Technical Support and E-Warranty Certificate www.vevor.com/support
SPOT WELDER
MODEL: DN-100E
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
MODEL:DN-100E
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
SPOT WELDER
Warning-To reduce the risk of injury, user must read instructions
manual carefully.
CORRECT DISPOSAL
This product is subject to the provision of European Directive
2012/19/EC. The symbol showing a wheelie bin crossed through
indicates that the product requires separate refuse collection in the
European Union. This applies to the product and all accessories
marked with this symbol. Products marked as such may not be
discarded with normal domestic waste, but must be taken to a
collection point for recycling electrical and electronic devices
SECTION 1- SAFETY PRECAUTIONS - READ BEFORE USING
Protect yourself and others from injury — read and follow these
precautions.
1-1. Symbol Usage
ANGER! -Indicates a hazardous situation which, if not avoided, will result
in death or serious injury. The possible hazards are shown in the
adjoining symbols or explained in the text.
Indicates a hazardous situation which, if not avoided, could result in
death or serious injury. The possible hazards are shown in the
adjoining symbols or explained in the text.
NOTICE -Indicates statements not related to personal injury.
This group of symbols means Warning! Watch Out! ELECTRIC SHOCK, MOVING
PARTS, and HOT PARTS hazards. Consult symbols and related instructions
below for necessary actions to avoid the hazards.
1-2. Resistance Spot Welding Hazards
The symbols shown below are used throughout this manual to call
attention to and identify possible hazards. When you see the symbol,
watch out, and follow the related instructions to avoid the hazard. The
safety information given below is only a summary of the more complete safety
information found in the Safety Standards listed in Section 1-5. Read and follow all
Safety Standards.
Only qualified persons should install, operate, maintain, and repair
this unit.
During operation, keep everybody, especially children,
away.
● SPOT WELDING can cause fire or explosion.
Sparks can fly off from the welding arc.The flying sparks, hot
workpiece, and hot equipment can cause fires and burns.
Accidental contact of electrode to metal objects can cause sparks,
explosion, overheating, or fire. Check and be sure the area is safe
before doing any welding.
Remove all flammables within 35 ft (10.7 m) of the weld. If this is not possible,
tightly cover them with approved covers.
Do not spot weld where flying sparks can strike flammable material.
Protect yourself and others from flying sparks and hot metal.
Be alert that welding sparks can easily go through small cracks and openings to
adjacent areas.
Watch for fire, and keep a fire extinguisher nearby.
Do not weld on closed containers such as tanks, drums, or pipes, unless they
are properly prepared according to AWS F4.1 (see Safety Standards).
Do not weld where the atmosphere may contain flammable dust, gas, or liquid
vapors (such as gasoline).
Remove any combustibles, such as a butane lighter or matches, from your
person before doing any welding.
After completion of work, inspect area to ensure it is free of sparks, glowing
embers, and flames.
Do not exceed the equipment rated capacity.
Use only correct fuses or circuit breakers. Do not oversize or bypass them.
Follow requirements in OSHA 1910.252 (a) (2) (iv) and NFPA 51B for hot work
and have a fire watcher and extinguisher nearby.
● ELECTRIC SHOCK can kill.
Touching live electrical parts can cause fatal shocks or severe burns.
The input power circuit and machine internal circuits are also live
when power is on. Incorrectly installed or improperly grounded
equipment is a hazard.
Do not touch live electrical parts.
Wear dry, hole-free insulating gloves and body protection.
Additional safety precautions are required when any of the following electrically
hazardous conditions are present: in damp locations or while wearing wet clothing;
on metal structures such as floors, gratings, or scaffolds; when in cramped
positions such as sitting, kneeling, or lying; or when there is a high risk of
unavoidable or accidental contact with the workpiece or ground. For these
conditions, see ANSI Z49.1 listed in Safety Standards. And, do not work alone!
Disconnect input power before installing or servicing this equipment.Lockout /
tagout input power according to OSHA 29 CFR 1910.147 (see Safety Standards).
Properly install and ground this equipment according to this manual and
national, state, and local codes.
Always verify the supply ground - check and be sure that input power cord
ground wire is properly connected to ground terminal in disconnect box or that
cord plug is connected to a properly grounded receptacle outlet.
When making input connections, attach the grounding conductor first - double -
check connections.
Keep cords dry, free of oil and grease, and protected from hot metal and
sparks.
Frequently inspect input power cord and ground conductor for damage or bare
wiring-replace immediately if damaged-bare wiring can kill. Check ground
conductor for continuity.
Turn off all equipment when not in use.
For water-cooled equipment, check and repair or replace any leaking hoses or
fittings. Do not use any electrical equipment if you are wet or in a wet area.
Use only well-maintained equipment. Repair or replace damaged parts at once.
Wear a safety harness if working above floor level.
Keep all panels, covers, and guards securely in place.
● FLYING SPARKS can injure.
Very often sparks fly off from the joint area.
Wear approved face shield or safety goggles with side shields.
Wear protective garments such as oil-free, flame-resistant leather
gloves, heavy shirt, cuffless trousers, high shoes, and a cap.
Synthetic material usually does not provide such protection.
Protect others in nearby areas by using approved flame-resistant or
noncombustiblefire curtains or shields. Have all nearby persons wear safety
glasses with side shields.
● HOT PARTS can burn.
Do not touch hot parts bare handed.
Allow cooling period before working on equipment.
To handle hot parts, use proper tools and/or wear heavy,
insulated welding gloves and clothing to prevent burns.
● MOVING PARTS can injure.
The tong tips, tongs, and linkages move during operation.
Keep away from moving parts.
Keep away from pinch points.
Do not put hands between tips.
Keep all guards and panels securely in place.
OSHA and/or local codes may require additional guarding to suit the
application.
● FUMES AND GASES can be hazardous.
Welding produces fumes and gases. Breathing these fumes and
gases can be hazardous to your health.
Keep your head out of the fumes. Do not breathe the fumes.
If inside, ventilate the area and/or use local forced ventilation at
the arc to remove welding fumes and gases.
If ventilation is poor, wear an approved air-supplied respirator.
Read and understand the Material Safety Data Sheets (MSDSs) and the
manufacturer's instructions for metals, consumables, coatings, cleaners, and
degreasers.
Work in a confined space only if it is well ventilated, or while wearing an
air-supplied respirator. Always have a trained watch person nearby. Welding
fumes and gases can displace air and lower the oxygen level causing injury or
death. Be sure the breathing air is safe.
Do not weld in locations near degreasing, cleaning, or spraying operations. The
heat and rays of the arc can react with vapors to form highly toxic and irritating
gases.
Do not weld on coated metals, such as galvanized, lead, or cadmium plated
steel, unless the coating is removed from the weld area, the area is well ventilated,
and while wearing an air-supplied respirator. The coatings and any metals
containing these elements can give off toxic fumes if welded.
1-3. Additional Symbols For Installation, Operation, And Maintenance
● FIRE OR EXPLOSION hazard.
Do not install or place unit on, over, or near combustible
surfaces.
Do not install or operate unit near flammables.
Do not overload building wiring -be sure power supply system is
properly sized, rated, and protected to handle this unit.
● FALLING EQUIPMENT can injure.
Use equipment of adequate capacity to lift and support unit.
Follow the guidelines in the Applications Manual for the
Revised NIOSH Lifting Equation (Publication No. 94-110) when
manually lifting heavy parts or equipment.
Secure unit during transport so it cannot tip or fall.
● READ INSTRUCTIONS.
Read and follow all labels and the Owner's Manual carefully
before installing, operating, or servicing unit. Read the safety
information at the beginning of the manual and in each section.
Use only genuine replacement parts from the manufacturer.
Perform maintenance and service according to the Owner's Manuals, industry
standards, and national, state, and local codes.
● FLYING METAL or DIRT can injure eyes.
Wear approved safety glasses with side shields or wear face
shield.
● ELECTRIC AND MAGNETIC FIELDS (EMF) can affect Implanted
Medical Devices.
Wearers of Pacemakers and other Implanted Medical Devices
should keep away.
Implanted Medical Device wearers should consult their doctor and
the device manufacturer before going near arc welding, spot welding,
gouging, plasma arc cutting, or induction heating operations.
● OVERUSE can cause OVERHEATING.
Allow cooling period; follow rated duty cycle.
Reduce duty cycle before starting to weld again.
1-4. Warnings
Welding or cutting equipment produces fumes or gases which contain
chemicals known to the State of California to cause birth defects and, in
some cases, cancer.
Battery posts, terminals and related accessories contain lead and lead
compounds, chemicals known to the State of California to cause cancer
and birth defects or other reproductive harm. Wash hands after handling.
This product contains chemicals, including lead, known to the state of
California to cause cancer, birth defects, or other reproductive harm.
Wash hands after use.
For Gasoline Engines:
Engine exhaust contains chemicals known to the State of California to
cause cancer, birth defects, or other reproductive harm.
For Diesel Engines:
Diesel engine exhaust and some of its constituents are known to the State
of California to cause cancer, birth defects, and other reproductive harm.
1-5. EMF Information
Electric current flowing through any conductor causes localized electric and
magnetic fields (EMF). Welding current creates an EMF field around the welding
circuit and welding equipment. EMF fields may interfere with some medical
implants, e.g. pacemakers. Protective measures for persons wearing medical
implants have to be taken. For example, access restrictions for passers
by or
individual risk assessment for welders. All welders should use the following
procedures in order to minimize exposure to EMF fields from the welding circuit:
1. Keep cables close together by twisting or taping them, or using a cable cover.
2. Do not place your body between welding cables. Arrange cables to one side
and away from the operator.
3. Do not coil or drape cables around your body.
4. Keep head and trunk as far away from the equipment in the welding circuit as
possible.
5. Connect work clamp to workpiece as close to the weld as possible.
6. Do not work next to, sit or lean on the welding power source.
7. Do not weld whilst carrying the welding power source or wire feeder.
About Implanted Medical Devices:
Implanted Medical Device wearers should consult their doctor and the device
manufacturer before performing or going near arc welding, spot welding, gouging,
plasma arc cutting, or induction heating operations. If cleared by your doctor, then
following the above procedures is recommended.
SECTION 2- INTRODUCTION
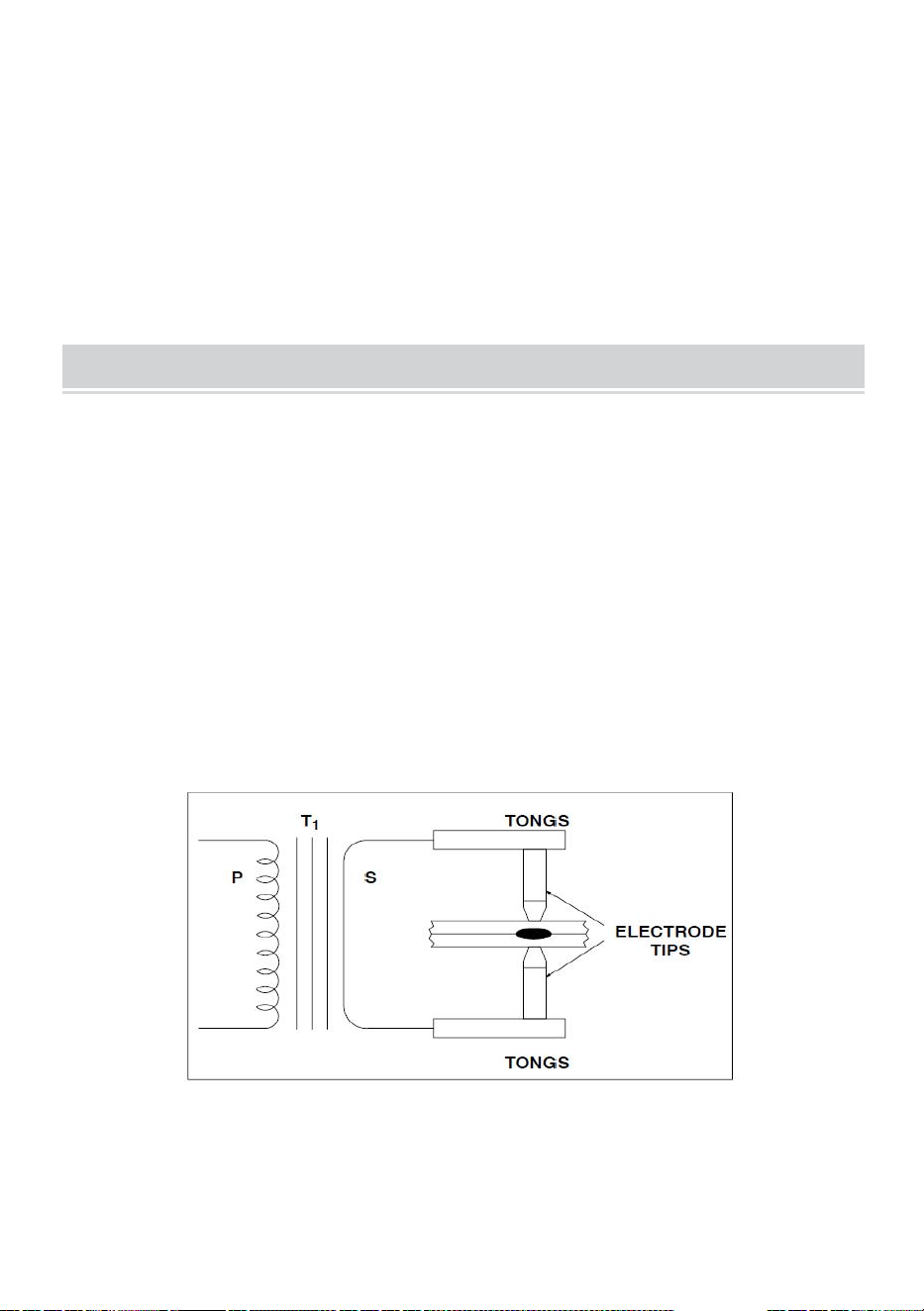
Resistance welding is one of the oldest of the electric welding processes in use by
industry today. The weld is made by a combination of heat, pressure, and time. As
the name resistance welding implies, it is the resistance of the material to be
welded to current flow that causes a localized heating in the part. The pressure
exerted by the tongs and electrode tips, through which the current flows, holds the
parts to be welded in intimate contact before, during, and after the welding current
time cycle. The required amount of time current flows in the joint is determined by
material thickness and type, the amount of current flowing, and the cross-sectional
area of the welding tip contact surfaces.
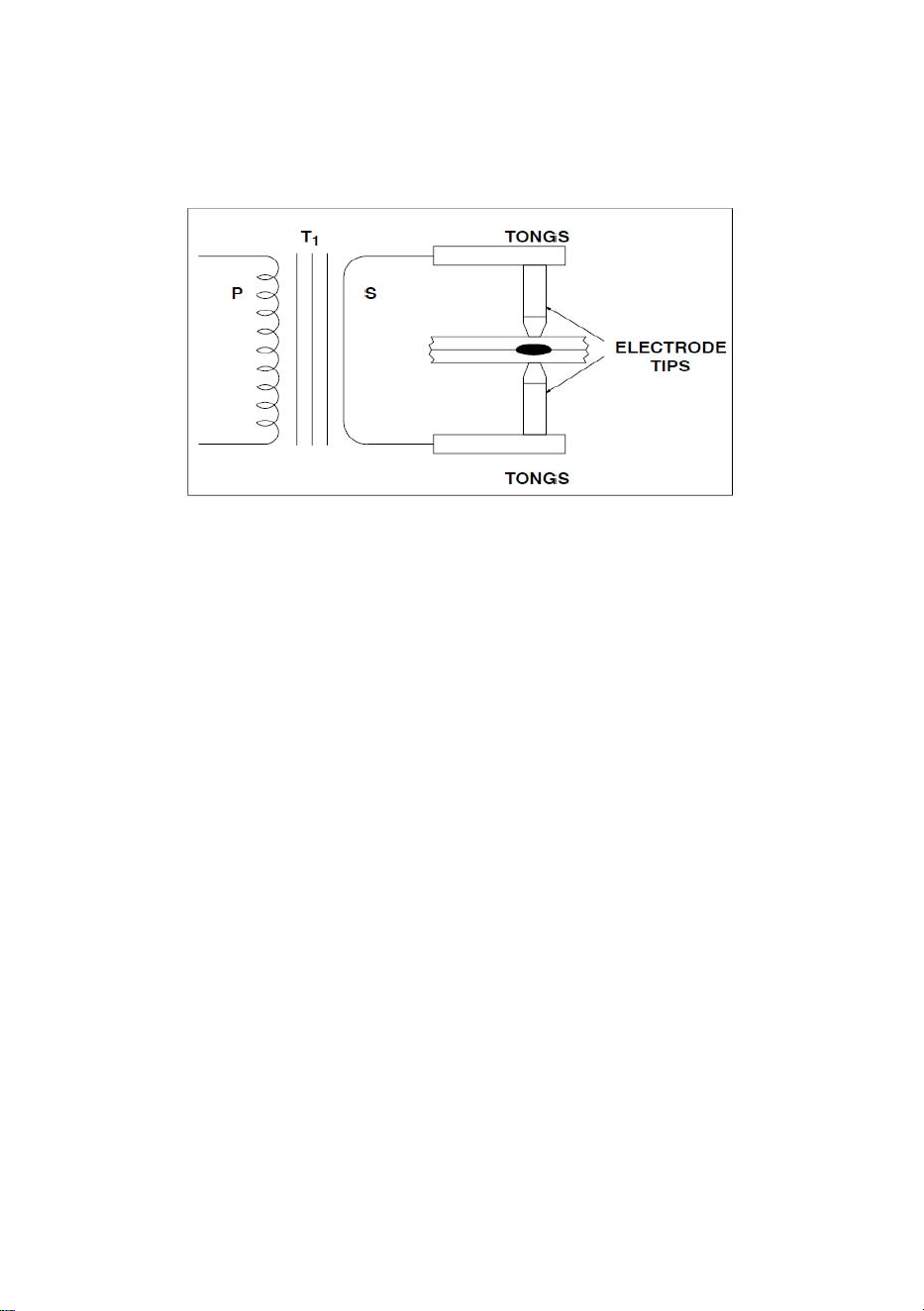
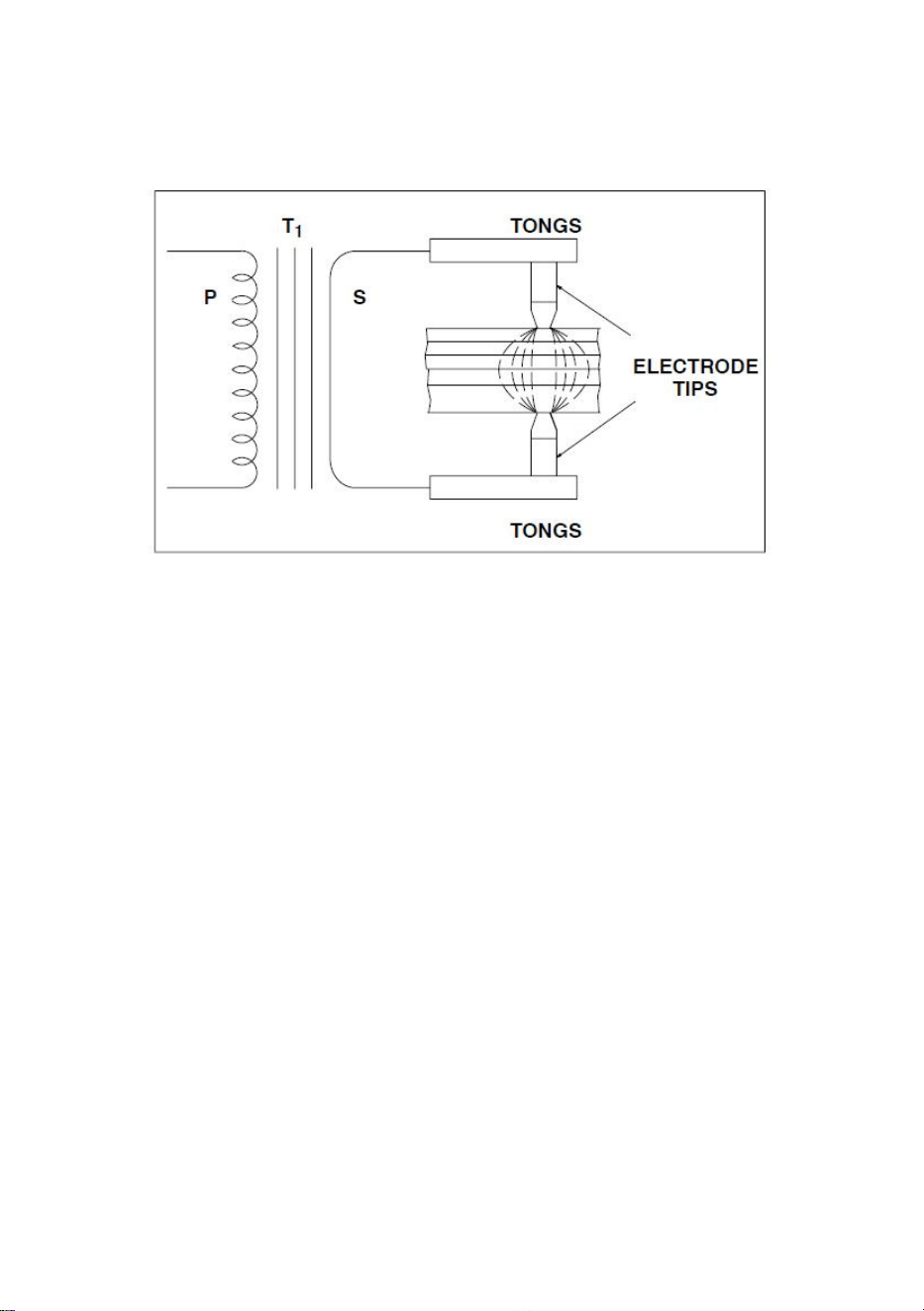
Figure 2-1. Resistance Spot Welding Machine With Work
In Figure 2-1, a complete secondary resistance spot welding circuit is illustrated.
For clarity, the various parts of the resistance spot welding machine are identified.
Some technical parameters is shown on the nameplate of the resistance spot
welding machine.
SYMBOL AND MEANING ON DATA PLATE
U
1
:Rated AC input voltage of the welding power source
50H
Z
or 60 H
Z
: Rated frequency of single phase AC power supply .
I
1max
:Max. input current.
I
1eff
:Max. effective input current.
X: Rated duty cycle.It is the ratio between the load duration time and the full cycle
time.
Note1: This ratio is between 0~100%.
Note2: For this standard, one full cycle time is 30 second.For example, if the rate is
10%, the loaded time shall be 3 second and rest time shall be 7 second.If it is used
more than 3 second during several successive 10 second peiods, it may overheat.
U
0
:Non-load voltage
It is the open-circuit output voltage of the welding power source.
S
1
: The rated Input Power, KVA
IP : Protection grade . For example, IP21,approving the welding machine as
suitable for use indoors; IP23,. approving the welding machine as suitable for use
outdoors in the rain.
Class of Insulation: H
ENVIRONMENTAL CONDITIONS
SECTION3- FUNDAMENTALS OF RESISTANCE SPOT WELDING
3-1. Principle
Resistance welding is accomplished when current is caused to flow through
electrode tips and the separate pieces of metal to be joined. The resistance of the
base metal to electrical current flow causes localized heating in the joint, and the
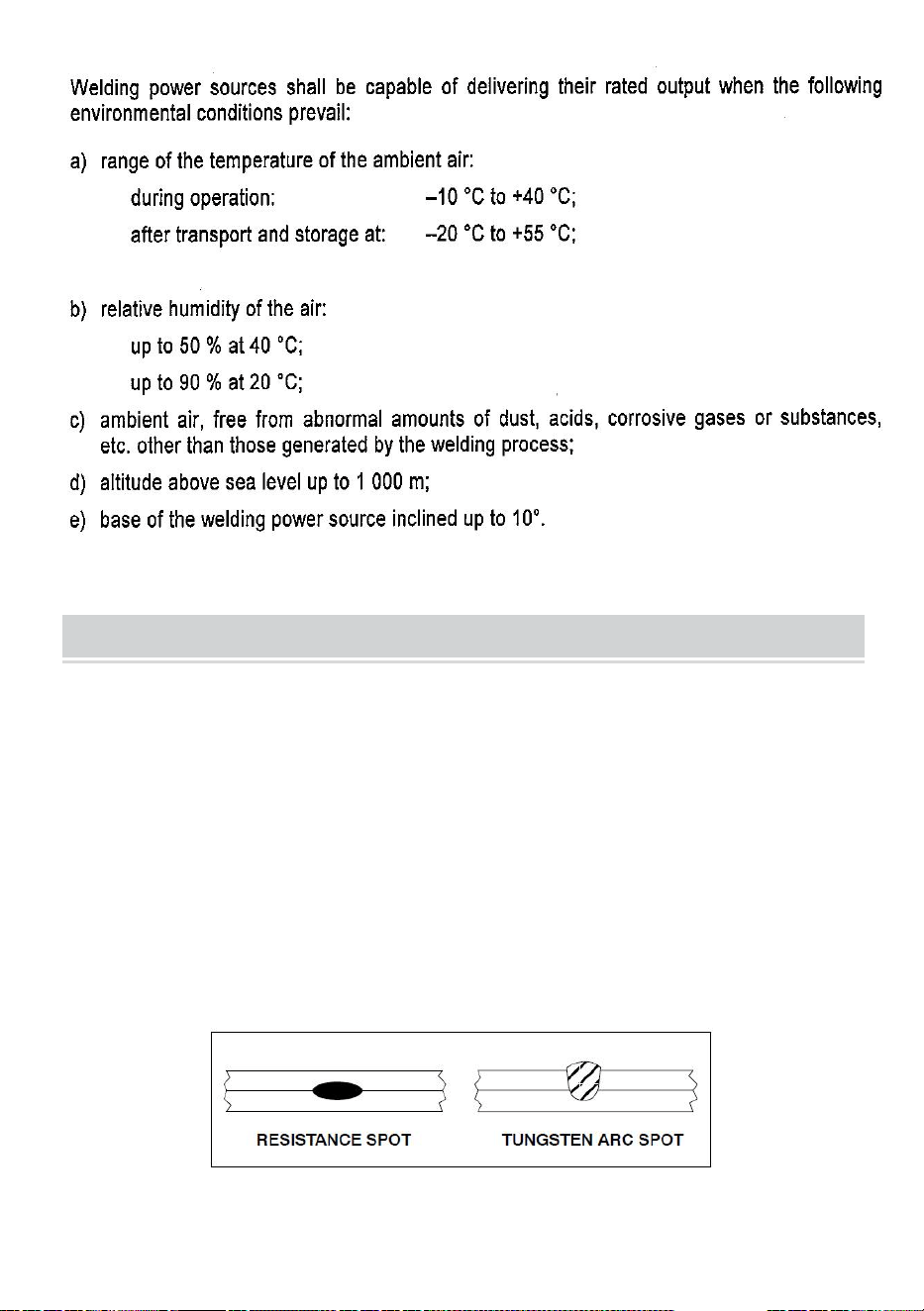
weld is made.The resistance spot weld is unique because the actual weld nugget
is formed internally with relation to the surface of the base metal. Figure 4-1 shows
a resistance spot weld nugget compared to a gas tungsten-arc (TIG) spot weld.
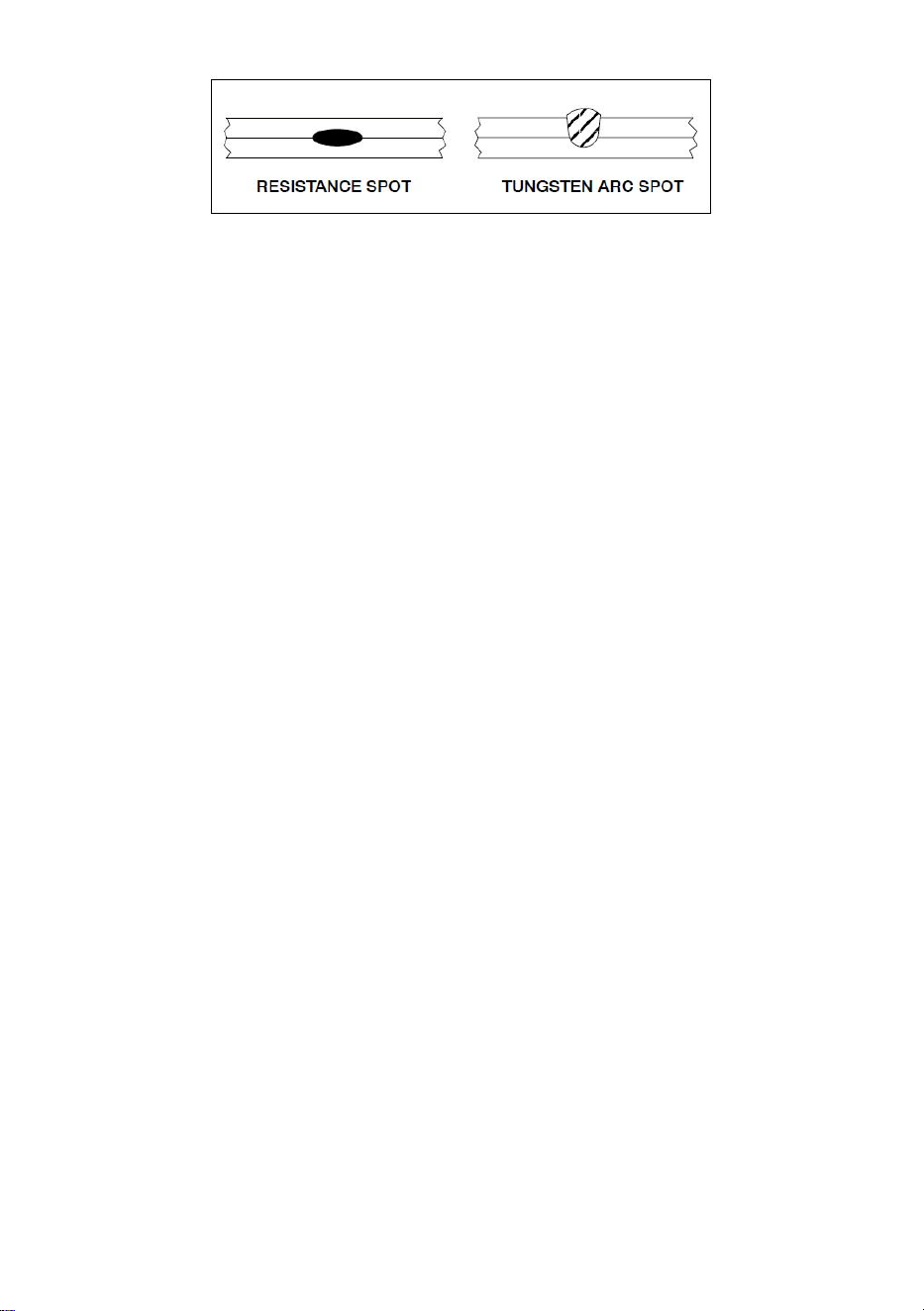
Figure 3-1. Resistance And TIG Spot Weld Comparison
The gas tungsten-arc spot is made from one side only. The resistance spot weld is
normally made with electrodes on each side of the workpiece. Resistance spot
welds may be made with the workpiece in any position.
The resistance spot weld nugget is formed when the interface of the weld joint is
heated due to the resistance of the joint surfaces to electrical current flow. In all
cases, of course, the current must flow or the weld cannot be made. The pressure
of the electrode tips on the workpiece holds the part in close and intimate contact
during the making of the weld. Remember, however, that resistance spot welding
machines are NOT designed as force clamps to pull the workpieces together for
welding.
3-2. Heat Generation
A modification of Ohm's Law may be made when watts and heat are considered
synonymous. When current is passed through a conductor the electrical
resistance of the conductor to current flow will cause heat to be generated. The
basic formula for heat generation may be stated:
H = I
2
R where H = Heat
I
2
= Welding Current Squared
R = Resistance
The secondary portion of a resistance spot welding circuit, including the parts to be
welded, is actually a series of resistances. The total additive value of this electrical
resistance affects the current output of the resistance spot welding machine and
the heat generation of the circuit.
The key fact is, although current value is the same in all parts of the electrical
circuit, the resistance values may vary considerably at different points in the circuit.
The heat generated is directly proportional to the resistance at any point in the
circuit.
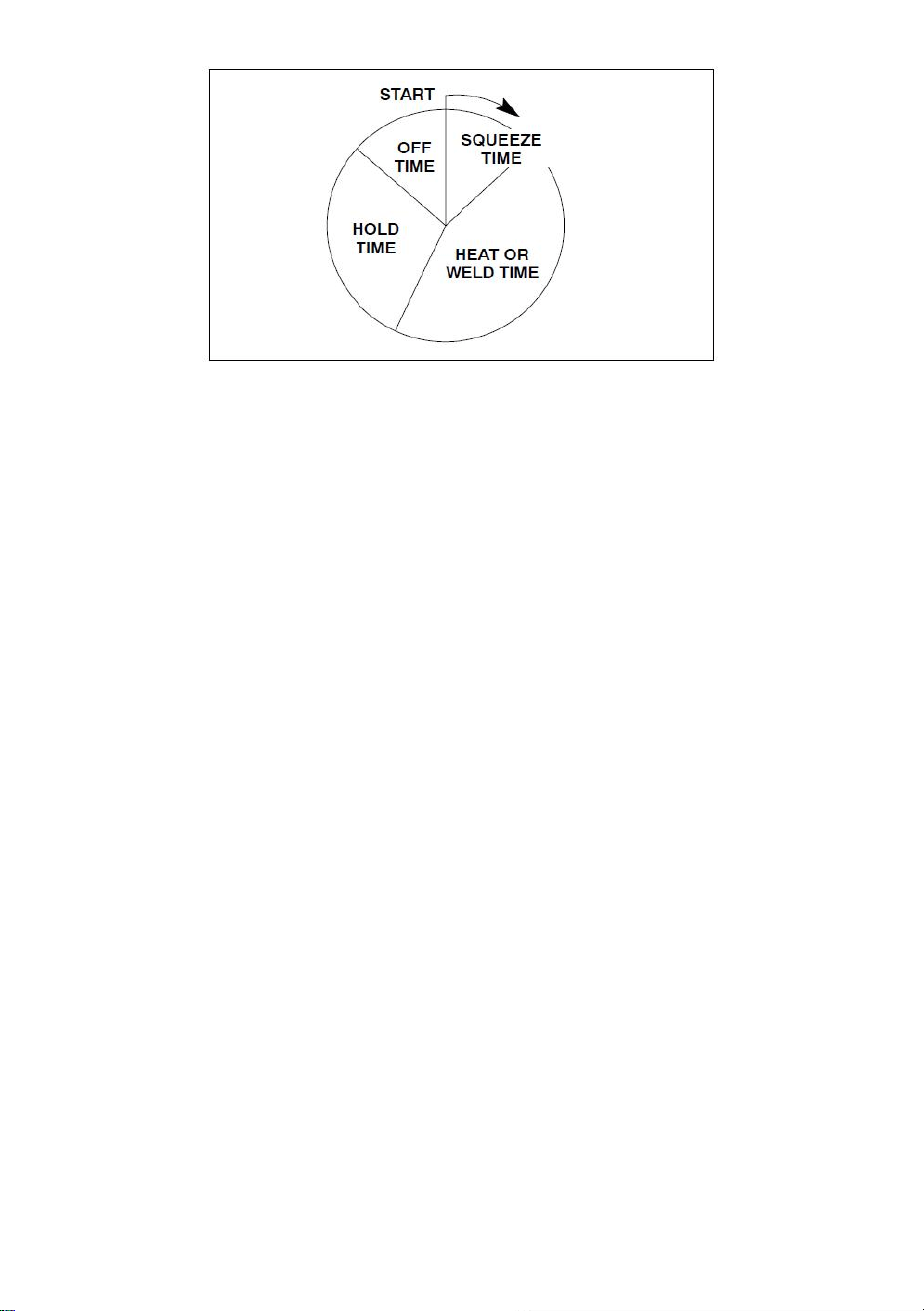
Figure 3-2. Spot Welding Time Cycle
SQUEEZE TIME -Time between pressure application and weld.
HEAT OR WELD TIME - Weld time is cycles.
HOLD TIME - Time that pressure is maintained after weld is made.
OFF TIME - Electrodes separated to permit moving of material for next spot.
The resistance spot welding machines are constructed so minimum resistance will
be apparent in the transformer, flexible cables, tongs, and electrode tips. The
resistance spot welding machines are designed to bring the welding current to the
weldment in the most efficient manner. It is at the weldment that the greatest
relative resistance is required. The term "relative" means with relation to the rest of
the actual welding circuit.
There are six major points of resistance in the work area. They are as
follows:
1. The contact point between the electrode and top workpiece.
2. The top workpiece.
3. The interface of the top and bottom workpieces.
4. The bottom workpiece.
5. The contact point between the bottom workpiece and the electrode.
6. Resistance of electrode tips.
The resistances are in series, and each point of resistance will retard current flow.
The amount of resistance at point 3, the interface of the workpieces, will depend
on the heat transfer capabilities of the material, its electrical resistance, and the
combined thickness of the materials at the weld joint. It is at this part of the circuit
that the nugget of the weld is formed.

3-3. The Time Factor
Resistance spot welding depends on the resistance of the base metal and the
amount of current flowing to produce the heat necessary to make the spot weld.
Another important factor is time. In most cases several thousands of amperes are
used in making the spot weld. Such amperage values, flowing through a weld.
Such amperage values, flowing through a relatively high resistance, will create a
lot of heat in a short time. To make good resistance spot welds, it is necessary to
have close control of the time the current is flowing. Actually, time is the only
controllable variable in most single impulse resistance spot welding applications.
Current is very often economically impractical to control. It is also unpredictable in
many cases.
Most resistance spot welds are made in very short time periods. Since alternating
current is normally used for the welding process, procedures may be based on a
60 cycle time (sixty cycles = 1 second). Figure 3-2 shows the resistance spot
welding time cycle.
Previously, the formula for heat generation was used. With the addition of the time
element, the formula is completed as follows:
H = I
2
RTK where H = Heat
I
2
= Current Squared
R = Resistance
T = Time
K = Heat Losses
Control of time is important. If the time element is too long, the base metal in the
joint may exceed the melting (and possibly the boiling) point of the material. This
could cause faulty welds due to gas porosity. There is also the possibility of
expulsion of molten metal from the weld joint, which could decrease the cross
section of the joint weakening the weld. Shorter weld times also decrease the
possibility of excessive heat transfer in the base metal. Distortion of the welded
parts is minimized, and the heat affected zone around the weld nugget is
substantially smaller.
3-4. Pressure
The effect of pressure on the resistance spot weld should be carefully considered.
The primary purpose of pressure is to hold the parts to be welded in intimate

contact at the joint interface. This action assures consistent electrical resistance
and conductivity at the point of weld. The tongs and electrode tips should NOT be
used to pull the workpieces together. The resistance spot welding machine is not
designed as an electrical "C" clamp! The parts to be welded should be in intimate
contact BEFORE pressure is applied.
Investigations have shown that high pressures exerted on the weld joint decrease
the resistance at the point of contact between the electrode tip and the workpiece
surface. The greater the pressure the lower the resistance factor.
Proper pressures, with intimate contact of the electrode tip and the base metal, will
tend to conduct heat away from the weld. Higher currents are necessary with
greater pressures and, conversely, lower pressures require less amperage from
the resistance spot welding machine. This fact should be carefully noted
particularly when using a heat control with the various resistance spot welding
machines.
3-5. Electrode Tips
Copper is the base metal normally used for resistance spot welding tongs and tips.
The purpose of the electrode tips is to conduct the welding current to the
workpiece, to be the focal point of the pressure applied to the weld joint, to conduct
heat from the work surface, and to maintain their integrity of shape and
characteristics of thermal and electrical conductivity under working conditions.
Electrode tips are made of copper alloys and other materials. The Resistance
Welders Manufacturing Association (RWMA) has classified electrode tips into two
groups:
Group A - Copper based alloys
Group B - Refractory metal tips
The groups are further classified by number. Group A, Class I, II, III, IV, and V are
made of copper alloys. Group B, Class 10, 11, 12, 13, and 14 are the refractory
alloys.
Group A, Class I electrode tips are the closest in composition to pure copper. As
the Class Number goes higher, the hardness and annealing temperature values
increase, while the thermal and electrical conductivity decreases.
Group B compositions are sintered mixtures of copper and tungsten, etc.,
designed for wear resistance and compressive strength at high temperatures.

Group B, Class 10 alloys have about 40 percent the conductivity of copper with
conductivity decreasing as the number value increases. Group B electrode tips are
not normally used for applications in which resistance spot welding machines
would be employed.
3-6. Practical Uses Of Resistance Spot Welding
▲SPOT WELDING can be hazardous. Read and follow Safety Section at front
of this book as well as the Owner's Manual and all labels on the equipment.
Resistance spot welding techniques do not require extensive or elaborate safety
precautions. There are some common sense actions that can, however, prevent
injury to the operator.
Anytime work is being done in a shop, it is a wise rule to wear safety glasses.
Resistance spot welding is no exception to the rule! Very often metal or oxides are
expelled from the joint area. Protection of the face and especially of the eyes in
necessary to prevent serious injury.
Another area of concern is ventilation. This can be a serious problem when
resistance spot welding galvanized metals (zinc coated) or metals with other
coatings such as lead. The fumes from the welding operation have a certain
toxicity which will cause illness to the operator. Proper ventilation can reduce the
fume concentration in the welding area.
As explained in the preceding discussion on the fundamentals of resistance spot
welding, there is a definite relationship between time, current, and pressure.
Current and pressure help create the heat in the weld nugget.
If the weld current is too low for the application, current density is too weak to
make the weld. This condition will also overheat the electrode tips which can
cause them to anneal, mushroom, and possibly be contaminated. Even though
time is increased, the amount of heat generated is less than the losses due to
radiation and conduction in the workpiece and thermal conduction of the
electrodes. The result is the possibility, with long weld times at low currents, of
overheating the entire base metal area between the electrodes. This could cause
burning of the top and bottom surfaces of the workpiece as well as possibly
imbedding the electrode tips in the workpiece surfaces.
As current density is increased, the weld time is decreased proportionately. If,
however, the current density becomes too high, there is the possibility of expelling
molten metal from the interface of the joint thereby weakening the weld. The ideal
time and current density condition is somewhere just below the level of causing
metal to be expelled.
Figure 3-3. Resistance Spot Weld Heat Zones
It is apparent that the heat input cannot be greater than the total dissipation rate of
the workpiece and the electrode without having metal expelled from the joint.
An interesting discovery has been developed recently concerning the flow of
current through the workpiece. Until recently, current was considered to flow in a
straight line through the weld joint. This is not necessarily true when multiple
thicknesses of material are being welded. The characteristic is for the current to
"fan out" thereby decreasing the current density at the point of weld the greatest
distance from the electrode tips. The illustration (Figure 3-3) shows the resistance
spot weld heat zones for several thicknesses of metal. We note that the
uncontrollable variables (such as interface contamination) are multiplied when
resistance spot welding several thicknesses of material. Quality levels will be
much lower for "stack" resistance spot welding, which explains why such welding
practices are avoided whenever possible.
Disregarding the quality factor, it becomes apparent that the number of
thicknesses of a material which may be successfully resistance spot welded at one
time will depend on the material type and thickness as well as the KVA capacity of
the resistance spot welding machine.
KVA rating, duty cycle, and other pertinent information is shown on DN-100E
resistance spot welding machine nameplate. The catalog literature and the
operating manual provide data on the maximum combined thicknesses of material
that each unit can weld.
3-7. Electrode Tip Size
When you consider that it is through the electrode that the welding current is
permitted to flow into the workpiece, it is logical that the size of the electrode tip
point controls the size of the resistance spot weld. Actually, the weld nugget
diameter should be slightly less than the diameter of the electrode tip point.
If the electrode tip diameter is too small for the application. the weld nugget will be
small and weak. If, however, the electrode tip diameter is too large, there is danger
of overheating the base metal and developing voids and gas pockets. In either
instance, the appearance and quality of the finished weld would not be acceptable.
To determine electrode tip diameter will require some decisions on the part of the
weldment designer. The resistance factors involved for different materials will
certainly have some bearing on electrode tip diameter determination. A general
formula has been developed for low carbon steel. It will provide electrode tip
diameter values that are usable for most applications.
The TIP DIAMETER discussed in this text refers to the electrode
tip diameter at the point of contact with the workpiece. It does
not refer to the major diameter of the total electrode tip.
3-8. Pressure Or Welding Force
The pressure exerted by the tongs and the electrode tips on the workpiece have a
great effect on the amount of weld current that flows through the joint. The greater
the pressure, the higher the welding current value will be, within the capacity of the
resistance spot welding machine.
Setting pressure is relatively easy. Normally, samples of material to be welded are
placed between the electrode tips and checked for adequate pressure to make the
weld. If more or less pressure is required, the operating manual for the resistance
spot welding machine will give explicit directions for making the correct setting. As
part of the setting up operation, the tong and electrode tip travel should be
adjusted to the minimum required amount to prevent "hammering" the electrode
tips and tip holders.
3-9. Miscellaneous Data
This section of the text is designed to provide information regarding several of the
variables that occur in some resistance spot welding applications.
3-10. Heat Balance
There is no particular problem of heat balance when the materials to be welded
are of equal type and thickness. The heat balance, in such cases, is automatically
correct if the electrode tips are of equal diameter, type, etc. Heat balance may be
defined as the conditions of welding in which the fusion zone of the pieces to be
joined are subjected to equal heat and pressure.
When the weldment has parts of unequal thermal characteristics, such as copper
and steel, a poor weld may result for several reasons. The metals may not alloy
properly at the interface of the joint. There may be a greater amount of localized
heating in the steel than in the copper. The reason would be because copper has
low electrical resistance and high thermal transfer characteristics, while steel has
high electrical resistance and low thermal transfer characteristics.
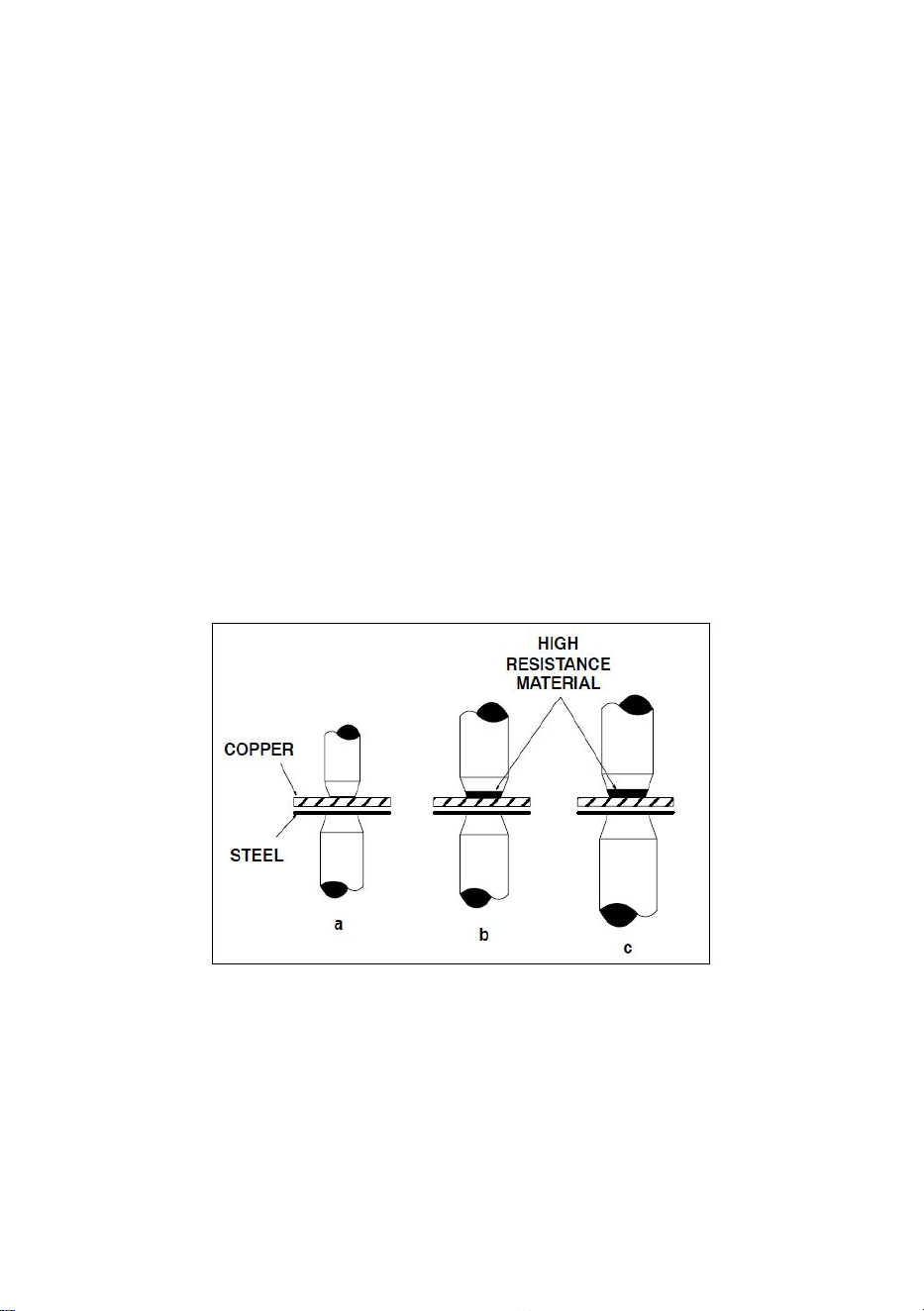
Figure 3-4. Techniques For Obtaining Heat Balance
Correct heat balance may be obtained in a weldment of this type by one of several
methods. Figure 3-4 Illustrates three possible solutions to the problem. Figure 3-4
(a) shows the use of a smaller electrode tip area for the copper side of the joint to
equalize the fusion characteristics by varying the current density in the dissimilar
materials.

Figure 3-4 (b) shows the use of an electrode tip with high electrical resistance
material, such as tungsten or molybdenum, at the contact point. The result is to
create approximately the same fusion zone in the copper as in the steel. A
combination of the two methods is shown in Figure 3-4 (c).
3-11. Surface Conditions
All metals develop oxides which can be detrimental to resistance spot welding.
Some oxides, particularly those of a refractory nature, are more troublesome than
others. In addition, the mill scale found on hot-rolled steels will act as an insulator
and prevent good quality resistance spot welding. Surfaces to be joined by this
process should be clean, free of oxides, chemical compounds, and have a smooth
surface.
3-12. Materials Data For Resistance Spot Welding
This section of the text will consider methods used for resistance spot welding
some of the common metals that are used in fabrication work. It is not intended
that all the possible problems that could arise will be answered. The purpose of
this part of the text is to provide general operational data for use with resistance
spot welding machines. Where applicable, the data provided will be related to
specific models and size (KVA) of units. The units listed in this section are not
recommended for aluminum or copper alloys.
3-13. Mild Steel
Mild or low-carbon steel comprises the largest percentage of material welded with
the resistance spot welding process. All low-carbon steels are readily weldable
with the process if proper equipment and procedures are used.
The carbon steels have a tendency to develop hard, brittle welds as the carbon
content increases if proper post-heating procedures are not used. Quick
quenching of the weld, where the nuggets cools rapidly, increases the probability
of hard, brittle micro-structure in the weld.
Hot rolled steel will normally have mill scale on the surface of the metal. This type
of material is usually not resistance spot welded with resistance welding machines
of the KVA ratings of specific built units.
Cold rolled steel (CRS) and hot rolled steel, pickled and oiled (HRSP & O), may be
resistance spot welded with very little trouble. If the oil concentration is excessive

on the sheet metal, it could cause the formation of carbon at the electrode tips
thereby decreasing their useful life. Degreasing or wiping is recommended for
heavily oiled sheet stock.
The resistance spot weld should have shear strength equal to the base metal
shear strength and should exceed the strength of a rivet or a fusion plug weld of
the same cross sectional area. Shear strength is normally accepted as the criteria
for resistance spot weld specifications, although other methods may be used.
A common practice is to "peel" two welded sample strips apart to see if a clean
"rivet" is pulled from one piece. If it is, the resistance spot welding condition is
considered correct.
With magnetic materials such as mild steel, the current through the weld can vary
substantially depending on how much of the magnetic material is within the tong
loop. The tong loop is sometimes called the "throat" of the resistance spot welding
machine.
For example, the part to be welded may have the largest amount of the base metal
within the throat of the unit for any one resistance spot weld and almost none of
the base metal in the throat for the second spot weld. The current at the weld joint
will be less for the first weld. The reason is the reactance caused by the ferrous
material within the arc welding circuit.
Resistance spot welding machines are applicable to low carbon steel welding.
They must be used within their rated capacity of total thickness of material for best
results. They should not be used over the duty cycle since damage to the
contactor and transformer may result. The 30 percent duty cycle provided for this
type of equipment should be adequate for all applications within their rating. The
30 percent duty cycle is a RWMA standard rating for general duty resistance
welding machines. The 30 percent duty cycle is based on a 10 second time period
and means the unit can weld 3 second out of each 10 second time period.
3-14. Low Alloy And Medium Carbon Steels
There are some pertinent differences in resistance spot welding low alloy and
medium carbon steels as compared to mild or low carbon steels. The resistance
factor for the low alloy and medium carbon steels is higher; therefore, the current
requirements are slightly lower. Time and temperature are more critical since
metallurgical changes will be greater with these alloys. There is certainly more

possibility of weld embrittlement than there is with mild steel.
Resistance spot welding pressures are normally higher with these materials
because of the additional compressive strength inherent in the low alloy and
medium carbon steels. It is always a good idea to use longer welding times when
welding these alloys to retard the cooling rate and permit more ductile welds.
3-15. Stainless Steels
The chrome-nickel steel alloys (austenitic) have very high electrical resistance and
are readily joined by resistance spot welding. The consideration of great
importance with these materials is rapid cooling through the critical range, 800 to
1400 F.The rapid quench associated with resistance spot welding is ideal for
reducing the possibility of chromium carbide precipitation at the grain
boundaries.Of course, the longer the weldment is held at the critical temperatures,
the greater the possibility of carbide precipitation.
3-16. Steels, Dip Coated Or Plated
The overwhelming majority of material in this category is galvanized, or zinc
coated steel. Although some galvanized steel is eletro-plated, the dip-coated costs
less and is in predominant use. The zinc coating is uneven in thickness on
dip-coated steel. The resistance factor will vary from weld to weld, and it is very
difficult to set conditions in chart form for the material.
It is impossible to maintain the integrity of the galvanized coating when resistance
spot welding. The low melting point of the zinc coating, compared to the fusion
temperature of the steel sheet, causes the zinc to vaporize. Of course, there must
be adequate pressure to force the zinc aside at the weld interface to permit
steel-to-steel fusion. Otherwise, the strength of the resistance spot weld is open to
question.
Materials are available to repair the external damage to the coating that may be
incurred because of the welding heat. There is no remedy for the loss of coating
material at the interfaces of the weld, unfortunately. In fact, the vaporization of the
zinc can cause porosity in the weld and a general weakening of the expected
shear strength.
▲The VAPORIZED ZINC, upon condensation to solid material, forms particles
shaped like fishhooks. These particles CAN IMBED THEMSELVES IN THE
TISSUES OF THE BODY and cause irritation. Use forced ventilation or exhaust at

the weld area and wear long sleeve shirts, long pants, and protective face shields
when working with this process and coated material.
Other coated material, such as terne plate (lead coated) may have varying
degrees of toxicity. Adequate ventilation is mandatory when working with these
materials.
The vaporization of the coating material has a tendency to foul the electrode tips.
The tips should be cleaned frequently to prevent the alloying of the lower melting
materials with the copper tips. The tips may require cleaning and dressing every
fourth or fifth weld to maintain quality in the product, although for some galvanized
applications the best welds are made after several spots blacken the tips. The use
of short weld times will increase the possibility of good welds with the least amount
of tip fouling.
3-17. Aluminum And Aluminum Alloys
Resistance spot welding machines with KVA ratings much greater than 20 KVA
are necessary to make sound welds on most aluminum materials and any other
high conductivity type of base metal. The electrical conductivity of aluminum is
high, and welding machines must provide high currents and exact pressures in
order to provide the heat necessary to melt the aluminum and produce a sound
weld.
3-18. Summary
Resistance spot welding is welding technique that is used for almost all known
metals. The actual weld is made at the interface of the parts to be joined. The
electrical resistance of the material to be welded causes a localized heating at the
interfaces of the metals to be joined. Welding procedures for each type of material
must be developed for the most satisfactory results.
It is possible that shunt currents flowing through a previously made spot weld will
take welding current away from the second second spot weld to be made. This will
occur if the two spot welds are too close together, and it will happen with all
metals.
Table 3-1 provides the rating information for a DN-100E resistance spot welding
machine. These the rating information may be different between the different types
of the DN -100E spot welding machine,for example, Rated supply voltage is
230V/120V,Rated supply frequency is 50Hz or 60Hz,Rated duty cycle is 30% or
50%,etc. These the rating information depends on the client's requirements.
Table 3-1. Resistance Spot Welding Machine Specifications of a DN-100E
spot welding machine
The following general data is provided to assist the operator in setting up welding
procedures when using the resistance spot welding machine.
Tong pressure settings should be made ONLY when the primary power cord is
disconnected from the primary power input supply.
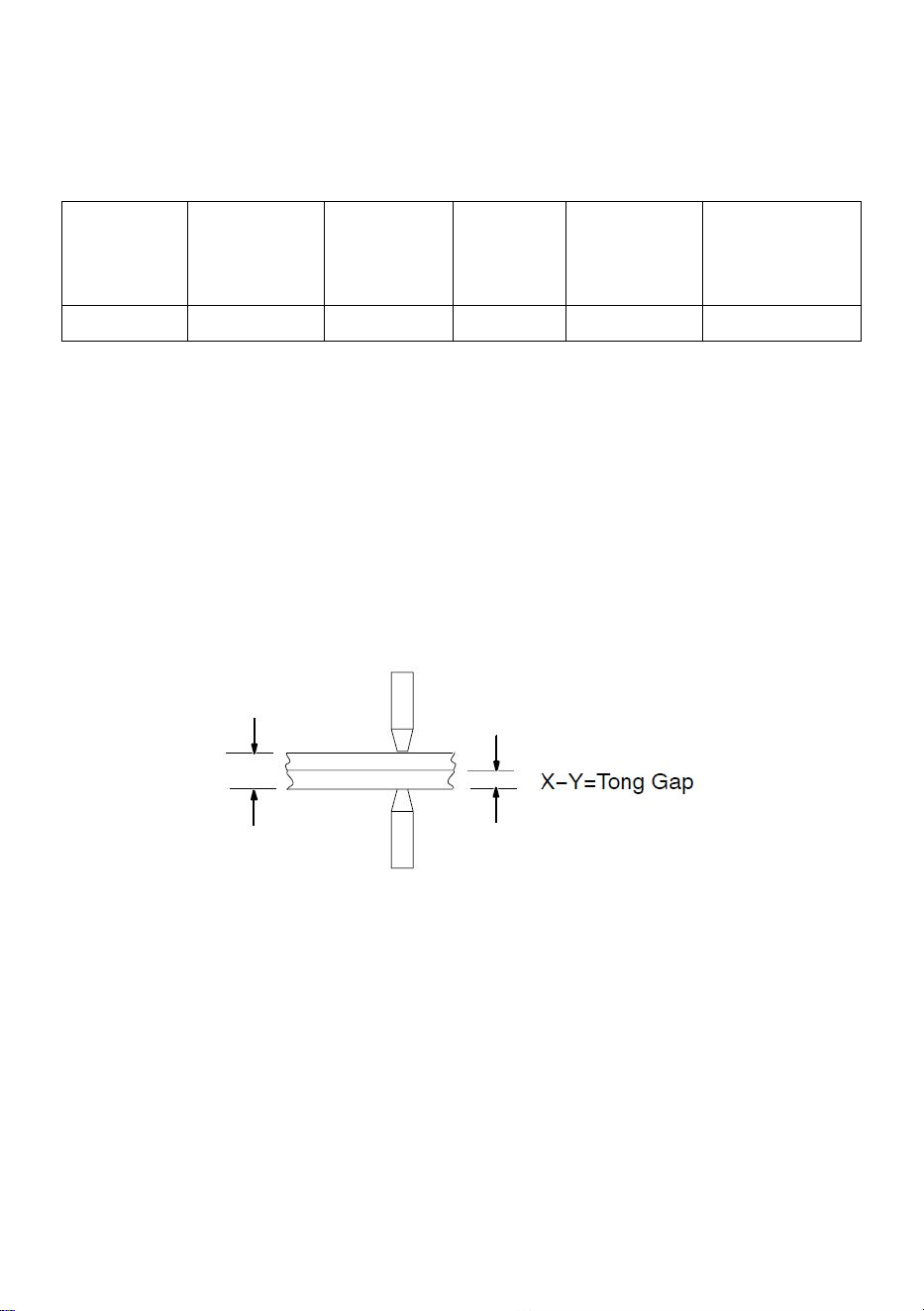
1. Close tongs and measure space between electrode tip contact surfaces.
2. Measure the thickness of the total weldment.
3. Adjust tong gap to measurement of Step 2 less 1/2 the thickness of the thinnest
weld number.
4. Insert the parts to be welded between the electrode tips and bring tips to
welding pressure. There should be a slight deflection of the tongs. This may be
measured with a straight edge set on the tong longitudinal axis.
5.Energize the spot welding machine and make a sample weld.
6.Test the weld by visual and mechanical means. Check the electrode tip for
deformation and contamination (see test procedures).
7. Adjust tong pressure as required (see Operating Manual for tong adjustment
procedures).
Model
Rated
Supply
Voltage
Rated
Supply
Frequency
Rated
Duty
Cycle
No-load
Voltage
Welding
Thickness
DN-100E
U
1
V±10%
50/60Hz
30%
1.75V
1.5+1.5mm
3-19. Test Procedures
The test procedures outlined are very simple and require a minimum of equipment
to perform.
1. Visual Test
Observe the deformation and shape of the surface contact points at both sides of
the weld. Excessive "dishing" of the surface contact point indicates one or more of
the following:
a. Excessive tong pressure.
b. Weld time too long.
c. Misalignment of the electrode tips.
If the resistance spot weld does not have an even, concentric surface appearance,
the problem could be misalignment of the electrode tips. Align electrode tips with
the power off and a typical weld joint between the tip surfaces.
2. Mechanical Test
Place one end of the resistance spot weld sample in vice jaws. Use mechanical
means to force the weld apart. One side of the weld should pull loose from the
parent metal with a metal extension from the weld. Check for proper weld
diameter.
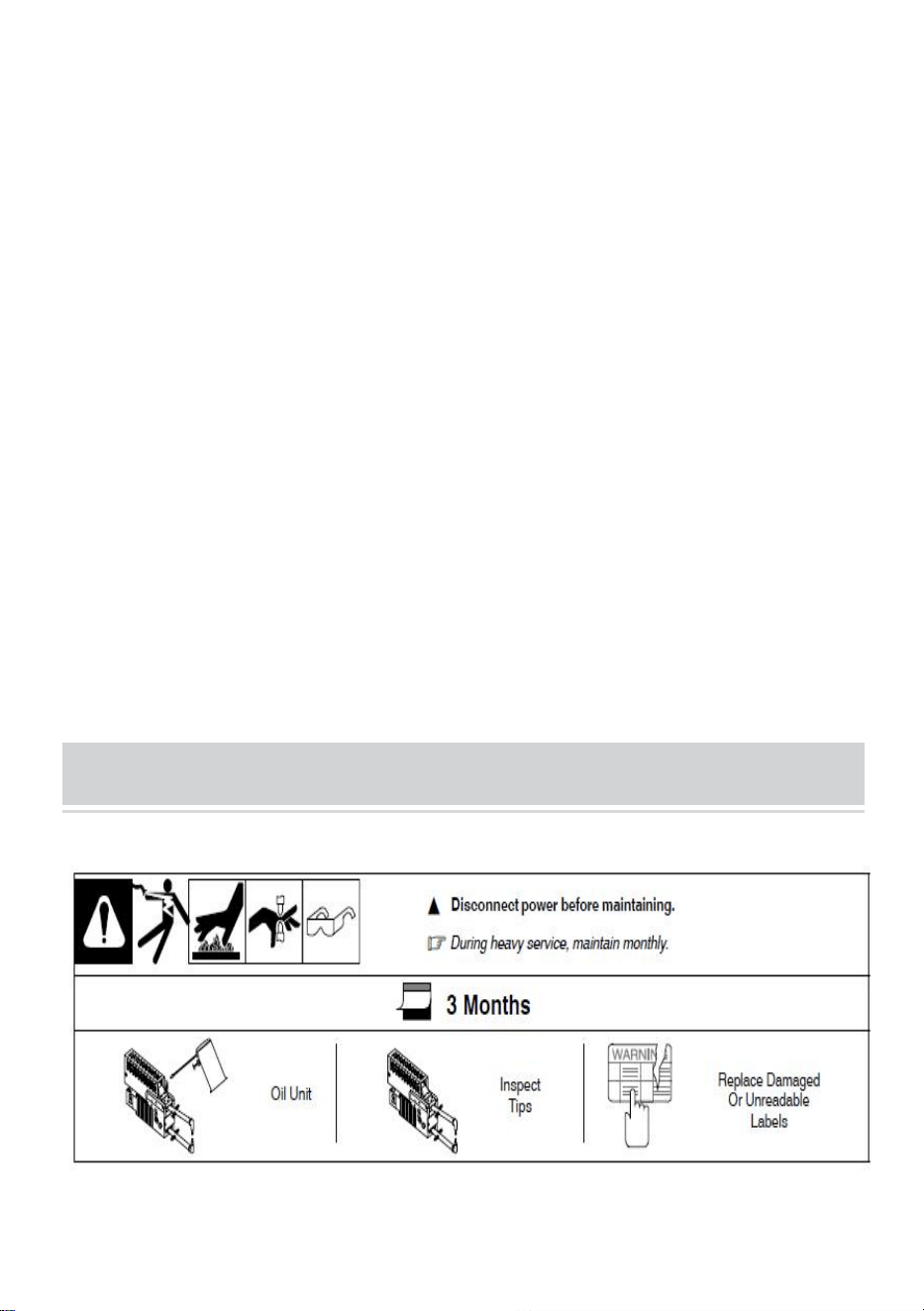
SECTION4- MAINTENANCE AND TROUBLESHOOTING
4-1. Maintenance
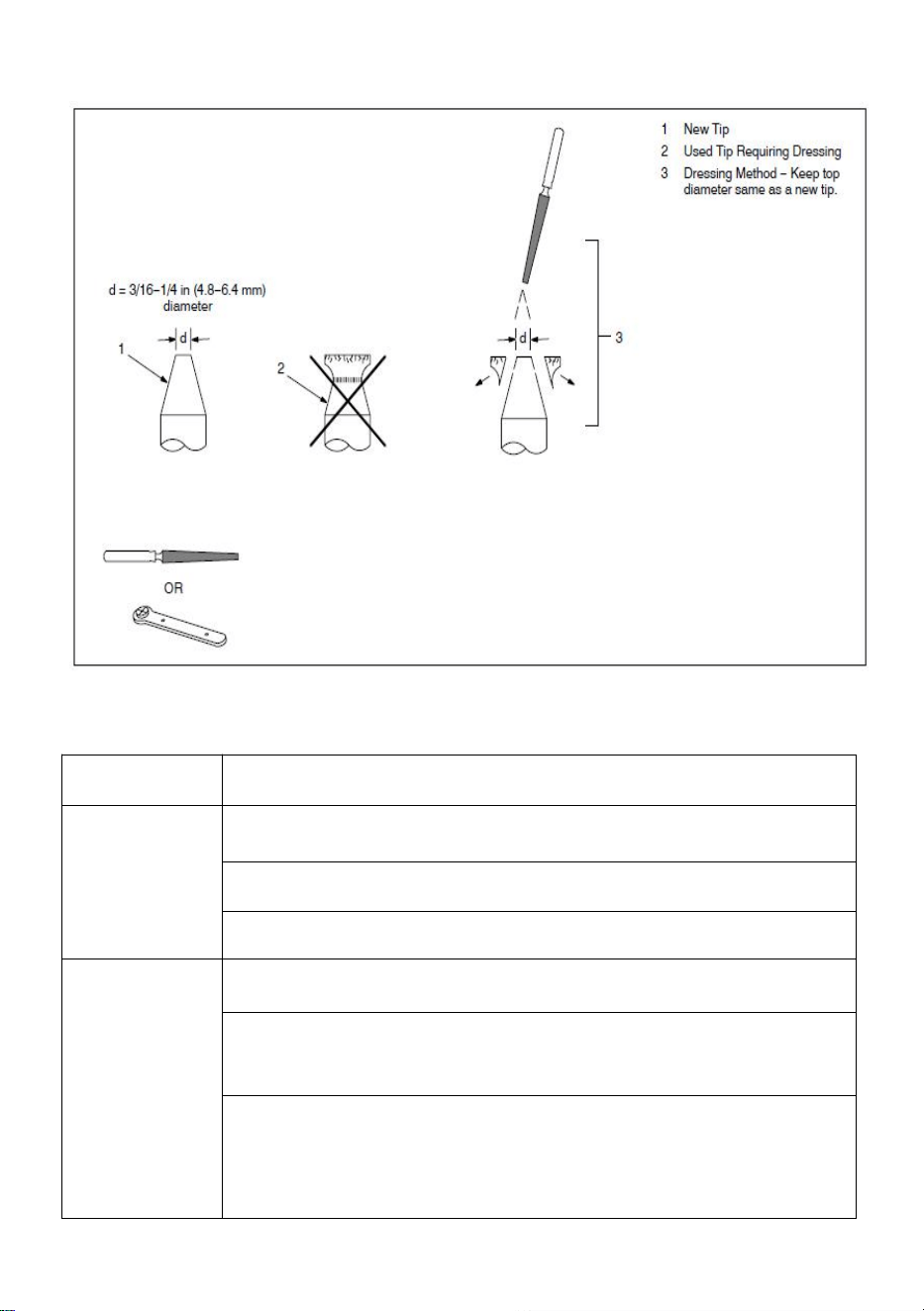
4-2. Dressing Tips
4-3. Troubleshooting
Trouble
Remedy
Tips
overheating.
Not enough tong pressure. Increase tong pressure.
Weld time too long. Reduce weld time.
Material too thick for the spot welding machine.
Tips arcing
on material.
Not enough tong pressure. Increase tong pressure.
Tips not aligned correctly. Realign tips or dress tips to proper
diameter (see Section 4-2).
Base material may be welded to tips causing high resistance
and poor electrical current flow. Clean or dress tips (see
Section 4-2).
Spatter or
molten
material
being
expelled out
during
welding
operation.
Incorrect tip alignment. Dress tips so that they align and are flat
on the material (see Section 4-2).
Excessive tong pressure. Reduce tong pressure.
Output amperage too high. Reduce amperage setting, if
applicable (not available on air-cooled models).
Weld time too long. Reduce weld time.
Inconsistent
weld nugget.
Inconsistent weld time. Install a weld timer, if applicable.
Not enough tong pressure. Increase tong pressure.
Hole in
middle of
weld.
Contact area of tips is too large. Change to a smaller tip
diameter or dress tips back to original diameter (see Section
4-2).
Poor weld or
no weld at
tips.
Material too thick for spot welding machine. Check that
material thickness is within capacity of spot welding machine.
Tongs are too long. Reduce tong length.
Remove coating from material for intimate contact between
pieces. Remove oxides and chemical compounds including
galvanized coating.
Made In China
Technique Assistance et certificat de garantie électronique
www.vevor.com/support
PLACE SOUDEUR _
MODÈLE: DN-100E
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
MODÈLE:DN-100E
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
SPOT WELDER
Avertissement - Pour réduire le risque de blessure, l'utilisateur
doit lire attentivement le manuel d'instructions.
ÉLIMINATION CORRECTE
Ce produit est soumis aux dispositions de la directive européenne
2012/19/CE. Le symbole représentant une poubelle barrée
indique que le produit nécessite une collecte sélective des
déchets dans l'Union européenne. Ceci s'applique au produit et à
tous les accessoires marqués de ce symbole. Les produits
marqués comme tels ne peuvent pas être jetés avec les ordures
ménagères normales, mais doivent être déposés dans un point de
collecte pour le recyclage des appareils électriques et
électroniques.
SECTION 1- SAFETY PRECAUTIONS - READ BEFORE USING
Protégez-vous et protégez les autres contre les blessures – lisez et
suivez ces précautions.
1-1. Utilisation des symboles
COLÈRE! -Indique une situation dangereuse qui, si elle n'est pas évitée,
entraînera la mort ou des blessures graves. Les dangers possibles sont
indiqués dans les symboles ci-contre ou expliqués dans le texte.
Indique une situation dangereuse qui, si elle n'est pas évitée, pourrait
entraîner la mort ou des blessures graves. Les dangers possibles sont
indiqués dans les symboles ci-contre ou expliqués dans le texte.
AVIS -Indique des déclarations non liées à des blessures corporelles.
Ce groupe de symboles signifie Attention ! Attention! Risques de CHOC
ÉLECTRIQUE, DE PIÈCES MOBILES et de PIÈCES CHAUDES. Consultez les
symboles et les instructions associées ci-dessous pour connaître les actions
nécessaires pour éviter les dangers.
1-2. Risques liés au soudage par points par résistance
Les symboles illustrés ci-dessous sont utilisés tout au long de ce manuel
pour attirer l'attention et identifier les dangers possibles. Lorsque vous
voyez le symbole, faites attention et suivez les instructions associées
pour éviter le danger. Les informations de sécurité données ci-dessous ne sont
qu'un résumé des informations de sécurité plus complètes trouvées dans les
normes de sécurité répertoriées dans la section 1-5. Lisez et suivez toutes les
normes de sécurité.
Seules des personnes qualifiées doivent installer, utiliser,
entretenir et réparer cet appareil.
Pendant le fonctionnement, éloignez toute personne, en
particulier les enfants.
● LE SOUDAGE PAR POINTS peut provoquer un incendie ou une
explosion.
Des étincelles peuvent s'échapper de l'arc de soudage. Les
étincelles projetées, la pièce chaude et l'équipement chaud
peuvent provoquer des incendies et des brûlures. Un contact
accidentel de l'électrode avec des objets métalliques peut
provoquer des étincelles, une explosion, une surchauffe ou un incendie. Vérifiez et
assurez-vous que la zone est sûre avant de procéder à tout soudage.
Retirez tous les produits inflammables à moins de 35 pi (10,7 m) de la soudure.
Si cela n'est pas possible, couvrez-les hermétiquement avec des housses
approuvées.
Ne soudez pas par points là où des étincelles peuvent heurter des matériaux
inflammables.
Protégez-vous et protégez les autres des étincelles volantes et du métal chaud.
Soyez attentif au fait que les étincelles de soudage peuvent facilement
traverser de petites fissures et ouvertures vers les zones adjacentes.
Surveillez les incendies et gardez un extincteur à proximité.
Ne soudez pas sur des conteneurs fermés tels que des réservoirs, des fûts ou
des tuyaux, à moins qu'ils ne soient correctement préparés conformément à AWS
F4.1 (voir Normes de sécurité).
Ne soudez pas là où l'atmosphère peut contenir des poussières, des gaz ou
des vapeurs liquides inflammables (comme de l'essence).
Retirez de vous tout combustible, tel qu'un briquet au butane ou des allumettes,
avant d'effectuer tout soudage.
Une fois les travaux terminés, inspectez la zone pour vous assurer qu’elle est
exempte d’étincelles, de braises incandescentes et de flammes.
Ne dépassez pas la capacité nominale de l’équipement.
Utilisez uniquement des fusibles ou des disjoncteurs appropriés. Ne les
surdimensionnez pas et ne les contournez pas.
Suivez les exigences de l'OSHA 1910.252 (a) (2) (iv) et de la NFPA 51B pour
les travaux à chaud et ayez un surveillant d'incendie et un extincteur à proximité.
● LES CHOC ÉLECTRIQUES peuvent être mortels.
Toucher des pièces électriques sous tension peut provoquer des
chocs mortels ou de graves brûlures. Le circuit d’alimentation
d’entrée et les circuits internes de la machine sont également sous
tension lorsque l’appareil est sous tension. Un équipement mal
installé ou mal mis à la terre constitue un danger.
Ne touchez pas les pièces électriques sous tension.
Porter des gants isolants secs et sans trous et une protection corporelle.
Supplémentaire des précautions de sécurité sont nécessaires lorsque l'une des
conditions électriquement dangereuses suivantes est présente : dans des endroits
humides ou lorsque vous portez des vêtements mouillés ; sur des structures
métalliques telles que des planchers, des grilles ou des échafaudages ; dans des
positions exiguës comme être assis, à genoux ou couché ; ou lorsqu'il existe un
risque élevé de contact inévitable ou accidentel avec la pièce ou le sol. Pour ces
conditions, voir ANSI Z49.1 répertorié dans les normes de sécurité. Et ne travaillez
pas seul !
Déconnecter puissance d'entrée avant d'installer ou d'entretenir cet
équipement. Verrouillage / puissance d'entrée d'étiquetage conformément à
OSHA 29 CFR 1910.147 (voir normes de sécurité).
Installez et mettez à la terre correctement cet équipement conformément à ce
manuel et aux codes nationaux, étatiques et locaux.
Vérifiez toujours la terre d'alimentation - vérifiez et assurez-vous que le fil de
terre du cordon d'alimentation d'entrée est correctement connecté à la borne de
terre dans le boîtier de déconnexion ou que la fiche du cordon est connectée à
une prise de courant correctement mise à la terre.
Lors des connexions d'entrée, fixez d'abord le conducteur de terre - double -
Vérifier les branchements.
Gardez les cordons secs, exempts d'huile et de graisse et protégés du métal
chaud et des étincelles.
Inspectez fréquemment le cordon d'alimentation d'entrée et le conducteur de
terre pour détecter tout dommage ou câblage nu. Remplacez-le immédiatement
s'il est endommagé. le câblage peut tuer. Vérifiez la continuité du conducteur de
terre.
Éteignez tous les équipements lorsqu'ils ne sont pas utilisés.
Pour les équipements refroidis par eau, vérifiez et réparez ou remplacez tout
tuyau ou raccord qui fuit. N'utilisez aucun équipement électrique si vous êtes
mouillé ou dans une zone humide.
Utilisez uniquement du matériel bien entretenu. Réparez ou remplacez les
pièces endommagées immédiatement.
Portez un harnais de sécurité si vous travaillez au-dessus du niveau du sol.
Maintenez tous les panneaux, couvercles et protections bien en place.
● LES ÉTINCELLES VOLANTES peuvent blesser.
Très souvent, des étincelles jaillissent de la zone articulaire.
Portez un écran facial approuvé ou des lunettes de sécurité avec
écrans latéraux.
Portez des vêtements de protection tels que des gants en cuir
sans huile et ignifuges, une chemise épaisse, un pantalon sans revers, des
chaussures hautes et une casquette. Les matériaux synthétiques n'offrent
généralement pas une telle protection.
Protégez les autres personnes se trouvant à proximité en utilisant des rideaux
ou des écrans coupe-feu approuvés, ignifuges ou incombustibles. Demandez à
toutes les personnes à proximité de porter lunettes de sécurité avec protections
latérales.
● LES PIÈCES CHAUDES peuvent brûler.
Ne touchez pas les parties chaudes à mains nues.
Prévoyez une période de refroidissement avant de travailler sur
l’équipement.
Pour manipuler des pièces chaudes, utilisez des outils
appropriés et/ou portez des gants et des vêtements de soudage épais et isolés
pour éviter les brûlures.
● LES PIÈCES MOBILES peuvent blesser.
Les pointes des pinces, les pinces et les liaisons bougent pendant
le fonctionnement.
Tenir à l'écart des pièces mobiles.
Tenir à l’écart des points de pincement.
Ne mettez pas les mains entre les pointes.
Maintenez toutes les protections et tous les panneaux bien en place.
L'OSHA et/ou les codes locaux peuvent exiger une protection supplémentaire
en fonction de l'application.
● LES FUMÉES ET LES GAZ peuvent être dangereux.
Le soudage produit des fumées et des gaz. Respirer ces fumées et
gaz peut être dangereux pour votre santé.
Gardez la tête hors des fumées. Ne respirez pas les vapeurs.
Si vous êtes à l’intérieur, aérez la zone et/ou utilisez une
ventilation forcée locale au niveau de l’arc pour éliminer les fumées et les gaz de
soudage.
Si la ventilation est mauvaise, portez un respirateur à adduction d'air approuvé.
Lisez et comprenez les fiches de données de sécurité (MSDS) et les
instructions du fabricant pour les métaux, les consommables, les revêtements, les
nettoyants et les dégraissants.
Travaillez dans un espace confiné uniquement s'il est bien ventilé ou en portant
un respirateur à adduction d'air. Ayez toujours une montre formée personne à
proximité. Les fumées et les gaz de soudage peuvent déplacer l'air et abaisser le
niveau d'oxygène, provoquant des blessures, voire la mort. Assurez-vous que l’air
respirable est sûr.
Ne soudez pas à proximité d’opérations de dégraissage, de nettoyage ou de
pulvérisation. La chaleur et les rayons de l'arc peuvent réagir avec les vapeurs
pour former des gaz hautement toxiques et irritants.
Ne soudez pas sur des métaux revêtus, tels que l'acier galvanisé, plombé ou
cadmié, à moins que le revêtement ne soit retiré de la zone de soudure, que la
zone soit bien ventilée et que vous portiez un respirateur à adduction d'air. Les
revêtements et tous les métaux contenant ces éléments peuvent dégager des
fumées toxiques s'ils sont soudés.
1-3. Symboles supplémentaires pour l'installation, le fonctionnement
et la maintenance
● Risque d'INCENDIE OU D'EXPLOSION.
Ne pas installer ou placer l'appareil sur, au-dessus ou à
proximité de surfaces combustibles.
N'installez pas et n'utilisez pas l'appareil à proximité de produits
inflammables.
Ne surchargez pas le câblage du bâtiment – assurez-vous que le système
d’alimentation électrique est correctement dimensionné, évalué et protégé pour
gérer cette unité.
● LA CHUTE D'ÉQUIPEMENT peut blesser.
Utilisez un équipement de capacité adéquate pour soulever et
soutenir l’unité.
Suivez les directives du manuel d'applications pour l'équation
de levage NIOSH révisée (publication n° 94-110) lorsque vous
soulevez manuellement des pièces ou des équipements lourds.
Sécurisez l'unité pendant le transport afin qu'elle ne puisse pas basculer ou
tomber.
● LIRE LES INSTRUCTIONS.
Lisez et suivez attentivement toutes les étiquettes et le manuel
du propriétaire avant d'installer, d'utiliser ou d'entretenir l'unité. Lisez
les informations de sécurité au début du manuel et dans chaque
section.
N'utilisez que des pièces de rechange d'origine du fabricant.
Effectuez la maintenance et l'entretien conformément aux manuels du
propriétaire, aux normes de l'industrie et aux codes nationaux, étatiques et locaux.
● LE MÉTAL VOLANT ou la SALETÉ peuvent blesser les yeux.
Portez des lunettes de sécurité approuvées avec écrans latéraux
ou portez un écran facial.
● LES CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES (CEM) peuvent
affecter les dispositifs médicaux implantés.
Les porteurs de stimulateurs cardiaques et d'autres dispositifs
médicaux implantés doivent se tenir à l'écart.
Les porteurs de dispositifs médicaux implantés doivent consulter
leur médecin et le fabricant du dispositif avant de s'approcher
d'opérations de soudage à l'arc, de soudage par points, de gougeage, de coupage
à l'arc plasma ou de chauffage par induction.
● UNE SURUTILISATION peut provoquer une SURCHAUFFE.
Prévoir une période de refroidissement ; suivre le cycle de
service nominal.
Réduisez le cycle de service avant de recommencer à souder.
1-4. Avertissements
Les équipements de soudage ou de découpage produisent des fumées
ou des gaz contenant des produits chimiques reconnus par l'État de
Californie comme pouvant provoquer des malformations congénitales et,
dans certains cas, le cancer.
Les bornes de batterie, les bornes et les accessoires associés
contiennent du plomb et des composés de plomb, des produits
chimiques reconnus par l'État de Californie comme provoquant le cancer et des
malformations congénitales ou d'autres problèmes de reproduction. Se laver les
mains après manipulation.
Ce produit contient des produits chimiques, notamment du plomb,
connus par l'État de Californie pour provoquer le cancer, des
malformations congénitales ou d'autres problèmes de reproduction. Se laver les
mains après utilisation.
Pour les moteurs à essence :
Les gaz d'échappement du moteur contiennent des produits chimiques
reconnus par l'État de Californie comme pouvant provoquer des cancers,
des malformations congénitales ou d'autres problèmes de reproduction.
Pour les moteurs diesel :
L'État de Californie sait que les gaz d'échappement des moteurs diesel et
certains de leurs composants provoquent le cancer, des malformations
congénitales et d'autres problèmes de reproduction.
1-5 . _ Informations sur les champs électromagnétiques
Le courant électrique circulant à travers n’importe quel conducteur provoque des
champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée
un champ EMF autour du circuit de soudage et de l'équipement de soudage. Les
champs CEM peuvent interférer avec certains implants médicaux, par exemple les
stimulateurs cardiaques. Des mesures de protection pour les personnes portant
des implants médicaux doivent être prises. Par exemple, des restrictions d’accès
pour les passants
ou une évaluation individuelle des risques pour les soudeurs.
Tous les soudeurs doivent utiliser les procédures suivantes afin de minimiser
l'exposition aux champs EMF du circuit de soudage :
1. Gardez les câbles rapprochés en les tordant ou en les collant, ou en utilisant un
cache-câble.
2. Ne placez pas votre corps entre les câbles de soudage. Disposez les câbles
d’un côté et loin de l’opérateur.
3. N'enroulez pas et n'enroulez pas de câbles autour de votre corps.
4. Gardez la tête et le tronc aussi loin que possible de l'équipement dans le circuit
de soudage.
5. Connectez la pince de travail à la pièce à travailler aussi près que possible de la
soudure.
6. Ne travaillez pas à côté, ne vous asseyez pas et ne vous appuyez pas sur la
source de courant de soudage.
7. Ne soudez pas en transportant la source de courant de soudage ou le dévidoir.
À propos des dispositifs médicaux implantés :
Les porteurs de dispositifs médicaux implantés doivent consulter leur médecin et
le fabricant du dispositif avant d'effectuer ou de s'approcher d'opérations de
soudage à l'arc, de soudage par points, de gougeage, de coupage à l'arc plasma
ou de chauffage par induction. Si votre médecin l’autorise, il est recommandé de
suivre les procédures ci-dessus.
SECTION 2- INTRODUCTION
Le soudage par résistance est l’un des procédés de soudage électrique les plus
anciens utilisés aujourd’hui par l’industrie. La soudure est réalisée grâce à une
combinaison de chaleur, de pression et de temps. Comme son nom de soudage
par résistance l’indique, c’est la résistance du matériau à souder au flux de
courant qui provoque un échauffement localisé dans la pièce. La pression exercée
par les pinces et les pointes des électrodes, à travers lesquelles circule le courant,
maintient les pièces à souder en contact intime avant, pendant et après le cycle
temporel du courant de soudage. La durée requise pendant laquelle le courant
circule dans le joint est déterminée par l'épaisseur et le type du matériau, la
quantité de courant circulant et la section transversale des surfaces de contact de
la pointe de soudage.
Figure 2-1. Machine de soudage par points par résistance avec travail
La figure 2-1 illustre un circuit complet de soudage par points par résistance
secondaire. Pour plus de clarté, les différentes parties de la machine de soudage

par points par résistance sont identifiées.
Certains paramètres techniques sont indiqués sur la plaque signalétique de la
machine de soudage par points par résistance.
SYMBOLE ET SIGNIFICATION SUR LA PLAQUE SIGNALÉTIQUE
U
1
: Tension d'entrée CA nominale de la source d'alimentation de soudage
50HZ ou 60HZ
: _
Fréquence nominale de l'alimentation CA monophasée.
Je
1max
:Max. courant d'entrée.
Je
1eff
: Max. Courant d'entrée efficace.
X : cycle de service nominal . C'est le rapport entre la durée de charge et la durée
du cycle complet.
Remarque 1 : ce rapport est compris entre 0 et 100 %.
Remarque 2 : Pour cette norme, un temps de cycle complet est de 30 secondes .
Par exemple, si le taux est de 10 %, le temps de charge doit être de 3 secondes et
le temps de repos doit être de 7 secondes . S'il est utilisé plus de 3 secondes
pendant plusieurs secondes successives . 10 secondes , il peut surchauffer.
U
0
: Tension à vide
Il s'agit de la tension de sortie en circuit ouvert de la source d'alimentation de
soudage.
S
1
: la puissance d'entrée nominale, KVA
IP: Degré de protection. Par exemple, IP21, approuvant la machine à souder
comme étant adaptée à une utilisation en intérieur ; IP23,. approuvant la machine
à souder comme étant adaptée à une utilisation en extérieur sous la pluie.
Classe d'isolation : H
CONDITIONS ENVIRONNEMENTALES
SECTION3- FUNDAMENTALS OF RESISTANCE SPOT WELDING
3-1. Principe
Le soudage par résistance est réalisé lorsque le courant circule à travers les
pointes des électrodes et les pièces de métal séparées à assembler. La résistance
du métal de base au flux de courant électrique provoque un échauffement localisé
dans le joint et la soudure est réalisée. La soudure par points par résistance est
unique car la pépite de soudure réelle est formée à l'intérieur par rapport à la
surface du métal de base. La figure 4-1 montre une soudure par points par
résistance comparée à une soudure par points à l'arc au tungstène gazeux (TIG).
Figure 3-1. Comparaison de résistance et de soudure par points TIG

Le spot à arc gazeux au tungstène est réalisé d’un seul côté. La soudure par
points par résistance est normalement réalisée avec des électrodes de chaque
côté de la pièce. Les points de soudure par résistance peuvent être réalisés avec
la pièce dans n'importe quelle position.
La pépite de soudure par points par résistance se forme lorsque l'interface du joint
de soudure est chauffée en raison de la résistance des surfaces du joint au flux de
courant électrique. Dans tous les cas, bien entendu, le courant doit circuler sinon
la soudure ne peut pas être réalisée. La pression des pointes des électrodes sur la
pièce maintient la pièce en contact étroit et intime pendant la réalisation de la
soudure. N'oubliez pas, cependant, que les machines de soudage par points par
résistance ne sont PAS conçues comme des pinces de force pour rassembler les
pièces à souder.
3-2. Production de chaleur
Une modification de la loi d'Ohm peut être apportée lorsque watts et chaleur sont
considérés comme synonymes. Lorsque le courant traverse un conducteur, la
résistance électrique du conducteur au flux de courant provoquera la génération
de chaleur. La formule de base pour la génération de chaleur peut être énoncée :
H = I
2
R où H = Chaleur
I
2
= Courant de soudage au carré
R = Résistance
La partie secondaire d’un circuit de soudage par points par résistance,
comprenant les pièces à souder, est en réalité une série de résistances. La valeur
additive totale de cette résistance électrique affecte la sortie de courant de la
machine de soudage par points par résistance et la génération de chaleur du
circuit.
Le fait clé est que, bien que la valeur du courant soit la même dans toutes les
parties du circuit électrique, les valeurs de résistance peuvent varier
considérablement en différents points du circuit. La chaleur générée est
directement proportionnelle à la résistance en tout point du circuit.
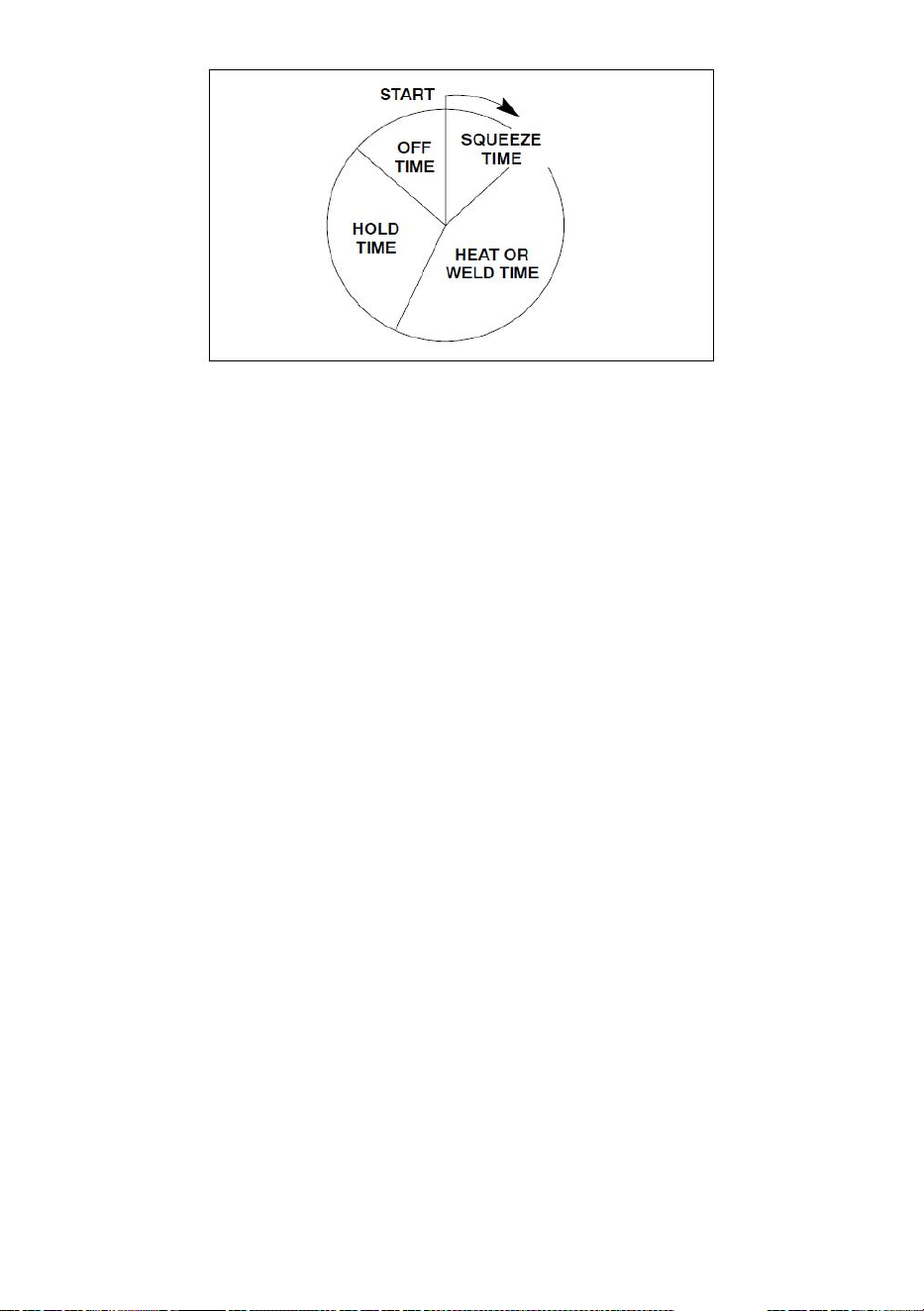
Figure 3-2. Cycle de temps de soudage par points
TEMPS DE SQUEEZE - Temps entre l'application de la pression et la soudure.
TEMPS DE CHALEUR OU DE SOUDAGE - Le temps de soudage est constitué
de cycles.
TEMPS DE MAINTIEN - Temps pendant lequel la pression est maintenue après la
réalisation de la soudure.
TEMPS D'ARRÊT - Électrodes séparées pour permettre le déplacement du
matériau vers l'endroit suivant.
Les machines de soudage par points par résistance sont construites de manière à
ce qu'une résistance minimale soit apparente dans le transformateur, les câbles
flexibles, les pinces et les pointes des électrodes. Les machines de soudage par
points par résistance sont conçues pour amener le courant de soudage à la
soudure de la manière la plus efficace. C'est au niveau de la soudure que la plus
grande résistance relative est requise. Le terme « relatif » s'entend par rapport au
reste du circuit de soudage proprement dit.
Il existe six points de résistance majeurs dans la zone de travail. Ils sont les
suivants :
1. Le point de contact entre l'électrode et la pièce supérieure.
2. La pièce supérieure.
3. L'interface des pièces supérieure et inférieure.
4. La pièce inférieure.
5. Le point de contact entre la pièce inférieure et l'électrode.
6. Résistance des pointes des électrodes.
Les résistances sont en série et chaque point de résistance retardera le flux de

courant. Le degré de résistance au point 3, l'interface des pièces, dépendra des
capacités de transfert de chaleur du matériau, de sa résistance électrique et de
l'épaisseur combinée des matériaux au niveau du joint de soudure. C’est au
niveau de cette partie du circuit que se forme le pépite de la soudure.
3-3. Le facteur temps
Le soudage par points par résistance dépend de la résistance du métal de base et
de la quantité de courant circulant pour produire la chaleur nécessaire à la
réalisation du soudage par points. Un autre facteur important est le temps. Dans la
plupart des cas, plusieurs milliers d'ampères sont utilisés pour réaliser la soudure
par points. De telles valeurs d'ampérage circulant à travers une soudure. De telles
valeurs d'ampérage, traversant une résistance relativement élevée, créeront
beaucoup de chaleur en peu de temps. Pour réaliser des points de soudure avec
une bonne résistance, il est nécessaire de contrôler étroitement le temps pendant
lequel le courant circule. En fait, le temps est la seule variable contrôlable dans la
plupart des applications de soudage par points par résistance à impulsion unique.
Le courant est très souvent économiquement peu pratique à contrôler. C’est
également imprévisible dans de nombreux cas.
La plupart des soudures par points par résistance sont réalisées dans des délais
très courts. Étant donné que le courant alternatif est normalement utilisé pour le
processus de soudage, les procédures peuvent être basées sur un temps de cycle
de 60 (soixante cycles = 1 seconde). La figure 3-2 montre le cycle temporel du
soudage par points par résistance.
Auparavant, la formule de génération de chaleur était utilisée. Avec l’ajout de
l’élément temps, la formule se complète comme suit :
H = je
2
RTK où H = Chaleur
Je
2
= Courant au carré
R = Résistance
T = Temps
K = Pertes de chaleur
La maîtrise du temps est importante. Si l'élément de temps est trop long, le métal
de base dans le joint peut dépasser le point de fusion (et éventuellement
d'ébullition) du matériau. Cela pourrait provoquer des soudures défectueuses en
raison de la porosité du gaz. Il existe également la possibilité d'expulsion du métal

en fusion du joint soudé, ce qui pourrait diminuer la section transversale du joint et
affaiblir la soudure. Des temps de soudage plus courts diminuent également le
risque de transfert de chaleur excessif dans le métal de base. La distorsion des
pièces soudées est minimisée et la zone affectée par la chaleur autour de la
pépite de soudure est considérablement plus petite.
3-4. Pression
L’effet de la pression sur la soudure par points par résistance doit être
soigneusement étudié. Le but principal de la pression est de maintenir les pièces à
souder en contact intime au niveau de l’interface du joint. Cette action garantit une
résistance électrique et une conductivité constantes au point de soudure. Les
pinces et les pointes d'électrode ne doivent PAS être utilisées pour rassembler les
pièces. La machine de soudage par points par résistance n'est pas conçue
comme une pince électrique en « C » ! Les pièces à souder doivent être en
contact intime AVANT l’application de la pression.
Des recherches ont montré que les pressions élevées exercées sur le joint soudé
diminuent la résistance au point de contact entre la pointe de l'électrode et la
surface de la pièce. Plus la pression est élevée, plus le facteur de résistance est
faible.
Des pressions appropriées, avec un contact intime entre la pointe de l'électrode et
le métal de base, auront tendance à évacuer la chaleur de la soudure. Des
courants plus élevés sont nécessaires avec des pressions plus élevées et, à
l'inverse, des pressions plus faibles nécessitent moins d'ampérage de la machine
de soudage par points par résistance. Ce fait doit être soigneusement noté, en
particulier lors de l'utilisation d'un contrôle thermique avec les différentes
machines de soudage par points par résistance.
3-5. Conseils pour les électrodes
Le cuivre est le métal de base normalement utilisé pour les pinces et les pointes
de soudage par points par résistance. Le but des pointes d'électrodes est de
conduire le courant de soudage vers la pièce, d'être le point focal de la pression
appliquée sur le joint de soudure, de conduire la chaleur de la surface de travail et
de maintenir leur intégrité de forme et leurs caractéristiques thermiques et
conductivité électrique dans les conditions de travail.
Les pointes des électrodes sont constituées d'alliages de cuivre et d'autres

matériaux. La Resistance Welders Manufacturing Association (RWMA) a classé
les pointes d’électrodes en deux groupes :
Groupe A - Alliages à base de cuivre
Groupe B - Pointes en métal réfractaire
Les groupes sont en outre classés par numéro. Le groupe A, les classes I, II, III, IV
et V sont constitués d'alliages de cuivre. Le groupe B, classes 10, 11, 12, 13 et 14
sont les alliages réfractaires.
du groupe A , classe I, ont la composition la plus proche du cuivre pur. À mesure
que le numéro de classe augmente, les valeurs de dureté et de température de
recuit augmentent, tandis que la conductivité thermique et électrique diminue.
du groupe B sont des mélanges frittés de cuivre et de tungstène, etc., conçus
pour résister à l'usure et à la compression à haute température. Les alliages du
groupe B, classe 10, ont environ 40 pour cent de la conductivité du cuivre, la
conductivité diminuant à mesure que la valeur numérique augmente. Les pointes
d'électrode du groupe B ne sont normalement pas utilisées pour les applications
dans lesquelles des machines de soudage par points par résistance seraient
utilisées.
3-6. Utilisations pratiques du soudage par points par résistance
▲ LE SOUDAGE PAR POINTS peut être dangereux. Lisez et suivez la section
Sécurité au début de ce livre ainsi que le manuel du propriétaire et toutes les
étiquettes apposées sur l'équipement.
Les techniques de soudage par points par résistance ne nécessitent pas de
précautions de sécurité étendues ou élaborées. Certaines actions de bon sens
peuvent toutefois éviter des blessures à l'opérateur.
Chaque fois que vous travaillez dans un atelier, il est judicieux de porter des
lunettes de sécurité. Le soudage par points par résistance ne déroge pas à la
règle ! Très souvent, du métal ou des oxydes sont expulsés de la zone du joint. La
protection du visage et surtout des yeux est nécessaire pour éviter des blessures
graves.
Un autre sujet de préoccupation est la ventilation. Cela peut constituer un
problème sérieux lors du soudage par points par résistance de métaux galvanisés
(revêtus de zinc) ou de métaux avec d'autres revêtements tels que le plomb. Les
fumées provenant de l'opération de soudage présentent une certaine toxicité qui
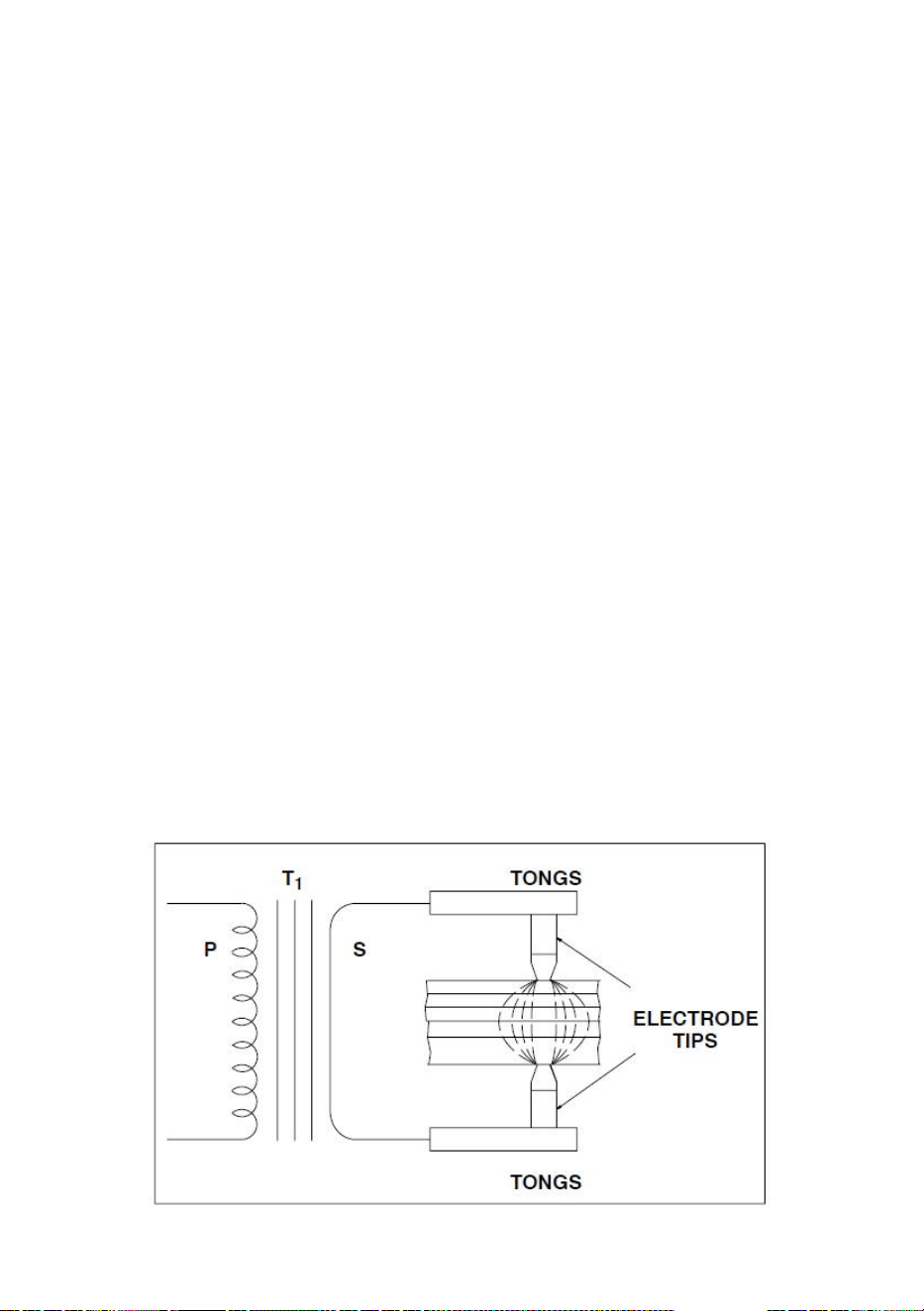
peut provoquer des maladies chez l'opérateur. Une ventilation adéquate peut
réduire la concentration des fumées dans la zone de soudage.
Comme expliqué dans la discussion précédente sur les principes fondamentaux
du soudage par points par résistance, il existe une relation définie entre le temps,
le courant et la pression. Le courant et la pression contribuent à créer de la
chaleur dans la pépite de soudure.
Si le courant de soudure est trop faible pour l’application, la densité de courant est
trop faible pour réaliser la soudure. Cette condition entraînera également une
surchauffe des pointes des électrodes, ce qui peut les faire recuire, se développer
et éventuellement être contaminées. Même si le temps augmente, la quantité de
chaleur générée est inférieure aux pertes dues au rayonnement et à la conduction
dans la pièce et à la conduction thermique des électrodes. Le résultat est la
possibilité, avec des temps de soudage longs à faibles courants, de surchauffer
toute la zone de métal de base entre les électrodes. Cela pourrait provoquer une
brûlure des surfaces supérieure et inférieure de la pièce à usiner et
éventuellement incruster les pointes des électrodes dans les surfaces de la pièce
à usiner.
À mesure que la densité de courant augmente, le temps de soudage diminue
proportionnellement. Toutefois, si la densité de courant devient trop élevée, il
existe un risque d'expulsion du métal fondu de l'interface du joint, affaiblissant
ainsi la soudure. La condition idéale de temps et de densité de courant se situe
quelque part juste en dessous du niveau provoquant l’expulsion du métal.

Figure 3-3. Zones thermiques de soudage par points par résistance
Il est évident que l'apport de chaleur ne peut pas être supérieur au taux de
dissipation total de la pièce et de l'électrode sans que le métal soit expulsé du
joint.
Une découverte intéressante a été développée récemment concernant la
circulation du courant à travers la pièce. Jusqu’à récemment, on considérait que le
courant circulait en ligne droite à travers le joint soudé. Cela n’est pas
nécessairement vrai lorsque plusieurs épaisseurs de matériau sont soudées. La
caractéristique est que le courant « s'étend », diminuant ainsi la densité de
courant au point de soudure le plus éloigné des pointes des électrodes.
L'illustration (Figure 3-3) montre les zones thermiques de soudage par points par
résistance pour plusieurs épaisseurs de métal. On constate que les variables
incontrôlables (telles que la contamination de l'interface) sont multipliées lors du
soudage par points par résistance de plusieurs épaisseurs de matériau. Les
niveaux de qualité seront bien inférieurs pour le soudage par points par résistance
« en pile », ce qui explique pourquoi de telles pratiques de soudage sont évitées
autant que possible.
Sans tenir compte du facteur de qualité, il devient évident que le nombre
d'épaisseurs d'un matériau qui peuvent être soudées par points par résistance
avec succès en même temps dépendra du type et de l'épaisseur du matériau ainsi
que de la capacité KVA de la machine de soudage par points par résistance.
la plaque signalétique de la machine de soudage par points par résistance
DN-100 E. La documentation du catalogue et le manuel d'utilisation fournissent
des données sur les épaisseurs combinées maximales de matériau que chaque
unité peut souder.
3-7. Taille de la pointe de l'électrode
Si l’on considère que c’est à travers l’électrode que le courant de soudage peut
circuler dans la pièce à usiner, il est logique que la taille de la pointe de l’électrode
contrôle la taille du point de soudure par résistance. En fait, le diamètre du pépite
de soudure doit être légèrement inférieur au diamètre de la pointe de l'électrode.
Si le diamètre de la pointe de l'électrode est trop petit pour l'application. la pépite
de soudure sera petite et faible. Toutefois, si le diamètre de la pointe de l'électrode
est trop grand, il existe un risque de surchauffe du métal de base et de
développement de vides et de poches de gaz. Dans les deux cas, l’apparence et
la qualité de la soudure finie ne seraient pas acceptables.
Déterminer le diamètre de la pointe de l'électrode nécessitera certaines décisions
de la part du concepteur de la construction soudée. Les facteurs de résistance
impliqués pour différents matériaux auront certainement une certaine influence sur
la détermination du diamètre de la pointe de l'électrode. Une formule générale a
été développée pour l'acier à faible teneur en carbone. Il fournira des valeurs de
diamètre de pointe d’électrode utilisables pour la plupart des applications.
Le DIAMÈTRE DE LA POINTE discuté dans ce texte fait
référence au diamètre de la pointe de l'électrode au point de
contact avec la pièce à usiner. Il ne fait pas référence au
diamètre principal de la pointe totale de l'électrode.
3-8. Pression ou force de soudage
La pression exercée par les pinces et les pointes des électrodes sur la pièce à
usiner a un effet important sur la quantité de courant de soudage qui traverse le
joint. Plus la pression est élevée, plus la valeur du courant de soudage sera
élevée, dans la limite des capacités de la machine de soudage par points par
résistance.
Le réglage de la pression est relativement simple. Normalement, des échantillons
de matériau à souder sont placés entre les pointes des électrodes et vérifiés pour
vérifier la pression adéquate pour réaliser la soudure. Si plus ou moins de
pression est nécessaire, le manuel d'utilisation de la machine de soudage par
points par résistance donnera des instructions explicites pour effectuer le réglage
correct. Dans le cadre de l'opération de configuration, la course de la pince et de
la pointe d'électrode doit être réglée au minimum requis pour éviter de « marteler »
les pointes d'électrode et les porte-pointes.
3-9. Données diverses
Cette section du texte est conçue pour fournir des informations sur plusieurs des
variables qui se produisent dans certaines applications de soudage par points par
résistance.
3-10. Bilan thermique
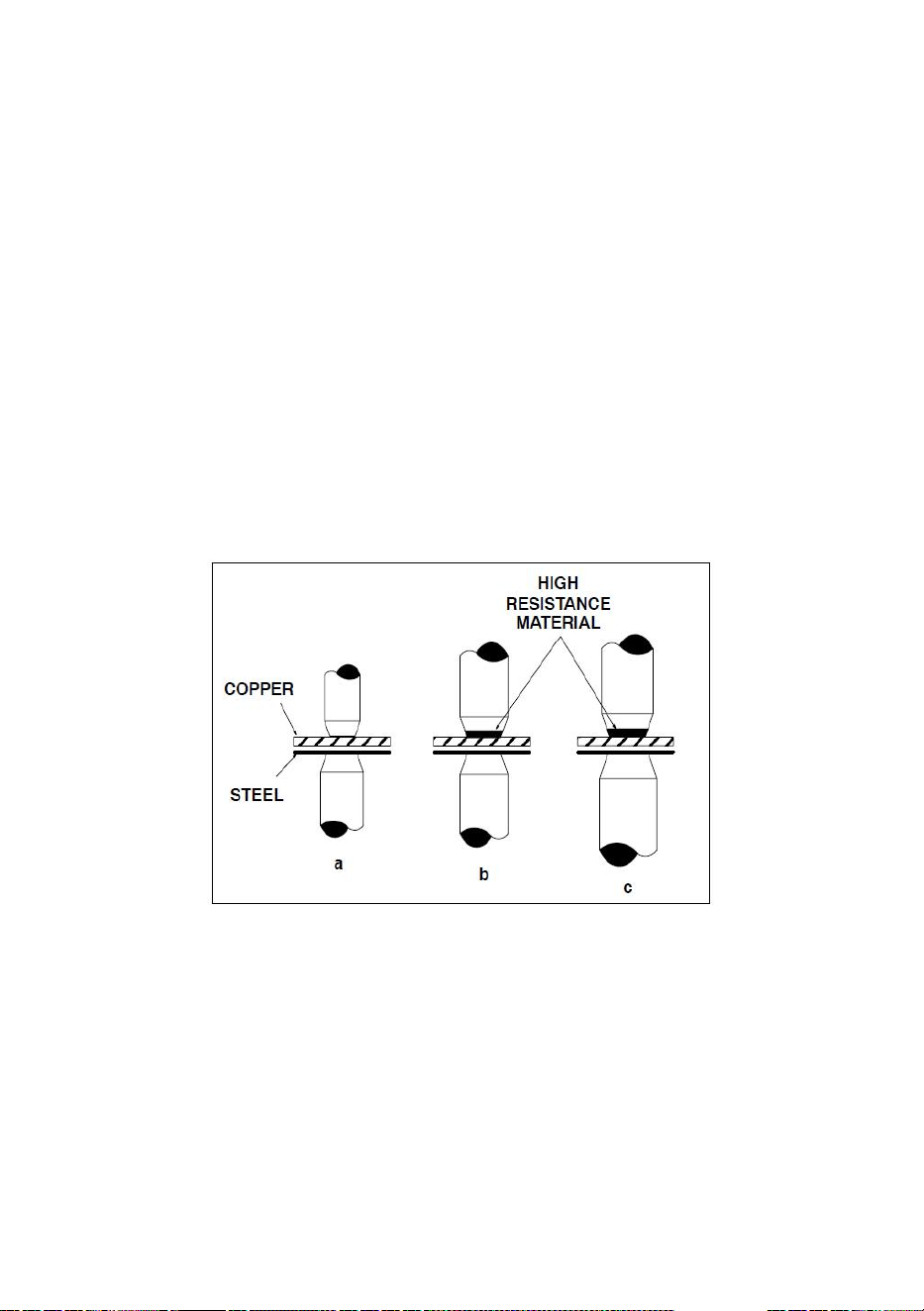
Il n'y a pas de problème particulier de bilan thermique lorsque les matériaux à
souder sont de même nature et épaisseur. Le bilan thermique, dans de tels cas,
est automatiquement correct si les pointes des électrodes sont de même diamètre,
type, etc. Le bilan thermique peut être défini comme les conditions de soudage
dans lesquelles la zone de fusion des pièces à assembler est soumise à une
chaleur égale. et la pression.
Lorsque la construction soudée comporte des parties aux caractéristiques
thermiques inégales, comme le cuivre et l’acier, une mauvaise soudure peut en
résulter pour plusieurs raisons. Les métaux peuvent ne pas s’allier correctement à
l’interface du joint. Il peut y avoir un échauffement localisé plus important dans
l’acier que dans le cuivre. La raison serait que le cuivre a une faible résistance
électrique et des caractéristiques de transfert thermique élevées, tandis que l'acier
a une résistance électrique élevée et de faibles caractéristiques de transfert
thermique.
Figure 3-4. Techniques pour obtenir le bilan thermique
Un bilan thermique correct peut être obtenu dans une construction soudée de ce
type par l'une des nombreuses méthodes suivantes. La figure 3-4 illustre trois
solutions possibles au problème. La figure 3-4 (a) montre l'utilisation d'une zone
de pointe d'électrode plus petite pour le côté cuivre du joint afin d'égaliser les
caractéristiques de fusion en faisant varier la densité de courant dans les
matériaux différents.
La figure 3-4 (b) montre l'utilisation d'une pointe d'électrode avec un matériau à

haute résistance électrique, tel que du tungstène ou du molybdène, au point de
contact. Le résultat est de créer approximativement la même zone de fusion dans
le cuivre que dans l’acier. Une combinaison des deux méthodes est présentée à la
figure 3-4 (c).
3-11. Conditions de surface
Tous les métaux développent des oxydes qui peuvent être préjudiciables au
soudage par points par résistance. Certains oxydes, notamment ceux à caractère
réfractaire, sont plus gênants que d'autres. De plus, la calamine présente sur les
aciers laminés à chaud agira comme un isolant et empêchera un soudage par
points par résistance de bonne qualité. Les surfaces à assembler par ce
processus doivent être propres, exemptes d'oxydes, de composés chimiques et
avoir une surface lisse.
3-12. Données sur les matériaux pour le soudage par points par
résistance
Cette section du texte examinera les méthodes utilisées pour le soudage par
points par résistance de certains des métaux courants utilisés dans les travaux de
fabrication. Il n’est pas prévu de répondre à tous les problèmes qui pourraient
survenir. L'objectif de cette partie du texte est de fournir des données
opérationnelles générales à utiliser avec les machines de soudage par points par
résistance. Le cas échéant, les données fournies seront liées à des modèles et à
des tailles (KVA) spécifiques des unités. Les unités répertoriées dans cette
section ne sont pas recommandées pour les alliages d'aluminium ou de
cuivre.
3-13. Acier doux
L'acier doux ou à faible teneur en carbone constitue le plus grand pourcentage de
matériaux soudés avec le procédé de soudage par points par résistance. Tous les
aciers à faible teneur en carbone sont facilement soudables avec le procédé si
l'équipement et les procédures appropriés sont utilisés.
Les aciers au carbone ont tendance à développer des soudures dures et
cassantes à mesure que la teneur en carbone augmente si des procédures de
post-chauffage appropriées ne sont pas utilisées. Une trempe rapide de la
soudure, où les pépites refroidissent rapidement, augmente la probabilité d'une

microstructure dure et cassante dans la soudure.
L'acier laminé à chaud aura normalement de la calamine sur la surface du métal.
Ce type de matériau n'est généralement pas soudé par points par résistance avec
des machines de soudage par résistance des valeurs KVA d'unités construites
spécifiques.
L'acier laminé à froid (CRS) et l'acier laminé à chaud, décapé et huilé (HRSP & O),
peuvent être soudés par points par résistance avec très peu de problèmes. Si la
concentration d'huile est excessive sur la tôle, cela pourrait provoquer la formation
de carbone au niveau des pointes des électrodes, réduisant ainsi leur durée de vie
utile. Un dégraissage ou un essuyage est recommandé pour les feuilles très
huilées.
La soudure par points par résistance doit avoir une résistance au cisaillement
égale à la résistance au cisaillement du métal de base et doit dépasser la
résistance d'un rivet ou d'une soudure par fusion de la même section transversale.
La résistance au cisaillement est normalement acceptée comme critère pour les
spécifications des soudures par points par résistance, bien que d'autres méthodes
puissent être utilisées.
Une pratique courante consiste à « décoller » deux bandes d'échantillons soudées
pour voir si un « rivet » propre est retiré d'une seule pièce. Si tel est le cas, la
condition de soudage par points par résistance est considérée comme correcte.
Avec des matériaux magnétiques tels que l'acier doux, le courant traversant la
soudure peut varier considérablement en fonction de la quantité de matériau
magnétique présente dans la boucle de la pince. La boucle de pince est parfois
appelée « gorge » de la machine de soudage par points par résistance.
Par exemple, la pièce à souder peut contenir la plus grande quantité de métal de
base dans la gorge de l'unité pour une soudure par points par résistance et
presque aucune quantité de métal de base dans la gorge pour la deuxième
soudure par points. Le courant au niveau du joint de soudure sera moindre pour la
première soudure. La raison en est la réactance provoquée par le matériau ferreux
dans le circuit de soudage à l’arc.
Les machines de soudage par points par résistance sont applicables au soudage
des aciers à faible teneur en carbone. Ils doivent être utilisés dans la limite de leur
capacité nominale d’épaisseur totale du matériau pour de meilleurs résultats. Ils
ne doivent pas être utilisés pendant le cycle de service car cela pourrait

endommager le contacteur et le transformateur. Le cycle de service de 30 pour
cent fourni pour ce type d'équipement devrait être adéquat pour toutes les
applications dans leur catégorie. Le cycle de service de 30 pour cent est une
norme RWMA pour les machines de soudage par résistance à usage général. Le
cycle de service de 30 % est basé sur une période de 10 secondes et signifie que
l'unité peut souder 3 secondes sur chaque période de 10 secondes.
3-14. Aciers faiblement alliés et moyennement carbonés
Il existe des différences pertinentes entre le soudage par points par résistance des
aciers faiblement alliés et moyennement au carbone par rapport aux aciers doux
ou à faible teneur en carbone. Le facteur de résistance des aciers faiblement alliés
et moyennement carbonés est plus élevé ; par conséquent, les exigences
actuelles sont légèrement inférieures. Le temps et la température sont plus
critiques puisque les changements métallurgiques seront plus importants avec ces
alliages. Il y a certainement plus de risques de fragilisation des soudures qu’avec
l’acier doux.
Les pressions de soudage par points par résistance sont normalement plus
élevées avec ces matériaux en raison de la résistance à la compression
supplémentaire inhérente aux aciers faiblement alliés et moyennement au
carbone. C'est toujours une bonne idée d'utiliser des temps de soudage plus longs
lors du soudage de ces alliages afin de retarder la vitesse de refroidissement et de
permettre des soudures plus ductiles.
3-15. Aciers inoxydables
Les alliages d'acier chrome-nickel (austénitiques) ont une très haute résistance
électrique et sont facilement assemblés par soudage par points par résistance. La
considération d'une grande importance avec ces matériaux est le refroidissement
rapide dans la plage critique, de 800 à 1 400 F. La trempe rapide associée au
soudage par points par résistance est idéale pour réduire la possibilité de
précipitation de carbure de chrome aux joints de grains. plus la soudure est
maintenue aux températures critiques, plus la possibilité de précipitation de
carbure est grande.
3-16. Aciers, revêtus par immersion ou plaqués
L’écrasante majorité des matériaux de cette catégorie est de l’acier galvanisé ou

zingué. Bien que certains aciers galvanisés soient électrodéposés, le revêtement
par immersion coûte moins cher et est principalement utilisé. Le revêtement de
zinc est d'épaisseur inégale sur l'acier revêtu par immersion. Le facteur de
résistance varie d'une soudure à l'autre et il est très difficile de définir les
conditions sous forme de tableau pour le matériau.
Il est impossible de maintenir l’intégrité du revêtement galvanisé lors du soudage
par points par résistance. Le faible point de fusion du revêtement de zinc, comparé
à la température de fusion de la tôle d'acier, provoque la vaporisation du zinc. Bien
entendu, il doit y avoir une pression adéquate pour écarter le zinc à l’interface de
la soudure afin de permettre la fusion acier-acier. Dans le cas contraire, la
résistance du point de soudure par résistance est sujette à caution.
Des matériaux sont disponibles pour réparer les dommages externes au
revêtement qui peuvent survenir en raison de la chaleur de soudage. Il n’existe
malheureusement aucun remède à la perte de matériau de revêtement aux
interfaces de la soudure. En effet, la vaporisation du zinc peut provoquer une
porosité dans la soudure et un affaiblissement général de la résistance au
cisaillement attendue.
▲ Le ZINC VAPORISÉ , lors de sa condensation en un matériau solide, forme
des particules en forme d'hameçons. Ces particules PEUVENT S'INSCRIRE
DANS LES TISSUS DU CORPS et provoquer des irritations. Utilisez une
ventilation forcée ou un échappement au niveau de la zone de soudure et portez
des chemises à manches longues, des pantalons longs et des écrans faciaux de
protection lorsque vous travaillez avec ce processus et ce matériau enduit.
D'autres matériaux revêtus, tels que les plaques de Terne (revêtues de plomb),
peuvent présenter divers degrés de toxicité. Une ventilation adéquate est
obligatoire lorsque l’on travaille avec ces matériaux.
La vaporisation du matériau de revêtement a tendance à encrasser les pointes
des électrodes. Les pointes doivent être nettoyées fréquemment pour éviter
l'alliage des matériaux à bas point de fusion avec les pointes en cuivre. Les
pointes peuvent nécessiter un nettoyage et un dressage toutes les quatre ou cinq
soudures pour maintenir la qualité du produit, bien que pour certaines applications
galvanisées, les meilleures soudures soient réalisées après que plusieurs points
ont noirci les pointes. L'utilisation de temps de soudage courts augmentera la
possibilité d'obtenir de bonnes soudures avec le moins d'encrassement des

pointes.
3-17. Aluminium et alliages d'aluminium
Des machines de soudage par points par résistance avec des valeurs KVA bien
supérieures à 20 KVA sont nécessaires pour réaliser des soudures solides sur la
plupart des matériaux en aluminium et tout autre type de métal de base à haute
conductivité. La conductivité électrique de l'aluminium est élevée et les machines
à souder doivent fournir des courants élevés et des pressions précises afin de
fournir la chaleur nécessaire pour faire fondre l'aluminium et produire une soudure
solide.
3-18. Résumé
Le soudage par points par résistance est une technique de soudage utilisée pour
presque tous les métaux connus. La soudure proprement dite est réalisée à
l'interface des pièces à assembler. La résistance électrique du matériau à souder
provoque un échauffement localisé aux interfaces des métaux à assembler. Des
procédures de soudage pour chaque type de matériau doivent être développées
pour obtenir les résultats les plus satisfaisants.
Il est possible que les courants de dérivation circulant à travers une soudure par
points réalisée précédemment détournent le courant de soudage de la deuxième
soudure par points à réaliser. Cela se produira si les deux points de soudure sont
trop rapprochés, et cela se produira avec tous les métaux.
Le tableau 3-1 fournit les informations nominales pour une machine de soudage
par points par résistance DN-100 E. Ces informations nominales peuvent être
différentes entre les différents types de machine à souder par points DN -100 E ,
par exemple, la tension d'alimentation nominale est 23 0 V /120 V , la fréquence
d'alimentation nominale est de 50 Hz ou 60 Hz, le cycle de service nominal est de
30 % ou 50 %, etc. Ces informations de notation dépendent des exigences du
client.
Tableau 3-1. Spécifications de la machine de soudage par points par
résistance d'un DN-100 E machine à souder par points
Modèle
Noté
Fournir
Noté
Fournir
Noté
Devoir
Sans
charge
Soudage
Épaisseur
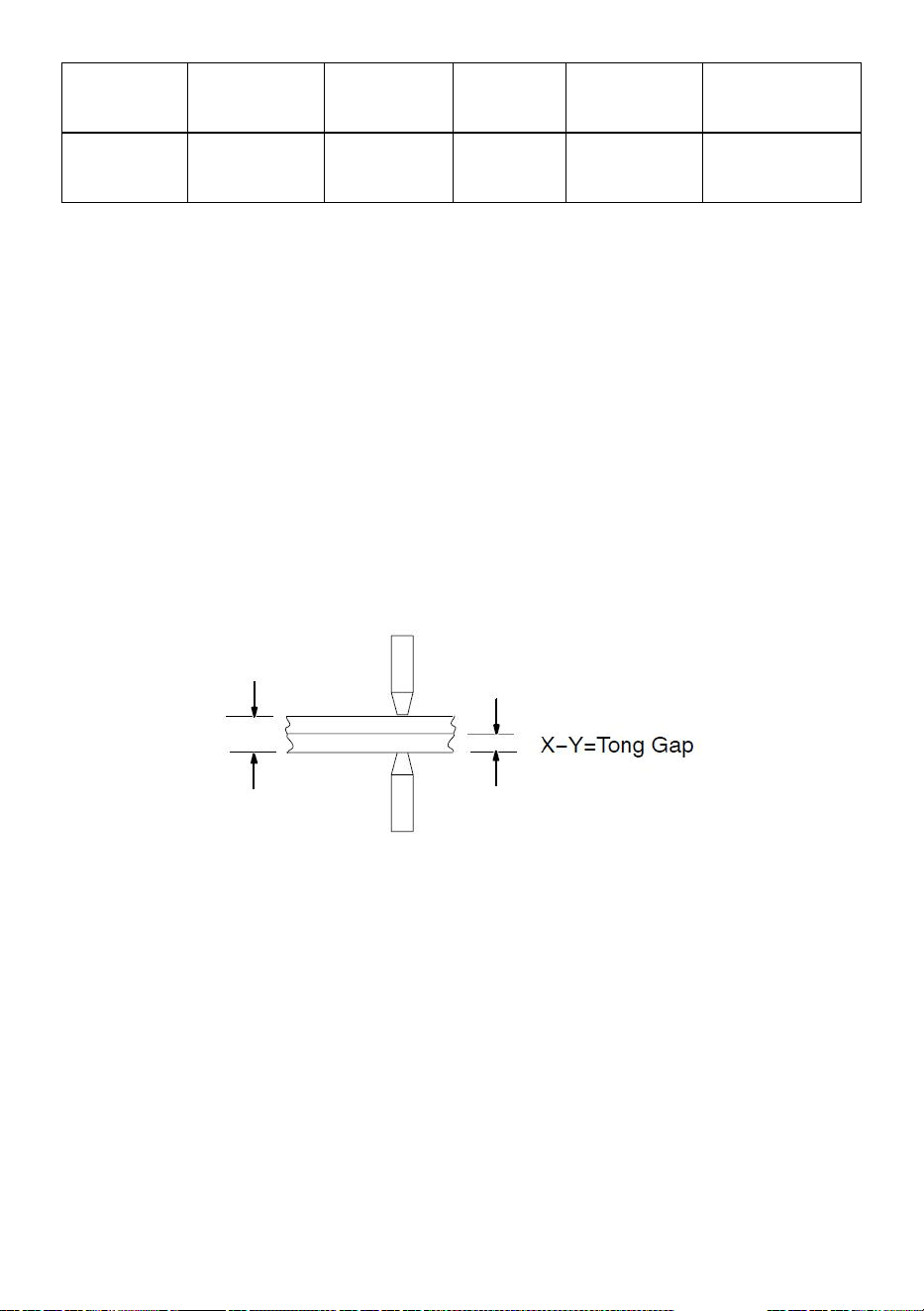
Les données générales suivantes sont fournies pour aider l'opérateur à configurer
les procédures de soudage lors de l'utilisation de la machine de soudage par
points par résistance.
Les réglages de pression des pinces doivent être effectués UNIQUEMENT
lorsque le cordon d’alimentation principal est débranché de l’alimentation d’entrée
principale.
1. Fermez les pinces et mesurez l’espace entre les surfaces de contact de la
pointe de l’électrode.
2. Mesurez l'épaisseur de la soudure totale.
3. Ajustez l'écartement des pinces à la mesure de l'étape 2 moins la moitié de
l'épaisseur du numéro de soudure le plus fin.
4. Insérer les pièces à souder entre les pointes des électrodes et amener les
pointes à la pression de soudage. Il devrait y avoir une légère déviation de la pince.
Cela peut être mesuré avec une règle droite placée sur l’axe longitudinal de la
pince.
5. Mettez la machine à souder par points sous tension et réalisez un échantillon de
soudure.
6. Testez la soudure par des moyens visuels et mécaniques. Vérifiez la pointe de
l'électrode pour déceler toute déformation ou contamination (voir les procédures
de test).
7. Ajustez la pression des pinces si nécessaire (voir le manuel d'utilisation pour les
procédures de réglage des pinces).
Tension
Fréquenc
e
Faire du
vélo
Tension
DN- 100E
U1V ±10
%
50/60 Hz
30%
1,7 5 V
1,5 + 1,5
mm
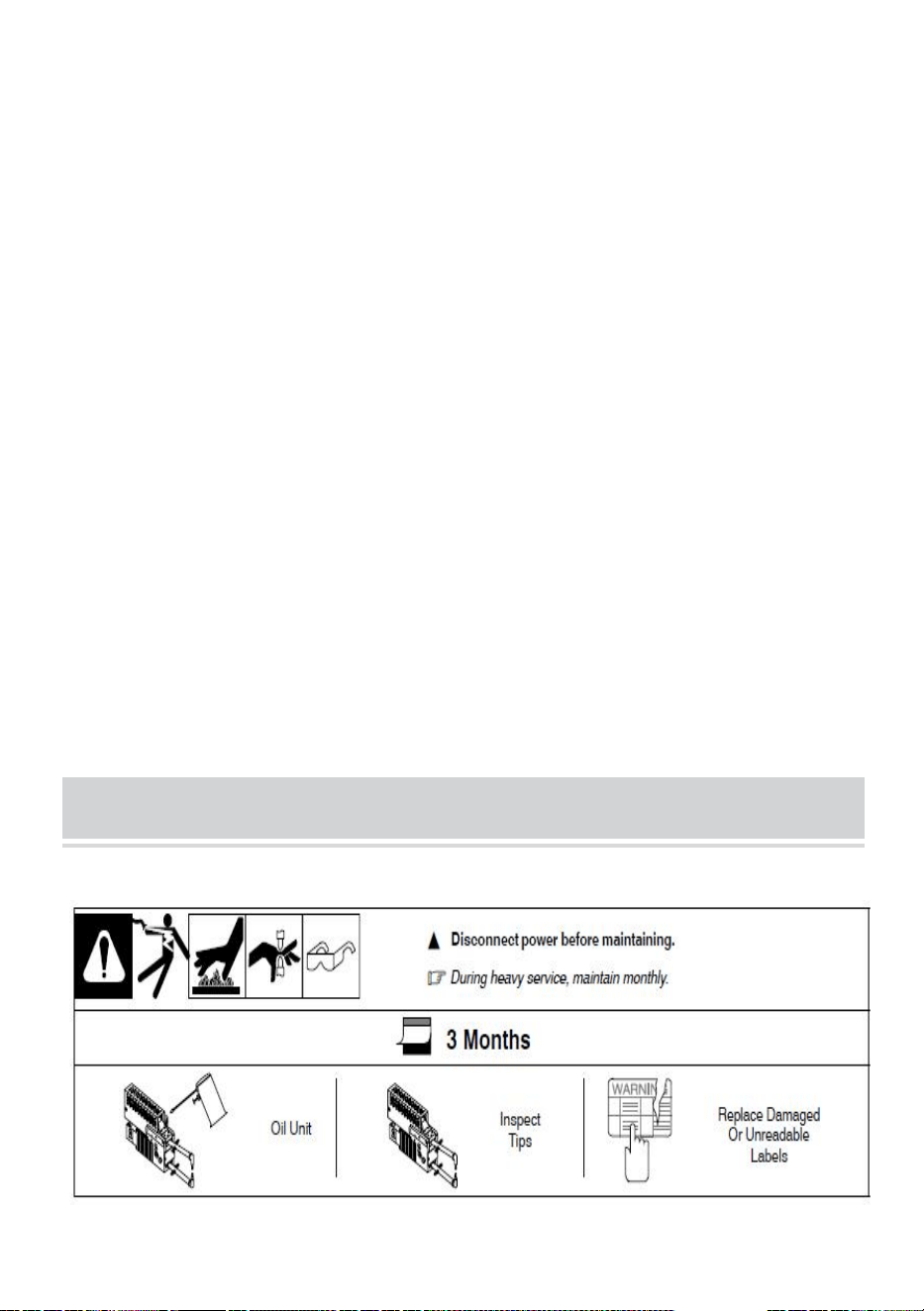
3-19. Les procédures d'essai
Les procédures de test décrites sont très simples et nécessitent un minimum
d’équipement pour être exécutées.
1. Test visuel
Observez la déformation et la forme des points de contact de la surface des deux
côtés de la soudure. Un « bombage » excessif du point de contact de la surface
indique un ou plusieurs des éléments suivants :
un. Pression excessive des pinces.
b. Temps de soudure trop long.
c. Désalignement des pointes des électrodes.
Si la soudure par points par résistance n'a pas une apparence de surface uniforme
et concentrique, le problème pourrait être un mauvais alignement des pointes des
électrodes. Alignez les pointes des électrodes avec l'alimentation hors tension et
un joint de soudure typique entre les surfaces des pointes.
2. Essai mécanique
Placez une extrémité de l’échantillon de soudure par points par résistance dans
les mâchoires de l’étau. Utiliser des moyens mécaniques pour séparer la soudure.
Un côté de la soudure doit se détacher du métal de base avec une extension
métallique de la soudure. Vérifiez le diamètre de soudure approprié.
SECTION4- MAINTENANCE AND TROUBLESHOOTING
4-1. Entretien
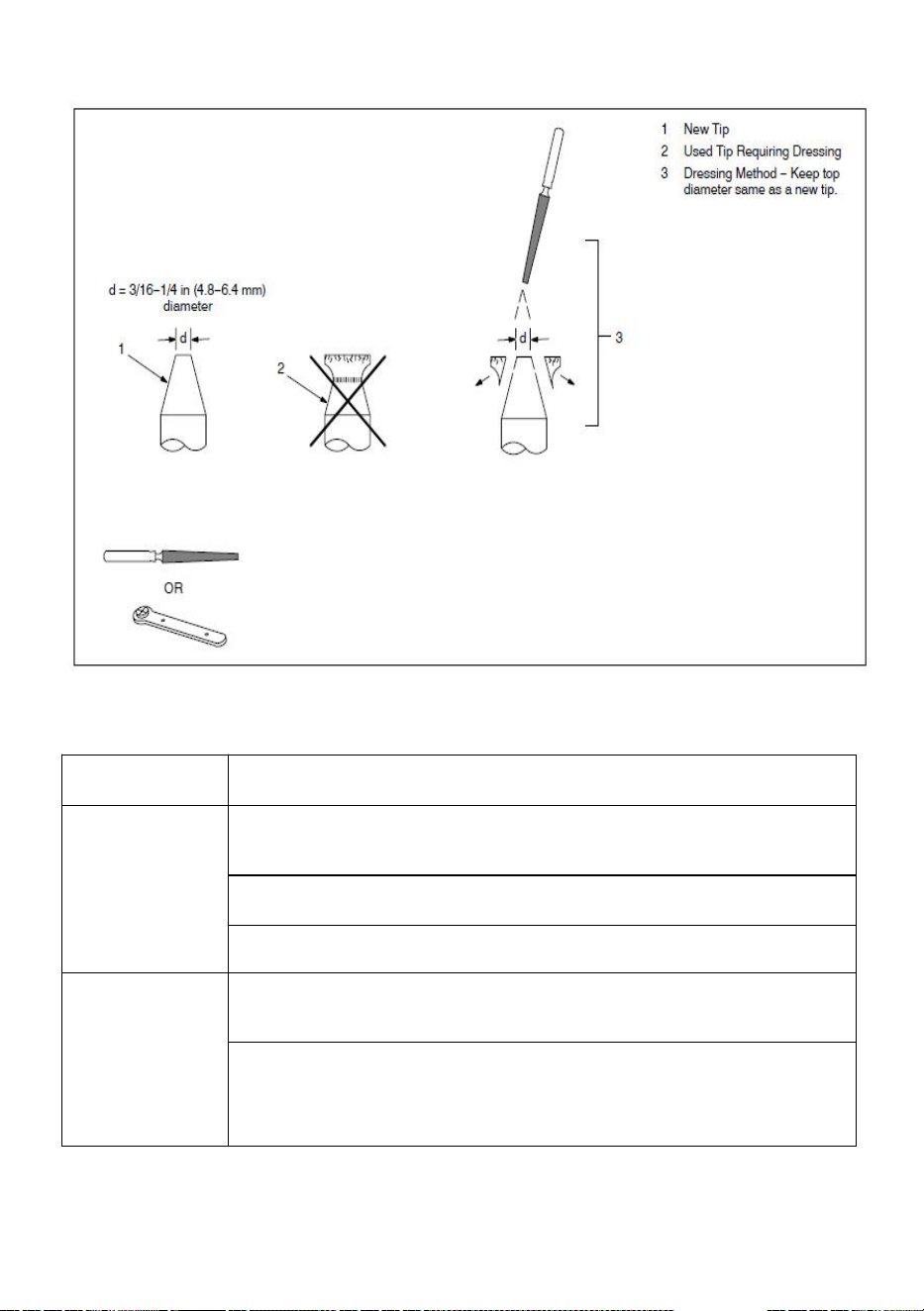
4-2. Conseils vestimentaires
4-3. Dépannage
Inquiéter
Remède
Conseils
surchauffe.
Pas assez de pression sur la pince. Augmentez la pression
des pinces.
Temps de soudure trop long. Réduisez le temps de soudage.
Matériau trop épais pour la machine à souder par points.
Pointes
formant un arc
sur le
matériau.
Pas assez de pression sur la pince. Augmentez la pression
des pinces.
Les pointes ne sont pas correctement alignées. Réalignez les
pointes ou dressez les pointes au diamètre approprié (voir la
section 4-2).
Le matériau de base peut être soudé aux pointes, provoquant
une résistance élevée et un mauvais flux de courant
électrique. Conseils pour nettoyer ou habiller (voir la section
4-2).
Des
éclaboussures
ou du
matériau
fondu sont
expulsés
pendant
l'opération de
soudage.
Alignement incorrect des pointes. Habillez les pointes de
manière à ce qu'elles s'alignent et soient à plat sur le tissu
(voir section 4-2).
Pression excessive des pinces. Réduisez la pression des
pinces.
Intensité de sortie trop élevée. Réduisez le réglage de
l’ampérage, le cas échéant (non disponible sur les modèles
refroidis par air).
Temps de soudure trop long. Réduisez le temps de soudage.
Nugget de
soudure
incohérent.
Temps de soudage irrégulier. Installez une minuterie de
soudage, le cas échéant.
Pas assez de pression sur la pince. Augmentez la pression
des pinces.
Trou au milieu
de la soudure.
La zone de contact des pointes est trop grande. Changez pour
un diamètre de pointe plus petit ou remettez les pointes au
diamètre d'origine (voir section 4-2).
Mauvaise
soudure ou
pas de
soudure aux
pointes.
Matériau trop épais pour une machine à souder par points.
Vérifiez que l'épaisseur du matériau est conforme aux
capacités de la machine à souder par points.
Les pinces sont trop longues. Réduisez la longueur de la
pince.
Retirez le revêtement du matériau pour un contact intime
entre les pièces. Élimine les oxydes et les composés
chimiques, y compris le revêtement galvanisé.
Fabriqué en Chine
Technisch Support- und E-Garantie-Zertifikat www.vevor.com/support
STELLE SCHWEIßER _
MODELL: DN-100E
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
MODELL: DN-100E
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
SPOT WELDER
Warnung: Um das Verletzungsrisiko zu verringern, muss der
Benutzer die Bedienungsanleitung sorgfältig lesen.
RICHTIGE ENTSORGUNG
Dieses Produkt unterliegt den Bestimmungen der europäischen
Richtlinie 2012/19/EG. Das Symbol einer durchgestrichenen
Mülltonne weist darauf hin, dass das Produkt in der Europäischen
Union einer getrennten Müllsammlung bedarf. Dies gilt für das
Produkt und alle Zubehörteile, die mit diesem Symbol
gekennzeichnet sind. Als solche gekennzeichnete Produkte dürfen
nicht über den normalen Hausmüll entsorgt werden, sondern
müssen an einer Sammelstelle für das Recycling von Elektro- und
Elektronikgeräten abgegeben werden
SECTION 1- SAFETY PRECAUTIONS - READ BEFORE USING
Schützen Sie sich und andere vor Verletzungen – lesen und
befolgen Sie diese Vorsichtsmaßnahmen.
1-1. Symbolverwendung
WUT! -Weist auf eine gefährliche Situation hin, die, wenn sie nicht
vermieden wird, zum Tod oder zu schweren Verletzungen führt. Die
möglichen Gefahren werden durch nebenstehende Symbole dargestellt
bzw. im Text erläutert.
Weist auf eine gefährliche Situation hin, die, wenn sie nicht vermieden
wird, zum Tod oder zu schweren Verletzungen führen kann. Die
möglichen Gefahren werden durch nebenstehende Symbole dargestellt
bzw. im Text erläutert.
HINWEIS – Kennzeichnet Aussagen, die sich nicht auf Personenschäden
beziehen.
Diese Symbolgruppe bedeutet Warnung! Achtung! Gefahren durch
STROMSCHLAG, BEWEGLICHE TEILE und HEISSE TEILE. Beachten Sie die
nachstehenden Symbole und zugehörigen Anweisungen für die erforderlichen
Maßnahmen zur Vermeidung der Gefahren.
1-2. Gefahren beim Widerstandspunktschweißen
Die unten dargestellten Symbole werden in diesem Handbuch
verwendet, um auf mögliche Gefahren aufmerksam zu machen und
diese zu identifizieren. Wenn Sie das Symbol sehen, seien Sie
vorsichtig und befolgen Sie die entsprechenden Anweisungen, um die Gefahr zu
vermeiden. Die unten aufgeführten Sicherheitsinformationen sind nur eine
Zusammenfassung der umfassenderen Sicherheitsinformationen, die in den in
Abschnitt 1-5 aufgeführten Sicherheitsstandards enthalten sind. Lesen und
befolgen Sie alle Sicherheitsstandards.
Nur qualifizierte Personen sollten dieses Gerät installieren,
bedienen, warten und reparieren.
Halten Sie während des Betriebs alle Personen,
insbesondere Kinder, fern.
● Punktschweißen kann einen Brand oder eine Explosion
verursachen.
Vom Schweißlichtbogen können Funken fliegen. Der Funkenflug,
das heiße Werkstück und das heiße Gerät können Brände und
Verbrennungen verursachen. Ein versehentlicher Kontakt der
Elektrode mit Metallgegenständen kann zu Funkenbildung,
Explosion, Überhitzung oder Feuer führen. Überprüfen Sie den Bereich und
stellen Sie sicher, dass er sicher ist, bevor Sie mit dem Schweißen beginnen.
Entfernen Sie alle brennbaren Stoffe im Umkreis von 35 Fuß (10,7 m) von der
Schweißstelle. Wenn dies nicht möglich ist, decken Sie sie dicht mit zugelassenen
Abdeckungen ab.
Führen Sie keine Schweißstellen an Stellen durch, an denen fliegende Funken
auf brennbares Material treffen können.
Schützen Sie sich und andere vor Funkenflug und heißem Metall.
Seien Sie sich bewusst, dass Schweißfunken leicht durch kleine Risse und
Öffnungen in angrenzende Bereiche dringen können.
Achten Sie auf Feuer und halten Sie einen Feuerlöscher in der Nähe bereit.
Schweißen Sie nicht an geschlossenen Behältern wie Tanks, Fässern oder
Rohren, es sei denn, diese sind ordnungsgemäß gemäß AWS F4.1 vorbereitet
(siehe Sicherheitsstandards).
Schweißen Sie nicht dort, wo die Atmosphäre brennbaren Staub, Gas oder
Flüssigkeitsdämpfe (z. B. Benzin) enthalten kann.
Entfernen Sie alle brennbaren Gegenstände wie Butanfeuerzeuge oder
Streichhölzer von Ihrem Körper, bevor Sie mit dem Schweißen beginnen.
Überprüfen Sie nach Abschluss der Arbeiten den Bereich, um sicherzustellen,
dass er frei von Funken, glühender Glut und Flammen ist.
Überschreiten Sie nicht die Nennkapazität des Geräts.
Verwenden Sie nur korrekte Sicherungen oder Schutzschalter.
Überdimensionieren Sie sie nicht und umgehen Sie sie nicht.
Befolgen Sie die Anforderungen in OSHA 1910.252 (a) (2) (iv) und NFPA 51B
für Heißarbeiten und halten Sie einen Feuerwächter und einen Feuerlöscher in der
Nähe.
● ELEKTRISCHER SCHLAG kann tödlich sein.
Das Berühren spannungsführender elektrischer Teile kann zu
tödlichen Stromschlägen oder schweren Verbrennungen führen.
Der Eingangsstromkreis und die internen Schaltkreise der Maschine
stehen auch unter Spannung, wenn die Stromversorgung
eingeschaltet ist. Falsch installierte oder nicht ordnungsgemäß geerdete Geräte
stellen eine Gefahr dar.
Berühren Sie keine stromführenden elektrischen Teile.
Tragen Sie trockene, lochfreie Isolierhandschuhe und Körperschutz.
Zusätzlich Sicherheitsvorkehrungen sind erforderlich, wenn eine der folgenden
elektrisch gefährlichen Bedingungen vorliegt: an feuchten Orten oder beim Tragen
nasser Kleidung; auf Metallkonstruktionen wie Böden, Gittern oder Gerüsten; in
engen Positionen wie Sitzen, Knien oder Liegen; oder wenn ein hohes Risiko
eines unvermeidbaren oder versehentlichen Kontakts mit dem Werkstück oder
Boden besteht. Zu diesen Bedingungen siehe ANSI Z49.1, aufgeführt in den
Sicherheitsstandards. Und arbeiten Sie nicht alleine!
Trennen Eingangsstrom, bevor Sie dieses Gerät installieren oder warten.
Sperrung / Tagout-Eingangsleistung gemäß OSHA 29 CFR 1910.147 (siehe
Sicherheitsstandards).
Installieren und erden Sie dieses Gerät ordnungsgemäß gemäß diesem
Handbuch und den nationalen, staatlichen und örtlichen Vorschriften.
Überprüfen Sie immer die Erdung der Stromversorgung. Stellen Sie sicher,
dass das Erdungskabel des Eingangsnetzkabels ordnungsgemäß an die
Erdungsklemme im Trennkasten angeschlossen ist oder dass der Kabelstecker an
eine ordnungsgemäß geerdete Steckdose angeschlossen ist.
Schließen Sie beim Herstellen von Eingangsanschlüssen zuerst den
Erdungsleiter an. doppelt - Anschlüsse prüfen.
Halten Sie die Kabel trocken, frei von Öl und Fett und schützen Sie sie vor
heißem Metall und Funken.
Überprüfen Sie das Eingangsnetzkabel und den Erdungsleiter regelmäßig auf
Beschädigungen oder blanke Kabel. Ersetzen Sie sie bei Beschädigung sofort
Verkabelung kann tödlich sein. Erdungsleiter auf Durchgang prüfen.
Schalten Sie alle Geräte aus, wenn Sie sie nicht verwenden.
Überprüfen und reparieren oder ersetzen Sie bei wassergekühlten Geräten alle
undichten Schläuche oder Armaturen. Benutzen Sie keine elektrischen Geräte,
wenn Sie nass sind oder sich in einem Nassbereich aufhalten.
Verwenden Sie nur gut gewartete Geräte. Beschädigte Teile sofort reparieren
oder austauschen.
Tragen Sie einen Sicherheitsgurt, wenn Sie über dem Boden arbeiten.
Halten Sie alle Verkleidungen, Abdeckungen und Schutzvorrichtungen sicher
an Ort und Stelle.
● FUNKENFLIEGEN können zu Verletzungen führen.
Sehr oft fliegen Funken aus dem Gelenkbereich.
Tragen Sie einen zugelassenen Gesichtsschutz oder eine
Schutzbrille mit Seitenschutz.
Tragen Sie Schutzkleidung wie ölfreie, schwer entflammbare
Lederhandschuhe, ein schweres Hemd, Hosen ohne Manschetten, hohe Schuhe
und eine Mütze. Synthetisches Material bietet in der Regel keinen solchen Schutz.
Schützen Sie andere Personen in der Nähe, indem Sie zugelassene
flammhemmende oder nicht brennbare Brandschutzvorhänge oder -schilde
verwenden. Lassen Sie alle in der Nähe befindlichen Personen tragen
Schutzbrille mit Seitenschutz.
● HEISSE TEILE können brennen.
Berühren Sie heiße Teile nicht mit bloßen Händen.
Lassen Sie das Gerät abkühlen, bevor Sie Arbeiten an der
Ausrüstung durchführen.
Verwenden Sie zum Umgang mit heißen Teilen geeignete
Werkzeuge und/oder tragen Sie schwere, isolierte Schweißerhandschuhe und
-kleidung, um Verbrennungen zu vermeiden.
● Bewegliche Teile können zu Verletzungen führen.
Die Zangenspitzen, Zangen und Gestänge bewegen sich während
des Betriebs.
Von beweglichen Teilen fernhalten.
Von Quetschstellen fernhalten.
Hände nicht zwischen die Spitzen stecken.
Halten Sie alle Schutzvorrichtungen und Verkleidungen sicher an Ort und
Stelle.
OSHA- und/oder örtliche Vorschriften erfordern möglicherweise zusätzliche
Schutzvorrichtungen, um der Anwendung gerecht zu werden.
● DÄMPFE UND GASE können gefährlich sein.
Beim Schweißen entstehen Dämpfe und Gase. Das Einatmen
dieser Dämpfe und Gase kann gesundheitsschädlich sein.
Halten Sie Ihren Kopf von den Dämpfen fern. Atmen Sie die
Dämpfe nicht ein.
Wenn Sie sich im Inneren befinden, belüften Sie den Bereich und/oder
verwenden Sie eine lokale Zwangsbelüftung am Lichtbogen, um Schweißrauch
und Gase zu entfernen.
Wenn die Belüftung schlecht ist, tragen Sie ein zugelassenes Atemschutzgerät
mit Luftzufuhr.
Lesen und verstehen Sie die Sicherheitsdatenblätter (MSDS) und die
Anweisungen des Herstellers für Metalle, Verbrauchsmaterialien, Beschichtungen,
Reiniger und Entfetter.
Arbeiten Sie in geschlossenen Räumen nur, wenn diese gut belüftet sind oder
wenn Sie ein Atemschutzgerät mit Luftzufuhr tragen. Halten Sie stets eine
ausgebildete Wache bereit Person in der Nähe. Schweißrauch und -gase können
die Luft verdrängen und den Sauerstoffgehalt senken, was zu Verletzungen oder
zum Tod führen kann. Stellen Sie sicher, dass die Atemluft sicher ist.
Schweißen Sie nicht an Orten in der Nähe von Entfettungs-, Reinigungs- oder
Sprühvorgängen. Die Hitze und Strahlen des Lichtbogens können mit Dämpfen
reagieren und hochgiftige und reizende Gase bilden.
Schweißen Sie nicht an beschichteten Metallen wie verzinktem, blei- oder
cadmiumbeschichtetem Stahl, es sei denn, die Beschichtung wurde vom
Schweißbereich entfernt, der Bereich ist gut belüftet und Sie tragen ein
Atemschutzgerät mit Luftzufuhr. Die Beschichtungen und alle Metalle, die diese
Elemente enthalten, können beim Schweißen giftige Dämpfe abgeben.
1-3. Zusätzliche Symbole für Installation, Betrieb und Wartung
● Es besteht BRAND- ODER EXPLOSIONSgefahr.
Installieren oder platzieren Sie das Gerät nicht auf, über oder in
der Nähe von brennbaren Oberflächen.
Installieren oder betreiben Sie das Gerät nicht in der Nähe von
brennbaren Stoffen.
Überlasten Sie die Gebäudeverkabelung nicht. Stellen Sie sicher, dass das
Stromversorgungssystem für den Betrieb dieses Geräts richtig dimensioniert,
ausgelegt und geschützt ist.
● FALLENDES GERÄT kann zu Verletzungen führen.
Verwenden Sie zum Heben und Stützen des Geräts Geräte mit
ausreichender Tragfähigkeit.
Befolgen Sie die Richtlinien im Anwendungshandbuch für die
überarbeitete NIOSH-Hebegleichung (Publikation Nr. 94-110),
wenn Sie schwere Teile oder Geräte manuell heben.
Sichern Sie das Gerät während des Transports, damit es nicht kippen oder
herunterfallen kann.
● LESEN SIE DIE ANWEISUNGEN.
Lesen und befolgen Sie alle Etiketten und die
Bedienungsanleitung sorgfältig, bevor Sie das Gerät installieren, in
Betrieb nehmen oder warten. Lesen Sie die
Sicherheitsinformationen am Anfang des Handbuchs und in jedem Abschnitt.
Verwenden Sie nur Original-Ersatzteile des Herstellers.
Führen Sie Wartungs- und Servicearbeiten gemäß den Bedienungsanleitungen,
Industriestandards sowie nationalen, staatlichen und lokalen Vorschriften durch.
● FLIEGENDES METALL oder SCHMUTZ können die Augen verletzen.
Tragen Sie eine zugelassene Schutzbrille mit Seitenschutz oder
einen Gesichtsschutz.
● ELEKTRISCHE UND MAGNETISCHE FELDER (EMF) können
implantierte medizinische Geräte beeinträchtigen.
Träger von Herzschrittmachern und anderen implantierten
medizinischen Geräten sollten sich fernhalten.
Träger implantierter medizinischer Geräte sollten ihren Arzt und
den Hersteller des Geräts konsultieren, bevor sie sich
Lichtbogenschweiß-, Punktschweiß-, Fugenhobel-, Plasmalichtbogenschneid-
oder Induktionserwärmungsarbeiten nähern.
● Übermäßiger Gebrauch kann zu Überhitzung führen.
Abkühlzeit einplanen; Befolgen Sie den Nennarbeitszyklus.
Reduzieren Sie die Einschaltdauer, bevor Sie erneut mit dem
Schweißen beginnen.
1-4. Warnungen
Schweiß- oder Schneidgeräte erzeugen Dämpfe oder Gase, die
Chemikalien enthalten, von denen im Bundesstaat Kalifornien bekannt
ist, dass sie Geburtsfehler und in einigen Fällen Krebs verursachen.
Batteriepole, Anschlüsse und zugehöriges Zubehör enthalten Blei und
Bleiverbindungen, Chemikalien, von denen im US-Bundesstaat
Kalifornien bekannt ist, dass sie Krebs, Geburtsfehler oder andere
Fortpflanzungsschäden verursachen. Nach der Handhabung Hände waschen.
Dieses Produkt enthält Chemikalien, einschließlich Blei, von denen im
Bundesstaat Kalifornien bekannt ist, dass sie Krebs, Geburtsfehler oder
andere Fortpflanzungsschäden verursachen . Nach Gebrauch Hände
waschen.
Für Benzinmotoren:
Motorabgase enthalten Chemikalien, von denen dem Staat Kalifornien
bekannt ist, dass sie Krebs, Geburtsfehler oder andere
Fortpflanzungsschäden verursachen.
Für Dieselmotoren:
Dem Bundesstaat Kalifornien ist bekannt, dass Abgase von
Dieselmotoren und einige ihrer Bestandteile Krebs, Geburtsfehler und
andere Fortpflanzungsschäden verursachen.
15 . _ EMF-Informationen
Elektrischer Strom, der durch einen beliebigen Leiter fließt, verursacht lokalisierte
elektrische und magnetische Felder (EMF). Der Schweißstrom erzeugt ein
EMF-Feld um den Schweißkreis und die Schweißausrüstung. EMF-Felder können
einige medizinische Implantate, z. B. Herzschrittmacher, beeinträchtigen. Es
müssen Schutzmaßnahmen für Träger medizinischer Implantate getroffen werden.
Zum Beispiel Zugangsbeschränkungen für Passanten oder individuelle
Gefährdungsbeurteilung für Schweißer. Alle Schweißer sollten die folgenden
Verfahren anwenden, um die Belastung durch EMF-Felder aus dem Schweißkreis
zu minimieren:
1. Halten Sie die Kabel eng zusammen, indem Sie sie verdrehen oder mit
Klebeband befestigen oder eine Kabelabdeckung verwenden.
2. Platzieren Sie Ihren Körper nicht zwischen Schweißkabeln. Verlegen Sie die
Kabel seitlich und vom Bediener weg.
3. Wickeln oder drapieren Sie Kabel nicht um Ihren Körper.

4. Halten Sie Kopf und Rumpf so weit wie möglich von den Geräten im
Schweißkreis entfernt.
5. Befestigen Sie die Werkstückklemme so nah wie möglich an der Schweißnaht
am Werkstück.
6. Arbeiten Sie nicht neben der Schweißstromquelle und setzen Sie sich auch
nicht darauf.
7. Schweißen Sie nicht, während Sie die Schweißstromquelle oder den
Drahtvorschub tragen.
Über implantierte medizinische Geräte:
Träger implantierter medizinischer Geräte sollten ihren Arzt und den
Gerätehersteller konsultieren, bevor sie Lichtbogenschweißen, Punktschweißen,
Fugenhobeln, Plasmalichtbogenschneiden oder Induktionserwärmung
durchführen oder sich ihnen nähern. Wenn dies von Ihrem Arzt genehmigt wurde,
wird empfohlen, die oben genannten Verfahren zu befolgen.
SECTION 2- INTRODUCTION
Das Widerstandsschweißen ist eines der ältesten Elektroschweißverfahren, das
heute in der Industrie eingesetzt wird. Die Schweißung erfolgt durch eine
Kombination aus Hitze, Druck und Zeit. Wie der Name Widerstandsschweißen
schon sagt, ist es der Widerstand des zu schweißenden Materials gegenüber dem
Stromfluss, der eine örtliche Erwärmung des Teils verursacht. Der Druck der vom
Strom durchflossenen Zange und Elektrodenspitzen hält die zu verschweißenden
Teile vor, während und nach dem Zeitzyklus des Schweißstroms in engem
Kontakt. Die erforderliche Zeitspanne, in der Strom in der Verbindung fließt, wird
durch die Materialstärke und -art, die Menge des fließenden Stroms und die
Querschnittsfläche der Kontaktflächen der Schweißspitze bestimmt.
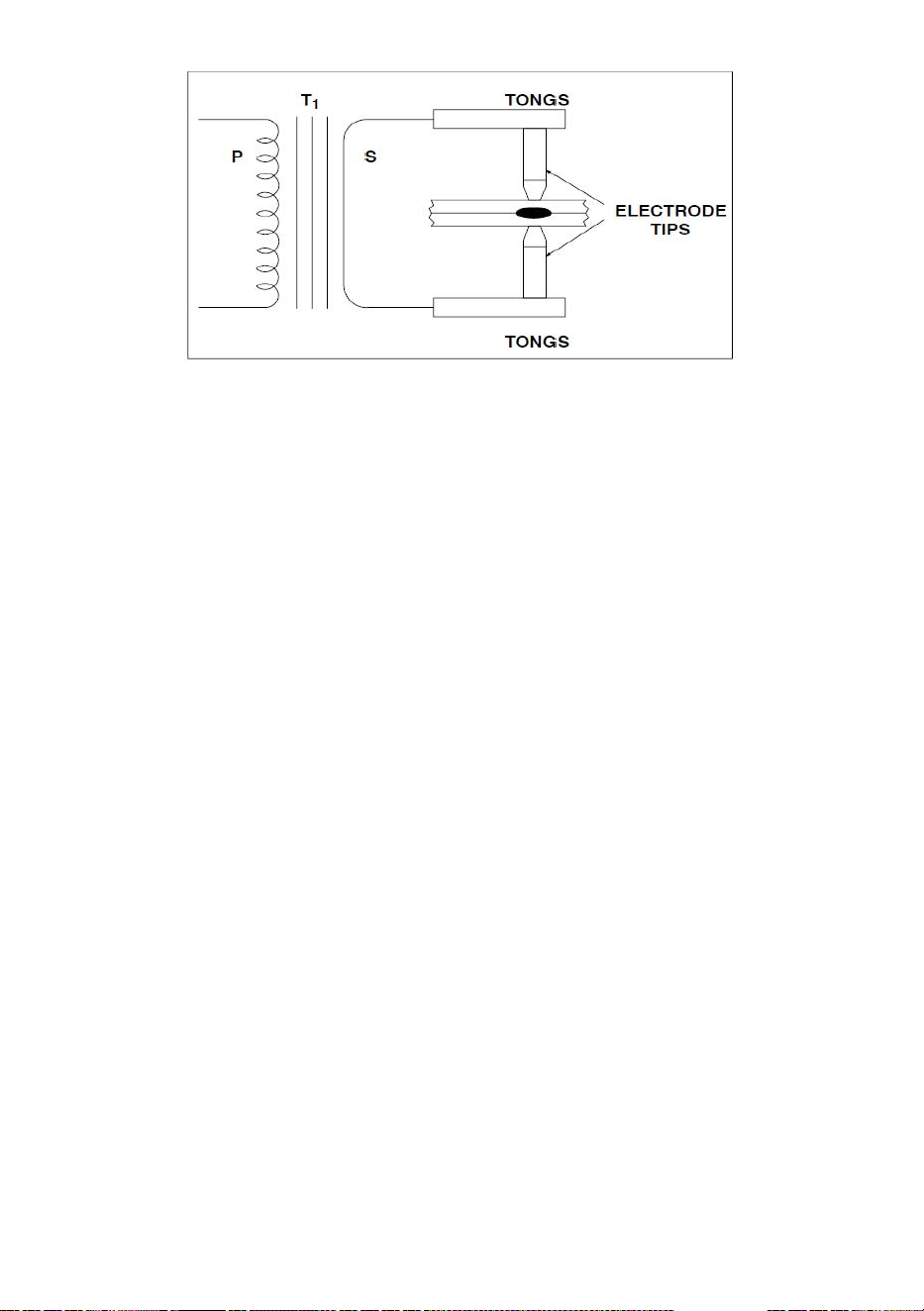
Abbildung 2-1. Widerstandspunktschweißmaschine mit Arbeit
In Abbildung 2-1 ist ein vollständiger sekundärer Widerstandspunktschweißkreis
dargestellt. Der Übersichtlichkeit halber sind die verschiedenen Teile der
Widerstandspunktschweißmaschine gekennzeichnet.
Einige technische Parameter sind auf dem Typenschild der
Widerstandspunktschweißmaschine angegeben.
SYMBOL UND BEDEUTUNG AUF DEM TYPENSCHILD
U
1
: Nenn-AC-Eingangsspannung der Schweißstromquelle
50HZ oder 60HZ
: _
Nennfrequenz der einphasigen Wechselstromversorgung.
I
1max
:Max. Eingangsstrom.
I
1eff
: Max. effektiver Eingangsstrom.
X: Bewerteter Arbeitszyklus. Es handelt sich um das Verhältnis zwischen der
Belastungsdauer und der Vollzykluszeit.
Hinweis 1: Dieses Verhältnis liegt zwischen 0 und 100 %.
Hinweis 2: Für diesen Standard beträgt die Dauer eines vollständigen Zyklus 30
Sekunden . Wenn die Rate beispielsweise 10 % beträgt, muss die Belastungszeit
3 Sekunden und die Ruhezeit 7 Sekunden betragen. Wenn der Zyklus mehr als 3
Sekunden lang in mehreren aufeinanderfolgenden Sekunden verwendet wird 10-
Sekunden- Zeiträumen kann es zu Überhitzung kommen.
U
0
: Leerlaufspannung
Es handelt sich um die Leerlauf-Ausgangsspannung der Schweißstromquelle.
S
1
: Die Nenneingangsleistung, KVA
IP: Schutzart. Zum Beispiel IP21, wodurch das Schweißgerät für den Einsatz in
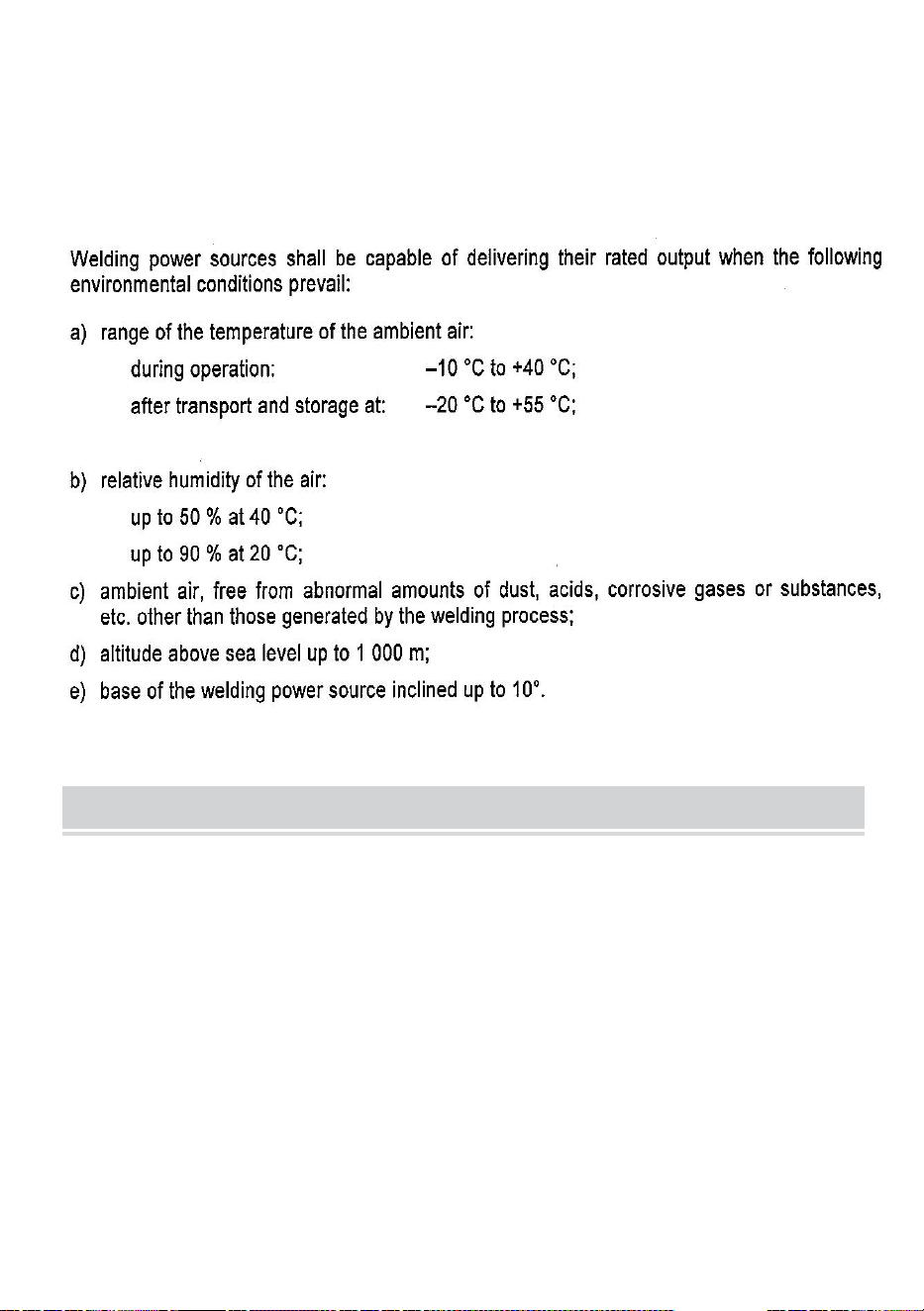
Innenräumen geeignet ist; IP23,. die Eignung des Schweißgeräts für den Einsatz
im Freien bei Regen.
Isolierklasse: H
UMWELTBEDINGUNGEN
SECTION3- FUNDAMENTALS OF RESISTANCE SPOT WELDING
3-1. Prinzip
Widerstandsschweißen wird erreicht, wenn Strom durch die Elektrodenspitzen
und die einzelnen zu verbindenden Metallstücke fließt. Der Widerstand des
Grundmetalls gegenüber dem elektrischen Stromfluss verursacht eine lokale
Erwärmung in der Verbindung und die Schweißung wird hergestellt. Das
Widerstandspunktschweißen ist einzigartig, da die eigentliche Schweißlinse im
Inneren in Bezug auf die Oberfläche des Grundmetalls geformt wird. Abbildung
4-1 zeigt einen Widerstandspunktschweißklumpen im Vergleich zu einem
Gas-Wolframlichtbogen-Punktschweißen (WIG).
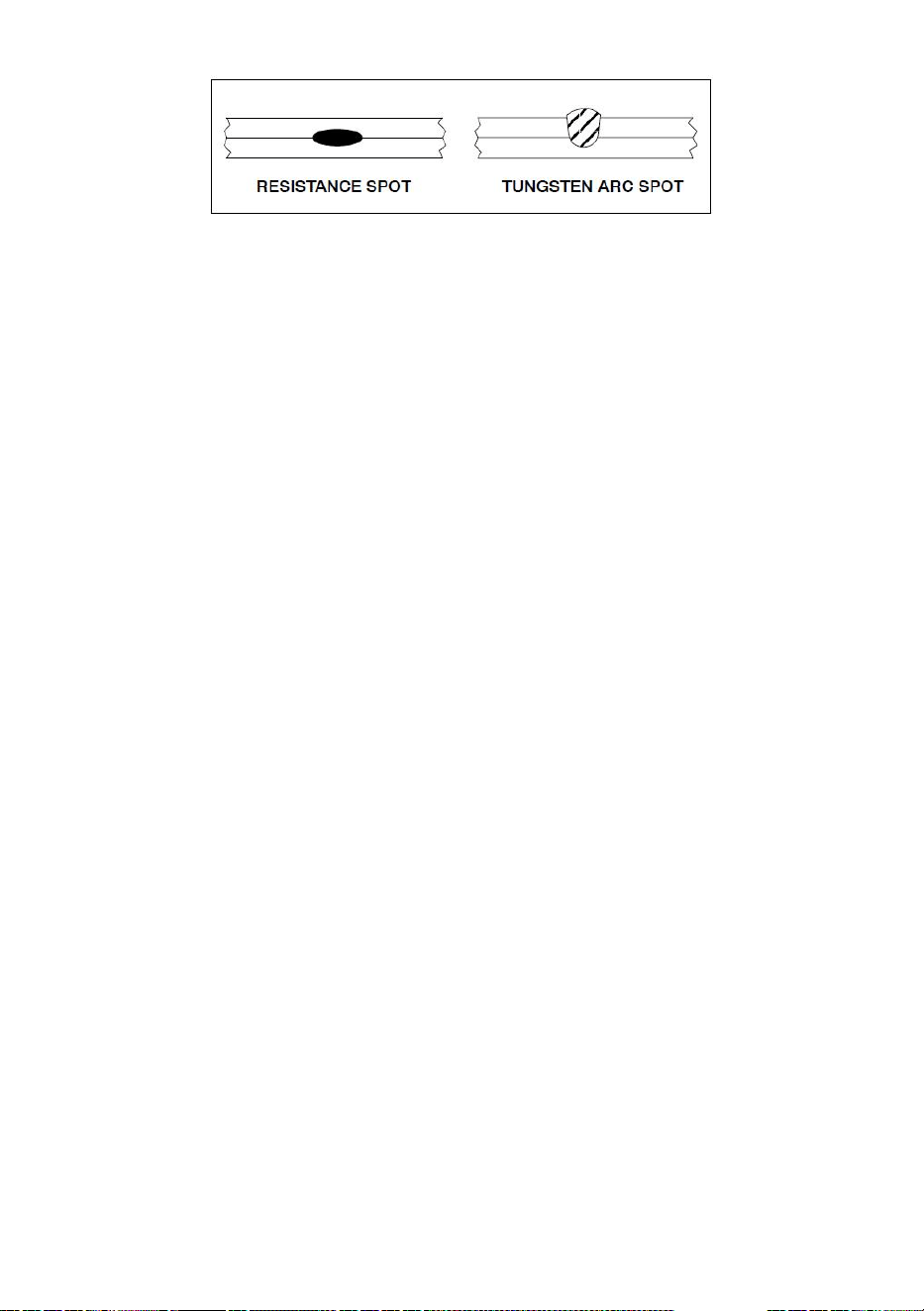
Abbildung 3-1. Vergleich von Widerstand und WIG-Punktschweißen
Der Gas-Wolfram-Lichtbogenspot wird nur von einer Seite hergestellt. Das
Widerstandspunktschweißen wird normalerweise mit Elektroden auf jeder Seite
des Werkstücks durchgeführt. Widerstandspunktschweißungen können in jeder
Position des Werkstücks durchgeführt werden.
Der Widerstandspunktschweißklumpen entsteht, wenn die Grenzfläche der
Schweißverbindung aufgrund des Widerstands der Verbindungsflächen
gegenüber dem elektrischen Stromfluss erhitzt wird. In allen Fällen muss natürlich
der Strom fließen, sonst kann die Schweißung nicht durchgeführt werden. Der
Druck der Elektrodenspitzen auf das Werkstück hält das Teil während der
Schweißnaht in engem und engem Kontakt. Beachten Sie jedoch, dass
Widerstandspunktschweißgeräte NICHT als Kraftspanner zum Zusammenziehen
der Werkstücke zum Schweißen konzipiert sind.
3-2. Hitzeerzeugung
Eine Modifikation des Ohmschen Gesetzes kann vorgenommen werden, wenn
Watt und Wärme synonym betrachtet werden. Wenn Strom durch einen Leiter
fließt, erzeugt der elektrische Widerstand des Leiters gegenüber dem Stromfluss
Wärme. Als Grundformel für die Wärmeerzeugung kann man Folgendes angeben:
H = I
2
R wobei H = Wärme
I
2
= Schweißstrom im Quadrat
R = Widerstand
Der sekundäre Teil eines Widerstandspunktschweißkreises, einschließlich der zu
schweißenden Teile, besteht eigentlich aus einer Reihe von Widerständen. Der
Gesamtadditivwert dieses elektrischen Widerstands beeinflusst die Stromabgabe
des Widerstandspunktschweißgeräts und die Wärmeerzeugung des Stromkreises.
Die entscheidende Tatsache ist, dass, obwohl der Stromwert in allen Teilen des
Stromkreises gleich ist, die Widerstandswerte an verschiedenen Punkten im
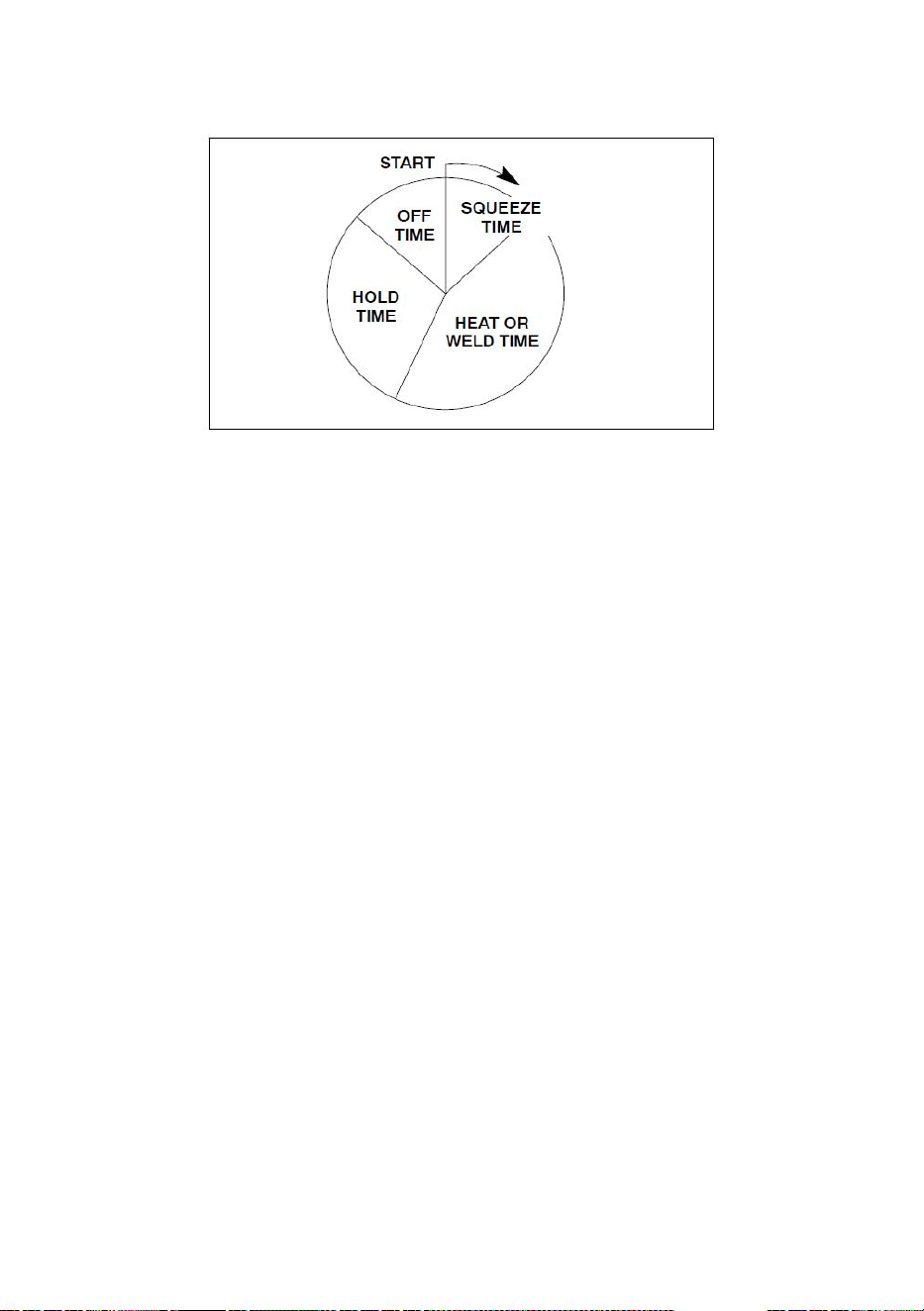
Stromkreis erheblich variieren können. Die erzeugte Wärme ist direkt proportional
zum Widerstand an jedem Punkt im Stromkreis.
Abbildung 3-2. Zeitzyklus des Punktschweißens
SQUEEZE TIME – Zeit zwischen Druckausübung und Schweißung.
WÄRME- ODER SCHWEIßZEIT – Die Schweißzeit beträgt Zyklen.
HALTEZEIT – Zeit, die der Druck nach dem Schweißen aufrechterhalten wird.
AUS-ZEIT – Elektroden getrennt, um den Materialtransport für die nächste Stelle
zu ermöglichen.
Die Widerstandspunktschweißmaschinen sind so konstruiert, dass im
Transformator, den flexiblen Kabeln, der Zange und den Elektrodenspitzen ein
minimaler Widerstand sichtbar ist. Die Widerstandspunktschweißmaschinen sind
darauf ausgelegt, den Schweißstrom auf die effizienteste Weise auf die
Schweißstelle zu bringen. An der Schweißstelle ist der größte relative Widerstand
erforderlich. Der Begriff „relativ“ bedeutet bezogen auf den Rest des eigentlichen
Schweißkreises.
Im Arbeitsbereich gibt es sechs Hauptwiderstandspunkte. Sie sind wie folgt:
1. Der Kontaktpunkt zwischen der Elektrode und dem oberen Werkstück.
2. Das obere Werkstück.
3. Die Schnittstelle der oberen und unteren Werkstücke.
4. Das untere Werkstück.
5. Der Kontaktpunkt zwischen dem unteren Werkstück und der Elektrode.
6. Widerstand der Elektrodenspitzen.
Die Widerstände sind in Reihe geschaltet und jeder Widerstandspunkt verzögert
den Stromfluss. Die Höhe des Widerstands an Punkt 3, der Grenzfläche der

Werkstücke, hängt von den Wärmeübertragungsfähigkeiten des Materials, seinem
elektrischen Widerstand und der kombinierten Dicke der Materialien an der
Schweißverbindung ab. An diesem Teil des Stromkreises entsteht die
Schweißlinse.
3-3. Der Zeitfaktor
Das Widerstandspunktschweißen hängt vom Widerstand des Grundmetalls und
der Menge des fließenden Stroms ab, um die für die Punktschweißung
erforderliche Wärme zu erzeugen. Ein weiterer wichtiger Faktor ist die Zeit. In den
meisten Fällen werden bei der Punktschweißung mehrere tausend Ampere
verbraucht. Solche Stromstärkewerte, die durch eine Schweißnaht fließen. Solche
Stromstärken, die durch einen relativ hohen Widerstand fließen, erzeugen in
kurzer Zeit viel Wärme. Um gute Widerstandspunktschweißungen zu erzielen, ist
es notwendig, die Zeit, in der der Strom fließt, genau zu kontrollieren. Tatsächlich
ist die Zeit die einzige kontrollierbare Variable bei den meisten
Einzelimpuls-Widerstandspunktschweißanwendungen. Die Steuerung des Stroms
ist oft wirtschaftlich nicht praktikabel. In vielen Fällen ist es auch unvorhersehbar.
Die meisten Widerstandspunktschweißungen werden in sehr kurzen Zeiträumen
hergestellt. Da für den Schweißprozess normalerweise Wechselstrom verwendet
wird, kann bei den Verfahren eine Zeit von 60 Zyklen zugrunde gelegt werden
(sechzig Zyklen = 1 Sekunde). Abbildung 3-2 zeigt den Zeitzyklus des
Widerstandspunktschweißens.
Bisher wurde die Formel zur Wärmeerzeugung verwendet. Mit der Hinzufügung
des Zeitelements wird die Formel wie folgt vervollständigt:
H = I
2
RTK, wobei H = Wärme
Ich
2
= Strom im Quadrat
R = Widerstand
T = Zeit
K = Wärmeverluste
Die Kontrolle der Zeit ist wichtig. Wenn das Zeitelement zu lang ist, kann das
Grundmetall in der Verbindung den Schmelzpunkt (und möglicherweise den
Siedepunkt) des Materials überschreiten. Dies könnte aufgrund der Gasporosität
zu fehlerhaften Schweißnähten führen. Es besteht auch die Möglichkeit, dass
geschmolzenes Metall aus der Schweißnaht austritt, was den Querschnitt der

Naht verringern und die Schweißnaht schwächen könnte. Kürzere Schweißzeiten
verringern auch die Möglichkeit einer übermäßigen Wärmeübertragung im
Grundmetall. Der Verzug der geschweißten Teile wird minimiert und die
Wärmeeinflusszone um die Schweißlinse ist wesentlich kleiner.
3-4. Druck
Die Wirkung des Drucks auf die Widerstandspunktschweißung sollte sorgfältig
abgewogen werden. Der Hauptzweck des Drucks besteht darin, die zu
schweißenden Teile an der Verbindungsstelle in engem Kontakt zu halten. Dieser
Vorgang gewährleistet einen gleichbleibenden elektrischen Widerstand und eine
gleichbleibende Leitfähigkeit an der Schweißstelle. Die Zangen und
Elektrodenspitzen dürfen NICHT zum Zusammenziehen der Werkstücke
verwendet werden. Das Widerstandspunktschweißgerät ist nicht als elektrische
„C“-Klemme konzipiert! Die zu verschweißenden Teile sollten sich in engem
Kontakt befinden, BEVOR Druck ausgeübt wird.
Untersuchungen haben gezeigt, dass hohe Drücke, die auf die
Schweißverbindung ausgeübt werden, den Widerstand am Kontaktpunkt zwischen
Elektrodenspitze und Werkstückoberfläche verringern. Je größer der Druck, desto
geringer ist der Widerstandsfaktor.
Richtige Drücke mit engem Kontakt der Elektrodenspitze und dem Grundmetall
neigen dazu, die Wärme von der Schweißnaht wegzuleiten. Bei höheren Drücken
sind höhere Ströme erforderlich und umgekehrt erfordern niedrigere Drücke
weniger Stromstärke von der Widerstandspunktschweißmaschine. Dieser
Sachverhalt sollte insbesondere beim Einsatz einer Wärmeregelung bei den
verschiedenen Widerstandspunktschweißgeräten sorgfältig beachtet werden.
3-5. Elektrodentipps
Kupfer ist das Grundmetall, das normalerweise für
Widerstandspunktschweißzangen und -spitzen verwendet wird. Der Zweck der
Elektrodenspitzen besteht darin, den Schweißstrom zum Werkstück zu leiten, den
Brennpunkt des auf die Schweißverbindung ausgeübten Drucks zu bilden, Wärme
von der Arbeitsoberfläche abzuleiten und ihre Form- und Wärmeeigenschaften
aufrechtzuerhalten elektrische Leitfähigkeit unter Arbeitsbedingungen.
Elektrodenspitzen bestehen aus Kupferlegierungen und anderen Materialien. Die
Resistance Welders Manufacturing Association (RWMA) hat Elektrodenspitzen in

zwei Gruppen eingeteilt:
Gruppe A – Legierungen auf Kupferbasis
Gruppe B – Spitzen aus feuerfestem Metall
Die Gruppen werden weiter nach Nummer klassifiziert. Gruppe A, Klasse I, II, III,
IV und V bestehen aus Kupferlegierungen. Gruppe B, Klasse 10, 11, 12, 13 und
14 sind die feuerfesten Legierungen.
Elektrodenspitzen der Gruppe A und Klasse I kommen in ihrer
Zusammensetzung reinem Kupfer am nächsten. Mit steigender Klassenzahl
nehmen die Härte- und Glühtemperaturwerte zu, während die thermische und
elektrische Leitfähigkeit abnimmt.
der Gruppe B sind gesinterte Mischungen aus Kupfer und Wolfram usw., die auf
Verschleißfestigkeit und Druckfestigkeit bei hohen Temperaturen ausgelegt sind.
Legierungen der Gruppe B, Klasse 10 haben etwa 40 Prozent der Leitfähigkeit von
Kupfer, wobei die Leitfähigkeit mit zunehmendem Zahlenwert abnimmt.
Elektrodenspitzen der Gruppe B werden normalerweise nicht für Anwendungen
verwendet, bei denen Widerstandspunktschweißmaschinen eingesetzt werden.
3-6. Praktische Anwendungen des Widerstandspunktschweißens
▲ PUNKTSCHWEISSEN kann gefährlich sein. Lesen und befolgen Sie den
Sicherheitsabschnitt vorne in diesem Buch sowie die Bedienungsanleitung
und alle Etiketten auf dem Gerät.
Widerstandspunktschweißtechniken erfordern keine umfangreichen oder
aufwendigen Sicherheitsvorkehrungen. Es gibt jedoch einige vernünftige
Maßnahmen, die Verletzungen des Bedieners verhindern können.
Bei jeder Arbeit in einem Geschäft ist es eine kluge Regel, eine Schutzbrille zu
tragen. Widerstandspunktschweißen ist keine Ausnahme von der Regel! Sehr oft
werden Metalle oder Oxide aus dem Gelenkbereich ausgestoßen. Um schwere
Verletzungen zu vermeiden, ist ein Schutz des Gesichts und insbesondere der
Augen erforderlich.
Ein weiterer Problembereich ist die Belüftung. Dies kann beim
Widerstandspunktschweißen von verzinkten Metallen (verzinkt) oder Metallen mit
anderen Beschichtungen wie Blei ein ernstes Problem darstellen. Die beim
Schweißvorgang entstehenden Dämpfe haben eine gewisse Giftigkeit, die beim
Bediener zu Krankheiten führen kann. Durch eine ordnungsgemäße Belüftung
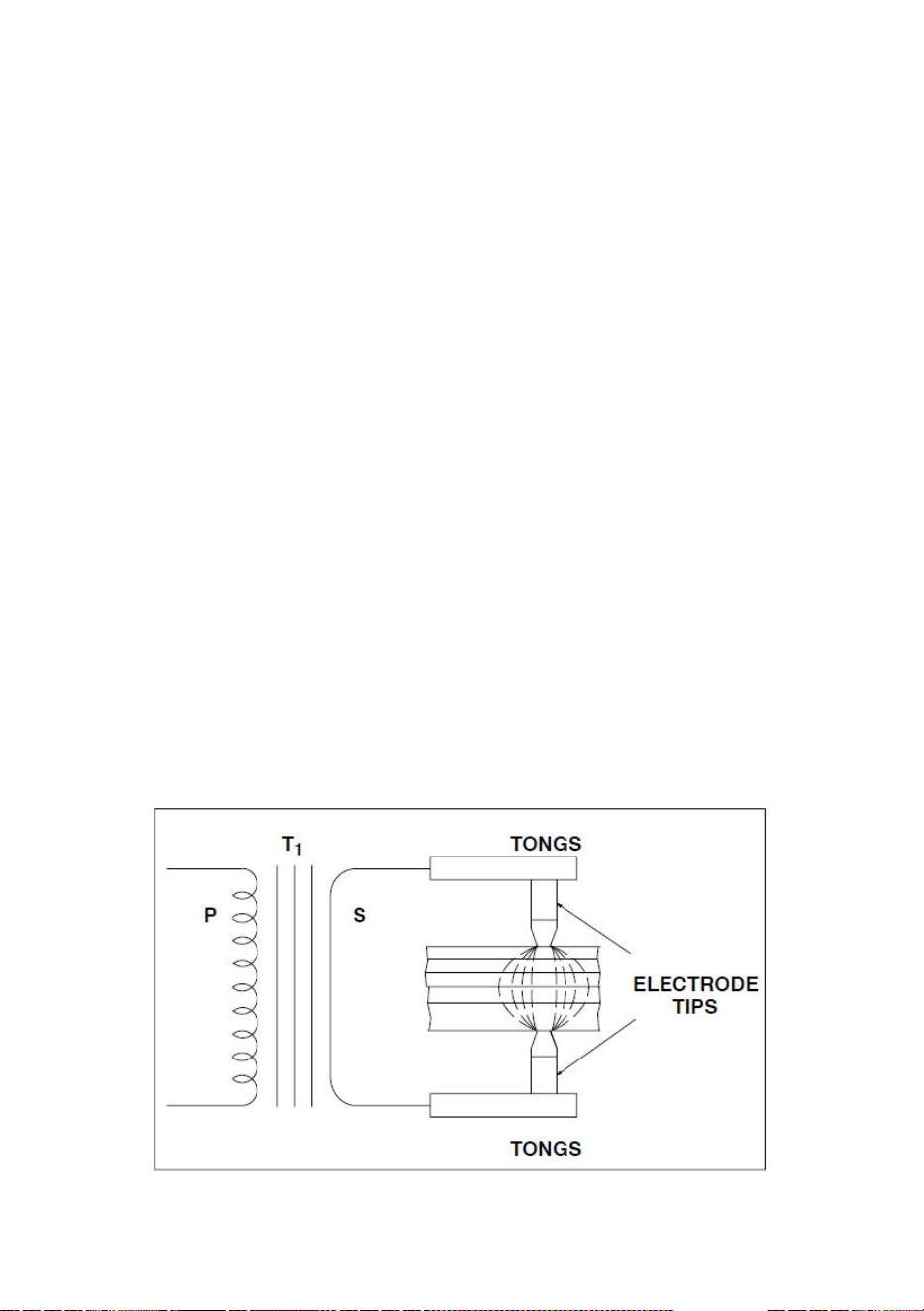
kann die Rauchkonzentration im Schweißbereich verringert werden.
Wie in der vorherigen Diskussion über die Grundlagen des
Widerstandspunktschweißens erläutert, besteht ein eindeutiger Zusammenhang
zwischen Zeit, Strom und Druck. Strom und Druck tragen dazu bei, die Wärme im
Schweißklumpen zu erzeugen.
Wenn der Schweißstrom für die Anwendung zu niedrig ist, ist die Stromdichte zu
gering, um die Schweißung durchzuführen. Dieser Zustand führt auch zu einer
Überhitzung der Elektrodenspitzen, was dazu führen kann, dass diese aushärten,
Pilze bilden und möglicherweise verunreinigt werden. Auch wenn die Zeit erhöht
wird, ist die erzeugte Wärmemenge geringer als die Verluste durch Strahlung und
Leitung im Werkstück und Wärmeleitung der Elektroden. Die Folge ist, dass es bei
langen Schweißzeiten bei niedrigen Strömen zu einer Überhitzung des gesamten
Grundmetallbereichs zwischen den Elektroden kommen kann. Dies könnte zu
Verbrennungen an der Ober- und Unterseite des Werkstücks führen und
möglicherweise dazu führen, dass sich die Elektrodenspitzen in den
Werkstückoberflächen festsetzen.
Mit zunehmender Stromdichte verringert sich die Schweißzeit proportional. Wenn
jedoch die Stromdichte zu hoch wird, besteht die Möglichkeit, dass
geschmolzenes Metall aus der Grenzfläche der Verbindung austritt und dadurch
die Schweißnaht geschwächt wird. Der ideale Zeit- und Stromdichtezustand liegt
knapp unter dem Niveau, bei dem Metall ausgestoßen wird.
Abbildung 3-3. Widerstandspunktschweiß-Wärmezonen

Es ist offensichtlich, dass der Wärmeeintrag nicht größer sein kann als die
Gesamtverlustrate des Werkstücks und der Elektrode, ohne dass Metall aus der
Verbindung austritt.
Kürzlich wurde eine interessante Entdeckung bezüglich des Stromflusses durch
das Werkstück gemacht. Bis vor Kurzem ging man davon aus, dass der Strom
geradlinig durch die Schweißverbindung fließt. Dies gilt nicht unbedingt, wenn
mehrere Materialstärken geschweißt werden. Die Charakteristik besteht darin,
dass sich der Strom „auffächert“, wodurch die Stromdichte an der Schweißstelle,
die am weitesten von den Elektrodenspitzen entfernt ist, abnimmt. Die Abbildung
(Abbildung 3-3) zeigt die Wärmezonen des Widerstandspunktschweißens für
verschiedene Metalldicken. Wir stellen fest, dass sich die unkontrollierbaren
Variablen (z. B. Grenzflächenverschmutzung) beim Widerstandspunktschweißen
mehrerer Materialstärken vervielfachen. Beim
„Stapel“-Widerstandspunktschweißen ist die Qualität deutlich geringer, was erklärt,
warum solche Schweißverfahren nach Möglichkeit vermieden werden.
Wenn man den Qualitätsfaktor außer Acht lässt, wird deutlich, dass die Anzahl der
Dicken eines Materials, die gleichzeitig erfolgreich widerstandspunktgeschweißt
werden können, von der Materialart und -dicke sowie der KVA-Kapazität der
Widerstandspunktschweißmaschine abhängt.
Der KVA-Wert, die Einschaltdauer und andere relevante Informationen sind auf
dem Typenschild der Widerstandspunktschweißmaschine DN-100 E angegeben .
Die Katalogliteratur und die Bedienungsanleitung enthalten Angaben zu den
maximalen kombinierten Materialstärken, die jedes Gerät schweißen kann.
3-7. Größe der Elektrodenspitze
Wenn man bedenkt, dass der Schweißstrom durch die Elektrode in das Werkstück
fließen kann, ist es logisch, dass die Größe der Elektrodenspitze die Größe der
Widerstandspunktschweißung bestimmt. Eigentlich sollte der
Schweißlinsendurchmesser etwas kleiner sein als der Durchmesser der
Elektrodenspitze.
Wenn der Durchmesser der Elektrodenspitze für die Anwendung zu klein ist. Der
Schweißklumpen wird klein und schwach sein. Wenn der Durchmesser der
Elektrodenspitze jedoch zu groß ist, besteht die Gefahr einer Überhitzung des
Grundmetalls und der Bildung von Hohlräumen und Gaseinschlüssen. In beiden
Fällen wären Aussehen und Qualität der fertigen Schweißnaht nicht akzeptabel.
Um den Durchmesser der Elektrodenspitze zu bestimmen, sind einige
Entscheidungen seitens des Schweißkonstruktionskonstrukteurs erforderlich. Die
Widerstandsfaktoren für verschiedene Materialien haben sicherlich einen
gewissen Einfluss auf die Bestimmung des Durchmessers der Elektrodenspitze.
Für kohlenstoffarmen Stahl wurde eine allgemeine Formel entwickelt. Es liefert
Werte für den Durchmesser der Elektrodenspitze, die für die meisten
Anwendungen verwendbar sind.
Der in diesem Text besprochene SPITZENDURCHMESSER
bezieht sich auf den Durchmesser der Elektrodenspitze am
Kontaktpunkt mit dem Werkstück. Es bezieht sich nicht auf den
Hauptdurchmesser der gesamten Elektrodenspitze.
3-8. Druck oder Schweißkraft
Der Druck, den die Zange und die Elektrodenspitzen auf das Werkstück ausüben,
hat großen Einfluss auf die Menge des Schweißstroms, der durch die Verbindung
fließt. Je höher der Druck, desto höher ist der Schweißstromwert, der im Rahmen
der Leistungsfähigkeit der Widerstandspunktschweißmaschine liegt.
Der Druck lässt sich relativ einfach einstellen. Normalerweise werden Proben des
zu schweißenden Materials zwischen die Elektrodenspitzen gelegt und auf
ausreichenden Druck für die Schweißung überprüft. Wenn mehr oder weniger
Druck erforderlich ist, finden Sie in der Bedienungsanleitung des
Widerstandspunktschweißgeräts genaue Hinweise zur korrekten Einstellung. Als
Teil des Einrichtungsvorgangs sollten der Zangen- und Elektrodenspitzenweg auf
den minimal erforderlichen Betrag eingestellt werden, um ein „Hämmern“ der
Elektrodenspitzen und Spitzenhalter zu verhindern.
3-9. Verschiedene Daten
Dieser Abschnitt des Textes soll Informationen zu mehreren Variablen liefern, die
bei einigen Widerstandspunktschweißanwendungen auftreten.
3-10. Wärmebilanz
Wenn die zu schweißenden Materialien gleicher Art und Dicke sind, stellt der
Wärmehaushalt kein besonderes Problem dar. In solchen Fällen ist die
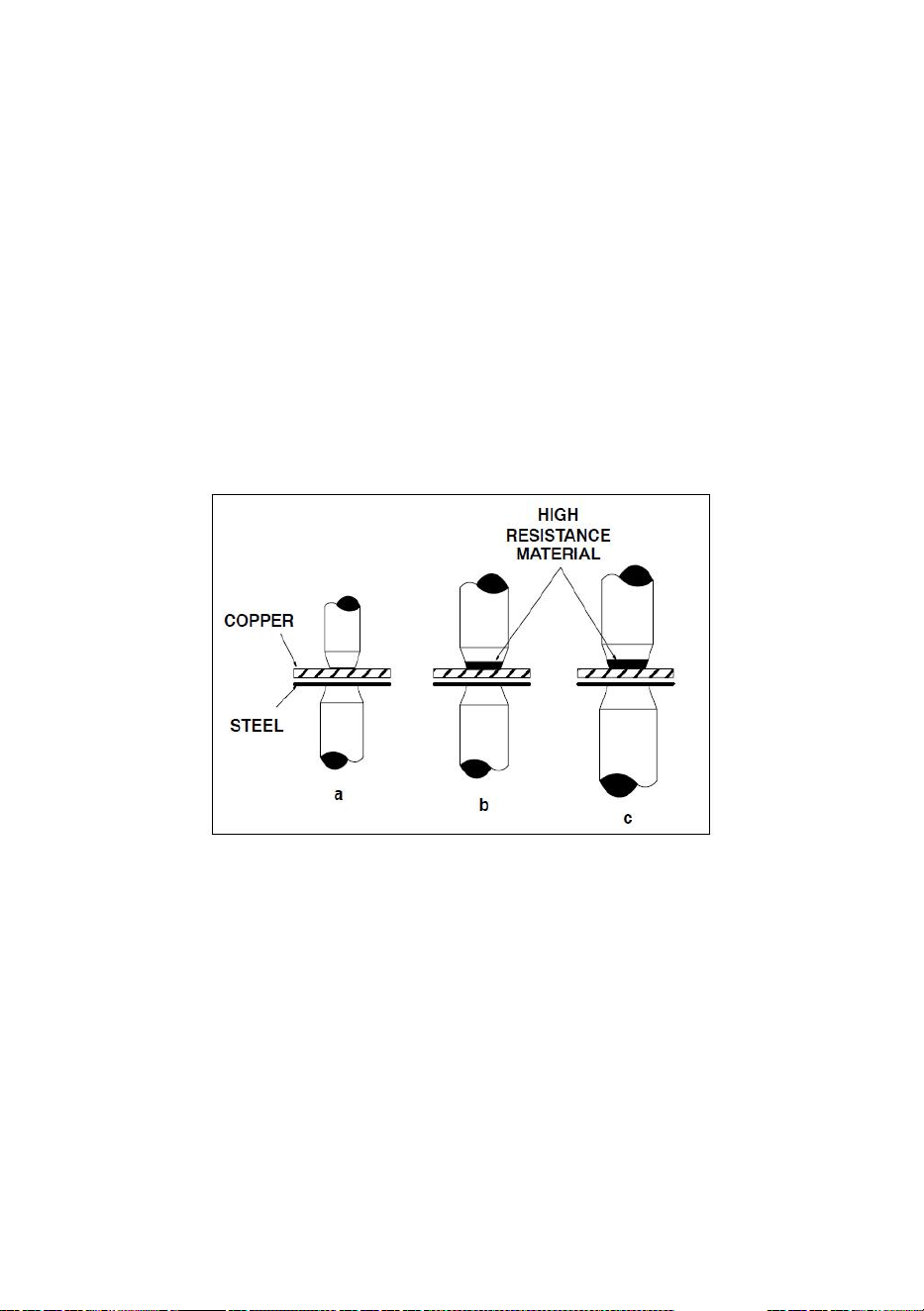
Wärmebilanz automatisch korrekt, wenn die Elektrodenspitzen den gleichen
Durchmesser, die gleiche Art usw. haben. Die Wärmebilanz kann als die
Schweißbedingungen definiert werden, bei denen die Schmelzzone der zu
verbindenden Teile gleicher Hitze ausgesetzt ist und Druck.
Wenn die Schweißverbindung Teile mit ungleichen thermischen Eigenschaften
aufweist, wie z. B. Kupfer und Stahl, kann dies aus mehreren Gründen zu einer
schlechten Schweißnaht führen. Möglicherweise legieren die Metalle an der
Verbindungsstelle nicht richtig. Im Stahl kann es zu einer stärkeren lokalen
Erwärmung kommen als im Kupfer. Der Grund liegt darin, dass Kupfer einen
geringen elektrischen Widerstand und gute Wärmeübertragungseigenschaften
aufweist, während Stahl einen hohen elektrischen Widerstand und niedrige
Wärmeübertragungseigenschaften aufweist.
Abbildung 3-4. Techniken zur Erzielung eines Wärmegleichgewichts
Eine korrekte Wärmebalance kann in einer Schweißverbindung dieser Art durch
eine von mehreren Methoden erreicht werden. Abbildung 3-4 zeigt drei mögliche
Lösungen für das Problem. Abbildung 3-4 (a) zeigt die Verwendung einer
kleineren Elektrodenspitzenfläche für die Kupferseite der Verbindung, um die
Schmelzeigenschaften durch Variation der Stromdichte in den unterschiedlichen
Materialien anzugleichen.
Abbildung 3-4 (b) zeigt die Verwendung einer Elektrodenspitze mit einem Material
mit hohem elektrischem Widerstand, wie z. B. Wolfram oder Molybdän, am
Kontaktpunkt. Dadurch entsteht im Kupfer etwa die gleiche Schmelzzone wie im

Stahl. Eine Kombination der beiden Methoden ist in Abbildung 3-4 (c) dargestellt.
3-11. Oberflächenbedingungen
Alle Metalle entwickeln Oxide, die beim Widerstandspunktschweißen schädlich
sein können. Einige Oxide, insbesondere solche feuerfester Natur, sind
problematischer als andere. Darüber hinaus wirkt der Walzzunder auf
warmgewalzten Stählen als Isolator und verhindert Widerstandspunktschweißen
von guter Qualität. Mit diesem Verfahren zu verbindende Oberflächen sollten
sauber, frei von Oxiden und chemischen Verbindungen sein und eine glatte
Oberfläche aufweisen.
3-12. Materialdaten für Widerstandspunktschweißen
In diesem Abschnitt des Textes werden Methoden zum
Widerstandspunktschweißen einiger der gängigen Metalle betrachtet, die bei
Fertigungsarbeiten verwendet werden. Es ist nicht beabsichtigt, dass alle
möglichen Probleme, die auftreten könnten, beantwortet werden. Der Zweck
dieses Textteils besteht darin, allgemeine Betriebsdaten für den Einsatz mit
Widerstandspunktschweißmaschinen bereitzustellen. Gegebenenfalls beziehen
sich die bereitgestellten Daten auf bestimmte Modelle und die Größe (KVA) der
Einheiten. Die in diesem Abschnitt aufgeführten Geräte werden nicht für
Aluminium- oder Kupferlegierungen empfohlen.
3-13. Baustahl
Weicher oder kohlenstoffarmer Stahl macht den größten Anteil des Materials aus,
das mit dem Widerstandspunktschweißverfahren geschweißt wird. Alle
kohlenstoffarmen Stähle sind mit diesem Verfahren problemlos schweißbar,
sofern geeignete Geräte und Verfahren verwendet werden.
Die Kohlenstoffstähle neigen dazu, harte, spröde Schweißnähte zu entwickeln,
wenn der Kohlenstoffgehalt zunimmt, wenn keine geeigneten Nachwärmverfahren
angewendet werden. Ein schnelles Abschrecken der Schweißnaht, bei dem die
Nuggets schnell abkühlen, erhöht die Wahrscheinlichkeit einer harten, spröden
Mikrostruktur in der Schweißnaht.
Warmgewalzter Stahl weist normalerweise Walzzunder auf der Metalloberfläche
auf. Diese Art von Material wird normalerweise nicht mit
Widerstandsschweißmaschinen der KVA-Werte bestimmter Baueinheiten

punktgeschweißt.
Kaltgewalzter Stahl (CRS) und warmgewalzter Stahl, gebeizt und geölt (HRSP &
O), können ohne großen Aufwand widerstandspunktgeschweißt werden. Wenn
die Ölkonzentration auf dem Blech zu hoch ist, kann es zur Bildung von
Kohlenstoff an den Elektrodenspitzen kommen, was deren Lebensdauer verkürzt.
Bei stark geöltem Blechmaterial empfiehlt sich das Entfetten oder Abwischen.
Die Widerstandspunktschweißung sollte eine Scherfestigkeit haben, die der
Scherfestigkeit des Grundmetalls entspricht und die Festigkeit einer Niete oder
einer Schmelzlochschweißung mit der gleichen Querschnittsfläche übertreffen
sollte. Normalerweise wird die Scherfestigkeit als Kriterium für die
Widerstandspunktschweißspezifikationen akzeptiert, obwohl auch andere
Methoden verwendet werden können.
Eine gängige Praxis besteht darin, zwei geschweißte Probestreifen
auseinanderzulösen, um zu sehen, ob aus einem Stück eine saubere
„Niete“ gezogen wird. Wenn dies der Fall ist, gilt die Bedingung für das
Widerstandspunktschweißen als korrekt.
Bei magnetischen Materialien wie Weichstahl kann der Strom durch die
Schweißnaht erheblich variieren, je nachdem, wie viel magnetisches Material sich
in der Zangenschlaufe befindet. Die Zangenschlaufe wird manchmal als „Hals“ der
Widerstandspunktschweißmaschine bezeichnet.
Beispielsweise kann das zu schweißende Teil bei einer
Widerstandspunktschweißung die größte Menge des Grundmetalls im Hals der
Einheit und bei der zweiten Punktschweißung nahezu kein Grundmetall im Hals
der Einheit aufweisen. Bei der ersten Schweißung wird der Strom an der
Schweißnaht geringer sein. Der Grund liegt in der Reaktanz, die durch das
Eisenmaterial im Lichtbogenschweißkreis verursacht wird.
Widerstandspunktschweißmaschinen eignen sich zum Schweißen von
kohlenstoffarmem Stahl. Um optimale Ergebnisse zu erzielen, müssen sie
innerhalb ihrer Nennkapazität und der Gesamtdicke des Materials verwendet
werden. Sie sollten nicht über die Einschaltdauer hinweg verwendet werden, da
dies zu Schäden am Schütz und Transformator führen kann. Der für diesen
Gerätetyp vorgesehene Arbeitszyklus von 30 Prozent sollte für alle Anwendungen
innerhalb ihrer Nennleistung ausreichend sein. Der Arbeitszyklus von 30 Prozent
ist eine RWMA-Standardbewertung für allgemeine

Widerstandsschweißmaschinen. Der Arbeitszyklus von 30 Prozent basiert auf
einem Zeitraum von 10 Sekunden und bedeutet, dass das Gerät 3 Sekunden von
jedem Zeitraum von 10 Sekunden schweißen kann.
3-14. Stähle mit niedriger und mittlerer Kohlenstofflegierung
Es gibt einige wesentliche Unterschiede beim Widerstandspunktschweißen von
Stählen mit niedrigem und mittlerem Kohlenstoffgehalt im Vergleich zu unlegierten
oder kohlenstoffarmen Stählen. Der Widerstandsfaktor für niedriglegierte Stähle
und Stähle mit mittlerem Kohlenstoffgehalt ist höher; Daher sind die aktuellen
Anforderungen etwas niedriger. Zeit und Temperatur sind kritischer, da bei diesen
Legierungen die metallurgischen Veränderungen größer sind. Die Gefahr einer
Schweißversprödung ist sicherlich größer als bei unlegiertem Stahl.
Die Drücke beim Widerstandspunktschweißen sind bei diesen Materialien
aufgrund der zusätzlichen Druckfestigkeit, die niedriglegierten Stählen und
Stählen mit mittlerem Kohlenstoffgehalt innewohnt, normalerweise höher. Es ist
immer eine gute Idee, beim Schweißen dieser Legierungen längere
Schweißzeiten zu verwenden, um die Abkühlgeschwindigkeit zu verlangsamen
und duktilere Schweißnähte zu ermöglichen.
3-15. Rostfreier Stahl
Die Chrom-Nickel-Stahllegierungen (austenitisch) haben einen sehr hohen
elektrischen Widerstand und lassen sich leicht durch Widerstandspunktschweißen
verbinden. Bei diesen Materialien ist die schnelle Abkühlung über den kritischen
Bereich von 800 bis 1400 F von großer Bedeutung. Das mit dem
Widerstandspunktschweißen verbundene schnelle Abschrecken ist ideal, um die
Möglichkeit einer Chromkarbidausfällung an den Korngrenzen zu verringern.
Natürlich umso länger Je mehr die Schweißverbindung auf den kritischen
Temperaturen gehalten wird, desto größer ist die Möglichkeit einer
Karbidausfällung.
3-16. Stähle, tauchbeschichtet oder plattiert
Die überwiegende Mehrheit der Materialien in dieser Kategorie ist verzinkter oder
verzinkter Stahl. Obwohl einige verzinkte Stähle elektroplattiert sind, ist die
Tauchbeschichtung kostengünstiger und wird überwiegend verwendet. Bei
tauchbeschichtetem Stahl ist die Zinkschicht ungleichmäßig dick. Der

Widerstandsfaktor variiert von Schweißnaht zu Schweißnaht und es ist sehr
schwierig, Bedingungen für das Material in Diagrammform festzulegen.
Beim Widerstandspunktschweißen ist es unmöglich, die Unversehrtheit der
verzinkten Beschichtung aufrechtzuerhalten. Der im Vergleich zur
Schmelztemperatur des Stahlblechs niedrige Schmelzpunkt der Zinkbeschichtung
führt dazu, dass das Zink verdampft. Natürlich muss ein ausreichender Druck
vorhanden sein, um das Zink an der Schweißnaht zur Seite zu drücken und eine
Stahl-zu-Stahl-Verschmelzung zu ermöglichen. Ansonsten ist die Festigkeit der
Widerstandspunktschweißung fraglich.
Zur Reparatur äußerer Schäden an der Beschichtung, die durch die Schweißhitze
entstehen können, stehen Materialien zur Verfügung. Gegen den Verlust von
Beschichtungsmaterial an den Schnittstellen der Schweißnaht gibt es leider keine
Abhilfe. Tatsächlich kann die Verdampfung des Zinks zu Porosität in der
Schweißnaht und einer allgemeinen Schwächung der erwarteten Scherfestigkeit
führen.
▲ Das VERDAMPFTE ZINK bildet bei der Kondensation zu festem Material
Partikel in Form von Angelhaken. Diese Partikel können sich in den Geweben
des Körpers festsetzen und Reizungen verursachen. Verwenden Sie im
Schweißbereich eine Zwangsbelüftung oder Absaugung und tragen Sie
langärmlige Hemden, lange Hosen und Gesichtsschutzschilde, wenn Sie mit
diesem Verfahren und beschichtetem Material arbeiten.
Andere beschichtete Materialien, wie z. B. Terne-Platten (mit Blei beschichtet),
können unterschiedlich stark toxisch sein. Beim Arbeiten mit diesen Materialien ist
eine ausreichende Belüftung zwingend erforderlich.
Durch die Verdampfung des Beschichtungsmaterials können die
Elektrodenspitzen verschmutzen. Die Spitzen sollten häufig gereinigt werden, um
eine Legierungsbildung der niedriger schmelzenden Materialien mit den
Kupferspitzen zu verhindern. Die Spitzen müssen möglicherweise bei jeder vierten
oder fünften Schweißnaht gereinigt und bearbeitet werden, um die Qualität des
Produkts aufrechtzuerhalten. Bei einigen verzinkten Anwendungen werden die
besten Schweißnähte jedoch hergestellt, nachdem die Spitzen an mehreren
Stellen geschwärzt wurden. Die Verwendung kurzer Schweißzeiten erhöht die
Wahrscheinlichkeit guter Schweißnähte mit der geringsten Verschmutzung der
Spitze.
3-17. Aluminium und Aluminiumlegierungen
Widerstandspunktschweißmaschinen mit KVA-Werten weit über 20 KVA sind
erforderlich, um einwandfreie Schweißnähte auf den meisten
Aluminiummaterialien und anderen Grundmetallen mit hoher Leitfähigkeit
herzustellen. Die elektrische Leitfähigkeit von Aluminium ist hoch und
Schweißmaschinen müssen hohe Ströme und exakte Drücke liefern, um die
nötige Wärme bereitzustellen, um das Aluminium zu schmelzen und eine
einwandfreie Schweißnaht zu erzeugen.
3-18. Zusammenfassung
Widerstandspunktschweißen ist eine Schweißtechnik, die für fast alle bekannten
Metalle eingesetzt wird. Die eigentliche Schweißung erfolgt an der Schnittstelle
der zu verbindenden Teile. Der elektrische Widerstand des zu verschweißenden
Materials führt zu einer lokalen Erwärmung an den Grenzflächen der zu
verbindenden Metalle. Um optimale Ergebnisse zu erzielen, müssen für jede
Materialart Schweißverfahren entwickelt werden.
Es ist möglich, dass Nebenströme, die durch einen zuvor hergestellten
Schweißpunkt fließen, den Schweißstrom von dem zweiten Schweißpunkt
abziehen, der ausgeführt werden soll. Dies tritt auf, wenn die beiden
Schweißpunkte zu nahe beieinander liegen, und tritt bei allen Metallen auf.
Tabelle 3-1 enthält die Nenndaten für eine DN-100 E-
Widerstandspunktschweißmaschine. Diese Nenndaten können zwischen den
verschiedenen Typen der DN-100 E- Punktschweißmaschine unterschiedlich sein,
z. B. die Nennversorgungsspannung 23 0 V /120 V , die
Nennversorgungsfrequenz beträgt 50 Hz oder 60 Hz, der Nennarbeitszyklus
beträgt 30 % oder 50 % usw. Diese Bewertungsinformationen hängen von den
Anforderungen des Kunden ab.
Tabelle 3-1. Technische Daten einer Widerstandspunktschweißmaschine
einer DN-100 E Punktschweißmaschine
Modell
Bewertet
Liefern
Stromspan
nung
Bewertet
Liefern
Frequenz
Bewertet
Pflicht
Zyklus
Keine
Belastung
Stromspan
nung
Schweißen
Dicke
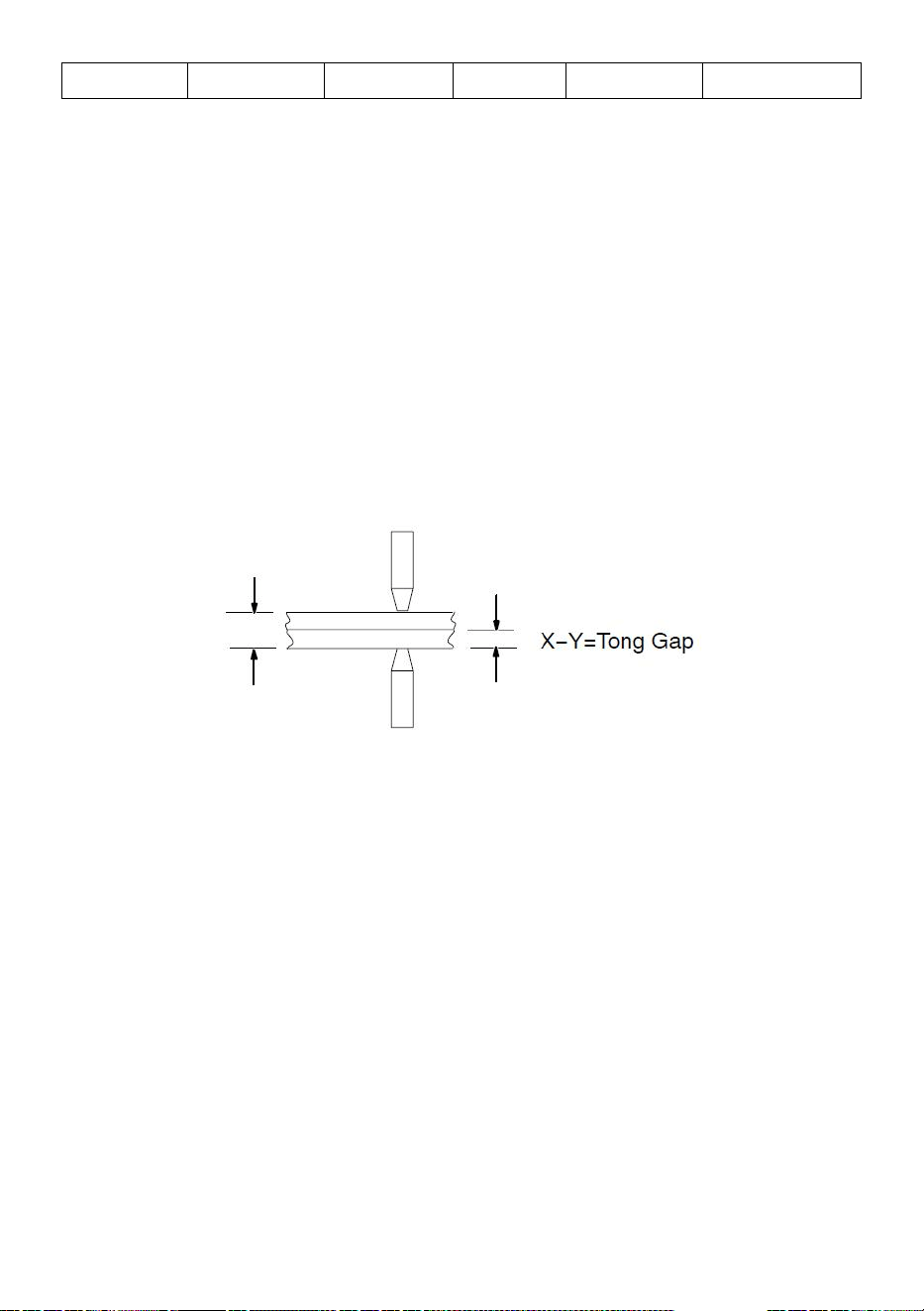
Die folgenden allgemeinen Daten werden bereitgestellt, um dem Bediener bei der
Einrichtung von Schweißverfahren beim Einsatz der
Widerstandspunktschweißmaschine zu helfen.
Zangendruckeinstellungen sollten NUR vorgenommen werden, wenn das primäre
Netzkabel von der primären Stromeingangsquelle getrennt ist.
1. Schließen Sie die Zange und messen Sie den Abstand zwischen den
Kontaktflächen der Elektrodenspitzen.
2. Messen Sie die Dicke der gesamten Schweißverbindung.
3. Stellen Sie den Zangenabstand auf das Maß von Schritt 2 abzüglich der Hälfte
der Dicke der dünnsten Schweißnahtnummer ein.
4. Führen Sie die zu verschweißenden Teile zwischen die Elektrodenspitzen ein
und bringen Sie die Spitzen auf Schweißdruck. Die Zange sollte leicht nachgeben.
Dies kann mit einer geraden Kante gemessen werden, die auf die Längsachse der
Zange gelegt wird.
5. Schalten Sie das Punktschweißgerät ein und führen Sie eine Probeschweißung
durch.
6. Prüfen Sie die Schweißnaht visuell und mechanisch. Überprüfen Sie die
Elektrodenspitze auf Verformung und Verschmutzung (siehe Prüfverfahren).
7. Passen Sie den Zangendruck nach Bedarf an (Informationen zur
Zangeneinstellung finden Sie in der Bedienungsanleitung).
3-19. Testverfahren
Die beschriebenen Testverfahren sind sehr einfach und erfordern zur
DN-100 E
U
1
V±10 %
50/60Hz
30 %
1,7 5 V
1,5+1,5 mm
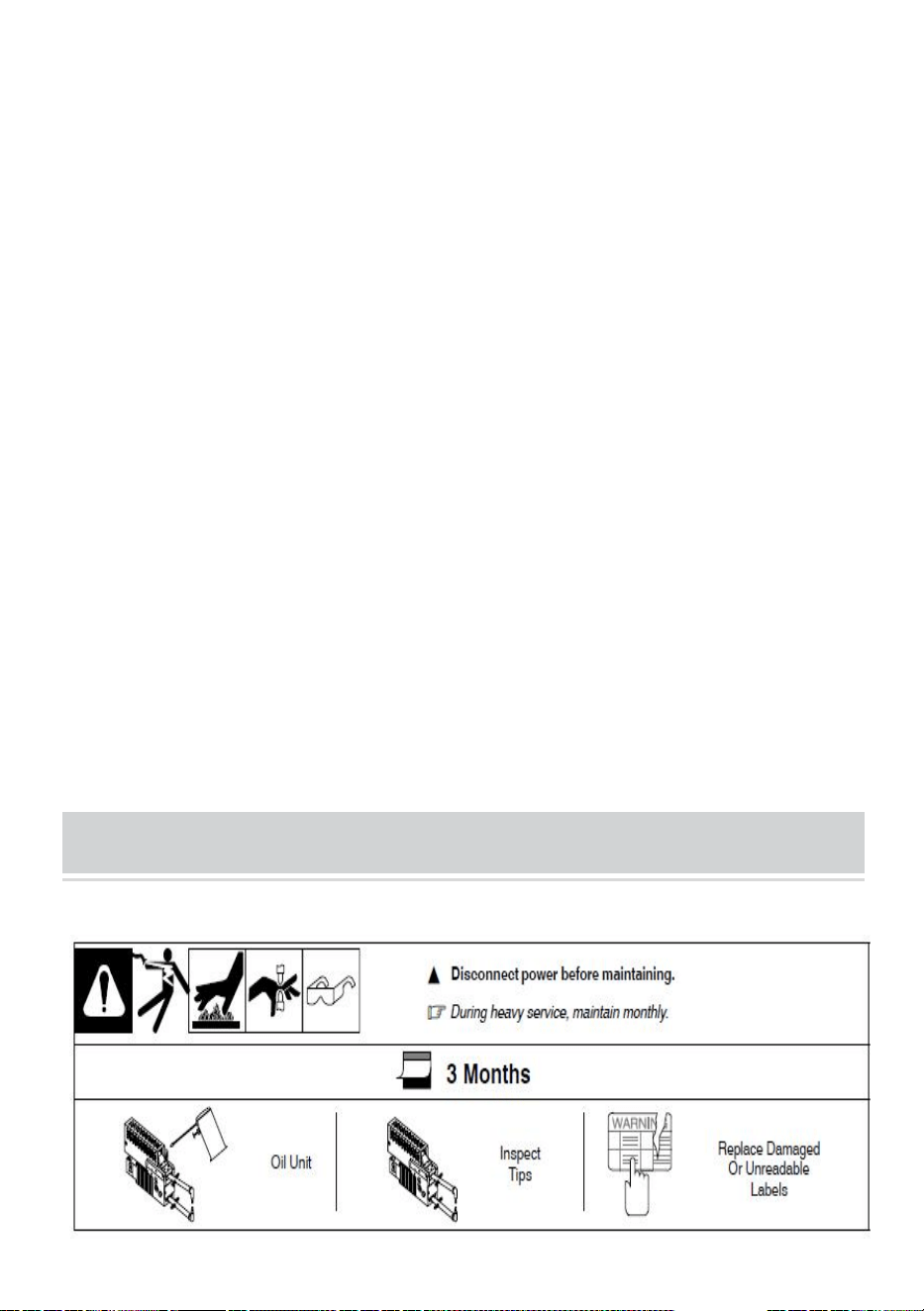
Durchführung ein Minimum an Ausrüstung.
1. Visueller Test
Beobachten Sie die Verformung und Form der Oberflächenkontaktpunkte auf
beiden Seiten der Schweißnaht. Eine übermäßige Wölbung des
Oberflächenkontaktpunkts weist auf eines oder mehrere der folgenden Probleme
hin:
A. Übermäßiger Zangendruck.
B. Schweißzeit zu lang.
C. Fehlausrichtung der Elektrodenspitzen.
Wenn die Widerstandspunktschweißung keine gleichmäßige, konzentrische
Oberfläche aufweist, könnte das Problem an einer Fehlausrichtung der
Elektrodenspitzen liegen. Richten Sie die Elektrodenspitzen bei ausgeschaltetem
Gerät und einer typischen Schweißverbindung zwischen den Spitzenoberflächen
aus.
2. Mechanischer Test
Legen Sie ein Ende der Widerstandspunktschweißprobe in die
Schraubstockbacken. Verwenden Sie mechanische Mittel, um die Schweißnaht
auseinanderzudrücken. Eine Seite der Schweißnaht sollte sich mit einer
Metallverlängerung von der Schweißnaht vom Grundmetall lösen. Überprüfen Sie
den richtigen Schweißnahtdurchmesser.
SECTION4- MAINTENANCE AND TROUBLESHOOTING
4-1. Wartung
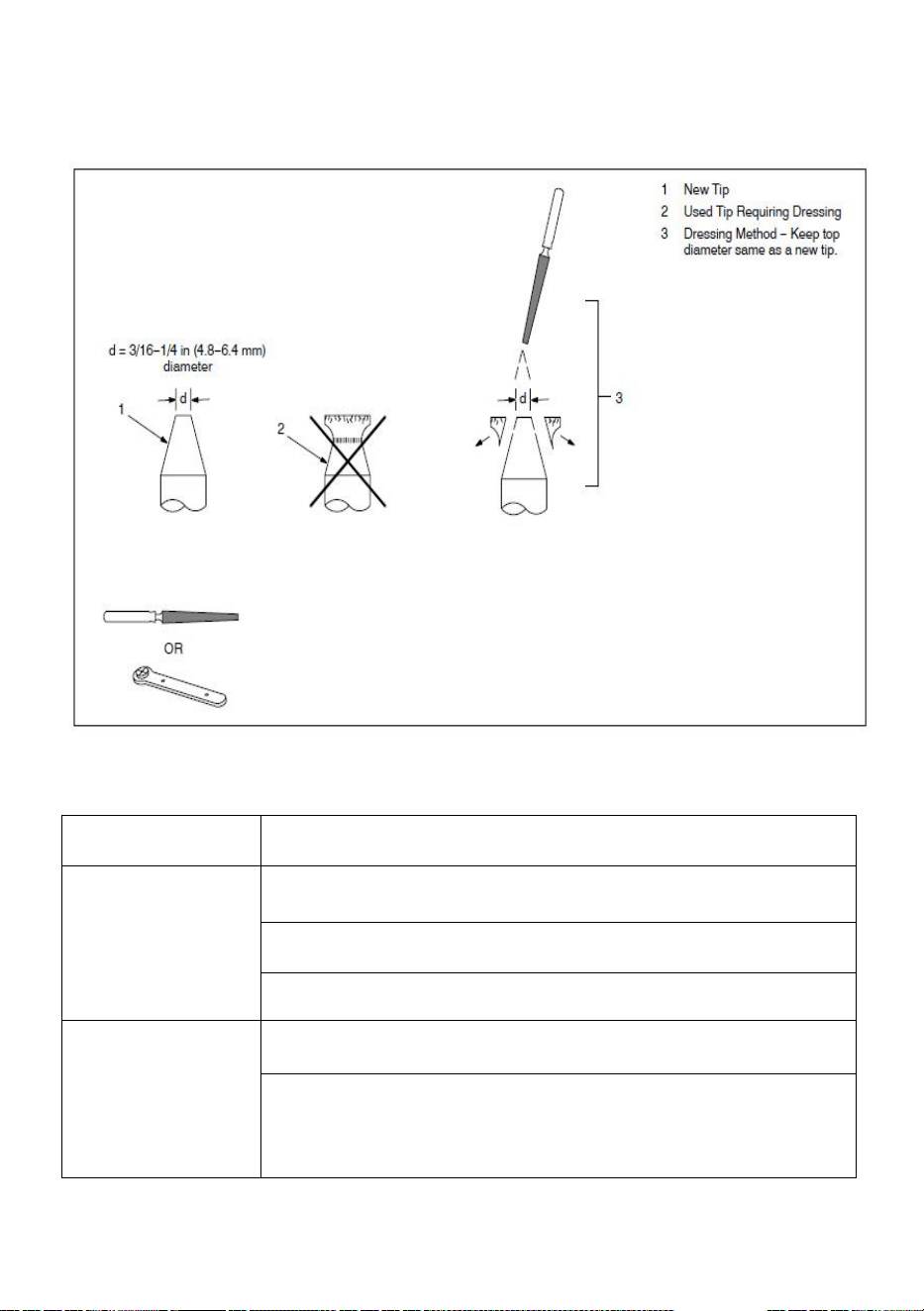
4-2. Tipps zum Anziehen
4-3. Fehlerbehebung
Problem
Abhilfe
Überhitzung der
Tipps.
Zu wenig Zangendruck. Zangendruck erhöhen.
Schweißzeit zu lang. Reduzieren Sie die Schweißzeit.
Material zu dick für die Punktschweißmaschine.
Spitzen bilden
Lichtbögen auf
dem Material.
Zu wenig Zangendruck. Zangendruck erhöhen.
Spitzen nicht richtig ausgerichtet. Richten Sie die Spitzen
neu aus oder bringen Sie die Spitzen auf den richtigen
Durchmesser an (siehe Abschnitt 4-2).
Das Grundmaterial kann an die Spitzen geschweißt
werden, was zu einem hohen Widerstand und einem
schlechten Stromfluss führt. Spitzen reinigen oder
anrichten (siehe Abschnitt 4-2).
Während des
Schweißvorgangs
treten Spritzer
oder
geschmolzenes
Material aus.
Falsche Spitzenausrichtung. Richten Sie die Spitzen so
ab, dass sie ausgerichtet sind und flach auf dem Material
aufliegen (siehe Abschnitt 4-2).
Übermäßiger Zangendruck. Zangendruck reduzieren.
Ausgangsstromstärke zu hoch. Reduzieren Sie
gegebenenfalls die Stromstärkeeinstellung (nicht verfügbar
bei luftgekühlten Modellen).
Schweißzeit zu lang. Reduzieren Sie die Schweißzeit.
Inkonsistenter
Schweißklumpen.
Inkonsistente Schweißzeit. Installieren Sie ggf. eine
Schweißzeitschaltuhr.
Zu wenig Zangendruck. Zangendruck erhöhen.
Loch in der Mitte
der Schweißnaht.
Die Kontaktfläche der Spitzen ist zu groß. Wechseln Sie zu
einem kleineren Spitzendurchmesser oder adressieren Sie
die Spitzen wieder auf den ursprünglichen Durchmesser
(siehe Abschnitt 4-2).
Schlechte
Schweißnaht
oder keine
Schweißnaht an
den Spitzen.
Material zu dick für Punktschweißmaschine. Überprüfen
Sie, ob die Materialstärke innerhalb der Kapazität der
Punktschweißmaschine liegt.
Zange ist zu lang. Zangenlänge reduzieren.
Entfernen Sie die Beschichtung vom Material, um einen
engen Kontakt zwischen den Teilen zu gewährleisten.
Entfernen Sie Oxide und chemische Verbindungen,
einschließlich verzinkter Beschichtungen.
In China hergestellt
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support
MODELLO: DN-100E
SALDATRICE A PUNTI
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta
solo una stima del risparmio che potresti trarre dall'acquistare determinati strumenti con noi rispetto ai
principali marchi più importanti e non significa necessariamente coprire tutte le categorie di strumenti
offerti da noi. Ti ricordiamo gentilmente di verificare attentamente quando effettui un ordine con noi
se stai effettivamente risparmiando la metà rispetto ai migliori marchi principali.
Machine Translated by Google
SALDATRICE A PUNTI
Queste sono le istruzioni originali, leggere attentamente tutte le istruzioni
del manuale prima dell'uso. VEVOR si riserva una chiara interpretazione del nostro
manuale d'uso. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Ti
preghiamo di perdonarci se non ti informeremo più se sono presenti aggiornamenti
tecnologici o software sul nostro prodotto.
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitate a
contattarci:
Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
MODELLO:DN-100E
HO BISOGNO DI AIUTO? CONTATTACI!
Machine Translated by Google
CORRETTO SMALTIMENTO
Indica una situazione pericolosa che, se non evitata, potrebbe causare morte o lesioni
gravi. I possibili pericoli sono indicati nei simboli adiacenti o spiegati nel testo.
Questo prodotto è soggetto alle disposizioni della Direttiva Europea 2012/19/
CE. Il simbolo del bidone della spazzatura barrato indica che nell'Unione
Europea il prodotto richiede la raccolta differenziata dei rifiuti. Ciò vale per il
prodotto e tutti gli accessori contrassegnati da questo simbolo. I prodotti
contrassegnati come tali non possono essere smaltiti con i normali rifiuti
domestici, ma devono essere portati in un punto di raccolta per il riciclaggio
di dispositivi elettrici ed elettronici
RABBIA! -Indica una situazione pericolosa che, se non evitata, provocherà morte o lesioni
gravi. I possibili pericoli sono indicati nei simboli adiacenti o spiegati nel testo.
AVVISO -Indica affermazioni non correlate a lesioni personali.
Questo gruppo di simboli significa Attenzione! Attento! Rischio di SCOSSE ELETTRICHE, PARTI IN
MOVIMENTO e PARTI CALDE. Consultare i simboli e le relative istruzioni di seguito per le azioni
necessarie per evitare i pericoli.
Avvertenza: per ridurre il rischio di lesioni, l'utente deve leggere attentamente
il manuale di istruzioni.
Proteggi te stesso e gli altri da lesioni: leggi e segui queste precauzioni.
SEZIONE 1- PRECAUZIONI DI SICUREZZA - LEGGERE PRIMA DELL'USO
1-1. Utilizzo dei simboli
Machine Translated by Google
1-2. Pericoli legati alla saldatura a punti a resistenza
Durante il funzionamento tenere lontani tutti, soprattutto i bambini.
• LA SALDATURA A PUNTI può causare incendi o esplosioni.
le informazioni sulla sicurezza fornite di seguito sono solo un riepilogo della sicurezza più completa
Il contatto accidentale dell'elettrodo con oggetti metallici può causare scintille, esplosioni,
surriscaldamento o incendio. Controlla e assicurati che la zona sia sicura
informazioni presenti negli standard di sicurezza elencati nella Sezione 1-5. Leggi e segui tutto
prima di eseguire qualsiasi
saldatura. ÿ Rimuovere tutti i materiali infiammabili entro 10,7 m (35 piedi) dalla saldatura. Se ciò non è possibile,
Standard di sicurezza.
coprirli ermeticamente con coperture approvate. ÿ Non
effettuare saldature a punti in punti in cui le scintille volanti possono colpire materiale infiammabile.
ÿ Proteggi te stesso e gli altri dalle scintille volanti e dal metallo caldo. ÿ Fare attenzione
che le scintille di saldatura possano facilmente passare attraverso piccole fessure e aperture
Solo persone qualificate possono eseguire l'installazione, l'utilizzo, la manutenzione e la riparazione
aree adiacenti. ÿ
Fare attenzione al fuoco e tenere un estintore nelle vicinanze. ÿ Non
saldare su contenitori chiusi come serbatoi, fusti o tubi, a meno che non siano
questa unità.
siano adeguatamente preparati secondo AWS F4.1 (vedi Norme di sicurezza). ÿ Non saldare
dove l'atmosfera può contenere polvere, gas o liquidi infiammabili
vapori (come la benzina). ÿ
Rimuovere eventuali combustibili, come accendini a butano o fiammiferi, dall'apparecchio
persona prima di eseguire qualsiasi saldatura.
ÿ Dopo il completamento del lavoro, ispezionare l'area per assicurarsi che sia priva di scintille e luminosa
I simboli mostrati di seguito vengono utilizzati in questo manuale per chiamare
Dall'arco di saldatura possono volare scintille. Le scintille volanti sono calde
braci e fiamme. ÿ Non
superare la capacità nominale dell'apparecchiatura. ÿ Utilizzare
solo fusibili o interruttori automatici corretti. Non sovradimensionarli né aggirarli.
attenzione e identificare i possibili pericoli. Quando vedi il simbolo, fai attenzione e segui le relative
istruzioni per evitare il pericolo. IL
pezzo in lavorazione e attrezzature calde possono causare incendi e ustioni.
Machine Translated by Google
ÿ Seguire i requisiti OSHA 1910.252 (a) (2) (iv) e NFPA 51B per lavori a caldo
ÿ Mantenere i cavi asciutti, privi di olio e grasso e protetti da metalli caldi e
ÿ Verificare sempre la messa a terra dell'alimentazione: controllare e accertarsi che il cavo di alimentazione in ingresso
ÿ Non toccare le parti elettriche sotto tensione.
ÿ Indossare guanti isolanti asciutti e senza fori e protezione per il corpo. ÿ
Sono necessarie ulteriori precauzioni di sicurezza quando si verifica una delle seguenti condizioni elettriche
scintille. ÿ
Ispezionare frequentemente il cavo di alimentazione in ingresso e il conduttore di terra per verificare che non siano danneggiati o scoperti
Il contatto con parti elettriche sotto tensione può provocare scosse mortali o gravi ustioni.
condizioni, vedere ANSI Z49.1 elencato negli standard di sicurezza. E non lavorare da solo! ÿ Scollegare l'alimentazione
in ingresso prima di installare o sottoporre a manutenzione questa apparecchiatura.Blocco/
il cablaggio deve essere sostituito immediatamente se il cablaggio scoperto danneggiato può essere mortale. Controlla il terreno
Anche il circuito di alimentazione in ingresso e i circuiti interni della macchina sono sotto tensione
tagout della potenza in ingresso secondo OSHA 29 CFR 1910.147 (vedi norme di sicurezza). ÿ Installare e mettere a terra
correttamente questa apparecchiatura secondo questo manuale e
conduttore per la continuità. ÿ
Spegnere tutte le apparecchiature quando non vengono
utilizzate. ÿ Per le apparecchiature raffreddate ad acqua, controllare e riparare o sostituire eventuali tubi che perdono o
quando l'alimentazione è accesa. Installazione non corretta o messa a terra non corretta
codici nazionali, statali e locali.
raccordi. Non utilizzare apparecchiature elettriche se si è bagnati o in una zona umida. ÿ Utilizzare solo
attrezzature ben mantenute. Riparare o sostituire immediatamente le parti danneggiate. ÿ Indossare un'imbracatura di
sicurezza se si lavora sopra il livello del pavimento.
l'apparecchiatura rappresenta un pericolo.
il filo di terra sia collegato correttamente al terminale di terra nella scatola di disconnessione o altro
sono presenti condizioni pericolose: in luoghi umidi o indossando indumenti bagnati;
la spina del cavo sia collegata a una presa con messa a terra adeguata. ÿ Quando si effettuano
i collegamenti in ingresso, collegare prima il conduttore di terra - doppio -
su strutture metalliche come pavimenti, grigliati o ponteggi; quando è angusto
controllare le connessioni.
e avere una guardia antincendio e un estintore nelle vicinanze.
posizioni come seduto, in ginocchio o sdraiato; o quando c'è un alto rischio di
contatto inevitabile o accidentale con il pezzo in lavorazione o con il terreno. Per questi
• LO SHOCK ELETTRICO può uccidere.
Machine Translated by Google
• LE PARTI CALDE possono bruciare.
ÿ Non toccare le parti calde a mani nude. ÿ Lasciare
raffreddare l'attrezzatura prima di intervenire. ÿ Per maneggiare parti calde,
utilizzare strumenti adeguati e/o indossare indumenti pesanti,
ÿ Mantenere tutti i pannelli, le coperture e le protezioni saldamente in posizione.
• LE SCINTILLE VOLANTI possono ferire.
• FUMI E GAS possono essere pericolosi.
• LE PARTI IN MOVIMENTO possono ferire.
guanti e indumenti isolanti per saldatura per evitare ustioni.
occhiali con protezioni laterali.
guanti, camicia pesante, pantaloni senza risvolto, scarpe alte e berretto.
l'arco per rimuovere fumi e gas di saldatura. ÿ Se la
ventilazione è scarsa, indossare un respiratore ad aria approvato. ÿ Leggere e comprendere
le schede di sicurezza dei materiali (MSDS) e le
istruzioni del produttore per metalli, materiali di consumo, rivestimenti, detergenti e
Il materiale sintetico di solito non fornisce tale protezione. ÿ Proteggere gli altri
nelle aree vicine utilizzando materiali ignifughi approvati o
La saldatura produce fumi e gas. Respirare questi fumi e
Le punte delle pinze, le pinze e i collegamenti si muovono durante il
funzionamento. ÿ Tenere lontano dalle parti in
movimento. ÿ Tenere lontano dai punti di
schiacciamento. ÿ Non mettere le mani tra le
punte. ÿ Mantenere tutte le protezioni e i pannelli saldamente in
posizione. ÿ L'OSHA e/o i codici locali potrebbero richiedere protezioni aggiuntive adatte a
i gas possono essere pericolosi per la salute. ÿ Tenere
la testa lontana dai fumi. Non respirare i fumi. ÿ Se all'interno, ventilare l'area e/o
utilizzare la ventilazione forzata locale
tende o scudi tagliafuoco non combustibili. Chiedere a tutte le persone vicine di indossare indumenti protettivi
applicazione.
Molto spesso le scintille partono dalla zona della giunzione.
ÿ Indossare una visiera approvata o occhiali di sicurezza con protezioni laterali. ÿ Indossare
indumenti protettivi come pelle ignifuga e priva di olio
Machine Translated by Google
ÿ Leggere e seguire attentamente tutte le etichette e il Manuale dell'utente
morte. Assicurarsi che l'aria respirabile sia sicura. ÿ
Non saldare in luoghi vicini ad operazioni di sgrassaggio, pulizia o spruzzatura. IL
superfici.
prima di installare, utilizzare o effettuare la manutenzione dell'unità. Leggi la sicurezza
il calore ed i raggi dell'arco possono reagire con i vapori formando sostanze altamente tossiche ed irritanti
ÿ Non installare o utilizzare l'unità vicino a materiali infiammabili. ÿ
Non sovraccaricare il cablaggio dell'edificio: assicurarsi che il sistema di alimentazione lo sia
informazioni all'inizio del manuale e in ogni sezione. ÿ Utilizzare solo pezzi di ricambio
originali del produttore. ÿ Eseguire la manutenzione e l'assistenza in conformità ai
manuali del proprietario del settore
gas.
adeguatamente dimensionato, classificato e protetto per gestire questa unità.
norme e codici nazionali, statali e locali.
ÿ Non saldare su metalli rivestiti, come quelli zincati, placcati in piombo o cadmio
acciaio, a meno che il rivestimento non venga rimosso dall'area di saldatura, l'area sia ben ventilata e si indossi
un respiratore ad aria. I rivestimenti ed eventuali metalli
ÿ Utilizzare attrezzature di capacità adeguata per sollevare e sostenere l'unità. ÿ
Seguire le linee guida nel Manuale delle applicazioni per
contenenti questi elementi possono sprigionare fumi tossici se saldati.
Equazione di sollevamento NIOSH rivista (pubblicazione n. 94-110) quando
sgrassatori. ÿ
Lavorare in uno spazio ristretto solo se ben ventilato o indossando un
sollevamento manuale di parti o attrezzature pesanti. ÿ
Fissare l'unità durante il trasporto in modo che non possa ribaltarsi o cadere.
respiratore ad aria compressa. Avere sempre una persona addestrata nelle vicinanze. Saldatura
fumi e gas possono spostare l'aria e abbassare il livello di ossigeno causando lesioni o
ÿ Non installare o posizionare l'unità sopra, o vicino a materiali combustibili
• LEGGERE LE ISTRUZIONI.
• Pericolo di INCENDIO O ESPLOSIONE.
• LA CADUTA DELL'APPARECCHIATURA può provocare lesioni.
1-3. Simboli aggiuntivi per installazione, funzionamento e manutenzione
Machine Translated by Google
• I CAMPI ELETTRICI E MAGNETICI (EMF) possono influenzare l'impianto
• METALLI VOLANTI o SPORCO possono ferire gli occhi.
• L'USO ECCESSIVO può causare SURRISCALDAMENTO.
1-4. Avvertenze
Dispositivi medici.
Per i motori a benzina:
ÿ Portatori di pacemaker e altri dispositivi medici impiantati
ÿ Consentire il periodo di raffreddamento; seguire il ciclo di
lavoro nominale. ÿ Ridurre il ciclo di lavoro prima di ricominciare a saldare.
ÿ Indossare occhiali di sicurezza approvati con protezioni laterali o indossare il viso
Le apparecchiature di saldatura o di taglio producono fumi o gas che contengono
sostanze chimiche note allo Stato della California come causa di difetti alla nascita e, in
dovrebbe stare lontano.
ÿ I portatori di dispositivi medici impiantati devono consultare il proprio medico e
scudo.
rivolgersi al produttore del dispositivo prima di avvicinarsi a operazioni di saldatura ad arco,
saldatura a punti, scriccatura, taglio con arco plasma o riscaldamento a induzione.
composti, sostanze chimiche note allo Stato della California come causa di cancro
Lavarsi le mani dopo l'uso.
I poli della batteria, i terminali e i relativi accessori contengono piombo
causare cancro, difetti alla nascita o altri danni riproduttivi.
California per causare cancro, difetti alla nascita o altri danni riproduttivi.
alcuni casi, cancro.
Lo scarico del motore contiene sostanze chimiche note allo Stato della California
Questo prodotto contiene sostanze chimiche, incluso piombo, note allo stato di
e difetti alla nascita o altri danni riproduttivi. Lavarsi le mani dopo la manipolazione.
Machine Translated by Google
Per i motori diesel:
1-5. Informazioni sui campi elettromagnetici
Informazioni sui dispositivi medici impiantati:
2. Non posizionare il corpo tra i cavi di saldatura. Disporre i cavi da un lato
I portatori di dispositivi medici impiantati devono consultare il proprio medico e consultare il dispositivo
saldato al flusso di corrente che provoca un riscaldamento localizzato nel pezzo. La pressione
esercitata dalle pinze e dalle punte degli elettrodi, attraverso le quali scorre la corrente, trattiene il
La corrente elettrica che scorre attraverso qualsiasi conduttore provoca elettricità localizzata e
e lontano dall'operatore.
produttore prima di eseguire o avvicinarsi a operazioni di saldatura ad arco, saldatura a punti, scriccatura,
taglio con arco plasma o riscaldamento a induzione. Se autorizzato dal medico, allora
campi magnetici (EMF). La corrente di saldatura crea un campo EMF attorno alla saldatura
3. Non avvolgere o drappeggiare i cavi attorno al corpo.
si consiglia di seguire le procedure sopra indicate.
apparecchiature per circuiti e saldature. I campi EMF possono interferire con alcune attività mediche
4. Tenere la testa e il tronco il più lontano possibile dall'attrezzatura nel circuito di saldatura
impianti, ad esempio pacemaker. Misure di protezione per le persone che indossano dispositivi medici
possibile.
La saldatura a resistenza è uno dei più antichi processi di saldatura elettrica utilizzati da
bisogna prendere gli impianti Ad esempio, restrizioni di accesso per i passanti ÿ da o
5. Collegare la pinza al pezzo il più vicino possibile alla saldatura.
industria oggi. La saldatura viene effettuata mediante una combinazione di calore, pressione e tempo. COME
valutazione del rischio individuale per i saldatori. Tutti i saldatori dovrebbero utilizzare quanto segue
6. Non lavorare vicino, sedersi o appoggiarsi al generatore di saldatura.
il nome saldatura a resistenza implica che sia la resistenza del materiale
Lo scarico del motore diesel e alcuni dei suoi componenti sono noti allo Stato
procedure per ridurre al minimo l'esposizione ai campi elettromagnetici provenienti dal circuito di saldatura:
7. Non saldare mentre si trasporta il generatore di saldatura o il trainafilo.
della California per causare cancro, difetti alla nascita e altri danni riproduttivi.
1. Tenere i cavi vicini tra loro attorcigliandoli, fissandoli con nastro adesivo o utilizzando un copricavi.
SEZIONE 2- INTRODUZIONE
Machine Translated by Google
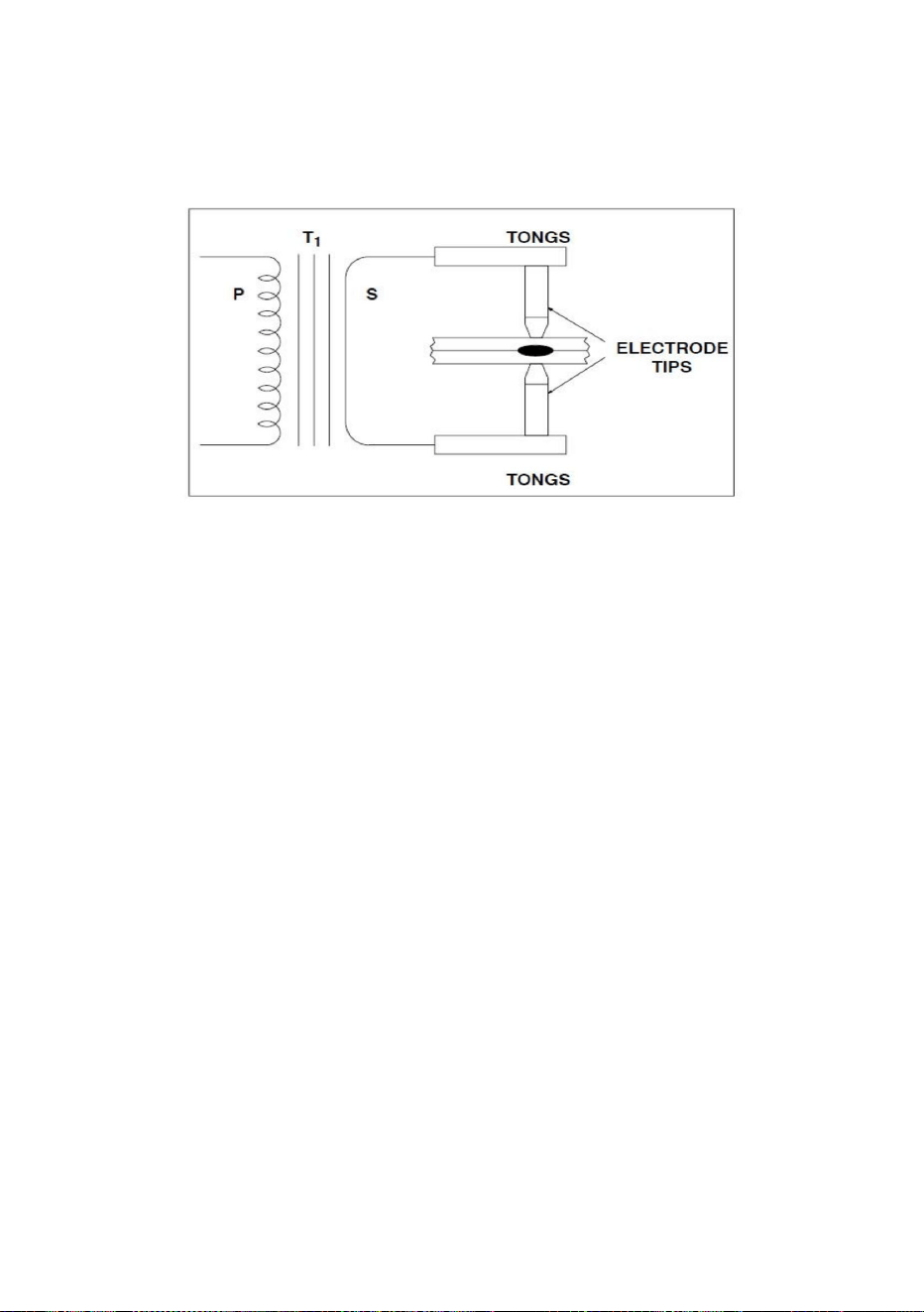
U0: tensione a vuoto
zona delle superfici di contatto della punta di saldatura.
I1max:max. corrente in ingresso.
È la tensione di uscita a circuito aperto del generatore di saldatura.
I1eff:Max. corrente di ingresso effettiva.
S1: la potenza in ingresso nominale, KVA
Nella Figura 2-1 è illustrato un circuito completo di saldatura a punti a resistenza secondaria.
X: Ciclo di lavoro nominale. È il rapporto tra il tempo di durata del carico e il ciclo completo
tempo.
Per chiarezza vengono identificate le varie parti della macchina saldatrice a punti a resistenza.
Alcuni parametri tecnici sono riportati sulla targhetta del punto resistenza
Nota 1: questo rapporto è compreso tra 0 e 100%.
saldatrice.
Nota2: per questo standard, un tempo di ciclo completo è di 30 secondi. Ad esempio, se la velocità è
parti da saldare in intimo contatto prima, durante e dopo la corrente di saldatura
10%, il tempo caricato sarà di 3 secondi e il tempo di riposo sarà di 7 secondi. Se utilizzato
ciclo temporale. La quantità di tempo richiesta per il flusso di corrente nel giunto è determinata da
U1: tensione di ingresso CA nominale del generatore di saldatura
più di 3 secondi durante diversi periodi successivi di 10 secondi, potrebbe surriscaldarsi.
spessore e tipo del materiale, quantità di corrente che scorre e sezione trasversale
50 HZ o 60 HZ : frequenza nominale dell'alimentazione CA monofase.
SIMBOLO E SIGNIFICATO SULLA TARGHETTA
Figura 2-1. Saldatrice a punti a resistenza con lavoro
Machine Translated by Google
IP: Grado di protezione. Ad esempio, IP21, che approva la saldatrice come adatta per l'uso in interni;
IP23,. approvando la saldatrice come idonea all'uso
3-1. Principio La
saldatura a resistenza viene eseguita quando la corrente viene fatta fluire attraverso le punte degli
elettrodi e i pezzi separati di metallo da unire. La resistenza del metallo di base al flusso di corrente
elettrica provoca un riscaldamento localizzato nel giunto e la saldatura viene eseguita. La saldatura a
punti a resistenza è unica perché il nucleo di saldatura effettivo è formato internamente rispetto alla
superficie del metallo di base. La Figura 4-1 mostra un nucleo di saldatura a punti a resistenza rispetto a
una saldatura a punti con arco di tungsteno a gas (TIG).
all'aperto sotto la pioggia.
Classe di isolamento: H
CONDIZIONI AMBIENTALI
SEZIONE 3- FONDAMENTI DELLA SALDATURA A PUNTI A RESISTENZA
Machine Translated by Google
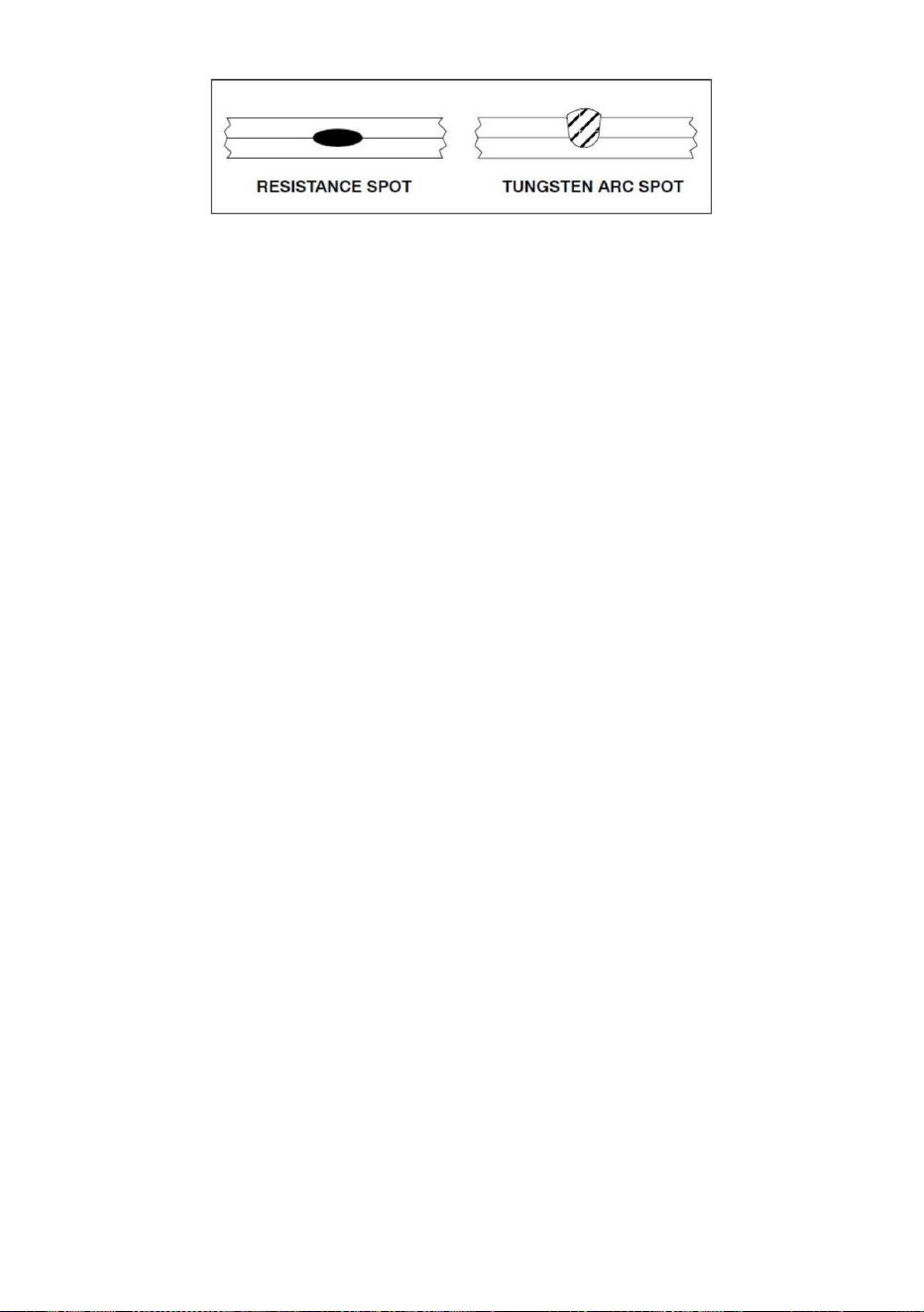
R = Resistenza
Figura 3-1. Confronto tra resistenza e saldatura a punti TIG
3-2. Generazione di
calore Una modifica alla legge di Ohm può essere apportata quando watt e calore sono
considerati sinonimi. Quando la corrente passa attraverso un conduttore, la resistenza
elettrica del conduttore al flusso di corrente causerà la generazione di calore. La
formula di base per la generazione di calore può
essere enunciata: H = I2R
dove H = Calore I2 = Corrente di saldatura al quadrato
La porzione secondaria di un circuito di saldatura a punti a resistenza, comprendente le parti da
saldare, è in realtà una serie di resistenze. Il valore additivo totale di questa resistenza elettrica influisce
sulla corrente erogata dalla saldatrice a punti a resistenza e sulla generazione di calore del circuito.
circuito.
Il punto dell'arco di tungsteno a gas è realizzato da un solo lato. La saldatura a punti a resistenza viene
normalmente eseguita con elettrodi su ciascun lato del pezzo. Le saldature a punti a resistenza
possono essere eseguite con il pezzo in lavorazione in qualsiasi posizione.
Il nucleo di saldatura a punti a resistenza si forma quando l'interfaccia del giunto di saldatura viene
riscaldata a causa della resistenza delle superfici del giunto al flusso di corrente elettrica. In tutti i casi,
ovviamente, la corrente deve circolare altrimenti la saldatura non può essere eseguita. La pressione
delle punte degli elettrodi sul pezzo da lavorare mantiene la parte in stretto e intimo contatto durante la
realizzazione della saldatura. Ricordare, tuttavia, che le saldatrici a punti a resistenza NON sono
progettate come pinze di forza per unire i pezzi da saldare.
Il fatto fondamentale è che, sebbene il valore della corrente sia lo stesso in tutte le parti del circuito
elettrico, i valori della resistenza possono variare considerevolmente nei diversi punti del circuito.
Il calore generato è direttamente proporzionale alla resistenza in qualsiasi punto del
Machine Translated by Google
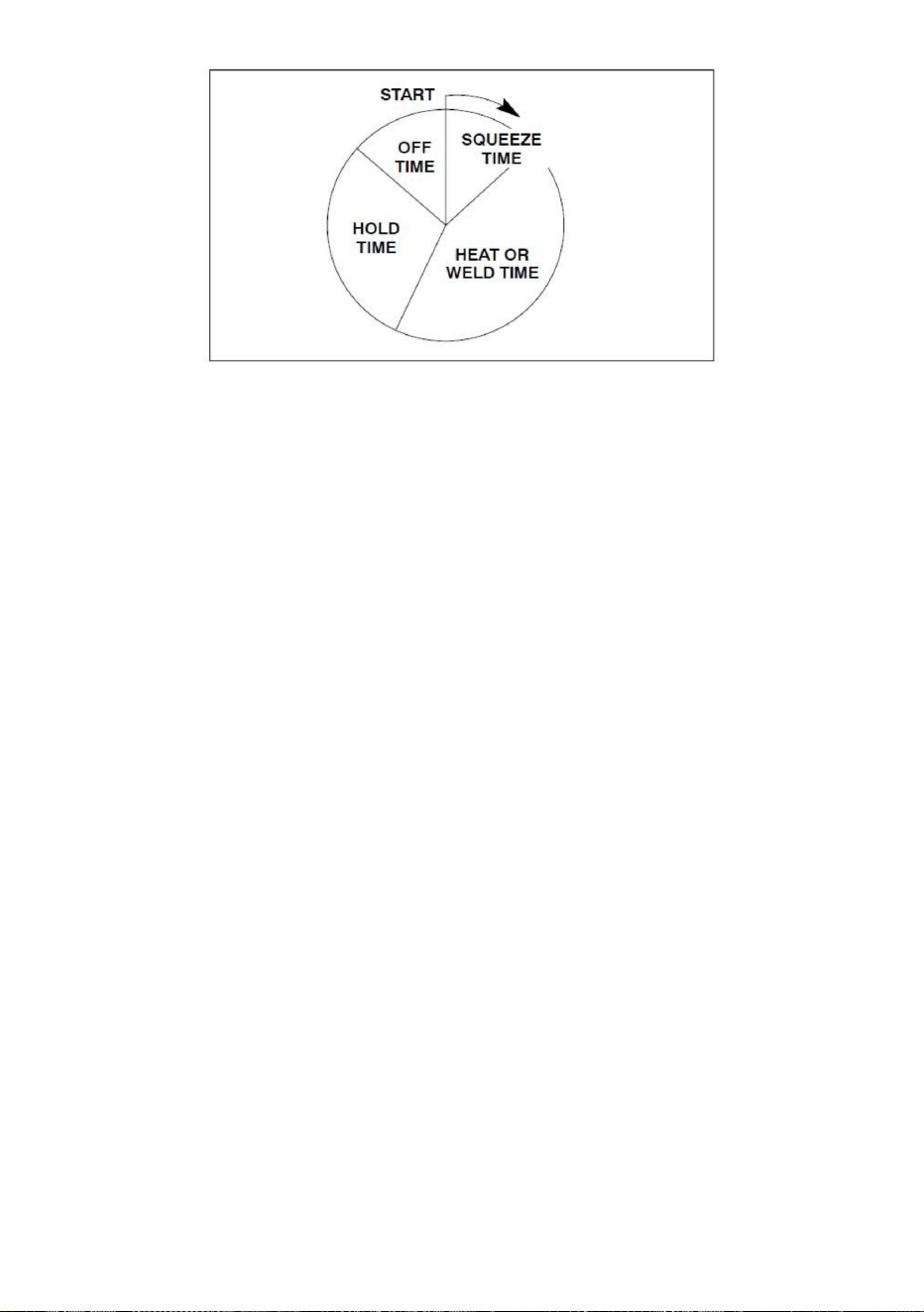
Figura 3-2. Ciclo temporale della saldatura a punti
Dipenderà dalla quantità di resistenza nel punto 3, l'interfaccia dei pezzi
TEMPO DI MANTENIMENTO - Tempo in cui viene mantenuta la pressione dopo l'esecuzione della saldatura.
segue:
sulle capacità di trasferimento del calore del materiale, sulla sua resistenza elettrica e sul
TEMPO DI SPEGNIMENTO - Elettrodi separati per consentire lo spostamento del materiale per il punto successivo.
1. Il punto di contatto tra l'elettrodo e il pezzo superiore.
spessore combinato dei materiali nel giunto di saldatura. È in questa parte del circuito
Le saldatrici a punti a resistenza sono costruite in modo tale da garantire una resistenza minima
2. Il pezzo superiore.
che si formi il nocciolo della saldatura.
essere evidenti nel trasformatore, nei cavi flessibili, nelle pinze e nelle punte degli elettrodi. IL
3. L'interfaccia dei pezzi superiore e inferiore.
Le saldatrici a punti a resistenza sono progettate per portare la corrente di saldatura al
4. Il pezzo inferiore.
saldatura nel modo più efficiente. È alla saldatura che il più grande
5. Il punto di contatto tra il pezzo inferiore e l'elettrodo.
è necessaria una resistenza relativa. Il termine "relativo" significa in relazione al resto
6. Resistenza delle punte degli elettrodi.
TEMPO DI SQUEEZE -Tempo tra l'applicazione della pressione e la saldatura.
il circuito di saldatura vero e proprio.
Le resistenze sono in serie e ciascun punto di resistenza ritarderà il flusso di corrente.
TEMPO DI RISCALDAMENTO O SALDATURA - Il tempo di saldatura è ciclico.
Ci sono sei principali punti di resistenza nell’area di lavoro. Sono come
Machine Translated by Google

3-3. Il fattore tempo
3-4. Pressione
la corrente viene normalmente utilizzata per il processo di saldatura, le procedure possono essere basate su a
R = Resistenza
quantità di corrente che scorre per produrre il calore necessario per effettuare la saldatura a punti.
La maggior parte delle saldature a punti a resistenza vengono eseguite in periodi di tempo molto brevi. Da quando si alternano
delle parti è ridotta al minimo, mentre la zona interessata dal calore attorno al nucleo di saldatura lo è
sostanzialmente più piccolo.
Molto spesso la corrente è economicamente impraticabile da controllare. È anche imprevedibile
dove H = Calore
sezione del giunto indebolendo la saldatura. Tempi di saldatura più brevi riducono anche il
elemento, la formula viene completata come segue:
potrebbero causare saldature difettose a causa della porosità dei gas. C'è anche la possibilità di
giunto potrebbe superare il punto di fusione (e possibilmente di ebollizione) del materiale. Questo
tanto calore in poco tempo. Per realizzare saldature a punti di buona resistenza è necessario
In precedenza veniva utilizzata la formula per la generazione di calore. Con l'aggiunta del tempo
Lo scopo primario della pressione è quello di trattenere intime le parti da saldare
utilizzato per effettuare la saldatura a punti. Tali valori di amperaggio, che fluiscono attraverso una saldatura.
60 tempi di ciclo (sessanta cicli = 1 secondo). La Figura 3-2 mostra il punto di resistenza
K = Perdite di calore
possibilità di eccessivo trasferimento di calore nel metallo base. Distorsione del saldato
La saldatura a punti a resistenza dipende dalla resistenza del metallo base e del metallo
molti casi.
I2 = Corrente al quadrato
espulsione del metallo fuso dal giunto di saldatura, che potrebbe diminuire la croce
variabile controllabile nella maggior parte delle applicazioni di saldatura a punti con resistenza a impulso singolo.
H = I2RTK
avere uno stretto controllo del tempo in cui scorre la corrente. In realtà, il tempo è l'unico
ciclo temporale di saldatura.
Tali valori di amperaggio, scorrendo attraverso una resistenza relativamente elevata, creeranno a
Il controllo del tempo è importante. Se l'elemento temporale è troppo lungo, il metallo di base nel
L'effetto della pressione sulla saldatura a punti a resistenza deve essere attentamente considerato.
T = Tempo
Un altro fattore importante è il tempo. Nella maggior parte dei casi lo sono diverse migliaia di ampere
Machine Translated by Google

in particolare quando si utilizza un controllo del calore con le varie saldature a punti a resistenza
Le punte degli elettrodi sono realizzate in leghe di rame e altri materiali. La resistenza
utilizzato per unire i pezzi. La saldatrice a punti a resistenza no
la saldatrice a punti a resistenza. Questo fatto dovrebbe essere attentamente notato
si aumenta il Class Number, la durezza e la temperatura di ricottura
aumentano, mentre la conduttività termica ed elettrica diminuisce.
tendono a condurre il calore lontano dalla saldatura. Sono necessarie correnti più elevate
contatto all'interfaccia congiunta. Questa azione garantisce una resistenza elettrica costante
calore dalla superficie di lavoro e per mantenere la loro integrità di forma e
leghe.
Lo scopo delle punte degli elettrodi è condurre la corrente di saldatura al
I gruppi sono ulteriormente classificati per numero. Gruppo A, Classe I, II, III, IV e V lo sono
Gruppo B - Punte in metallo refrattario
la resistenza nel punto di contatto tra la punta dell'elettrodo e il pezzo da lavorare
Il rame è il metallo di base normalmente utilizzato per pinze e punte per saldatura a punti a resistenza.
Le composizioni del Gruppo B sono miscele sinterizzate di rame e tungsteno, ecc., progettate per
resistenza all'usura e resistenza alla compressione ad alte temperature.
contattare PRIMA che venga applicata la pressione.
macchine.
gruppi:
Le punte degli elettrodi di Gruppo A e Classe I sono le più vicine nella composizione al rame puro. COME
e conduttività nel punto di saldatura. Le pinze e le punte degli elettrodi NON dovrebbero esserlo
pressioni maggiori e, al contrario, pressioni minori richiedono meno amperaggio da
caratteristiche di conducibilità termica ed elettrica in condizioni di lavoro.
realizzati in leghe di rame. Gruppo B, Classe 10, 11, 12, 13 e 14 sono i refrattari
Sarà necessaria una pressione adeguata, con un contatto intimo tra la punta dell'elettrodo e il metallo di base
pezzo, per essere il punto focale della pressione applicata al giunto di saldatura, da condurre
superficie. Maggiore è la pressione, minore è il fattore di resistenza.
Gruppo A - Leghe a base di rame
Le indagini hanno dimostrato che le alte pressioni esercitate sul giunto saldato diminuiscono
La Welders Manufacturing Association (RWMA) ha classificato le punte degli elettrodi in due
progettato come morsetto elettrico a "C"! Le parti da saldare dovrebbero essere intime
3-5. Punte degli elettrodi
Machine Translated by Google

espulso dalla zona articolare. Protezione del viso e soprattutto degli occhi
saldatura, esiste una relazione definita tra tempo, corrente e pressione.
normalmente non utilizzato per applicazioni in cui sono presenti saldatrici a punti a resistenza
La saldatura a punti a resistenza non fa eccezione alla regola! Molto spesso lo sono metalli o ossidi
bruciatura delle superfici superiore e inferiore del pezzo ed eventualmente
incorporando le punte degli elettrodi nelle superfici del pezzo.
lesioni all'operatore.
Le leghe del Gruppo B, Classe 10 hanno circa il 40% della conduttività del rame
concentrazione dei fumi nella zona di saldatura.
elettrodi. Il risultato è la possibilità, con tempi di saldatura lunghi e basse correnti, di
rivestimenti come il piombo. I fumi derivanti dall'operazione di saldatura hanno una certa
Se si aumenta il tempo, la quantità di calore generato è inferiore alle perdite dovute
farli ricotturare, formare funghi e possibilmente essere contaminati. Nonostante
di questo libro, nonché il Manuale dell'utente e tutte le etichette sull'apparecchiatura.
saldatura a punti di resistenza di metalli zincati (zincati) o metalli con altro
All’aumentare della densità di corrente, il tempo di saldatura diminuisce proporzionalmente. Se però la
densità di corrente diventa troppo elevata c'è la possibilità di espulsione
necessario per evitare lesioni gravi.
Se la corrente di saldatura è troppo bassa per l'applicazione, la densità di corrente sarà troppo debole
surriscaldando l'intera area del metallo base tra gli elettrodi. Ciò potrebbe causare
Ogni volta che si lavora in un negozio, è una saggia regola indossare occhiali di sicurezza.
la conduttività diminuisce all'aumentare del valore numerico. Le punte degli elettrodi del Gruppo B sono
Come spiegato nella discussione precedente sui fondamenti della resistenza spot
radiazione e conduzione nel pezzo e conduzione termica del
precauzioni. Ci sono alcune azioni di buon senso che possono, tuttavia, prevenire
tossicità che causerà malattie all’operatore. Una ventilazione adeguata può ridurre il
Le tecniche di saldatura a punti a resistenza non richiedono una sicurezza estesa o elaborata
Un’altra area di preoccupazione è la ventilazione. Questo può essere un problema serio quando
ÿLA SALDATURA A PUNTI può essere pericolosa. Leggere e seguire la sezione sulla sicurezza nella parte anteriore
effettuare la saldatura. Questa condizione surriscalda anche le punte degli elettrodi che possono
La corrente e la pressione contribuiscono a creare il calore nel pepita di saldatura.
verrebbe impiegato.
3-6. Usi pratici della saldatura a punti a resistenza
Machine Translated by Google
metallo fuso dall'interfaccia del giunto indebolendo così la saldatura. La condizione ideale di tempo
e densità di corrente è da qualche parte appena al di sotto del livello che provoca l'espulsione del
metallo.
Recentemente è stata fatta una scoperta interessante riguardante il flusso di corrente attraverso il
pezzo in lavorazione. Fino a poco tempo fa si riteneva che la corrente scorresse in linea retta
attraverso il giunto saldato. Ciò non è necessariamente vero quando si saldano più spessori di
materiale. La caratteristica è che la corrente si "distribuisce" diminuendo così la densità di corrente
nel punto di saldatura alla massima distanza dalle punte degli elettrodi. L'illustrazione (Figura 3-3)
mostra le zone termiche della saldatura a punti a resistenza per diversi spessori di metallo. Notiamo
che le variabili incontrollabili (come la contaminazione dell'interfaccia) si moltiplicano quando si
saldano a resistenza punti di diversi spessori di materiale. I livelli di qualità saranno molto più bassi
per la saldatura a punti a resistenza "stack", il che spiega perché tali pratiche di saldatura vengono
evitate quando possibile.
È evidente che l'apporto di calore non può essere maggiore della velocità di dissipazione totale del
pezzo e dell'elettrodo senza che il metallo venga espulso dal giunto.
Trascurando il fattore qualità, diventa evidente che il numero di spessori di un materiale che può
essere saldato con successo a punti a resistenza in una sola volta dipenderà dal tipo e dallo
spessore del materiale, nonché dalla capacità KVA della saldatrice a punti a resistenza.
Figura 3-3. Zone termiche di saldatura a punti a resistenza
Machine Translated by Google
Se il diametro della punta dell'elettrodo è troppo piccolo per l'applicazione. il nucleo di saldatura sarà
piccolo e debole. Se però il diametro della punta dell'elettrodo è troppo grande, c'è il pericolo di surriscaldare
il metallo base e di sviluppare vuoti e sacche di gas. In entrambi i casi, l'aspetto e la qualità della
saldatura finita non sarebbero accettabili.
Impostare la pressione è relativamente semplice. Normalmente, dei campioni di materiale da saldare
vengono posizionati tra le punte degli elettrodi e viene controllata la pressione adeguata per effettuare la
saldatura. Se è necessaria una pressione maggiore o minore, il manuale operativo della saldatrice a punti
a resistenza fornirà indicazioni esplicite per effettuare la corretta impostazione. Come parte dell'operazione
di impostazione, la corsa della pinza e della punta dell'elettrodo deve essere regolata al livello minimo
richiesto per evitare di "martellare" le punte degli elettrodi e i portapunta.
Per determinare il diametro della punta dell'elettrodo saranno necessarie alcune decisioni da parte del
progettista della saldatura. I fattori di resistenza coinvolti per i diversi materiali avranno sicuramente
una certa influenza sulla determinazione del diametro della punta dell'elettrodo. È stata sviluppata una
formula generale per l'acciaio a basso tenore di carbonio. Fornirà i valori del diametro della punta
dell'elettrodo utilizzabili per la maggior parte delle applicazioni.
La valutazione KVA, il ciclo di lavoro e altre informazioni pertinenti sono visualizzati sulla targhetta della
saldatrice a punti a resistenza DN-100E. La documentazione del catalogo e il manuale operativo forniscono
dati sugli spessori massimi combinati del materiale
Il DIAMETRO DELLA PUNTA discusso in questo testo si riferisce all'elettrodo
che ogni unità può saldare.
3-7. Dimensioni della punta
dell'elettrodo Se si considera che è attraverso l'elettrodo che la corrente di saldatura può fluire
nel pezzo da saldare, è logico che la dimensione della punta dell'elettrodo controlli la dimensione del
punto di saldatura a resistenza. In realtà, il diametro del nucleo di saldatura dovrebbe essere
leggermente inferiore al diametro della punta dell'elettrodo.
diametro della punta nel punto di contatto con il pezzo. Non si riferisce al diametro
maggiore della punta totale dell'elettrodo.
3-8. Pressione o forza di saldatura La
pressione esercitata dalle pinze e dalle punte degli elettrodi sul pezzo da lavorare ha un grande effetto
sulla quantità di corrente di saldatura che scorre attraverso il giunto. Maggiore è la pressione, maggiore
sarà il valore della corrente di saldatura, entro la capacità della saldatrice a punti a resistenza.
Machine Translated by Google
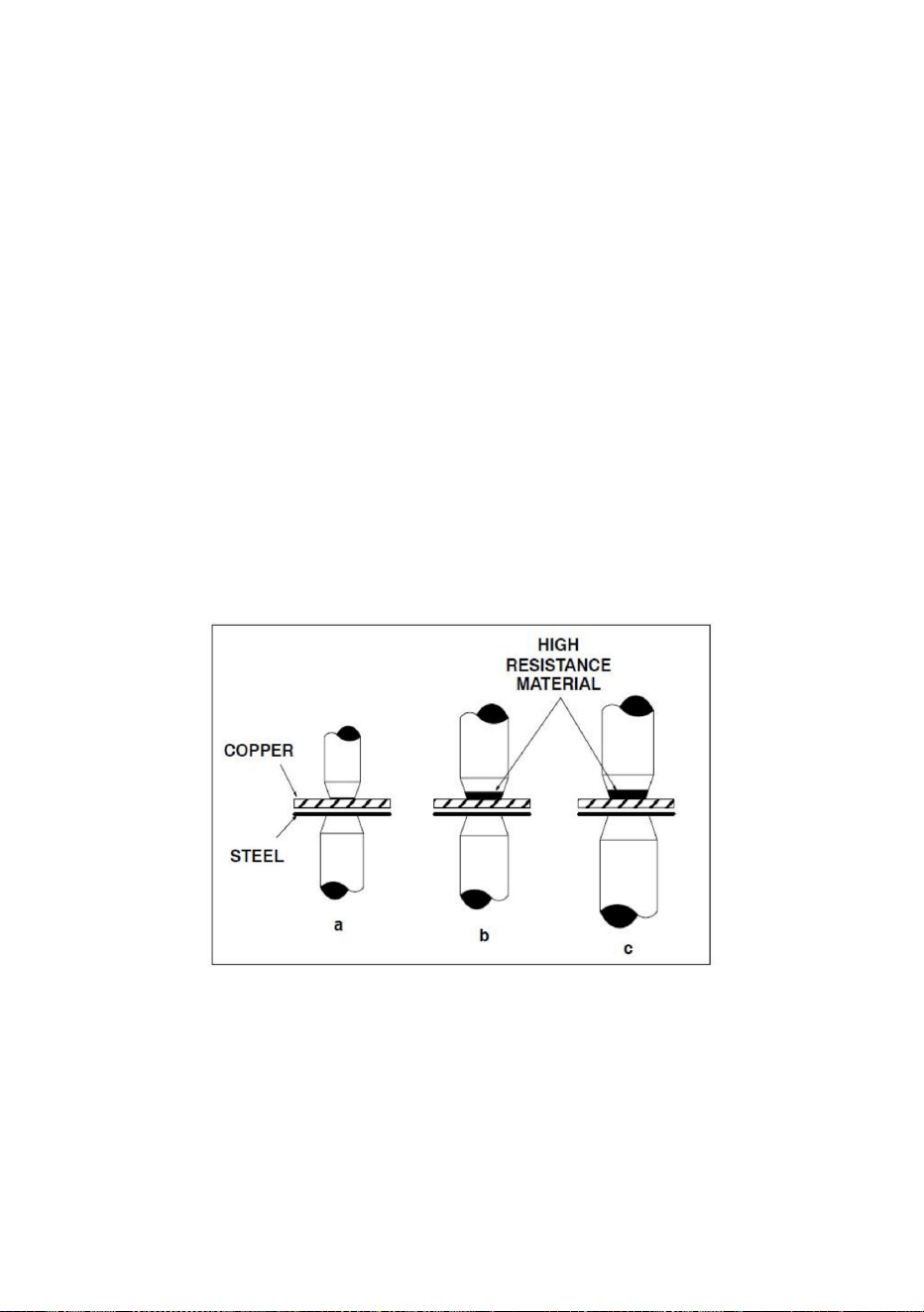
Figura 3-4. Tecniche per ottenere l'equilibrio termico
3-9. Dati vari Questa
sezione del testo è progettata per fornire informazioni riguardanti diverse variabili
che si verificano in alcune applicazioni di saldatura a punti a resistenza.
3-10. Bilancio termico
Quando la saldatura presenta parti con caratteristiche termiche disuguali, come rame e acciaio,
può risultare una saldatura di scarsa qualità per diversi motivi. I metalli potrebbero non legarsi
correttamente all'interfaccia del giunto. Potrebbe esserci una maggiore quantità di riscaldamento
localizzato nell'acciaio che nel rame. Il motivo potrebbe essere perché il rame ha una bassa
resistenza elettrica ed elevate caratteristiche di trasferimento termico, mentre l'acciaio ha
un'elevata resistenza elettrica e basse caratteristiche di trasferimento termico.
Il corretto bilancio termico può essere ottenuto in una saldatura di questo tipo mediante uno
dei numerosi metodi. Figura 3-4 Illustra tre possibili soluzioni al problema. La Figura 3-4 (a)
mostra l'uso di un'area della punta dell'elettrodo più piccola per il lato in rame del giunto per
equalizzare le caratteristiche di fusione variando la densità di corrente nei diversi
Non vi sono particolari problemi di bilancio termico quando i materiali da saldare sono di
uguale tipologia e spessore. Il bilancio termico, in questi casi, è automaticamente corretto se
le punte degli elettrodi sono di uguale diametro, tipologia, ecc. Il bilancio termico può essere
definito come le condizioni di saldatura in cui la zona di fusione dei pezzi da unire sono
sottoposte a uguale calore e pressione.
materiali.
Machine Translated by Google

dei valori KVA di specifiche unità costruite.
Questa sezione del testo prenderà in considerazione i metodi utilizzati per la saldatura a punti a resistenza
Possono essere l'acciaio laminato a freddo (CRS) e l'acciaio laminato a caldo, decapato e oliato (HRSP e O).
creare approssimativamente la stessa zona di fusione nel rame e nell'acciaio. UN
L'acciaio dolce o a basso tenore di carbonio costituisce la percentuale maggiore di materiale saldato
il processo deve essere pulito, privo di ossidi, composti chimici e avere un aspetto liscio
La Figura 3-4 (b) mostra l'uso di una punta dell'elettrodo con elevata resistenza elettrica
consigliato per leghe di alluminio o rame.
L'acciaio laminato a caldo avrà normalmente scaglie di laminazione sulla superficie del metallo. Questo tipo
macchine per saldatura a punti. Ove applicabile, i dati forniti verranno correlati
la tempra della saldatura, dove le pepite si raffreddano rapidamente, aumenta la probabilità
il contenuto aumenta se non vengono utilizzate adeguate procedure di post-riscaldamento. Presto
questa parte del testo fornisce dati operativi generali da utilizzare con la resistenza
Alcuni ossidi, in particolare quelli di natura refrattaria, sono più fastidiosi
punti di resistenza saldati con pochissimi problemi. Se la concentrazione di olio è eccessiva
alcuni dei metalli comuni utilizzati nei lavori di fabbricazione. Non è previsto
con il processo se vengono utilizzate attrezzature e procedure adeguate.
del materiale solitamente non viene saldato a punti con saldatrici a resistenza
materiale, come tungsteno o molibdeno, nel punto di contatto. Il risultato è quello
superficie.
di microstruttura dura e fragile nella saldatura.
e prevenire saldature a punti a resistenza di buona qualità. Superfici da unire tramite questo
modelli e dimensioni specifici (KVA) delle unità. Le unità elencate in questa sezione non lo sono
altri. Inoltre, le scaglie di laminazione presenti sugli acciai laminati a caldo fungeranno da isolante
che tutti i possibili problemi che potrebbero sorgere riceveranno una risposta. Lo scopo di
Tutti i metalli sviluppano ossidi che possono essere dannosi per la saldatura a punti a resistenza.
Gli acciai al carbonio hanno la tendenza a sviluppare saldature dure e fragili come il carbonio
il processo di saldatura a punti a resistenza. Tutti gli acciai a basso tenore di carbonio sono facilmente saldabili
la combinazione dei due metodi è mostrata nella Figura 3-4 (c).
3-13. Acciaio dolce
3-12. Dati sui materiali per la saldatura a punti a resistenza
3-11. Condizioni della superficie
Machine Translated by Google

ciclo continuo. L'anello della pinza è talvolta chiamato la "gola" della saldatura a punti a resistenza
Per ottenere risultati ottimali, devono essere utilizzati entro la capacità nominale dello spessore totale del materiale
fogli fortemente oliati.
sostanzialmente a seconda della quantità di materiale magnetico presente all'interno della pinza
acciai a medio carbonio rispetto agli acciai dolci o a basso tenore di carbonio. La resistenza
il fattore per gli acciai a basso tenore di carbonio e a medio tenore di carbonio è più elevato; quindi, la corrente
considerato corretto.
sulla lamiera potrebbe provocare la formazione di carbonio sulle punte degli elettrodi
materiale all'interno del circuito di saldatura ad arco.
il metallo di base nella gola per la seconda saldatura a punti. La corrente nel giunto di saldatura
macchine per saldatura. Il ciclo di lavoro del 30% si basa su un periodo di tempo di 10 secondi
Il ciclo di lavoro del 30% è una valutazione standard RWMA per la resistenza al lavoro generale
per le specifiche di saldatura a punti a resistenza, sebbene possano essere utilizzati altri metodi.
all'interno della gola dell'unità per qualsiasi saldatura a punti a resistenza e quasi nessuna
i requisiti sono leggermente inferiori. Da allora il tempo e la temperatura sono più critici
resistenza al taglio e dovrebbe superare la resistenza di un rivetto o di una saldatura a tampone
macchina.
potrebbero verificarsi contattori e trasformatori. Il ciclo di lavoro del 30% lo prevedeva
Ci sono alcune differenze pertinenti nella saldatura a punti a resistenza di bassa lega e
diminuendo così la loro vita utile. Si consiglia di sgrassare o pulire
Con materiali magnetici come l'acciaio dolce, la corrente attraverso la saldatura può variare
Le saldatrici a punti a resistenza sono applicabili alla saldatura di acciaio a basso tenore di carbonio.
e significa che l'unità può saldare 3 secondi su ogni periodo di 10 secondi.
Il "rivetto" viene estratto da un unico pezzo. Se lo è, la condizione di saldatura a punti a resistenza lo è
sarà inferiore per la prima saldatura. Il motivo è la reattanza causata dai ferrosi
Una pratica comune è quella di "staccare" due strisce campione saldate per vedere se sono pulite
Ad esempio, la parte da saldare potrebbe contenere la maggior quantità di metallo base
la stessa area della sezione trasversale. La resistenza al taglio è normalmente accettata come criterio
il tipo di apparecchiatura dovrebbe essere adeguato per tutte le applicazioni comprese nella loro classificazione. IL
con queste leghe i cambiamenti metallurgici saranno maggiori. C'è sicuramente di più
risultati. Non devono essere utilizzati durante il ciclo di lavoro poiché potrebbero danneggiarsi
La saldatura a punti a resistenza deve avere una resistenza al taglio pari al metallo di base
3-14. Acciai a basso tenore di carbonio e a medio tenore di carbonio
Machine Translated by Google

possibilità di infragilimento della saldatura rispetto all'acciaio dolce.
3-16. Acciai rivestiti o placcati La stragrande
maggioranza dei materiali di questa categoria è acciaio zincato o zincato. Sebbene alcuni acciai zincati
siano galvanizzati, il rivestimento per immersione costa meno ed è l'uso predominante. Lo spessore del
rivestimento di zinco non è uniforme sull'acciaio verniciato a immersione. Il fattore di resistenza varierà
da saldatura a saldatura ed è molto difficile impostare le condizioni in forma di tabella per il materiale.
Sono disponibili materiali per riparare i danni esterni al rivestimento che potrebbero verificarsi a causa
del calore della saldatura. Purtroppo non esiste alcun rimedio alla perdita di materiale di rivestimento
nelle interfacce della saldatura. Infatti, la vaporizzazione dello zinco può provocare porosità nella
saldatura ed un generale indebolimento della resistenza a taglio attesa. ÿLo ZINCO VAPORIZZATO,
condensandosi in
materiale solido, forma particelle a forma di amo. Queste particelle POSSONO IMMERGERSI
NELLA
Le pressioni di saldatura a punti a resistenza sono normalmente più elevate con questi materiali a
causa della resistenza alla compressione aggiuntiva inerente agli acciai a basso tenore di carbonio e a
medio tenore di carbonio. È sempre una buona idea utilizzare tempi di saldatura più lunghi quando si
saldano queste leghe per ritardare la velocità di raffreddamento e consentire saldature più duttili.
3-15. Acciai inossidabili Le
leghe di acciaio al cromo-nichel (austenitici) hanno una resistenza elettrica molto elevata e si uniscono
facilmente mediante saldatura a punti a resistenza. La considerazione di grande importanza con questi
materiali è il raffreddamento rapido attraverso l'intervallo critico, da 800 a 1400 F. Il raffreddamento
rapido associato alla saldatura a punti a resistenza è ideale per ridurre la possibilità di precipitazione di
carburo di cromo ai bordi del grano. Naturalmente, più lungo è il la saldatura viene mantenuta a
temperature critiche, maggiore è la possibilità di precipitazione del carburo.
È impossibile mantenere l'integrità del rivestimento zincato durante la saldatura a punti a resistenza. Il
basso punto di fusione del rivestimento di zinco, rispetto alla temperatura di fusione della lamiera di
acciaio, provoca la vaporizzazione dello zinco. Naturalmente, deve esserci una pressione adeguata per
forzare lo zinco da parte nell'interfaccia di saldatura per consentire la fusione acciaio-acciaio. Altrimenti,
la forza della saldatura a punti di resistenza è discutibile.
TESSUTI DEL CORPO e causano irritazioni. Utilizzare la ventilazione forzata o l'aspirazione
Machine Translated by Google

3-18. Riepilogo La
saldatura a punti a resistenza è una tecnica di saldatura utilizzata per quasi tutti i metalli
conosciuti. La saldatura vera e propria viene eseguita all'interfaccia delle parti da unire. La
resistenza elettrica del materiale da saldare provoca un riscaldamento localizzato alle interfacce
dei metalli da unire. Le procedure di saldatura per ciascun tipo di materiale devono essere
sviluppate per ottenere risultati più soddisfacenti.
La vaporizzazione del materiale di rivestimento tende a sporcare le punte degli elettrodi.
metalli.
È possibile che le correnti shunt che fluiscono attraverso una saldatura a punti eseguita in
precedenza sottraggano corrente di saldatura al secondo punto di saldatura da eseguire. Ciò
avverrà se i due punti di saldatura sono troppo vicini tra loro, e avverrà con tutti
saldare.
Altri materiali rivestiti, come le piastre terne (rivestite in piombo), possono presentare vari
gradi di tossicità. Quando si lavora con questi materiali è obbligatoria una ventilazione adeguata.
3-17. Alluminio e leghe di alluminio Le saldatrici a
punti a resistenza con valori KVA molto superiori a 20 KVA sono necessarie per effettuare
saldature solide sulla maggior parte dei materiali di alluminio e su qualsiasi altro tipo di metallo
di base ad alta conduttività. La conduttività elettrica dell'alluminio è elevata e le saldatrici
devono fornire correnti elevate e pressioni precise per fornire il calore necessario per fondere
l'alluminio e produrre un suono
l'area di saldatura e indossare magliette a maniche lunghe, pantaloni lunghi e visiere protettive
quando si lavora con questo processo e materiale rivestito.
La Tabella 3-1 fornisce le informazioni sulla classificazione per una saldatrice a punti a resistenza
DN-100E. Queste informazioni sulla classificazione possono essere diverse tra i diversi tipi di
saldatrice a punti DN -100E, ad esempio, la tensione di alimentazione nominale è 230 V/
120 V, la frequenza di alimentazione nominale è 50 Hz o 60 Hz, il ciclo di lavoro nominale è 30% o
Le punte devono essere pulite frequentemente per evitare la lega dei materiali a basso punto di
fusione con le punte in rame. Potrebbe essere necessario pulire e ravvivare le punte ogni quarta
o quinta saldatura per mantenere la qualità del prodotto, sebbene per alcune applicazioni zincate le
saldature migliori vengono eseguite dopo che diversi punti hanno annerito le punte. L'uso di tempi
di saldatura brevi aumenterà la possibilità di buone saldature con la minima quantità di incrostazioni
sulla punta.
Machine Translated by Google
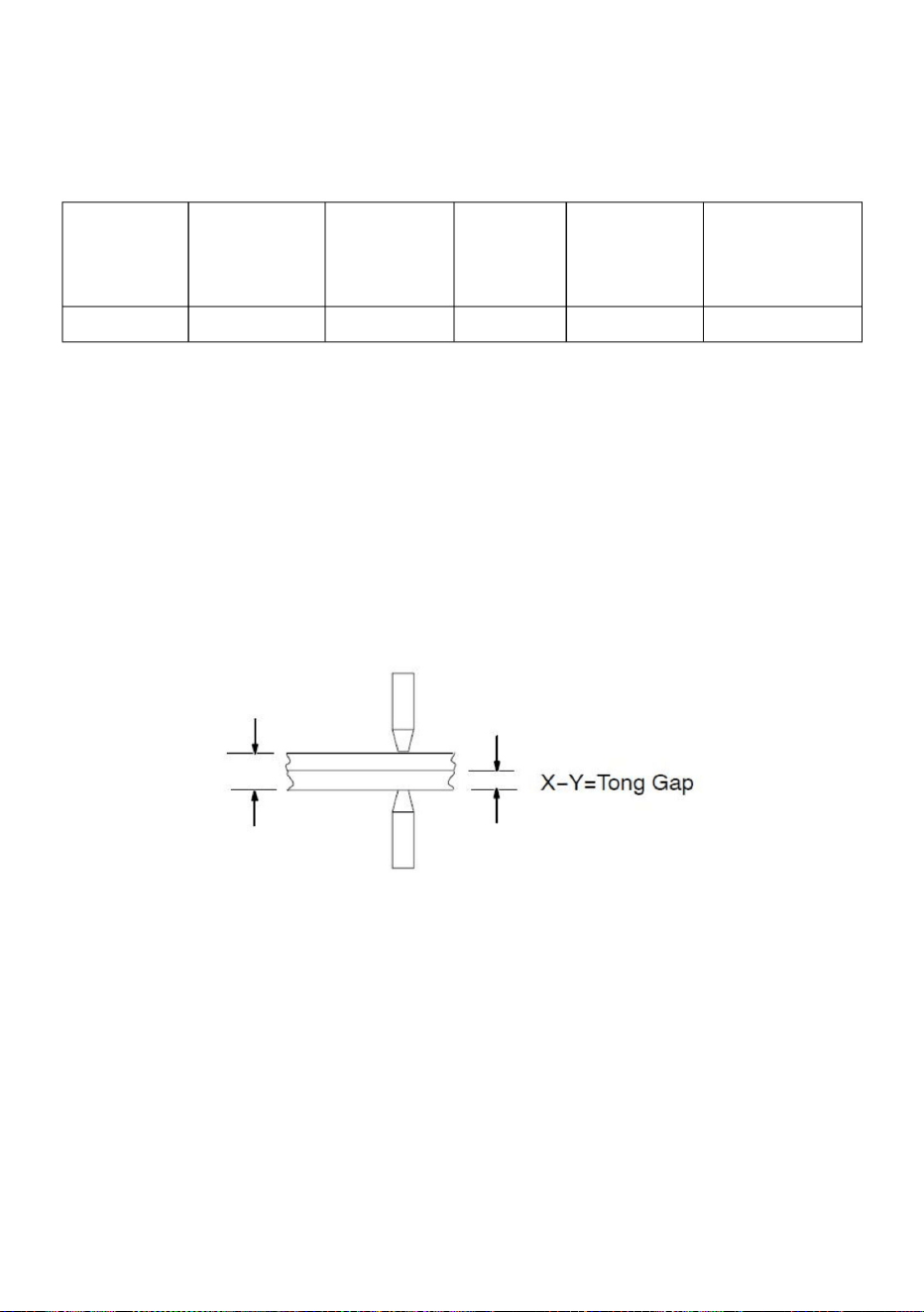
Voltaggio
I seguenti dati generali vengono forniti per assistere l'operatore nell'impostazione della saldatura
saldatrice a punti
Fornitura
pressione di saldatura. Dovrebbe esserci una leggera deflessione delle pinze. Può essere
misurata con una riga posta sull'asse longitudinale della pinza.
Spessore
50%, ecc. Queste informazioni sulla valutazione dipendono dalle esigenze del cliente.
DN-100E U1 V±10% 50/60Hz 30%
numero di saldatura.
7. Regolare la pressione delle pinze secondo necessità (vedere il Manuale operativo per la regolazione delle pinze
Ciclo
2. Misurare lo spessore della saldatura totale.
1. Chiudere le pinze e misurare lo spazio tra le superfici di contatto delle punte degli elettrodi.
Nessun caricamento
Dovere
deformazione e contaminazione (vedi procedure di prova).
5. Alimentare la saldatrice a punti ed eseguire un campione di saldatura.
Valutato
Fornitura
Le impostazioni della pressione delle pinze devono essere effettuate SOLO quando il cavo di alimentazione principale è acceso
1,75 V
Tabella 3-1. Specifiche della saldatrice a punti a resistenza di un DN-100E
Modello
4. Inserire le parti da saldare tra le punte degli elettrodi e avvicinarle
3. Regolare la distanza delle pinze sulla misurazione del passaggio 2 meno 1/2 dello spessore del più sottile
Saldatura
1,5+1,5 mm
procedure).
Voltaggio
Frequenza
Valutato
scollegato dall'alimentazione di ingresso primaria.
6.Testare la saldatura con mezzi visivi e meccanici. Controllare la punta dell'elettrodo
procedure quando si utilizza la saldatrice a punti a resistenza.
Valutato
Machine Translated by Google
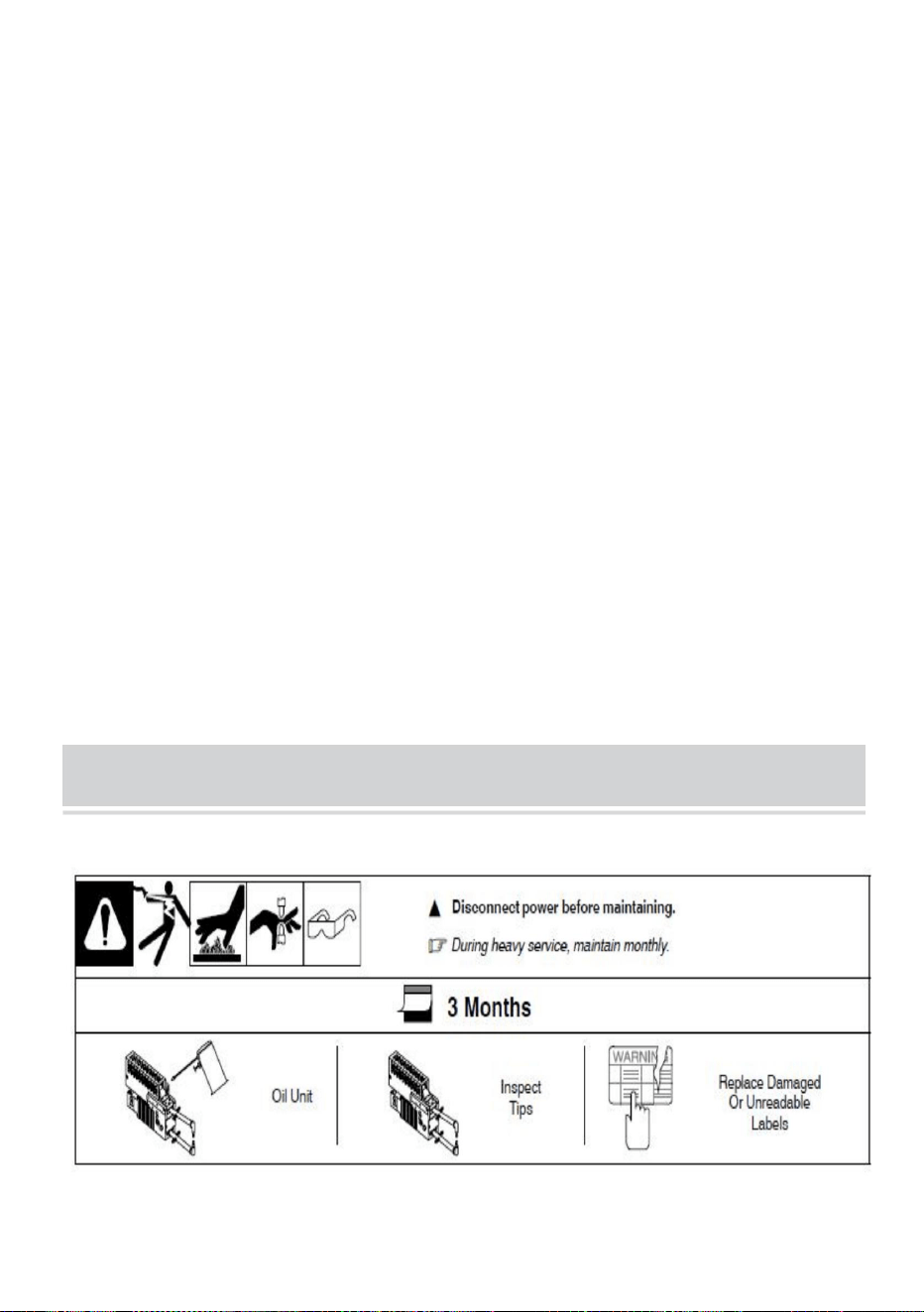
SEZIONE 4- MANUTENZIONE E RISOLUZIONE DEI PROBLEMI
3-19. Procedure di prova
4-1. Manutenzione
1. Test visivo
Posizionare un'estremità del campione di saldatura a punti a resistenza nelle ganasce della morsa. Usa la meccanica
significa forzare la saldatura. Un lato della saldatura dovrebbe staccarsi dal
Osservare la deformazione e la forma dei punti di contatto della superficie su entrambi i lati
la saldatura. Un eccessivo "incurvamento" del punto di contatto della superficie indica uno o più di
metallo principale con un'estensione metallica dalla saldatura. Verificare la corretta saldatura
il seguente:
diametro.
UN. Pressione eccessiva sulla pinza.
B. Tempo di saldatura troppo
lungo. C. Disallineamento delle punte degli elettrodi.
Se la saldatura a punti a resistenza non ha un aspetto superficiale uniforme e concentrico,
il problema potrebbe essere il disallineamento delle punte degli elettrodi. Allineare le punte degli elettrodi con
Le procedure di prova descritte sono molto semplici e richiedono un minimo di attrezzatura
lo spegnimento e un tipico giunto di saldatura tra le superfici della punta.
eseguire.
2. Prova meccanica
Machine Translated by Google
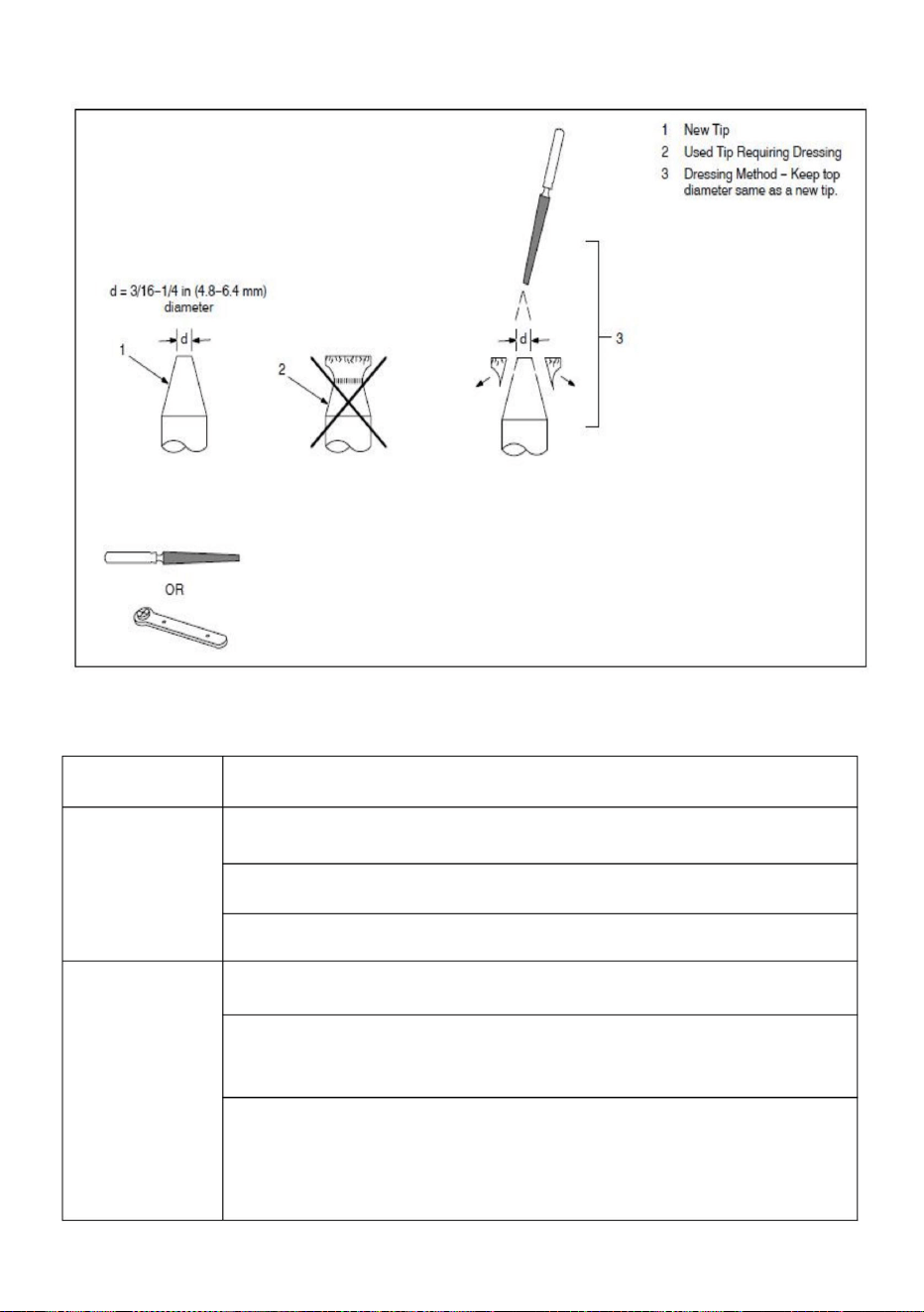
4-2. Suggerimenti per il condimento
4-3. Risoluzione dei problemi
Pressione sulla pinza insufficiente. Aumentare la pressione della pinza.
Punte che formano archi
Tempo di saldatura troppo lungo. Ridurre il tempo di saldatura.
sul materiale.
Materiale troppo spesso per la saldatrice a punti.
Il materiale di base può essere saldato alle punte provocando un'elevata resistenza
Pressione sulla pinza insufficiente. Aumentare la pressione della pinza.
e scarso flusso di corrente elettrica. Consigli per pulire o vestire (vedi
Guaio
Sezione 4-2).
Suggerimenti
surriscaldamento.
Punte non allineate correttamente. Riallineare le punte o vestirle correttamente
Rimedio
diametro (vedere Sezione 4-2).
Machine Translated by Google
operazione.
Di
Materiale
saldatura
Le pinze sono troppo lunghe. Ridurre la lunghezza della pinza.
Rimuovere il rivestimento dal materiale per un contatto intimo tra
espulso
Spruzzi
In
Materiale troppo spesso per la saldatrice a punti. Controllalo
nessuna saldatura a
pepita di saldatura.
diametro o le punte del vestito tornano al diametro originale (vedere la Sezione
L'area di contatto delle punte è troppo grande. Passare ad una punta più piccola
Amperaggio in uscita troppo alto. Ridurre l'impostazione dell'amperaggio, se
Incoerente
Saldatura scadente o
pezzi. Rimuovere ossidi e composti chimici compresi
O
sul materiale (vedere Sezione 4-2).
Tempo di saldatura incoerente. Installare un timer di saldatura, se applicabile.
mezzo
fuso
durante
lo spessore del materiale rientra nella capacità della saldatrice a punti.
4-2).
essendo
Buco
suggerimenti.
applicabile (non disponibile sui modelli raffreddati ad aria).
Tempo di saldatura troppo lungo. Ridurre il tempo di saldatura.
Pressione eccessiva sulla pinza. Ridurre la pressione sulle pinze.
Pressione sulla pinza insufficiente. Aumentare la pressione della pinza.
rivestimento zincato.
saldare.
Allineamento errato della punta. Vestire le punte in modo che siano allineate e piatte
Made in China
Machine Translated by Google
Soportetécnicoycertificadodegarantíaelectrónicawww.vevor.com/support
SOLDADURAPORPUNTOS
MODELO:DN100E
Seguimoscomprometidosaproporcionarleherramientasaprecioscompetitivos.
"Ahorreamitaddeprecio","Amitaddeprecio"ocualquierotraexpresiónsimilarutilizadapornosotrossolo
representaunaestimacióndelosahorrosquepodríabeneficiarsealcomprarciertasherramientasconnosotrosen
comparaciónconlasprincipalesmarcasynosignificanecesariamentecubrirtodaslascategoríasdeherramientas
ofrecidas.pornosotros.Lerecordamosque,cuandorealiceunpedidoconnosotros,verifiquecuidadosamente
sirealmenteestáahorrandolamitadencomparaciónconlasprincipalesmarcas.
Machine Translated by Google
SOLDADURAPORPUNTOS
MODELO:DN100E
¿Tienepreguntassobreelproducto?¿Necesitasoportetécnico?Nodude
en
contactarnos:Soportetécnicoycertificadodegarantía
electrónicawww.vevor.com/support
Estassonlasinstruccionesoriginales;leaatentamentetodaslas
instruccionesdelmanualantesdeoperar.VEVORsereservauna
interpretaciónclaradenuestromanualdeusuario.Laaparienciadel
productoestarásujetaalproductoquerecibió.Perdonequenoleinformaremos
nuevamentesihayactualizacionesdetecnologíaosoftwareennuestroproducto.
¿NECESITASAYUDA?¡CONTÁCTENOS!
Machine Translated by Google
EsteproductoestásujetoalasdisposicionesdelaDirectivaEuropea2012/19/
CE.Elsímboloquemuestrauncontenedorconruedastachadoindicaqueelproducto
requiererecogidaselectivadebasuraenlaUniónEuropea.Estoseaplicaalproductoy
atodoslosaccesoriosmarcadosconestesímbolo.Losproductosmarcadoscomo
talesnopodrándesecharseconlabasuradomésticanormal,sinoquedeberán
llevarseaunpuntoderecogidaparaelreciclajedeaparatoseléctricosy
electrónicos.
¡ENOJO!Indicaunasituaciónpeligrosaque,sinoseevita,provocarálamuerteolesiones
graves.Losposiblespeligrossemuestranenlossímbolosadjuntososeexplicaneneltexto.
Indicaunasituaciónpeligrosaque,sinoseevita,podríaprovocarlamuerteolesionesgraves.
Losposiblespeligrossemuestranenlossímbolosadjuntososeexplicaneneltexto.
ELIMINACIÓNCORRECTA
Protéjaseasímismoyalosdemásdelesiones:leaysigaestasprecauciones.
Estegrupodesímbolossignifica¡Advertencia!¡Cuidado!PeligrosdeDESCARGAELÉCTRICA,PIEZAS
MÓVILESyPIEZASCALIENTES.Consultelossímbolosylasinstruccionesrelacionadasacontinuaciónpara
conocerlasaccionesnecesariasparaevitarlospeligros.
Advertencia:parareducirelriesgodelesiones,elusuariodebeleeratentamenteel
manualdeinstrucciones.
AVISOIndicadeclaracionesnorelacionadasconlesionespersonales.
SECCIÓN1PRECAUCIONESDESEGURIDADLEAANTESDEUSAR
11.Usodesímbolos
Machine Translated by Google
Duranteelfuncionamiento,mantengaalejadosatodos,especialmentealosniños.
•LASOLDADURAPORPUNTOSpuedeprovocarunincendioounaexplosión.
12.Peligrosdelasoldaduraporpuntosderesistencia
Elcontactoaccidentaldelelectrodoconobjetosmetálicospuedeprovocarchispas,explosiones,
sobrecalentamientooincendios.Verifiqueyasegúresedequeeláreaseasegura.
lapiezadetrabajoyelequipocalientepuedenprovocarincendiosyquemaduras.
atencióneidentificacióndeposiblespeligros.Cuandoveaelsímbolo,tengacuidadoysigalas
instruccionesrelacionadasparaevitarelpeligro.El
brasasyllamas.Noexceda
lacapacidadnominaldelequipo.Utiliceúnicamentefusibleso
disyuntorescorrectos.Nolossobredimensionenilospaseporalto.
Lossímbolosquesemuestranacontinuaciónseutilizanenestemanualparallamar
Delarcodesoldadurapuedendesprendersechispas.Laschispasquevuelan,calientes
personaantesderealizarcualquiersoldadura.
Despuésdefinalizareltrabajo,inspeccioneeláreaparaasegurarsedequeestélibredechispas,
vapores(comogasolina).Retire
cualquiercombustible,comounencendedordebutanoocerillas,desu
estándebidamentepreparadosdeacuerdoconAWSF4.1(consulteNormasdeseguridad).No
sueldedondelaatmósferapuedacontenerpolvo,gasolíquidoinflamables.
estaunidad.
Sólopersonascalificadasdebeninstalar,operar,manteneryreparar
áreasadyacentes.
Estéatentoalosincendiosymantengaunextintorcerca.Nosueldeen
recipientescerradoscomotanques,tamboresotuberías,amenosque
cúbralosherméticamenteconfundasaprobadas.No
realicesoldadurasporpuntosdondelaschispaspuedangolpearmaterialinflamable.Protéjaseasí
mismoyalosdemásdechispasvoladorasymetalescalientes.Estéalertadequelas
chispasdesoldadurapuedenpasarfácilmenteatravésdepequeñasgrietasyaberturaspara
Estándaresdeseguridad.
informaciónqueseencuentraenlasNormasdeseguridadenumeradasenlaSección15.Leeysiguetodo
antesderealizarcualquiersoldadura.
Retiretodoslosproductosinflamablesdentrodeunradiode35pies(10,7m)delasoldadura.Siestonoesposible,
Lainformacióndeseguridadqueseproporcionaacontinuaciónessólounresumendelainformacióndeseguridadmáscompleta.
Machine Translated by Google
SigalosrequisitosdeOSHA1910.252(a)(2)(iv)yNFPA51Bparatrabajosencaliente.
Mantengaloscablessecos,libresdeaceiteygrasayprotegidosdemetalescalientesy
Siempreverifiquelaconexiónatierradelsuministro;verifiqueyasegúresedequeelcabledealimentacióndeentrada
Notoquepiezaseléctricasenergizadas.
Utiliceguantesaislantessecosysinagujerosyproteccióncorporal.
Serequierenprecaucionesdeseguridadadicionalescuandocualquieradelossiguientes
condiciones,consulteANSIZ49.1quefiguraenlasNormasdeseguridad.¡Ynotrabajessolo!Desconectela
alimentacióndeentradaantesdeinstalarorepararesteequipo.Bloqueo/
contactoinevitableoaccidentalconlapiezadetrabajooelsuelo.Paraéstos
chispas.
Inspeccioneconfrecuenciaelcabledealimentacióndeentradayelconductordetierraenbuscadedañoso
ytengacercaunvigilantedeincendiosyunextintor.
posicionescomosentarse,arrodillarseoacostarse;ocuandoexisteunaltoriesgode
sobreestructurasmetálicascomopisos,rejasoandamios;cuandoestáapretado
comprobarlasconexiones.
existencondicionespeligrosas:enlugareshúmedosoconropamojada;
Elenchufedelcableestáconectadoauntomacorrienteconconexiónatierraadecuada.Al
realizarconexionesdeentrada,conecteprimeroelconductordetierra(doble)
Elcabledetierraestáconectadocorrectamentealterminaldetierraenlacajadedesconexiónoque
Elequipoesunpeligro.
códigosnacionales,estatalesylocales.
cuandoestáencendido.Instaladoincorrectamenteoconectadoatierraincorrectamente
guarniciones.Noutiliceningúnequipoeléctricosiestámojadooenunáreahúmeda.Utiliceúnicamente
equiposenbuenestado.Repareoreemplacelaspiezasdañadasdeinmediato.Utiliceunarnésdeseguridadsitrabaja
porencimadelniveldelsuelo.
Elcircuitodealimentacióndeentradayloscircuitosinternosdelamáquinatambiénestánactivos.
alimentacióndeentradadeetiquetadosegúnOSHA29CFR1910.147(consulteNormasdeseguridad).Instaley
conecteatierracorrectamenteesteequipodeacuerdoconestemanualy
conductorparacontinuidad.
Apaguetodoelequipocuandonoestéenuso.Paraequipos
enfriadosporagua,verifiqueyrepareoreemplacecualquiermangueraomangueraconfugas.
Cableado:reempláceloinmediatamentesielcableadodesnudoestádañadoypuedeprovocarlamuerte.comprobarelterreno
Tocarpiezaseléctricasvivaspuedeprovocardescargasmortalesoquemadurasgraves.
•LADESCARGAELÉCTRICApuedecausarlamuerte.
Machine Translated by Google
Mantengatodoslospaneles,cubiertasyprotectoresfirmementeensulugar.
•LASPIEZASCALIENTESpueden
quemarse.Notoquelaspiezascalientesconlas
manosdesnudas.Dejequeseenfríeantesdetrabajarenelequipo.
Paramanipularpiezascalientes,utiliceherramientasadecuadasy/ouseropapesada,
•LASCHISPASVOLADORASpuedencausarlesiones.
•LASPIEZASENMOVIMIENTOpuedencausarlesiones.
•LOSHUMOSYGASESpuedenserpeligrosos.
instruccionesdelfabricanteparametales,consumibles,revestimientos,limpiadoresy
solicitud.
Muyamenudosalenchispasdelazonadelaarticulación.
Utiliceunacaretahomologadaogafasdeseguridadconprotecciónlateral.Utilice
prendasprotectorascomocuerosinaceiteyresistentealfuego.
Gafasconprotectoreslaterales.
elarcoparaeliminarloshumosygasesdesoldadura.Si
laventilaciónesdeficiente,useunrespiradorconsuministrodeaireaprobado.Leer
ycomprenderlasHojasdedatosdeseguridaddemateriales(MSDS)ylas
Laspuntasdelaspinzas,laspinzasylosenlacessemuevendurantela
operación.Manteneralejadodelaspiezas
móviles.Manteneralejadodelospuntos
depellizco.Nopongalasmanosentrelas
puntas.Mantengatodaslasproteccionesypanelesfirmemente
ensulugar.OSHAy/ocódigoslocalespuedenrequerirprotecciónadicionalparaadaptarsealas
Losgasespuedenserpeligrososparalasalud.
Mantengalacabezaalejadadelosvapores.Norespirarlosvapores.Siestá
adentro,ventileeláreay/ouseventilaciónforzadalocalen
cortinasoescudoscontraincendiosnocombustibles.Hagaquetodaslaspersonascercanasusenropadeseguridad.
Elmaterialsintéticonosueleofrecerdichaprotección.Protejaaotras
personasenáreascercanasutilizandomaterialesaprobadosresistentesalfuegoo
Lasoldaduraproducehumosygases.Respirarestosvaporesy
Guantesyropaaislantesparasoldarparaevitarquemaduras.
guantes,camisagruesa,pantalonessinpuños,zapatosaltosygorra.
Machine Translated by Google
•LEALASINSTRUCCIONES.
•PeligrodeINCENDIOOEXPLOSIÓN.
•LACAÍDADELEQUIPOpuedecausarlesiones.
13.Símbolosadicionalesparainstalación,operaciónymantenimiento
superficies.
Noinstalenicoloquelaunidadsobre,sobreocercadematerialescombustibles.
Losvaporesygasespuedendesplazarelaireyreducirelniveldeoxígeno,provocandolesioneso
LeaysigaatentamentetodaslasetiquetasyelManualdelpropietario.
respiradorconsuministrodeaire.Tengasiemprecercaunapersonadevigilanciacapacitada.Soldadura
levantarmanualmentepiezasoequipospesados.
Asegurelaunidadduranteeltransporteparaquenopuedavolcarsenicaerse.
desengrasantes.
Trabajeenunespacioconfinadosólosiestábienventiladoosillevapuestoun
Loselementosquecontienenestoselementospuedendesprenderhumostóxicossisesueldan.
EcuacióndeelevaciónrevisadadeNIOSH(PublicaciónNo.94110)cuando
Utiliceequipodecapacidadadecuadaparalevantarysostenerlaunidad.Sigalas
pautasdelManualdeaplicacionesparael
acero,amenosqueseretireelrecubrimientodeláreadesoldadura,eláreaestébienventiladaymientrasseuseun
respiradorconsuministrodeaire.Losrevestimientosycualquiermetal.
Nosueldesobremetalesrecubiertos,comogalvanizados,conplomoocadmio.
tamaño,clasificaciónyprotecciónadecuadosparamanejarestaunidad.
gases.
estándaresycódigosnacionales,estatalesylocales.
Elcalorylosrayosdelarcopuedenreaccionarconlosvaporesparaformargasesaltamentetóxicoseirritantes.
Noinstalenioperelaunidadcercadeproductosinflamables.No
sobrecargueelcableadodeledificio;asegúresedequeelsistemadesuministrodeenergíaesté
informaciónalprincipiodelmanualyencadasección.Utiliceúnicamentepiezasde
repuestooriginalesdelfabricante.Realiceelmantenimientoyserviciodeacuerdocon
losmanualesdelpropietario,laindustria
antesdeinstalar,operarodarservicioalaunidad.Lealaseguridad
muerte.Asegúresedequeelairerespirableseaseguro.
Nosueldeenlugarescercanosaoperacionesdedesengrase,limpiezaopulverización.El
Machine Translated by Google
Usegafasdeseguridadaprobadasconprotectoreslateralesousegafas
Usuariosdemarcapasosyotrosdispositivosmédicosimplantados
Permitirunperíododeenfriamiento;sigaelciclodetrabajo
nominal.Reduzcaelciclodetrabajoantesdecomenzarasoldarnuevamente.
algunoscasos,cáncer.
Láveselasmanosdespuésdesuuso.
causarcáncer,defectosdenacimientouotrosdañosreproductivos.
Lospostes,terminalesyaccesoriosrelacionadosdelabateríacontienenplomoyplomo.
Losequiposdesoldaduraocorteproducenhumosogasesquecontienen
Consultealfabricantedeldispositivoantesdeacercarseaoperacionesdesoldaduraporarco,
soldaduraporpuntos,ranurado,corteporarcodeplasmaocalentamientoporinducción.
debemantenersealejado.
Losusuariosdedispositivosmédicosimplantadosdebenconsultarasumédicoy
blindaje.
CompuestosquímicosqueelestadodeCaliforniaconsideraquecausancáncer.
Esteproductocontienesustanciasquímicas,incluidoelplomo,conocidasporelestadode
ydefectosdenacimientouotrosdañosreproductivos.Láveselasmanosdespuésdelamanipulación.
químicosqueelEstadodeCaliforniareconocecomocausantesdedefectosdenacimientoy,en
LosgasesdeescapedelmotorcontienensustanciasquímicasqueelestadodeCaliforniareconocecomo
Californiaparacausarcáncer,defectosdenacimientouotrosdañosreproductivos.
•ElMETALolaSUCIEDADquesalenvolandopuedendañarlosojos.
•LOSCAMPOSELÉCTRICOSYMAGNÉTICOS(EMF)puedenafectaralosimplantes.
•ELUSOEXCESIVOpuedecausarSOBRECALENTAMIENTO.
14.Advertencias
Dispositivosmédicos.
Paramotoresdegasolina:
Machine Translated by Google
ejercidaporlaspinzasylaspuntasdeloselectrodos,atravésdelascualesfluyelacorriente,mantienela
1.Mantengaloscablesjuntosgirándolosofijándolosconcintaadhesiva,ousandounacubiertaparacables.
deCaliforniaparacausarcáncer,defectosdenacimientoyotrosdañosreproductivos.
Acercadelosdispositivosmédicosimplantados:
7.Nosueldemientrastransportalafuentedepoderparasoldaroelalimentadordealambre.
ElEstadoconocelosgasesdeescapedelosmotoresdiéselyalgunosdesuscomponentes.
ProcedimientosparaminimizarlaexposiciónacamposEMFdelcircuitodesoldadura:
soldadoalflujodecorrientequeprovocauncalentamientolocalizadoenlapieza.Lapresión
Evaluaciónderiesgosindividualesparasoldadores.Todoslossoldadoresdebenutilizarlosiguiente
6.Notrabajejuntoa,nisesienteniseapoyeenlafuentedepoderdesoldadura.
Elnombredesoldaduraporresistenciaimplica,eslaresistenciadelmaterialaser
industriahoyendía.Lasoldaduraserealizamedianteunacombinacióndecalor,presiónytiempo.Como
Esnecesariocolocarimplantes.Porejemplo,restriccionesdeaccesoparatranseúntesporo
5.Conectelaabrazaderademasaalapiezadetrabajolomáscercaposibledelasoldadura.
posible.
Implantes,porejemplomarcapasos.Medidasdeprotecciónparapersonasquellevenpuestomédico.
Lasoldaduraporresistenciaesunodelosprocesosdesoldaduraeléctricamásantiguosutilizadospor
circuitosyequiposdesoldadura.LoscamposEMFpuedeninterferirconalgunostratamientosmédicos.
4.Mantengalacabezayeltroncolomásalejadosposibledelequipoenelcircuitodesoldadura.
3.Noenrollenienrollecablesalrededordesucuerpo.
camposmagnéticos(CEM).LacorrientedesoldaduracreauncampoEMFalrededordelasoldadura.
Serecomiendaseguirlosprocedimientosanteriores.
Lacorrienteeléctricaquefluyeatravésdecualquierconductorprovocadescargaseléctricasy
ylejosdeloperador.
fabricanteantesderealizaroacercarseaoperacionesdesoldaduraporarco,soldaduraporpuntos,ranurado,
corteporarcodeplasmaocalentamientoporinducción.Sisumédicoloautoriza,entonces
Losusuariosdedispositivosmédicosimplantadosdebenconsultarasumédicoyaldispositivo.
2.Nocoloquesucuerpoentreloscablesdesoldadura.Colocarloscablesaunlado.
SECCIÓN2INTRODUCCIÓN
Paramotoresdiésel:
15.Informaciónsobreloscamposelectromagnéticos
Machine Translated by Google
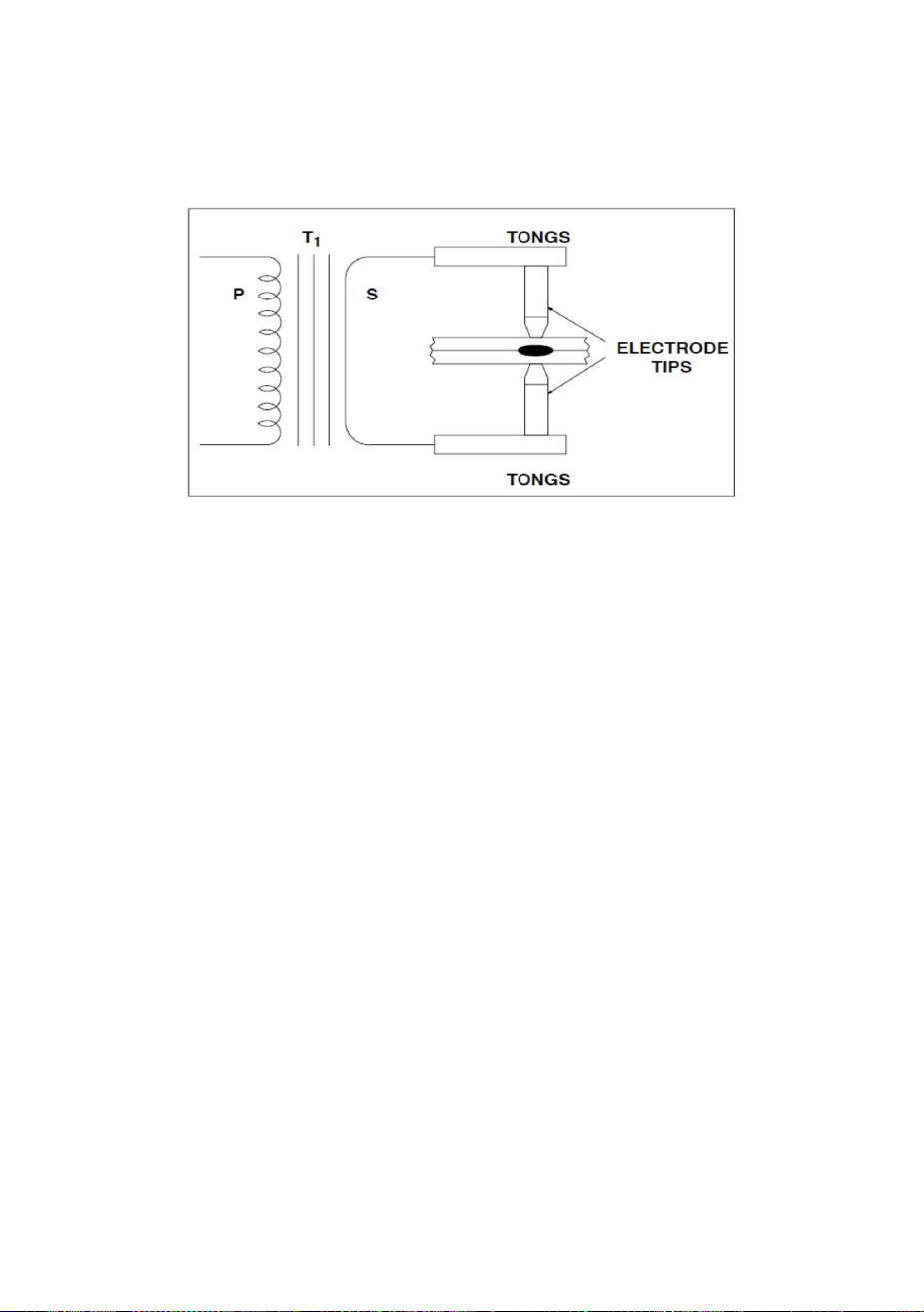
SÍMBOLOYSIGNIFICADOENLAPLACADEDATOS
Figura21.Máquinadesoldaduraporpuntosporresistenciacontrabajo
I1máx:Máx.corrientedeentrada.
50HZo60HZ:FrecuencianominaldelafuentedealimentacióndeCAmonofásica.
espesorytipodematerial,lacantidaddecorrientequefluyeylaseccióntransversal
U0:voltajesincarga
másde3segundosdurantevariosperíodossucesivosde10segundos,esposiblequesesobrecaliente.
ciclodetiempo.Lacantidaddetiemporequeridaparaquelacorrientefluyaenlajuntaestádeterminadapor
U1:TensiónnominaldeentradadeCAdelafuentedealimentacióndesoldadura
10%,eltiempodecargaseráde3segundosyeltiempodedescansoseráde7segundos.Siseusa
Piezasasoldarencontactoíntimoantes,duranteydespuésdelacorrientedesoldadura.
maquinadesoldar.
Nota2:Paraesteestándar,eltiempodeunciclocompletoesde30segundos.Porejemplo,silavelocidades
Nota1:Estarelaciónestáentre0y100%.
Algunosparámetrostécnicossemuestranenlaplacadeidentificacióndelpuntoderesistencia.
Paramayorclaridad,seidentificanlasdistintaspartesdelamáquinadesoldaduraporpuntosporresistencia.
tiempo.
X:Ciclodetrabajonominal.Eslarelaciónentreeltiempodeduracióndelacargayelciclocompleto.
EnlaFigura21,seilustrauncircuitodesoldaduraporpuntosderesistenciasecundariacompleto.
I1eff:Máx.corrientedeentradaefectiva.
S1:potenciadeentradanominal,KVA
Eselvoltajedesalidaencircuitoabiertodelafuentedealimentacióndesoldadura.
áreadelassuperficiesdecontactodelapuntadesoldadura.
Machine Translated by Google
CONDICIONESAMBIENTALES
SECCIÓN3FUNDAMENTOSDELASOLDADURAPORPUNTOSDERESISTENCIA
IP:Gradodeprotección.Porejemplo,IP21,queapruebalamáquinadesoldarcomoaptaparausoen
interiores;IP23.Aprobarlamáquinadesoldarcomoaptaparasuuso.
31.PrincipioLa
soldaduraporresistenciaselogracuandosehacefluircorrienteatravésdelaspuntasdeloselectrodos
ylaspiezasseparadasdemetalquesevanaunir.Laresistenciadelmetalbasealflujodecorriente
eléctricaprovocauncalentamientolocalizadoenlauniónyserealizalasoldadura.Lasoldadurapor
puntosderesistenciaesúnicaporquelapepitadesoldadurarealseformainternamenteconrelacióna
lasuperficiedelmetalbase.LaFigura41muestraunapepitadesoldaduraporpuntosderesistencia
encomparaciónconunasoldaduraporpuntosdearcodetungstenocongas(TIG).
alairelibrebajolalluvia.
Clasedeaislamiento:H
Machine Translated by Google
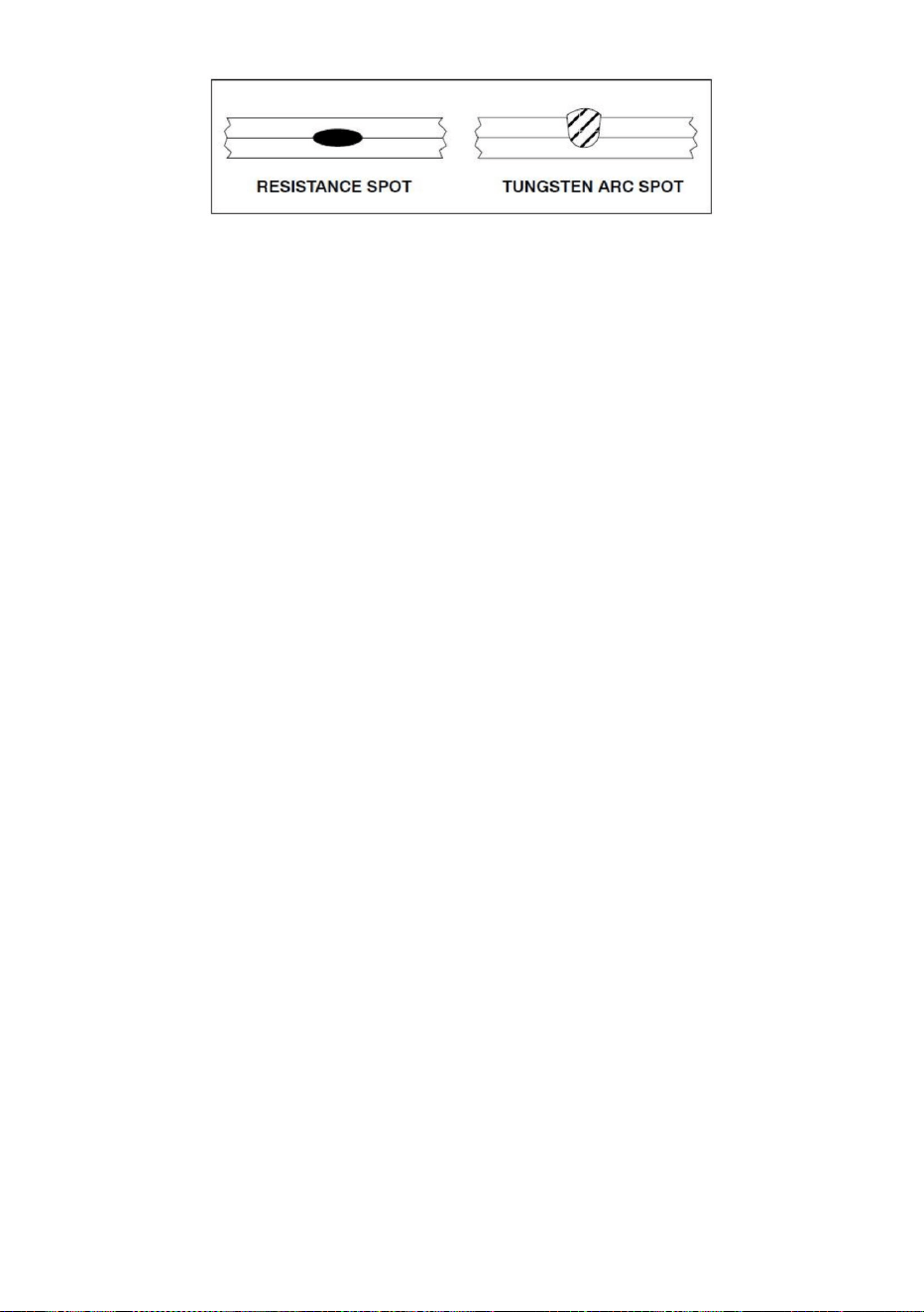
Lapartesecundariadeuncircuitodesoldaduraporpuntosporresistencia,incluidaslaspiezasasoldar,
esenrealidadunaseriederesistencias.Elvaloraditivototaldeestaresistenciaeléctricaafectalasalida
decorrientedelamáquinadesoldaduraporpuntosporresistenciaylageneracióndecalordelcircuito.
circuito.
Elpuntodearcodegastungstenosefabricadesdeunsololado.Lasoldaduraporpuntosporresistencia
normalmenteserealizaconelectrodosacadaladodelapiezadetrabajo.Lospuntosdesoldadurapor
resistenciasepuedenrealizarconlapiezadetrabajoencualquierposición.
Lapepitadesoldaduraporpuntosderesistenciaseformacuandolainterfazdelajuntasoldadasecalienta
debidoalaresistenciadelassuperficiesdelajuntaalflujodecorrienteeléctrica.Entodosloscasos,por
supuesto,lacorrientedebefluirolasoldaduranopodrárealizarse.Lapresióndelaspuntasdelos
electrodossobrelapiezadetrabajomantienelapiezaencontactoestrechoeíntimodurantelarealización
delasoldadura.Recuerde,sinembargo,quelasmáquinasdesoldaduraporpuntosporresistenciaNO
estándiseñadascomoabrazaderasdefuerzaparajuntarlaspiezasdetrabajoparasoldarlas.
Elhechoclaveesque,aunqueelvalordelacorrienteeselmismoentodaslaspartesdelcircuitoeléctrico,
losvaloresderesistenciapuedenvariarconsiderablementeendiferentespuntosdelcircuito.
Elcalorgeneradoesdirectamenteproporcionalalaresistenciaencualquierpuntodel
R=Resistencia
Figura31.ComparaciónderesistenciaysoldaduraporpuntosTIG
32.Generacióndecalor
SepuederealizarunamodificacióndelaleydeOhmcuandolosvatiosyelcalorse
consideransinónimos.Cuandolacorrientepasaatravésdeunconductor,laresistencia
eléctricadelconductoralflujodecorrienteprovocaráquesegenerecalor.Lafórmula
básicaparalageneracióndecalorpuede
expresarse:H=I2RdondeH
=CalorI2=Corrientedesoldaduraalcuadrado
Machine Translated by Google
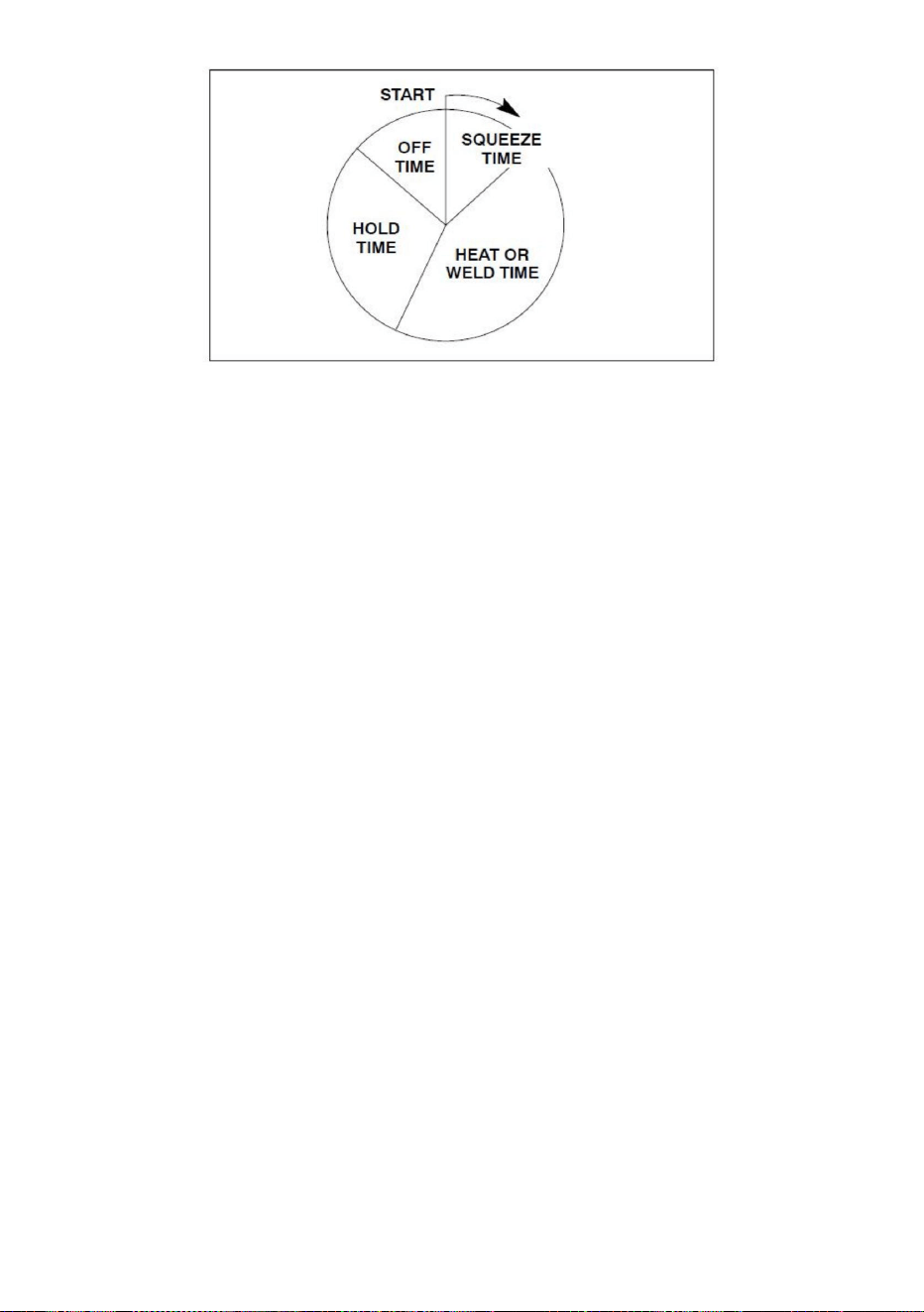
sigue:
Hayseispuntosprincipalesderesistenciaeneláreadetrabajo.soncomo
TIEMPODECALOROSOLDADURA:eltiempodesoldadurasonciclos.
Lacantidadderesistenciaenelpunto3,lainterfazdelaspiezasdetrabajo,dependerá
Lasresistenciasestánenserieycadapuntoderesistenciaretardaráelflujodecorriente.
SQUEEZETIMETiempoentrelaaplicacióndepresiónylasoldadura.
elcircuitodesoldadurareal.
Serequiereunaresistenciarelativa.Eltérmino"relativo"significaconrelaciónalrestode
6.Resistenciadelaspuntasdeloselectrodos.
soldaduradelamaneramáseficiente.Esenlasoldaduradondelamayor
5.Elpuntodecontactoentrelapiezadetrabajoinferioryelelectrodo.
4.Lapiezadetrabajoinferior.
Lasmáquinasdesoldaduraporpuntosporresistenciaestándiseñadasparallevarlacorrientedesoldaduraala
serevidenteeneltransformador,cablesflexibles,pinzasypuntasdeelectrodos.El
3.Lainterfazdelaspiezasdetrabajosuperioreinferior.
2.Lapiezadetrabajosuperior.
Lasmáquinasdesoldaduraporpuntosporresistenciaestánconstruidasdemaneraqueseobtengaunaresistenciamínima.
queseformelapepitadelasoldadura.
TIEMPOAPAGADO:electrodosseparadosparapermitirelmovimientodelmaterialalsiguientepunto.
1.Elpuntodecontactoentreelelectrodoylapiezadetrabajosuperior.
Espesorcombinadodelosmaterialesenlajuntasoldada.Esenestapartedelcircuito.
delacapacidaddetransferenciadecalordelmaterial,suresistenciaeléctricayla
TIEMPODEMANTENIMIENTO:tiempoquesemantienelapresióndespuésderealizarlasoldadura.
Figura32.Ciclodetiempodesoldaduraporpuntos
Machine Translated by Google

I2=Corrientealcuadrado
Lasoldaduraporpuntosporresistenciadependedelaresistenciadelmetalbaseydel
muchoscasos.
Posibilidaddetransferenciaexcesivadecalorenelmetalbase.Distorsióndelasoldadura
expulsióndemetalfundidodelajuntasoldada,loquepodríadisminuirlacruz
variablecontrolableenlamayoríadelasaplicacionesdesoldaduraporpuntosderesistenciaaunsoloimpulso.
H=I2RTK
tenerunestrechocontroldeltiempoquefluyelacorriente.Enrealidad,eltiempoeselúnico.
ciclodetiempodesoldadura.
Estosvaloresdeamperaje,quefluyenatravésdeunaresistenciarelativamentealta,crearánuna
Elcontroldeltiempoesimportante.Sielelementodetiempoesdemasiadolargo,elmetalbaseenel
Sedebeconsiderarcuidadosamenteelefectodelapresiónsobreelpuntodesoldaduraporresistencia.
t=tiempo
Normalmenteseutilizacorrienteparaelprocesodesoldadura,losprocedimientospuedenbasarseenuna
Otrofactorimportanteeseltiempo.Enlamayoríadeloscasossenecesitanvariosmilesdeamperios.
piezasseminimizaylazonaafectadaporelcaloralrededordelapepitadesoldaduraes
Lamayoríadelospuntosdesoldaduraporresistenciaserealizanenperíodosdetiempomuycortos.Desdealternando
cantidaddecorrientequefluyeparaproducirelcalornecesariopararealizarlasoldaduraporpuntos.
R=Resistencia
sustancialmentemenor.
Lacorrientesuelesereconómicamentepocoprácticadecontrolar.Tambiénesimpredecibleen
dondeH=Calor
seccióndelaunióndebilitandolasoldadura.Lostiemposdesoldaduramáscortostambiéndisminuyenla
elemento,lafórmulasecompletadelasiguientemanera:
podríacausarsoldadurasdefectuosasdebidoalaporosidaddelgas.Tambiénexistelaposibilidadde
Launiónpuedeexcederelpuntodefusión(yposiblementeeldeebullición)delmaterial.Este
muchocalorenpocotiempo.Pararealizarsoldadurasporpuntosconbuenaresistencia,esnecesario
Anteriormenteseutilizabalafórmulaparalageneracióndecalor.Conlaadicióndeltiempo
Elobjetivoprincipaldelapresiónesmantenerlaspiezasasoldareníntima
utilizadopararealizarelpuntodesoldadura.Estosvaloresdeamperajefluyenatravésdeunasoldadura.
Tiempode60ciclos(sesentaciclos=1segundo).LaFigura32muestraelpuntoderesistencia.
K=Pérdidasdecalor
34.Presión
33.Elfactortiempo
Machine Translated by Google

Característicasdelaconductividadtérmicayeléctricaencondicionesdetrabajo.
yconductividadenelpuntodesoldadura.LaspinzasylaspuntasdeloselectrodosNOdeben
presionesmayoresy,alainversa,presionesmásbajasrequierenmenosamperajede
LaspuntasdeelectrodosdelGrupoA,ClaseI,sonlasmáscercanasencomposiciónalcobrepuro.Como
fabricadosconaleacionesdecobre.GrupoB,Clase10,11,12,13y14sonlosrefractarios.
Laspresionesadecuadas,concontactoíntimodelapuntadelelectrodoyelmetalbase,
piezadetrabajo,paraserelpuntofocaldelapresiónaplicadaalajuntasoldada,paraconducir
superficie.Cuantomayoreslapresión,menoreselfactorderesistencia.
GrupoAAleacionesabasedecobre
Lasinvestigacioneshandemostradoquelasaltaspresionesejercidassobrelajuntasoldadadisminuyen
LaWeldersManufacturingAssociation(RWMA)haclasificadolaspuntasdeloselectrodosendos
particularmentecuandoseutilizauncontroldecalorconlasdiversassoldadurasporpuntosderesistencia
¡Diseñadocomounaabrazaderaeléctrica"C"!Laspiezasasoldardebenestareníntima
Elnúmerodeclaseaumenta,losvaloresdedurezaytemperaturaderecocido
Lamáquinadesoldaduraporpuntosporresistencia.Estehechodebeserobservadocuidadosamente
Seutilizaparaunirlaspiezasdetrabajo.Lamáquinadesoldaduraporpuntosporresistencianoestá
Laspuntasdeloselectrodosestánhechasdealeacionesdecobreyotrosmateriales.Laresistencia
aumenta,mientrasquelaconductividadtérmicayeléctricadisminuye.
tiendenaconducirelcalorlejosdelasoldadura.Senecesitancorrientesmásaltascon
contactoenlainterfazconjunta.Estaacciónaseguraunaresistenciaeléctricaconstante.
calordelasuperficiedetrabajoyparamantenersuintegridaddeformay
aleaciones.
Elpropósitodelaspuntasdeloselectrodosesconducirlacorrientedesoldaduraal
Losgruposseclasificanademáspornúmero.GrupoA,ClaseI,II,III,IVyVson
GrupoBPuntasdemetalrefractario
laresistenciaenelpuntodecontactoentrelapuntadelelectrodoylapiezadetrabajo
Elcobreeselmetalbasequenormalmenteseutilizaparalaspinzasypuntasdesoldaduraporpuntosporresistencia.
LascomposicionesdelgrupoBsonmezclassinterizadasdecobreytungsteno,etc.,diseñadaspara
ofrecerresistenciaaldesgasteyresistenciaalacompresiónaaltastemperaturas.
contactoANTESdeaplicarpresión.
máquinas.
grupos:
35.Puntasdeelectrodos
Machine Translated by Google

Comoseexplicóenladiscusiónanteriorsobrelosfundamentosdelpuntoderesistencia.
Siemprequesetrabajaenuntaller,esunabuenareglausargafasdeseguridad.
Laconductividaddisminuyeamedidaqueaumentaelvalornumérico.LaspuntasdeloselectrodosdelgrupoBson
sobrecalentartodaeláreadelmetalbaseentreloselectrodos.Estopodríacausar
radiaciónyconducciónenlapiezadetrabajoyconduccióntérmicadela
precauciones.Sinembargo,existenalgunasaccionesdesentidocomúnquepuedenprevenir
Toxicidadquecausaráenfermedadesaloperador.Unaventilaciónadecuadapuedereducirla
Lastécnicasdesoldaduraporpuntosporresistencianorequierenmedidasdeseguridadextensasnielaboradas.
Otroáreadepreocupacióneslaventilación.Estopuedeserunproblemagravecuando
▲LaSOLDADURAPORPUNTOSpuedeserpeligrosa.LeaysigalaSeccióndeSeguridadalfrente
hacerlasoldadura.Estacondicióntambiénsobrecalentarálaspuntasdeloselectrodos,loquepuede
Lacorrienteylapresiónayudanacrearcalorenlapepitadesoldadura.
expulsadodelazonaarticular.Proteccióndelacarayespecialmentedelosojosen
seríaempleado.
quemadelassuperficiessuperioreinferiordelapiezadetrabajo,asícomoposiblemente
¡Lasoldaduraporpuntosporresistencianoesunaexcepciónalaregla!Muyamenudoseencuentranmetalesuóxidos.
Normalmentenoseutilizaparaaplicacionesenlasquelasmáquinasdesoldaduraporpuntosporresistencia
Enlasoldadura,existeunarelacióndefinidaentreeltiempo,lacorrienteylapresión.
incrustarlaspuntasdeloselectrodosenlassuperficiesdelapiezadetrabajo.
lesionesaloperador.
LasaleacionesdelGrupoB,Clase10tienenaproximadamenteel40porcientodelaconductividaddelcobrecon
Concentracióndehumoseneláreadesoldadura.
electrodos.Elresultadoeslaposibilidad,conlargostiemposdesoldaduraabajascorrientes,de
Recubrimientoscomoelplomo.Loshumosprocedentesdelaoperacióndesoldaduratienenunacierta
aumentaeltiempo,lacantidaddecalorgeneradoesmenorquelaspérdidasdebidasa
causarqueserecojan,seformenhongosyposiblementesecontaminen.Apesarde
deestelibro,asícomoelManualdelpropietarioytodaslasetiquetasdelequipo.
soldaduraporpuntosderesistenciademetalesgalvanizados(cincados)ometalesconotros
Amedidaqueaumentaladensidaddecorriente,eltiempodesoldaduradisminuyeproporcionalmente.Sinembargo,
siladensidaddecorrientesevuelvedemasiadoalta,existelaposibilidaddeexpulsar
necesarioparaevitarlesionesgraves.
Silacorrientedesoldaduraesdemasiadobajaparalaaplicación,ladensidaddecorrienteesdemasiadodébilpara
36.Usosprácticosdelasoldaduraporpuntosporresistencia
Machine Translated by Google
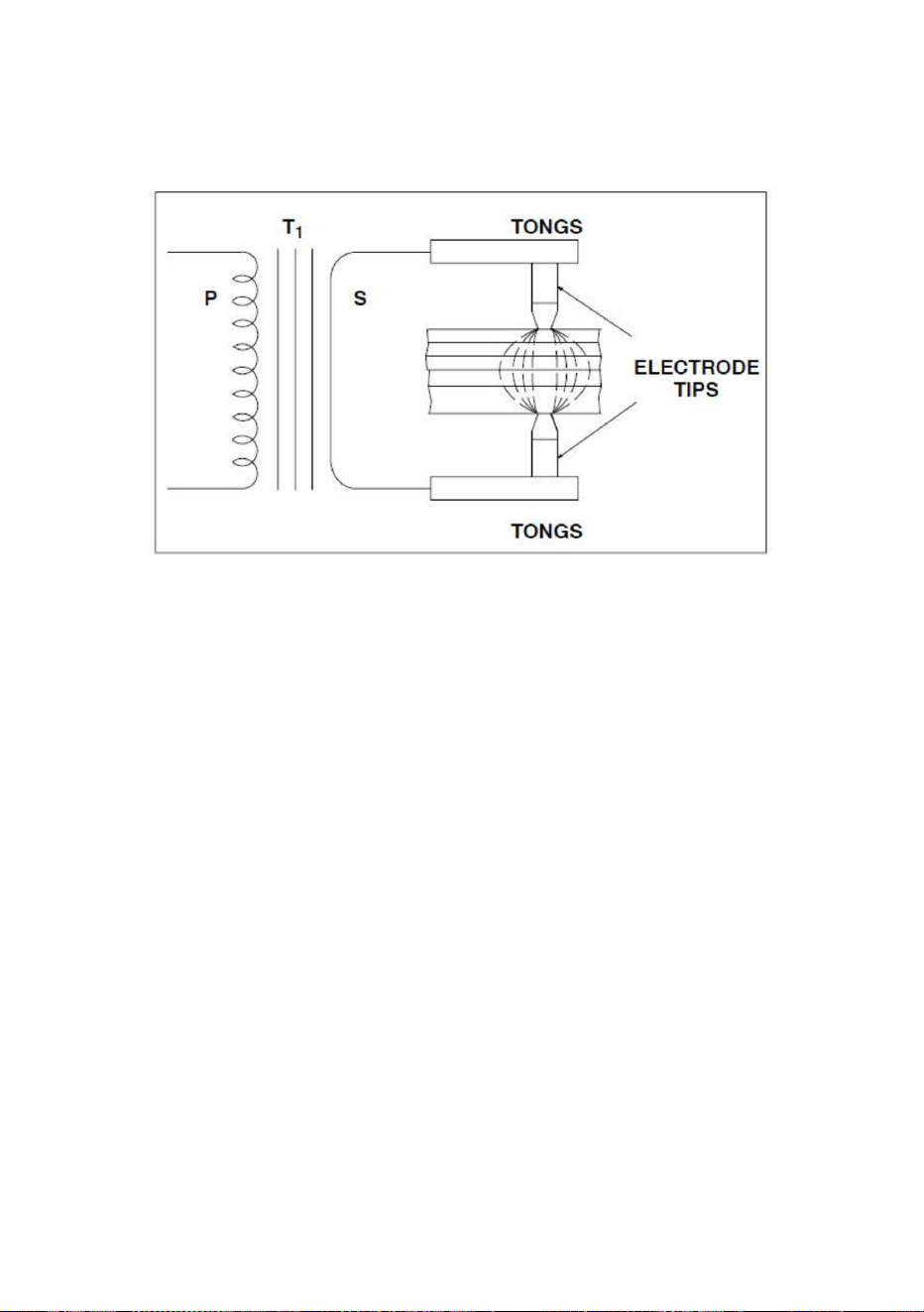
Recientementesehadesarrolladoundescubrimientointeresantesobreelflujodecorrientea
travésdelapiezadetrabajo.Hastahacepocoseconsiderabaquelacorrientefluíaenlínea
rectaatravésdelajuntasoldada.Estonoesnecesariamenteciertocuandosesueldan
múltiplesespesoresdematerial.Lacaracterísticaesquelacorrientese"distribuyeenabanico",
disminuyendoasíladensidaddecorrienteenelpuntodesoldaduraqueseencuentraamayor
distanciadelaspuntasdeloselectrodos.Lailustración(Figura33)muestralaszonastérmicas
desoldaduraporpuntosderesistenciaparavariosespesoresdemetal.Observamosquelas
variablesincontrolables(comolacontaminacióndelainterfaz)semultiplicancuandosesuelda
porpuntosresistenciavariosespesoresdematerial.Losnivelesdecalidadseránmuchomás
bajosparalasoldaduraporpuntosderesistencia"apilada",loqueexplicaporquétales
prácticasdesoldaduraseevitansiemprequeseaposible.
metalfundidodelainterfazdelajunta,debilitandoasílasoldadura.Lacondiciónidealde
tiempoydensidaddecorrienteseencuentrajustopordebajodelnivelqueprovocalaexpulsión
delmetal.
Esevidentequelaentradadecalornopuedesermayorquelatasadedisipacióntotaldela
piezadetrabajoyelelectrodosinqueseexpulsemetaldelaunión.
Sintenerencuentaelfactordecalidad,resultaevidentequeelnúmerodeespesoresdeun
materialquesepuedesoldarconéxitoporpuntosporresistenciaalmismotiempodependerá
deltipoyespesordelmaterial,asícomodelacapacidaddeKVAdelamáquinadesoldadura
porpuntosporresistencia.
Figura33.Zonasdecalordesoldaduraporpuntosderesistencia
Machine Translated by Google
LaclasificacióndeKVA,elciclodetrabajoyotrainformaciónpertinentesemuestranenlaplacadeidentificación
delamáquinadesoldaduraporpuntosporresistenciaDN100E.Laliteraturadelcatálogoyelmanualde
operaciónproporcionandatossobrelosespesoresmáximoscombinadosdematerial.
ElDIÁMETRODELAPUNTAdiscutidoenestetextoserefierealelectrodo
quecadaunidadpuedesoldar.
37.Tamañodelapuntadel
electrodoCuandoseconsideraqueesatravésdelelectrodoquesepermitequelacorrientede
soldadurafluyahacialapiezadetrabajo,eslógicoqueeltamañodelapuntadelelectrodocontroleel
tamañodelasoldaduraporpuntosderesistencia.Enrealidad,eldiámetrodelapepitadesoldadura
debeserligeramentemenorqueeldiámetrodelapuntadelelectrodo.
Diámetrodelapuntaenelpuntodecontactoconlapiezadetrabajo.Noserefierealdiámetro
mayordelapuntatotaldelelectrodo.
38.PresiónofuerzadesoldaduraLapresión
ejercidaporlaspinzasylaspuntasdeloselectrodossobrelapiezadetrabajotieneungranefectosobrela
cantidaddecorrientedesoldaduraquefluyeatravésdelajunta.Cuantomayorsealapresión,mayorseráel
valordelacorrientedesoldadura,dentrodelacapacidaddelamáquinadesoldaduraporpuntosporresistencia.
Sieldiámetrodelapuntadelelectrodoesdemasiadopequeñoparalaaplicación.lapepitadesoldaduraserá
pequeñaydébil.Sinembargo,sieldiámetrodelapuntadelelectrodoesdemasiadogrande,existeelpeligro
desobrecalentarelmetalbaseydesarrollarhuecosybolsasdegas.Encualquiercaso,laaparienciay
calidaddelasoldaduraterminadanoseríanaceptables.
Ajustarlapresiónesrelativamentefácil.Normalmente,secolocanmuestrasdelmaterialasoldarentrelas
puntasdeloselectrodosyseverificaquelapresiónseaadecuadapararealizarlasoldadura.Siserequiere
másomenospresión,elmanualdefuncionamientodelamáquinadesoldaduraporpuntosporresistenciale
daráinstruccionesexplícitaspararealizarelajustecorrecto.Comopartedelaoperacióndeconfiguración,el
recorridodelapinzaydelapuntadelelectrododebeajustarsealmínimorequeridoparaevitar"martillar"las
puntasdeloselectrodosylossoportesdelaspuntas.
Paradeterminareldiámetrodelapuntadelelectrodoserequeriránalgunasdecisionesporpartedeldiseñador
delapiezasoldada.Losfactoresderesistenciainvolucradosparadiferentesmaterialesciertamente
tendránalgunarelaciónconladeterminacióndeldiámetrodelapuntadelelectrodo.Sehadesarrollado
unafórmulageneralparaaceroconbajocontenidodecarbono.Proporcionarávaloresdediámetrode
puntadeelectrodoquesepuedenutilizarparalamayoríadelasaplicaciones.
Machine Translated by Google
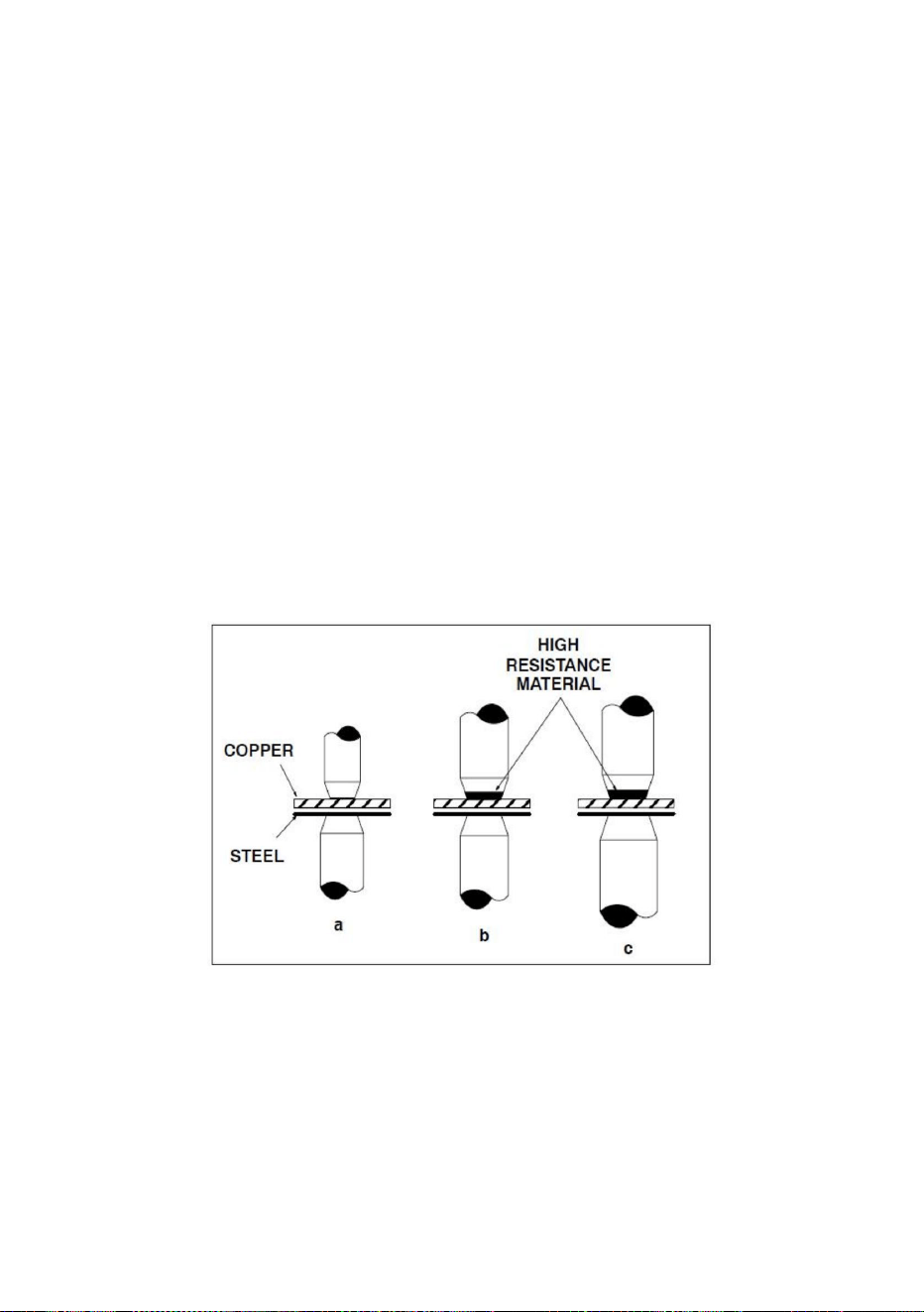
310.Balancedecalor
Figura34.Técnicasparaobtenerelequilibriotérmico.
39.DatosvariosEstasección
deltextoestádiseñadaparaproporcionarinformaciónsobrevariasdelasvariablesque
ocurrenenalgunasaplicacionesdesoldaduraporpuntosporresistencia.
Cuandolasoldaduratienepartesdecaracterísticastérmicasdesiguales,comocobreyacero,
puederesultarunamalasoldaduraporvariasrazones.Esposiblequelosmetalesnosealeen
adecuadamenteenlainterfazdelajunta.Puedehaberunamayorcantidaddecalentamiento
localizadoenelaceroqueenelcobre.Larazónseríaporqueelcobretienebajaresistencia
eléctricaycaracterísticasdealtatransferenciatérmica,mientrasqueelacerotienealta
resistenciaeléctricaycaracterísticasdebajatransferenciatérmica.
Sepuedeobtenerelequilibriotérmicocorrectoenunasoldaduradeestetipomedianteuno
devariosmétodos.LaFigura34ilustratresposiblessolucionesalproblema.LaFigura34
(a)muestraelusodeunáreadepuntadeelectrodomáspequeñaparaelladodecobredela
uniónparaigualarlascaracterísticasdefusiónalvariarladensidaddecorrienteenlosdiferentes
Noexisteningúnproblemaparticulardeequilibriotérmicocuandolosmaterialesasoldarson
delmismotipoyespesor.Elequilibriotérmico,enestoscasos,esautomáticamentecorrecto
silaspuntasdeloselectrodossondeigualdiámetro,tipo,etc.Elequilibriotérmicosepuede
definircomolascondicionesdesoldaduraenlasquelazonadefusióndelaspiezasaunirse
someteaigualcalor.ypresión.
materiales.
Machine Translated by Google

Elacerolaminadoencalientenormalmentetendráescamasdelaminaciónenlasuperficiedelmetal.Estetipo
Todoslosmetalesdesarrollanóxidosquepuedenserperjudicialesparalasoldaduraporpuntosporresistencia.
quetodoslosposiblesproblemasquepuedansurgirseránrespondidos.Elpropósitode
Losacerosalcarbonotienentendenciaadesarrollarsoldadurasdurasyquebradizasamedidaquelosacerosalcarbono
otros.Además,lasincrustacionesqueseencuentranenlosaceroslaminadosencalienteactuaráncomoaislante.
Elacerolaminadoenfrío(CRS)yelacerolaminadoencaliente,decapadosyaceitados(HRSP&O),puedenser
elprocesodesoldaduraporpuntosporresistencia.Todoslosacerosconbajocontenidodecarbonosonfácilmentesoldables.
Estaseccióndeltextoconsiderarálosmétodosutilizadosparalasoldaduraporpuntosporresistencia.
LacombinacióndelosdosmétodossemuestraenlaFigura34(c).
material,comotungstenoomolibdeno,enelpuntodecontacto.Elresultadoes
delmaterialgeneralmentenosesueldaporpuntosconmáquinasdesoldarporresistencia
superficie.
yevitarsoldadurasporpuntosderesistenciadebuenacalidad.Superficiesaunirporeste
modelosespecíficosytamaño(KVA)deunidades.Lasunidadesenumeradasenestasecciónnoson
demicroestructuradurayquebradizaenlasoldadura.
Algunosóxidos,particularmentelosdenaturalezarefractaria,sonmásproblemáticosquelos
Elcontenidoaumentasinoseutilizanprocedimientosdeposcalentamientoadecuados.Rápido
Estapartedeltextoesparaproporcionardatosoperativosgeneralesparasuusoconresistencia.
Puntoderesistenciasoldadoconmuypocosproblemas.Silaconcentracióndeaceiteesexcesiva
algunosdelosmetalescomunesqueseutilizanentrabajosdefabricación.Noestáprevisto
conelprocesosiseutilizanelequipoylosprocedimientosadecuados.
Elacerodulceodebajocarbonocomprendeelmayorporcentajedematerialsoldadocon
delasclasificacionesKVAdeunidadesconstruidasespecíficas.
crearaproximadamentelamismazonadefusiónenelcobrequeenelacero.A
máquinasdesoldaduraporpuntos.Ensucaso,losdatosfacilitadosestaránrelacionadoscon
Elenfriamientodelasoldadura,dondelaspepitasseenfríanrápidamente,aumentalaprobabilidad.
LaFigura34(b)muestraelusodeunapuntadeelectrodoconaltaresistenciaeléctrica.
Elprocesodebeestarlimpio,libredeóxidos,compuestosquímicosytenerunfuncionamientosuave.
Recomendadoparaaleacionesdealuminioocobre.
313.Acerodulce
311.Condicionesdelasuperficie
312.Datosdematerialesparasoldaduraporpuntosporresistencia
Machine Translated by Google

Lasmáquinasdesoldaduraporpuntosporresistenciasonaplicablesalasoldaduradeaceroconbajocontenidodecarbono.
disminuyendoasísuvidaútil.Serecomiendadesengrasarolimpiarconunpaño
Conmaterialesmagnéticoscomoelacerodulce,lacorrienteatravésdelasoldadurapuedevariar
Existenalgunasdiferenciaspertinentesenlasoldaduraporpuntosporresistenciadebajaaleacióny
ysignificaquelaunidadpuedesoldar3segundosdecadaperíodode10segundos.
El"remache"sesacadeunasolapieza.Siesasí,lacondicióndesoldaduraporpuntosderesistenciaes
serámenorparalaprimerasoldadura.Larazóneslareactanciacausadaporelferroso.
Unaprácticacomúnes"pelar"dostirasdemuestrasoldadasparaversihayuna
Porejemplo,lapiezaasoldarpuedetenerlamayorcantidaddemetalbase.
lamismaáreadelaseccióntransversal.Laresistenciaalcortenormalmenteseaceptacomocriterio.
Eltipodeequipodebeseradecuadoparatodaslasaplicacionesdentrodesuclasificación.El
Loscambiosmetalúrgicosseránmayoresconestasaleaciones.Ciertamentehaymás
resultados.Nodebenutilizarseduranteelciclodetrabajoyaquesedañaránlos
Lasoldaduraporpuntosderesistenciadebetenerunaresistenciaalcorteigualaladelmetalbase.
bucle.Elbucledepinzaavecessedenomina"garganta"delasoldaduraporpuntosderesistencia.
Acerosdemediocarbonoencomparaciónconacerossuavesodebajocarbono.Laresistencia
dependiendosustancialmentedelacantidaddematerialmagnéticoqueseencuentredentrodelapinza
láminasmuyengrasadas.
Debenusarsedentrodesucapacidadnominaldeespesortotaldelmaterialparaobtenerlamejor
elfactorparalosacerosdebajaaleaciónydemediocarbonoesmayor;porlotanto,laactual
consideradocorrecto.
Enlachapa,podríaprovocarlaformacióndecarbónenlaspuntasdeloselectrodos.
materialdentrodelcircuitodesoldaduraporarco.
elmetalbaseenlagargantaparaelsegundopuntodesoldadura.Lacorrienteenlauniónsoldada.
máquinasdesoldar.Elciclodetrabajodel30porcientosebasaenunperíodode10segundos.
Elciclodetrabajodel30porcientoesunaclasificaciónestándardeRWMApararesistenciadetrabajogeneral.
paralasespecificacionesdesoldaduraporpuntosderesistencia,aunquesepuedenutilizarotrosmétodos.
dentrodelagargantadelaunidadparacualquierpuntodesoldaduraderesistenciaycasiningunode
Losrequisitossonligeramenteinferiores.Eltiempoylatemperaturasonmáscríticosyaque
resistenciaalcorteydebeexcederlaresistenciadeunremacheounasoldaduradetapónporfusiónde
máquina.
podríanproducirsedañosenelcontactoryeltransformador.Elciclodetrabajodel30porcientoprevistoparaeste
314.Acerosdebajaaleaciónymediocarbono
Machine Translated by Google
posibilidaddefragilizacióndelasoldaduraquelaqueexisteconelacerodulce.
316.Acerosrecubiertosporinmersiónochapados
Lainmensamayoríadelmaterialdeestacategoríaesacerogalvanizadoorecubiertodezinc.Aunqueparte
delacerogalvanizadoestáelectrochapado,elrecubrimientoporinmersióncuestamenosyesdeuso
predominante.Elrecubrimientodezinctieneunespesordesigualenelacerorecubiertoporinmersión.El
factorderesistenciavariarádeunasoldaduraaotrayesmuydifícilestablecercondicionesenformade
gráficoparaelmaterial.
Haymaterialesdisponiblesparareparareldañoexternoalrecubrimientoquepuedaocurrirdebidoalcalor
delasoldadura.Desafortunadamente,noexisteremedioparalapérdidadematerialderecubrimientoen
lasinterfacesdesoldadura.Dehecho,lavaporizacióndelzincpuedeprovocarporosidadenlasoldaduray
undebilitamientogeneraldelaresistenciaalcorteesperada.▲ElZINCVAPORIZADO,alcondensarseen
materialsólido,
formapartículasconformadeanzuelo.EstaspartículasPUEDENINSERTARSEENEL
Laspresionesdesoldaduraporpuntosporresistenciasonnormalmentemásaltasconestosmateriales
debidoalaresistenciaalacompresiónadicionalinherentealosacerosdebajaaleaciónymediocarbono.
Siempreesunabuenaideautilizartiemposdesoldaduramásprolongadosalsoldarestasaleacionespara
retardarlavelocidaddeenfriamientoypermitirsoldadurasmásdúctiles.
315.AcerosinoxidablesLas
aleacionesdeaceroalcromoníquel(austeníticos)tienenunaresistenciaeléctricamuyaltayseunen
fácilmentemediantesoldaduraporpuntosderesistencia.Laconsideracióndegranimportanciaconestos
materialeseselenfriamientorápidoatravésdelrangocrítico,800a1400F.Elenfriamientorápidoasociado
conlasoldaduraporpuntosderesistenciaesidealparareducirlaposibilidaddeprecipitacióndecarburo
decromoenloslímitesdelosgranos.Mientrasmássemantengalapiezasoldadaatemperaturascríticas,
mayorserálaposibilidaddeprecipitacióndecarburo.
Esimposiblemantenerlaintegridaddelrevestimientogalvanizadocuandoserealizasoldaduraporpuntos
porresistencia.Elbajopuntodefusióndelrecubrimientodezinc,encomparaciónconlatemperaturade
fusióndelaláminadeacero,hacequeelzincsevaporice.Porsupuesto,debehaberunapresiónadecuada
parahacerqueelzincseaparteenlainterfazdesoldaduraparapermitirlafusióndeaceroconacero.De
locontrario,laresistenciadelpuntodesoldaduraporresistenciaquedaenentredicho.
TEJIDOSDELCUERPOyprovocanirritación.Utiliceventilaciónforzadaoescapeen
Machine Translated by Google

Otrosmaterialesrecubiertos,comolaplacaternera(recubiertadeplomo),puedentenerdistintos
gradosdetoxicidad.Esobligatoriaunaventilaciónadecuadacuandosetrabajaconestosmateriales.
soldar.
Esposiblequelascorrientesenderivaciónquefluyenatravésdeunpuntodesoldadurarealizado
previamenteretirenlacorrientedesoldaduradelsegundopuntodesoldaduraquesevaarealizar.Esto
ocurrirásilosdospuntosdesoldaduraestándemasiadojuntosysucederácontodos
Lavaporizacióndelmaterialderecubrimientotiendeaensuciarlaspuntasdeloselectrodos.
318.ResumenLa
soldaduraporpuntosporresistenciaesunatécnicadesoldaduraqueseutilizaparacasitodoslos
metalesconocidos.Lasoldadurarealserealizaenlainterfazdelaspiezasaunir.Laresistencia
eléctricadelmaterialasoldarprovocauncalentamientolocalizadoenlasinterfacesdelosmetalesaunir.
Sedebendesarrollarprocedimientosdesoldaduraparacadatipodematerialparaobtenerlosresultados
mássatisfactorios.
rieles.
Laspuntasdebenlimpiarseconfrecuenciaparaevitarlaaleacióndelosmaterialesdemenorpuntode
fusiónconlaspuntasdecobre.Esposiblequeseanecesariolimpiaryrevestirlaspuntascadacuartao
quintasoldaduraparamantenerlacalidaddelproducto,aunqueparaalgunasaplicacionesgalvanizadas
lasmejoressoldadurasserealizandespuésdequevariasmanchasennegrezcanlaspuntas.Elusode
tiemposdesoldaduracortosaumentarálaposibilidaddeobtenerbuenassoldadurasconlamenorcantidad
desuciedadenlapunta.
LaTabla31proporcionalainformaciónnominalparaunamáquinadesoldaduraporpuntospor
resistenciaDN100E.Estainformacióndeclasificaciónpuedeserdiferenteentrelosdiferentestiposde
máquinadesoldaduraporpuntosDN100E,porejemplo,elvoltajedesuministronominales230
V/120V,lafrecuenciadesuministronominales50Hzo60Hz,elciclodetrabajonominales30%o
eláreadesoldadurayusecamisasdemangalarga,pantaloneslargosyprotectoresfacialescuando
trabajeconesteprocesoymaterialrecubierto.
317.AluminioyaleacionesdealuminioLasmáquinasde
soldaduraporpuntosderesistenciaconíndicesdeKVAmuchomayoresque20KVAsonnecesarias
pararealizarsoldadurassólidasenlamayoríadelosmaterialesdealuminioycualquierotrotipode
metalbasedealtaconductividad.Laconductividadeléctricadelaluminioesaltaylasmáquinasde
soldardebenproporcionarcorrientesaltasypresionesexactasparaproporcionarelcalornecesario
parafundirelaluminioyproducirunsonido.
Machine Translated by Google
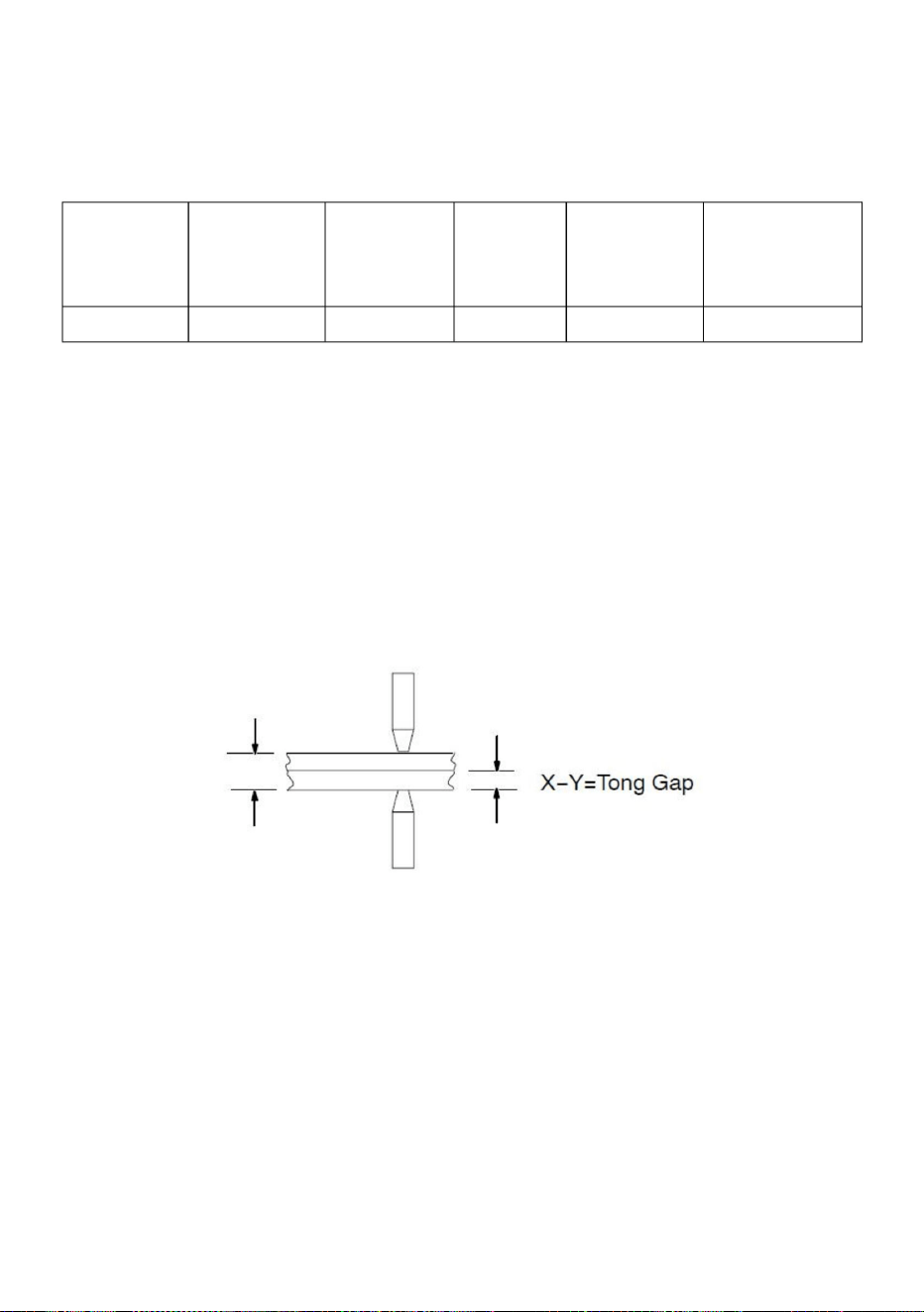
1,75V
Tabla31.EspecificacionesdelamáquinadesoldaduraporpuntosporresistenciadeunDN100E
Modelo
4.Insertarlaspiezasasoldarentrelaspuntasdeloselectrodosyllevarlaspuntasa
3.AjustelaseparacióndelaspinzasalamedidadelPaso2menoslamitaddelgrosordelamásdelgada.
Soldadura
1,5+1,5mm
procedimientos).
Voltaje
Frecuencia
Clasificado
desconectadodelafuentedeentradadeenergíaprimaria.
6.Pruebelasoldadurapormediosvisualesymecánicos.Compruebelapuntadelelectrodopara
procedimientosalutilizarlamáquinadesoldaduraporpuntosporresistencia.
Voltaje
Clasificado
presióndesoldadura.Debehaberunaligeradesviacióndelastenazas.Estopodríaser
Suministrar
máquinadesoldaduraporpuntos
Lossiguientesdatosgeneralesseproporcionanparaayudaraloperadoraconfigurarlasoldadura.
medidoconunareglacolocadaenelejelongitudinaldelapinza.
Espesor
50%,etc.Estainformacióndecalificacióndependedelosrequisitosdelcliente.
DN100EU1V±10%50/60Hz30%
númerodesoldadura.
7.Ajustelapresióndelaspinzassegúnseanecesario(consulteelManualdefuncionamientoparaconocerelajustedelaspinzas).
Ciclo
2.Midaelespesordelapiezasoldadatotal.
1.Cierrelaspinzasymidaelespacioentrelassuperficiesdecontactodelapuntadelelectrodo.
Sincarga
Deber
deformaciónycontaminación(verprocedimientosdeprueba).
5.Energicelamáquinadesoldaduraporpuntosyhagaunamuestradesoldadura.
Suministrar
Clasificado
LosajustesdepresióndelaspinzasdebenrealizarseSÓLOcuandoelcabledealimentaciónprincipalesté
Machine Translated by Google
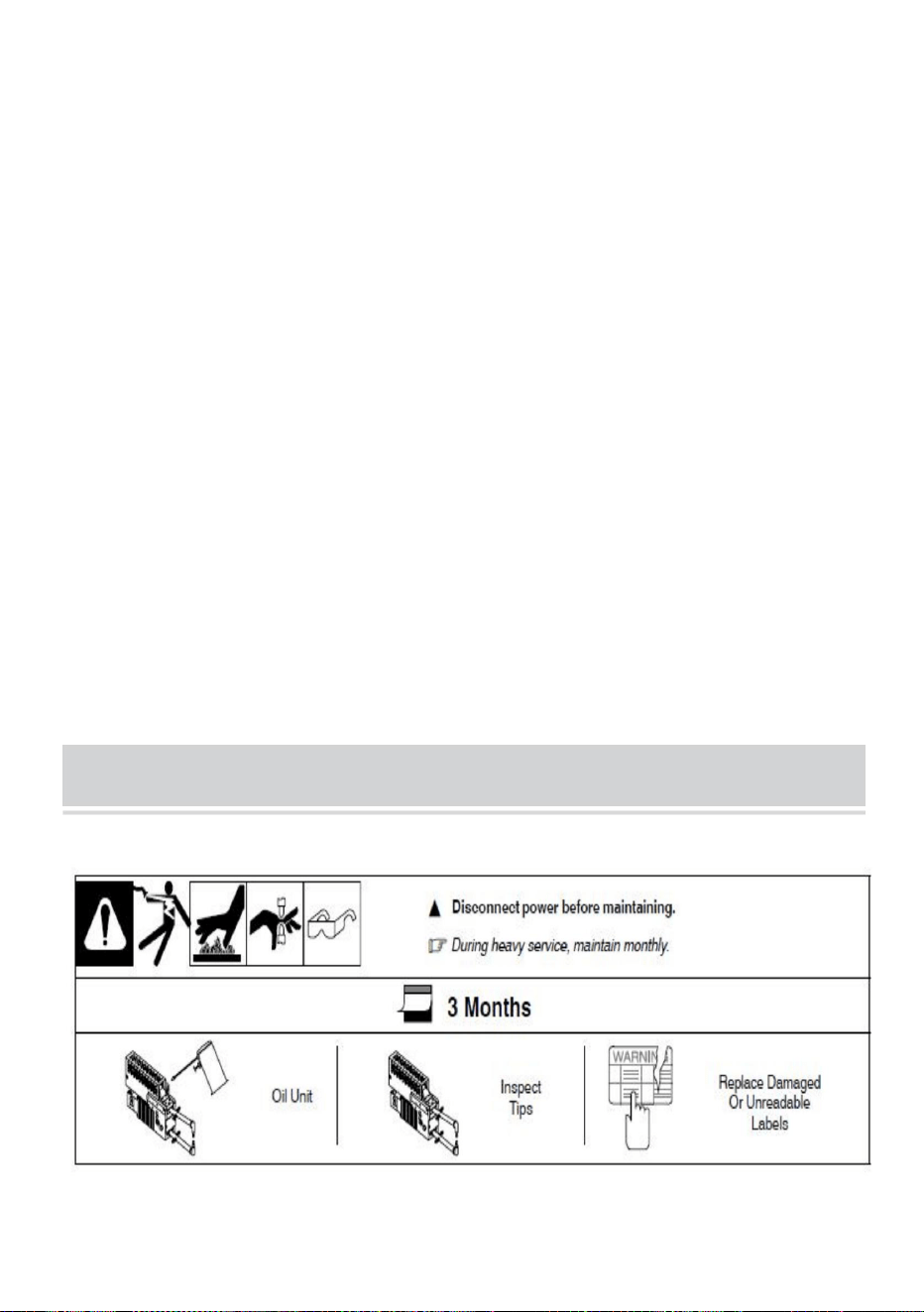
41.Mantenimiento
319.Procedimientosdeprueba
Coloqueunextremodelamuestradesoldaduraporpuntosderesistenciaenlasmordazasdeltornillodebanco.Usarmecanico
2.Pruebamecánica
actuar.
Losprocedimientosdepruebadescritossonmuysimplesyrequierenunmínimodeequipo.
elapagadoyunatípicaunióndesoldaduraentrelassuperficiesdelapunta.
elproblemapodríaserladesalineacióndelaspuntasdeloselectrodos.Alineelaspuntasdeloselectrodoscon
Sielpuntodesoldaduraporresistencianotieneunaaparienciadesuperficieuniformeyconcéntrica,
a.Presiónexcesivadelaspinzas.b.
Tiempodesoldadurademasiado
largo.C.Desalineacióndelaspuntasdeloselectrodos.
lasiguiente:
diámetro.
metalbaseconunaextensiónmetálicadelasoldadura.Verifiquequelasoldaduraseaadecuada
lasoldadura.Un"desplazamiento"excesivodelpuntodecontactodelasuperficieindicaunoomásde
Observeladeformaciónylaformadelospuntosdecontactodelasuperficieenambosladosdel
significasepararlasoldadura.Unladodelasoldaduradebesoltarsedel
1.Pruebavisual
SECCIÓN4MANTENIMIENTOYSOLUCIÓNDEPROBLEMAS
Machine Translated by Google
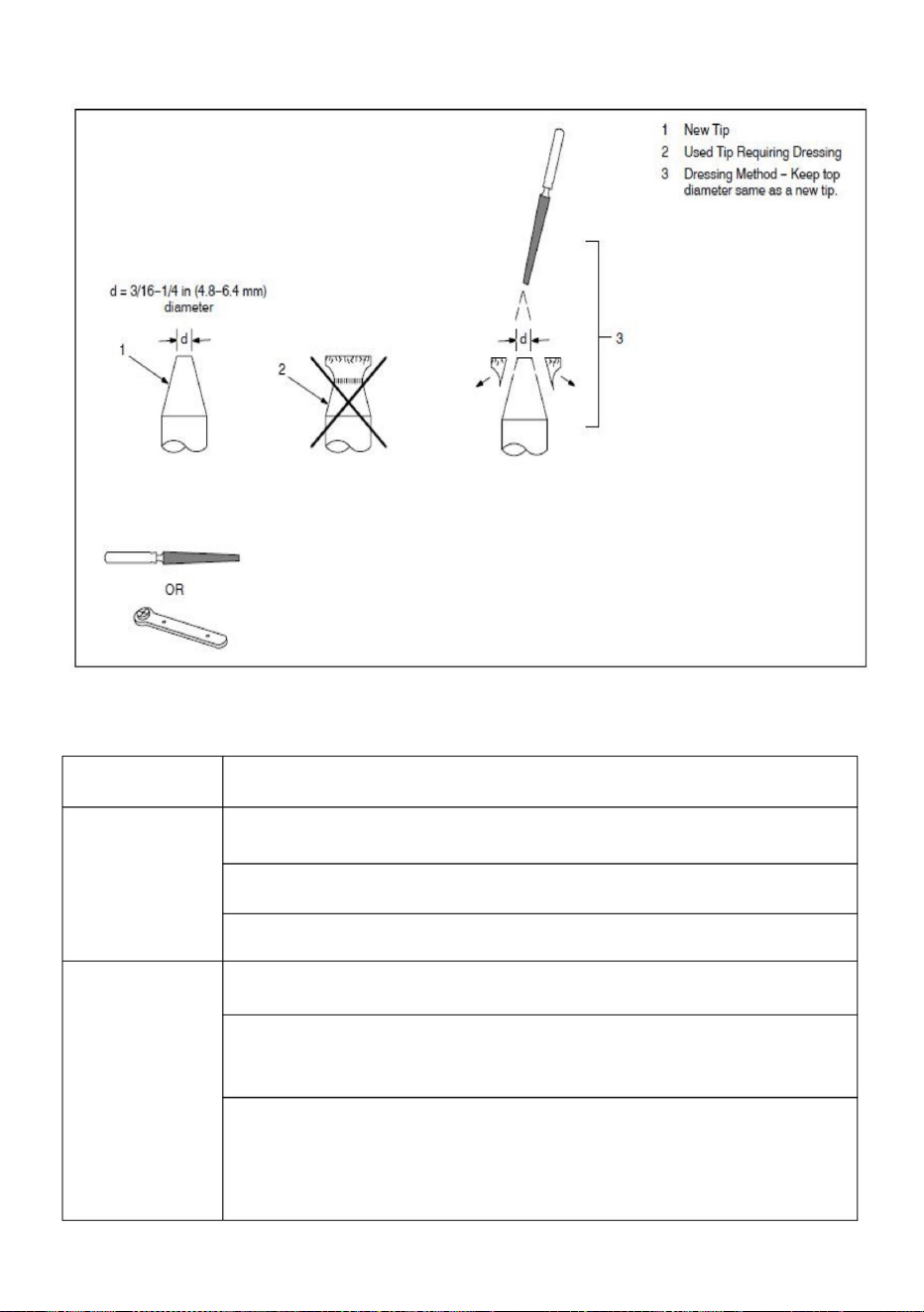
42.Consejosparavestirse
43.Solucióndeproblemas
Puntasdearco
diámetro(verSección42).
Recurso
Puntasnoalineadascorrectamente.Realinearlaspuntasolaspuntasdevestimentaparaqueseanadecuadas
calentamientoexcesivo.
Consejos
Sección42).
Problema
Nohaysuficientepresiónconlaspinzas.Aumentelapresióndelaspinzas.
yflujodecorrienteeléctricadeficiente.Consejosparalimpiarovestir(ver
Elmaterialbasepuedeestarsoldadoalaspuntas,loqueprovocaunaaltaresistencia.
Materialdemasiadogruesoparalamáquinadesoldaduraporpuntos.
Tiempodesoldadurademasiadolargo.Reducireltiempodesoldadura.
enmateria.
Nohaysuficientepresiónconlaspinzas.Aumentelapresióndelaspinzas.
Machine Translated by Google
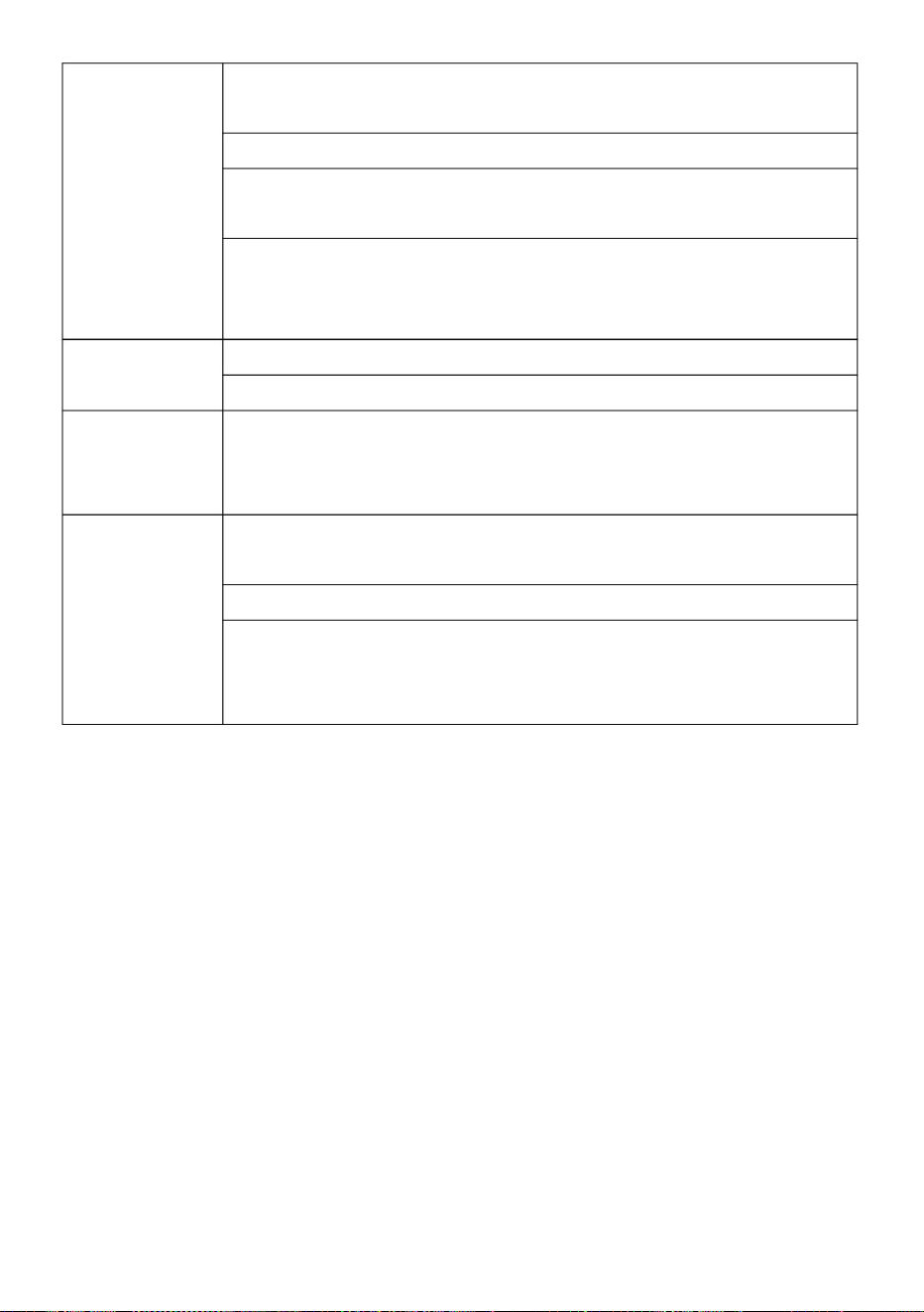
medio
fundido
durante
Elespesordelmaterialestádentrodelacapacidaddelamáquinadesoldaduraporpuntos.
42).
ser
Agujero
consejos.
aplicable(nodisponibleenmodelosenfriadosporaire).
Tiempodesoldadurademasiadolargo.Reducireltiempodesoldadura.
Presiónexcesivadelaspinzas.Reduzcalapresióndelaspinzas.
Nohaysuficientepresiónconlaspinzas.Aumentelapresióndelaspinzas.
revestimientogalvanizado.
soldar.
operación.
Alineaciónincorrectadelapunta.Vistelaspuntasparaquesealineenyquedenplanas.
Laspinzassondemasiadolargas.Reduzcalalongituddelaspinzas.
soldadura
material
de
Retireelrecubrimientodelmaterialparauncontactoíntimoentre
expulsado
Salpicar
en
Materialdemasiadogruesoparalamáquinadesoldaduraporpuntos.Miraesto
sinsoldaduraen
pepitadesoldadura.
diámetroorectificarlaspuntasparavolveraldiámetrooriginal(consultelaSección
Eláreadecontactodelaspuntasesdemasiadogrande.Cambiaraunapuntamáspequeña
Amperajedesalidademasiadoalto.Reduzcaelajustedeamperaje,si
Inconsistente
Malasoldadurao
piezas.Eliminaóxidosycompuestosquímicos,incluidos
enelmaterial(verSección42).
o
Tiempodesoldadurainconsistente.Instaleuntemporizadordesoldadura,sicorresponde.
Hechoenchina
Machine Translated by Google
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
SPAWARKA PUNKTOWA
MODEL: DN-100E
Nadal dokładamy wszelkich starań, aby zapewnić Państwu narzędzia w konkurencyjnej cenie.
„Zaoszczędź o połowę”, „o połowę ceny” lub inne podobne wyrażenia używane przez nas przedstawiają jedynie
szacunkową oszczędność, jaką możesz zyskać kupując u nas określone narzędzia w porównaniu z głównymi najlepszymi
markami i niekoniecznie oznaczają uwzględnienie wszystkich kategorii oferowanych narzędzi przez nas. Przypominamy,
aby podczas składania zamówienia u nas dokładnie sprawdzić, czy faktycznie oszczędzasz połowę w porównaniu
z czołowymi markami.
Machine Translated by Google
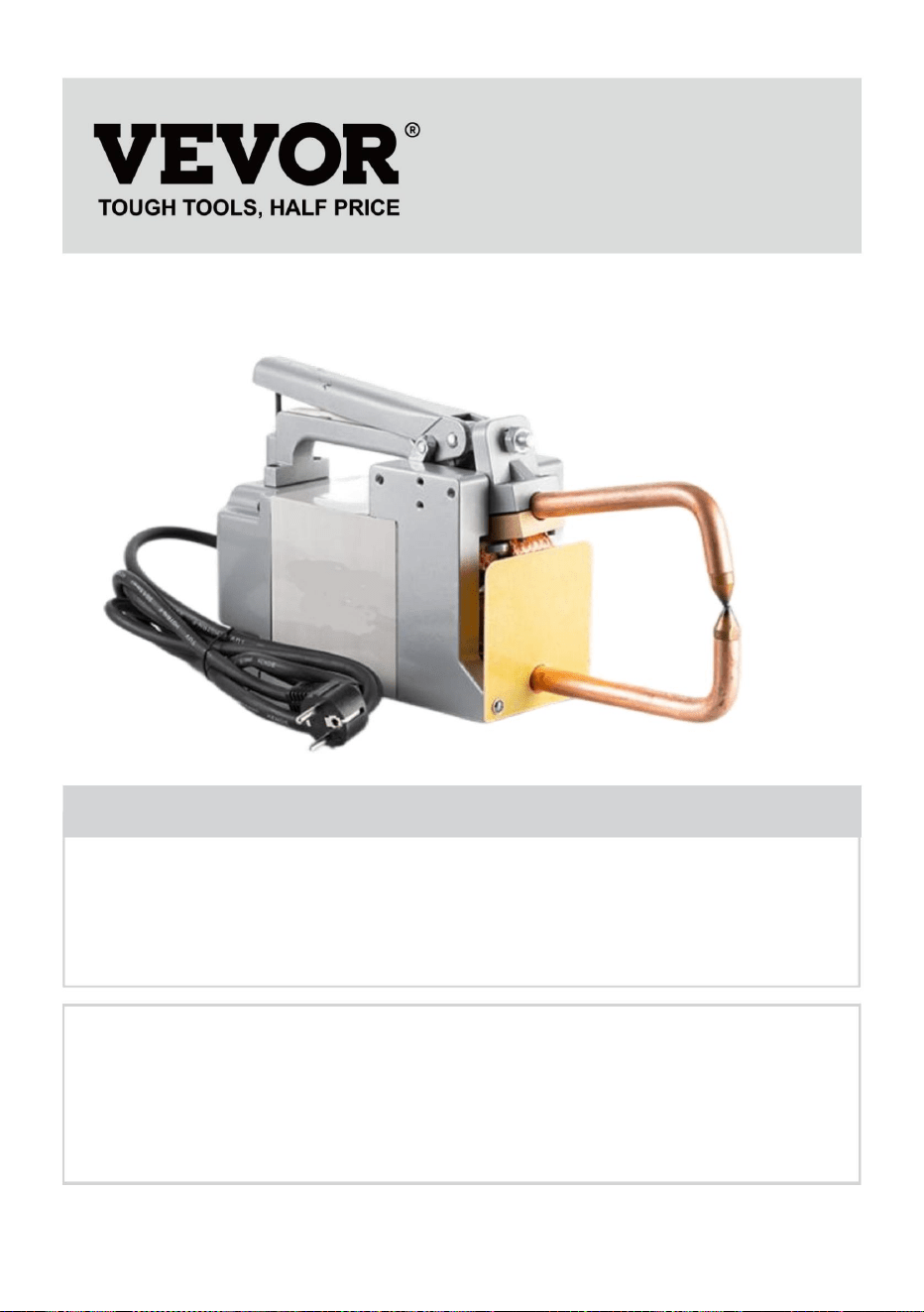
SPAWARKA PUNKTOWA
To jest oryginalna instrukcja. Przed przystąpieniem do obsługi prosimy o
dokładne zapoznanie się ze wszystkimi instrukcjami. VEVOR zastrzega sobie jasną
interpretację naszej instrukcji obsługi. Wygląd produktu zależy od produktu, który
otrzymałeś. Proszę wybaczyć nam, że nie będziemy ponownie informować Państwa,
jeśli pojawią się jakieś aktualizacje technologii lub oprogramowania naszego produktu.
MODEL:DN-100E
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Prosimy o
kontakt:
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/
support
POTRZEBUJĘ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Machine Translated by Google
Wskazuje niebezpieczną sytuację, która, jeśli się jej nie uniknie, może spowodować śmierć
lub poważne obrażenia. Możliwe zagrożenia są pokazane na sąsiednich symbolach lub
wyjaśnione w tekście.
UWAGA — oznacza stwierdzenia niezwiązane z obrażeniami ciała.
Chroń siebie i innych przed obrażeniami — przeczytaj i postępuj zgodnie z poniższymi
środkami ostrożności.
Ostrzeżenie — aby zmniejszyć ryzyko obrażeń, użytkownik musi uważnie
przeczytać instrukcję obsługi.
Ta grupa symboli oznacza Ostrzeżenie! Uważaj! Ryzyko porażenia prądem, części ruchomych i części
gorących. Zapoznaj się z poniższymi symbolami i powiązanymi instrukcjami, aby zapoznać się z
niezbędnymi działaniami pozwalającymi uniknąć zagrożeń.
PRAWIDŁOWA UTYLIZACJA
GNIEW! -Wskazuje niebezpieczną sytuację, która, jeśli się jej nie uniknie, spowoduje śmierć
lub poważne obrażenia. Możliwe zagrożenia są pokazane na sąsiednich symbolach lub
wyjaśnione w tekście.
Ten produkt podlega przepisom Dyrektywy Europejskiej 2012/19/EC. Symbol
przekreślonego kosza na śmieci oznacza, że produkt wymaga selektywnej zbiórki
śmieci na terenie Unii Europejskiej. Dotyczy to produktu i wszystkich akcesoriów
oznaczonych tym symbolem. Produktów oznaczonych jako takie nie można
wyrzucać razem ze zwykłymi odpadami domowymi, lecz należy je oddać do
punktu zbiórki w celu recyklingu urządzeń elektrycznych i elektronicznych
ROZDZIAŁ 1 – ŚRODKI OSTROŻNOŚCI – PRZECZYTAJ PRZED UŻYCIEM
1-1. Użycie symbolu
Machine Translated by Google
Instalować, obsługiwać, konserwować i naprawiać powinny wyłącznie osoby wykwalifikowane
sąsiednie obszary.
Uważaj na ogień i miej w pobliżu gaśnicę. Nie spawaj zamkniętych
pojemników, takich jak zbiorniki, beczki lub rury, chyba że są one
opary (takie jak benzyna). Usuń ze
swojego urządzenia wszelkie materiały łatwopalne, takie jak zapalniczka butanowa lub zapałki
są odpowiednio przygotowane zgodnie z AWS F4.1 (patrz Standardy Bezpieczeństwa). Nie spawaj w
miejscach, gdzie atmosfera może zawierać łatwopalny pył, gaz lub ciecz
osobę przed przystąpieniem do spawania. Po
zakończeniu pracy sprawdź obszar, aby upewnić się, że nie ma iskier i nie świeci się
żar i płomienie. Nie
przekraczaj pojemności znamionowej sprzętu. Używaj wyłącznie
właściwych bezpieczników lub wyłączników automatycznych. Nie należy ich przekraczać ani omijać.
W niniejszej instrukcji używane są symbole pokazane poniżej
Z łuku spawalniczego mogą wylecieć iskry. Latające iskry są gorące
przedmiotu obrabianego i gorącego sprzętu mogą spowodować pożar i oparzenia.
uwagę i zidentyfikować możliwe zagrożenia. Gdy zobaczysz ten symbol, zachowaj ostrożność i postępuj
zgodnie z odpowiednimi instrukcjami, aby uniknąć zagrożenia. The
Informacje dotyczące bezpieczeństwa podane poniżej stanowią jedynie podsumowanie pełniejszego zakresu bezpieczeństwa
Przypadkowy kontakt elektrody z metalowymi przedmiotami może spowodować iskrzenie,
eksplozję, przegrzanie lub pożar. Sprawdź i upewnij się, że okolica jest bezpieczna
informacje zawarte w Normach Bezpieczeństwa wymienionych w Sekcji 1-5. Przeczytaj i śledź wszystko
przed wykonaniem jakiegokolwiek
spawania. Usuń wszystkie materiały łatwopalne w promieniu 35 stóp (10,7 m) od miejsca spoiny. Jeśli nie jest to możliwe,
szczelnie przykryj je zatwierdzonymi osłonami. Nie
spawaj punktowo, gdzie latające iskry mogą uderzyć w materiał łatwopalny. Chroń siebie i innych
przed iskrami i gorącym metalem. Należy zachować ostrożność, ponieważ iskry spawalnicze
mogą łatwo przedostać się przez małe pęknięcia i otwory
Standardy bezpieczeństwa.
ta jednostka.
1-2. Zagrożenia związane ze zgrzewaniem punktowym oporowym
Podczas pracy należy trzymać wszystkie osoby, zwłaszcza dzieci, z daleka.
• SPAWANIE PUNKTOWE może spowodować pożar lub eksplozję.
Machine Translated by Google
sprzęt stanowi zagrożenie.
występują niebezpieczne warunki: w wilgotnych miejscach lub podczas noszenia mokrej odzieży;
wtyczka przewodu jest podłączona do prawidłowo uziemionego gniazdka elektrycznego.
Podczas wykonywania połączeń wejściowych należy najpierw podłączyć przewód uziemiający - podwójny -
przewód uziemiający jest prawidłowo podłączony do zacisku uziemiającego w skrzynce rozdzielczej lub czymś innym
na konstrukcjach metalowych, takich jak podłogi, kraty lub rusztowania; gdy jest ciasno
sprawdź połączenia.
i miej w pobliżu obserwatora pożaru i gaśnicę.
pozycje takie jak siedzenie, klęczenie lub leżenie; lub gdy istnieje duże ryzyko
nieunikniony lub przypadkowy kontakt z przedmiotem obrabianym lub podłożem. Dla tych
iskry.
Często sprawdzaj wejściowy przewód zasilający i przewód uziemiający pod kątem uszkodzeń lub odsłonięć
okablowanie – natychmiast je wymień, jeśli uszkodzone – odsłonięte okablowanie może zabić. Sprawdź uziemienie
Dotknięcie części elektrycznych pod napięciem może spowodować śmiertelne porażenie prądem lub poważne oparzenia.
warunkach, patrz ANSI Z49.1 wymienione w Normach bezpieczeństwa. I nie pracuj sam! Odłącz zasilanie wejściowe
przed instalacją lub serwisowaniem tego sprzętu. Blokada /
oznaczenie mocy wejściowej zgodnie z OSHA 29 CFR 1910.147 (patrz Normy bezpieczeństwa). Prawidłowo zainstaluj i
uziemij to urządzenie zgodnie z niniejszą instrukcją i
Obwód zasilania wejściowego i obwody wewnętrzne maszyny również są pod napięciem
przewodnik zapewniający ciągłość.
Wyłączaj cały sprzęt, gdy nie jest używany. W przypadku
sprzętu chłodzonego wodą sprawdź i napraw lub wymień nieszczelne węże lub
kody krajowe, stanowe i lokalne.
gdy zasilanie jest włączone. Nieprawidłowo zainstalowany lub niewłaściwie uziemiony
armatura. Nie używaj żadnego sprzętu elektrycznego, jeśli jesteś mokry lub znajdujesz się w wilgotnym miejscu.
Używaj wyłącznie dobrze utrzymanego sprzętu. Natychmiast napraw lub wymień uszkodzone części. Podczas pracy
nad poziomem podłogi należy nosić uprząż bezpieczeństwa.
• PORAŻENIE PRĄDEM może zabić.
Zawsze sprawdzaj uziemienie zasilania – sprawdź i upewnij się, że wejściowy przewód zasilający
Nie dotykaj części elektrycznych pod napięciem.
Nosić suche, pozbawione dziur rękawice izolacyjne i ochronę ciała. Dodatkowe
środki ostrożności są wymagane w przypadku wystąpienia któregokolwiek z poniższych problemów elektrycznych
Postępuj zgodnie z wymogami OSHA 1910.252 (a) (2) (iv) i NFPA 51B dotyczącymi prac gorących
Przewody należy utrzymywać w suchości, wolne od oleju i smaru oraz chronione przed gorącym metalem i
Machine Translated by Google
okulary z bocznymi osłonami.
izolowane rękawice i odzież spawalniczą, aby zapobiec poparzeniom.
rękawiczki, gruba koszula, spodnie bez mankietów, wysokie buty i czapka.
łuk w celu usunięcia dymów i gazów spawalniczych. W
przypadku słabej wentylacji należy nosić zatwierdzony respirator zasilany powietrzem.
Przeczytaj i zrozum karty charakterystyki materiału (MSDS) oraz
instrukcje producenta dotyczące metali, materiałów eksploatacyjnych, powłok, środków czyszczących i
Materiał syntetyczny zwykle nie zapewnia takiej ochrony. Chroń inne osoby
znajdujące się w pobliżu, używając zatwierdzonych materiałów ognioodpornych lub
Podczas spawania powstają dymy i gazy. Wdychanie tych oparów i
Końcówki szczypiec, szczypce i połączenia poruszają się podczas pracy.
Trzymaj się z dala od ruchomych części.
Trzymaj z dala od punktów uszczypnięcia.
Nie wkładać rąk pomiędzy końcówki.
Trzymaj wszystkie osłony i panele bezpiecznie na swoim miejscu.
OSHA i/lub przepisy lokalne mogą wymagać dodatkowej ochrony w zależności od wymagań
gazy mogą być niebezpieczne dla zdrowia. Trzymaj
głowę z dala od oparów. Nie wdychać oparów. Jeśli jesteś w środku, przewietrz
pomieszczenie i/lub zastosuj lokalną wymuszoną wentylację o godz
niepalne kurtyny lub osłony przeciwpożarowe. Poproś wszystkie osoby znajdujące się w pobliżu o noszenie środków ochronnych
aplikacja.
Bardzo często iskry wylatują z obszaru złącza. Nosić
atestowaną osłonę twarzy lub okulary ochronne z osłonami bocznymi. Nosić odzież
ochronną, taką jak skóra niezawierająca oleju i trudnopalna
• LATAJĄCE ISKRY mogą spowodować obrażenia.
• OPARY I GAZY mogą być niebezpieczne.
• RUCHOME CZĘŚCI mogą spowodować obrażenia.
• GORĄCE CZĘŚCI mogą się palić.
Nie dotykaj gorących części gołymi rękami. Przed
przystąpieniem do pracy przy sprzęcie należy zaczekać na ochłodzenie.
Do obsługi gorących części używaj odpowiednich narzędzi i/lub noś ciężkie,
Trzymaj wszystkie panele, pokrywy i osłony bezpiecznie na swoim miejscu.
Machine Translated by Google
Nie spawaj metali powlekanych, takich jak ocynkowane, ołowiane lub pokryte kadmem
zawierające te pierwiastki mogą wydzielać toksyczne opary podczas spawania.
Poprawione równanie podnoszenia NIOSH (publikacja nr 94-110), kiedy
Do podnoszenia i podtrzymywania jednostki należy używać sprzętu o odpowiednim udźwigu.
Postępuj zgodnie ze wskazówkami zawartymi w Podręczniku aplikacji dla
ręczne podnoszenie ciężkich części lub sprzętu. Zabezpiecz
urządzenie podczas transportu, aby nie mogło się przewrócić ani spaść.
odtłuszczacze.
Pracuj w zamkniętej przestrzeni tylko wtedy, gdy jest dobrze wentylowana lub mając na sobie odzież ochronną
respirator zasilany powietrzem. Zawsze miej w pobliżu przeszkoloną osobę wachtową. Spawalniczy
Nie instaluj ani nie umieszczaj urządzenia na, nad lub w pobliżu materiałów palnych
opary i gazy mogą wypierać powietrze i obniżać poziom tlenu, powodując obrażenia lub
Przeczytaj uważnie wszystkie etykiety i instrukcję obsługi i postępuj zgodnie z nimi
przed instalacją, obsługą lub serwisowaniem urządzenia. Przeczytaj bezpieczeństwo
śmierć. Upewnij się, że powietrze do oddychania jest
bezpieczne. Nie spawać w pobliżu miejsc odtłuszczania, czyszczenia lub natryskiwania. The
powierzchnie.
ciepło i promienie łuku mogą reagować z oparami, tworząc substancje silnie toksyczne i drażniące
Nie instaluj ani nie używaj urządzenia w pobliżu materiałów łatwopalnych.
Nie przeciążaj okablowania budynku – upewnij się, że system zasilania jest tak
informacje na początku instrukcji i w każdym rozdziale. Używaj wyłącznie oryginalnych części
zamiennych producenta. Wykonuj czynności konserwacyjne i serwisowe zgodnie z instrukcją
obsługi, branżową
o odpowiednich wymiarach, parametrach znamionowych i zabezpieczeniu umożliwiającym obsługę tego urządzenia.
gazy.
stali, chyba że powłoka zostanie usunięta z obszaru spawania, miejsce to będzie dobrze wentylowane i nosi się maskę
zasilaną powietrzem. Powłoki i wszelkie metale
standardy oraz przepisy krajowe, stanowe i lokalne.
• Niebezpieczeństwo POŻARU LUB WYBUCHU.
• SPADAJĄCE SPRZĘT może spowodować obrażenia.
1-3. Dodatkowe symbole dotyczące instalacji, obsługi i konserwacji
• PRZECZYTAJ INSTRUKCJĘ.
Machine Translated by Google
Urządzenia medyczne.
1-4. Ostrzeżenia
• LATAJĄCY METAL lub BRUD mogą uszkodzić oczy.
• POLA ELEKTRYCZNE I MAGNETYCZNE (EMF) mogą mieć wpływ na implant
Dla silników benzynowych:
• NADUŻYCIE może spowodować PRZEGRZANIE.
Osoby noszące rozruszniki serca i inne wszczepione urządzenia medyczne
Pozwól na okres chłodzenia; przestrzegać znamionowego cyklu
pracy. Zmniejsz cykl pracy przed ponownym rozpoczęciem spawania.
Nosić zatwierdzone okulary ochronne z osłonami bocznymi lub zakrywać twarz
w niektórych przypadkach nowotwór.
Po użyciu umyć ręce.
powodować raka, wady wrodzone lub inne zaburzenia reprodukcji.
Styki akumulatora, zaciski i powiązane akcesoria zawierają ołów i ołów
Sprzęt do spawania lub cięcia wytwarza dymy lub gazy zawierające
producenta urządzenia przed zbliżeniem się do spawania łukowego, zgrzewania
punktowego, żłobienia, cięcia łukiem plazmowym lub operacji nagrzewania indukcyjnego.
powinien trzymać się z
daleka. Osoby noszące wszczepione urządzenia medyczne powinny skonsultować się z lekarzem i
tarcza.
związki chemiczne, o których w stanie Kalifornia wiadomo, że powodują raka
Produkt zawiera substancje chemiczne, w tym ołów, znane w stanie
oraz wady wrodzone lub inne zaburzenia reprodukcji. Umyć ręce po użyciu.
chemikalia znane w stanie Kalifornia jako powodujące wady wrodzone oraz in
Spaliny silnika zawierają substancje chemiczne znane w stanie Kalifornia
Kalifornii, aby powodować raka, wady wrodzone lub inne zaburzenia reprodukcji.
Machine Translated by Google
Dla silników Diesla:
1-5. Informacje o polu elektromagnetycznym
trzeba wszczepić implanty. Na przykład ograniczenia dostępu dla przechodniów przez lub
4. Trzymaj głowę i tułów jak najdalej od sprzętu w obwodzie spawalniczym
obwód i sprzęt spawalniczy. Pola EMF mogą zakłócać niektóre działania medyczne
możliwy.
indywidualna ocena ryzyka dla spawaczy. Wszyscy spawacze powinni stosować poniższe
5. Przymocuj zacisk roboczy do przedmiotu obrabianego jak najbliżej spoiny.
6. Nie pracuj w pobliżu źródła prądu spawania, nie siadaj ani nie opieraj się na nim.
Zgrzewanie oporowe jest jedną z najstarszych stosowanych metod spawania elektrycznego
7. Nie spawaj, mając przy sobie źródło prądu spawalniczego lub podajnik drutu.
procedury mające na celu zminimalizowanie narażenia na pola EMF z obwodu spawalniczego:
Spaliny silnika Diesla i niektóre jego składniki są znane Państwu
przemysł dzisiaj. Spoina powstaje w wyniku połączenia ciepła, ciśnienia i czasu. Jak
nazwa wskazuje na zgrzewanie oporowe, jest to opór materiału
1. Trzymaj kable blisko siebie, skręcając je, oklejając taśmą albo używając osłony kabli.
Kalifornii, aby powodować raka, wady wrodzone i inne zaburzenia reprodukcji.
Informacje na temat wszczepionych wyrobów medycznych:
przyspawane do przepływu prądu, który powoduje miejscowe nagrzewanie części. Presja
Użytkownicy wszczepionego urządzenia medycznego powinni skonsultować się z lekarzem i zapoznać się z urządzeniem
2. Nie umieszczaj ciała pomiędzy kablami spawalniczymi. Ułóż kable z jednej strony
wywierany przez szczypce i końcówki elektrod, przez które przepływa prąd, utrzymuje
Prąd elektryczny przepływający przez dowolny przewodnik powoduje miejscowe wyładowanie elektryczne i
i z dala od operatora.
producenta przed wykonaniem lub zbliżeniem się do spawania łukowego, zgrzewania punktowego,
żłobienia, cięcia łukiem plazmowym lub operacji nagrzewania indukcyjnego. Jeśli tak zadecyduje lekarz
3. Nie owijaj ani nie owijaj kabli wokół ciała.
pola magnetyczne (EMF). Prąd spawania wytwarza pole elektromagnetyczne wokół spawania
implanty, np. rozruszniki serca. Środki ochronne dla osób noszących środki medyczne
zaleca się przestrzeganie powyższych procedur.
ROZDZIAŁ 2 – WSTĘP
Machine Translated by Google
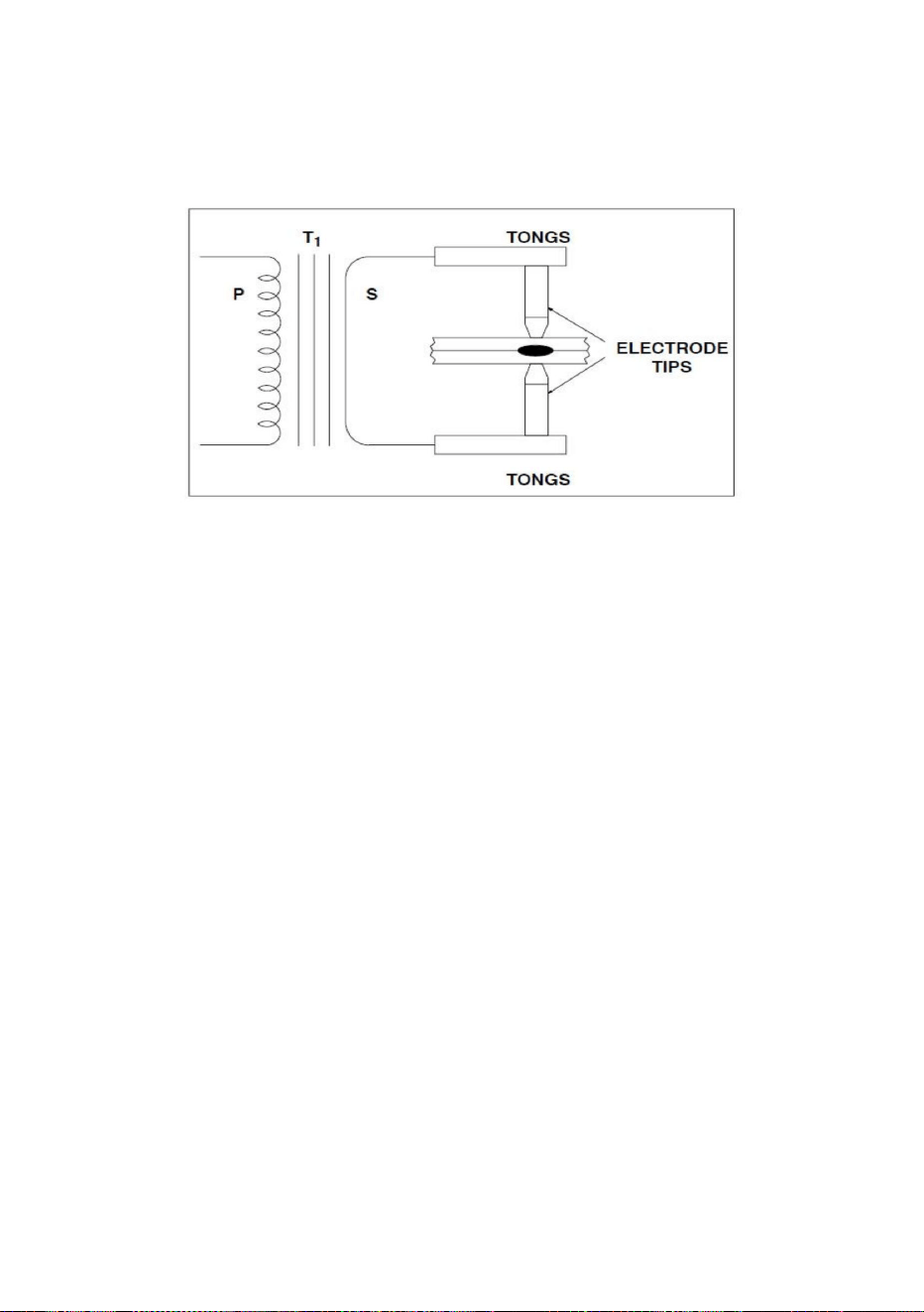
spawarka.
czas.
Dla przejrzystości zidentyfikowano różne części zgrzewarki punktowej oporowej.
Uwaga 1: Ten współczynnik wynosi od 0 do 100%.
Uwaga 2: W przypadku tego standardu czas pełnego cyklu wynosi 30 sekund. Na przykład, jeśli szybkość wynosi
części, które mają być spawane w bliskim kontakcie przed, w trakcie i po prądzie spawania
10%, czas obciążenia wynosi 3 sekundy, a czas odpoczynku 7 sekund. Jeżeli jest używany
dłużej niż 3 sekundy przez kilka kolejnych 10 sekund, może się przegrzać.
cykl czasowy. Wymagany czas przepływu prądu w złączu jest określony przez
U1: Znamionowe napięcie wejściowe AC źródła prądu spawania
50 Hz lub 60 Hz : Częstotliwość znamionowa jednofazowego źródła zasilania prądem przemiennym.
grubość i rodzaj materiału, wielkość przepływającego prądu oraz przekrój poprzeczny
U0: Napięcie bez obciążenia
Jest to napięcie wyjściowe źródła prądu spawania w obwodzie otwartym.
powierzchni styku końcówki spawalniczej.
I1max: maks. prąd wejściowy.
I1eff: Maks. efektywny prąd wejściowy.
S1: Znamionowa moc wejściowa, KVA
X: Znamionowy cykl pracy. Jest to stosunek czasu trwania obciążenia do pełnego cyklu
Na rysunku 2-1 przedstawiono kompletny obwód wtórnego zgrzewania punktowego oporowego.
Niektóre parametry techniczne podane są na tabliczce znamionowej punktu oporu
SYMBOL I ZNACZENIE NA TABLICZCE DANYCH
Rysunek 2-1. Zgrzewarka punktowa oporowa z pracą
Machine Translated by Google
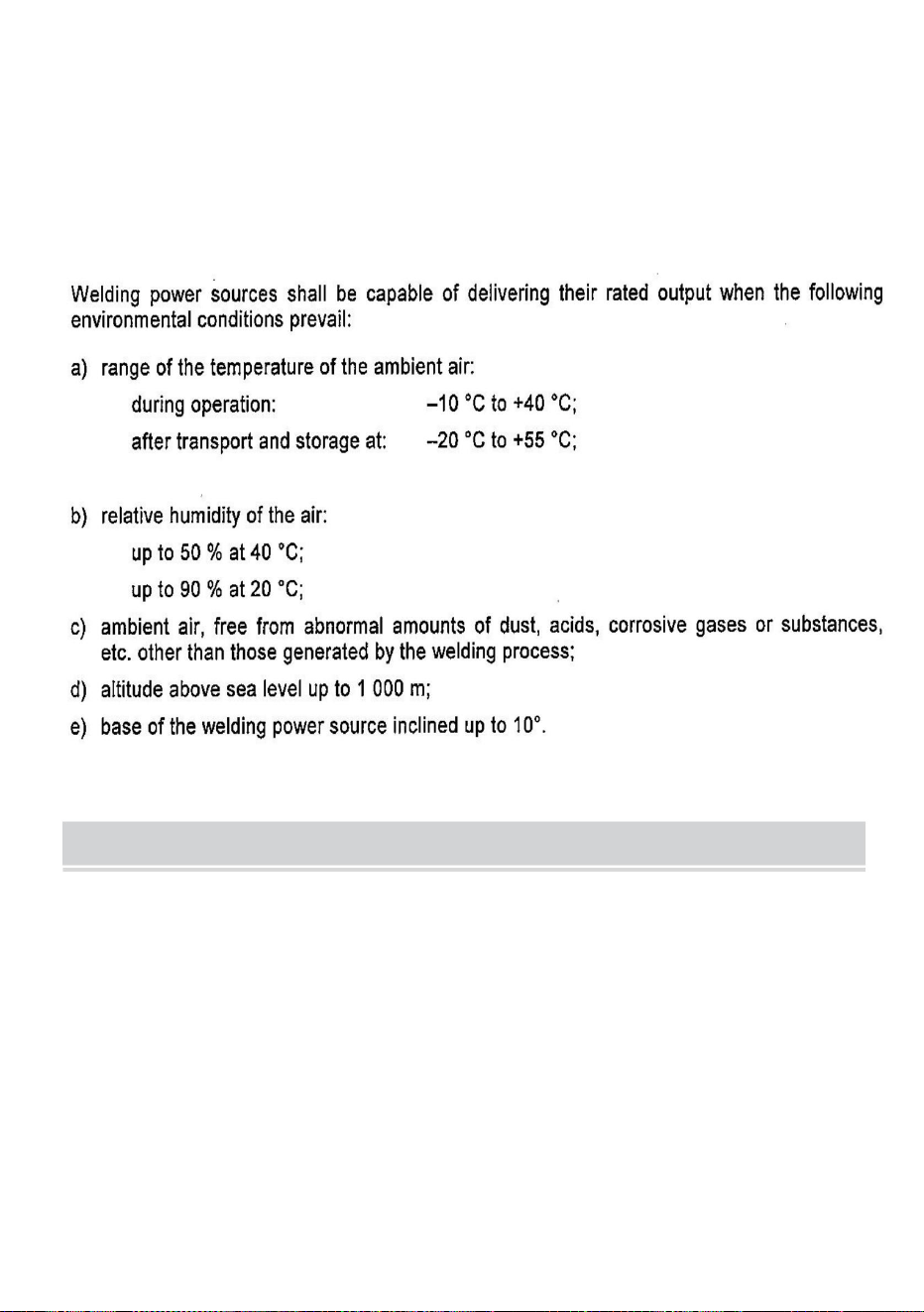
na świeżym powietrzu w deszczu.
Klasa izolacji: H
IP: Stopień ochrony. Np. IP21, dopuszczający spawarkę do użytku w pomieszczeniach zamkniętych; IP23,.
dopuszczenia spawarki do użytku
3-1. Zasada działania
Spawanie oporowe odbywa się, gdy prąd przepływa przez końcówki elektrod i oddzielne łączone kawałki
metalu. Opór metalu rodzimego na przepływ prądu elektrycznego powoduje miejscowe nagrzewanie
złącza i spoina zostaje wykonana. Punktowa spoina oporowa jest wyjątkowa, ponieważ rzeczywiste jądro
spoiny tworzy się wewnętrznie w stosunku do powierzchni metalu rodzimego. Rysunek 4-1 przedstawia
jądro zgrzeiny punktowej oporowej w porównaniu ze spoiną punktową łukiem gazowo-wolframowym
(TIG).
WARUNKI ŚRODOWISKA
ROZDZIAŁ 3- PODSTAWY ZGRZEWANIA PUNKTOWEGO Oporowego
Machine Translated by Google
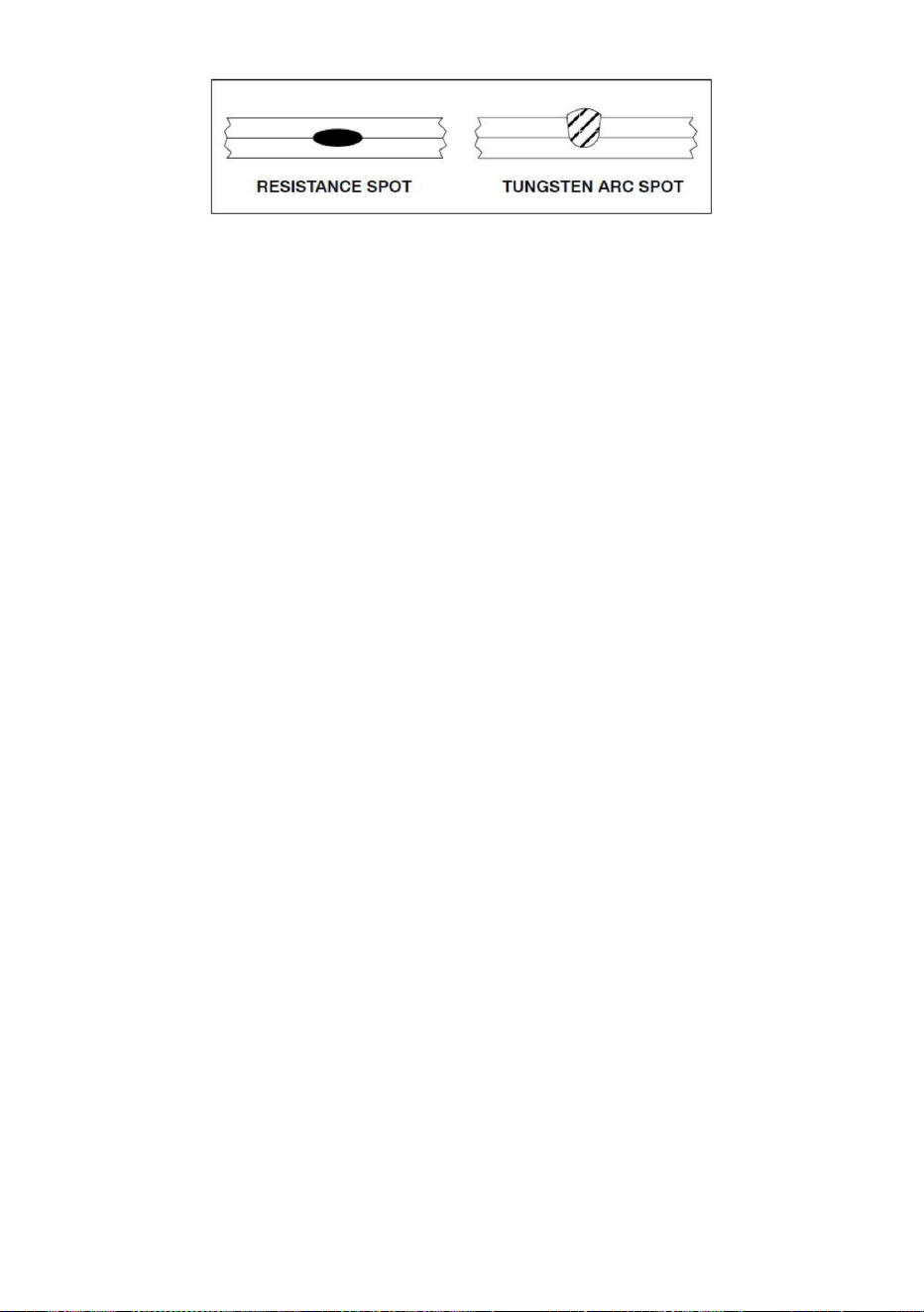
R = opór
3-2. Wytwarzanie ciepła
Można dokonać modyfikacji prawa Ohma, gdy waty i ciepło są uważane za synonimy. Kiedy prąd
przepływa przez przewodnik, opór elektryczny przewodnika podczas przepływu prądu powoduje
wytwarzanie ciepła. Można podać podstawowy wzór na wytwarzanie ciepła: H = I2R gdzie H =
ciepło I2 = kwadrat prądu spawania
Rysunek 3-1. Porównanie spoin punktowych oporowych i punktowych TIG
Punktowy łuk gazowo-wolframowy jest wykonany tylko z jednej strony. Zgrzeina punktowa oporowa jest
zwykle wykonywana za pomocą elektrod po obu stronach przedmiotu obrabianego. Zgrzewanie punktowe
oporowe można wykonać, gdy przedmiot znajduje się w dowolnej pozycji.
Jądro zgrzeiny punktowej oporowej powstaje, gdy powierzchnia styku złącza spawanego jest podgrzewana
w wyniku oporu powierzchni złącza przed przepływem prądu elektrycznego. Oczywiście we wszystkich
przypadkach prąd musi płynąć, w przeciwnym razie spawanie nie będzie możliwe. Nacisk końcówek
elektrod na obrabiany przedmiot utrzymuje część w ścisłym kontakcie podczas wykonywania spoiny. Należy
jednak pamiętać, że zgrzewarki punktowe oporowe NIE są zaprojektowane jako zaciski siłowe służące do
ściągania ze sobą obrabianych przedmiotów w celu zgrzewania.
Kluczowym faktem jest to, że chociaż wartość prądu jest taka sama we wszystkich częściach obwodu
elektrycznego, wartości rezystancji mogą znacznie się różnić w różnych punktach obwodu.
Wytworzone ciepło jest wprost proporcjonalne do oporu w dowolnym punkcie
Część wtórna obwodu zgrzewania punktowego oporowego, zawierająca części przeznaczone do spawania,
to w rzeczywistości szereg oporów. Całkowita wartość addytywna tego oporu elektrycznego wpływa na
moc wyjściową prądu zgrzewarki punktowej oporowej i wytwarzanie ciepła w obwodzie.
okrążenie.
Machine Translated by Google
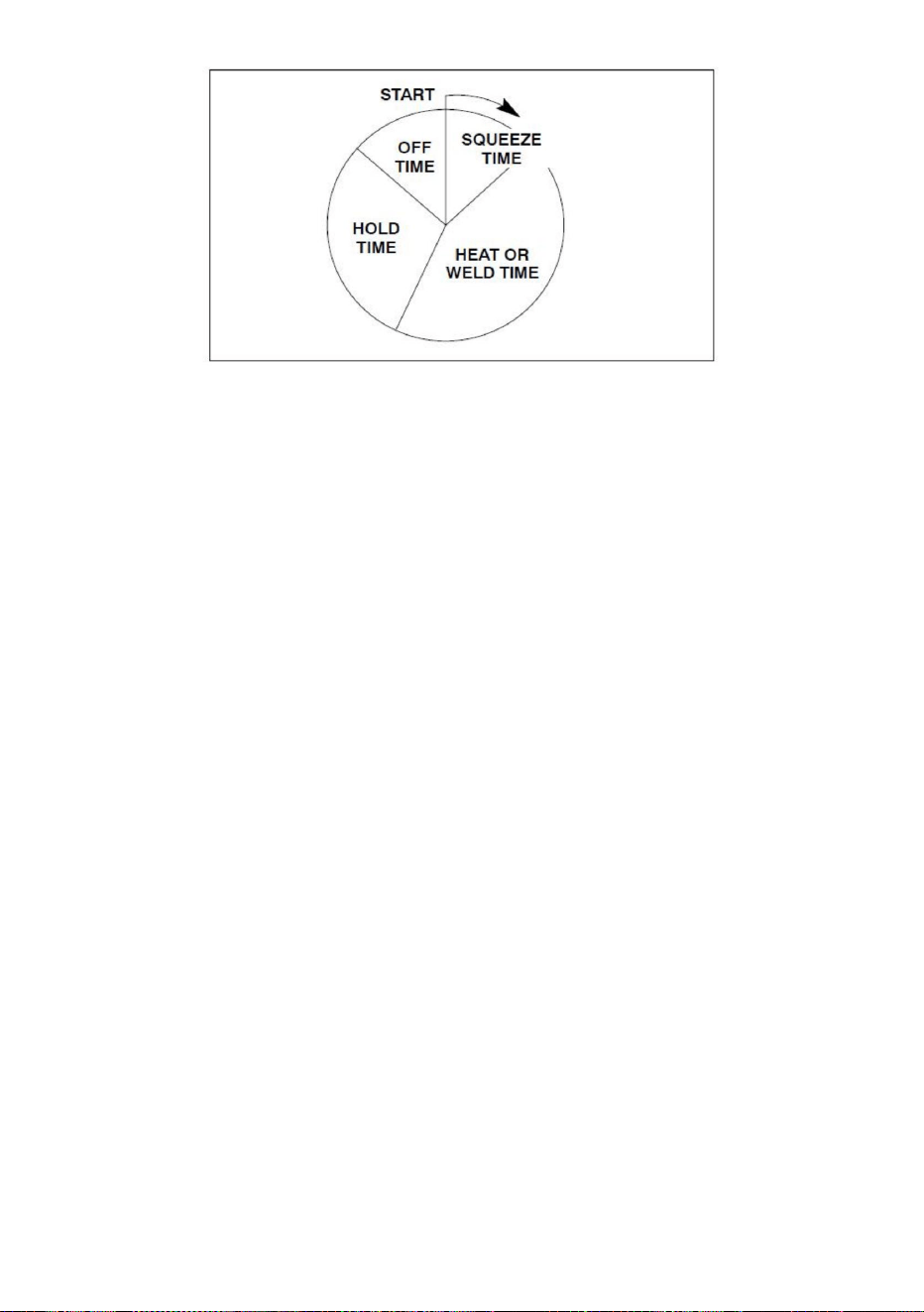
Rysunek 3-2. Cykl czasowy zgrzewania punktowego
być widoczne w transformatorze, elastycznych kablach, szczypcach i końcówkach elektrod. The
spawanie w najbardziej efektywny sposób. To właśnie przy spawaniu jest największe
3. Interfejs górnego i dolnego przedmiotu obrabianego.
4. Dolny przedmiot obrabiany.
wymagany jest względny opór. Termin „względny” oznacza w stosunku do reszty
5. Punkt styku dolnego przedmiotu obrabianego z elektrodą.
6. Rezystancja końcówek elektrod.
Rezystory są połączone szeregowo i każdy punkt oporu opóźnia przepływ prądu.
CZAS ŚCIŚNIĘCIA - Czas pomiędzy przyłożeniem nacisku a zgrzaniem.
rzeczywisty obwód spawania.
W miejscu pracy występuje sześć głównych punktów oporu. Są jako
CZAS NAGRZEWANIA LUB SPAWANIA - Czas spawania to cykle.
Wielkość oporu w punkcie 3, styku przedmiotów obrabianych, będzie zależała
na zdolność przenoszenia ciepła przez materiał, jego opór elektryczny i
CZAS TRZYMACIA – Czas utrzymywania ciśnienia po wykonaniu spoiny.
następująco:
1. Punkt styku elektrody z górnym przedmiotem obrabianym.
CZAS WYŁĄCZENIA – Elektrody oddzielone, aby umożliwić przesunięcie materiału do następnego punktu.
łączna grubość materiałów na złączu spawanym. Znajduje się w tej części obwodu
2. Górny przedmiot obrabiany.
Zgrzewarki punktowe oporowe są skonstruowane tak, aby wymagany był minimalny opór
Zgrzewarki punktowe oporowe są zaprojektowane tak, aby doprowadzać prąd spawania do
tak, aby utworzył się jądra spoiny.
Machine Translated by Google

3-4. Ciśnienie
3-3. Czynnik czasu
I2 = prąd do kwadratu
Zgrzewanie punktowe oporowe zależy od rezystancji metalu nieszlachetnego i
wiele przypadków.
wydalanie stopionego metalu ze złącza spawanego, co mogłoby zmniejszyć krzyż
możliwość nadmiernego przenikania ciepła w metalu nieszlachetnym. Zniekształcenie spawu
regulowana zmienna w większości zastosowań zgrzewania punktowego oporowego jednym impulsem.
H = I2 RTK
mieć ścisłą kontrolę nad czasem przepływu prądu. Właściwie jedynym czynnikiem jest czas
cykl czasu spawania.
Takie wartości natężenia, przepływające przez stosunkowo dużą rezystancję, utworzą
Kontrola czasu jest ważna. Jeśli element czasu jest zbyt długi, metal nieszlachetny w
Należy dokładnie rozważyć wpływ nacisku na punktową zgrzeinę oporową.
Kolejnym ważnym czynnikiem jest czas. W większości przypadków jest to kilka tysięcy amperów
W procesie spawania zwykle wykorzystuje się prąd, procedury mogą opierać się na:
T = czas
ilość prądu płynącego w celu wytworzenia ciepła niezbędnego do wykonania zgrzeiny punktowej.
znacznie mniejszy.
części jest zminimalizowane, podobnie jak strefa wpływu ciepła wokół jądra spoiny
Większość zgrzein punktowych oporowych wykonuje się w bardzo krótkich odstępach czasu. Od naprzemiennego
R = opór
Sterowanie prądem jest bardzo często ekonomicznie niepraktyczne. Jest także nieprzewidywalny
gdzie H = ciepło
część złącza osłabiająca spoinę. Krótsze czasy spawania również zmniejszają
element, formułę uzupełnia się w następujący sposób:
może powodować wadliwe spoiny z powodu porowatości gazu. Istnieje również możliwość
spoina może przekroczyć temperaturę topnienia (i ewentualnie wrzenia) materiału. Ten
dużo ciepła w krótkim czasie. Aby wykonać dobre zgrzeiny punktowe oporowe, konieczne jest
Wcześniej stosowano wzór na wytwarzanie ciepła. Z dodatkiem czasu
Głównym celem nacisku jest dokładne utrzymanie spawanych części
wykorzystywane do wykonywania zgrzein punktowych. Takie wartości natężenia prądu przepływającego przez spoinę.
Czas cyklu 60 (sześćdziesiąt cykli = 1 sekunda). Rysunek 3-2 pokazuje punkt oporu
K = Straty ciepła
Machine Translated by Google

charakterystyka przewodności cieplnej i elektrycznej w warunkach pracy.
i przewodność w miejscu spawania. Szczypce i końcówki elektrod NIE powinny być
wyższe ciśnienia i odwrotnie, niższe ciśnienia wymagają mniejszego natężenia prądu
wykonane ze stopów miedzi. Grupa B, klasa 10, 11, 12, 13 i 14 to materiały ogniotrwałe
Końcówki elektrod grupy A, klasy I mają skład najbliższy czystej miedzi. Jak
Odpowiednie ciśnienie, przy ścisłym kontakcie końcówki elektrody z metalem nieszlachetnym, będzie działać
przedmiotu obrabianego, będącego centralnym punktem nacisku wywieranego na złącze spawane, w celu przewodzenia
powierzchnia. Im większe ciśnienie, tym niższy współczynnik oporu.
Grupa A – Stopy na bazie miedzi
Badania wykazały, że duże naciski wywierane na złącze spawane zmniejszają się
zaprojektowany jako zacisk elektryczny typu „C”! Części przeznaczone do spawania powinny znajdować się blisko siebie
szczególnie w przypadku stosowania kontroli ciepła z różnymi punktowymi zgrzewaniami oporowymi
Stowarzyszenie Producentów Spawaczy (RWMA) podzieliło końcówki elektrod na dwie grupy
służy do łączenia ze sobą obrabianych przedmiotów. Zgrzewarka punktowa oporowa nie
wzrasta, podczas gdy przewodność cieplna i elektryczna maleje.
numer klasy jest wyższy, wartości twardości i temperatury wyżarzania
zgrzewarka punktowa oporowa. Fakt ten należy uważnie odnotować
Końcówki elektrod wykonane są ze stopów miedzi i innych materiałów. Opór
mają tendencję do odprowadzania ciepła ze spoiny. Wyższe prądy są konieczne
kontakt na wspólnym interfejsie. Działanie to zapewnia stałą rezystancję elektryczną
ciepła z powierzchni roboczej oraz aby zachować integralność kształtu i
Zadaniem końcówek elektrod jest przewodzenie prądu spawania do elektrody
Grupy są dalej klasyfikowane według numerów. Grupa A, klasa I, II, III, IV i V to
stopy.
Grupa B – Końcówki metalowe ogniotrwałe
rezystancja w miejscu styku końcówki elektrody z przedmiotem obrabianym
Miedź jest metalem nieszlachetnym zwykle używanym do szczypiec i końcówek do zgrzewania punktowego oporowego.
skontaktować się PRZED naciśnięciem.
maszyny.
grupy:
Kompozycje grupy B to spiekane mieszaniny miedzi i wolframu itp., Zaprojektowane pod kątem
odporności na zużycie i wytrzymałości na ściskanie w wysokich temperaturach.
3-5. Wskazówki dotyczące elektrod
Machine Translated by Google

Jak wyjaśniono w poprzedniej dyskusji na temat podstaw punktu oporu
przewodność maleje wraz ze wzrostem wartości liczbowej. Końcówki elektrod grupy B to
Zawsze, gdy wykonywana jest praca w sklepie, mądrą zasadą jest noszenie okularów ochronnych.
promieniowanie i przewodzenie w przedmiocie obrabianym oraz przewodnictwo cieplne przedmiotu obrabianego
przegrzanie całego obszaru metalu nieszlachetnego pomiędzy elektrodami. To może spowodować
środki ostrożności. Istnieją jednak pewne zdroworozsądkowe działania, które mogą zapobiec
toksyczność, która spowoduje chorobę operatora. Właściwa wentylacja może zmniejszyć
Techniki zgrzewania punktowego oporowego nie wymagają rozległego ani skomplikowanego bezpieczeństwa
Kolejnym obszarem budzącym wątpliwości jest wentylacja. Może to stanowić poważny problem, gdy
SPAWANIE PUNKTOWE może być niebezpieczne. Przeczytaj i postępuj zgodnie z rozdziałem dotyczącym bezpieczeństwa z przodu
wykonać spoinę. Stan ten powoduje również przegrzanie końcówek elektrod, co może być przyczyną
byłby zatrudniony.
wydalony ze wspólnego obszaru. Ochrona twarzy, a w szczególności oczu
Prąd i ciśnienie pomagają wytworzyć ciepło w jądrze spoiny.
zwykle nie używane do zastosowań, w których występują zgrzewarki punktowe oporowe
osadzanie końcówek elektrod w powierzchni przedmiotu obrabianego.
ewentualnie przypalenie górnej i dolnej powierzchni przedmiotu obrabianego
Zgrzewanie punktowe oporowe nie jest wyjątkiem od reguły! Bardzo często są to metale lub tlenki
podczas spawania istnieje wyraźna zależność pomiędzy czasem, prądem i ciśnieniem.
obrażenia operatora.
Stopy grupy B, klasy 10 mają około 40 procent przewodności miedzi
stężenie oparów w obszarze spawania.
powłoki takie jak ołów. Opary powstające w procesie spawania mają pewne właściwości
czas wzrasta, ilość wytworzonego ciepła jest mniejsza niż straty z tego powodu
elektrody. Rezultatem jest możliwość, przy długich czasach spawania przy niskich prądach,
spowodować ich wyżarzanie, grzyby i możliwe zanieczyszczenie. Mimo że
tej książki, a także instrukcję obsługi i wszystkie etykiety na sprzęcie.
zgrzewanie punktowe oporowe metali ocynkowanych (ocynkowanych) lub metali z innymi
konieczne, aby zapobiec poważnym obrażeniom.
Jeśli prąd spawania jest zbyt niski dla danego zastosowania, gęstość prądu jest zbyt słaba
Wraz ze wzrostem gęstości prądu czas spawania ulega proporcjonalnemu skróceniu. Jeśli jednak gęstość
prądu stanie się zbyt duża, istnieje możliwość wydalenia
3-6. Praktyczne zastosowania zgrzewania punktowego oporowego
Machine Translated by Google
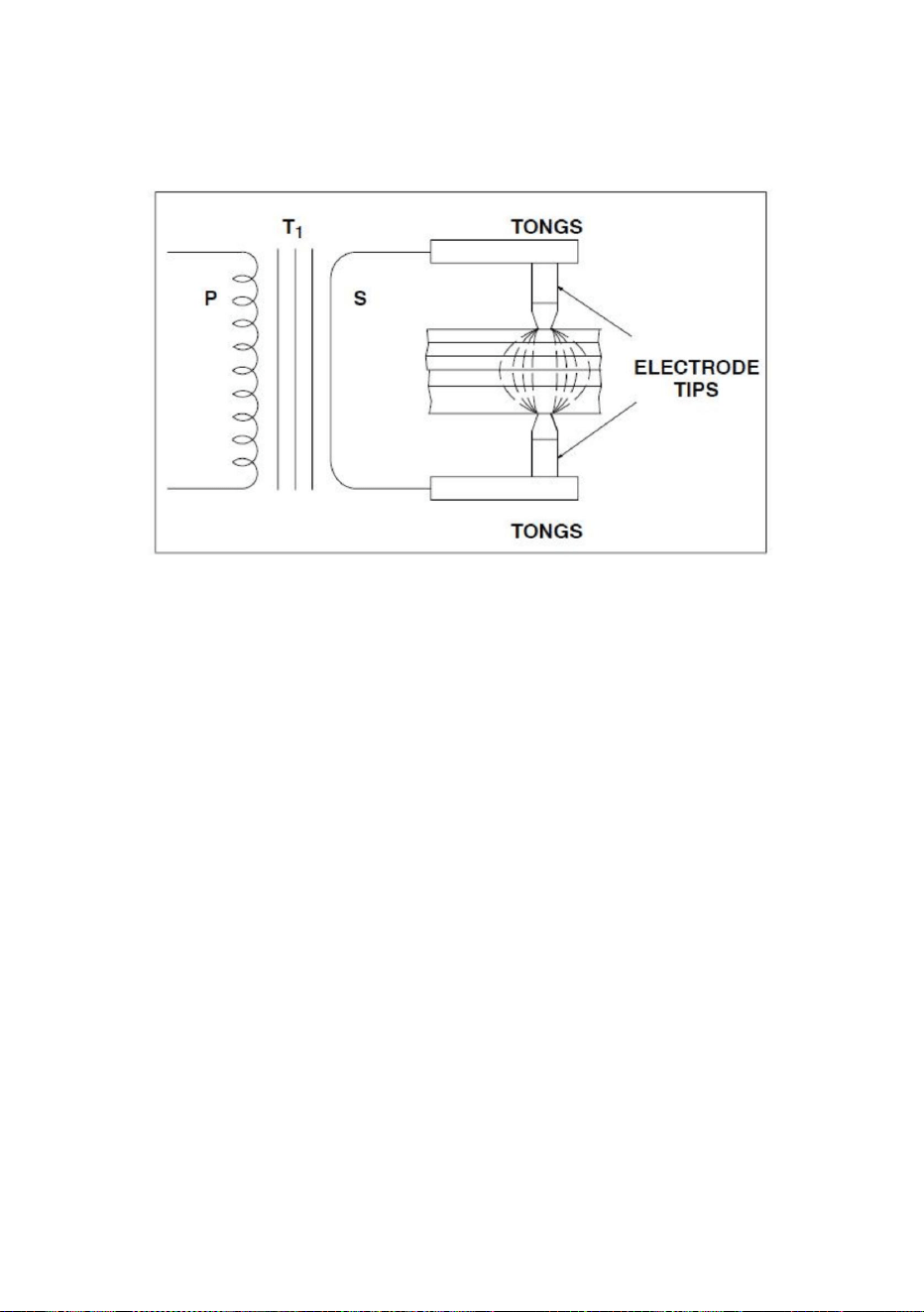
Oczywiste jest, że doprowadzone ciepło nie może być większe niż całkowita szybkość
rozpraszania przedmiotu obrabianego i elektrody, bez usuwania metalu ze złącza.
Pomijając czynnik jakości, staje się oczywiste, że liczba grubości materiału, który może
zostać pomyślnie zgrzany punktowo oporowo w jednym czasie, będzie zależeć od
rodzaju i grubości materiału, a także mocy KVA zgrzewarki punktowej oporowej.
stopionego metalu z powierzchni złącza, osłabiając w ten sposób spoinę. Idealny stan
czasu i gęstości prądu znajduje się tuż poniżej poziomu powodującego wydalenie metalu.
Niedawno dokonano interesującego odkrycia dotyczącego przepływu prądu przez
przedmiot obrabiany. Do niedawna uważano, że prąd płynie w linii prostej przez złącze
spawane. Nie jest to koniecznie prawdą, gdy spawane są materiały o różnych
grubościach. Cechą charakterystyczną jest to, że prąd „rozchodzi się”, zmniejszając w
ten sposób gęstość prądu w miejscu spawania znajdującym się w największej odległości
od końcówek elektrod. Ilustracja (Rysunek 3-3) przedstawia strefy cieplne zgrzeiny
punktowej oporowej dla kilku grubości metalu. Należy zauważyć, że niekontrolowane
zmienne (takie jak zanieczyszczenie powierzchni styku) ulegają zwielokrotnieniu podczas
zgrzewania punktowego oporowego kilku grubości materiału. Poziomy jakości będą
znacznie niższe w przypadku punktowego zgrzewania oporowego „stosowego”, co
wyjaśnia, dlaczego w miarę możliwości unika się takich praktyk zgrzewania.
Rysunek 3-3. Strefy cieplne zgrzeiny punktowej oporowej
Machine Translated by Google
Jeśli średnica końcówki elektrody jest zbyt mała dla danego zastosowania. jądro spoiny
będzie małe i słabe. Jeżeli jednak średnica końcówki elektrody jest zbyt duża, istnieje
niebezpieczeństwo przegrzania metalu nieszlachetnego i powstania pustych przestrzeni
oraz kieszeni gazowych. W obu przypadkach wygląd i jakość gotowej spoiny byłaby nie do zaakceptowania.
3-8. Nacisk lub siła spawania Nacisk
wywierany przez szczypce i końcówki elektrod na obrabiany przedmiot ma ogromny wpływ
na ilość prądu spawania przepływającego przez złącze. Im większe ciśnienie, tym wyższa
będzie wartość prądu zgrzewania w zakresie wydajności zgrzewarki punktowej oporowej.
średnica końcówki w miejscu styku z przedmiotem obrabianym. Nie odnosi
się to do głównej średnicy całkowitej końcówki elektrody.
3-7. Rozmiar końcówki
elektrody Biorąc pod uwagę, że prąd spawania może przepływać do przedmiotu
obrabianego przez elektrodę, logiczne jest, że rozmiar końcówki elektrody wpływa na
wielkość punktowej zgrzeiny oporowej. W rzeczywistości średnica jądra spoiny
powinna być nieco mniejsza niż średnica końcówki elektrody.
że każda jednostka może spawać.
ŚREDNICA KOŃCÓWKI omawiana w tym tekście odnosi się do elektrody
Wartość znamionowa KVA, cykl pracy i inne istotne informacje są podane na tabliczce
znamionowej zgrzewarki punktowej oporowej DN-100E. Literatura katalogowa i instrukcja
obsługi zawierają dane dotyczące maksymalnych łącznych grubości materiału
Określenie średnicy końcówki elektrody będzie wymagało pewnych decyzji ze strony
projektanta konstrukcji spawanej. Współczynniki rezystancji stosowane dla różnych
materiałów z pewnością będą miały pewien wpływ na określenie średnicy końcówki
elektrody. Opracowano ogólny wzór dla stali niskowęglowej. Podaje wartości średnicy
końcówki elektrody, które są przydatne w większości zastosowań.
Ustawienie ciśnienia jest stosunkowo łatwe. Zwykle próbki materiału do spawania umieszcza
się pomiędzy końcówkami elektrod i sprawdza, czy ciśnienie jest wystarczające do wykonania
spoiny. Jeśli wymagane jest większe lub mniejsze ciśnienie, instrukcja obsługi zgrzewarki
punktowej oporowej zawiera wyraźne wskazówki dotyczące prawidłowego ustawienia. W
ramach operacji ustawiania należy wyregulować skok szczypiec i końcówki elektrody do
minimalnej wymaganej wartości, aby zapobiec „uderzaniu” końcówek elektrod i uchwytów
końcówek.
Machine Translated by Google
3-9. Różne dane Celem tej części
tekstu jest dostarczenie informacji dotyczących kilku zmiennych występujących w niektórych
zastosowaniach zgrzewania punktowego oporowego.
3-10. Bilans cieplny
Rysunek 3-4. Techniki uzyskiwania bilansu cieplnego
Nie ma szczególnego problemu bilansu cieplnego, gdy spawane materiały są tego samego rodzaju i
grubości. Bilans cieplny w takich przypadkach jest automatycznie prawidłowy, jeśli końcówki elektrod mają
jednakową średnicę, rodzaj itp. Bilans cieplny można zdefiniować jako warunki spawania, w których strefa
wtopienia łączonych elementów poddawana jest jednakowej temperaturze i ciśnienie.
materiały.
Kiedy konstrukcja spawana zawiera części o nierównych właściwościach termicznych, np. miedź i stal, słaba
spoina może wynikać z kilku powodów. Metale mogą nie stapiać się prawidłowo na styku złącza. W stali
może występować większe miejscowe nagrzewanie niż w miedzi. Powodem może być fakt, że miedź ma
niski opór elektryczny i wysoką charakterystykę przenikania ciepła, podczas gdy stal ma wysoką rezystancję
elektryczną i niską charakterystykę przenikania ciepła.
Prawidłowy bilans cieplny w tego typu spoinie można uzyskać jedną z kilku metod. Rysunek 3-4 ilustruje
trzy możliwe rozwiązania problemu. Rysunek 3-4 (a) pokazuje zastosowanie mniejszej powierzchni
końcówki elektrody po miedzianej stronie złącza w celu wyrównania charakterystyki stapiania poprzez
zmianę gęstości prądu w różnych
Machine Translated by Google

materiału zwykle nie jest zgrzewane punktowo oporowo za pomocą zgrzewarek oporowych
powierzchnia.
materiału, takiego jak wolfram lub molibden, w punkcie styku. Rezultatem jest
twardej, kruchej mikrostruktury w spoinie.
i zapobiegają dobrej jakości zgrzewaniom punktowym oporowym. Powierzchnie, które mają być w ten sposób połączone
określone modele i wielkość (KVA) jednostek. Jednostki wymienione w tej sekcji nie są
inni. Ponadto zgorzelina walcownicza występująca na stalach walcowanych na gorąco będzie działać jako izolator
że wszystkie możliwe problemy, które mogą się pojawić, zostaną rozwiązane. Cel
Wszystkie metale wytwarzają tlenki, które mogą mieć szkodliwy wpływ na zgrzewanie punktowe oporowe.
Stale węglowe mają tendencję do tworzenia twardych, kruchych spoin podobnie jak węgiel
kombinację tych dwóch metod pokazano na rysunku 3-4 (c).
W tej części tekstu zostaną omówione metody stosowane w zgrzewaniu punktowym oporowym
proces zgrzewania punktowego oporowego. Wszystkie stale niskowęglowe są łatwo spawalne
stworzyć w przybliżeniu taką samą strefę topienia w miedzi jak w stali. A
Może to być stal walcowana na zimno (CRS) i stal walcowana na gorąco, trawiona i olejowana (HRSP i O).
wartości znamionowych KVA konkretnych zbudowanych jednostek.
Największy procent materiału spawanego stanowi stal miękka lub niskowęglowa
proces powinien być czysty, wolny od tlenków, związków chemicznych i mieć gładką konsystencję
Rysunek 3-4 (b) przedstawia zastosowanie końcówki elektrody o dużej rezystancji elektrycznej
zalecany do stopów aluminium i miedzi.
zgrzewarki punktowe. W stosownych przypadkach podane dane będą powiązane z
hartowanie spoiny, podczas której bryłki szybko się ochładzają, zwiększa prawdopodobieństwo
Stal walcowana na gorąco zwykle będzie miała zgorzelinę walcowniczą na powierzchni metalu. Ten typ
zawartość wzrasta, jeśli nie zostaną zastosowane odpowiednie procedury dogrzewania. Szybki
ta część tekstu ma na celu przedstawienie ogólnych danych operacyjnych dotyczących stosowania z oporem
Niektóre tlenki, szczególnie te o charakterze ogniotrwałym, są bardziej kłopotliwe niż
niektóre metale powszechnie stosowane w pracach produkcyjnych. Nie jest to zamierzone
z procesem, jeśli stosuje się odpowiedni sprzęt i procedury.
zgrzewane punktowo oporowo z bardzo niewielkimi problemami. Jeśli stężenie oleju jest nadmierne
3-13. Łagodna stal
3-12. Dane materiałów do zgrzewania punktowego oporowego
3-11. Warunki powierzchniowe
Machine Translated by Google

Zgrzewarki punktowe oporowe mają zastosowanie do spawania stali niskowęglowej.
zmniejszając w ten sposób ich żywotność. Zalecane jest odtłuszczenie lub wytarcie
W przypadku materiałów magnetycznych, takich jak stal miękka, prąd płynący przez spoinę może się zmieniać
i oznacza, że urządzenie może spawać 3 sekundy z każdych 10 sekund.
Istnieją pewne istotne różnice w zgrzewaniu punktowym oporowym niskich stopów i
„nit” jest wyciągany z jednego kawałka. Jeżeli tak, oznacza to stan zgrzewania punktowego oporowego
będzie mniejsza dla pierwszego spoiny. Powodem jest reaktancja spowodowana przez żelazo
Powszechną praktyką jest „odrywanie” dwóch zespawanych pasków próbki w celu sprawdzenia, czy są czyste
Na przykład część przeznaczona do spawania może zawierać największą ilość metalu nieszlachetnego
to samo pole przekroju poprzecznego. Jako kryterium przyjmuje się zwykle wytrzymałość na ścinanie
typ sprzętu powinien być odpowiedni dla wszystkich zastosowań w ramach jego parametrów znamionowych. The
zmiany metalurgiczne będą większe w przypadku tych stopów. Z pewnością jest ich więcej
Zgrzeina punktowa oporowa powinna mieć wytrzymałość na ścinanie równą wytrzymałości metalu nieszlachetnego
pętla. Pętla szczypcowa jest czasami nazywana „gardłem” punktowego zgrzewania oporowego
wyniki. Nie należy ich używać przez cały cykl pracy ze względu na uszkodzenie
mocno naoliwiona blacha.
współczynnik dla stali niskostopowych i średniowęglowych jest wyższy; dlatego prąd
stale średniowęglowe w porównaniu ze stalami miękkimi lub niskowęglowymi. Opór
zasadniczo w zależności od ilości materiału magnetycznego znajdującego się w szczypcu
W najlepszym wypadku należy je stosować w zakresie nominalnej pojemności całkowitej grubości materiału
uznane za prawidłowe.
na blasze, może to spowodować powstawanie węgla na końcach elektrod
materiału w obwodzie spawania łukowego.
metal nieszlachetny w gardzieli dla drugiej zgrzeiny punktowej. Prąd w złączu spawanym
spawarki. Cykl pracy 30% opiera się na okresie 10 sekund
30-procentowy cykl pracy to standardowa ocena RWMA dotycząca ogólnej odporności na obciążenia
dla specyfikacji zgrzewania punktowego oporowego, chociaż można zastosować inne metody.
w gardzieli urządzenia dla dowolnej zgrzeiny punktowej oporowej i prawie żadnej
wytrzymałość na ścinanie i powinna przekraczać wytrzymałość nitu lub spoiny korkowej
maszyna.
może to spowodować uszkodzenie stycznika i transformatora. Zapewniał to 30-procentowy cykl pracy
wymagania są nieco niższe. Od tego czasu czas i temperatura są bardziej krytyczne
3-14. Stale niskostopowe i średniowęglowe
Machine Translated by Google

Naciski zgrzewania punktowego oporowego są zwykle wyższe w przypadku tych materiałów ze względu
na dodatkową wytrzymałość na ściskanie właściwą stalom niskostopowym i średniowęglowym. Zawsze
dobrym pomysłem jest stosowanie dłuższych czasów spawania podczas spawania tych stopów, aby
opóźnić szybkość chłodzenia i umożliwić bardziej plastyczne spoiny.
3-15. Stale nierdzewne Stopy
stali chromowo-niklowej (austenitycznej) mają bardzo wysoką rezystancję elektryczną i można je łatwo
łączyć za pomocą punktowego zgrzewania oporowego. W przypadku tych materiałów ogromne znaczenie
ma szybkie chłodzenie w zakresie krytycznym od 800 do 1400 F. Szybkie hartowanie związane z
punktowym zgrzewaniem oporowym jest idealne do zmniejszenia możliwości wytrącania się węglika
chromu na granicach ziaren. Oczywiście im dłuższy jest konstrukcja spawana jest utrzymywana w
temperaturach krytycznych, tym większa jest możliwość wytrącania się węglików.
Podczas zgrzewania punktowego oporowego nie można zachować integralności powłoki ocynkowanej.
Niska temperatura topnienia powłoki cynkowej w porównaniu z temperaturą wtapiania blachy stalowej
powoduje odparowanie cynku. Oczywiście musi istnieć odpowiednie ciśnienie, aby wypchnąć cynk na
powierzchnię styku spoiny, aby umożliwić stopienie stali ze stalą. W przeciwnym razie wytrzymałość
zgrzeiny punktowej oporowej może być kwestionowana.
możliwość wystąpienia kruchości spoiny niż w przypadku stali miękkiej.
3-16. Stale powlekane zanurzeniowo lub
platerowane Zdecydowana większość materiałów w tej kategorii to stal ocynkowana lub powlekana
cynkiem. Chociaż część stali ocynkowanej jest powlekana galwanicznie, powłoka zanurzeniowa jest tańsza
i jest najczęściej stosowana. Powłoka cynku ma nierówną grubość na stali powlekanej zanurzeniowo.
Współczynnik oporu będzie się różnić w zależności od spoiny i bardzo trudno jest ustalić warunki w formie
wykresu dla materiału.
Dostępne są materiały umożliwiające naprawę zewnętrznych uszkodzeń powłoki, które mogą powstać na
skutek ciepła spawania. Niestety, nie ma lekarstwa na utratę materiału powłokowego na stykach spoiny.
W rzeczywistości odparowanie cynku może powodować porowatość spoiny i ogólne osłabienie
oczekiwanej wytrzymałości na ścinanie. CYNK PAROWANY po kondensacji do postaci stałej tworzy
cząstki w kształcie
haczyków na ryby. Cząsteczki te MOGĄ Osadzić się w
TKANKI CIAŁA i powodować podrażnienia. Stosuj wymuszoną wentylację lub wyciąg o godz
Machine Translated by Google

Możliwe jest, że prądy bocznikowe przepływające przez wcześniej wykonaną zgrzeinę punktową
odbiorą prąd spawania z drugiej, drugiej wykonanej zgrzeiny punktowej. Nastąpi to, jeśli dwie
zgrzeiny punktowe znajdą się zbyt blisko siebie i stanie się to w przypadku wszystkich zgrzein
Końcówki należy często czyścić, aby zapobiec tworzeniu się stopów materiałów o niższej
temperaturze topnienia z końcówkami miedzianymi. Końcówki mogą wymagać czyszczenia i
obciągania co czwartą lub piątą spoinę, aby zachować jakość produktu, chociaż w przypadku
niektórych zastosowań ocynkowanych najlepsze spoiny są wykonywane po kilku miejscach
zaczernienia końcówek. Zastosowanie krótkich czasów spawania zwiększy możliwość dobrych spoin
przy jak najmniejszym zanieczyszczeniu końcówki.
metale.
3-17. Aluminium i stopy aluminium Zgrzewarki
punktowe oporowe o mocy znamionowej KVA znacznie większej niż 20 KVA są niezbędne do
wykonywania solidnych spoin większości materiałów aluminiowych i wszelkich innych metali
nieszlachetnych o wysokiej przewodności. Przewodność elektryczna aluminium jest wysoka, a
spawarki muszą zapewniać wysoki prąd i dokładne ciśnienie, aby zapewnić ciepło niezbędne do
stopienia aluminium i wytworzenia dźwięku
miejscu spawania i podczas pracy z tym procesem i powlekanym materiałem należy nosić koszule z
długim rękawem, długie spodnie i osłonę twarzy.
Tabela 3-1 zawiera dane znamionowe zgrzewarki punktowej oporowej DN-100E. Te dane
znamionowe mogą się różnić w zależności od typu zgrzewarki punktowej DN -100E, na przykład
znamionowe napięcie zasilania wynosi 230 V/120 V, znamionowa częstotliwość zasilania
wynosi 50 Hz lub 60 Hz, znamionowy cykl pracy wynosi 30% lub
spawać.
Inne materiały powlekane, takie jak płyta Terne (pokryta ołowiem), mogą mieć różny
stopień toksyczności. Podczas pracy z tymi materiałami wymagana jest odpowiednia wentylacja.
3-18. Podsumowanie
Zgrzewanie punktowe oporowe jest techniką zgrzewania stosowaną w przypadku prawie
wszystkich znanych metali. Właściwą spoinę wykonuje się na styku łączonych części. Opór
elektryczny spawanego materiału powoduje miejscowe nagrzewanie na styku łączonych metali. Aby
uzyskać najbardziej zadowalające wyniki, należy opracować procedury spawania dla każdego rodzaju
materiału.
Parowanie materiału powłokowego ma tendencję do zanieczyszczania końcówek elektrod.
Machine Translated by Google
1,75 V
Tabela 3-1. Dane techniczne zgrzewarki punktowej oporowej DN-100E
Model
3. Dostosuj odstęp szczypiec do pomiaru z kroku 2 pomniejszonego o 1/2 grubości najcieńszego
4. Włóż elementy przeznaczone do spawania pomiędzy końcówki elektrod i doprowadź je do końcówek
procedury).
Spawalniczy
1,5 + 1,5 mm
Napięcie
Częstotliwość
Oceniono
odłączony od głównego źródła zasilania.
6.Sprawdź spoinę wizualnie i mechanicznie. Sprawdź końcówkę elektrody
Oceniono
Napięcie
procedury podczas korzystania ze zgrzewarki punktowej oporowej.
zgrzewarka punktowa
mierzone linijką umieszczoną na osi wzdłużnej szczypiec.
ciśnienie spawania. Powinno nastąpić lekkie ugięcie szczypiec. To może być
Dostarczać
Poniższe ogólne dane mają pomóc operatorowi w skonfigurowaniu spawania
Grubość
50% itp. Te informacje ratingowe zależą od wymagań klienta.
DN-100E U1 V±10% 50/60 Hz 30%
Cykl
2. Zmierz grubość całej konstrukcji spawanej.
numer spoiny.
1. Zamknąć szczypce i zmierzyć odstęp pomiędzy powierzchniami stykowymi końcówek elektrod.
Bez obciążenia
Obowiązek
odkształcenie i zanieczyszczenie (patrz procedury testowe).
7. Wyregulować nacisk cęgów zgodnie z wymaganiami (patrz instrukcja obsługi dotycząca regulacji cęgów
Oceniono
Dostarczać
Ustawienia nacisku szczypiec należy dokonywać TYLKO wtedy, gdy główny przewód zasilający jest włączony
5. Zasil zgrzewarkę punktową i wykonaj próbną spoinę.
Machine Translated by Google
Jeżeli zgrzeina punktowa oporowa nie ma równej, koncentrycznej powierzchni,
następujące:
średnica.
problemem może być nieprawidłowe ustawienie końcówek elektrod. Wyrównaj końcówki elektrod z
Opisane procedury testowe są bardzo proste i wymagają minimalnej ilości sprzętu
wyłączenie zasilania i typowe złącze spawane pomiędzy powierzchniami końcówki.
2. Test mechaniczny
występować.
1. Test wizualny
Umieść jeden koniec próbki zgrzeiny punktowej oporowej w szczękach imadła. Użyj mechanicznego
Obserwuj odkształcenie i kształt punktów styku powierzchni po obu stronach
oznacza rozciągnięcie spoiny na siłę. Jedna strona spoiny powinna się poluzować
metal macierzysty z metalowym przedłużeniem spoiny. Sprawdź, czy spoina jest prawidłowa
spoina. Nadmierne „zapadnięcie” punktu styku z powierzchnią wskazuje na jeden lub więcej z nich
A. Nadmierny nacisk szczypiec. B.
Zbyt długi czas spawania. C.
Nieprawidłowe ustawienie końcówek elektrod.
ROZDZIAŁ 4 - KONSERWACJA I ROZWIĄZYWANIE PROBLEMÓW
4-1. Konserwacja
3-19. Procedury testowe
Machine Translated by Google
Porady
i słaby przepływ prądu elektrycznego. Wskazówki dotyczące czyszczenia lub ubierania (patrz
Niewystarczający nacisk szczypiec. Zwiększ nacisk szczypiec.
Sekcja 4-2).
przegrzanie.
Wskazówki nie są prawidłowo ustawione. Dopasuj końcówki lub końcówki ubioru do właściwych
średnica (patrz rozdział 4-2).
Zaradzić
Niewystarczający nacisk szczypiec. Zwiększ nacisk szczypiec.
Wskazówki łukowe
Zbyt długi czas spawania. Skróć czas spawania.
na materiale.
Materiał bazowy może być przyspawany do końcówek, co powoduje dużą odporność
Materiał zbyt gruby dla zgrzewarki punktowej.
Kłopoty
4-2. Wskazówki dotyczące ubierania się
4-3. Rozwiązywanie problemów
Machine Translated by Google
Wyprodukowano w Chinach
środek
ciekły
podczas
4-2).
grubość materiału mieści się w możliwościach zgrzewarki punktowej.
porady.
istnienie
Otwór
dotyczy (niedostępne w modelach chłodzonych powietrzem).
Zbyt długi czas spawania. Skróć czas spawania.
Nadmierny nacisk szczypiec. Zmniejsz nacisk szczypiec.
Niewystarczający nacisk szczypiec. Zwiększ nacisk szczypiec.
powłoka ocynkowana.
Nieprawidłowe ustawienie końcówki. Końcówki ubierz tak, aby były wyrównane i płaskie
operacja.
spawać.
materiał
Usuń powłokę z materiału, aby zapewnić bliski kontakt między nimi
Szczypce są za długie. Zmniejsz długość szczypiec.
spawalniczy
z
wydalony
Rozprysk
W
Nug spawalniczy.
średnicę lub końcówki obciągacza z powrotem do pierwotnej średnicy (patrz rozdział
Materiał zbyt gruby dla zgrzewarki punktowej. Sprawdź to
Powierzchnia styku końcówek jest zbyt duża. Zmień końcówkę na mniejszą
Zbyt wysokie natężenie wyjściowe. Zmniejsz ustawienie natężenia, jeśli
Niespójny
Słabe spoiny lub
bez spawania
na materiale (patrz sekcja 4-2).
Lub
Niespójny czas spawania. Zainstaluj licznik czasu spawania, jeśli ma to zastosowanie.
sztuki. Usuń tlenki i związki chemiczne, w tym
Machine Translated by Google
'Bespaar de helft', 'Halve prijs' of andere soortgelijke uitdrukkingen die door ons worden gebruikt vertegenwoordigen
slechts een schatting van de besparingen die u zou kunnen profiteren als u bepaalde gereedschappen bij ons koopt in
vergelijking met de grote topmerken en betekenen niet noodzakelijkerwijs dat ze alle categorieën van aangeboden
gereedschappen dekken. door ons. Wij verzoeken u vriendelijk om bij het plaatsen van een bestelling bij ons
goed na te gaan of u daadwerkelijk de helft bespaart in vergelijking met de grote topmerken.
We blijven ons inzetten om u gereedschap tegen een concurrerende prijs te bieden.
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
PUNTLASMACHINE
MODEL: DN-100E
Machine Translated by Google
HULP NODIG? NEEM CONTACT MET ONS OP!
PUNTLASMACHINE
MODEL:DN-100E
Heeft u productvragen? Technische ondersteuning nodig? Neem gerust contact met
ons op:
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Dit is de originele instructie. Lees alle instructies in de handleiding zorgvuldig
door voordat u ermee aan de slag gaat. VEVOR behoudt zich een duidelijke interpretatie
van onze gebruikershandleiding voor. Het uiterlijk van het product is afhankelijk
van het product dat u heeft ontvangen. Vergeef ons alstublieft dat we u niet opnieuw
zullen informeren als er technologie- of software-updates zijn voor ons product.
Machine Translated by Google
1-1. Symboolgebruik
Dit product valt onder de bepalingen van de Europese richtlijn 2012/19/EG. Het
symbool met een doorgestreepte afvalcontainer geeft aan dat het product in de
Europese Unie een aparte afvalinzameling vereist. Dit geldt voor het product en alle
accessoires die met dit symbool zijn gemarkeerd. Producten die als zodanig
gemarkeerd zijn, mogen niet met het normale huisvuil worden weggegooid, maar
moeten naar een inzamelpunt voor recycling van elektrische en elektronische
apparaten worden gebracht
OPMERKING -Geeft verklaringen aan die geen verband houden met persoonlijk letsel.
Waarschuwing-Om het risico op letsel te verminderen, moet de gebruiker de
handleiding zorgvuldig lezen.
Deze groep symbolen betekent Waarschuwing! Kijk uit! GEVAAR VOOR ELEKTRISCHE SCHOK,
BEWEGENDE DELEN en HETE ONDERDELEN. Raadpleeg onderstaande symbolen en bijbehorende
instructies voor de noodzakelijke maatregelen om de gevaren te vermijden.
Bescherm uzelf en anderen tegen letsel – lees en volg deze voorzorgsmaatregelen.
CORRECTE VERWIJDERING
Geeft een gevaarlijke situatie aan die, als deze niet wordt vermeden, kan leiden tot de dood of
ernstig letsel. De mogelijke gevaren worden in de bijbehorende symbolen weergegeven of in de
tekst uitgelegd.
WOEDE! -Geeft een gevaarlijke situatie aan die, als deze niet wordt vermeden, zal resulteren in
de dood of ernstig letsel. De mogelijke gevaren worden in de bijbehorende symbolen weergegeven
of in de tekst uitgelegd.
DEEL 1 - VEILIGHEIDSMAATREGELEN - LEES VOOR GEBRUIK
Machine Translated by Google
1-2. Weerstandsgevaren bij puntlassen
Houd tijdens het gebruik iedereen, vooral kinderen, uit de buurt.
• PUNTLASSEN kan brand of explosies veroorzaken.
De onderstaande veiligheidsinformatie is slechts een samenvatting van de meer volledige veiligheid
Per ongeluk contact van de elektrode met metalen voorwerpen kan vonken, explosies,
oververhitting of brand veroorzaken. Controleer en zorg ervoor dat het gebied veilig is
werkstuk en hete apparatuur kunnen brand en brandwonden veroorzaken.
aandacht besteden aan en identificeren van mogelijke gevaren. Wanneer u het symbool ziet, let dan
op en volg de bijbehorende instructies om het gevaar te vermijden. De
De onderstaande symbolen worden in deze handleiding gebruikt om te bellen
Vonken kunnen van de lasboog wegvliegen. De rondvliegende vonken zijn heet
sintels en vlammen. ÿ
Overschrijd de nominale capaciteit van de apparatuur niet. ÿ Gebruik
uitsluitend de juiste zekeringen of stroomonderbrekers. Maak ze niet te groot en omzeil ze niet.
persoon voordat u gaat lassen. ÿ Na voltooiing
van de werkzaamheden inspecteert u het gebied om er zeker van te zijn dat het vrij is van vonken en gloeit
dampen (zoals benzine). ÿ Verwijder
eventuele brandbare stoffen, zoals een butaanaansteker of lucifers, uit uw apparaat
goed zijn voorbereid volgens AWS F4.1 (zie Veiligheidsnormen). ÿ Las niet op plaatsen waar de
atmosfeer ontvlambaar stof, gas of vloeistof kan bevatten
dit hoofdstuk.
aangrenzende
gebieden. ÿ Let op brand en houd een brandblusser in de buurt. ÿ Las niet
aan gesloten containers zoals tanks, vaten of pijpen, tenzij deze
Alleen gekwalificeerde personen mogen het apparaat installeren, bedienen, onderhouden en repareren
Veiligheidsnormen.
bedek ze goed met goedgekeurde hoezen. ÿ Plaats geen
puntlassen waar rondvliegende vonken brandbaar materiaal kunnen raken. ÿ Bescherm uzelf en
anderen tegen rondvliegende vonken en heet metaal. ÿ Wees erop bedacht dat lasvonken
gemakkelijk door kleine kieren en openingen kunnen dringen
informatie gevonden in de veiligheidsnormen vermeld in sectie 1-5. Lees en volg alles
voordat u gaat lassen. ÿ Verwijder
alle brandbare stoffen binnen 35 ft (10,7 m) van de las. Als dit niet mogelijk is,
Machine Translated by Google
• ELEKTRISCHE SCHOKKEN kunnen dodelijk zijn.
ÿ Raak geen onder spanning staande elektrische
onderdelen aan. ÿ Draag droge isolerende handschoenen en lichaamsbescherming
zonder gaten. ÿ Er zijn aanvullende veiligheidsmaatregelen vereist bij een van de volgende elektrische problemen
ÿ Volg de vereisten in OSHA 1910.252 (a) (2) (iv) en NFPA 51B voor heet werk
ÿ Controleer altijd de aarding van de voeding - controleer en zorg ervoor dat het netsnoer is aangesloten
ÿ Houd snoeren droog, vrij van olie en vet, en beschermd tegen heet metaal en
Het aanraken van onder spanning staande elektrische onderdelen kan dodelijke schokken of ernstige brandwonden veroorzaken.
omstandigheden, zie ANSI Z49.1 vermeld in Veiligheidsnormen. En werk niet alleen! ÿ Koppel de ingangsstroom
los voordat u deze apparatuur installeert of onderhoudt. Vergrendeling /
onvermijdelijk of onbedoeld contact met het werkstuk of de grond. Voor deze
vonken. ÿ
Inspecteer het voedingssnoer en de aardgeleider regelmatig op schade of blootliggen
en zorg ervoor dat er een brandwacht en een blusapparaat in de buurt zijn.
posities zoals zitten, knielen of liggen; of wanneer er een hoog risico is
op metalen constructies zoals vloeren, roosters of steigers; als het krap is
controleer de aansluitingen.
er sprake is van gevaarlijke omstandigheden: op vochtige locaties of tijdens het dragen van natte kleding;
de aardedraad is goed aangesloten op de aardaansluiting in de ontkoppelkast of zoiets
de stekker van het snoer is aangesloten op een correct geaard stopcontact. ÿ Sluit bij het
maken van ingangsverbindingen eerst de aardgeleider aan - dubbel -
apparatuur is een gevaar.
wanneer de stroom is ingeschakeld. Verkeerd geïnstalleerd of onjuist geaard
nationale, provinciale en lokale codes.
uitrusting. Gebruik geen elektrische apparatuur als u nat bent of zich in een natte ruimte bevindt. ÿ Gebruik
alleen goed onderhouden apparatuur. Repareer of vervang beschadigde onderdelen in één keer. ÿ Draag een
veiligheidsharnas als u boven vloerniveau werkt.
Het ingangsstroomcircuit en de interne circuits van de machine staan ook onder spanning
tagout-ingangsvermogen volgens OSHA 29 CFR 1910.147 (zie veiligheidsnormen). ÿ Installeer en aard deze
apparatuur op de juiste manier volgens deze handleiding en
bedrading - vervang onmiddellijk als beschadigde, blootliggende bedrading dodelijk kan zijn. Controleer de grond
geleider voor continuïteit. ÿ
Schakel alle apparatuur uit als deze niet wordt gebruikt. ÿ
Controleer en repareer of vervang lekkende slangen bij watergekoelde apparatuur
Machine Translated by Google
onbrandbare brandgordijnen of -schermen. Zorg ervoor dat alle personen in de omgeving veiligheidskleding dragen
gassen kunnen gevaarlijk zijn voor uw gezondheid. ÿ
Houd uw hoofd uit de dampen. Adem de dampen niet in. ÿ Indien u zich binnen
bevindt, ventileer dan de ruimte en/of gebruik plaatselijke geforceerde ventilatie
De tangpunten, tangen en verbindingen bewegen tijdens het gebruik. ÿ Blijf
uit de buurt van bewegende delen. ÿ Blijf uit
de buurt van knelpunten. ÿ Plaats uw
handen niet tussen de tips. ÿ Houd alle
beschermingen en panelen veilig op hun plaats. ÿ OSHA en/of
lokale codes vereisen mogelijk extra bewaking, afhankelijk van de situatie
bril met zijschermen.
Heel vaak vliegen er vonken uit het gewrichtsgebied. ÿ
Draag een goedgekeurd gelaatsscherm of een veiligheidsbril met zijschermen. ÿ Draag
beschermende kleding zoals olievrij, vlambestendig leer
sollicitatie.
de boog om lasrook en gassen te verwijderen. ÿ Als de
ventilatie slecht is, draag dan een goedgekeurd ademhalingstoestel met luchttoevoer.
ÿ Lees en begrijp de veiligheidsinformatiebladen (MSDS's) en de
instructies van de fabrikant voor metalen, verbruiksartikelen, coatings, reinigingsmiddelen en
handschoenen, zwaar overhemd, broek zonder manchetten, hoge schoenen en een pet.
geïsoleerde lashandschoenen en kleding om brandwonden te voorkomen.
Synthetisch materiaal biedt deze bescherming doorgaans niet. ÿ Bescherm
anderen in nabijgelegen gebieden door gebruik te maken van goedgekeurde vlambestendige of
Bij lassen ontstaan dampen en gassen. Het inademen van deze dampen en
• HETE ONDERDELEN kunnen
verbranden. ÿ Raak hete onderdelen niet met blote
handen aan. ÿ Wacht een afkoelperiode voordat u aan de apparatuur gaat
werken. ÿ Gebruik voor het hanteren van hete onderdelen het juiste gereedschap en/of draag zware,
ÿ Houd alle panelen, afdekkingen en beschermingen stevig op hun plaats.
• BEWEGENDE DELEN kunnen letsel veroorzaken.
• DAMPEN EN GASSEN kunnen gevaarlijk zijn.
• VLIEGENDE VONKEN kunnen letsel veroorzaken.
Machine Translated by Google
dood. Zorg ervoor dat de ademlucht veilig is. ÿ Las niet op
locaties in de buurt van ontvettings-, reinigings- of spuitwerkzaamheden. De
oppervlakken.
ÿ Installeer of plaats het apparaat niet op, boven of in de buurt van brandbare stoffen
dampen en gassen kunnen de lucht verdringen en het zuurstofniveau verlagen, waardoor letsel of letsel kan ontstaan
luchtgevoed ademhalingstoestel. Zorg ervoor dat er altijd een getrainde wachtpersoon in de buurt is. Lassen
ÿ Lees en volg alle labels en de gebruikershandleiding zorgvuldig
ontvetters. ÿ
Werk alleen in een besloten ruimte als deze goed geventileerd is, of als u een veiligheidsgordel draagt
handmatig tillen van zware onderdelen of apparatuur. ÿ Zet
het apparaat tijdens transport vast, zodat het niet kan kantelen of vallen.
die deze elementen bevatten, kunnen bij het lassen giftige dampen afgeven.
ÿ Gebruik apparatuur met voldoende capaciteit om het apparaat op te tillen en te ondersteunen.
ÿ Volg de richtlijnen in de Applicatiehandleiding voor de
Herziene NIOSH-hefvergelijking (publicatie nr. 94-110) wanneer
staal, tenzij de coating van het lasgebied wordt verwijderd, het gebied goed geventileerd is en er een ademhalingstoestel
met luchttoevoer wordt gedragen. De coatings en eventuele metalen
ÿ Las niet op gecoate metalen, zoals gegalvaniseerd, lood of gecadmiumeerd
gassen.
van het juiste formaat, geschikt en beschermd om met dit apparaat om te gaan.
normen en nationale, provinciale en lokale codes.
hitte en stralen van de boog kunnen reageren met dampen en zeer giftig en irriterend vormen
ÿ Installeer of gebruik het apparaat niet in de buurt van brandbare stoffen.
ÿ Overbelast de bedrading van het gebouw niet; zorg ervoor dat het voedingssysteem in orde is
voordat u het apparaat installeert, bedient of onderhoudt. Lees de veiligheid
informatie aan het begin van de handleiding en in elke sectie. ÿ Gebruik alleen originele
vervangingsonderdelen van de fabrikant. ÿ Voer onderhoud en service uit volgens de
gebruikershandleidingen, industrie
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud
• VALLENDE APPARATUUR kan letsel veroorzaken.
• LEES INSTRUCTIES.
• BRAND- OF EXPLOSIEgevaar.
Machine Translated by Google
• VLIEGEND METAAL of VUIL kan oogletsel veroorzaken.
Medische apparaten.
Voor benzinemotoren:
• OVERGEBRUIK kan OVERVERHITTING veroorzaken.
1-4. Waarschuwingen
• ELEKTRISCHE EN MAGNETISCHE VELDEN (EMF) kunnen implantaten beïnvloeden
ÿ Draag een goedgekeurde veiligheidsbril met zijschermen of draag een gezicht
ÿ Laat een afkoelperiode toe; volg de nominale
inschakelduur. ÿ Verkort de inschakelduur voordat u weer gaat lassen.
ÿ Dragers van pacemakers en andere geïmplanteerde medische apparaten
Accupolen, terminals en aanverwante accessoires bevatten lood en lood
kanker, geboorteafwijkingen of andere reproductieve schade veroorzaken.
Handen wassen na gebruik.
schild.
weg moeten houden. ÿ
Dragers van geïmplanteerde medische hulpmiddelen moeten hun arts raadplegen
de fabrikant van het apparaat voordat u in de buurt van booglassen, puntlassen, gutsen,
plasmaboogsnijden of inductieverwarming komt.
Las- of snijapparatuur produceert dampen of gassen die bevatten
chemicaliën waarvan bij de staat Californië bekend is dat ze geboorteafwijkingen veroorzaken en, in
verbindingen, chemicaliën waarvan in de staat Californië bekend is dat ze kanker veroorzaken
en geboorteafwijkingen of andere reproductieve schade. Handen wassen na hanteren.
Dit product bevat chemicaliën, waaronder lood, die bekend zijn in de staat van
sommige gevallen kanker.
De uitlaatgassen van de motor bevatten chemicaliën die in de staat Californië bekend zijn
Californië om kanker, geboorteafwijkingen of andere reproductieve schade te veroorzaken.
Machine Translated by Google
Voor dieselmotoren:
1-5. EMF-informatie
1. Houd kabels dicht bij elkaar door ze te draaien of vast te plakken, of door een kabelafdekking te gebruiken.
2. Plaats uw lichaam niet tussen laskabels. Leg de kabels opzij
Over geïmplanteerde medische hulpmiddelen:
van Californië om kanker, geboorteafwijkingen en andere reproductieve schade te veroorzaken.
De uitlaatgassen van dieselmotoren en sommige bestanddelen daarvan zijn bij de staat bekend
procedures om blootstelling aan EMF-velden van het lascircuit tot een minimum te beperken:
7. Las niet terwijl u de lasstroombron of draadaanvoerunit bij u draagt.
gelast aan een stroom die een plaatselijke verwarming in het onderdeel veroorzaakt. De druk
uitgeoefend door de tang en de elektrodepunten, waardoor de stroom vloeit, houdt de
individuele risicobeoordeling voor lassers. Alle lassers moeten het volgende gebruiken
6. Werk niet naast, zit of leun niet op de lasstroombron.
industrie vandaag. De las wordt gemaakt door een combinatie van hitte, druk en tijd. Als
de naam weerstandslassen impliceert dat het de weerstand van het materiaal is
implantaten moeten worden ingenomen. Bijvoorbeeld toegangsbeperkingen voor voorbijgangers ÿ door of
mogelijk.
5. Sluit de werkklem zo dicht mogelijk bij de las aan op het werkstuk.
Weerstandlassen is een van de oudste elektrische lasprocessen die in gebruik zijn
implantaten, bijvoorbeeld pacemakers. Beschermende maatregelen voor personen die medische kleding dragen
circuit- en lasapparatuur. EMF-velden kunnen bepaalde medische aandoeningen verstoren
4. Houd hoofd en romp zo ver mogelijk verwijderd van de apparatuur in het lascircuit
magnetische velden (EMF). Lasstroom creëert een EMF-veld rond het laswerk
3. Rol of drapeer kabels niet rond uw lichaam.
het volgen van de bovenstaande procedures wordt aanbevolen.
Elektrische stroom die door een geleider vloeit, veroorzaakt plaatselijke elektrische stroom
en weg van de operator.
Dragers van geïmplanteerde medische hulpmiddelen moeten hun arts en het apparaat raadplegen
fabrikant voordat u booglassen, puntlassen, gutsen, plasmaboogsnijden of inductieverwarming uitvoert of er
dichtbij komt. Indien goedgekeurd door uw arts, dan
SECTIE 2- INLEIDING
Machine Translated by Google
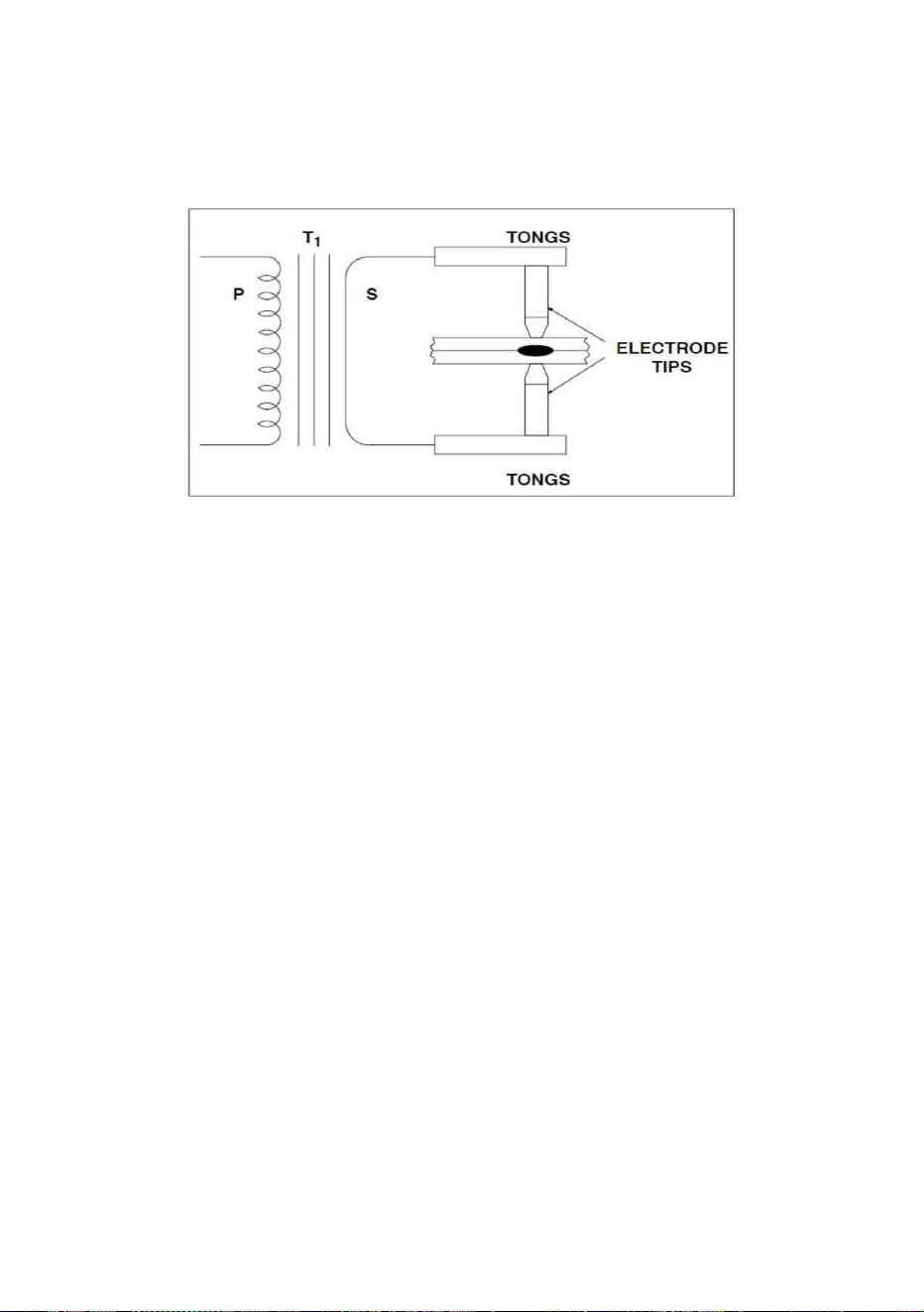
gebied van de contactoppervlakken van de laspunten.
50HZ of 60 HZ : Nominale frequentie van eenfasige wisselstroomvoeding.
I1max:Max. invoerstroom.
materiaaldikte en -type, de hoeveelheid stroom die vloeit en de dwarsdoorsnede
U1: Nominale AC-ingangsspanning van de lasstroombron
tijd cyclus. De benodigde hoeveelheid tijd dat de stroom in de verbinding vloeit, wordt bepaald door
meer dan 3 seconden gedurende meerdere opeenvolgende perioden van 10 seconden, kan de unit oververhit raken.
U0: onbelaste spanning
onderdelen die in nauw contact moeten worden gelast vóór, tijdens en na de lasstroom
10% bedraagt de geladen tijd 3 seconden en de rusttijd 7 seconden. Als deze wordt gebruikt
lasapparaat.
Opmerking 1: Deze verhouding ligt tussen 0 en 100%.
Opmerking 2: Voor deze standaard bedraagt één volledige cyclustijd 30 seconden. Als de snelheid bijvoorbeeld
Enkele technische parameters staan vermeld op het typeplaatje van de weerstandsspot
tijd.
Voor de duidelijkheid zijn de verschillende onderdelen van de weerstandspuntlasmachine geïdentificeerd.
In figuur 2-1 wordt een compleet secundair weerstandspuntlascircuit geïllustreerd.
X: Nominale inschakelduur. Dit is de verhouding tussen de belastingsduur en de volledige cyclus
I1eff:Max. effectieve ingangsstroom.
Het is de nullastuitgangsspanning van de lasstroombron.
S1: Het nominale ingangsvermogen, KVA
SYMBOOL EN BETEKENIS OP GEGEVENSPLAATJE
Figuur 2-1. Weerstand puntlasmachine met werk
Machine Translated by Google
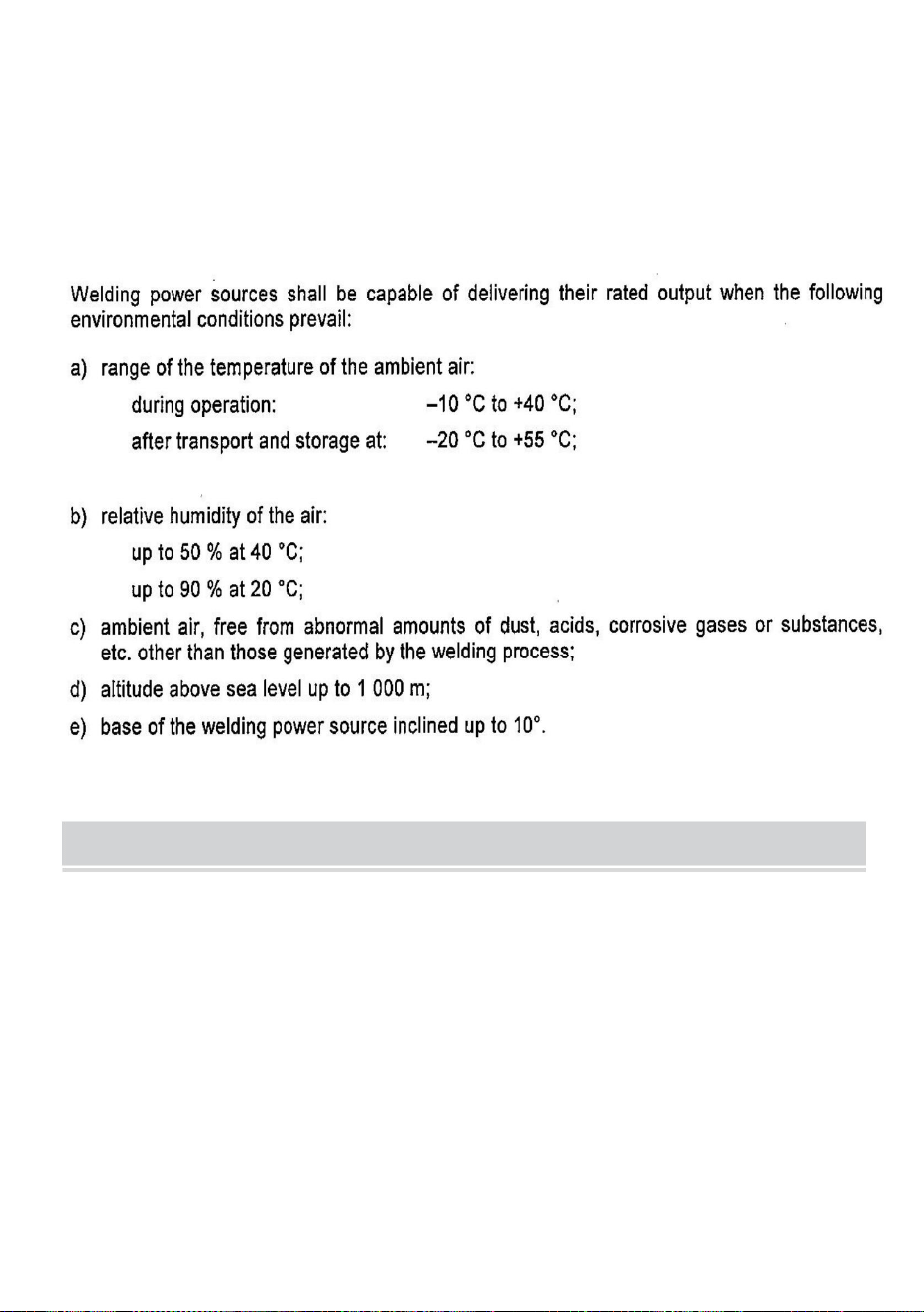
MILIEU OMSTANDIGHEDEN
SECTIE 3 - BASISBEGINSELEN VAN WEERSTANDSPUNTLASSEN
3-1. Principe
Weerstandslassen wordt bereikt wanneer er stroom door de elektrodepunten en de afzonderlijke te
verbinden stukken metaal wordt veroorzaakt. De weerstand van het basismetaal tegen elektrische
stroom veroorzaakt plaatselijke verwarming in de verbinding en de las wordt gemaakt. De
weerstandspuntlas is uniek omdat de eigenlijke lasklomp intern wordt gevormd in relatie tot het oppervlak
van het basismetaal. Figuur 4-1 toont een weerstandspuntlasklompje vergeleken met een
gaswolfraamboog (TIG)-puntlas.
IP: Beschermingsgraad. Bijvoorbeeld IP21, waarbij het lasapparaat geschikt wordt geacht voor gebruik
binnenshuis; IP23,. het goedkeuren van het lasapparaat als geschikt voor gebruik
Isolatieklasse: H
buiten in de regen.
Machine Translated by Google
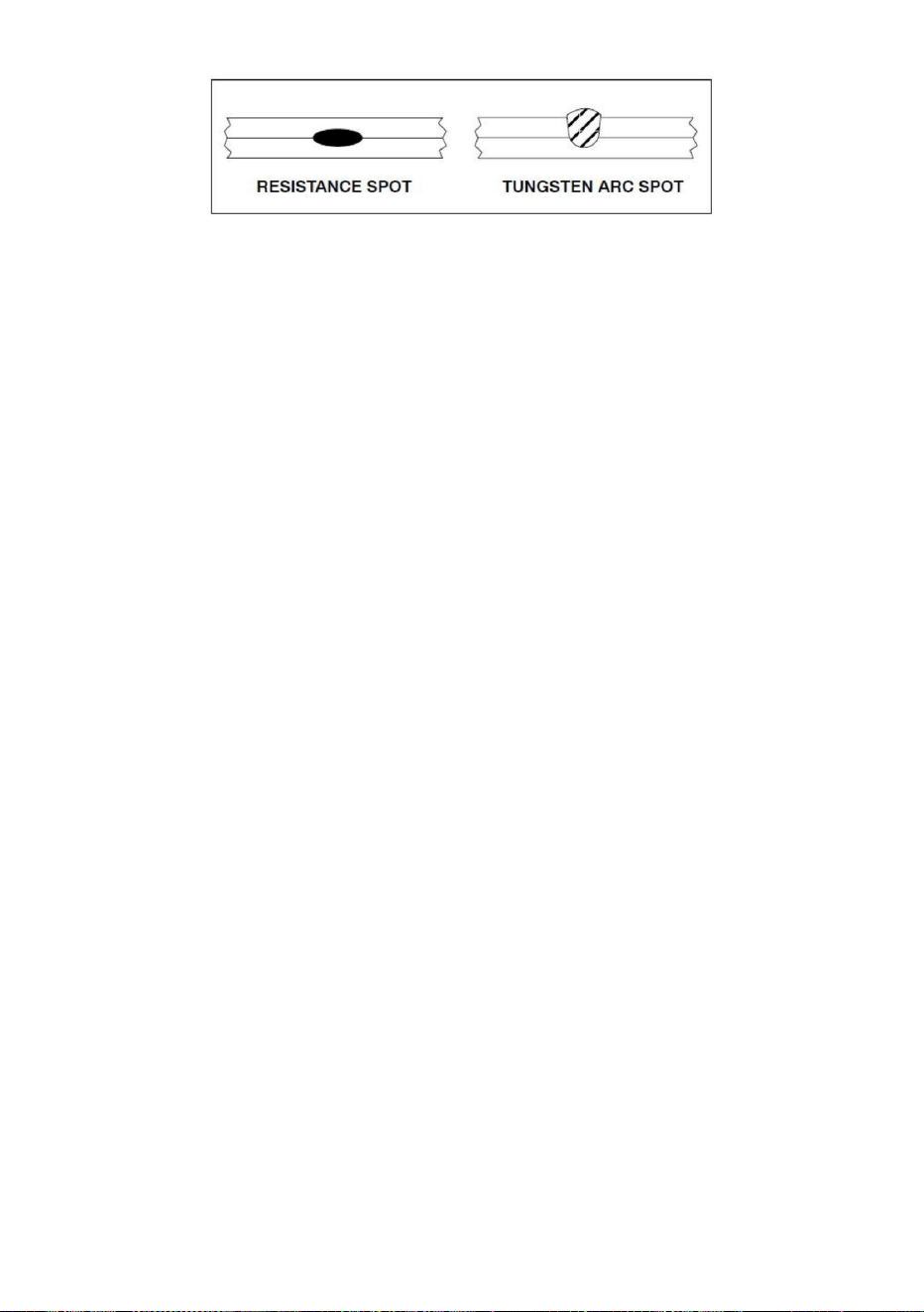
Het secundaire deel van een weerstandspuntlascircuit, inclusief de te lassen onderdelen, bestaat
eigenlijk uit een reeks weerstanden. De totale additieve waarde van deze elektrische weerstand
beïnvloedt de stroomopbrengst van de weerstandspuntlasmachine en de warmteontwikkeling
van het circuit.
De gegenereerde warmte is recht evenredig met de weerstand op elk punt in de omgeving
De weerstandspuntlasklomp wordt gevormd wanneer het grensvlak van de lasverbinding wordt
verwarmd als gevolg van de weerstand van de verbindingsoppervlakken tegen elektrische
stroom. In alle gevallen moet de stroom uiteraard vloeien, anders kan de las niet worden
gemaakt. De druk van de elektrodepunten op het werkstuk houdt het onderdeel tijdens het maken
van de las in nauw en intiem contact. Houd er echter rekening mee dat weerstandspuntlasmachines
NIET zijn ontworpen als krachtklemmen om de werkstukken samen te trekken voor het lassen.
Het belangrijkste feit is dat, hoewel de stroomwaarde in alle delen van het elektrische circuit
hetzelfde is, de weerstandswaarden op verschillende punten in het circuit aanzienlijk kunnen variëren.
circuit.
De gaswolfraamboogspot is slechts aan één kant gemaakt. De weerstandspuntlas wordt normaal
gesproken gemaakt met elektroden aan elke kant van het werkstuk. Weerstandspuntlassen
kunnen worden gemaakt met het werkstuk in elke positie.
R = Weerstand
3-2. Warmteopwekking Er
kan een wijziging van de wet van Ohm worden aangebracht wanneer watt en warmte als
synoniemen worden beschouwd. Wanneer er stroom door een geleider wordt geleid, zal de
elektrische weerstand van de geleider tegen de stroom ervoor zorgen dat er warmte wordt
gegenereerd. De basisformule voor warmteopwekking
kan worden vermeld: H = I2R
waarbij H = Warmte I2 = Lasstroom in het kwadraat
Figuur 3-1. Vergelijking van weerstand en TIG-puntlassen
Machine Translated by Google
Er zijn zes belangrijke weerstandspunten in het werkgebied. Ze zijn als
volgt:
HOLD TIME - Tijd dat de druk behouden blijft nadat de las is gemaakt.
VERWARMINGS- OF LASTIJD - De lastijd bestaat uit cycli.
SQUEEZE TIME -Tijd tussen het aanbrengen van druk en het lassen.
het eigenlijke lascircuit.
De weerstanden staan in serie en elk weerstandspunt zal de stroom vertragen.
De hoeveelheid weerstand op punt 3, het grensvlak van de werkstukken, zal hiervan afhangen
relatieve weerstand is vereist. De term ‘relatief’ betekent: in relatie tot de rest van
6. Weerstand van de elektrodepunten.
lassen op de meest efficiënte manier. Het is bij de las de grootste
4. Het onderste werkstuk.
5. Het contactpunt tussen het onderste werkstuk en de elektrode.
weerstandspuntlasmachines zijn ontworpen om de lasstroom naar de lasstroom te brengen
zichtbaar zijn in de transformator, flexibele kabels, tangen en elektrodepunten. De
3. De interface van de bovenste en onderste werkstukken.
De weerstandspuntlasmachines zijn zo geconstrueerd dat er minimale weerstand is
2. Het bovenste werkstuk.
dat de klomp van de las wordt gevormd.
OFF TIME - Elektroden gescheiden om verplaatsing van materiaal naar de volgende plek mogelijk te maken.
1. Het contactpunt tussen de elektrode en het bovenste werkstuk.
op de warmteoverdrachtsmogelijkheden van het materiaal, de elektrische weerstand ervan en de
gecombineerde dikte van de materialen bij de lasverbinding. Het bevindt zich in dit deel van het circuit
Figuur 3-2. Tijdcyclus puntlassen
Machine Translated by Google

uitdrijving van gesmolten metaal uit de lasverbinding, wat het kruis zou kunnen verkleinen
verbinding kan het smeltpunt (en mogelijk het kookpunt) van het materiaal overschrijden. Dit
veel warmte in korte tijd. Om puntlassen met goede weerstand te maken, is het noodzakelijk om
Voorheen werd de formule voor warmteopwekking gebruikt. Met toevoeging van de tijd
Het primaire doel van druk is om de te lassen onderdelen goed vast te houden
gebruikt bij het maken van de puntlas. Dergelijke stroomsterktewaarden stromen door een las.
60 cyclustijd (zestig cycli = 1 seconde). Figuur 3-2 toont de weerstandsplek
K = Warmteverliezen
onderdelen worden geminimaliseerd en de door hitte beïnvloede zone rond de lasklomp blijft hetzelfde
De meeste weerstandspuntlassen worden in zeer korte tijdsperioden gemaakt. Sinds afwisselend
hoeveelheid stroom die vloeit om de warmte te produceren die nodig is om de puntlas te maken.
R = Weerstand
element, wordt de formule als volgt ingevuld:
Stroom is vaak economisch onpraktisch om te controleren. Ook binnen is het onvoorspelbaar
waarbij H = Warmte
gedeelte van de verbinding dat de las verzwakt. Kortere lastijden verminderen ook de lastijden
kan defecte lassen veroorzaken als gevolg van gasporositeit. Er is ook de mogelijkheid van
lastijdcyclus.
Dergelijke stroomsterktewaarden, die door een relatief hoge weerstand stromen, zullen een
hebben nauwkeurige controle over de tijd dat de stroom vloeit. Eigenlijk is tijd het enige
Controle over de tijd is belangrijk. Als het tijdselement te lang is, wordt het basismetaal in de
Het effect van druk op de weerstandspuntlas moet zorgvuldig worden overwogen.
T = Tijd
Een andere belangrijke factor is tijd. In de meeste gevallen gaat het om enkele duizenden ampères
stroom wordt normaal gesproken gebruikt voor het lasproces, procedures kunnen gebaseerd zijn op a
aanzienlijk kleiner.
I2 = Stroom in het kwadraat
Weerstandspuntlassen is afhankelijk van de weerstand van het basismetaal en de
veel gevallen.
mogelijkheid van overmatige warmteoverdracht in het basismetaal. Vervorming van het laswerk
regelbare variabele in de meeste puntlastoepassingen met enkele impulsweerstand.
H = I2RTK
3-3. De tijdfactor
3-4. Druk
Machine Translated by Google

3-5. Elektrodetips
gemaakt van koperlegeringen. Groep B, klasse 10, 11, 12, 13 en 14 zijn de vuurvaste
Groep B - Vuurvaste metalen tips
de weerstand op het contactpunt tussen de elektrodetip en het werkstuk
Koper is het basismetaal dat normaal gesproken wordt gebruikt voor weerstandspuntlastangen en -punten.
Groep B- composities zijn gesinterde mengsels van koper en wolfraam, enz., ontworpen voor slijtvastheid
en druksterkte bij hoge temperaturen.
Neem contact op VOORDAT er druk wordt uitgeoefend.
machines.
groepen:
het klassenummer gaat hoger, de waarden voor hardheid en gloeitemperatuur
de weerstandspuntlasmachine. Dit feit moet zorgvuldig worden opgemerkt
gebruikt om de werkstukken samen te trekken. De weerstandspuntlasmachine is dat niet
Elektrodepunten zijn gemaakt van koperlegeringen en andere materialen. Het verzet
Het doel van de elektrodepunten is om de lasstroom naar de lasstroom te geleiden
hebben de neiging warmte van de las weg te geleiden. Er zijn hogere stromen nodig
contact op de gezamenlijke interface. Deze actie zorgt voor een consistente elektrische weerstand
warmte van het werkoppervlak, en om hun vormintegriteit te behouden
legeringen.
De groepen zijn verder ingedeeld op nummer. Groep A, Klasse I, II, III, IV en V zijn dat wel
Groep A - Legeringen op koperbasis
Uit onderzoek is gebleken dat de hoge drukken die op de lasverbinding worden uitgeoefend, afnemen
oppervlak. Hoe groter de druk, hoe lager de weerstandsfactor.
Welders Manufacturing Association (RWMA) heeft de elektrodetips in tweeën geclassificeerd
uitgevoerd als elektrische "C"-klem! De te lassen delen moeten intiem zijn
vooral bij gebruik van een hittebeheersing bij de verschillende weerstandspuntlassen
toenemen, terwijl de thermische en elektrische geleidbaarheid afnemen.
kenmerken van thermische en elektrische geleidbaarheid onder arbeidsomstandigheden.
en geleidbaarheid op het laspunt. De tang en de elektrodepunten mogen dat NIET zijn
hogere drukken en omgekeerd lagere drukken vereisen minder stroomsterkte
Groep A, Klasse I elektrodepunten komen qua samenstelling het dichtst in de buurt van puur koper. Als
Een juiste druk, met innig contact tussen de elektrodetip en het basismetaal, zal dat wel doen
werkstuk, om het brandpunt te zijn van de druk die op de lasverbinding wordt uitgeoefend, om te geleiden
Machine Translated by Google
3-6. Praktisch gebruik van weerstandspuntlassen
straling en geleiding in het werkstuk en thermische geleiding van de
ervoor zorgen dat ze uitgloeien, paddestoelen uit de grond schieten en mogelijk besmet raken. Zelfs
van dit boek, evenals de gebruikershandleiding en alle labels op de apparatuur.
weerstandspuntlassen van gegalvaniseerde metalen (verzinkt) of metalen met andere
Naarmate de stroomdichtheid toeneemt, wordt de lastijd proportioneel verkort. Als de stroomdichtheid
echter te hoog wordt, bestaat de mogelijkheid van uitdrijving
noodzakelijk om ernstig letsel te voorkomen.
Als de lasstroom te laag is voor de toepassing, is de stroomdichtheid te zwak
het verbranden van de boven- en onderoppervlakken van het werkstuk en mogelijk ook
Weerstandspuntlassen is geen uitzondering op de regel! Heel vaak zijn metaal of oxiden dat wel
normaal gesproken niet gebruikt voor toepassingen waarbij weerstandspuntlasmachines worden gebruikt
Bij lassen bestaat er een duidelijk verband tussen tijd, stroom en druk.
coatings zoals lood. De dampen die vrijkomen bij het lassen hebben een bepaalde waarde
letsel bij de bediener.
Groep B, klasse 10-legeringen hebben ongeveer 40 procent de geleidbaarheid van koper
rookconcentratie in de lasruimte.
elektroden. Het resultaat is de mogelijkheid, bij lange lastijden bij lage stromen, van
Als de tijd toeneemt, is de hoeveelheid opgewekte warmte kleiner dan de verliezen die hierdoor ontstaan
Een ander aandachtspunt is de ventilatie. Dit kan een ernstig probleem zijn wanneer
ÿSPOTLASSEN kan gevaarlijk zijn. Lees en volg het veiligheidsgedeelte aan de voorkant
Weerstandspuntlastechnieken vereisen geen uitgebreide of uitgebreide veiligheid
maak de las. Deze toestand zal ook de elektrodepunten oververhitten
Stroom en druk helpen bij het creëren van de warmte in de lasklomp.
zou werkzaam zijn.
uit het gewrichtsgebied verdreven. Bescherming van het gezicht en vooral van de ogen
het inbedden van de elektrodepunten in de werkstukoppervlakken.
Zoals uitgelegd in de voorgaande discussie over de grondbeginselen van weerstandsplek
geleidbaarheid neemt af naarmate de getalswaarde toeneemt. Groep B-elektrodetips zijn dat wel
Wanneer er in een winkel wordt gewerkt, is het verstandig om een veiligheidsbril te dragen.
oververhitting van het gehele basismetaalgebied tussen de elektroden. Dit zou kunnen veroorzaken
voorzorgsmaatregelen. Er zijn echter enkele op gezond verstand gerichte acties die dit kunnen voorkomen
toxiciteit die ziekte bij de bediener zal veroorzaken. Een goede ventilatie kan de
Machine Translated by Google
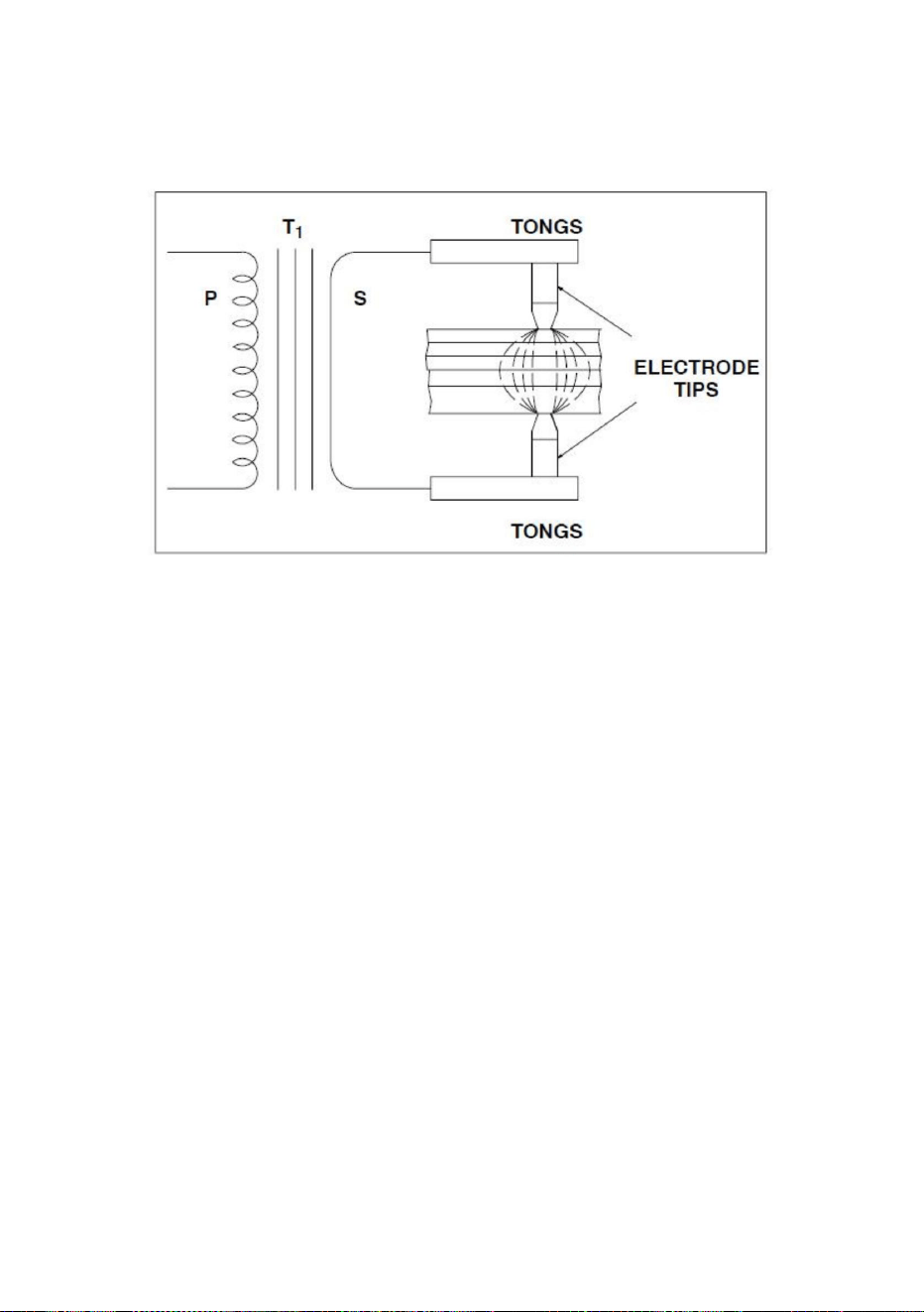
Figuur 3-3. Weerstandspuntlas-hittezones
gesmolten metaal uit het grensvlak van de verbinding waardoor de las verzwakt wordt. De
ideale tijd- en stroomdichtheidstoestand ligt ergens net onder het niveau waarbij metaal
wordt uitgestoten.
Het is duidelijk dat de warmte-inbreng niet groter kan zijn dan de totale dissipatiesnelheid
van het werkstuk en de elektrode zonder dat er metaal uit de verbinding wordt verdreven.
Als we de kwaliteitsfactor buiten beschouwing laten, wordt het duidelijk dat het aantal diktes
van een materiaal dat in één keer met succes kan worden gepuntlast, zal afhangen van het
materiaaltype en de dikte, evenals van de KVA-capaciteit van de weerstandspuntlasmachine.
Er is onlangs een interessante ontdekking gedaan met betrekking tot de stroomstroom door
het werkstuk. Tot voor kort werd aangenomen dat stroom in een rechte lijn door de
lasverbinding vloeide. Dit is niet noodzakelijkerwijs het geval wanneer meerdere
materiaaldiktes worden gelast. Het kenmerk is dat de stroom "uitwaaiert", waardoor de
stroomdichtheid op het laspunt op de grootste afstand van de elektrodepunten afneemt. De
afbeelding (Figuur 3-3) toont de weerstandspuntlaswarmtezones voor verschillende
metaaldiktes. We merken op dat de oncontroleerbare variabelen (zoals verontreiniging van
het grensvlak) worden vermenigvuldigd bij het weerstandspuntlassen van verschillende
materiaaldiktes. De kwaliteitsniveaus zullen veel lager zijn voor puntlassen met "stapel"-
weerstand, wat verklaart waarom dergelijke laspraktijken zoveel mogelijk worden vermeden.
Machine Translated by Google
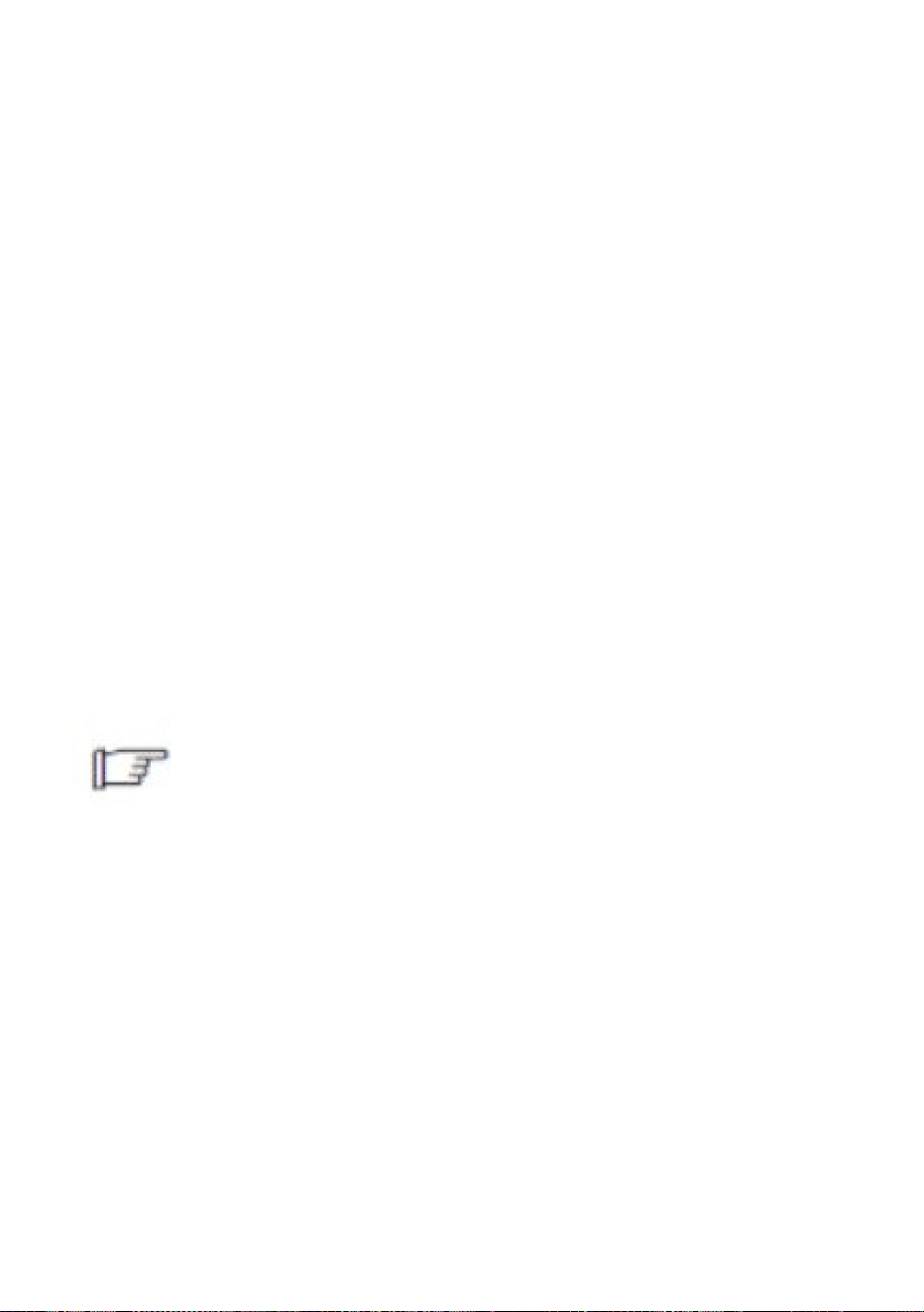
De TIP DIAMETER die in deze tekst wordt besproken, heeft betrekking op de elektrode
dat elke unit kan lassen.
puntdiameter op het contactpunt met het werkstuk. Het verwijst niet naar de
grootste diameter van de totale elektrodetip.
3-7. Grootte van de
elektrodepunt Als u bedenkt dat de lasstroom via de elektrode in het werkstuk mag
stromen, is het logisch dat de grootte van het elektrodepunt de grootte van de weerstandspuntlas
bepaalt. Eigenlijk zou de diameter van de lasklompjes iets kleiner moeten zijn dan de
diameter van het punt van de elektrode.
3-8. Druk of laskracht De druk die door de
tang en de elektrodepunten op het werkstuk wordt uitgeoefend, heeft een grote invloed op de
hoeveelheid lasstroom die door de verbinding stroomt. Hoe groter de druk, hoe hoger de
lasstroomwaarde zal zijn, binnen de capaciteit van de weerstandspuntlasmachine.
Als de diameter van de elektrodetip te klein is voor de toepassing. de lasklomp zal klein en zwak
zijn. Als de diameter van de elektrodetip echter te groot is, bestaat het gevaar dat het basismetaal
oververhit raakt en er holtes en gaszakken ontstaan. In beide gevallen zouden het uiterlijk en
de kwaliteit van de voltooide las niet acceptabel zijn.
Het instellen van de druk is relatief eenvoudig. Normaal gesproken worden monsters van het te
lassen materiaal tussen de elektrodepunten geplaatst en gecontroleerd op voldoende druk om de
las te maken. Indien meer of minder druk nodig is, geeft de bedieningshandleiding van de
weerstandspuntlasmachine expliciete aanwijzingen voor het maken van de juiste instelling. Als
onderdeel van het instellen moeten de verplaatsing van de tang en de elektrodetip worden
afgesteld op de minimaal vereiste afstand om te voorkomen dat er wordt gehamerd op de
elektrodetips en tiphouders.
Om de diameter van de elektrodepunt te bepalen, zijn er enkele beslissingen nodig van de kant
van de lasontwerper. De weerstandsfactoren die voor verschillende materialen een rol
spelen, zullen zeker enige invloed hebben op de bepaling van de diameter van de elektrodetip.
Er is een algemene formule ontwikkeld voor koolstofarm staal. Het biedt diameterwaarden
voor de elektrodetip die bruikbaar zijn voor de meeste toepassingen.
KVA-waarde, inschakelduur en andere relevante informatie vindt u op het naamplaatje van de
DN-100E weerstandspuntlasmachine. De catalogusliteratuur en de bedieningshandleiding geven
gegevens over de maximale gecombineerde materiaaldiktes
Machine Translated by Google
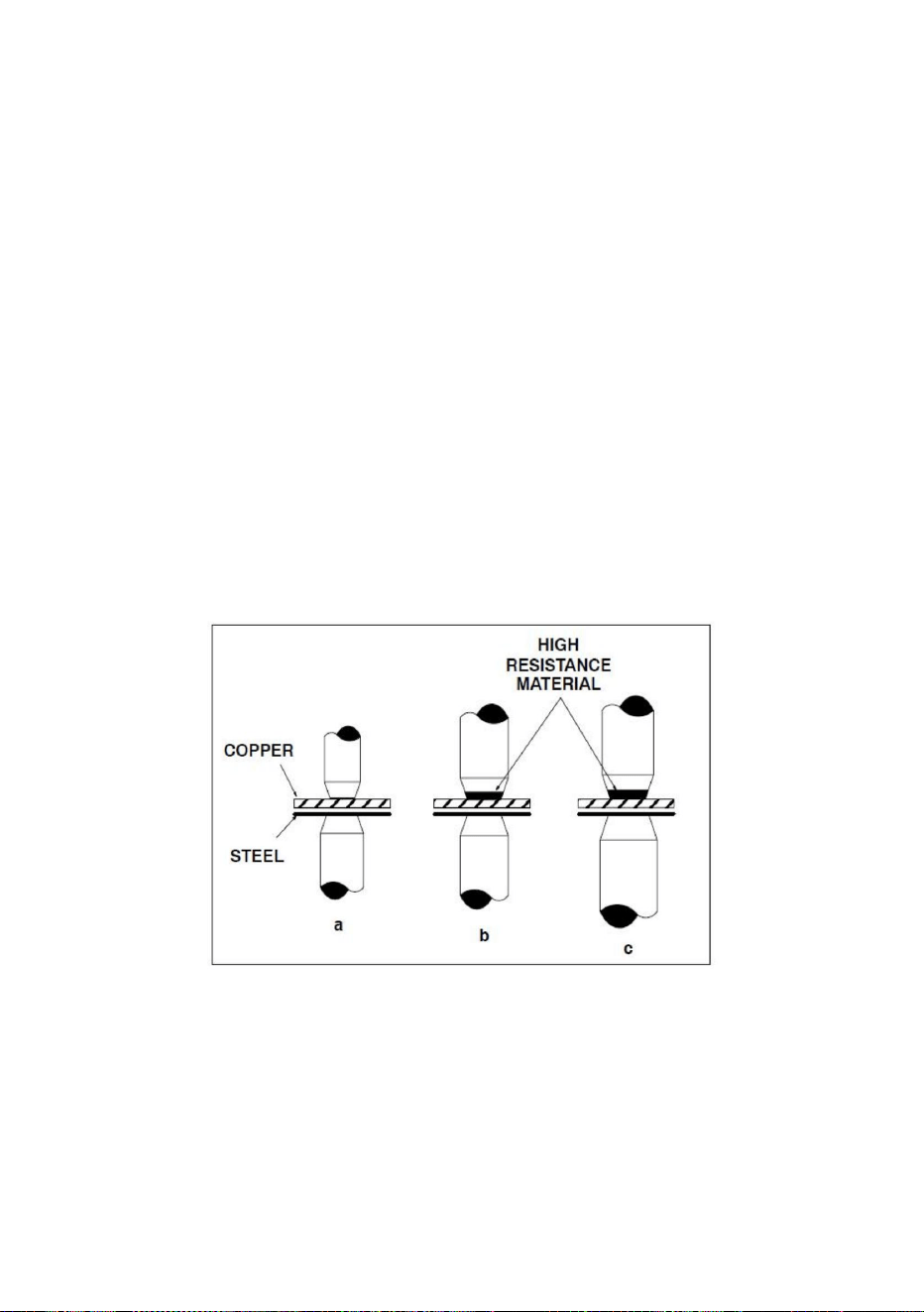
Een correcte warmtebalans kan bij een laswerk van dit type op verschillende manieren worden
verkregen. Figuur 3-4 illustreert drie mogelijke oplossingen voor het probleem. Figuur 3-4 (a) toont
het gebruik van een kleiner elektrodepuntoppervlak voor de koperzijde van de verbinding om de
smeltkarakteristieken gelijk te maken door de stroomdichtheid in de ongelijksoortige gebieden te variëren.
Er is geen specifiek probleem van de warmtebalans wanneer de te lassen materialen van hetzelfde
type en dezelfde dikte zijn. De warmtebalans is in dergelijke gevallen automatisch correct als de
elektrodepunten dezelfde diameter, hetzelfde type enz. hebben. De warmtebalans kan worden
gedefinieerd als de lasomstandigheden waarin de smeltzone van de te verbinden stukken aan
gelijke hitte wordt blootgesteld. en druk.
materialen.
Wanneer het laswerk delen bevat met ongelijke thermische eigenschappen, zoals koper en staal,
kan er om verschillende redenen een slechte las ontstaan. Het is mogelijk dat de metalen niet goed
legeren op het grensvlak van de verbinding. Er kan een grotere hoeveelheid plaatselijke verwarming
in het staal optreden dan in het koper. De reden zou zijn dat koper een lage elektrische weerstand
en hoge thermische overdrachtseigenschappen heeft, terwijl staal een hoge elektrische weerstand
en lage thermische overdrachtseigenschappen heeft.
3-9. Diverse gegevens Dit
gedeelte van de tekst is bedoeld om informatie te geven over verschillende variabelen
die voorkomen bij sommige toepassingen van weerstandspuntlassen.
3-10. Warmtebalans
Figuur 3-4. Technieken voor het verkrijgen van warmtebalans
Machine Translated by Google

3-13. Zacht staal
3-12. Materiaalgegevens voor weerstandspuntlassen
3-11. Oppervlakteomstandigheden
van harde, broze microstructuur in de las.
de inhoud neemt toe als de juiste naverwarmingsprocedures niet worden gebruikt. Snel
dit deel van de tekst is bedoeld om algemene operationele gegevens te verschaffen voor gebruik bij weerstand
Sommige oxiden, vooral die met een vuurvast karakter, zijn lastiger dan
weerstandspuntgelast met zeer weinig moeite. Als de olieconcentratie te hoog is
enkele van de gebruikelijke metalen die bij fabricagewerkzaamheden worden gebruikt. Het is niet de bedoeling
met het proces als de juiste apparatuur en procedures worden gebruikt.
van de KVA-beoordelingen van specifiek gebouwde eenheden.
Zacht of koolstofarm staal omvat het grootste percentage materiaal waarmee wordt gelast
creëer ongeveer dezelfde smeltzone in het koper als in het staal. A
puntlasmachines. Indien van toepassing zullen de verstrekte gegevens betrekking hebben op
Het proces moet schoon zijn, vrij van oxiden en chemische verbindingen en soepel zijn
Figuur 3-4 (b) toont het gebruik van een elektrodetip met hoge elektrische weerstand
aanbevolen voor aluminium- of koperlegeringen.
Warmgewalst staal heeft normaal gesproken walshuid op het oppervlak van het metaal. Dit type
het afschrikken van de las, waarbij de klompjes snel afkoelen, vergroot de waarschijnlijkheid
dat alle mogelijke problemen die zich kunnen voordoen, zullen worden beantwoord. Het doel van
Alle metalen ontwikkelen oxiden die schadelijk kunnen zijn bij weerstandspuntlassen.
anderen. Bovendien zal de walshuid die op warmgewalst staal wordt aangetroffen als isolator werken
Koolstofstaalsoorten hebben de neiging harde, brosse lassen te ontwikkelen, net als koolstofstaal
het weerstandspuntlasproces. Alle koolstofarme staalsoorten zijn gemakkelijk lasbaar
De combinatie van de twee methoden wordt weergegeven in figuur 3.4 (c).
In dit gedeelte van de tekst worden de methoden besproken die worden gebruikt voor weerstandspuntlassen
Koudgewalst staal (CRS) en warmgewalst staal, gebeitst en geolied (HRSP&O), mogen dat wel zijn
van materiaal wordt meestal niet gepuntlast met weerstandslasmachines
oppervlak.
materiaal, zoals wolfraam of molybdeen, op het contactpunt. Het resultaat is
en voorkom weerstandspuntlassen van goede kwaliteit. Hierdoor te verbinden oppervlakken
specifieke modellen en afmetingen (KVA) van eenheden. De eenheden die in deze sectie worden vermeld, zijn dat niet
Machine Translated by Google

3-14. Laaggelegeerd en medium koolstofstaal
en betekent dat de eenheid 3 seconden uit elke periode van 10 seconden kan lassen.
Een inschakelduur van 30 procent is een RWMA-standaardwaardering voor algemene belastingsbestendigheid
voor weerstandspuntlasspecificaties, hoewel andere methoden kunnen worden gebruikt.
in de keel van de eenheid voor elke weerstandspuntlas en bijna geen daarvan
eisen zijn iets lager. Tijd en temperatuur zijn sindsdien belangrijker
machine.
afschuifsterkte en moet groter zijn dan de sterkte van een klinknagel of een smeltpluglas
schakelaar en transformator kunnen het gevolg zijn. De duty-cycle van 30 procent voorzag hierin
staalsoorten met middelmatig koolstofgehalte in vergelijking met zacht of laag koolstofstaal. Het verzet
grotendeels afhankelijk van hoeveel van het magnetische materiaal zich in de tang bevindt
zwaar geoliede plaatmateriaal.
Ze moeten het beste worden gebruikt binnen de nominale capaciteit van de totale materiaaldikte
het basismetaal in de keel voor de tweede puntlas. De stroom bij de lasverbinding
als juist beschouwd.
op het plaatmetaal kan dit de vorming van koolstof aan de elektrodepunten veroorzaken
materiaal binnen het booglascircuit.
lasapparaten. De werkcyclus van 30 procent is gebaseerd op een tijdsperiode van 10 seconden
Het te lassen onderdeel kan bijvoorbeeld de grootste hoeveelheid basismetaal bevatten
hetzelfde dwarsdoorsnedeoppervlak. Normaal gesproken wordt schuifsterkte als criterium aanvaard
Een gebruikelijke praktijk is om twee gelaste monsterstrips uit elkaar te "pellen" om te zien of ze schoon zijn
type apparatuur moet geschikt zijn voor alle toepassingen binnen hun classificatie. De
metallurgische veranderingen zullen groter zijn met deze legeringen. Er is zeker meer
resultaten. Ze mogen niet gedurende de inschakelduur worden gebruikt, omdat er schade aan de behuizing is ontstaan
De weerstandspuntlas moet een schuifsterkte hebben die gelijk is aan die van het basismetaal
lus. De tonglus wordt ook wel de "keel" van het weerstandspuntlassen genoemd
de factor voor laaggelegeerd en middelmatig koolstofstaal is hoger; dus de huidige
Weerstandspuntlasmachines zijn toepasbaar bij het lassen van koolstofarm staal.
waardoor hun levensduur wordt verkort. Ontvetten of afvegen wordt aanbevolen
Bij magnetische materialen zoals zacht staal kan de stroom door de las variëren
Er zijn enkele relevante verschillen bij weerstandspuntlassen van laaggelegeerde en
"klinknagel" wordt uit één stuk getrokken. Als dit het geval is, is er sprake van weerstandspuntlassen
zal bij de eerste las minder zijn. De reden is de reactantie veroorzaakt door het ijzerhoudend materiaal
Machine Translated by Google

Er zijn materialen beschikbaar om de externe schade aan de coating te herstellen die kan
optreden als gevolg van de laswarmte. Helaas bestaat er geen oplossing voor het verlies
van coatingmateriaal aan de grensvlakken van de las. In feite kan de verdamping van het
zink porositeit in de las veroorzaken en een algemene verzwakking van de verwachte
schuifsterkte.
ÿHet VAPORIZED ZINK vormt bij condensatie tot vast materiaal deeltjes in de vorm
van vishaken. Deze deeltjes KUNNEN ZICH IN DE
kans op lasverbrossing dan bij zacht staal.
3-15. Roestvast staal De
chroomnikkelstaallegeringen (austenitisch) hebben een zeer hoge elektrische weerstand
en kunnen gemakkelijk worden verbonden door weerstandspuntlassen. De overweging van
groot belang bij deze materialen is een snelle afkoeling binnen het kritische bereik, 800 tot
1400 F. De snelle afschrikking die gepaard gaat met weerstandspuntlassen is ideaal om de
mogelijkheid van chroomcarbideprecipitatie aan de korrelgrenzen te verminderen. Natuurlijk,
hoe langer de het lassen wordt op de kritische temperaturen gehouden, hoe groter de kans
op carbideprecipitatie.
Bij weerstandspuntlassen is het onmogelijk om de integriteit van de gegalvaniseerde
coating te behouden. Het lage smeltpunt van de zinklaag, vergeleken met de
smelttemperatuur van de staalplaat, zorgt ervoor dat het zink verdampt. Natuurlijk moet er
voldoende druk zijn om het zink opzij te duwen bij het lasgrensvlak om staal-op-staal-fusie
mogelijk te maken. Anders staat de sterkte van de weerstandspuntlas ter discussie.
WEEFSELS VAN HET LICHAAM en veroorzaken irritatie. Gebruik geforceerde ventilatie of afzuiging
De weerstandspuntlasdrukken zijn normaal gesproken hoger bij deze materialen vanwege
de extra druksterkte die inherent is aan laaggelegeerd en middelmatig koolstofstaal. Het is
altijd een goed idee om langere lastijden te gebruiken bij het lassen van deze legeringen
om de afkoelsnelheid te vertragen en meer ductiele lassen mogelijk te maken.
3-16. Staal, gedompeld of geplateerd De
overgrote meerderheid van het materiaal in deze categorie is gegalvaniseerd of verzinkt
staal. Hoewel een deel van het gegalvaniseerde staal elektrisch is geplateerd, kost de
dompelcoating minder en wordt deze het meest gebruikt. Op gedompeld staal is de zinklaag
ongelijkmatig van dikte. De weerstandsfactor varieert van las tot las, en het is erg moeilijk
om de omstandigheden in kaartvorm voor het materiaal vast te stellen.
Machine Translated by Google

De tips moeten regelmatig worden schoongemaakt om legering van de lagersmeltende materialen met de
koperen tips te voorkomen. Het kan zijn dat de tips elke vierde of vijfde las moeten worden gereinigd en
afgewerkt om de kwaliteit van het product te behouden, hoewel voor sommige gegalvaniseerde toepassingen
de beste lassen worden gemaakt nadat verschillende plekken de tips zwart maken. Het gebruik van korte
lastijden vergroot de kans op goede lassen met de minste vervuiling van de punt.
metalen.
3-17. Aluminium en aluminiumlegeringen
Weerstandspuntlasmachines met een KVA-waarde van veel meer dan 20 KVA zijn nodig om goede
lasverbindingen te maken op de meeste aluminiummaterialen en elk ander basismetaal met hoge
geleidbaarheid. De elektrische geleidbaarheid van aluminium is hoog en lasmachines moeten hoge
stromen en exacte drukken leveren om de warmte te leveren die nodig is om het aluminium te smelten
en een geluid te produceren.
Tabel 3-1 geeft informatie over de nominale waarden voor een DN-100E-weerstandspuntlasmachine. Deze
classificatie-informatie kan verschillen tussen de verschillende typen DN-100E-puntlasmachines. De nominale
voedingsspanning is bijvoorbeeld 230 V/120 V. De nominale voedingsfrequentie is 50 Hz of 60 Hz.
De nominale inschakelduur is 30% of
het lasgebied en draag shirts met lange mouwen, lange broeken en beschermende gelaatsschermen wanneer
u met dit proces en gecoat materiaal werkt.
lassen.
Ander gecoat materiaal, zoals terne-platen (met lood gecoat) kunnen verschillende graden van
toxiciteit hebben. Bij het werken met deze materialen is voldoende ventilatie verplicht.
De verdamping van het coatingmateriaal heeft de neiging de elektrodepunten te vervuilen.
3-18. Samenvatting
Weerstandspuntlassen is een lastechniek die voor vrijwel alle bekende metalen wordt gebruikt. De
eigenlijke las wordt gemaakt op het grensvlak van de te verbinden onderdelen. De elektrische weerstand
van het te lassen materiaal veroorzaakt een plaatselijke verwarming op de grensvlakken van de te verbinden
metalen. Voor de meest bevredigende resultaten moeten voor elk type materiaal lasprocedures worden
ontwikkeld.
Het is mogelijk dat shuntstromen die door een eerder gemaakte puntlas vloeien, de lasstroom weghalen van
de tweede, tweede te maken puntlas. Dit zal gebeuren als de twee puntlassen te dicht bij elkaar liggen, en het
zal bij iedereen gebeuren
Machine Translated by Google
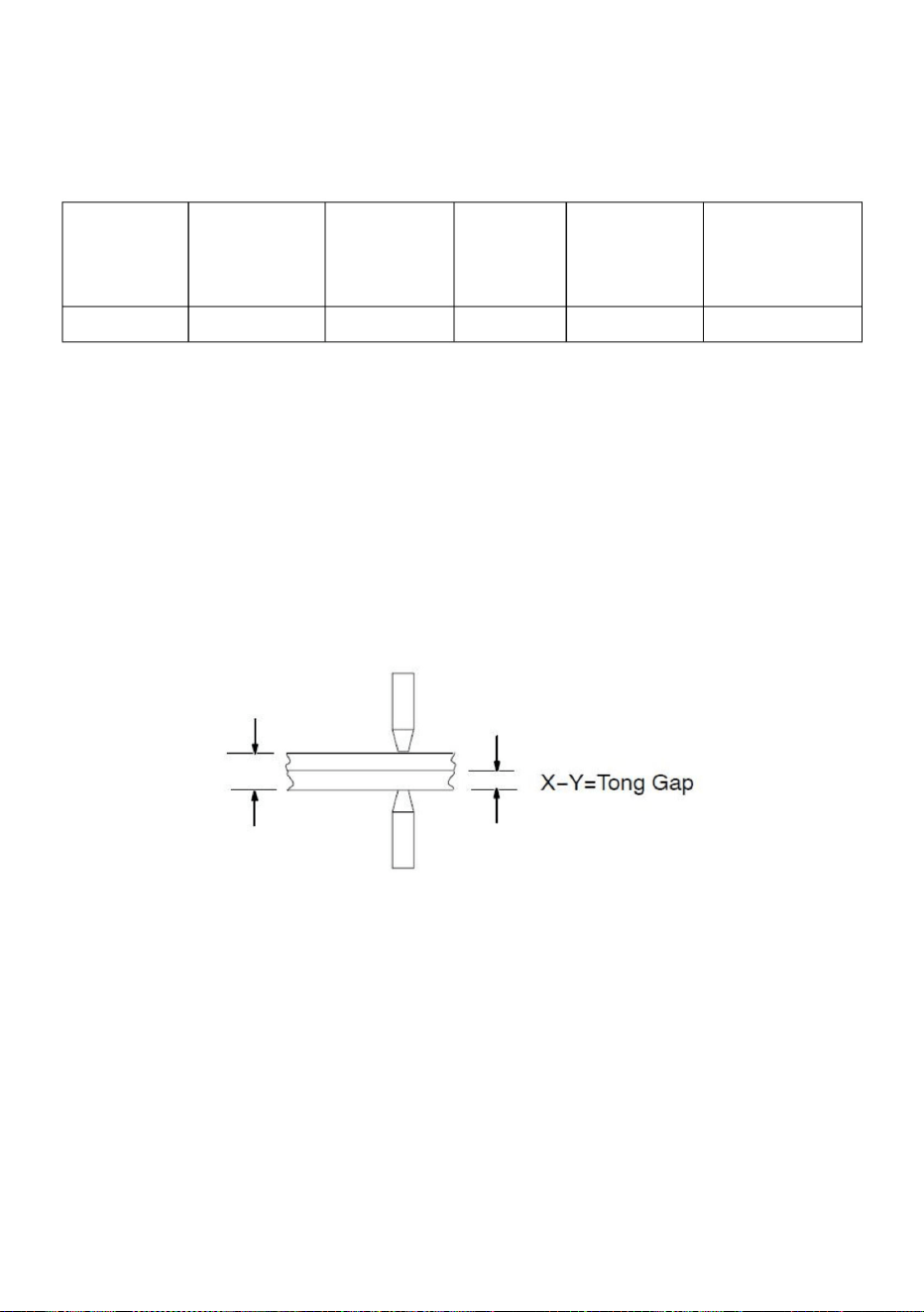
3. Pas de opening van de tang aan volgens de maat van stap 2 minus 1/2 van de dikte van de dunste
procedures).
1. Sluit de tang en meet de ruimte tussen de contactoppervlakken van de elektrodetip.
Geen lading
Plicht
vervorming en vervuiling (zie testprocedures).
5. Zet de puntlasmachine aan en maak een proeflas.
Beoordeeld
Levering
De instellingen voor de tangdruk mogen ALLEEN worden uitgevoerd wanneer het primaire netsnoer is aangesloten
lasdruk. Er moet een lichte afbuiging van de tang zijn. Dit kan zijn
Levering
puntlasmachine
De volgende algemene gegevens worden verstrekt om de operator te helpen bij het instellen van het lassen
7. Pas de tangdruk indien nodig aan (zie bedieningshandleiding voor het afstellen van de tang
Fiets
Dikte
50%, enz. Deze beoordelingsinformatie is afhankelijk van de eisen van de klant.
DN-100E U1 V±10% 50/60Hz 30%
las nummer.
2. Meet de dikte van de totale lasnaad.
Frequentie
Beoordeeld
Spanning
losgekoppeld van de primaire voedingsbron.
6. Test de las met visuele en mechanische middelen. Controleer de elektrodetip
procedures bij het gebruik van de weerstandspuntlasmachine.
Beoordeeld
Spanning
gemeten met een richtliniaal op de lengteas van de tang.
1,75V
Model
Tabel 3-1. Weerstandspuntlasmachine Specificaties van een DN-100E
4. Plaats de te lassen onderdelen tussen de elektrodepunten en breng de punten aan
Lassen
1,5+1,5 mm
Machine Translated by Google
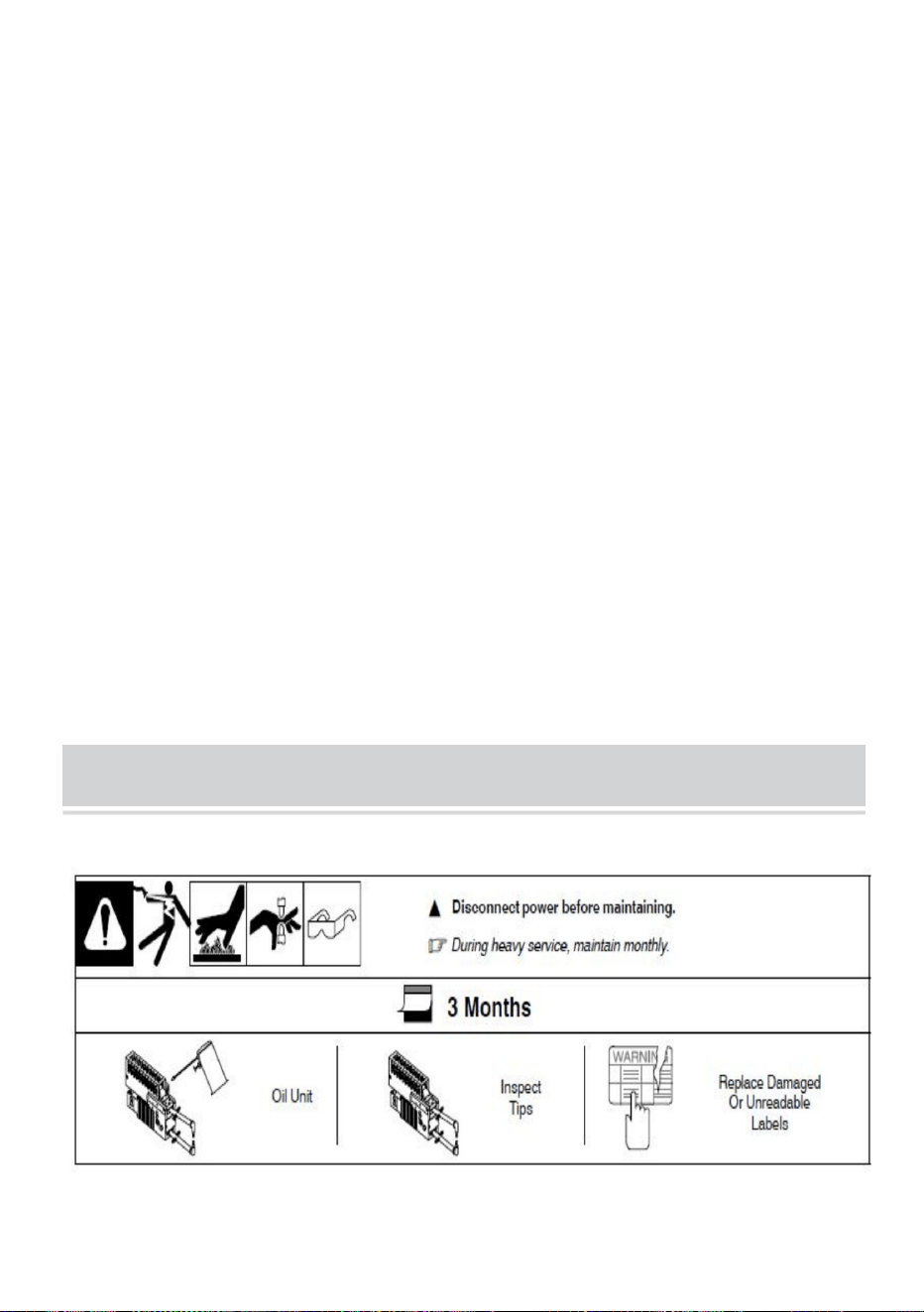
SECTIE4- ONDERHOUD EN PROBLEEMOPLOSSING
4-1. Onderhoud
3-19. Test procedures
2. Mechanische test
Plaats één uiteinde van het weerstandspuntlasmonster in de bankschroef. Gebruik mechanisch
1. Visuele test
presteren.
De geschetste testprocedures zijn zeer eenvoudig en vereisen een minimum aan apparatuur
de stroom uit en een typische lasverbinding tussen de puntoppervlakken.
het probleem kan een verkeerde uitlijning van de elektrodepunten zijn. Lijn de elektrodetips uit met
Als de weerstandspuntlas geen gelijkmatig, concentrisch oppervlak heeft,
A. Overmatige tongdruk. B.
Lastijd te lang. C.
Verkeerde uitlijning van de elektrodepunten.
het volgende:
diameter.
de las. Overmatige "dishing" van het oppervlaktecontactpunt duidt op een of meer van
moedermetaal met een metalen verlengstuk van de las. Controleer of de las goed is
Observeer de vervorming en vorm van de oppervlaktecontactpunten aan beide zijden
betekent dat de las uit elkaar wordt gedrukt. Eén kant van de las moet loskomen van de lasnaad
Machine Translated by Google
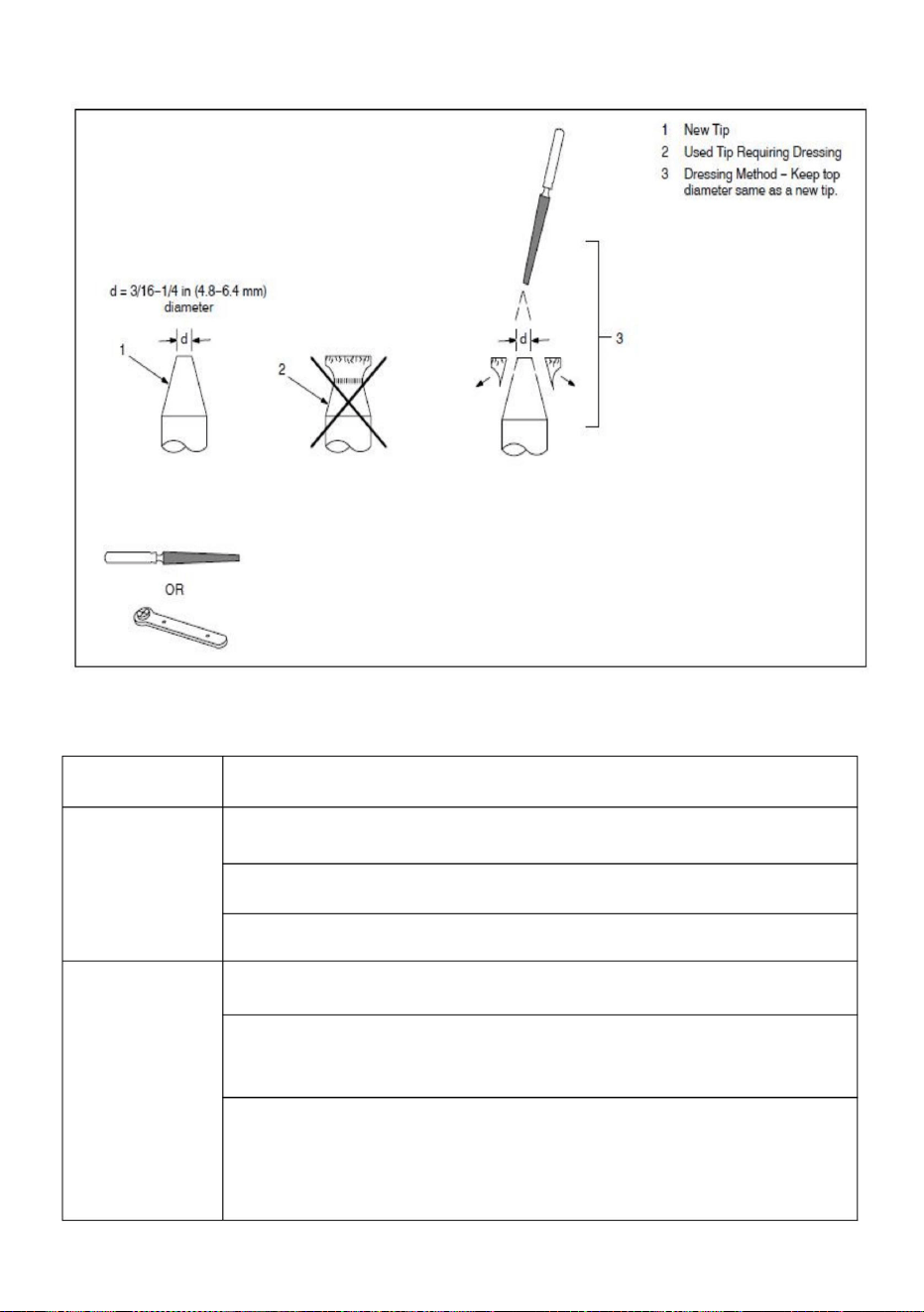
4-2. Aankleedtips
4-3. Probleemoplossen
Niet genoeg tongdruk. Verhoog de tangdruk.
diameter (zie sectie 4-2).
Tips boogvorming
Remedie
Tips niet correct uitgelijnd. Pas de tips of kledingtips opnieuw aan de juiste maat aan
oververhitting.
Tips
Sectie 4-2).
Probleem
Niet genoeg tongdruk. Verhoog de tangdruk.
en slechte elektrische stroom. Tips voor schoonmaken of aankleden (zie
Materiaal te dik voor de puntlasmachine.
Het basismateriaal kan aan de punten worden gelast, waardoor een hoge weerstand ontstaat
Lastijd te lang. Verminder de lastijd.
op materiaal.
Machine Translated by Google
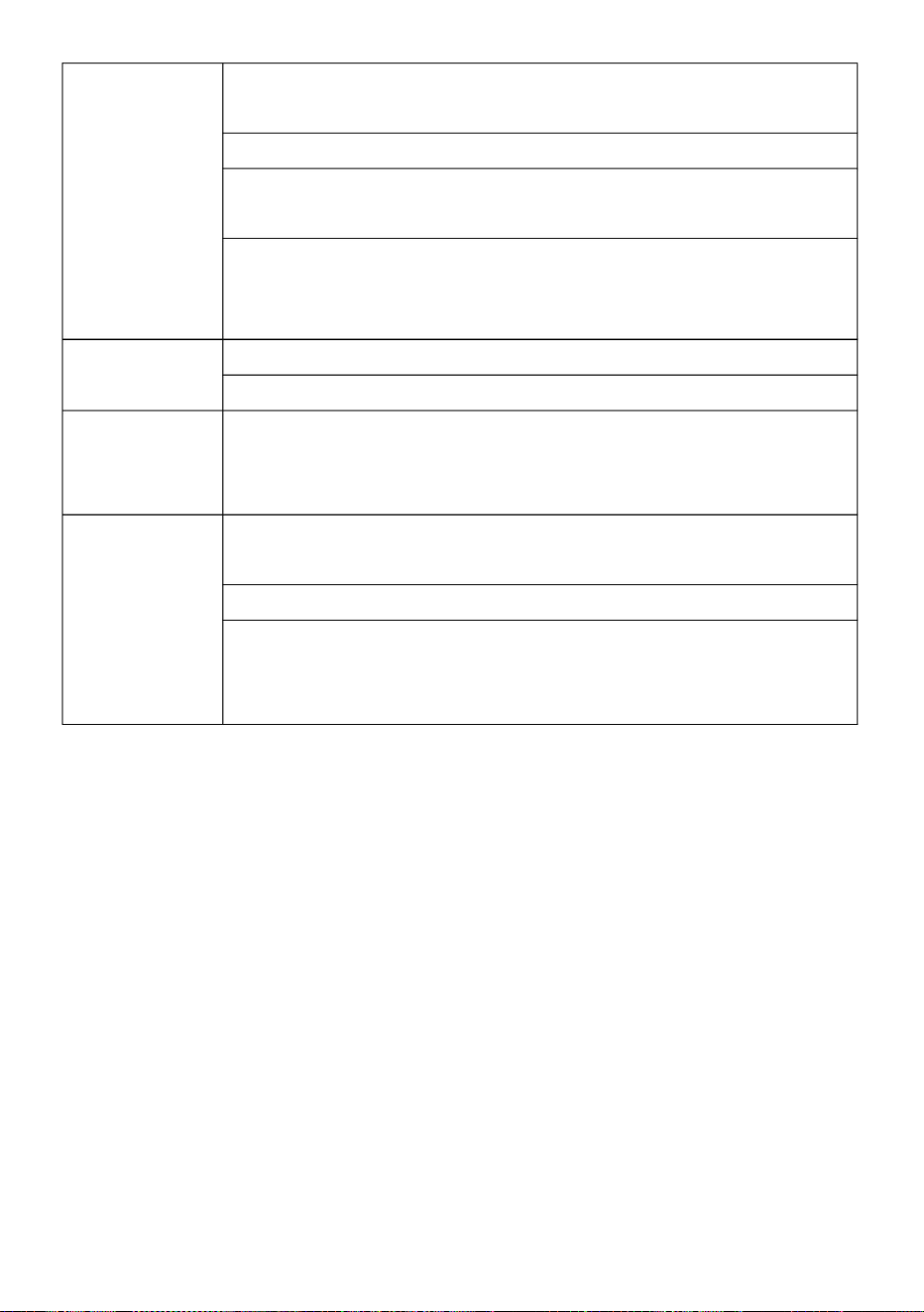
4-2).
tips.
Het contactoppervlak van de tips is te groot. Wissel naar een kleinere punt
Uitgangsstroomsterkte te hoog. Verlaag de stroomsterkte-instelling, indien
Inconsequent
Slechte las of
stukken. Verwijder oxiden en chemische verbindingen, inclusief
op het materiaal (zie paragraaf 4-2).
of
Inconsistente lastijd. Installeer een lastimer, indien van toepassing.
Tangen zijn te lang. Verklein de lengte van de tang.
lassen
materiaal
van
geen laswerk aan
lasklompje.
uitgedreven
Spatten
in
Materiaal te dik voor puntlasmachine. Check dat
diameter of jurktips terug naar de oorspronkelijke diameter (zie sectie
Lastijd te lang. Verminder de lastijd.
Overmatige tongdruk. Verminder de tangdruk.
van toepassing (niet beschikbaar op luchtgekoelde modellen).
Niet genoeg tongdruk. Verhoog de tangdruk.
gegalvaniseerde coating.
lassen.
operatie.
Onjuiste tipuitlijning. Kleed tips zo aan dat ze op één lijn liggen en plat zijn
Verwijder coating van materiaal voor intiem contact tussen
midden
gesmolten
tijdens
materiaaldikte ligt binnen de capaciteit van de puntlasmachine.
wezen
Gat
Gemaakt in China
Machine Translated by Google
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
"Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar
bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med
de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds
av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om
du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
Teknisk support och e-garanticertifikat www.vevor.com/support
PUNKTSVÄTSARE
MODELL: DN-100E
Machine Translated by Google
BEHÖVS HJÄLP? KONTAKTA OSS!
PUNKTSVÄTSARE
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant
innan du använder den. VEVOR reserverar sig för en tydlig tolkning av vår
användarmanual. Utseendet på produkten är beroende av den produkt
du fått. Ursäkta oss att vi inte kommer att informera dig igen om det finns
någon teknik eller mjukvaruuppdateringar på vår produkt.
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
Teknisk
support och e-garanticertifikat www.vevor.com/
support
MODELL: DN-100E
Machine Translated by Google
1-1. Symbolanvändning
ILSKA! - Indikerar en farlig situation som, om den inte undviks, kommer att resultera i
dödsfall eller allvarlig skada. De möjliga farorna visas i de intilliggande symbolerna
eller förklaras i texten.
NOTERA - Indikerar uttalanden som inte är relaterade till personskada.
Denna grupp av symboler betyder Varning! Se upp! ELEKTRISKA STÖTAR, RÖRLIGA DELAR
och HETA DELAR. Se symboler och relaterade instruktioner nedan för nödvändiga åtgärder för
att undvika farorna.
Varning - För att minska risken för skada måste användaren läsa
instruktionerna noggrant.
Skydda dig själv och andra från skador – läs och följ dessa försiktighetsåtgärder.
KORREKT AVFALLSHANTERING
Indikerar en farlig situation som, om den inte undviks, kan resultera i dödsfall eller
allvarlig skada. De möjliga farorna visas i de intilliggande symbolerna eller förklaras i
texten.
Denna produkt omfattas av bestämmelserna i det europeiska direktivet
2012/19/EC. Symbolen som visar en soptunna korsad anger att produkten
kräver separat sophämtning i EU. Detta gäller för produkten och alla tillbehör
märkta med denna symbol. Produkter märkta som sådana får inte slängas
tillsammans med vanligt hushållsavfall, utan måste lämnas till en
insamlingsplats för återvinning av elektriska och elektroniska apparater
AVSNITT 1- SÄKERHETSÅTGÄRDER - LÄS INNAN ANVÄNDNING
Machine Translated by Google
Håll alla, särskilt barn, borta under drift.
1-2. Risker mot punktsvetsning
• PUNKTSVETSNING kan orsaka brand eller explosion.
säkerhetsinformationen nedan är bara en sammanfattning av den mer fullständiga säkerheten
arbetsstycke och het utrustning kan orsaka bränder och brännskador.
uppmärksamma och identifiera möjliga faror. När du ser symbolen, se upp och följ
instruktionerna för att undvika faran. De
glöd och lågor. ÿ
Överskrid inte utrustningens nominella kapacitet. ÿ
Använd endast korrekta säkringar eller strömbrytare. Överdimensionera eller kringgå dem inte.
Symbolerna som visas nedan används genomgående i denna manual för att ringa
Gnistor kan flyga av från svetsbågen. De flygande gnistorna, heta
person innan du gör någon svetsning.
ÿ Efter avslutat arbete, inspektera området för att säkerställa att det är fritt från gnistor, glödande
ångor (som bensin). ÿ Ta bort
eventuellt brännbart material, såsom en butantändare eller tändstickor, från din
är korrekt förberedda enligt AWS F4.1 (se säkerhetsstandarder). ÿ Svetsa inte där
atmosfären kan innehålla brandfarligt damm, gas eller vätska
denna enhet.
Endast kvalificerade personer bör installera, använda, underhålla och reparera
angränsande
områden. ÿ Se upp för brand och ha en brandsläckare i
närheten. ÿ Svetsa inte på slutna behållare som tankar, trummor eller rör, såvida de inte
täck dem tätt med godkända överdrag. ÿ
Punktsvets inte där flygande gnistor kan träffa brännbart material. ÿ Skydda dig själv
och andra från flygande gnistor och het metall. ÿ Var uppmärksam på att
svetsgnistor lätt kan gå genom små sprickor och öppningar till
Säkerhetsföreskrifter.
information som finns i säkerhetsstandarderna i avsnitt 1-5. Läs och följ allt
innan du gör någon svetsning.
ÿ Ta bort alla brännbara ämnen inom 35 fot (10,7 m) från svetsen. Om detta inte är möjligt,
Oavsiktlig kontakt mellan elektrod och metallföremål kan orsaka gnistor,
explosion, överhettning eller brand. Kontrollera och se till att området är säkert
Machine Translated by Google
• ELEKTRISK STÖT kan döda.
ÿ Rör inte strömförande elektriska
delar. ÿ Bär torra, hålfria isolerande handskar och kroppsskydd. ÿ
Ytterligare säkerhetsåtgärder krävs när något av följande är elektriskt
ÿ Följ kraven i OSHA 1910.252 (a) (2) (iv) och NFPA 51B för heta arbeten
ÿ Verifiera alltid matningsjorden - kontrollera och se till att den ingående nätsladden
ÿ Håll sladdarna torra, fria från olja och fett och skyddade från het metall och
villkor, se ANSI Z49.1 listade i säkerhetsstandarder. Och, arbeta inte ensam! ÿ Koppla bort strömmen
innan du installerar eller servar den här utrustningen. Lockout /
oundviklig eller oavsiktlig kontakt med arbetsstycket eller marken. För dessa
gnistor.
ÿ Inspektera ofta den ingående nätsladden och jordledaren för skada eller blottad
positioner som sittande, knästående eller liggande; eller när det finns stor risk för
och ha en brandvakt och släckare i närheten.
på metallkonstruktioner som golv, galler eller byggnadsställningar; när det är trångt
kontrollera anslutningar.
farliga förhållanden förekommer: på fuktiga platser eller när du bär våta kläder;
sladden är ansluten till ett korrekt jordat uttag. ÿ När du gör ingångsanslutningar,
anslut först jordledaren - dubbel -
jordkabeln är korrekt ansluten till jordterminalen i frånkopplingsboxen eller så
utrustning är en fara.
nationella, statliga och lokala koder.
när strömmen är på. Felaktigt installerad eller felaktigt jordad
beslag. Använd inte någon elektrisk utrustning om du är våt eller i ett vått utrymme. ÿ Använd
endast väl underhållen utrustning. Reparera eller byt ut skadade delar på en gång. ÿ Bär en säkerhetssele
om du arbetar över golvnivå.
Ingångsströmkretsen och maskinens interna kretsar är också strömförande
tagout-ingångseffekt enligt OSHA 29 CFR 1910.147 (se säkerhetsstandarder). ÿ Installera och jorda
denna utrustning på rätt sätt enligt denna manual och
ledare för kontinuitet. ÿ Stäng
av all utrustning när den inte används. ÿ För
vattenkyld utrustning, kontrollera och reparera eller byt ut eventuella läckande slangar eller
kablar-byt omedelbart om skadade, rena kablar kan döda. Kontrollera marken
Beröring av strömförande elektriska delar kan orsaka dödliga stötar eller allvarliga brännskador.
Machine Translated by Google
handskar, tung skjorta, byxor utan manschett, höga skor och en keps.
Ansökan.
glasögon med sidoskydd.
Mycket ofta flyger gnistor från ledområdet. ÿ Bär
godkänd ansiktsskärm eller skyddsglasögon med sidoskydd. ÿ Bär skyddskläder
som oljefritt, flambeständigt läder
Tångspetsarna, tången och länkarna rör sig under drift. ÿ Håll dig
borta från rörliga delar. ÿ Håll dig borta
från klämpunkter. ÿ Lägg inte händerna
mellan spetsarna. ÿ Håll alla skydd och
paneler säkert på plats. ÿ OSHA och/eller lokala koder
kan kräva ytterligare skydd för att passa
bågen för att avlägsna svetsrök och gaser. ÿ Om
ventilationen är dålig, använd ett godkänt andningsskydd med lufttillförsel. ÿ
Läs och förstå materialsäkerhetsdatabladen (MSDS) och
obrännbara brandgardiner eller sköldar. Låt alla personer i närheten bära skydd
gaser kan vara farliga för din hälsa. ÿ Håll
huvudet borta från ångorna. Andas inte in ångorna. ÿ Om du är inne,
ventilera området och/eller använd lokal forcerad ventilation vid
Syntetmaterial ger vanligtvis inte ett sådant skydd. ÿ Skydda andra i
närliggande områden genom att använda godkända flamsäkra eller
Svetsning producerar rök och gaser. Andas in dessa ångor och
isolerade svetshandskar och kläder för att förhindra brännskador.
tillverkarens instruktioner för metaller, förbrukningsvaror, beläggningar, rengöringsmedel och
ÿ Håll alla paneler, lock och skydd säkert på plats.
• HETA DELAR kan brinna.
ÿ Rör inte vid varma delar med bara
händer. ÿ Låt svalna innan du arbetar på utrustningen. ÿ
För att hantera varma delar, använd lämpliga verktyg och/eller bär tunga,
• FLYGANDE GNOR kan skada.
• ÅNGOR OCH GASER kan vara farliga.
• RÖRLIGA DELAR kan skada.
Machine Translated by Google
ytor.
ÿ Installera eller placera inte enheten på, över eller nära brännbart
ångor och gaser kan tränga undan luft och sänka syrenivån och orsaka skada eller
ÿ Läs och följ alla etiketter och ägarhandboken noggrant
andningsskydd med lufttillförsel. Ha alltid en utbildad vaktperson i närheten. Svetsning
manuellt lyft av tunga delar eller utrustning. ÿ
Säkra enheten under transport så att den inte kan tippa eller falla.
avfettningsmedel. ÿ Arbeta i ett trångt utrymme endast om det är väl ventilerat, eller när du bär en
som innehåller dessa element kan avge giftiga ångor om de svetsas.
Reviderad NIOSH Lifting Equation (publikation nr 94-110) när
ÿ Använd utrustning med tillräcklig kapacitet för att lyfta och stödja
enheten. ÿ Följ riktlinjerna i Applications Manual för
stål, såvida inte beläggningen avlägsnas från svetsområdet, är området väl ventilerat och med
luftförsörjt andningsskydd. Beläggningarna och eventuella metaller
ÿ Svetsa inte på belagda metaller, såsom galvaniserade, bly- eller kadmiumpläterade
rätt storlek, klassad och skyddad för att hantera denna enhet.
gaser.
standarder och nationella, statliga och lokala koder.
värme och ljusbågsstrålar kan reagera med ångor och bilda mycket giftiga och irriterande
ÿ Installera eller använd inte enheten nära brandfarliga
ämnen. ÿ Överbelasta inte byggnadsledningar - se till att strömförsörjningssystemet är det
information i början av manualen och i varje avsnitt. ÿ Använd endast äkta
reservdelar från tillverkaren. ÿ Utför underhåll och service enligt
ägarhandböckerna, industrin
innan du installerar, använder eller servar enheten. Läs säkerheten
död. Se till att andningsluften är säker. ÿ
Svetsa inte på platser nära avfettning, rengöring eller sprutning. De
1-3. Ytterligare symboler för installation, drift och underhåll
• FALLANDE UTRUSTNING kan skada.
• LÄS INSTRUKTIONER.
• Risk för BRAND ELLER EXPLOSION.
Machine Translated by Google
• FLYGANDE METALL eller SMUTS kan skada ögonen.
Medicinska apparater.
För bensinmotorer:
• ÖVERANVÄNDNING kan orsaka ÖVERHETTNING.
1-4. Varningar
• ELEKTRISKA OCH MAGNETISKA FÄLT (EMF) kan påverka Implanted
ÿ Bärare av pacemakers och andra implanterade medicinska apparater
ÿ Använd godkända skyddsglasögon med sidoskydd eller bärande ansikte
ÿ Tillåt kylningsperiod; följ den nominella arbetscykeln.
ÿ Minska arbetscykeln innan du börjar svetsa igen.
Svets- eller skärutrustning producerar rök eller gaser som innehåller
enhetstillverkaren innan du går i närheten av bågsvetsning, punktsvetsning, mejsling,
plasmabågskärning eller induktionsuppvärmning.
bör hålla sig undan. ÿ
Bärare av implanterad medicinsk utrustning bör rådfråga sin läkare och
skydda.
kemikalier som är kända av delstaten Kalifornien för att orsaka fosterskador och, i
föreningar, kemikalier som i delstaten Kalifornien är kända för att orsaka cancer
Tvätta händerna efter användning.
Batteripoler, poler och tillhörande tillbehör innehåller bly och bly
orsaka cancer, fosterskador eller andra reproduktionsskador.
Kalifornien för att orsaka cancer, fosterskador eller andra reproduktionsskador.
vissa fall, cancer.
Motoravgaser innehåller kemikalier som delstaten Kalifornien känner till
Denna produkt innehåller kemikalier, inklusive bly, kända för staten
och fosterskador eller andra reproduktionsskador. Tvätta händerna efter hantering.
Machine Translated by Google
1-5. EMF-information
För dieselmotorer:
utövas av tången och elektrodspetsarna, genom vilka strömmen flyter, håller den
1. Håll kablarna nära varandra genom att vrida eller tejpa dem eller använda ett kabelskydd.
i Kalifornien för att orsaka cancer, fosterskador och andra reproduktionsskador.
Om implanterade medicinska apparater:
7. Svetsa inte medan du bär svetsströmkällan eller trådmataren.
Dieselmotoravgaser och några av dess beståndsdelar är kända av staten
procedurer för att minimera exponeringen för EMF-fält från svetskretsen:
svetsad till strömflöde som orsakar en lokal uppvärmning i delen. Trycket
individuell riskbedömning för svetsare. Alla svetsare bör använda följande
6. Arbeta inte bredvid, sitt eller luta dig mot svetsströmkällan.
namnet motståndssvetsning antyder, det är motståndet hos materialet som ska vara
industrin idag. Svetsen är gjord av en kombination av värme, tryck och tid. Som
implantat måste tas. Till exempel tillträdesbegränsningar för förbipasserande ÿ förbi eller
5. Anslut arbetsklämman till arbetsstycket så nära svetsen som möjligt.
möjlig.
implantat, t.ex. pacemakers. Skyddsåtgärder för personer som bär medicinska
Motståndssvetsning är en av de äldsta av de elektriska svetsprocesser som används av
4. Håll huvudet och bålen så långt borta från utrustningen i svetskretsen som
krets- och svetsutrustning. EMF-fält kan störa vissa medicinska
3. Rulla eller dra inte kablar runt din kropp.
magnetiska fält (EMF). Svetsström skapar ett EMF-fält runt svetsen
att följa ovanstående procedurer rekommenderas.
Elektrisk ström som flyter genom någon ledare orsakar lokaliserade elektriska och
och bort från operatören.
tillverkaren innan du utför eller går i närheten av bågsvetsning, punktsvetsning, mejsling,
plasmabågskärning eller induktionsuppvärmning. Om godkänt av din läkare, då
Bärare av implanterad medicinsk utrustning bör rådfråga sin läkare och enheten
2. Placera inte din kropp mellan svetskablar. Lägg kablarna åt sidan
AVSNITT 2- INTRODUKTION
Machine Translated by Google
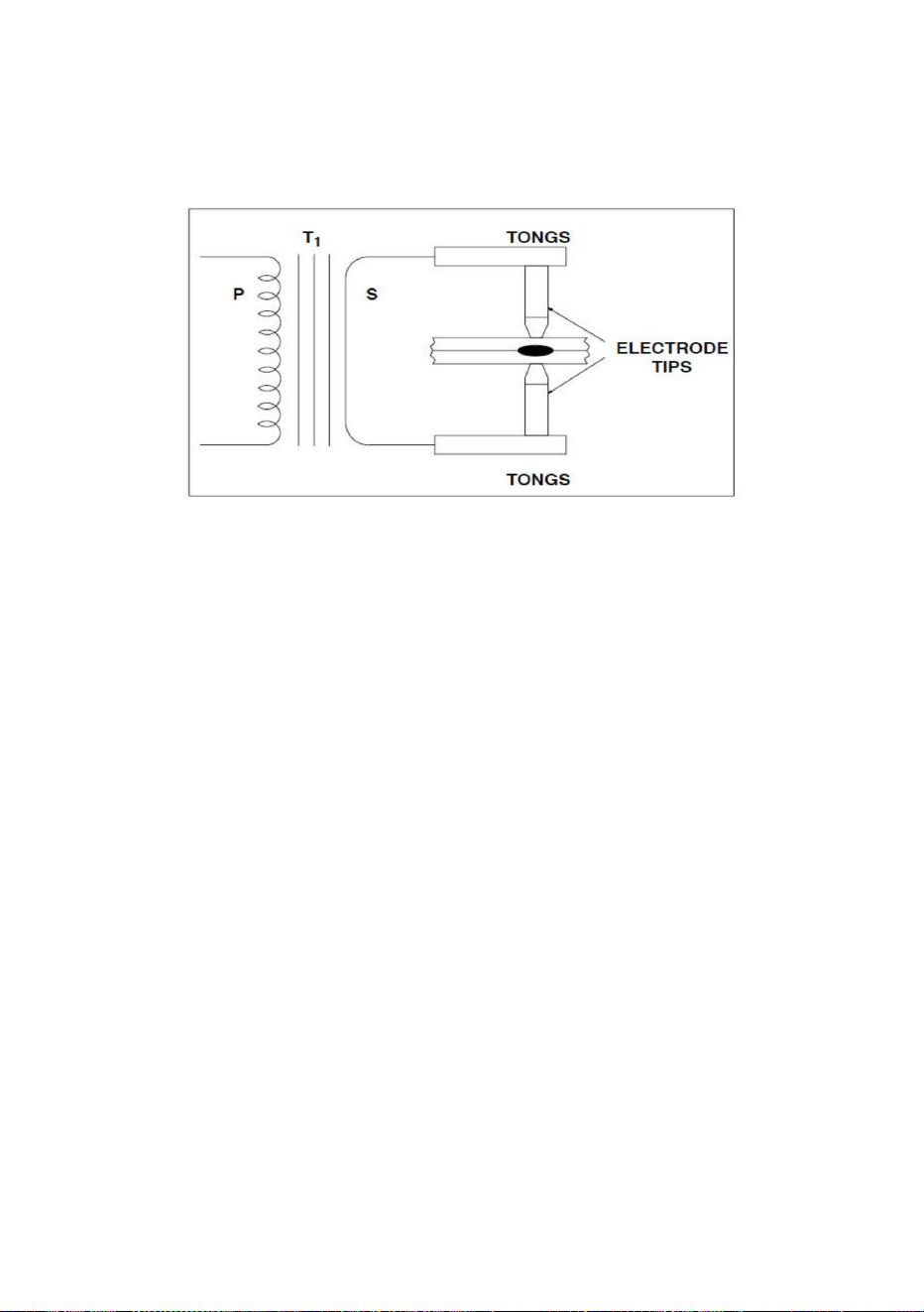
I1max: Max. ingångsström.
50HZ eller 60 HZ : Nominell frekvens för enfas växelströmsförsörjning.
materialtjocklek och typ, mängden ström som flyter och tvärsnittet
U0ÿIcke-lastspänning
mer än 3 sekunder under flera på varandra följande 10 sekunders perioder kan den överhettas.
tidscykel. Den erforderliga mängden tid som ström flyter i fogen bestäms av
U1: Nominell AC-ingångsspänning för svetsströmkällan
10 % ska laddningstiden vara 3 sekunder och vilotiden ska vara 7 sekunder. Om den används
delar som ska svetsas i intim kontakt före, under och efter svetsströmmen
svetsmaskin.
Note2: För denna standard är en hel cykeltid 30 sekunder. Till exempel, om hastigheten är
Note1: Detta förhållande är mellan 0~100%.
Vissa tekniska parametrar visas på resistanspunktens namnskylt
För tydlighetens skull identifieras de olika delarna av motståndspunktsvetsmaskinen.
tid.
X: Nominell driftcykel. Det är förhållandet mellan belastningstiden och hela cykeln
I figur 2-1 visas en komplett sekundär resistanspunktsvetskrets.
I1eff: Max. effektiv ingångsström.
S1: Nominell ingångseffekt, KVA
Det är den öppna kretsutgångsspänningen för svetsströmkällan.
område av svetsspetsens kontaktytor.
Bild 2-1. Motståndspunktsvetsmaskin Med Arbete
SYMBOL OCH BETYDNING PÅ DATASKILTA
Machine Translated by Google
AVSNITT 3- GRUNDLÄGGANDE MOTSTÅNDPUNKTSVETSNING
3-1. Princip
Motståndssvetsning åstadkommes när ström bringas att flyta genom elektrodspetsar och de separata
metallstyckena som ska sammanfogas. Basmetallens motstånd mot elektriskt strömflöde orsakar lokal
uppvärmning i fogen och svetsen görs. Motståndspunktsvetsen är unik eftersom själva svetsklumpen
bildas internt i förhållande till basmetallens yta. Figur 4-1 visar en motståndspunktsvetsbit jämfört med
en gas volfram-båge (TIG) punktsvets.
IP: Skyddsgrad. Till exempel, IP21, godkänner svetsmaskinen som lämplig för användning inomhus;
IP23,. godkänna svetsmaskinen som lämplig för användning
Isoleringsklass: H
utomhus i regnet.
MILJÖFÖRHÅLLANDEN
Machine Translated by Google
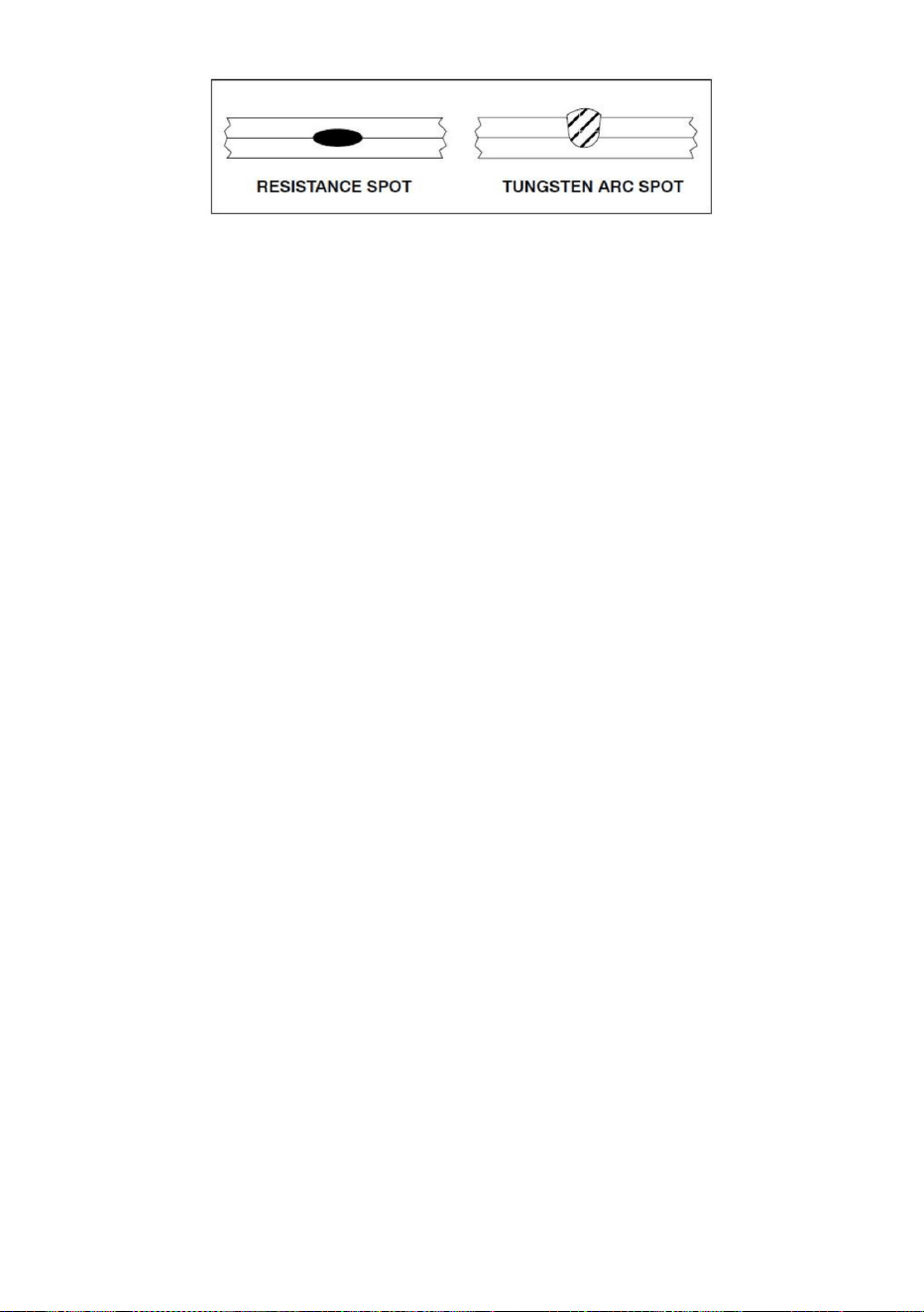
R = Motstånd
3-2. Värmegenerering
En modifiering av Ohms lag kan göras när watt och värme anses synonymt.
När ström passerar genom en ledare kommer ledarens elektriska motstånd
mot strömflöde att orsaka att värme genereras. Grundformeln för värmealstring
kan anges: H = I2R där H = Värme I2 =
Svetsström i kvadrat
Bild 3-1. Jämförelse av motstånd och TIG-punktsvets
Den sekundära delen av en motståndspunktsvetskrets, inklusive delarna som ska
svetsas, är faktiskt en serie motstånd. Det totala additiva värdet av detta elektriska
motstånd påverkar strömutgången från motståndspunktsvetsmaskinen och kretsens
värmealstring.
Värmen som genereras är direkt proportionell mot motståndet vid någon punkt i
Motståndspunktsvetsklumpen bildas när svetsfogens gränssnitt värms upp på grund
av fogytornas motstånd mot elektriskt strömflöde. I alla fall måste naturligtvis
strömmen flyta eller svetsningen kan inte göras. Trycket från elektrodspetsarna på
arbetsstycket håller delen i nära och intim kontakt under svetsningen. Kom dock ihåg
att motståndspunktsvetsmaskiner INTE är utformade som kraftklämmor för att dra
ihop arbetsstyckena för svetsning.
Det viktigaste är att även om strömvärdet är detsamma i alla delar av den elektriska
kretsen, kan resistansvärdena variera avsevärt vid olika punkter i kretsen.
krets.
Gaswolframbågspunkten är gjord från endast en sida. Motståndspunktsvetsen görs
normalt med elektroder på varje sida av arbetsstycket. Motståndspunktsvetsar kan
göras med arbetsstycket i valfri position.
Machine Translated by Google
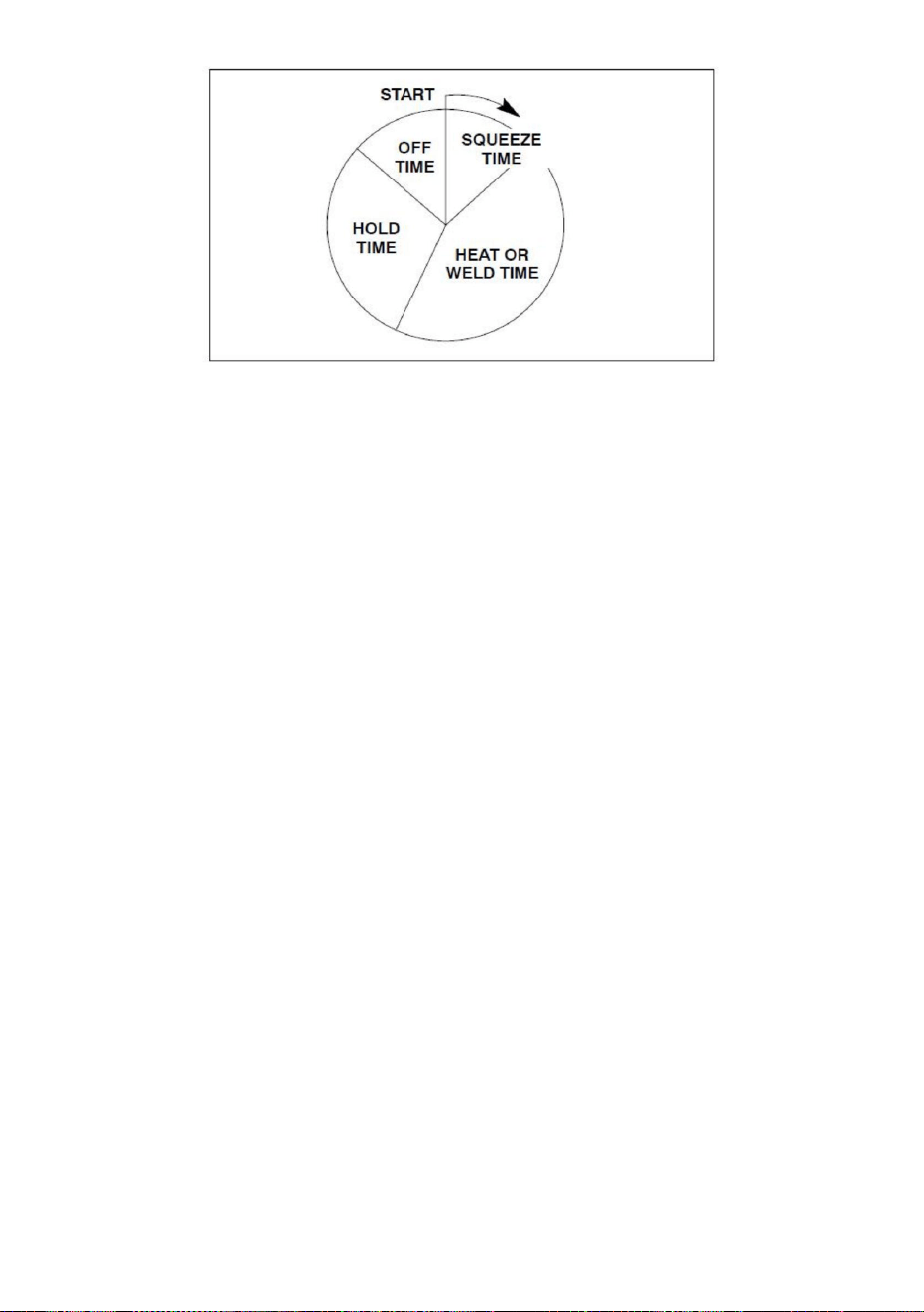
Bild 3-2. Punktsvetsningstidscykel
följer:
Det finns sex stora motståndspunkter i arbetsområdet. De är som
VÄRME- ELLER SVETSTID - Svetstiden är cykler.
Mängden motstånd vid punkt 3, gränssnittet mellan arbetsstyckena, kommer att bero
Motstånden är i serie, och varje motståndspunkt kommer att bromsa strömflödet.
själva svetskretsen.
SQUEEZE TIME -Tid mellan tryckapplicering och svetsning.
relativt motstånd krävs. Termen "släkting" betyder med relation till resten av
6. Motstånd hos elektrodspetsar.
svetsning på det mest effektiva sättet. Det är vid svetsningen som störst
5. Kontaktpunkten mellan det undre arbetsstycket och elektroden.
4. Det nedre arbetsstycket.
motståndspunktsvetsmaskiner är utformade för att föra svetsströmmen till
synas i transformatorn, flexibla kablar, tång och elektrodspetsar. De
3. Gränssnittet mellan de övre och nedre arbetsstyckena.
2. Det övre arbetsstycket.
Motståndspunktsvetsmaskinerna är konstruerade så att minimalt motstånd kommer
att svetsklumpen bildas.
AVTID - Elektroder separerade för att tillåta flyttning av material till nästa plats.
1. Kontaktpunkten mellan elektroden och det övre arbetsstycket.
kombinerad tjocklek på materialen vid svetsfogen. Det är i den här delen av kretsen
på materialets värmeöverföringsförmåga, dess elektriska motstånd och
HÅLLTID - Tid som trycket bibehålls efter att svetsen har gjorts.
Machine Translated by Google

3-3. Tidsfaktorn
3-4. Tryck
fog kan överstiga materialets smältpunkt (och eventuellt kokpunkten). Detta
mycket värme på kort tid. För att göra bra motstånd punktsvetsar är det nödvändigt att
Tidigare användes formeln för värmealstring. Med tillägg av tiden
Det primära syftet med tryck är att hålla de delar som ska svetsas intimt
används för att göra punktsvetsen. Sådana amperevärden, flyter genom en svets.
60 cykeltider (sextio cykler = 1 sekund). Figur 3-2 visar motståndspunkten
K = Värmeförluster
mängden ström som flyter för att producera den värme som krävs för att göra punktsvetsen.
delar minimeras, och den värmepåverkade zonen runt svetsklumpen är
De flesta motståndspunktsvetsar görs på mycket korta tidsperioder. Sedan omväxlande
R = Motstånd
element, formeln slutförs enligt följande:
kan orsaka felaktiga svetsar på grund av gasporositet. Det finns också möjlighet till
Ström är mycket ofta ekonomiskt opraktisk att kontrollera. Det är också oförutsägbart i
där H = Värme
sektion av fogen som försvagar svetsen. Kortare svetstider minskar också
svetstidscykel.
Sådana amperevärden, som flödar genom ett relativt högt motstånd, kommer att skapa en
Kontroll av tid är viktigt. Om tidselementet är för långt, basmetallen i
Effekten av tryck på motståndspunktsvetsen bör noggrant övervägas.
ha nära kontroll över tiden strömmen flyter. Egentligen är tiden den enda
ström används normalt för svetsprocessen, procedurer kan baseras på a
En annan viktig faktor är tiden. I de flesta fall är flera tusen ampere
T = Tid
betydligt mindre.
I2 = Ström i kvadrat
Motståndspunktsvetsning beror på motståndet hos basmetallen och den
många fall.
möjlighet till överdriven värmeöverföring i basmetallen. Förvrängning av det svetsade
reglerbar variabel i de flesta enkelimpulsmotståndspunktsvetsapplikationer.
H = I2 RTK
utdrivning av smält metall från svetsfogen, vilket kan minska korset
Machine Translated by Google

Grupp B - Eldfasta metallspetsar
motståndet vid kontaktpunkten mellan elektrodspetsen och arbetsstycket
Koppar är den basmetall som normalt används för motståndspunktsvetstång och spetsar.
kontakt INNAN tryck appliceras.
maskiner.
grupper:
Grupp B- kompositioner är sintrade blandningar av koppar och volfram, etc., utformade för
slitstyrka och tryckhållfasthet vid höga temperaturer.
används för att dra ihop arbetsstyckena. Motståndspunktsvetsmaskinen är det inte
klassnumret går högre, hårdhets- och glödgningstemperaturvärdena
motståndspunktsvetsmaskinen. Detta faktum bör noggrant noteras
Elektrodspetsar är gjorda av kopparlegeringar och andra material. Motståndet
Syftet med elektrodspetsarna är att leda svetsströmmen till
Grupperna klassificeras vidare efter antal. Grupp A, Klass I, II, III, IV och V är
tenderar att leda bort värme från svetsen. Högre strömmar är nödvändiga med
kontakt i det gemensamma gränssnittet. Denna åtgärd säkerställer konsekvent elektriskt motstånd
värme från arbetsytan, och för att behålla sin integritet i form och
legeringar.
Grupp A - Kopparbaserade legeringar
Undersökningar har visat att höga tryck som utövas på svetsfogen minskar
yta. Ju högre tryck desto lägre motståndsfaktor.
designad som en elektrisk "C" klämma! Delarna som ska svetsas ska vara intima
speciellt när du använder en värmekontroll med olika motstånd punktsvetsning
Welders Manufacturing Association (RWMA) har klassificerat elektrodspetsar i två
öka, medan den termiska och elektriska ledningsförmågan minskar.
egenskaper hos termisk och elektrisk ledningsförmåga under arbetsförhållanden.
och konduktivitet vid svetspunkten. Tången och elektrodspetsarna ska INTE vara det
högre tryck och, omvänt, lägre tryck kräver mindre strömstyrka från
Grupp A, Klass I elektrodspetsar är närmast ren koppar i sammansättning. Som
Rätt tryck, med intim kontakt mellan elektrodspetsen och basmetallen, kommer
arbetsstycket, att vara fokuspunkten för trycket som appliceras på svetsfogen, att leda
gjorda av kopparlegeringar. Grupp B, klass 10, 11, 12, 13 och 14 är de eldfasta
3-5. Elektrodspetsar
Machine Translated by Google

få dem att glödga, svamp och eventuellt förorenas. Även om
i den här boken samt bruksanvisningen och alla etiketter på utrustningen.
motstånd punktsvetsning galvaniserade metaller (zinkbelagda) eller metaller med andra
nödvändigt för att förhindra allvarliga skador.
Om svetsströmmen är för låg för applikationen är strömtätheten för svag till
När strömtätheten ökas, minskas svetstiden proportionellt. Om strömtätheten däremot blir för hög
finns det möjlighet att driva ut
används normalt inte för applikationer där motståndspunktsvetsmaskiner
förbränning av arbetsstyckets över- och underytor samt ev
Motståndspunktsvetsning är inget undantag från regeln! Mycket ofta är metall eller oxider
svetsning finns det ett bestämt samband mellan tid, ström och tryck.
beläggningar som bly. Ångorna från svetsningen har en viss
tiden ökas är mängden värme som genereras mindre än förlusterna pga
skada på operatören.
Grupp B, klass 10 legeringar har cirka 40 procent av ledningsförmågan av koppar med
rökkoncentration i svetsområdet.
elektroder. Resultatet är möjligheten, med långa svetstider vid låga strömmar, av
Ett annat problemområde är ventilation. Detta kan vara ett allvarligt problem när
ÿPUNKTSVETSNING kan vara farligt. Läs och följ Säkerhetsavsnittet längst fram
gör svetsen. Detta tillstånd kommer också att överhetta elektrodspetsarna, vilket kan
Motståndspunktsvetstekniker kräver inte omfattande eller komplicerad säkerhet
utvisas från det gemensamma området. Skydd av ansiktet och speciellt av ögonen i
skulle anställas.
Ström och tryck hjälper till att skapa värmen i svetsklumpen.
inbädda elektrodspetsarna i arbetsstyckets ytor.
Som förklarats i den föregående diskussionen om grunderna för motståndsfläck
konduktiviteten minskar när talvärdet ökar. Grupp B elektrodspetsar är
När som helst arbete utförs i en butik är det en klok regel att bära skyddsglasögon.
överhettning av hela basmetallområdet mellan elektroderna. Detta kan orsaka
försiktighetsåtgärder. Det finns några sunt förnuftsåtgärder som dock kan förhindra
toxicitet som kommer att orsaka sjukdom hos operatören. Rätt ventilation kan minska
strålning och ledning i arbetsstycket och värmeledning av
3-6. Praktisk användning av motståndspunktsvetsning
Machine Translated by Google
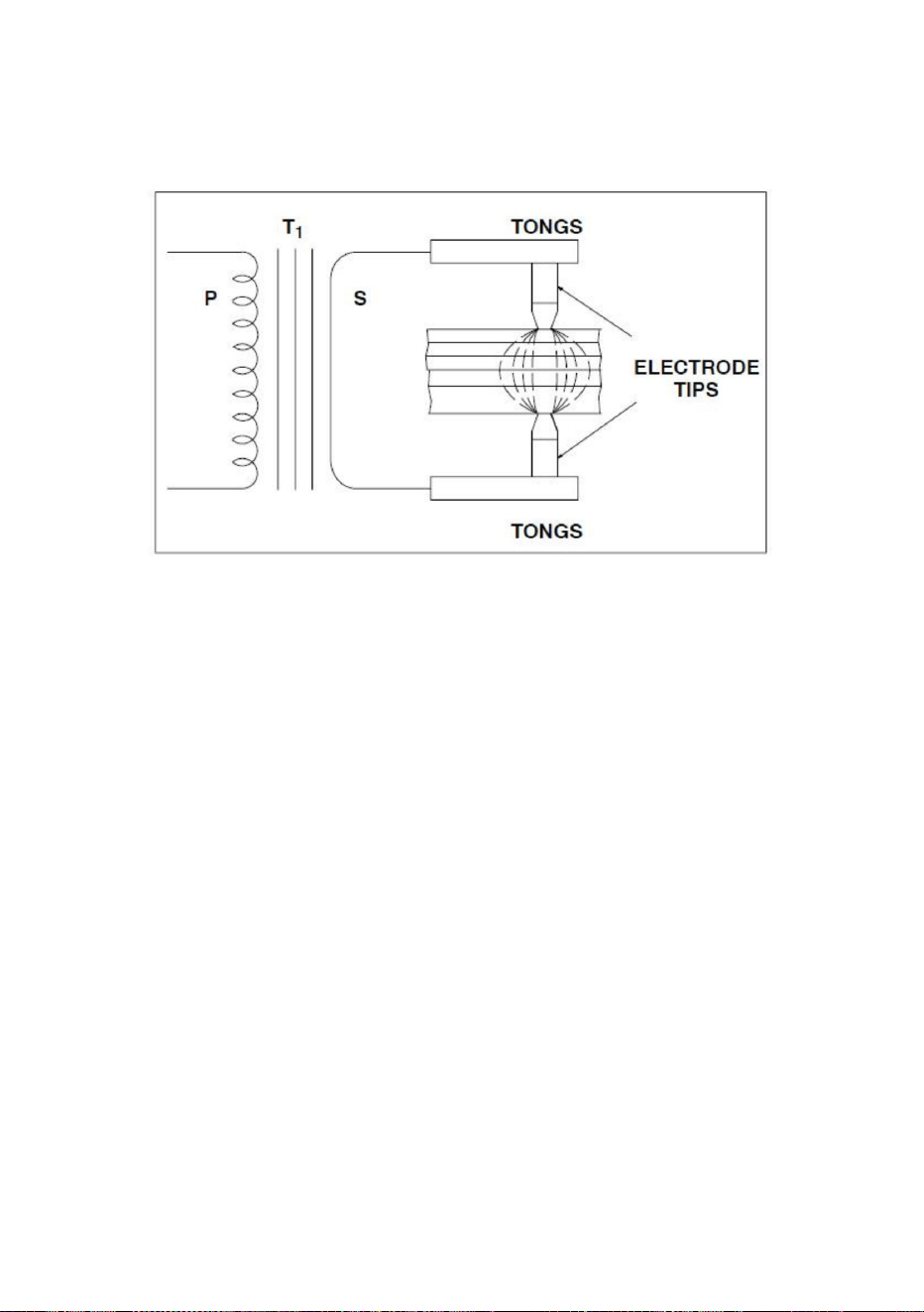
smält metall från gränsytan av fogen och därigenom försvagar svetsen. Det ideala
tillståndet för tid och strömtäthet är någonstans precis under nivån för att orsaka att
metall stöts ut.
Det är uppenbart att värmetillförseln inte kan vara större än den totala
förlusthastigheten för arbetsstycket och elektroden utan att metall utstöts från fogen.
Om man bortser från kvalitetsfaktorn blir det uppenbart att antalet tjocklekar av ett
material som med framgång kan motståndspunktsvetsas på en gång kommer att
bero på materialtyp och tjocklek samt KVA-kapaciteten hos motståndspunktsvetsmaskinen.
En intressant upptäckt har nyligen utvecklats angående strömflödet genom
arbetsstycket. Tills nyligen ansågs ström flyta i en rak linje genom svetsfogen. Detta
är inte nödvändigtvis sant när flera materialtjocklekar svetsas. Karakteristiken är att
strömmen "fläktar ut" och därigenom minskar strömtätheten vid svetspunkten det
största avståndet från elektrodspetsarna. Illustrationen (Figur 3-3) visar
motståndspunktsvetsvärmezonerna för flera metalltjocklekar. Vi noterar att de
okontrollerbara variablerna (som gränssnittskontamination) multipliceras vid
motståndspunktsvetsning av flera materialtjocklekar. Kvalitetsnivåerna kommer att
vara mycket lägre för "stack" motstånd punktsvetsning, vilket förklarar varför sådana
svetsmetoder undviks när det är möjligt.
Bild 3-3. Motstånd punktsvets värmezoner
Machine Translated by Google
3-8. Tryck eller svetskraft Trycket som
tången och elektrodspetsarna utövar på arbetsstycket har stor effekt på mängden svetsström som flyter
genom fogen. Ju högre tryck, desto högre blir svetsströmvärdet, inom motståndspunktsvetsmaskinens
kapacitet.
3-7. Elektrodspetsstorlek När
man tänker på att det är genom elektroden som svetsströmmen tillåts flöda in i arbetsstycket, är
det logiskt att storleken på elektrodspetsen styr storleken på motståndspunktsvetsen. Egentligen
bör svetsklumpens diameter vara något mindre än diametern på elektrodens spets.
spetsdiameter vid kontaktpunkten med arbetsstycket. Det hänvisar inte till den
största diametern på den totala elektrodspetsen.
att varje enhet kan svetsa.
TIPDIAMETERN som diskuteras i denna text hänvisar till elektroden
KVA-klassificering, arbetscykel och annan relevant information visas på DN-100E
motståndspunktsvetsmaskinens namnskylt. Kataloglitteraturen och bruksanvisningen ger data om
maximala kombinerade materialtjocklekar
För att bestämma elektrodspetsens diameter kommer det att krävas vissa beslut från svetsdesignerns
sida. Resistansfaktorerna för olika material kommer säkerligen att ha viss betydelse för
bestämning av elektrodspetsdiameter. En allmän formel har utvecklats för lågkolhaltigt stål. Det
kommer att ge elektrodspetsdiametervärden som är användbara för de flesta applikationer.
Att ställa in trycket är relativt enkelt. Normalt placeras prover av material som ska svetsas mellan
elektrodspetsarna och kontrolleras för tillräckligt tryck för att göra svetsen. Om mer eller mindre tryck
krävs, kommer bruksanvisningen för motståndspunktsvetsmaskinen att ge explicita anvisningar för att
göra rätt inställning. Som en del av uppställningsoperationen bör tången och elektrodspetsens rörelse
justeras till den minsta nödvändiga mängden för att förhindra att elektrodspetsarna och spetshållarna
"hamras".
Om elektrodspetsens diameter är för liten för applikationen. svetsklumpen blir liten och svag. Om
elektrodspetsens diameter är för stor, finns det risk för överhettning av basmetallen och utvecklande av
tomrum och gasfickor. I båda fallen skulle utseendet och kvaliteten på den färdiga svetsen inte
vara acceptabel.
Machine Translated by Google
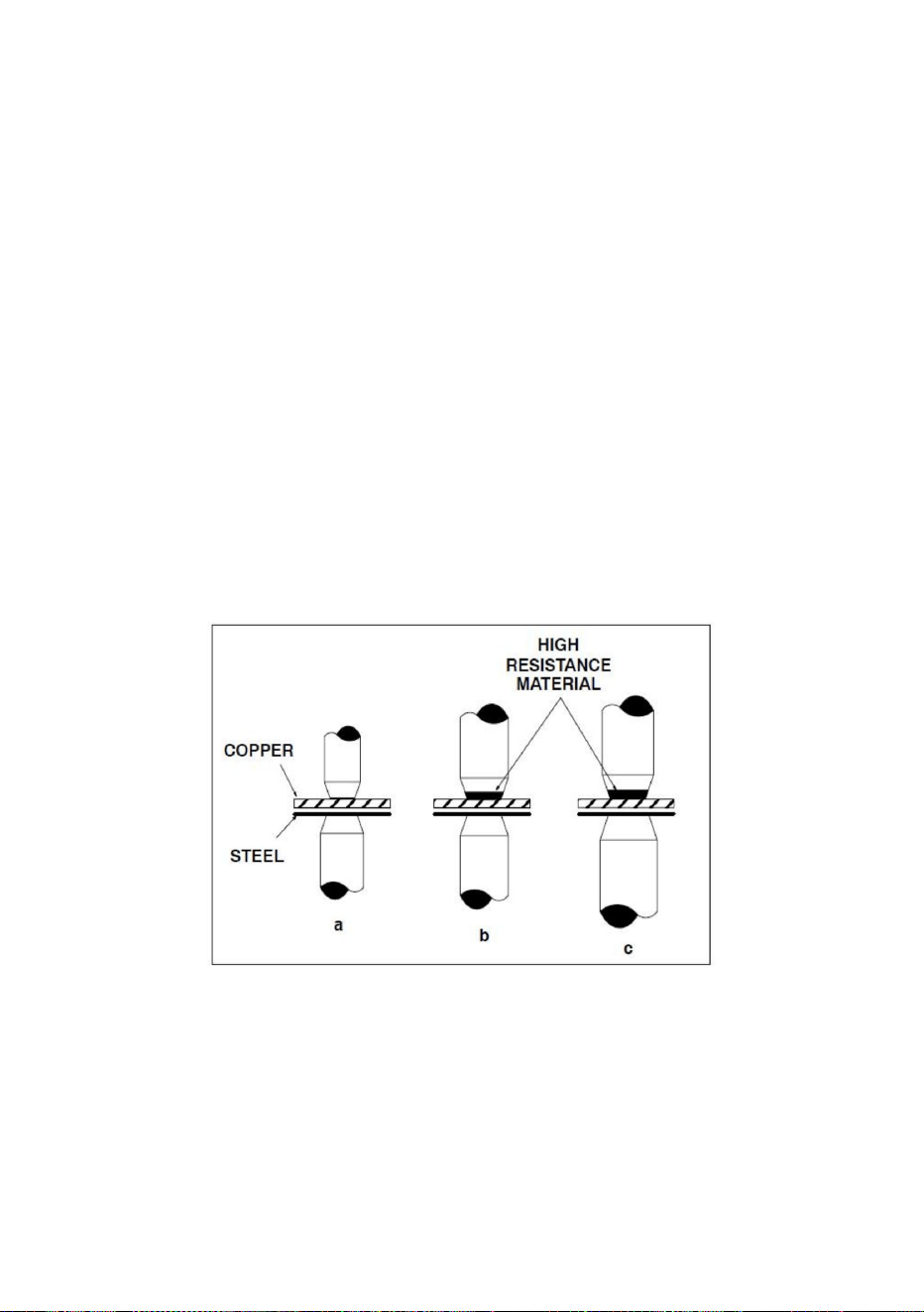
Bild 3-4. Tekniker för att få värmebalans
3-9. Övriga data Detta avsnitt
av texten är utformat för att ge information om flera av de variabler som förekommer i vissa
motståndspunktsvetsapplikationer.
3-10. Värmebalans
Korrekt värmebalans kan erhållas i en svets av denna typ genom en av flera metoder.
Figur 3-4 illustrerar tre möjliga lösningar på problemet. Figur 3-4 (a) visar
användningen av en mindre elektrodspetsarea för kopparsidan av fogen för att
utjämna sammansmältningsegenskaperna genom att variera strömtätheten i de olika
Det finns inga speciella problem med värmebalans när materialen som ska svetsas
är av samma typ och tjocklek. Värmebalansen, i sådana fall, blir automatiskt korrekt
om elektrodspetsarna är av samma diameter, typ, etc. Värmebalans kan definieras
som de svetsförhållanden där smältzonen för delarna som ska sammanfogas utsätts
för samma värme och tryck.
material.
När svetsen har delar med ojämlika termiska egenskaper, såsom koppar och stål,
kan en dålig svets uppstå av flera skäl. Det kan hända att metallerna inte legeras
ordentligt vid skarvens gränssnitt. Det kan finnas en större mängd lokal uppvärmning
i stålet än i kopparn. Anledningen skulle vara att koppar har låg elektrisk resistans
och höga termiska överföringsegenskaper, medan stål har hög elektrisk resistans
och låga termiska överföringsegenskaper.
Machine Translated by Google

innehållet ökar om korrekta eftervärmningsprocedurer inte används. Snabbt
Vissa oxider, särskilt de av eldfast natur, är mer besvärliga än
denna del av texten är till för att tillhandahålla allmänna driftsdata för användning med motstånd
några av de vanliga metallerna som används i tillverkningsarbeten. Det är inte tänkt
med processen om rätt utrustning och rutiner används.
motstånd punktsvetsad med mycket lite problem. Om oljekoncentrationen är för hög
skapa ungefär samma smältzon i kopparn som i stålet. A
av KVA-klassificeringarna för specifika byggda enheter.
Milt eller lågkolhaltigt stål utgör den största andelen material som svetsas med
punktsvetsmaskiner. I tillämpliga fall kommer de tillhandahållna uppgifterna att relateras till
härdning av svetsen, där klumparna svalnar snabbt, ökar sannolikheten
Processen ska vara ren, fri från oxider, kemiska föreningar och ha en jämn
Figur 3-4 (b) visar användningen av en elektrodspets med högt elektriskt motstånd
rekommenderas för aluminium eller kopparlegeringar.
Varmvalsat stål kommer normalt att ha kvarnskal på metallytan. Den här typen
att alla möjliga problem som kan uppstå kommer att besvaras. Meningen med
Alla metaller utvecklar oxider som kan vara skadliga för motståndskraften vid punktsvetsning.
Kolstålen har en tendens att utveckla hårda, spröda svetsar som kol
andra. Dessutom kommer den kvarnskala som finns på varmvalsade stål att fungera som en isolator
kombinationen av de två metoderna visas i figur 3-4 (c).
Detta avsnitt av texten kommer att överväga metoder som används för motståndspunktsvetsning
Kallvalsat stål (CRS) och varmvalsat stål, betat och oljat (HRSP & O), kan vara
motståndspunktsvetsningsprocessen. Alla lågkolhaltiga stål är lätt svetsbara
material är vanligtvis inte motstånd punktsvetsade med motståndssvetsmaskiner
material, såsom volfram eller molybden, vid kontaktpunkten. Resultatet är att
yta.
och förhindra punktsvetsning av god kvalitet. Ytor som ska förenas med detta
specifika modeller och storlek (KVA) på enheter. Enheterna som listas i det här avsnittet är inte det
av hård, spröd mikrostruktur i svetsen.
3-11. Ytförhållanden
3-12. Materialdata för motståndspunktsvetsning
3-13. Milt stål
Machine Translated by Google

30 procents arbetscykel är en RWMA-standardklassificering för allmän belastningsmotstånd
för motståndspunktsvetsspecifikationer, även om andra metoder kan användas.
inuti enhetens hals för någon motståndspunktsvets och nästan ingen av
skjuvhållfasthet och bör överstiga hållfastheten hos en nit eller en smältpluggssvets av
maskin.
kontaktor och transformator kan bli resultatet. Arbetscykeln på 30 procent förutsåg detta
kraven är något lägre. Tid och temperatur är mer kritiska sedan
kraftigt oljad plåt.
medelstora kolstål jämfört med milda eller lågkolhaltiga stål. Motståndet
väsentligen beroende på hur mycket av det magnetiska materialet som finns i tången
De måste användas inom sin nominella kapacitet av total tjocklek av material för bästa
basmetallen i halsen för den andra punktsvetsen. Strömmen vid svetsfogen
svetsmaskiner. Arbetscykeln på 30 procent är baserad på en 10 sekunders tidsperiod
anses vara korrekt.
på plåten kan det orsaka bildning av kol vid elektrodspetsarna
material inom bågsvetskretsen.
Till exempel kan delen som ska svetsas ha den största mängden basmetall
samma tvärsnittsarea. Skjuvhållfasthet accepteras normalt som kriteriet
typ av utrustning bör vara lämplig för alla tillämpningar inom deras klassificering. De
metallurgiska förändringar blir större med dessa legeringar. Det finns säkert mer
En vanlig praxis är att "skala" isär två svetsade provremsor för att se om de är rena
Motståndspunktsvetsen bör ha skjuvhållfasthet lika med basmetallen
slinga. Tångöglan kallas ibland "halsen" av motståndspunktsvetsningen
resultat. De bör inte användas under driftcykeln eftersom skador på
faktorn för låglegerade och medelstora kolstål är högre; därför strömmen
Motståndspunktsvetsmaskiner är tillämpliga på lågkolstålsvetsning.
och därmed minska deras livslängd. Avfettning eller avtorkning rekommenderas för
Med magnetiska material som mjukt stål kan strömmen genom svetsen variera
Det finns några relevanta skillnader i motstånd punktsvetsning låg legering och
"nit" dras från ett stycke. Om det är det, är motståndspunktsvetsningsvillkoret
blir mindre för den första svetsen. Anledningen är reaktansen som orsakas av järnet
och innebär att enheten kan svetsa 3 sekunder av varje 10 sekunders tidsperiod.
3-14. Låglegerade och medelstora kolstål
Machine Translated by Google

Det finns material för att reparera de yttre skadorna på beläggningen som kan uppstå på grund av
svetsvärmen. Det finns tyvärr inget botemedel mot förlusten av beläggningsmaterial vid svetsens
gränssnitt. I själva verket kan förångningen av zinken orsaka porositet i svetsen och en allmän
försvagning av den förväntade skjuvhållfastheten. ÿDET FÖRVÅNGDA ZINKET, vid kondensering
till fast material,
bildar partiklar formade som fiskkrokar. Dessa partiklar KAN INSÄNDA SIG I DEN
möjlighet till svetsförsprödning än vad det finns med mjukt stål.
3-15. Rostfria stål Legeringarna
av krom-nickel stål (austenitiska) har mycket hög elektrisk resistans och sammanfogas lätt genom
motståndspunktsvetsning. Det som är mycket viktigt med dessa material är snabb kylning genom det
kritiska området, 800 till 1400 F. Den snabba härdningen i samband med motståndspunktsvetsning
är idealisk för att minska möjligheten för kromkarbidutfällning vid korngränserna. Naturligtvis, ju
längre tid svetsning hålls vid de kritiska temperaturerna, desto större är möjligheten för karbidutfällning.
Det är omöjligt att upprätthålla integriteten hos den galvaniserade beläggningen vid
motståndspunktsvetsning. Den låga smältpunkten för zinkbeläggningen, jämfört med stålplåtens
smälttemperatur, gör att zinken förångas. Naturligtvis måste det finnas tillräckligt tryck för att tvinga
zinken åt sidan vid svetsgränsytan för att tillåta stål-till-stål smältning. Annars kan
motståndspunktsvetsens hållfasthet ifrågasättas.
KROPPENS VÄVNADER och orsaka irritation. Använd forcerad ventilation eller utsug vid
Motståndstrycket för punktsvetsning är normalt högre med dessa material på grund av den extra
tryckhållfastheten som är inneboende i låglegerade och medelstora kolstål. Det är alltid en bra idé
att använda längre svetstider vid svetsning av dessa legeringar för att bromsa nedkylningshastigheten
och tillåta mer sega svetsar.
3-16. Stål, doppbelagt eller pläterat Den
överväldigande majoriteten av materialet i denna kategori är galvaniserat eller zinkbelagt stål. Även
om en del galvaniserat stål är elektropläterat, kostar dip-beläggningen mindre och är i övervägande
användning. Zinkbeläggningen är ojämn i tjocklek på doppbelagt stål. Motståndsfaktorn kommer att
variera från svets till svets och det är mycket svårt att sätta villkor i diagramform för materialet.
Machine Translated by Google

Spetsarna bör rengöras ofta för att förhindra legering av de lägre smältande materialen med kopparspetsarna.
Spetsarna kan kräva rengöring och applicering var fjärde eller femte svets för att bibehålla kvaliteten i
produkten, även om för vissa galvaniserade applikationer de bästa svetsarna görs efter att spetsarna har
svartnat på flera punkter. Användningen av korta svetstider ökar möjligheten till bra svetsar med minsta
nedsmutsning av spetsen.
Det är möjligt att shuntströmmar som flyter genom en tidigare gjord punktsvets kommer att ta bort
svetsströmmen från den andra andra punktsvetsen som ska göras. Detta kommer att inträffa om de två
punktsvetsarna är för nära varandra, och det kommer att hända med alla
3-18. Sammanfattning
Motståndspunktsvetsning är en svetsteknik som används för nästan alla kända metaller. Själva svetsen
görs i gränssnittet mellan delarna som ska sammanfogas. Det elektriska motståndet hos materialet som
ska svetsas orsakar en lokal uppvärmning vid gränssnitten mellan metallerna som ska sammanfogas.
Svetsprocedurer för varje typ av material måste utvecklas för att få det mest tillfredsställande resultatet.
Förångningen av beläggningsmaterialet har en tendens att smutsa ner elektrodspetsarna.
Andra belagda material, såsom terneplåt (blybelagd) kan ha olika grad av toxicitet. Tillräcklig
ventilation är obligatorisk när man arbetar med dessa material.
svetsa.
svetsområdet och bär långärmade skjortor, långbyxor och skyddande ansiktsskydd när du arbetar med denna
process och belagt material.
Tabell 3-1 ger klassificeringsinformation för en DN-100E motståndspunktsvetsmaskin. Dessa
klassificeringsinformation kan skilja sig åt mellan de olika typerna av DN -100E punktsvetsmaskin, till exempel
är den nominella matningsspänningen 230V/120V, Nominell matningsfrekvens är 50Hz eller 60Hz,
Nominell driftcykel är 30% eller
3-17. Aluminium och aluminiumlegeringar Motståndskraftiga
punktsvetsmaskiner med KVA-värden mycket större än 20 KVA är nödvändiga för att göra bra svetsar på
de flesta aluminiummaterial och alla andra typer av basmetall med hög konduktivitet. Den elektriska
ledningsförmågan hos aluminium är hög, och svetsmaskiner måste ge höga strömmar och exakta tryck
för att ge den värme som krävs för att smälta aluminiumet och producera ett ljud
metaller.
Machine Translated by Google
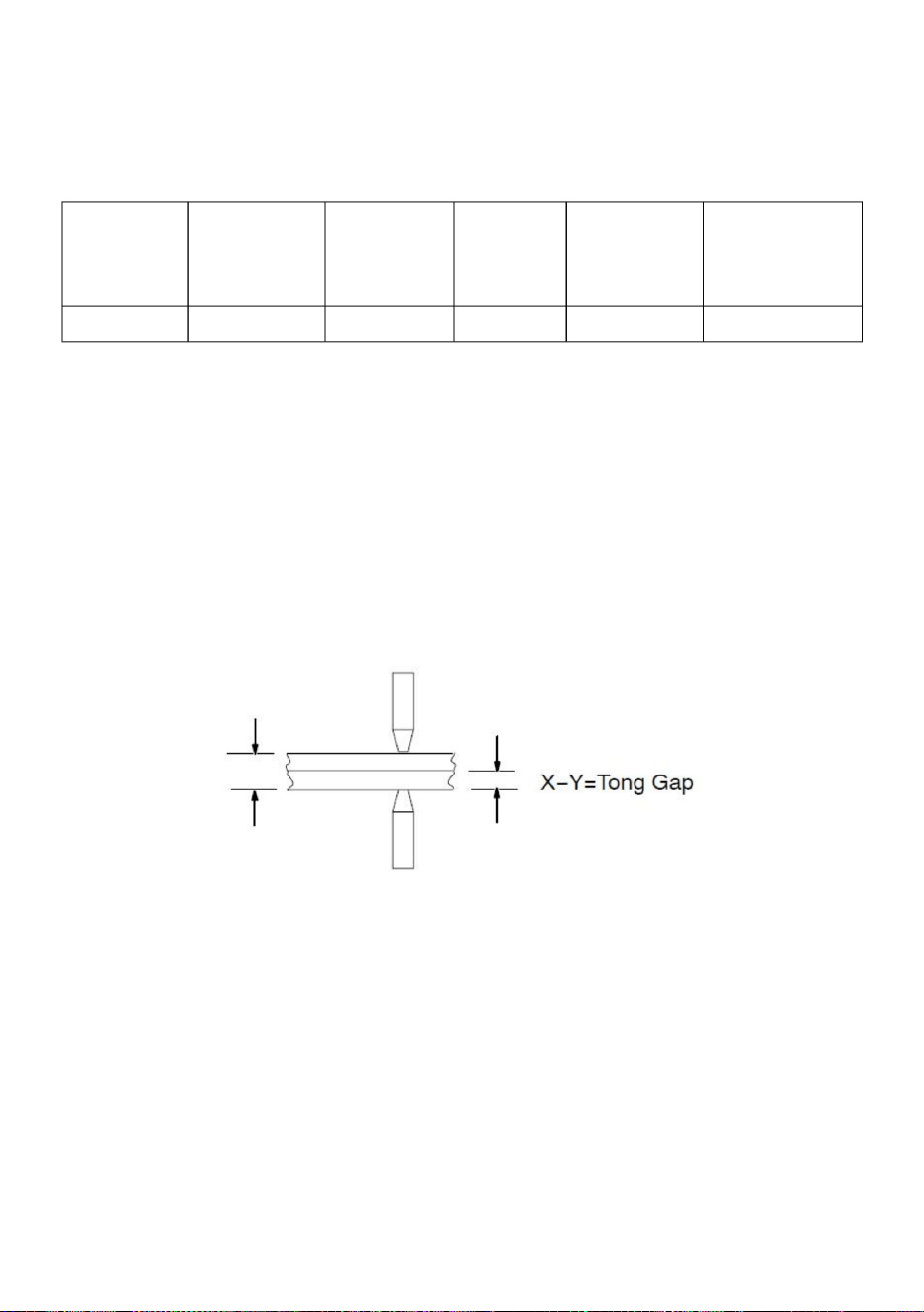
1. Stäng tången och mät utrymmet mellan elektrodspetsens kontaktytor.
Ingen belastning
Plikt
deformation och kontaminering (se testprocedurer).
Betygsatt
Tillförsel
Tångtrycksinställningar bör ENDAST göras när den primära nätsladden är
5. Aktivera punktsvetsmaskinen och gör en provsvets.
punktsvetsmaskin
svetstryck. Det bör finnas en lätt avböjning av tången. Detta kan vara
Tillförsel
Följande allmänna data tillhandahålls för att hjälpa operatören att ställa in svetsningen
Cykel
2. Mät tjockleken på den totala svetsen.
7. Justera tångtrycket efter behov (se bruksanvisningen för justering av tången
Tjocklek
50% osv. Dessa betygsinformation beror på kundens krav.
DN-100E U1 V±10 % 50/60 Hz 30 %
svetsnummer.
Frekvens
Betygsatt
frånkopplad från den primära strömkällan.
6. Testa svetsen med visuella och mekaniska medel. Kontrollera elektrodspetsen för
Spänning
Spänning
Betygsatt
procedurer vid användning av motståndspunktsvetsmaskinen.
mätt med en rak kant inställd på tungans längdaxel.
1,75V
Tabell 3-1. Motståndspunktsvetsmaskinspecifikationer för en DN-100E
Modell
4. För in delarna som ska svetsas mellan elektrodspetsarna och ta med spetsarna till
Svetsning
1,5-1,5 mm
3. Justera tångavståndet till mått på steg 2 minus 1/2 tjockleken på den tunnaste
förfaranden).
Machine Translated by Google
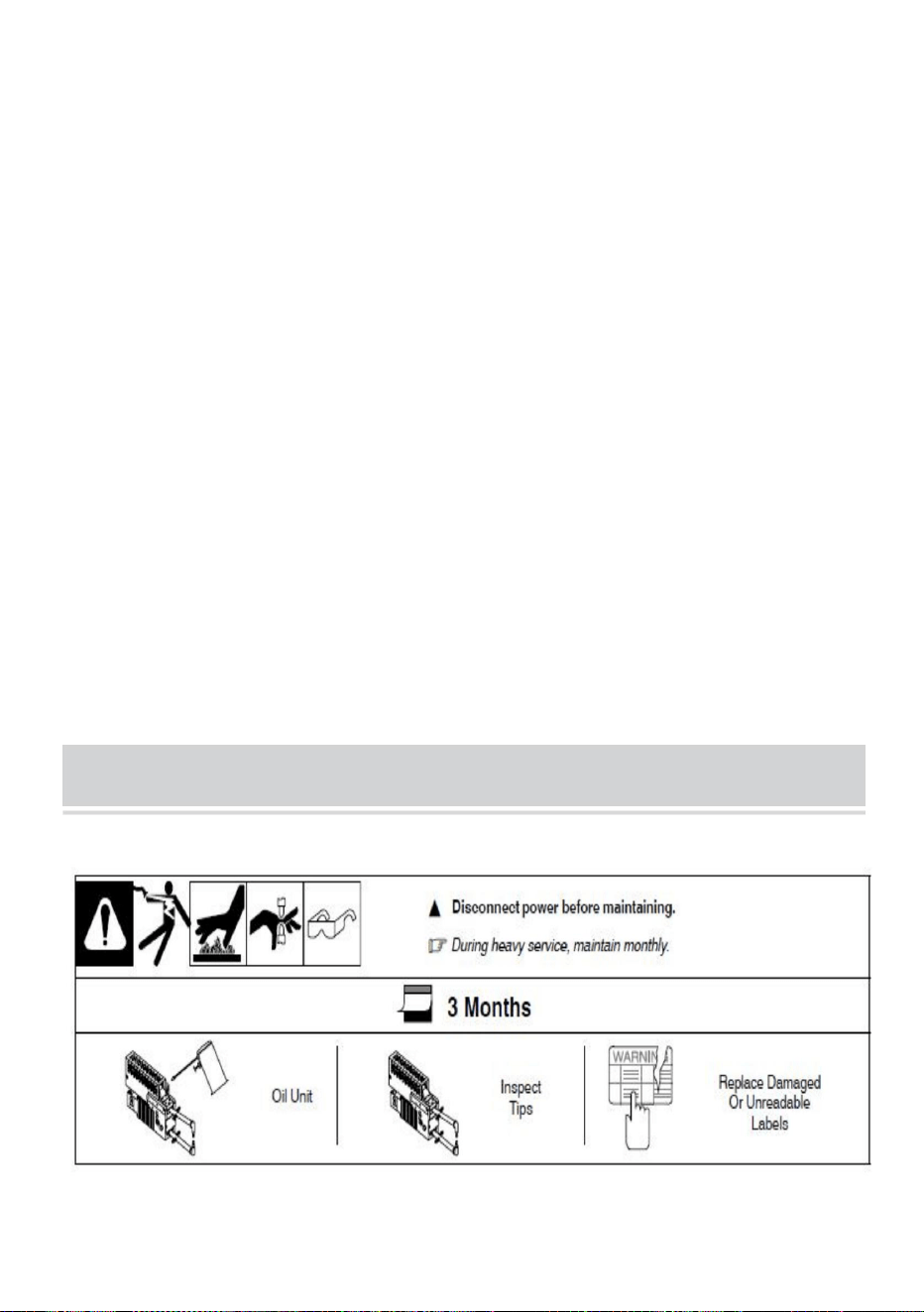
AVSNITT 4- UNDERHÅLL OCH FELSÖKNING
4-1. Underhåll
3-19. Testprocedurer
Placera ena änden av motståndspunktsvetsprovet i skruvstyckeskäftar. Använd mekanisk
2. Mekaniskt test
att prestera.
Testprocedurerna som beskrivs är mycket enkla och kräver ett minimum av utrustning
strömavstängningen och en typisk svetsfog mellan spetsytorna.
problemet kan vara felinställning av elektrodspetsarna. Rikta in elektrodspetsarna med
Om motståndspunktsvetsen inte har ett jämnt, koncentriskt ytutseende,
a. Överdrivet tungtryck. b.
Svetstiden är för lång. c.
Felinriktning av elektrodspetsarna.
det följande:
diameter.
modermetall med en metallförlängning från svetsen. Kontrollera att svetsen är korrekt
svetsen. Överdriven "dishing" av ytkontaktpunkten indikerar en eller flera av
Observera deformationen och formen av ytkontaktpunkterna på båda sidor av
innebär att tvinga isär svetsen. Ena sidan av svetsen ska lossna från svetsen
1. Visuellt test
Machine Translated by Google
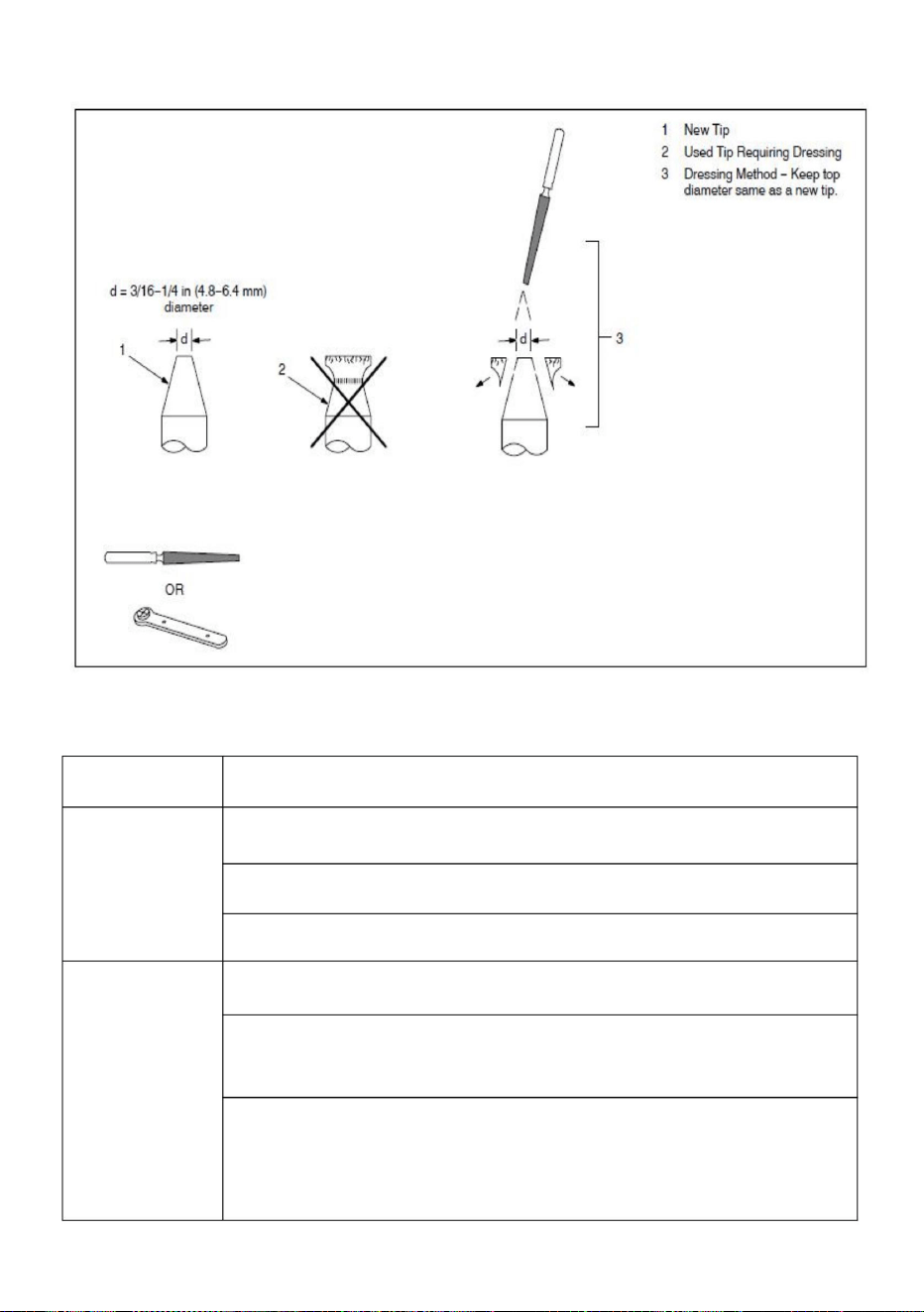
4-2. Klädtips
4-3. Felsökning
Tips arcing
diameter (se avsnitt 4-2).
Avhjälpa
Spetsarna är inte korrekt inriktade. Justera tips eller klänning tips till rätt
överhettning.
Tips
4-2 §).
Problem
Inte tillräckligt med tångtryck. Öka tångtrycket.
och dåligt elektriskt strömflöde. Rengör eller klä tips (se
Basmaterial kan svetsas till spetsar vilket ger hög motståndskraft
Materialet är för tjockt för punktsvetsmaskinen.
Svetstiden är för lång. Minska svetstiden.
på material.
Inte tillräckligt med tångtryck. Öka tångtrycket.
Machine Translated by Google
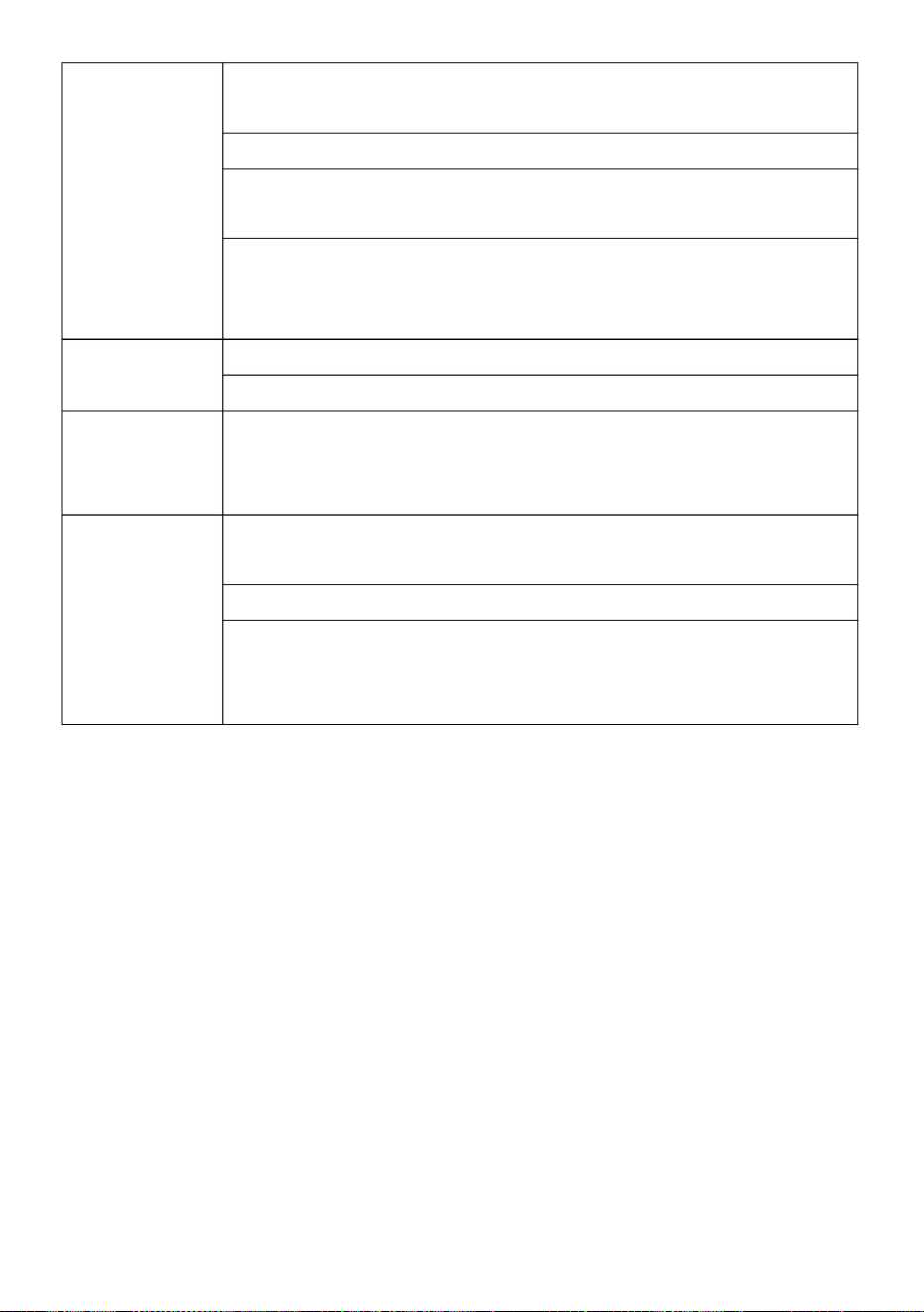
Kontaktytan för tips är för stor. Byt till en mindre spets
Uteffekten är för hög. Minska inställningen för strömstyrka, om
Inkonsekvent
Dålig svets eller
på materialet (se avsnitt 4-2).
eller
Inkonsekvent svetstid. Installera en svetstimer, om tillämpligt.
bitar. Ta bort oxider och kemiska föreningar inklusive
material
Tången är för lång. Minska tånglängden.
svetsning
av
svetsklump.
diameter eller klänningsspetsar tillbaka till den ursprungliga diametern (se avsnitt
ingen svets vid
utvisad
Stänk
i
Materialet är för tjockt för punktsvetsmaskin. Kolla det
Svetstiden är för lång. Minska svetstiden.
Överdrivet tungtryck. Minska tångtrycket.
Inte tillräckligt med tångtryck. Öka tångtrycket.
galvaniserad beläggning.
tillämpligt (ej tillgängligt på luftkylda modeller).
drift.
Felaktig spetsinriktning. Klä spetsarna så att de ligger i linje och är platta
svetsa.
Ta bort beläggningen från materialet för intim kontakt mellan
mitten
smält
under
materialtjockleken är inom punktsvetsmaskinens kapacitet.
varelse
Hål
4-2).
tips.
Tillverkad i Kina
Machine Translated by Google