
Page 1
PRODUCT INFORMATION:
INTENDED USE OF THE TOOL
WARNING
DO NOT DISCARD – GIVE TO USER
Project Code
25 PIECE METRIC
LARGE TAP & DIE SET
25MTDS
When unpacking, check the parts diagram and part
number listing on page 13 to make sure all parts are
included. If any parts are missing or damaged, please
call your distributor.
BEFORE USE
Study, understand and follow all instructions provided
with this product. Read these instructions carefully
before installing, operating, servicing or repairing this
tool. Keep these instructions in a safe, accessible place.
This tap and die tool set is designed for cutting male
and female threads of the thread pitches included in
the kit only and is only suitable for experienced
technicians. Tap only appropriately sized holes (see
page 2); undersized holes will cause damage to the tool
or work piece. Do not use this tool outside of the
designed intent. Never modify the tool for any other
purpose or use.
Made in Taiwan
to Matco specifications
Caution: To help prevent personal injury
• Use of this product can expose you to chemicals
including ethylene glycol, gasoline vapors and engine
exhaust, which are known to the State of California to
cause cancer, birth defects, or reproductive harm. For
more information, visit www.P65Warnings.ca.gov.
Always wear ANSI approved safety equipment, safety
glasses and clothing when using this product. Study,
understand, and follow all instructions provided with
this product. Failure to read and follow all warnings
and operating instructions may result in damages and
serious injury or death.
• Always wear ANSI approved goggles when using this
product. (Users and Bystanders).
• Never use this tool for any application other than for
which it was designed.
• Only use accessories designed for this tool.
• Never alter or modify this tool in any way.
• Improper operation and/or maintenance of the tool,
modification of the tool, or use of the tool with
accessories not designed for it could result in serious
injury or death.
• Always select the correct accessories of the correct
size and design for the job that you are attempting to
perform.
• Always work in a clean, safe, well-lit, organized and
adequately equipped area.
• Do not begin repairs without assurance that vehicle is
in secure position, and will not move during repair.
WARNING
The manufacturer warrants this product to the original
user against defective material or workmanship with a
lifetime guarantee.
The manufacturer reserves the right to determine whether
the part or parts failed because of defective material,
workmanship or other causes. Failures caused by accident,
alteration, or misuse are not covered by this warranty.
The manufacturer, at its discretion, will repair or replace
product covered under this warranty free of charge.
Repairs or replacements of products covered under this
warranty are warranted for the remainder of the original
warranty period.
The manufacturer or its authorized service representatives
must perform all warranty repairs. Any repair to the product
by unauthorized service representatives voids this warranty.
The rights under this warranty are limited to the original
user and may not be transferred to subsequent owners.
The warranty is in lieu of all other warranties, expressed
or implied, including warranties of merchantability and
fitness for a particular purpose. Some states do not allow
the exclusion or limitations of incidental or consequential
damages, so the above limitations may not apply to you.
LIFETIME WARRANTY
Large size range. Essential comprehensive set for
thread sizes above M12, up to M24.
Extra-Large wrenches. Includes 1.5" O.D. die wrench,
2.0" O.D. die wrench and tap wrench with long arms
for the leverage needed to cut large thread sizes.
Lasting design. Forged and machined from durable
Japanese tool steel alloy for professional use.
Page 2
Project Code
25 PIECE METRIC
LARGE TAP & DIE SET
25MTDS
DRILL GUIDE
Metric 60% 75% Closest Fractional Decimal Inches
LUBRICATION
Be sure to use the proper lubricant while threading. Lubrication is necessary for accurately formed threads.
It also prevents damage to taps and dies, helping to extend tool life. The lubricant should be applied to the
cutting edges during the threading operation.
USING TAPS
Taps are used to cut threads inside a hole, creating a threaded receiver
for a bolt or screw. The taps in this set are called plug taps. They are the
most common, general-purpose tap design. They feature a tapered end
of 3 to 5 chamfered threads, allowing an easier gradual entry into hole.
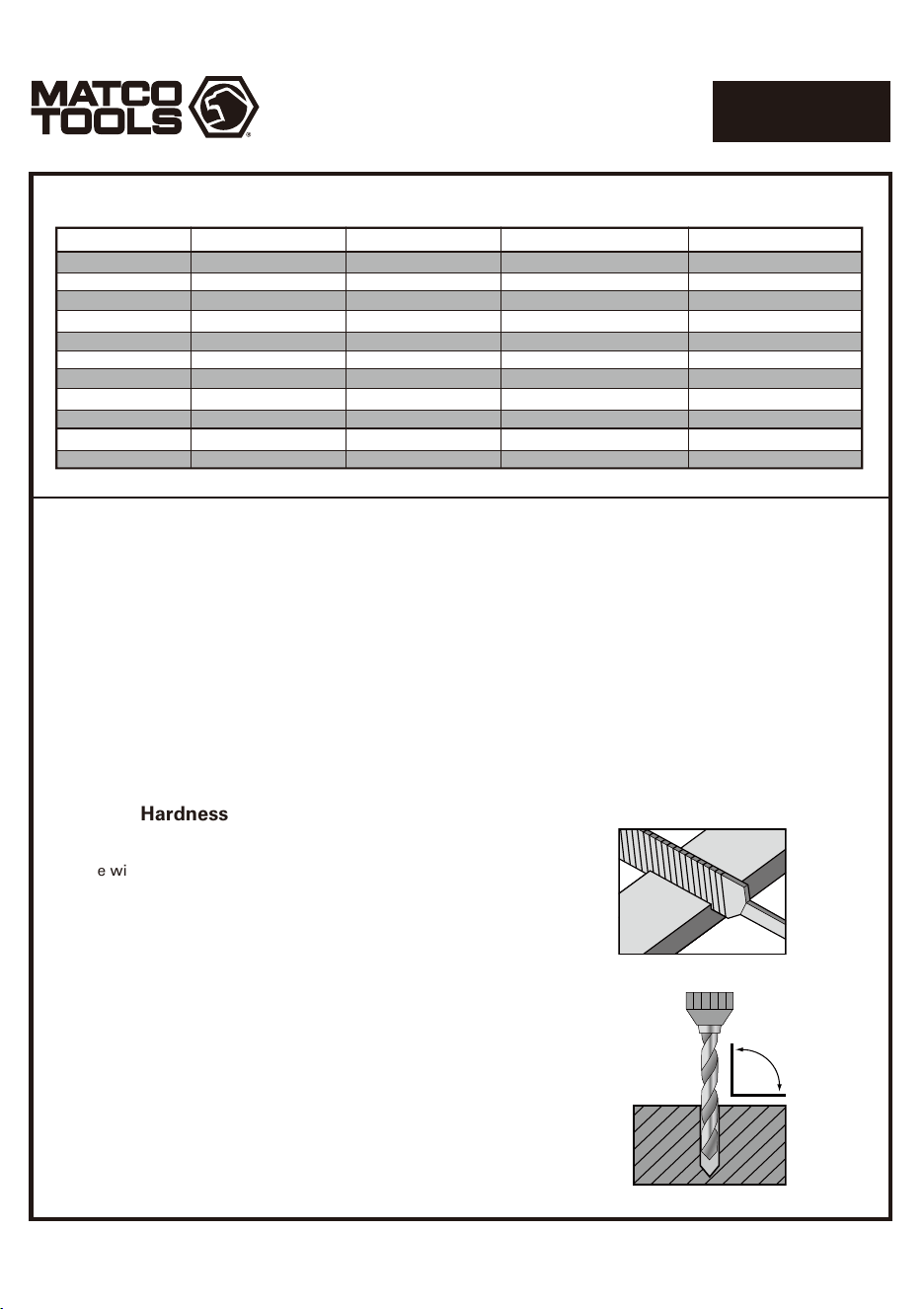
a.) Check Hardness
Do not try to thread hardened metals. Use a file to test the hardness
of material. If it cannot be cut by a file, the material is too hard for
use with the taps or dies.
b.) Drill
Starting with the proper hole size (see chart) is very important.
An oversized hole will produce poorly formed threads with reduced
thread depth. A hole that is too small will make turning the tap very
difficult and may break the tap. Refer to the included Drill Guide
for the recommended drill size for each tap size. If possible, drill
using a drill press (recommended) or similar machine, if not possible
take great care to drill straight and true.
12mm
12.5mm
12.75mm
14mm
14.5mm
15.75mm
16.5mm
17.5mm
20.5mm
21mm
22mm
31/64"
1/2"
-
9/16"
19/32"
5/8"
21/32"
45/64"
13/16"
27/32"
7/8"
0.4921
0.5020
0.5118
0.5709
0.5906
0.6299
0.6594
0.7087
0.8268
0.8465
0.8760
M14x2.0
M14x1.5
M14x1.25
M16x2.0
M16x1.5
M18x2.5
M18x1.5
M20x2.5
M22x1.5
M24x3.0
M24x2.0
12.5mm
12.75mm
13mm
14.5mm
15mm
16mm
16.75mm
18mm
21mm
21.5mm
22.25mm
To properly cut internal
threads you will need:
• Tap of correct size
• Tap wrench
• Drill bit of correct size
• Lubricating (cutting) oil
• Material
MATERIAL
90°
USING DIES
Dies are used to cut threads on the outside of a rod, creating a threaded
bolt. The diameter of rod is of great importance. It cannot be larger
diameter than die (thread size) and preferably the rod would be .005
- .010" undersized. Oversized rod may damage the die and will make
turning the die very difficult or cause damage. Slightly undersized stock
is easier to thread and can make more uniform threads.
a.) Chamfer
To enable die to start easy and straight, bevel the end of rod.
The chamfer can be created by filing or grinding by hand or
by power tool.
To properly cut external
threads you will need:
• Die of correct size
• Die stock
• Rod of correct diameter
• Lubricating (cutting) oil
Page 3
Project Code
25 PIECE METRIC
LARGE TAP & DIE SET
25MTDS
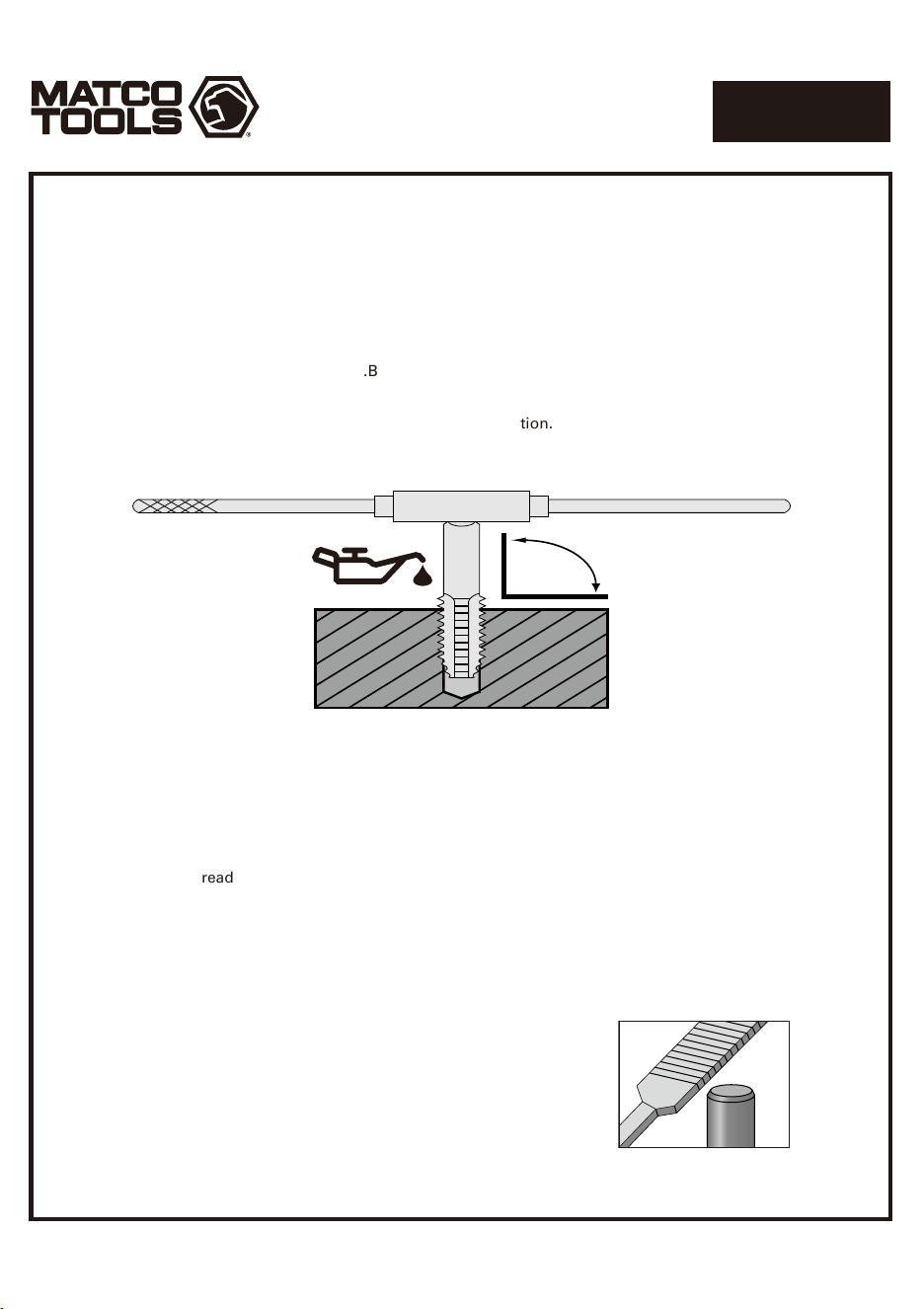
c.) Tap
Insert square end of tap into tap wrench and tighten handle to secure in place. Lubricate cutting edges.
Great care must be used when starting the tap into hole. Tap must be held square (90˚) to work piece.
Begin by turning tap slowly clockwise with light downward pressure. As the tap is turned, it will bite into
the material, pulling itself forward into hole. Once the tap begins to cut, chips of material are formed
between the flutes of tap. These chips must be broken off to relieve pressure against the tap.
This is accomplished by momentarily reversing tap direction every 1/4 to 1/2 revolution, depending on the
resistance encountered. Continue this alternating pattern of forward and reverse rotation until tap passes
through work piece or to desired depth.Blind hole (does not pass completely through work piece):
The starter threads (first 3 to 5 chamfered threads) on these plug taps do not cut full threads.
Therefore, when drilling a blind hole, it is necessary to make hole deep enough to allow extra room for
falling chips and the starter thread to fully clear threaded section.
TAP
MATERIAL
TAP WRENCH
90°
CHASING THREADS
Most threads that have become lightly damaged or rusted can be repaired. Use a thread gauge to measure thread
size. Choose correct tap or die size. Lubricate the existing threads. Follow original instructions for threading using
either tap or die. Work slowly, make sure that the tap/die is following existing threads, and is not wandering.
Threads will be ruined if tap/die begins to cut new material or becomes cross threaded.
Page 4
Project Code
25 PIECE METRIC
LARGE TAP & DIE SET
25MTDS
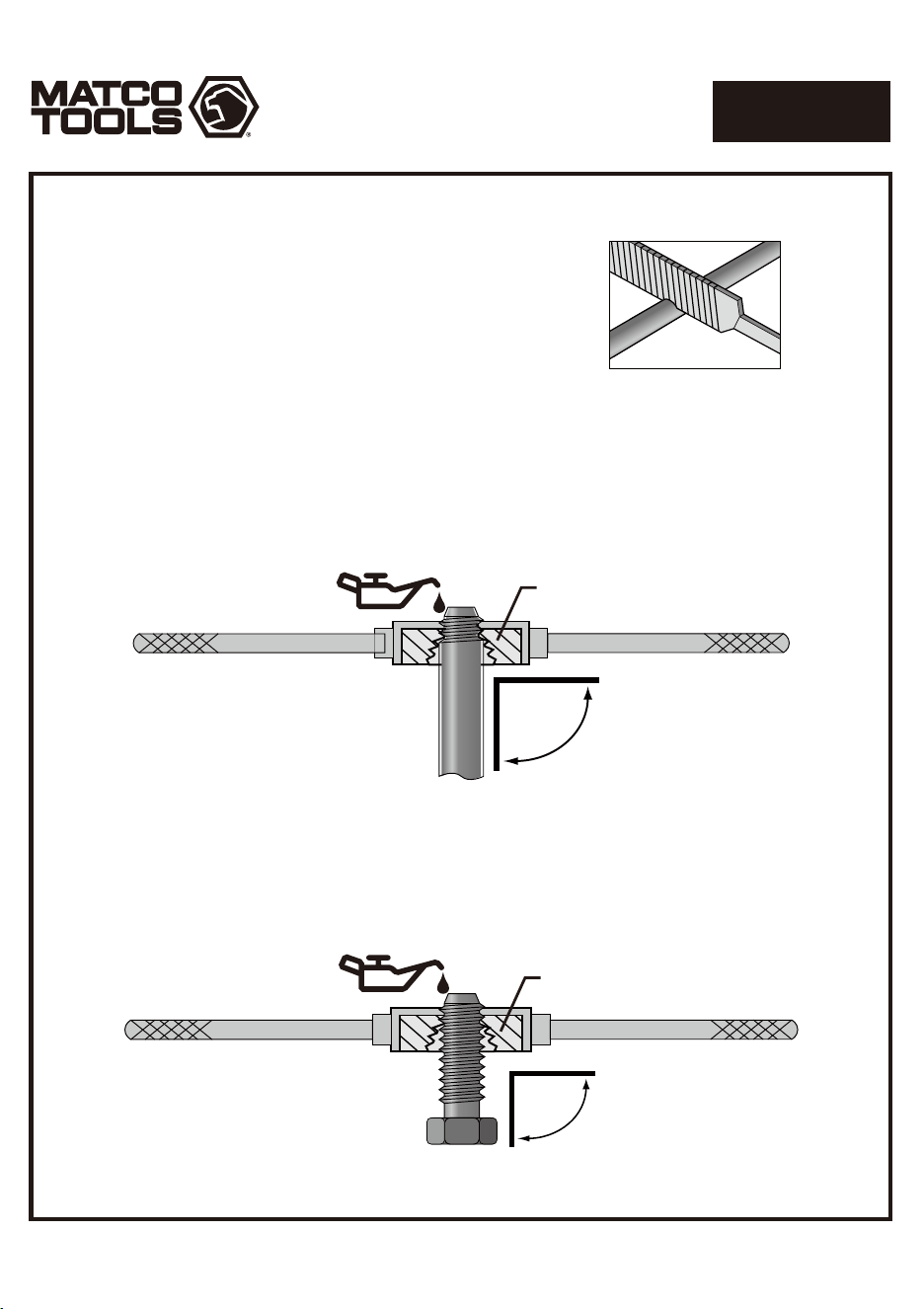
b.) Thread
Secure rod in a vise or clamp capable of holding rod and preventing
it from spinning. Insert the cutting die into the correct size die stock
wrench, blank side down. When positioned correctly, the side of die
with size markings should be facing you. This is the chamfered side
of the die and is used to start threading. Align two recesses in die
with the two screws in die stock. Tighten screws to secure.
Lubricate the die threads. Place the die over end of rod square (90˚)
to rod. Start slowly turning clockwise to start threading with light
downward pressure. As die is turned, it will bite into the material, pulling itself down the rod. Once the die
begins to cut well, the only downward pressure needed is naturally generated as a part of turning the die
stock. As chips of material are formed between the flutes of die and these must be broken off to relieve
pressure against the die. This is accomplished by momentarily reversing die direction every 1/4 to 1/2
revolution, depending on the resistance encountered. Continue this alternating pattern of forward and
reverse rotation until desired thread length is completed.
If after assessing the thread quality on a test piece you wish to modify the cut thread depth (for instance a
nut threads on too loose), tightening the center screw on the die stock wrench can apply pressure on the
die’s cut relief, opening the die slightly. This will change its tolerance and allow for shallower cut threads.
DIE
ROD
DIE STOCK
90°
DIE
BOLT
DIE STOCK
90°
Check
hardness
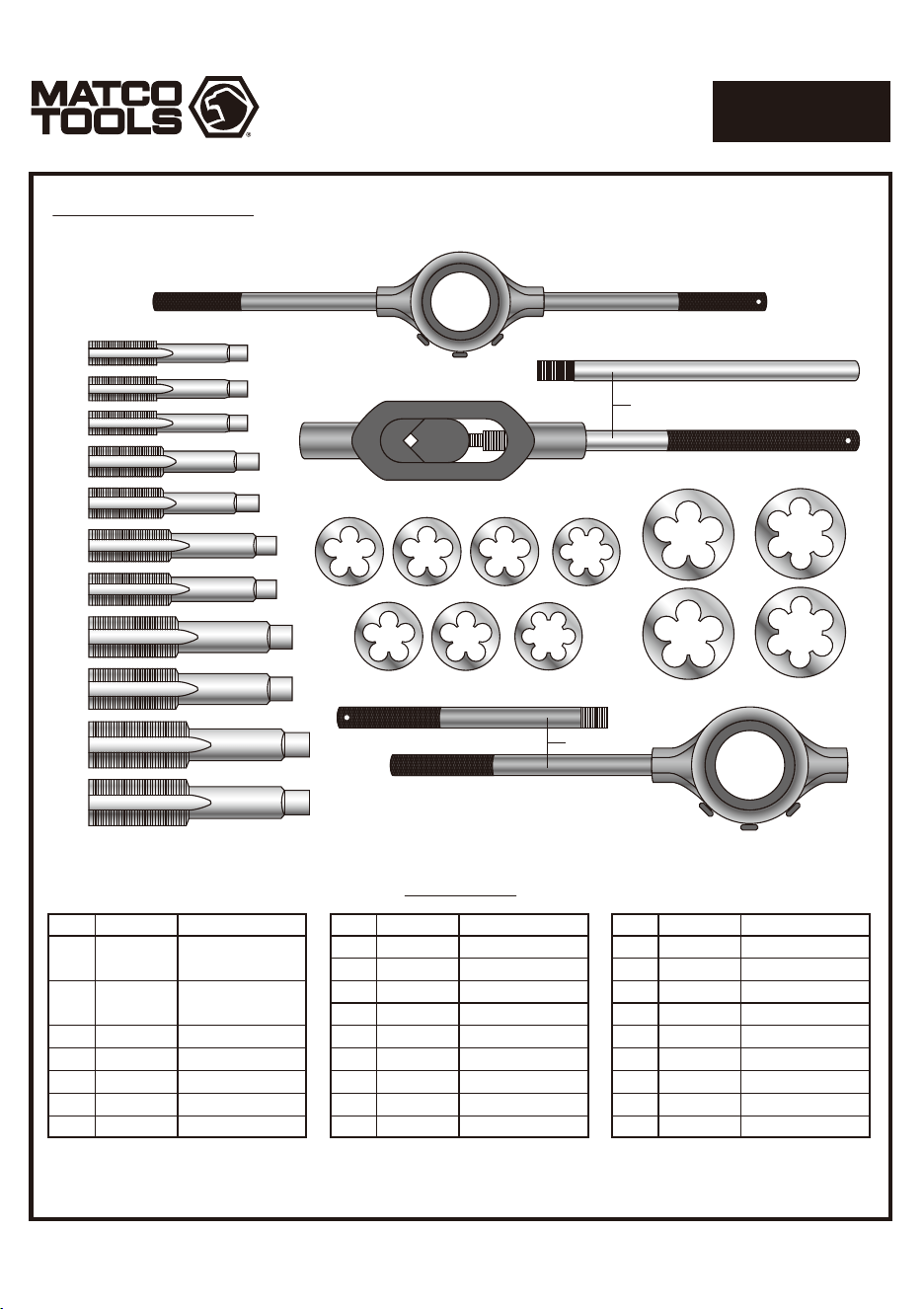
PARTS BREAKDOWN
910
Page 13
Project Code
25 PIECE METRIC
LARGE TAP & DIE SET
25MTDS
8
9
10
11
12
13
14
15
16
MT162T
MT1815T
MT1825T
MT2025T
MT2215T
MT242T
MT243T
MT14125D
MT1415D
M16x2.0 Tap
M18x1.5 Tap
M18x 2.5 Tap
M20x2.5 Tap
M22x1.5 Tap
M24x2.0 Tap
M24x3.0 Tap
M14x1.25 Die
M14x1.5 Die
PARTS LIST
1
2
3
4
5
6
7
Index
TW25
DS35
DS25
MT14125T
MT1415T
MT142T
MT1615T
Large Adjustable
Tap Wrench
Large Die Stock
Wrench
Die Stock Wrench
M14x1. 25 Tap
M14x1.5 Tap
M14x2.0 Tap
M16x1.5 Tap
Part No. Description DescriptionIndex Part No.
17
18
19
20
21
22
23
24
25
MT142D
MT1615D
MT162D
MT1815D
MT1825D
MT2025D
MT2215D
MT242D
MT243D
M14x2.0 Die
M16x1.5 Die
M16x2.0 Die
M18x1.5 Die
M18x2.5 Die
M20x2.5 Die
M22x1.5 Die
M24x2.0 Die
M24x3.0 Die
DescriptionIndex Part No.
M14x1.25
M14x1.5
M14x2.0
M16x1.5
M16x2.0
M18x1.5
M18x2.5
M20x2.5
M22x1.5
M24x2.0
M24x3.0
M
1
4
x
1
.
2
5
M
1
4
x
1
.
5
M
1
6
x
2
.
0
M
1
8
x
1
.
5
M
1
4
x
2
.
0
M
2
4
2
.
0
M
2
2
1
.
5
M
2
4
3
.
0
M
2
0
2
.
5
M
1
6
x
1
.
5
M
1
8
x
2
.
5
4
3
1
15 16 17 18
19 20
21
22 23
24
25
2
5
6
7
8
9
10
11
12
13
14




