Loading ...
Loading ...
Loading ...
YOUR WELDER and what it will do..,
Your CRAFTSMANArc Welderisasturdilyconstructedandthoroughlytestedmachineengineeredto
give many years of efficient trouble-free service.It is listed by Underwriters' Laboratories,
incorporated,which meansthat it passesall requirementsof safety, fire hazardandtemperaturerise
limitsasspecifiedintheir Standardfor Transfer-TypeArc-WeldingEquipment.
HOWTHE CRAFTSMAN ELECTRODE
SIMPLIFIES WELDING
Craftsman Contact Electrode is self-starting--plusautomatic
restarting... The electrodestartsoncontact.
CraftsmanContact Electrode is self-cleaning ... Under nnrmai
conditionsthe slagremovesitselfastheweld cools.Spatterisalmost
non-existent. Craftsman Contact Electrode has an exceptionally
good appearance .., With fine ripple, unusually clean,smooth
appearance,and reducedslaginclusions.
CraftsmanContact Electrodedepositsmoremetalfaster.., Because
the powderedironin theflux goesintothe weld.
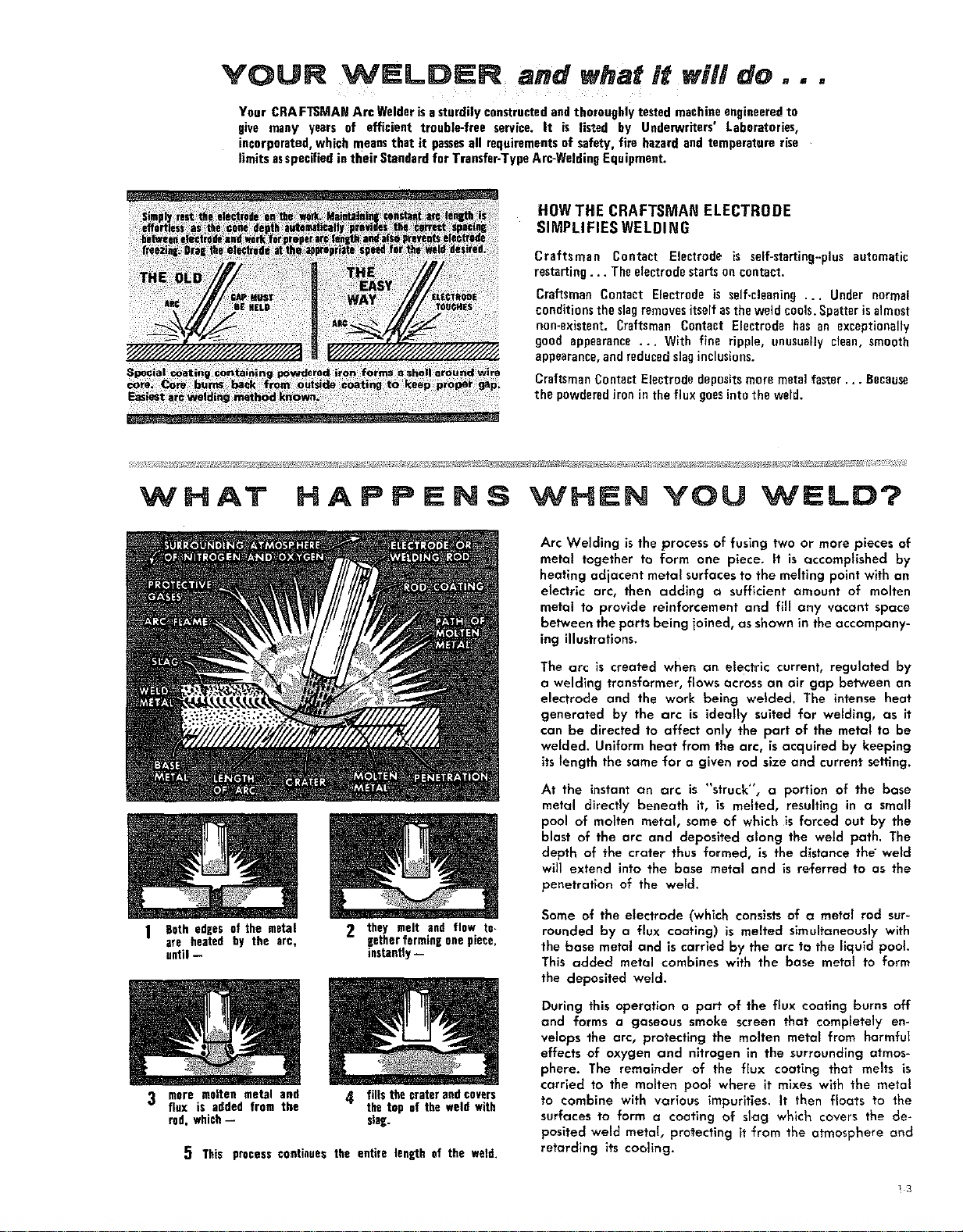
W H AT H A P P m=N S VHEN YOU WELD?
1 Beth edges of the metal
are heated by the arc,
until --
3 more molten metal and
flux is added from the
rod, which--
2 they melt and flow te-
EetherforminE onepiece,
instantly--
4[ fills the crater and covers
the top of the weld with
slag.
5 This process continues the entire length of the weld,
Arc Welding is the process of fusing two or more pieces of
metal together to form one piece. It is c=ccompiished by
heating adjacent metal surfacesto the melting point with an
electric arc, then adding o sufficient amount of molten
metal to provide reinforcement and fill any vacant space
between the parts being joined, as shown in the accompany-
ing illustrations.
The arc is created when an etectrlc current, regulated by
a welding transformer, flows across an air gap between an
electrode and the work being welded. The intense heat
generated by the arc is ideally suited for welding, c=sit
can be directed to affect only the part of the metal to be
welded. Uniform heat from the arc, isacquired by keeping
its length the samefor a given rod size and current setting.
At the instant an arc is "struck", a portion of the base
metal directly beneath it, is melted, resulting in a small
pool of molten metal, some of which is forced out by the
blast of the arc and deposited along the weld path. The
depth of the crater thus formed, is the distance the weld
will extend into the base metal and is referred to as the
penetration of the weFd.
Some of the electrode (which consists of o metal rod sur-
rounded by a flux coating) is melted simultaneously with
the base metal and is carried by the arc to the liquid pool
This added metal combines with the base metat to form
the deposited weld.
During this operation a part of the flux coating burns off
and forms a gaseous smoke screen that completely en-
velops the arc, protecting the molten meta_ from harmful
effects of oxygen and nitrogen in the surrounding atmos-
phere. The remainder of the flux coating that melts is
carried to the molten pool where it mixes with the metal
to combine with various impurities. It then floats to the
surfaces to form a coating of slag which covers the de-
posited weld metal, protecting it from the atmosphere and
retarding its cooling.
_3
Loading ...
Loading ...
Loading ...