
Loading ...
Loading ...
Loading ...
FRAnçAis
22
REMARQUE: l’utilisation continue dans la plage à
vitesse variable n’est pas recommandée. Cela pourrait
endommager l’interrupteur et devrait êtreévité.
Bouton de marche avant/arrière (Fig. A)
Le bouton de marche avant/arrière
2
détermine la
direction du fonctionnement de l’outil et sert aussi de
bouton deverrouillage.
Pour choisir la marche avant, relâchez la gâchette puis
appuyez sur le bouton de marche avant/arrière sur le côté
droit de l’outil.
Pour choisir la marche arrière, relâchez la gâchette puis
appuyez sur le bouton de marche avant/arrière sur le côté
gauche de l’outil.
La position centrale du bouton de commande verrouille
l’outil en position d’arrêt. Avant de changer la position du
bouton de commande, assurez-vous que la gâchette est
bienrelâchée.
REMARQUE: lorsque l’outil est remis en marche après un
changement de direction, un clic pourra se faire entendre.
C’est normal et ne représente nullement une défaillance
duproduit.
Lampe de travail (Fig. A)
Une lampe de travail
7
est située sur le pied de l'outil. La
lampe de travail est activée lorsque la gâchette est activée
et elle s’éteint automatiquement 20 secondes après la
désactivation de l’interrupteur. Tant que la gâchette reste
activée, la lampe de travail reste allumée. L’arrêt de la
lumière peut être ajusté ou la lumière peut être désactivée
dans ToolConnect
MC
.
REMARQUE: la lampe de travail sert à éclairer la surface
immédiate de travail et n’a pas été conçue pour être utilisée
en tant que lampetorche.
ASSEMBLAGE ET AJUSTEMENTS
AVERTISSEMENT: pour réduire le risque de
blessures graves, éteindre l’outil et retirer le bloc-
piles avant d’effectuer tout réglage et d’enlever
ou d’installer tout accessoire. Un démarrage
accidentel peut provoquer desblessures.
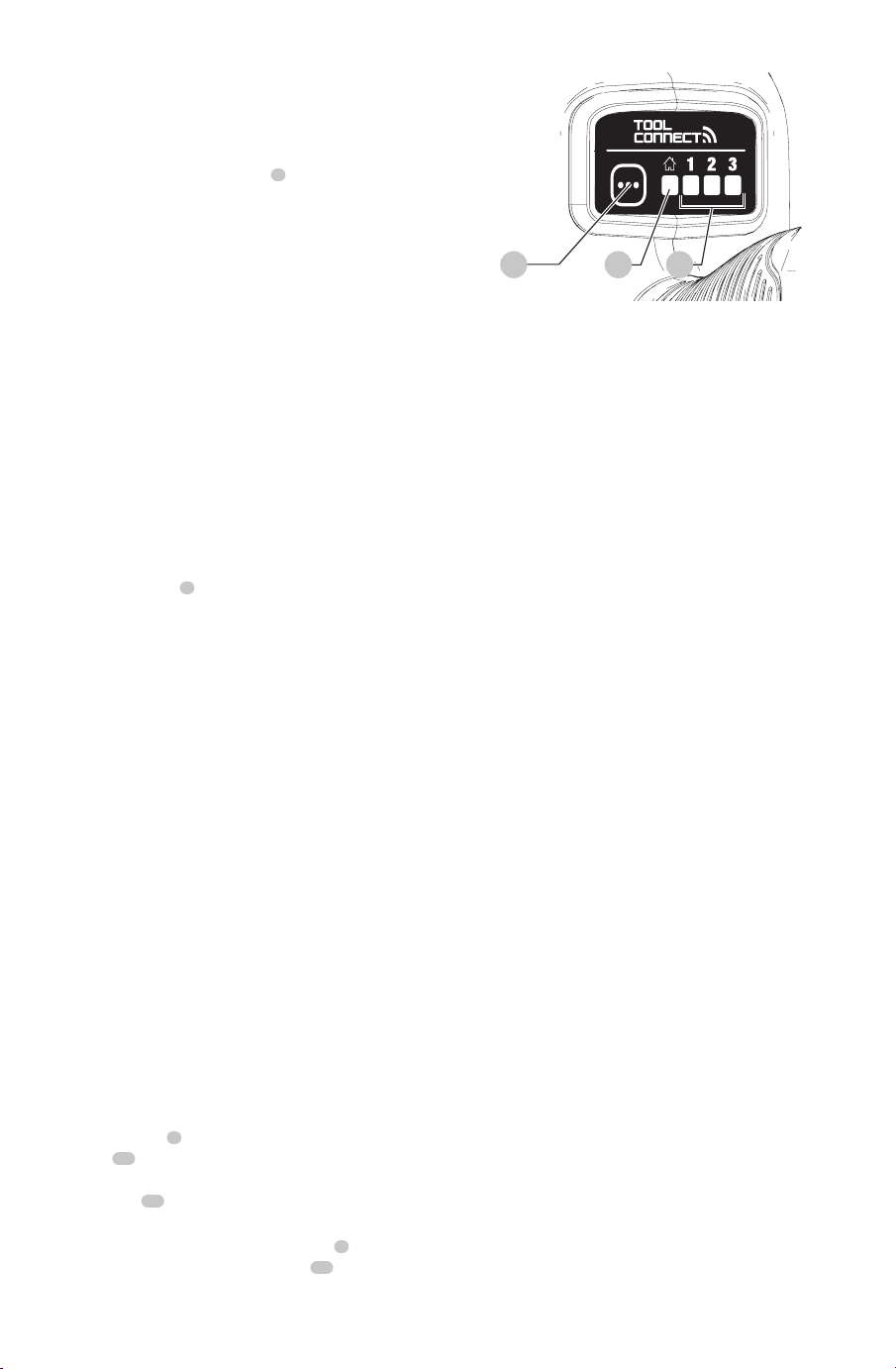
Sélecteur de mode Tool Connect
MC
(Fig. D)
AVERTISSEMENT : pour réduire le risque de
blessure, retirez les accessoires du mandrin de
l’outil avant d’utiliser le sélecteur demode.
Les modèles DCF896 et DCF896H sont munis d’un sélecteur
de mode qui permet de personnaliser les modes 1, 2 et
3 à l’aide de l’application Tool Connect
MC
(consultez le
Tableau1). Une fois configuré, appuyer sur le bouton du
sélecteur de mode
8
sur le pied de l’outil fera parcourir
les modes
13
. Les réglages du mode Accueil ne sont pas
personnalisables et le mode Accueil est actif lorsque le
voyant Accueil
12
est allumé.
Si vous n’êtes pas certain de la configuration actuelle,
appuyez sur le bouton du sélecteur de mode
8
pour régler
l’outil au mode Accueil (le voyant Accueil
12
estallumé).
8
Fig. D
12 13
Precision Wrench
MC
(Fig. D)
En plus des modes à chocs normaux, cet outil comprend
le mode PrecisionWrench
MC
qui donne à l’utilisateur un
plus grand contrôle pour les applications de serrage et de
desserrage. Lorsqu’il est réglé vers l’avant, l’outil tournera à
2000 tr/min jusqu’à ce que les chocs commencent. L’outil
fera une pause pendant une durée établie par l’utilisateur
avant de poursuivre à un taux de 3100chocs par minute,
donnant à l’utilisateur un plus grand contrôle et réduisant la
possibilité de trop serrer ou d’endommager le matériau.
Lorsqu’il est réglé vers l’arrière, l’outil produira des chocs à
une vitesse normale et un taux de 3100 chocs par minute.
Lors de la détection du dégagement de la fixation, il cessera
de produire des chocs et réduira la vitesse pour aider à
prévenir la perte de matériel desserré. La réduction de la
vitesse peut être réglée par l’utilisateur dansToolConnect
MC
.
Durée des chocs
L’outil éteindra automatiquement après les chocs pendant
une limite de temps spécifique réglée par l’utilisateur dans
l’application ToolConnect
MC
.
Precision Tap
MC
ATTENTION : utilisez seulement les tarauds et les
accessoires évalués pour leschocs.
ATTENTION : le taraudage n’est pas recommandé
pour l’utilisation sur des pièces de travail essentielles
ou deprécision.
ATTENTION : la durée de vie des tarauds est
fortement affectée par l’alignement de l’outil avec
la pièce de travail, la condition du matériau et
lalubrification.
ATTENTION : le bris du taraud peut se produire si
celui-ci est enfoncé trop loin sans retirer les copeaux.
Choisir la vitesse de taraudage et les réglages de la
durée qui ne surchargent pas le taraud en l’enfonçant
trop loin avant d’inverser.
ATTENTION : veillez à ne pas enfoncer un taraud
au-delà de l’extrémité de ses filets ou en bas d’un
taraud dans un trouborgne.
ATTENTION : suivez toujours les directives du
fabricant des tarauds pour une sélection appropriée
des tarauds et utilisez-les avec différents matériaux,
liquides de coupe, formats de mèches et vitesse
d’avance.
Loading ...
Loading ...
Loading ...