Technical Support and E-Warranty Certificate www.vevor.com/support
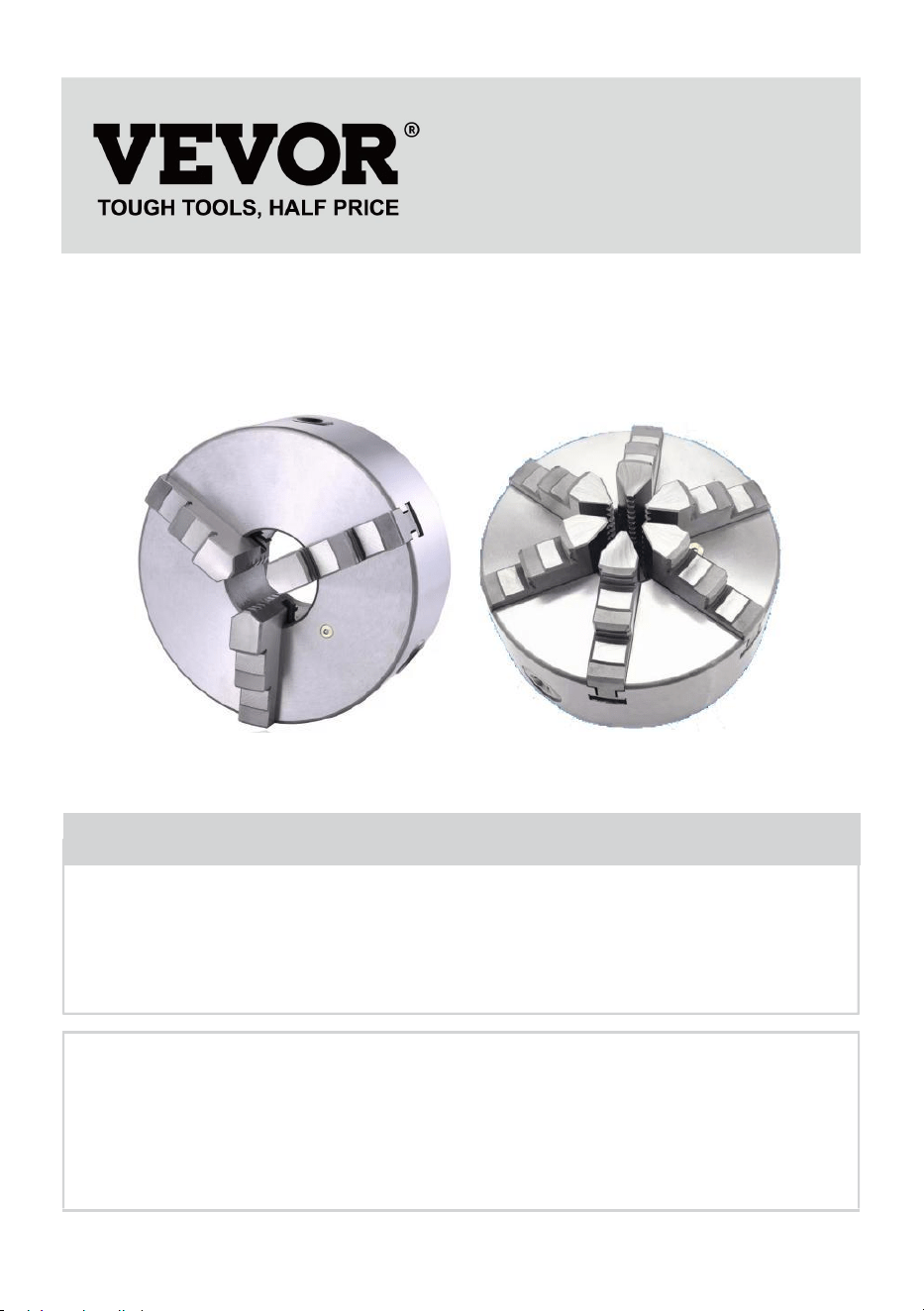
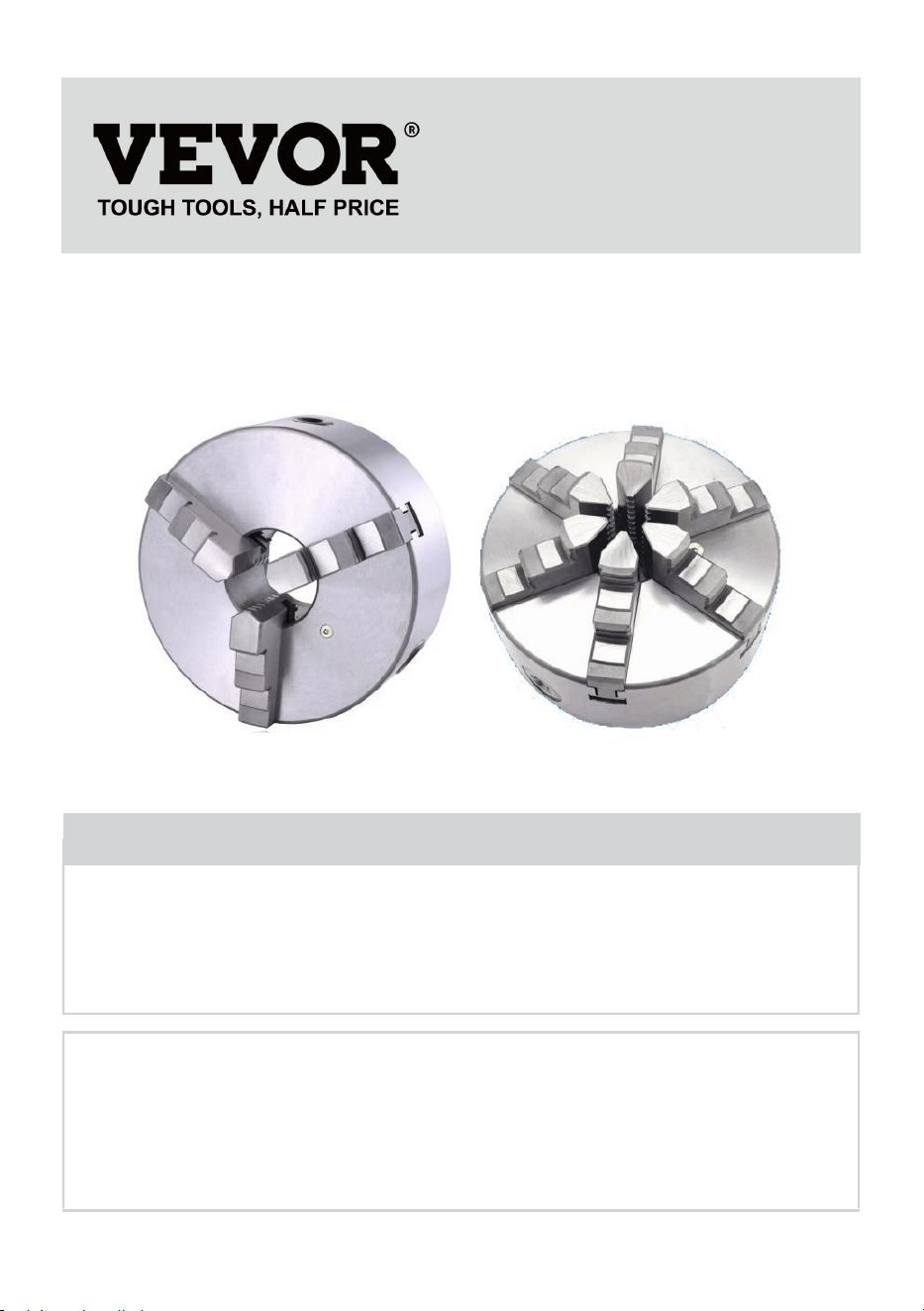
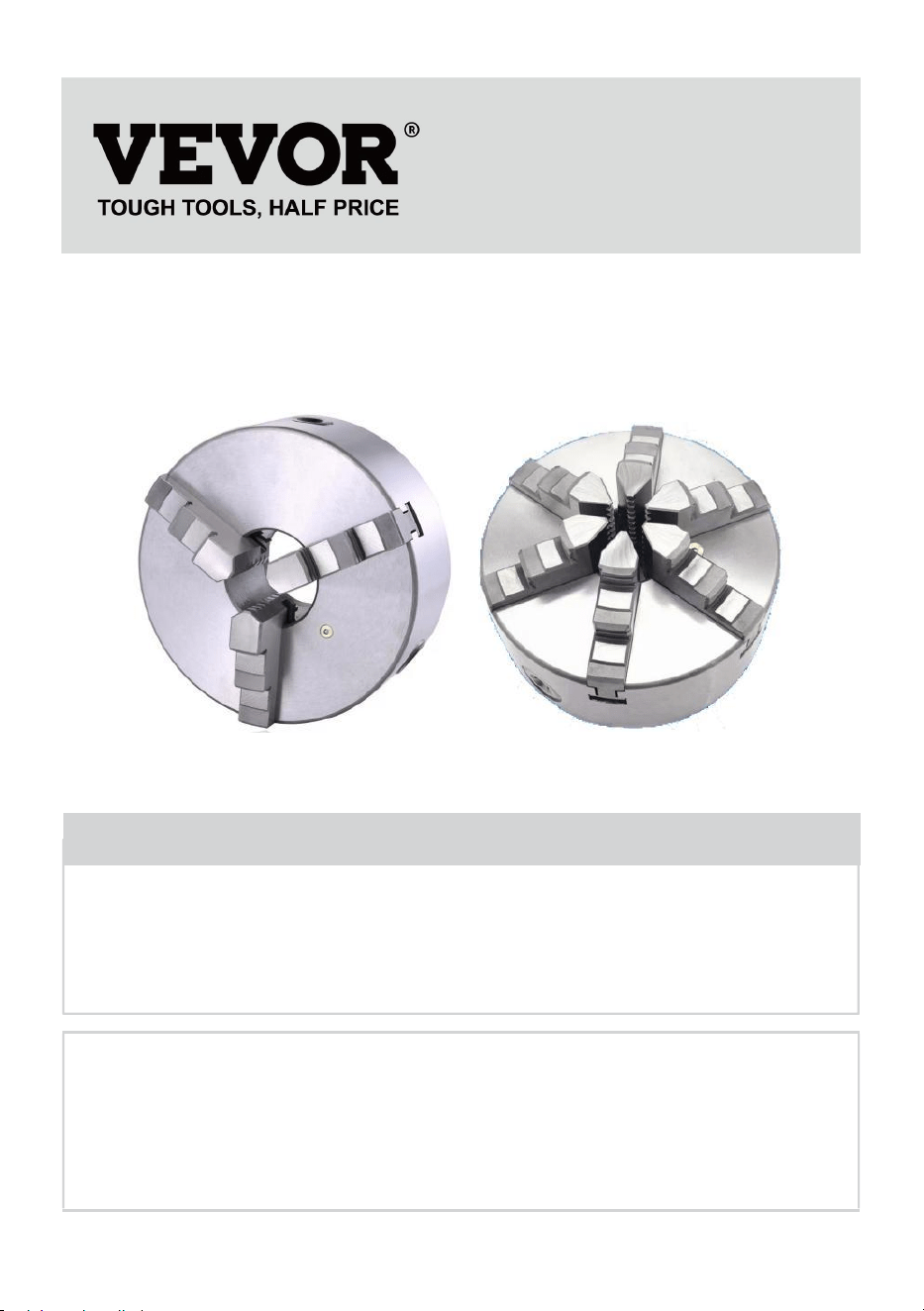
LATHE CHUCK
MODEL: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K11-160A, K11-200A, K11-250A, K12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A(2-1/4-8), K13-160A(D1-4), K13-160A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODEL: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K11-160A, K11-200A, K11-250A, K12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A(2-1/4-8), K13-160A(D1-4), K13-160A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE CHUCK
- 2 -
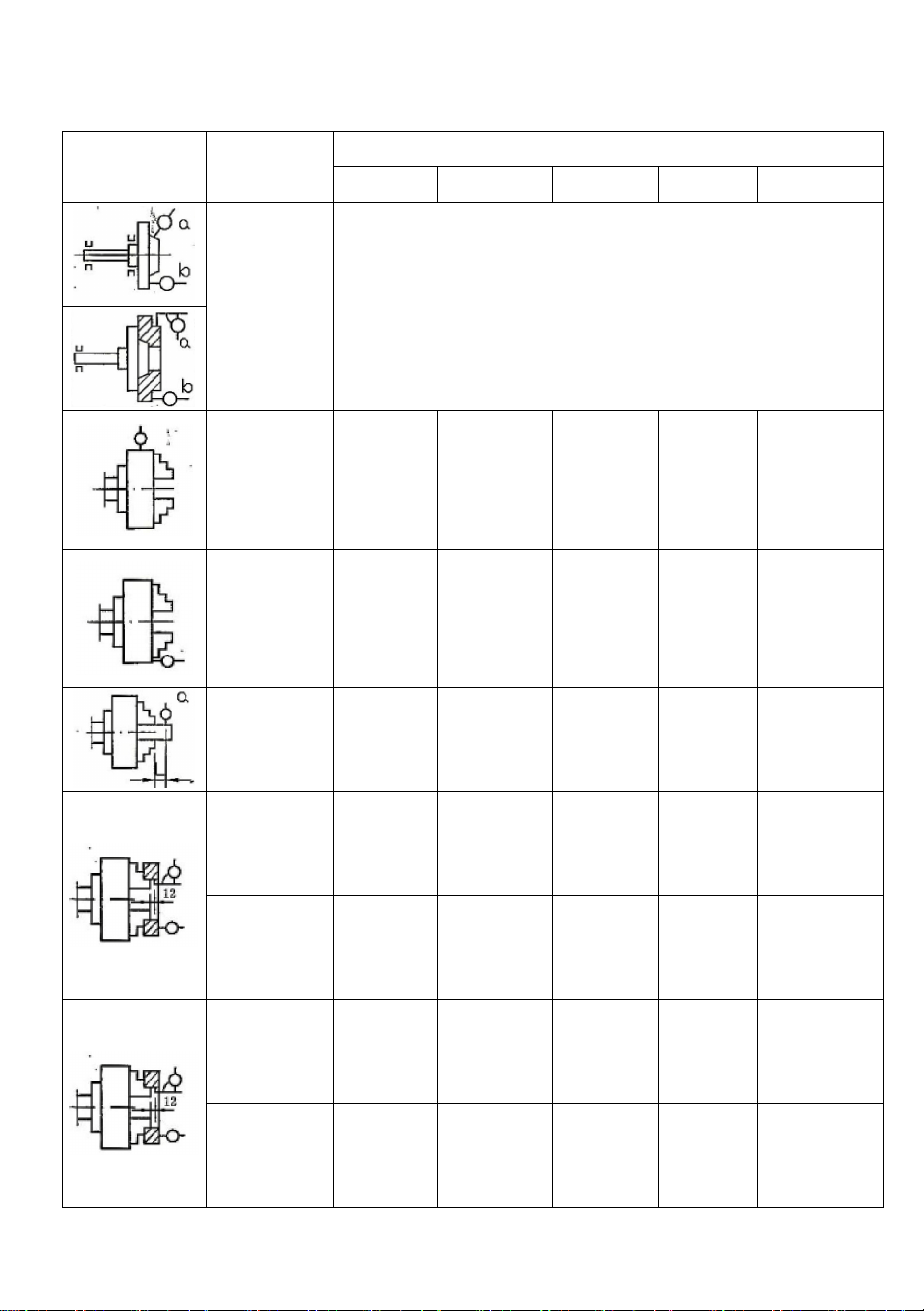
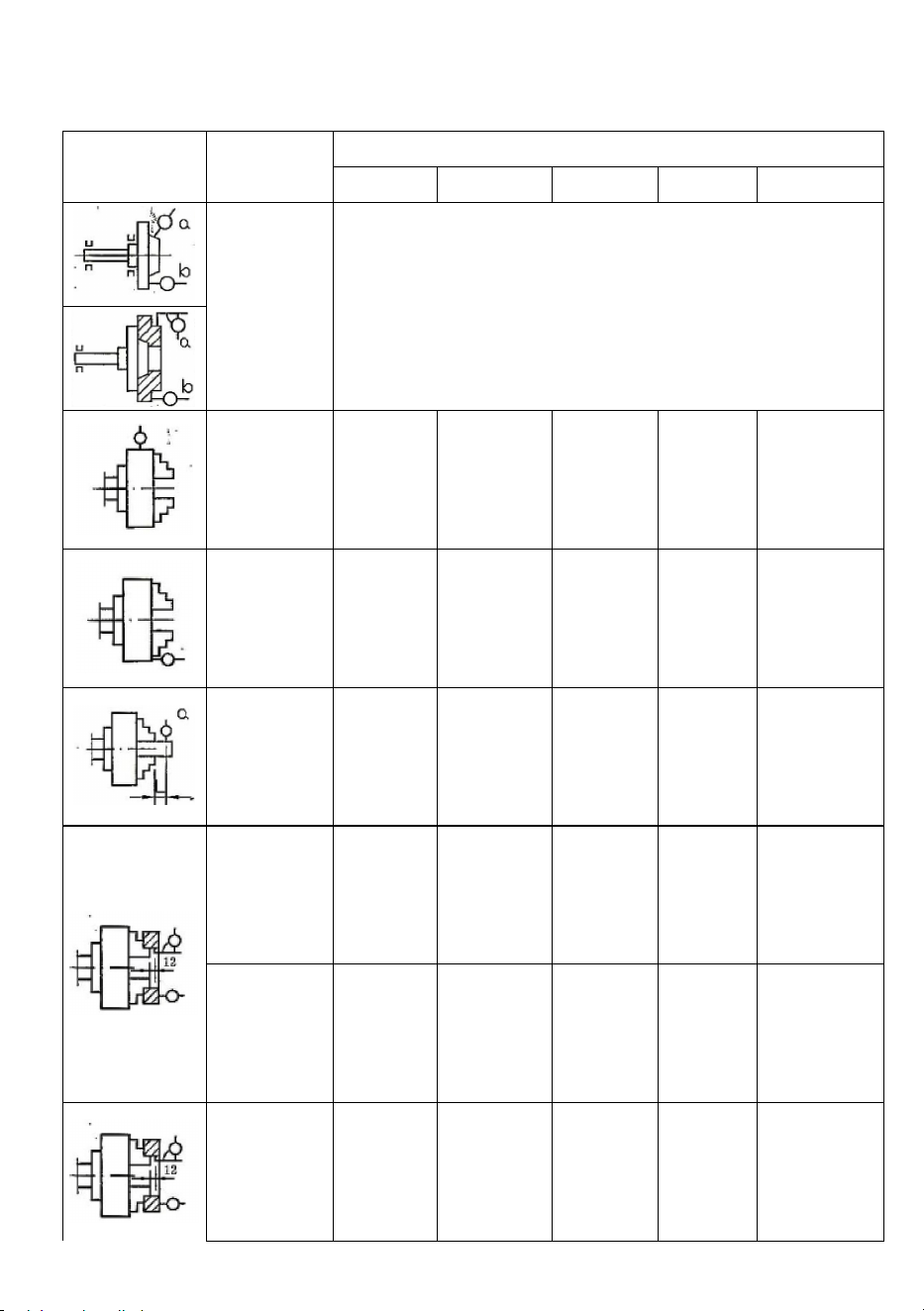
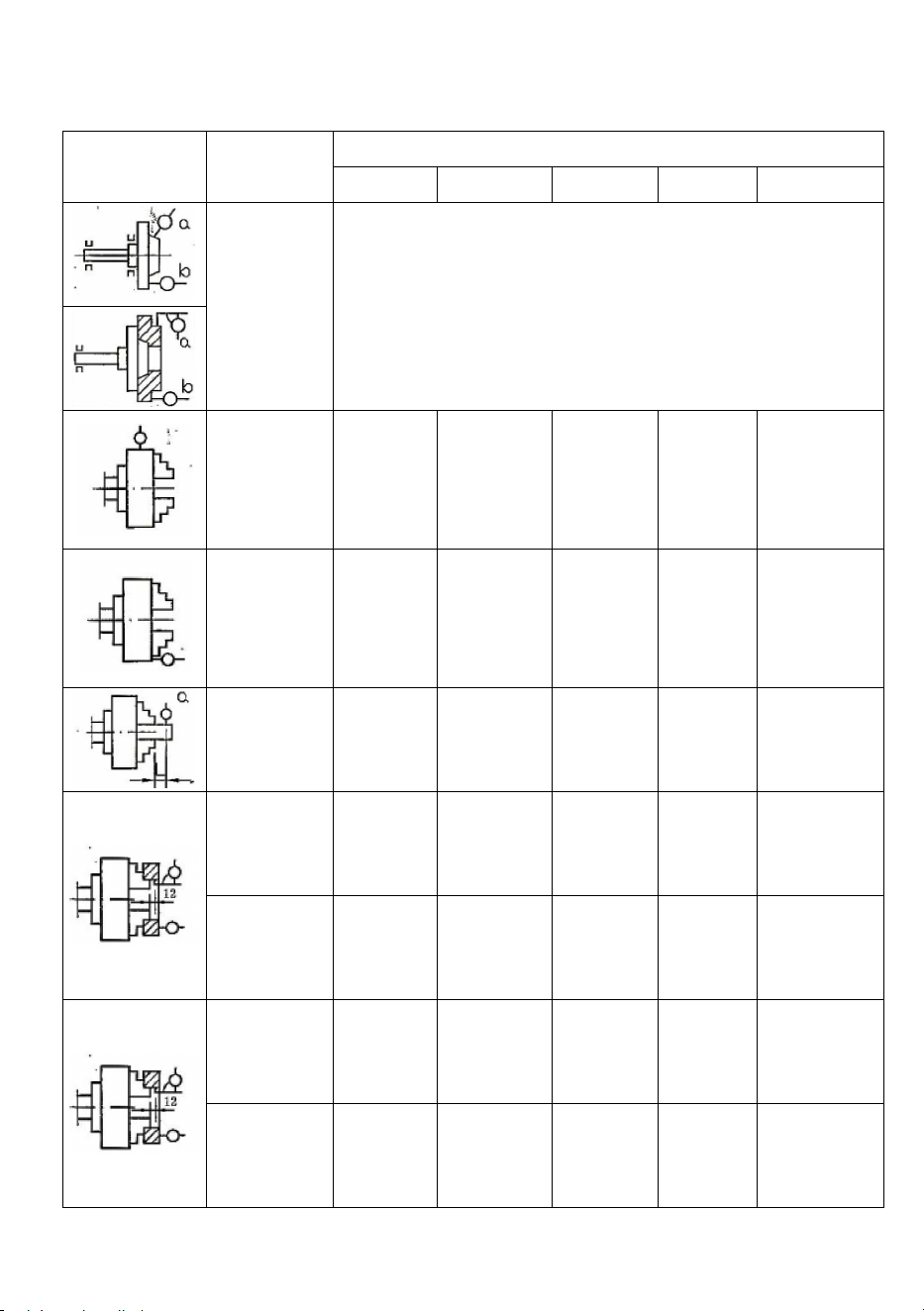
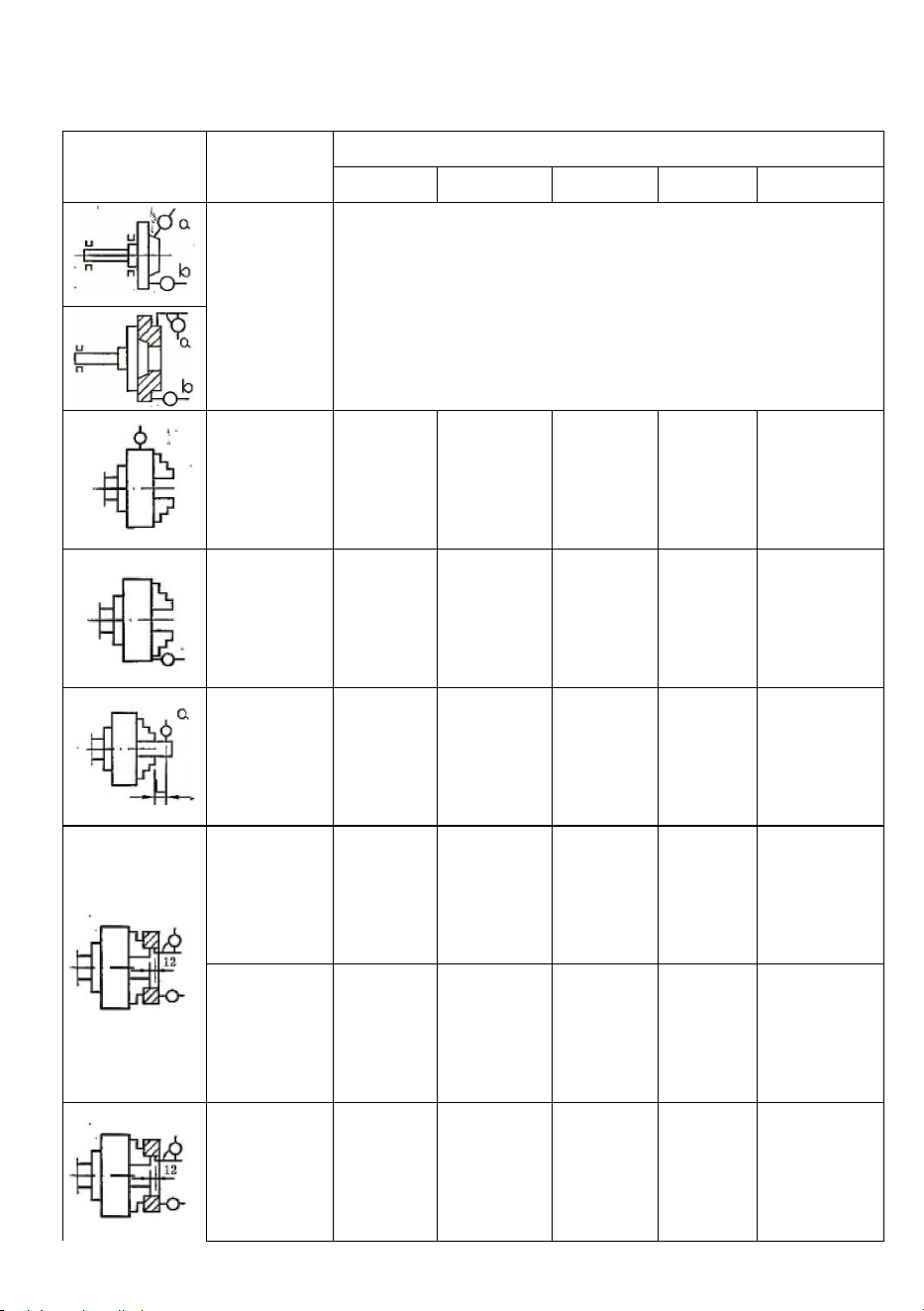
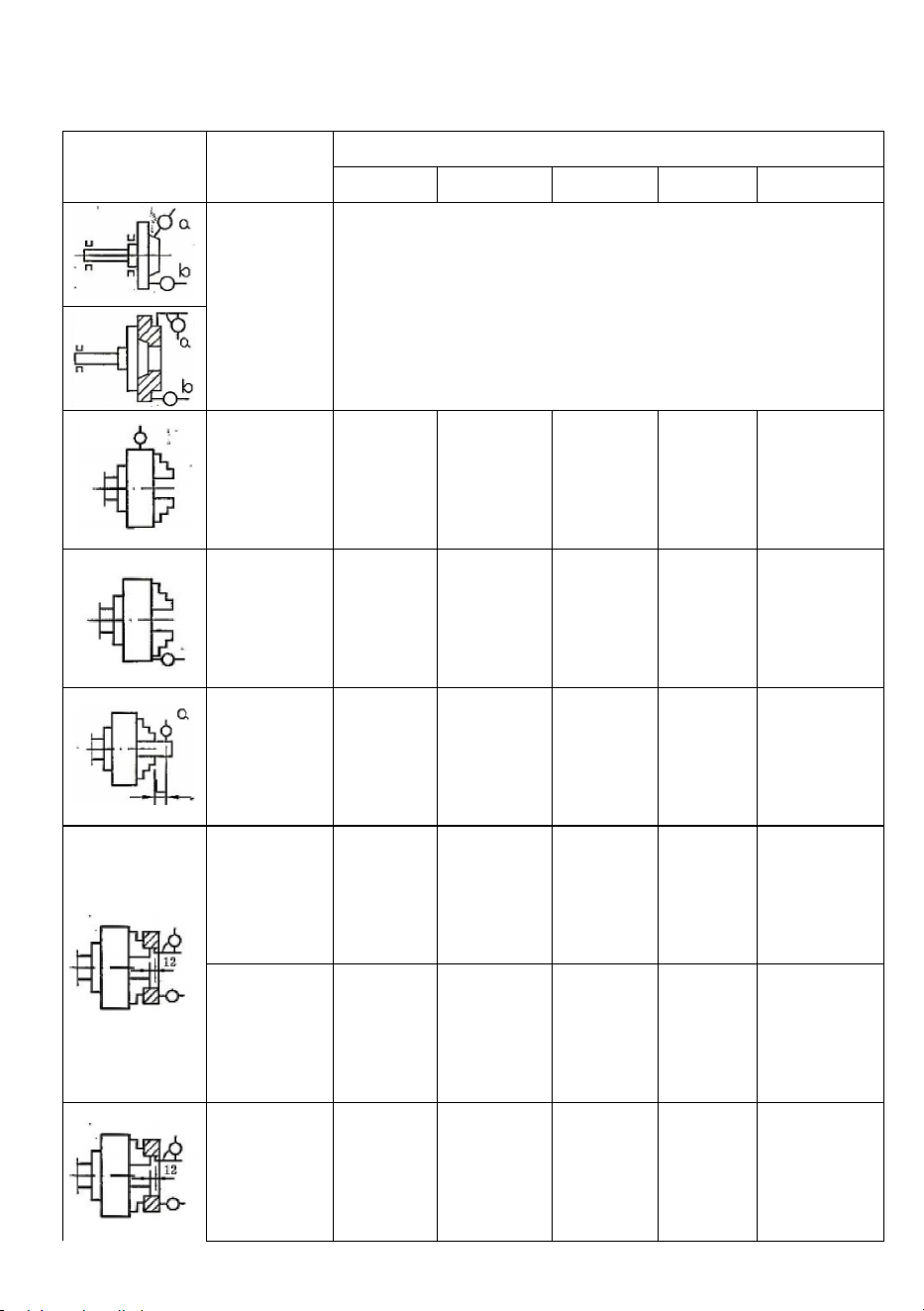
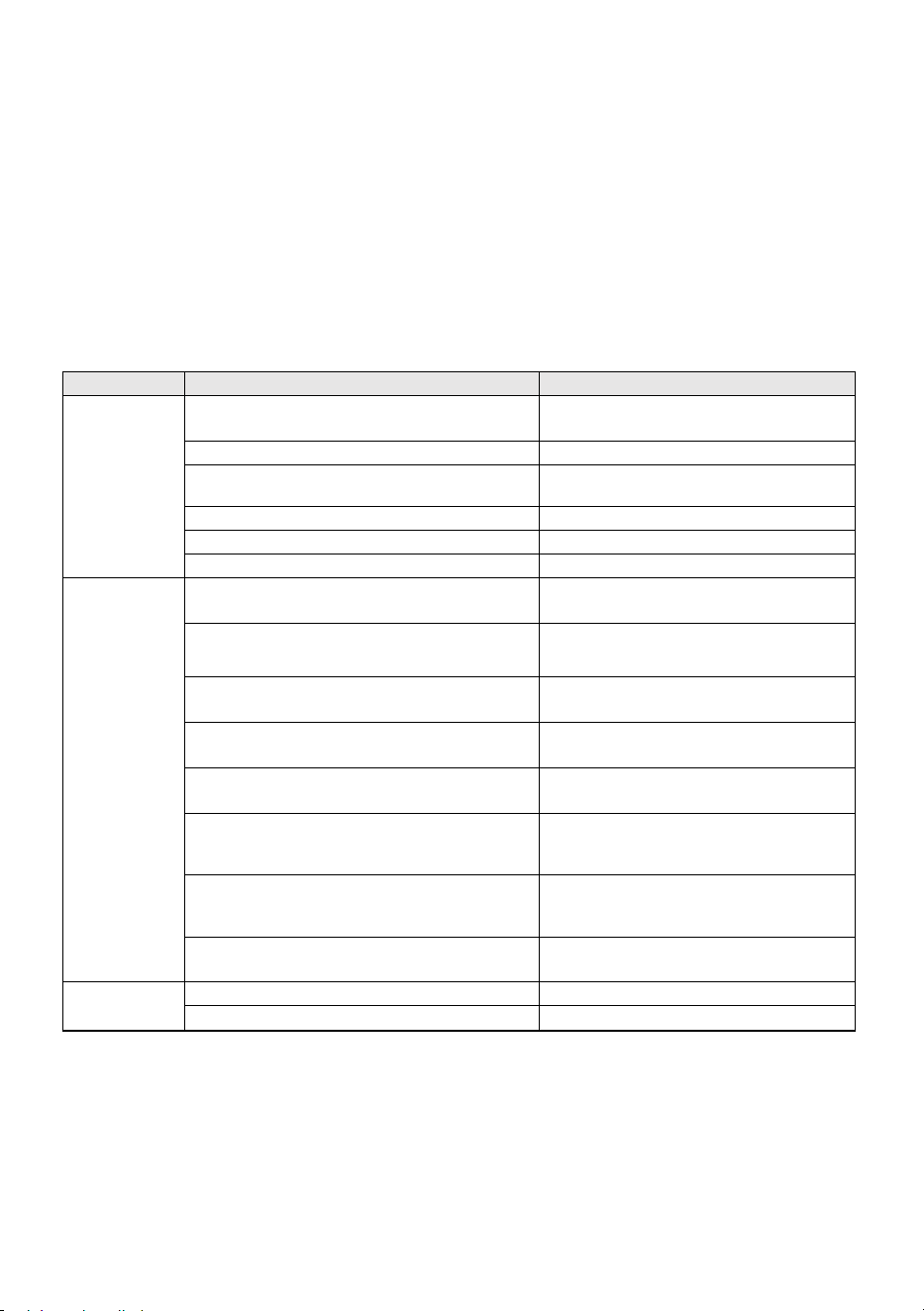
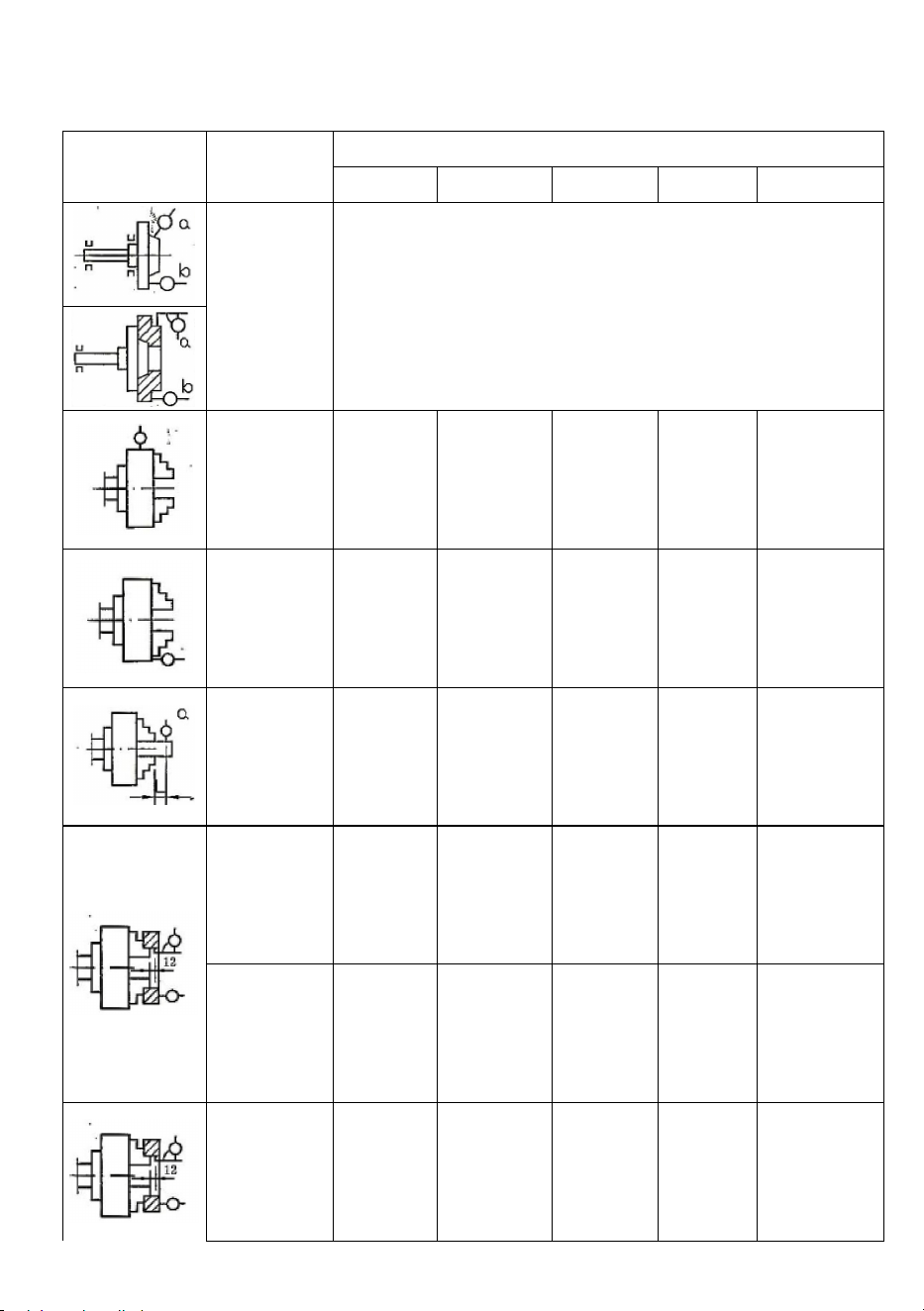
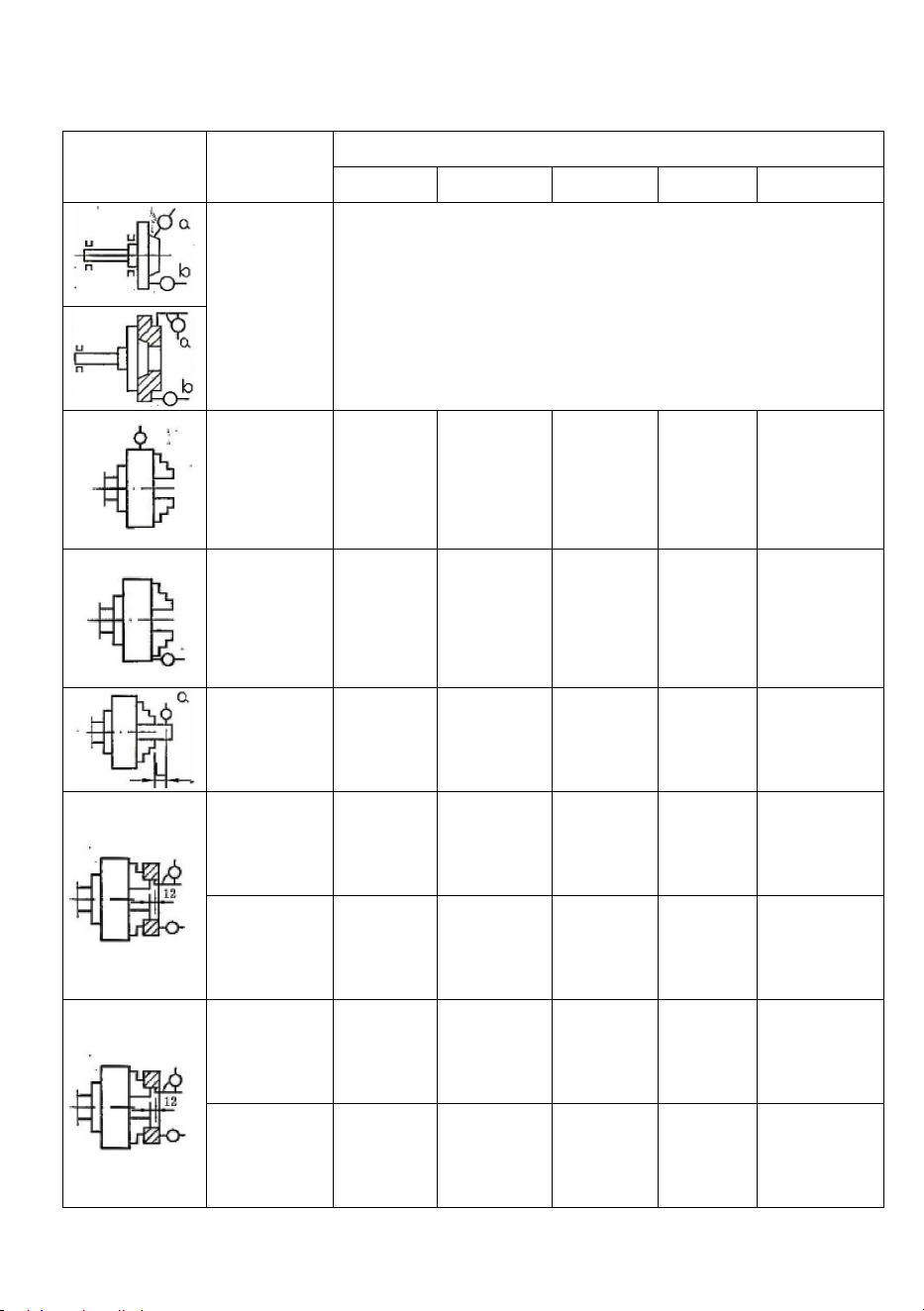
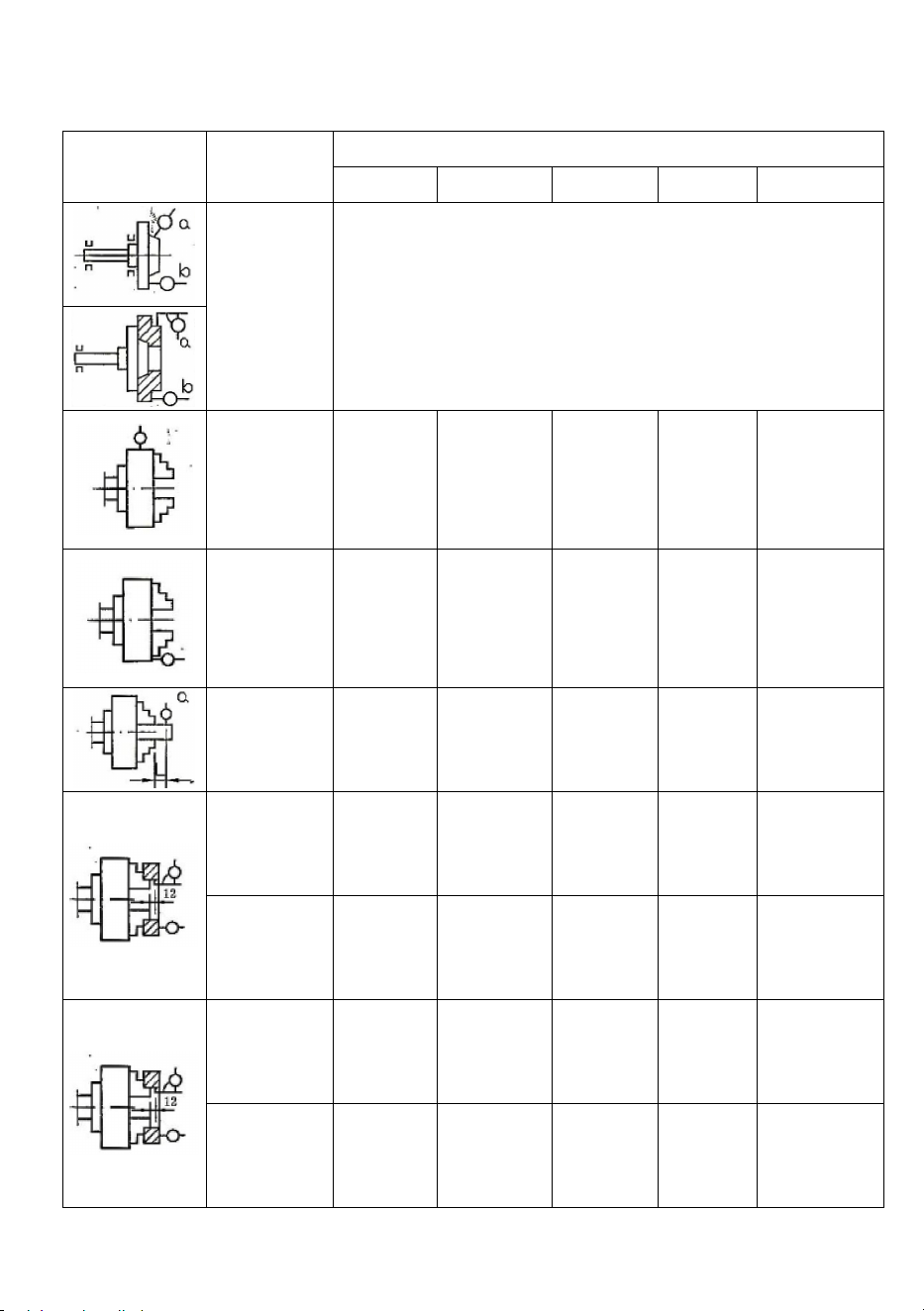
Geometry accuracy (mm)
(table ) mm
Diagram of test
Test item
Chuck Dianeter
≤165
200~250
315~400
00~630
800~1000
a.Radial
run-out
b.axial
run out
a:0.005
b:0.005
Radial
run-out
chuck
0.040
0.050
0.060
0.080
0.100
Axial
run out
chuck
0.050
0.050
0.060
0.080
0.100
Radial
run-out
of test bar
α=0.08 L=50
α=0.080
L=50(75
α=0.100
L=75
α=0.125
=100
α=0.160 L=100
Radial
run-out
of test ring
0.060
0.060
0.080
0.100
0.120
Axial
run-out
of test ring
0.032
0.040
0.048
0.064
0.080
Radial
run-out
of test ring
0.060
0.060
0.080
0.100
0.120
Axial
run-out
of test ring
0.032
0.040
0.048
0.064
0.080
- 3 -
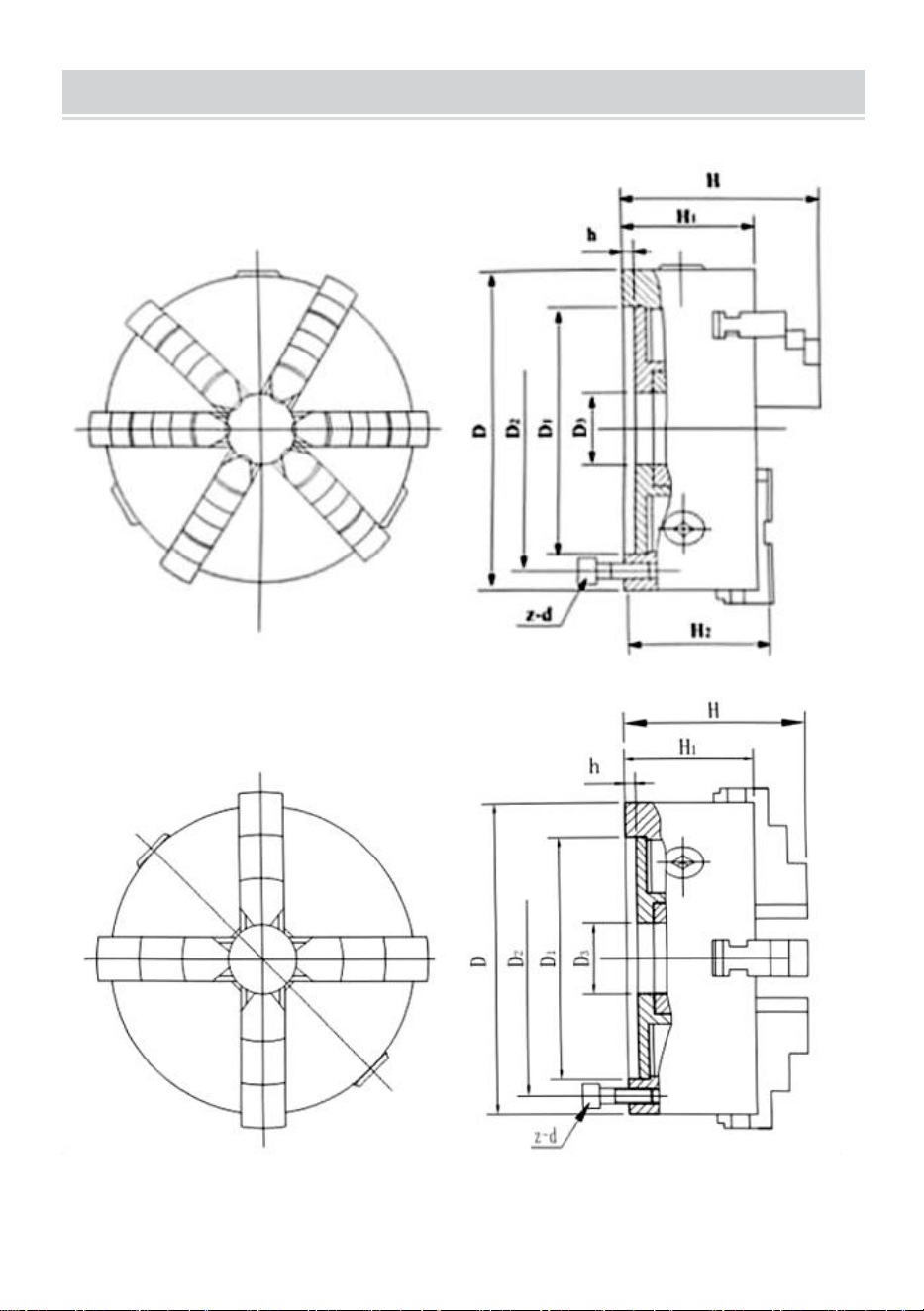
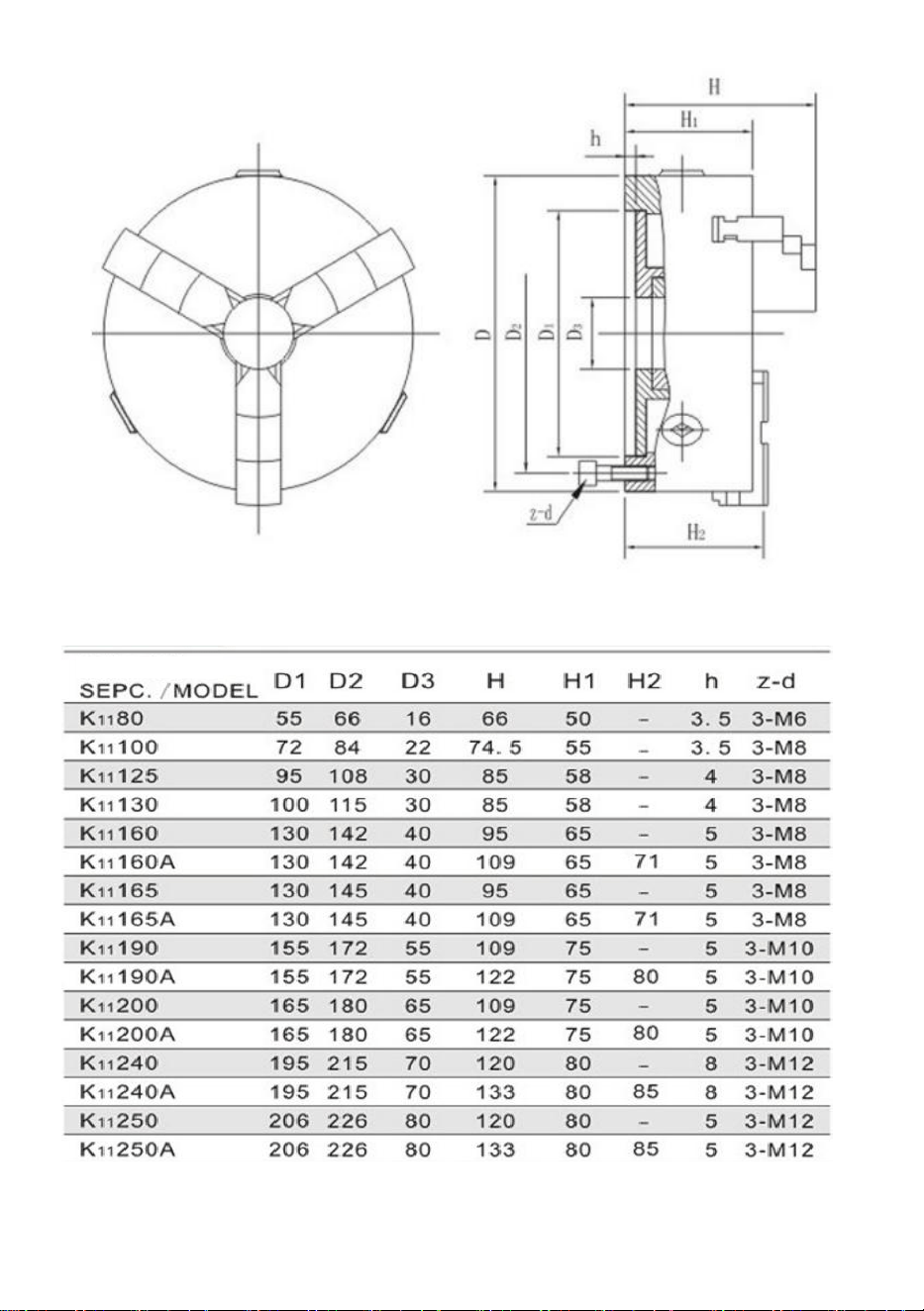
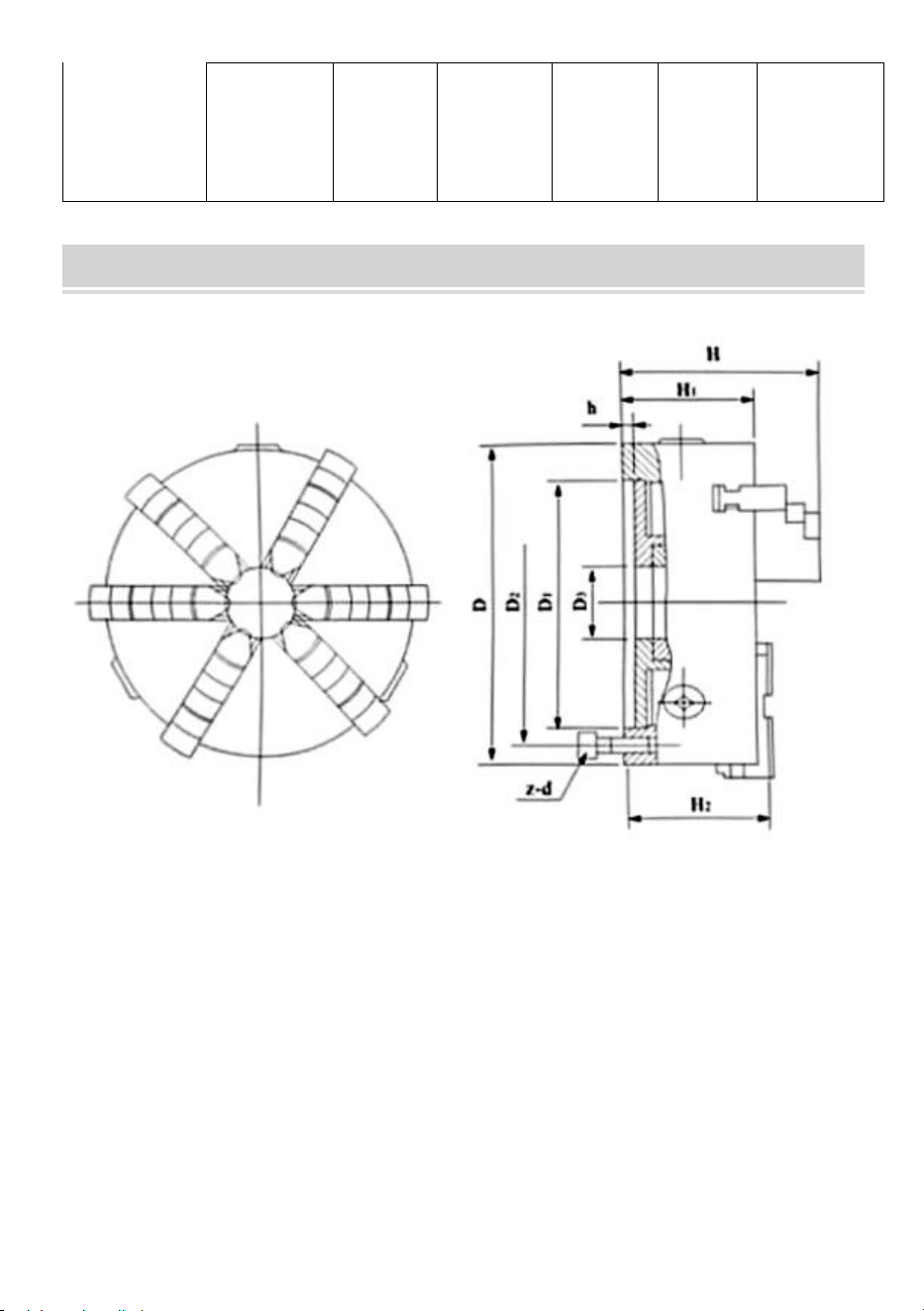
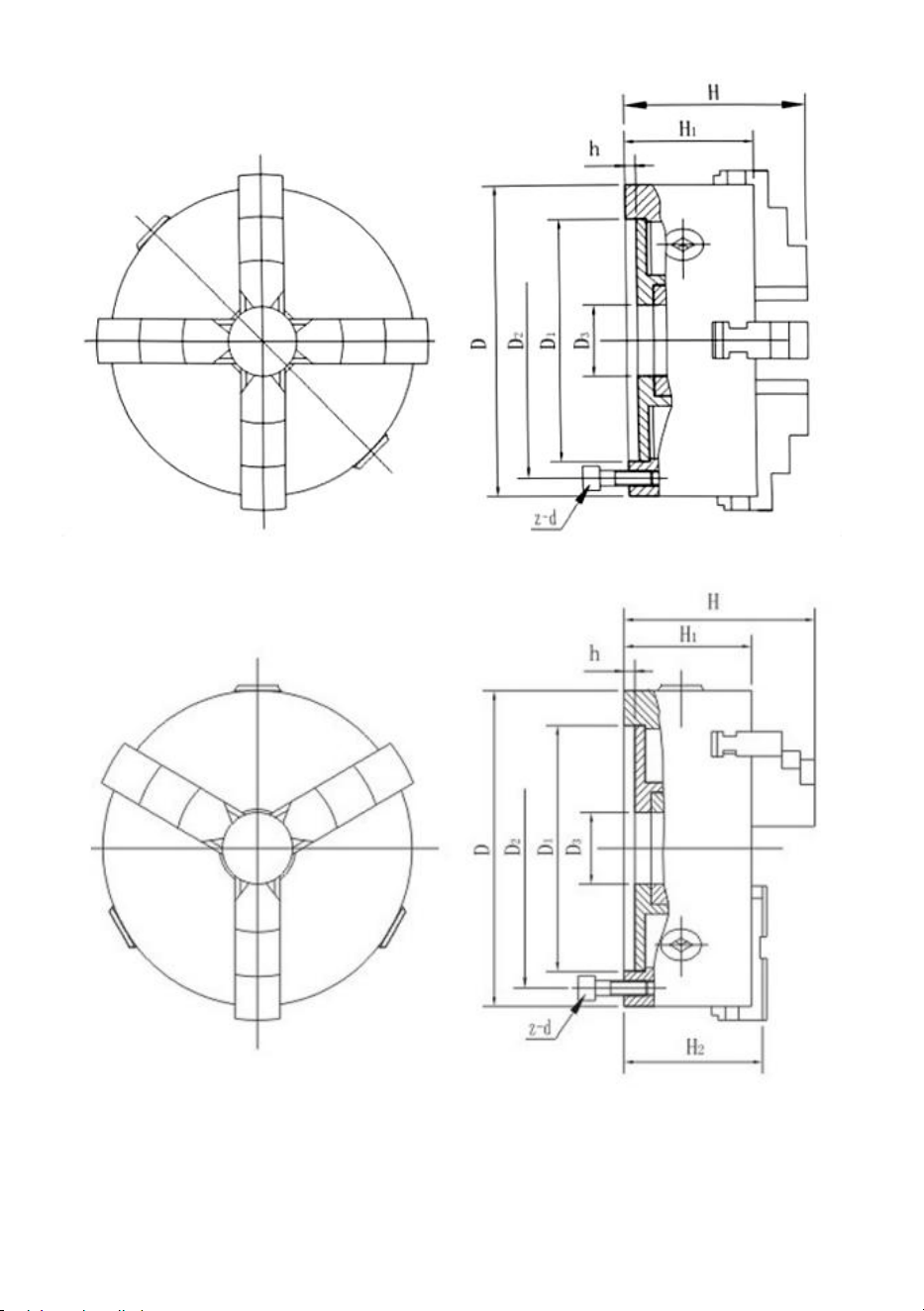
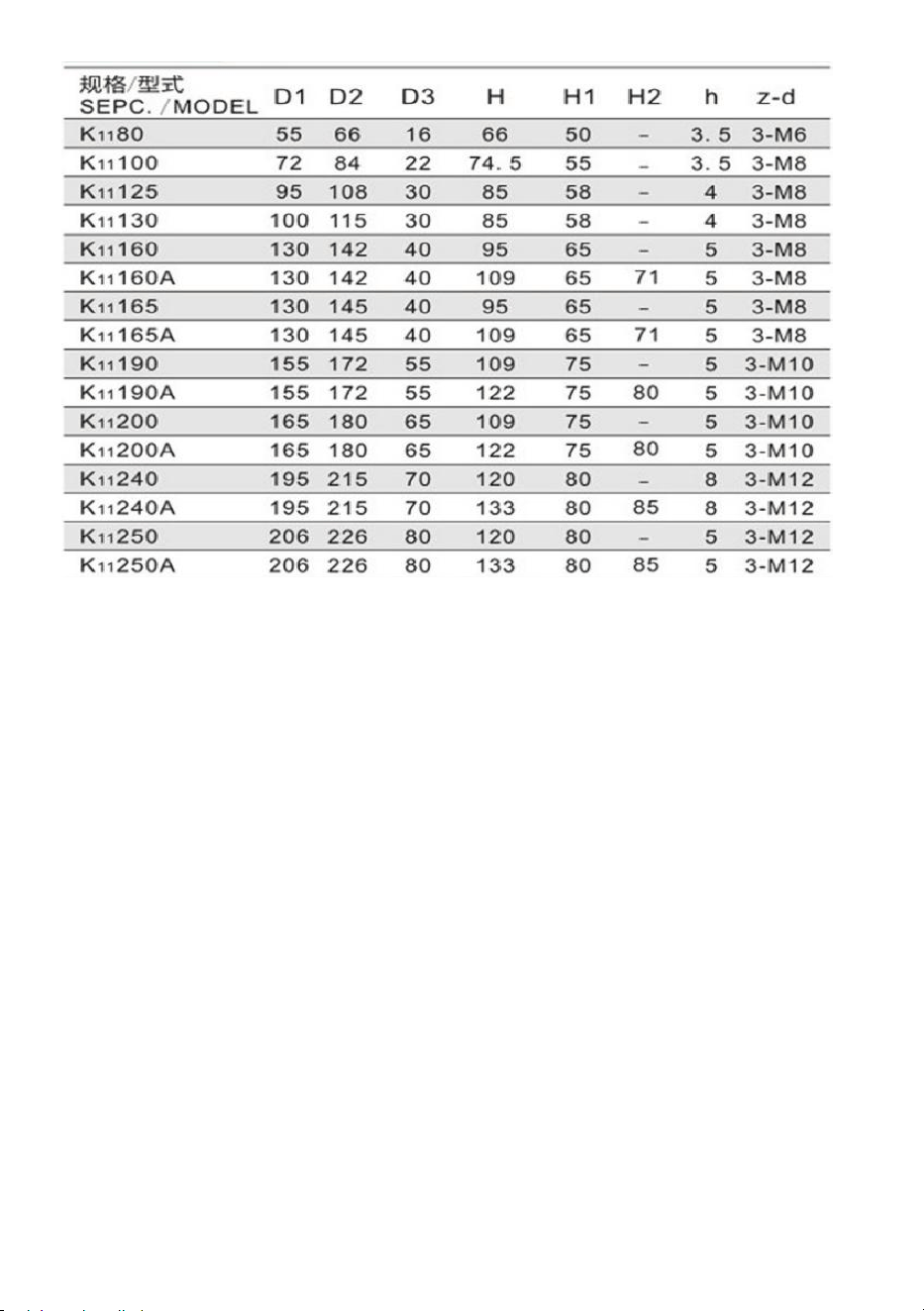
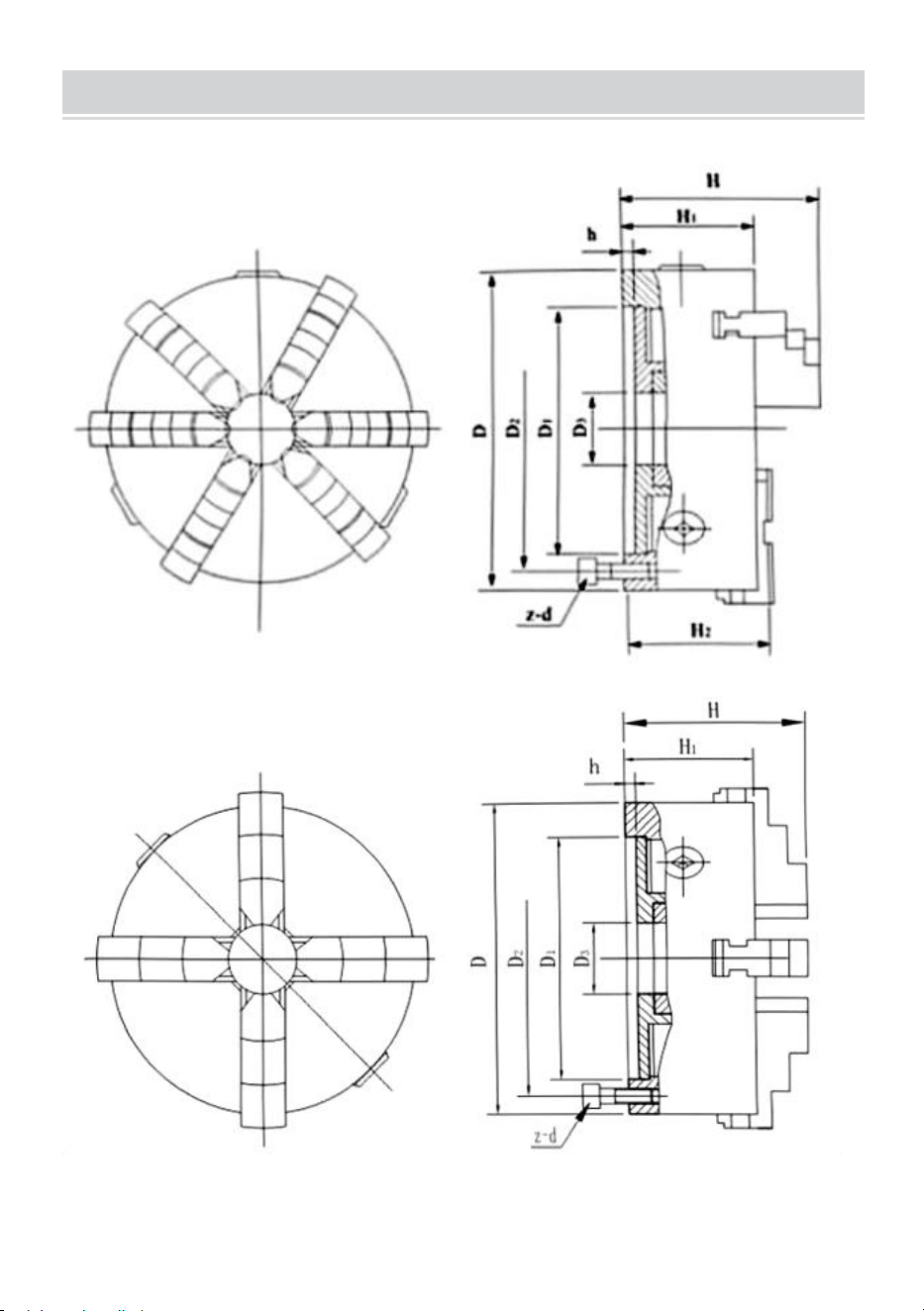
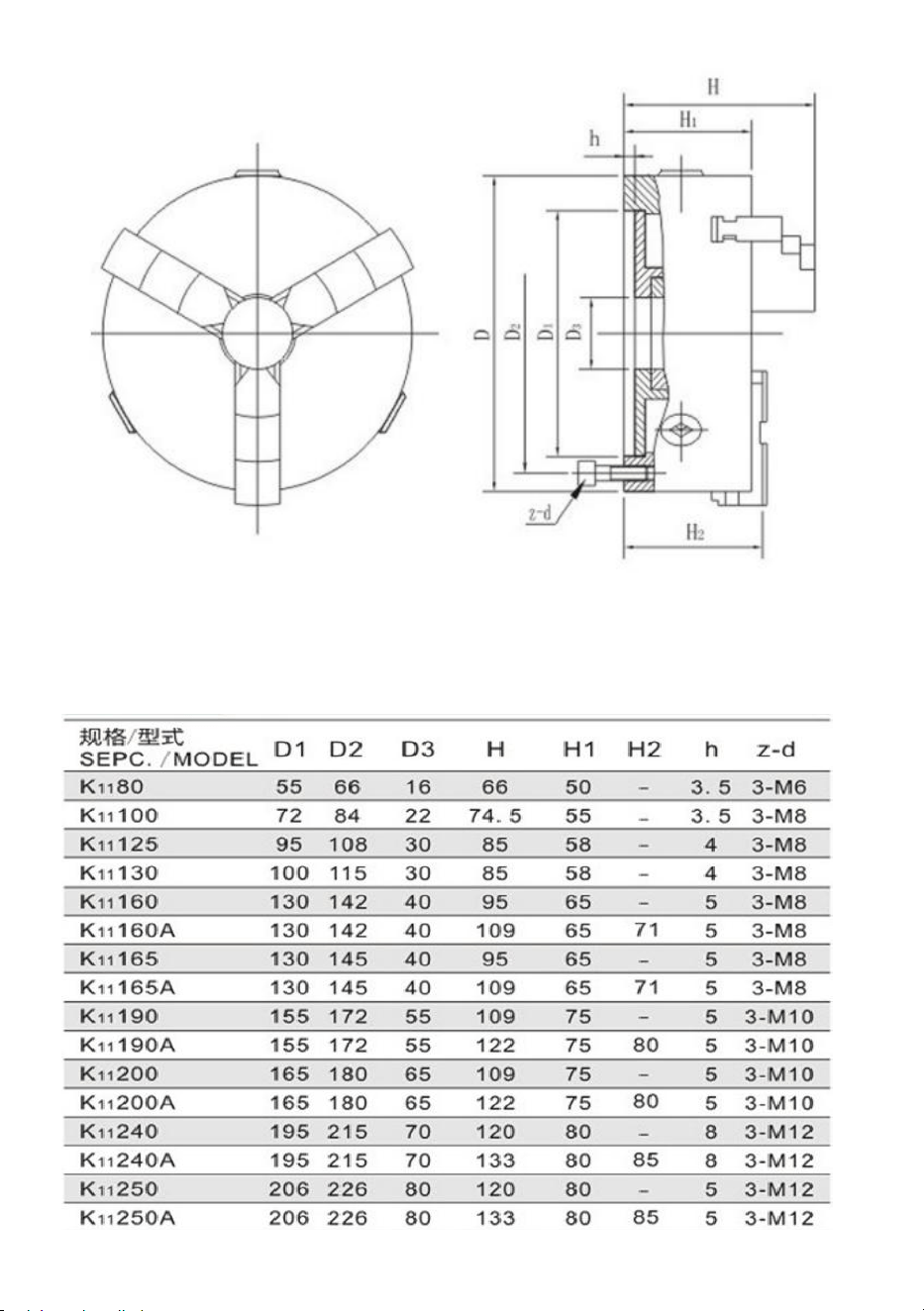
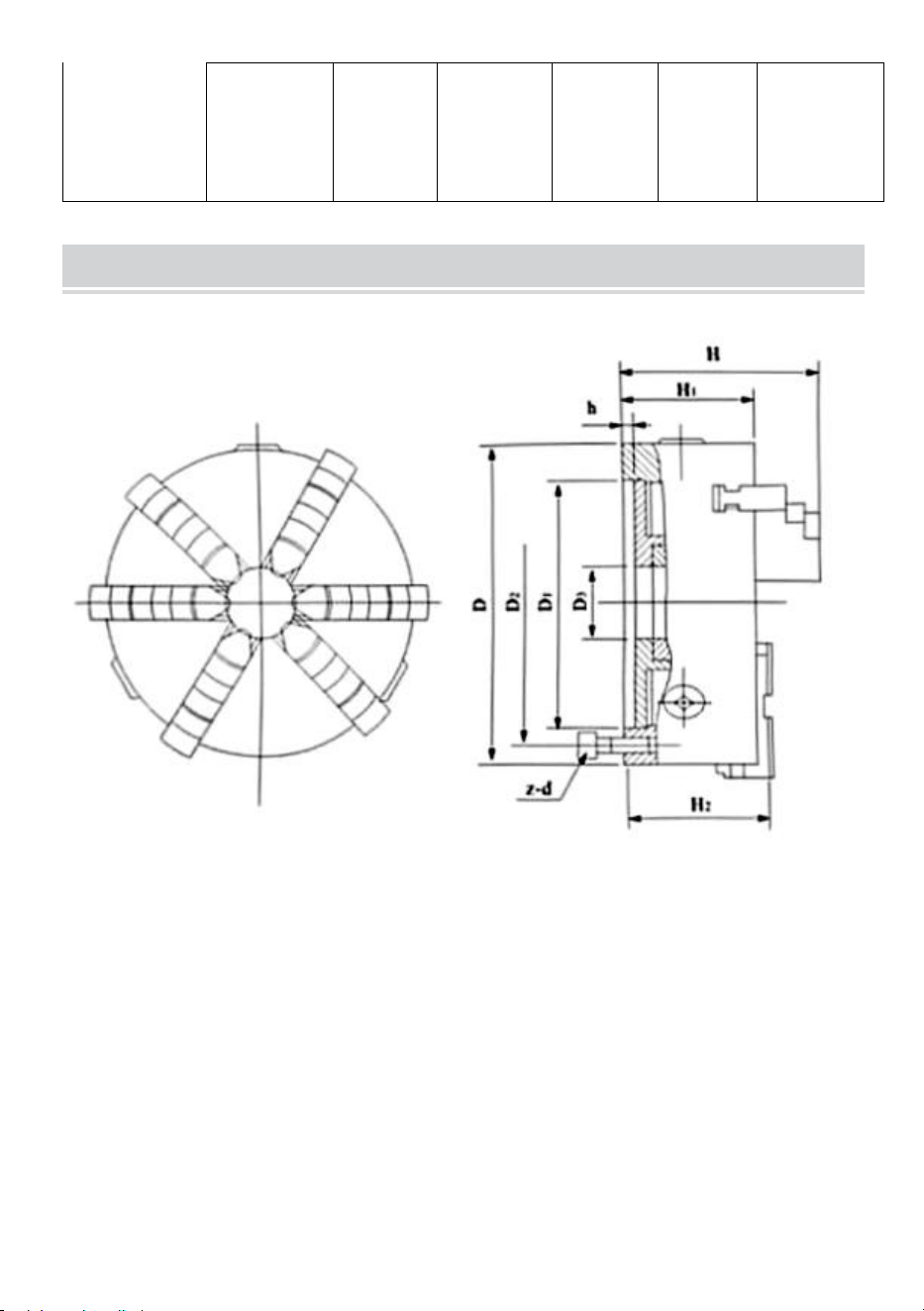
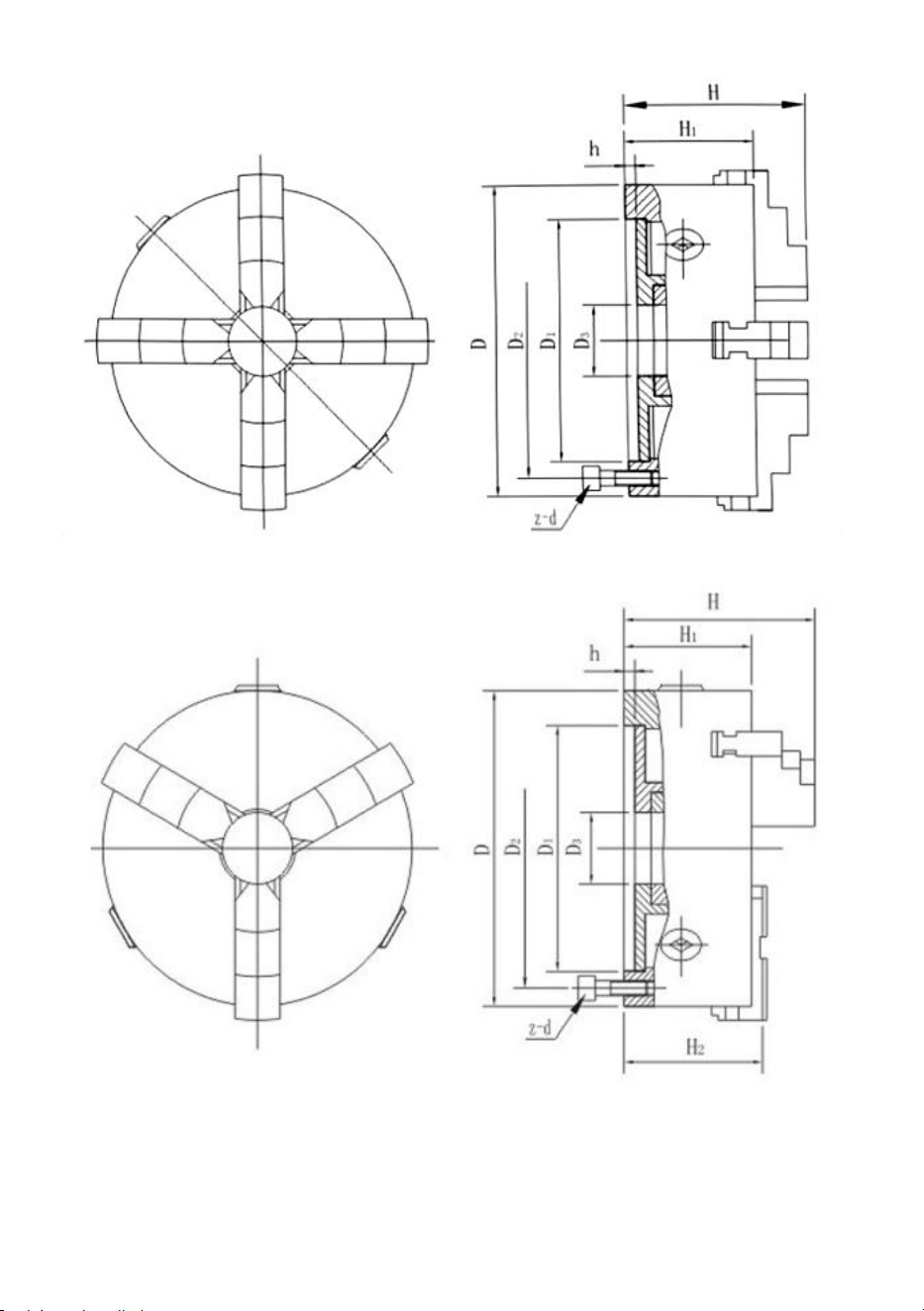
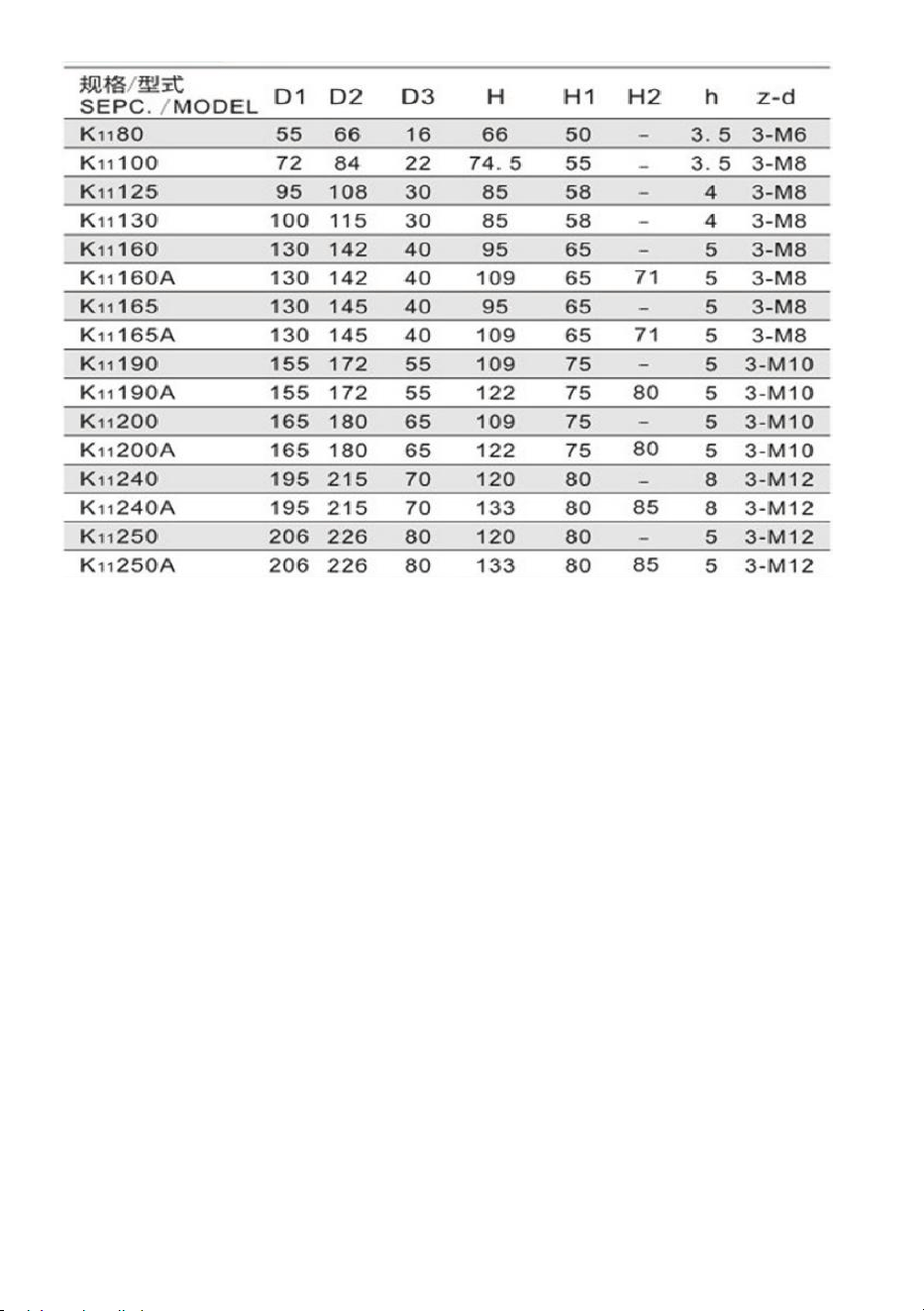
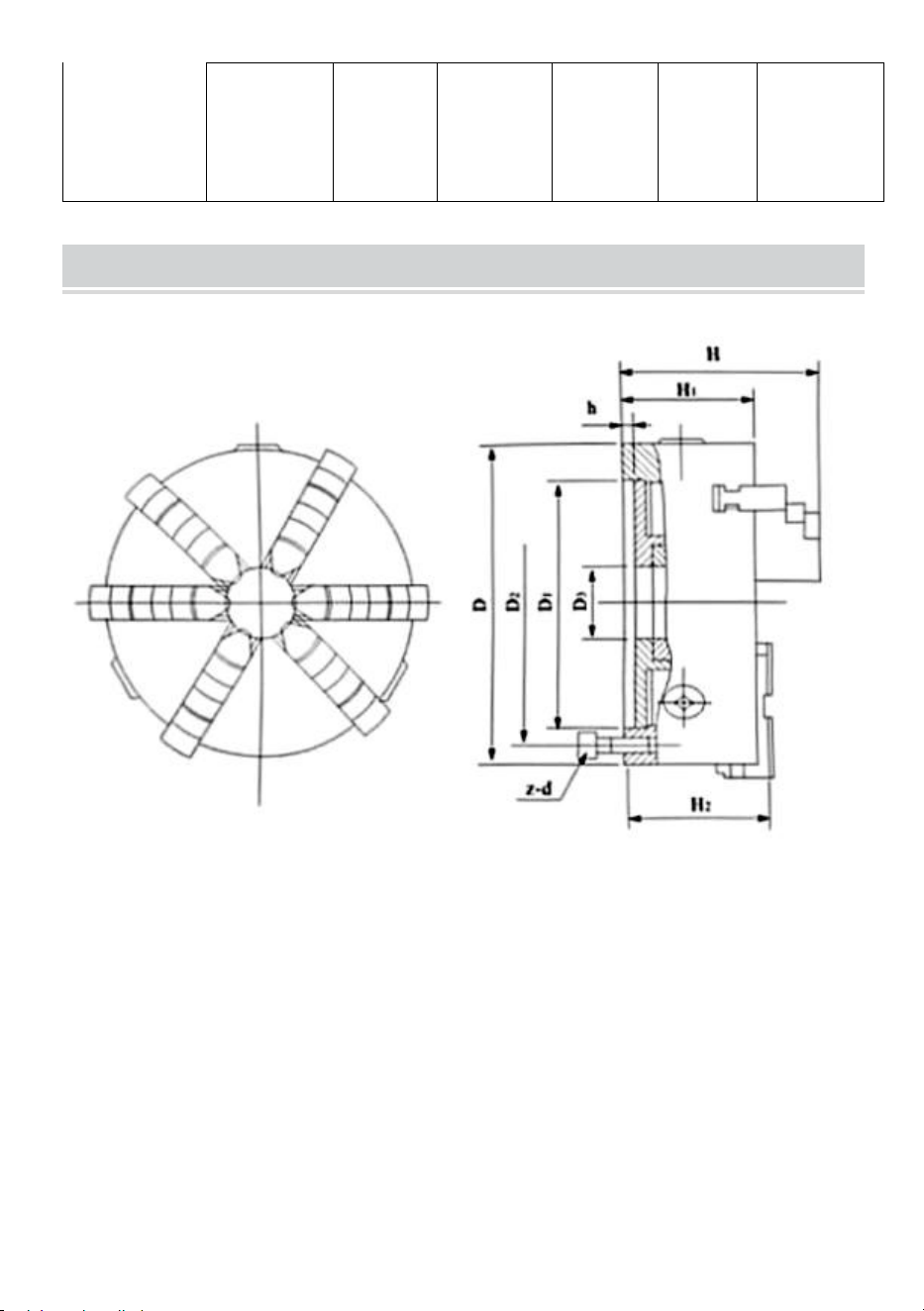
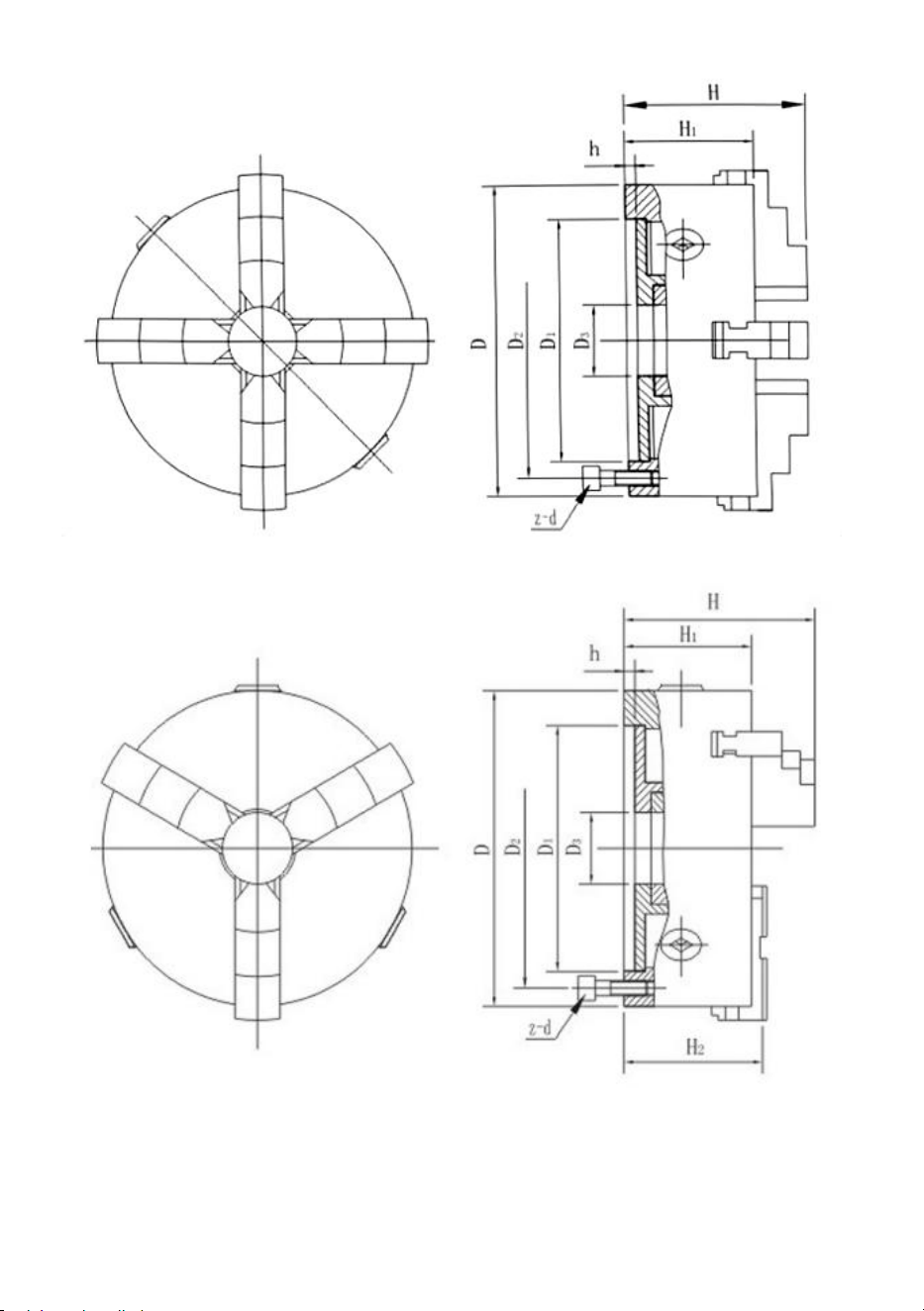
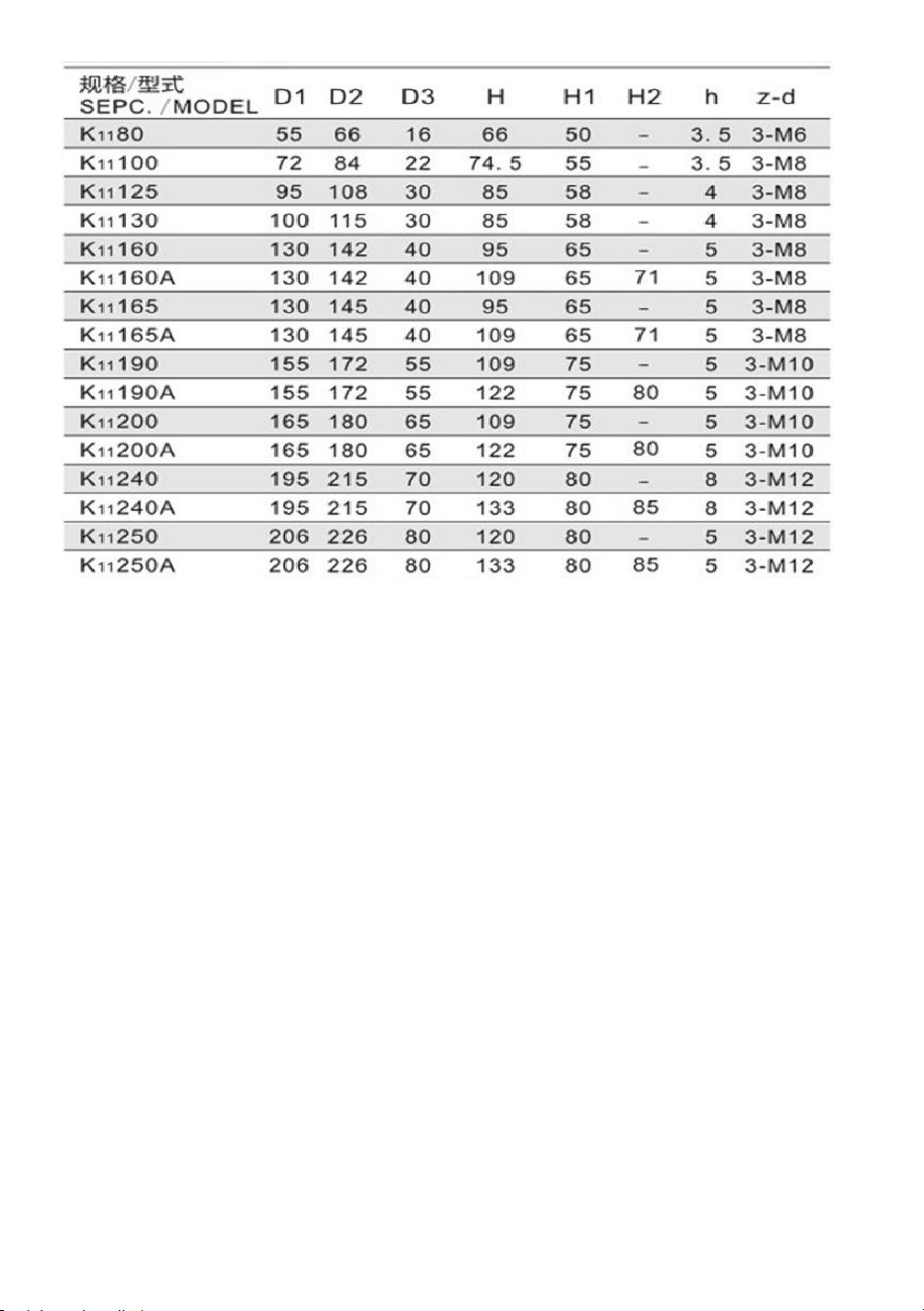
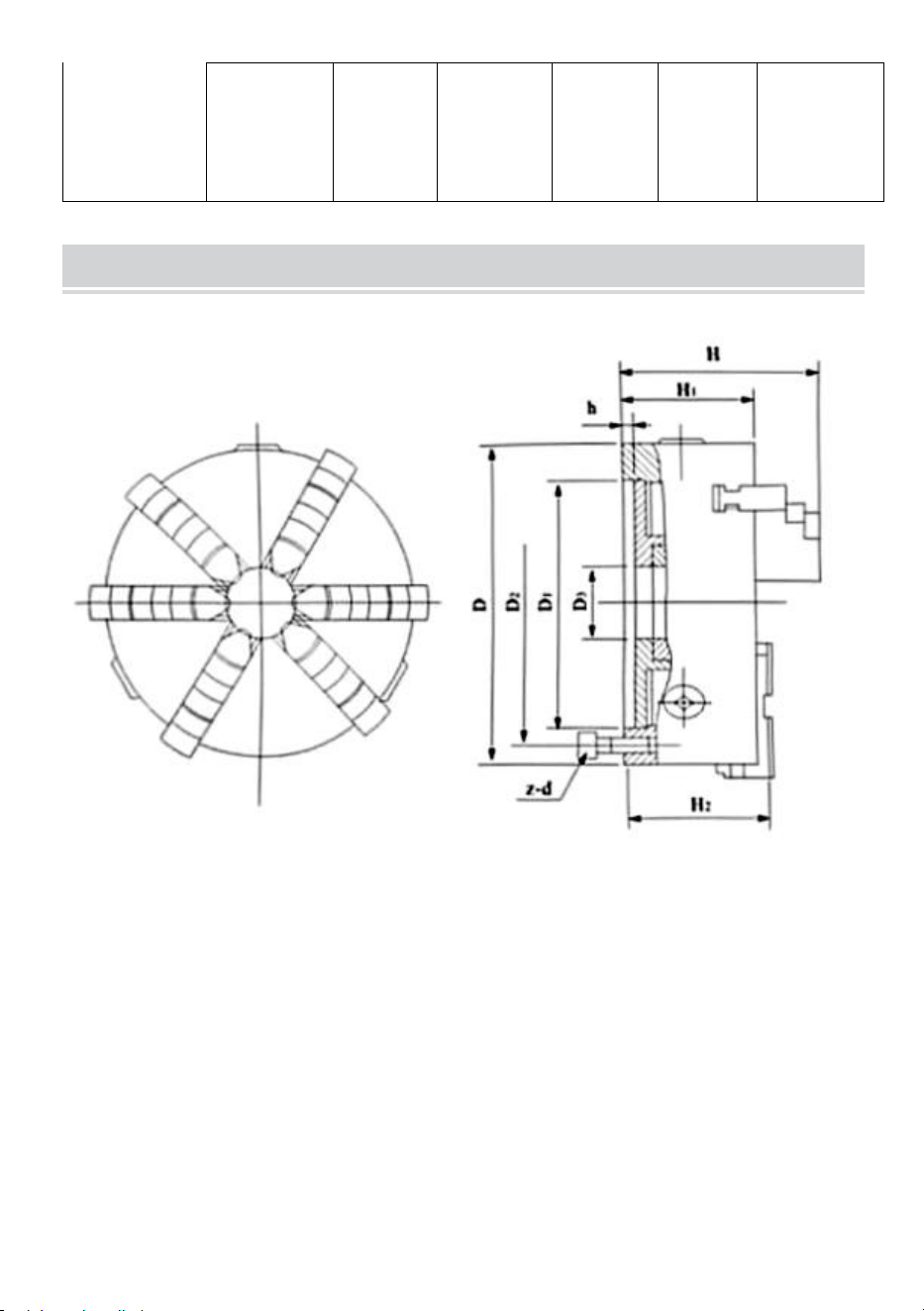
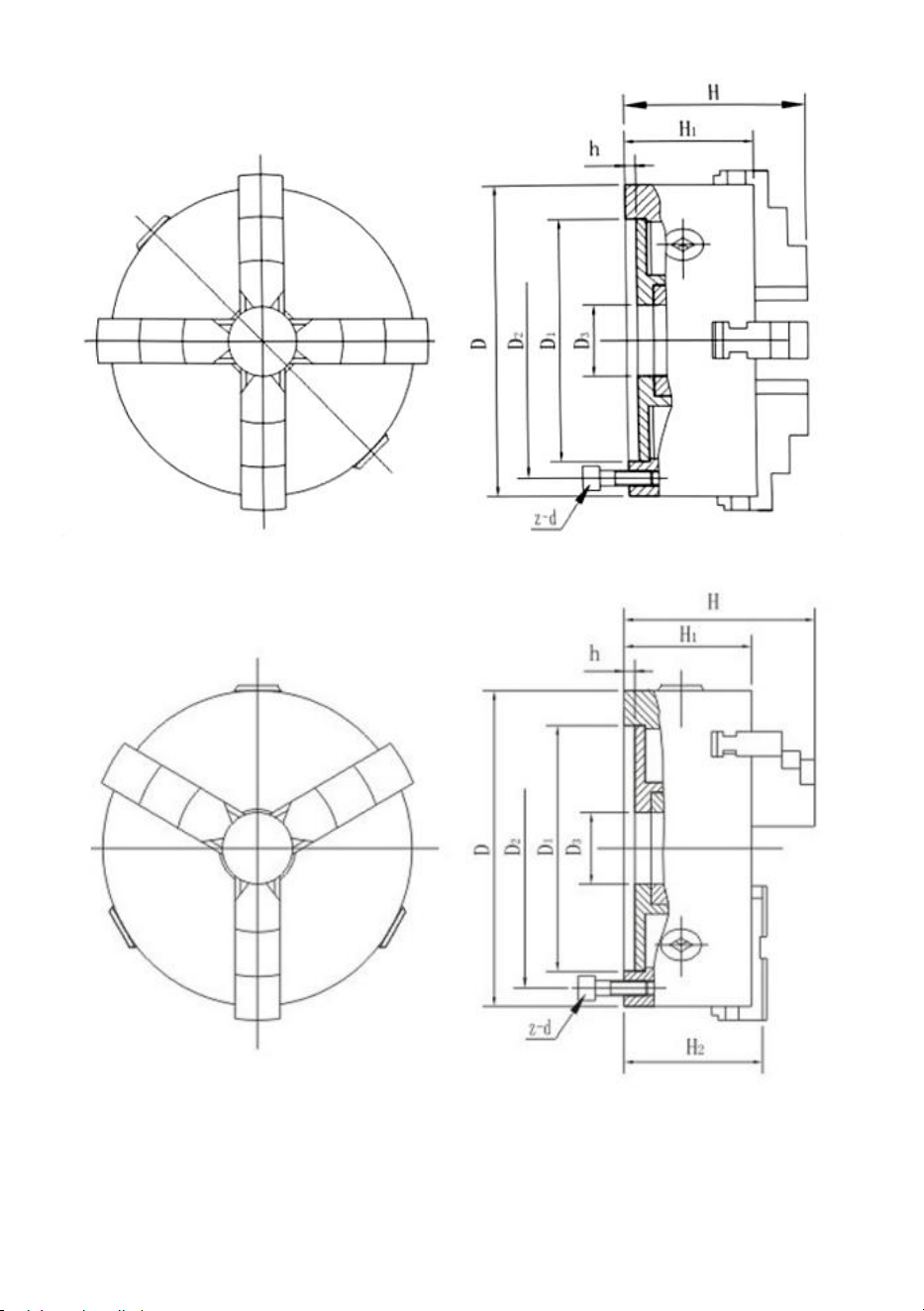
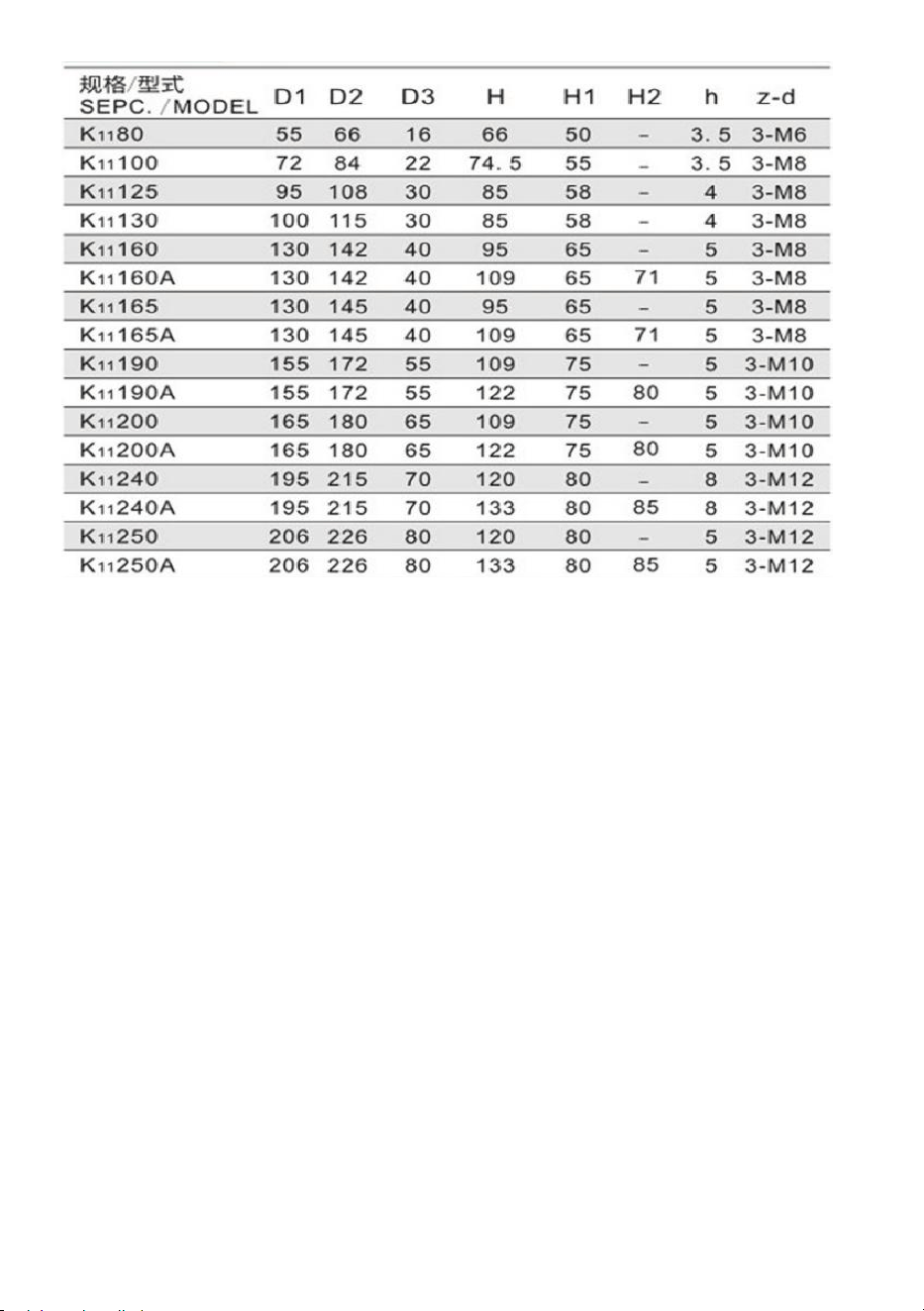
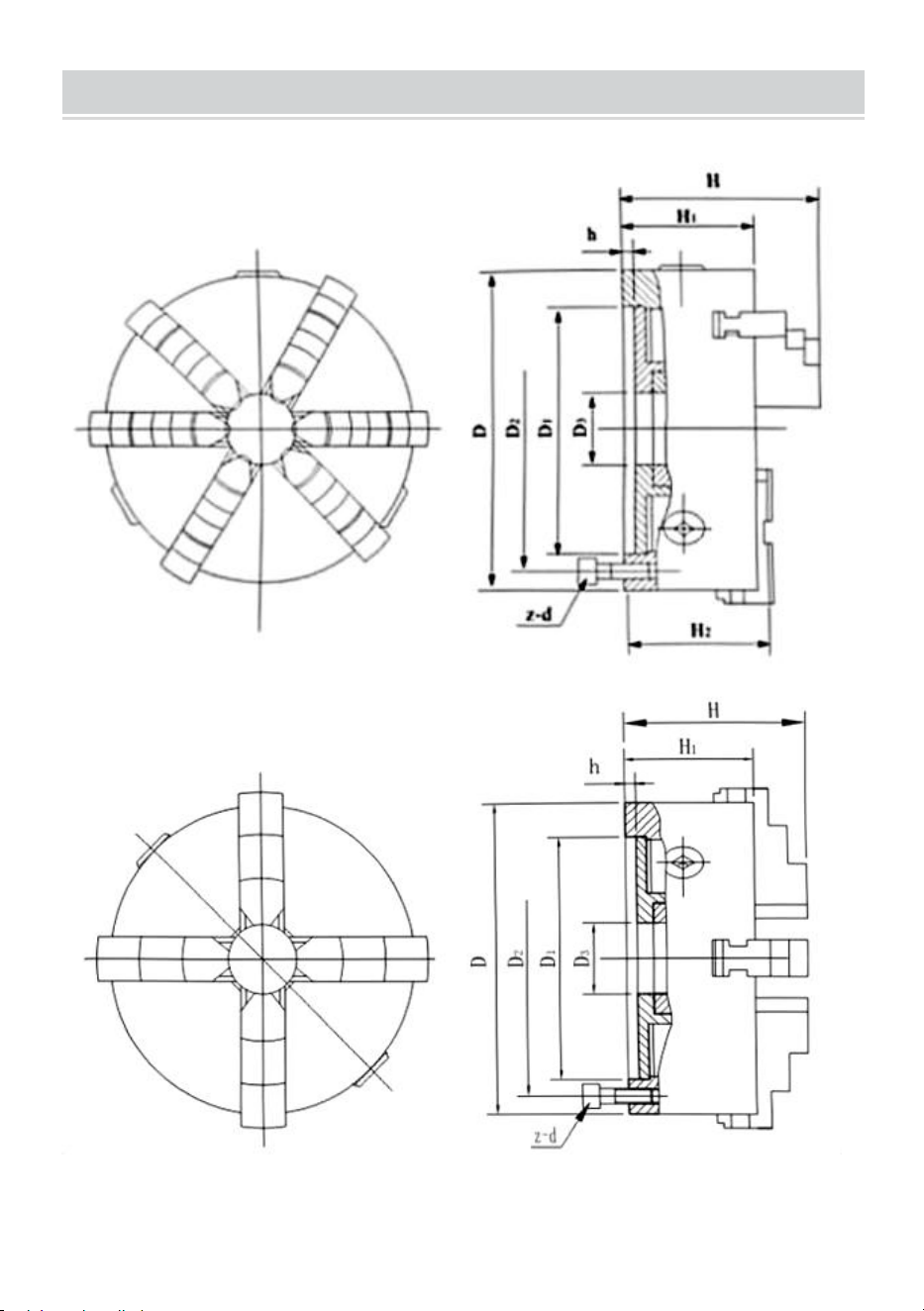
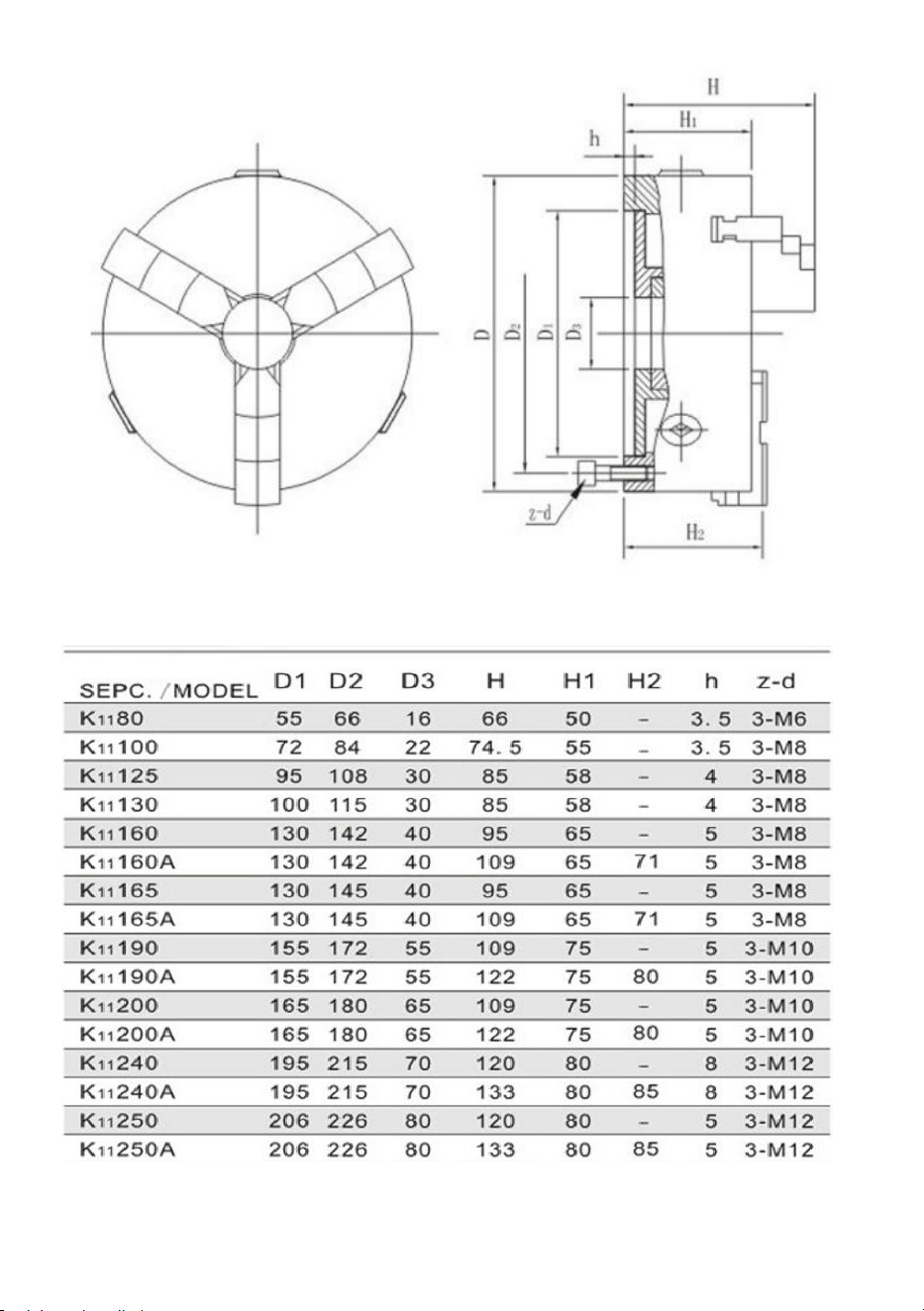
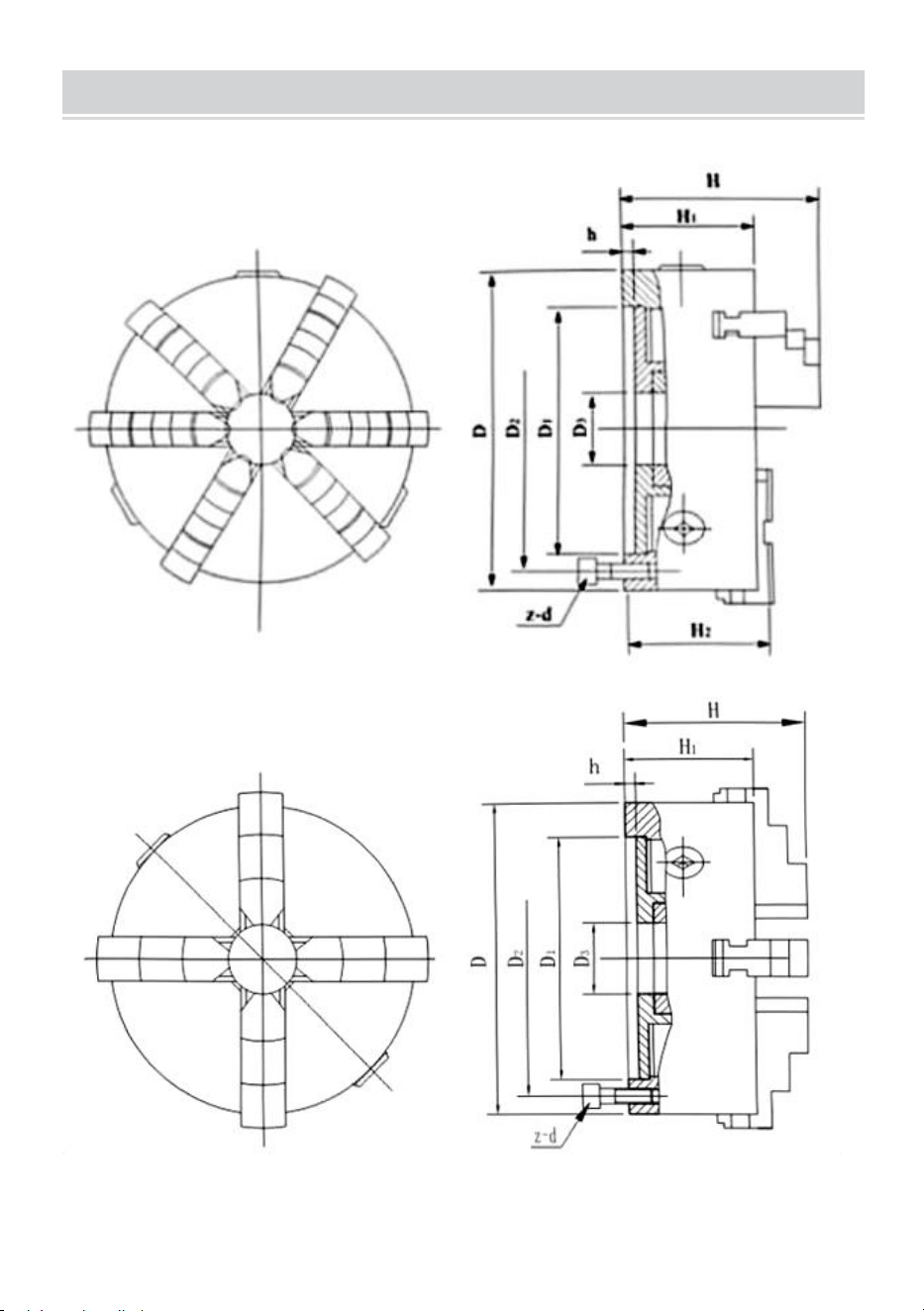
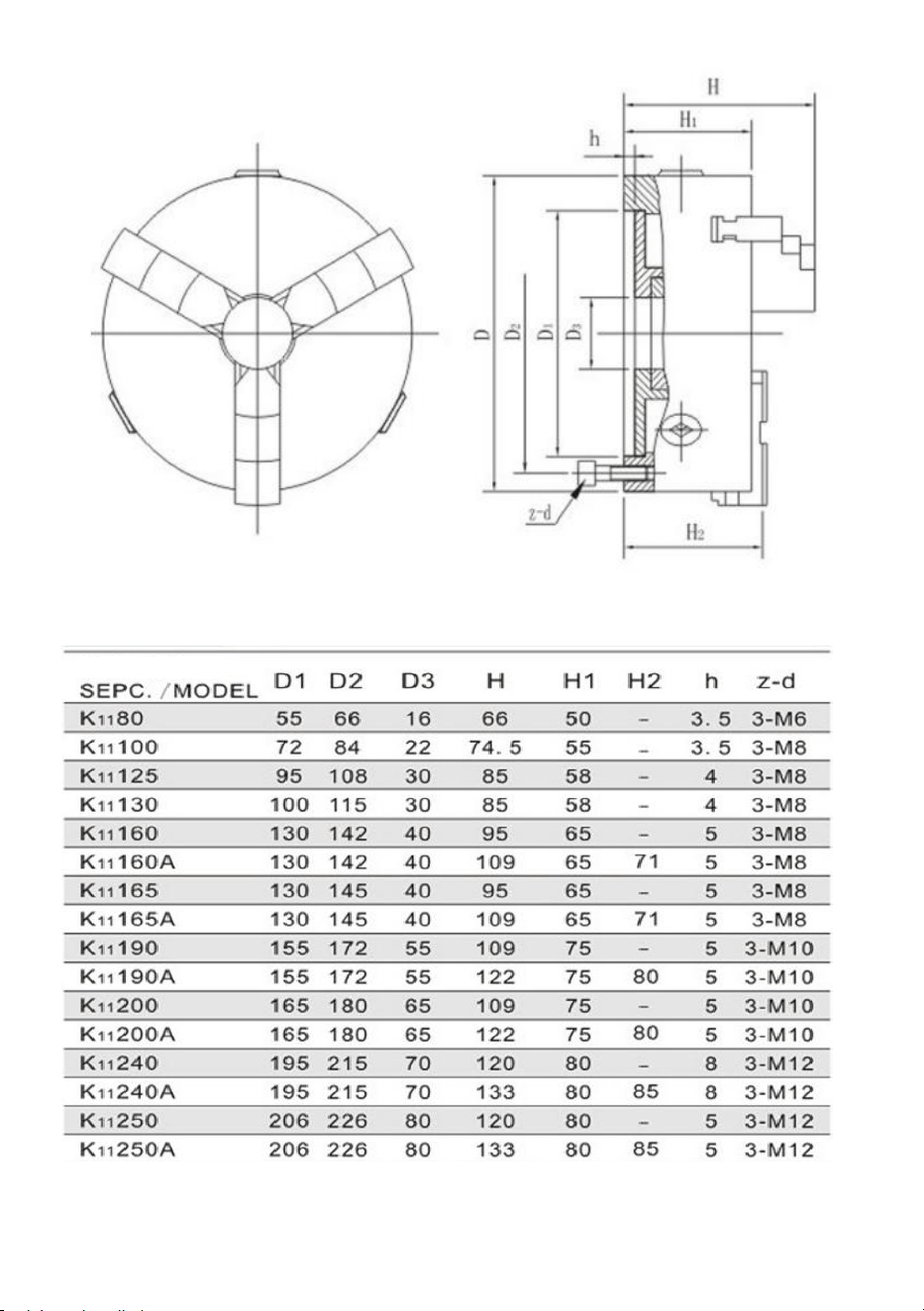
SPECIFICATIONS
- 4 -
Specifications
- 5 -
OPERATION INSTRUCTIONS
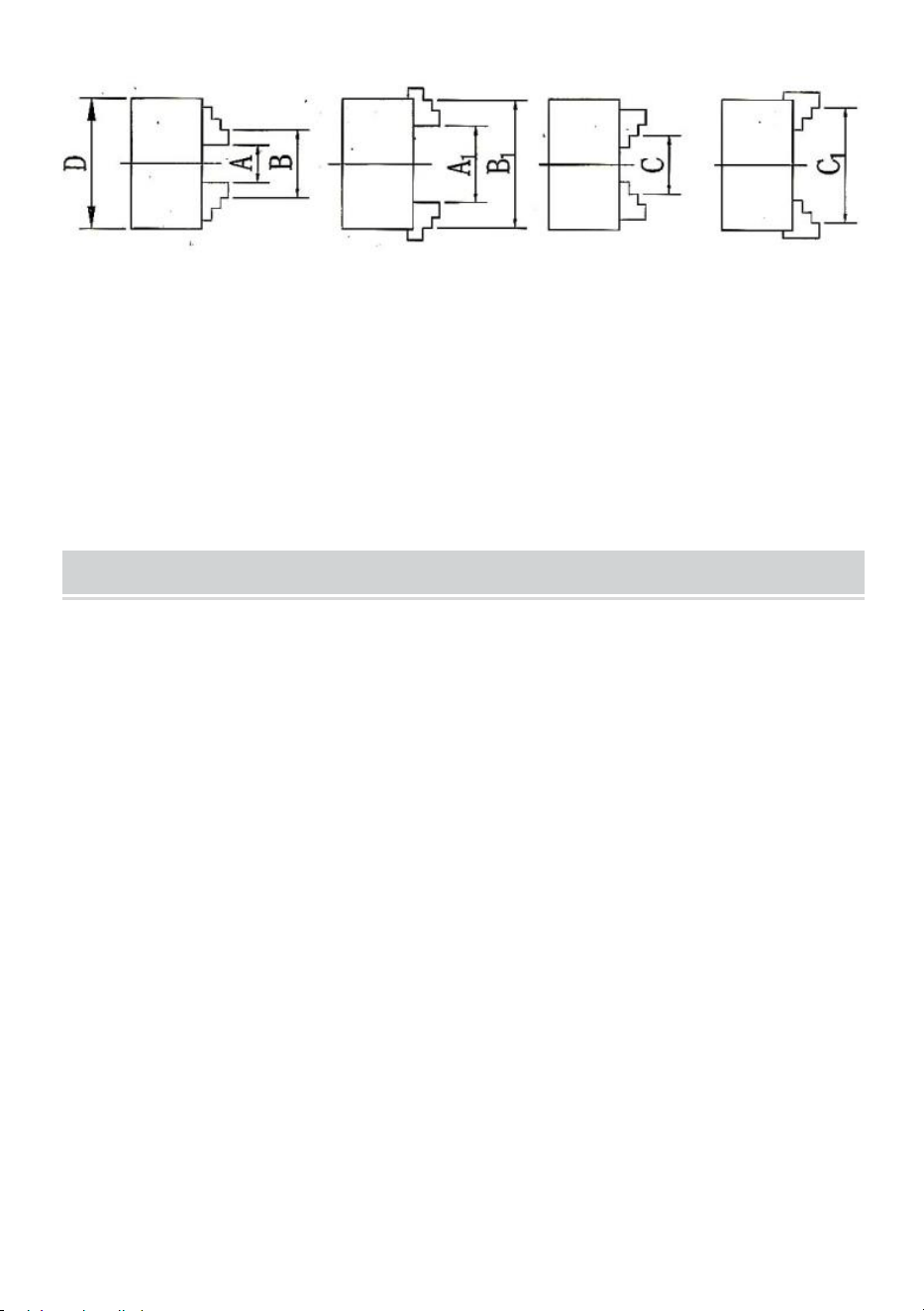
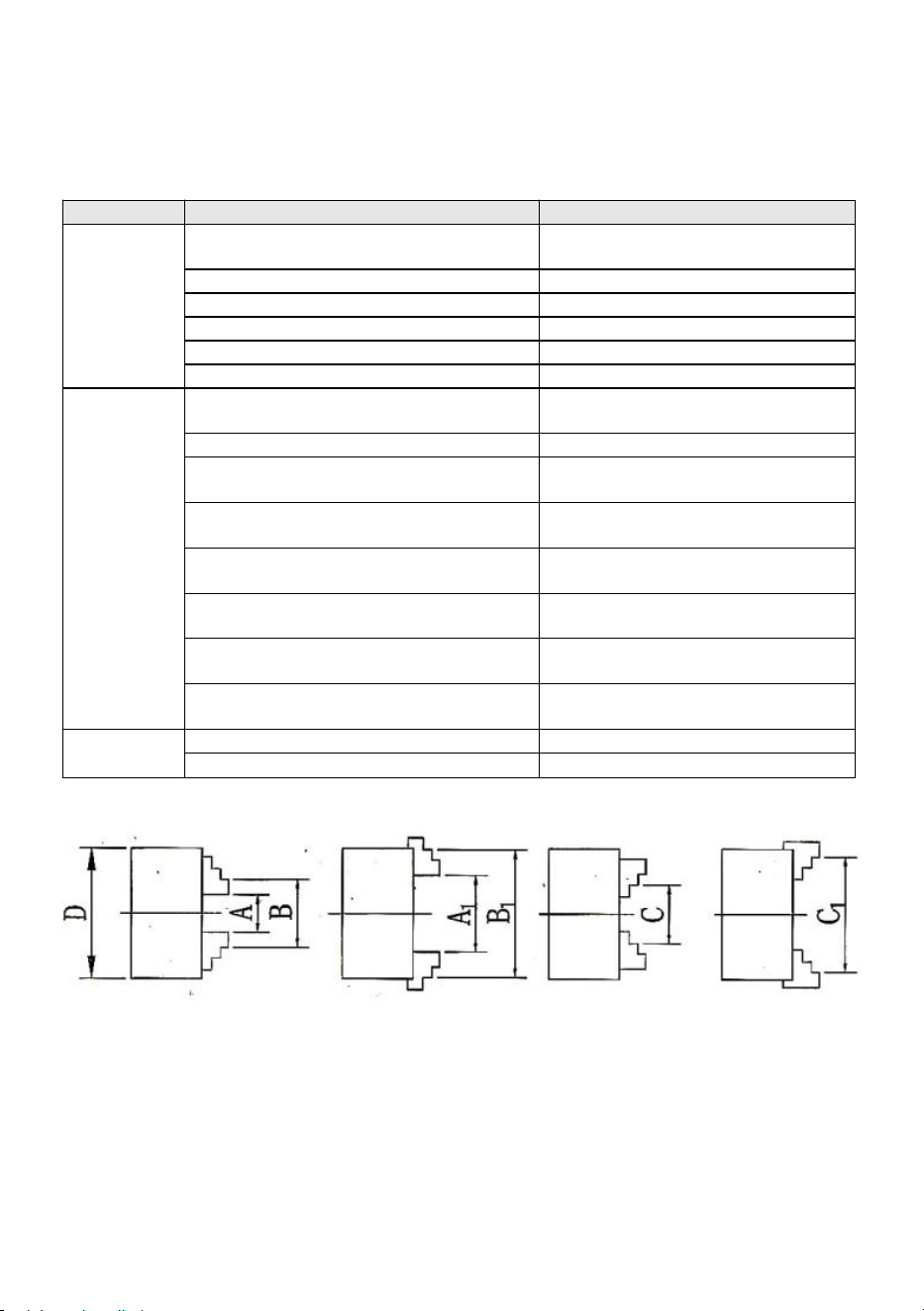
The jaws of the series chucks have two types:
①Model K11、K12、K13 is of solid jaw. One chuck has each set of internal
and external jaws which can be used separately.
② Model K11A(or K11C) 、K12、K13is of two-piece jaw, which is
composed of Base jaw and reversible top jaw. The two-piece jaws can
perform. As intermal or extermal jaws through adjustment. According to
chucking diameters, soft top jaws can bere-machined so as to achieve
ideal clamping accuracy. The connection dimensions for two-picce jaws of
model K11A conform to GB4346 (IS03442) Standards.
Caution
a)Don't add tube on the wrench when clampworkpiece to avoid the input
torque exceed limit will break chuck.
b)Don't.clamp workpiece in the max clamping range if possible.
c)Don'g run at the max speed when approach to the max clamping limit.
d)The chucks with "0"gear in clamping at last to ensure the accuracy.
e)Don't exceed chuck max speed during operation.
Maintenance and inspection
1 Chucks should be maintained while the machine tools maintain.
2 Lubricate (at the grease cup)and clean(use the compressed air) the
chucks every day, in order to maintain its accuracy and durability.
3 Wash and lubricate all the working surface of the chucks at least two
times every year.When the using frequency of the machine tool grow or at
the special operation conditions,add the maintenance times of the chucks.
Troubleshooting
Troubleshooting and measurement see Table.5.
- 6 -
(Table )
Problem
Cause
Countermeasures
Insufficient
clamping
The elaaping are taper not conform with
dimension
Replace jaws
The axlal clamping Length short
Increase claping length
The taper in workpiece
Process workpiece.surface
The input torque small
Increase the input torque
Over the clmping range
Replace chucks
Lubrication is poor
More lubricate
Poor
accuracy
In using clamping are or working dirty
Maintenance jaws and workpiececlean
when working
When replace jaws,No.1,2,3 jaws wrong
Mount the jaw in order
Something wrong with the shor-taper chucks
Adjust the chucks
mounting position
Short-taper surface dirty when mounting
chucks
Maintain the
short-taper clean
Mbipiar acomer nt onform the nonting
dimension
Matched adapter conform
to demand
kapiar plats nith zhkn
orsetion tolsrae too large
Matched adapter conform
to demand
Impurity things inthe top jawand base jaw
Keep top jaws and base jaws mounting
face clean when replace jaws
The clamping arc taper not conform
dimension
Replace jaws
Cear shall
not work
Impurity thing in the chucks
Clean and lubricate
Lubrication is poor
Lubricate
- 7 -
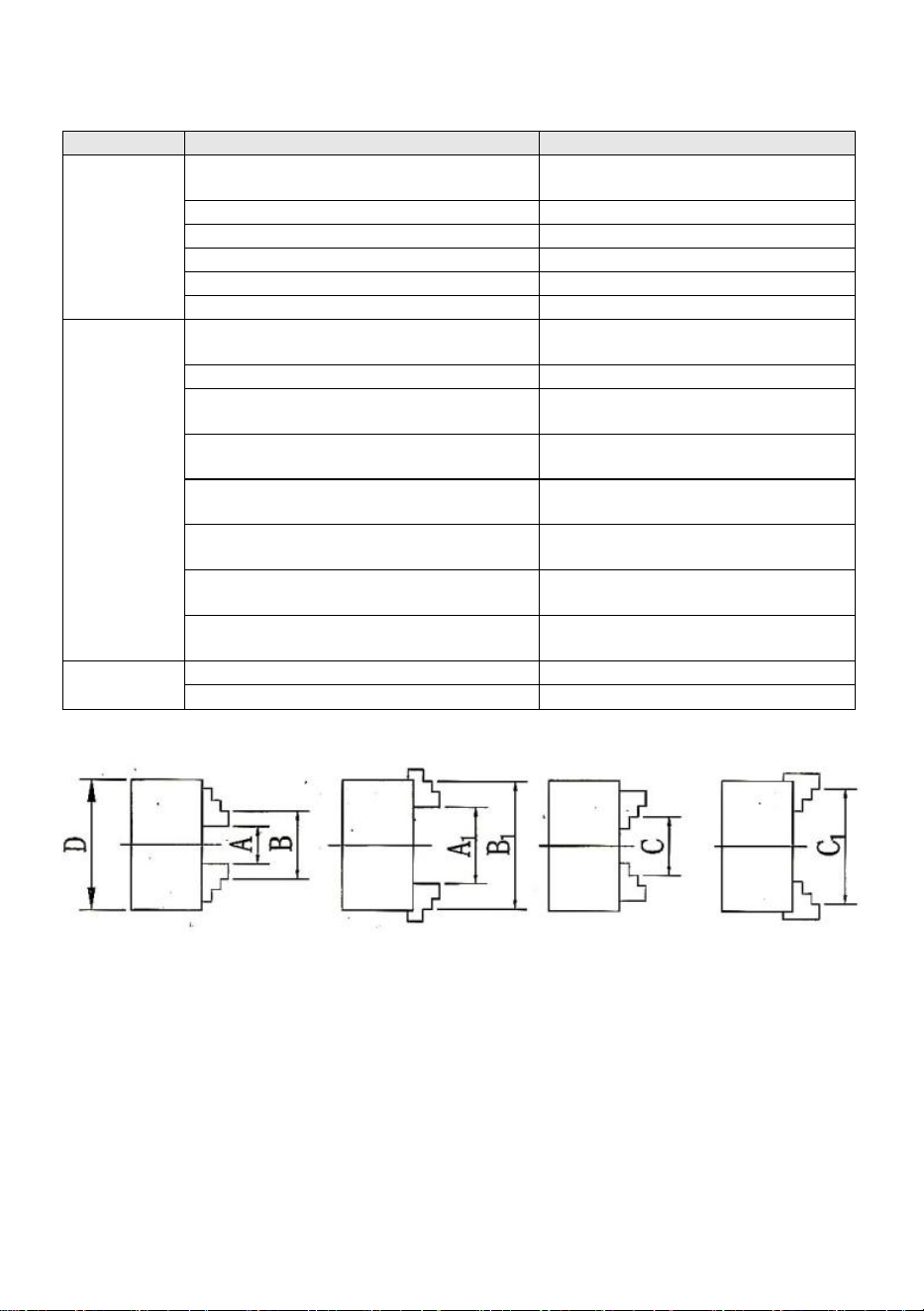
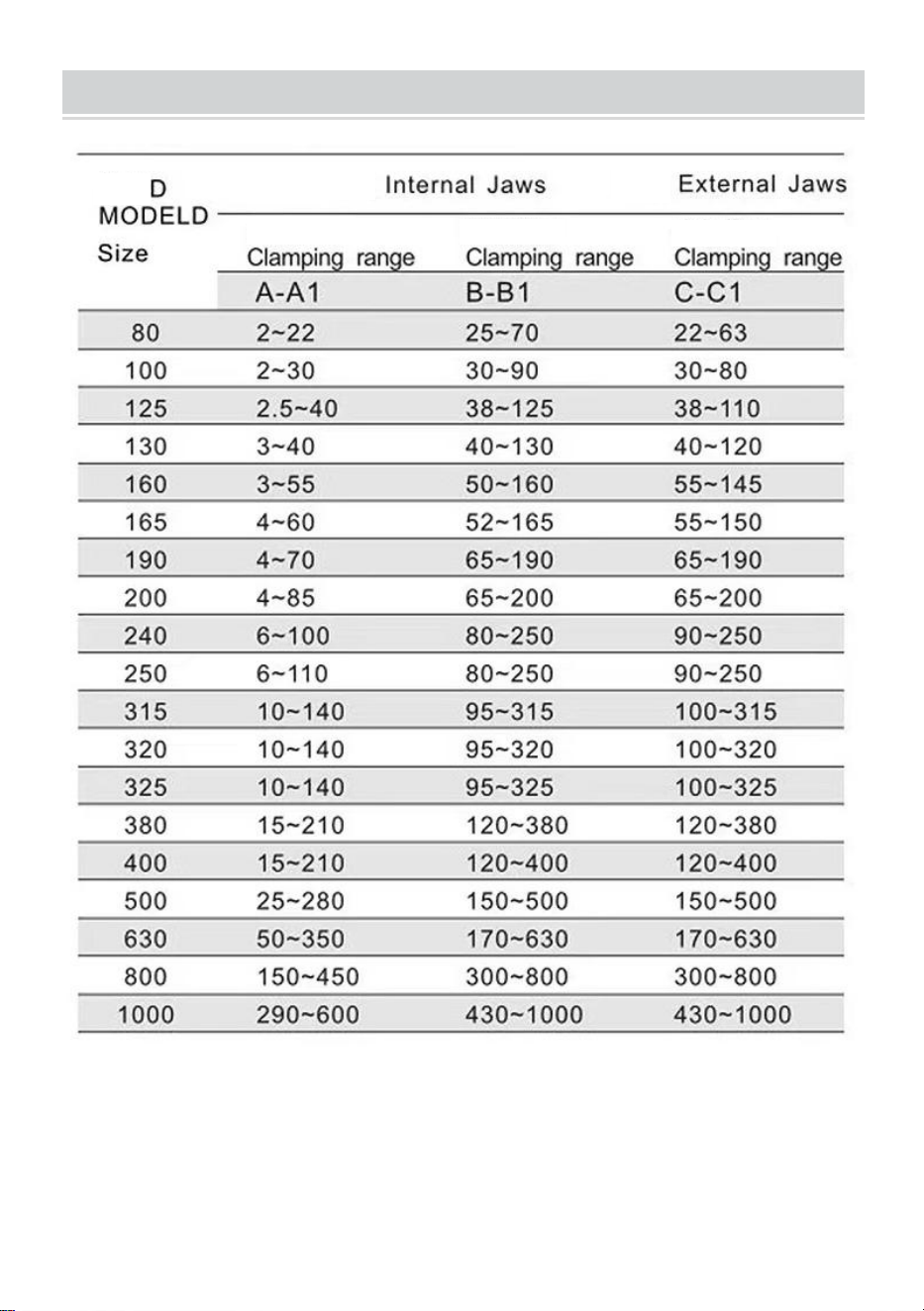
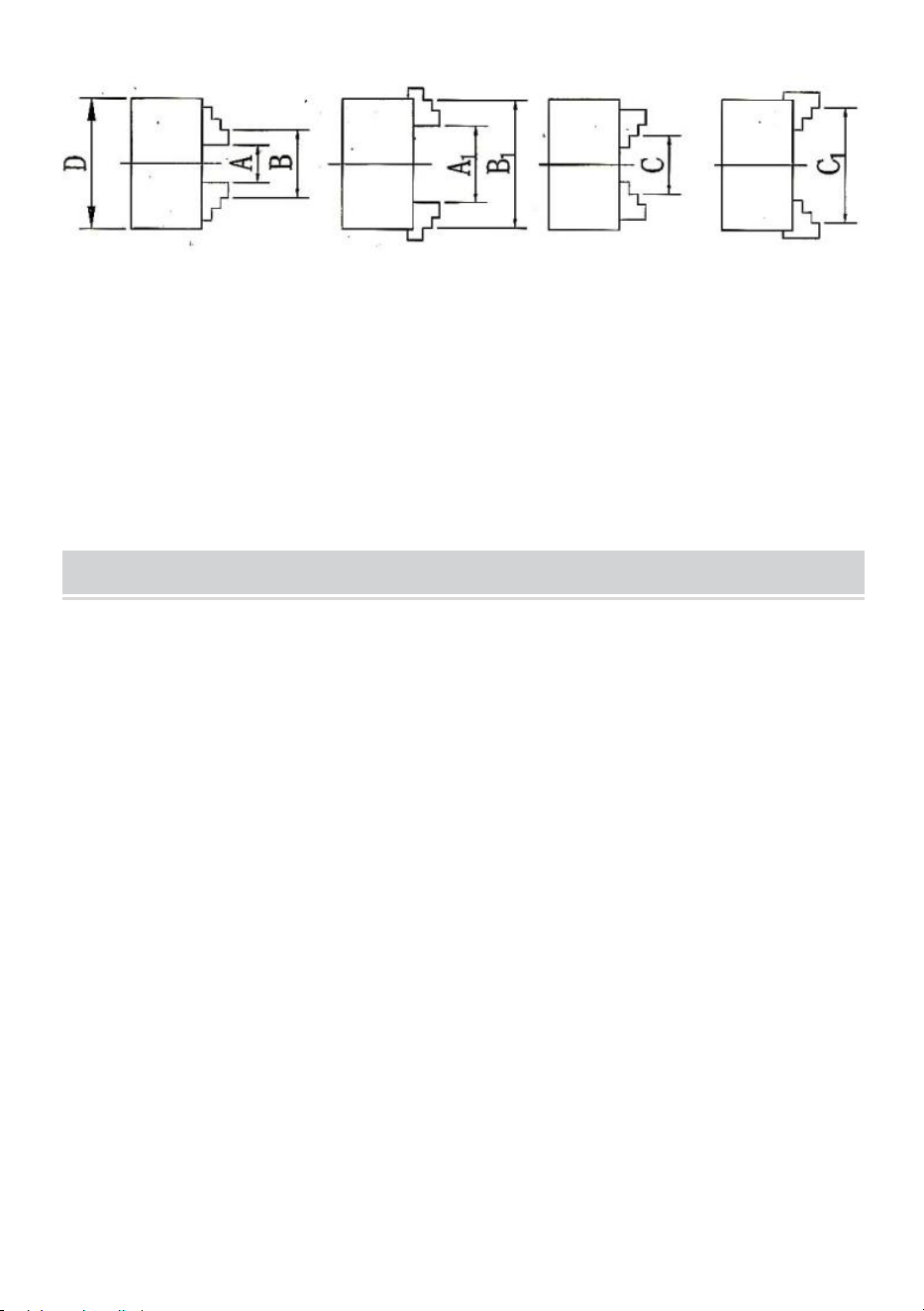
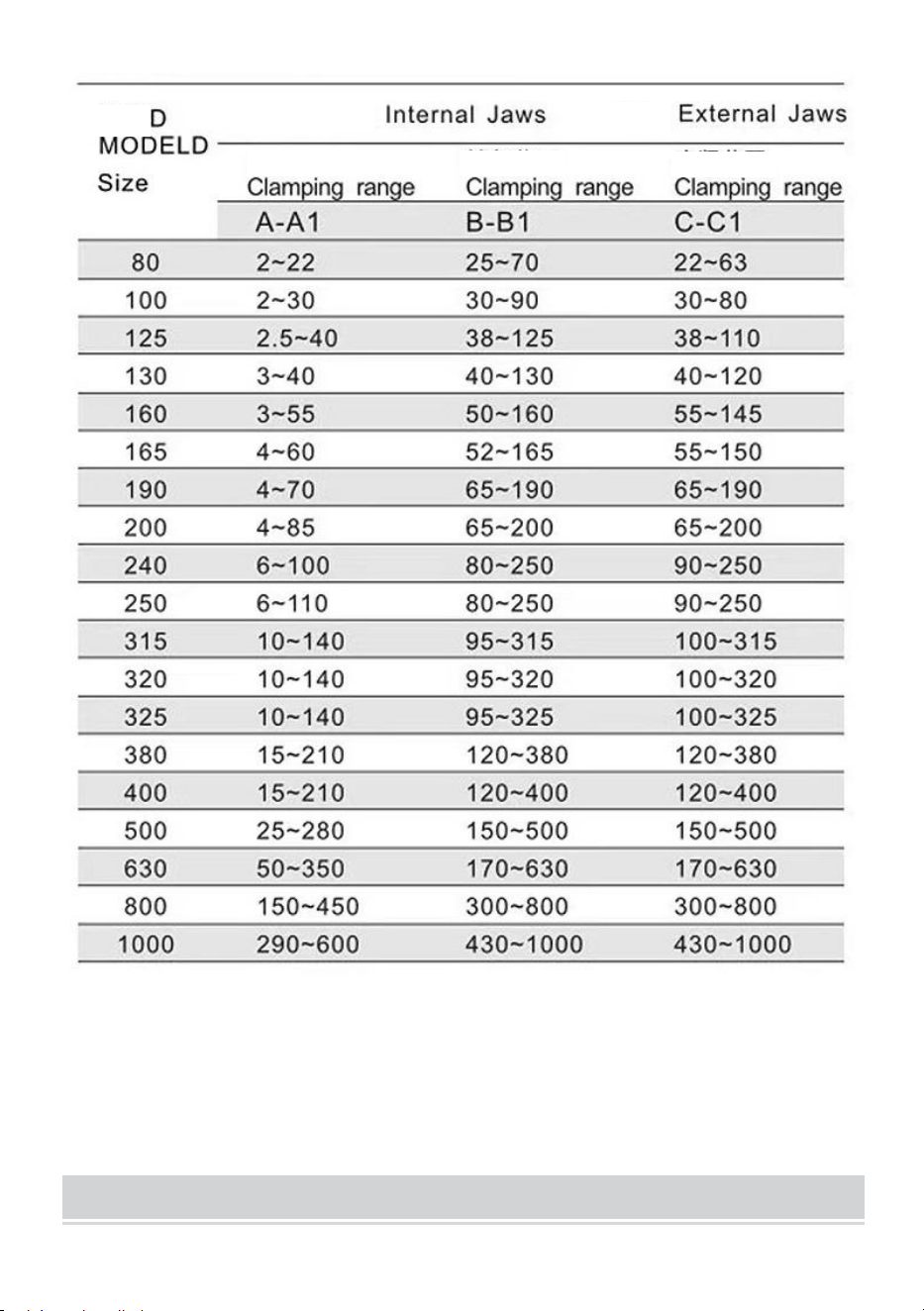
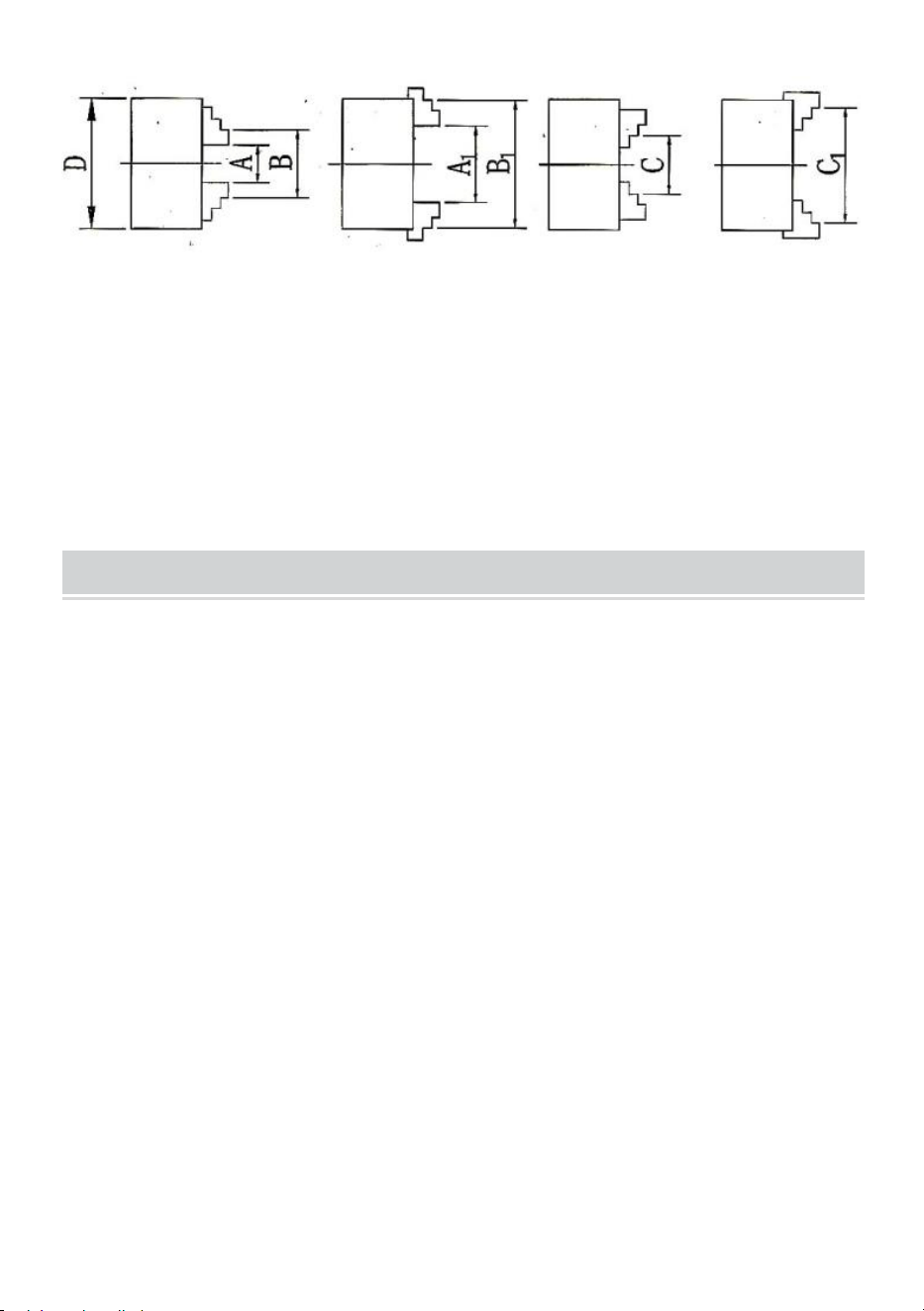
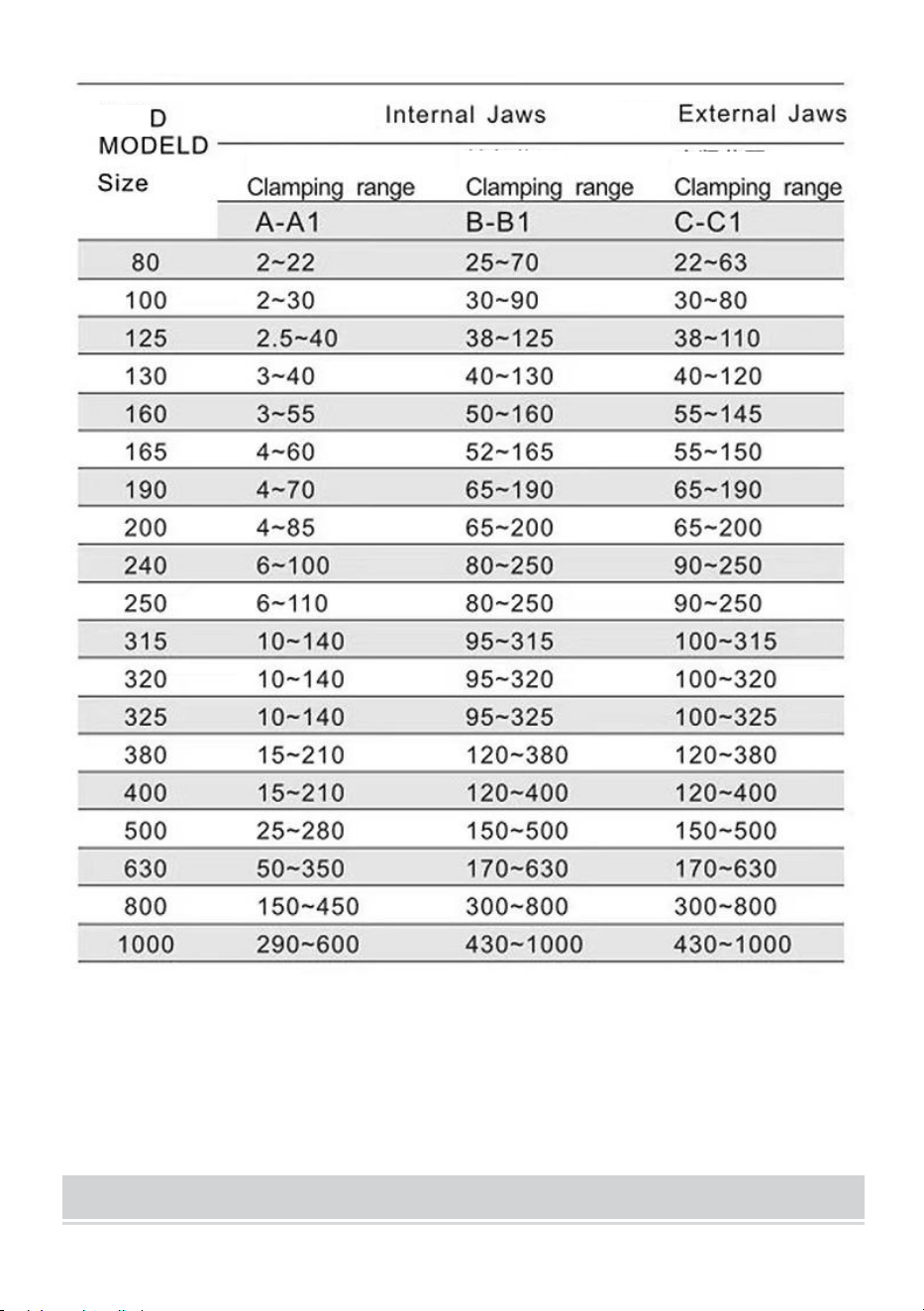
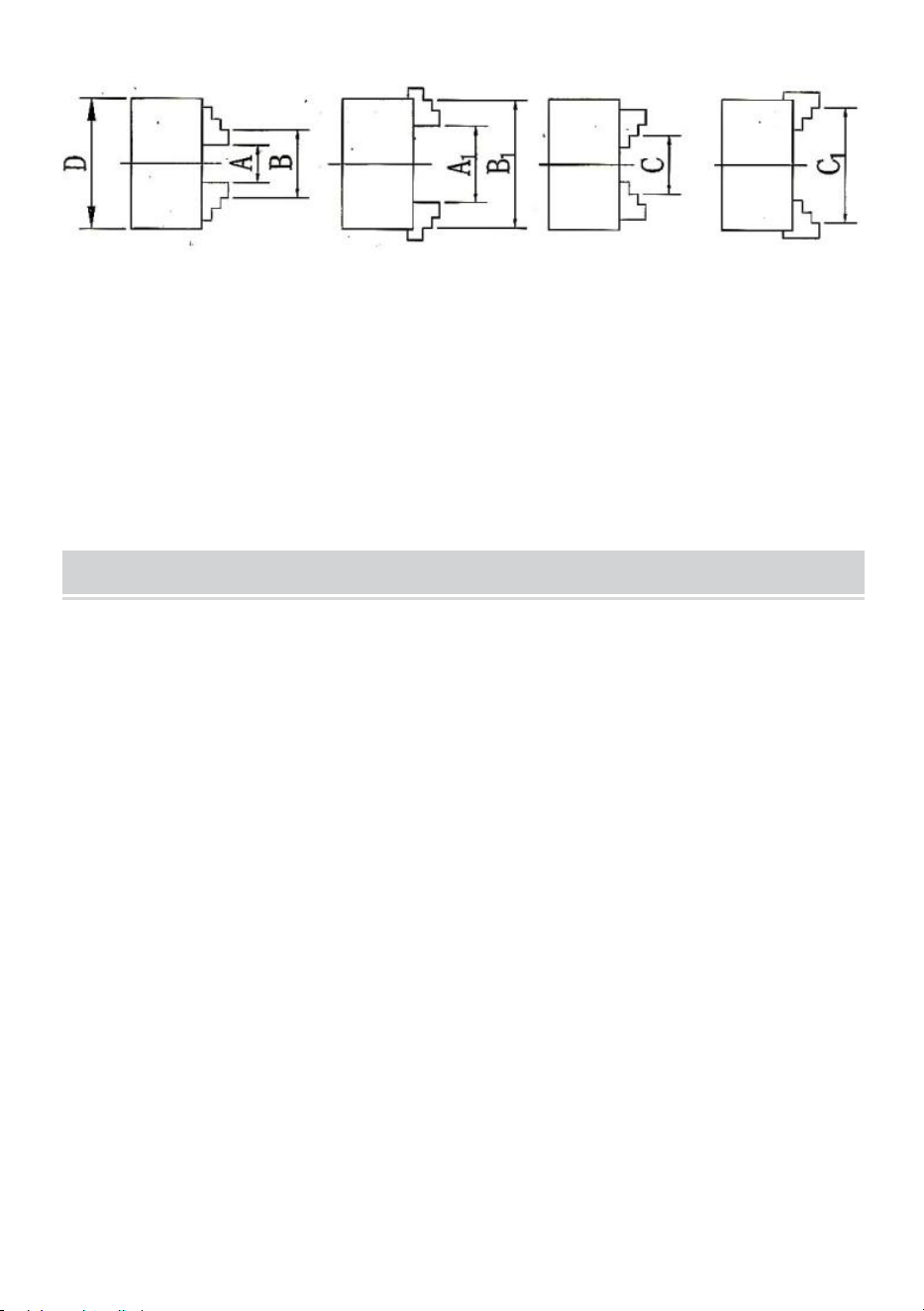
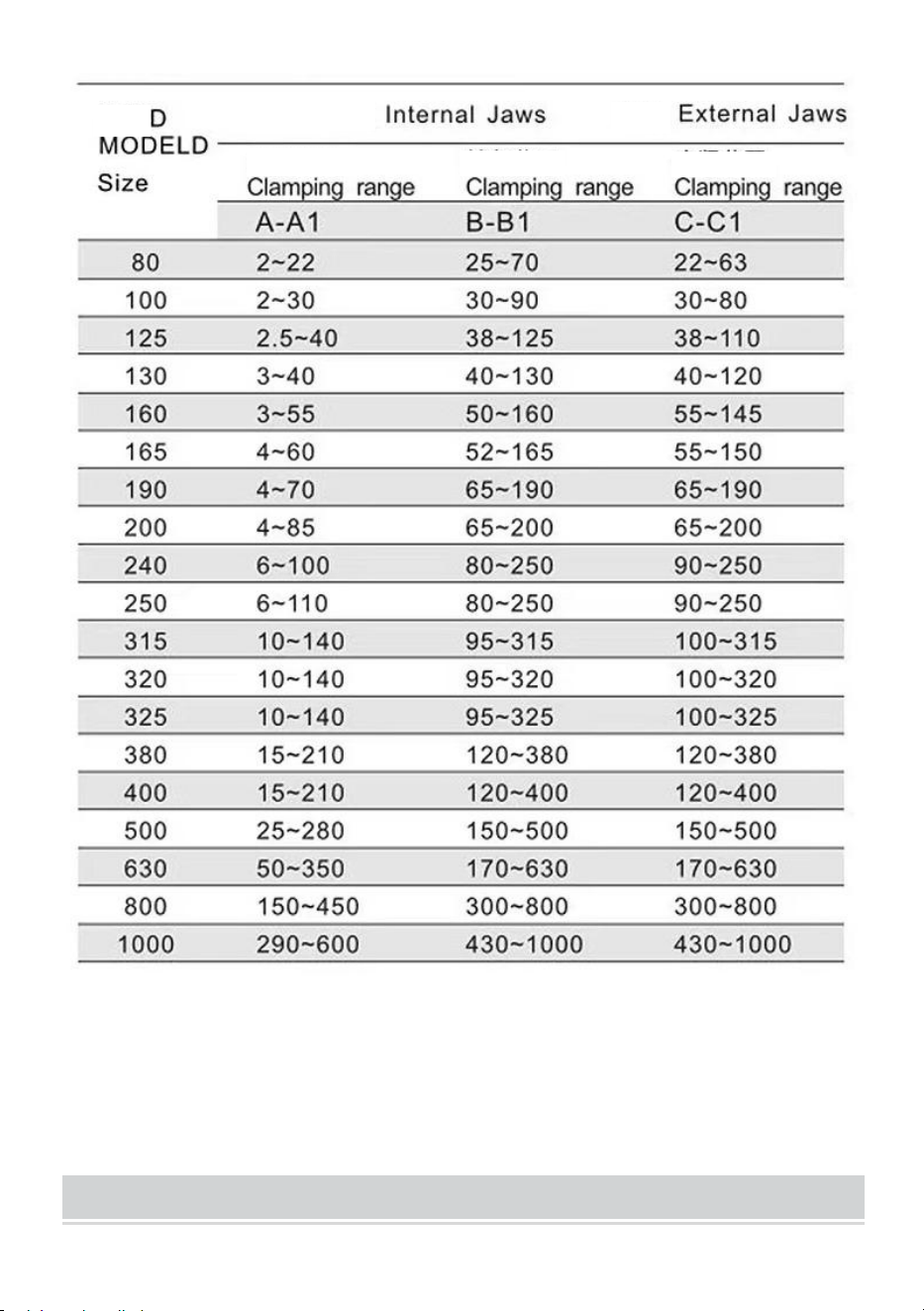
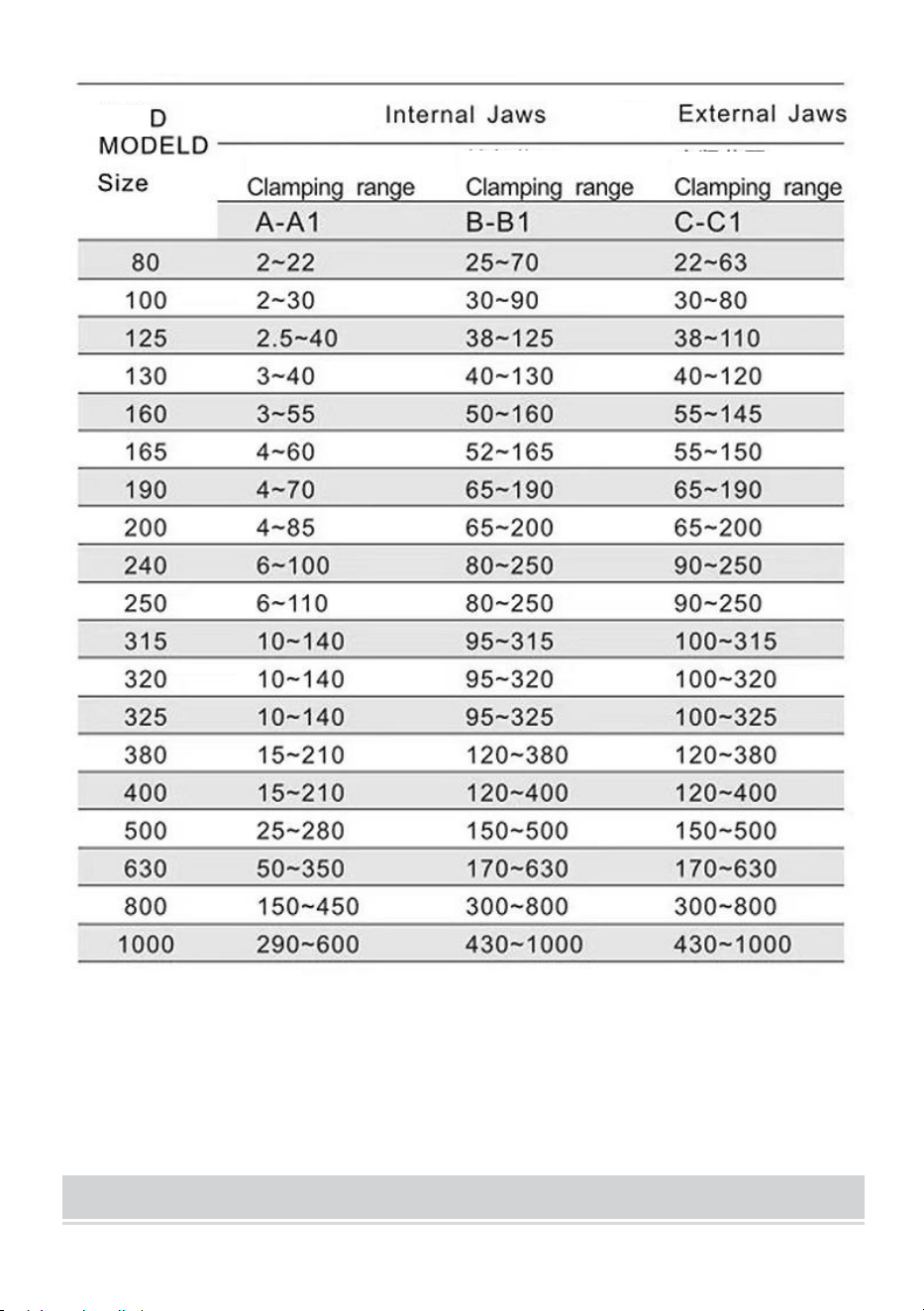
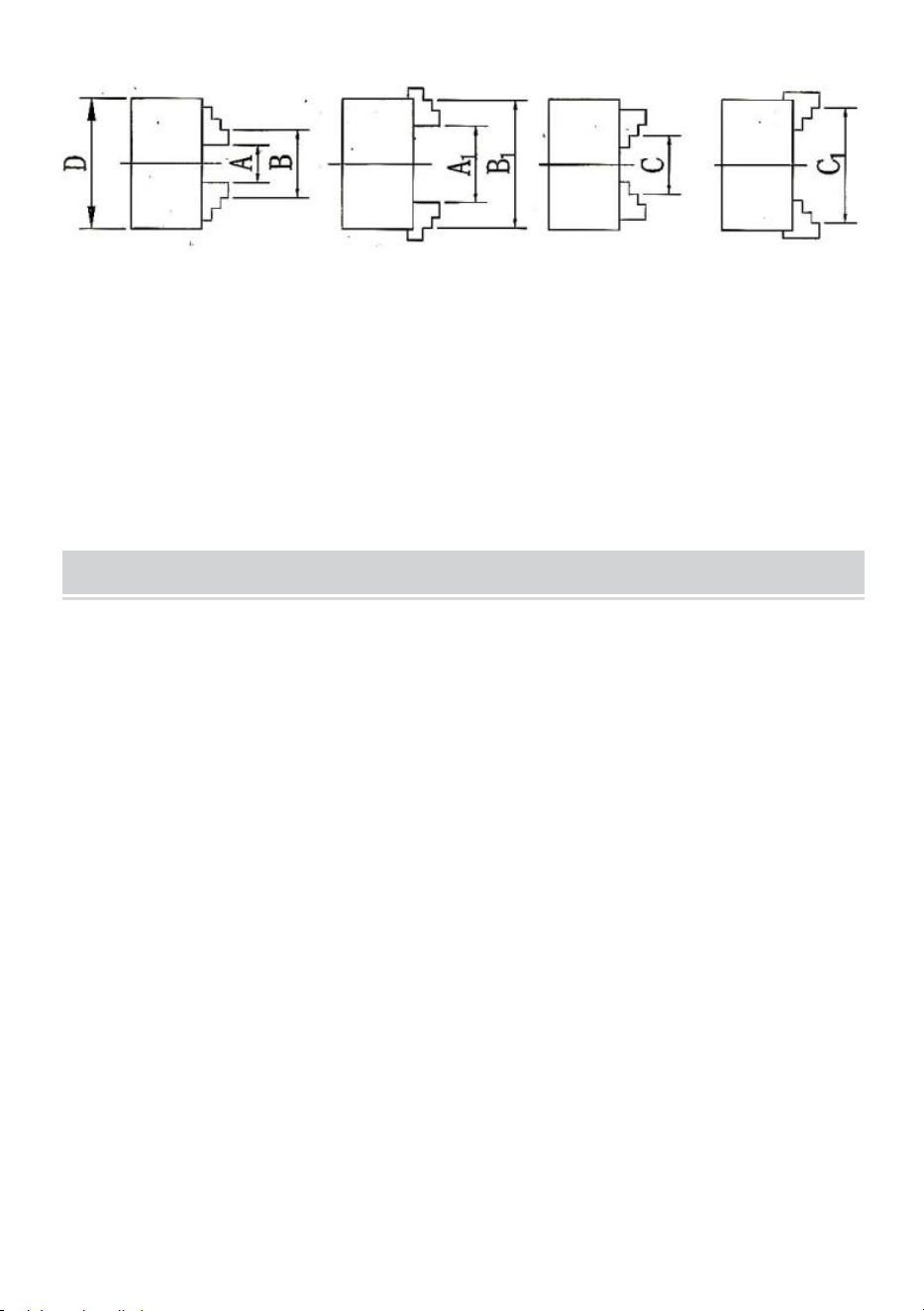
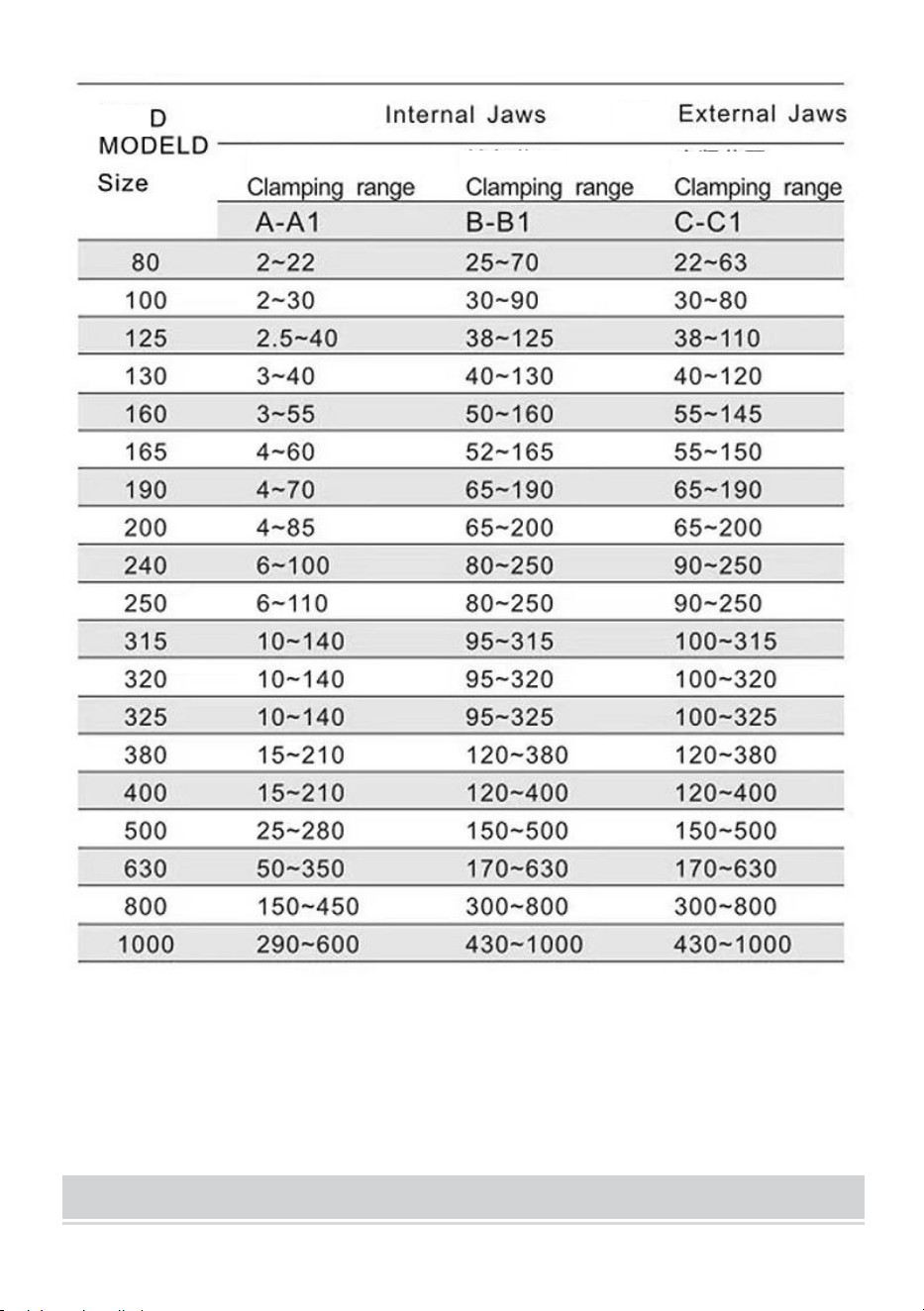
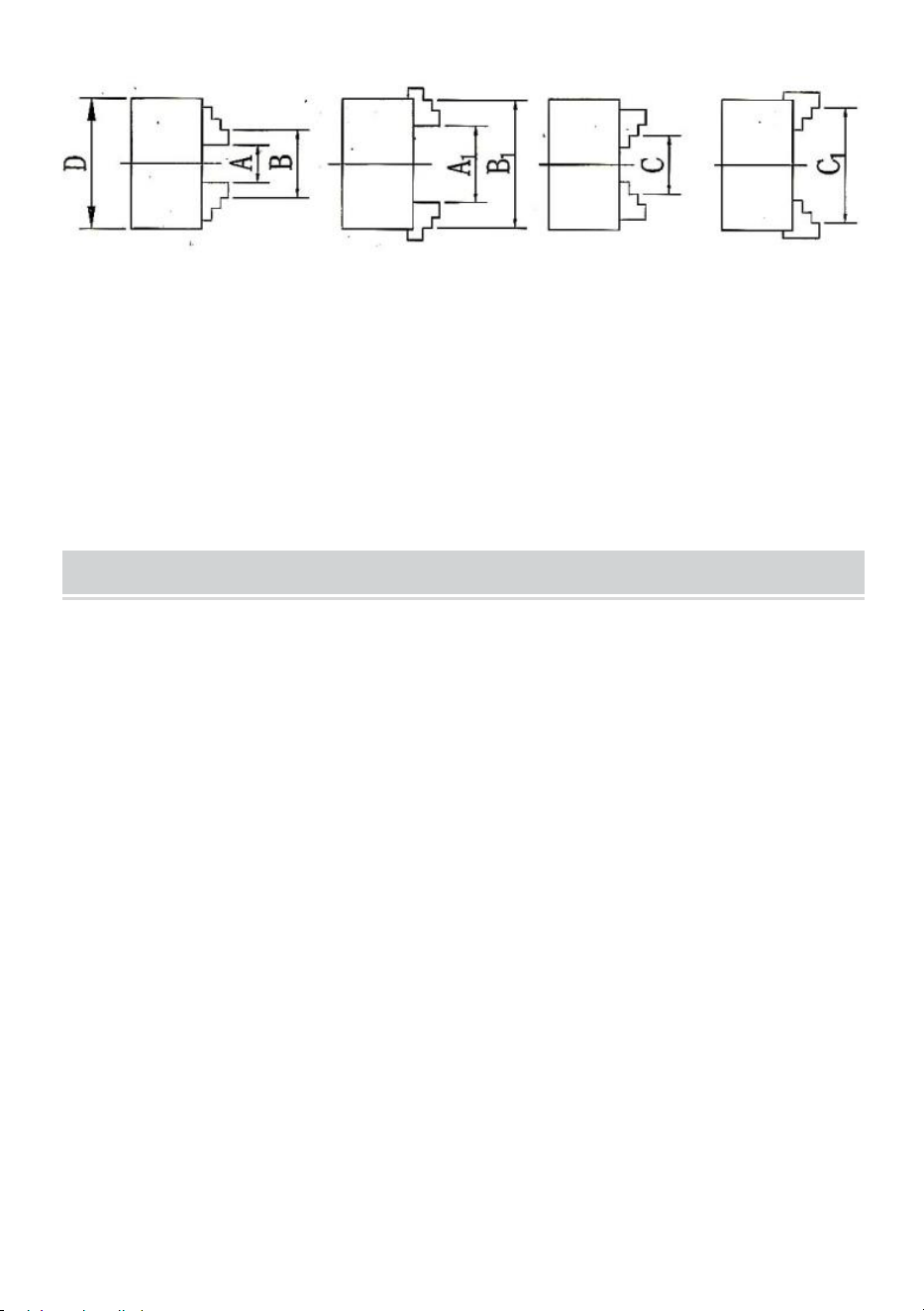
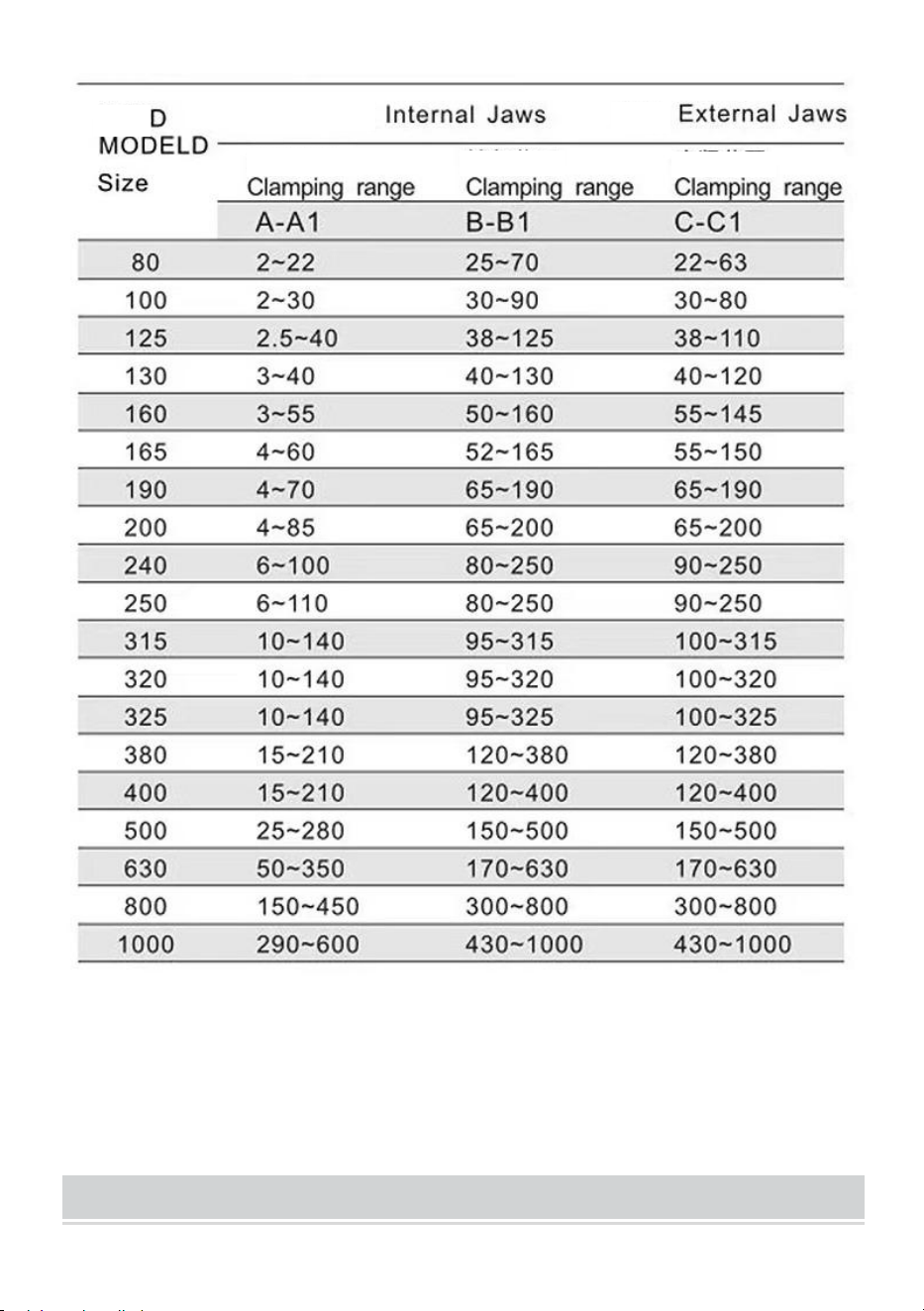
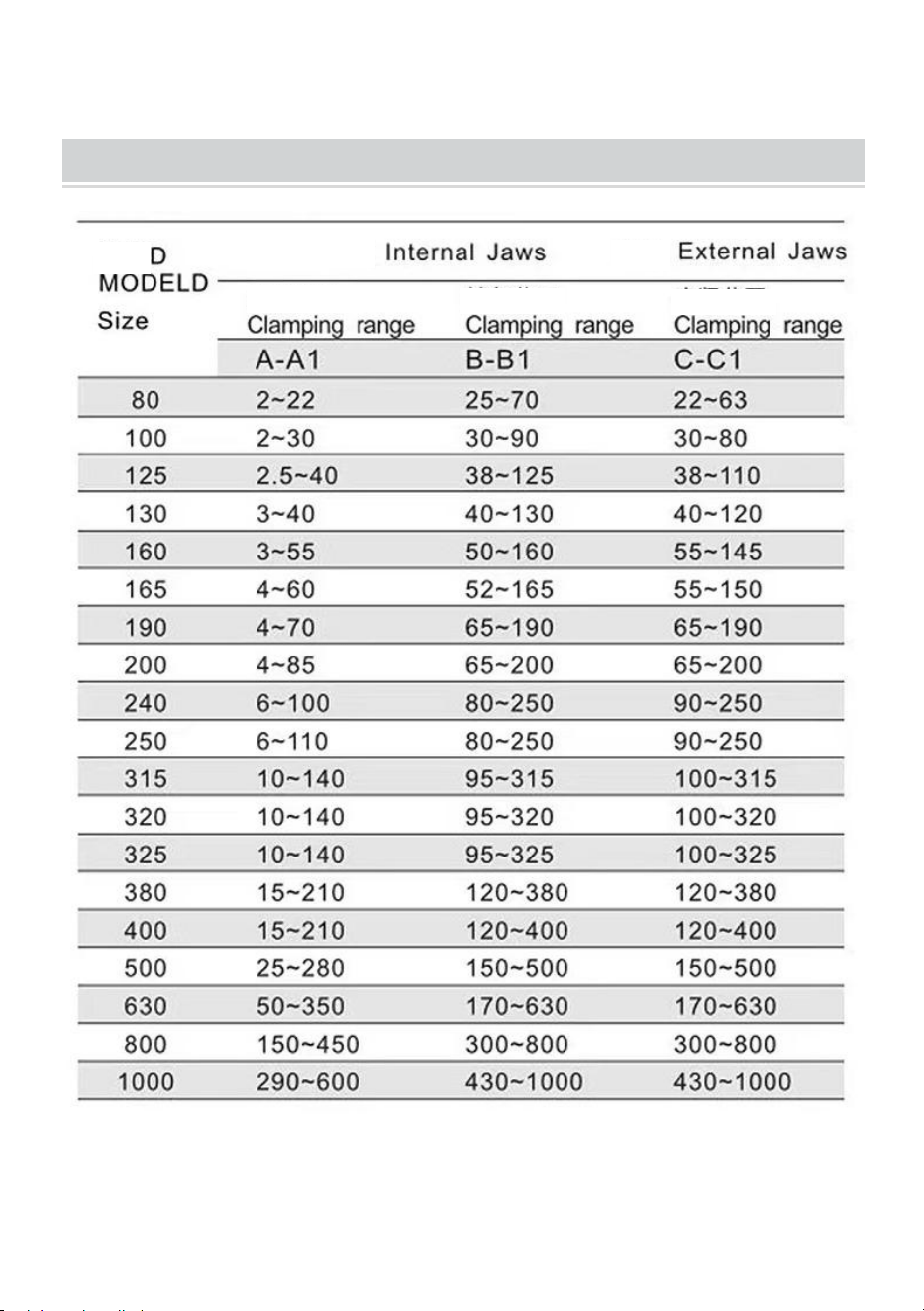
CLAMPING RANGE
- 8 -
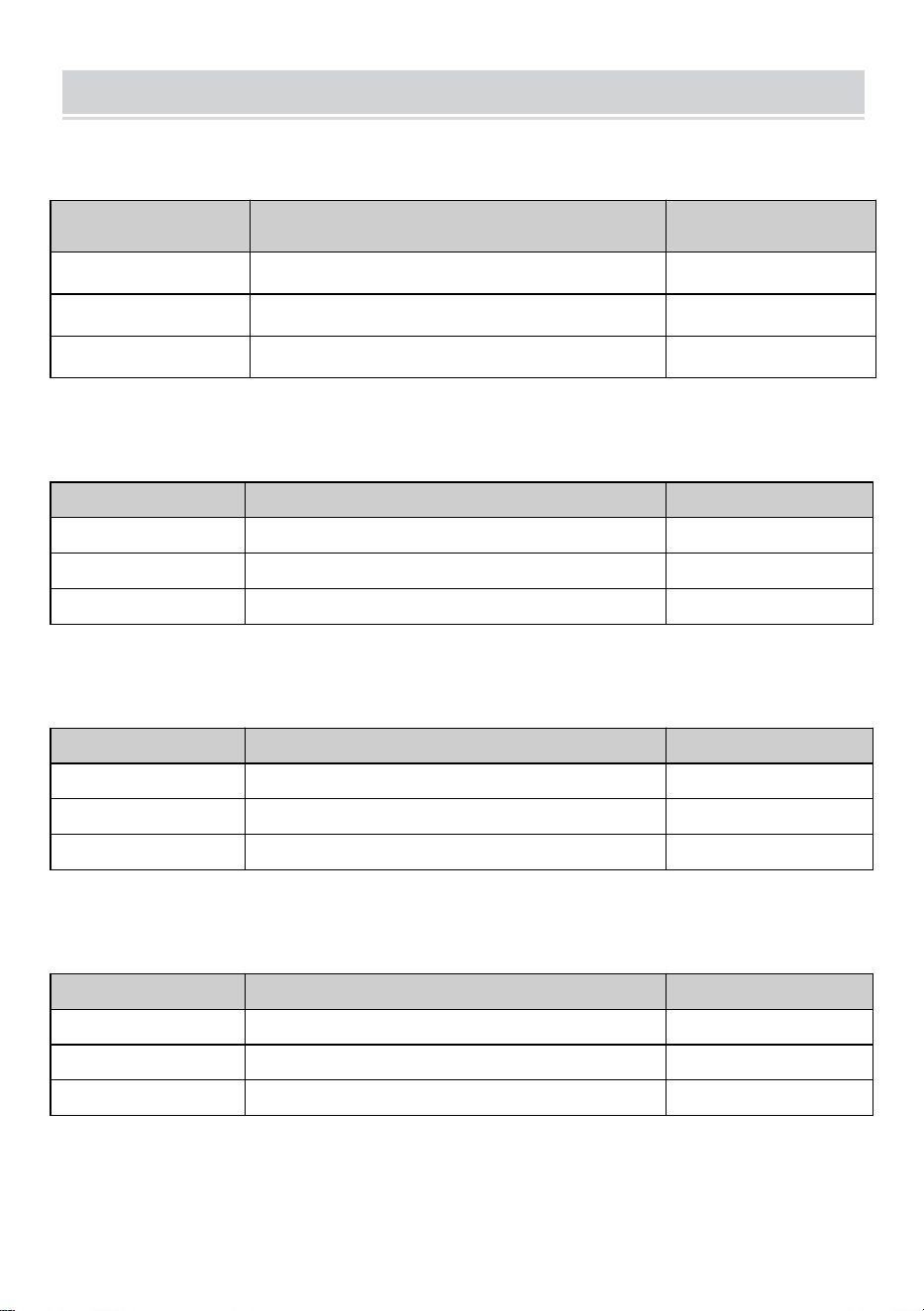
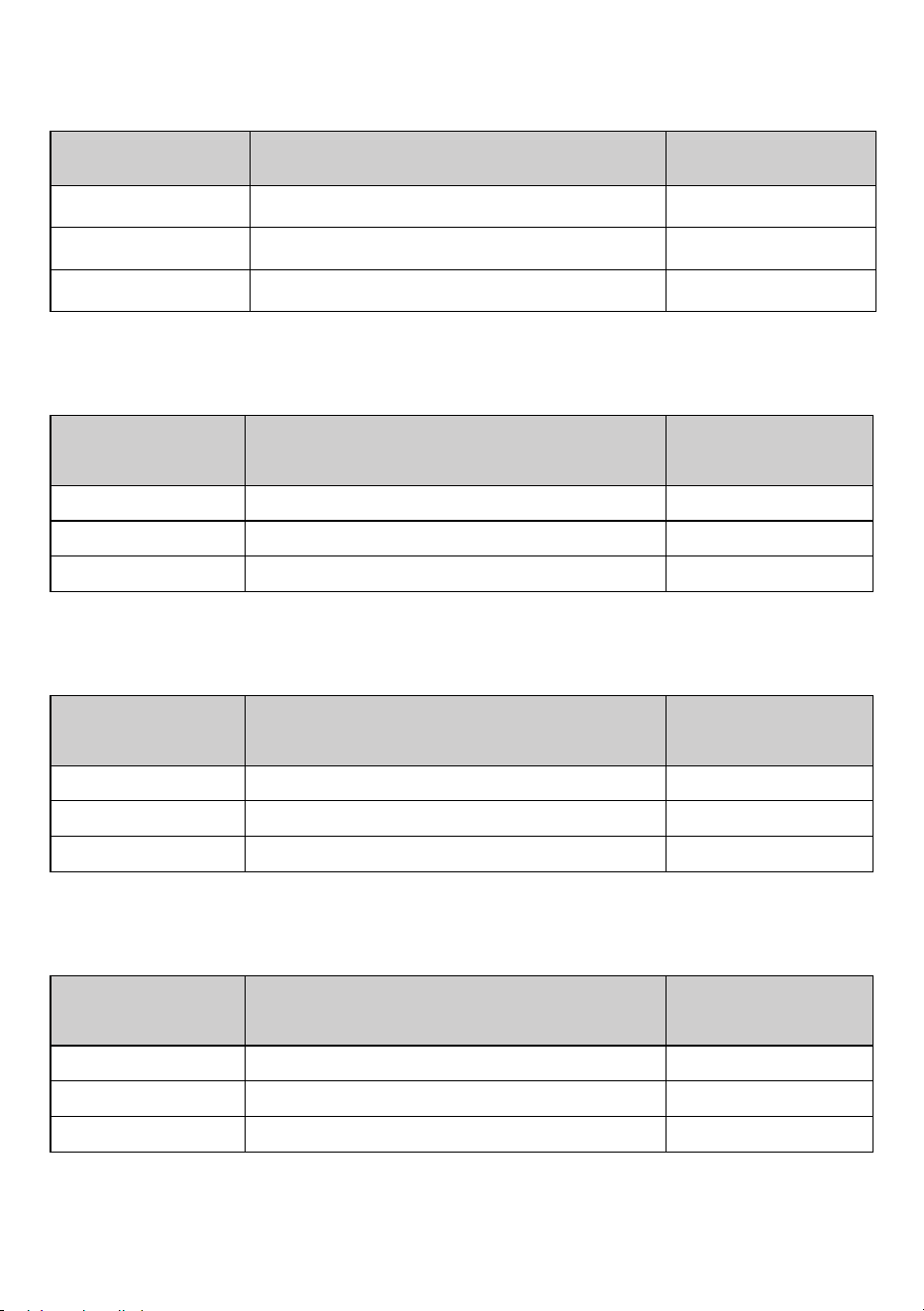
STANDARD ACCESSORIES
K11-80 ,K11-100, K11-125, K11-160,K11-200, K11-250
PART NO.
DESCRIPTION
QTY
1
Key chuck
1
2
Screw
3
3
Reverse jaws(3 pieces)
1
K11-200A K11-250A
PART NO.
DESCRIPTION
QTY
1
Key chuck
1
2
Screw
3
3
Hexagon wrench
1
K11-160A (1-1/2-8)
PART NO.
DESCRIPTION
QTY
1
Key chuck
1
2
Screw
3
3
Back plate 1 1/2 8’
1
K11-200A(2-1/4-8)
PART NO.
DESCRIPTION
QTY
1
Key chuck
1
2
Screw
3
3
Back plate 2 1/4 8’
1
- 9 -
K12-200(1-1/2-8)
PART NO.
DESCRIPTION
QTY
1
Key chuck
1
2
Screw
3
3
Reverse jaws(4pieces)
1
4
Back plate 1 1/2 8’
1
K13-160A(D1-4)
PART NO.
DESCRIPTION
QTY
1
Key chuck
1
2
M8Screw
3
3
M6Screw
3
4
Tie rod screw
3
5
Back plate D1-4
1
- 10 -
Manufacturer: Shanghaimuxinmuyeyouxiangongsi
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Imported to USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
- 12 -
Technique Certificat d'assistance et de garantie électronique
www.vevor.com/support
MANDRIN DE TOUR
MODÈLE : K11-80, K11-100, K11-125, K11-160, K11-200, K11-250.
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODÈLE : K11-80, K11-100, K11-125, K11-160, K11-200, K11-250.
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE CHUCK
- 2 -
Précision géométrique (mm)
(tableau) mm
Diagramme de
test
Article de test
m
Chuck Dianeter
≤165
20 0~250
315 à 400
00~630
800 à 1 000
a. Radial
s'épuiser
b. axi a l
s'épuiser
a:0,005
b:0,005
Radial
s'épuiser
mandrin
0,0 4 0
0,0 5 0
0,060
0,080
0,100
A x i a l
s'épuiser
mandrin
0,0 5 0
0,0 5 0
0,060
0,080
0,100
Radial
s'épuiser
de la barre
d'essai
α = 0,08 L =
50
α = 0,080
L=50(75
α = 0,100
L=75
α = 0,125 =
100
α = 0,160 L =
100
Radial
s'épuiser
de l'anneau
d'essai
0,060
0,060
0,080
0,100
0,120
A x i a l
s'épuiser
de l'anneau
d'essai
0,032
0,040
0,048
0,064
0,080
Radial
s'épuiser
de l'anneau
d'essai
0,060
0,060
0,080
0,100
0,120
- 3 -
A x i a l
s'épuiser
de l'anneau
d'essai
0,032
0,040
0,048
0,064
0,080
SPECIFICATIONS
- 4 -
Caractéristiques
- 5 -
- 6 -
OPERATION INSTRUCTIONS
Le les mâchoires des mandrins de la série ont deux types :
①Les modèles K 11 , K12, K13 sont des mâchoires solides. Un mandrin
possède chaque jeu de mâchoires internes et externes qui peuvent être
utilisées séparément.
② Le modèle K11A (ou K11C) 、K12、K13 est composé de mâchoires en
deux parties, qui est composé d'une mâchoire de base et d'une mâchoire
supérieure réversible. Les mâchoires en deux parties peuvent être
performantes. En tant que mâchoires internes ou externes par réglage.
Selon les diamètres de serrage, Les mors supérieurs souples peuvent être
réusinés afin d'obtenir une précision de serrage idéale. Dimensions de
raccordement pour les mâchoires à deux pics du modèle K11A conforme à
GB4346 (IS03442) Normes.
Prudence
a) Ne pas ajouter un tube sur la clé lors du serrage de la pièce pour éviter
que le couple d'entrée ne dépasse la limite cassera le mandrin.
b) Ne serrez pas la pièce dans le serrage maximal. portée si possible.
c) Ne courez pas à la vitesse maximale à l'approche de la limite de serrage
maximale.
d) Les mandrins avec engrenage « 0 » en serrage enfin pour assurer
l'exactitude.
e) Ne pas dépasser la vitesse maximale du mandrin pendant le
fonctionnement.
Entretien et inspection
1 Les mandrins doivent être entretenus pendant que la machine outils
d'entretien.
2 Lubrifiez (au niveau du godet à graisse) et nettoyez (utilisez l'air
- 7 -
comprimé) les mandrins tous les jours, dans afin de maintenir sa précision
et sa durabilité .
3 Lavez et lubrifiez toutes les surfaces de travail de les mandrins au moins
deux fois par an.Lorsque le en utilisant la fréquence de croissance de la
machine-outil ou à les conditions particulières de fonctionnement, ajouter
le temps de maintenance du mandrins. Dépannage
Dépannage et mesure, voir tableau 5.
(Tableau )
Problème
Cause
Contre - mesures
Serrage
insuffisant
Les enroulements sont coniques et non
conformes à la dimension
Remplacer les mâchoires
La longueur de serrage axiale est courte
Augmenter la durée des claquements
de mains
Le cône dans la pièce à usiner
Traiter la surface de la pièce
Le couple d'entrée est faible
Augmenter le couple d'entrée
Sur la plage de serrage
Remplacer les mandrins
La lubrification est mauvaise
Plus de lubrification
Pauvre
précision
En utilisant des pinces ou en travaillant sale
Entretien des mâchoires et de la pièce à
usiner propre pendant le travail
Lors du remplacement des mâchoires, les
mâchoires n° 1, 2, 3 sont incorrectes
Monter la mâchoire dans l'ordre
Il y a un problème avec le mandrins à cône
court
Régler les mandrins
Position de montage
Surface à cône court sale lorsque mandrins
de montage
Maintenir le
nettoyage à cône court
la dimension nonting
Adaptateur correspondant conforme
exiger
kapiar plats nith zhkn
orsetion tolsrae trop grand e
Adaptateur correspondant conforme
exiger
Des impuretés dans la mâchoire supérieure
et la mâchoire inférieure
Gardez les mâchoires supérieures et les
mâchoires de base propres lors du
remplacement des mâchoires
L'arc de serrage n'est pas conique dimension
conforme
Remplacer les mâchoires
Cear shal l
ne fonctionne
pas
Impureté chose dans les mandrins
Nettoyer et lubrifier
La lubrification est mauvaise
Lubrifier
- 8 -
CLAMPING RANGE
- 9 -
STANDARD ACCESSORIES
- 10 -
K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
PIÈCE N°
DESCRIPTION
Qté
1
Mandrin à clé
1
2
Vis
3
3
Mâchoires inversées (3 pièces)
1
K11-200A K11-250A
PIÈCE N°
DESCRIPTION
Qté
1
Mandrin à clé
1
2
Vis
3
3
Clé hexagonale
1
K11-160A (1-1/2-8)
PIÈCE N°
DESCRIPTION
Qté
1
Mandrin à clé
1
2
Vis
3
3
Plaque arrière 1 1/2 8 '
1
K11-200A (2-1/4-8)
PIÈCE N°
DESCRIPTION
Qté
1
Mandrin à clé
1
2
Vis
3
3
Plaque arrière 2 1/4 8 '
1
K12-200 (1-1/2-8)
- 11 -
PIÈCE N°
DESCRIPTION
Qté
1
Mandrin à clé
1
2
Vis
3
3
Mâchoires inversées (4 pièces)
1
4
Plaque arrière 1 1/2 8 '
1
K13-1 60A (D1-4)
PIÈCE N°
DESCRIPTION
Qté
1
Mandrin à clé
1
2
Vis M8
3
3
Vis M 6
3
4
Vis de barre de direction
3
5
Plaque arrière D1-4
1
- 12 -
Fabricant : Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Importé en Australie : SIHAO PTY LTD, 1 ROKEVA STREET, ASTWOOD
NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 14 -
Technisch Support und E-Garantie-Zertifikat www.vevor.com/support
DREHFUTTER
MODELL: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELL: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE CHUCK
- 2 -
Geometriegenauigkeit (mm)
(Tisch) mm
Diagramm des
Tests
Prüfling m
Chuck Dianeter
≤165
20 0~250
315 bis 400
00~630
800 bis 1.000
ein. Radial
Auslaufen
b . axial
Auslaufen
ein:0.005
b:0,005
Radial
Auslaufen
Futter
0,0 4 0
0,0 5 0
0,060
0,080
0,100
Axial
Auslaufen
Futter
0,0 5 0
0,0 5 0
0,060
0,080
0,100
Radial
Auslaufen
des Prüfstabes
α =0,08
L=50
α = 0,080
L=50(75
α = 0,100
L=75
α = 0,125
=100
α = 0 . 160
L=100
Radial
Auslaufen
des Prüfrings
0,060
0,060
0,080
0,100
0,120
Axial
Auslaufen
des Prüfrings
0,032
0,040
0,048
0,064
0,080
Radial
Auslaufen
des Prüfrings
0,060
0,060
0,080
0,100
0,120
Axial
Auslaufen
des Prüfrings
0,032
0,040
0,048
0,064
0,080
- 3 -
SPECIFICATIONS
- 4 -
Technische
Daten
- 5 -
OPERATION INSTRUCTIONS
Der Die Backen der Spannfutter-Serie gibt es in zwei Ausführungen :
①Modell K11 , K12, K13 hat eine solide Backe. Ein Spannfutter verfügt
über jeweils einen Satz Innen- und Außenbacken, die verwendet werden
können separat.
② Modell K11A (oder K11C) , K12, K13 hat eine zweiteilige Backe.
welches aus Grundbacke und umkehrbarer Aufsatzbacke besteht. Die
zweiteiligen Backen können Leistung bringen. Als Innen- oder
Außenbacken durch Verstellung. Je nach Spanndurchmesser, Weiche
Aufsatzbacken können zum Erreichen einer optimalen Spanngenauigkeit
nachbearbeitet werden. Die Anschlussmaße für zweiteilige Backen des
Modells K11A entspricht GB4346 (IS03442) Normen.
Vorsicht
a)Nicht Setzen Sie beim Einspannen des Werkstücks das Rohr auf den
Schraubenschlüssel, um ein Überschreiten des Eingangsdrehmoments zu
vermeiden Das Futter wird durch die Begrenzung kaputt gehen.
b) Werkstück nicht mit maximaler Spannkraft einspannen Bereich, wenn
möglich.
c) Laufen Sie nicht mit Höchstgeschwindigkeit, wenn Sie sich nähern die
maximale Spanngrenze.
d)Die Spannfutter mit "0"-Gang in endlich klemmen um die Genauigkeit
sicherzustellen.
e) Überschreiten Sie während des Betriebs nicht die maximale
Spannfutterdrehzahl.
Wartung und Inspektion
1 Die Wartung der Spannfutter sollte bei laufender Maschine erfolgen.
Werkzeuge warten.
- 6 -
2 Schmieren (an der Fettkammer) und reinigen (mit die Druckluft) die
Chucks jeden Tag, In um die Genauigkeit und Haltbarkeit zu erhalten .
3 Waschen und schmieren Sie die gesamte Arbeitsfläche die Spannfutter
mindestens zweimal jährlich. Nutzungshäufigkeit der Werkzeugmaschine
steigen oder die speziellen Betriebsbedingungen,fügen Sie die
Wartungszeiten der Spannfutter. Fehlerbehebung
Fehlerbehebung und Messung siehe Tabelle 5.
(Tisch )
Problem
Ursache
Gegenmaßnahmen
Unzureichende
Klemmung
Die Kegelform entspricht nicht den
Abmessungen
Backen ersetzen
Die Achsklemmlänge ist kurz
Länge des Klatschens erhöhen
Der Konus im Werkstück
Werkstückoberfläche bearbeiten
Das Eingangsdrehmoment klein
Erhöhen Sie das Eingangsdrehmoment
Über den Klemmbereich
Spannfutter ersetzen
Die Schmierung ist schlecht
Mehr schmieren
Arm
Genauigkeit
Bei der Verwendung von Spannvorrichtungen
oder bei der Arbeit mit Schmutz
Wartungsbacken und
Werkstückreinigung beim Arbeiten
Beim Ersetzen der Backen sind die Backen
Nr. 1, 2 und 3 falsch
Montieren Sie den Kiefer in der
Reihenfolge
Etwas stimmt nicht mit dem Kurzkegelfutter
Einstellen der Spannfutter
Einbaulage
Kurzkegelfläche verschmutzt bei
Aufnahmefutter
Behalten Sie die
Kurzkegel sauber
Mbipiar acomer nt nach der Nicht -
Dimension
Passender Adapter konform
fordern
Kapiar-Platten mit Zhkn
orsetion tolsrae zu groß e
Passender Adapter konform
fordern
Verunreinigungen im Oberkiefer und
Unterkiefer
Halten Sie die Montagefläche der Ober-
und Unterbacken sauber, wenn Sie die
Backen austauschen.
Der Klemmbogen verjüngt sich nicht
Dimension anpassen
Backen ersetzen
Cear soll
funktioniert
nicht
Verunreinigung Sache in die Spannfutter
Reinigen und schmieren
Die Schmierung ist schlecht
Schmieren
- 7 -
CLAMPING RANGE
- 8 -
STANDARD ACCESSORIES
- 9 -
K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
TEIL NR.
BESCHREIBUNG
Menge
1
Zahnkranzbohrfutter
1
2
Schrauben
3
3
Umkehrbacken (3 Stück)
1
K11-200A K11-250A
TEIL NR.
BESCHREIBUNG
Menge
1
Zahnkranzbohrfutter
1
2
Schrauben
3
3
Sechskantschlüssel
1
K11-160A (1-1/2-8)
TEIL NR.
BESCHREIBUNG
Menge
1
Zahnkranzbohrfutter
1
2
Schrauben
3
3
Rückplatte 1 1/2 8 '
1
K11-200A (2-1/4-8)
TEIL NR.
BESCHREIBUNG
Menge
1
Zahnkranzbohrfutter
1
2
Schrauben
3
3
Rückplatte 2 1/4 8 '
1
K12-200 (1-1/2-8)
- 10 -
TEIL NR.
BESCHREIBUNG
Menge
1
Zahnkranzbohrfutter
1
2
Schrauben
3
3
Umkehrbacken (4 Stück)
1
4
Rückplatte 1 1/2 8 '
1
K13-1 60A (D1-4)
TEIL NR.
BESCHREIBUNG
Menge
1
Zahnkranzbohrfutter
1
2
M8 Schraube
3
3
M 6 Schraube
3
4
Spurstangenschraube
3
5
Rückplatte D1-4
1
- 11 -
Hersteller: Shanghaimuxinmuyeyouxiangongsi
Adresse: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Nach AUS importiert: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 13 -
Tecnico Supporto e certificato di garanzia elettronica www.vevor.com/support
MANDRINO DEL TORNIO
MODELLO: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A(2-1/4-8), K13-160A(D1-4), K13-160A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELLO: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A(2-1/4-8), K13-160A(D1-4), K13-160A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE CHUCK
- 2 -
Precisione della geometria (mm)
(tavola) mm
Diagramma del
test
Elemento di
prova m
Chuck Dianeter
≤165
20 0~250
Da 315 a 400
Da 00 a 630
Da 800 a 1000
a. Radiale
esaurire
b . assiale
esaurire
un:0,005
b:0,005
Radiale
esaurire
mandrino
0,0 4 0
0,0 5 0
0,060
0,080
0,100
Assiale
esaurire
mandrino
0,0 5 0
0,0 5 0
0,060
0,080
0,100
Radiale
esaurire
della barra di
prova
α =0,08
L=50
α = 0,080
L=50(75
α = 0,100
L=75
α = 0,125
=100
α = 0 . 160
L=100
Radiale
esaurire
di anello di
prova
0,060
0,060
0,080
0,100
0,120
Assiale
esaurire
di anello di
prova
0,032
0,040
0,048
0,064
0,080
Radiale
esaurire
di anello di
prova
0,060
0,060
0,080
0,100
0,120
- 3 -
Assiale
esaurire
di anello di
prova
0,032
0,040
0,048
0,064
0,080
SPECIFICATIONS
- 4 -
Specifiche
- 5 -
- 6 -
OPERATION INSTRUCTIONS
IL le ganasce della serie mandrini sono di due tipi :
①I modelli K 11 , K12, K13 sono dotati di ganascia solida. Un mandrino ha
un set di ganasce interne ed esterne che possono essere utilizzate
separatamente.
② Il modello K11A (o K11C) 、K12、K13 è costituito da una ganascia in
due pezzi, che è composto da mascella di base e mascella superiore
reversibile. Le ganasce in due pezzi possono essere utilizzate. Come
ganasce interne o esterne mediante regolazione. In base ai diametri di
mandrino, le ganasce superiori morbide possono essere lavorate
ulteriormente per ottenere una precisione di serraggio ideale. Le
dimensioni di collegamento per le ganasce a due pezzi del modello K11A
conforme a GB4346 (IS03442) Standard.
Attenzione
a) Non aggiungere il tubo sulla chiave quando si serra il pezzo per evitare
che la coppia di ingresso superi il limite romperà Chuck.
b) Non serrare il pezzo in lavorazione nella posizione di serraggio massima
intervallo, se possibile.
c) Non correre alla massima velocità quando ci si avvicina a il limite
massimo di serraggio.
d) I mandrini con ingranaggio "0" in serraggio alla fine per garantirne
l'accuratezza.
e) Non superare la velocità massima del mandrino durante il
funzionamento.
Manutenzione e ispezione
1 I mandrini devono essere sottoposti a manutenzione mentre la macchina
gli strumenti mantengono.
- 7 -
2 Lubrificare (nella coppa del grasso) e pulire (utilizzare l'aria compressa) i
mandrini ogni giorno, In per mantenerne la precisione e la durata .
3 Lavare e lubrificare tutta la superficie di lavoro della i mandrini almeno
due volte all'anno.Quando il utilizzando la frequenza della macchina
utensile crescere o a le condizioni operative speciali, aggiungere il tempi di
manutenzione del mandrini. Risoluzione dei problemi
Per la risoluzione dei problemi e la misurazione, vedere la Tabella 5.
(Tavolo )
Problema m
Causa
Contromisure
Serraggio
insufficiente
Le sporgenze sono coniche e non conformi
alle dimensioni
Sostituire le ganasce
La lunghezza del serraggio ascellare è corta
Aumentare la lunghezza del claping
La conicità nel pezzo da lavorare
Elaborare la superficie del pezzo
La coppia di ingresso è piccola
Aumentare la coppia di ingresso
Oltre l'intervallo di serraggio
Sostituire i mandrini
La lubrificazione è scarsa
Più lubrificante
Povero
accuratezza
Nell'uso del serraggio sono o lavorano
sporchi
Manutenzione delle ganasce e del
pezzo in lavorazione puliti durante il
lavoro
Quando si sostituiscono le ganasce, le
ganasce n. 1, 2, 3 sono sbagliate
Montare la mascella in ordine
Qualcosa non va con il mandrini a cono corto
Regolare i mandrini
posizione di montaggio
Superficie conica corta sporca quando
mandrini di montaggio
Mantenere il
pulizia a cono corto
Mbipiar acomer nt onform the nonting dim en
sion
Adattatore abbinato conforme
chiedere
kapiar plats nith zhkn
orsetion tolsrae troppo grande
Adattatore abbinato conforme
chiedere
Impurità nella mascella superiore e nella
mascella inferiore
Mantenere pulite le superfici di
montaggio delle ganasce superiori e
delle ganasce di base quando si
sostituiscono le ganasce
L'arco di serraggio non è conico conformare
la dimensione
Sostituire le ganasce
La pulizia deve
non funziona
Impurità cosa in i mandrini
Pulire e lubrificare
La lubrificazione è scarsa
Lubrificare
- 8 -
CLAMPING RANGE
- 9 -
STANDARD ACCESSORIES
- 10 -
K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
N. PARTE
DESCRIZIONE
Quantità
1
Mandrino per chiavi
1
2
Vite
3
3
Ganascia inversa s (3 pezzi)
1
Modello K11-200A Modello K11-250A
N. PARTE
DESCRIZIONE
Quantità
1
Mandrino per chiavi
1
2
Vite
3
3
Chiave esagonale
1
K11-160A (1-1/2-8)
N. PARTE
DESCRIZIONE
Quantità
1
Mandrino per chiavi
1
2
Vite
3
3
Piastra posteriore 1 1/2 8 '
1
K11-200A (2-1/4-8)
N. PARTE
DESCRIZIONE
Quantità
1
Mandrino per chiavi
1
2
Vite
3
3
Piastra posteriore 2 1/4 8 '
1
K12-200
(
1-1/2-8
)
- 11 -
N. PARTE
DESCRIZIONE
Quantità
1
Mandrino per chiavi
1
2
Vite
3
3
Ganasce invertite (4 pezzi)
1
4
Piastra posteriore 1 1/2 8 '
1
K13-1 60A(D1-4)
N. PARTE
DESCRIZIONE
Quantità
1
Mandrino per chiavi
1
2
Vite M8
3
3
Vite M 6
3
4
Vite del tirante
3
5
Piastra posteriore D1-4
1
- 12 -
Produttore: Shanghaimuxinmuyeyouxiangongsi
Indirizzo: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Importato negli USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 14 -
Técnico Soporte y certificado de garantía electrónica www.vevor.com/support
MANDRIL DE TORNO
MODELO: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K11-160a , K11-200A, K11-250A, K12-160 , K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELO: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K11-160a , K11-200A, K11-250A, K12-160 , K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE CHUCK
- 2 -
Precisión de geometría (mm)
(tabla) mm
Diagrama de
prueba
Elemento de
prueba m
Chuck Dianeter
≤165
20 0 ~ 250
315 ~ 400
00 ~ 630
800 ~ 1000
a. Radial
sin
b . axial
sin
a:0,005
b:0,005
Radial
sin
arrojar
0.0 4 0
0.0 5 0
0,060
0.080
0,100
Axial
sin
arrojar
0.0 5 0
0.0 5 0
0,060
0.080
0,100
Radial
sin
de barra de
prueba
α = 0,08 L =
50
α = 0,080 L =
50(75
α = 0,100 L =
75
α = 0,125 =
100
α = 0,160 L =
100
Radial
sin
de anillo de
prueba
0,060
0,060
0.080
0,100
0,120
Axial
sin
de anillo de
prueba
0,032
0.040
0,048
0,064
0.080
Radial
sin
de anillo de
prueba
0,060
0,060
0.080
0,100
0,120
- 3 -
Axial
sin
de anillo de
prueba
0,032
0.040
0,048
0,064
0.080
SPECIFICATIONS
- 4 -
Presupuesto
- 5 -
- 6 -
OPERATION INSTRUCTIONS
El Las mordazas de la serie chucks son de dos tipos :
①Los modelos K 11 , K12 y K13 tienen mandíbula sólida. Un mandril tiene
cada juego de mordazas internas y externas que se pueden utilizar por
separado.
② Los modelos K11A (o K11C) , K12 y K13 tienen mandíbula de dos
piezas, que se compone de mandíbula base y mandíbula superior
reversible. Las mandíbulas de dos piezas pueden funcionar. Como
mandíbulas internas o externas mediante ajuste. Según los diámetros de
sujeción, Las mordazas superiores blandas se pueden volver a mecanizar
para lograr una precisión de sujeción ideal. Dimensiones de conexión para
mordazas de dos piezas del modelo K11A conforme a GB4346 (IS03442)
Normas.
Precaución
a)No lo hagas Agregue un tubo a la llave cuando sujete la pieza de trabajo
para evitar que el torque de entrada exceda El límite romperá el mandril.
b) No sujete la pieza de trabajo con la sujeción máxima. alcance si es
posible.
c) No corras a la velocidad máxima cuando te acerques a el límite máximo
de sujeción.
d)Los mandriles con engranaje "0" en Sujetando por fin para garantizar la
precisión.
e)No exceda la velocidad máxima del mandril durante el funcionamiento.
Mantenimiento e inspección
1 Los mandriles deben recibir mantenimiento mientras la máquina
Herramientas de mantenimiento.
2 Lubrique (en el engrasador) y limpie (use el aire comprimido) los chucks
- 7 -
todos los días, en para mantener su precisión y durabilidad .
3 Lave y lubrique toda la superficie de trabajo de los mandriles al menos
dos veces al año.Cuando el utilizando la frecuencia de la máquina
herramienta crece o al Las condiciones especiales de operación, agregan
el tiempos de mantenimiento de la mandriles. Solución de problemas
Para solución de problemas y medición consulte la Tabla 5.
(Mesa )
Problema
Causa
Contramedidas
Sujeción
insuficiente
Las salidas son cónicas y no se ajustan a la
dimensión .
Reemplazar las mordazas
La longitud de sujeción axial es corta.
Aumentar la longitud de aplausos
El cono en la pieza de trabajo
Procesar la superficie de la pieza de
trabajo
El par de entrada es pequeño .
Aumentar el par de entrada
Sobre el rango de sujeción
Reemplazar mandriles
La lubricación es deficiente
Más lubricación
Pobre
exactitud
Al utilizar abrazaderas se ensucian o se
trabaja con suciedad.
Mantener las mordazas y la pieza de
trabajo limpias durante el trabajo
Al reemplazar las mordazas, las mordazas
n.° 1, 2 y 3 son incorrectas
Monte la mandíbula en orden
Algo anda mal con el mandriles de cono corto
Ajuste los mandriles
Posición de montaje
La superficie cónica corta está sucia cuando
mandriles de montaje
Mantener el
cono corto limpio
acomer nt onformar la dimensión nonting
Adaptador compatible
exigir
planos de planta con zhkn
La tolsrae de la orseción es demasiado
grande
Adaptador compatible
exigir
Cosas impuras en la mandíbula superior y la
mandíbula base
Mantenga limpias las caras de montaje
de las mordazas superiores y de la base
cuando reemplace las mordazas
El arco de sujeción no se estrecha dimensión
conforme
Reemplazar las mordazas
Cear debe
no funciona
Impureza cosa en Los mandriles
Limpiar y lubricar
La lubricación es deficiente
Lubricar
- 8 -
CLAMPING RANGE
- 9 -
STANDARD ACCESSORIES
- 10 -
K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
NÚMERO DE
PIEZA
DESCRIPCIÓN
CANTIDAD
1
Portabrocas de llave
1
2
Tornillo
3
3
Mandíbulas inversas (3 piezas)
1
K11-200A K11-250A
NÚMERO DE
PIEZA
DESCRIPCIÓN
CANTIDAD
1
Portabrocas de llave
1
2
Tornillo
3
3
Llave hexagonal
1
K11-160A (1-1/2-8)
NÚMERO DE
PIEZA
DESCRIPCIÓN
CANTIDAD
1
Portabrocas de llave
1
2
Tornillo
3
3
Placa trasera 1 1/2 8 '
1
K11-200A (2-1/4-8)
NÚMERO DE
PIEZA
DESCRIPCIÓN
CANTIDAD
1
Portabrocas de llave
1
2
Tornillo
3
3
Placa trasera 2 1/4 8 '
1
- 11 -
K12-200 (1-1/2-8)
NÚMERO DE
PIEZA
DESCRIPCIÓN
CANTIDAD
1
Portabrocas de llave
1
2
Tornillo
3
3
Mandíbulas inversas (4 piezas)
1
4
Placa trasera 1 1/2 8 '
1
K13-1 60A (D1-4)
NÚMERO DE
PIEZA
DESCRIPCIÓN
CANTIDAD
1
Portabrocas de llave
1
2
Tornillo M8
3
3
Tornillo M 6
3
4
Tornillo de la barra de acoplamiento
3
5
Placa posterior D1-4
1
- 12 -
Fabricante: Shanghaimuxinmuyeyouxiangongsi
Dirección: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importado a AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Importado a EE. UU.: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
- 14 -
Techniczny Wsparcie i certyfikat gwarancji elektronicznej www.vevor.com/support
UCHWYT TOKARSKI
MODEL: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODEL: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE CHUCK
- 2 -
Dokładność geometrii (mm)
(tabela) mm
Schemat testu
Pozycja
testowa m
Chuck Dianeter
≤165
20 0~250
315~400
00~630
800~1000
a. Promieniowy
nie ma cię
b. oś a l
wybiec
a:0,005
b:0,005
Promieniowy
nie ma cię
cmokanie
0,0 4 0
0,0 5 0
0,060
0,080
0,100
A xi a l
wybiec
cmokanie
0,0 5 0
0,0 5 0
0,060
0,080
0,100
Promieniowy
nie ma cię
paska
testowego
α = 0,08 L =
50
α = 0,080
L=50(75)
α = 0,100
L=75
α = 0,125 =
100
α = 0,160 L =
100
Promieniowy
nie ma cię
pierścienia
testowego
0,060
0,060
0,080
0,100
0,120
A xi a l
nie ma cię
pierścienia
testowego
0,032
0,040
0,048
0,064
0,080
Promieniowy
nie ma cię
pierścienia
testowego
0,060
0,060
0,080
0,100
0,120
- 3 -
A xi a l
nie ma cię
pierścienia
testowego
0,032
0,040
0,048
0,064
0,080
SPECIFICATIONS
- 4 -
Specyfikacje
- 5 -
- 6 -
OPERATION INSTRUCTIONS
Ten Szczęki uchwytów tokarskich występują w dwóch typach :
①Modele K 11 , K12 i K13 posiadają szczęki pełne. Jeden uchwyt ma
zestaw szczęk wewnętrznych i zewnętrznych, które można wykorzystać
osobno.
② Model K11A (lub K11C) 、K12、K13 ma szczękę dwuczęściową, który
składa się ze szczęki podstawowej i odwracalnej szczęki górnej.
Dwuczęściowe szczęki mogą działać. Jako szczęki wewnętrzne lub
zewnętrzne poprzez regulację. Według średnic uchwytów, Miękkie szczęki
górne można poddać obróbce maszynowej w celu uzyskania idealnej
dokładności mocowania. Wymiary przyłączeniowe szczęk dwuostrzowych
modelu K11A zgodny z GB4346 (IS03442) Normy.
Ostrożność
a) Nie dodaj rurkę do klucza, gdy zaciskasz obrabiany przedmiot, aby
uniknąć przekroczenia momentu wejściowego limit złamie Chucka.
b) Nie zaciskaj przedmiotu obrabianego w maksymalnym zacisku zasięg,
jeśli to możliwe.
c) Nie biegnij z maksymalną prędkością, gdy się do niego zbliżasz.
maksymalny limit mocowania.
d) Uchwyty z przełożeniem „ 0 ” zaciskanie na ko ń cu aby zapewnić
dokładność.
e) Nie przekraczać maksymalnej prędkości uchwytu podczas pracy.
Konserwacja i przeglądy
1 Uchwyty należy konserwować podczas pracy maszyny narzędzia
utrzymują.
2 Nasmaruj (w pojemniku na tłuszcz) i wyczyść (używając (sprężone
- 7 -
powietrze) Chucky każdego dnia, W aby zachować jego dokładność i
trwałość .
3 Umyj i nasmaruj wszystkie powierzchnie robocze te uchwyty co najmniej
dwa razy w roku. Kiedy wykorzystując częstotliwość narzędzia
maszynowego rosnącą lub specjalne warunki operacyjne, dodaj czasy
konserwacji uchwyty. Rozwiązywanie problemów
problemów i pomiary patrz tabela 5.
(Tabela )
Problem m
Przyczyna
Środki zaradcze
Niewystarczają
ce
mocowanie
Elastyczne stożki nie są zgodne z wymiarami
Wymień szczęki
Długość zacisku osiowego s krótka
Zwiększ długość klaskania
Stożek w przedmiocie obrabianym
Przetwarzaj powierzchnię przedmiotu
obrabianego
Mały moment wejściowy
Zwiększ moment wejściowy
Ponad zakresem cęgowania
Wymień uchwyty
Słabe smarowanie
Więcej smarowania
Słaby
dokładność
Podczas korzystania z zacisków lub pracy
brudnej
Szczęki konserwacyjne i obrabiany
przedmiot czyszczone podczas pracy
W przypadku wymiany szczęk, szczęki nr 1,
2, 3 są niesprawne
Zamontuj szczękę w kolejności
Coś jest nie tak z uchwyty stożkowe krótkie
Wyreguluj uchwyty
pozycja montażowa
Powierzchnia stożkowa krótka jest brudna,
gdy uchwyty montażowe
Utrzymuj
czyszczenie z krótkim stożkiem
Mbipiar acomer nt onform wymiaru
nienadającego się
Dopasowany adapter jest zgodny
żądać
kapiar plats nith zhkn
orsetion tolsrae za duży e
Dopasowany adapter jest zgodny
żądać
Rzeczy zanieczyszczające w górnej szczęce
i dolnej szczęce
Podczas wymiany szczęk utrzymuj
powierzchnię montażową szczęk
górnych i szczęk podstawowych w
czystości.
Stożek łuku zaciskowego nie wymiar zgodny
Wymień szczęki
Cear będzie l
nie działa
Zanieczyszczenie rzecz w uchwyty
Wyczyść i nasmaruj
Słabe smarowanie
Smarować
- 8 -
CLAMPING RANGE
- 9 -
STANDARD ACCESSORIES
- 10 -
K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
NR CZĘŚCI
OPIS
ILOŚĆ
1
Uchwyt na klucze
1
2
Śruba
3
3
Szczęki odwrotne (3 sztuki)
1
K11-200A K11-250A
NR CZĘŚCI
OPIS
ILOŚĆ
1
Uchwyt na klucze
1
2
Śruba
3
3
Klucz sześciokątny
1
K11-160A (1-1/2-8)
NR CZĘŚCI
OPIS
ILOŚĆ
1
Uchwyt na klucze
1
2
Śruba
3
3
Płyta tylna 1 1/2 8 '
1
K11-200A(2-1/4-8)
NR CZĘŚCI
OPIS
ILOŚĆ
1
Uchwyt na klucze
1
2
Śruba
3
3
Płyta tylna 2 1/4 8 '
1
K12-200
(
1-1/2-8
)
- 11 -
NR CZĘŚCI
OPIS
ILOŚĆ
1
Uchwyt na klucze
1
2
Śruba
3
3
Szczęki odwrotne (4 sztuki)
1
4
Płyta tylna 1 1/2 8 '
1
K13-1 60A(D1-4)
NR CZĘŚCI
OPIS
ILOŚĆ
1
Uchwyt na klucze
1
2
Śruba M8
3
3
Śruba M 6
3
4
Śruba drążka kierowniczego
3
5
Płyta tylna D1-4
1
- 12 -
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj
200000 CN.
Importowane do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Importowane do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX

- 14 -
Technisch Ondersteuning en E-garantiecertificaat www.vevor.com/support
DRAAIBANKKLAUW
MODELLEN: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELLEN: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A (2-1/4-8), K13-160A (D1-4), K13-160A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE CHUCK
- 2 -
Geometrie nauwkeurigheid (mm)
(tabel) mm
Diagram van de
test
Testitem m
Chuck Dianeter
≤165
20 0~250
315~400
00~630
800~1000
a. Radiaal
ren - uit
b. axi a l
opraken
een:0.005
b:0.005
Radiaal
ren - uit
klauw
0,0 4 0
0,0 5 0
0,060
0,080
0,100
Een xiaal
opraken
klauw
0,0 5 0
0,0 5 0
0,060
0,080
0,100
Radiaal
ren - uit
van testbalk
α = 0,08 L =
50
α = 0,080 L =
50(75
α = 0,100 L =
75
α = 0,125 =
100
α = 0,160 L =
100
Radiaal
ren - uit
van testring
0,060
0,060
0,080
0,100
0,120
Een xiaal
ren - uit
van testring
0,032
0,040
0,048
0,064
0,080
Radiaal
ren - uit
van testring
0,060
0,060
0,080
0,100
0,120
Een xiaal
ren - uit
van testring
0,032
0,040
0,048
0,064
0,080
- 3 -
SPECIFICATIONS
- 4 -
Specificaties
- 5 -
OPERATION INSTRUCTIONS
De De kaken van de serie klauwplaten zijn er in twee typen :
①Model K 11 , K12 en K13 hebben een massieve kaak. Eén klauwplaat
heeft een set interne en externe kaken die gebruikt kunnen worden
afzonderlijk.
② Model K11A (of K11C) 、K12、K13 heeft een tweedelige kaak, die
bestaat uit een basiskaak en een omkeerbare bovenkaak. De tweedelige
kaken kunnen presteren. Als inwendige of uitwendige kaken door
aanpassing. Afhankelijk van de spandiameters, Zachte bovenbekken
kunnen opnieuw worden bewerkt om een ideale klemnauwkeurigheid te
bereiken. De aansluitmaten voor tweedelige bekken van model K11A
conform GB4346 (IS03442) Normen.
Voorzichtigheid
a)Niet doen Voeg een buis toe aan de sleutel wanneer u het werkstuk
vastklemt om te voorkomen dat het invoerkoppel te hoog wordt limiet zal
chuck breken.
b) Klem het werkstuk niet vast in de maximale klemkracht bereik indien
mogelijk.
c) Ren niet met de maximale snelheid als je nadert de maximale
klemlimiet.
d)De klauwplaten met "0"-tandwiel in eindelijk vastklemmen om de
nauwkeurigheid te garanderen.
e) Overschrijd de maximale snelheid van de klauwplaat niet tijdens het
gebruik.
Onderhoud en inspectie
1 De klauwplaten moeten worden onderhouden terwijl de machine draait
gereedschappen onderhouden.
- 6 -
2 Smeer (bij de vetpot) en maak schoon (gebruik de samengeperste lucht)
de chucks elke dag, in om de nauwkeurigheid en duurzaamheid ervan te
behouden .
3 Was en smeer het hele werkoppervlak van de klauwen minstens twee
keer per jaar.Wanneer de met behulp van de frequentie van de
machinegereedschap groeien of op de speciale bedrijfsomstandigheden,
voeg de onderhoudstijden van de klauwen. Problemen oplossen
Voor probleemoplossing en meting zie Tabel 5.
(Tafel )
Probleem
Oorzaak
Tegenmaten
Onvoldoende
klemming
De uiteinden zijn taps toelopend en komen
niet overeen met de afmetingen
Vervang de kaken
De axiaalklemlengte is kort
Vergroot de klaplengte
De tapsheid in het werkstuk
Werkstukoppervlak verwerken
Het ingangskoppel is klein
Verhoog het ingangskoppel
Over het klembereik
Vervang de klauwen
Smering is slecht
Meer smeren
Arm
nauwkeurighei
d
Bij het gebruik van klemmen zijn of werken
vuil
Onderhoudsbekken en werkstuk schoon
tijdens het werken
Bij het vervangen van de kaken zijn de kaken
nr. 1, 2 en 3 verkeerd
Monteer de kaak in de juiste volgorde
Er is iets mis met de korte taps toelopende
klauwplaten
Pas de klauwen aan
montagepositie
Kort taps toelopend oppervlak vuil wanneer
montageklauwen
Onderhoud de
korte taps toelopende reiniging
Mbipiar komt niet op de hoogte van de niet -
dimensie
Passende adapter conform
eisen
kapiar plats nith zhkn
orsetion tolsrae te groot e
Passende adapter conform
eisen
Onreinheden in de bovenkaak en de
onderkaak
Houd de montagevlakken van de
bovenkaken en de basiskaken schoon
wanneer u de kaken vervangt
De klemboog taps toeloopt niet conforme
dimensie
Vervang de kaken
Cear zal l
niet werken
Onzuiverheid ding in de klauwen
Schoonmaken en smeren
Smering is slecht
Smeren
- 7 -
CLAMPING RANGE
- 8 -
STANDARD ACCESSORIES
- 9 -
K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
ONDERDEELN
R.
BESCHRIJVING
Hoeveelheid
1
Sleutelklem
1
2
Schroef
3
3
Omgekeerde kaak (3 stuks)
1
K11-200A K11-250A
ONDERDEELNR.
BESCHRIJVING
Hoeveelheid
1
Sleutelklem
1
2
Schroef
3
3
Inbussleutel
1
K11-160A (1-1/2-8)
ONDERDEELNR.
BESCHRIJVING
Hoeveelheid
1
Sleutelklem
1
2
Schroef
3
3
Achterplaat 1 1/2 8 '
1
K11-200A (2-1/4-8)
ONDERDEELNR.
BESCHRIJVING
Hoeveelheid
1
Sleutelklem
1
2
Schroef
3
3
Achterplaat 2 1/4 8 '
1
K12-200 (1-1/2-8)
- 10 -
ONDERDEELNR.
BESCHRIJVING
Hoeveelheid
1
Sleutelklem
1
2
Schroef
3
3
Omgekeerde kaken (4 stuks)
1
4
Achterplaat 1 1/2 8 '
1
K13-1 60A (D1-4)
ONDERDEELNR.
BESCHRIJVING
Hoeveelheid
1
Sleutelklem
1
2
M8- schroef
3
3
M 6 Schroef
3
4
Stuurstangschroef
3
5
Achterplaat D1-4
1
- 11 -
Fabrikant: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai
200000 CN.
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA
STREETEASTWOOD NSW 2122 Australië
Geïmporteerd naar de VS: Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
- 13 -
Teknisk Support och e-garanticertifikat www.vevor.com/support
SVARV CHUCK
MODELL: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A(2-1/4-8) , K13-160A(D1-4), K13-160A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MODELL: K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
K 11-160A, K11-200A, K11-250A, K 12-160, K12-200 K12-250, K11-160A
(1-1/2-8), K11-200A(2-1/4-8) , K13-160A(D1-4), K13-160A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
LATHE CHUCK
- 2 -
Geometri noggrannhet (mm)
(tabell ) mm
Diagram av
testet
Testobjekt m
Chuck Dianeter
≤165
20 0~250
315~400
00~630
800~1000
a. Radiell
är du n-ut
b. axel a l
ta slut
a:0,005
b:0,005
Radiell
är du n-ut
chuck
0,0 4 0
0,0 5 0
0,060
0,080
0,100
A xi a l
ta slut
chuck
0,0 5 0
0,0 5 0
0,060
0,080
0,100
Radiell
är du n-ut
av teststången
a =0,08
L=50
a = 0,080
L=50(75
a = 0,100
L=75
a = 0,125
=100
α = 0 . 160
L=100
Radiell
är du n-ut
av testringen
0,060
0,060
0,080
0,100
0,120
A xi a l
är du n-ut
av testringen
0,032
0,040
0,048
0,064
0,080
Radiell
är du n-ut
av testringen
0,060
0,060
0,080
0,100
0,120
A xi a l
är du n-ut
av testringen
0,032
0,040
0,048
0,064
0,080
- 3 -
SPECIFICATIONS
- 4 -
Specifikationer
- 5 -
OPERATION INSTRUCTIONS
De chuckar i serien har två typer :
①Modell K 11 、 K12 、K13 är av solid käke. En chuck har varje
uppsättning inre och yttre käftar som kan användas separat.
② Modell K11A(eller K11C) 、K12、K13 är en tvådelad käke, som består
av baskäke och vändbar toppkäke. De tvådelade käftarna kan prestera.
Som inre eller yttre käkar genom justering. Enligt chuckdiametrar, käftar
med mjuk topp kan bearbetas för att uppnå idealisk spännnoggrannhet.
Anslutningsmått för tvådelade käftar av modell K11A överensstämmer med
GB4346 (IS03442) Standarder.
Försiktighet
a) Gör det inte lägg till ett rör på skiftnyckeln när arbetsstycket kläms för att
undvika att det ingående vridmomentet överskrids limit kommer att bryta
chuck.
b)Kläm inte fast arbetsstycket i max fastspänning räckvidd om möjligt.
c) Spring inte med maxhastigheten när du närmar dig den maximala
klämgränsen.
d) Chuckarna med "0"-växel i äntligen klämma fast för att säkerställa
noggrannheten.
e) Överskrid inte chuckens maxhastighet under drift.
Underhåll och inspektion
1 Chuckar bör underhållas medan maskinen verktyg underhålla.
2 Smörj (vid fettkoppen) och rengör (använd tryckluften) chuckarna varje
dag, i för att bibehålla dess noggrannhet och hållbarhet .
3 Tvätta och smörj hela arbetsytan på chuckarna minst två gånger varje år
med hjälp av frekvensen av verktygsmaskinen växa eller vid de särskilda
driftsvillkoren, lägg till underhållstider för chuckar. Felsökning
- 6 -
Felsökning och mätning se Tabell.5.
(Tabell )
Problem m
Orsaka
Mot mig försäkrar
Otillräcklig
klämning
Elaapingarna är avsmalnande som inte
överensstämmer med dimensionen
Byt ut käftarna
Axelklämman Längd s hort
Öka klapplängden
Konan i workpi ece
Bearbeta arbetsstycke.yta
Det ingående vridmomentet är litet
Öka det ingående vridmomentet
Över klämområdet
Byt ut chuckarna
Smörjningen är dålig
Mer smörj
Dålig
ac kuritet
Vid användning av klämning är eller arbetar
smutsiga
Rengör käftarna och arbetsstycket
under arbete
Vid byte av käftar, nr 1,2,3 fel
Montera käften i ordning
Något fel med korta chuckar
Justera chuckarna
monteringsläge
Kort konisk yta smutsig när montering av
chuckar
Upprätthålla
kort konisk ren
onform nonting dimension
Matchad adapter
att kräva
kapiar plats nith zhkn
orsetion tolsrae too large e
Matchad adapter
att kräva
Orenhet saker i överkäken baskäken
Håll toppkäftarna och baskäftarnas
monteringsyta rena när käftarna byts ut
Spännbågen avsmalnar inte överensstämma
dimension
Byt ut käftarna
Cear skall l
fungerar inte
Förorening sak i chuckarna
Rengör och smörj in
Smörjningen är dålig
Smörja
- 7 -
CLAMPING RANGE
- 8 -
STANDARD ACCESSORIES
K11-80, K11-100, K11-125, K11-160, K11-200, K11-250
DELNR.
BESKRIVNING
ANTAL
1
Nyckelchuck
1
2
Skruva
3
3
Omvänd käke (3 stycken)
1
K11-200A K11-250A
DELNR.
BESKRIVNING
ANTAL
1
Nyckelchuck
1
2
Skruva
3
3
Sexkantnyckel
1
K11-160A (1-1/2-8)
DELNR.
BESKRIVNING
ANTAL
1
Nyckelchuck
1
2
Skruva
3
3
Bakplatta 1 1/2 8 '
1
K11-200A(2-1/4-8)
DELNR.
BESKRIVNING
ANTAL
1
Nyckelchuck
1
2
Skruva
3
3
Bakplatta 2 1/4 8 '
1
- 9 -
K12-200(1-1/2-8)
DELNR.
BESKRIVNING
ANTAL
1
Nyckelchuck
1
2
Skruva
3
3
Omvända käftar (4 stycken)
1
4
Bakplatta 1 1/2 8 '
1
K13-1 60A(D1-4)
DELNR.
BESKRIVNING
ANTAL
1
Nyckelchuck
1
2
M8 Skruv
3
3
M 6 Skruv
3
4
Dragstångsskruv
3
5
Bakplatta D1-4
1
- 10 -
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
Adress: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX