


General safety attention
Please pay enough attention to following items and comply with it, otherwise accidence may happen;
The design & construction of power supply, the selection of installation site, the usage of high pressure air,
etc., must abide to relative criteria and regulation;
Not welding operations personnel do not enter the Workplaces;
Installation, overhaul, maintenance and operation must be undertaken by professional personnel;
The welder should not be used for purposes other than welding, such as charge, heating, etc.;
If uneven ground, pay attention to keep the welder from heeling over.
Prevent electric shock or burn
Please do not touch live parts;
Connect the welder to the ground by copper wire with specified section by professional electric personnel
Connect the welder to power supply by copper wire with specified section by professional electric
personnel, and make sure the insulation sheathing is not broken;
Ensure it is insulate between body and base metal at damp place or limited dimensional place;
Please use safe net for high-altitude operations;
Please shut off input power supply when non-usage.
Avoid being harmed by welding smog
Please use specified exhaust equipment, and avoids the occurrence of accidents, such as gas poisoning,
suffocation, etc.;
When operation at the bottom of vessel, shielding gas will be deposited in the surrounding and may cause
suffocation. So please ensure ventilation.
Avoid hazards to health caused by welding arc, spatter and slag
Please wear protection glasses with enough opacity. As welding arc may cause ocular inflammation, spatter
and slag may scald eyes;
Please wear protect necessities, such as welding gloves, long sleeve clothes, cap, foot protection cover,
apron etc., in case skin be burned or scalded by arc light, spatter and slag.
Prevent accidents, such as fire, explosion, outburst, etc.
No combustible irrelevant material at welding place, in case fire caused by spatter;
Welding cable and base material should be connected tightly, in case fire caused by high heat;
Don’t carry out welder operation in combustible gases, or not on the vessels containing combustible
materials, to avoid exploration;
Don’t welder within closed container, to avoid burst;
Prepare the fire extinguisher, provides against contingencies.
Avoid being injured by rotary or movable parts
Don’t keep fingers, hair, and clothes, etc. close to rotary parts, such as cooling fan;
Don’t keep the welding torch close to eyes, face and body when delivering the welding wire, to avoid being
injured by welding wire.
Prevent gas bottle from tilting, gas regulator burst
Gas bottle should be fixed tightly, to avoid human injury accident caused by gas bottle tilting;
Don’t keep gas bottle in high temperature or direct sunlight;
Don’t close face to gas outlet when open gas bottle, to avoid being injured by high pressure air;
Please use gas regulator equipped or recommended by our company, and comply with usage regulation.
Avoid being injured by moving welder
No body is permitted to stay bellow the welder or ahead of the welder’s moving direction when carrying
welder by forklift or crane, in case of being injured by dropping of the welder.
Hoisting ropes should be firm enough for withstanding tensile force, not fracture. Angle of hoisting ropes
SAF ET Y AT TEN TION
should not larger than30 degree at the point of lifting hook.
WS160 and WS200 are single-phase TIG welding machine, with 220v input power supply. WS250 is
three-phase 380v input power supply.
TIG machine has the permanently current characteristic, welding current doesn’t vary with arc length; the
electric current is very steady. When pole is shorting, the electric current is reduced to zero automatically, in
order to reduce the tungsten pole burning degree and the pollution of work piece.
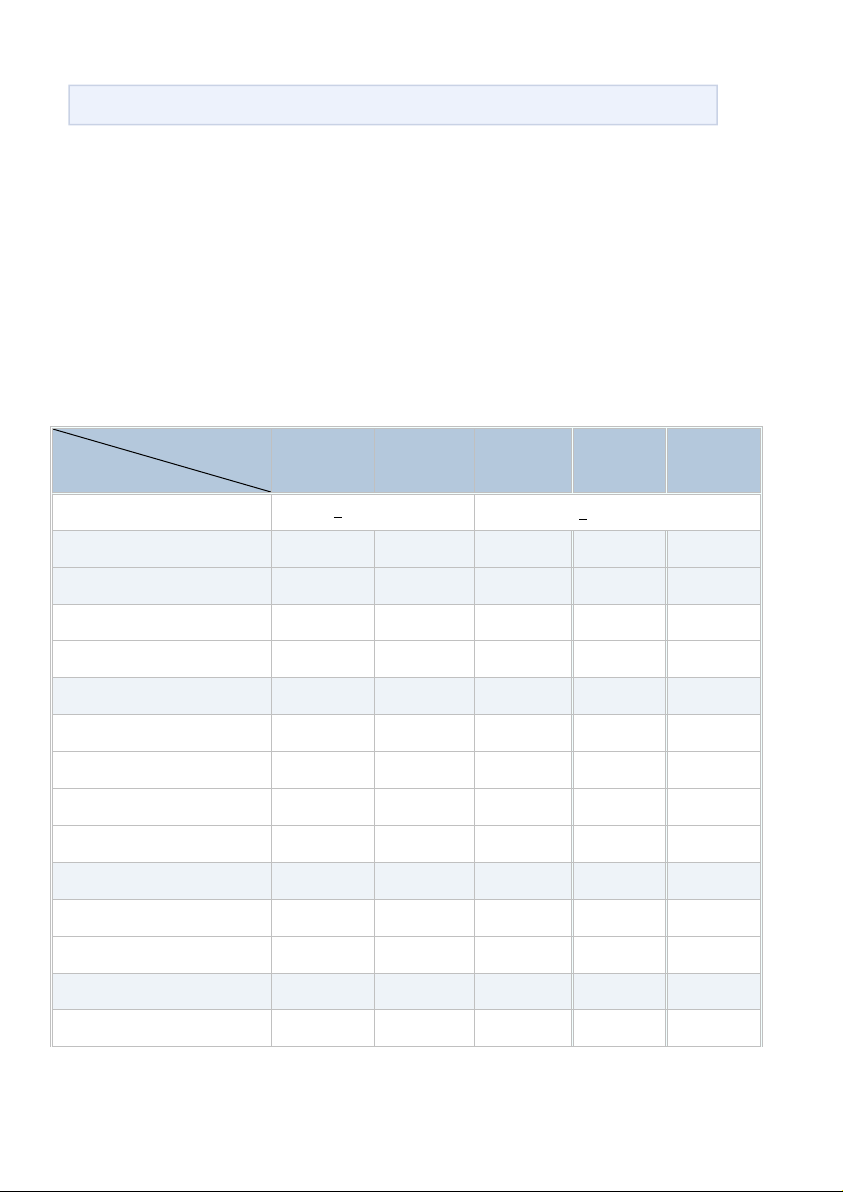
TECHNICAL DATA OF WS160, 200, 250
Model
Spec.
TIG-160 A
TIG-200 A
TIG-250A
TIG-315 A
TIG-400 A
Power supply voltage
AC 220+10% V / 50~60 Hz
AC 380+15% V / 50~60 Hz
Power supply capacity(KVA)
3.3
4.5
6.3
9.0
13.1
No-load voltage(V)
58
58
54
54
60
Output current range (A)
10~160
10~200
20~250
20~315
20~400
Power output voltage(V)
16.4
18
20
22.6
26
No-load loss(W)
40
40
60
60
60
Post-flow time(S)
2.5
2.5
5
5
5
Suitable welding thickness(mm)
0.3~5
0.3~8
0.5~10
0.5~12
0.5~20
Duty cycle(%)
60
60
60
60
60
Efficiency(%)
85
85
85
85
85
Cosφ (η)
0.93
0.93
0.93
0.93
0.93
Protection class
IP21
IP21
IP21
IP21
IP21
Insulation class
F
F
F
F
F
Weight(kg)
13
14
22
22
32
Dimensions (mm)
371x153x232
371x153x232
500x263x421
500x263x42
562x303x46
PRO DUCTI ON INSTRUC TIO N

In order to reduce the voltage, propose selecting bigger section cable for use when using the cable thread of
longer output; It will make great influence to the arc performance and other performance of system if the
welding torch cable is too long. For example, the high frequency arises arc performance is received weakly of
the system can’t work normally, so we advise you to use the recommended length.
A.CONNECTION OF THE INPUT LINE
Each arc welding machine has a cable, it should be connected on the corresponding correct voltage according
to the input voltage of the welding machine, don’t wrong connection, If the welding worker put the AC
single-phase 230V plug into 400V AC the power, the machine will entered protected state, please turn off the
power and change to plug on correct the cable power 230V, restart the machine and that will be use normally
again.
B.CONNECTION OF THE OUTPUT LINE
a. Connect the gas source: connected the argon pipe and brass connector which behind the machine, gas
supply way should way should include gas cylinder, argon regulator flow meter and trachea, trachea
connection should tightened by hoop, to prevent leaking and air entering, which will influence welding
effect.
b. Connect the cable whole electric section is no less than 6mm with earth. The method is: joins a wire from
the earth screw place which is on the back of the welder, it appear earth sign on the screw, preventing the
static or electricity leaking.
c. Connected the welding torch according to argon of the sign shown on the welder, connected the gas &
electric brass connector with the corresponding joint on the panel of welder , In the same way, connected
electric plug with the corresponding joint on the panel of welder, then screw them tightly.
d. Insert the return circuit cable on the pilot socket through connector that it appear ‘+’ signal under the
pilot socket, clockwise tighten, in other end, the earth clamp nip the work piece.
INSTALLATION

A. Turn on the power switch; make the switch locate in the “ON” position, switch indicator lamp “green”
lighting, and another unusual indicator lamp “yellow” lighting.
B. Open the valve of the argon gas cylinder, and adjust the flow meter to the necessary flow.
C. The fan begins to rotate, push the control knob on the welding torch, at that moment, it can hear the
voice due to high frequency arc spark discharge inside the machine, in the same time, argon should be
flows out from welding torch nozzle.
D. Choose corresponding welding electric current according to the thickness of welding the work piece.
E. Keep 2-4mm between tungsten pole of welder to work piece, push welding torch control button, arc
start, then high frequency guide arc spark discharge inside the machine disappeared immediately, O.C.
indicator lamp “yellow” put out , then you can start to work.
OPE RATI ON
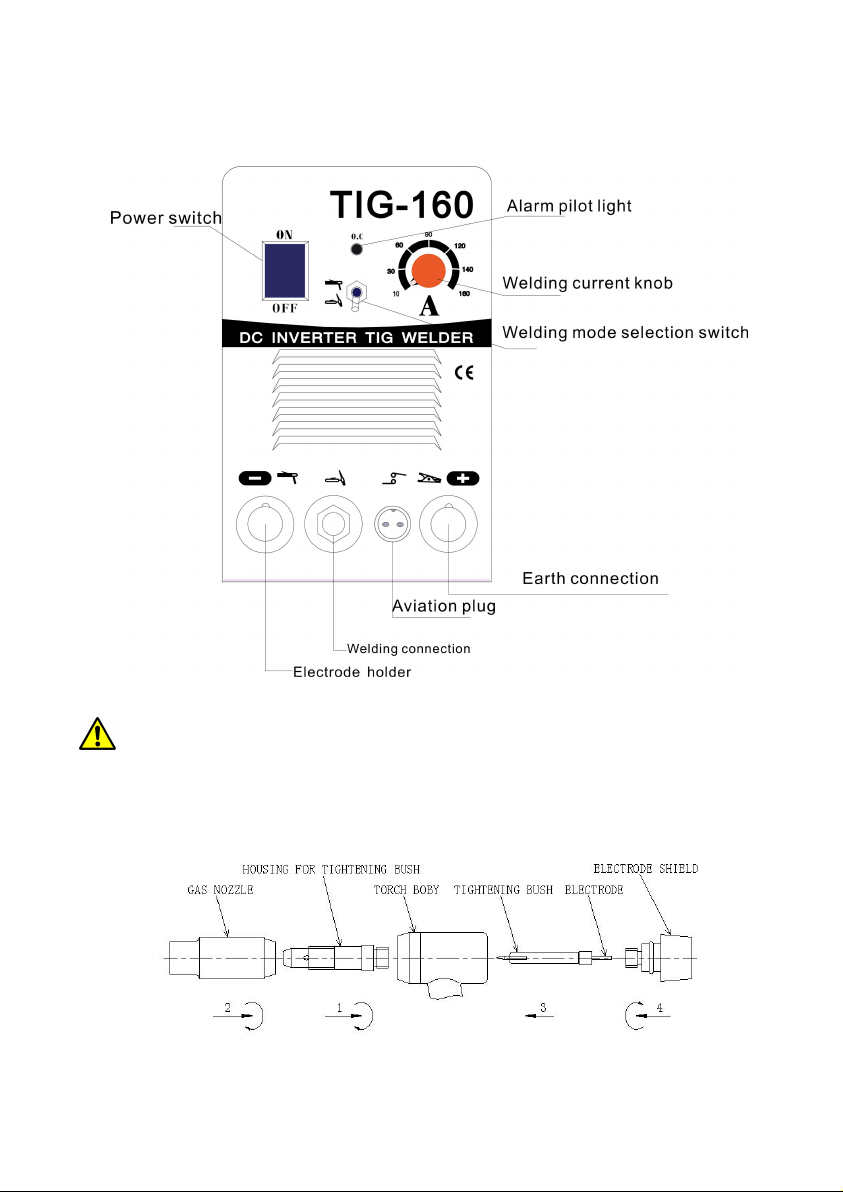
Functional indicator diagram
Forbid inserting or pulling out any cable joint during the process of welding, this kind of operation will
endanger the personal security, or will be damage the equipment seriously.
Assembly of the Torch Consumables for TIG Torch Head is as following Fig shows:
Assembly of Consumables for TIG Torch Head

Besides, these phenomena may have related with spare parts, gas, environmental factor, power supply situation,
please try to improve them, and prevent this kind of situation from taking place.
A. THE WELDING SPOT TURNS BLACK
This kind of situation proves that the welding spot has not effective protection and is oxidized, and you can
carry on the inspection of the following:
1. Make sure argon bottle valve has been turned on, and argon gas bottle has enough pressure, if the argon
pressure of bottle is lower than 0.5 MPa, the gas cylinder should be recharged again.
2. Cheek whether the flow of argon is opened , and it have enough flow .In order to economize the gas, you
can choose different flow according to different welding electric current situations, but small flow may
cause the protect gas can not cover all the welding spot . We advice the flow should never lower than
5l/min.
3. The simplest the method to check whether you can feel gas flowed out from the spay nozzle by your hand,
check whether the gas way of the welding torch opened or not.
4. If there are some problems in gas way, or the gas is not in high purity, will cause the welding quality
problem.
5. It may effect the quality of welding if the environment has strong air flowing.
6. The adjusting of rate is to low.
B. DIFFICULTY IN THE ARC
1. Make sure the tungsten pole that it is in good quality .Tungsten pole of poor quality may be able to reach the
requirement of discharge ability.
2. It hasn’t been grinded tine of the tungsten pole, and it also caused the arc unstable.
C. CURRENT IS UNSTABLE IN THE WELDING PROCESS
1. The voltage of the electric wire netting may have been change.
2. These are serious interference from the electric wire netting or other electric equipment.
MAL FUNCTIO N

A. ENVIRONMENT
a. Welding operating should be under a relative dry environment, the air humidity should not exceed 90%.
b. Humidity should be between -10℃ to +40℃.
c. Avoid welding under the sunlight or in the rain, don’t let water permeate into the welder.
d. Avoid carry on the gas protecting welding operating under strong air flow environment.
B. SECURITY POINT
TIG welder have installed excessive current and excessive heat protect circuit, the welder will stop work
automatically when electric wire netting voltage, output electric current and machine temperature exceed the
standard setting . But the excessive use (for example: the voltage is too high) will still cause to damage the
welder, so you still need to pay attention to the following items:
a. Make the machine under good air-flowing:
TIG welder is a big industrial welder , while operating , there is large electric current passed, natural
ventilation can’t meet welder cooling demand , so it need to be install two fan, and cool the welder, meantime,
it make the machine work steadily.
Operator should make sure that the ventilating place has not been covered or plugged up, the machine should
keep not less than 0.3meter with outside object, users should keep good ventilation all the time. It is very
important to the welder works and guarantees longer service life.
b. Forbidden over loading
The user should remembered to observe the greatest permission load current at any time (selected relative duty
cycle rate), keep welding current don’t exceed the most permission load current, if the overload of the electric
current will obviously shorten the service life of the welder , even may burn the welder.
c. Forbid too high voltage
Power voltage see “NO.2 TECHNICAL DATE” form , in general , automatic voltage compensate of the
welder will keep welding current in normal range .The machine will be damaged if the voltage of the power
exceeds the allowing value, the user should understand the situation and take the corresponding precautionary
measures.
d. Make the machine connected ground
Every welder has a earth screw in the back, and it has a mark. Before using, select a cable whose section is
large than 6mm, make the machine connect the ground, in order to release the static or prevent leaking
electricity , and avoid to happen any accident.
e. Automatic heat protect equipment:
PRE CAUTI ON S
The welder may enter the protecting state suddenly and stop working when the machine is working exceed the
standard time, this shows welder go beyond standard duty cycle rate, over-heating touch the
temperature-controlled switch, stop the machine automatically, one indicator lamp is yellow lighting on the
front board. In this case, you don’t need pull out the plug , keep the fan work again , after the yellow indicator
lamp goes out, and temperature dropped to the standard range, then you can welding again.
A. Used the compressed air to clean inner dirty dust of the machine regularly, please clean the machine in
everyday if the welder is used under environment of dense smoke and serious polluted air.
B. The pressure of air should be in a rational dynamics, avoid damaging the small component in the
welder.
C. Check the circuit connection situation regularly, make sure the circuit is joined correctly and the
connector is locked-in(especially inserts connecting or component), if there are rusty or take off loose,
use the abrasive paper to polish the rusty or oxidized membrane, join again, and fasten it.
D. Prevent water or the vapor enters into the welder, make the machine dry firstly, then use ohmmeter. To
measure insulating situation of welder (including joint spot and between joint spot to crust). Then it can
continue to welding if there is not an unusual situation.
E. Please put the welder back to the original packing box and keep it into the dry environment if you will
not use in a long time.
MAI NT EN ANCE
TROUBLES
POSSIBLE CAUSES
METHODS
Fan does not work after
turning on the power switch
Power does not exist
Check input power
Power switch is broken
Change power switch
Disconnection inside
machine
Check inside connecting
The fun is broken
Change fan
Trouble of
arc starting
No voice of
HF
discharging
exists inside
machine
Torch switch or “arc control”
jack is broken or connection
is no good
Check the condition of
switch or jack and its
connection
220V/125V transformer is
disconnected or broken
Check transformer and its
connecting
Can not close J2(4123)
relay
Check relay
High voltage box or
capacitor is broken
Check High voltage box
or capacitor
Voice of HF
discharging
exists inside
machine
Overheat protection or
overflow protection
Turn off the machine for a
few minutes and retry
Tungsten electrode is far
away from workpiece
Keep the distance of
2-3mm between tungsten
electrode and workpiece
Tungsten electrode is not
sharp or is broken
Sharpen tungsten
electrode
Tungsten electrode is bad
fixed or its quality is bad
Refix or change good
tungsten electrode
Welding current is too low or
workpiece is too dirty
Enlarge current or clean
workpiece
Discharging clearance of
Arc ignition unit is dirty
Clean clearance with
sand paper or alcohol
Output rapid diode is broken
Change diode
HF can not be turned off
Torch switch or arc control
wire is short- circuited
Check switch and jack
Relay J2(4123) in
AP-WSM(2) board is broken
Change relay J2(4123)
B3(339)in board AP1 is
broken
Change B3(339) or board
AP1
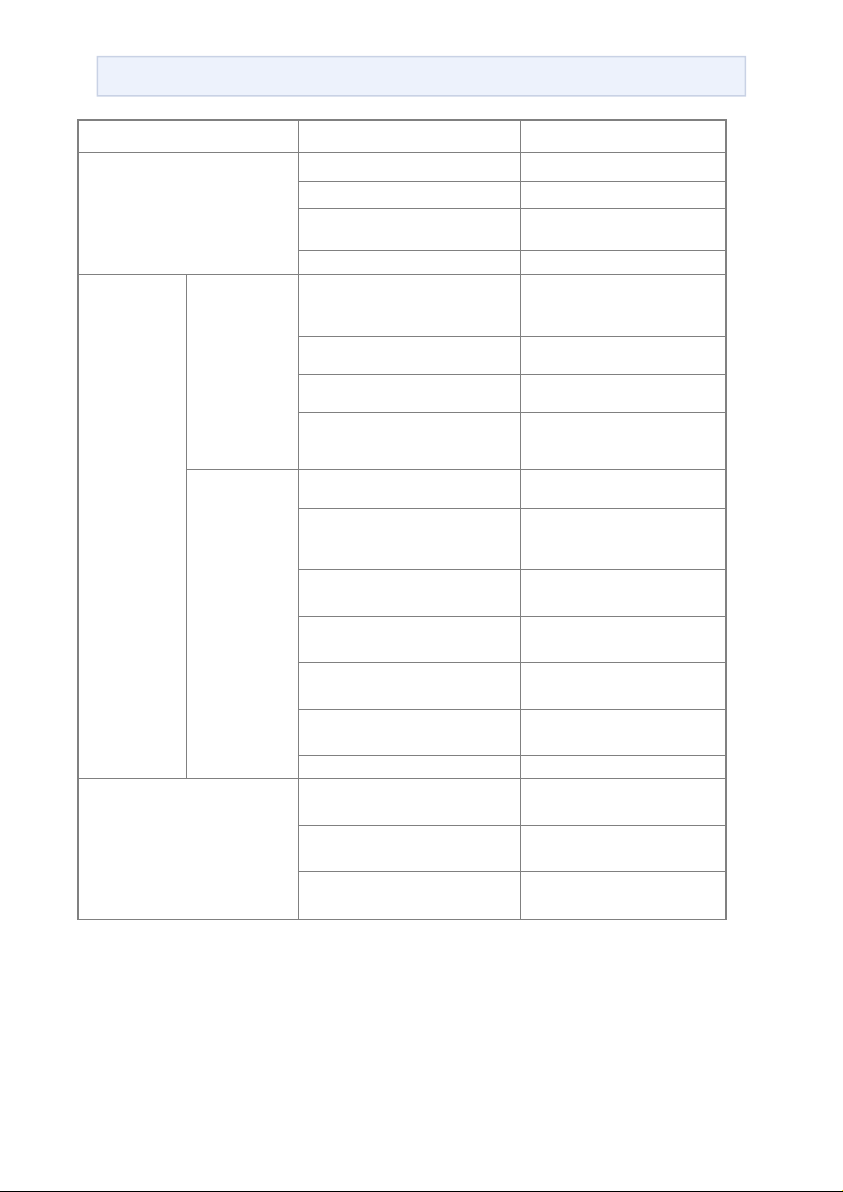
TRO UB LE SHOOTI NG
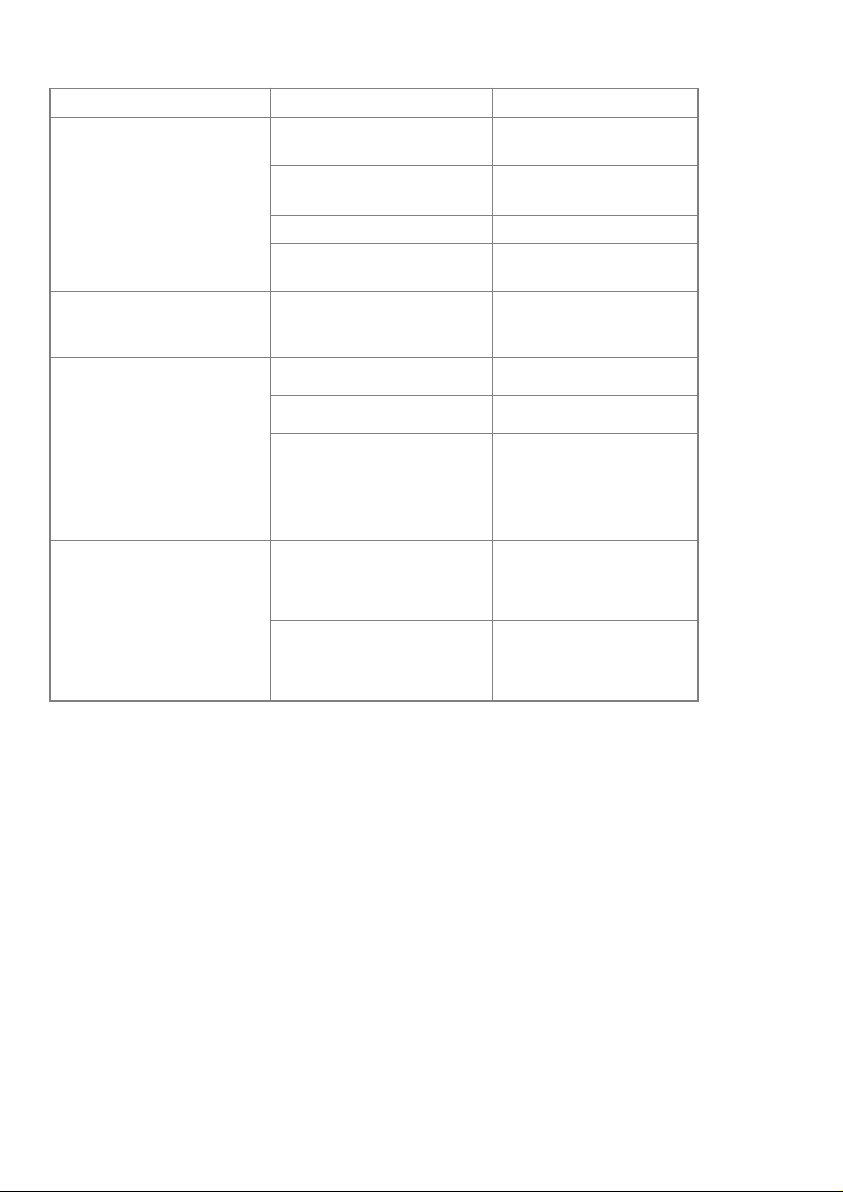
TROUBLES
POSSIBLE CAUSES
METHODS
No argon flows out after
pressing the torch switch
Switch of argon bottle or
flowmeter doesn’t open up
Open up these two
switches
Gas tube is jammed or
broken
Check tube
Gas valve is broken
Change valve
Can’t close relay J3(4123)
in board AP1
Change relay J3(4123) or
board AP1
Can’t adjust welding current
Potentiometer for adjusting
current is broken or wire is
disconnected
Change potentiometer or
connect wire
Rated output current is
reduced
Input voltage is too low
Ensure the normal
voltage
Input wire is too thin
Change power supply
wire
Capability of power supply
is not enough
Ensure the capability of
power supply more than
the maximal power of
machine in normal work
condition
Output commutation diode
is broken
Work in great current
condition for a long time or
environment temperature is
too high
Change broken diode and
improve work condition
Frequent burnout of diode is
caused by the large
discharging space of
arc-igniting unit
Adjust the discharging
space to 1.0-1.2mm





