

• Français – 23
• Castellano – pág. 49
Threading Machine
Manual
535 Manual Chuck/535 Auto
Chuck Threading Machines
535M
535A
RIDGID.com/qr/tm535 RIDGID.com/qr/tm535a

999-998-086.10_REV. Fii
535 Manual Chuck/535 Auto Chuck Threading Machines
Table of Contents
Recording Form For Machine Serial Number ............................................................................................................1
Safety Symbols..............................................................................................................................................................2
General Power Tool Safety Warnings
Work Area Safety ........................................................................................................................................................2
Electrical Safety ..........................................................................................................................................................2
Personal Safety ..........................................................................................................................................................3
Power Tool Use And Care ..........................................................................................................................................3
Service........................................................................................................................................................................3
Specific Safety Information
Threading Machines Safety Warnings ........................................................................................................................4
Description, Specifications And Standard Equipment
Description..................................................................................................................................................................4
Specifications..............................................................................................................................................................6
Standard Equipment ..................................................................................................................................................6
Machine Assembly ........................................................................................................................................................7
Mounting on Stands....................................................................................................................................................7
Mounting on Bench ....................................................................................................................................................7
Pre-Operation Inspection ............................................................................................................................................7
Machine and Work Area Set-Up....................................................................................................................................8
Die Head Set-Up and Use ............................................................................................................................................9
Removing/Installing Die Head ....................................................................................................................................9
Quick-Opening Die Heads ..........................................................................................................................................9
Self-Opening Die Heads ..........................................................................................................................................10
Semi-Automatic Die Heads ......................................................................................................................................11
Operating Instructions
Changing Operating Speeds ....................................................................................................................................13
Cutting with No. 820 Cutter........................................................................................................................................14
Reaming with No. 341 Reamer ................................................................................................................................14
Threading Pipe..........................................................................................................................................................15
Threading Bar Stock/Bolt Threading ........................................................................................................................15
Left Hand Threading..................................................................................................................................................15
Removing Pipe from the Machine ............................................................................................................................16
Inspecting Threads....................................................................................................................................................17
Preparing Machine for Transport ..............................................................................................................................17
Maintenance Instructions
Cleaning....................................................................................................................................................................17
Top Cover Removal/Installation ................................................................................................................................18
Lubrication ................................................................................................................................................................18
Oil System Maintenance ..........................................................................................................................................18
Priming the Model A Oil Pump ..................................................................................................................................18
Replacing No. 820 Cutter Wheel ..............................................................................................................................19
Jaw Replacement (Auto Chuck Machines)................................................................................................................19
Replacing Jaw Inserts (Manual Chuck Machines) ....................................................................................................19
Replacing Carbon Brushes (Universal Motor Units) ................................................................................................20
V-Belt Tension/Replacement (Induction Motor Units)................................................................................................20
Optional Equipment ....................................................................................................................................................20
Thread Cutting Oil Information ..................................................................................................................................21
Machine Storage..........................................................................................................................................................21
Service And Repair ....................................................................................................................................................21
Disposal ......................................................................................................................................................................21
Troubleshooting ..........................................................................................................................................................22
Declaration of Conformity.................................................................................................................Inside Back Cover
Lifetime Warranty ..........................................................................................................................................Back Cover
*Original Instructions - English
535M/535A Threading Machines
Record Serial Number below and retain product serial number which is located on nameplate.
Serial
No.
535 Manual Chuck/535 Auto
Chuck Threading Machines
535M/535A
WARNING!
Read this Operator’s Manual
carefully before using this
tool. Failure to understand
and follow the contents of
this manual may result in
electrical shock, re and/or
serious personal injury.
999-998-086.10_REV. F2
535 Manual Chuck/535 Auto Chuck Threading Machines
General Power Tool Safety
Warnings*
WARNING
Read all safety warnings, instructions, illustrations
and specications provided with this power tool.
Failure to follow all instructions listed below may
result in electric shock, re and/or serious injury.
SAVE ALL WARNINGS AND INSTRUCTIONS
FOR FUTURE REFERENCE!
The term "power tool" in the warnings refers to your
mains-operated (corded) power tool or battery-operated
(cordless) power tool.
Work Area Safety
• Keep work area clean and well lit. Cluttered or dark
areas invite accidents.
• Do not operate power tools in explosive atmo-
spheres, such as in the presence of flam mable liq-
uids, gases, or dust. Power tools create sparks which
may ignite the dust or fumes.
• Keep children and bystanders away while oper-
ating a power tool. Distractions can cause you to
lose control.
Electrical Safety
• Power tool plugs must match the outlet. Never
modify the plug in any way. Do not use any adap -
ter plugs with earthed (grounded) power tools.
Un modified plugs and matching outlets will reduce
risk of electric shock.
• Avoid body contact with earthed or grounded sur-
faces such as pipes, radiators, ranges and refrig-
erators. There is an increased risk of electrical shock
if your body is earthed or grounded.
• Do not expose power tools to rain or wet condi-
tions. Water entering a power tool will increase the
risk of electrical shock.
• Do not abuse the cord. Never use the cord for
carrying, pulling or unplugging the power tool.
Keep cord away from heat, oil, sharp edges or
Safety Symbols
In this operator’s manual and on the product, safety symbols and signal words are used to communicate important
safety information. This section is provided to improve understanding of these signal words and symbols.
This is the safety alert symbol. It is used to alert you to potential personal injury hazards. Obey all safety messages that follow
this symbol to avoid possible injury or death.
DANGER indicates a hazardous situation which, if not avoided, will result in death or serious injury.
WARNING indicates a hazardous situation which, if not avoided, could result in death or serious injury.
CAUTION indicates a hazardous situation which, if not avoided, could result in minor or moderate injury.
NOTICE indicates information that relates to the protection of property.
NOTICE
DANGER
WARNING
CAUTION
* The text used in the General Power Tool Safety Warnings section of this manual is verbatim, as required, from the applicable UL/CSA 62841-1 edition standard.
This section contains general safety practices for many different types of power tools. Not every precaution applies to every tool, and some do not appl
y to this
tool.
This symbol indicates the risk of machine tipping, caus-
ing striking or crushing injuries.
This symbol indicates the risk of fingers, legs, clothes
and other objects catching and/or wrapping on rotating
shafts causing crushing or striking injuries.
This symbol means read the operator’s manual carefully
before using the equipment to reduce the risk of injury.
The operator’s manual contains important information
on the safe and proper operation of the equipment.
This symbol means always wear safety glasses with side
shields or goggles while using this equipment to reduce
the risk of injury.
This symbol indicates the risk of fingers, hands, clothes
and other objects catching on or between gears or other
rotating parts and causing crushing injuries.
This symbol indicates the risk of electrical shock.
This symbol means do not disconnect foot switch to
reduce the risk of injury.
This symbol means do not block foot switch (lock in ON
position) to reduce the risk of injury.
This symbol means do not wear gloves while operating
this machine to reduce the risk of entanglement.
This symbol means always use a foot switch when using
a threading machine/power drive to reduce the risk of
injury.

999-998-086.10_REV. F 3
moving parts. Damaged or entangled cords increase
the risk of electric shock.
• When operating a power tool outdoors, use an
extension cord suitable for outdoor use. Use of a
cord suitable for outdoor use reduces the risk of electric
shock.
• If operating a power tool in a damp location is
unavoidable, use a ground fault circuit interrupter
(GFCI) protected supply. Use of a GFCI reduces
the risk of electric shock.
Personal Safety
• Stay alert, watch what you are doing and use com-
mon sense when operating a power tool. Do not
use a power tool while you are tired or under the
influence of drugs, alcohol, or medication. A mo -
ment of inattention while operating power tools may
result in serious personal injury.
• Use personal protective equipment. Always wear
eye protection. Protective equipment such as dust
mask, non-skid safety shoes, hard hat, or hearing
protection used for appropriate conditions will reduce
personal injuries.
• Prevent unintentional starting. Ensure the switch
is in the OFF-position before connecting to power
source and/or battery pack, picking up or carrying
the tool. Carrying power tools with your finger on the
switch or energizing power tools that have the switch
ON invites accidents.
• Remove any adjusting key or wrench before turn-
ing the power tool ON. A wrench or a key left at -
tached to a rotating part of the power tool may result
in personal injury.
• Do not overreach. Keep proper footing and balance
at all times. This enables better control of the power
tool in unexpected situations.
• Dress properly. Do not wear loose clothing or
jewel ry. Keep your hair and clothing away from
moving parts. Loose clothes, jewelry, or long hair
can be caught in moving parts.
• If devices are provided for the connection of dust
extraction and collection facilities, ensure these
are connected and properly used. Use of dust col-
lection can reduce dust-related hazards.
• Do not let familiarity gained from frequent use of
tools allow you to become complacent and ignore
tool safety principles. A careless action can cause
severe injury within a fraction of a second.
535 Manual Chuck/535 Auto Chuck Threading Machines
Power Tool Use And Care
• Do not force the power tool. Use the correct power
tool for your application. The correct power tool will
do the job better and safer at the rate for which it is
designed.
• Do not use the power tool if the switch does not
turn it ON and OFF. Any power tool that cannot be
controlled with the switch is dangerous and must be
repaired.
• Disconnect the plug from the power source and/or
remove the battery pack, if detachable, from the
power tool before making any adjustments, chang-
ing accessories, or storing power tools. Such pre-
ventive safety measures reduce the risk of starting the
power tool accidentally.
• Store idle power tools out of the reach of children
and do not allow persons unfamiliar with the pow -
er tool or these instructions to operate the power
tool. Power tools are dangerous in the hands of
untrained users.
• Maintain power tools. Check for misalignment or
binding of moving parts, breakage of parts and
any other condition that may affect the power tool’s
operation. If damaged, have the power tool repaired
before use. Many accidents are caused by poorly
maintained power tools.
• Keep cutting tools sharp and clean. Properly main-
tained cutting tools with sharp cutting edges are less
likely to bind and are easier to control.
• Use the power tool, accessories and tool bits etc.
in accordance with these instructions, taking into
account the working conditions and the work to
be performed. Use of the power tool for operations
different from those intended could result in a haz-
ardous situation.
• Keep handles and grasping surfaces dry, clean
and free from oil and grease. Slippery handles and
grasping surfaces do not allow for safe handling and
control of the tool in unexpected situations.
Service
• Have your power tool serviced by a qualified repair
person using only identical replacement parts.
This will ensure that the safety of the power tool is
maintained.
• Do not use this machine if the foot switch is bro-
ken or missing. The foot switch provides safe control
of the machine, such as shut-off in case of entangle-
ment.
• One person must control the work process, ma -
chine operation and foot switch. Only the operator
should be in the work area when the machine is run-
ning. This helps reduce the risk of injury.
• Never reach into the machine front chuck or rear
centering head. This will reduce the risk of entan-
glement.
• Read and understand these instructions and the
instructions and warnings for all equipment and
materials being used before operating this tool to
reduce the risk of serious personal injury.
If you have any question concerning this RIDGID
®
product:
– Contact your local RIDGID
®
distributor.
– Visit RIDGID.com to find your local Ridge Tool contact
point.
– Contact Ridge Tool Technical Service Department at
ProToolsTechService@Emerson.com, or in the U.S.
and Cana da call 844-789-8665.
Description, Specications And
Standard Equipment
Description
The RIDGID
®
Model 535 Manual Chuck and 535 Auto
Chuck Threading Machines are electric motor-driven
machines that center and chuck pipe, conduit and bolt
stock and rotates it while cutting, reaming and threading
operations are performed.
The 535 Auto Chuck has an automatic chuck to grip and
center pipe.
Threading dies are mounted in a variety of available die
heads. An integral oiling system is provided to flood the
work with thread cutting oil during the threading operation.
With proper optional equipment, RIDGID
®
Model 535 Manual/
535 Auto Threading Machines can be used to thread larger
pipe, short or close nipples or for roll grooving.
Specic Safety Information
WARNING
This section contains important safety information
that is specic to these tool.
Read these precautions carefully before using the
535 Manual Chuck/535 Auto Chuck Threading
Machines to reduce the risk of electrical shock or
other serious injury.
SAVE ALL WARNINGS AND INSTRUCTIONS
FOR FUTURE REFERENCE!
Keep this manual with machine for use by the operator.
Threading Machines Safety Warnings
• Keep floor dry and free of slippery materials such
as oil. Slippery floors invite accidents.
• Restrict access or barricade the area when work
piece extends beyond machine to provide a min-
imum of one meter (3 feet) clearance from the
work piece. Restricting access or barricading the
work area around the work piece will reduce the risk
of entanglement.
• Do not wear gloves. Gloves may be entangled by
the rotating pipe or machine parts leading to personal
injury.
• Do not use for other purposes such as drilling
holes or turning winches. Other uses or modifying
this machine for other applications may increase the
risk of serious injury.
• Secure machine to bench or stand. Support long
heavy pipe with pipe supports. This practice will
prevent the machine from tipping.
• While operating the machine, stand on the side
where the operator control switch is located. Opera -
ting the machine from this side eliminates need to
reach over the machine.
• Keep hands away from rotating pipe and fittings.
Stop the machine before wiping pipe threads or
screwing on fittings. Allow the machine to come
to a complete stop before touching the pipe. This
practice will reduce the chance of entanglement in
rotating parts.
• Do not use this machine to install or remove (make
or break) fittings. This practice could lead to trapping,
entanglement and loss of control.
• Do not operate the machine without all covers
properly installed. Exposing moving parts increases
the probability of entanglement.
999-998-086.10_REV. F4
535 Manual Chuck/535 Auto Chuck Threading Machines
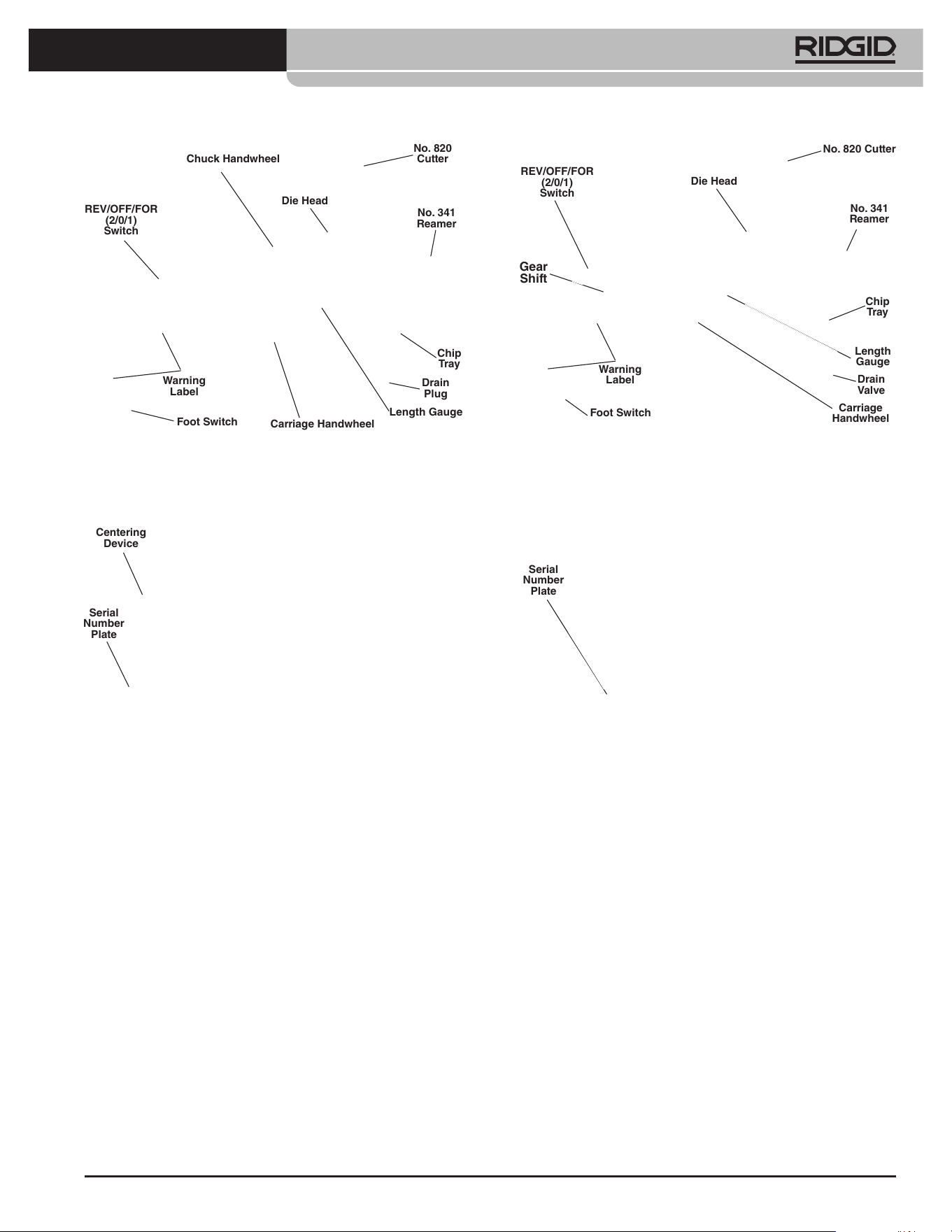
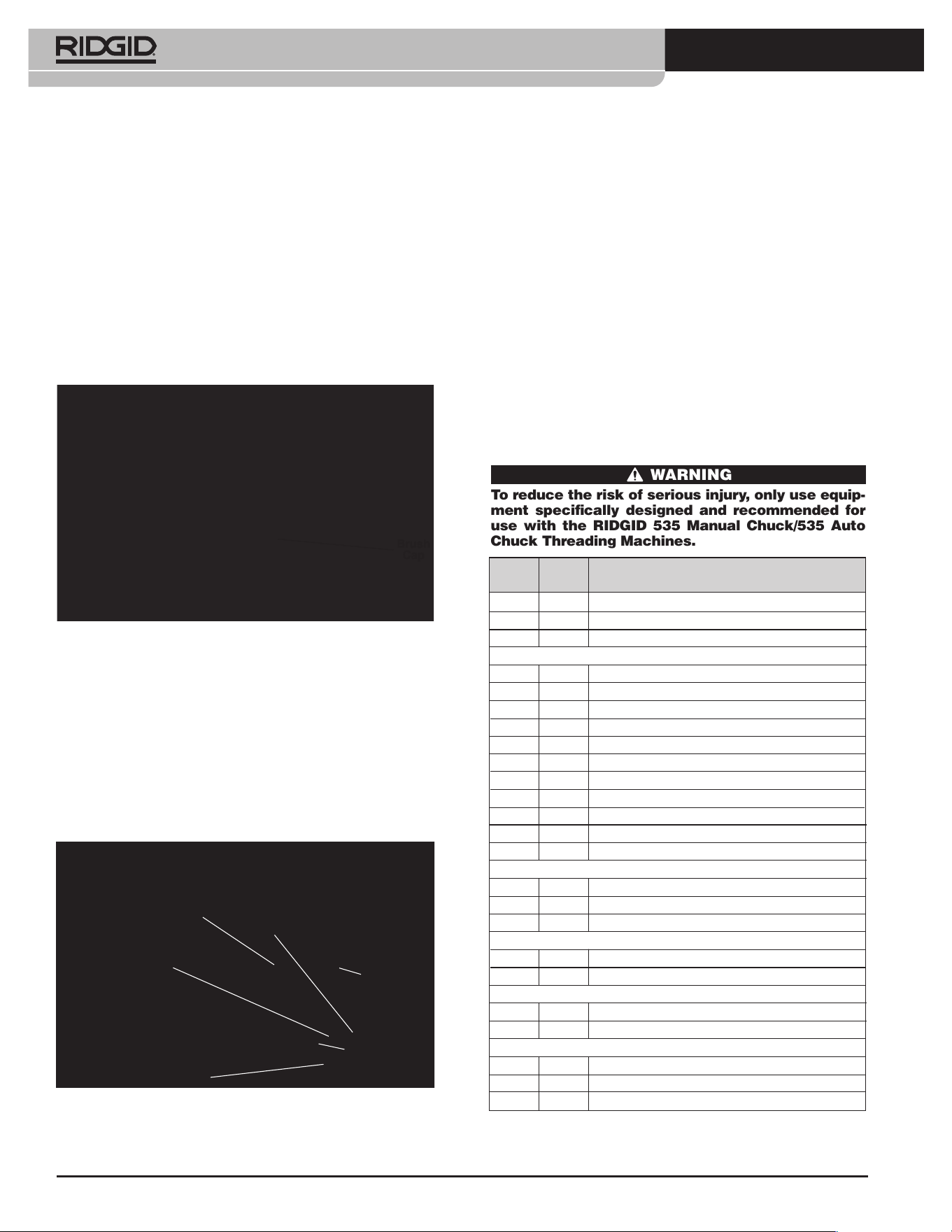
Figure 1A – 535 Manual Chuck Threading Machine
Figure 1B – 535 Manual Chuck Threading Machine
Figure 2A – 535 Auto Chuck Threading Machine
Figure 2B – 535 Auto Chuck Threading Machine
999-998-086.10_REV. F 5
535 Manual Chuck/535 Auto Chuck Threading Machines
Chuck Handwheel
Die Head
No. 820
Cutter
No. 341
Reamer
Chip
Tray
REV/OFF/FOR
(2/0/1)
Switch
Foot Switch
Carriage Handwheel
Length Gauge
Die Head
No. 820 Cutter
No. 341
Reamer
Chip
Tray
REV/OFF/FOR
(2/0/1)
Switch
Foot Switch
Carriage
Handwheel
Length
Gauge
Gear
Shift
Warning
Label
Drain
Plug
Warning
Label
Drain
Valve
Centering
Device
Serial
Number
Plate
Serial
Number
Plate
999-998-086.10_REV. F6
535 Manual Chuck/535 Auto Chuck Threading Machines
Specications*
535 Manual Chuck Machines 535 Automatic Chuck Machines
Pipe Threading Capacity 1/8 to 2 inch (3 to 50 mm) Nominal Pipe Size
Bolt Threading Capacity ¼ to 2 inch (6 to 50 mm) Actual Stock Diameter
LH Threads With Modifications
Motor Type Universal Motor Induction Motor Universal Motor Induction Motor Induction Motor
Phase Single Phase 3 Phase Single Phase 3 Phase
Motor Power 2.3 (1.7) 0.5 (0.37) 2.3 (1.7) 1.8/2.3 (1.35/1.7) 1.5 (1.1) 2.3 (1.7) 2 (1.5) 1.8/2.3 (1.35/1.7)
HP (kW)
Volts V 110-120 110-120 220-240 400 220 110-120 220-240 120 400
Frequency Hz 50/60 50 60 50/60 60 50
Current Draw Amp 15 20 7. 5 3.5/5.1 4.4 15 7. 5 18 3.5/5.1
Operating Speed RPM 36 54 36 35/70 16/46/58 36 16/46/58 35/70
Rotary Type
Rotary Type
Rotary Type
Rotary Type
Rotary Type Rotary Type
2/1/0/1/2
1/0/2
REV/OFF/FOR
2/1/0/1/2
REV/OFF/FOR REV/OFF/FOR
Switch for
Switch
Rotary Type
(2/0/1)
Switch for speed
Controls
(2/0/1) (2/0/1)
speed and
Shifter knob
2/0/1 Switch
Switch Shifter and direction
Switch Switch
direction
for speed knob for control
control (see
selection speed selection (see Figure 19)
Figure 19)
ON/OFF Foot Switch
Front Chuck Speed Chuck with replaceable Rocker-Action Jaw Inserts Automatic with four reversible Forged Jaws
Rear Centering Device
Cam Action, rotates with Chuck Automatic, Centering only
Die Heads See RIDGID Catalog for available Die Heads
Cutter Model 820, 1/8" – 2" Full Floating, Self-Centering Cutter
Reamer Model 341, 1⁄8" – 2", 5-Fluted Reamer
Oil System 7 qt (6.6 l), with integrated Gerotor Model MJ Pump (Units prior to 1996 – Model A Oil Pump)
Weight
260 lbs. (118 kg)
350 lbs. 290 lbs.
350 lbs. (159 kg)
(unit with oil and a DH) (159 kg) (132 kg)
Overall Dimension 37" × 21" × 21" (940mm × 535mm × 535mm)
L × W × H (With Tools In Operating Position and Cutter Fully Closed)
Sound Pressure (L
PA
)** 97 dB(A), K=3
Sound Power (L
PW
)** 92 dB(A), K=3
* Refer to your machine serial number plate for information on motor rating and control panel for information on your specific machine.
** Sound measurements are measured in accordance with a standardized test per Standard EN 62481-1.
- Sound emissions may vary due to your location and specific use of these tools.
- Daily exposure levels for sound need to be evaluated for each application and appropriate safety measures taken when needed. Evaluation of exposure levels
should consider the time a tool is switched off and not in use. This may significantly reduce the exposure level over the total working period.
Standard Equipment
Refer to the RIDGID catalog for details on equipment
supplied with specific machine catalog numbers.
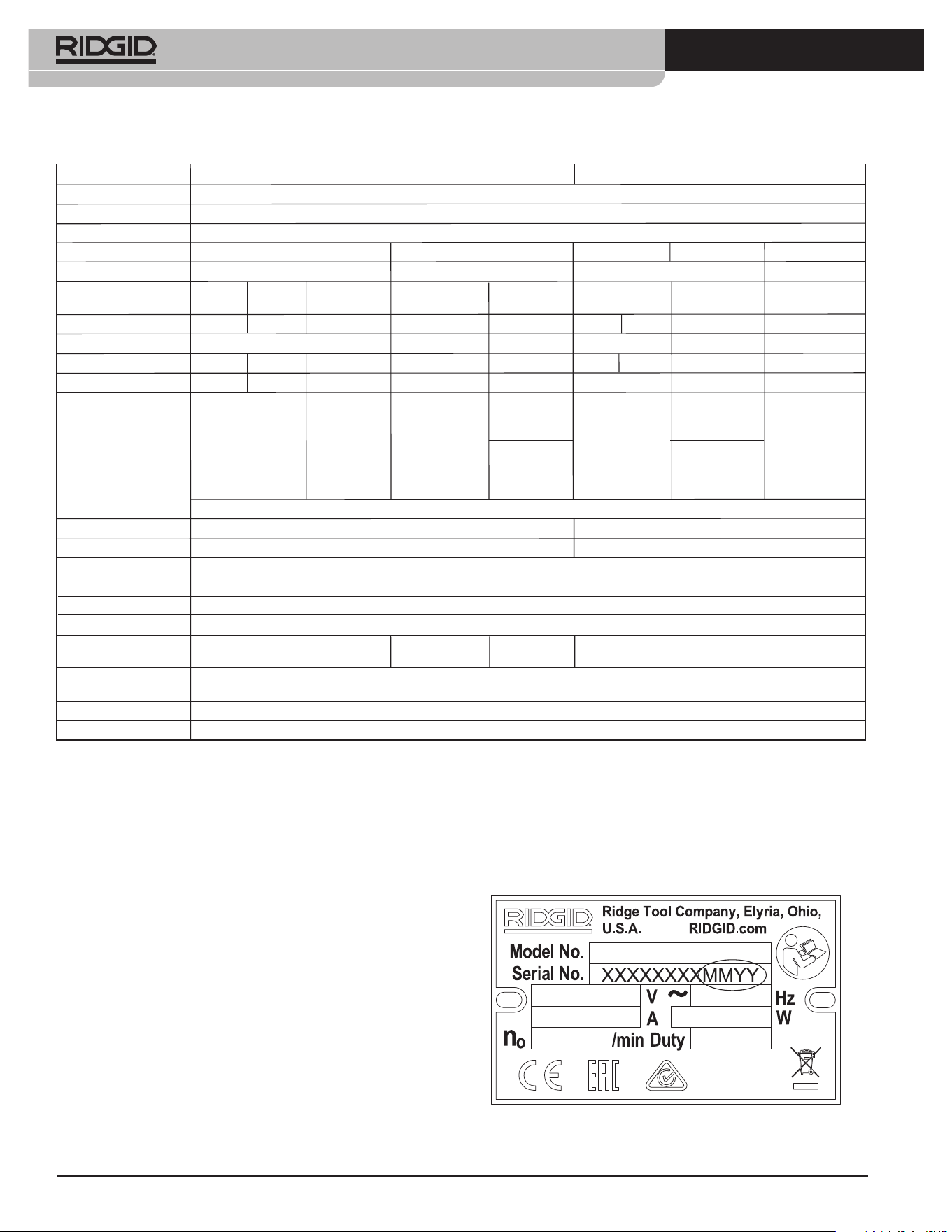
The Threading Machine serial number plate is located
on the back cover. The last 4 digits indicate the month
and year of the manufacture.
Figure 3 – Machine Serial Number
Pre-Operation Inspection
WARNING
Before each use, inspect your threading machine
and correct any problems to reduce the risk of seri-
ous injury from electric shock, crushing and other
causes and prevent threading machine damage.
1. Make sure that the threading machine is unplugged
and the REV/OFF/FOR (2/0/1) Switch is in OFF (0)
position.
2. Clean any oil, grease or dirt from the threading
machine, including the handles and controls. This
aids inspection and helps prevent the machine or
control from slipping from your grip. Clean and main-
tain the machine per the Maintenance Instructions.
3. Inspect the threading machines for the following:
• Inspect the cords and plugs for damage or modi-
fication.
• Proper assembly, maintenance and completeness.
• Any broken, worn, missing, misaligned or binding
parts or other damage.
• Presence and operation of the foot switch. Confirm
that foot switch is attached, in good condition, that
it cycles smoothly and does not stick.
• Presence and readability of the warning labels
(See Figure 1 & 2).
• Condition of the dies, cutter wheel and reamer cut-
ting edges. Dull or damaged cutting tools increase
required force, produce poor results and increase
the risk of injury.
• Any other condition which may prevent safe and
normal operation.
If any problems are found, do not use the threading
machine until the problems have been repaired.
4. Inspect and maintain any other equipment being
used per its instructions to make sure it is functioning
properly.
999-998-086.10_REV. F 7
Selection of appropriate materials and instal-
lation, joining and forming methods is the responsibility
of the system designer and/or installer. Selection of improp-
er materials and methods could cause system failure.
Stainless steel and other corrosion resistant materials can
be contaminated during installation, joining and forming.
This contamination could cause corrosion and premature
failure. Careful evaluation of materials and methods for
the specific service conditions, including chemical and
temperature, should be completed before any installation
is attempted.
Machine Assembly
WARNING
To reduce the risk of serious injury during use, fol-
low these procedures for proper assembly.
Failure to mount the threading machine to a stable
stand or bench may result in tipping and serious
injury.
REV/OFF/FOR Switch should be OFF and machine
unplugged before assembly.
Use proper lifting techniques. RIDGID 535 threading
machines weigh 260 lbs. (118 kg) or more.
Mounting on Stands
The Threading Machines can be mounted on various
RIDGID Threader Stands. Refer to RIDGID catalog for
stand information and to the respective Stand Instruction
Sheet for mounting instructions.
Mounting on Bench
The machines can be mounted on a level, stable bench.
To mount the unit on a bench, use four 5/16"-18 UNC
bolts in holes provided at each corner of the machine
base. Base hole spacing is 29.5" x 15.5" (749 mm x 394
mm). Tighten securely.
535 Manual Chuck/535 Auto Chuck Threading Machines
NOTICE
999-998-086.10_REV. F8
535 Manual Chuck/535 Auto Chuck Threading Machines
dies in the die head. See Die Head Set-Up and Use
section for details.
7. Swing the cutter, reamer and die head up away from
the operator. Make sure they are stable and will not
fall in the work area.
8. If pipe will extend past the chip tray in the front of the
machine or more than 4' (1,2 m) out of the rear of the
machine, use pipe stands to support the pipe and pre-
vent the pipe and threading machine from tipping or
falling. Place the pipe stands in line with machine
chucks, approximately 1/3 of distance from end of the
pipe to the machine. Longer pipe may need more than
one pipe stand. Only use pipe stands designed for
this purpose. Improper pipe supports or supporting
the pipe by hand can cause tipping or entanglement
injuries.
9. Restrict access or set-up guards or barricades to
create a minimum of 3' (1 m) clearance around the
threading machine and pipe. This helps prevent non-
operators from contacting the machine or pipe and
reduces the risk of tipping or entanglement.
10. Position the foot switch as shown in Figure 17, to allow
a proper operating position.
11. Check the level of RIDGID Thread Cutting Oil. Remove
the chip tray and oil pan liner; see that the filter screen
assembly is fully submerged in oil. See Oil System
Maintenance.
12. With the REV/OFF/FOR Switch in OFF position, run
the cord along a clear path. With dry hands, plug the
power cord into properly grounded outlet. Keep all
connections dry and off the ground. If the power cord
is not long enough use an extension cord that:
• Is in good condition.
• Has a three-prong plug like on the threading machine.
• Is rated for outdoor use and contains a W or W-A
in the cord designation (e.g. SOW).
• Has sufficient wire size. For extension cords up to
50' (15.2 m) long use 16 AWG (1.5 mm
2
) or heavier.
For extension cords 50'-100' (15.2 m - 30.5 m) long
use 14 AWG (2.5 mm
2
) or heavier.
13. Check the threading machine for proper operation.
With hands clear of moving parts:
• Move the REV/OFF/FOR (2/0/1) Switch to the FOR
(1) position. Press and release the foot switch. Chuck
should rotate counter-clockwise when viewed from
the carriage end (see Figure 22). Repeat for REV
position – chuck should rotate clockwise. If the thread-
ing machine does not rotate in the correct direction,
or the foot switch does not control the machine
Machine and Work Area Set-Up
WARNING
Set up the Threading Machine and the work area
according to these procedures to reduce the risk
of injury from electric shock, machine tipping, entan-
glement, crushing and other causes, and to help
prevent threading machine damage.
Secure machine to stable stand or bench. Properly
support pipe. This will reduce the risk of falling
pipe, tipping and serious injury.
Do not use the Threading Machines without a prop-
erly operating foot switch. A foot switch provides
better control by letting you shut off the machine
motor by removing your foot.
1. Check work area for:
• Adequate lighting.
• Flammable liquids, vapors or dust that may ignite.
If present, do not work in area until source is iden-
tified, removed or corrected, and area is completely
ventilated. The threading machine is not explosion
proof and can cause sparks.
• Clear, level, stable and dry place for all equipment
and operator.
• Good ventilation. Do not use extensively in small,
enclosed areas.
• Properly grounded electrical outlet of the correct
voltage. Check the machine serial plate for required
voltage. A three-prong or GFCI outlet may not be
properly grounded. If in doubt, have outlet inspected
by a licensed electrician.
2. Inspect the pipe to be threaded and associated fittings.
Determine the correct equipment for the job, see
Specifications. Do not use to thread anything oth er
than straight stock. Do not thread pipe with fittings or
other attachments. This increases the risk of entan-
glement.
3. Transport equipment to work area. See Preparing
Machine for Transport for information.
4. Confirm equipment to be used has been properly in -
spected and assembled.
5. Confirm that the REV/OFF/FOR Switch is in the OFF
position.
6. Check that the correct dies are in the die head and
are properly set. If needed, install and/or adjust the
999-998-086.10_REV. F 9
operation, do not use the machine until it has been
repaired.
• Depress and hold the foot switch. Inspect the mov-
ing parts for misalignment, binding, odd noises or
any other unusual conditions. Remove foot from
the foot switch. If any unusual conditions are found,
do not use the machine until it has been repaired.
For 535 Auto Chuck machines, confirm that the
FOR rotation closes the chuck and REV rotation
opens it.
• Place die head in the use position. Depress and
hold the foot switch. Check for oil flow through the
die head. Remove foot from the foot switch.
14. Move the REV/OFF/FOR Switch to the OFF position,
and with dry hands unplug the machine.
Die Head Set-Up and Use
The 535 Manual Chuck/535 Auto Chuck Threading Ma -
chines can be used with a variety of RIDGID Die Heads
to cut pipe and bolt threads. Information is included here
for Quick-Opening, Self-Opening and Semi-Automatic Die
Heads. See the RIDGID catalog for other available die
heads.
Die Heads using Universal Dies for pipe require one set
of dies for each of the following pipe size ranges: (
1
/
8
"),
(
1
/
4
" and
3
/
8
"), (
1
/
2
" and ¾") and (1" through 2"). NPT/NPSM
dies must be used in NPT Die Heads and BSPT/BSPP
dies must be used in BSPT Die Heads – The cam plate
is marked for each.
Die heads using Bolt dies require a dedicated set of dies
for each specific thread size.
High Speed dies are recommended for threading at 40
rpm and higher speeds. See the RIDGID catalog for dies
available for your die head.
Always cut a test thread to confirm proper thread size
after changing/adjusting the Dies.
Removing/Installing Die Head
Insert/remove Die Head Post into mating hole in carriage.
When fully inserted, the Die Head will be held in place.
When it is installed, the Die Head can be pivoted on post
to align it with pipe or it can be swung up and out of the
way to allow use of cutter or reamer.
Quick-Opening Die Heads
Quick opening die heads include Model 811A and 531/532
Bolt. Quick opening die heads are manually opened and
closed for user specified thread length.
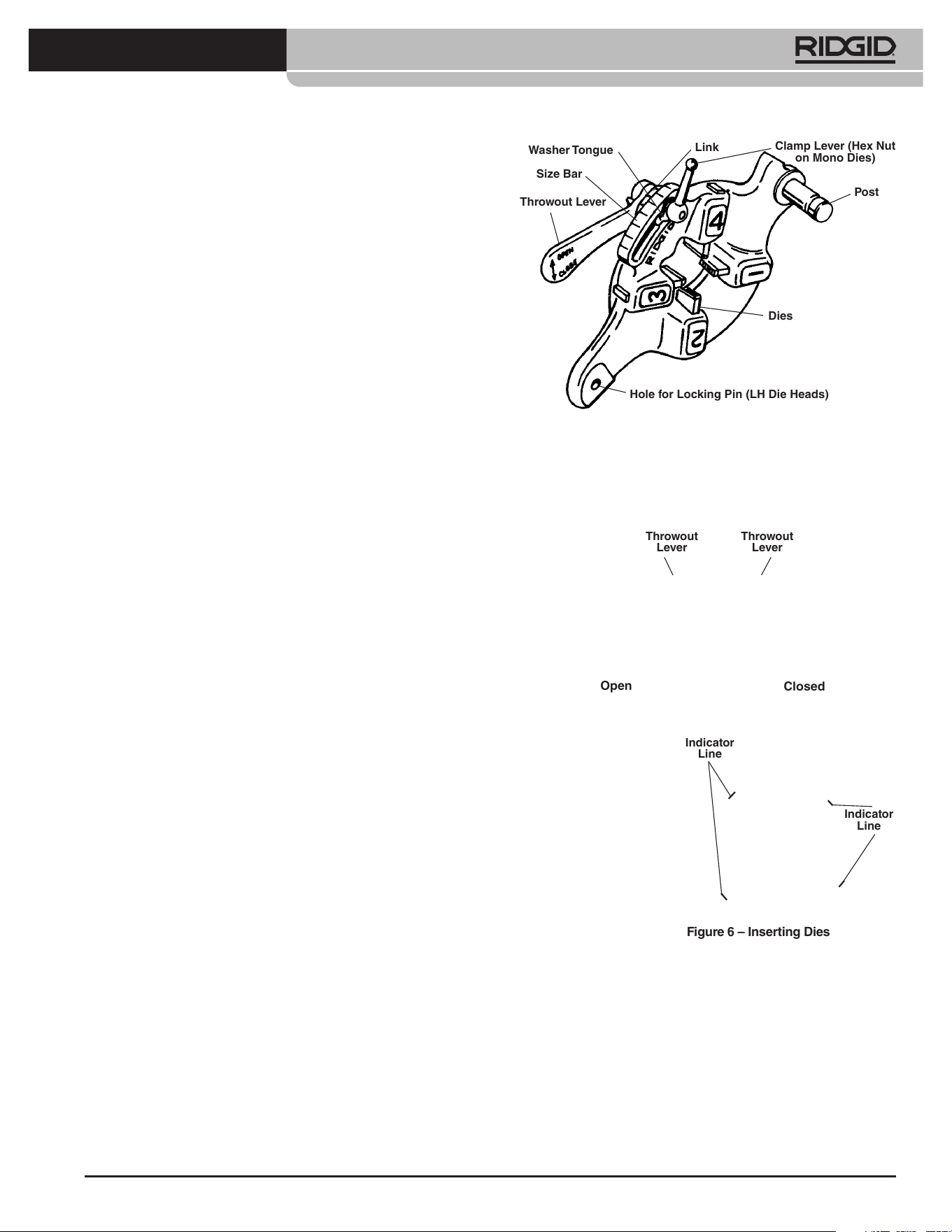
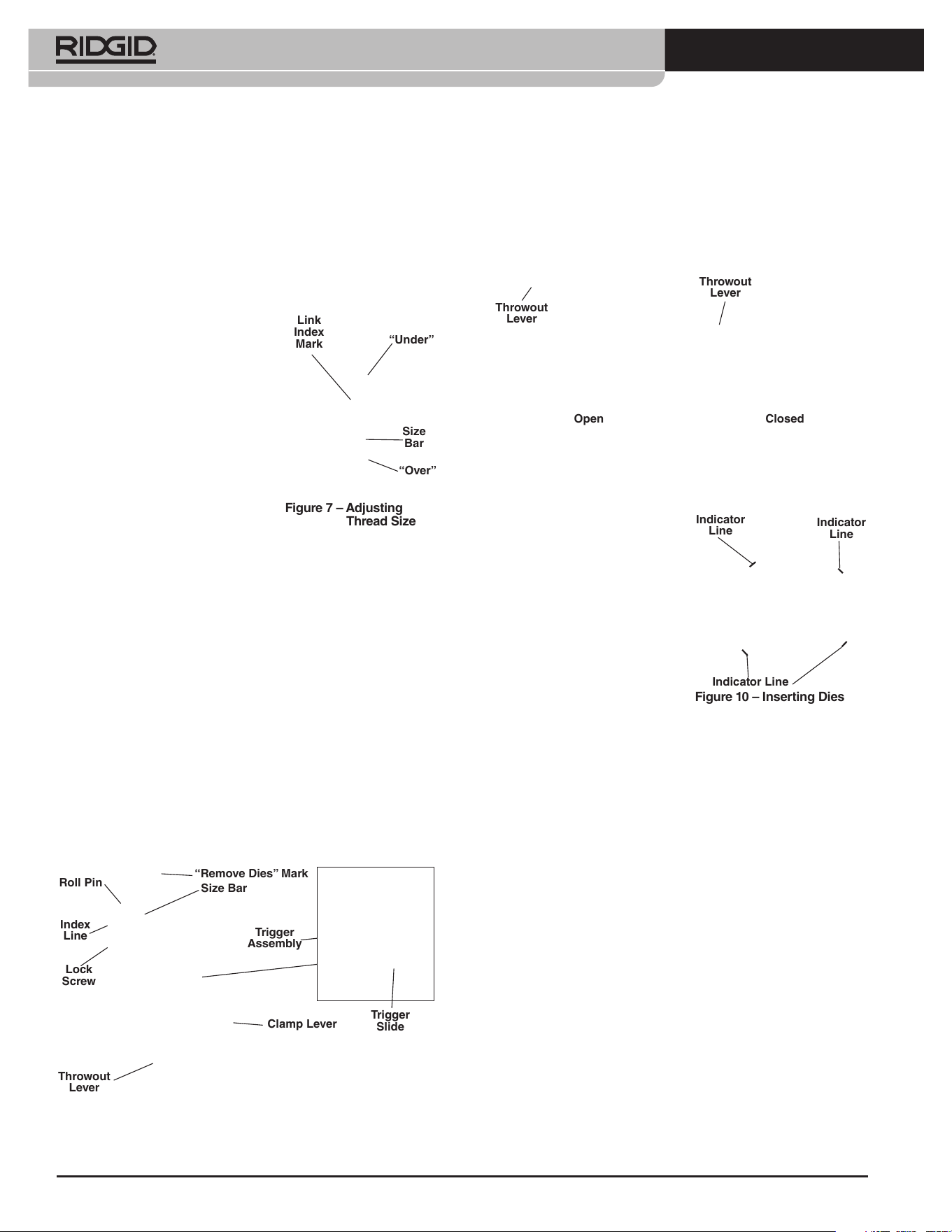
Figure 4 – Quick-Opening Die Head
Inserting/Changing the Dies
1. Place the die head with numbers facing up.
2. Move throwout lever to OPEN position (Figure 5).
Figure 5 – Open/Closed Lever Position
3 Loosen clamp lever
approximately three
turns.
4. Lift tongue of wash-
er out of slot in size
bar. Move washer to
end of slot (Figure
6).
5. Remove dies from
the die head.
6. Insert appropriate dies into the die head, numbered
edge up until the indicator line is flush with the edge
of the die head (see Figure 6). Numbers on the dies
must correspond with those on the die head slots.
Always change dies as sets – do not mix dies from
different sets.
7. Move link index mark to align with desired size mark
on size bar. Adjust die insertion as needed to allow
movement. Washer tongue should be in slot to left.
8. Tighten clamp lever.
535 Manual Chuck/535 Auto Chuck Threading Machines
Throwout Lever
Size Bar
Washer Tongue
Link
Clamp Lever (Hex Nut
on Mono Dies)
Post
Dies
Hole for Locking Pin (LH Die Heads)
Throwout
Lever
Throwout
Lever
Open
Closed
Indicator
Line
Figure 6 – Inserting Dies
Indicator
Line
999-998-086.10_REV. F10
535 Manual Chuck/535 Auto Chuck Threading Machines
Inserting/Changing the Dies
1. Place the die head with numbers facing up.
2. Make sure the trigger assembly is released and die
head OPEN by pulling the trigger slide away from
the die head. Stay clear of the spring loaded Throwout
Lever while releasing trigger assembly.
Figure 9 – Open/Closed Position
3. Loosen clamp lever ap proximately six full turns.
4. Pull lock screw out of size
bar slot so roll pin will by -
pass slot. Position size
bar so that the index line
on lock screw is a ligned
with the RE MOVE DIES
mark.
5. Remove dies from the die
head.
Insert appropriate dies into
the die head, numbered
edge up until the indicator line is flush with the edge
of the die head (see Fi gure 10). Num bers on the dies
must cor res pond with those on the die head slots.
Always change dies as sets – do not mix dies from
different sets.
6. Move size bar so in dex line on lock screw is a ligned
with desired size mark. Adjust die insertion as needed
to allow movement.
7. Make sure roll pin points to ward REMOVE DIES
mark.
8. Tighten the clamp lever.
Adjusting Thread Size
1. Install the die head and move the die head into thread-
ing position.
2. Loosen clamp lever.
3. Position size bar so index line on lock screw is aligned
with desired size mark on size bar.
Adjusting Thread Size
1. Install the die head move the die head into threading
position.
2. Loosen clamp lever.
3. Start with link index mark a ligned with desir
ed size
mark on size bar. On Bolt die heads, set link mark at
line in size bar. For bolt threads with Universal die
head, set all bolt dies at BOLT
line on size bar (Figure 7).
4. If thread size needs to be ad -
justed, set the link index mark
slightly off the mark on size
bar in the direction of OVER
(larger diameter thread, less
turns of fitting engagement) or
UNDER (smaller thread diam-
eter, more turns of fitting en -
gage ment) markings.
5. Tighten clamp lever.
Opening the Die Head at the End of the Thread
At the end of the thread:
• Pipe Threads – End of threaded pipe is flush with
the end of the number 1 die.
• Bolt Threads – Thread the desired length – watch
closely for any interference between the parts.
Move the throwout lever to the OPEN position, retracting
dies.
Self-Opening Die Heads
The Model 815A Die Heads are self-opening die heads.
For ½" through 2" pipe sizes, a trigger can be used to
open the diehead when the thread is complete. For
1
/
8
"
to
3
/
8
" sizes, and if desired for the other sizes, the die
head is manually opened when the thread is complete.
Figure 8 – Universal Self-Opening Die Head
Figure 7 – Adjusting
Thread Size
Link
Index
Mark
Size
Bar
“Under”
“Over”
Throwout
Lever
Trigger
Assembly
Clamp Lever
Size Bar
Roll Pin
Index
Line
Lock
Screw
“Remove Dies” Mark
Trigger
Slide
Throwout
Lever
Open
Closed
Throwout
Lever
Figure 10 – Inserting Dies
Indicator Line
Indicator
Line
Indicator
Line
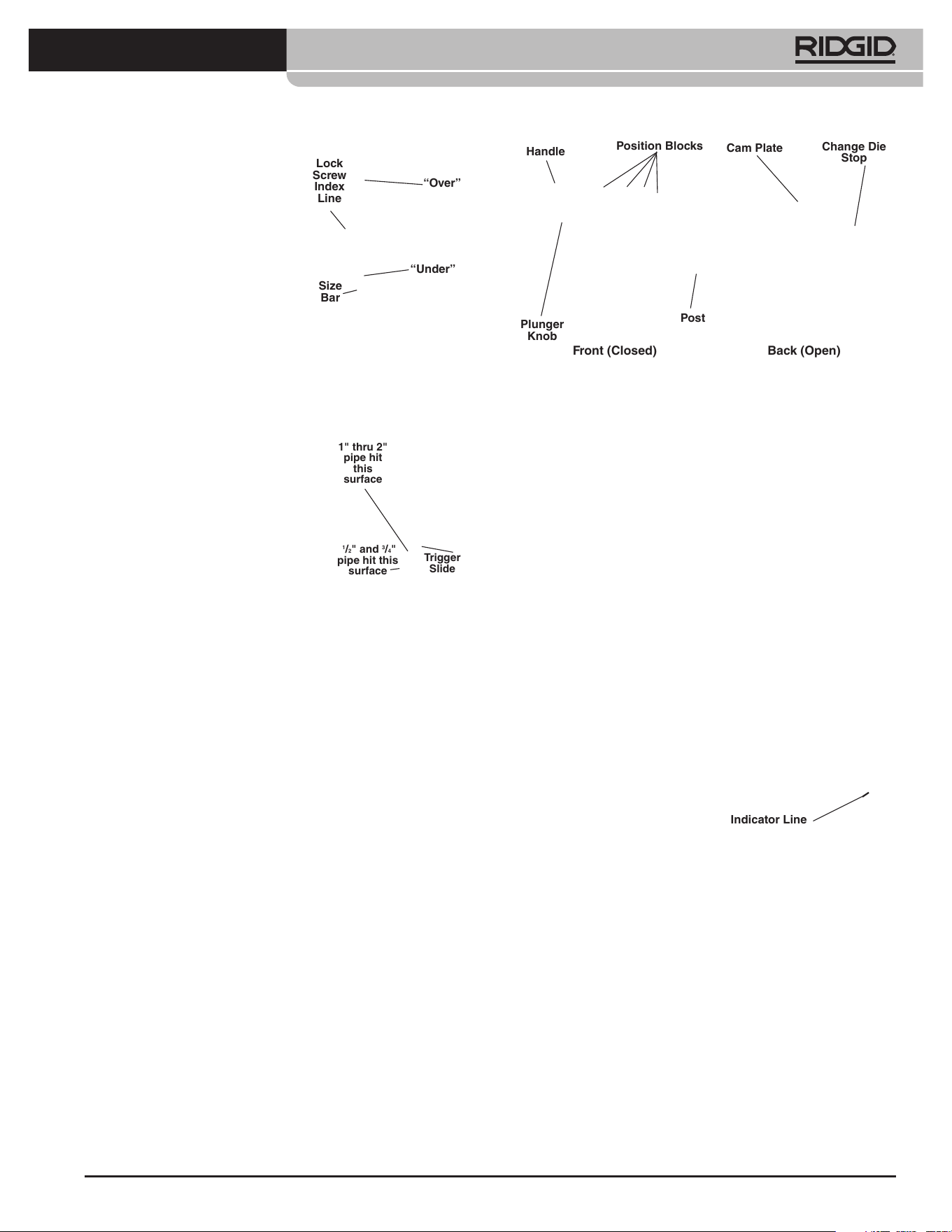
Figure 13 – Semi-Automatic Die Head
Inserting/Changing the Dies
1 Place the die head with numbers facing up.
2. Depress handle so that cam plate rests against the
change die stop (Figure 13). The cam plate/handle
assembly is spring loaded and will move when de -
pressed.
3. Pull the plunger knob and rotate the handle and cam
plate counter-clockwise until it stops.
4. Remove dies from the die head.
5. Insert appropriate dies into the die head, numbered
edge up until the indicator line is flush with the edge
of the diehead (see Figure 14). Numbers on the dies
must correspond with
those on the die head
slots. Always change dies
as sets – do not mix dies
from different sets.
6. Rotate the handle clock-
wise so that the plunger
knob is flush against the
die head.
Adjusting Thread Size
1 Install the die head and move the die head into thread-
ing position.
2 Loosen the screw for the position block for desired
pipe size.
3 Start with the position block index line on the middle
size bar mark.
4 If thread size needs to be adjusted, set the index line
slightly off the mark on size bar in the direction of the
handle for larger diameter thread, (less turns of fitting
engagement) or away from handle for smaller thread
diameter (more turns of fitting engagement).
4. If thread size needs to be ad -
justed, set the lock screw index
line slightly off the mark on size
bar in the direction of OVER
(larger dia met
er thread, less
turns of fitting engagement) or
UNDER (smaller thread dia -
meter, more turns of fitting en -
gagement) markings.
5. Tighten clamp lever.
Trigger Slide Adjustment
Position the Trigger Slide for the size of pipe being thread-
ed (see Figure 12).
•
1
/
2
" and
3
/
4
" – End of pipe should hit foot of Trigger
Slide.
• 1" to 2" – End of pipe should
hit the shank of the Trigger
Slide.
For
•
1
/
8
", ¼" and
3
/
8
" pipe
• Longer or shorter threads
• Bolt threading
Push trigger slide up and out of the way.
Die head must be opened manually.
Opening the Die Head at the End of the Thread
When using trigger it will contact the end of pipe, causing
the die head to automatically open. Stay clear of the spring
loaded Throwout Lever when it releases.
To open the die head manually (with trigger slide up), at
the end of the thread:
• Tapered Pipe Threads – End of pipe is flush with
the end of the number 1 die.
• Bolt and Straight Threads – Thread the desired
length – watch closely for any interference between
the parts.
Move the throwout lever to the OPEN position, retracting
dies.
Semi-Automatic Die Heads
Semi-Automatic Die Heads include Model 816/817 NPT
(RH) die heads. The Semi-Automatic Die Heads can be
quickly adjusted from size to size and are manually opened
and closed for user specified thread length.
999-998-086.10_REV. F 11
535 Manual Chuck/535 Auto Chuck Threading Machines
Figure 11 – Adjusting
Thread Size
Lock
Screw
Index
Line
Size
Bar
“Over”
“Under”
1" thru 2"
pipe hit
this
surface
Trigger
Slide
1
/
2
" and
3
/
4
"
pipe hit this
surface
Figure 12 – Setting
the
Trigger
Plunger
Knob
Handle
Position Blocks
Change Die
Stop
Post
Front (Closed)
Back (Open)
Cam Plate
Figure 14 – Inserting Dies
Indicator Line
999-998-086.10_REV. F12
535 Manual Chuck/535 Auto Chuck Threading Machines
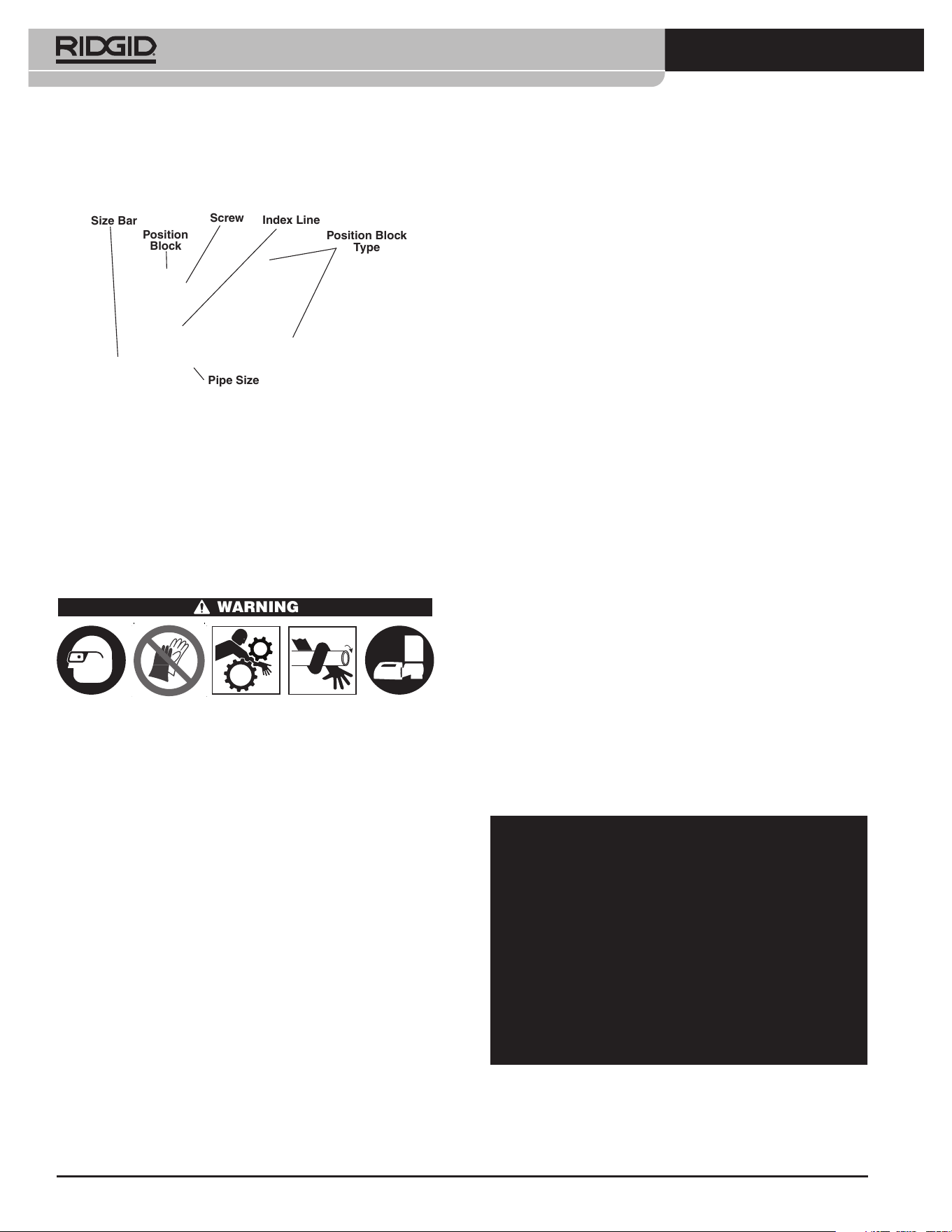
5 Securely tighten the position block screw.
6 Always make sure position block type matches (Figure
15).
Figure 15 – Adjusting Thread Size
Opening the Diehead at the end of the Thread
When the end of the pipe is flush with the end of the
number 1 die, press the handle to open die head and
retract the dies. Do not run machine in reverse (REV) with
dies engaged.
Operating Instructions
WARNING
Do not wear gloves or loose clothing. Keep sleeves
and jackets buttoned. Loose clothing can become
entangled in rotating parts and cause crushing and
striking injuries.
Keep hands away from rotating pipe and parts. Stop
the machine before wiping threads or screwing on
ttings. Do not reach across the machine or pipe.
To prevent entanglement, crushing or striking
injuries, allow machine to come to a complete stop
before touching the pipe or machine chucks.
Do not use this machine to make or break (tighten
or loosen) ttings. This can cause striking or crush-
ing injuries.
Do not use a threading machine without a properly
operating foot switch. Never block a foot switch in
the ON position so that it does not control the
threading machine. A foot switch provides better
control by letting you shut off the machine motor
by removing your foot. If entanglement should occur
and power is maintained to the motor, you will be
pulled into the machine. This machine has high
torque and can cause clothing to bind around your
arm or other body parts with enough force to crush
or break bones or cause striking or other injuries.
One person must control both the work process
and the foot switch. Do not operate with more than
one person. In case of entanglement, the operator
must be in control of the foot switch.
Follow operating instructions to reduce the risk of
injury from entanglement, striking, crushing and
other causes.
1. Make sure that machine and work area is properly
set up and that the work area is free of bystanders
and other distractions. The operator should be the
only person in the barricaded area while the machine
is operated.
The cutter, reamer and die head should be up away
from the operator, do not place in the operating posi-
tion. Make sure they are stable and will not fall in the
work area.
Fully open the chucks of the threading machine. For
Manual Chuck machines, turn the front chuck hand-
wheel clockwise (see Figure 16). For Auto Chuck ma -
chines, move the REV/OFF/FOR (2/0/1) Switch to the
REV (2) position, depress and release the foot switch.
2. Insert pipe shorter than 2’ (0,6 m) from the front of
the machine. Insert longer pipes through either end
so that the longer section extends out beyond the
rear of the threading machine. Confirm that pipe
stands are properly placed.
3. If needed, mark the pipe. Place pipe so that the area
to be cut or end to be reamed or threaded is approxi-
mately 4" (100 mm) from the front of the chuck. If
closer, the carriage may strike the machine during
threading and damage the machine.
4. Chuck the pipe.
For Manual Chuck machines: Turn the rear cen-
tering device counterclockwise (viewed from rear of
machine) to close down onto pipe. Make sure that
the pipe is centered in the jaws. This improves pipe
support and gives better results.
Figure 16 – Chucking Pipe
Turn the front chuck handwheel counterclockwise
(viewed from front of machine Figure 16) to close
Position
Block
Pipe Size
Index Line
Screw
Position Block
Type
Size Bar
Close
Open
999-998-086.10_REV. F 13
535 Manual Chuck/535 Auto Chuck Threading Machines
down onto pipe. Make sure that the pipe is centered
in the inserts. Use repeated and forceful counterclock-
wise spins of the handwheel to secure the pipe in
front chuck.
For Auto Chuck machines: Move the REV/OFF/ -
FOR (2/0/1) Switch to the FOR (1) position and step
on the foot switch. The machine will automatically
center and grip the pipe or stock. If pipe is chucked
off center, run the machine in REV to release and
re-chuck. Do not handle rotating pipe. Auto chuck
machines only grip pipe when rotating.
5. Assume a proper operating position to help maintain
control of the machine and pipe (See Figure 17).
• Stand on the REV/OFF/FOR Switch side of the
machine with convenient access to the tools and
switch.
• Be sure that you can control the foot switch. Do not
step on foot switch yet. In case of emergency, you
must be able to release the foot switch.
• Be sure that you have good balance and do not
have to overreach.
Figure 17 – Operating Position
Changing Operating Speeds
535 Threading machines come in single and multiple
speed versions. Any speed may be used for cutting and
reaming.
Threading Speed Selection
• Up to 36 RPM – Suitable for threading up to 2" pipe,
bolt threading, high torque applications like stainless
steel and high hardness material.
• 46 RPM – Suitable for threading up to 2" pipe. High
Speed Dies are recommended.
• 54 and 58 RPM – Suitable for threading up to 1
1
/
4
"
pipe. High Speed Dies are recommended.
• Higher than 58 RPM – Not suitable for threading. Use
for cutting and reaming only.
If the machine stalls while operating, immediately release
foot switch and change to low speed. Do not change
speed while cutting, reaming or threading.
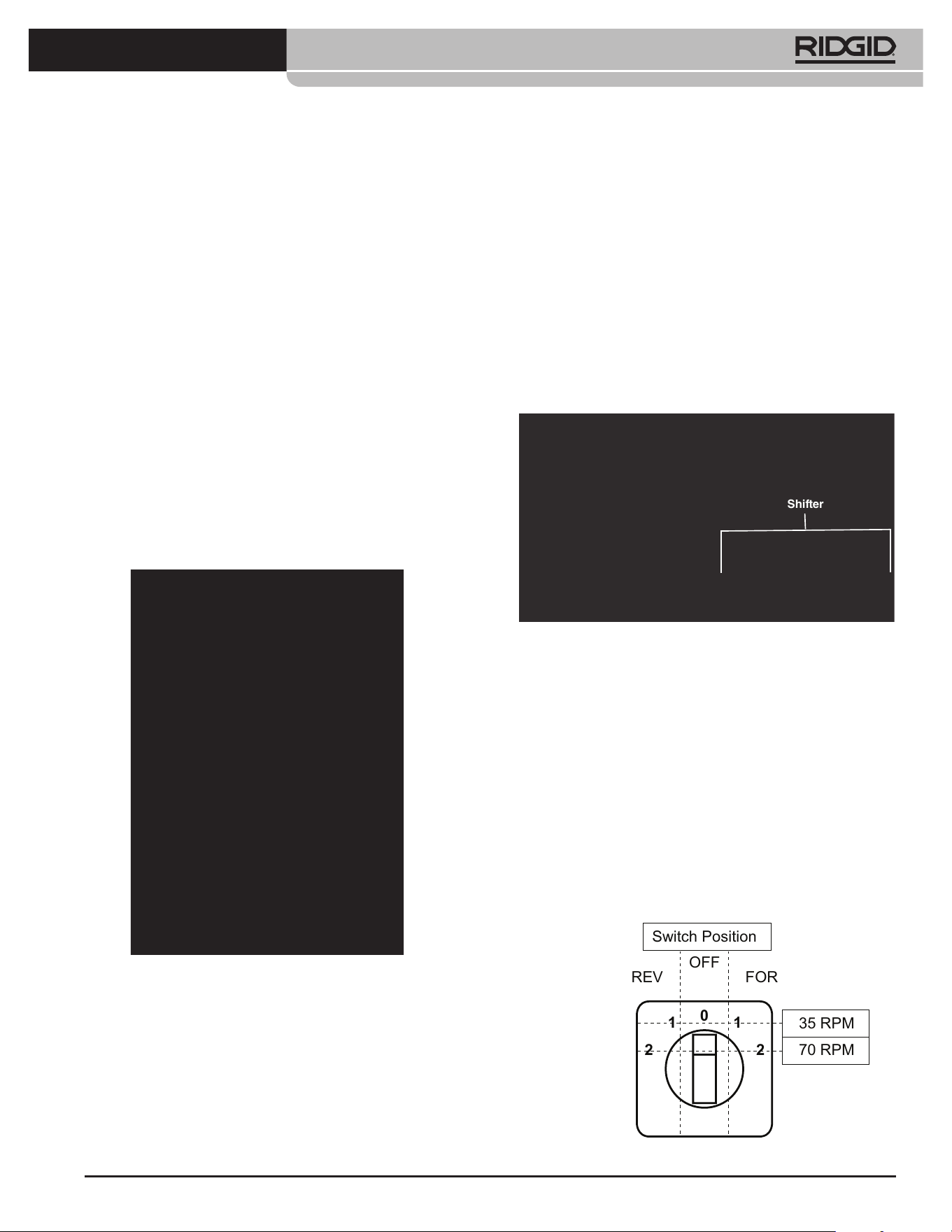
If equipped with a shifter (see Figure 18), to shift:
Figure 18 – 535 Shifter
1. Pull the shifter knob out.
2. Move the shifter to the desired speed position and
release the knob into detent.
If shifter cannot be moved, leave in current speed
setting. Depress and release the foot switch, allow
the machine to come to a full stop and try shifting
again. Do not shift while the machine is rotating.
400 Volt three phase 535 machines can be operated in
35 or 70 rpm. This is controlled by the machine switch,
which is marked 2-1-0-1-2. 0 is the OFF position, 1 is 35
rpm (For ward and Reverse), 2 is 70 rpm (Forward and
Reverse). See Figure 19.
Figure 19 – 400 V 3 phase Speed and Direction Control
Shifter
REV FOR
2
11
0
2
OFF
Switch Position
35 RPM
70 RPM
999-998-086.10_REV. F14
535 Manual Chuck/535 Auto Chuck Threading Machines
Cutting with No. 820 Cutter
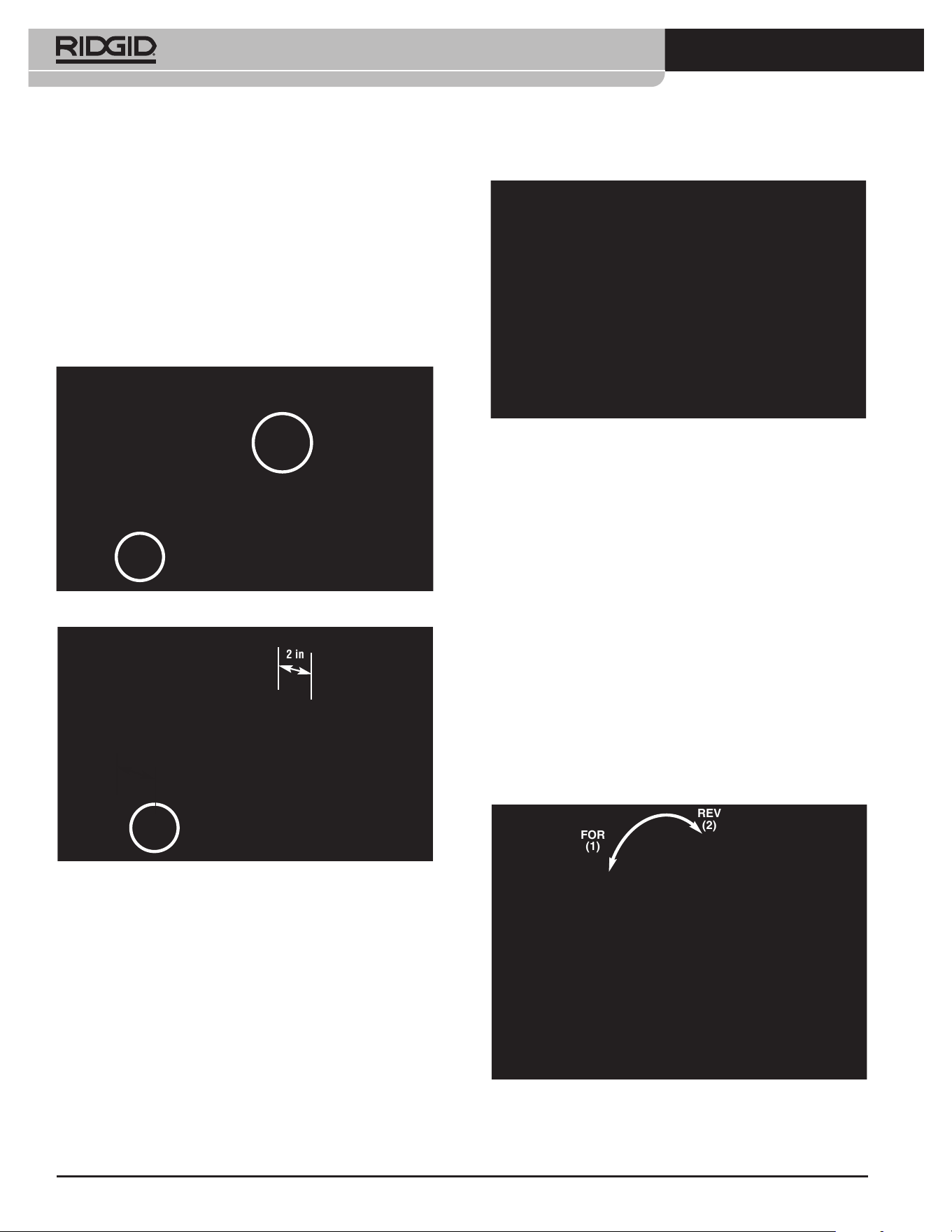
1. Open cutter by turning the feed screw counterclock-
wise. Lower the cutter into cutting position. Align the
cutter wheel with the mark on pipe. Cutting threaded
or damaged sections of pipe can damage the cutter
wheel.
Length Gauge Use – Place cutting wheel blade against
the end of pipe and set length gauge pointer to “0”
(Figure 20A). Raise cutter and turn carriage handwheel
until the pointer is at the length desired. Lower the
cutter into cutting position. See Figure 20B.
Figure 20A – Cutter Wheel Blade Against End of Pipe. Set
Pointer to Zero (0)
Figure 20B – Length Gauge Pointer At Desired Length
2. Tighten the cutter feed screw handle to bring the
cutter wheel firmly in contact with the pipe while keep-
ing the cutter wheel aligned with the mark on pipe.
3. Move the REV/OFF/FOR Switch to the FOR position.
4. With both hands, grasp the pipe cutter feed handle.
5. Depress the foot switch.
6. Tighten the feed screw handle one-half turn per rota-
tion of the pipe until the pipe is cut. More aggressive
tightening of the handle reduces cutter wheel life and
increases burr formation. Do not support the pipe
by hand. Let the cut off piece be supported by the
threading machine carriage and pipe stand.
Figure 21 – Cutting Pipe with Cutter
7. Remove foot from the foot switch.
8 Move the REV/OFF/FOR Switch to the OFF position.
9. Raise the cutter into position up away from the oper-
ator.
Reaming with No. 341 Reamer
1. Move the reamer into reaming position. Make sure
that it is securely positioned to prevent it from moving
during use.
2. Extend reamer by releasing latch and sliding the
reamer towards pipe until the latch engages.
3. Move the REV/OFF/FOR (2/0/1) Switch to the FOR
(1) position.
4. With both hands, grasp the carriage handwheel.
5. Depress the foot switch.
Figure 22 – Reaming Pipe with Reamer, Machine Rotation
6. Turn carriage handwheel to move the reamer to the
FOR
(1)
REV
(2)
2 in
REV
(2)

end of the pipe. Apply slight pressure to the hand-
wheel to feed the reamer into pipe to remove the
burr as desired.
7. Remove foot from the foot switch.
8. Move the REV/OFF/FOR Switch to the OFF position.
9. Retract the reamer by releasing latch and sliding the
reamer away from pipe until the latch engages.
10. Move reamer up away from the operator.
Threading Pipe
Due to differing pipe characteristics, a test thread should
always be performed before the first thread of the day or
when changing pipe size, schedule or material.
1. Lower the die head into the threading position. Confirm
that the dies are correct for the pipe being threaded
and properly set. See the Die Head Set-Up and Use
section for information on changing and adjusting dies.
2. If needed, chose a correct operating speed for the
application. See Changing operating Speeds section.
3. Move the REV/OFF/FOR Switch to the FOR position.
4. With both hands, grasp the carriage handwheel.
5. Depress the foot switch.
6. Confirm cutting oil flow through the die head. Current
535 Threading Machines use through head oiling.
Machines made prior to 1996 have an oil spout which
must be swung to the down position to flood dies
with oil.
Figure 23 – Threading Pipe
7. Turn carriage handwheel to move the die head to
the end of pipe. Apply slight force to the handwheel
to start the die head onto the pipe. Once the die
head starts threading, no more force is required on
the carriage handwheel.
999-998-086.10_REV. F 15
535 Manual Chuck/535 Auto Chuck Threading Machines
8. Keep your hands away from the rotating pipe. Make
sure the carriage does not hit the machine. When the
thread is complete, open the die head (if the die head
does not open automatically). Do not run machine in
Reverse (REV) with dies engaged.
9. Remove foot from the foot switch.
10. Move the REV/OFF/FOR Switch to the OFF posi-
tion.
11. Turn the carriage handwheel to move the die head
past the end of the pipe. Raise the die head into
position up away from the operator.
12. Remove the pipe from the machine and inspect the
thread. Do not use the machine to tighten or loosen
fittings on the thread.
Threading Bar Stock/Bolt Threading
Bolt threading is similar to the pipe threading process. The
stock diameter should never exceed the thread major diam-
eter.
When cutting bolt threads, the correct dies and die head
must be used. Bolt threads may be cut as long as needed,
but make sure the carriage does not hit the machine. If
long threads are required:
1. At the end of carriage travel, leave the diehead closed,
remove foot from the foot switch and move the REV/ -
OFF/ FOR Switch to the OFF position.
2. For Manual Chuck machines: Open the chuck and
move the carriage and workpiece to the end of the
machine. Re-chuck the rod and continue threading.
3. For Auto Chuck machines: Move the REV/OFF/FOR
Switch in the REV position and tap the foot switch to
release the workpiece. Slide the carriage and work-
piece to the end of the machine. Re-chuck the rod
and continue threading.
Left Hand Threading
Cutting left hand threads is similar to the right hand threading
process. To cut left hand threads left hand threading kit,
left hand die heads and dies are required. For reaming
with the machine in reverse a Model E-863 Reamer Cone
(cat# 46660) is required.
1. For 535 Manual Chuck machines: Install the left
hand threading kit (Cat# 96517) as per the kit instruc-
tions to allow oil flow in REV. (535 Threading Machines
made prior to 2001 do not require the kit).
2. For 535 Auto Chuck machines: Install the 535
Automatic Reversing Valve Kit (Cat# 12138) as per
kit instructions to allow oil flow in REV. The kit includes
a selector for LH or RH oil flow. See Figure 24.
999-998-086.10_REV. F16
535 Manual Chuck/535 Auto Chuck Threading Machines
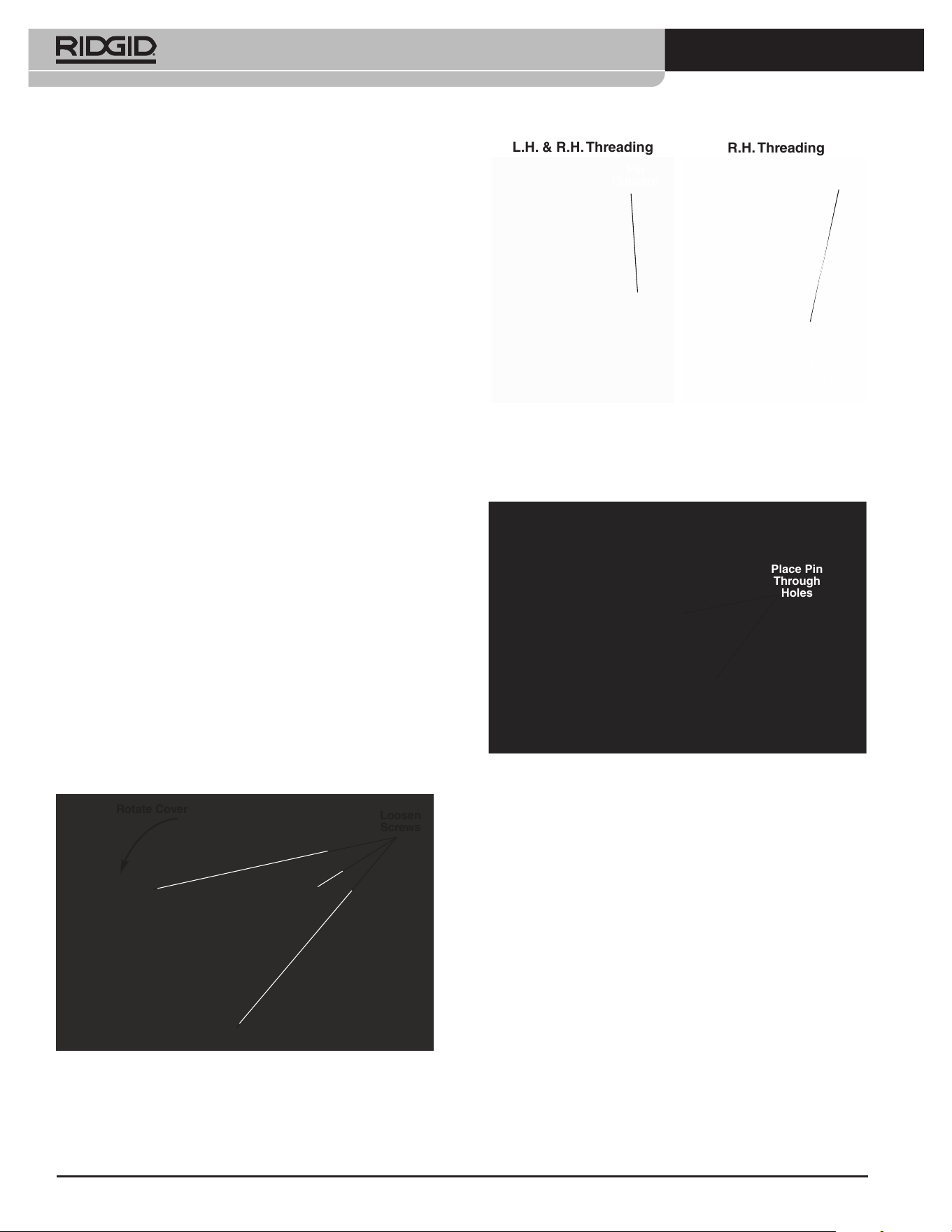
Figure 25B – Rear Pivot Rod Support - Pin Placement
3. Place a 5/16" pin 2" long through the holes in carriage
rest and left hand die head to retain in place (see
Figure 26).
Figure 26 – Retaining LH Die Head in Place
4. Threading will be done with the REV/OFF/FOR switch
in the REV position. For the Auto Chuck machines,
the chuck operation will be reversed – the chuck will
close down and grip pipe in REV and open in FOR.
Removing Pipe from the Machine
1. Un-chuck the pipe.
For Manual Chuck machines: With the REV/OFF/-
FOR Switch in OFF position and the pipe stationary,
use repeated and forceful clockwise spins of the
handwheel to loosen the pipe in the chuck. Open
the front chuck and the rear-centering device. Do not
reach into chuck or centering device.
For Auto Chuck machines: Move the REV/ OFF/ -
FOR (2/0/1) Switch to the REV (2) position. Press
and release the foot switch, the machine will release
the pipe. Move the REV/OFF/FOR Switch to the OFF
(0) position.
Figure 24 – LH or RH Oil Flow Selector
Left hand threading requires the chuck jaws to grip
the pipe during REV rotation of the machine.
a. Make sure that the REV/OFF/FOR (2/0/1) switch
is in the OFF (0) position and the cord is unplugged
from the outlet.
b. Remove rear cover. Loosen cover screws and
rotate cover to remove (Figure 25A).
c. Remove E-clips and rear pivot rod support (Figure
25B).
d. Position the rear pivot rod support so that pin faces
outward and reinstall (Figure 25B).
e. Reinstall retaining E-clips and rear cover.
f. With the machine completely reassembled and
the chuck cover installed, place the REV/OFF/FOR
in the FOR position to open the chuck in prepa-
ration to left hand thread. In this configuration, the
machine can be used for both Left Hand and Right
Hand threading, depending on whether FOR or
REV is used to open the empty chuck.
g. To convert back to Right Hand threading only, turn
over the rear pivot rod support so that pin faces
inward and reinstall (Figure 25B).
Figure 25A – Removing Rear Cover
Right Hand Thread
Pin
Outward
Pin
Inward
L.H. & R.H. Threading
R.H. Threading
Rear
Pivot Rod
Support
Place Pin
Through
Holes
Loosen
Screws
Rotate Cover
Place Pin
Through
Holes
2. Clean the chips and other debris from the chip tray.
Remove or secure all loose equipment and material
from the machine and stand prior to moving to prevent
falling or tipping. Clean up any oil or debris on the floor.
3. Place the cutter, reamer and die head in the operating
position.
4. Coil up the power cord and foot switch cord. If needed,
remove the machine from the stand.
5. Use care in lifting and moving, follow stand instruc-
tions. Be aware of the machine weight.
Figure 28 – Machine prepared for Transport
Maintenance Instructions
WARNING
Make sure that the REV/OFF/FOR Switch is in the
OFF position and the machine is unplugged before
performing any maintenance or making any adjust-
ments.
Maintain threading machine according to these
procedures to reduce the risk of injury from elec-
trical shock, entanglement and other causes.
Cleaning
After each use, empty the threading chips from the chip
tray and wipe out any oil residue. Wipe oil off exposed
surfaces, especially areas of relative motion like the car-
riage rails.
2. Firmly grip the pipe and remove from the machine.
Carefully handle the pipe as the thread may still be
hot and there may be burrs or sharp edges.
Inspecting Threads
1. After removing the pipe from the machine, clean the
thread.
2. Visually inspect thread. Threads should be smooth
and complete, with good form. If issues such as
thread tearing, waviness, thin threads, or pipe out-
of roundness are found, the thread may not seal.
Refer to the Troubleshooting Chart for help in diag-
nosing these issues.
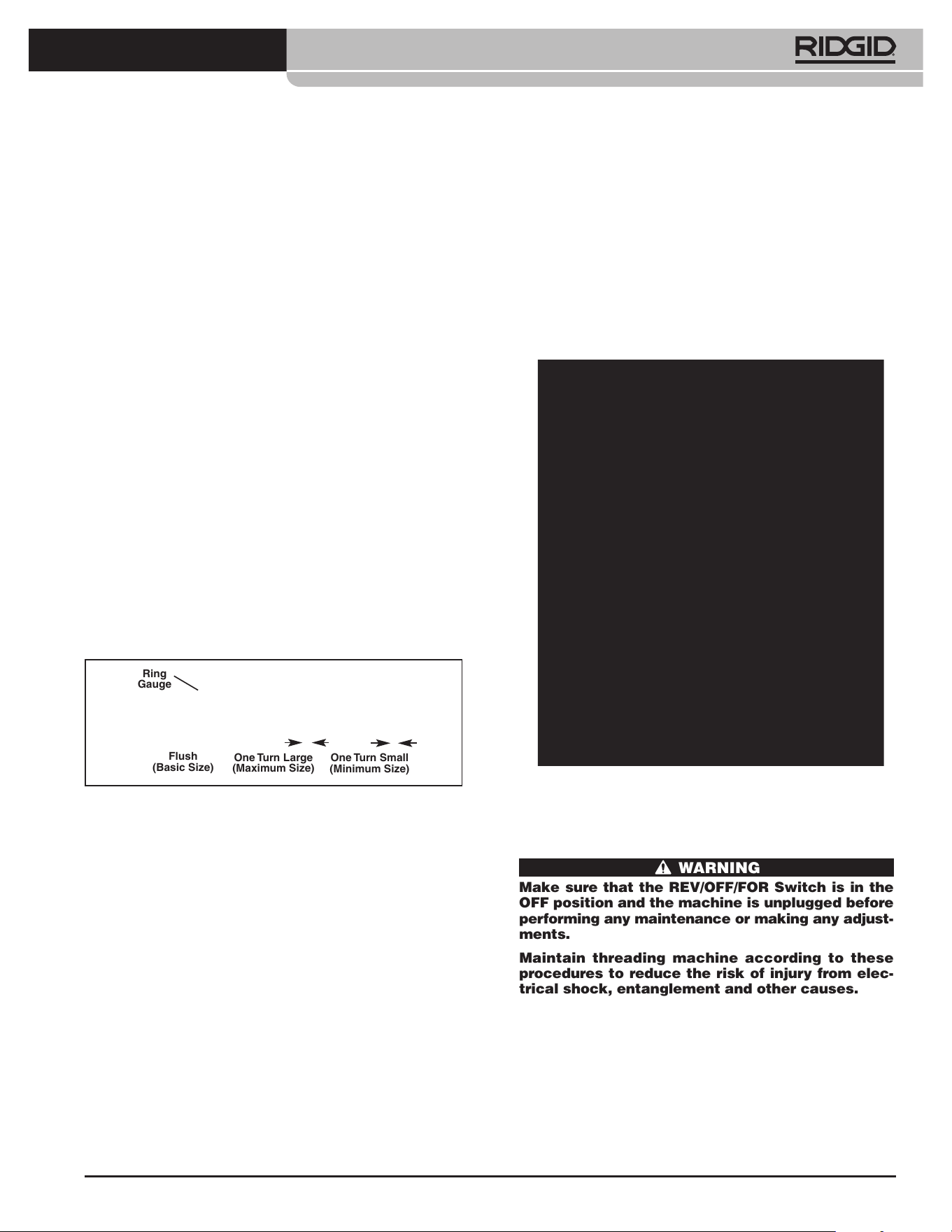
3. Inspect the size of the thread.
• The preferred method of checking thread size is
with a ring gauge. There are various styles of ring
gauges, and their usage may differ from that shown
here.
• Screw ring gauge onto the thread hand tight.
• Look at how far the pipe end extends through the
ring gage. The end of the pipe should be flush with
the side of the gauge plus or minus one turn. If
thread does not gauge properly, cut off the thread,
adjust the die head and cut another thread. Using
a thread that does not gauge properly can cause
leaks.
Figure 27 – Checking Thread Size
• If a ring gauge is not available to inspect thread
size, it is possible to use a new clean fitting repre-
sentative of those used on the job to gauge thread
size. For 2" and under NPT threads, the threads
should be cut to obtain 4 to 5 turns to hand tight
engagement with the fitting and for BSPT it should
be 3 turns.
4. See Adjusting Thread Size under Die Head Set-Up
and Use heading to adjust thread size.
5. Test the piping system in accordance with local codes
and normal practice.
Preparing Machine for Transport
1. Make sure that the REV/OFF/FOR switch is in the
OFF position and the cord is unplugged from the
outlet.
999-998-086.10_REV. F 17
535 Manual Chuck/535 Auto Chuck Threading Machines
Flush
(Basic Size)
One Turn Large
(Maximum Size)
One Turn Small
(Minimum Size)
Ring
Gauge

Figure 30 – Removing Chip Tray
Replace thread cutting oil when it becomes dirty or con-
taminated. To drain the oil, position a container under drain
plug at end of reservoir and remove plug. Clean build up
from the bottom of the reservoir. Use RIDGID Thread
Cutting Oil for high quality threads and maximum die life.
Reservoir in the base will hold approximately 7 qt (6,6 l)
of thread cutting oil.
The oil pump should self-prime if the system is clean. If it
does not, this indicates that the pump is worn and should
be serviced. Do not attempt to prime the pump.
Priming the Model A Oil Pump
Current 535 threading machines use self-priming pumps.
Machines made prior to June 1, 1996 have the Model A
oil pump and may require priming.
RIDGID Model 535, 500 and 500A
Thread ing Machines equipped with a Model A oil pump
should have an oil pump priming port tube extension and
a top cover access hole to allow the oil pump to be primed
without removing the top cover of the machine. This
reduces the risk of injury from contacting the internal
gearing of the machine. If your pre-1996 machine does
not have a priming port tube extension and access hole
in the top cover, we strongly recommend that they be
added. Contact Ridge Tool Technical Service Department
at ProToolsTechService@Emerson.com, or 844-789-8665
regarding a retrofit policy.
WARNING
999-998-086.10_REV. F18
535 Manual Chuck/535 Auto Chuck Threading Machines
If the jaw inserts do not grip and need to be cleaned, use
a wire brush to remove any build up of pipe scale, etc.
Top Cover Removal/Installation
The top cover is retained by fasteners at each corner. The
fasteners are secured to the cover to prevent loss. Do not
operate the threading machine with cover off.
Lubrication
On a monthly basis (or more often if needed) lubricate all
exposed moving parts (such as carriage rails, cutter wheels,
cutter feed screw, jaw inserts and pivot points) with a light
lubricating oil. Wipe off any excess oil from exposed sur-
faces.
Every 2-6 months, depending on usage, remove top cover
and use grease gun to apply Lithium based EP (Extreme
Pressure) grease to the shaft bearing grease fittings (Figure
29). Apply a small amount of grease to the exposed drive
gear teeth.
Figure 29 – Lubrication Points
Do not operate the threading machine with cover off. Always
replace cover immediately after lubricating machine.
Oil System Maintenance
Slide the chip tray out.
Keep oil filter screen clean for sufficient oil flow. Oil filter
screen is located in the bottom of oil reservoir. Loosen the
screw that secures filter to base, remove filter from oil line
and clean. Do not operate machine with oil filter screen
removed.
Grease
Fittings
Drive
Gear
Teeth
Oil Filter
Screen
Chip Tray
999-998-086.10_REV. F 19
535 Manual Chuck/535 Auto Chuck Threading Machines
Figure 31 – Priming Model A Pump
To prime the Model A Pump:
1. Remove plug cover located on top cover.
2. Remove plug through opening.
3. Fill pump with oil.
4. Replace plug and plug cover before starting machine
or pump will drain itself immediately.
NOTE! If machine must be primed on a frequent basis, it
is an indication that the pump is in need of repair.
Replacing No. 820 Cutter Wheel
If the cutter wheel becomes dull or broken, push cutter
wheel pin out of frame and check for wear. If needed
replace pin, and install new Cutter Wheel (see RIDGID
catalog). Lubricate pin with light lubricating oil.
Jaw Replacement (Auto Chuck
Machines)
When teeth on jaw become worn and fail to hold pipe or
rod during operation, flip jaws to unused side or replace
entire set of jaws.
1. Loosen all three front cover mounting screws and
remove the front cover. Mounting screws are retained
to front cover.
2. Remove retaining rings and remove front pivot rod
support.
3. Remove jaws from the drive shaft. Flip over to unused
side or replace with new jaws. Make sure keys are
installed.
Confirm that connection links and jaws are in proper
orientation (Figure 32 inset).
Figure 32 – Changing Auto Chuck Machine Jaws
4. Reverse process to assemble.
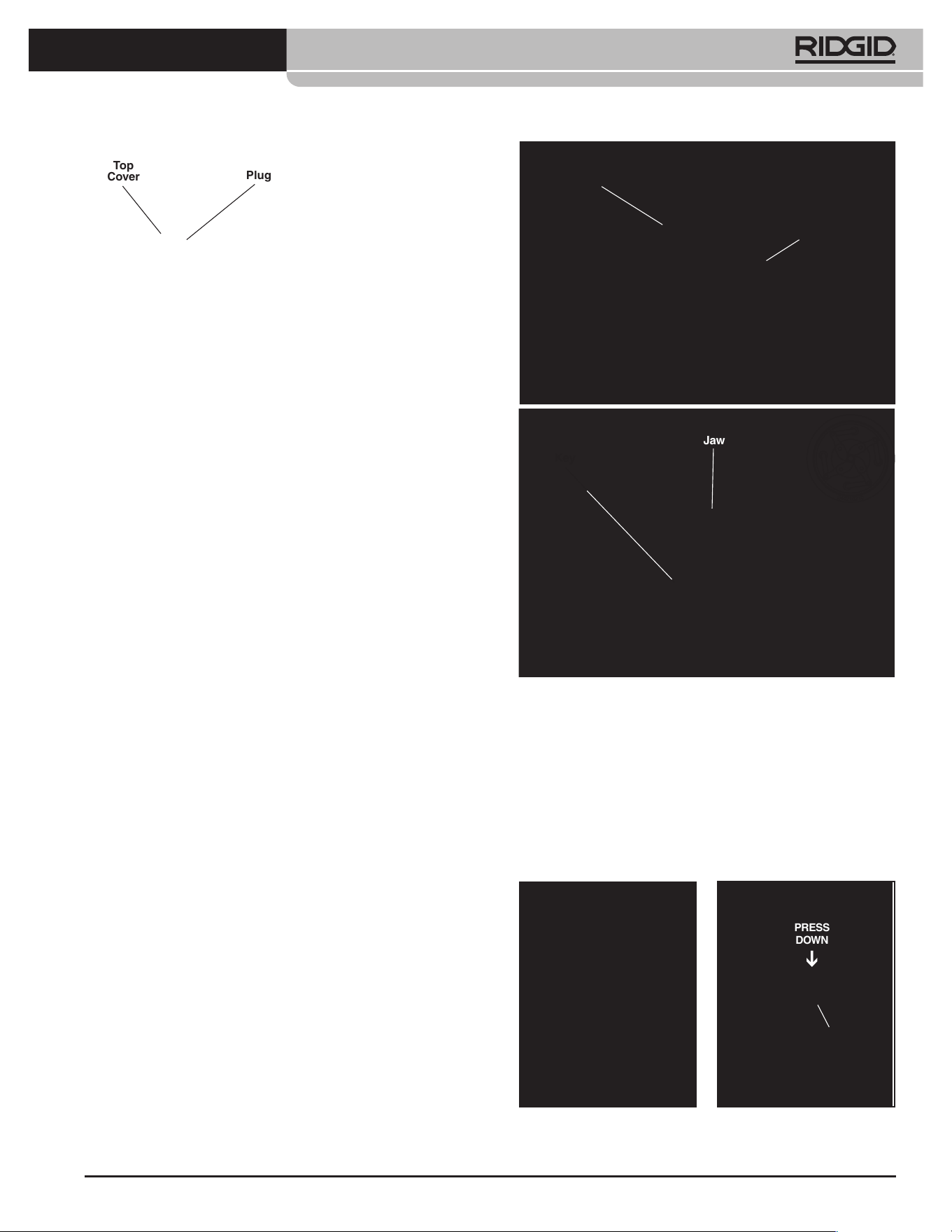
Replacing Jaw Inserts (Manual Chuck
Machines)
If Jaw inserts are worn out and do not grip pipe, they need
to be replaced.
1. Place screwdriver in insert slot and turn 90 degrees
in either direction. Remove insert (Figure 33).
Figure 33 – Replacing Jaw Inserts
To Remove
To Replace
Screw Driver
Insert
Locking
Pin
Teeth
PRESS
DOWN
‘
Top
Cover
Plug
Connecting
Link
Retaining
Ring
Front
Pivot Rod
Support
Key
Jaw
999-998-086.10_REV. F20
535 Manual Chuck/535 Auto Chuck Threading Machines
2. Place insert sideways on locking pin and press down
as far as possible (Figure 33).
3. Hold insert down firmly, and with screwdriver, turn
so teeth face up.
Replacing Carbon Brushes (Universal
Motor Units)
Check motor brushes every 6 months. Replace when worn
to less than ½".
1. Unplug the machine from power source.
2. Remove the top cover.
Figure 34 – Removing Motor Cover/Changing Brushes
3. Unscrew brush caps (both top and bottom of motor).
Remove and inspect brushes. Replace when worn
to less than ½". Inspect the commutator for wear. If
excessively worn, have machine serviced.
4. Re-install brushes/install new brushes. Reassemble
unit. Install all covers before operating machine.
V-Belt Tension/Replacement (Induction
Motor Units)
Figure 35 – Belt Tensioning
When lubricating the grease fittings, check v-belt tension.
Apply moderate finger force (about 4 pounds (2 kg)) to
the midpoint of the belt. Belt should deflect approximately
1/8" (3mm) (Figure 35).
1. Loosen the four fasteners that hold the motor to the
motor bracket.
2. If changing the belt, loosen the belt tensioner. Slide
the motor toward the pulley. Remove and replace the
belt.
3. Tighten the belt tensioner.
4. Make sure the pulleys are aligned and confirm that
the belt is properly tensioned. Tighten the 4 fasteners
that hold the motor to the motor bracket.
Optional Equipment
WARNING
To reduce the risk of serious injury, only use equip-
ment specically designed and recommended for
use with the RIDGID 535 Manual Chuck/535 Auto
Chuck Threading Machines.
For a complete listing of RIDGID equipment avail-
able for the 535 Manual Chuck/535 Auto Chuck
Catalog
No. Model Description
42365 341 Reamer
42390 820 Wheel-Type Cutter
41620 – Gearhead Motor Grease
Die Heads
42485 4U Die Head Rack
42490 6U Die Head Rack
97065 811A Quick-Opening Die Head NPT RH
97075 815A Self-Opening Die Head NPT RH
23282 842 Quick-Opening Die Head NPT LH
97070 811A Quick-Opening Die Head BSPT RH
97080 815A Self-Opening Die Head BSPT RH
97045 531 Quick-Opening Bolt Die Head RH/LH ¼" to 1"
97050 532 Quick-Opening Bolt Die Head RH/LH 1 1/8" to 2"
84537 816 Semi-Automatic Die Head 1/8" to ¾"
84532 817 Semi-Automatic Die Head 1" to 2"
Threader Stands
92457 100A Universal Leg & Tray Stand
92462 150A Universal Wheel & Tray Stand
92467 200A Universal Wheel & Cabinet Stand
Nipple Chucks
51005 819 Nipple Chuck ½" to 2" NPT
68160 819 Nipple Chuck ½" to 2" BSPT
For 535 Manual Chuck Machines Only
96517 MJ-1 535 Left Hand Threading Kit
97365 - Jaw Inserts for Coated Pipe
For 535 Auto Chuck Machines Only
12138 535A Left Hand Threading Kit
94017 – Front Jaw
35867 839 Adapter Kit for 819 Nipple Chuck
Brush
Cap
Belt
Tensioner
Motor
Fasteners
V-Belt
Threading Machines, see the Ridge Tool Catalog
online at RIDGID.com or call Ridge Tool Technical
Service Department 844-789-8665, from the U.S.
and Canada.
Thread Cutting Oil Information
Read and follow all instructions on the threading oil label
and Safety Data Sheet (SDS). Specific information about
RIDGID Thread Cutting Oils, including Hazard Identification,
First Aid, Fire Fighting, Accidental Release Measures,
Handling and Storage, Personal Protective Equipment,
Disposal and Transportation, is included on the container
and SDS. SDS is available at RIDGID.com or by contacting
Ridge Tool Technical Service Department at 844-789-8665
in U.S. and Canada or ProToolsTechService@Emerson.
com.
Machine Storage
The Threading Machines must be kept
indoors or well covered in rainy weather. Store the machine
in a locked area that is out of reach of children and people
unfamiliar with threading machines. This machine can
cause serious injury in the hands of untrained users.
Service And Repair
WARNING
Improper service or repair can make machine
unsafe to operate.
The “Maintenance Instructions” will take care of most of
the service needs of this machine. Any problems not ad-
dressed by this section should only be handled by an
authorized RIDGID service technician.
Tool should be taken to a RIDGID Authorized Independent
Service Center or returned to the factory. Only use RIDGID
service parts.
For information on your nearest RIDGID Authorized Inde-
pendent Service Center or any service or repair questions:
• Contact your local RIDGID distributor.
• Visit RIDGID.com to find your local RIDGID contact
point.
• Contact Ridge Tool Technical Service Department at
ProToolsTechService@Emerson.com, or in the U.S.
and Canada call 844-789-8665.
999-998-086.10_REV. F 21
535 Manual Chuck/535 Auto Chuck Threading Machines
Disposal
Parts of the Threading Machine contain valuable materials
and can be recycled. There are companies that specialize
in recycling that may be found locally. Dispose of the
components and any waste oil in compliance with all
applicable regulations. Contact your local waste man-
agement authority for more information.
For EC Countries: Do not dispose of elec-
trical equipment with household waste!
According to the European Guideline 2012/ -
19/ EU for Waste Electrical and Electronic
Equipment and its implemen tation into nation-
al legislation, electrical equipment that is no
longer usable must be collected separately and disposed
of in an environmentally correct manner.
WARNING
999-998-086.10_REV. F22
535 Manual Chuck/535 Auto Chuck Threading Machines
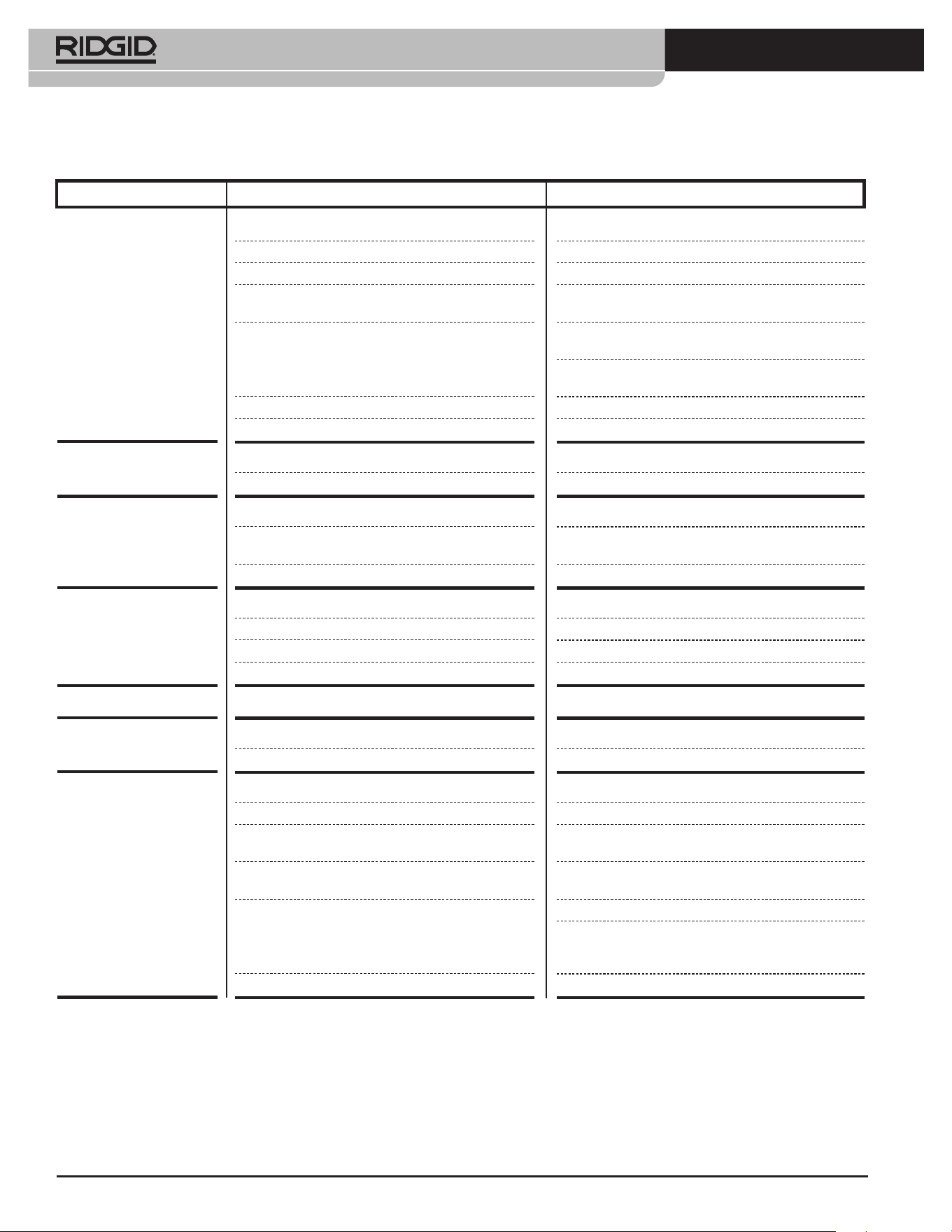
PROBLEM POSSIBLE REASONS SOLUTION
Torn threads.
Out-of-round or crushed
threads.
Thin threads.
No cutting oil flow.
Machine will not run.
Motor running but
machine will not work.
Pipe slips in jaws.
Troubleshooting
Damaged, chipped or worn out dies.
Incorrect cutting oil.
Dirty or contaminated oil.
Die head not properly aligned with pipe.
Improper pipe.
Die head not properly set.
Carriage not moving freely on rails.
Die head set undersize.
Pipe wall thickness too thin.
Dies inserted into head in wrong order.
Forcing carriage feed handle during threading.
Die head cover plate screws are loose.
Low or no cutting oil.
Machine set up for Left Hand Threading.
Oil Screen Plugged.
Die head not in the threading (DOWN) position.
Motor brushes worn out.
V-belt loose.
Worn out v-belt.
Jaw inserts loaded with debris.
Jaws inserts worn out.
Pipe not properly centered in jaw inserts.
Chuck not tight on pipe (535M).
Chuck not tight on pipe (535A)
Brake assembly not properly adjusted (535A).
Replace dies.
Only use RIDGID
®
Thread Cutting Oil.
Replace the RIDGID
®
Thread Cutting Oil.
Clean chips, dirt or other foreign material from
between die head and carriage.
Recommend using with black or galvanized steel
pipe.
Pipe wall too thin – use schedule 40 or heavier
pipe.
Adjust die head to give proper size thread.
Clean and lubricate carriage rails.
Adjust die head to give proper size thread.
Use schedule 40 or heavier pipe.
Put dies in proper position in die head.
Once dies have started thread, do not force car-
riage feed handle. Allow carriage to self-feed.
Tighten screws.
Fill oil reservoir.
See section on Left Hand Threading.
Clean Screen.
Move die head to the threading position.
Replace brushes.
Tighten the v-belt.
Replace the v-belt.
Clean jaw inserts with wire brush.
Replace jaw inserts.
Make sure pipe is centered in jaw inserts, use the
rear centering device.
Use repeated and forceful spins of the hammer
wheel to tighten speed chuck.
535A chuck only grips when rotating.
Confirm connecting links and jaws are assembled
in proper orientation (see Jaw Replacement,
Maintenance section).
Take machine for service.
Machines à leter 535M et 535A
Enregistrez ci-dessous le numéro de série qui apparait sur la plaque signalétique du produit pour
future référence.
N
o
de
série
535M/535A
AVERTISSEMENT
Familiarisez-vous avec ce
manuel avant d’utiliser cette
machine. Tout manque de com-
préhension ou de respect des
consignes suivantes aug-
menterait les risques de choc
électrique, d’incendie et/ou de
grave blessure corporelle.
Machines à fileter à mandrin
manuel et automatique type 535

999-998-086.10_REV. F24
Machines à leter à mandrin manuel et mandrin automatique type 535
Table des matières
Fiche d’enregistrement du numéro de série de la machine ....................................................................................23
Symboles de sécurité ................................................................................................................................................25
Consignes de sécurité générales visant les appareils électriques
Sécurité des lieux......................................................................................................................................................25
Sécurité électrique ....................................................................................................................................................25
Sécurité individuelle..................................................................................................................................................26
Utilisation et entretien des outils électriques ............................................................................................................26
Service après-vente ..................................................................................................................................................27
Consignes de sécurité spécifiques
Consignes de sécurité visant les machines à fileter ................................................................................................27
Description, caractéristiques techniques et équipements de base
Description................................................................................................................................................................28
Caractéristiques techniques......................................................................................................................................29
Equipements de base ..............................................................................................................................................29
Assemblage de la machine ........................................................................................................................................30
Montage sur support ................................................................................................................................................30
Montage sur établi ....................................................................................................................................................30
Inspection préalable....................................................................................................................................................30
Préparation de la machine et du chantier ................................................................................................................31
Préparation et utilisation des têtes de filière ............................................................................................................32
Retrait et installation des têtes de filière....................................................................................................................32
Têtes de filière à ouverture rapide ............................................................................................................................32
Têtes de filière à ouverture automatique ..................................................................................................................33
Têtes de filière semi-automatiques ..........................................................................................................................35
Mode d’emploi
Variation de vitesse ..................................................................................................................................................37
Utilisation du coupe-tube n
o
820 ..............................................................................................................................38
Alésage à l’aide de l’alésoir n
o
341 ..........................................................................................................................38
Filetage des tuyaux ..................................................................................................................................................39
Filetage des barres et des boulons ..........................................................................................................................39
Filetages à gauche....................................................................................................................................................40
Retrait du tuyau de la machine ................................................................................................................................41
Contrôle du filetage ..................................................................................................................................................41
Préparation de la machine au transport....................................................................................................................41
Consignes d’entretien
Nettoyage..................................................................................................................................................................42
Retrait et installation du couvercle supérieur ............................................................................................................42
Lubrification ..............................................................................................................................................................42
Entretien du système de lubrification ........................................................................................................................42
Amorçage de la pompe à huile modèle A ................................................................................................................43
Remplacement du galet de coupe n
o
820 ................................................................................................................43
Remplacement des mâchoires sur machines à mandrin automatique ....................................................................43
Remplacement des inserts de mâchoire sur machines à mandrin manuel ..............................................................44
Remplacement des balais sur moteurs Universal ....................................................................................................44
Mise en tension et remplacement des courroies en « V » sur moteurs à induction ..................................................45
Accessoires ................................................................................................................................................................45
Renseignements sur les huiles de coupe ................................................................................................................46
Remisage de la machine ............................................................................................................................................46
Service après-vente et réparations............................................................................................................................46
Recyclage ....................................................................................................................................................................46
Dépannage ....................................................................................................................................................................4
Déclaration de Conformité ..................................................................................................Recto de la page de garde
Garantie à vie ........................................................................................................................Verso de la page de garde
*Traduction de la notice originale
Machines à leter à mandrin manuel et mandrin automatique type 535
999-998-086.10_REV. F 25
Consignes générales de
sécurité*
AVERTISSEMENT
Familiarisez-vous avec l’ensemble des consignes
de sécurité et d’utilisation ci-présentes an d’éviter
les risques de choc électrique, d’incendie et/ou
de grave blessure corporelle.
CONSERVEZ L’ENSEMBLE DES
AVERTISSEMENTS ET CONSIGNES POUR
FUTURE REFERENCE !
Le terme « appareil électrique » utilisé dans les notices
de sécurité ci-après s’applique à la fois aux appareils
électriques sur secteur et aux appareils à piles.
Sécurité du chantier
• Assurez-vous de la propreté et du bon éclairage
des lieux. Les chantiers encombrés ou mal éclairés
sont une invitation aux accidents.
• N’utilisez pas d’appareils électriques en présence
de substances volatiles telles que liquides, gaz ou
poussières combustibles. Ce type de matériel risque
de produire des étincelles susceptibles d’enflammer
les poussières et émanations combustibles.
• Eloignez les enfants et les curieux durant l’utili-
sation des appareils électriques. Les distractions
risquent de vous faire perdre le contrôle de l’appareil.
Sécurité électrique
• La fiche de l’appareil doit correspondre à la prise
de courant utilisée. Ne jamais tenter de modifier
la fiche d’une manière quelconque. Ne jamais
utiliser d’adaptateur de prise sur les appareils
équipés d’une fiche avec terre. Cela limitera les
risques de choc électrique.
• Evitez tout contact avec des objets reliés à la terre
tels que canalisations, radiateurs, cuisinières et
réfrigérateurs. Tout contact avec la terre augmenterait
les risques de choc électrique.
Symboles de sécurité
Les symboles et mots clés utilisés à la fois dans ce mode d’emploi et sur l’appareil lui-même servent à signaler
d’importants risques de sécurité. Ce qui suit permettra de mieux comprendre la signification de ces mots clés et sym-
Ce symbole sert à vous avertir de risques d’accident potentiels. Le respect des consignes qui le suivent vous permettra d’éviter
les risques d’accident grave ou potentiellement mortel.
Le terme DANGER signifie une situation dangereuse qui, faute d’être évitée, provoquerait la mort ou de graves
blessures corporelles.
Le terme AVERTISSEMENT signifie une situation dangereuse potentielle qui, faute d’être évitée, serait
susceptible d’entraîner la mort ou de graves blessures corporelles.
Le terme ATTENTION signifie une situation dangereuse potentielle qui, faute d’être évitée, serait susceptible
d’entraîner des blessures corporelles légères ou modérées.
Le terme AVIS IMPORTANT indique des informations concernant la protection des biens.
AVIS IMPORTANT
DANGER
AVERTISSEMENT
ATTENTION
* Le texte utilisé dans la section « Consignes générales de sécurité » de ce manuel est, au besoin, extrait verbatim de l’édition de la norme UL/CSA 62841-1
applicable. Cette section renferme des consignes de sécurité générales applicables à de nombreux types d’appareils électriques et dont cer
taines ne seront pas
applicables à ce type d’appareil particulier.
Ce symbole indique un risque de renversement de la
machine provoquant des blessures traumatiques ou
l’écrasement des membres.
Ce symbole signale un risque de blessure par l’enveloppe-
ment des doigts, des jambes, des vêtements ou autres
objets portés autour des arbres rotatifs du matériel.
Ce symbole indique la nécessité de bien se familiariser
avec la notice d’emploi avant d’utiliser ce matériel. La
notice d’emploi renferme d’importantes consignes de
sécurité et d’utilisation du matériel.
Ce symbole indique la nécessité de porter des lunettes
de sécurité lors de l’utilisation de ce matériel afin de
limiter les risques de blessure.
Ce symbole signale un risque de blessure par l’enchev-
êtrement des doigts, des mains, des vêtements ou autres
objets portés dans les engrenages de l’appareil.
Ce symbole indique un risque de choc électrique.
Ce symbole averti contre le débranchement de la pédale
de commande afin de limiter les risques de blessure.
Ce symbole avertit contre le blocage (verrouillage) de la
pédale de commande afin de limiter les risques de blessure.
Ce symbole avertit contre le port de gants lors de l’u-
tilisation de cette machine afin de limiter les risques de
blessure.
Ce symbole indique la nécessité d’utiliser une pédale
de commande lors de l’utilisation d’une machine à fileter
ou d’un système d’entraînement afin de limiter les risques
de blessure.

999-998-086.10_REV. F26
• Ne jamais exposer un appareil électrique à la pluie
ou à l’humidité. La pénétration d’eau à l’intérieur
d’un appareil électrique augmentera les risques de
choc électrique.
• Ne maltraitez pas le cordon d’alimentation de l’ap-
pareil. Ne jamais utiliser le cordon pour porter,
tirer ou débrancher l’appareil. Eloignez le cordon
de la chaleur, des matières grasses, des objets
tranchants et des mécanismes. Les cordons d’ali-
mentation endommagés ou entortillés augmentent
les risques de choc électrique.
• Lors de l’utilisation de l’appareil à l’extérieur, pré -
voyez une rallonge électrique homologuée pour
ce type d’emploi. Cela limitera les risques de choc
électrique.
• S’il est inévitable d’utiliser l’appareil dans des
endroits humides, prévoyez une source d’alimen-
tation protégée par disjoncteur différentiel. La
présence d’un disjoncteur différentiel limitera les risques
de choc électrique.
Sécurité individuelle
• Soyez attentif, restez concentré et faites preuve
de bon sens lors de l’utilisation de ce type d’ap-
pareil. Ne jamais utiliser ce matériel lorsque vous
êtes fatigué ou sous l’influence de drogues, de
l’alcool ou de médicaments. Lors de l’utilisation d’un
appareil électrique, un instant d’inattention risque d’en-
traîner de graves lésions corporelles.
• Prévoyez les équipements de protection individu-
elle appropriés. Portez systématiquement une pro-
tection oculaire. Selon le cas, le port d’un masque
à poussière, de chaussures de sécurité antidérapantes,
du casque ou d’une protection auriculaire peut aider
à limiter les risques de lésion corporelle.
• Evitez les démarrages accidentels. Assurez-vous
que le commutateur se trouve en position « Arrêt
» (OFF) avant de brancher l’appareil, d’y introduire
son bloc-piles, de le prendre en main ou de le
transporter. Porter un appareil électrique avec son
doigt sur la gâchette ou brancher un appareil dont le
commutateur est en position « Marche » (ON) est une
invitation aux accidents.
• Retirez toute clé ou dispositif de réglage éventuel
avant de mettre l’appareil en marche. Une clé ou
tout autre dispositif de réglage engagé sur un élément
mécanique pourrait provoquer un accident.
• Ne vous mettez pas en porte-à-faux. Maintenez une
bonne assiette et un bon équilibre à tout moment.
Cela assurera un meilleur contrôle de l’appareil en cas
d’imprévu.
Machines à leter à mandrin manuel et mandrin automatique type 535
• Habillez-vous de manière appropriée. Ne portez
ni vêtements flottants, ni bijoux. Eloignez vos
cheveux et vos vêtements des mécanismes. Les
vêtements flottants, les bijoux et les cheveux longs
risquent d’être entraînés dans les mécanismes.
• Lorsque le matériel est équipé d’un dispositif d’ex-
traction de poussière, assurez-vous que celui-ci
est branché et correctement utilisé. Les dispositifs
de récupération de poussière peuvent limiter les dan-
gers associés à l’inhalation des poussières.
• Ne laissez pas la familiarité issue d’une utilisation
fréquente de l’appareil vous rendre complaisant
au point d’ignorer les règles de sécurité usuelles.
Le moindre faux-pas risque d’entraîner de graves
blessures dans une fraction de seconde.
Utilisation et entretien de l’appareil
• Ne pas forcer l’appareil. Prévoyez l’appareil le mieux
adapté aux travaux envisagés. Un appareil adapté
produira de meilleurs résultats et un meilleur niveau
de sécurité lorsqu’il fonctionne au régime prévu.
• Ne pas utiliser d’appareil dont le commutateur
marche/arrêt ne fonctionne pas correctement. Tou t
appareil qui ne peut pas être contrôlé par son com-
mutateur est considéré dangereux et doit être réparé.
• Débrancher l’appareil et/ou retirez son bloc-pile
amovible avant tout réglage, remplacement d’outils
ou stockage. De telles mesures préventives aideront à
limiter les risques de démarrage accidentel de l’appareil.
• Ranger tout appareil non utilisé hors de la portée
des enfants. L’utilisation de cet appareil doit être
exclusivement réservé à du personnel compétent.
Ce type d’appareil peut devenir dangereux entre les
mains d’un novice.
• Assurer l’entretien approprié de l’appareil. S’assurer
de l’absence d’éléments grippés ou endommagés,
voire toute autre anomalie susceptible de nuire au
bon fonctionnement et à la sécurité de l’appareil.
Ne pas utiliser d’appareil endommage avant sa
réparation. De nombreux accidents sont le résultat
d’appareils mal entretenus.
• Assurer l’affutage et la propreté des outils de coupe.
Des outils de coupe correctement entretenus et affutés
sont moins susceptibles de se gripper et sont plus
faciles à contrôler.
• Utilisez l’appareil électrique, ses accessoires,
mèches, etc. selon les consignes ci-présentes,
tout en tenant compte des conditions de travail
et des travaux envisagés. L’utilisation de cet appareil
999-998-086.10_REV. F 27
Machines à leter à mandrin manuel et mandrin automatique type 535
• Arrimez la machine à un banc ou support. Soutenez
les tuyaux de masse et/ou longueur importantes à
l’aide de porte-tubes. Cela limitera les risques de ren-
versement de l’ensemble.
• Lors de l’utilisation de la machine, tenez-vous du
côté où se trouve son commutateur. Cela éliminera
le besoin de se pencher sur la machine.
• Eloignez vos mains des tuyaux et raccords en
rotation. Arrêtez l’appareil avant d’essuyer ou de
visser les raccords. Attendez que la machine soit
complètement arrêtée avant de manipuler le tuyau.
Ceci limitera les risques d’entortillement dans les
mécanismes rotatifs.
• N’utilisez pas cette machine pour façonner ou
débloquer les raccords. Cela augmenterait les
risques d’enchevêtrement, d’entortillement et perte
de contrôle.
• N’utilisez pas cette machine sans que l’ensemble
de ses carters de protection soient correctement
installés. Les mécanismes exposés augmentent les
risques d’enchevêtrement.
• N’utilisez pas cette machine si sa pédale de com-
mande est endommagée ou absente. La pédale de
commande permet de contrôler la machine en toute
sécurité et permet de l’arrêter en cas d’enchevêtrement
ou autre incident.
• Un seul individu doit se charger à la fois du fonc-
tionnement de la machine et de sa pédale de com-
mande. Seul l’opérateur de l’ensemble doit se trouver
dans la zone de travail afin de limiter les risques d’ac-
cident.
• Ne jamais introduire sa main dans le mandrin
avant ou la tête de centrage arrière. Cela limitera
les risques d’enchevêtrement.
• Afin de limiter les risques de grave blessure cor-
porelle, familiarisez-vous avec les consignes ci-
présentes, ainsi que celles visant l’ensemble du
matériel associé, avant d’utiliser cette machine.
En cas de questions concernant ce produit RIDGID
®
veuillez :
– Consulter le distributeur RIDGID le plus proche ;
– Visiter le site RIDGID.com pour localiser le représen-
tant RIDGID le plus proche ;
– Consulter les services techniques RIDGID par mail
adressé à ProToolsTechSer[email protected], ou
bien en composant le 844-789-8665 (à partir des
Etats-Unis ou du Canada exclusivement).
électrique à des fins autres que celles prévues pourrait
créer une situation dangereuse.
• Assurez la parfaite propreté des poignées et sur-
faces de prise-en-main de l’appareil, notamment
en éliminant toutes traces d’huile et de cambouis.
Des poignées et surfaces de prise-en-main glissantes
ne permettent pas un contrôle suffisant de l’appareil
en cas d’imprévu.
Service après-vente
• Confiez la révision et la réparation de votre appareil
électrique à un réparateur qualifié n’utilisant que
des pièces de rechange d’origine identiques. Cela
assurera la sécurité opérationnelle de l’appareil.
Consignes de sécurité
spéciques
AVERTISSEMENT
La section suivante contient d’importantes con-
signes de sécurité visant ce type d’appareil en par-
ticulier.
An de limiter les risques de choc électrique et
autres lésions corporelles graves, familiarisez-vous
avec celles-ci avant d’utiliser les machines à leter
à mandrin manuel et mandrin automatique type 535.
CONSERVEZ CES CONSIGNES DE
SECURITE ET D’UTILISATION POUR
FUTURE REFERENCE !
Gardez cette notice à portée de main de l’utilisateur de
l’appareil.
Consignes de sécurité visant les
machines à leter
• Le sol doit être sec et libre d’huile et autres matières
glissantes. Les sols glissants sont une invitation aux
accidents.
• Limitez l’accès au chantier ou assurez un périmètre
de sécurité d’un mètre autour de la zone de travail
dès que l’ouvrage dépasse le gabarit de la machine.
Une barrière ou barricade périmétrique positionnée au-
delà de l’ouvrage limitera les risques d’entortillement.
• Ne portez pas de gants. Les gants risquent de s’en-
tortiller autour du tuyau ou des mécanismes en rotation
et entraîner des blessures corporelles.
• N’utilisez pas cette machine à d’autres fins, tels
que le forage ou l’entraînement des treuils. De telles
utilisations ou la modification de la machine à d’autres
fins pourraient augmenter les risques de grave blessure
corporelle.
Description, caractéristiques
techniques et équipements de
base
Description
Les machines à fileter à mandrin manuel et automatique
RIDGID
®
535 utilisent un moteur électrique pour centrer,
mandriner assurer la rotation des tuyaux, conduits et
tiges lors de leur coupe, alésage et/ou filetage.
La 535 Auto Chuck utilise un mandrin automatique pour
mandriner et centrer le tuyau.
Les filières se montent sur une variété de têtes de filière
disponibles. Un système de lubrification intégré inonde
la pièce d’huile de coupe durant son filetage.
Equipées des accessoires appropriés, les machines à fileter
manuelles et automatiques type RIDGID
®
535 peuvent servir
au filetage des tuyaux de diamètre plus important, des man-
chons et bouchons, ainsi qu’au rainurage des tuyaux.
Figure 1A – Machine à fileter 535 à mandrin manuel
Figure 1B – Machine à fileter 535 à mandrin manuel
Figure 2A – 535 Auto Chuck Threading Machine
Figure 2B – Machine à fileter à mandrin automatique
999-998-086.10_REV. F28
Machines à leter à mandrin manuel et mandrin automatique type 535
Volant du mandrin
Tête de filière
Coupe-tube
n
o
820
Alésoir
n
o
341
Tiroir à
copeaux
Commutateur
marche
avant/arrêt/arrière
REV/OFF/FOR
(2/0/1)
Pédale de
commande
Volant du charriot
Gauge de
longueur
Tête de filière
Coupe-tube n
o
820
Alésoir
n
o
341
Tiroir à
copeaux
Commutateur marche
avant/arrêt/arrière
REV/OFF/FOR (2/0/1)
Pédale de commande
Volant du
chariot
Gauge de
longueur
Levier de
vitessest
Avertissement
Bouchon
de vidange
Avertissement
Robinet de
vidange
Dispositif
de centrage
Plaque
signalétique
Plaque
signalétique
999-998-086.10_REV. F 29
Machines à leter à mandrin manuel et mandrin automatique type 535
Caractéristiques techniques*
535 à mandrin manuel 535 à mandrin automatique
Capacité de filetage Ø
1
⁄8 à 2 po (3 à 50 mm) nominal
des tuyaux
Capacité de filetage Ø ¼ à 2 po (6 à 50 mm) actuel
des boulons
Filetages à gauches Avec modifications
Type de moteur Universel Induction Universel Induction Induction
Phases Monophasé Triphasé Monophasé Triphasé
Puissance : 2,3 (1,7) 0,5 (0,37) 2,3 (1,7) 1,8/2,3 (1,35/1,7) 1,5 (1,1) 2,3 (1,7) 2 (1,5) 1.8/2,3 (1,35/1,7)
CV (kW)
Volts V 110-120 110-120 220-240 400 220 110-120 220-240 120 400
Fréquence : Hz 50/60 50 60 50/60 60 50
Ampères 15 20 7,5 3,5/5,1 4,4 15 7,5 18 3,5/5,1
Régime : t/min 36 54 36 35/70 16/46/58 36 16/46/58 35/70
Commutateur Commutateur Commutateur Commutateur Rotatif
Commutateur
rotatif marche rotatif marche
rotatif 2/1/0/1/2 rotatif «REV OFF FOR »
rotatif type
arrière/arrêt/marche arrière/arrêt/ pour régime et type1/0/2 Commutateur (2/0/1)
2/1/0/1/2
Commandes
avant marche avant sens de rotation
Levier de
rotatif type 2/0/1
Levier de
pour régime et
« REV/OFF/FOR » « REV/OFF/ (Figure 9)
vitesses vitesses
sens de direction
(2/0/1)
FOR » (2/0/1)
(Figure 9)
Pédale de commande marche/arrêt
Mandrin avant
Mandrin rapide avec inserts de mâchoire à bascule remplaçables Automatique, avec quatre mâchoires
forgées réversibles
Dispositif de centrage Système à cames tournant avec mandrin Automatique, pour centrage uniquement
arrière
Têtes de filière Consultez le catalogue RIDGID pour les têtes de filière disponibles
Coupe-tube Coupe-tube oscillant à centrage automatique modèle 820 pour Ø 1/8" à 2"
Alésoir Alésoir à 5 cannelures modèle 341 pour Ø 1/8" à 2"
Système de lubrification Capacité 7 qt (6,6 l) avec pompe Gerotor modèle MJ incorporée (appareils pré-1996 – pompe à huile modèle A)
Poids (avec huile
260 livres (118 kg)
350 livres 290 livres
350 livres (159 kg)
et tête de filière) (159 kg) (132 kg)
Dimensions hors 37" × 21" × 21" (940mm × 535mm × 535mm)
tout L x l x H (Avec outils en position et coupe-tube fermé)
Pression sonore (L
PA
)** 97 dB(A), K=3
Puissance sonore (L
PW
)** 92 dB(A), K=3
* Reportez-vous à la plaque signalétique de la machine pour les caractéristiques du moteur et du tableau de commande de votre machine.
** Les valeurs sonores sont mesurés selon un teste standardisé sous la norme EN 62481-1.
- Les émissions sonores peuvent varier en fonction de la localisation et l’utilisation spécifique de ces outils.
- Les taux d’exposition sonore quotidiens doivent être établis pour chaque application, avec, le cas échéant, la prise des mesures de sécurité nécessaires.
L’évaluation des taux d’exposition doit prendre en compte les temps morts durant lesquels l’appareil est éteint. Cela peut significativement réduire les taux d’ex-
position pour une période de travail donnée.
Equipements de base
Reportez-vous au catalogue RIDGID pour les détails con-
cernant les équipements fournis avec chaque machine
spécifique selon sa référence catalogue.
La plaque signalétique de la machine à fileter est située
sur son carter arrière. Les 4 derniers chiffres indiquent le
mois et l’année de sa fabrication.
Figure 3 – Numéro de série de la machine
Inspection préalable
AVERTISSEMENT
Inspectez la machine à leter avant chaque inter-
vention an de corriger toute anomalie éventuelle
et limiter les risques de choc électrique, d’écrase-
ment des membres et autres accidents, ainsi que
pour éviter d’endommager la machine.
1. Assurez-vous que la machine à fileter est débranchée
et que son commutateur REV/OFF/FOR (2/0/1) est
en position « OFF » (0).
2. Eliminez toutes traces d’huile, de graisse ou de cam-
bouis de la machine à fileter, notamment au niveau
de ses poignées et commandes. Cela facilitera son
inspection et aidera à éviter que la machine ou ses
commandes s’échappe de vos mains. Nettoyez et
entretenez la machine selon les consignes de la
section Entretien.
3. Examinez les points suivants :
• Inspectez les cordons d’alimentation et leurs fiches
pour signes de détérioration ou de modification.
• L’assemblage, entretien et intégralité de la machine.
• Signes d’éléments brisés, usés, manquants, désa -
lignés ou grippés, voire autres anomalies.
• La présence et le bon fonctionnement de la pédale
de commande. Vérifiez que la pédale est bien rac-
cordée, en bon état de marche et qu’elle fonctionne
sans accros ni grippage.
• La présence et lisibilité des avertissements apposés
sur la machine (Figures 1 et 2).
• L’état des tranchants des filières, du coupe-tube
et de l’alésoir. Des outils de coupe émoussés aug-
mentent la force nécessaire, produisent de mauvais
filetages et augmentent les risques d’accident.
• Toute autre condition qui serait susceptible de nuire
à la sécurité opérationnelle et au fonctionnement
normal de la machine.
Le cas échéant, corrigez toute anomalie éventuelle
avant d’utiliser cette machine à fileter.
4. Inspectez et entretenez tout autre matériel utilisé
selon les instructions correspondantes afin d’assurer
son bon fonctionnement.
Il appartient au bureau d’études
et/ou à l’entrepreneur de choisir les matériaux et les
moyens d’installation, raccordement et façonnage appro-
priés. L’utilisation de matériaux et/ou de moyens d’instal-
lation inadaptés pourrait occasionner la défaillance du
réseau.
L’acier inoxydable et autres matières anticorrosion risquent
d’être contaminés en cours d’installation, de raccordement
ou de façonnage. Une telle contamination peut entraîner
la corrosion et la défaillance prématurée du réseau. Il
convient, avant toute intervention, d’effectuer une étude
approfondie des matériaux et des méthodes d’installation
prévus, face aux conditions d’exploitation (notamment
chimiques et thermiques) envisagées.
Assemblage de la machine
AVERTISSEMENT
Respectez les consignes d’assemblage suivantes
an de limiter les risques de grave blessure cor-
porelle en cours d’utilisation.
La machine à leter doit être montée sur un support
ou établi stable an d’éviter son renversement en
cours d’utilisation et les graves blessures que cela
pourrait occasionner.
Le commutateur FREV/OFF/FOR doit être en position
OFF et la machine doit être débranchée avant son
assemblage.
Prévoyez les moyens de levage appropriés. Les
machines à leter RIDGID 535 pèsent au moins
260 livres (118 kg).
Montage sur support
Ces machines peuvent être montées sur une variété de
supports de machine à fileter RIDGID. Reportez-vous au
catalogue RIDGID pour les types de support disponibles
et la fiche de montage correspondante.
Montage sur établi
Ces machines peuvent être montées sur un établi de
niveau et stable. Arrimez-les sur l’établi à l’aide de quatre
boulons UNC 5/16-18 passés par les orifices prévus au
quatre coins de l’embase de la machine. L’entre-axe des
orifices est de 29,5" x 15,5" (749 mm x 394 mm). Serrez
les boulons à fond.
999-998-086.10_REV. F30
Machines à leter à mandrin manuel et mandrin automatique type 535
AVIS IMPORTANT
999-998-086.10_REV. F 31
Machines à leter à mandrin manuel et mandrin automatique type 535
3. Transportez le matériel sur site. Reportez-vous à la
section Préparation de la machine au transport pour
plus de précisions.
4. Confirmez que le matériel utilisé a été correctement
examiné et assemblé.
5. Vérifiez que le commutateur REV/OFF/FOR est en
position « OFF ».
6. Assurez-vous que la tête de filière est équipée des fil-
ières appropriées et que celles-ci sont correctement
réglées. Au besoin, installez et/ou réglez les filières de
la tête de filière. Reportez-vous à la section Préparation
et utilisation des filières pour plus de précisions.
7. Relevez et dégagez le coupe-tube, l’alésoir et la tête
de filière du poste de travail. Assurez-vous qu’ils restent
stables et ne risquent pas de retomber en position.
8. Si le tuyau doit déborder du tiroir à copeaux, et/ou
de plus de 4' (1,20 m) de l’arrière de la machine,
prévoyez des porte-tube afin d’éviter le renversement
du tuyau et de la machine à fileter. Positionnez les
porte-tube dans l’alignement des mandrins de la
machine et à environ
1
/
3
de la distance qui sépare
l’extrémité du tuyau de la machine. Les tuyaux de
grande longueur nécessiteront plusieurs porte-tubes.
N’utilisez que des porte-tubes appropriés. L’utilisation
de supports inappropriés ou le soutien manuel du
tuyau pourraient entraîner le renversement du matériel
ou l’enchevêtrement de l’utilisateur.
9. Interdisez l’accès au chantier ou prévoyez des bar-
ricades afin d’assurer un périmètre de sécurité d’au
moins 3' (1 m) autour de la machine à fileter et du
tuyau. Cela aidera à éviter au tiers de heurter la
machine et le tuyau et limitera les risques de ren-
versement et d’enchevêtrement.
10. Positionnez la pédale de commande comme indiqué
à la Figure 17 afin d’établir la position de travail appro-
priée.
11. Vérifiez le niveau d’huile de coupe RIDGID Thread
Cutting Oil. Retirez le tiroir à copeaux et le tamis du
carter d’huile, puis vérifiez que le filtre est totalement
immergé dans l’huile. Reportez-vous à la section
Entretien du système de lubrification.
12. Avec le commutateur REV/OFF/FOR en position
« OFF », faites courir le cordon d’alimentation le long
d’un passage dégagé. Avec les mains sèches,
branchez le cordon d’alimentation sur une prise de
courant avec terre appropriée. Assurez-vous que
l’ensemble des connecteurs restent au sec et
surélevés. Si le cordon d’alimentation de la machine
n’est pas suffisamment long, utilisez une rallonge :
Préparation de la machine et
des lieux
AVERTISSEMENT
Préparez la machine à leter et le chantier selon
le processus suivant an de limiter les risques de
choc électrique, de renversement de la machine,
d’enchevêtrement, d’écrasement des membres et
autres accidents, ainsi que pour aider à éviter d’en-
dommager la machine elle-même.
Arrimez la machine à un support ou établi stable.
Soutenez les tuyaux de manière appropriée. Cela
limiter les risques de renversement des tuyaux et
de la machine, ainsi que les risques d’accident grave.
Ne jamais utiliser de machine à leter sans une
pédale de commande en bon état de marche. La
pédale de commande permet de mieux contrôler
la machine en vous permettant d’arrêter son moteur
en levant le pied.
1. L’examen du chantier devrait comprendre les points
suivants :
• Suffisamment d’éclairage.
• La présence de liquides, vapeurs ou poussières
inflammables. Le cas échéant, leur source devra
être identifiée, éliminée ou corrigée avant d’assurer
la ventilation complète des lieux. Ces machines
à fileter ne sont pas blindées et risquent de pro-
duire des étincelles.
• Un sol à la fois dégagé, de niveau, stable et sec
où installer l’ensemble du matériel et l’utilisateur.
• Une bonne ventilation. Ne jamais utiliser ces ma -
chines de manière prolongée dans de petits locaux
mal ventilés.
• La présence d’une prise de courant de voltage
approprié. Le voltage nécessaire est indiqué sur la
plaque signalétique de la machine. Toutes prises
de courant équipées d’une prise de terre ou d’un
disjoncteur différentiel ne sont pas obligatoirement
correctement liées à la masse. En cas de doute,
faites contrôler la prise par un électricien.
2. Examinez les tuyaux à fileter et les raccords prévus
afin de déterminer le matériel nécessaire à leur filetage
en vous reportant aux indications de la section Caracté -
ristiques techniques. Ne jamais tenter de fileter de
pièces qui ne sont pas rectilignes. Ne jamais tenter de
fileter de tuyaux équipés de raccords ou autres pièces.
Cela augmenterait les risques d’enchevêtrement.
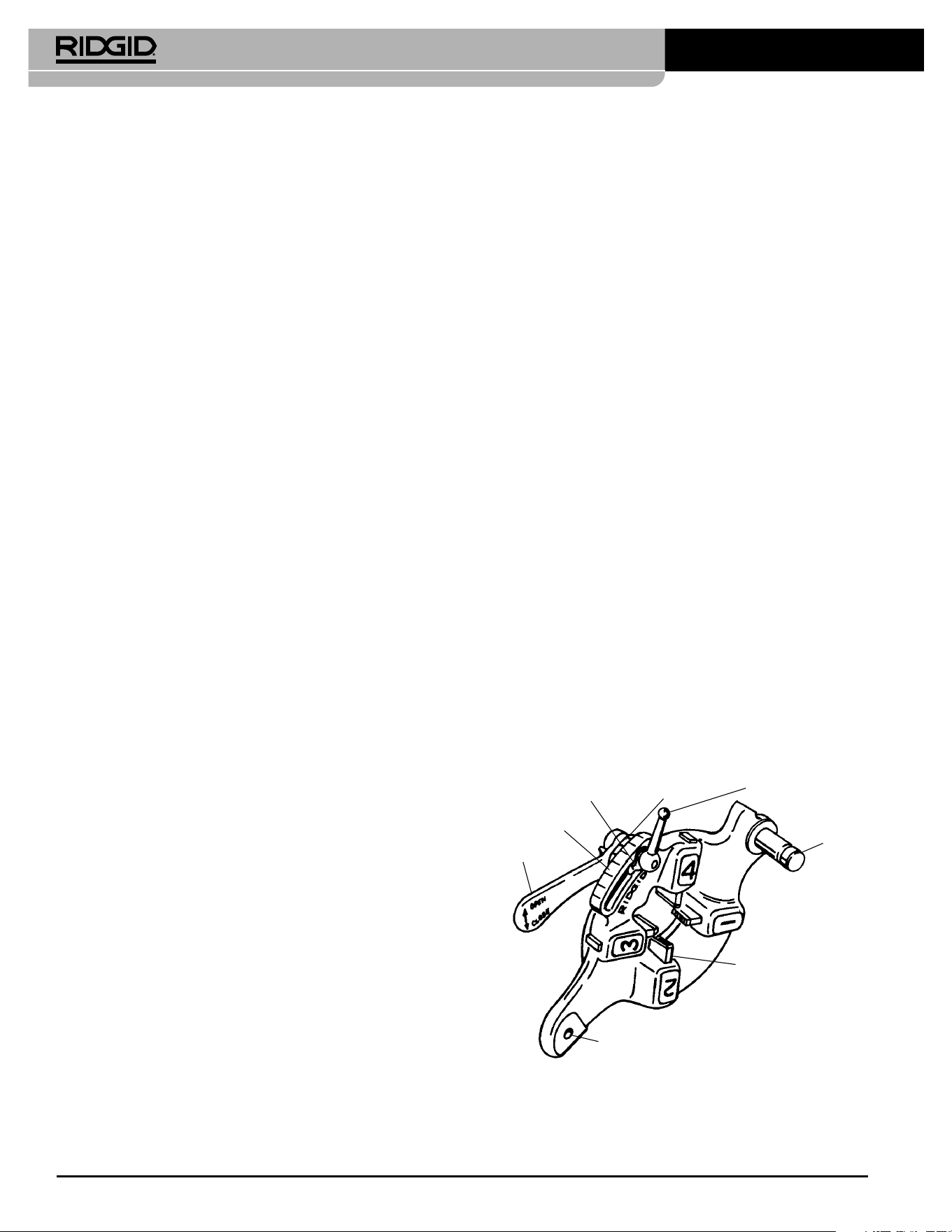
• En bon état.
• Equipée d’une fiche à trois barrettes semblable à
celle de la machine à fileter.
• Homologuée pour l’extérieur et comprenant les
indications « W » ou « W-A » dans leur désignation
(par ex., « SOW »).
• De section suffisante. Les rallonges de 50' (15,20
m) ou moins doivent avoir une section minimale
de câble de 16 AWG (1,5 mm
2
). Celles de 50' à
100' (15,20 m à 30,50 m) doivent avoir une section
minimale de 14 AWG (2,5 mm
2
).
13. Vérifiez le bon fonctionnement de la machine à fileter.
Sans toucher aux mécanismes :
• Mettez le commutateur REV/OFF/FOR (2/0/1) en
position « FOR » (1). Appuyez momentanément sur
la pédale de commande, puis relâchez-la. Vu de
face, le mandrin devrait tourner à gauche (Figure
22). En répétant le processus en position « REV »,
le mandrin devrait tourner à droite. Si la machine à
fileter ne tourne pas dans le sens prévu, ou que la
pédale de commande ne contrôle pas le fonction-
nement de la machine, ne l’utilisez pas avant de
l’avoir réparé.
• Appuyez sur la pédale de commande. Examinez
son mécanisme pour signes de désalignement,
grippage, bruits bizarres ou autres anomalies
éventuelles. Relâchez la pédale de commande.
Faites réparer toute anomalie éventuelle avant d’u-
tiliser la machine. Sur les machines 535 à mandrin
automatique, vérifiez que le mandrin se ferme
quand la machine tourne en position « FOR » et
qu’il s’ouvre lorsqu’elle tourne en position « REV
».
• Rabattez la tête de filière en position opérationnelle.
Appuyez sur la pédale de commande. Vérifiez l’é-
coulement d’huile à travers la tête. Relâchez la
pédale.
14. Mettez le commutateur REV/OFF/FOR en position
« OFF », puis avec les mains sèches, débranchez
la machine.
Préparation et utilisation des
têtes de filière
Les machines à fileter 535 à mandrin manuel ou automa-
tique peuvent utiliser une variété de têtes de filière RIDGID
pour le filetage des tuyaux et de boulonnerie. Les infor-
mations suivantes concernent les têtes de filière à ouverture
rapide, ouverture automatique et ouverture semi-automa-
tique. Reportez-vous au catalogue RIDGID pour la liste
des autres types de tête de filière disponibles.
Les têtes de filières utilisant des filières universelles pour
tuyaux nécessitent un jeu de filières pour chacune des
plages de sections de tuyau suivantes : (
1
⁄8"), (
1
⁄4" et
3
⁄8"),
(
1
⁄2" et
3
⁄4") et (1" à 2"). Des filières NPT/NPSM doivent être
utilisées sur les têtes de filière NPT, et des filières
BSPT/BSPP doivent être utilisées sur les têtes de filière
BSPT. La platine à cames porte la désignation de chaque.
Les têtes de filière utilisant des filières pour boulonnerie
nécessitent un jeu de filières spécifique pour chaque file-
tage.
Les filières haute-vitesse sont recommandées pour les
opérations de filetage effectués à 40 t/min ou plus. Une
liste des têtes de filière disponibles pour votre tête de
filière particulière se trouve dans le catalogue RIDGID.
Lors du changement ou du réglage d’un jeu de filières,
effectuez systématiquement un filetage de contrôle afin
de vous assurer d’un pas approprié.
Montage et dépose des têtes de lière
Engagez (ou désengagez) le guide dans l’orifice corre-
spondante du chariot. Une fois engagé à fond, le guide
maintiendra la tête de filière en position. Une fois installée,
la tête de filière tournera autour du guide pour être soit
rabattue face au tuyau, soit relevée et dégagée pour per-
mettre l’utilisation du coupe-tube ou de l’alésoir.
Têtes de lière à ouverture rapide
Les têtes de filière à ouverture rapide comprennent la
811A et la 531/532 Boulonnerie. Les têtes de filière à
ouverture rapide s’ouvrent et se ferment manuellement
afin d’atteindre une longueur de filetage spécifiée par
l’utilisateur.
Figure 4 – Tête de filière à ouverture rapide
999-998-086.10_REV. F32
Machines à leter à mandrin manuel et mandrin automatique type 535
Levier d’ouverture
Barre graduée
Languette
de la rondelle
Anneau calibré
Levier de verrouillage
(écrou 6-pans sur
filières manuelles
Guide
Filières
Orifice de goupille (tête de filière à gauche)
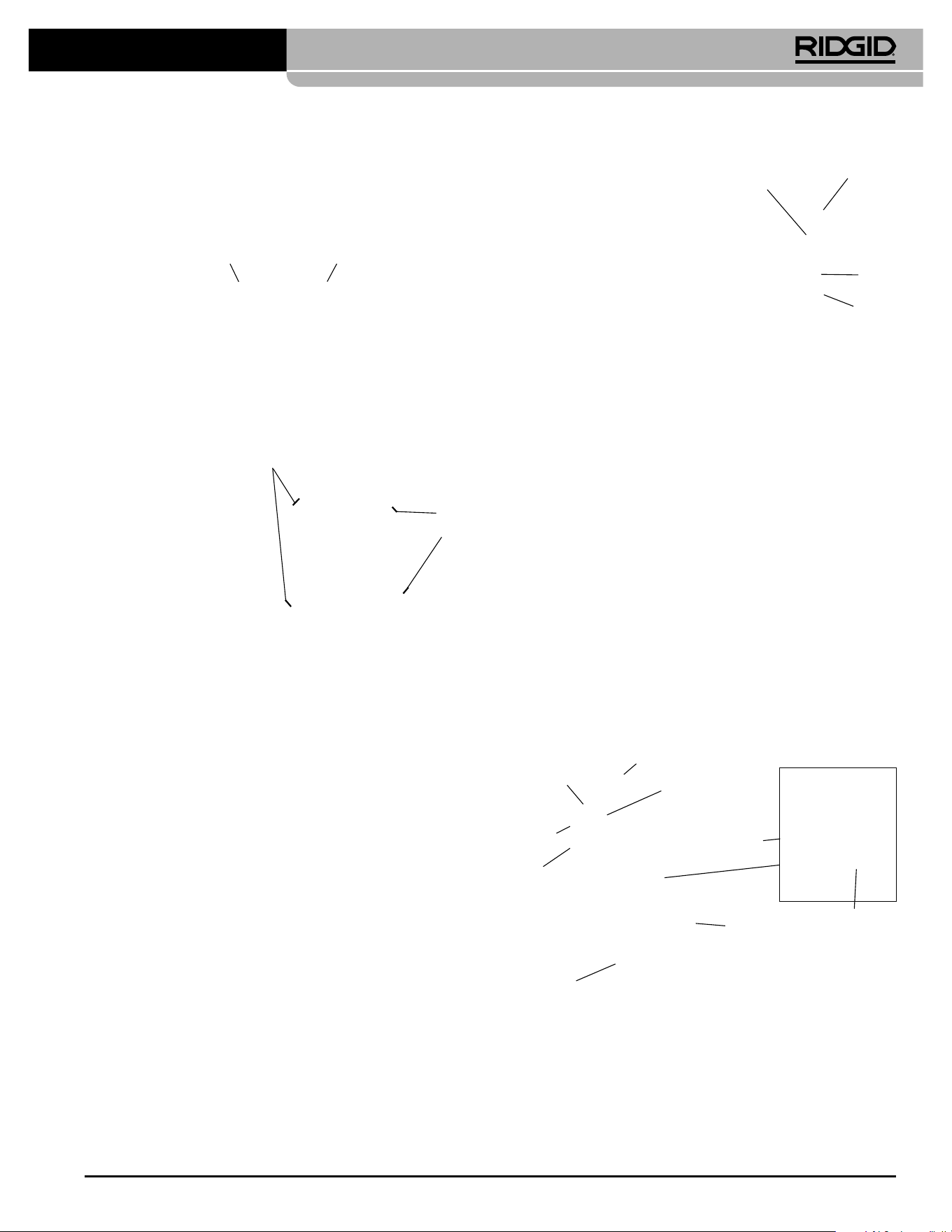
999-998-086.10_REV. F 33
Machines à leter à mandrin manuel et mandrin automatique type 535
4. S’il s’avère nécessaire d’a-
jus ter le filetage, amenez le
repère de la barre gra duée
légèrement en direction «
OVER » (filetage moins ser-
ré avec moins de tours pour
l’engagement du raccord)
ou « UNDER » (filetage
plus serré avec plus de
tours pour l’engagement du
raccord).
5. Serrez le levier de verrouil-
lage.
Ouverture de la tête de filière en fin d’opération
En fin de l’opération de filetage :
• Tuyaux – L’extrémité du filetage doit arriver à fleur
de l’extrémité de la filière n
o
1.
• Boulonnerie – A fileter à la longueur voulue, tout
en faisant attention aux interférences éventuelles
entre les éléments.
Ramenez le levier d’ouverture à la position « OPEN »
(ouvrir) pour dégager les filières.
Têtes de filière à ouverture automatique
Les têtes de filière 815A sont des têtes de filière à ouverture
automatique. Pour les tuyaux de ½ à 2 pouces de diamètre,
il est possible d’utiliser une gâchette pour ouvrir la tête
de filière en fin d’opération de filetage. Pour les diamètres
allant de
1
⁄8" à
3
⁄8" et autres, la tête de filière devra être
ouverte manuellement en fin de filetage.
Figure 8 – Tête de filière à ouverture automatique
universelle
Insertion et remplacement des filières
1. Posez la tête de filière avec ses chiffres en haut.
2. Amenez le levier d’ouverture à la position « OPEN
» (ouvrir) comme indiqué à la Figure 5.
Figure 5 – Levier en positions « ouvrir » et « fermer »
3 Desserrez le levier
de verrouillage d’en-
viron trois tours com-
plets.
4. Relevez la languette
de la rondelle pour
l’écarter du sillon de
la barre calibrée.
Amenez la rondelle
jusqu’au bout du sil-
lon (Figure 6).
5. Retirez les filières de la tête de filière.
6. Introduisez les filières appropriées dans la tête de
filière avec leurs chiffres en haut jusqu’à ce que le
repère se trouve à fleur du rebord de la tête de filière
(Figure 6). Les chiffres des filières doivent correspondre
à ceux des logements de la tête de filière. Remplacez
le jeu de filières au complet et ne mélangez pas les
filières d’un jeu avec celles d’un autre.
7. Alignez le repère de l’anneau calibré sur celui de la
taille voulue de la barre calibrée. Au besoin, ajustez
l’insertion de la filière pour permettre son mouvement.
La languette de la rondelle devrait s’engager dans le
logement à gauche.
8. Serrez le levier de verrouillage.
Réglage du pas de filetage
1. Montez la tête de filière et mettez-la en position de
filetage.
2. Desserrez le levier de verrouillage.
3. Commencez par aligner le repère de base de l’anneau
calibré sur celui de la barre graduée désiré. Pour les
filetages des boulons avec tête de filière universelle,
alignez les filières à boulon sur le repère « BOLT » de
la barre graduée (Figure 7).
Levier d’ou-
verture
Levier
d’ouverture
Ouvert
Fermé
Repère
Figure 6 – Insertion des filières
Repère
Figure 7 – Réglage du file-
tage
Repère de
base de l’an-
neau calibré
Barre
graduée
« Under »
« Over »
Levier d’ou-
verture
Gâchette
Levier de
verrouillage
Barre graduée
Goupille
Repère
Vis de
blocage
Repère « Retirer filières »
Coulisse de
gâchette
2. Desserrez le levier de verrouillage.
3. Positionnez la barre graduée de manière à aligner le
repère de la vis de blocage sur le repère dimensionnel
voulu de la barre graduée.
4. S’il s’avère nécessaire d’ajuster le filetage, amenez
le repère de la barre gra -
duée légèrement en
direction « OVER » (file-
tage moins serré avec
moins de tours pour l’en -
gagement du raccord) ou
« UNDER » (filetage plus
serré avec plus de tours
pour l’engagement du
raccord).
5. Serrez le levier de verrouillage.
Réglage de la coulisse de gâchette
Positionnez la coulisse de gâchette en fonction de la sec-
tion du tuyau à fileter (Figure 12).
• Ø ½" et ¾" – L’extrémité du tuyau doit buter contre
le sabot de la coulisse de
gâchette.
• Ø 1" à 2" – L’extrémité du
tuyau doit buter contre la tige
de la coulisse de gâchette.
Pour
• les tuyaux Ø
1
⁄8", ¼" et
3
⁄8"
• les filetages plus longs ou
plus courts
• le filetage de boulonnerie
Renfoncez la coulisse de gâchette et dégagez-la. La tête
de filière doit être ouverte manuellement.
Ouverture de la tête de filière en fin de filetage
Lorsque la gâchette est utilisée, elle entrera en contact
avec l’extrémité du tuyau pour ouvrir la tête de filière
automatiquement. Le cas échéant éloignez-vous du levier
d’ouverture lorsqu’il se déploie.
Pour ouvrir la tête manuellement en fin de filetage et
lorsque la coulisse de la gâchette est renfoncée :
• Filetages coniques – L’extrémité du tuyau arrive à
fleur de l’extrémité de la filière numéro 1.
• Boulonnerie et filetages droits – Atteignez la longueur
de filetage voulue en faisant attention de ne rien
heurter dans le processus.
Mettez le levier d’ouverture à la position « OPEN » (ouvert)
pour rétracter les filières.
Insertion et remplacement des filières
1. Posez la tête de filière avec ses chiffres en haut.
2. Assurez-vous que la gâchette est détendue et que
la tête de filière est ouverte en tirant sur la coulisse
de la gâchette pour l’éloigner de la tête de filière.
Ecartez-vous du levier d’ouverture sous tension
lorsque vous lâchez la gâchette.
Figure 9 – Levier ouvert et fermé
3. Desserrez le levier de verrouillage d’environ six tours
complets.
4. Retirez la vis de blocage
de la barre graduée de
manière à permettre à la
goupille de franchir le sil-
lon. Positionnez la barre
graduée de manière à
aligner le repère de la vis
de blocage sur le mar-
quage « REMOVE DIES»
(retirer les filières).
5. Retirez les filières de la
tête de filières.
Insérez les filières appropriées dans la tête de filière,
chiffres en haut, jusqu’à ce que leur repère arrive à
fleur du rebord de la tête de filière (Figure 10). Les
chiffres des filières doivent correspondre à ceux des
logements de la tête de filière. Remplacez le jeu entier
de filières. Ne jamais mélanger les filières d’un jeu avec
celles d’un autre jeu.
6. Tournez la barre graduée jusqu’à ce que le repère
de la vis de blocage s’aligne sur celui du filetage
voulu. Au besoin, assurez le libre mouvement des fil-
ières en ajustant leur profondeur d’insertion.
7. Vérifiez que la goupille est orientée vers le repère
« REMOVE DIES » (retrait des filières).
8. Serrez le levier de verrouillage.
Réglage du pas de filetage
1. IMontez la tête de filière et mettez-la en position de
filetage.
999-998-086.10_REV. F34
Machines à leter à mandrin manuel et mandrin automatique type 535
Figure 11 – Réglage du filetage
Repère de
la vis de
blocage
Barre
calibrée
« Over »
« Under »
Les tuyaux
Ø 1" à 2"
butent
contre cette
surface
Coulisse de
gâchette
Les tuyaux Ø
½" et ¾"
butent contre
cette surface
Figure 12 – Réglage
de la
gâchette
Levier d’ou-
verture
Ouvert
Fermé
Levier d’ouverture
Figure 10 – Insertion des
filières
Repère
Repère
Repère
Têtes de filière semi-automatiques
Les têtes de filière à ouverture semi-automatique com-
prennent les têtes de filière 816 et 817 NPT pour filetages
à droite. Les têtes de filière semi-automatiques peuvent
changer de section rapidement et s’ouvrent manuellement
afin de permettre à l’utilisateur d’atteindre une longueur
de filetage voulue.
Figure 13 – Tête de filière semi-automatique
Insertion et remplacement des filières
1 Posez la tête de filière avec ses chiffres en haut.
2. Appuyez sur la poignée pour que la platine à cames
vienne reposer contre la butée (Figure 13). L’ensemble
platine/poignée est équipé d’un ressort en compression
qui le déplace en appuyant sur la poignée.
3. Tirez sur le bouton de clavette, puis tournez la platine
à cames et la poignée en sens antihoraire jusqu’à
buter.
4. Retirez les filières de la tête de filière.
5. Insérez les filières appropriées, chiffres en haut, dans
la tête de filière jusqu’à ce que leurs repères arrivent
à fleur du rebord de la
tête de filière (Figure 14).
Les chiffres estampés
sur les filières doivent
correspondre à ceux des
logements de la tête de
filière. Remplacez le jeu
de filières au complet.
Ne jamais mélanger des
filières issues de jeux dif-
férents.
6. Tournez la poignée en sens horaire jusqu’à ce que
le bouton de clavette se retrouve à fleur de la tête
de filière.
Réglage du filetage
1 Installez la tête de filière et mettez-la en position de
filetage.
2 Desserrez la vis de l’ergot de calage qui correspond
à la section de tuyau à fileter.
3 Commencez avec le repère de l’ergot au milieu de
la barre graduée.
4 S’il s’avère nécessaire d’ajuster le filetage, amenez
le repère légèrement en direction de la poignée pour
obtenir un filetage plus corse (moins de tours jusqu’à
buter), voir dans le sens opposé pour obtenir un file-
tage plus fin (plus de tours jusqu’à buter).
5 Vissez la vis de l’ergot de calage à fond.
6 Vérifiez systématiquement que le type d’ergot de
calage correspond (Figure 15).
Figure 15 – Réglage du filetage
Ouverture de la tête de filière en fin de filetage
Lorsque l’extrémité du tuyau arrive à fleur de l’extrémité
de la filière n
o
1, appuyez sur la poignée afin d’ouvrir la
tête de filière et dégager les filières. Ne faites jamais
tourner la machine en marche arrière (REV) lorsque les
filières sont engagées.
Utilisation de la machine
AVERTISSEMENT
Ne jamais porter de gants ou d’accessoires ves-
timentaires. Boutonner les manches de chemise
et les blousons. Les accessoires vestimentaires
risqueraient d’être entraînés dans le mécanisme
et provoquer de graves blessures corporelles.
Eloigner vos mains des mécanismes et tuyaux en
rotation. Arrêter la machine avant d’essuyer les
letages ou de visser des raccords. Ne jamais se
pencher sur la machine ou le tuyau. An de limiter
les risques d’enchevêtrement, d’écrasement des
999-998-086.10_REV. F 35
Machines à leter à mandrin manuel et mandrin automatique type 535
Bouton
de
clavette
Poignée
Ergot de calage
Butée
Guide
Devant (fermé)
Derrière (ouvert)
Platine à cames
Figure 14 – Insertion des
filières
Repère
Ergot de
calage
Ø tuyau
Repère
Vis
Type d’ergot de
calage
Barre
graduée
membres et de traumatismes, attendre que la
machine s’arrête complètement avant de toucher
le tuyau ou les mandrins de la machine.
Ne jamais utiliser cette machine pour le montage
ou déblocage des raccords. Cela pourrait occasionner
des traumatismes ou l’écrasement des membres.
Vériez le montage approprié de la leteuse démul-
tipliée, à la fois entre la machine de letage ou
système d’entraînement et le tuyau. Un mauvais
montage de l’ensemble pourrait entraîner de graves
blessures corporelles.
Ne jamais utiliser de machine à leter sans pédale
de commande en bon état de marche. Ne jamais
bloquer la pédale de commande en position de
marche. Le but de la pédale de commande est de
permettre d’arrêter la machine en cas d’urgence
en levant le pied. Tant que la machine est en
marche, l’entraînement éventuel des vêtements par
le mécanisme pourrait vous entraîner aussi. Le cou-
ple développé par cette machine est sufsant pour
entortiller les vêtements autour d’un membre au
point d’écraser ou briser les os et de provoquer
des traumatismes ou autres blessures corporelles.
Un seul individu doit contrôler à la fois le processus
de letage et la pédale de commande. Ne jamais
utiliser cette machine à plusieurs. En cas d’urgence,
l’utilisateur unique doit pouvoir lâcher la pédale de
commande immédiatement.
Respectez les consignes d’utilisation suivantes an
de limiter les risques d’enchevêtrement, d’écrase-
ment des membres, de traumatisme ou d’autres
blessures.
1. Assurez-vous que la machine et les lieux ont été
correctement préparés et que les curieux et distrac-
tions sont tenus à l’écart. L’utilisateur doit être le seul
individu dans le périmètre de travail lorsque la
machine tourne.
Le coupe-tube, l’alésoir et la tête de filière doivent
tous être en position relevée, éloignés de l’utilisateur,
et non en position opératoire. Assurez-vous que ces
outils sont stables et ne risquent pas de
retomber.Ouvrez les mandrins de la machine à fileter
complètement. Sur les machines à mandrin manuel,
tournez le volant du mandrin avant dans le sens
horaire (Figure 16). Sur les machines à mandrin
automatique, mettez le commutateur REV/OFF/FOR
(2/0/1) à la position « REV » (2), puis appuyez momen-
tanément sur la pédale de commande.
2. Introduisez les tuyaux de moins de 2' (60 cm) depuis
l’avant de la machine. Introduisez les tuyaux plus
longs de l’avant ou de l’arrière de la machine, tant
que la plus grande longueur déborde de l’arrière de
la machine à fileter. Vérifiez le positionnement appro-
prié des porte-tubes éventuels.
3. Au besoin, marquez le tuyau. Positionnez le tuyau de
manière à ce que l’extrémité à couper ou à aléser
déborde d’environ 4" (10 cm) à l’avant du mandrin.
Un débordement moindre risquerait de permettre au
chariot de heurter la machine en cours de filetage et
de l’endommager.
4. Mandrinez le tuyau.
Machines à mandrin manuel :
Tournez le dispositif
de centrage arrière en sens antihoraire (vue depuis
l’arrière de la machine) afin de le renfermer sur le
tuyau. Assurez-vous que le tuyau est bien centré
entre ses mâchoires. Ce dispositif stabilise le tuyau
et produit de meilleurs résultats.
Figure 16 – Mandrinage du tuyau
Tournez le volant du mandrin avant en sens antihoraire
(vue de l’avant de la machine) (Figure 16) pour le ren-
fermer sur le tuyau. Assurez-vous que le tuyau est
bien centré entre les inserts du mandrin. Tournez le
volant du mandrin à plusieurs à-coups rapides pour
bien saisir le tuyau.
Machines à mandrin automatique : Mettez le com-
mutateur REV/OFF/FOR en position « FOR » (1) et
appuyez sur la pédale de commande. La machine
centrera et engagera alors le tuyau ou le rond plein
automatiquement. Si le tuyau s’engage de travers,
faites tourner la machine en marche arrière (REV)
pour le relâcher afin de le mandriner à nouveau. Ne
jamais tenter de manipuler un tuyau en rotation. Les
machines à mandrin automatique n’engagent les
tuyaux qu’en tournant.
5. Tenez-vous dans la position de travail appropriée afin
de mieux contrôler la machine et le tuyau (Figure 17).
• Positionnez-vous du côté commutateur REV/ -
OFF/FOR de la machine afin de pouvoir accéder à
la fois à ses outils et à la pédale de commande.
• Assurez-vous de pouvoir contrôler la pédale de com-
mande. N’appuyez pas encore sur la pédale. Vous
devez pouvoir relâcher la pédale de commande en
cas d’urgence.
999-998-086.10_REV. F36
Machines à leter à mandrin manuel et mandrin automatique type 535
Fermer
Ouvrir
999-998-086.10_REV. F 37
Machines à leter à mandrin manuel et mandrin automatique type 535
• Tenez-vous de manière à pouvoir maintenir votre
équilibre à tout moment, sans avoir à vous pencher
en avant.
Figure 17 – Position opératoire
Changement de vitesse de rotation
Les machines à fileter de la série 535 sont disponibles
en vitesse de rotation unique ou vitesses multiples. Toutes
les vitesses de rotation peuvent servir à la coupe et à
l’alésage des tuyaux.
Sélection de vitesse de rotation
• Jusqu’à 36 t/min – Pour le filetage des tuyaux et
boulons, ainsi que pour les applications à couple
élevé telles que l’acier inoxydable et les métaux durs.
• 46 t/min – Pour le filetage des tuyaux d’un maximum
de 2" de diamètre. L’utilisation de filières haute-vitesse
est recommandée.
• 54 et 58 t/min – Pour le filetage des tuyaux d’un max-
imum de 1¼" de diamètre. L’utilisation de filières haute-
vitesse est recommandée.
• Au-delà de 58 t/min – Inadapté au filetage. A n’utiliser
que pour la coupe et l’alésage des tuyaux.
Si la machine cale en cours d’opération, relâchez immé-
diatement la pédale de commande et mettez la machine
en basse vitesse (LOW). Ne changez pas de vitesse en
cours de coupe, d’alésage ou de filetage.
Si la machine est équipée d’un sélecteur de vitesses
(Figure 18) :
Figure 18 – Sélecteur de vitesses de la 535
1. Tirez sur le bouton du sélecteur.
2. Amenez le sélecteur à la vitesse voulue, puis engagez
le bouton dans l’évidement correspondant.
Si le sélecteur refuse de bouger, appuyez momen-
tanément sur la pédale de commande, attendez que
la machine s’arrête complètement, puis essayez à
nouveau. Ne tentez pas de changer de vitesse
lorsque la machine tourne.
Les machines triphasées de 400 volts peuvent tourner
soit à 35 t/min, soit à 70 t/min. La sélection se fait à partir
de son commutateur REV/OFF/FOR qui porte les marque
2-1-0-1-2, où « 0 » correspond à la position « OFF »
(arrêt), le chiffre « 1 » à une vitesse de rotation de 35
t/min en marche avant et marche arrière, et le « 2 » à
une vitesse de rotation de 70 t/min en marche avant et
marche arrière (Figure 19).
Figure 19 – Commande de vitesse et de sens de rotation
de la 535 400V triphasée
Utilisation du coupe-tube n
o
820
1. Ouvrez le coupe-tube en tournant sa vis d’avancement
en sens antihoraire. Rabaissez le coupe-tube en posi-
tion de coupe. Alignez le galet de coupe avec la mar-
que sur le tuyau. La coupe de tuyaux filetés ou en-
dommagés risque d’endommager le galet de coupe.
Sélecteur
REV FOR
2
11
0
2
OFF
Switch Position
35 RPM
70 RPM
Position du commutateur
35 t/min
70 t/min
Utilisation de la jauge de longueur – Placez la lame
du galet de coupe contre l’extrémité du tuyau, puis
mettez le curseur de la jauge de longueur à « 0 »
(Figure 20A). Relevez le coupe-tube et tournez le
volant du chariot jusqu’à ce que le curseur se trouve
à la longueur voulue. Rabaissez le coupe-tube en
position de coupe (Figure 20B).
Figure 20A – Lame du galet de coupe appuyée contre
l’extrémité du tuyau. Curseur à « 0 ».
Figure 20B – Curseur de la jauge de longueur à la
longueur voulue.
2. Serrez la poignée de la vis d’avancement du coupe-
tube pour amener son galet de coupe fermement
contre le tuyau, tout en le maintenant aligné avec la
marque inscrite sur le tuyau.
3. Mettez le commutateur REV/OFF/FOR en position
« FOR ».
4. Prenez la poignée de la vis d’avancement du coupe-
tube des deux mains.
5. Appuyez sur la pédale de commande.
6. Serrez la poignée de la vis d’avancement d’un demi-
tour par rotation du tuyau jusqu’à ce que le tuyau soit
sectionné. Un serrage plus agressif de la vis d’a-
vancement aura pour effet de réduire la vie utile du
galet de coupe et d’augmenter la formation de bavures.
Ne jamais tenter de soutenir le tuyau manuellement.
999-998-086.10_REV. F38
Machines à leter à mandrin manuel et mandrin automatique type 535
Laissez la chute du tuyau reposer sur le chariot de
la machine à fileter et sur un porte-tube.
Figure 21 – Coupe-tube en marche
7. Retirez votre pied de la pédale de commande.
8 Mettez le commutateur REV/OFF/FOR en position
« OFF ».
9. Relevez et dégagez le coupe-tube.
Utilisation de l’alésoir n
o
341
1. Amenez l’alésoir en position d’alésage. Assurez-vous
qu’il est positionné de manière à ne pas se déplacer
en cours d’utilisation.
2. Faites avancer l’alésoir en ouvrant son loquet et en le
glissant vers le tuyau jusqu’à ce que le loquet s’engage.
3. Mettez le commutateur REV/OFF/FOR (2/0/1) en
position « FOR » (1).
4. Prenez le volant du chariot des deux mains.
5. Appuyez sur la pédale de commande.
Figure 22 – Alésage du tuyau avec la machine en marche
2 po
FOR
(1)
REV
(2)
REV
(2)

999-998-086.10_REV. F 39
Machines à leter à mandrin manuel et mandrin automatique type 535
Figure 23 – Filetage des tuyaux
7. Tournez le volant du chariot afin d’amener la tête de
filière jusqu’au tuyau. Appuyez délicatement sur le
volant pour engager la tête sur le tuyau. Une fois que
la tête de filetage commence à fileter le tuyau, il n’est
plus nécessaire de tourner le volant du chariot.
8. Ecartez vos mains du tuyau en rotation. Assurez-
vous que le chariot ne heurte pas la machine. En fin
de filetage, ouvrez la tête de filière (si celle-ci ne
s’ouvre pas automatiquement). Ne jamais faire tourner
la machine en marche arrière (REV) lorsque les filières
sont engagées.
9. Retirez votre pied de la pédale de commande.
10. Mettez le commutateur REV/OFF/FOR en position
« OFF ».
11. Tournez le volant du chariot pour dégager la tête de
filière du tuyau. Relevez et écartez la tête de filière.
12. Retirez le tuyau de la machine et inspectez son file-
tage. Ne jamais utiliser cette machine pour monter
ou débloquer des raccords.
Filetage des ronds et des boulons
Le filetage des boulons est similaire au filetage des tuyaux.
Le diamètre du rond ne doit jamais être supérieur à celui
du haut des filets.
Le filetage des boulons demande l’utilisation de filières et
d’une tête de filière appropriées. La longueur de filetage
de la boulonnerie est illimitée, tant que le chariot ne heurte
pas la machine. Lors des filetages de grande longueur :
1. Lorsque le chariot arrive en fin de course, n’ouvrez
pas la tête de filière, retirez votre pied de la pédale
de commande et mettez le commutateur REV/-
OFF/FOR en position « OFF ».
6. Tournez le volant du chariot pour amener l’alésoir
contre le tuyau. Appuyez délicatement sur le volant
pour engager l’alésoir dans le tuyau et éliminer les
bavures éventuelles.
7. Retirez votre pied de la pédale de commande.
8. Mettez le commutateur REV/OFF/FOR en position
« OFF ».
9. Ecartez l’alésoir en ouvrant son loquet et en le ramenant
en arrière jusqu’à ce que son loquet s’engage.
10. Move reamer up away from the operator.
Filetage des tuyaux
Vu les différents caractéristiques de tuyau, il est conseillé
d’effectuer un filetage témoin avant chaque intervention
et lors du changement de section, de catégorie ou de
composition de tuyau.
1. Rabattez la tête de filière en position de filetage. Vérifiez
que les filières sont adaptées au tuyau à fileter et
qu’elles sont correctement réglées. Reportez-vous aux
sections Préparation et utilisation des têtes de filière
pour le changement et réglage des filières.
2. Sélectionnez éventuellement le régime de rotation
prévu pour l’application envisagée. Reportez-vous à
la section Changement de vitesse de rotation.
3. Mettez le commutateur REV/OFF/FOR en position
« FOR ».
4. Prenez la poignée du volant de chariot des deux
mains.
5. Appuyez sur la pédale de commande.
6. Vérifiez que de l’huile s’écoule à travers la tête de
filière. Les machines à fileter 535 courantes utilisent
un système de lubrification via la tête. Les machines
produites avant 1996 avaient un béquet de lubrification
qui devait être rabattu sur les filières pour les inonder
d’huile.
b. Enlevez le carter arrière de la machine en desser-
rant ses vis et en le faisant tourner (Figure 25A).
c. Retirez les cerclip et le support d’arbre pivotant
arrière.
d. Positionnez le support d’arbre pivotant arrière de
manière à ce que son téton soit orienté vers l’ex-
térieur, puis réinstallez-le (Figure 25B).
e. Réinstallez les cerclip et le carter arrière.
f. Une fois la machine complètement réassemblé et
le carter du mandrin réinstallé, mettez le commu-
tateur REV/OFF/FOR en position « FOR » afin
d’ouvrir le mandrin en préparation du filetage à
gauche. Dans cette configuration, la machine peut
servir soit au filetage à gauche, soit au filetage à
droite selon la position « FOR » ou « REV » utilisée
pour ouvrir le mandrin à vide.
g. Pour revenir au filetage exclusivement à droite, re -
tournez le support d’arbre de pivotement de ma -
nière à ce que son téton soit orienté vers l’intérieur,
puis réinstallez-le (Figure 25B).
Figure 25A – Dépose du carter arrière
Figure 25B – Orientation du téton du support d’arbre
pivotant arrière
2. Sur les machines à mandrin manuel : Ouvrez le
mandrin et amenez le chariot et l’ouvrage jusqu’au
bout de la machine. Refermez le mandrin sur le rond,
puis reprenez le processus de filetage.
3. Sur les machines à mandrin automatique : Mettez
le commutateur REV/OFF/FOR en position « REV
», puis tapez sur la pédale de commande pour libérer
la pièce. Faites glisser le chariot et la pièce jusqu’au
bout de la machine. Refermez le mandrin sur le rond,
puis reprenez le processus de filetage.
Filetages à gauche
La coupe de filetages à gauche est similaire au processus
utilisé pour les filetages à droite. La coupe des filetages à
gauche nécessite un kit de filetage à gauche, ainsi que
des têtes de filière et filières pour filetage à gauche. Il
également kit de disposer d’un cône d’alésage modèle
E-863 (réf. 46660) qui permet d’aléser les tuyaux avec la
machine en marche arrière.
1. Sur les machines 535 à mandrin manuel : Installez
le kit de filetage à gauche (réf. 96517) selon les
instructions fournies afin d’assurer l’écoulement d’huile
lorsque la machine tourne en marche arrière (REV).
Les machines fabriqués avant 2001 n’ont pas besoin
de ce système.
2. Sur les machines 535 à mandrin automatique :
Installez le kit d’inversion d’écoulement automatique
pour 535 (réf. 12138) selon les instructions fournies
afin d’assurer l’écoulement d’huile lorsque la machine
tourne en marche arrière (REV). Ce kit comprend un
sélecteur de sens d’écoulement à droite ou à gauche
(Figure 24).
Figure 24 – Sélecteur de sens d’écoulement (à droite ou à
gauche)
Le filetage à gauche demande que les mâchoires
du mandrin saisissent le tuyau lorsque la machine
tourne en marche arrière (REV).
a. Assurez-vous que le commutateur REV/OFF/FOR
est en position OFF (0) et que le cordon d’alimen-
tation de la machine est débranché.
999-998-086.10_REV. F40
Machines à leter à mandrin manuel et mandrin automatique type 535
Filetage à droite
Téton vers
l’extérieur
Téton vers
l’intérieur
Filetage à gauche et à droite
Filetage à droite
Support d’arbre
pivotant arrière
Desserrer
les vis
Tourner le carter
999-998-086.10_REV. F 41
Machines à leter à mandrin manuel et mandrin automatique type 535
ment des filets ou ovalisation du tuyau peuvent nuire
à l’étanchéité du filetage. Reportez-vous à la section
Dépannage pour vous aider à diagnostiquer de tels
problèmes.
3. Inspectez la section du filetage.
• Le moyen préféré de vérifier la section d’un filetage
est à l’aide d’un gabarit annulaire. Dans la mesure
où il existe plusieurs types de gabarits annulaires,
leur utilisation peut différer de celle indiquée ci-
dessous.
• Vissez le gabarit sur le filetage manuellement
jusqu’en fin de course.
• Notez l’alignement de l’extrémité du tuyau avec
l’arrière du gabarit annulaire. L’extrémité du tuyau
devrait arriver fleur de l’arrière du gabarit, plus ou
moins un tour. Si le filetage est hors norme, coupez-
le, réglez la tête de filière, puis filetez le tuyau à
nouveau. L’utilisation d’un filetage hors norme peut
nuire à l’étanchéité du raccord.
Figure 27 – Contrôle de la section du filetage
• En l’absence d’un gabarit annulaire, il est possible
de contrôler la section des filetages en utilisant un
raccord neuf et propre, représentatif des raccords
utilisés sur le chantier. Pour les filetages NPT Ø
2" ou moins, le raccord devrait s’engager manuelle-
ment sur 4 ou 5 tours complets, tandis que pour
les filetages BSPT, l’engagement manuel du raccord
devrait être de 3 tours.
4. Réglez le filetage selon les indications de la section
Réglage de la section de filetage sous le titre
Préparation et utilisation des têtes de filière.
5. Contrôlez le réseau selon les normes et règles de
l’art applicables.
Préparation au transport de la machine
1. Assurez-vous que le commutateur REV/OFF/FOR
se trouve en position « OFF » et que le cordon d’al-
imentation de la machine est débranché.
2. Videz le tiroir à copeaux. Retirez ou arrimez tout
accessoire amovible de la machine et son support
afin d’éviter leur chute ou renversement en cours de
transport. Eliminez toutes traces d’huile ou de débris
du chantier.
3. Enfilez une tige Ø
5
⁄16" de 2 pouces de long à travers
l’orifice du bâti du chariot, puis celui de la tête de
filière à gauche, afin de tenir la tête de filière en place
(Figure 26).
Figure 26 – Fixation de la tête de filière à gauche
4. Le filetage sera effectué avec le commutateur REV/ -
OFF/FOR en position « REV ». Sur les machines à
mandrin automatique, le sens de rotation du mandrin
sera inversé, à savoir que le mandrin se refermera
sur le tuyau en position « REV » et s’ouvrira en position
« FOR ».
Retrait du tuyau de la machine
1. Désengagez le tuyau.
Sur les machines à mandrin manuel : Avec le
commutateur REV/OFF/FOR en position « OFF »
et le tuyau immobile, donnez des à-coups secs au
volant en sens horaire afin de libérer le tuyau du
mandrin. Ouvrez le mandrin avant et le dispositif de
centrage arrière. Ne jamais mettre vos mains à l’in-
térieur du mandrin ou du dispositif de centrage.
Sur les machines à mandrin automatique : Mettez
le commutateur REV/OFF/FOR en position « REV »
(2). Appuyez momentanément sur la pédale de com-
mande pour libérer le tuyau. Mettez le commutateur
REV/OFF/FOR en position « OFF » (0).
2. Tenez le tuyau fermement et retirez-le de la machine.
Manipulez le tuyau avec précaution, car le filetage
risque d’être encore chaud et présenter des bavures
ou des surfaces tranchantes.
Inspection du letage
1. Après avoir retiré le tuyau de la machine, nettoyez
le filetage.
2. Examinez le filetage visuellement. Les filets doivent
être lisses, complets et correctement formés. Des
anomalies telles que déchirure, vaguage, amincisse-
Enfilez la tige
à travers ces
orifices
Enfilez la tige
à travers ces
orifices
A fleur
(section de
base)
Trop grand d’un
tour (section
maximale)
Trop petit d’un
tour (section
minimale)
Gabarit
annulaire
999-998-086.10_REV. F42
Machines à leter à mandrin manuel et mandrin automatique type 535
3. Rabattez le coupe-tube, l’alésoir et la tête de filière
en position opérationnelle.
4. Rembobinez le cordon d’alimentation et celui de la
pédale de commande. Au besoin, retirez la machine
du support.
5. Faites attention durant le levage et le déplacement
du matériel et respectez les consignes visant le sup-
port. Soyez conscient du poids de la machine.
Figure 28 – Machine prête au transport
Consignes d’entretien
AVERTISSEMENT
Assurez-vous que le commutateur REV/OFF/FOR est
en position « OFF » et que la machine est débra-
nchée avant tout entretien ou réglage de celle-ci.
Respectez les consignes d’entretien suivantes an
de limiter les risques de choc électrique, enchevêtre-
ment ou autres blessures.
Nettoyage
En fin d’intervention, videz le tiroir à copeau et essuyez-
le afin d’éliminer toutes traces d’huile résiduelles. Essuyez
l’huile des surfaces exposées, notamment au niveau des
éléments mobiles tels que les rails du chariot.
Si les inserts de mâchoire n’accrochent pas et ont besoin
de nettoyage, servez-vous d’une brosse métallique pour
éliminer les dépôts de limaille éventuels.
Dépose et installation du capot
Le capot de la machine est tenu en place par une vis à
chaque coin. Les vis sont affixées au capot pour éviter sa
perte. Ne jamais utiliser la machine à fileter en l’absence
de son capot.
Lubrication
Lubrifiez l’ensemble des mécanismes (rails de chariot,
galets de coupe, vis d’avancement du coupe-tube, inserts
de mâchoire, articulations, etc.) mensuellement ou plus
souvent si nécessaire à l’aide d’une huile minérale légère.
Essuyez toutes traces d’huile résiduelle des surfaces
exposées.
A intervalles de 2 à 6 mois selon usage, enlevez le capot
et graissez les graisseurs de palier d’arbre à l’aide d’une
graisse au lithium EP (extrême pression) (Figure 29).
Graissez légèrement les dents des engrenages exposés.
Figure 29 – Points de graissage
Ne jamais utiliser la machine à fileter en l’absence de son
capot. Réinstallez le capot immédiatement après le grais-
sage de la machine.
Entretien du système de lubrication
Retirez le tiroir à copeaux.
Nettoyez le tamis d’huile régulièrement afin d’assurer un
débit d’huile suffisant. Le tamis d’huile se trouve en fond du
réservoir d’huile. Desserrez la vis de retenue du tamis et
retirez le tamis de la conduite d’huile pour le nettoyer. Ne
jamais utiliser la machine en l’absence de son tamis d’huile.
Graisseurs
Dents d’en-
grenage
exposées
999-998-086.10_REV. F 43
Machines à leter à mandrin manuel et mandrin automatique type 535
Figure 30 – Retrait du tiroir à copeaux
Remplacez l’huile de coupe dès qu’elle apparait sale ou
contaminée. Vidangez l’huile en plaçant un récipient sous
le bouchon de vidange qui se trouve au bout du réservoir,
puis enlevez le bouchon. Nettoyez l’accumulation de résidus
au fond du réservoir. Utilisez l’huile de coupe RIDGID
Thread Cutting Oil pour obtenir des filetages de haute
qualité et prolonger au maximum la longévité des filières.
Le réservoir d’huile a une capacité d’environ 7 qt (6,6 l)
d’huile de coupe.
Lorsque le système est propre, il devrait s’amorcer automa-
tiquement. Sinon, c’est signe que la pompe à huile est
usée et devra être révisée. Ne tentez pas d’amorcer la
pompe vous-même.
Amorçage de la pompe à huile
modèle « A »
Les machines à fileter 535 courantes utilisent une pompe
à huile à amorçage automatique. Les machines fabriquées
avant le 1 juin 1996 ont une pompe à huile modèle « A »
qui peut nécessiter un amorçage manuel.
Les machines à fileter RIDGID
535, 500 et 500A équipées d’une pompe à huile modèle
« A » devrait déjà être pourvues d’un port d’amorçage
en plus d’un orifice d’accès dans le capot pour permettre
l’amorçage de la pompe sans retirer le capot de la
machine. Cela limite les risques de blessure par contact
avec les mécanismes internes de la machine. Si votre
machine a été fabriquée avant 1996 et n’est pas déjà
équipée d’un port d’amorçage et d’un orifice d’accès, il
est fortement conseillé de les ajouter. Consultez les ser-
vices techniques Ridge Tool à ProToolsTechService
@Emerson.com, ou bien en composant le 844-789-8665
pour les modalités de mise-à-jour correspondantes.
Figure 31 – Amorçage des pompes modèle « A »
Pour amorcer la pompe modèle « A » :
1. Retirez le capuchon de l’orifice du capot.
2. Retirez le bouchon de remplissage via l’orifice.
3. Remplissez la pompe d’huile.
4. Réinstallez le bouchon et le capuchon avant de
démarrer la machine, sans quoi la pompe s’évidera
immédiatement.
NOTA ! Un besoin d’amorçage fréquent de la pompe est
indicatif d’une pompe usée et en besoin de révi-
sion.
Remplacement du galet de coupe n0 820
Si le galet de coupe devient émoussé ou ébréché, chassez
l’axe du galet de coupe du bâti et vérifiez-le pour signes
d’usure. Au besoin, remplacez l’axe et installez un nouveau
galet de coupe selon les consignes du catalogue RIDGID.
Lubrifiez l’axe à l’aide d’une huile minérale légère.
Remplacement des mâchoires sur
machines à mandrin automatique
Lorsque les dents des mâchoires s’émoussent au point
de ne plus gripper le tuyau ou le rond en cours de filetage,
retournez les mâchoires pour exploiter leur côté vierge ou
remplacez le jeu de mâchoires au complet.
1. Desserrez les trois vis de fixation du carter avant et
retirez le carter. Les vis de fixation restent attachées
au carter.
2.
Enlevez les bagues de retenue et retirez le support
d’arbre pivotant avant.
3. Retirez les mâchoires de l’arbre d’entraînement.
Retournez-les pour exposer leur côté vierge ou rem-
Tamis
d’huile
Tiroir à
copeaux
Capot
Bouchon
AVERTISSEMENT
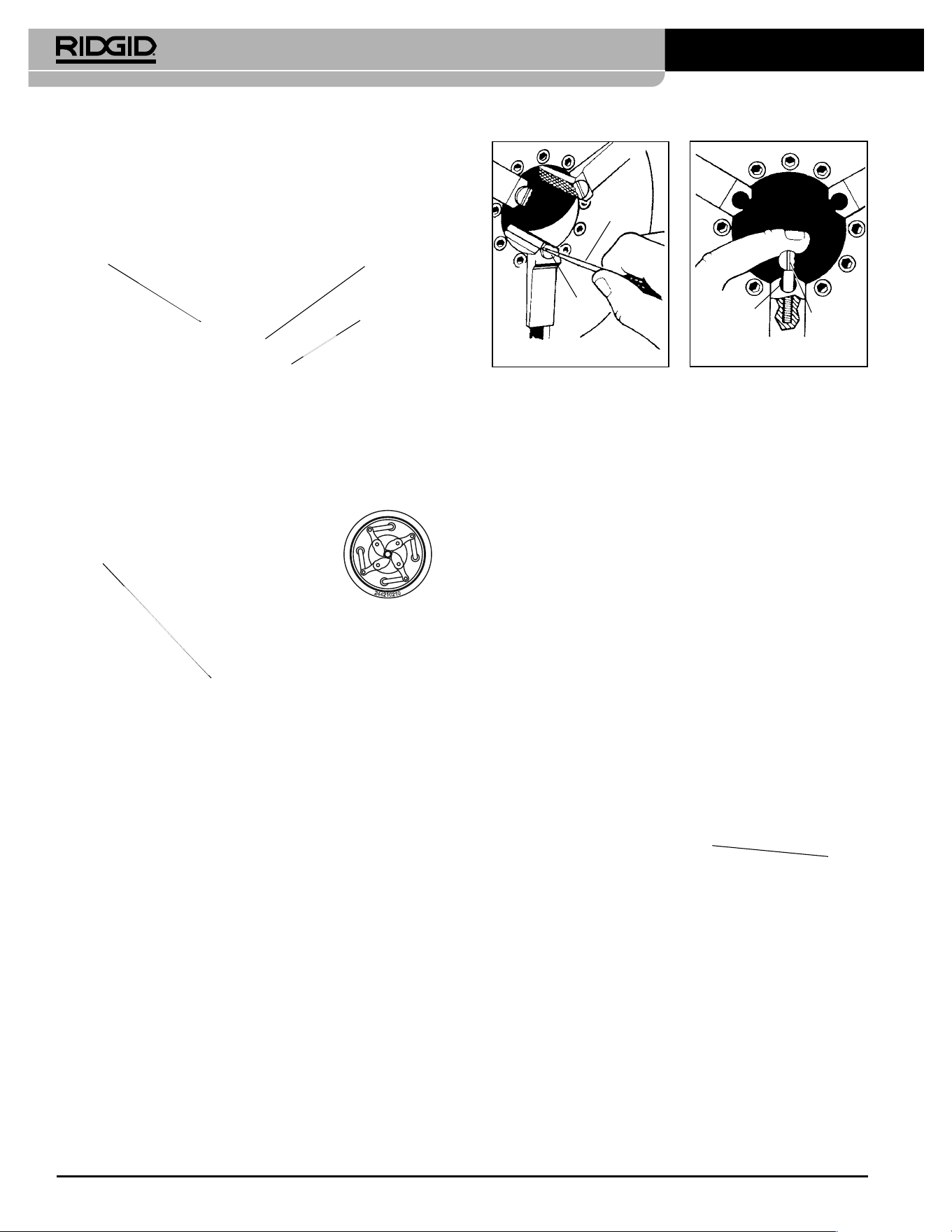
placez-les par de nouvelles mâchoires. Assurez-vous
que leurs clavettes sont bien installées.
Vérifiez que les tringles de liaison et les mâchoires
sont correctement orientées (Figure 32 – Insert).
Figure 32 – Remplacement des mâchoires sur machines
à mandrin automatique
4. Inversez le processus pour le remontage.
Remplacement des inserts de mâchoire
sur les machines à mandrin manuel
Lorsque les inserts de mâchoire sont usés au point de ne
plus gripper le tuyau, ils devront être replacés.
1. Utilisez un tournevis pour tourner l’insert de 90 degrés
d’un côté ou de l’autre, puis retirez l’insert (Figure 33).
Figure 33 – Remplacement des inserts de mâchoire
2. Positionnez l’insert latéralement sur la broche de
verrouillage, puis enfoncez-le à fond (Figure 33).
3. Tout en tenant l’insert fermement en fond de course,
servez-vous du tournevis pour le tourner et amener
ses dents vers le haut.
Remplacement des balais sur les
machines équipées de moteurs universels
Vérifiez l’état des balais du moteur tous les 6 mois.
Remplacez-les dès qu’ils sont réduits à moins de ½" d’é-
paisseur.
1. Débranchez la machine.
2. Elevez son capot.
Figure 34 – Retrait du capot et remplacement des balais
3. Dévissez les capuchons des balais (en haut et en
bas du moteur). Retirez et inspectez les balais.
Remplacez les balais usés à une épaisseur de moins
de ½". Inspectez le commutateur pour signe d’usure.
En cas d’usure excessive, faites réviser la machine.
4. Réinstallez ou remplacez les balais. Remontez l’en -
semble. Réinstallez le capot et autres couvercles
avant d’utiliser la machine.
999-998-086.10_REV. F44
Machines à leter à mandrin manuel et mandrin automatique type 535
Capuchon
de balais
Pour retirer
Pour remplacer
Tournevis
Insert
Broche de
verrouillage
Dents
APPUYER
‘
Tringle de
liaison
Bague de
retenue
Support
d’arbre
pivotant
avant
Clavette
Mâchoire
999-998-086.10_REV. F 45
Machines à leter à mandrin manuel et mandrin automatique type 535
Tension et remplacement de la courroie
d’entraînement (moteurs à induction)
Figure 35 – Serrage de la courroie
Lors du graissage des graisseurs, vérifiez la tension de la
courroie. Appuyez du doigt sur le milieu de la courroie
avec une force modérée d’environ 4 livres (2 kg). La courroie
devrait fléchir d’environ
1
⁄8’" (3 mm) (Figure 35).
1. Desserrez les quatre boulons de fixation du moteur.
2. Lors du remplacement de la courroie, desserrez son
tendeur. Ramenez le moteur vers la poulie. Enlevez
et remplacez la courroie.
3. Serrez le tendeur de courroie.
4. Assurez-vous que les poulies sont alignées et que
la courroie est correctement tendue. Resserrez les
4 boulons de fixation du moteur.
Accessoires
AVERTISSEMENT
An de limiter les risques d’accident grave, n’utiliser
que les accessoires spéciquement prévus et recom-
mandés pour les machines à leter RIDGID 535 à
mandrin manuel ou automatique.
Pour la liste complète des accessoires disponibles
pour les machines à leter RIDGID 535 à mandrin
manuel ou automatique :
• Consultez votre catalogue Ridge Tool,
• Consultez le catalogue en ligne à RIDGID.com,
• Consultez directement les services techniques
de Ridge Tool en composant le numéro vert 844-
789-8665 à partir des Etats-Unis ou du Canada.
Tendeur de
courroie
Supports
moteur
Courroie
Réf.
Catalogue Modèle Description
42365 341 Alésoir
42390 820 Coupe-tube à galet
41620 – Graisse pour engrenages
Têtes de lière
42485 4U Support de têtes de filière
42490 6U Support de têtes de filière
97065 811A Tête de filière à ouverture rapide pour filetages
NPT à droite
97075 815A Tête de filière à ouverture automatique pour
filetages NPT à droite
23282 842 Tête de filière à ouverture rapide pour filetages
NPT à gauche
97070 811A Tête de filière à ouverture rapide pour filetages
BSPT à droite
97080 815A Tête de filière à ouverture automatique pour
filetages BSPT à droite
97045 531 Tête de filière à ouverture rapide pour boulonnerie
droite et gauche Ø ¼" à 1"
97050 532 Tête de filière à ouverture rapide pour boulonnerie
droite et gauche Ø 1
1
⁄8" à 2"
84537 816 Tête de filière à ouverture semi-automatique
Ø
1
⁄8" à ¾"
84532 817 Tête de filière à ouverture semi-automatique
Ø 1" à 2"
Supports de leteuse
92457 100A Support universel fixe avec tiroir
92462 150A Support universel roulant avec tiroir
92467 200A Support universel roulant avec coffret
Mandrins à raccords
51005 819 Mandrin pour raccords NPT Ø ½" à 2"
68160 819 Mandrin pour raccords BSPT Ø ½" à 2"
Pour 535 à mandrin manuel exclusivement
96517 MJ-1 Kit de filetage à gauche pour 535
97365 - Inserts de mâchoire pour tuyaux revêtus
Pour 535 à mandrin automatique exclusivement
12138 535A Kit de filetage pour filetages à gauche
94017 – Mâchoire avant
35867 839 Adaptateur pour mandrin à raccords n
o
819
Informations visant l’huile de
coupe
Lisez et suivez l’ensemble des instructions affichées sur
le récipient d’huile de coupe et indiquées sur sa fiche de
données de sécurité (SDS). Les informations spécifiques
visant les huiles de coupe RIDGID (identification des
risques écologiques, premiers soins, réponse aux incendies,
mesures à prendre en cas de déversement, manutention
et stockage, équipements de protection individuelle, recy-
clage et transport, etc.) sont indiquées sur le récipient et
dans sa fiche SDS. La fiche SDS du produit peut être
obtenue en ligne à RIDGID.com, en consultant directement
les services techniques de Ridge Tool en composant le
844-789-8665 à partir des Etats-Unis ou du Canada, ou
bien par courriel adressé à ProToolsTechService@
Emerson.com.
Remisage de la machine
Les machines à fileter doivent
être rangées à l’intérieur ou suffisamment bien protégées
des intempéries. Rangez la machine dans un endroit sous
clé et hors de portée des enfants et de tout individu non-
familier avec les machines à fileter. Cette machine peut
devenir dangereuse si elle tombe entre les mains d’un
utilisateur novice.
Révisions et réparations
AVERTISSEMENT
Toute révision ou réparation inappropriée peut ren-
dre l’utilisation de la machine dangereuse.
La section Entretien couvre la majorité des besoins d’en-
tretien de la machine. Toute anomalie qui n’est pas couvert
dans cette section devrait être confiée à un réparateur
RIDGID agréé.
Le cas échéant, confiez la machine au réparateur RIDGID
indépendant le plus proche ou renvoyez-la à l’usine.
N’utilisez que des pièces de rechange d’origine RIDGID.
Pour localiser le réparateur RIDGID indépendant le plus
proche ou pour adresser toutes questions éventuelles
visant l’entretien ou la révision de la machine :
• Consultez le distributeur RIDGID le plus proche.
• Allez au site RIDGID.com pour localiser le représentant
RIDGID le plus proche.
• Consultez les services techniques de Ridge Tool par
courriel adressé à ProToolsTechService@Emerson.com,
ou en composant le 844-789-8665
Recyclage
Certains composants des machines à fileter contiennent
des matières rares susceptibles d’être recyclées. Des
sociétés de recyclage spécialisées peuvent parfois se
trouver localement. Recyclez les composants de la
machine et son huile de vidange selon la réglementation
en vigueur. Consultez les services de recyclage locaux
pour de plus amples renseignements.
A l’attention des pays de la CE : Ne jamais
disposer de matériel électrique dans les
ordures ménagères.
Selon la directive européenne N° 2012/19/EU
visant le recyclage de matériel électrique et
électronique et son application au niveau des
Etats membres, tout matériel électrique réformé doit être
collecté séparément et recyclé de manière écologique-
ment responsable.
999-998-086.10_REV. F46
Machines à leter à mandrin manuel et mandrin automatique type 535
AVERTISSEMENT
999-998-086.10_REV. F 47
Machines à leter à mandrin manuel et mandrin automatique type 535
ANOMALIE CAUSE POSSIBLE REMEDE
Déchirure des filetages.
Ovalisation ou écrase-
ment des filets.
Amincissement des filets.
Pas de débit d’huile.
La machine ne marche
pas.
Le moteur tourne mais
pas la machine.
Le tuyau s’échappe des
mâchoires.
Dépannage
Filières endommagées, ébréchées ou émoussées.
Huile de coupe inappropriée.
Huile sale ou contaminée.
Tête de filière et tuyau désalignés.
Tuyau inadapté.
Tête de filetage mal réglée.
Grippage du chariot.
Tête de filière réglée en sous-dimension.
Paroi de tuyau trop mince.
Filières montées dans le mauvais ordre.
Volant du chariot forcé en cours de filetage.
Vis de retenue du couvercle de la tête de filière
desserrées.
Manque d’huile de coupe.
Machine monté pour filetage à gauche.
Tamis d’huile bouché.
Tête de filière relevée.
Balais du moteur usés.
Courroie desserrée.
Courroie usée.
Inserts de mâchoire encrassés.
Inserts de mâchoire usés.
Tuyau désaxé entre les mâchoires.
Mandrin insuffisamment serré (535M)..
Mandrin insuffisamment serré (535A).
Frein mal ajusté (535A).
Remplacer les filières.
N’utiliser que de l’huile de coupe RIDGID
®
Remplacer l’huile de coupe RIDGID
®
Nettoyer la tête de filière et le chariot.
Utiliser du tuyau noir ou galvanisé.
Parois de tuyau trop minces. Utiliser des tuyaux
série 40 ou plus lourds.
Régler la tête de filière.
Nettoyer et lubrifier les rails du chariot.
Régler la tête de filière.
Prévoir des tuyaux Schedule 40 ou plus.
Installer les filières dans l’ordre voulu.
Une fois le filetage entamé, permettre au chariot
d’avancer de lui-même.
Serrer les vis.
Remplir le réservoir d’huile.
Voir la section Filetage à gauche
Nettoyer le tamis.
Amenez la tête de filière en position de filetage.
Remplacer les balais.
Serrer la courroie.
Remplacer la courroie.
Nettoyer les mâchoires avec une brosse métallique.
Remplacer les inserts.
Centrer le tuyau. Utiliser dispositif de centrage
arrière.
Serrer le mandrin par à-coups secs et répétitifs du
volant.
Le mandrin de la 535A n’engage le tuyau que
lorsqu’elle tourne.
Vérifier l’orientation des tringles et mâchoires (sec-
tion Entretien, Remplacement des mâchoires).
Faire réviser la machine.

999-998-086.10_REV. F48
Machines à leter à mandrin manuel et mandrin automatique type 535
Roscadoras 535M y 535A
Apunte aquí el número de serie de la máquina. Se ubica en su placa de características.
No. de
serie
Roscadoras de mandril manual
535 y de mandril automático 535
535M y 535A
ADVERTENCIA
Antes de utilizar este aparato,
lea detenidamente su Manual
del Operario. Pueden ocurrir
descargas eléctricas, incen-
dios y/o graves lesiones si no
se entienden y siguen las
instrucciones de este manual.

999-998-086.10_REV. F50
Roscadoras de mandril manual 535 y de mandril automático 535
Índice de materias
Formulario de registro para el número de serie de la máquina ..............................................................................49
Simbología de seguridad ..........................................................................................................................................51
Información de seguridad general para máquinas eléctricas
Seguridad en la zona de trabajo ..............................................................................................................................51
Seguridad eléctrica ..................................................................................................................................................51
Seguridad personal ..................................................................................................................................................52
Uso y cuidado de las máquinas eléctricas................................................................................................................52
Servicio ....................................................................................................................................................................53
Información de seguridad específica
Advertencias de seguridad de las máquinas roscadoras ........................................................................................53
Descripción, especificaciones y equipo estándar
Descripción ..............................................................................................................................................................54
Especificaciones ......................................................................................................................................................55
Montaje sobre una mesada ......................................................................................................................................56
Montaje de la máquina................................................................................................................................................56
Montaje sobre un soporte ........................................................................................................................................56
Montaje sobre una mesada ......................................................................................................................................56
Inspección previa a la operación ..............................................................................................................................56
Instalación de la máquina y la zona de trabajo ........................................................................................................57
Instalación y uso del cabezal de terrajas..................................................................................................................58
Colocación y extracción del cabezal de terrajas ......................................................................................................58
Cabezales de terrajas de apertura rápida ................................................................................................................59
Cabezales de terrajas de autoapertura ....................................................................................................................60
Cabezales de terrajas semiautomáticos ..................................................................................................................61
Instrucciones de operación
Cambio de la velocidad de operación ......................................................................................................................63
Corte con el cortador No. 820 ..................................................................................................................................64
Escariado con el escariador No. 341 ........................................................................................................................65
Roscado de tubos ....................................................................................................................................................65
Roscado de barras y pernos ....................................................................................................................................66
Roscado a la izquierda ............................................................................................................................................66
Extracción del tubo de la máquina............................................................................................................................67
Inspección de las roscas ..........................................................................................................................................67
Preparación de la máquina para su transporte ........................................................................................................68
Instrucciones de mantenimiento
Limpieza ..................................................................................................................................................................68
Extracción y colocación de la tapa superior..............................................................................................................69
Lubricación ..............................................................................................................................................................69
Mantención del sistema de aceite ............................................................................................................................69
Cebado de la bomba de aceite Modelo A ................................................................................................................69
Cambio de la rueda de corte No. 820 ......................................................................................................................70
Cambio de las mordazas (máquinas de mandril automático) ..................................................................................70
Cambio de las piezas de inserción de las mordazas (máquinas de mandril manual) ..............................................70
Cambio de las escobillas de carbón (unidades de motor universal) ........................................................................71
Tensión y cambio de la correa V (unidades de motor de inducción) ........................................................................71
Equipos opcionales ....................................................................................................................................................72
Información sobre el aceite de corte ........................................................................................................................72
Almacenamiento de la máquina ................................................................................................................................72
Servicio y reparaciones..............................................................................................................................................72
Eliminación de la máquina ........................................................................................................................................73
Resolución de problemas ..........................................................................................................................................74
Declaración de conformidad ........................................................................................Interior de la carátula posterior
Garantía de por vida ..........................................................................................................................Carátula posterior
*Traducción del manual original
999-998-086.10_REV. F 51
Roscadoras de mandril manual 535 y de mandril automático 535
Información de seguridad general
para máquinas eléctricas*
ADVERTENCIA
Lea todas las instrucciones, advertencias de seguri-
dad, ilustraciones y especicaciones que se sum-
inistran con esta herramienta eléctrica. Si no se
siguen y respetan todas las siguientes instrucciones,
po-drían producirse descargas eléctricas, incendios
y/o lesiones graves.
¡GUARDE TODAS LAS ADVERTENCIAS E
INSTRUCCIONES PARA POSTERIOR
CONSULTA!
El término “máquina eléctrica” en las advertencias se
refiere a una herramienta que se alimenta mediante un
tomacorriente (máquina con cordón) o a una herramienta
a batería (máquina sin cordón).
Seguridad en la zona de trabajo
• Mantenga su zona de trabajo limpia y bien ilumi-
nada. Los lugares desordenados u oscuros pueden
provocar accidentes.
• No haga funcionar máquinas eléctricas en ambi-
en-tes explosivos, es decir, en presencia de líqui-
dos, gases o polvos inflamables. Las máquinas
eléctricas pueden generar chispas que podrían encen-
der los gases o el polvo.
• Mientras haga funcionar una máquina eléctrica,
mantenga alejados a los niños y observadores.
Cualquier distracción podría hacerle perder el control
del aparato.
Seguridad eléctrica
• El enchufe del aparato eléctrico debe corresponder
al tomacorriente. Jamás modifique el enchufe del
Simbología de seguridad
En este manual del operario y en el producto mismo encontrará símbolos y palabras de advertencia que comunican
importante información de seguridad. Para su mejor comprensión, en esta sección se describe el significado de estas
palabras y símbolos de advertencia.
Este es el símbolo de una alerta de seguridad. Sirve para prevenir al operario de las lesiones corporales que podría sufrir.
Obedezca todas las instrucciones de seguridad que acompañan a este símbolo para evitar posibles lesiones o muerte.
Este símbolo de PELIGRO advierte de una situación de riesgo o peligro que, si no se evita, podría producir la
muerte o lesiones graves.
Este símbolo de ADVERTENCIA avisa de una situación de riesgo o peligro que, si no se evita, podría
producir la muerte o lesiones graves.
Este símbolo de CUIDADO advierte de una situación de riesgo o peligro que, si no se evita, podría producir
lesiones leves o moderadas.
Un AVISO advierte de la existencia de información relacionada con la protección de un bien o propiedad.
AVISO
PELIGRO
ADVERTENCIA
CUIDADO
* Como es obligatorio, el texto usado en la sección sobre Reglas de seguridad general para máquinas eléctricas de este manual es transcripción literal de la cor-
res-pondiente norma UL/CSA 62841-1. Esta sección contiene prácticas de seguridad general para muchas herramientas eléctricas dif
erentes. No todas las
precauciones corresponden a cada herramienta; hay algunas que no corresponden a esta máquina.
Este símbolo indica que la máquina puede volcarse y
causar lesiones por aplastamiento o golpes.
Este símbolo indica que existe el riesgo de que los dedos,
piernas, ropa y otros objetos se enganchen o se enrollen
en los ejes giratorios, causando lesiones por aplastamiento
o golpes.
Este símbolo significa que es necesario leer detenida-
mente su manual del operario antes de usar el equipo,
para reducir el riesgo de lesiones. El manual del operario
contiene información importante acerca del funcionamiento
apropiado y seguro del equipo.
Este símbolo significa que siempre debe usar anteojos
con viseras laterales o gafas de seguridad cuando maneje
o use este equipo, para reducir el riesgo de lesiones.
Este símbolo indica que existe el riesgo de que los
dedos, manos, ropa y otros objetos se enganchen o se
enreden entre los engranajes u otras partes giratorias
y se produzcan lesiones por aplastamiento.
Este símbolo advierte del riesgo de golpes eléctricos.
Este símbolo indica que no debe desconectar el interruptor
de pie, para reducir el riesgo de lesiones.
Este símbolo indica que no debe bloquear el interruptor
de pie (trabarlo en posición de ENCENDIDO), para reducir
el riesgo de lesiones.
Este símbolo indica que el operario no debe usar
guantes mientras hace funcionar esta máquina, puesto
que podrían engancharse.
Este símbolo indica que siempre debe usar un interruptor
de pie cuando use una máquina roscadora o un ac -
cionamiento motorizado, para reducir el riesgo de lesiones.

999-998-086.10_REV. F52
aparato. No utilice un enchufe adaptador cuando
haga funcionar un aparato eléctrico provisto de
conexión a tierra. Los enchufes intactos y tomacor-
rientes que les corresponden reducen el riesgo de
choques de electricidad.
• Evite el contacto de su cuerpo con artefactos o
superficies conectados a tierra tales como cañerías,
radiadores, estufas o cocinas, y refrigeradores.
Aumenta el riesgo de choques de electricidad si su
cuerpo ofrece conducción a tierra.
• No exponga las máquinas eléctricas a la lluvia ni
permita que se mojen. Si le entra agua a una
máquina eléctrica, aumenta el riesgo de choques de
electricidad.
• No maltrate el cordón eléctrico. Nunca transporte
el aparato tomándolo de su cordón eléctrico ni jale
del cordón para desenchufarlo del tomacorriente.
Mantenga el cordón alejado del calor, aceite, bordes
cortantes o piezas móviles. Un cordón enredado o
en mal estado aumenta el riesgo de choques de elec-
tricidad.
• Al hacer funcionar una máquina eléctrica a la
intemperie, emplee un cordón de extensión fab-
ricado para uso al aire libre. Los alargadores dise-
ñados para su empleo al aire libre reducen el riesgo
de choques de electricidad.
• Si resulta inevitable el empleo de una máquina
eléctrica en un sitio húmedo, enchúfela en un
tomacorriente GFCI (dotado de un Interruptor del
Circuito de Pérdida a Tierra). El interruptor GFCI
reduce el riesgo de choques de electricidad.
Seguridad personal
• Manténgase alerta, preste atención a lo que está
haciendo y use el sentido común cuando haga
funcionar una máquina eléctrica. No use una
máquina eléctrica si usted está cansado o se
encuentra bajo la influencia de drogas, alcohol o
medicamentos. Tan solo un breve descuido durante
el funcionamiento de una máquina eléctrica puede
resultar en lesiones graves.
• Use equipo de protección personal. Siempre use
protección para los ojos. Según corresponda para
cada situación, colóquese equipo de protección como
mascarilla para el polvo, calzado de seguridad
antideslizante, casco o protección para los oídos, con
el fin de reducir las lesiones personales.
• Evite hacer partir la máquina por error. Asegure
que el conmutador esté en la posición APAGADO
antes conectar la máquina a un tomacorriente y/o
a un bloque de baterías, antes de agarrarla o acar-
rearla. Acarrear una máquina eléctrica con el dedo
Roscadoras de mandril manual 535 y de mandril automático 535
en el interruptor o conectar una máquina eléctrica
estando el interruptor ENCENDIDO arriesga un acci-
dente.
• Extraiga cualquier llave de ajuste que esté acopla-
da a la máquina eléctrica antes de encenderla.
Una llave acoplada a una parte giratoria del aparato
puede producir lesiones personales.
• No trate de extender el cuerpo para alcanzar algo.
Tenga los pies bien plantados y mantenga el equi-
librio en todo momento. Esto permite un mejor con-
trol del equipo en situaciones inesperadas.
• Vístase adecuadamente. No lleve ropa suelta ni
joyas. Mantenga su cabello y ropa apartados de las
piezas en movimiento. La ropa suelta, las joyas o el
pelo largo pueden engancharse en las piezas móviles.
• Si se proporcionan dispositivos para conectar
extractores de polvo, asegure que estén bien
conectados y que se usen apropiadamente. El uso
de colectores de polvo puede reducir los peligros aso-
ciados al polvo.
• No permita que su familiaridad con la máquina
debida a su uso frecuente lo induzca a ignorar los
principios de seguridad de la máquina. Un descuido
puede causar una lesión grave en una fracción de
segundo.
Uso y cuidado de las máquinas eléctricas
• No fuerce los aparatos eléctricos. Use la máquina
eléctrica correcta para la aplicación. Con la máquina
correcta se hará mejor el trabajo y en forma más
segura en la clasificación nominal para la cual fue
diseñada.
• Si el interruptor del aparato no lo ENCIENDE o no
lo APAGA, no utilice el aparato. Cualquier máquina
eléctrica que no se pueda controlar mediante su inte-
rruptor es un peligro y debe repararse.
• Desenchufe el aparato del tomacorriente y/o del
bloque de baterías, si es posible, antes de hacer
ajustes, cambiar accesorios o almacenarlo. Estas
medidas de seguridad preventiva reducen el riesgo de
poner la máquina eléctrica en marcha involuntariamente.
• Almacene las máquinas eléctricas que no estén
en uso fuera del alcance de los niños y no permita
que las hagan funcionar personas que no estén
familiarizadas con los aparatos o no hayan leído
estas instrucciones de operación. Las máquinas
eléctricas que estén en manos de personas no capac-
itadas son peligrosas.
• Haga la mantención necesaria de la máquina eléc-
trica. Revise el equipo para verificar que las piezas
movibles no estén mal alineadas o agarrotadas.
999-998-086.10_REV. F 53
Roscadoras de mandril manual 535 y de mandril automático 535
• Limite el acceso o coloque barricadas alrededor
de la zona de trabajo si la pieza trabajada se
extiende más allá de la máquina, para dejar un
espacio libre de por lo menos un metro (3 pies)
alrededor de la pieza trabajada. La limitación del
acceso o las barricadas alrededor de la pieza trabajada
reducen los riesgos de enmarañamiento.
• No use guantes. Los guantes se podrían enganchar
en el tubo en rotación o en piezas giratorias de la
máquina y producir lesiones personales.
• No utilice la máquina para otros fines, como perforar
agujeros o girar un malacate. Si usa esta máquina
para otros fines o la modifica para otras tareas, podría
aumentar el riesgo de lesiones graves.
• Fije la máquina a un banco de trabajo o soporte.
Los tubos largos y pesados deben montarse sobre
soportatubos. Así se evita que la máquina se vuelque.
• Cuando haga funcionar la máquina, debe pararse
en el lado donde se ubican los controles de
operación. Al hacer funcionar la máquina desde este
lado, no es necesario estirarse por encima de la máquina.
• Mantenga las manos apartadas de los tubos y
acoplamientos mientras giran. Detenga la máquina
antes de limpiar las roscas de un tubo o de atornil-
lar un acoplamiento. Permita que la máquina se
detenga por completo antes de tocar el tubo. Estas
prácticas reducen el peligro de enganches en piezas
giratorias.
• No use esta máquina para instalar o quitar (unir
o separar) acoplamientos. Estas prácticas podrían
producir atrapamiento, enmarañamiento y pérdida del
control de la máquina.
• Mantenga las tapas correctamente colocadas. Si
las piezas móviles quedan expuestas, aumenta la
probabilidad de enmarañarse.
• No use esta máquina si le falta el interruptor de
pie o está averiado. El interruptor de pie es un dis-
positivo de seguridad que le permite un mejor control
de la máquina, como por ejemplo, para apagar la
máquina en caso de enmarañamiento.
• Un solo operario debe controlar el proceso de tra-
bajo, el funcionamiento de la roscadora y el inte-
rruptor de pie. Nadie más debe estar en la zona de
trabajo cuando la máquina esté en marcha. Esto ayuda
a evitar lesiones.
• Nunca meta la mano en el mandril al frente de la
máquina ni en el cabezal de centrado trasero. Esto
reduce el riesgo de enmarañarse.
• Lea y entienda estas instrucciones, y las instruc-
ciones y advertencias para todos los equipos y
Verifique que no tenga partes quebradas ni pre-
sente alguna otra condición que podría afectar su
funcionamiento. Si un aparato está dañado, hágalo
reparar antes de utilizarlo. Muchos accidentes se
deben a máquinas eléctricas que no han recibido un
mantenimiento adecuado.
• Mantenga las herramientas cortantes afiladas y
limpias. Las herramientas para cortar provistas de
filos afilados son menos propensas a trabarse y son
más fáciles de controlar.
• Use la máquina eléctrica, sus accesorios, brocas,
etc., conforme a estas instrucciones, tomando en
cuenta las condiciones de trabajo y la tarea que
debe realizar. El uso de la máquina eléctrica para
operaciones que no le corresponden podría producir
una situación peligrosa.
• Mantenga las manijas y agarraderas secas, limpias
y exentas de aceite y grasa. Las manijas y superficies
resbalosas no pueden manipularse con seguridad ni
permiten controlar el aparato en situaciones inesperadas.
Servicio
• El servicio de las máquinas eléctricas debe
encomendarse a técnicos de reparación califica-
dos que usen solamente repuestos idénticos a
las piezas originales. Esto mantiene la seguridad
de la máquina eléctrica.
Información de seguridad
especíca
ADVERTENCIA
Esta sección contiene información de seguridad
importante que es especíca para estas herramien-
tas.
Antes de utilizar la roscadora de mandril manual
535 o la roscadora de mandril automático 535, lea
estas instrucciones detenidamente para reducir el
riesgo de choque de electricidad o de otras lesiones
graves.
¡GUARDE TODAS LAS ADVERTENCIAS E
INSTRUCCIONES PARA SU FUTURA
CONSULTA!
Mantenga este manual junto con la máquina, para que
lo use el operario.
Advertencias de seguridad de las
máquinas roscadoras
• Mantenga el piso seco y exento de materiales res-
balosos tales como el aceite. Los pisos resbaladizos
provocan accidentes.
materiales usados, antes de hacer funcionar esta
máquina, para reducir el riesgo de lesiones graves.
Si tiene alguna pregunta acerca de este producto RIDGID
®
:
– Comuníquese con el distribuidor RIDGID
®
en su locali-
dad.
– Visite RIDGID.com para averiguar dónde se encuen-
tran su contacto RIDGID más cercano.
– Comuníquese con el Departamento de Servicio Técnico
de Ridge Tool en ProToolsT[email protected],
o llame por teléfono desde EE. UU. o Canadá al 844-
789-8665
Descripción, especicaciones
y equipo estándar
Descripción
La roscadora de mandril manual Modelo 535 de RIDGID
®
y la roscadora de mandril automático Modelo 535 de
RIDGID
®
son máquinas de motor eléctrico que pueden
centrar y fijar tubos, conductos y material para pernos.
El motor hace girar el material durante las operaciones
de cortar, escariar y roscar.
La roscadora de mandril automático 535 tiene un mandril
que automáticamente agarra y centra el tubo.
Las terrajas roscadoras se montan en diversos cabezales.
Se proporciona un sistema de aceitado integrado que
empapa la pieza trabajada con aceite de corte durante
el roscado.
Junto con el equipo opcional apropiado, las roscadoras
de RIDGID
®
de mandril manual Modelo 535 y de mandril
automático Modelo 535 se pueden usar para roscar tubos
más grandes, niples cortos o ajustados o para ranurar a
rodillo.
Figura 1A – Roscadora de mandril manual 535
Figura 1B – Roscadora de mandril manual 535
Figura 2A – Roscadora de mandril automático 535
Figura 2B – Roscadora de mandril automático 535
999-998-086.10_REV. F54
Roscadoras de mandril manual 535 y de mandril automático 535
Volante del mandril
Cabezal de
terrajas
Cortador
No. 820
Escariador
No. 341
Bandeja
de virutas
Conmutador
RETROCESO/APA-
GADO/AVANCE
(2/0/1)
Interruptor
de pie
Volante del carro
Indicador de
longitud
Cabezal de terrajas
Cortador No. 820
Escariador
No. 341
Bandeja
de virutas
Conmutador
RETROCESO/
APAGADO/AVANCE
(2/0/1)
Interruptor de pie
Volante del
carro
Indicador
de longitud
Cambio de
engranajes
Etiqueta de
advertencia
Tapón del
drenaje
Etiqueta de
advertencia
Válvula de
drenaje
Dispositivo
de centrado
Placa con
el número
de serie
Placa con el
número de
serie
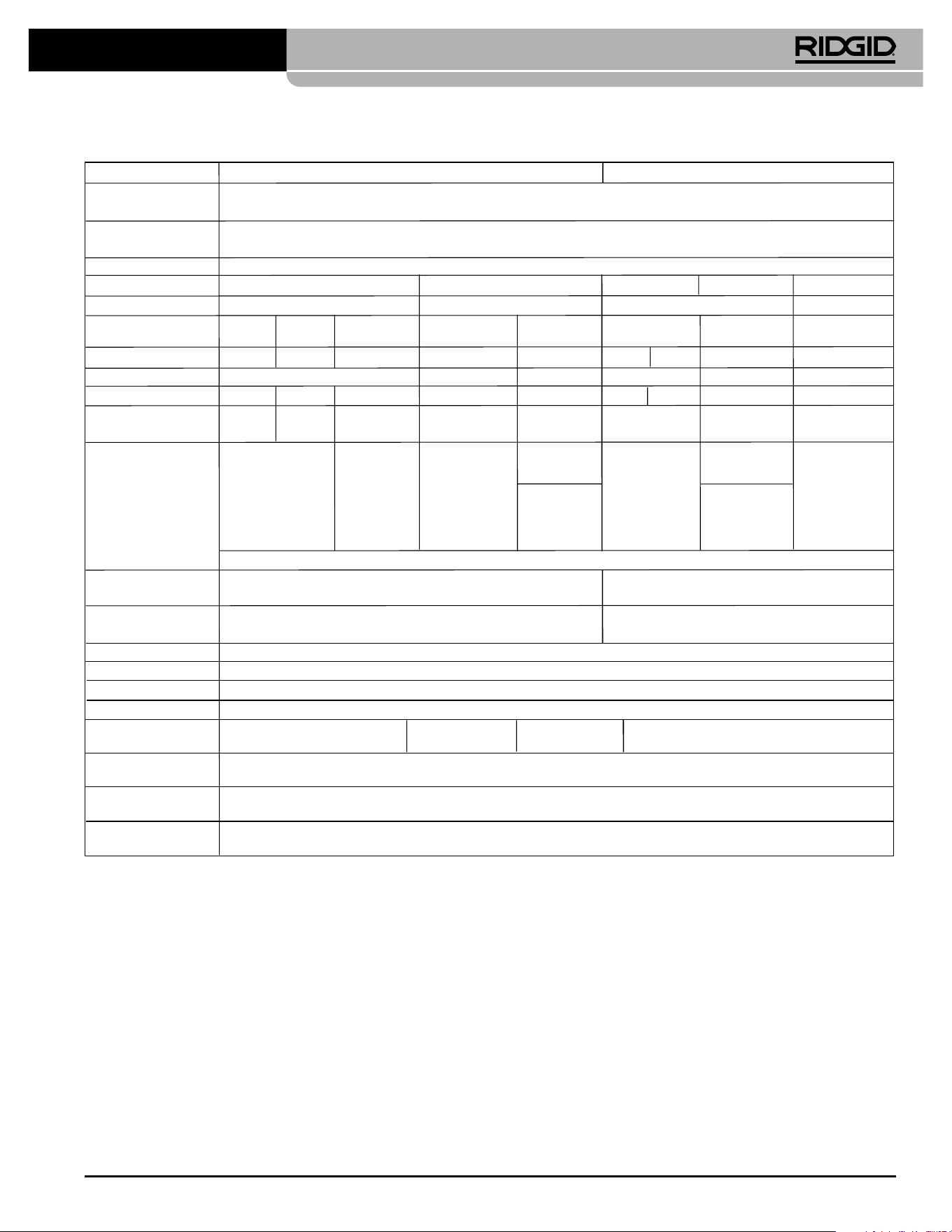
999-998-086.10_REV. F 55
Roscadoras de mandril manual 535 y de mandril automático 535
Especicaciones
Roscadoras de mandril manual 535 Roscadoras de mandril automático 535
Capacidad de roscado Tubos, tamaño nominal de
1
⁄8" a 2" (3 a 50 mm)
(tubos)
Capacidad de roscado Pernos, tamaño real de de ¼" a 2" (6 a 50 mm)
(pernos)
Roscas izq. (LH) Con modificaciones
Tipo de motor Universal Inducción Universal Inducción Inducción
Fase Monofásico Trifásico Monofásico Trifásico
Potencia del motor 2.3 (1,7) 0,5 (0,37) 2,3 (1,7) 1,8/2,3 (1,35/1,7) 1,5 (1,1) 2,3 (1,7) 2 (1,5) 1,8/2,3 (1,35/1,7)
HP (kW)
Voltaje V 110-120 110-120 220-240 400 220 110-120 220-240 120 400
Frecuencia Hz 50/60 50 60 50/60 60 50
Consumo de corriente A 15 20 7,5 3,5/5,1 4,4 15 7,5 18 3,5/5,1
Velocidad de operación 36 54 36 35/70 16/46/58 36 16/46/58 35/70
RPM
Conmutador
Conmutador
Conmutador Conmutador
Conmutador Conmutador
rotatorio
rotatorio 1/0/2
rotatorio 1/0/2 rotatorio
rotatorio rotatorio
2/1/0/1/2 para
Conmutador
2/1/0/1/2 para
Controles
RET/AP/AV RET/AP/AV
controlar
Perilla para
rotatorio 2/0/1
Perilla para
controlar
(2/0/1) (2/0/1)
velocidad
seleccionar seleccionar
velocidad y
y dirección
velocidad velocidad
dirección (vea
(vea la Figura 19) la Figura 19)
Interruptor de pie ENCENDIDO/APAGADO
Mandril delantero
Mandril de velocidad con piezas de inserción de mordazas, Automático, con cuatro mordazas
reemplazables y oscilantes forjadas reversibles
Dispositivo de centrado Acción de levas, gira junto con el mandril Automático. Solamente para centrar
trasero
Cabezales de terrajas Vea los cabezales disponibles en el catálogo de RIDGID
Cortador Cortador Modelo 820, de
1
⁄8" a 2", completamente flotante, autocentrante
Escariador Escariador Modelo 341, de
1
⁄8" a 2", cono de 5 estrías
Sistema lubricante De 7 cuartos (6,6 litros), con bomba integrada Gerotor Modelo MJ (en unidades previas a 1996, bomba de aceite Modelo A
Peso (unidad con aceite
260 libras (118 kg)
350 libras 290 libras
350 libras (159 kg)
y un cabezal) (159 kg) (132 kg)
Dimensiones (L × 37" × 21" × 21" (940 × 535 × 535 mm)
Ancho × Altura) (con las herramientas en posición de operación y el cortador completamente cerrado)
Presión de sonido 97 dB(A), K=3
(LPA)**
Potencia de sonido 92 dB(A), K=3
(LPW)**
* Consulte la placa que tiene el número de serie de su máquina para ver información sobre la clasificación nominal del motor y el panel de control para ver infor-
mación que corresponda a su máquina específica.
** Las determinaciones de sonido se miden según una prueba estándar conforme a la Norma EN 62481-1.
- Las emisiones de sonido pueden variar según dónde se ubique el operario y el uso específico de estos aparatos.
- La exposición diaria a niveles de sonido se debe evaluar para cada aplicación y se deben tomar las correspondientes medidas de seguridad cuando sea nece-
sario. La evaluación de los niveles de exposición debe tomar en cuenta el tiempo durante el cual está apagada la herramienta y el tiempo en que no se usa. Esto
puede reducir el nivel de exposición significativamente durante todo el transcurso del período de trabajo.
999-998-086.10_REV. F56
Roscadoras de mandril manual 535 y de mandril automático 535
Equipo estándar
Consulte el catálogo RIDGID para ver los detalles sobre
los equipos suministrados con cada máquina según su
número de catálogo.
La placa con el número de serie de la roscadora está
ubicada en la tapa de atrás. Los últimos cuatro dígitos
indican el mes y el año de fabricación.
Figura 3 – Número de serie de la máquina
La selección de los materiales y de los métodos
de montaje, unión o conformado apropiados es respon-
sa-bilidad del diseñador y/o instalador del sistema. Una
mala selección de materiales o métodos podría causar
una falla del sistema.
El acero inoxidable y otros materiales resistentes a la co-
rrosión se pueden contaminar durante el montaje, unión
o conformado. Esta contaminación podría causar corrosión
y fallas prematuras. Antes de comenzar una instalación
se requiere efectuar una cuidadosa evaluación de los
materiales y métodos para el ambiente de servicio imper-
ante, que incluye las condiciones químicas y las temper-
aturas de funcionamiento.
Montaje de la máquina
ADVERTENCIA
Para reducir el riesgo de lesiones graves durante
el uso, haga el montaje de la máquina de acuerdo
con estos procedimientos.
Si la roscadora no se monta sobre un soporte o
mesada estable, podría volcarse y producir lesiones
graves.
Antes de montar la máquina, el conmutador RETRO-
CESO/APAGADO/AVANCE debe estar apagado y la
máquina debe estar desenchufada.
Levante la máquina usando técnicas apropiadas.
Las roscadoras 535 de RIDGID pesan 260 libras
(118 kg) o más.
Montaje sobre un soporte
La roscadora se puede montar en diversos soportes
RIDGID. Consulte el catálogo RIDGID para información
sobre soportes y las instrucciones en sus respectivas
hojas de instrucciones, para determinar cómo montar
la máquina.
Montaje sobre una mesada
La roscadora se puede montar en una mesada estable
y nivelada. Para hacerlo, use cuatro pernos de
5
⁄16" – 18
UNC y colóquelos en los agujeros provistos en cada
esquina de la base de la roscadora. El espaciado de los
agujeros en la base es 29,5" × 15,5" (749 mm × 394 mm).
Apriete bien los pernos.
Inspección previa a la
operación
ADVERTENCIA
Antes de cada uso, inspeccione la roscadora y corrija
cualquier problema para reducir el riesgo de lesiones
graves por choque de electricidad, aplastamiento y
otras causas, y para proteger la máquina contra
daños.
1. Asegure que la roscadora esté desenchufada y que
el conmutador RETROCESO/APAGADO/AVANCE
(2/0/1) esté colocado en posición APAGADO (0).
2. Limpie el aceite, grasa y suciedad presentes en la
roscadora, incluyendo las manijas y controles. Esto
facilita su inspección y ayuda a evitar que la máquina
o los controles se resbalen de sus manos. Limpie la
máquina y hágale mantención de acuerdo con las
Instrucciones de mantenimiento.
3. Inspeccione la roscadora para verificar lo siguiente:
• Los cordones y enchufe no están dañados ni modi-
ficados.
• Está bien ensamblada y completa, y se le ha hecho
la mantención.
AVISO
• El lugar para el operario y todos los equipos está
despejado, nivelado y seco, y es estable.
• Hay buena ventilación. No use el aparato durante
períodos prolongados en lugares encerrados
pequeños.
• Hay un tomacorriente del voltaje apropiado y con
buena conexión a tierra. Revise la placa de carac-
terísticas para determinar el voltaje apropiado. Un
tomacorriente para tres patas o GFCI podría no
tener buena conexión a tierra. Si tiene alguna duda,
pida a un electricista acreditado que inspeccione
el tomacorriente.
2. Inspeccione el tubo que va a roscar y los acoplamien-
tos correspondientes. Para confirmar que ha selec-
cionado la máquina apropiada para la tarea, vea las
Especificaciones. No use la máquina para roscar
material que no sea lineal y recto. No rosque tubos
que tengan acoplamientos u otras conexiones, ya que
esto aumenta el riesgo de enmarañamientos.
3. Transporte la máquina al lugar de trabajo. Consulte
Preparación de la máquina para su transporte para
obtener información.
4. Asegure que se hayan inspeccionado y montado
correctamente los aparatos que usará.
5. Confirme que el conmutador RETROCESO/APAGA-
DO/AVANCE esté en la posición APAGADO.
6. Verifique que el cabezal tenga las terrajas correctas
y que estén bien colocadas. Si fuera necesario, instale
o ajuste las terrajas en el cabezal de terrajas. Vea la
sección Instalación y uso del cabezal de terrajas para
más detalles.
7. Haga girar hacia arriba el cortador, escariador y
cabezal de terrajas, para alejarlos del operario. Asegure
que estén estables y que no puedan caerse sobre la
zona de trabajo.
8. Si el tubo se extiende más allá de la bandeja de virutas
al frente de la máquina, o se extiende en más de 4
pies (1,2 m) detrás de la máquina, use soportatubos
para apoyar el tubo y para evitar que el tubo y la
roscadora se vuelquen o se caigan. Coloque los sopor-
tatubos en línea con los mandriles de la roscadora, a
aproximadamente un tercio de la distancia desde el
extremo del tubo y la máquina. Los tubos más largos
podrían exigir más de un soportatubos. Use solamente
soportatubos diseñados para este fin. Si usa sopor-
tatubos inapropiados o trata de apoyar el tubo a mano,
podría volcarse la máquina o causar lesiones por en -
ma r
añamiento.
999-998-086.10_REV. F 57
• No hay piezas rotas, desgastadas, faltantes, mal
alineadas o enredadas, ni ningún otro daño.
• El interruptor de pie está presente y funciona.
Confirme que el interruptor de pie esté conectado,
en buenas condiciones, que funciona suavemente
y sin trabarse.
• Las etiquetas de advertencia están adheridas y
legibles (vea las Figuras 1 y 2).
• Los filos de las terrajas, rueda de corte y escariador
están en buenas condiciones. Las herramientas
de corte embotadas o dañadas exigen mayor
fuerza, producen malos resultados y aumentan el
riesgo de lesiones.
• No existe ninguna condición que impida el fun-
cionamiento seguro y normal.
Si se encuentra algún problema, no utilice la roscado-
ra hasta que se haya reparado la falla.
4. Revise cualquier otro equipo que se use y hágale
mantenimiento conforme a sus instrucciones para
asegurar su buen funcionamiento.
Instalación de la máquina y la
zona de trabajo
ADVERTENCIA
Haga la instalación de la roscadora y de la zona de
trabajo según estos procedimientos, para reducir
el riesgo de lesiones por choque de electricidad,
volcamiento de la máquina, enmarañamiento, aplas-
tamiento y otras causas, y para prevenir que la ro-
scadora se dañe.
Fije la roscadora a un soporte o mesada estables.
Apoye el tubo en forma apropiada. Esto reduce el
riesgo de que el tubo se caiga, que la roscadora
que vuelque y se produzcan lesiones graves.
No use la roscadora si no tiene un interruptor de
pie en buenas condiciones. Un interruptor de pie
permite un mejor control ya que el operario puede
apagar la máquina con tan solo retirar el pie.
1. Revise la zona de trabajo para verificar lo siguiente:
• Hay suficiente luz.
• No hay líquidos, gases ni polvo que puedan incen-
diarse. Si éstos están presentes, no trabaje en ese
lugar hasta que identifique y corrija estos problemas.
La roscadora no es a prueba de explosiones y
puede generar chispas.
Roscadoras de mandril manual 535 y de mandril automático 535

999-998-086.10_REV. F58
Roscadoras de mandril manual 535 y de mandril automático 535
• se haya reparado. Para la máquina de mandril
automático 535, confirme que la rotación AVANCE
cierra el mandril y la rotación RETROCESO lo
abre.
• Coloque el cabezal de terrajas en la posición de
uso. Pise el interruptor de pie y manténgalo oprimido.
Verifique que fluya aceite por el cabezal de terrajas.
Quite el pie del interruptor.
14. Mueva el conmutador RETROCESO/APAGADO/
AVANCE a la posición APAGADO. Con las manos
secas, desenchufe la máquina.
Instalación y uso del cabezal
de terrajas
La roscadora de mandril manual 535 y la roscadora de
mandril automático 535 se pueden usar con diversos
cabezales de terrajas RIDGID para roscar tubos y pernos.
Aquí se incluye información para los cabezales de terrajas
de apertura rápida, de autoapertura y semi-automáticos.
Vea otros cabezales de terrajas disponibles en el catálogo
RIDGID.
Los cabezales de terrajas que utilizan terrajas universales
para tubos exigen un juego de terrajas para cada uno de
los siguientes intervalos de diámetros de tubo: (
1
1
⁄
⁄
8
8"), (
1
⁄4" y
3
⁄8"), (
1
⁄2" y ¾"), y (1" a 2"). Es necesario usar terrajas
NPT/NPSM en los cabezales NPT. Es necesario usar ter-
rajas BSPT/BSPP en los cabezales BSPT. La placa de
levas está marcada para cada tipo de cabezal.
Los cabezales que utilicen terrajas para pernos exigen un
juego de terrajas específico para cada tamaño de rosca.
Los cabezales de elevada velocidad se recomiendan
para roscar a una velocidad de 40 rpm o más. Vea en
el catálogo RIDGID las terrajas disponibles para su
cabezal de terrajas.
Después de cambiar o ajustar las terrajas, siempre corte
una rosca de prueba para verificar el correcto tamaño
de la rosca.
Colocación y extracción del cabezal de
terrajas
Introduzca o extraiga el poste del cabezal de terrajas en
el agujero correspondiente del carro. Cuando el poste
está encajado a fondo, el cabezal de terrajas queda fijo
en su posición. Cuando el cabezal de terrajas está insta-
lado, se puede pivotear alrededor del poste para alinearlo
con el tubo o se puede girar hacia arriba para alejarlo y
permitir el uso del cortador o escariador.
9. Limite el acceso o coloque barandas o barricadas
para crear un espacio libre alrededor de la roscadora
y el tubo que tenga un radio de por lo menos 3 pies
(1 m). Esto ayuda a evitar que las personas ajenas
a la tarea se topen con la máquina o el tubo y reduce
el riesgo de volcamiento o enmarañamiento.
10. Coloque el interruptor de pie en la posición que se
muestra en la Figura 17 para permitir una correcta
posición de operación.
11. Revise el nivel de aceite de corte RIDGID. Extraiga
la bandeja de virutas y el revestimiento del colector
de aceite. Verifique que el conjunto de filtro de malla
esté completamente sumergido en aceite. Vea
Mantención del sistema de aceite.
12. Estando el conmutador RETROCESO/APAGADO/
AVANCE en la posición APAGADO, coloque el cable
a lo largo de una senda despejada. Con las manos
secas, enchufe el cable en un tomacorriente con
conexión a tierra. Mantenga todas las conexiones
secas y alejadas del suelo. Si el cable no tiene el
largo suficiente, utilice un cable de extensión que tenga
las siguientes características:
• Está en buenas condiciones.
• Tiene un enchufe de tres patas igual al enchufe de
la roscadora.
• Tiene la clasificación nominal para uso al aire libre
y contiene una W o W-A en la designación del
cordón (por ejemplo, SOW).
• Tiene alambre del diámetro suficiente. Para cables
de extensión de hasta 50 pies (15,2 m), use alambre
de 16 AWG (1,5 mm
2
) o más grueso. Para cables
de extensión de 50 a 100 pies (15,2 a 30,5 m), use
alambre de 14 AWG (2,5 mm
2
) o más grueso.
13. Revise el buen funcionamiento de la roscadora. Con
las manos apartadas de las piezas en movimiento:
• Mueva el conmutador RETROCESO/APAGADO/
AVANCE (2/0/1) a la posición AVANCE (1). Oprima
y suelte el interruptor de pie. El mandril debe girar
a la izquierda cuando se observa desde el extremo
del carro. Vea la Figura 22. Repita el proceso con
el conmutador en posición RETROCESO; el mandril
debe girar a la derecha. Si la roscadora no gira en
el sentido correcto, o si el interruptor de pie no con-
trola el funcionamiento de la máquina, no utilice la
roscadora hasta que se haya reparado.
• Pise el interruptor de pie y manténgalo oprimido.
Inspeccione las partes móviles para verificar que
estén bien alineadas, no estén trabadas, no emitan
ruidos raros ni exista ninguna condición anormal.
Quite el pie del interruptor. Si encuentra alguna
situación anormal, no utilice la roscadora hasta que
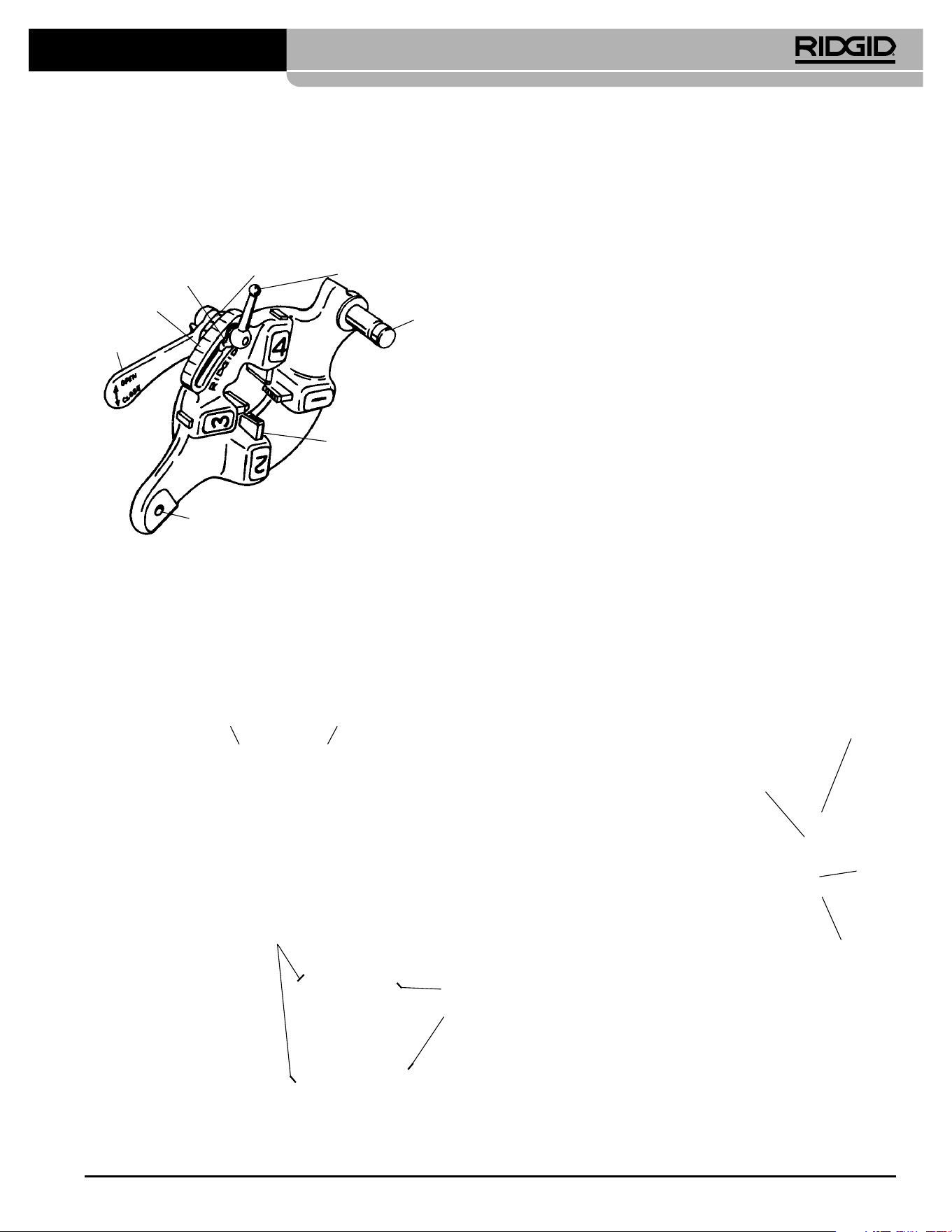
999-998-086.10_REV. F 59
Cabezales de terrajas de apertura rápida
Los cabezales de terrajas de apertura rápida incluyen
los Modelos 811A y 531/532 para pernos. Los cabezales
de terrajas de apertura rápida se abren y se cierran ma-
nualmente para conseguir una longitud de rosca especi-
ficada por el usuario.
Figura 4 – Cabezal de terrajas de apertura rápida
Introducción y cambio de terrajas
1. Coloque el cabezal de terrajas con los números o-
rientados hacia arriba.
2. Coloque la palanca de desenganche en la posición
OPEN (ABIERTA) (Figura 5).
Figura 5 – Posición abierta y cerrada de la palanca
3 Afloje la palanca de
agarre, dándole
aproximadamente
tres vueltas.
4. Levante la lengüeta
de la arandela para
extraerla de la ranu-
ra en la barra dimen-
sional. Desplace la
arandela hacia el
final de la ranura
(Figura 6).
5. Extraiga las terrajas del cabezal.
6. Introduzca las terrajas apropiadas en el cabezal de
te-rrajas, con el borde que lleva el número orientado
hacia arriba, hasta que la línea indicadora esté al ras
con el borde del cabezal (vea la Figura 6). Los números
en las terrajas deben coincidir con los números en
las ranuras del cabezal. Siempre cambie el juego
completo de terrajas. No mezcle terrajas de distintos
juegos.
7. Mueva la marca índice del enlace para que esté ali-
neada con la marca del tamaño deseado en la barra
dimensional. Ajuste la inserción de las terrajas según
sea necesario para permitir el movimiento. La lengüeta
de la arandela debe estar en la ranura a la izquierda.
8. Apriete la palanca de agarre.
Ajuste del tamaño de la rosca
1. Instale el cabezal y coloque el cabezal en la posición
de roscado.
2. Afloje la palanca de agarre.
3. Empiece con la marca índice del enlace alineada
con la marca del tamaño deseado en la barra dimen-
sional. Si se trata de cabezales para pernos, fije la
marca del enlace para alinearla con la línea en la
barra dimensional. Para roscar pernos con un cabezal
de terrajas universal, coloque todas las terrajas para
pernos alineadas con la línea BOLT (perno) en la
barra dimensional (Figura 7).
4. Si resulta necesario ajustar
el tamaño de la rosca, fije la
marca índice del enlace para
que no coincida exactamente
con la marca en la barra
dimensional: mueva la marca
en la dirección OVER (MÁS)
si desea una rosca de mayor
diámetro (con menos vueltas
en el acoplamiento). Mueva
la marca en la dirección
UNDER (MENOS) para
lograr una rosca de menor
diámetro (con más vueltas
en el acoplamiento).
5. Apriete la palanca de agarre.
Apertura del cabezal de terrajas al completar la rosca
Al final de la rosca:
• Roscas de tubos: El extremo del tubo está al ras
con el extremo de terraja número 1.
Roscadoras de mandril manual 535 y de mandril automático 535
Palanca de
desenganche
Barra
dimensional
Lengüeta de la arandela
Enlace
Palanca de agarre
(tuerca hexagonal en
terrajas Mono)
Poste
Terrajas
Agujero para el pasador de bloqueo
(cabezales de terrajas izq.)
Palanca de
desenganche
Palanca de
desenganche
Posición abierta
Posición cerrada
Línea
indicadora
Figura 6 – Inserción de terrajas
Línea
indicadora
Figura 7 – Ajuste del
tamaño de la
rosca
Marca
índice
en el
enlace
“Under”
(subdimensionada)
Barra
dimensional
“Over”
(sobredimensionada)
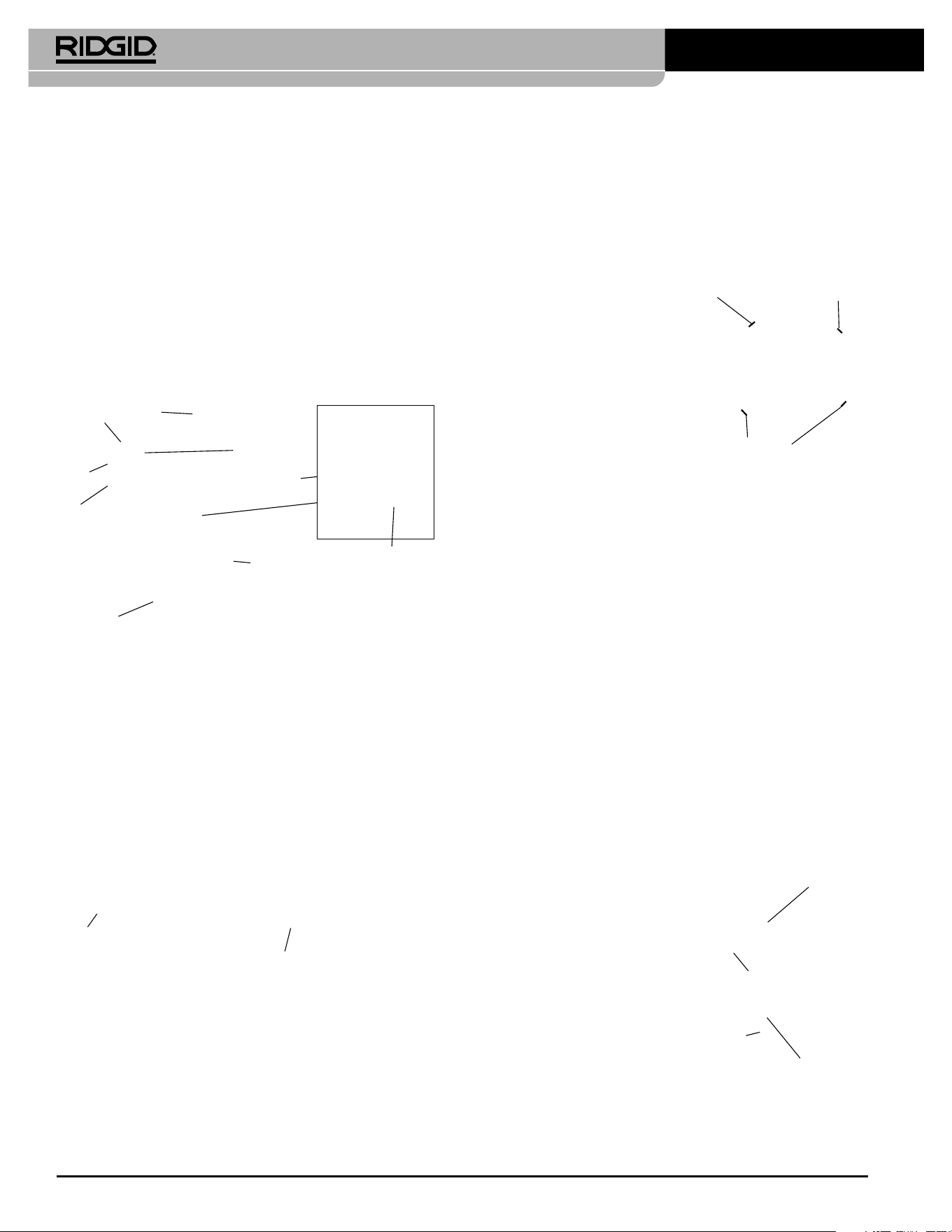
999-998-086.10_REV. F60
Roscadoras de mandril manual 535 y de mandril automático 535
4. Extraiga el tornillo de bloqueo de la barra dimensional,
para que el pasador cilíndrico no entre en la ranura.
Desplace la barra dimensional para que la línea
índice en el tornillo de bloqueo esté alineada con la
marca REMOVE DIES (EXTRAER TERRAJAS).
5. Extraiga las terrajas del
cabezal.
Introduzca las terrajas
apropiadas en el cabezal
de terrajas, con el borde
que lleva el número orien-
tado hacia arriba, hasta
que la línea indicadora
esté al ras con el borde
del cabezal (vea la Figura
10). Los números en las
terrajas deben coincidir
con los números en las
ranuras del cabezal. Siempre cambie el juego completo
de terrajas. No mezcle terrajas de distintos juegos.
6. Mueva la barra dimensional hasta que la línea índice
en el tornillo de bloqueo esté alineada con la marca
de tamaño deseado. Ajuste la inserción de las terrajas
según sea necesario para permitir el movimiento.
7. Asegure que el pasador cilíndrico apunte hacia la
marca REMOVE DIES (EXTRAER TERRAJAS).
8. Apriete la palanca de agarre.
Ajuste del tamaño de la rosca
1. Instale el cabezal de terrajas y coloque el cabezal
en la posición de roscado.
2. Afloje la palanca de agarre.
3. Desplace la barra dimensional de manera que la línea
índice en el tornillo de bloqueo esté alineada con la
marca de tamaño deseado en la barra dimensional.
4. Si resulta necesario ajustar
el tamaño de la rosca, fije la
línea índice del tornillo de
bloqueo para que no coin-
cida exactamente con la
marca en la barra dimen-
sional: mueva la marca en
la dirección OVER (MÁS) si
desea una rosca de mayor
diámetro (con menos vueltas
en el acoplamiento). Mueva
la línea índice en la dirección
UNDER (MENOS) para
lograr una rosca de menor
diámetro (con más vueltas en el acoplamiento).
• Roscas de pernos: Labre la rosca de la longitud
deseada. Observe atentamente para que no se
produzca interferencia entre las partes.
Coloque la palanca de desenganche en la posición OPEN
(abierta), para retraer las terrajas.
Cabezales de terrajas de autoapertura
Los cabezales de terrajas Modelo 815 A son de autoaper-
tura. Para tubos de diámetro entre ½" y 2", se puede
usar un gatillo para abrir el cabezal de terrajas una vez
que se complete la rosca. Para tubos de
1
⁄8" a
3
⁄8", y para
otros tamaños si así se desea, el cabezal de terrajas se
abre manualmente cuando se completa la rosca.
Figura 8 – Cabezal de terrajas universal, de autoapertura
Introducción y cambio de terrajas
1. Coloque el cabezal de terrajas con los números o-
rientados hacia arriba.
2. Asegure que el conjunto del gatillo esté desengan-
chado y que el cabezal de terrajas esté en la posición
OPEN (ABIERTA); para hacerlo jale la corredera del
gatillo, alejándola del cabezal de terrajas. Manténgase
apartado de la palanca de desenganche, que fun-
ciona a resorte, cuando desenganche el conjunto
de gatillo.
Figura 9 – Posición abierta y cerrada
3. Afloje la palanca de agarre, dándole aproximada-
mente seis vueltas completas.
Palanca de
desenganche
Conjunto
del gatillo
Palanca de agarre
Barra
dimensional
Pasador
cilíndrico
Línea
índice
Tornillo de
bloqueo
Marca “Remove Dies”
(extraer terrajas)
Corredera del
gatillo
Palanca de
desenganche
Posición abierta
Posición cerrada
Palanca de
desenganche
Figura 10 – Inserción de
terrajas
Línea indicadora
Línea
indicadora
Línea
indicadora
Figura 11 – Ajuste del
tamaño de la
rosca
Línea
índice del
tornillo de
bloqueo
Barra
dimen-
sional
“Over”
(sobredimensionada)
“Under”
(subdimensionada)
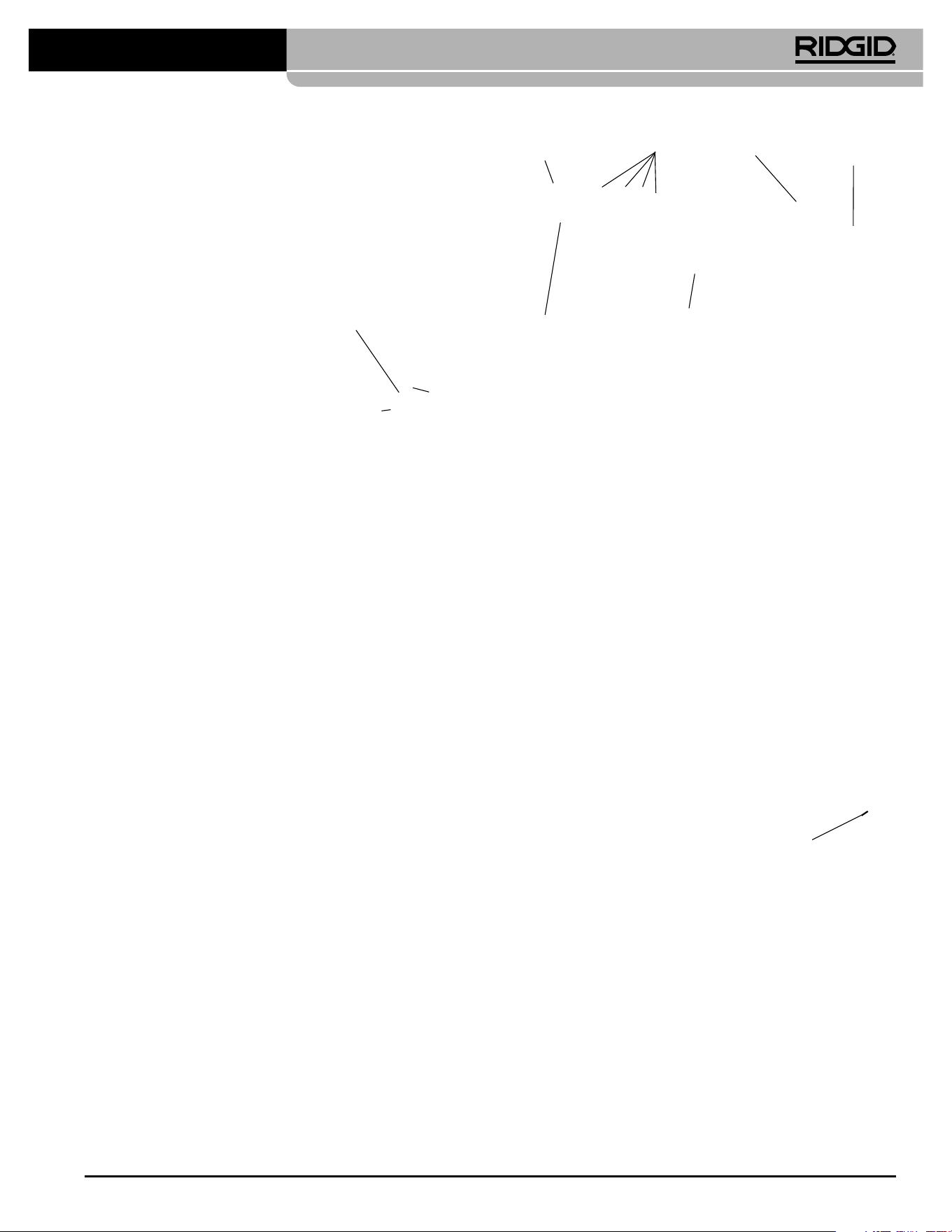
Figura 13 – Cabezal de terrajas semiautomático
Introducción y cambio de terrajas
1 Coloque el cabezal de terrajas con los números orien-
tados hacia arriba.
2. Presione la manija para que la placa de levas descanse
sobre el tope para cambiar terrajas (Figura 13). El
conjunto de placa de levas y manija es a resorte y
se desplaza cuando se presiona la manija.
3. Tire de la perilla del émbolo y haga rotar la manija
y la placa de levas hacia la izquierda hasta que pare.
4. Extraiga las terrajas del cabezal de terrajas.
5. Introduzca las terrajas apropiadas en el cabezal, con
el borde que lleva el número orientado hacia arriba,
hasta que la línea indicadora esté al ras con el borde
del cabezal (vea la Fi -
gura 14). Los números
en las terrajas deben
coincidir con los núme -
ros en las ranuras del
cabezal. Siempre cam-
bie el juego completo de
terrajas. No mezcle te -
rrajas de distintos jue-
gos.
6. Haga rotar la manija hacia la derecha hasta que la pe -
rilla del émbolo esté al ras con el cabezal de terrajas.
Ajuste del tamaño de la rosca
1. Instale el cabezal de terrajas y coloque el cabezal
en posición de roscar.
2. Afloje la tuerca de ajuste en los bloques de posición,
para conseguir el tamaño de tubo deseado.
3. Coloque la línea índice del bloque de posición alineada
con la marca de tamaño mediano en la barra dimen-
sional.
4 Si resulta necesario ajustar el tamaño de la rosca,
fije la línea índice para que esté levemente más cerca
5. Apriete la palanca de agarre.
Ajuste de la corredera del gatillo
Coloque la corredera del gatillo en la posición que cor-
responda según el diámetro del tubo que desea roscar
(vea la Figura 12).
•
1
/
2
" y
3
/
4
": El extremo del tubo debe topar el talón
de la corredera del gatillo.
• 1" a 2": El extremo del tubo
debe topar la espiga de la
corredera del gatillo.
Para:
• Tubos de
1
/
8
", ¼" y
3
/
8
"
• Roscas más largas o más
cortas
• Roscar pernos
Empuje la corredera del gatillo hacia arriba para alejarla.
Es necesario abrir el cabezal de terrajas manualmente.
Apertura del cabezal de terrajas al completar la rosca
Cuando use el gatillo, entrará en contacto con el extremo
del tubo y automáticamente se abrirá el cabezal de terrajas.
Manténgase alejado de la palanca de desenganche, que
se abre a resorte.
Para abrir el cabezal de terrajas manualmente (con la
corredera del gatillo levantada) cuando haya labrado la
rosca:
• Tubos con roscas cónicas: El extremo del tubo
está al ras con el extremo de la terraja número 1.
• Pernos y roscas rectas: Haga el roscado de la lon-
gitud deseada. Observe atentamente para que no
se produzca interferencia entre las partes.
Coloque la palanca de desenganche en la posición OPEN
(abierta), para retraer las terrajas.
Cabezales de terrajas semiautomáticos
Los cabezales de terrajas semiautomáticos incluyen los
cabezales Modelo 816/817 NPT (roscado a la derecha).
El tamaño de la rosca se puede ajustar de uno a otro
rápidamente con los cabezales semiautomáticos. Se
abren y se cierran manualmente para lograr una longitud
de roscado especificada por el usuario.
999-998-086.10_REV. F 61
Roscadoras de mandril manual 535 y de mandril automático 535
Un tubo de
1" a 2" topa
con esta
superficie
Corredera
del
gatillo
Un tubo de
½" o ¾" topa
con esta
superficie
Figura 12 – Posición
del gatillo
Perilla del
émbolo
Manija
Bloques de posición
Tope para cambiar
terrajas
Poste
De frente (cabezal cerrado)
Por detrás (cabezal abierto)
Placa de levas
Figura 14 – Inserción de terrajas
Línea indicadora
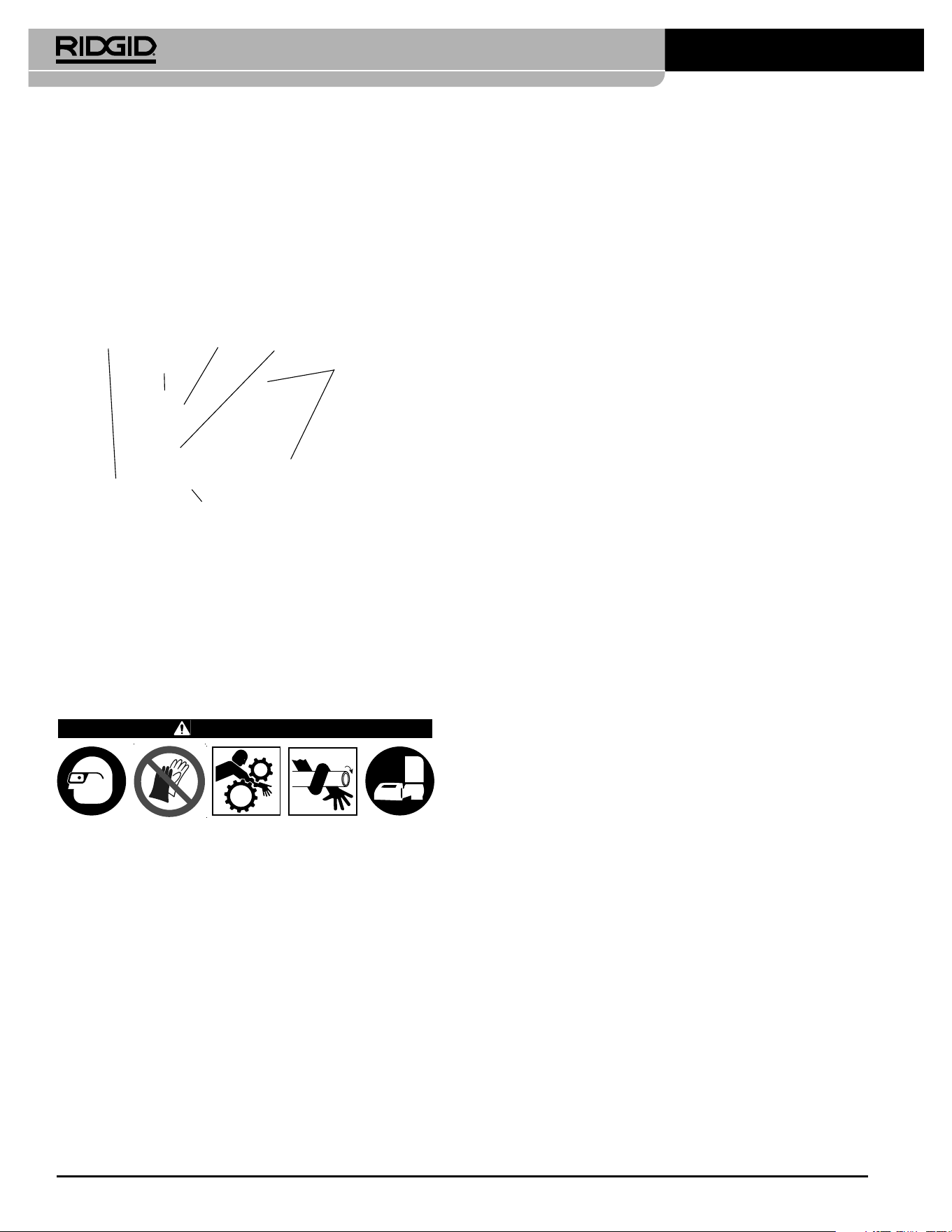
999-998-086.10_REV. F62
Roscadoras de mandril manual 535 y de mandril automático 535
a la manija en la marca en la barra dimensional: para
una rosca de mayor diámetro, con menos vueltas del
acoplamiento. Para una rosca de menor diámetro,
fije la línea índice más lejos de la manija, con más
vueltas del acoplamiento.
5 Apriete bien la tuerca de ajuste en el bloque de posi-
ción.
6 Siempre debe asegurar que el tipo de bloque de posi-
ción sea el que corresponde (Figura 15).
Figura 15 – Ajuste del tamaño de la rosca
Apertura del cabezal de terrajas al completar la rosca
Cuando el extremo del tubo está al ras con el extremo de
la terraja número 1, presione la manija para abrir el cabezal
y retraer las terrajas. No haga funcionar la máquina en retro-
ceso (RET) si las terrajas están en contacto con el tubo.
Instrucciones de operación
ADVERTENCIA
No use guantes ni ropa suelta. Mantenga abotonadas
las chaquetas y las mangas. La ropa suelta se puede
enredar en las piezas giratorias y causar lesiones
por aplastamiento o golpes.
Mantenga las manos apartadas del tubo en movi-mi-
ento y piezas que giran. Detenga la máquina antes
de limpiar roscas o atornillar acoplamientos. No
estire el brazo por encima de la máquina o del tubo.
Permita que la máquina se detenga por completo
antes de tocar los mandriles de la máquina o el tubo,
para evitar enganches y lesiones por aplastamiento
o golpes.
No use esta máquina para apretar o aojar acopla-
mientos (unir o separar). Esto puede causar lesiones
por golpes o aplastamiento.
No use una roscadora sin un interruptor de pie que
esté en buen estado de funcionamiento. Jamás
trabe un interruptor de pie en la posición ENCEN-
DIDO de manera que el interruptor no controle la
máquina. Un interruptor de pie proporciona un mejor
control de la máquina al permitirle detener el motor
con tan solo soltar el pedal. Si usted se llegara a
enganchar en la máquina y la máquina sigue fun-
cionando con el motor, la roscadora lo jalará hacia
ella. Esta máquina tiene un elevado par de torsión,
por lo cual puede hacer que su ropa se le enrolle
alrededor del brazo o de otra parte de su cuerpo,
con fuerza suciente para causar lesiones por aplas-
tamiento y fractura de huesos, o causar lesiones
por golpes o de otro tipo.
Una sola persona debe controlar el interruptor de
pie y efectuar el trabajo. No debe operarse con más
de una sola persona. Si se produce un enganche,
el operario debe ser capaz de controlar el interruptor
de pie.
Siga las instrucciones de operación para reducir el
riesgo de lesiones producidas por enganches, golpes,
aplastamiento y otras causas.
1. Asegure que la máquina y la zona de trabajo estén
bien instaladas; asegure que en la zona de trabajo
no haya ninguna persona ajena a la obra ni otras
distracciones. El operario debe ser la única persona
en la zona resguardada con barricadas, cuando la
máquina está funcionando.
El cortador, escariador y cabezal de terrajas deben
estar desplazados hacia arriba y alejados del operario.
No los coloque en posición de trabajo. Asegure que
estén estables y que no se caerán.
Abra por completo los mandriles de la roscadora. Para
la roscadora de mandril manual, gire la rueda delantera
del mandril hacia la derecha (vea la Figura 16). Para
la roscadora de mandril automático, coloque el con-
mutador RETROCESO/APAGADO/AVANCE (2/0/1)
en la posición RETROCESO (2), y luego oprima y
suelte el interruptor de pie.
2. Si se trata de un tubo de longitud inferior a 2 pies
(60 cm), introdúzcalo en el frente de la máquina. Si
se trata de un tubo más largo, puede introducirlo
desde cualquier extremo para que la sección más
larga se extienda detrás de la roscadora. Confirme
que los soportatubos estén bien colocados.
3. Si fuera necesario, marque el tubo. Coloque el tubo
de manera que la parte que se debe cortar o el
extremo que se debe escariar o roscar esté a aprox-
imadamente 4" (100 mm) del frente del mandril. Si
está más cerca, el carro podría golpear y dañar la
máquina durante el roscado.
4. Coloque el tubo en el mandril.
Para las roscadoras de mandril automático: Gire
el dispositivo de centrado trasero a la izquierda
(mirando desde la parte de atrás de la máquina)
para encerrar el tubo. Asegure que el tubo esté cen-
trado en las mordazas. Así el tubo se apoya mejor y
los resultados son mejores.
Bloque de
posición
Tamaño del tubo
Línea índice
Tornillo
Tipo de bloque
de posición
Barra dimensional
999-998-086.10_REV. F 63
Roscadoras de mandril manual 535 y de mandril automático 535
Figura 16 – Colocación del tubo en el mandril
Gire el volante del mandril delantero hacia la izquierda
(mirando desde el frente de la máquina), para agarrar
el tubo (Figura 16). Asegure que el tubo esté centrado
en las piezas de inserción. Gire el volante enérgica-
mente varias veces a la izquierda para fijar el tubo
en el mandril delantero.
Para las roscadoras de mandril automático:
Coloque el conmutador RETROCESO/APAGADO/ -
AVANCE (2/0/1) en la posición AVANCE (1) y pise el
interruptor de pie. La máquina automáticamente centra
y agarra el tubo o la barra. Si el tubo queda aga rrado
sin estar centrado, haga funcionar la máquina en
RETROCESO para liberar el tubo y volver a colocarlo
en el mandril. No toque el tubo mientras esté girando.
Las roscadoras de mandril automático solamente
agarran un tubo mientras esté girando.
5. Adopte la posición de trabajo correcta para ayudar
a controlar la máquina y el tubo (vea la Figura 17).
• Párese en el mismo lado donde está el conmutador
RETROCESO/APAGADO/AVANCE de la máquina,
con fácil acceso a las herramientas y al conmuta-
dor.
• Asegure que pueda controlar el interruptor de pie.
Todavía no pise el pedal. En caso de emergencia,
debe ser capaz de soltar el interruptor de pie.
• Asegure que tenga buen equilibrio y que no tenga
que extender el cuerpo.
Figura 17 – Posición de operación
Cambio de la velocidad de operación
Las máquinas 535 son de dos tipos: una sola velocidad
de operación o velocidades múltiples de operación. Se
puede usar cualquier velocidad para roscar y escariar tubos.
Selección de la velocidad de operación
• Hasta 36 RPM: Velocidad apropiada para roscar tubos
de hasta 2", roscar pernos y para aplicaciones de
elevado par de torsión como el acero inoxidable o
materiales muy duros.
• 46 RPM: Velocidad apropiada para roscar tubos de
hasta 2", Se recomienda usar terrajas de elevada
velocidad.
• 54 RPM y 58 RPM: Velocidades apropiadas para
roscar tubos de hasta 1¼". Se recomienda usar terrajas
de elevada velocidad.
• Más de 58 RPM: Velocidad no apta para roscar. Use
estas velocidades solamente para cortar y escariar.
Si la máquina se traba durante el funcionamiento, inmedia-
tamente suelte el interruptor de pie y cambie a una veloci-
dad lenta. No cambie la velocidad de operación mientras
esté efectuando un corte, escariado o roscado.
Si la roscadora tiene un dispositivo de cambio (vea la
Figura 18):
Cerrar
Abrir
999-998-086.10_REV. F64
Roscadoras de mandril manual 535 y de mandril automático 535
Figura 18 – Dispositivo de cambio 535
1. Jale hacia afuera la perilla del dispositivo de cambio.
2. Desplace la perilla de cambio a la posición de veloci-
dad deseada. Suelte la perilla para trabarla en la
ranura.
Si no puede mover la perilla de cambio, deje la
máquina en el ajuste de velocidad que tenía. Oprima
y suelte el interruptor de pie. Deje que la máquina
se detenga por completo y luego intente nuevamente
mover la perilla de cambio. No intente alterar la perilla
de cambio mientras la máquina esté girando.
Las roscadoras 535 trifásicas de 400 V pueden funcionar
a 35 rpm o 70 rpm. Esto se controla mediante el conmu-
tador de la máquina, marcado 2-1-0-1-2. El 0 corresponde
a APAGADO. El 1 es 35 rpm (AVANCE o RETROCESO)
y el 2 es 70 rpm (AVANCE o RETROCESO). Vea la
Figura 19.
Figura 19 – Control de velocidad y dirección para la
máquina trifásica de 400 V
Corte con el cortador No. 820
1. Para abrir el cortador, gire el tornillo de alimentación
a la izquierda. Baje el cortador hasta la posición de
corte. Use el volante del carro para acercar el cortador
a la marca de corte en el tubo. Si corta tubos rosca-
dos o partes dañadas de un tubo, se puede dañar
la rueda de corte.
Uso del calibrador de longitud: Coloque el filo de la
rueda de corte contra el extremo del tubo y fije el puntero
del calibrador de longitud en “0” (Figura 20 A). Levante
el cortador y gire la rueda del carro hasta que el puntero
coincida con la longitud deseada. Baje el cortador hasta
la posición de corte. Vea la Figura 20 B.
Figura 20 A – Filo de la rueda de corte contra el extremo
del tubo. El puntero se coloca en cero (0).
Figura 20 B – Puntero del calibrador de longitud en la
longitud deseada
2. Apriete la manilla del tornillo de alimentación del
cortador, hasta que la rueda de corte esté bien
adosada al tubo, manteniendo el alineamiento entre
la rueda de corte y la marca en el tubo.
3. Coloque el conmutador RETROCESO/APAGADO/ -
AVANCE en la posición AVANCE (FOR).
4. Con las dos manos, agarre la manilla del tornillo de
alimentación.
5. Oprima el interruptor de pie.
6. Haga girar la manilla del tornillo de alimentación una
media vuelta por rotación del tubo, hasta cortar el
tubo. Si aprieta demasiado la manilla, se reduce la
vida útil de la rueda de corte y aumenta la formación
de rebabas en el tubo. No sostenga el tubo a mano.
Permita que la parte cortada quede apoyada en el
carro de la roscadora y en el soportatubos.
2"
Cambio
REV FOR
2
11
0
2
OFF
Switch Position
35 RPM
70 RPM
Posición del conmutador
RETROCESO
APAGADO
AVANCE
Figura 21 – Corte de un tubo con el cortador
7. Quite el pie del pedal.
8 Coloque el conmutador RETROCESO/APAGA-
DO/AVANCE en posición APAGADO.
9. Levante el cortador para alejarlo del operario.
Escariado con el escariador No. 341
1. Coloque el escariador en posición para escariar.
Asegure que esté bien fijo para que no se mueva
durante su uso.
2. Para desplegar el escariador, afloje el retén y deslice
el escariador hacia el tubo hasta que el retén quede
enganchado.
3. Coloque el conmutador RETROCESO/APAGA-
DO/AVANCE (2/0/1) en la posición AVANCE (1).
4. Con las dos manos, agarre el volante del carro.
5. Oprima el interruptor de pie.
Figura 22 – Escariado de un tubo con el escariador, con
la máquina girando
6. Gire el volante del carro para acercar el escariador
al extremo del tubo. Aplique una leve presión al
999-998-086.10_REV. F 65
Roscadoras de mandril manual 535 y de mandril automático 535
volante para introducir el escariador dentro del tubo
y eliminar las rebabas en forma deseada.
7. Quite el pie del pedal.
8. Coloque el conmutador RETROCESO/APAGADO/ -
AVANCE en posición APAGADO.
9. Afloje el retén para retraer el escariador. Aleje el
escariador del tubo hasta que el retén quede engan-
chado.
10. Levante el escariador para alejarlo del operario.
Roscado de tubos
Como los tubos tienen distintas características, siempre
debe cortar una rosca de prueba al iniciar el trabajo del
día o cuando cambie a un tubo de diferente diámetro,
espesor o material.
1. Baje el cabezal de terrajas hasta que esté en posición
de roscado. Confirme que las terrajas sean las que
corresponden al tubo que se va roscar y que las ter-
rajas estén bien encajadas. Vea la sección Instalación
y uso del cabezal de terrajas para obtener información
sobre cómo cambiar y ajustar las terrajas.
2. Si fuera necesario, elija la velocidad de operación
correcta para la tarea. Vea la sección Cambio de la
velocidad de operación.
3. Coloque el conmutador RETROCESO/APAGADO/ -
AVANCE en la posición AVANCE (FOR).
4. Con las dos manos, agarre el volante del carro.
5. Oprima el interruptor de pie.
6. Verifique el flujo de aceite de corte a través del cabezal
de terrajas. Las actuales roscadoras 535 usan un
aceitado a través del cabezal. Las roscadoras fabri-
cadas antes de 1996 tienen una espita que debe
colocarse orientada hacia abajo para llenar las terrajas
con aceite.
Figura 23 – Roscado de un tubo
AVANCE
(1)
RETROCESO
(2)
RETROCESO
(2)

999-998-086.10_REV. F66
Roscadoras de mandril manual 535 y de mandril automático 535
Roscado a la izquierda
El labrado de roscas a la izquierda es parecido al pro-
cedimiento para roscas a la derecha. Se puede roscar a
la izquierda solamente con cabezales de terrajas a la
izquierda y terrajas a la izquierda. Para escariar el material
con la máquina en retroceso, se exige un cono de escari-
ado Modelo E-863 (No. Cat. 46660).
1. Para roscadoras de mandril manual 535: Instale
el kit de roscado a la izquierda (No. Cat. 96517) de
acuerdo con las instrucciones del kit para permitir el
flujo de aceite con la máquina en RETROCESO. Las
roscadoras 535 fabricadas antes del año 2001 no
exigen el kit.
2. Para roscadoras de mandril automático 535:
Instale el kit de válvula automática en RETROCESO
(No. Cat. 12138) de acuerdo con las instrucciones
del kit, para permitir el flujo de aceite con la máquina
en RETROCESO. El kit incluye un mecanismo de
selección para el flujo de aceite con roscado a la
derecha o a la izquierda (OIL FLOW SELECTOR).
Vea la Figura 24.
Figura 24 – Selección del flujo de aceite para roscar a la
izquierda o a la derecha
Para roscar a la izquierda, las mordazas del mandril
deben agarrar el tubo durante la rotación de la
máquina en RETROCESO.
a. Asegure que el conmutador RETROCESO/APA-
GADO/AVANCE (2/0/1) esté en posición APAGADO
(0) y que la máquina esté desenchufada.
b. Quite la tapa de atrás. Afloje los tornillos de la tapa
y haga girar la tapa para extraerla (Figura 25 A).
c. Extraiga los clips en E y el soporte trasero de va-
rillas giratorias (Figura 25 B).
d. Coloque el soporte trasero de varillas giratorias
de manera que el pasador esté orientado hacia
afuera, y vuelva a instalar (Figura 25 B).
e. Vuelva a colocar los clips en E y la tapa trasera.
f. Una vez ensamblada la máquina con la tapa del
mandril instalada, coloque el conmutador RETRO-
CESO/APAGADO/AVANCE en la posición AVANCE
para abrir el mandril antes de preparar la máquina
7. Gire el volante del carro para desplazar el cabezal
de terrajas hasta el extremo del tubo. Presione lev-
emente el volante para iniciar la acción del cabezal
de terrajas sobre el tubo. Una vez que el cabezal
de terrajas empiece a roscar el tubo, no es necesario
seguir aplicando fuerza al volante del carro.
8. Mantenga las manos apartadas del tubo en rotación.
Asegure que el carro no choque contra la máquina.
Cuando se complete la rosca, abra el cabezal de
te-rrajas (si el cabezal de terrajas no se abre
automáticamente). No haga funcionar la máquina
en marcha atrás (RETROCESO) si las terrajas están
en contacto con el tubo.
9. Quite el pie del pedal.
10. Coloque el conmutador RETROCESO/APAGADO/ -
AVANCE en posición APAGADO.
11. Gire el volante del carro para desplazar el cabezal
de terrajas más allá del extremo del tubo. Levante
el cabezal de terrajas para alejarlo del operario.
12. Extraiga el tubo de la máquina y haga la inspección
de la rosca. No use la máquina para apretar o aflojar
acoplamientos a la rosca.
Roscado de barras y pernos
El proceso de roscar un perno o varilla es parecido al de
roscar un tubo. El diámetro del material jamás debe exceder
el diámetro principal de la rosca.
Cuando se labra una rosca en un perno, es necesario
usar terrajas y cabezal de terrajas correctos. La rosca de
un perno puede tener cualquier longitud necesaria pero
hay que asegurar que el carro no choque contra la máquina.
Si se exige labrar una rosca larga, debe hacer lo siguiente:
1. Al final de la carrera del carro, deje el cabezal de
terrajas cerrado, quite el pie del pedal y coloque el
conmutador RETROCESO/APAGADO/AVANCE en la
posición APAGADO.
2. Para roscadoras de mandril manual: Abra el mandril
y desplace el carro y la pieza labrada hacia el extremo
de la máquina. Vuelva a encerrar la varilla en el
mandril y siga labrando la rosca.
3. Para roscadoras de mandril automático: Coloque
el conmutador RETROCESO/APAGADO/AVANCE
en la posición RETROCESO y toque el interruptor
de pie para soltar la pieza trabajada. Deslice el carro
y la pieza trabajada hasta el extremo de la máquina.
Vuelva a encerrar la varilla en el mandril y siga labran-
do la rosca.
Roscado a la derecha
Figura 26 – Fijación del cabezal de terrajas a la izquierda
4. El roscado se efectúa con el conmutador RETRO-
CESO/APAGADO/AVANCE en posición RETROCE-
SO. En las máquinas de mandril automático, el
funcio namiento del mandril será al revés: el mandril
se cierra y agarra el tubo en posición RETROCESO
y el mandril se abre en posición AVANCE.
Extracción del tubo de la máquina
1. Libere el tubo del mandril.
Para las roscadoras de mandril manual: Estando
el conmutador RETROCESO/APAGADO/AVANCE
en la posición APAGADO y el tubo estacionario, haga
girar el volante con fuerza repetidamente hacia la
derecha, para aflojar el tubo que está dentro del man-
dril. Abra el mandril delantero y el dispositivo de cen-
trado trasero. No introduzca la mano en el mandril o
en el dispositivo de centrado.
Para las roscadoras de mandril automático:
Coloque el conmutador RETROCESO/APAGADO/ -
AVANCE (2/0/1) en la posición RETROCESO (2).
Presione y suelte el interruptor de pie para que la
máquina suelte el tubo. Coloque el conmutador
RETROCESO/APAGADO/AVANCE en la posición
APAGADO (0).
2. Agarre bien el tubo y extráigalo de la máquina. Agarre
el tubo con cuidado ya que la rosca podría aun estar
caliente y puede tener rebabas o bordes filosos.
Inspección de las roscas
1. Después de extraer el tubo de la máquina, limpie la
rosca.
2. Inspeccione la rosca visualmente. Las roscas deben
verse lisas, completas y bien formadas. Si se observan
problemas como roscas rotas, onduladas o delgadas,
o si el tubo está ovalado, la rosca podría no formar
un sello hermético. Consulte la tabla de Resolución
de problemas para diagnosticar estas fallas.
para roscar a la izquierda. En esta configuración,
la roscadora se puede usar para roscar a la iz -
quierda o a la derecha, según si se usa la posi-
ción AVANCE o RETROCESO para abrir el
man dr
il vacío.
g. Para volver a la configuración de roscado a la
derecha solamente, dé vuelta el soporte trasero
de varillas giratorias de manera que el pasador
esté orientado hacia adentro, y vuelva a instalar
(Figura 25 B).
Figura 25 A – Extracción de la tapa trasera
Figura 25 B – Soporte trasero de varillas giratorias y ori-
entación del pasador
3. Coloque un pasador de 5/16" de 2" de longitud a
través de los agujeros en el carro y el cabezal de
roscado a la izquierda, para mantener la posición
(vea la Figura 26).
999-998-086.10_REV. F 67
Roscadoras de mandril manual 535 y de mandril automático 535
Pasador
hacia afuera
Pasador hacia
adentro
Roscado a la izquierda y a
la derecha
Roscado a la derecha
Soporte trasero
de varillas
giratorias
Pasar el
pasador a
través de los
agujeros
Aflojar
tornillos
Girar la tapa
Pasar el
pasador a
través de los
agujeros
999-998-086.10_REV. F
68
Roscadoras de mandril manual 535 y de mandril automático 535
4. Enrolle el cable de electricidad y el cable del interruptor
de pie. Si corresponde, quite la máquina del soporte.
5. Proceda con cautela cuando levante y mueva la
máquina. Siga las instrucciones del soporte. Esté con-
sciente del peso de la máquina.
Figura 28 – Máquina preparada para su transporte
Instrucciones de mantenimiento
ADVERTENCIA
Antes de hacer algún trabajo de mantenimiento o
ajustes, asegure que el conmutador RETROCE-
SO/APAGADO/AVANCE esté en la posición APAGADO
y la máquina esté desenchufada.
Haga la mantención de la máquina de acuerdo con
estos procedimientos para reducir el riesgo de
lesiones por choque de electricidad, enmarañamien-
to y otras causas.
Limpieza
Después de cada uso, vacíe la bandeja de virutas y con
un paño limpie los residuos de aceite. Con un paño,
quite el aceite de todas las superficies expuestas, espe-
cialmente las zonas que tienen cierto movimiento, como
los rieles del carro.
Si las piezas de la mordaza no agarran bien y es nece-
sario limpiarlas, use una escobilla de alambre para elim-
inar residuos de incrustaciones, etc.
3. Inspeccione el tamaño de la rosca.
• El método preferido para revisar el tamaño de la
rosca es mediante un calibrador anular. Hay cali-
bradores anulares de diversos estilos; su uso puede
ser diferente a lo que se muestra aquí.
• Enrosque el calibrador anular en la rosca y apriete
la conexión con la mano.
• Observe el extremo del tubo y vea cuánto se
asoma más allá del calibrador anular. El extremo
del tubo debe quedar al ras con el borde del cali-
brador, más/menos una vuelta. Si la rosca no mide
lo que corresponde, corte el tubo para eliminar la
rosca, ajuste el cabezal de terrajas y corte otra
rosca. El uso de una rosca que no cumple con la
medición correcta puede causar fugas.
Figura 27 – Revisión del tamaño de la rosca
• Si no dispone de un calibrador anular para verificar
el tamaño de la rosca, se puede usar en su lugar
un acoplamiento limpio, nuevo y representativo de
los acoplamientos usados en la obra. Para roscas
NPT de 2" o menos, el tubo debe labrarse para
poder apretar la conexión con 4 a 5 vueltas a mano
con el acoplamiento. Para roscas BSPT de 2" o
menos, la conexión se logra apretar con 3 vueltas
a mano.
4. Para ajustar el tamaño de la rosca, vea Ajuste del
tamaño de la rosca en la sección Instalación y uso
del cabezal de terrajas.
5. Someta el sistema de tuberías a pruebas conforme
a los códigos locales y las prácticas normales.
Preparación de la máquina para su
transporte
1. Para ajustar el tamaño de la rosca, vea Ajuste del
tamaño de la rosca en la sección Instalación y uso
del cabezal de terrajas.
2. Limpie la bandeja de virutas para eliminar virutas y
otros residuos. Quite o fije todos los equipos y mate-
riales conectados a la máquina y al soporte antes
de moverlos, para que no se vuelquen y se caigan.
Limpie el piso para quitarle el aceite y residuos.
3. Coloque el cortador, escariador y cabezal de terrajas
en la posición de operación.
Al ras
(dimensión
básica)
Sobredimensionado
en una vuelta
(dimensión máxima)
Subdimensionado
en una vuelta
(dimensión mínima)
Calibrador
anular
999-998-086.10_REV. F 69
Roscadoras de mandril manual 535 y de mandril automático 535
Extracción y colocación de la tapa
superior
La tapa superior está sujeta con tornillos de cabeza hexa-
gonal en cada esquina. Los tornillos están fijados a la
tapa para que no se pierdan. No haga funcionar la roscado-
ra si no tiene colocada la tapa.
Lubricación
Una vez al mes (o más seguido, si es necesario), lubrique
con un aceite de lubricación liviano todas las partes móviles
expuestas, tales como los rieles del carro, ruedas de corte,
tornillo de alimentación del cortador, piezas de inserción
de la mordaza y puntos de pivote. Con un paño, quite el
exceso de aceite de las partes expuestas.
Cada 2 a 6 meses, según cuánto se use la máquina,
quite la tapa superior y use una pistola de engrase para
aplicar una grasa de litio EP (alta presión) en los
acoplamientos de engrase del eje (Figura 29). Coloque
una pequeña cantidad de grasa en las partes expuestas
de la rueda dentada.
Figura 29 – Puntos de lubricación
No haga funcionar la roscadora si no tiene colocada la
tapa. Después de lubricar la máquina, inmediatamente
vuelva a colocar la tapa.
Mantención del sistema de aceite
Deslice la bandeja de virutas hacia afuera, para sacarla
de la máquina.
El filtro de malla debe mantenerse limpio para que el
aceite fluya correctamente. El filtro de malla está ubicado
al fondo del depósito de aceite. Afloje el tornillo que une
el filtro a la base, separe el filtro de la manguera de aceite
y limpie el filtro. No haga funcionar la máquina si no tiene
colocado el filtro de malla.
Figura 30 – Extracción de la bandeja de virutas
Cambie el aceite de corte cuando esté sucio o contaminado.
Para drenar el aceite, coloque un recipiente debajo del
tapón del drenaje en el extremo del depósito y quite el
tapón. Quite el material acumulado al fondo del depósito.
Use aceite de corte RIDGID para obtener roscas de buena
calidad y para prolongar la vida útil de las terrajas. El
depósito en la base tiene capacidad para aproximadamente
7 cuartos (6,6 litros) de aceite de corte.
La bomba de aceite es autocebante si el sistema está
limpio. Si no puede cebarse, indica que la bomba está
desgastada y debe someterse a servicio. No intente cebar
la bomba.
Cebado de la bomba de aceite Modelo A
Las roscadoras 535 actuales usan
bombas autocebantes. Las máquinas fabricadas antes del
1º de junio de 1996 tienen bomba de aceite Modelo A y
podría ser necesario cebarlas.Las roscadoras Modelo
535, 500 y 500 A de RIDGID con bomba de aceite Modelo
A deben contar con un tubo de extensión para el puerto
de cebado de la bomba de aceite y un agujero en la tapa
superior que permite cebar la bomba sin quitar la tapa
superior de la máquina. Esto reduce el riesgo de producirse
lesiones debido al contacto con los engranajes internos
de la máquina. Si tiene una máquina anterior a 1996 sin
tubo de extensión para el cebado ni agujero de acceso
en la tapa superior, recomendamos que los incorpore.
Comuníquese con el Departamento de Servicio Técnico
de Ridge Tool en ProToolsT[email protected] o
llame al 844-789-8665 para averiguar acerca de nuestra
política de actualizaciones técnicas.
ADVERTENCIA
Acoplamientos
de engrase
Rueda
dentada
Filtro de
malla
Bandeja de
virutas
999-998-086.10_REV. F70
Roscadoras de mandril manual 535 y de mandril automático 535
Figura 31 – Cebado de la bomba Modelo A
Para cebar la bomba Modelo A:
1. Extraiga la tapa del tapón ubicada en la tapa superior.
2. Quite el tapón a través de la apertura.
3. Llene la bomba con aceite.
4. Vuelva a colocar la tapa del tapón y el tapón antes
de hacer funcionar la máquina, o la bomba inmedi-
atamente se drenará.
¡NOTA! Si hay que cebar la bomba frecuentemente, indica
que es necesario reparar la bomba.
Cambio de la rueda de corte No. 820
Si la rueda de corte está rota o embotada, empuje el
pasador de la rueda de corte fuera del marco y determine
si la rueda de corte está desgastada. Reemplace el pasador
si hay desgaste e instale una nueva rueda de corte (vea
el catálogo RIDGID). Lubrique el pasador con un aceite
lubricante liviano.
Cambio de las mordazas (máquinas de
mandril automático)
Si los dientes de las mordazas están desgastados y ya
no agarran el tubo o la varilla durante la tarea, dé vuelta
las mordazas al revés o reemplace el conjunto de mordazas
completo.
1. Afloje los tres tornillos para montar la tapa de adelante
y quite la tapa. Los tornillos quedan retenidos en la
tapa de adelante.
2. Quite los aros de retención y quite el soporte frontal
de varillas giratorias.
3. Extraiga las mordazas del eje de mando. Vuelque
las mordazas al lado no desgastado o reemplace
las mordazas con un nuevo conjunto. Asegure que
queden instaladas las llaves.
Confirme que los enlaces de conexión y las mordazas
tengan la orientación correcta (imagen dentro de la
Figura 32).
Figura 32 – Cambio de las mordazas en el mandril
automático
4. Para volver a montar el sistema, siga los pasos al
revés.
Cambio de las piezas de inserción de las
mordazas (máquinas de mandril manual)
Si las piezas de inserción de la mordaza están desgastadas
y no agarran el tubo, debe reemplazarlas.
1. Coloque un destornillador en la ranura de la pieza
y gire 90 grados a izquierda o a derecha. Extraiga
la pieza de inserción (Figura 33).
Tapa
superior
Tapa del
tapón
Enlace de
conexión
Aro de
retención
Soporte
frontal de
varillas
giratorias
Llave
Mordaza
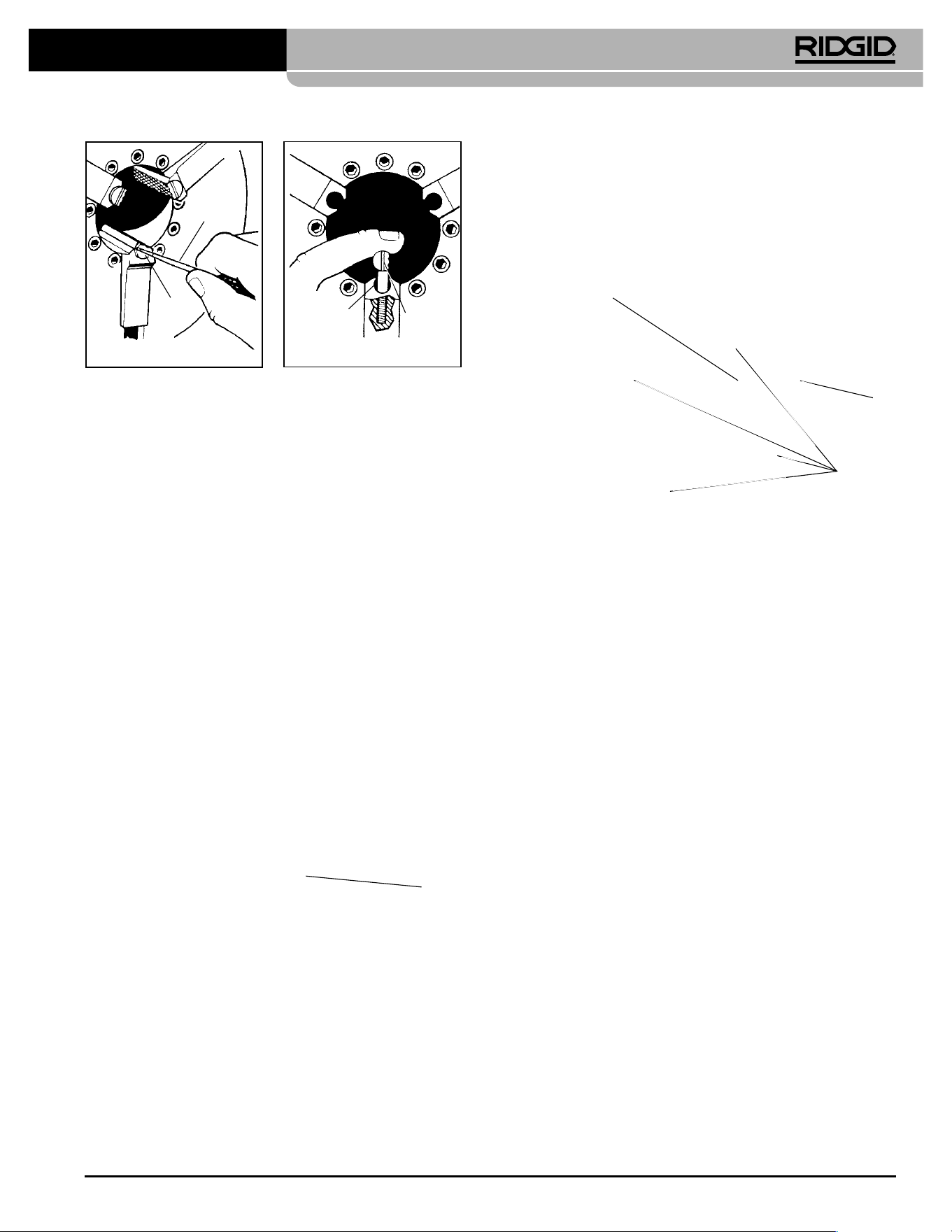
999-998-086.10_REV. F 71
Roscadoras de mandril manual 535 y de mandril automático 535
Figura 33 – Cambio de las piezas de inserción de la
mordaza
2. Coloque la pieza de inserción de lado sobre el
pasador de bloqueo y presione hacia abajo lo más
que pueda (Figura 33).
3. Presione la pieza de inserción firmemente hacia
abajo. Con el destornillador, gire la pieza para que
los dientes estén orientados hacia arriba.
Reemplazo de las escobillas de carbón
(unidades de motor universal)
Revise las escobillas del motor cada 6 meses. Reemplace
las escobillas cuando por desgaste miden menos de ½"
(12 mm).
1. Desenchufe la máquina.
2. Quite la tapa superior.
Figura 34 – Extracción de la tapa del motor para cambiar
las escobillas
3. Desatornille las tapas de las escobillas de la parte
superior y la parte inferior del motor. Extraiga las esco-
billas e inspecciónelas. Cambie las escobillas si el
desgaste las ha reducido a menos de ½". Inspeccione
el conmutador para ver si está desgastado. Si está
muy desgastado, envíe la máquina a servicio.
4. Vuelva a instalar las escobillas o coloque escobillas
nuevas. Vuelva a montar la unidad. Coloque todas
las tapas antes de hacer funcionar la máquina.
Tensión y cambio de la correa V
(unidades de motor de inducción)
Figura 35 – Tensión de la correa
Cuando lubrique los acoplamientos de engrase, revise la
tensión de la correa V. Aplique una fuerza moderada con
un dedo, de como 4 libras (2 kg) en el punto medio de la
correa. La correa debería desplazarse en aproximadamente
1/8" (3 mm) (Figura 35).
1. Afloje los cuatro sujetadores que unen el motor al
bastidor.
2. Si debe cambiar la correa, afloje el tensor de la
correa. Deslice el motor hacia la polea. Quite la
correa y coloque una nueva.
3. Apriete el tensor de la correa.
4. Asegure que las poleas estén alineadas y confirme
que la correa tenga la tensión apropiada. Apriete los
cuatro sujetadores que unen el motor al bastidor.
Tapa
de la
escobilla
Tensor de
la correa
Sujetadores
del motor
Correa V
Extracción
Colocación
Destornillador
Pieza de
inserción
Pasador de
bloqueo
Dientes
PRESIONE
HACIA ABAJO
‘
999-998-086.10_REV. F72
Roscadoras de mandril manual 535 y de mandril automático 535
Equipos opcionales
ADVERTENCIA
Para reducir el riesgo de lesiones graves, use sola-
mente equipos especícamente diseñados y
recomendados para las roscadoras de mandril ma-
nual 535 y las roscadoras de mandril automático
de RIDGID.
Para ver una lista completa de los equipos RIDGID
disponibles para las roscadoras de mandril manual
535 y de mandril automático 535, consulte el catá-
logo RIDGID en línea en RIDGID.com, o desde
Canadá o Estados Unidos llame por teléfono al
Departamento de Servicio Técnico de Ridge Tool
al 844-789-8665.
Información sobre el aceite de
corte
Lea y respete todas las instrucciones en la etiqueta del
aceite de corte y en la Hoja de Datos de Seguridad (SDS).
Sobre el recipiente y en la hoja SDS aparece información
específica acerca de los aceites de corte de RIDGID, que
incluye información sobre peligros, primeros auxilios, com-
bate de incendios, medidas para limpiar derrames del
material, manipulación y almacenamiento, equipo de pro-
tección personal, eliminación y transporte. La hoja SDS
está disponible en RIDGID.com o puede solicitarla a
través del Departamento de Servicio Técnico de Ridge
Tool desde EE. UU. y Canadá al 844-789-8665, o en
ProToolsTechService@Emerson.com.
Almacenamiento de la máquina
Las máquinas roscadoras deben
guardarse bajo techo o bien cubiertas si están a la intem-
perie para protegerlas de la lluvia. Almacene la roscadora
en un lugar bajo llave, fuera del alcance de los niños y
personas que no están familiarizadas con las máquinas
roscadoras. Esta máquina puede causar graves lesiones
en manos de usuarios no capacitados.
Servicio y reparaciones
ADVERTENCIA
La máquina se torna insegura cuando el servicio
o la reparación se hacen en forma indebida.
Las Instrucciones de mantenimiento abarcan la mayoría
de los servicios que necesita esta máquina. Cualquier
problema que no haya sido tratado en esta sección debe
ser resuelto únicamente por un técnico autorizado de
RIDGID.
La máquina debe llevarse a un Servicentro Independiente
de RIDGID o devuelta a la fábrica. Use solamente re -
puestos RIDGID.
Si necesita información sobre su Servicentro Independiente
de RIDGID más cercano o si tiene preguntas sobre el
servicio o reparación:
• Comuníquese con el distribuidor RIDGID en su locali-
dad.
• Visite RIDGID.com para averiguar dónde se encuen-
tran el contacto RIDGID más cercano.
• Comuníquese con el Departamento de Servicio Técnico
de Ridge Tool en ProToolsT[email protected],
o llame por teléfono desde EE. UU. o Canadá al 844-
789-8665.
No. Modelo
cat. No. Descripción
42365 341 Escariador
42390 820 Cortador tipo rueda
41620 – Grasa para el motor de engranajes
Cabezales de terrajas
42485 4U Soporte para cabezales de terrajas
42490 6U Soporte para cabezales de terrajas
97065 811A Cabezal de terrajas de apertura rápida , de mano
derecha, NPT
97075 815A Cabezal de terrajas de autoapertura, de mano
derecha, NPT
23282 842 Cabezal de terrajas de apertura rápida, de mano
izq., NPT
97070 811A Cabezal de terrajas de apertura rápida, de mano
der., BSPT
97080 815A Cabezal de terrajas de autoapertura, de mano
der., BSPT
97045 531 Cabezal de terrajas para pernos, de apertura
rápida, de mano der. e izq., de ¼" a 1"
97050 532 Cabezal de terrajas para pernos, de apertura
rápida, de mano der. e izq., de 1
1
⁄8" a 2"
84537 816 Cabezal de terrajas semiautomático, de
1
⁄8" a ¾"
84532 817
Cabezal de terrajas semiautomático, de 1" a 2"
Soportes
92457 100A Soporte universal con patas y bandeja
92462 150A Soporte universal con ruedas y bandeja
92467 200A Soporte universal con ruedas y armario
Mandriles nipleros
51005 819 Mandril niplero, ½" a 2", NPT
68160 819 Mandril niplero, ½" a 2", BSPT
Solamente para roscadoras de mandril manual 535
96517 MJ-1 Kit de roscado a mano izquierda 535
97365 - Piezas de inserción en las mordazas, para tubos
revestidos
Solamente para roscadoras de mandril automático 535
12138 535A Kit de roscado a mano izquierda
94017 – Mordazas delanteras
35867 839 Kit adaptador para mandril niplero 819
ADVERTENCIA
Eliminación de la máquina
Las piezas de la roscadora contienen materiales valiosos
y se pueden reciclar. Hay compañías locales que se
especializan en el reciclaje. Deseche los componentes
y el aceite de desecho de acuerdo con todos los
reglamentos correspondientes. Para más información
sobre la eliminación de desechos, comuníquese con la
agencia local de eliminación de residuos.
Para los países de la Comunidad Europea:
¡No deseche aparatos eléctricos en la basura
común!
De acuerdo con el Lineamiento Europeo
2012/19/EU para Desechos de Equipos
Eléctricos y Electrónicos y su implementación
en la legislación nacional, los aparatos eléctricos inservi-
bles deben desecharse por separado en una forma que
cumpla con las normas del medio ambiente.
999-998-086.10_REV. F 73
Roscadoras de mandril manual 535 y de mandril automático 535
999-998-086.10_REV. F
74
Roscadoras de mandril manual 535 y de mandril automático 535
PROBLEMA POSIBLE RAZÓN SOLUCIÓN
Roscas rotas.
Roscas ovaladas o
aplastadas.
Roscas delgadas.
No fluye el aceite de
corte.
La máquina no funciona.
El motor anda pero la
máquina no funciona.
El tubo se resbala en la
mordaza.
Resolución de problemas
Terrajas dañadas, desportilladas o desgastadas.
Aceite de corte incorrecto.
Aceite sucio o contaminado.
El cabezal de terrajas no está bien alineado con
el tubo.
Tubo incorrecto.
El cabezal de terrajas está mal configurado.
El carro no se desplaza fácilmente sobre los rieles.
Cabezal de terrajas subdimensionado.
Pared del tubo demasiado delgada.
Terrajas colocadas en el cabezal en orden equiv-
ocado.
La manilla de alimentación del carro se ha forza-
do durante el roscado.
Los tornillos de la placa que tapa el cabezal de
terrajas están flojos.
El aceite de corte es insuficiente o se ha acabado.
La máquina está configurada para roscar a la
izquierda.
El filtro de malla está tapado.
El cabezal de terrajas no está en la posición de
roscado (DOWN).
Las escobillas del motor están desgastadas.
La correa V está floja.
La correa V está desgastada.
Las piezas de inserción de la mordaza están car-
gadas de residuos.
Las piezas de inserción de la mordaza están
desgastadas.
El tubo no está centrado en la mordaza.
El mandril no aprieta el tubo (535 M).
El mandril no aprieta el tubo (535 A).
El conjunto de freno está mal ajustado (535 M).
Reemplace las terrajas.
Use solamente aceite de corte RIDGID
®
.
Reemplace el aceite de corte RIDGID
®
.
Quite las virutas, suciedad y otros materiales
extraños del espacio entre el cabezal de terrajas y
el carro.
Se recomienda el empleo de tubos de acero negro
o galvanizado.
Pared del tubo muy delgada; emplee tubos de
Serie 40 o más gruesos.
Ajuste el cabezal de terrajas para que labre el
tamaño de rosca correcto.
Limpie y lubrique los rieles del carro.
Ajuste el cabezal de terrajas para que labre el
tamaño de rosca correcto.
Emplee tubos de Serie 40 o más gruesos.
Coloque las terrajas en la posición correcta en el
cabezal.
Una vez que las terrajas inicien el roscado, no
fuerce la manilla de alimentación del carro. Permita
que el carro funcione automáticamente.
Apriete los tornillos.
Llene el depósito de aceite.
Vea la sección Roscado a la izquierda.
Limpie el filtro de malla.
Mueva el cabezal de terrajas a la posición de roscado.
Cambie las escobillas.
Apriete la correa V.
Cambie la correa V.
Limpie las piezas de inserción de la mordaza con
una escobilla de alambre.
Cambie las piezas de inserción de la mordaza.
Centre el tubo en las piezas de inserción de la mor-
daza y use el dispositivo de centrado trasero.
Gire el volante repetidamente con fuerza hacia la
izquierda, para apretar el tubo en el mandril.
El mandril 535 A solamente aprieta cuando está
girando.
Confirme que los enlaces de conexión y las mor-
dazas estén montados con la orientación correcta
(vea Cambio de las mordazas en la sección
Instrucciones de mantenimiento).
Lleve la máquina a servicio.

999-998-086.10_REV. F 75
Roscadoras de mandril manual 535 y de mandril automático 535
999-998-086.10_REV. F76
Roscadoras de mandril manual 535 y de mandril automático 535
DECLARATION OF CONFORMITY
RIDGID
®
535 Manual Chuck/535 Automatic Chuck Threading Machines
MANUFACTURER AUTHORIZED REPRESENTATIVE
RIDGE TOOL COMPANY Ridge Tool Europe NV
400 Clark Street Ondernemerslaan 5428
Elyria, Ohio 44035-6001 3800 Sint-Truiden, Belgium
U.S.A. europepr[email protected]
ProToolsRegulatory[email protected] +40 374132035
Signature:
Name: Harald Krondorfer
Qualification: V.P. Engineering
Date: 3/30/2024
2006/42/EC, 2014/35/EU, 2014/30/EU, 2011/65/EU, EU/2015/863
EN 61029-1, EN 55014-1/-2, IEC 62841-1/-3-12
5010236
Conforms to UL 62841-1/-3-12,
Certified to CSA C22.2#62841-1/-3-12
EU DECLARATION OF CONFORMITY
We declare that the machines listed above, when used in accordance with
the operator’s manual, meet the relevant requirements of the Directives and
Standards listed below.
DÉCLARATION DE CONFORMITÉ UE
Nous déclarons que lorsqu’elles sont utilisées selon leur mode d’emploi, les
machines indiquées ci-dessus répondent aux exigences applicables des
directives et normes ci-après.
DECLARACIÓN DE CONFORMIDAD DE LA UE
Declaramos que las máquinas listadas más arriba, cuando se usan con-
forme al manual del operario, cumplen con los requisitos pertinentes de las
directrices y normas listadas a continuación.
PROHLÁŠENÍ O SHODĚ UE
Prohlašujeme, že výše uvedené nástroje a zařízení splňují při použití v
souladu s jejich návodem k obsluze příslušné požadavky níže uvedených
směrnic a nařízení.
EU-OVERENSSTEMMELSESERKLÆRING
Vi erklærer, at de ovenfor anførte maskiner, ved brug i over ensstemmelse
med brugervejledningen, opfylder de relevante krav i de nedenfor anførte
direktiver og standarder.
EU-KONFORMITÄTSERKLÄRUNG
Wir erklären, dass die oben aufgeführten Maschinen, wenn sie entsprechend
der Bedienungsanleitung verwendet werden, die einschlägigen Anforderun-
gen der folgenden Richtlinien und Normen erfüllen.
ΔΗΛΩΣΗ ΣΥΜΜΟΡΦΩΣΗΣ ΕU
Δηλώνουμε ότι τα μηχανήματα που αναφέρονται παραπάνω, όταν χρη-
σιμοποιούνται σύμφωνα με το εγχειρίδιο χειρισμού, πληρούν τις σχετικές
απαιτήσεις των παρακάτω Οδηγιών και Προτύπων.
EU-VAATIMUSTENMUKAISUUSVAKUUTUS
Vakuutamme, että edellä luetellut koneet täyttävät käyttö ohjekirjan mukaisesti
käytettynä seuraavien direktiivien ja standardien vaatimukset.
EZ IZJAVA O SUKLADNOSTI
Izjavljujemo da su gore navedeni strojevi, kada se koriste u skladu s priručni-
kom za korisnike, sukladni s relevantnim zah tjevima dolje navedenih direktiva
i standarda.
EU MEGFELELŐSÉGI NYILATKOZAT
Kijelentjük, hogy a fent felsorolt gépek - amennyiben a kezelési útmutatónak
megfelelően használják őket - megfe l elnek az alább felsorolt Irányelvek és
Szabványok követel ményeinek.
DICHIARAZIONE DI CONFORMITÀ EU
Dichiariamo che le macchine elencate in alto, se utilizzate in conformità con
il manuale dell'operatore, soddisfano i relativi requisiti delle Direttive e degli
Standard specificati di seguito.
ЕО СӘЙКЕСТІК МӘЛІМДЕМЕСІ
Біз жоғарыда көрсетілген құрылғылардың пайдаланушы нұсқау-
лығына сәйкес пайдаланылған жағдайда төменде көрсетілген Дирек-
тивалар мен Стан дарт тар дың тиісті талаптарына жауап беретінін
мәлімдейміз.
EU-CONFORMITEITSVERKLARING
Hierbij verklaren wij dat de hierboven vermelde machines, mits gebruikt in
overeenstemming met de handleiding, voldoen aan de relevante eisen van
de hieronder vermelde richtlijnen en normen.
EU-SAMSVARSERKLÆRING
Vi erklærer at maskinene oppført over oppfyller de relevante kravene i direk-
tiver og standarder oppført under dersom de brukes i henhold til bruksan-
visningen.
DEKLARACJA ZGODNOŚCI UE
Deklarujemy, że maszyny wymienione powyżej, gdy są używane zgodnie z
podręcznikiem użytkownika, spełniają właściwe wymagania Dyrektyw i Stan-
dardów, wymienione poniżej.
DECLARAÇÃO DE CONFORMIDADE UE
Declaramos que as máquinas listadas acima, quando utilizadas de acordo
com o manual do operador, cumprem os requisitos relevantes das Diretivas
e Normas listadas abaixo.
DECLARAȚIE DE CONFORMITATE UE
Declarăm că mașina specificată mai jos, atunci când este utilizată în confor-
mitate cu manualul de exploatare, îndeplinește cerințele relevante ale Direc-
tivelor și standardelor specificate mai jos.
ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ EC
Мы заявляем, что инструменты, перечисленные выше, при условии
использования согласно руководству по эксплуатации, отвечают соот-
ветствующим требованиям указанных ниже директив и стандартов.
EÚ PREHLÁSENIE O ZHODE
Vyhlasujeme, že stroje uvedené vyššie spĺňajú relevantné požiadavky smerníc
a noriem uvedených nižšie, ak sa používajú podľa návodu na použitie.
IZJAVA EU O SKLADNOSTI
Izjavljamo, da zgoraj omenjeni stroji, ko se uporabljajo skladno z uporab-
niškim priročnikom, izpolnjujejo relevantne zahteve spodaj omenjenih direktiv
in standardov.
EU DEKLARACIJA O USAGLAŠENOSTI
Izjavljujemo da gore navedeni strojevi, ako se koriste u skladu s priručnikom
za korisnike, zadovoljavaju relevantne zahteve direktiva i standarda koji se
navode dole.
EU-FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Vi meddelar att maskinen som anges ovan uppfyller de aktuella kraven i de
angivna direktiven och standarderna nedan när den används enligt bruk-
sanvisningen.
AB UYGUNLUK BEYANI
Yukarıda listelenen makinelerin, kullanıcı kılavuzuna göre kullanıldığında,
aşağıda listelenen Direktiflerin ve Standartların ilgili gereksinimlerini karşı-
ladığını beyan ederiz.
ELi VASTAVUSDEKLARATSIOON
Kinnitame, et eelpool loetletud masinad vastavad allpool loetletud direktii-
vide ja standardite asjakohastele nõuetele, kui neid kasutatakse vastavalt
kasutusjuhendile.
ES ATBILSTĪBAS DEKLARĀCIJA
Mēs apliecinām, ka iepriekšminētās iekārtas, izmantojot tās saskaņā ar oper-
atora rokasgrāmatu, atbilst attiecīgajām tālāk norādīto direktīvu un standartu
prasībām.
ES ATITIKTIES DEKLARACIJA
Deklaruojame, kad pirmiau išvardytos mašinos, jei naudojamos pagal nau-
dotojo vadovą, atitinka atitinkamus toliau išvardytų direktyvų ir standartų
reikalavimus.
ЕC ДЕКЛАРАЦИЯ ЗА СЪОТВЕТСТВИЕ
Декларираме, че изброените по-горе машини, когато се използват в
съответствие с Ръководство за оператора, отговарят на съответните
изисквания на директи вите и стандартите, изброени по-долу.
Against Material Defects
& Workmanship
FULL LIFETIME
WARRANTY
Parts are available online at Store.RIDGID.com
FULL LIFETIME WARRANTY (garantie légale étendue à la durée de vie du produit,
voir conditions de garantie / legal warranty extended to the product lifecyle,
see warranty conditions)
Printed 03/24 999-998-086.10
ECN002706 REV. F
©2013, 2024 Ridge Tool Company
RIDGID and the Emerson logo are registered trademarks of Emerson Electric Co. or its subsidiaries in the US and other countries.
Any other trademarks belong to their respective holders.
RIDGID
Emerson Professional Tools, LCC
400 Clark Street
Elyria, Ohio 44035-6001
U.S.A.
What is covered
RIDGID
®
tools are warranted to be free of defects in workmanship and material.
How long coverage lasts
This warranty lasts for the lifetime of the RIDGID
®
tool. Warranty coverage ends when the product
becomes unusable for reasons other than defects in workmanship or material.
How you can get service
To obtain the benefit of this warranty, deliver via prepaid transportation the complete product
to RIDGID c/o Emerson Professional Tools, LLC in, Elyria, Ohio, or any RIDGID
®
AUTHORIZED
INDEPENDENT SERVICE CENTER. Pipe wrenches and other hand tools should be returned to the
place of purchase.
What we will do to correct problems
Warranted products will be repaired or replaced, at RIDGID’s option, and returned at no charge; or,
if after three attempts to repair or replace during the warranty period the product is still defective,
you can elect to receive a full refund of your purchase price.
What is not covered
Failures due to misuse, abuse or normal wear and tear are not covered by this warranty. Seller is
not responsible for any incidental or consequential damages.
How local law relates to the warranty
Some states do not allow the exclusion or limitation of incidental or consequential damages, so
the above limitation or exclusion may not apply to you. This warranty gives you specific rights,
and you may also have other rights, which vary, from state to state, province to province, or
country to country.
No other express warranty applies
This FULL LIFETIME WARRANTY is the sole and exclusive warranty for RIDGID
®
products. No
employee, agent, dealer, or other person is authorized to alter this warranty or make any other
warranty on behalf of the RIDGE TOOL COMPANY.
Qué cubre
Las herramientas RIDGID
®
están garantizadas contra defectos de la mano de obra y de los
materiales empleados en su fabricación.
Duración de la cobertura
Esta garantía cubre a la herramienta RIDGID
®
durante toda su vida útil. La cobertura de la garantía
caduca cuando el producto se torna inservible por razones distintas a las de defectos en la mano
de obra o en los materiales.
Cómo obtener servicio
Para obtener los beneficios de esta garantía, envíe mediante porte pagado, la totalidad del
producto a RIDGID c/o Emerson Professional Tools, LLC in, Elyria, Ohio, o a cualquier servicentro
independiente autorizado de RIDGID
®
. Las llaves para tubos y demás herramientas de mano deben
devolverse a la tienda donde se adquirieron.
Lo que hacemos para corregir el problema
El producto bajo garantía será reparado o reemplazado por otro, a discreción de RIDGID, y
devuelto sin costo; o, si aún resulta defectuoso después de haber sido reparado o sustituido tres
veces durante el período de su garantía, Ud. puede optar por recibir un reembolso por el valor
total de su compra.
Lo que no está cubierto
Esta garantía no cubre fallas debido al mal uso, abuso o desgaste normal. El vendedor no se hace
responsable de daño incidental o consiguiente alguno.
Relación entre la garantía y las leyes locales
Algunos estados de los EE.UU. no permiten la exclusión o restricción referente a daños incidentales
o consiguientes. Por lo tanto, puede que la limitación o restricción mencionada anteriormente no
rija para Ud. Esta garantía le otorga derechos específicos, y puede que, además, Ud tenga otros
derechos, los cuales varían de estado a estado, provincia a provincia o país a país.
No rige ninguna otra garantía expresa
Esta GARANTIA VITALICIA es la única y exclusiva garantía para los productos RIDGID
®
. Ningún
empleado, agente, distribuidor u otra persona está autorizado para modificar esta garantía u ofrecer
cualquier otra garantía en nombre de RIDGE TOOL COMPANY.
Ce qui est couvert
Les outils RIDGID
®
sont garantis contre tous vices de matériaux et de main d’oeuvre.
Durée de couverture
Cette garantie est applicable durant la vie entière de l’outil RIDGID
®
. La couverture cesse dès lors que
le produit devient inutilisable pour raisons autres que des vices de matériaux ou de main d’oeuvre.
Pour invoquer la garantie
Pour toutes réparations au titre de la garantie, il convient d’expédier le produit complet en port
payé à la RIDGID c/o Emerson Professional Tools, LLC in (Elyria, Ohio) ou bien le remettre à un
réparateur RIDGID
®
indépendant agréé. Les clés à pipe et autres outils à main doivent être ramenés
au lieu d’achat.
Ce que nous ferons pour résoudre le problème
Les produits sous garantie seront à la discrétion de RIDGID, soit réparés ou remplacés, puis
réexpédiés gratuitement ; ou si, après trois tentatives de réparation ou de remplacement durant
la période de validité de la garantie le produit s’avère toujours défectueux, vous aurez l’option de
demander le remboursement intégral de son prix d’achat.
Ce qui n’est pas couvert
Les défaillances dues au mauvais emploi, à l’abus ou à l’usure normale ne sont pas couvertes par
cette garantie. Le vendeur ne sera tenu responsable d’aucuns dommages directs ou indirects.
L’inuence de la législation locale sur la garantie
Puisque certaines législations locales interdisent l’exclusion des dommages directs ou indirects,
il se peut que la limitation ou exclusion ci-dessus ne vous soit pas applicable. Cette garantie vous
donne des droits spécifiques qui peuvent être éventuellement complétés par d’autres droits prévus
par votre législation locale.
Il n’existe aucune autre garantie expresse
Cette GARANTIE PERPETUELLE INTEGRALE est la seule et unique garantie couvrant les produits
RIDGID
®
. Aucun employé, agent, distributeur ou tiers n’est autorisé à modifier cette garantie ou à
offrir une garantie supplémentaire au nom de la RIDGE TOOL COMPANY.
To obtain further warranty information on your product please visit
www.RIDGID.com/us/en/warranty





