TechnicalSupport and E-Warranty Certificate
www.vevor.com/support
MIG Welder
Model:MIG-200/ MIG-200AU / MIG-250
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only
represents an estimate of savings you might benefit from buying certain
tools with us compared to the major top brands and does not necessarily
mean to cover all categories of tools offered by us. You are kindly
reminded to verify carefully when you are placing an order with us if you
are actually saving half in comparison with the top major brands.
- 1 -
Model: MIG-200 / MIG-200AU / MIG-250
Note:The product picture is for reference, the actual details shall prevail
NEED HELP? CONTACT US!
Have product questions? Need technical support? Please feel free to contact
us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
This is the original instruction, please read all manual instructions carefully
before operating. VEVOR reserves a clear interpretation of our user manual.
The appearance of the product shall be subject to the product you received.
Please forgive us that we won't inform you again if there are any technology or
software updates on our product.
MIG Welder
- 2 -
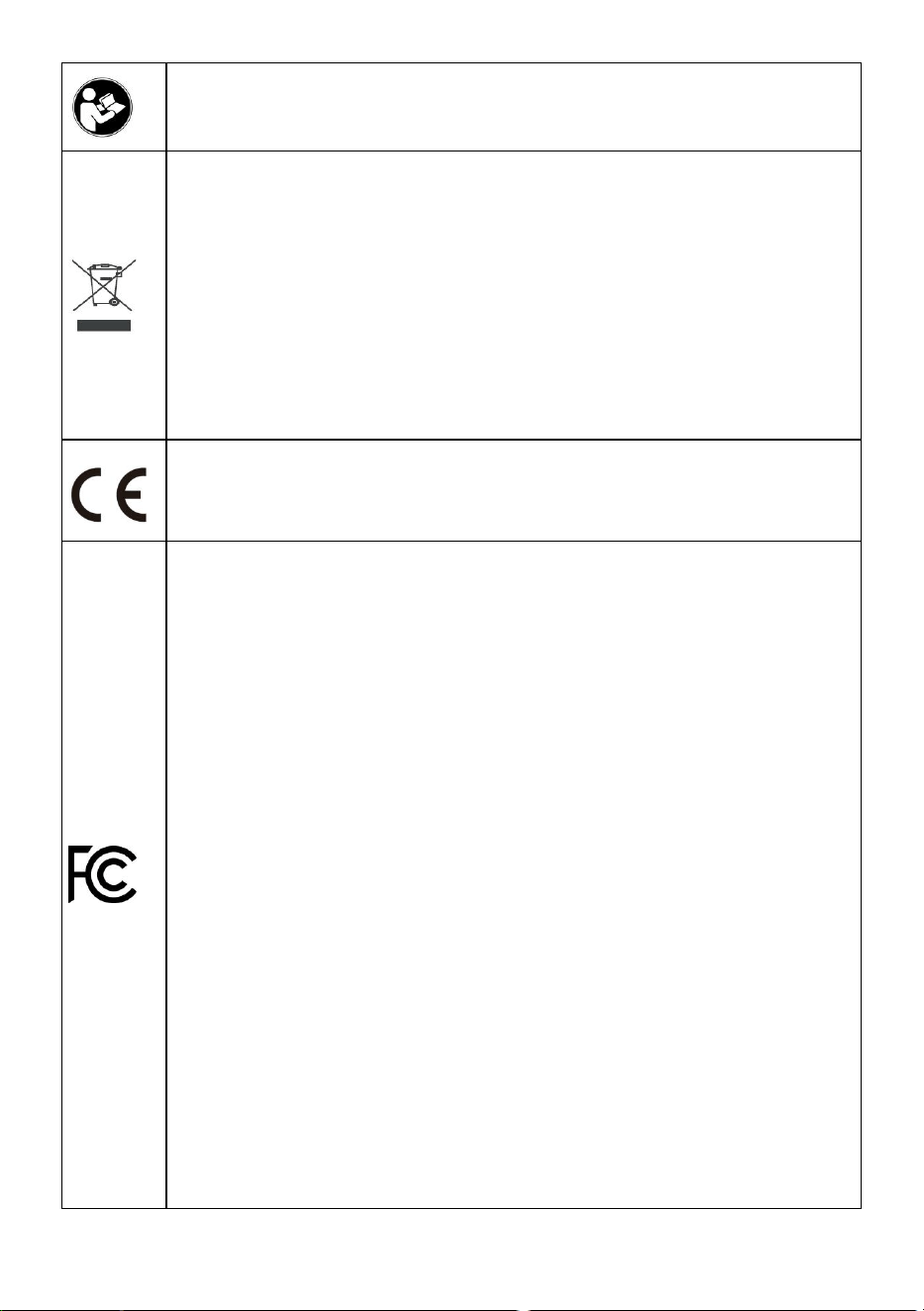
Warning-To reduce the risk of injury, user must read instructions
manual carefully.
CORRECT DISPOSAL for Display
This product is subject to the provision of european Directive
2012/19/EU. The symbol showing a wheelie bin crossed through
indicates that the product requires separate refuse collection in the
European Union. This applies to the product and all accessories
marked with this symbol. Products marked as such may not be
discarded with normal domestic waste, but must be taken to
acollection point for recycling electrical and electronic devices.
Compliance is a EC security certification.
FCC Information:
CAUTION: Changes or modifications not expressly approved by the
party responsible for compliance could void the user's authority to
operate the equipment!
This device complies with Part 15 of the FCC Rules. Operation is
subject to the following two conditions:
1) This product may cause harmful interference.
2)This product must accept any interference received, including
interference that may cause undesired operation.
WARNING: Changes or modifications to this product not expressly
approved by the party.responsible for compliance could void the user's
authority to operate the product.
Note: This product has been tested and found to comply with the limits
for a Class B digital device pursuant to Part 15 of the FCC Rules,
These limits are designed to provide reasonable protection against
harmful interference in a residential installation.
This product generates, uses and can radiate radio frequency energy,
and if not installed and used in accordance with the instructions, may
cause harmful interference to radio communications. However, there
- 3 -
is no guarantee that interference will not occur in a particular
installation. If this product does cause harmful interference to radio or
television reception,which can be determined by turning the product
off and on, the user is encouraged to try to correct the interference by
one or more of the following measures.
· Reorient or relocate the receiving antenna.
· Increase the distance between the product and receiver.
· Connect the product to an outlet on a circuit different from that to
which the receiver is connected.
· Consult the dealer or an experienced radio/TV technician for
assistance.
Machine Operating Safety
• Do not switch the function modes while the machine is operating. Switching of
the function modes during welding can damage the machine. Damage caused in
this manner will not be covered under warranty.
• Disconnect the electrode-holder cable from the machine before switching on the
machine, to avoid arcing should the electrode be in contact with the work piece.
• Operators should be trained and or qualified.
Electric shock: It can kill. Touching live electrical parts can
cause fatal shocks or severe burns. The electrode and work
circuit is electrically live whenever the output is on. The input
power circuit and internal machine circuits are also live when
power is on. In MIG/MAG welding, the wire, drive rollers, wire
feed housing, and all metal parts touching the welding wire are electrically live.
Incorrectly installed or improperly grounded equipment is dangerous.
• Connect the primary input cable according to Australian and New Zealand
standards and regulations.
• Avoid all contact with live electrical parts of the welding/cutting circuit, electrodes
and wires with bare hands.
• The operator must wear dry welding gloves while he/she performs the
- 4 -
welding/cutting task.
• The operator should keep the work piece insulated from himself/herself.
• Keep cords dry, free of oil and grease, and protected from hot metal and sparks.
• Frequently inspect input power cable for wear and tear, replace the cable
immediately if damaged, bare wiring is dangerous and can kill.
• Do not use damaged, under sized, or badly joined cables.
• Do not drape cables over your body.
• We recommend (RCD) safety switch is used with this equipment to detect any
leakage of current to earth.
Fumes and gases are dangerous. Smoke and gas generated
whilst welding or cutting can be harmful to people’s health.
Welding produces fumes and gases. Breathing these fumes and
gases can be hazardous to your health.Do not breathe the smoke
and gas generated whilst welding or cutting, keep your head out of
the fumes
• Keep the working area well ventilated, use fume extraction or ventilation to
remove welding/cutting fumes and gases.
• In confined or heavy fume environments always wear an approvedair-supplied
respirator.
• Welding/cutting fumes and gases can displace air and lower the oxygen level
causing injury or death. Be sure the breathing air is safe.
• Do not weld/cut in locations near de-greasing, cleaning, or spraying operations.
The heat and rays of the arc can react with vapours to form highly toxic and
irritating gases.
• Materials such as galvanized, lead, or cadmium plated steel, containing elements
that can give off toxic fumes when welded/cut. Do not weld/cut these materials
unless the area is very well ventilated, and or wearing an air supplied respirator.
Arc rays: harmful to people’s eyes and skin. Arc rays from the
welding/cutting process produce intense visible and invisible
ultraviolet and infrared rays that can burn eyes and skin.Always
wear a welding helmet with correct shade offilter lens and
suitable protective clothing including welding gloves whilst the
- 5 -
welding/cutting operation is performed.
• Measures should be taken to protect people in or near the surrounding working
area. Use protective screens or barriers to protect others from flash,glare and
sparks; warn others not to watch the arc.
Fire hazard. Welding/cutting on closed containers, such as
tanks,drums, or pipes, can cause them to explode. Flying sparks
from the welding/cutting arc, hot work piece, and hot equipment
can cause fires and burns. Accidental contact of electrode to
metal objects can cause sparks, explosion, overheating, or fire.
Check and be sure the area is safe before doing any welding/cutting.
• The welding/cutting sparks & spatter may cause fire, therefore remove any
flammable materials well away from the working area. Cover flammable materials
and containers with approved covers if unable to be moved from the welding
/cutting area.
• Do not weld/cut on closed containers such as tanks, drums, or pipes, unless they
are properly prepared according to the required Safety Standards to insure that
flammable or toxic vapours and substances are totally removed, these can cause
an explosion even though the vessel has been “cleaned”. Vent hollow castings or
containers before heating, cutting or welding. They may explode.
• Do not weld/cut where the atmosphere may contain flammable dust, gas, or
liquid vapours (such as petrol)
• Have a fire extinguisher nearby and know how to use it. Be alert that welding/
cutting sparks and hot materials from welding/cutting can easily go through small
cracks and openings to adjacent areas. Be aware that welding/cutting on a ceiling,
floor, bulkhead, or partition can cause fire on the hidden side.
Gas Cylinders. Shielding gas cylinders contain gas under high
pressure. Ifdamaged, a cylinder can explode. Because gas
cylinders are normally part of the welding/cutting process, be
sure to treat them carefully. CYLINDERS can explode if
damaged.
• Protect gas cylinders from excessive heat, mechanical shocks,
physical damage, slag, open flames, sparks, and arcs.
- 6 -
• Insure cylinders are held secure and upright to prevent tipping or falling over.
• Never allow the welding/cutting electrode or earth clamp to touch the gascylinder,
do not drape welding cables over the cylinder.
• Never weld/cut on a pressurised gas cylinder, it will explode and kill you.
• Open the cylinder valve slowly and turn your face away from the cylinder outlet
valve and gas regulator.
Gas build up. The build up of gas can causes a toxic
environment, deplete the oxygen content in the air resulting in
death or injury. Many gases use in welding/cutting are invisible
and odourless.
• Shut off shielding gas supply when not in use.
• Always ventilate confined spaces or use approved air-supplied respirator.
Electronic magnetic fields. MAGNETIC FIELDS can affect
Implanted Medical Devices.
• Wearers of Pacemakers and other Implanted Medical Devices
should keep away.
• Implanted Medical Device wearers should consult their doctor
and the device manufacturer before going near any electric welding, cutting or
heating operation.
Noise can damage hearing. Noise from some processes or
equipment candamage hearing.
• Wear approved ear protection if noise level is high.
Hot parts.Items being welded/cut generate and hold high heat and
can cause severe burns.
Do not touch hot parts with bare hands. Allow a cooling period
before working on the welding/cutting gun. Use insulated welding
gloves and clothing to handle hot parts and prevent burns.
CAUTION
1. Working Environment.

- 7 -
i. The environment in which this welding/cutting equipment is installed must be free
of grinding dust, corrosive chemicals, flammable gas or materialsetc, and at no
more than maximum of 80% humidity.
ii. When using the machine outdoors protect the machine from direct sun light, rain
water and snow etc; the temperature of working environment should be
maintained within -10°C to +40°C.
iii. Keep this equipment 30cm distant from the wall.
iv. Ensure the working environment is well ventilated.
2. Safety Tips.
i. Ventilation
This equipment is small-sized, compact in structure, and of excellent performance
in amperage output. The fan is used to dissipate heat generated by this equipment
during the welding/cutting operation. Important: Maintain good ventilation of the
louvres of this equipment. The minimum distance between this equipment and any
other objects in or near the working area should be 30 cm. Good ventilation is of
critical importance for the normal performance and service life of this equipment.
ii. Thermal Overload protection.
Should the machine be used to an excessive level, or in high temperature
environment, poorly ventilated area or if the fan malfunctions the Thermal
Overload Switch will be activated and the machine will cease to operate. Under
this circumstance, leave the machine switched on to keep the built-in fan working
to bring down the temperature inside the equipment. The machine will be ready for
use again when the internal temperature reaches safe level.
iii. Over-Voltage Supply
Regarding the power supply voltage range of the machine, please refer to “Main
parameter” table. This equipment is of automatic voltage compensation, which
enables the maintaining of the voltage range within the given range. In case that
the voltage of input power supply amperage exceeds the stipulated value, it is
possible to cause damage to the components of this equipment. Please ensure
your primary power supply is correct.
iv. Do not come into contact with the output terminals while the machine is in
operation. An electric shock may possibly occur.
- 8 -
ATTENTION! - CHECK FOR GAS LEAKAGE
At initial set up and at regular intervals we recommend to check for gas leakage
Recommended procedure is as follows:
1. Connect the regulator and gas hose assembly and tighten all connectors and
clamps.
2. Slowly open the cylinder valve.
3. Set the flow rate on the regulator to approximately 8-10 L/min.
4. Close the cylinder valve and pay attention to the needle indicator of the contents
pressure gauge on the regulator, if the needle drops away towards zero there is a
gas leak. Sometimes a gas leak can be slow and to identify it will require leaving
the gas pressure in the regulator and line for an extended time period. In this
situation it is recommended to open the cylinder valve, set the flow rate to 8-10
L/min, close the cylinder valve and check after a minimum of 15 minutes.
5. If there is a gas loss then check all connectors and clamps for leakage by
brushing or spraying with soapy water, bubbles will appear at the leakage
point.
6. Tighten clamps or fittings to eliminate gas leakage.
IMPORTANT! - We strongly recommend that you check for gas leakage prior to
operation of your machine. We recommend that you close the cylinder valve when
the machine is not in use.
TECHNICAL DATA
Gas Metal Arc Welding (GMAW) is an arc
welding process where a consumable wire is fed by
motor driven feed rolls to a welding gun, and where
welding current is supplied from the welding power
source. The welding arc is struck between the work
piece and the end of the wire, which melts into the
weld pool. The arc and the weld pool are both
shielded by gas flow from the gun, or in the case of “self shielded” wires, by gases
generated by the wire core. The process is very versatile in that by selection of the
correct wire composition, diameter and shielding gas, it can be used for
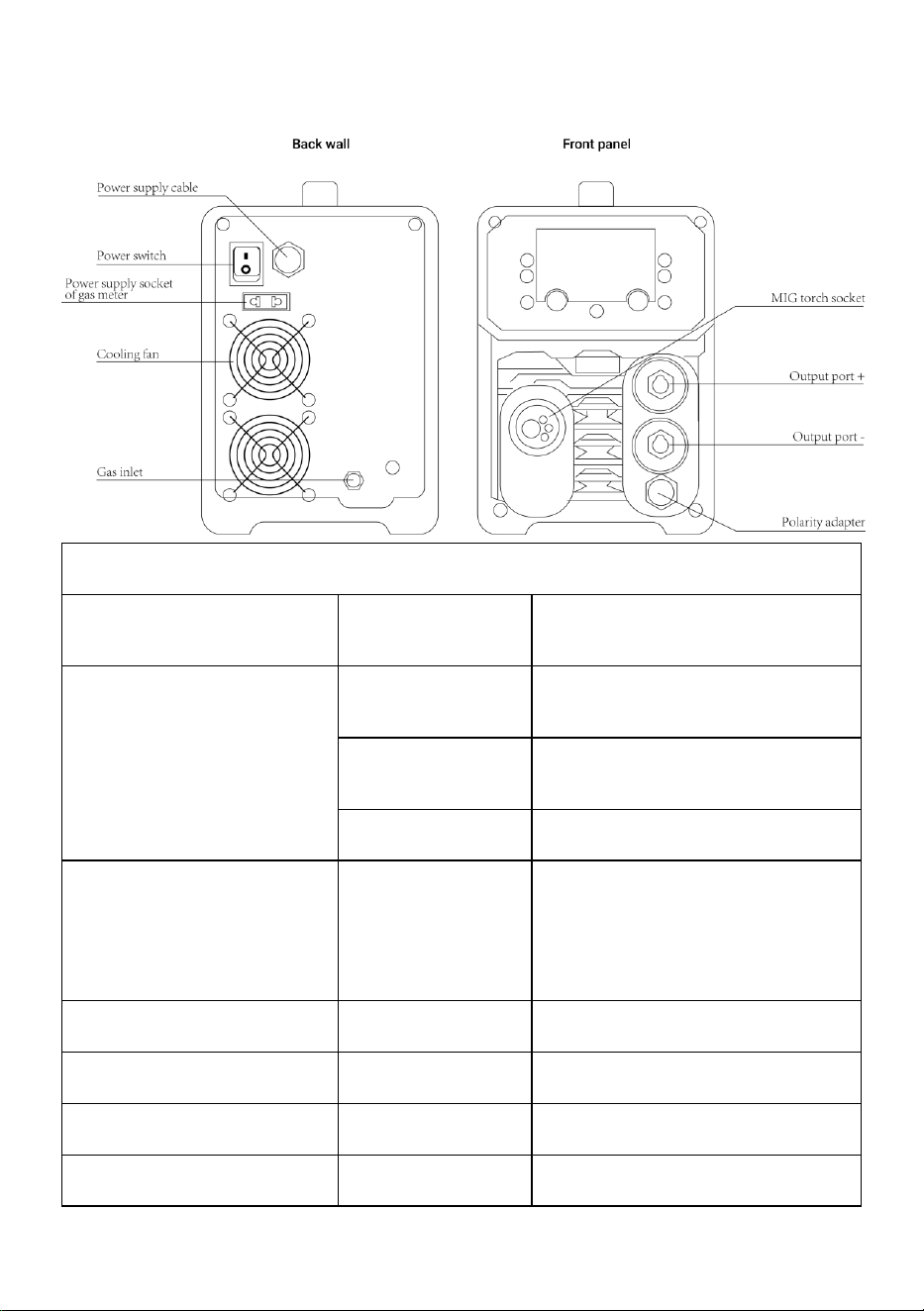
- 9 -
applications ranging from sheet-metal to heavy plate, and metals ranging from
carbon steel to aluminum alloys.
TECHNICAL DATA MIG-200 / MIG-200AU
Power Supply / Phases
220V +/- 10%
50/60Hz
220V/110V +/- 10% 50/60Hz
Rated input power
MIG:30-200A
MIG:220V:30-200A/110V:30-120
A
MMA:30-140A
MMA:220V:30-140A/110V:30-120
A
TIG:20-140A
TIG:220V:20-140A/110V:20-120A
Duty cycle
MIG: 20% 200A /
60% 115A / 100%
89A
220V: MIG: 20% 200A / 60%
115A / 100% 89A
110V: MIG::20% 120A/ 60% 70A /
100% 54A
Feeding mode
ALL IN ONE
ALL IN ONE
Wire feeding speed
2-15M/min
2-15M/min
Welding plate Thickness
0.5-15mm
0.5-15mm
Welding wire diameter
0.8-1.2
0.8-1.2
- 10 -
TECHNICAL DATA MIG-250
Power Supply / Phases
220V +/- 10%
50/60Hz
220V/110V +/- 10%
50/60Hz
Rated input power
MIG:30-250A
MIG:220V:30-250A/110V:
30-120A
MMA:30-160A
MMA:220V:30-160A/110V:
30-120A
TIG:20-160A
TIG:220V:20-160A/110V:2
0-120A
Duty cycle
MIG: 20% 250A / 60%
145A / 100% 112A
220V: MIG: 20% 250A /
60% 145A / 100% 112A
110V: MIG::20% 120A/
60% 70A /
100% 54A
Feeding mode
ALL IN ONE
ALL IN ONE
Wire feeding speed
2-15M/min
2-15M/min
Welding plate Thickness
0.5-15mm
0.5-15mm
Welding wire diameter
0.8-1.2
0.8-1.2
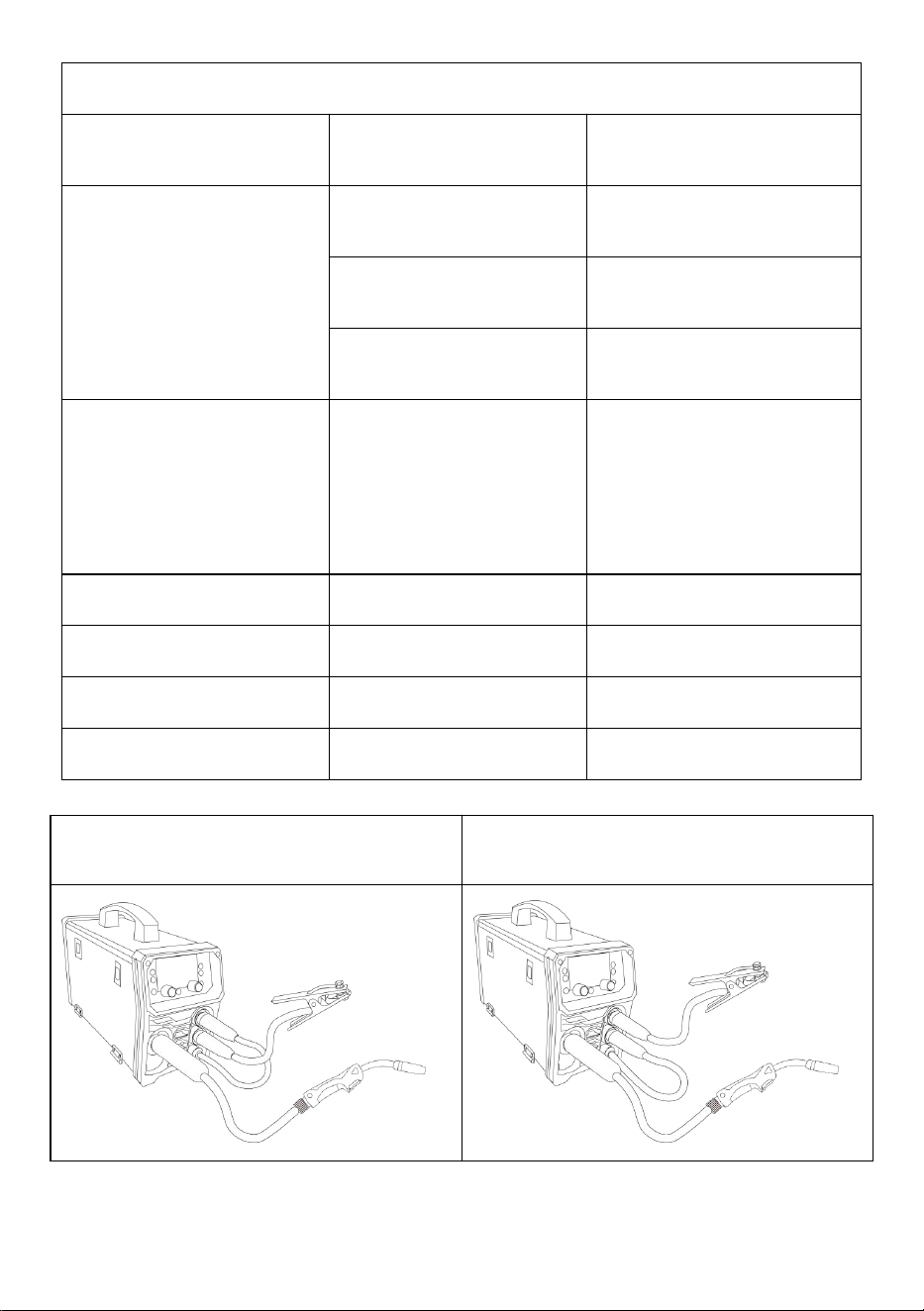
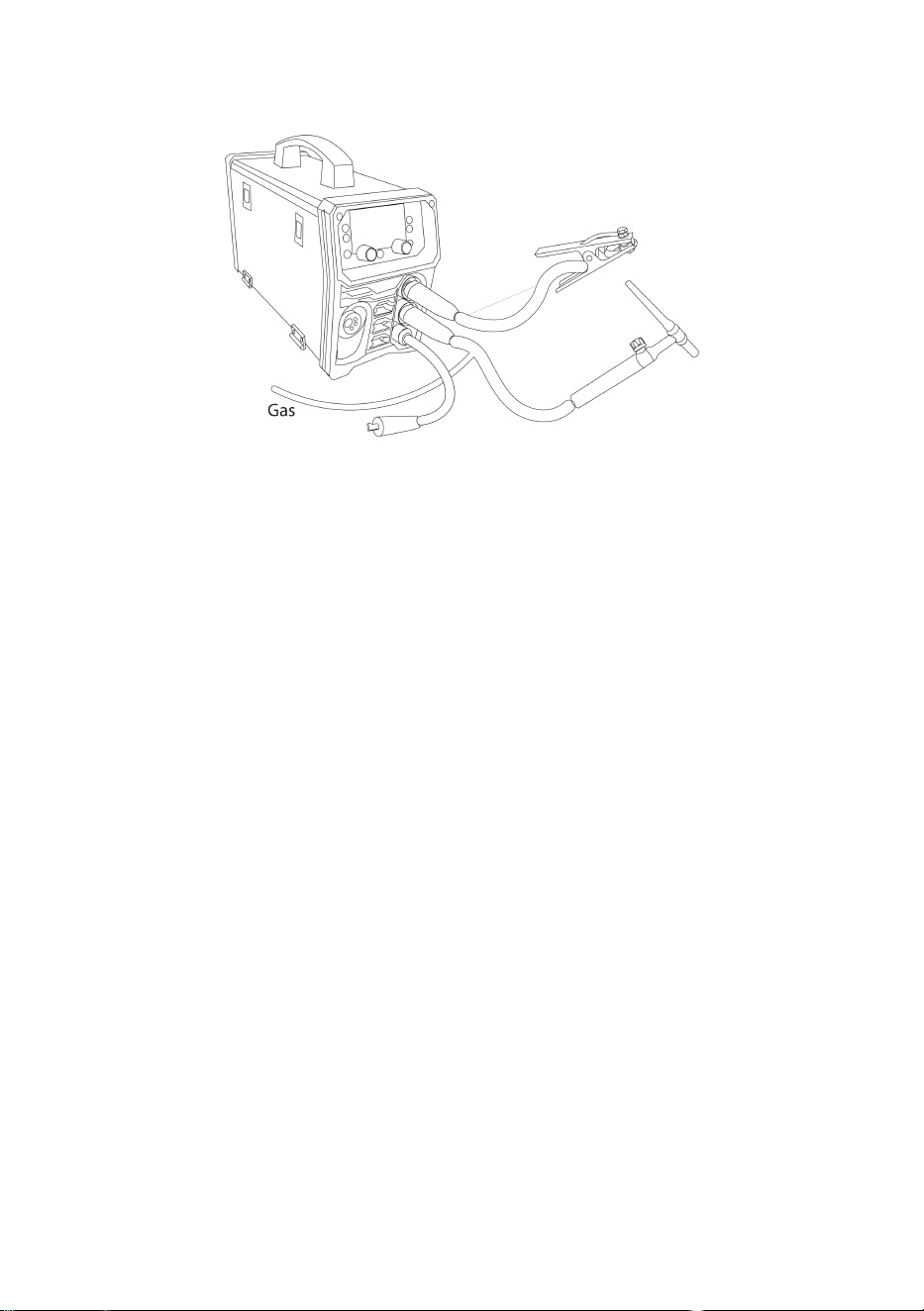
MIG INSTALLATION
MIG(DCEP)
FLUX-CORED(DCEN)
- 11 -
1. Connect the welding torch into the Euro Mig torch connection socket on the
front panel, and tighten it.
2. Insert the earth cable plug into the required polarity and tighten -negative
for gas shielded wires positive for gasless wires. + positive for gas wire. The
weld power cable goes into the opposing negative or positive socket.
3. Connect Gas Line to Gas Regulator and connect the gas regulator to the
Gas Cylinder. Carefully open the valve of the gas cylinder, set the flow to
5l/min.(When using gasless wire)
4. Fit the correct type and size of drive rollers (see the chapter of wire feed
roller selection)
5. Place the Wire Spool onto the Spool Holder. Feed the wire into the wire
feeder inlet guidetube through to the drive roller.
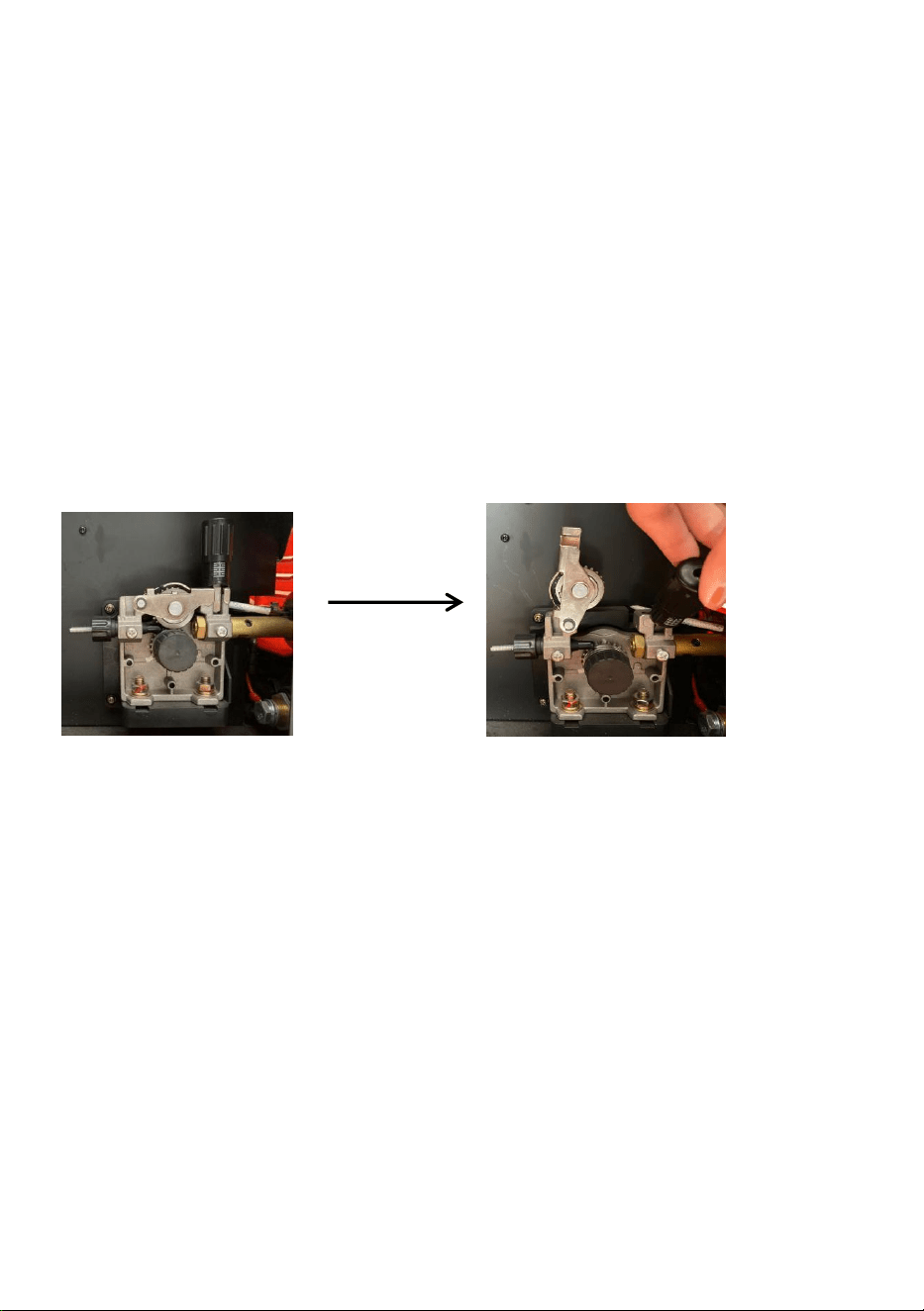
6. At the wire feed assembly, release the compression screw by swiveling it
outwards. This allows the top roller arm to spring to the open position. The end
of the welding wire can now be passed through the inlet guide, over the bottom
driven roller, and into the output wire guide tube.
7. Check that the drive roll groove is correct for the wire in use. The
appropriate size is stamped on the visible side of the installed roller. Check
also that the correct size contact tip is fitted at the gun end.
8. Return the top roller arm to the closed position and adjust the compression
screw to provide sufficient clamping of the drive roll to achieve constant wire
feed. Do not over tighten.
9. With the equipment energized, operate the gun switch to feed wire through
the gun cable.

- 12 -
WIRE FEED ROLLER SELECTION
We provide 3 kinds of feeding rolls including V-type, U-type and Knurled.
V-type: for carbon steel, stainless steel, or copper welding.
U-type: for aluminum welding
Knurled: for Flux-cored wire welding
Accessories:
MIG-200
1. MB15 MIG TORCH x 3m, the kit included 1.0 tip assembled,
2. 0.8 tip x 2pcs, 1.0 tip x 2pcs,
3. small wrench x1pcs
4. Electrode holder x 2m
5. Earth clamp x 1.5m
6. Self-shielded welding wire(1.0mm) x 1roll
7. Mesh hose x2m
8. Feeding roll: V-type0.8/1.0 1pcs; Knurled0.8/1.0 1pcs.
9. Hose clamp 6/12 x2pcs
10. American transition plug 110v-220v 0.3m x1pc(Available for110V/220V
models only)
MIG-200AU
1. MB15 MIG TORCH x 3m, the kit included 1.0 tip assembled
2. 0.8 tip x 2pcs, 1.0 tip x 2pcs
3. small wrench x1pcs
4. Electrode holder x 2m
5. Earth clamp x 1.5m
6. Self-shielded welding wire(1.0mm) x 1roll
7. Mesh hose x2m
8. Feeding roll: U-type1.0/1.2 1pcs; V-type0.8/1.0 1pcs; Knurled0.8/1.0 1pcs.
9. Hose clamp 6/12 x2pcs
10. American transition plug 110v-220v 0.3m x1pc ( Available for110V/220V
models only)
- 13 -
MIG-250
1. MB15 MIG TORCH x 3m, the kit included 1.0 tip assembled,
2. 0.8 tip x 2pcs, 1.0 tip x 2pcs,
3. small wrench x1pcs
4. Electrode holder x 2m
5. Earth clamp x 1.5m
6. Self-shielded welding wire(1.0mm) x 1roll
7. Mesh hose x2m
8. Feeding roll: U-type1.0/1.2 1pcs; V-type0.8/1.0 1pcs; Knurled0.8/1.0 1pcs.
9. Hose clamp 6/12 x2pcs
10. American transition plug 110v-220v 0.3m x1pc ( Available for110V/220V
models only)
LIFT TIG INSTALLATION
In the TIG (Tungsten Inert Gas) method, the electric arc strikes under an inert gas
(argon) shield, between the welded element and the non-fusible electrode made of
pure tungsten or tungsten with additives.
The TIG method is especially recommended for aesthetic and high-quality joining
of metals, without laborious mechanical treatment after welding. However, this
requires proper preparation and cleaning of the edges of both welded elements.
The mechanical properties of the additive material should be similar to the
properties of the welded parts. The role of shielding gas is always played by pure
argon, supplied in quantities depending on the welding current set.
- 14 -
TIG(DCEN)
Note: 1, When you do Lift-TIG welding, you need to use external pure argon gas;
2, The Lift-TIG torch is not included in standard package.
1. Connect the welding torch into the Euro Mig torch connection socket on the
front panel, and tighten it.
2. Insert the earth cable plug into the positive socket.The TIG torch plug into
negative socket.
3. Connect Gas Line from the torch to Gas Regulator and connect the gas
regulator to the Gas Cylinder. Carefully open the valve of the gas cylinder, set the
flow to 5l/min.
4.
MMA INSTALLATION
Arc welding is also called the MMA (Manual Arc Welding) method and is the oldest
and most versatile arc welding method.
The MMA method uses a coated electrode, consisting of a metal core covered with
a lagging. An electric arc is created between the end of the electrode and the
material being welded. Arc ignition is created by touching the electrode with the
end of the work piece. The welder feeds the electrode as it melts into the work
piece so as to maintain a constant arc length and at the same time moves its
melting end along the welding line. The melting coating of the electrode gives off
protective gases that protect the liquid metal from the influence of the surrounding
atmosphere, and then solidifies and forms a slag on the surface of the lake, which
protects the coagulating weld from cooling too quickly and harmful environmental
influences.
- 15 -
STICK(DCEP)
Connect the welding and mass leads to the appropriate output connectors of the
welder, according to the polarity recommended by the manufacturer of the
electrodes you intend to weld.
2
4
3
1
5
9
8
10
6
7
- 16 -
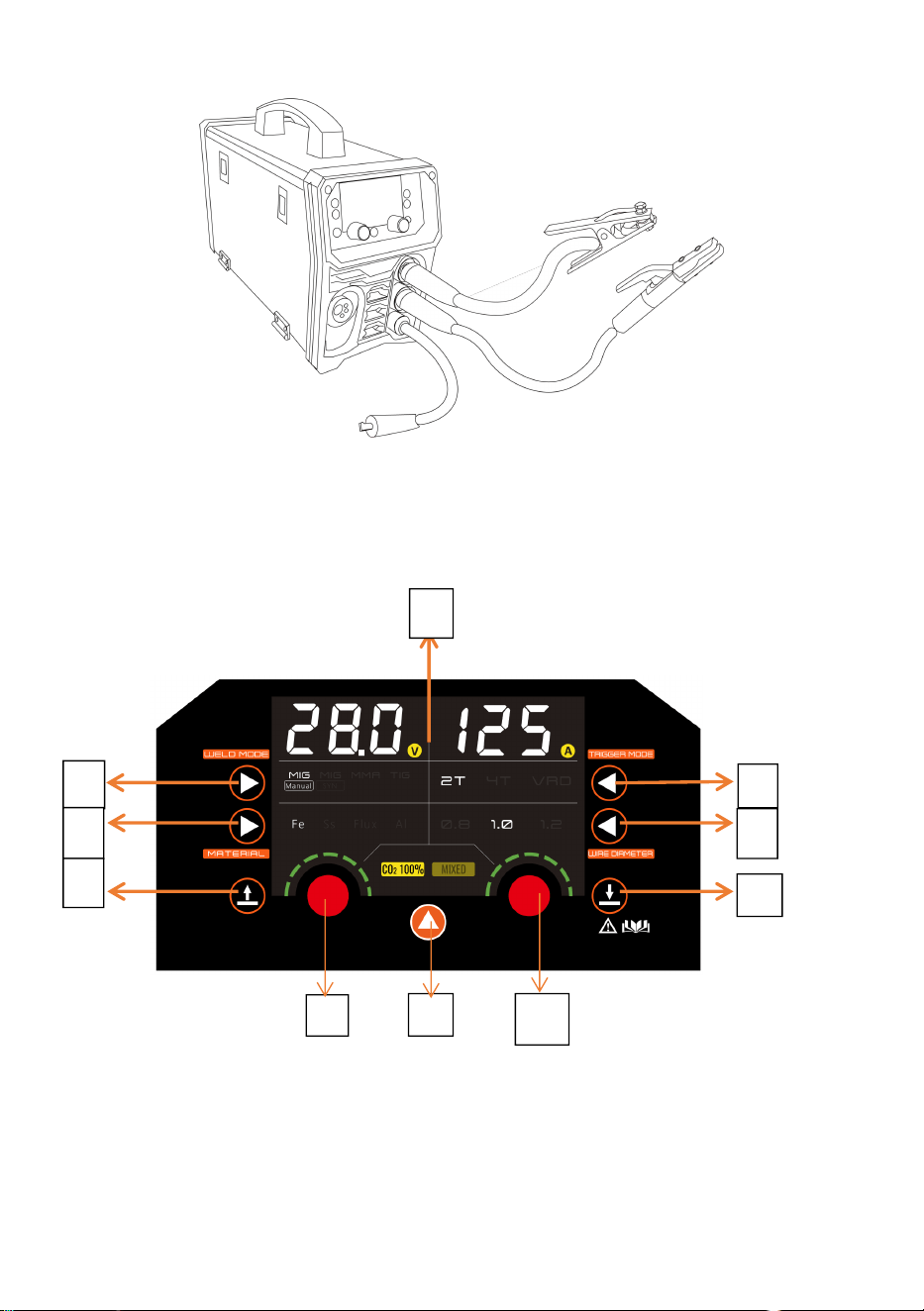
1
LED display screen
2
The welding mode selector, there are 4 modes:
MIG-200: MIG manual/MIG SYN/MMA/LIFT TIG
MIG-200AU: MIG manual/MIG Pulse/MMA/LIFT TIG
3
The trigger mode selector for 2T/4T and VRD mode.
4
The material selector for Iron/Stainless steel/Flux-cored/Aluminum
5
The welding wire diameter selector, 0.8/1.0/1.2
6.
The Job recalling button, you can call out the job setting memory that you
saved before
7.
The Job saving button, you can save the current setting data in job
memory.
8.
The gas selector, pure CO
2
/mixed gas
9.
The welding voltage adjustment knob, click it enter a loop option:
Pre-gas/inductance/Post-gas/peak current setting
10
.
The welding current adjustment knob, click it enter a loop option:
Pre-gas/inductance/Post-gas/peak current setting
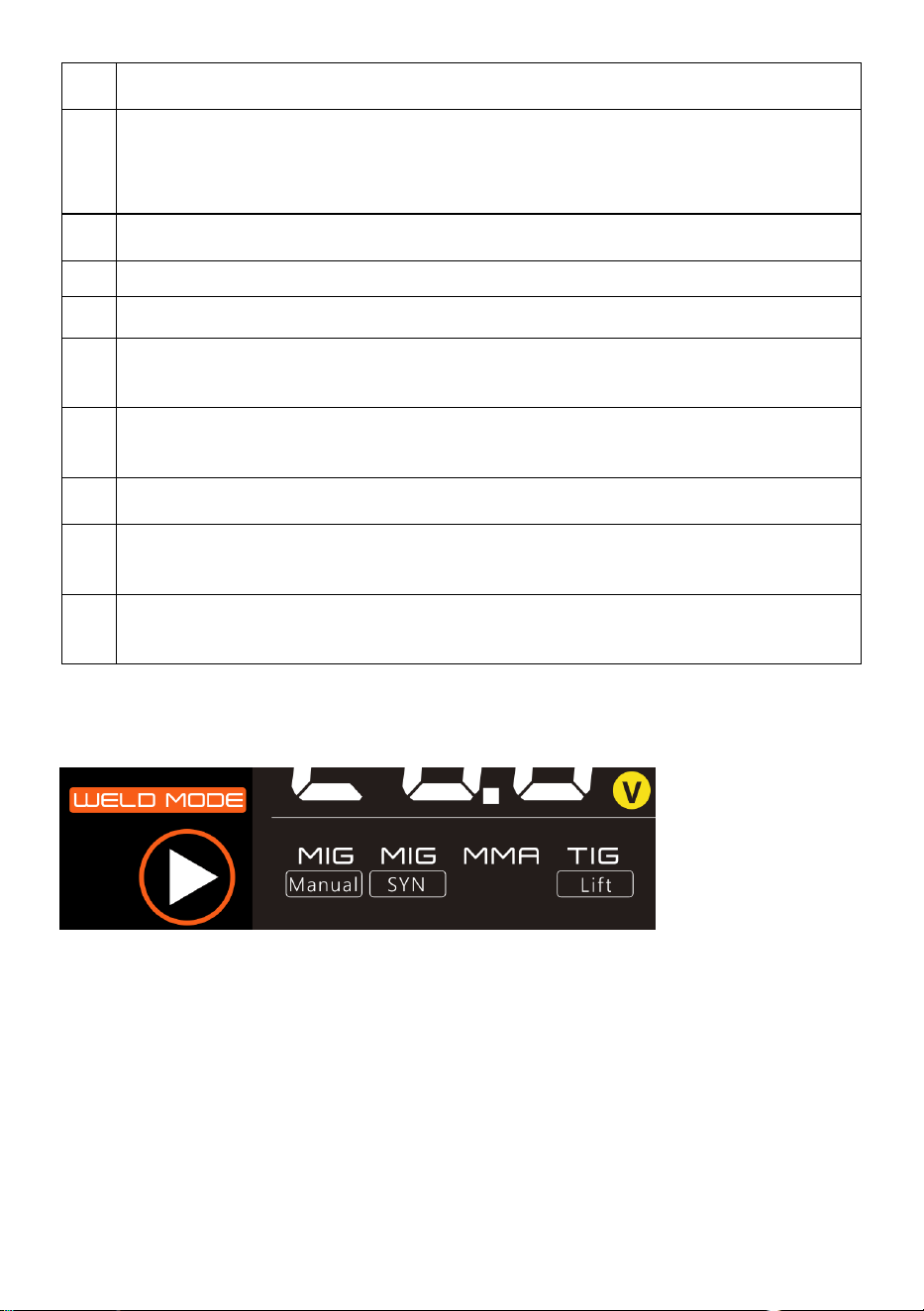
Weld Mode
MIG(Manual) - The welding voltage can be adjusted individually at a fixed current;
MIG(SYN) – Synergy mode, this is achieved by amperage setting, the machine will
automatically set the welding voltage and wire feed speed, to the optimal and most
efficient settings apply to the machine. (Just apply to MIG-200 AU only)
MIG(Pulse) -This mode is especially suitable for aluminum welding, and effectively
improve the forming effect of welding seams.(Just apply to MIG-200only)
MMA –Stick arc welding mode
TIG (Lift) –Lift-TIG welding mode, on this mode, you should use pure argon gas

- 17 -
Material Mode
Fe –for carbon steel, mild steel or iron;
Ss– for stainless steel;
Flux –for Flux-cored wire(gasless weld) only;
Al– Aluminum alloy welding, for example AlSi, AlMg.
There are 4 selections for different materials, Fe(carbon steel), Ss(stainless steel),
Flux(gasless welding), Al(aluminum)
TRIGGER MODE
2T
The 2T light will illuminate when the power source is in 2T welding mode. In this
mode, the torch trigger must remain pressed (closed) for the welding output to be
active. See example below: Press and hold the torch trigger to activate the power
source, the gas valve and gas will flow. After the gas pre flow time ends, HF
discharge begins and then the welding arc will ignite and then the current rises up
(slope up time) to the welding current value gradually until you achieve the preset
welding current. When the torch switch is released, the current begins to drop
gradually (slope down time) and when it drops to the minimum current value, the
welding output is cut off and the gas valve will close, once the post flow time ends,
this is the end of the welding process. If the torch switch is pressed down during
the current downslope period, the current will rise up again to the preset welding
current value and the slope out process will only start again once the torch switch
to be released.

- 18 -
4T
The 4T light will illuminate when the power source is in 4T welding mode, this
trigger mode is mainly used for long welding runs to assist in reducing operator
finger fatigue. In this mode the user can press and release the torch trigger and the
output will remain active until the trigger switch is depressed again and released.
In 4T mode, the gas valve opens when the torch switch is pressed down, after the
pre flow time ends, HF discharge occurs which ignites the welding arc. Once the
welding arc has successfully ignited the initial current value is active and the torch
switch can now be released, the welding current rises up to the preset welding
current value gradually and you will continue to weld your material. To finish
welding, simply press the torch switch down again and the current will begin to
gradually drop (slope out time) to the final current value. When the torch switch is
released the current output is cut off and the gas will continue to flow until your
preset post flow time has elapsed.
VRD
Voltage Reduction Devices (VRD) are critical components in the welding industry,
designed to enhance safety by reducing the open-circuit voltage when the welding
equipment is not actively in use. Their primary function is to minimize the risk
of electric shock to the welder, which can occur if they come into contact with the
electrode while the equipment is idle.
WIRE DIAMETER
0.8/1.0/1.2
GAS SELECTOR
CO2 100% - This option is only available in
Fe mode and Ss mode
MIXED - This option is only available in Fe
mode and Ss mode
- 19 -
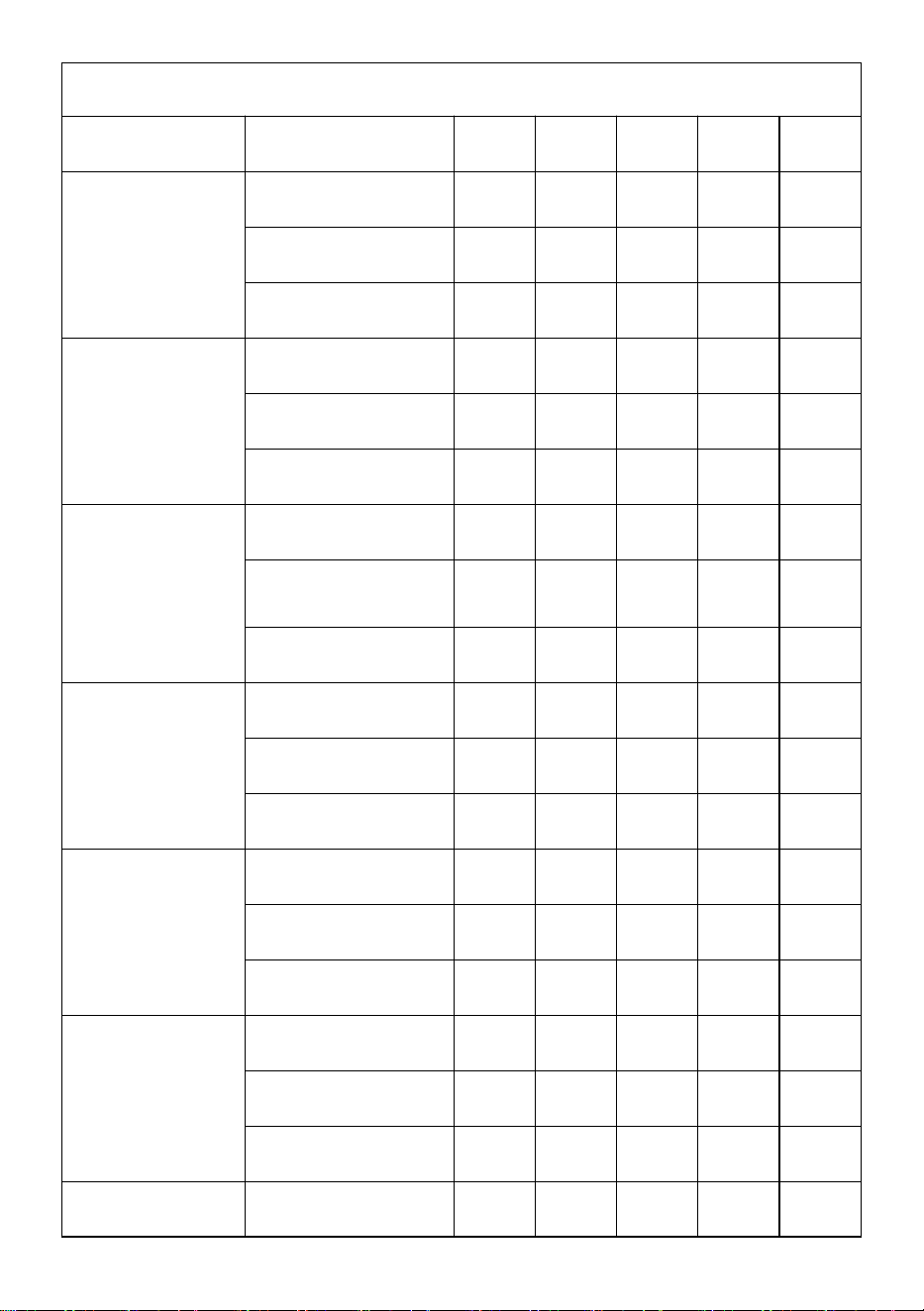
MIG Welding Current-Wire Diameter And Plate Thickness Chart
Wire diameter
Plate thickness
1mm
2mm
3mm
4mm
5mm
AL-Si1.0/(4043)
(DCEP)
Wire speed (M/min
)
2.0
4.2
5.8
7.0
8.5
Welding current (A)
24
58
85
107
133
Arc voltage
16.0
18.3
19.2
21.0
22.5
AL-Si1.2/(4043)
(DCEP)
Wire speed (M/min
)
1.5
3.0
4.5
6.5
7.8
Welding current (A)
27.0
64
100
143
173
Arc voltage
16.5
17.8
19.5
22.5
24.5
Al-Mg1.0/(5356)
(DCEP)
Wire speed (M/min
)
2.5
6.0
8.0
11.0
12.5
Welding current (A)
30
70
95
130
148
Arc voltage
14.8
18.3
19.8
22.8
23.4
Al-Mg1.2/(5356)
(DCEP)
Wire speed (M/min
)
2.2
4.0
5.3
7.5
8.5
Welding current (A)
33
65
89
128
141
Arc voltage
15.7
17.2
17.7
19.3
20.0
AL1.0/(1070)
(DCEP)
Wire speed (M/min
)
2.8
5.3
7.0
8.5
10.0
Welding current (A)
37
77
107
133
160
Arc voltage
16.9
18.9
21.0
22.5
23.6
Al-Si 1.2/(1070)
(DCEP)
Wire speed (M/min
)
1.7
3.2
4.0
5.8
6.9
Welding current (A)
30.0
68.0
88.0
127.0
152.0
Arc voltage
16.7
18.0
18.8
21.6
22.9
Cu-Si 1.0/(CuSi)
Wire speed (M/min
)
4.0
9.0
12.0
14.0
16.0
- 20 -
(DCEP)
Welding current (A)
70.0
156.0
200.0
237.0
260.0
Arc voltage
19.0
23.8
25.5
27.0
29.0
Cu-Si 1.2/(CuSi)
(DCEP)
Wire speed (M/min
)
2.8
5.4
6.8
8.5
9.4
Welding current (A)
72.0
153.0
194.0
220.0
241.0
Arc voltage
19.7
23.5
25.6
28.5
29.6
Instruction
:
Al and Al-Si wire both use Al-Si Function.
WELDING POLARITY IN THE TIG METHOD
Negative polarity is used for most TIG welding operations. The welding gun is
connected to the negative pole, while the earth gun is connected to the positive
pole. In this way, the electrode consumption is reduced, the amount of heat
accumulated in the welded material increases.
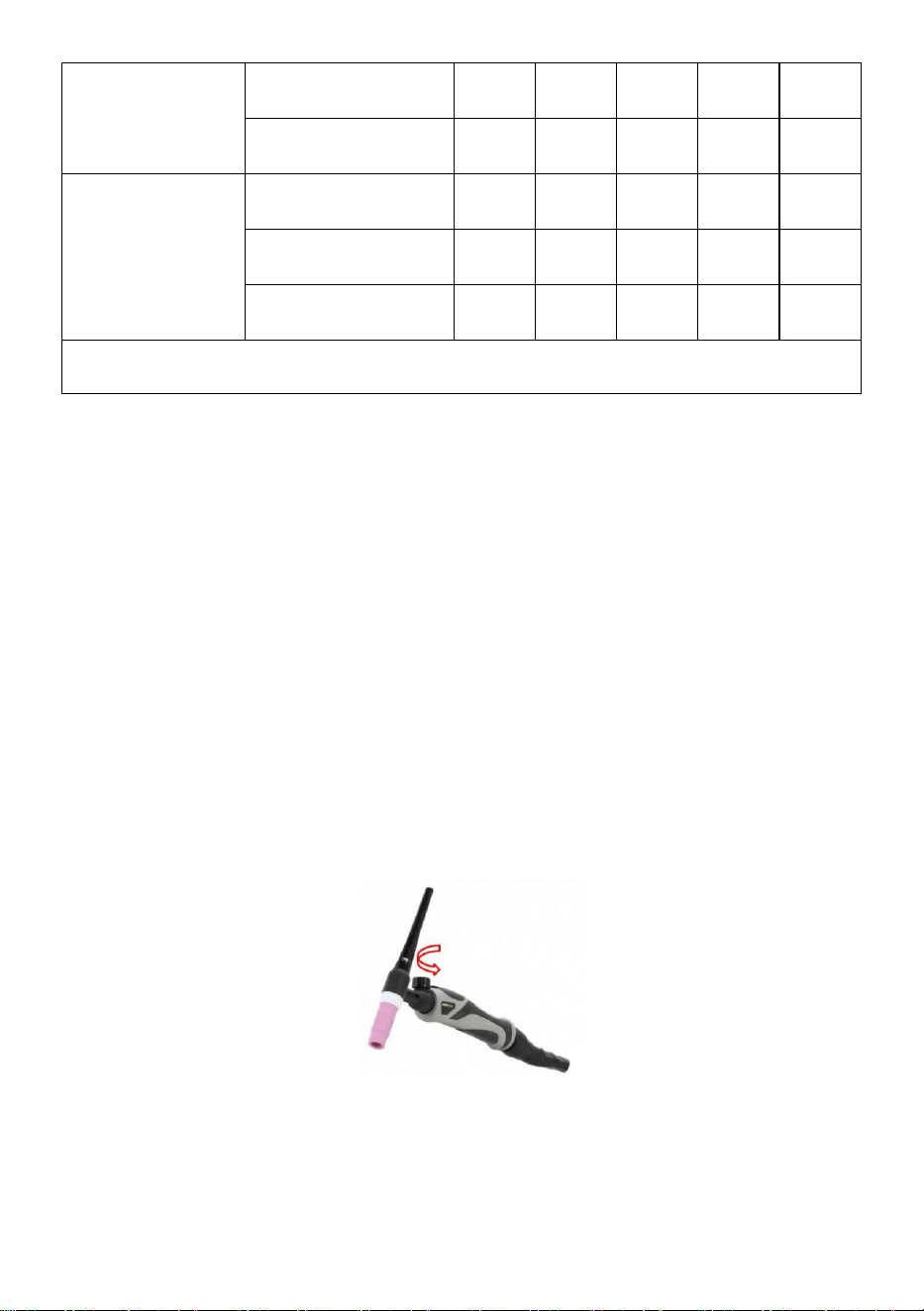
INFLUENCE OF ARC IN THE TIG LIFT METHOD
To ignite the welding arc in the TIG LIFT method, unscrew the valve on the handle,
press the button, then gently rub the tungsten electrode against the workpiece and
raise the torch lightly so that the arc ignites. Releasing the switch button ends the
welding process (2T).
An example of a welding gun for the TIG lift method with a valve in the torch.
- 21 -
ATTENTION!
The TIG torch is not standard equipment of the set
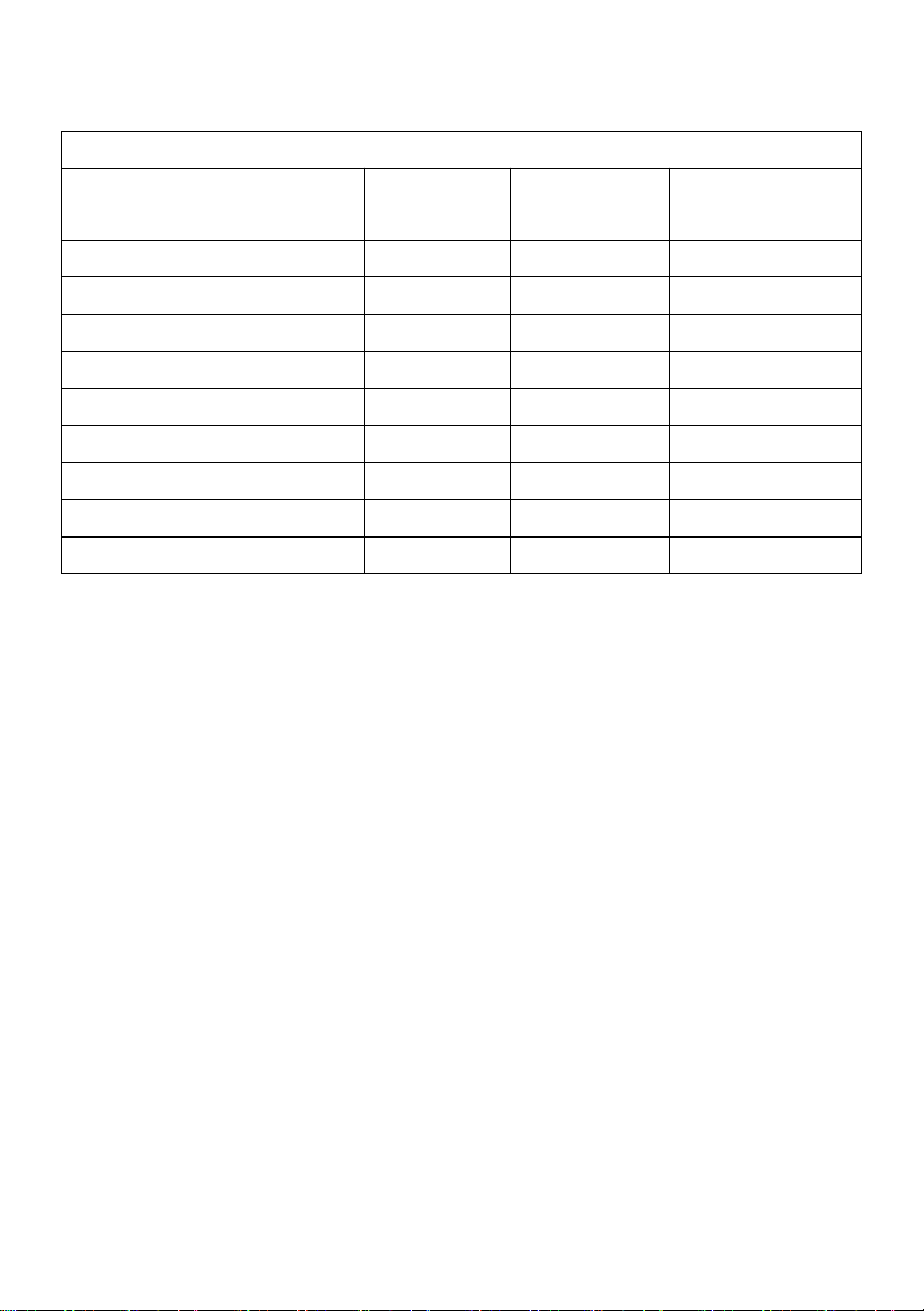
TIG WELDING CURRENT AND PLATE THICKNESS CHART
Tungsten Diameter/ Plate
Thicnkness
1.6mm
Amps.
2mm
Amps.
2.4mm
Amps.
24ga
(
0.61mm
)
10
/
/
22ga(0.8mm)
20
20
20ga
(
1.0mm
)
30
30
30
18ga(1.024mm)
40
40
40
17ga
(
1.5mm
)
50
50
50
14ga(2.0mm)
65
65
65
1/8"ga(3.0mm)
80
80
80
5/36"ga(4.0mm)
100
100
100
5/36"ga ≥(4.0mm)
/
100-150
100-150
MMA SETTING GUIDE
Arc welding is also called the MMA (Manual Arc Welding) method and is the oldest
and most versatile arc welding method.
The MMA method uses a coated electrode, consisting of a metal core covered with
a lagging. An electric arc is created between the end of the electrode and the
material being welded. Arc ignition is created by touching the electrode with the
end of the workpiece. The welder feeds the electrode as it melts into the workpiece
so as to maintain a constant arc length and at the same time moves its melting end
along the welding line. The melting coating of the electrode gives off protective
gases that protect the liquid metal from the influence of the surrounding
atmosphere, and then solidifies and forms a slag on the surface of the lake, which
protects the coagulating weld from cooling too quickly and harmful environmental
influences.
- 22 -
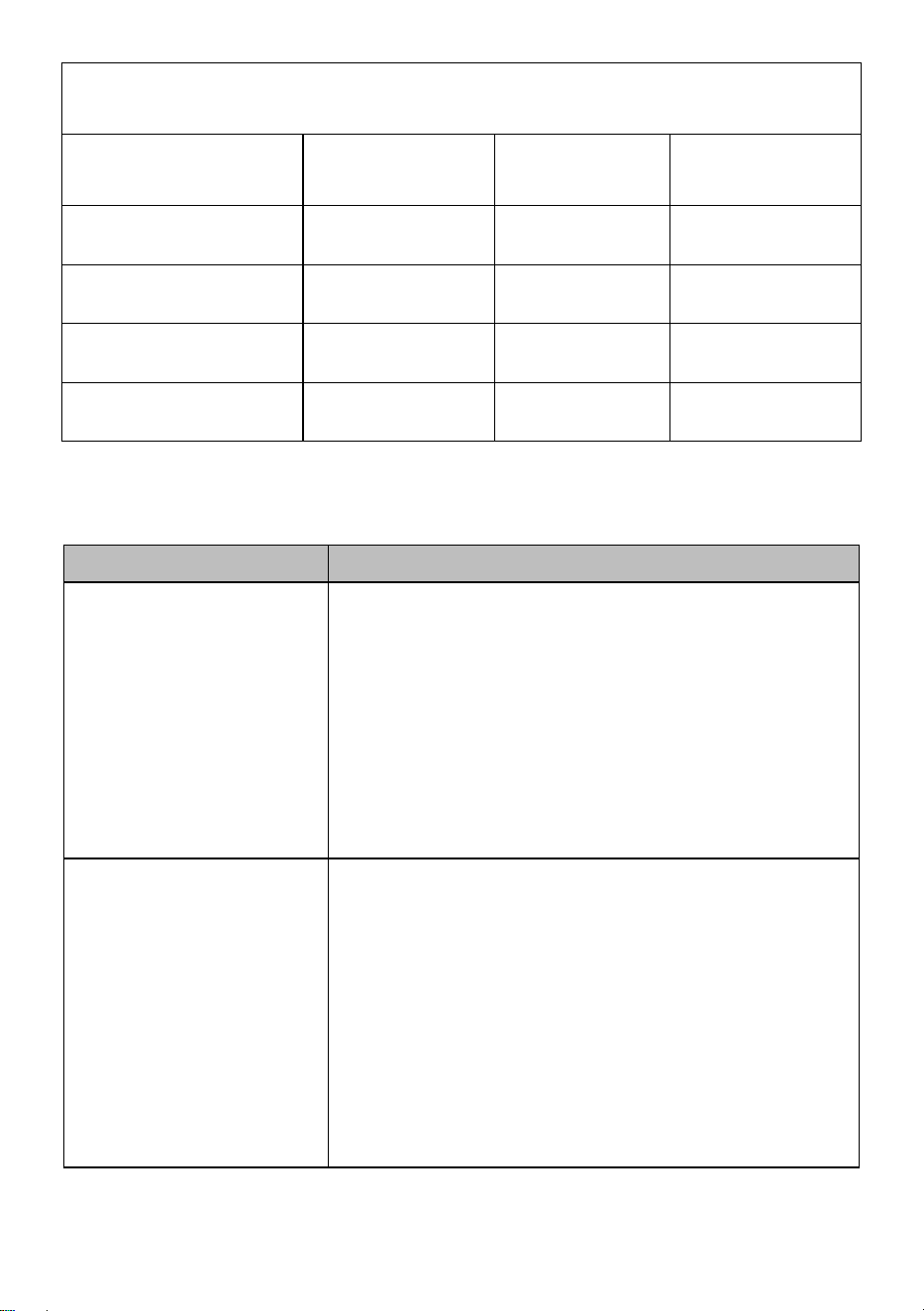
MMA WELDING ELECTRODE DIAMETER PLATE THICKNESS
AND CURRENT DIAMETER
Eelectrode Diameter/
Plate Thicnkness
2.5mm
Amps.
3.2mm
Amps.
4mm
Amps.
17ga(1.5mm)
30
/
/
14ga(2.0mm)
50
50
/
1/8"ga(3.0mm)
70
70
70
5/36"ga(4.0mm)
90
90
90
TROUBLE SHOOTING
Malfunctions
Solution
The meter show nothing;
Fan does not rotate;
No welding output
Confirm the power switch is on.
Power supply available for input cable.
Check if the three phase commute bridge is
damaged.
There is malfunction occurs in the
supplementary power source on control board
(contact dealers).
The meter shows;
Fan works normally;
No welding output
Check if all the sockets in the machine are
connected well.
There is open circuit or badness of connect at
the joint of output terminal.
The control cable on the torch is broken off or
the switch is damaged.
The control circuit is damaged.(contact to
dealers)
- 23 -
the meter shows;
Fan works normally;
Abnormal indicator
lights.
It might be over-current protection, please turn
off the power switch; restart the machine after the
abnormal indicator light winked.
It might be overheating protection, please wait
for about 2-3 minutes until the machine renew
without turn off the power switch.
It might be multifunction of inverter circuit.
(contact dealers)
Power indicator light is
not on, fan does not
turn, no welding press
output
Power switch is broken
Verify that the electrical grid connected to the
input electromechanical regulations has electricity
Enter whether there is a break in the cable
The power switch
indicator is on and the
fan does not turn
It is possible that the input is misconnected to
the 380V power supply, causing the over-voltage
protection circuit to start, which is changed to the
220V power supply, and it can be started again.
220V power instability (too long input line) or
input line overlap on the grid,resulting in overvoltage
protection
Open and close the power switch continuously
for a short period of time, causing the over-voltage
protection circuit to start, shut down and wait for 2-3
minutes before starting up again.
- 24 -
When the fan turns, the
abnormal indicator light
is not on and there is no
high frequency
discharge sound, and no
gas flow from the cutting
torch
The vh-07 plug-in voltage of multimeter to MOS
panel should be about DC308V
The auxiliary power on MOS panel has a green
indicator light. If the light is not on, the auxiliary
power is not working
Control circuit problem, find the cause or
contact the dealer to cut the control line on the gun.
Cutting gun cable is broken.
Output current during
cutting is not stable or
not controlled by the
potentiometer
1K potentiometers should be replaced if
damaged.
Poor contact at various joints, especially
connectors, shall be checked
Abnormal indicator light
is not on, high frequency
discharge sound, can
not cut
It may be overcurrent protection, please turn off
the machine, and restart the machine after the
abnormal light is off.
May be overheat protection, do not shut down
waiting for 2-3 minutes machine can be restored to
normal.
It may be the inverter circuit fault, please unplug
the power plug of the main transformer on the MOS
panel (close to the wind
- 25 -
MAINTENANCE
Regularly remove dust with clean, compressed air. If the welding machine is
working in smoky conditions, in heavily polluted air, remove accumulated dust
daily.
The compressed air pressure should be maintained at such a level as not to
damage small parts inside the device max. 2-4 bar.
Regularly check the internal systems of the welder, check the correctness and
reliability of connections (especially equipment and parts). If you notice rust and
loose the connection, remove the rust or oxide coating with sandpaper, reconnect
and tighten.
Avoid situations where water or steam can enter the device. If the welder gets wet,
dry it and then check the insulation of the device (also between joints and
contacts). After checking that everything is OK, you can continue working.
- 26 -
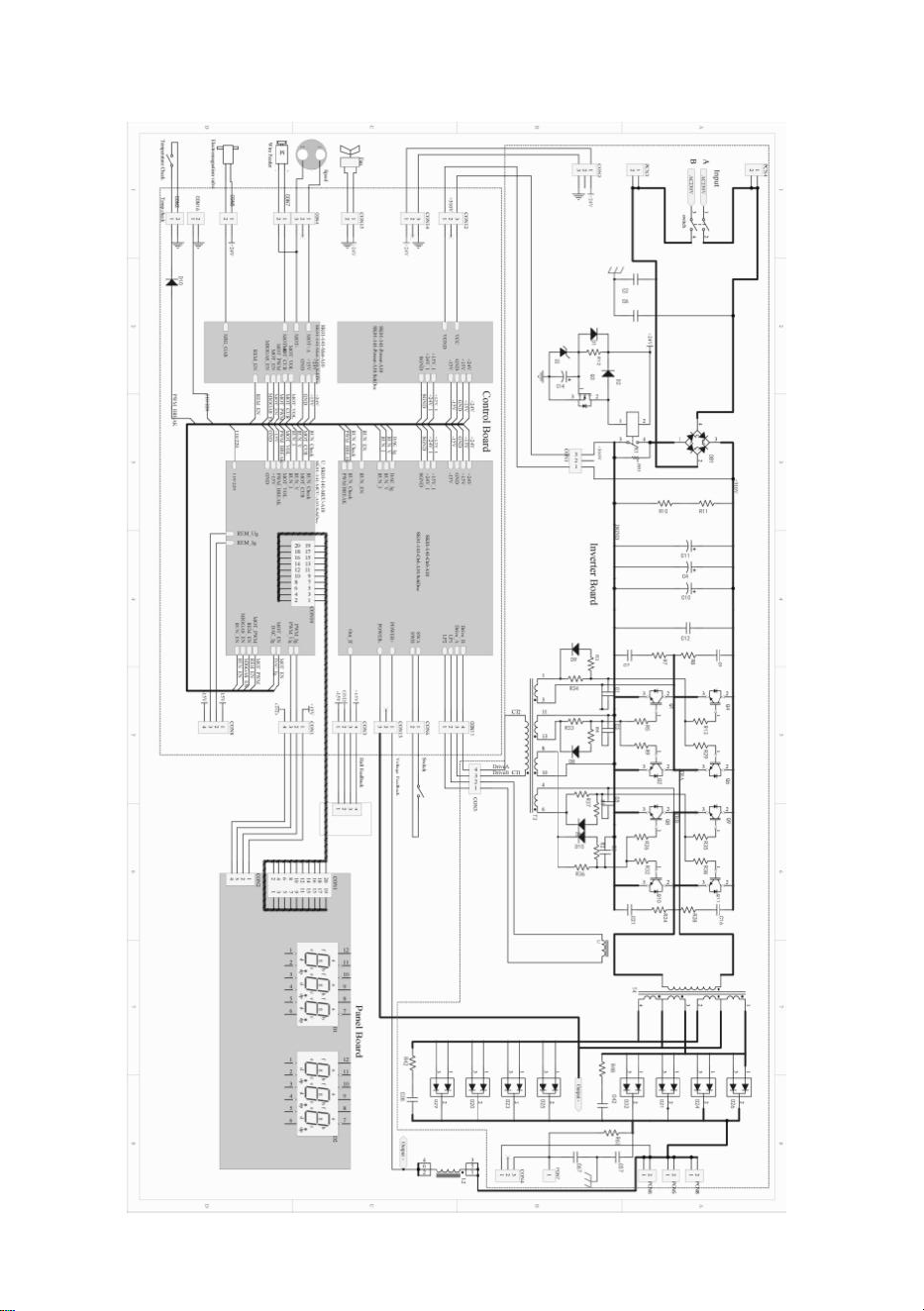
CIRCUIT