Loading ...
Loading ...
Loading ...
WELDING ROD SPECiFmCATnONS
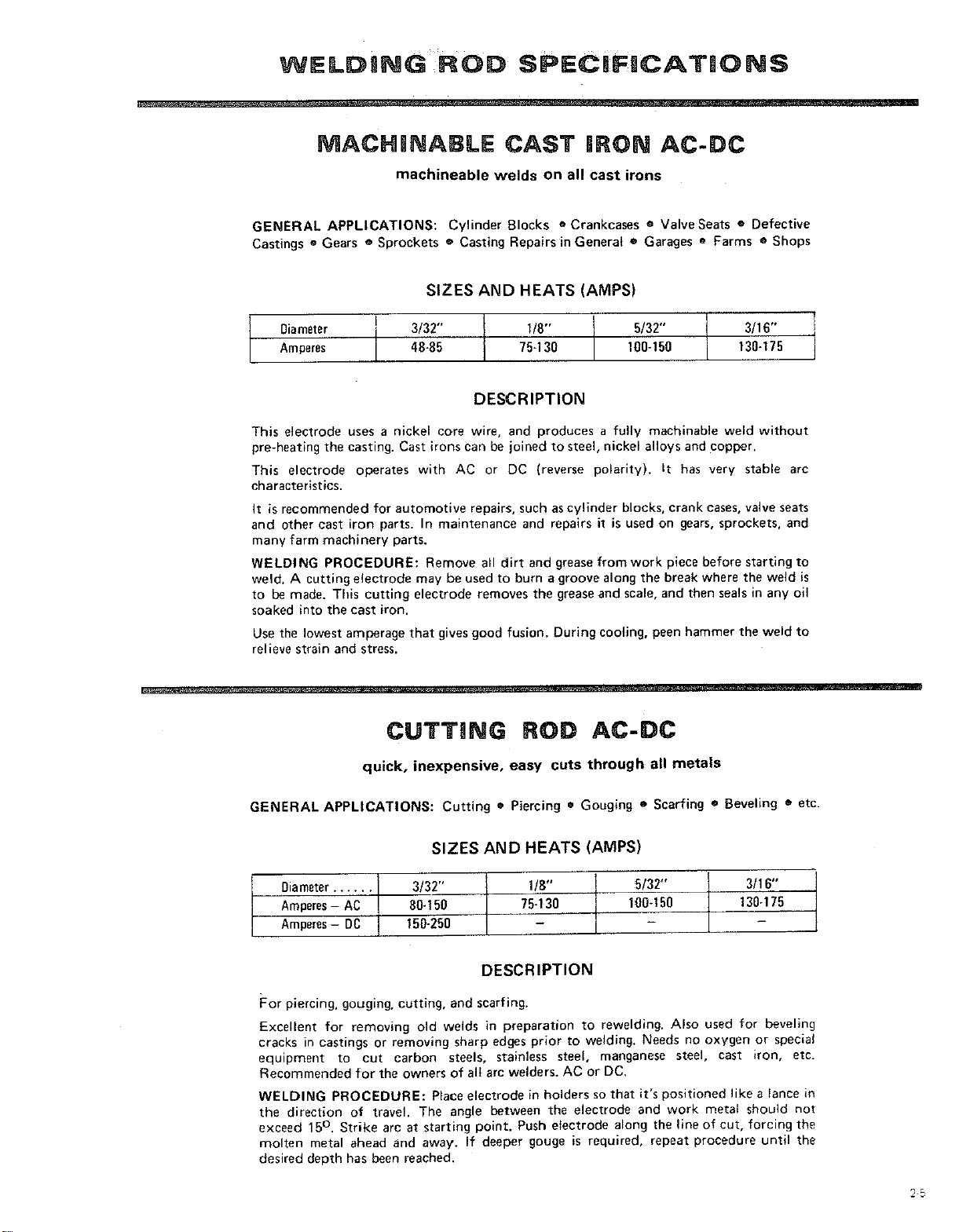
MACHINABLE CAST iRON AC-DC
machineable welds on all cast irons
GENERAL APPLICATIONS: Cylinder Blocks e Crankcases e ValveSeats e Defective
Castings e Gears e Sprockets e Casting Repairs in General e Garages • Farms ® Shops
SIZES AND HEATS (AMPS)
i
0iameter I 3/32" i
Amperes 48-85
1/8"
75-130
5/32"
100-150
3/16"
130-175
DESCRIPTION
This electrode uses a nickel core wire, and produces a fully machinable weld without
pre-heating the casting. Cast irons can be joined to steel, nickel alloys and copper.
This electrode operates with AC or DC (reverse polarity). It has very stable arc
characteristics.
It is recommended for automotive repairs• such as cylinder blocks, crank cases, valve seats
and other cast iron parts. In maintenance and repairs it is used on gears, sprockets, and
many farm machinery parts.
WELDING PROCEDURE: Remove all dirt and grease from work piece before starting to
weld. A cutting electrode may be used to burn a groove along the break where the weld is
to be made. This cutting electrode removes the grease and scale, and then seals in any oil
soaked into the cast iron.
Use the lowest amperage that gives good fusion, During cooling, peen hammer the weld to
relieve strain and stress.
CUTTaNG ROD AC-DC
quick, inexpensive, easy cuts through all metals
GENERAL APPLICATIONS: Cutting • Piercing • Gouging • Scarfing e Beveling • etc.
SIZES AND HEATS (AMPS)
I Diameter...... I 3/32" 1/8" 5/32"
Amperes- AC 80-150 75-130 100-t50
Amperes- DC 150-250
3/16"
130-175
DESCRIPTION
For piercing, gouging, cutting• and scarfing.
Excellent for removing old welds in preparation to rewelding. Also used for beveling
cracks in castings or removing sharp edges prior to welding. Needs no oxygen or special
equipment to cut carbon steels, stainless steel, manganese steel• cast iron, etc.
Recommended for the owners of all arc welders. AC or DC,
WELDING PROCEDURE: Place electrode in holders so that it's positioned like a lance in
the direction of travel. The angle between the electrode and work metal should not
exceed 15°, Strike arc at starting point. Push electrode along the line of cut, forcing the
molten metal ahead and away. If deeper gouge is required, repeat procedure until the
desired depth has been reached.
25
Loading ...
Loading ...
Loading ...