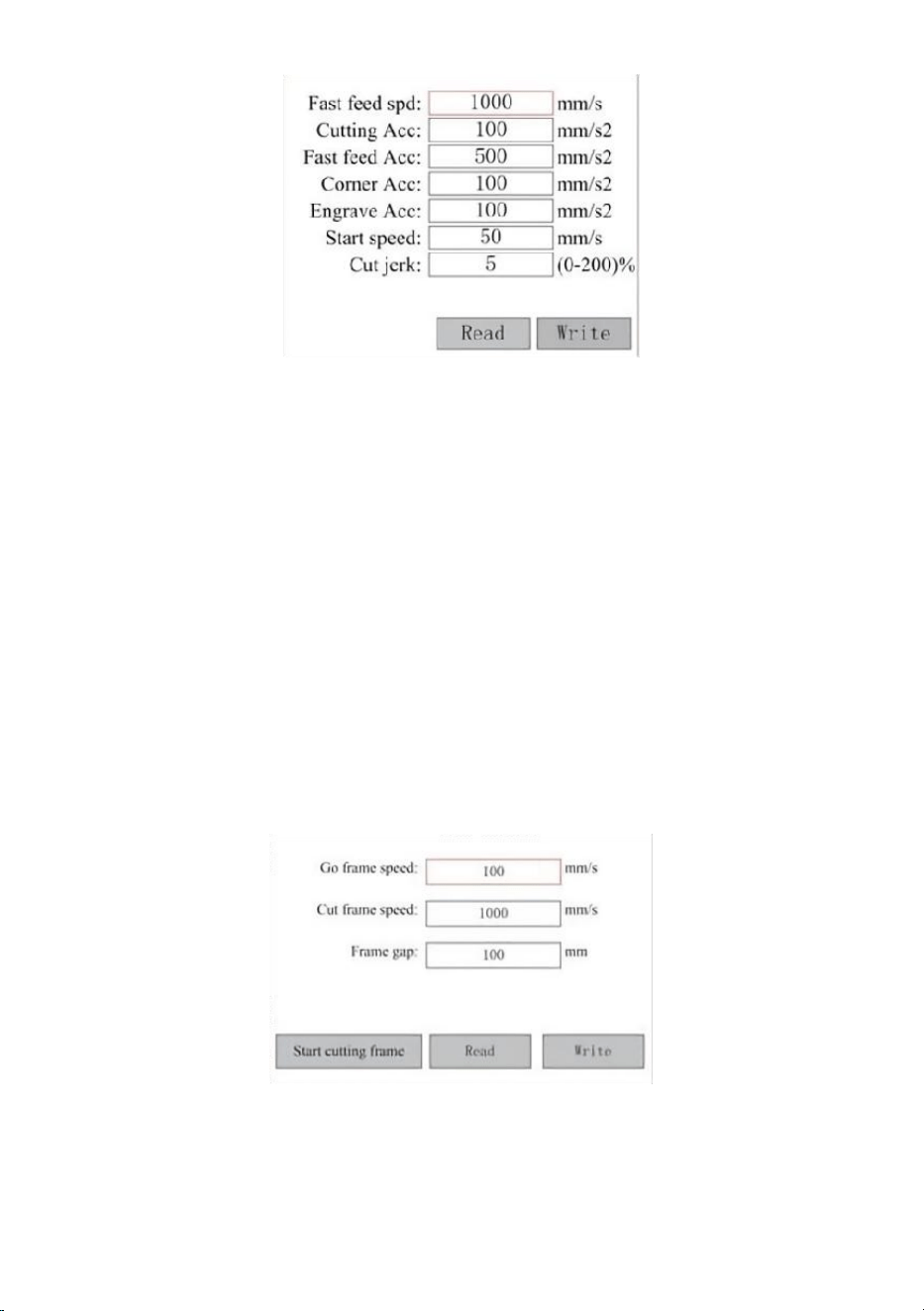
- 62 -
Una volta completata la regolazione, sposta il cursore su Scrivi e premi
ENT per salvare le modifiche ai parametri oppure premi ESC per uscire
senza salvare.
La lettura può caricare i parametri salvati.
IMPOSTA I PARAMETRI DEL FRAME .
Nel sottomenu Para Settings, seleziona Frame Settings per visualizzare
l'interfaccia di sinistra: seleziona e regola i parametri premendo le frecce.
Una volta terminata la regolazione, sposta il cursore su Write e premi ENT
per salvare le modifiche ai parametri, oppure premi ESC per uscire senza
salvare. Reading può caricare i parametri salvati. Start Cutting Frame
taglierà il frame in base ai parametri correnti.
IMPOSTARE I PARAMETRI DI SOFFIAGGIO .
Nel sottomenu Paragraph Settings, seleziona Blow Settings per
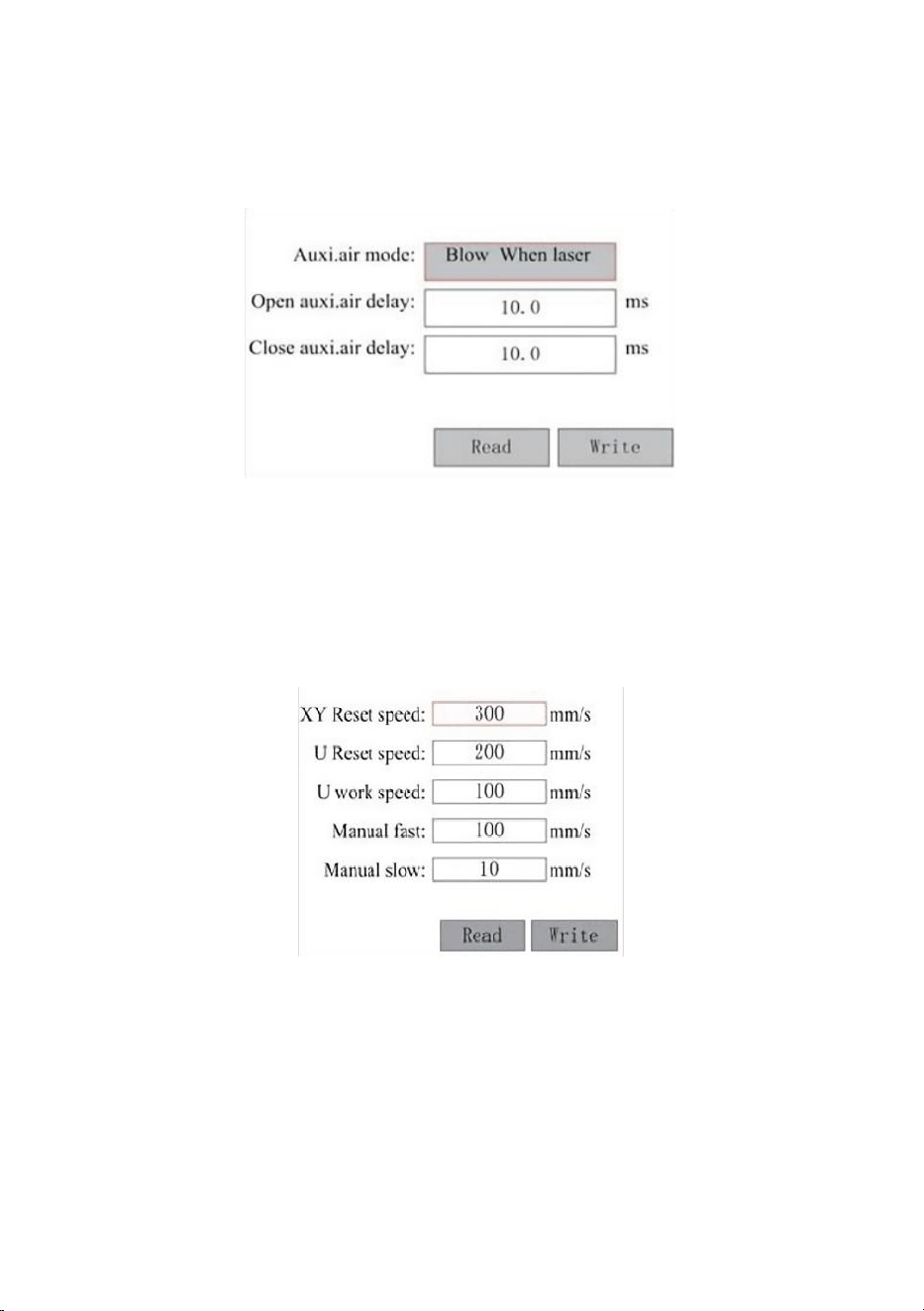
- 63 -
visualizzare l'interfaccia di sinistra: seleziona e regola i parametri
premendo le frecce. Quando hai finito di regolare, sposta il cursore su
Write e premi ENT per salvare le modifiche ai parametri, oppure premi
ESC per uscire senza salvare. Reading può caricare i parametri salvati.
REGOLARE LA VELOCITÀ DI RESET .
Nel sottomenu "Impostazioni parametri", selezionare "Impostazioni
velocità" per visualizzare l'interfaccia di sinistra:
Seleziona e regola i parametri premendo le frecce. Quando hai finito di
regolare, sposta il cursore su Write e premi ENT per salvare le modifiche
dei parametri, oppure premi ESC per uscire senza salvare. Reading può
caricare i parametri salvati.
REGOLARE LA CONFIGURAZIONE DELLA MACCHINA .
Nel sottomenu Impostazioni parametri, selezionare Configurazione
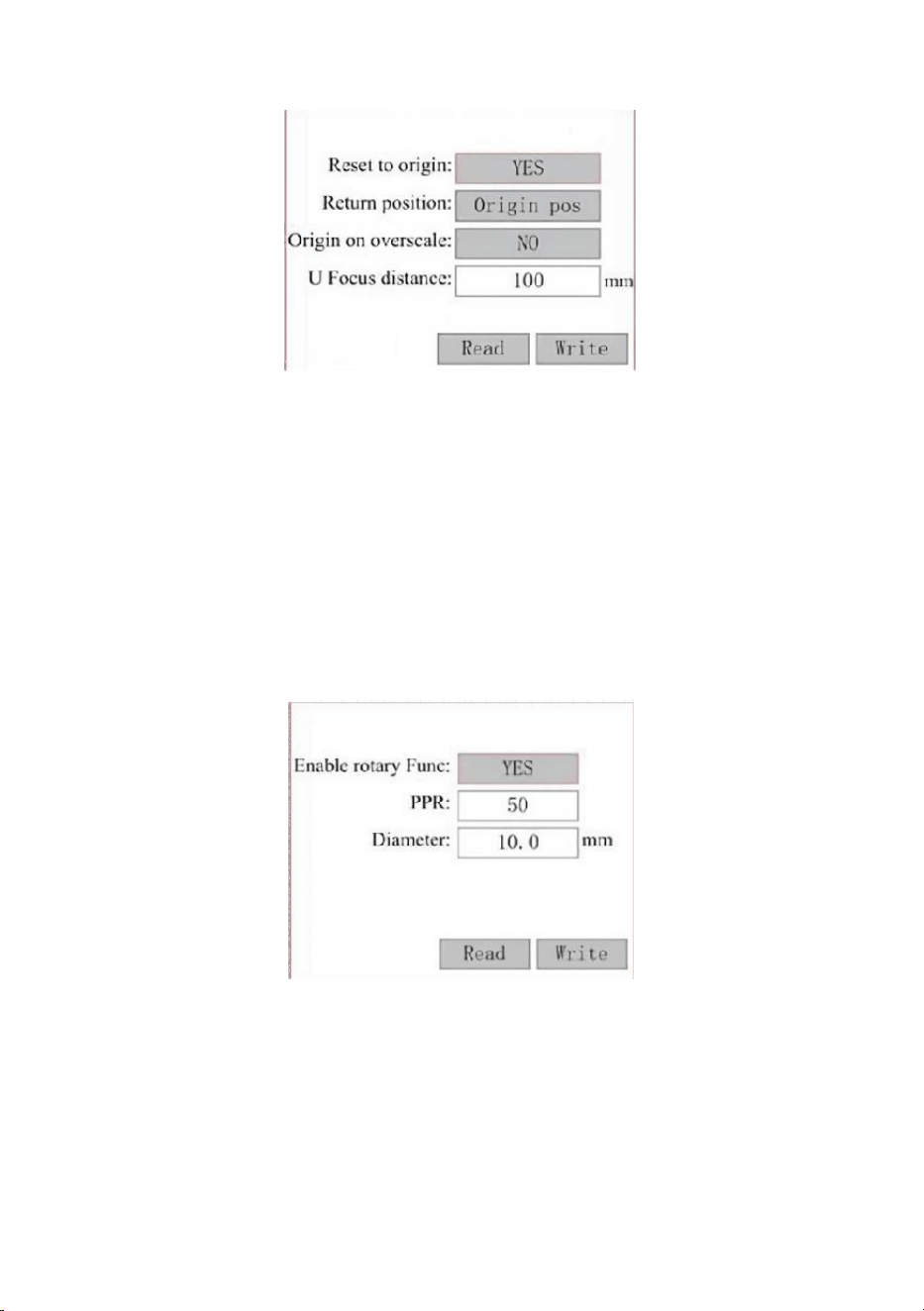
- 64 -
computer per visualizzare l'interfaccia di sinistra:
Seleziona e regola i parametri premendo le frecce. Quando hai finito di
regolare, sposta il cursore su Write e premi ENT per salvare le modifiche
dei parametri, oppure premi ESC per uscire senza salvare. Reading può
caricare i parametri salvati.
REGOLARE I PARAMETRI DELL'ASSE DI ROTAZIONE .
Nel sottomenu Impostazioni parametri, selezionare Impostazioni funzione
rotazione per visualizzare l'interfaccia di sinistra:
Seleziona e regola i parametri premendo le frecce. Quando hai finito di
regolare, sposta il cursore su Write e premi ENT per salvare le modifiche
dei parametri, oppure premi ESC per uscire senza salvare. Reading può
caricare i parametri salvati.
IMPOSTARE LA PASSWORD DELL'INTERFACCIA .
Quando il cursore è sul blocco del pannello, premere ENT e verrà
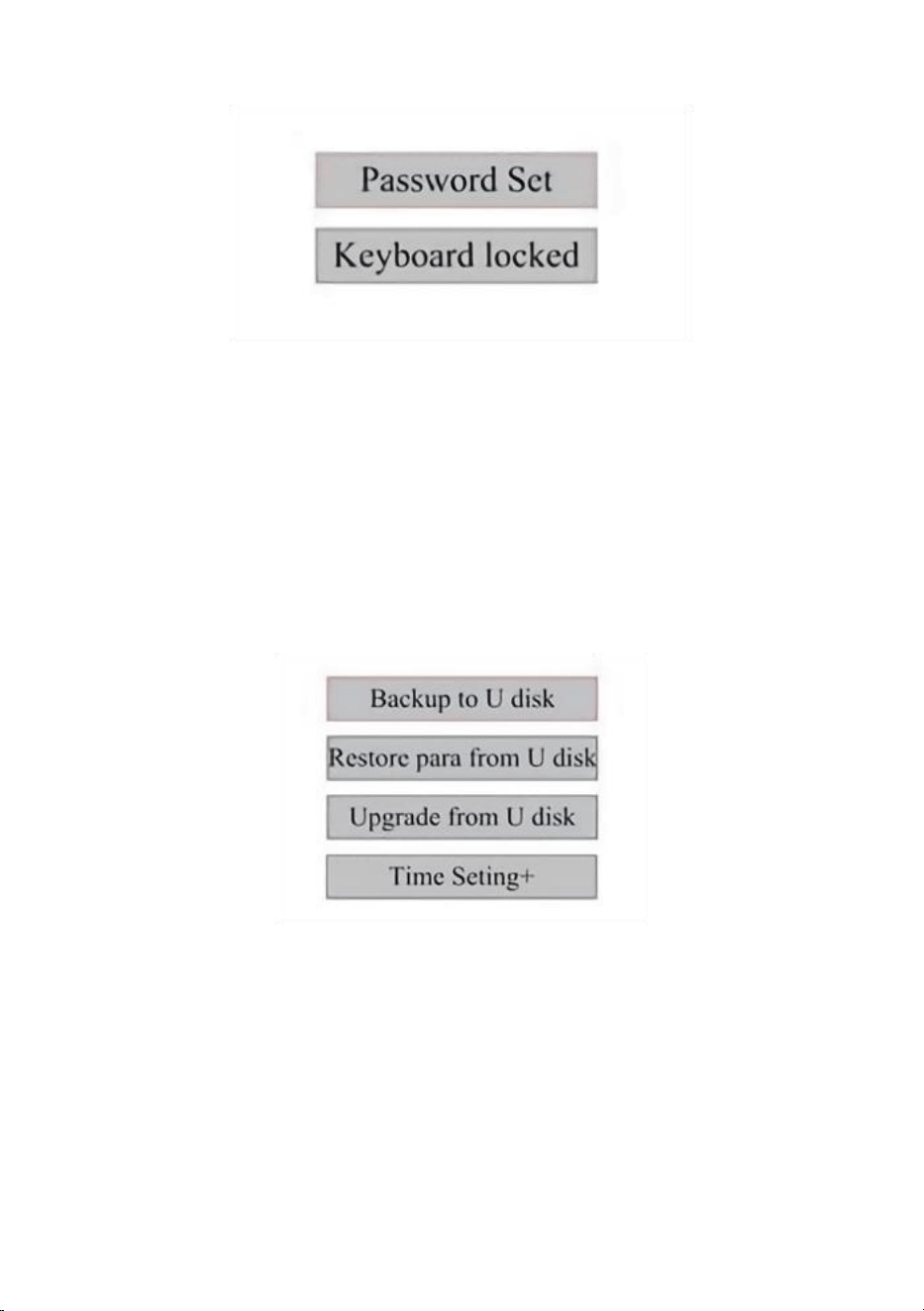
- 65 -
visualizzata la finestra di dialogo a sinistra:
Premere i tasti ▲ e ▼ per selezionare l'elemento. Quando il cursore blu
è sopra l'elemento di destinazione, premere ENT per accedere
all'interfaccia corrispondente.
PARAMETRI DI BACKUP E RIPRISTINO.
Nel menu principale, seleziona Impostazioni controller per visualizzare la
schermata di sinistra:
Backup su unità flash USB: salva i parametri correnti su un'unità flash
USB.
Recupera parametri da unità flash USB: recupera i parametri salvati da
un'unità flash.
Aggiornamento da unità flash USB: aggiorna il software del controller da
un'unità flash.
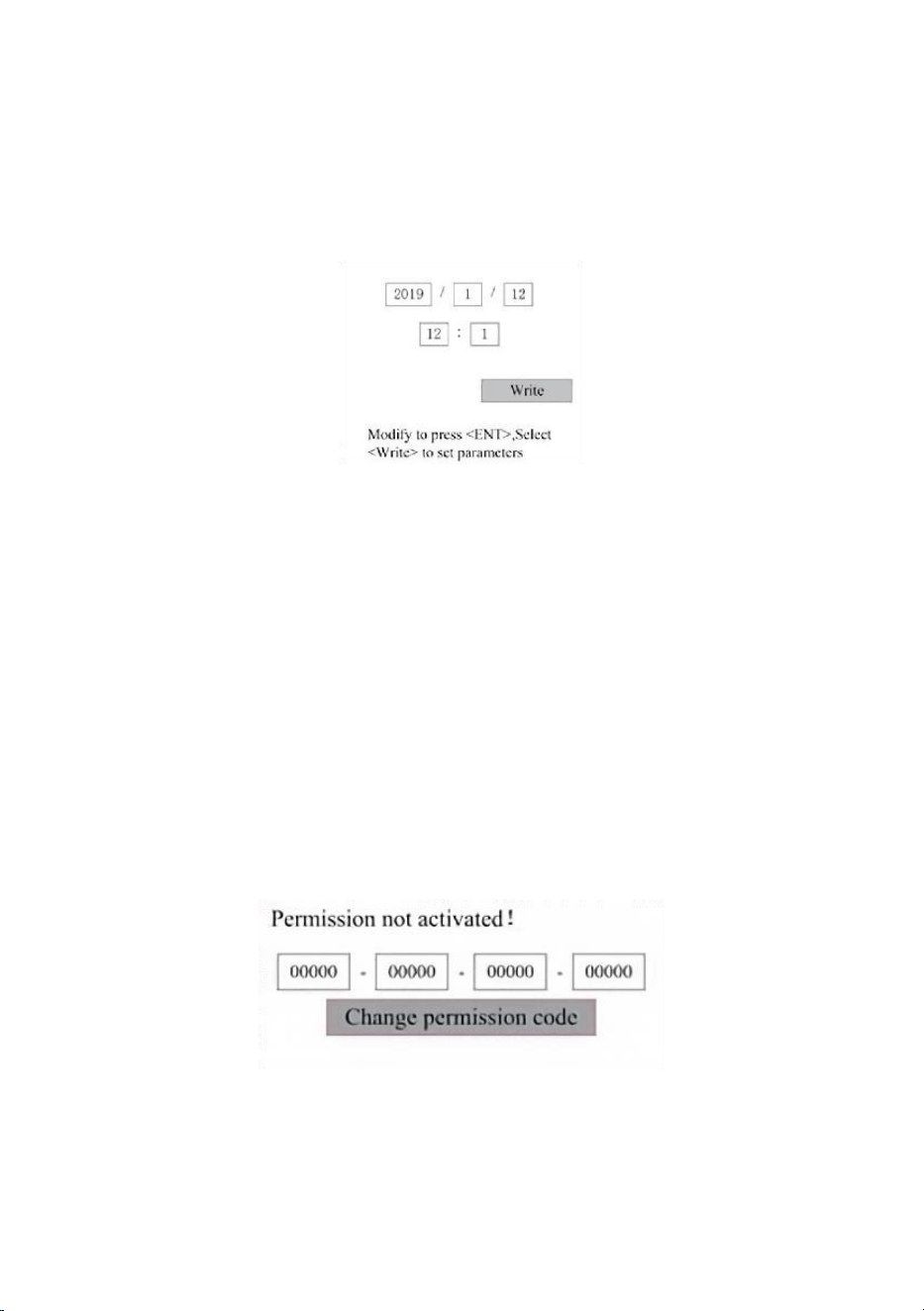
- 66 -
IMPOSTARE LA DATA E L'ORA DELLA MACCHINA.
Nel sottomenu Impostazioni controller, selezionare Impostazioni ora+ per
visualizzare
interfaccia sinistra:
Seleziona e regola i parametri premendo le frecce. Quando hai finito
regolazione, spostare il cursore su Scrivi e premere ENT per salvare il
parametro
modifiche, oppure premere ESC per uscire senza salvare. La lettura può
caricare i dati salvati
parametri.
GESTIONE DELLE AUTORIZZAZIONI E LAYOUT DELLA TASTIERA .
Il tuo incisore dovrebbe essere già autorizzato e pronto all'uso. Se hai
acquistato il tuo incisore tramite un programma di noleggio e non hai
ancora ricevuto un codice di licenza, contatta il Servizio Clienti. Inseriscilo
andando al menu principale e selezionando Permessi. Apparirà
l'interfaccia di sinistra.
Premere ENT una volta per selezionare il primo campo, quindi premere
nuovamente ENT per visualizzare la tastiera di sinistra.
Utilizzare i tasti freccia e ENT per selezionare i caratteri corretti. Se ci sono
- 67 -
errori, premere ESC e quindi ENT per rientrare nel campo. Utilizzare i tasti
freccia per spostarsi in un campo di input diverso e immettere il suo
contenuto nello stesso modo. Una volta inseriti correttamente tutti i campi,
selezionare Cambia codice di autorizzazione e premere ENT per uscire da
questa schermata e tornare al menu principale.
MAINTENANCE
1. PANORAMICA DELLA MANUTENZIONE.
L'uso di procedure diverse da quelle specificate nel presente documento
può comportare una pericolosa esposizione alle radiazioni laser. Spegnere
sempre l'apparecchio e scollegarlo dall'alimentazione prima di eseguire
qualsiasi lavoro di pulizia o manutenzione. Mantenere sempre pulito il
sistema, poiché detriti infiammabili nelle aree di lavoro e di scarico
rappresentano un rischio di incendio. Solo professionisti qualificati e
formati sono autorizzati a modificare o smontare questa apparecchiatura.
· Il sistema deve essere sempre alimentato con acqua pulita e fresca.
· Il banco di lavoro deve essere pulito e il contenitore svuotato ogni
giorno.
·Il terzo specchio e la lente di messa a fuoco devono essere ispezionati
quotidianamente e puliti se necessario.
· Gli altri specchietti e gli impianti di scarico devono essere ispezionati
settimanalmente e puliti se necessario.
· L'allineamento del raggio deve essere controllato settimanalmente.
· Il cablaggio deve essere controllato settimanalmente per individuare
eventuali collegamenti allentati, in particolare per quanto riguarda
l'alimentazione del tubo laser.

- 68 -
· Le rotaie devono essere pulite e lubrificate almeno due volte al mese.
· L'assistenza aerea deve essere ispezionata una volta al mese e pulita
se necessario.
· L'intera macchina laser, compresi altri componenti come il sistema di
raffreddamento ad acqua, deve essere ispezionata una volta al mese
e pulita se necessario.
2. Sistema di raffreddamento ad acqua.
Non toccare o regolare mai l'alimentazione idrica dell'incisore mentre la
pompa è ancora in funzione.
collegato all'alimentazione.
Il tubo laser deve essere raffreddato con acqua distillata pulita per evitare
surriscaldamento. L'ideale è usare acqua calda a temperatura ambiente
o leggermente più fredda. I tubi laser richiedono almeno 2 galloni (7,5 litri)
di acqua distillata pulita e raffreddata o altro refrigerante sicuro per laser
per evitare il surriscaldamento. Se la temperatura dell'acqua è vicina a
100° F (38° C), interrompere il lavoro finché non si raffredda o
trovare un modo per abbassarne la temperatura senza interrompere
l'alimentazione idrica del tubo laser. L'acqua non deve inoltre diventare
troppo fredda, il che può causare la rottura del tubo laser in vetro
durante l'uso. Nei mesi invernali o se si usa il ghiaccio per raffreddare
l'acqua calda, assicurarsi che la temperatura non scenda mai sotto i
50° F (10° C).
Ogni pochi giorni si dovrebbe aggiungere altra acqua per garantire
l'evaporazione
non espone la pompa durante l'uso .
3.PULIZIA
PULIRE IL VANO PRINCIPALE E LA MACCHINA PER INCISIONE .

- 69 -
Controllare almeno una volta al giorno l'accumulo di polvere nella camera
di incisione principale. In tal caso, è necessario rimuoverla. Gli intervalli e i
requisiti di pulizia esatti dipendono in larga misura dal materiale in
lavorazione e dal tempo di funzionamento dell'apparecchiatura. Macchine
pulite garantiscono prestazioni ottimali e riducono i costi di assistenza,
nonché riducono il
rischio di incendio o lesioni.
Pulisci la finestra di visualizzazione con un detergente delicato e lenti o un
panno di cotone. Non usare tovaglioli di carta poiché possono graffiare
l'acrilico e ridurre la capacità del coperchio di proteggerti dalle radiazioni
laser. Pulisci accuratamente l'interno della cabina principale per rimuovere
detriti, particelle o sedimenti. Si consigliano tovaglioli di carta e detergenti
per vetri. Se necessario, pulisci il coperchio del tubo laser dopo che si è
completamente raffreddato. Lascia asciugare completamente qualsiasi
liquido utilizzato per la pulizia prima di utilizzare ulteriormente l'engaver .
PULIRE LA LENTE DI MESSA A FUOCO .
La lente è dotata di un rivestimento resistente che non verrà danneggiato
nemmeno se pulita in modo accurato e accurato.
Dovresti controllare la lente e lo specchio il terzo giorno e pulirli se ci sono
detriti o foschia sulla superficie. L'efficienza del tuo laser sarà ridotta e
l'accumulo di calore sull'olio o sulla polvere stessa può danneggiare la
lente.
1. Spostare il tavolo di incisione a una distanza di circa 4 pollici (10 cm)
sotto l'attacco dell'obiettivo.
2. Spostare la testina laser al centro del tavolo e posizionare un panno
sotto il supporto della lente in modo che questa non venga danneggiata
se dovesse cadere accidentalmente dal supporto.
3. Svitare il supporto dell'obiettivo e ruotarlo verso sinistra.

- 70 -
4. Rimuovere il tubo dell'aria pressurizzata e il collegamento della guida
laser.
5. Dopo aver posizionato l'obiettivo sulla carta apposita pulita, ruotare
con attenzione il supporto dell'obiettivo in modo che l'obiettivo e il suo
O-ring cadano sul panno per la pulizia e rimuovere l'obiettivo
dall'attacco.
6. Controllare l'O-ring e, se necessario, pulirlo con un batuffolo di cotone
e un tovagliolo di carta o un panno per la pulizia delle lenti.
7. Soffiare aria sulla superficie della lente per rimuovere quanta più
polvere grossolana possibile.
8. Ispezionare la superficie della lente e, se necessario, pulirla con una
soluzione detergente e un panno o una carta per lenti.
9. Tenere il bordo del gruppo lenti con un fazzoletto per la pulizia delle
lenti e utilizzare la soluzione per la pulizia delle lenti. Tenere la lente in
un angolo e sciacquare entrambe le superfici per lavare via lo sporco.
10. Posizionare le lenti su un fazzoletto pulito per la pulizia delle lenti e
applicare un po' di soluzione detergente per lenti su un lato della lente.
Lasciare agire il liquido per circa un minuto, quindi pulire delicatamente
con carta per la pulizia delle lenti imbevuta di soluzione detergente per
lenti. Asciugare questo lato della lente con un fazzoletto/panno asciutto e
pulito.
11. Ripetere lo stesso processo di pulizia sull'altro lato della lente. Non
utilizzare mai due volte i tovaglioli di carta per la pulizia. La polvere che
si accumula nei tovaglioli di carta per la pulizia potrebbe graffiare la
superficie della lente.
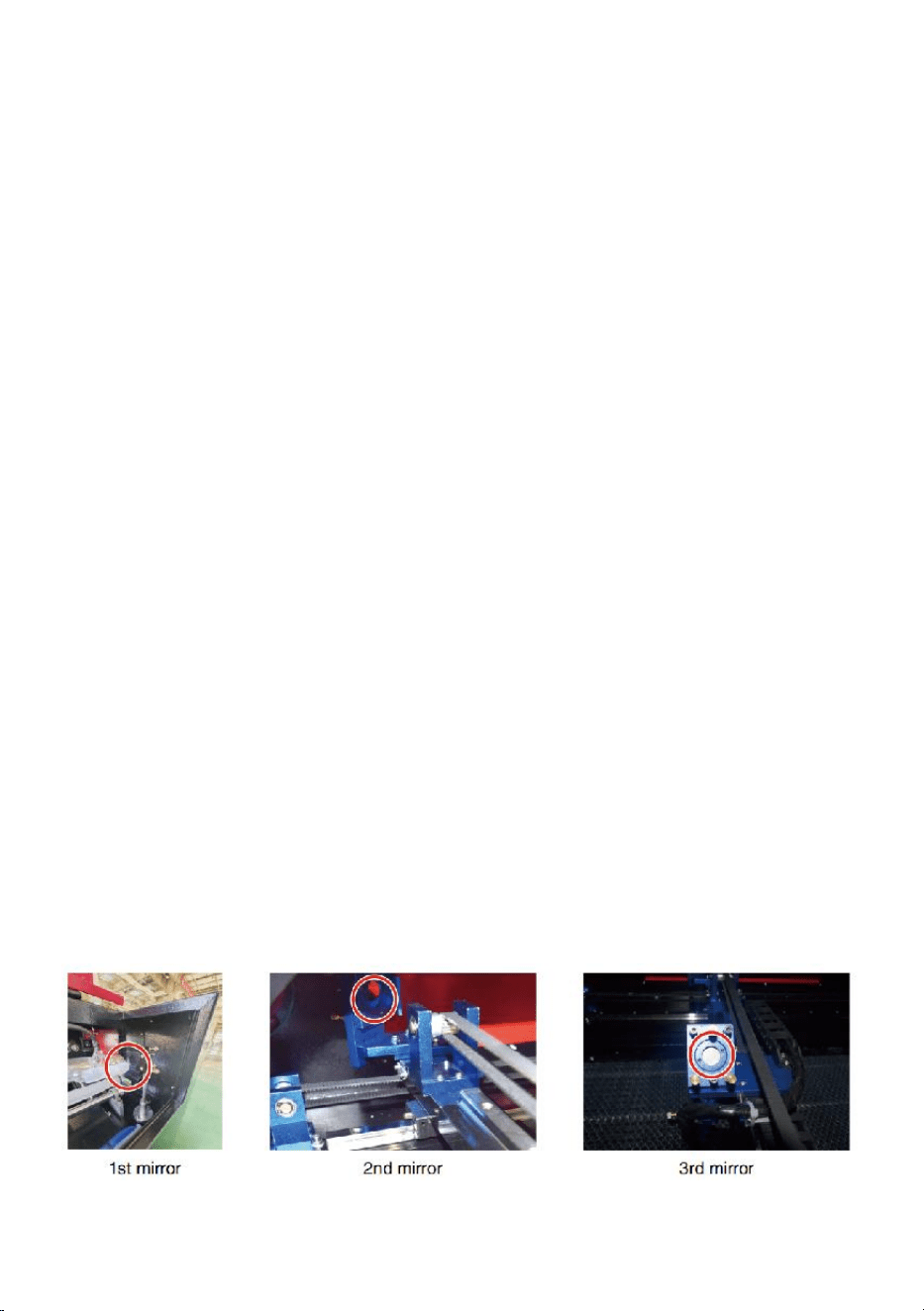
- 71 -
12. Controllare la lente. Se è ancora sporca, ripetere il processo di
pulizia sopra descritto finché la lente non è pulita. Non toccare la
superficie della lente dopo la pulizia.
13. Inserire con attenzione la lente nel supporto della lente,
assicurandosi che il lato convesso circolare sia rivolto verso l'alto.
Posizionare l'o-ring sulla parte superiore della lente.
17. Rimontare con attenzione la lente e l'accessorio della testina laser
seguendo l'ordine inverso.
PULIRE LO SPECCHIO .
Se sulla superficie dello specchio sono presenti detriti o foschia, è
necessario pulire anche lo specchio per migliorare le prestazioni ed evitare
danni permanenti. Il primo colpo si trova dietro il lato sinistro della
macchina, oltre l'estremità più lontana dell'asse Y. La seconda lente si
trova sull'asse Y all'estremità sinistra dell'asse X. La terza lente si trova
sulla parte superiore della testa laser sull'asse X. L'accumulo più grande di
detriti si trova sul terzo specchio e deve essere controllato
quotidianamente con la lente di messa a fuoco. La prima e la seconda
lente possono essere controllate quotidianamente se necessario, ma se
vengono controllate solo una volta alla settimana, sono
di solito va bene.
Gli specchi possono essere puliti in posizione utilizzando fazzoletti o panni
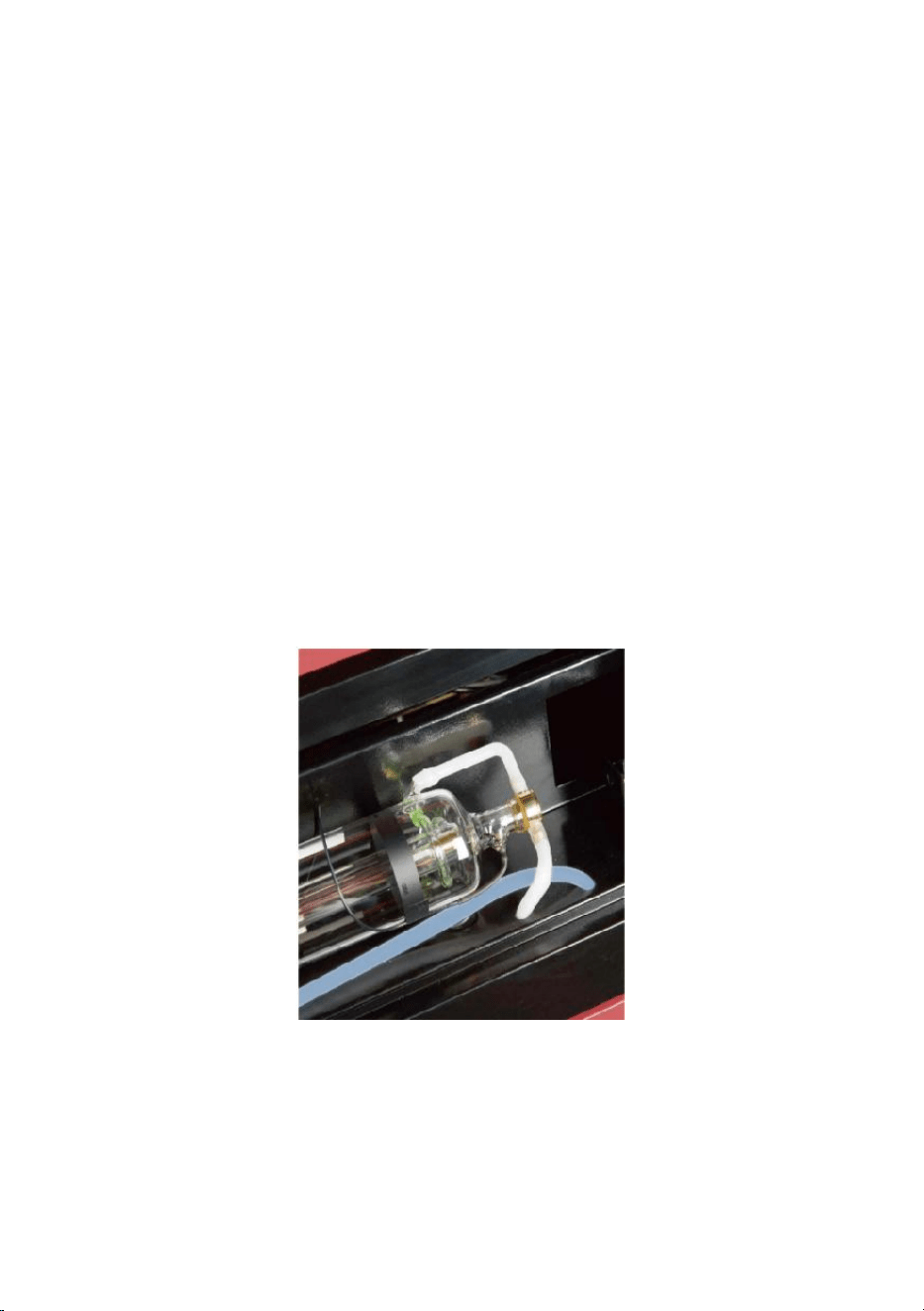
- 72 -
per la pulizia delle lenti, oppure possono essere rimossi ruotandoli in senso
antiorario. Fare attenzione a non toccare direttamente la superficie dello
specchio. Evitare di premere troppo forte per macinare eventuali detriti e
causare graffi. Se gli specchi vengono rimossi per la pulizia, reinstallarli
ruotandoli in senso orario, facendo attenzione a non graffiarli.
4. ALLINEAMENTO DEL PERCORSO LASER.
Un corretto allineamento del raggio è molto importante per l'efficienza
complessiva e la qualità del lavoro della macchina. Questa macchina è
completamente allineata del raggio prima della spedizione. Tuttavia,
quando l'incisore arriva per la prima volta, circa una volta alla settimana
durante il normale funzionamento, si consiglia all'utente di confermare che
l'allineamento sia ancora a un livello accettabile e che lo specchio e la
lente di messa a fuoco non si muovano a causa del movimento della
macchina.
Dovrai posizionare un pezzo di nastro adesivo in ogni fase del percorso
laser, contrassegnandolo per confermare che la piattaforma rimanga
correttamente allineata. In caso contrario, utilizzerai la staffa del tubo laser
o le viti sul retro dello specchio disallineato per correggere il problema. Una
volta esauriti i nastri forniti, ti consigliamo di utilizzare nastri mascherati in
quanto sono facili da gestire e utilizzare.
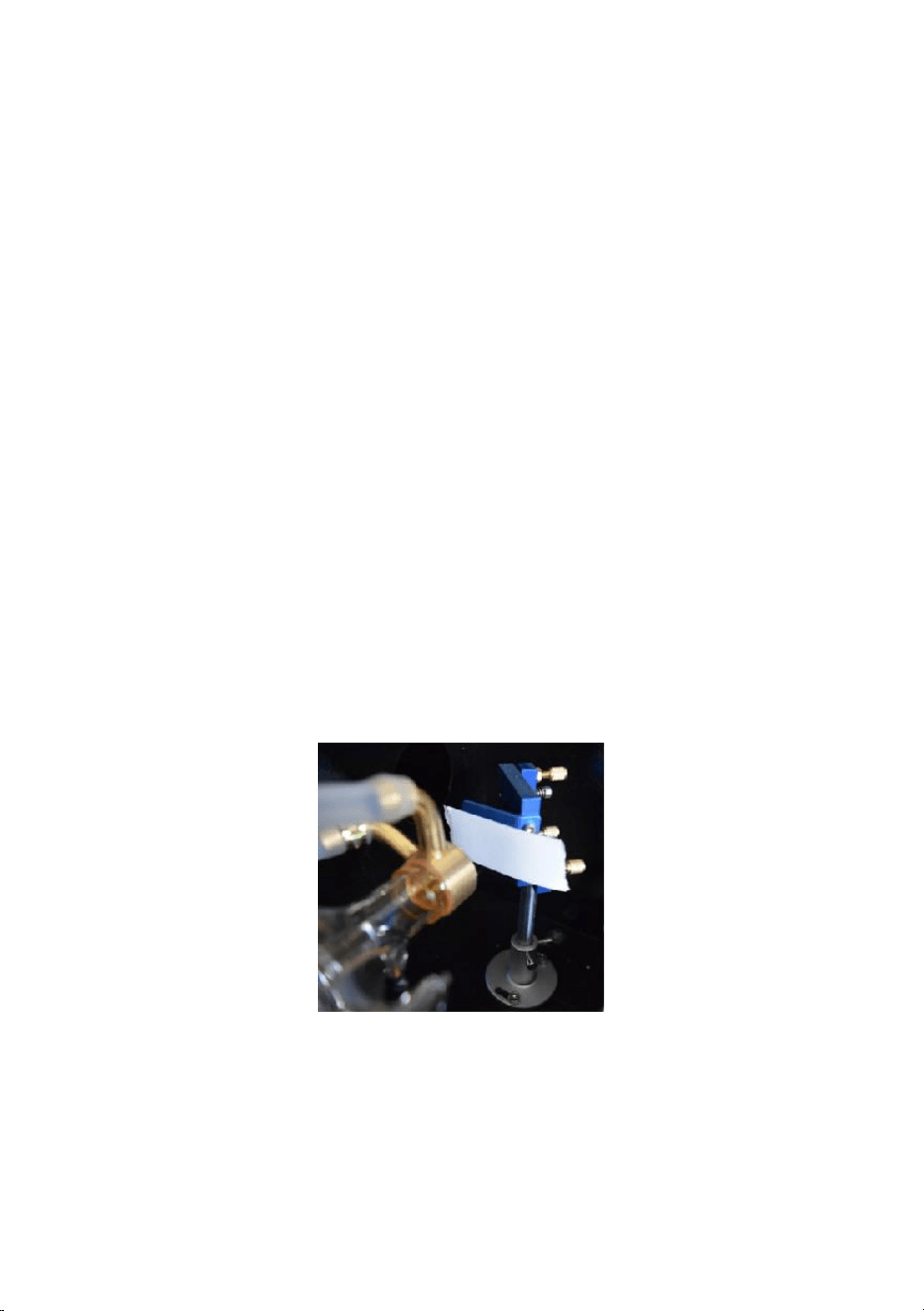
- 73 -
Se l'allineamento del raggio viene eseguito con noncuranza, l'operatore
potrebbe essere esposto a una piccola quantità di radiazioni. Seguire
queste procedure correttamente e fare sempre attenzione quando si
esegue l'allineamento del raggio .
Eseguire l'allineamento del raggio a bassi livelli di potenza: 15% o meno.
Qualsiasi percentuale più alta farà sì che il laser accenda la striscia di
prova anziché marcarla. Assicurarsi di impostare la potenza massima (non
quella minima) al 15%.
ALLINEAMENTO TUBI LASER .
Per verificare l'allineamento del tubo laser con il primo specchio, tagliare
una striscia di nastro adesivo e posizionarla sulla cornice dello specchio.
Non posizionare il nastro direttamente sullo specchio. Accendere la
macchina e impostare il livello di potenza al 15% o inferiore.
Premi PULSE per sparare manualmente il laser. Dovresti riuscire a vedere
un piccolo segno sul nastro. Se non lo nota, premi di nuovo PULSE.
Premere l'impulso per attivare il laser. Assicurarsi sempre che il percorso
tra il laser e il suo bersaglio non sia ostruito. Non consentire mai a oggetti
estranei di entrare tra il laser e il suo bersaglio. Quando si preme il
pulsante
Pulsante PULSE, fare attenzione a non lasciare alcuna parte del corpo nel
percorso del laser.
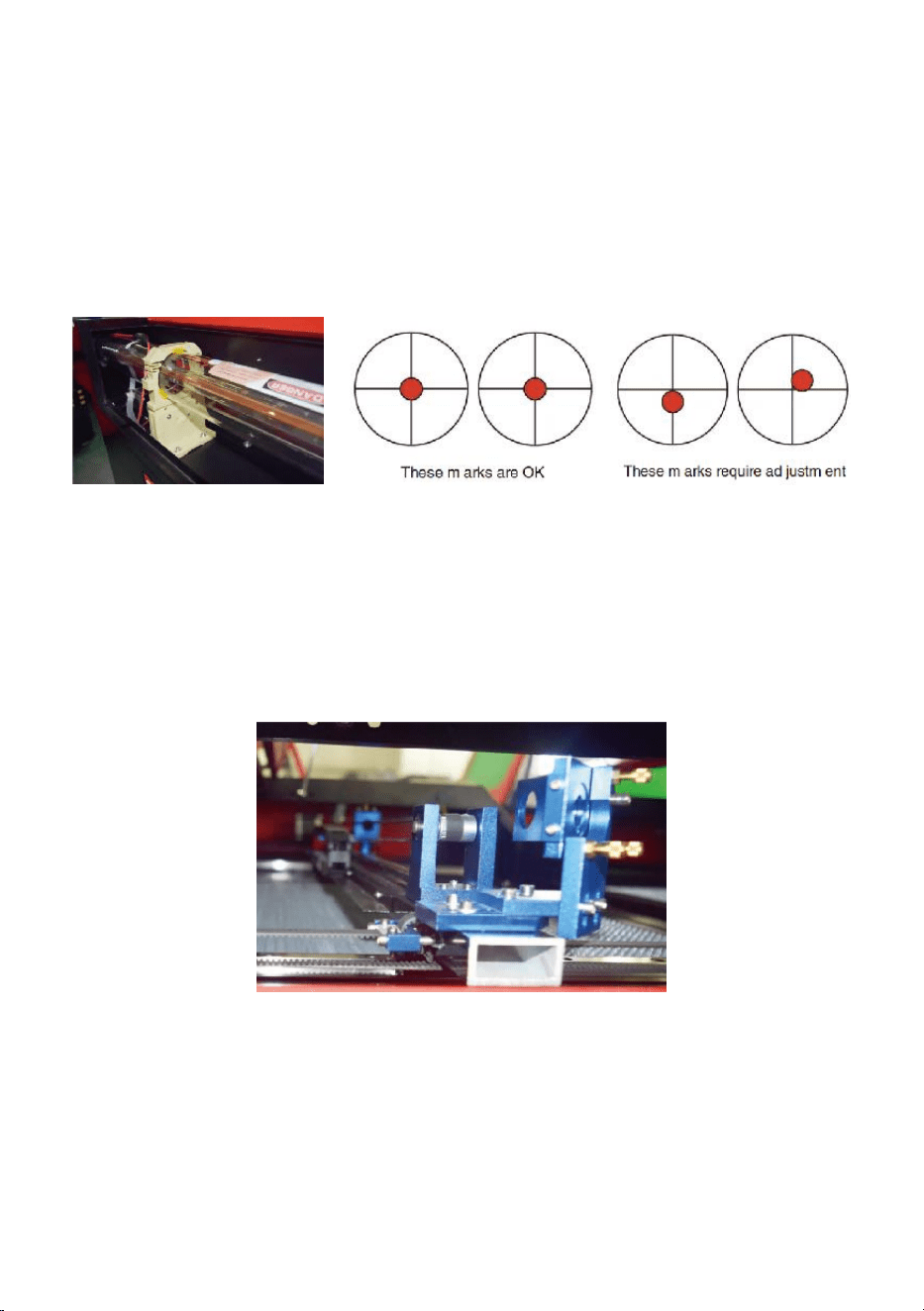
- 74 -
Il segno laser dovrebbe essere vicino al centro del foro. Se il laser non è
centrato sul primo specchio, interrompere l'alimentazione del laser e
regolare attentamente il tubo laser nel suo supporto. Potrebbe essere
necessario allentare i bulloni sulla sua staffa. Fare attenzione a non
allentare troppo i bulloni e a non stringerli troppo. È possibile regolare solo
un supporto alla volta.
PRIMO ALLINEAMENTO DELLO SPECCHIO .
Dopo esserti assicurato che la luce laser sia correttamente allineata tra il
tubo laser e il primo specchio, controlla l'allineamento tra il primo e il
secondo specchio. Per prima cosa, usa le frecce direzionali sul pannello di
controllo per inviare il secondo specchio sul retro del letto lungo l'asse Y.
Una volta impostato, posizionare un pezzo di nastro adesivo sulla cornice
del secondo specchio. Non posizionare il nastro adesivo direttamente sullo
specchio. Ripetere il passaggio precedente. Se il laser non è centrato sul
secondo specchio, è necessario regolare le viti di fissaggio del primo
specchio Perciò .
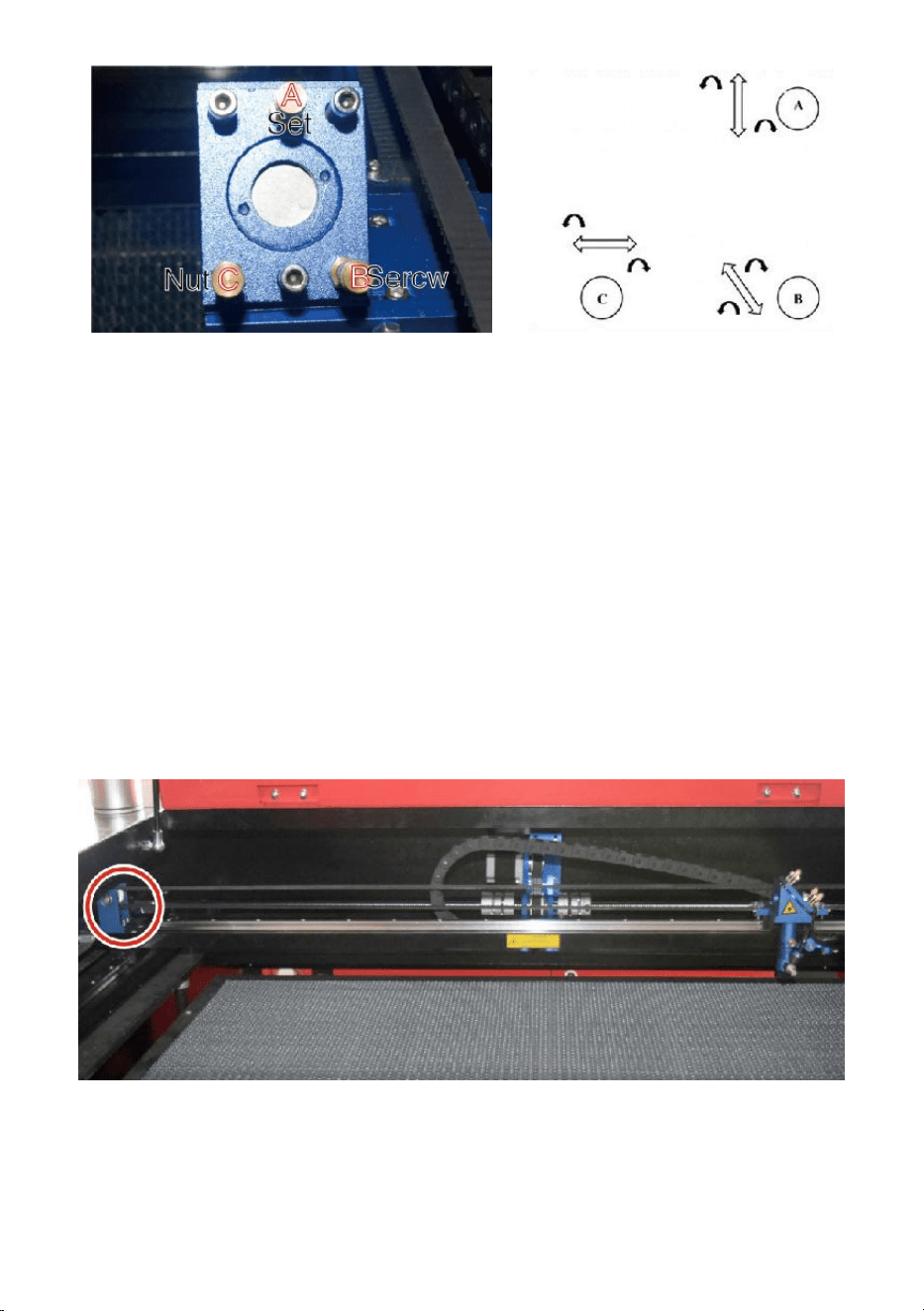
- 75 -
Per regolare lo specchio, allentare il dado sulla vite e ruotare
delicatamente la vite in senso orario o antiorario. Ogni vite regola una
posizione o un angolo diverso. Tenere traccia delle viti che si stanno
regolando e della direzione della regolazione. Non ruotare la vite di più di
1/4 di giro alla volta, in particolare testare la posizione del laser dopo ogni
regolazione in modo da poter vedere l'effetto di ogni sostituzione. Testare
fino a quando i raggi non sono correttamente allineati, quindi serrare
nuovamente i dadi sulle viti quando sono state eseguite tutte le regolazioni.
Successivamente, utilizzare le frecce direzionali sul pannello di controllo
per indirizzare il secondo specchio verso la parte anteriore del letto lungo
l'asse Y.
Una volta impostato, posizionare un'altra striscia di nastro sulla cornice del
secondo specchio. Non posizionare il nastro direttamente sullo specchio.
Ripetere i passaggi in 5.4.1 e, se necessario, regolare le viti di fissaggio sul
primo specchio. Eseguire nuovamente il test finché le travi non sono

- 76 -
correttamente allineate, quindi serrare nuovamente i dadi sulle viti.
ALLINEAMENTO DEL SECONDO SPECCHIO .
Il segno laser dovrebbe essere vicino al centro del foro. Se il laser non è
centrato sul primo specchio, interrompere l'alimentazione del laser e
regolare attentamente il tubo laser nel suo supporto. Potrebbe essere
necessario allentare i bulloni sulla sua staffa. Fare attenzione a non
allentare troppo i bulloni e a non stringerli troppo. È possibile regolare solo
un supporto alla volta.
ALLINEAMENTO DEL TERZO SPECCHIO .
Dopo esserti assicurato che il laser sia correttamente allineato tra il 2° e il
3° specchio, controlla l'allineamento tra il 3° specchio e il tavolo. Per
prima cosa, rimuovi il tubo di assistenza dell'aria dalla testa laser. Quindi,
posiziona un pezzo di nastro adesivo sul fondo della testa laser e premilo
con forza contro l'ugello. Ciò lascerà un segno ad anello che può aiutarti a
controllare la precisione. Ripeti i passaggi in 5.4.1. Se il laser non è
centrato attraverso la testa laser, regola di conseguenza la vite di
regolazione del terzo specchio come mostrato in 5.4.2. Prova di nuovo
finché i raggi non sono correttamente allineati, quindi serra nuovamente i
dadi sulle viti.
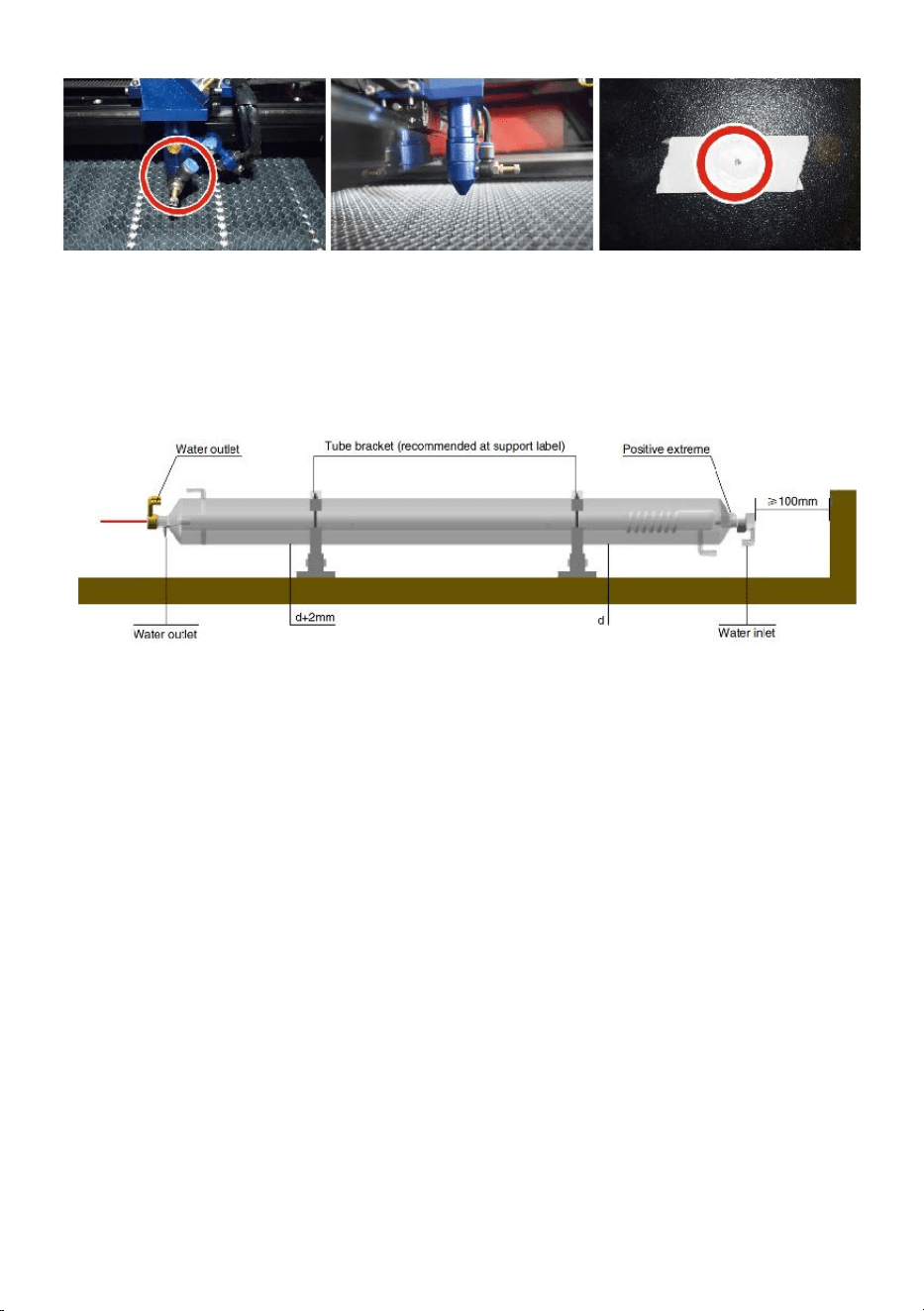
- 77 -
INSTALLARE IL TUBO LASER .
Schema di installazione del tubo laser:
1. Installarlo seguendo il logo sul laser e collegare correttamente i cavi di
collegamento del catodo e dell'anodo, il tubo di ingresso dell'acqua e il
tubo di uscita dell'acqua del laser.
2. Accendere il refrigeratore e regolare l'angolazione del laser per
assicurarsi che il refrigerante riempia il laser e non vi siano intasamenti.
3. Rimuovere il segno di apertura ottica, quindi accendere l'alimentazione
laser per il debug del percorso ottico.
PROBLEMI E RISOLUZIONE DEI PROBLEMI .
Problema 1: il laser emette sempre la massima potenza oppure la
corrente non è regolabile.
①Il laser è dotato di un terminale di controllo dell'alimentazione
collegato in modo errato. Controllare attentamente il collegamento del
terminale.
②Il laser è dotato di un'interruzione di corrente. Provare a sostituire
l'alimentatore.
③Guasto della scheda di controllo della macchina laser; contattare il

- 78 -
servizio clienti.
Problema 2: il laser non emette luce.
①Il laser è dotato di un terminale di controllo dell'alimentazione
collegato in modo errato oppure la linea di collegamento del controllo è
interrotta. Controllare attentamente che i terminali e i cavi di
collegamento non siano collegati in modo errato o non si accendano.
②La protezione dell'acqua del refrigeratore non funziona e il refrigerante
del refrigeratore è insufficiente. Sostituire la protezione dell'acqua o
aggiungere refrigerante.
③I laser presentano interruzioni di corrente o problemi di alimentazione.
Provare a sostituire il cavo di alimentazione con un alimentatore o un
cavo di alimentazione di rete.
④Guasto della scheda di controllo della macchina laser; contattare il
servizio clienti.
⑤guasto laser; contattare il servizio clienti.
Problema 3: Accensione della scarica.
①La linea di collegamento tra il laser e l'alimentatore dotato di laser è
danneggiata o rotta; provare a sostituire il cavo.
②guasto laser; contattare il servizio clienti.
Problema 4: Requisiti per l'ambiente.
①Il laser è dotato di un alimentatore e deve funzionare in un ambiente
ben ventilato.
②L'area di lavoro deve essere conforme agli standard di sicurezza locali
per il funzionamento delle apparecchiature laser.
Nota : Requisiti ambientali .
Temperatura di esercizio: 10°C~38°C
Temperatura di stoccaggio: -10°C~35°C Umidità di stoccaggio:
20%RH~80%RH

- 79 -
5. ISTRUZIONI PER LA LUBRIFICAZIONE.
Per ottenere risultati ottimali, pulire e lubrificare le guide della macchina
per incisione ogni due settimane.
Spegnere la macchina per incisione laser.
Spostare delicatamente la testina laser.
Pulisci tutta la polvere e i detriti dalle guide degli assi X e Y con un panno
di cotone asciutto
finché non saranno lucidi e puliti.
Fare lo stesso per le viti dell'asse Z.
Lubrificare le guide e le viti con grasso.
Spostare delicatamente la testa laser e l'asse X in modo che il
lubrificante venga distribuito uniformemente
distribuiti lungo le due rotaie, e sollevare e abbassare il letto per
distribuire uniformemente il lubrificante lungo le viti.
DAILY TROUBLESHOOTING TABLE
PROBLEMA
CAUSA DEL PROBLEMA
SOLUZIONE
Il pannello indica che
la macchina è protetta
La porta non è chiusa
Chiudere la porta
L'interruttore di protezione del
coperchio è danneggiato
Sostituisci con uno nuovo
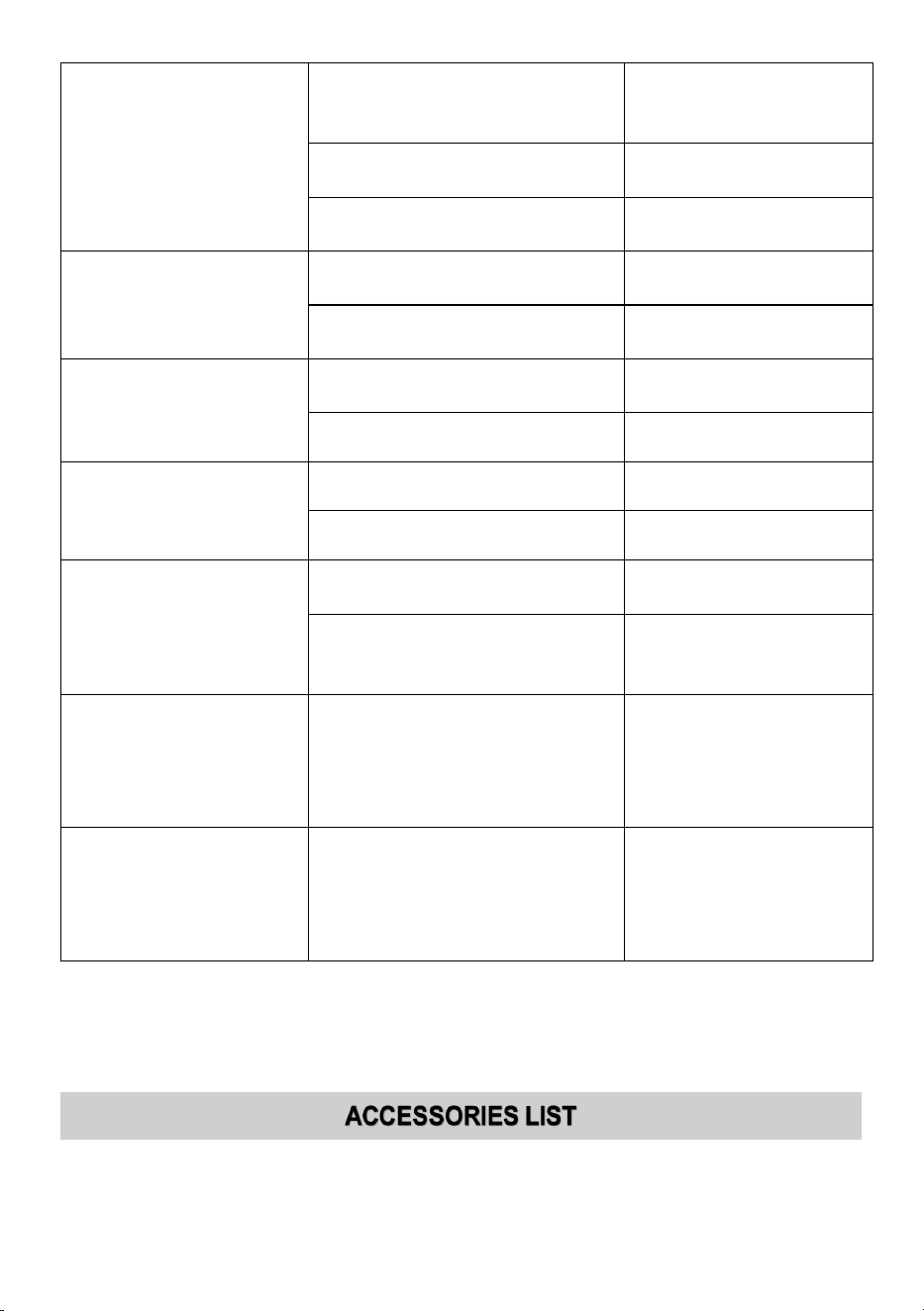
- 80 -
Il pannello indica che
la macchina ha un difetto
protezione contro l'
ingresso di acqua
I tubi dell'acqua sono intasati e
c'è un nessuna circolazione
d'acqua
Pulisci le tubature
dell'acqua
La pompa non esce, la pompa
pausa
Sostituisci con uno nuovo
Resistenza all'acqua
compromessa
Sostituisci con uno nuovo
Il pannello richiede l'
interfaccia ipertestuale
funzionante
La dimensione della carta da
taglio è troppo grande
Ridimensiona l' immagine
Il punto di ancoraggio della
macchina non è corretto
Retargeting
Il taglio laser è
impermeabile
Il percorso della luce del laser
non è corretto
Regolare il percorso
ottico
Specchi e lenti sono sporchi
Lavare con alcool
Non emette laser
Problemi con i tubi laser
Sostituisci con uno nuovo
Problemi di potenza più grandi
Sostituisci con uno nuovo
Il Ya x non
si muove
L' interruttore rotante non è
spento
Spegnere l'interruttore
rotante
Scarsa connessione del relè
Riposizionare il relè o
sostituirlo con uno
nuovo
Il pannello di
scansione indica che la
distanza del buffer è
insufficiente
La testa laser dell'asse X è
troppo lontana da un aiutante
Riposizionare la testa
laser dell'asse X in modo
che sia a 50 mm
di distanza dall'origine
L' interruttore di reset
sulla
macchina non è spento
funzione
Il finecorsa è danneggiato o la
linea di finecorsa è danneggiata
e l' interruttore nella catena
portacavi è scollegato
Sostituire con un nuovo
finecorsa rosso
37. Istruzioni *1
38. Tubi di scarico fumi *1
- 81 -
39. Nastro biadesivo *1
40. Morsetti *1
41. Cacciavite *1
42. Chiave a brugola *1SET
43. Cavo di messa a terra *1
44. Cavo di alimentazione *1
45. Cavo dati *1
46. Cavo di rete Crystal *1
47. Borsa portadocumenti *1
48. chiavetta USB *1
Indirizzo : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Importato negli USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 2 -
Técnico Soporte y certificado de garantía electrónica www.vevor.com/support
MÁQUINA DE GRABADO LÁSER
MANUAL DE INSTRUCCIONES
MODELO: KH5030/KH6040/KH7050/KH906/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELO: KH5030/KH6040/KH7050/KH9060/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
LASER ENGRAVING MACHINE
- 2 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Advertencia: Para reducir el riesgo de lesiones, el usuario
debe leer atentamente el manual de instrucciones.
Este dispositivo cumple con la Parte 15 de las Normas de la
FCC. Su funcionamiento está sujeto a las dos condiciones
siguientes: (1) Este dispositivo no puede causar interferencias
perjudiciales y (2) Este dispositivo debe aceptar cualquier
interferencia que reciba, incluidas las interferencias que
puedan causar un funcionamiento no deseado.
Este producto está sujeto a las disposiciones de la Directiva
Europea 2012/19/CE. El símbolo que muestra un contenedor
de basura tachado indica que el producto requiere una
recogida selectiva de residuos en la Unión Europea. Esto se
aplica al producto y a todos los accesorios marcados con este
símbolo. Los productos marcados como tales no pueden
desecharse con los residuos domésticos normales, sino que
deben llevarse a un punto de recogida para reciclar
dispositivos eléctricos y electrónicos.

- 3 -
IMPORTANT NOTES
El grabador láser de CO2 es adecuado tanto para uso personal como
profesional. Si se utiliza de acuerdo con estas instrucciones, incluye un
sistema láser de clase 1, pero algunos componentes siguen siendo muy
peligrosos. Nunca desactive el equipo de seguridad preinstalado y utilice
siempre el láser de forma segura y responsable .
Antes de operar el equipo, el usuario debe leer atentamente las
Manual de instrucciones y cúmplalo estrictamente. Este manual es
aplicable a varios modelos de productos.
Este equipo utiliza cuatro tipos de láseres estándar internacionales
(fuerte
radiación láser). La radiación láser puede provocar los siguientes
eventos:
1. encender los combustibles circundantes .
2. Durante el procesamiento láser, debido a los diferentes objetos
procesados, otros
Se pueden generar radiaciones y otros gases tóxicos .
3. La radiación láser directa puede provocar lesiones personales. Por lo
tanto, el equipo debe estar equipado con equipo contra incendios.
Está estrictamente prohibido apilar materiales inflamables y
explosivos en el banco de trabajo y alrededor del equipo. Al mismo
tiempo, asegúrese de que haya una buena ventilación. No se permite
que los operadores no profesionales se acerquen al equipo.
Los objetos y emisiones que se procesen con láser deben cumplir con
las leyes locales.
y reglamentos.
El procesamiento láser puede tener altos riesgos, por lo que debe
considerarlo cuidadosamente
si el objeto es adecuado para el procesamiento láser.
El equipo láser interno tiene alto voltaje y otros peligros, excepto
Para los operadores del equipo, está estrictamente prohibido

- 4 -
desmontarlo.
Al encender el equipo, alguien debe estar vigilado,
Está prohibido salir sin autorización y se debe cortar toda la energía
antes de que el personal salga.
Está prohibido abrir cualquier puerta cuando el equipo esté en
funcionamiento.
Antes de iniciar la operación, este equipo y otros equipos deben
conectado a tierra de forma segura y eficaz.
No coloque ninguna reflexión total irrelevante o reflexión difusa en el
objeto.
objetos en el equipo para evitar que el láser se refleje en el cuerpo
humano o en objetos inflamables.
Durante el funcionamiento del equipo, el operador deberá siempre:
Observe el funcionamiento del equipo. Si ocurre una situación anormal,
por favor, póngase en contacto con el servicio técnico de inmediato .
El equipo debe estar en un lugar seco, libre de contaminación y sin
vibraciones. y fuerte
entorno de interferencia electromagnética, con un funcionamiento
temperatura de 5-40 grados centígrados y una humedad de 5-95% (no
ambiente de agua de condensación).
El equipo debe estar siempre alejado de equipos eléctricos.
sensible a las interferencias electromagnéticas, de lo contrario podría
causar interferencias electromagnéticas.
El voltaje de funcionamiento del dispositivo es: CA 220 V europea o CA
240 V norteamericana.
AC120V americano (confirme el voltaje de funcionamiento del
dispositivo antes de usarlo).
El láser de vidrio de dióxido de carbono más importante del equipo es a
Consumible y un artículo vulnerable. Por favor, cuídelo durante su uso.
El láser de vidrio de dióxido de carbono necesita agua fría pura para
enfriarse. Por favor, preste atención a que la temperatura del agua no
supere los 30 grados. Celsius durante el uso, de lo contrario el láser se
dañará. Cuando la temperatura ambiente esté a punto de caer por
debajo de 0 grados Celsius, reemplácelo con un líquido anticongelante
- 5 -
para evitar dañar el dióxido de carbono. láser de vidrio.
Está prohibido encender el equipo cuando la tensión de red sea
inestable
o no coinciden. El fabricante y el vendedor no son responsables de
ninguna pérdida causada por un uso incorrecto o por el incumplimiento
de las regulaciones anteriores.
BASIC INFORMATION
Este manual es una guía de usuario diseñada para la instalación,
configuración, operación segura y mantenimiento del láser de gabinete.
Incluye información general, instrucciones de seguridad, pasos de
instalación, instrucciones de operación, procedimientos de mantenimiento
e información de contacto.
Todo el personal involucrado en la instalación, configuración, operación,
mantenimiento y reparación de esta máquina debe leer y comprender este
manual, especialmente sus instrucciones de seguridad. Algunos
componentes tienen voltajes extremadamente altos y/o generan una
potente radiación láser. El no comprender y seguir estas instrucciones
puede provocar un rendimiento y una vida útil deficientes, daños a la
propiedad y lesiones personales .
El grabador láser funciona emitiendo un potente rayo láser desde un
tubo de vidrio lleno de dióxido de carbono (CO2) aislante, reflejando ese
rayo en tres espejos y reflejándolo a través de una lente de enfoque, y
utilizando esta luz enfocada para grabar el diseño en ciertos sustratos. El
primer espejo está fijado cerca del extremo del tubo láser, el segundo
espejo se desplaza a lo largo del eje Y de la máquina y el tercer espejo
está unido al cabezal láser que se desplaza a lo largo del eje X. Dado que
parte del polvo del proceso de grabado se deposita en el espejo, es
- 6 -
necesario limpiarlo con frecuencia. Dado que se mueven durante el
funcionamiento, también es necesario reajustarlos periódicamente con los
tornillos de fijación a los que están unidos para mantener la trayectoria
láser correcta. Con este grabador se debe utilizar un sistema refrigerado
por agua (normalmente una bomba o un enfriador) para disipar el calor
generado por el tubo láser. De forma similar, se debe utilizar un sistema de
escape (normalmente un respiradero externo o un purificador de aire
dedicado) para eliminar el polvo y los gases generados durante el proceso
de grabado.
Si utiliza el láser constantemente a más del 70 % de su potencia
máxima, se acortará significativamente su vida útil. Se recomienda
configurarlo entre el 10 y el 70 % de la potencia máxima nominal para
lograr un rendimiento y una longevidad óptimos.
Tenga en cuenta que este es un dispositivo de alto voltaje y, por razones
de seguridad, se recomienda tocar sus componentes solo con una mano a
la vez durante su uso.
Tenga en cuenta que los láseres activos son invisibles para el ojo
humano. Este aparato no debe utilizarse con ninguna tapa abierta para
evitar posibles lesiones permanentes.
También debe tenerse en cuenta que tanto el sistema de refrigeración por
agua como el sistema de escape son absolutamente necesarios para el
uso seguro de este equipo. No utilice la máquina de grabado sin que estos
dos sistemas funcionen correctamente. El agua debe estar siempre limpia
y a temperatura ambiente, y el sistema de escape debe cumplir siempre
con todas las leyes y normativas aplicables al lugar de trabajo y a la
calidad del aire ambiente.
Los siguientes símbolos se utilizan en la etiqueta de esta máquina o en
este manual:
- 7 -
Estos artículos conllevan un riesgo de daños materiales graves o
lesiones personales.
Estos proyectos resuelven problemas graves similares relacionados con
los rayos láser.
Estos proyectos resolvieron problemas graves similares con la
electricidad.
Componentes.
Cualquier persona que se encuentre cerca de la unidad debe usar gafas
protectoras durante su funcionamiento.
La máquina es adecuada para grabar logotipos y otros artículos de
consumo.
productos sobre sustratos aplicables. Este láser puede procesar una
variedad de materiales, incluidos madera y corcho, papel y cartón, la
mayoría de los plásticos, vidrio, tela y cuero, y piedra. También se puede
utilizar con algunos metales con revestimiento especial. No se permite el
uso de este sistema para fines o materiales distintos de aquellos para
- 8 -
los que está especificado.
El sistema debe ser operado, mantenido y reparado por una persona que
está familiarizado con el campo de uso y los peligros de la máquina y los
materiales de grabado, incluyendo su reflectividad, conductividad
eléctrica, potencial de producción de humos nocivos o combustibles,
etc.
Los rayos láser son peligrosos. El fabricante y/o vendedor no se
responsabilizará
No se hace responsable del uso indebido de este dispositivo ni de los
daños o lesiones que resulten de su uso. El operador tiene la obligación
de utilizar este grabador láser de gabinete únicamente de acuerdo con
el uso previsto, las demás instrucciones del manual y todas las leyes y
regulaciones locales y nacionales aplicables .
Modelo
KH5030
KH6040
KH7050
KH9060
KH1490
- 9 -
KH - 5030
KH - 6040
KH - 7050
KH - 9060
KH - 1490
Voltaje de
entrada
CA 120 V
CA 120 V
CA 120 V
CA 120 V
CA 120 V
CA 230 V
CA 230 V
CA 230 V
CA 230 V
CA 230 V
Potencia
total
420 W
560 W
680 W
830 W
900 W
Potencia del
láser
5 0 W
60 W
80 W
100 W
130 W
Área de
trabajo
500*300
mm
600*400
mm
700*500
mm
900*600
mm
1400*900
mm
temperatura
5-50 ℃
humedad
5%-95% sin condensación
Tipo de láser
Láseres de vidrio de CO2
Modelo láser
KH-LT50
KH-LT60
R3
R5
R7
Material
Piedra, madera, cerámica, metal, tela, papel, etc.
Banco de
trabajo
Plataforma celular
Velocidad de
corte
0-400 mm/s
Velocidad de
grabado
0-500 mm/s
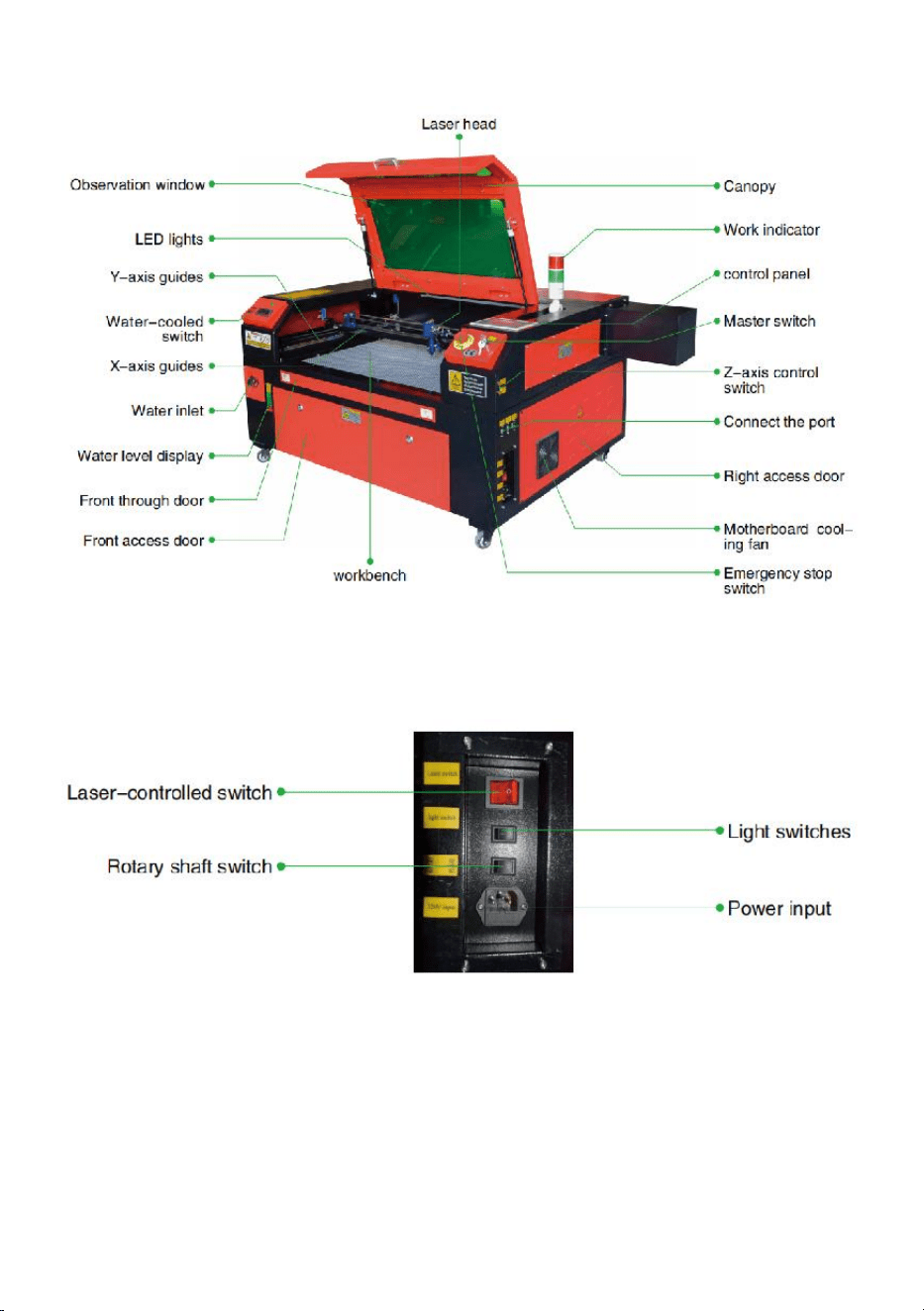
- 10 -
1.Diagrama esquemático de la pieza.
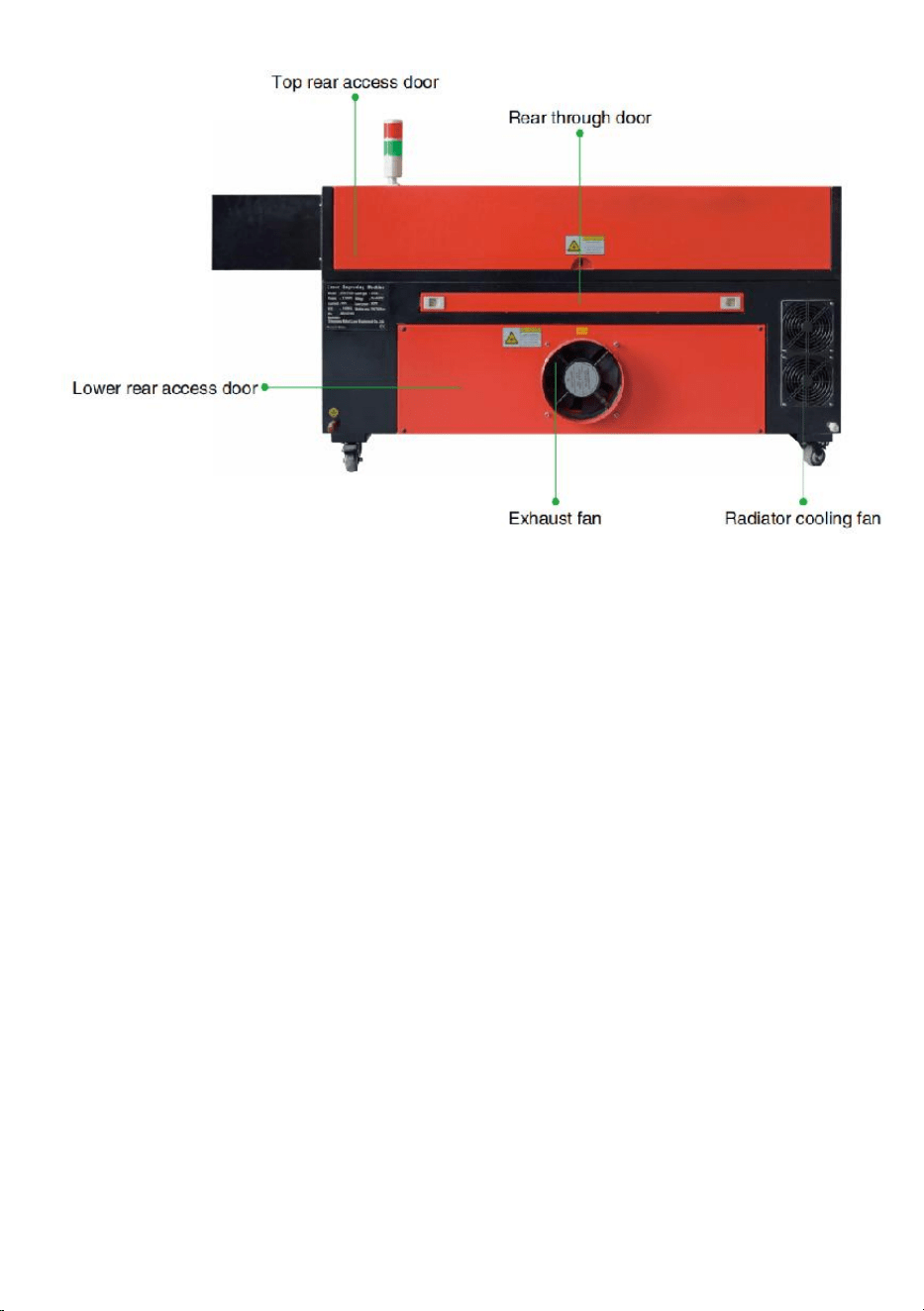
- 11 -
2.Descripción de la pieza.
Ventana de visualización: Esta ventana de acrílico color canela le
permite monitorear el
proceso de grabado, pero absorbe solo parcialmente el láser infrarrojo
alto y no tiene otra protección. Siempre use anteojos cuando utilice el
láser activo de observación protectora y nunca lo mire fijamente durante
períodos prolongados.
Luz LED: Esta luz verde clara ilumina el banco de trabajo para una visión
clara.
Vista del material grabado antes, durante y después del trabajo.
Guías del eje Y: Las guías del eje Y permiten que las guías del eje X se
muevan hacia adelante y hacia atrás
sobre la mesa.
Interruptor de enfriamiento de agua: después de activar el interruptor, el
agua incorporada
El enfriamiento comienza y la pantalla de temperatura en tiempo real se
ilumina.
Riel del eje X: El riel del eje X sostiene el segundo espejo y soporta el
Cabezal láser para mover hacia la izquierda y la derecha.
Entrada de agua: Se utiliza para desenroscar la tapa en sentido

- 12 -
antihorario al llenar.
el tanque de agua circulante incorporado.
Visualización del nivel del agua: este puerto de observación se puede
utilizar para observar el nivel del agua.
Nivel de agua del tanque de agua en el fuselaje. (amarillo: demasiado
alto / verde: adecuado / rojo: demasiado poco) .
Puerta delantera recta: esta puerta se abre para permitir el paso de
materiales más grandes.
a través de la mesa de trabajo. Se debe tener mucho cuidado para
evitar ver o sufrir por el rayo láser y sus reflejos. Aquí también estaba la
bolsa de accesorios cuando llegó el grabador por primera vez.
Puerta de acceso frontal: esta puerta proporciona acceso al área debajo
de la
Banco para fácil limpieza.
Toldo: La tapa proporciona acceso al soporte principal para colocar y
recuperación de materiales, así como la alineación de la trayectoria del
láser y otras tareas de mantenimiento. Cuando se abre la tapa, la
energía del láser se corta automáticamente.
Indicador de trabajo: puede ayudar al operador a observar mejor el láser.
Estado de emisión, luz roja: láser en funcionamiento, luz verde: láser
inactivo.
Panel de control: El panel de control proporciona control manual del
proceso de grabado, incluido el movimiento del cabezal láser manual y
la emisión del láser.
Interruptor principal: controla el interruptor de potencia total de toda la
máquina.
Interruptores de control del eje Z: estos botones mueven la mesa hacia
arriba o hacia abajo para
ayudarle a adaptarse rápidamente y centrarse en los distintos
espesores de la mesa.
Puertos de conexión: Estos puertos conectan la placa principal del
grabado.
máquina al ordenador de control y a su software de grabado a través de
un cable USB o Ethernet.

- 13 -
Puerta de acceso derecha: esta puerta proporciona acceso a la placa
base, al motor
controladores y fuente de alimentación. Las rejillas de ventilación evitan
que los componentes se sobrecalienten durante el uso y no deben estar
obstruidas.
Ventilador de enfriamiento de la placa base: este ventilador se utiliza
para disipar el calor del núcleo.
electrodomésticos como placas base integradas y fuentes de
alimentación láser.
Interruptor de parada de emergencia: En caso de emergencia, este
botón
Corte inmediatamente toda la energía al tubo láser.
Cabezal láser: El cabezal láser contiene el tercer espejo, la lente de
enfoque y el punto rojo.
Orientación y salida de asistencia de aire.
Mesa: La altura de la mesa se puede ajustar para adaptarse a
superficies más delgadas y más gruesas.
materiales, así como entre plataformas de aluminio y celulares.
Interruptor de control láser: este interruptor debe estar encendido cuando
se utiliza un láser.
Interruptor de luz: Enciende la luz en el banco de trabajo.
Interruptor del eje giratorio: este interruptor debe estar encendido cuando
se utiliza el eje giratorio.
eje (apagado cuando el eje giratorio no está en uso), si el eje Y no se
mueve, verifique si este interruptor está apagado.
Entrada de energía: este conector de alimentación debe estar conectado
antes de usar el
máquina.
Puerta de acceso trasera superior: esta puerta conduce al
compartimento del láser donde se encuentra el láser.
El tubo y sus conexiones están asegurados.
Puerta trasera: Esta puerta es el equivalente a una puerta delantera y
requiere una puerta similar.
Cuidados durante el uso.

- 14 -
Puerta de acceso trasera inferior: esta puerta proporciona acceso a la
asistencia de aire.
Bomba y correa del eje Z.
Ventilador de escape: Este ventilador extrae gases y residuos del aire del
banco de trabajo y envía el aire hacia afuera después de ser purificado
por un filtro ecológico.
Ventilador de enfriamiento del tanque de agua: este ventilador se utiliza
para enfriar el agua circulante .
3. Descripción de la trayectoria del láser .
A. Tubo láser : Este tubo de vidrio lleno de dióxido de carbono está
montado sobre un soporte y no se puede mover. El voltaje de
conexión entre él y la fuente de alimentación del láser es
extremadamente alto y extremadamente peligroso.
B. Primer reflector: este espejo de ángulo ajustable se mantiene en su
lugar para transferir el láser de grabado del tubo al segundo espejo.
C. Segundo espejo : Este espejo de ángulo ajustable se mueve a lo
largo de la guía del eje X para permitir que el rayo láser se desplace a
lo largo del eje Y.
D. Tercer espejo : Este espejo ajustable en ángulo se mueve con el
cabezal del láser, lo que permite que el rayo láser se desplace a lo
largo del eje X.
E. Lente de enfoque : esta lente dirige y enfoca la luz láser sobre el
material.
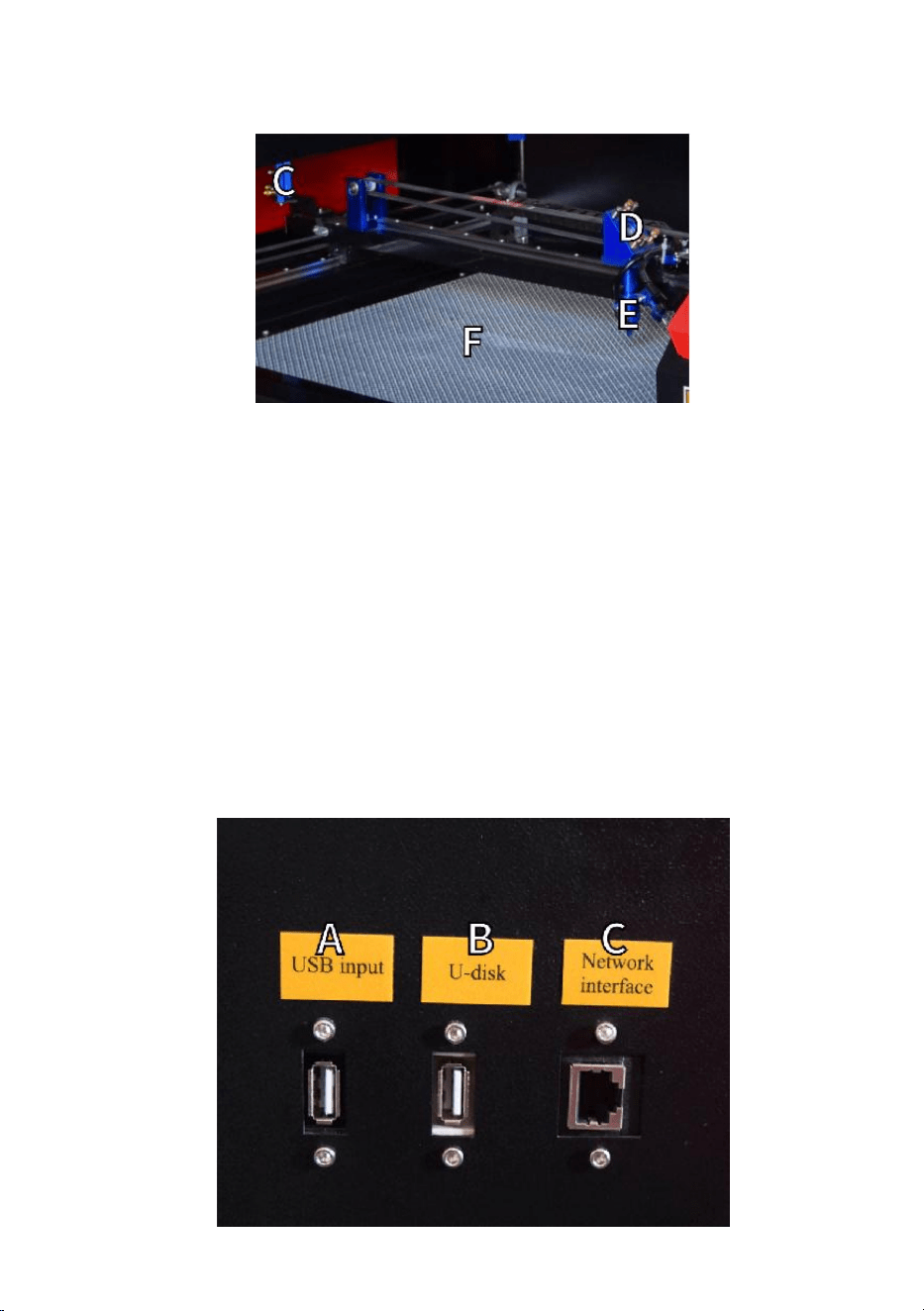
- 15 -
F. Banco de trabajo : La altura del banco de trabajo expuesto se puede
ajustar .
4.Conecte las entradas.
A. Puerto de línea USB : Este puerto utiliza cualquiera de sus puertos
USB para conectarse a la computadora de control y a su software de
grabado.
B. Puerto USB : Este puerto le permite cargar y guardar diseños y
parámetros directamente en el grabador.
C. Puerto Ethernet : Este puerto se conecta directamente o vía Internet
a la computadora de control y su software.
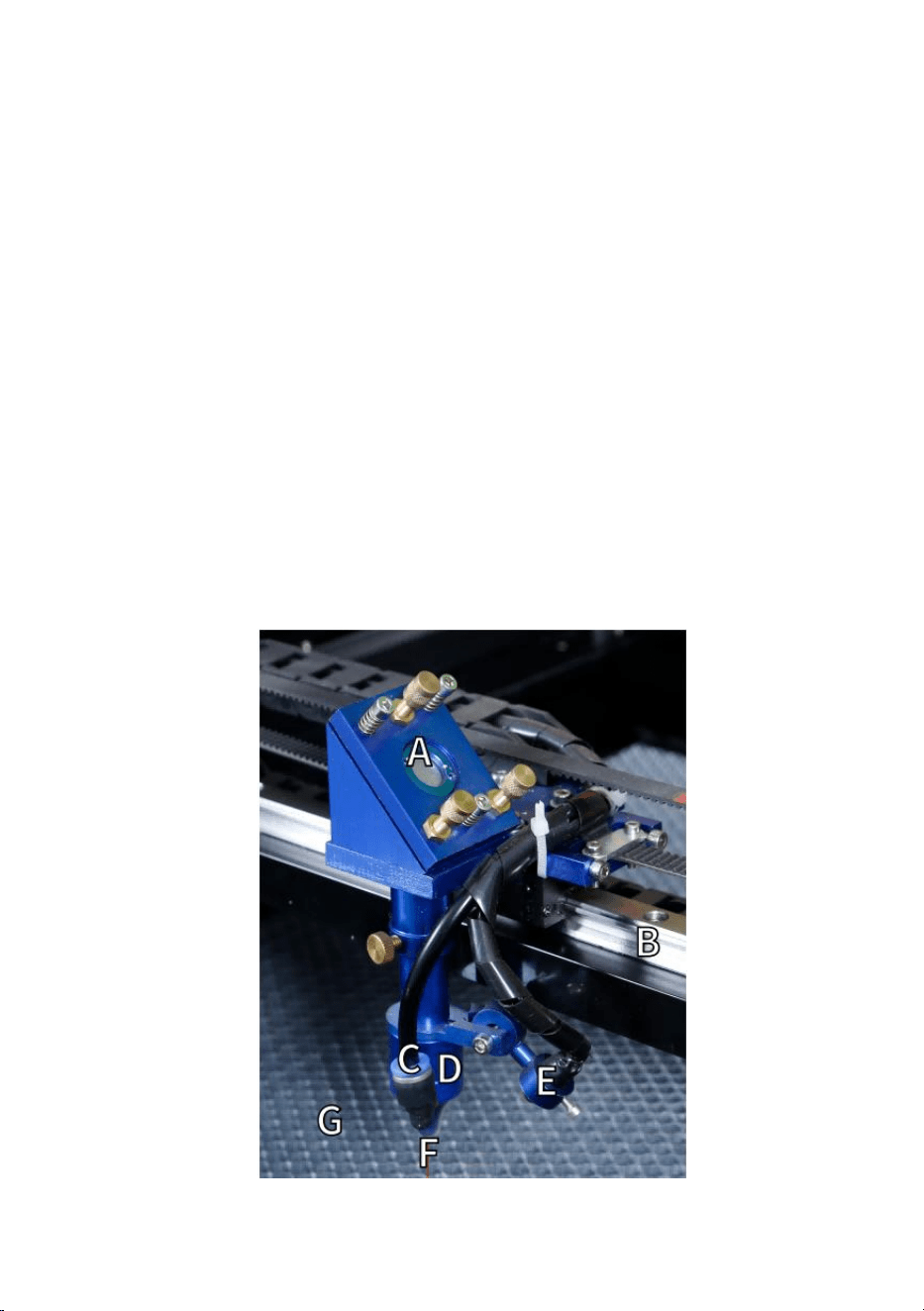
- 16 -
5.Conjunto de cabezal láser.
A. Tercer espejo del cabezal láser: este espejo con ángulo ajustable
transmite la luz láser desde el segundo espejo a la lente de enfoque.
B. Guía del eje X: Esta guía se mueve a lo largo del eje Y, y su
movimiento está controlado por un interruptor de límite.
C. Asistencia de aire: este dispositivo sopla aire presurizado para matar
chispas y eliminar gases y residuos mientras se graba.
D. Lente de enfoque: esta lente dirige y enfoca el rayo láser hacia su
punto de contacto con el material de grabado.
E. Puntero de punto rojo: este dispositivo le ayuda a ver la ubicación
exacta del láser de grabado invisible.
F. Láser: El láser de grabado es invisible, pero muy peligroso. Evite el
contacto directo con la piel o los ojos.
G. Banco de trabajo: Utilice las herramientas acrílicas proporcionadas
para lograr el enfoque perfecto para cualquier espesor de material.

- 17 -
6.Puerta de acceso derecha.
A. Placa base : Esta placa controla el proceso de grabado y responde a
los comandos del software de grabado o del panel de control de la
máquina.
Controlador del eje BX : este dispositivo mueve el cabezal láser a lo
largo del riel X.
Accionamiento del eje CY : este dispositivo mueve el carril X a lo largo
del carril Y.
D. Potencia láser : este dispositivo convierte la electricidad estándar en
la carga de voltaje extremadamente alto requerida para un tubo láser.
E. Fuente de alimentación: este dispositivo alimenta la placa base y las
unidades de la máquina .
7. Fuente de alimentación del láser .
A. Cable de alto voltaje : este cable está conectado al ánodo o extremo
positivo del tubo láser y proporciona corriente de alto voltaje para
alimentar el láser.
B. Orificios de montaje : estas ranuras estándar permiten una instalación
y extracción sencillas.
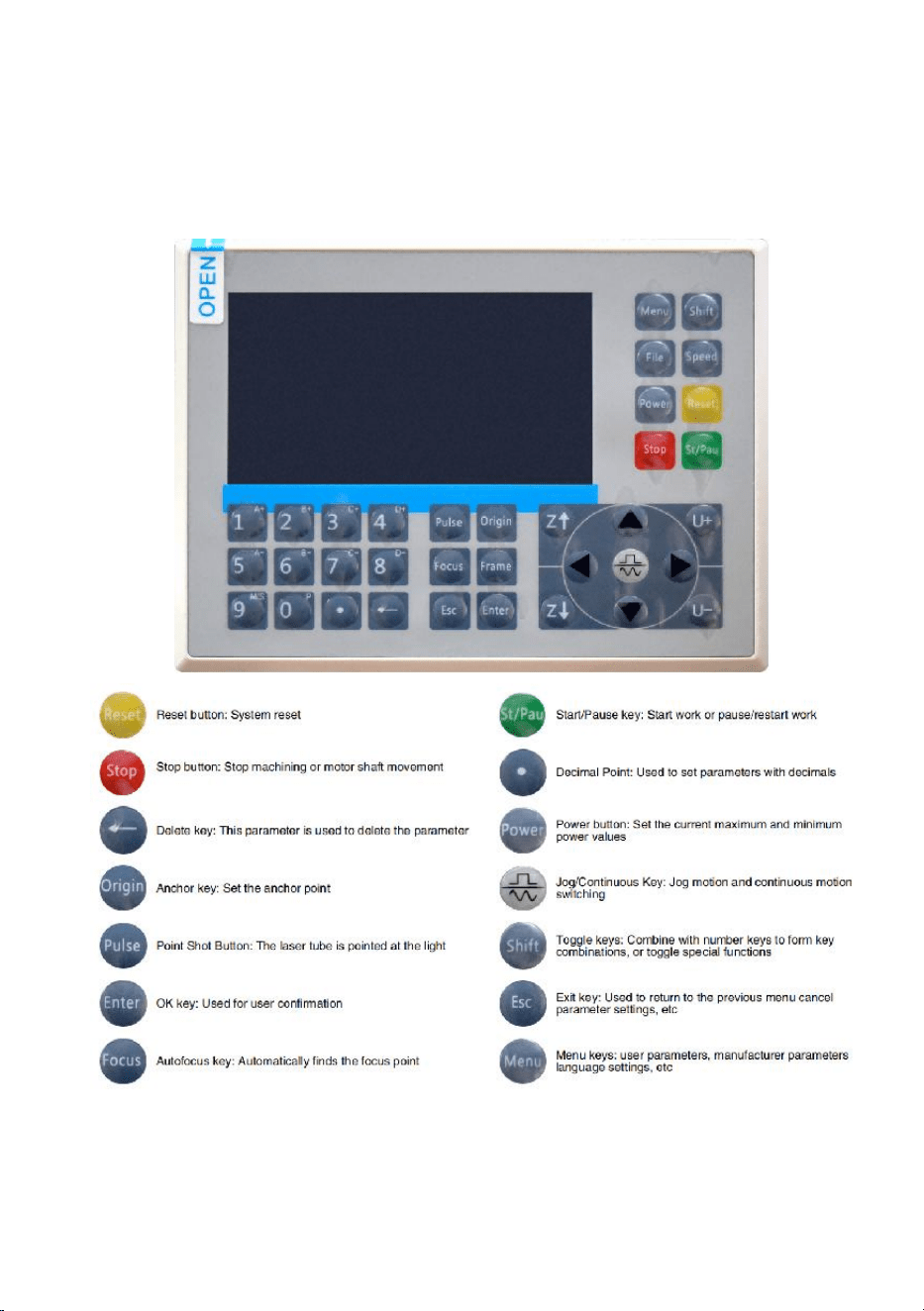
- 18 -
8.Controlar la pantalla.
Descripción del botón
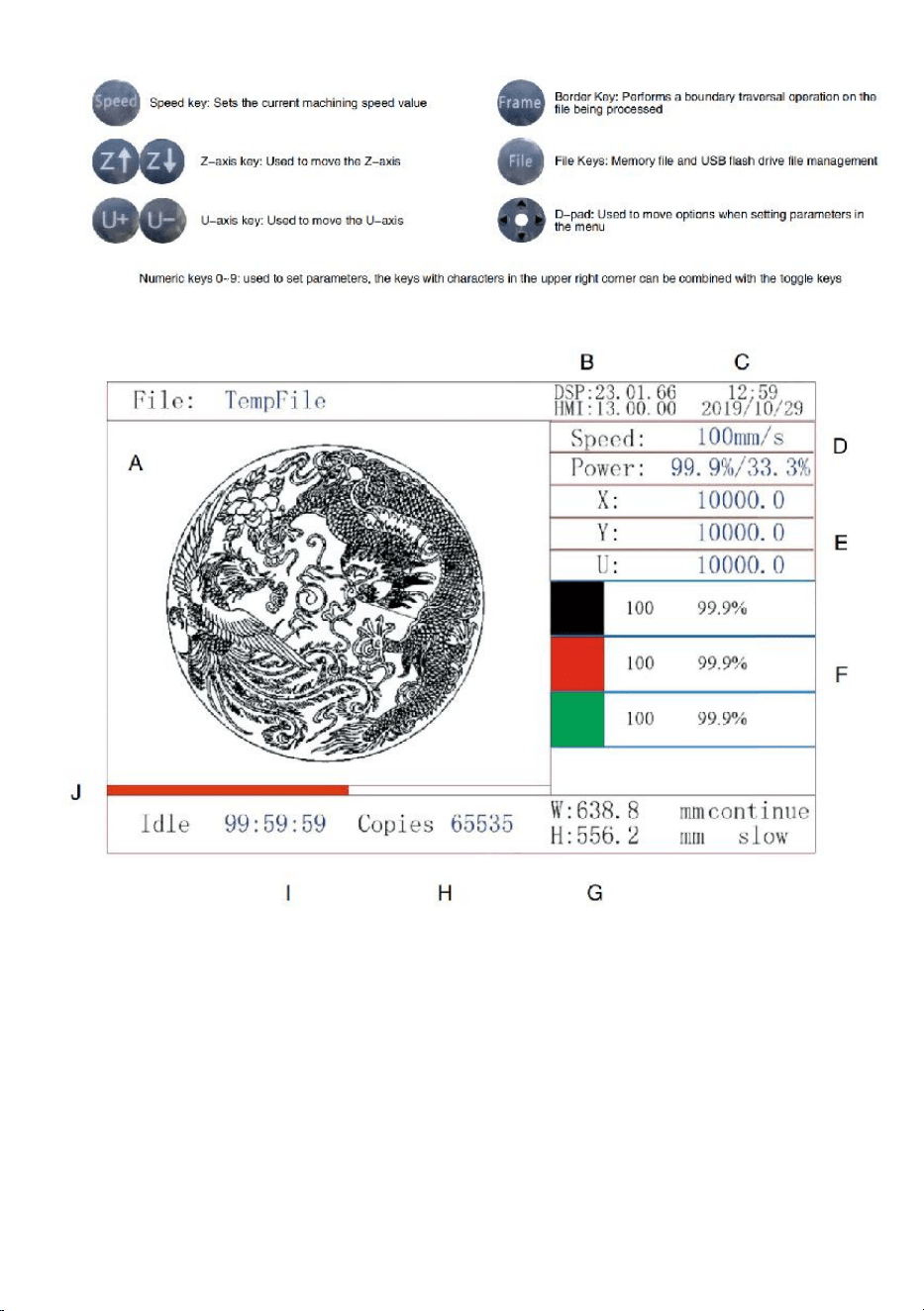
- 19 -
Descripción de la pantalla
AO. Área de visualización gráfica: muestra el recorrido y la pista de
ejecución de todo el archivo.
AP. Número de versión: muestra el número de versión del panel y la placa
base.
AQ. Hora del sistema: muestra la hora actual del sistema.
AR. Área de visualización de parámetros: muestra el número de archivo,
la velocidad, la potencia máxima, etc. del archivo en ejecución.
AS. Área de visualización de coordenadas: muestra las coordenadas

- 20 -
actuales del cabezal láser.
AT. Área de visualización de capas: muestra los parámetros de capa del
archivo actual o de vista previa. Los parámetros de izquierda a derecha
son la cantidad de capas, el color, la velocidad y la potencia máxima.
AU. Tamaño del marco procesado: muestra las dimensiones del archivo
actual.
AV. Número de piezas: muestra el recuento de ejecuciones completadas
para el archivo actual.
AW. Estado del sistema: muestra el estado actual de la máquina: inactiva,
en funcionamiento, en pausa o completada. El tiempo de procesamiento
se muestra a la derecha.
AX. Barra de progreso de procesamiento: muestra el progreso del archivo
actual.
Nota : Cuando el sistema está inactivo o cuando el trabajo está completo,
se utilizan todos los botones. Los usuarios pueden trabajar en archivos,
establecer parámetros, obtener una vista previa de los archivos y más.
Algunos botones no funcionarán cuando el trabajo esté en ejecución o en
pausa (por ejemplo, origen y marco) .
SAFETY INFORMATION
1. DESCARGO DE RESPONSABILIDAD DE GARANTÍAS
Su grabador puede ser ligeramente diferente al que se muestra en este
manual debido a opciones, actualizaciones, etc. Si su máquina de grabado
viene con un manual desactualizado o tiene alguna otra pregunta,
comuníquese con nosotros.
2. AVISO GENERAL DE SEGURIDAD
Su dispositivo debe tener una etiqueta de instrucciones adherida en las
siguientes ubicaciones:
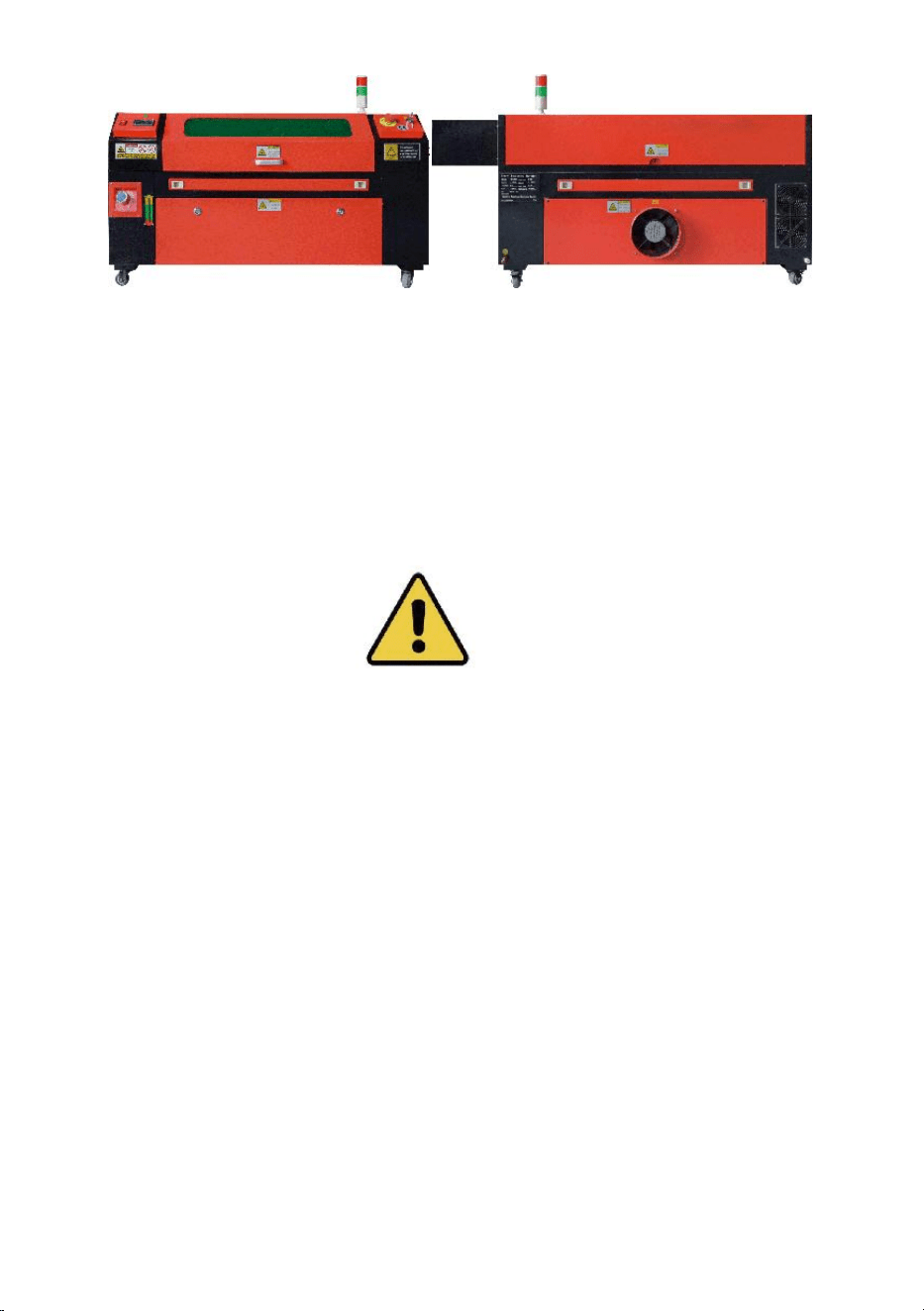
- 21 -
Si alguna de estas etiquetas falta, es ilegible o está dañada, debe
Reemplazado.
Utilice este dispositivo de grabado láser únicamente de acuerdo con
todas las normas aplicables.
Leyes y reglamentaciones locales y nacionales.
Utilice este aparato únicamente de acuerdo con este manual de
instrucciones.
Otras personas que hayan leído y comprendido este manual están
autorizadas a instalar, operar, mantener, reparar, etc. Si este dispositivo
ha sido regalado o vendido a un tercero, asegúrese de que este manual
esté incluido con el dispositivo.
No corras de forma continua durante más de 3 horas y media. Haz una
parada al menos
30 minutos entre usos.
No deje este dispositivo sin supervisión durante su funcionamiento.
Observe las
Durante todo el funcionamiento del equipo, si se produce algún
funcionamiento anormal, corte inmediatamente la alimentación de la
- 22 -
máquina y póngase en contacto con nuestro servicio de atención al
cliente o con su servicio de reparación especializado. Nuevamente,
asegúrese de que el aparato esté completamente apagado después de
cada uso (incluso a través del interruptor de parada de emergencia).
No permita que menores, personal no capacitado o personas con
discapacidades físicas o
discapacidades mentales que puedan interferir con su capacidad para
seguir este manual y los manuales de software para instalar, operar,
mantener o reparar este equipo.
Cualquier personal no capacitado que pueda estar cerca del equipo.
Durante la operación se debe informar a los usuarios que el equipo es
peligroso y recibir instrucciones adecuadas sobre cómo evitar lesiones
durante su uso .
Coloque siempre extintores, tuberías de agua u otros retardantes de
llama
Sistemas de extinción de incendios cerca para evitar accidentes.
Asegúrese de que el número de teléfono del departamento de bomberos
local esté claramente visible cerca. En caso de incendio, corte el
suministro eléctrico antes de apagar las llamas. Antes de usarlo,
familiarícese con el alcance correcto del extintor. Tenga cuidado de no
usar el extintor demasiado cerca de la llama, ya que su alta presión
puede crear una reacción.
3.INSTRUCCIONES DE SEGURIDAD DEL LÁSER.
Cuando se utiliza según las instrucciones, la máquina incluye un
sistema láser de clase 1 que es seguro tanto para los usuarios como para
las personas que se encuentren cerca. Sin embargo, los láseres invisibles,
los tubos láser y sus conexiones eléctricas siguen siendo muy peligrosos.
Pueden provocar graves daños materiales y lesiones personales si no se
utilizan o modifican con cuidado, incluidos, entre otros, los siguientes:
Los láseres pueden quemar fácilmente materiales combustibles
cercanos.
- 23 -
Algunos materiales de trabajo pueden producir radiación o gases
nocivos durante
Procesando .
El contacto directo con el láser puede provocar daños corporales,
incluidos graves.
quemaduras y daños oculares irreparables.
No modifique ni desactive las funciones de seguridad proporcionadas
por este dispositivo.
No modifique ni desmonte el láser, y no lo utilice si ha sido modificado o
desmontado por alguien que no sea un profesional capacitado y
calificado. El uso de dispositivos láser adaptados, modificados o de otro
modo puede provocar exposición peligrosa a la radiación y otras
lesiones. equipo incompatible .
Nunca deje ninguna parte del gabinete abierta durante el funcionamiento
a menos que
(obligatorio) a través de puertas. Nunca interfiera con el haz láser, no
coloque ninguna parte del cuerpo en ninguna parte de la trayectoria del
láser durante la operación y nunca intente observar el láser
directamente. Cuando utilice una puerta de paso o corra el riesgo de
exponerse a un haz láser, tome medidas para protegerse de los rayos
láser potencialmente reflejados, incluido el uso de equipo de protección
personal, como gafas protectoras especialmente diseñadas, para filtrar
grabadores con una densidad óptica (DO) de 5+ para longitudes de
onda específicas de láseres.
Durante el funcionamiento, no mire ni permita que otros miren el rayo
láser.
de forma continua, incluso si la tapa está cerrada y/o se utilizan gafas
protectoras.
Utilice esta máquina de grabado únicamente cuando su función de
apagado automático esté activada.
funcionando correctamente. Cuando adquiera este grabador por
primera vez, si Si nota algún problema, pruébelo antes de realizar
cualquier otro trabajo (consulte a continuación). Si no se cierra, no

- 24 -
continúe usándolo. Apague el dispositivo y comuníquese con el servicio
de atención al cliente o el servicio de reparación. Nunca desactive estos
cierres.
Si el sistema de refrigeración por agua no funciona correctamente, no
utilice este láser.
No utilice el grabador bajo ninguna circunstancia. Active siempre el
sistema de refrigeración por agua y confirme visualmente que el agua
fluye por todo el sistema antes de encender el tubo láser. No utilice agua
helada ni agua con temperaturas superiores a 100 °F (38 °C). Para
obtener mejores resultados, manténgala entre 60 y 70 °F (15 y 21 °C).
No utilice refrigerante genérico ni anticongelante en el agua de
enfriamiento, ya que pueden
Dejan un residuo corrosivo y se solidifican dentro de la manguera y las
tuberías, lo que puede provocar fallas o incluso explosiones. Utilice
fórmulas personalizadas seguras para láser o use y guarde su grabador
en un área con clima controlado.
No deje sustancias potencialmente inflamables, inflamables, explosivas
o corrosivas.
materiales cercanos para evitar exponerlos a rayos láser directos o
reflejados.
No utilice ni coloque equipos sensibles a interferencias
electromagnéticas cerca. Asegúrese de que
El área alrededor del láser está libre de fuertes interferencias
electromagnéticas durante cualquier uso.
Utilice esta máquina únicamente para procesar los materiales descritos
en
Sección de seguridad de materiales de este manual. La configuración
del láser y el proceso de grabado deben ajustarse adecuadamente para
el material específico.
Asegúrese de que el área esté libre de otros contaminantes del aire, ya
que estos pueden representar un riesgo.
Riesgo similar de reflexión, combustión, etc.
- 25 -
4.INSTRUCCIONES DE SEGURIDAD ELÉCTRICA.
Utilice este dispositivo únicamente con una fuente de alimentación
compatible y estable con un
fluctuación de voltaje inferior al 10 % .
No conecte otros dispositivos al mismo fusible que el sistema láser.
requiere su amperaje completo. No utilice con cables de extensión
estándar ni regletas de enchufes. Solo se utilizan dispositivos de
protección contra sobretensiones con una capacidad nominal de más de
2000 J.
Encienda este dispositivo solo si está bien conectado a tierra, ya sea
mediante un cable firme
Conexión a un enchufe de 3 pines o mediante un cable de conexión a
tierra exclusivo que esté conectado de forma segura a la ranura correcta
del gabinete. No utilice un adaptador de 3 a 2 pines sin conexión a tierra.
La conexión a tierra del equipo debe revisarse periódicamente para
detectar daños o conexiones sueltas.
Por lo tanto, el área alrededor de este dispositivo de grabado láser debe
mantenerse
Seco, bien ventilado y con un ambiente controlado para mantener la
temperatura ambiente entre 40 y 95 °F (5 y 35 °C). Para obtener
mejores resultados, mantenga la temperatura a 75 °F (25 °C) o menos.
La humedad ambiente no debe superar el 70 %.
Cuando la bomba esté conectada a su fuente de alimentación, no
manipule la

- 26 -
bomba o el agua en la que está sumergida. Colóquela en el agua antes
de conectarla a una fuente de energía y desconéctela de la fuente de
alimentación antes de sacarla.
Ajustes, mantenimiento y reparaciones de los componentes eléctricos de
Este equipo debe ser utilizado únicamente por profesionales
capacitados y calificados para evitar incendios y otras fallas, incluida la
posible exposición a la radiación debido a daños en los componentes
del láser. Dado que la prueba de los componentes eléctricos de este
sistema de marcado requiere técnicas especializadas, se recomienda
que dichas pruebas sean realizadas únicamente por fabricantes,
vendedores u organizaciones de servicio de reparación.
A menos que se indique lo contrario, ajuste, mantenga y repare el
aparato únicamente
Cuando esté apagado, desconectado de la alimentación y
completamente enfriado .
5.INSTRUCCIONES DE SEGURIDAD DEL MATERIAL.
Es responsabilidad del usuario de esta máquina de grabado láser
Confirme que el material que se va a procesar es capaz de soportar el
calor del láser y no produce emisiones ni subproductos que sean
perjudiciales para las personas cercanas o que infrinjan las leyes o
normativas locales o nacionales. En particular, no utilice este equipo
para procesar cloruro de polivinilo (PVC), teflón u otros materiales que
contengan halógenos bajo ninguna circunstancia.
Es responsabilidad del usuario de esta máquina de grabado láser
Asegúrese de que todas las personas presentes durante la operación
tengan el equipo de protección personal adecuado para evitar lesiones
causadas por emisiones y subproductos del material que se está
procesando. Además de las gafas protectoras contra láser mencionadas
anteriormente, es posible que se requieran gafas protectoras, máscaras
o respiradores, guantes y otra ropa protectora exterior.
Si el sistema de escape no funciona correctamente, no utilice este láser.

- 27 -
No utilice la máquina de grabado bajo ninguna circunstancia. Asegúrese
siempre de que el extractor de aire pueda eliminar el polvo y los gases
del proceso de grabado de acuerdo con todas las leyes y normativas
locales y nacionales aplicables. Si el extractor de aire o el tubo de
escape fallan, deje de usarlo inmediatamente.
Los usuarios deben tener especial cuidado al trabajar con materiales
conductores.
materiales, ya que la acumulación de polvo y partículas ambientales
puede dañar los componentes eléctricos, provocar cortocircuitos o tener
otros efectos, incluida la radiación láser reflejada .
Esta máquina se puede utilizar de forma segura con los siguientes
materiales:
1. plásticos .
·Acrilonitrilo butadieno estireno (ABS)
·Nailon (poliamida, PA, etc.)
·polietileno
·Polietileno de alta densidad (polietileno de alta densidad, polietileno,
etc.)
·Tereftalato de polietileno orientado biaxialmente (BoPET, poliéster,
- 28 -
poliester, etc.)
·Tereftalato de polietileno (PETG, PET-G, etc.)
·Poliimida (PI, Kapton, etc.)
·Polimetilmetacrilato (PMMA, acrílico, plexiglás, fluorita, etc.)
·Polioximetileno (POM, acetal, DL, etc.)
·Polipropileno (PP, etc.)
·estireno
2.otros.
·cartulina
·Cerámica, incluyendo cubertería, azulejos, etc.
·vaso
·cuero
·Papel y cartón
·goma
·Piedra, incluyendo mármol, granito, etc.
·Textiles, incluidos algodón, ante, fieltro, cáñamo, etc.

- 29 -
·Madera, incluyendo corcho, MDF, contrachapado, madera de balsa,
abedul, cerezo, roble, álamo, etc.
Nota : Consulte los parámetros recomendados para los materiales de
grabado más utilizados.
Esta unidad no se puede utilizar con los siguientes materiales ni con
ningún otro material
conteniéndolos:
· Cuero artificial que contiene cromo hexavalente (Cr[VI]) debido a sus
humos tóxicos
·Astato debido a sus humos tóxicos.
·Óxido de berilio, por sus humos tóxicos.
·Bromo, por sus humos tóxicos.
·Cloro, incluido el polivinil butiral (PVB) y el policloruro de vinilo (PVC,
vinilo, Sintra, etc.), por sus humos tóxicos.
·Flúor, incluido el teflón (teflón, teflón, etc.), por sus humos tóxicos.
·Yodo, por sus vapores tóxicos.
·Metales, por su conductividad eléctrica y reflectividad
·Resinas fenólicas, incluidas diversas formas de resinas epóxicas, ya
que producen humos tóxicos.
·Policarbonato (PC, Lexan, etc.) por sus humos tóxicos
- 30 -
Nota : Para todos los demás materiales, si no está seguro acerca de la
seguridad o capacidad de este dispositivo para ser utilizado con
láser, consulte los Datos de seguridad del material.
Hoja de datos de seguridad (MSDS). Se presta especial atención a
la información sobre seguridad, toxicidad, corrosividad, reflectividad
y reacción a altas temperaturas. Alternativamente, comuníquese
con nuestro departamento de soporte para obtener más
orientación.
INSTALLATION
1.DESCRIPCIÓN GENERAL DE LA INSTALACIÓN.
Un sistema de trabajo completo incluye el gabinete de grabado láser, su
rejillas de ventilación, todos los cables de conexión aplicables, así como
el láser y la llave de acceso. El gabinete puede utilizar el diseño
proporcionado por el software de grabado incluido conectándose
directamente con su computadora o Internet; también puede grabar
diseños que se cargan directamente desde unidades flash. Los usuarios
pueden configurar otros accesorios adicionales, como ejes rotatorios,
para satisfacer sus necesidades .
Utilice únicamente el hardware, el cableado y las fuentes de
alimentación que vienen con el producto o que están
compatible con este dispositivo. Instalación del equipo que no sea
adecuado para su uso puede provocar un rendimiento deficiente, una
reducción del tiempo de servicio, mayores costos de mantenimiento,

- 31 -
daños a la propiedad y lesiones personales.
Preste atención a los requisitos específicos para la instalación del
sistema.
Todos los clientes deben tener en cuenta estas consideraciones antes
de la instalación para realizar la configuración correcta y lograr un
rendimiento seguro del láser. Si tiene problemas o inconvenientes con la
instalación, comuníquese con nuestros técnicos y con el equipo de
atención al cliente.
Cualquier equipo auxiliar debe ajustarse a la unidad principal. En caso
de duda,
Por favor, póngase en contacto directamente con el distribuidor o
fabricante de dicho equipo.
2. Selección del lugar de instalación
Antes de instalar el grabador, elija la ubicación adecuada para su uso.
Asegúrese de que cumple con todos los requisitos comentados en el
apartado de seguridad anterior.
información. El lugar debe ser estable, nivelado, seco y con clima
controlado para garantizar una temperatura ambiente de 40 a 95 °F (5 a
35 °C) y una humedad ambiente por debajo del 70 %. En particular, la
temperatura y la humedad juntas no deben acercarse al punto de rocío.
También es recomendable utilizar habitaciones sin ventanas o usar
persianas o cortinas para evitar la exposición al calor adicional potencial
de la luz solar directa. El lugar debe estar libre de polvo y otros
contaminantes del aire y lo suficientemente bien ventilado para manejar
los humos generados durante el proceso de grabado de acuerdo con
todas las leyes y regulaciones aplicables. Dependiendo del material que
se procesará, esto puede requerir la construcción de un sistema de
ventilación dedicado. Debe mantenerse alejado de los niños; materiales
inflamables, explosivos o corrosivos; y equipos EMI sensibles. El cable
de alimentación debe estar
Enchufado a una fuente de alimentación compatible y estable a través
de un tomacorriente de 3 clavijas con conexión a tierra. No debe haber
otros elementos que consuman corriente del mismo fusible. Debe haber

- 32 -
equipo contra incendios disponible cerca y el número de teléfono del
departamento de bomberos local debe estar claramente visible.
Es muy recomendable colocar un banco adicional cerca de la máquina.
para evitar colocar objetos sobre la máquina o directamente cerca de
ella, que podrían representar un peligro de incendio o de láser.
3.CONEXIÓN A TIERRA DEL CABLE.
El dispositivo utiliza un láser potente. Como se menciona en la
información de seguridad
En el caso de la máquina, el voltaje es extremadamente alto y presenta
riesgos potenciales, por lo que el usuario debe conectarla firmemente a
tierra para evitar la acumulación de electricidad estática. El uso de un
enchufe estándar de 3 clavijas proporcionará una conexión a tierra
adecuada. Si no tiene acceso a un enchufe de 3 clavijas, debe utilizar un
cable de conexión a tierra y asegurarse de que esté conectado
correctamente. El extremo distal del cable debe estar firmemente
conectado a una varilla de metal a una profundidad de al menos 2,5
metros (8 pies) o a dos varillas de metal separadas que se hayan
clavado en el suelo a una distancia de al menos 1,5 metros (5 pies) de la
máquina.
Una mala conexión a tierra puede provocar fallas en el equipo y crear un
riesgo grave de
Descarga eléctrica. El fabricante y/o vendedor no serán responsables
de ningún daño, accidente o lesión causados por una mala conexión a
tierra.

- 33 -
8. DESEMPAQUETE LA MÁQUINA DE GRABADO.
Su grabador viene en un estuche de madera con sus accesorios
(incluidos
Este manual) se encuentra embalado en el área detrás de la puerta
frontal. Debe colocar la caja en un área amplia y plana para desembalar
y, lo ideal es que planee utilizar la máquina de manera permanente.
Paso 1: Si aún no lo has hecho, termina de quitar la caja.
alrededor del grabador. Luego, coloque la máquina en su lugar.
Paso 2: Mantenga las pastillas de freno en su lugar presionándolas en
los 2
ruedas delanteras.
Paso 3: Recupere la clave de acceso de la bahía principal en la parte
frontal del
máquina. Retire la bolsa de accesorios del área detrás de la puerta
frontal. Verifique que haya recibido todos los siguientes elementos:
cable de alimentación, cable de tierra, cables USB y Ethernet, unidad
flash USB con software de grabado, tubo de escape con abrazadera de
manguera, juego de llaves hexagonales, herramienta de enfoque
acrílico, llaves y este manual .
Paso 4: Inspeccione cuidadosamente el conjunto del tubo láser, el punto
de visualización
ventana y el resto de la máquina. El tubo láser es un objeto muy frágil y
debe manipularse con cuidado y con los menores golpes posibles.
Paso 5: Dentro del soporte principal, retire el eje X y el
Mesa de nido de abeja.
Paso 6: Puedes conservar el embalaje para futuras devoluciones, pero si
lo desechas
del mismo o de cualquiera de sus accesorios, asegúrese de seguir las
normas de eliminación de residuos aplicables.

- 34 -
5. CONEXIÓN DE ALIMENTACIÓN PRINCIPAL.
Confirme que la etiqueta junto a la toma de corriente conectada en la
máquina
que coincida con la tensión de alimentación. Conecte un extremo del
cable de alimentación a una toma de corriente y el otro extremo a una
toma de tierra. En ningún caso debe encender el dispositivo si la tensión
no coincide.
Las fluctuaciones a lo largo de la línea deben ser inferiores al 10%. Si
este valor es
Si se exceden los límites establecidos, se fundirá el fusible. Estos
fusibles se encuentran en el enchufe de conexión y son accesibles
desde el exterior. Nuevamente, no conecte este dispositivo a un cable
de extensión estándar ni a una regleta de enchufes. Conéctelo
directamente a una toma de tierra o utilice un dispositivo de protección
contra sobretensiones con una capacidad superior a 2000 J.
6.INSTALACIÓN REFRIGERADA POR AGUA.
La bomba de agua suministrada es fundamental para el rendimiento y la
vida útil de
La máquina de grabado. Cuando un láser de este tipo funciona sin un
sistema de refrigeración debidamente mantenido, su tubo de vidrio
puede explotar debido al sobrecalentamiento.
Nunca toque ni ajuste el suministro de agua de la máquina de grabado
mientras

- 35 -
La bomba está enchufada.
Para utilizar la bomba de agua, llene un tanque dedicado con al menos 2
galones (7,5
litros) de agua destilada o purificada Esto reducirá gradualmente la
calidad de la máquina de grabado e incluso puede provocar una
acumulación peligrosa de minerales. Sistema de enfriamiento. Por la
misma razón, nunca use anticongelante multiuso. Use fórmulas
personalizadas seguras para láser o almacenamiento Máquinas de
grabado en zonas climatizadas.
Nota: Se debe agregar agua destilada o purificada, no agua del grifo
ni agua residual, de lo contrario reducirá la vida útil del
producto.
Gire para quitar la cubierta antipolvo de la entrada de agua y luego
agregue
Agua purificada o destilada en la entrada de agua de la máquina de
grabado. El área verde de la línea de nivel de agua es el nivel seguro de
agua. Luego, puede llenar la tapa antipolvo de la boquilla de agua y
luego encender la fuente de alimentación principal y el interruptor de
circulación de agua de la máquina.
Nota: El nivel del agua no debe estar demasiado lleno, para no
desbordar el enfriador de agua.
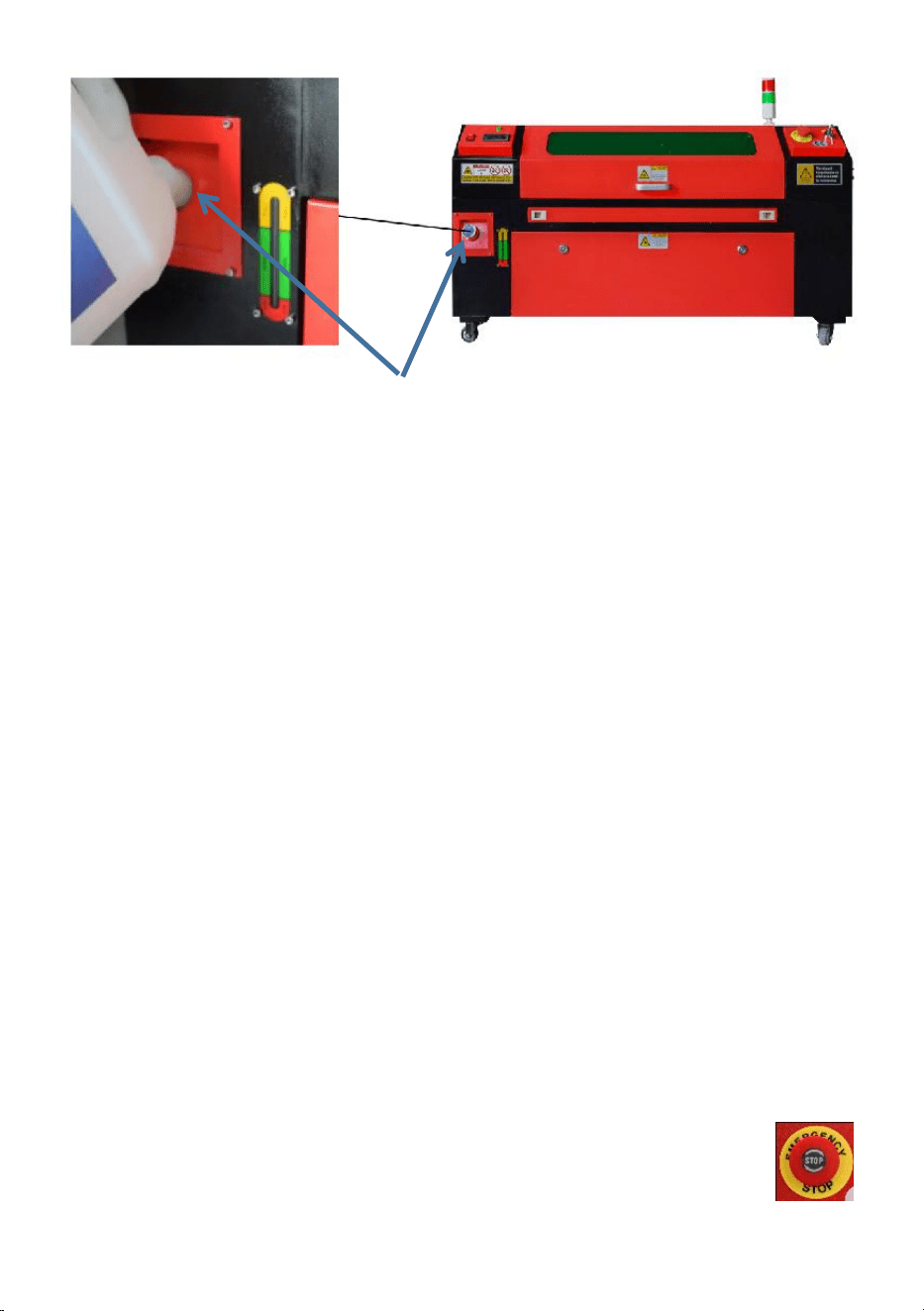
- 36 -
Entrada de agua
Antes de iniciar el láser, asegúrese de obtener una confirmación visual
de que el agua
fluye a través del tubo láser.
Nunca deje que el agua del tanque se caliente demasiado para enfriar el
láser. Instale un
Alarma de calor o controle la temperatura del agua regularmente
durante el uso prolongado. Si el agua comienza a alcanzar los 100 °F
(38 °C), reemplácela con agua más fría. Durante este proceso, el láser
se reemplaza en fases o se apaga: nunca permita que el láser funcione
sin un flujo constante de agua de enfriamiento.
7.PRUEBAS INICIALES.
PARADA DE EMERGENCIA .
Debido al riesgo de incendio y otros peligros durante el proceso de
grabado, la máquina de grabado incluye un botón de parada de
emergencia grande y de fácil acceso cerca del panel de control.
Presiónelo para detener el tubo láser de inmediato.

- 37 -
Cuando llegue su grabador, se habrá presionado el botón de parada de
emergencia y deberá girarlo hacia la derecha y rebotar hacia arriba para
que funcione el láser. Antes de utilizar la máquina para cualquier otro
trabajo, debe probar si funciona correctamente. Encienda el sistema de
enfriamiento por agua, coloque un trozo de material que pueda grabarse
con láser en la mesa de trabajo, cierre la tapa y presione PULSE para
disparar el láser. Presione
Presione el botón de parada de emergencia y observe si el láser se
detiene inmediatamente. Si el láser continúa disparando, el botón de
parada de emergencia no funciona y debe reemplazarse antes de usar el
engcher. Apague la máquina y comuníquese con el servicio de atención al
cliente.
CIERRE DE TAPA (INTERLOCK) .
Debido al riesgo de ceguera, quemaduras y otras lesiones por la
exposición directa al rayo de grabado invisible, el dispositivo
También apaga automáticamente el láser cuando se levanta la cubierta
protectora durante el funcionamiento.
Después de asegurarse de que el botón de parada de emergencia
funciona correctamente, también debe probar que el cierre de la cubierta
funciona correctamente antes de realizar cualquier otro trabajo en la
máquina. Encienda el sistema de enfriamiento por agua, coloque un trozo
de material que pueda ser láserizado en la mesa de trabajo, cierre la tapa
y presione PULSE para disparar el láser. Suelte el botón. Tenga cuidado
de no exponerse ni ser golpeado por posibles láseres reflejados, abra la
tapa lo menos posible e intente disparar el láser nuevamente.
Nota: Si se emite láser, el apagado automático no funciona y debe
repararse antes de utilizar el grabador. Apague la máquina y
comuníquese con el servicio de atención al cliente.
CORTE DE AGUA .
Debido a los peligros que plantean los tubos láser sin refrigeración, el

- 38 -
grabador también apaga automáticamente el láser cuando falla el sistema de
refrigeración por agua.
Después de asegurarse de que tanto el botón de parada de emergencia como
la protección de la tapa funcionan correctamente, también debe probar que el
corte de agua funciona correctamente antes de realizar cualquier otro trabajo
en la máquina. Encienda el sistema de enfriamiento de agua, coloque un trozo
de chatarra que se pueda grabar con láser en la plataforma de trabajo, cierre
la tapa y presione PULSE para disparar el láser. Suelte el botón. Corte el flujo
de agua enrollando o atando dos mangueras. Tenga cuidado de no dañar la
manguera durante este proceso. Intente disparar el láser nuevamente. Si el
láser emite láser, el apagado automático no funciona y debe repararse antes
de usar el grabador. Apague la máquina y comuníquese con el servicio de
atención al cliente. Si el láser no emite láser, el apagado automático funciona
bien; simplemente afloje ambas mangueras para comenzar a hacer circular el
agua nuevamente y continúe configurando el grabador.
CALIBRACIÓN DE LA TRAYECTORIA DEL LÁSER .
Si bien nuestra fábrica calibra todo el sistema durante el ensamblaje, el tubo
láser, la lente de enfoque o uno o más espejos pueden desalinearse durante
el envío. Por lo tanto, se recomienda que realice una prueba de alineación
óptica al configurar su máquina. Para obtener instrucciones paso a paso,
consulte la sección de mantenimiento a continuación.
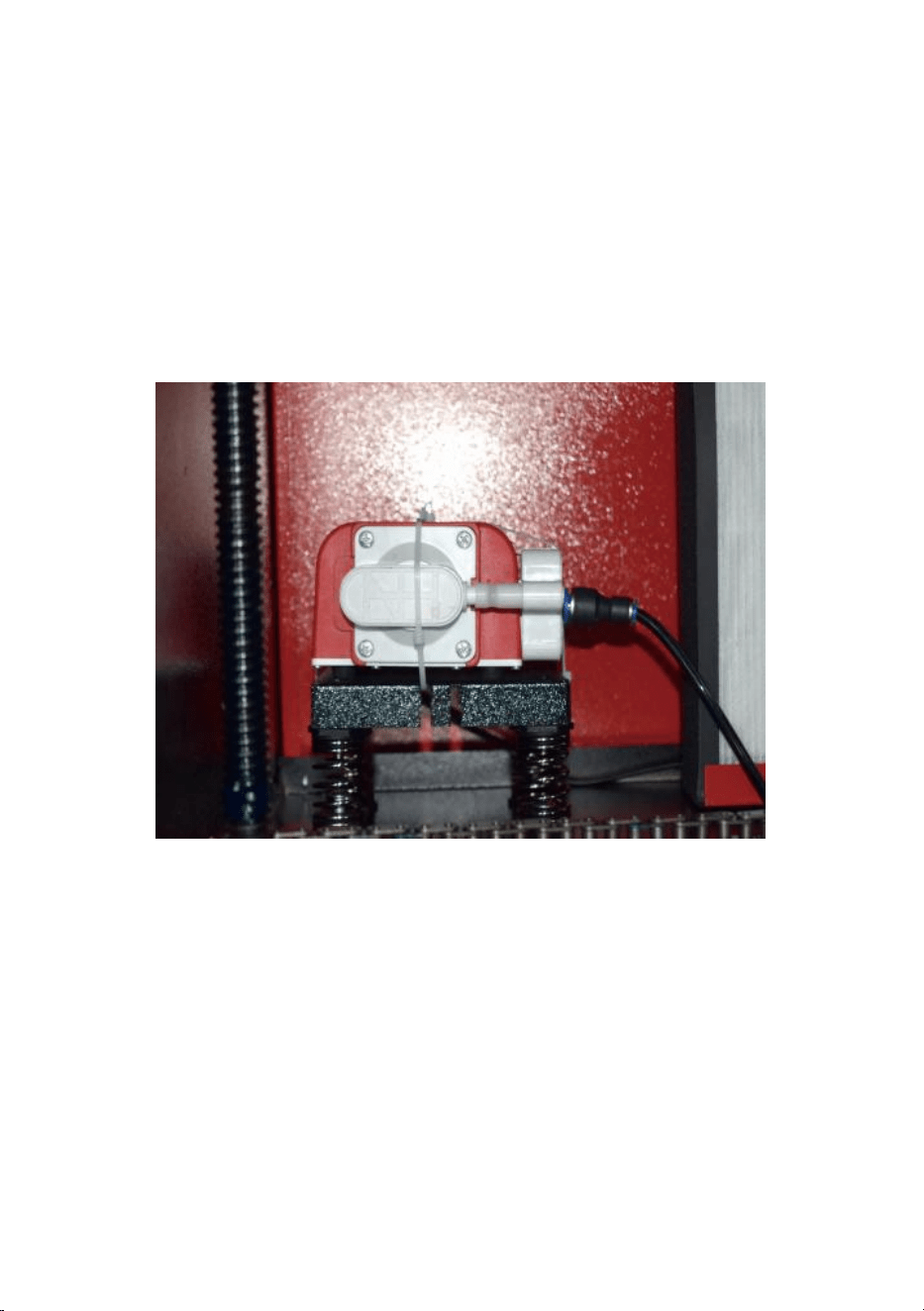
- 39 -
AIRE ASISTIDO .
Su equipo auxiliar de aire debe estar preinstalado y correctamente cableado.
Verifique que esté configurado y conectado correctamente como se muestra
en la imagen. Si hay alguno
Si es necesario volver a conectar las tuberías o el cableado, apague toda la
energía de la máquina (incluso presionando el botón de parada de
emergencia) antes de ajustar cualquier equipo.
8. SEGURIDAD .
Para su propia seguridad y la de los transeúntes, esta máquina de grabado se
puede bloquear con la llave proporcionada. Se recomienda que la utilice para
bloquear su computadora entre sesiones para evitar acciones no autorizadas en
su computadora .
- 40 -
OPERATION
1. DESCRIPCIÓN GENERAL DEL FUNCIONAMIENTO.
Utilice este grabador láser únicamente siguiendo todas las instrucciones
proporcionadas en este documento.
manual. El incumplimiento de las pautas adecuadas que se detallan en este
documento puede provocar daños materiales y lesiones personales.
En esta sección se describirán solo algunas de las opciones y características que
ofrece el
Software operativo. Antes de comenzar a utilizar la máquina, asegúrese de haber
leído todo el manual (especialmente la información de seguridad mencionada
anteriormente), así como todas las advertencias proporcionadas por la propia
máquina.
2.INSTRUCCIONES GENERALES DE FUNCIONAMIENTO.
Paso 1. Crea el diseño que quieres grabar. Puedes hacerlo directamente en el
software de grabado, o puede utilizar cualquier
Paso 2. Conecte el equipo complementario y las herramientas al producto y
Conecte la fuente de alimentación. Puede consultar el video en CD/USB. Llene
la entrada de agua con agua purificada o destilada para la circulación de agua
incorporada. El nivel del agua debe agregarse a la línea de seguridad de nivel
de agua verde. Nota: (El nivel del agua no debe estar demasiado lleno, para no
desbordarse ).
Paso 3. Retire el tubo de humo. Un extremo del tubo de humo está conectado
al puerto de escape de humos del equipo y el otro extremo se conecta a un
dispositivo de extracción de humos externo o auxiliar. Nota: (Utilice una
abrazadera de tubo para asegurar la conexión y evitar que se caiga).

- 41 -
Paso 4. Levante el botón de parada de emergencia y use los botones en la parte
delantera del
El gabinete permite abrir el panel de control de la máquina de grabado. Cargue
el diseño que desee directamente desde una memoria USB o a través de la
conexión de un ordenador a la grabadora.
Paso 5. Abra la cubierta del grabador, verifique que la asistencia de aire esté
funcionando correctamente y
Ajuste la mesa si es necesario. Se recomiendan las camas celulares para la mayoría
de las aplicaciones. La cama se puede elevar o bajar utilizando el control del eje Z
en la parte frontal del gabinete para acomodar una variedad de materiales de
diferentes espesores.
Paso 6. Coloque la muestra de material sobre la mesa. La posición estándar se
encuentra en
la esquina superior izquierda de la mesa. Esto se puede cambiar moviendo la
ubicación de su diseño o el origen del grabador usando el panel de control o el
software de grabado. Para manipular materiales más grandes, puede abrir la
puerta de paso delantera o trasera, o ambas, al mismo tiempo. Cuando el láser
esté activo, no inserte nada en la superficie de trabajo a través de una puerta de
paso que no sea el material. Preste especial atención a los humos y el polvo que
pueden liberarse a través de estas puertas. Asegúrese de que su sistema de
ventilación sea lo suficientemente robusto como para absorber todos los
subproductos o desgastar el material. EPI necesarios para garantizar la salud de los
usuarios y transeúntes.
Paso 7. Enfoque el láser colocando la herramienta de enfoque acrílico sobre el
material.
y levantando con cuidado la mesa. El cabezal del láser debe tocar apenas la parte
superior de la herramienta de acrílico sin aplicar ninguna presión, asegurándose
de que la distancia de grabado sea la correcta. (Nuevamente, nunca intente estar
en la mesa sin material). De cualquier manera, el láser está enfocado. Cierre la
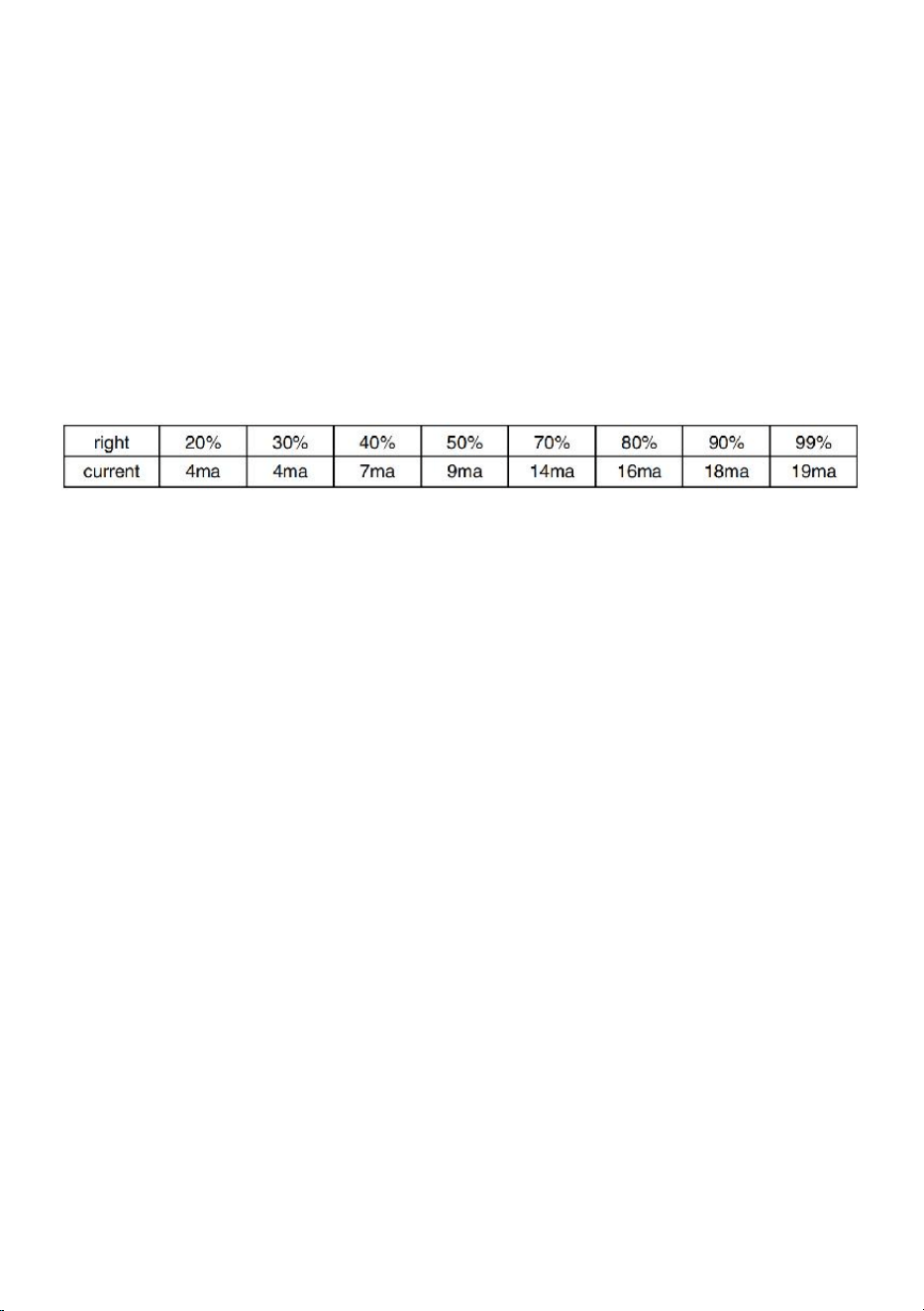
- 42 -
tapa.
Paso 8. Personalice el contraste y la profundidad del grabado de su diseño
ajustando
parámetros en el software de grabado o directamente desde el panel de control. Si
su
Las instrucciones de grabado detallan la configuración de potencia en
miliamperios, utilice lo siguiente Tabla de conversión para encontrar la
configuración de potencia adecuada:
El umbral mínimo es del 10 %. El láser no emitirá ningún láser con un valor inferior a
este. No se recomienda utilizar el tubo láser a plena carga, especialmente durante
largos periodos de tiempo. La potencia máxima recomendada se establece en el
70 %, ya que el uso prolongado de una cantidad superior a esta acortará la vida útil
del láser. Para aumentar la profundidad del grabado, aumente la energía por unidad
de área incrementando la potencia del láser o el número de anillos o reduciendo el
parámetro de velocidad. Sin embargo, un grabado demasiado profundo puede
degradar la calidad de la imagen, especialmente en el caso del material de
revestimiento.
Al trabajar con nuevos materiales, tenga en cuenta que siempre debe comenzar con
el valor más bajo de sus posibles ajustes. Si el efecto no es lo suficientemente fuerte,
siempre puede repetirse más de una vez. Vuelva a ejecutar el bucle de diseño o
vuelva a ejecutarlo con configuraciones más potentes hasta crear el efecto deseado.
La resolución debe establecerse generalmente en 500 puntos por pulgada. En
algunos casos, reducir la resolución de la imagen puede ayudar, lo que reduce el

- 43 -
efecto de quemado y Aumentar la energía de los pulsos y mejorar así la calidad de
las imágenes producidas en determinados materiales, como ciertos plásticos.
Paso 9. Abra el tubo láser insertando y girando la llave láser. Para reducir el
Riesgo de descarga eléctrica: intente tocar el grabador con una sola mano a la vez
una vez abierto el tubo láser.
Paso 10. Presione ejecutar para pausar el proceso de grabado de su diseño. De
manera similar, incluso si está
Utilice gafas protectoras y no mire fijamente el láser activo de forma continua. Sin
embargo, tenga cuidado con posibles problemas, como chispas o incendios, y esté
preparado para apagar incendios rápidamente si es necesario.
Paso 11. Una vez que el láser se detenga, verifique la calidad de la primera pasada
y ajuste el láser.
Ajuste los parámetros en el panel de control o en el software según sea necesario
para producir el efecto deseado. Durante el grabado y el corte repetidos, controle
regularmente el tanque de la bomba para mantener la temperatura del agua por
debajo de los 100 °F (38 °C). Si se alcanza esta temperatura, deje de trabajar y
permita que el grabador se enfríe antes de seguir usándolo.
Paso 12. Cuando haya terminado de grabar, cierre el software de grabado y apague
el dispositivo.
la máquina en el siguiente orden: encendido del láser, panel de control,
ventilación, sistema de refrigeración por agua y botón de encendido de
emergencia. Retire la llave del láser del panel de control.
Paso 13. Limpie completamente el banco, vaciando el soporte inferior de cualquier
residuo.
3.DESCRIPCIONES ESPECÍFICAS DE MATERIALES.
Las siguientes instrucciones son recomendaciones que pueden ayudar a acelerar el
trabajo seguro con una variedad de materiales. Los usuarios deben investigar los

- 44 -
requisitos de seguridad y grabado para sus materiales específicos para evitar el
riesgo de posibles problemas como incendios, polvo peligroso, humos corrosivos y
tóxicos. Una vez que sepa que el producto es seguro o que cuenta con el equipo de
protección adecuado, puede ser útil grabar una matriz de prueba de pequeñas cajas
producidas a varias velocidades y configuraciones de potencia para descubrir las
configuraciones ideales para su diseño. O comience con un bajo consumo de energía
y una configuración rápida, vuelva a ejecutar el diseño tantas veces como sea
necesario, utilizando una intensidad de láser que aumente progresivamente.
CERÁMICA .
Al grabar en cerámica, generalmente se utiliza una potencia media o alta. El uso de
más circuitos en lugar de una potencia más alta y una velocidad más baja puede
ayudar a evitar la rotura del material durante el proceso de trabajo. Tenga en cuenta
los riesgos para la salud que plantea el polvo del grabado en cerámica,
especialmente en aplicaciones industriales repetitivas. Según el material y la carga de
trabajo, es posible que se requiera un ventilador o incluso un sistema de ventilación
completo para resolver el problema. De manera similar, es posible que los
operadores y otras personas en el área de trabajo deban usar EPI respiratorios, como
máscaras y respiradores.
PIEDRA .
Al tallar todo tipo de piedras, generalmente se utilizan potencias medias y
velocidades medias a rápidas. Al igual que con la cerámica y el vidrio, tenga cuidado
con el polvo que se genera (especialmente para aplicaciones industriales repetitivas)
y tome medidas similares para
Garantizar la seguridad de los usuarios y otras personas en el área de trabajo.
TEXTILES .
Cuando se trata de tallar textiles como tela y lana, se suele utilizar poca potencia y
alta velocidad. Al igual que con el cuero, se debe prestar especial atención a la
posibilidad de fuego y polvo.

- 45 -
VASO .
Al grabar vidrio, generalmente se utilizan alta potencia y baja velocidad. Al igual que
con la cerámica, sería útil ejecutar más ciclos en un ajuste más bajo para evitar
grietas. Se debe tener cuidado al grabar vidrio y fibras de carbono para evitar
combinar ajustes que produzcan una intensidad de láser suficiente para alterar la
integridad estructural de las fibras de sus componentes, lo que daría como resultado
marcas borrosas. Se debe usar equipo de protección personal para evitar la
exposición de ojos, nariz, boca y piel al polvo proveniente del uso de cualquier tipo
de material, especialmente para aplicaciones industriales repetitivas. La ropa que se
usa cuando se trabaja con fibra de vidrio debe lavarse por separado después.
CUERO .
Al grabar vidrio, generalmente se utilizan alta potencia y baja velocidad. Al igual que
con la cerámica, sería útil ejecutar más ciclos en un ajuste más bajo para evitar
grietas. Se debe tener cuidado al grabar vidrio y fibras de carbono para evitar
combinar ajustes que produzcan una intensidad de láser suficiente para alterar la
integridad estructural de las fibras de sus componentes, lo que daría como resultado
marcas borrosas. Se debe usar equipo de protección personal para evitar la
exposición de ojos, nariz, boca y piel al polvo proveniente del uso de cualquier tipo
de material, especialmente para aplicaciones industriales repetitivas. La ropa que se
usa cuando se trabaja con fibra de vidrio debe lavarse por separado después.
METAL .
Las máquinas de grabado láser de CO2 no deben utilizarse para marcar, grabar o
cortar metal. Son más adecuadas para trabajar con revestimientos aplicados a
sustratos metálicos y se debe tener cuidado de no intentar trabajar sobre el metal
subyacente. Existe una variedad de revestimientos disponibles específicamente para
el grabado de CO2 y los usuarios deben seguir las instrucciones proporcionadas, ya
que los parámetros varían según el producto y el metal. En general, el trabajo del
revestimiento de aluminio debe realizarse más rápido a una potencia menor,
mientras que el trabajo del revestimiento de acero puede realizarse más lentamente
a una potencia mayor.
PLÁSTICOS .

- 46 -
El plástico utilizado para el grabado viene en muchos colores y grosores diferentes y
tiene muchos revestimientos y acabados diferentes. La mayoría de los plásticos
disponibles se pueden grabar y cortar bien con láser. Los plásticos con superficies
microporosas parecen proporcionar los mejores resultados porque es necesario
eliminar menos material de la superficie. Al grabar plásticos, generalmente se
utilizan configuraciones de baja potencia y alta velocidad. Marcar y grabar con
demasiada potencia o una velocidad demasiado baja puede concentrar demasiada
energía en el punto de contacto, lo que hace que el plástico se derrita. Entre otros
problemas, esto puede
Producen una calidad de tallado deficiente, gases tóxicos e incluso incendios. El
grabado de alta resolución puede causar el mismo problema, por lo que se deben
preferir los diseños de resolución baja a media para la mayoría de los plásticos.
GOMA .
Las distintas composiciones y densidades del caucho dan como resultado
profundidades de grabado ligeramente diferentes. Se recomienda encarecidamente
probar muestras de caucho específico para obtener mejores resultados. Al grabar
caucho, a menudo se utiliza una configuración de alta potencia constante y el efecto
se crea variando la velocidad del láser. Los materiales de caucho microcelular
requieren velocidades mucho más altas que el caucho estándar. El grabado de
cualquier tipo de caucho produce mucho polvo y gases. Según la carga de trabajo, es
posible que se requiera un equipo de protección personal respirable o un sistema de
ventilación completo para resolver el problema.
PAPEL Y CARTÓN .
Al grabar una variedad de productos de papel, generalmente se utilizan potencias
bajas o medias y velocidades altas. Pruebe las muestras por lote, ya que solo
pequeñas diferencias de parámetros pueden distinguir el efecto de ser demasiado
claro del efecto de quemar el sustrato. Al igual que con el cuero, se presta especial
atención a la posibilidad de incendio, así como al polvo generado durante las
aplicaciones repetidas.

- 47 -
MADERA .
Al igual que con el caucho, existen muchos tipos diferentes de madera, y probar el
material específico es esencial para obtener los mejores resultados. En general, las
tallas de madera con vetas y colores consistentes son más uniformes. La madera
anudada crea un efecto desigual, mientras que la madera de resina crea un mayor
contraste en los bordes. Algunas maderas blandas, como la balsa, el corcho y el pino,
tallan bien (aunque con poco contraste) a potencias bajas o medias y a altas
velocidades. Otras fibras, como el abeto, pueden verse afectadas por fibras
desiguales y, a menudo, producirán malos resultados sin importar lo que haga. Las
maderas duras, como el cerezo y el roble, tallan bien a potencias altas y velocidades
bajas. Los productos de madera artificial pueden variar de una marca a otra,
principalmente en función de la composición y la abundancia de su pegamento. El
MDF funciona bien, pero crea bordes oscuros cuando se corta.
Además del riesgo de incendio que presenta cualquier producto de madera, se debe
tener especial cuidado con el humo que desprende el pegamento que se utiliza en la
madera contrachapada y otras maderas artificiales. Algunos son demasiado
peligrosos para utilizarlos, mientras que otros requieren una ventilación cuidadosa y
aplicaciones industriales repetidas con equipos de protección personal transpirables.
También se debe comprobar la toxicidad de la madera, ya que el polvo de algunas
maderas naturales, como la adelfa y el tejo, también puede provocar náuseas y
problemas cardíacos.
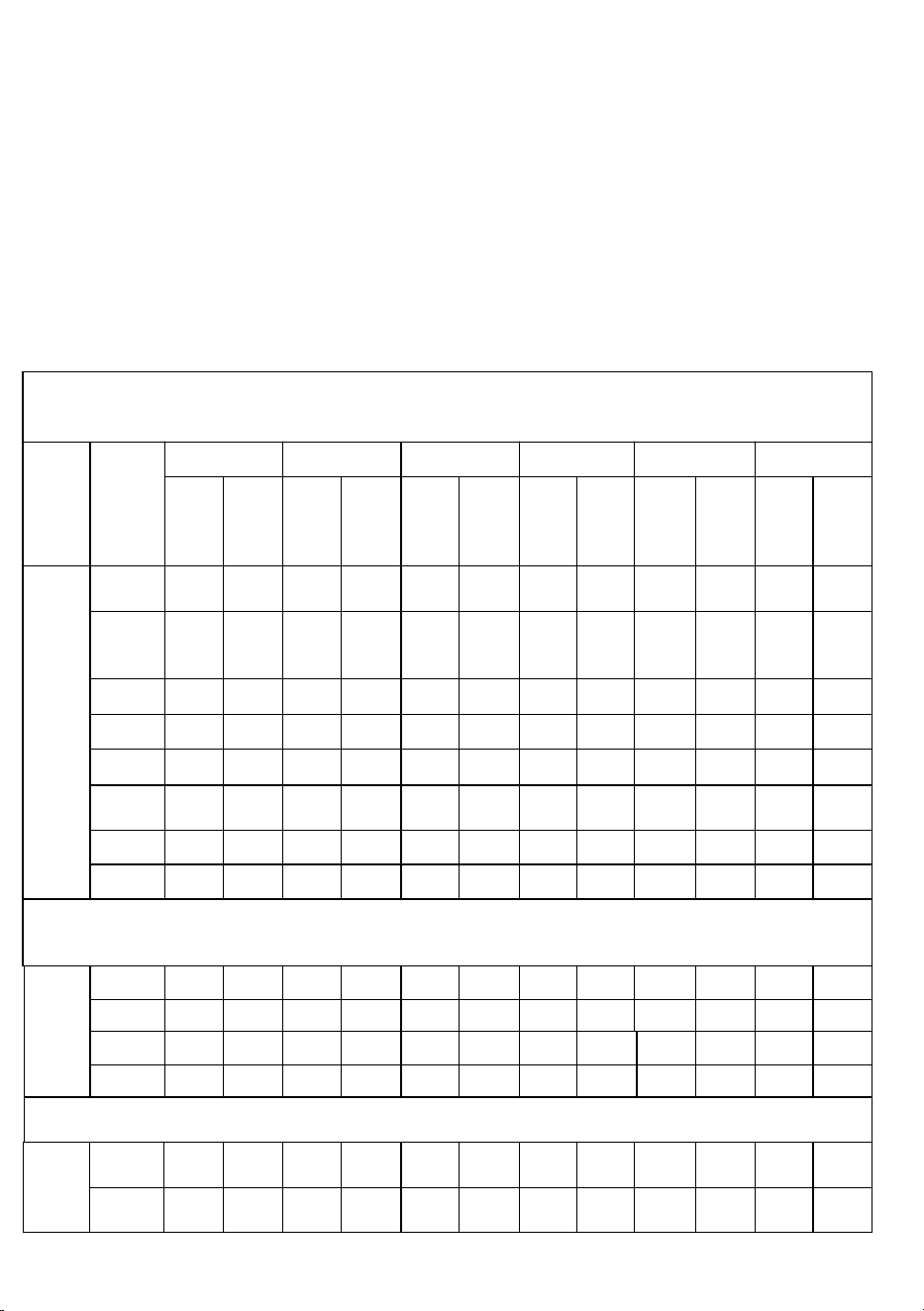
- 48 -
Consulte Datos de uso .
SE RECOMIENDA CONFIGURAR LA POTENCIA AL 80
materi
al
espesor
50 W
60 W
80 W
100 W
130 W
150 W
Veloci
dad
más
rápida
Veloci
dad
óptim
a
Veloci
dad
más
rápida
Veloci
dad
óptim
a
Veloci
dad
más
rápida
Veloci
dad
óptim
a
Veloci
dad
más
rápida
Veloci
dad
óptim
a
Veloci
dad
más
rápida
Veloci
dad
óptim
a
Veloci
dad
más
rápida
Veloci
dad
óptim
a
ácido
acrílic
o
3 mm
15/S
10S
Años
20
15S
25 /S
20/S
Años
30
25S
35/S
30S
40/S
35S
5
milímetr
os
8S
5S
10S
7/S
12/S
8S
15/T
10S
17/S
12/S
21/S
15/T
8mm
4S
2S
5S
3/S
9/S
5S
10S
6S
12/S
8S
15S
10S
10mm
4S
2/S
6/S
3S
7/S
4S
8/S
5S
11/S
7S
15 mm
3/S
1S
4S
2S
5/S
3S
7/S
4S
20 mm
3/S
1/S
4S
1 .
5/s
25 mm
30 mm
Potencia del láser 90 % : al cortar acrílico se debe prestar atención al control del flujo de aire, la superficie del material que se sopla
debe ser pequeña o lateral , lo que puede garantizar la suavidad del acrílico , y la superficie del acrílico debe tener circulación de
aire para evitar incendios .
Acrílic
o
3mm
9/S
7/S
15/T
12S
20/S
15S
23S
18/S
25/T
20S
30S
25/T
5mm
5/T
3S
10S
8/S
13/S
10S
15S
13/5
18/S
15/T
21/S
18/S
10mm
5/T
3S
7/S
5S
9S
6S
12S
9/S
15 mm
4S
3/S
7/S
5/S
Potencia del láser 9 0
%
: el corte de madera controla principalmente el flujo de aire, cuanto mayor sea el flujo de aire, más rápida
será la velocidad de corte
CLOR
URO
DE
POLIV
2 mm
35/S
32/S
Años
50
45S
60/S
58/S
Años
70
68/S
80/S
78/S
Años
90
88/S
3 mm
30/S
27S
40/S
38S
50/S
48/S
Años
60
58/S
Siste
ma
68/S
Años
80
7a/S
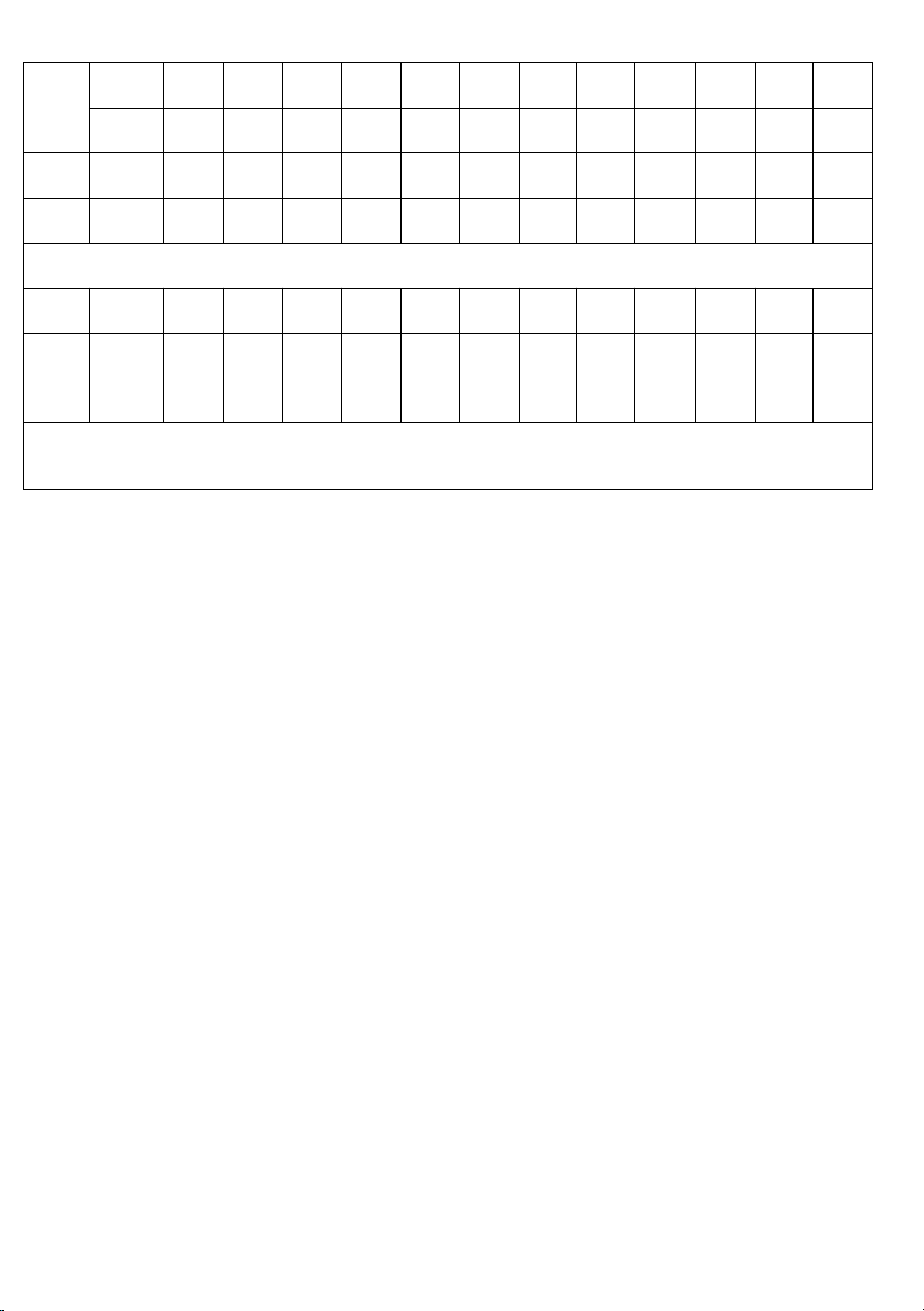
- 49 -
INILO
opera
tivo
4 mm
25/S
Años
20
35/S
Años
30
45/S
Años
40
55S
50/S
65/S
63/S
75S
7/S
paño
Una
cama
40/S
38/S
60/S
58S
100/
S
98/S
Años
200
195S
300/S
295/
S
400S
395S
cuero
Una
cama
15/S
12/S
20/S
17/S
25/S
20/S
Años
30
25/S
40/S
35/S
45S
40/S
Se recomienda utilizar una lente de enfoque con una longitud focal de 50,8, con un tubo láser de 60 W-100 W y una pequeña
Cantidad de compresor de aire , se recomienda cortar al 50% - 70% de potencia.
Papel
mi cta y
er
80/S
Años
40
120S
Años
40
150/
S
40/S
250S
40/S
350/S
40/S
450S
40/S
B l -c
ol o
puñal
ada
2 mm
15/S
13S
25
años
Años
20
36/S
Años
30
Años
40
35/S
45S
Años
40
55S
50/S
Parámetros de corte de placas bicolores y PVC , corte de papel, se debe prestar atención al ajuste de potencia del láser, cuanto
mayor sea la potencia,
Cuanto mayor sea la potencia del tubo láser, menor será el porcentaje de ajuste de la potencia del láser.
4.DESCRIPCIÓN DE LA CONSOLA.
DESCRIPCIÓN GENERAL .
Puede controlar el grabador directamente desde el panel de control
integrado, conectado directamente a una computadora, o a través de
Internet. Para obtener más información sobre el funcionamiento del
software de grabado, consulte el manual que se incluye por separado. El
panel de control integrado permite operar el láser manualmente o grabar el
diseño en unidades flash y discos duros externos conectados al puerto
USB en el lado derecho del gabinete.
Para el funcionamiento manual, se pueden utilizar las teclas de flecha para
mover el cabezal láser a lo largo de las guías de los ejes X e Y, y se puede
utilizar el botón PULSE para disparar el láser. Cada vez que se pulsa el
botón de flecha, se puede configurar el cabezal láser para que se bloquee
dentro de una distancia determinada pulsando MENÚ y ajustando los
parámetros en "Configuración manual+". Se puede configurar el láser para
que emita durante un período de tiempo fijo pulsando MENÚ y ajustando
los parámetros en "Configuración láser+". Todos los botones y menús

- 50 -
deben estar marcados en inglés. Si no es así, pulse MENÚ y vaya al botón
superior en la columna derecha.
para cambiar la configuración de idioma de la consola.
Para cargar un diseño desde una unidad flash o disco duro externo con
formato FAT16 o FAT32, presione MENÚ, seleccione "Archivo", luego
"Udisk+" y luego "Copiar a memoria". Seleccione el diseño en el menú
Archivo y luego seleccione Ejecutar. Se pueden ajustar varios parámetros
mediante los menús y submenús de la consola, incluida la configuración
de múltiples orígenes para grabar un diseño en un material cuatro veces
en una sola sesión .
Al ejecutar el diseño desde la consola, esta será la pantalla principal. El
diseño debe aparecer en la esquina superior izquierda, y su nombre, junto
con la configuración actual de velocidad y potencia, en la esquina superior
derecha. La posición del cabezal láser en relación con la mesa se muestra
como coordenadas X (horizontal) e Y (vertical). La coordenada Z muestra
la elevación del propio banco de trabajo. La coordenada U se puede
configurar para controlar el eje de rotación o la alimentación automática, si
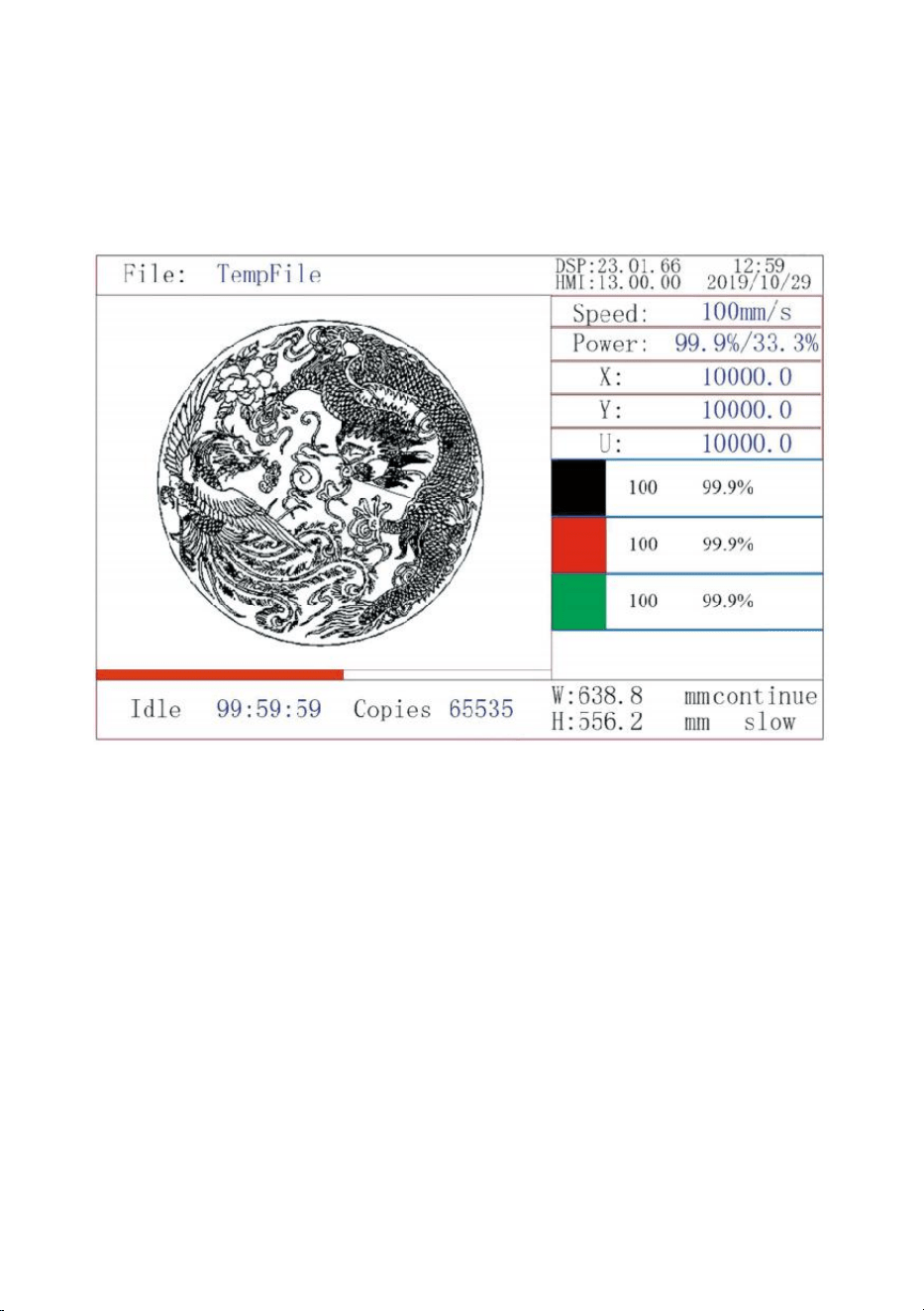
- 51 -
está instalada. Debajo de ellas hay capas que contienen instrucciones
sobre su velocidad individual (en mm/s) y la potencia máxima como
porcentaje de la potencia nominal de la máquina. El número de lotes en la
esquina inferior izquierda registra el número de veces que se ha grabado
el diseño actual en una sola sesión.
Tal como lo indica el botón, presione Ejecutar/Pausa para comenzar a
grabar el patrón cargado y pause el grabado cuando sea necesario.
En caso de emergencia, como un incendio, no utilice el panel de control
para pausar o detener el grabado. Presione el botón de parada de
emergencia inmediatamente.
AJUSTE DE LA POTENCIA DEL LÁSER .
Al presionar ENT en la interfaz principal, el cuadro del cursor selecciona
inicialmente el parámetro "Velocidad".
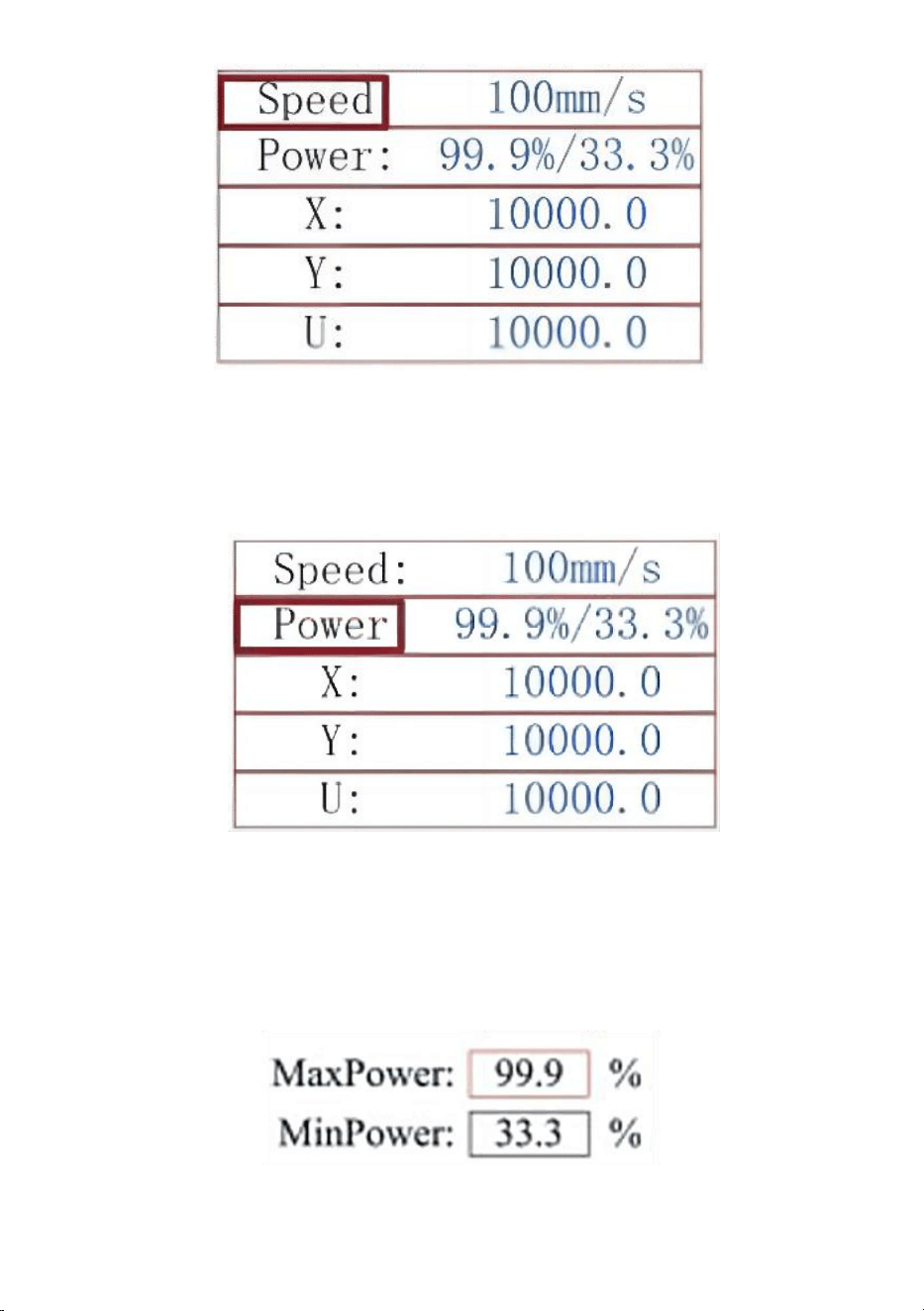
- 52 -
Pulse las teclas ▲ y ▼ para cambiar de parámetro. Seleccione el
parámetro Potencia.
Pulse ENT cuando el cursor rojo esté sobre Power. Pulse las teclas ▲ y
▼ para cambiar el valor del parámetro.
Presione ENT para guardar los cambios.
Presione ESC para invalidar los cambios y volver a la interfaz principal.
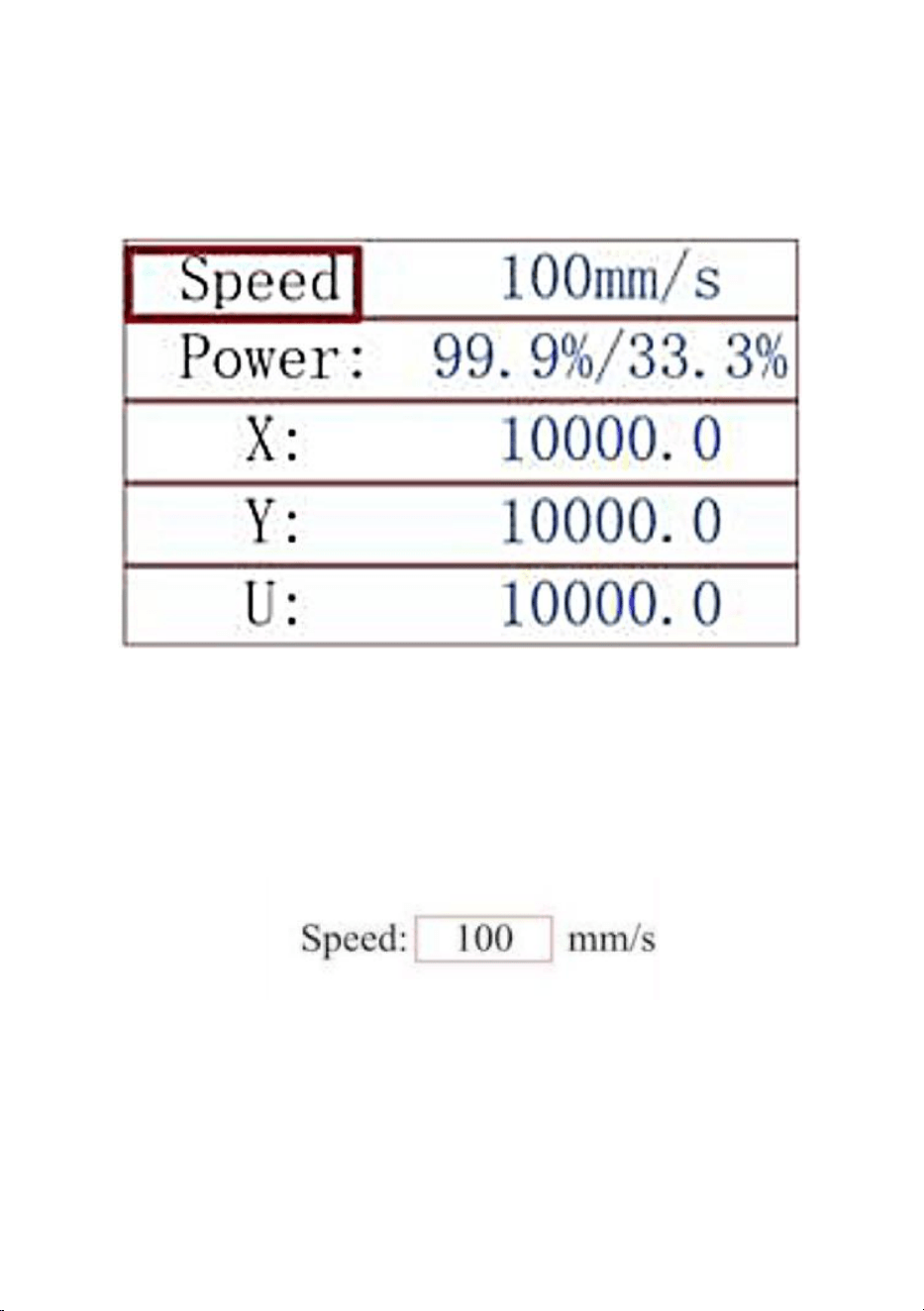
- 53 -
CONFIGURAR LA VELOCIDAD DEL LÁSER
Al presionar ENT en la interfaz principal, el cuadro del cursor selecciona
inicialmente el parámetro "Velocidad" .
Presione la tecla ENT nuevamente para que aparezca esta interfaz.
Presione las teclas ▲ y ▼ para cambiar el valor del parámetro.
Presione ENT para guardar los cambios.
Presione ESC para invalidar los cambios y volver a la interfaz principal.
MENÚ DE FUNCIONES .
Presione el menú en la interfaz principal para ingresar a la interfaz del
menú:
Presione las teclas ▲ y ▼ para seleccionar el elemento y luego
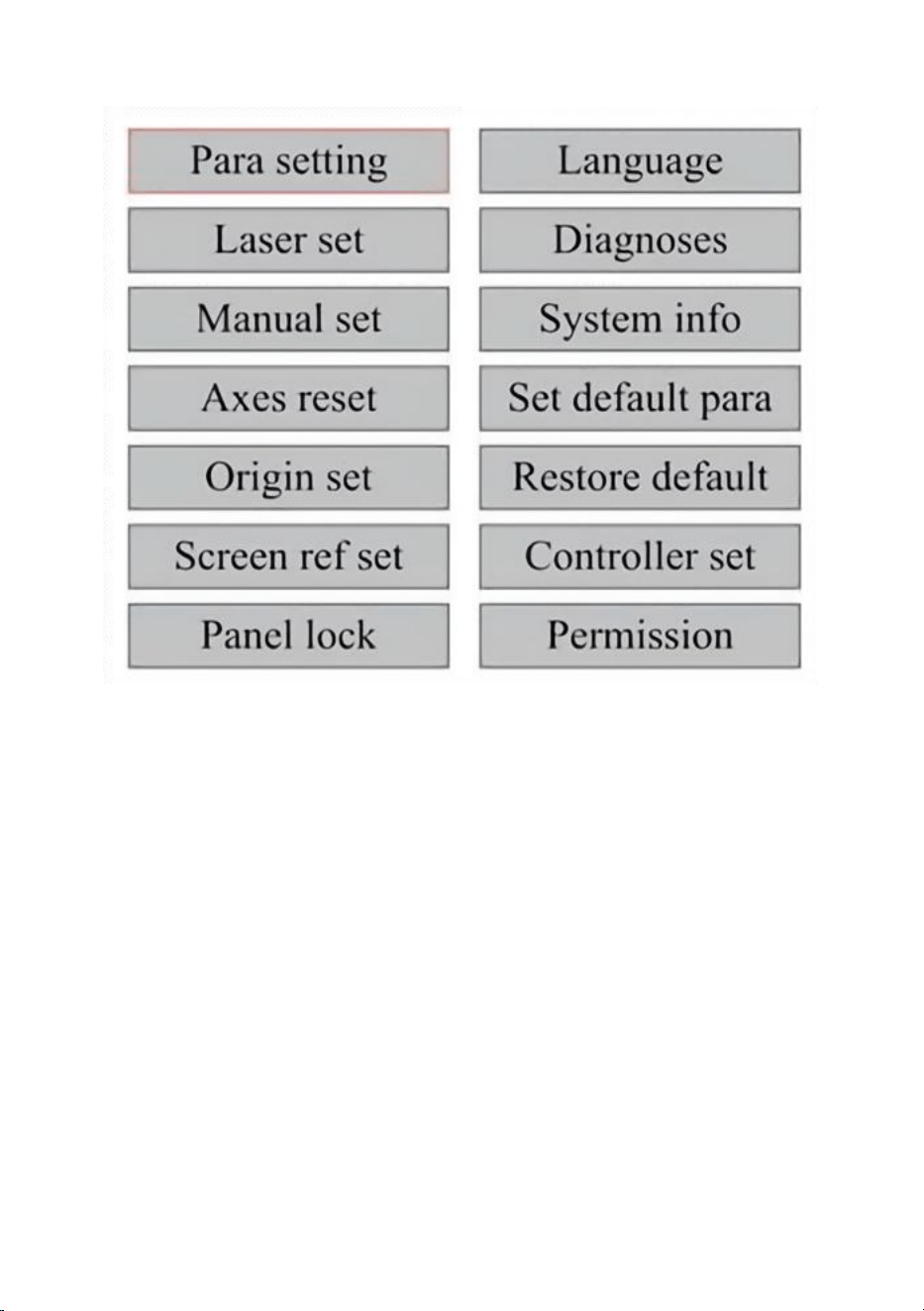
- 54 -
presione ENT para ingresar al submenú correspondiente .
EJE Z.
Cuando se selecciona Mover Z, presione ◄ o ► para controlar el
movimiento del eje Z mientras el kit de sensor está instalado.
AJUSTE EL EJE U.
Cuando se selecciona U Move, presione ◄ o ► para controlar el
movimiento del eje U. Esto se puede utilizar para controlar la posición de
rotación del eje de rotación o la linealidad de la alimentación automática
(las posiciones se venden por separado) si ambas Instalación.
REINICIAR EL EJE .
Cuando se selecciona Shaft Reset+, presione ENT y la pantalla izquierda
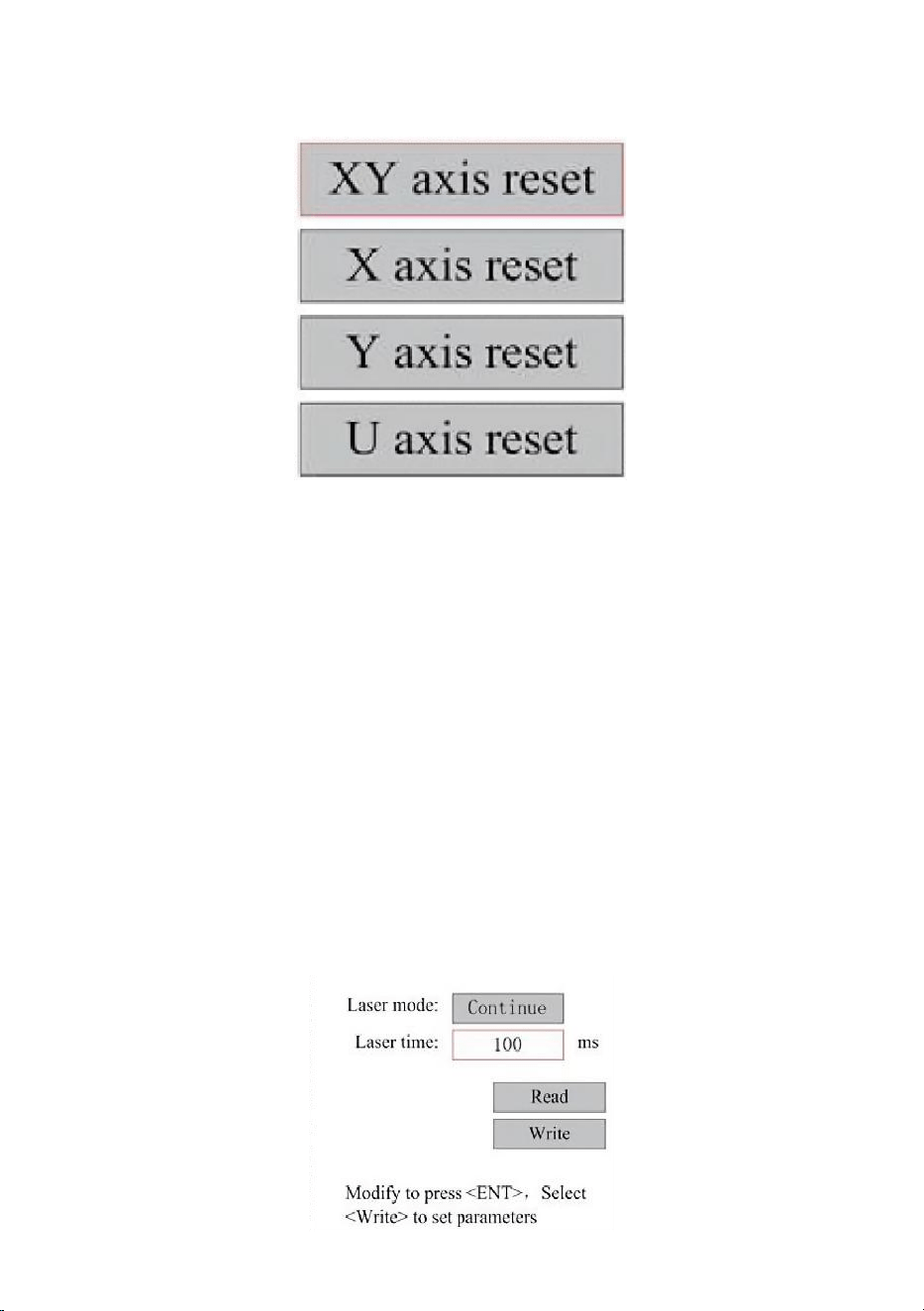
- 55 -
mostrará: Presione ▲ o ▼ para seleccionar un elemento.
Presione ENT para comenzar a restablecer el eje seleccionado y
aparecerá el mensaje "Restablecimiento en progreso" en la pantalla.
Cuando termine, el mensaje desaparecerá automáticamente y el sistema
volverá a la interfaz principal.
AJUSTAR LA CONFIGURACIÓN DEL LÁSER .
Después de seleccionar los ajustes del láser y presionar ENT, la pantalla
izquierda mostrará: El método de operación es el mismo que el ajuste
anterior. Cuando seleccione Continuar, presione PULSE para disparar el
láser y luego suelte la tecla para completar el disparo. Cuando haya
terminado de realizar los ajustes, guárdelos seleccionando la tecla ENT
para escribir o presionando la tecla ESC para salir sin guardar los cambios.
La lectura puede cargar los parámetros guardados.
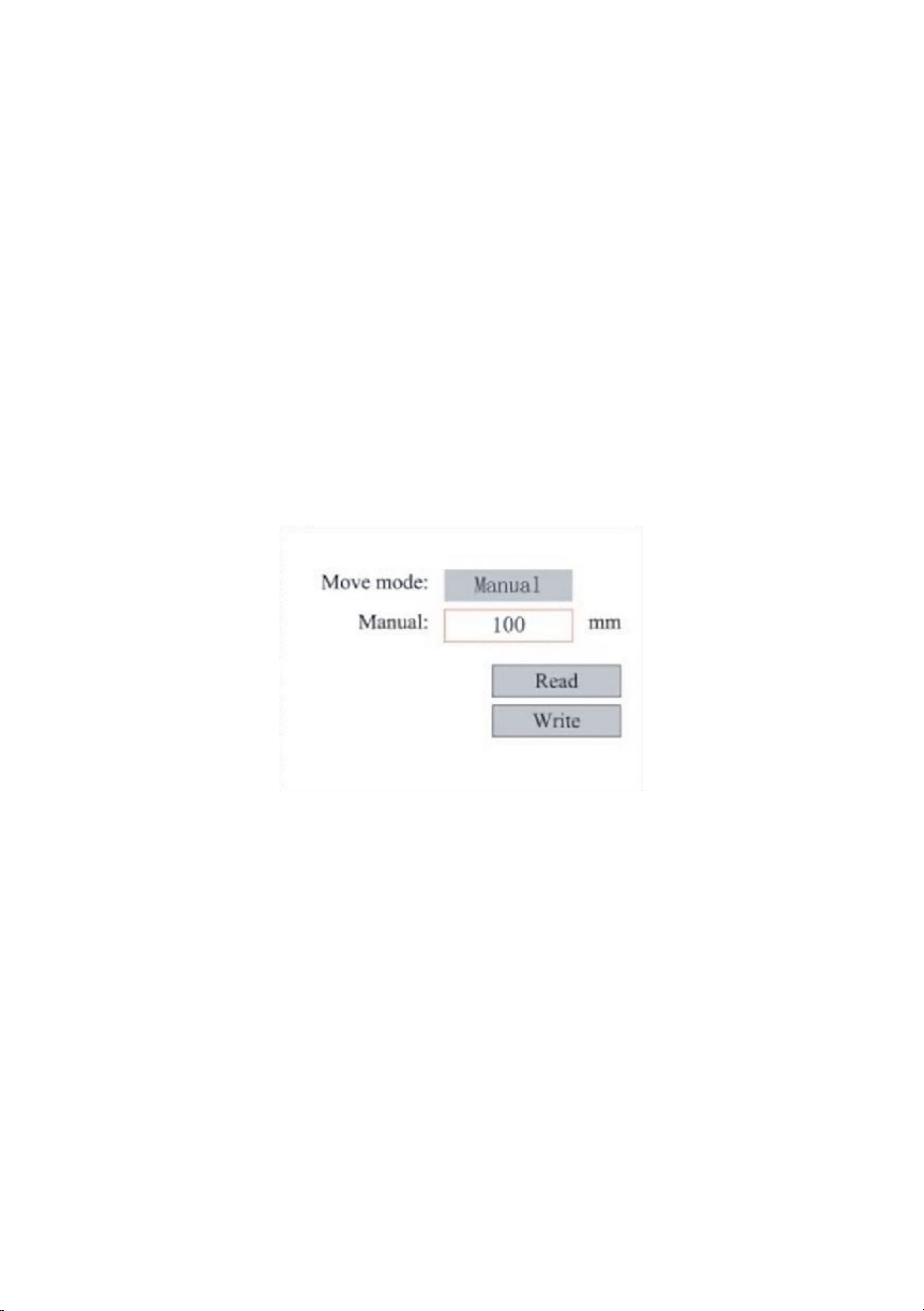
- 56 -
AJUSTAR EL MODO DE MOVIMIENTO DEL LÁSER .
Cuando seleccione Ajustes manuales, presione ENT y se mostrará el lado
izquierdo: Cuando el modo de movimiento sea "Continuo", el parámetro de
desplazamiento manual no funcionará. Cuando se utilice para mover
manualmente el cabezal láser, las teclas de flecha lo moverán
continuamente hasta que se suelten. Cuando el modo de movimiento sea
"Desplazamiento", cada vez que se presionen las teclas de flecha, el
cabezal láser se moverá exactamente la distancia guardada en este
parámetro. Use las teclas de Dirección y ENT para ajustar hacia arriba o
hacia abajo. Cuando haya terminado de realizar ajustes, guárdelos
seleccionando la tecla ENT para escribir o presionando la tecla ESC para
salir sin guardar los cambios. La lectura puede cargar los parámetros
guardados.
ESTABLECER EL ORIGEN .
Cuando se presiona el cuadro en el conjunto de origen, presione ENT y
aparecerá el cuadro de diálogo de la izquierda:
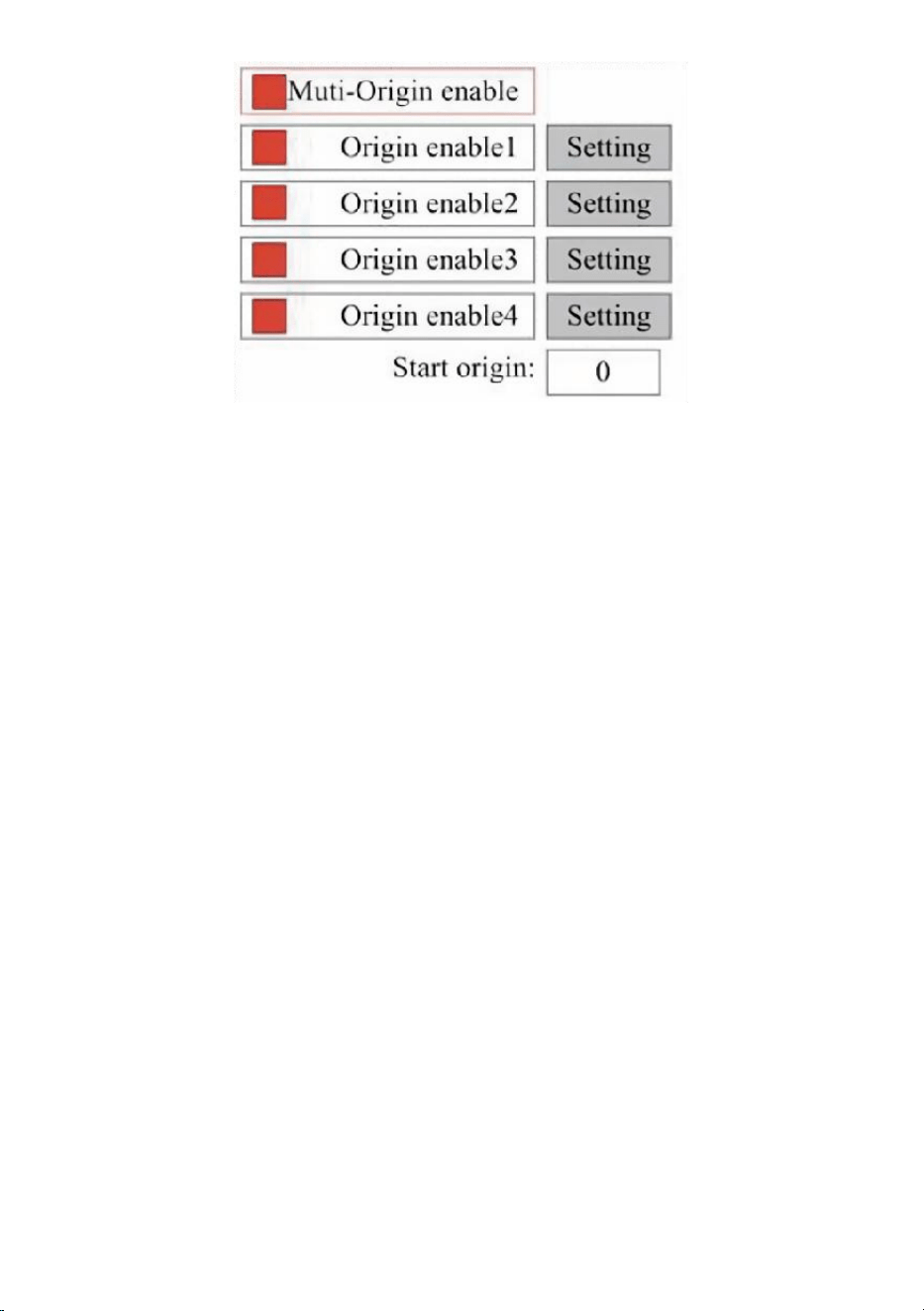
- 57 -
Presione FN para seleccionar un elemento. Después de seleccionar
Activar múltiples fuentes, presione ENT para activar o desactivar el
elemento. Cuando esté activado, el cuadro pequeño será rojo y cuando
esté desactivado, el cuadro pequeño será gris. Cuando seleccione
Establecer origen o Siguiente origen, presione ◄ o ► para seleccionar
un valor. Cuando cambie el parámetro Establecer origen, recuerde
presionar ENT para verificar el cambio. Cuando cierre la interfaz, los
parámetros se guardarán automáticamente.
Los detalles de cada artículo son los siguientes:
·Establecer origen 1/2/3/4: después de habilitar la configuración de
múltiples orígenes, coloque el cursor sobre la configuración de origen
1/2/3/4. Presione ENTER en su teclado
clave, el sistema toma las coordenadas como las coordenadas
correspondientes del origen 1/2/3/4.
·Habilitar fuente 1/2/3/4: cuando la configuración de múltiples fuentes está
habilitada, también se pueden deshabilitar y habilitar cuatro fuentes
individualmente.
Cuando se selecciona la lógica de múltiples orígenes, si el número del
siguiente origen es 1 y están habilitados cuatro orígenes, el trabajo se
utilizará cada vez que se inicie cuando se inicie la función de guardar

- 58 -
archivo (a través del teclado o PC) o cuando se cargue un archivo de
procesamiento en una PC y se seleccione el archivo "Tomar origen como
origen".
Orígenes diferentes. El orden de rotación del origen es 1→2→3→4→1→
2... Si carga un archivo de procesamiento en su PC y selecciona Origen
actual para el archivo, el sistema siempre utilizará el origen actual.
ESTABLECER PARÁMETROS PREDETERMINADOS .
Una vez que se hayan establecido los datos, seleccione el párrafo y los
parámetros actuales de la máquina se almacenarán como valores
predeterminados. Luego, se pueden recuperar utilizando el comando
Restaurar parámetros predeterminados. Se recomienda que guarde la
configuración predeterminada de fábrica real de su máquina para que
pueda restaurarla fácilmente si es necesario.
Si la contraseña está habilitada, presione ◄ o ► y ▲ o ▼ para
seleccionar la contraseña y luego presione ENT para guardar la
contraseña.
RESTAURAR EL PARÁMETRO PREDETERMINADO.
Al definir hechos, una vez seleccionado un parámetro, el sistema
reemplaza todos los parámetros actuales con los parámetros
predeterminados de fábrica guardados. El método de operación es el
mismo que el de configuración de los parámetros predeterminados.
CONFIGURAR EL IDIOMA DE LA INTERFAZ.
Al seleccionar un idioma, presione ENT y la pantalla izquierda mostrará:
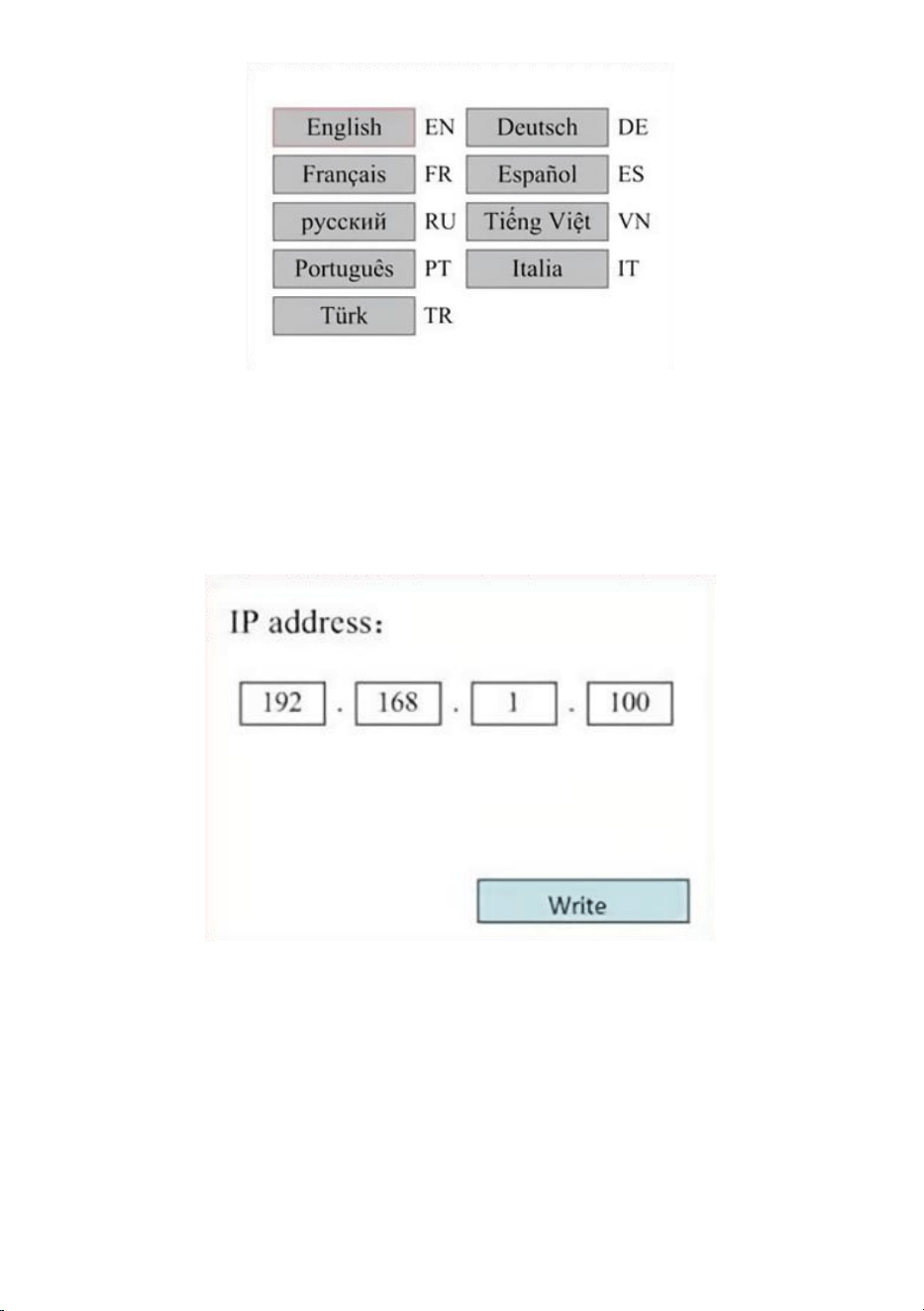
- 59 -
El método de funcionamiento es el mismo que el anterior. Pulse ENT
después de seleccionar el idioma deseado y vuelva a la interfaz principal.
ESTABLECER LA DIRECCIÓN IP DE LA MÁQUINA .
Una vez que haya seleccionado su configuración de IP, presione ENT y la
pantalla izquierda mostrará:
Pulse ◄ o ► y ▲ o ▼ y ENT para cambiar los parámetros. La
dirección predeterminada del grabador es 192.168.1.100. Si esta función
ya se utiliza en su red local, utilice 192.168.1 para las primeras tres
secciones y elija un valor único para la última parte. En general, cualquier
valor entre 2 y 252 debería funcionar bien, excepto 47, pero evite valores
que ya estén en uso en otros dispositivos en red.
Conectar la máquina directamente a la red pública de Internet conlleva el

- 60 -
riesgo de un uso no autorizado y no se recomienda. Si aún así desea
proporcionarla, deberá registrarse y utilizar una dirección TCP/IP pública
única. Cuando haya terminado de realizar los ajustes, guárdelos
seleccionando la tecla ENT para escribir o presionando la tecla ESC para
salir sin guardar los cambios. La lectura puede cargar los parámetros
guardados.
HERRAMIENTAS DE DIAGNÓSTICO .
Después de seleccionar Diagnóstico, aparecerá el cuadro de diálogo de la
izquierda:
Esta interfaz muestra la información del puerto de E/S del hardware del
sistema:
Entrada: Lee la información del hardware del sistema. Cuando se activa
una señal de hardware, el pequeño cuadro a la izquierda de la entrada
correspondiente se mostrará en rojo. De lo contrario, aparecerá en gris.
Salida: utilice el cursor para seleccionar la salida. Pulse ENT para alternar
el estado de la salida y ESC para volver al menú principal sin realizar
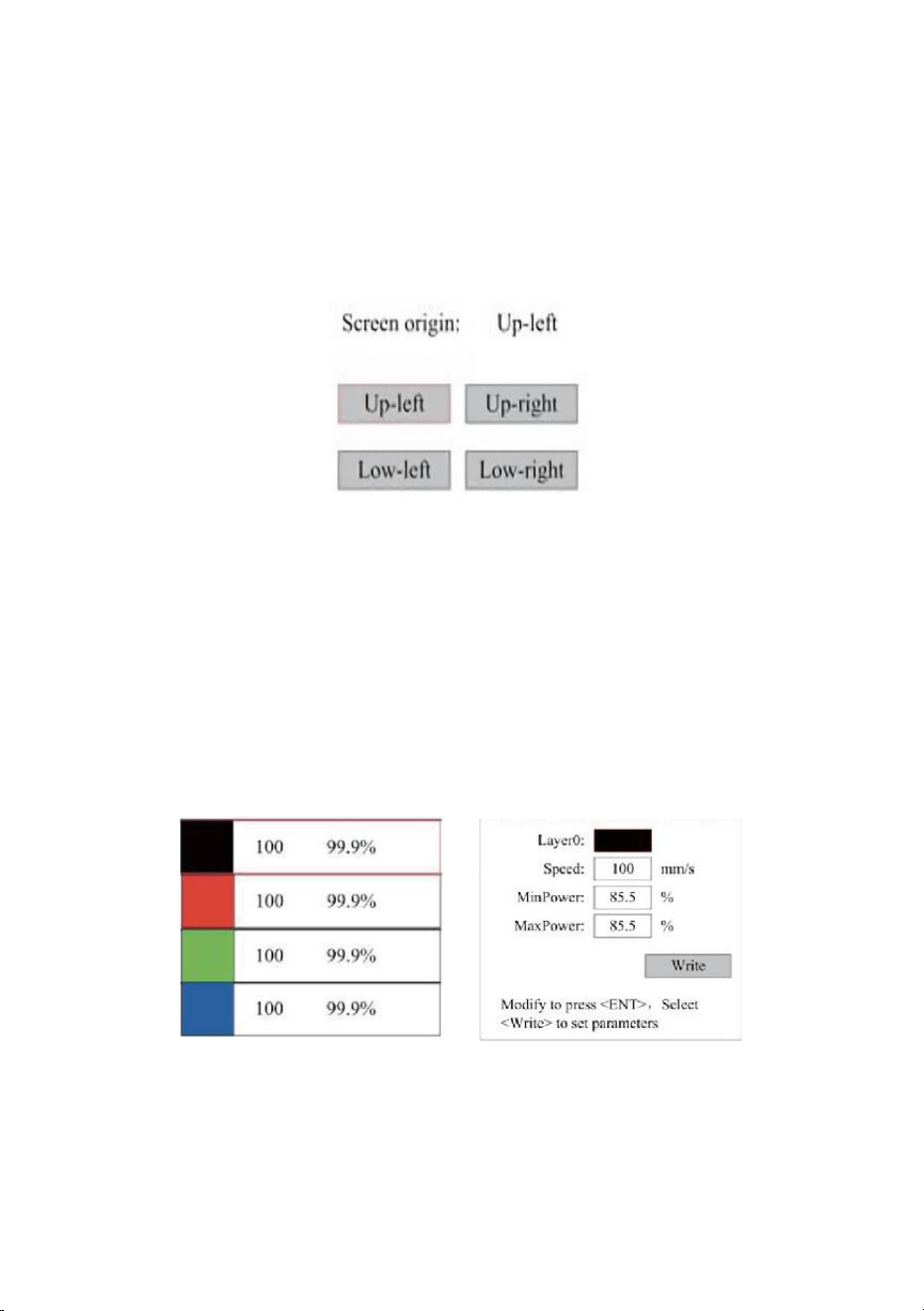
- 61 -
ningún cambio.
CONFIGURACIÓN DE LA REFERENCIA DE PANTALLA .
Después de seleccionar el Origen de la pantalla, aparecerá el cuadro de
diálogo de la izquierda:
Esta interfaz muestra la ubicación del origen. Distintas posiciones de
origen pueden producir diferentes reflejos del gráfico en el eje X/Y. El
método de operación es el mismo que el anterior.
AJUSTE DE LA CAPA DE ESCULTURA .
Cuando el sistema esté inactivo o el trabajo esté completo, presione ENT
para ingresar a la sección de parámetros de capa .
Presione ▲ o ▼ para seleccionar la capa deseada.
Presione ENT para verificar los parámetros de la capa seleccionada, como
se muestra en la imagen:Por defecto, el cursor rojo estará sobre Capas.
Presione las teclas ◄ y ► para seleccionar la capa deseada.
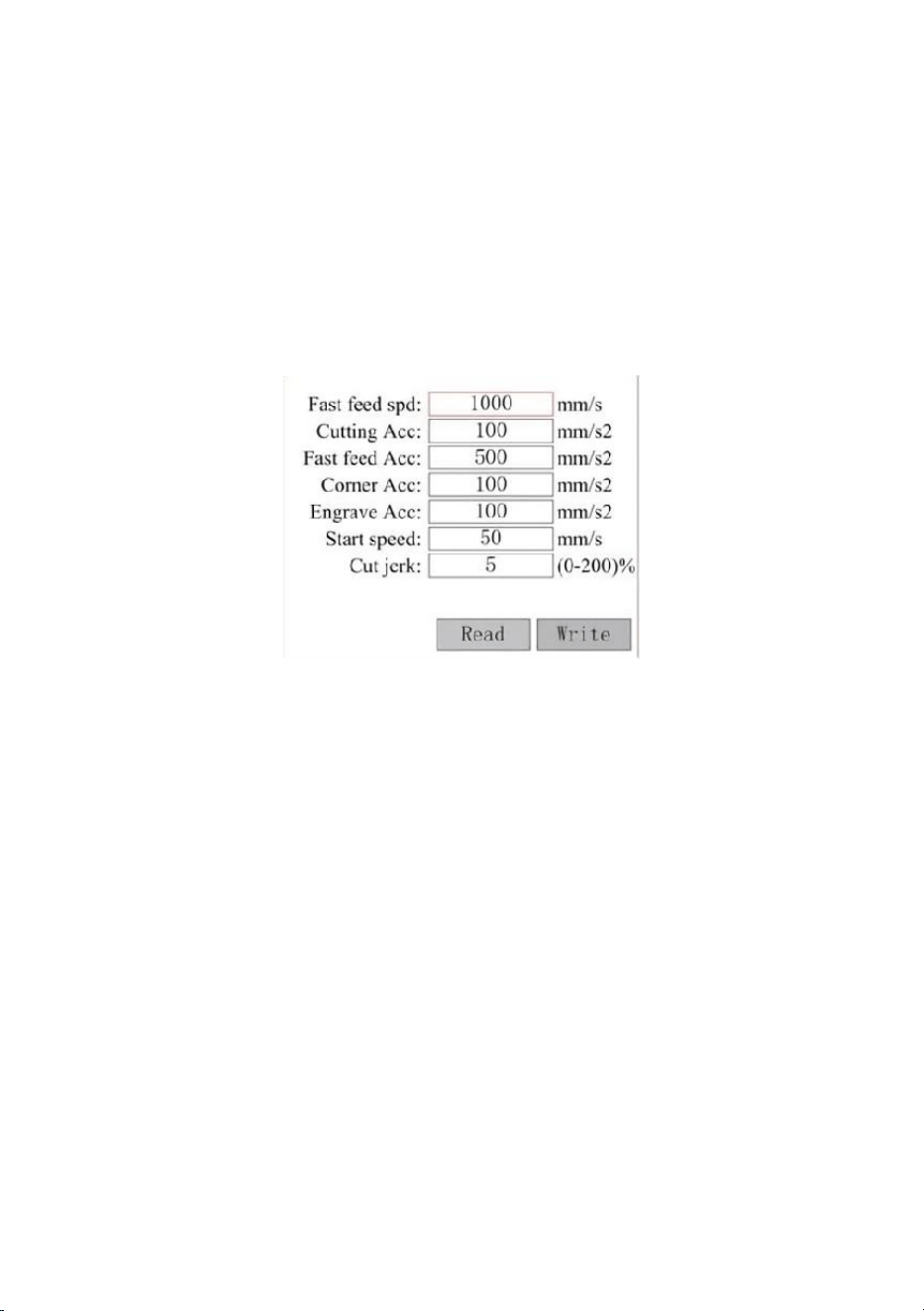
- 62 -
Mueva el cursor a Escribir y presione ENT para guardar los cambios de
parámetros, o presione ESC para salir sin guardar.
El método de funcionamiento es el mismo que el ajuste de potencia
máxima/mínima.
AJUSTAR PARÁMETROS DE MOVIMIENTO .
En el submenú Configuración de parámetros, seleccione Mover
parámetros para mostrar la interfaz izquierda: Seleccione y ajuste los
parámetros presionando las flechas.
Cuando haya terminado de ajustar, mueva el cursor a Escribir y presione
ENT para guardar los cambios de parámetros, o presione ESC para salir
sin guardar.
La lectura puede cargar parámetros guardados.
ESTABLECER PARÁMETROS DEL MARCO .
En el submenú Configuración de parámetros, seleccione Configuración de
marco para visualizar la interfaz de la izquierda: Seleccione y ajuste los
parámetros presionando las flechas. Cuando haya terminado de ajustar,
mueva el cursor a Escribir y presione ENT para guardar los cambios de
parámetros, o presione ESC para salir sin guardar. La lectura puede
cargar los parámetros guardados. Iniciar corte de marco cortará el marco
de acuerdo con los parámetros actuales.
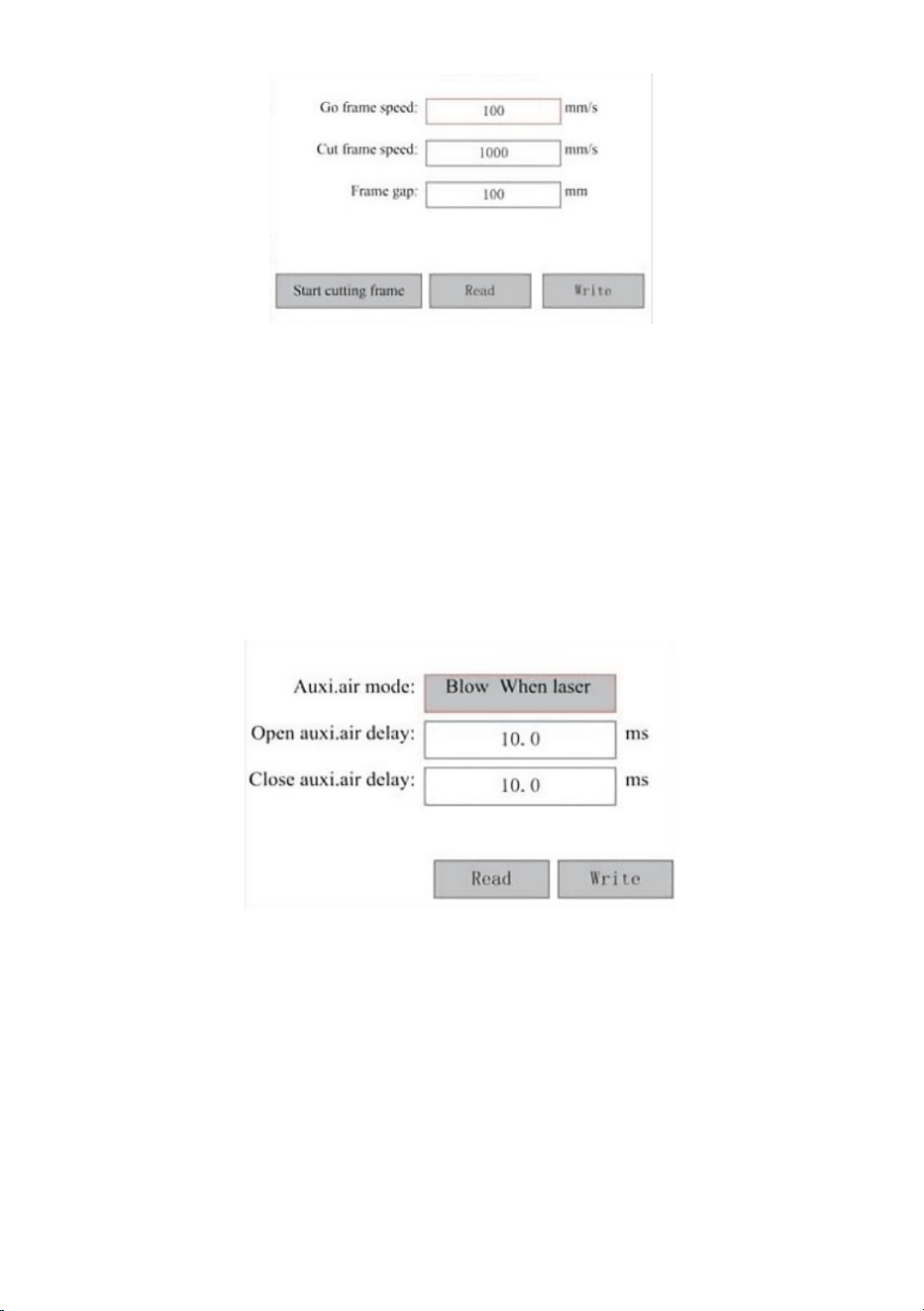
- 63 -
ESTABLECER PARÁMETROS DE SOPLO .
En el submenú Configuración de párrafo, seleccione Configuración de
soplado para visualizar la interfaz de la izquierda: Seleccione y ajuste los
parámetros presionando las flechas. Cuando haya terminado de ajustar,
mueva el cursor a Escribir y presione ENT para guardar los cambios de
parámetros, o presione ESC para salir sin guardar. La lectura puede
cargar los parámetros guardados.
AJUSTAR LA VELOCIDAD DE REINICIO .
En el submenú “Configuración de parámetros”, seleccione
“Configuración de velocidad” para mostrar la interfaz izquierda:
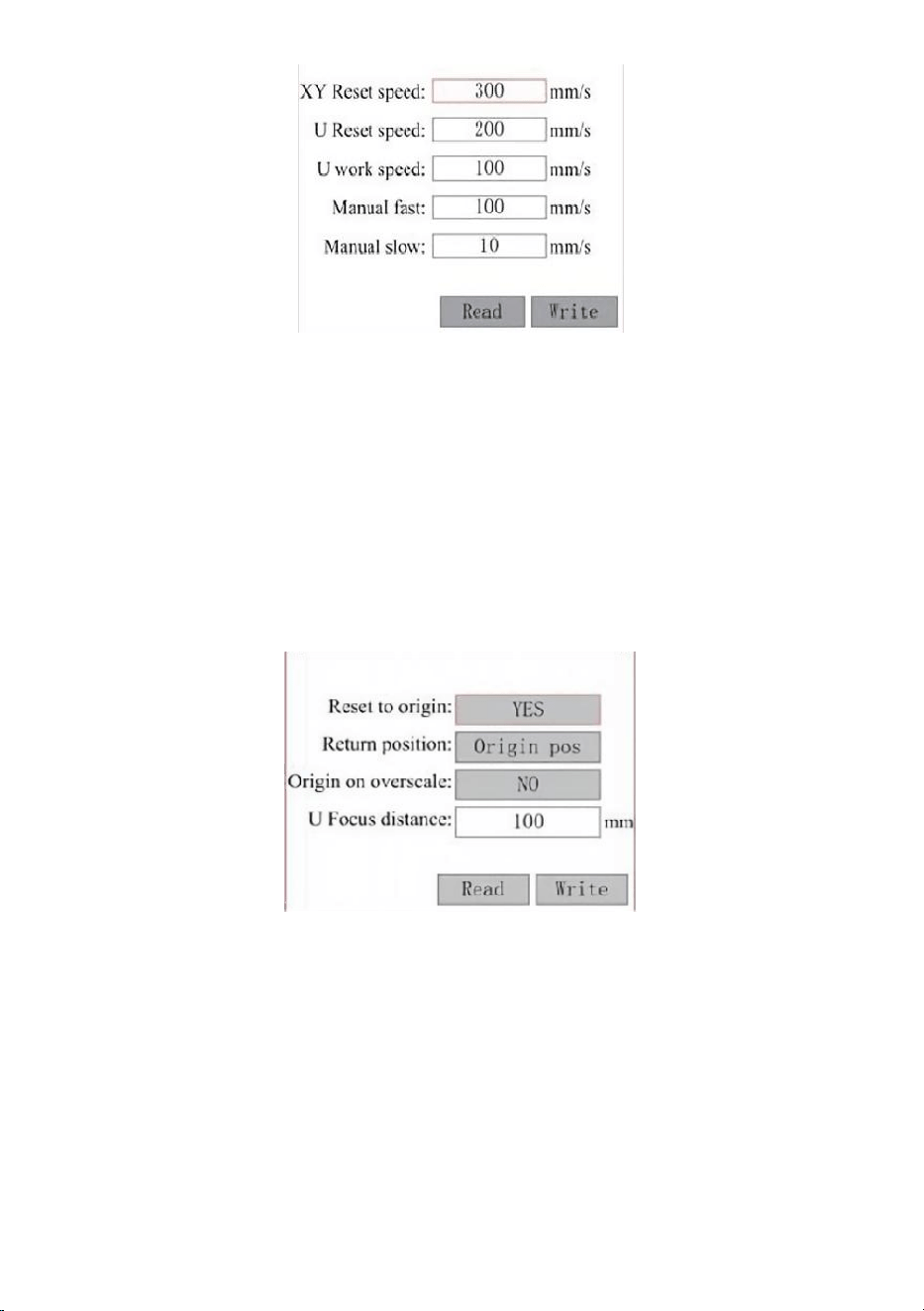
- 64 -
Seleccione y ajuste los parámetros presionando las flechas. Cuando haya
terminado de ajustar, mueva el cursor a Escribir y presione ENT para
guardar los cambios de parámetros, o presione ESC para salir sin guardar.
La lectura puede cargar los parámetros guardados.
AJUSTAR LA CONFIGURACIÓN DE LA MÁQUINA .
En el submenú Configuración de parámetros, seleccione Configuración del
equipo para mostrar la interfaz de la izquierda:
Seleccione y ajuste los parámetros presionando las flechas. Cuando haya
terminado de ajustar, mueva el cursor a Escribir y presione ENT para
guardar los cambios de parámetros, o presione ESC para salir sin guardar.
La lectura puede cargar los parámetros guardados.
AJUSTAR LOS PARÁMETROS DEL EJE DE ROTACIÓN .
En el submenú Configuración de parámetros, seleccione Configuración de
la función de rotación para mostrar la interfaz izquierda:
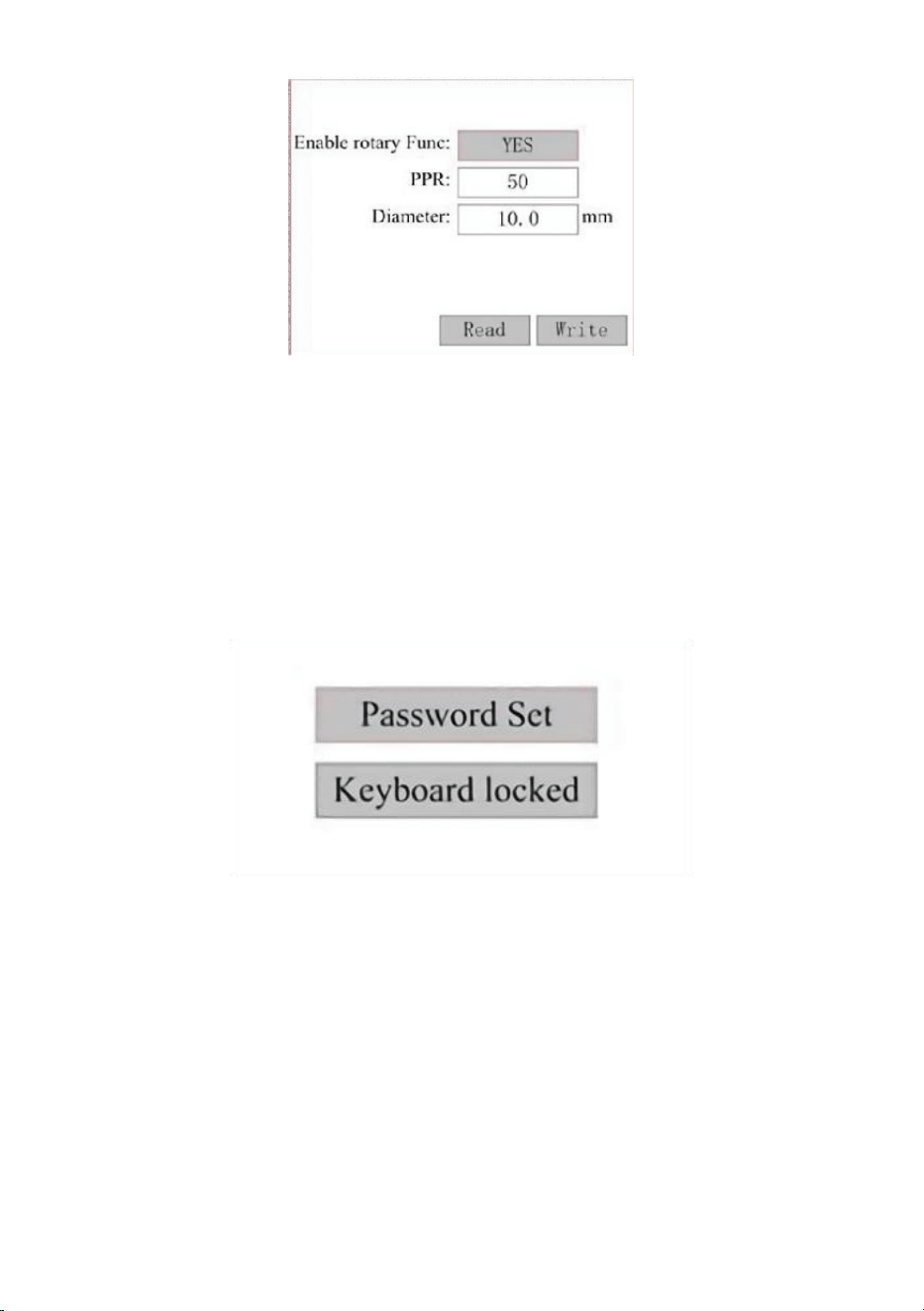
- 65 -
Seleccione y ajuste los parámetros presionando las flechas. Cuando haya
terminado de ajustar, mueva el cursor a Escribir y presione ENT para
guardar los cambios de parámetros, o presione ESC para salir sin guardar.
La lectura puede cargar los parámetros guardados.
ESTABLECER LA CONTRASEÑA DE LA INTERFAZ .
Cuando el cursor esté sobre el bloqueo del panel, presione ENT y
aparecerá el cuadro de diálogo de la izquierda:
Pulse las teclas ▲ y ▼ para seleccionar el elemento. Cuando el cursor
azul se encuentre sobre el elemento de destino, pulse ENT para ingresar a
la interfaz correspondiente.
PARÁMETROS DE COPIA DE SEGURIDAD Y RESTAURACIÓN.
En el menú principal, seleccione Configuración del controlador para
mostrar la pantalla izquierda:
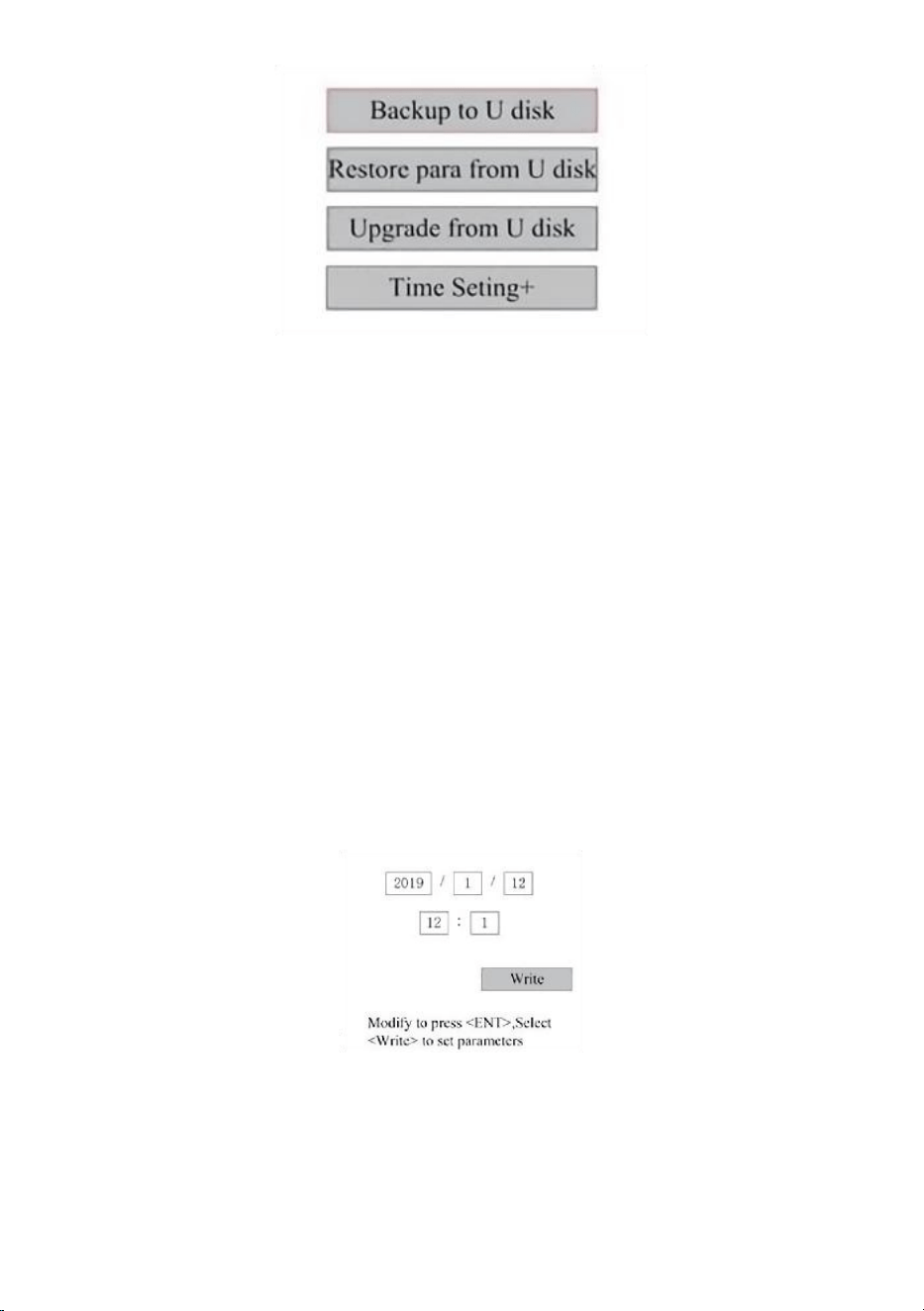
- 66 -
Realizar copia de seguridad en unidad flash USB: guarde los parámetros
actuales en una unidad flash USB.
Recuperar parámetros de la unidad flash USB: recupere parámetros
guardados de una unidad flash.
Actualización desde una unidad flash USB: actualice el software del
controlador desde una unidad flash.
CONFIGURAR LA FECHA Y HORA DE LA MÁQUINA.
En el submenú Configuración del controlador, seleccione Configuración de
tiempo+ para mostrar la
Interfaz izquierda:
Seleccione y ajuste los parámetros presionando las flechas. Cuando haya
terminado
Para ajustar, mueva el cursor a Escribir y presione ENT para guardar el
parámetro
cambios, o presione ESC para salir sin guardar. La lectura puede cargar
los datos guardados.
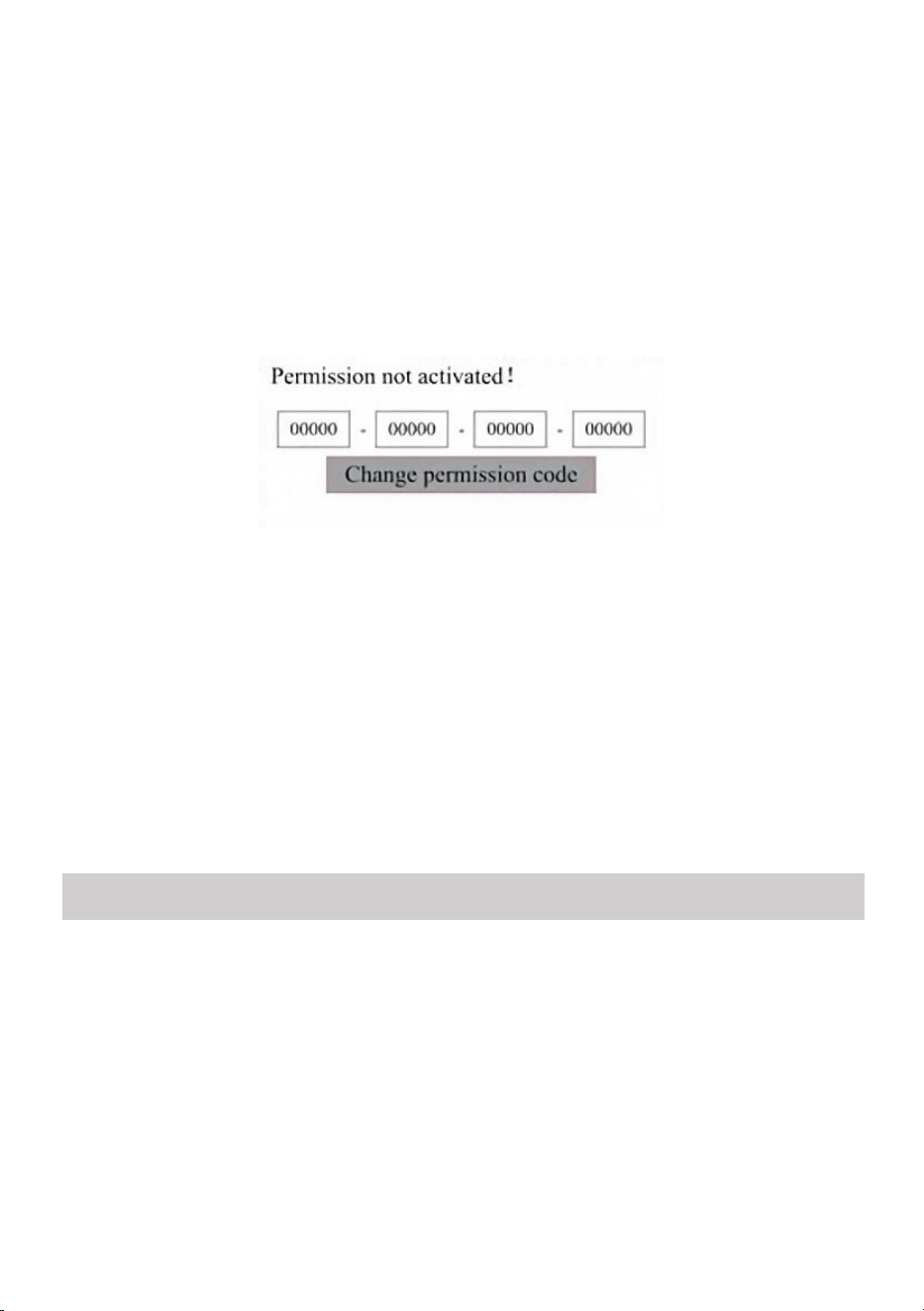
- 67 -
parámetros.
GESTIÓN DE AUTORIZACIONES Y DISPOSICIÓN DEL TECLADO .
Su grabador ya debería estar autorizado y listo para funcionar. Si compró
su grabador a través de un programa de alquiler y aún no ha recibido un
código de licencia, comuníquese con el Servicio de atención al cliente.
Introdúzcalo yendo al menú principal y seleccionando Permisos.
Aparecerá la interfaz de la izquierda.
Presione ENT una vez para seleccionar el primer campo y luego presione
ENT nuevamente para que aparezca el teclado izquierdo.
Utilice las teclas de flecha y ENT para seleccionar los caracteres correctos.
Si hay algún error, pulse ESC y luego ENT para volver a ingresar al campo.
Utilice las teclas de flecha para pasar a un campo de entrada diferente e
ingrese su contenido de la misma manera. Una vez que todos los campos
se hayan ingresado correctamente, seleccione Cambiar código de permiso
y presione ENT para salir de esta pantalla y regresar al menú principal.
MAINTENANCE
1. DESCRIPCIÓN GENERAL DEL MANTENIMIENTO.
El uso de procedimientos distintos a los especificados en este documento
puede provocar una exposición peligrosa a la radiación láser. Apague
siempre el aparato y desconéctelo de la fuente de alimentación antes de
realizar cualquier trabajo de limpieza o mantenimiento. Mantenga siempre
limpio el sistema, ya que los residuos inflamables en las áreas de trabajo y
de escape suponen un peligro de incendio. Solo los profesionales
capacitados y calificados pueden modificar o desmontar este equipo.

- 68 -
· Se debe suministrar agua limpia y fría al sistema en todo momento.
· El banco de trabajo debe limpiarse y el contenedor vaciarse todos los
días.
· El tercer espejo y la lente de enfoque deben inspeccionarse
diariamente y limpiarse si es necesario.
· Otros espejos y sistemas de escape deben inspeccionarse
semanalmente y limpiarse si es necesario.
· La alineación del haz debe comprobarse semanalmente.
· El cableado debe revisarse semanalmente para detectar conexiones
sueltas, especialmente en la fuente de alimentación del tubo láser.
· Los rieles deben limpiarse y lubricarse al menos dos veces al mes.
· La asistencia de aire debe inspeccionarse una vez al mes y limpiarse
si es necesario.
· Toda la máquina láser, incluidos otros componentes como el sistema
de refrigeración por agua, debe inspeccionarse una vez al mes y
limpiarse si es necesario.
2.Sistema de refrigeración por agua.
Nunca toque ni ajuste el suministro de agua del grabador mientras la
bomba esté parada.
Conectado a la corriente.
El tubo láser debe enfriarse con agua destilada limpia para evitar
Sobrecalentamiento. Lo ideal es utilizar agua a temperatura ambiente o
ligeramente más tibia. Los tubos láser requieren al menos 2 galones

- 69 -
(7,5 litros) de agua destilada limpia y fría u otro refrigerante seguro para
láser para evitar el sobrecalentamiento. Si la temperatura del agua está
cerca de los 100 °F (38 °C), deje de trabajar hasta que se enfríe o
encuentre una forma de bajar su temperatura sin interrumpir el
suministro de agua del tubo láser. El agua tampoco debe enfriarse
demasiado, ya que esto también puede hacer que el tubo láser de vidrio
se rompa durante el uso. En los meses de invierno o si utiliza hielo para
enfriar el agua caliente, asegúrese de que la temperatura nunca baje de
los 50 °F (10 °C).
Se debe agregar más agua cada pocos días para garantizar la
evaporación.
no hace que la bomba quede expuesta durante el uso .
3.LIMPIEZA
LIMPIE EL COMPARTIMENTO PRINCIPAL Y LA MÁQUINA DE
GRABADO .
Compruebe al menos una vez al día si hay acumulación de polvo en la
cámara de grabado principal. Si es así, debe eliminarlo. Los intervalos y
requisitos de limpieza exactos dependen en gran medida del material que
se procesa y del tiempo de funcionamiento del equipo. Las máquinas
limpias garantizan un rendimiento óptimo y reducen los costos de servicio,
así como la
riesgo de incendio o lesiones.
Limpie la ventana de visualización con un detergente suave y las lentes o
un paño de algodón. No utilice toallas de papel, ya que pueden rayar el
acrílico y reducir la capacidad de la tapa para protegerlo de la radiación
láser. Limpie a fondo el interior de la cabina principal para eliminar
cualquier residuo, partícula o sedimento. Se recomiendan toallas de papel
y limpiadores de ventanas. Si es necesario, limpie la tapa del tubo láser
después de que se haya enfriado por completo. Deje que cualquier líquido
utilizado en cualquier limpieza se seque por completo antes de seguir

- 70 -
utilizando el engaver .
LIMPIE LA LENTE DE ENFOQUE .
La lente tiene un revestimiento duradero que no se dañará con una
limpieza adecuada y cuidadosa.
Debes revisar la lente y el espejo al tercer día y limpiarlos si hay residuos o
neblina en la superficie. La eficiencia del láser se reducirá y la
acumulación de calor en el aceite o el polvo puede dañar la lente.
1. Mueva la mesa de grabado a una distancia de aproximadamente 4
pulgadas (10 cm) debajo de la montura de la lente.
2. Mueva el cabezal del láser al centro de la mesa y coloque un paño
debajo del soporte de la lente para que ésta no se dañe si se cae
accidentalmente del soporte.
3. Desatornille el soporte de la lente y gírelo hacia la izquierda.
4. Retire la manguera de aire presurizado y la conexión del riel láser.
5. Después de colocar la lente sobre papel de limpieza de lentes limpio,
gire con cuidado el soporte de la lente para que la lente y su junta tórica
caigan sobre el paño de limpieza y retire la lente de la montura.
6. Revise la junta tórica y, si es necesario, límpiela con un hisopo de
algodón y una toalla de papel o un paño para limpiar lentes.
7. Sople aire sobre la superficie de la lente para eliminar la mayor
cantidad posible de polvo grueso.
8. Inspeccione la superficie de la lente y límpiela con una solución de

- 71 -
limpieza de lentes y papel o paño para lentes si es necesario.
9. Sujete el borde del conjunto de lentes con un pañuelo de papel y
utilice una solución de limpieza de lentes. Sujete la lente en ángulo y
enjuague ambas superficies para eliminar la suciedad.
10. Coloque las lentes sobre un paño de limpieza limpio y aplique un
poco de solución limpiadora de lentes en un lado de la lente. Deje que el
líquido actúe durante aproximadamente un minuto y luego limpie
suavemente con papel de limpieza de lentes humedecido en solución
limpiadora de lentes. Seque este lado de la lente con un paño limpio y
seco.
11. Repita el mismo proceso de limpieza en el otro lado de la lente.
Nunca utilice las toallas de papel de limpieza dos veces. El polvo que se
acumula en las toallas de papel de limpieza puede rayar la superficie de
la lente.
12. Revise la lente. Si aún está sucia, repita el proceso de limpieza
anterior hasta que la lente esté limpia. No toque la superficie de la lente
después de limpiarla.
13. Inserte con cuidado la lente en el soporte, asegurándose de que el
lado convexo circular esté hacia arriba. Coloque la junta tórica en la
parte superior de la lente.
18. Vuelva a ensamblar con cuidado la lente y el cabezal láser en el
orden inverso.
LIMPIAR EL ESPEJO .
Si hay residuos o neblina en la superficie del espejo, también se debe
limpiar el espejo para mejorar el rendimiento y evitar daños permanentes.
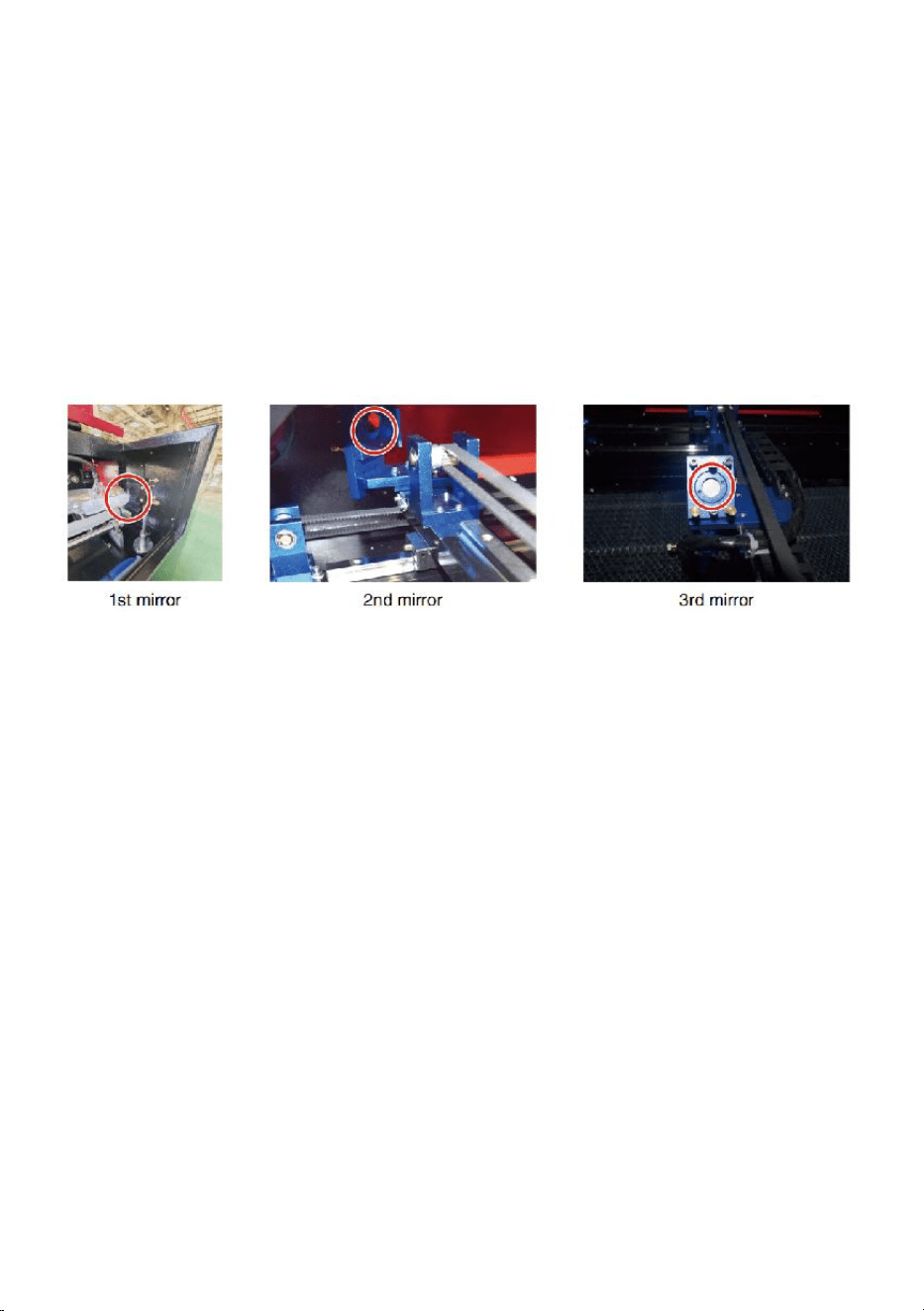
- 72 -
El primer disparo se encuentra detrás del lado izquierdo de la máquina,
más allá del extremo más alejado del eje Y. La segunda lente está en el eje
Y en el extremo izquierdo del eje X. La tercera lente está ubicada en la
parte superior del cabezal láser en el eje X. La mayor acumulación de
residuos se encuentra en el tercer espejo y se debe revisar a diario con la
lente de enfoque. La primera y la segunda lente se pueden revisar a diario
si es necesario, pero si solo se revisan una vez a la semana, se
recomienda limpiarlas a fondo.
Generalmente bien.
Los espejos se pueden limpiar en su lugar usando pañuelos o paños para
limpiar lentes, o se pueden quitar girándolos en sentido antihorario. Tenga
cuidado de no tocar la superficie del espejo directamente. Evite presionar
demasiado para no desgastar los residuos y causar rayones. Si se quitan
los espejos para limpiarlos, Vuelva a instalarlos girándolos en el sentido de
las agujas del reloj en su lugar teniendo cuidado de evitar rayarlos.
4.ALINEACIÓN DE LA TRAYECTORIA DEL LÁSER.
La alineación adecuada del haz es muy importante para la eficiencia
general y la calidad del trabajo de la máquina. Esta máquina se alinea
completamente con el haz antes del envío. Sin embargo, cuando la
grabadora llega por primera vez, aproximadamente una vez a la semana
durante el funcionamiento normal, se recomienda al usuario que confirme
que la alineación aún se encuentra en un nivel aceptable y que el espejo y
la lente de enfoque no se mueven debido al movimiento de la máquina.
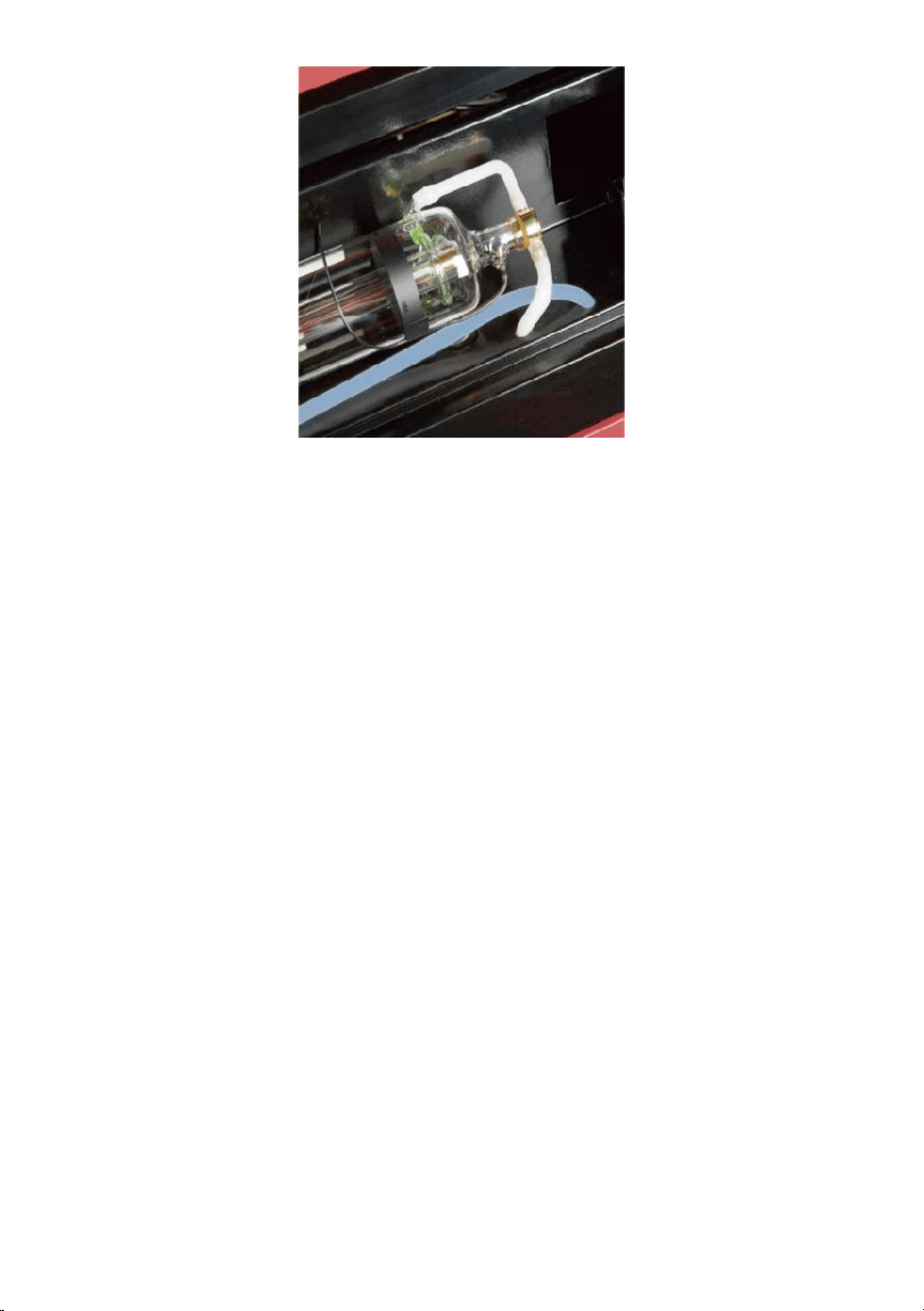
- 73 -
Será necesario colocar un trozo de cinta en cada etapa del recorrido del
láser, marcándolo para confirmar que la plataforma se mantiene
correctamente alineada. De lo contrario, utilizará el soporte del tubo láser
o los tornillos de la parte posterior del espejo desalineado para corregir el
problema. Una vez que se agoten las cintas suministradas,
recomendamos utilizar cintas de enmascarar, ya que son fáciles de
manejar y usar.
Si la alineación del haz se realiza sin cuidado, el operador puede quedar
expuesto a una pequeña cantidad de radiación. Siga estos procedimientos
correctamente y tenga siempre cuidado al realizar la alineación del haz .
Realice la alineación del haz a niveles de potencia bajos: 15 % o menos.
Cualquier porcentaje superior hará que el láser encienda la tira de prueba
en lugar de marcarla. Asegúrese de configurar la potencia máxima (no la
mínima) al 15 %.
ALINEACIÓN DE TUBOS LÁSER .
Para probar la alineación del tubo láser con el primer espejo, corte una tira
de cinta y colóquela en el marco del espejo.
No coloque la cinta directamente sobre el espejo. Encienda la máquina y
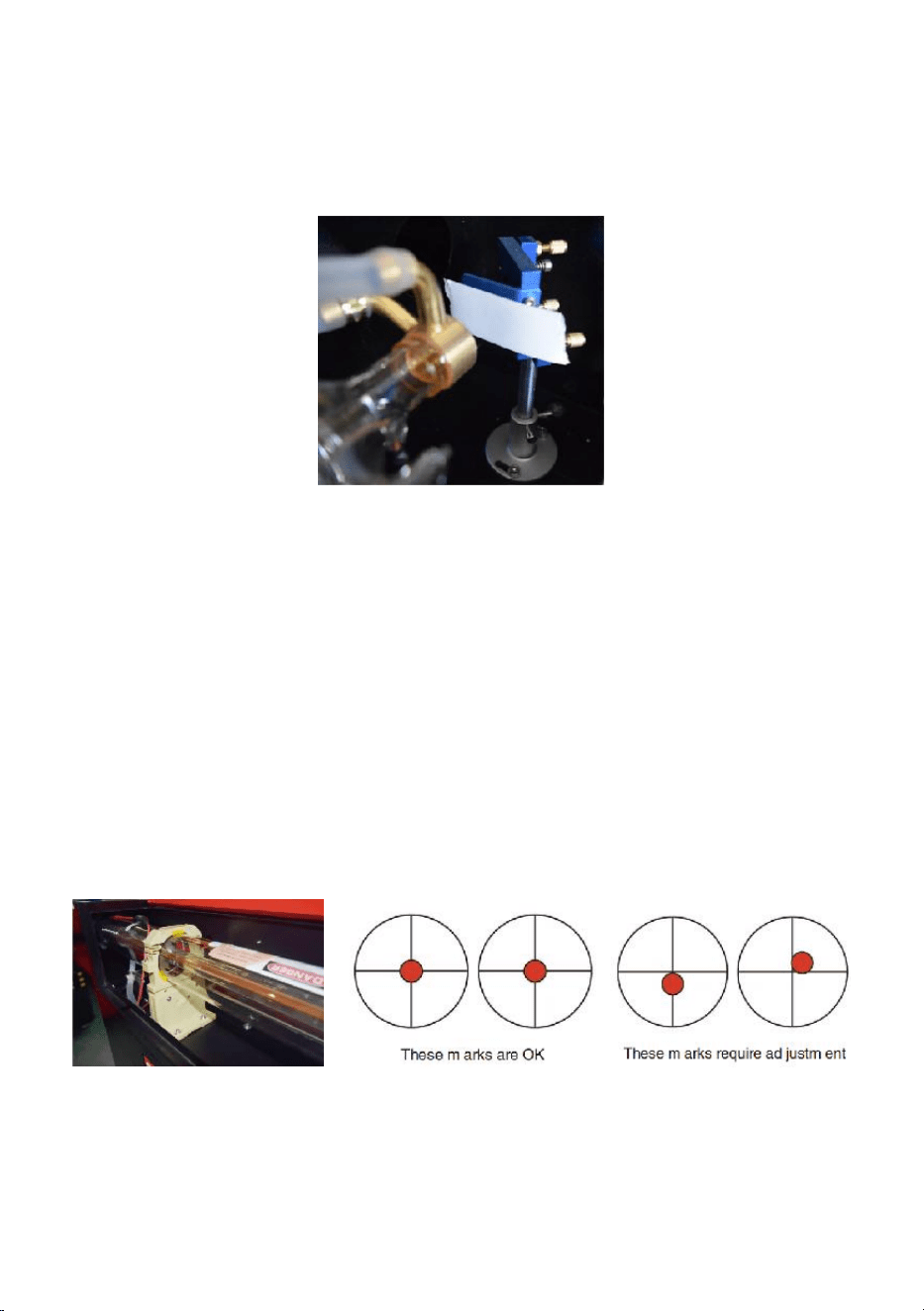
- 74 -
ajuste el nivel de potencia al 15 % o menos.
Presiona PULSE para disparar el láser manualmente. Deberías poder ver
una pequeña marca en la cinta. Si no la detecta, presiona PULSE
nuevamente.
Pulse el pulso para activar el láser. Asegúrese siempre de que el camino
entre el láser y su objetivo no esté obstruido. Nunca permita que entren
objetos extraños entre el láser y su objetivo.
Botón PULSE, tenga cuidado de no dejar ninguna parte de su cuerpo en la
trayectoria del láser.
La marca del láser debe estar cerca del centro del orificio. Si el láser no
está centrado en el primer espejo, corte la alimentación del láser y ajuste
con cuidado el tubo láser en su soporte. Esto puede requerir aflojar los
pernos de su soporte. Tenga cuidado de no aflojar ni apretar demasiado
los pernos. Solo se puede ajustar un soporte a la vez.
PRIMERA ALINEACION DE ESPEJOS .
Después de asegurarse de que la luz láser esté correctamente alineada
entre el tubo láser y el primer espejo, verifique la alineación entre el primer
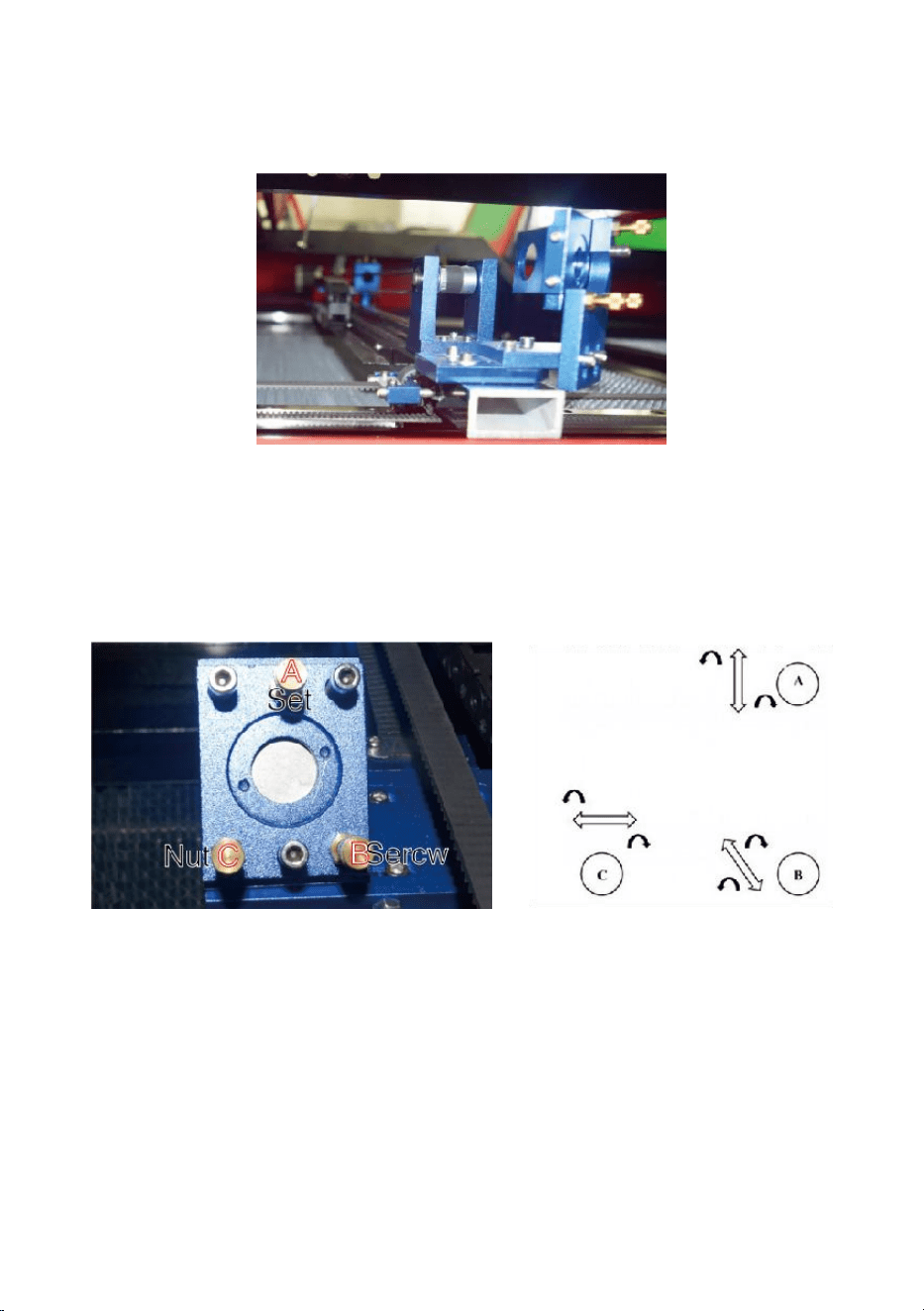
- 75 -
espejo y el segundo espejo. Primero, use las flechas direccionales del
panel de control para enviar el segundo espejo hacia la parte posterior de
la plataforma a lo largo del eje Y.
Una vez que esté fijado, coloque un trozo de cinta adhesiva en el marco
del segundo espejo. No coloque la cinta directamente sobre el espejo.
Repita el paso anterior. Si el láser no está centrado en el segundo espejo,
es necesario ajustar los tornillos de fijación del primer espejo. por lo tanto .
Para ajustar el espejo, afloje la tuerca del tornillo y gire suavemente el
tornillo en el sentido de las agujas del reloj o en el sentido contrario. Cada
tornillo ajusta una posición o un ángulo diferente. Lleve un registro de los
tornillos que está ajustando y la dirección del ajuste. No gire el tornillo más
de 1/4 de vuelta a la vez, especialmente pruebe la posición del láser
después de cada ajuste para que pueda ver el efecto de cada reemplazo.
Pruebe hasta que los rayos estén correctamente alineados, luego vuelva a
apretar las tuercas de los tornillos cuando se hayan realizado todos los
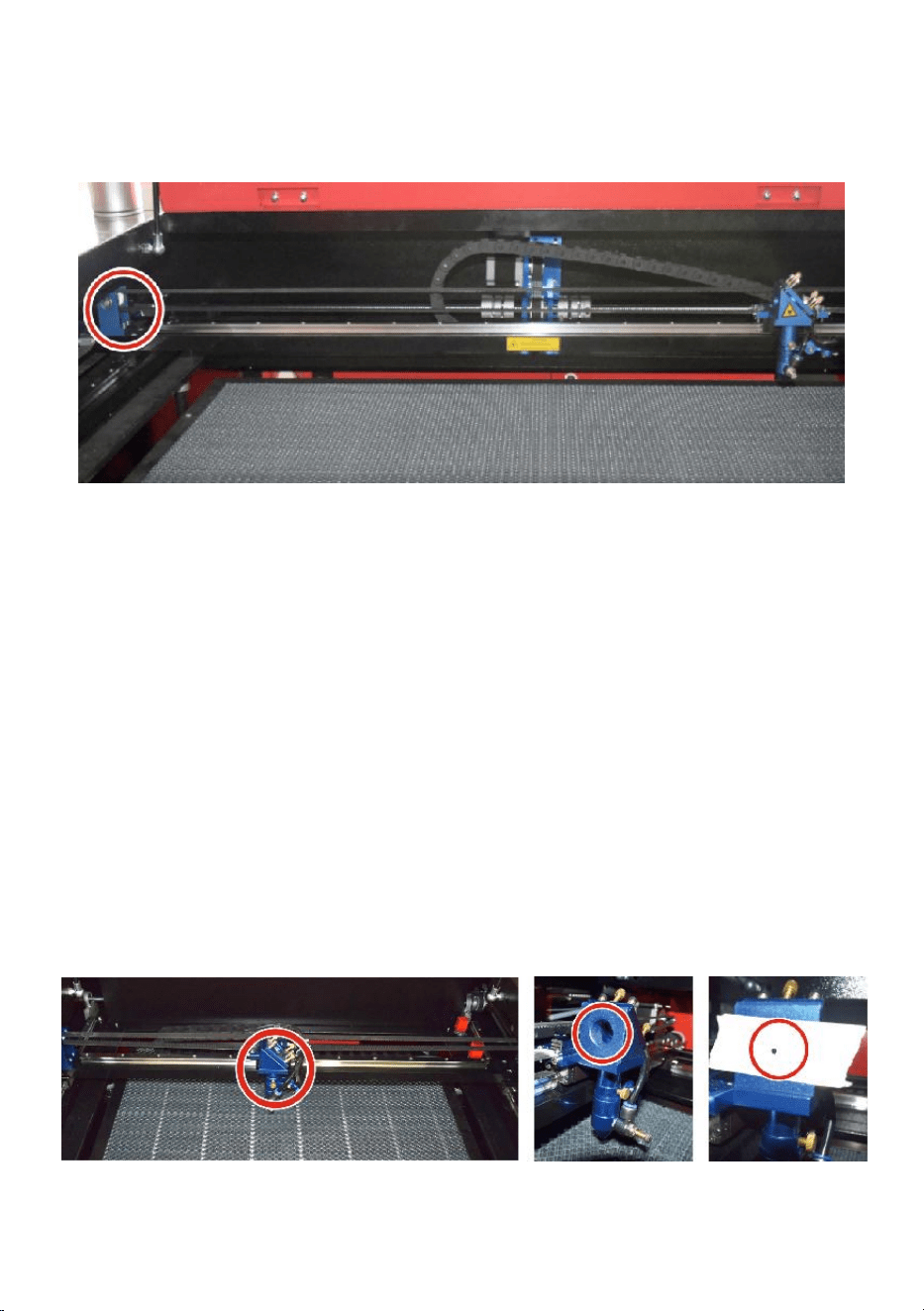
- 76 -
ajustes.
A continuación, utilice las flechas direccionales del panel de control para
enviar el segundo espejo al frente de la cama a lo largo del eje Y.
Una vez que se haya fijado, coloque otra tira de cinta en el marco del
segundo espejo. No coloque la cinta directamente sobre el espejo. Repita
los pasos del punto 5.4.1 y, si es necesario, ajuste los tornillos de fijación
del primer espejo. Pruebe nuevamente hasta que las vigas estén
correctamente alineadas y luego vuelva a apretar las tuercas de los
tornillos.
SEGUNDA ALINEACION DE ESPEJOS .
La marca del láser debe estar cerca del centro del orificio. Si el láser no
está centrado en el primer espejo, corte la alimentación del láser y ajuste
con cuidado el tubo láser en su soporte. Esto puede requerir aflojar los
pernos de su soporte. Tenga cuidado de no aflojar ni apretar demasiado
los pernos. Solo se puede ajustar un soporte a la vez.
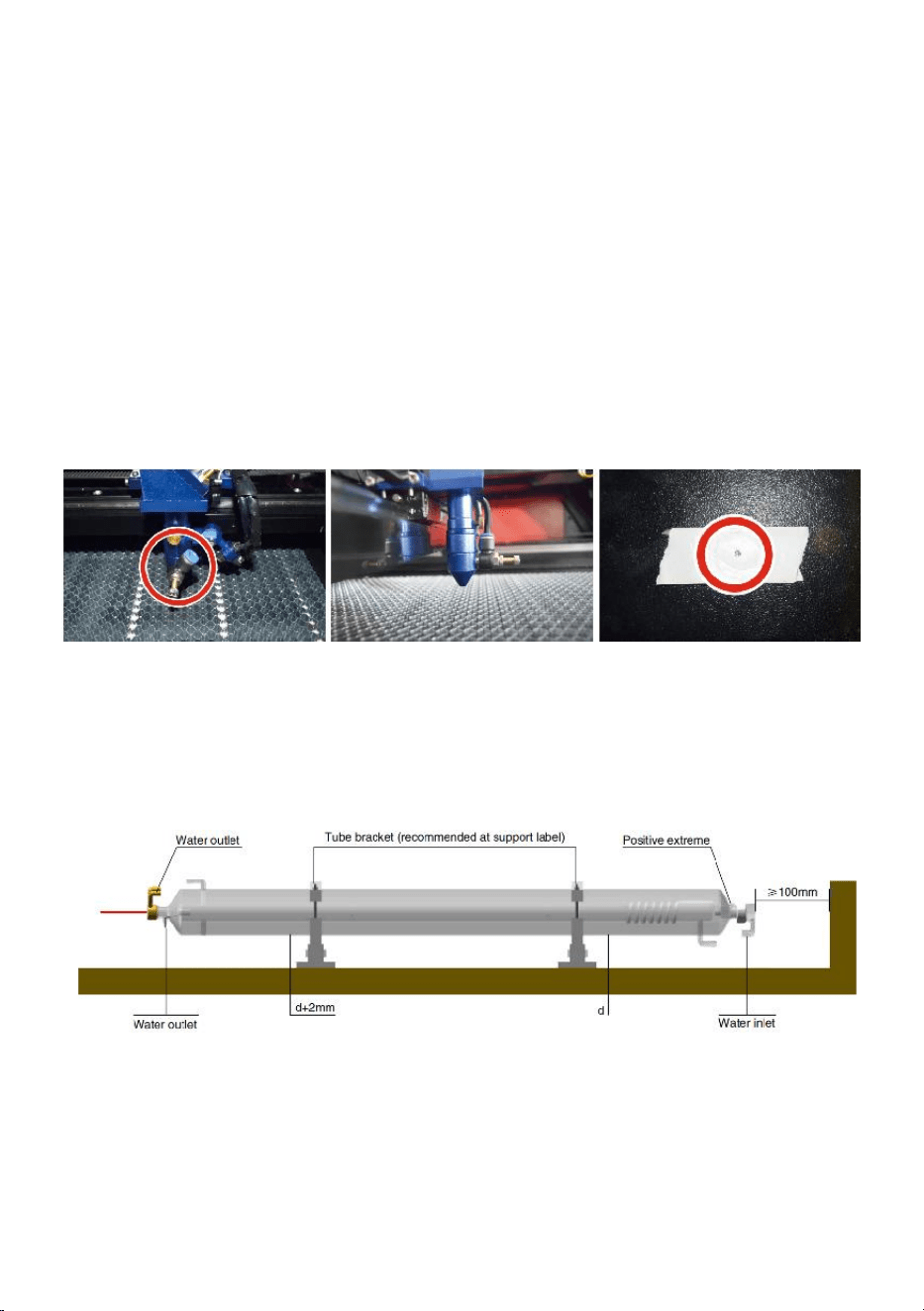
- 77 -
ALINEACION DEL TERCER ESPEJO .
Después de asegurarse de que el láser esté correctamente alineado entre
el segundo y tercer espejo, verifique la alineación entre el tercer espejo y
la mesa. Primero, retire la manguera de asistencia de aire del cabezal
láser. Luego, coloque un trozo de cinta en la parte inferior del cabezal láser
y presiónelo firmemente contra la boquilla. Esto dejará una marca de anillo
que puede ayudarlo a verificar la precisión. Repita los pasos del 5.4.1. Si
el láser no está centrado a través del cabezal láser, ajuste el tornillo de
fijación del tercer espejo como se muestra en el 5.4.2. Pruebe nuevamente
hasta que los rayos estén correctamente alineados, luego vuelva a apretar
las tuercas de los tornillos.
INSTALE EL TUBO LÁSER .
Diagrama esquemático de la instalación del tubo láser:
1. Instálelo de acuerdo con el logotipo del láser y conecte correctamente
los cables de conexión del cátodo y el ánodo, la tubería de entrada de
agua y la tubería de salida de agua del láser.
2. Encienda el enfriador y ajuste el ángulo del láser para asegurarse de
que el refrigerante llene el láser y no haya obstrucciones.

- 78 -
3. Retire la marca de apertura óptica y luego encienda la fuente de
alimentación del láser para la depuración de la trayectoria óptica.
PROBLEMAS Y SOLUCIÓN DE PROBLEMAS .
Problema 1: El láser siempre funciona a máxima potencia o la corriente
no es ajustable.
①El láser está equipado con un terminal de control de potencia que está
conectado incorrectamente; verifique cuidadosamente la conexión del
terminal.
②El láser tiene un corte de energía; intente reemplazar la fuente de
alimentación.
③Fallo en la placa de control de la máquina láser; comuníquese con el
servicio de atención al cliente.
Problema 2: El láser no emite luz.
①El láser está equipado con un terminal de control de potencia que está
conectado incorrectamente o la línea de conexión de control está rota;
verifique cuidadosamente si los terminales y los cables de conexión
están mal conectados o no se encienden.
②La protección del agua del enfriador falla y el refrigerante del enfriador
es insuficiente; reemplace el protector de agua o agregue refrigerante.
③Los láseres están equipados con fallas de energía o problemas de
suministro de energía; intente reemplazar el cable de alimentación con
una fuente de alimentación o un cable de alimentación de red.
④Fallo en la placa de control de la máquina láser; comuníquese con el
servicio de atención al cliente.
⑤Fallo del láser; comuníquese con el servicio de atención al cliente.
Problema 3: Ignición por descarga.
①La línea de conexión entre el láser y la fuente de alimentación
equipada con láser está dañada o rota; intente reemplazar el cable.
②Falla del láser; comuníquese con el servicio de atención al cliente.
Problema 4: Requisitos del medio ambiente.
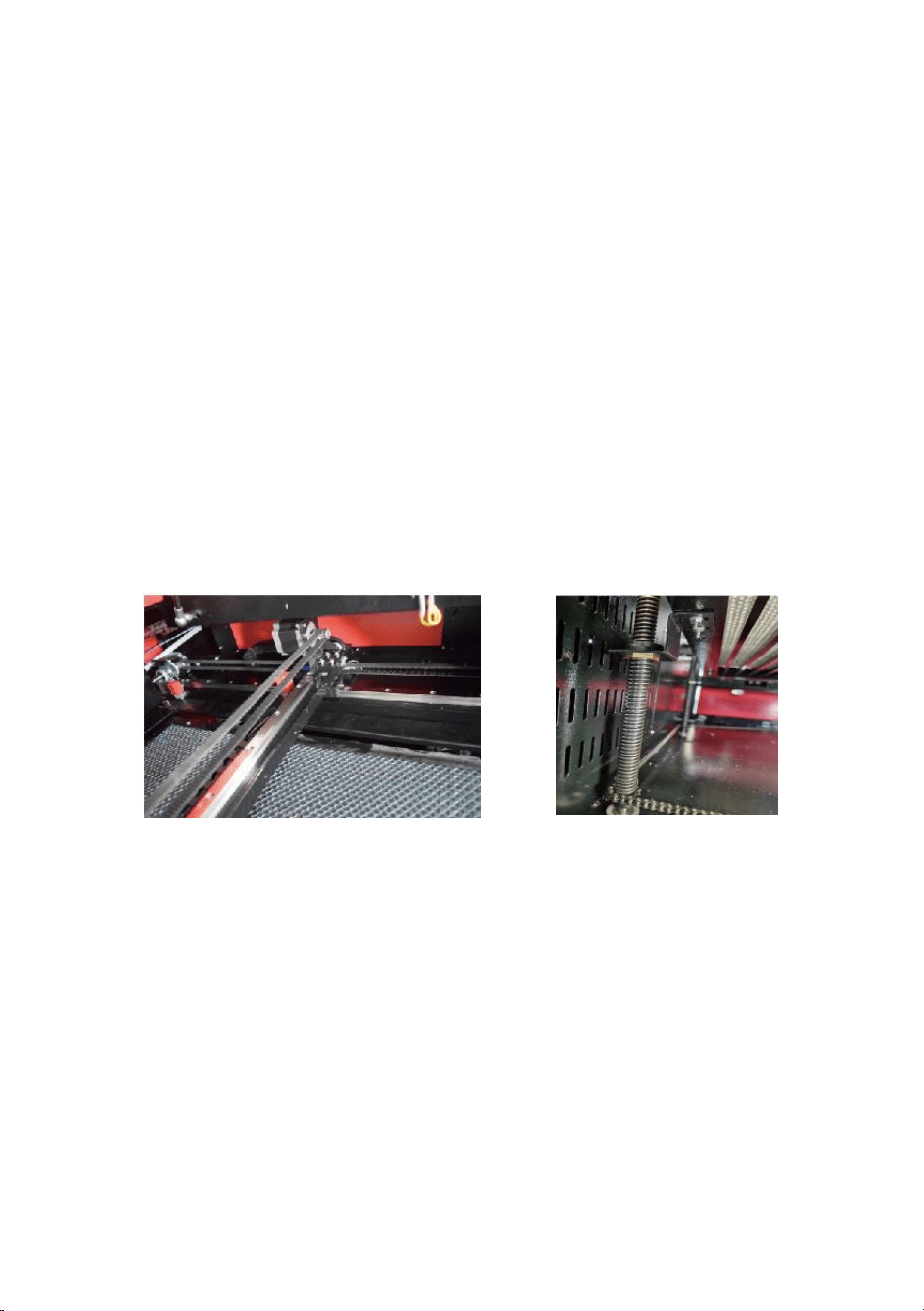
- 79 -
①El láser está equipado con una fuente de alimentación y debe
funcionar en un entorno bien ventilado.
②El espacio de trabajo debe cumplir con las normas de seguridad
locales para el funcionamiento de equipos láser.
Nota : Requisitos ambientales .
Temperatura de funcionamiento: 10 °C ~ 38 °C
Temperatura de almacenamiento: -10 °C ~ 35 °C Humedad de
almacenamiento: 20 % HR ~ 80 % HR
5.INSTRUCCIONES DE LUBRICACIÓN.
Para obtener mejores resultados, limpie y lubrique los rieles de la máquina
de grabado cada dos semanas.
Apague la máquina de grabado láser.
Mueva suavemente el cabezal del láser para retirarlo del camino.
Limpie todo el polvo y los residuos de los rieles de los ejes X e Y con un
paño de algodón seco.
hasta que queden brillantes y limpios.
Haga lo mismo con los tornillos del eje Z.
Lubrique los rieles y tornillos con grasa.
Mueva suavemente el cabezal láser y el eje X para que el lubricante se
distribuya uniformemente.
distribuido a lo largo de los dos rieles, y subir y bajar la cama para
- 80 -
distribuir uniformemente el lubricante a lo largo de los tornillos.
DAILY TROUBLESHOOTING TABLE
ASUNTO
CAUSA DEL PROBLEMA
SOLUCIÓN
El panel indica que la
máquina está
protegida .
La puerta no está cerrada
Cierre la puerta
El interruptor de protección de la
cubierta está dañado .
Reemplazar por uno nuevo
El panel indica que la
máquina tiene un
defecto .
en protección contra
la entrada de agua
Las tuberías de agua están
obstruidas y hay un Sin circulación
de agua
Limpiar las tuberías de
agua
La bomba no sale ,la bomba
descanso s
Reemplazar por uno nuevo
Resistencia al agua reducida
Reemplazar por uno nuevo
El panel solicita la
interfaz
de trabajo de Hype .
El tamaño del papel de corte es
demasiado grande
Cambiar el tamaño de la
imagen
El punto de anclaje de la máquina
es incorrecto
Reorientación
El corte por láser es
impermeable
La trayectoria de la luz del láser no
es correcta
Ajustar la trayectoria óptica
Los espejos y lentes están sucios.
Lavar con alcohol
No emite láser
Problemas con los tubos láser
Reemplazar por uno nuevo
Problemas con la potencia del
lager
Reemplazar por uno nuevo
El Ya x no
se mueve
El interruptor giratorio no está
apagado
Apague el interruptor
giratorio
Mala conexión del relé
Reposicione el relé o
reemplácelo por
uno nuevo
El panel
de escaneo indica que
la distancia del buffer
es
insuficiente
El cabezal láser del eje X está
demasiado lejos de un ayudante
Vuelva a colocar el
cabezal láser del eje X de
modo que
esté a 50 mm del origen .
El interruptor de
reinicio de la
El interruptor de límite está
dañado o la línea de límite está
Reemplazar por un nuevo
interruptor de límite rojo
- 81 -
máquina no está
desactivado .
dañada y el interruptor en la
cadena portacables está
desconectado .
49. Instrucciones *1
50. Tubos de escape de humos *1
51. Cinta adhesiva de doble cara *1
52. Abrazaderas *1
53. Destornillador *1
54. Llave Allen *1 JUEGO
55. Cable de tierra *1
56. Cable de alimentación *1
57. Cable de datos *1
58. Cable de red de cristal *1
59. Bolsa para documentos *1
60. unidad flash *1
Dirección : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importado a AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Importado a EE. UU.: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
- 82 -
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 2 -
Techniczny Wsparcie i certyfikat gwarancji elektronicznej www.vevor.com/support
MASZYNA DO GRAWEROWANIA LASEROWEGO
INSTRUKCJA OBSŁUGI
MODELE: KH5030/KH6040/KH7050/KH906/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELE: KH5030/KH6040/KH7050/KH9060/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
LASER ENGRAVING MACHINE
- 2 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Ostrzeżenie: Aby zminimalizować ryzyko obrażeń, użytkownik
powinien uważnie przeczytać instrukcję obsługi.
To urządzenie jest zgodne z częścią 15 przepisów FCC. Jego
działanie podlega następującym dwóm warunkom: (1) To
urządzenie nie może powodować szkodliwych zakłóceń i (2) to
urządzenie musi akceptować wszelkie odbierane zakłócenia,
w tym zakłócenia, które mogą powodować niepożądane
działanie.
Ten produkt podlega postanowieniom Dyrektywy Europejskiej
2012/19/WE. Symbol przedstawiający przekreślony kosz na
śmieci na kółkach oznacza, że produkt wymaga oddzielnej
zbiórki odpadów w Unii Europejskiej. Dotyczy to produktu i
wszystkich akcesoriów oznaczonych tym symbolem.
Produktów oznaczonych w ten sposób nie można wyrzucać
razem ze zwykłymi odpadami domowymi, ale należy je oddać
do punktu zbiórki w celu recyklingu urządzeń elektrycznych i
elektronicznych.

- 3 -
IMPORTANT NOTES
Grawer laserowy CO2 nadaje się zarówno do użytku osobistego, jak i
profesjonalnego. Przy użyciu zgodnie z niniejszą instrukcją zawiera system
laserowy klasy 1, ale niektóre komponenty są nadal bardzo niebezpieczne.
Nigdy nie wyłączaj wstępnie zainstalowanego sprzętu bezpiecze ń stwa i
zawsze używaj lasera bezpiecznie i odpowiedzialnie .
Przed przystąpieniem do eksploatacji urządzenia użytkownik powinien
uważnie zapoznać się z treścią instrukcji.
instrukcji obsługi i ściśle jej przestrzegać. Niniejsza instrukcja dotyczy
wielu modeli produktów.
W tym sprzęcie zastosowano cztery typy laserów zgodnych z
międzynarodowym standardem (mocne
promieniowanie laserowe). Promieniowanie laserowe może powodować
następujące zdarzenia:
1. podpalić otaczające materiały palne .
2. Podczas obróbki laserowej, ze względu na różne obrabiane obiekty,
inne
mogą wydzielać się promieniowanie i inne toksyny. Szkodliwy gaz .
3. Bezpośrednie promieniowanie laserowe może spowodować obrażenia
ciała. Dlatego sprzęt musi być wyposażony w sprzęt przeciwpożarowy.
Surowo zabrania się składowania materiałów łatwopalnych i
wybuchowych na stole warsztatowym i wokół sprzętu. Jednocześnie
należy zapewnić dobrą wentylację. Operatorzy nieprofesjonalni nie
mają prawa zbliżać się do sprzętu.
Obiekty i emisje poddawane obróbce laserowej powinny być zgodne z
lokalnymi przepisami
i przepisów.
Obróbka laserowa może wiązać się z dużym ryzykiem, dlatego należy ją
dokładnie rozważyć
czy obiekt nadaje się do obróbki laserowej.
Wewnętrzny sprzęt laserowy jest pod wysokim napięciem i stwarza inne
- 4 -
zagrożenia, z wyjątkiem
dla operatorów sprzętu kategorycznie zabrania się demontażu.
Gdy sprzęt jest włączony, ktoś musi być strzeżony,
Zabrania się wychodzenia bez upoważnienia. Przed opuszczeniem
obiektu przez personel należy odciąć zasilanie.
Zabrania się otwierania jakichkolwiek drzwi podczas pracy urządzenia.
należy przeprowadzić kontrolę tego i innych urządzeń.
bezpiecznie i skutecznie uziemione.
Nie umieszczaj żadnego nieistotnego całkowitego odbicia lub
rozproszonego odbicia
przedmiotów w urządzeniu, aby zapobiec odbiciu wiązki lasera od ciała
człowieka lub przedmiotów łatwopalnych.
Podczas obsługi urządzenia operator musi zawsze:
obserwować działanie sprzętu. Jeśli wystąpi nietypowa sytuacja, należy
natychmiast .
Sprzęt powinien znajdować się w miejscu suchym, wolnym od
zanieczyszczeń i wibracji. i silny
środowisko zakłóceń elektromagnetycznych, z działającym temperatura
5-40 stopni Celsjusza i wilgotność 5-95% (nie (środowisko wody
kondensacyjnej).
Sprzęt powinien być zawsze umieszczony z dala od urządze ń
elektrycznych
wrażliwy na zakłócenia elektromagnetyczne, w przeciwnym razie może
powodować zakłócenia elektromagnetyczne.
Napięcie robocze urządzenia wynosi: europejskie AC220V lub północne
Ameryka ń skie napięcie AC120V (przed użyciem należy sprawdzić
napięcie robocze urządzenia).
Najważniejszym laserem szklanym na dwutlenku węgla w sprzęcie jest A
przedmiot konsumpcyjny i podatny na uszkodzenia. Proszę dbać o
niego podczas użytkowania Laser szklany z dwutlenkiem węgla
potrzebuje czystej, zimnej wody do schłodzenia Proszę zwrócić uwagę,
aby temperatura wody nie przekraczała 30 stopni Celsjusza podczas
użytkowania, w przeciwnym razie laser ulegnie uszkodzeniu. Gdy
temperatura otoczenia spadnie poniżej 0 stopni Celsjusza, należy
- 5 -
wymienić go na płyn niezamarzający, aby uniknąć uszkodzenia
dwutlenku węgla laser szklany.
Zabrania się włączania urządzenia, gdy napięcie sieciowe jest nietrwały
lub niedopasowane. Producent i sprzedawca nie ponoszą
odpowiedzialności za straty spowodowane nieprawidłowym
użytkowaniem lub niezgodnością z powyższe przepisy.
BASIC INFORMATION
Niniejsza instrukcja jest wyznaczonym przewodnikiem użytkownika
grawera do instalacji lasera szafkowego, konfiguracji, bezpiecznej obsługi i
konserwacji. Obejmuje ogólne informacje, instrukcje bezpieczeństwa, kroki
instalacji, instrukcje obsługi, procedury konserwacji i dane kontaktowe.
Wszyscy pracownicy zaangażowani w instalację, konfigurację, obsługę,
konserwację i naprawę tej maszyny powinni przeczytać i zrozumieć tę
instrukcję, zwłaszcza jej instrukcje bezpieczeństwa. Niektóre komponenty
mają ekstremalnie wysokie napięcie i/lub generują silne promieniowanie
laserowe. Niezrozumienie i nieprzestrzeganie tych instrukcji może
skutkować niespełniającymi norm wydajnościami i żywotnością,
uszkodzeniem mienia i obrażeniami ciała .
Twój grawer laserowy działa poprzez emitowanie silnej wiązki laserowej
z rurki szklanej wypełnionej izolującym dwutlenkiem węgla (CO2),
odbijając tę wiązkę od trzech luster i odbijając ją przez soczewkę
skupiającą, a następnie wykorzystując to skupione światło do wytrawiania
wzoru na określonych podłożach. Pierwsze lustro jest zamocowane blisko
końca tuby laserowej, drugie lustro porusza się wzdłuż osi Y maszyny, a
trzecie lustro jest przymocowane do głowicy laserowej poruszającej się
wzdłuż osi X. Ponieważ część pyłu z procesu grawerowania osadza się na
lustrze, należy je często czyścić. Ponieważ poruszają się podczas pracy,
- 6 -
należy je również okresowo regulować za pomocą śrub ustalających, do
których są przymocowane, aby utrzymać prawidłową ścieżkę lasera. W
przypadku tego grawera należy stosować system chłodzony wodą (zwykle
pompę lub chłodnicę), aby rozproszyć ciepło wytwarzane przez tubę
laserową. Podobnie, należy stosować układ wydechowy (zwykle
zewnętrzny otwór wentylacyjny lub dedykowany oczyszczacz powietrza),
aby usunąć pył i gazy wytwarzane podczas procesu grawerowania.
Ciągłe używanie lasera powyżej 70% jego maksymalnej mocy
znamionowej znacznie skróci jego żywotność. Zaleca się ustawienie na
10-70% maksymalnej mocy znamionowej w celu uzyskania optymalnej
wydajności i długowieczności.
Należy pamiętać, że jest to urządzenie pod wysokim napięciem i ze
względów bezpieczeństwa zaleca się, aby podczas użytkowania dotykać
jego podzespołów wyłącznie jedną ręką.
Należy pamiętać, że aktywne lasery są niewidoczne dla ludzkiego oka.
Tego urządzenia nie należy używać z otwartą pokrywą, aby uniknąć
potencjalnych trwałych obrażeń.
Należy również zauważyć, że zarówno układ chłodzenia wodnego, jak i
układ wydechowy są absolutnie niezbędne do bezpiecznego użytkowania
tego sprzętu. Nie należy obsługiwać maszyny grawerującej, jeśli te dwa
układy nie działają prawidłowo. Woda powinna być zawsze czysta i
utrzymywana w temperaturze pokojowej, a układ wydechowy powinien
zawsze spełniać wszystkie przepisy i regulacje dotyczące miejsca pracy i
jakości powietrza otoczenia.
Na etykiecie urządzenia lub w niniejszej instrukcji zastosowano
następujące symbole:
- 7 -
Przedmioty te niosą ze sobą ryzyko poważnych uszkodzeń mienia lub
obrażeń ciała
Projekty te rozwiązują podobne poważne problemy związane z wiązkami
laserowymi.
Projekty te rozwiązywały podobne poważne problemy z elektrycznością
składniki.
Każda osoba przebywająca w pobliżu urządzenia powinna nosić okulary
ochronne podczas jego pracy.
Maszyna nadaje się do grawerowania logotypów i innych materiałów
użytkowych.
produkty na odpowiednich podłożach. Ten laser może przetwarzać
różnorodne materiały, w tym drewno i korek, papier i tekturę, większość
tworzyw sztucznych, szkło, tkaniny i skórę oraz kamie ń . Może być
również stosowany z niektórymi specjalnie powlekanymi metalami.
Używanie tego systemu do celów lub materiałów innych niż te, dla
których jest przeznaczony, jest niedozwolone.
System musi być obsługiwany, konserwowany i naprawiany przez osobę,
która:
jest zaznajomiony z obszarem użytkowania i zagrożeniami związanymi z
maszyną i materiałami grawerskimi, w tym z ich zdolnością do odbijania
- 8 -
światła, przewodnością elektryczną, możliwością wytwarzania
szkodliwych lub łatwopalnych oparów itp.
Promienie laserowe są niebezpieczne. Producent i/lub sprzedawca nie
powinien
ponosi odpowiedzialności za niewłaściwe użycie tego urządzenia lub za
jakiekolwiek szkody lub obrażenia wynikające z użycia. Obowiązkiem
operatora jest używanie tej szafkowej grawerki laserowej wyłącznie
zgodnie z jej przeznaczeniem, innymi instrukcjami zawartymi w instrukcji
oraz wszystkimi obowiązującymi lokalnymi i krajowymi przepisami i
regulacjami .
Model
KH5030
KH6040
KH7050
KH9060
KH1490
KH - 5030
KH - 6040
KH - 7050
KH - 9060
KH - 1490
Napięcie
Prąd
Prąd
Prąd
Prąd
Prąd
- 9 -
wejściowe
zmienny
120 V
zmienny
120 V
zmienny
120 V
zmienny
120 V
zmienny
120 V
Prąd
zmienny
230 V
Prąd
zmienny
230 V
Prąd
zmienny
230 V
Prąd
zmienny
230 V
Prąd
zmienny
230 V
Całkowita
moc
420 W
560 W
680 W
830 W
900 W
Moc lasera
5 0W
60 W
80W
100 W
130 W
Obszar
roboczy
500*300m
m
600*400m
m
700*500m
m
900*600mm
1400*900m
m
temperatura
5-50 ℃
wilgotność
5%-95% bez kondensatu
Typ lasera
Lasery szklane CO2
Model
laserowy
KH-LT50
KH-LT60
R3
R5
R7
Tworzywo
Kamień, drewno, ceramika, metal, tkanina, papier itp.
Stół
warsztatowy
Platforma komórkowa
Prędkość
cięcia
0-400mm/s
Prędkość
grawerowania
0-500mm/s
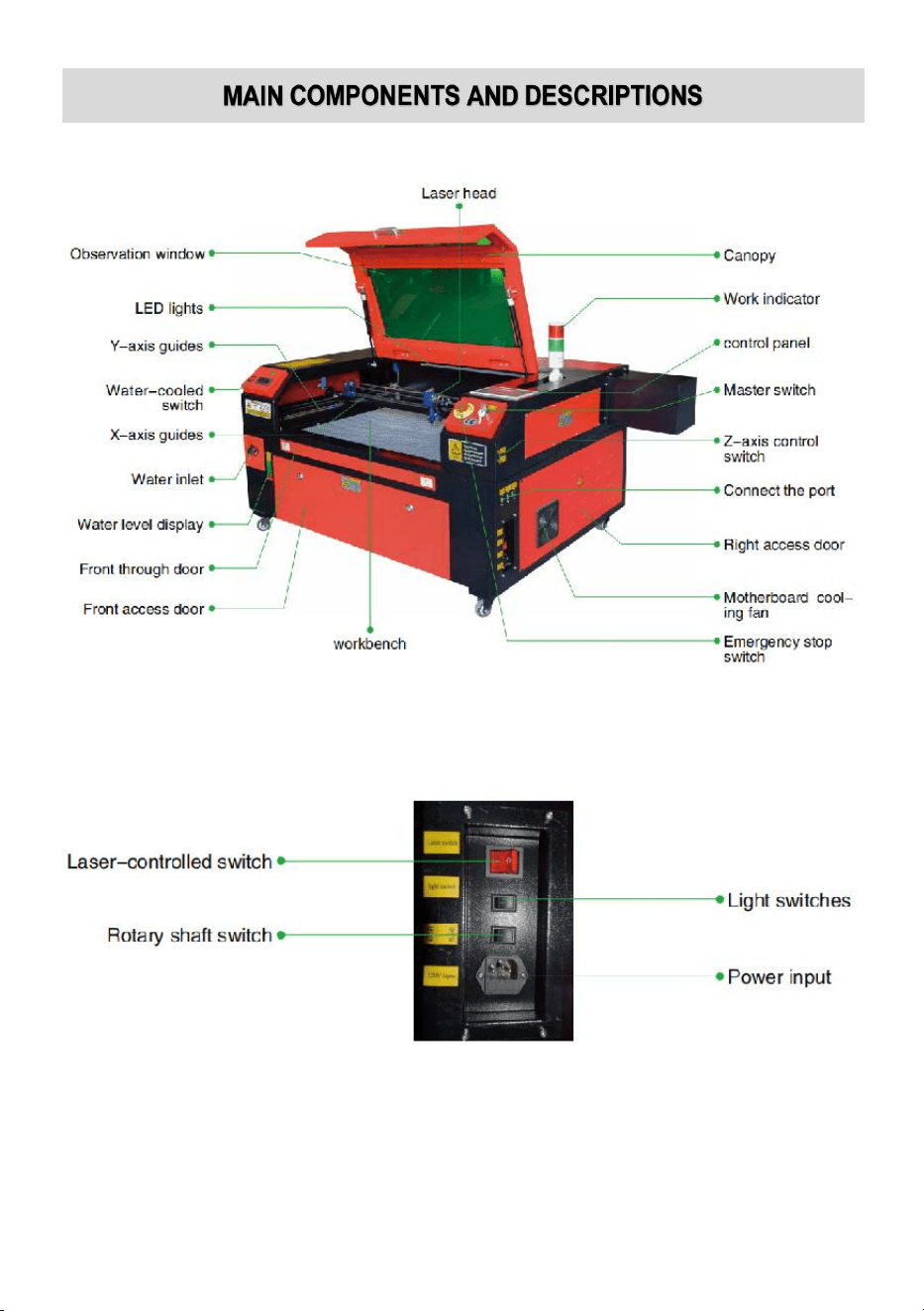
- 10 -
1. Schematyczny rysunek części.

- 11 -
2. Opis części.
Okienko podglądowe: To brązowe akrylowe okienko umożliwia
monitorowanie
proces grawerowania, ale tylko częściowo pochłania laser o wysokiej
podczerwieni i nie ma innej ochrony. Zawsze noś okulary podczas
korzystania z Protective Observation Active Laser i nigdy nie wpatruj się
w niego przez dłuższy czas.
Światło LED: To jasnozielone światło oświetla stół roboczy, zapewniając
dobrą widoczność.
widok grawerunku materiału przed, w trakcie i po pracy.
Prowadnice osi Y: Prowadnice osi Y umożliwiają przesuwanie się
prowadnic osi X w przód i w tył
na stole.
Przełącznik chłodzenia wodnego: Po aktywacji przełącznika wbudowany
układ chłodzenia wodnego
rozpoczyna się chłodzenie i zapala się wyświetlacz pokazujący
temperaturę w czasie rzeczywistym.
Szyna osi X: Szyna osi X utrzymuje drugie lustro i podtrzymuje
głowica laserowa do poruszania się w lewo i prawo.
Wlot wody: Służy do odkręcania pokrywy przeciwnie do ruchu

- 12 -
wskazówek zegara podczas napełniania
wbudowany zbiornik na wodę obiegową.
Wskaźnik poziomu wody: Ten port obserwacyjny można wykorzystać do
obserwacji
poziom wody w zbiorniku na wodę w kadłubie samolotu. (żółty: za
wysoki / zielony: odpowiedni / czerwony: za niski) .
Przednie proste drzwi: Te drzwi otwierają się, aby umożliwić
przechodzenie większych materiałów
przez stół roboczy. Należy zachować szczególną ostrożność, aby
uniknąć zobaczenia lub cierpienia z powodu wiązki laserowej i jej odbić.
To również tutaj znajdowała się torba na akcesoria, gdy grawer przybył
po raz pierwszy.
Drzwi wejściowe frontowe: Te drzwi zapewniają dostęp do obszaru
poniżej
Ławka łatwa do czyszczenia.
Daszek: Pokrywa zapewnia dostęp do głównego uchwytu w celu
umieszczenia i
odzyskiwanie materiałów, a także naprawianie ustawienia ścieżki lasera
i inne czynności konserwacyjne. Po otwarciu pokrywy zasilanie lasera
zostaje automatycznie odcięte.
Wskaźnik roboczy: może pomóc operatorowi lepiej obserwować laser
status emisji, światło czerwone: laser pracuje, światło zielone: laser
bezczynny.
Panel sterowania: Panel sterowania umożliwia ręczne sterowanie
proces grawerowania, obejmujący ruch ręcznej głowicy laserowej i
emisję wiązki laserowej.
Wyłącznik główny: steruje całkowitym wyłącznikiem mocy całej maszyny.
Przełączniki sterowania osią Z: Te przyciski przesuwają stół w górę lub w
dół,
pomagają szybko dostosować się i skupić na różnych grubościach stołu.
Porty połączeniowe: Porty te łączą płytę główną urządzenia
grawerującego
maszynę do komputera sterującego i oprogramowania grawerującego
za pomocą kabla USB lub Ethernet.

- 13 -
Prawe drzwi dostępowe: Te drzwi zapewniają dostęp do płyty głównej,
silnika
sterowniki i zasilacz. Otwory wentylacyjne zapobiegają przegrzaniu się
podzespołów podczas użytkowania i nie powinny być zasłaniane.
Wentylator chłodzący płytę główną: Ten wentylator służy do
odprowadzania ciepła z rdzenia
urządzenia takie jak wbudowane płyty główne i zasilacze laserowe.
Wyłącznik awaryjny: W przypadku awarii ten przycisk będzie
natychmiast odciąć zasilanie tuby laserowej.
Głowica lasera: Głowica lasera zawiera trzecie lustro, soczewkę
skupiającą i czerwony punkt
wskazówki i wylot wspomagania powietrza.
Stół: Wysokość stołu można regulować, aby dopasować go do cieńszych
i grubszych blatów.
materiałów, a także między platformami aluminiowymi i komórkowymi.
Przełącznik sterowania laserem: Ten przełącznik musi być włączony
podczas korzystania z lasera.
Wyłącznik światła: Włącz światło na stole warsztatowym.
Przełącznik osi obrotowej: Ten przełącznik musi być włączony podczas
korzystania z osi obrotowej.
Oś Y (wyłączona, gdy oś obrotowa nie jest używana), jeśli oś Y się nie
porusza, sprawdź czy ten przełącznik jest wyłączony.
Wejście zasilania: Przed użyciem należy podłączyć to złącze zasilania.
maszyna.
Górne tylne drzwi dostępowe: Te drzwi prowadzą do wnęki laserowej, w
której znajduje się laser.
Rura i jej połączenia są zabezpieczone.
Drzwi tylne: Te drzwi są odpowiednikiem drzwi przednich i wymagają
podobnych
ostrożność podczas użytkowania.
Dolne tylne drzwi dostępowe: Te drzwi zapewniają dostęp do
wspomagania pneumatycznego
pompa i pas osi Z.
Wentylator wyciągowy: Ten wentylator usuwa gazy i zanieczyszczenia z
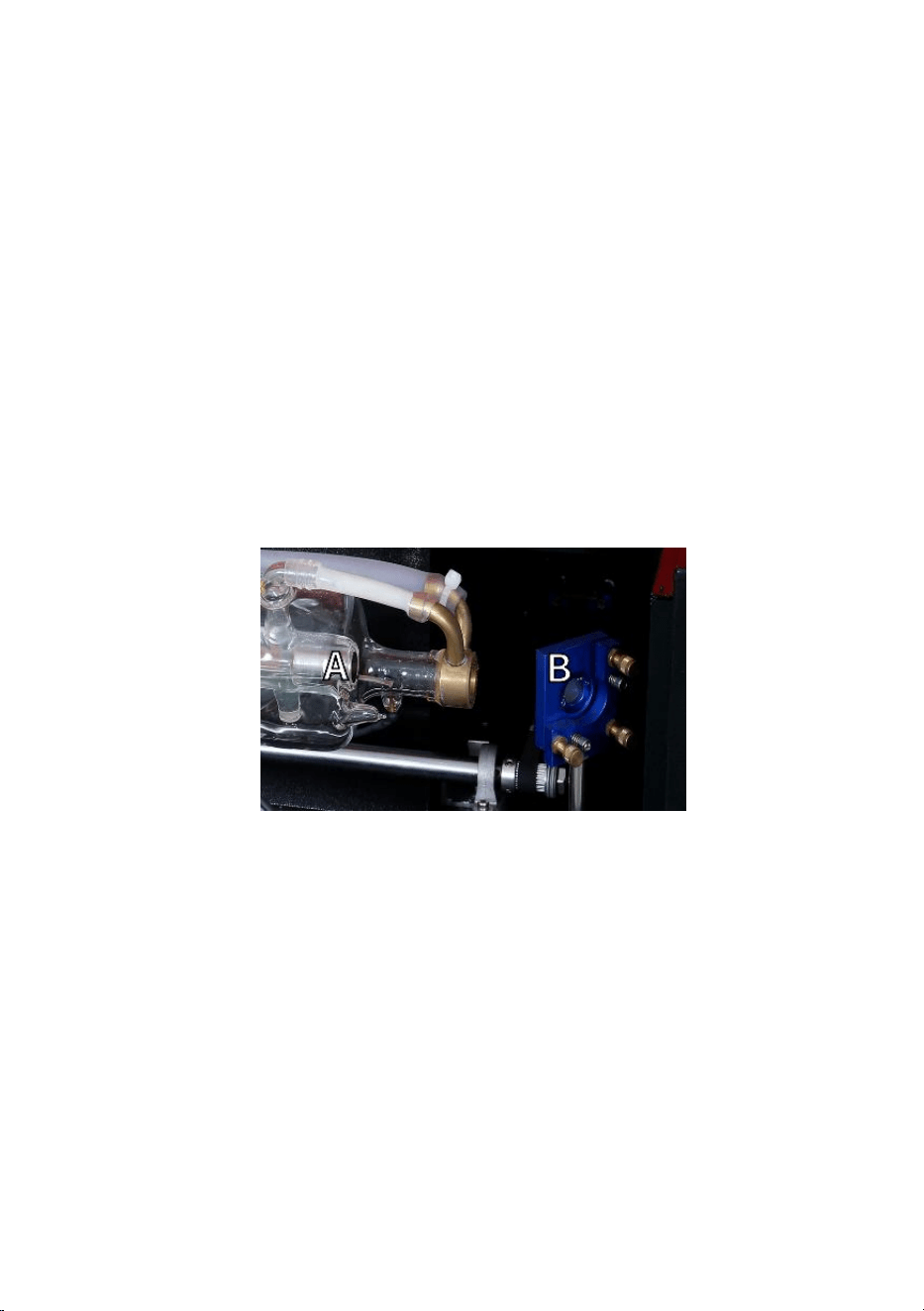
- 14 -
powietrza
warsztatowym i wypuszcza powietrze po oczyszczeniu przez przyjazny
dla środowiska filtr.
Wentylator chłodzący zbiornik na wodę: Ten wentylator służy do
chłodzenia krążącej wody .
3. Opis ścieżki lasera .
A. Rura laserowa : Ta szklana rura wypełniona dwutlenkiem węgla jest
zamontowana na uchwycie i nie można jej przesuwać. Napięcie
połączenia między nią a zasilaczem lasera jest niezwykle wysokie i
niezwykle niebezpieczne.
B. Pierwszy reflektor — to lustro o regulowanym kącie jest
utrzymywane na miejscu, aby przenieść laser grawerujący z tuby na
drugie lustro.
C. Drugie lustro : To lustro o regulowanym kącie porusza się wzdłuż
prowadnicy osi X, umożliwiając wiązce lasera przemieszczanie się
wzdłuż osi Y.
D. Trzecie lustro : To regulowane pod kątem lustro porusza się wraz z
głowicą lasera, umożliwiając wiązce lasera przemieszczanie się
wzdłuż osi X.
E. Soczewka skupiająca : Soczewka ta kieruje i skupia światło lasera na
materiale.
F. Stół warsztatowy : Wysokość odsłoniętego stołu warsztatowego
można regulować .

- 15 -
4. Podłącz wejścia.
A. Port USB : Ten port wykorzystuje dowolny ze swoich portów USB do
łączenia się z komputerem sterującym i jego oprogramowaniem do
grawerowania.
B. Port USB : Ten port umożliwia ładowanie i zapisywanie projektów i
parametrów bezpośrednio w grawerce.
C. Port Ethernet : Port ten łączy się bezpośrednio lub przez Internet z
komputerem sterującym i jego oprogramowaniem.
5. Montaż głowicy laserowej.
A. Głowica laserowa Trzecie lustro: To lustro o regulowanym kącie

- 16 -
przekazuje światło laserowe z drugiego lustra do soczewki
skupiającej.
B. Prowadnica osi X: Prowadnica ta porusza się wzdłuż osi Y, a jej ruch
jest kontrolowany przez wyłącznik krańcowy.
C. Wspomaganie powietrzem: Urządzenie to wdmuchuje sprężone
powietrze, aby zabić iskry oraz wydmuchać gazy i zanieczyszczenia
podczas grawerowania.
D. Soczewka skupiająca: Soczewka ta kieruje i skupia wiązkę lasera do
punktu jej zetknięcia z materiałem grawerowanym.
E. Wskaźnik czerwony: Urządzenie to pomaga zobaczyć dokładne
położenie niewidzialnego lasera grawerującego.
F. Laser: Sam laser grawerujący jest niewidoczny, ale bardzo
niebezpieczny. Unikaj bezpośredniego kontaktu ze skórą lub oczami.
G. Stół warsztatowy: Użyj dołączonych narzędzi akrylowych, aby
uzyskać idealną ostrość dla materiałów o dowolnej grubości.

- 17 -
6. Prawe drzwi dostępowe.
A. Płyta główna : Ta płyta steruje procesem grawerowania i reaguje na
polecenia z oprogramowania grawerującego lub panelu sterowania
maszyny.
Sterownik osi X : To urządzenie przesuwa głowicę lasera wzdłuż szyny
X.
Napęd osi CY : Urządzenie to przesuwa szynę X wzdłuż szyny Y.
D. Moc lasera : Urządzenie to przetwarza standardową energię
elektryczną na ładunek o bardzo wysokim napięciu, wymagany dla
tuby laserowej.
E. Zasilacz — To urządzenie zasila płytę główną i napędy komputera .
7. Zasilanie lasera .
A. Przewód wysokiego napięcia : Przewód ten jest podłączony do anody
lub dodatniego ko ń ca rury laserowej i dostarcza prąd wysokiego
napięcia zasilający laser.
B. Otwory montażowe : Te standardowe otwory pozwalają na łatwą
instalację i demontaż.
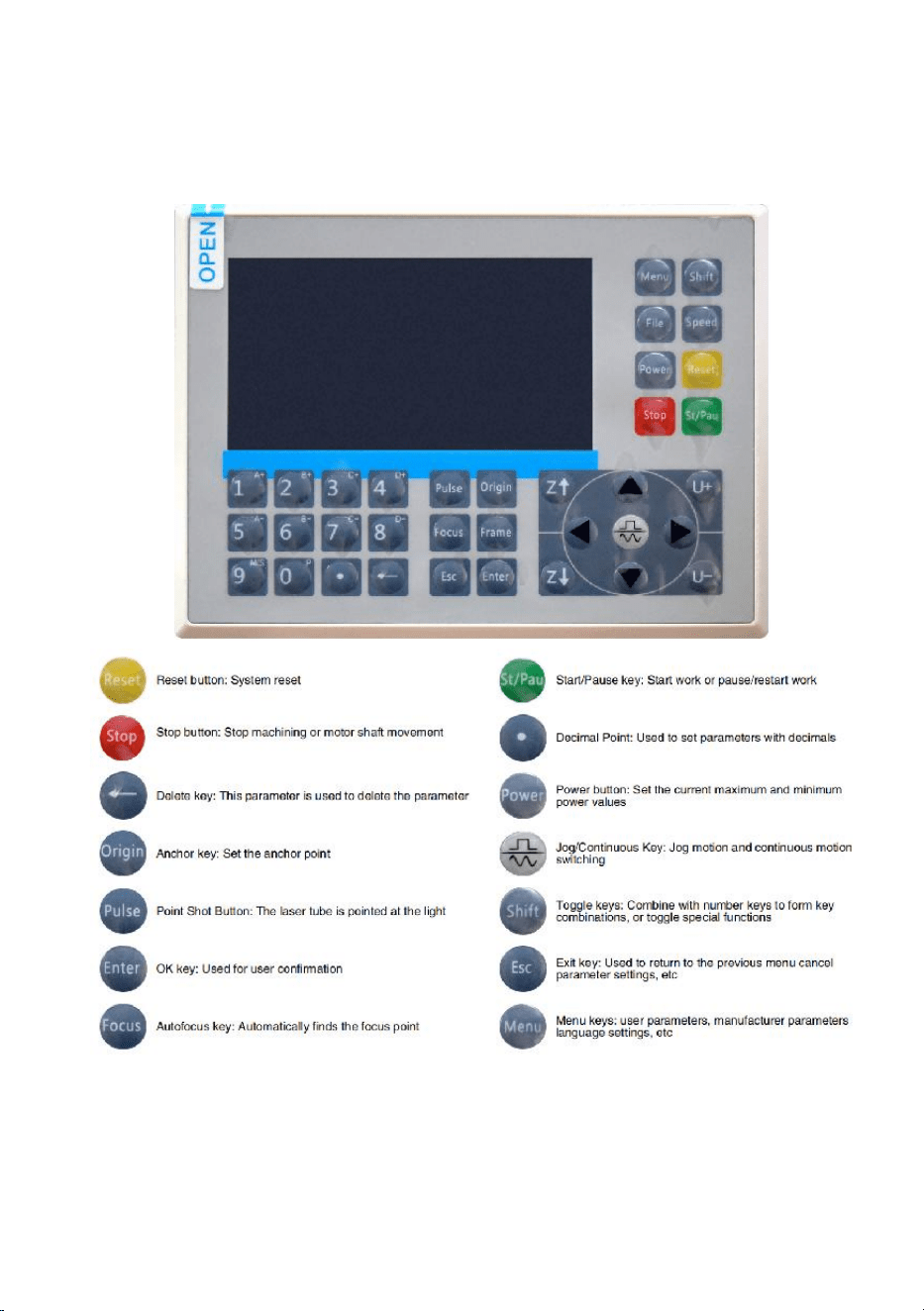
- 18 -
8. Steruj wyświetlaczem.
Opis przycisku
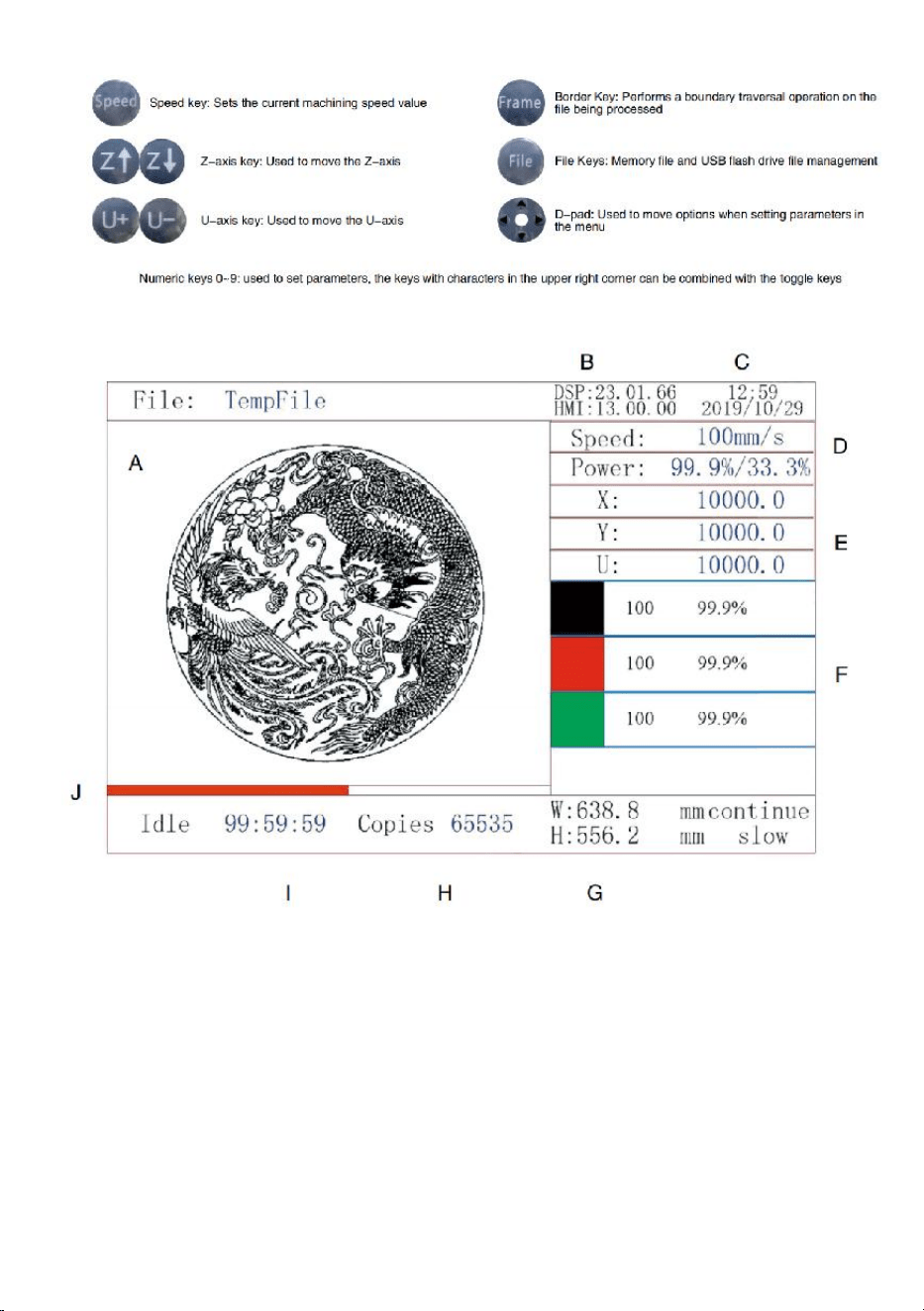
- 19 -
Wyświetl opis
AY. Obszar wyświetlania graficznego: Wyświetla ścieżkę i aktualną trasę
całego pliku.
AZ. Numer wersji: Wyświetla numer wersji panelu i płyty głównej.
BA. Czas systemowy: Wyświetla aktualny czas systemowy.
BB. Obszar wyświetlania parametrów: wyświetla numer pliku, prędkość,
maksymalną moc itp. bieżącego pliku.
BC. Obszar wyświetlania współrzędnych: Wyświetla aktualne
współrzędne głowicy laserowej.
- 20 -
BD. Obszar wyświetlania warstw: Wyświetla parametry warstw bieżącego
pliku lub pliku podglądu. Parametry od lewej do prawej to liczba warstw,
kolor, prędkość i maksymalna moc.
BE. Przetworzony rozmiar ramki: Wyświetla wymiary bieżącego pliku.
BF. Liczba elementów: Wyświetla liczbę uko ń czonych przebiegów dla
bieżącego pliku.
BG. Status systemu: Wyświetla aktualny status maszyny: bezczynna,
działająca, wstrzymana lub uko ń czona. Czas przetwarzania jest
wyświetlany po prawej stronie.
BH. Pasek postępu przetwarzania: wyświetla postęp przetwarzania
bieżącego pliku.
Uwaga : Gdy system jest bezczynny lub gdy praca jest zako ń czona,
wszystkie przyciski są używane. Użytkownicy mogą pracować nad plikami,
ustawiać parametry, podglądać pliki i nie tylko. Niektóre przyciski nie będą
działać, gdy praca jest uruchomiona lub wstrzymana (na przykład origin i
frame) .
SAFETY INFORMATION
1. ZRZECZENIE SIĘ GWARANCJI
Twój grawer może nieznacznie różnić się od tego pokazanego w tej
instrukcji ze względu na opcje, aktualizacje itp. Jeśli Twoja grawerka
została dostarczona z nieaktualną instrukcją lub masz jakiekolwiek inne
pytania, skontaktuj się z nami.
2.OGÓLNA INFORMACJA DOTYCZĄCA BEZPIECZEŃSTWA
Etykieta z instrukcją powinna znajdować się w następujących miejscach
Twojego urządzenia:
- 21 -
Jeśli którykolwiek z tych znaczników jest brakujący, nieczytelny lub
uszkodzony, należy go usunąć.
Zastąpiono.
Używaj tego urządzenia do grawerowania laserowego wyłącznie zgodnie
ze wszystkimi obowiązującymi przepisami.
lokalne i krajowe przepisy i regulacje.
Używaj tego urządzenia wyłącznie zgodnie z niniejszą instrukcją obsługi.
Tylko
Inne osoby, które przeczytały i zrozumiały tę instrukcję, mają prawo
instalować, obsługiwać, konserwować, naprawiać itp. Jeśli urządzenie
zostało przekazane lub sprzedane osobie trzeciej, należy upewnić się,
że niniejsza instrukcja została dołączona do urządzenia.
Nie biegaj nieprzerwanie dłużej niż 3 i pół godziny. Zatrzymaj się na co
najmniej
30 minut pomiędzy użyciami.
Nie pozostawiaj tego urządzenia bez nadzoru podczas pracy.
Przestrzegaj
sprzęt przez cały czas działania, jeśli występuje jakiekolwiek

- 22 -
nieprawidłowe działanie, natychmiast odłącz zasilanie maszyny i
skontaktuj się z naszym działem obsługi klienta lub wyspecjalizowanym
serwisem naprawczym. Ponownie, upewnij się, że urządzenie jest
całkowicie wyłączone po każdym użyciu (w tym za pomocą wyłącznika
awaryjnego).
Nie należy pozwalać na wstęp osobom niepełnoletnim, personelowi
nieprzeszkolonemu lub osobom z niepełnosprawnością fizyczną lub
psychiczną.
niepełnosprawności intelektualne, które mogłyby mieć wpływ na ich
zdolność do korzystania z niniejszej instrukcji oraz instrukcji
oprogramowania w celu instalacji, obsługi, konserwacji lub naprawy tego
sprzętu.
Każdy nieprzeszkolony personel, który może znajdować się w pobliżu
sprzętu
Podczas obsługi sprzętu należy być świadomym, że jest on
niebezpieczny i należy udzielić mu odpowiednich instrukcji dotyczących
sposobu uniknięcia obrażeń podczas użytkowania .
Zawsze umieszczaj gaśnice, rury wodne lub inne środki zmniejszające
palność
systemów w pobliżu, aby zapobiec wypadkom. Upewnij się, że numer
telefonu lokalnej straży pożarnej jest wyraźnie wyświetlany w pobliżu. W
przypadku pożaru, odłącz zasilanie przed ugaszeniem płomieni. Przed
użyciem zapoznaj się z prawidłowym zasięgiem gaśnicy. Uważaj, aby
nie używać gaśnicy zbyt blisko płomienia, ponieważ jej wysokie ciśnienie
może spowodować odrzut.
3. INSTRUKCJE BEZPIECZEŃSTWA DOTYCZĄCE LASERA.
W przypadku użycia zgodnie z instrukcją maszyna zawiera system
laserowy klasy 1, który jest bezpieczny zarówno dla użytkowników, jak i
osób postronnych. Jednak niewidzialne lasery, tuby laserowe i ich
połączenia elektryczne są nadal bardzo niebezpieczne. Mogą one
spowodować poważne szkody materialne i obrażenia ciała, jeśli nie są
używane lub modyfikowane ostrożnie, w tym, ale nie wyłącznie,

- 23 -
następujące:
Lasery mogą z łatwością spalić znajdujące się w pobliżu materiały
łatwopalne.
Niektóre materiały robocze mogą wytwarzać promieniowanie lub
szkodliwe gazy podczas
Przetwarzanie .
Bezpośredni kontakt z laserem może spowodować obrażenia ciała, w
tym poważne
oparzenia i nieodwracalne uszkodzenia oczu.
Nie modyfikuj ani nie wyłączaj funkcji bezpieczeństwa zapewnianych
przez to urządzenie.
nie modyfikuj ani nie rozmontowuj lasera i nie używaj lasera, jeśli został
zmodyfikowany lub rozmontowany przez kogokolwiek innego niż
przeszkolony i wykwalifikowany specjalista. Niebezpieczne narażenie na
promieniowanie i inne obrażenia mogą być wynikiem stosowania
dostosowanych, zmodyfikowanych lub w inny sposób niekompatybilny
sprzęt .
Nigdy nie pozostawiaj żadnej części szafki otwartej podczas pracy, chyba
że:
(wymagane) przez drzwi. Nigdy nie zakłócaj wiązki laserowej, nie
umieszczaj żadnej części ciała na żadnej części ścieżki laserowej
podczas operacji i nigdy nie próbuj bezpośrednio obserwować lasera.
Podczas korzystania z drzwi przejściowych lub w inny sposób narażając
się na narażenie na wiązkę laserową, podejmij kroki, aby chronić się
przed potencjalnie odbitymi wiązkami laserowymi, w tym użyj osobistego
sprzętu ochronnego, takiego jak specjalnie zaprojektowane okulary
ochronne, aby filtrować grawery o gęstości optycznej (OD) 5+ dla
określonych długości fal laserów.
Podczas pracy nie należy patrzeć ani pozwalać innym osobom patrzeć
na wiązkę lasera.
nieprzerwanie, nawet przy zamkniętej pokrywie i/lub założonych
okularach ochronnych.

- 24 -
Używaj tej maszyny do grawerowania tylko wtedy, gdy funkcja
automatycznego wyłączania jest włączona.
działa prawidłowo. Kiedy po raz pierwszy otrzymasz ten grawer, jeśli
następnie zauważ jakiekolwiek problemy, przetestuj je przed
wykonaniem jakichkolwiek innych prac (patrz poniżej). Jeśli zamknięcie
nie nastąpi, nie kontynuuj używania. Wyłącz urządzenie i skontaktuj się
z obsługą klienta lub serwisem naprawczym. Nigdy nie wyłączaj tych
zamknięć.
Jeżeli układ chłodzenia wodnego nie działa prawidłowo, nie należy
używać tego lasera.
grawera w żadnych okolicznościach. Zawsze aktywuj system chłodzenia
wodnego i wizualnie potwierdź, że woda przepływa przez cały system
przed włączeniem tuby laserowej. Nie używaj wody z lodem ani wody o
temperaturze wyższej niż 100° F (38° C). Aby uzyskać najlepsze
rezultaty, utrzymuj ją w temperaturze 60–70°F (15–21°C).
Nie należy używać w wodzie chłodzącej ogólnego zastosowania płynu
chłodzącego lub środka zapobiegającego zamarzaniu, ponieważ
mogą one
pozostawiają żrące pozostałości i twardnieją wewnątrz węża i rur, co
może prowadzić do awarii, a nawet wybuchu. Używaj niestandardowych
formuł bezpiecznych dla lasera lub używaj i przechowuj grawerkę w
pomieszczeniu o kontrolowanym klimacie.
Nie pozostawiać materiałów potencjalnie łatwopalnych, palnych,
wybuchowych lub żrących
materiałów w pobliżu, aby nie narażać ich na bezpośrednie lub odbite
promieniowanie laserowe.
Nie używaj ani nie umieszczaj w pobliżu wrażliwego sprzętu EMI.
Upewnij się, że
obszar wokół lasera jest wolny od silnych zakłóceń
elektromagnetycznych podczas każdego użycia.
Używaj tej maszyny wyłącznie do obróbki materiałów opisanych w
instrukcji.
- 25 -
Sekcja Bezpieczeństwo materiałów w niniejszej instrukcji. Ustawienia
lasera i proces grawerowania muszą być odpowiednio dostosowane do
konkretnego materiału.
Upewnij się, że w okolicy nie ma innych zanieczyszczeń powietrza,
ponieważ mogą one stanowić zagrożenie.
podobne ryzyko odbicia, spalenia itp .
4. INSTRUKCJE BEZPIECZEŃSTWA ELEKTRYCZNEGO.
Używaj tego urządzenia wyłącznie z kompatybilnym i stabilnym
zasilaczem o napięciu
wahania napięcia mniejsze niż 10 % .
Nie podłączaj innych urządzeń do tego samego bezpiecznika co system
laserowy.
wymaga pełnego natężenia prądu. Nie należy używać ze standardowymi
przedłużaczami ani listwami zasilającymi. Stosuje się wyłącznie
urządzenia przeciwprzepięciowe o wartości znamionowej powyżej 2000
J.
Włączaj to urządzenie tylko wtedy, gdy jest dobrze uziemione, np. za
pomocą solidnego przewodu.
podłączenie do gniazda 3-pinowego lub za pomocą dedykowanego
kabla uziemiającego, który jest bezpiecznie podłączony do właściwego
gniazda w obudowie. Nie należy używać z nieuziemionym adapterem
3-pinowym do 2-pinowego. Uziemienie sprzętu należy regularnie
sprawdzać pod kątem uszkodzeń lub luźnych połączeń.
Dlatego obszar wokół tego urządzenia do grawerowania laserowego

- 26 -
powinien być utrzymywany w czystości.
suche, dobrze wentylowane i kontrolowane pod względem
środowiskowym, aby utrzymać temperaturę otoczenia pomiędzy
40–95°F (5–35°C). Aby uzyskać najlepsze rezultaty, utrzymuj
temperaturę na poziomie 75°F (25°C) lub niższym. Wilgotność otoczenia
nie powinna przekraczać 70%.
Gdy pompa jest podłączona do źródła zasilania, nie należy jej dotykać.
pompę lub wodę, w której jest zanurzona. Przed podłączeniem do źródła
zasilania należy ją umieścić w wodzie, a przed wyjęciem odłączyć od
zasilania.
Regulacja, konserwacja i naprawa podzespołów elektrycznych
ten sprzęt musi być obsługiwany wyłącznie przez przeszkolonych i
wykwalifikowanych fachowców, aby uniknąć pożaru i innych awarii, w
tym potencjalnego narażenia na promieniowanie z powodu uszkodzenia
elementów lasera. Ponieważ testowanie elementów elektrycznych tego
systemu znakowania wymaga specjalistycznych technik, zaleca się, aby
takie testy były przeprowadzane wyłącznie przez producentów,
sprzedawców lub organizacje serwisowe.
Jeżeli nie zaznaczono inaczej, reguluj, konserwuj i naprawiaj urządzenie
wyłącznie
gdy jest wyłączony, odłączony od zasilania i całkowicie chłodny .
5. INSTRUKCJE BEZPIECZEŃSTWA MATERIAŁÓW.
Użytkownik tej maszyny do grawerowania laserowego jest
odpowiedzialny za:
potwierdzić, że materiał, który ma zostać przetworzony, jest w stanie
wytrzymać ciepło lasera i nie wytwarza żadnych emisji ani produktów
ubocznych, które są szkodliwe dla osób przebywających w pobliżu lub
naruszają lokalne lub krajowe przepisy lub regulacje. W szczególności
nie należy używać tego sprzętu do przetwarzania polichlorku winylu
(PCW), teflonu ani innych materiałów zawierających halogeny pod
żadnymi okolicznościami.

- 27 -
Użytkownik tej maszyny do grawerowania laserowego jest
odpowiedzialny za:
zapewnić, że każda osoba obecna podczas pracy ma odpowiedni sprzęt
ochrony osobistej, aby uniknąć obrażeń spowodowanych emisjami i
produktami ubocznymi przetwarzanego materiału. Oprócz okularów
ochronnych przed laserem wymienionych powyżej, może to wymagać
gogli, masek lub respiratorów, rękawic i innej ochronnej odzieży
wierzchniej.
Jeżeli układ wydechowy nie działa prawidłowo, nie należy używać tego
lasera.
grawerki w żadnych okolicznościach. Zawsze upewnij się, że wentylator
wyciągowy jest w stanie usunąć pył i gazy z procesu grawerowania
zgodnie ze wszystkimi obowiązującymi lokalnymi i krajowymi przepisami
i regulacjami. Jeśli wentylator wyciągowy lub rura wydechowa ulegną
awarii, natychmiast zaprzestań ich używania.
Użytkownicy muszą zachować szczególną ostrożność podczas pracy z
materiałami przewodzącymi prąd.
materiałów, gdyż nagromadzenie się kurzu i cząsteczek pochodzących z
otoczenia może uszkodzić elementy elektryczne, spowodować zwarcia
lub mieć inne skutki, łącznie z odbitym promieniowaniem laserowym .
Urządzenie jest bezpieczne w użyciu z następującymi materiałami:
1. tworzywa sztuczne .
·Akrylonitryl-butadien-styren (ABS)

- 28 -
·Nylon (poliamid, PA, itp.)
·polietylen
·Polietylen o dużej gęstości (polietylen o dużej gęstości, polietylen itp.)
·Dwuosiowo zorientowany politereftalan etylenu (BoPET, poliester,
poliester itp.)
·Politereftalan etylenu (PETG, PET-G itp.)
·Poliimid (PI, Kapton, itp.)
·Polimetakrylan metylu (PMMA, akryl, pleksi, fluoryt itp.)
·Polioksymetylen (POM, acetal, DL, itp.)
·Polipropylen (PP itp.)
·styren
2.inne.
·karton
·Ceramika, w tym sztućce, płytki itp.
·szkło
·skóra

- 29 -
·Papier i tektura
·guma
·Kamień, w tym marmur, granit itp.
· Tekstylia, w tym bawełna, zamsz, filc, konopie itp.
·Drewno, w tym korek, płyta MDF, sklejka, drewno balsowe, brzoza,
wiśnia, dąb, topola itp.
Uwaga : Zalecane parametry dla najczęściej stosowanych materiałów
grawerskich można znaleźć tutaj.
Tego urządzenia nie można używać z następującymi materiałami ani
żadnymi materiałami
zawierające je:
· Skóra sztuczna zawierająca chrom sześciowartościowy (Cr[VI]) ze
względu na jego toksyczne opary
·Astat ze względu na toksyczne opary
·Tlenek berylu, ze względu na toksyczne opary
·Brom, ze względu na toksyczne opary
·Chlor, w tym poliwinylobutyral (PVB) i polichlorek winylu (PVC, winyl,
Sintra itp.), ze względu na toksyczne opary
·Fluor, w tym teflon (teflon, teflon itp.), ze względu na toksyczne opary
- 30 -
·Jod, ze względu na toksyczne opary
·Metale ze względu na przewodnictwo elektryczne i zdolność odbijania
światła
·Żywice fenolowe, w tym różne formy żywic epoksydowych, ponieważ
wydzielają toksyczne opary
·Poliwęglan (PC, Lexan itp.) ze względu na toksyczne opary
Uwaga : W przypadku wszystkich innych materiałów, jeśli nie masz
pewności co do bezpieczeństwa lub możliwości użycia lasera przez
to urządzenie, zapoznaj się z jego kartą bezpieczeństwa materiału.
Arkusz (MSDS). Szczególną uwagę zwraca się na informacje
dotyczące bezpieczeństwa, toksyczności, korozyjności,
refleksyjności i reakcji na wysokie temperatury. Alternatywnie,
prosimy o kontakt z naszym działem wsparcia w celu uzyskania
dalszych wskazówek
INSTALLATION
1. PRZEGLĄD INSTALACJI.
Kompletny system roboczy obejmuje szafkę do grawerowania
laserowego, jej

- 31 -
otwory wentylacyjne, wszystkie stosowne kable połączeniowe, a także
laser i klucz dostępu. Szafka może wykorzystywać projekt dostarczony
przez dołączone oprogramowanie do grawerowania, łącząc się
bezpośrednio z komputerem lub internetem; Może również grawerować
projekty ładowane bezpośrednio z dysków flash. Użytkownicy mogą
konfigurować inne dodatkowe akcesoria, takie jak osie obrotowe, aby
spełnić swoje potrzeby .
Należy używać wyłącznie sprzętu, okablowania i zasilaczy dołączonych
do zestawu lub do niego dołączonych.
kompatybilny z tym urządzeniem. Instalowanie sprzętu Nieodpowiednie
urządzenie może powodować słabą wydajność, skrócenie czasu
serwisowania, zwiększenie kosztów konserwacji, uszkodzenie mienia i
obrażenia ciała.
Proszę zwrócić uwagę na szczegółowe wymagania dotyczące instalacji
systemu.
Każdy klient musi być świadomy tych kwestii przed instalacją, aby
wykonać prawidłową konfigurację i osiągnąć bezpieczną wydajność
lasera. Jeśli masz jakiekolwiek problemy z instalacją, skontaktuj się z
naszymi technikami i zespołem obsługi klienta.
Wszelki sprzęt pomocniczy musi być dostosowany do jednostki głównej.
W razie wątpliwości,
prosimy o bezpośredni kontakt ze sprzedawcą lub producentem takiego
sprzętu.
2. Wybór miejsca instalacji
Przed zainstalowaniem grawera należy wybrać odpowiednie miejsce
jego użytkowania.
Upewnij się, że spełnia wszystkie wymagania omówione w powyższej
instrukcji bezpieczeństwa
informacje. Miejsce powinno być stabilne, równe, suche i klimatyzowane,
aby zapewnić temperaturę otoczenia 40–95°F (5–35°C) i wilgotność
otoczenia poniżej 70%. W szczególności temperatura i wilgotność
łącznie nie powinny zbliżać się do punktu rosy. Zaleca się również
korzystanie z pomieszczeń bez okien lub stosowanie żaluzji i/lub zasłon,

- 32 -
aby uniknąć narażenia na potencjalne dodatkowe ciepło
bezpośredniego światła słonecznego. Miejsce powinno być wolne od
kurzu i innych zanieczyszczeń powietrza oraz wystarczająco dobrze
wentylowane, aby poradzić sobie z oparami wytwarzanymi podczas
procesu grawerowania zgodnie ze wszystkimi obowiązującymi
przepisami i regulacjami. W zależności od materiału, który ma być
przetwarzany, może to wymagać zbudowania specjalnego systemu
wentylacyjnego. Należy trzymać je z dala od dzieci; materiałów
łatwopalnych, wybuchowych lub żrących; i wrażliwego sprzętu EMI.
Przewód zasilający powinien być
podłączony do kompatybilnego i stabilnego źródła zasilania poprzez
uziemione gniazdo 3-stykowe. Nie powinno być żadnych innych urządze
ń pobierających prąd z tego samego bezpiecznika. Sprzęt
przeciwpożarowy powinien być dostępny w pobliżu, a numer telefonu
lokalnej straży pożarnej powinien być wyraźnie wyświetlony.
Zdecydowanie zaleca się ustawienie dodatkowej ławki w pobliżu
maszyny
aby nie umieszczać żadnych przedmiotów na maszynie lub w jej
bezpośrednim pobliżu, gdyż mogą one stwarzać zagrożenie pożarem
lub porażeniem laserem.
3. UZIEMIENIE PRZEWODU.
Urządzenie wykorzystuje silny laser. Jak wspomniano w informacjach o
bezpieczeństwie
powyżej, ma on niezwykle wysokie napięcie i potencjalne zagrożenia,
więc użytkownik musi go mocno uziemić, aby uniknąć gromadzenia się
ładunków elektrostatycznych. Użycie standardowego gniazda
3-pinowego zapewni odpowiednie uziemienie. Jeśli nie masz dostępu do
gniazdka 3-pinowego, musisz użyć kabla uziemiającego i upewnić się,
że jest prawidłowo podłączony. Dystalny koniec kabla powinien być
solidnie przymocowany do metalowego pręta o głębokości co najmniej 8
stóp (2,5 metra) lub do dwóch oddzielnych metalowych prętów, które
zostały wbite w ziemię co najmniej 5 stóp (1,5 metra) od maszyny.

- 33 -
Niewłaściwe uziemienie może prowadzić do awarii sprzętu i stwarzać
poważne ryzyko
porażenie prądem elektrycznym. Producent i/lub sprzedawca nie
ponoszą odpowiedzialności za jakiekolwiek szkody, wypadki lub
obrażenia spowodowane przez słabe uziemienie.
9. ROZPAKUJ MASZYNĘ DO GRAWEROWANIA.
Twój grawer jest dostarczany w drewnianym pudełku wraz z akcesoriami
(w tym
niniejszą instrukcję) zapakowaną w obszarze za przednimi drzwiami
przelotowymi. Skrzynię należy umieścić w przestronnym, płaskim
miejscu do rozpakowania, a najlepiej jest, gdy planujesz używać
maszyny na stałe.
Krok 1: Jeśli jeszcze tego nie zrobiłeś, dokończ wyjmowanie skrzyni z
wokół grawera. Następnie wtocz maszynę na miejsce.
Krok 2: Przytrzymaj klocki hamulcowe na miejscu, naciskając je na 2
koła przednie.
Krok 3: Wyjmij klucz dostępu z głównej wnęki z przodu urządzenia.
maszyna. Wyjmij torbę z akcesoriami z obszaru za przednimi drzwiami
przelotowymi. Sprawdź, czy otrzymałeś wszystkie następujące elementy:
przewód zasilający, kabel uziemiający, kable USB i Ethernet, dysk flash
USB z oprogramowaniem do grawerowania, rurę wydechową z
zaciskiem węża, zestaw kluczy imbusowych, akrylowe narzędzie do
ustawiania ostrości, klucze i tę instrukcję .
Krok 4: Dokładnie sprawdź montaż tuby laserowej,
okno i reszta maszyny. Rura laserowa jest bardzo delikatnym
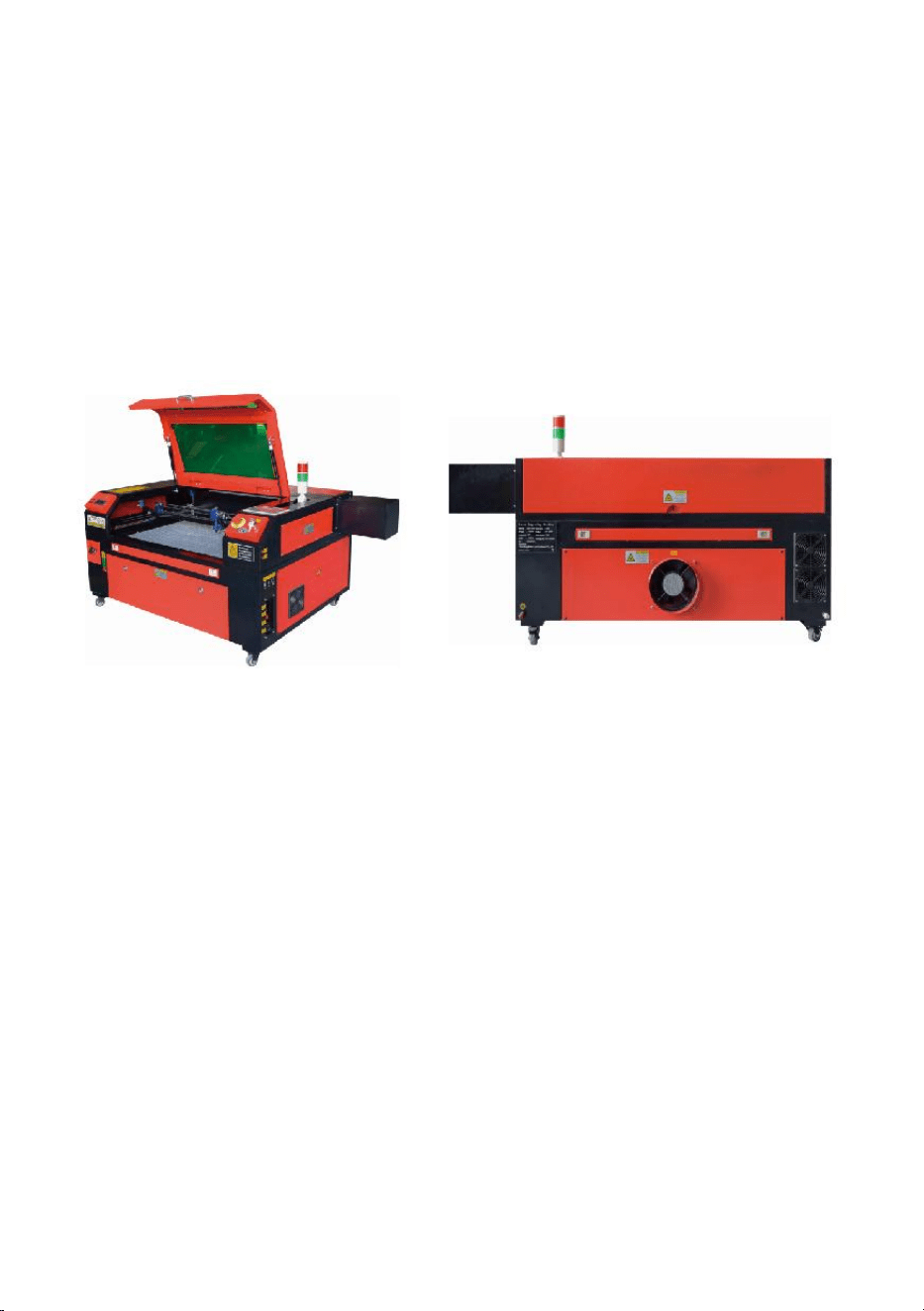
- 34 -
przedmiotem i należy obchodzić się z nią ostrożnie i z jak najmniejszą
liczbą uderzeń.
Krok 5: Wewnątrz głównego wspornika wyjmij oś X i
stół w kształcie plastra miodu.
Krok 6: Możesz zachować opakowanie na wypadek przyszłych zwrotów,
ale jeśli zdecydujesz się je wyrzucić,
lub jakichkolwiek akcesoriów, należy postępować zgodnie z
obowiązującymi przepisami dotyczącymi utylizacji odpadów.
5.GŁÓWNE PODŁĄCZENIE ZASILANIA.
Sprawdź, czy etykieta obok podłączonego gniazda na maszynie jest
prawidłowa.
pasuje do twojego zasilacza. Podłącz jeden koniec głównego kabla do
gniazda przyłączeniowego, a drugi koniec do gniazda uziemiającego.
Pod żadnym pozorem nie włączaj urządzenia, jeśli napięcie nie
odpowiada.
Wahania wzdłuż linii powinny być mniejsze niż 10%. Jeżeli ta wartość
jest
przekroczony, bezpiecznik przepali się. Znajdują się one w gnieździe
przyłączeniowym i są dostępne z zewnątrz. Ponownie, nie podłączaj
tego urządzenia do standardowego przedłużacza ani listwy zasilającej.
Podłącz je bezpośrednio do uziemionego gniazdka lub użyj urządzenia
przeciwprzepięciowego o wartości znamionowej powyżej 2000J.

- 35 -
6. INSTALACJA CHŁODZONA WODĄ.
Dołączona pompa wodna ma kluczowe znaczenie dla wydajności i
żywotności urządzenia.
maszyna do grawerowania. Gdy taki laser pracuje bez prawidłowo
utrzymanego układu chłodzenia, jego szklana rura może eksplodować z
powodu przegrzania.
Nigdy nie dotykaj ani nie reguluj dopływu wody do maszyny grawerującej
podczas pracy.
pompa jest podłączona.
Aby użyć pompy wodnej, napełnij specjalny zbiornik co najmniej 2
galonami (7,5
litrów) wody destylowanej lub oczyszczonej Stopniowo obniży to jakość
maszyny do grawerowania i może nawet doprowadzić do
niebezpiecznego gromadzenia się minerałów. Układ chłodzenia. Z tego
samego powodu nigdy nie używaj uniwersalnego środka przeciw
zamarzaniu. Używaj niestandardowych formuł bezpiecznych dla lasera
lub przechowywania Maszyny grawerujące w pomieszczeniach o
kontrolowanej temperaturze.
Uwaga: Należy używać wyłącznie wody destylowanej lub
oczyszczonej, nie wody z kranu ani ścieków, w przeciwnym
razie skróci się żywotność produktu.
Proszę obrócić, aby zdjąć osłonę przeciwpyłową wlotu wody, a następnie
dodać
oczyszczona woda lub woda destylowana do wlotu wody do maszyny
grawerującej. Zielony zakres linii poziomu wody to bezpieczny poziom
wody, a następnie można napełnić osłonę przeciwpyłową dyszy wodnej,
a następnie włączyć główne zasilanie i przełącznik cyrkulacji wody
maszyny.
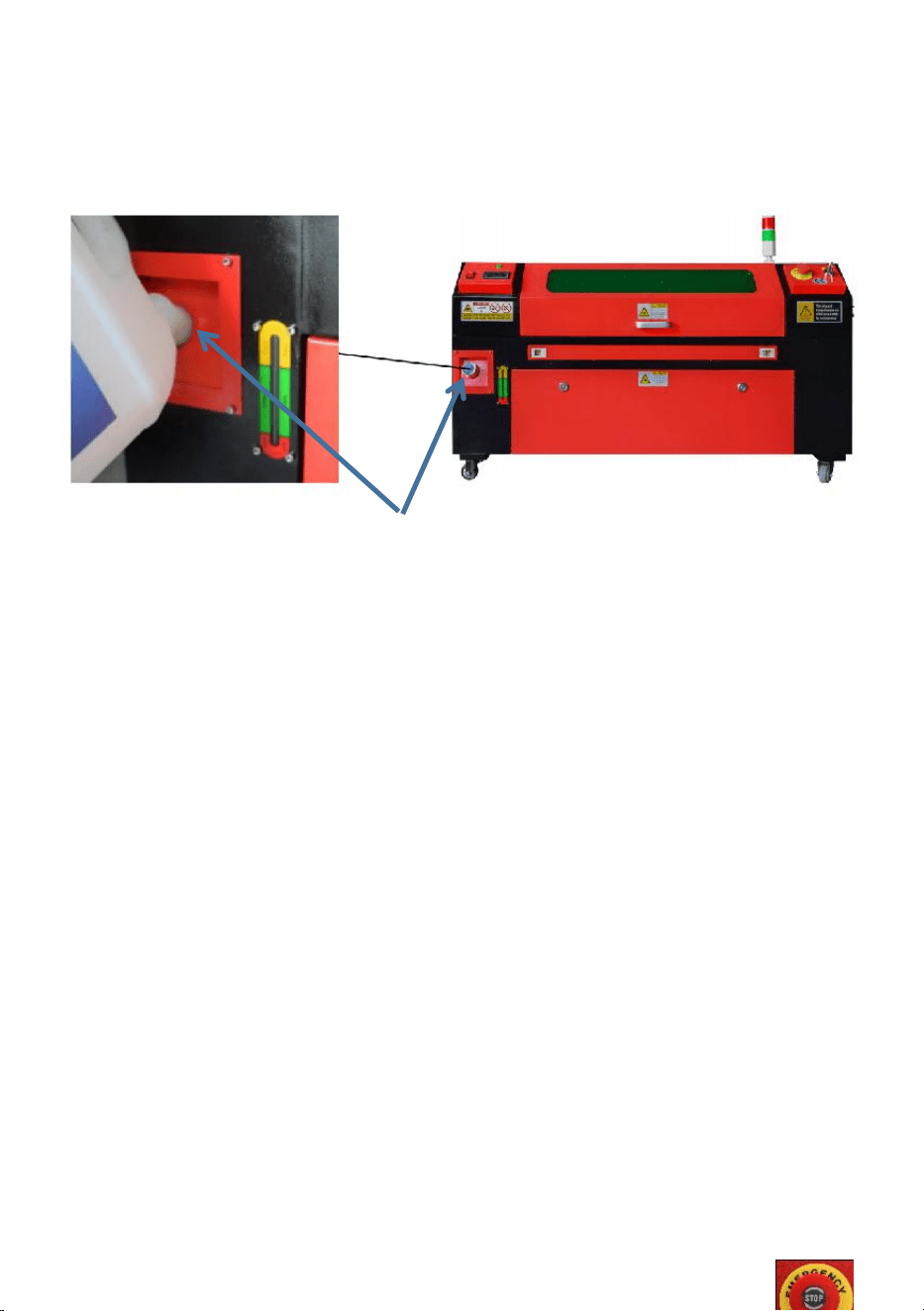
- 36 -
Uwaga: Poziom wody nie powinien być zbyt wysoki, aby nie dopuścić do
przepełnienia chłodnicy.
Wlot wody
Przed uruchomieniem lasera należy uzyskać wizualne potwierdzenie, że
woda
przepływa przez rurę laserową.
Nigdy nie dopuść, aby woda w zbiorniku stała się zbyt gorąca, aby
schłodzić laser. Zainstaluj
alarm cieplny lub regularnie sprawdzaj temperaturę wody podczas
dłuższego użytkowania. Jeśli woda zacznie osiągać temperaturę 100 °F
(38 °C), wymień ją na chłodniejszą. Podczas tego procesu laser jest
wymieniany etapami lub laser jest wyłączany: nigdy nie pozwalaj
laserowi działać bez stałego przepływu wody chłodzącej.
7. WSTĘPNE TESTY.
WYŁĄCZENIE AWARYJNE .
Ze względu na ryzyko pożaru i innych zagrożeń podczas procesu

- 37 -
grawerowania, maszyna grawerująca zawiera duży, łatwo dostępny
przycisk zatrzymania awaryjnego w pobliżu panelu sterowania. Naciśnij go,
aby natychmiast zatrzymać tubę laserową.
Gdy grawerka dotrze, jej awaryjny stop został naciśnięty i musi zostać
obrócony w prawo i odbity w górę, aby laser mógł działać. Przed użyciem
maszyny do jakiejkolwiek innej pracy, należy sprawdzić, czy działa ona
prawidłowo. Uruchom układ chłodzenia wodnego, umieść kawałek odpadu
nadającego się do obróbki laserowej na stole roboczym, zamknij pokrywę i
naciśnij PULSE, aby uruchomić laser. Naciśnij
przycisk zatrzymania awaryjnego i obserwuj, czy laser zatrzyma się
natychmiast. Jeśli laser nadal strzela, zatrzymanie awaryjne nie działa i
musi zostać wymienione przed użyciem engchera. Wyłącz maszynę i
skontaktuj się z obsługą klienta.
ZAMKNIĘCIE POKRYWY (BLOKADA) .
Ze względu na ryzyko utraty wzroku, oparzeń i innych obrażeń
spowodowanych bezpośrednim działaniem niewidzialnej wiązki
grawerującej, urządzenie
automatycznie wyłącza laser w przypadku podniesienia osłony ochronnej
podczas pracy.
Po upewnieniu się, że przycisk zatrzymania awaryjnego działa prawidłowo,
należy również sprawdzić, czy zamknięcie pokrywy działa prawidłowo
przed wykonaniem jakichkolwiek innych prac przy maszynie. Uruchom
układ chłodzenia wodnego, umieść kawałek złomu nadającego się do
obróbki laserowej na stole roboczym, zamknij pokrywę i naciśnij PULSE,
aby uruchomić laser. Zwolnij przycisk. Uważaj, aby nie narazić się na
działanie lub nie zostać trafionym przez jakiekolwiek odbite lasery, otwieraj
pokrywę tak rzadko, jak to możliwe i spróbuj ponownie uruchomić laser.
Uwaga: Jeśli laser jest emitowany, automatyczne wyłączanie nie działa i
musi zostać naprawione przed użyciem grawera. Wyłącz maszynę i
skontaktuj się z obsługą klienta.

- 38 -
ODCIĘCIE DOPŁYWU WODY .
Ze względu na zagrożenia, jakie stwarzają niechłodzone tuby laserowe,
grawerka automatycznie wyłącza laser w przypadku awarii układu chłodzenia
wodnego.
Po upewnieniu się, że zarówno przycisk zatrzymania awaryjnego, jak i
zabezpieczenie pokrywy działają prawidłowo, należy również sprawdzić, czy
wyłącznik wody działa prawidłowo, przed wykonaniem jakichkolwiek innych
prac przy maszynie. Uruchom układ chłodzenia wodnego, umieść kawałek
złomu nadającego się do obróbki laserowej na stole roboczym, zamknij
pokrywę i naciśnij przycisk PULSE, aby uruchomić laser. Zwolnij przycisk.
Odetnij przepływ wody, zwijając lub wiążąc dwa węże. Uważaj, aby nie
uszkodzić samego węża podczas tego procesu. Spróbuj ponownie uruchomić
laser. Jeśli laser jest emitowany, automatyczne wyłączanie nie działa i musi
zostać naprawione przed użyciem grawerki. Wyłącz maszynę i skontaktuj się z
obsługą klienta. Jeśli laser nie emituje, automatyczne wyłączanie działa
prawidłowo; po prostu poluzuj oba węże, aby ponownie rozpocząć cyrkulację
wody i kontynuuj konfigurację grawerki.
KALIBRACJA ŚCIEŻKI LASERA .
Podczas gdy nasza fabryka kalibruje cały system podczas montażu, rura
laserowa, soczewka skupiająca i/lub jedno lub więcej luster może zostać
przesuniętych z ustawienia podczas transportu. Dlatego zaleca się
przeprowadzenie testu ustawienia optycznego podczas konfigurowania
maszyny. Szczegółowe wskazówki znajdują się w sekcji konserwacji poniżej.

- 39 -
WSPOMAGANE POWIETRZEM .
Twój pomocniczy sprzęt powietrzny powinien być wstępnie zainstalowany i
prawidłowo okablowany. Po prostu
sprawdź, czy jest prawidłowo skonfigurowany i podłączony, jak pokazano na
obrazku. Jeśli tak,
Jeśli rury lub okablowanie muszą zostać ponownie podłączone, przed
przystąpieniem do regulacji jakiegokolwiek sprzętu należy wyłączyć zasilanie
maszyny (w tym nacisnąć przycisk zatrzymania awaryjnego).
8. BEZPIECZEŃSTWO .
Dla własnego bezpieczeństwa i bezpieczeństwa przechodniów, tę maszynę do
grawerowania można zamknąć za pomocą dostarczonego klucza. Zaleca się, aby
używać go do blokowania komputera między sesjami, aby zapobiec jakimkolwiek
nieautoryzowanym działaniom na komputerze .
- 40 -
OPERATION
1. PRZEGLĄD OPERACJI.
Używaj tego grawera laserowego wyłącznie zgodnie ze wszystkimi instrukcjami
podanymi w tym dokumencie.
instrukcja. Niedostosowanie się do odpowiednich wytycznych szczegółowo
opisanych w niniejszym dokumencie może skutkować uszkodzeniem mienia i
obrażeniami ciała.
W tej sekcji opisano tylko niektóre opcje i funkcje oferowane przez
oprogramowanie operacyjne. Przed rozpoczęciem korzystania z urządzenia
upewnij się, że przeczytałeś całą instrukcję (zwłaszcza powyższe informacje
dotyczące bezpieczeństwa), a także wszelkie ostrzeżenia dołączone do urządzenia.
2.OGÓLNA INSTRUKCJA OBSŁUGI.
Krok 1. Stwórz projekt, który chcesz wygrawerować. Możesz to zrobić
bezpośrednio w
oprogramowania do grawerowania lub możesz użyć dowolnego
Krok 2. Podłącz do produktu sprzęt towarzyszący i narzędzia oraz
podłącz zasilanie. Możesz zapoznać się z filmem na płycie CD/USB. Napełnij
wlot wody oczyszczoną lub destylowaną wodą do wbudowanej cyrkulacji wody.
Poziom wody musi być uzupełniony do zielonej linii bezpieczeństwa poziomu
wody. Uwaga: (Poziom wody nie powinien być zbyt wysoki, aby nie doszło do
przelania ).
Krok 3. Proszę wyjąć rurę dymową. Jeden koniec rury dymowej jest podłączony

- 41 -
do portu odprowadzania dymu urządzenia, a drugi koniec jest podłączony do
zewnętrznego lub pomocniczego urządzenia do odprowadzania dymu. Uwaga:
(Należy użyć zacisku rurowego, aby zabezpieczyć połączenie i zapobiec jego
odpadnięciu.)
Krok 4. Podnieś przycisk zatrzymania awaryjnego i użyj przycisków znajdujących
się z przodu
szafka do otwierania panelu sterowania maszyny grawerującej. Załaduj
wybrany projekt bezpośrednio z pamięci flash USB lub za pośrednictwem
połączenia komputera z grawerem.
Krok 5. Otwórz pokrywę grawerki, sprawdź, czy wspomaganie pneumatyczne działa
prawidłowo i
w razie potrzeby wyreguluj stół. Do większości zastosowań zalecane są łóżka
komórkowe. Łóżko można podnosić lub opuszczać za pomocą sterowania osią Z z
przodu szafki, aby dostosować je do różnych materiałów o różnej grubości.
Krok 6. Umieść próbkę materiału na stole. Pozycja standardowa znajduje się w
lewy górny róg tabeli. Można to zmienić, przesuwając lokalizację swojego projektu
lub źródło grawera za pomocą panelu sterowania lub oprogramowania do
grawerowania. Aby obsługiwać większe materiały, możesz otworzyć przednie lub
tylne drzwi przelotowe, lub oba jednocześnie. Gdy laser jest aktywny, nie wkładaj
niczego do powierzchni roboczej przez drzwi przejściowe poza materiałem. Zwróć
szczególną uwagę na opary i kurz, które mogą wydostawać się przez te drzwi.
Upewnij się, że Twój system wentylacyjny jest wystarczająco wytrzymały, aby
wchłonąć wszystkie produkty uboczne lub zużyć niezbędne środki ochrony
osobistej, aby zapewnić zdrowie użytkownikom i przechodniom.
Krok 7. Skup laser, umieszczając akrylowe narzędzie do skupiania na wierzchu
materiału
i ostrożnie podnosząc stół. Głowica lasera powinna ledwo dotykać górnej części
narzędzia akrylowego bez wywierania nacisku, zapewniając, że odległość
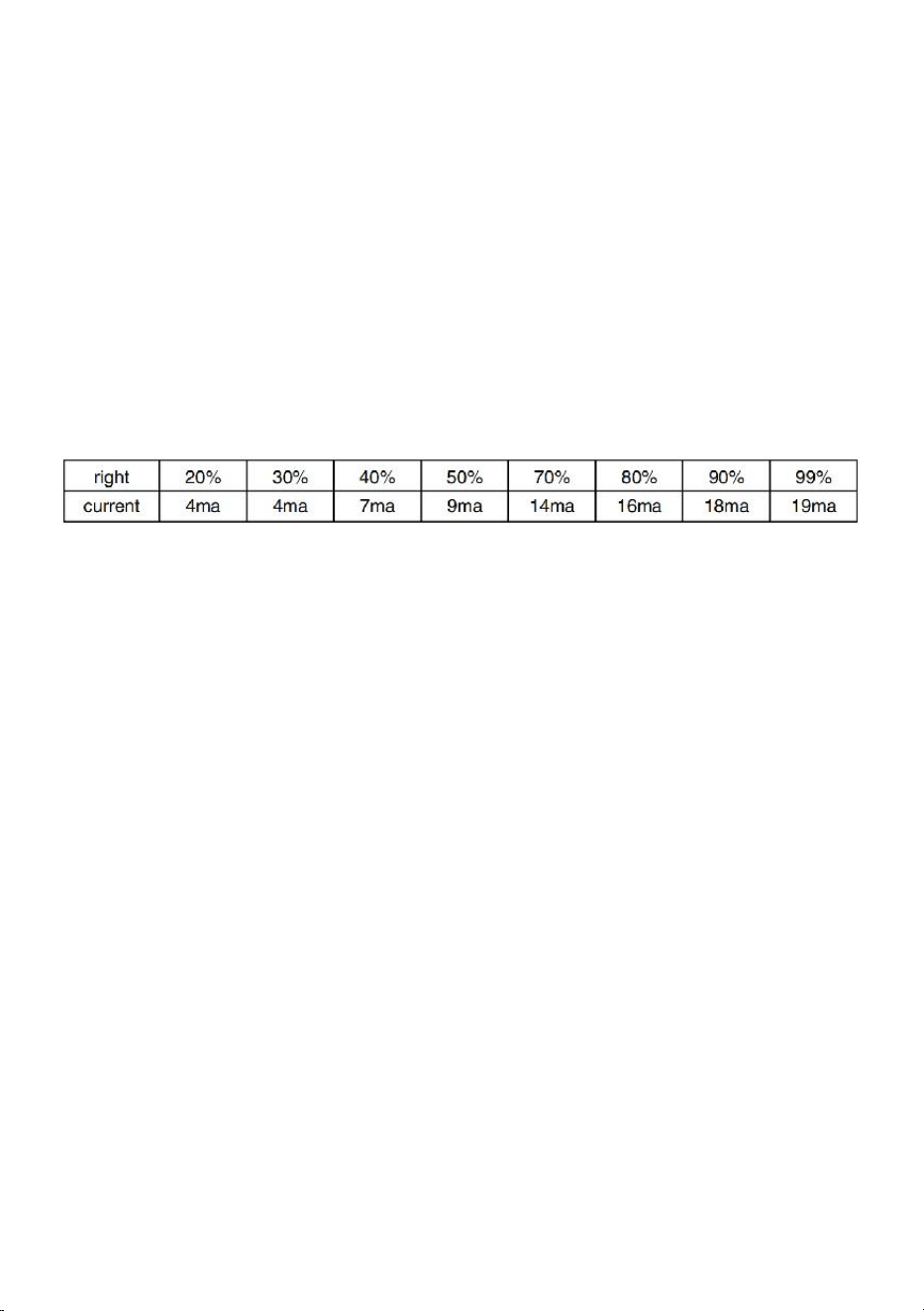
- 42 -
grawerowania jest prawidłowa. (Ponownie, nigdy nie próbuj znajdować się na stole
bez materiału.) W żaden sposób laser jest skupiony. Zamknij pokrywę.
Krok 8. Dostosuj kontrast i głębokość grawerowania swojego projektu,
dostosowując
parametry w oprogramowaniu do grawerowania lub bezpośrednio z panelu
sterowania. Jeśli Twój
instrukcje grawerowania szczegółowo określają ustawienie mocy w miliamperach,
należy użyć następującego tabela konwersji umożliwiająca znalezienie
odpowiedniego ustawienia mocy:
Minimalny próg wynosi 10%. Laser nie będzie emitowany przy żadnym ustawieniu
niższym od tego. Nie zaleca się używania tuby laserowej przy pełnym obciążeniu,
szczególnie przez długi czas. Zalecana maksymalna moc jest ustawiona na 70%,
ponieważ długotrwałe używanie większej ilości niż ta skróci żywotność lasera. Aby
zwiększyć głębokość grawerowania, zwiększ energię na jednostkę powierzchni,
zwiększając moc lasera lub liczbę pierścieni lub zwalniając parametr prędkości.
Jednak grawerowanie zbyt głębokie może pogorszyć jakość obrazu, szczególnie w
przypadku materiału powłoki.
Pracując z nowymi materiałami, pamiętaj, że zawsze powinieneś zaczynać od
najniższego poziomu możliwych ustawień. Jeśli efekt nie jest wystarczająco silny,
zawsze możesz go zwiększyć więcej niż raz Uruchom pętlę projektu ponownie lub
uruchom ją ponownie z bardziej zaawansowanymi ustawieniami, aż uzyskasz
pożądany efekt.
Rozdzielczość powinna być generalnie ustawiona na 500 punktów na cal. W

- 43 -
niektórych przypadkach obniżenie rozdzielczości obrazu może pomóc, zmniejszając
wypalenie i Zwiększenie energii impulsów i tym samym poprawa jakości obrazów
wytwarzanych w niektórych materiałach, np. niektórych tworzywach sztucznych.
Krok 9. Otwórz rurę laserową, wkładając i obracając klucz laserowy. Aby zmniejszyć
ryzyko porażenia prądem, po otwarciu tuby laserowej należy dotykać grawera
tylko jedną ręką na raz.
Krok 10. Naciśnij przycisk „run”, aby wstrzymać grawerowanie swojego projektu.
Podobnie, nawet jeśli
zakładając okulary ochronne, nie wpatruj się w aktywny laser bez przerwy. Bądź
jednak świadomy możliwych problemów, takich jak iskry lub pożary, i bądź
przygotowany do szybkiego ugaszenia pożaru, jeśli będzie to konieczne.
Krok 11. Po zatrzymaniu lasera sprawdź jakość pierwszego przebiegu i wyreguluj
laser.
parametry w panelu sterowania lub oprogramowaniu, w zależności od potrzeb,
aby uzyskać pożądany efekt. Podczas wielokrotnego grawerowania i cięcia,
regularnie sprawdzaj zbiornik pompy, aby utrzymać temperaturę wody poniżej
100° F (38° C). Jeśli ta temperatura zostanie osiągnięta, przerwij pracę i pozwól
grawerowi ostygnąć przed dalszym użyciem.
Krok 12. Po zakończeniu grawerowania zamknij oprogramowanie do grawerowania
i wyłącz je.
maszynę w następującej kolejności: zasilanie lasera, panel sterowania, wentylacja,
układ chłodzenia wodnego i przycisk zasilania awaryjnego. Wyjmij klucz lasera z
panelu sterowania.
Krok 13. Dokładnie wyczyść ławkę, usuwając wszelkie zanieczyszczenia z dolnego
wspornika.
3. SZCZEGÓŁOWE OPISY MATERIAŁÓW.
Poniższe instrukcje to zalecenia, które mogą pomóc przyspieszyć bezpieczną pracę z

- 44 -
różnymi materiałami. Użytkownicy powinni zapoznać się z wymogami
bezpieczeństwa i grawerowania dla swoich konkretnych materiałów, aby uniknąć
ryzyka potencjalnych problemów, takich jak ogień, niebezpieczny pył, żrące i
toksyczne opary. Gdy już wiesz, że produkt jest bezpieczny lub że jest wyposażony w
odpowiedni sprzęt ochronny, pomocne może być wygrawerowanie matrycy testowej
małych pudełek wyprodukowanych przy różnych prędkościach i ustawieniach mocy,
aby odkryć idealne ustawienia dla swojego projektu. Możesz też zacząć od niskiego
zużycia energii i szybkiej konfiguracji, a następnie powtarzać projekt tyle razy, ile
potrzeba, używając stopniowo zwiększającej się intensywności lasera.
CERAMIKA .
Podczas grawerowania ceramiki zazwyczaj stosuje się moc średnią do wysokiej.
Użycie większej liczby obwodów zamiast większej mocy i niższej prędkości może
pomóc uniknąć pękania materiału podczas procesu obróbki. Należy pamiętać o
zagrożeniach dla zdrowia, jakie stwarza pył powstający podczas grawerowania
ceramiki, zwłaszcza w przypadku powtarzalnych zastosowań przemysłowych. W
zależności od materiału i obciążenia pracą, do rozwiązania problemu może być
wymagany wentylator lub nawet kompletny system wentylacyjny. Podobnie
operatorzy i inne osoby w obszarze roboczym mogą musieć używać środków ochrony
osobistej, takich jak maski i respiratory.
KAMIEŃ .
Podczas rzeźbienia wszelkiego rodzaju kamieni, zazwyczaj stosuje się średnią moc i
średnie do szybkich prędkości. Podobnie jak w przypadku ceramiki i szkła, należy być
świadomym wytwarzanego pyłu (szczególnie w przypadku powtarzalnych zastosowań
przemysłowych) i podjąć podobne środki, aby
zapewnić bezpieczeństwo użytkownikom i innym osobom przebywającym w obszarze
roboczym.
TEKSTYLIA .
Jeśli chodzi o rzeźbienie tekstyliów, takich jak tkanina i wełna, często stosuje się niską
moc i wysoką prędkość. Podobnie jak w przypadku skóry, należy zwrócić szczególną

- 45 -
uwagę na możliwość wystąpienia ognia i kurzu.
SZKŁO .
Podczas grawerowania szkła zazwyczaj stosuje się dużą moc i niską prędkość.
Podobnie jak w przypadku ceramiki, pomocne byłoby przeprowadzenie większej
liczby cykli na niższym ustawieniu, aby uniknąć pęknięć. Należy zachować ostrożność
podczas grawerowania szkła i włókien węglowych, aby uniknąć łączenia ustawień,
które wytwarzają intensywność lasera wystarczającą do zakłócenia integralności
strukturalnej włókien ich komponentów, co skutkuje rozmytymi oznaczeniami. Należy
nosić środki ochrony osobistej, aby uniknąć narażenia oczu, nosa, ust i skóry na pył z
użycia jakiegokolwiek rodzaju materiału, szczególnie w przypadku powtarzalnych
zastosowań przemysłowych. Ubrania noszone podczas pracy z włóknem szklanym
należy później prać oddzielnie.
SKÓRA .
Podczas grawerowania szkła zazwyczaj stosuje się dużą moc i niską prędkość.
Podobnie jak w przypadku ceramiki, pomocne byłoby przeprowadzenie większej
liczby cykli na niższym ustawieniu, aby uniknąć pęknięć. Należy zachować ostrożność
podczas grawerowania szkła i włókien węglowych, aby uniknąć łączenia ustawień,
które wytwarzają intensywność lasera wystarczającą do zakłócenia integralności
strukturalnej włókien ich komponentów, co skutkuje rozmytymi oznaczeniami. Należy
nosić środki ochrony osobistej, aby uniknąć narażenia oczu, nosa, ust i skóry na pył z
użycia jakiegokolwiek rodzaju materiału, szczególnie w przypadku powtarzalnych
zastosowań przemysłowych. Ubrania noszone podczas pracy z włóknem szklanym
należy później prać oddzielnie.
METALOWY .
Maszyny do grawerowania laserowego CO2 nie powinny być używane do znakowania,
grawerowania ani cięcia metalu. Najlepiej nadają się do obróbki powłok nakładanych
na podłoża metalowe, należy zachować ostrożność, aby nie próbować obrabiać
samego metalu. Dostępnych jest wiele powłok specjalnie do grawerowania CO2, a
użytkownicy powinni postępować zgodnie z podanymi instrukcjami, ponieważ
parametry różnią się w zależności od produktu i metalu. Zasadniczo prace nad
powłoką aluminiową należy wykonywać szybciej przy niższej mocy, podczas gdy prace

- 46 -
nad powłoką stalową można wykonywać wolniej przy wyższej mocy.
TWORZYWA SZTUCZNE .
Plastik używany do grawerowania występuje w wielu różnych kolorach i grubościach,
a także ma wiele różnych powłok i wykończeń. Większość dostępnych plastików
można dobrze grawerować i ciąć laserowo. Plastiki o mikroporowatych
powierzchniach wydają się zapewniać najlepsze rezultaty, ponieważ trzeba usunąć
mniej materiału powierzchniowego. Podczas grawerowania plastików zazwyczaj
stosuje się ustawienia niskiej mocy i wysokiej prędkości. Znakowanie i grawerowanie
przy zbyt dużej mocy lub zbyt niskiej prędkości może koncentrować zbyt dużo energii
w punkcie styku, powodując stopienie się plastiku. Wśród innych problemów może to
powodują słabą jakość rzeźbienia, toksyczne opary, a nawet pożary. Grawerowanie o
wysokiej rozdzielczości może powodować ten sam problem, więc w przypadku
większości tworzyw sztucznych należy preferować projekty o niskiej lub średniej
rozdzielczości.
GUMA .
Różne składy i gęstości gumy skutkują nieznacznie różnymi głębokościami
grawerowania. Zdecydowanie zaleca się testowanie próbek konkretnej gumy w celu
uzyskania najlepszych rezultatów. Podczas grawerowania gumy często stosuje się
stałe ustawienie wysokiej mocy, a efekt uzyskuje się poprzez zmianę prędkości lasera.
Materiały z mikrokomórkowej gumy wymagają znacznie wyższych prędkości niż
standardowa guma. Grawerowanie dowolnego rodzaju gumy powoduje powstawanie
dużej ilości pyłu i gazów. W zależności od obciążenia pracą, do rozwiązania problemu
może być wymagany sprzęt ochrony osobistej i/lub kompletny system wentylacji.
PAPIER I TEKTURA .
Podczas grawerowania różnych produktów papierowych, zazwyczaj stosuje się niską
lub średnią moc i dużą prędkość. Próbki testowe na partię, ponieważ tylko niewielkie
różnice parametrów mogą odróżnić efekt zbyt lekkiego działania od efektu
przepalenia podłoża. Podobnie jak w przypadku skóry, szczególną uwagę zwraca się
na możliwość powstania ognia, a także pyłu wytwarzanego podczas powtarzających
się zastosowań.

- 47 -
DREWNO .
Podobnie jak w przypadku gumy, istnieje wiele różnych rodzajów drewna, a
testowanie konkretnego materiału jest niezbędne, aby uzyskać najlepsze rezultaty.
Ogólnie rzecz biorąc, rzeźby w drewnie o spójnym usłojeniu i kolorze są bardziej
jednolite. Drewno sękate tworzy nierównomierny efekt, podczas gdy drewno
żywiczne tworzy większy kontrast krawędzi. Niektóre gatunki drewna miękkiego,
takie jak balsa, korek i sosna, dobrze rzeźbią (choć z niskim kontrastem) przy niskich
lub średnich ustawieniach mocy i przy dużych prędkościach. Inne włókna, takie jak
jodła, mogą być narażone na nierównomierne włókna i często będą dawać słabe
rezultaty, niezależnie od tego, co robisz. Twarde drewno, takie jak wiśnia i dąb,
dobrze rzeźbi przy wysokich ustawieniach mocy i małych prędkościach. Produkty ze
sztucznego drewna mogą się różnić w zależności od marki, głównie w zależności od
składu kleju i obfitości. MDF działa dobrze, ale tworzy ciemne krawędzie po cięciu.
Oprócz ryzyka pożaru związanego z jakimkolwiek produktem drewnianym, należy
zachować szczególną ostrożność w przypadku dymu z kleju stosowanego w sklejce i
innym sztucznym drewnie. Niektóre z nich są zbyt niebezpieczne do użycia, podczas
gdy inne wymagają starannej wentylacji i powtarzających się zastosowań
przemysłowych z użyciem oddychających środków ochrony osobistej. Należy również
sprawdzić toksyczność drewna, ponieważ pył z niektórych gatunków naturalnego
drewna, w tym oleandrów i cisów, może również powodować nudności i problemy z
sercem.
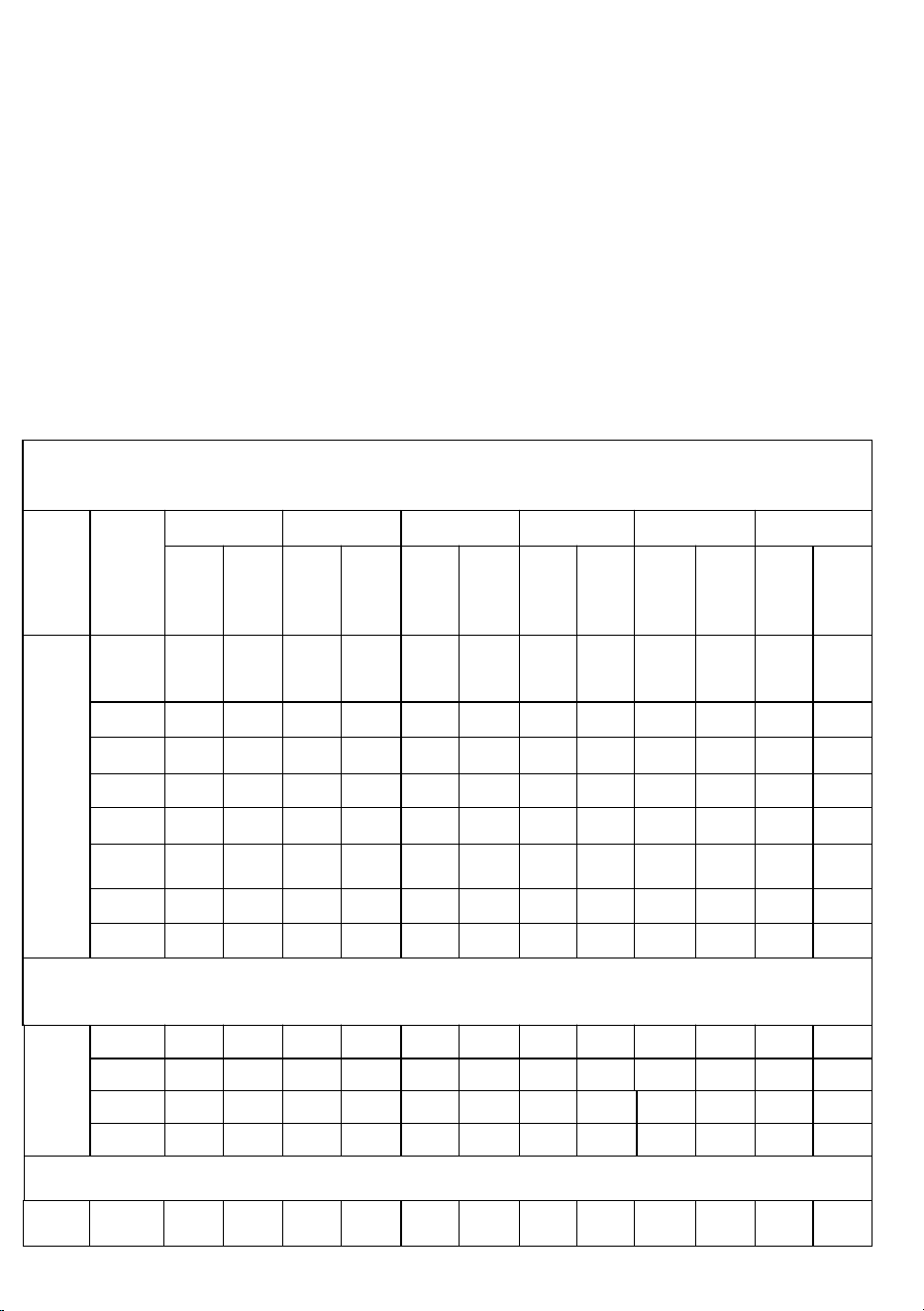
- 48 -
Zobacz dane dotyczące użytkowania .
ZALECA SIĘ USTAWIENIE MOCY NA 80
tworzy
wo
grubość
50 W
60 W
80W
100 W
130 W
150 W
Najwi
ększa
prędk
ość
Optym
alna
prędk
ość
Najwi
ększa
prędk
ość
Optym
alna
prędk
ość
Najwi
ększa
prędk
ość
Optym
alna
prędk
ość
Najwi
ększa
prędk
ość
Opty
malna
prędk
ość
Najwię
ksza
prędko
ść
Opty
malna
prędk
ość
Najwi
ększa
prędk
ość
Opty
malna
prędk
ość
kwas
akrylo
wy
3mm
15/S
10s
20S
15
seku
nd
25 /S
20/S
30s
25 S
35/S
30 s
40/S
35 S
5 mm
8S
5S
10 s
7/S
12/S
8S
15/S
10 s
17/S
12/S
21/S
15/S
8mm
4S
2S
5S
3/S
9/S
5S
10 s
6S
12/S
8S
15 S
10 s
10mm
4S
2/S
6/S
3S
7/S
4S
8/S
5S
11/S
7S
15mm
3/S
1S
4S
2S
5/S
3S
7/S
4S
20mm
3/S
1/S
4S
1 .
5/S
25mm
30mm
Moc lasera 90 % : Cięcie akrylu powinno uwzględniać kontrolę przepływu powietrza , powierzchnia materiału nadmuchowego
powinna być mała lub boczna , co zapewni gładkość akrylu , a powierzchnia akrylowa powinna mieć cyrkulację powietrza , aby
zapobiec pożarowi .
Akryl
3mm
9/S
7/S
15/S
12 S
20/S
15 S
23 S
18/S
25/S
20S
30 s
25/S
5mm
5/S
3S
10 s
8/S
13/S
10 s
15 S
13/5
18/S
15/S
21/S
18/S
10mm
5/S
3S
7/S
5S
9S
6S
12S
9/S
15mm
4S
3/S
7/S
5/S
Moc lasera 9 0
%
: Cięcie drewna odbywa się głównie za pomocą sterowania przepływem powietrza, im większy przepływ
powietrza, tym szybsza prędkość cięcia
PCV
2mm
35/S
32/S
Lata
50.
45
seku
60/S
58/S
Lata
70.
68/S
80/S
78/S
Lata
90.
88/S
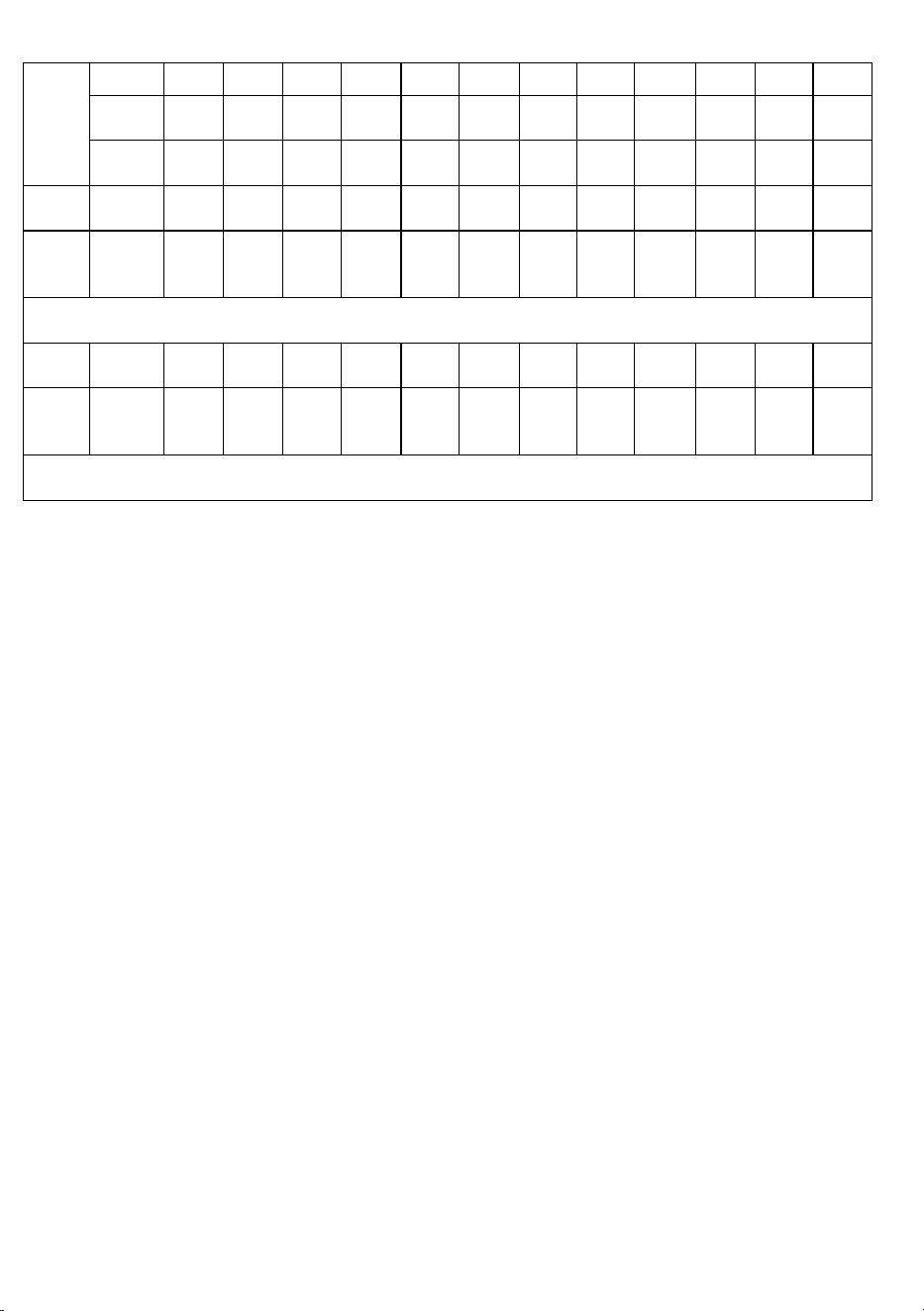
- 49 -
nd
3mm
30/S
27S
40/S
38S
50/S
48/S
Lata
60.
58/S
O/S
68/S
Lata
80.
7a/S
4mm
25/S
20S
35/S
30s
45/S
Lata
40.
55S
50/S
65/S
63/S
75S
7/S
płótno
łóżko
40/S
38/S
60/S
58S
100/
sek
98/S
200S
195S
300/s
ek
295/
S
400S
395S
skóra
łóżko
15/S
12/S
20/S
17/S
25/S
20/S
30s
25/S
40/S
35/S
45
seku
nd
40/S
Zaleca się stosowanie soczewki skupiającej o ogniskowej 50,8, z tubą laserową o mocy 60W-100W i małym
ilość powietrza sprężarki, zaleca się ustawić na 50%-70% mocy.
Papier
mój cta,
y er
80/S
Lata
40.
120S
Lata
40.
150/
sek
40/S
250S
40/S
350/s
ek
40/S
450S
40/S
B l -c
ol lub
kłucie
2mm
15/S
13S
25
seku
nd
20S
36/S
30s
Lata
40.
35/S
45
seku
nd
Lata
40.
55S
50/S
Parametry cięcia płyt dwukolorowych i PVC , cięcia papieru należy zwrócić uwagę na regulację mocy lasera, im wyższa
moc lampy laserowej, im mniejszy procent regulacji mocy lasera
4.OPIS KONSOLI.
PRZEGLĄD .
Grawerem można sterować bezpośrednio z wbudowanego panelu
sterowania, bezpośrednio podłączonego do komputera lub przez Internet.
Aby uzyskać więcej informacji na temat obsługi oprogramowania do
grawerowania, zapoznaj się z jego oddzielną instrukcją. Wbudowany panel
sterowania umożliwia ręczną obsługę lasera lub grawerowanie wzoru na
dyskach flash i zewnętrznych dyskach twardych podłączonych do portu
USB po prawej stronie obudowy.
W przypadku obsługi ręcznej, klawisze strzałek mogą być używane do
przesuwania głowicy lasera wzdłuż prowadnic osi X i Y, a przycisk PULSE
może być używany do wystrzelenia lasera. Za każdym razem, gdy
naciśnięty zostanie przycisk strzałki, głowicę lasera można ustawić tak,
aby blokowała się w określonej odległości, dotykając MENU i
dostosowując parametry w „Manual Settings+”. Laser można ustawić tak,

- 50 -
aby emitował przez ustalony okres czasu, naciskając MENU i
dostosowując parametry w „Laser Settings+”. Wszystkie przyciski i menu
powinny być oznaczone w języku angielskim. Jeśli nie, naciśnij MENU i
przejdź do górnego przycisku w prawej kolumnie
aby zmienić ustawienia językowe konsoli.
Aby załadować projekt z dysku flash sformatowanego w systemie FAT16
lub FAT32 lub zewnętrznego dysku twardego, naciśnij przycisk MENU,
wybierz „Plik”, następnie „Udisk+”, a następnie „Kopiuj do pamięci”.
Wybierz projekt w menu Plik, a następnie wybierz opcję Uruchom. Różne
parametry można dostosować za pomocą menu i podmenu konsoli, w tym
ustawienie wielu punktów początkowych w celu wygrawerowania projektu
na materiale cztery razy w jednej sesji .
Podczas uruchamiania projektu z konsoli będzie to główny wyświetlacz.
Projekt powinien być wyświetlany w lewym górnym rogu, a jego nazwa,
wraz z bieżącymi ustawieniami prędkości i mocy, powinny być wyświetlane
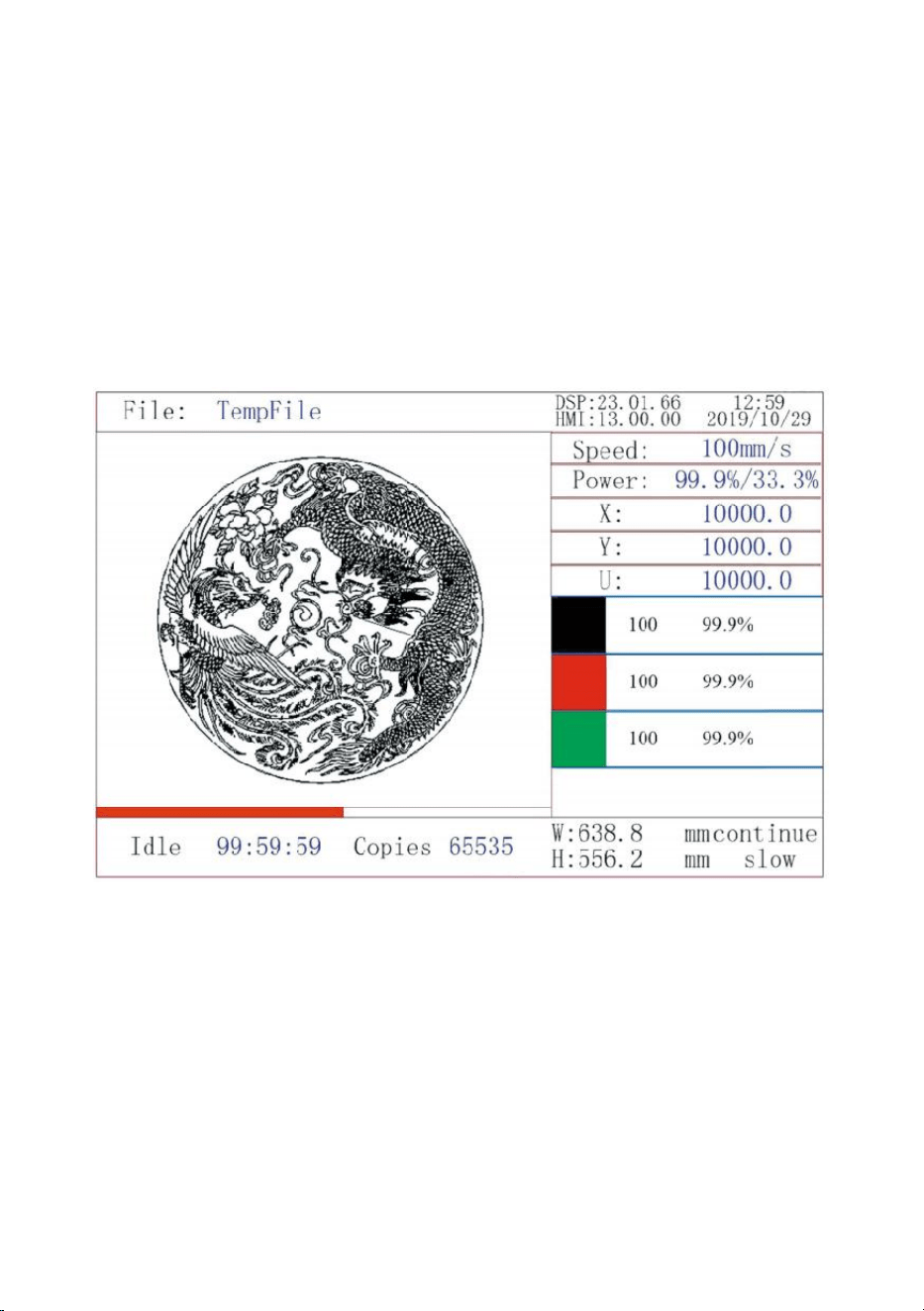
- 51 -
w prawym górnym rogu. Pozycja głowicy lasera względem stołu jest
wyświetlana jako współrzędne X (poziome) i Y (pionowe). Współrzędna Z
pokazuje wysokość samego stołu roboczego. Współrzędna U może być
skonfigurowana do sterowania osią obrotu lub automatycznym
podawaniem, jeśli jest zainstalowana. Poniżej znajdują się warstwy
zawierające instrukcje dotyczące ich indywidualnej prędkości (w mm/s) i
maksymalnej mocy jako procentu mocy znamionowej maszyny. Liczba
partii w lewym dolnym rogu rejestruje liczbę razy, gdy bieżący projekt
został wygrawerowany w jednej sesji.
Tak jak wskazuje nazwa przycisku, naciśnij przycisk Uruchom/Pauza, aby
rozpocząć grawerowanie załadowanego wzoru i wstrzymaj grawerowanie,
gdy zajdzie taka potrzeba.
W przypadku sytuacji awaryjnej, takiej jak pożar, nie używaj panelu
sterowania do wstrzymywania lub zatrzymywania grawerowania.
Natychmiast naciśnij przycisk zatrzymania awaryjnego.
USTAW MOC LASERA .
Po naciśnięciu klawisza ENT w głównym interfejsie, w polu kursora
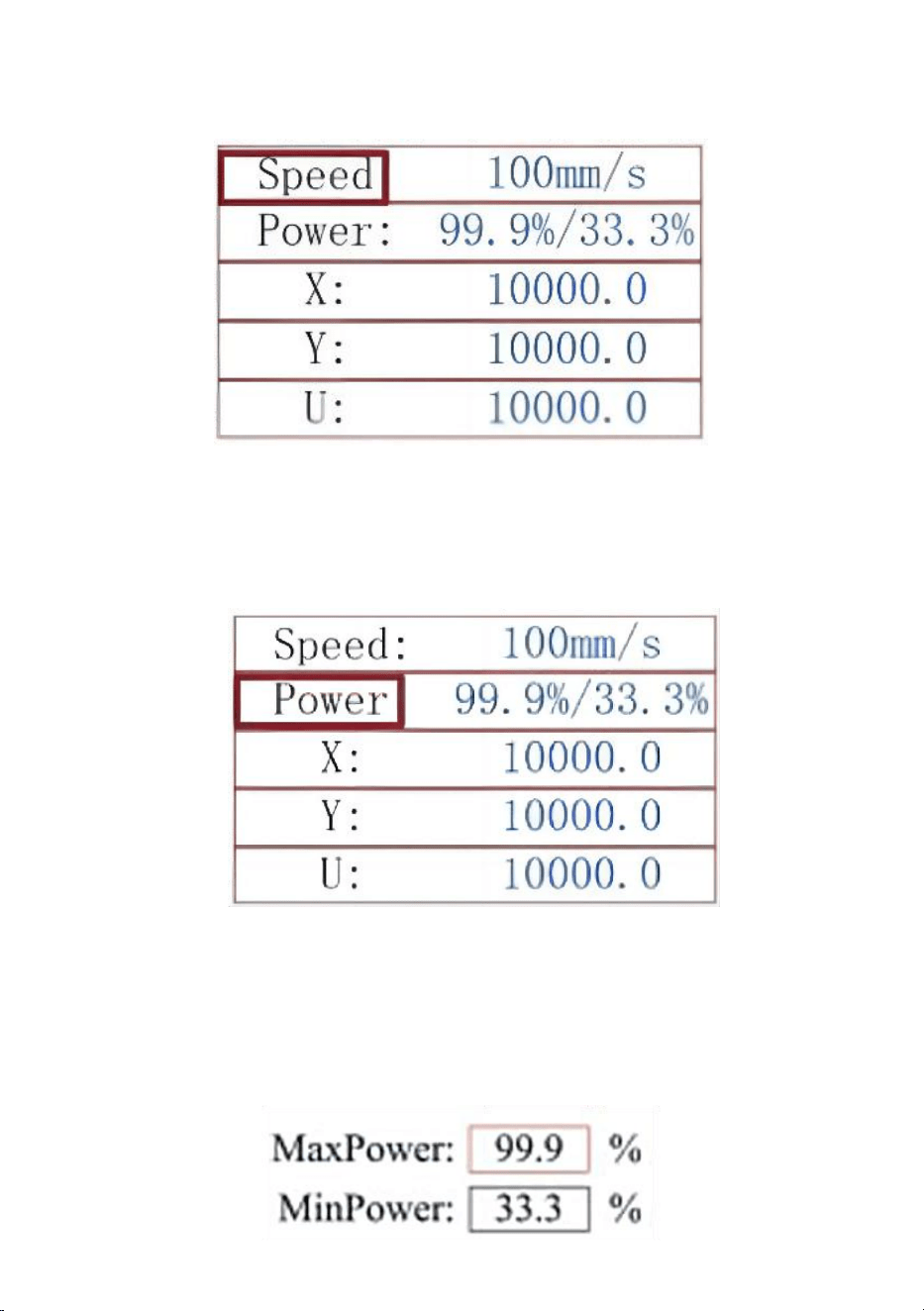
- 52 -
początkowo wybierany jest parametr „Prędkość”.
Naciśnij klawisze ▲ i ▼, aby przełączać się między parametrami.
Wybierz parametr Power.
Naciśnij ENT, gdy czerwony kursor jest nad Power. Naciśnij klawisze ▲ i
▼, aby zmienić wartość parametru.
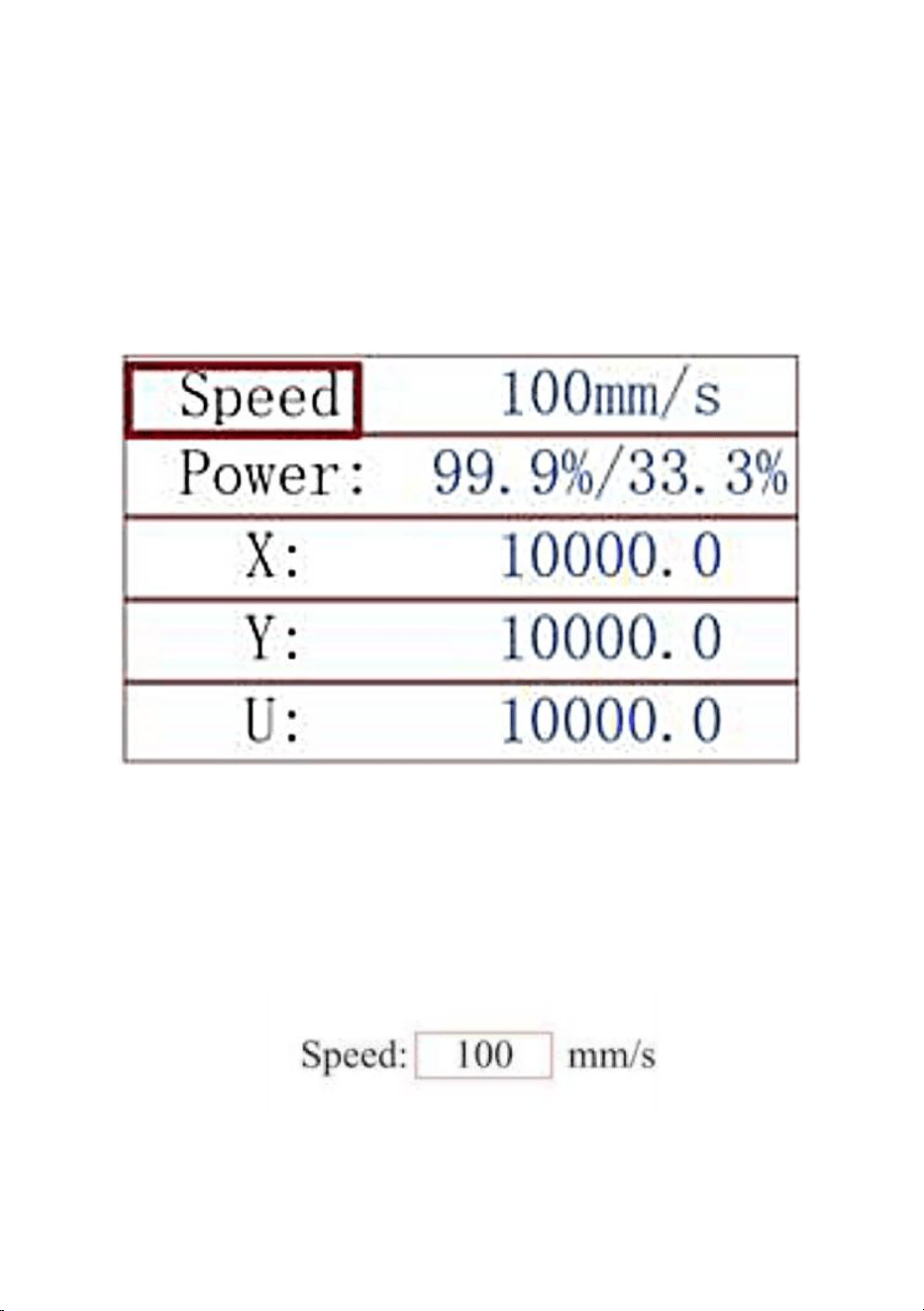
- 53 -
Naciśnij ENT, aby zapisać zmiany.
Naciśnij ESC, aby anulować zmiany i powrócić do głównego interfejsu.
USTAW PRĘDKOŚĆ LASERA
Po naciśnięciu klawisza ENT w głównym interfejsie, w polu kursora
początkowo wybierany jest parametr „Prędkość” .
Naciśnij ponownie klawisz ENT, aby wywołać ten interfejs.
Aby zmienić wartość parametru, naciśnij przyciski ▲ i ▼.
Naciśnij ENT, aby zapisać zmiany.
Naciśnij ESC, aby anulować zmiany i powrócić do głównego interfejsu.
MENU FUNKCJI .
Aby wejść do interfejsu menu, naciśnij przycisk menu na głównym
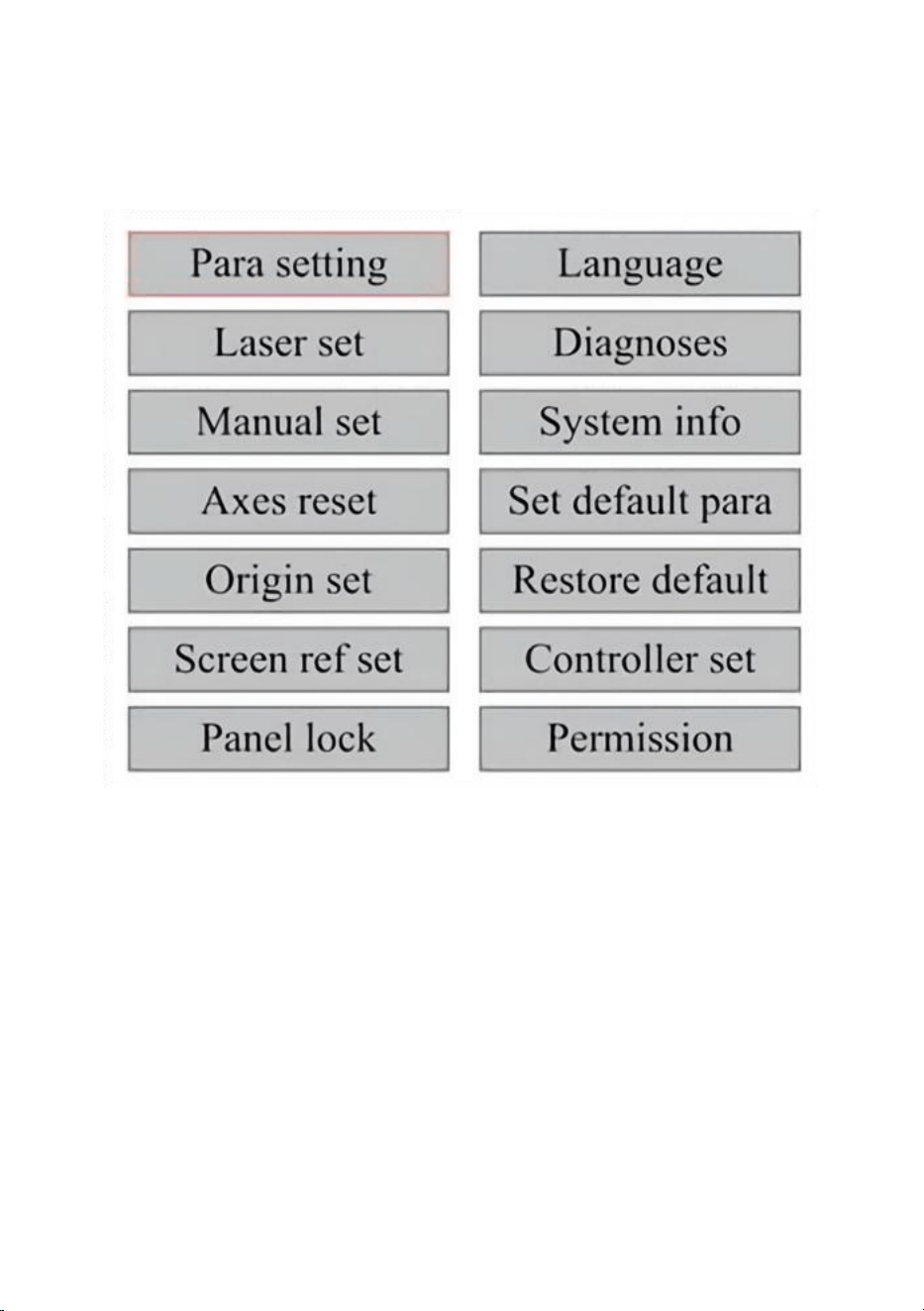
- 54 -
interfejsie:
Naciśnij klawisze ▲ i ▼, aby wybrać element, a następnie naciśnij
klawisz ENT, aby wejść do odpowiedniego podmenu .
DOSTOSUJ OŚ Z.
Po wybraniu opcji Ruch Z naciśnij przycisk ◄ lub ►, aby sterować
ruchem osi Z, podczas gdy zestaw czujników jest zainstalowany.
DOSTOSUJ OŚ U.
Po wybraniu opcji U Move naciśnij ◄ lub ►, aby sterować ruchem osi U.
Można tego użyć do sterowania pozycją obrotową osi obrotu lub
liniowością automatycznego podawania (pozycje są sprzedawane
oddzielnie), jeśli obie opcje są dostępne. Instalacja.
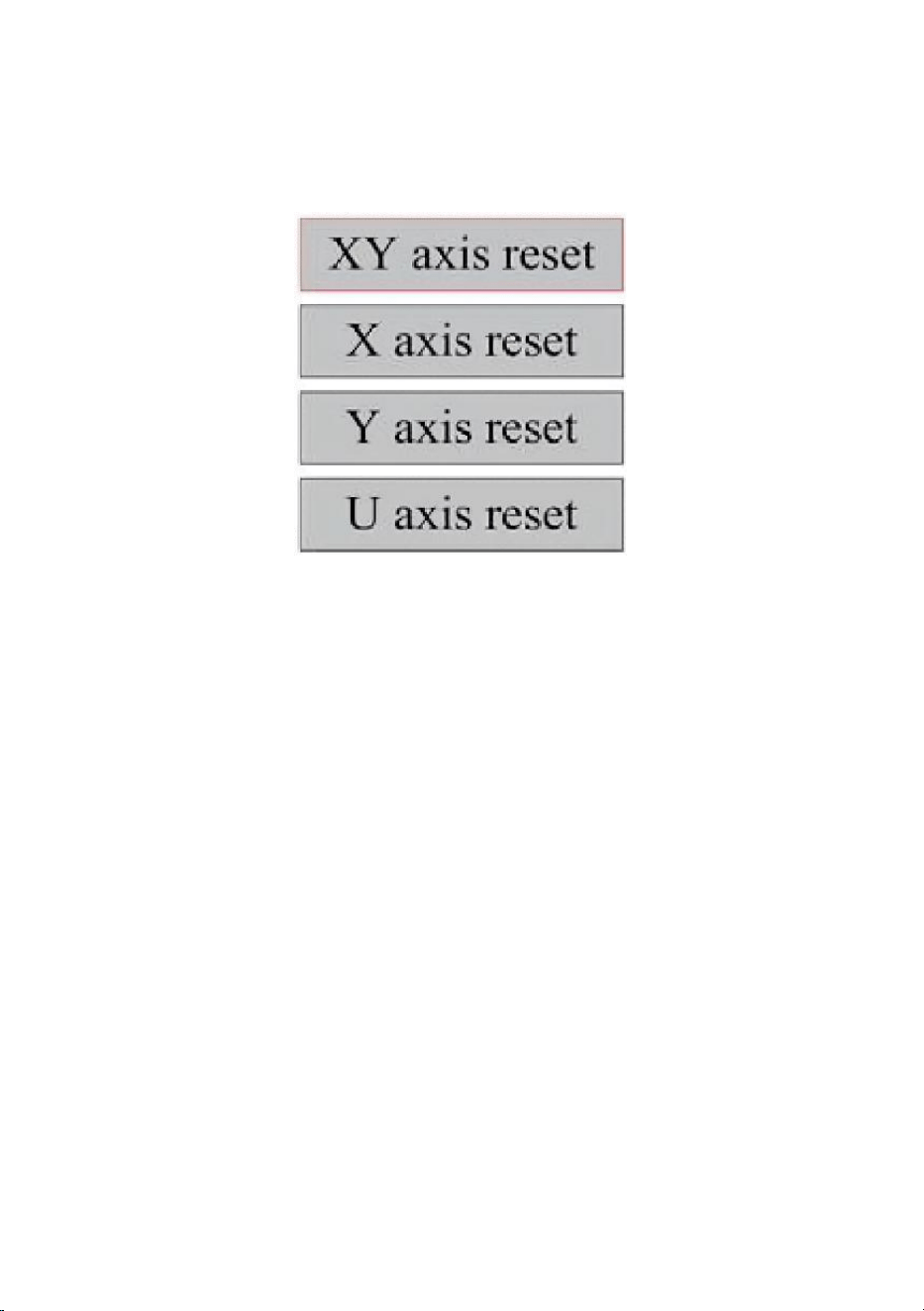
- 55 -
ZRESETUJ OSIĘ .
Po wybraniu opcji Shaft Reset+ naciśnij ENT, a na lewym wyświetlaczu
pojawi się komunikat: Naciśnij ▲ lub ▼, aby wybrać element.
Naciśnij ENT, aby rozpocząć resetowanie wybranej osi. Na ekranie pojawi
się komunikat „Trwa resetowanie”.
Po zakończeniu operacji komunikat zniknie automatycznie, a system
powróci do głównego interfejsu.
DOSTOSUJ USTAWIENIA LASERA .
Po wybraniu ustawień lasera i naciśnięciu ENT, na lewym wyświetlaczu
pojawi się: Metoda działania jest taka sama, jak w poprzednim ustawieniu.
Po wybraniu opcji Kontynuuj naciśnij PULSE, aby uruchomić laser, a
następnie zwolnij klawisz, aby zakończyć uruchamianie. Po zakończeniu
wprowadzania zmian zapisz je, wybierając klawisz ENT, aby zapisać lub
naciskając klawisz ESC, aby wyjść bez zapisywania zmian. Odczyt może
załadować zapisane parametry.
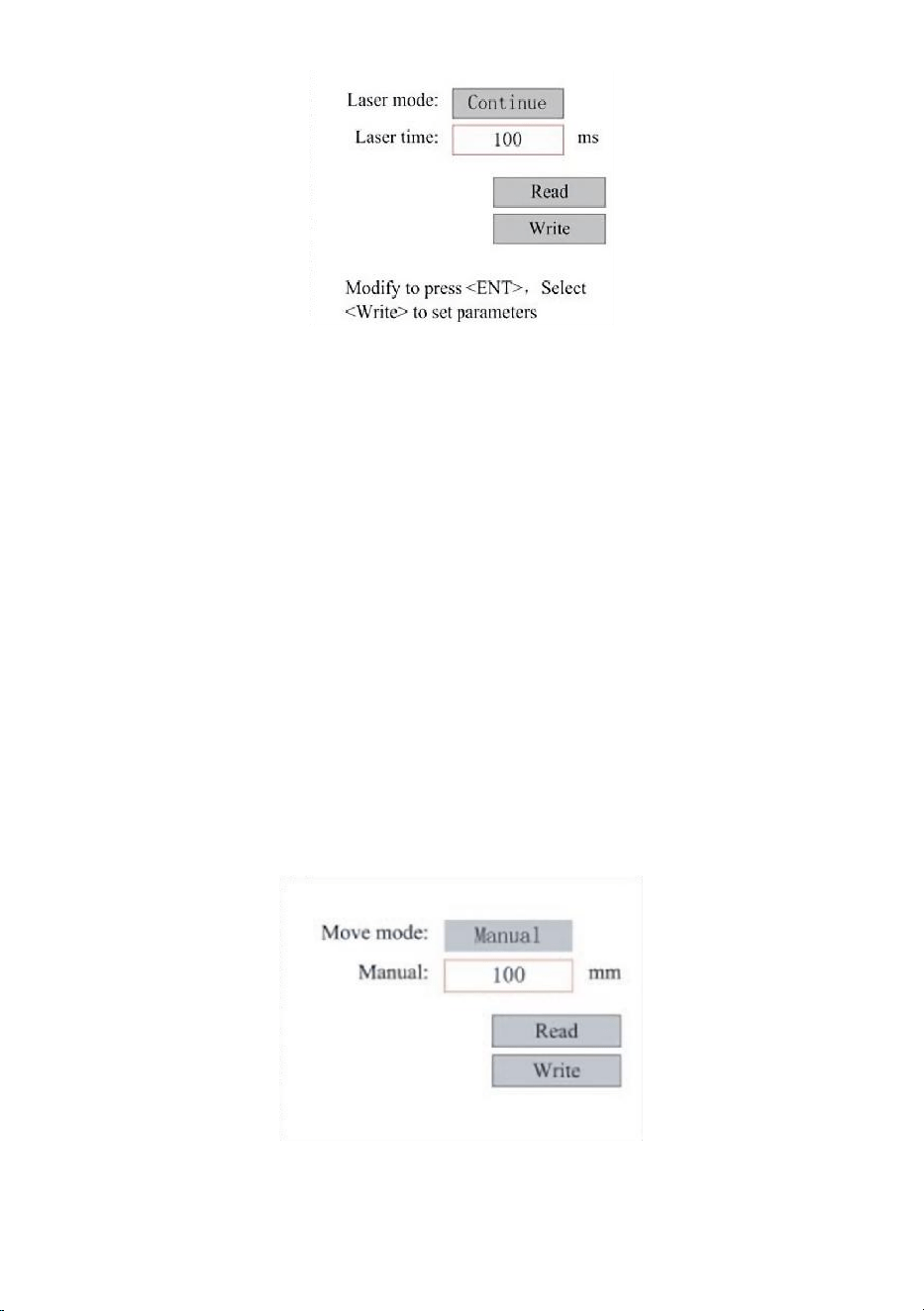
- 56 -
DOSTOSUJ TRYB RUCHU LASERA .
Po wybraniu Manual Settings (Ustawienia ręczne), naciśnij ENT, a
zostanie wyświetlona lewa strona: Gdy tryb ruchu jest „Continuous”
(Ciągły), parametr manualnego przesuwania nie działa. Gdy jest używany
do ręcznego przesuwania głowicy lasera, klawisze strzałek przesuwają ją
w sposób ciągły, aż do zwolnienia. Gdy tryb ruchu jest ustawiony na „Jog”,
za każdym razem, gdy naciśnięte zostaną klawisze strzałek, głowica
lasera przesunie się dokładnie o odległość zapisaną w tym parametrze.
Użyj klawiszy Direction (Dyrektywa) i ENT, aby dostosować w górę lub w
dół. Po zakończeniu wprowadzania zmian, zapisz je, wybierając klawisz
ENT, aby zapisać lub naciskając klawisz ESC, aby wyjść bez zapisywania
zmian. Odczyt może załadować zapisane parametry.
Ustaw pochodzenie .
Po naciśnięciu pola na zestawie początkowym naciśnij ENT, a pojawi się
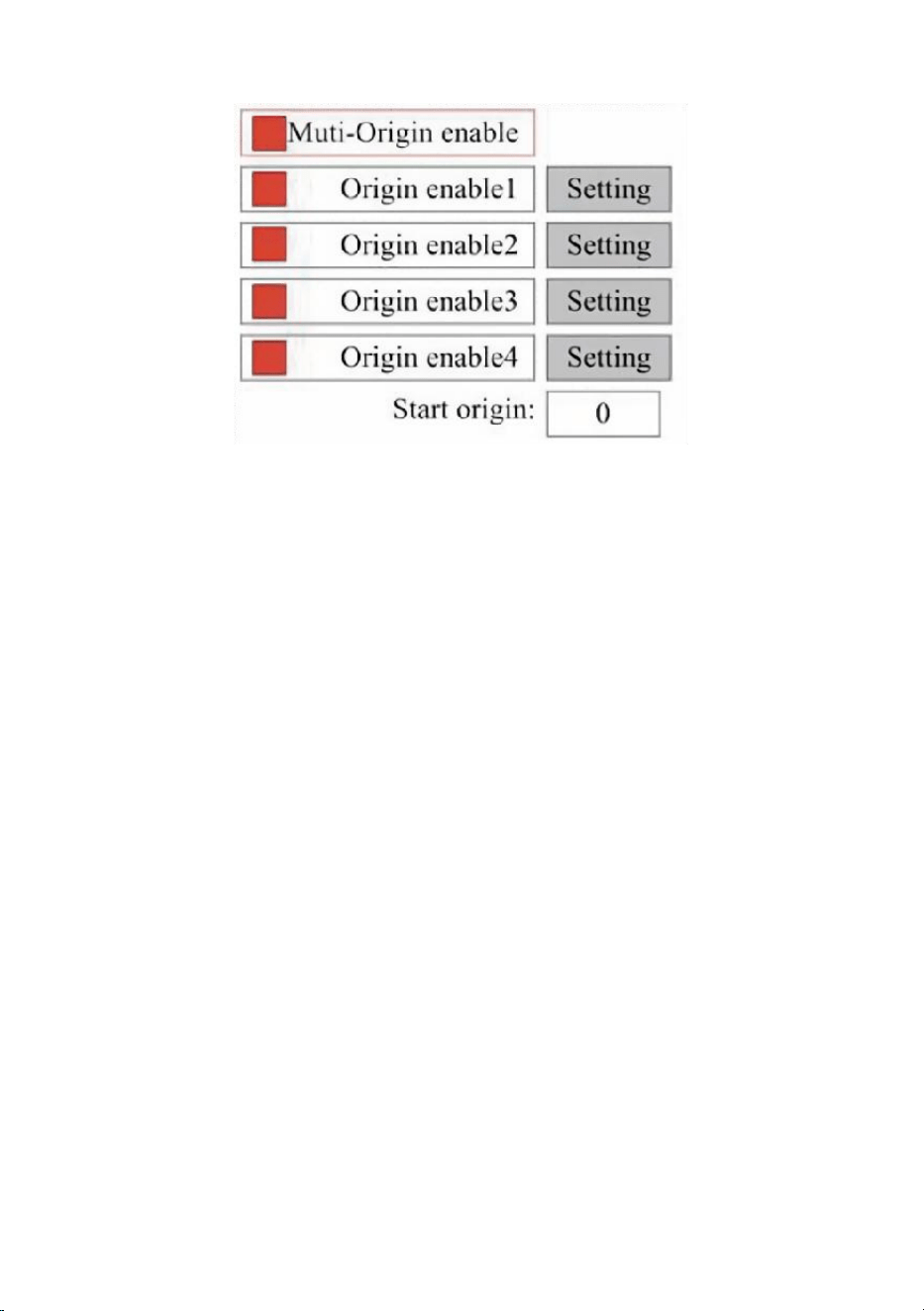
- 57 -
lewe okno dialogowe:
Naciśnij FN, aby wybrać element. Po wybraniu opcji Multi-Source Enable
naciśnij ENT, aby włączyć lub wyłączyć element. Po włączeniu małe pole
będzie czerwone, a po wyłączeniu małe pole będzie szare. Po wybraniu
opcji Set Origin lub Next Origin naciśnij ◄ lub ►, aby wybrać wartość.
Podczas zmiany parametru Set Origin pamiętaj, aby nacisnąć ENT, aby
potwierdzić zmianę. Po zamknięciu interfejsu parametry zostaną
automatycznie zapisane.
Szczegóły każdego elementu przedstawiają się następująco:
·Ustaw Origin 1/2/3/4: Po włączeniu ustawienia multi-origin, umieść kursor
nad ustawieniem Origin 1/2/3/4. Naciśnij ENTER na klawiaturze.
klucz, układ przyjmuje współrzędne jako odpowiadające im współrzędne
początku układu współrzędnych 1/2/3/4.
·Włączanie źródła 1/2/3/4: Gdy włączone jest ustawienie wielu źródeł,
można indywidualnie wyłączać i włączać cztery źródła.
Gdy wybrana jest logika wieloźródłowa, a numer kolejnego źródła wynosi 1
i włączone są cztery źródła, praca będzie używana za każdym razem, gdy
zostanie uruchomiona po uruchomieniu funkcji zapisywania pliku (za
pomocą klawiatury lub komputera) lub gdy plik przetwarzania zostanie

- 58 -
przesłany do komputera i zostanie wybrana opcja „Weź źródło jako
źródło”.
Różne początki. Kolejność obrotu początku to 1→2→3→4→1→2... Jeśli
prześlesz plik przetwarzania na swój komputer i wybierzesz Current Origin
dla pliku, system zawsze będzie używał bieżącego początku.
Ustaw parametry domyślne .
Gdy fakty są ustalone. Wybierz akapit, a bieżące parametry maszyny
zostaną zapisane jako ich wartości domyślne. Następnie można je
odzyskać za pomocą polecenia Restore Default Parameters. Zaleca się
zapisanie rzeczywistych domyślnych ustawień fabrycznych maszyny, aby
można je było łatwo przywrócić w razie potrzeby.
Jeżeli hasło jest włączone, naciśnij ◄ lub ► i ▲ lub ▼, aby wybrać
hasło, a następnie naciśnij ENT, aby zapisać hasło.
PRZYWRÓĆ PARAMETR DOMYŚLNY.
Podczas definiowania faktów. Po wybraniu parametru system zastępuje
wszystkie bieżące parametry zapisanymi domyślnymi parametrami
fabrycznymi. Metoda działania jest taka sama, jak przy ustawianiu
domyślnych parametrów.
Ustaw język interfejsu.
Podczas wybierania języka naciśnij ENT, a na lewym wyświetlaczu pojawi
się:
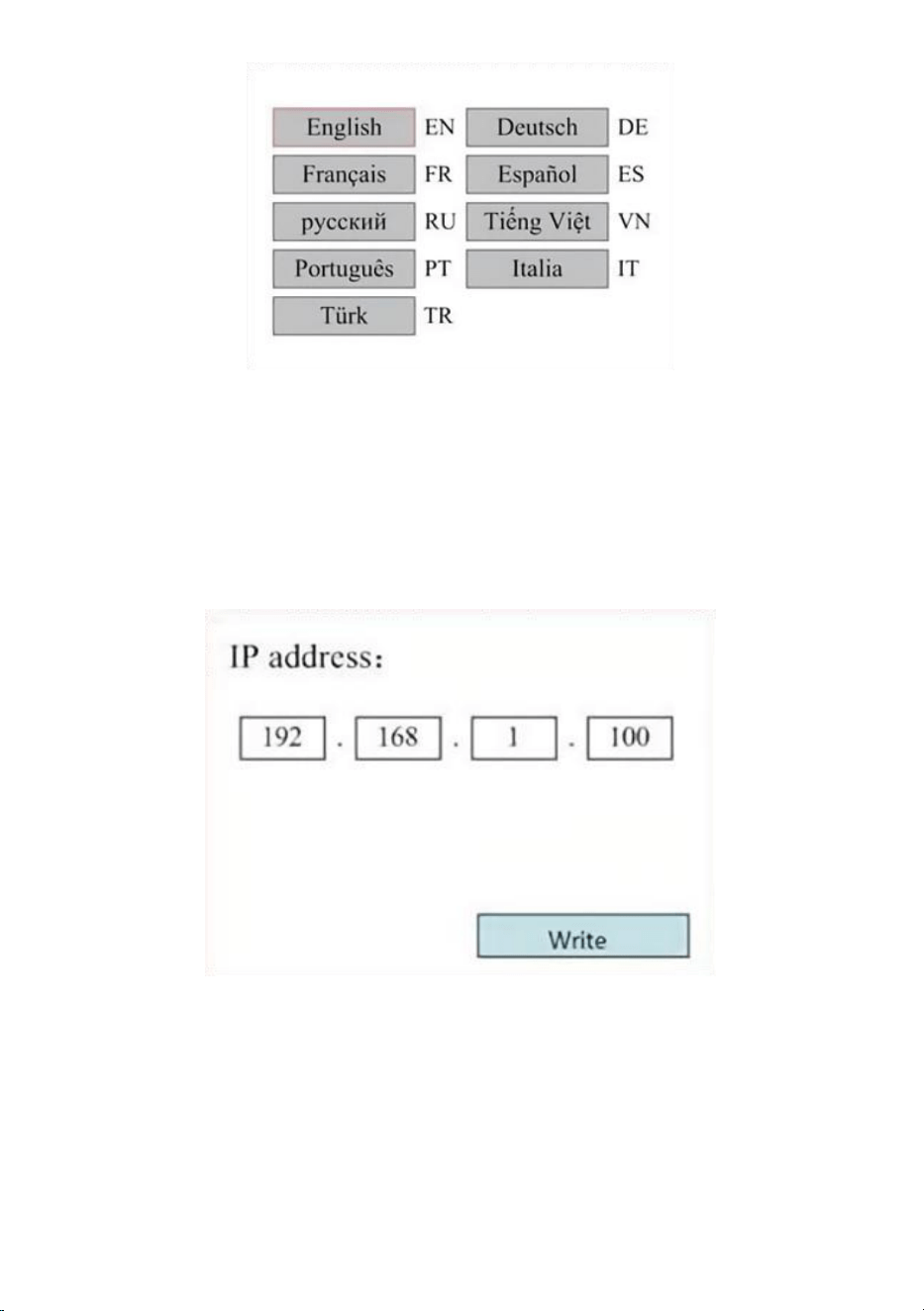
- 59 -
Metoda działania jest taka sama jak powyżej. Naciśnij ENT po wybraniu
żądanego języka i wróć do głównego interfejsu.
Ustaw adres IP maszyny .
Po wybraniu ustawień IP naciśnij ENT, a na lewym wyświetlaczu pojawi
się:
Naciśnij ◄ lub ► i ▲ lub ▼ i ENT, aby zmienić parametry. Domyślny
adres dla grawera to 192.168.1.100. Jeśli ta funkcja jest już używana w
Twojej sieci lokalnej, użyj 192.168.1 dla pierwszych trzech sekcji i wybierz
unikalną wartość dla ostatniej części. Zasadniczo każda wartość między
2-252 powinna być odpowiednia, z wyjątkiem 47, ale unikaj wartości, które
są już używane przez inne urządzenia sieciowe.
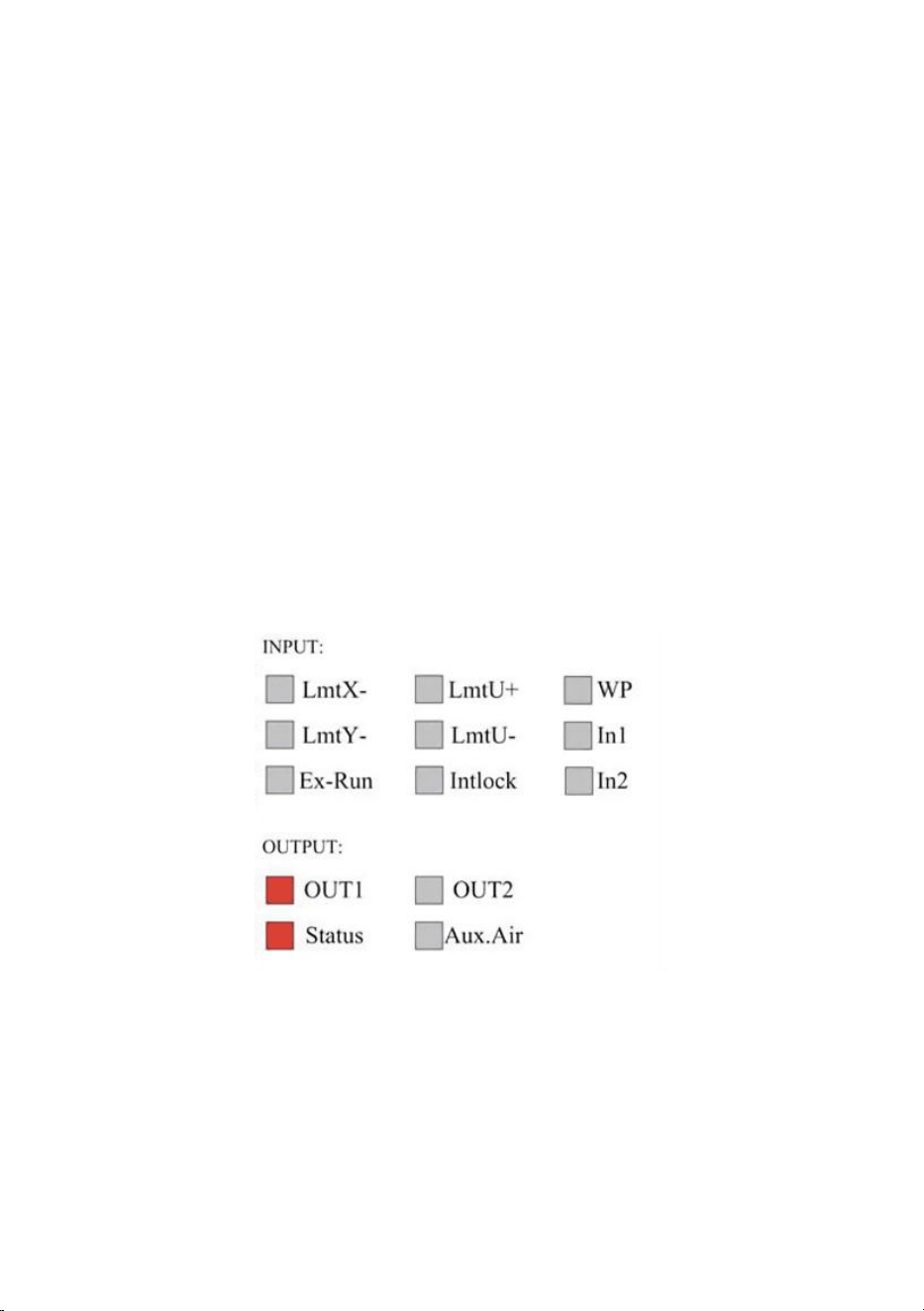
- 60 -
Podłączenie maszyny bezpośrednio do publicznego Internetu niesie ze
sobą ryzyko nieautoryzowanego użycia i nie jest zalecane. Jeśli nadal
chcesz go udostępnić, musisz się zarejestrować i użyć unikalnego
publicznego adresu TCP/IP. Po zakończeniu wprowadzania zmian zapisz
je, wybierając klawisz ENT, aby zapisać lub naciskając klawisz ESC, aby
wyjść bez zapisywania zmian. Odczyt może załadować zapisane
parametry.
NARZĘDZIA DIAGNOSTYCZNE .
Po wybraniu opcji Diagnostyka pojawi się lewe okno dialogowe:
Ten interfejs wyświetla informacje o porcie wejścia/wyjścia sprzętu
systemu:
Wejście: Odczytaj informacje sprzętowe systemu. Gdy sygnał sprzętowy
zostanie wyzwolony, małe pole po lewej stronie odpowiadającego wpisu
zostanie wyświetlone na czerwono. W przeciwnym razie będzie
wyszarzone.
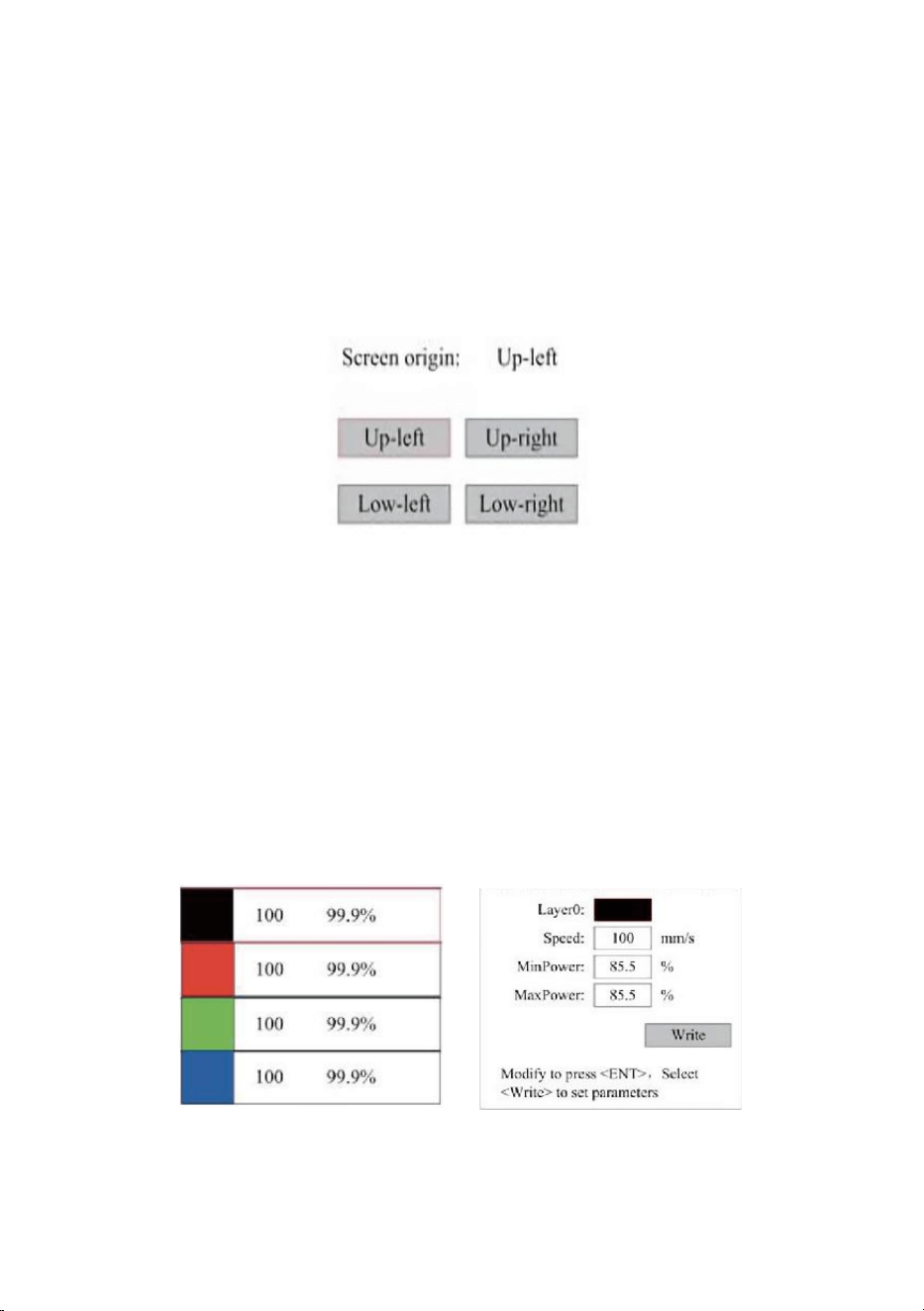
- 61 -
Wyjście: Użyj kursora, aby wybrać wyjście. Naciśnij ENT, aby przełączyć
stan wyjścia i ESC, aby powrócić do menu głównego bez wprowadzania
żadnych zmian.
USTAWIANIE EKRANU REFERENCYJNEGO .
Po wybraniu Początku ekranu pojawi się lewe okno dialogowe:
Ten interfejs wyświetla lokalizację początku. Różne położenia początku
mogą powodować różne odbicia wykresu na osi X/Y. Metoda działania jest
taka sama jak powyżej.
REGULACJA WARSTWY RZEŹBIENIA .
Gdy system jest bezczynny lub gdy praca została zakończona, naciśnij
ENT, aby przejść do sekcji parametrów warstwy .
Naciśnij ▲ lub ▼, aby wybrać żądaną warstwę.
Naciśnij ENT, aby sprawdzić parametry wybranej warstwy, jak pokazano
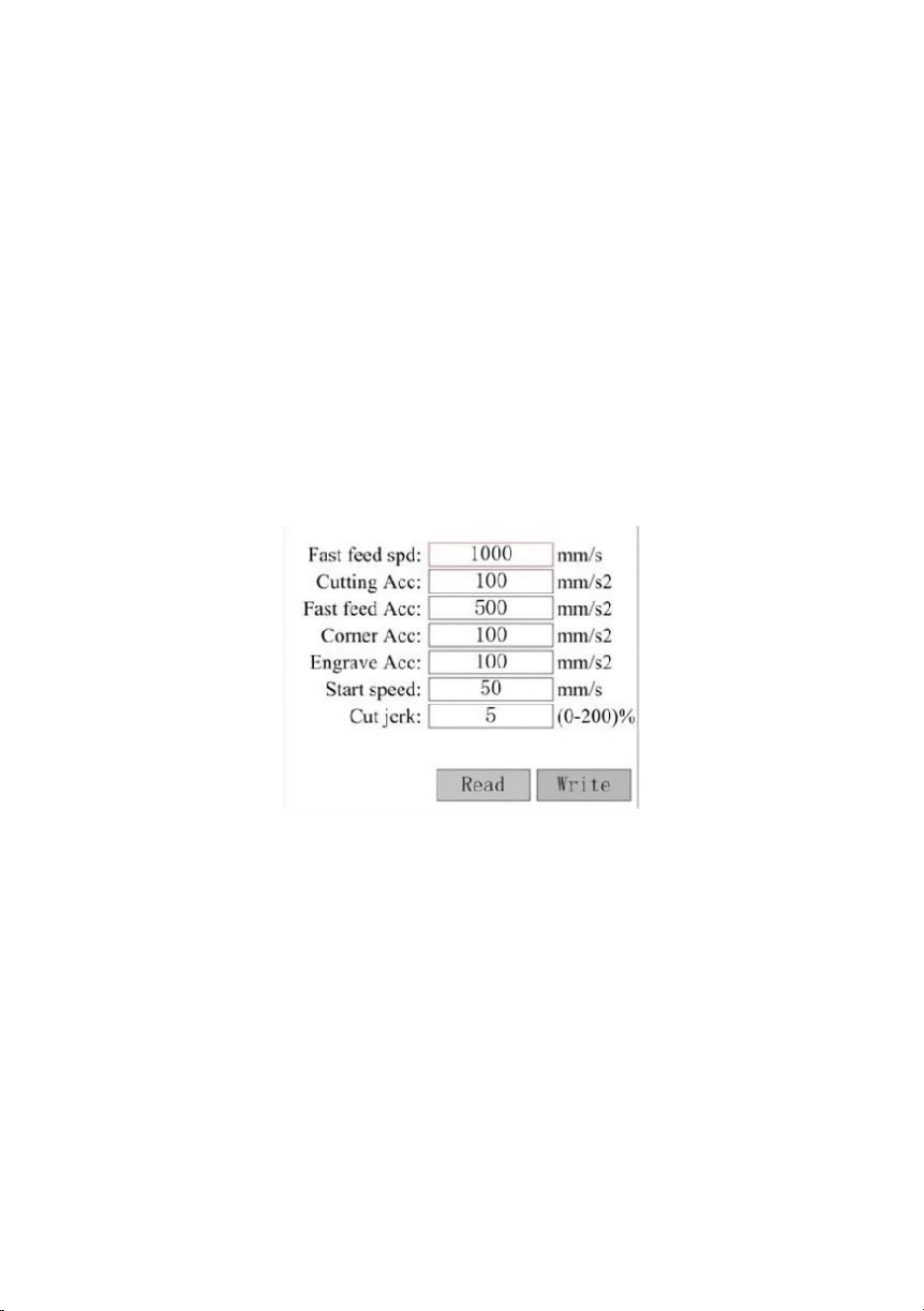
- 62 -
na obrazku:Domyślnie czerwony kursor będzie znajdował się nad
warstwami.
Naciśnij klawisze ◄ i ►, aby wybrać żądaną warstwę.
Przesuń kursor na opcję Zapisz i naciśnij ENT, aby zapisać zmiany
parametrów, lub naciśnij ESC, aby wyjść bez zapisywania.
Zasada działania jest taka sama, jak w przypadku ustawienia
maksymalnej/minimalnej mocy.
DOSTOSUJ PARAMETRY RUCHU .
W podmenu Ustawienia parametrów wybierz opcję Przenieś parametry,
aby wyświetlić lewy interfejs: Wybierz i dostosuj parametry, naciskając
strzałki.
Po zakończeniu wprowadzania zmian przesuń kursor na opcję Zapisz i
naciśnij ENT, aby zapisać zmiany parametrów, lub naciśnij ESC, aby wyjść
bez zapisywania.
Odczyt umożliwia załadowanie zapisanych parametrów.
Ustaw parametry ramki .
W podmenu Para Settings wybierz Frame Settings, aby wyświetlić lewy
interfejs: Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu
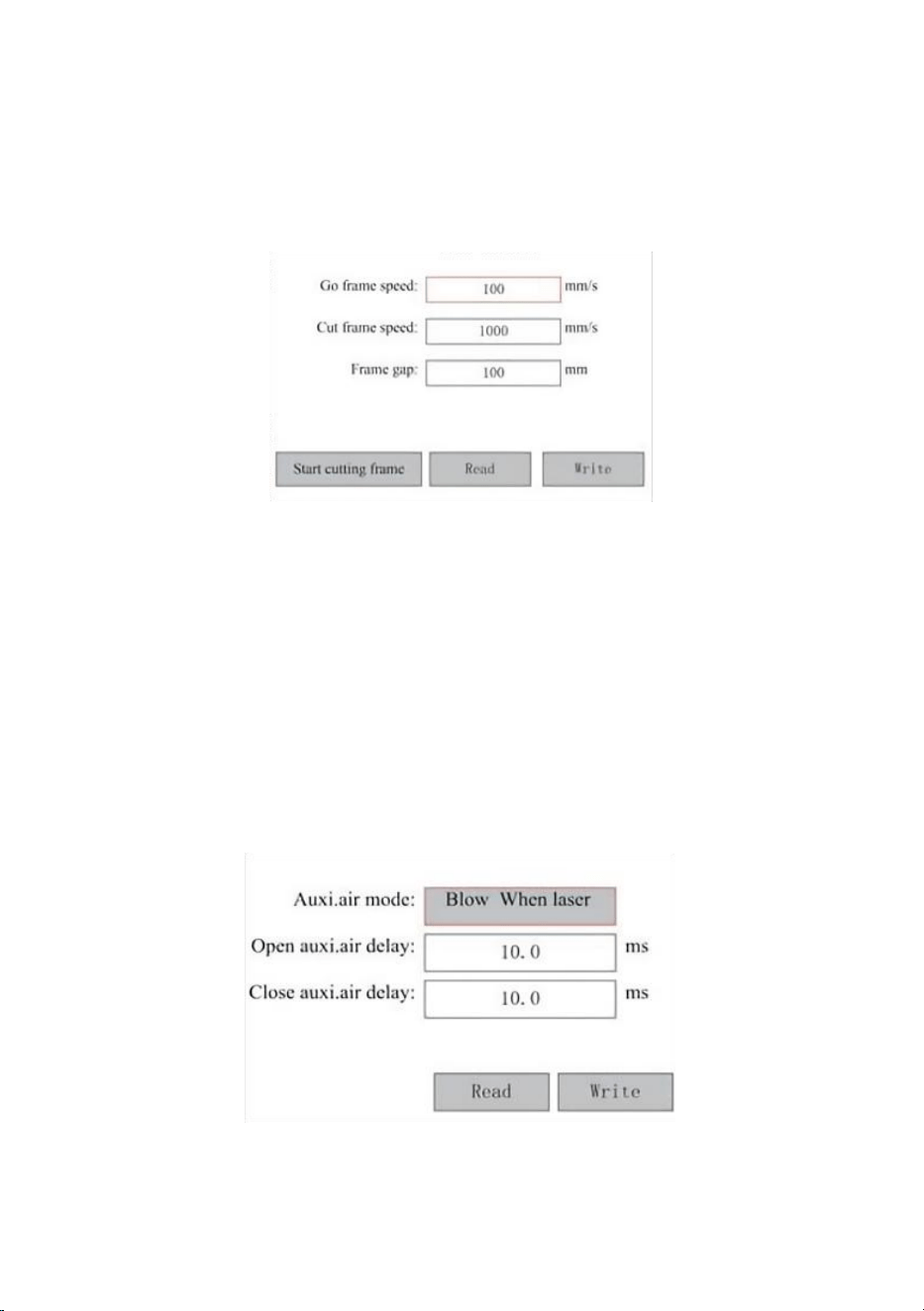
- 63 -
dostosowywania przesuń kursor do Write i naciśnij ENT, aby zapisać
zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania. Odczyt
może załadować zapisane parametry. Start Cutting Frame przytnie ramkę
zgodnie z bieżącymi parametrami.
USTAWIENIE PARAMETRY DMUCHANIA .
W podmenu Paragraph Settings wybierz Blow Settings, aby wyświetlić
lewy interfejs: Wybierz i dostosuj parametry, naciskając strzałki. Po zakoń
czeniu dostosowywania przesuń kursor do Write i naciśnij ENT, aby
zapisać zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania.
Reading może załadować zapisane parametry.
DOSTOSUJ PRĘDKOŚĆ RESETOWANIA .
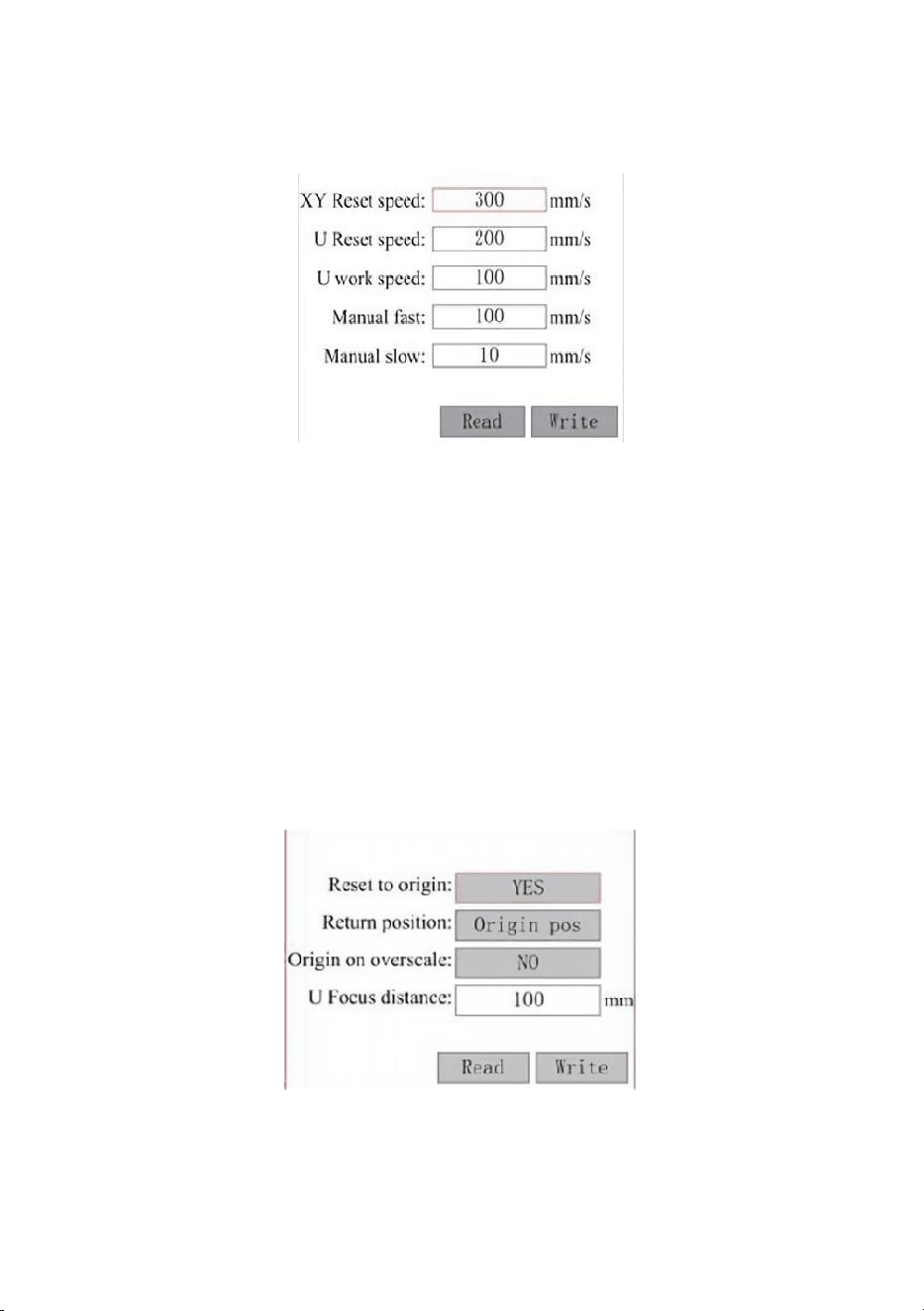
- 64 -
W podmenu „Ustawienia parametrów” wybierz „Ustawienia prędkości”,
aby wyświetlić lewy interfejs:
Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu
dostosowywania przesuń kursor na Write i naciśnij ENT, aby zapisać
zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania. Odczyt
może załadować zapisane parametry.
DOSTOSUJ KONFIGURACJĘ MASZYNY .
W podmenu Ustawienia parametrów wybierz opcję Konfiguracja
komputera, aby wyświetlić lewy interfejs:
Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu
dostosowywania przesuń kursor na Write i naciśnij ENT, aby zapisać
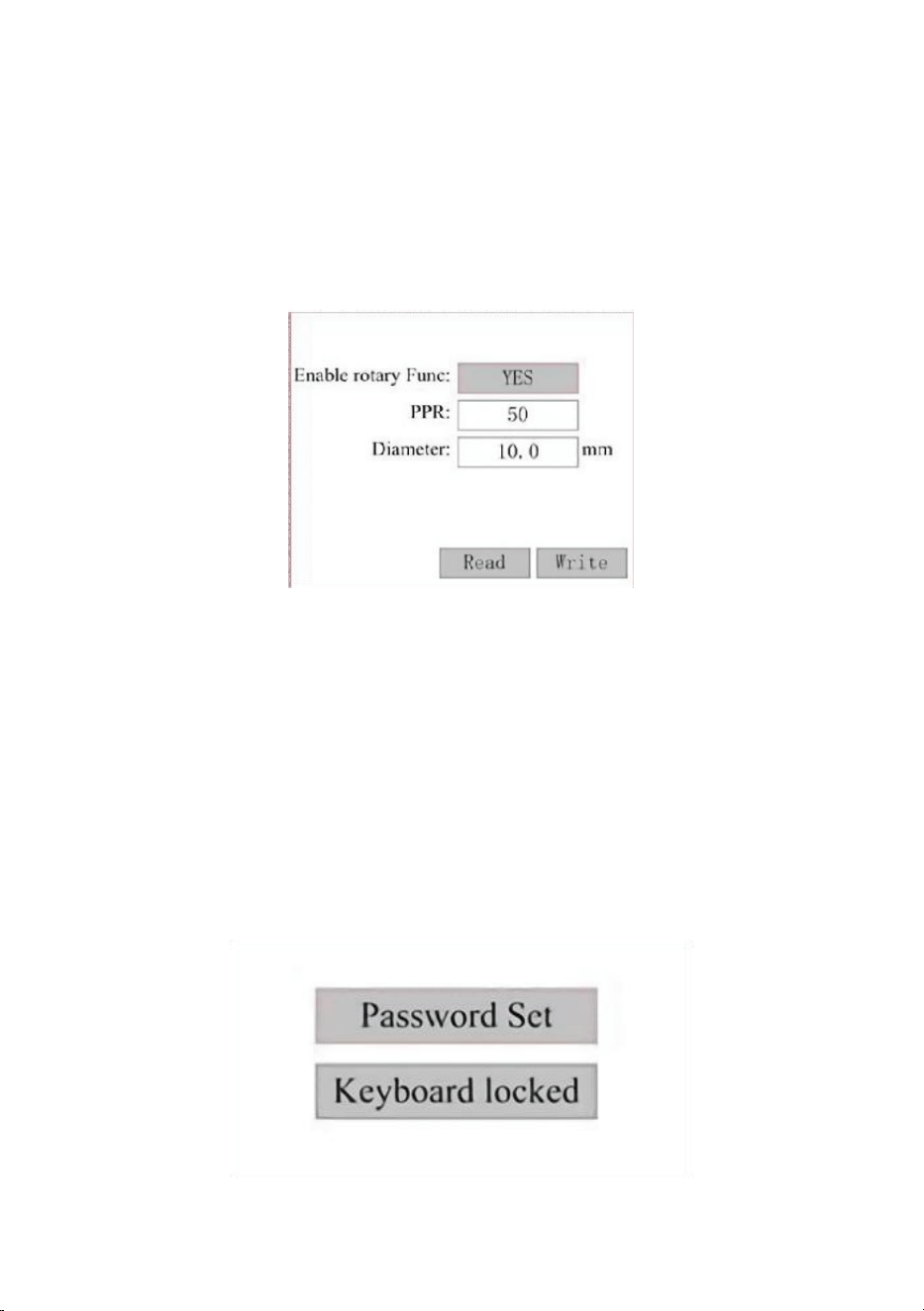
- 65 -
zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania. Odczyt
może załadować zapisane parametry.
DOSTOSUJ PARAMETRY OSI OBROTU .
W podmenu Ustawienia parametrów wybierz Ustawienia funkcji obrotu,
aby wyświetlić lewy interfejs:
Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu
dostosowywania przesuń kursor na Write i naciśnij ENT, aby zapisać
zmiany parametrów, lub naciśnij ESC, aby wyjść bez zapisywania. Odczyt
może załadować zapisane parametry.
Ustaw hasło interfejsu .
Gdy kursor znajdzie się na blokadzie panelu, naciśnij ENT, a pojawi się
lewe okno dialogowe:
Naciśnij klawisze ▲ i ▼, aby wybrać element. Gdy niebieski kursor
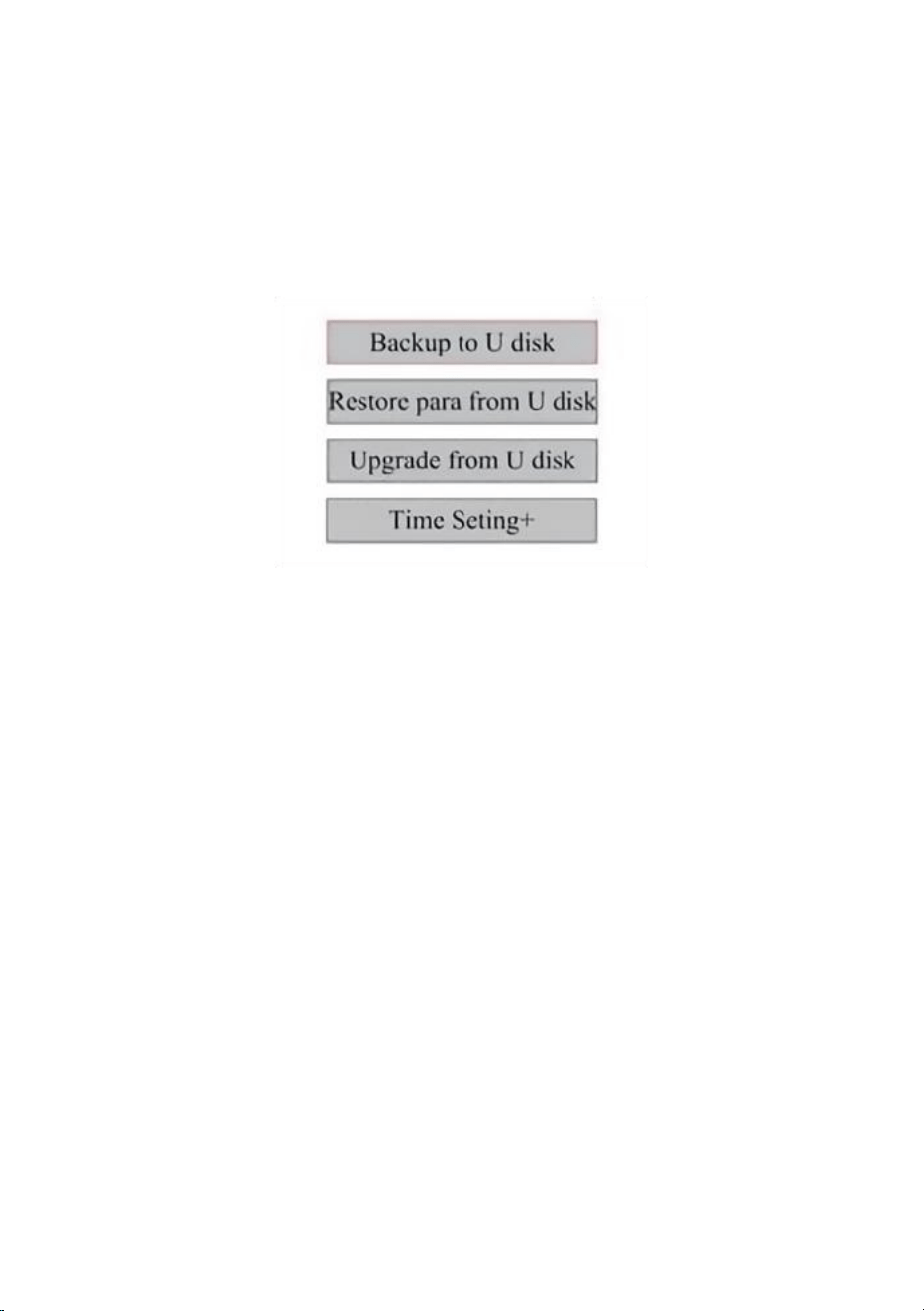
- 66 -
znajdzie się nad elementem docelowym, naciśnij ENT, aby wejść do
odpowiedniego interfejsu.
TWORZENIE KOPII ZAPASOWEJ I PRZYWRACANIE PARAMETRÓW.
W menu głównym wybierz Ustawienia kontrolera, aby wyświetlić ekran
po lewej stronie:
Kopia zapasowa na dysku flash USB: Zapisz bieżące parametry na dysku
flash USB.
Odzyskiwanie parametrów z dysku flash USB: Odzyskaj zapisane
parametry z dysku flash.
Aktualizacja z dysku flash USB: Uaktualnij oprogramowanie kontrolera z
dysku flash.
Ustaw datę i godzinę w urządzeniu.
W podmenu Ustawienia kontrolera wybierz Ustawienia czasu+, aby
wyświetlić
lewy interfejs:
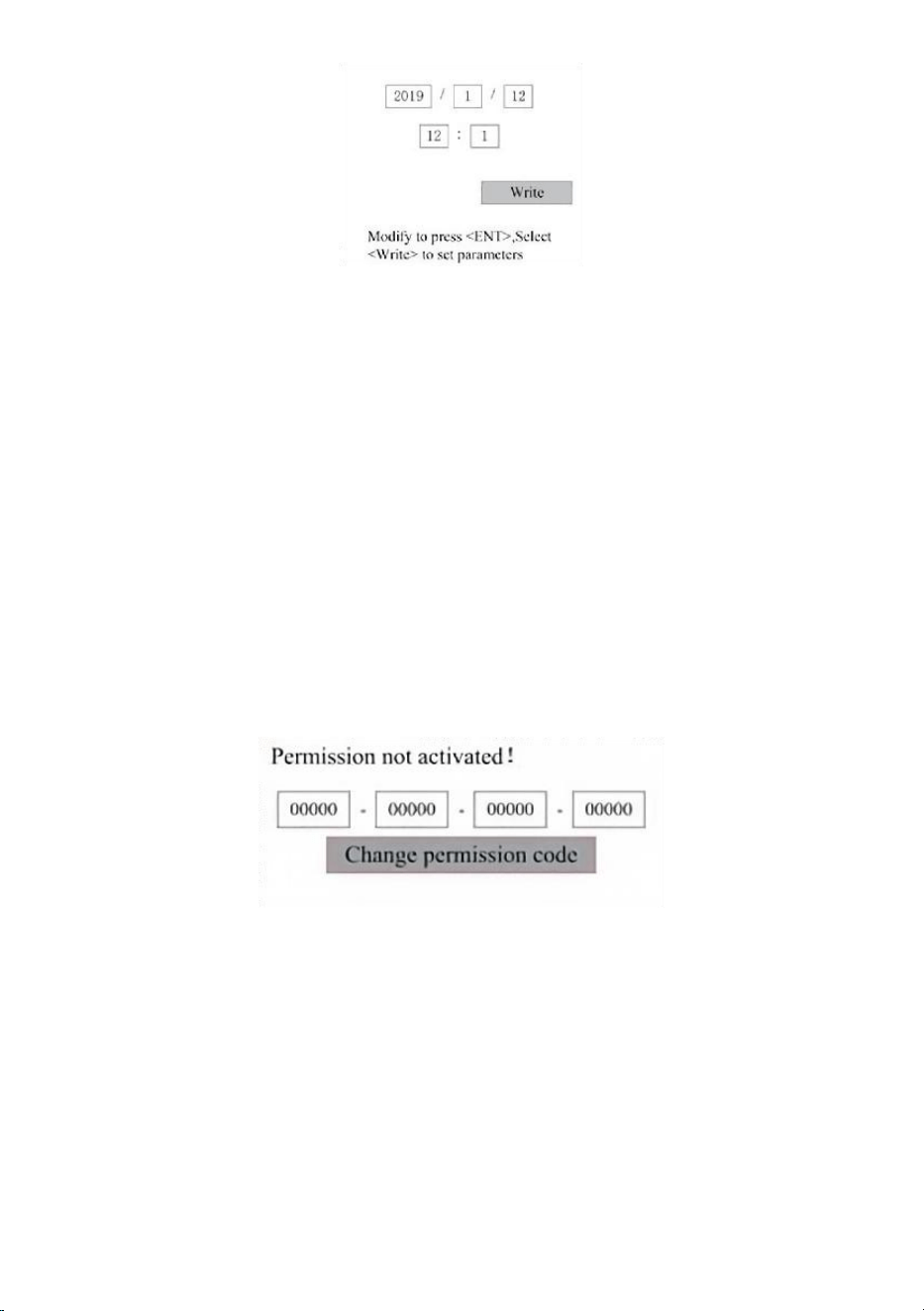
- 67 -
Wybierz i dostosuj parametry, naciskając strzałki. Po zakończeniu
dostosowując, przesuń kursor na opcję Napisz i naciśnij ENT, aby zapisać
parametr
zmiany lub naciśnij ESC, aby wyjść bez zapisywania. Czytanie może
załadować zapisane
parametry.
ZARZĄDZANIE UPRAWNIENIAMI I UKŁAD KLAWIATURY .
Twój grawer powinien być już autoryzowany i gotowy do użycia. Jeśli
kupiłeś grawer w ramach programu wynajmu i nie otrzymałeś jeszcze kodu
licencji, skontaktuj się z Działem Obsługi Klienta. Wprowadź go,
przechodząc do menu głównego i wybierając Uprawnienia. Pojawi się lewy
interfejs.
Naciśnij klawisz ENT jeden raz, aby wybrać pierwsze pole, a następnie
naciśnij klawisz ENT ponownie, aby wyświetlić lewą klawiaturę.
Użyj klawiszy strzałek i ENT, aby wybrać właściwe znaki. Jeśli są jakieś
błędy, naciśnij ESC, a następnie ENT, aby ponownie wejść do pola. Użyj
klawiszy strzałek, aby przejść do innego pola wprowadzania i wprowadź
jego zawartość w ten sam sposób. Po poprawnym wprowadzeniu
wszystkich pól wybierz Change Permission Code i naciśnij ENT, aby
opuścić ten ekran i powrócić do menu głównego.

- 68 -
MAINTENANCE
1. PRZEGLĄD KONSERWACJI.
Stosowanie procedur innych niż określone w niniejszym dokumencie może
skutkować niebezpiecznym narażeniem na promieniowanie laserowe.
Zawsze wyłączaj urządzenie i odłączaj je od zasilania przed wykonaniem
jakichkolwiek prac czyszczących lub konserwacyjnych. Zawsze utrzymuj
system w czystości, ponieważ łatwopalne zanieczyszczenia w obszarach
roboczych i wydechowych stanowią zagrożenie pożarowe. Tylko
przeszkoleni i wykwalifikowani specjaliści mogą modyfikować lub
demontować ten sprzęt.
· Do systemu musi być stale doprowadzana czysta i chłodna woda.
· Stół roboczy należy czyścić codziennie, a kosz opróżniać.
· Trzecie lustro i soczewkę ogniskującą należy codziennie sprawdzać i
w razie potrzeby czyścić.
· Pozostałe lusterka i układy wydechowe należy sprawdzać co tydzień i
w razie potrzeby czyścić.
· Ustawienie wiązki należy sprawdzać co tydzień.
· Należy co tydzień sprawdzać, czy połączenia nie są luźne, zwłaszcza
w przypadku zasilacza lampy laserowej.
· Szyny należy czyścić i smarować co najmniej dwa razy w miesiącu.
· Wspomaganie pneumatyczne należy sprawdzać raz w miesiącu i w
razie potrzeby czyścić.

- 69 -
· Całą maszynę laserową, łącznie z innymi podzespołami, takimi jak
układ chłodzenia wodnego, należy raz w miesiącu poddawać
przeglądowi i w razie potrzeby czyszczeniu.
2.Układ chłodzenia wodnego.
Nigdy nie dotykaj ani nie reguluj dopływu wody do grawera, gdy pompa
jest nadal włączona.
podłączony do zasilania.
Aby uniknąć przegrzania, rurę laserową należy chłodzić czystą wodą
destylowaną.
przegrzanie. Idealna jest temperatura pokojowa lub nieco niższa ciepła
woda. Tuby laserowe wymagają co najmniej 2 galonów (7,5 litra)
schłodzonej czystej wody destylowanej lub innego bezpiecznego dla
laserów chłodziwa, aby uniknąć przegrzania. Jeśli temperatura wody jest
bliska 100° F (38° C), przerwij pracę, aż się ochłodzi lub znajdź
sposób na obniżenie jej temperatury bez przerywania dopływu wody do
tuby laserowej. Woda nie powinna być również zbyt zimna, co może
również spowodować pęknięcie szklanej tuby laserowej podczas
użytkowania. W miesiącach zimowych lub jeśli używasz lodu do
chłodzenia gorącej wody, upewnij się, że temperatura nigdy nie spadnie
poniżej 50° F (10° C).
Co kilka dni należy dodawać więcej wody, aby zapewnić parowanie
nie powoduje narażenia pompy na działanie czynników zewnętrznych
podczas użytkowania .
3.CZYSZCZENIE
WYCZYŚĆ GŁÓWNĄ KOMORĘ I MASZYNĘ DO GRAWEROWANIA .
Sprawdzaj przynajmniej raz dziennie, czy w głównej komorze grawerującej
nie gromadzi się kurz. Jeśli tak, musisz go usunąć. Dokładne odstępy
czasu i wymagania dotyczące czyszczenia zależą w dużym stopniu od
przetwarzanego materiału i czasu pracy urządzenia. Czyste maszyny

- 70 -
zapewniają optymalną wydajność i obniżają koszty serwisowania, a także
zmniejszają
ryzyko pożaru lub obrażeń.
Wyczyść okienko podglądu łagodnym detergentem i soczewkami lub
bawełnianą ściereczką. Nie używaj ręczników papierowych, ponieważ
mogą one porysować akryl i zmniejszyć zdolność pokrywy do ochrony
przed promieniowaniem laserowym. Dokładnie wyczyść wnętrze głównej
kabiny, aby usunąć wszelkie zanieczyszczenia, cząsteczki lub osad.
Zalecane są ręczniki papierowe i środki do czyszczenia okien. W razie
potrzeby wyczyść pokrywę tuby laserowej po jej całkowitym ostygnięciu.
Pozostaw płyn użyty do czyszczenia do całkowitego wyschnięcia przed
dalszym użyciem engravera .
WYCZYŚĆ SOCZEWKĘ OSTROŚCIEWAJĄCĄ .
Soczewka ma trwałą powłokę, która nie ulegnie uszkodzeniu podczas
prawidłowego i starannego czyszczenia.
Należy sprawdzić soczewkę i lustro trzeciego dnia i wyczyścić je, jeśli na
powierzchni znajdują się jakieś zanieczyszczenia lub zamglenia.
Wydajność lasera będzie zmniejszona, a nagromadzenie ciepła na samym
oleju lub kurzu może uszkodzić soczewkę.
1. Przesuń stół grawerski na odległość około 4 cali (10 cm) poniżej
mocowania obiektywu.
2. Przesuń głowicę laserową na środek stołu i umieść szmatkę pod
mocowaniem soczewki, aby soczewka nie uległa uszkodzeniu w razie
przypadkowego wypadnięcia z mocowania.
3. Odkręć mocowanie obiektywu i obróć je w lewo.

- 71 -
4. Odłącz wąż sprężonego powietrza i złącze szyny laserowej.
5. Po umieszczeniu soczewki na czystym papierze do czyszczenia
soczewek ostrożnie obróć uchwyt soczewki tak, aby soczewka wraz z
pierścieniem uszczelniającym spadła na ściereczkę do czyszczenia, a
następnie wyjmij soczewkę z mocowania obiektywu.
6. Sprawdź pierścień uszczelniający i w razie potrzeby wyczyść go
wacikiem i papierowym ręcznikiem lub ściereczką do czyszczenia
soczewek.
7. Dmuchnij powietrze na powierzchnię soczewki, aby usunąć jak
najwięcej grubego kurzu.
8. Sprawdź powierzchnię soczewki i w razie potrzeby wyczyść ją płynem
do czyszczenia soczewek oraz papierem lub ściereczką do soczewek.
9. Przytrzymaj krawędź zespołu soczewek chusteczką do czyszczenia
soczewek i użyj płynu do czyszczenia soczewek. Przytrzymaj soczewkę
pod kątem i opłucz obie powierzchnie, aby zmyć brud.
10. Umieść soczewki na czystej chusteczce do czyszczenia soczewek i
nałóż trochę płynu do czyszczenia soczewek na jedną stronę soczewki.
Pozostaw płyn na około minutę, a następnie delikatnie przetrzyj
papierem do czyszczenia soczewek zamoczonym w płynie do
czyszczenia soczewek. Osusz tę stronę soczewki suchą
chusteczką/ściereczką.
11. Powtórz ten sam proces czyszczenia po drugiej stronie soczewki.
Nigdy nie używaj papierowych ręczników czyszczących dwa razy. Kurz
gromadzący się na papierowych ręcznikach czyszczących może
porysować powierzchnię soczewki.

- 72 -
12. Sprawdź soczewkę. Jeśli nadal jest brudna, powtórz proces
czyszczenia powyżej, aż soczewka będzie czysta. Nie dotykaj
powierzchni soczewki po czyszczeniu.
13. Ostrożnie włóż soczewkę do mocowania soczewki, upewniając się,
że jej okrągła wypukła strona jest skierowana do góry. Umieść pierścień
uszczelniający na górze soczewki.
19. Ostrożnie złóż soczewkę i głowicę laserową, wykonując powyższe
czynności w odwrotnej kolejności.
WYCZYŚĆ LUSTRO .
Jeśli na powierzchni lustra znajdują się jakieś zanieczyszczenia lub mgła,
należy je również wyczyścić, aby poprawić wydajność i uniknąć trwałego
uszkodzenia. Pierwszy strzał znajduje się za lewą stroną maszyny, poza
dalszym końcem osi Y. Druga soczewka znajduje się na osi Y na lewym ko
ńcu osi X. Trzecia soczewka znajduje się na górze głowicy lasera na osi X.
Największe nagromadzenie zanieczyszczeń znajduje się na trzecim
lustrze i należy je sprawdzać codziennie za pomocą soczewki skupiającej.
Pierwszą i drugą soczewkę można sprawdzać codziennie, jeśli jest to
konieczne, ale jeśli są sprawdzane tylko raz w tygodniu, są
zwykle w porządku.
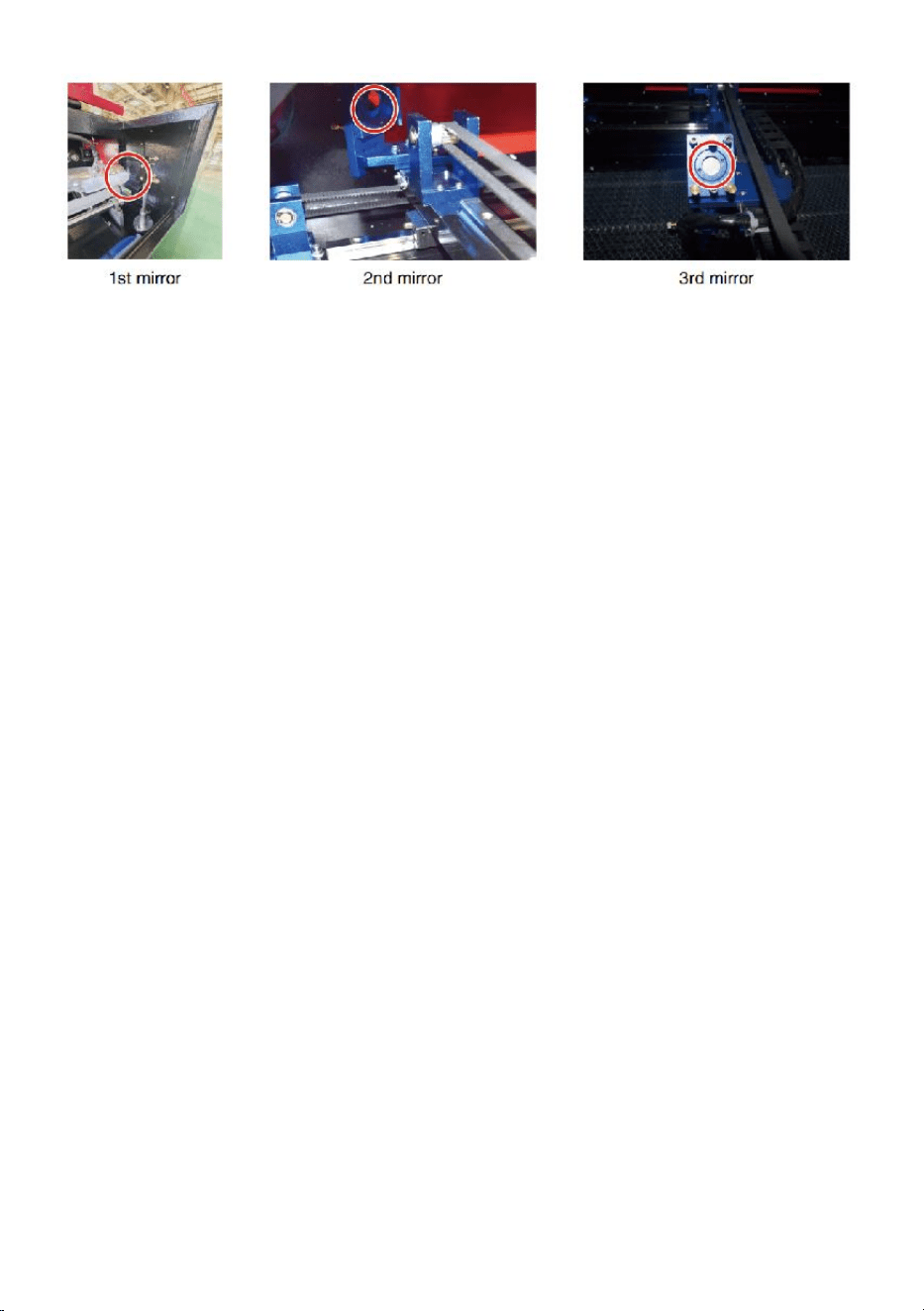
- 73 -
Lustra można czyścić na miejscu za pomocą chusteczek lub ściereczek do
czyszczenia soczewek, albo można je zdjąć, obracając je przeciwnie do
ruchu wskazówek zegara. Uważaj, aby nie dotykać bezpośrednio
powierzchni lustra. Unikaj zbyt mocnego naciskania, aby zetrzeć
zanieczyszczenia i spowodować zarysowania. Jeśli lustra są zdejmowane
w celu czyszczenia, zamontuj je ponownie, obracając je zgodnie z ruchem
wskazówek zegara, aby je umieścić na swoim miejscu. Uważaj jednak, aby
nie zarysować ich.
4.USTAWIANIE ŚCIEŻKI LASERA.
Prawidłowe ustawienie wiązki jest bardzo ważne dla ogólnej wydajności i
jakości pracy maszyny. Ta maszyna jest w pełni ustawiona pod kątem
wiązki przed wysyłką. Jednak gdy grawer po raz pierwszy przybywa, mniej
więcej raz w tygodniu podczas normalnej pracy, użytkownikowi zaleca się
potwierdzenie, że ustawienie jest nadal na akceptowalnym poziomie i że
lustro i soczewka skupiająca nie poruszają się z powodu ruchu maszyny.
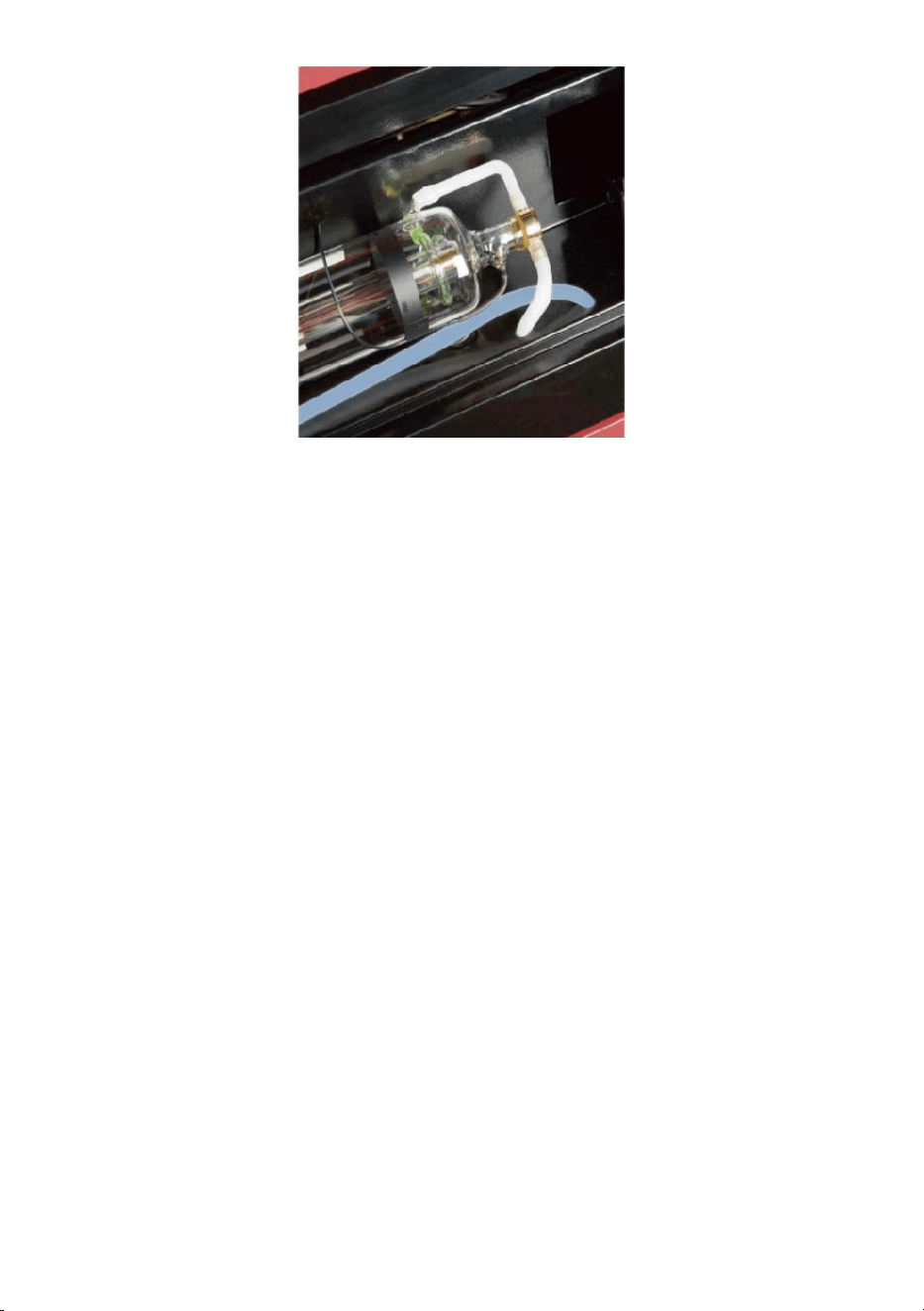
- 74 -
Będziesz musiał umieścić kawałek taśmy na każdym etapie ścieżki lasera,
zaznaczając go, aby potwierdzić, że platforma pozostaje prawidłowo
wyrównana. Jeśli nie, użyjesz wspornika tuby laserowej lub śrub z tyłu źle
wyrównanego lustra, aby naprawić problem. Gdy dostarczone taśmy się
wyczerpią, zalecamy użycie taśm maskujących, ponieważ są łatwe w
obsłudze i użyciu.
Jeśli ustawienie wiązki zostanie wykonane niedbale, operator może zostać
narażony na niewielką ilość promieniowania. Postępuj zgodnie z tymi
procedurami prawidłowo i zawsze zachowaj ostrożność podczas
ustawiania wiązki .
Wykonaj wyrównanie wiązki przy niskich poziomach mocy: 15% lub mniej.
Każdy wyższy procent spowoduje, że laser zapali pasek testowy zamiast
go oznaczyć. Upewnij się, że ustawiono maksymalną moc (nie minimalną)
na 15%.
LASEROWE USTAWIANIE RUR .
Aby sprawdzić ustawienie tuby laserowej względem pierwszego lustra,
odetnij pasek taśmy i przyklej go do ramy lustra.
Nie umieszczaj taśmy bezpośrednio na lustrze. Włącz maszynę i ustaw
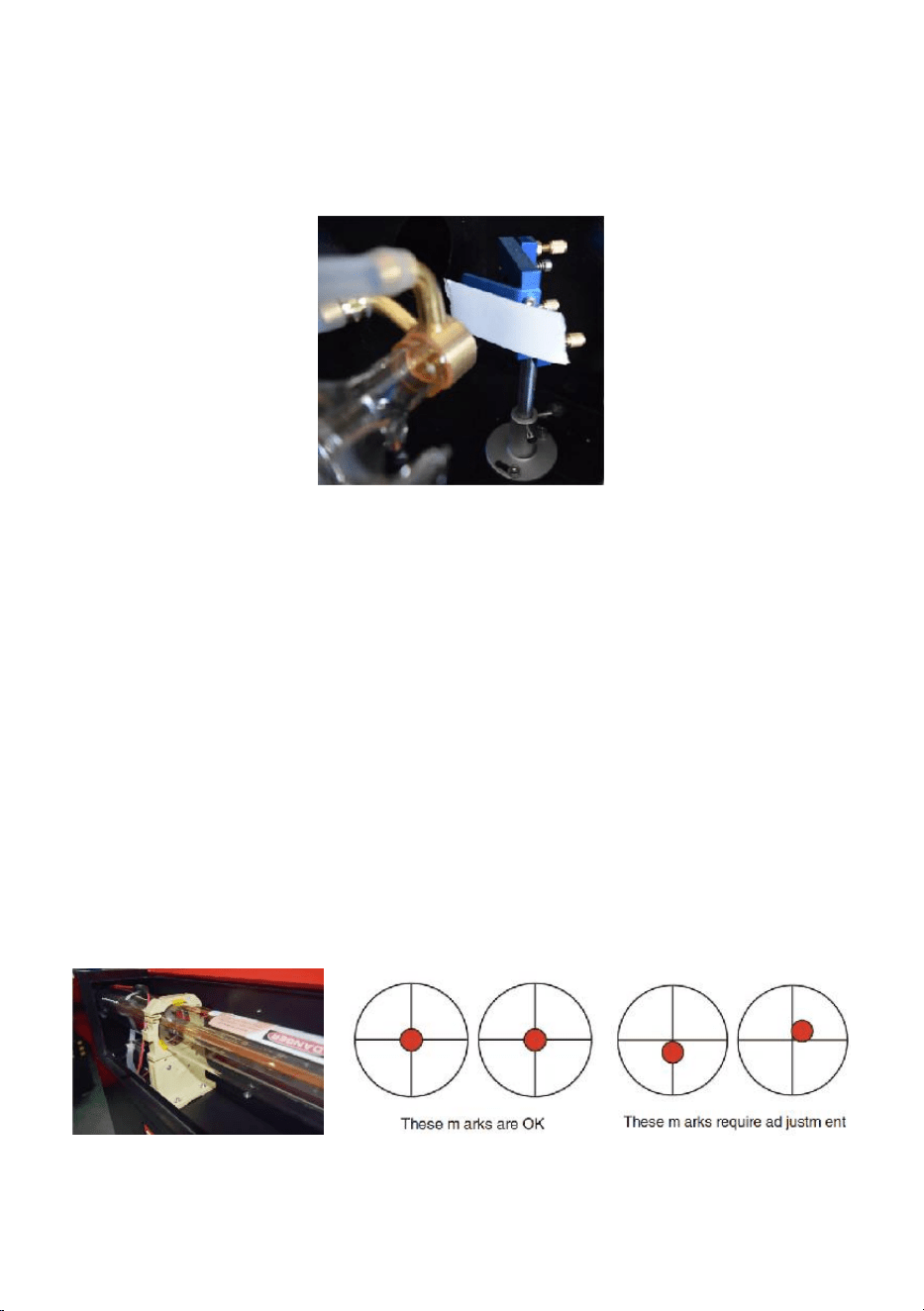
- 75 -
poziom mocy na 15% lub niższy.
Naciśnij PULSE, aby ręcznie uruchomić laser. Powinieneś być w stanie
zobaczyć mały znak na taśmie. Jeśli nie zauważy, naciśnij PULSE
ponownie.
Naciśnij impuls, aby aktywować laser. Zawsze upewnij się, że droga
między laserem a jego celem jest wolna od przeszkód. Nigdy nie pozwól,
aby obce przedmioty dostały się między laser a jego cel. Podczas
naciskania
Naciśnij przycisk PULSE, uważaj, aby żadna część ciała nie znalazła się
na drodze lasera.
Znak lasera powinien znajdować się blisko środka otworu. Jeśli laser nie
jest wyśrodkowany na pierwszym lustrze, wyłącz zasilanie lasera i
ostrożnie wyreguluj tubę laserową w jej uchwycie. Może to wymagać
poluzowania śrub na jej uchwycie. Uważaj, aby nie poluzować śrub zbyt
mocno i nie dokręcić ich zbyt mocno. Można regulować tylko jeden stojak
na raz.
PIERWSZE USTAWIENIE LUSTRA .
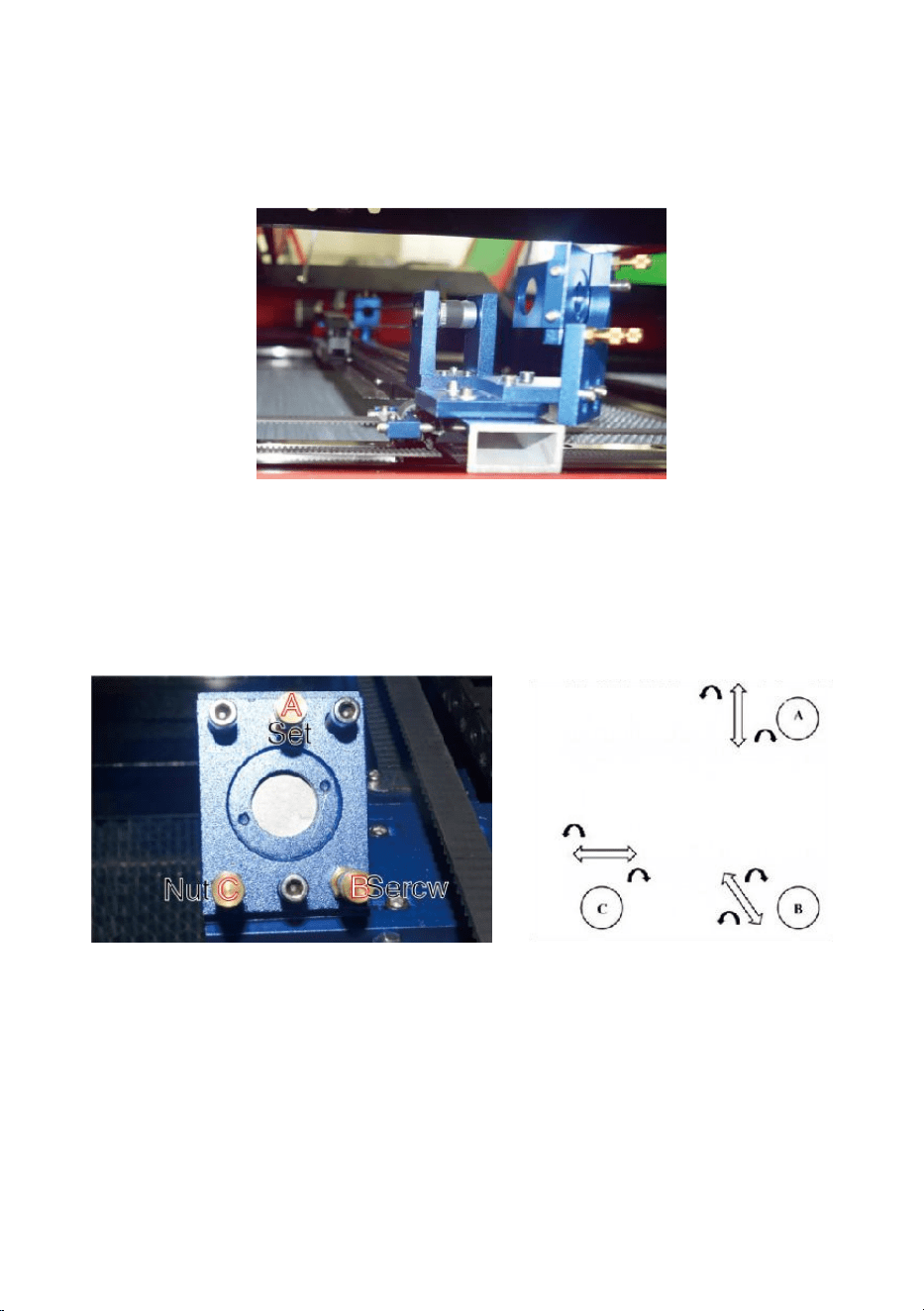
- 76 -
Po upewnieniu się, że światło lasera jest prawidłowo wyrównane między
rurą laserową a pierwszym lustrem, sprawdź wyrównanie między
pierwszym lustrem a drugim lustrem. Najpierw użyj strzałek kierunkowych
na panelu sterowania, aby wysłać drugie lustro do tyłu łóżka wzdłuż osi Y.
Po ustawieniu umieść kawałek taśmy na ramie drugiego lustra. Nie
umieszczaj taśmy bezpośrednio na lustrze. Powtórz poprzedni krok. Jeśli
laser nie jest wyśrodkowany na drugim lustrze, należy wyregulować śruby
ustalające pierwszego lustra. W związku z tym .
Aby wyregulować lustro, poluzuj nakrętkę na śrubie i delikatnie przekręć
śrubę zgodnie z ruchem wskazówek zegara lub przeciwnie do ruchu
wskazówek zegara. Każda śruba reguluje inną pozycję lub kąt. Śledź śruby,
które regulujesz, i kierunek regulacji. Nie przekręcaj śruby o więcej niż 1/4
obrotu na raz, szczególnie przetestuj pozycję lasera po każdej regulacji,
aby zobaczyć efekt każdej wymiany. Przetestuj, aż wiązki będą prawidłowo
wyrównane, a następnie dokręć nakrętki na śrubach po wykonaniu
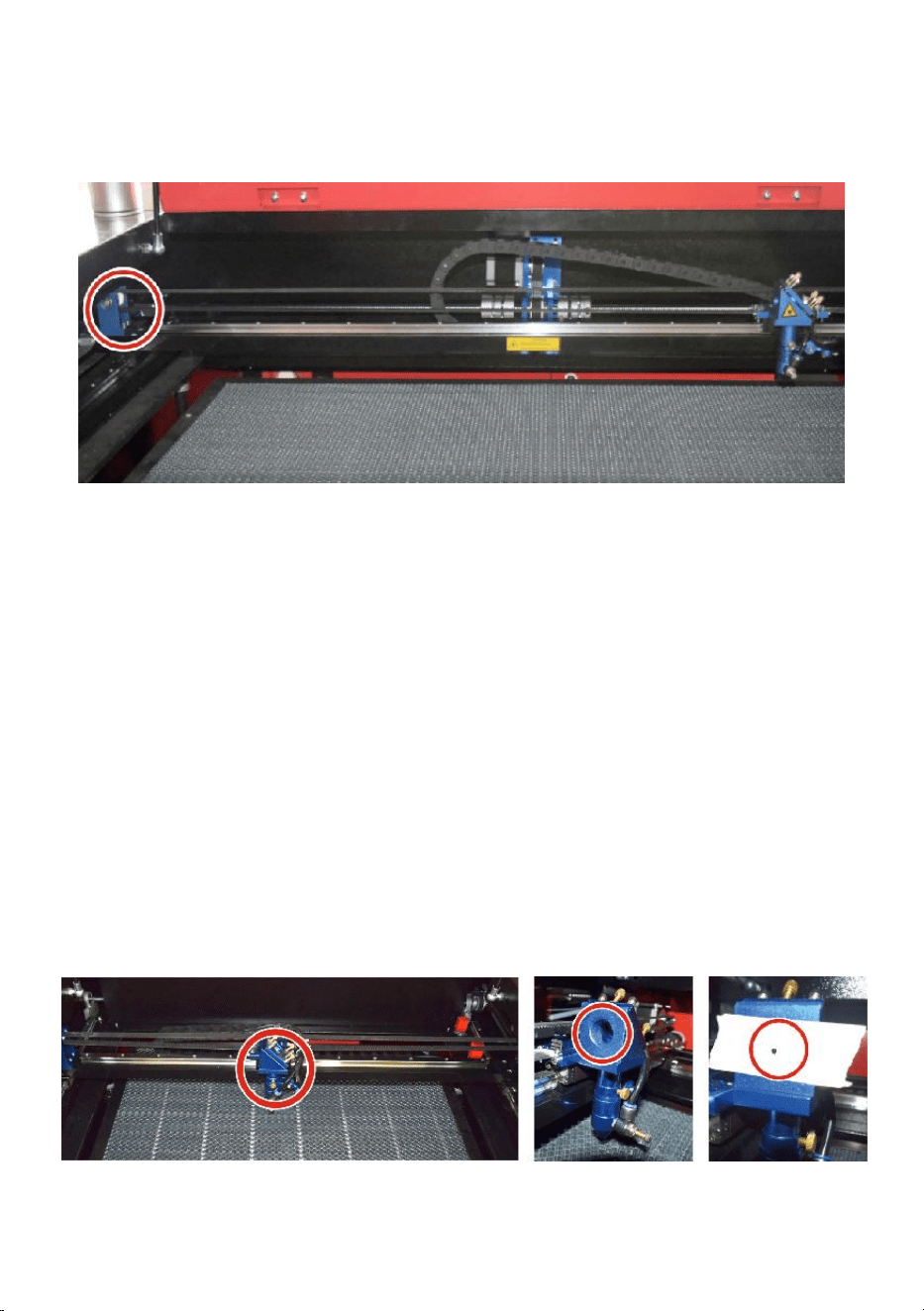
- 77 -
wszystkich regulacji.
Następnie za pomocą strzałek kierunkowych na panelu sterowania należy
przesunąć drugie lustro na przód łóżka wzdłuż osi Y.
Po ustawieniu umieść kolejny pasek taśmy na ramie drugiego lustra. Nie
umieszczaj taśmy bezpośrednio na lustrze. Powtórz kroki z 5.4.1 i, jeśli to
konieczne, wyreguluj śruby ustalające na pierwszym lustrze. Przeprowadź
test ponownie, aż belki będą prawidłowo wyrównane, a następnie dokręć
nakrętki na śrubach.
DRUGIE USTAWIENIE LUSTRA .
Znak lasera powinien znajdować się blisko środka otworu. Jeśli laser nie
jest wyśrodkowany na pierwszym lustrze, wyłącz zasilanie lasera i
ostrożnie wyreguluj tubę laserową w jej uchwycie. Może to wymagać
poluzowania śrub na jej uchwycie. Uważaj, aby nie poluzować śrub zbyt
mocno i nie dokręcić ich zbyt mocno. Można regulować tylko jeden stojak
na raz.
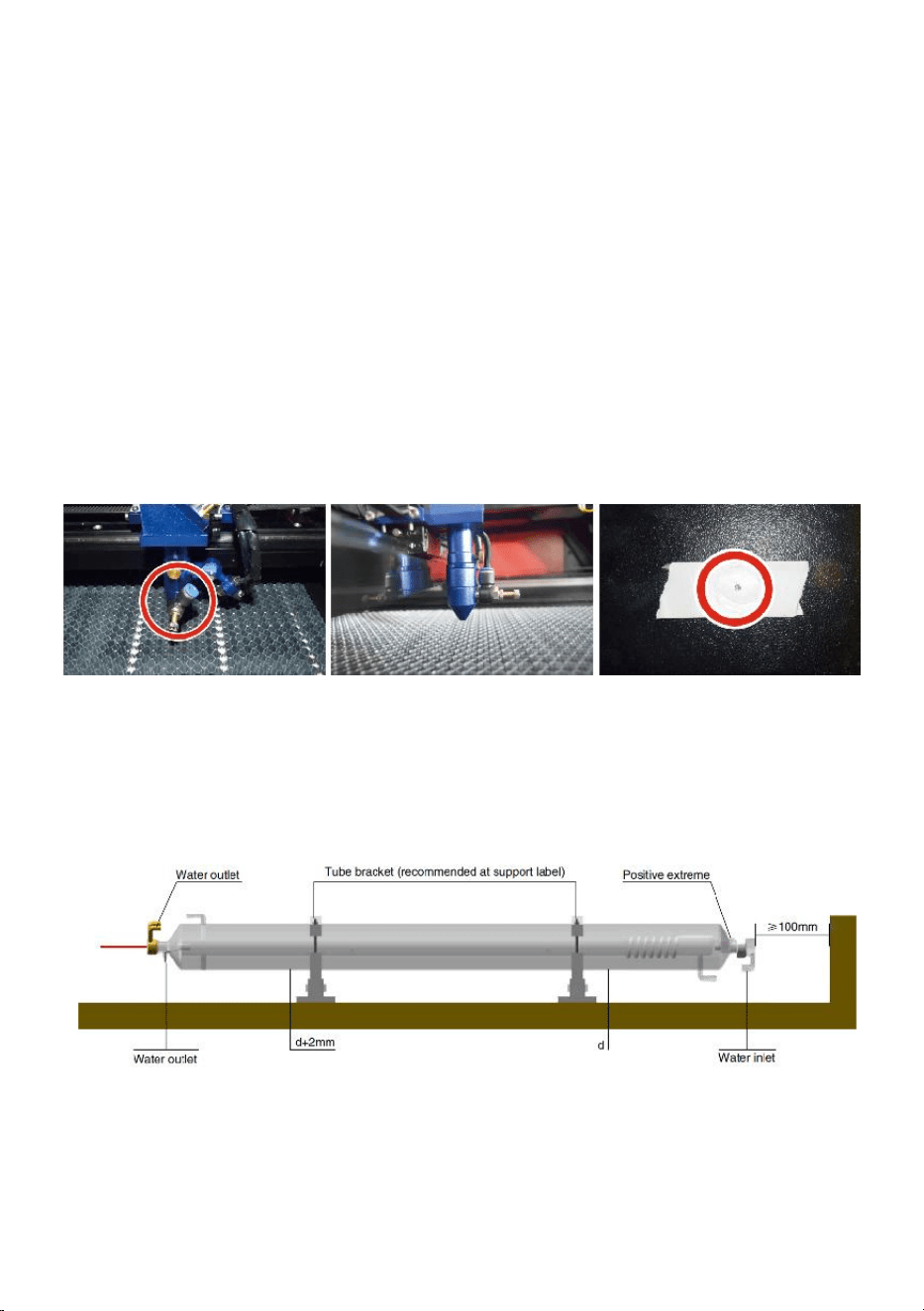
- 78 -
TRZECIE USTAWIENIE LUSTRA .
Po upewnieniu się, że laser jest prawidłowo ustawiony między drugim i
trzecim lustrem, sprawdź ustawienie między trzecim lustrem a stołem.
Najpierw usuń wąż wspomagający powietrze z głowicy lasera. Następnie
umieść kawałek taśmy na spodzie głowicy lasera i mocno dociśnij ją do
dyszy. Spowoduje to powstanie pierścieniowego śladu, który pomoże Ci
sprawdzić dokładność. Powtórz kroki opisane w punkcie 5.4.1. Jeśli laser
nie jest wyśrodkowany przez głowicę lasera, odpowiednio wyreguluj śrubę
ustalającą trzeciego lustra, jak pokazano w punkcie 5.4.2. Przeprowadź
test ponownie, aż wiązki zostaną prawidłowo ustawione, a następnie
dokręć nakrętki na śrubach.
ZAMONTUJ TUBĘ LASEROWĄ .
Schematyczny diagram instalacji tuby laserowej:
1. Zainstaluj go zgodnie z logo na laserze, a także prawidłowo podłącz
przewody przyłączeniowe katody i anody, rurę wlotową wody i rurę
wylotową wody lasera.
2. Włącz chłodziarkę i wyreguluj kąt lasera, aby mieć pewność, że płyn

- 79 -
chłodzący jest pełen lasera i nie ma w nim żadnych zatkań.
3. Usuń znacznik otworu optycznego, a następnie włącz zasilanie lasera w
celu debugowania ścieżki optycznej.
PROBLEMY I ROZWIĄZYWANIE PROBLEMÓW .
Problem 1: Laser zawsze pracuje z maksymalną mocą lub nie można
regulować natężenia prądu.
①Laser jest wyposażony w nieprawidłowo podłączony zacisk
sterowania mocą; Sprawdź dokładnie podłączenie zacisku.
②Laser jest wyposażony w awarię zasilania; Spróbuj wymienić zasilacz.
③Awaria płyty sterującej maszyny laserowej. Skontaktuj się z obsługą
klienta.
Problem 2: Laser nie emituje światła.
①Laser jest wyposażony w nieprawidłowo podłączony zacisk
sterowania zasilaniem lub przewód połączenia sterującego jest
uszkodzony; Sprawdź dokładnie, czy zaciski i przewody połączeniowe
nie są źle podłączone i czy urządzenie się nie włącza.
② Zabezpieczenie wodne agregatu chłodniczego uległo awarii, a ilość
chłodziwa w agregatze jest niewystarczająca; Wymień zabezpieczenie
wodne lub uzupełnij chłodziwo.
③Lasery są wyposażone w przerwy w dostawie prądu lub mają
problemy z zasilaniem; spróbuj wymienić przewód zasilający na zasilacz
lub przewód zasilający sieciowy.
④Awaria płyty sterującej maszyny laserowej. Skontaktuj się z obsługą
klienta.
⑤Awaria lasera. Skontaktuj się z obsługą klienta.
Problem 3: Zapłon wyładowczy.
①Przewód połączeniowy między laserem a zasilaczem laserowym jest
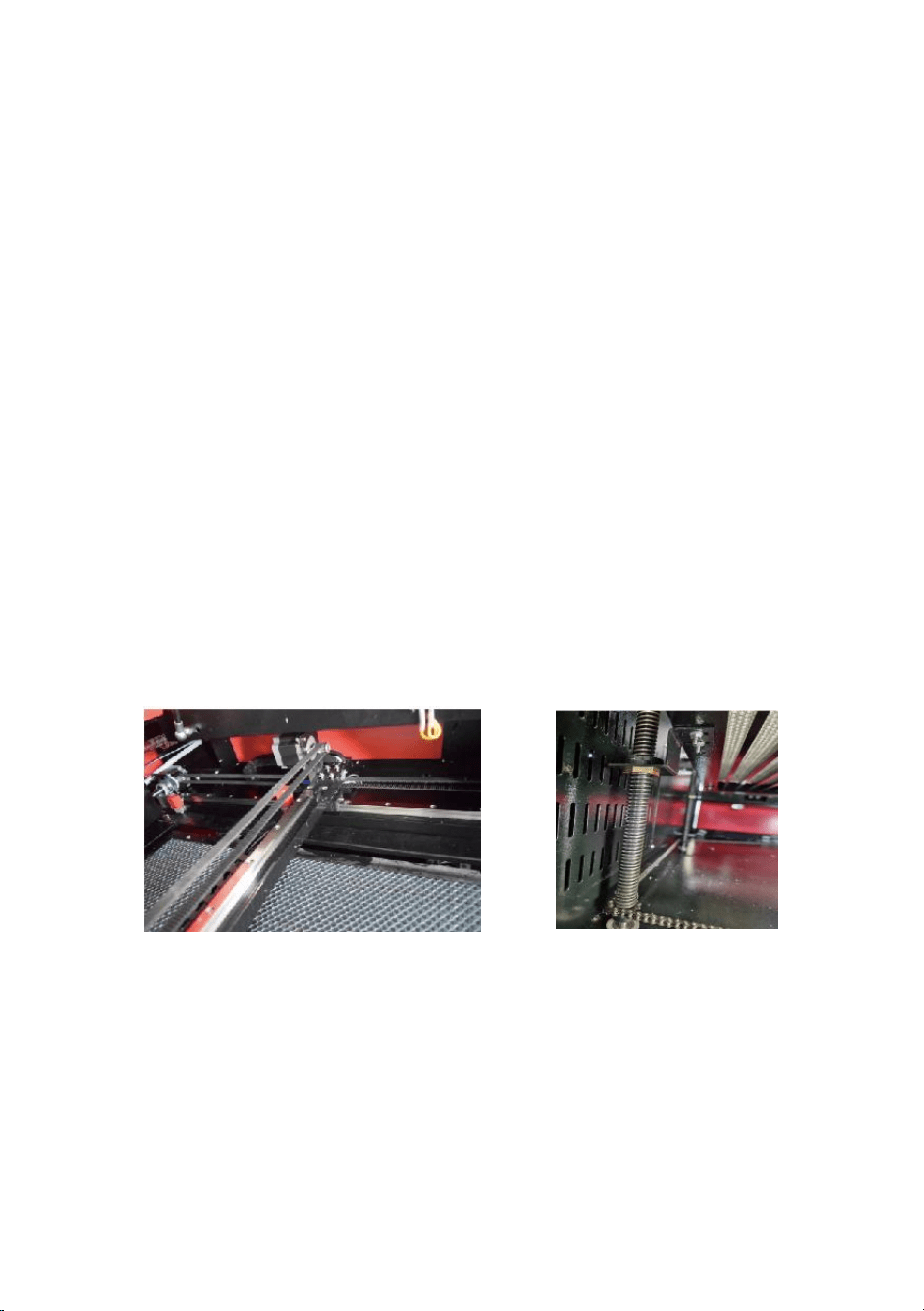
- 80 -
uszkodzony lub przerwany; Spróbuj wymienić kabel.
②Awaria lasera; Skontaktuj się z obsługą klienta.
Problem 4: Wymagania dotyczące środowiska.
①Laser jest wyposażony w zasilacz i musi pracować w dobrze
wentylowanym pomieszczeniu.
② Miejsce pracy musi spełniać lokalne normy bezpieczeństwa
dotyczące obsługi sprzętu laserowego.
Uwaga : Wymagania środowiskowe .
Temperatura pracy: 10°C~38°C
Temperatura przechowywania: -10°C~35°C Wilgotność
przechowywania: 20%RH~80%RH
5. INSTRUKCJA SMAROWANIA.
Aby uzyskać najlepsze rezultaty, należy czyścić i smarować szyny
maszyny grawerującej co dwa tygodnie.
Wyłącz maszynę do grawerowania laserowego.
Delikatnie odsuń głowicę lasera.
Wytrzyj cały kurz i zanieczyszczenia z szyn osi X i Y suchą bawełnianą
szmatką
aż będą błyszczące i czyste.
Wykonaj tę samą czynność ze śrubami osi Z.
Nasmaruj szyny i śruby smarem.
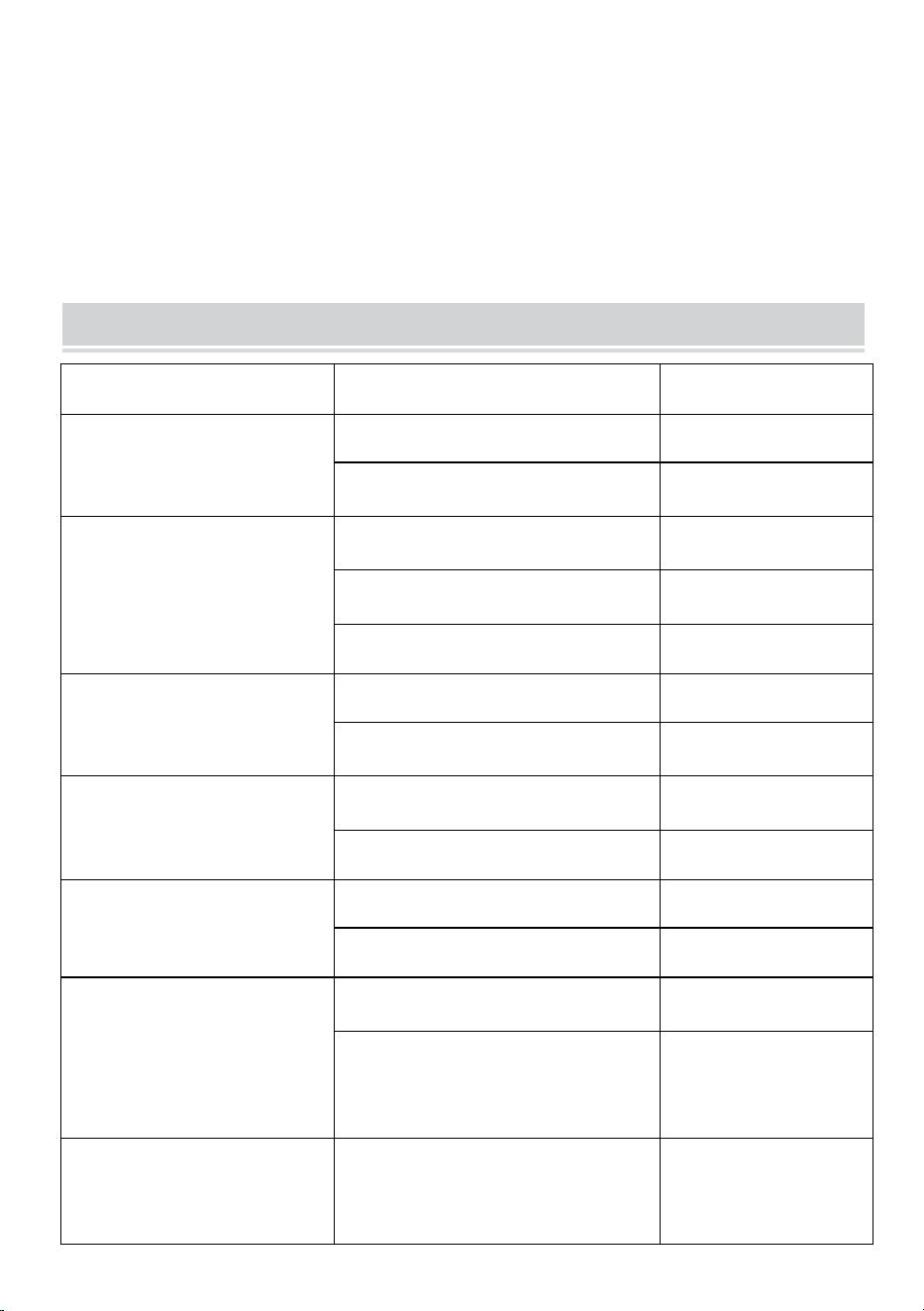
- 81 -
Delikatnie przesuń głowicę lasera i oś X, aby równomiernie rozprowadzić
środek smarny.
rozprowadzane wzdłuż dwóch szyn, a następnie unosić i opuszczać
łóżko, aby równomiernie rozprowadzić smar wzdłuż śrub.
DAILY TROUBLESHOOTING TABLE
WYDANIE
PRZYCZYNA PROBLEMU
ROZWIĄZANIE
Panel wskazuje , że
maszyna jest chroniona
Drzwi nie są dozowane
Zamknij drzwi
Uszkodzony jest wyłącznik
ochronny pokrywy
Wymień na nowy
Panel wskazuje , że
maszyna ma wadę w
ochronie przed wnikaniem
wody
Rury wodociągowe są zatkane i
jest brak cyrkulacji wody
Wyczyść rury
wodociągowe
Pompa nie wychodzi , pompa
przerwa s
Wymień na nowy
Osłabiona wodoodporność
Wymień na nowy
Panel wyświetla komunikat
o uruchomieniu interfejsu
hiperwizora
do cięcia jest za duży
Powiększ obraz
Nieprawidłowy punkt mocowania
maszyny
Remarketing
Cięcie laserowe jest nie do
zniesienia
Droga światła lasera jest
nieprawidłowa
Dostosuj ścieżkę
optyczną
Lustra i soczewki są brudne
Myć alkoholem
Nie emituje laserów
Problemy z tubami laserowymi
Wymień na nowy
Lager power i ss ues
Wymień na nowy
Y x się nie
porusza
Przełącznik obrotowy nie jest
wyłączony
Wyłącz przełącznik
obrotowy
Słabe połączenie przekaźnika
Zmień położenie
przekaźnika lub
wymień go na
nowy
Panel
skanowania wskazuje , że
odległość buforowa jest
niewystarczająca
Głowica lasera osi X jest zbyt
daleko od jednego asystenta
Zmień położenie
głowicy lasera osi X
tak, aby
znajdowała się 50
- 82 -
mm od punktu
początkowego.
Przełącznik resetowania w
maszynie nie jest
wyłączony
Wyłącznik kra
ń
cowy jest
uszkodzony lub linia krańcowa jest
uszkodzona , a wyłącznik w
łańcuchu
elektrycznym jest odłączony
Wymie
ń
na nowy
czerwony wyłącznik
kra
ń
cowy
61. Instrukcje *1
62. Rury wydechowe *1
63. Taśma dwustronna *1
64. Zaciski *1
65. Śrubokręt *1
66. Klucz imbusowy *1ZESTAW
67. Przewód uziemiający *1
68. Przewód zasilający *1
69. Kabel danych *1
70. Kabel sieciowy Crystal *1
71. Torba na dokumenty *1
72. dysk flash *1
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj
200000 CN.
Importowane do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Importowane do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
- 83 -
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 2 -
Technisch Ondersteuning en E-garantiecertificaat www.vevor.com/support
LASERGRAVERMACHINE
GEBRUIKSAANWIJZING
MODEL: KH5030/KH6040/KH7050/KH906/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
MODEL: KH5030/KH6040/KH7050/KH9060/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
LASER ENGRAVING MACHINE
- 2 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Waarschuwing: om het risico op letsel te verkleinen, moet de
gebruiker de gebruiksaanwijzing zorgvuldig lezen.
Dit apparaat voldoet aan Deel 15 van de FCC-regels. De
werking is onderworpen aan de volgende twee voorwaarden:
(1) Dit apparaat mag geen schadelijke interferentie
veroorzaken, en (2) dit apparaat moet alle ontvangen
interferentie accepteren, inclusief interferentie die ongewenste
werking kan veroorzaken.
Dit product is onderworpen aan de bepalingen van de
Europese richtlijn 2012/19/EG. Het symbool met een
doorgestreepte afvalbak geeft aan dat het product in de
Europese Unie gescheiden afvalinzameling vereist. Dit geldt
voor het product en alle accessoires die met dit symbool zijn
gemarkeerd. Producten die als zodanig zijn gemarkeerd,
mogen niet met het normale huishoudelijke afval worden
weggegooid, maar moeten worden ingeleverd bij een
inzamelpunt voor recycling van elektrische en elektronische
apparaten.

- 3 -
IMPORTANT NOTES
CO2 laser graveur is geschikt voor zowel persoonlijk als professioneel
gebruik. Wanneer gebruikt in overeenstemming met deze instructies, bevat
het een Klasse 1 lasersysteem, maar sommige componenten zijn nog
steeds erg gevaarlijk. Schakel nooit vooraf geïnstalleerde
veiligheidsapparatuur uit en gebruik de laser altijd veilig en verantwoord .
Voordat de gebruiker het apparaat bedient, moet hij de
gebruiksaanwijzing zorgvuldig doorlezen.
gebruiksaanwijzing en houd u er strikt aan. Deze handleiding is van
toepassing op meerdere productmodellen.
Deze apparatuur maakt gebruik van vier internationale standaardtypes
lasers (sterke
Laserstraling kan de volgende gebeurtenissen veroorzaken:
1. omringende brandbare stoffen ontsteken .
2. Tijdens de laserbewerking kunnen door verschillende bewerkte
objecten andere
Er kunnen straling en andere giftige stoffen vrijkomen. Schadelijk gas .
3. Directe laserstraling kan persoonlijk letsel veroorzaken. Daarom moet
de apparatuur zijn uitgerust met brandbestrijdingsapparatuur. Het is
ten strengste verboden om ontvlambare en explosieve materialen op
de werkbank en rond de apparatuur te stapelen. Zorg tegelijkertijd
voor goede ventilatie. Niet-professionele operators mogen de
apparatuur niet naderen.
Laserbewerkingsobjecten en emissies moeten voldoen aan de lokale
wetgeving
en regelgeving.
Laserbewerking kan grote risico's met zich meebrengen, dus u moet er
goed over nadenken
of het object geschikt is voor laserbewerking.
De interne laserapparatuur heeft een hoge spanning en andere gevaren,
behalve

- 4 -
Voor operators van apparatuur is het ten strengste verboden om deze te
demonteren.
Wanneer de apparatuur wordt ingeschakeld, moet er iemand worden
bewaakt,
Ongeoorloofd verlaten is verboden en alle stroom moet worden
afgesloten voordat het personeel vertrekt.
Het is verboden om deuren te openen terwijl de apparatuur in werking is.
Voordat u met de werkzaamheden begint, moet deze apparatuur en
andere apparatuur worden
veilig en effectief geaard.
Plaats geen irrelevante totale reflectie of diffuse reflectie op
projecties in de apparatuur om te voorkomen dat de laser op het
menselijk lichaam of op brandbare voorwerpen wordt weerkaatst.
Tijdens de bediening van de apparatuur moet de bediener altijd:
observeer de werking van de apparatuur. Als er een abnormale situatie
optreedt, gelieve onmiddellijk .
De apparatuur moet zich in een droge, vervuilingsvrije en trillingsvrije
ruimte bevinden en sterk
elektromagnetische interferentieomgeving, met een werkende
temperatuur van 5-40 graden Celsius en een luchtvochtigheid van
5-95% (niet condenserende wateromgeving).
De apparatuur moet altijd ver van elektrische apparatuur worden
geplaatst
gevoelig zijn voor elektromagnetische interferentie, anders kan er
elektromagnetische interferentie optreden.
De werkspanning van het apparaat is: Europees AC220V of Noord
Amerikaanse AC120V (controleer de werkspanning van het apparaat
vóór gebruik).
De belangrijkste koolstofdioxideglaslaser in de apparatuur is A
verbruiksartikel en kwetsbaar item. Wees er voorzichtig mee tijdens
gebruik De koolstofdioxideglaslaser heeft zuiver koud water nodig om af
te koelen Let op dat de watertemperatuur niet hoger is dan 30 graden
Celsius tijdens gebruik, anders raakt de laser beschadigd. Wanneer de
omgevingstemperatuur onder de 0 graden Celsius dreigt te dalen,
- 5 -
vervang deze dan met een antivriesvloeistof om schade aan de
koolstofdioxide te voorkomen. glaslaser.
Het is verboden om de apparatuur in te schakelen als de netspanning
laag is. onstabiel
of niet-passend. De fabrikant en verkoper zijn niet verantwoordelijk voor
enig verlies veroorzaakt door onjuist gebruik of niet-naleving van de
bovenstaande voorschriften.
BASIC INFORMATION
Deze handleiding is een aangewezen gebruikershandleiding graveur
voor kastlaserinstallatie, -instelling, veilige bediening en onderhoud.
Bestrijkt algemene informatie, veiligheidsinstructies, installatiestappen,
bedieningsinstructies, onderhoudsprocedures en contactinformatie.
Alle personeelsleden die betrokken zijn bij de installatie, opstelling,
bediening, onderhoud en reparatie van deze machine dienen deze
handleiding te lezen en te begrijpen, met name de veiligheidsinstructies.
Sommige componenten hebben extreem hoge spanningen en/of
genereren krachtige laserstraling. Ondermaatse prestaties en levensduur,
schade aan eigendommen en persoonlijk letsel kunnen het gevolg zijn van
het niet begrijpen en opvolgen van deze instructies .
Uw lasergraveerder werkt door een krachtige laserstraal uit te zenden
vanuit een glazen buis gevuld met isolerende koolstofdioxide (CO2), die
straal te reflecteren op drie spiegels en te reflecteren door een focuslens,
en dit gefocuste licht te gebruiken om het ontwerp op bepaalde substraten
te etsen. De eerste spiegel is bevestigd aan het uiteinde van de laserbuis,
de tweede spiegel beweegt langs de Y-as van de machine en de derde
spiegel is bevestigd aan de laserkop die langs de X-as beweegt. Omdat
een deel van het stof van het graveerproces zich op de spiegel nestelt,
- 6 -
moet deze regelmatig worden schoongemaakt. Omdat ze tijdens de
werking bewegen, moeten ze ook periodiek opnieuw worden afgesteld met
de stelschroeven waaraan ze zijn bevestigd om het juiste laserpad te
behouden. Een watergekoeld systeem (meestal een pomp of koeler) moet
worden gebruikt met deze graveerder om de warmte die door de laserbuis
wordt gegenereerd af te voeren. Op dezelfde manier moet een
uitlaatsysteem (meestal een externe ventilatieopening of een speciale
luchtreiniger) worden gebruikt om het stof en de gassen die tijdens het
graveerproces worden gegenereerd, te verwijderen.
Als u uw laser constant boven 70% van het maximale vermogen laat
werken, wordt de levensduur aanzienlijk verkort. Het wordt aanbevolen om
deze in te stellen op 10-70% van het maximale vermogen voor optimale
prestaties en een lange levensduur.
Houd er rekening mee dat dit een apparaat met hoog voltage is en dat
het om veiligheidsredenen wordt aanbevolen om de onderdelen ervan
tijdens gebruik slechts met één hand tegelijk aan te raken.
Let op dat actieve lasers onzichtbaar zijn voor het menselijk oog. Dit
apparaat mag niet worden gebruikt met een open deksel om mogelijk
permanent letsel te voorkomen.
Er moet ook worden opgemerkt dat zowel het koelwatersysteem als het
uitlaatsysteem absoluut noodzakelijk zijn voor het veilige gebruik van deze
apparatuur. Bedien de graveermachine niet zonder dat deze twee
systemen goed functioneren. Het water moet altijd schoon zijn en op
kamertemperatuur worden gehouden, en het uitlaatsysteem moet altijd
voldoen aan alle wetten en voorschriften die van toepassing zijn op de
werkplek en de kwaliteit van de omgevingslucht.
De volgende symbolen worden gebruikt op het etiket van deze machine
of in deze handleiding:
- 7 -
Deze artikelen brengen een risico op ernstige materiële schade of
persoonlijk letsel met zich mee
Deze projecten lossen soortgelijke ernstige problemen op die verband
houden met laserstralen.
Deze projecten hebben soortgelijke ernstige problemen met elektriciteit
opgelost
componenten.
Iedereen die zich in de buurt van het apparaat bevindt, moet tijdens het
gebruik een veiligheidsbril dragen.
De machine is geschikt voor het graveren van logo's en andere
consumentenartikelen.
producten op toepasbare substraten. Deze laser kan een
verscheidenheid aan materialen verwerken, waaronder hout en kurk,
papier en karton, de meeste kunststoffen, glas, textiel en leer en steen.
Het kan ook worden gebruikt met sommige speciaal gecoate metalen.
Het gebruik van dit systeem voor andere doeleinden of materialen dan

- 8 -
waarvoor het is gespecificeerd, is niet toegestaan.
Het systeem moet worden bediend, onderhouden en gerepareerd door
een persoon die:
is bekend met het toepassingsgebied en de gevaren van de machine en
de graveermaterialen, waaronder de reflectiviteit, elektrische
geleidbaarheid, de kans op de productie van schadelijke of brandbare
dampen, enz.
Laserstralen zijn gevaarlijk. De fabrikant en/of verkoper mag niet
aansprakelijk voor elk onjuist gebruik van dit apparaat of voor enige
schade of letsel als gevolg van het gebruik. Het is de plicht van de
gebruiker om deze kastlasergraveerder alleen te gebruiken in
overeenstemming met het beoogde gebruik, andere instructies in de
handleiding en alle toepasselijke lokale en nationale wetten en
voorschriften .
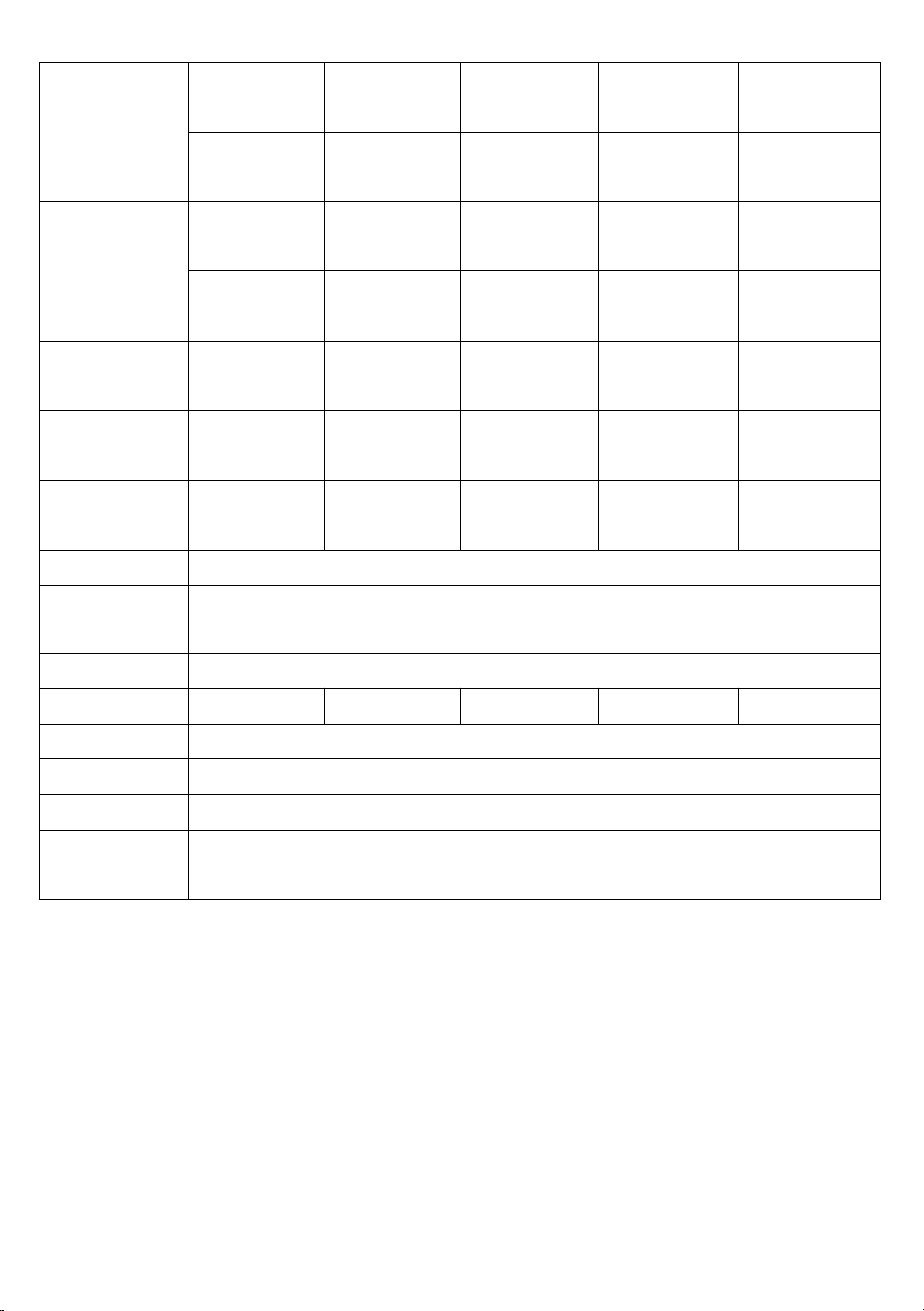
- 9 -
Model
KH5030
KH6040
KH7050
KH9060
KH1490
KH - 5030
KH - 6040
KH - 7050
KH - 9060
KH - 1490
Ingangsspan
ning
Wisselstroo
m 120V
Wisselstroo
m 120V
Wisselstroo
m 120V
Wisselstroo
m 120V
Wisselstroo
m 120V
Wisselstroo
m 230V
Wisselstroo
m 230V
Wisselstroo
m 230V
Wisselstroo
m 230V
Wisselstroo
m 230V
Totaal
vermogen
420W
560W
680W
830W
900W
Laservermog
en
5 0W
60W
80W
100W
130W
Werkgebied
500*300m
m
600*400m
m
700*500m
m
900*600mm
1400*900m
m
temperatuur
5-50℃
vochtigheid
5%-95% niet-condenserend
Lasertype
CO2-glaslasers
Lasermodel
KH-LT50
KH-LT60
R3
R5
R7
Materiaal
Steen, hout, keramiek, metaal, stof, papier, etc.
Werkbank
Mobiel platform
Snijsnelheid
0-400 mm/s
Graveersnelhei
d
0-500 mm/s
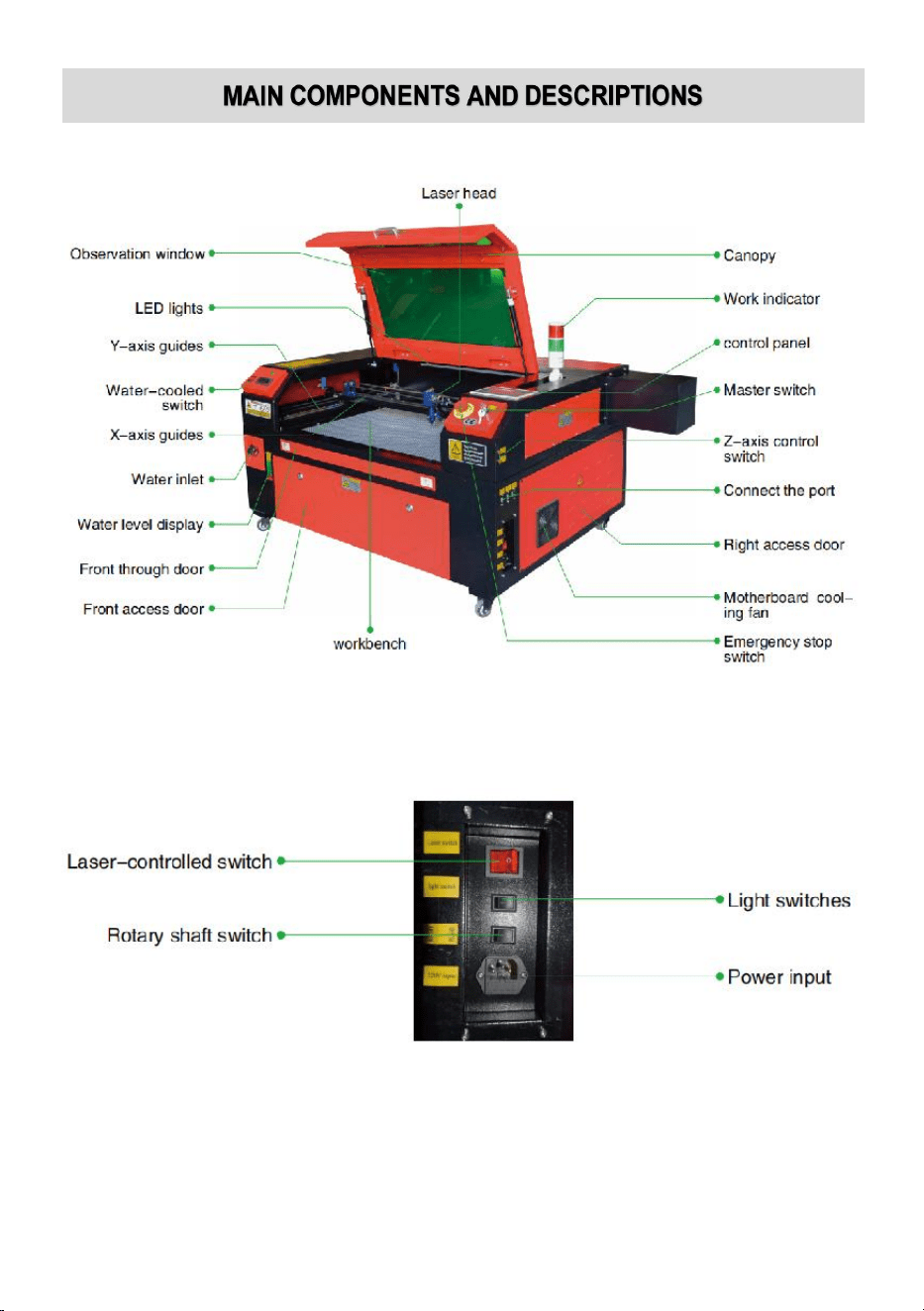
- 10 -
1.Schematisch diagram van het onderdeel.
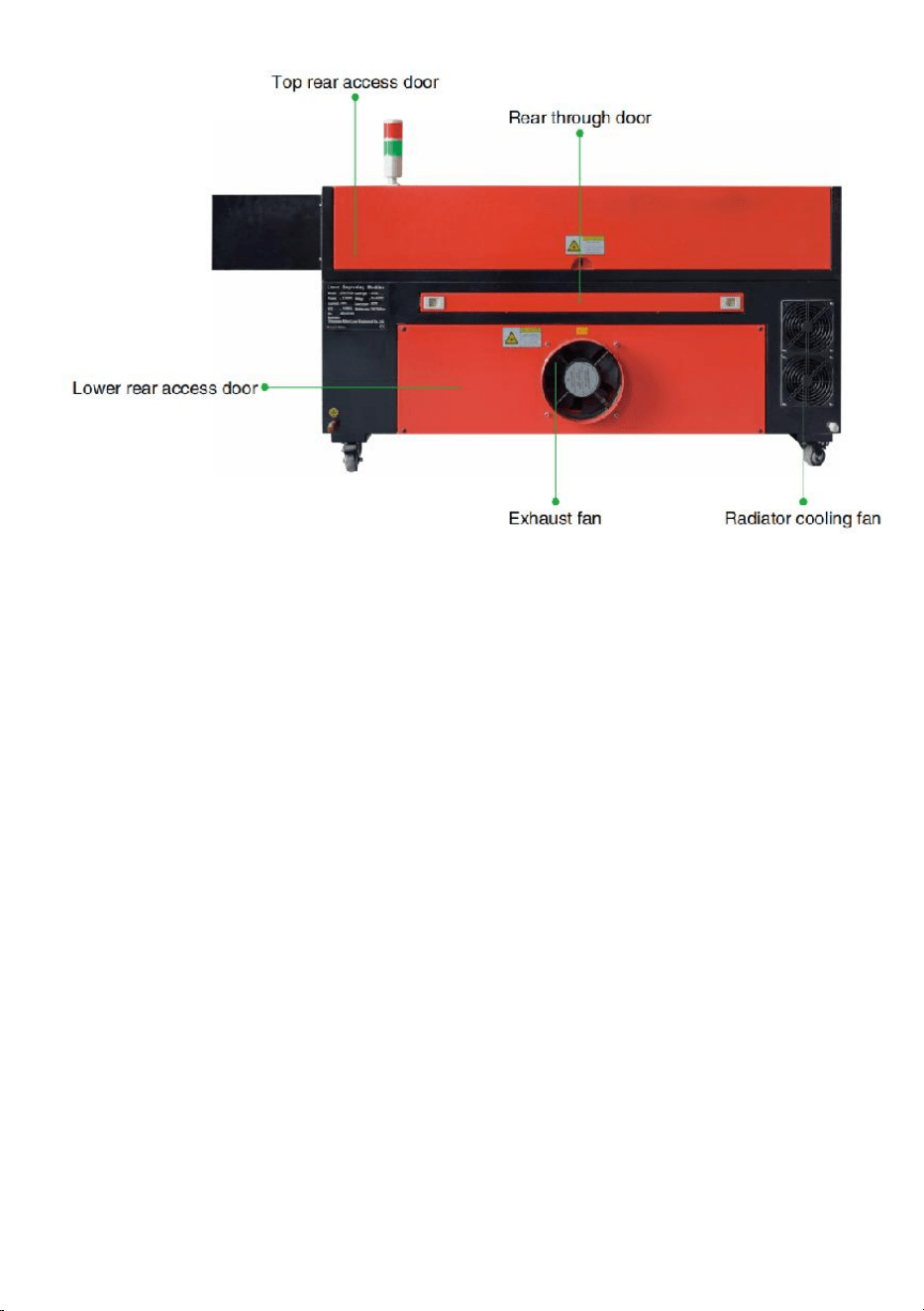
- 11 -
2. Onderdeelbeschrijving.
Kijkvenster: Met dit bruine acrylvenster kunt u de
graveerproces, maar absorbeert de hoge infraroodlaser slechts
gedeeltelijk en heeft geen andere bescherming. Draag altijd een bril bij
het gebruik van de Protective Observation Active Laser en staar er nooit
langdurig naar.
LED-lamp: Dit lichtgroene licht verlicht de werkbank voor een helder zicht
zicht op het graveermateriaal voor, tijdens en na het werk.
Y-asgeleiders: Y-asgeleiders zorgen ervoor dat X-asgeleiders heen en
weer kunnen bewegen
op tafel.
Waterkoelingsschakelaar: Nadat de schakelaar is geactiveerd, wordt de
ingebouwde waterkoeling ingeschakeld.
Het koelen begint en het realtime temperatuurdisplay licht op.
X-as rail: De X-as rail houdt de tweede spiegel vast en ondersteunt de
laserkop om naar links en rechts te bewegen.
Waterinlaat: Hiermee kunt u het deksel tegen de klok in losdraaien bij het
vullen
de ingebouwde circulerende watertank.
Waterniveau-display: Deze observatiepoort kan worden gebruikt om de

- 12 -
waterstand te observeren.
waterniveau van de watertank in de romp. (geel: te hoog / groen:
geschikt / rood: te weinig) .
Rechte voordeur: Deze deur gaat open om grotere materialen door te
laten
door het werkbed. Er moet uiterst voorzichtig te werk worden gegaan om
te voorkomen dat u de laserstraal en de reflecties ervan ziet of er last
van krijgt. Dit is ook waar de accessoiretas zat toen de graveur voor het
eerst aankwam.
Toegangsdeur aan de voorzijde: Deze deur biedt toegang tot het gebied
onder de
bank voor eenvoudige reiniging.
Luifel: Het deksel biedt toegang tot de hoofdbeugel voor het plaatsen en
ophalen van materialen, evenals het repareren van laserpaduitlijning en
ander onderhoud. Wanneer het deksel wordt geopend, wordt het
vermogen van de laser automatisch uitgeschakeld.
Werkindicator: Het kan de operator helpen de laser beter te observeren
emissiestatus, rood licht: laser werkt, groen licht: laser staat stil.
Bedieningspaneel: Het bedieningspaneel biedt handmatige bediening
van de
graveerproces, inclusief de beweging van de handmatige laserkop en de
emissie van de laser.
Hoofdschakelaar: bedien de totale vermogensschakelaar van de gehele
machine.
Z-as-bedieningsschakelaars: met deze knoppen kunt u de tafel omhoog
of omlaag bewegen
helpen u om u snel aan te passen en te focussen op de verschillende
diktes van de tafel.
Aansluitpoorten: Deze poorten verbinden het moederbord van de
graveermachine
machine via een USB- of Ethernet-kabel verbinden met de
besturingscomputer en de graveersoftware.
Rechter toegangsdeur: Deze deur biedt toegang tot het moederbord, de
motor

- 13 -
drivers en voeding. De ventilatieopeningen voorkomen dat de
componenten oververhit raken tijdens gebruik en mogen niet worden
geblokkeerd.
Moederbordkoelventilator: Deze ventilator wordt gebruikt voor
warmteafvoer van de kern
apparaten zoals ingebouwde moederborden en laservoedingen.
Noodstopknop: In geval van nood zal deze knop
Schakel onmiddellijk alle stroom naar de laserbuis uit.
Laserkop: De laserkop bevat de 3e spiegel, focuslens en rode stip
geleiding en luchtondersteuningsuitgang.
Tafel: De tafelhoogte kan worden aangepast voor dunnere en dikkere
tafels
materialen, en tussen aluminium en cellulaire platforms.
Laserschakelaar: Deze schakelaar moet worden ingeschakeld wanneer
u een laser gebruikt.
Lichtschakelaar: Schakel het licht op de werkbank in.
Rotatie-asschakelaar: Deze schakelaar moet ingeschakeld zijn bij
gebruik van de rotatie-asschakelaar.
as (uit wanneer de rotatieas niet in gebruik is). Als de Y-as niet beweegt,
controleer dan of deze schakelaar uit staat.
Stroomtoevoer: Deze stroomconnector moet worden aangesloten
voordat u de
machine.
Bovenste achterdeur: Deze deur leidt naar de laserruimte waar de laser
de buis en de verbindingen ervan vastzitten.
Achterdeur: Deze deur is het equivalent van een voordeur en vereist
vergelijkbare
voorzichtigheid tijdens gebruik.
Onderste achterdeur: Deze deur biedt toegang tot de luchtondersteuning
pomp en Z-as-riem.
Afzuigventilator: Deze ventilator zuigt gas en vuil uit de lucht van de
werkbank en stuurt de lucht eruit nadat deze is gezuiverd door een
milieuvriendelijk filter.
Koelventilator voor de watertank: Deze ventilator wordt gebruikt om het
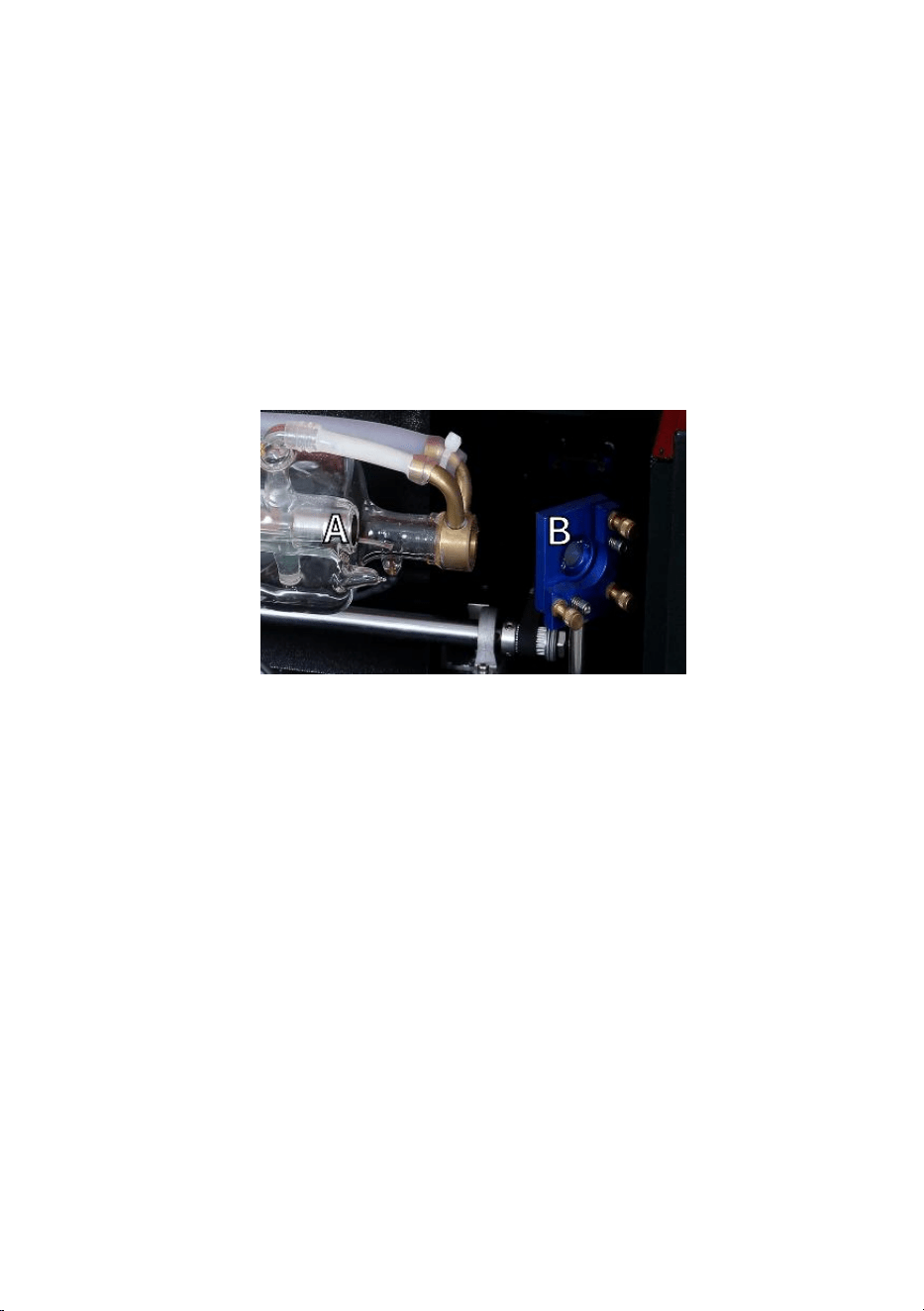
- 14 -
circulerende water te koelen .
3. Beschrijving van het laserpad .
A. Laserbuis : Deze glazen buis gevuld met koolstofdioxide is
gemonteerd op een beugel en kan niet worden verplaatst. De
verbindingsspanning tussen de buis en de laservoeding is extreem
hoog en extreem gevaarlijk.
B. Eerste reflector — Deze spiegel met verstelbare hoek wordt op zijn
plaats gehouden om de graveerlaser van de buis naar de tweede
spiegel over te brengen.
C. Tweede spiegel : Deze spiegel met verstelbare hoek beweegt langs
de X-asgeleider, zodat de laserstraal langs de Y-as kan bewegen.
D. Derde spiegel : Deze spiegel met verstelbare hoek beweegt mee met
de laserkop, waardoor de laserstraal langs de X-as kan bewegen.
E. Focuslens : Deze lens richt en focust het laserlicht op het materiaal.
F. Werkbank : De hoogte van de zichtbare werkbank kan worden
aangepast .

- 15 -
4. Sluit de ingangen aan.
A. USB-lijnpoort : Deze poort maakt gebruik van een van de
USB-poorten om verbinding te maken met de besturingscomputer en
de graveersoftware.
B. USB-poort : Met deze poort kunt u ontwerpen en parameters
rechtstreeks naar de graveur laden en opslaan.
C. Ethernet-poort : Deze poort maakt rechtstreeks of via internet
verbinding met de besturingscomputer en de bijbehorende software.
5. Laserkopmontage.
A. Laserkop derde spiegel: Deze spiegel met verstelbare hoek brengt
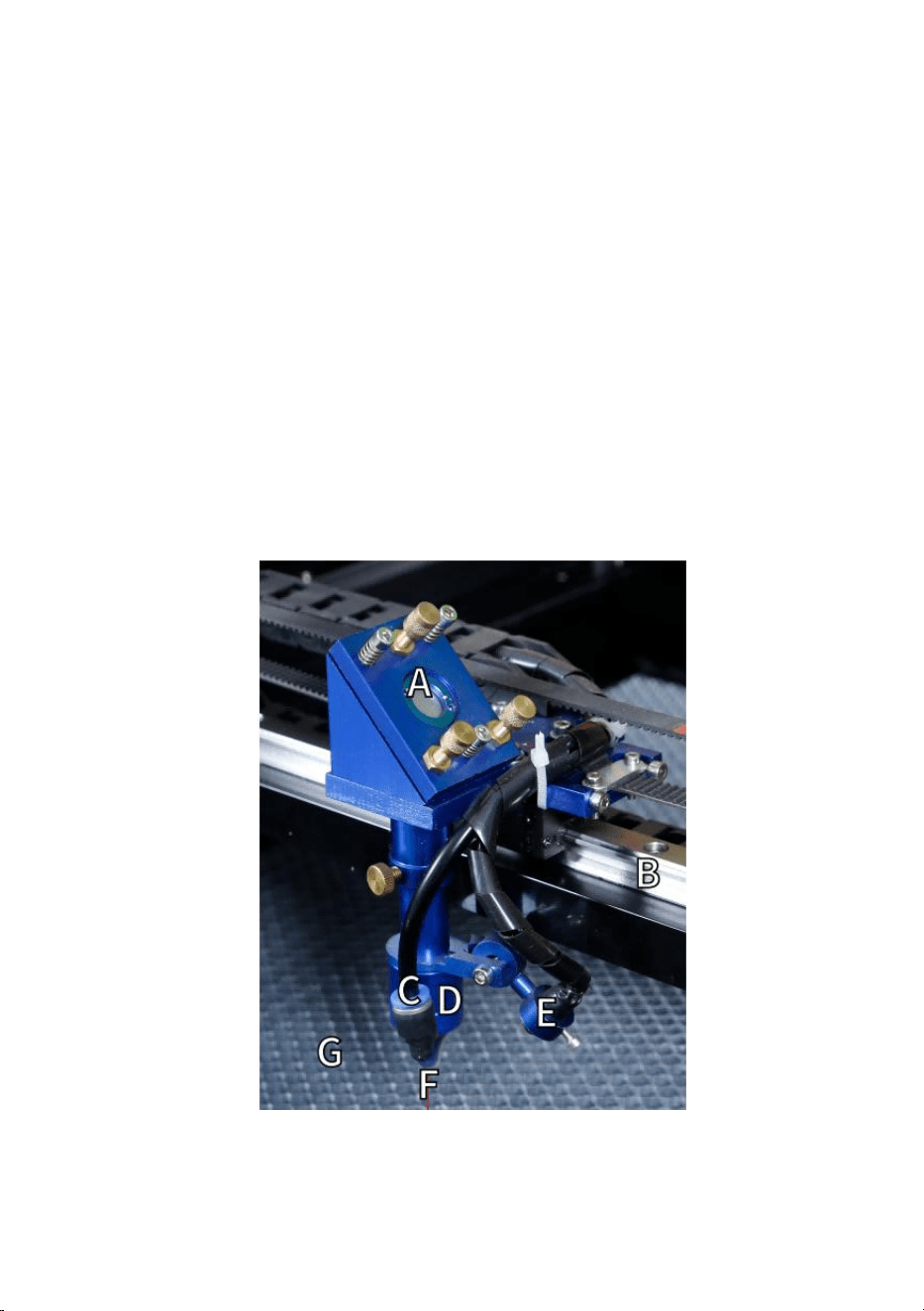
- 16 -
laserlicht van de tweede spiegel over naar de focuslens.
B. X-asgeleider: Deze geleider beweegt langs de Y-as en de beweging
ervan wordt geregeld door een eindschakelaar.
C. Air Assist: Dit apparaat blaast perslucht om vonken te doden en
gassen en vuil weg te blazen tijdens het graveren.
D. Focuslens: Deze lens richt en focust de laserstraal op het contactpunt
met het graveermateriaal.
E. Red Dot Pointer: Met dit apparaat kunt u de exacte locatie van de
onzichtbare graveerlaser zien.
F. Laser: De graveerlaser zelf is onzichtbaar, maar zeer gevaarlijk.
Vermijd direct contact met de huid of ogen.
G. Werkbank: Gebruik de meegeleverde acrylgereedschappen om de
perfecte focus te bereiken voor elke materiaaldikte.
6. Rechter toegangsdeur.
A. Moederbord : Dit bord bestuurt het graveerproces en reageert op

- 17 -
opdrachten van de graveersoftware of het bedieningspaneel van de
machine.
BX-as driver : Dit apparaat beweegt de laserkop langs de X-rail.
CY-as aandrijving : Dit apparaat beweegt de X-rail langs de Y-rail.
D. Laservermogen : Dit apparaat zet standaard elektriciteit om in de
extreem hoge spanning die nodig is voor een laserbuis.
E. Voeding: dit apparaat voedt het moederbord en de schijven van de
machine .
7. Laservoeding .
A. Hoogspanningsdraad : Deze draad is verbonden met de anode of het
positieve uiteinde van de laserbuis en levert hoogspanningsstroom om
de laser van stroom te voorzien.
B. Montagegaten : Deze standaardsleuven zorgen voor een eenvoudige
installatie en verwijdering.
8.Bedien het display.
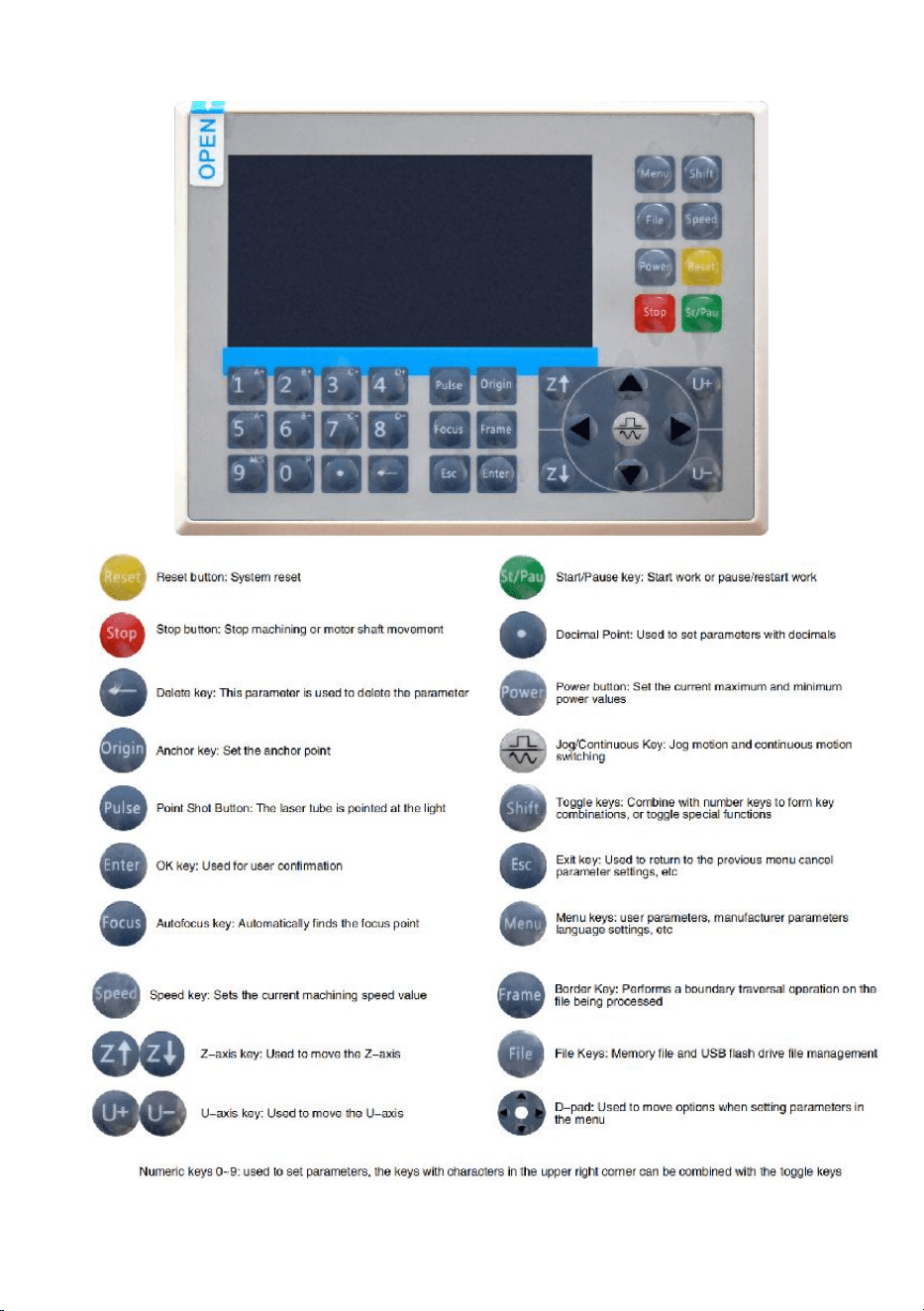
- 18 -
Beschrijving van de knop
Weergave beschrijving
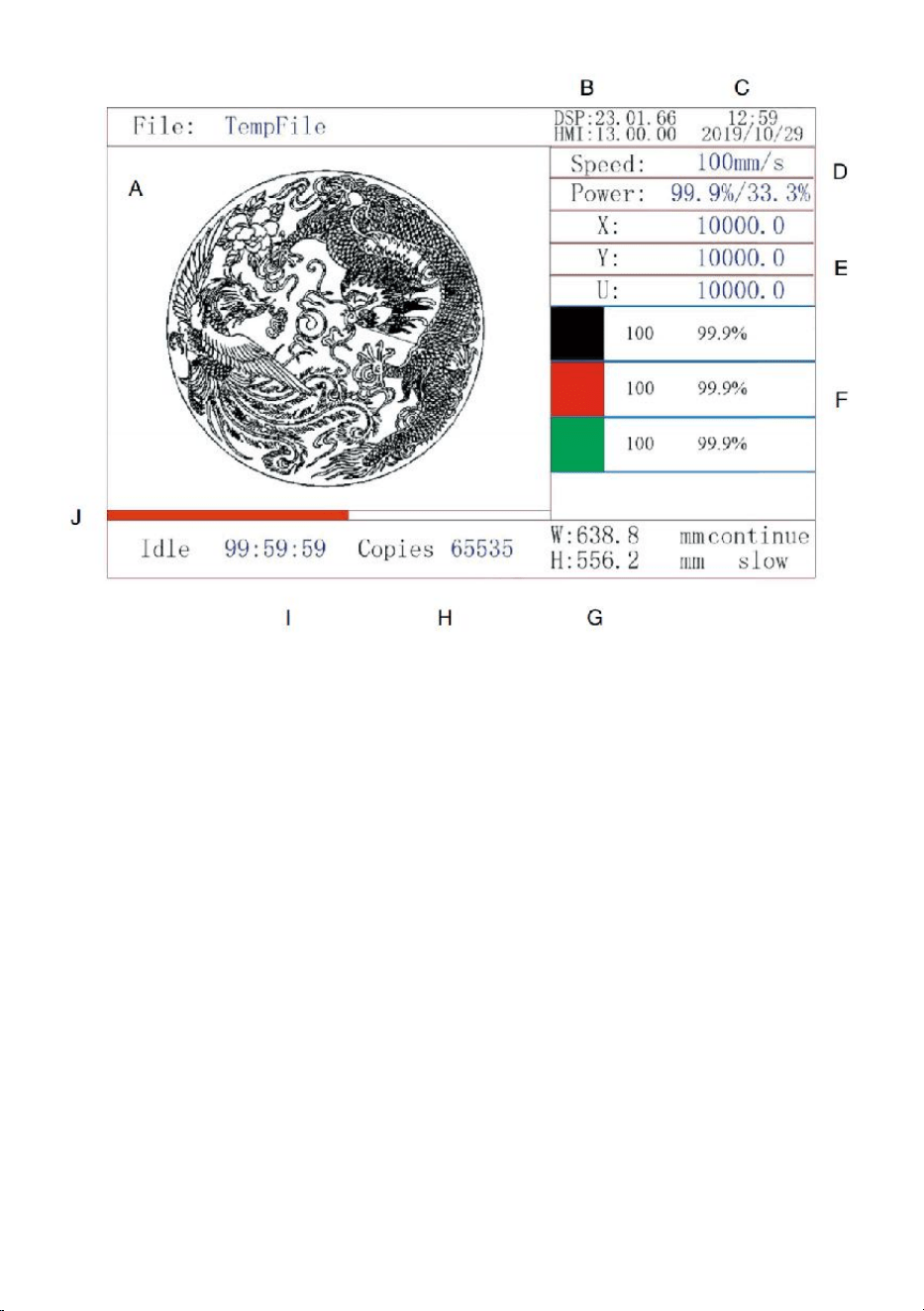
- 19 -
BI. Grafisch weergavegebied: Geeft het spoor en de lopende route van het
volledige bestand weer.
BJ. Versienummer: Geeft het versienummer van het paneel en het
moederbord weer.
BK. Systeemtijd: Geeft de huidige systeemtijd weer.
BL. Weergavegebied voor parameters: weergave van het
bestandsnummer, de snelheid, het maximale vermogen, enz. van het
actieve bestand.
BM. Coördinatenweergavegebied: Geeft de huidige coördinaten van de
laserkop weer.
BN. Layer Display Area: Geeft de laagparameters van het huidige of
preview-bestand weer. De parameters van links naar rechts zijn het
aantal lagen, kleur, snelheid en maximaal vermogen.
BO. Verwerkte framegrootte: Geeft de afmetingen van het huidige bestand
weer.
BP. Aantal stuks: Geeft het aantal voltooide runs voor het huidige bestand

- 20 -
weer.
BQ. Systeemstatus: Geeft de huidige status van de machine weer: inactief,
actief, gepauzeerd of voltooid. De verwerkingstijd wordt rechts
weergegeven.
BR. Verwerkingsvoortgangsbalk: Geeft de voortgang van het huidige
bestand weer.
Opmerking : Wanneer het systeem inactief is of wanneer het werk
voltooid is, worden alle knoppen gebruikt. Gebruikers kunnen aan
bestanden werken, parameters instellen, bestanden bekijken en meer.
Sommige knoppen werken niet wanneer het werk wordt uitgevoerd of
gepauzeerd is (bijvoorbeeld origin en frame) .
SAFETY INFORMATION
1. DISCLAIMER VAN GARANTIES
Het is mogelijk dat uw graveermachine enigszins afwijkt van degene die
in deze handleiding wordt getoond vanwege opties, updates, enz. Als uw
graveermachine wordt geleverd met een verouderde handleiding of als u
andere vragen hebt, neem dan contact met ons op.
2. ALGEMENE VEILIGHEIDSVERKLARING
Op uw apparaat moet op de volgende plaatsen een instructielabel zijn
aangebracht:
- 21 -
Als een van deze labels ontbreekt, onleesbaar is of beschadigd is, moet
u deze vervangen.
Vervangen.
Gebruik dit lasergraveerapparaat uitsluitend in overeenstemming met
alle toepasselijke
lokale en nationale wetten en voorschriften.
Gebruik dit apparaat uitsluitend in overeenstemming met deze
gebruiksaanwijzing.
Anderen die deze handleiding hebben gelezen en begrepen, mogen het
apparaat installeren, bedienen, onderhouden, repareren, enz. Als dit
apparaat aan een derde is weggegeven of verkocht, zorg er dan voor dat
deze handleiding bij het apparaat is meegeleverd.
Ren niet langer dan 3 en een half uur achter elkaar. Stop minstens
Wacht 30 minuten tussen gebruik.
Laat dit apparaat niet onbeheerd achter tijdens het gebruik. Let op de
apparatuur tijdens de werking, als er een abnormale werking is, schakel
dan onmiddellijk alle stroom naar de machine uit en neem contact op
met onze klantenservice of uw gespecialiseerde reparatieservice. Zorg
er nogmaals voor dat het apparaat na elk gebruik volledig is
uitgeschakeld (ook via de noodstopschakelaar).
Laat geen minderjarigen, ongetraind personeel of personen met een
lichamelijke of geestelijke beperking toe.
geestelijke beperkingen die hun vermogen om deze handleiding en
softwarehandleidingen te volgen bij het installeren, bedienen,
onderhouden of repareren van deze apparatuur, in de weg staan.
Alle ongetrainde personen die zich in de buurt van de apparatuur
- 22 -
bevinden
Tijdens het gebruik moet men worden geïnformeerd dat de apparatuur
gevaarlijk is en moeten er adequate instructies worden gegeven over
hoe letsel tijdens het gebruik kan worden voorkomen .
Plaats altijd brandblussers, waterleidingen of andere vlamvertragers
systemen in de buurt om ongelukken te voorkomen. Zorg ervoor dat het
telefoonnummer van de lokale brandweer duidelijk in de buurt is
weergegeven. Schakel in geval van brand de stroomtoevoer uit voordat
u de vlammen dooft. Maak uzelf voor gebruik vertrouwd met het juiste
bereik van de brandblusser. Wees voorzichtig dat u de brandblusser niet
te dicht bij de vlam gebruikt, omdat de hoge druk een terugslag kan
veroorzaken.
3. VEILIGHEIDSINSTRUCTIES VOOR LASER.
Wanneer het apparaat wordt gebruikt zoals voorgeschreven, bevat het
een lasersysteem van klasse 1 dat veilig is voor zowel gebruikers als
omstanders. Onzichtbare lasers, laserbuizen en hun elektrische
aansluitingen zijn echter nog steeds erg gevaarlijk. Ze kunnen ernstige
materiële schade en persoonlijk letsel veroorzaken als ze niet met zorg
worden gebruikt of aangepast, waaronder maar niet beperkt tot het
volgende:
Lasers kunnen gemakkelijk brandbare materialen in de buurt
verbranden.
Sommige werkmaterialen kunnen tijdens het gebruik straling of
schadelijke gassen produceren.
Verwerken .
Direct contact met de laser kan lichamelijk letsel veroorzaken, waaronder
ernstige
brandwonden en onherstelbare oogschade.
Wijzig of schakel de beveiligingsfuncties van dit apparaat niet uit.
de laser niet wijzigen of demonteren, en de laser niet gebruiken als deze
is gewijzigd of gedemonteerd door iemand anders dan een getrainde en

- 23 -
bekwame professional. Gevaarlijke blootstelling aan straling en andere
verwondingen kunnen het gevolg zijn van het gebruik van aangepaste,
gewijzigde of anderszins onverenigbare apparatuur .
Houd tijdens het gebruik nooit een deel van de kast open, tenzij
(verplicht) door deuren. Verstoor de laserstraal nooit, plaats geen enkel
lichaamsdeel op een deel van het laserpad tijdens de operatie en
probeer nooit de laser rechtstreeks te observeren. Neem bij gebruik van
een doorgangsdeur of bij het risico op blootstelling aan een laserstraal
maatregelen om uzelf te beschermen tegen mogelijk gereflecteerde
laserstralen, inclusief het gebruik van persoonlijke
beschermingsmiddelen, zoals speciaal ontworpen beschermende brillen,
om graveermachines te filteren met een optische dichtheid (OD) van 5+
voor specifieke golflengten van lasers.
Tijdens het gebruik mag u niet naar de laserstraal staren en mag u
anderen niet naar de laserstraal laten staren.
continu, zelfs als het deksel gesloten is en/of een veiligheidsbril
gedragen wordt.
Gebruik deze graveermachine alleen als de automatische
uitschakelfunctie is ingeschakeld.
goed werkt. Wanneer u deze graveur voor het eerst krijgt, als u merkt u
vervolgens problemen op, test het dan voordat u andere
werkzaamheden uitvoert (zie hieronder). Als er geen sluiting optreedt,
gebruik het dan niet meer. Schakel het apparaat uit en neem contact op
met de klantenservice of reparatieservice. Schakel deze sluitingen nooit
uit.
Als het waterkoelsysteem niet goed werkt, mag u deze laser niet
gebruiken
graveur onder alle omstandigheden. Activeer altijd het waterkoelsysteem
en controleer visueel of het water door het hele systeem stroomt voordat
u de laserbuis inschakelt. Gebruik geen ijswater of water met
temperaturen hoger dan 100° F (38 ° C). Voor de beste resultaten houdt
u het tussen 60–70°F (15–21°C).
- 24 -
Gebruik geen generieke koelvloeistof of antivries in het koelwater, omdat
deze
een corrosief residu achterlaten en in de slang en leidingen stollen, wat
kan leiden tot een storing of zelfs een explosie. Gebruik aangepaste
laserveilige formules of gebruik en bewaar uw graveermachine in een
klimaatgestuurde ruimte.
Laat geen potentieel ontvlambare, brandbare, explosieve of corrosieve
materialen achter
materialen in de buurt om blootstelling aan directe of gereflecteerde
laserstralen te voorkomen.
Gebruik of plaats geen gevoelige EMI-apparatuur in de buurt. Zorg
ervoor dat de
het gebied rond de laser vrij is van sterke elektromagnetische
interferentie tijdens elk gebruik.
Gebruik deze machine uitsluitend voor de verwerking van de in de
handleiding beschreven materialen.
Sectie Materiaalveiligheid van deze handleiding. De laserinstelling en
het graveerproces moeten op de juiste manier worden aangepast voor
het specifieke materiaal.
Zorg ervoor dat het gebied vrij is van andere luchtverontreinigende
stoffen, aangezien deze een risico kunnen vormen.
vergelijkbaar risico op reflectie, verbranding, enz .
4.ELEKTRISCHE VEILIGHEIDSINSTRUCTIES.
Gebruik dit apparaat alleen met een compatibele en stabiele voeding met

- 25 -
een
spanningsschommeling van minder dan 10 % .
Sluit geen andere apparaten aan op dezelfde zekering als het
lasersysteem.
vereist zijn volledige ampère. Niet gebruiken met standaard
verlengsnoeren of stekkerdozen. Alleen overspanningsbeveiligingen met
een vermogen van meer dan 2000 J worden gebruikt.
Schakel dit apparaat alleen in als het apparaat goed geaard is, door een
stevige aardingskabel.
aansluiting op een 3-pins stopcontact of via een speciale aardingskabel
die stevig is aangesloten op de juiste sleuf op de kast. Niet gebruiken
met een ongeaarde 3-naar-2-pins adapter. De aarding van de
apparatuur moet regelmatig worden gecontroleerd op schade of losse
verbindingen.
Daarom moet het gebied rond dit lasergraveerapparaat worden
beschermd
droog, goed geventileerd en gecontroleerd op de omgevingstemperatuur
tussen 40-95°F (5-35°C). Voor de beste resultaten houdt u de
temperatuur op 75°F (25°C) of lager. De luchtvochtigheid mag niet hoger
zijn dan 70%.
Wanneer de pomp op de stroombron is aangesloten, mag u de pomp niet
aanraken.
pomp of het water waarin het is ondergedompeld. Doe het in het water
voordat u het op een stroombron aansluit en koppel het los van de
stroomvoorziening voordat u het eruit haalt.
Aanpassingen, onderhoud en reparaties van de elektrische
componenten van
deze apparatuur mag alleen worden uitgevoerd door getrainde en
bekwame professionals om brand en andere storingen te voorkomen,
inclusief mogelijke blootstelling aan straling als gevolg van schade aan
lasercomponenten. Aangezien het testen van de elektrische
componenten van dit markeersysteem gespecialiseerde technieken

- 26 -
vereist, wordt aanbevolen dat dergelijke testen alleen worden uitgevoerd
door fabrikanten, verkopers of reparatieserviceorganisaties.
Tenzij anders vermeld, mag u het apparaat alleen afstellen, onderhouden
en repareren
wanneer het apparaat is uitgeschakeld, losgekoppeld van de stroom en
volledig is afgekoeld .
5. VEILIGHEIDSINSTRUCTIES VOOR HET MATERIAAL.
Het is de verantwoordelijkheid van de gebruiker van deze
lasergraveermachine om
bevestig dat het te verwerken materiaal bestand is tegen de hitte van de
laser en geen emissies of bijproducten produceert die schadelijk zijn
voor mensen in de buurt of die lokale of nationale wetten of voorschriften
schenden. Gebruik deze apparatuur in het bijzonder niet om
polyvinylchloride (PVC), Teflon of andere halogeenhoudende materialen
te verwerken, onder geen enkele omstandigheid.
Het is de verantwoordelijkheid van de gebruiker van deze
lasergraveermachine om
Zorg ervoor dat iedereen die aanwezig is tijdens de operatie over
voldoende persoonlijke beschermingsmiddelen beschikt om
verwondingen te voorkomen die worden veroorzaakt door emissies en
bijproducten van het materiaal dat wordt verwerkt. Naast de hierboven
genoemde laserbeschermende brillen, kan dit een veiligheidsbril,
maskers of ademhalingsmaskers, handschoenen en andere
beschermende bovenkleding vereisen.
Als het uitlaatsysteem niet goed werkt, mag u deze laser niet gebruiken
graveermachine onder alle omstandigheden. Zorg er altijd voor dat de
afzuigventilator stof en gassen uit het graveerproces kan verwijderen in
overeenstemming met alle toepasselijke lokale en nationale wetten en
voorschriften. Als de afzuigventilator of de afzuigpijp defect raakt, stop
dan onmiddellijk met het gebruik ervan.
Gebruikers moeten extra voorzichtig zijn bij het werken met geleidende

- 27 -
materialen, omdat de ophoping van stof en deeltjes uit de omgeving
schade kan toebrengen aan elektrische componenten, kortsluiting kan
veroorzaken of andere effecten kan hebben, waaronder gereflecteerde
laserstraling .
Deze machine kan veilig worden gebruikt met de volgende materialen:
1. kunststoffen .
·Acrylonitril-butadieen-styreen (ABS)
·Nylon (polyamide, PA, enz.)
·polyethyleen
·Hogedichtheidspolyethyleen (hogedichtheidspolyethyleen,
polyethyleen, enz.)
·Biaxiaal georiënteerd polyethyleentereftalaat (BoPET, polyester,
polyester, enz.)
·Polyethyleentereftalaat (PETG, PET-G, enz.)
·Polyimide (PI, Kapton, enz.)
·Polymethylmethacrylaat (PMMA, acryl, plexiglas, fluoriet, enz.)

- 28 -
·Polyoxymethyleen (POM, acetaal, DL, enz.)
·Polypropyleen (PP, enz.)
·styreen
2.andere.
·karton
·Keramiek, inclusief bestek, tegels, etc.
·glas
·leer
·Papier en karton
·rubber
·Steen, inclusief marmer, graniet, enz.
·Textiel, waaronder katoen, suède, vilt, hennep, enz.
·Hout, waaronder kurk, MDF, multiplex, balsahout, berkenhout,
kersenhout, eikenhout, populierenhout, enz.
Let op : Zie de aanbevolen parameters voor de meest gebruikte
graveermaterialen.
Deze unit kan niet worden gebruikt met de volgende materialen of
materialen

- 29 -
die hen bevat:
· Kunstleer dat zeswaardig chroom (Cr[VI]) bevat vanwege de giftige
dampen
·Astaat vanwege de giftige dampen
·Berylliumoxide, vanwege de giftige dampen
·Broom, vanwege de giftige dampen
·Chloor, inclusief polyvinylbutyral (PVB) en polyvinylchloride (PVC, vinyl,
Sintra, etc.), vanwege de giftige dampen
·Fluor, inclusief Teflon (Teflon, Teflon, etc.), vanwege de giftige dampen
·Jodium, vanwege de giftige dampen
·Metalen, vanwege hun elektrische geleidbaarheid en reflectiviteit
·Fenolharsen, waaronder verschillende vormen van epoxyharsen,
omdat ze giftige dampen produceren
·Polycarbonaat (PC, Lexan, etc.) vanwege de giftige dampen
Let op : Als u voor alle andere materialen niet zeker bent over de
veiligheid of laserbaarheid van dit apparaat, raadpleeg dan de
bijbehorende veiligheidsinformatie.
Blad (MSDS). Er wordt speciale aandacht besteed aan informatie
over veiligheid, toxiciteit, corrosiviteit, reflectiviteit en reactie op
hoge temperaturen. U kunt ook contact opnemen met onze
supportafdeling voor meer informatie.

- 30 -
INSTALLATION
1. INSTALLATIEOVERZICHT.
Een compleet werkend systeem omvat de lasergraveerkast, de
ventilatieopeningen, alle toepasselijke verbindingskabels, evenals de
laser en toegangssleutel. De kast kan het ontwerp gebruiken dat wordt
geleverd door de meegeleverde graveersoftware door rechtstreeks
verbinding te maken met uw computer of internet; Het kan ook
ontwerpen graveren die rechtstreeks van flashdrives worden geladen.
Gebruikers kunnen andere extra accessoires configureren, zoals
roterende assen, om aan hun behoeften te voldoen .
Gebruik alleen de hardware, bekabeling en voedingen die bij het
apparaat worden geleverd of die erbij worden geleverd.
compatibel met dit apparaat. Apparatuur installeren die niet geschikt is
voor gebruik, kan leiden tot slechte prestaties, kortere servicetijd, hogere
onderhoudskosten, schade aan eigendommen en persoonlijk letsel.
Let op de specifieke vereisten voor de systeeminstallatie.
Elke klant moet zich bewust zijn van deze overwegingen voorafgaand
aan de installatie om de juiste instelling uit te voeren en veilige
laserprestaties te bereiken. Als u installatieproblemen of -problemen
hebt, neem dan contact op met onze technici en het klantenserviceteam.
Eventuele hulpapparatuur moet worden aangepast aan de hoofdeenheid.
Bij twijfel,
Neem rechtstreeks contact op met de dealer of fabrikant van dergelijke
apparatuur.

- 31 -
2. Selectie van de installatieplaats
Voordat u de graveerpen installeert, kiest u de juiste locatie voor gebruik.
Zorg ervoor dat het voldoet aan alle vereisten die in de bovenstaande
veiligheidsvoorschriften worden besproken.
informatie. De locatie moet stabiel, vlak, droog en klimaatgestuurd zijn
om een omgevingstemperatuur van 40-95°F (5-35°C) en een
omgevingsvochtigheid van minder dan 70% te garanderen. Met name
temperatuur en vochtigheid samen mogen het dauwpunt niet naderen.
Het is ook raadzaam om kamers zonder ramen te gebruiken of
jaloezieën en/of gordijnen te gebruiken om blootstelling aan de
mogelijke extra hitte van direct zonlicht te voorkomen. De locatie moet
vrij zijn van stof en andere luchtverontreinigende stoffen en goed
geventileerd genoeg om alle dampen die tijdens het graveerproces
worden gegenereerd te verwerken in overeenstemming met alle
toepasselijke wetten en voorschriften. Afhankelijk van het te verwerken
materiaal kan hiervoor de constructie van een speciaal ventilatiesysteem
nodig zijn. Het moet uit de buurt van kinderen worden gehouden;
ontvlambare, ontvlambare, explosieve of corrosieve materialen; en
gevoelige EMI-apparatuur. Het netsnoer moet
aangesloten op een compatibele en stabiele stroombron via een geaard
3-pins stopcontact. Er mogen geen andere items zijn die stroom trekken
van dezelfde zekering. Brandblusapparatuur moet in de buurt
beschikbaar zijn en het telefoonnummer van de lokale brandweer moet
duidelijk worden weergegeven.
Het is sterk aan te raden om een extra bankje bij de machine te plaatsen
Plaats geen voorwerpen op of in de buurt van de machine, omdat deze
brand- of lasergevaar kunnen opleveren.
3. DRAAD AARDING.
Het apparaat maakt gebruik van een krachtige laser. Zoals vermeld in de
veiligheidsinformatie
hierboven, het heeft extreem hoge spanningen en potentiële gevaren,
dus de gebruiker moet het stevig aarden om statische opbouw te
voorkomen. Het gebruik van een standaard 3-pins stopcontact zal

- 32 -
voldoende aarding bieden. Als u geen toegang hebt tot een 3-pins
stopcontact, moet u een aardingskabel gebruiken en ervoor zorgen dat
deze correct is aangesloten. Het distale uiteinde van de kabel moet
stevig worden bevestigd aan een metalen staaf van ten minste 8 voet
(2,5 meter) diep, of aan twee afzonderlijke metalen staven die ten minste
5 voet (1,5 meter) van de machine in de grond zijn geslagen.
Slechte aarding kan leiden tot apparatuurstoringen en een ernstig risico
op
elektrische schok. De fabrikant en/of verkoper is niet aansprakelijk voor
schade, ongelukken of letsel veroorzaakt door een slechte
aardingsverbinding.
10.PAK DE GRAVEERMACHINE UIT.
Uw graveermachine wordt geleverd in een houten koffer met
bijbehorende accessoires (waaronder
deze handleiding) verpakt in het gebied achter de voordeur. U moet de
krat op een ruime, vlakke plek zetten om uit te pakken en idealiter bent u
van plan om de machine permanent te gebruiken.
Stap 1: Als u dit nog niet gedaan hebt, verwijder dan de krat uit de doos.
rond de graveur. Rol de machine vervolgens op zijn plaats.
Stap 2: Houd de remblokken op hun plaats door de remblokken op de 2
te drukken
voorwielen.
Stap 3: Haal de toegangssleutel uit de hoofdruimte aan de voorkant van
de
machine. Haal de accessoiretas uit het gebied achter de voordeur.
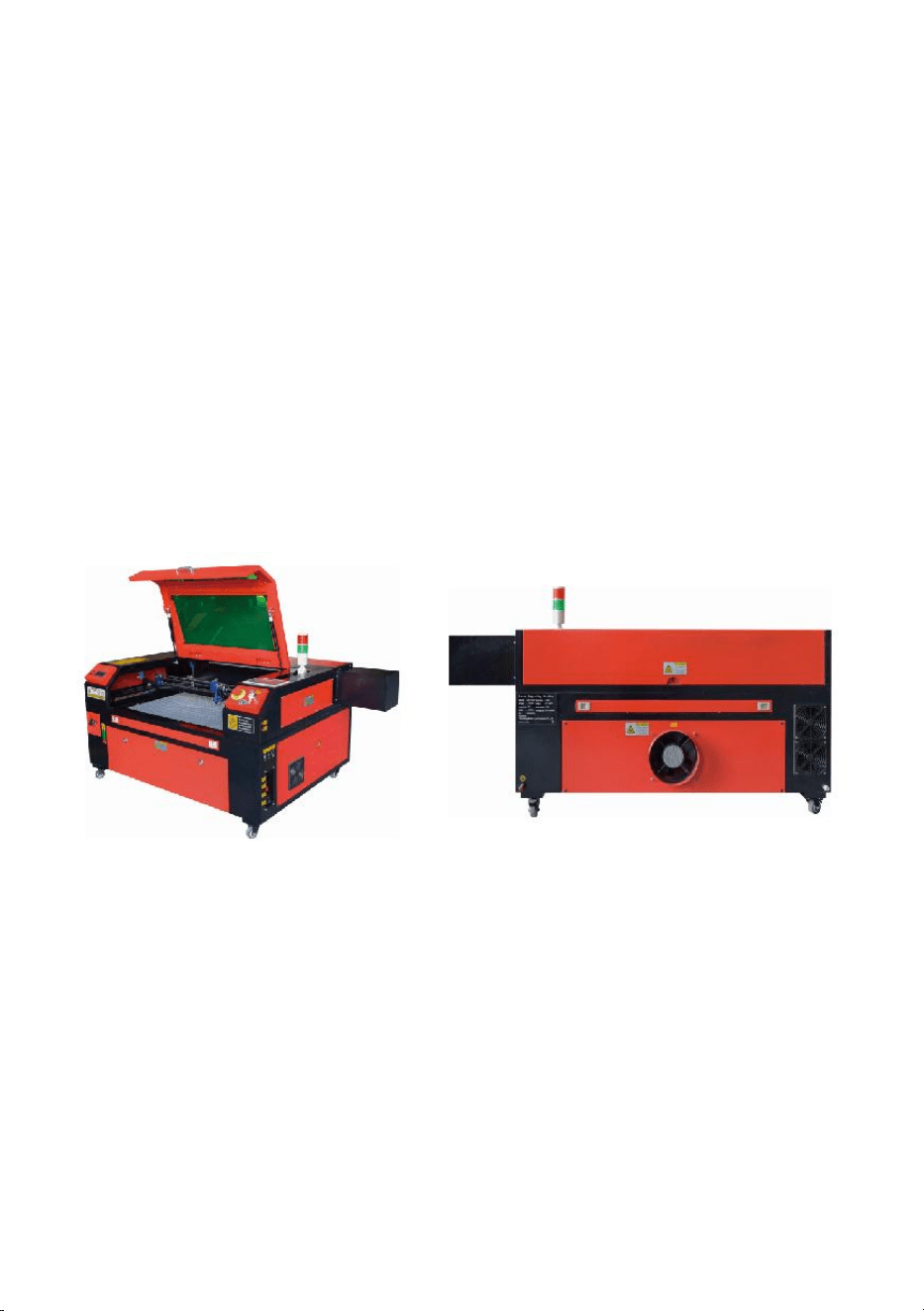
- 33 -
Controleer of u alle volgende items hebt ontvangen: netsnoer,
aardingskabel, USB- en Ethernet-kabels, USB-stick met
graveersoftware, uitlaatpijp met slangklem, set inbussleutels, acryl
focusseergereedschap, sleutels en deze handleiding .
Stap 4: Inspecteer zorgvuldig de montage van de laserbuis, de kijkhoek
venster en de rest van de machine. De laserbuis is een zeer kwetsbaar
object en moet met zorg en zo min mogelijk stoten worden behandeld.
Stap 5: Verwijder binnenin de hoofdbeugel de X-as en de
honingraat tafel.
Stap 6: U kunt de verpakking bewaren voor toekomstige retourzendingen,
maar als u deze weggooit,
van het apparaat of van de accessoires, dient u zich te houden aan de
geldende afvalverwerkingsvoorschriften.
5. HOOFDSTROOMAANSLUITING.
Controleer of het label naast het aangesloten stopcontact op de machine
overeenkomt met uw voeding. Sluit het ene uiteinde van de hoofdkabel
aan op een aansluitcontactdoos en het andere uiteinde op een
aardingscontactdoos. Schakel het apparaat in geen geval in als de
spanning niet overeenkomt.
Fluctuaties langs de lijn moeten minder dan 10% zijn. Als deze waarde
overschreden, zal de zekering doorbranden. Deze bevinden zich in de
aansluitbus en zijn extern toegankelijk. Nogmaals, sluit dit apparaat niet
aan op een standaard verlengsnoer of stekkerdoos. Sluit het

- 34 -
rechtstreeks aan op een geaard stopcontact of gebruik een
overspanningsbeveiliging met een vermogen van meer dan 2000J.
6. WATERGEKOELDE INSTALLATIE.
De meegeleverde waterpomp is van cruciaal belang voor de prestaties
en levensduur van
de graveermachine. Wanneer zo'n laser werkt zonder een goed
onderhouden koelsysteem, kan de glazen buis exploderen door
oververhitting.
Raak de watertoevoer van de graveermachine nooit aan en pas deze
nooit aan terwijl
De pomp is aangesloten.
Om de waterpomp te gebruiken, vult u een speciaal daarvoor bestemde
tank met minimaal 2 gallons (7,5 liter).
liter) gedestilleerd of gezuiverd water Dit zal geleidelijk de kwaliteit van
de graveermachine verminderen en kan zelfs leiden tot gevaarlijke
minerale ophoping.Koelsysteem. Gebruik om dezelfde reden nooit
antivries voor alle doeleinden. Gebruik aangepaste laserveilige formules
of opslag Graveermachines in klimaatgestuurde ruimtes.
Let op: er moet gedestilleerd of gezuiverd water worden toegevoegd,
geen kraanwater of rioolwater, anders wordt de levensduur
van het product verkort.
Draai om de stofkap van de waterinlaat te verwijderen en voeg
vervolgens toe
gezuiverd water of gedestilleerd water naar de waterinlaat voor de
graveermachine. Het groene bereik van de waterniveaulijn is het veilige
waterniveau, en dan kunt u de watersproeier stofkap vullen, en dan de
hoofdvoeding en watercirculatieschakelaar van de machine inschakelen.
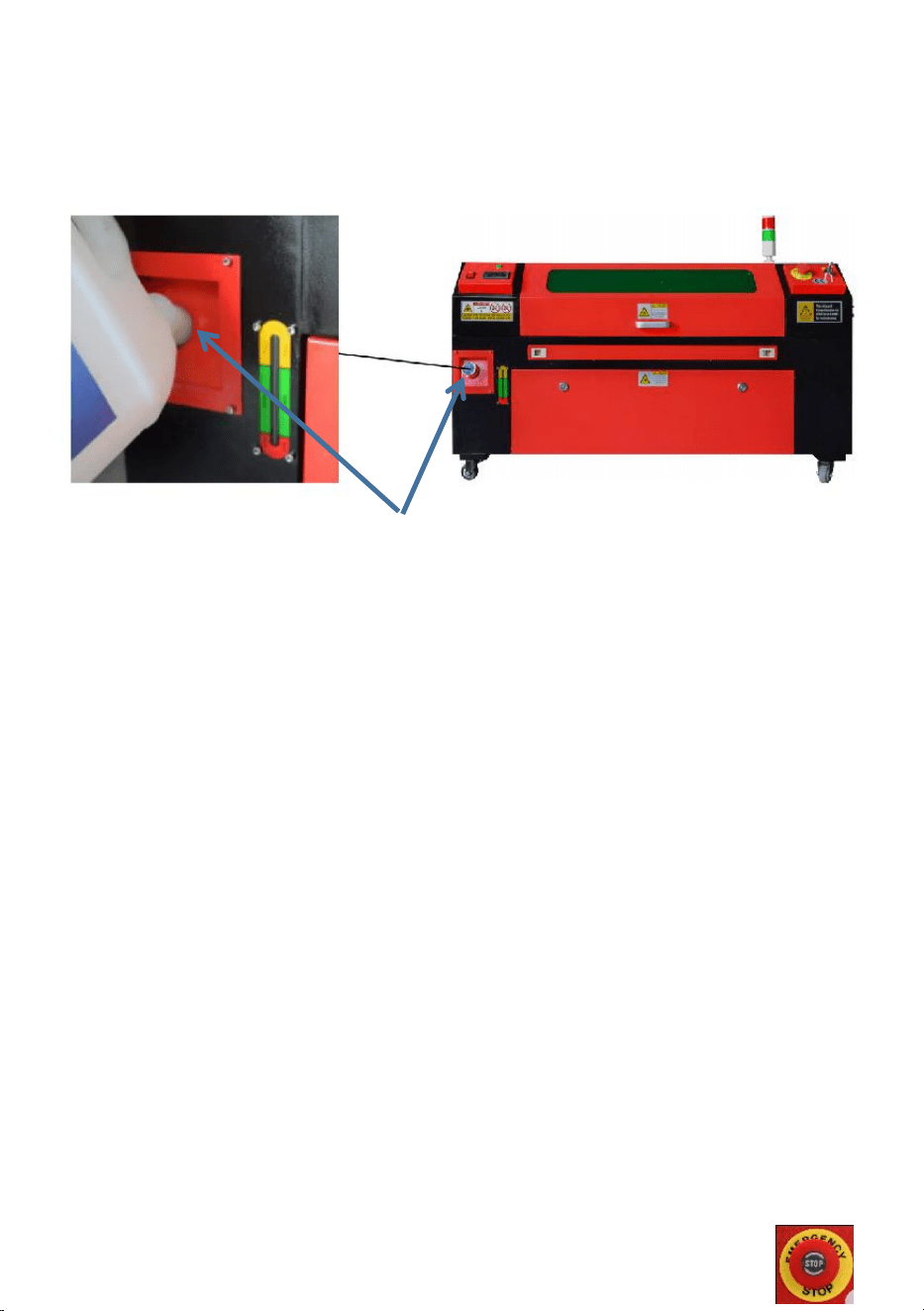
- 35 -
Let op: Het waterniveau mag niet te hoog zijn, anders loopt de
waterkoeler over.
Waterinlaat
Voordat u de laser start, moet u visueel bevestigen dat er water in zit.
stroomt door de laserbuis.
Laat het water in de tank nooit te heet worden om de laser te koelen.
Installeer een
hitte alarm of controleer de watertemperatuur regelmatig tijdens
langdurig gebruik. Als het water 100 ° F (38 ° C) begint te bereiken,
vervang het dan met koeler water. Tijdens dit proces wordt de laser
gefaseerd vervangen of wordt de laser uitgeschakeld: laat de laser nooit
werken zonder een constante stroom koelwater.
7. EERSTE TESTEN.
NOODSTOP .
Vanwege het risico op brand en andere gevaren tijdens het graveerproces,
bevat de graveermachine een grote, gemakkelijk bereikbare noodstopknop

- 36 -
bij het bedieningspaneel. Druk erop om de laserbuis onmiddellijk te
stoppen.
Wanneer uw graveermachine arriveert, is de noodstop ingedrukt en moet
deze naar rechts worden gedraaid en omhoog worden gesprongen om de
laser te laten werken. Voordat u de machine voor enig ander werk gebruikt,
moet u testen of deze goed werkt. Start het waterkoelsysteem, plaats een
stuk laserbaar schroot op het werkbed, sluit het deksel en druk op PULSE
om de laser te laten afgaan. Druk op
de noodstopknop en kijk of de laser onmiddellijk stopt. Als de laser blijft
vuren, werkt de noodstop niet en moet deze worden vervangen voordat u
de engcher gebruikt. Schakel de machine uit en neem contact op met de
klantenservice.
DEKSELSLUITING (INTERLOCK) .
Vanwege het risico op blindheid, brandwonden en andere verwondingen
door directe blootstelling aan de onzichtbare graveerstraal, is het apparaat
schakelt de laser ook automatisch uit wanneer de beschermkap tijdens het
gebruik wordt opgetild.
Nadat u er zeker van bent dat de noodstopknop goed werkt, moet u ook
testen of de dekselsluiting goed werkt voordat u andere werkzaamheden
aan de machine uitvoert. Start het waterkoelsysteem, leg een stuk
laserbaar schroot op het werkbed, sluit het deksel en druk op PULSE om
de laser af te vuren. Laat de knop los. Wees voorzichtig dat u zich niet
blootstelt aan of geraakt wordt door mogelijke gereflecteerde lasers, open
het deksel zo min mogelijk en probeer de laser opnieuw af te vuren.
Let op: Als de laser wordt uitgezonden, werkt de automatische
uitschakeling niet en moet deze worden gerepareerd voordat de
graveur wordt gebruikt. Schakel de machine uit en neem contact op
met de klantenservice.
WATERAFSLUITING .

- 37 -
Omdat ongekoelde laserbuizen gevaarlijk kunnen zijn, schakelt de graveur de
laser automatisch uit als het waterkoelingssysteem uitvalt.
Nadat u er zeker van bent dat zowel de noodstopknop als de
dekselbescherming goed werken, moet u ook testen of de waterafsluiting goed
werkt voordat u andere werkzaamheden aan de machine uitvoert. Start het
waterkoelsysteem, leg een stuk laserbaar afval op het werkbed, sluit het
deksel en druk op PULSE om de laser af te vuren. Laat de knop los. Sluit de
waterstroom af door twee slangen te krullen of vast te knopen. Let op dat u de
slang zelf niet beschadigt tijdens dit proces. Probeer de laser opnieuw af te
vuren. Als de laser wordt uitgezonden, werkt de automatische uitschakeling
niet en moet deze worden gerepareerd voordat u de graveur gebruikt. Schakel
de machine uit en neem contact op met de klantenservice. Als de laser niet
uitzendt, werkt de automatische uitschakeling prima; maak gewoon beide
slangen los om het water weer te laten circuleren en ga verder met het
instellen van de graveur.
KALIBRATIE VAN LASERPAD .
Terwijl onze fabriek uw gehele systeem kalibreert tijdens de montage, kunnen
de laserbuis, focuslens en/of een of meer spiegels tijdens de verzending uit de
uitlijning worden gedrukt. Daarom wordt aanbevolen dat u een optische
uitlijningstest uitvoert bij het instellen van uw machine. Zie het onderstaande
gedeelte Onderhoud voor stapsgewijze instructies.
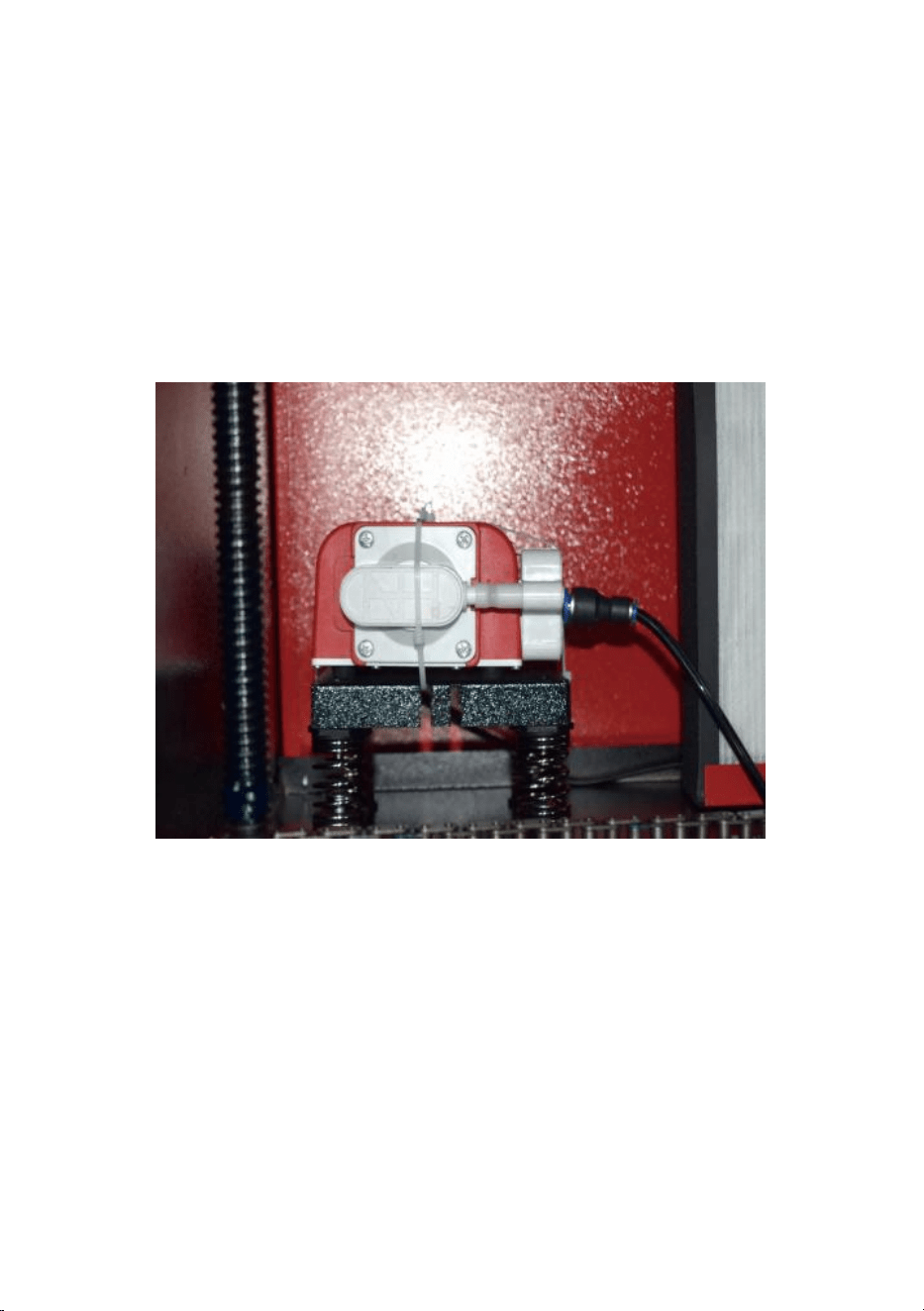
- 38 -
LUCHTONDERSTEUND .
Uw luchthulpapparatuur moet vooraf geïnstalleerd en correct bedraad zijn.
Controleer of het correct is geconfigureerd en aangesloten zoals weergegeven
in de afbeelding. Als er
Als leidingen of bedrading opnieuw moeten worden aangesloten, moet u alle
stroom naar de machine uitschakelen (inclusief het indrukken van de noodstop)
voordat u aanpassingen aan de apparatuur uitvoert.
8. VEILIGHEID .
Voor uw eigen veiligheid en de veiligheid van voorbijgangers kan deze
graveermachine worden vergrendeld met de meegeleverde sleutel. Het wordt
aanbevolen om deze te gebruiken om uw computer te vergrendelen tussen
sessies om ongeautoriseerde acties op uw computer te voorkomen .
- 39 -
OPERATION
1. OVERZICHT VAN DE WERKING.
Gebruik deze lasergraveermachine alleen volgens de instructies in deze
gebruiksaanwijzing.
handleiding. Het niet naleven van de hierin beschreven richtlijnen kan leiden tot
materiële schade en persoonlijk letsel.
In dit gedeelte worden slechts enkele van de opties en functies beschreven die de
besturingssoftware. Voordat u de machine gaat gebruiken, moet u ervoor zorgen
dat u de volledige handleiding (met name de bovenstaande veiligheidsinformatie)
hebt gelezen, evenals alle waarschuwingen die door de machine zelf worden
gegeven.
2. ALGEMENE GEBRUIKSAANWIJZING.
Stap 1. Maak het ontwerp dat u wilt graveren. U kunt dit rechtstreeks in de
graveersoftware, of u kunt elke gewenste
Stap 2. Sluit de bijbehorende apparatuur en gereedschappen aan op het
product en
sluit de voeding aan. U kunt de video op CD/USB raadplegen. Vul de
waterinlaat met gezuiverd of gedestilleerd water voor de ingebouwde
watercirculatie. Het waterniveau moet worden toegevoegd aan de groene
waterniveau-veiligheidslijn. Let op: (Het waterniveau mag niet te vol zijn, om
overstroming te voorkomen ).
Stap 3. Verwijder de rookpijp. Eén uiteinde van de rookpijp is aangesloten
aan op de rookafvoerpoort van de apparatuur en het andere uiteinde is
aangesloten op een buiten- of hulprookafzuigapparaat. Let op: (Gebruik een
buisklem om de verbinding vast te zetten om te voorkomen dat deze eraf valt.)

- 40 -
Stap 4. Trek de noodstopknop omhoog en gebruik de knoppen aan de voorkant
van
de kast om het bedieningspaneel van de graveermachine te openen. Laad het
ontwerp van uw keuze rechtstreeks vanaf een USB-stick of via de verbinding
van een computer met de graveermachine.
Stap 5. Open de graveerklep, controleer of de luchtondersteuning goed werkt en
pas de tafel indien nodig aan. Cellulaire bedden worden aanbevolen voor de
meeste toepassingen. Het bed kan worden verhoogd of verlaagd met behulp van
de Z-asbediening aan de voorkant van de kast om een verscheidenheid aan
materialen van verschillende diktes te kunnen verwerken.
Stap 6. Plaats het materiaalmonster op de werkbank. De standaardpositie bevindt
zich in
de linkerbovenhoek van de tafel. Dit kan worden gewijzigd door de locatie van uw
ontwerp of de oorsprong van de graveur te verplaatsen met behulp van het
bedieningspaneel of de graveersoftware. Om grotere materialen te verwerken,
kunt u de voor- of achterdeur openen, of beide, tegelijkertijd. Wanneer de laser
actief is, mag u niets anders dan het materiaal in het werkoppervlak steken via een
doorgangsdeur. Let vooral op dampen en stof die via deze deuren kunnen
vrijkomen. Zorg ervoor dat uw ventilatiesysteem robuust genoeg is om alle
bijproducten te absorberen of draag de noodzakelijke PBM's om de gezondheid
van gebruikers en voorbijgangers te waarborgen.
Stap 7. Focus de laser door het acryl focusgereedschap op het materiaal te
plaatsen
en til de tafel voorzichtig op. De laserkop mag de bovenkant van het
acrylgereedschap nauwelijks raken zonder enige druk uit te oefenen, zodat de
graveerafstand correct is. (Nogmaals, probeer nooit op de werkbank te staan
zonder materiaal.) De laser is op geen enkele manier gefocust. Sluit het deksel.
Stap 8. Pas het contrast en de graveerdiepte van uw ontwerp aan door
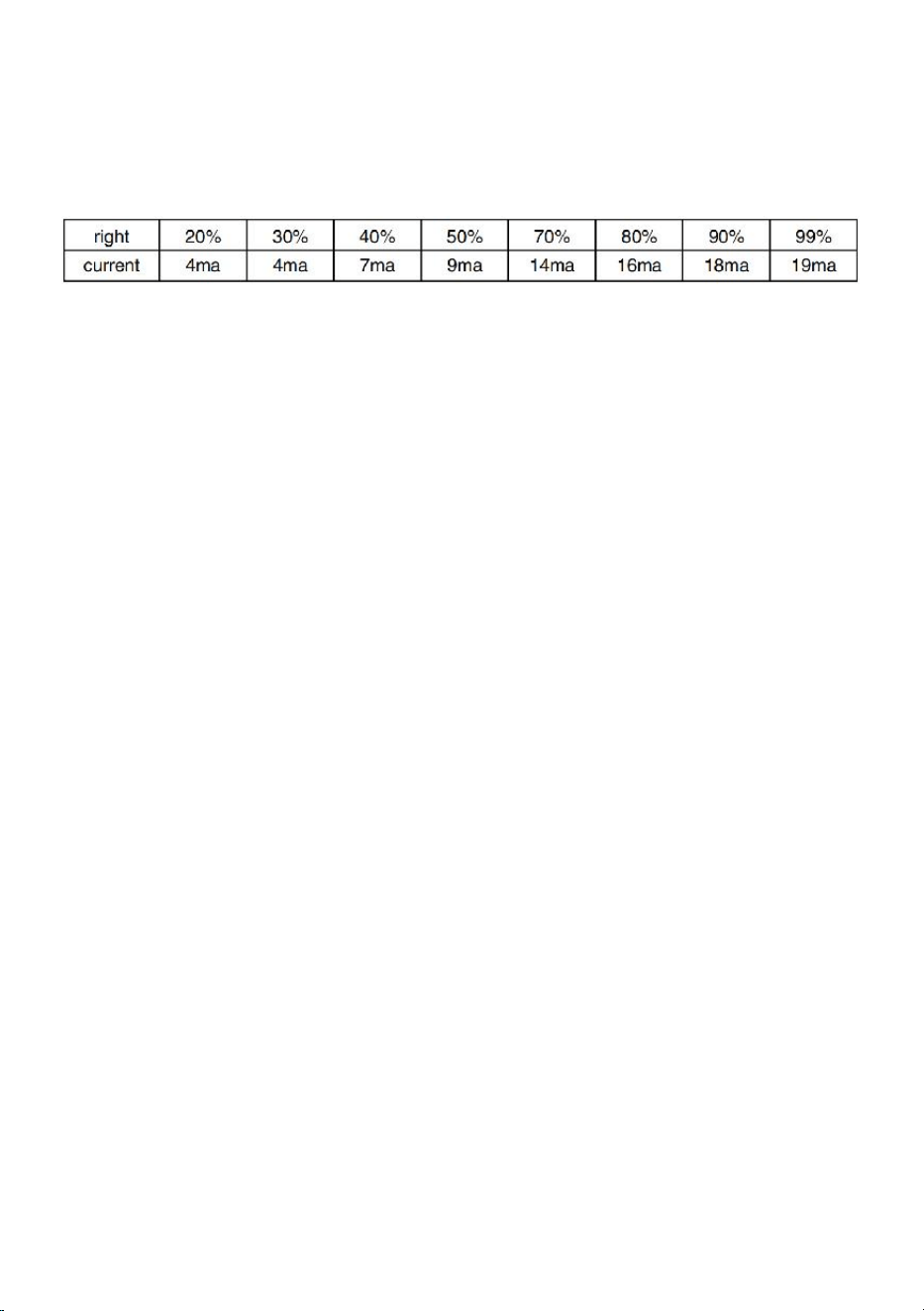
- 41 -
parameters in de graveersoftware of direct vanaf het bedieningspaneel. Als uw
graveerinstructies geven de vermogensinstelling in milliampère weer, gebruik het
volgende conversietabel om de juiste vermogensinstelling te vinden:
De minimale drempelwaarde is 10%. De laser zal niet worden uitgezonden bij een
instelling lager dan deze instelling. Het wordt niet aanbevolen om de laserbuis op
volledige belasting te gebruiken, vooral niet voor langere tijd. Het aanbevolen
maximale vermogen is ingesteld op 70%, omdat langdurig gebruik van meer dan
deze hoeveelheid de levensduur van de laser zal verkorten. Om de graveerdiepte te
vergroten, verhoogt u de energie per oppervlakte-eenheid door het vermogen van
de laser of het aantal ringen te verhogen of de snelheidsparameter te vertragen. Te
diep graveren kan echter de beeldkwaliteit verslechteren, vooral voor het
coatingmateriaal.
Houd er bij het werken met nieuwe materialen rekening mee dat u altijd moet
beginnen aan de lage kant van uw mogelijke instellingen. Als het effect niet sterk
genoeg is, kan het altijd meer dan één keer worden Herhaal de ontwerp-loop of voer
deze uit met krachtigere instellingen totdat u het gewenste effect hebt bereikt.
De resolutie moet over het algemeen worden ingesteld op 500 dots per inch. In
sommige gevallen kan het helpen om de resolutie van de afbeelding te verlagen,
waardoor inbranden en Verhoog de energie van de pulsen en verbeter zo de
kwaliteit van de beelden die in bepaalde materialen, zoals bepaalde kunststoffen,
worden geproduceerd.
Stap 9. Open de laserbuis door de lasersleutel in te brengen en te draaien. Om de
Om gevaar voor een elektrische schok te voorkomen, kunt u het beste proberen

- 42 -
de graveerder met slechts één hand tegelijk aan te raken zodra de laserbuis is
geopend.
Stap 10. Druk op run om te pauzeren en uw ontwerp te graveren. Ook als u
draag een beschermende bril en staar niet continu naar de actieve laser. Wees u
echter bewust van mogelijke problemen zoals vonken of branden en wees
voorbereid om branden snel te blussen als dat nodig is.
Stap 11. Zodra de laser stopt, controleert u de kwaliteit van de eerste run en past u
de laser aan
parameters in het bedieningspaneel of de software indien nodig om het gewenste
effect te produceren. Controleer tijdens herhaald graveren en snijden regelmatig
de tank van de pomp om de watertemperatuur onder de 100° F (38° C) te houden.
Als deze temperatuur is bereikt, stop dan met werken en laat de graveur afkoelen
voordat u hem verder gebruikt.
Stap 12. Wanneer u klaar bent met graveren, sluit u de graveersoftware en schakelt
u
de machine in de volgende volgorde: laservermogen, bedieningspaneel, eventuele
ventilatie, waterkoelsysteem en noodstroomknop. Verwijder de lasersleutel van
het bedieningspaneel.
Stap 13. Maak de werkbank volledig schoon en verwijder alle vuil uit de onderste
beugel.
3. SPECIFIEKE MATERIAALBESCHRIJVINGEN.
De volgende instructies zijn aanbevelingen die kunnen helpen om veilig te werken
met verschillende materialen. Gebruikers moeten onderzoek doen naar de
veiligheids- en graveervereisten voor hun specifieke materialen om het risico op
potentiële problemen zoals brand, gevaarlijk stof, corrosieve en giftige dampen te
vermijden. Zodra u weet dat het product veilig is of dat de juiste beschermende
uitrusting aanwezig is, kan het nuttig zijn om een testmatrix van kleine dozen te
graveren die op verschillende snelheden en vermogensinstellingen zijn geproduceerd

- 43 -
om de ideale instellingen voor uw ontwerp te ontdekken. Of begin met een laag
stroomverbruik en snelle installatie, voer het ontwerp zo vaak uit als nodig is, met
een progressief toenemende laserintensiteit.
KERAMIEK .
Bij het graveren op keramiek wordt doorgaans een gemiddeld tot hoog vermogen
gebruikt. Door meer circuits te gebruiken in plaats van een hoger vermogen en een
lagere snelheid, kunt u voorkomen dat er materiaal breekt tijdens het werkproces.
Wees u bewust van de gezondheidsrisico's die stof van het graveren van keramiek
met zich meebrengt, met name bij repetitieve industriële toepassingen. Afhankelijk
van het materiaal en de werklast kan een ventilator of zelfs een compleet
ventilatiesysteem nodig zijn om het probleem op te lossen. Ook operators en
anderen in het werkgebied moeten mogelijk ademhalingsbeschermingsmiddelen
gebruiken, zoals maskers en ademhalingsmaskers.
STEEN .
Bij het snijden van alle soorten stenen worden over het algemeen gemiddelde kracht
en gemiddelde tot hoge snelheden gebruikt. Wees, net als bij keramiek en glas, op
de hoogte van het gegenereerde stof (vooral bij repetitieve industriële toepassingen)
en neem vergelijkbare maatregelen om
de veiligheid van gebruikers en anderen op de werkplek waarborgen.
TEXTIEL .
Bij het snijden van textiel zoals stof en wol worden vaak lage kracht en hoge snelheid
gebruikt. Net als bij leer moet er speciale aandacht worden besteed aan de
mogelijkheid van brand en stof.
GLAS .
Bij het graveren van glas worden over het algemeen hoge vermogens en lage
snelheid gebruikt. Net als bij keramiek is het handig om meer cycli op een lagere
stand te draaien om scheuren te voorkomen. Bij het graveren van glas en
koolstofvezels moet voorzichtigheid worden betracht om te voorkomen dat

- 44 -
instellingen worden gecombineerd die voldoende laserintensiteit produceren om de
structurele integriteit van de vezels van hun componenten te verstoren, wat
resulteert in wazige markeringen. Persoonlijke beschermingsmiddelen moeten
worden gedragen om blootstelling van ogen, neus, mond en huid aan stof door het
gebruik van welk materiaal dan ook te voorkomen, met name bij herhaalde
industriële toepassingen. Kleding die wordt gedragen bij het werken met glasvezel
moet daarna apart worden gewassen.
LEER .
Bij het graveren van glas worden over het algemeen hoge vermogens en lage
snelheid gebruikt. Net als bij keramiek is het handig om meer cycli op een lagere
stand te draaien om scheuren te voorkomen. Bij het graveren van glas en
koolstofvezels moet voorzichtigheid worden betracht om te voorkomen dat
instellingen worden gecombineerd die voldoende laserintensiteit produceren om de
structurele integriteit van de vezels van hun componenten te verstoren, wat
resulteert in wazige markeringen. Persoonlijke beschermingsmiddelen moeten
worden gedragen om blootstelling van ogen, neus, mond en huid aan stof door het
gebruik van welk materiaal dan ook te voorkomen, met name bij herhaalde
industriële toepassingen. Kleding die wordt gedragen bij het werken met glasvezel
moet daarna apart worden gewassen.
METAAL .
CO2-lasergraveermachines mogen niet worden gebruikt om metaal te markeren,
graveren of snijden. Ze zijn het meest geschikt voor het bewerken van coatings die
op metalen substraten zijn aangebracht, en er moet op worden gelet dat niet wordt
geprobeerd om op het onderliggende metaal zelf te werken. Er zijn verschillende
coatings beschikbaar die specifiek zijn voor CO2-graveren, en gebruikers moeten de
meegeleverde instructies volgen, aangezien de parameters variëren afhankelijk van
het product en het metaal. Over het algemeen moet het werk van de
aluminiumcoating sneller worden gedaan met een lager vermogen, terwijl het werk
van de staalcoating langzamer kan worden gedaan met een hoger vermogen.
KUNSTSTOF .
Het plastic dat voor graveren wordt gebruikt, is er in veel verschillende kleuren en

- 45 -
diktes en heeft veel verschillende coatings en afwerkingen. De meeste beschikbare
kunststoffen kunnen goed worden gegraveerd en gesneden met lasers. Kunststoffen
met microporeuze oppervlakken lijken de beste resultaten te geven, omdat er
minder oppervlaktemateriaal hoeft te worden verwijderd. Bij het graveren van
kunststoffen worden over het algemeen instellingen met een laag vermogen en een
hoge snelheid gebruikt. Markeren en graveren met te veel vermogen of een te lage
snelheid kan te veel energie concentreren op het contactpunt, waardoor het plastic
smelt. Dit kan onder andere
produceren slechte snijkwaliteit, giftige dampen en zelfs branden. Hoge resolutie
graveren kan hetzelfde probleem veroorzaken, dus lage tot gemiddelde resolutie
ontwerpen zouden de voorkeur moeten krijgen voor de meeste kunststoffen.
RUBBER .
De verschillende samenstellingen en dichtheden van het rubber resulteren in licht
verschillende graveerdieptes. Het wordt sterk aanbevolen om monsters van specifiek
rubber te testen voor de beste resultaten. Bij het graveren van rubber wordt vaak
een consistente hoge vermogensinstelling gebruikt en het effect wordt gecreëerd
door de snelheid van de laser te variëren. Microcellulaire rubbermaterialen vereisen
veel hogere snelheden dan standaardrubber. Het graveren van elk type rubber
produceert veel stof en gassen. Afhankelijk van de werklast kunnen
ademhalings-PBM en/of een compleet ventilatiesysteem vereist zijn om het
probleem op te lossen.
PAPIER EN KARTON .
Bij het graveren van verschillende papierproducten worden doorgaans lage tot
gemiddelde kracht en hoge snelheid gebruikt. Testmonsters per batch, aangezien
alleen kleine parameterverschillen het effect van te licht zijn kunnen onderscheiden
van het effect van doorbranden van het substraat. Net als bij leer wordt er speciale
aandacht besteed aan de mogelijkheid van brand en stof dat ontstaat bij herhaalde
toepassingen.

- 46 -
HOUT .
Net als bij rubber zijn er veel verschillende soorten hout en is het testen van uw
specifieke materiaal essentieel om de beste resultaten te krijgen. Over het algemeen
zijn houtsnijwerken met een consistente nerf en kleur uniformer. Geknoopt hout
creëert een ongelijkmatig effect, terwijl harshout een groter randcontrast creëert.
Sommige zachte houtsoorten, zoals balsa, kurk en grenen, snijden goed (hoewel met
een laag contrast) bij lage of gemiddelde vermogensinstellingen en bij hoge
snelheden. Andere vezels zoals spar kunnen worden beïnvloed door ongelijkmatige
vezels en zullen vaak slechte resultaten opleveren, wat u ook doet. Harde
houtsoorten zoals kersen en eiken snijden goed bij hoge vermogensinstellingen en
lage snelheden. Kunstmatige houtproducten kunnen per merk verschillen,
voornamelijk op basis van hun lijmsamenstelling en overvloed. MDF werkt goed,
maar creëert donkere randen bij het snijden.
Naast het brandrisico van elk houtproduct, moet er extra voorzichtig worden
omgegaan met rook van lijm die wordt gebruikt in multiplex en ander kunstmatig
hout. Sommige zijn te gevaarlijk om te gebruiken, terwijl andere zorgvuldige
ventilatie en herhaalde industriële toepassingen vereisen met behulp van ademende
PBM. Houttoxiciteit moet ook worden gecontroleerd, aangezien stof van sommige
natuurlijke houtsoorten, waaronder oleander en taxus, ook genoeg misselijkheid en
hartproblemen kan veroorzaken.
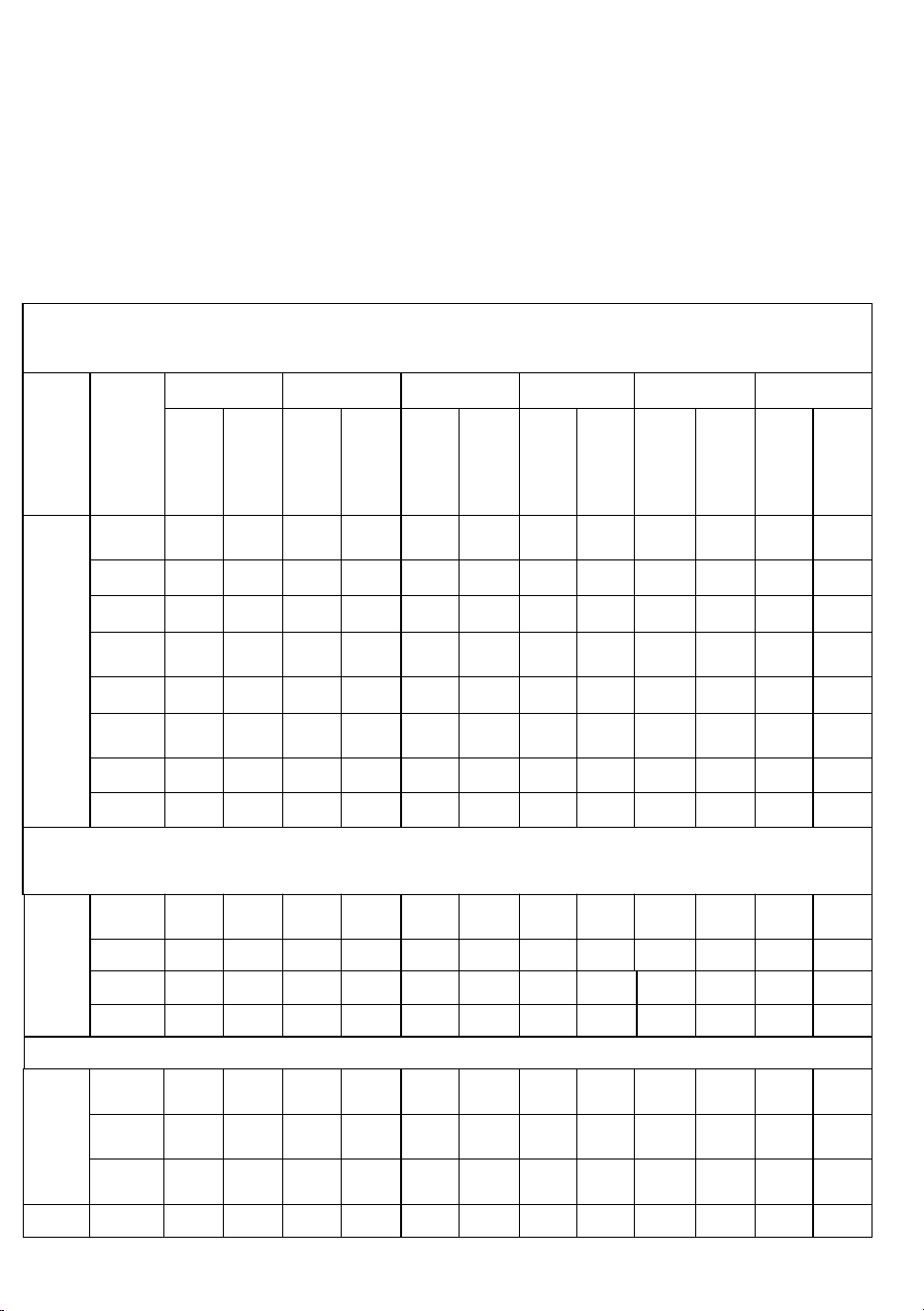
- 47 -
Raadpleeg Gebruiksgegevens .
HET WORDT AANGERADEN OM HET VERMOGEN IN TE STELLEN OP 80
materi
aal
dikte
50W
60W
80W
100W
130W
150W
Snelst
e
gesch
atte
snelh
eid
Optim
ale
snelhe
id
Snelst
e
gesch
atte
snelh
eid
Optim
ale
snelhe
id
Snelst
e
gesch
atte
snelh
eid
Optim
ale
snelhe
id
Snelst
e
gesch
atte
snelh
eid
Optim
ale
snelh
eid
Snelst
e
gesch
atte
snelhe
id
Optim
ale
snelh
eid
Snelst
e
gesch
atte
snelh
eid
Optim
ale
snelh
eid
acrylz
uur
3mm
15/J
aar
10S
20S
15S
25 /S
20/Ja
ar
30S
25S
35/S
Jare
n '30
40/S
35S
5 mm
8S
5S
10S
7/S
12/S
8S
15/S
10S
17/S
12/S
21/Z
15/S
8 mm
4S
2S
5S
3/S
9/S
5S
10S
6S
12/S
8S
15S
10S
10 mm
4S
2/S
6/Ja
ar
3S
7/S
4S
8/S
5S
11/S
7S
15mm
3/S
1S
4S
2S
5/S
3S
7/S
4S
20mm
3/S
1/S
4S
1 .
5/S
25mm
30mm
Laservermogen 90 % : Bij het snijden van acryl moet aandacht worden besteed aan de luchtstroomregeling , het oppervlak van het
materiaal dat wordt geblazen , moet klein zijn of zijdelings worden ontgeblazen, wat de gladheid van het acryl kan garanderen , en
het acryloppervlak moet luchtcirculatie hebben om brand te voorkomen .
Acryl
3 mm
9/S
7/S
15/S
12S
20/S
15S
23S
18/S
25/S
20S
Jare
n '30
25/S
5 mm
5/S
3S
10S
8/S
13/S
10S
15S
13/5
18/S
15/S
21/Z
18/S
10 mm
5/S
3S
7/S
5S
9S
6S
12S
9/S
15mm
4S
3/S
7/S
5/S
Laservermogen 9 0
%
: Houtsnijden regelt voornamelijk de luchtstroom, hoe groter de luchtstroom, hoe sneller de snijsnelheid
PVC
2mm
35/S
32/S
jaren
50
45S
60/ja
ren
58/S
jaren
70
68/S
80/jar
en
78/S
jaren
90
88/S
3mm
30/Ja
ar
27S
40/S
38S
50/ja
ren
48/S
jaren
60
58/S
Be/S
68/S
jaren
80
7a/S
4mm
25/Ja
ar
20S
35/S
30S
45/S
40S
55S
50/ja
ren
65/S
63/S
75S
7/S
lap
een
40/Ja
38/S
60/ja
58S
100/j
98/S
200S
195S
300/S
295/
400S
395S
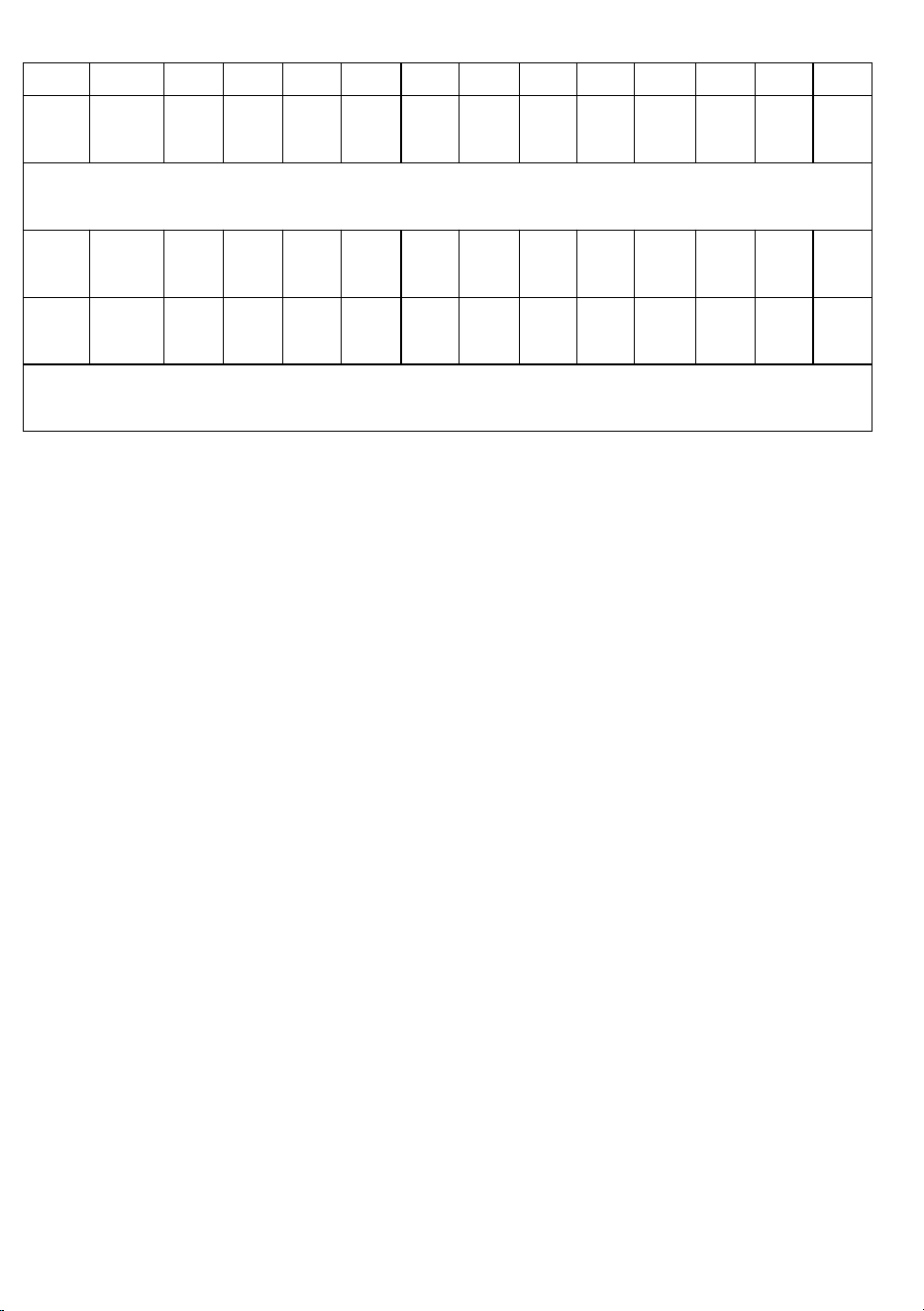
- 48 -
bed
ar
ren
aar
S
leer
een
bed
15/Ja
ar
12/1
2
20/J
aar
17/de
cemb
er
25/J
aar
20/Ja
ar
30S
25/J
aar
40/Ja
ar
35/S
45S
40/Ja
ar
Het is aan te raden om een focuslens te gebruiken met een brandpuntsafstand van 50,8, met een laserbuis van 60W-100W en een
kleine
hoeveelheid luchtcompressor , wordt aanbevolen om te stoppen bij 50%-70% vermogen.
Papier
mijn
numme
r is er
80/ja
ren
40S
120S
40S
150/
S
40/S
250S
40/S
350/S
40/S
450S
40/S
B l -c
ol of
steek
2mm
15/Ja
ar
13S
25S
20S
36/S
30S
40S
35/S
45S
40S
55S
50/ja
ren
Bij het snijden van tweekleurige platen en PVC- parameters , bij het snijden van papier moet rekening worden gehouden met de
aanpassing van het laservermogen, hoe hoger
hoe kleiner het percentage laservermogen hoe sterker het vermogen van de laserbuis wordt aangepast
4.CONSOLEBESCHRIJVING.
OVERZICHT .
U kunt de graveur rechtstreeks bedienen vanaf het ingebouwde
bedieningspaneel, direct aangesloten op een computer, of via internet.
Voor meer informatie over het bedienen van de graveersoftware,
raadpleegt u de aparte handleiding. Het ingebouwde bedieningspaneel
maakt het mogelijk om de laser handmatig te bedienen, of het ontwerp kan
worden gegraveerd op flash drives en externe harde schijven die zijn
aangesloten op de USB-poort aan de rechterkant van de kast.
Voor handmatige bediening kunnen de pijltjestoetsen worden gebruikt om
de laserkop langs de X- en Y-asgeleiders te bewegen en de PULSE-knop
kan worden gebruikt om de laser af te vuren. Elke keer dat de pijltjestoets
wordt ingedrukt, kan de laserkop worden ingesteld om binnen een
ingestelde afstand vast te lopen door op MENU te tikken en de parameters
onder "Handmatige instellingen+" aan te passen. De laser kan worden
ingesteld om gedurende een vaste periode te zenden door op MENU te
drukken en de parameters onder "Laserinstellingen+" aan te passen. Alle
knoppen en menu's moeten in het Engels zijn gemarkeerd. Als dat niet het

- 49 -
geval is, drukt u op MENU en gaat u naar de bovenste knop in de
rechterkolom
om de taalinstellingen van de console te wijzigen.
Om een ontwerp te laden van een FAT16 of FAT32 geformatteerde
flashdrive of externe harde schijf, druk op MENU, selecteer "File", dan
"Udisk+", en dan "Copy to Memory". Selecteer het ontwerp in het File
menu, en selecteer Run. Verschillende parameters kunnen worden
aangepast met behulp van de menu's en submenu's van de console,
inclusief het instellen van meerdere oorsprongen om een ontwerp vier keer
in één sessie op een materiaal te graveren .
Wanneer u het ontwerp vanaf de console uitvoert, is dit het hoofdscherm.
Het ontwerp moet in de linkerbovenhoek worden weergegeven en de
naam, samen met de huidige snelheids- en vermogensinstellingen,
moeten in de rechterbovenhoek worden weergegeven. De positie van de
laserkop ten opzichte van de tafel wordt weergegeven als X- (horizontaal)
en Y- (verticaal) coördinaten. De Z-coördinaat geeft de hoogte van de
werkbank zelf weer. De U-coördinaat kan worden geconfigureerd om de
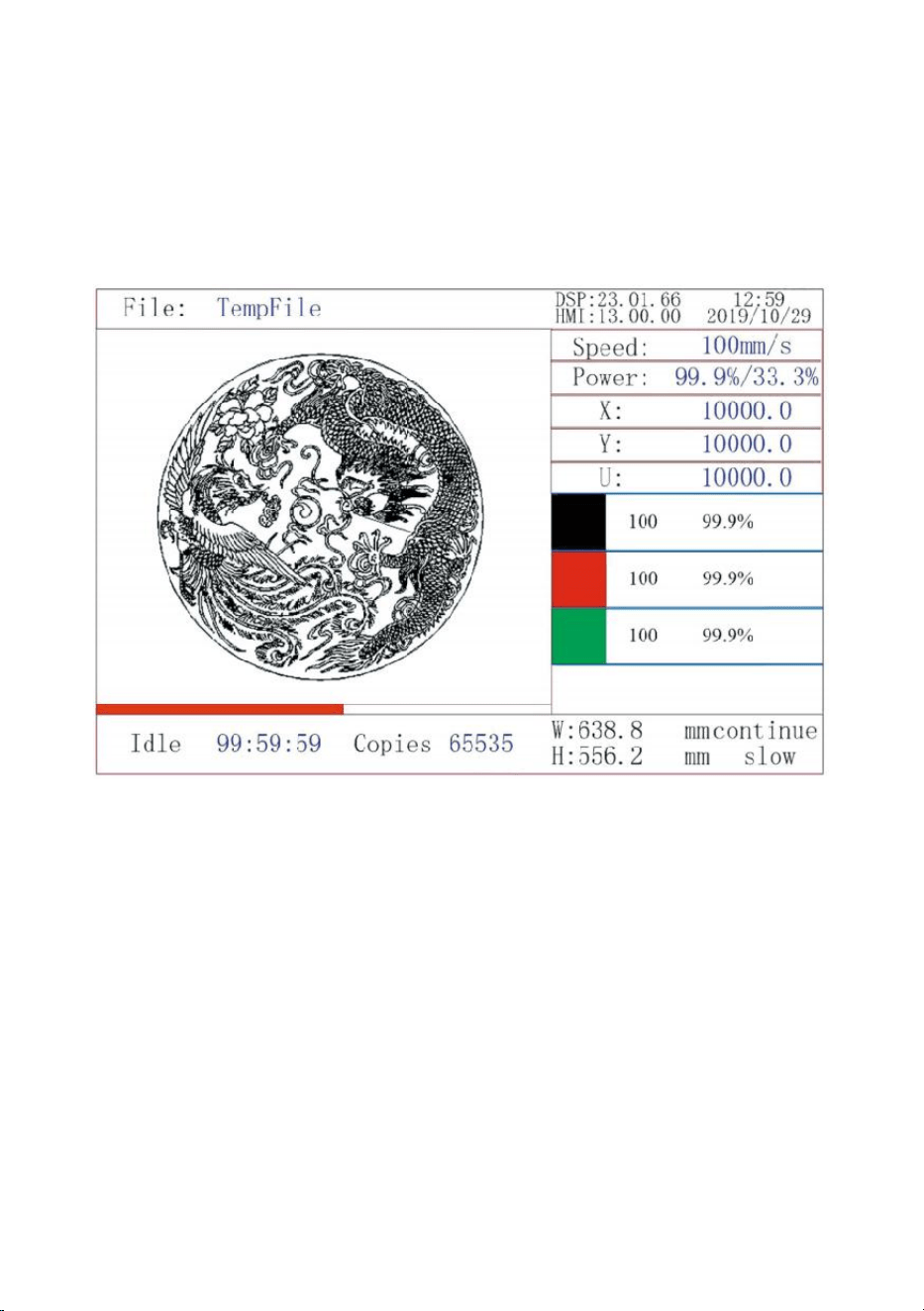
- 50 -
rotatie-as of automatische invoer te regelen, indien geïnstalleerd.
Daaronder bevinden zich lagen met instructies over hun individuele
snelheid (in mm/s) en maximaal vermogen als percentage van het
nominale vermogen van de machine. Het aantal batches in de
linkerbenedenhoek registreert het aantal keren dat het huidige ontwerp in
één sessie is gegraveerd.
Zoals de knop aangeeft, drukt u op Uitvoeren/Pauzeren om te beginnen
met het graveren van het geladen patroon. U kunt het graveren indien
nodig pauzeren.
In geval van een noodgeval zoals brand, mag u het bedieningspaneel niet
gebruiken om het graveren te pauzeren of te stoppen. Druk onmiddellijk op
de noodstopknop.
STEL HET LASERVERMOGEN IN .
Wanneer u in de hoofdinterface op ENT drukt, selecteert het cursorvak in
eerste instantie de parameter 'Snelheid'.
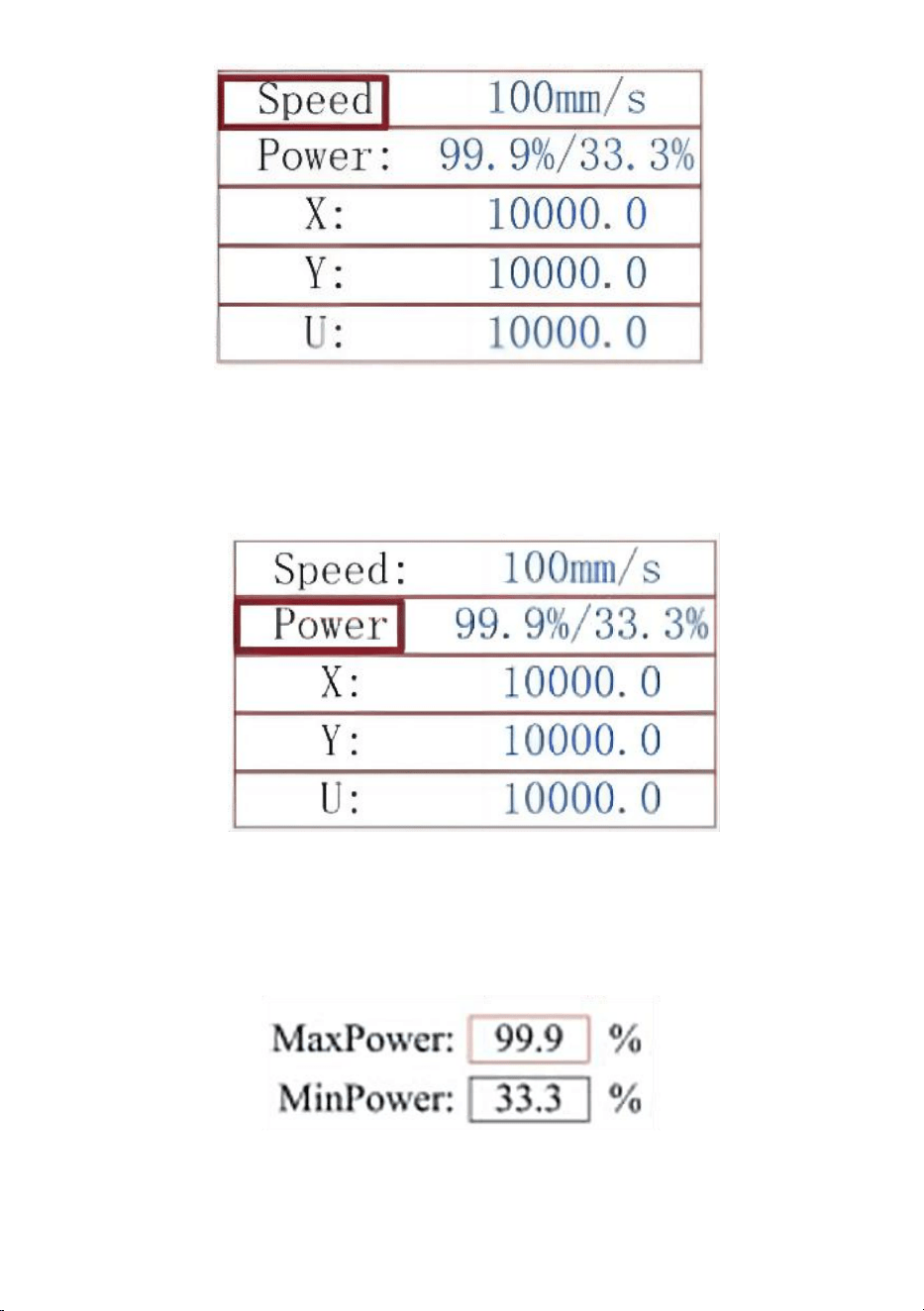
- 51 -
Druk op de toetsen ▲ en ▼ om tussen parameters te schakelen.
Selecteer de parameter Power.
Druk op ENT wanneer de rode cursor op Power staat. Druk op de toetsen
▲ en ▼ om de parameterwaarde te wijzigen.
Druk op ENT om uw wijzigingen op te slaan.
Druk op ESC om de wijzigingen ongeldig te maken en terug te gaan
naar de hoofdinterface.
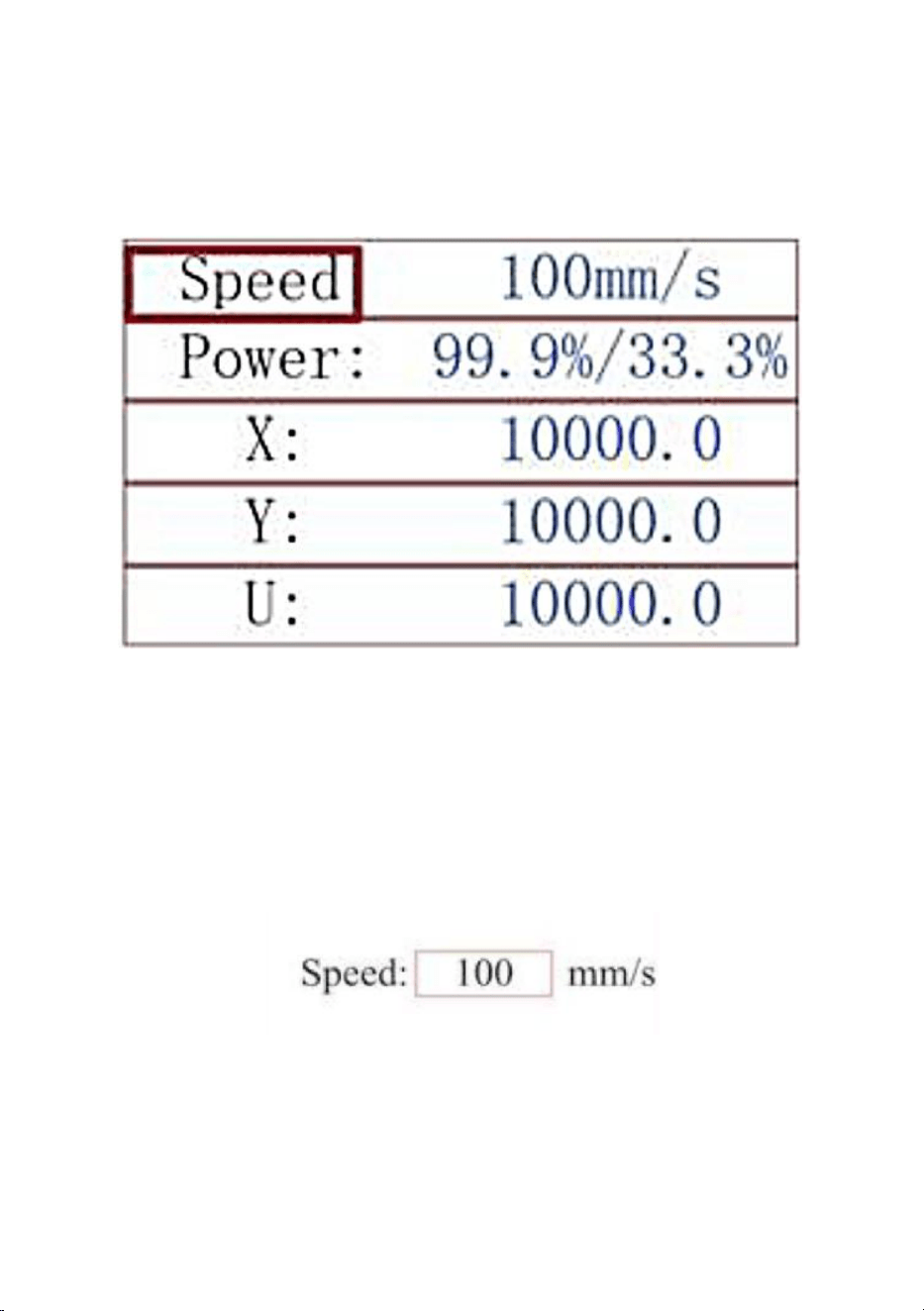
- 52 -
STEL DE LASER SNELHEID IN
Wanneer u in de hoofdinterface op ENT drukt, selecteert het cursorvak
aanvankelijk de parameter 'Snelheid' .
Druk nogmaals op de ENT-toets om deze interface te openen.
Druk op de toetsen ▲ en ▼ om de parameterwaarde te wijzigen.
Druk op ENT om uw wijzigingen op te slaan.
Druk op ESC om de wijzigingen ongeldig te maken en terug te gaan naar
de hoofdinterface.
FUNCTIEMENU .
Druk op het menu op de hoofdinterface om de menu-interface te openen:
Druk op de toetsen ▲ en ▼ om het item te selecteren en druk
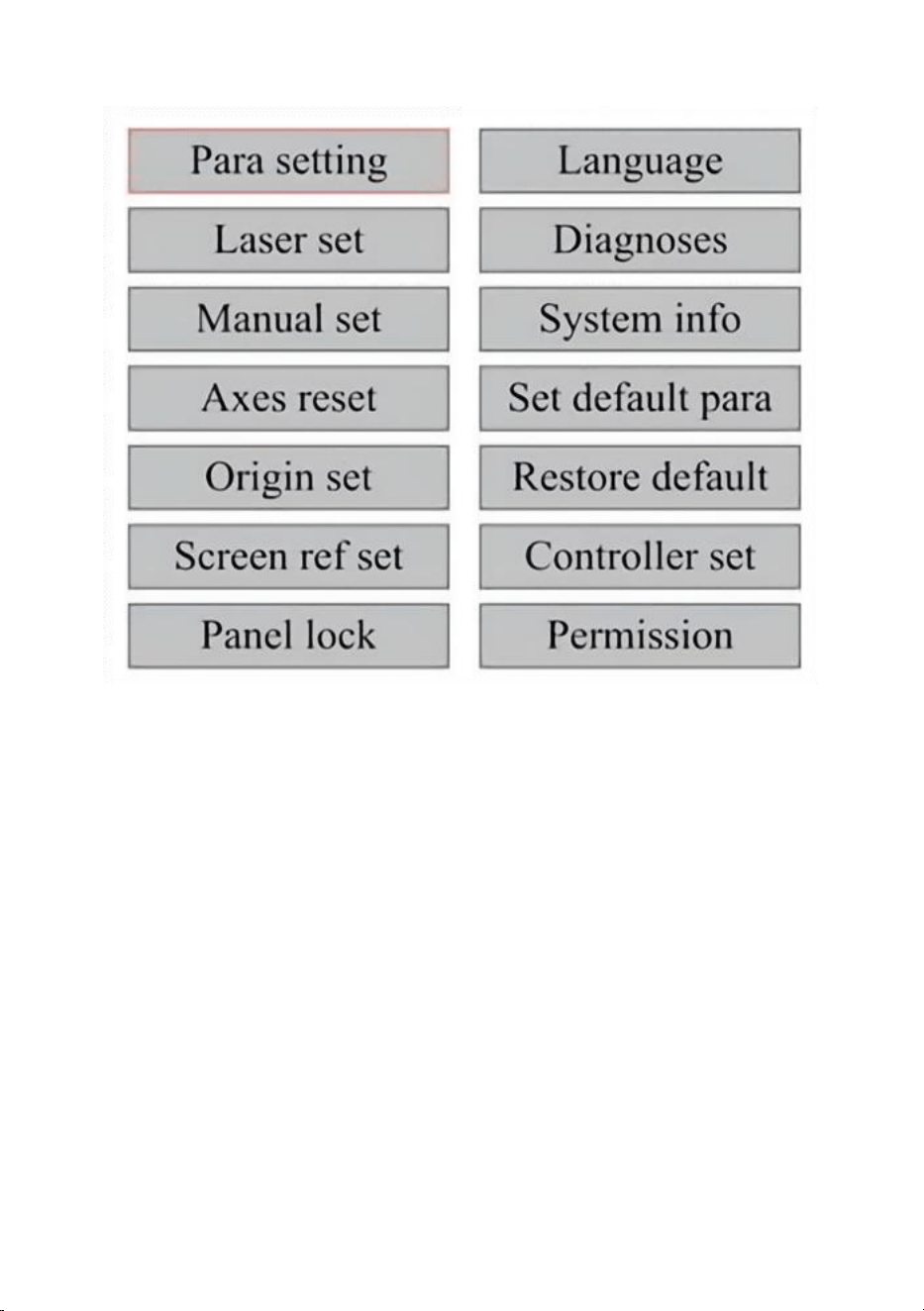
- 53 -
vervolgens op ENT om het bijbehorende submenu te openen .
PAS DE Z-AS AAN .
Wanneer Z Move is geselecteerd, drukt u op ◄ of ► om de beweging
van de Z-as te regelen terwijl de sensorkit is geïnstalleerd.
PAS DE U-AS AAN .
Wanneer U Move is geselecteerd, drukt u op ◄ of ► om de beweging
van de U-as te regelen. Dit kan worden gebruikt om de rotatiepositie van
de rotatie-as of de lineariteit van de automatische invoer te regelen
(posities worden apart verkocht) als beide Installatie.
RESET DE AS .
Wanneer Shaft Reset+ is geselecteerd, druk op ENT. Op het linkerdisplay
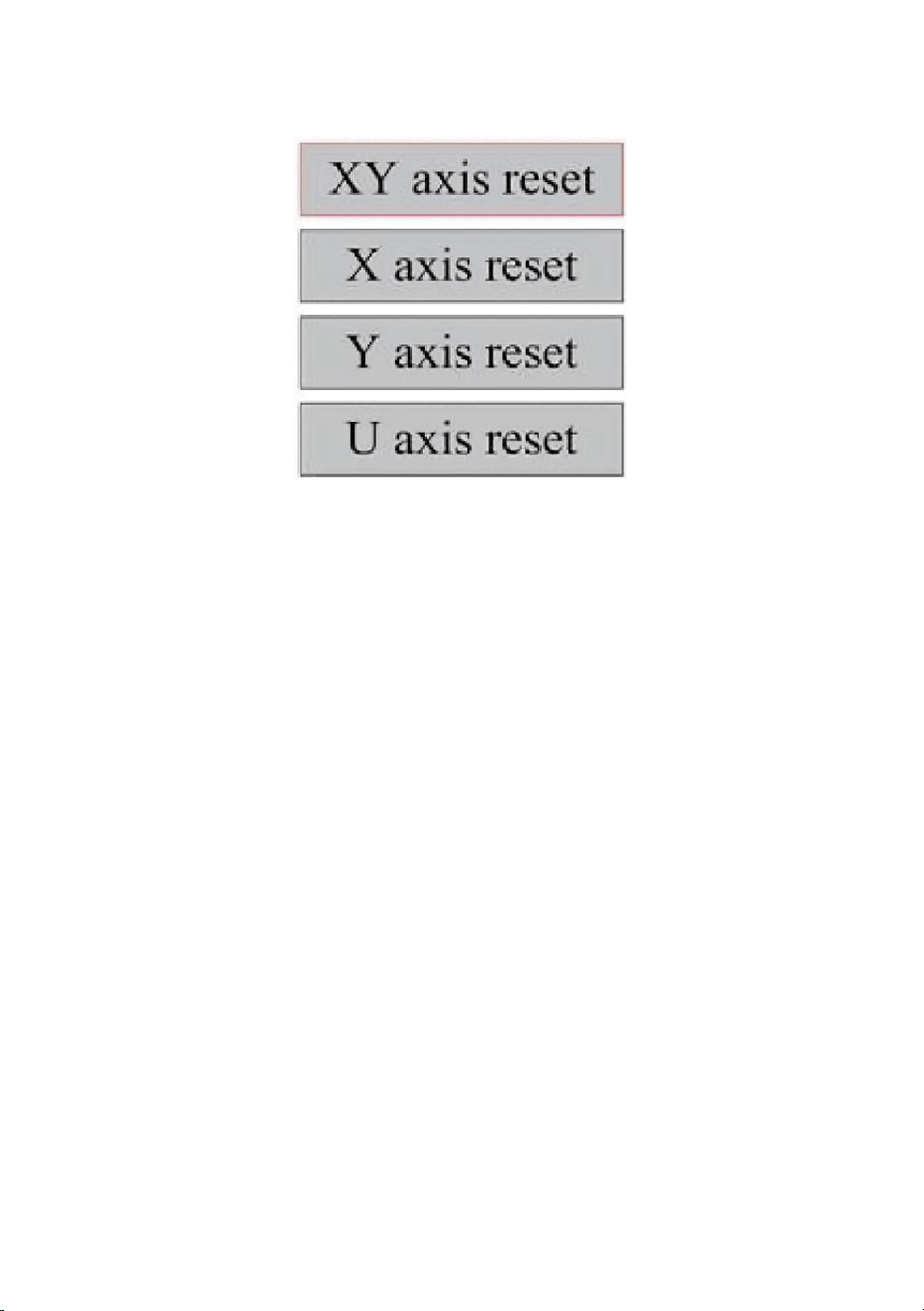
- 54 -
verschijnt: Druk op ▲ of ▼ om een item te selecteren.
Druk op ENT om het resetten van de geselecteerde as te starten. Het
bericht "Reset bezig" verschijnt op het scherm.
Zodra dit is gebeurd, verdwijnt het bericht automatisch en keert het
systeem terug naar de hoofdinterface.
PAS DE LASERINSTELLINGEN AAN .
Nadat u de laserinstellingen hebt geselecteerd en op ENT hebt gedrukt,
wordt op het linkerdisplay het volgende weergegeven: De
bedieningsmethode is hetzelfde als bij de vorige instelling. Wanneer u
Doorgaan selecteert, drukt u op PULSE om de laser af te vuren en laat u
de toets los om het vuren te voltooien. Wanneer u klaar bent met het
maken van aanpassingen, slaat u deze op door de ENT-toets te selecteren
om te schrijven of door op de ESC-toets te drukken om te verlaten zonder
de wijzigingen op te slaan. Lezen kan opgeslagen parameters laden.
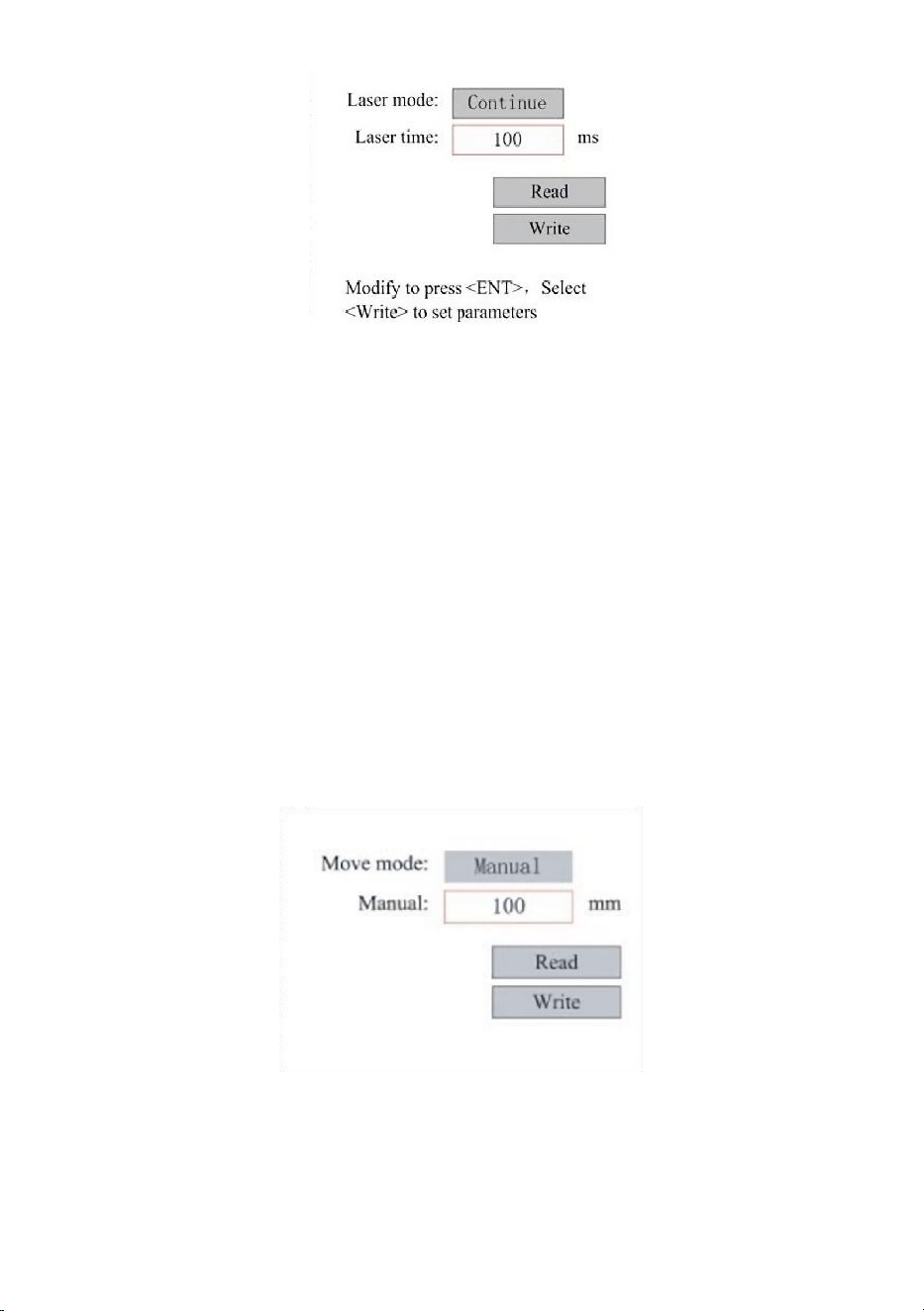
- 55 -
PAS DE LASERBEWEGINGSMODUS AAN .
Wanneer u Handmatige instellingen selecteert, drukt u op ENT en wordt de
linkerkant weergegeven: Wanneer de bewegingsmodus "Continu" is, werkt
de handmatige jog-parameter niet. Wanneer deze wordt gebruikt om de
laserkop handmatig te verplaatsen, verplaatsen de pijltjestoetsen deze
continu totdat ze worden losgelaten. Wanneer de bewegingsmodus "Jog"
is, verplaatst de laserkop zich elke keer dat de pijltjestoetsen worden
ingedrukt, precies over de afstand die in deze parameter is opgeslagen.
Gebruik de richtings- en ENT-toetsen om omhoog of omlaag aan te passen.
Wanneer u klaar bent met het maken van aanpassingen, slaat u ze op door
de ENT-toets te selecteren om te schrijven of door op de ESC-toets te
drukken om te verlaten zonder de wijzigingen op te slaan. Lezen kan
opgeslagen parameters laden.
BEPAAL DE OORSPRONG .
Wanneer u op het vakje op de oorsprongset drukt, drukt u op ENT. Het
dialoogvenster aan de linkerkant verschijnt:
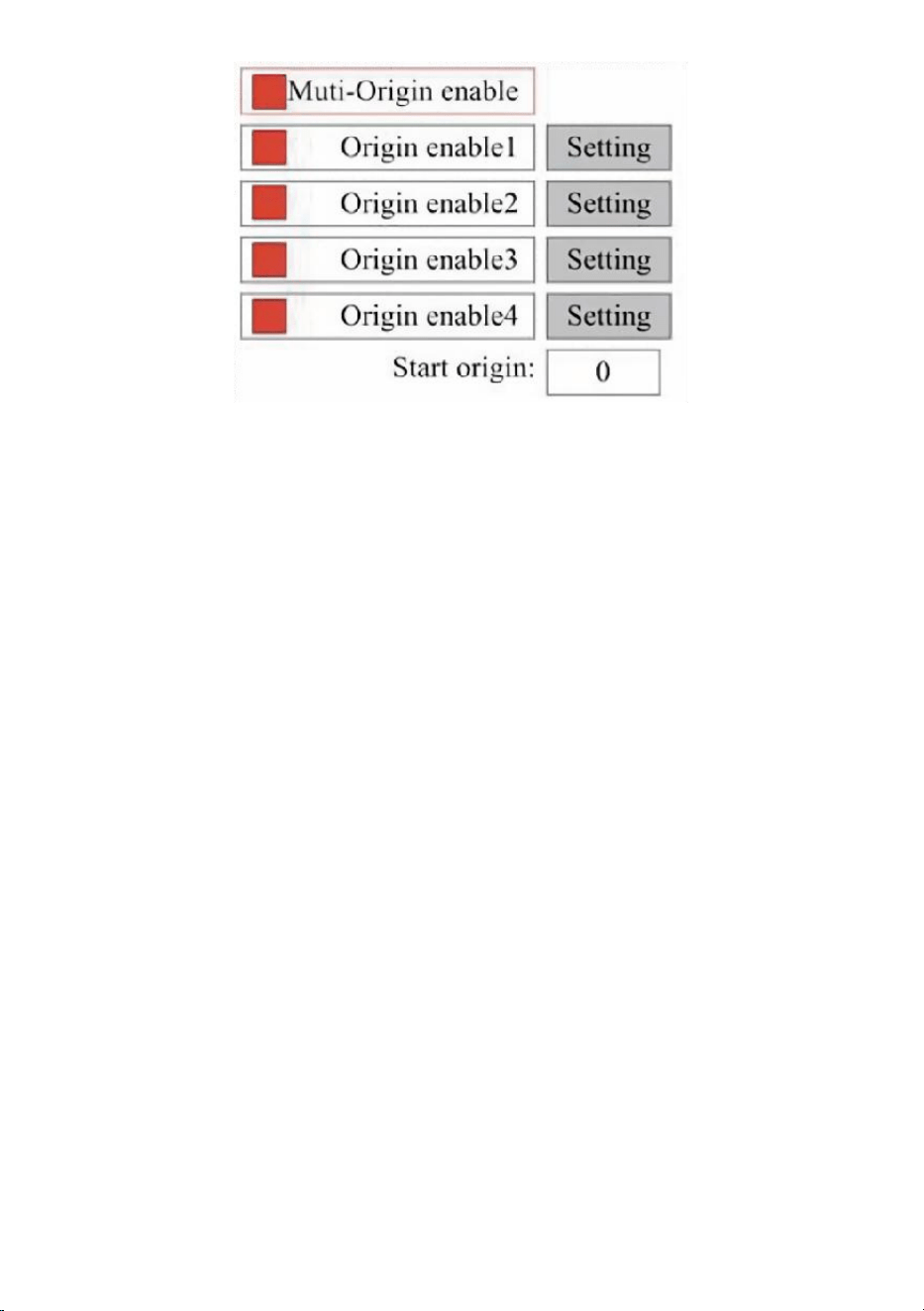
- 56 -
Druk op FN om een item te selecteren. Nadat u Multi-Source Enable hebt
geselecteerd, drukt u op ENT om het item in of uit te schakelen. Wanneer
ingeschakeld, is het kleine vakje rood en wanneer uitgeschakeld, is het
kleine vakje grijs. Wanneer u Set Origin of Next Origin selecteert, drukt u
op ◄ of ► om een waarde te selecteren. Vergeet niet om op ENT te
drukken om de wijziging te verifiëren wanneer u de parameter Set Origin
wijzigt. Wanneer u de interface sluit, worden de parameters automatisch
opgeslagen.
De details van elk item zijn als volgt:
·Stel Origin 1/2/3/4 in: Nadat u de instelling voor meerdere origines hebt
ingeschakeld, plaatst u de cursor op de instelling Origin 1/2/3/4. Druk op
ENTER op uw toetsenbord
toets, het systeem neemt de coördinaten als de overeenkomstige
coördinaten van de oorsprong 1/2/3/4.
·Bron inschakelen 1/2/3/4: Wanneer de instelling voor meerdere bronnen
is ingeschakeld, kunnen vier bronnen ook afzonderlijk worden
uitgeschakeld en ingeschakeld.
Wanneer multi-origin logica is geselecteerd, het nummer van de volgende
oorsprong 1 is en vier oorsprongen zijn ingeschakeld, wordt het werk elke
keer gebruikt wanneer het wordt gestart, wanneer de functie bestand

- 57 -
opslaan wordt gestart (via toetsenbord of pc) of wanneer een
verwerkingsbestand wordt geüpload naar een pc en het bestand
'Oorsprong als oorsprong nemen' is geselecteerd.
Verschillende oorsprongen. De volgorde van rotatie van de oorsprong is 1
→2→3→4→1→2... Als u een verwerkingsbestand uploadt naar uw pc en u
selecteert Huidige oorsprong voor het bestand, zal het systeem altijd de
huidige oorsprong gebruiken.
STANDAARDPARAMETERS INSTELLEN .
Wanneer de feiten zijn ingesteld. Selecteer de alinea en de huidige
parameters van de machine worden opgeslagen als hun
standaardwaarden. Ze kunnen vervolgens worden opgehaald met de
opdracht Standaardparameters herstellen. Het wordt aanbevolen dat u de
werkelijke fabrieksinstellingen van uw machine opslaat, zodat deze indien
nodig eenvoudig kunnen worden hersteld.
Als het wachtwoord is ingeschakeld, drukt u op ◄ of ► en ▲ of ▼ om
het wachtwoord te selecteren en drukt u vervolgens op ENT om het
wachtwoord op te slaan.
HERSTEL DE STANDAARDPARAMETER.
Bij het definiëren van feiten. Zodra een parameter is geselecteerd,
vervangt het systeem alle huidige parameters met de opgeslagen
standaard fabrieksparameters. De bedieningsmethode is hetzelfde als het
instellen van de standaardparameters.
STEL DE INTERFACETAAL IN.
Wanneer u een taal selecteert, drukt u op ENT. Op het linkerdisplay
verschijnt:
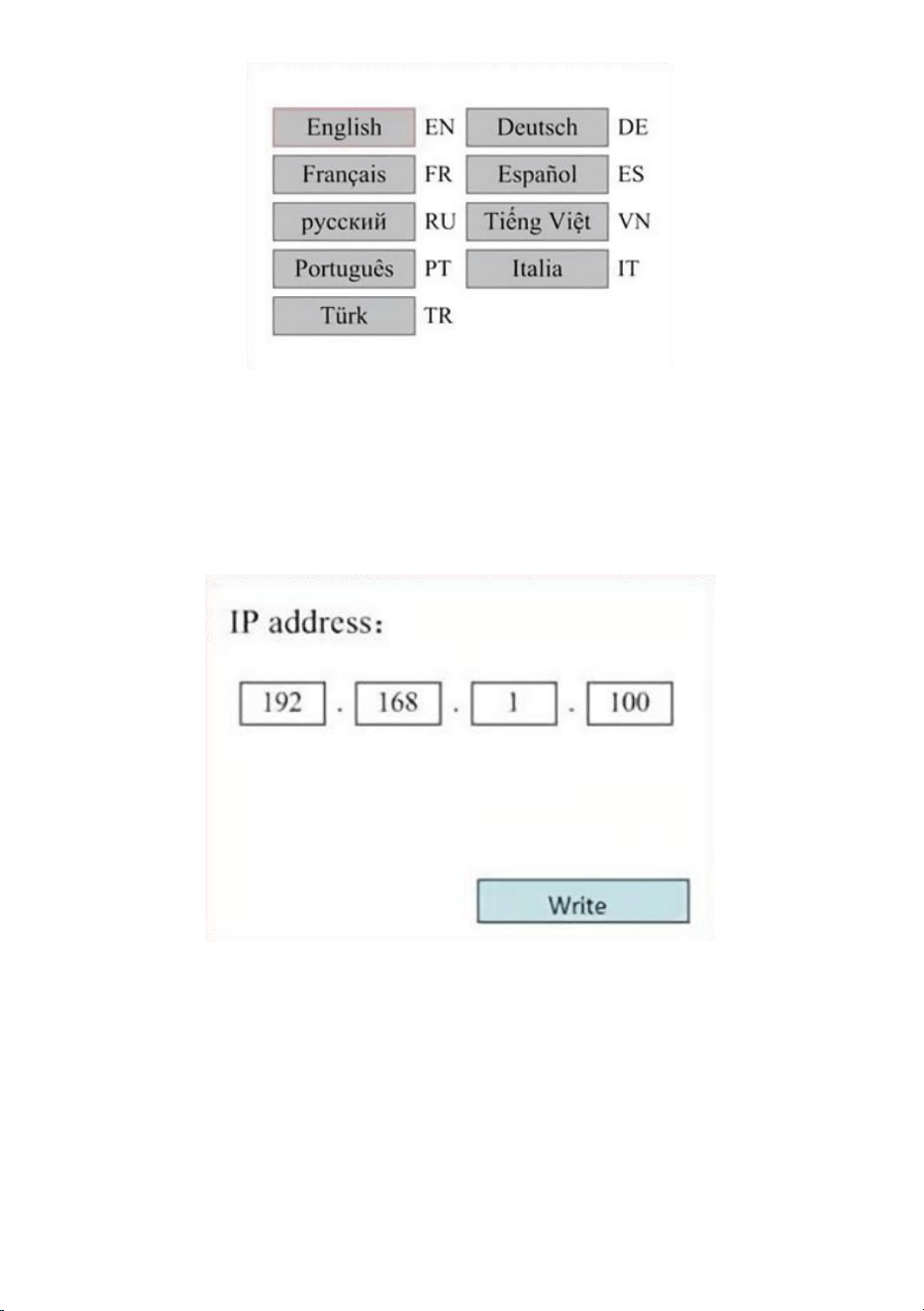
- 58 -
De bedieningsmethode is hetzelfde als hierboven. Druk op ENT na het
selecteren van de gewenste taal en keer terug naar de hoofdinterface.
STEL HET IP-ADRES VAN DE MACHINE IN .
Nadat u uw IP-instellingen hebt geselecteerd, drukt u op ENT. Op het
linkerdisplay verschijnt het volgende:
Druk op ◄ of ► en ▲ of ▼ en ENT om de parameters te wijzigen. Het
standaardadres voor de graveur is 192.168.1.100. Als deze functie al wordt
gebruikt op uw lokale netwerk, gebruikt u 192.168.1 voor de eerste drie
secties en kiest u een unieke waarde voor het laatste deel. Over het
algemeen zou elke waarde tussen 2-252 goed moeten zijn, behalve 47,
maar vermijd waarden die al worden gebruikt door andere
netwerkapparaten.
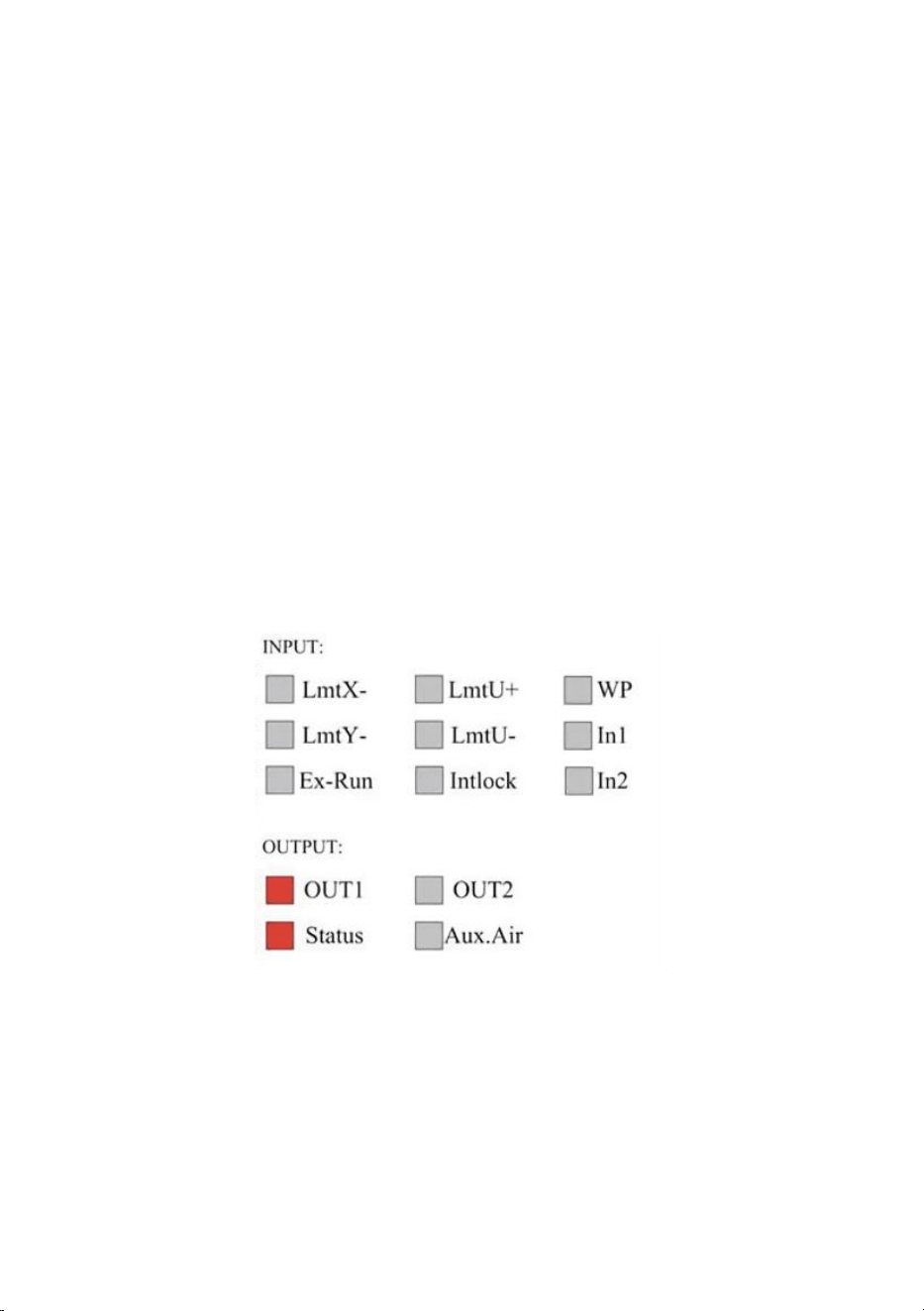
- 59 -
Het direct aansluiten van de machine op het openbare internet brengt het
risico van ongeautoriseerd gebruik met zich mee en wordt afgeraden. Als u
het toch wilt aanbieden, moet u zich registreren en een uniek openbaar
TCP/IP-adres gebruiken. Wanneer u klaar bent met het maken van
aanpassingen, slaat u ze op door de ENT-toets te selecteren om te
schrijven of door op de ESC-toets te drukken om te verlaten zonder de
wijzigingen op te slaan. Lezen kan opgeslagen parameters laden.
DIAGNOSE-INSTRUMENTEN .
Nadat u Diagnostiek hebt geselecteerd, verschijnt het dialoogvenster aan
de linkerkant:
Deze interface geeft de hardware-I/O-poortinformatie van het systeem
weer:
Input: Lees de hardware-informatie van het systeem. Wanneer een
hardwaresignaal wordt geactiveerd, wordt het kleine vakje links van de
overeenkomstige invoer rood weergegeven. Anders is het grijs.
Uitvoer: Gebruik de cursor om de uitvoer te selecteren. Druk op ENT om
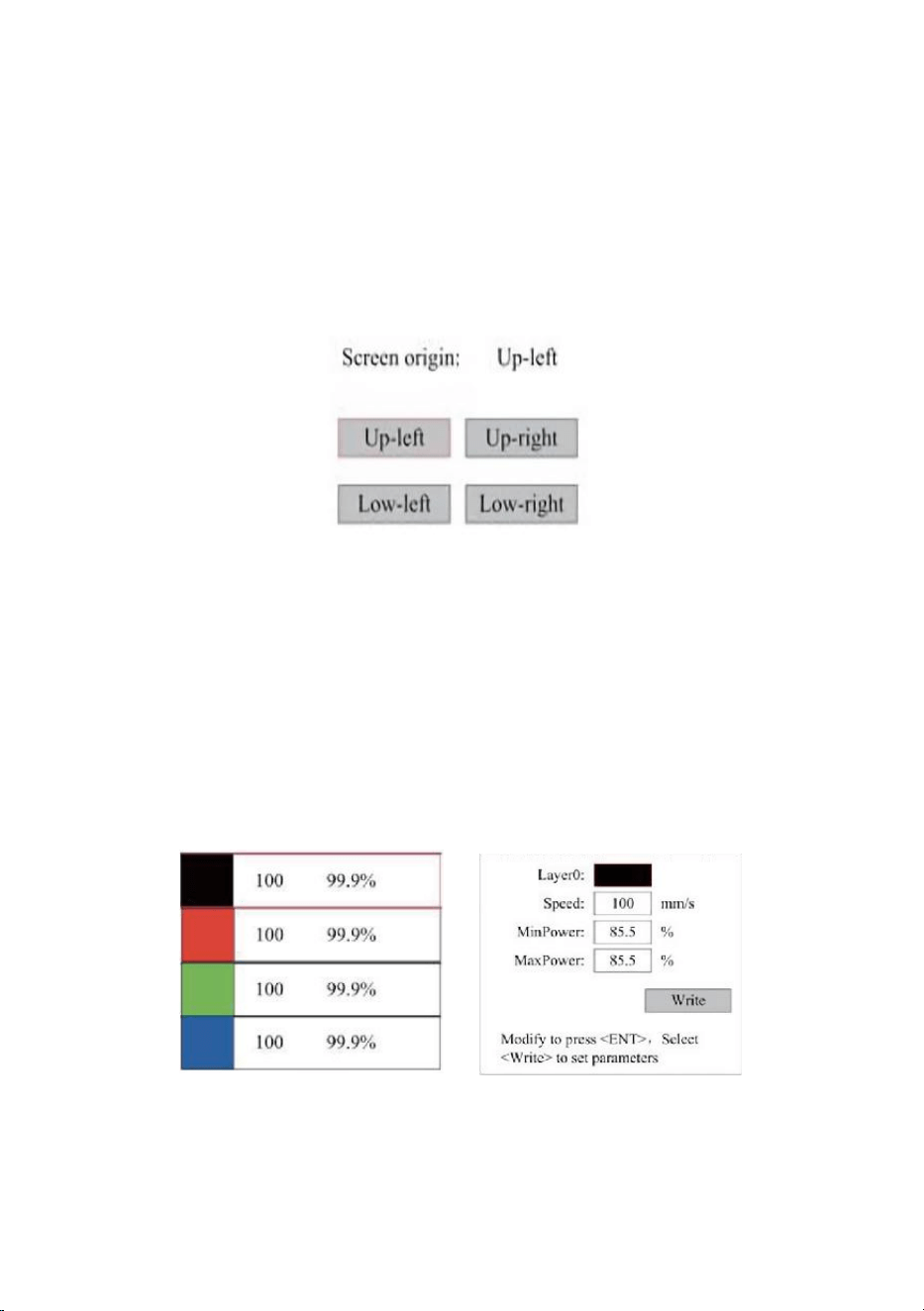
- 60 -
de uitvoerstatus te wisselen en op ESC om terug te keren naar het
hoofdmenu zonder wijzigingen aan te brengen.
DE SCHERMREFERENTIE INSTELLEN .
Nadat u de schermoorsprong hebt geselecteerd, verschijnt het
dialoogvenster aan de linkerkant:
Deze interface geeft de locatie van de oorsprong weer. Verschillende
oorsprongposities kunnen verschillende reflecties van de grafiek op de
X/Y-as produceren. De bedieningsmethode is hetzelfde als hierboven.
DE SCULPTLAAG AANPASSEN .
Wanneer het systeem inactief is of het werk voltooid is, drukt u op ENT om
het gedeelte met laagparameters te openen .
Druk op ▲ of ▼ om de gewenste laag te selecteren.
Druk op ENT om de parameters van de geselecteerde laag te controleren,
zoals weergegeven in de afbeelding: Standaard staat de rode cursor op
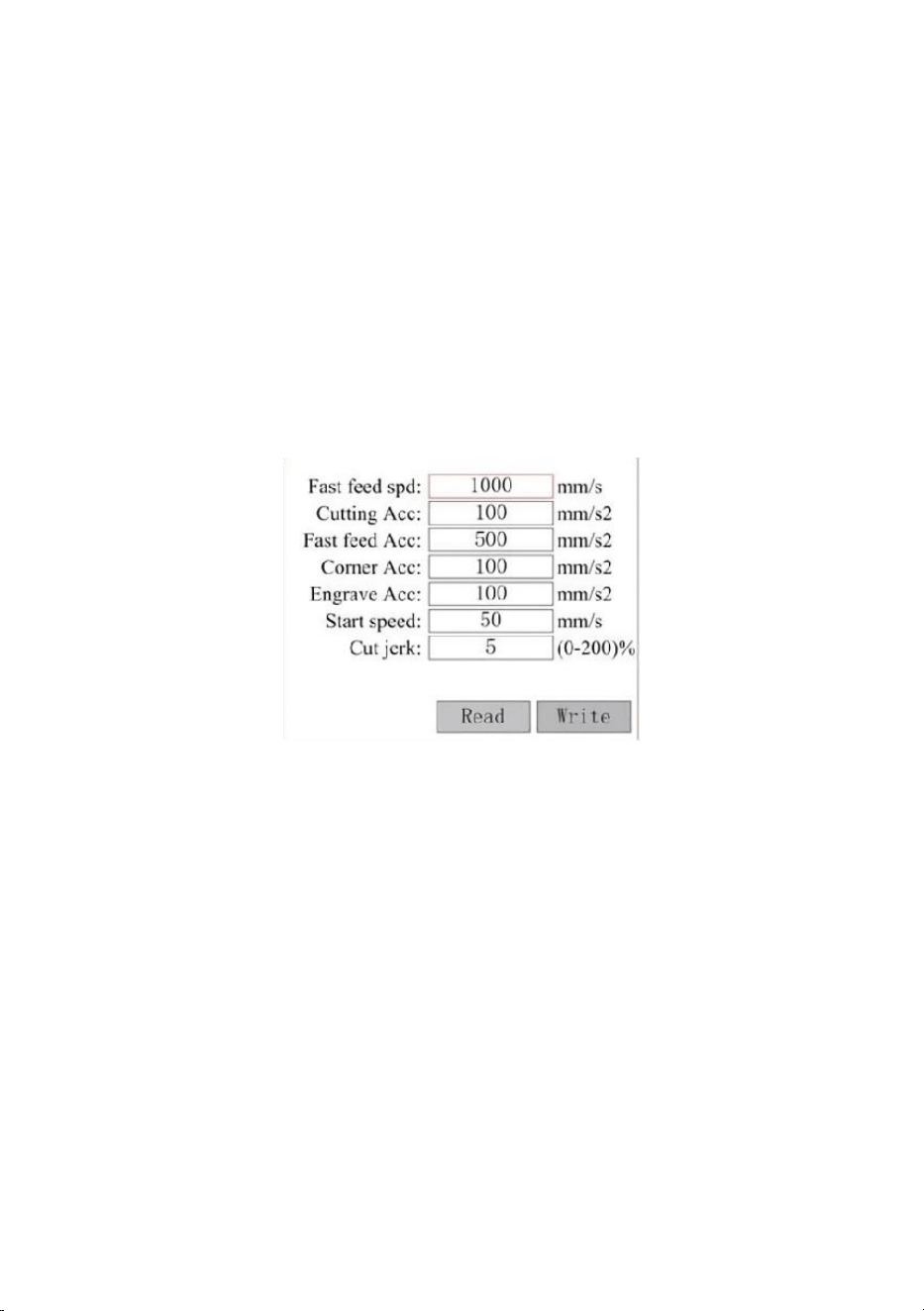
- 61 -
Lagen.
Druk op de toetsen ◄ en ► om de gewenste laag te selecteren.
Verplaats de cursor naar Write en druk op ENT om de
parameterwijzigingen op te slaan, of druk op ESC om af te sluiten zonder
op te slaan.
De werking is gelijk aan de instelling voor maximaal/minimaal vermogen.
BEWEGINGSPARAMETERS AANPASSEN .
Selecteer in het submenu Parameterinstellingen de optie Parameters
verplaatsen om de linkerinterface weer te geven: Selecteer en pas
parameters aan door op de pijlen te drukken.
Wanneer u klaar bent met aanpassen, verplaatst u de cursor naar Write en
drukt u op ENT om de parameterwijzigingen op te slaan. U kunt ook op
ESC drukken om af te sluiten zonder op te slaan.
Lezen kan opgeslagen parameters laden.
FRAMEPARAMETERS INSTELLEN .
Selecteer in het submenu Para Settings de optie Frame Settings om de
linkerinterface weer te geven: Selecteer en pas parameters aan door op de
pijlen te drukken. Wanneer u klaar bent met aanpassen, verplaatst u de
cursor naar Write en drukt u op ENT om de parameterwijzigingen op te
slaan, of drukt u op ESC om af te sluiten zonder op te slaan. Reading kan
opgeslagen parameters laden. Start Cutting Frame knipt het frame volgens
de huidige parameters.
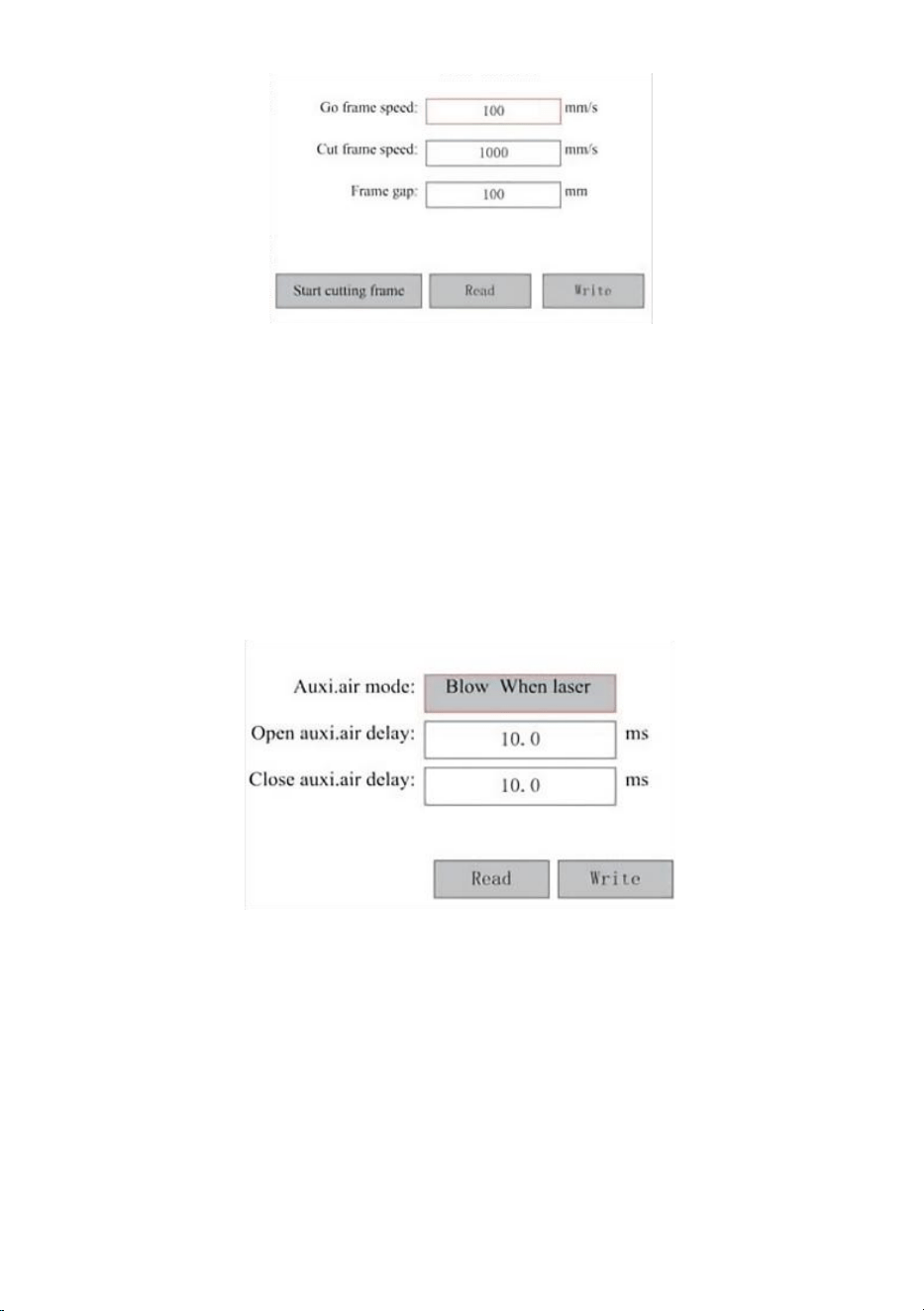
- 62 -
STEL BLAASPARAMETERS IN .
Selecteer in het submenu Paragraafinstellingen de optie Blaasinstellingen
om de linkerinterface weer te geven: Selecteer en pas parameters aan
door op de pijlen te drukken. Wanneer u klaar bent met aanpassen,
verplaatst u de cursor naar Schrijven en drukt u op ENT om de
parameterwijzigingen op te slaan, of drukt u op ESC om af te sluiten
zonder op te slaan. Lezen kan opgeslagen parameters laden.
PAS DE RESETSNELHEID AAN .
Selecteer in het submenu "Parameterinstellingen" de optie
"Snelheidsinstellingen" om de linkerinterface weer te geven:
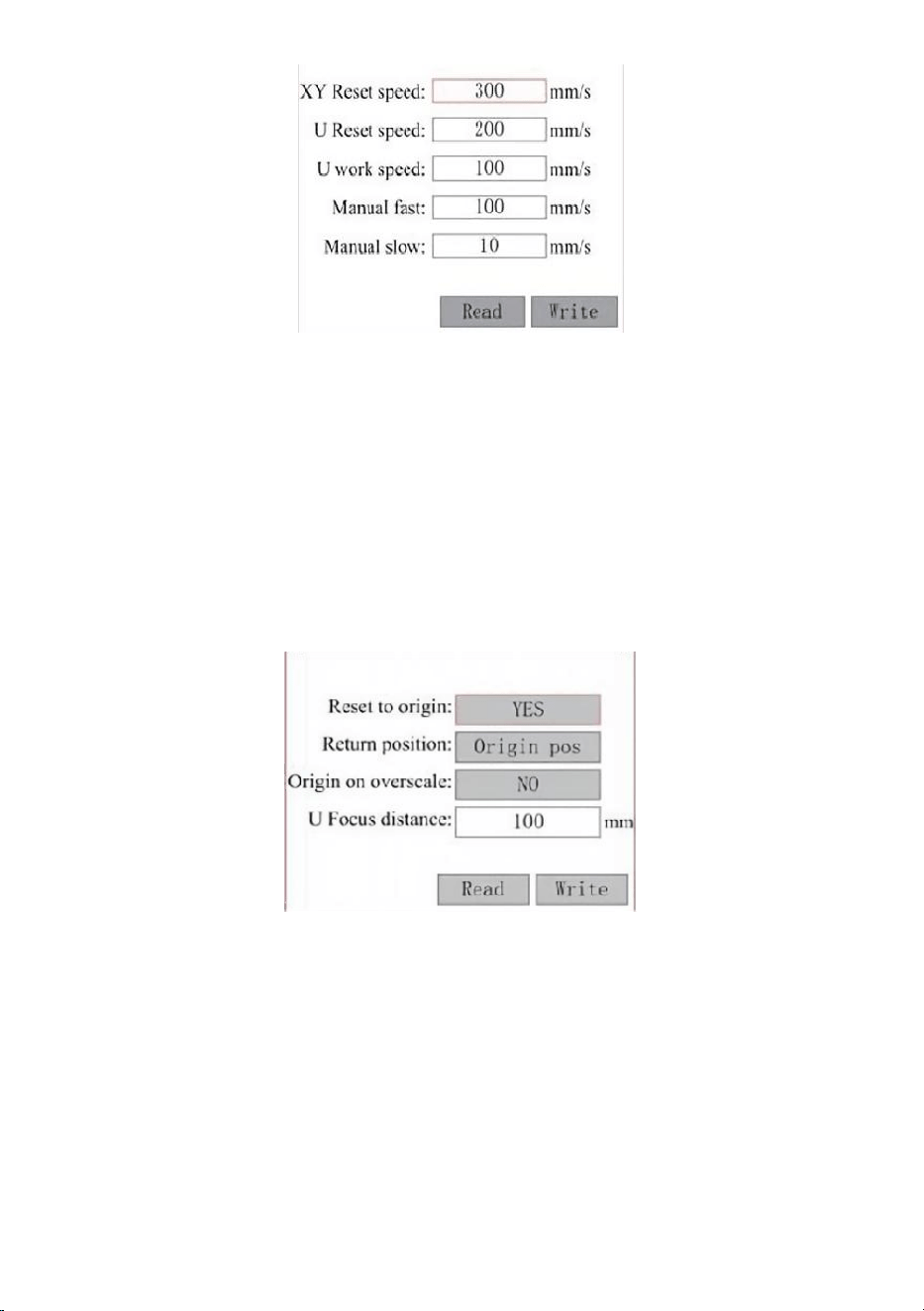
- 63 -
Selecteer en pas parameters aan door op de pijlen te drukken. Wanneer u
klaar bent met aanpassen, verplaatst u de cursor naar Write en drukt u op
ENT om de parameterwijzigingen op te slaan, of drukt u op ESC om af te
sluiten zonder op te slaan. Reading kan opgeslagen parameters laden.
PAS DE MACHINECONFIGURATIE AAN .
Selecteer in het submenu Parameterinstellingen de optie
Computerconfiguratie om de linkerinterface weer te geven:
Selecteer en pas parameters aan door op de pijlen te drukken. Wanneer u
klaar bent met aanpassen, verplaatst u de cursor naar Write en drukt u op
ENT om de parameterwijzigingen op te slaan, of drukt u op ESC om af te
sluiten zonder op te slaan. Reading kan opgeslagen parameters laden.
PAS DE PARAMETERS VAN DE ROTATIE-AS AAN .
Selecteer in het submenu Parameterinstellingen de optie
Rotatiefunctie-instellingen om de linkerinterface weer te geven:
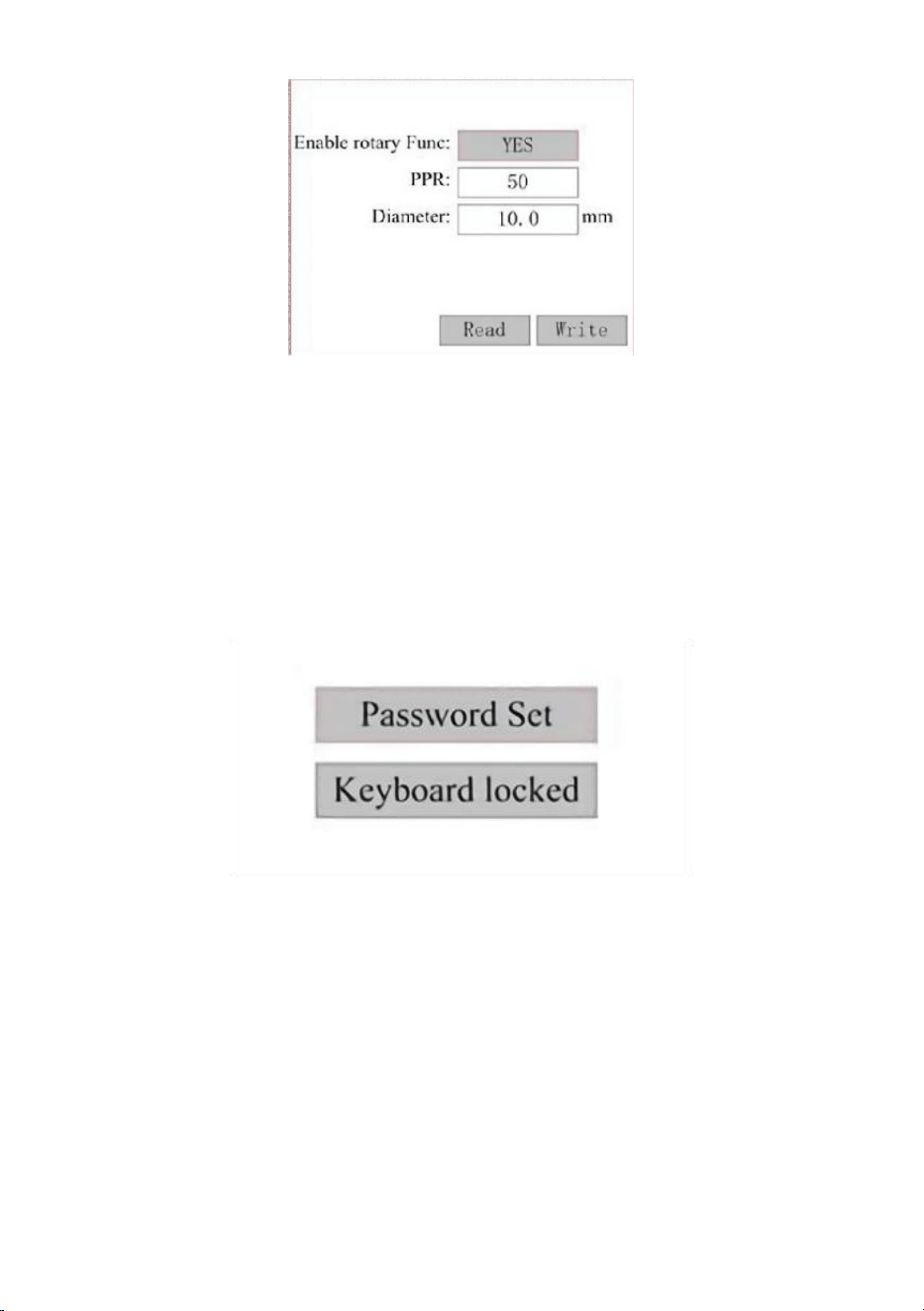
- 64 -
Selecteer en pas parameters aan door op de pijlen te drukken. Wanneer u
klaar bent met aanpassen, verplaatst u de cursor naar Write en drukt u op
ENT om de parameterwijzigingen op te slaan, of drukt u op ESC om af te
sluiten zonder op te slaan. Reading kan opgeslagen parameters laden.
STEL HET INTERFACEWACHTWOORD IN .
Wanneer de cursor op het paneelslot staat, drukt u op ENT. Het
dialoogvenster aan de linkerkant verschijnt:
Druk op de toetsen ▲ en ▼ om het item te selecteren. Wanneer de
blauwe cursor op het doelitem staat, druk op ENT om de bijbehorende
interface te openen.
PARAMETERS BACK-UPPEN EN HERSTELLEN.
Selecteer in het hoofdmenu Controllerinstellingen om het linkerscherm
weer te geven:
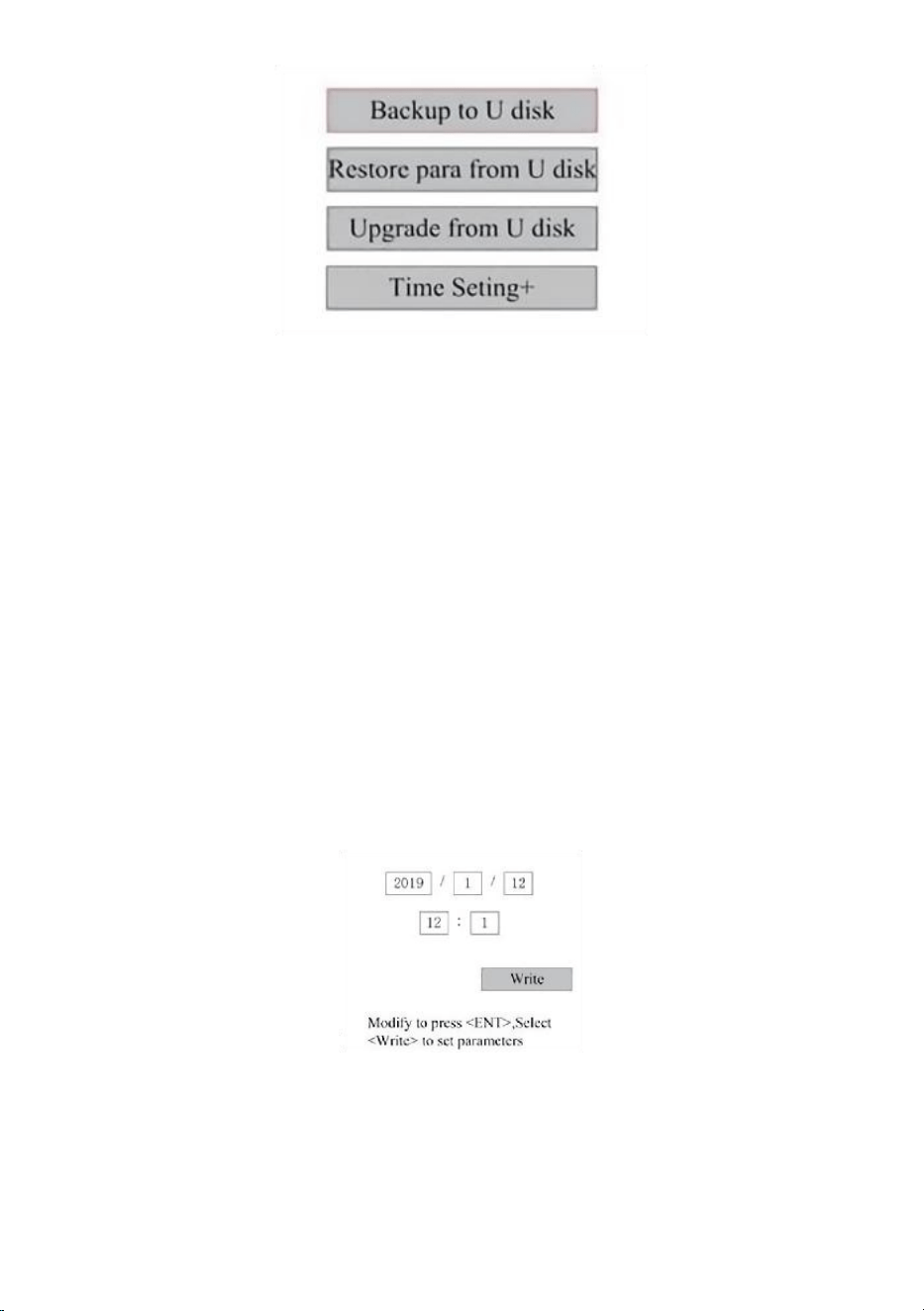
- 65 -
Back-up maken op USB-stick: Sla de huidige parameters op op een
USB-stick.
Parameters herstellen van een USB-stick: Herstel opgeslagen parameters
van een flashdrive.
Upgraden vanaf een USB-stick: upgrade de controllersoftware vanaf een
flashdrive.
STEL DE DATUM EN TIJD VAN DE MACHINE IN.
Selecteer in het submenu Controllerinstellingen de optie Tijdinstellingen+
om de
linker interface:
Selecteer en pas parameters aan door op de pijlen te drukken. Wanneer u
klaar bent
aanpassen, verplaats de cursor naar Schrijven en druk op ENT om de
parameter op te slaan
wijzigingen, of druk op ESC om af te sluiten zonder op te slaan. Lezen kan
opgeslagen laden
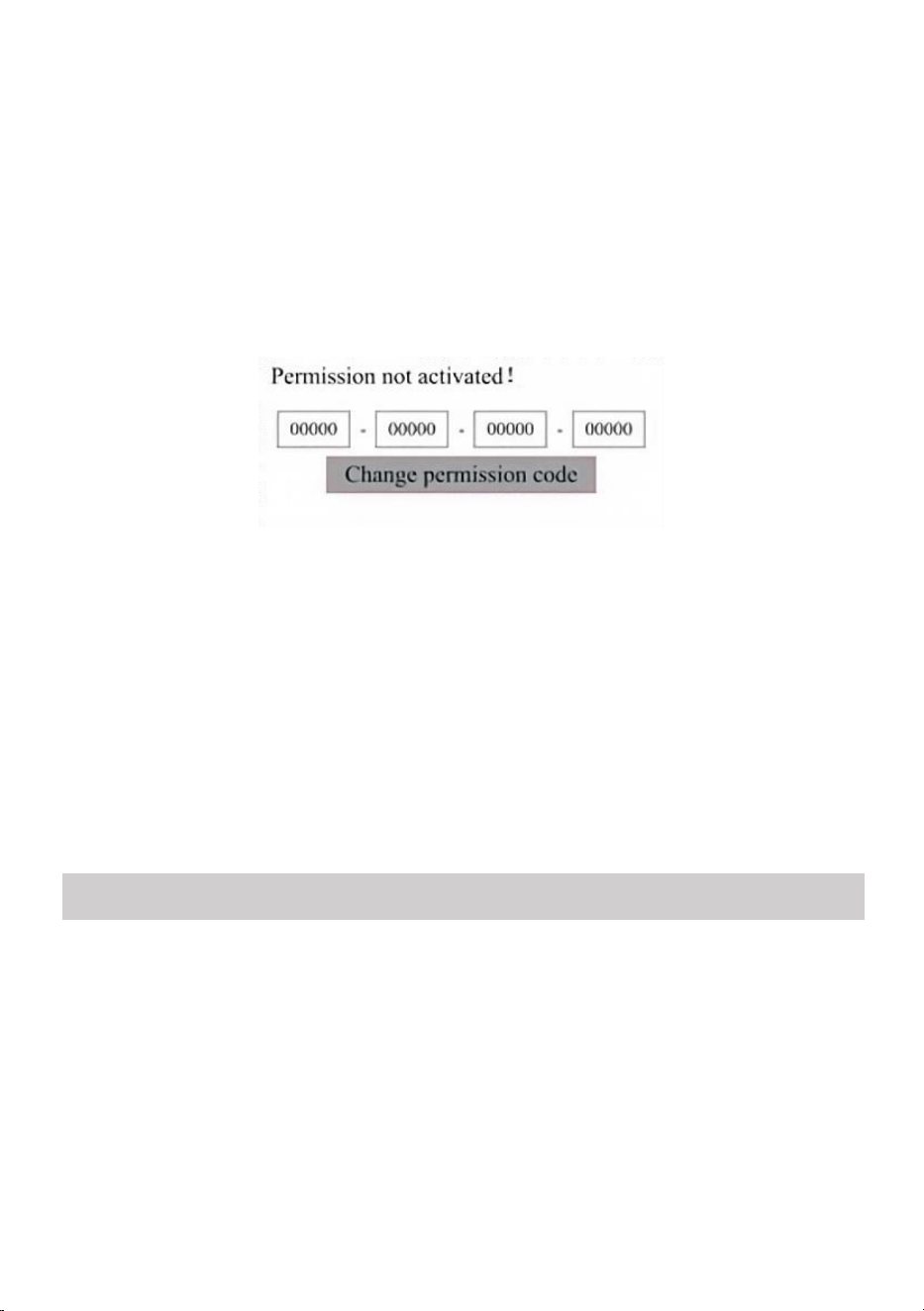
- 66 -
parameters.
AUTORISATIEBEHEER EN TOETSENBORDINDELING .
Uw graveur zou al geautoriseerd en klaar voor gebruik moeten zijn. Als u
uw graveur via een huurprogramma hebt gekocht en nog geen licentiecode
hebt ontvangen, neem dan contact op met de klantenservice. Voer deze in
door naar het hoofdmenu te gaan en Machtigingen te selecteren. De
linkerinterface verschijnt.
Druk eenmaal op ENT om het eerste veld te selecteren en druk vervolgens
nogmaals op ENT om het linkertoetsenbord te openen.
Gebruik de pijltjestoetsen en ENT om de juiste tekens te selecteren. Als er
fouten zijn, druk dan op ESC en vervolgens op ENT om het veld opnieuw
in te voeren. Gebruik de pijltjestoetsen om naar een ander invoerveld te
gaan en voer de inhoud op dezelfde manier in. Zodra alle velden correct
zijn ingevoerd, selecteert u Wijzig machtigingscode en drukt u op ENT om
dit scherm te verlaten en terug te keren naar het hoofdmenu.
MAINTENANCE
1. ONDERHOUDSOVERZICHT.
Het gebruik van andere procedures dan hierin gespecificeerd kan leiden
tot gevaarlijke blootstelling aan laserstraling. Schakel het apparaat altijd uit
en koppel het los van de stroomvoorziening voordat u reinigings- of
onderhoudswerkzaamheden uitvoert. Houd het systeem altijd schoon,
aangezien ontvlambaar vuil in de werk- en uitlaatgebieden een
brandgevaar vormt. Alleen getrainde en bekwame professionals mogen
deze apparatuur aanpassen of demonteren.

- 67 -
· Er moet te allen tijde schoon en koel water aan het systeem worden
geleverd.
· De werkbank moet dagelijks worden schoongemaakt en de bak moet
dagelijks worden geleegd.
· De derde spiegel en de focuslens moeten dagelijks worden
gecontroleerd en indien nodig worden schoongemaakt.
· Andere spiegels en uitlaatsystemen moeten wekelijks worden
gecontroleerd en indien nodig worden schoongemaakt.
· De uitlijning van de balk moet wekelijks worden gecontroleerd.
· Controleer de bedrading wekelijks op losse verbindingen, vooral de
voeding van de laserbuis.
· De rails moeten minimaal twee keer per maand schoongemaakt en
gesmeerd worden.
· Luchtondersteuning moet eenmaal per maand worden gecontroleerd
en indien nodig worden schoongemaakt.
· De gehele lasermachine, inclusief andere componenten zoals het
waterkoelsysteem, moet eenmaal per maand worden geïnspecteerd
en indien nodig worden gereinigd.
2. Waterkoelsysteem.
Raak de watertoevoer van de graveur nooit aan en pas deze nooit aan
terwijl de pomp nog draait.
aangesloten op het elektriciteitsnet.
De laserbuis moet worden gekoeld met schoon gedestilleerd water om

- 68 -
oververhitting. Kamertemperatuur of iets lager warm water is ideaal.
Laserbuizen hebben ten minste 2 gallons (7,5 liter) gekoeld schoon
gedestilleerd water of een ander laserveilig koelmiddel nodig om
oververhitting te voorkomen. Als de watertemperatuur dicht bij de 100°
F (38° C) ligt, stop dan met werken totdat het is afgekoeld of zoek een
manier om de temperatuur te verlagen zonder de watertoevoer van de
laserbuis te onderbreken. Het water mag ook niet te koud worden, want
dat kan er ook voor zorgen dat de glazen laserbuis tijdens gebruik barst.
Zorg er in de wintermaanden of als u ijs gebruikt om heet water te koelen
voor dat de temperatuur nooit onder de 50° F (10° C) zakt.
Om de paar dagen moet er meer water worden toegevoegd om ervoor te
zorgen dat de verdamping goed verloopt.
zorgt ervoor dat de pomp tijdens gebruik niet wordt blootgesteld .
3.SCHOONMAKEN
MAAK HET HOOFDCOMPARTIMENT EN DE GRAVEERMACHINE
SCHOON .
Controleer ten minste eenmaal per dag op stofophoping in de
hoofdgraveerkamer. Als dat het geval is, moet u het verwijderen. De exacte
reinigingsintervallen en -vereisten zijn sterk afhankelijk van het materiaal
dat wordt verwerkt en de bedrijfstijd van de apparatuur. Schone machines
zorgen voor optimale prestaties en verlagen de servicekosten, evenals de
risico op brand of letsel.
Reinig het kijkvenster met een mild schoonmaakmiddel en lenzen of een
katoenen doek. Gebruik geen papieren handdoeken, want die kunnen het
acryl krassen en de bescherming van het deksel tegen laserstraling
verminderen. Reinig het interieur van de hoofdcabine grondig om vuil,
deeltjes of sediment te verwijderen. Papieren handdoeken en glasreinigers
worden aanbevolen. Reinig indien nodig het deksel van de laserbuis nadat
deze volledig is afgekoeld. Laat alle vloeistof die bij het reinigen is gebruikt

- 69 -
volledig drogen voordat u de graveermachine verder gebruikt .
MAAK DE SCHERPSTELLENS SCHOON .
De lens is voorzien van een duurzame coating die niet beschadigd raakt,
zelfs niet bij een goede en zorgvuldige reiniging.
Controleer de lens en de spiegel op de derde dag en maak ze schoon als
er vuil of waas op het oppervlak zit. Uw laserefficiëntie wordt verminderd
en hitteopbouw op de olie of het stof zelf kan de lens beschadigen.
1. Verplaats de graveertafel naar een afstand van ongeveer 10 cm onder
de lensvatting.
2. Verplaats de laserkop naar het midden van de tafel en leg een doek
onder de lensvatting, zodat de lens niet beschadigd raakt als deze per
ongeluk van de vatting valt.
3. Schroef de lensvatting los en draai deze naar links.
4. Verwijder de persluchtslang en de laserrailverbinding.
5. Nadat u de lens op schoon lensreinigingspapier hebt gelegd, draait u
de lenshouder voorzichtig zodat de lens en de O-ring op het
reinigingsdoekje vallen en verwijdert u de lens uit de lensvatting.
6. Controleer de o-ring en maak deze indien nodig schoon met een
wattenstaafje en een lensreinigingsdoekje of -doekje.
7. Blaas lucht op het oppervlak van de lens om zoveel mogelijk grof stof
te verwijderen.
8. Controleer het lensoppervlak en reinig de lens indien nodig met

- 70 -
lensreinigingsvloeistof en lenspapier of een doekje.
9. Houd de rand van de lensconstructie vast met een
lensreinigingsdoekje en gebruik lensreinigingsvloeistof. Houd de lens
schuin en spoel beide oppervlakken af om het vuil weg te spoelen.
10. Plaats de lenzen op een schoon lensreinigingsdoekje en breng wat
lensreinigingsvloeistof aan op één kant van de lens. Laat de vloeistof
ongeveer een minuut inwerken en veeg vervolgens voorzichtig af met
lensreinigingspapier gedoopt in lensreinigingsvloeistof. Droog deze kant
van de lens af met een droog doekje.
11. Herhaal hetzelfde reinigingsproces aan de andere kant van de lens.
Gebruik nooit twee keer schoonmaakpapier. Stof dat zich ophoopt in
schoonmaakpapier kan het oppervlak van de lens krassen.
12. Controleer de lens. Als deze nog steeds vuil is, herhaal dan het
bovenstaande reinigingsproces totdat de lens schoon is. Raak het
oppervlak van de lens niet aan na het reinigen.
13. Plaats de lens voorzichtig in de lensvatting, zorg ervoor dat de ronde,
bolle kant naar boven wijst. Plaats de o-ring bovenop de lens.
20. Zet de lens en de laserkopbevestiging voorzichtig in omgekeerde
volgorde weer in elkaar.
MAAK DE SPIEGEL SCHOON .
Als er vuil of waas op het oppervlak van de spiegel zit, moet de spiegel ook
worden schoongemaakt om de prestaties te verbeteren en permanente
schade te voorkomen. De eerste opname bevindt zich achter de linkerkant
van de machine, voorbij het uiteinde van de Y-as. De tweede lens bevindt
zich op de Y-as aan het uiteinde van de X-as. De derde lens bevindt zich
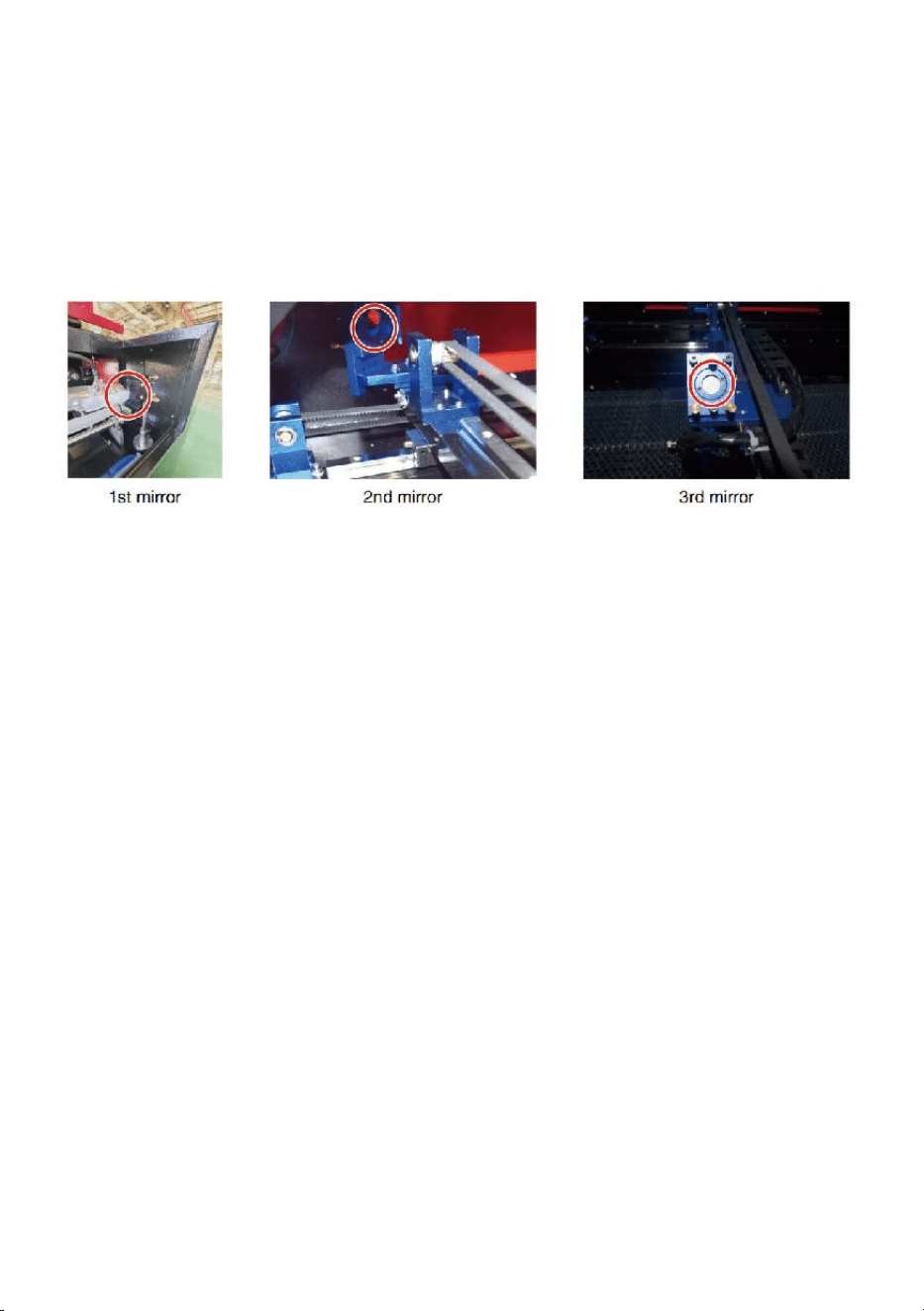
- 71 -
bovenop de laserkop op de X-as. De grootste ophoping van vuil bevindt
zich op de 3e spiegel en moet dagelijks worden gecontroleerd met de
focuslens. De eerste en tweede lens kunnen indien nodig dagelijks worden
gecontroleerd, maar als ze slechts eenmaal per week worden
gecontroleerd, zijn ze
meestal prima.
Spiegels kunnen ter plekke worden schoongemaakt met
lensreinigingsdoekjes of -doeken, of ze kunnen worden verwijderd door ze
tegen de klok in te draaien. Wees voorzichtig dat u het oppervlak van de
spiegel niet rechtstreeks aanraakt. Druk niet te hard om vuil te vermalen en
krassen te veroorzaken. Als de spiegels worden verwijderd om te reinigen,
Plaats ze terug door ze met de klok mee terug te draaien en wees
voorzichtig om krassen te voorkomen.
4. LASERPADUITLIJNING.
Een goede straaluitlijning is erg belangrijk voor de algehele efficiëntie en
kwaliteit van het werk van de machine. Deze machine is volledig uitgelijnd
voor verzending. Wanneer de graveur echter voor het eerst arriveert,
ongeveer een keer per week tijdens normaal gebruik, wordt de gebruiker
geadviseerd om te controleren of de uitlijning nog steeds op een
acceptabel niveau is en of de spiegel en focuslens niet bewegen door de
beweging van de machine.
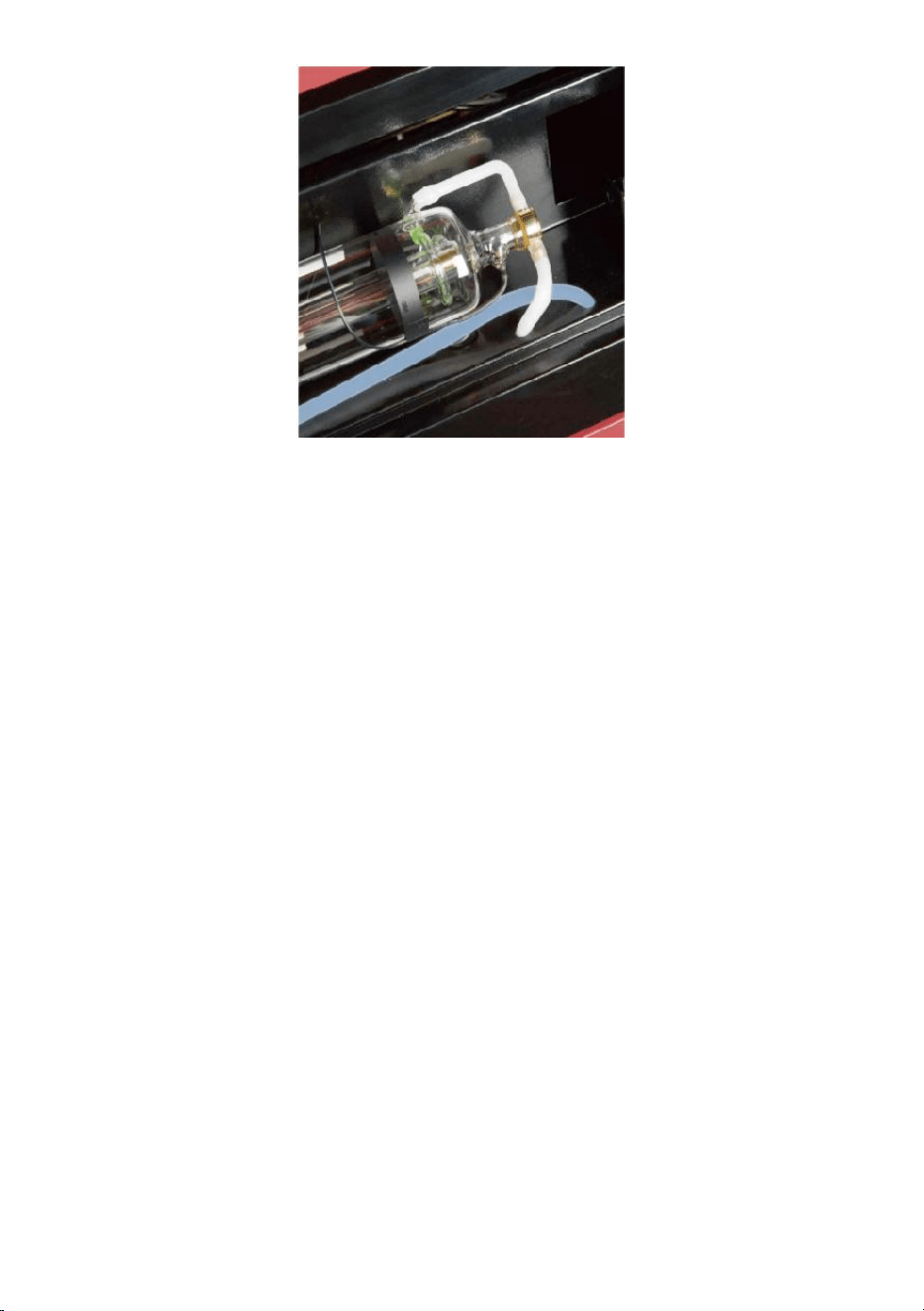
- 72 -
U moet een stukje tape op elke fase van het laserpad plaatsen en dit
markeren om te bevestigen dat het platform goed uitgelijnd blijft. Als dat
niet het geval is, gebruikt u de beugel van de laserbuis of de schroeven
aan de achterkant van de verkeerd uitgelijnde spiegel om het probleem te
verhelpen. Zodra de meegeleverde tapes op zijn, raden we aan om
afplaktapes te gebruiken, omdat deze gemakkelijk te hanteren en te
gebruiken zijn.
Als de straaluitlijning onzorgvuldig wordt uitgevoerd, kan de operator
worden blootgesteld aan een kleine hoeveelheid straling. Volg deze
procedures correct en wees altijd voorzichtig bij het uitvoeren van
straaluitlijning .
Voer straaluitlijning uit op lage vermogensniveaus: 15% of minder. Elk
hoger percentage zorgt ervoor dat de laser de teststrip ontsteekt in plaats
van markeert. Zorg ervoor dat u het maximale vermogen (niet het minimale)
instelt op 15%.
LASERBUISUITLIJNING .
Om de uitlijning van de laserbuis met de eerste spiegel te testen, knipt u
een stuk plakband af en plakt u dit op het frame van de spiegel.
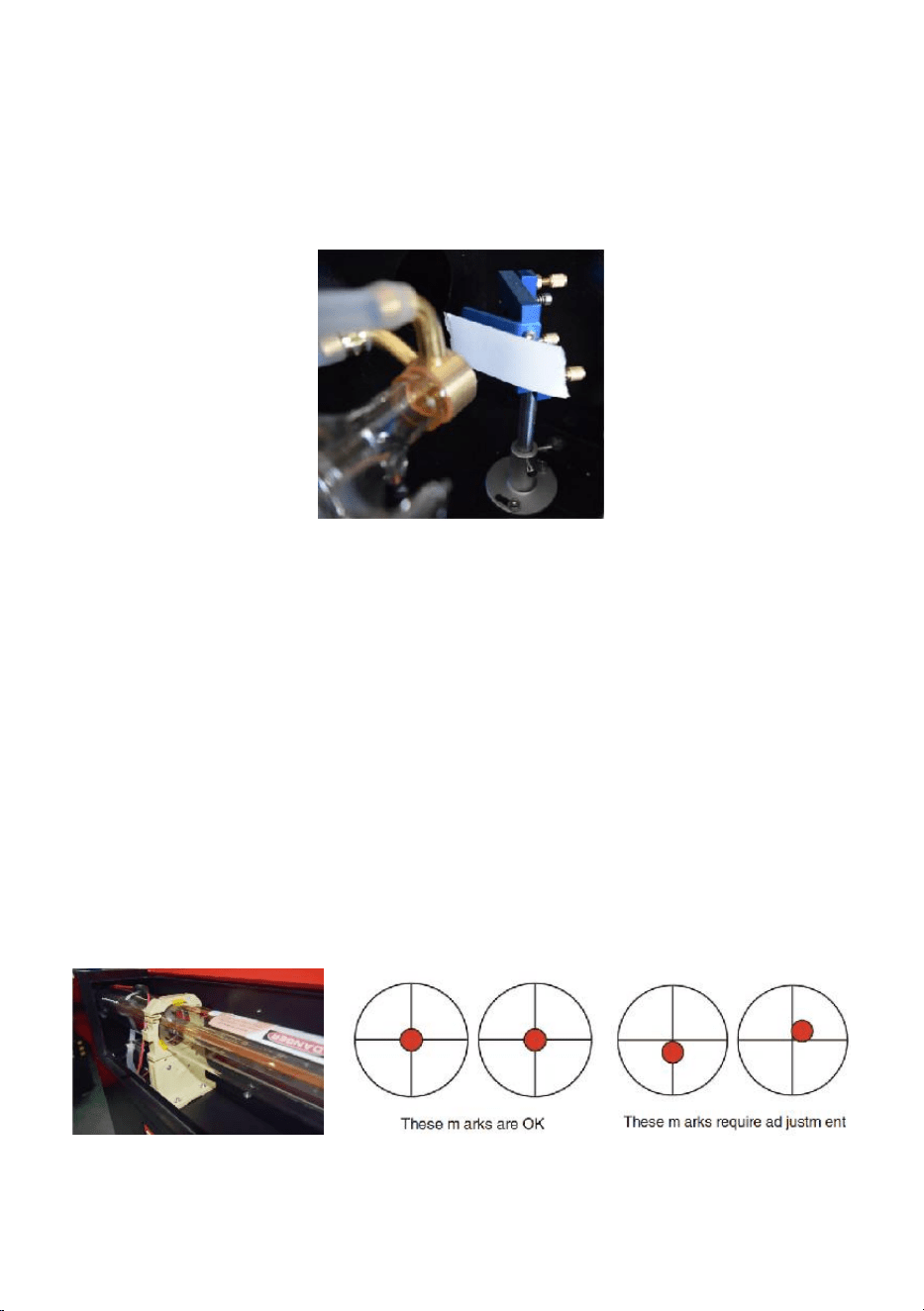
- 73 -
Plak de tape niet direct op de spiegel. Zet het apparaat aan en stel het
vermogen in op 15% of lager.
Druk op PULSE om de laser handmatig af te vuren. U zou een klein
merkteken op de tape moeten kunnen zien. Als u het niet ziet, druk dan
nogmaals op PULSE.
Druk op de puls om de laser te activeren. Zorg er altijd voor dat het pad
tussen de laser en het doel onbelemmerd is. Laat nooit vreemde
voorwerpen tussen de laser en het doel komen. Wanneer u op de
PULSE-knop, wees voorzichtig dat u geen enkel lichaamsdeel in het
laserpad achterlaat.
De lasermarkering moet dicht bij het midden van het gat liggen. Als de
laser niet op de eerste spiegel is gecentreerd, schakelt u de laser uit en
past u de laserbuis voorzichtig aan in de houder. Hiervoor moet u mogelijk
de bouten op de beugel losdraaien. Let op dat u de bouten niet te los draait
en de bouten niet te vast draait. Er kan slechts één standaard tegelijk
worden aangepast.
EERSTE SPIEGELUITLIJNING .
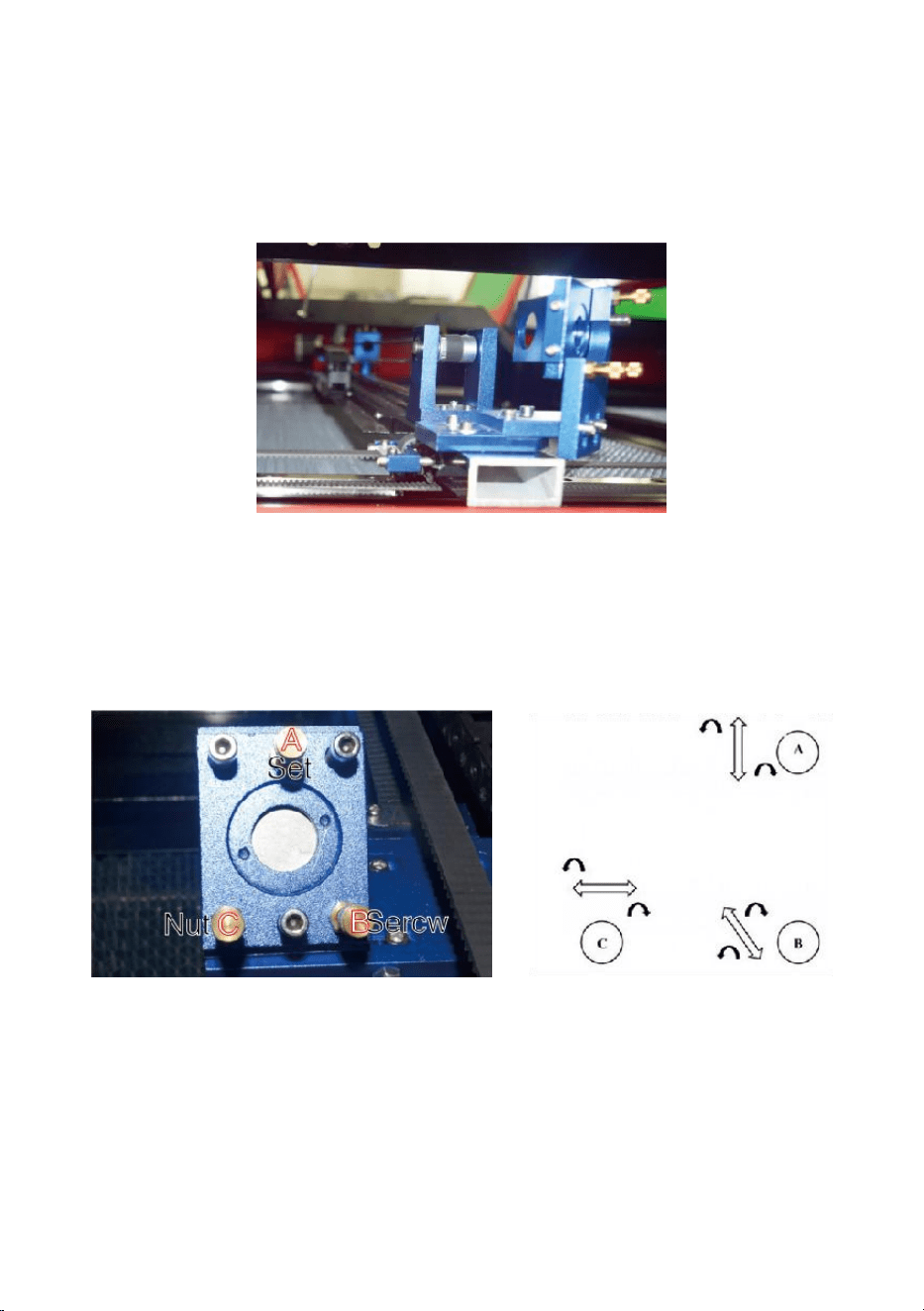
- 74 -
Nadat u ervoor hebt gezorgd dat het laserlicht goed is uitgelijnd tussen de
laserbuis en de eerste spiegel, controleert u de uitlijning tussen de eerste
spiegel en de tweede spiegel. Gebruik eerst de richtingspijlen op het
bedieningspaneel om de tweede spiegel langs de Y-as naar de achterkant
van het bed te sturen.
Zodra ingesteld, plaats een stuk tape op het frame van de tweede spiegel.
Plaats Tape niet direct op de spiegel. Herhaal de vorige stap. Als de laser
niet gecentreerd is op de tweede spiegel, moeten de stelschroeven van de
eerste spiegel worden aangepast daarom .
Om de spiegel af te stellen, draait u de moer op de schroef los en draait u
de schroef voorzichtig met de klok mee of tegen de klok in. Elke schroef
stelt een andere positie of hoek in. Houd bij welke schroeven u aanpast en
in welke richting u de afstelling uitvoert. Draai de schroef niet meer dan 1/4
slag per keer, test vooral de positie van de laser na elke aanpassing zodat
u het effect van elke vervanging kunt zien. Test totdat de balken goed zijn
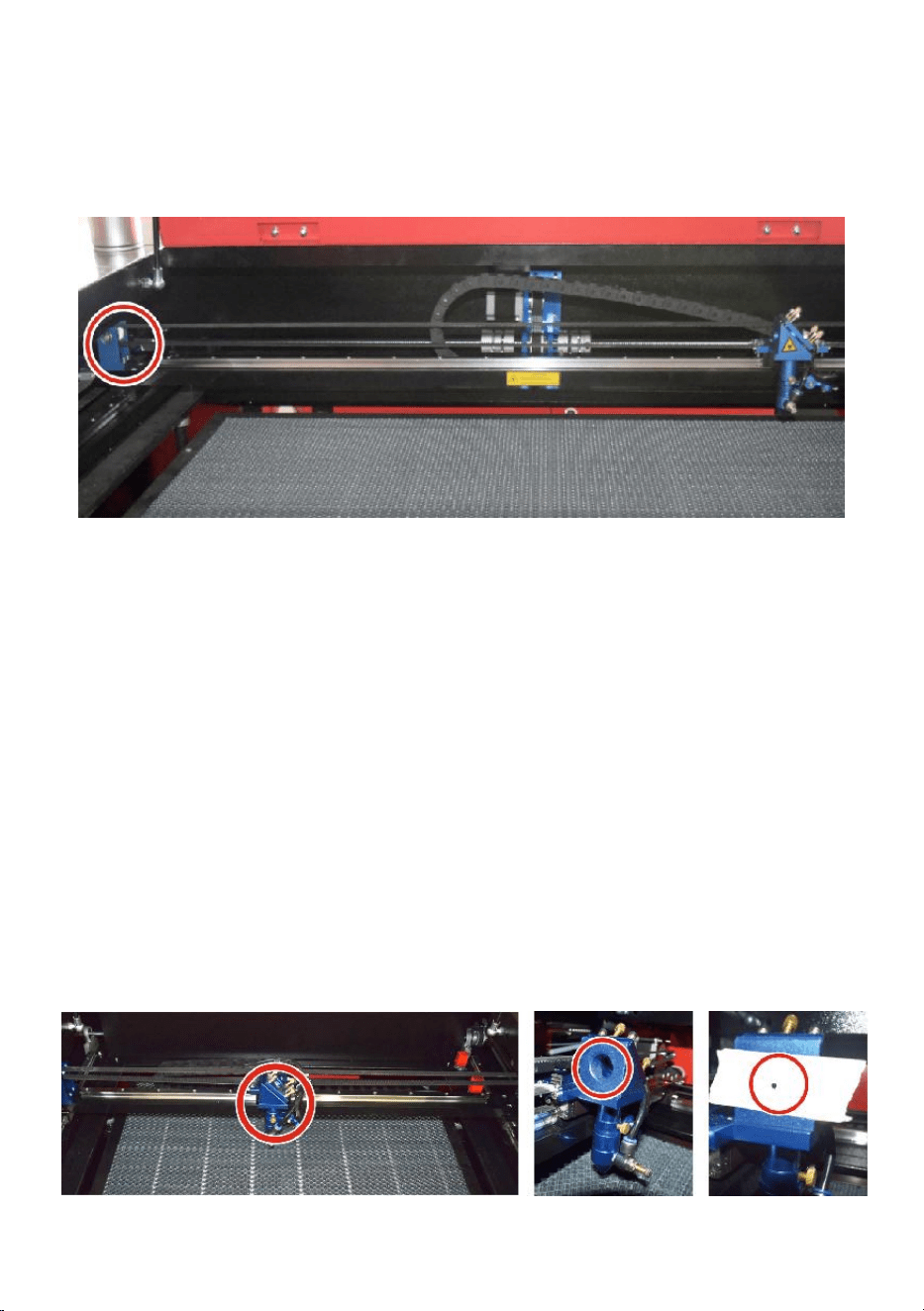
- 75 -
uitgelijnd en draai de moeren op de schroeven weer vast wanneer alle
aanpassingen zijn gedaan.
Gebruik vervolgens de richtingspijlen op het bedieningspaneel om de
tweede spiegel langs de Y-as naar de voorkant van het bed te sturen.
Zodra het is ingesteld, plaatst u een andere strook tape op het frame van
de tweede spiegel. Plaats de tape niet rechtstreeks op de spiegel. Herhaal
de stappen in 5.4.1 en pas indien nodig de stelschroeven op de eerste
spiegel aan. Test opnieuw totdat de balken goed zijn uitgelijnd en draai
vervolgens de moeren op de schroeven weer vast.
TWEEDE SPIEGELUITLIJNING .
De lasermarkering moet dicht bij het midden van het gat liggen. Als de
laser niet op de eerste spiegel is gecentreerd, schakelt u de laser uit en
past u de laserbuis voorzichtig aan in de houder. Hiervoor moet u mogelijk
de bouten op de beugel losdraaien. Let op dat u de bouten niet te los draait
en de bouten niet te vast draait. Er kan slechts één standaard tegelijk
worden aangepast.
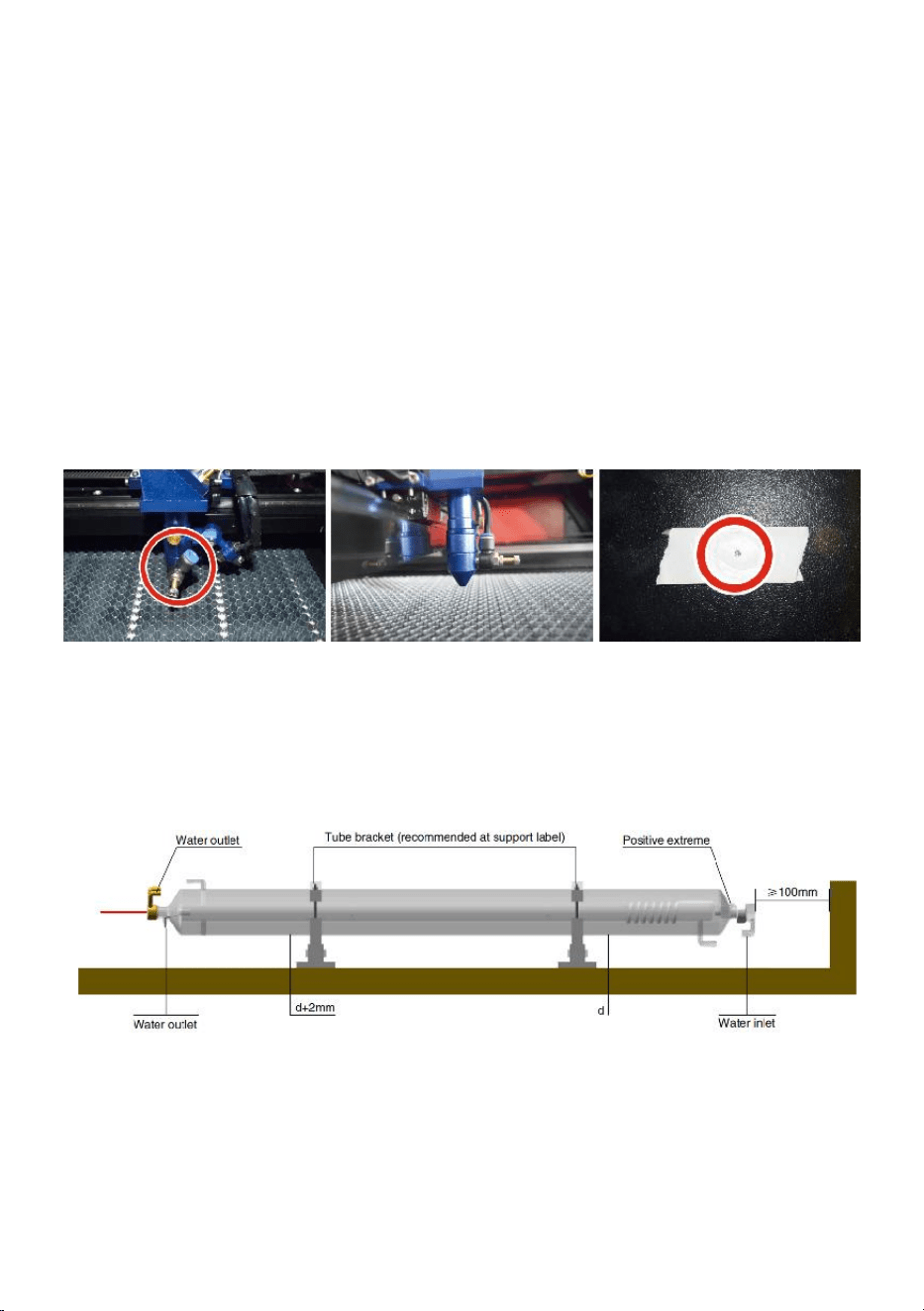
- 76 -
DERDE SPIEGELUITLIJNING .
Controleer de uitlijning tussen de 2e en 3e spiegel nadat u hebt
gecontroleerd of de laser goed is uitgelijnd tussen de 2e en 3e spiegel.
Verwijder eerst de luchtslang van de laserkop. Plaats vervolgens een
stukje tape op de onderkant van de laserkop en druk het stevig tegen de
nozzle. Dit laat een ringvormig merkteken achter dat u kan helpen de
nauwkeurigheid te controleren. Herhaal de stappen in 5.4.1. Als de laser
niet door de laserkop is gecentreerd, past u de stelschroef van de derde
spiegel dienovereenkomstig aan zoals weergegeven in 5.4.2. Test opnieuw
totdat de stralen goed zijn uitgelijnd en draai vervolgens de moeren op de
schroeven weer vast.
INSTALLEER DE LASERBUIS .
Schematisch diagram van de installatie van de laserbuis:
1. Installeer het apparaat volgens het logo op de laser en sluit de kathode-
en anodeverbindingsdraden, de waterinlaatbuis en de wateruitlaatbuis
van de laser correct aan.
2. Zet de koeler aan en pas de laserhoek aan om ervoor te zorgen dat de
koelvloeistof de laser vult en er geen verstoppingen ontstaan.

- 77 -
3. Verwijder de optische diafragmamarkering en schakel vervolgens de
laservoeding in voor het debuggen van het optische pad.
PROBLEMEN EN PROBLEEMOPLOSSING .
Probleem 1: De laser geeft altijd maximaal vermogen af, of de
stroomsterkte is niet regelbaar.
①De laser is uitgerust met een vermogensregelaansluiting die verkeerd
is aangesloten. Controleer de aansluiting van de aansluitingen
zorgvuldig.
②De laser is uitgerust met een stroomstoring. Probeer de voeding te
vervangen.
③Storing van het bedieningspaneel van de lasermachine. Neem contact
op met de klantenservice.
Probleem 2: De laser zendt geen licht uit.
①De laser is uitgerust met een vermogensregelklem die verkeerd is
aangesloten, of de regelverbindingslijn is gebroken. Controleer
zorgvuldig of de klemmen en verbindingsdraden verkeerd zijn
aangesloten of niet inschakelen.
②De waterbeveiliging van de chiller is defect en er is onvoldoende
koelvloeistof in de chiller. Vervang de waterbeveiliging of voeg
koelvloeistof toe.
③Lasers kunnen last hebben van stroomstoringen of problemen met de
stroomvoorziening. Probeer het netsnoer te vervangen door een voeding
of een netsnoer.
④Storing van het bedieningspaneel van de lasermachine. Neem contact
op met de klantenservice.
⑤Laser defect; Neem contact op met de klantenservice.
Probleem 3: Ontladingsontsteking.
①De verbindingslijn tussen de laser en de met de laser uitgeruste
voeding is beschadigd of gebroken; Probeer de kabel te vervangen.
②Laser defect; Neem contact op met de klantenservice.
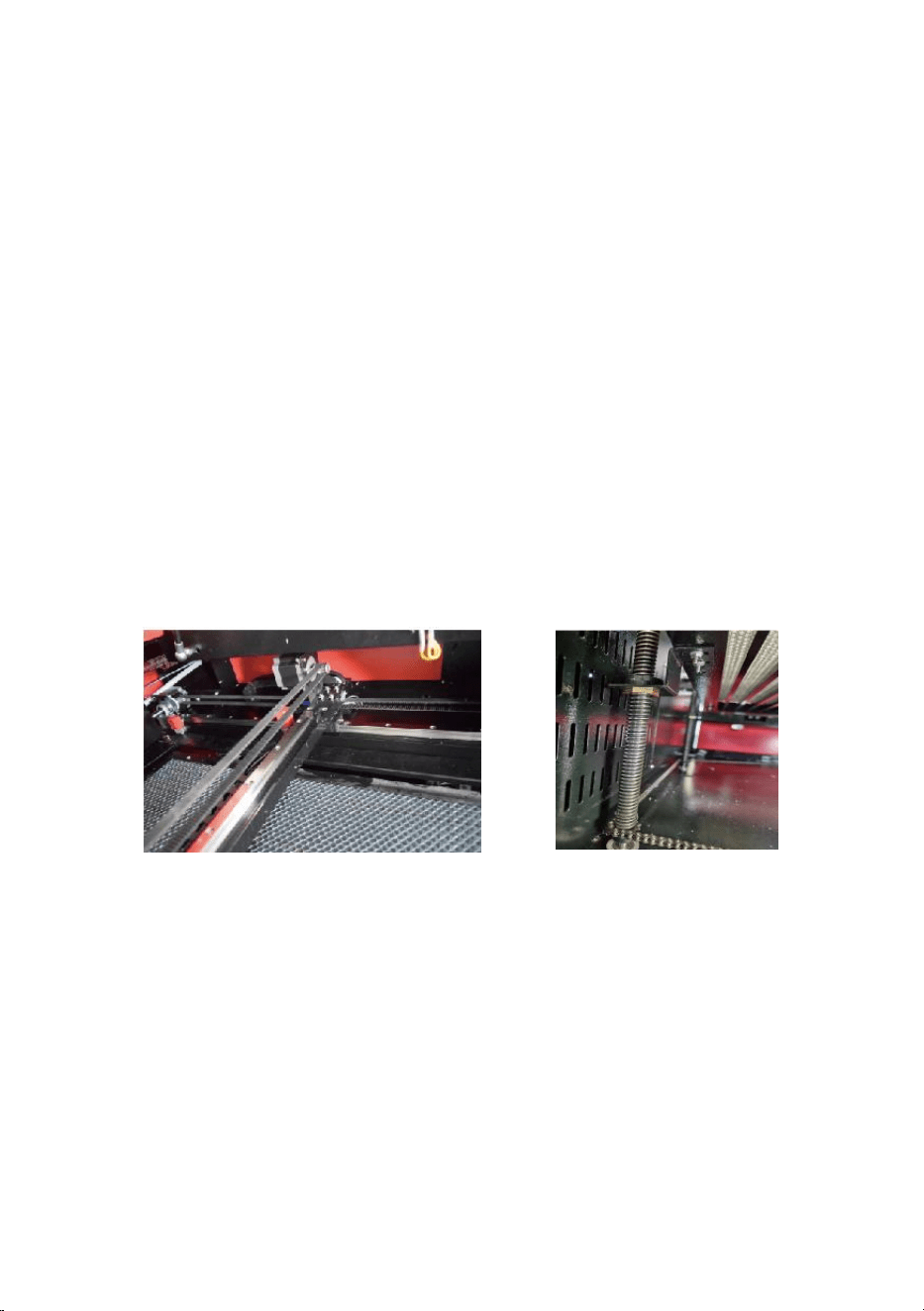
- 78 -
Probleem 4: Eisen aan de omgeving.
①De laser is voorzien van een voeding en moet in een goed
geventileerde omgeving worden gebruikt.
②De werkruimte moet voldoen aan de lokale veiligheidsnormen voor de
bediening van laserapparatuur.
Let op : Milieueisen .
Bedrijfstemperatuur: 10°C~38°C
Opslagtemperatuur: -10°C~35°C Opslagvochtigheid:
20%RH~80%RH
5. SMEERINSTRUCTIES.
Voor het beste resultaat reinigt en smeert u de rails van de
graveermachine elke twee weken.
Schakel de lasergraveermachine uit.
Beweeg de laserkop voorzichtig opzij.
Veeg al het stof en vuil van de X- en Y-asrails met een droge katoenen
doek
tot ze glanzend en schoon zijn.
Doe hetzelfde voor de schroeven in de Z-as.
Smeer de rails en schroeven in met vet.
Beweeg de laserkop en de X-as voorzichtig zodat het smeermiddel
gelijkmatig wordt verdeeld
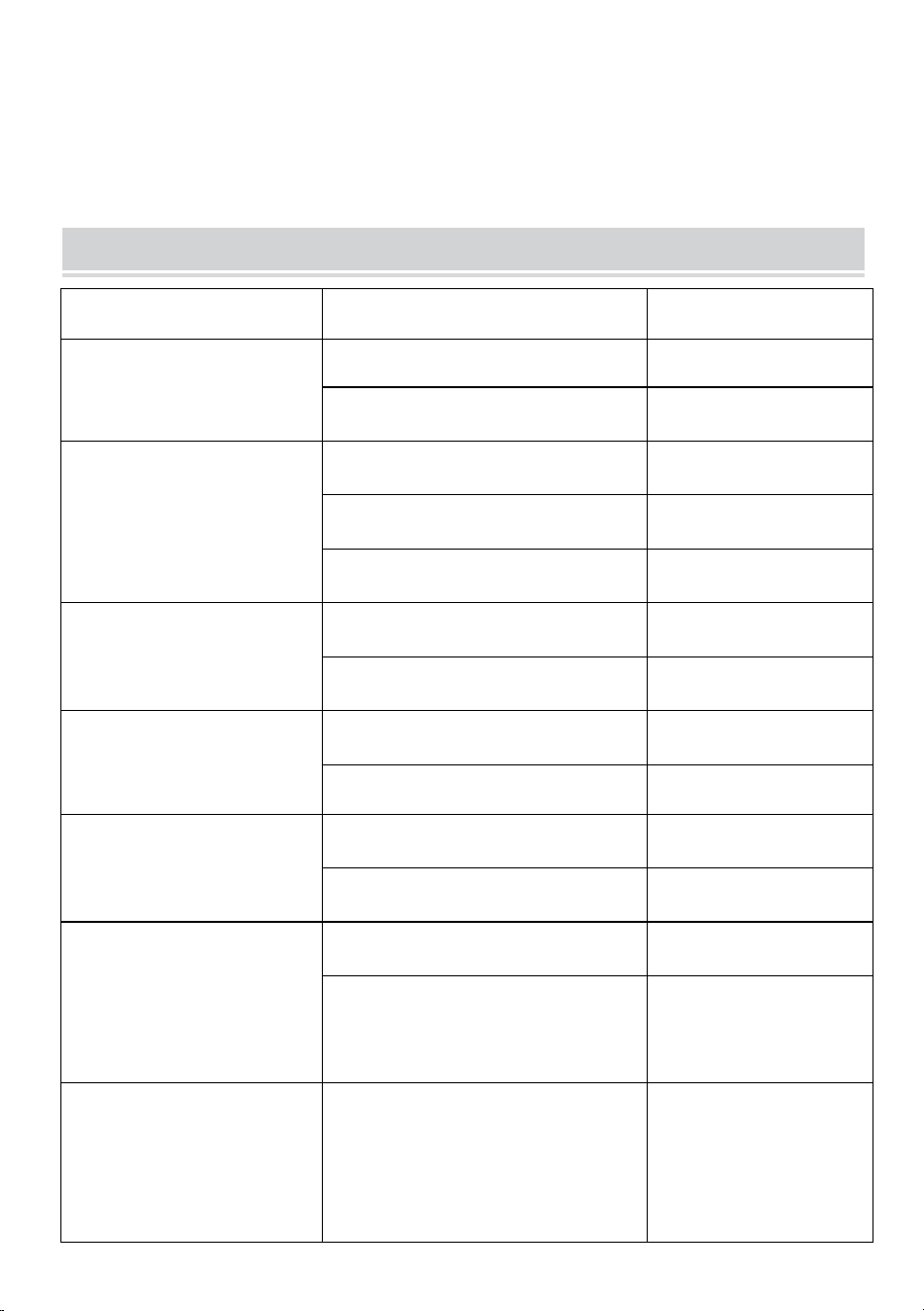
- 79 -
verdeel het smeermiddel over de twee rails en breng het bed omhoog en
omlaag om het smeermiddel gelijkmatig over de schroeven te verdelen.
DAILY TROUBLESHOOTING TABLE
PROBLEEM
OORZAAK VAN HET PROBLEEM
OPLOSSING
Het paneel geeft aan dat
de
machine beschermd is
De deur is niet gedoseerd
Doe de deur dicht
De beschermkapschakelaar is
beschadigd
Vervang door een
nieuwe
Het paneel geeft aan dat
de
machine een defect heeft
bescherming tegen
binnendringen van water
De waterleidingen zijn verstopt en
er is een geen watercirculatie
Maak de
waterleidingen schoon
De pomp komt er niet uit , de
pomp pauze s
Vervang door een
nieuwe
Verminderde waterbestendigheid
Vervangen door een
nieuwe
Het paneel geeft de
werkende hyperinterface
weer
Het formaat van het snijpapier is
te groot
Verander de
afbeelding
Het ankerpunt van de machine is
onjuist
Retargeting
Lasersnijden is onmogelijk
Het lichtpad van de laser is niet
correct
Pas het optische pad
aan
Spiegels en lenzen zijn vuil
met alcohol of hol
Zendt geen lasers uit
Problemen met laserbuizen
Vervangen door een
nieuwe
Lagere macht is nodig
Vervangen door een
nieuwe
De Ya x beweegt niet
De draaischakelaar is niet
uitgeschakeld
Zet de draaischakelaar
uit
Slechte relaisverbinding
Plaats het relais
opnieuw of vervang
het door een nieuw
relais
Het scanpaneel
geeft aan dat de
bufferafstand onvoldoende
is
De X-as laserkop is te ver weg
van een assistent
Plaats de X-as
laserkop opnieuw,
zodat
deze 50 mm van de
oorsprong verwijderd
is .
- 80 -
De resetschakelaar op
de machine is niet
uitgeschakeld .
De eindschakelaar is beschadigd
of de eindlijn is beschadigd en de
schakelaar in
de e - ketting is losgekoppeld .
Vervang door een
nieuwe rode
eindschakelaar
73. Instructies *1
74. Rookuitlaatpijpen *1
75. Dubbelzijdige tape *1
76. Klemmen *1
77. Schroevendraaier *1
78. Inbussleutel *1SET
79. Aardingsdraad *1
80. Stroomkabel *1
81. Datakabel *1
82. Kristalnetwerkkabel *1
83. Documententas *1
84. flashstation *1
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai
200000 CN.
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA
STREETEASTWOOD NSW 2122 Australië
Geïmporteerd naar de VS: Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
- 81 -
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 2 -
Teknisk Support och e-garanticertifikat www.vevor.com/support
MASKIN FÖR LASERGRAVER
BRUKSANVISNING
MODELL: KH5030/KH6040/KH7050/KH906/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELL: KH5030/KH6040/KH7050/KH9060/KH1490
KH-5030/KH-6040/KH-7050/KH-906/KH-1490
LASER ENGRAVING MACHINE
- 2 -
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Varning - För att minska risken för skada måste användaren
läsa instruktionerna noggrant.
Denna enhet uppfyller del 15 av FCC-reglerna. Driften är
föremål för följande två villkor: (1) Den här enheten får inte
orsaka skadliga störningar och (2) den här enheten måste
acceptera alla mottagna störningar, inklusive störningar som
kan orsaka oönskad funktion.
Denna produkt omfattas av bestämmelserna i det europeiska
direktivet 2012/19/EC. Symbolen som visar en soptunna
korsad anger att produkten kräver separat sophämtning i EU.
Detta gäller för produkten och alla tillbehör märkta med denna
symbol. Produkter märkta som sådana får inte slängas
tillsammans med vanligt hushållsavfall, utan måste lämnas till
en insamlingsplats för återvinning av elektriska och
elektroniska apparater

- 3 -
IMPORTANT NOTES
CO2 lasergravör är lämplig för både personligt och professionellt bruk.
När den används i enlighet med dessa instruktioner ingår ett klass 1
lasersystem, men vissa komponenter är fortfarande mycket farliga.
Inaktivera aldrig förinstallerad säkerhetsutrustning och använd alltid lasern
på ett säkert och ansvarsfullt sätt .
Innan du använder utrustningen måste användaren noggrant läsa
igenom
bruksanvisning och följ den strikt. Denna manual är tillämplig på flera
modeller av produkter.
Denna utrustning använder internationell standard fyra typer av lasrar
(starka
laserstrålning). Laserstrålning kan orsaka följande händelser:
1. tända omgivande brännbart material .
2. Under laserbehandlingen, på grund av olika bearbetade föremål,
andra
strålning och andra gifter kan genereras Skadlig gas .
3. Direkt laserstrålning kan orsaka personskada. Därför ska utrustningen
vara utrustad med brandsläckningsutrustning. Det är strängt förbjudet
att stapla brandfarliga och explosiva material på arbetsbänken och
runt utrustningen. Se samtidigt till god ventilation. Icke-professionella
operatörer får inte närma sig utrustningen.
Laserbearbetningsobjekt och emissioner bör följa lokala lagar
och föreskrifter.
Laserbehandling kan ha höga risker, så du bör noga överväga
om föremålet är lämpligt för laserbearbetning.
Den interna laserutrustningen har hög spänning och andra faror, förutom
för utrustningsoperatörer är det strängt förbjudet att demontera.
När utrustningen slås på måste någon bevakas,
obehörig lämnande är förbjudet och all ström måste brytas innan
personal lämnar.
Det är förbjudet att öppna någon dörr när utrustningen fungerar.
Innan driftstart måste denna utrustning och annan utrustning vara

- 4 -
säkert och effektivt jordat.
Placera inte någon irrelevant totalreflektion eller diffus reflektion ob
föremål i utrustningen för att förhindra att lasern reflekteras på
människokroppen eller brännbara föremål.
Under driften av utrustningen måste operatören alltid
observera utrustningens funktion. Om en onormal situation uppstår,
vänligen omedelbart .
Utrustningen bör vara i en torr, föroreningsfri, vibrationsfri och stark
elektromagnetisk störningsmiljö, med en fungerande temperatur på 5-40
grader Celsius och en luftfuktighet på 5-95% (icke kondensvattenmiljö).
Utrustningen ska alltid vara långt borta från elektrisk utrustning
känslig för elektromagnetiska störningar, annars kan det orsaka
elektromagnetiska störningar.
Enhetens arbetsspänning är: European AC220V eller North
American AC120V (bekräfta enhetens arbetsspänning före användning).
Den viktigaste koldioxidglaslasern i utrustningen är a
förbrukningsmaterial och ett sårbart föremål. Var vänlig ta hand om den
under användning Koldioxidglaslasern behöver rent kallt vatten för att
kylas ner Var uppmärksam på att vattentemperaturen inte överstiger 30
grader Celsius under användning, annars skadas lasern. När
omgivningstemperaturen är på väg att sjunka under 0 grader Celsius,
vänligen ersätt den med en frostskyddsvätska för att undvika skador på
koldioxiden glaslaser.
Det är förbjudet att slå på utrustningen när nätspänningen är instabil
eller inte matchade. Tillverkaren och säljaren ansvarar inte för någon
förlust som orsakas av felaktig användning eller bristande efterlevnad av
ovanstående bestämmelser.

- 5 -
BASIC INFORMATION
Den här manualen är en avsedd användarguide för gravyr för
skåplaserinstallation, installation, säker drift och underhåll. Täcker allmän
information, säkerhetsinstruktioner, installationssteg, driftsinstruktioner,
underhållsprocedurer och kontaktinformation.
All personal som är involverad i installation, installation, drift, underhåll
och reparation av denna maskin bör läsa och förstå denna manual, särskilt
dess säkerhetsinstruktioner. Vissa komponenter har extremt höga
spänningar och/eller genererar kraftfull laserstrålning. Undermålig
prestanda och livslängd, egendomsskador och personskador kan uppstå
om du inte förstår och följer dessa instruktioner .
Din lasergravör fungerar genom att sända ut en kraftfull laserstråle från
ett glasrör fyllt med isolerande koldioxid (CO2), reflektera strålen från tre
speglar och reflektera den genom en fokuseringslins och använda detta
fokuserade ljus för att etsa designen på vissa substrat. Den första spegeln
är fixerad nära änden av laserröret, den andra spegeln färdas längs
maskinens Y-axel och den tredje spegeln är fäst vid laserhuvudet som
färdas längs X-axeln. Eftersom en del av dammet från
graveringsprocessen lägger sig på spegeln måste den rengöras ofta.
Eftersom de rör sig under drift måste de också justeras med jämna
mellanrum med ställskruvarna som de är fästa på för att bibehålla korrekt
laserbana. Ett vattenkylt system (vanligtvis en pump eller kylare) måste
användas med denna gravör för att avleda värmen som genereras av
laserröret. På samma sätt måste ett avgassystem (vanligtvis en extern
ventil eller en dedikerad luftrenare) användas för att avlägsna damm och
gaser som genereras under graveringsprocessen.
Att köra din laser konsekvent över 70 % av dess maximala effekt
kommer att förkorta dess livslängd avsevärt. Det rekommenderas att
ställas in på 10-70 % av den maximala märkeffekten för optimal prestanda
och livslängd
Observera att detta är en högspänningsenhet och av säkerhetsskäl
rekommenderas det att endast röra dess komponenter med en hand i taget
under användning.
- 6 -
Observera att aktiva lasrar är osynliga för det mänskliga ögat. Denna
apparat bör inte användas med något öppet lock för att undvika potentiell
permanent skada.
Det bör också noteras att både kylvattensystemet och avgassystemet är
absolut nödvändiga för säker användning av denna utrustning. Använd inte
graveringsmaskinen utan att dessa två system fungerar korrekt. Vattnet
ska alltid vara rent och hållas runt rumstemperatur, och avgassystemet ska
alltid följa alla lagar och förordningar som gäller för arbetsplatsen och
omgivande luftkvalitet.
Följande symboler används på maskinens etikett eller i denna
bruksanvisning:
Dessa föremål medför en risk för allvarlig egendomsskada eller
personskada
Dessa projekt löser liknande allvarliga problem relaterade till laserstrålar.
Dessa projekt löste liknande allvarliga problem med elektriska
komponenter.
- 7 -
Alla i närheten av enheten bör bära skyddsglasögon under drift.
Maskinen är lämplig för gravering av logotyper och andra konsumenter
produkter på tillämpliga underlag. Denna laser kan bearbeta en mängd
olika material, inklusive trä och kork, papper och kartong, de flesta
plaster, glas, tyg och läder och sten. Den kan också användas med vissa
specialbelagda metaller. Det är inte tillåtet att använda detta system för
andra ändamål eller material än de som det är specificerat för.
Systemet måste användas, underhållas och repareras av en person som
är bekant med maskinens användningsområde och faror och
gravyrmaterial, inklusive dess reflektionsförmåga, elektriska
ledningsförmåga, potential för produktion av skadliga eller brännbara
ångor, etc.
Laserstrålar är farliga. Tillverkaren och/eller säljaren ska inte vara det
ansvarig för all felaktig användning av denna enhet eller för skada eller
personskada som uppstår vid användning. Det är operatörens skyldighet
att endast använda denna skåplasergravyr i enlighet med dess avsedda
användning, andra instruktioner i manualen och alla tillämpliga lokala
och nationella lagar och förordningar .
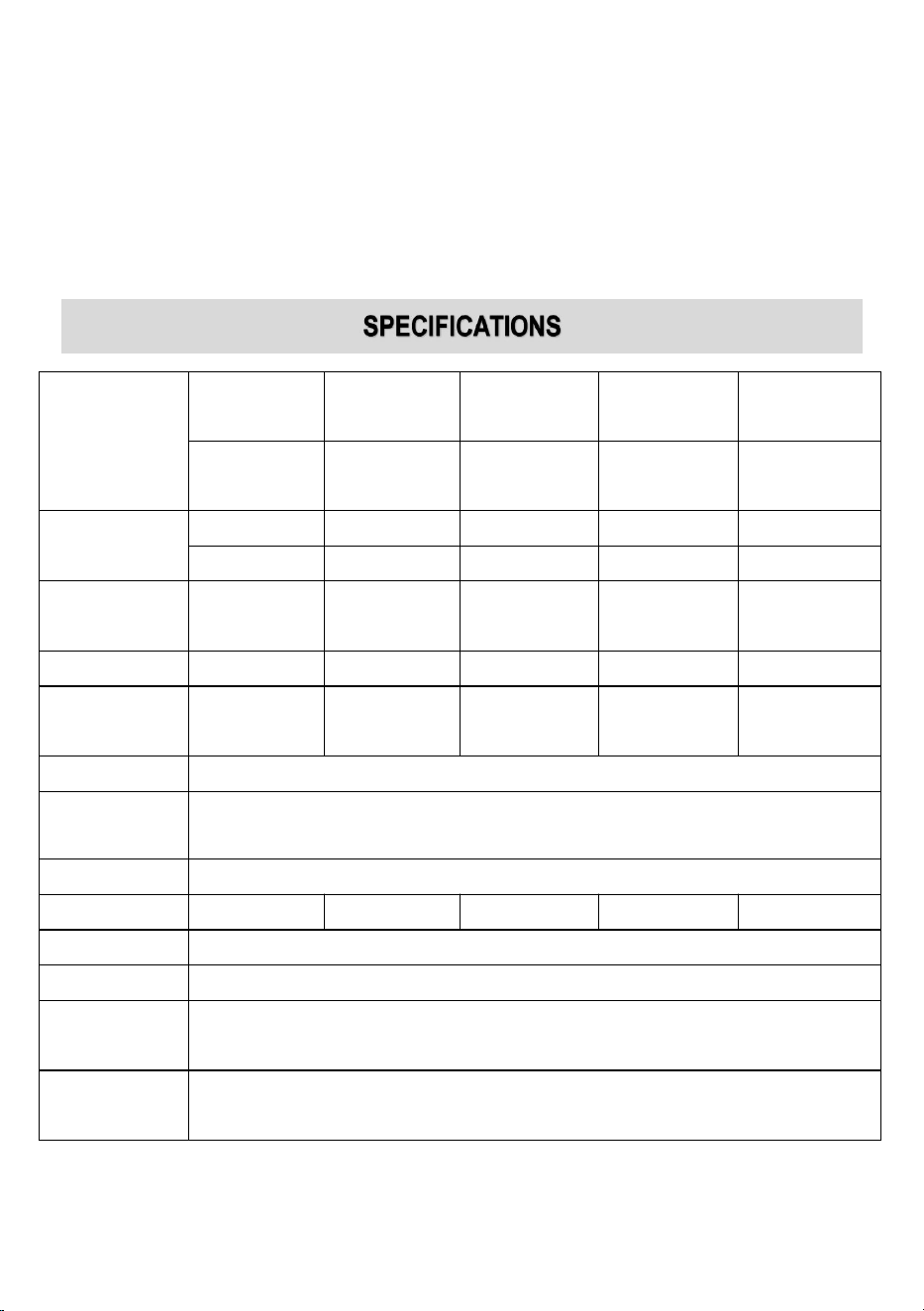
- 8 -
Modell
KH5030
KH6040
KH7050
KH9060
KH1490
KH - 5030
KH - 6040
KH - 7050
KH - 9060
KH - 1490
Ingångsspän
ning
AC 120V
AC 120V
AC 120V
AC 120V
AC 120V
AC 230V
AC 230V
AC 230V
AC 230V
AC 230V
Total kraft
420W
560W
680W
830W
900W
Laserkraft
50W
60W
80W
100W
130W
Arbetsområd
e
500*300
mm
600*400m
m
700*500m
m
900*600
mm
1400*900m
m
temperatur
5-50 ℃
fuktighet
5%-95% icke-kondensat
Laser typ
CO2-glaslasrar
Laser modell
KH-LT50
KH-LT60
R3
R5
R7
Material
Sten, trä, keramik, metall, tyg, papper, etc
Arbetsbänk
Mobilplattform
Skärhastighe
t
0-400 mm/s
Graveringshasti
ghet
0-500 mm/s
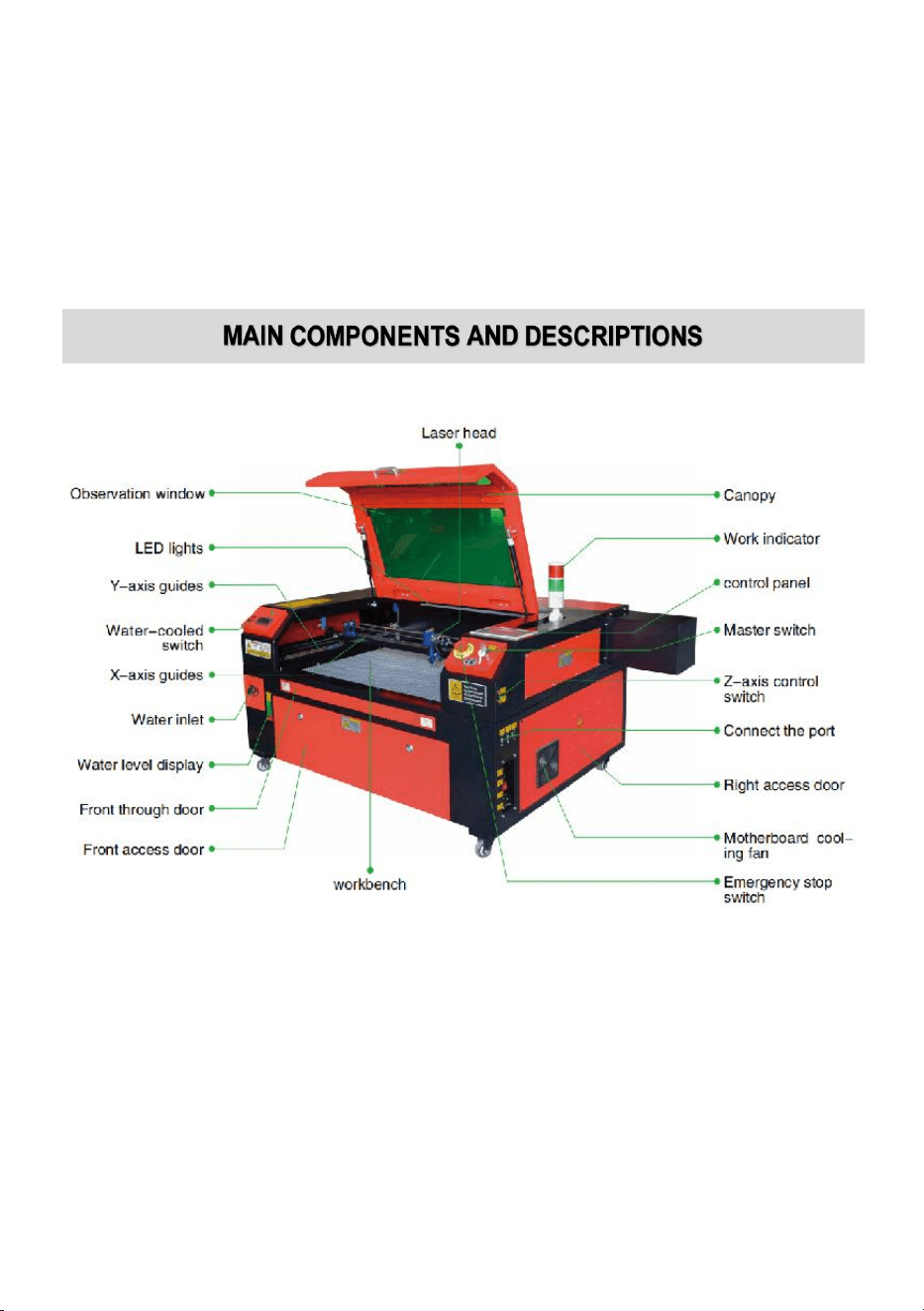
- 9 -
1. Schematisk bild av delen.
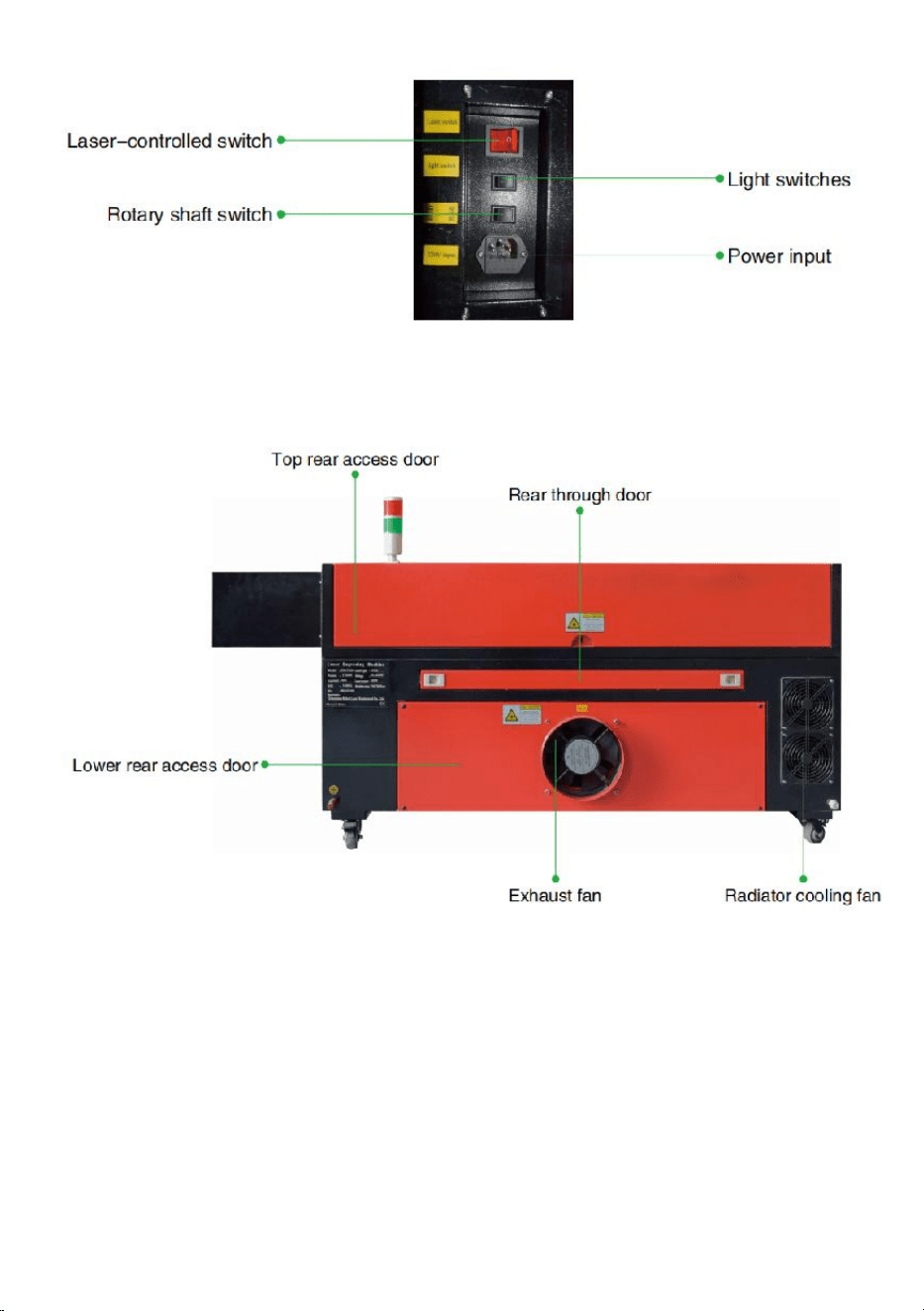
- 10 -
2. Delbeskrivning.
Visningsfönster: Detta bruna akrylfönster låter dig övervaka
gravyrprocessen, men absorberar endast delvis den höga infraröda
lasern och har inget annat skydd. Bär alltid glasögon när du använder
Protective Observation Active Laser och stirra aldrig på den under långa
perioder.
LED-ljus: Detta ljusgröna ljus lyser upp arbetsbänken för en klar
bild av materialgraveringen före, under och efter arbetet.
Y-axelguider: Y-axelguider tillåter X-axelguider att röra sig fram och
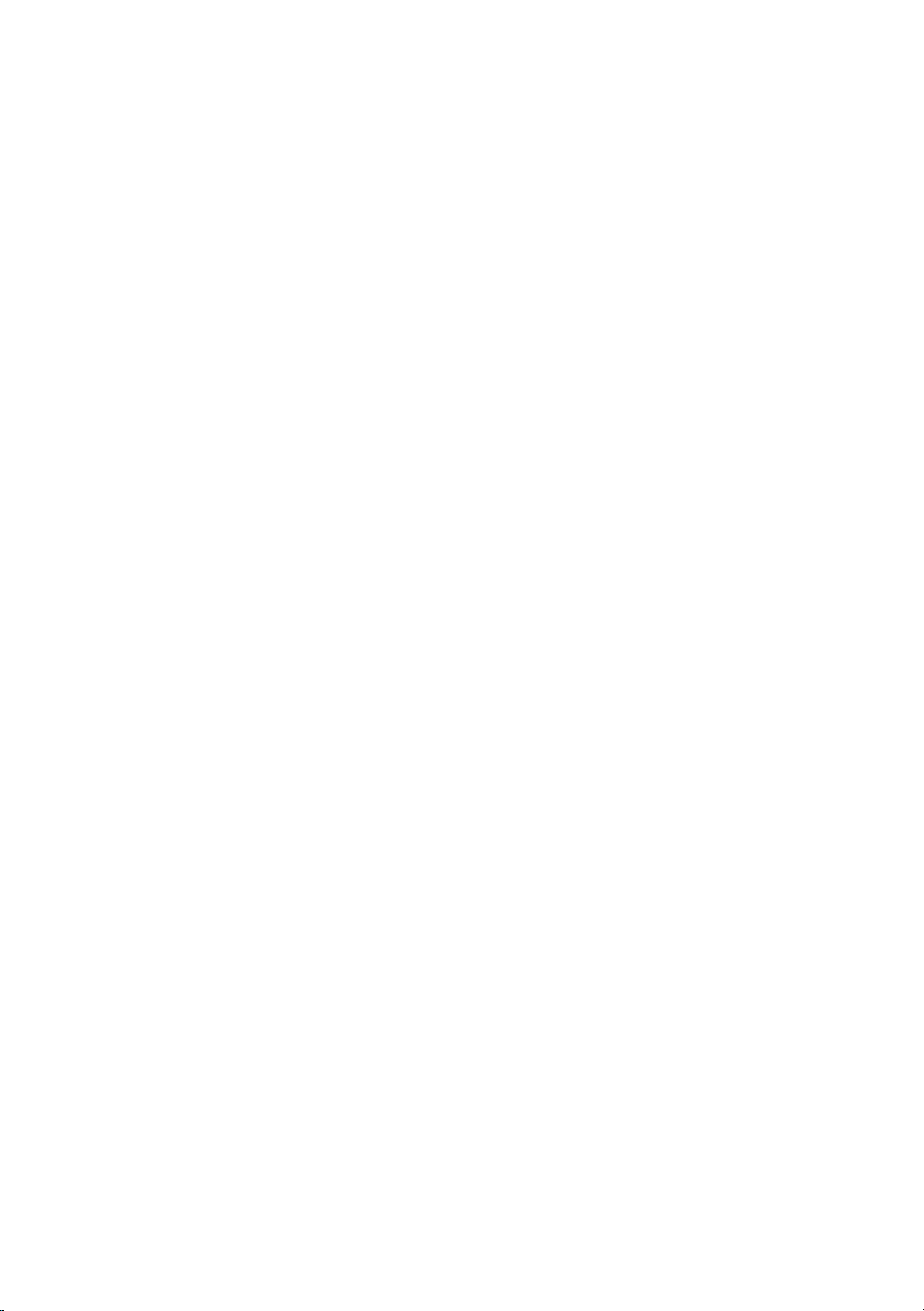
- 11 -
tillbaka
på bordet.
Vattenkylningsbrytare: Efter att strömbrytaren har aktiverats kommer det
inbyggda vattnet
kylningen startar och temperaturdisplayen i realtid tänds.
X-axelskena: X-axelskenan håller den andra spegeln och stöder
laserhuvud för att flytta åt vänster och höger.
Vattenintag: Detta används för att skruva av locket moturs vid påfyllning
den inbyggda cirkulerande vattentanken.
Vattennivåvisning: Denna observationsport kan användas för att
observera
vattennivån i vattentanken i flygkroppen. (gul: för hög / grön: lämplig / röd:
för lite) .
Fram rak dörr: Denna dörr öppnas för att tillåta större material att passera
genom arbetsbädden. Extrem försiktighet måste iakttas för att undvika
att se eller lida av laserstrålen och dess reflektioner. Det var också här
tillbehörsväskan låg när gravören först kom.
Främre åtkomstdörr: Denna dörr ger tillgång till området nedanför
bänk för enkel rengöring.
Baldakin: Locket ger tillgång till huvudfästet för placering och
hämtning av material, samt fixering av laservägsuppriktning och annat
underhåll. När locket öppnas stängs laserns ström automatiskt av.
Arbetsindikator: Det kan hjälpa operatören att bättre observera lasern
emissionsstatus, rött ljus: lasern fungerar, grönt ljus: lasern tomgång.
Kontrollpanel: Kontrollpanelen ger manuell kontroll av
gravyrprocess, inklusive rörelsen av det manuella laserhuvudet och
emissionen av lasern.
Huvudströmbrytare: styr den totala strömbrytaren för hela maskinen.
Z-axelkontrollomkopplare: Dessa knappar flyttar bordet uppåt eller nedåt
till
hjälpa dig att snabbt anpassa och fokusera på bordets olika tjocklekar.
Anslutningsportar: Dessa portar ansluter huvudkortet till graveringen
maskinen till kontrolldatorn och dess graveringsprogram via en USB-
eller Ethernet-kabel.

- 12 -
Höger åtkomstdörr: Denna dörr ger åtkomst till moderkortet, motorn
drivrutiner och strömförsörjning. Ventilerna förhindrar att komponenterna
överhettas under användning och bör inte blockeras.
Moderkorts kylfläkt: Denna fläkt används för värmeavledning av kärnan
apparater som inbyggda moderkort och laserströmförsörjning.
Nödstoppsbrytare: I nödfall kommer den här knappen
Bryt omedelbart all ström till laserröret.
Laserhuvud: Laserhuvudet håller den tredje spegeln, fokuseringslinsen,
röd prick
vägledning och luftassistansuttag.
Bord: Bordshöjden kan justeras för att passa tunnare och tjockare
material, såväl som mellan aluminium och cellulära plattformar.
Laserkontrollbrytare: Denna omkopplare måste vara påslagen när du
använder en laser.
Ljusomkopplare: Tänd lampan på arbetsbänken.
Roterande axelomkopplare: Denna omkopplare måste vara påslagen när
du använder vridaren
axel (av när den roterande axeln inte används), om Y-axeln inte rör sig,
kontrollera om den här omkopplaren är avstängd.
Strömingång: Denna strömkontakt måste anslutas innan du använder
maskin.
Övre bakre åtkomstdörr: Denna dörr leder till laserfacket där lasern
röret och dess anslutningar är säkrade.
Bakdörr: Denna dörr motsvarar en ytterdörr och kräver liknande
skötsel under användning.
Nedre bakre åtkomstdörr: Denna dörr ger åtkomst till luftassistansen
pump och Z-axelrem.
Frånluftsfläkt: Denna fläkt extraherar gas och skräp från luften från
arbetsbänk och skickar ut luften efter att ha renats av ett miljövänligt
filter.
Vattentank kylfläkt: Denna fläkt används för att kyla det cirkulerande
vattnet .
3. Laservägbeskrivning .
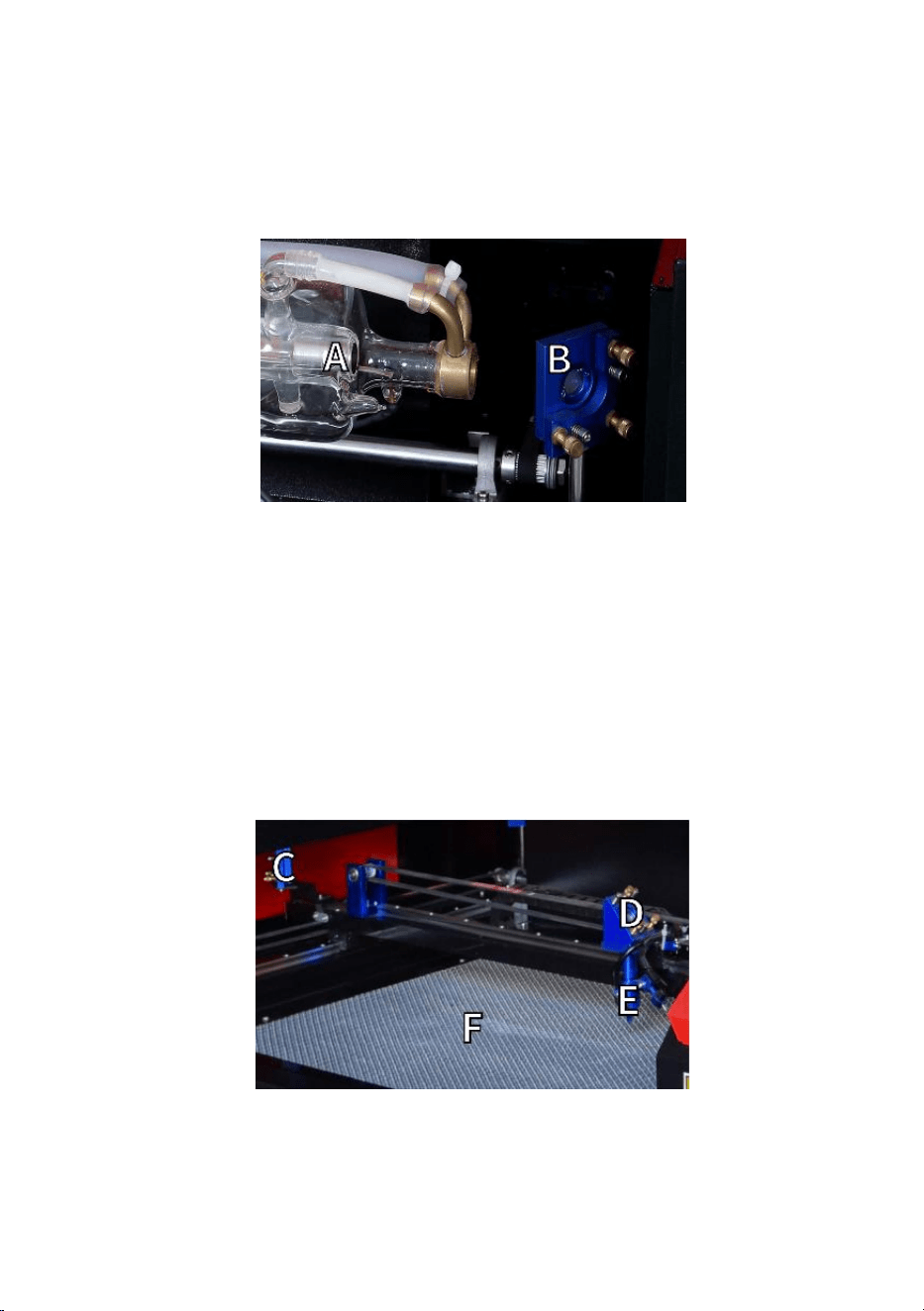
- 13 -
A. Laserrör : Detta glasrör fyllt med koldioxid är monterat på ett fäste och
kan inte flyttas. Anslutningsspänningen mellan den och
laserströmförsörjningen är extremt hög och extremt farlig.
B. Första reflektorn — Denna justerbara vinkelspegel hålls på plats för
att överföra graveringslasern från röret till den andra spegeln.
C. Andra spegeln : Denna justerbara vinkelspegel rör sig längs X-axelns
styrning för att låta laserstrålen färdas längs Y-axeln.
D. Tredje spegeln : Denna vinkeljusterbara spegel rör sig med
laserhuvudet, vilket gör att laserstrålen kan färdas längs X-axeln.
E. Fokuseringslins : Denna lins riktar och fokuserar laserljuset på
materialet.
F. Arbetsbänk : Höjden på den exponerade arbetsbänken kan justeras .
4.Anslut ingångarna.
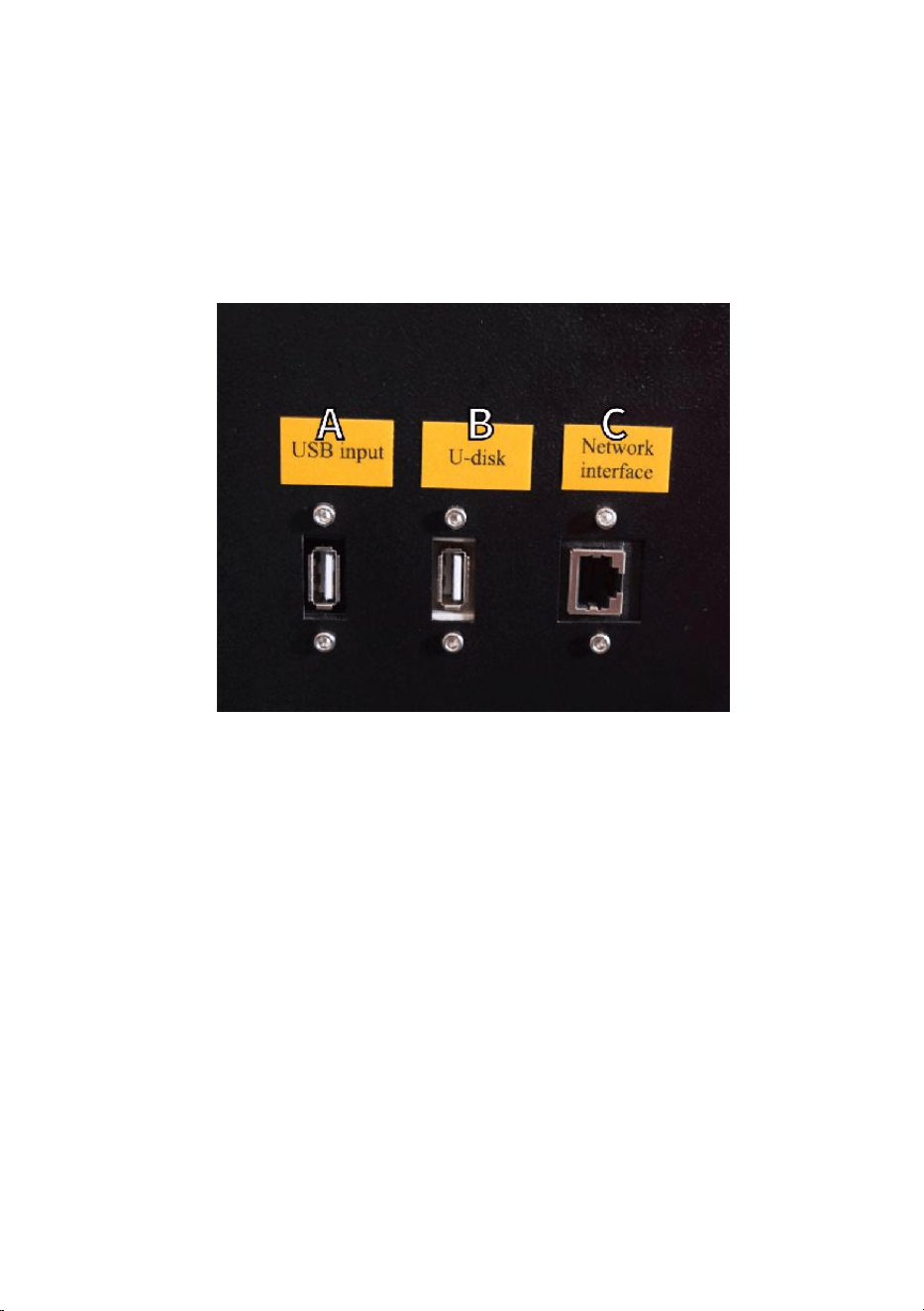
- 14 -
A. USB-linjeport : Denna port använder någon av dess USB-portar för att
ansluta till kontrolldatorn och dess graveringsprogram.
B. USB-port : Denna port låter dig ladda och spara mönster och
parametrar direkt till gravören.
C. Ethernet-port : Denna port ansluts direkt eller via Internet till
kontrolldatorn och dess programvara.
5. Laserhuvudenhet.
A. Laser Head Third Mirror: Denna vinkeljusterbara spegel överför laserljus
från den andra spegeln till fokuseringslinsen.
B. X-axelstyrning: Denna styrning rör sig längs Y-axeln och dess rörelse
styrs av en gränslägesbrytare.
C. Air Assist: Denna enhet blåser tryckluft för att döda gnistor och blåsa
bort gaser och skräp under gravering.
D. Fokuseringslins: Denna lins riktar och fokuserar laserstrålen till dess
kontaktpunkt med gravyrmaterialet.
E. Red Dot Pointer: Den här enheten hjälper dig att se den exakta
platsen för den osynliga graveringslasern.
F. Laser: Graveringslasern i sig är osynlig, men mycket farlig. Undvik
direktkontakt med hud eller ögon.
G. Arbetsbänk: Använd de medföljande akrylverktygen för att uppnå
perfekt fokus för alla materialtjocklekar.
- 15 -
6.Höger åtkomstdörr.
A.Moderkort : Detta kort styr graveringsprocessen och svarar på
kommandon från graveringsmjukvaran eller maskinens kontrollpanel.
BX-axeldrivare : Denna enhet flyttar laserhuvudet längs X-skenan.
CY-axeldrivning : Denna enhet flyttar X-skenan längs Y-skenan.
D.Laserkraft : Denna enhet omvandlar standardelektricitet till den
extremt höga spänningsladdning som krävs för ett laserrör.
E. Strömförsörjning — Denna enhet driver maskinens moderkort och
driver .

- 16 -
7. Laserströmförsörjning .
A. Högspänningstråd : Denna ledning är ansluten till anoden eller
positiva änden av laserröret och tillhandahåller högspänningsström för
att driva lasern.
B. Monteringshål : Dessa standardslitsar möjliggör enkel installation och
borttagning.
8.Styra displayen.
Knappbeskrivning
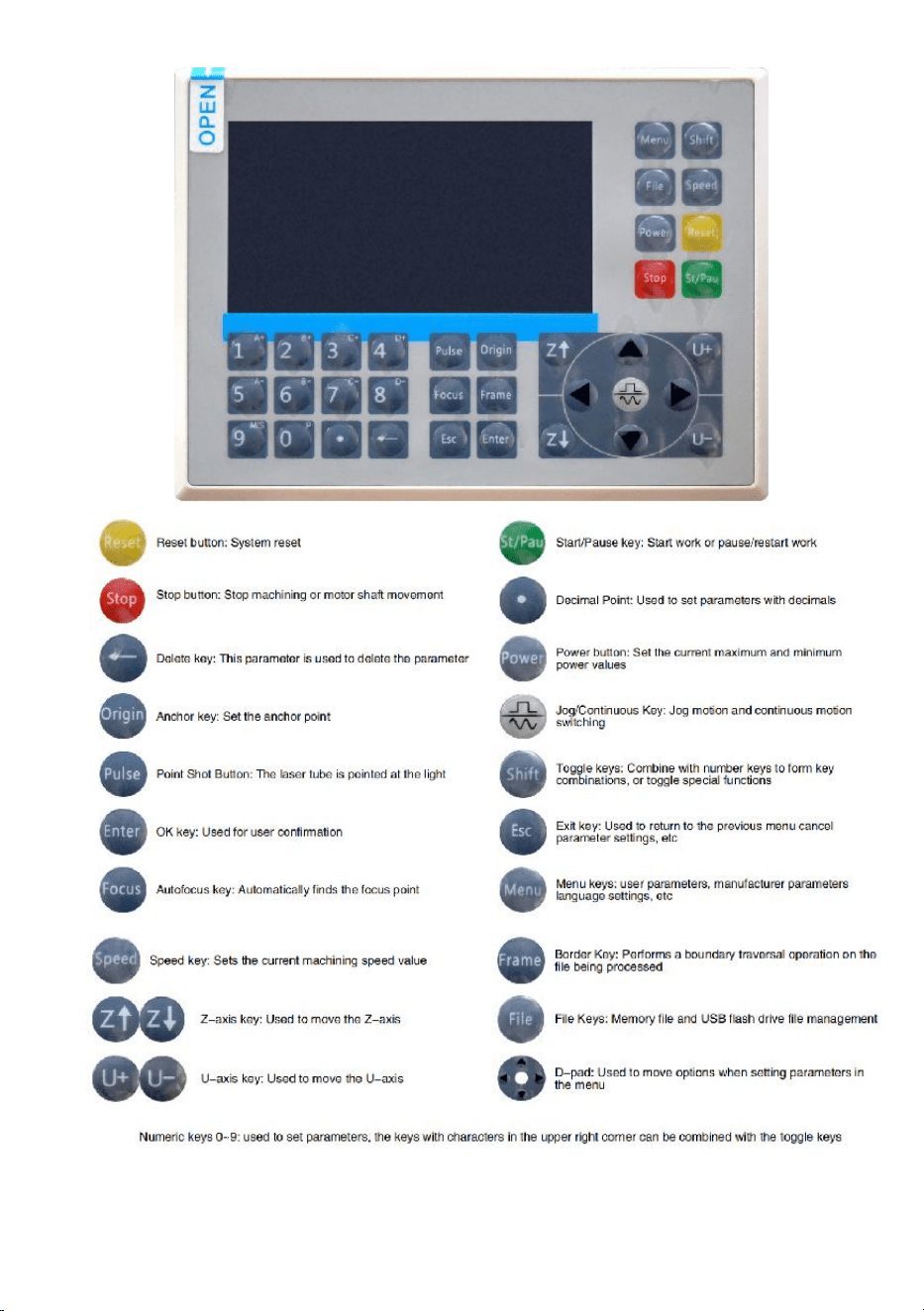
- 17 -
Visa beskrivning
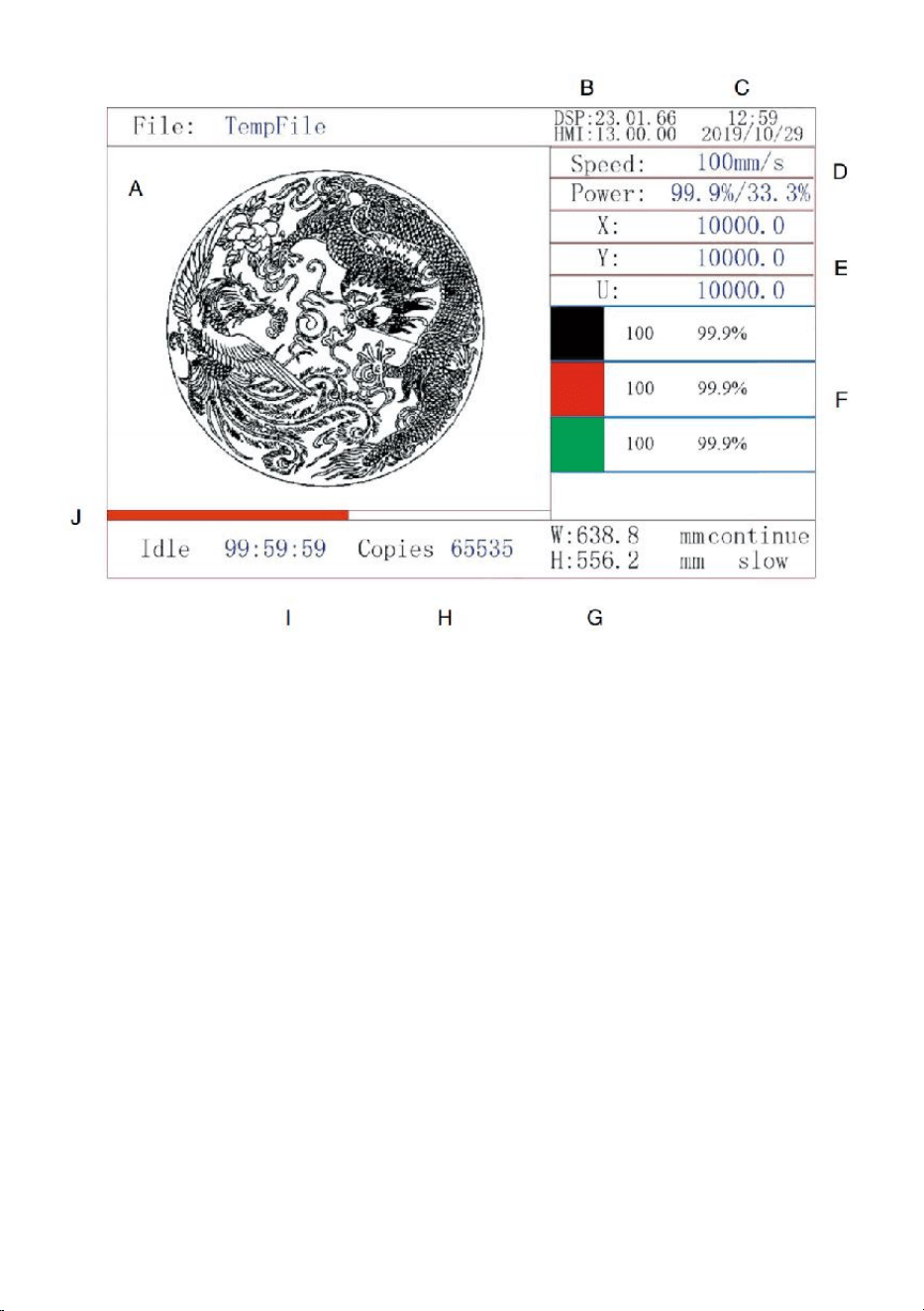
- 18 -
BS. Grafiskt visningsområde: Visar spåret och löpspåret för hela filen.
BT. Versionsnummer: Visar versionsnumret för panelen och moderkortet.
BU. Systemtid: Visar aktuell systemtid.
BV. Parametervisningsområde: visa filnummer, hastighet, maximal effekt,
etc. för körfilen.
BW. Koordinatvisningsområde: Visar de aktuella koordinaterna för
laserhuvudet.
BX. Lagervisningsområde: Visar lagerparametrarna för den aktuella filen
eller förhandsgranskningsfilen. Parametrarna från vänster till höger är
antalet lager, färg, hastighet och maximal effekt.
BY. Ramstorlek Bearbetad: Visar måtten på den aktuella filen.
BZ. Antal stycken: Visar antalet genomförda körningar för den aktuella
filen.
CA. Systemstatus: Visar maskinens aktuella status: inaktiv, igång, pausad
eller slutförd. Handläggningstiden visas till höger.
CB. Bearbetningsförloppsindikator: Visar förloppet för den aktuella filen.
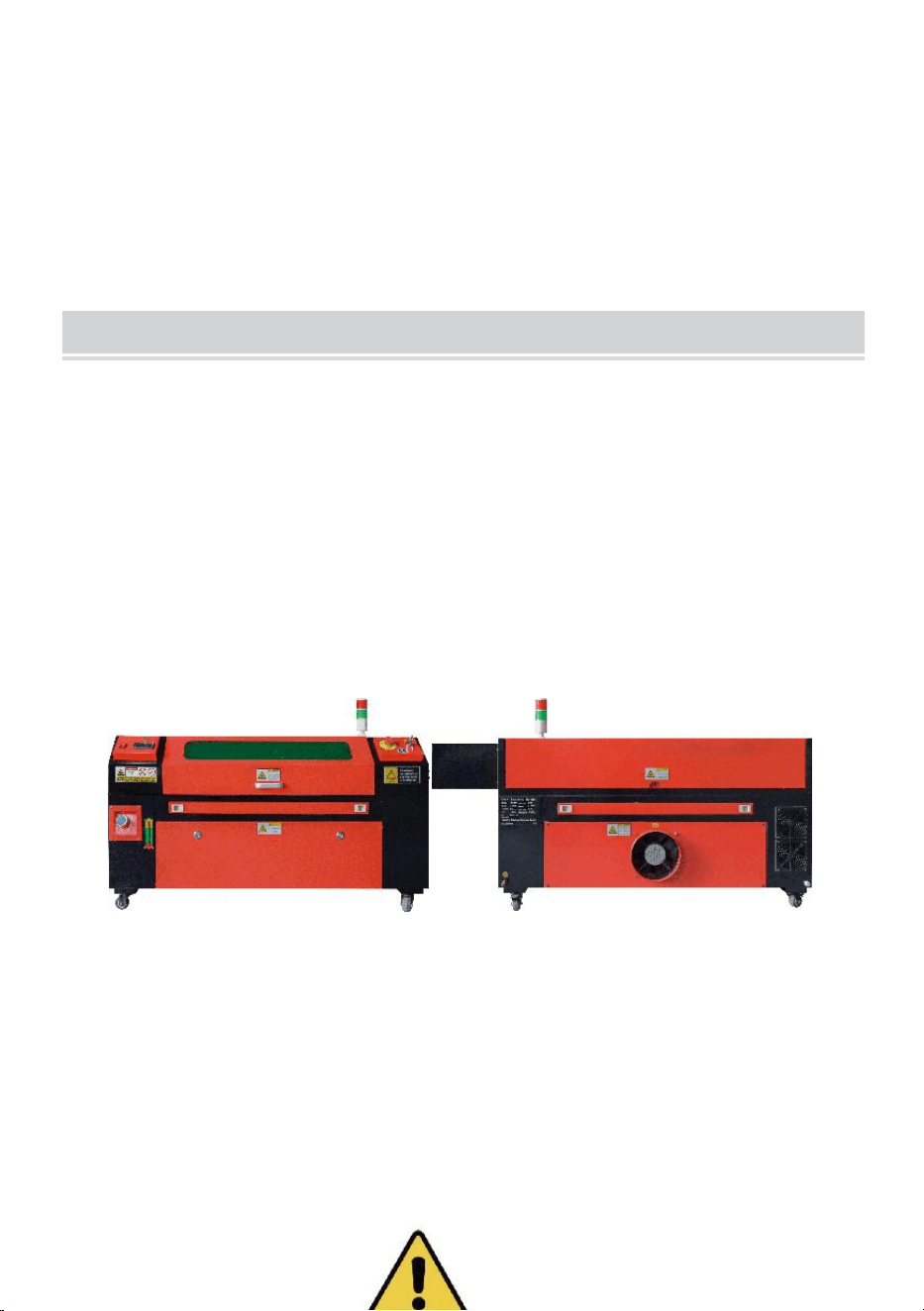
- 19 -
Obs : När systemet är inaktivt eller när arbetet är klart används alla
knappar. Användare kan arbeta med filer, ställa in parametrar,
förhandsgranska filer och mer. Vissa knappar fungerar inte när arbetet körs
eller pausas (till exempel ursprung och ram) .
SAFETY INFORMATION
1. FRISKRIVNING AV GARANTIER
Din gravör kan skilja sig något från den som visas i den här manualen på
grund av tillval, uppdateringar etc. Om din graveringsmaskin kommer med
en föråldrad manual eller om du har några andra frågor, vänligen kontakta
oss.
2. ALLMÄNT SÄKERHETSMEDDELANDE
Din enhet bör ha en instruktionsetikett fäst på följande platser:
Om någon av dessa taggar saknas, är oläsliga eller skadade måste de
vara det
Bytt ut.

- 20 -
Använd denna lasergraveringsanordning endast i enlighet med alla
tillämpliga
lokala och nationella lagar och förordningar.
Använd endast denna apparat i enlighet med denna bruksanvisning.
Endast
andra som har läst och förstått den här handboken får installera,
använda, underhålla, reparera etc. Om denna enhet har getts bort eller
sålts till en tredje part, se till att den här handboken medföljer enheten.
Kör inte kontinuerligt i mer än 3 och en halv timme. Stanna åtminstone
30 minuter mellan användningarna.
Lämna inte denna enhet utan uppsikt under drift. Observera
utrustning under hela operationen, om det finns någon onormal drift, bryt
all ström till maskinen omedelbart och kontakta vår kundtjänst eller din
specialiserade reparationsservice. Återigen, se till att apparaten är helt
avstängd efter varje användning (inklusive via nödstoppsbrytaren).
Tillåt inte minderåriga, outbildad personal eller personer med fysiska eller
psykiska funktionsnedsättningar som skulle störa deras förmåga att följa
denna manual och programvarumanualer för att installera, använda,
underhålla eller reparera denna utrustning.
All outbildad personal som kan vara i närheten av utrustningen
under drift måste informeras om att utrustningen är farlig och ges
adekvata instruktioner om hur man undviker skador under användning .
Placera alltid brandsläckare, vattenledningar eller andra
flamskyddsmedel
system i närheten för att förhindra olyckor. Se till att telefonnumret till den
lokala brandkåren visas tydligt i närheten. I händelse av brand, bryt
strömförsörjningen innan du släcker lågorna. Före användning, bekanta
dig med rätt räckvidd för brandsläckaren. Var noga med att inte använda
brandsläckaren för nära lågan, eftersom dess höga tryck kan skapa ett
bakslag.
- 21 -
3. SÄKERHETSINSTRUKTIONER FÖR LASER.
När den används enligt anvisningarna, inkluderar maskinen ett klass 1
lasersystem som är säkert för både användare och åskådare. Men
osynliga lasrar, laserrör och deras elektriska anslutningar är fortfarande
mycket farliga. De kan orsaka allvarlig egendomsskada och personskada
om de inte används eller modifieras med försiktighet, inklusive men inte
begränsat till följande:
Lasrar kan lätt bränna närliggande brännbara material.
Vissa arbetsmaterial kan producera strålning eller skadliga gaser under
Bearbetning .
Direktkontakt med lasern kan orsaka kroppsskador, inklusive allvarliga
brännskador och irreparabel ögonskada.
Ändra eller inaktivera inte säkerhetsfunktionerna som tillhandahålls av
denna enhet. Do
inte modifiera eller demontera lasern, och använd inte lasern om den har
modifierats eller demonterats av någon annan än en utbildad och
skicklig fackman. Farlig strålningsexponering och andra skador kan
uppstå vid användning av anpassade, modifierade eller på annat sätt
inkompatibel utrustning .
Håll aldrig någon del av skåpet öppen under drift om inte
(obligatoriskt) genom dörrar. Stör aldrig laserstrålen, placera inte någon
del av kroppen på någon del av laserbanan under operationen och
försök aldrig observera lasern direkt. När du använder en
genomgångsdörr eller på annat sätt riskerar att utsättas för en
laserstråle, vidta åtgärder för att skydda dig mot potentiellt reflekterade
laserstrålar, inklusive användning av personlig skyddsutrustning, såsom
specialdesignade skyddsglasögon, för att filtrera gravyrer med en optisk
densitet ( OD) på 5+ för specifika våglängder för lasrar.
Under drift, stirra inte eller låt andra stirra på laserstrålen
kontinuerligt, även om locket är stängt och/eller skyddsglasögon bärs.
Använd denna graveringsmaskin endast när dess automatiska
- 22 -
avstängningsfunktion är
fungerar korrekt. När du först skaffar den här gravören, om du upptäck
eventuella problem i efterhand, testa det innan du utför något annat
arbete (se nedan). Om stängning inte inträffar, fortsätt inte att använda
den. Stäng av enheten och kontakta kundtjänst eller reparationsservice.
Inaktivera aldrig dessa stängningar.
Om vattenkylningssystemet inte fungerar korrekt, använd inte denna
laser
gravör under alla omständigheter. Aktivera alltid vattenkylningssystemet
och kontrollera visuellt att vattnet rinner genom hela systemet innan du
slår på laserröret. Använd inte isvatten eller vatten med temperaturer
högre än 38 °C (100 ° F). För bästa resultat, håll den mellan 60–70°F
(15–21°C).
Använd inte generisk kylvätska eller frostskyddsmedel i kylvattnet,
eftersom de kan
lämna en frätande rest och stelna inuti slangen och rören, vilket kan leda
till fel eller till och med explosion. Använd anpassade lasersäkra
formuleringar, eller använd och förvara din gravör i ett klimatkontrollerat
område.
Lämna inte potentiellt brandfarliga, brandfarliga, explosiva eller frätande
material i närheten för att undvika att de utsätts för direkta eller
reflekterade laserstrålar.
Använd eller placera inte känslig EMI-utrustning i närheten. Se till att
området runt lasern är fritt från starka elektromagnetiska störningar
under all användning.
Använd denna maskin endast för bearbetning av material som beskrivs i
Materialsäkerhetsavsnittet i denna handbok. Laserinställningen och
graveringsprocessen måste anpassas på lämpligt sätt för det specifika
materialet.
Se till att området är fritt från andra luftföroreningar eftersom dessa kan
utgöra en
liknande risk för reflektion, förbränning osv .
- 23 -
4.ELSÄKERHETSINSTRUKTIONER.
Använd endast denna enhet med en kompatibel och stabil
strömförsörjning med en
spänningsfluktuation på mindre än 10 % .
Anslut inte andra enheter till samma säkring som lasersystemet
kräver sin fulla strömstyrka. Använd inte med vanliga
förlängningssladdar eller grenuttag. Endast överspänningsskydd med en
klassificering på mer än 2000 J används.
Slå på enheten endast om enheten är väl jordad, antingen av ett företag
anslutning till ett 3-poligt uttag eller med en dedikerad jordkabel som är
säkert ansluten till rätt kortplats på skåpet. Använd inte med en ojordad
adapter med 3 till 2 stift. Jordningen av utrustningen bör kontrolleras
regelbundet för eventuella skador eller lösa anslutningar.
Därför bör området runt denna lasergraveringsanordning behållas
torr, väl ventilerad och miljökontrollerad för att hålla
omgivningstemperaturen mellan 40–95°F (5–35°C). För bästa resultat,
håll temperaturen vid 75°F (25°C) eller lägre. Den omgivande
luftfuktigheten bör inte överstiga 70 %.
När pumpen är ansluten till sin strömkälla, hantera inte den
pumpen eller vattnet den är nedsänkt i. Lägg den i vattnet innan du
ansluter den till en strömkälla och koppla bort den från
strömförsörjningen innan du tar ut den.
Justeringar, underhåll och reparationer av de elektriska komponenterna i
denna utrustning får endast utföras av utbildad och kunnig personal för

- 24 -
att undvika brand och andra fel, inklusive potentiell strålningsexponering
på grund av skador på laserkomponenter. Eftersom testning av de
elektriska komponenterna i detta märkningssystem kräver specialiserad
teknik, rekommenderas att sådan testning endast utförs av tillverkare,
säljare eller reparationsserviceorganisationer.
Om inget annat anges, justera, underhåll och reparera endast apparaten
när den är avstängd, frånkopplad från strömmen och helt sval d.
5. SÄKERHETSINSTRUKTIONER FÖR MATERIAL.
Det är användaren av denna lasergraveringsmaskins ansvar att
bekräfta att materialet som ska bearbetas kan motstå laserns värme och
inte producerar några utsläpp eller biprodukter som är skadliga för
människor i närheten eller som bryter mot lokala eller nationella lagar
eller förordningar. Använd i synnerhet inte denna utrustning för att
bearbeta polyvinylklorid (PVC), teflon eller andra halogenhaltiga material
under några omständigheter.
Det är användaren av denna lasergraveringsmaskins ansvar att
se till att alla närvarande under driften har adekvat personlig
skyddsutrustning för att undvika skador orsakade av utsläpp och
biprodukter från det material som bearbetas. Förutom de
laserskyddsglasögon som nämns ovan kan detta kräva skyddsglasögon,
masker eller andningsskydd, handskar och andra skyddande ytterkläder.
Om avgassystemet inte fungerar korrekt, använd inte denna laser
gravyrmaskin under alla omständigheter. Se alltid till att frånluftsfläkten
kan ta bort damm och gaser från graveringsprocessen i enlighet med
alla tillämpliga lokala och nationella lagar och förordningar. Om
avgasfläkten eller avgasröret går sönder, sluta använda den omedelbart.
Användare måste vara särskilt försiktiga när de arbetar med ledande
material, eftersom ansamling av damm och miljöpartiklar kan skada
elektriska komponenter, orsaka kortslutning eller ha andra effekter,
inklusive reflekterad laserstrålning .

- 25 -
Denna maskin är säker att använda med följande material:
1. plast .
·Akrylonitrilbutadienstyren (ABS)
·Nylon (polyamid, PA, etc.)
·polyeten
·Högdensitetspolyeten (högdensitetspolyeten, polyeten, etc.)
· Biaxiellt orienterad polyetentereftalat (BoPET, polyester, polyester,
etc.)
·Polyetylentereftalat (PETG, PET-G, etc.)
· Polyimid (PI, Kapton, etc.)
· Polymetylmetakrylat (PMMA, akryl, plexiglas, fluorit, etc.)
·Polyoximetylen (POM, acetal, DL, etc.)
·Polypropen (PP, etc.)
·styren
- 26 -
2.annat.
·kartong
·Keramik, inklusive bestick, kakel, etc.
·glas
·läder
·Papper och kartong
·gummi
·Sten, inklusive marmor, granit, etc.
·Textiler, inklusive bomull, mocka, filt, hampa, etc.
·Timmer, inklusive kork, MDF, plywood, balsaträ, björk, körsbär, ek,
poppel, etc.
Obs : Se de rekommenderade parametrarna för de vanligaste
graveringsmaterialen.
Denna enhet kan inte användas med följande material eller andra
material
som innehåller dem:
· Konstläder som innehåller sexvärt krom (Cr[VI]) på grund av dess giftiga
ångor
·Astatin på grund av dess giftiga ångor
- 27 -
·Berylliumoxid, på grund av dess giftiga ångor
·Brom, på grund av dess giftiga ångor
·Klor, inklusive polyvinylbutyral (PVB) och polyvinylklorid (PVC, vinyl,
Sintra, etc.), på grund av dess giftiga ångor
·Fluor, inklusive teflon (teflon, teflon, etc.), på grund av dess giftiga
ångor
·Jod, på grund av dess giftiga ångor
· Metaller, på grund av deras elektriska ledningsförmåga och
reflektionsförmåga
·Fenolhartser, inklusive olika former av epoxihartser, eftersom de
producerar giftiga ångor
·Polykarbonat (PC, Lexan, etc.) på grund av dess giftiga ångor
Obs : För allt annat material, om du är osäker på säkerheten eller
laserbarheten för denna enhet, leta efter dess
materialsäkerhetsdata
Blad (MSDS). Särskild uppmärksamhet ägnas åt information om
säkerhet, toxicitet, korrosivitet, reflektionsförmåga och reaktion på
höga temperaturer. Alternativt, kontakta vår supportavdelning för
ytterligare vägledning
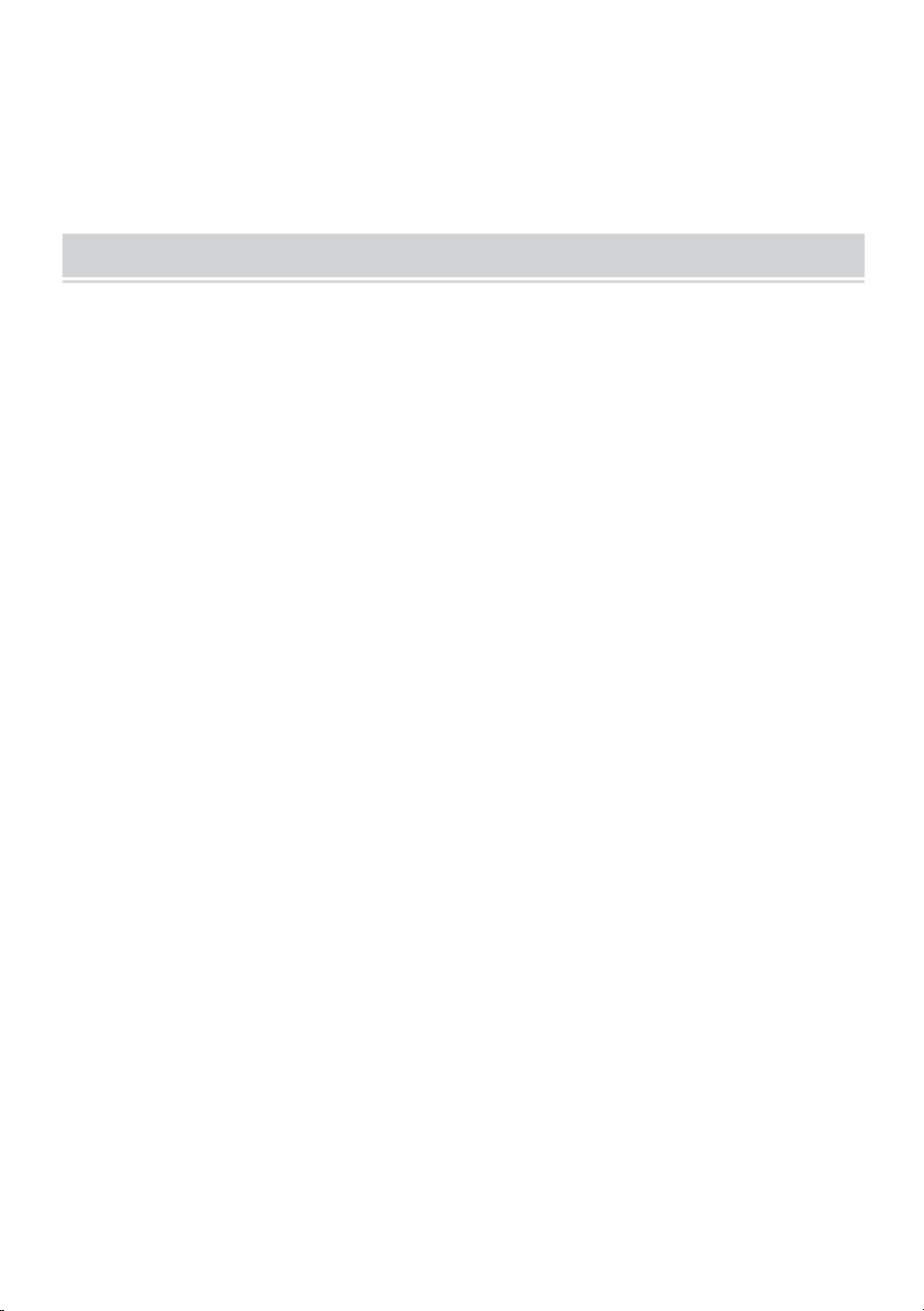
- 28 -
INSTALLATION
1. INSTALLATIONSÖVERSIKT.
Ett komplett fungerande system inkluderar lasergraveringsskåpet, dess
ventiler, alla tillämpliga anslutningskablar, samt laser och åtkomstnyckel.
Skåpet kan använda designen som tillhandahålls av den medföljande
gravyrmjukvaran genom att ansluta direkt till din dator eller internet; Den
kan också gravera mönster som laddas direkt från flashenheter.
Användare kan konfigurera andra extra tillbehör, såsom roterande axlar,
för att möta deras behov .
Använd endast hårdvara, kablar och strömförsörjning som medföljer eller
är
kompatibel med den här enheten. Installera utrustning som inte är
lämplig för användning kan leda till dålig prestanda, minskad servicetid,
ökade underhållskostnader, egendomsskador och personskador.
Var uppmärksam på de specifika kraven för systeminstallation.
Varje kund måste vara medveten om dessa överväganden innan
installationen för att kunna utföra korrekt installation och uppnå säker
laserprestanda. Om du har några installationsproblem eller problem,
vänligen kontakta våra tekniker och kundsupportteam.
All extrautrustning måste anpassas till huvudenheten. Om du är osäker,
vänligen kontakta återförsäljaren eller tillverkaren av sådan utrustning
direkt.
2.Val av installationsplats
Innan du installerar gravören, välj lämplig plats för användning.
Se till att den uppfyller alla krav som diskuteras i ovanstående säkerhet
information. Platsen bör vara stabil, jämn, torr och klimatkontrollerad för
att säkerställa en omgivningstemperatur på 40–95°F (5–35°C) och

- 29 -
omgivande luftfuktighet under 70 %. I synnerhet bör temperatur och
luftfuktighet tillsammans inte närma sig daggpunkten. Det är också
tillrådligt att använda fönsterlösa rum eller att använda persienner
och/eller gardiner för att undvika exponering för den potentiella extra
värmen från direkt solljus. Platsen bör vara fri från damm och andra
luftföroreningar och tillräckligt väl ventilerad för att hantera eventuella
ångor som genereras under graveringsprocessen i enlighet med alla
tillämpliga lagar och förordningar. Beroende på vilket material som ska
bearbetas kan detta kräva konstruktion av ett dedikerat
ventilationssystem. Det bör hållas borta från barn; brandfarliga,
brandfarliga, explosiva eller frätande material; och känslig
EMI-utrustning. Nätsladden ska vara
ansluten till en kompatibel och stabil strömkälla via ett jordat 3-stiftsuttag.
Det bör inte finnas några andra föremål som drar ström från samma
säkring. Brandutrustning bör finnas i närheten och telefonnummer till
den lokala brandkåren ska tydligt visas.
Det rekommenderas starkt att placera en extra bänk nära maskinen
för att undvika att placera föremål på eller direkt nära maskinen, vilket
kan utgöra en brand- eller laserrisk.
3.JORDNING.
Enheten använder en kraftfull laser. Som nämnts i
säkerhetsinformationen
ovan har den extremt höga spänningar och potentiella faror, så
användaren måste jorda den ordentligt för att undvika statisk elektricitet.
Användning av ett vanligt 3-stiftsuttag ger tillräcklig jordning. Om du inte
har tillgång till ett 3-stiftsuttag måste du använda en jordad kabel och se
till att den är ordentligt ansluten. Den distala änden av kabeln ska fästas
ordentligt i en metallstav som är minst 2,5 meter djup, eller till två
separata metallstänger som har drivits ner i jorden minst 1,5 meter från
maskinen.
Dålig jordning kan leda till utrustningsfel och skapa en allvarlig risk för
elektrisk stöt. Tillverkaren och/eller säljaren ska inte hållas ansvariga för
någon skada, olycka eller personskada som orsakats av en dålig

- 30 -
jordningsanslutning.
11.PACKA UP GRAVERMASKINEN.
Din gravör kommer i ett träfodral med dess tillbehör (inklusive
denna handbok) packad i området bakom den främre genomdörren. Du
bör placera lådan på ett generöst, plant område för uppackning, och
helst planerar du att använda maskinen permanent.
Steg 1: Om du inte redan har gjort det, avsluta med att ta bort lådan från
runt gravören. Rulla sedan maskinen på plats.
Steg 2: Håll bromsbeläggen på plats genom att trycka på bromsbeläggen
på 2:an
framhjul.
Steg 3: Hämta åtkomstnyckeln från huvudfacket på framsidan av
maskin. Ta bort tillbehörsväskan från området bakom den främre
genomgångsdörren. Kontrollera att du har fått alla följande föremål:
nätsladd, jordkabel, USB- och Ethernet-kablar, USB-minne med
graveringsprogramvara, avgasrör med slangklämma, insexnyckelsats,
fokuseringsverktyg i akryl, nycklar och den här manualen .
Steg 4: Inspektera noggrant monteringen av laserröret, visningen
fönster och resten av maskinen. Laserröret är ett mycket ömtåligt
föremål och bör hanteras med försiktighet och så få stötar som möjligt.
Steg 5: Inuti huvudfästet, ta bort från X-axeln och
honeycomb bord.
Steg 6: Du kan behålla förpackningen för framtida returer, men om du gör
dig av med
av den eller andra tillbehör, se till att följa gällande regler för

- 31 -
avfallshantering.
5. HUVUDSTRÖMANSLUTNING.
Kontrollera att etiketten bredvid det anslutna uttaget på maskinen
matchar din strömförsörjning. Anslut ena änden av huvudkabeln till ett
anslutningsuttag och den andra änden till ett jordat uttag. Under inga
omständigheter får du slå på enheten om spänningen inte
överensstämmer.
Fluktuationer längs linjen bör vara mindre än 10 %. Om detta värde är
överskrids kommer säkringen att gå. De sitter i anslutningsuttaget och är
externt åtkomliga. Återigen, anslut inte den här enheten till en vanlig
förlängningssladd eller grenuttag. Anslut den direkt till ett jordat uttag
eller använd en överspänningsskyddsenhet klassad över 2000J.
6.VATTENKYLD INSTALLATION.
Den medföljande vattenpumpen är avgörande för prestanda och
livslängd
gravyrmaskinen. När en sådan laser fungerar utan ett korrekt
underhållet kylsystem kan dess glasrör explodera på grund av
överhettning.
Rör eller justera aldrig gravyrmaskinens vattentillförsel medan
pumpen är inkopplad.
För att använda vattenpumpen, fyll en dedikerad tank med minst 2
gallons (7,5

- 32 -
liter) destillerat eller renat vatten Detta kommer gradvis att minska
kvaliteten på gravyrmaskinen och kan till och med leda till farlig
mineralansamling. Kylsystem. Av samma anledning, använd aldrig
frostskyddsmedel för alla ändamål. Använd anpassade lasersäkra
formuleringar eller förvaring Graveringsmaskiner i klimatkontrollerade
områden.
Obs: Destillerat vatten eller renat vatten måste tillsättas, inte
kranvatten eller avlopp, annars kommer det att förkorta
produktens livslängd.
Vänligen vrid för att ta bort dammskyddet från vatteninloppet och lägg
sedan till
renat vatten eller destillerat vatten till vatteninloppet för
graveringsmaskinen. Det gröna området för vattennivålinjen är den
säkra vattennivån, och sedan kan du fylla på dammskyddet för
vattenmunstycket och sedan slå på maskinens huvudströmförsörjning
och vattencirkulationsströmbrytare.
Obs: Vattennivån bör inte vara för full för att inte svämma över
vattenkylaren.
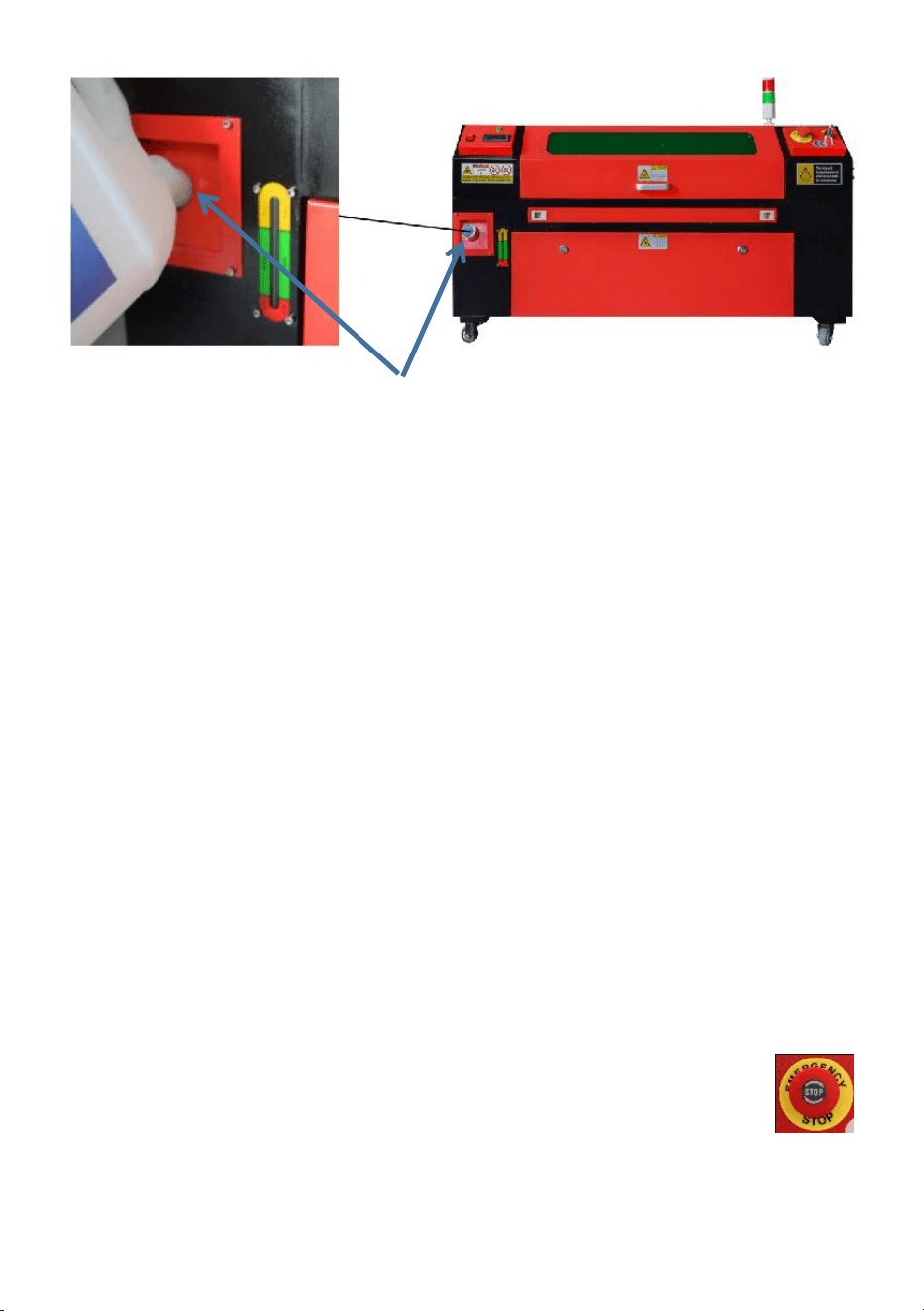
- 33 -
Vatteninlopp
Innan du startar lasern, se till att få visuell bekräftelse på att vattnet
strömmar genom laserröret.
Låt aldrig vattnet i tanken bli för varmt för att kyla lasern. Installera en
värmelarm eller kontrollera vattentemperaturen regelbundet under
långvarig användning. Om vattnet börjar nå 100 ° F (38 ° C), ersätt det
med kallare vatten. Under denna process byts lasern antingen ut i faser
eller så stängs lasern av: låt aldrig lasern fungera utan ett konstant flöde
av kylvatten.
7. FÖRSTA TEST.
NÖDSTOPP .
På grund av risken för brand och andra faror under graveringsprocessen
har graveringsmaskinen en stor, lättåtkomlig nödstoppsknapp nära
kontrollpanelen. Tryck på den för att stoppa laserröret omedelbart.
När din gravör anländer har dess nödstopp tryckts in och måste vridas åt
höger och studsa uppåt för att lasern ska fungera. Innan du använder
maskinen för något annat arbete bör du testa om den fungerar korrekt.

- 34 -
Starta vattenkylningssystemet, placera en bit laserbart skrot på
arbetsbädden, stäng locket och tryck på PULSE för att avfyra lasern.
Trycka
nödstoppsknappen och observera om lasern stannar omedelbart. Om
lasern fortsätter att avfyra fungerar inte nödstoppet och måste bytas ut
innan du använder encher. Stäng av maskinen och kontakta kundtjänst.
LOCKSTÄNGNING (FÖRLÅS) .
På grund av risken för blindhet, brännskador och andra skador från direkt
exponering för den osynliga graveringsstrålen,
stänger också automatiskt av lasern när skyddskåpan höjs under drift.
Efter att ha sett till att nödstoppsknappen fungerar som den ska bör du
även testa att kåpans stängning fungerar som den ska innan du gör något
annat arbete på maskinen. Starta vattenkylningssystemet, placera en bit
laserbart skrot på arbetsbädden, stäng locket och tryck på PULSE för att
avfyra lasern. Släpp knappen. Var försiktig så att du inte utsätter dig för
eller träffas av eventuella reflekterade lasrar, öppna locket så lite som
möjligt och försök avfyra lasern igen.
Obs: Om lasern avges, fungerar inte den automatiska avstängningen och
måste repareras innan gravören används. Stäng av maskinen och
kontakta kundtjänst.
AVSTÄNGNING AV VATTEN .
På grund av farorna med okylda laserrör, stänger gravören också automatiskt
av lasern när vattenkylningssystemet misslyckas.
Efter att ha sett till att både nödstoppsknappen och lockskyddet fungerar
korrekt bör du även testa att vattenavstängningen fungerar som den ska innan
du gör något annat arbete på maskinen. Starta vattenkylningssystemet,
placera en bit laserbart skrot på arbetsbädden, stäng locket och tryck på
PULSE för att avfyra lasern. Släpp knappen. Stäng av vattenflödet genom att
rulla eller knyta två slangar. Var försiktig så att du inte skadar själva slangen
under denna process. Försök att avfyra lasern igen. Om lasern avges,

- 35 -
fungerar inte den automatiska avstängningen och måste repareras innan
gravören används. Stäng av maskinen och kontakta kundtjänst. Om lasern
inte avger, fungerar den automatiska avstängningen bra; Lossa helt enkelt
båda slangarna för att börja cirkulera vatten igen och fortsätt att ställa in
gravören.
KALIBRERING AV LASERVÄG .
Medan vår fabrik kalibrerar hela ditt system under montering, kan laserröret,
fokuseringslinsen och/eller en eller flera speglar skjutas ur linje under
transporten. Därför rekommenderas det att du utför ett optiskt inriktningstest
när du ställer in din maskin. För steg-för-steg-vägledning, se
underhållsavsnittet nedan.
LUFTASSISTENT .
Din extra luftutrustning bör vara förinstallerad och korrekt ansluten. Precis
kontrollera om den är korrekt konfigurerad och ansluten som visas på bilden.
Om någon
rör eller ledningar måste återanslutas, stäng av all ström till maskinen
(inklusive att trycka på nödstoppet) innan du justerar någon utrustning.

- 36 -
8. SÄKERHET .
För din egen säkerhet och för förbipasserandes säkerhet kan denna gravyrmaskin
låsas med den medföljande nyckeln. Det rekommenderas att du använder det för
att låsa din dator mellan sessioner för att förhindra obehöriga åtgärder på din
dator .
OPERATION
1. DRIFTÖVERSIKT.
Använd denna lasergravör endast genom att följa alla instruktionerna i denna
manuell. Underlåtenhet att följa de lämpliga riktlinjerna som beskrivs häri kan leda
till materiella skador och personskador.

- 37 -
Det här avsnittet kommer endast att beskriva några av alternativen och
funktionerna som erbjuds av
operativsystem. Innan du börjar använda maskinen, se till att du har läst hela
manualen (särskilt säkerhetsinformationen ovan), samt alla varningar som
maskinen själv tillhandahåller.
2. ALLMÄNNA DRIFTSINSTRUKTIONER.
Steg 1. Skapa den design du vill gravera. Du kan göra detta direkt i
gravyrprogramvara, eller så kan du använda vilken som helst
Steg 2. Anslut den medföljande utrustningen och verktygen till produkten och
anslut strömförsörjningen. Du kan se videon på CD/USB. Fyll vatteninloppet
med renat eller destillerat vatten för den inbyggda vattencirkulationen.
Vattennivån ska läggas till den gröna vattennivåsäkerhetslinjen. Obs:
(Vattennivån bör inte vara för full för att inte svämma över ).
Steg 3. Ta bort rökröret. Ena änden av rökröret är ansluten
till utrustningens rökutloppsport, och den andra änden är ansluten till en
utomhus- eller extra rökutsugsanordning. Obs: (Använd en slangklämma för
att säkra anslutningen för att förhindra att den faller av.)
Steg 4. Dra upp nödstoppsknappen och använd knapparna på framsidan av
skåpet för att öppna graveringsmaskinens kontrollpanel. Ladda den design du
väljer direkt från ett USB-minne eller via en dators anslutning till gravören.
Steg 5. Öppna gravörens lock, kontrollera att luftassistansen fungerar som den ska,
och
justera tabellen vid behov. Cellulära sängar rekommenderas för de flesta
applikationer. Sängen kan höjas eller sänkas med hjälp av Z-axelreglaget på
framsidan av skåpet för att rymma en mängd olika material av olika tjocklek.
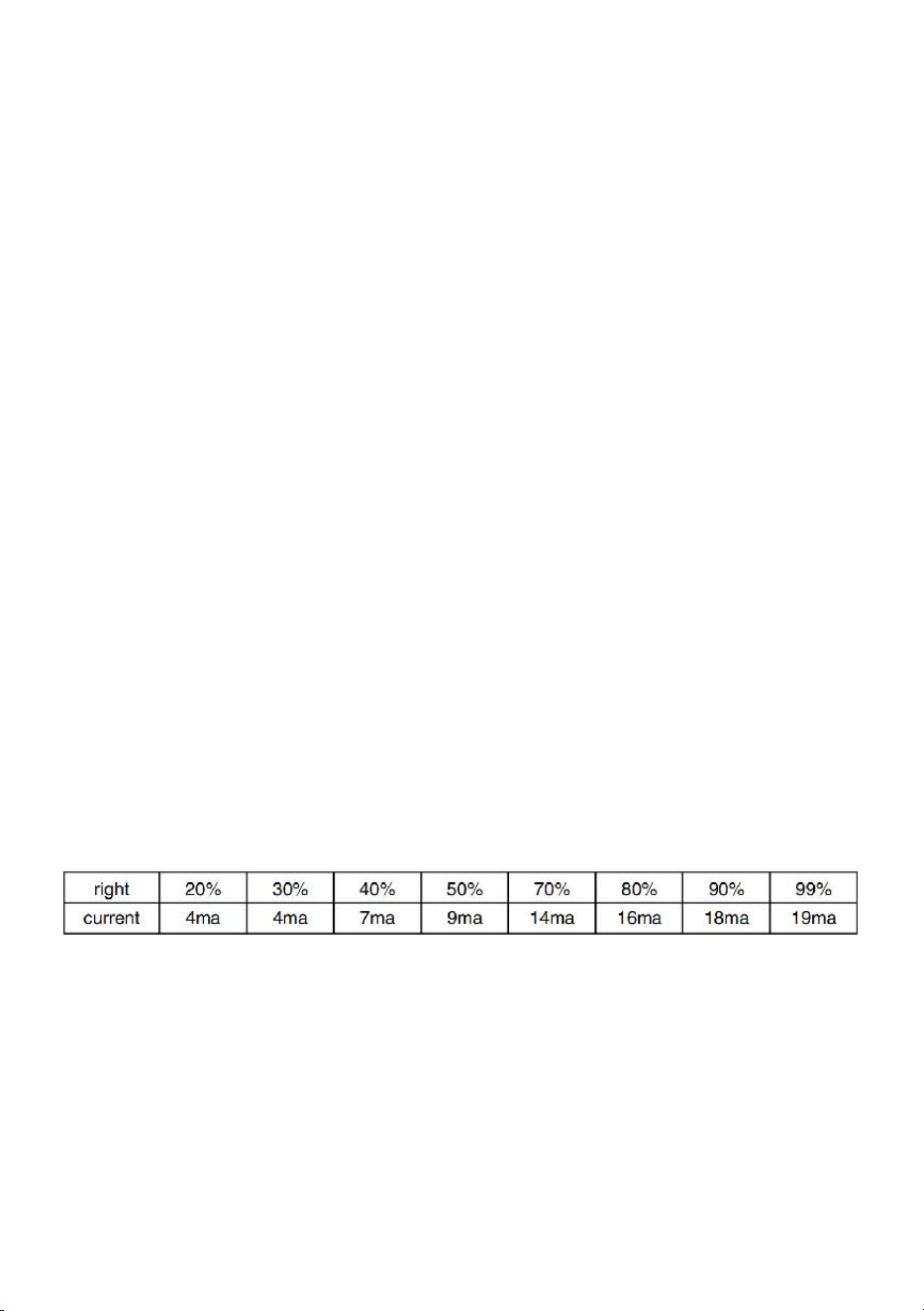
- 38 -
Steg 6. Placera materialprovet på bänken. Standardpositionen är placerad i
det övre vänstra hörnet av bordet. Detta kan ändras genom att flytta platsen för
din design eller gravörens ursprung med hjälp av kontrollpanelen eller
gravyrmjukvaran. För att hantera större material kan du öppna fram- eller
bakdörren, eller båda, samtidigt. När lasern är aktiv, för inte in något i arbetsytan
genom en genomgångsdörr annat än materialet. Var särskilt uppmärksam på
ångor och damm som kan släppas ut genom dessa dörrar. Se till att ditt
ventilationssystem är tillräckligt robust för att absorbera alla biprodukter eller bära
nödvändig personlig skyddsutrustning för att säkerställa hälsan för användare och
förbipasserande.
Steg 7. Fokusera lasern genom att placera fokuseringsverktyget i akryl ovanpå
materialet
och försiktigt lyfta bordet. Laserhuvudet ska knappt vidröra toppen av
akrylverktyget utan att applicera något tryck, vilket säkerställer att
graveringsavståndet är korrekt. (Återigen, försök aldrig att vara på bänken utan
material.) På något sätt är lasern fokuserad. Stäng locket.
Steg 8. Anpassa kontrasten och graveringsdjupet för din design genom att justera
parametrar i gravyrmjukvaran eller direkt från kontrollpanelen. Om din
graveringsinstruktioner beskriver effektinställningen i milliampere, använd
följande omvandlingsdiagram för att hitta rätt effektinställning:
Minsta tröskel är 10 %. Lasern kommer inte att sändas ut vid någon lägre inställning
än denna inställning. Det rekommenderas inte att använda laserröret vid full

- 39 -
belastning, speciellt under långa perioder. Den rekommenderade maximala effekten
är inställd på 70 %, eftersom långvarig användning av mer än denna mängd kommer
att förkorta laserns livslängd. För att öka gravyrdjupet, öka energin per ytenhet
genom att öka laserns effekt eller antal ringar eller sakta ner hastighetsparametern.
Men gravering för djupt kan försämra bildkvaliteten, särskilt för
beläggningsmaterialet.
När du arbetar med nya material, tänk på att du alltid bör börja i den nedre delen av
dina möjliga inställningar. Om effekten inte är tillräckligt stark kan den alltid vara mer
än en gång Kör designslingan igen, eller kör den igen med kraftfullare inställningar
tills du skapar önskad effekt.
Upplösningen bör i allmänhet vara inställd på 500 punkter per tum. I vissa fall kan en
sänkning av bildupplösningen hjälpa, vilket minskar brännskador och Öka energin i
pulserna och på så sätt förbättra kvaliteten på bilderna som produceras i vissa
material, till exempel vissa plaster.
Steg 9. Öppna laserröret genom att sätta in och vrida på lasernyckeln. För att
minska
risk för elektriska stötar, försök att röra vid gravören med endast en hand i taget
när laserröret har öppnats.
Steg 10. Tryck på kör för att pausa för att gravera din design. På samma sätt, även
om du är det
bär skyddsglasögon, stirra inte på den aktiva lasern kontinuerligt. Var dock
medveten om möjliga problem som gnistor eller bränder, och var beredd att släcka
bränder snabbt om det behövs.
Steg 11. När lasern stannar, kontrollera kvaliteten på den första körningen och
justera lasern
parametrar i kontrollpanelen eller programvaran efter behov för att ge önskad
effekt. Under upprepad gravering och skärning, kontrollera pumpens tank
regelbundet för att hålla vattentemperaturen under 100°F (38°C). Om denna
temperatur uppnås, sluta arbeta och låt gravören svalna innan den används igen.

- 40 -
Steg 12. När du är klar med graveringen, stäng graveringsmjukvaran och stäng av
maskinen i följande ordning: laserström, kontrollpanel, eventuell ventilation,
vattenkylningssystem och nödströmsknapp. Ta bort lasernyckeln från
kontrollpanelen.
Steg 13. Rengör bänken helt, töm den nedre konsolen på skräp.
3. SPECIFIKA MATERIALBESKRIVNINGAR.
Följande instruktioner är rekommendationer som kan hjälpa till att påskynda säkert
arbete med en mängd olika material. Användare bör undersöka säkerhets- och
graveringskraven för deras specifika material för att undvika risken för potentiella
problem som brand, farligt damm, frätande och giftiga ångor. När du väl vet att
produkten är säker eller med rätt skyddsutrustning på plats, kan det vara bra att
gravera en testmatris av små lådor producerade med olika hastigheter och
effektinställningar för att upptäcka de idealiska inställningarna för din design. Eller
börja med låg strömförbrukning och snabb installation, kör om designen så många
gånger som behövs, med en progressivt ökande laserintensitet.
KERAMIK .
Vid gravering på keramik används vanligtvis medelhög till hög effekt. Att använda fler
kretsar istället för högre effekt och lägre hastighet kan hjälpa till att undvika
materialbrott under arbetsprocessen. Var medveten om hälsoriskerna med damm
från keramiska gravyrer, speciellt för repetitiva industriella applikationer. Beroende
på material och arbetsbelastning kan en fläkt eller till och med ett komplett
ventilationssystem behövas för att lösa problemet. På samma sätt kan operatörer
och andra i arbetsområdet behöva använda andningsskydd, såsom masker och
andningsskydd.
STEN .
Vid huggning av alla typer av stenar används i allmänhet medelkraft och medelhöga
till snabba hastigheter. Som med keramik och glas, var medveten om det damm som
genereras (särskilt för upprepade industriella tillämpningar) och vidta liknande
åtgärder för att
säkerställa säkerheten för användare och andra i arbetsområdet.

- 41 -
TEXTILER .
När det kommer till carving av textilier som tyg och ull används ofta låg effekt och
hög hastighet. Precis som med läder bör särskild uppmärksamhet ägnas åt risken för
brand och damm.
GLAS .
Vid gravering av glas används i allmänhet hög effekt och låg hastighet. Precis som
med keramik skulle det vara bra att köra fler cykler på en lägre inställning för att
undvika sprickor. Försiktighet måste iakttas vid gravering av glas- och kolfibrer för att
undvika att kombinera inställningar som ger en laserintensitet som är tillräcklig för
att störa den strukturella integriteten hos fibrerna i deras komponenter, vilket
resulterar i suddiga markeringar. Personlig skyddsutrustning bör bäras för att undvika
exponering av ögon, näsa, mun och hud för damm från användningen av något slags
material, särskilt för upprepade industriella tillämpningar. Kläder som bärs vid arbete
med glasfiber bör tvättas separat efteråt.
LÄDER .
Vid gravering av glas används i allmänhet hög effekt och låg hastighet. Precis som
med keramik skulle det vara bra att köra fler cykler på en lägre inställning för att
undvika sprickor. Försiktighet måste iakttas vid gravering av glas- och kolfibrer för att
undvika att kombinera inställningar som ger en laserintensitet som är tillräcklig för
att störa den strukturella integriteten hos fibrerna i deras komponenter, vilket
resulterar i suddiga markeringar. Personlig skyddsutrustning bör bäras för att undvika
exponering av ögon, näsa, mun och hud för damm från användningen av något slags
material, särskilt för upprepade industriella tillämpningar. Kläder som bärs vid arbete
med glasfiber bör tvättas separat efteråt.
METALL .
CO2-lasergraveringsmaskiner bör inte användas för att markera, gravera eller skära
metall. De är bäst lämpade för bearbetning av beläggningar som appliceras på
metallunderlag, och man måste vara försiktig så att man inte försöker bearbeta själva

- 42 -
den underliggande metallen. En mängd olika beläggningar finns tillgängliga specifikt
för CO2-gravering, och användare bör följa instruktionerna som tillhandahålls
eftersom parametrarna varierar beroende på produkten och metallen. Generellt sett
bör arbetet med aluminiumbeläggningen utföras snabbare vid en lägre effekt,
medan arbetet med stålbeläggningen kan utföras långsammare vid en högre effekt.
PLAST .
Plasten som används för gravering finns i många olika färger och tjocklekar och har
många olika beläggningar och ytbehandlingar. De flesta plaster som finns kan
graveras och skäras bra med laser. Plast med mikroporösa ytor verkar ge bäst resultat
eftersom mindre ytmaterial behöver tas bort. Vid gravering av plast används
vanligtvis lågeffekts- och höghastighetsinställningar. Märkning och gravering med för
mycket kraft eller för låg hastighet kan koncentrera för mycket energi vid
kontaktpunkten, vilket gör att plasten smälter. Bland andra problem kan detta
producerar dålig karvkvalitet, giftiga ångor och till och med bränder. Högupplöst
gravering kan orsaka samma problem, så låg till medelupplöst design bör föredras för
de flesta plaster.
GUMMI .
Gummits olika sammansättningar och densiteter resulterar i något olika gravyrdjup.
Det rekommenderas starkt att testa prover av specifikt gummi för bästa resultat. Vid
gravering av gummi används ofta en konsekvent högeffektsinställning, och effekten
skapas genom att variera laserns hastighet. Mikrocellulära gummimaterial kräver
mycket högre hastigheter än standardgummi. Gravering av alla typer av gummi
producerar mycket damm och gaser. Beroende på arbetsbelastningen kan
andningsskydd och/eller ett komplett ventilationssystem krävas för att lösa
problemet.
PAPPER OCH PAPP .
Vid gravering av en mängd olika pappersprodukter används vanligtvis låg till
medelstor kraft och snabb hastighet. Testa prover per sats, eftersom endast små
parameterskillnader kan skilja effekten av att vara för lätt från effekten av att bränna
genom substratet. Precis som med läder ägnas särskild uppmärksamhet åt risken för
brand, såväl som damm som genereras vid upprepade appliceringar.

- 43 -
TIMRE .
Precis som med gummi finns det många olika träslag, och det är viktigt att testa ditt
specifika material för att få bästa resultat. I allmänhet är träsniderier med konsekvent
ådring och färg mer enhetliga. Kvistat trä skapar en ojämn effekt, medan hartsträ
skapar större kantkontrast. Vissa barrträd, som balsa, kork och furu, skär bra (om än
med låg kontrast) vid låga eller medelhöga effektinställningar och vid höga
hastigheter. Andra fibrer som gran kan påverkas av ojämna fibrer och ger ofta dåliga
resultat oavsett vad du gör. Lövträ som körsbär och ek snidar sig bra vid höga
effektinställningar och låga hastigheter. Konstgjorda träprodukter kan variera från
märke till märke, främst baserat på deras limsammansättning och överflöd. MDF
fungerar bra men skapar mörka kanter vid skärning.
Utöver brandrisken för eventuell träprodukt ska extra försiktighet iakttas med rök
från lim som används i plywood och annat konstgjort trä. Vissa är för farliga att
använda alls, medan andra kräver noggrann ventilation och repetitiva industriella
tillämpningar med andningsbar PPE. Träets toxicitet bör också kontrolleras, eftersom
damm från vissa naturliga träslag, inklusive oleander och idegran, också kan orsaka
tillräckligt med illamående och hjärtproblem.
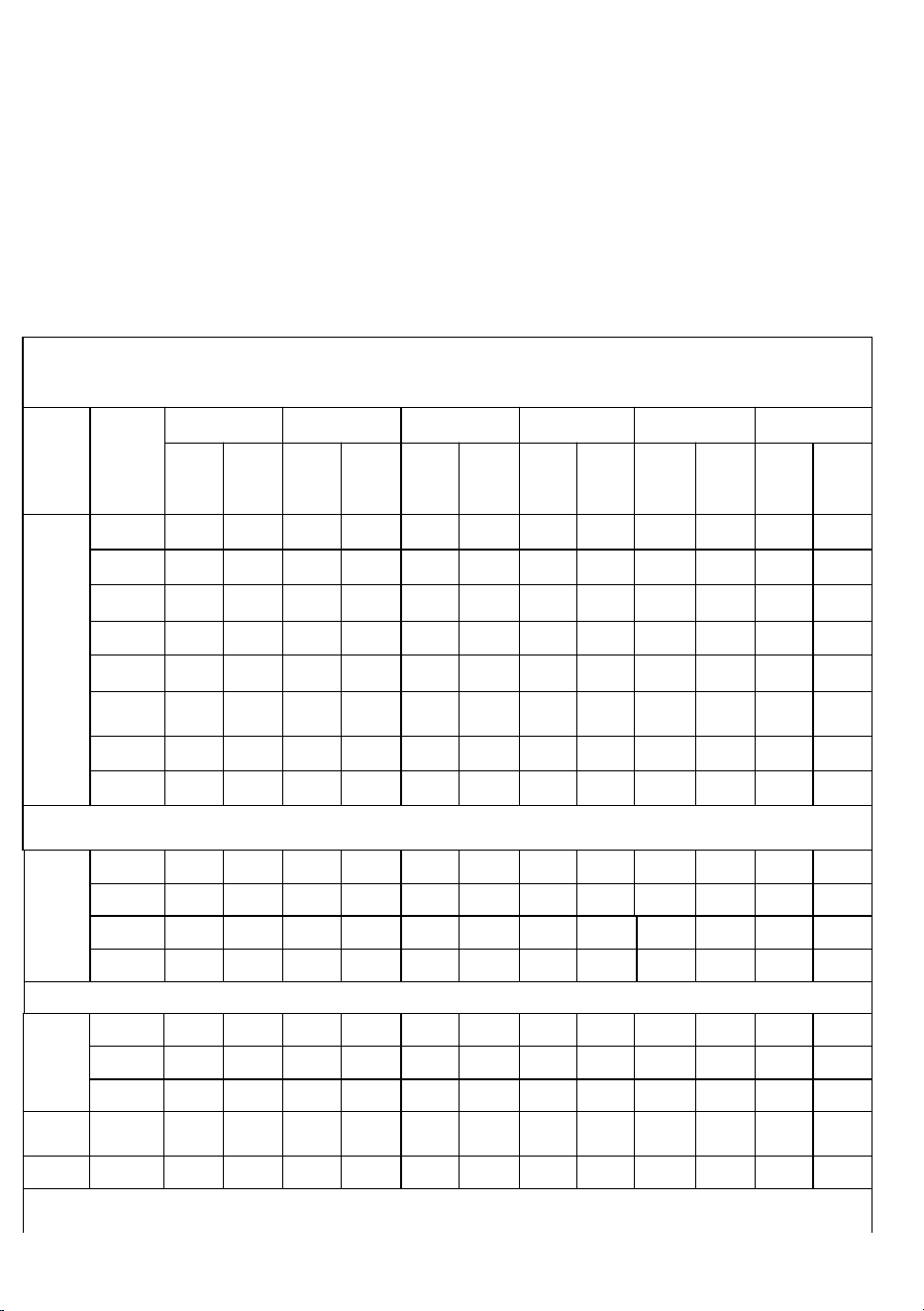
- 44 -
Se Användningsdata .
DET REKOMMENDERAS ATT STÄLLA IN EFFEKTEN PÅ 80
materi
al
t h
ickness
50W
60W
80W
100W
130W
150W
Snab
b est
hastig
het
Optim
al
hastig
het
Snab
b est
hastig
het
Optim
al
hastig
het
Snab
b est
hastig
het
Optim
al
hastig
het
Snab
b est
hastig
het
Optim
al
hastig
het
Snabb
est
hastig
het
Optim
al
hastig
het
Snab
b est
hastig
het
Optim
al
hastig
het
akryls
yra
3 mm
15/S
10S
20S
15S
25 /S
20/S
30S
25S
35/S
30S
40/S
35S
5 mm
8S
5S
10S
7/S
12/S
8S
15/S
10S
17/S
12/S
21/S
15/S
8 mm
4S
2S
5S
3/S
9/S
5S
10S
6S
12/S
8S
15S
10S
10 mm
4S
2/S
6/S
3S
7/S
4S
8/S
5S
11/S
7S
15 mm
3/S
1S
4S
2S
5/S
3S
7/S
4S
20 mm
3/S
1/S
4S
1 .
5/S
25 mm
30 mm
L aser power 9 0
%
: Akrylskärning bör vara uppmärksam på luftflödeskontroll , ytan på materialblåsningen bör vara liten eller s i
avblåsning , vilket kan säkerställa jämnheten av akryl , och akrylytan bör ha en cirkulation för att förhindra brand
Akryl
3 mm
9/S
7/S
15/S
12S
20/S
15S
23S
18/S
25/S
20S
30S
25/S
5 mm
5/S
3S
10S
8/S
13/S
10S
15S
13/5
18/S
15/S
21/S
18/S
10 mm
5/S
3S
7/S
5S
9S
6S
12S
9/S
15 mm
4S
3/S
7/S
5/S
Laserkraft 9 0
%
: Träkapning styr huvudsakligen luftflödet, ju större luftflöde, desto snabbare skärhastighet
PVC
2 mm
35/S
32/S
50S
45S
60/S
58/S
70S
68/S
80/S
78/S
90S
88/S
3 mm
30/S
27S
40/S
38S
50/S
48/S
60S
58/S
O/S
68/S
80S
7a/S
4 mm
25/S
20S
35/S
30S
45/S
40S
55S
50/S
65/S
63/S
75S
7/S
trasa
en säng
40/S
38/S
60/S
58S
100/
S
98/S
200S
195S
300/S
295/
S
400S
395S
läder
en säng
15/S
12/S
20/S
17/S
25/S
20/S
30S
25/S
40/S
35/S
45S
40/S
Det rekommenderas att använda en fokuseringslins med en brännvidd på 50,8, med ett laserrör på 60W-100W och en liten
mängden av en i r kompressor, det rekommenderas att skära vid 50%-70% effekt.
- 45 -
Pappe
r
mon cta
y er
80/S
40S
120S
40S
150/
S
40/S
250S
40/S
350/S
40/S
450S
40/S
B l -c
ol eller
stick
2 mm
15/S
13S
25S
20S
36/S
30S
40S
35/S
45S
40S
55S
50/S
Parametrar för skärning av plåt i två färger och PVC-skärning , pappersbearbetning bör betalas med hänsyn till lasereffektjustering,
ju högre
laserrörets effekt, desto mindre är den procentuella lasereffektjusteringen
4. KONSOLBESKRIVNING.
ÖVERSIKT .
Du kan styra gravören direkt från den inbyggda kontrollpanelen, direkt
ansluten till en dator eller via Internet. För mer information om hur du
använder graveringsmjukvaran, se dess separata manual. Den inbyggda
kontrollpanelen gör att lasern kan manövreras manuellt, eller så kan
designen graveras in på flash-enheter och externa hårddiskar anslutna till
USB-porten på höger sida av skåpet.
För manuell drift kan piltangenterna användas för att flytta laserhuvudet
längs X- och Y-axelguiderna, och PULSE-knappen kan användas för att
avfyra lasern. Varje gång du trycker på pilknappen kan laserhuvudet ställas
in att fastna inom ett visst avstånd genom att trycka på MENY och justera
parametrarna under "Manuella inställningar+". Lasern kan ställas in att
avge under en bestämd tidsperiod genom att trycka på MENU och justera
parametrarna under "Laserinställningar+". Alla knappar och menyer ska
vara märkta på engelska. Om inte, tryck på MENY och gå till den övre
knappen i den högra kolumnen
för att ändra konsolens språkinställningar.

- 46 -
För att ladda en design från en FAT16- eller FAT32-formaterad flashenhet
eller extern hårddisk, tryck på MENY, välj "Arkiv", sedan "Udisk+" och
sedan "Kopiera till minne". Välj designen i Arkiv-menyn och välj sedan Kör.
Olika parametrar kan justeras med hjälp av konsolens menyer och
undermenyer, inklusive att ställa in flera ursprung för att gravera en design
på ett material fyra gånger under en enda session .
När du kör designen från konsolen kommer detta att vara huvuddisplayen.
Designen ska visas i det övre vänstra hörnet, och dess namn, tillsammans
med aktuella hastighets- och effektinställningar, ska visas i det övre högra
hörnet. Laserhuvudets position i förhållande till tabellen visas som X
(horisontella) och Y (vertikala) koordinater. Z-koordinaten visar höjden av
själva arbetsbänken. U-koordinaten kan konfigureras för att styra
rotationsaxeln eller automatisk matning, om den är installerad. Under dem
finns lager som innehåller instruktioner om deras individuella hastighet (i
mm/s) och maximal effekt i procent av maskinens märkeffekt. Antalet
batcher i det nedre vänstra hörnet registrerar antalet gånger den aktuella
designen har graverats under en enda session.
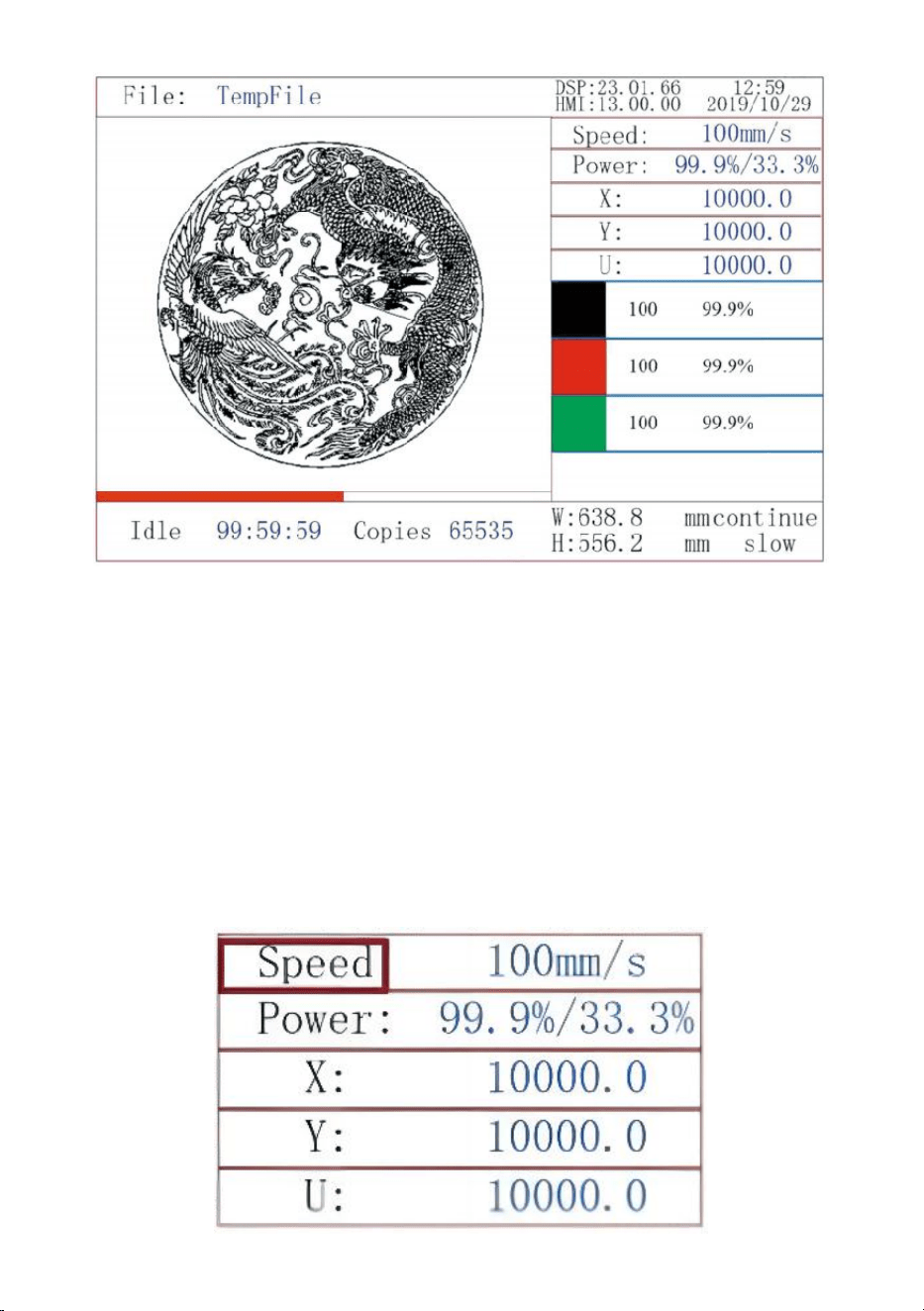
- 47 -
Precis som knappen säger, tryck Kör/Paus för att börja gravera det
laddade mönstret och pausa graveringen när det behövs.
I händelse av en nödsituation som brand, använd inte kontrollpanelen för
att pausa eller stoppa graveringen. Tryck omedelbart på
nödstoppsknappen.
STÄLL IN LASERKRAFT .
När du trycker på ENT i huvudgränssnittet väljer markörrutan initialt
parametern "Hastighet".
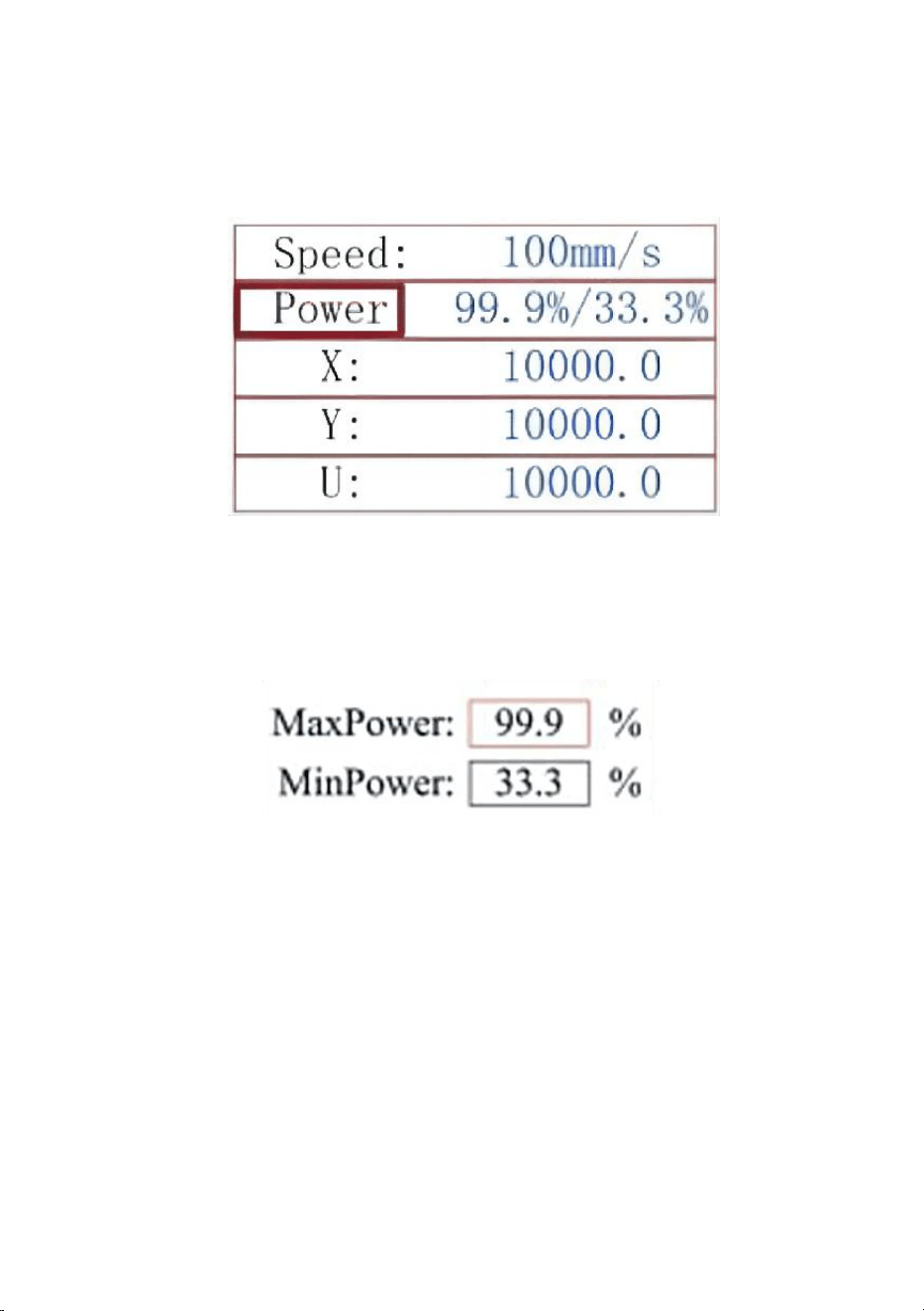
- 48 -
Tryck på knapparna ▲ och ▼ för att växla mellan parametrarna. Välj
parametern Power.
Tryck på ENT när den röda markören är över Power. Tryck på knapparna
▲ och ▼ för att ändra parametervärdet.
Tryck på ENT för att spara dina ändringar.
Tryck på ESC för att ogiltigförklara ändringarna och gå tillbaka till
huvudgränssnittet.
STÄLL IN LASERHASTIGHETEN
När du trycker på ENT i huvudgränssnittet väljer markörrutan initialt
parametern "Speed" .
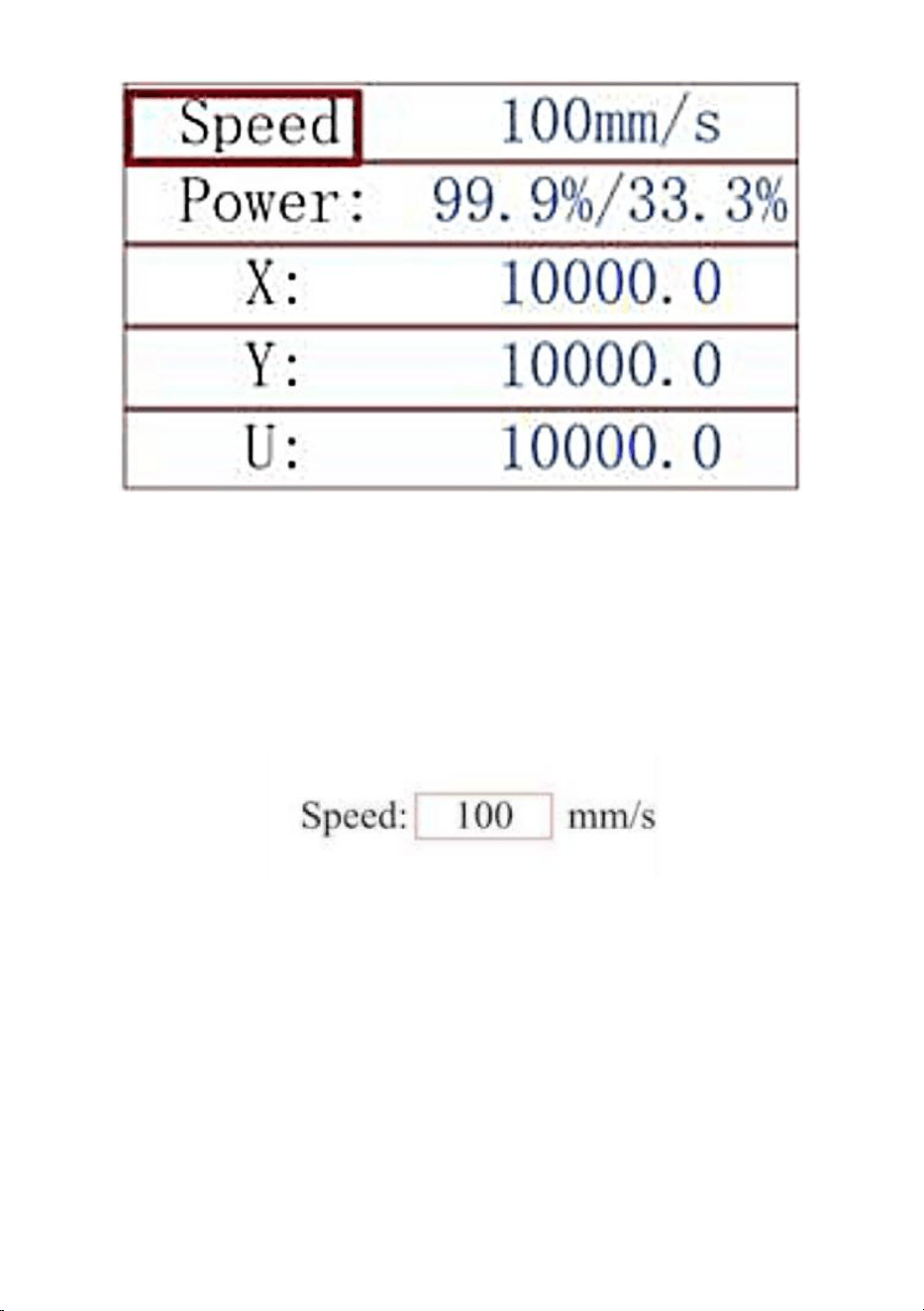
- 49 -
Tryck på ENT-knappen igen för att ta fram detta gränssnitt.
Tryck på knapparna ▲ och ▼ för att ändra parametervärdet.
Tryck på ENT för att spara dina ändringar.
Tryck på ESC för att ogiltigförklara ändringarna och gå tillbaka till
huvudgränssnittet.
FUNKTIONSMENY .
Tryck på menyn på huvudgränssnittet för att komma till menygränssnittet:
Tryck på knapparna ▲ och ▼ för att välja posten och tryck sedan på
ENT för att öppna motsvarande undermeny .
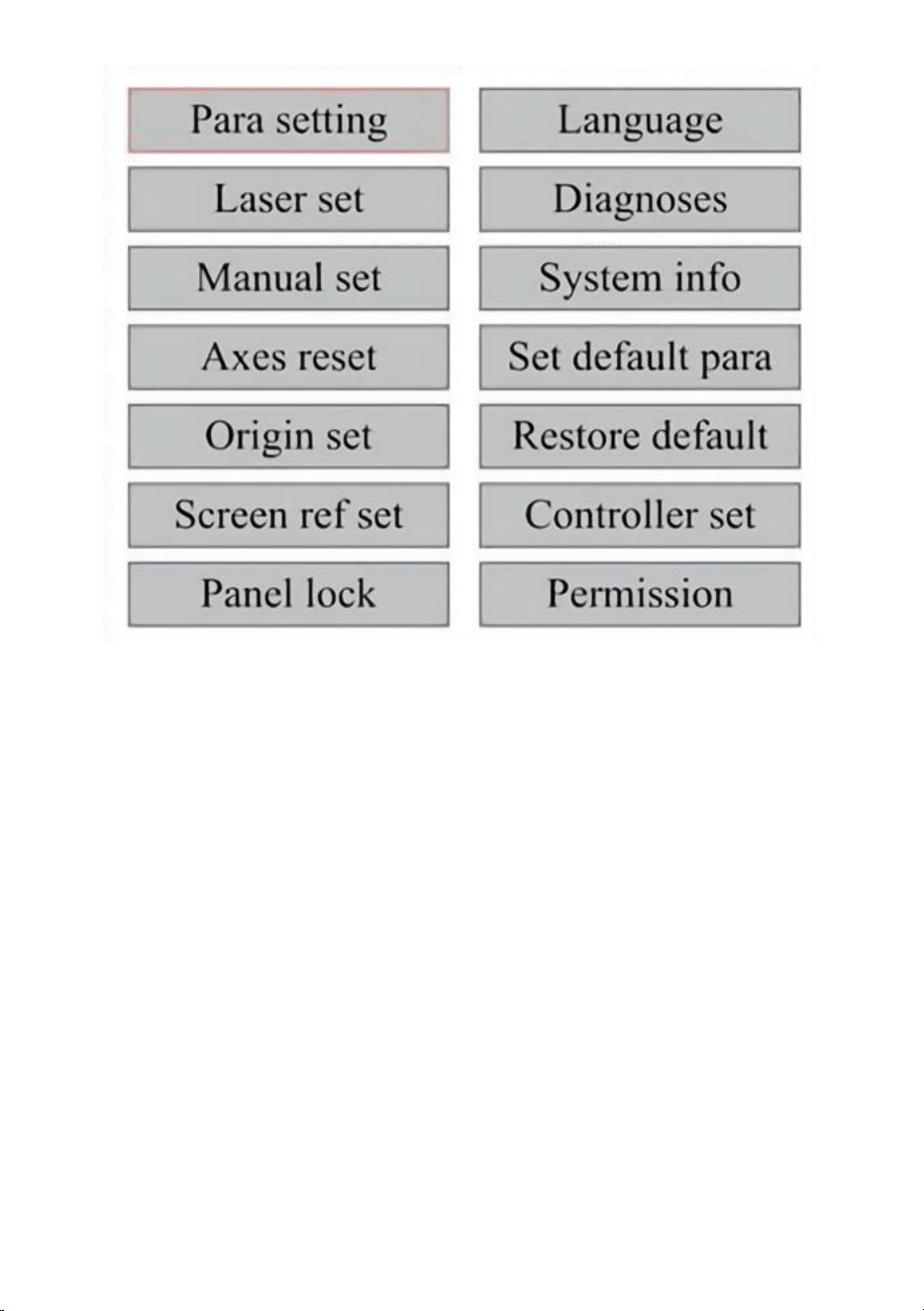
- 50 -
JUSTERA Z-AXELN .
När Z Move är valt, tryck på ◄ eller ► för att kontrollera Z-axelns rörelse
medan sensorsatsen är installerad.
JUSTERA U-AXELN .
När U Move är valt, tryck på ◄ eller ► för att styra U-axelns rörelse.
Detta kan användas för att styra rotationspositionen för rotationsaxeln eller
linjäriteten för den automatiska matningen (positionerna säljs separat) om
båda Installation.
ÅTERSTÄLL AXELN .
När Shaft Reset+ är valt, tryck på ENT, och den vänstra displayen visar:
Tryck på ▲ eller ▼ för att välja ett objekt.
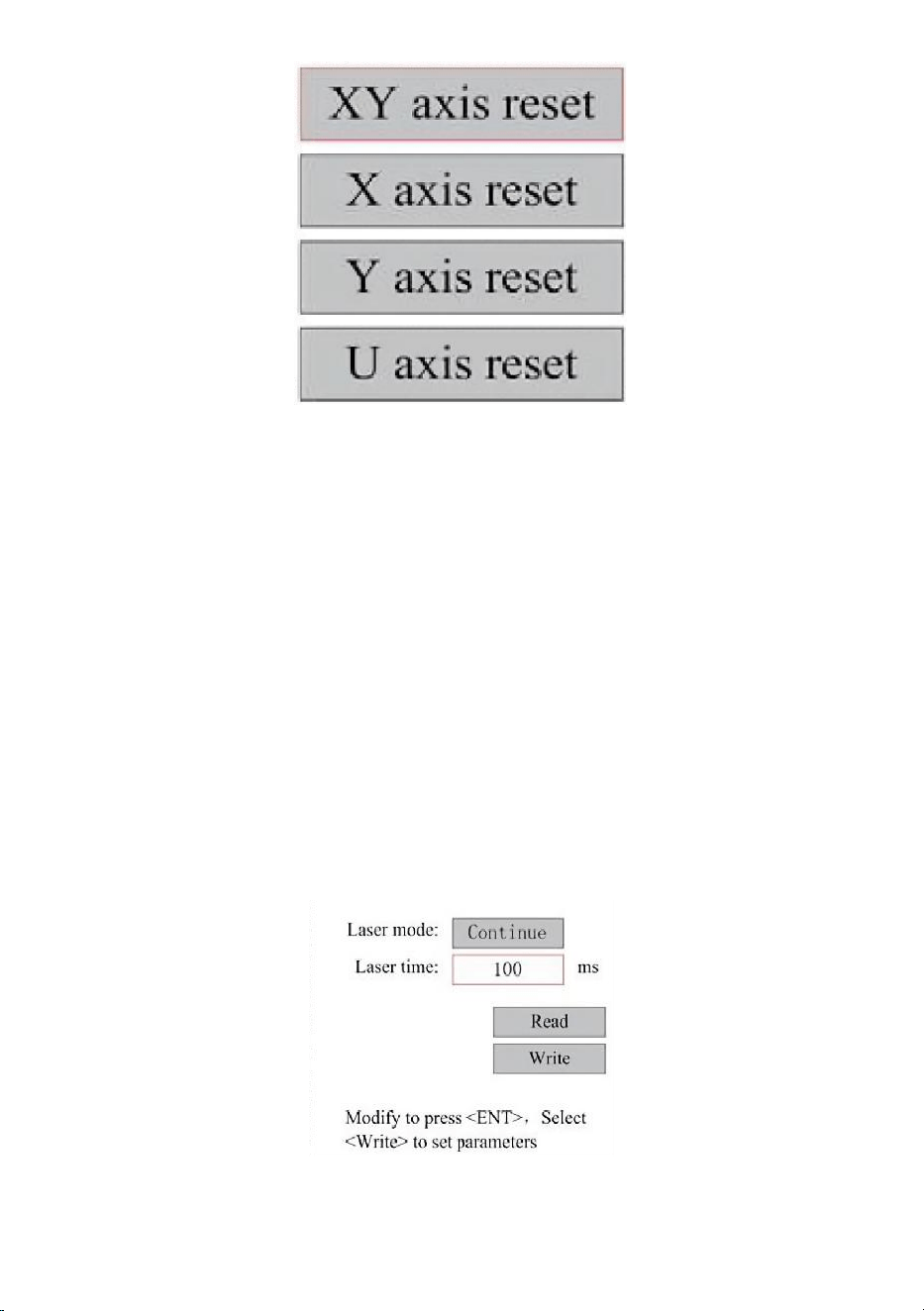
- 51 -
Tryck på ENT för att börja nollställa den valda axeln och meddelandet
"Återställning pågår" visas på skärmen.
När det är klart försvinner meddelandet automatiskt och systemet återgår
till huvudgränssnittet.
JUSTERA LASERINSTÄLLNINGARNA .
Efter att ha valt laserinställningar och tryckt på ENT, kommer den vänstra
displayen att visa: Operationsmetoden är densamma som föregående
inställning. När du väljer Fortsätt, tryck på PULSE för att avfyra lasern och
släpp sedan knappen för att slutföra avfyringen. När du är klar med
justeringarna, spara dem genom att välja ENT-tangenten för att skriva eller
trycka på ESC-tangenten för att lämna utan att spara ändringarna. Läsning
kan ladda sparade parametrar.
JUSTERA LASER RÖRELSELÄGET .
När du väljer Manuella inställningar, tryck på ENT, och vänster sida
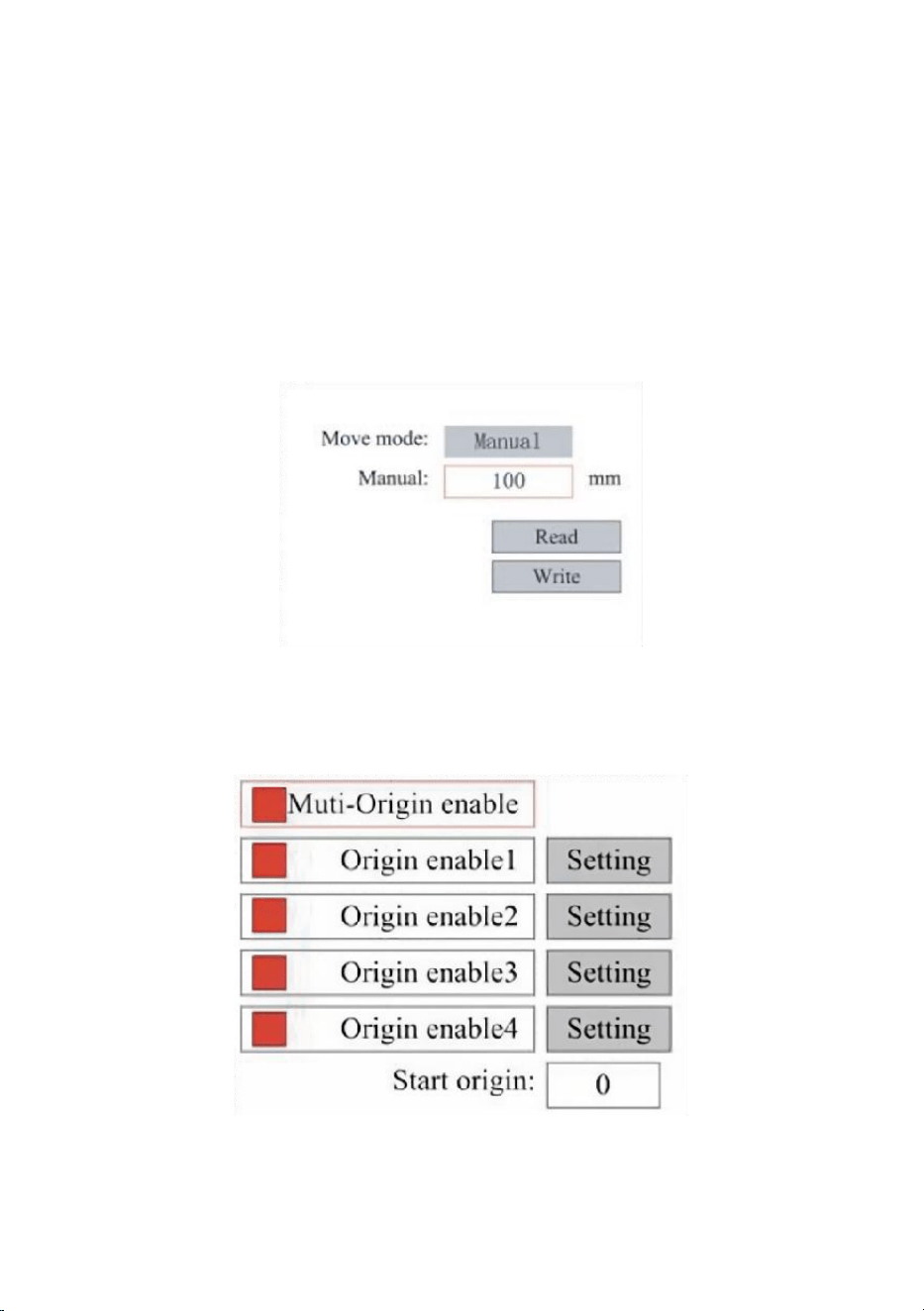
- 52 -
kommer att visas: När rörelseläget är "Kontinuerligt", fungerar inte den
manuella joggningsparametern. När den används för att manuellt flytta
laserhuvudet, flyttar piltangenterna det kontinuerligt tills det släpps. När
rörelseläget är "Jog", varje gång piltangenterna trycks ned, kommer
laserhuvudet att röra sig exakt det avstånd som sparats i denna parameter.
Använd riktnings- och ENT-knapparna för att justera uppåt eller nedåt. När
du är klar med justeringarna, spara dem genom att välja ENT-tangenten för
att skriva eller trycka på ESC-tangenten för att lämna utan att spara
ändringarna. Läsning kan ladda sparade parametrar.
STÄLL IN URSPRUNG .
När rutan är nedtryckt på ursprungsuppsättningen, tryck på ENT, och den
vänstra dialogrutan dyker upp:
Tryck på FN för att välja ett objekt. Efter att ha valt Multi-Source Enable,
tryck på ENT för att aktivera eller inaktivera objektet. När den är aktiverad
kommer den lilla rutan att vara röd, och när den är inaktiverad blir den lilla

- 53 -
rutan grå. När du väljer Ange ursprung eller Nästa ursprung, tryck på ◄
eller ► för att välja ett värde. När du ändrar parametern Set Origin, kom
ihåg att trycka på ENT för att verifiera ändringen. När du stänger
gränssnittet sparas parametrarna automatiskt.
Detaljerna för varje artikel är följande:
·Sätt Ursprung 1/2/3/4: Efter att ha aktiverat inställningen för flera ursprung,
placera markören över inställningen till Ursprung 1/2/3/4. Tryck på ENTER
på ditt tangentbord
nyckel, tar systemet koordinaterna som motsvarande koordinater för
ursprunget 1/2/3/4.
·Källaktivering 1/2/3/4: När inställningen för flera källor är aktiverad kan
fyra källor också inaktiveras och aktiveras individuellt.
När multi-origin logic är vald, om numret för nästa ursprung är 1, och fyra
ursprung är aktiverade, kommer verket att användas varje gång det startas
när spara fil-funktionen startas (via tangentbord eller PC) eller när en
bearbetningsfil laddas upp till en PC och filen väljs "Ta ursprung som
ursprung".
Olika ursprung. Ursprungets rotationsordning är 1→2→3→4→1→2... Om
du laddar upp en bearbetningsfil till din PC och du väljer Aktuellt ursprung
för filen, kommer systemet alltid att använda det aktuella ursprunget.
STÄLL IN STANDARDPARAMETRAR .
När fakta är fastställda. Välj stycket och maskinens aktuella parametrar
kommer att lagras som deras standardvärden. De kan sedan hämtas med
kommandot Restore Default Parameters. Det rekommenderas att du
sparar de faktiska fabriksinställningarna för din maskin så att den enkelt
kan återställas vid behov.
Om lösenordet är aktiverat, tryck på ◄ eller ► och ▲ eller ▼ för att
välja lösenordet och tryck sedan på ENT för att spara lösenordet.
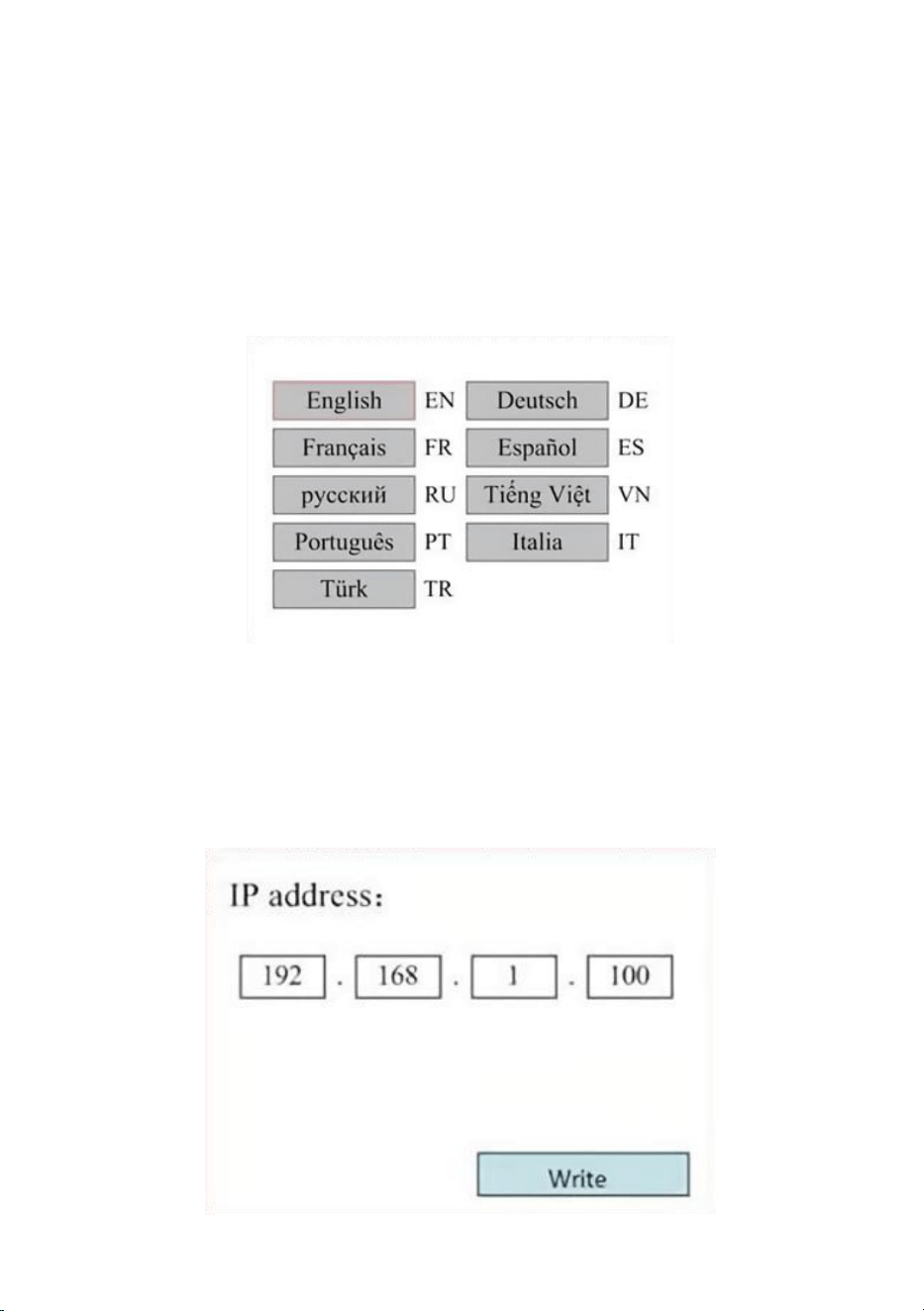
- 54 -
ÅTERSTÄLL STANDARDPARAMETERN.
När man definierar fakta. När en parameter väl har valts ersätter systemet
alla aktuella parametrar med de sparade fabriksparametrarna.
Operationsmetoden är densamma som att ställa in standardparametrarna.
STÄLL IN GRÄNSSNITTENS SPRÅK.
När du väljer ett språk, tryck på ENT och den vänstra displayen visar:
Operationsmetoden är densamma som ovan. Tryck på ENT efter att ha valt
önskat språk och återgå till huvudgränssnittet.
STÄLL IN MASKINENS IP-ADRESS .
När du har valt dina IP-inställningar, tryck på ENT och den vänstra
displayen visar:
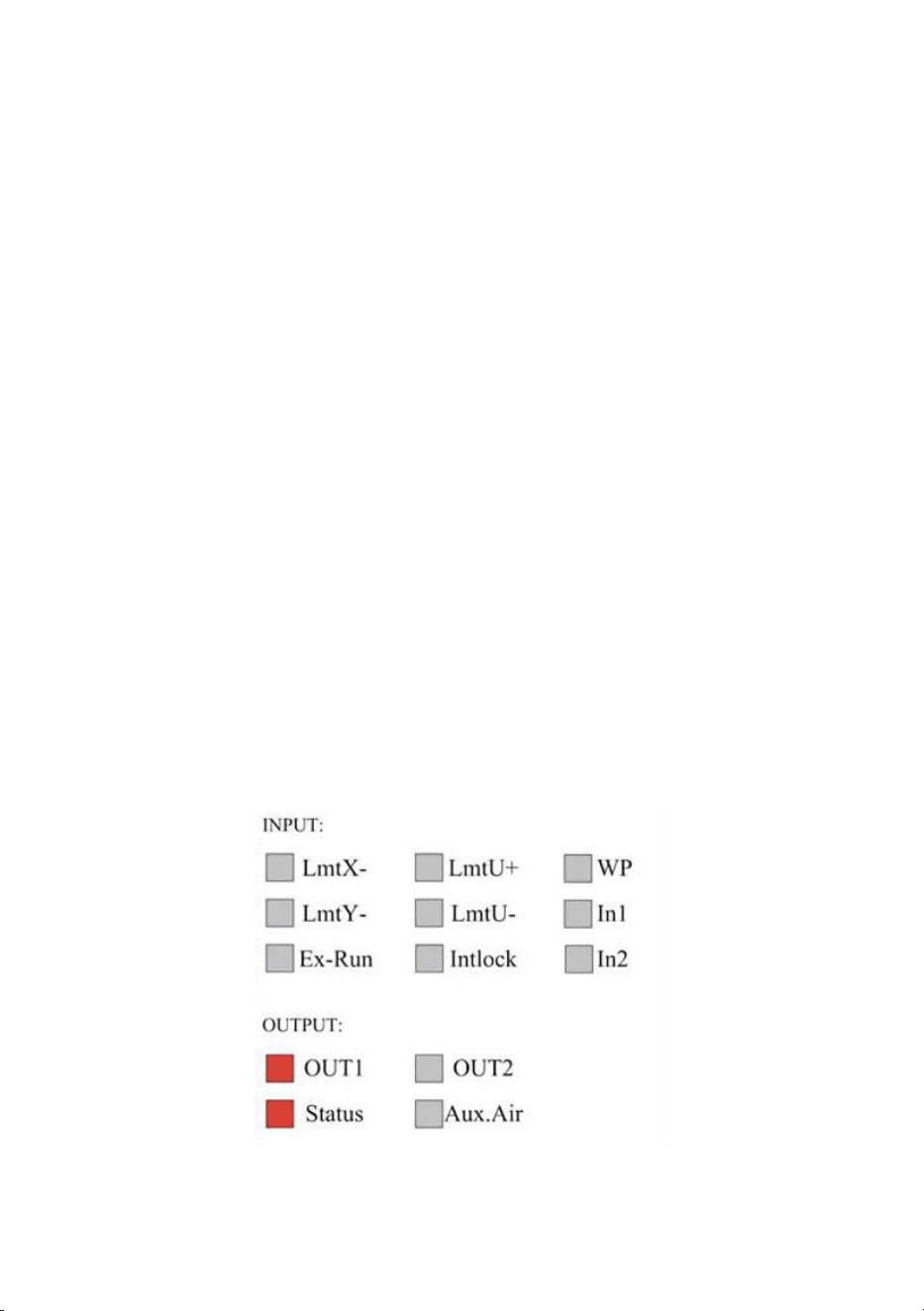
- 55 -
Tryck på ◄ eller ► och ▲ eller ▼ och ENT för att ändra parametrarna.
Standardadressen för gravören är 192.168.1.100. Om den här funktionen
redan används på ditt lokala nätverk, använd 192.168.1 för de tre första
avsnitten och välj ett unikt värde för den sista delen. I allmänhet bör alla
värden mellan 2-252 vara bra förutom 47, men undvik värden som redan
används av andra nätverksanslutna enheter.
Att ansluta maskinen direkt till det allmänna internet medför risk för
obehörig användning och rekommenderas inte. Om du fortfarande vill
tillhandahålla den måste du registrera dig och använda en unik offentlig
TCP/IP-adress. När du är klar med justeringarna, spara dem genom att
välja ENT-tangenten för att skriva eller trycka på ESC-tangenten för att
lämna utan att spara ändringarna. Läsning kan ladda sparade parametrar.
DIAGNOSTISKA VERKTYG .
När du har valt Diagnostik kommer den vänstra dialogrutan att dyka upp:
Detta gränssnitt visar systemets I/O-portinformation för hårdvaran:
Inmatning: Läs hårdvaruinformationen för systemet. När en hårdvarusignal
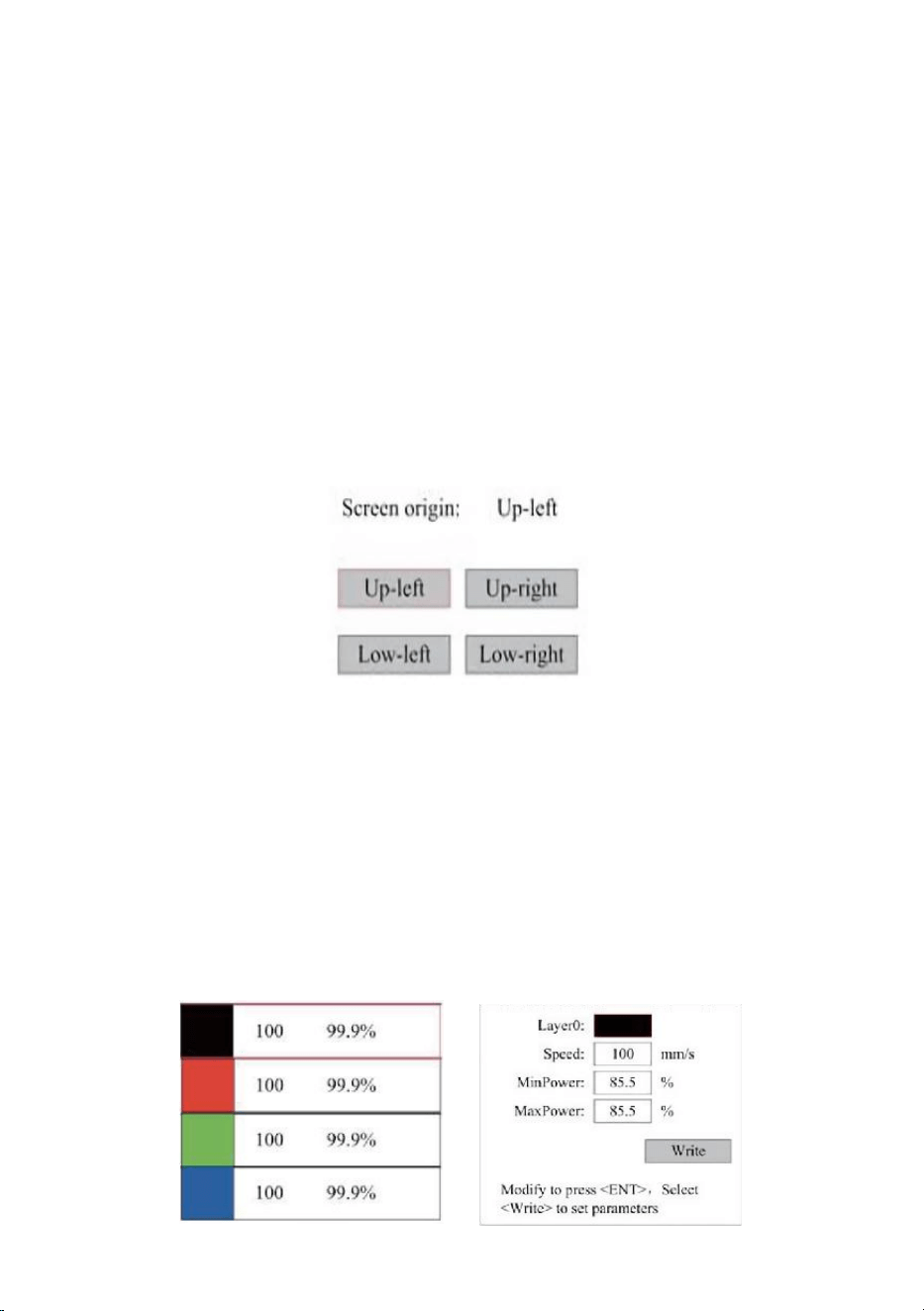
- 56 -
utlöses kommer den lilla rutan till vänster om motsvarande post att visas i
rött. Annars blir det grått.
Utdata: Använd markören för att välja utdata. Tryck på ENT för att växla
utgångsläge och ESC för att återgå till huvudmenyn utan att göra några
ändringar.
STÄLLA IN SKÄRMREFERENS .
Efter att ha valt skärmursprung kommer den vänstra dialogrutan att dyka
upp:
Detta gränssnitt visar platsen för ursprunget. Olika ursprungspositioner kan
ge olika reflektioner av grafen på X/Y-axeln. Operationsmetoden är
densamma som ovan.
JUSTERING AV SKULPTLAGET .
När systemet är inaktivt eller arbetet är klart, tryck på ENT för att gå in i
avsnittet med lagerparametrar .
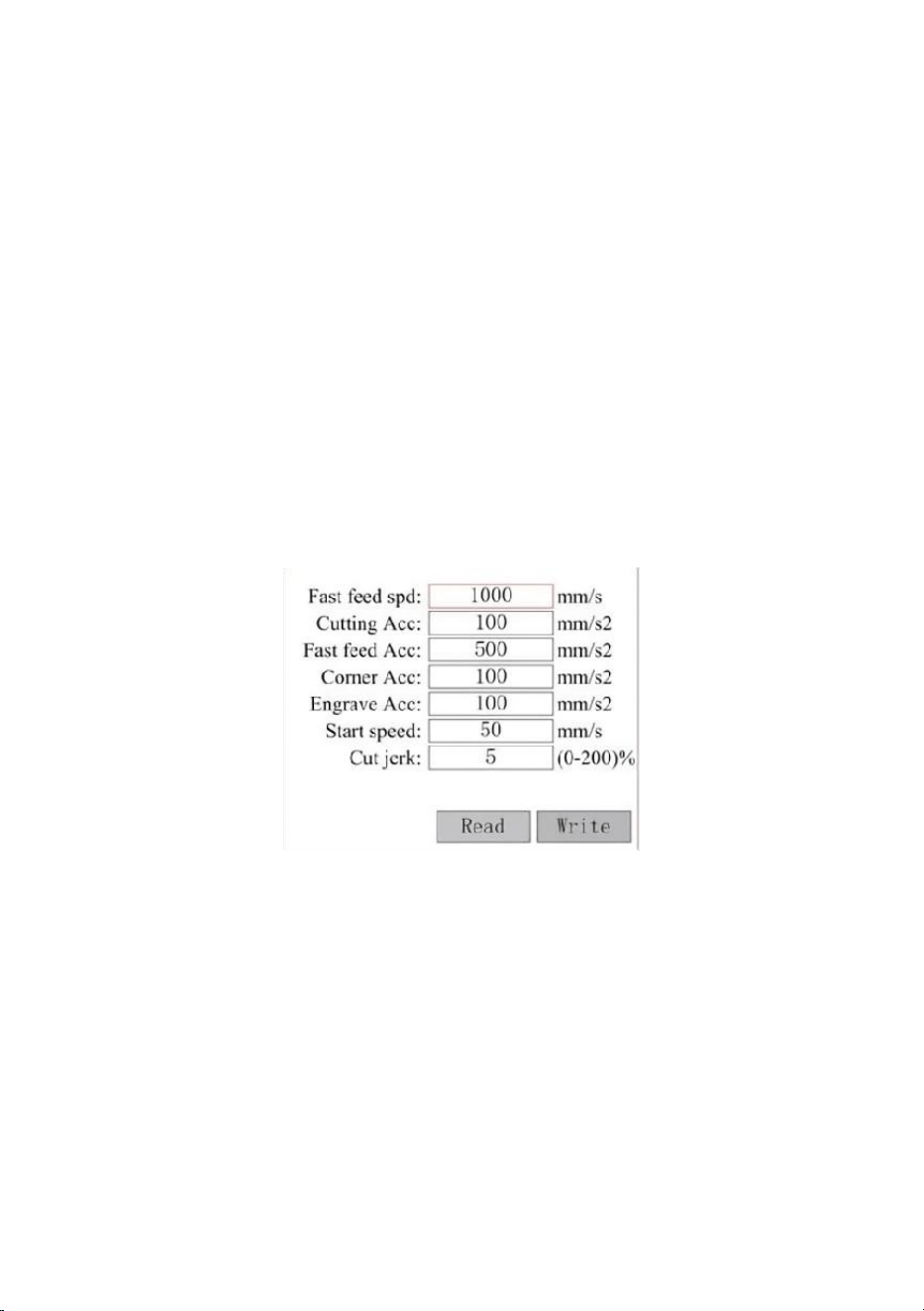
- 57 -
Tryck på ▲ eller ▼ för att välja önskat lager.
Tryck på ENT för att kontrollera parametrarna för det valda lagret, som
visas i bilden: Som standard kommer den röda markören att vara över
Lager.
Tryck på knapparna ◄ och ► för att välja önskat lager.
Flytta markören till Write och tryck på ENT för att spara
parameterändringarna, eller tryck på ESC för att avsluta utan att spara.
Arbetssättet är detsamma som max/min effektinställningen.
JUSTERA RÖRELSEPARAMETRAR .
I undermenyn Parameterinställningar väljer du Flytta parametrar för att
visa det vänstra gränssnittet: Välj och justera parametrar genom att trycka
på pilarna.
När du är klar med justeringen, flytta markören till Write och tryck på ENT
för att spara parameterändringarna, eller tryck på ESC för att avsluta utan
att spara.
Läsning kan ladda sparade parametrar.
STÄLL IN RAMPARAMETRAR .
I undermenyn Para Settings, välj Frame Settings för att visa det vänstra
gränssnittet: Välj och justera parametrar genom att trycka på pilarna. När
du är klar med justeringen, flytta markören till Write och tryck på ENT för att
spara parameterändringarna, eller tryck på ESC för att avsluta utan att
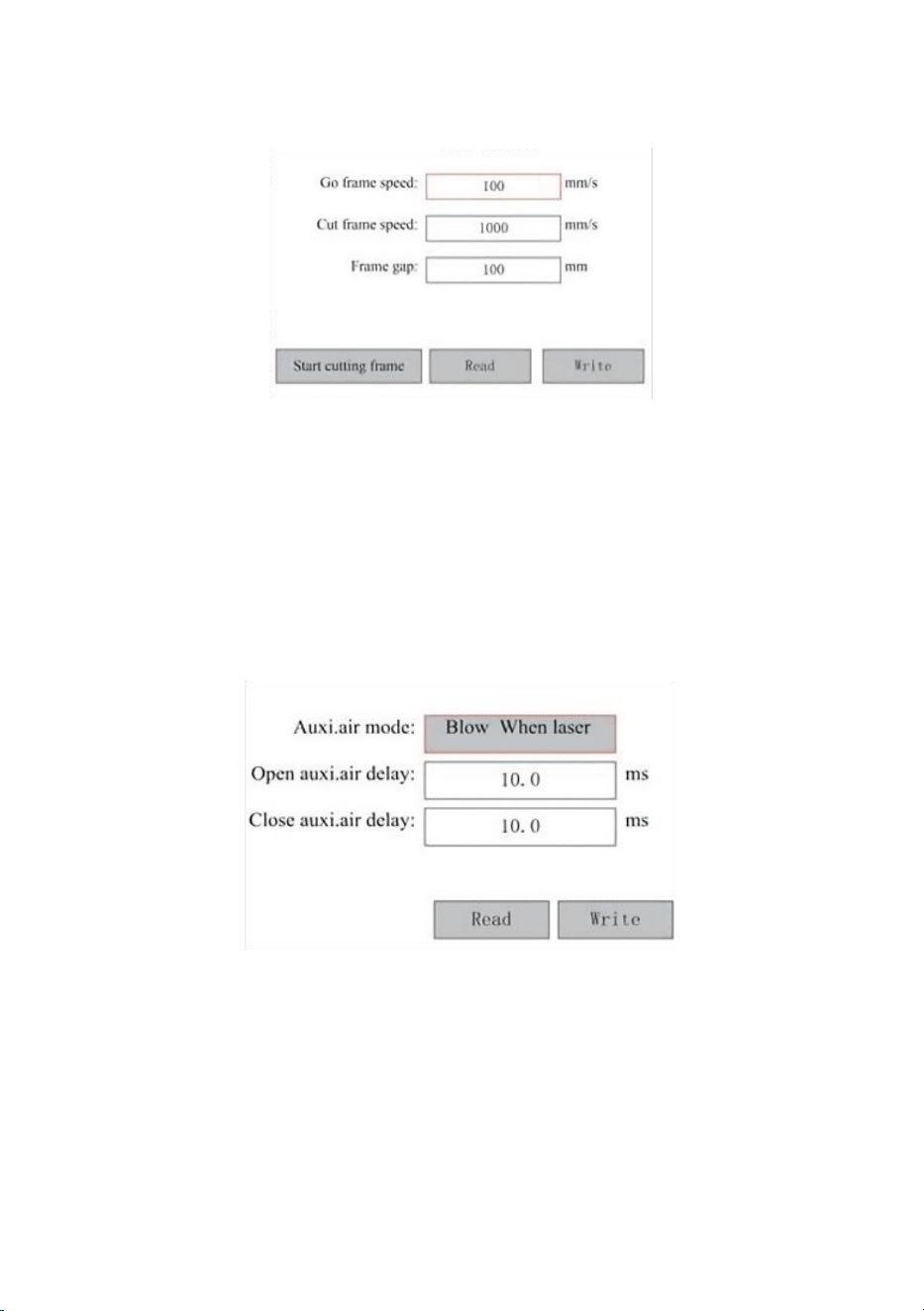
- 58 -
spara. Läsning kan ladda sparade parametrar. Start Cutting Frame
kommer att skära av ramen enligt de aktuella parametrarna.
STÄLL IN BLÅSPARAMETRAR .
I undermenyn Styckeinställningar väljer du Blåsinställningar för att visa det
vänstra gränssnittet: Välj och justera parametrar genom att trycka på
pilarna. När du är klar med justeringen, flytta markören till Write och tryck
på ENT för att spara parameterändringarna, eller tryck på ESC för att
avsluta utan att spara. Läsning kan ladda sparade parametrar.
JUSTERA ÅTERSTÄLLNINGSHASTIGHETEN .
I undermenyn "Parameterinställningar", välj "Hastighetsinställningar" för att
visa det vänstra gränssnittet:
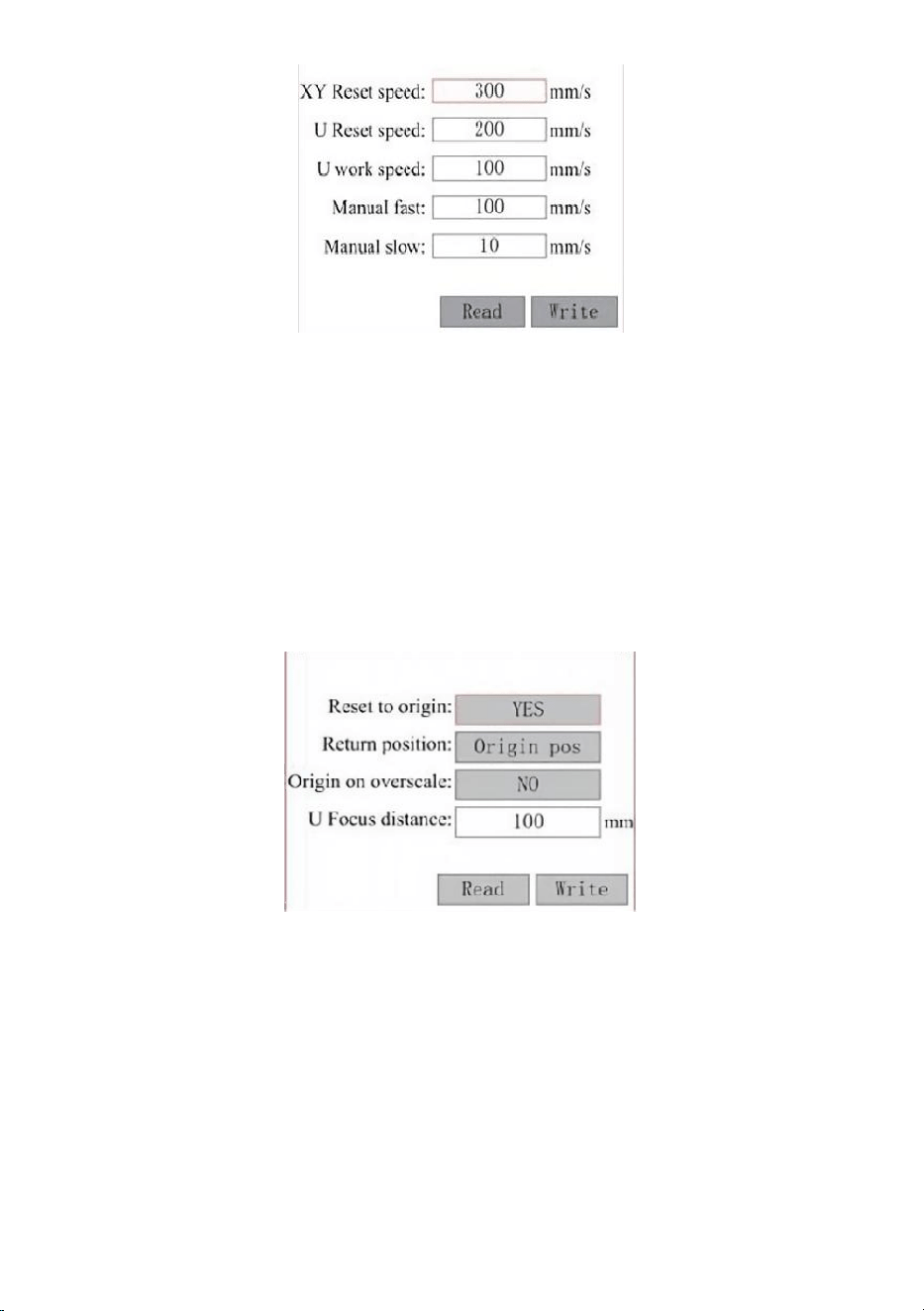
- 59 -
Välj och justera parametrar genom att trycka på pilarna. När du är klar med
justeringen, flytta markören till Write och tryck på ENT för att spara
parameterändringarna, eller tryck på ESC för att avsluta utan att spara.
Läsning kan ladda sparade parametrar.
JUSTERA MASKINKONFIGURATIONEN .
I undermenyn Parameterinställningar väljer du Computer Configuration för
att visa det vänstra gränssnittet:
Välj och justera parametrar genom att trycka på pilarna. När du är klar med
justeringen, flytta markören till Write och tryck på ENT för att spara
parameterändringarna, eller tryck på ESC för att avsluta utan att spara.
Läsning kan ladda sparade parametrar.
JUSTERA PARAMETRARNA FÖR ROTATIONSAXELN .
I undermenyn Parameterinställningar väljer du
Rotationsfunktionsinställningar för att visa det vänstra gränssnittet:
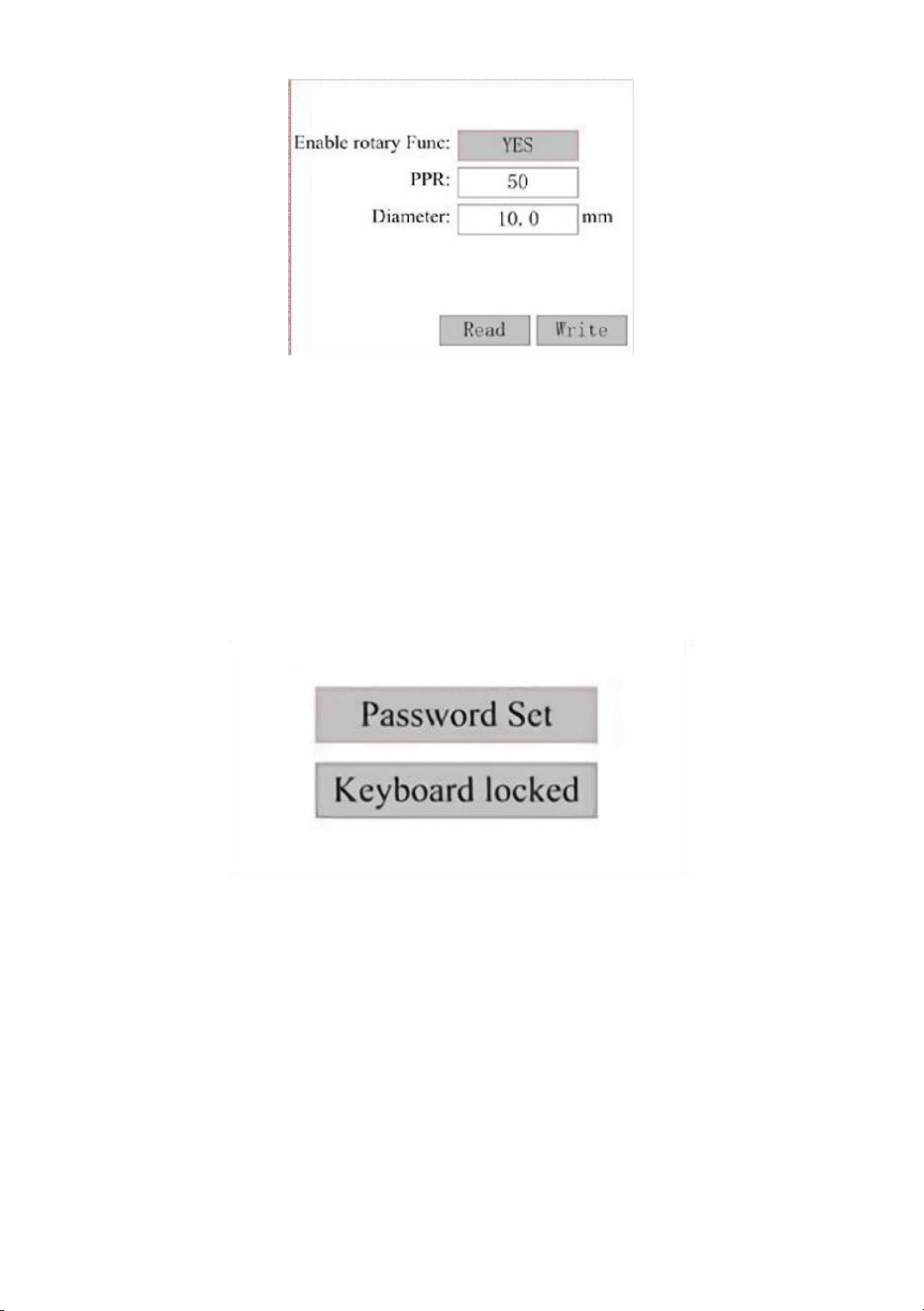
- 60 -
Välj och justera parametrar genom att trycka på pilarna. När du är klar med
justeringen, flytta markören till Write och tryck på ENT för att spara
parameterändringarna, eller tryck på ESC för att avsluta utan att spara.
Läsning kan ladda sparade parametrar.
STÄLL IN GRÄNSSNITTSLÖSENORDET .
När markören är på panellåset, tryck på ENT, och den vänstra dialogrutan
dyker upp:
Tryck på knapparna ▲ och ▼ för att välja objektet. När den blå
markören är över målobjektet, tryck på ENT för att gå in i motsvarande
gränssnitt.
SÄKERHETSKOPIERA OCH ÅTERSTÄLL PARAMETRAR.
I huvudmenyn väljer du Controller Settings för att visa den vänstra
skärmen:
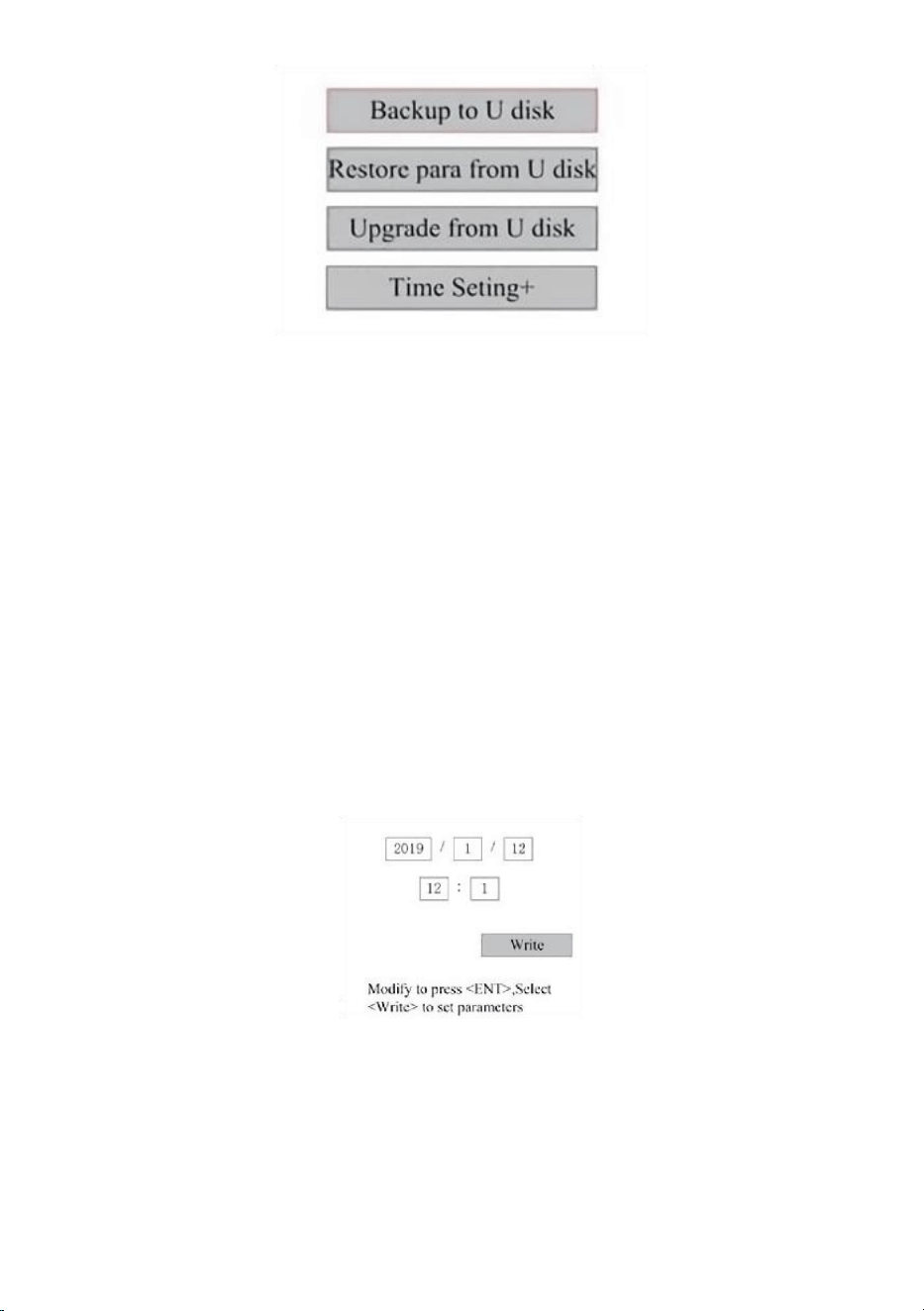
- 61 -
Säkerhetskopiera till USB-minne: Spara de aktuella parametrarna på ett
USB-minne.
Återställ parametrar från USB-minne: Återställ sparade parametrar från en
flash-enhet.
Uppgradera från USB-minne: Uppgradera styrenhetens programvara från
en flash-enhet.
STÄLL IN DATUM OCH TID FÖR MASKINEN.
I undermenyn Controller Settings väljer du Tidsinställningar+ för att visa
vänster gränssnitt:
Välj och justera parametrar genom att trycka på pilarna. När du är klar
justering, flytta markören till Write och tryck på ENT för att spara
parametern
ändringar, eller tryck på ESC för att avsluta utan att spara. Läsning kan
laddas sparad
parametrar.
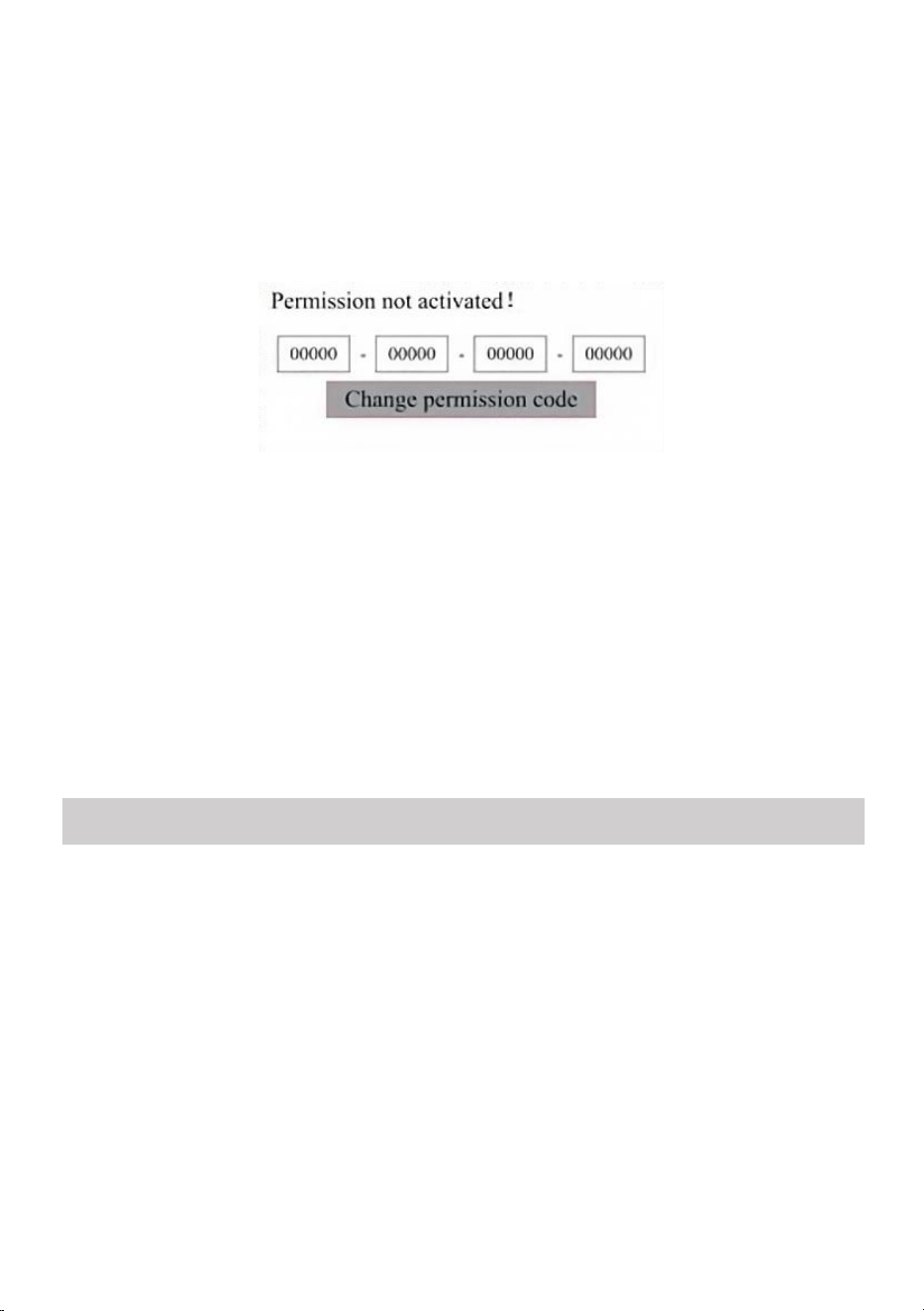
- 62 -
AUKTORISERINGSHANTERING OCH TANGENTBORDSLAYOUT .
Din gravör bör redan vara auktoriserad och redo att gå. Om du har köpt din
gravör genom ett uthyrningsprogram och ännu inte har fått någon
licenskod, vänligen kontakta kundtjänst. Ange den genom att gå till
huvudmenyn och välja Behörigheter. Det vänstra gränssnittet kommer att
dyka upp.
Tryck på ENT en gång för att välja det första fältet och tryck sedan på ENT
igen för att ta fram det vänstra tangentbordet.
Använd piltangenterna och ENT för att välja rätt tecken. Om det finns
några fel, tryck på ESC och sedan ENT för att gå in i fältet igen. Använd
piltangenterna för att flytta till ett annat inmatningsfält och ange dess
innehåll på samma sätt. När alla fält har angetts korrekt, välj Ändra
behörighetskod och tryck på ENT för att lämna denna skärm och återgå till
huvudmenyn.
MAINTENANCE
1. UNDERHÅLLSÖVERSIKT.
Användning av andra procedurer än de som anges här kan resultera i farlig
exponering för laserstrålning. Stäng alltid av apparaten och koppla bort
den från strömförsörjningen innan du utför något rengörings- eller
underhållsarbete. Håll alltid systemet rent, eftersom brandfarligt skräp i
arbets- och avgasområdena utgör en brandrisk. Endast utbildade och
kunniga fackmän tillåts att modifiera eller demontera denna utrustning.
· Rent och kallt vatten måste alltid tillföras systemet.

- 63 -
· Arbetsbänken ska rengöras och kärlet tömmas varje dag.
· Den tredje spegeln och fokuseringslinsen måste inspekteras dagligen
och rengöras vid behov.
· Övriga speglar och avgassystem ska inspekteras varje vecka och
rengöras vid behov.
· Strålinriktningen bör kontrolleras varje vecka.
· Ledningarna bör kontrolleras varje vecka för lösa anslutningar,
speciellt för strömförsörjningen för laserröret.
· Skenorna bör rengöras och smörjas minst två gånger i månaden.
· Luftassistans ska inspekteras en gång i månaden och rengöras vid
behov.
· Hela lasermaskinen, inklusive andra komponenter som
vattenkylningssystemet, ska inspekteras en gång i månaden och
rengöras vid behov.
2. Vattenkylningssystem.
Rör eller justera aldrig gravörens vattentillförsel medan pumpen står stilla
ansluten till ström.
Laserröret måste kylas med rent destillerat vatten för att undvika
överhettning. Rumstemperatur eller något lägre varmt vatten är idealiskt.
Laserrör kräver minst 2 gallons (7,5 liter) kylt rent destillerat vatten eller
annat lasersäkert kylmedel för att undvika överhettning. Om
vattentemperaturen är nära 100° F (38° C), sluta arbeta tills det
svalnat eller hitta ett sätt att sänka temperaturen utan att avbryta
laserrörets vattentillförsel. Vattnet ska inte heller bli för kallt, vilket också

- 64 -
kan göra att glaslaserröret spricker vid användning. Under
vintermånaderna eller om du använder is för att kyla hett vatten, se till att
temperaturen aldrig sjunker under 50 °F (10 °C).
Mer vatten bör tillsättas med några dagars mellanrum för att säkerställa
att avdunstning
orsakar inte att pumpen exponeras under användning .
3.RENGÖRING
RENGÖRA HUVUDFACKET OCH GRAVERMASKINEN .
Kontrollera minst en gång om dagen efter att det samlats damm i
huvudgravyrkammaren. Om så är fallet måste du ta bort det. De exakta
rengöringsintervallen och kraven är starkt beroende av materialet som
bearbetas och utrustningens drifttid. Rena maskiner säkerställer optimal
prestanda och minskar servicekostnaderna, samt minskar
risk för brand eller skada.
Rengör visningsfönstret med ett milt rengöringsmedel och linser eller en
bomullstrasa. Använd inte pappershanddukar eftersom de kan repa
akrylen och minska lockets förmåga att skydda dig mot laserstrålning.
Rengör insidan av huvudkabinen noggrant för att ta bort skräp, partiklar
eller sediment. Pappershanddukar och fönsterputsare rekommenderas.
Rengör vid behov locket på laserröret efter att det har svalnat helt. Låt all
vätska som används vid rengöring torka helt innan du använder engravern
ytterligare .
RENGÖRA FOKUSERINGSLINSEN .
Linsen har en hållbar beläggning som inte kommer att skadas av korrekt
och noggrann rengöring.
Du bör kontrollera linsen och spegeln den tredje dagen och rengöra dem
om det finns skräp eller dis på ytan. Din lasereffektivitet kommer att minska,
och värmeuppbyggnad på oljan eller damm i sig kan skada linsen.
1. Flytta graveringsbordet till ett avstånd av cirka 4 tum (10 cm) under

- 65 -
linsfästet.
2. Flytta laserhuvudet till mitten av bordet och lägg en trasa under
linsfästet så att objektivet inte skadas om det av misstag faller av fästet.
3. Skruva loss linsfästet och vrid det åt vänster.
4. Ta bort tryckluftsslangen och anslutningen till laserskenan.
5. När du har placerat linsen på rent linsrengöringspapper, vrid försiktigt
linshållaren så att linsen och dess O-ring faller på rengöringsduken och
ta bort linsen från linsfästet.
6. Kontrollera o-ringen och, vid behov, rengör den med en bomullstuss
och linsrengöringspapper eller trasa.
7. Blås luft på linsens yta för att ta bort så mycket grovt damm som
möjligt.
8. Inspektera linsytan och rengör linsen med linsrengöringslösning och
linspapper eller trasa vid behov.
9. Håll i kanten på linsenheten med en linsrengöringsservett och använd
linsrengöringslösning. Håll linsen i en vinkel och skölj båda ytorna för att
tvätta bort smutsen.
10. Placera linserna på en ren linsrengöringsservett och applicera lite
linsrengöringslösning på ena sidan av linsen. Låt vätskan verka i ungefär
en minut och torka sedan försiktigt med linsrengöringspapper doppat i
linsrengöringslösning. Torka den här sidan av linsen med en torr trasa.
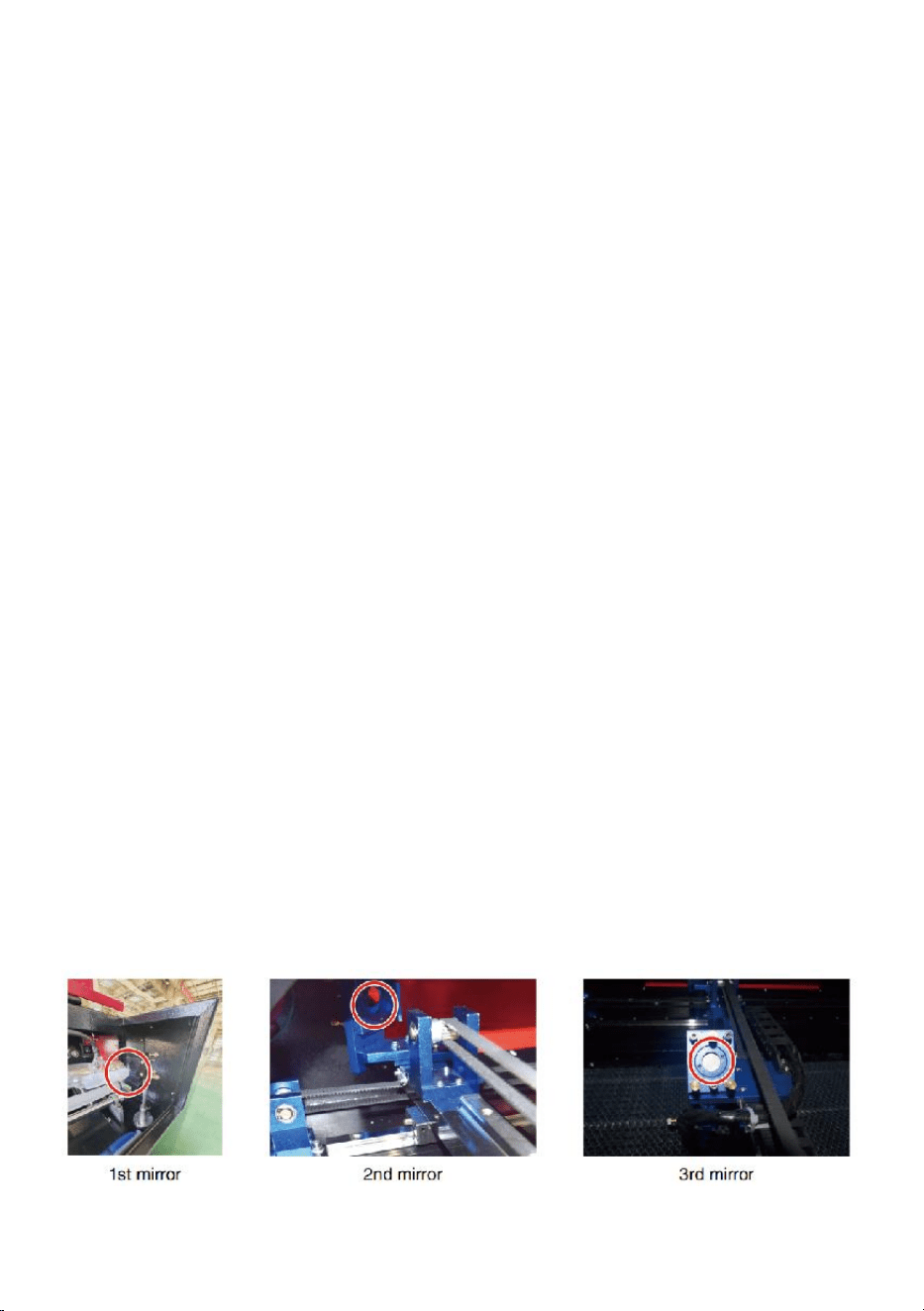
- 66 -
11. Upprepa samma rengöringsprocess på den andra sidan av linsen.
Använd aldrig rengöringspapper två gånger. Damm som samlas i
rengöringspappershanddukar kan repa linsens yta.
12. Kontrollera linsen. Om den fortfarande är smutsig, upprepa
rengöringsprocessen ovan tills linsen är ren. Rör inte vid linsens yta efter
rengöring.
13. Sätt försiktigt in linsen i linsfästet och se till att dess cirkulära
konvexa sida är vänd uppåt. Placera o-ringen ovanpå linsen.
21. Sätt försiktigt tillbaka linsen och laserhuvudfästet i omvänd ordning.
RENGÖRA SPEGELN .
Om det finns skräp eller dis på spegelns yta bör spegeln också rengöras
för att förbättra prestandan och undvika permanenta skador. Det första
skottet är placerat bakom maskinens vänstra sida, bortom Y-axelns bortre
ände. Den andra linsen är på Y-axeln vid den vänstra änden av X-axeln.
Den tredje linsen är placerad ovanpå laserhuvudet på X-axeln. Den största
ansamlingen av skräp finns på den tredje spegeln och bör kontrolleras
dagligen med fokuseringslinsen. Den första och andra linsen kan
kontrolleras dagligen om det behövs, men om de bara kontrolleras en gång
i veckan är de det
oftast bra.
Speglar kan rengöras på plats med linsrengöringsservetter eller -dukar,
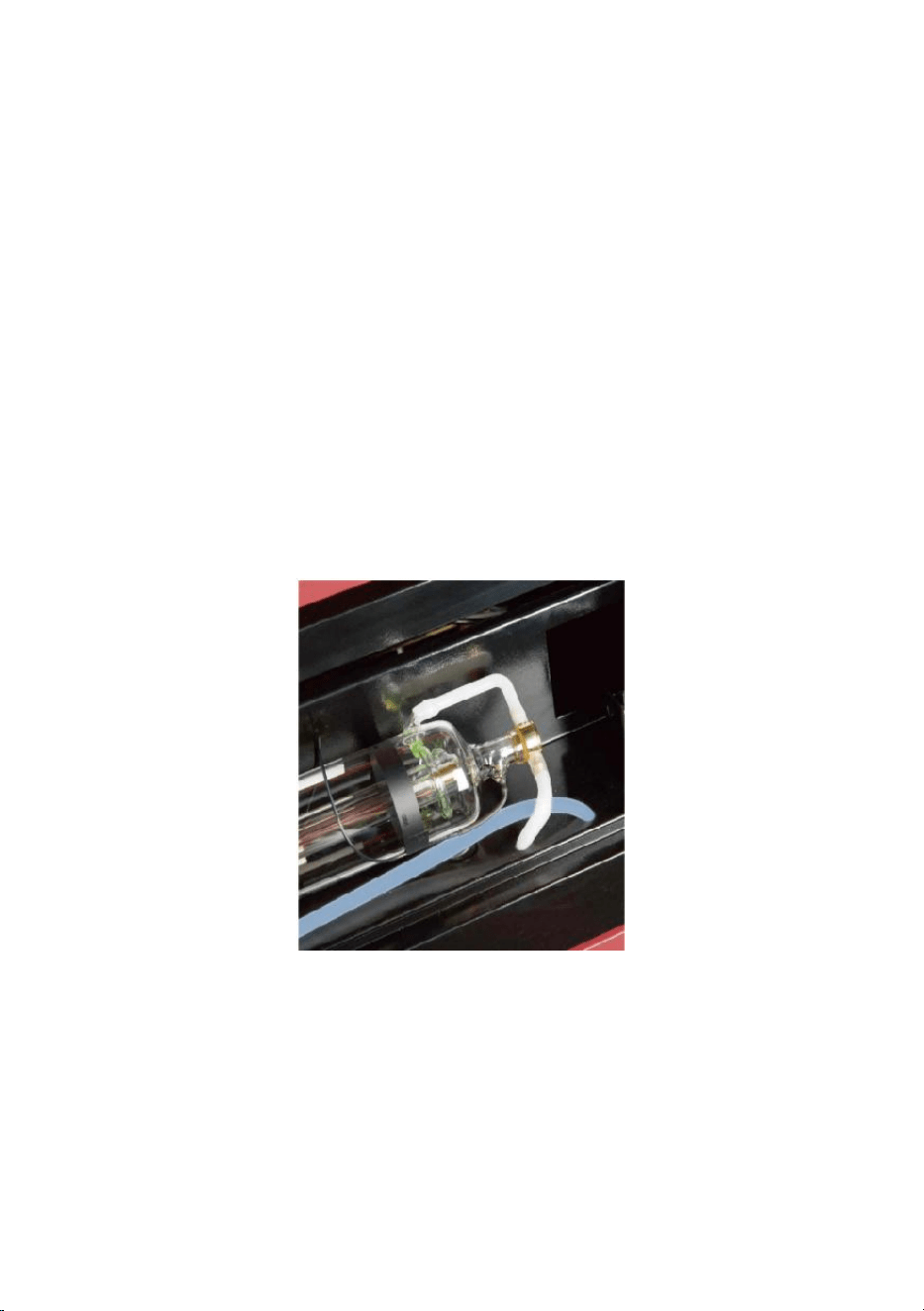
- 67 -
eller så kan de tas bort genom att rotera dem moturs. Var noga med att inte
vidröra spegelns yta direkt. Undvik att trycka för hårt för att slipa skräp och
orsaka repor. Om speglarna tas bort för rengöring, Sätt tillbaka dem genom
att vrida dem medurs på plats samtidigt som du var noga med att undvika
repor.
4.LASERVÄGJUSTERING.
Korrekt strålinriktning är mycket viktigt för maskinens totala effektivitet och
kvalitet. Denna maskin är helt strålinriktad före leverans. Men när gravören
först anländer, ungefär en gång i veckan under normal drift,
rekommenderas användaren att bekräfta att inriktningen fortfarande är på
en acceptabel nivå och att spegeln och fokuseringslinsen inte rör sig på
grund av maskinens rörelse.
Du måste placera en bit tejp vid varje steg av laserbanan, markera den för
att bekräfta att plattformen förblir korrekt inriktad. Om inte, kommer du att
använda fästet på laserröret eller skruvarna på baksidan av den
felinriktade spegeln för att åtgärda problemet. När de medföljande tejparna
tar slut rekommenderar vi att du använder maskerade tejper eftersom det
är lätt att hantera och använda.
Om strålinriktningen utförs slarvigt kan operatören utsättas för en liten
mängd strålning. Följ dessa procedurer korrekt och var alltid försiktig när
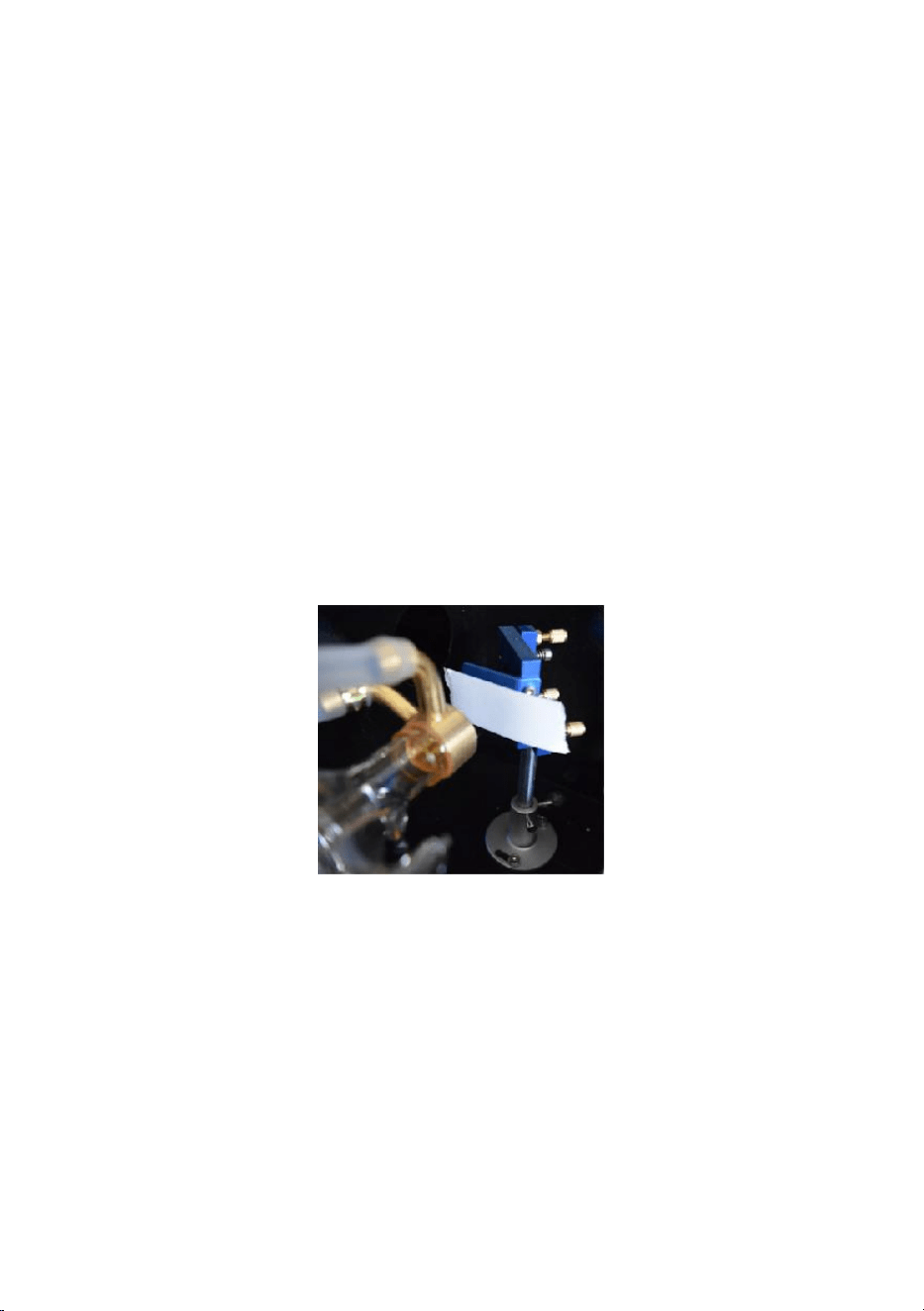
- 68 -
du utför strålinriktning .
Utför strålinriktning vid låga effektnivåer: 15 % eller mindre. Varje högre
procentandel kommer att få lasern att antända testremsan istället för att
markera den. Se till att ställa in maximal effekt (inte minimum) till 15 %.
LASERRÖRJUSTERING .
För att testa inriktningen av laserröret med den första spegeln, klipp en
remsa av tejp och placera den på spegelns ram.
Placera inte tejpen direkt på spegeln. Slå på maskinen och ställ in
effektnivån på 15 % eller lägre.
Tryck på PULSE för att avfyra lasern manuellt. Du bör kunna se ett litet
märke på tejpen. Om den inte märker det, tryck på PULSE igen.
Tryck på pulsen för att aktivera lasern. Se alltid till att vägen mellan lasern
och dess mål är fri. Låt aldrig främmande föremål komma in mellan lasern
och dess mål. När du trycker på
PULSE-knapp, var försiktig så att du inte lämnar någon del av din kropp i
laserbanan.
Lasermärket ska vara nära mitten av hålet. Om lasern inte är centrerad på
den första spegeln, stäng av strömmen till lasern och justera försiktigt
laserröret i dess hållare. Detta kan kräva att man lossar bultarna på dess
fäste. Var noga med att inte lossa bultarna för hårt och inte dra åt bultarna
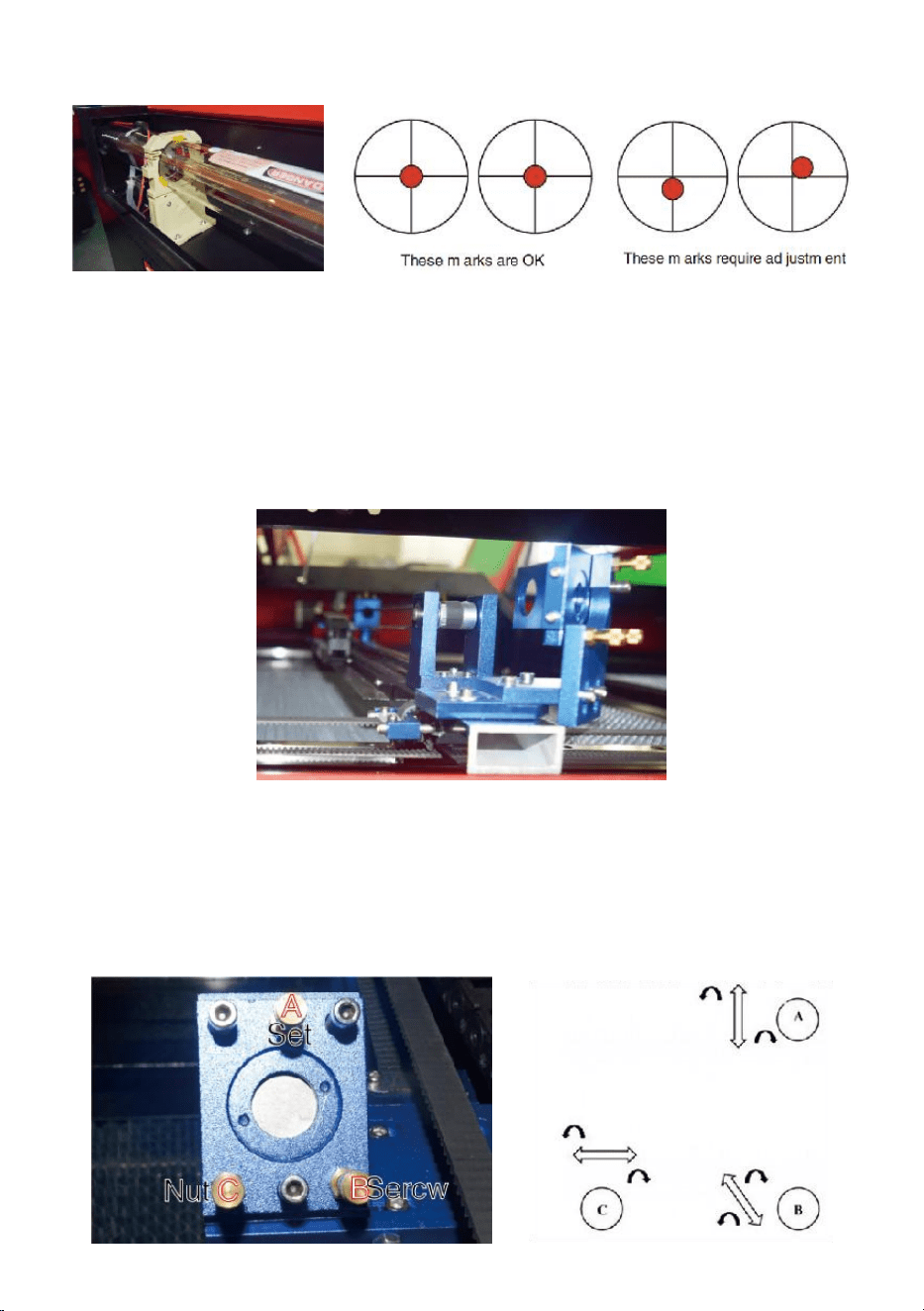
- 69 -
för hårt. Endast ett stativ kan justeras åt gången.
FÖRSTA SPEGELJUSTERING .
Efter att ha säkerställt att laserljuset är korrekt inriktat mellan laserröret och
den första spegeln, kontrollera inriktningen mellan den första spegeln och
den andra spegeln. Använd först riktningspilarna på kontrollpanelen för att
skicka den andra spegeln till baksidan av sängen längs Y-axeln.
När du har satt, placera en bit tejp på ramen av den andra spegeln.
Placera inte tejp direkt på spegeln. Upprepa föregående steg. Om lasern
inte är centrerad på den andra spegeln, måste ställskruvarna på den första
spegeln justeras därför .
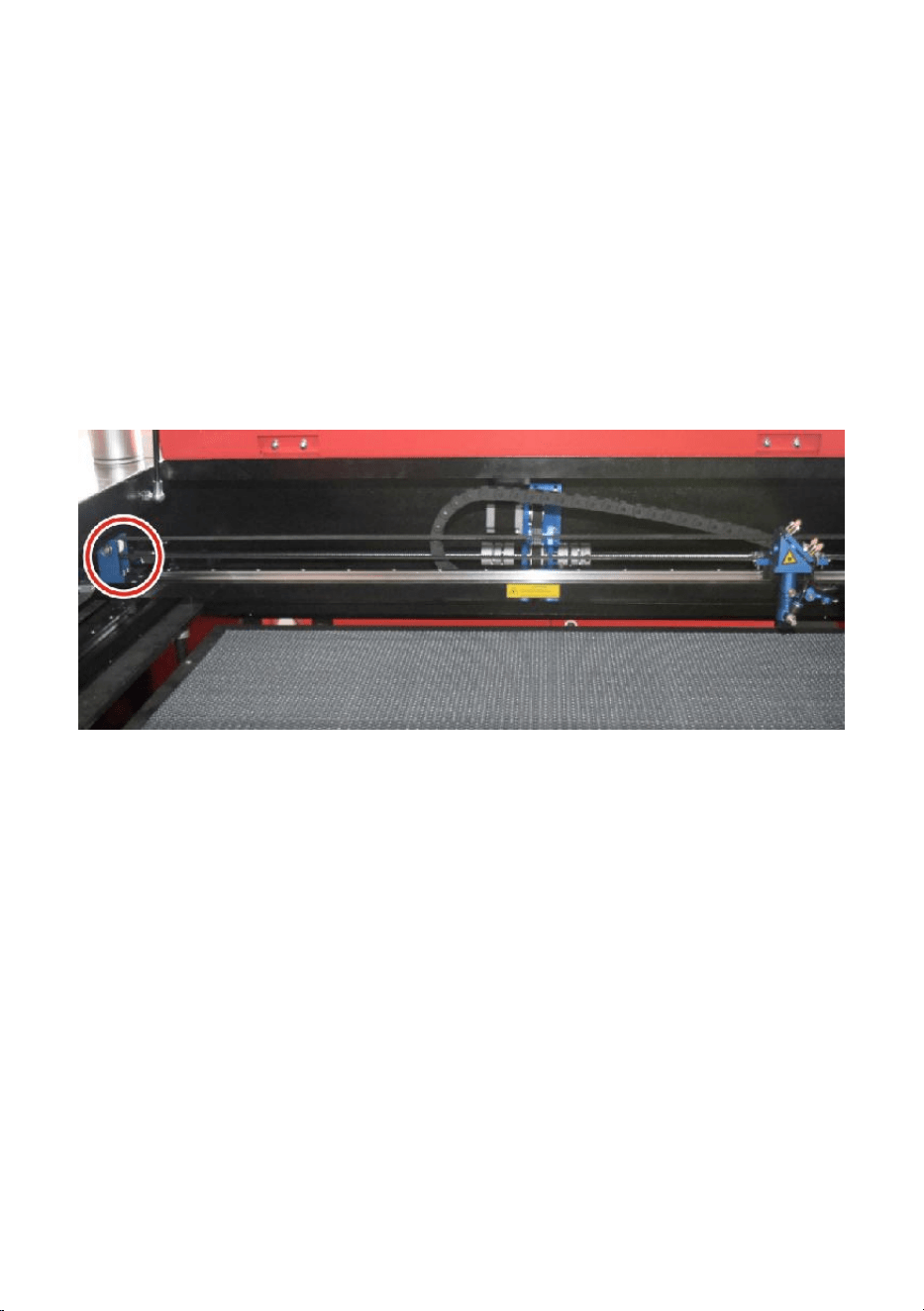
- 70 -
För att justera spegeln, lossa muttern på skruven och vrid försiktigt skruven
medurs eller moturs. Varje skruv justerar en annan position eller vinkel.
Håll koll på skruvarna du justerar och justeringsriktningen. Vrid inte
skruven mer än 1/4 varv åt gången, testa speciellt laserns position efter
varje justering så att du kan se effekten av varje utbyte. Testa tills balkarna
är rätt inriktade, dra sedan åt muttrarna på skruvarna när alla justeringar
har gjorts.
Använd sedan riktningspilarna på kontrollpanelen för att skicka den andra
spegeln till sängens framsida längs Y-axeln.
När du har satt, placera en annan remsa av tejp på ramen av den andra
spegeln. Placera inte tejpen direkt på spegeln. Upprepa stegen i 5.4.1 och
justera vid behov ställskruvarna på den första spegeln. Testa igen tills
balkarna är korrekt inriktade, dra sedan åt muttrarna på skruvarna igen.
ANDRA SPEGELJUSTERING .
Lasermärket ska vara nära mitten av hålet. Om lasern inte är centrerad på
den första spegeln, stäng av strömmen till lasern och justera försiktigt
laserröret i dess hållare. Detta kan kräva att man lossar bultarna på dess
fäste. Var noga med att inte lossa bultarna för hårt och inte dra åt bultarna
för hårt. Endast ett stativ kan justeras åt gången.
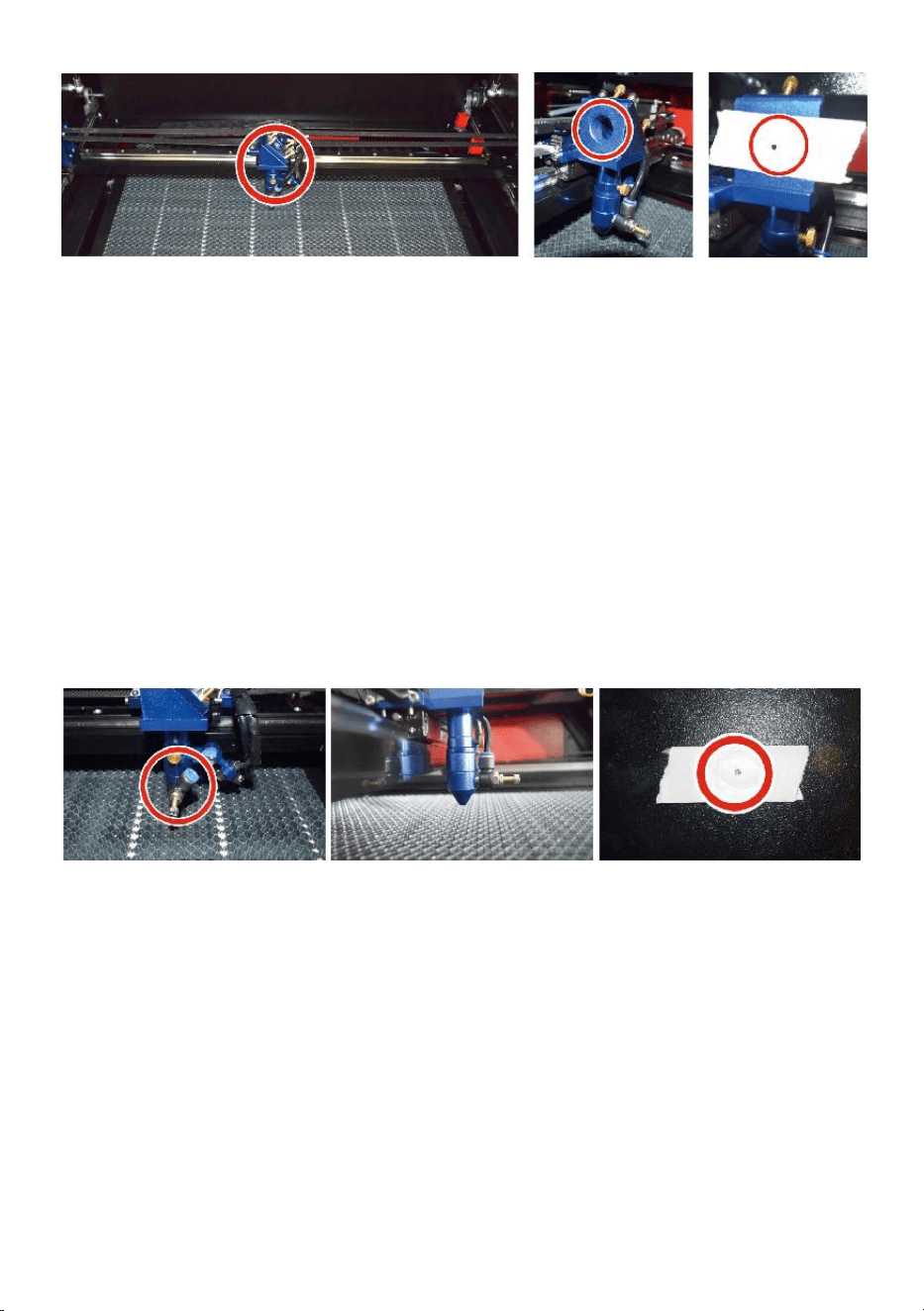
- 71 -
TREDJE SPEGELINSTÄLLNING .
Efter att ha säkerställt att lasern är korrekt inriktad mellan 2:a och 3:e
spegeln, kontrollera inriktningen mellan den 3:e spegeln och bordet. Ta
först bort luftassistansslangen från laserhuvudet. Placera sedan en bit tejp
på botten av laserhuvudet och tryck den ordentligt mot munstycket. Detta
kommer att lämna ett ringmärke som kan hjälpa dig att kontrollera
noggrannheten. Upprepa stegen i 5.4.1. Om lasern inte är centrerad
genom laserhuvudet, justera ställskruven på den tredje spegeln i enlighet
med detta som visas i 5.4.2. Testa igen tills balkarna är korrekt inriktade,
dra sedan åt muttrarna på skruvarna igen.
INSTALLERA LASERSÖRET .
Schematiskt diagram över installation av laserrör:
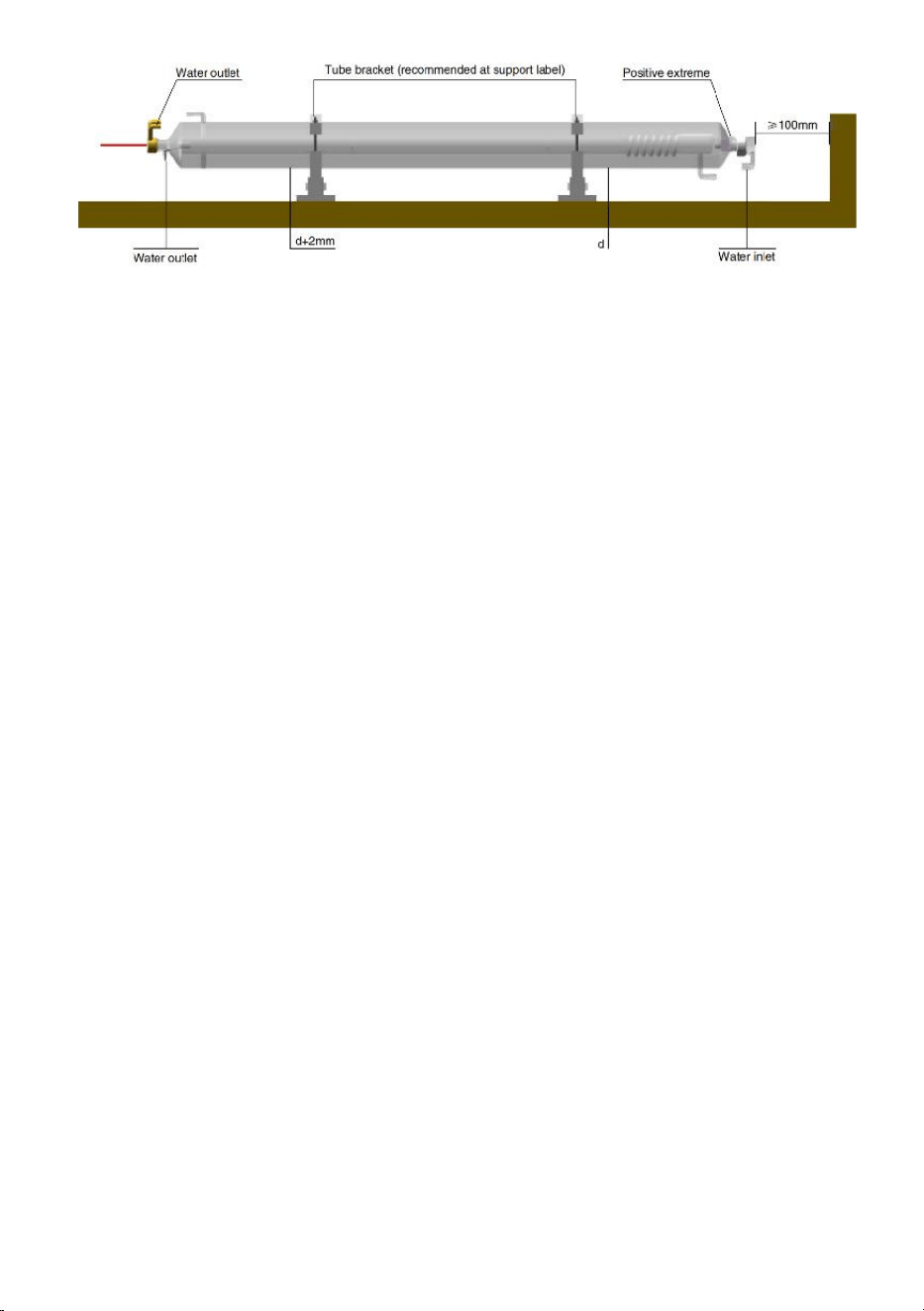
- 72 -
1. Installera den enligt logotypen på lasern och anslut korrekt katod- och
anodanslutningsledningar, vatteninloppsröret och vattenutloppsröret på
lasern.
2. Slå på kylaren och justera laservinkeln för att säkerställa att kylvätskan
är full av lasern och ingen igensättning.
3. Ta bort markeringen för den optiska bländaröppningen och slå sedan på
laserströmförsörjningen för felsökning av optisk väg.
PROBLEM OCH FELSÖKNING .
Problem 1: Lasern matas alltid ut med maximal effekt, eller så är
strömmen inte justerbar.
①Lasern är utrustad med en strömkontrollterminal som är felaktigt
ansluten; Kontrollera plintanslutningen noggrant.
②Lasern är utrustad med ett strömavbrott; Försök att byta ut
strömförsörjningen.
③ Fel på lasermaskinens styrkort; Kontakta kundtjänst.
Problem 2: Lasern avger inget ljus.
①Lasern är utrustad med en strömkontrollterminal som är felaktigt
ansluten, eller så är kontrollanslutningsledningen bruten; Kontrollera
noga om plintarna och anslutningskablarna är felanslutna eller inte slås
på.
②Kylmaskinens vattenskydd misslyckas och kylarens kylvätska är
otillräcklig; Byt ut vattenskyddet eller fyll på kylvätska.
③Lasrar är utrustade med strömavbrott eller problem med
strömförsörjningen; Försök att byta ut nätsladden mot en strömkälla eller
en nätsladd.
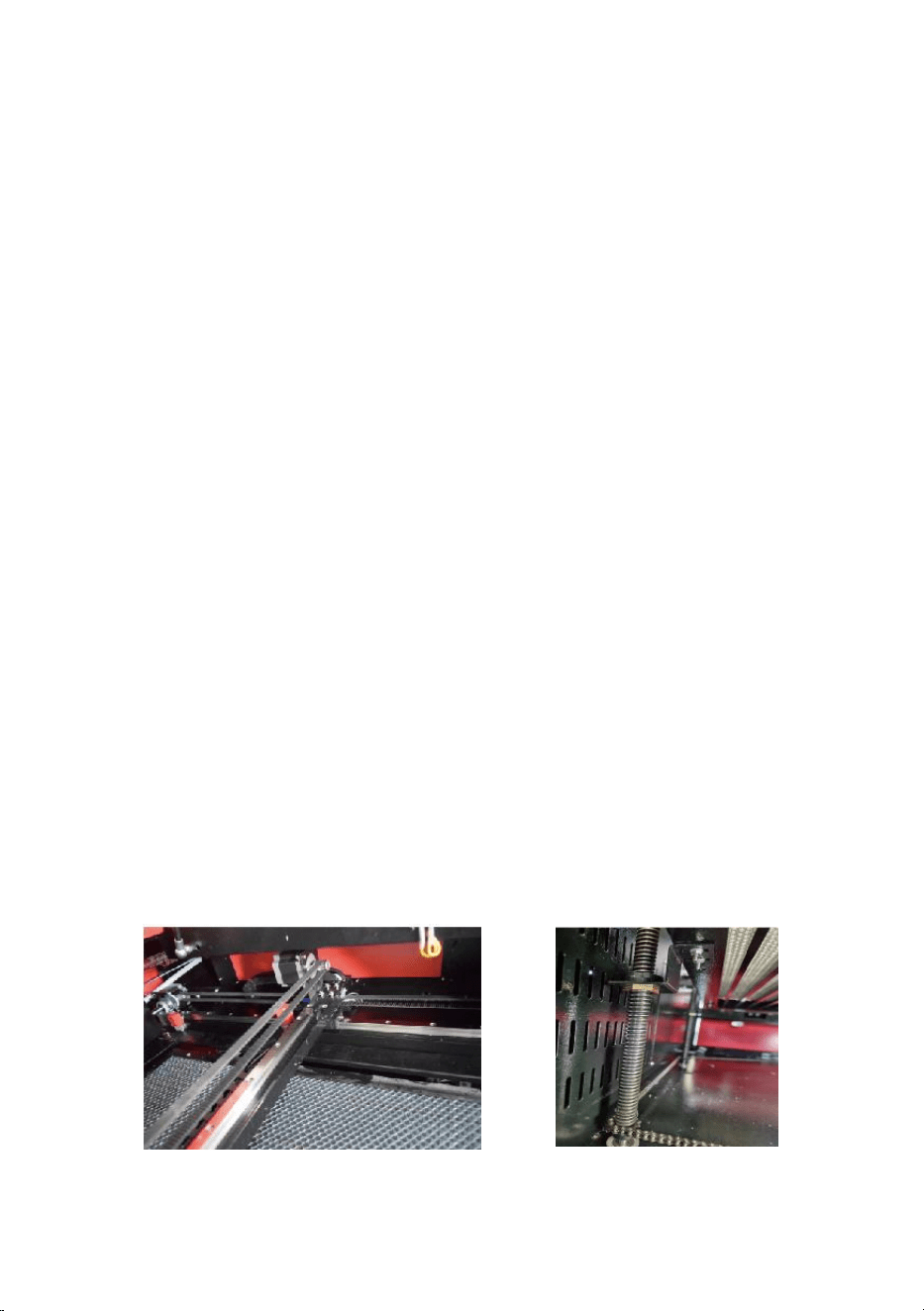
- 73 -
④ Fel på lasermaskinens styrkort; Kontakta kundtjänst.
⑤laserfel; Kontakta kundtjänst.
Problem 3: Urladdningständning.
①Anslutningsledningen mellan lasern och den laserutrustade
strömförsörjningen är skadad eller trasig; Prova att byta ut kabeln.
②laserfel; Kontakta kundtjänst.
Uppgift 4: Krav på miljön.
①Lasern är utrustad med en strömkälla och måste fungera i en
välventilerad miljö.
②Arbetsytan måste uppfylla lokala säkerhetsstandarder för drift av
laserutrustning.
Obs : Miljökrav .
Drifttemperatur: 10°C~38°C
Förvaringstemperatur: -10°C~35°C Förvaringsfuktighet:
20%RH~80%RH
5. SMÖRJNINGSINSTRUKTIONER.
För bästa resultat, rengör och smörj skenorna på gravyrmaskinen
varannan vecka.
Stäng av lasergraveringsmaskinen.
Flytta försiktigt laserhuvudet ur vägen.
- 74 -
Torka av allt damm och skräp från X- och Y-axelskenorna med en torr
bomullstrasa
tills de är blanka och rena.
Gör samma sak för Z-axelskruvarna.
Smörj skenorna och skruvarna med fett.
Flytta försiktigt laserhuvudet och X-axeln så att smörjmedlet är jämnt
fördelade längs de två skenorna, och höj och sänk bädden för att jämnt
fördela smörjmedlet längs skruvarna.
DAILY TROUBLESHOOTING TABLE
UTFÄRDA
ORSAK TILL PROBLEMET
LÖSNING
Panelen indikerar att
maskinen är skyddad
Dörren är inte doserad
Stäng dörren
Kåpans skyddsomkopplare är
skadad
Byt ut med en ny
Panelen indikerar att
maskinen
har en defekt
inträngningsskydd i vatten
Vattenrören är igensatta och det
finns ett ingen vattencirkulation
Rengör vattenrören
Pumpen kommer inte ut,
pumpen bryta s
Byt ut med en ny
Jag försämrade
vattenmotståndet
Byt ut mot en ny
Panelen uppmanar den
fungerande
hype ri nte rf ace
Klipppappersstorleken är för stor
Res i ze bilden
Maskinens ankarpunkt är felaktig
Retargetin g
Laserskärning är
ogenomtränglig
Laserns ljusbana är inte korrekt
Justera den op tiska
banan
Speglar och linser är smutsiga
Tvätta med alkohol
Avger inte laser
Problem med laserrör
Byt ut mot en ny
Lagerkraft jag använder
Byt ut mot en ny
Ya x är rör sig inte
Vridomkopplaren är inte
avstängd
Stäng av
vridomkopplaren
Dålig reläanslutning
Flytta reläet eller byt ut
- 75 -
det mot ett
nytt
Skanningspanelen
indikerar att
buffertavståndet är
otillräckligt
X-axelns laserhuvud är för långt
borta från en medhjälpare
Placera om
X-axellaserhuvudet så
att
det är 50 mm bort från
stiftet
Återställningsväljaren på
maskinen är inte avstängd
Gränsbrytaren är skadad eller
gränsen är skadad , och
omkopplaren
i e - kedjan @ är urkopplad
mot en ny röd l imit
switch
85. Instruktioner *1
86. Rökavgasrör *1
87. Dubbelhäftande tejp *1
88. Klämmor *1
89. Skruvmejsel *1
90. Insexnyckel *1SET
91. Jordledning *1
92. Nätsladd *1
93. Datakabel *1
94. Kristall nätverkskabel *1
95. Dokumentpåse *1
96. flash-enhet *1
Adress : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
- 76 -
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX