
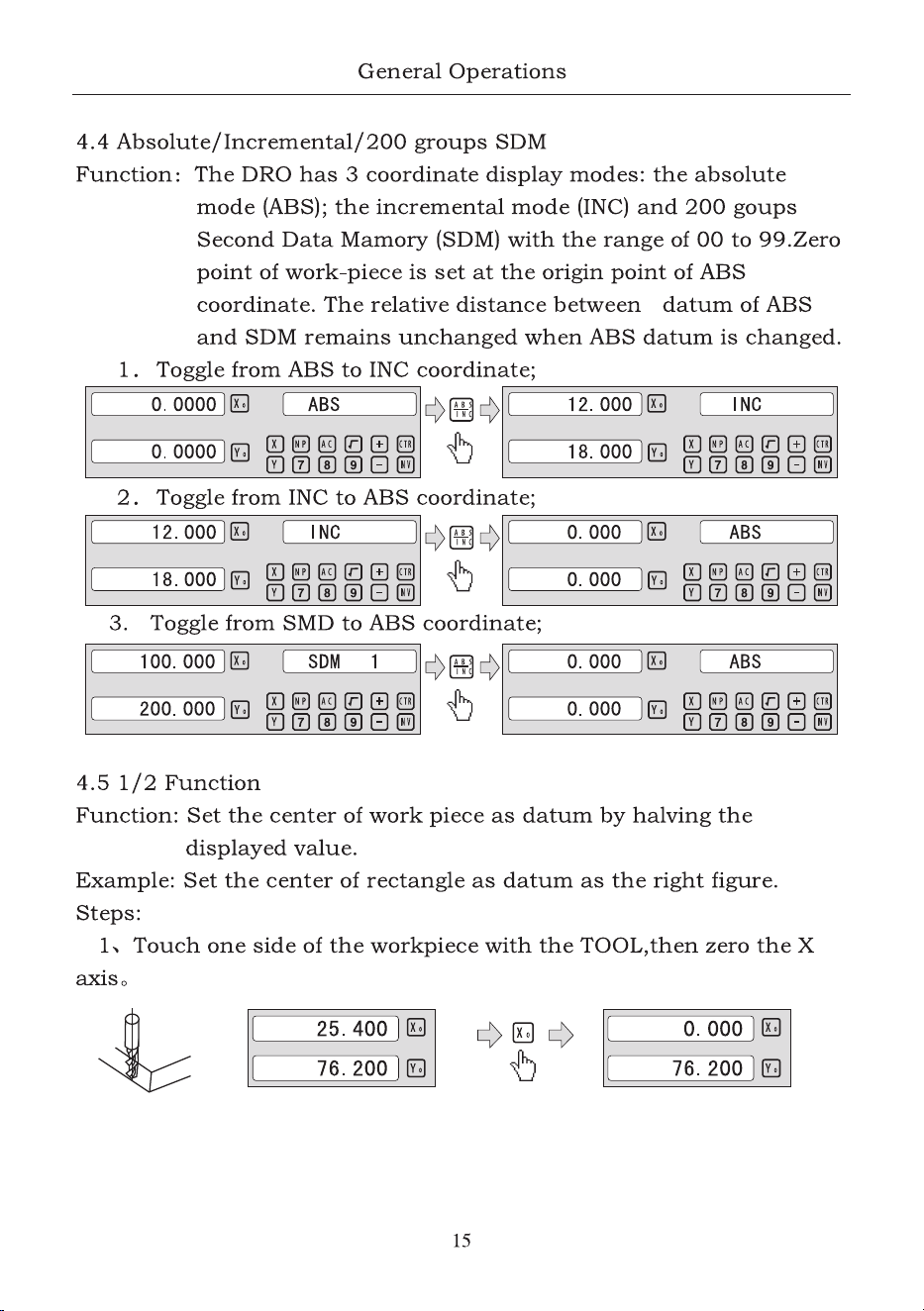
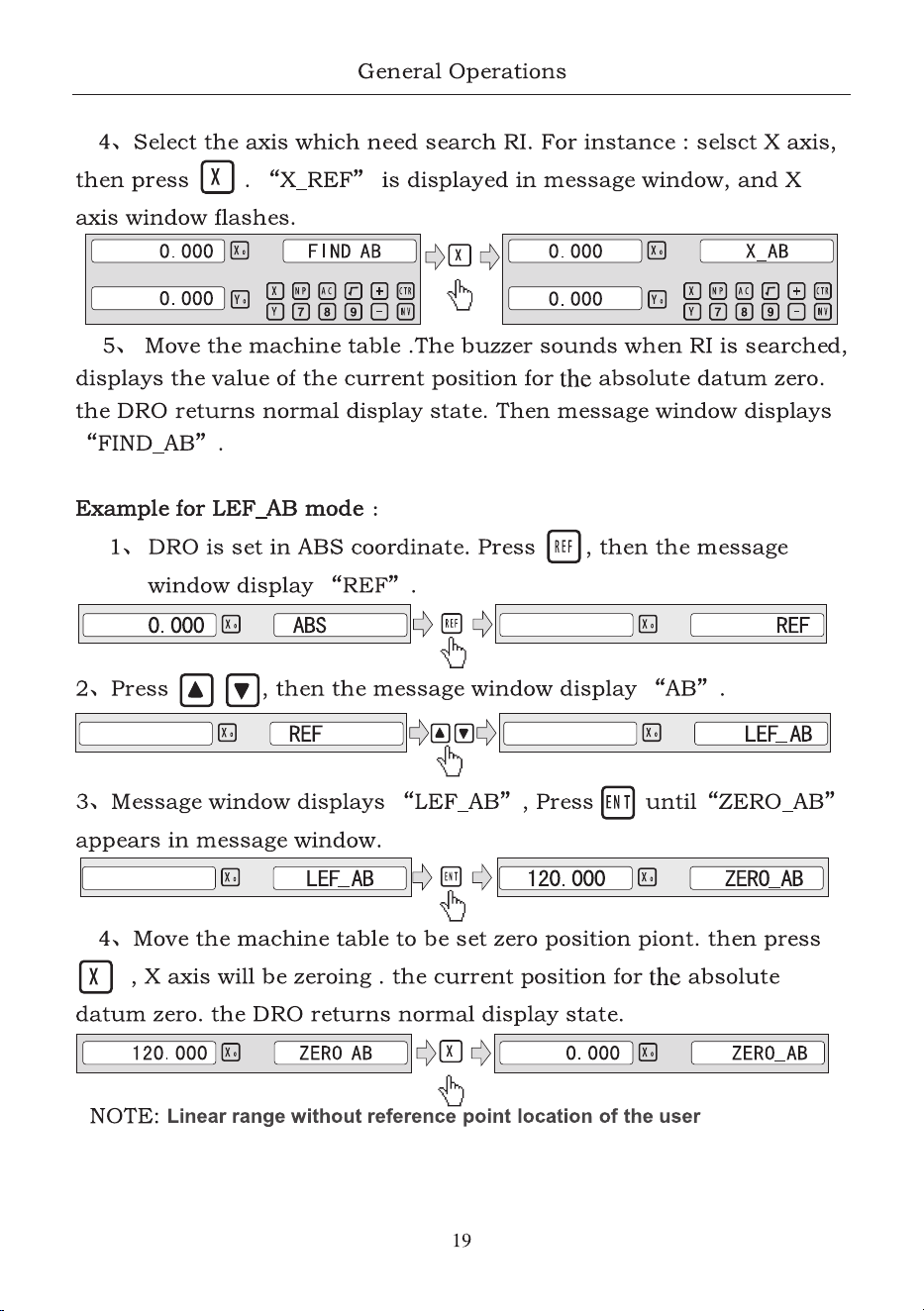
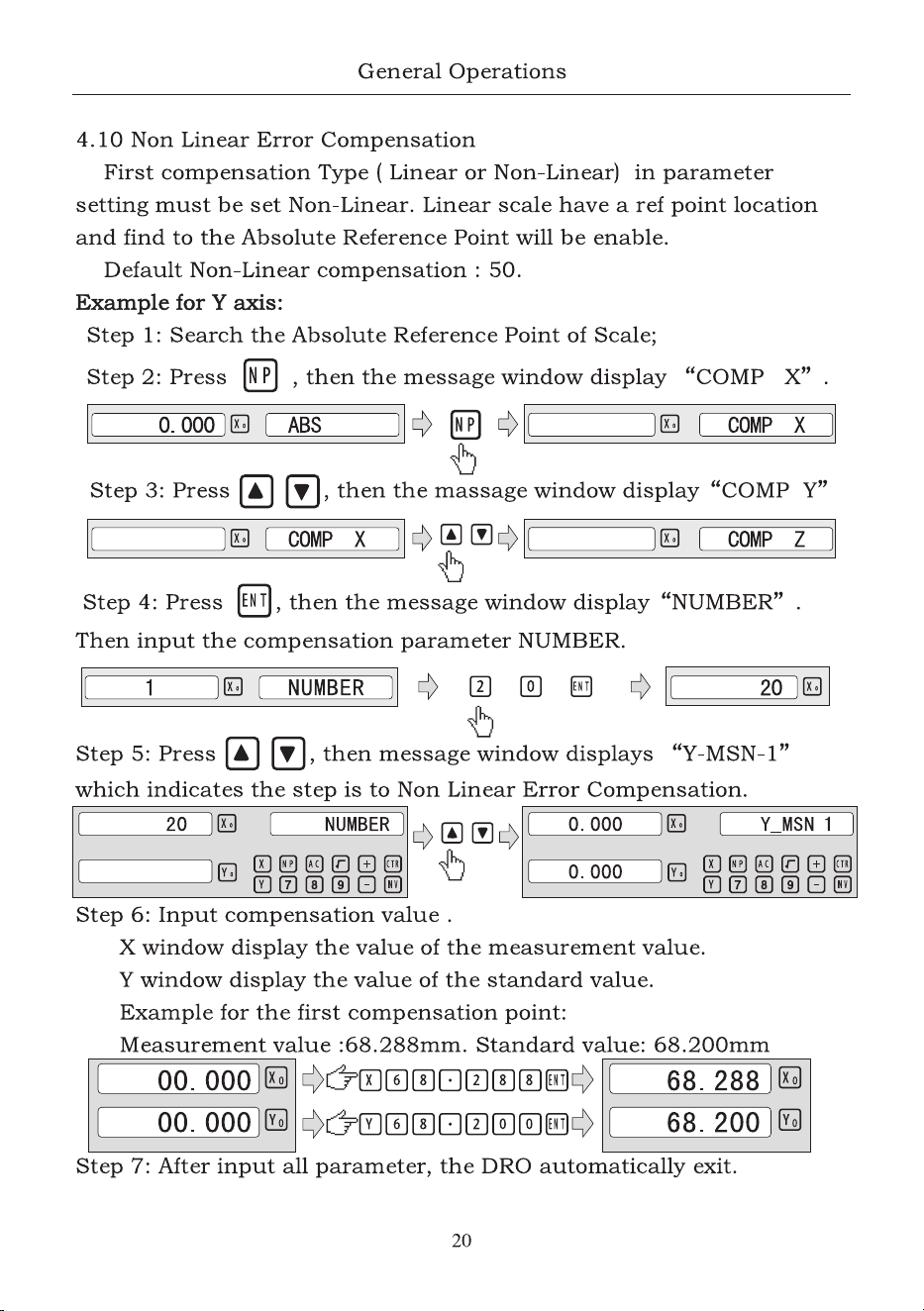
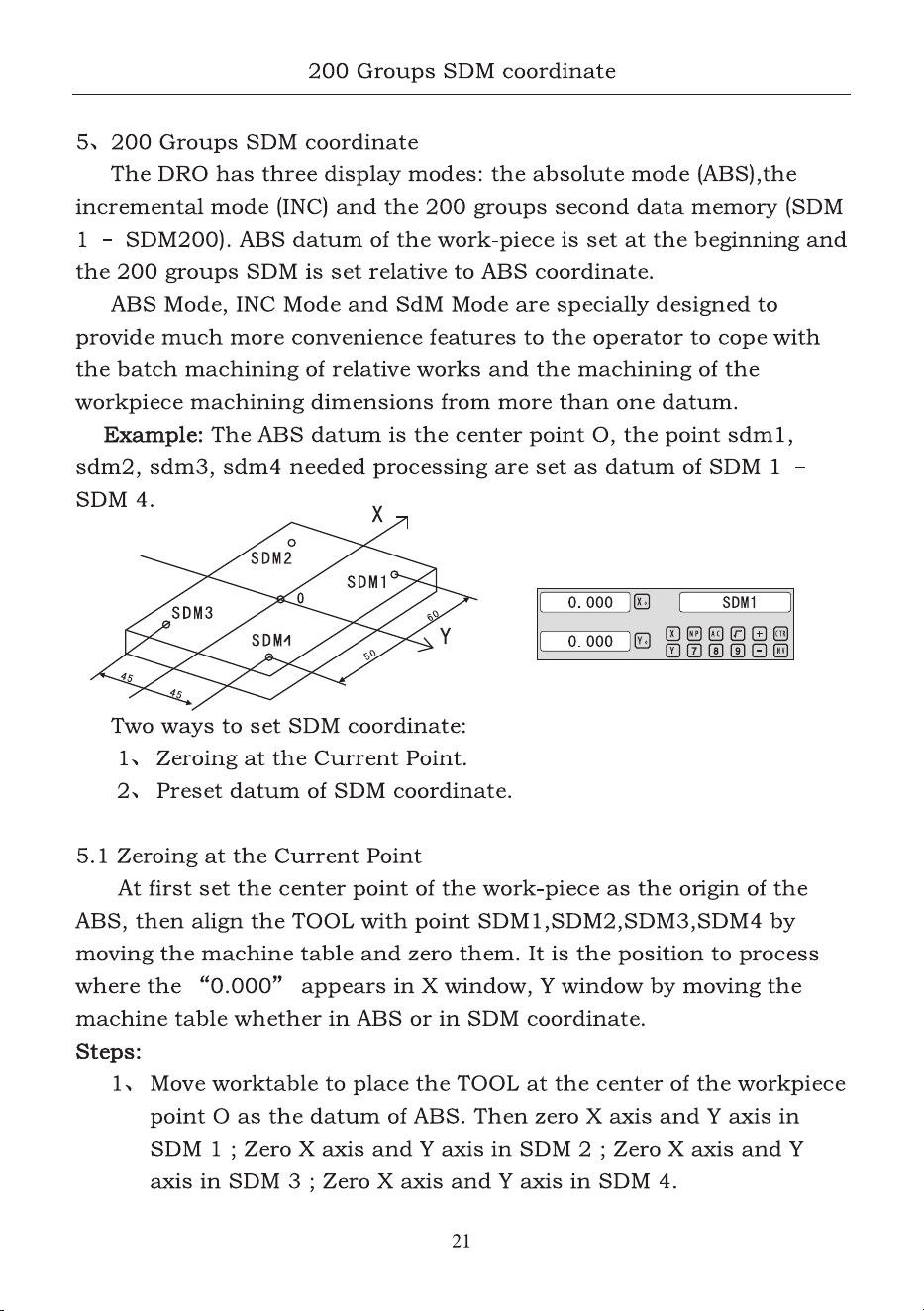
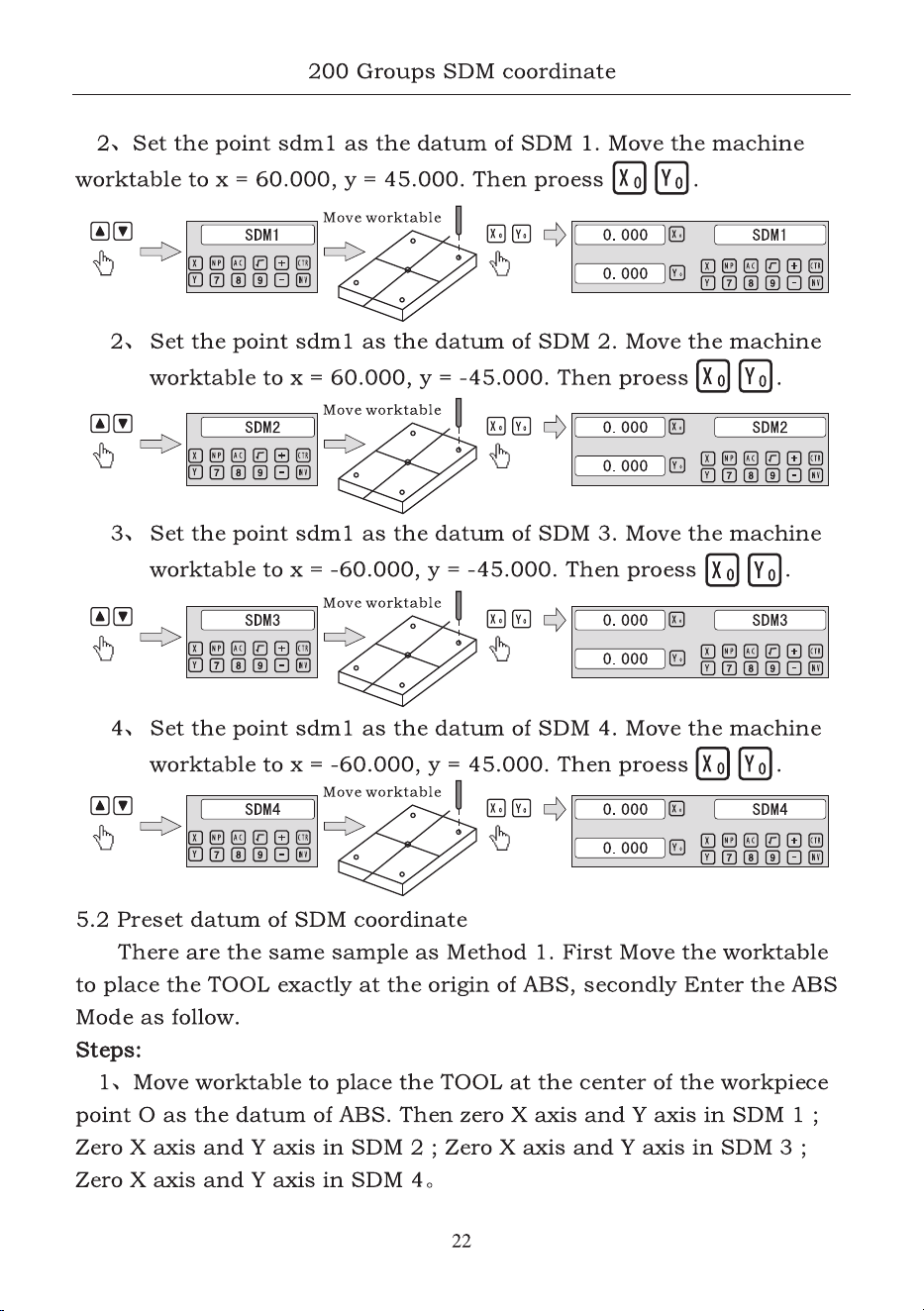
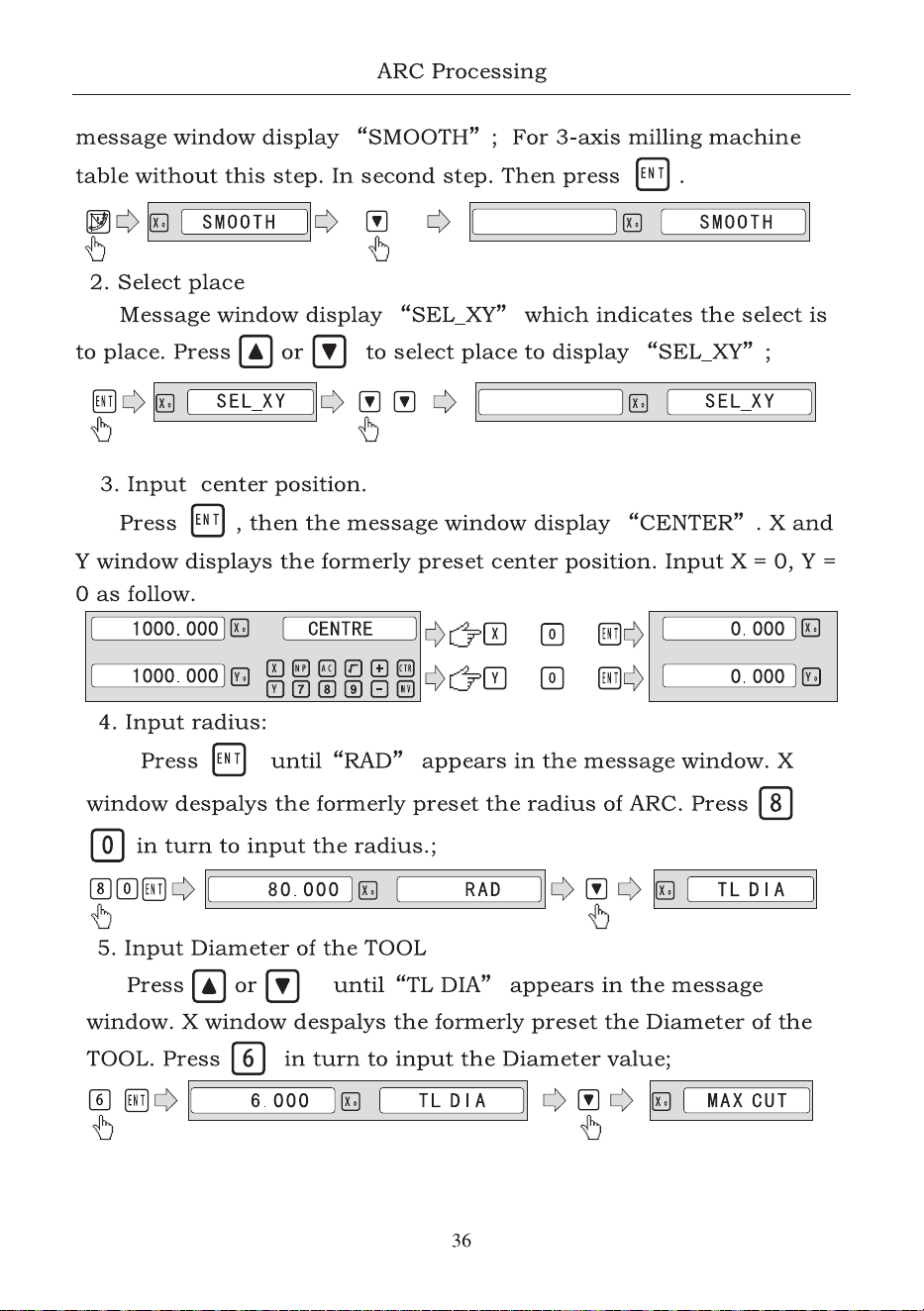
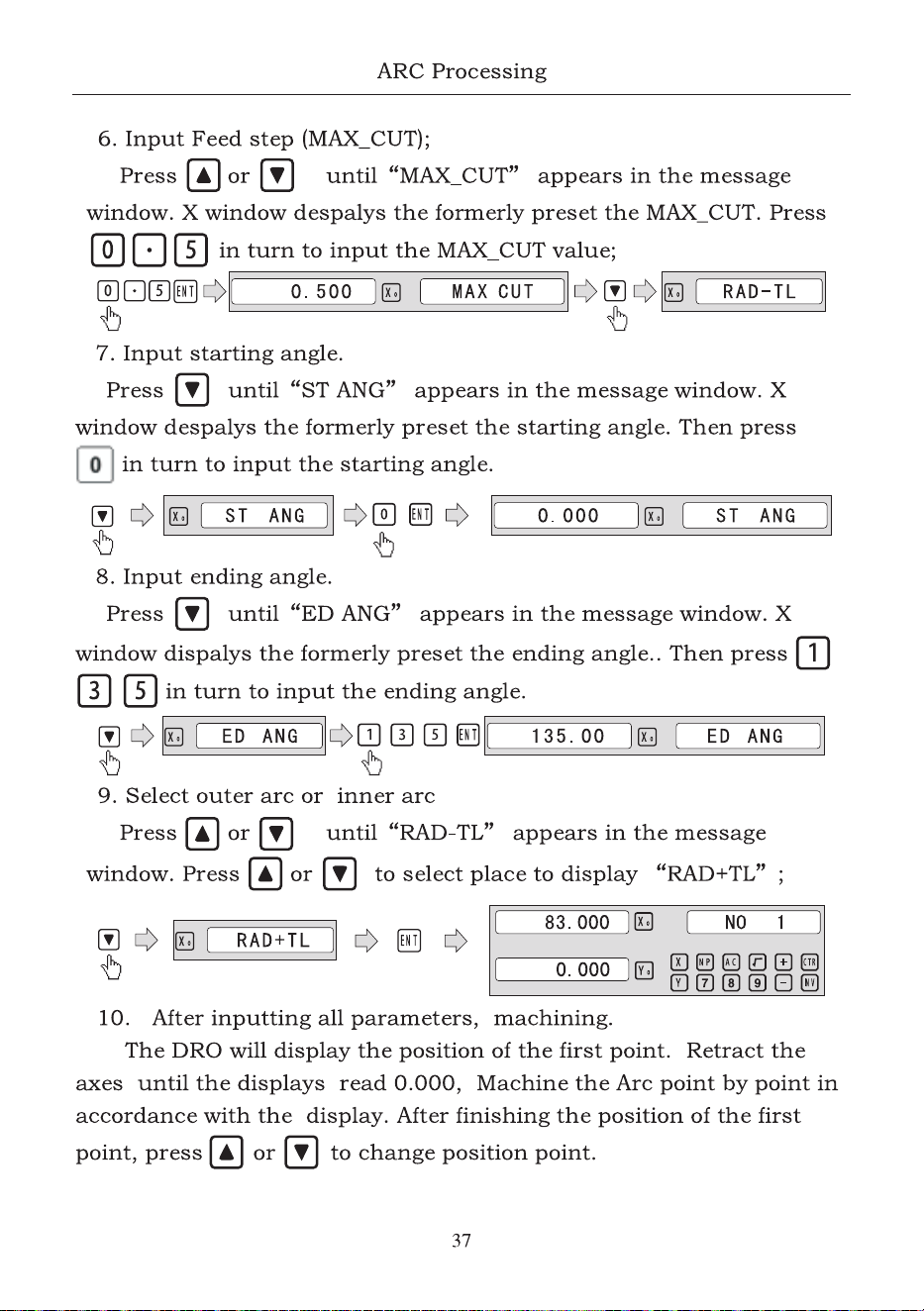
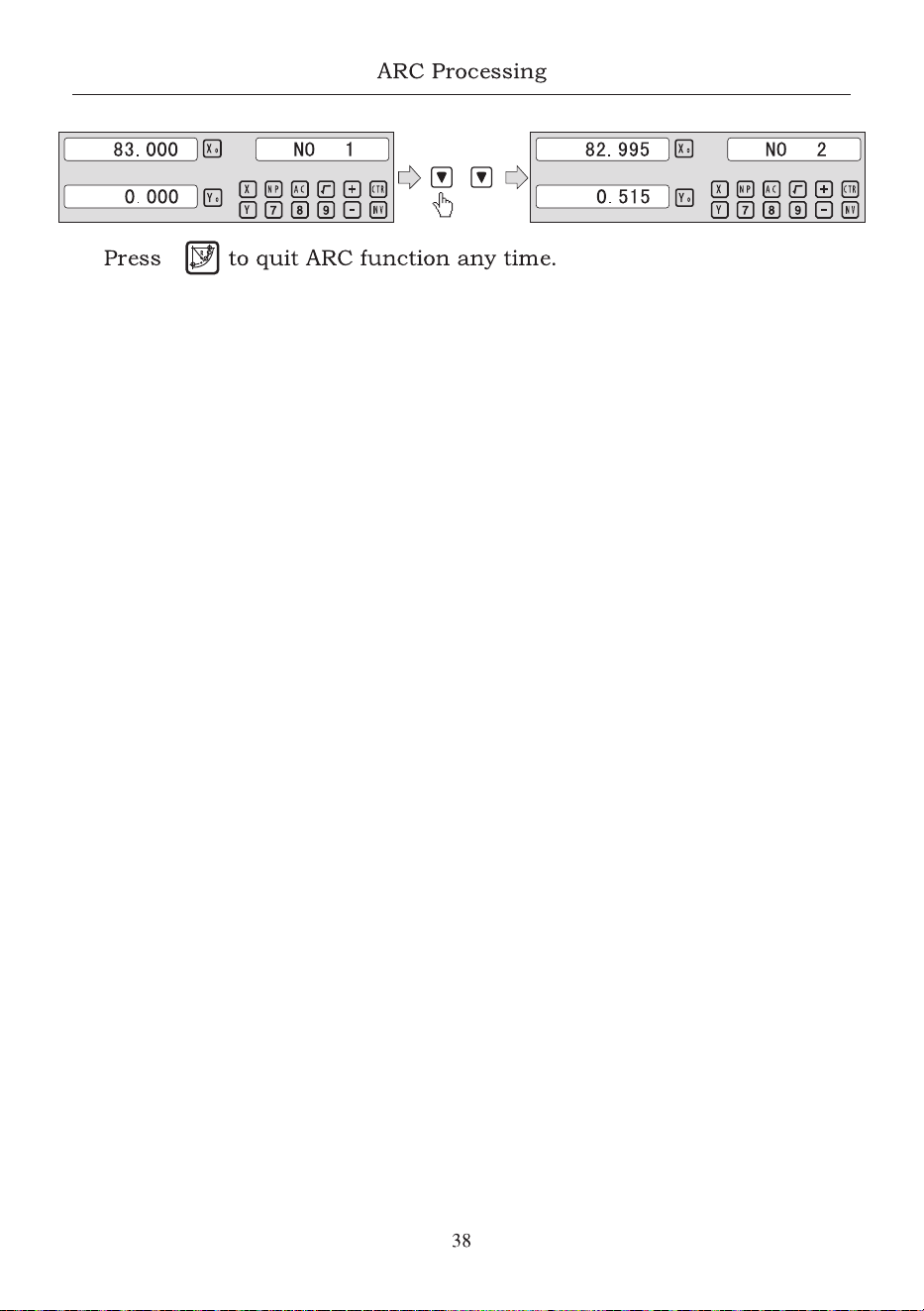
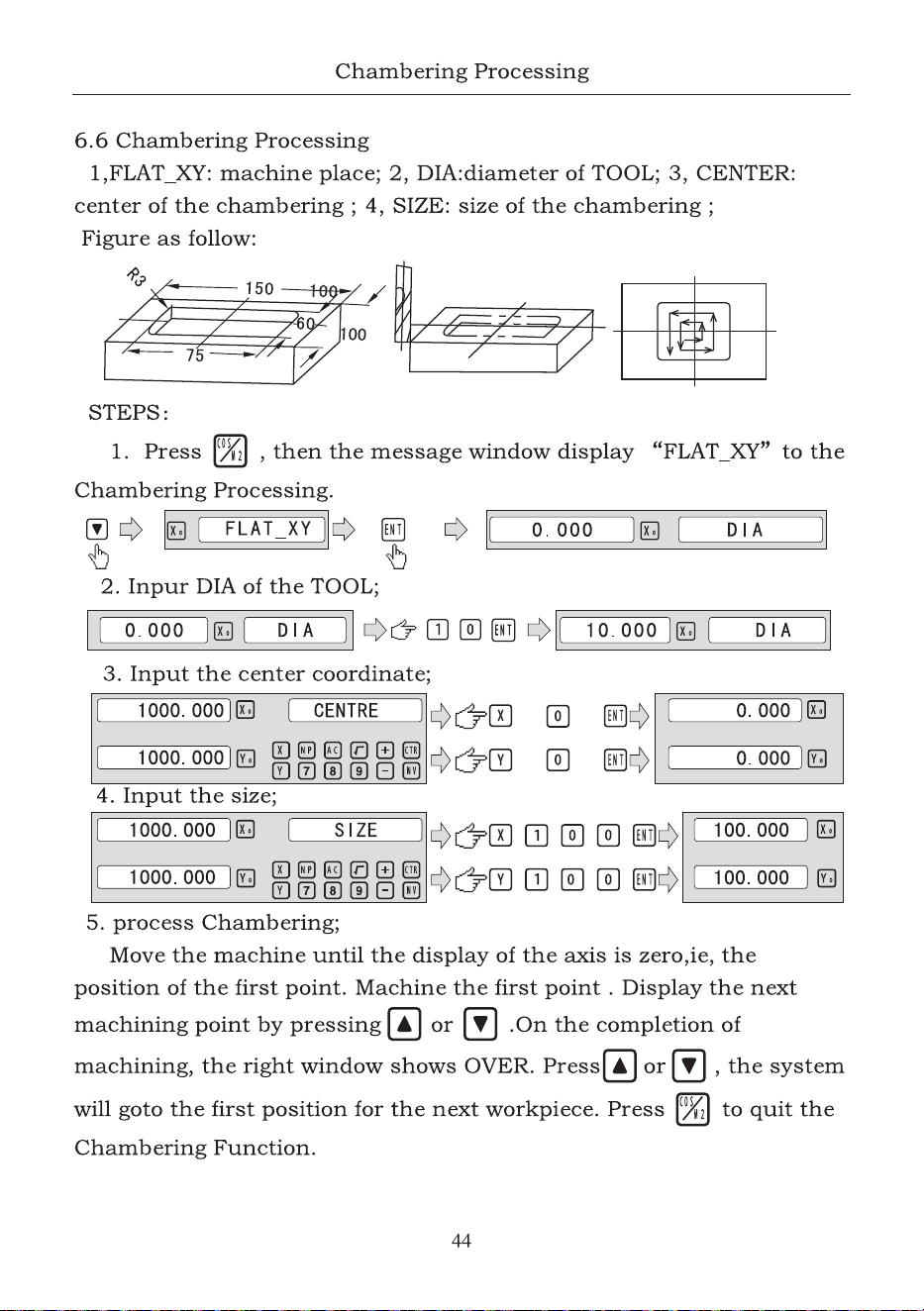
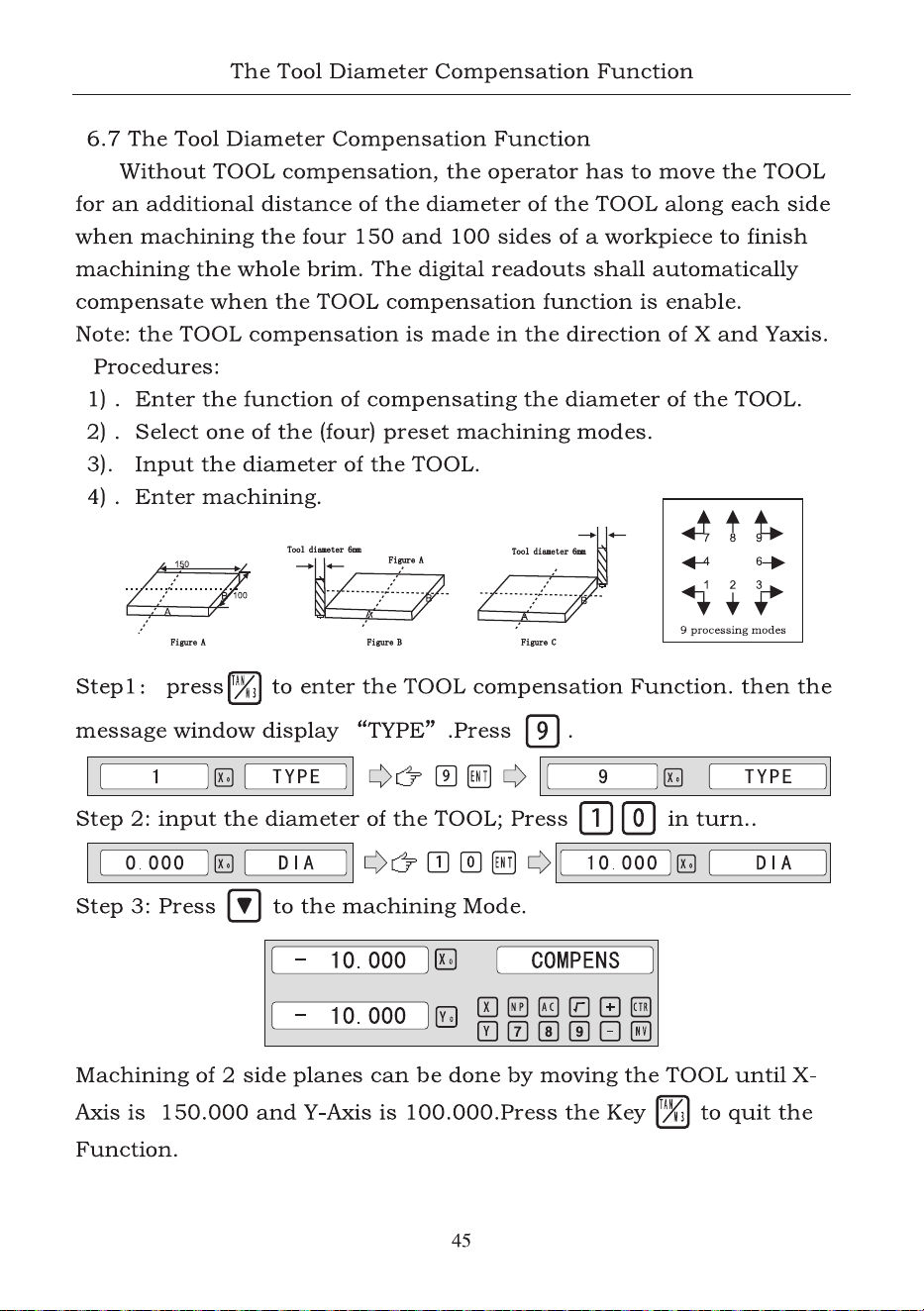
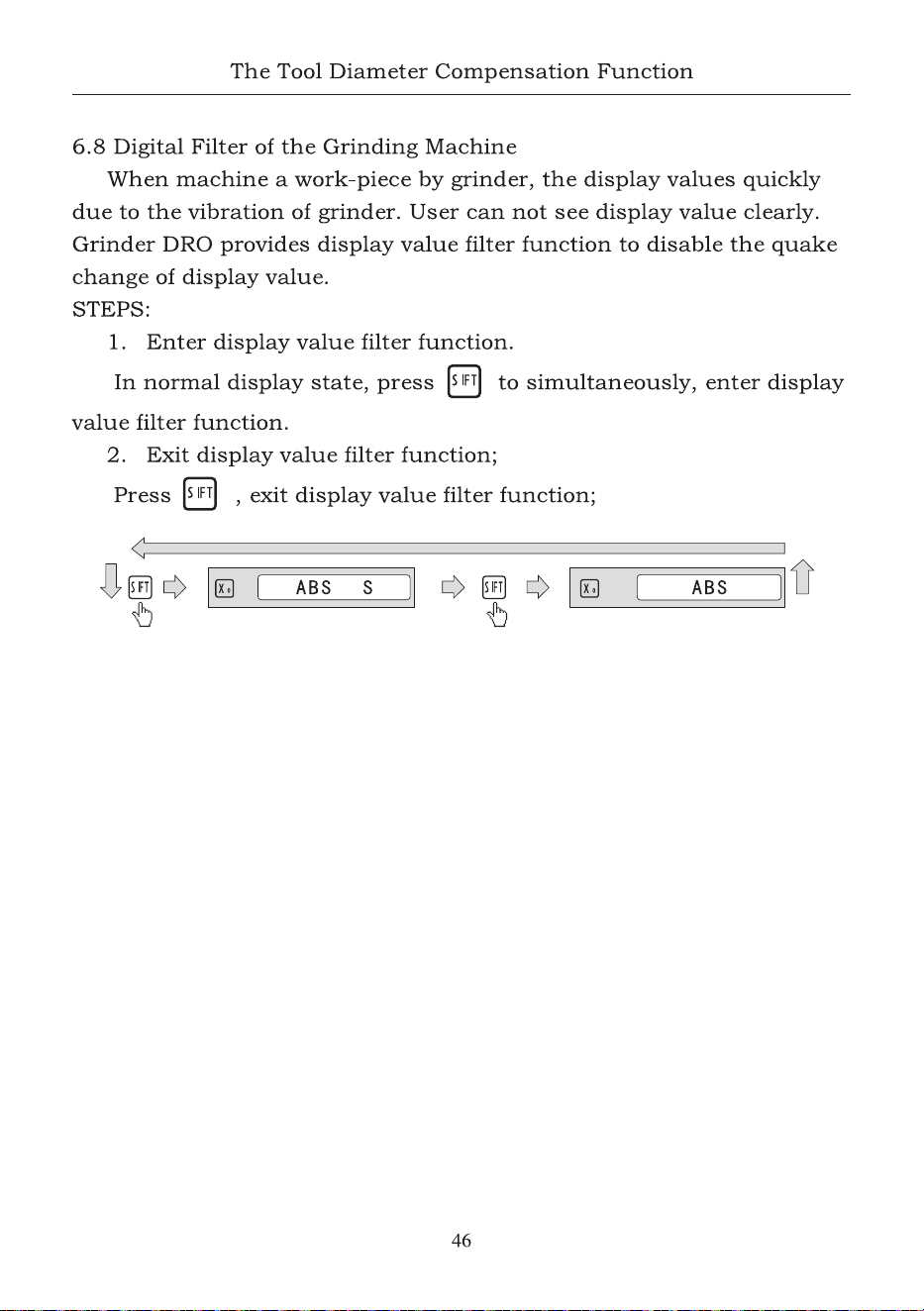
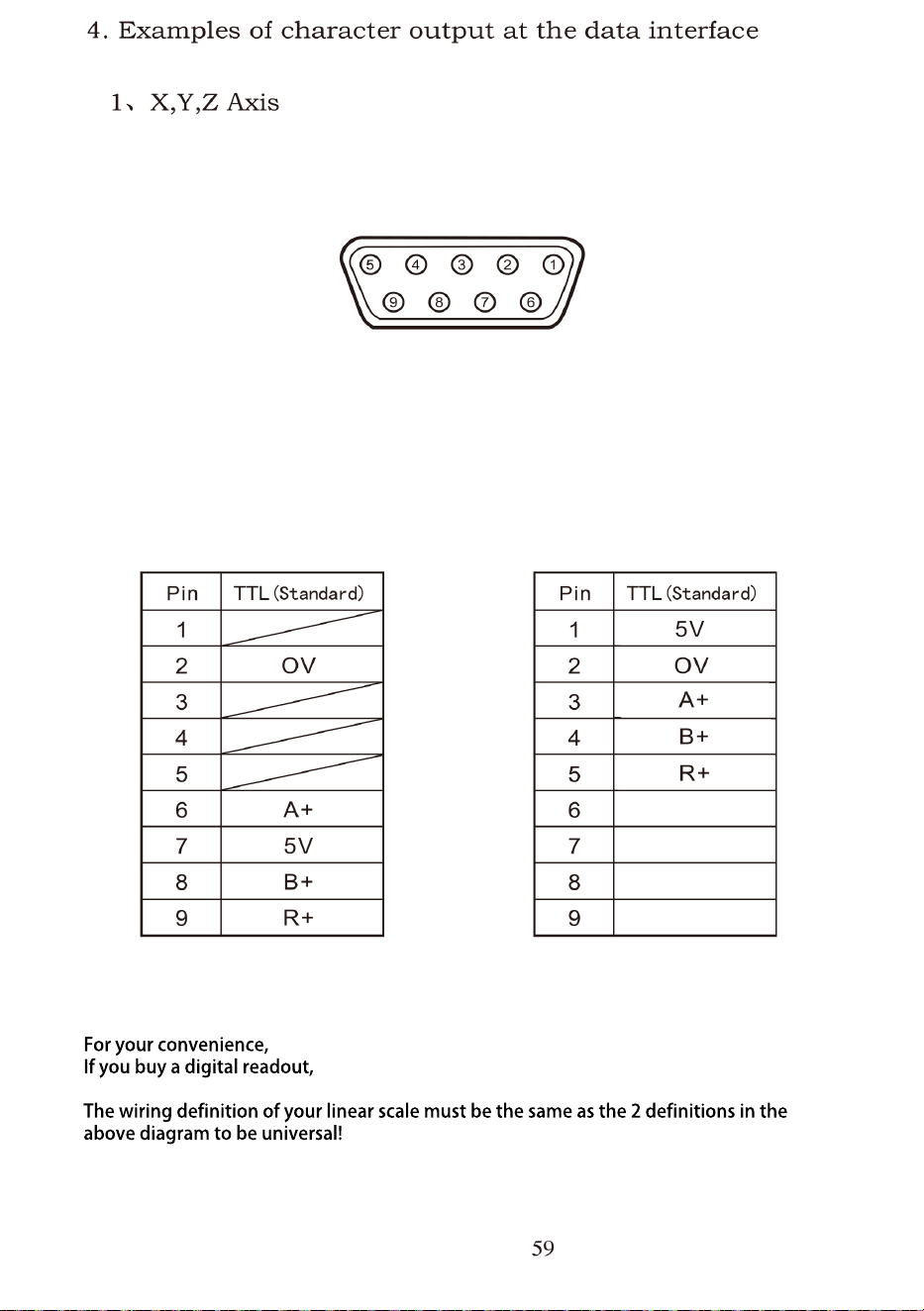
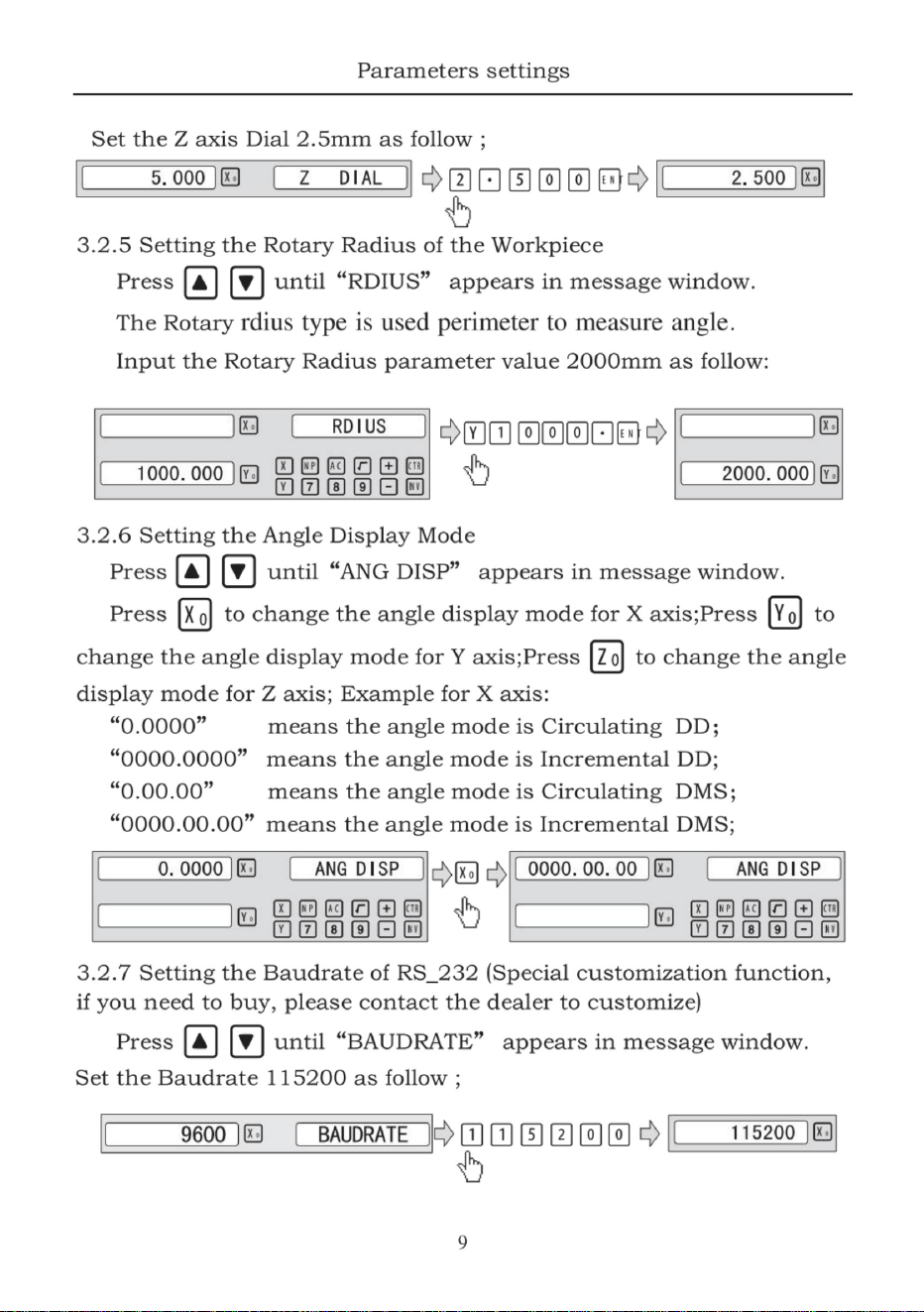
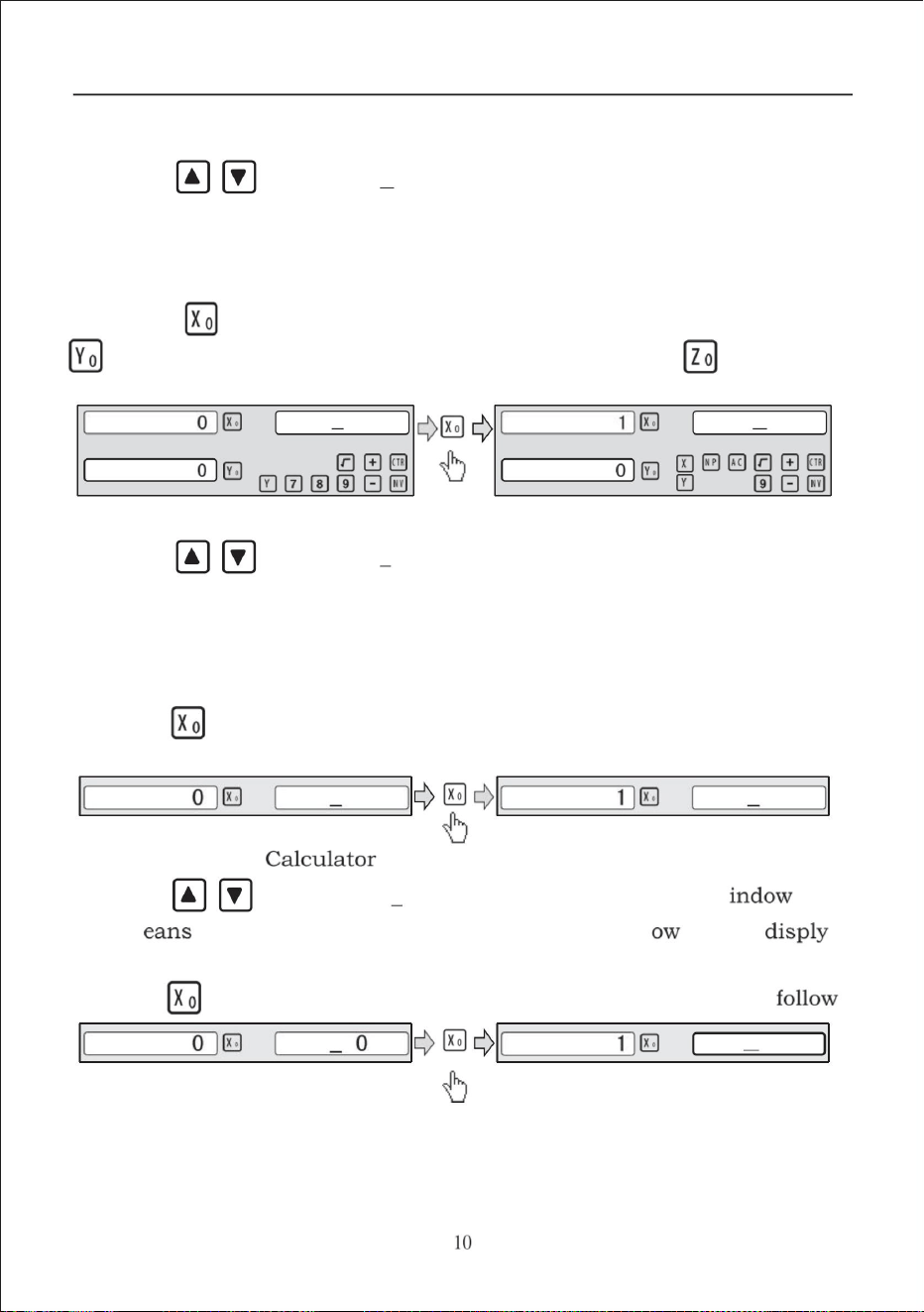
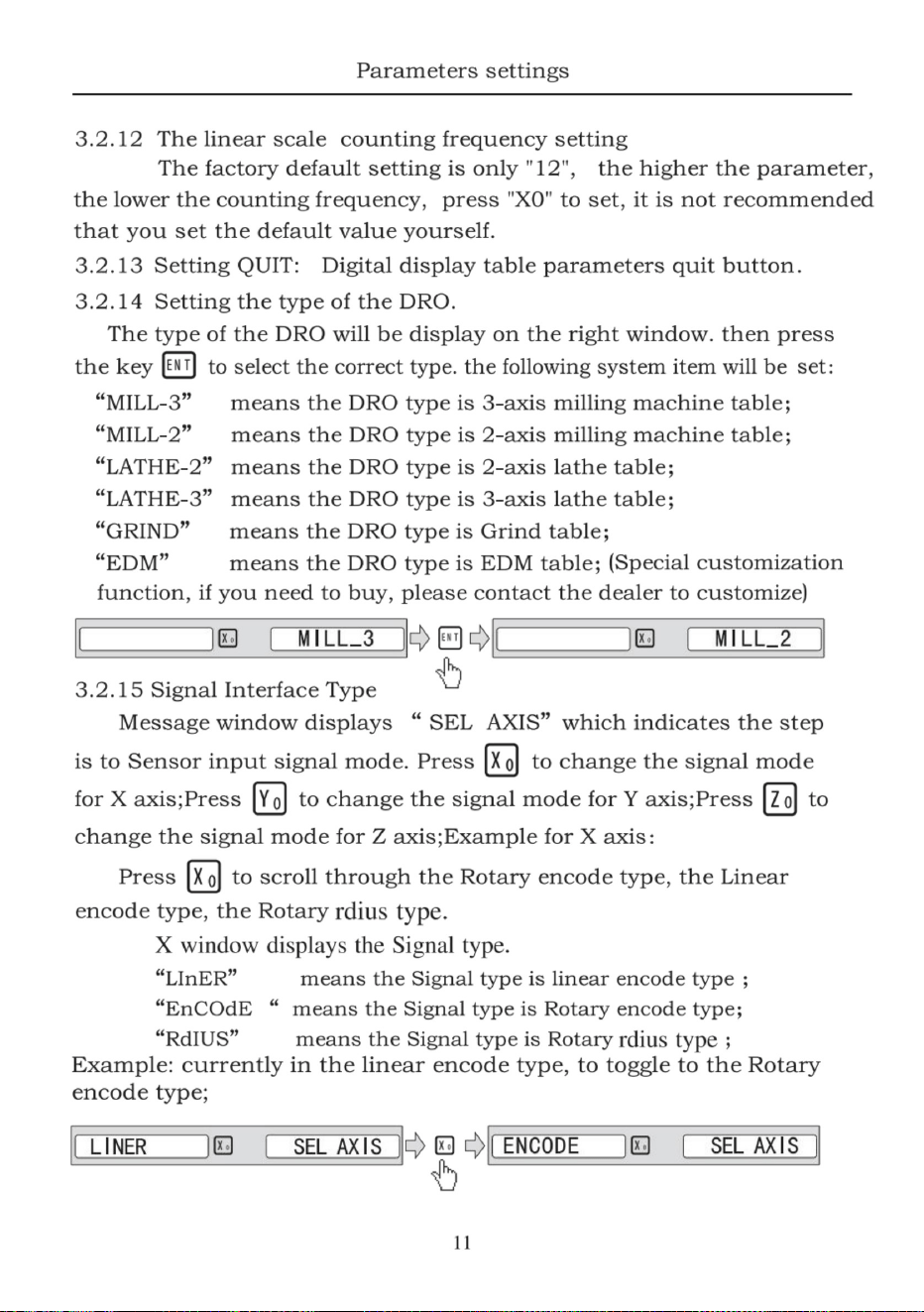
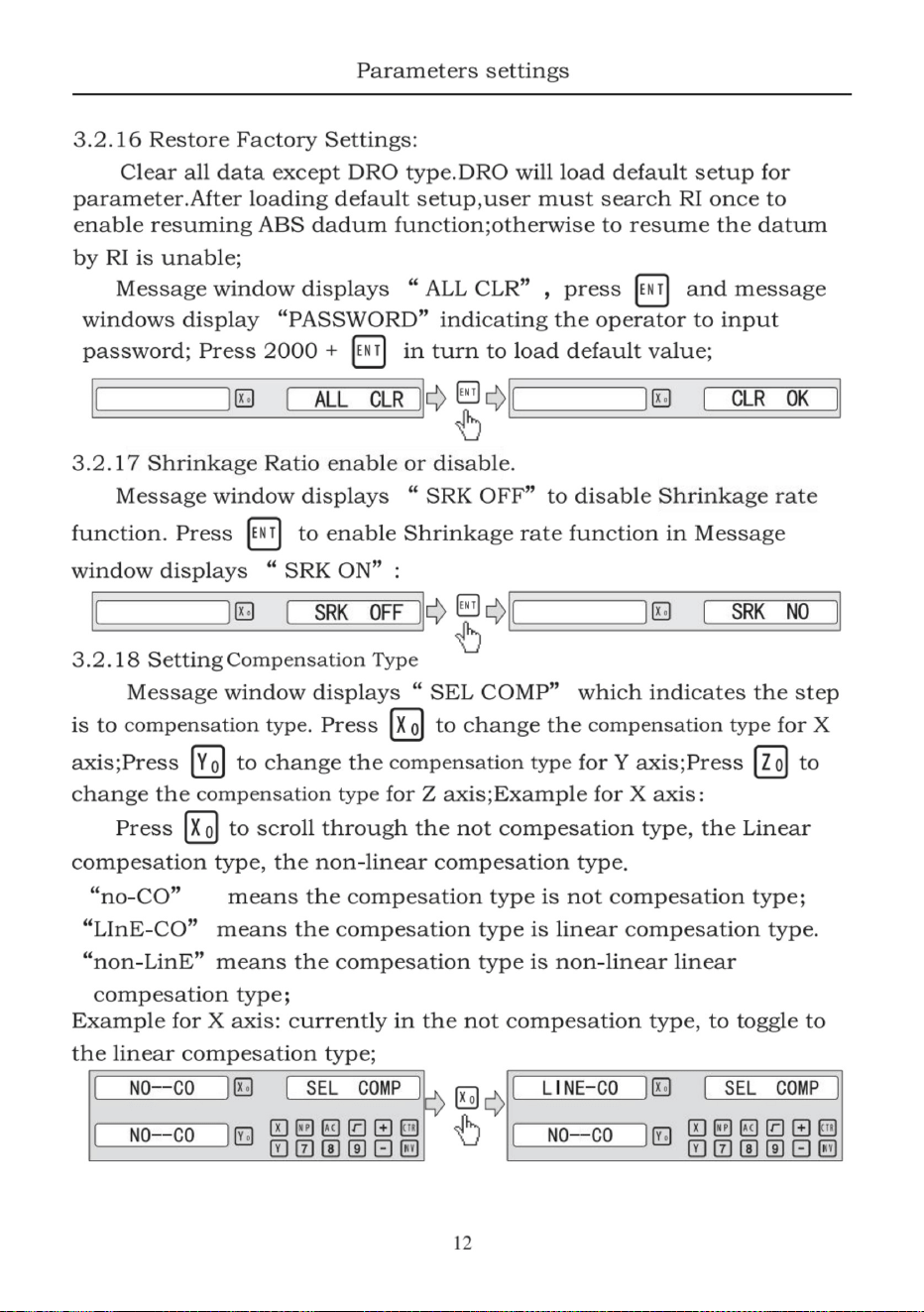
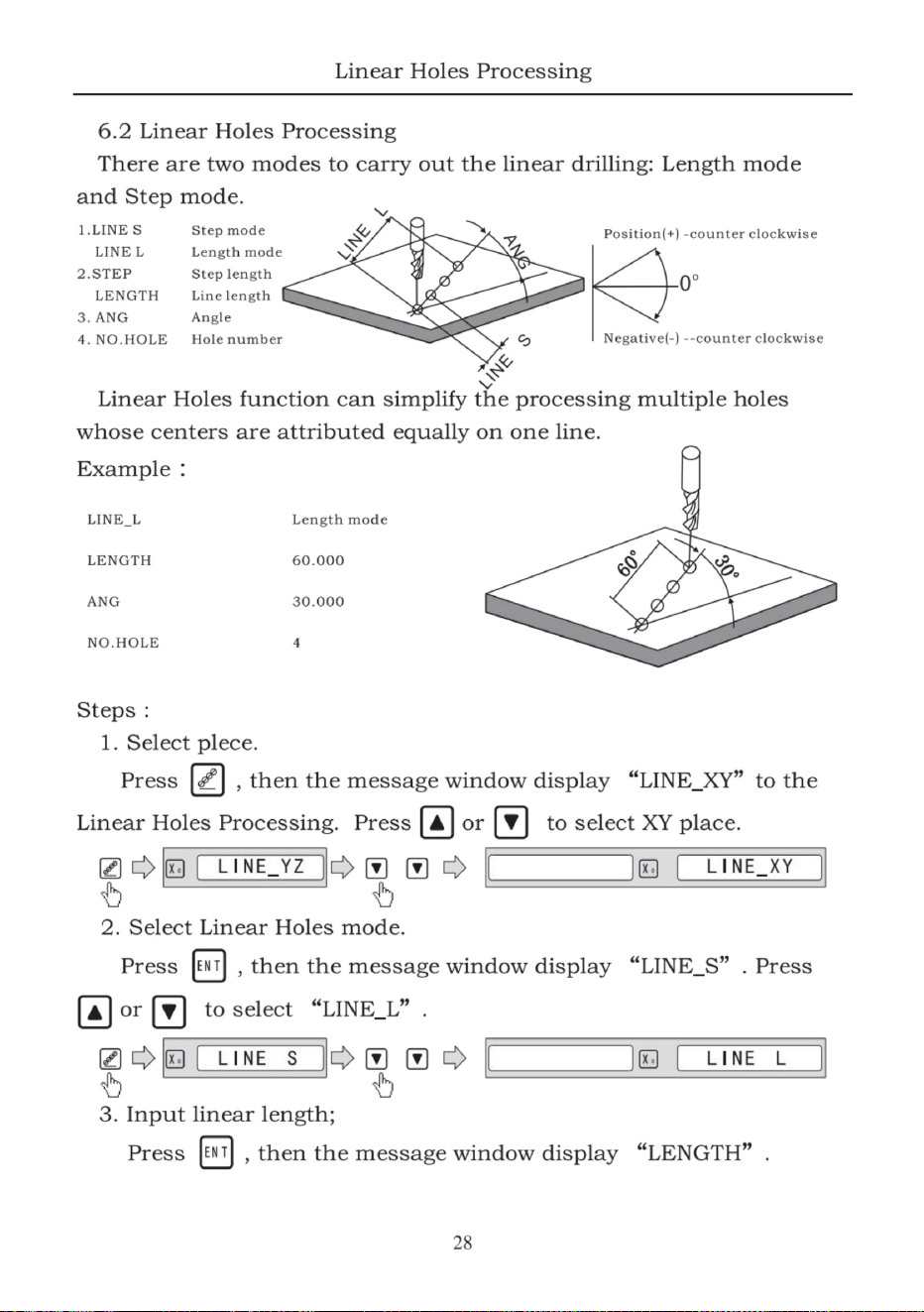
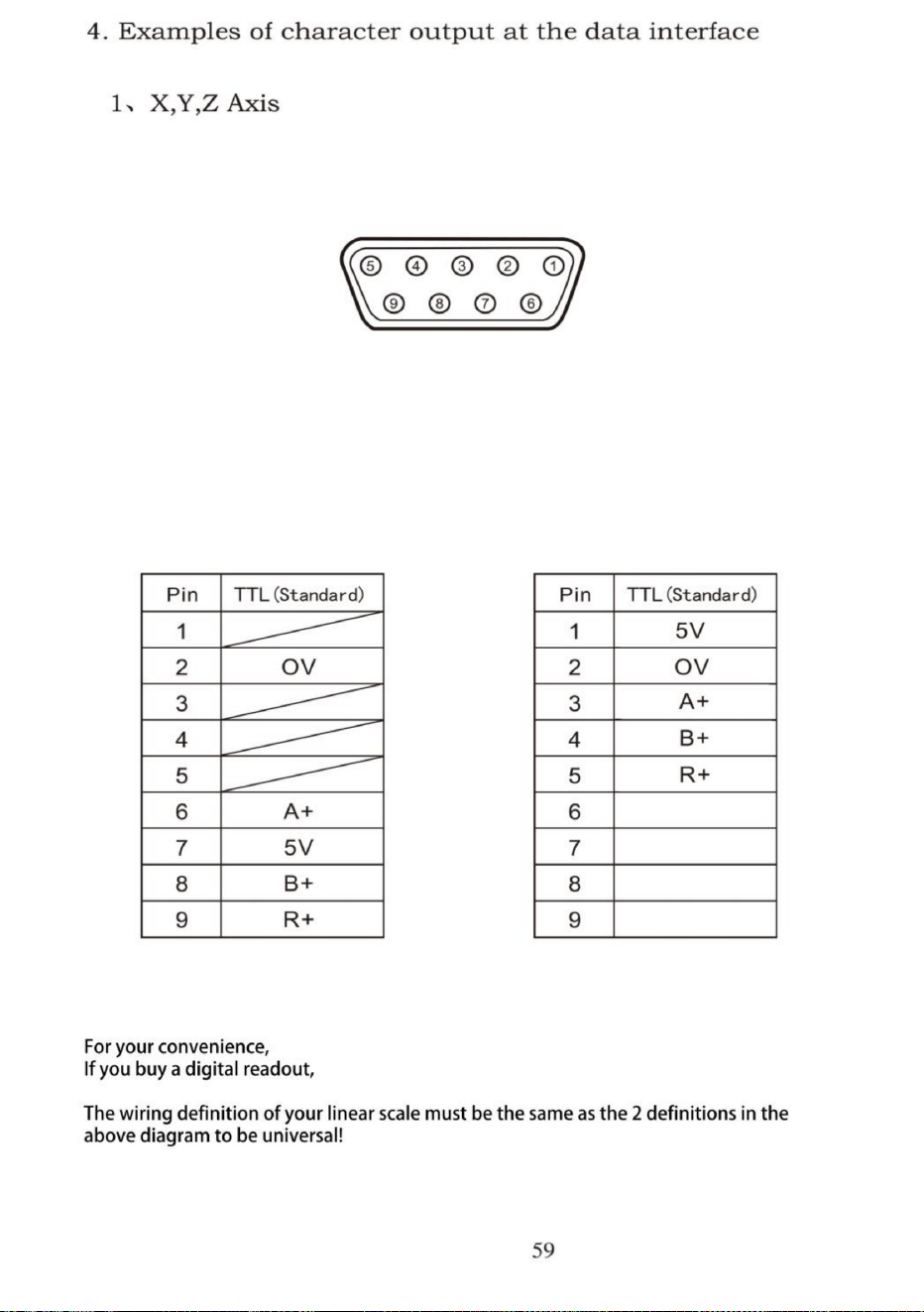
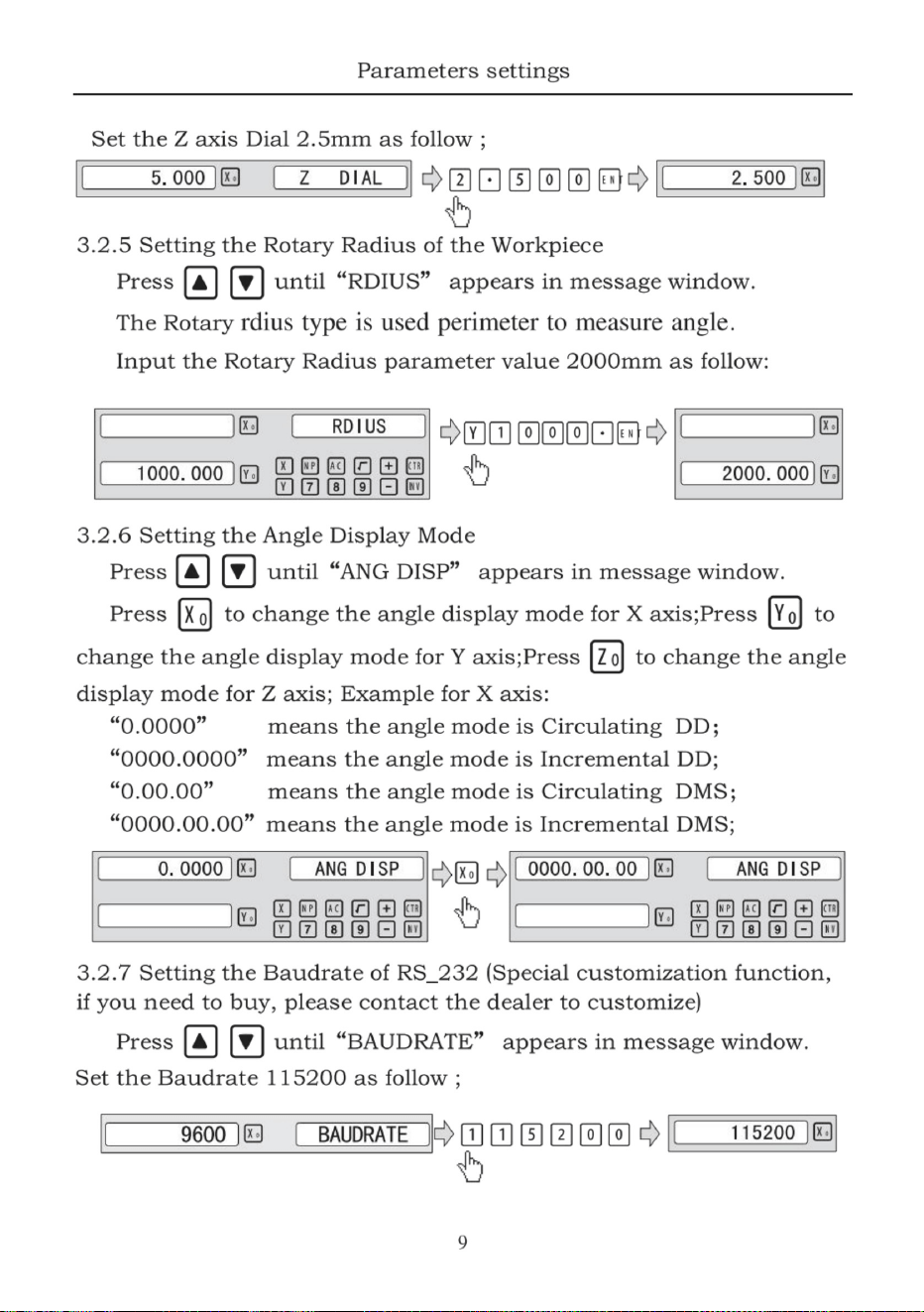
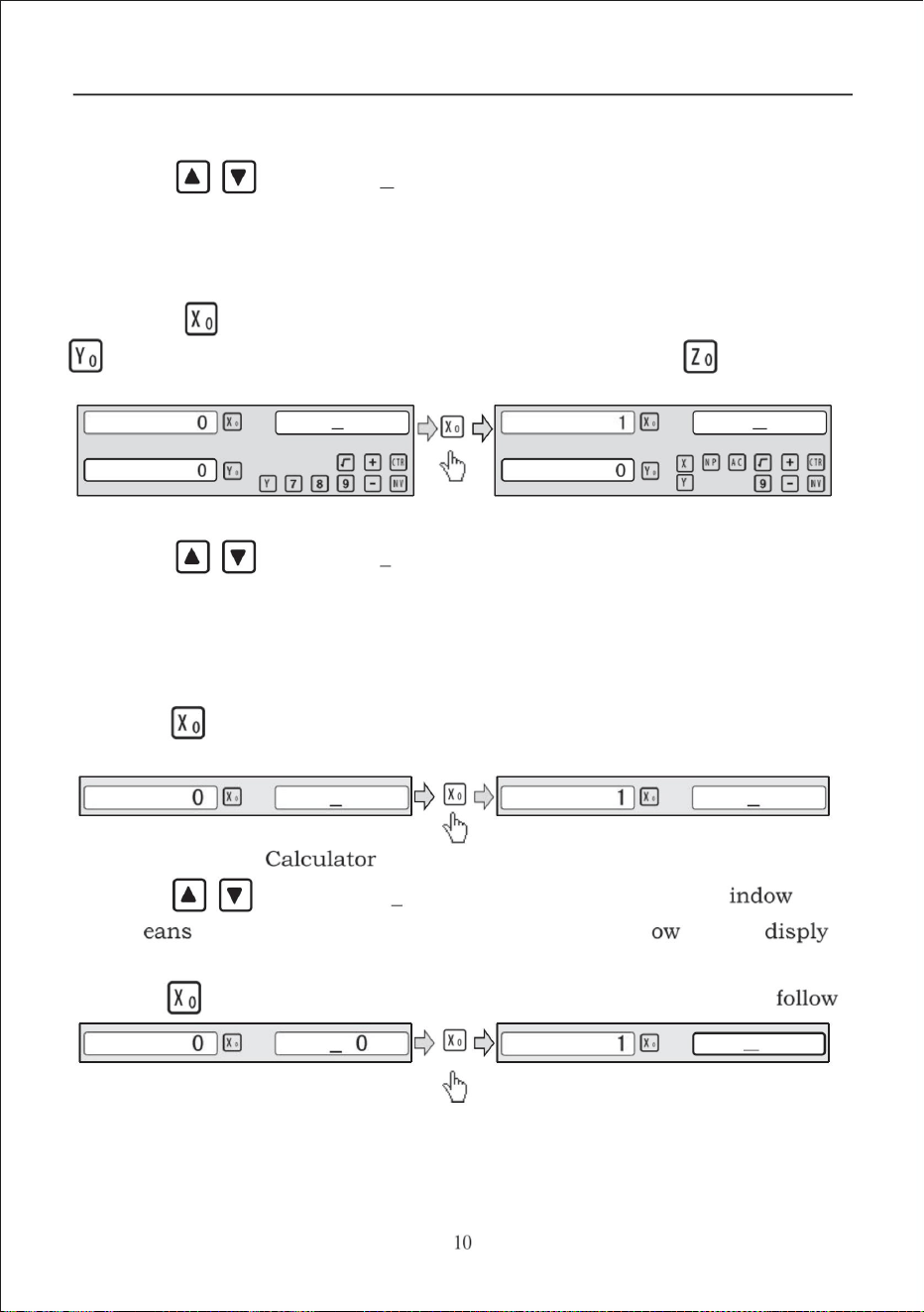
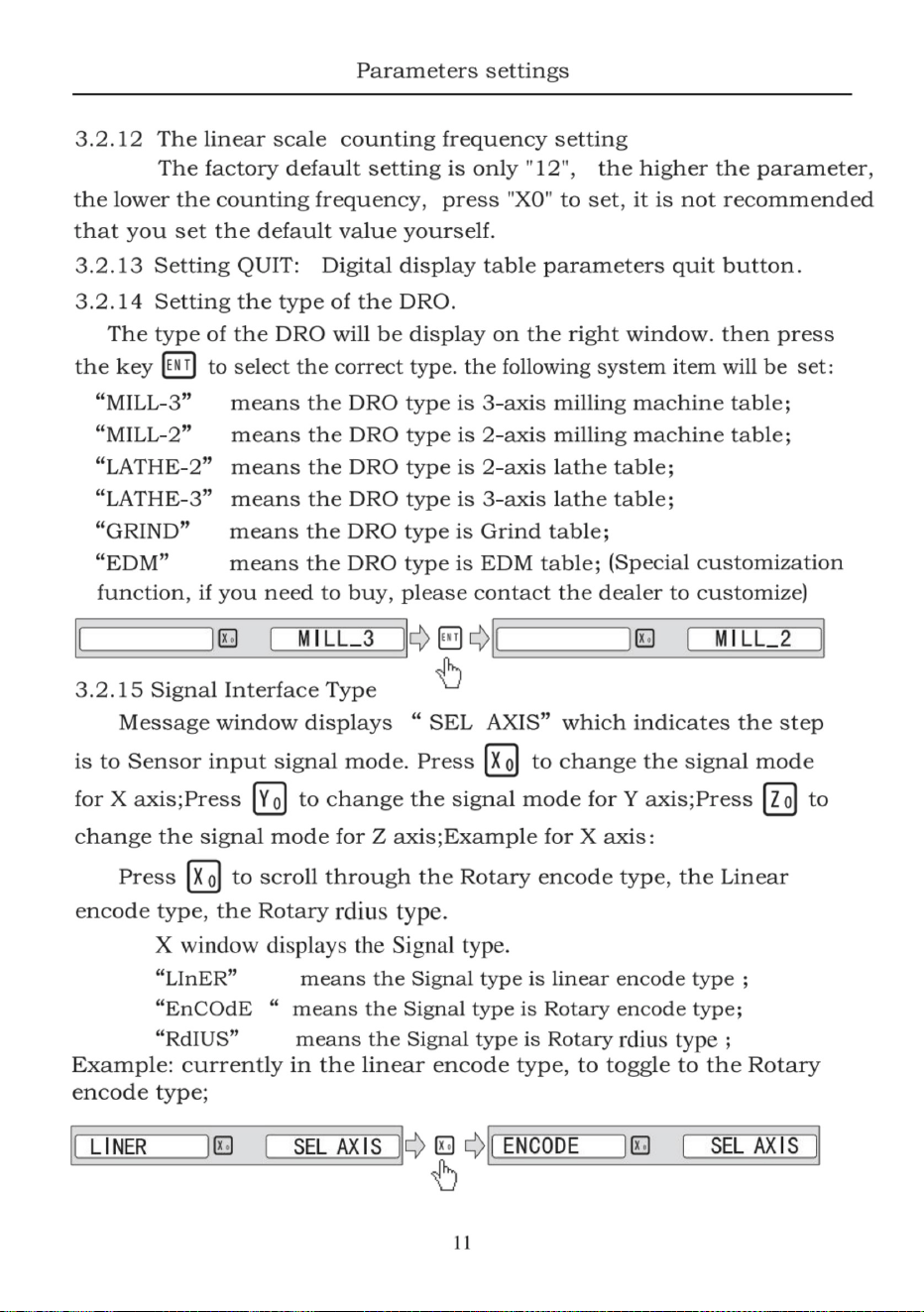
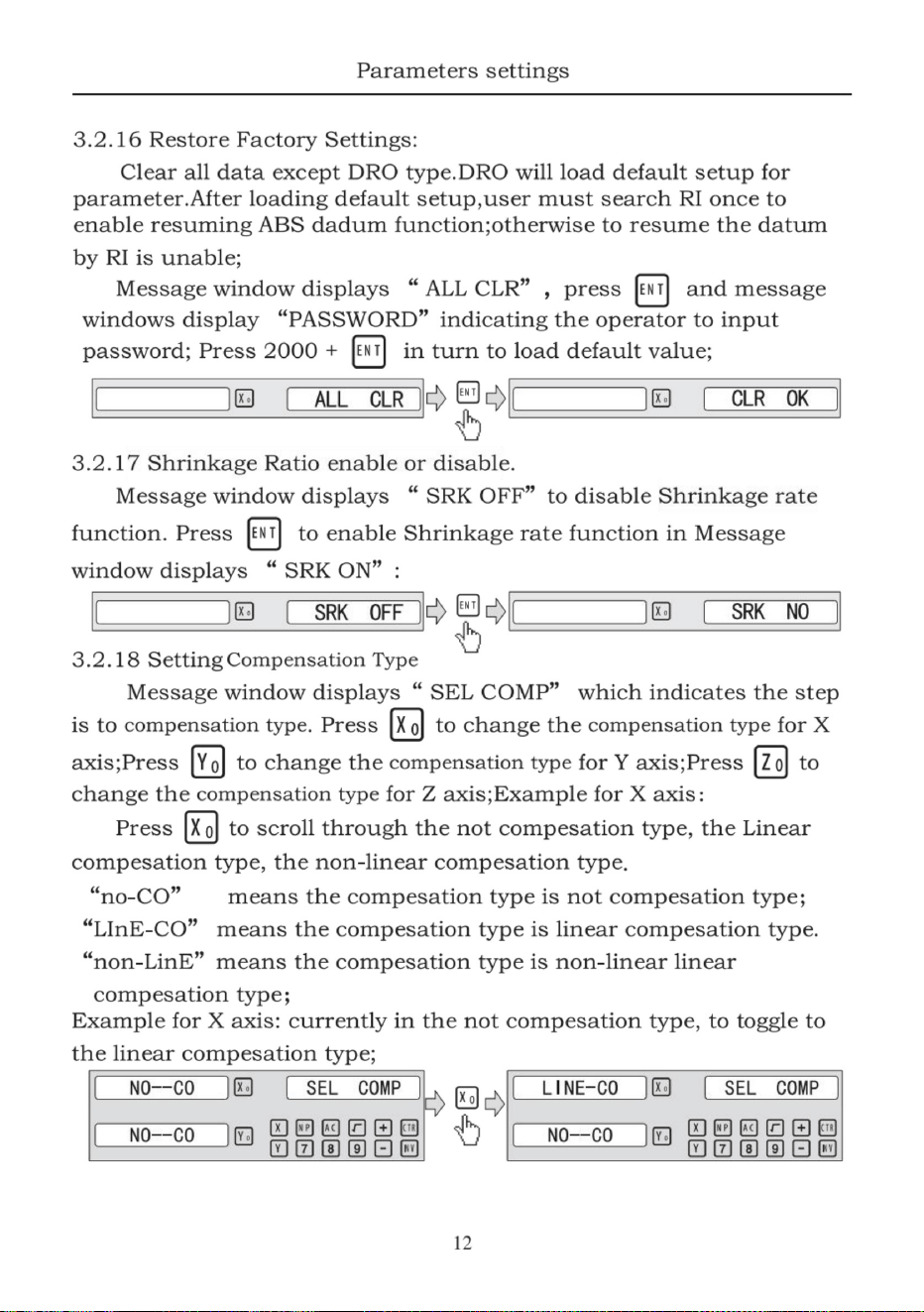
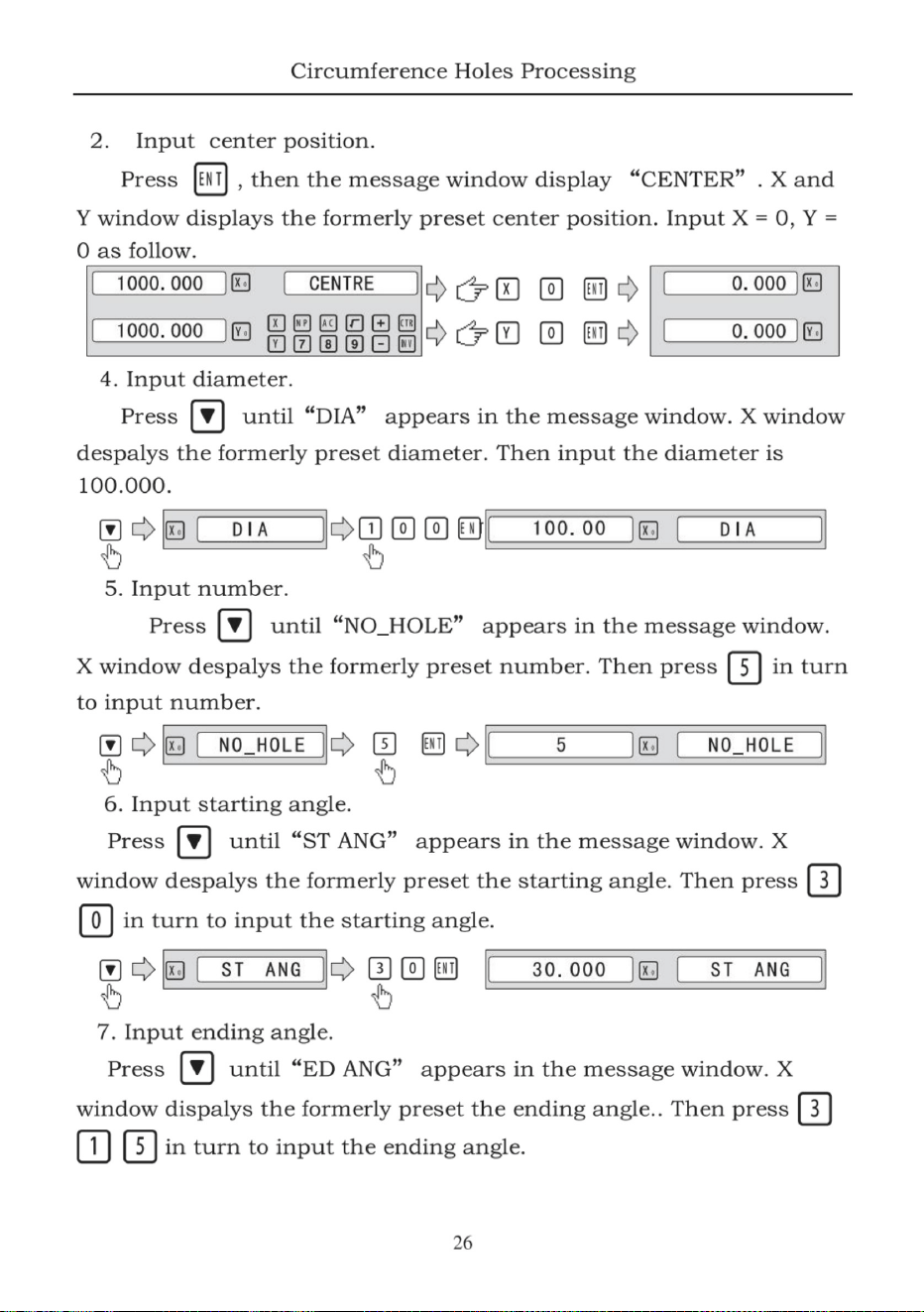
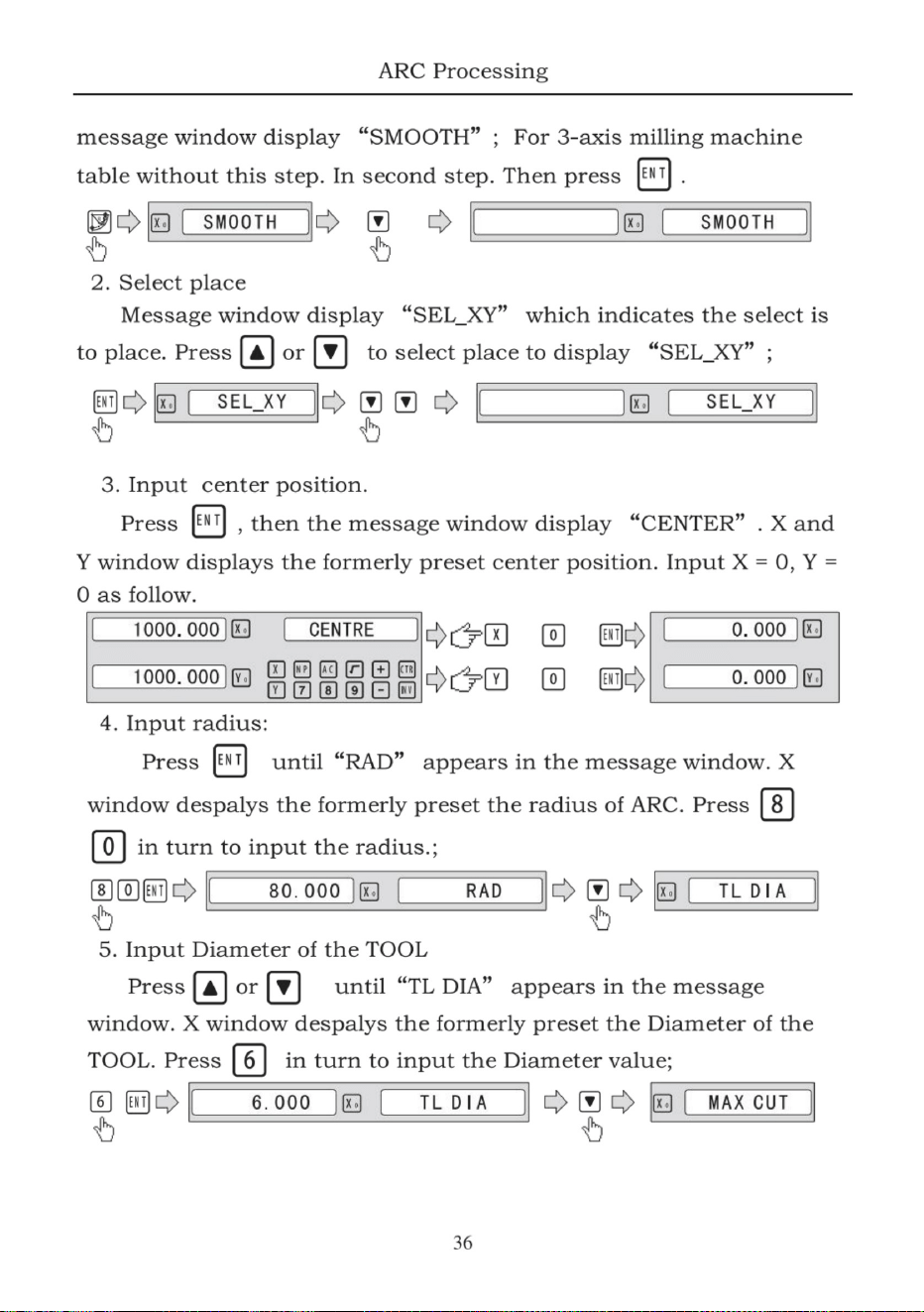
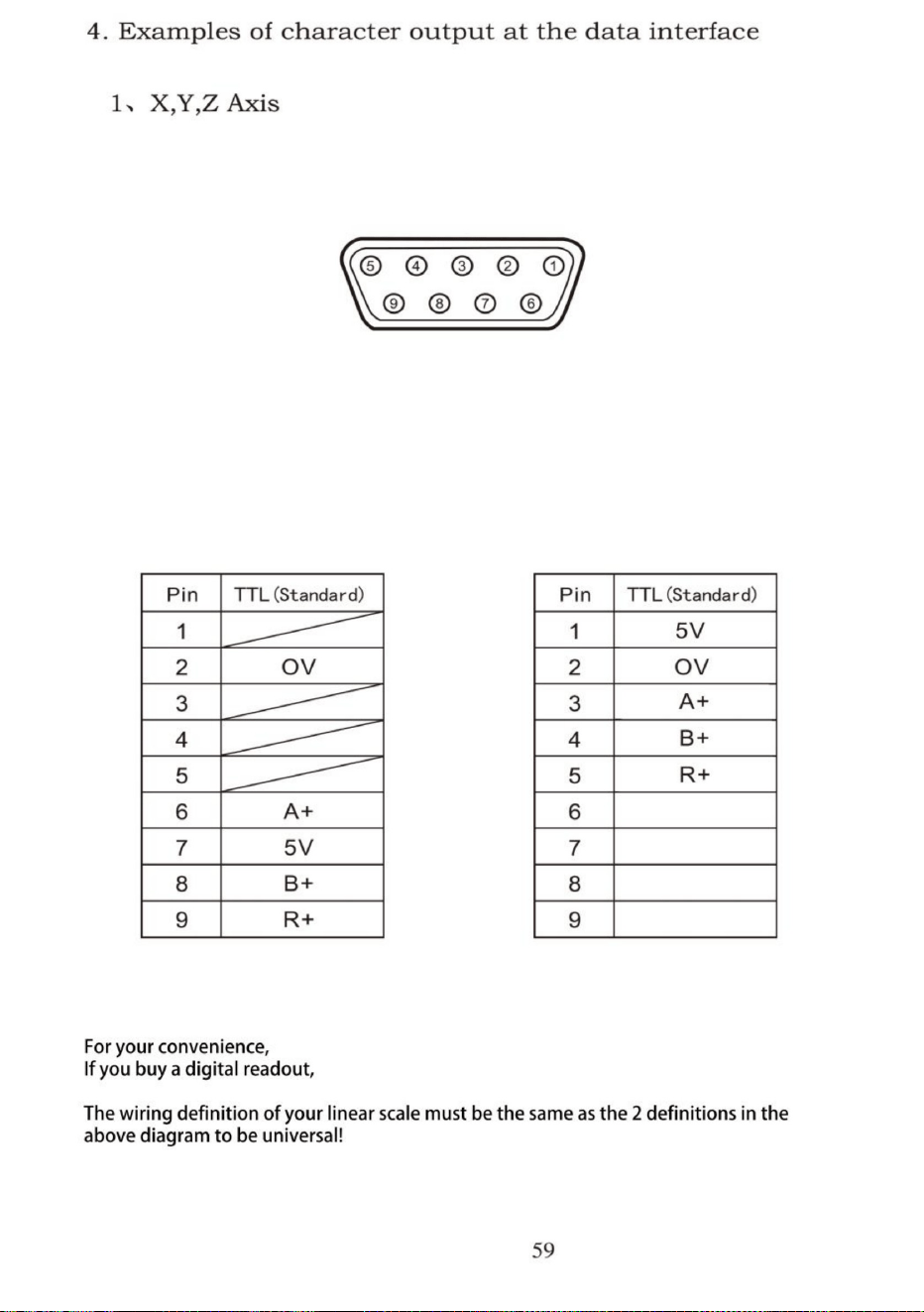
For your convenience,
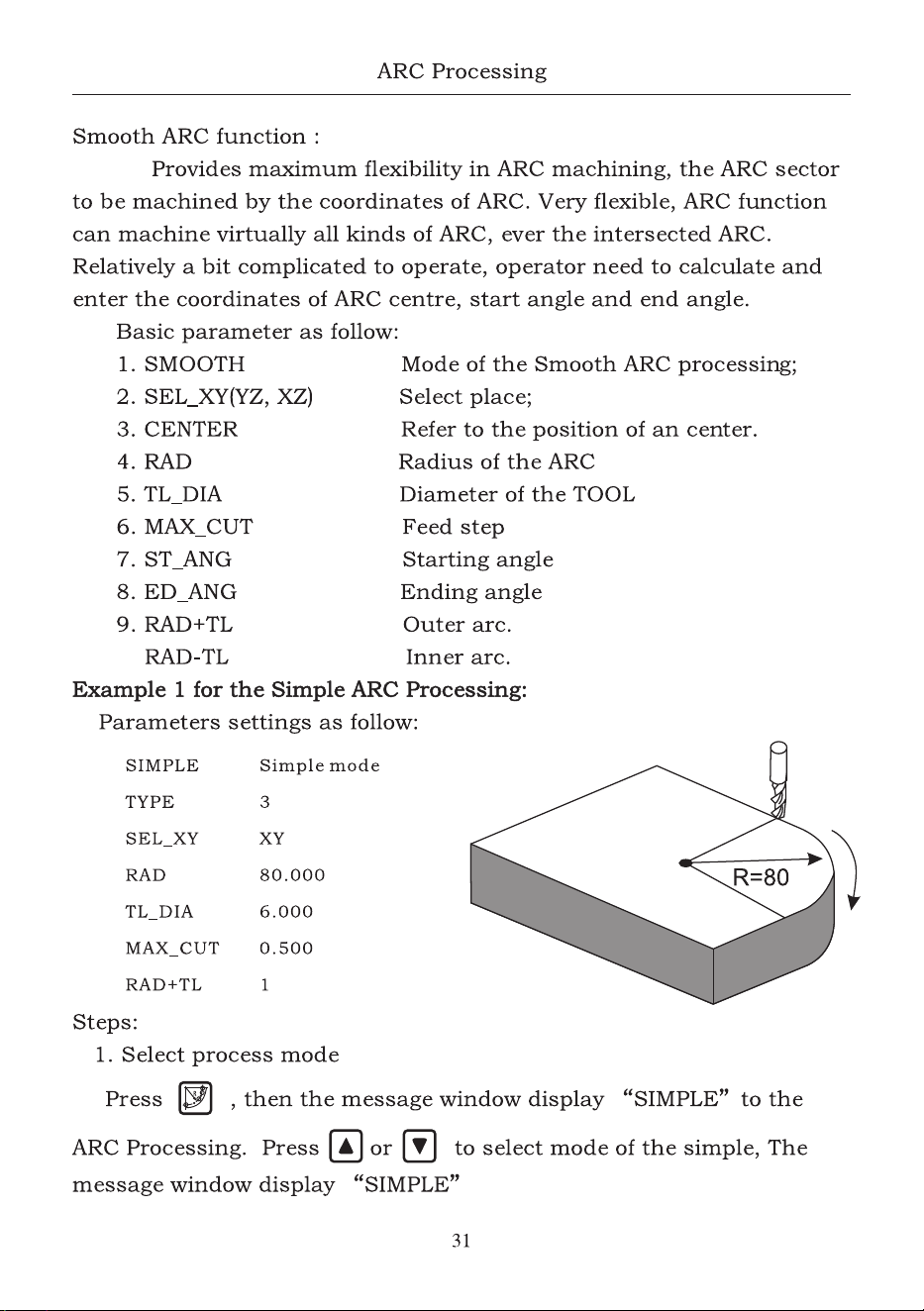
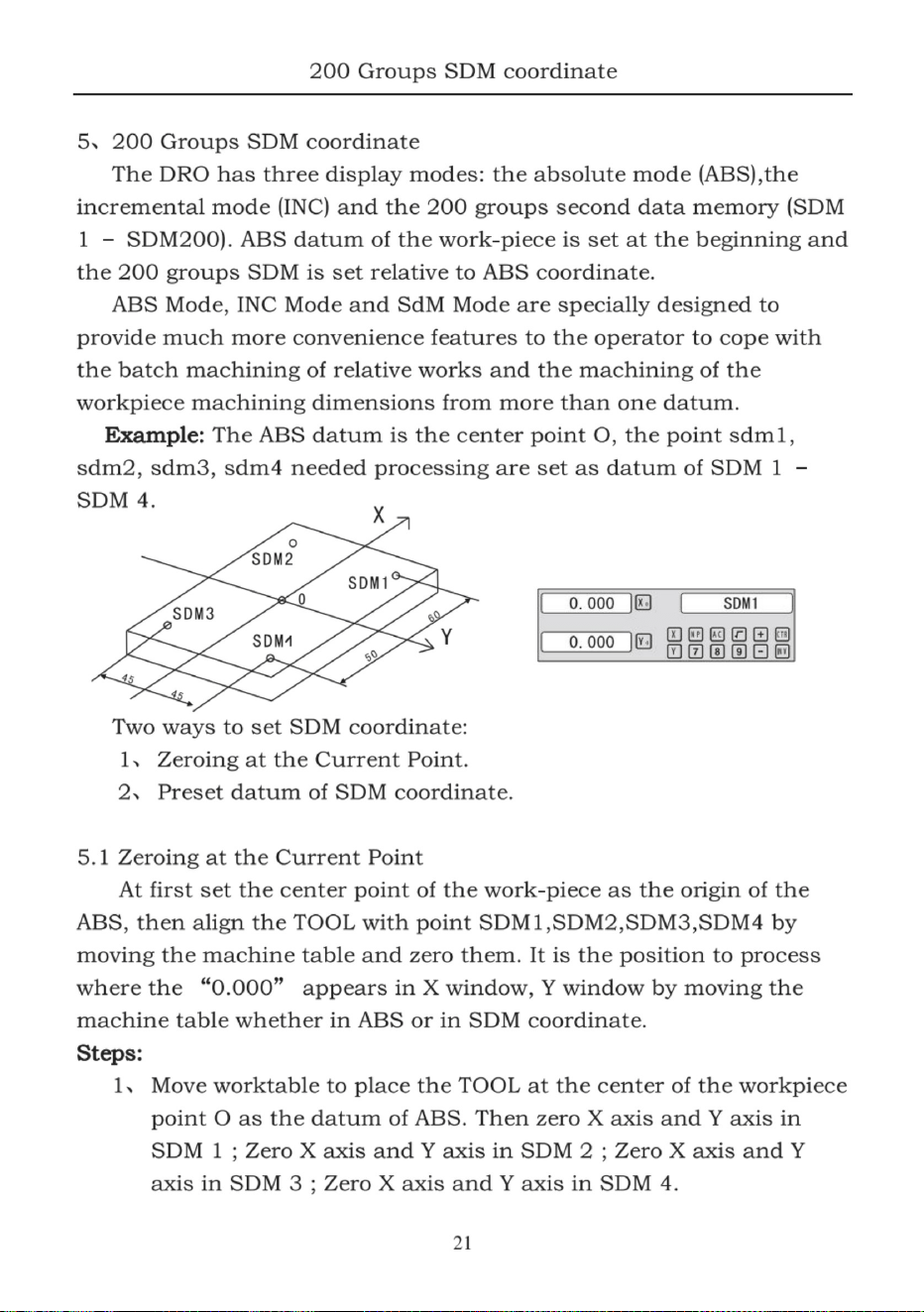
If you buy a digital readout,
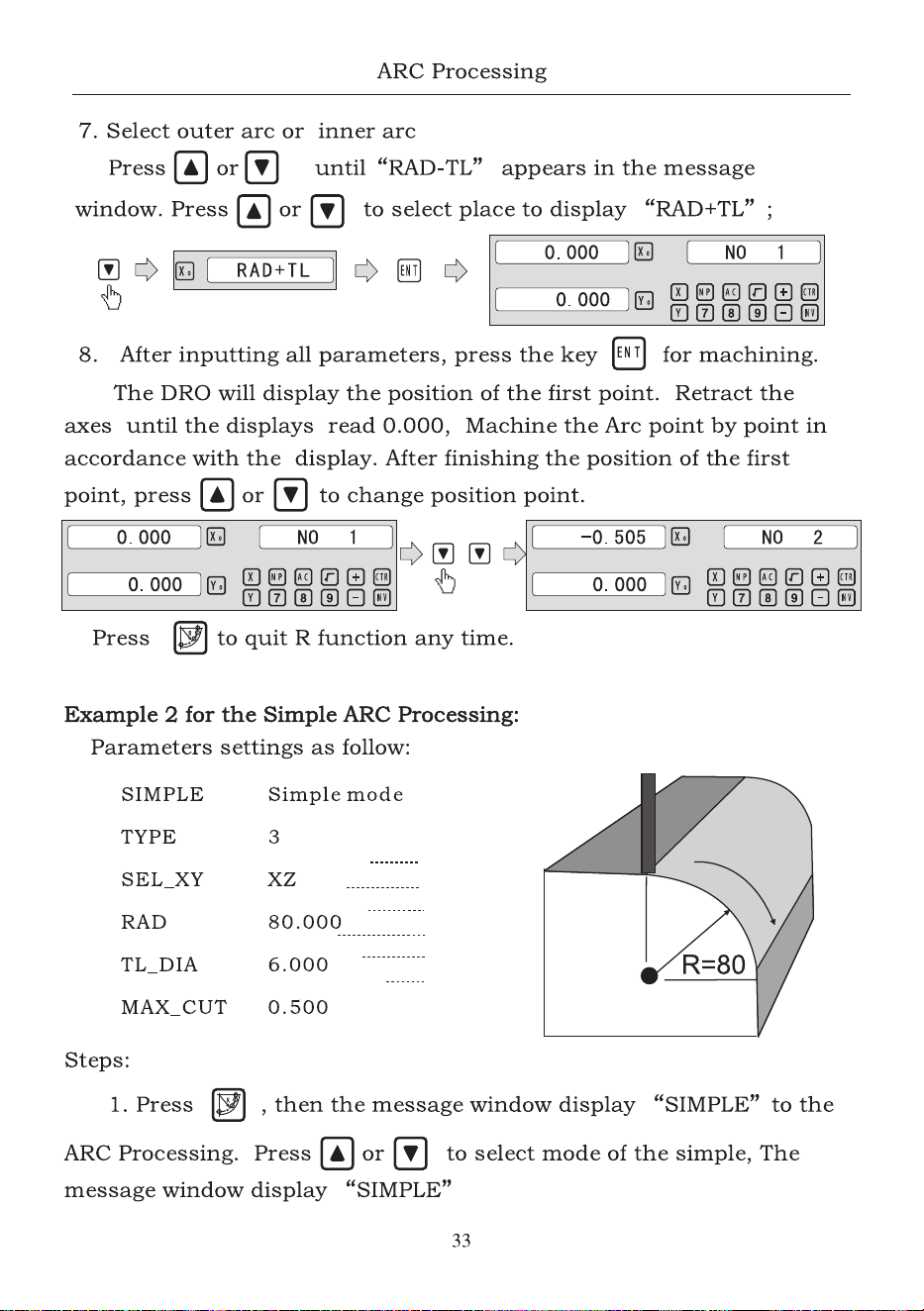
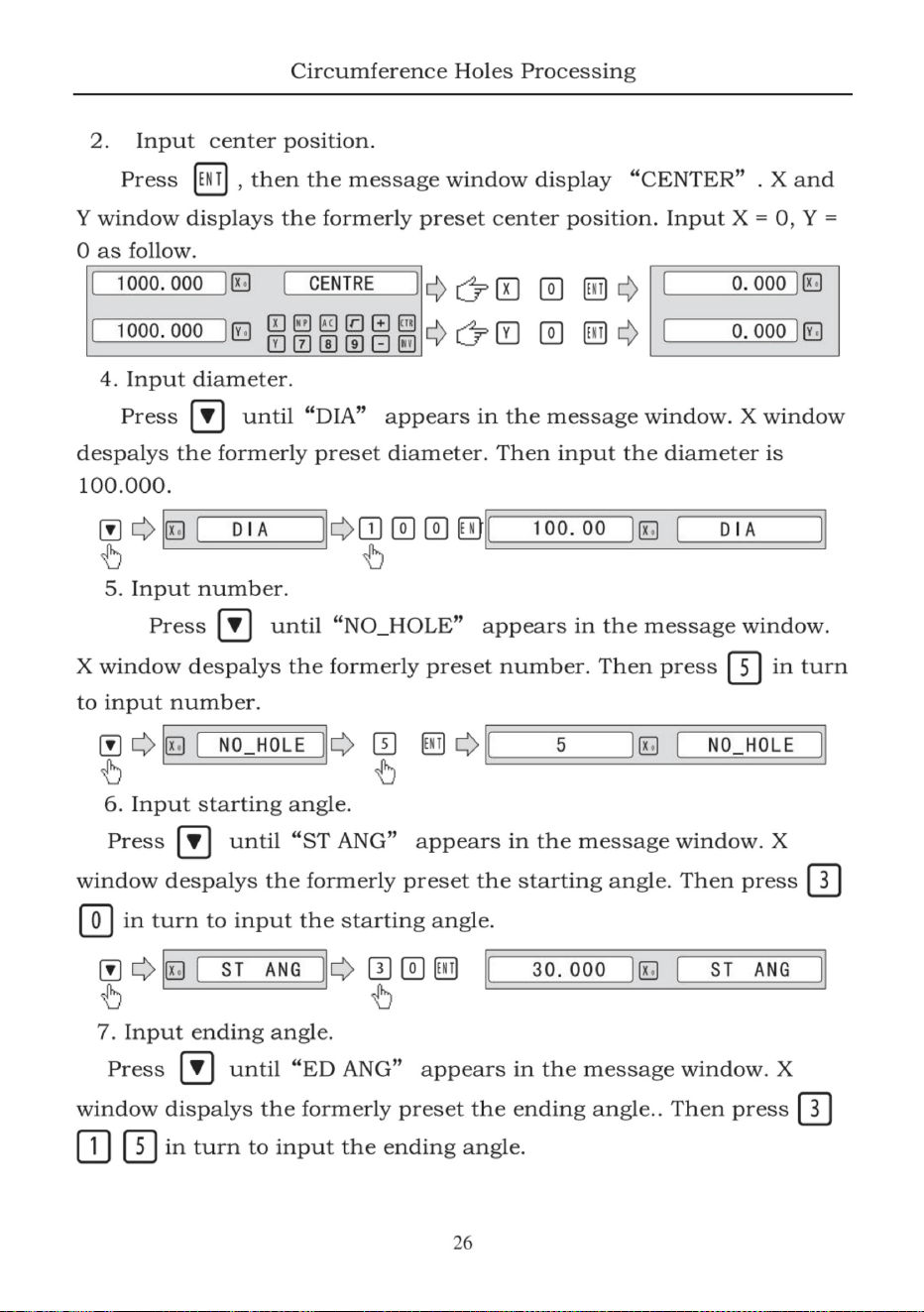
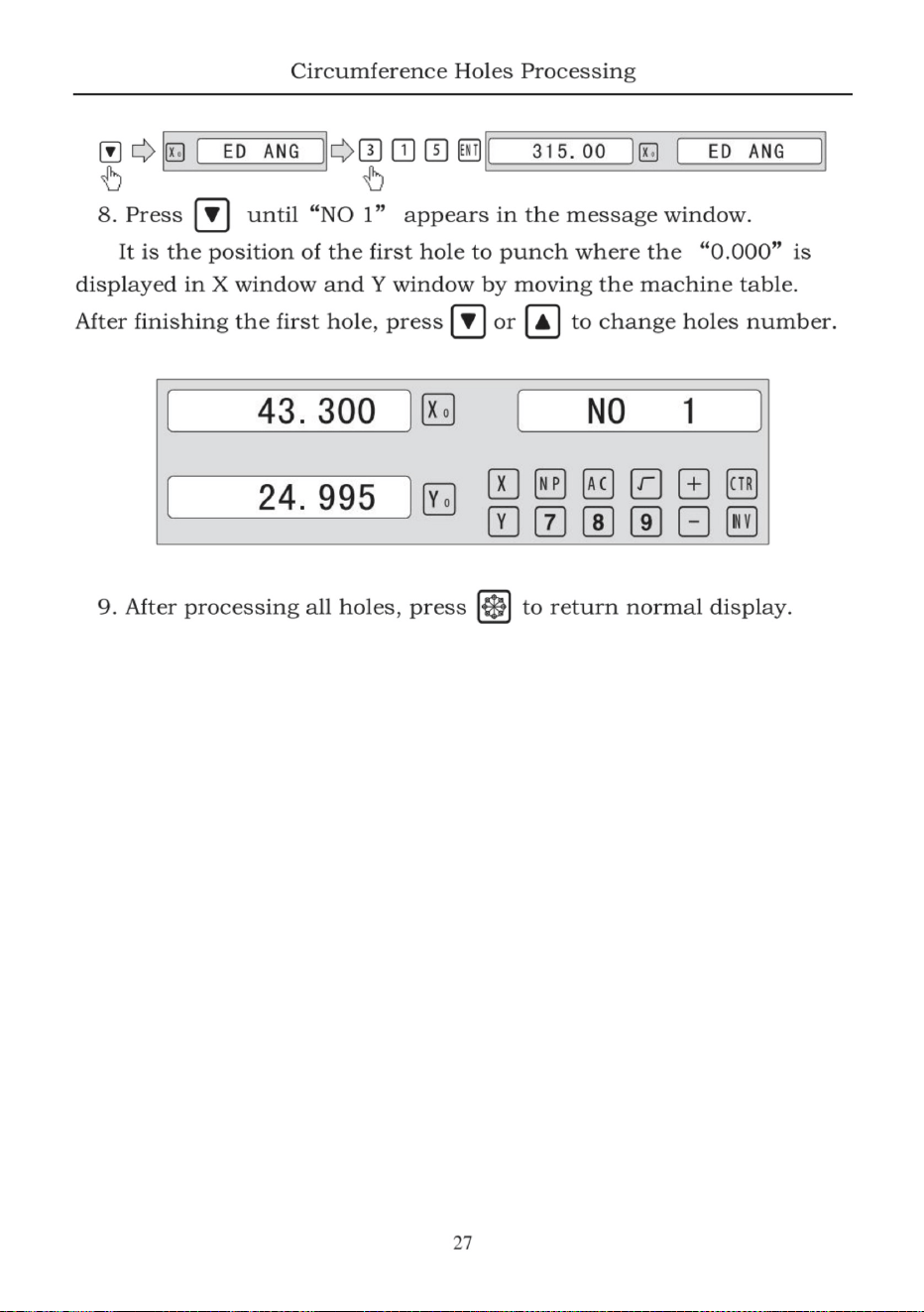
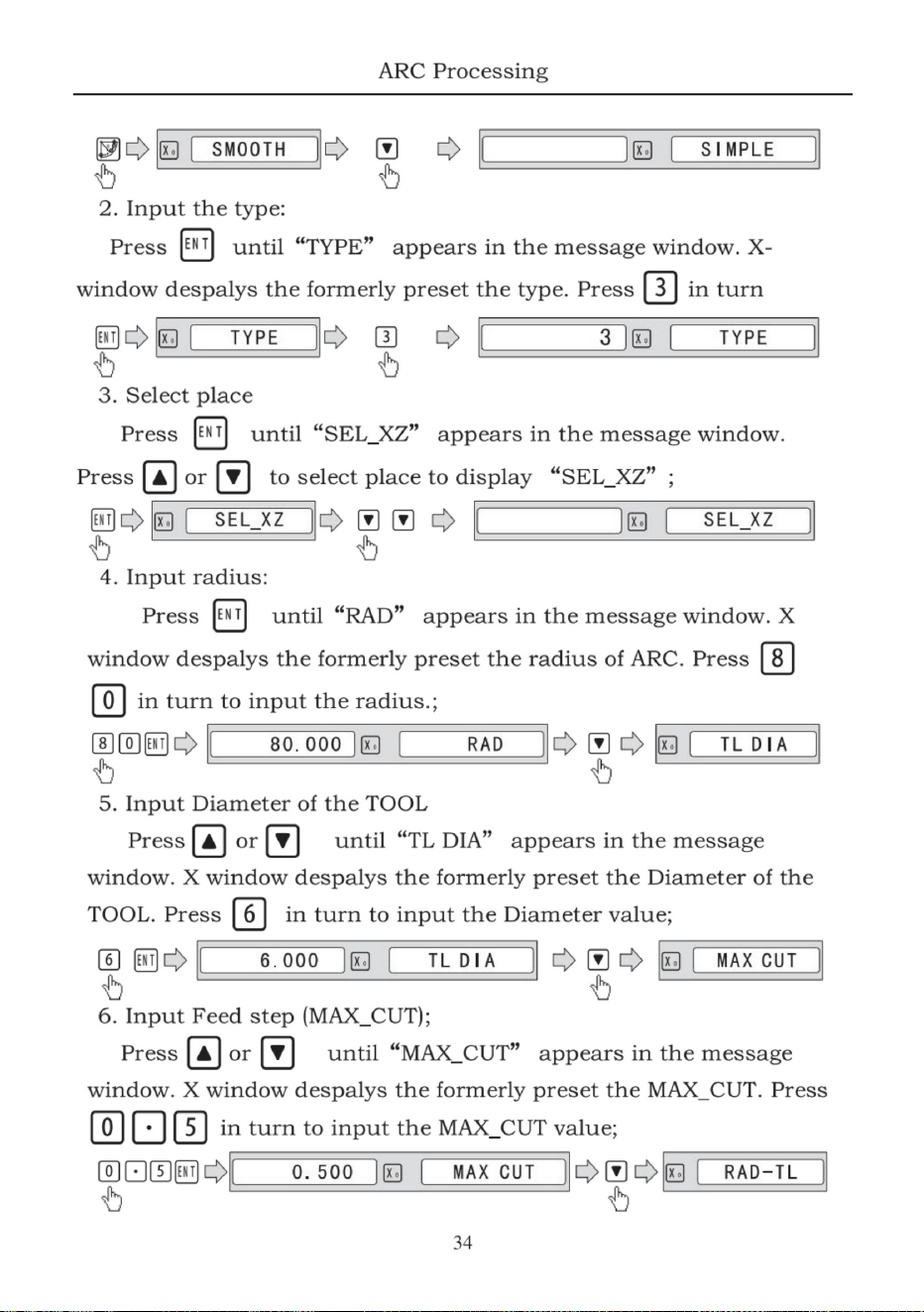
The wiring definition of your linear scale must be the same as the 2 definitions in the
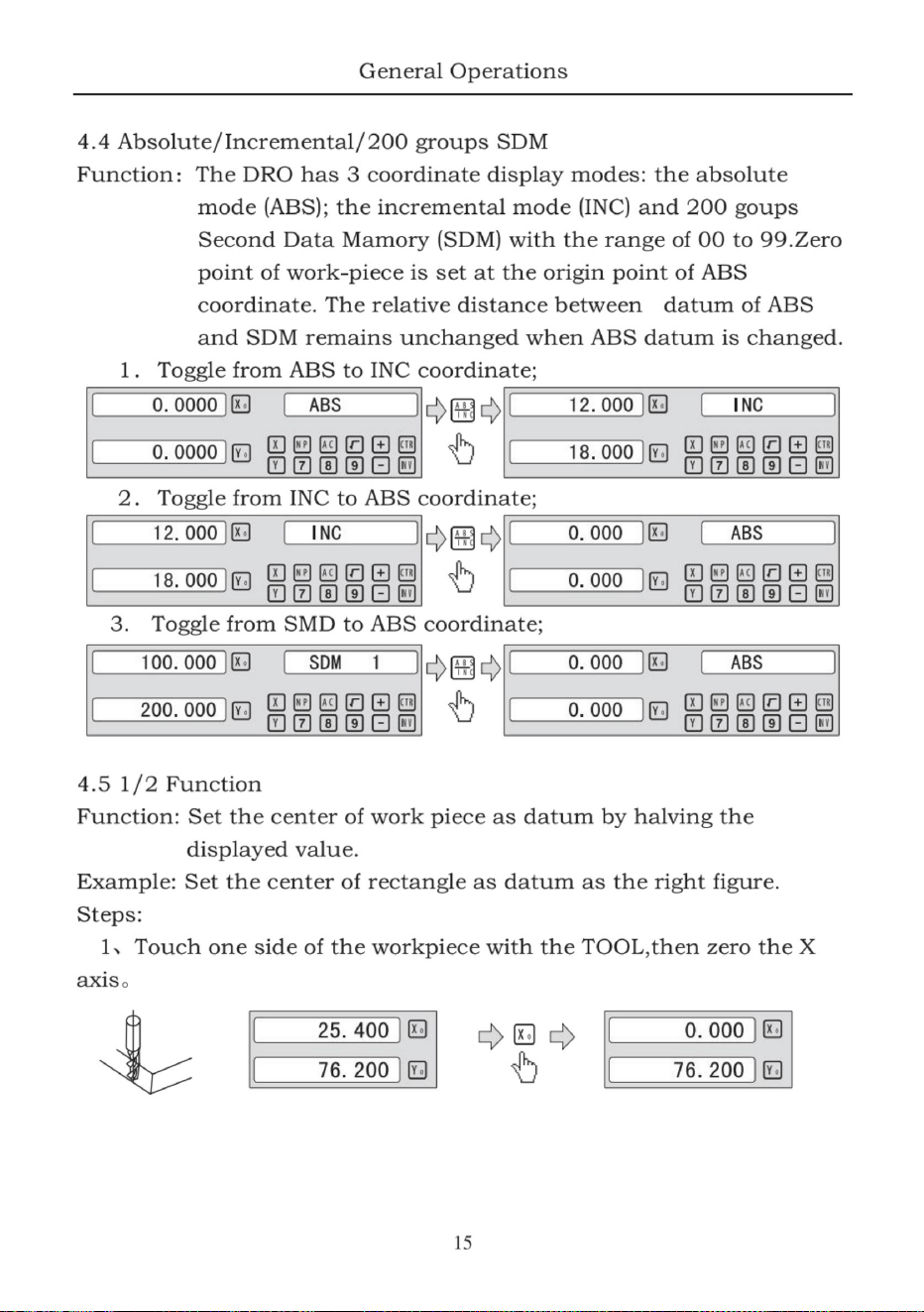
above diagram to be universal!
61
62

Linear scale
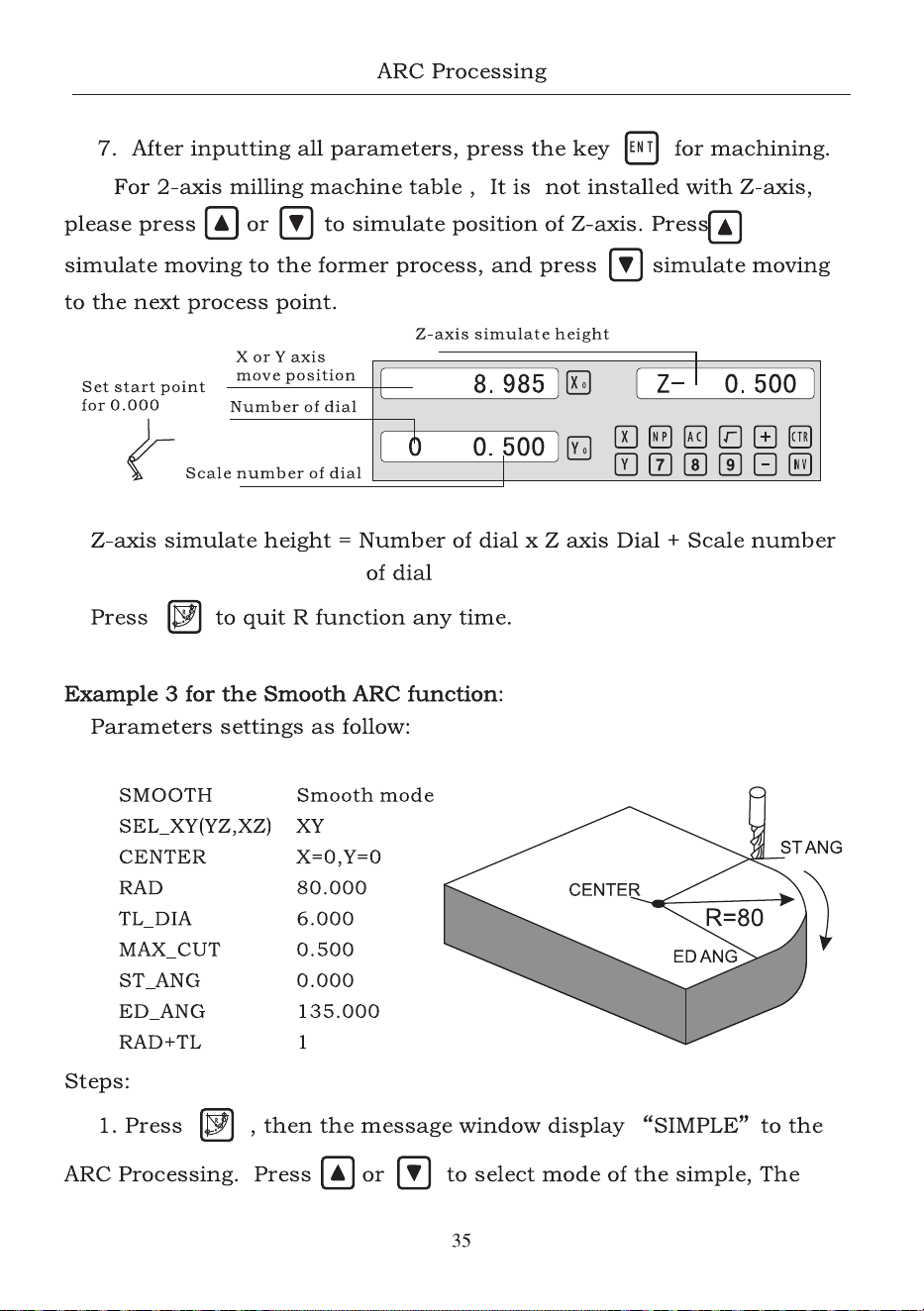
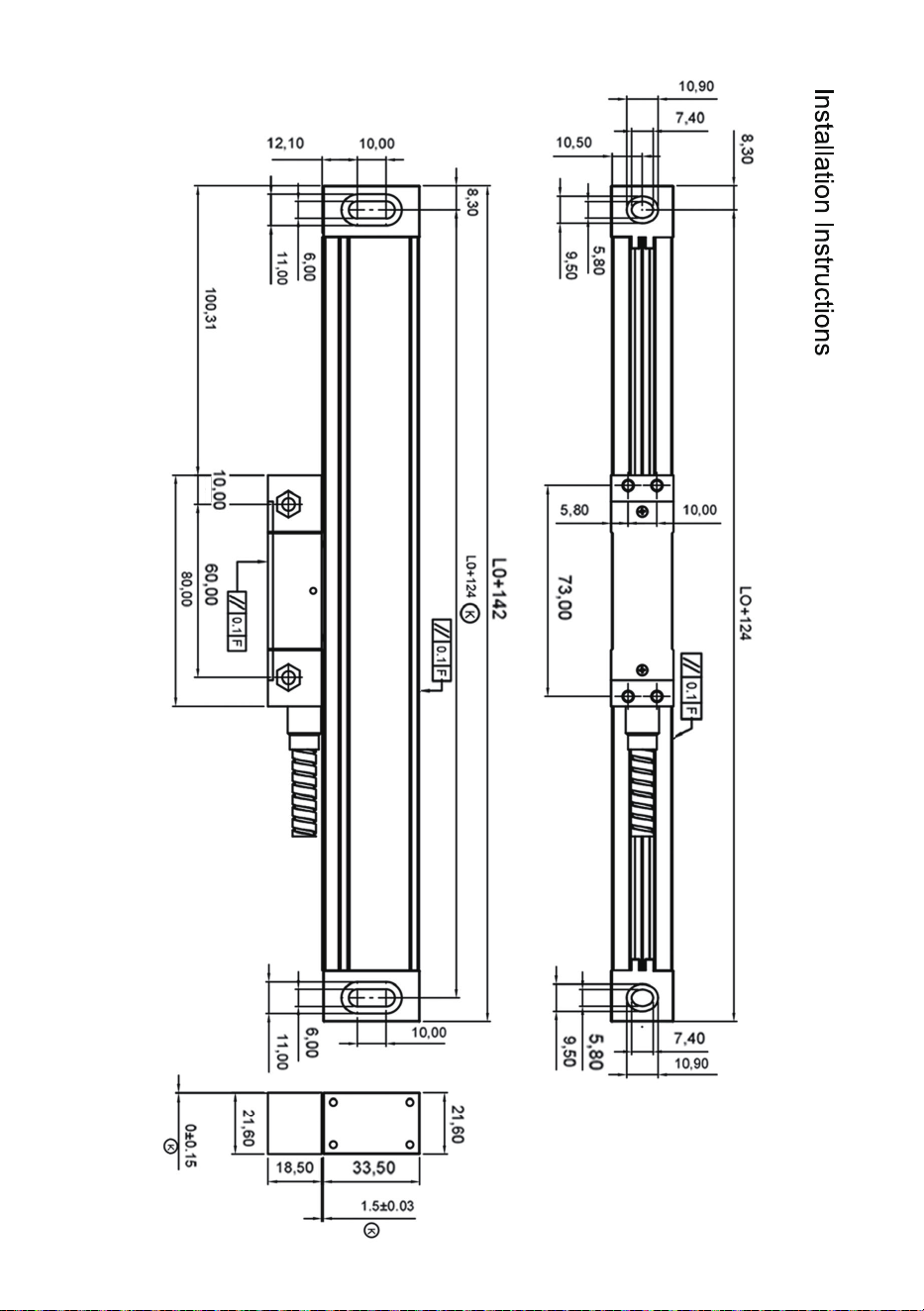
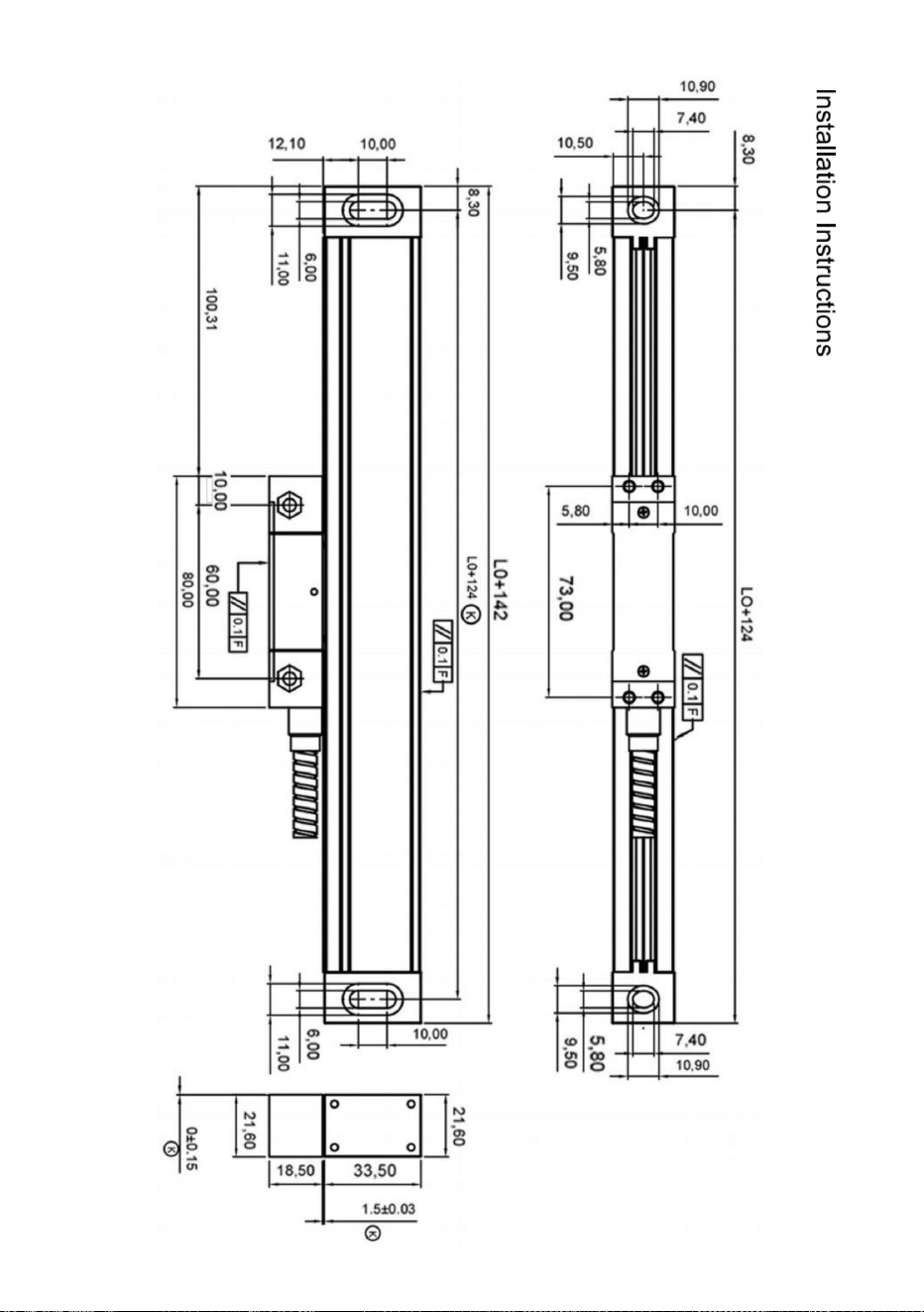
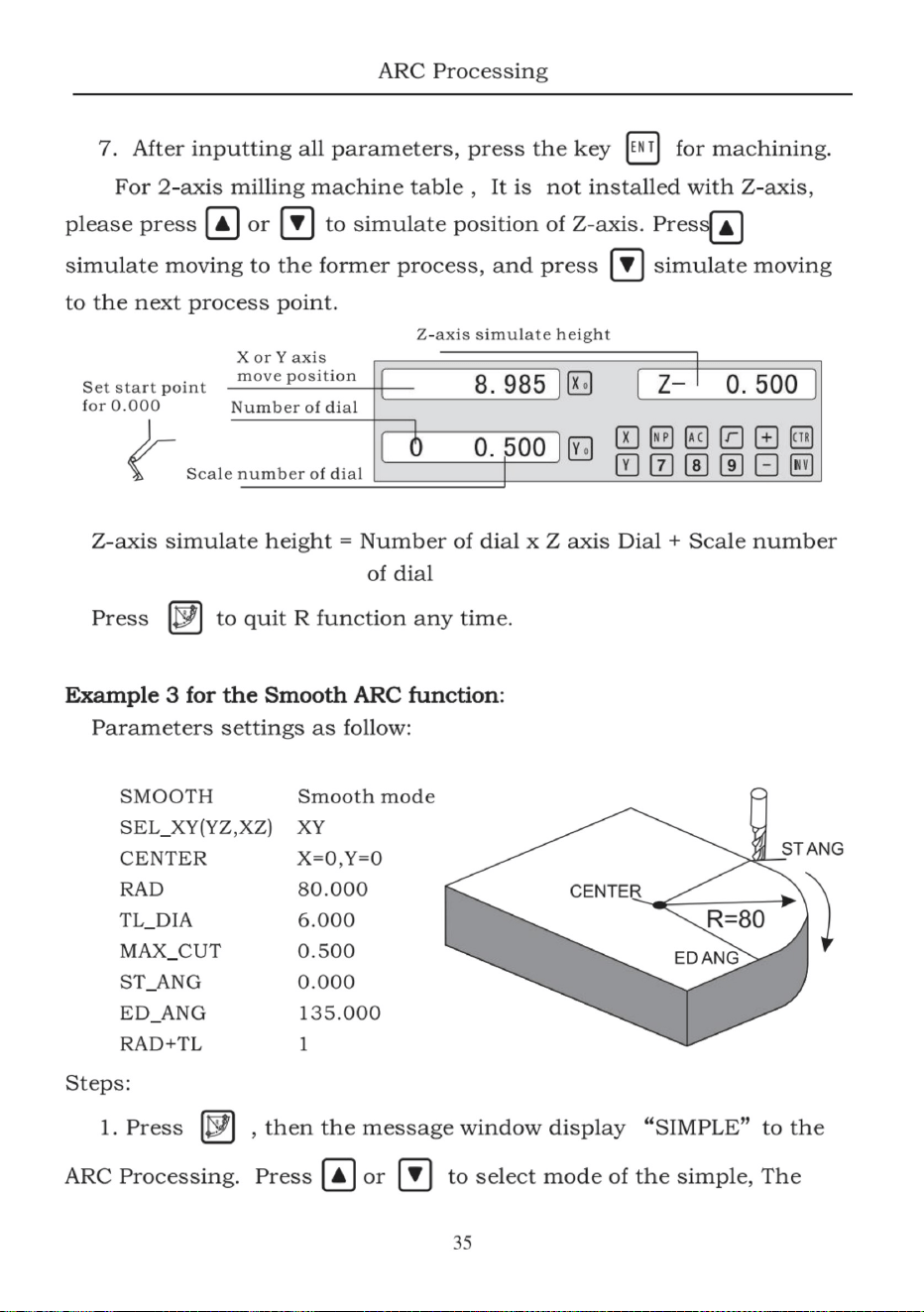
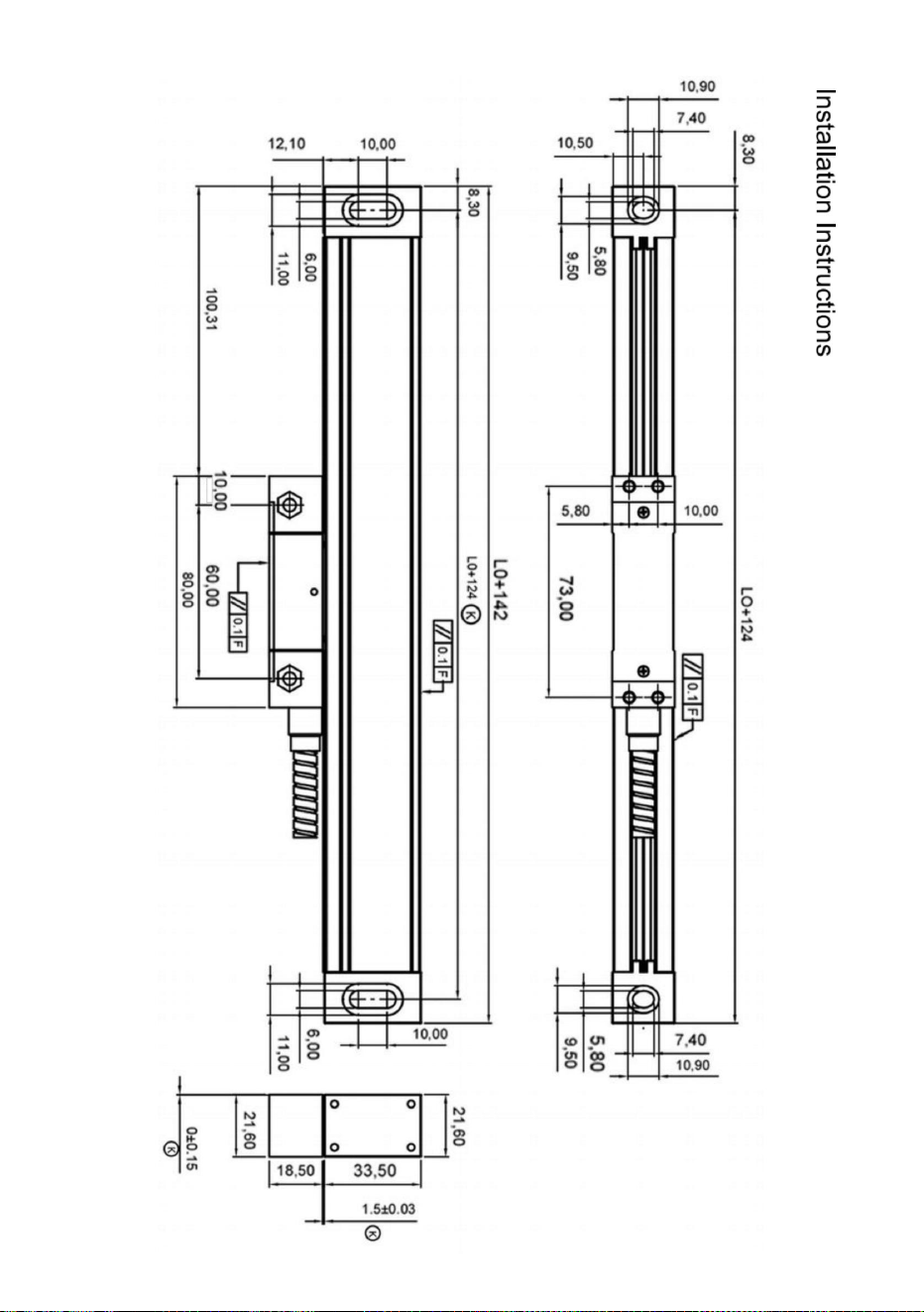
Installation drawings
65
Installation method:
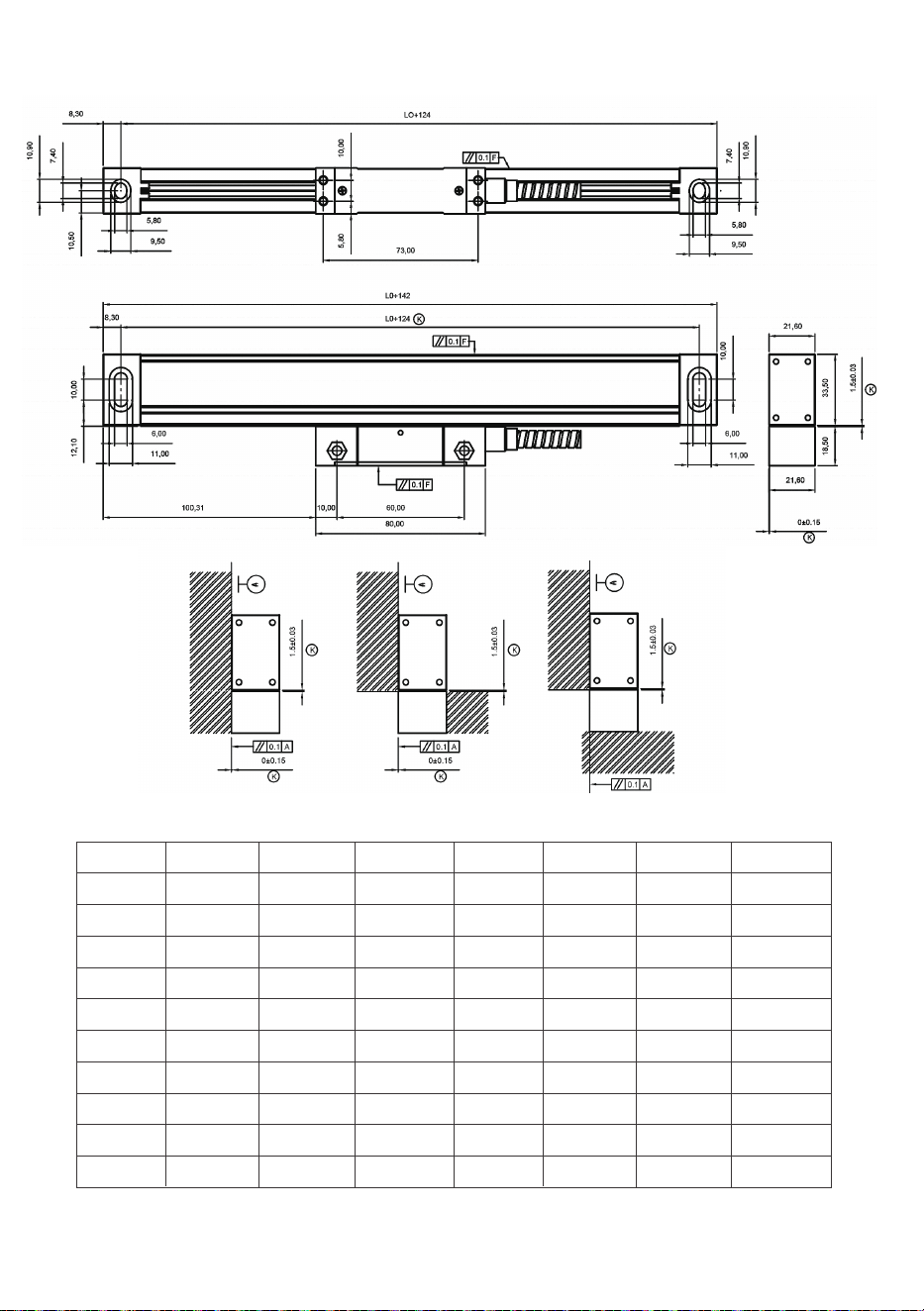
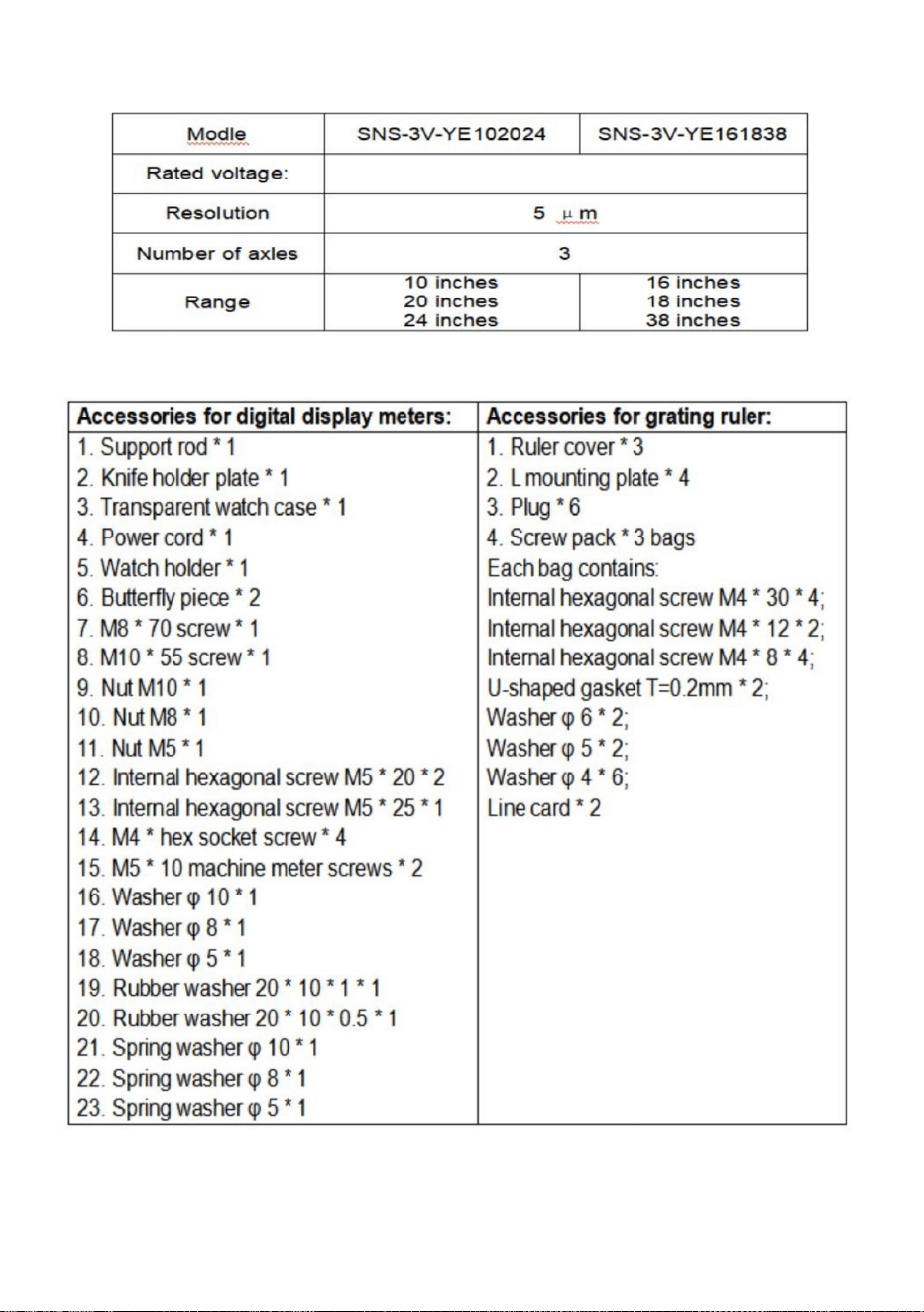
Standard size
Unitmm
L0: Effective measuring length of the linear encoder; L1: Length of linear encoder
mounting holes; L2: Linear encoder overall length
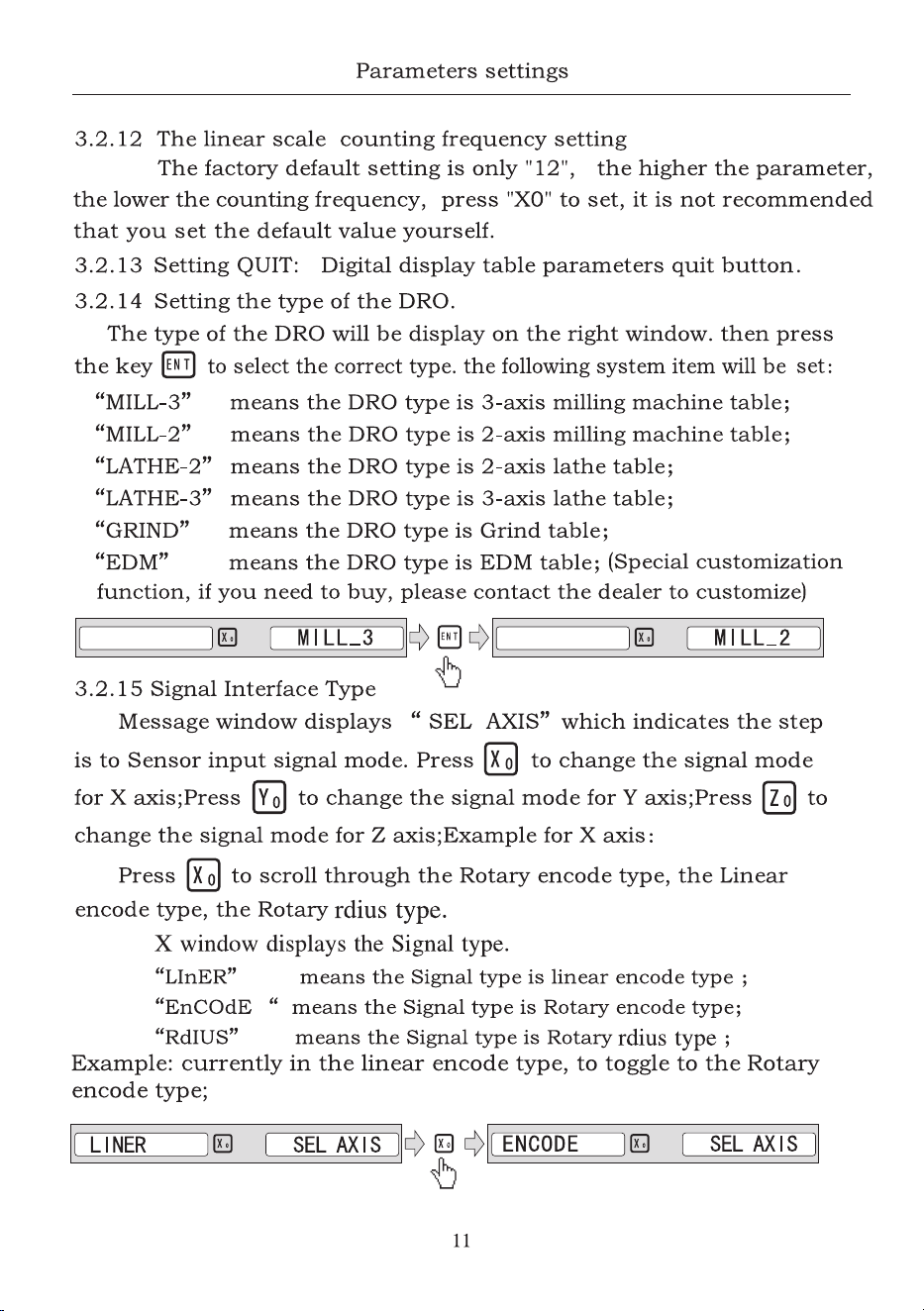
Model
YE-50
YE-100
YE-150
YE-200
YE-250
YE-300
YE-350
YE-400
YE-450
YE-500
50
100
150
200
250
300
350
400
450
500
174
224
274
324
374
424
474
524
574
624
190
240
290
340
390
440
490
540
590
640
- L1 L2 Model L0 L1 L2
YE-550
YE-600
YE-650
YE-700
YE-750
YE-800
YE-850
YE-900
YE-950
YE-1000
550
600
650
700
750
800
850
900
950
1000
674
724
774
824
874
924
974
1024
1074
1124
690
740
790
840
890
940
990
1040
1090
1140
66
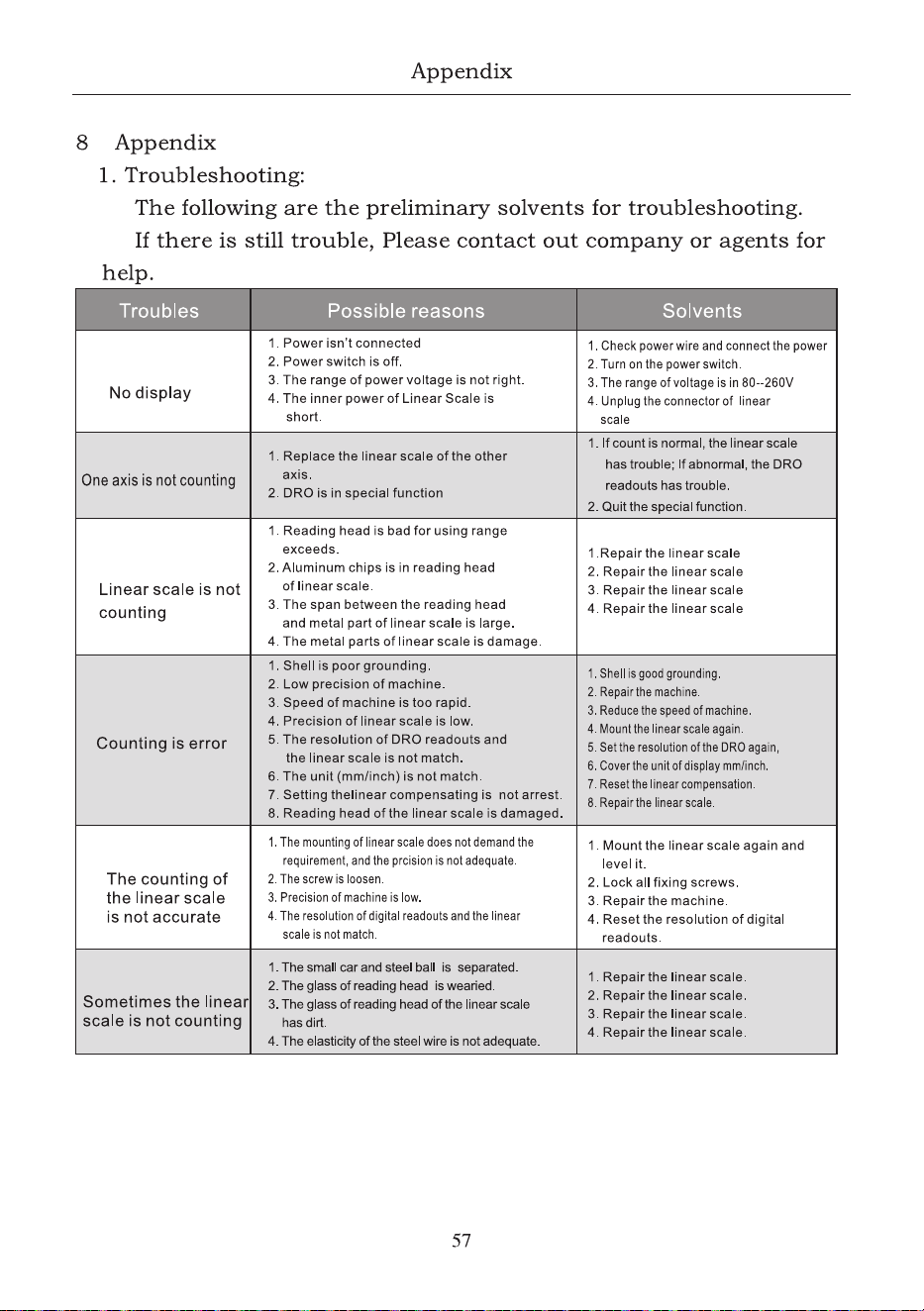
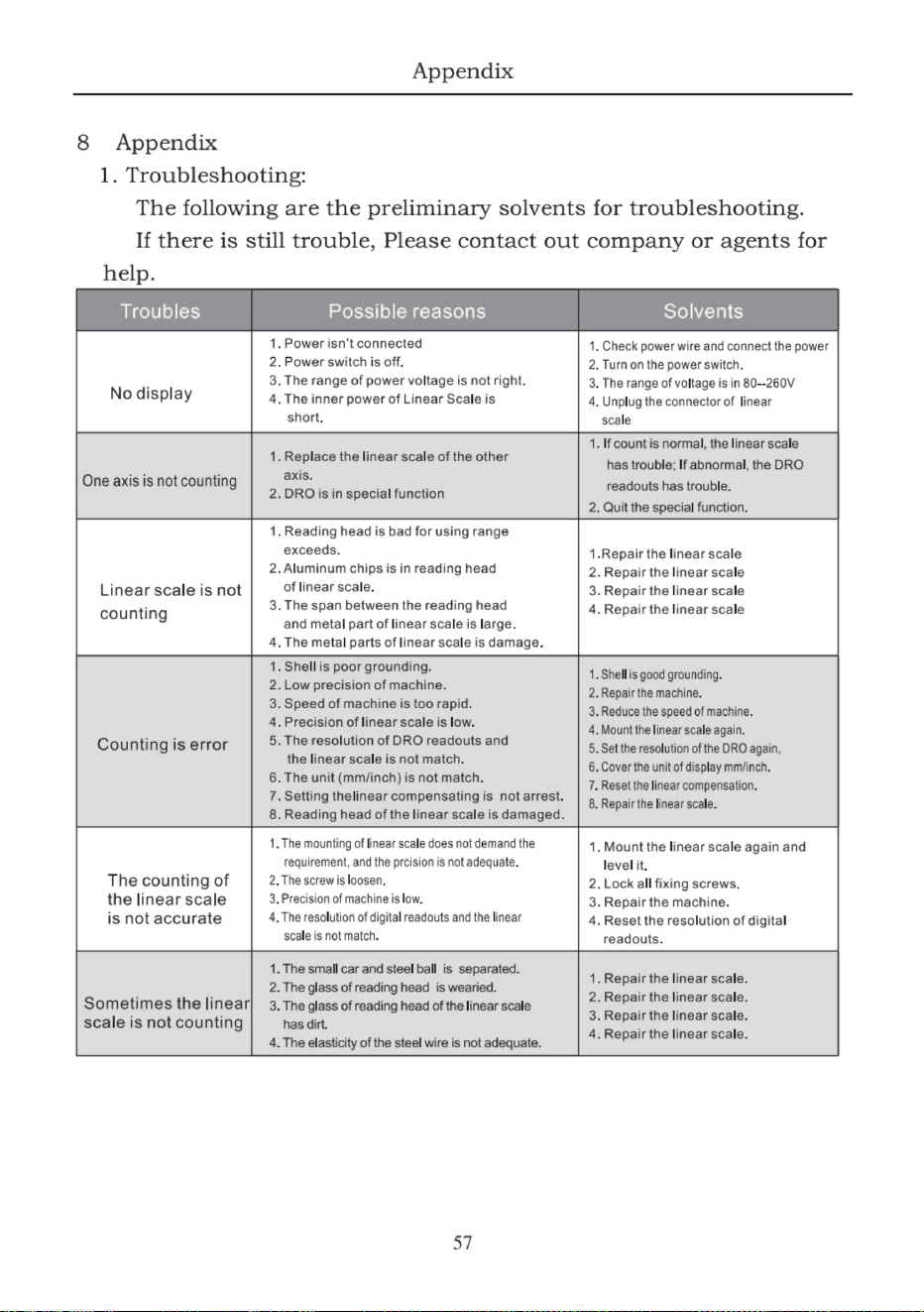
Maintenance:
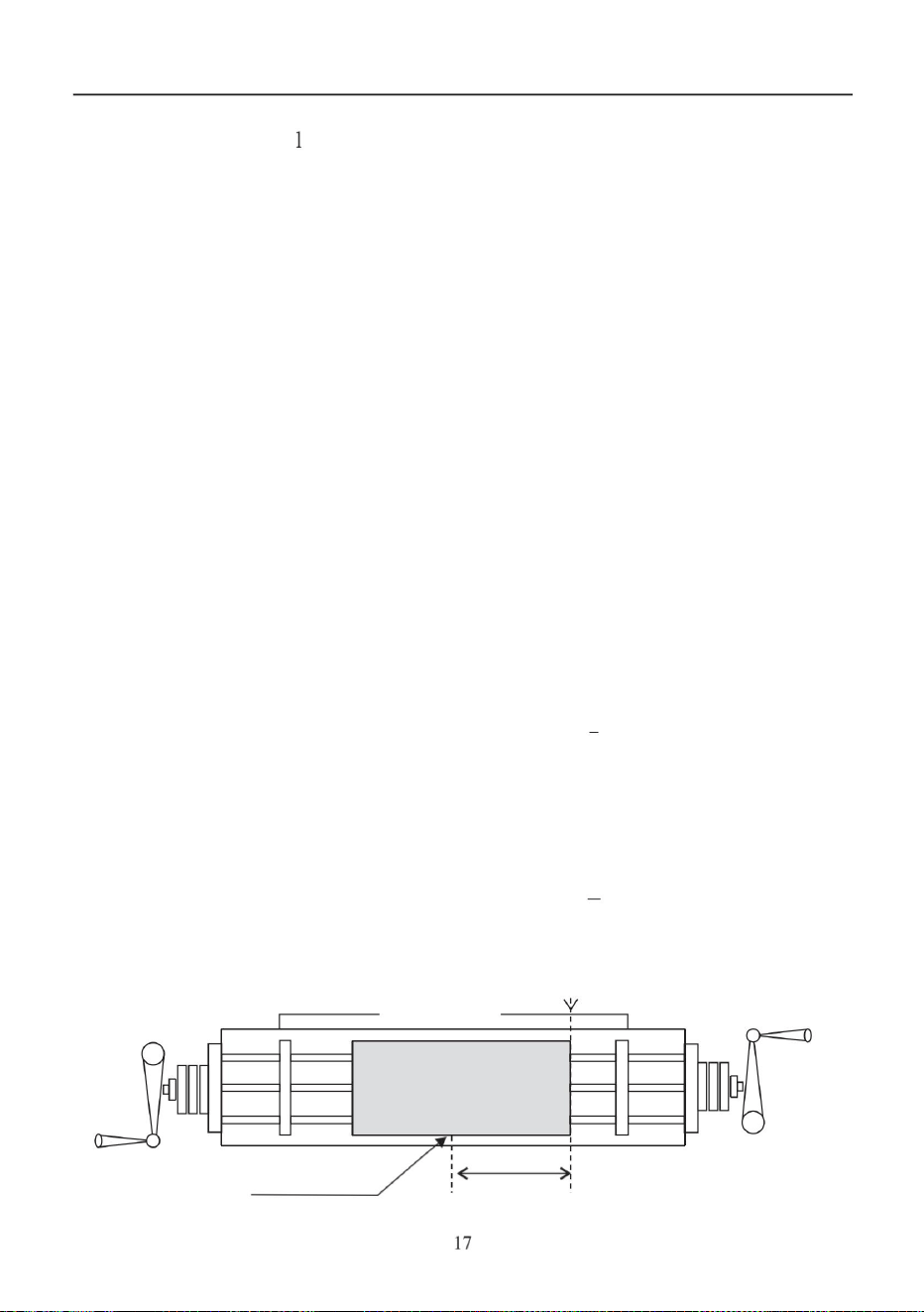
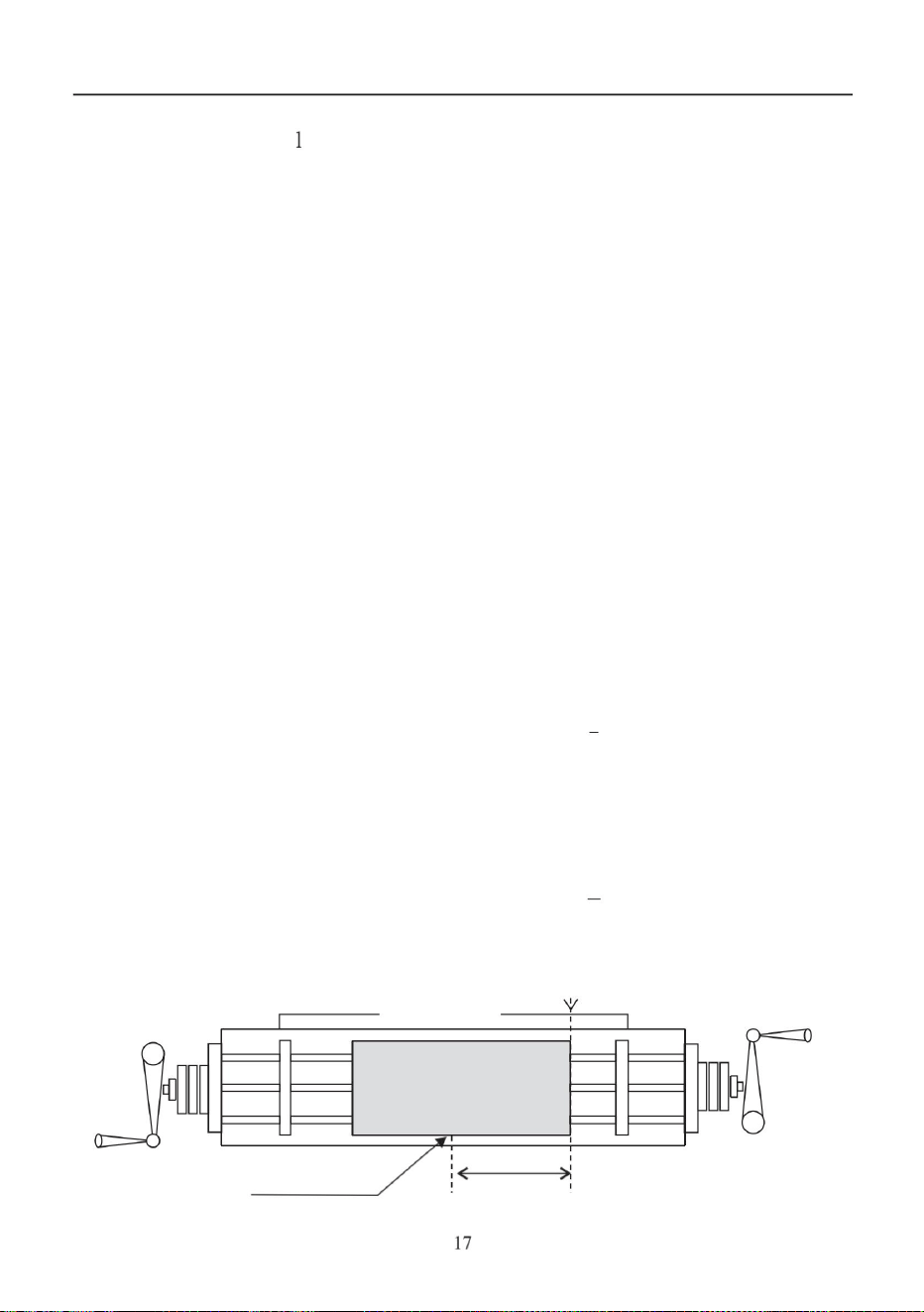
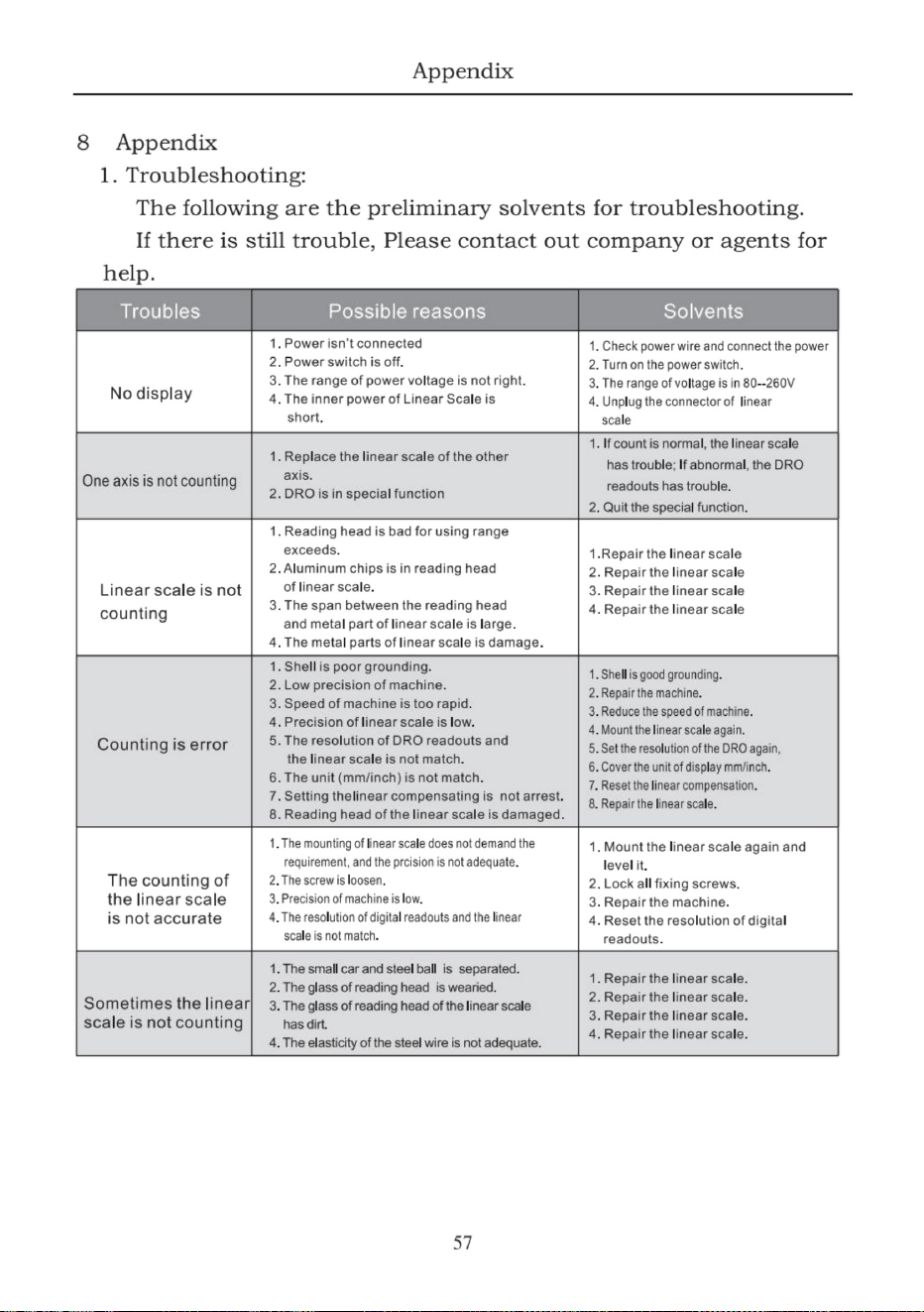
1. The effective travel of the linear encoder should be longer than the maximum
travel of the machine tool. If the length is not enough, replace the linear encoder
with a larger stroke or add a limit block on the machines.The end position of the
reading head from the end of the linear encoder body should be not less than
10mm space, (see the following diagram).
2. For any non-machined surface, a shim must be placed on the back of the linear
encoder or a user-made installation shim must be used to ensure the stability
and reliability of the connection between the grating ruler and the mounting surface.
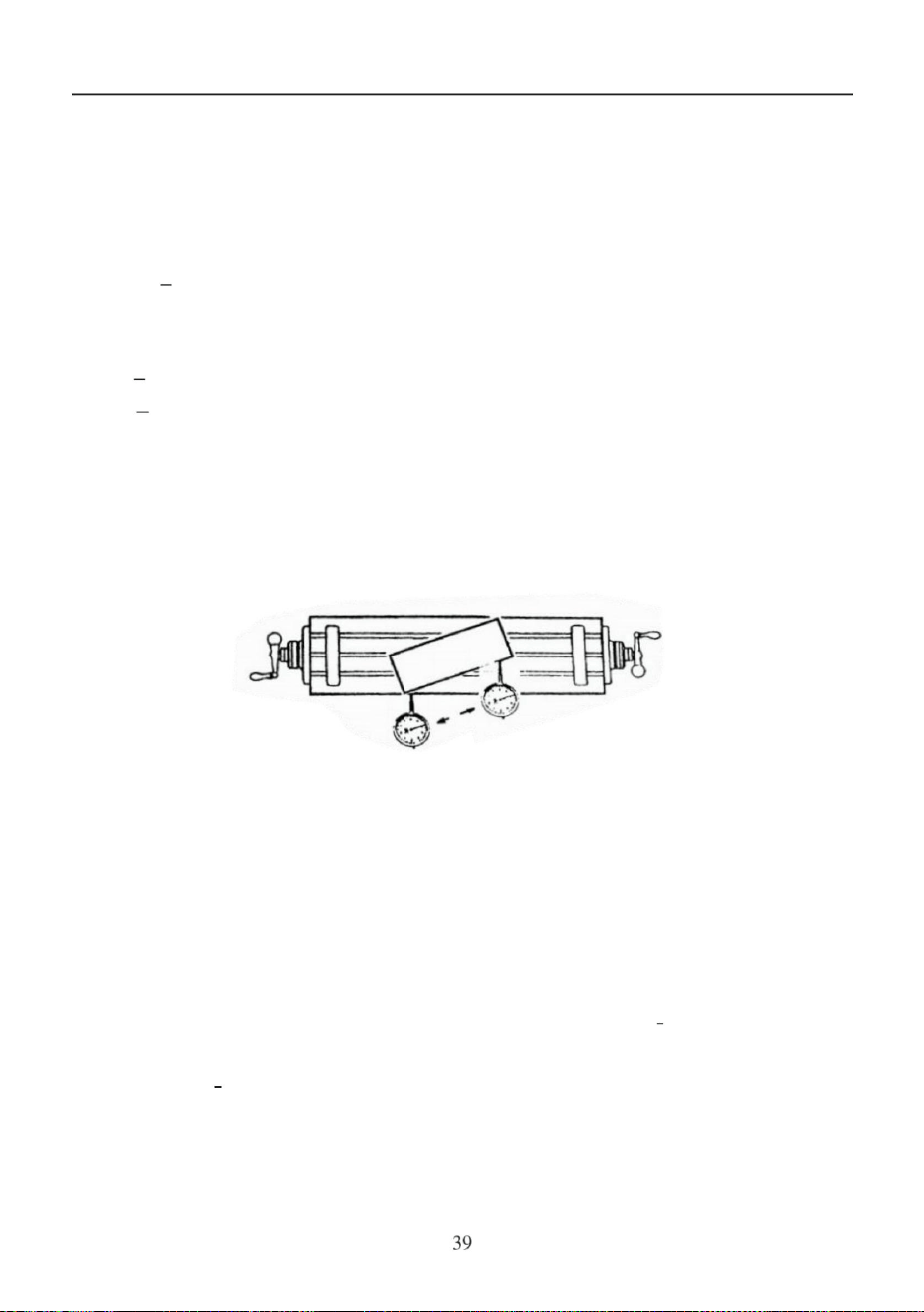
3. When using a dial gauge or similar instrument to calibrate the parallelism of the
linear encoder, the angle of the side head must be within ±30 degrees, and the
smaller the angle, the better.
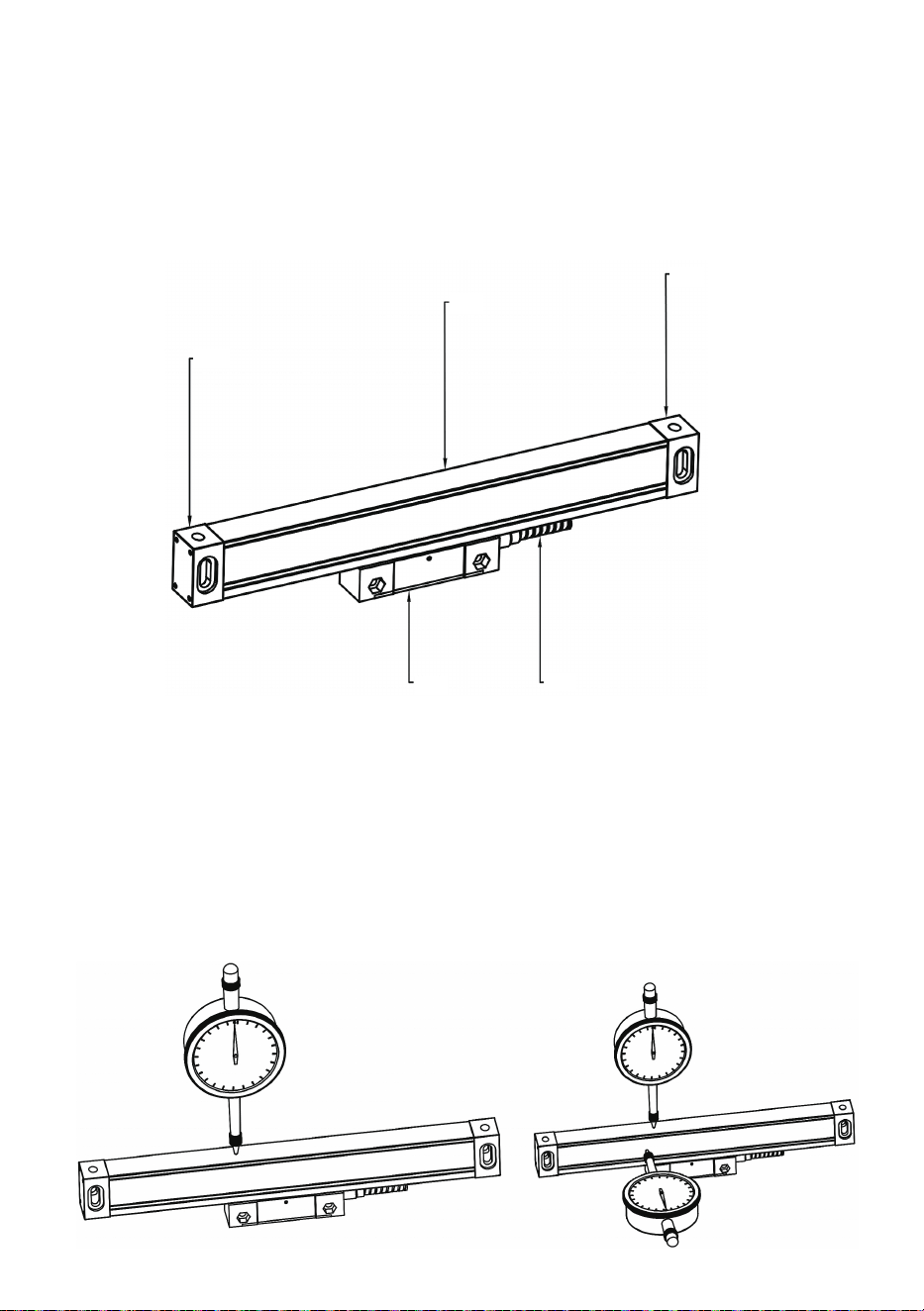
Left door head
Reading head
body of a foot
Right door head
Signal Cable
67
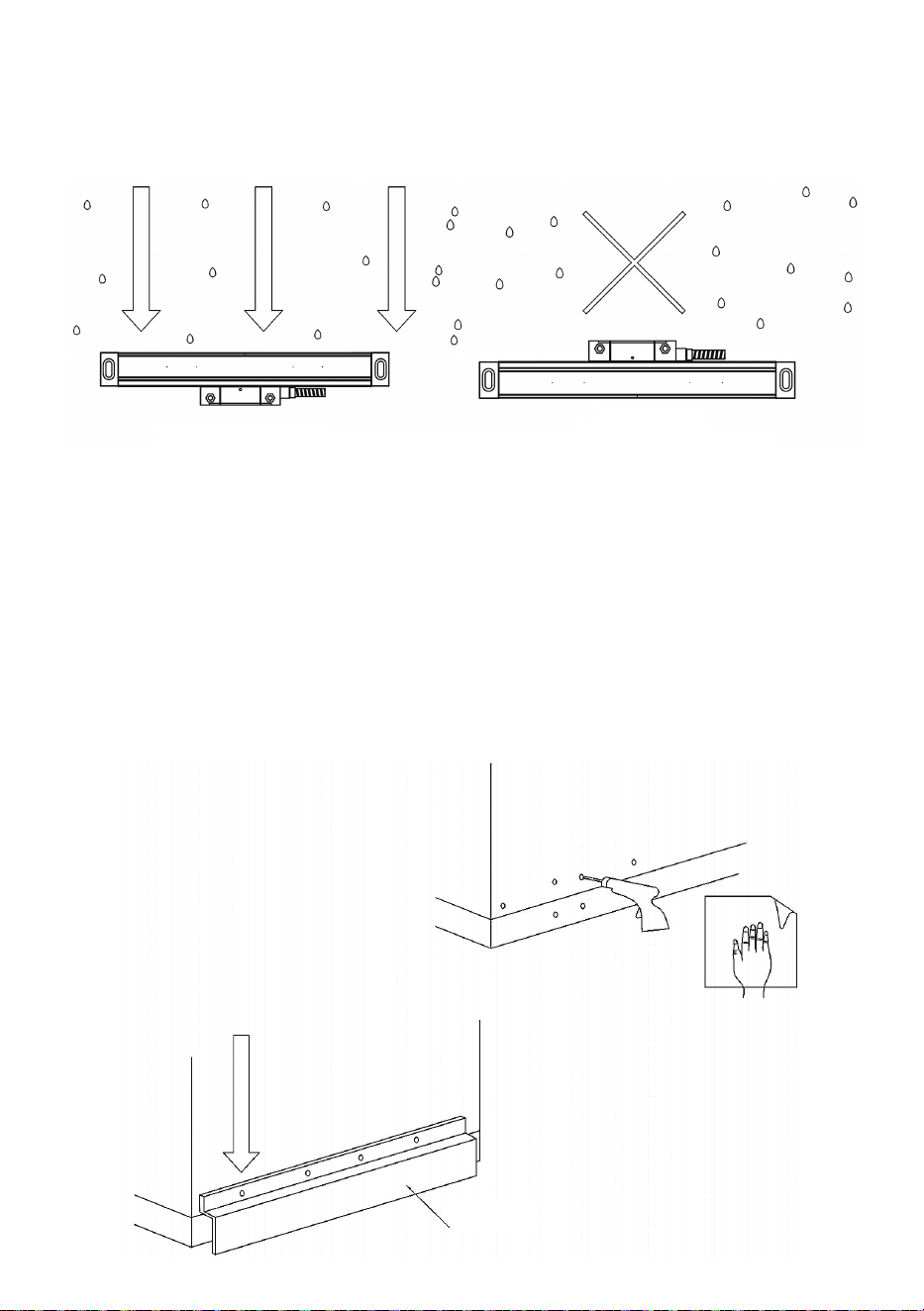
4. The installation position of the linear encoder must avoid direct impact from iron
filings, oil, water, and dust (as shown in the figure below). The installation length
of the L-plate should be as short as possible under possible circumstances, and
the force situation of the mounting surface must be taken into consideration.
6. Installation screw thread depth, at least must have 6 teeth of locking depth;
force greater part, such as supporting the digital display meter shelf fixed plate,
must have 8 teeth of locking depth; YE series of scale, the depth of the thread
depth of the locking depth. Such as supporting the digital display meter shelf fixed
plate, must have more than 8 teeth locking depth; YE series scale With M4 screws
installed mounting surface tapping after surface deburring, paint, stain removal.
(The following figure)
5. There must be a gap of 0.5mm or more between the dust cover and the ruler
body, and avoid contact between the dust cover and the ruler body when
moving the reading head (as below).
Dust cover
Correct installation
Wrong installation
68
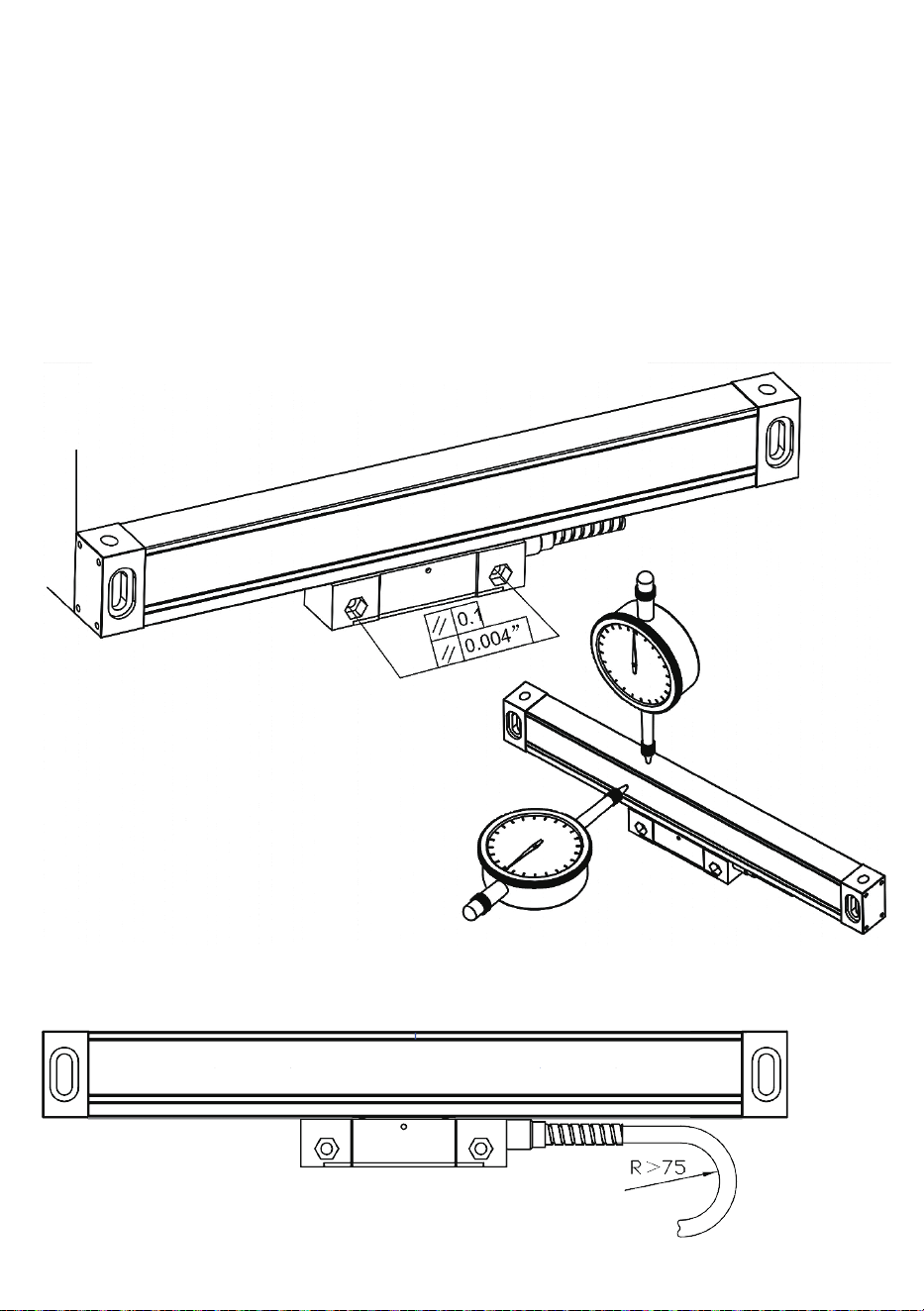
7. The fixing of the signal line must take into account all relevant moving distances.
Fixing position as far as possible placed in the very center of the stroke, and the
excess signal line is fixed with a wire tie.
9. The bending radius of the signal line of the scale is greater than 60mm.
8. Adjustment of the scale height level must be the length of the scale center to take
the two sides of the symmetry point Do adjust the reference point, any scale
regardless of the school level direction or height direction, the Adjustment range:
for the scale body, to the head from the scale body at a distance of not more than
20mm from each end shall prevail. For the reading head, between the two
quadrilateral reference surfaces (the following figure)
69
2. Reading head a side and ruler body B side.
Misalignment in horizontal direction.
0.25±0.15mm
3. Parallelism of reading head relative to
machine tool <0.10mm, maximum cannot
exceed 0.30mm
10.Scale installation standard
(1) Installation base surface standard (Figure 4.8a.b.c three installation methods)
1.The installation surface of the ruler body is parallel to the installation surface
of the reading head, and the parallelism between the installation surfaces
is <0.1mm
2.The installation surface of the ruler body is perpendicular to the installation
surface of the reading head, and the perpendicularity between the installation
surfaces is <0.1mm
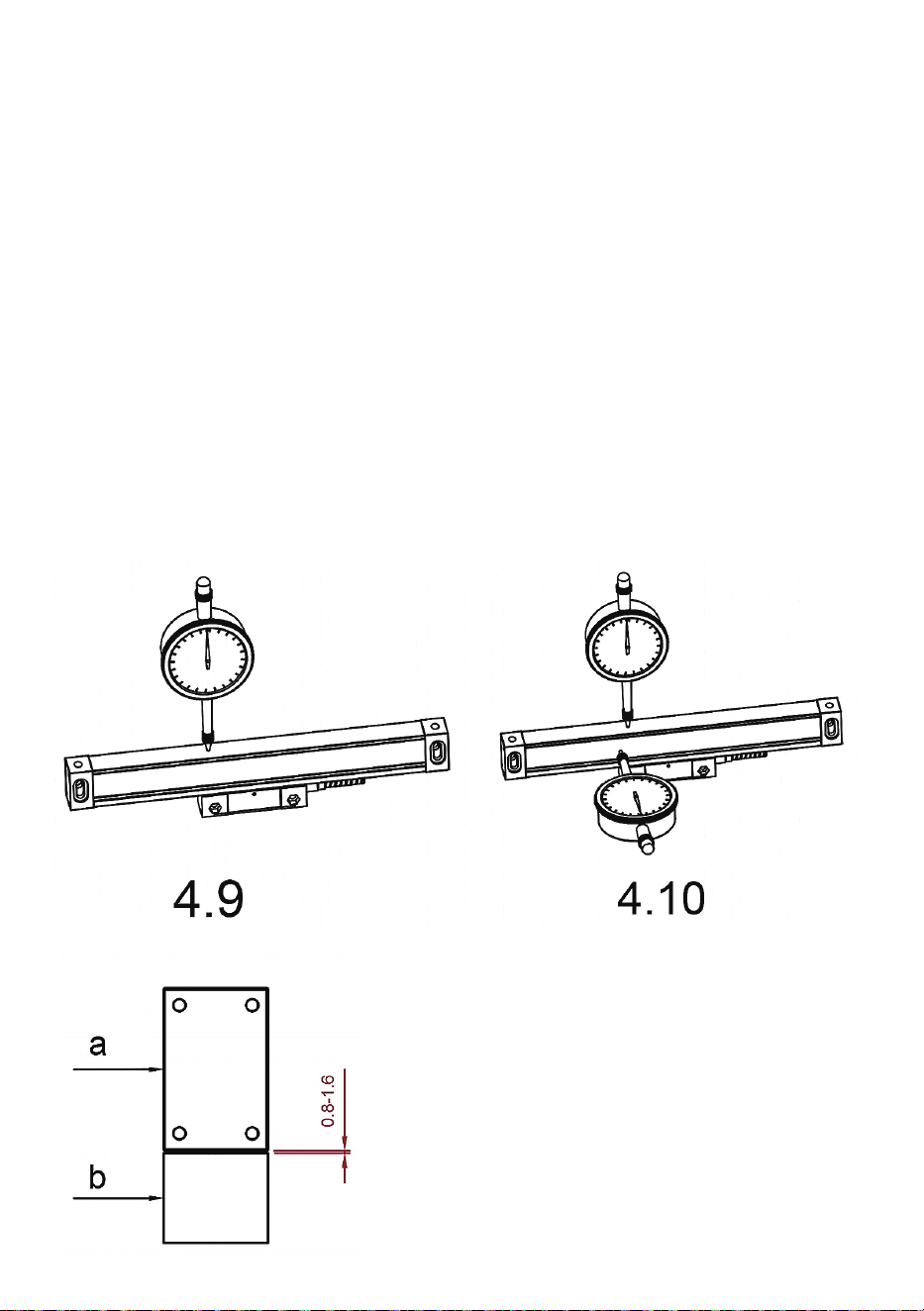
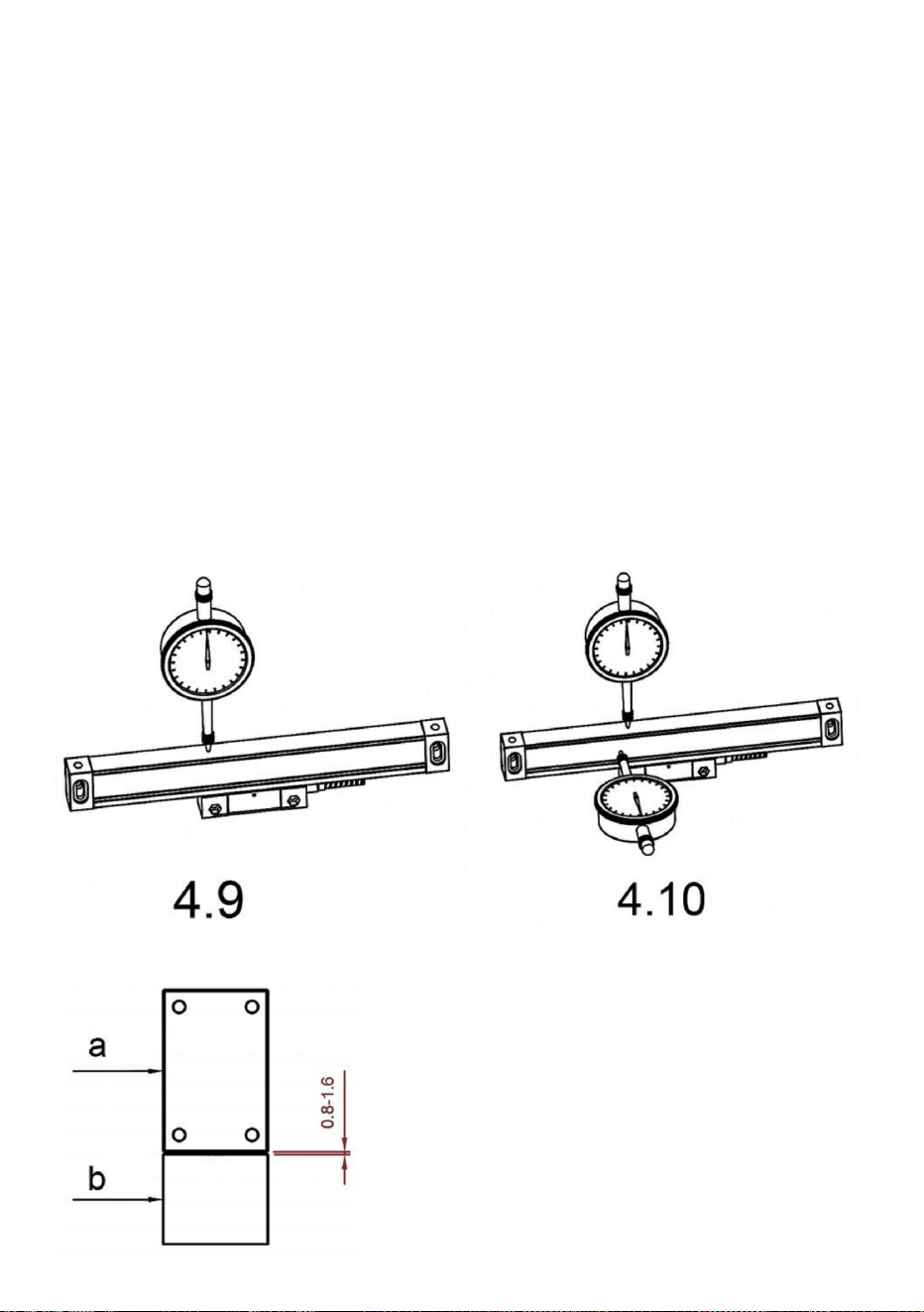
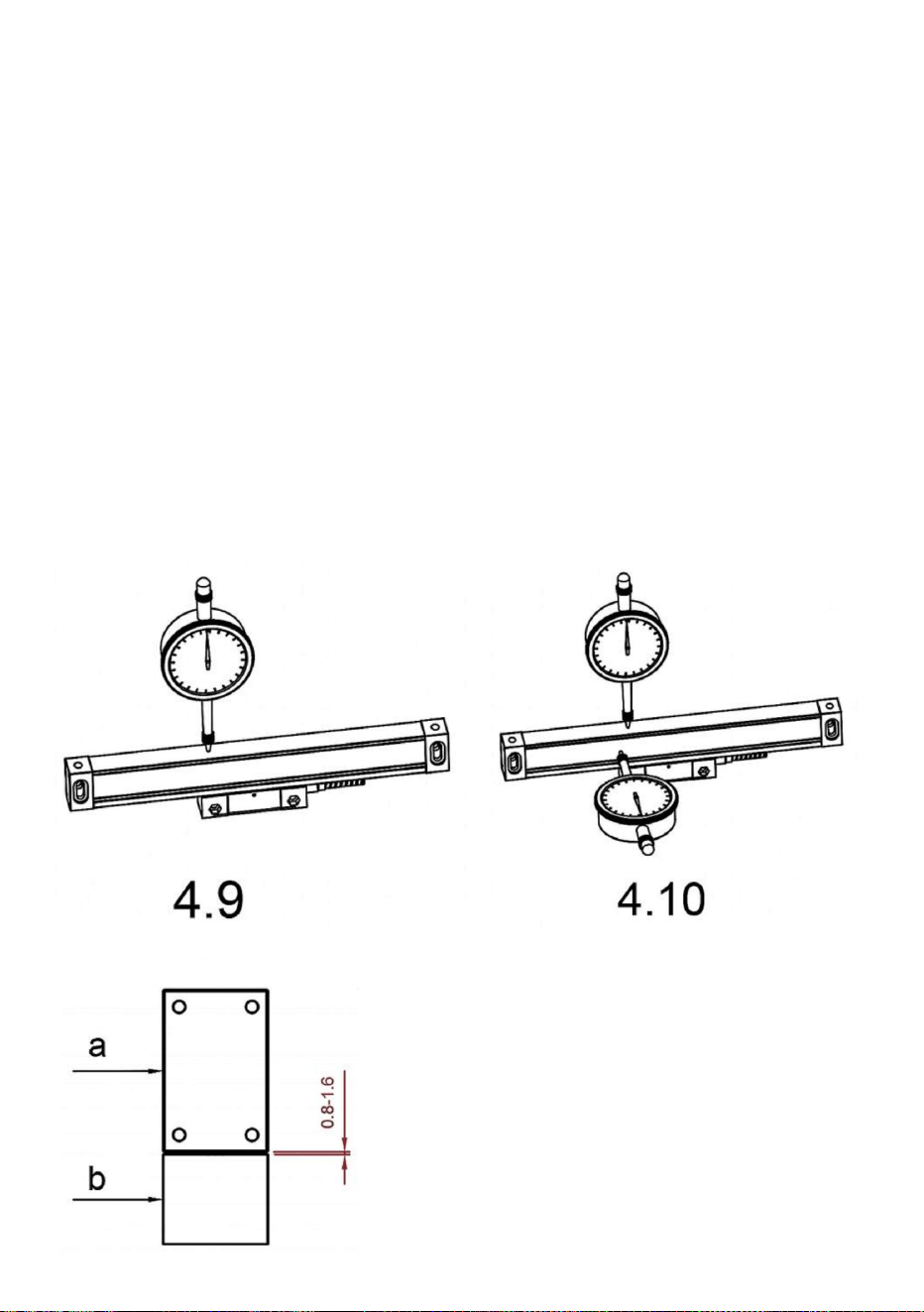
2) Ruler body installation standards (Figure 4.9, Figure 4.10)
1. Height direction relative to the machine guide parallelism <0.1mm, maximum
not more than 0.15mm In terms of symmetry point, the smaller the better.
3)Standard of reading head installation
1.The clearance between the reading head and the height direction of the ruler
body is 0.8mm-1.6mm after installation, and then withdraw the pad block
(Figure 4.11)
70
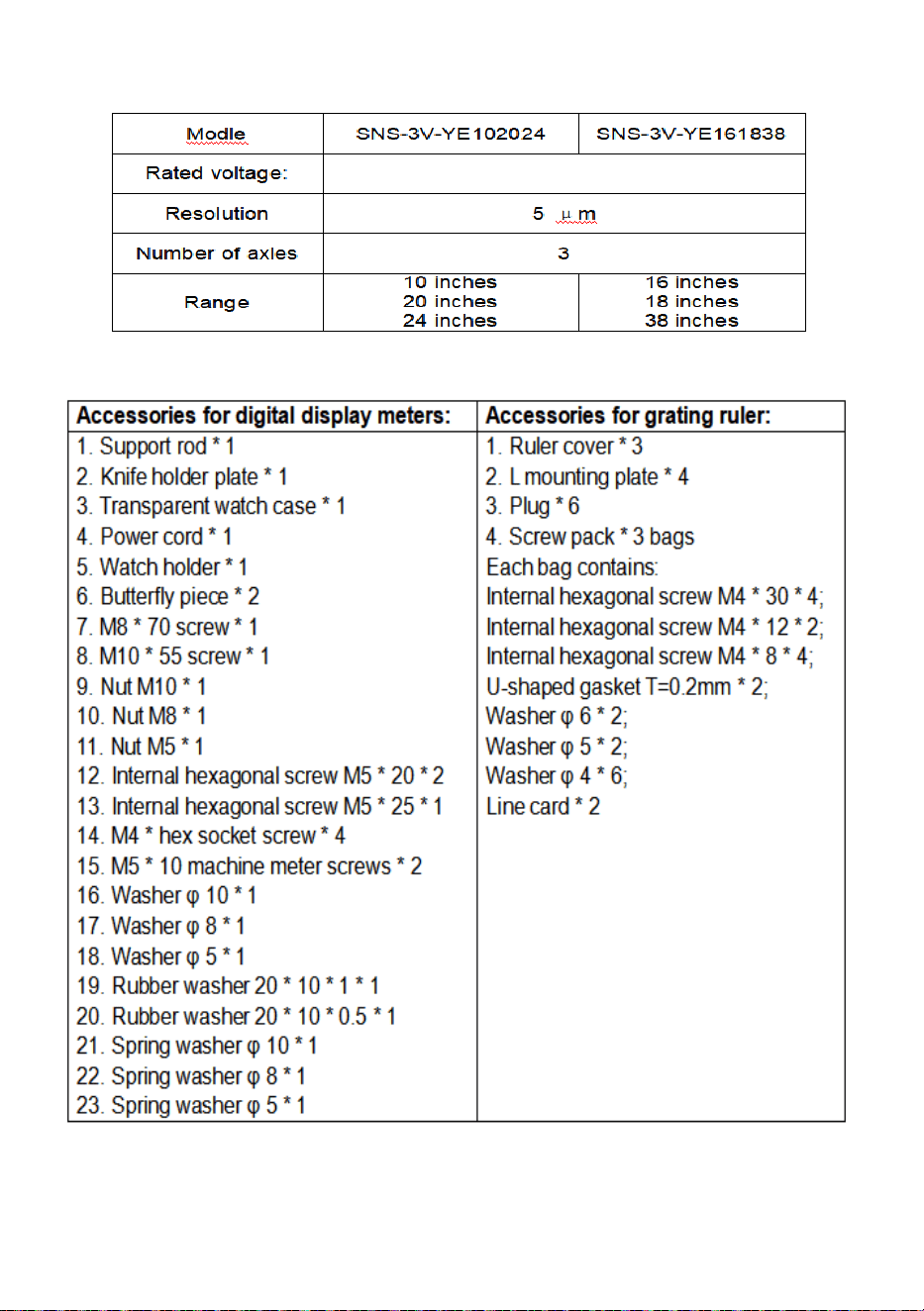
Standard accessories:
This device complies with Part 15 of the FCC Rules. Operation is subject to the
following two conditions:(1)This device may not cause harmful interference, and
(2)this device must accept any interference received, including interference that
Parameter:
may cause undesired operation.
AC85-230V 50Hz/60Hz
Manufacturer: Shanghaimuxinmuyeyouxiangongsi
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Imported to USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Technical Support and E-Warranty Certificate
www.vevor.com/support

MODÈLE:SNS3VYE102024ISNS3VYE161838
estimationdeséconomiesquevouspourriezréaliserenachetantcertainsoutilscheznousparrapportauxprincipaux
nousvousrappelonsdebienvouloirvérifierattentivementlorsquevouspassezunecommandecheznoussivousêtes
,
«Sauverlamoitié»
grandesmarquesetnevisepasnécessairementàcouvrirtouteslescatégoriesd'outilsquenousproposons.Vous
«Moitiéprix»outouteautreexpressionsimilaireutiliséeparnousnereprésentequ'une
nouscontinuonsànousengageràvousfournirdesoutilsàdesprixcompétitifs.
enfait,vouséconomisezlamoitiéparrapportauxgrandesmarques.
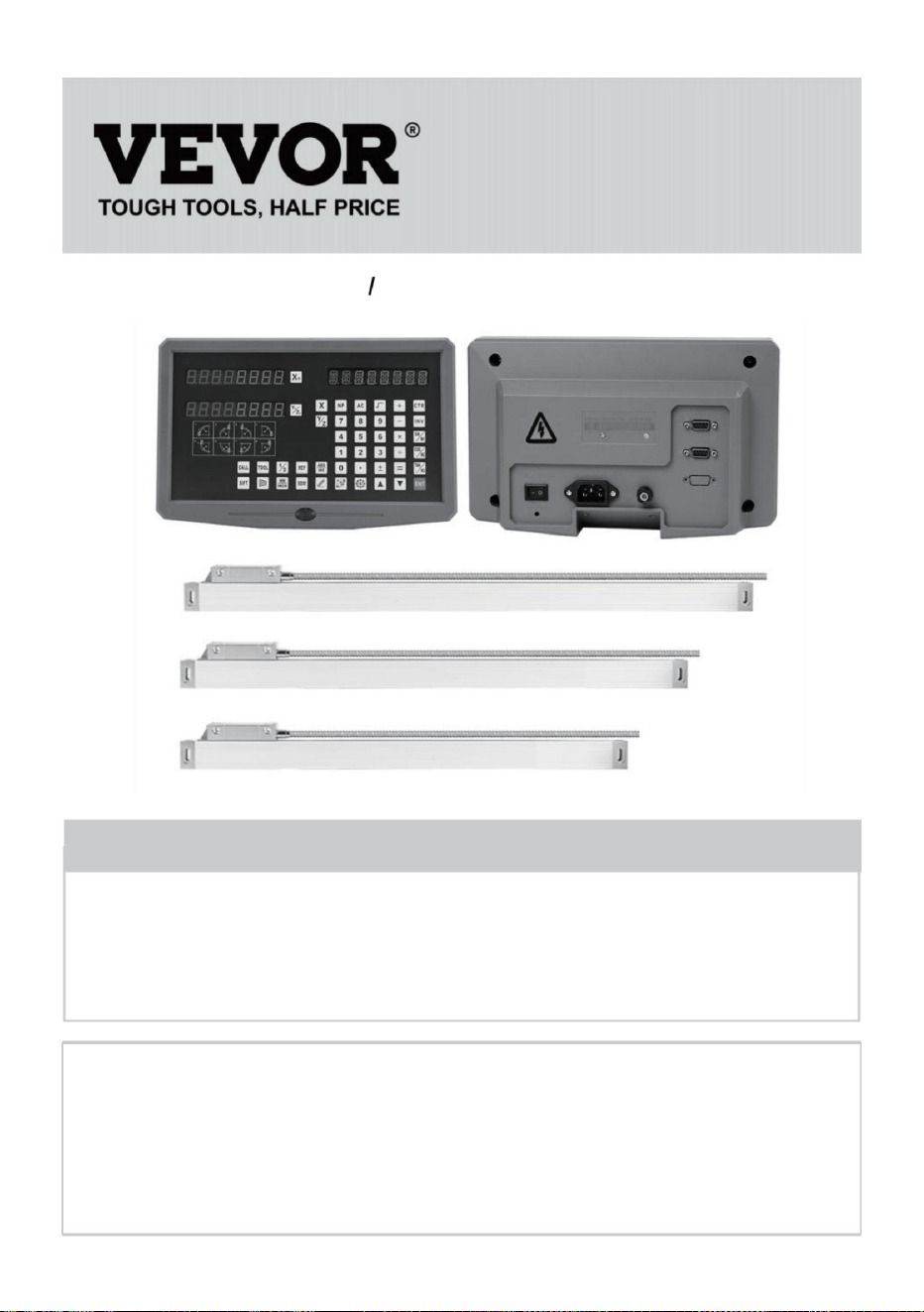
MANUELD'UTILISATIONDEL'AFFICHAGEDRO
Www.vevor.com/support
Assistancetechniqueetcertificatdegarantieélectronique
Machine Translated by Google
BESOIND'AIDE?CONTACTEZNOUS!
attentivementavantdel'utiliser.VEVORseréserveuneinterprétationclairedenotremanueld'utilisation.
L'apparenceduproduitserasoumiseàla
produitquevousavezreçu.Veuilleznouspardonner,nousnevousinformeronspluss'ilyadesmisesà
jourtechnologiquesoulogiciellessurnotreproduit.
Ceciestl'instructionoriginale,veuillezliretouteslesinstructionsdumanuel
Contacteznous:
Vousavezdesquestionssurlesproduits?Besoind'assistancetechnique?N'hésitezpasànouscontacter.
MODÈLE:SNS3VYE102024SNS3VYE161838
Assistancetechniqueetcertificatdegarantieélectronique
Www.vevor.com/support
AFFICHAGEDRO
Machine Translated by Google
uneodeursedégagedel'affichagenumérique,veuillezdébrancherlaprised'alimentation
N'essayezpasderépareroudemodifierl'affichagenumérique,sinon,vousrisquezdetomberenpanne.
,
Ilfautéviterd'utiliserduliquidederefroidissement.Encasdefuméeoudephénomènesparticuliers
unepanneouuneblessurepeutsurvenir.Encasdeconditionanormale,
del'extérieur,desvaleursdemesureerronéespeuventenrésulter∙Parconséquent,
machinesoutils
Attentionàlasécurité:
personnel,sinondesproblèmesserontcausésàl'affichagenumérique.
nedoitpasêtreconnectésansl'instructiond'untechnicienspécialisé
Chersutilisateurs:
applications,denombreuxencodeurspeuventêtreconnectésauxlecturesnumériques.
L'affichagenumériqueestunappareildemesureprécisutiliséavecunappareiloptique
immédiatement,sinon,unincendieouunchocélectriquepourraitseproduire.
contrôledelaproduction.Afinderépondreauxexigencesdeces
Veuillezcontacterl'entrepriseouledistributeur.
Pouréviterleschocsélectriquesoulesincendies,l'humiditéoulesprojectionsdirectes
danslesaxes
d'alimentation,leséquipementsdemesureetd'inspection,l'EDMetles
stationsdemesurepour
l'utilisateurdoitêtreprudent.
suivezlesstrictement∙conservezlemanuelpourréférenceultérieure∙
Lesaffichagesnumériquessontutilisésdansunegrandevariétéd'applications.Cellesciincluent
L'échellelinéaireetl'affichagenumériquesontcassésouendommagés
Encasdemodificationdesparamètresdel'échantillon,lesfichiersaléatoiresprévalentetlasociété
aledroitd'interprétationfinalesanspréavis.
Nousvousremercionsd'avoirachetélesafficheursnumériquesmultifonctionsdelasérie∙
Lisezattentivementtouteslesinstructionsdumanuelavantutilisationet
Sil'échellelinéaireoptiqueutiliséeavecl'affichagenumériqueestendommagée,n'utilisezpasd'échelle
linéaired'uneautremarque.∙Enraisondesperformances,desspécificationsetdelaconnexiondes
produitsdedifférentesmarques,
,
untelcas,n'essayezpasdeleréparer,veuillezcontacterl'entrepriseou
appareilsdedivision,outilsderéglage
Échellelinéaire∙lorsqu'elleestutilisée,silaconnexionentrele
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
ABSZÉROABSZÉRO
ASSISTANCEABS
heuresquotidiennes
Prisonnierquatrequatre
ASSISTANCEABS
'
'1'
jusqu'àceque«ABSZERO»apparaissedanslafenêtredemessage∙
'
jusqu'àceque«ABSASST»apparaissedanslafenêtredemessage∙
presse
'
mlacalculatriceaffichelavaleurauventxdanslemoyenlacalculatriceaffichela
valeurdanslafenêtredemessagedansl'affichage;
presse
'
le
'osignifiequeseulelavaleurdepositiondefonctionspécialeestaffichéedansle
signifiequelefonctionnementdelamiseàzéroABSetdesdonnéesprédéfiniessera
opérationdefonctionspéciale.
'1'
'1'
;
signifievaleurdepositiondefonctionspéciale+ABSLavaleurdepositionest
signifiequelefonctionnementdelamiseàzéroABSetdesdonnéesprédéfiniessera
jusqu'àceque«UCCTRMODE»apparaissedanslemessageW∙
presse
le
3.2.8Réglagedel'activationoudeladésactivationdelamiseàzéroabsolue
pourchangerlemodeabsoludelafonctionspéciale,
3.2.9définitiondelaformeabsoluedelafonctionspéciale
presse
pourmodifierlemodedemiseàzéroabsoluedel'axex,appuyezsur
êtredéfinicommesuit:
3.2.11Réglagedelaluminositédel'écran
appuyez
pourmodifierlemodedemiseàzéroabsoluepourl'axeY,appuyezsur
pourchangerlemoded'affichagedelacalculatriceseradéfiniAS
Réglagedelaluminositédel'affichageLED,leréglagepardéfautd'usineestuniquement
à
"3",plusleparamètreestélevé,pluslaluminositéestélevée.appuyezsur"xo"pour
modifierlemodedemiseàzéroabsoluepourl'axeZ;Exemplepourl'axex∙
3.2.10réglagedela
définir,iln'estpasrecommandédedéfinirvousmêmelavaleurpardéfaut.
activerdansl'étatd'affichagenormal∙
Moded'affichage
presse
désactiverdansl'étatd'affichagenormal∙
paramètresderéglage
affichagedansl'opérationdefonctionspéciale.
:
MODECTR
CTRMDE
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
76.20076.200
etleDROaccèdeaumodeveille,puisenappuyantsurcettetouche
4.6EffacertouteslesdonnéesSDM.
Amenezl’OUTILsurlecôtéopposédelapièceettouchezle.
ànouveau,leDROreviendraaumodedefonctionnement.Enmodeveille
ModeleDROesttoujoursenétatdefonctionnementetenregistreréellementl'OUTIL
Appuyezensuitesur
àsontourpourévaluerlavaleurd'affichagedel'axeX.
EnmodeAB,pourappuyerencontinu
dixfoissuffirontàeffacer
Exemple:enmodenonABS,pouraccéderaumodeveille,appuyezsur
latoucheF.Enmodeveille,appuyezsurlatoucheFpourquitterle
+
Modeveille∙
4.7Modeveille
4.8Mémoired'interruptiondepuissance.
LamémoireestutiliséepourstockerlesparamètresduDROetdelamachine
enmodenonABS,enappuyantsurlatouche
Opérationsgénérales
FCAnéteinttoutl'affichage
2
touteslesdonnéespour200ensemblesSDM.LafenêtreMcssageafficheUSDM
"CLR".
fenêtre.Lapositionestlecentredelapièceàusiner.
3.Déplacezlatabledecorrespondancejusqu'àceque«o.000»s'affichesurl'axedesx
valeursderéférencelorsquel'alimentationestcoupée.
Machine Translated by Google
pièceàusiner
(ABSZéro)
Échellelinéaire
Distanceentrelaréférence
(permanentetfixe)
référencedelapièce
Positiondurepèrederéférencedel'axeX
4.9rechercherlepointderéférenceabsoludel'échelle
pointandworkpiecedatum
encasdepannedecourantoudeDROéteint,nouspouvonsrécupérer
chaqueéchellelinéairepossèdeunemplacementdepointderéférencequiestéquipéd'uneréférence
Aucoursduprocessusd'usinagequotidien,ilesttrèscourantquele
positioncommeladistanceenregistréeàpartirdupointderéférence∙
l'usinagenepeutpasêtreterminéenunseulquartdetravail,etdonc
LesDROdoiventêtreéteintsaprèsletravail,sinonunepannedecourantseproduitpendant
positionpourfournirunefonctiondemémoiredepointderéférence.
Leprincipedefonctionnementdelafonctiondemémoirederéférenceestlesuivant
leprocessusd'usinagequiconduitàlapertedelaréférencedelapièce
suit.
étantdonnéquelepointderéférencedel'échellelinéaireestpermanentetfixe,il
nechangejamaisounedisparaîtjamaislorsquelesystèmeDROestéteint.
l'utilisationd'undétecteurdebordoud'uneautreméthodeinduitinévitablementdesvaleursplusélevées
usinageavecprécisioncariln'estpaspossiblederétablirla
référencedelapièceexactementàlapositionprécédente.POURpermettreà
Opérationsgénérales
Parconséquent,nousdevonssimplementstockerladistanceentrelepointderéférence
récupérationprécisedurepèredelapièceetpasbesoinderétablirlerepèredela
pièceàl'aided'undétecteurdebordoud'autresméthodes,
etlaréférencedelapièce(positionzéro)danslamémoireNONvolatile∙Ensuite
Uneréférenceabsoluedoitêtredéfinielorsdel'usinaged'unepièce.
laréférencedelapièce(positionzéro)enpréréglantlezérodel'affichage
(positionzérodelapièce),lerétablissementdelaréférencedelapièce
Ilexistetroismodesdefonctionnement(REF,AB,LEFAB):
Exemple:pourstockerlaréférencedetravaildel'axeX∙
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google

6.Fonctionspéciale
Fonctionspéciale
24
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
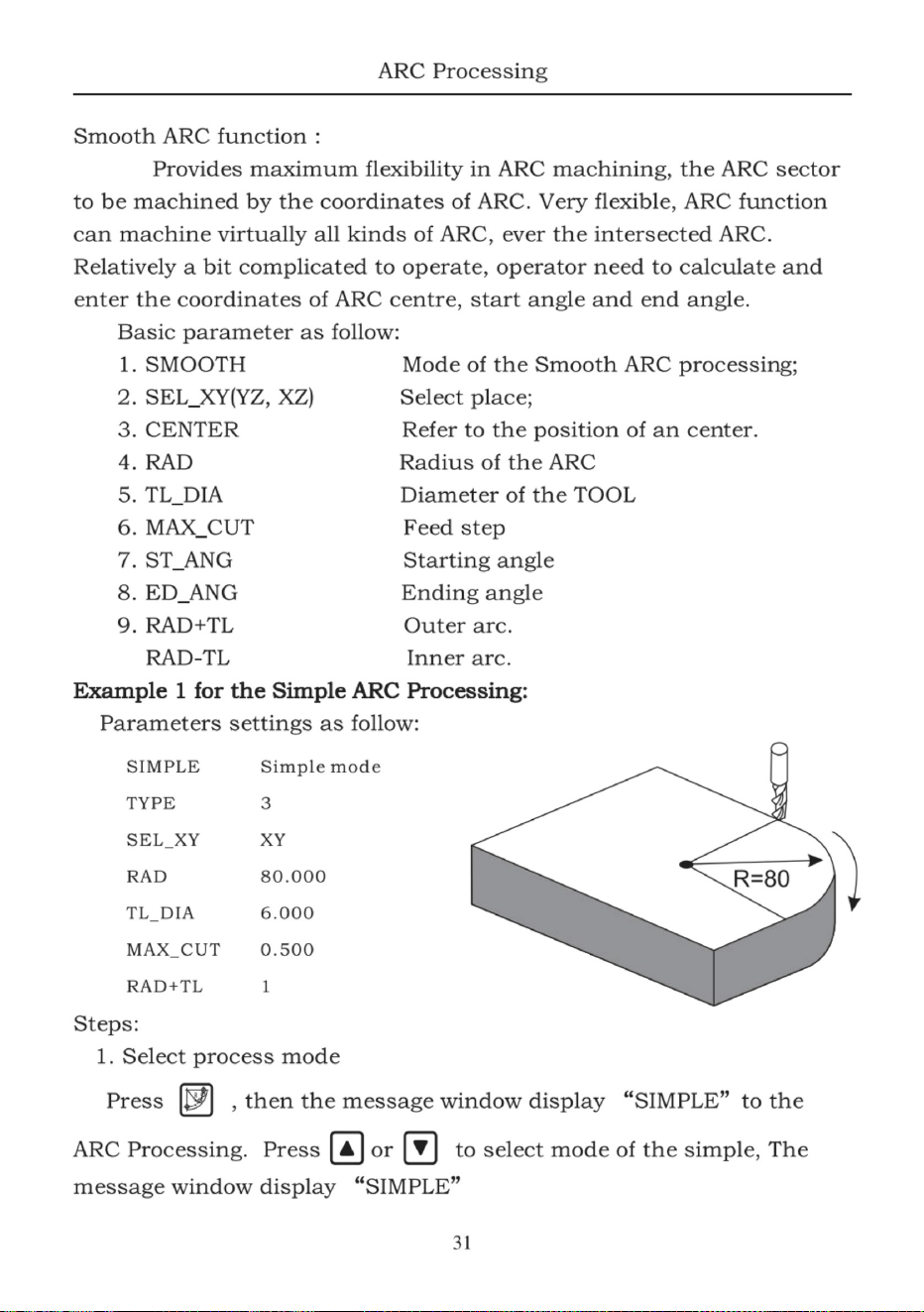
(RAD+TL(RAD+TL)
Diamètredel'outil
arcextérieuret
Étaped'alimentation
arcintérieur
sélectionnerunlieu
Rayondel'arc
Modedel'ARC.
traitementsimple
6.COUPEMAXIMALE
1
7RADTL
2
SIMPLE
Z(+directionpositive)
Y(+senspositif)
X(+directionpositive)
TYPE18
4 RAD
5TLHIM
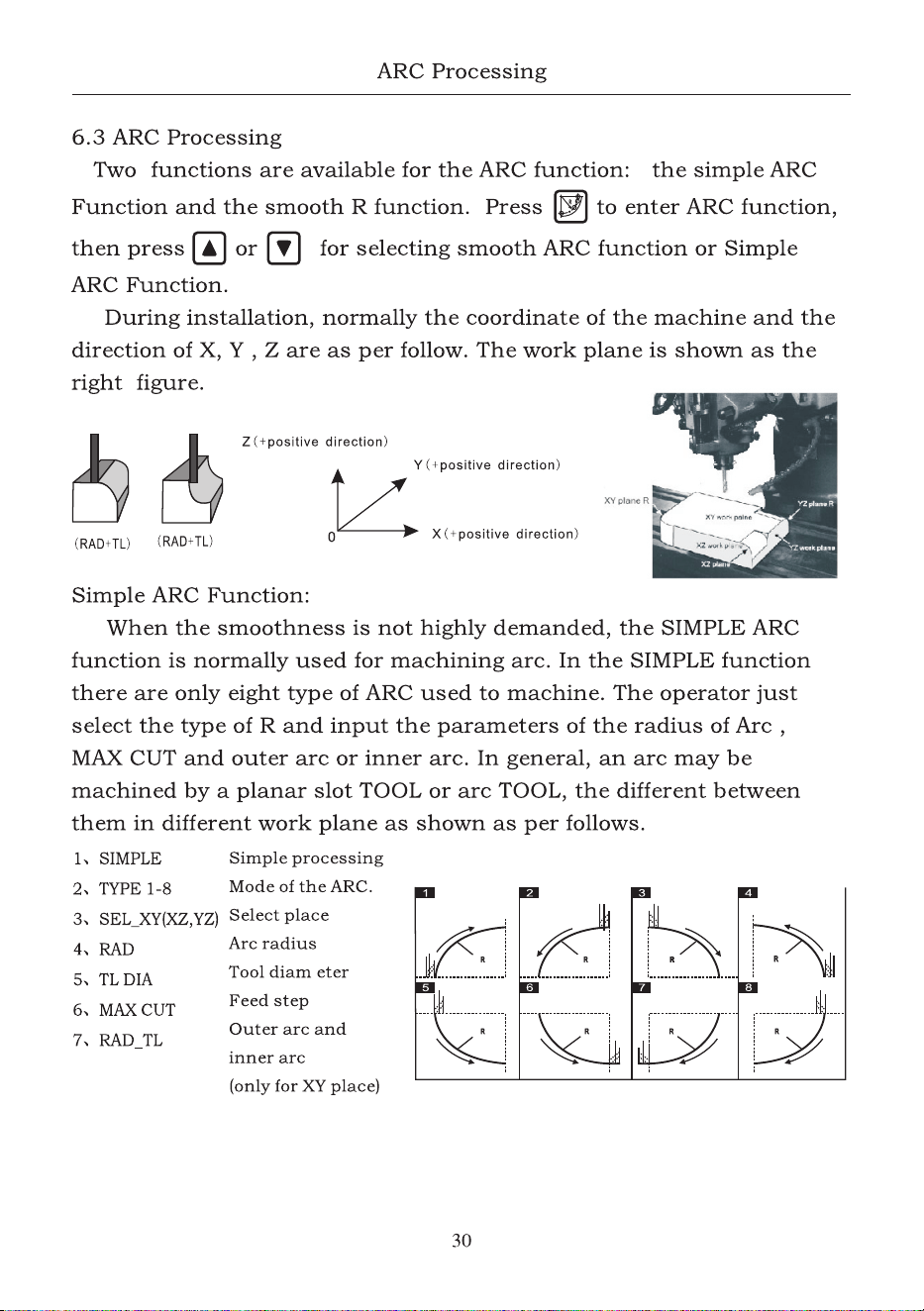
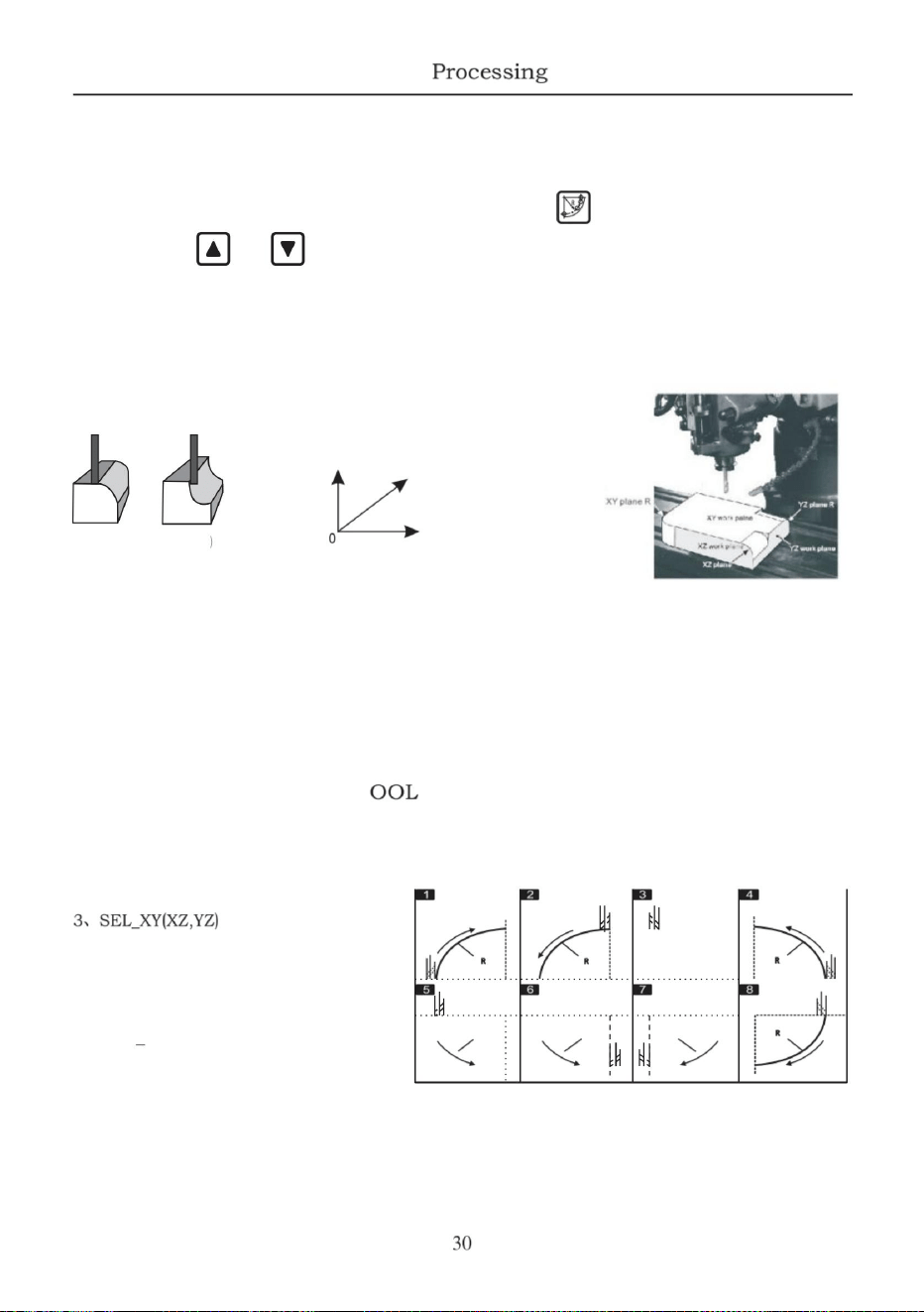
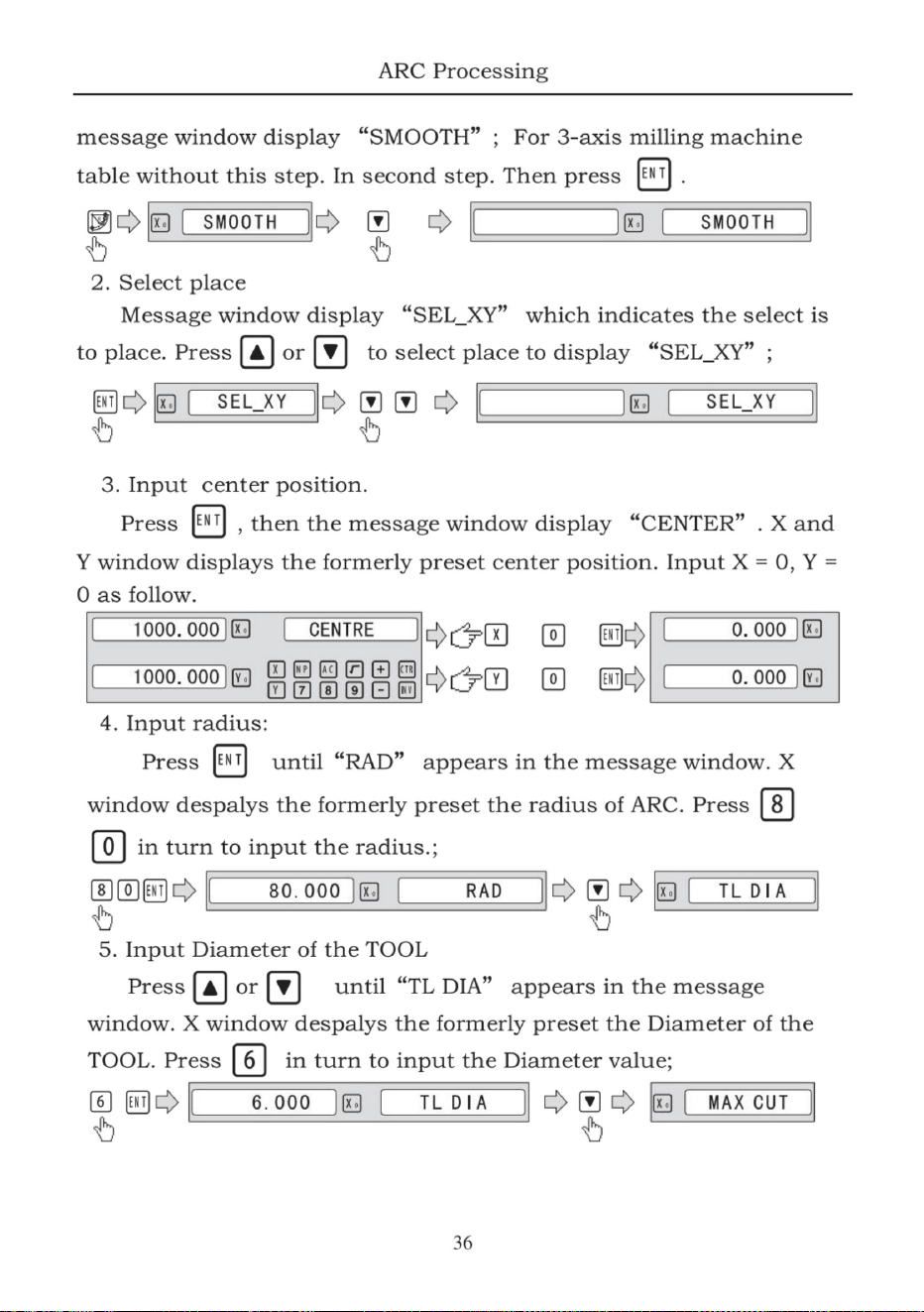
6.3TraitementARC
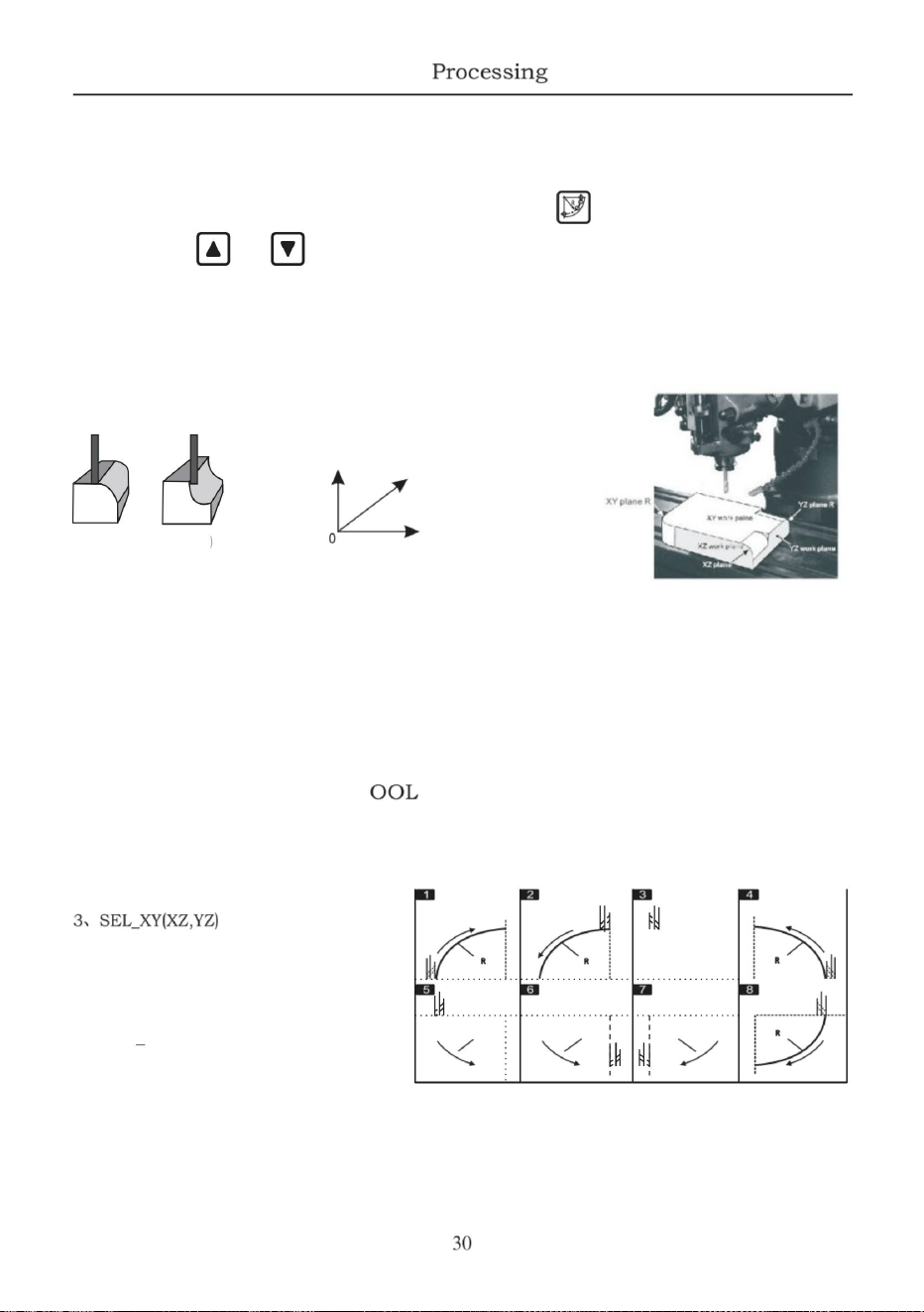
lorsqueladouceurn'estpastrèsdemandée,leSIMPLEARC
Zsontcommesuit.Leplandetravailestreprésentécommele
DEUXfonctionssontdisponiblespourlafonctionARC:l'ARCsimple
Lafonctionestnormalementutiliséepourl'usinaged'arcs.DanslafonctionSIMPLE
OuarcTOOL,ladifférenceentre
iln'yaquehuittypesd'ARCutiliséspourl'usinage.L'opérateurvient
FonctionetfonctionRlisse∙appuyezpuisprcss
pouraccéderàlafonctionARC,
,
sélectionnezletypedeRetentrezlesparamètresdurayondel'arc
poursélectionnerlafonctionARClisseousimple
,
ou
MAXCUTetQrcextérieurouarcintérieur.Engénéral,unarcpeutêtre
usinéparunefenteplaneTdansun
plandetravaildifférentcommeindiquécidessous∙
FonctionARC.
Lorsdel'installation,normalementlescoordonnéesdelamachineetdela
ARC
directiondeX,Y
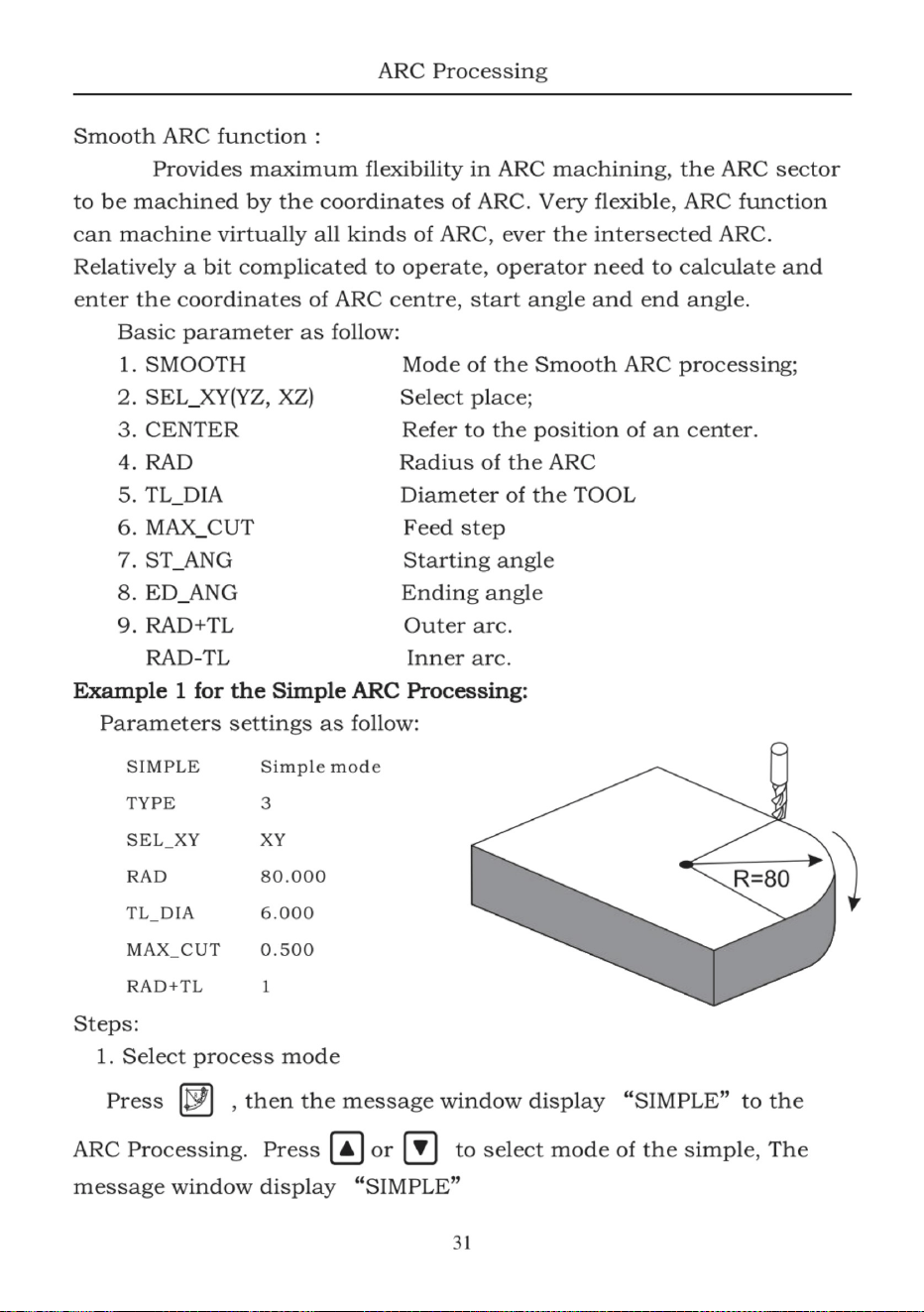
FonctionARCsimple:
chiffrededroite.
J'entre
RR R
(uniquementpourlaplacexy)
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
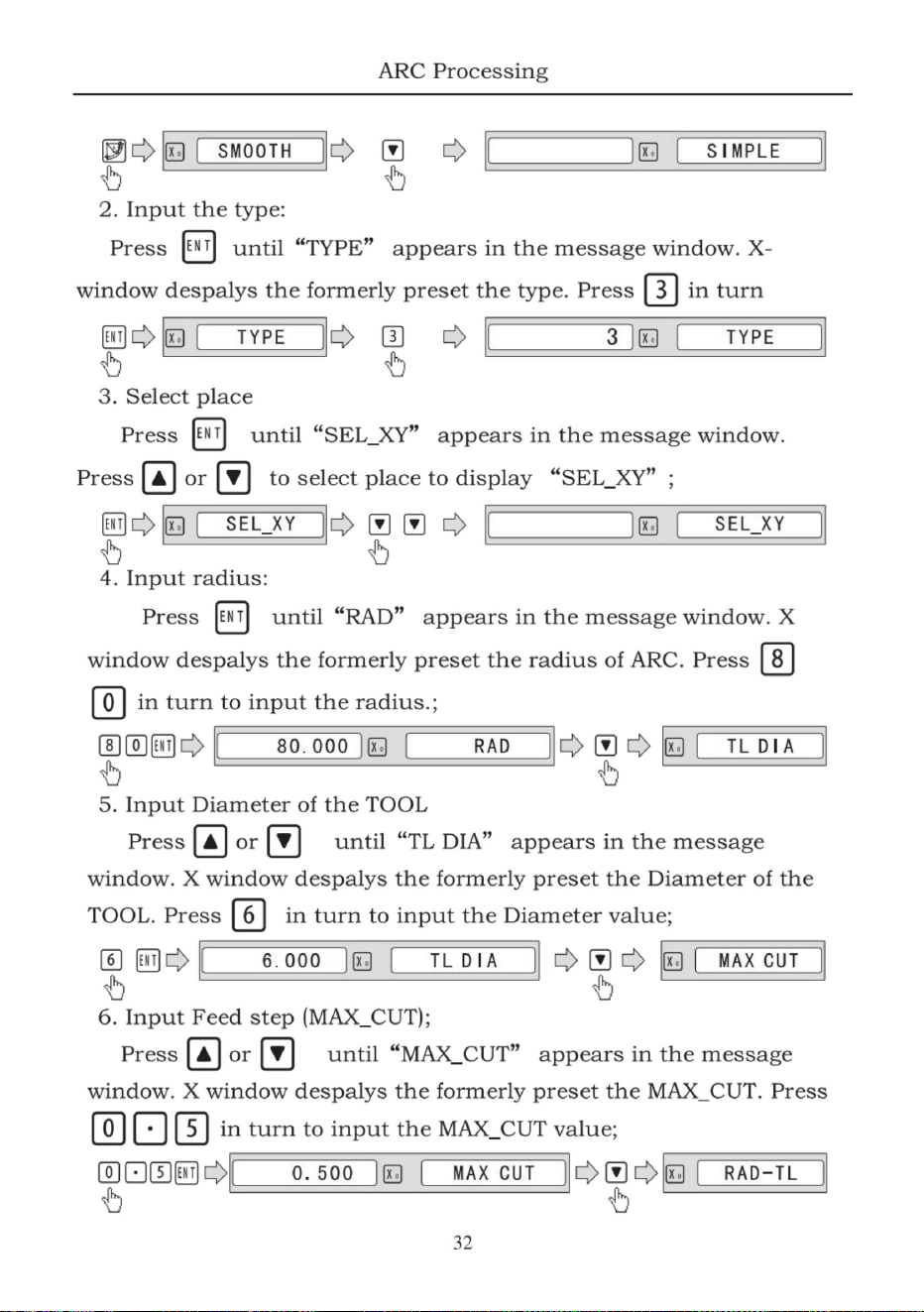
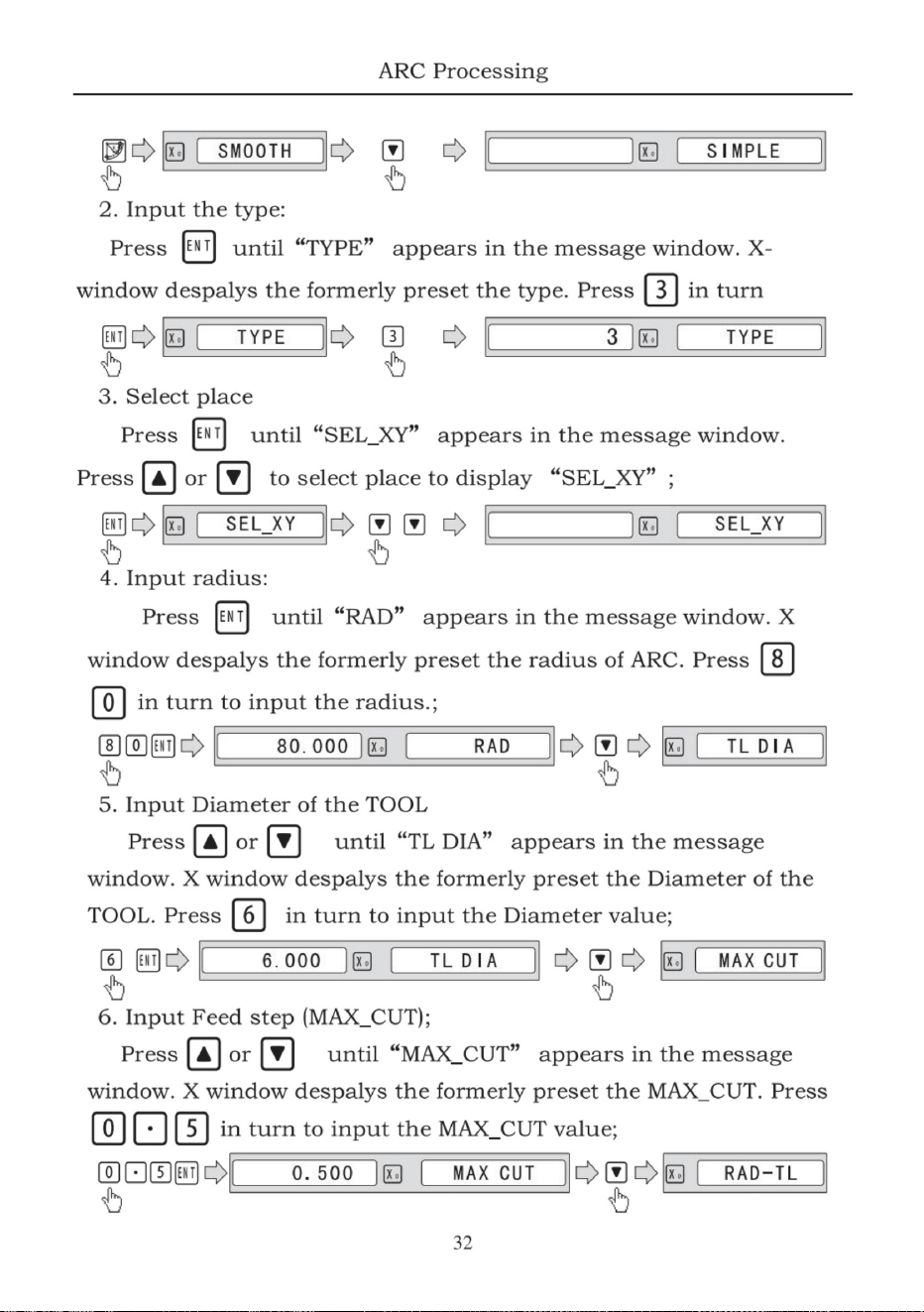
jusqu'àceque«RADTL»apparaissedanslemessage
jusqu'àceque«UEDANG»apparaissedanslafenêtredemessage.X
poursélectionnerl'emplacementoùafficher«RAD+TL»;
ou
presse
presse
jusqu'àceque"USTANG"apparaissedanslafenêtredemessage.x
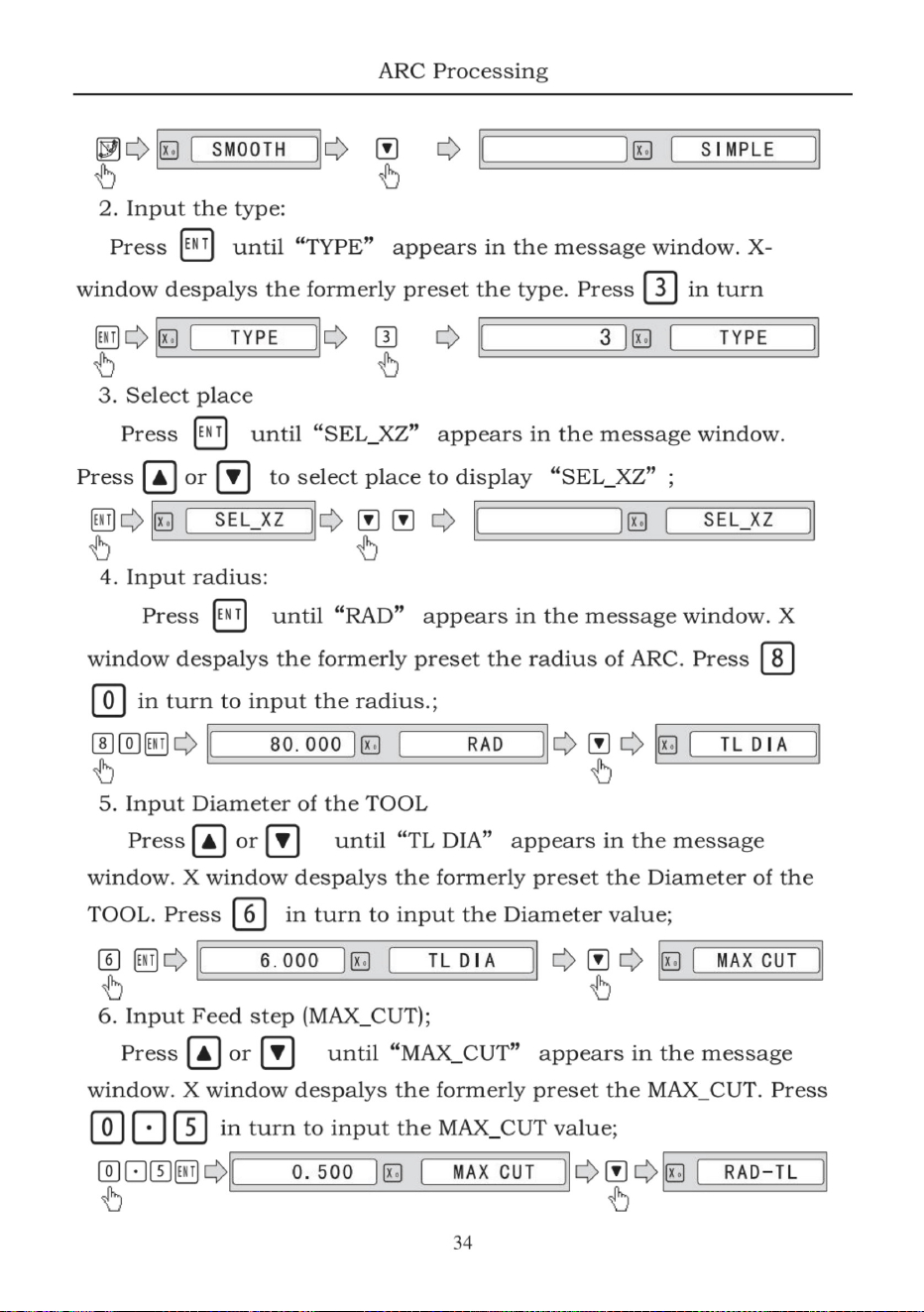
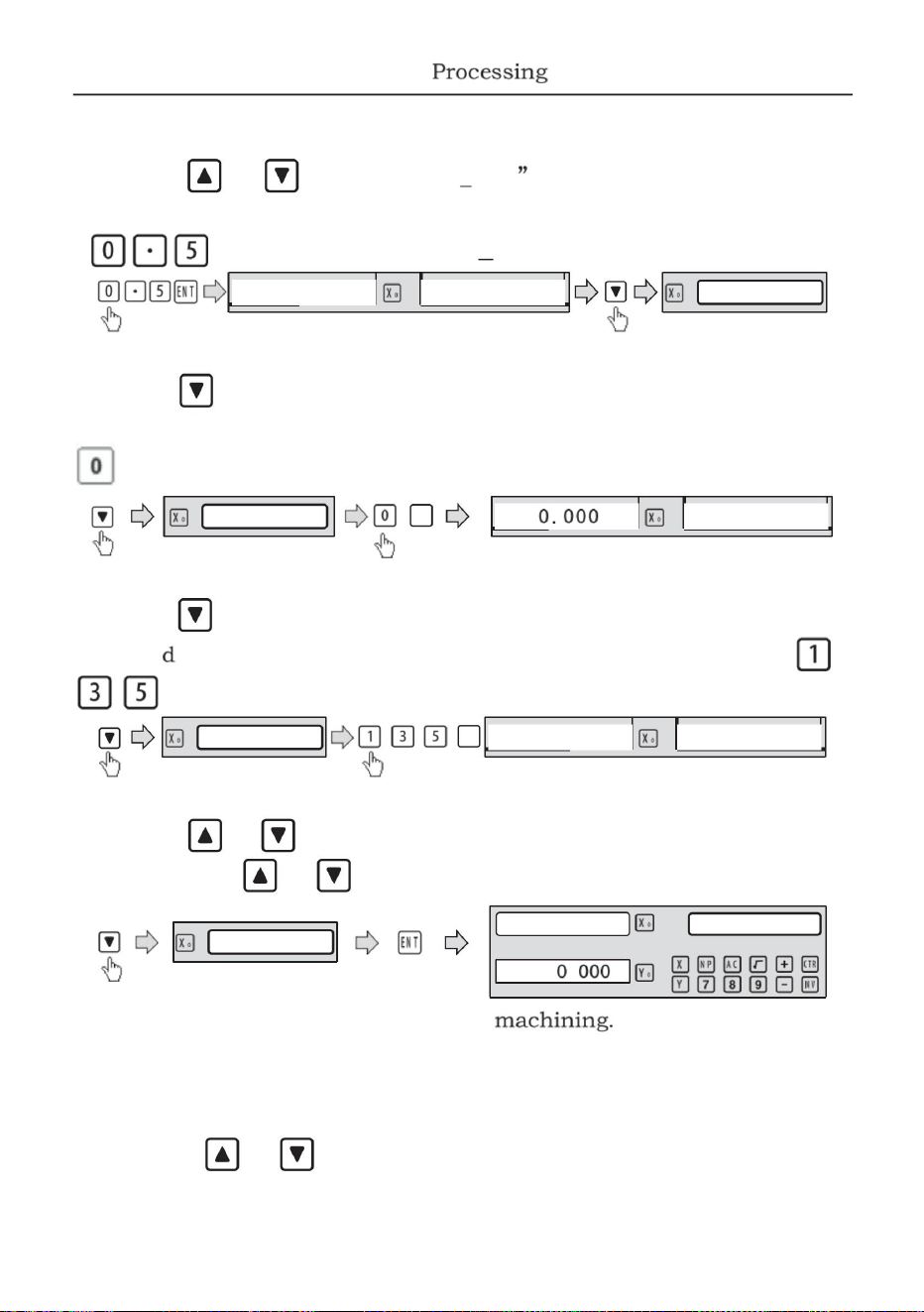
6.Étaped'alimentationd'entrée(MAX_CUT);
ou
appuyez
surlafenêtre.appuyezsur
135.00
EDLE
EDLE
ST
83.000
ST
COUPEMAXIMALE
37
RADTL
0.500
RAD+TL
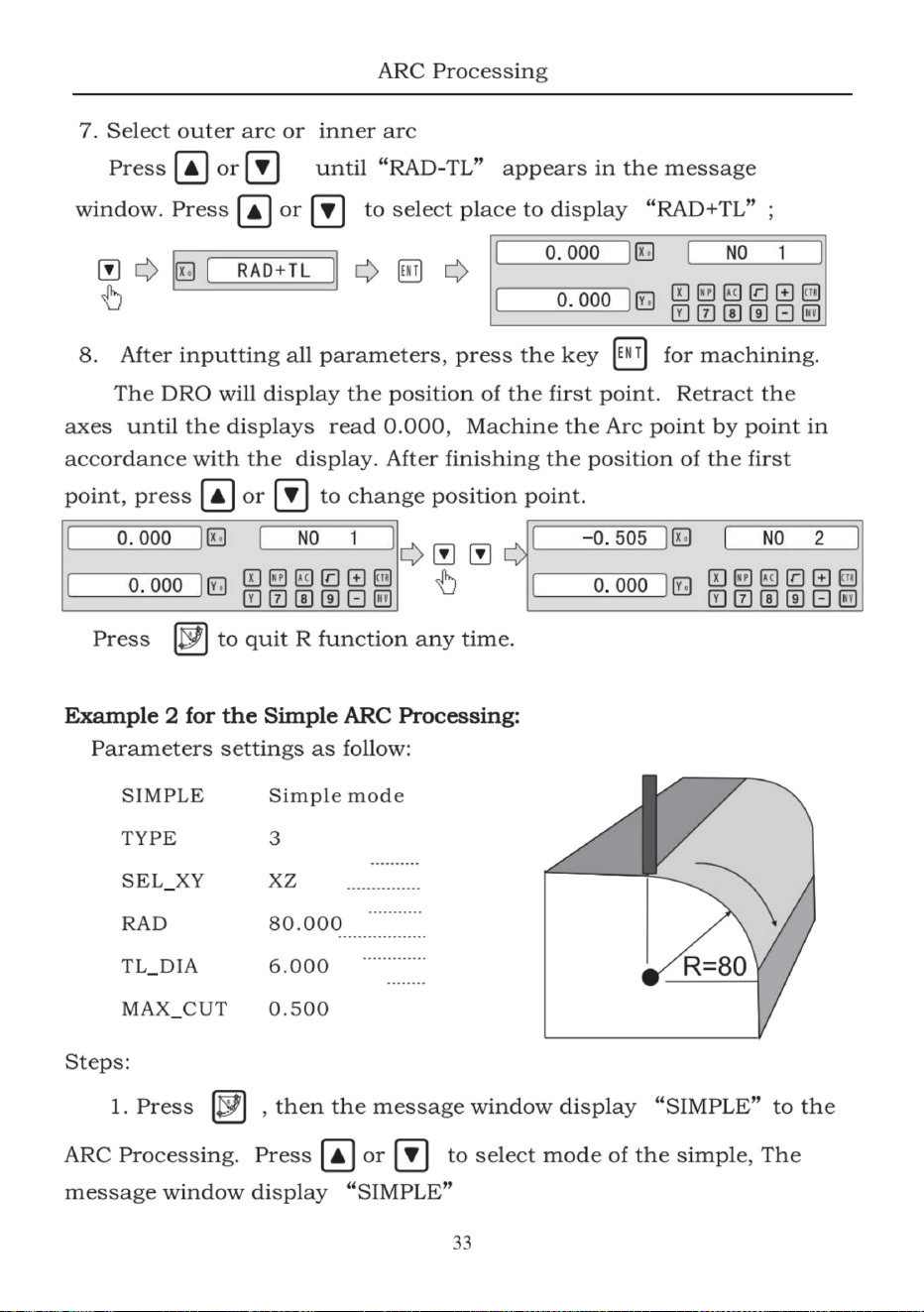
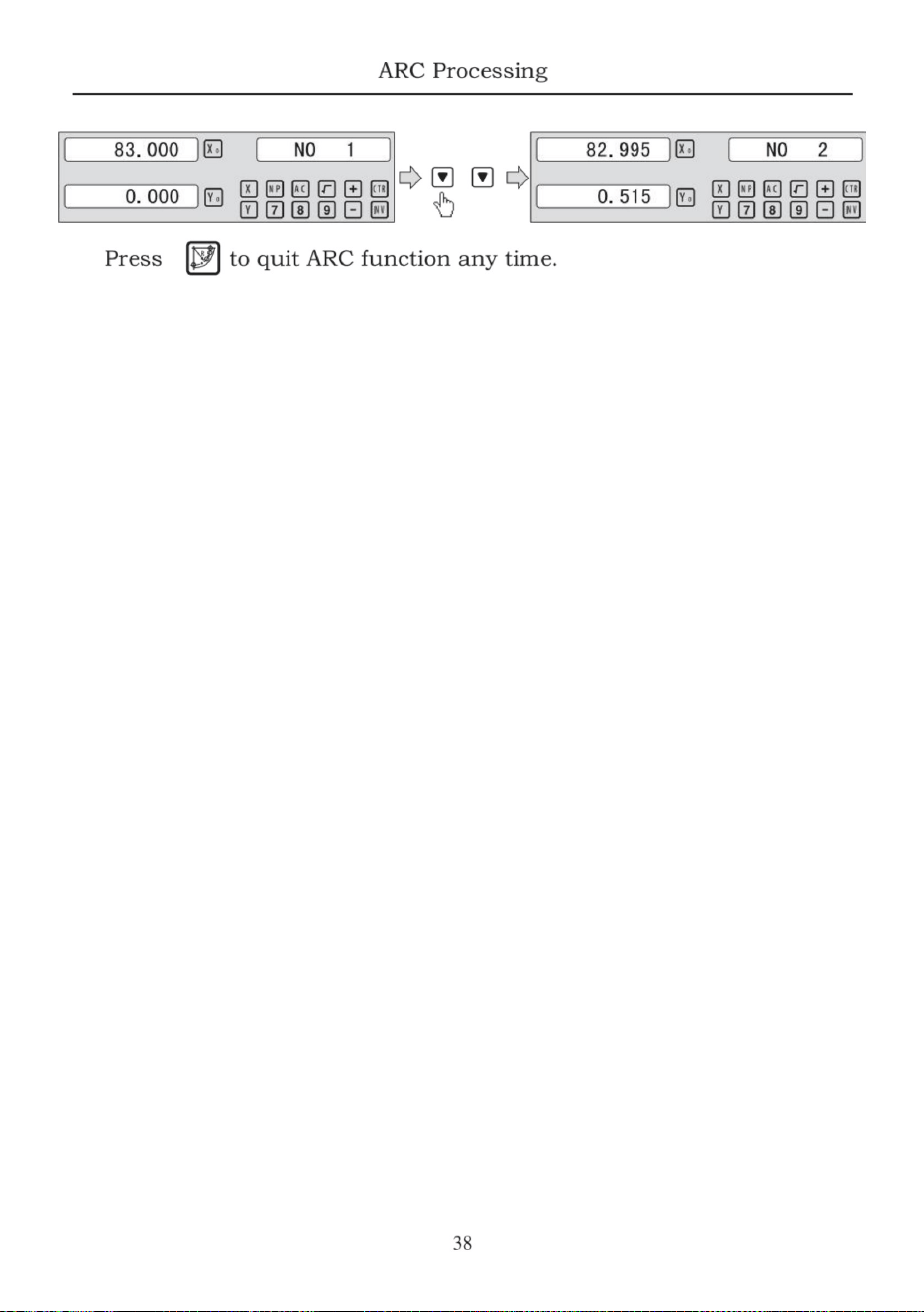
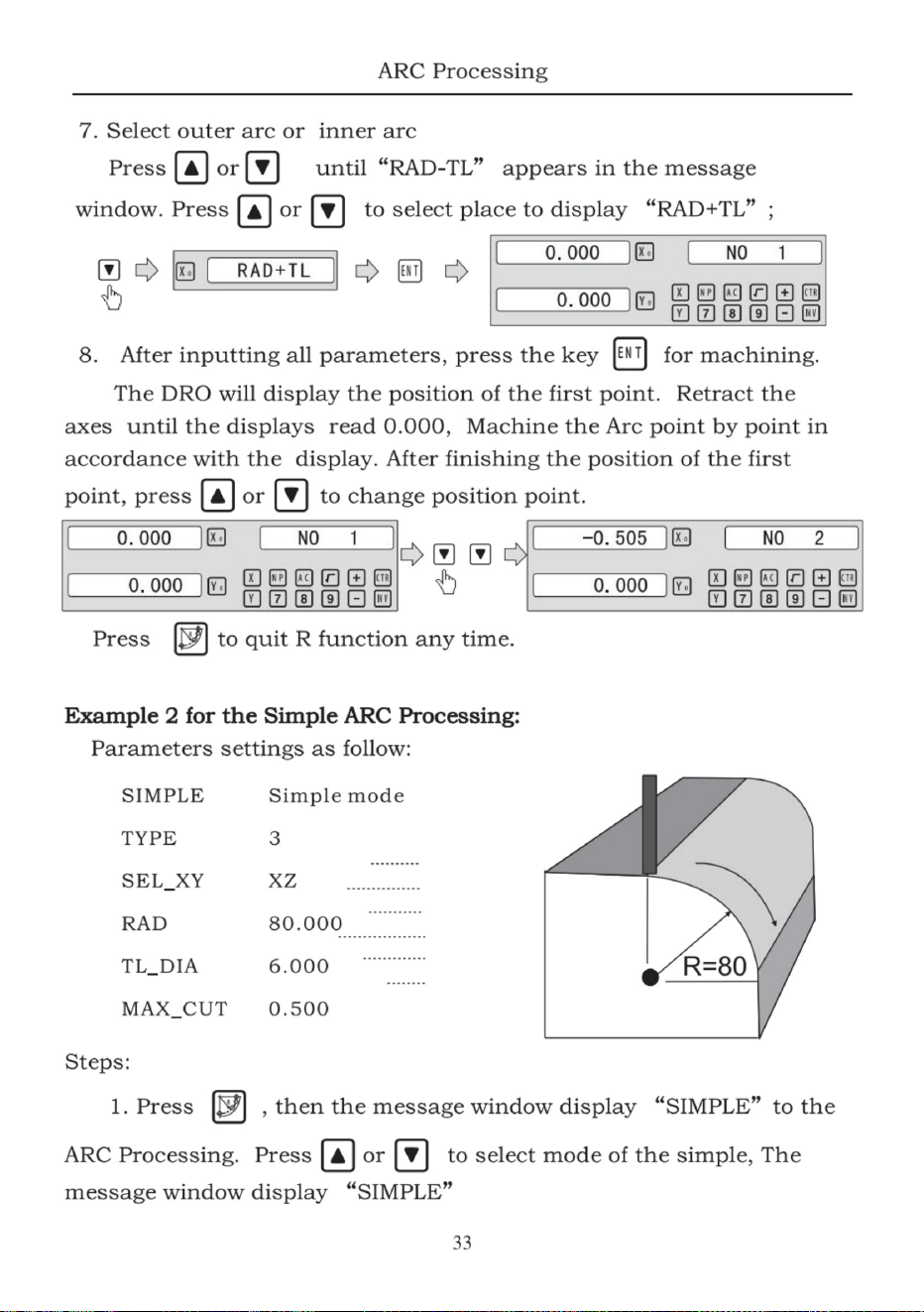
9.sélectionnezl'arcextérieuroul'arcintérieur
LeDROafficheralapositiondupremierpoint.Rétractezle
jusqu'àcequel'applicationUMAXCUTapparaissedanslemessage
axesjusqu'àcequelesécransindiquent0.000,usinezl'arcpointparpointdans
fenêtreispalysl'angledefinprécédemmentprédéfini.Appuyezensuitesur
presse
fenêtre.XWindowdespalysl'anciennementprérégléleMAX_CUT.appuyezsur
conformémentàl'affichage.Aprèsavoirterminélapositiondupremier
pointer,appuyer
fenêtredespalysl'ancienpréréglagedel'anglededépart∙Puisappuyez
àsontourpoursaisirlavaleurMAXCUT;
àsontourpourentrerl'angledefin∙
pourchangerdepointdeposition.
ou
ou
ARC
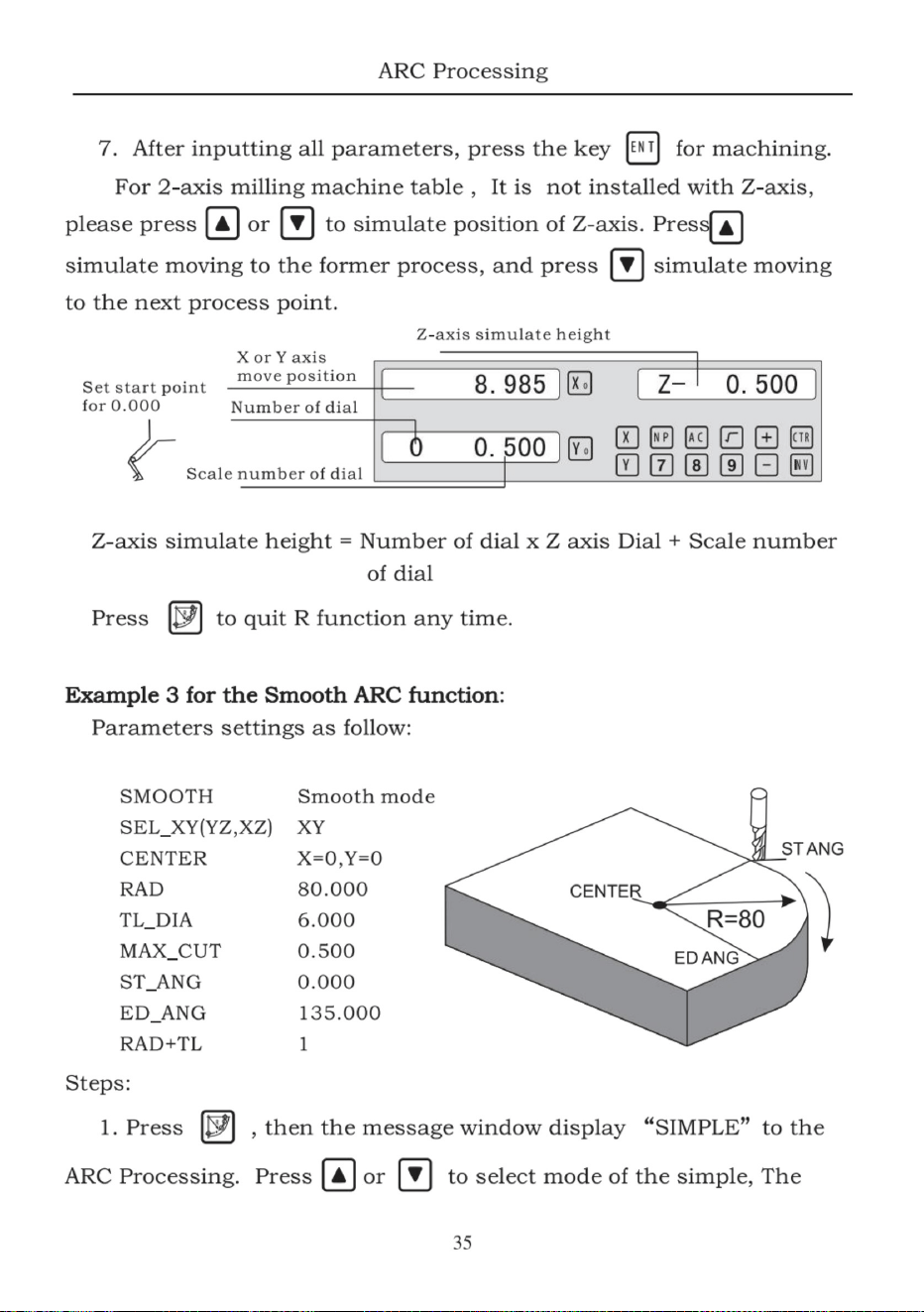
10.Aprèsavoirsaisitouslesparamètres,
8.Angledefind'entrée∙
7.Anglededépartd'entrée∙
àsontourpourentrerl'anglededépart
EWT
EWT
N°1
Machine Translated by Google
Machine Translated by Google
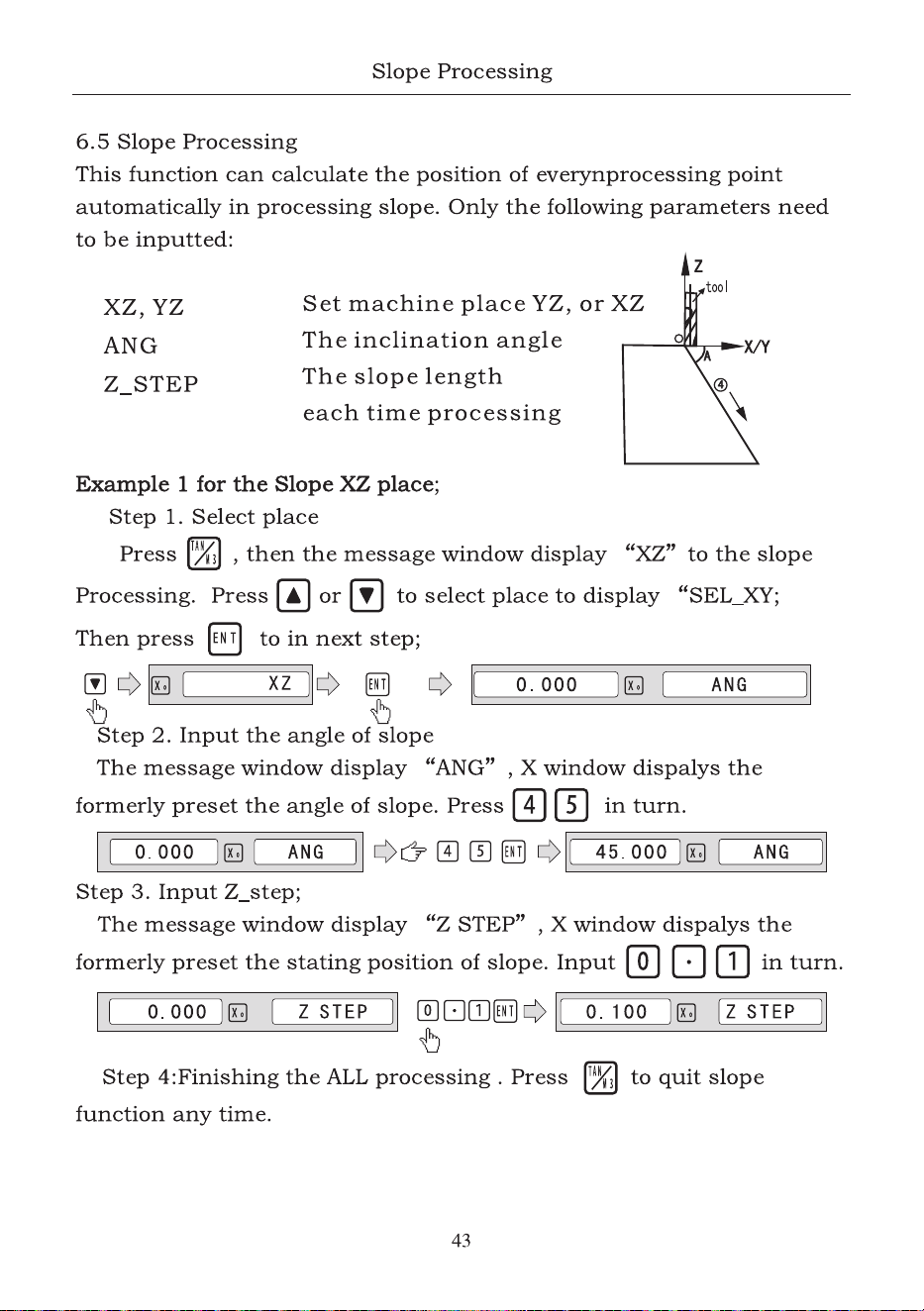
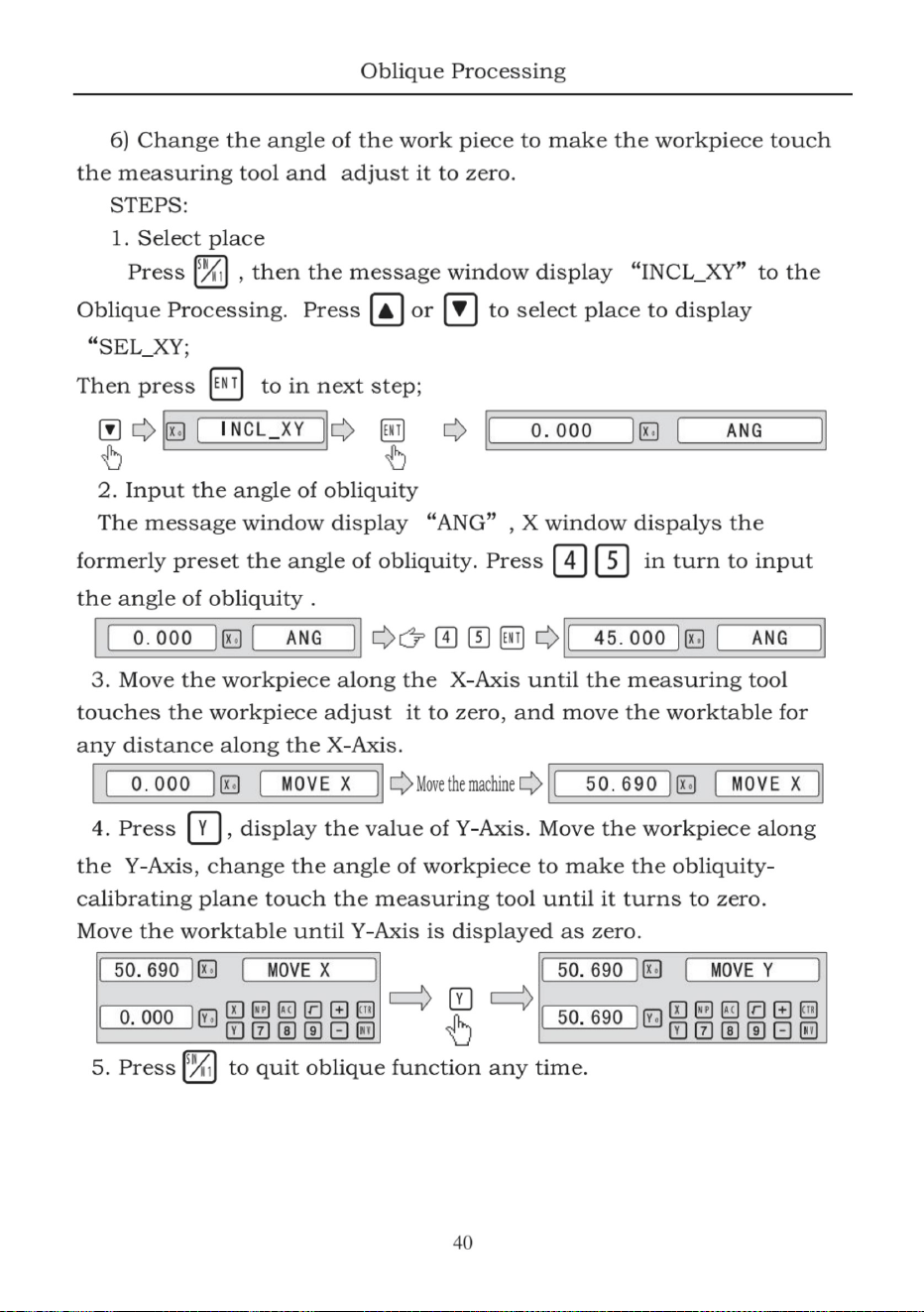
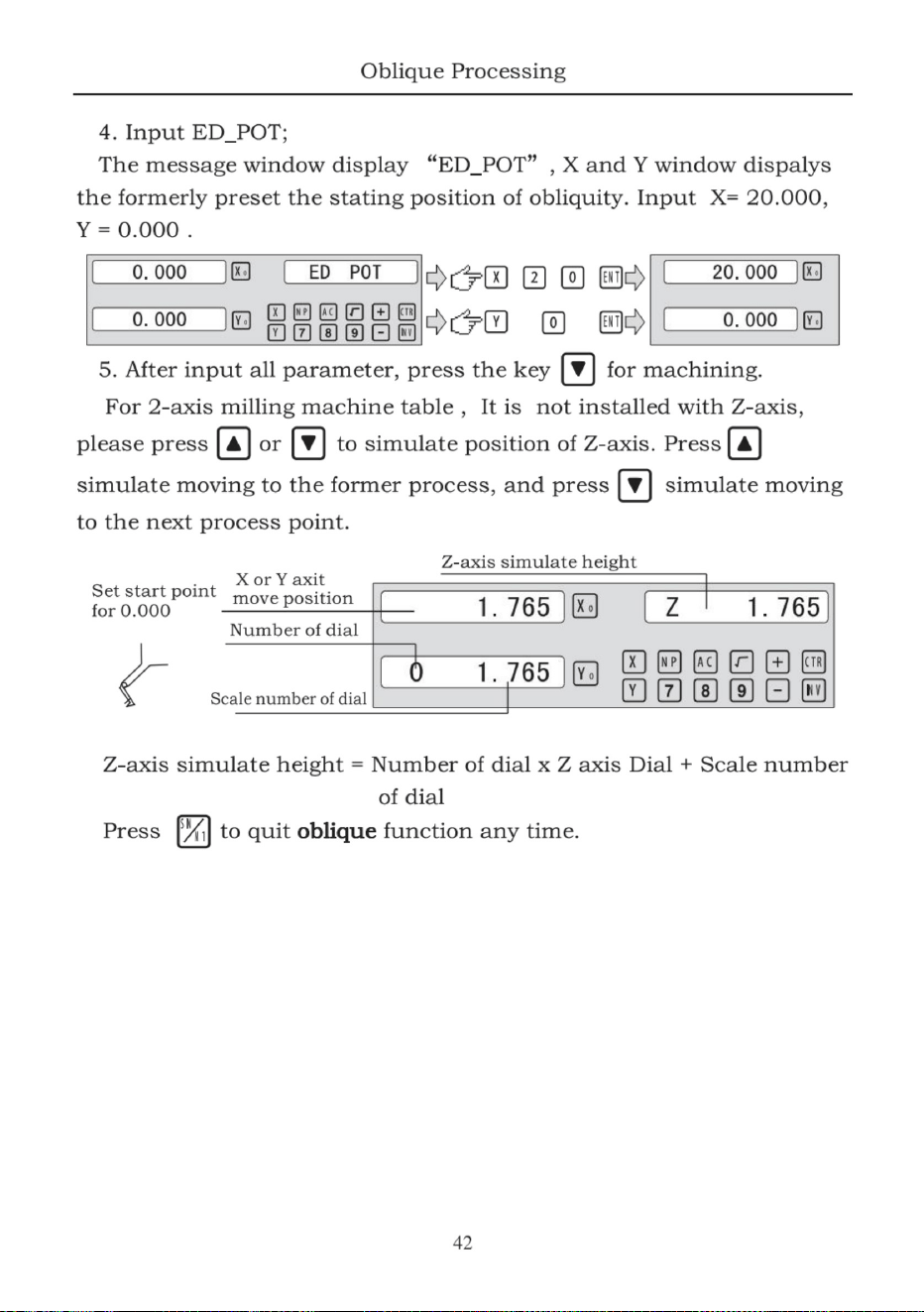
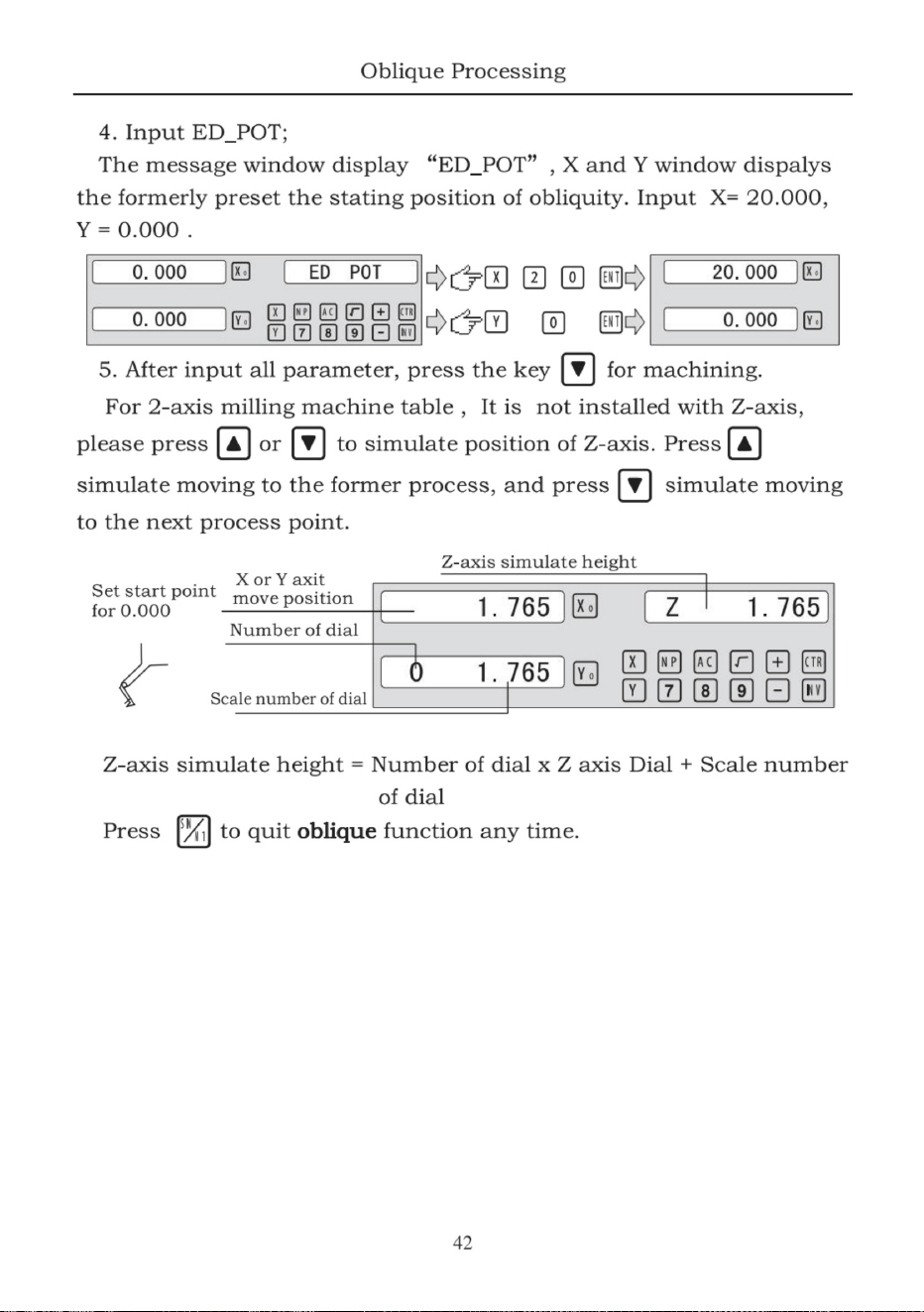
6.4traitementoblique
àcestade,le
SAINTPOT
Ilexiste2méthodesdisponiblespourusinerunendroitoblique:
,
installésurlafraiseusetouchelepland'étalonnaged'obliquité,l'ajusteàzéroetdéplacela
tabledetravailsurn'importequelledistancedansle
l'usinageduplanobliquejouelerôledecalibragedel'obliquité∙
EDPEUT
seulslesparamètressuivantsdoiventêtresaisis:
directiondel'axex.
,
Positiondedépart;
Findelapublication;
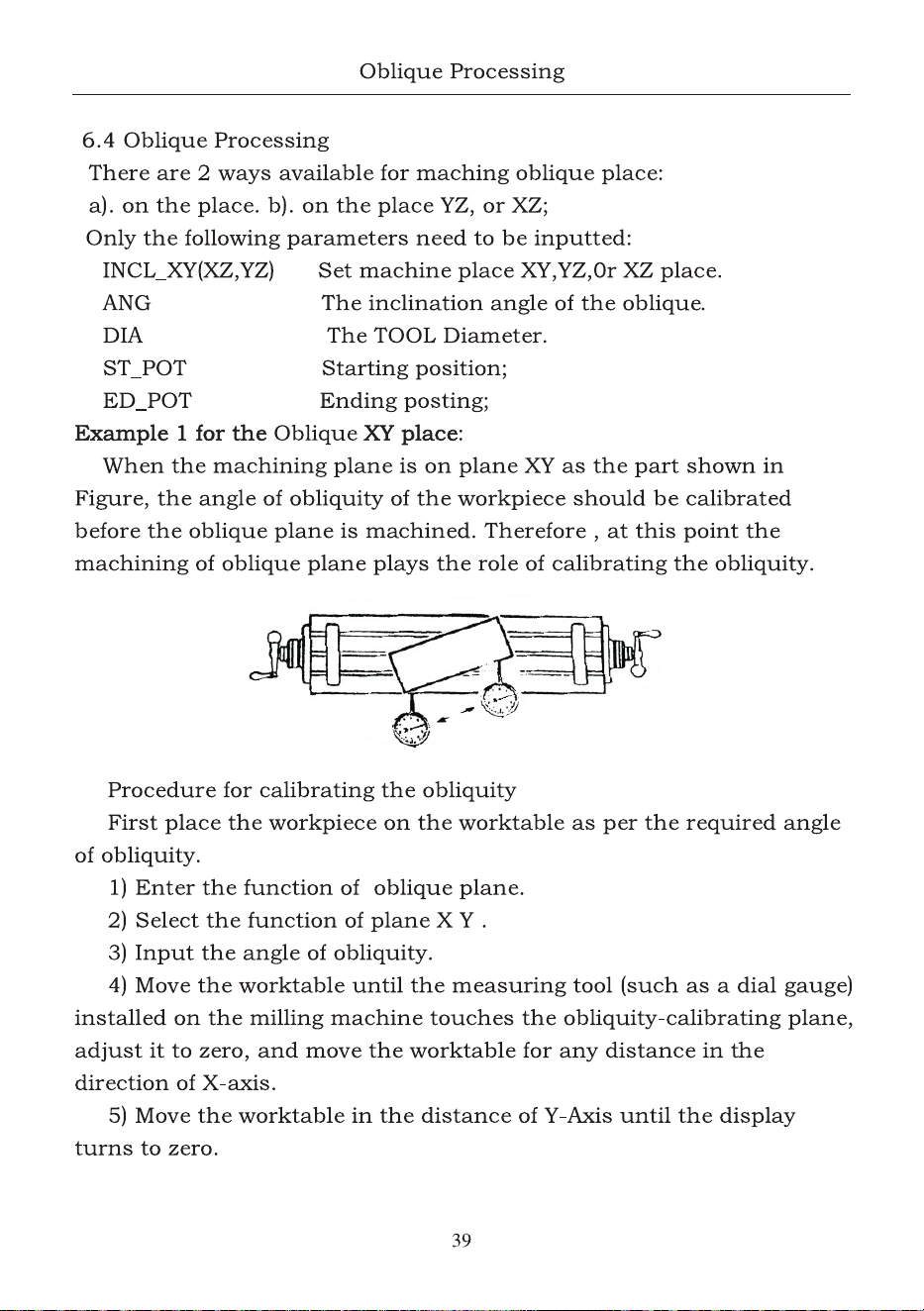
procédured'étalonnagedel'obliquité
Placezd'abordlapiècesurlatabledetravailselonl'anglerequis
LE
d'obliquité∙
tourneàzéro.
lorsquelepland'usinageestsurleplanxycommelapiècereprésentéedans
L'angled'inclinaisondel'oblique∙
Lediamètredel'OUTIL∙
obliqueprocessing
Figure,l'angled'obliquitédelapiècedoitêtrecalibré
avantqueleplanobliquesoitusiné.Parconséquent
LÀ
3)Entrezl'angled'obliquité∙
4)Déplacezlatabledetravailjusqu'àcequel'outildemesure(commeuncomparateuràcadran)
1)Entrezlafonctionduplanoblique.2)
sélectionnezlafonctionduplanXY.
5)Déplacezlatabledetravailàladistancedel'axeyjusqu'àcequel'affichage
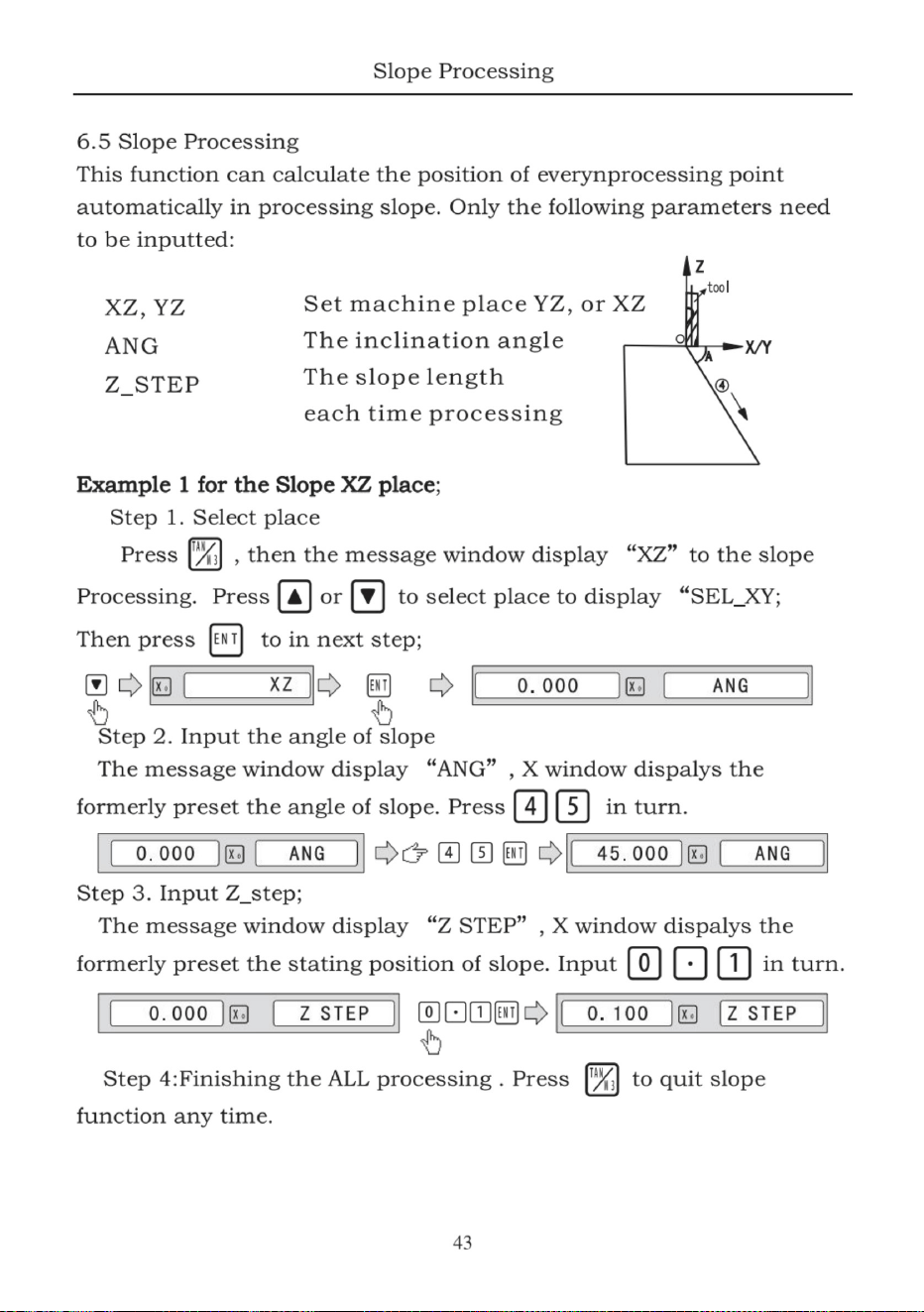
définirlamachineàplacerxy,yz,0rxz∙
Exemple1pourlaplaceobliquexy:
YcomprisXy(xz,yz)
A).surlelieu.b).surlelieuyz,ouXz;
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
47
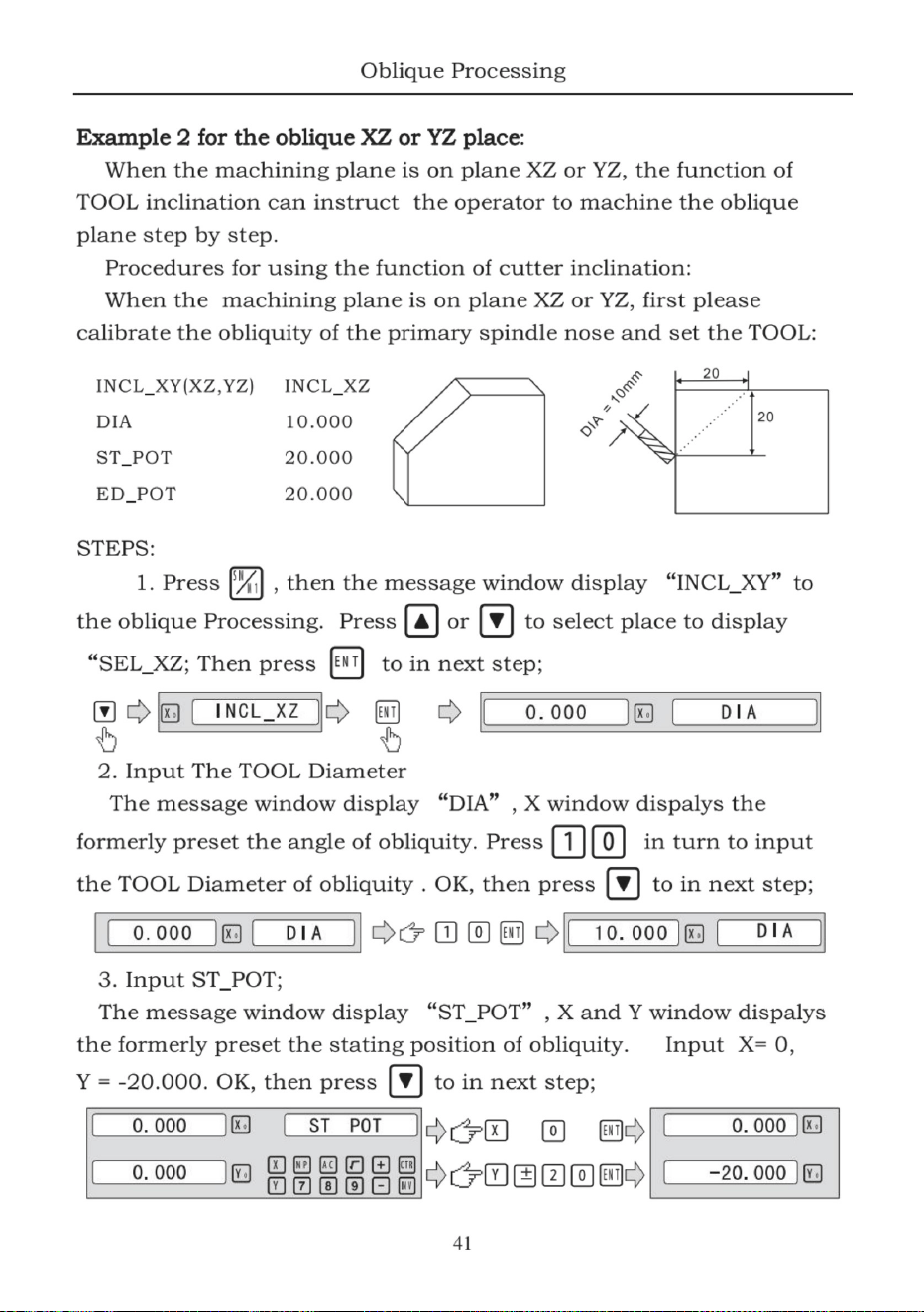
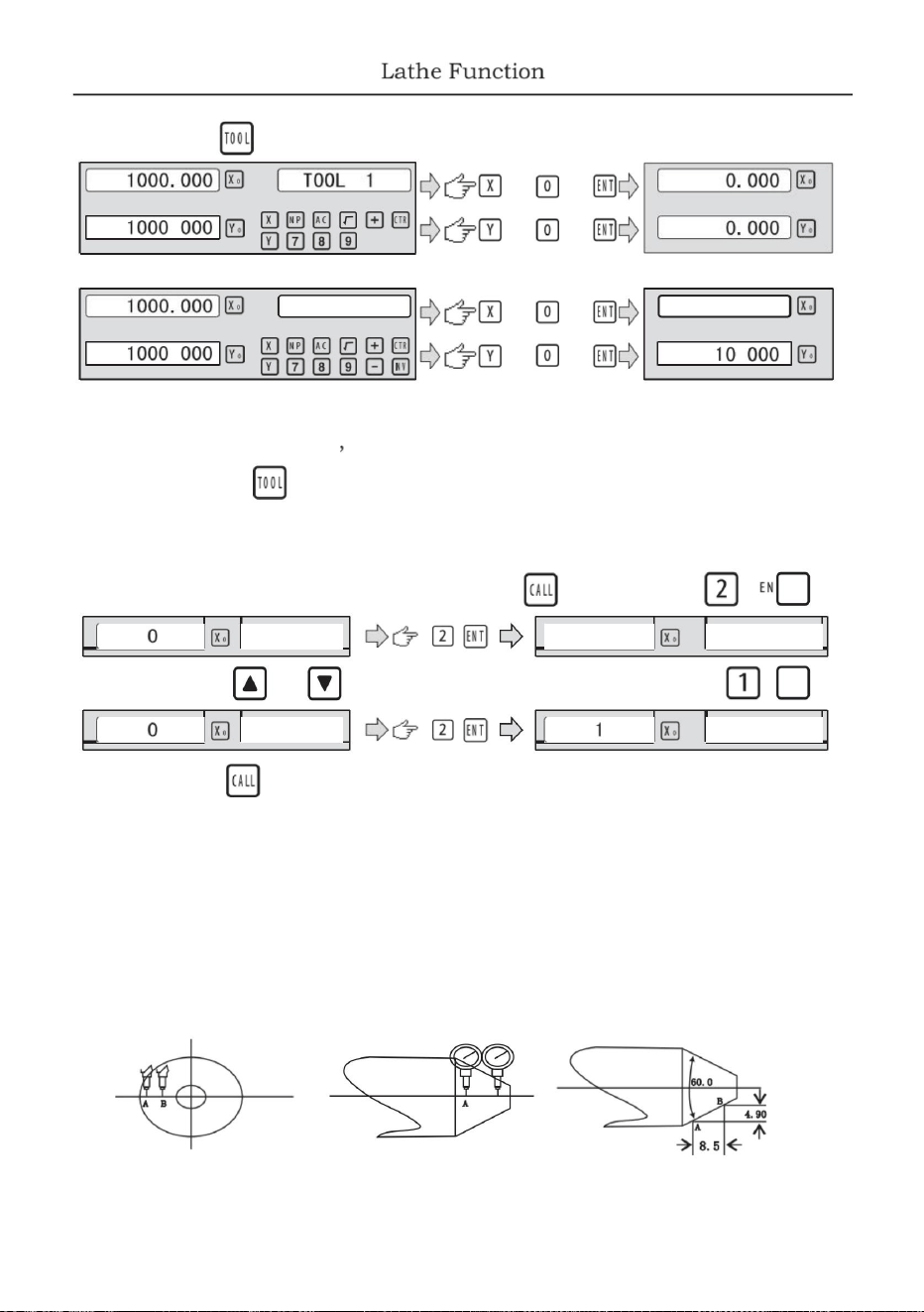
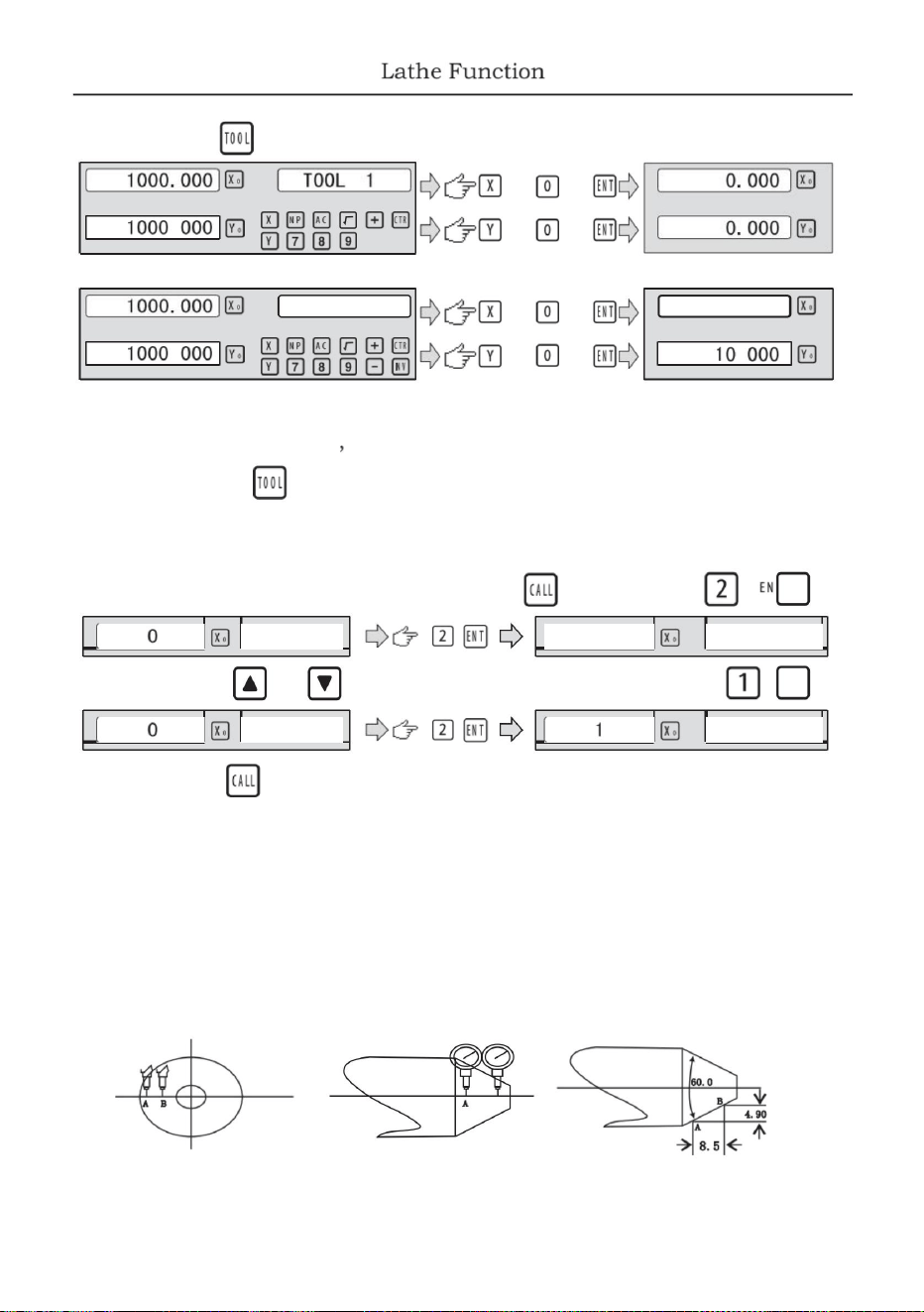
positiondel'OUTILparrapportauzérodelacoordonnéeabsolueetdel'outilderéférence∙ASFigure61.
Lataillerelativedel'OUTIL2estASsuitl'axex2530=5
AxeZ2010=10∙
,
jusqu'àcequelafenêtrededroiteclignoteTLOPENetunemarque"21"s'afficheà
6.9.1200ensemblesdebibliothèquesd'outils
Remarque:les200jeuxdebibliothèquesd'outilspeuventêtreutilisésuniquementlorsqueletour
estéquipédublocderéglaged'outils.
200ensemblesdebibliothèquesd'outils∙
LaFonction
dixfoisentraînerontladestructiondes200ensemblesdebibliothèquesd'outils
enappuyantsurla
toucheferméeetlafenêtredroiteclignoteTLCLOSEetlamarque
nepasêtrerévisé∙
dixfoisA.Mark""apparaîtradanslafenêtregauchedelafenêtredroite
disparaître∙lorsquelamarque«21»disparaît,les200ensemblesdebibliothèquesd'outilspeuvent
jusqu'àcequel'axeXetl'axeZaffichenttousdeuxzéro∙5.
Lesbibliothèquesd'outilspeuventenregistrerles200ensemblesdedonnéesd'outils.
6.9Lafonction
Lesbibliothèquesrooipeuventêtreouvertesenappuyantcontinuellement
dixfois
LesopérationspourlesdonnéesTOOLetl'appeldeTOOLsontprésentéescommesuit:∙
étape1:Dansl'étatABS,saisissezlesdonnéesdes200ensemblesdebibliothèquesTOOL.
ouvrirles200ensemblesTOOLLibsenappuyantcontinuellementsurlatouche
IlfauttoujoursunOUTILdifférentlorsdutraitementdedifférentespièces∙Pour
fonctionnementpratique,lesaffichagesnumériquesLaontpourfonctionde
fenêtred'information.
àgauchedelafenêtred'informationdedroite.Lamarqueindiquele
3.Enregistrezlenumérodel'OUTILetlatailledansl'affichagenumérique∙
L'opérateurpeutconfigurerouréviserles200ensemblesdebibliothèquesd'outilsencontinu
4.Lenombred'OUTILSpeutêtresaisiauhasard,leslecturesnumériques
afficheralapositiondel'outilàlacoordonnéeabsoluezéro∙Déplacezla
,
1.définissezunOUTILderéférence.Aprèsleréglagedel'outil,l'axexetl'axeZàzéro,l'outil
mettreàzérolacoordonnéeabsolue∙
6.Lesbibliothèquesd'outilsdoiventêtreutiliséesdansl'étatd'ouverture.Les200ensembles
2.EnfonctiondelatailledeTOOLletdedatumTOOL,déterminezla
Machine Translated by Google
numéroetlaclél'opérateurpeutdirectementsaisirlespécial
touche
,
lorsquel'outildebaseestutilisé
donnéesd'outils.appuyezsur
l'axenepeutpasêtremisàzérodansl'étatABS∙
ETT
Jeudi
CHOISIRCHOISIR
5.000
BASE BASE
48
2
OUTIL2
;
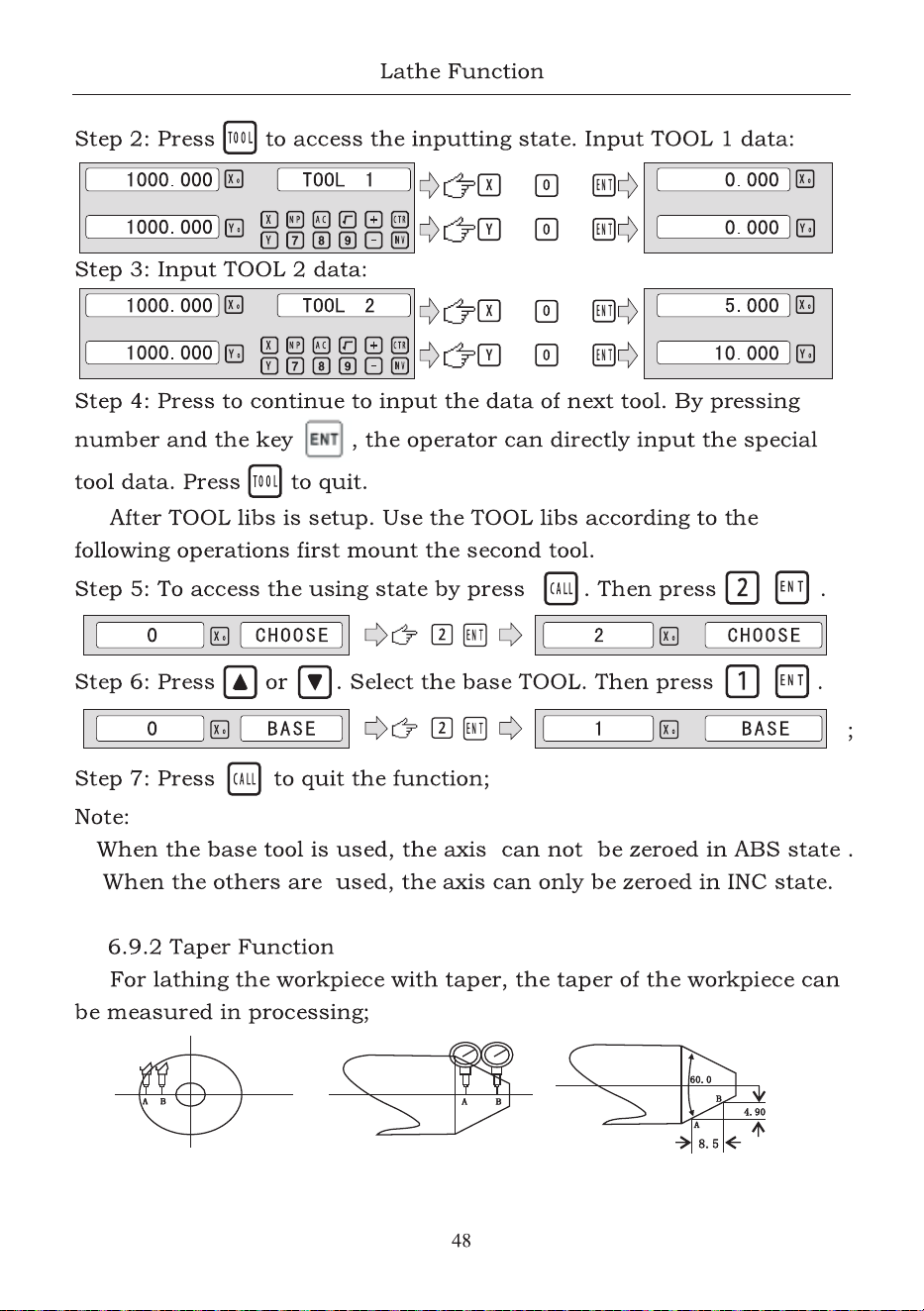
pouraccéderàl'étatd'entrée.Entrezlesdonnéesrooi1:
∙sélectionnezlerôledebase.Appuyezensuitesur
Note:
pourquitterlafonction;
êtremesurédansletraitement;
ou
étape5:Pouraccéderàl'étatd'utilisationenappuyantsurcss
étape3:Saisiedesdonnéesdel'OUTIL2:
.Puisappuyezsurcss
quandlesautressontutilisés
étape4:appuyezsurpourcontinueràsaisirlesdonnéesdel'outilsuivant.ENAPPUYANT
T∙
l'axenepeutêtremisàzéroquedansl'étatINC∙
,
étape7:appuyezsur
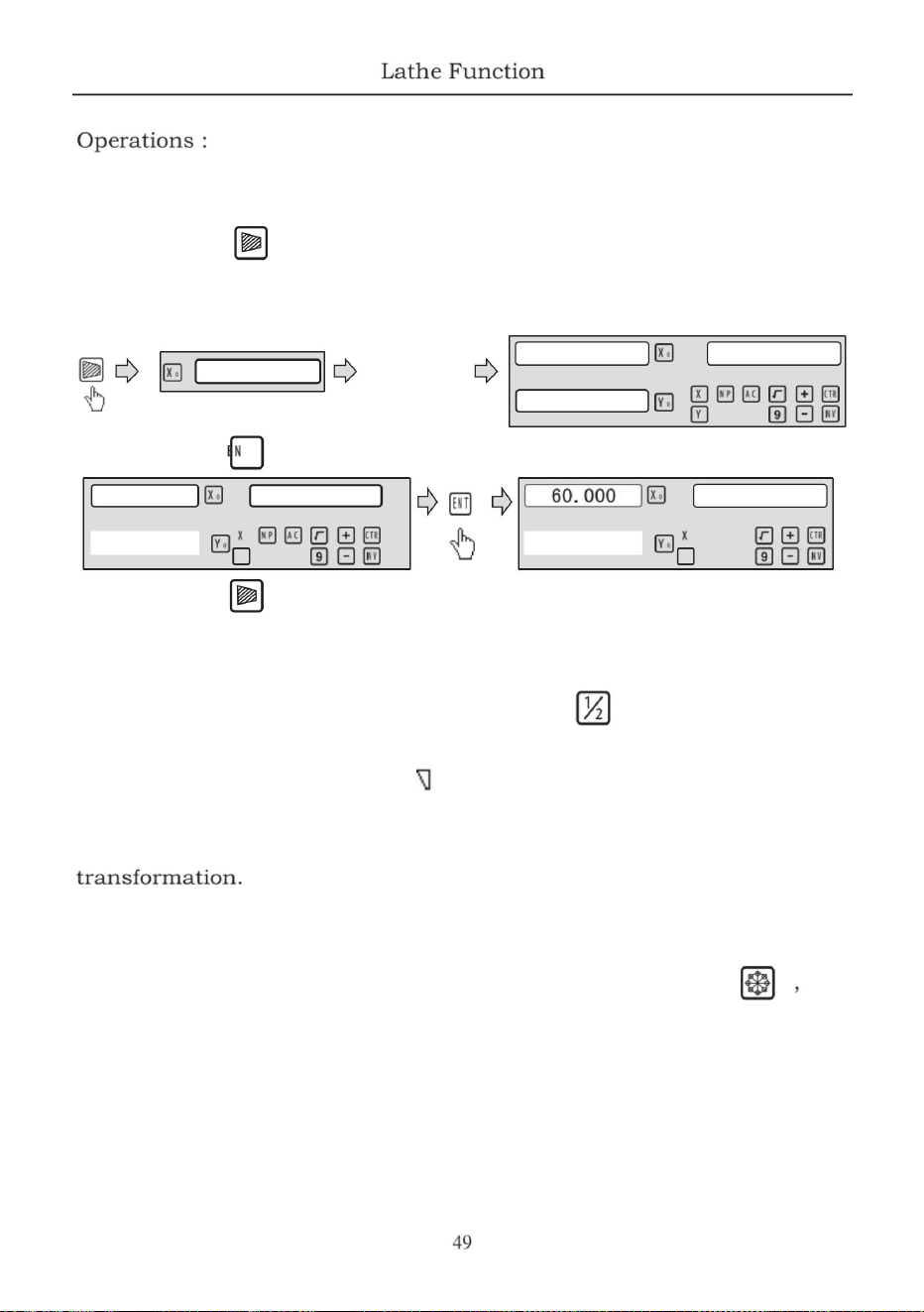
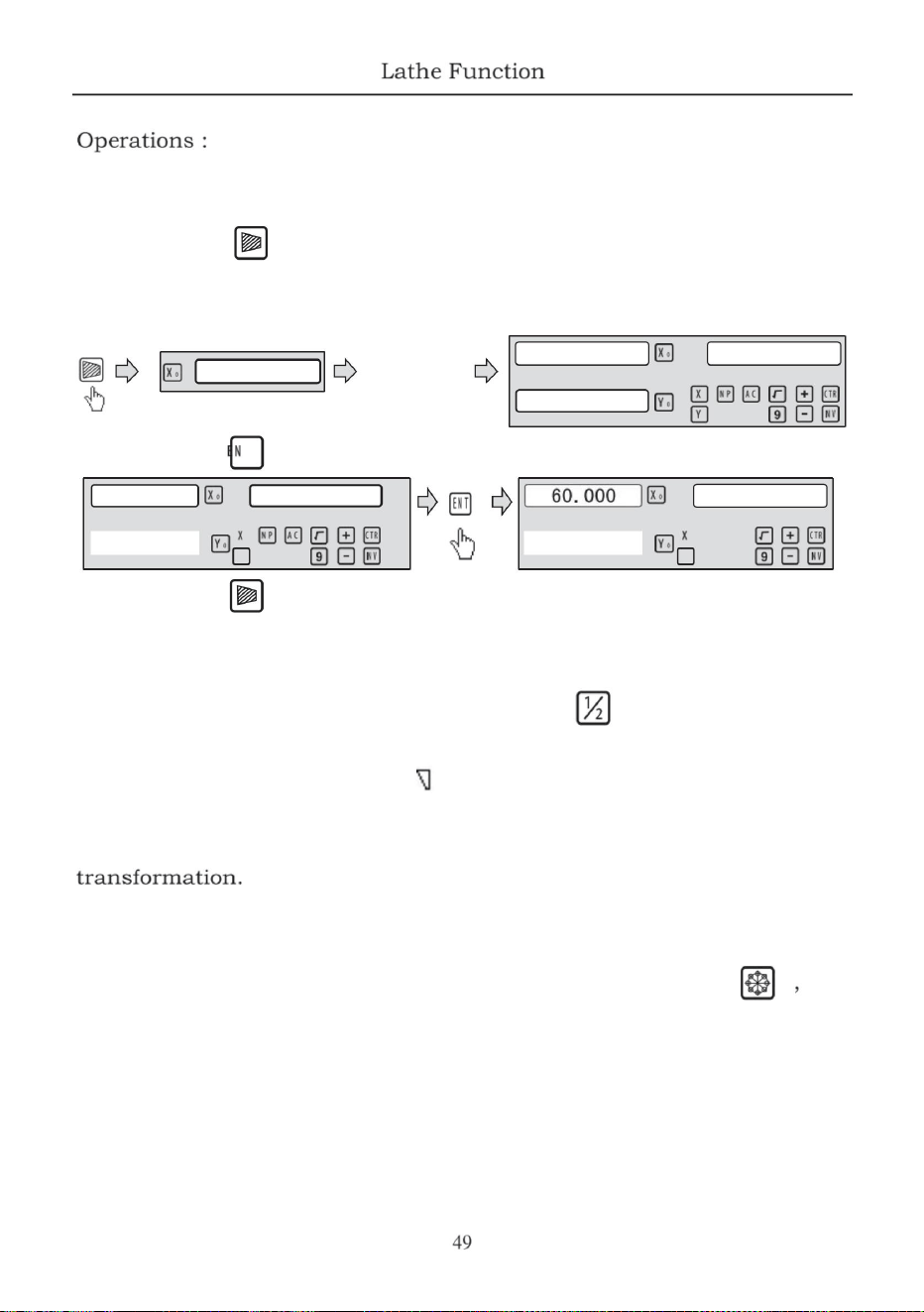
6.9.2Fonctionconique
Unefoislesbibliothèquesd'outilsconfigurées,utilisezlesbibliothèquesd'outilsconformémentaux
étape2:appuyezsur
Pourletournagedelapièceavecuncône,lecônedelapiècepeut
étapeG:appuyezsur
aprèslesopérationssuivantes,montezd'abordledeuxièmeoutil∙
B
•
Machine Translated by Google
lecturedulevier
8.500
Déplacerle
4.907
4.907
ÉVALUER
ANGLE
ÉVALUER
ÉVALUER
,
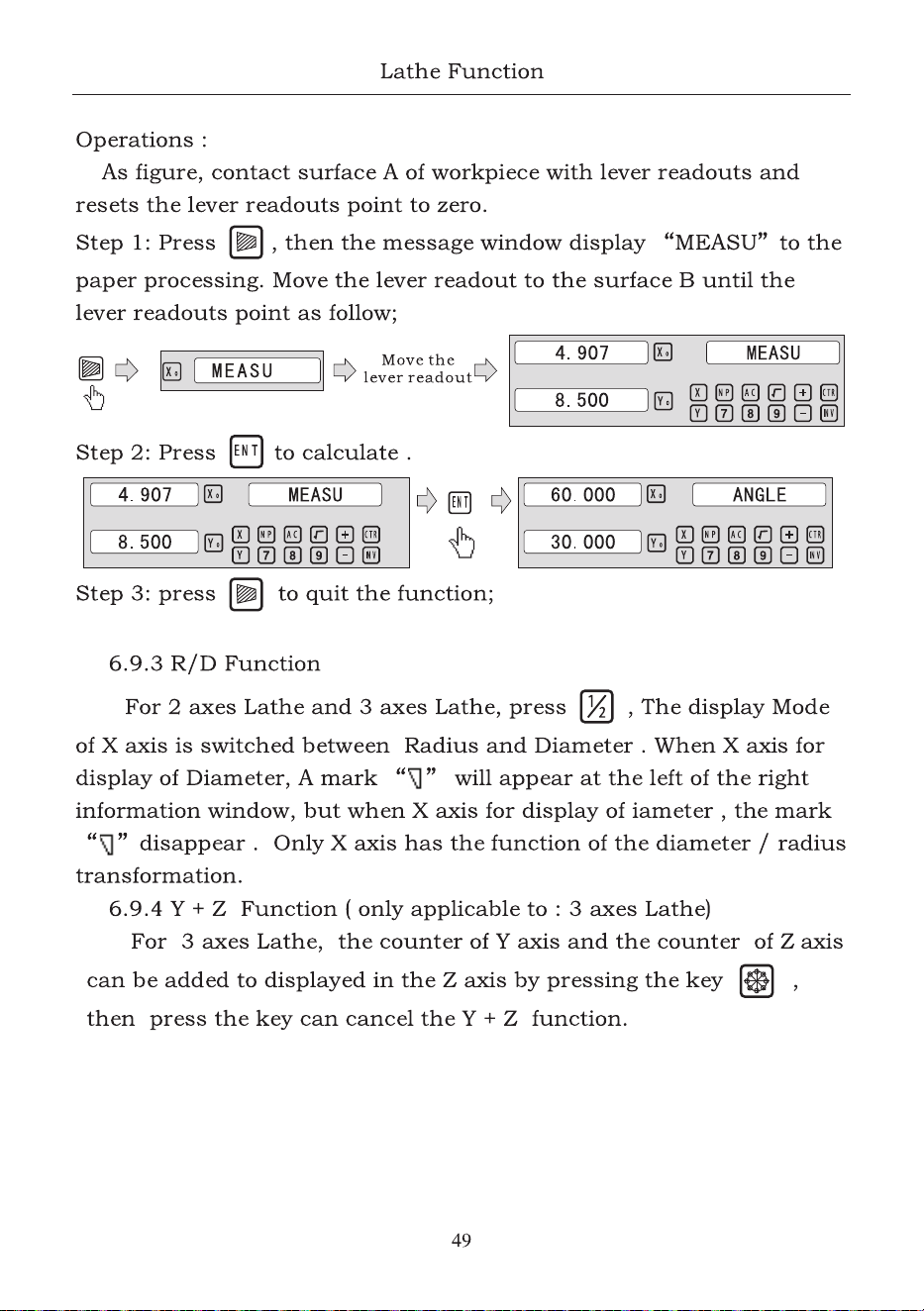
étape2:appuyezsurTpourcalculer.
étape1:
appuyezsurpuislafenêtredemessageafficheUMEASU"àl'
réinitialiselepointdelecturedulevieràzéro∙
6.9.3FonctionR/D
"apparaîtraàgauchedeladroite
6.9.4FonctionY+Z(applicableuniquementà:3axesLathe)
Pourlestours2xetlestours3axes,appuyezsur
Lemoded'affichage
traitementdupapier∙DéplacezlelevierdelectureverslasurfaceBjusqu'àcequele
Pour3axesLale,lecompteurdel'axeyetlecompteurdel'axez
l'axedesxestcommutéentrelerayonetlediamètre.lorsquel'axedesxpour
Peutêtreajoutépourêtreaffichésurl'axeZenappuyantsurlatouche
leslecturesdulevierindiquentqueleASsuit;
puisappuyezsurlatoucheCAnpourannulerlafonctiony+Z∙
pourquitterlafonction;
,
affichagedudiamètre,unefenêtred'information
demarqueu,maislorsquel'axeXpourl'affichaged'uncompteuria
lamarque
FigureAS,surfacedecontactAdelapièceaveclecturesdelevieret
,
étape3:appuyezsur
8.500 le
heuresquotidiennes
heuresquotidiennes
30.000
quatrequatre
heuresquotidiennes
le
ETET
""disparaît∙seull'axexalafonctiondudiamètre/rayon
Machine Translated by Google

etl'axeZ.
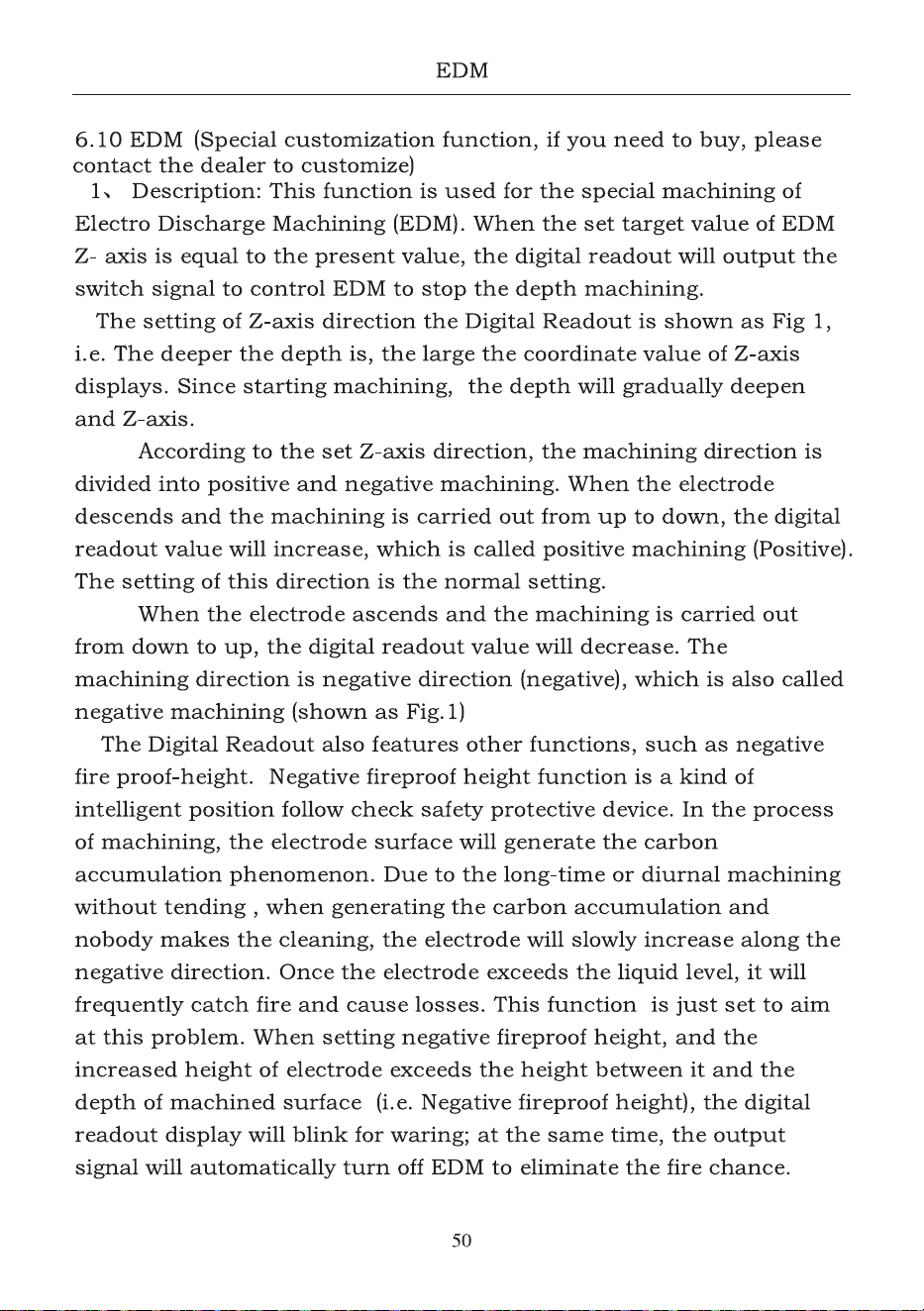
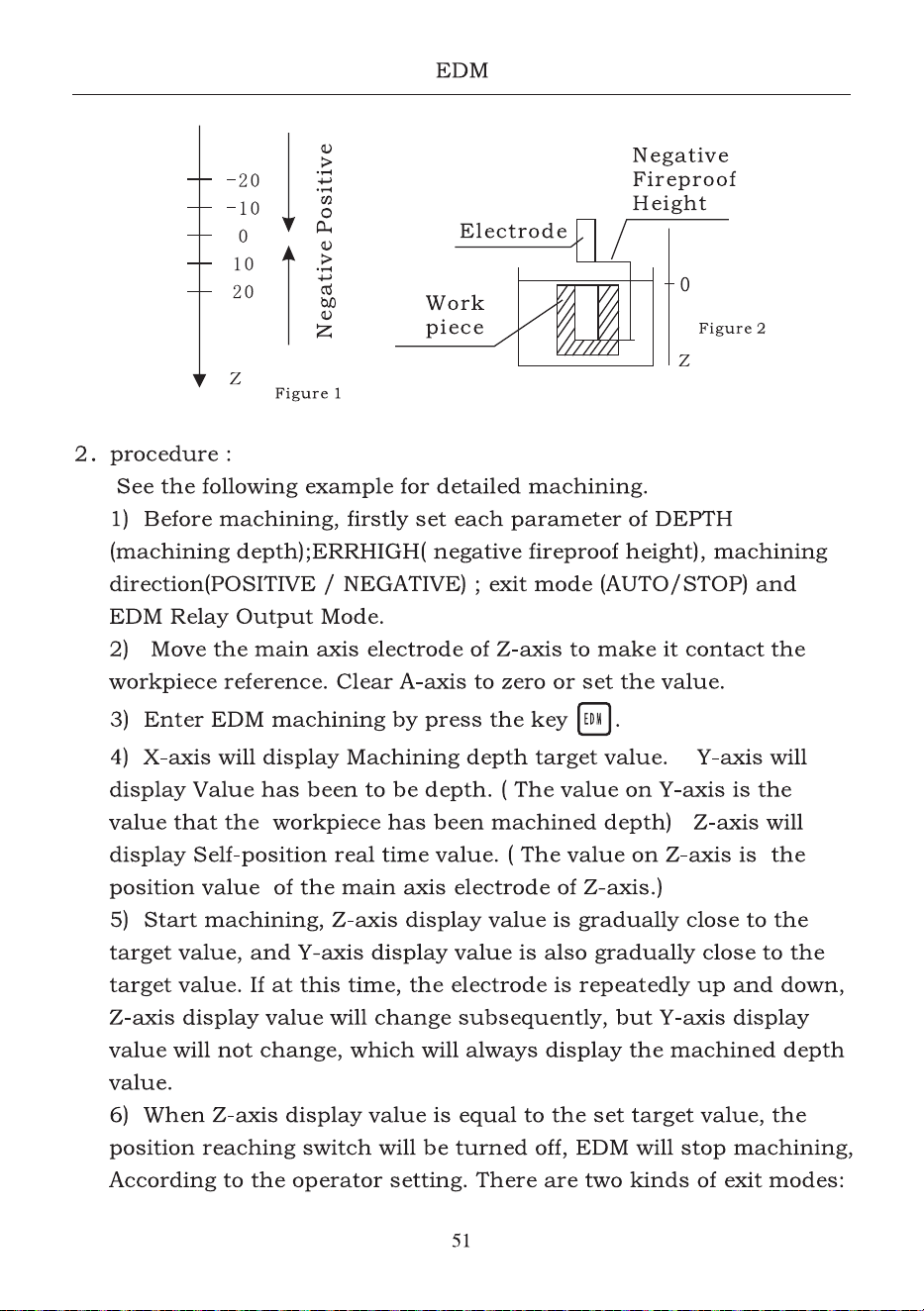
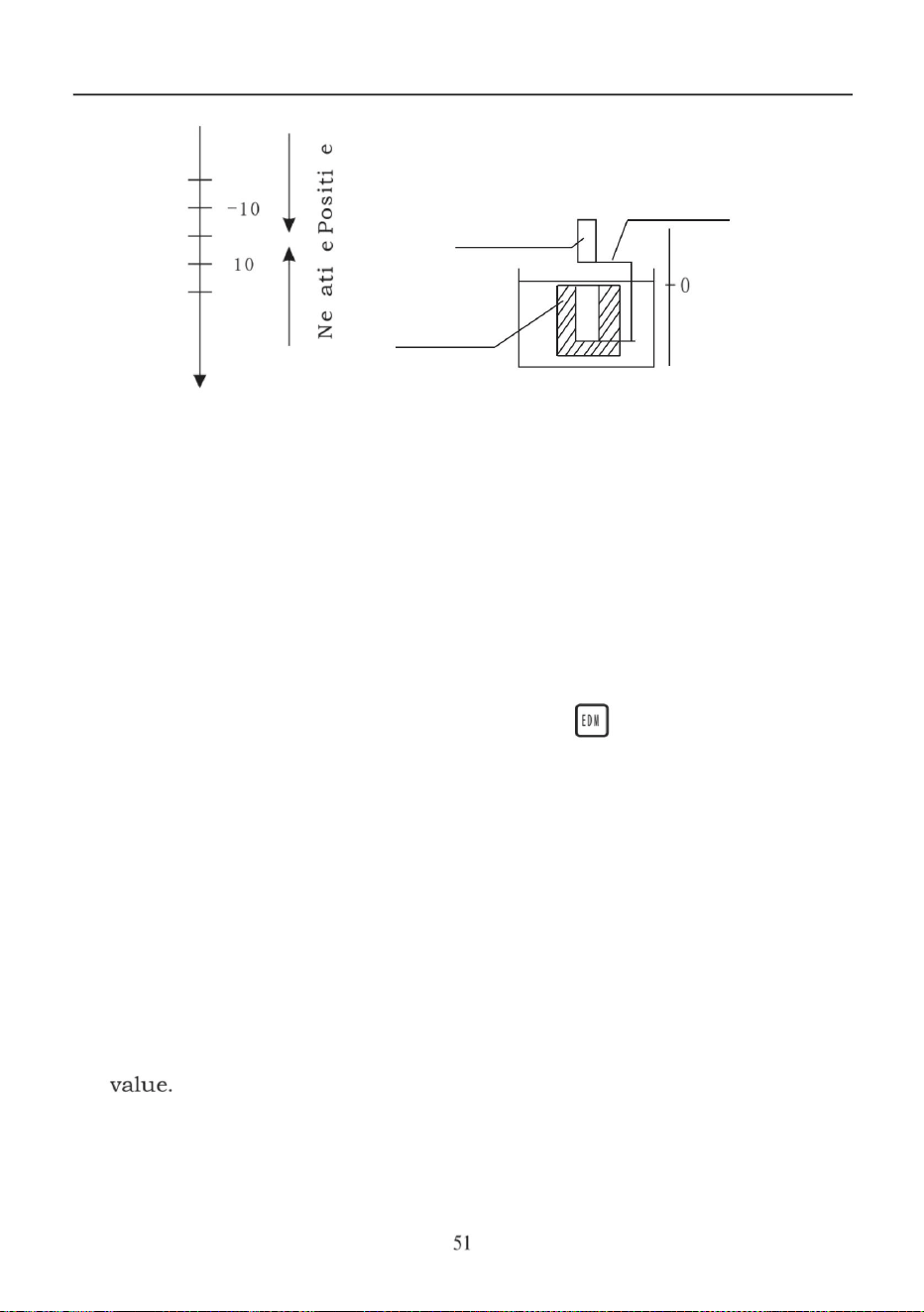
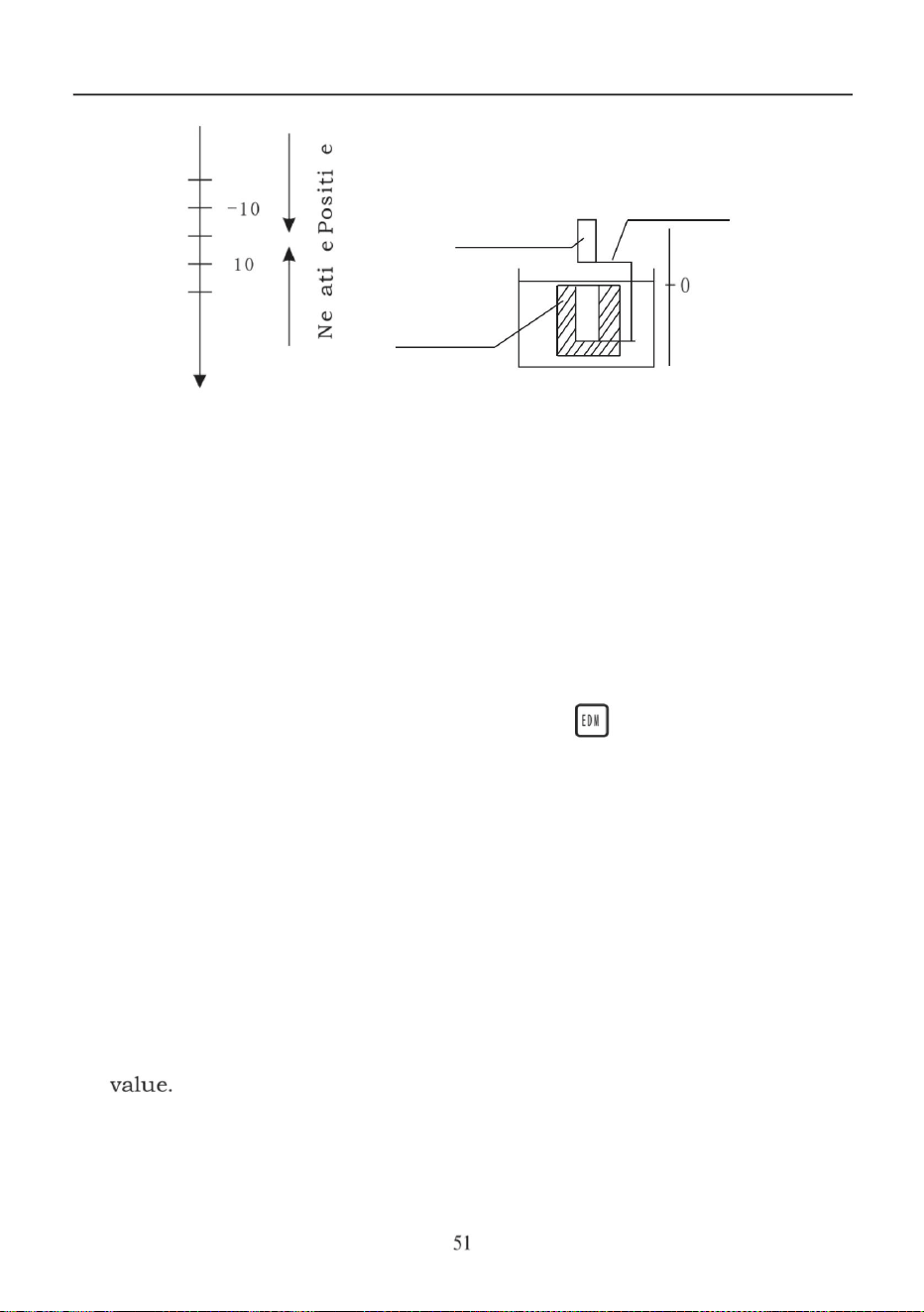
ladirectiond'usinageestladirectionnégative(négative),quiestégalementappelée
usinagenégatif(représentéparlaFig.1)
profondeurdelasurfaceusinée(c'estàdirehauteurignifugenégative),lenumérique
contacterlerevendeurpourpersonnaliser)
lavaleurdelectureaugmentera,cequiestappeléusinagepositif(positif).
Usinageparélectroérosion(EDM).lorsquelavaleurcibledéfiniepourl'EDM
6.10EDM(fonctiondepersonnalisationspéciale,sivousdevezacheter,veuillez
descendetl'usinages'effectuedehautenbas,lenumérique
hauteurantiincendie.Lafonctiondehauteurantiincendienégativeestunesortede
diviséenusinagepositifetnégatif∙lorsquel'électrode
telquenégatif
prennentsouventfeuetprovoquentdespertes.Cettefonctionestsimplementconfiguréepourviser
personnenefaitlenettoyage,l'électrodeaugmenteralentementlelongdela
1
phénomèned'accumulation.Enraisondel'usinagedelongueduréeoudiurne
lesignaléteindraautomatiquementl'EDMpouréliminerlerisqued'incendie∙
l'affichagedelectureclignoterapendantWQring;enmêmetemps,lasortie
del'usinage,lasurfacedel'électrodevagénérerlecarbone
iePluslaprofondeurestgrande,pluslavaleurdescoordonnéesdel'axeZestgrande
EDM
lorsquel'électrodeASCsetermineetquel'usinageesteffectué
,
signaldecommutationpourcontrôlerl'EDMafind'arrêterl'usinageenprofondeur.
lahauteuraccruedel'électrodedépasselahauteurentreelleetla
directionnégative∙unefoisquel'électrodedépasseleniveaudeliquide,elle
Selonladirectiondel'axeZdéfinie,ladirectiond'usinageest
Description:Cettefonctionestutiliséepourl'usinagespécialde
L'affichagenumériquedisposeégalementd'autresfonctions
affiche∙depuisledébutdel'usinage,laprofondeurvaprogressivements'approfondir
sanstendre,lorsdelagénérationdel'accumulationdecarboneet
debasenhaut,lavaleurdelecturenumériquediminuera∙Le
,
dispositifdeprotectiondesécuritédesuividepositionintelligent.Dansleprocessus
Leréglagedeladirectiondel'axeZdel'affichagenumériqueestillustrédanslafigure1.
Leréglagedecettedirectionestleréglagenormal∙
àceproblème.lorsduréglagedelahauteurcoupefeunégative,etle
L'axeZestégalàlavaleuractuelle,l'affichagenumériqueafficheralavaleur
Machine Translated by Google
bA
Figure1
Figure2
20
>
020
>
Négatif
Ignifuger
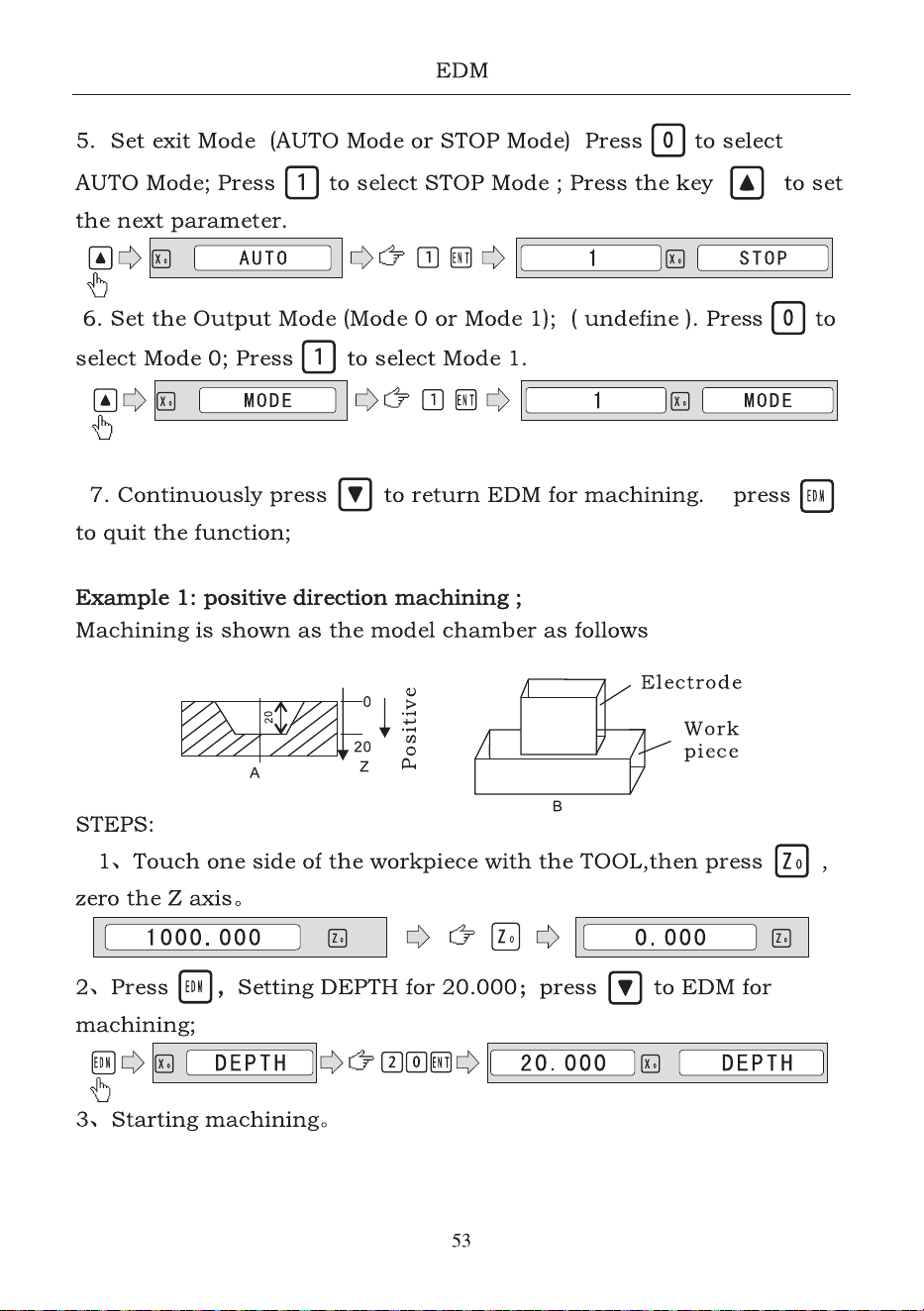
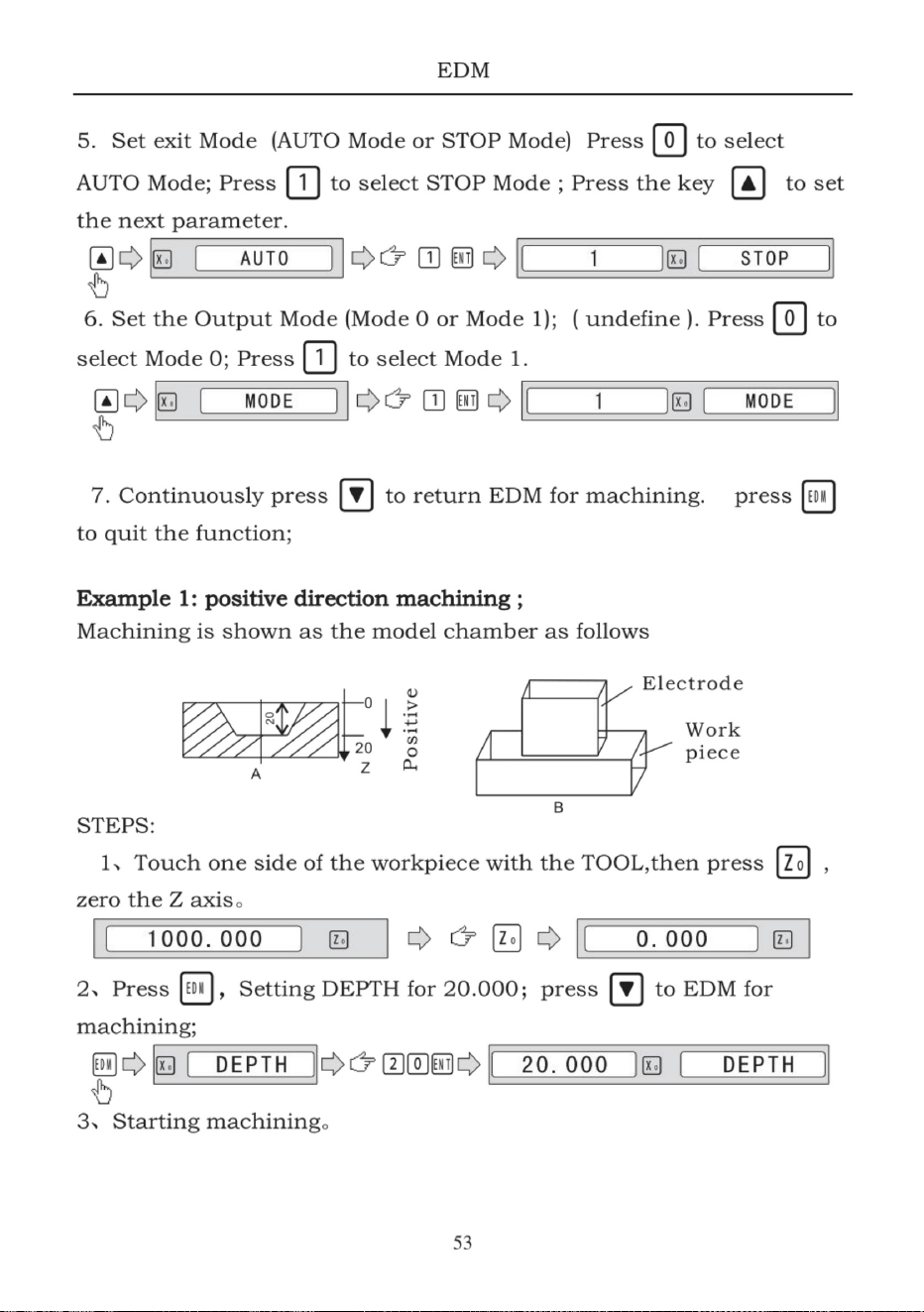
ModedesortierelaisEDM∙2)
Déplacezl'électrodedel'axeprincipaldel'axeZpourlamettreencontactavecle
Hauteur
valeurcible,lavaleurd'affichagedel'axeYserapprocheégalementprogressivementdela
référencedelapièce∙remettrel'axeAàzérooudéfinirlavaleur∙
valeurcible.Siàcemoment,l'électrodeestmontéeetdescendueàplusieursreprises,la
valeurd'affichagedel'axeZchangeraparlasuite,maisl'affichagedel'axeY
Électrode
lavaleurnechangerapas,cequiafficheratoujourslaprofondeurusinée
l'interrupteurdepositionseradésactivé,l'EDMarrêteral'usinage,
voirl'exemplesuivantpourl'usinagedétaillé
travail
EDM
Selonleréglagedel'opérateur∙Ilexistedeuxtypesdemodesdesortie:
morceau
AVEC
AVEC
3)Entrezdansl'usinageEDMenappuyantsurlatouchecss
∙
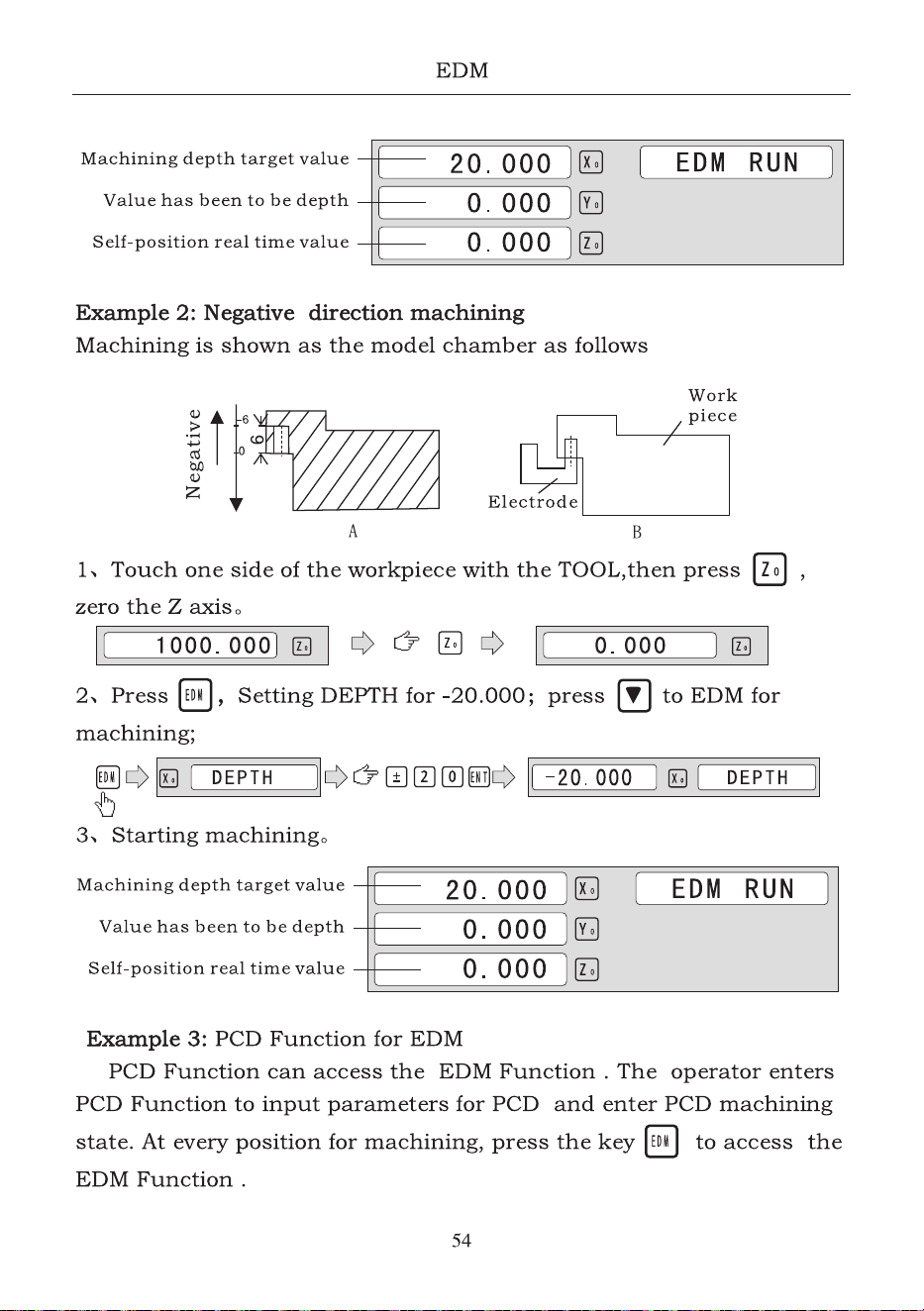
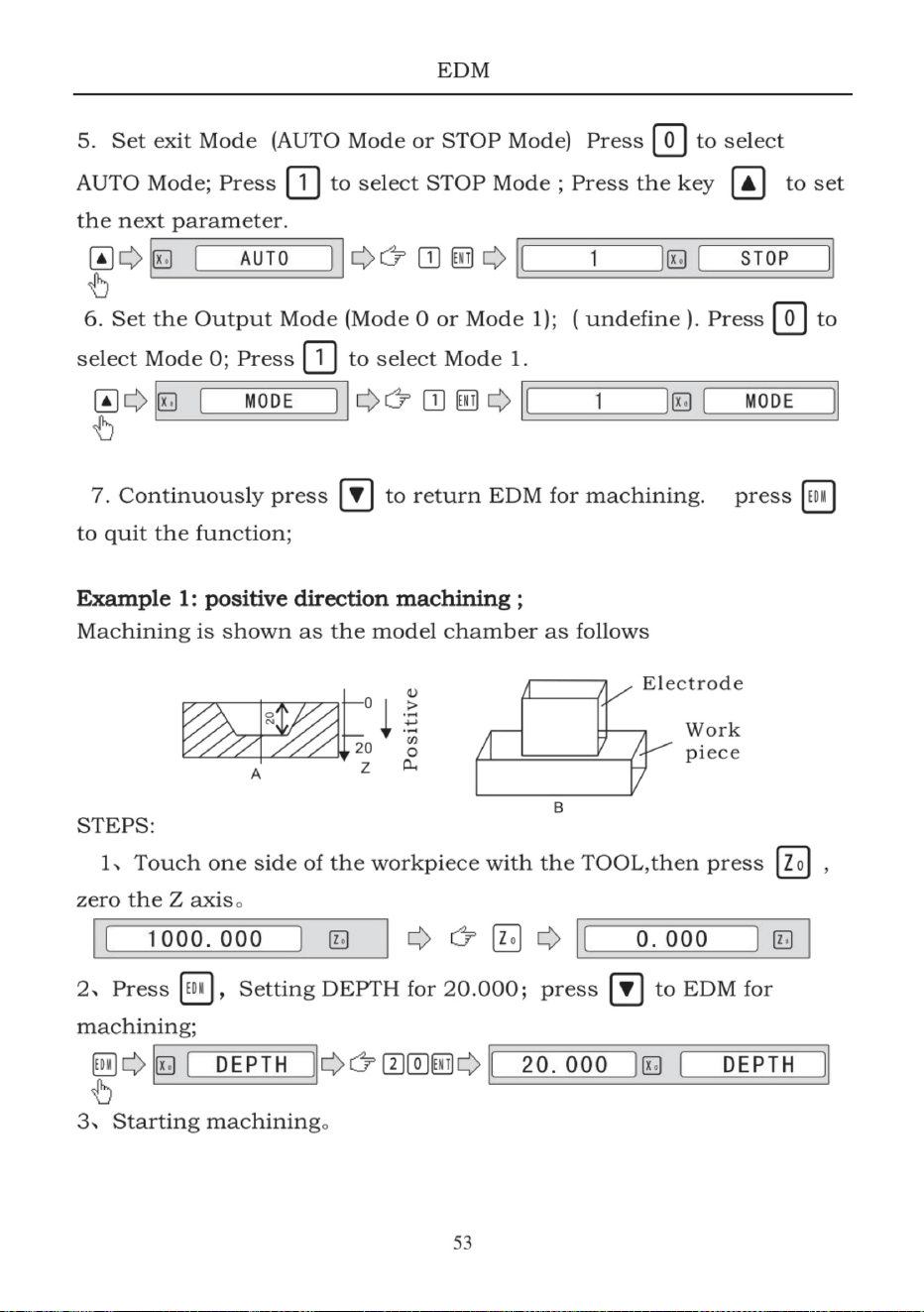
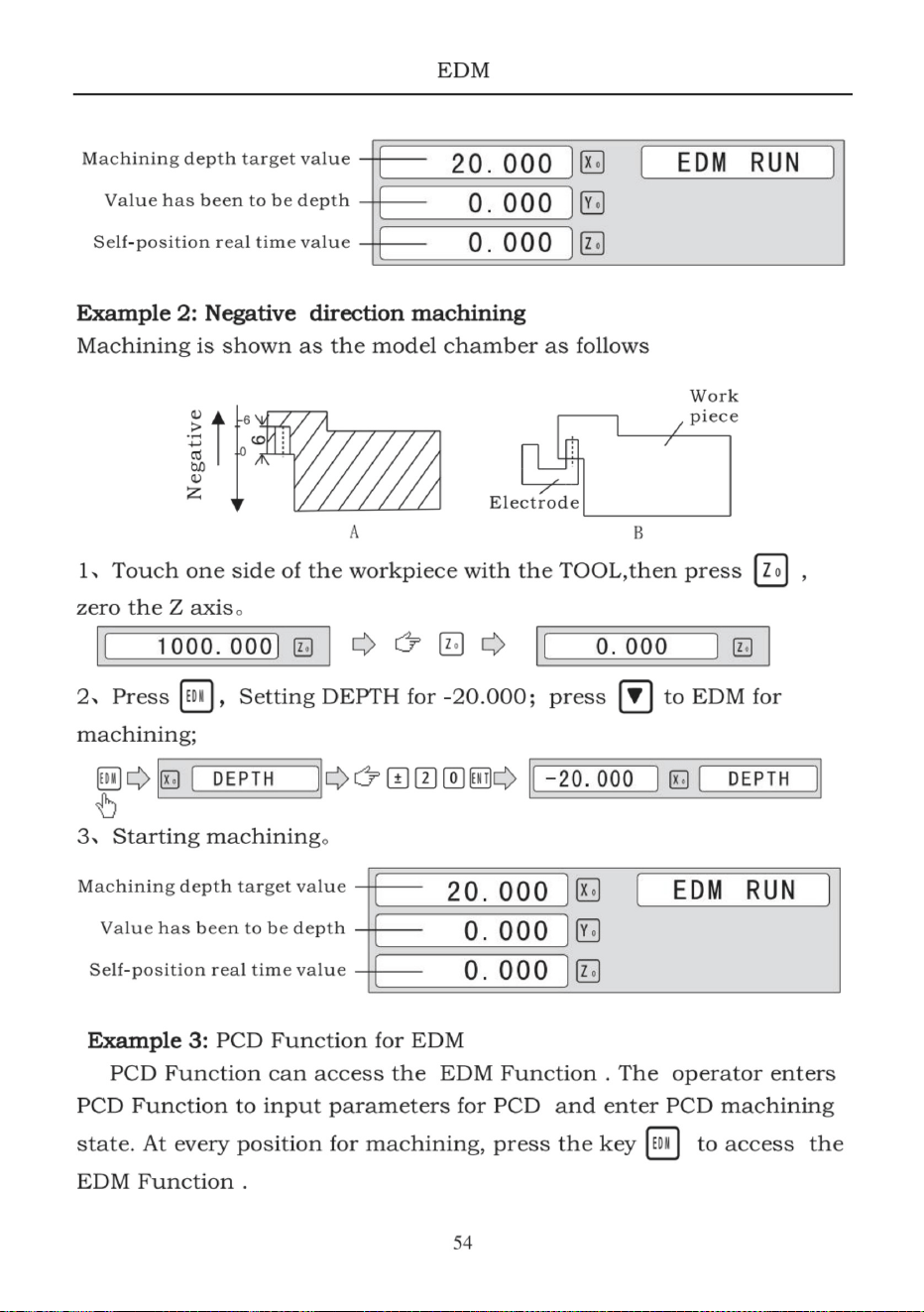
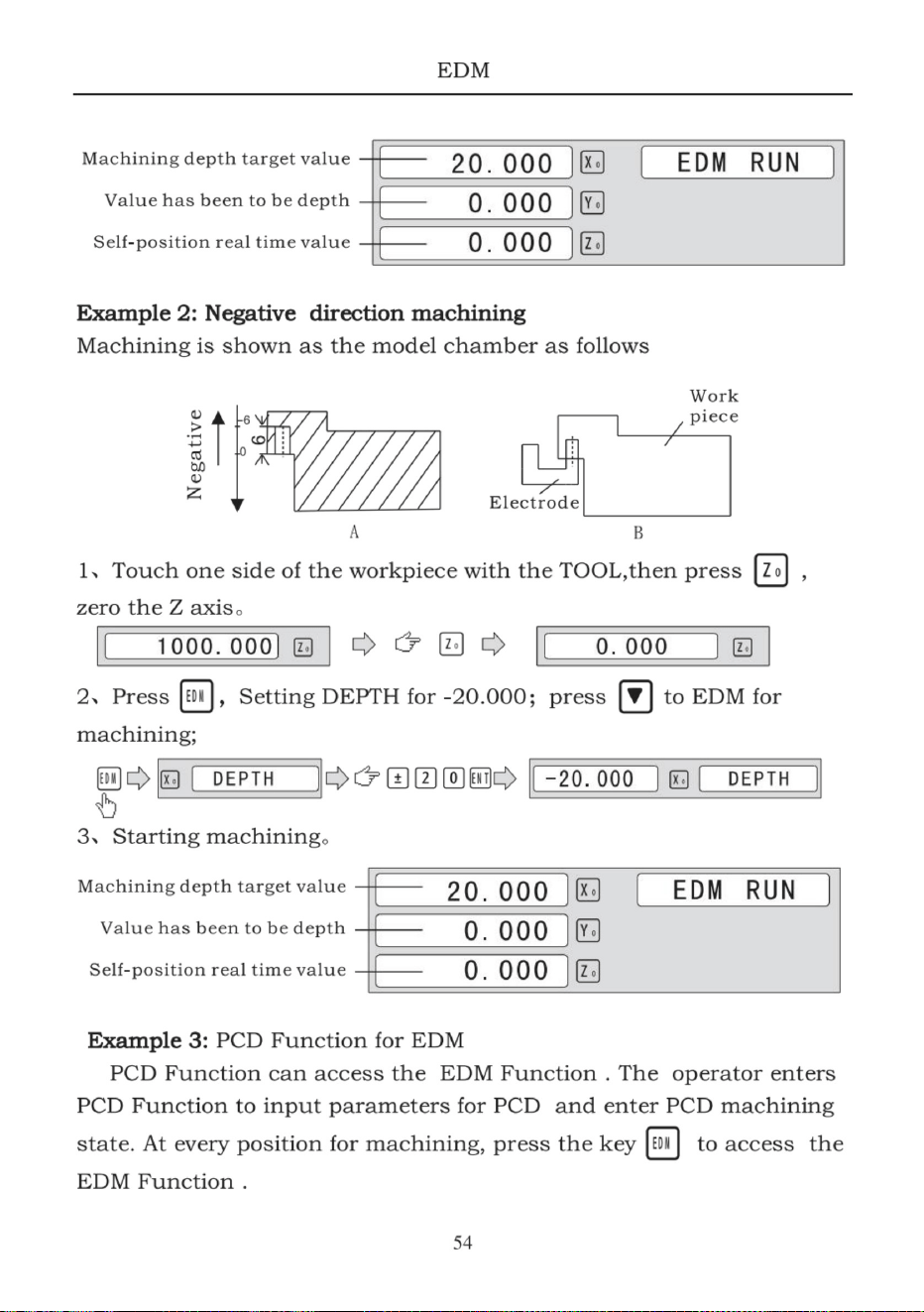
4)L'axeXafficheralavaleurcibledelaprofondeurd'usinage.L'axeYaffichera
lavaleurd'affichagedoitêtrelaprofondeur.(Lavaleursurl'axeYestla
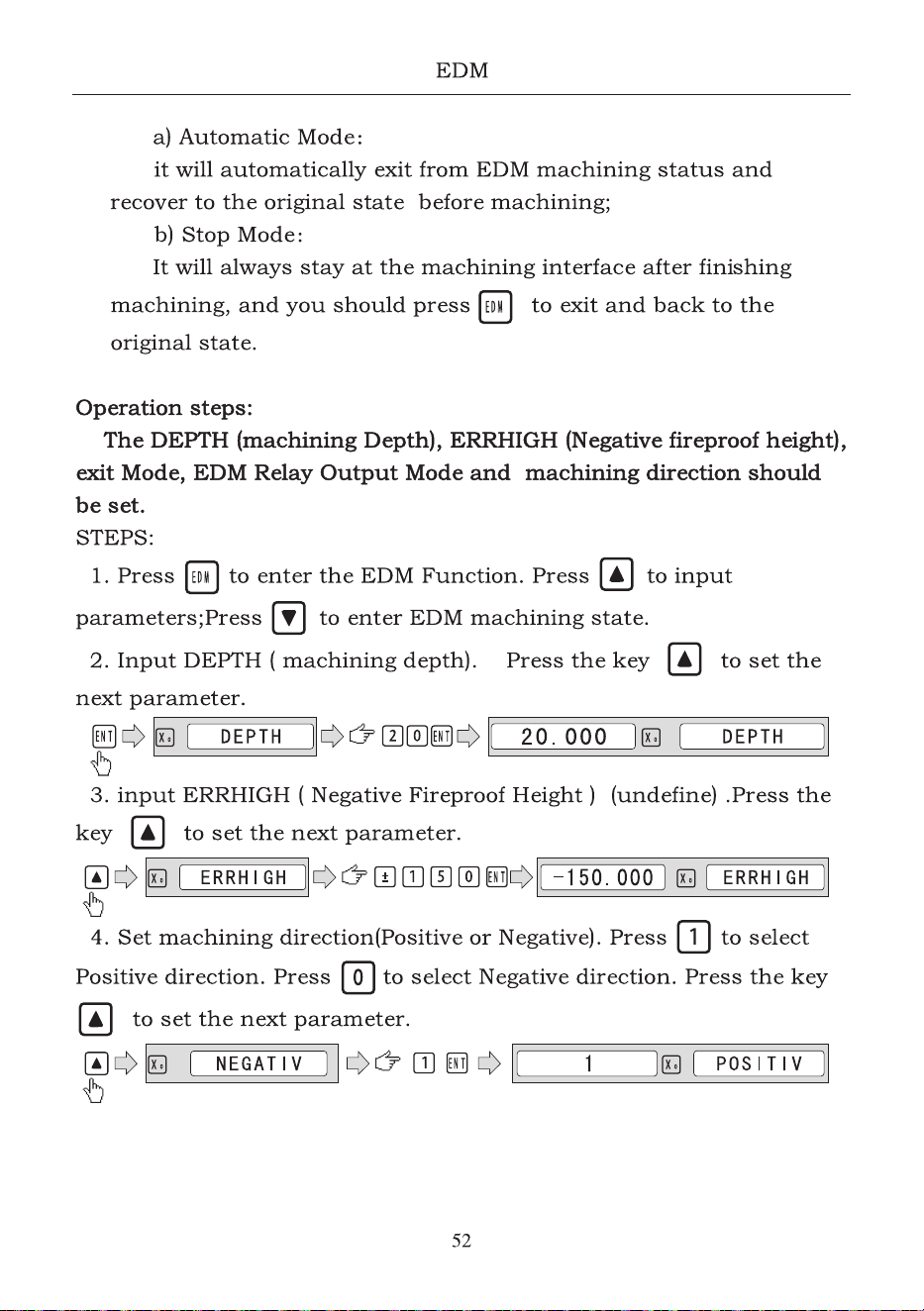
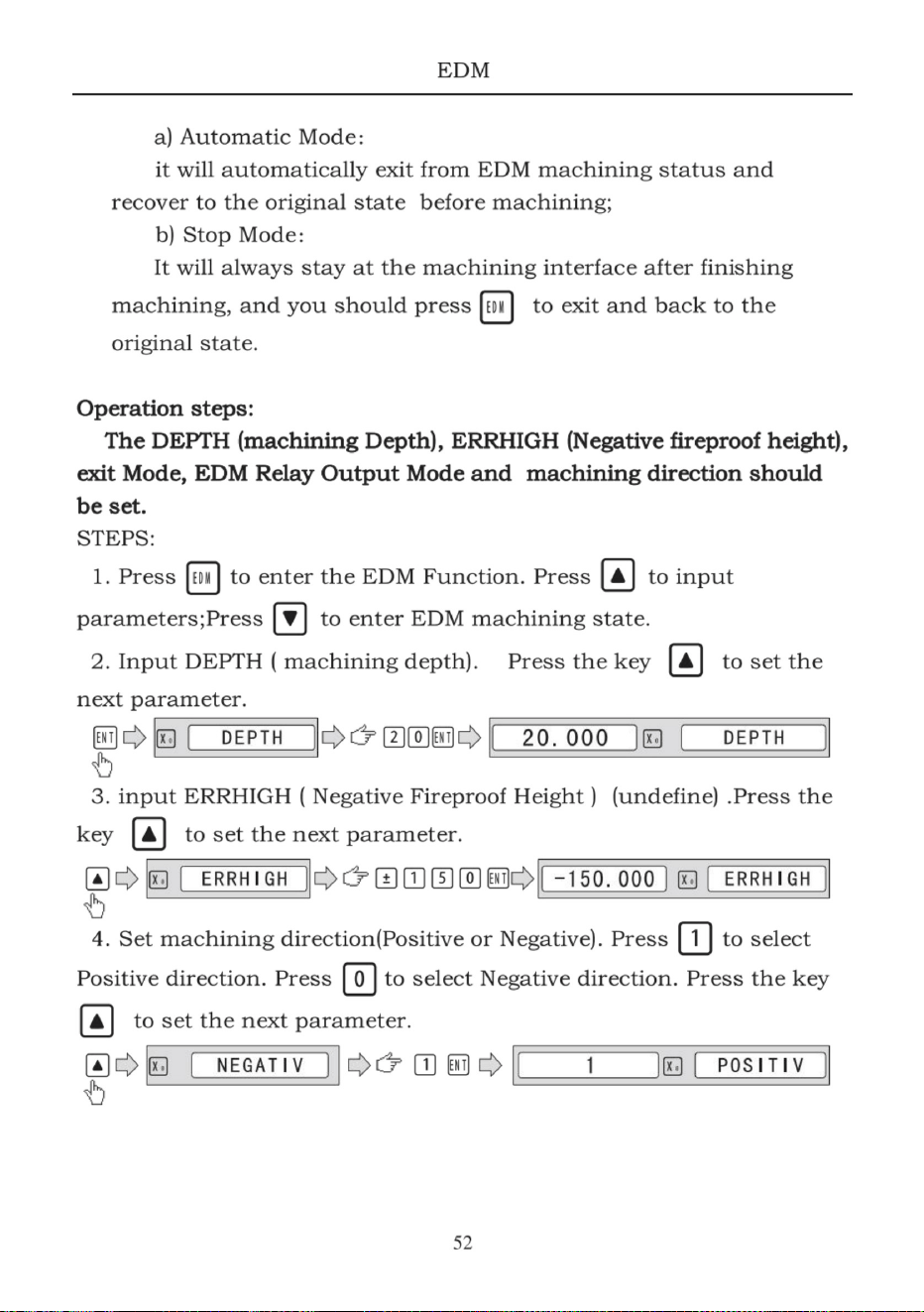
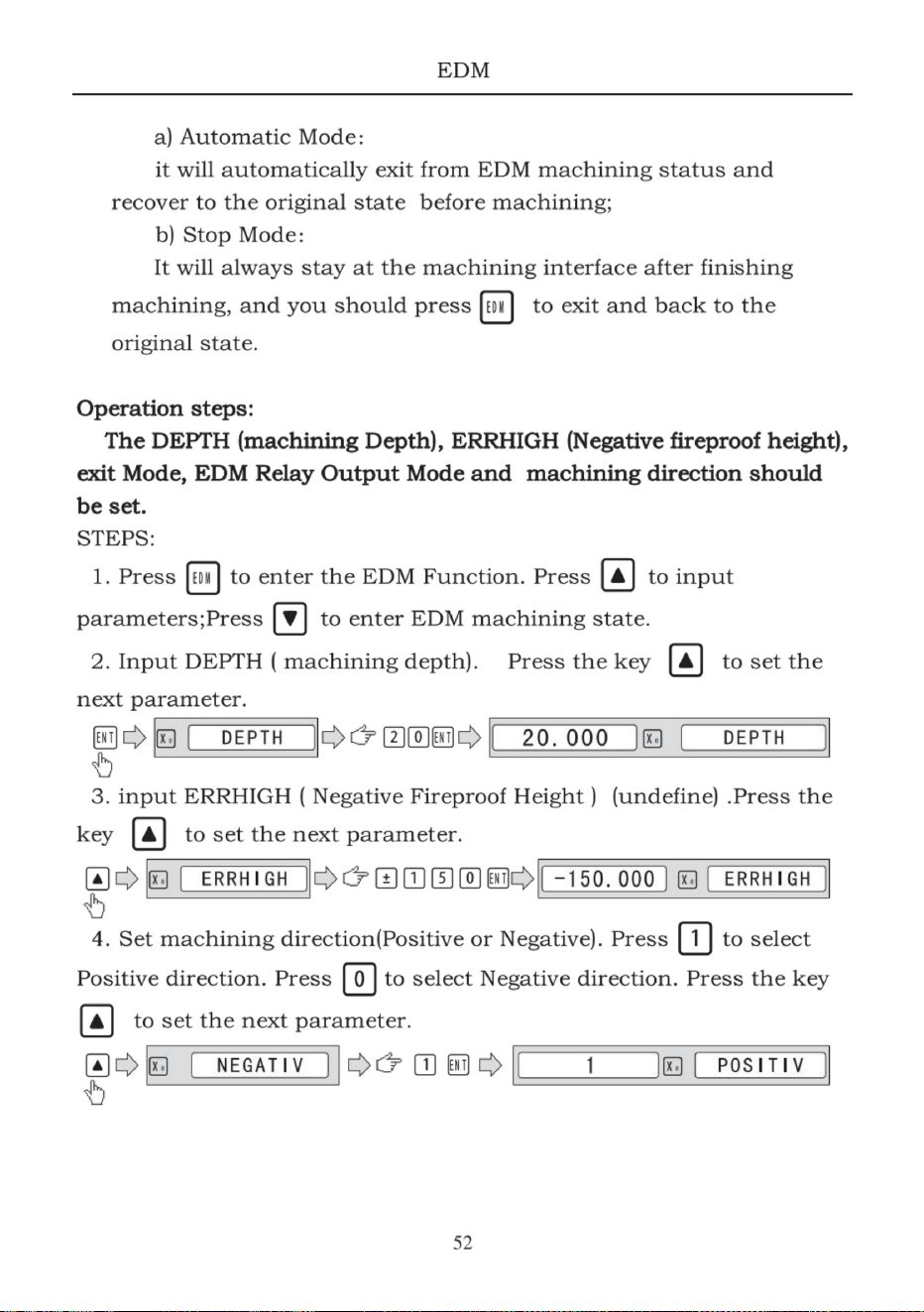
(profondeurd'usinage);ERRHIGH(hauteurcoupefeunégative),usinage
direction(POSITIF/NÉGATIF);modedesortie(AUTO/STOP)et
1)Avantl'usinage,définissezd'abordchaqueparamètredePROFONDEUR
2.procédure:
valeurquelapièceaétéusinéeenprofondeur)L'axeZsera
affichelavaleurentempsréeldel'autopositionnement.(Lavaleursurl'axeZestla
5)démarrerl'usinage,lavaleurd'affichagedel'axeZserapprocheprogressivementdela
6)lorsquelavaleurd'affichagedel'axeZestégaleàlavaleurcibledéfinie,le
valeurdepositiondel'électrodedel'axeprincipaldel'axez.)
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
2)appuyez
surlemêmequeleréglagecommunduparamètreEDM);aprèsavoirsaisitout
pourentrerleparamètredefonctionEDM(laméthodederéglageest
1)définirlesparamètresPCD(leréglageestlemêmequeleréglagecommun
3)Dansl'étatd'usinagePCD,appuyezsur
pourlapositiondutrousuivant,
Laprocéduredefonctionnementestlasuivante:
Aprèsavoirsaisitouslesparamètresetentrél'étatd'usinagePCD∙Le
lapositiondupremiertrouseraaffichée.
pourentrerdansl'étatd'usinageEDM.pour
quitterlafonctionEDMet
pourEDM∙
dePCD)
lorsdel'entréedanslafonctionEDM,l'opérateurpeutsaisirlesparamètres
EDM
OVElamachineàlavaleurd'affichage0
FonctionEDMànouveau∙4)
Répétezl'étape2etl'étape3pourlespointsd'usinagesuivants.
alorsprcss
paramètres,appuyezencontinulorsquel'usinage
estterminé,appuyezsurentrerdansl'étatd'usinage
PCD∙
,
pouraccéder
55
Machine Translated by Google
,
presse
PÉCHÉ
,
Unefoislecalculterminé,silacalculatriceaffichelemodedéfinisur
,
pourtransférerlerésultatcalculéversl'axez;puislez
presse
lafenêtreafficheracettevaleur;
pourtransférerlavaleurd'affichagedanslafenêtreYpourcalculerr;
pourtransférerlavaleurd'affichagedanslafenêtrexverslacalculatrice;
pourtransférerlerésultatcalculéàl'axedujouet;puisils
TANNÉ
enétatd'affichagenormal:appuyezsurRpouraccéderàlafonctioncalculatrice.
Lesopérationssontlesmêmesquecellesdescalculatricescommerciales,facilesàutiliser.
COS
pourtransférerlerésultatcalculésurl'axex;puisl'axex
l'utilisateurpeut:
appuyez
surlafenêtrepouraffichercettevaleur;
,
presse
pourtransférerlavaleurd'affichagedanslafenêtrezverslacalculatrice;
,
Transfertdel'échelleRésultatspourleszxsélectionnés.
presse
Lacalculatricenefournitpasseulementdescalculsmathématiquesnormaux
dansl'étatd'affichagedelacalculatrice:appuyezsurRpourquitterlafonctioncalculatrice.
ArcTANSQRTetc.
appuyez
surlafenêtrepouraffichercettevaleur;
ArcCOS
,
silacalculatriceaffichelemodedéfinipourlemode1
ArcNAS
Fonctiond'entréeetdesortiedelacalculatrice
mode1 l'utilisateurpeut:
,
,/,ilfournitégalementdescalculstrigonométriquestelsque
,comme+,
7calculatrice
Transfertdelavaleurd'affichageactuelledanslafenêtreverslacalculatrice.
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
61
Machine Translated by Google
62
Machine Translated by Google
Machine Translated by Google

Dessinsd'installation
Échellelinéaire
65
Machine Translated by Google
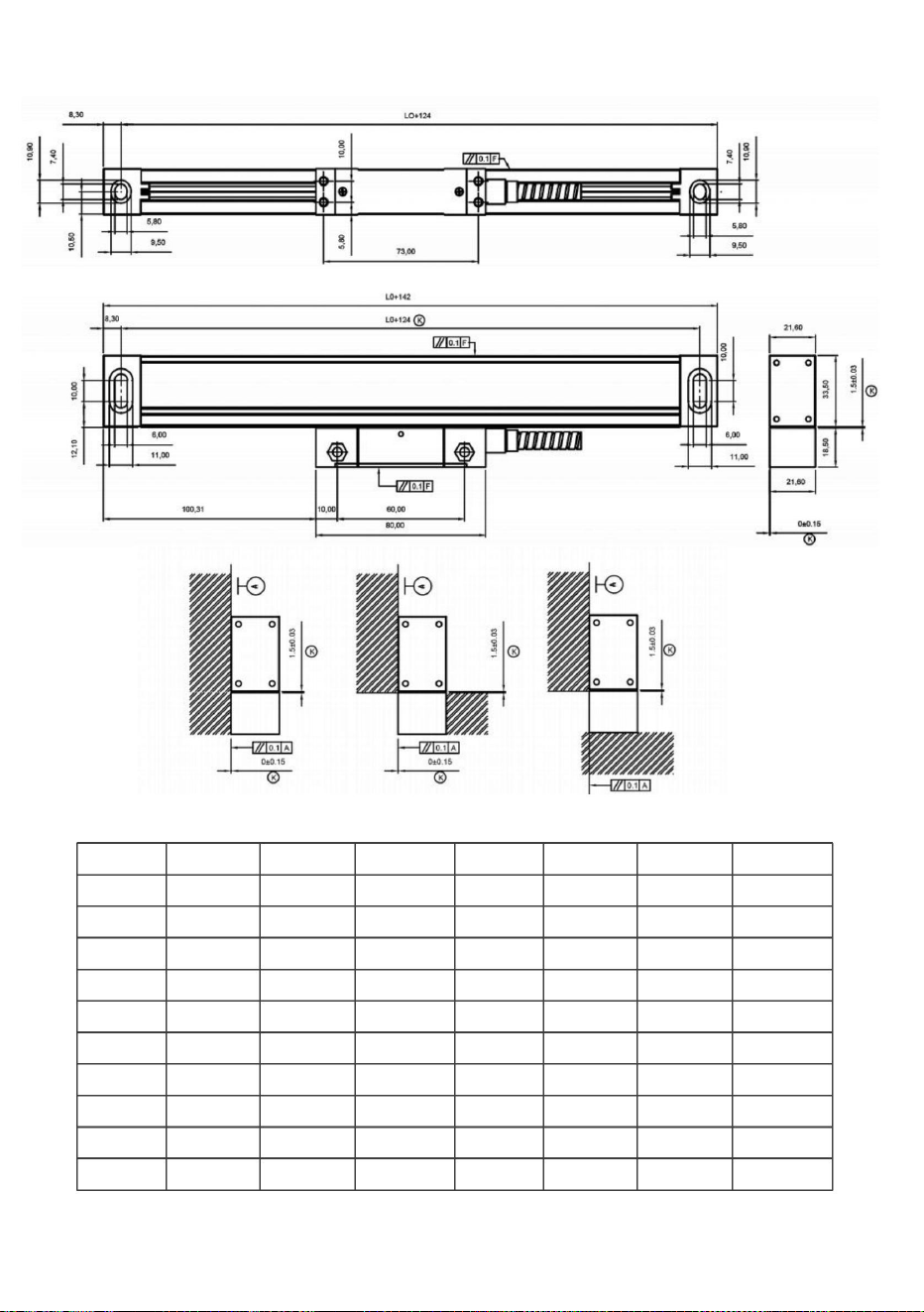
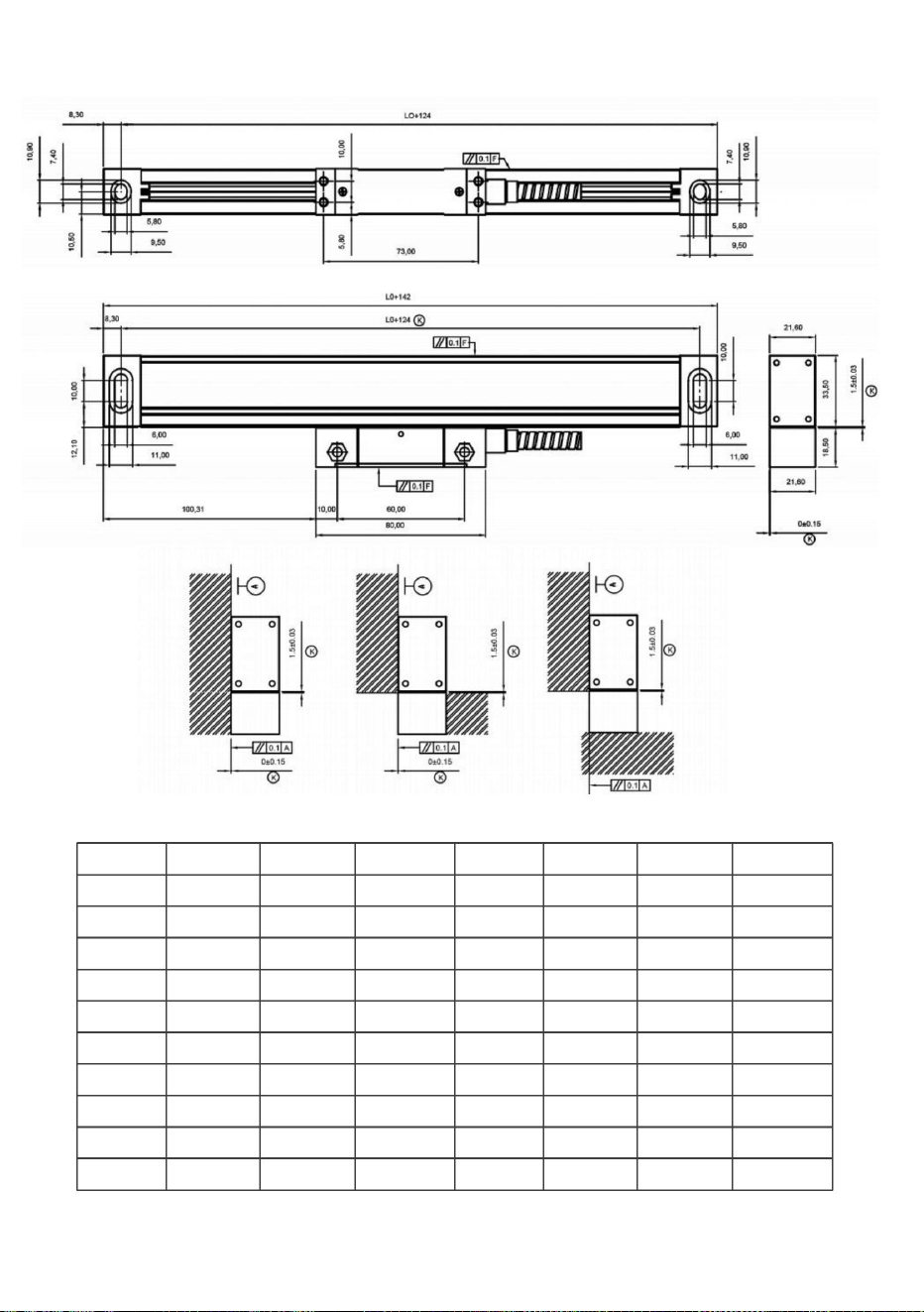
Taillestandard:(Unité:mm)
trousdemontage;L2:longueurtotaleducodeurlinéaire
L0:Longueurdemesureeffectiveducodeurlinéaire;L1:Longueurducodeurlinéaire
1074
YE750
274
Modèle
1090
190YE550550
YE350350
724
740
490YE850850
474
YE100
YE200200
924
YE650650
L1
L0
YE300300
1024
390
800
424
50 690
1040
674
874
YE500500
290
890
590YE950950
624
150
990
L1
YE250250
Modèle
L2
440YE800
374
YE50
824
600
YE450450
224
840
574
YE150
324
IL
750
900
640YE10001000
L2
774
240YE600
YE400400
940
1124
790
540YE900524
100
1140
340YE700700
174
974
Méthoded'installation:
66
Machine Translated by Google
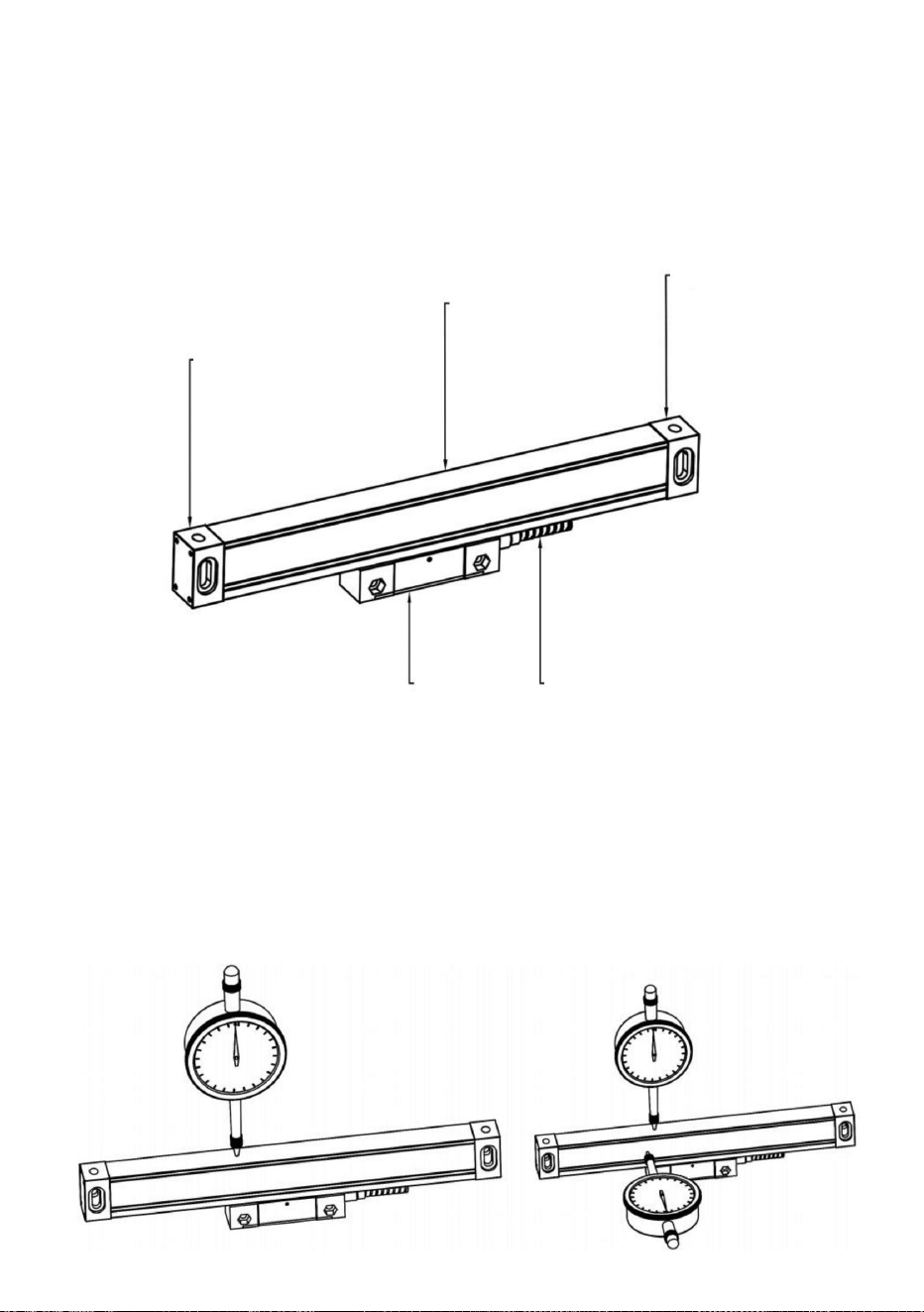
Têtedeportegauche
Câbledesignal
corpsd'unpied
Têtedeportedroite
Têtedelecture
67
2.Pourtoutesurfacenonusinée,unecaledoitêtreplacéeàl'arrièreducodeurlinéaireouune
caled'installationfabriquéeparl'utilisateurdoitêtreutiliséepourassurerlastabilitéetla
fiabilitédelaconnexionentrelarèglederéseauetlasurfacedemontage.
3.Lorsquevousutilisezuncomparateuràcadranouuninstrumentsimilairepourétalonnerle
parallélismeducodeurlinéaire,l'angledelatêtelatéraledoitêtrecomprisentre±30degrés,
etplusl'angleestpetit,mieuxc'est.
déplacementdelamachineoutil.Silalongueurn'estpassuffisante,remplacezlecodeur
linéaireparunecourseplusgrandeouajoutezunblocdefindecoursesurlesmachines.La
positionfinaledelatêtedelectureparrapportàl'extrémitéducorpsducodeurlinéairene
doitpasêtreinférieureà10mm(voirleschémasuivant).
1.Lacourseeffectiveducodeurlinéairedoitêtrepluslonguequelacoursemaximale
Entretien:
Machine Translated by Google
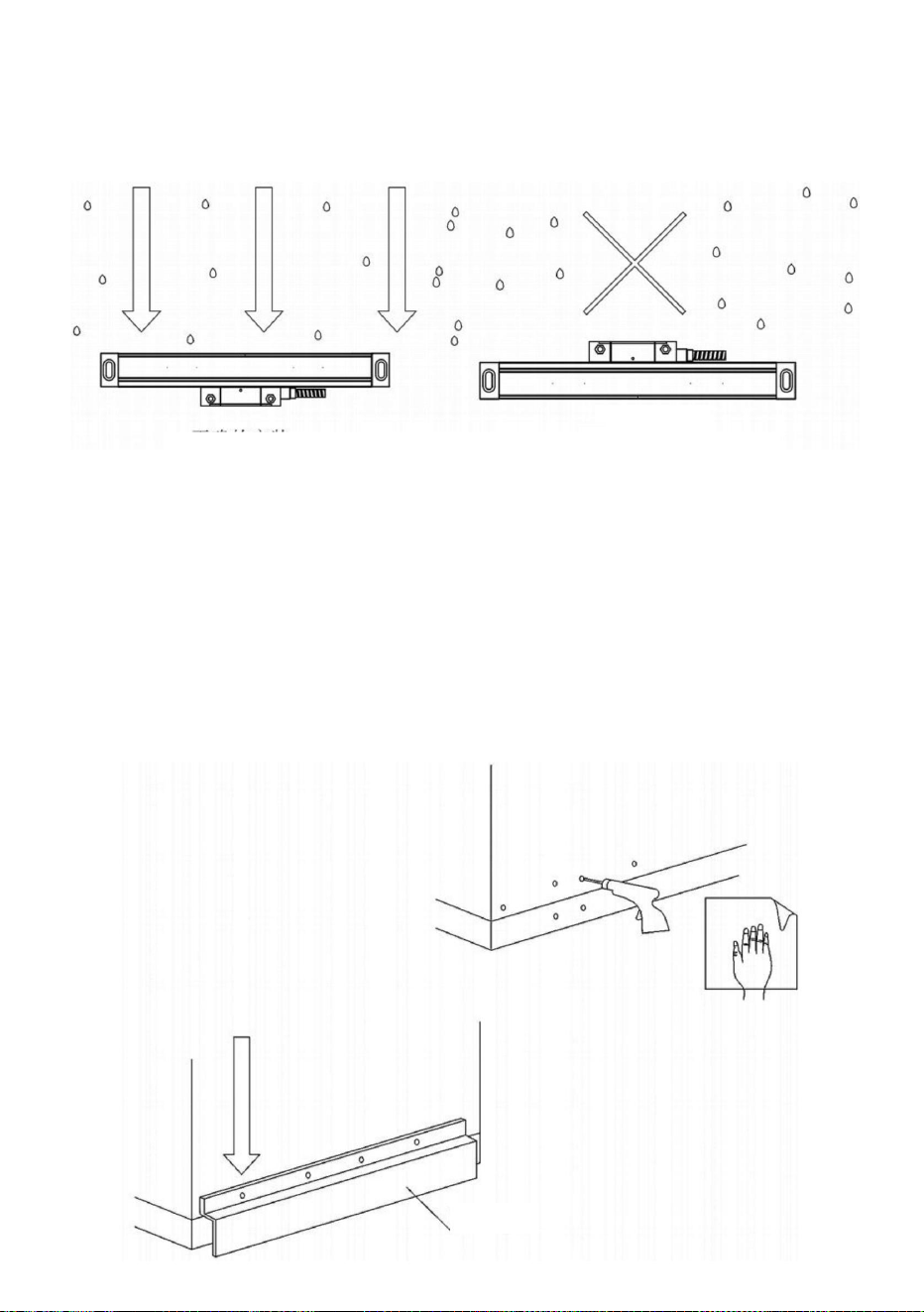
Cachepoussière
68
Installationcorrecte
Mauvaiseinstallation
lasituationdeforcedelasurfacedemontagedoitêtrepriseenconsidération.
5.Ildoityavoirunespacede0,5mmouplusentrelecachepoussièreetlarègle
corpsetévitertoutcontactentrelecachepoussièreetlecorpsdelarèglelorsque
6.Profondeurdufiletagedelavisd'installation,doitavoiraumoins6dentsdeprofondeurdeverrouillage;
delaplaqueenLdoitêtreaussicourtequepossibledanslescirconstancespossibles,et
déplacerlatêtedelecture(commecidessous).
limailles,huile,eauetpoussière(commeindiquésurlafigurecidessous).Lalongueurd'installation
4.Lapositiond'installationducodeurlinéairedoitévitertoutimpactdirectdufer
forcelaplusgrandepartie,commelesupportdelaplaquefixedel'étagèreducompteurd'affichagenumérique,
doitavoir8dentsdeprofondeurdeverrouillage;sérieYEd'échelle,laprofondeurdufiletage
plaque,doitavoiruneprofondeurdeverrouillagesupérieureà8dents;échelledelasérieYEavecvisM4
surfacedemontageinstalléetaraudageaprèsébavuragedesurface,peinture,éliminationdestaches.
(Lafiguresuivante)
profondeurdelaprofondeurdeverrouillage.Telsquelesupportdel'étagèreducompteurd'affichagenumériquefixe
Machine Translated by Google
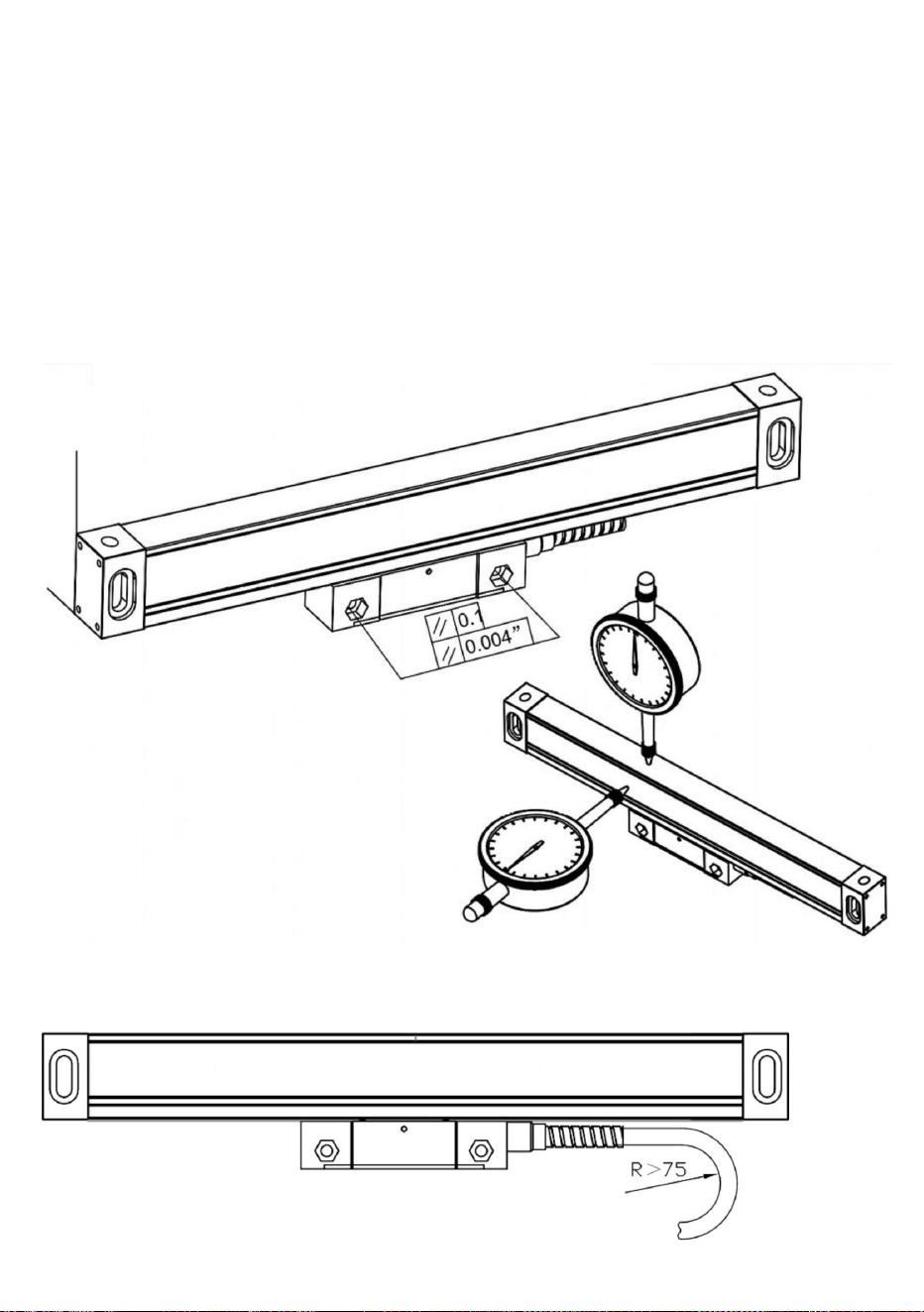
69
8.Leréglagedelahauteurdel'échelledoitêtrelalongueurducentredel'échellepourprendrelesdeuxcôtés
dupointdesymétrie.Pourajusterlepointderéférence,quellequesoitl'échelle,quellequesoitla
directionduniveauscolaireoudelahauteur,laplagederéglage:pourlecorpsdel'échelle,àunedistance
nedépassantpas20mmdechaqueextrémitédelatêtedelecturedoitprévaloir.Pourlatêtedelecture,
entrelesdeuxsurfacesderéférencequadrilatérales(figuresuivante)
Positiondefixationplacéeautantquepossibleaucentremêmedelacourse,etlalignedesignalenexcès
estfixéeavecunlienmétallique.
7.Lafixationdelalignedesignalisationdoittenircomptedetouteslesdistancesdedéplacementpertinentes.
9.Lerayondecourburedelalignedesignaldelabalanceestsupérieurà60mm.
Machine Translated by Google
2.Lasurfaced'installationducorpsdelarègleestperpendiculaireàl'installation
surfacedelatêtedelectureetlaperpendicularitéentrelessurfacesd'installationest<0,1mm
1.Sensdehauteurparrapportauparallélismeduguidedelamachine<0,1mm,maximumne
dépassantpas0,15mmEntermesdepointdesymétrie,plusilestpetit,mieuxc'est.
Désalignementdanslesenshorizontal.
1.Lasurfaced'installationducorpsdelarègleestparallèleàlasurfaced'installationdelatêtede
lectureetleparallélismeentrelessurfacesd'installationest<0,1mm
2)Normesd'installationducorpsderègle(Figure4.9,Figure4.10)
(1)Normedesurfacedebased'installation(Figure4.8abctroisméthodesd'installation)
10.Normed'installationdelabalance
1.L'espaceentrelatêtedelectureetladirectiondelahauteurducorpsdelarègleestde0,8mmà
1,6mmaprèsl'installation,puisretirezleblocdetampon(Figure4.11)
2.TêtedelecturecôtéAetcorpsdelarèglecôtéB.
3)Normed'installationdelatêtedelecture
3.Parallélismedelatêtedelectureparrapportà
machineoutil<0,10mm,lemaximumnepeutpas
dépasser0,30mm
0,25±0,15mm
70
Machine Translated by Google
Accessoiresstandards:
Cetappareilestconformeàlapartie15desrèglesdelaFCC.Sonfonctionnementest
soumisauxdeuxconditionssuivantes:(1)cetappareilnedoitpasprovoquerd'interférences
nuisibleset(2)ildoitacceptertouteinterférencereçue,ycomprislesinterférencespouvant
provoquerunfonctionnementindésirable.
CA85230V50Hz/60Hz
Paramètre:
Machine Translated by Google
REPRÉSENTANTDELACE
REPRÉSENTANTDUROYAUMEUNI
2122Australie
ImportéauxÉtatsUnis:SanvenTechnologyLtd.,Suite250,9166AnaheimPlace,Rancho
Cucamonga,CA91730
MainzerLandstr.69,60329FrancfortsurleMain.
YHCONSULTINGLIMITÉE.
ImportéenAustralie:SIHAOPTYLTD,1ROKEVASTREET,ASTWOODNSW
ECrossStuGmbH
Adresse:Shuangchenglu803nong11hao1602A1609shi,baoshanqu,Shanghai200000
CN.
Fabricant:Shanghaimuxinmuyeyouxiangongsi
C/OYHConsultingLimitedBureau147,CenturionHouse,
RoutedeLondres,StainesuponThames,Surrey,TW184AX
www.vevor.com/support
Assistancetechniqueetcertificatdegarantieélectronique
Machine Translated by Google

MODELL: SNS-3V-YE102024 IST NS-3V-YE161838
Schätzung der Einsparungen, die Sie durch den Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen erzielen könnten
Wir möchten Sie bitten, bei der Bestellung sorgfältig zu prüfen, ob Sie
,
"Halber Preis" oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine
Top-Marken und bedeutet nicht notwendigerweise, alle Kategorien von Werkzeugen von uns angeboten abzudecken. Sie
"die Hälfte retten"
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
tatsächlich sparen Sie die Hälfte im Vergleich zu den großen Top-Marken.
DRO-DISPLAY-BENUTZERHANDBUCH
Www.vevor.com/support
Technischer Support und E-Garantie-Zertifikat
Machine Translated by Google
Brauchen Sie Hilfe? Kontaktieren Sie uns!
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen im Handbuch.
Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut
informieren, wenn es Technologie- oder Software-Updates für unser Produkt gibt.
sorgfältig durch. VEVOR behält sich eine klare Auslegung unserer Bedienungsanleitung
vor. Das Erscheinungsbild des Produkts unterliegt den
Kontakt:
Haben Sie Fragen zu unseren Produkten? Benötigen Sie technische Unterstützung?
MODELL: SNS-3V-YE102024 SNS-3V-YE161838
Technischer Support und E-Garantiezertifikat
Www.vevor. com/support
DRO-ANZEIGE
Machine Translated by Google
Lineare Skala· wenn es im Einsatz ist, wenn die Verbindung zwischen dem
Halten Sie sich strikt an die Anweisungen. · Bewahren Sie das Handbuch zum späteren Nachschlagen auf. ·
Digitale Anzeigen werden in einer Vielzahl von Anwendungen eingesetzt. Dazu gehören
Lineare Skala und die Digitalanzeige sind defekt oder beschädigt
Bei Änderungen der Beispielparameter sind die Zufallsdateien maßgebend und das Unternehmen
hat das endgültige Auslegungsrecht ohne Vorankündigung.
in Vorschubachsen,
Mess- und Prüfeinrichtungen, EDM und Messstationen für
Um elektrischen Schlag oder Feuer zu verhindern, Feuchtigkeit oder direktes Sprühen
der Benutzer sollte vorsichtig sein.
Teilapparate, Setzgeräte
Geruch von der Digitalanzeige, ziehen Sie bitte den Netzstecker
Es kann zu Störungen oder Verletzungen kommen. Im Falle eines anormalen Zustands
Wenn die optische Linearskala, die mit der Digitalanzeige verwendet wird, beschädigt ist, verwenden Sie
keine Linearskala einer anderen Marke. · Da die Leistung, Spezifikation und Verbindung der Produkte
verschiedener und CAN-Hersteller unterschiedlich sein können,
,
Versuchen Sie in einem solchen Fall nicht, das Gerät zu reparieren. Wenden Sie sich bitte an das Unternehmen oder
Vielen Dank für den Kauf der Digitalanzeigen der Multifunktionsserie ·
Lesen Sie vor der Verwendung alle Anweisungen im Handbuch sorgfältig durch und
Personal, sonst kommt es zu Problemen mit der Digitalanzeige.
extern, können falsche Messwerte entstehen · Deshalb,
Werkzeugmaschinen
Sicherheitshinweis:
,
Kühlflüssigkeit muss vermieden werden. Bei Rauch oder besonderen
Versuchen Sie nicht, die Digitalanzeige zu reparieren oder zu verändern, da es sonst zu Störungen,
sofort, sonst kann es zu Feuer oder Stromschlag kommen.
Produktionskontrolle. Um die Anforderungen dieser
wenden Sie sich bitte an das Unternehmen oder den Händler.
Sehr geehrte Benutzer,
Anwendungen können viele Encoder an die Digitalanzeigen angeschlossen werden.
Die Digitalanzeige ist ein präzises Messgerät mit einem optischen
darf nicht ohne Anweisung eines Fachtechnikers angeschlossen werden.
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
drücken
bedeutet Betrieb des ABS-Nullstellens und voreingestellte Daten werden
bedeutet Sonderfunktion Positionswert + ABS Positionswert ist
bis UCCTR MODE" in der Meldung W erscheint ·
drücken
m der Rechneranzeigewert bei der x-ten Anzeige bedeutet den
Rechneranzeigewert im Meldungsfenster im Display;
Die
bedeutet Betrieb des ABS-Nullstellens und voreingestellte Daten werden
Sonderfunktionsbetrieb.
' 1 '
' 1 '
;
'
drücken
'
Die
'o bedeutet, dass nur der Positionswert der Sonderfunktion im
'
' 1 '
bis „ABS ZERO“ im Meldungsfenster erscheint·
'
bis „ABS ASST“ im Meldungsfenster erscheint·
ABS ASST
tägliche Zeiten
Gefangener vier vier
ABS ASST
ABS ZEROABS ZERO
Um den absoluten Nullungsmodus für die X-Achse zu ändern, drücken Sie
drücken
im normalen Anzeigezustand deaktivieren ·
Parametereinstellungen
:
Anzeige im Sonderfunktionsbetrieb.
3 . 2 . 8 Einstellen der absoluten Nullung aktivieren oder deaktivieren
Ändern des absoluten Nullungsmodus für die Z-Achse; Beispiel für die X-Achse ·
festgelegt ist, ist es nicht empfehlenswert, den Standardwert selbst festzulegen.
3 . 2.10 Einstellen der Anzeigemodus
aktivieren im normalen Anzeigezustand ·
3.2.11 Displayhelligkeit einstellen
Um den Rechner-Anzeigemodus zu ändern, wird AS eingestellt
Drücken
Sie, um den absoluten Nullungsmodus für die Y-Achse zu ändern. Drücken Sie
Zu
Einstellung der Helligkeit der LED-Anzeige, die Werkseinstellung ist nur
"3", je höher der Parameter, desto heller die Helligkeit. Drücken Sie "xo", um
zum Ändern des absoluten Modus für die spezielle Funktion wird
drücken
3 . 2 . 9 Einstellen des Absolutwertes der Sonderfunktion
wie folgt eingestellt werden:
CTR-MODUS
CTR M DE
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
76 . 20076 . 200
Drücken Sie dann
Im ABs-Modus drücken Sie kontinuierlich
Allgemeine Vorgänge
im nicht ABS-Modus, durch Drücken der Taste
Der Speicher dient zum Speichern der Einstellungen der DRO und der Maschine
F Kann alle Displays ausschalten
2
und der DRO in den Schlafmodus versetzt wird, dann diese Taste drücken
+
Schlafmodus ·
4. 7 Schlafmodus
4. 8 Stromunterbrechungsspeicher.
um wiederum den Anzeigewert der X-Achse zu bewerten.
zehnmal wird klar
ÿ
Beispiel: Wenn Sie sich nicht im ABS-Modus befinden, gelangen Sie in den Sleepin8-Modus, indem Sie drücken
Im Schlafmodus können Sie mit der Taste F den Schlafmodus beenden.
4. 6 Alle SDM-Daten löschen.
Gehen Sie mit dem WERKZEUG zur gegenüberliegenden Seite des Werkstücks und berühren Sie es.
wieder wird die DRO zurück in den Arbeitsmodus versetzt. Im Schlafmodus
Modus ist die DRO noch im Arbeitszustand und zeichnet tatsächlich die WERKZEUG
alle Daten für 200 Sätze SDM. Mcssage-Fenster zeigt USDM
CLR" .
Fenster. Die Position ist die Mitte des Werkstücks·
3. Bewegen Sie den Bearbeitungstisch, bis auf der X-Achse „0.000“ angezeigt wird.
Referenzwerte, wenn POWER ausgeschaltet ist.
Machine Translated by Google
Werkstück
(ABS Zero)
Linearskala
Distanz zwischen dem Ref
X-AchseReferenzMarkierungsposition
werkstückdatum
(unbefristet und unbefristet)
4 . 9 Sucheden absoluten Bezugspunktdes Maßstabs
PunktundWerkstückbezugspunkt m
Die Bearbeitung kann nicht innerhalb einer Arbeitsschicht abgeschlossen werden, und daher
Bearbeitungsgenauigkeit, da es nicht möglich ist, die
Werkstück-Nullpunkt exakt an der vorherigen Position. Damit das
Allgemeine Vorgänge
Position, um eine Bezugspunkt-Speicherfunktion bereitzustellen.
Daher müssen wir lediglich den Abstand zwischen dem Referenzpunkt speichern
Wiederherstellung des Werkstückbezugspunkts sehr genau und keine erneute Ermittlung des
Werkstückbezugspunkts mit Kantentaster oder anderen Methoden erforderlich,
Im Falle eines Stromausfalls oder einer Abschaltung der DRO können wir wiederherstellen
Da der Referenzpunkt der linearen Skala permanent und fest ist, wird er
ändert sich nie oder verschwindet, wenn das DRO-System ausgeschaltet ist.
Die Verwendung von Kantenfindern oder anderen Methoden führt zwangsläufig zu höheren
DRO muss nach der Arbeit ausgeschaltet werden, oder es kommt zu einem Stromausfall während
Das Funktionsprinzip der Referenzdatum-Speicherfunktion ist wie folgt
der Bearbeitungsprozess, der zum Verlust des Werkstückbezugs führt
folgt.
Jede Linearskala hat einen Referenzpunkt, der mit Referenz ausgestattet ist
Im täglichen Bearbeitungsprozess kommt es häufig vor, dass die
Position als gespeicherte Distanz vom Referenzpunkt ·
den Werkstück-Nullpunkt durch Vorgabe des Anzeige-Nullpunktes
Bei der Bearbeitung eines Werkstückes muss ein absoluter Bezugspunkt gesetzt werden·
und der Werkstücknullpunkt im nichtflüchtigen Speicher· Dann
(Werkstücknullpunkt) , die Wiederherstellung des Werkstücknullpunktes
Es gibt drei Betriebsarten (REF, AB, LEF AB):
Beispiel: Speichern des Arbeitsdatums der X-Achse·
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google

6. Sonderfunktion
Sonderfunktion
24
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
(RAD+TL) (RAD+TL
Werkzeugdurchmesser
Außenbogen und
Vorschubschritt
Ort auswählen
Bogenradius
Modus des ARC.
einfache Verarbeitung
innerer Bogen
ÿ
5ÿ TL IHN
X (+positive Richtung)
TYP 1 - 8
ÿ
4 RAD
EINFACH
Z(+positive Richtung)
Y( +positive Richtung)
ÿ
6. MAXIMALER SCHNITT
1
7ÿ RAD TL
2
Funktion und die glatte R-Funktion · drücken Sie dann pr css
,
BOGEN
Richtung von X, Y
Bei der Installation werden normalerweise die Koordinaten der Maschine und der
einfache ARC-Funktion:
6.3 ARC-Verarbeitung
rechte Abbildung.
oder
wenn die Glätte nicht sehr hoch gefordert ist, der SIMPLE ARC
MAX CUT und äußerer Qrc oder innerer Bogen. Im Allgemeinen kann ein Bogen
bearbeitet durch einen ebenen Schlitz T
in verschiedenen Arbeitsebenen, wie im Folgenden gezeigt ·
ARC-Funktion.
um die ARC-Funktion aufzurufen,
Wählen Sie den Typ R und geben Sie die Parameter für den Radius des Bogens ein
zur Auswahl der Smooth ARC-Funktion oder der einfachen
,
Oder arc TOOL, der Unterschied zwischen
Z sind wie folgt. Die Arbeitsebene wird als
Für die ARC-Funktion stehen ZWEI Funktionen zur Verfügung: die einfache ARC
Die Funktion wird normalerweise für die Bearbeitung von Bögen verwendet. In der Funktion SIMPLE
Es gibt nur acht Arten von ARC, die zur Bearbeitung verwendet werden. Der Bediener
Ich trete ein
RR R
(nur für Ort xy)
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
RAD - TL
0 . 500
RAD+TL
ED DER
1 35 . 00
83 .000
37
ST
ED DER
ST
MAXIMALER SCHNITT
bis "RAD-TL" in der Meldung erscheint
bis „UED ANG“ im Meldungsfenster erscheint. X
um den Ort für die Anzeige von „RAD+TL“ auszuwählen;
oder
bis USTANG" im Meldungsfenster erscheint.x
drücken
drücken
6. Vorschubschritt eingeben (MAX_CUT);
oder
Drücken
Sie window.press
drücken
oder
BOGEN
entsprechend der Anzeige. Nach Abschluss der Position des ersten
10. Nach Eingabe aller Parameter,
8 . Endwinkel eingeben ·
7. Startwinkel eingeben ·
9. Wählen Sie den äußeren oder inneren Bogen
oder
Fenster. X Fenster de spa lys die zuvor voreingestellte MAX_CUT. drücken
Punkt, drücken
Fenster de spa lys die zuvor voreingestellten Startwinkel · Dann drücken Sie
um wiederum den MAX CUT-Wert einzugeben;
um wiederum den Endwinkel einzugeben·
um den Positionspunkt zu ändern.
Die DRO zeigt die Position des ersten Punktes an. Ziehen Sie den
bis UMAX CUT App Autos in der Nachricht
Achsen bis die Anzeigen 0 . 000 anzeigen, Bearbeiten Sie den Bogen Punkt für Punkt in
Fenster zeigt den zuvor voreingestellten Endwinkel an. Drücken Sie dann
wiederum zur Eingabe des Startwinkels-
EWT
EWT
Nr. 1
Machine Translated by Google
Machine Translated by Google
ED KANN
Der Neigungswinkel der Schräge·
Der WERKZEUG-Durchmesser ·
schräge Verarbeitung
Abbildung: Der Neigungswinkel des Werkstücks sollte kalibriert werden
bevor die schräge Ebene bearbeitet wird. Daher
6. 4 Schrägbearbeitung
DORT
DER
an diesem Punkt die
der Schrägheit ·
,
wenn die Bearbeitungsebene auf der xy-Ebene liegt, wie das in
es müssen lediglich folgende Parameter eingegeben werden:
Startposition;
Ende der Veröffentlichung;
Verfahren zur Kalibrierung der Schiefe
Platzieren Sie zunächst das Werkstück im gewünschten Winkel auf dem Arbeitstisch.
wird auf Null.
Wenn die auf der Fräsmaschine installierte Ebene die Neigungskalibrierungsebene berührt, wird sie auf Null
gestellt und der Arbeitstisch wird um eine beliebige Distanz in der
ST POT
Für die Bearbeitung schräger Stellen stehen zwei Möglichkeiten zur Verfügung:
,
Richtung der x-Achse.
Die Bearbeitung der schrägen Ebene dient der Kalibrierung der Schiefe ·
1) Geben Sie die Funktion der schrägen Ebene
ein. 2) Wählen Sie die Funktion der XY-Ebene.
3) Geben Sie den Neigungswinkel ein·
4) Bewegen Sie den Arbeitstisch, bis das Messwerkzeug (z. B. eine Messuhr)
5) Verschieben Sie den Arbeitstisch in der Entfernung dery-Achse bis die Anzeige
Maschinenort xy,yz,0rxz festlegen ·
Beispiel 1 für die schräge xy-Position:
INKL. Xy(xz,yz)
A). an der Stelle. b). an der Stelle yz oder Xz;
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
47
Position von TOOL relativ zum Nullpunkt der absoluten Koordinate und des Bezugswerkzeugs · AS Abbildung
6-1. Die relative Größe von TOOL 2 ist AS folgt der x-Achse 25-30=- 5
Z-Achse 20-10=10 ·
,
bis sowohl die X-Achse als auch die Z-Achse Null anzeigen · 5.
TOOL Libs können 200 Werkzeugdatensätze speichern.
200 Sätze TOOL-Bibliotheken ·
Hinweis: Nur wenn die Maschine mit dem Werkzeug-Einstellblock ausgestattet ist, können die 200
Sätze Werkzeugbibliotheken verwendet werden.
6.9.1 200 Sätze TOOL-Bibliotheken
La die Funktion
bis im rechten Fenster TL - OPEN blinkt und eine Markierung "21" angezeigt wird
Zehnmaliges Ausführen führt dazu, dass die 200sets TOOL Libs
verschwinden · wenn die Markierung "21" verschwindet, können die 200 Sätze TOOL Libs
nicht überarbeitet werden·
Zehnmal erscheint die Markierung "" im linken Fenster des rechten
Drücken der Taste
geschlossen und im rechten Fenster blinkt TL - CLOSE und die Markierung
Es werden immer unterschiedliche WERKZEUGE für die Bearbeitung unterschiedlicher Teile benötigt.
1. Setzen Sie ein Bezugswerkzeug. Nach der Werkzeugeinstellung, Nullung der X- und Z-Achse,
Nullpunkt der absoluten Koordinate setzen ·
6. Die TOOL Libs müssen im Eröffnungszustand verwendet werden. Die 200 Sätze
2. Bestimmen Sie anhand der Größe von TOOL l und datumTOOL die
6 . 9 La die Funktion
4. Die Anzahl der WERKZEUGE kann beliebig eingegeben werden, die digitalen Anzeigen
Rooi Libs können durch kontinuierliches Drücken geöffnet werden
zeigt die Position des Werkzeugs zur absoluten Koordinate Null an · Bewegen Sie
,
komfortable Bedienung, die La die Digitalanzeigen hat die Funktion der
Infofenster.
links vom rechten Informationsfenster. Die Markierung zeigt die
3. Speichern Sie die Werkzeugnummer und die Größe in der Digitalanzeige ·
Der Bediener kann die 200 TOOL-Bibliotheken kontinuierlich einrichten oder überarbeiten.
Die Vorgänge für TOOL-Daten und das Aufrufen von TOOL werden wie folgt angezeigt: · Schritt
1: Geben Sie im ABS-Zustand die Daten der 200 TOOL-Bibliothekssätze ein.
zehnmal
Öffnen der 200 Sätze TOOL Libs durch anhaltendes Drücken der Taste
Machine Translated by Google
UND T
wenn das Basiswerkzeug verwendet wird
,
BerührungenWerkzeugdaten.Presse
die Achse kann im ABS-Zustand nicht auf Null gesetzt werden ·
WÄHLENWÄHLEN
5 .000
BASE BASE
48
•
Donnerstag
Nummer und Schlüsselÿ kann der Bediener direkt die Sonderfunktion eingeben
2
WERKZEUG 2
;
Schritt 3: TOOL 2 Daten eingeben:
Schritt 7: Drücken Sie
oder
Nach dem Einrichten der TOOL-Bibliotheken · verwenden Sie die TOOL-Bibliotheken gemäß den
Schritt 2: Drücken Sie
Schritt G: Drücken Sie
Notiz:
Bei den folgenden Arbeitsgängen montieren Sie zuerst das zweite Werkzeug ·
um auf den Eingabestatus zuzugreifen. Daten von Raum 1 eingeben:
Schritt 4: Drücken Sie , um mit der Eingabe der Daten des nächsten Werkzeugs fortzufahren.
T ·
· Wählen Sie die Basisrolle. Drücken Sie dann
Die Achse kann nur im Zustand INC auf Null gesetzt werden ·
,
6 . 9 . 2 Taper-Funktion
Beim Drehen des Werkstücks mit Kegel kann der Kegel des Werkstücks
.Dann pr css
wenn die anderen verwendet werden
in der Verarbeitung gemessen werden;
um die Funktion zu beenden;
Schritt 5: Zugriff auf den Nutzungsstatus über PR CSS
B
Machine Translated by Google
,
Schritt 2: Drücken Sie T zum Berechnen.
Schritt 1: Drücken
Sie dann die Meldungsanzeige UMEASU" auf die
setzt den Zeiger der Hebelanzeige auf Null zurück ·
6 . 9 . 3 R/D-Funktion
" erscheint links von rechts
6 . 9 . 4 Y + Z Funktion ( gilt nur für : 3 Achsen La the)
tägliche Zeiten
8 . 500 Die
vier vier
30 .000
tägliche Zeiten
tägliche Zeiten
Die
Bewegen Sie den
8 . 500
Hebelanzeige
4 . 907
4 . 907
AUSWERTEN
WINKEL
Der Anzeigemodus
die Marke
Für 3 Achsen La der Zähler der y-Achse und der Zähler der z-Achse
AS-Abbildung, Kontaktfläche A des Werkstücks mit Hebelanzeigen und
Schritt 3: Drücken Sie
,
Anzeige von Durchmesser, A markieren Sie
u Informationsfenster, aber wenn X-Achse für die Anzeige von ia Meter
ofx-Achse wird zwischen Radius und Durchmesser umgeschaltet. wenn x-Achse für
Kann durch Drücken der Taste zur Anzeige in der Z-Achse hinzugefügt werden
Hebelanzeigen zeigen auf AS wie folgt;
um die Funktion zu beenden;
,
dann die Taste C drücken und die y + Z Funktion abbrechen ·
Für 2 xes Drehmaschine und 3 Achsen Drehmaschine, Presse
Papierverarbeitung · Bewegen Sie den Hebel zur Oberfläche B, bis der
" " verschwinden · nur die x-Achse hat die Funktion des Durchmessers / Radius
UNDUND
AUSWERTEN
AUSWERTEN
Machine Translated by Google

zeigt · seit Beginn der Bearbeitung wird die Tiefe allmählich größer
ohne Pflege, bei der Erzeugung der Kohlenstoffansammlung und
ÿ Beschreibung: Diese Funktion dient zur Spezialbearbeitung von
negative Richtung · sobald die Elektrode den Flüssigkeitspegel überschreitet, wird sie
Die Bearbeitungsrichtung ist je nach eingestellter Z-Achsenrichtung
Die Digitalanzeige bietet außerdem weitere Funktionen
Z-Achse ist gleich dem aktuellen Wert, die digitale Anzeige gibt den
senkt sich und die Bearbeitung erfolgt von oben nach unten, die digitale
so negativ
bei diesem Problem. bei der Einstellung einer negativen Feuerschutzhöhe und der
intelligente Position Follow Check Sicherheitsschutzeinrichtung. Dabei
Die Einstellung der Z-Achsenrichtung auf der Digitalanzeige ist in Abb. 1 dargestellt.
Die Einstellung dieser Richtung ist die normale Einstellung·
,
von unten nach oben wird der digitale Anzeigewert kleiner · Der
Ansammlungsphänomen. Aufgrund der langen Zeit oder der täglichen Bearbeitung
Signal schaltet EDM automatisch ab, um die Brandgefahr auszuschließen ·
niemand macht die Reinigung, die Elektrode wird langsam entlang der
1
unterteilt in positive und negative Bearbeitung · wenn die Elektrode
Feuerfeste Höhe. Negative Feuerfeste Höhe Funktion ist eine Art von
fangen häufig Feuer und verursachen Verluste. Diese Funktion ist nur darauf ausgerichtet,
,
Schaltsignal zur Steuerung des EDM, um die Tiefenbearbeitung zu stoppen.
Die erhöhte Höhe der Elektrode übersteigt die Höhe zwischen ihr und der
d. h. je tiefer die Tiefe ist, desto größer ist der Koordinatenwert der Z-Achse
Funkenerosion
Die Anzeige blinkt für WQring; gleichzeitig wird die Ausgabe
wenn die Elektrode ASCEnds und die Bearbeitung durchgeführt wird
der Bearbeitung, die Elektrodenoberfläche erzeugt den Kohlenstoff
und Z-Achse.
Die Bearbeitungsrichtung ist die negative Richtung (negativ), die auch als
Negativbearbeitung (siehe Abb. 1)
Tiefe der bearbeiteten Oberfläche (d. h. negative feuerfeste Höhe), die digitale
Elektroerosive Bearbeitung (EDM). Wenn der eingestellte Zielwert von EDM
Der Anzeigewert erhöht sich, was als positive Bearbeitung (positiv) bezeichnet wird.
kontaktieren Sie den Händler zur Anpassung)
6.10 EDM (spezielle Anpassungsfunktion, wenn Sie kaufen müssen, bitte
Machine Translated by Google
020
>
- 20
>
Abbildung 1
Abbildung 2
bA
Eine detaillierte Bearbeitung finden Sie im folgenden Beispiel
Position erreicht Schalter wird ausgeschaltet, EDM wird die Bearbeitung stoppen,
EDM Relaisausgangsmodus · 2)
Bewegen Sie die Hauptachsenelektrode der Z-Achse, so dass sie den
arbeiten
Funkenerosion
Je nach Einstellung des Betreibers gibt es zwei Arten von Beendigungsmodi:
Stück
Negativ
Elektrode
Wert ändert sich nicht, es wird immer die bearbeitete Tiefe angezeigt
Werkstückreferenz · A-Achse auf Null setzen bzw. Wert setzen ·
Zielwert, undy-Achsen-Anzeigewert ist auch allmählich in der Nähe der
Zielwert. Wenn zu diesem Zeitpunkt die Elektrode wiederholt auf und ab bewegt wird, ändert
sich der Anzeigewert auf der Z-Achse anschließend, aber der Anzeigewert auf der Y-Achse
Feuerfest
Höhe
MIT
MIT
·
3) Geben Sie EDM-Bearbeitung ein, indem Sie den Schlüssel pr css verwenden
4) Auf der X-Achse wird der Zielwert für die Bearbeitungstiefe angezeigt. Auf der Y-Achse
Anzeigewert war Tiefe. (Der Wert auf der Y-Achse ist der
(Bearbeitungstiefe);ERRHIGH(negative feuerfeste Höhe), Bearbeitung
Richtung (POSITIV / NEGATIV); Modus verlassen (AUTO/STOP) und
1) Vor der Bearbeitung stellen Sie zunächst jeden Parameter von DEPTH ein
2. Vorgehensweise:
Wert, dass das Werkstück bearbeitet wurde Tiefe) Z-Achse wird
Positionswert der Hauptachsenelektrode der Z-Achse.)
Anzeige des Echtzeitwertes der Eigenposition. (Der Wert auf der Z-Achse ist der
6) Wenn der Anzeigewert der Z-Achse dem eingestellten Zielwert entspricht,
5) starten bearbeitung, Z-achse display wert ist allmählich in der nähe der
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
2) Drücken
Sie die gleiche Taste wie bei der allgemeinen Einstellung des EDM-Parameters); nach Eingabe aller
um den EDM-Funktionsparameter einzugeben (die Einstellungsmethode ist
1) PCD-Parameter einstellen (die Einstellung ist die gleiche wie die allgemeine Einstellung
3) Im PCD-Bearbeitungszustand drücken Sie
für die Position des nächsten Lochs,
Der Betriebsablauf ist wie folgt:
Nach Eingabe aller Parameter und Aufruf des PCD-Bearbeitungsstatus ·
Die Position des ersten Lochs wird angezeigt.
um in den EDM-Bearbeitungszustand zu
wechseln. um die EDM-Funktion zu beenden und
für Funkenerosion ·
von PCD)
Beim Aufrufen der EDM-Funktion kann der Bediener die Parameter eingeben
Funkenerosion
Parameter, gedrückt halten, wenn die
Bearbeitung abgeschlossen ist, drücken, um
den PCD-Bearbeitungsstatus einzugeben ·
EDM-Funktion erneut · 4)
Wiederholen Sie Schritt 2 und Schritt 3 für die folgenden Bearbeitungspunkte.
Zugang
,
dann pr css
OVE die Maschine auf den Anzeigewert 0
55
Machine Translated by Google
,
Die Rechnerergebnisse werden für die ausgewählten Werte übertragen.
drücken
um den Anzeigewert im Z-Fenster an den Rechner zu übertragen;
Das
Pressefenster zeigt diesen Wert an.
,
drücken
Arc SIN
,
wenn der Rechner Anzeigemodus auf Modus 1 eingestellt ist
Das
Pressefenster zeigt diesen Wert an.
Bogen-COS
,
Arc TAN SQRT usw.
Der Rechner bietet nicht nur normale mathematische Berechnungen
im Rechneranzeigezustand: Drücken Sie R, um die Rechnerfunktion zu verlassen.
Das Fenster zeigt diesen Wert an.
um den Anzeigewert im Y-Fenster zu übertragen, um r zu berechnen;
um das berechnete Ergebnis auf die Z-Achse zu übertragen; dann wird die Z-Achse
,
Wenn die Berechnung abgeschlossen ist und der Anzeigemodus des Rechners auf
drücken
SÜNDE
,
drücken
Die Bedienung ist dieselbe wie bei handelsüblichen Taschenrechnern und einfach zu bedienen.
COS
um das berechnete Ergebnis auf die x-Achse zu übertragen; dann wird die x-
Der Benutzer kann:
BRÄUNEN
um den Anzeigewert im X-Fenster an den Rechner zu übertragen;
Im normalen Anzeigezustand: Drücken Sie R, um die Rechnerfunktion aufzurufen.
um das berechnete Ergebnis auf die Achse zu übertragen; dann
Rechnerfunktion aufrufen und beenden
Modus 1 Der Benutzer kann:
, /, es bietet auch trigonometrische Berechnungen wie AS
,wie +, -
7 Taschenrechner
Übertragen des aktuellen Anzeigewertes im Fenster zum Rechner.
,
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
61
Machine Translated by Google
62
Machine Translated by Google
Machine Translated by Google

Einbauzeichnungen
Lineare Skala
65
Machine Translated by Google
1074
YE-750
274
Modell
1090
190 YE-550 550
YE-350 350
724
740
490 YE-850 850
YE-100
474
YE-200 200
924
YE-650 650
L1
L0
YE-300 300
1024
390
800
424
50 690
1040
674
874
YE-500 500
290
890
590 YE-950 950
624
150
990
L1
YE-250 250
Modell
L2
440 YE-800
374
YE-50
824
600
YE-450 450
224
840
574
YE-150
900
324
ES
750
640 YE-1000 1000
L2
774
240 YE-600
YE-400 400
940
1124
790
540 YE-900524
100
1140
974
340 YE-700 700
174
66
Standardgröße: (Einheit: mm)
Installationsmethode:
Befestigungslöcher; L2: Gesamtlänge des Linearencoders
L0: Effektive Messlänge des Linearencoders; L1: Länge des Linearencoders
Machine Translated by Google
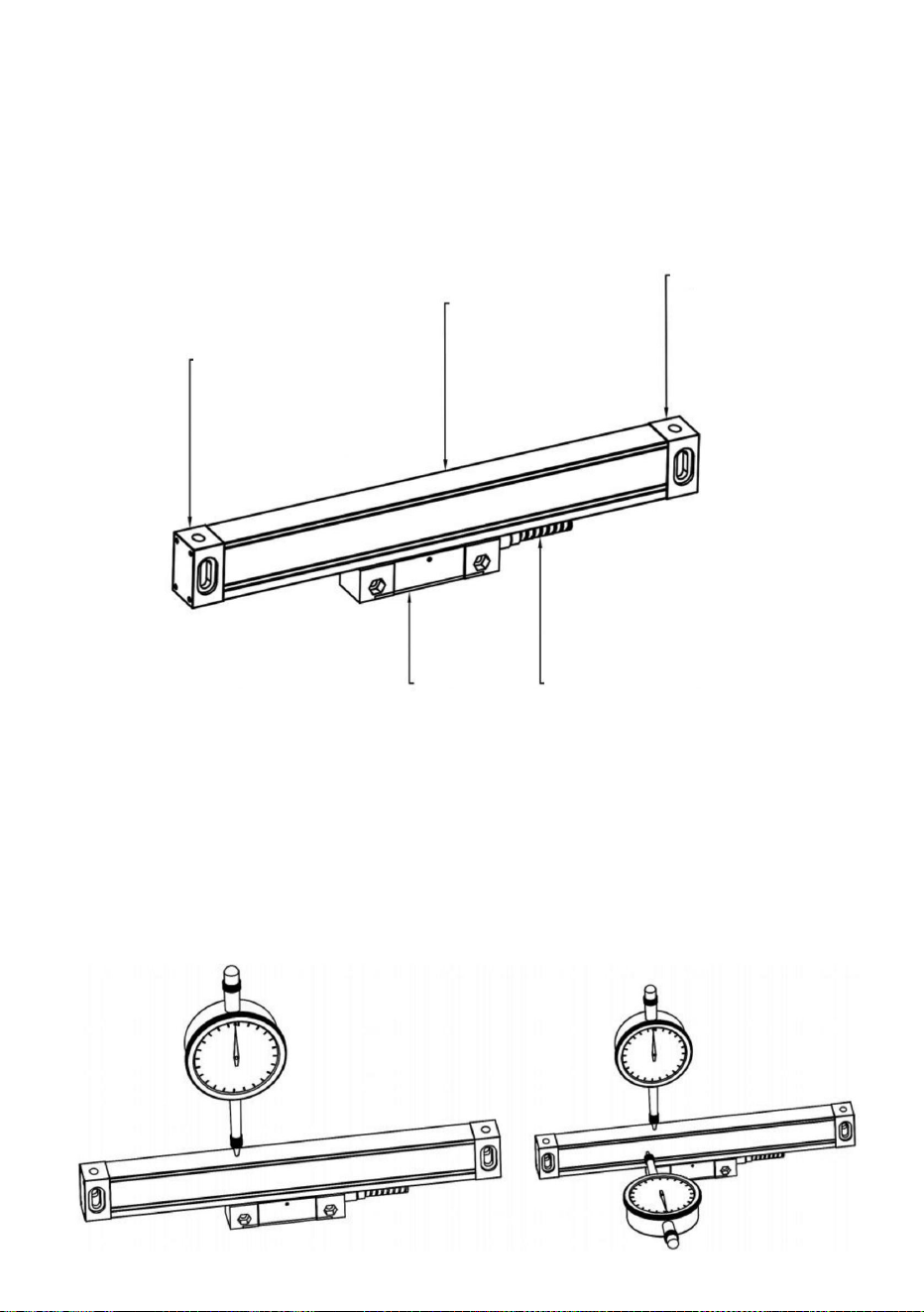
Linker Türkopf
Signalkabel
Körper eines Fußes
Rechter Türkopf
Lesekopf
2. Bei jeder nicht bearbeiteten Oberfläche muss auf der Rückseite des Linearencoders eine Unterlegscheibe
platziert oder eine benutzerdefinierte Installationsunterlegscheibe verwendet werden, um die
Stabilität und Zuverlässigkeit der Verbindung zwischen dem Gitterlineal und der Montagefläche sicherzustellen.
3. Wenn Sie zum Kalibrieren der Parallelität des Linearencoders eine Messuhr oder ein ähnliches
Instrument verwenden, muss der Winkel des Seitenkopfes innerhalb von ±30 Grad liegen. Je kleiner
der Winkel, desto besser.
Verfahrweg der Werkzeugmaschine. Wenn die Länge nicht ausreicht, ersetzen Sie den Lineargeber
durch einen mit größerem Hub oder fügen Sie einen Begrenzungsblock an den Maschinen hinzu. Die
Endposition des Lesekopfs vom Ende des Lineargeberkörpers sollte mindestens 10 mm Abstand
betragen (siehe folgendes Diagramm).
1. Der effektive Weg des Linearencoders sollte länger sein als der maximale
Wartung:
67
Machine Translated by Google
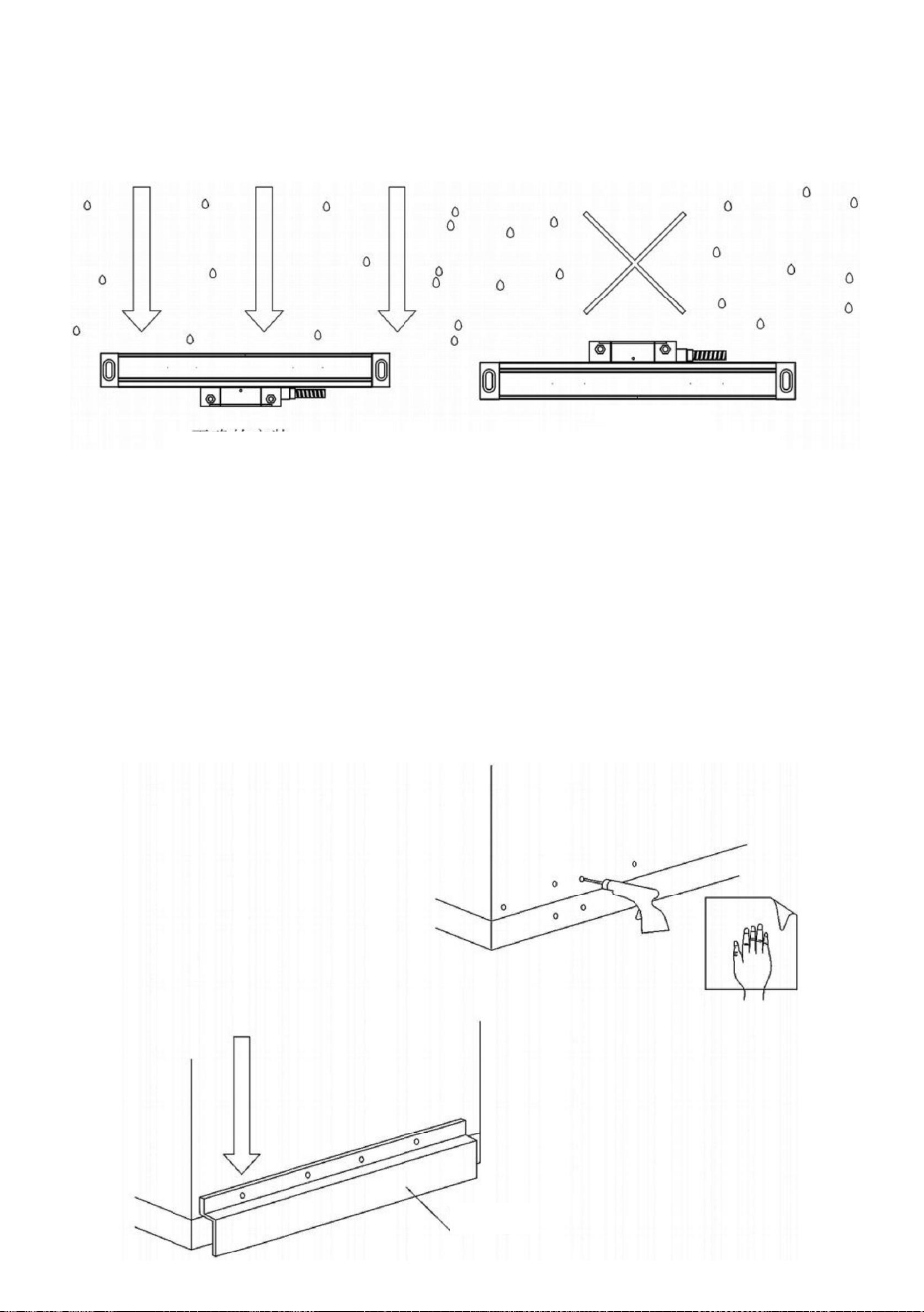
Richtige Installation
Falsche Installation
Staubschutzhülle
die Kräfteverhältnisse des Anschraubgrundes müssen berücksichtigt werden.
5. Zwischen der Staubschutzhülle und dem Lineal muss ein Abstand von 0,5 mm oder mehr vorhanden sein
Körper, und vermeiden Sie den Kontakt zwischen der Staubschutzhülle und dem Linealkörper, wenn
6. Die Gewindetiefe der Installationsschraube muss mindestens 6 Zähne betragen.
Späne, Öl, Wasser und Staub (siehe Abbildung unten). Die Einbaulänge
Bewegen des Lesekopfes (siehe unten).
der L-Platte sollte unter Umständen so kurz wie möglich sein und
4. Die Einbaulage des Linearencoders muss direkte Stöße durch Eisen vermeiden
Kraft größer Teil, wie die Unterstützung der Digitalanzeige Meter Regal feste Platte, muss 8 Zähne der
Verriegelungstiefe haben; YE Serie von Skala, die Tiefe des Gewindes
Platte, muss mehr als 8 Zähne Verriegelungstiefe haben; YE Serie Skala Mit M4 Schrauben
Tiefe der Verriegelungstiefe. Wie die Unterstützung der Digitalanzeige Meter Regal fixiert
Gewindeschneiden der installierten Montagefläche nach dem Entgraten der Oberfläche sowie Entfernen von Farbe und Flecken.
(Die folgende Abbildung)
68
Machine Translated by Google
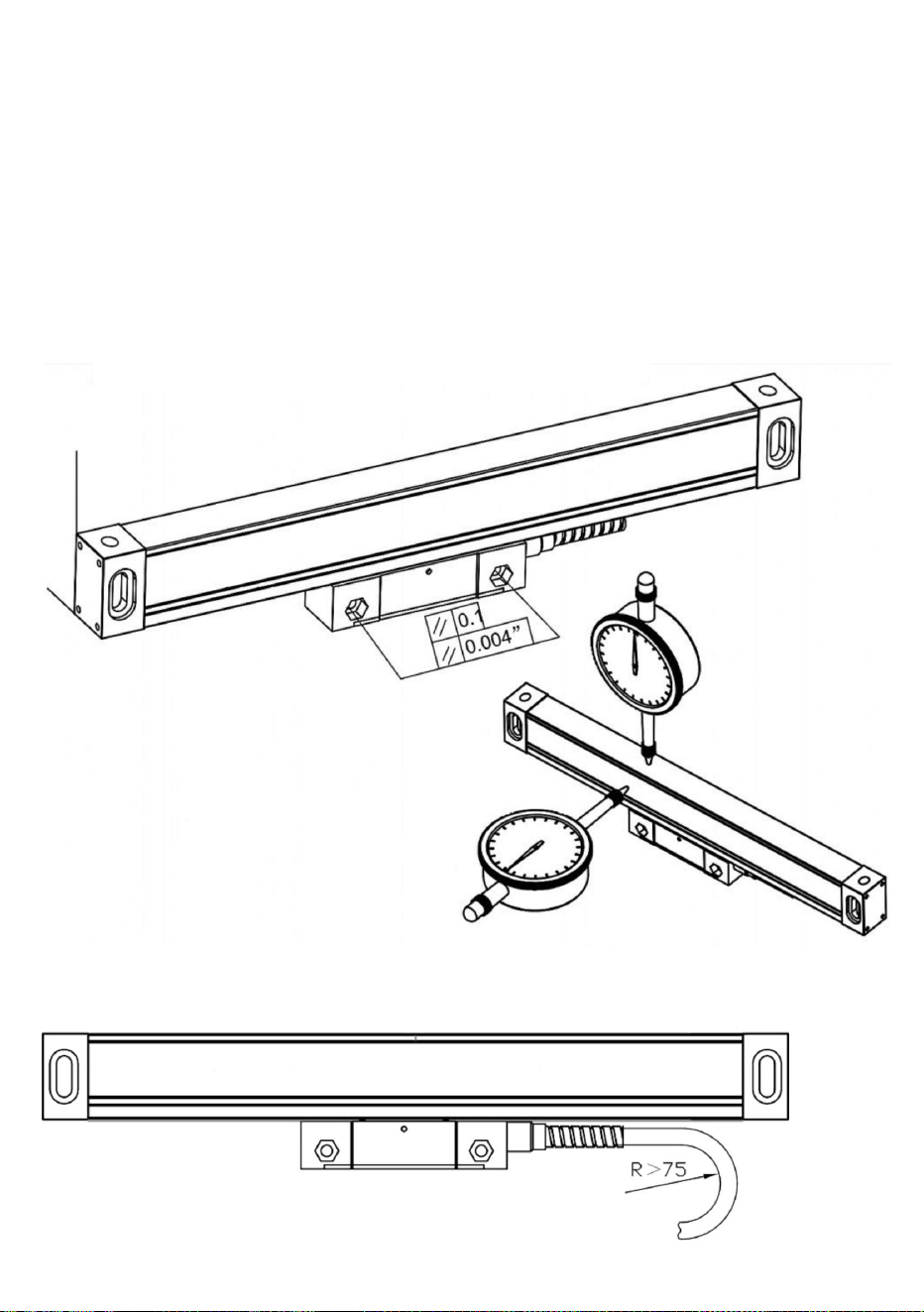
8. Die Höheneinstellung der Skala muss so erfolgen, dass die Länge der Skalenmitte die Symmetriepunkte
auf beiden Seiten erreicht. Stellen Sie den Referenzpunkt ein. Bei jeder Skala gilt unabhängig von
der Höhen- oder Höhenrichtung der Einstellbereich: Für den Skalenkörper gilt ein Abstand von nicht mehr
als 20 mm von jedem Ende zum Skalenkopf. Für den Lesekopf gilt zwischen den beiden viereckigen
Referenzflächen (siehe folgende Abbildung).
Die Befestigungsstelle wird möglichst in der Mitte des Hubes platziert und die überschüssige Signalleitung
mit einem Kabelbinder fixiert.
7. Bei der Befestigung der Signalleitung müssen alle relevanten Bewegungsdistanzen berücksichtigt werden.
9. Der Biegeradius der Signalleitung der Skala ist größer als 60 mm.
69
Machine Translated by Google
2.Die Installationsfläche des Linealkörpers ist senkrecht zur Installation
Oberfläche des Lesekopfes und die Rechtwinkligkeit zwischen den Montageflächen beträgt <0,1 mm
1. Höhenrichtung relativ zur Maschinenführung Parallelität <0,1 mm, maximal nicht mehr als 0,15 mm. In
Bezug auf den Symmetriepunkt gilt: je kleiner, desto besser.
1. Der Abstand zwischen dem Lesekopf und der Höhenrichtung des Linealkörpers beträgt nach der
Installation 0,8–1,6 mm. Ziehen Sie anschließend den Polsterblock heraus (Abbildung 4.11).
1.Die Installationsfläche des Linealkörpers ist parallel zur Installationsfläche des Lesekopfes und die
Parallelität zwischen den Installationsflächen beträgt <0,1 mm
2) Standards für die Installation des Linealkörpers (Abbildung 4.9, Abbildung 4.10)
(1) Standard-Installationsgrundfläche (Abbildung 4.8abc, drei Installationsmethoden)
10.Standard für die Installation von Waagen
2. Lesekopf Seite A und Linealkörper Seite B.
Fehlausrichtung in horizontaler Richtung.
0,25 ± 0,15 mm
3. Parallelität des Lesekopfes zur
Werkzeugmaschine <0,10 mm, maximal darf 0,30 mm
nicht überschritten werden
3) Standard für die Installation des Lesekopfes
70
Machine Translated by Google
AC85-230V 50Hz/60Hz
Dieses Gerät entspricht Teil 15 der FCC-Bestimmungen. Der Betrieb unterliegt den
folgenden beiden Bedingungen: (1) Dieses Gerät darf keine schädlichen Störungen
verursachen und (2) dieses Gerät muss alle empfangenen Störungen akzeptieren,
einschließlich Störungen, die einen unerwünschten Betrieb verursachen können.
Standardzubehör:
Parameter:
Machine Translated by Google
Vertreter der EG
UK REP
2122 Australien
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
Mainzer Landstr.69, 60329 Frankfurt am Main.
YH CONSULTING LIMITED.
Nach AUS importiert: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
E-CrossStu GmbH
Adresse: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Hersteller: Shanghaimuxinmuyeyouxiangongsi
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Machine Translated by Google

MODELLO: SNS-3V-YE102024 È NS-3V-YE161838
ti ricordiamo cortesemente di verificare attentamente quando effettui un ordine con noi se sei
marchi top e non significa necessariamente coprire tutte le categorie di strumenti da noi offerti.
stima del risparmio che potresti ottenere acquistando determinati strumenti con noi rispetto ai principali
risparmiando effettivamente la metà rispetto ai marchi più importanti.
"Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta solo un
,
"salva la metà"
continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
MANUALE D'USO DEL DISPLAY DRO
Www.vevor.com/support
Supporto tecnico e certificato di garanzia elettronica
Machine Translated by Google
HAI BISOGNO DI AIUTO? CONTATTACI!
attentamente prima di operare. VEVOR si riserva una chiara interpretazione del nostro
manuale utente. L'aspetto del prodotto sarà soggetto alla
Questa è l'istruzione originale, si prega di leggere tutte le istruzioni del manuale
contattaci:
prodotto ricevuto. Ti preghiamo di scusarci se non ti informeremo più se ci saranno
aggiornamenti tecnologici o software sul nostro prodotto.
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitare a contattarci
MODELLO: SNS-3V-YE102024 SNS-3V-YE161838
Supporto tecnico e certificato di garanzia elettronica
Www.vevor.com/support
DISPLAY DRO
Machine Translated by Google
Scala lineare · quando è in uso, se la connessione tra il
Non tentare di riparare o modificare il display digitale, altrimenti si verificherà un guasto,
,
liquido di raffreddamento deve essere evitato. In caso di fumo o particolari
personale, altrimenti si verificheranno dei problemi al display digitale.
esternamente, possono essere rilevati valori di misurazione errati · Pertanto,
macchine utensili
attenzione alla sicurezza:
Cari utenti:
applicazioni, molti encoder possono essere collegati ai display digitali.
Il display digitale è un dispositivo di misurazione preciso utilizzato con un'ottica
non essere collegato senza l'istruzione di un tecnico specializzato
immediatamente, altrimenti potrebbero verificarsi incendi o scosse elettriche.
controllo della produzione. Per soddisfare i requisiti di questi
contattare l'azienda o il distributore.
PER prevenire scosse elettriche o incendi, umidità o spruzzi diretti
negli assi di
alimentazione, apparecchiature di misurazione e controllo, EDM e stazioni
di misurazione per
l'utente deve fare attenzione.
seguirli rigorosamente · conservare il manuale per riferimenti futuri ·
Le letture digitali sono utilizzate in un'ampia gamma di applicazioni. Tra queste:
La scala lineare e la lettura digitale sono rotte o danneggiate
modifiche ai parametri del campione, prevarranno i file casuali e la società avrà il diritto
di interpretazione finale senza preavviso.
Se la scala lineare ottica utilizzata con la lettura digitale è danneggiata, non utilizzare una
scala lineare di un'altra marca. Poiché le prestazioni, le specifiche e la connessione dei
prodotti di marche diverse possono variare
,
Grazie per aver acquistato i display digitali multifunzione della serie ·
Leggere attentamente tutte le istruzioni nel manuale prima dell'uso e
in tal caso, non tentare di ripararlo, contattare l'azienda o
apparecchi di divisione, utensili di regolazione
odore dal display digitale, si prega di scollegare la spina di alimentazione
potrebbe verificarsi un guasto o un infortunio. In caso di qualsiasi condizione anomala,
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
'
;
' 1 '
' 1 '
significa che l'operazione di azzeramento ABS e i dati preimpostati saranno
operazione di funzione speciale.
IL
premere
significa che l'operazione di azzeramento ABS e i dati preimpostati saranno
significa valore di posizione della funzione speciale + valore di posizione ABS è
premere
finché non compare "ABS ASST" nella finestra dei messaggi·
finché nel messaggio W non compare "UCCTR MODE"
'
finché non compare "ABS ZERO" nella finestra dei messaggi·
' 1 '
'
m la calcolatrice visualizza il valore in corrispondenza del vento x nel mezzo la
calcolatrice visualizza il valore nella finestra dei messaggi nel display;
'o significa che solo il valore della posizione della funzione speciale viene visualizzato nel
IL
'
premere
ASSISTENZA ABS ASSISTENZA ABS
orari giornalieri
Prigioniero quattro quattro
ABS ZEROABS ZERO
A
3 . 2.10 impostazione del
"3", più alto è il parametro, più luminosa è la luminosità. premere "xo" per
3.2.11 impostazione della luminosità del display
per cambiare la modalità di visualizzazione della calcolatrice verrà impostata AS
premere
per cambiare la modalità di azzeramento assoluto per l'asse Y, premere
Impostazione della luminosità del display LED, l'impostazione predefinita di fabbrica è solo
essere impostato come segue:
per cambiare la modalità di azzeramento assoluto per l'asse x, premere
per cambiare la modalità assoluta per la funzione speciale
3 . 2 . 9 impostazione della forma assoluta della funzione speciale
premere
:
visualizzare nell'operazione Funzione speciale.
3 . 2 . 8 impostazione abilita o disabilita l'azzeramento assoluto
premere
disabilitare nello stato di visualizzazione normale ·
impostazioni dei parametri
Modalità di visualizzazione
abilitare nello stato di visualizzazione normale ·
cambia la modalità di azzeramento assoluto per l'asse Z; Esempio per l'asse x ·
impostato, non è consigliabile impostare autonomamente il valore predefinito.
MODALITÀ CTR
CTR M DE
Machine Translated by Google
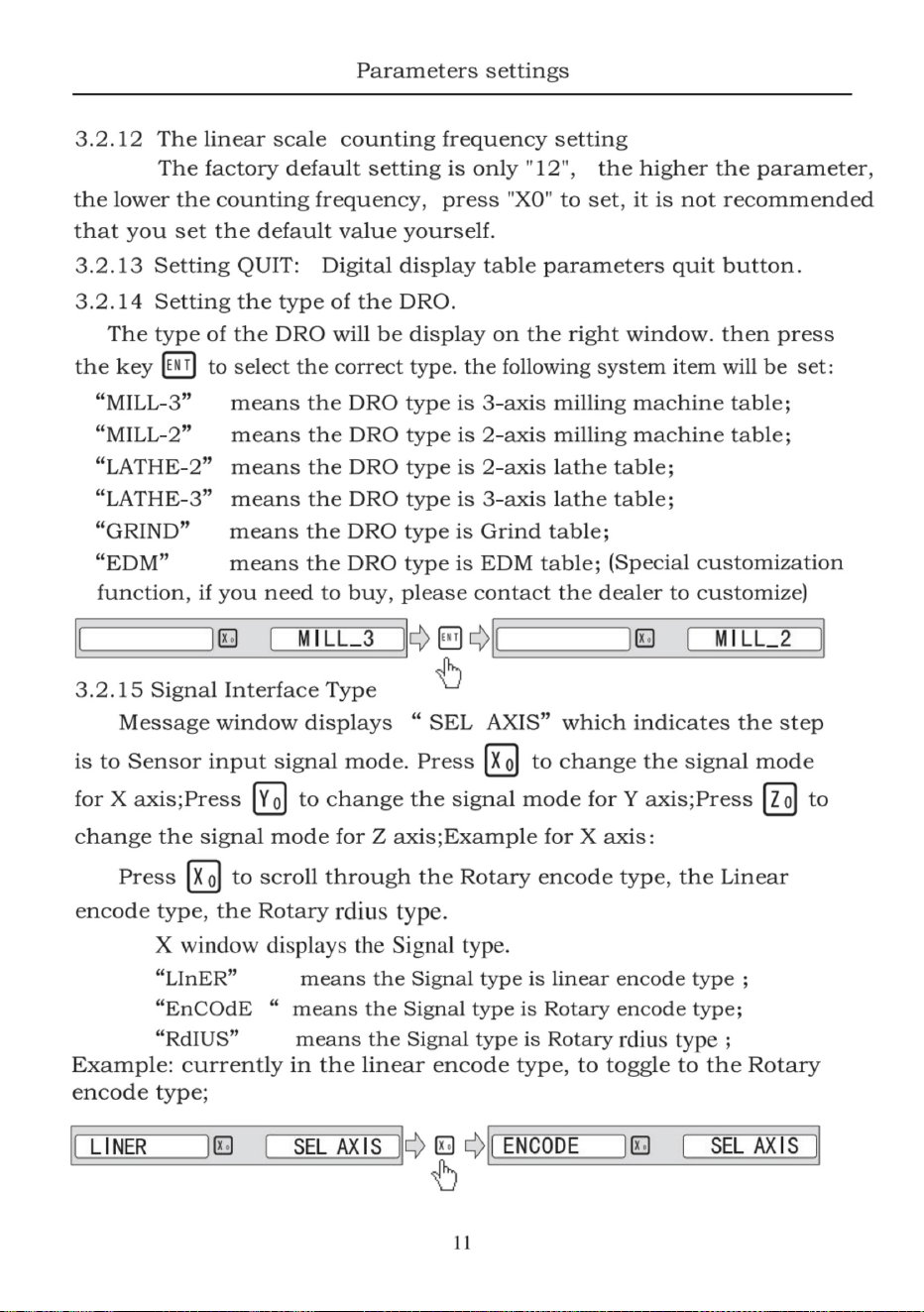
Machine Translated by Google
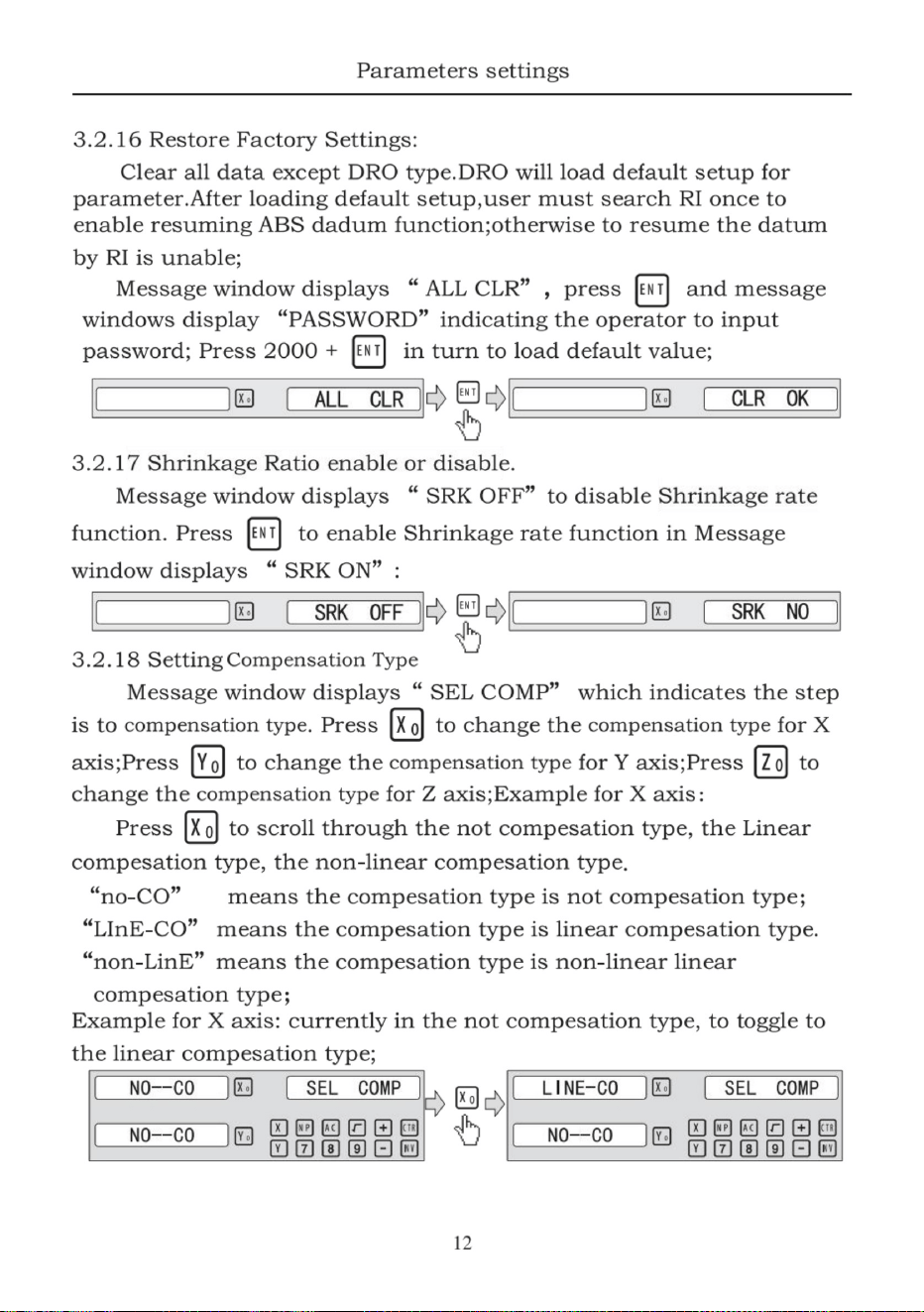
Machine Translated by Google
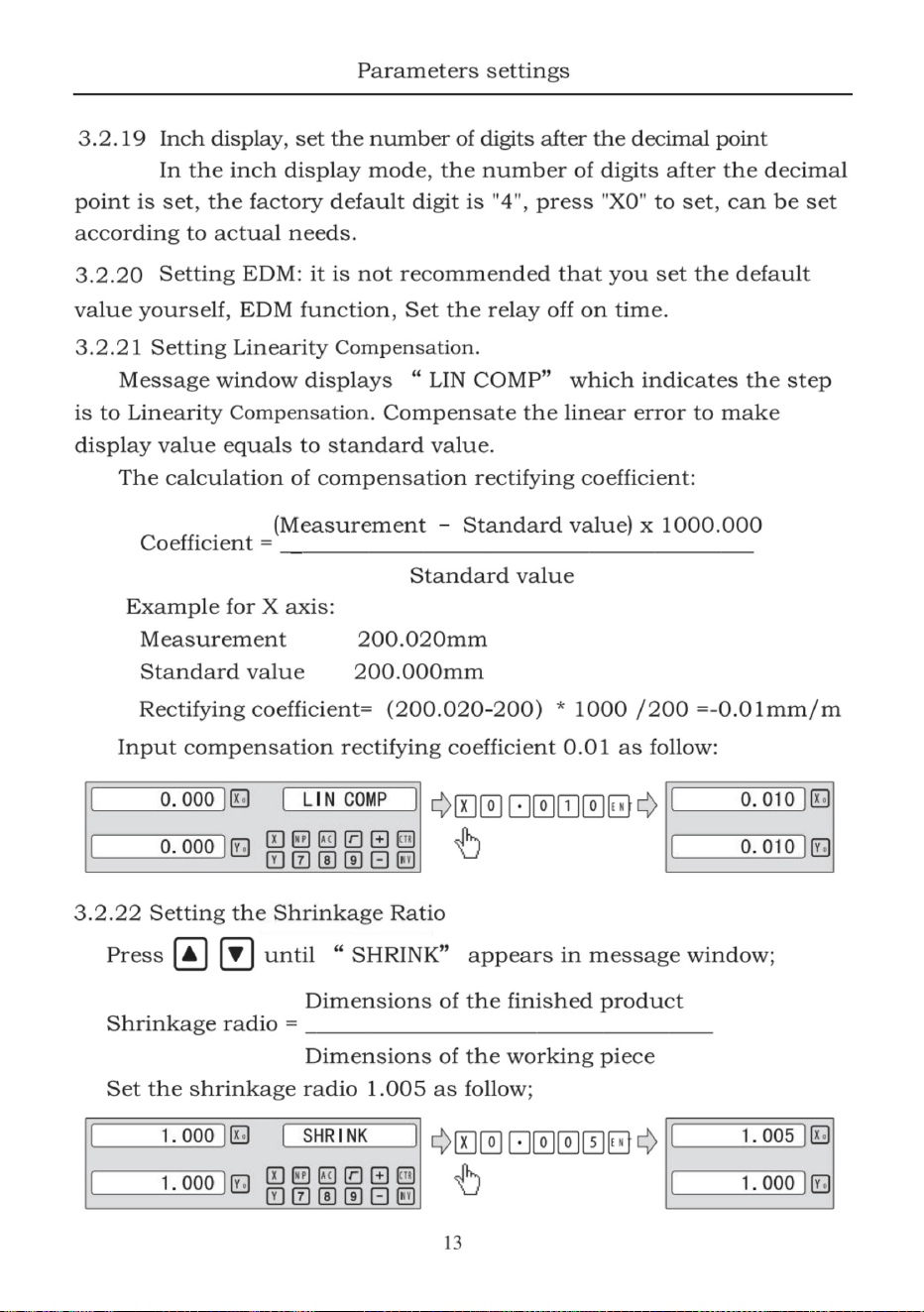
Machine Translated by Google
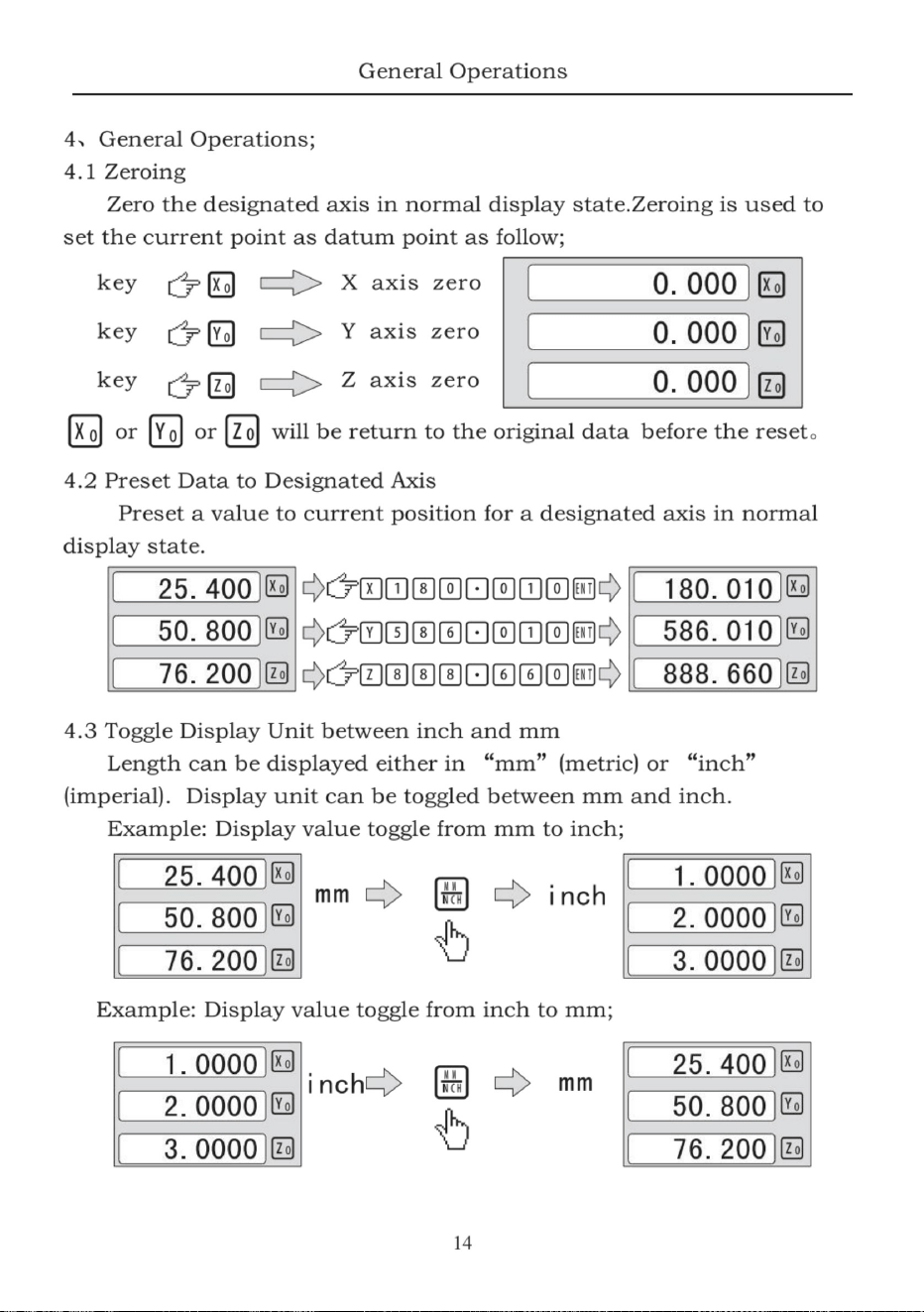
Machine Translated by Google
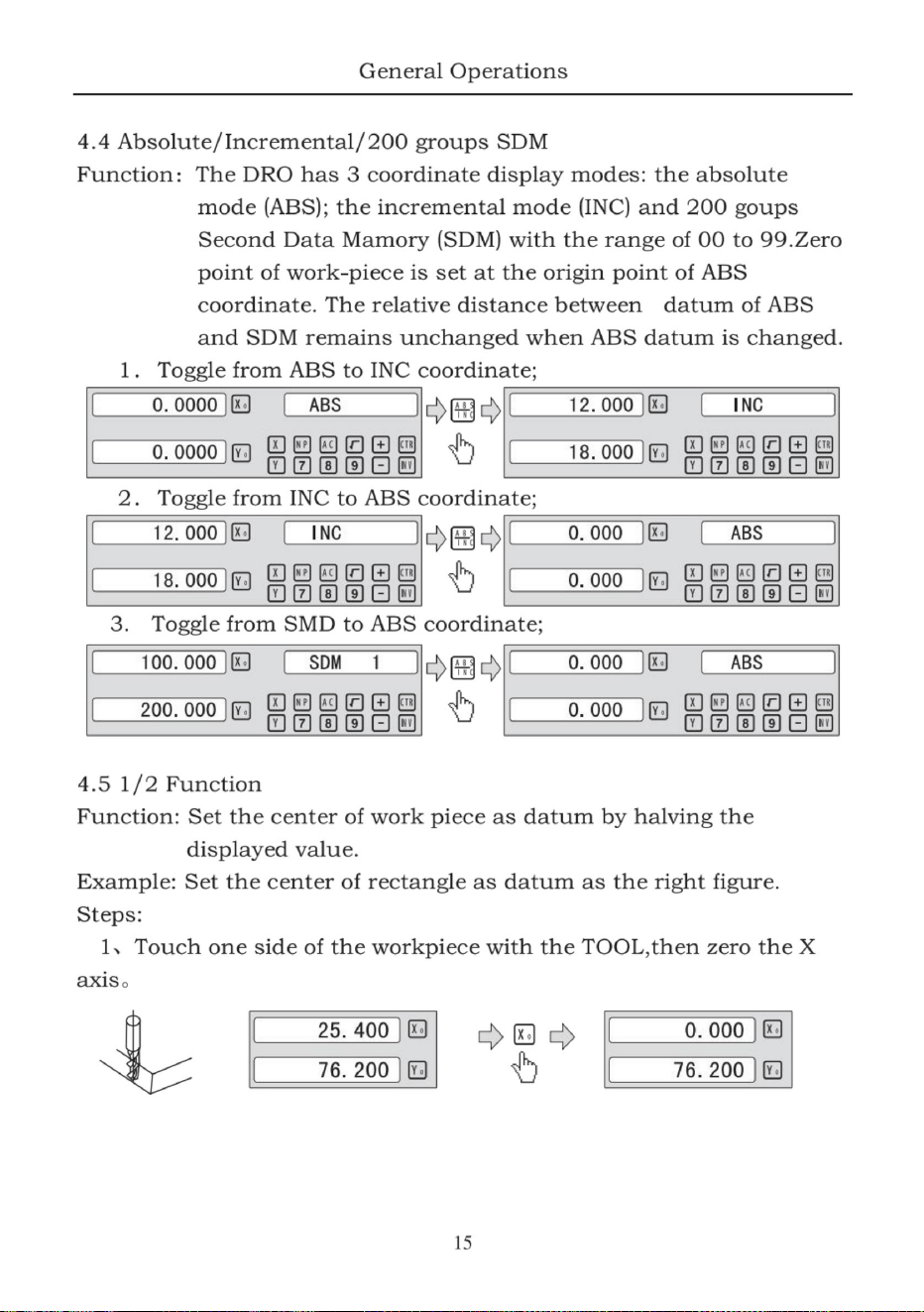
Machine Translated by Google
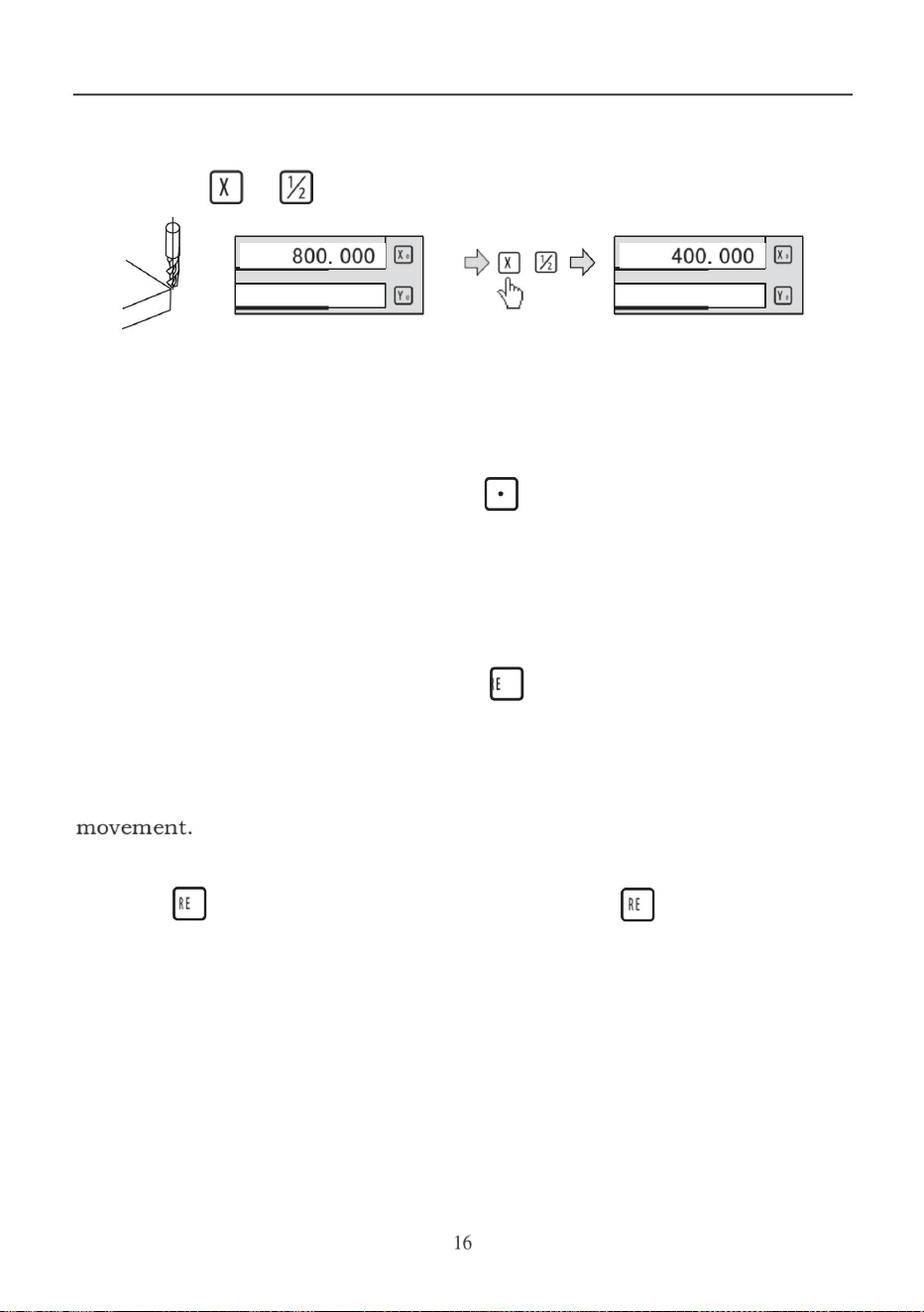
76 . 20076 . 200
,
il tasto F. In modalità di sospensione, premere il tasto F per uscire
a sua volta per valutare il valore visualizzato sull'asse X.
dieci volte causerà la cancellazione
Esempio: in modalità non ABS, per accedere alla modalità sleepin8 premere
Modalità il DRO è ancora in stato di funzionamento e registra effettivamente lo STRUMENTO
Quindi premere
In modalità ABs, premere continuamente
4 . 6 cancella tutti i dati SDM.
PORTARE l'UTENSILE sul lato opposto del pezzo in lavorazione e toccarlo.
di nuovo CAUSE il DRO torna alla modalità di lavoro. Nella modalità di sospensione
F CAn spegne tutti i display
2
e il DRO accede alla modalità di sospensione, quindi premendo questo tasto
La memoria viene utilizzata per memorizzare le impostazioni del DRO e della macchina
in modalità non ABS, premendo il tasto
Operazioni generali
4. 7 Modalità di sospensione
4. 8 Memoria di interruzione di corrente.
+
Modalità di sospensione ·
tutti i dati per 200 set SDM. La finestra Mcsage visualizza USDM
"CLR" .
finestra. La posizione è il centro del pezzo in lavorazione·
3ÿ Spostare il tavolo di lavorazione finché non viene visualizzato "o. 000" sull'asse x
valori di riferimento quando POWEr è spento.
Machine Translated by Google
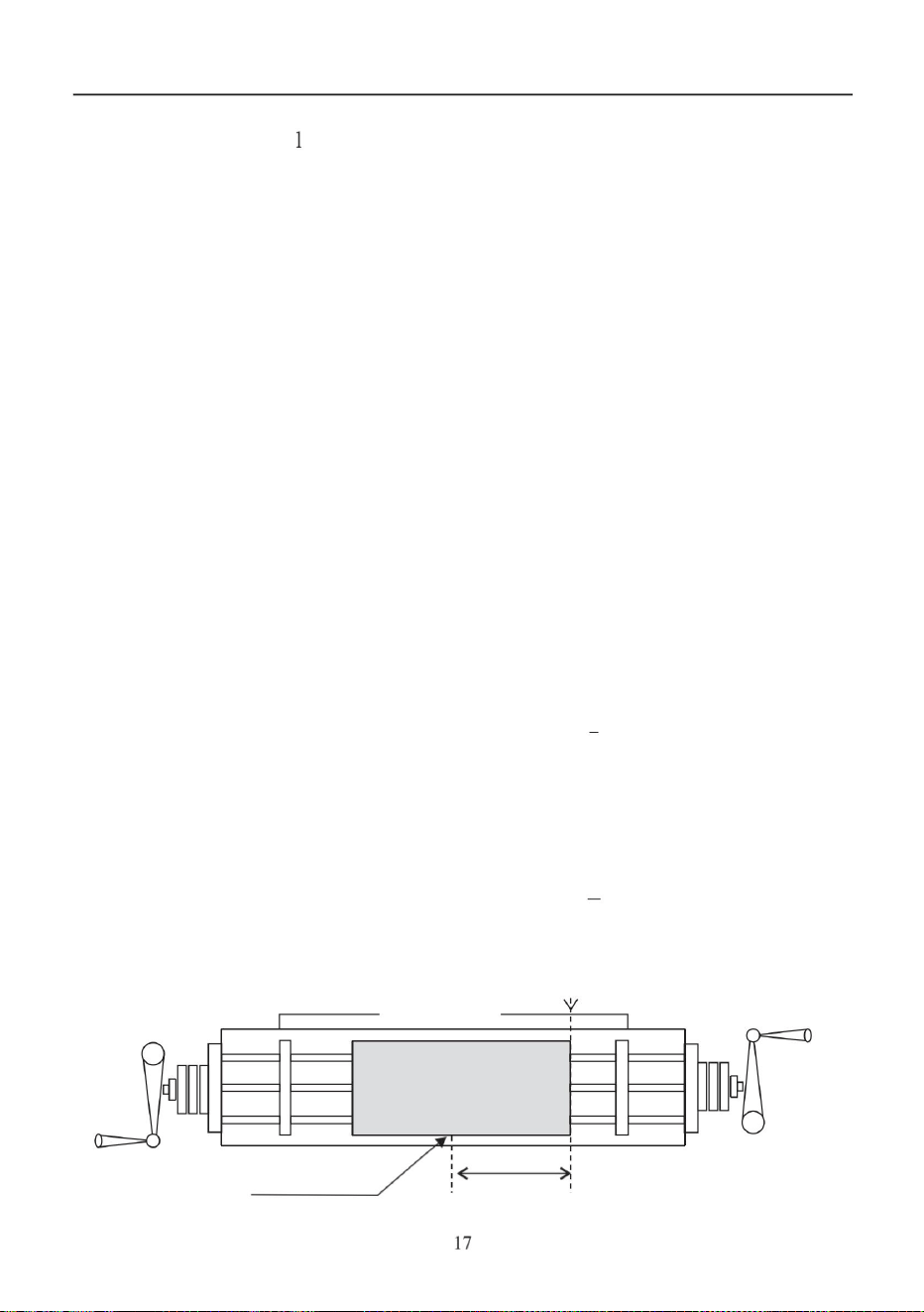
pezzo in lavorazione
dato del pezzo
(ABS Zero)
D istanza tra il riferimento
(permanente e fisso)
Scala lineare
Posizione di riferimento dell'asse X
4 . 9 Cerca il punto di riferimento assoluto della scala
punto e pezzo in lavorazione dati
il processo di lavorazione che porta alla perdita del dato del pezzo in lavorazione
segue.
Il DRO deve essere spento dopo il lavoro, altrimenti si verifica un'interruzione di corrente durante
Il principio di funzionamento della funzione di memoria del dato di riferimento è il seguente:
posizione come distanza memorizzata dal punto di riferimento ·
la lavorazione non può essere completata in un turno di lavoro e quindi la
posizione per fornire la funzione di memoria del punto di riferimento.
Ogni scala lineare ha una posizione del punto di riferimento che è dotata di riferimento
Durante il processo di lavorazione quotidiano, è molto comune che il
recupero del dato del pezzo in lavorazione in modo estremamente accurato e senza
necessità di ristabilire il dato del pezzo in lavorazione utilizzando un rilevatore di bordi o altri metodi,
in caso di interruzione di corrente o spegnimento del DRO, possiamo ripristinare
lavorazione con precisione perché non è possibile ristabilire la
riferimento del pezzo esattamente nella posizione precedente. PER consentire il
Operazioni generali
non cambiano né scompaiono mai quando il sistema DRO è spento.
l'utilizzo di un rilevatore di bordi o di un altro metodo induce inevitabilmente un aumento
Pertanto, dobbiamo semplicemente memorizzare la distanza tra il punto di riferimento
poiché il punto di riferimento della scala lineare è permanente e fisso, sarà
il dato del pezzo (posizione zero) preimpostando lo zero del display
Ci sono tre modalità di funzionamento (REFÿ ABÿ LEF AB):
e il dato del pezzo (posizione zero) nella memoria NON volatile· Quindi
(posizione zero del pezzo), il ripristino del dato del pezzo
Un dato assoluto deve essere impostato quando un pezzo viene lavorato.
Esempio: per memorizzare il dato di lavoro dell'asse X·
Machine Translated by Google
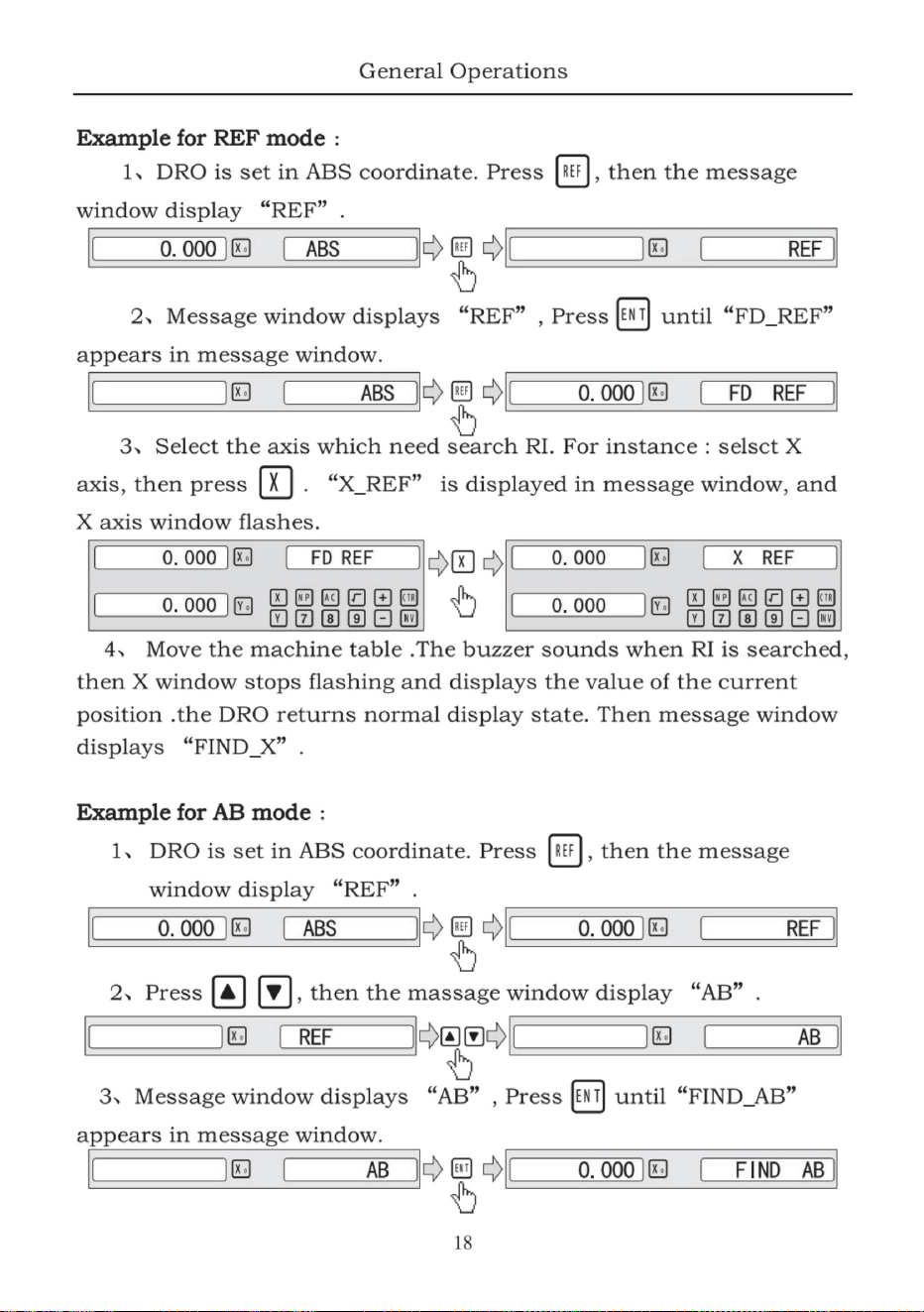
Machine Translated by Google
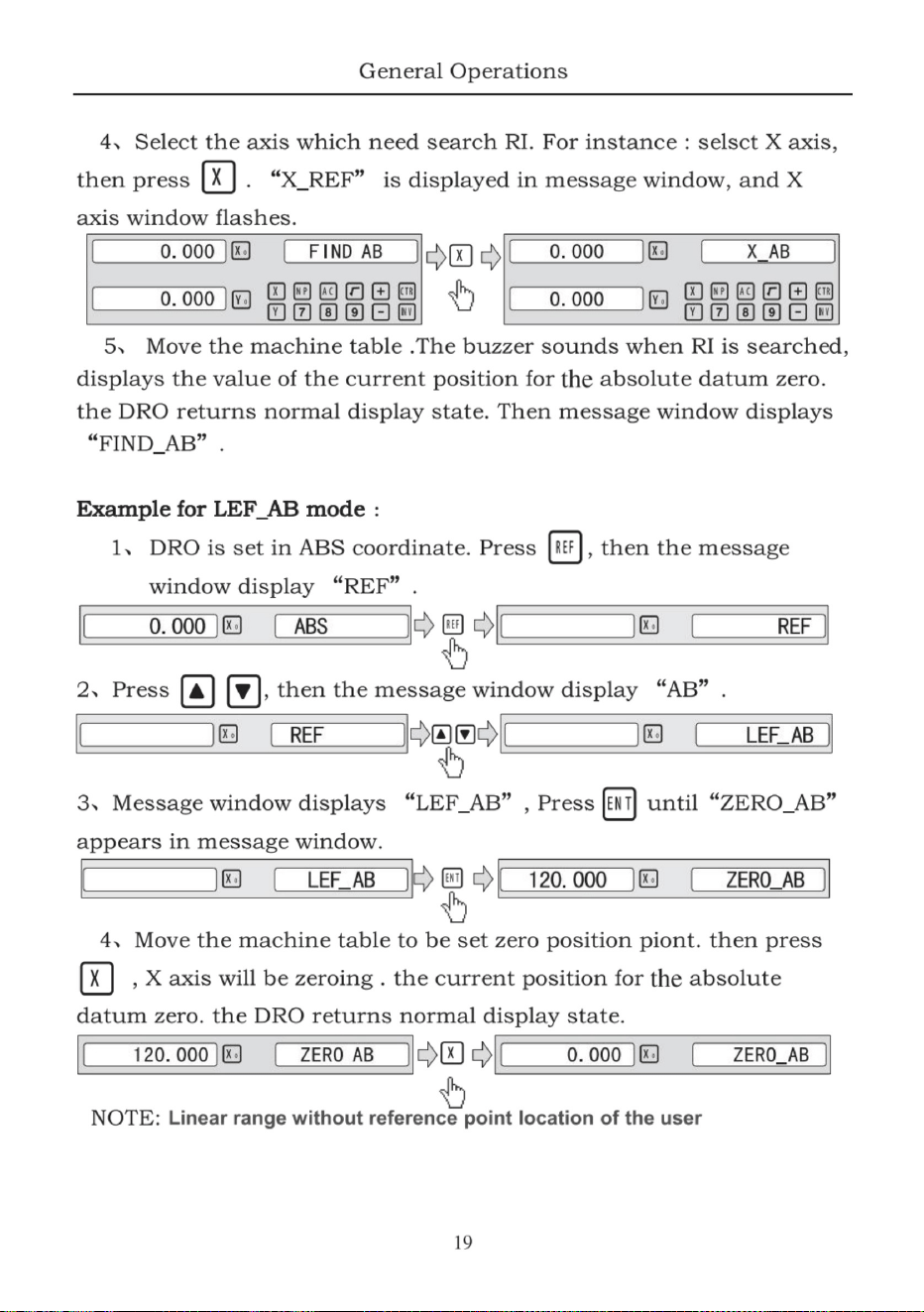
Machine Translated by Google
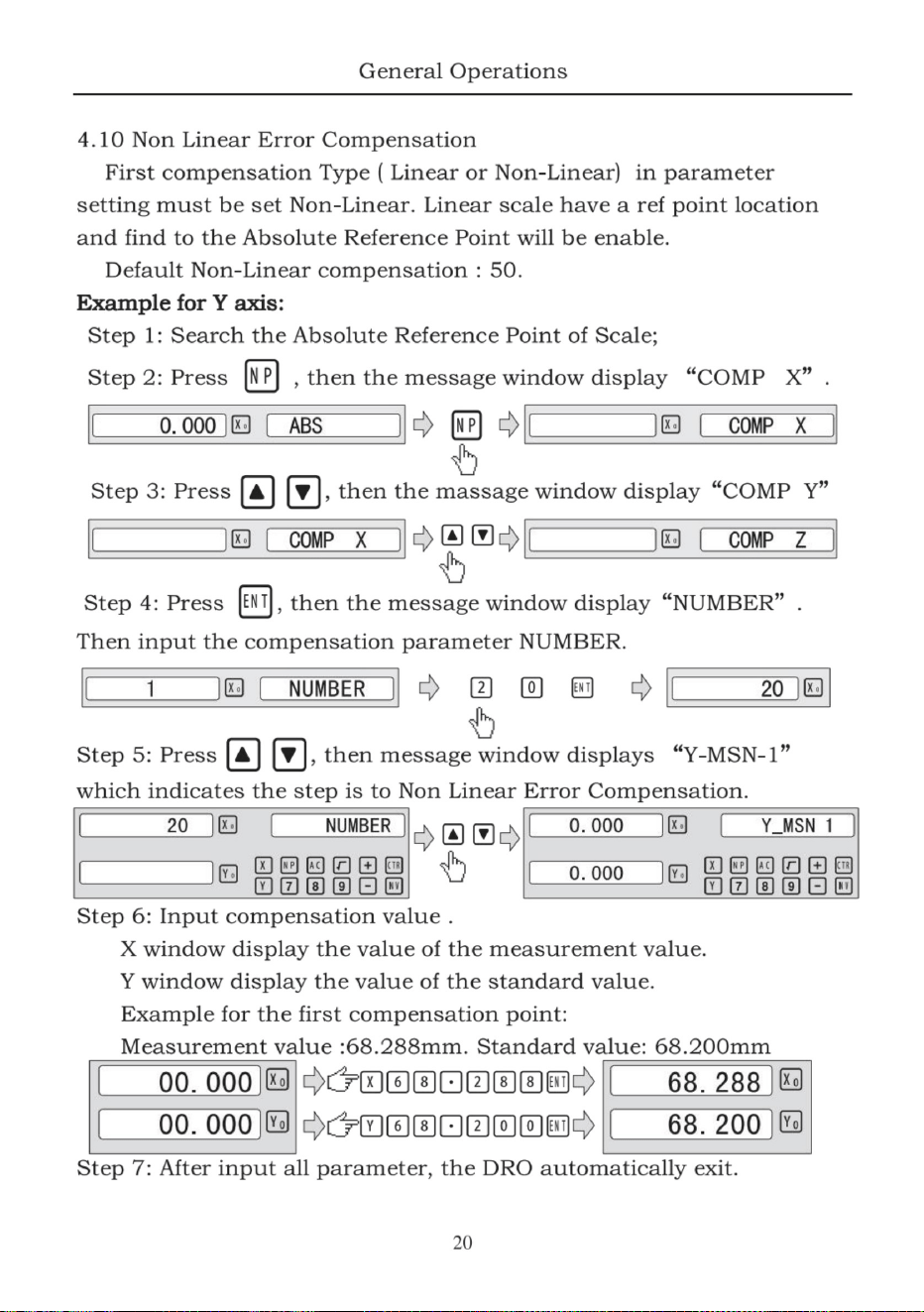
Machine Translated by Google
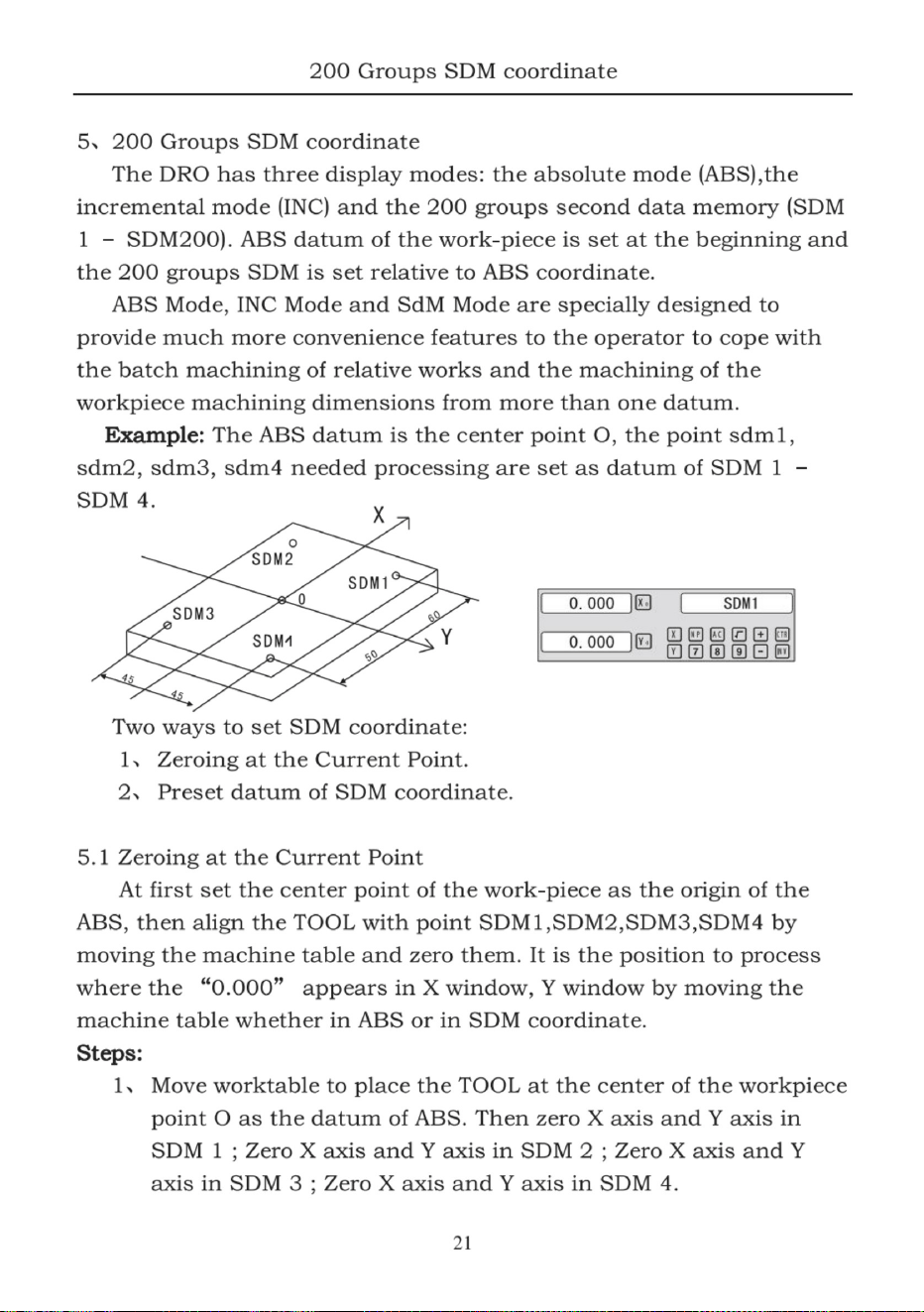
Machine Translated by Google
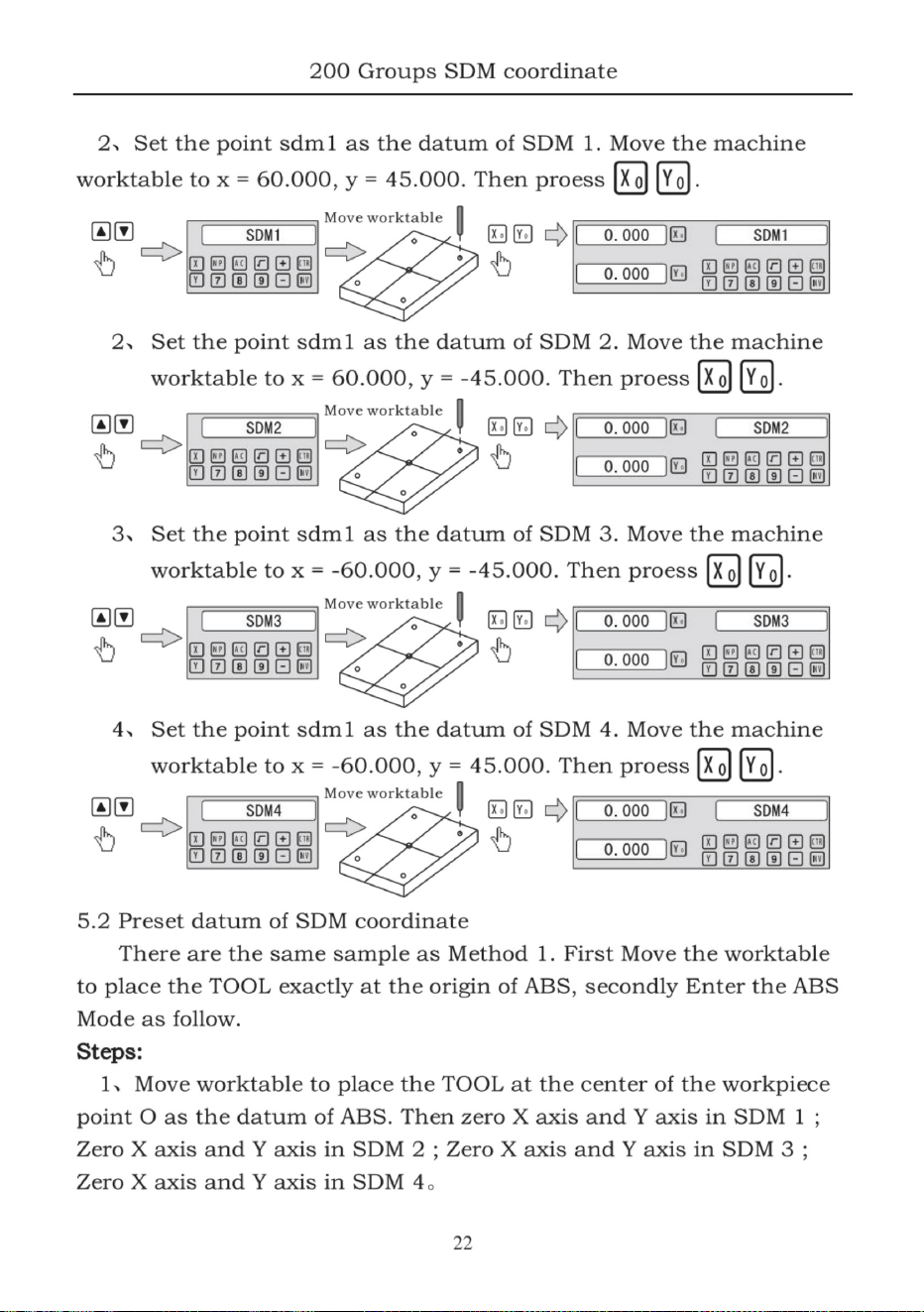
Machine Translated by Google
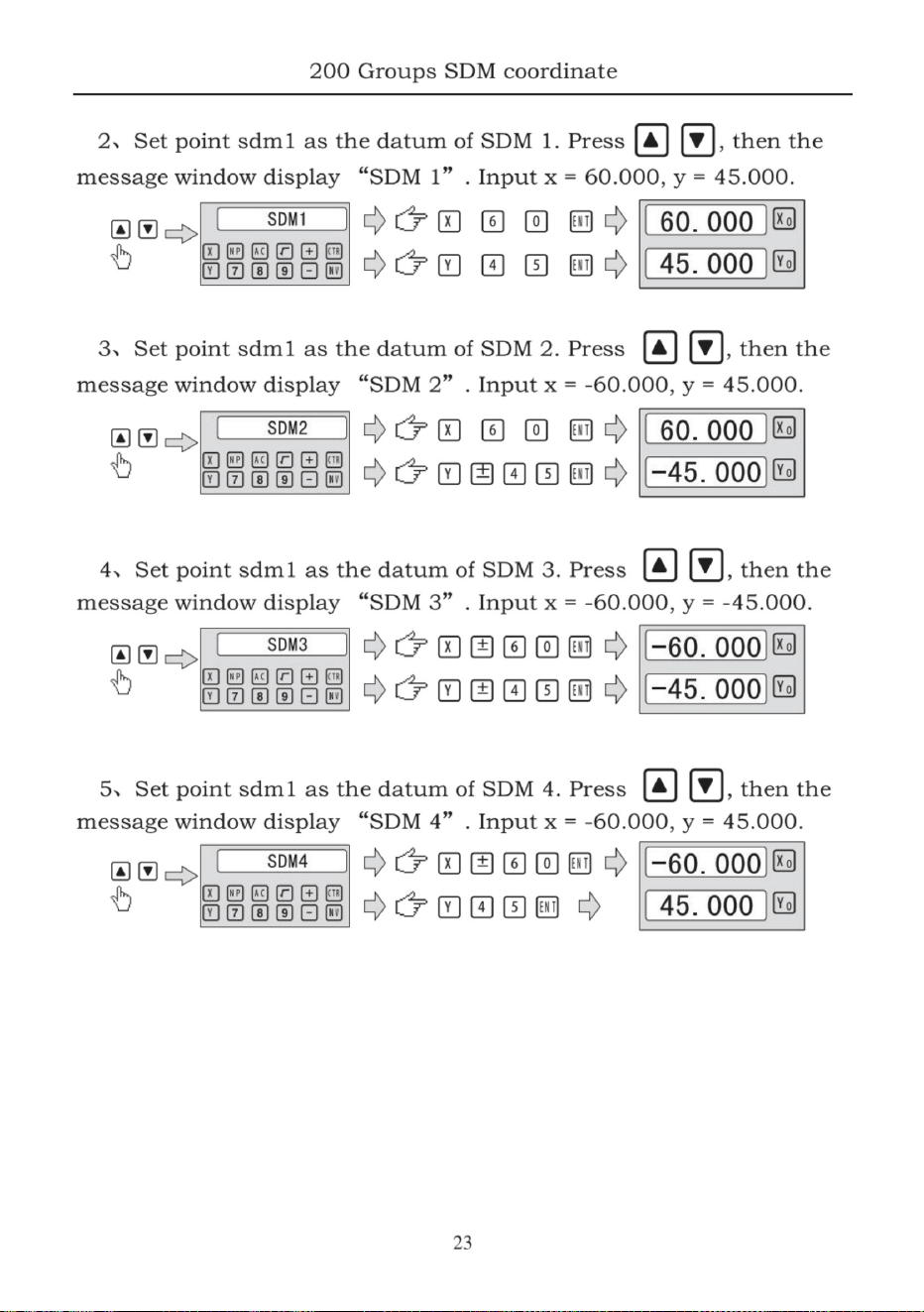
Machine Translated by Google

6ÿ Funzione speciale
Funzione speciale
24
Machine Translated by Google
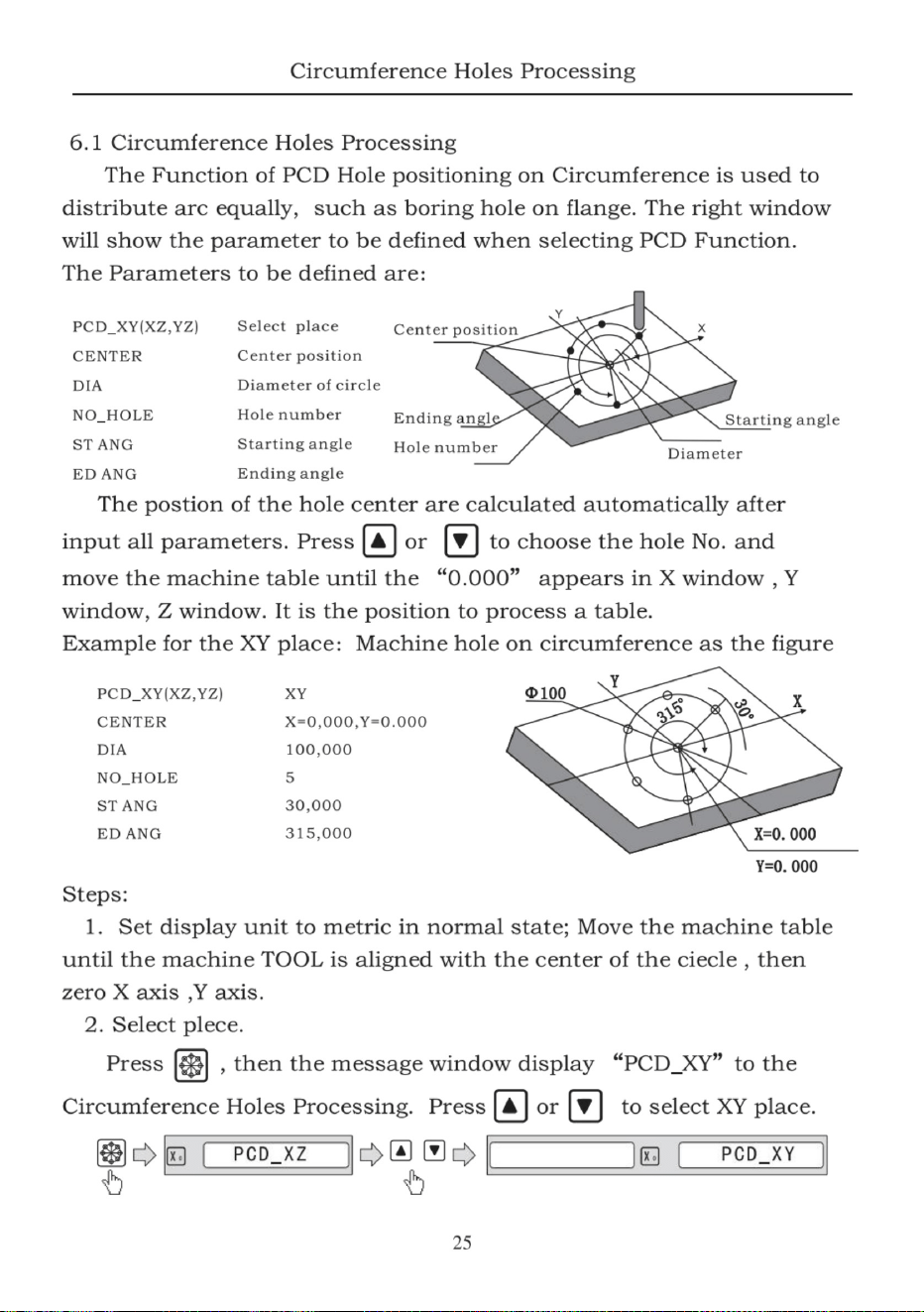
Machine Translated by Google
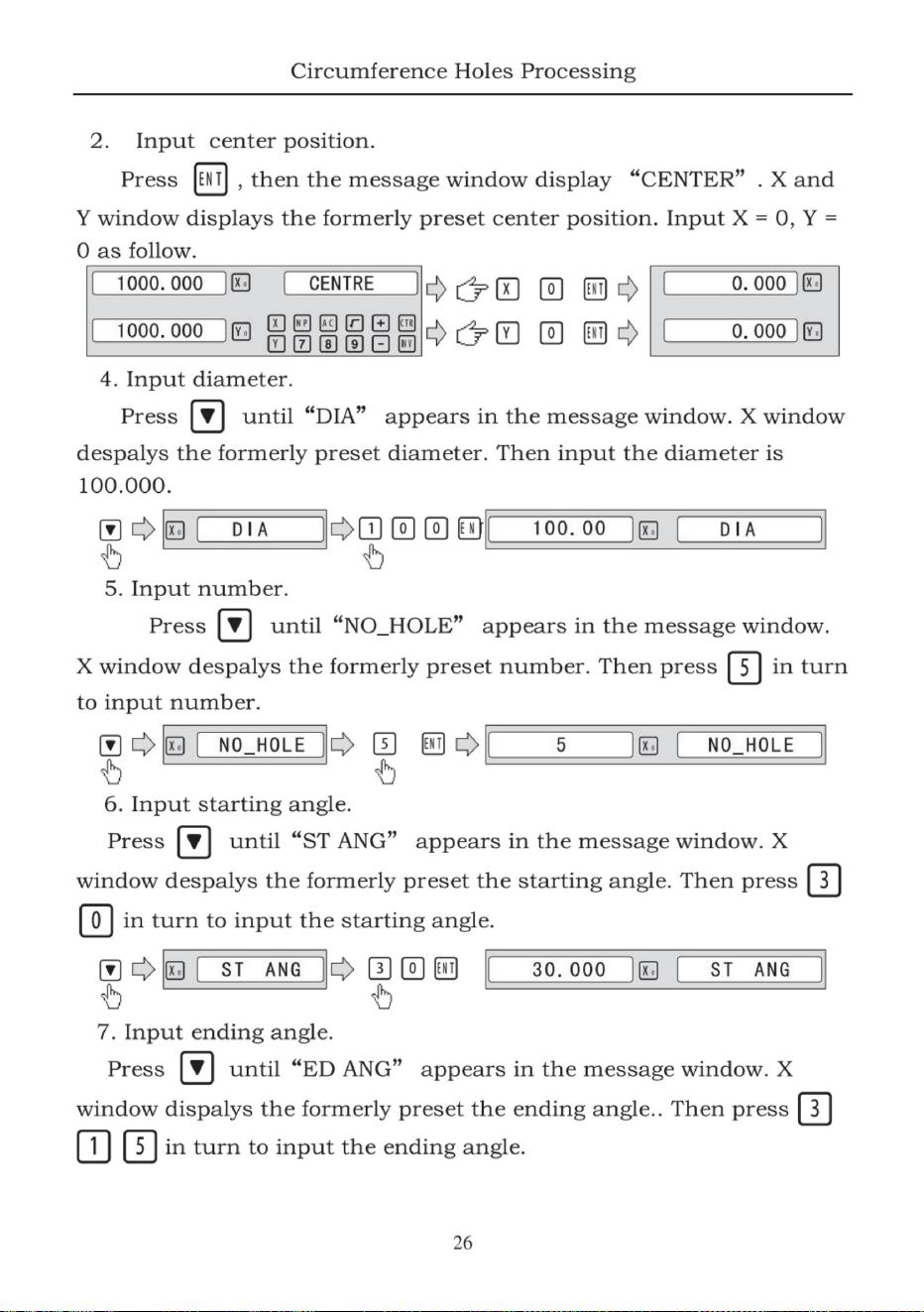
Machine Translated by Google
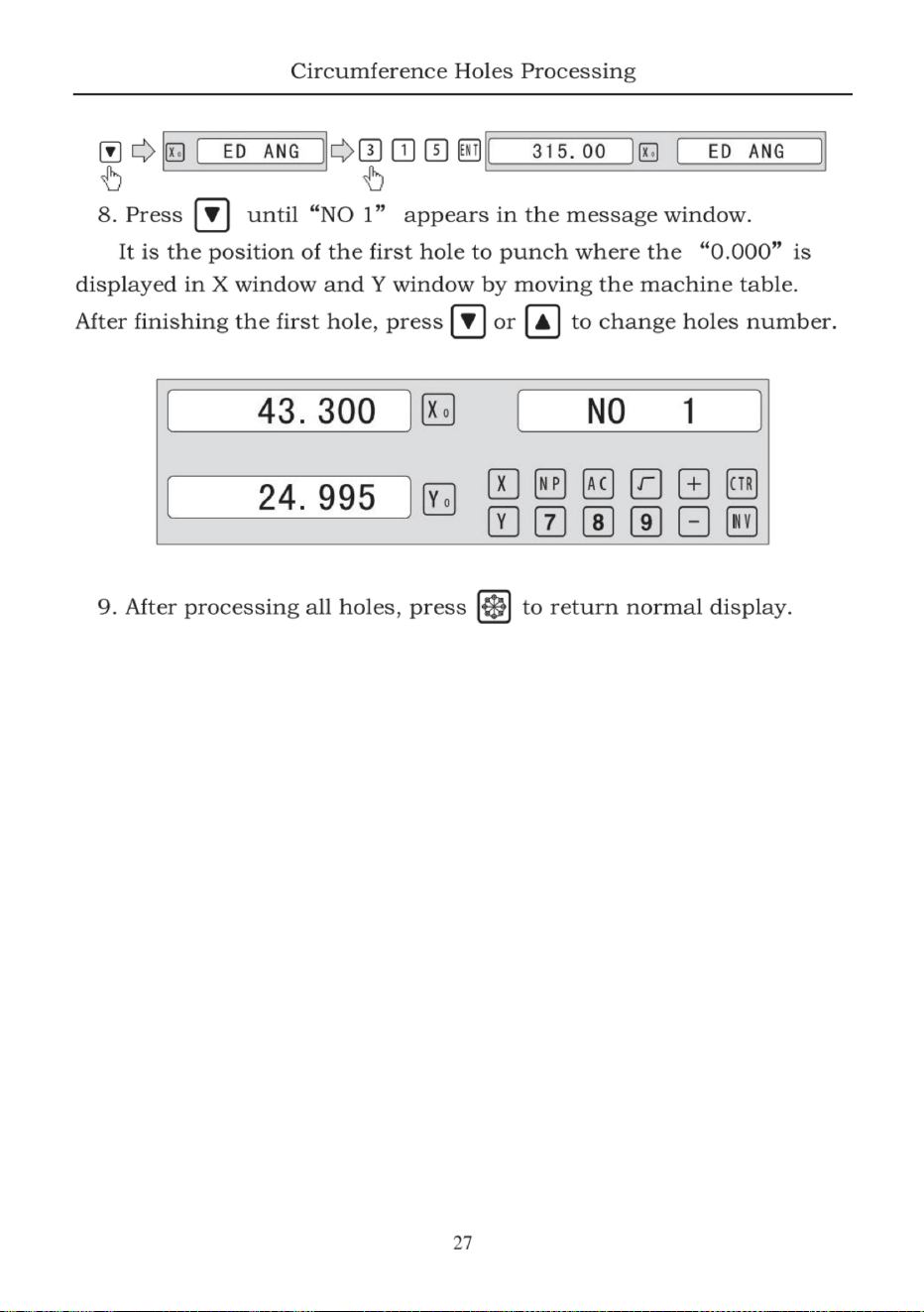
Machine Translated by Google
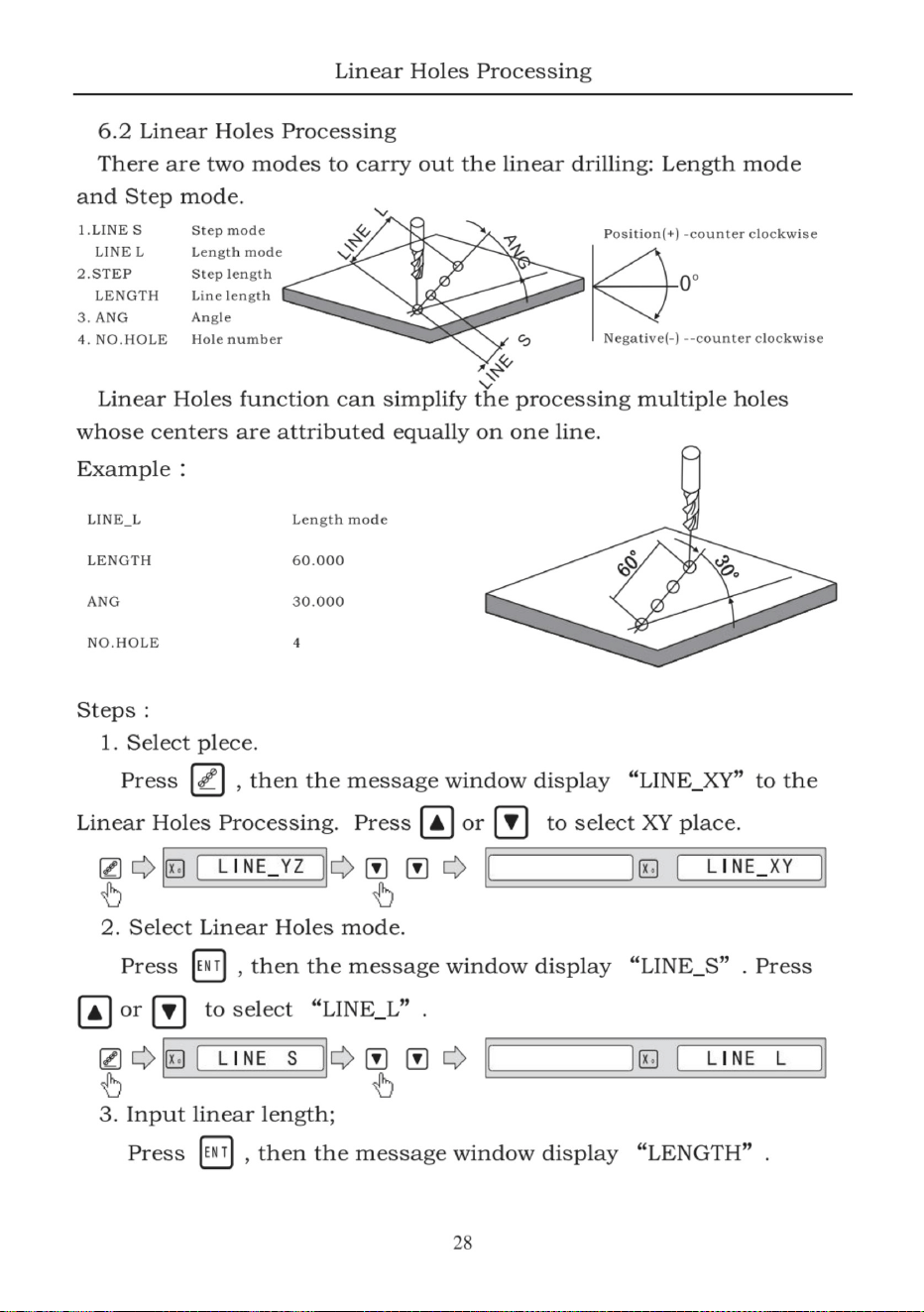
Machine Translated by Google
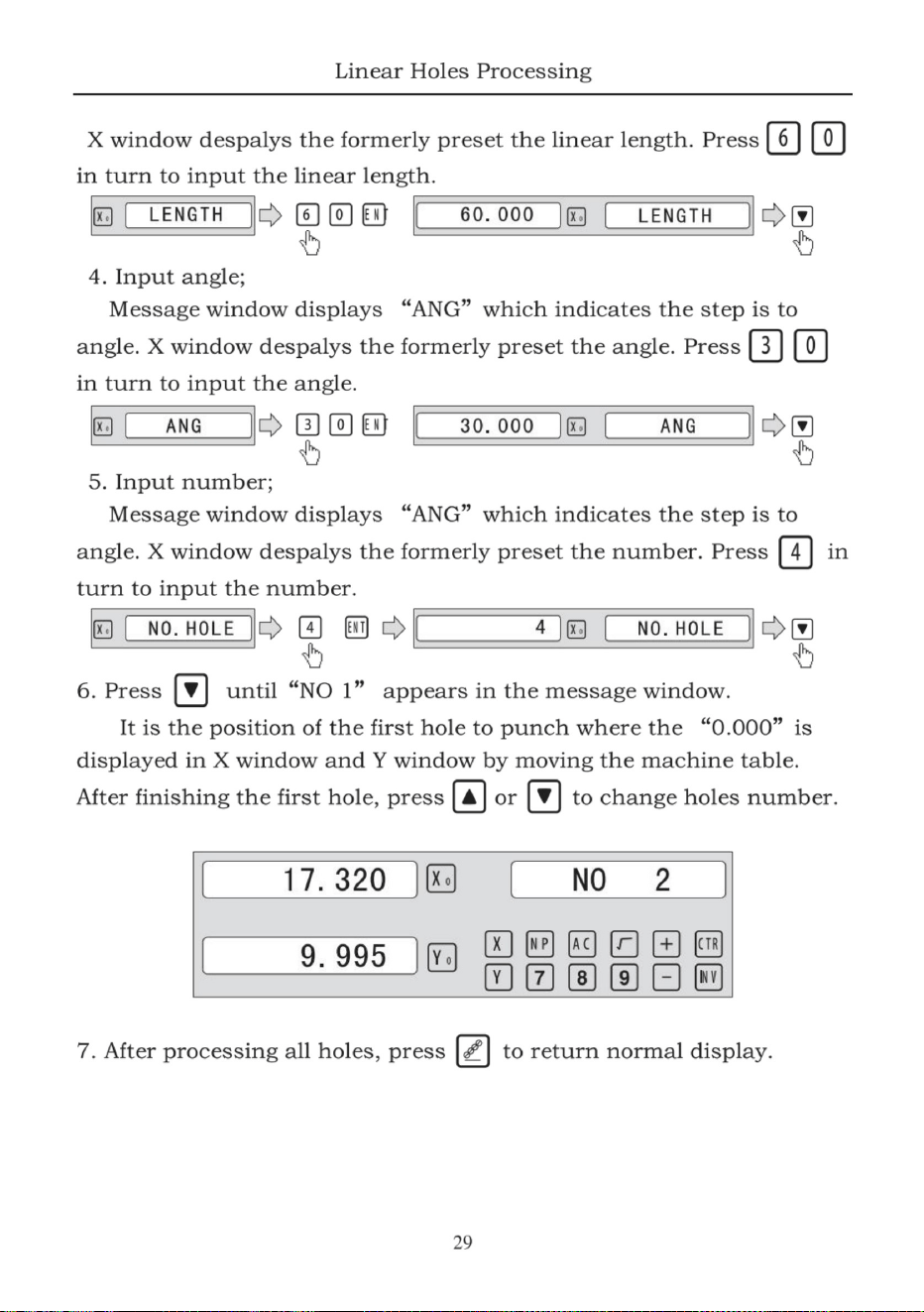
Machine Translated by Google
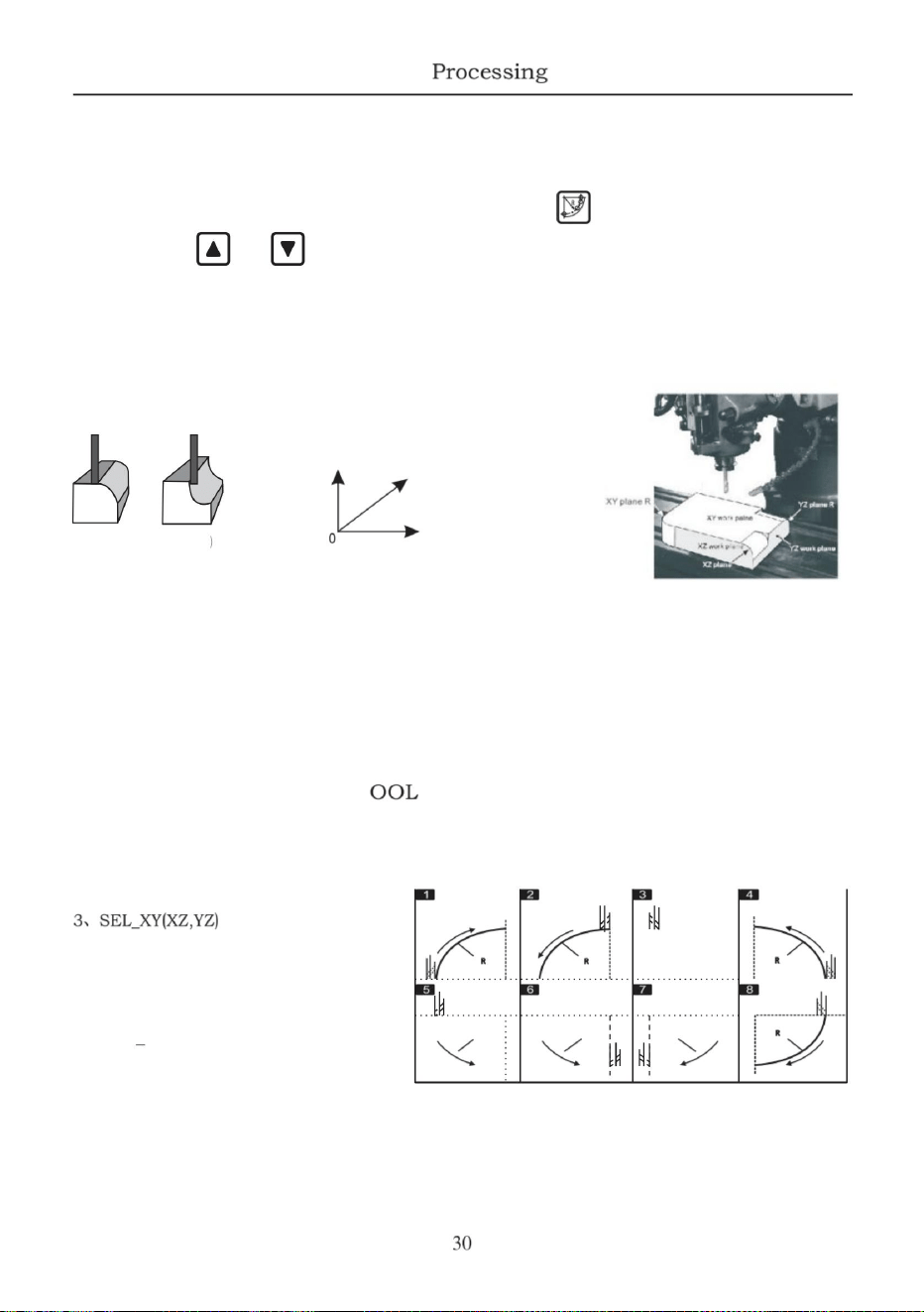
(RAD+TL) (RAD+TL
Diametro utensile
Fase di alimentazione
arco esterno e
arco interno
Modalità dell'ARC.
Raggio dell'arco
seleziona luogo
elaborazione semplice
Y( +direzione positiva)
TIPO 1 - 8
4
,
SEMPLICE
Z(+direzione positiva)
7ÿ RADTL
2
6ÿ TAGLIO MASSIMO
1
5ÿ TL LUI
,
,
RAD
X (+direzione positiva)
per accedere alla funzione ARC,
Funzione ARC.
lavorati da una scanalatura piana T
su piani di lavoro diversi come mostrato di seguito ·
O
MAX CUT e Qrc esterno o arco interno. In generale, un arco può essere
figura giusta.
6 . 3 Elaborazione ARC
semplice funzione ARC:
quando la scorrevolezza non è molto richiesta, il SIMPLE ARC
ARCO
Durante l'installazione, normalmente vengono prese in considerazione le coordinate della macchina e del
direzione di X, Y
Funzione e funzione R regolare · premere quindi pr css
,
ci sono solo otto tipi di ARC utilizzati per la macchina. L'operatore deve solo
Per la funzione ARC sono disponibili DUE funzioni: la semplice ARC
Z sono come segue. Il piano di lavoro è mostrato AS the
la funzione è normalmente utilizzata per la lavorazione dell'arco. Nella funzione SIMPLE
Oppure arco TOOL, la differenza tra
,
per selezionare la funzione ARC regolare o semplice
seleziona il tipo di R e inserisci i parametri del raggio dell'arco
T entrare
RR R
(solo per posto xy)
Machine Translated by Google
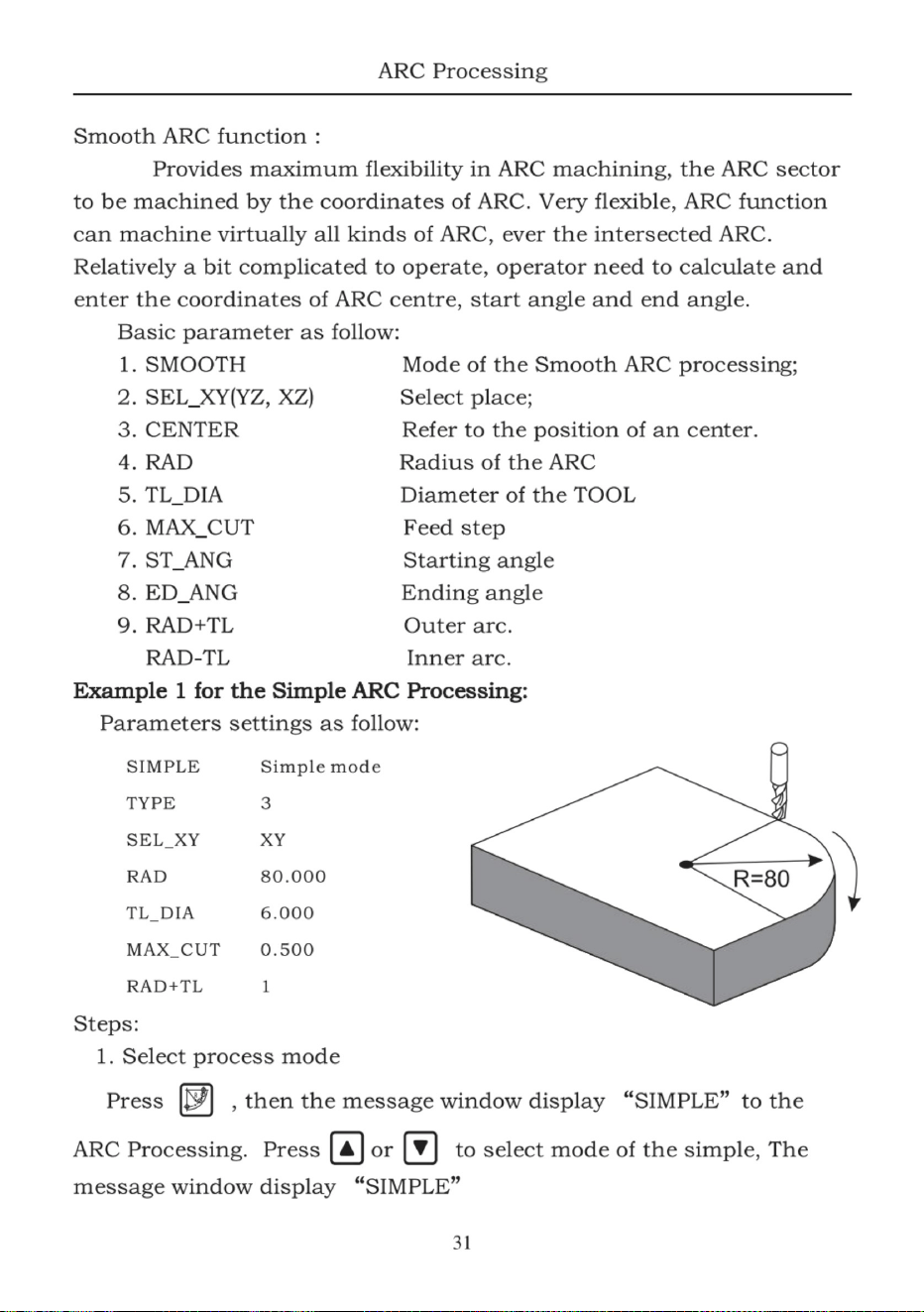
Machine Translated by Google
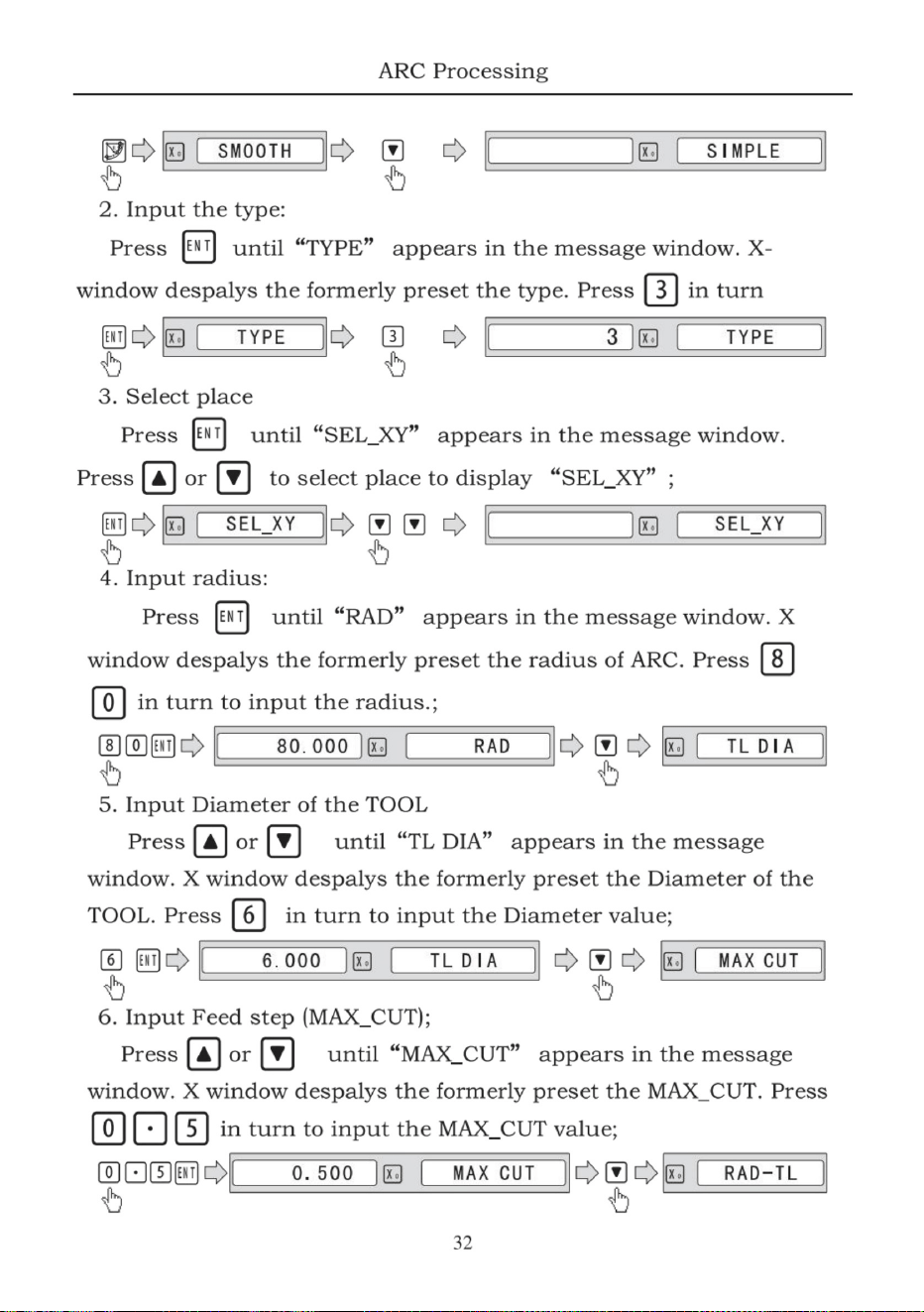
Machine Translated by Google
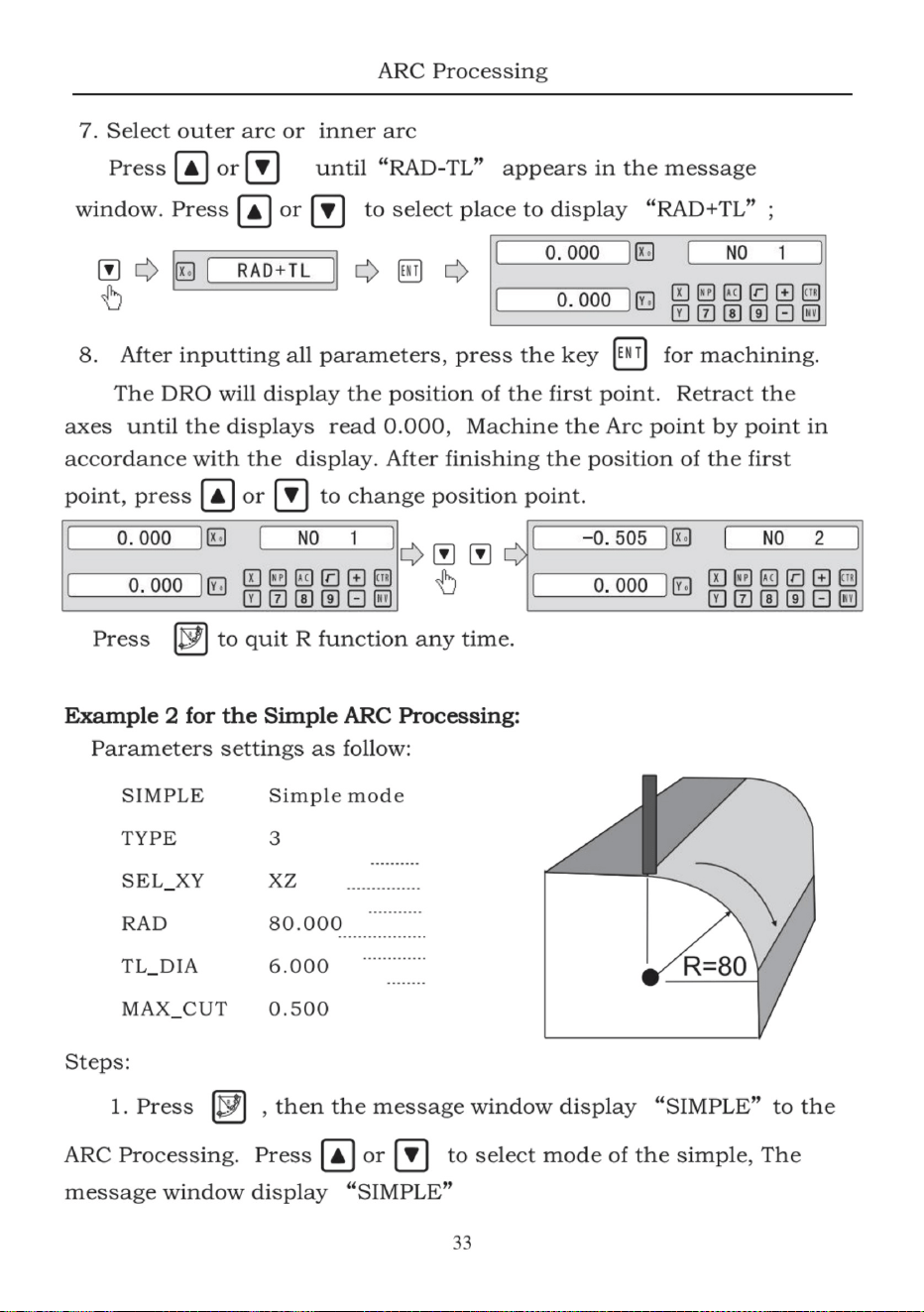
Machine Translated by Google
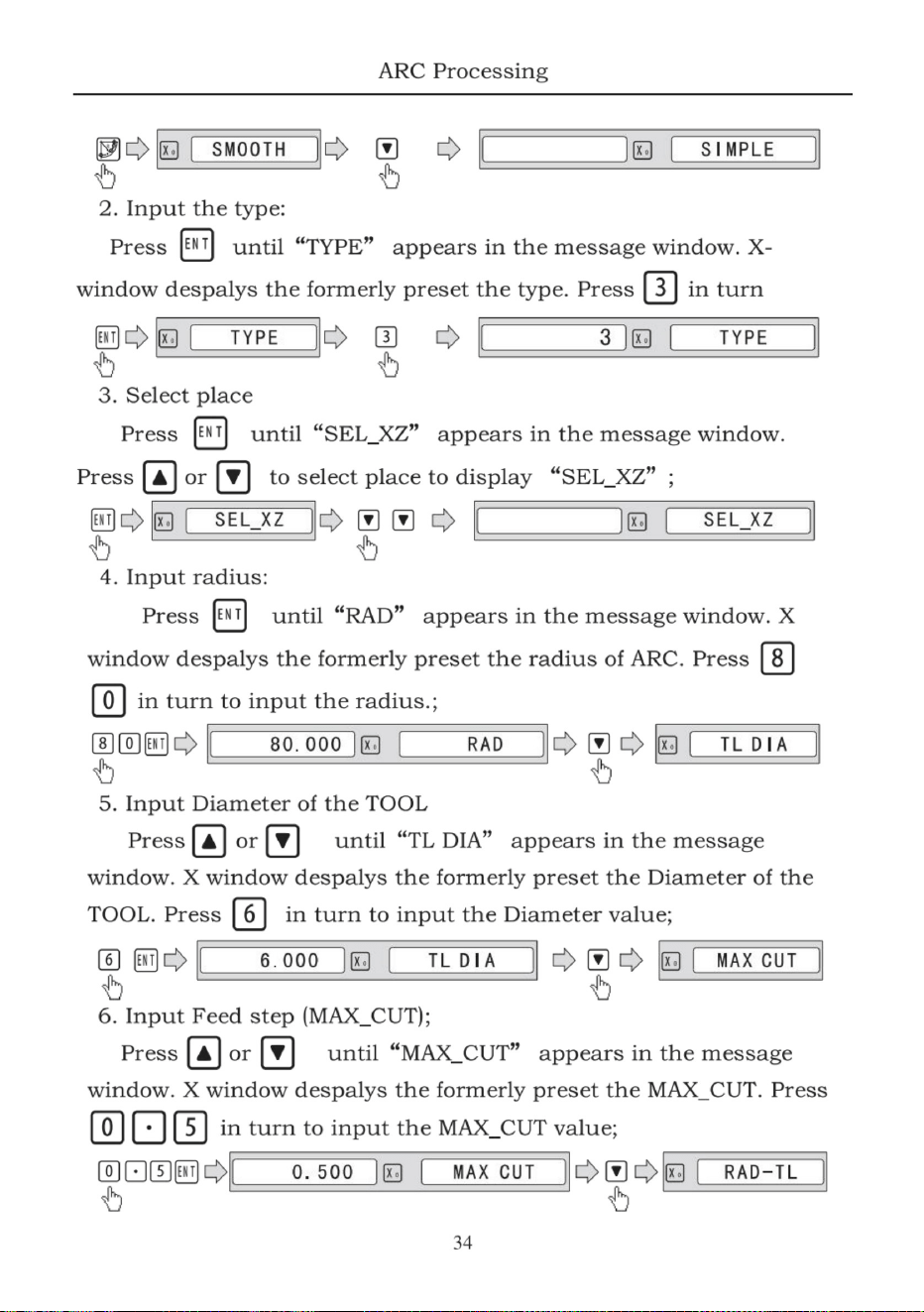
Machine Translated by Google
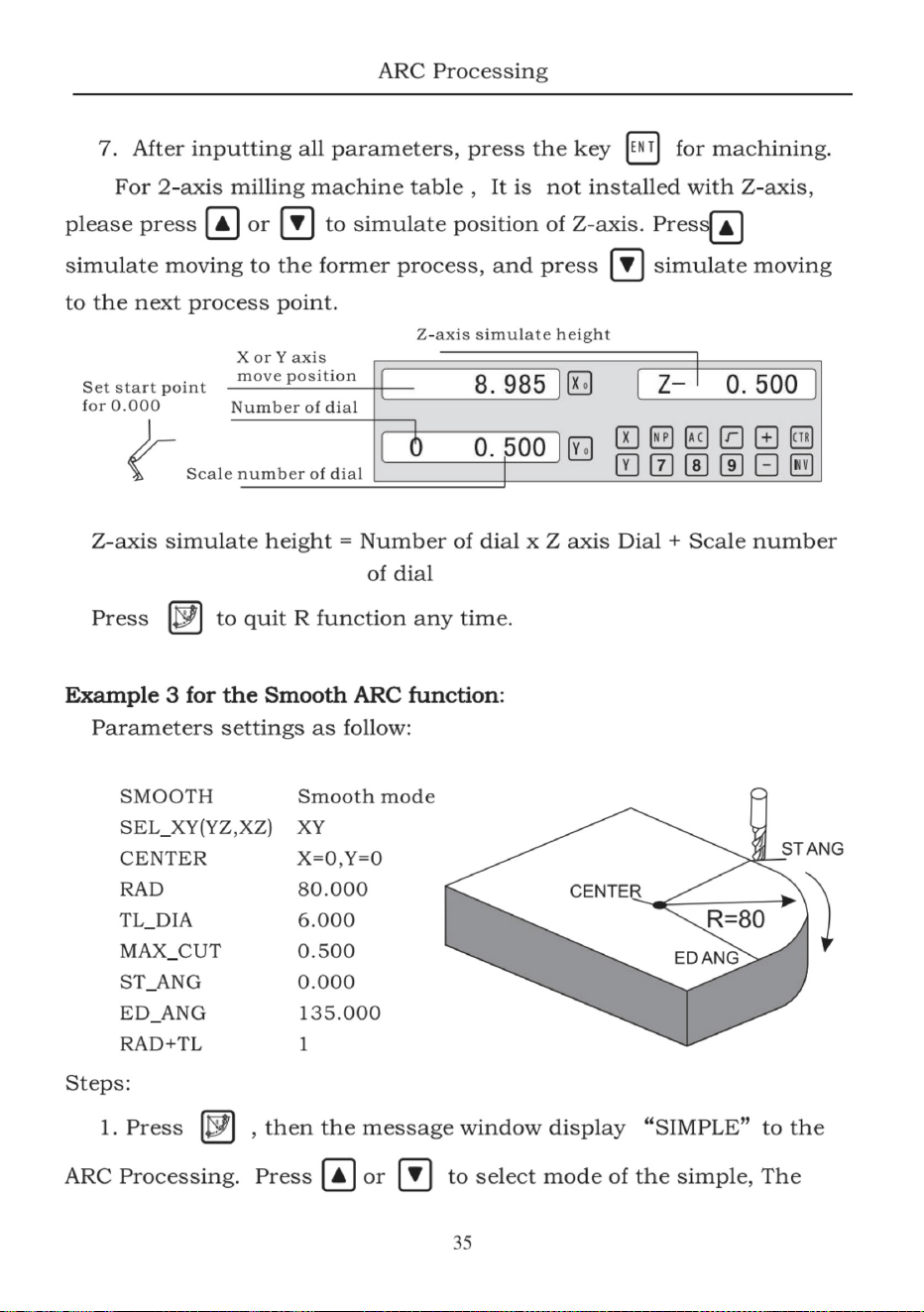
Machine Translated by Google
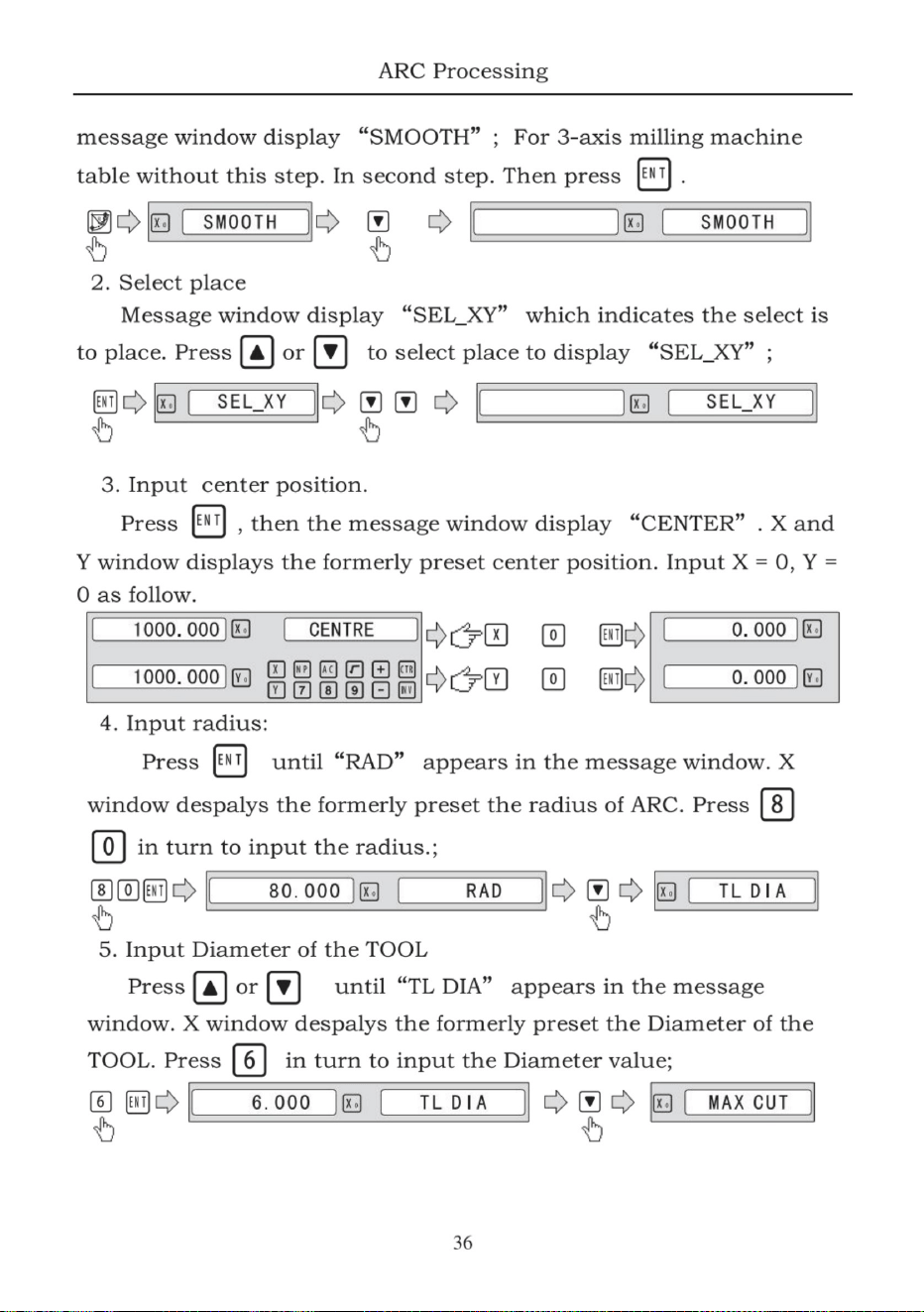
Machine Translated by Google
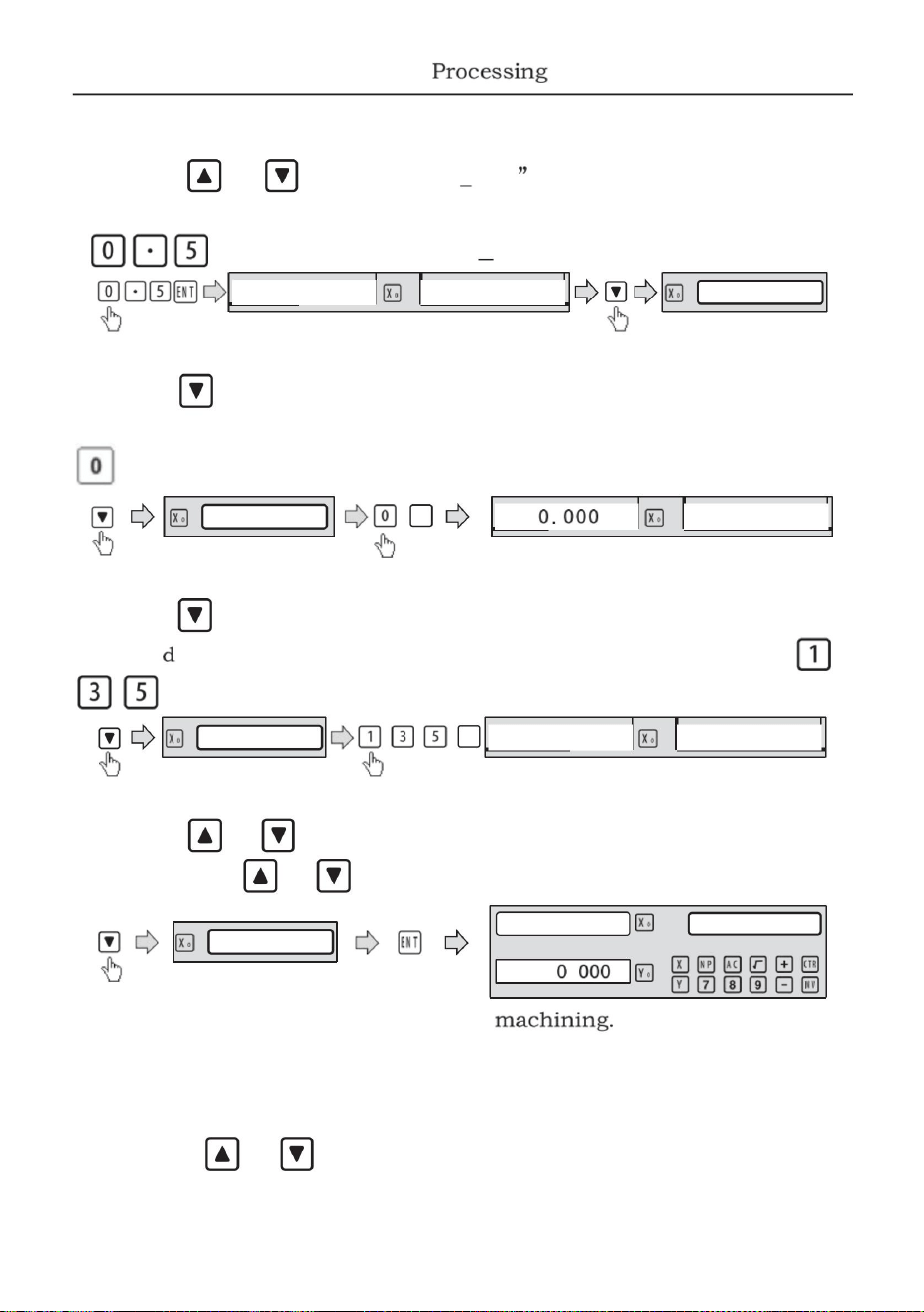
RAD-TL
0 . 500
RAD+TL
1 35 . 00
ED IL
83 . 000
ST
ED IL
ST
TAGLIO MASSIMO
37
premere
finché non compare "RAD-TL" nel messaggio
per selezionare il luogo in cui visualizzare "RAD+TL";
O
finché non appare USTANG" nella finestra del messaggio.x
finché nella finestra del messaggio non appare "UED ANG". X
premere
6 . Passaggio di alimentazione in ingresso (MAX_CUT);
O
premere
finestra.premere
finestra. X Window de spa lys il preset precedente MAX_CUT. premere
O
7. Inserire l'angolo di partenza ·
8 . Angolo finale di input ·
9 . seleziona arco esterno o arco interno
10. Dopo aver inserito tutti i parametri,
ARCO
O
premere
finestra ispa lys il precedentemente preimpostato l'angolo finale. Quindi premere
assi finché i display non leggono 0. 000, lavora l'arco punto per punto in
in accordo con il display. Dopo aver terminato la posizione del primo
fino a quando l'app UMAX CUT non compare nel messaggio
Il DRO visualizzerà la posizione del primo punto. Ritrarre il
per cambiare punto di posizione.
a sua volta per immettere il valore MAX CUT;
finestra de spa lys l'angolo di partenza precedentemente preimpostato · Quindi premere
a sua volta per immettere l'angolo endin8·
punto, premere
a sua volta per immettere l'angolo di partenza-
EWT
EWT
NUMERO 1
Machine Translated by Google
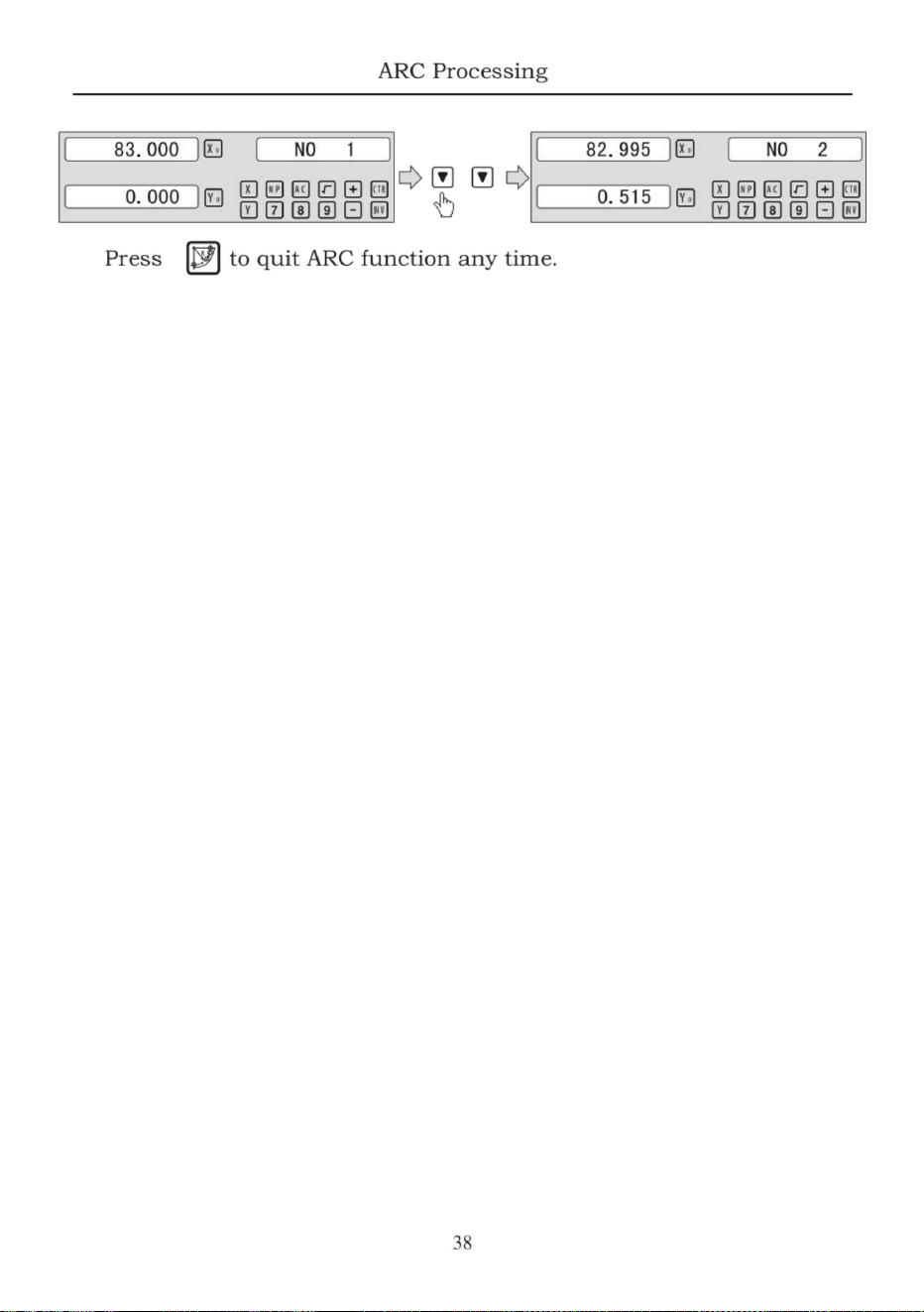
Machine Translated by Google
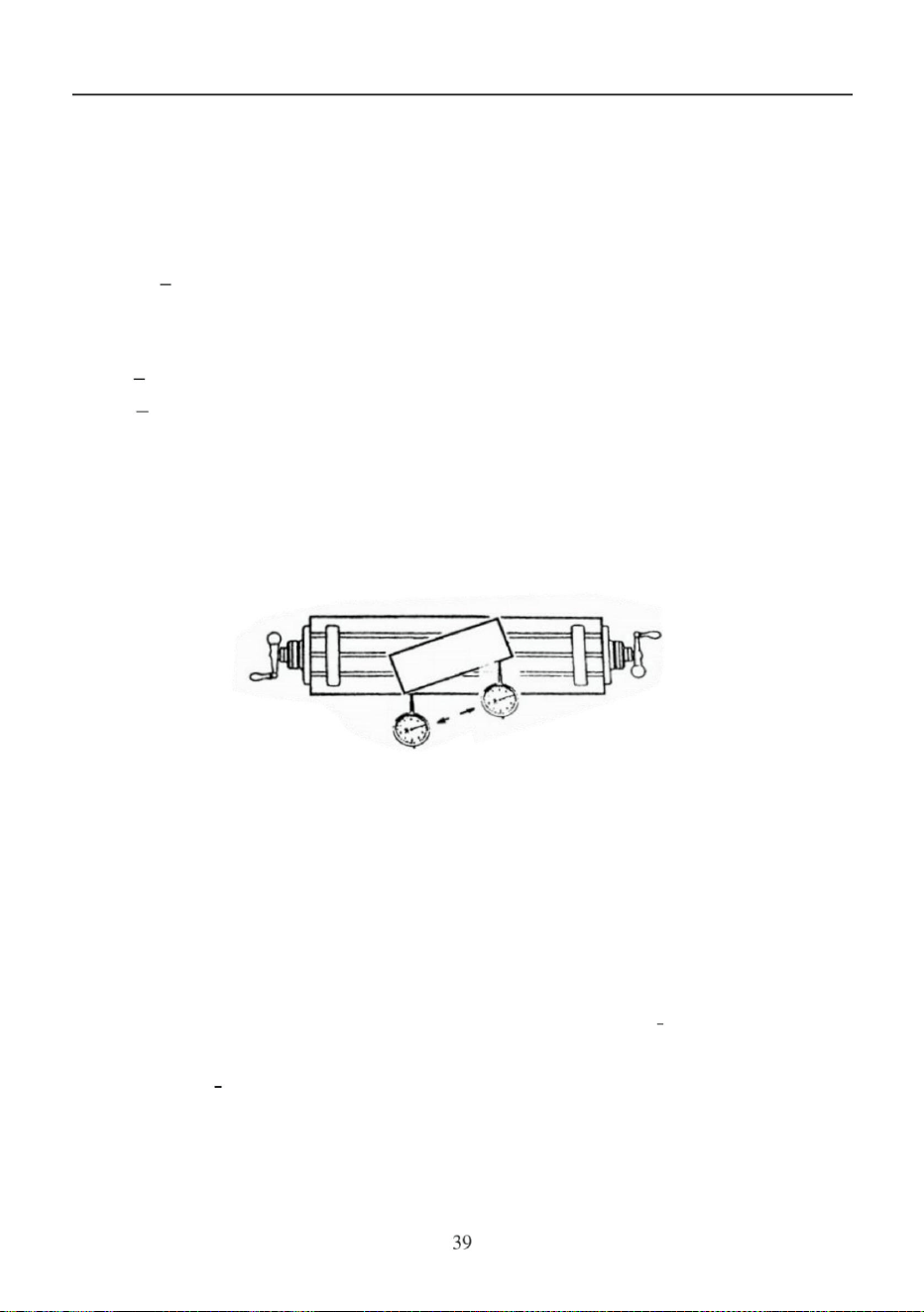
Fine della pubblicazione;
Per prima cosa posizionare il pezzo da lavorare sul tavolo da lavoro secondo l'angolazione richiesta
è necessario immettere solo i seguenti parametri:
diventa zero.
Posizione di partenza;
procedura per la calibrazione dell'obliquità
la lavorazione del piano obliquo svolge il ruolo di calibrare l'obliquità ·
ED PUÒ
,
installato sulla fresatrice tocca il piano di calibrazione dell'obliquità, lo regola a zero e sposta il tavolo di lavoro
per qualsiasi distanza nel
ST POT
Ci sono 2 modi disponibili per lavorare in posizione obliqua:
,
prima che il piano obliquo venga lavorato. Pertanto
LÀ
6 . 4 elaborazione obliqua
a questo punto il
L'angolo di inclinazione dell'obliquo·
Diametro dell'UTENSILE ·
lavorazione obliqua
quando il piano di lavorazione è sul piano xy come la parte mostrata in
Figura, l'angolo di obliquità del pezzo in lavorazione deve essere calibrato
direzione dell'asse x.
IL
di obliquità ·
1) Inserire la funzione del piano obliquo. 2)
Selezionare la funzione del piano XY.
3) Inserire l'angolo di obliquità
4) Spostare il tavolo di lavoro fino a quando lo strumento di misura (ad esempio un comparatore a quadrante)
5) Spostare il tavolo di lavoro nella distanza dell'asse y fino a quando il display
INCLUSO Xy(xz,yz)
Esempio 1 per il posto xy obliquo:
imposta la posizione della macchina xy,yz,0rxz ·
A). sul posto. b). sul posto yz, o Xz;
Machine Translated by Google
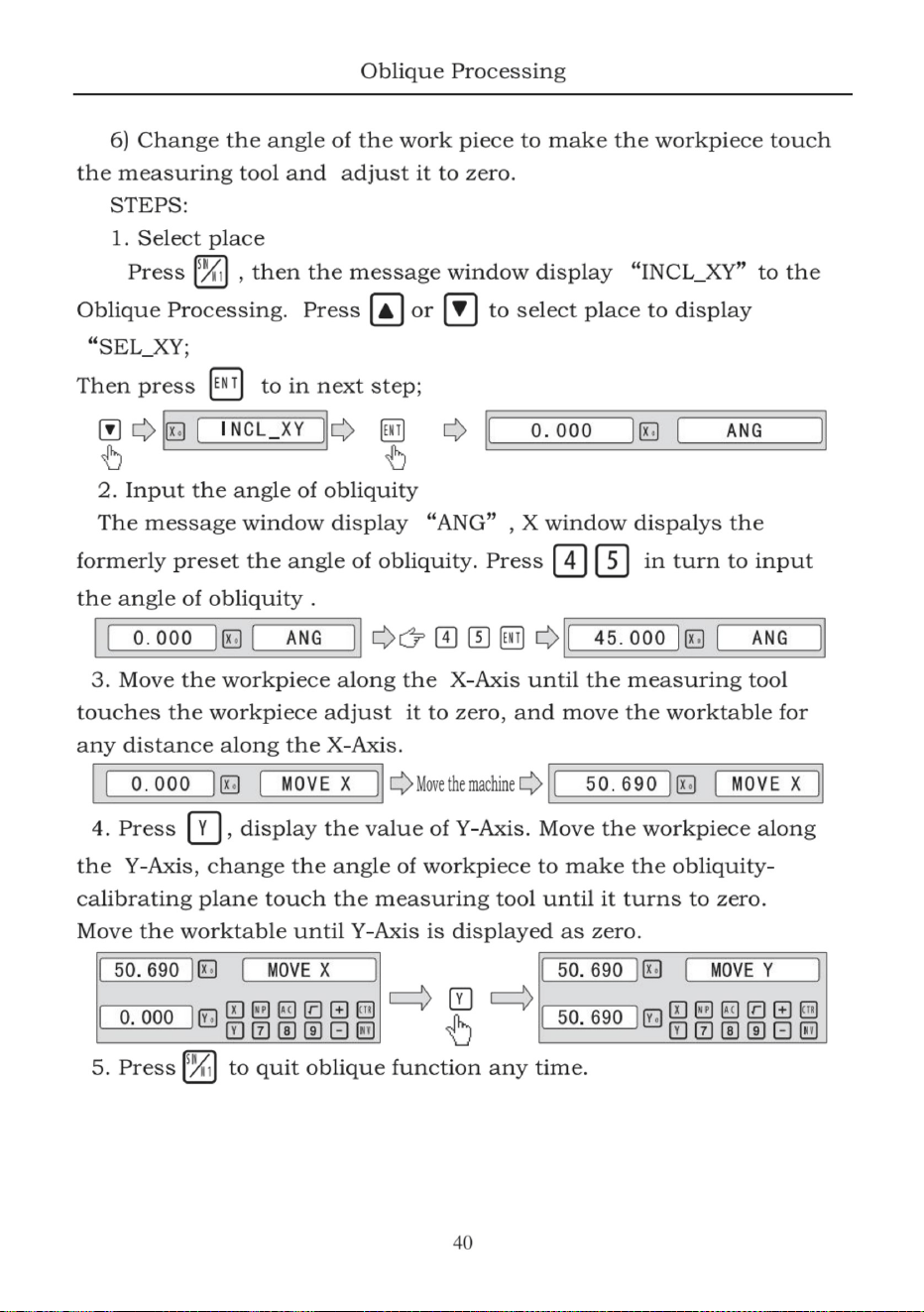
Machine Translated by Google
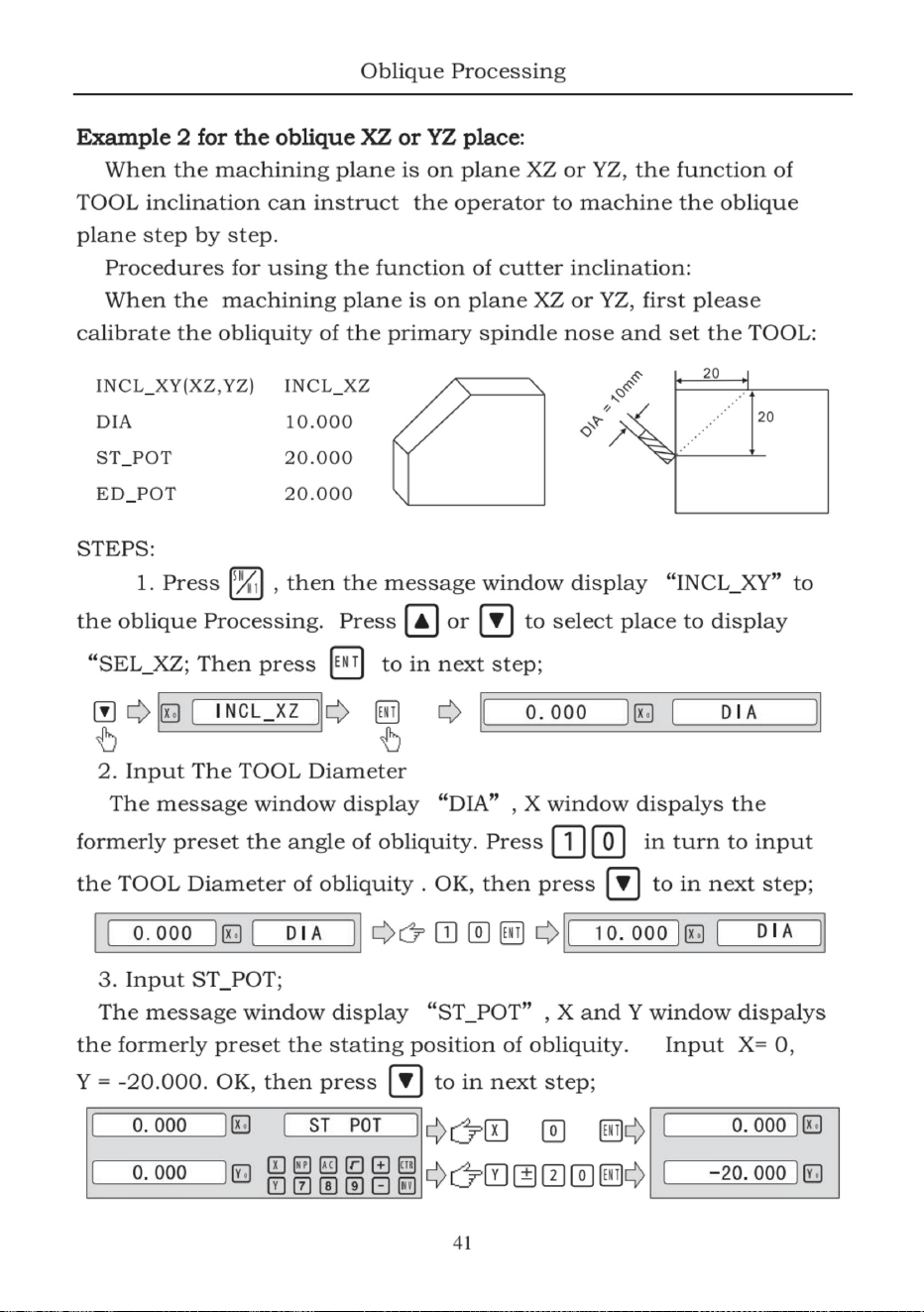
Machine Translated by Google
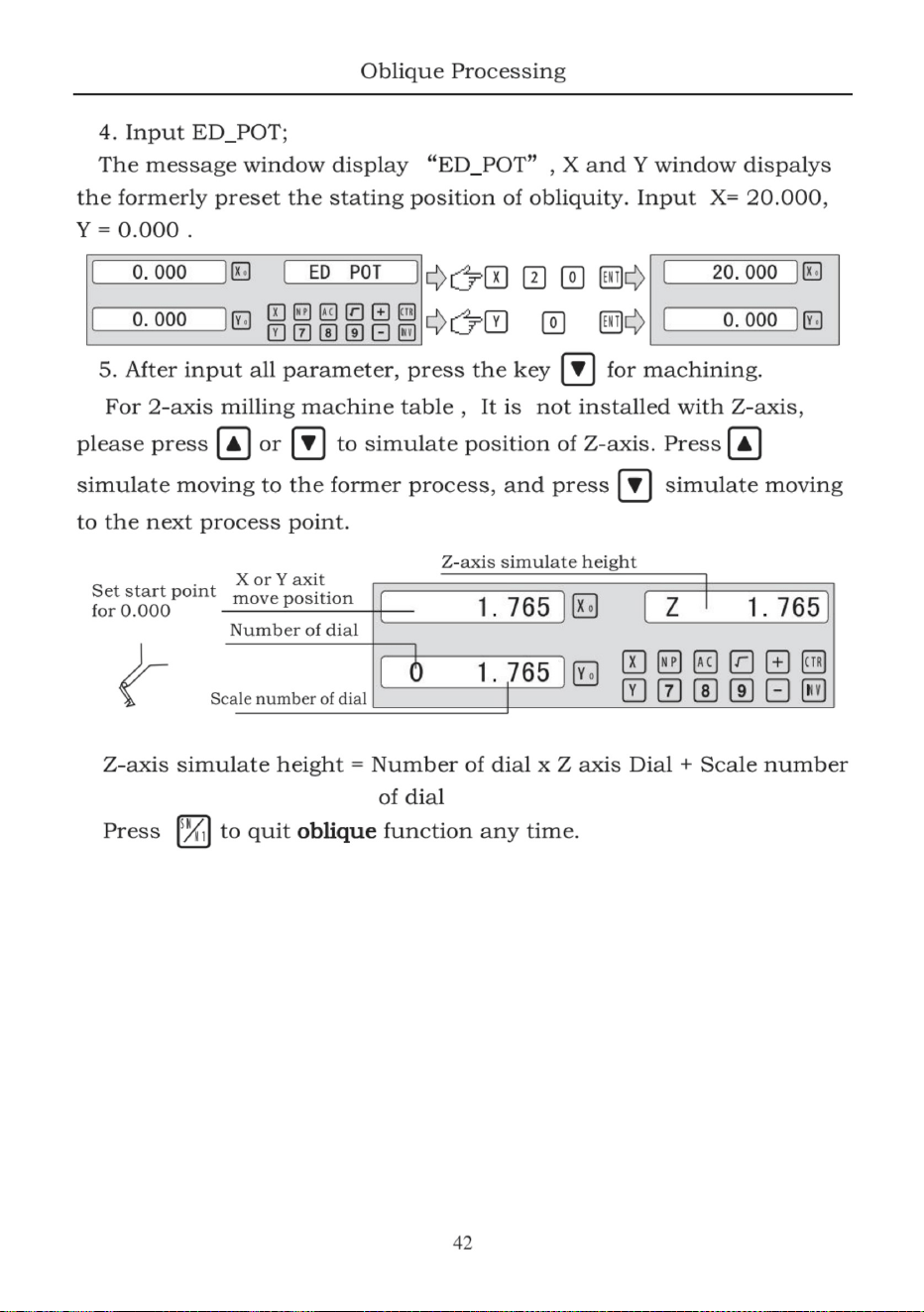
Machine Translated by Google
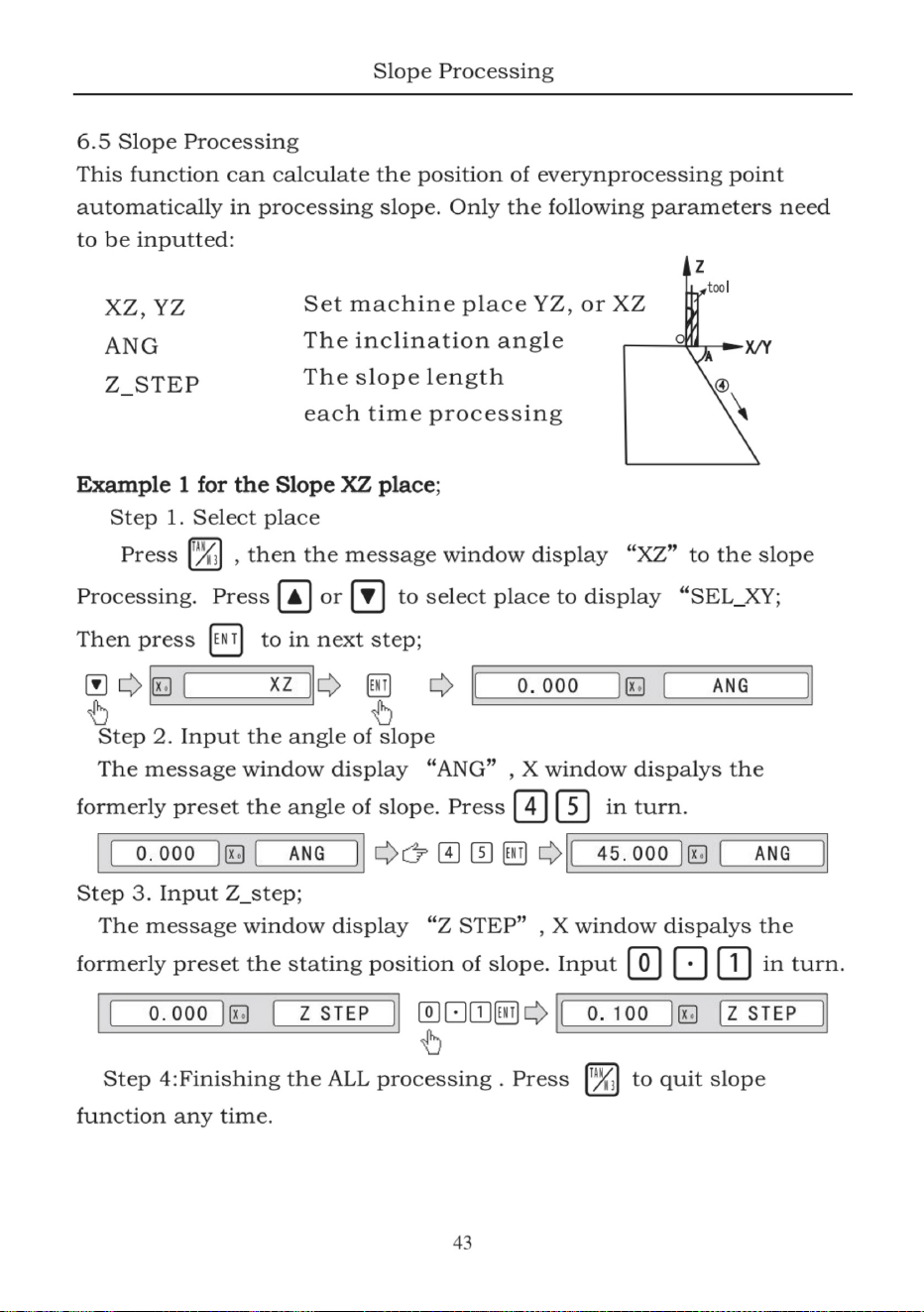
Machine Translated by Google
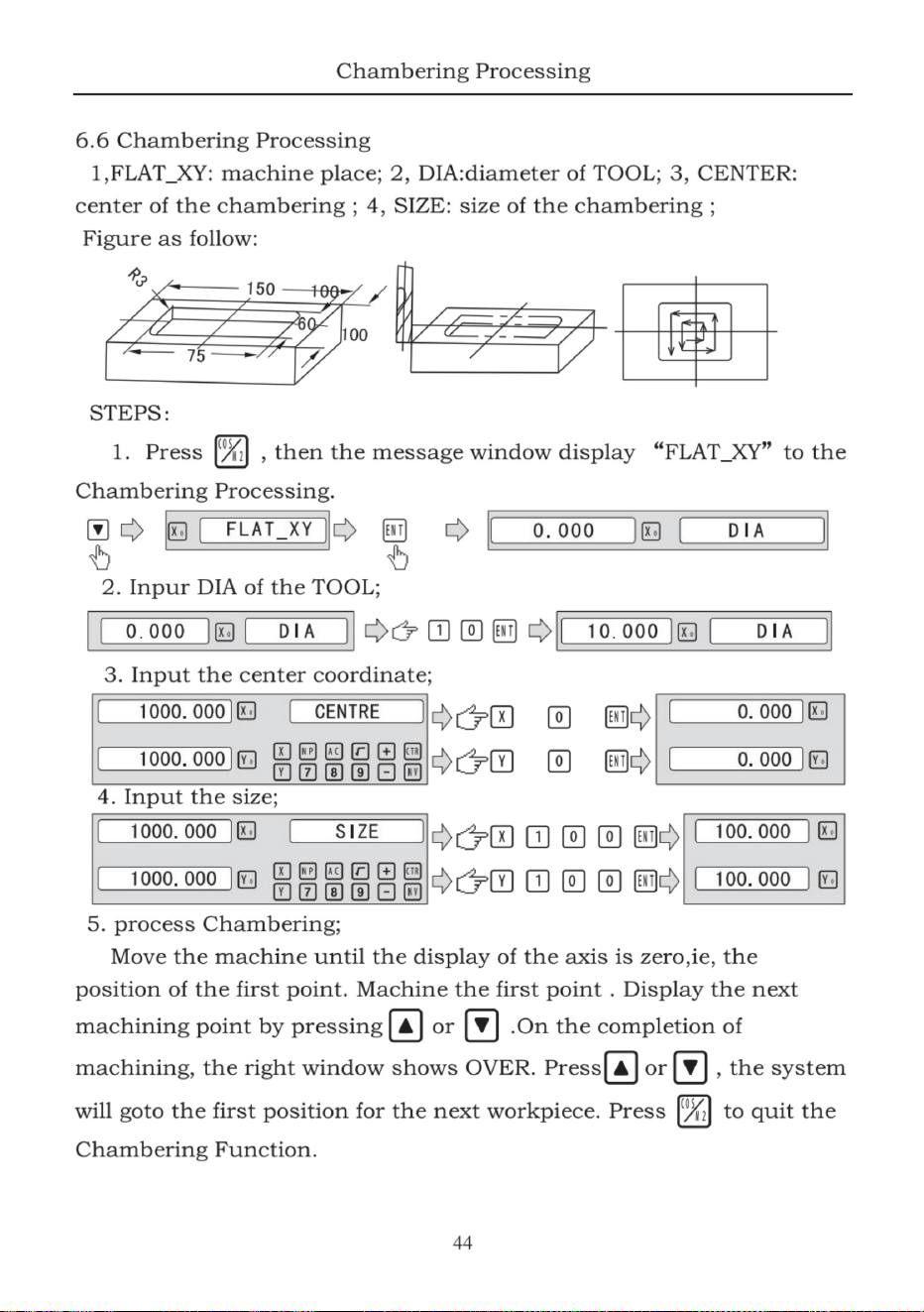
Machine Translated by Google
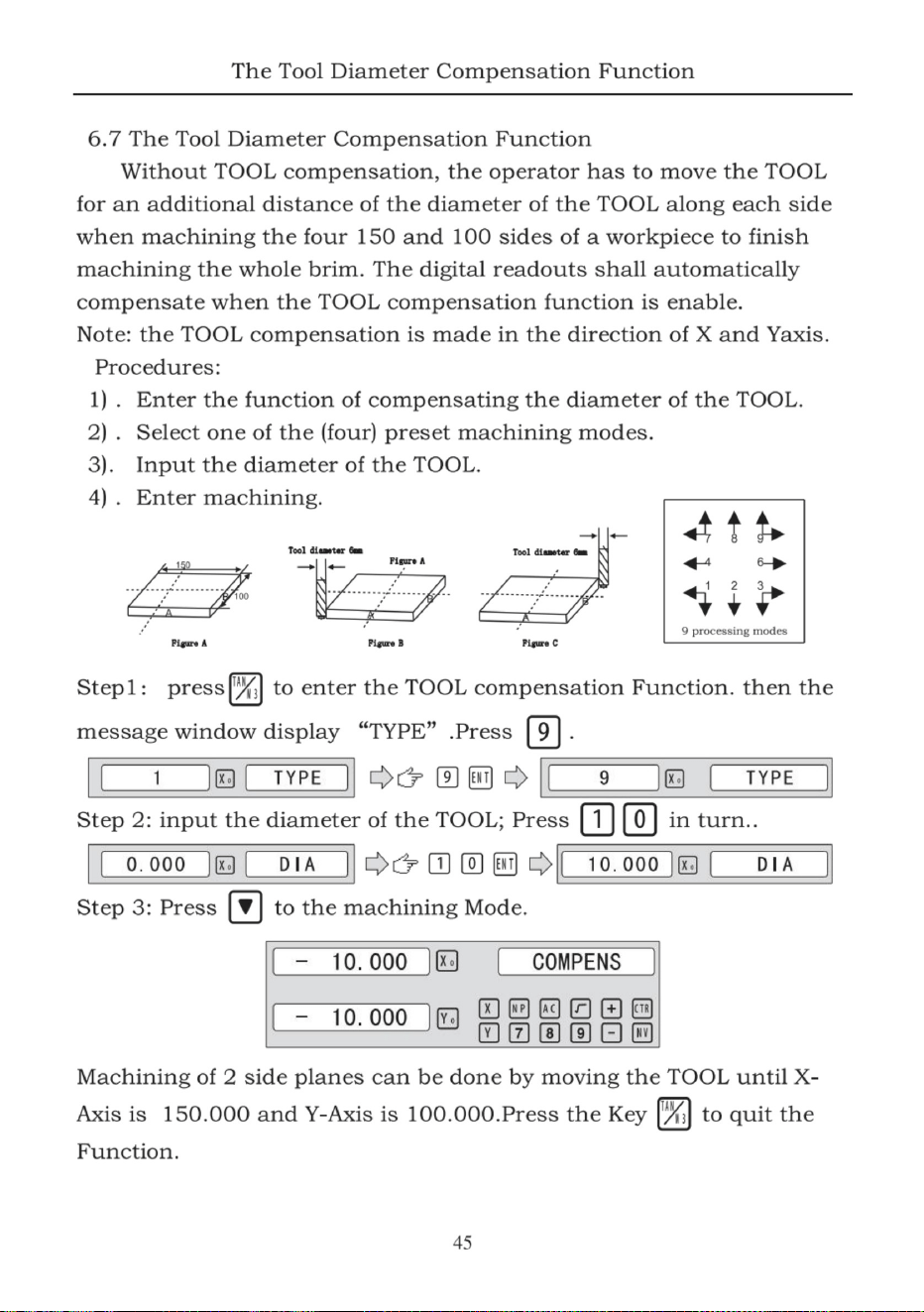
Machine Translated by Google
Machine Translated by Google
funzionamento conveniente, la La le letture digitali hanno la funzione di
,
visualizzerà la posizione dell'utensile rispetto alla coordinata assoluta zero · Sposta la
4. Il numero di TOOL può essere inserito in modo casuale, le letture digitali
2. In base alla dimensione di TOOL l e datumTOOL, determinare il
6 . 9 La funzione
rooi Libs può essere aperto premendo continuamente
6. Le librerie TOOL devono essere utilizzate nello stato di apertura. I 200 set
imposta lo zero della coordinata assoluta ·
1. impostare un dato TOOL. Dopo l'impostazione dell'utensile, azzerare l'asse x e l'asse Z, il
Per elaborare parti diverse è sempre necessario uno STRUMENTO diverso · Per
dieci volte
Le operazioni per i dati TOOL e la chiamata a TOOL sono illustrate di seguito · passaggio 1: nello
stato ABS, immettere i dati dei 200 set di librerie TOOL.
apertura dei 200 set TOOL Libs premendo continuamente il tasto
l'operatore può configurare o rivedere i 200 set di librerie TOOL in modo continuo
3. Salvare il numero dello STRUMENTO e la dimensione nel display digitale ·
la finestra informativa a sinistra della destra. Il Mark indica il
finestra informativa.
posizione di TOOL relativa allo zero della coordinata assoluta e dello strumento di riferimento · AS
Figura 6-1. La dimensione relativa di TOOL 2 è AS segue l'asse x 25-30=- 5
,
Nota: solo quando il la è dotato del blocco di impostazione degli utensili è possibile utilizzare
le 200 librerie TOOL.
dieci volte causerà la cancellazione delle 200 librerie TOOL da
200 set di librerie TOOL ·
Asse Z 20-10=10 ·
6.9. 1 200 set di librerie TOOL
La funzione
finché sia l'asse X che l'asse Z non visualizzano zero · 5.
Le librerie TOOL possono salvare 200 set di dati degli utensili.
finché la finestra di destra lampeggia TL - OPEN e viene visualizzato un segno "21"
premendo il tasto
chiuso e il finestrino destro lampeggia TL - CLOSE e il Mark
scompaiono · quando il segno "21" scompare, le librerie TOOL set 200 possono
non essere rivisto
dieci volte A. Il segno "" apparirà nella finestra di sinistra della finestra di destra
47
Machine Translated by Google
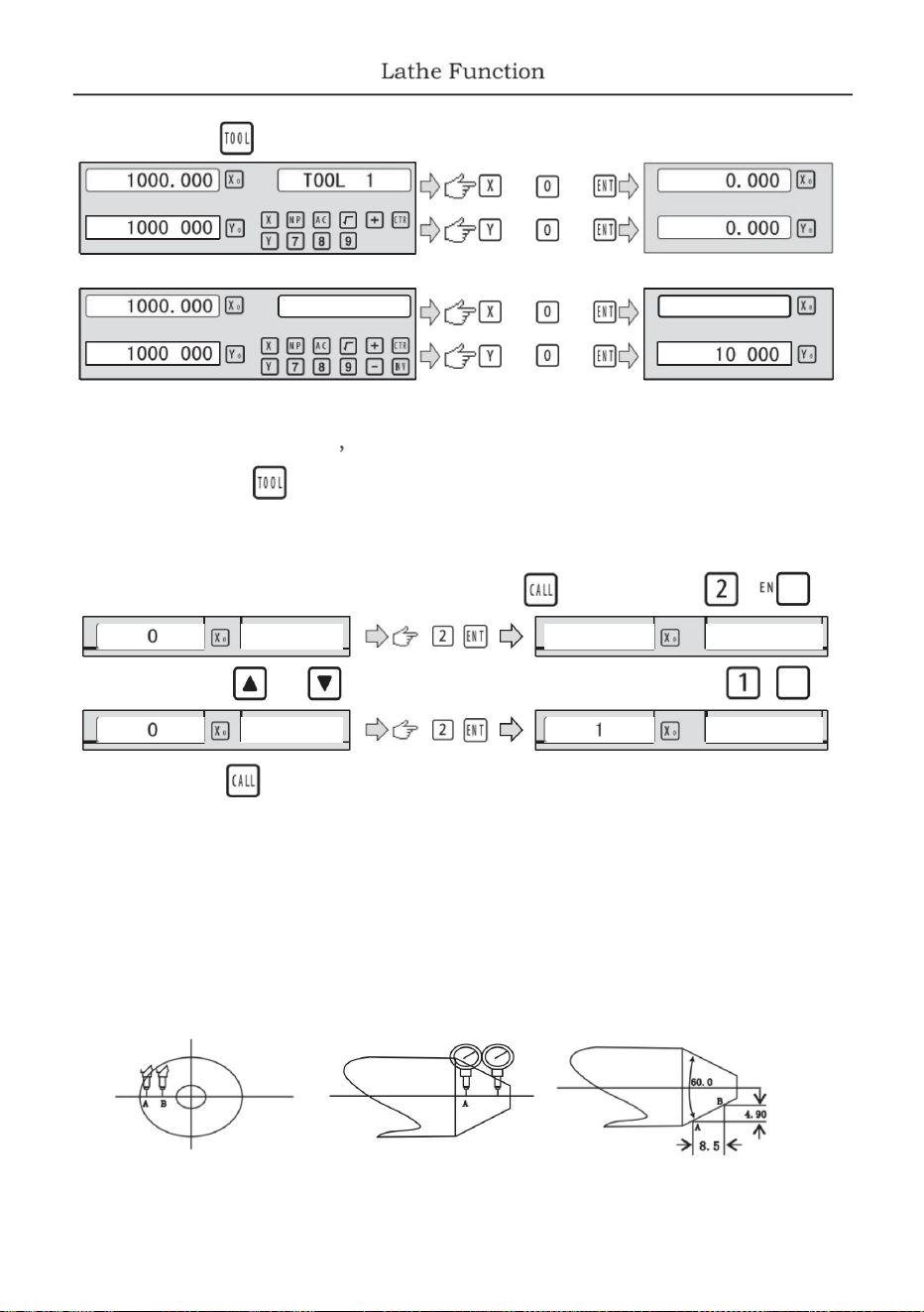
numero e il tastoÿ l'operatore può immettere direttamente lo speciale
quando viene utilizzato lo strumento base l'asse non può essere azzerato nello stato ABS ·
toccadatistrumentali. stampa
,
E T
•
;
STRUMENTO 2
2
SCEGLIERE
BASE
SCEGLIERE
5.000
48
BASE
Giovedì
,
l'asse può essere azzerato solo nello stato INC ·
passo 4: premere per continuare a immettere i dati dello strumento successivo. Premendo
T ·
operazioni successive montare prima il secondo utensile ·
per ACCEDERE allo stato di immissione. Inserisci i dati rooi 1:
· seleziona il rotolo base. Quindi premipasso G: premere
Dopo aver configurato le librerie TOOL, utilizzare le librerie TOOL in base a
passo 2: premere
passo 7: premere
passaggio 5: Per accedere allo stato di utilizzo tramite pr css
passaggio 3: immissione dati TOOL 2:
O
Nota:
6 . 9 . 2 Funzione di riduzione
per uscire dalla funzione;
Per la tornitura del pezzo con conicità, la conicità del pezzo può
essere misurato in fase di elaborazione;
quando gli altri vengono utilizzati
.Quindi pr css
B
Machine Translated by Google
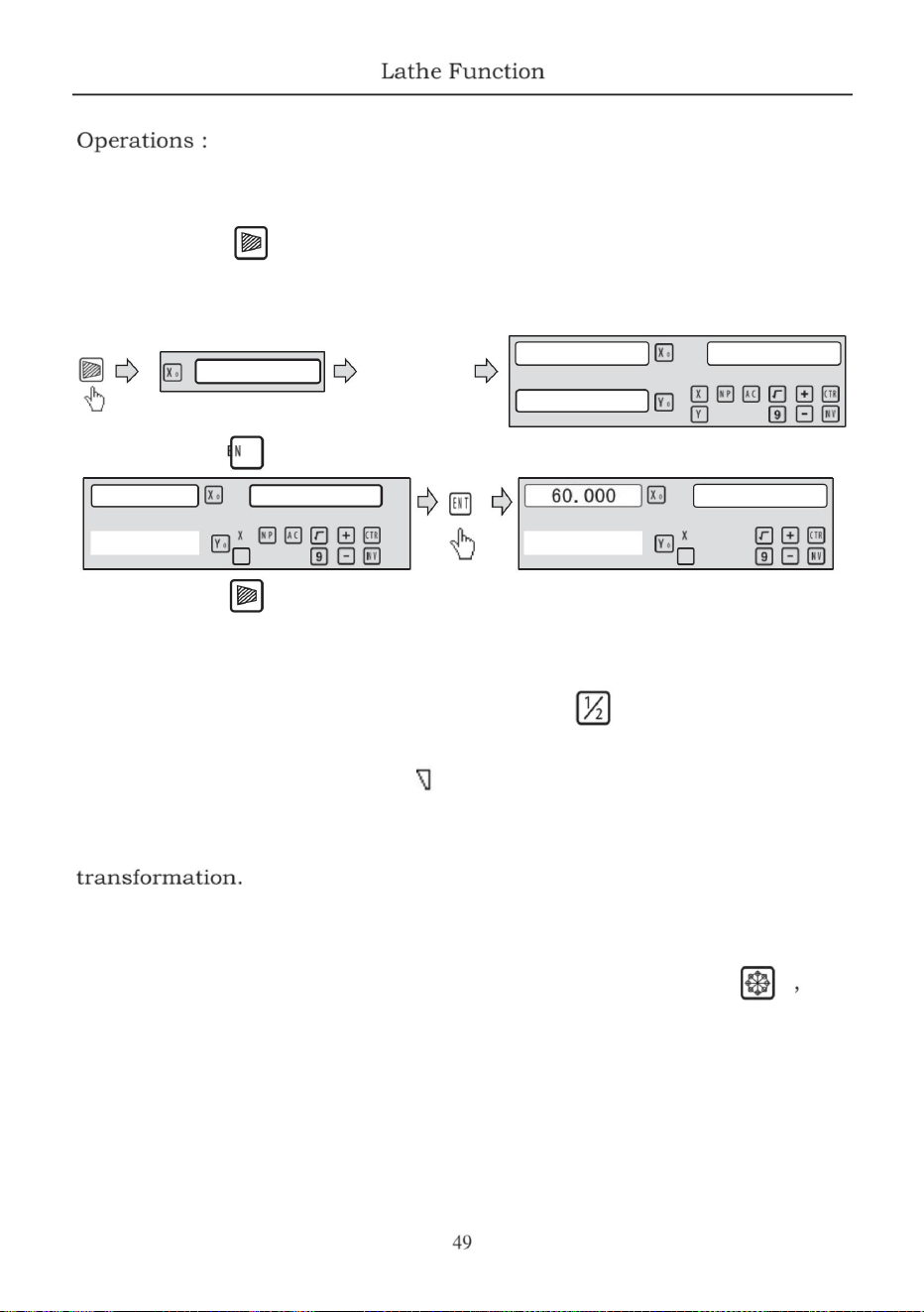
,
6 . 9 . 4 Funzione Y + Z (applicabile solo a: 3 assi La the)
passaggio 1:
premere quindi la finestra del messaggio visualizza UMEASU" per
ripristina il punto di lettura della leva a zero ·
passaggio 2: premere T per calcolare.
" apparirà a sinistra della destra
6 . 9 . 3 Funzione R/D
VALUTARE
VALUTARE
Spostare il
VALUTARE
lettura della leva
4 . 907
8.500
4 . 907
ANGOLO
le letture della leva indicano come segue;
visualizzazione del diametro, un segno u finestra
informativa, ma quando l'asse X per la visualizzazione di un metro
quindi premere il tasto CAn per annullare la funzione y + Z ·
per uscire dalla funzione;
,
l'asse ofx viene commutato tra Raggio e Diametro. quando l'asse x per
Può essere aggiunto alla visualizzazione sull'asse Z premendo il tasto
La modalità di visualizzazione
elaborazione della carta · Spostare la lettura della leva sulla superficie B finché il
Per 3 assi La, il contatore dell'asse y e il contatore dell'asse z
Per tornio a 2 assi e tornio a 3 assi, premere
,
passaggio 3: premere
il segno
Figura AS, superficie di contatto A del pezzo in lavorazione con letture a leva e
IL
30.000
orari giornalieri
orari giornalieri
8.500
quattro quattro
orari giornalieri
IL
EE
" " scompare · solo l'asse x ha la funzione di diametro/raggio
Machine Translated by Google

altezza ignifuga. La funzione altezza ignifuga negativa è un tipo di
spesso prendono fuoco e causano perdite. Questa funzione è impostata solo per mirare
divisa in lavorazione positiva e negativa · quando l'elettrodo
fenomeno di accumulo. A causa del lungo tempo o della lavorazione diurna
nessuno fa la pulizia, l'elettrodo aumenterà lentamente lungo la
1
il segnale disattiverà automaticamente l'EDM per eliminare il rischio di incendio ·
cioè Più profonda è la profondità, maggiore è il valore delle coordinate dell'asse Z
Elettroerosione a elettroni
il display di lettura lampeggerà per WQring; allo stesso tempo, l'uscita
quando l'elettrodo ASCENDS e la lavorazione viene eseguita
della lavorazione, la superficie dell'elettrodo genererà il carbonio
,
segnale di commutazione per controllare l'EDM per interrompere la lavorazione in profondità.
l'altezza aumentata dell'elettrodo supera l'altezza tra esso e l'
In base alla direzione dell'asse Z impostata, la direzione di lavorazione è
Descrizione: Questa funzione viene utilizzata per la lavorazione speciale di
Il Digital Readout presenta anche altre funzioni
direzione negativa · una volta che l'elettrodo supera il livello del liquido,
visualizza · dall'inizio della lavorazione, la profondità aumenterà gradualmente
senza tendere, quando si genera l'accumulo di carbonio e
posizione intelligente segui controllo dispositivo di protezione di sicurezza. Nel processo
L'impostazione della direzione dell'asse Z del display digitale è mostrata come nella figura 1
,
dal basso verso l'alto, il valore della lettura digitale diminuirà · Il
L'impostazione di questa direzione è l'impostazione normale·
a questo problema. quando si imposta un'altezza ignifuga negativa, e il
L'asse Z è uguale al valore attuale, il display digitale emetterà il valore
scende e la lavorazione viene eseguita dall'alto verso il basso, il digitale
come ad esempio negativo
il valore di lettura aumenterà, e ciò viene definito lavorazione positiva (positiva).
la direzione di lavorazione è la direzione negativa (negativa), che è anche chiamata
lavorazione negativa (mostrata come Fig. 1)
Elettroerosione (EDM). quando il valore target impostato per l'EDM
e asse Z.
contattare il rivenditore per la personalizzazione)
6.10 EDM (funzione di personalizzazione speciale, se è necessario acquistarla, si prega di
profondità della superficie lavorata (cioè altezza ignifuga negativa), il digitale
Machine Translated by Google
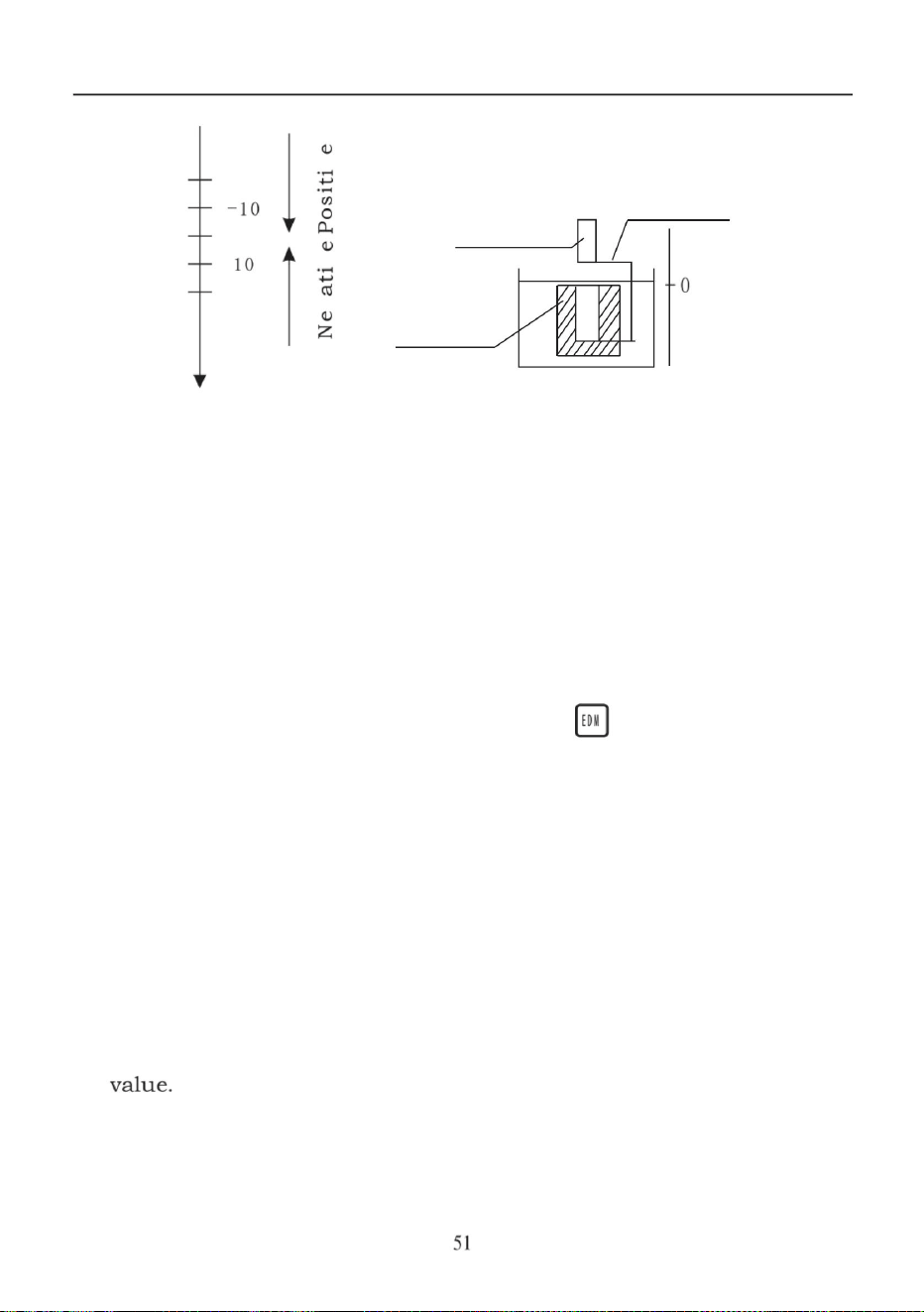
020
- 20
>
>
CON
CON
essere umano
il valore non cambierà, e verrà sempre visualizzata la profondità lavorata
valore target. Se in questo momento l'elettrodo viene ripetutamente Su e Giù, il valore
visualizzato sull'asse Z cambierà successivamente, ma il valore visualizzato sull'asse Y
valore target, e il valore visualizzato sull'asse y è anche gradualmente vicino al
riferimento del pezzo · azzerare l'asse A o impostare il valore ·
Modalità di uscita del relè EDM ·
2) Spostare l'elettrodo dell'asse principale dell'asse Z per farlo entrare in contatto con
Altezza
Ignifugo
In base alle impostazioni dell'operatore, sono disponibili due tipi di modalità di uscita:
pezzo
Negativo
l'interruttore di posizione raggiunto verrà spento, l'EDM interromperà la lavorazione,
vedere l'esempio seguente per la lavorazione dettagliata
lavoro
Elettroerosione a elettroni
Elettrodo
Figura 1
Figura 2
direzione (POSITIVO / NEGATIVO); modalità di uscita (AUTO/STOP) e
4) L'asse X visualizzerà il valore target della profondità di lavorazione · L'asse Y visualizzerà
·
visualizza il valore in tempo reale della posizione di sé. (Il valore sull'asse Z è il
(profondità di lavorazione); ERRHIGH (altezza ignifuga negativa), lavorazione
3) Entrare nella lavorazione EDM premendo il tasto css
1) Prima della lavorazione, impostare innanzitutto ogni parametro di PROFONDITÀ
2. procedura:
il valore visualizzato è stato la profondità. (Il valore sull'asse Y è il
valore di posizione dell'elettrodo dell'asse principale dell'asse z.)
5) avviare la lavorazione, il valore visualizzato sull'asse Z si avvicina gradualmente al
6) quando il valore visualizzato sull'asse Z è uguale al valore target impostato, il
valore che il pezzo è stato lavorato in profondità) L'asse Z sarà
Machine Translated by Google
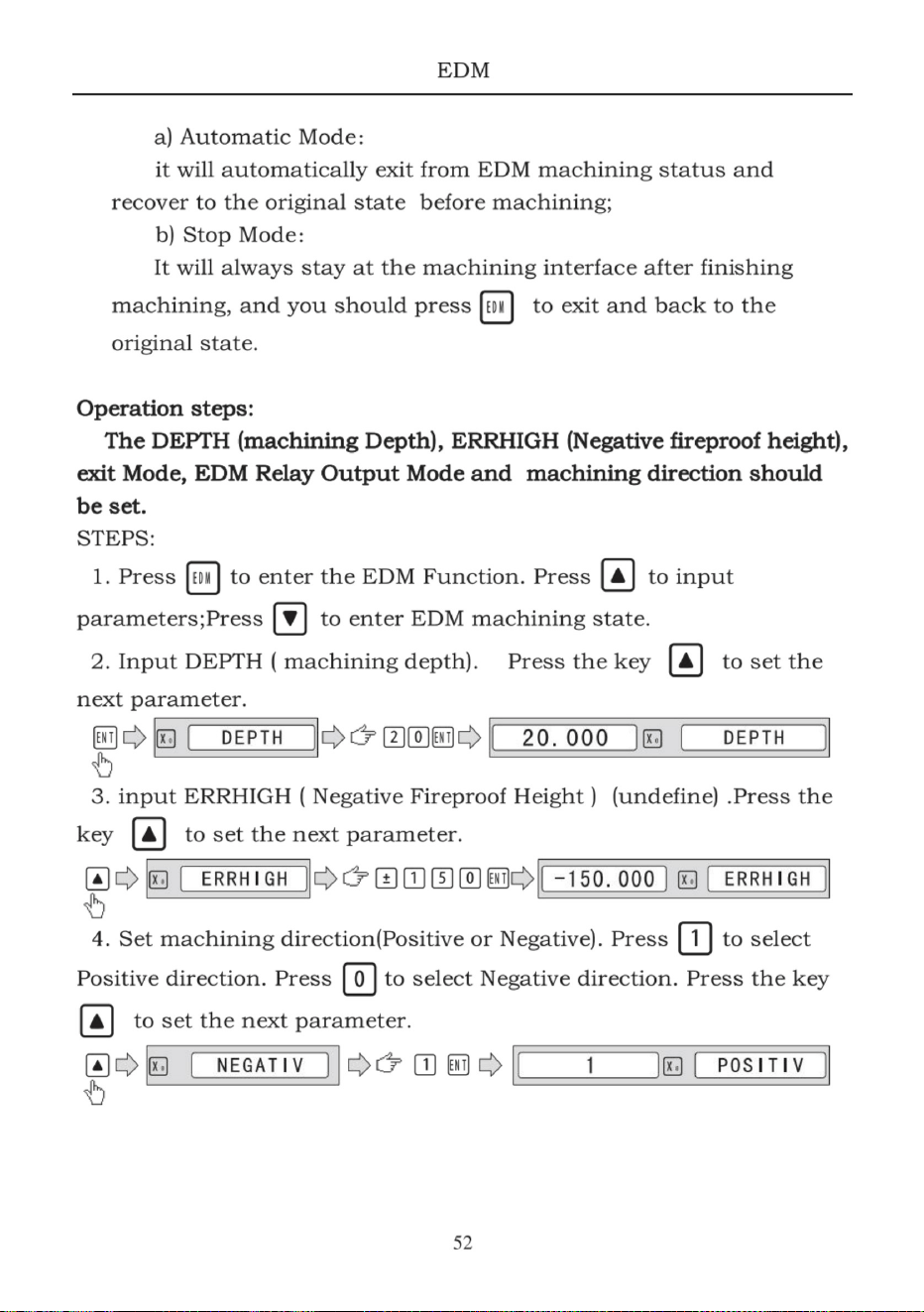
Machine Translated by Google
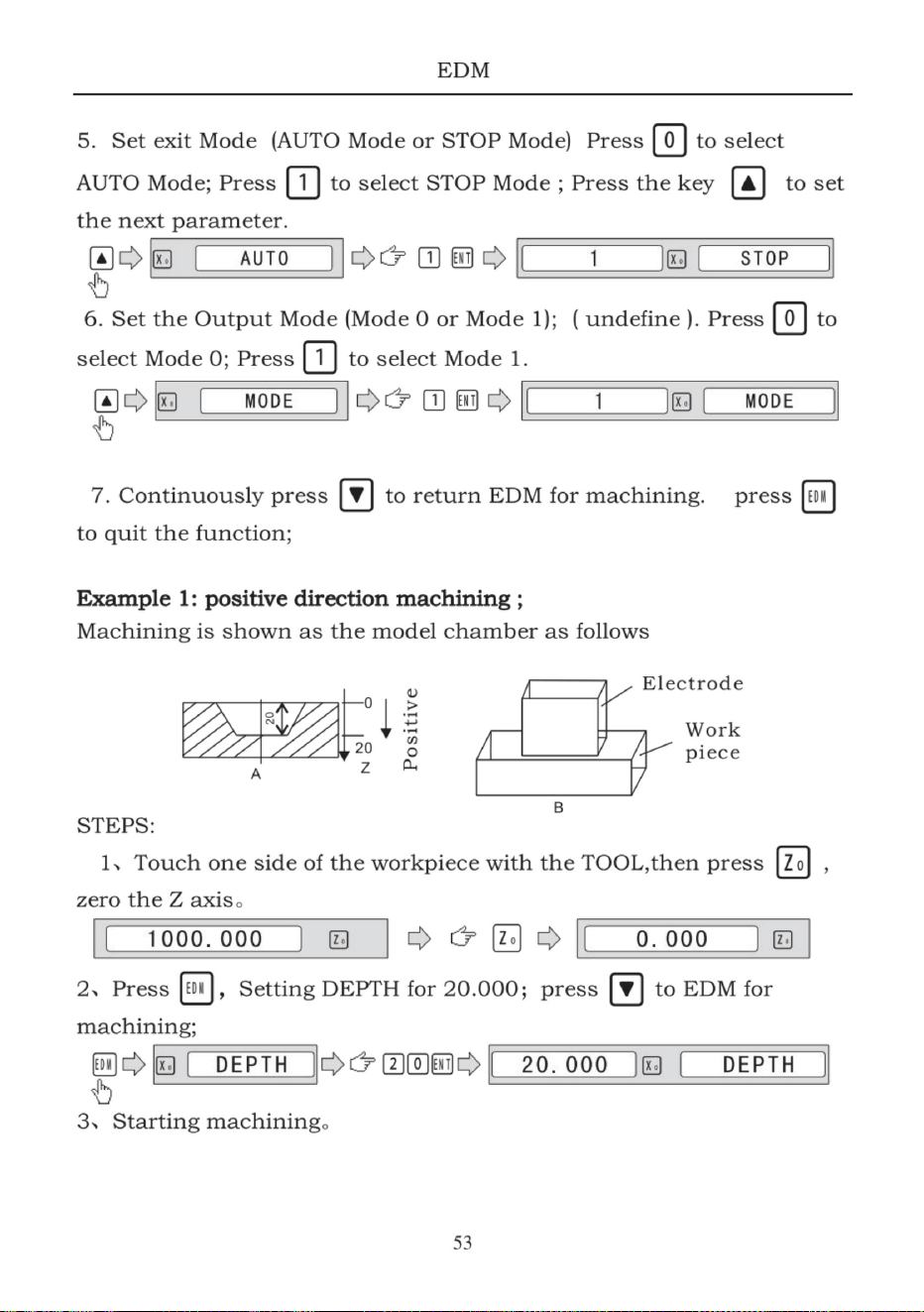
Machine Translated by Google
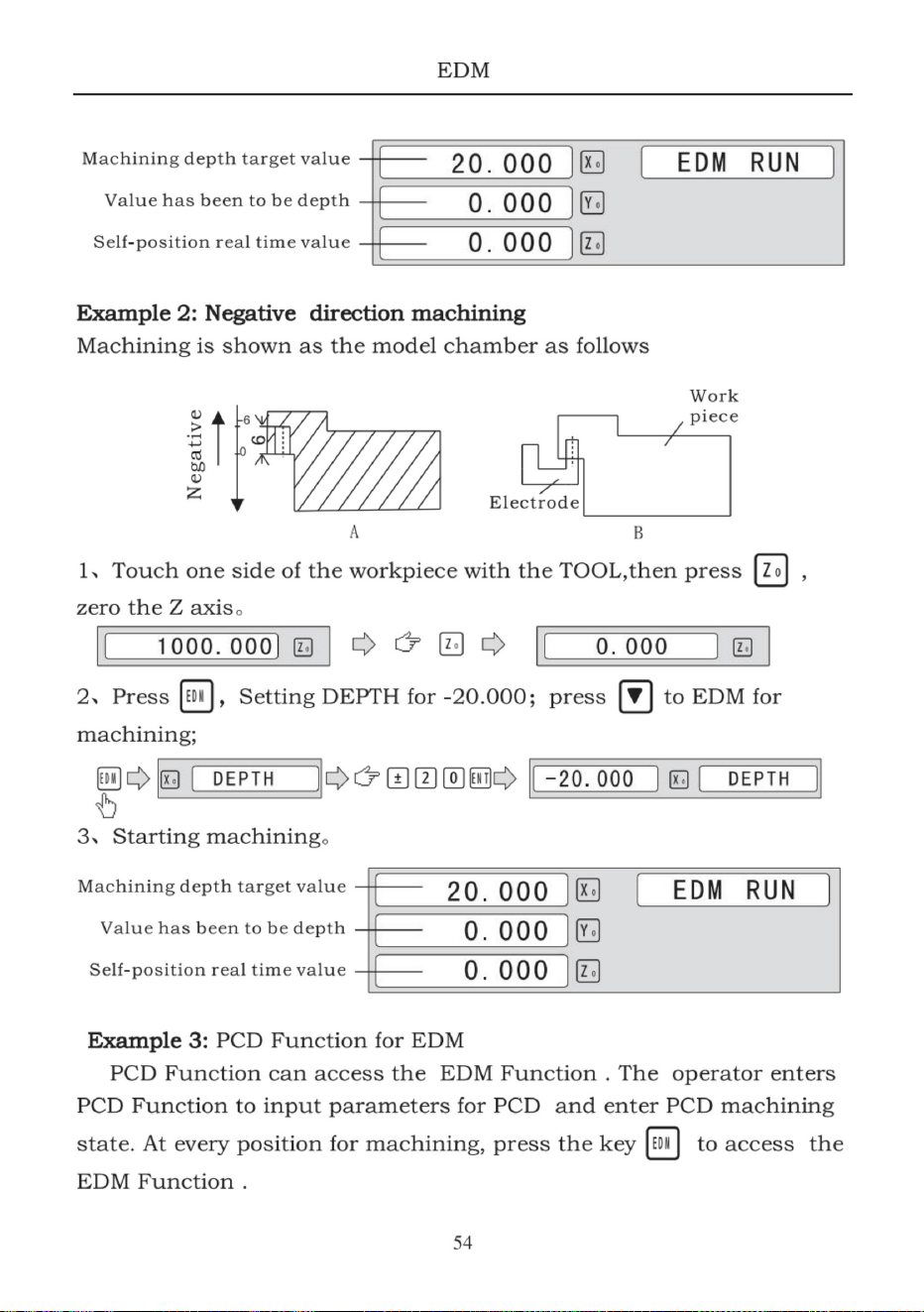
Machine Translated by Google
55
del PCD)
Dopo aver inserito tutti i parametri ed essere entrati nello stato di lavorazione PCD · Il
verrà visualizzata la posizione del primo foro.
parametri, premere continuamente quando la
lavorazione è terminata, premere Invio Stato di
lavorazione PCD ·
per EDM ·
La procedura operativa è la seguente:
quando si accede alla funzione EDM, l'operatore può immettere i parametri
Elettroerosione a elettroni
per accedere
quindi pr css
OVE la macchina al valore di visualizzazione 0
per entrare nello stato di lavorazione EDM.
per uscire dalla funzione EDM e
,
Funzione EDM di nuovo · 4)
Ripetere i passaggi 2 e 3 per i seguenti punti di lavorazione.
2) premere
lo stesso dell'impostazione comune del parametro EDM); dopo aver inserito tutti i
3) Nello stato di lavorazione PCD, premere
per immettere il parametro della funzione EDM (il metodo di impostazione è
1) impostare i parametri PCD (l'impostazione è la stessa dell'impostazione comune
per la posizione della buca successiva,
Machine Translated by Google
modalità 1 l'utente può:
Funzione di entrata e uscita dalla calcolatrice
Trasferimento del valore corrente di Displayvalueinwindow alla calcolatrice.
come +, - ,
, /, fornisce anche calcoli trigonometrici come AS
7 calcolatrice
,
premere
,
PECCATO
la finestra visualizzerà questo valore;
Dopo aver completato il calcolo, se la calcolatrice visualizza la modalità impostata per
,
per trasferire il risultato calcolato sull'asse z; quindi z
per trasferire il valore visualizzato nella finestra Y per calcolare r;
ABBRONZATO
premere
per trasferire il valore visualizzato nella finestra x alla calcolatrice;
in stato di visualizzazione normale: premere R per accedere alla funzione calcolatrice.
per trasferire il risultato calcolato sull'asse del giocattolo; quindi
Le operazioni sono le stesse delle calcolatrici commerciali, facili da usare.
COS
per trasferire il risultato calcolato sull'asse tox; quindi l'asse x
l'utente può:
,
premere
la finestra visualizzerà questo valore;
premere
,
Trasferimento dei risultati della calcolatrice per zx selezionato.
premere
per trasferire il valore visualizzato nella finestra z alla calcolatrice;
premere
la finestra visualizzerà questo valore;
Arco COS
Arco TAN SQRT ecc.
La calcolatrice non fornisce solo normali calcoli matematici
nello stato di visualizzazione della calcolatrice: premere R per uscire dalla funzione calcolatrice.
,
se la calcolatrice visualizza la modalità impostata per la modalità 1
Arco SIN
,
Machine Translated by Google
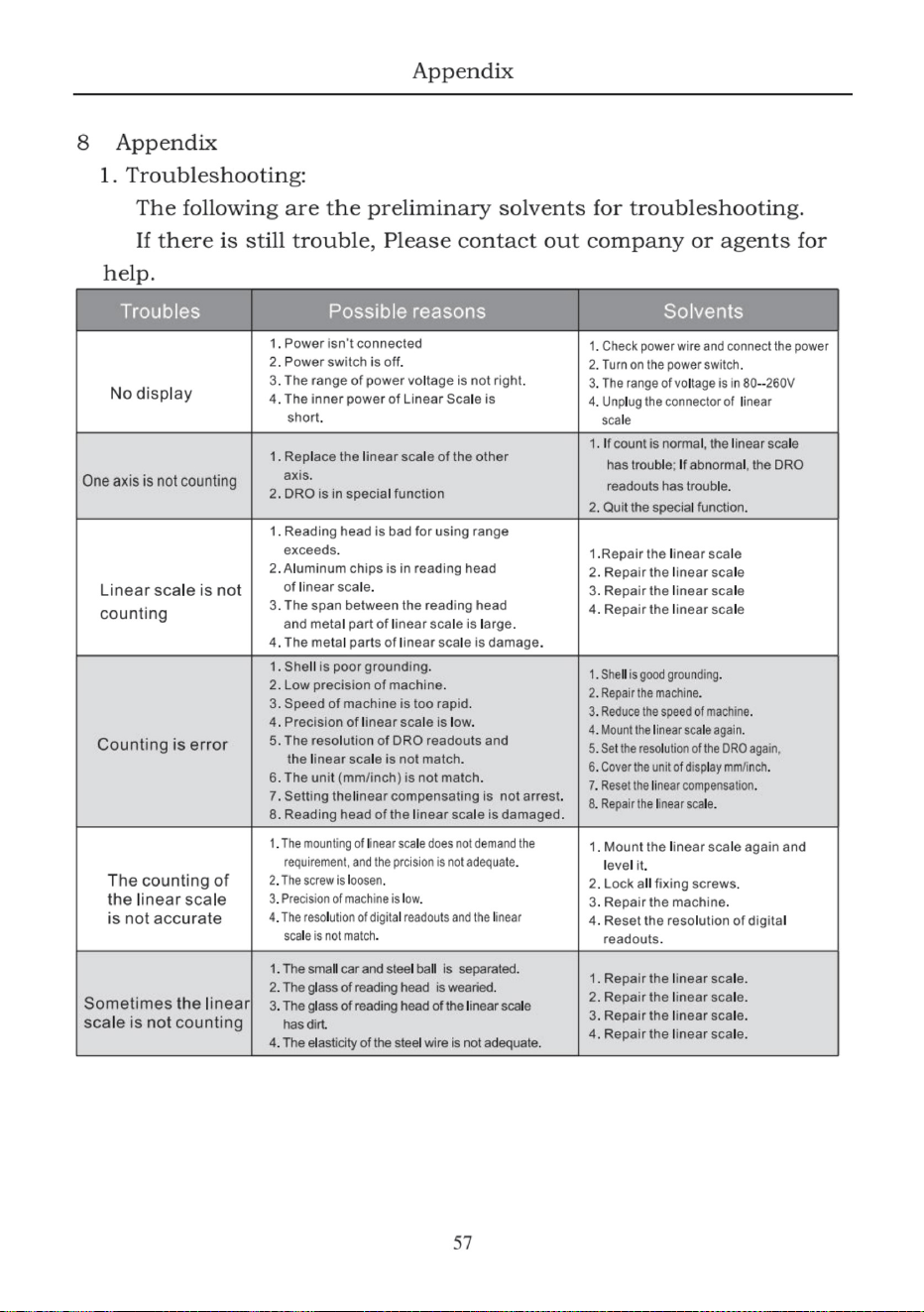
Machine Translated by Google
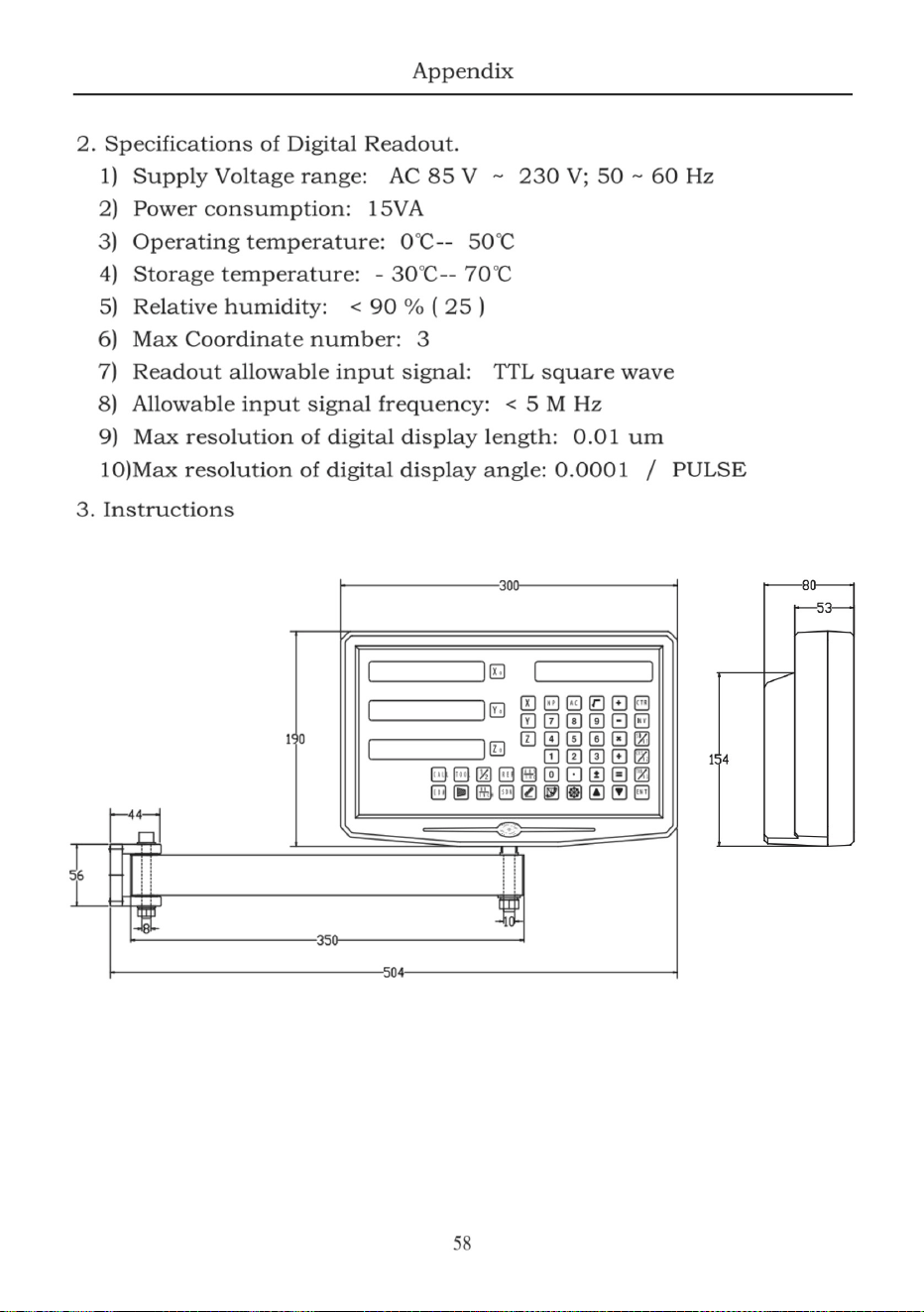
Machine Translated by Google
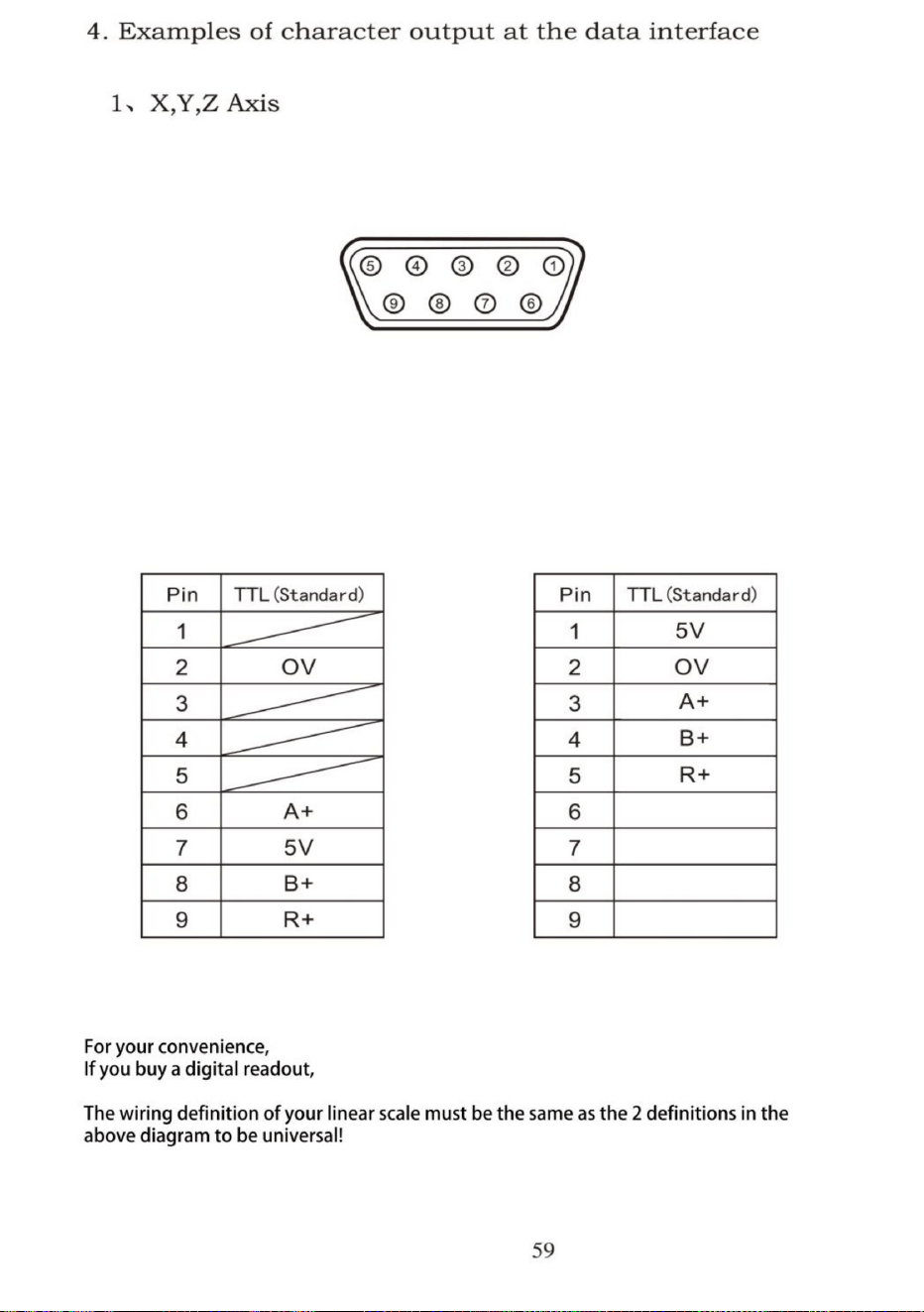
Machine Translated by Google
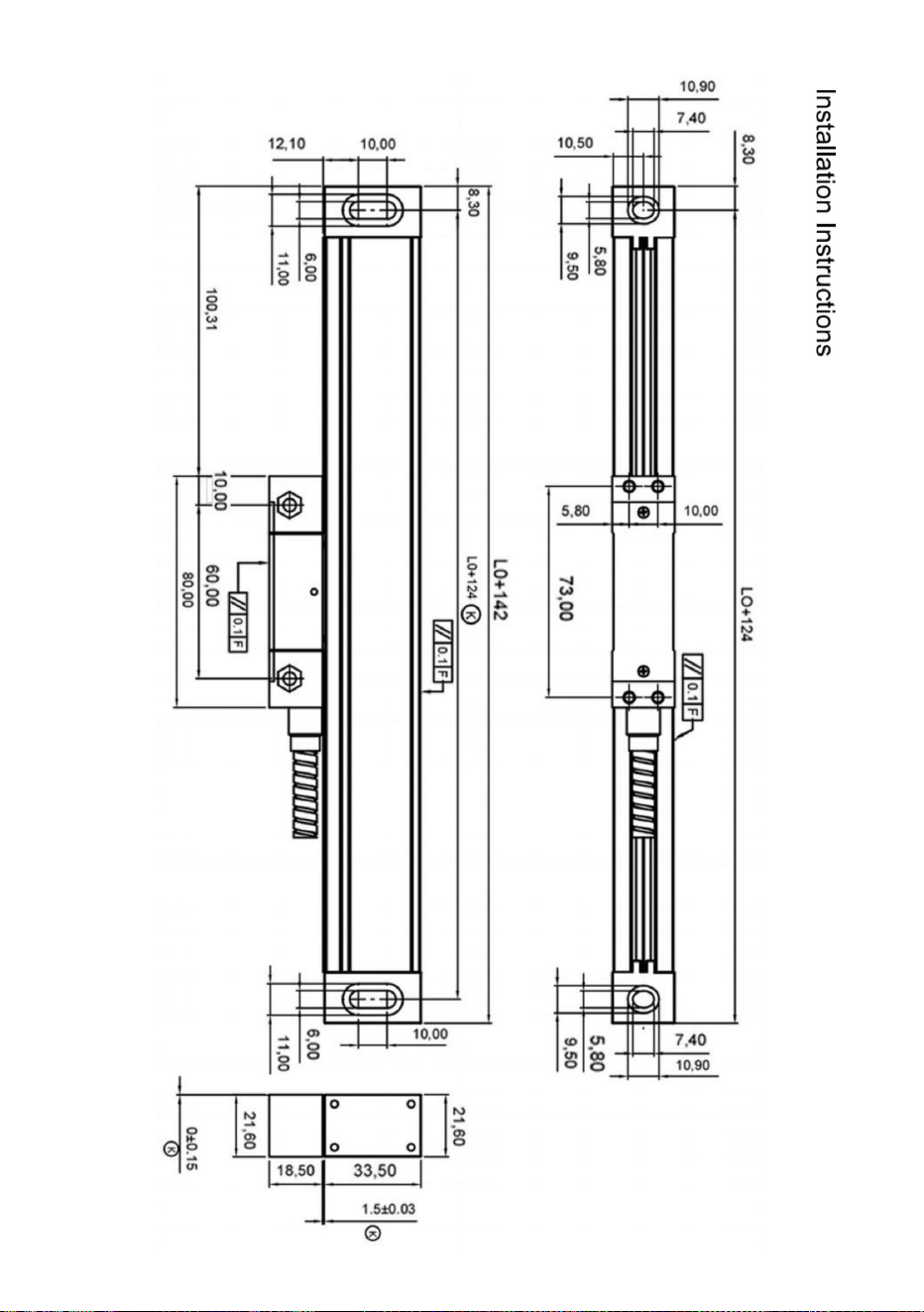
61
Machine Translated by Google
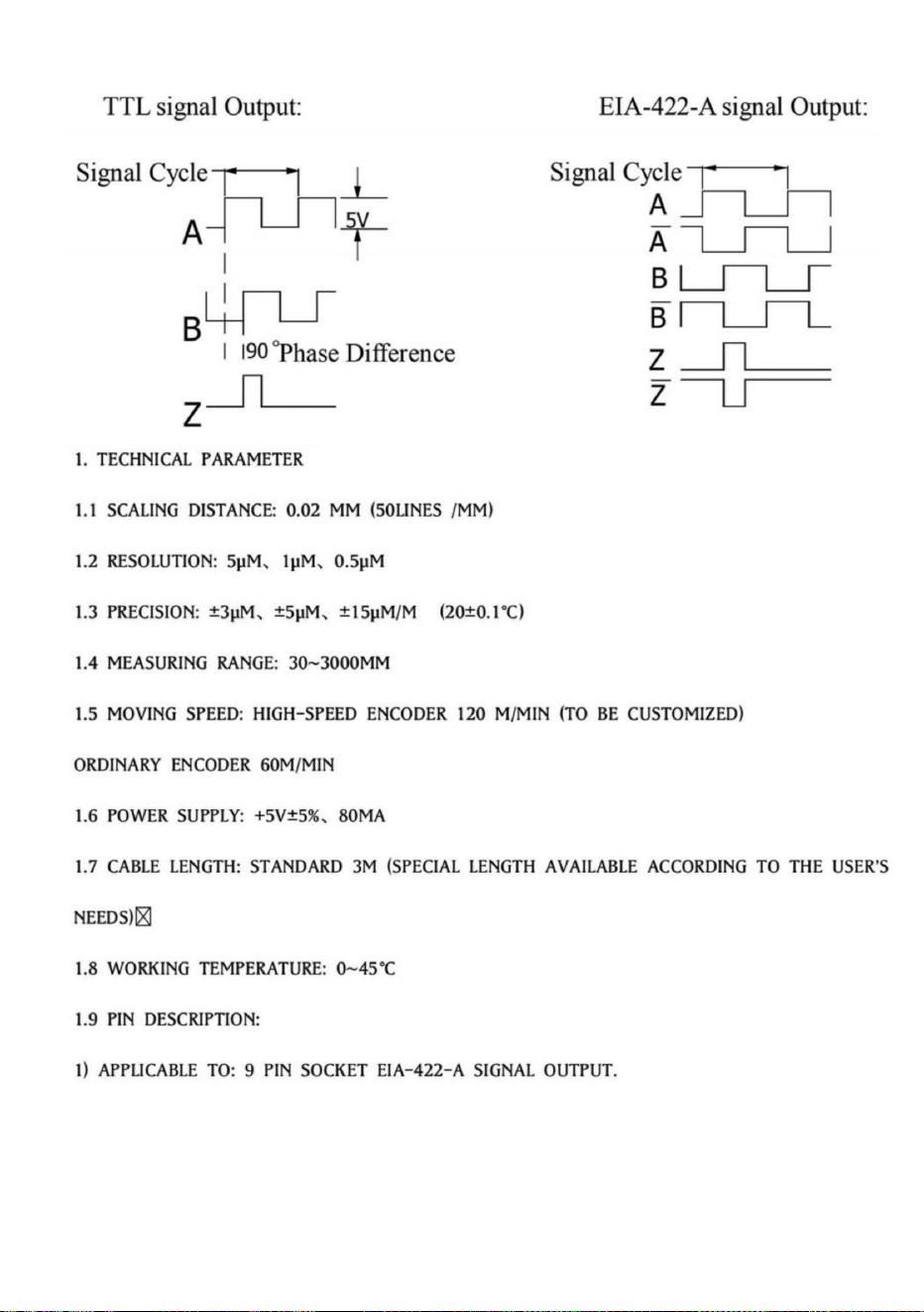
62
Machine Translated by Google
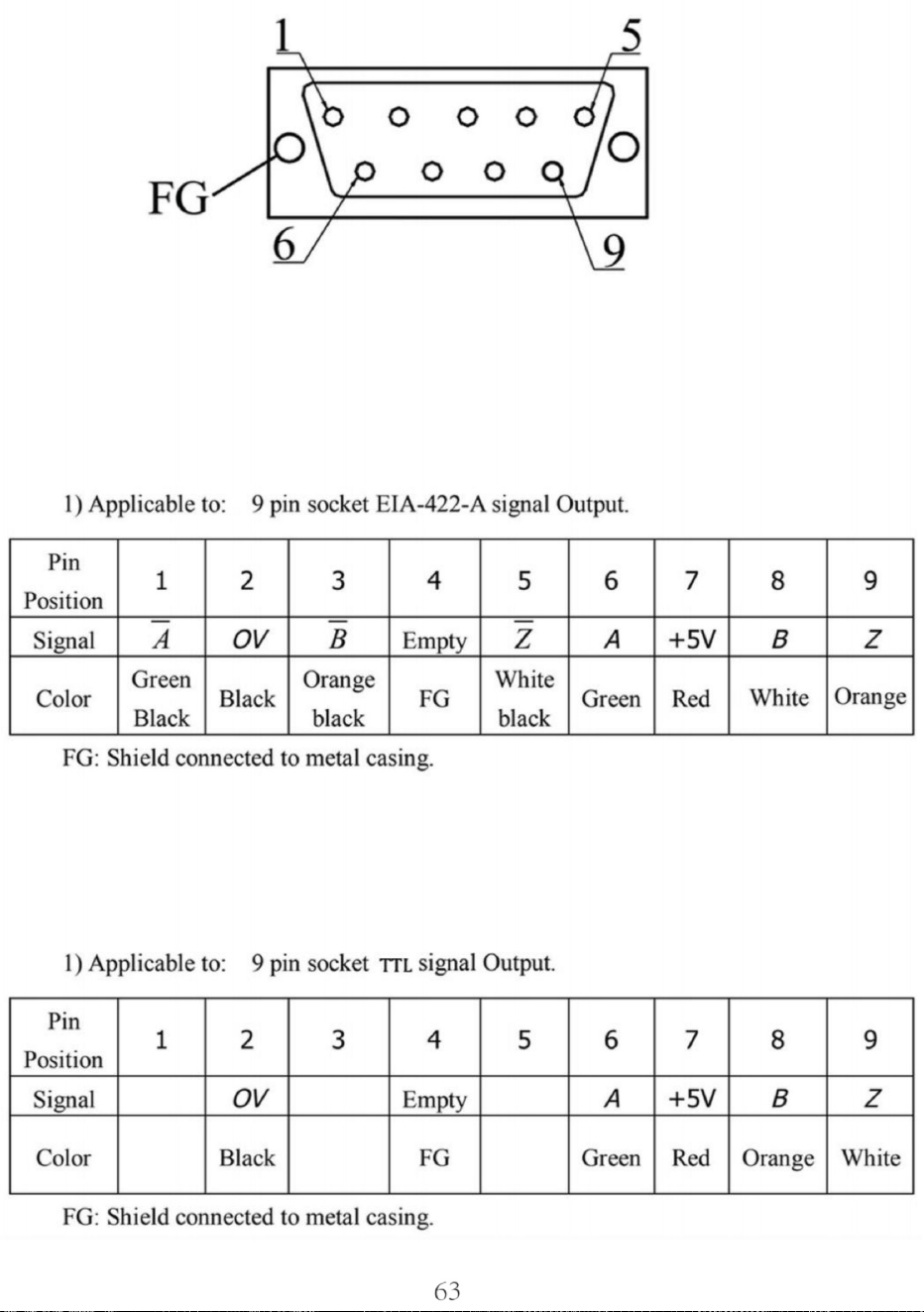
Machine Translated by Google

Disegni di installazione
Scala lineare
65
Machine Translated by Google
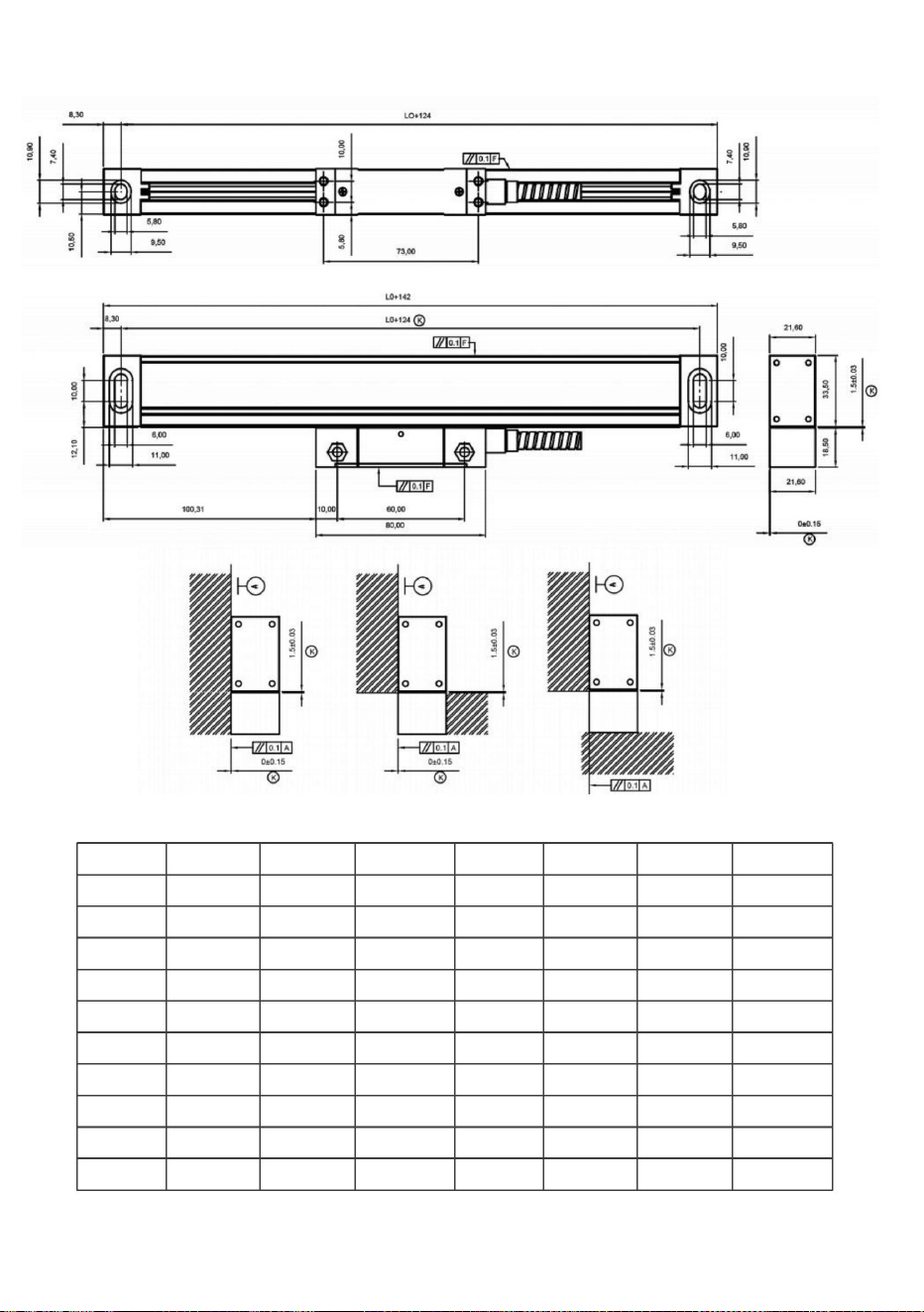
890
YE-250 250
Modello
990
L1
YE-50
440 YE-800
374
L2
YE-450 450
824
600
574
YE-150
900
840
224
640 YE-1000 1000
L2
940
324
ESSO
750
1124
YE-400 400
774
240 YE-600
1140
524
100
790
540 YE-900
340 YE-700 700
174
974
274
Modello
1074
YE-750
190 YE-550 550
YE-350 350
724
1090
YE-100
474
740
490 YE-850 850
Modello YE-650 650
L1
924
Anno-200 200
1024
390
L0
YE-300 300
1040
67450
800
424
690
YE-500 500
290
874
150
590 YE-950 950
624
L0: Lunghezza di misura effettiva dell'encoder lineare; L1: Lunghezza dell'encoder lineare
fori di montaggio; L2: lunghezza complessiva dell'encoder lineare
Misura standard: (Unità:mm)
Metodo di installazione:
66
Machine Translated by Google
Testa porta sinistra
Cavo di segnale
corpo di un piede
Testa porta destra
Testina di lettura
67
corsa della macchina utensile. Se la lunghezza non è sufficiente, sostituire l'encoder lineare con
una corsa maggiore o aggiungere un blocco di fine corsa sulle macchine. La posizione finale
della testina di lettura dall'estremità del corpo dell'encoder lineare non deve essere inferiore
a 10 mm di spazio (vedere il diagramma seguente).
2. Per qualsiasi superficie non lavorata, è necessario posizionare un distanziale sul retro
dell'encoder lineare oppure utilizzare un distanziale di installazione realizzato dall'utente per
garantire la stabilità e l'affidabilità della connessione tra il righello a reticolo e la superficie di montaggio.
1. La corsa effettiva dell'encoder lineare deve essere più lunga del massimo
3. Quando si utilizza un comparatore a quadrante o uno strumento simile per calibrare il
parallelismo dell'encoder lineare, l'angolo della testa laterale deve essere compreso tra ±30
gradi e più piccolo è l'angolo, meglio è.
Manutenzione:
Machine Translated by Google
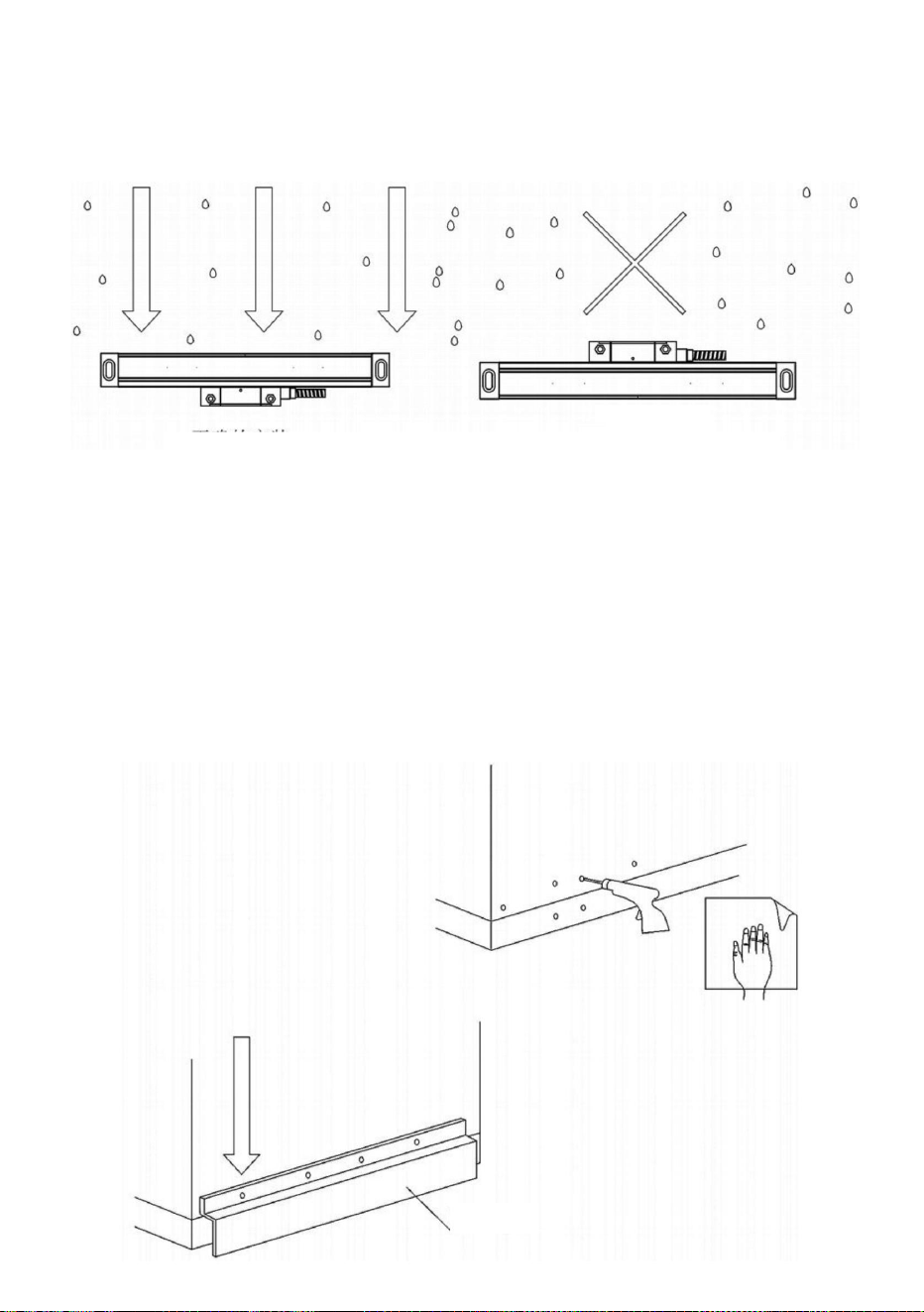
Installazione errata
Installazione corretta
68
Copertura antipolvere
5. Deve esserci uno spazio di 0,5 mm o più tra la copertura antipolvere e il righello
corpo ed evitare il contatto tra il coperchio antipolvere e il corpo del righello quando
muovendo la testina di lettura (come sotto).
profondità della profondità di bloccaggio. Come il supporto del ripiano del misuratore del display digitale fisso
della piastra L dovrebbe essere il più corta possibile in base alle circostanze possibili, e
bisogna tenere conto della situazione di forza della superficie di montaggio.
limatura, olio, acqua e polvere (come mostrato nella figura sottostante). La lunghezza di installazione
4. La posizione di installazione dell'encoder lineare deve evitare l'impatto diretto del ferro
piastra, deve avere una profondità di bloccaggio superiore a 8 denti; scala serie YE con viti M4
6. Profondità della filettatura della vite di installazione, deve avere almeno 6 denti di profondità di bloccaggio;
superficie di montaggio installata maschiatura dopo sbavatura superficiale, verniciatura, rimozione delle macchie.
(La figura seguente)
forzare la parte più grande, come il supporto della piastra fissa del ripiano del misuratore del display digitale,
deve avere 8 denti di profondità di bloccaggio; serie YE di scala, la profondità della filettatura
Machine Translated by Google
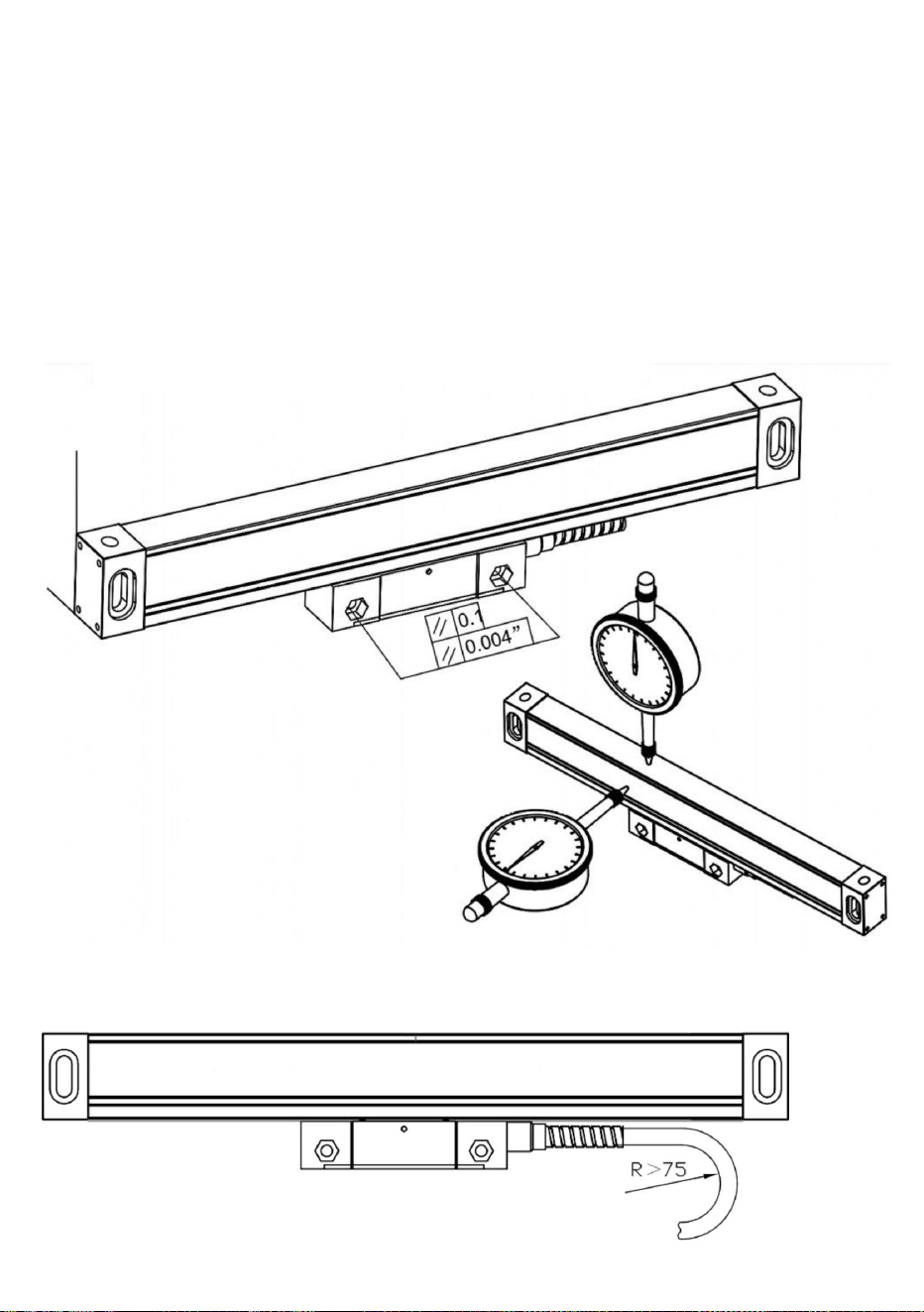
La posizione di fissaggio deve essere posizionata il più possibile al centro della corsa e la linea del
segnale in eccesso viene fissata con una fascetta.
9. Il raggio di curvatura della linea del segnale della scala è maggiore di 60 mm.
8. La regolazione del livello di altezza della scala deve essere la lunghezza del centro della scala per
prendere i due lati del punto di simmetria. Regolare il punto di riferimento, qualsiasi scala
indipendentemente dalla direzione del livello scolastico o dalla direzione dell'altezza, l'intervallo di
regolazione: per il corpo della scala, alla testa dal corpo della scala a una distanza non superiore a
20 mm da ciascuna estremità prevarrà. Per la testina di lettura, tra le due superfici di
riferimento quadrilatere (la figura seguente)
7. Il fissaggio della linea di segnale deve tenere conto di tutte le distanze di movimento rilevanti.
69
Machine Translated by Google
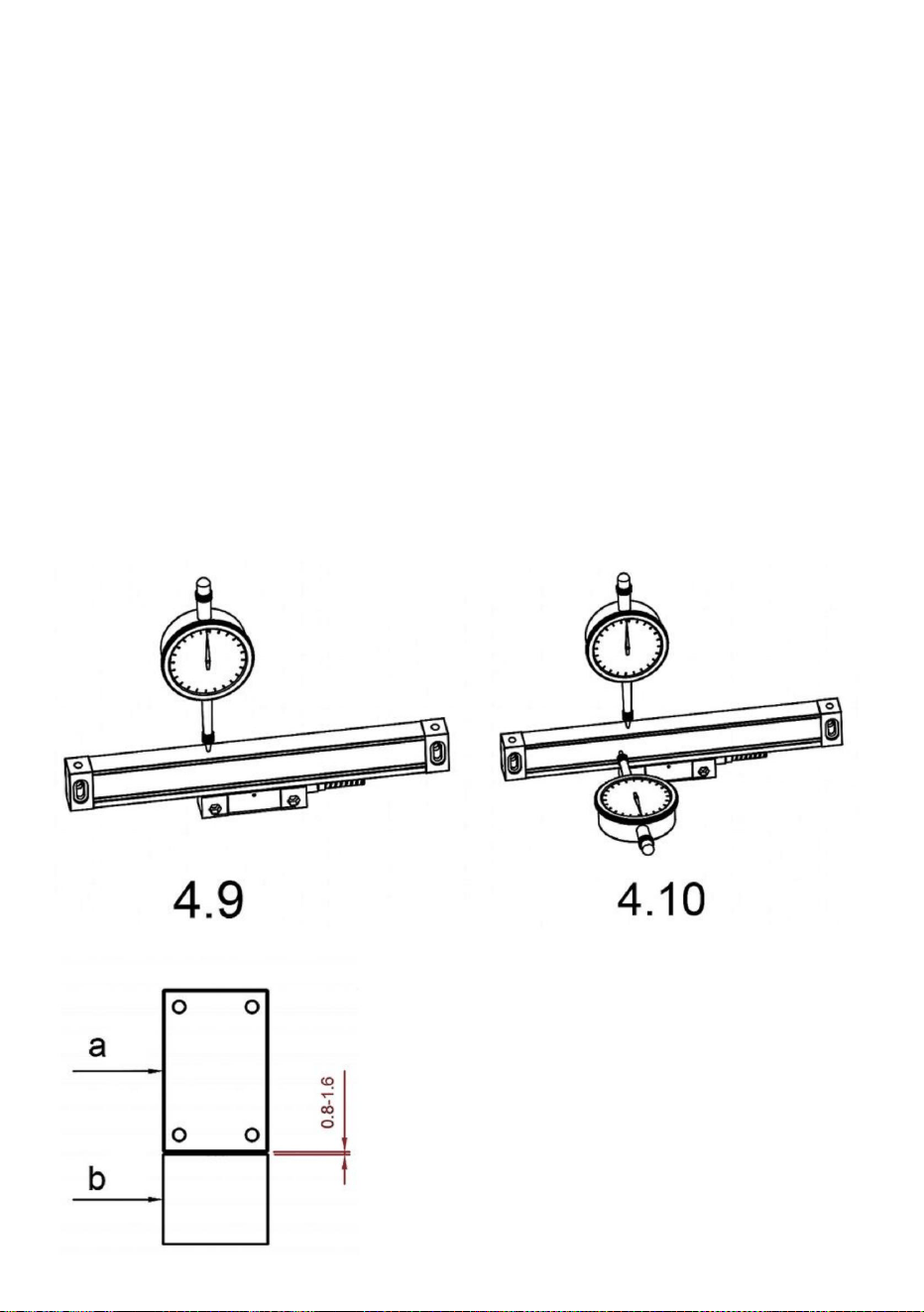
superficie della testina di lettura e la perpendicolarità tra le superfici di installazione è <0,1 mm
2) Standard di installazione del corpo del righello (Figura 4.9, Figura 4.10)
1. Direzione dell'altezza rispetto al parallelismo della guida della macchina <0,1 mm, massimo non
superiore a 0,15 mm In termini di punto di simmetria, più piccolo è, meglio è.
3) Standard di installazione della testina di lettura
1. La superficie di installazione del corpo del righello è parallela alla superficie di installazione della
testina di lettura e il parallelismo tra le superfici di installazione è <0,1 mm
2. La superficie di installazione del corpo del righello è perpendicolare all'installazione
(1) Standard di superficie di base dell'installazione (Figura 4.8abc tre metodi di installazione)
10.Standard di installazione della scala
0,25±0,15 mm
1. Dopo l'installazione, la distanza tra la testina di lettura e la direzione dell'altezza del corpo del righello
è di 0,8 mm-1,6 mm, quindi estrarre il blocco del pad (Figura 4.11)
2. Testina di lettura lato A e corpo del righello lato B.
3. Parallelismo della testina di lettura rispetto a
macchina utensile <0,10mm, il massimo non può
superare 0,30mm
Disallineamento in direzione orizzontale.
70
Machine Translated by Google
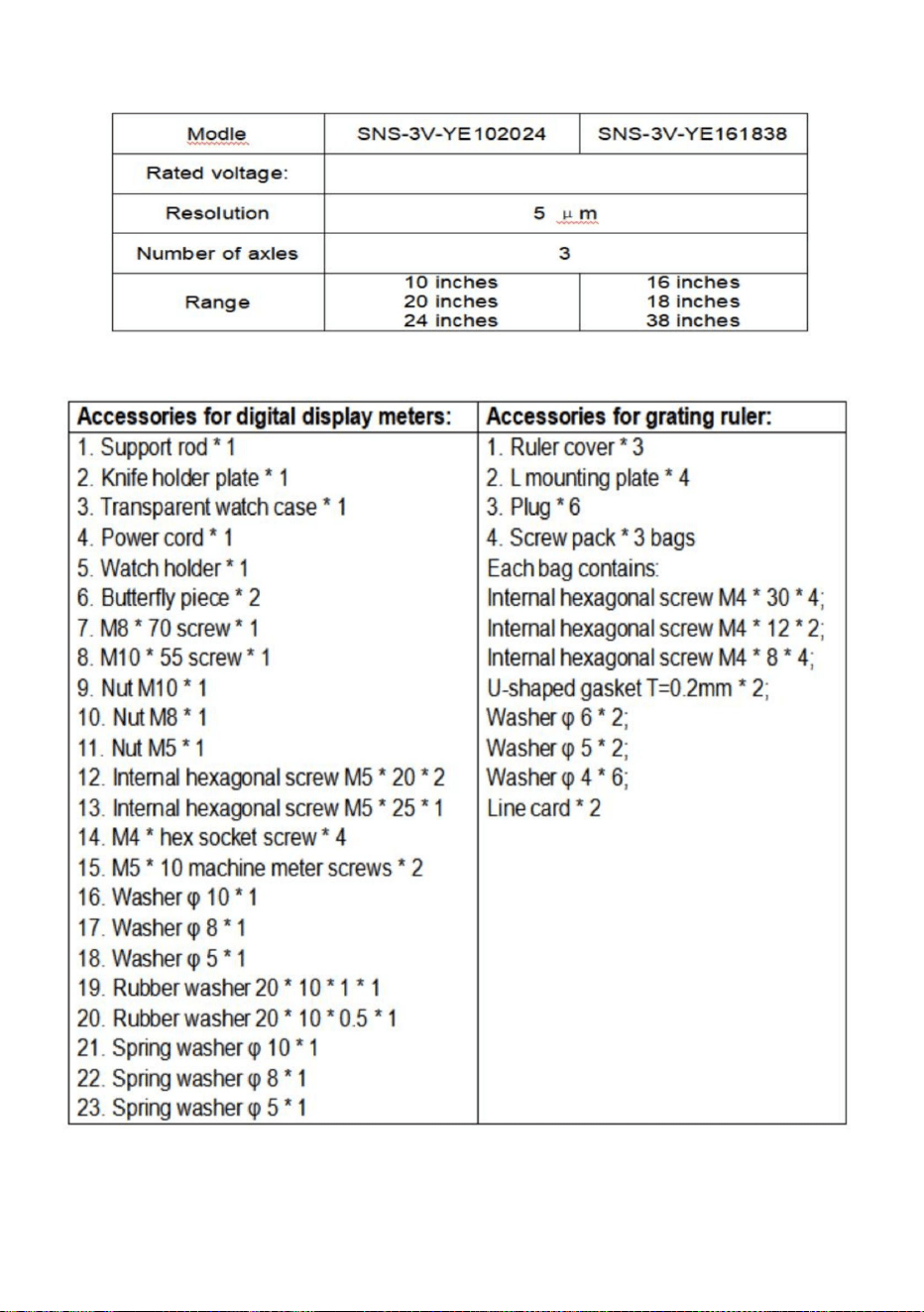
Accessori standard:
Questo dispositivo è conforme alla Parte 15 delle Norme FCC. Il funzionamento è soggetto
alle due condizioni seguenti: (1) Questo dispositivo non può causare interferenze dannose
e (2) Questo dispositivo deve accettare qualsiasi interferenza ricevuta, comprese le
interferenze che possono causare un funzionamento indesiderato.
AC85-230V 50Hz/60Hz
Parametro:
Machine Translated by Google
www.vevor.com/support
Supporto tecnico e certificato di garanzia elettronica
Importato negli USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Francoforte sul Meno.
Viale Europa, 101, 00186 Roma, Italia
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Indirizzo: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Produttore: Shanghaimuxinmuyeyouxiangongsi
CONSULENZA YH LIMITATA.
C/O YH Consulting Limited Ufficio 147, Centurion House,
RAPPRESENTANZA DEL REGNO UNITO
Rappresentante della CE
Machine Translated by Google

MODELO:SNS3VYE102024ESNS3VYE161838
Selerecuerdaquedebeverificarcuidadosamentecuandorealiceunpedidoconnosotrossiestá
Lasmejoresmarcasynonecesariamentesignificacubrirtodaslascategoríasdeherramientasqueofrecemos.
Estimacióndelosahorrosquepodríaobteneralcomprarciertasherramientasconnosotrosencomparaciónconlasprincipales
"Mitaddeprecio"ocualquierotraexpresiónsimilarutilizadapornosotrossólorepresentauna
,
"salvarlamitad"
Seguimoscomprometidosabrindarleherramientasaprecioscompetitivos.
Enrealidad,ahorrandolamitadencomparaciónconlasprincipalesmarcaslíderes.
MANUALDELUSUARIODELAPANTALLADRO
www.vevor.com/support
Soportetécnicoycertificadodegarantíaelectrónica
Machine Translated by Google
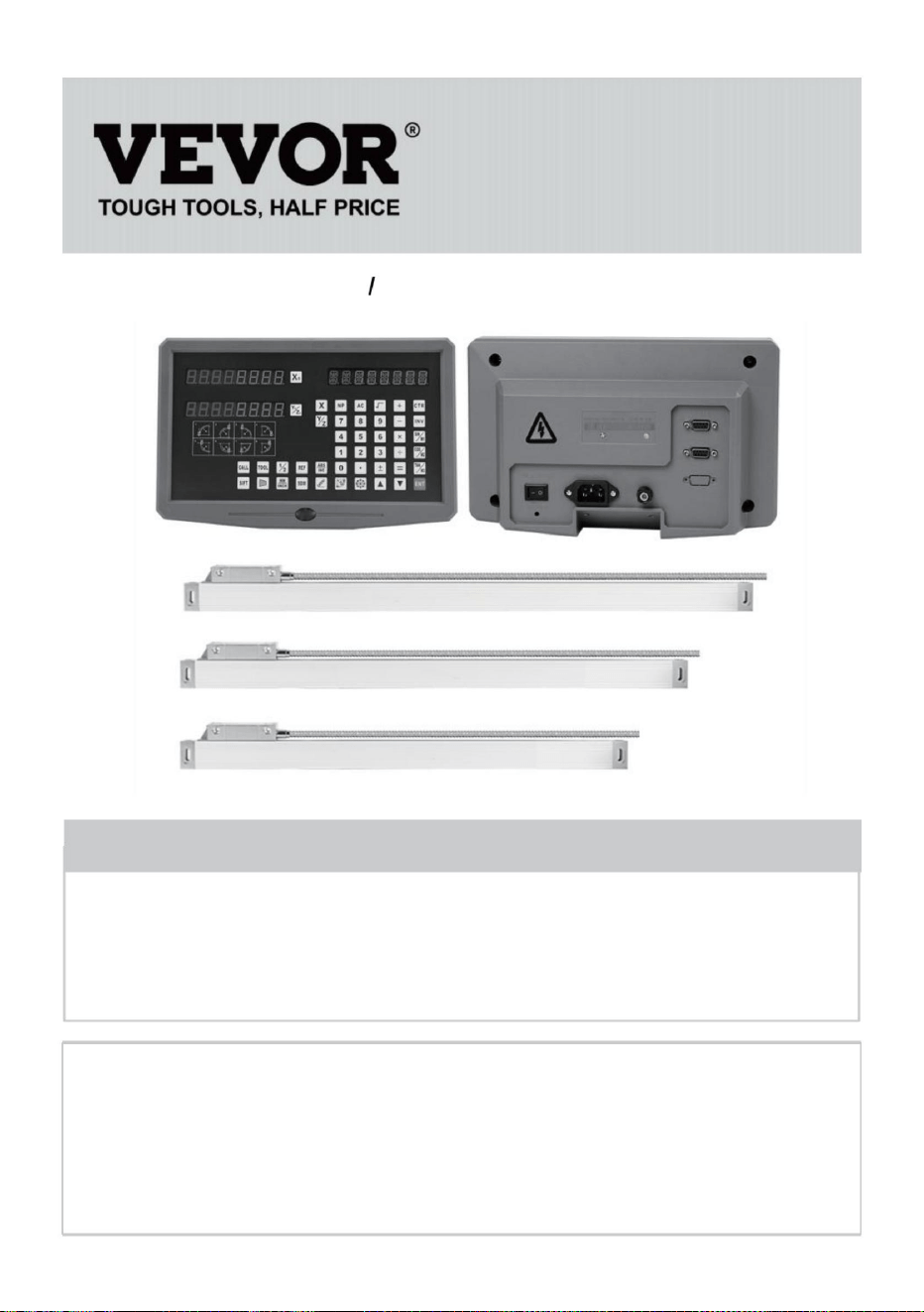
¿NECESITAAYUDA?¡CONTÁCTENOS!
Soportetécnicoycertificadodegarantíaelectrónica
www.vevor.com/support
MODELO:SNS3VYE102024SNS3VYE161838
¿Tienepreguntassobreelproducto?¿Necesitaasistenciatécnica?Nodudeenponerseencontactoconnosotros.
PANTALLADRO
Antesdeutilizarelproducto,leaatentamenteelmanualdeusuario.VEVORsereserva
unainterpretaciónclaradeestemanual.Laaparienciadelproductoestarásujetaalas
Estassonlasinstruccionesoriginales,leatodaslasinstruccionesdelmanual.
Contáctenos:
productoquerecibió.Porfavor,perdónenospornoinformarlenuevamentesihay
actualizacionesdetecnologíaosoftwareennuestroproducto.
Machine Translated by Google
Aplicaciones:Sepuedenconectarmuchoscodificadoresalaslecturasdigitales.
Sígalasestrictamente∙Conserveelmanualparafuturasconsultas∙
Loslectoresdigitalesseutilizanenunaampliavariedaddeaplicaciones.Estasincluyen:
Laescalalinealylalecturadigitalestánrotasodañadas.
Encasodecambiosenlosparámetrosdemuestra,prevaleceránlosarchivosaleatoriosyla
empresatendráelderechodeinterpretaciónfinalsinprevioaviso.
enejesde
avance,equiposdemedicióneinspección,electroerosiónyestacionesde
mediciónpara
Paraevitardescargaseléctricasoincendios,humedadorociadodirecto
Elusuariodebetenercuidado.
aparatosdivisores,herramientasdeajuste
Sisienteolorenlalecturadigital,desconecteelcabledealimentación.
Puedeproducirseunaaveríaolesión.Encasodecualquiercondiciónanormal,
Graciasporadquirirlectoresdigitalesdelaseriemultifunción∙
Leaatentamentetodaslasinstruccionesdelmanualantesdeusarloy
Silaescalalinealópticautilizadaconlalecturadigitalestádañada,noutiliceunaescalalinealdeotra
marca.Debidoaqueelrendimiento,lasespecificacionesylaconexióndelosproductosdediferentes
marcaspueden
,
Entalcaso,nointenterepararlo,comuníqueseconlaempresao
externamente,puedenproducirsevaloresdemediciónincorrectos∙Porlotanto,
máquinasherramientas
Atencióndeseguridad:
personal,delocontrario,seproduciránproblemasenlalecturadigital.
,
Sedebeevitarelusodelíquidorefrigerante.Encasodehumoodequeseproduzcan
Nointenterepararnimodificarlalecturadigital,delocontrario,podríaproducirseunafalla.
inmediatamente,delocontrario,podríaproducirseunincendioounadescargaeléctrica.
controldeproducción.Paracumplirconlosrequisitosdeestos
Porfavor,póngaseencontactoconlaempresaoeldistribuidor.
Ellectordigitalesundispositivodemediciónprecisoqueseutilizaconundispositivoóptico.
Noseconectarásinlainstruccióndeuntécnicoespecializado.
Estimadosusuarios:
Escalalineal∙cuandoestáenuso,silaconexiónentrela
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
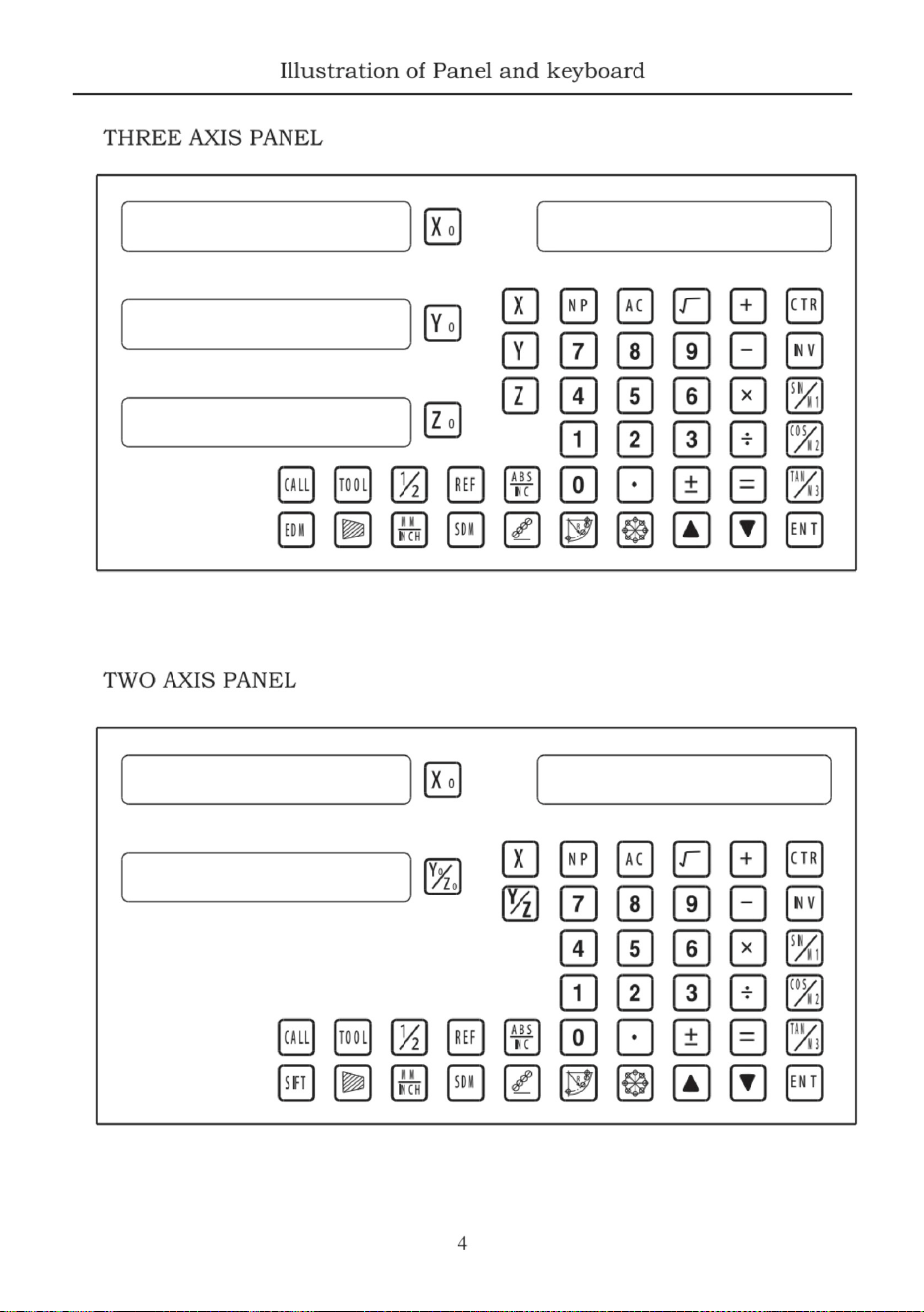
Machine Translated by Google
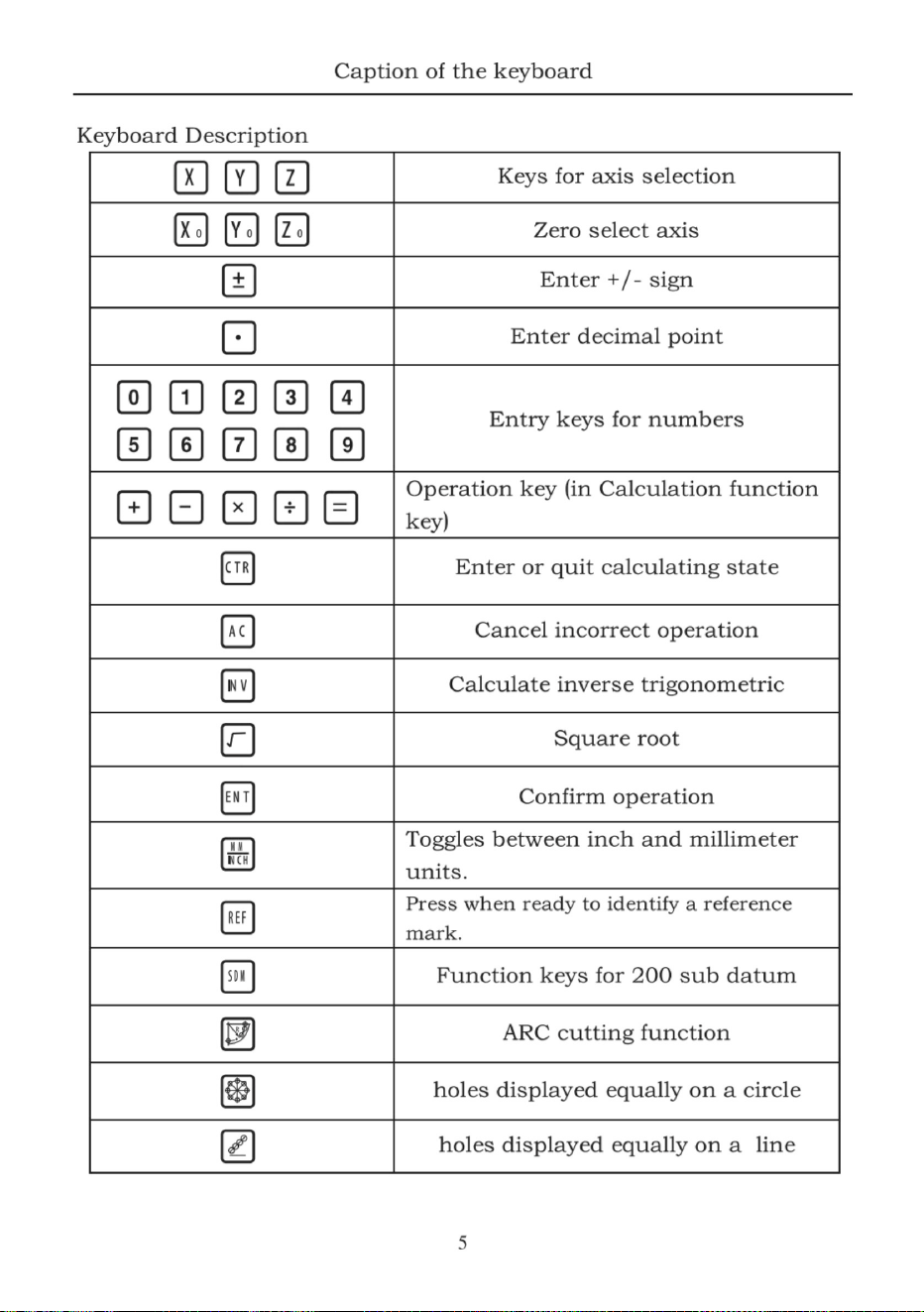
Machine Translated by Google
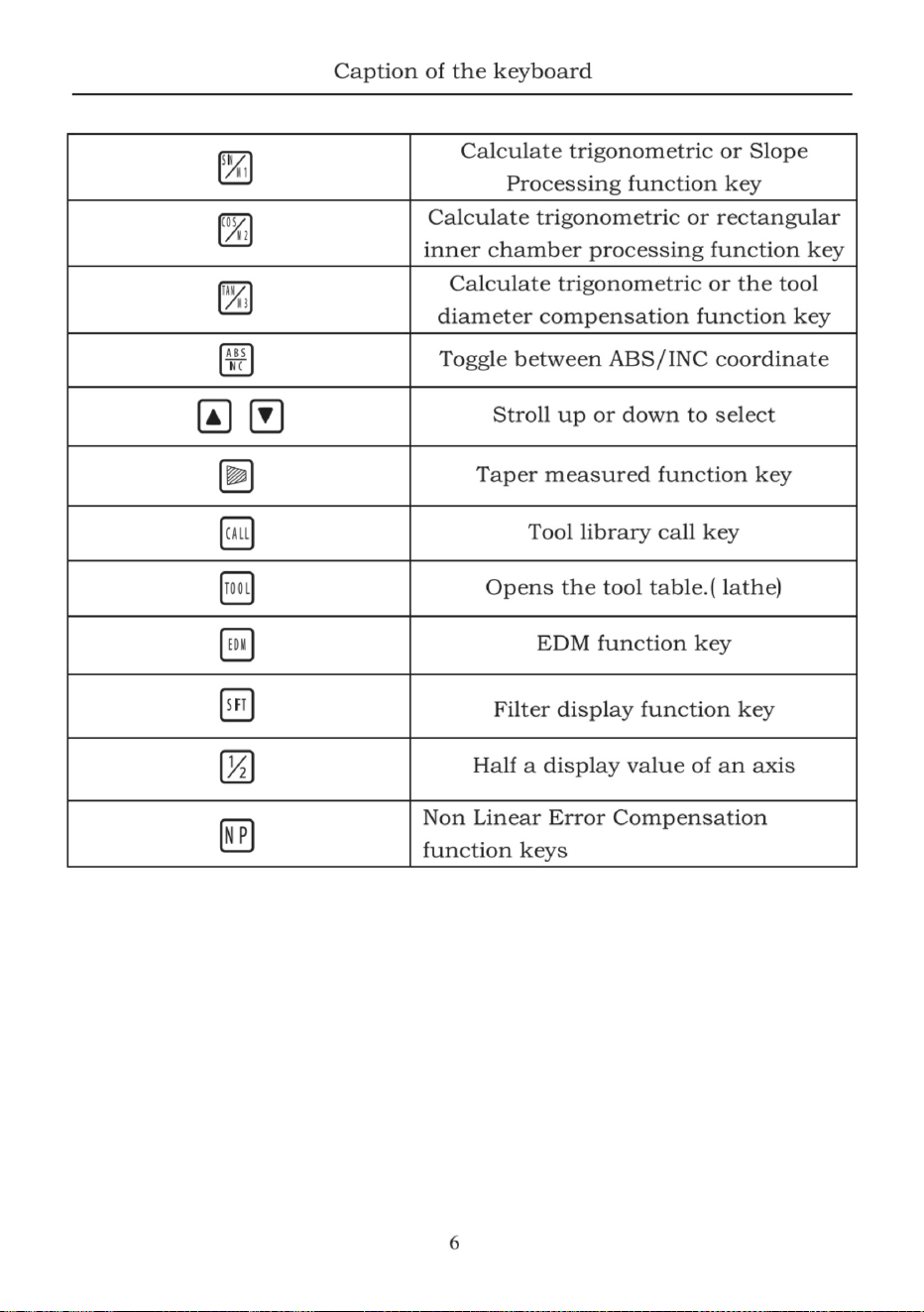
Machine Translated by Google
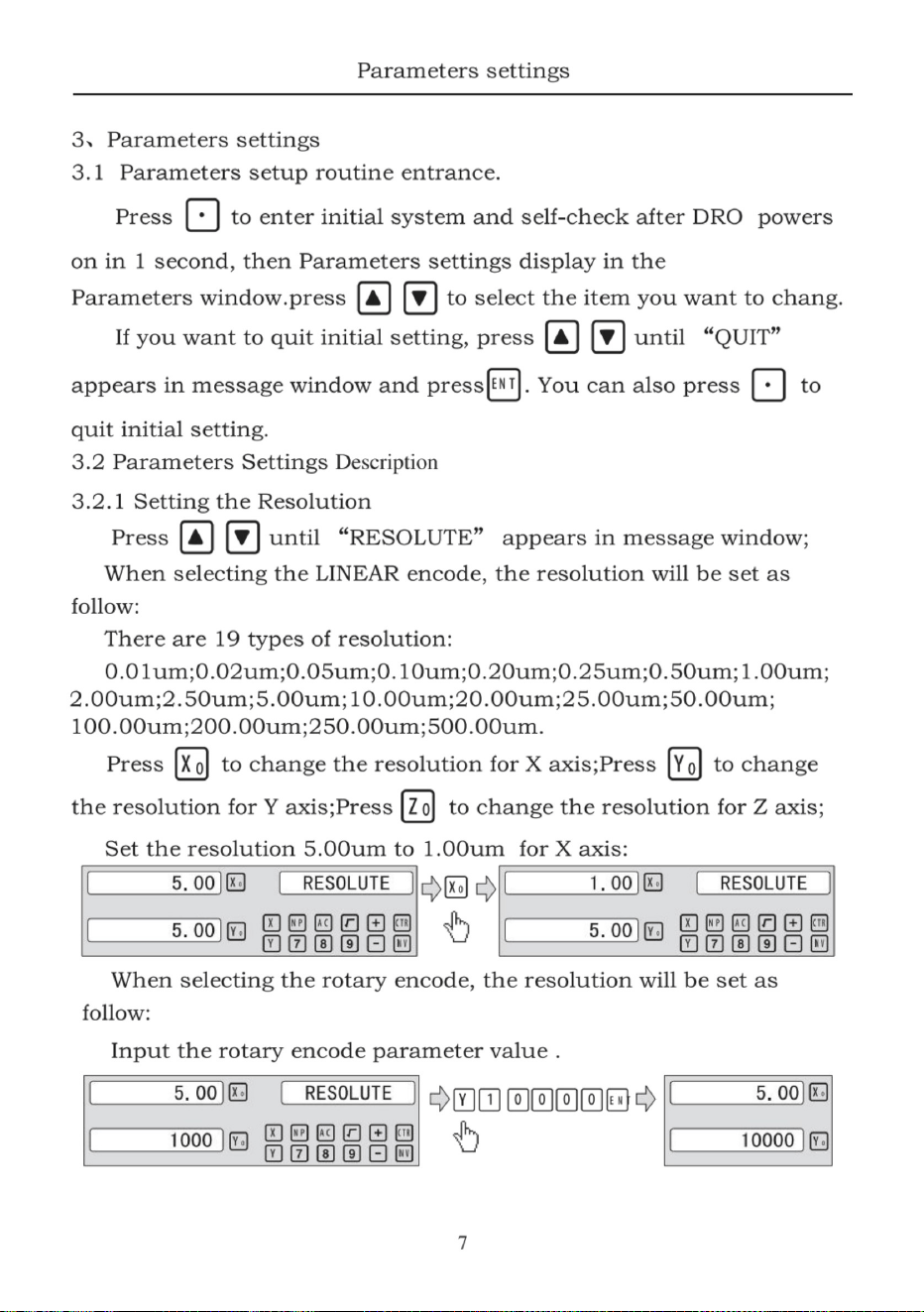
Machine Translated by Google
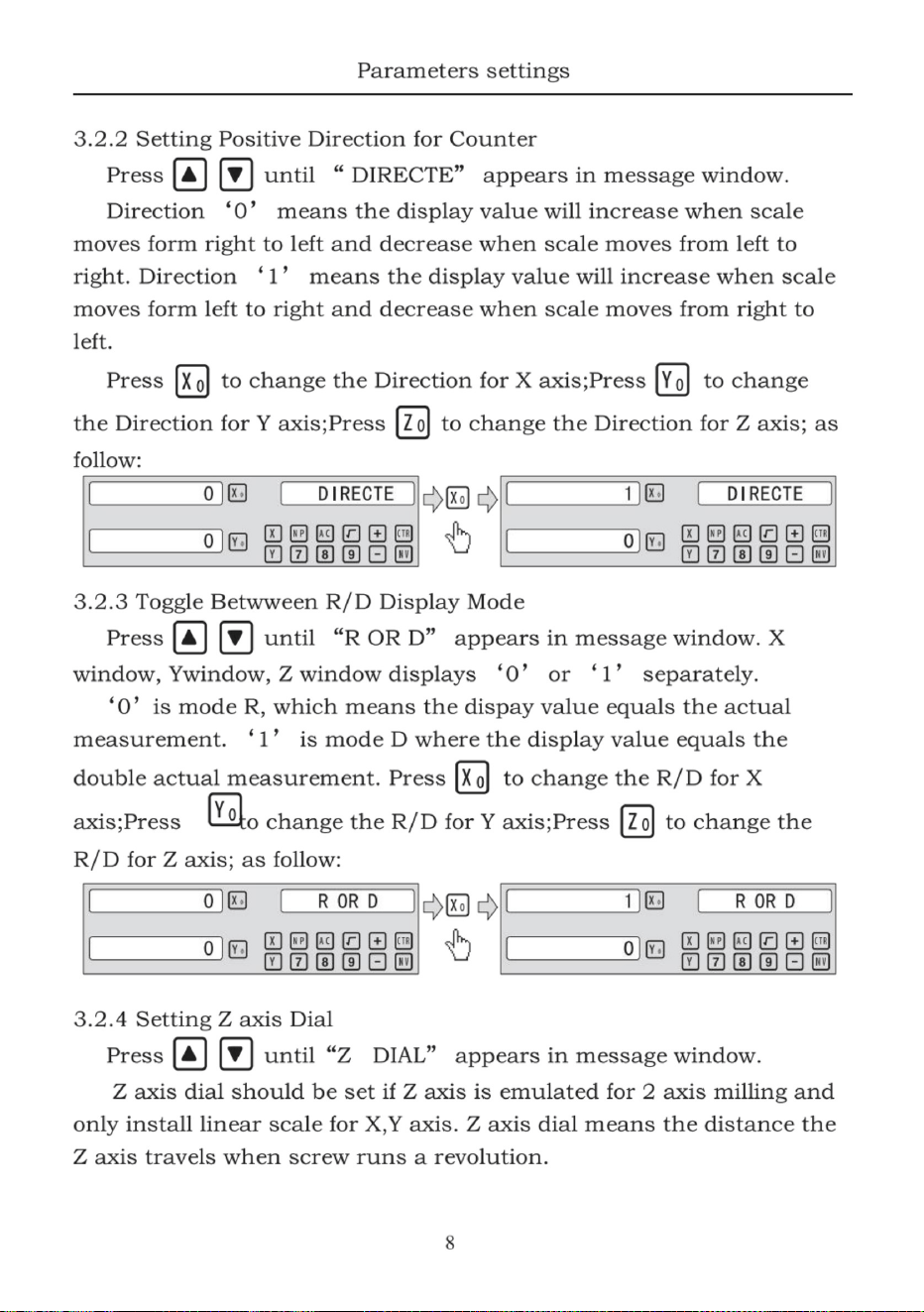
Machine Translated by Google
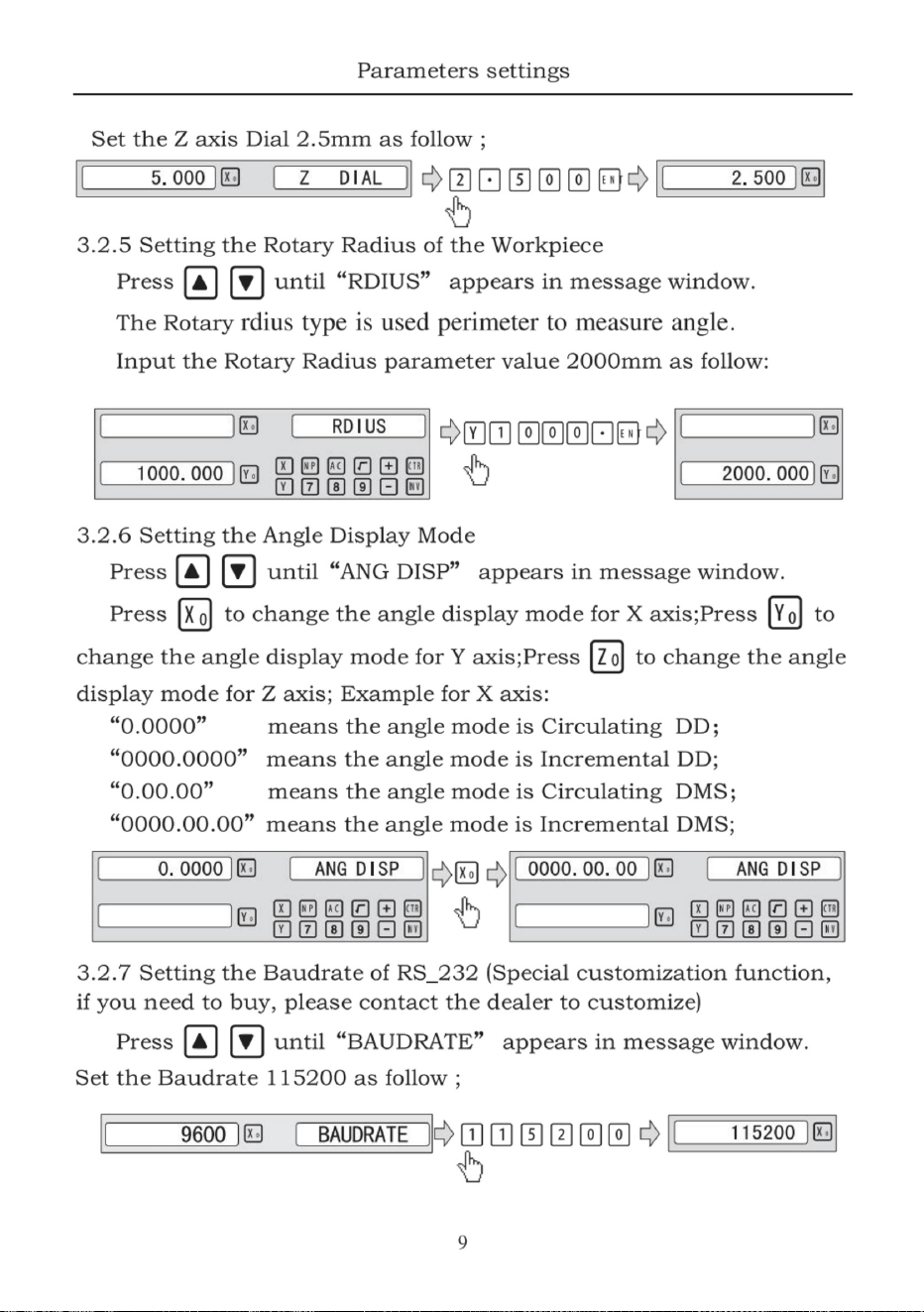
Machine Translated by Google
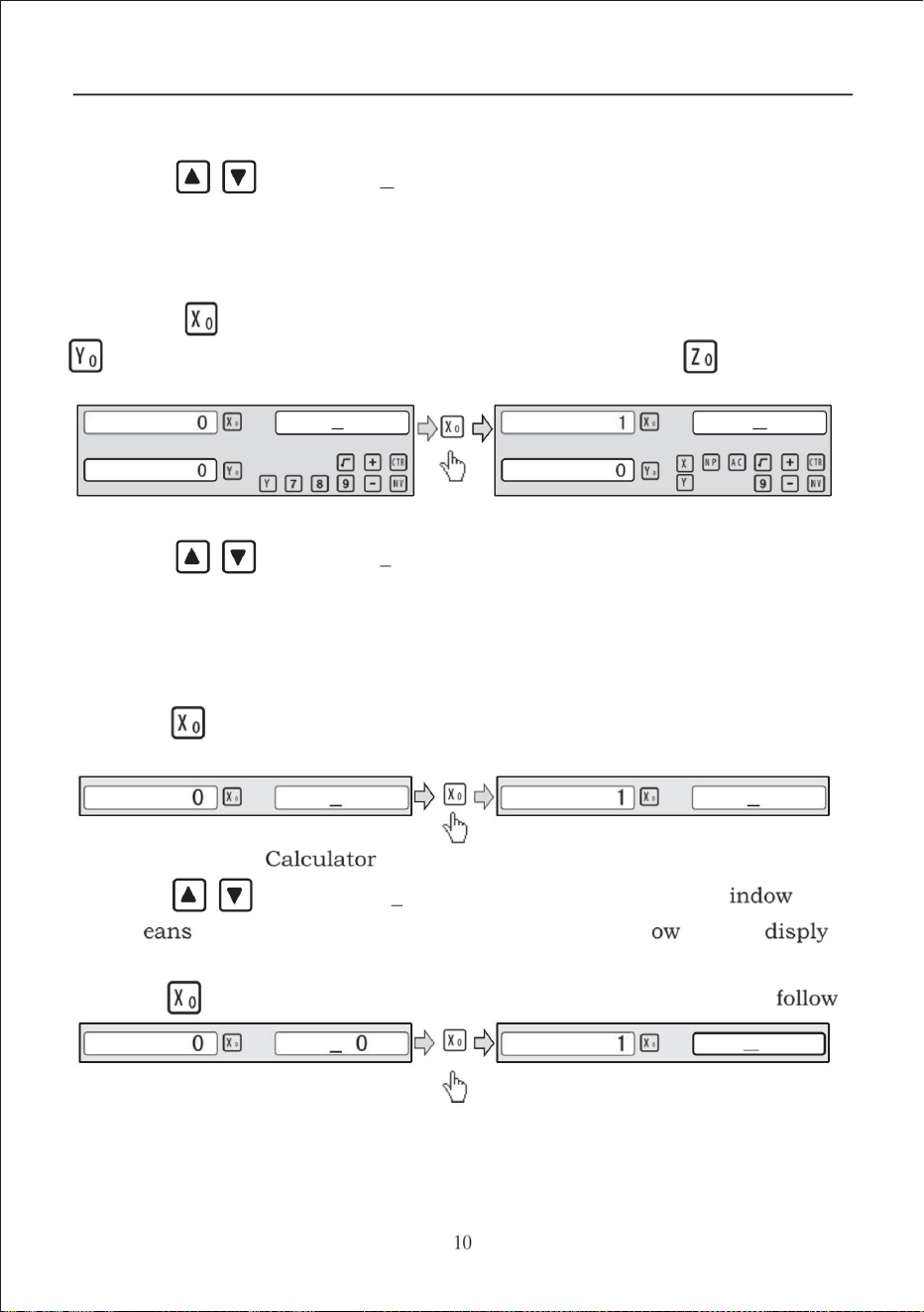
ABSCERO ABSCERO
MODOCTR
CTRMDE
significaquelaoperacióndepuestaacerodelABSylosdatospreestablecidosserán
'osignificaquesolosemuestraelvalordelaposicióndelafunciónespecial
Operacióndefunciónespecial.
'1'
'1'
;
significavalordeposicióndefunciónespecial+valordeposiciónABSes
significaquelaoperacióndepuestaacerodelABSylosdatospreestablecidosserán
hastaqueaparezca"UCCTRMODE"enelmensajeW∙
prensa
el
'
'1'
hastaqueaparezca"ABSCERO"enlaventanademensajes
'
hastaqueaparezca"ABSASST"enlaventanademensajes
prensa
'
melvalorquemuestralacalculadoraenelvientoxsignificaelvalorque
muestralacalculadoraenlaventanademensajesenlapantalla;
prensa
'
el
cambiarelmododepuestaaceroabsolutaparaelejeZ;Ejemploparaelejex∙
"3",cuantomayorseaelparámetro,másbrillanteseráelbrillo.Presione"xo"para
3.2.10configuracióndela Mododevisualización
habilitarenelestadodevisualizaciónnormal
conjunto,noserecomiendaqueustedmismoestablezcaelvalorpredeterminado.
prensa
Deshabilitarenelestadodevisualizaciónnormal
configuracióndeparámetros
:
mostrarenlaoperacióndeFunciónespecial.
3.2.8Configuracióndelahabilitaciónodeshabilitacióndelapuestaaceroabsoluta
paracambiarelmodoabsolutodelaFunciónespecialserá
3.2.9configuracióndelaformaabsolutadelafunciónespecial
prensa
seestablecerádelasiguientemanera:
Paracambiarelmododepuestaaceroabsolutadelejex,presione
3.2.11Ajustedelbrillodelapantalla
ParacambiarelmododevisualizacióndelacalculadoraseestableceráAS
Presione
paracambiarelmododepuestaaceroabsolutaparaelejeY,presione
a
ConfiguracióndebrillodelapantallaLED,laconfiguraciónpredeterminadadefábricaessolo
tiemposdiarios
AsistentedeABSAsistentedeABS
Prisionerocuatrocuatro
Machine Translated by Google
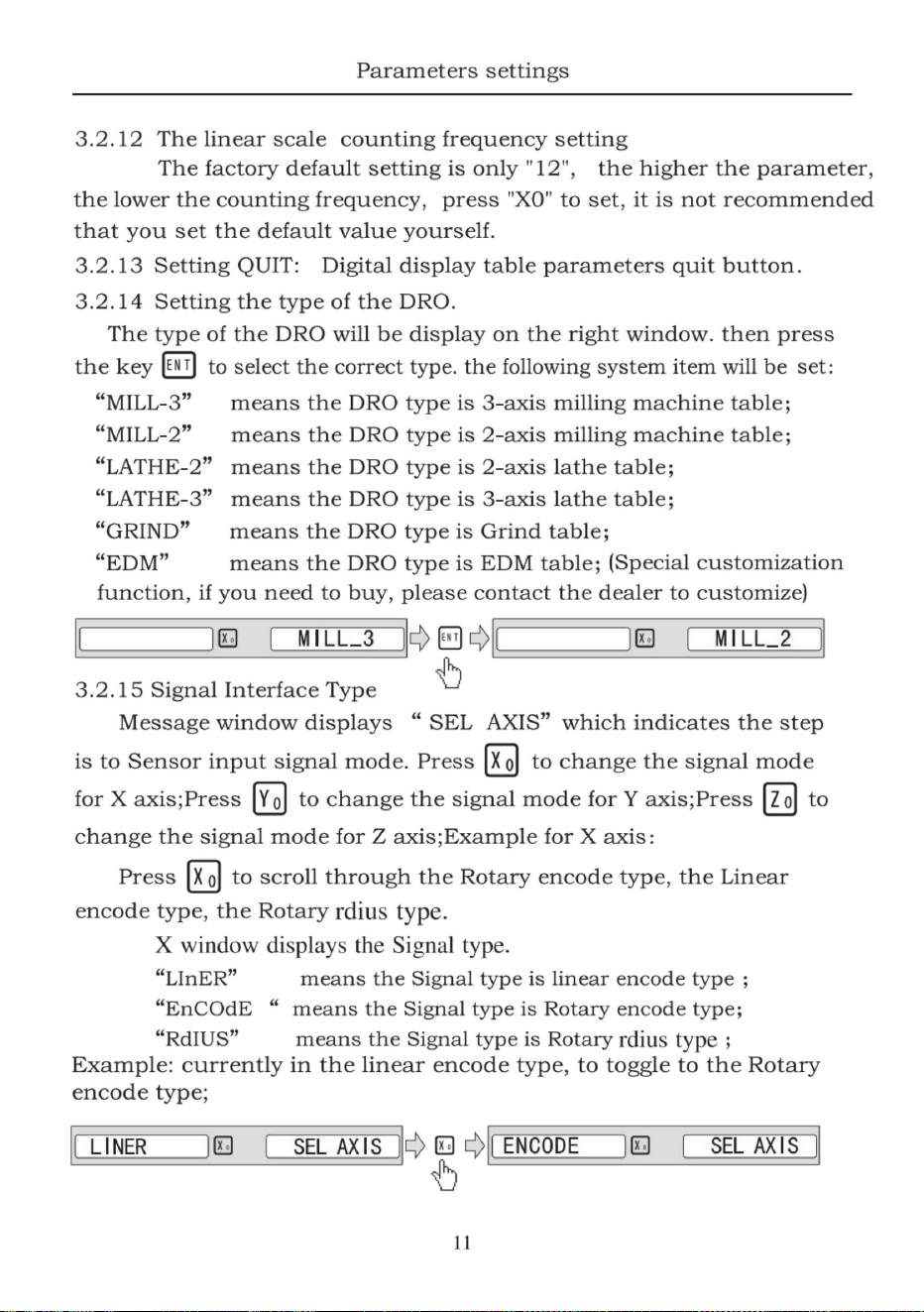
Machine Translated by Google
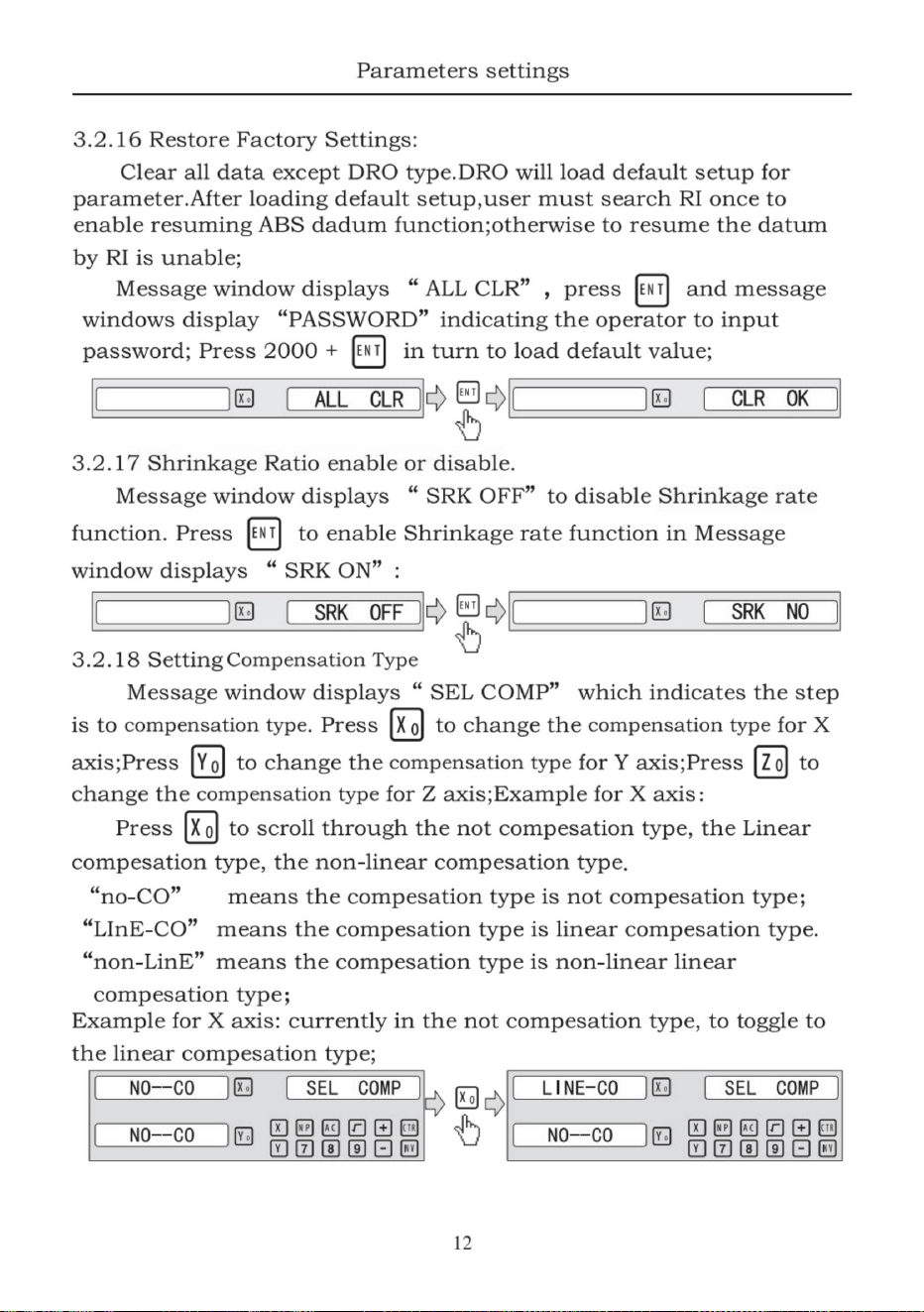
Machine Translated by Google
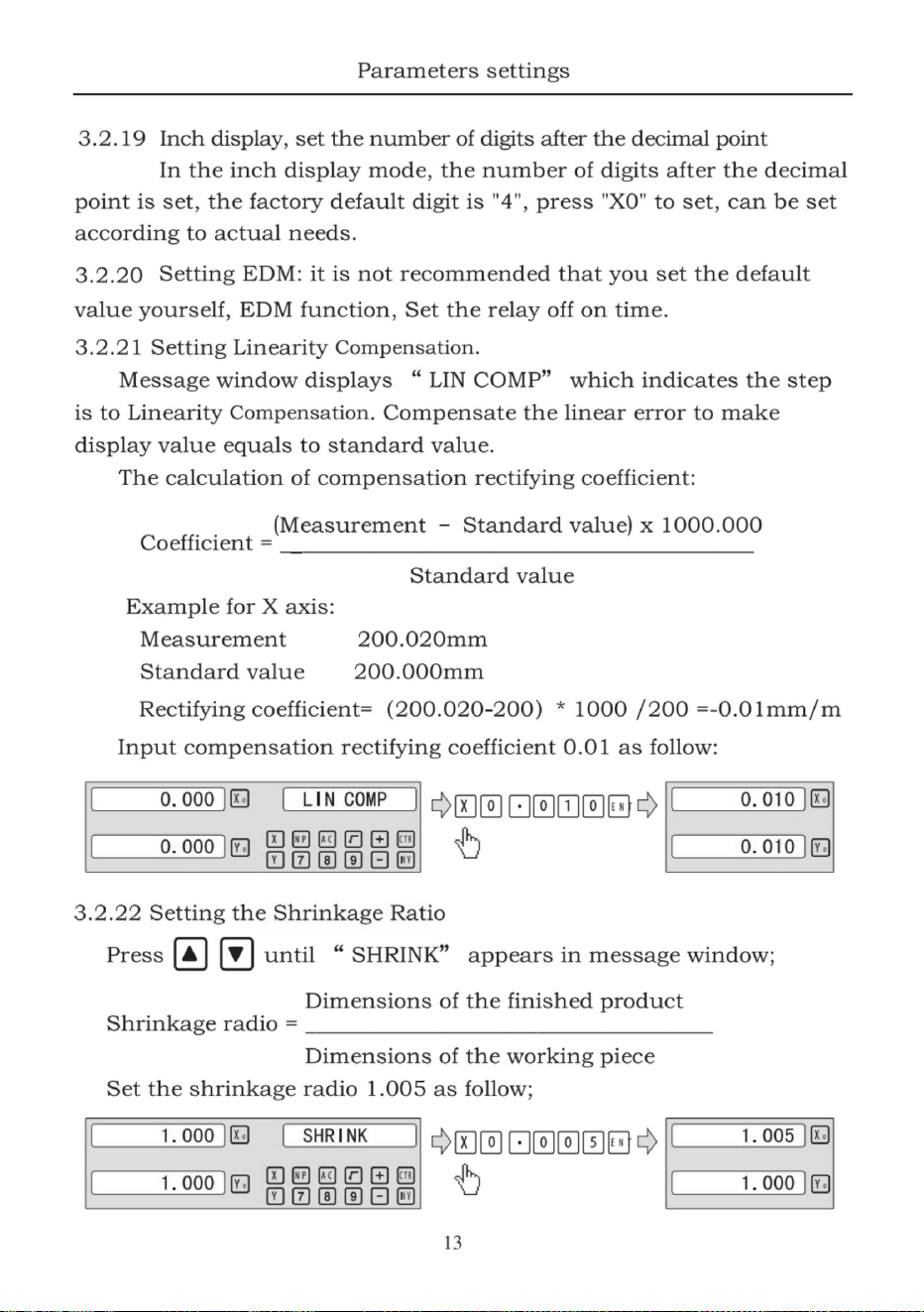
Machine Translated by Google
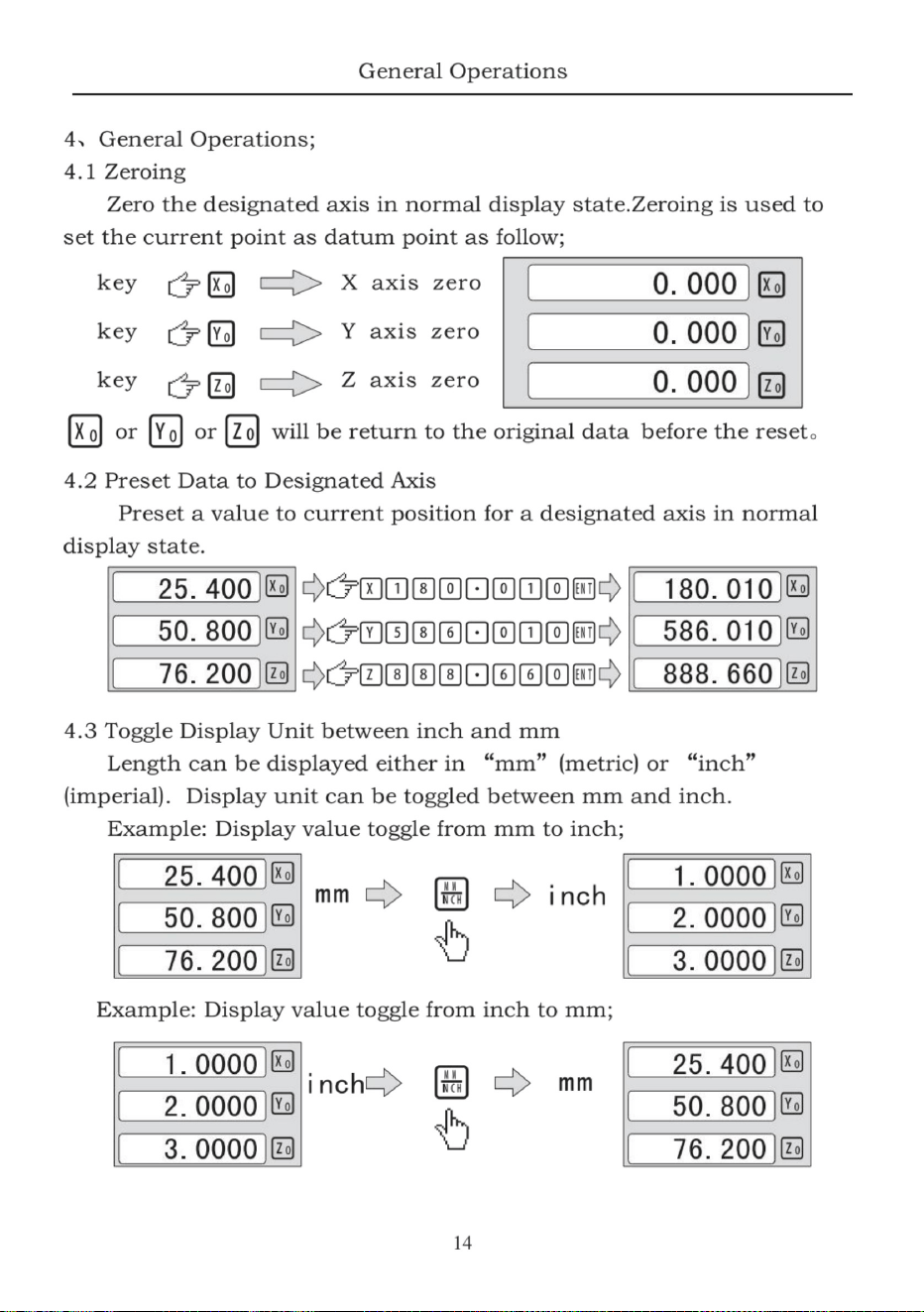
Machine Translated by Google
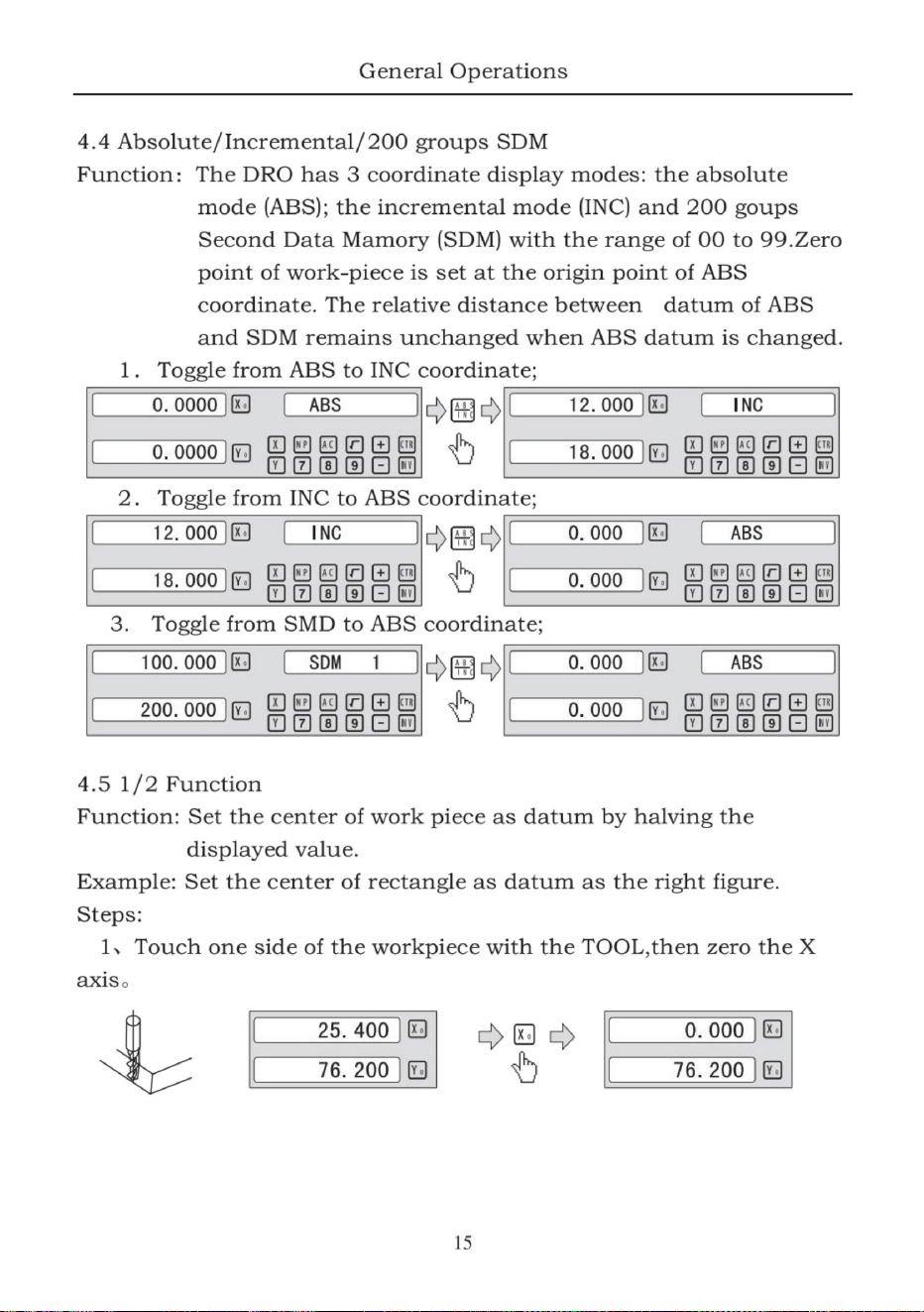
Machine Translated by Google
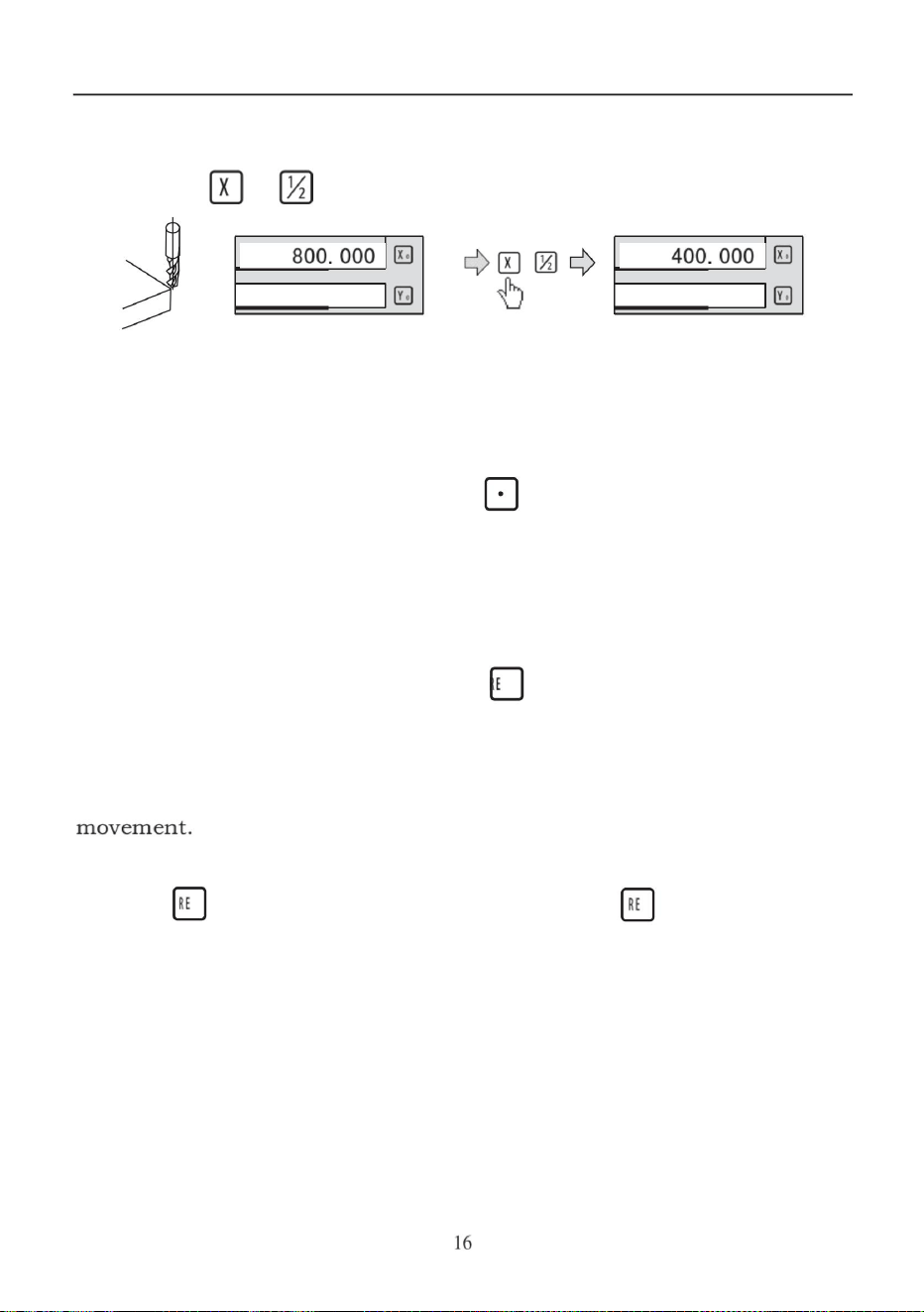
ventana.Laposicióneselcentrodelapiezadetrabajo.
"CLR".
Todoslosdatospara200conjuntosSDM.LaventanademensajesmuestraUSDM
3.Muevalamesademecanizadohastaquesemuestre"0.000"enelejex.
Valoresdereferenciacuandoseapagalaalimentación.
+
Mododormir∙
4.7Mododesuspensión
4.8Memoriadeinterrupcióndeenergía.
enmodonoABS,pulsandolatecla
LamemoriaseutilizaparaalmacenarlasconfiguracionesdelDROydelamáquina.
Operacionesgenerales
FPuedeapagartodalapantalla
2
yelDROaccediendoalmododereposo,luegopresionandoestatecla
LlevelaHERRAMIENTAalladoopuestodelapiezadetrabajoytóquela.
4.6BorrartodoslosdatosSDM.
nuevamenteharáqueelDROvuelvaalmododetrabajo.Enelmododesuspensión
EnmodoABs,presionarcontinuamente
Luegopresione
ElmodoDROtodavíaestáenestadodefuncionamientoyrealmenteregistralaHERRAMIENTA
asuvezparavalorarelvalordevisualizacióndelejeX.
Diezvecesharánqueseaclare
Ejemplo:EnmodonoABS,paraaccederalmodosleepin8presione
lateclaF.Enelmododesuspensión,alpulsarlateclaFsesaledelmodo
76.20076.200
Machine Translated by Google
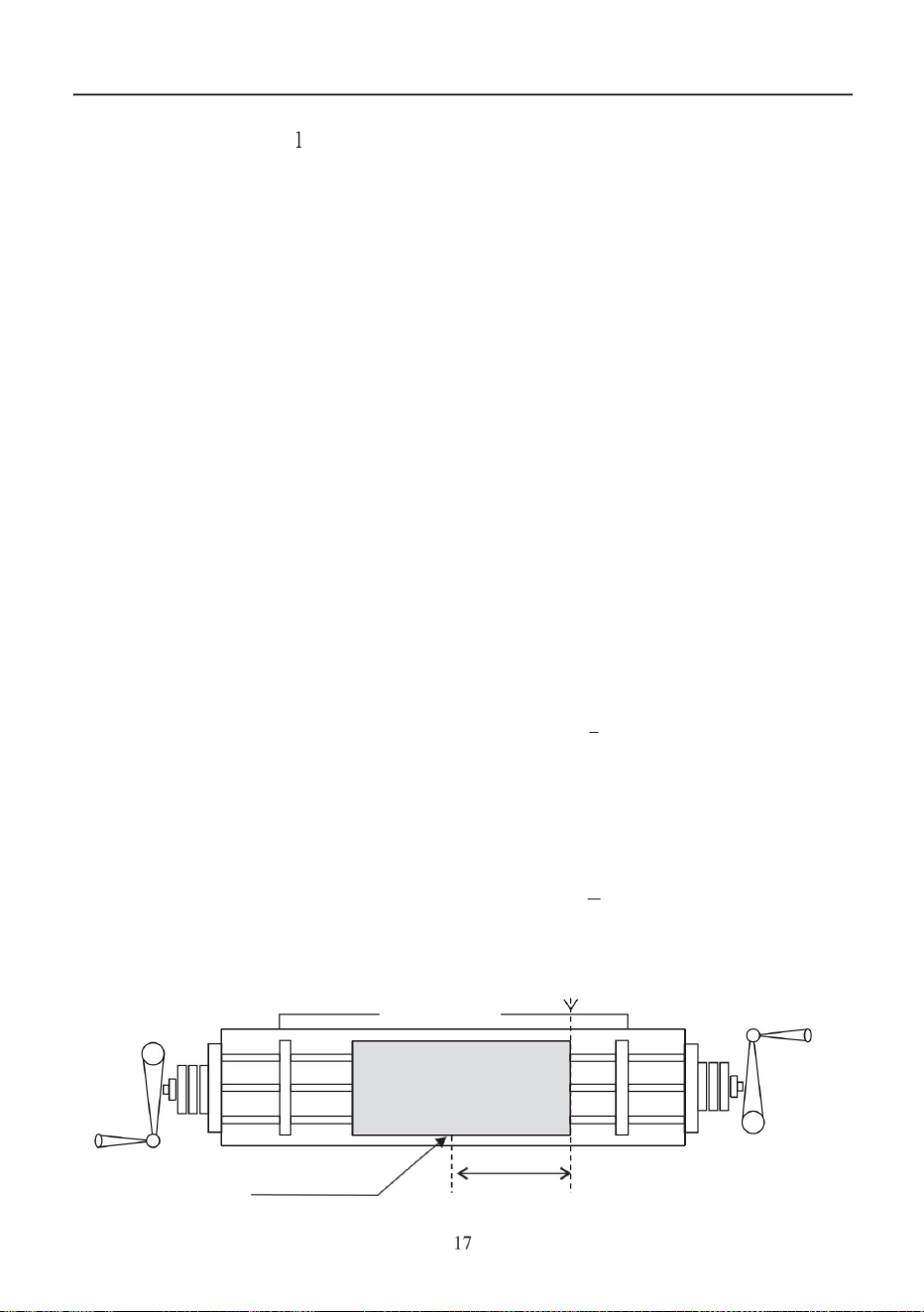
elpuntodereferenciadelapiezadetrabajo(posicióncero)medianteelpreajustedelcerodelapantalla
Haytresmodosdefuncionamiento(REF,AB,LEFAB):
yeldatodelapiezadetrabajo(posicióncero)enlamemoriaNOvolátil.Luego
(posicióncerodelapiezadetrabajo),elrestablecimientodelpuntodereferenciadelapiezadetrabajo
Sedebeestablecerundatoabsolutocuandosemecanizaunapiezadetrabajo.
Ejemplo:paraalmacenareldatodetrabajodelejeX
Dadoqueelpuntodereferenciadelaescalalinealespermanenteyfijo,
nuncacambiannidesaparecencuandoelsistemaDROestáapagado.
Elusodeundetectordebordesuotrométodoinevitablementeinduceunamayor
mecanizadoconprecisiónporquenoesposiblerestablecerla
puntodereferenciadelapiezadetrabajoexactamenteenlaposiciónanterior.PARApermitirque
Operacionesgenerales
Porlotanto,simplementenecesitamosalmacenarladistanciaentreelpuntodereferencia
recuperacióndelosdatosdelapiezadetrabajocongranprecisiónysinnecesidadde
restablecerlosdatosdelapiezadetrabajoutilizandoundetectordebordesuotrosmétodos,
EncasodecortedeenergíaodequeseapagueelDRO,podemosrecuperarlo.
Cadaescalalinealtieneunaubicacióndepuntodereferenciaqueestáequipadaconreferencia
Duranteelprocesodemecanizadodiario,esmuycomúnqueel
posicióncomoladistanciaalmacenadadesdeelpuntodereferencia∙
Elmecanizadonosepuedecompletarenunturnodetrabajo,porloque
ElDROdebeapagarsedespuésdeltrabajoopuedeocurriruncortedeenergíaduranteelmismo.
posiciónparaproporcionarlafuncióndememoriadelpuntodereferencia.
Elprincipiodefuncionamientodelafuncióndememoriadedatosdereferenciaeselsiguiente:
Elprocesodemecanizadoqueconducealapérdidadelosdatosdelapiezadetrabajo.
Sigue.
(ABSCero)
datosdelapiezadetrabajo
Piezadetrabajo
Distanciaentrelareferencia
PosicióndelamarcadereferenciadelejeX
Escalalineal
(permanenteyfijo)
4.9Busqueelpuntodereferenciaabsolutodelaescala
puntoypiezadetrabajodatum
Machine Translated by Google
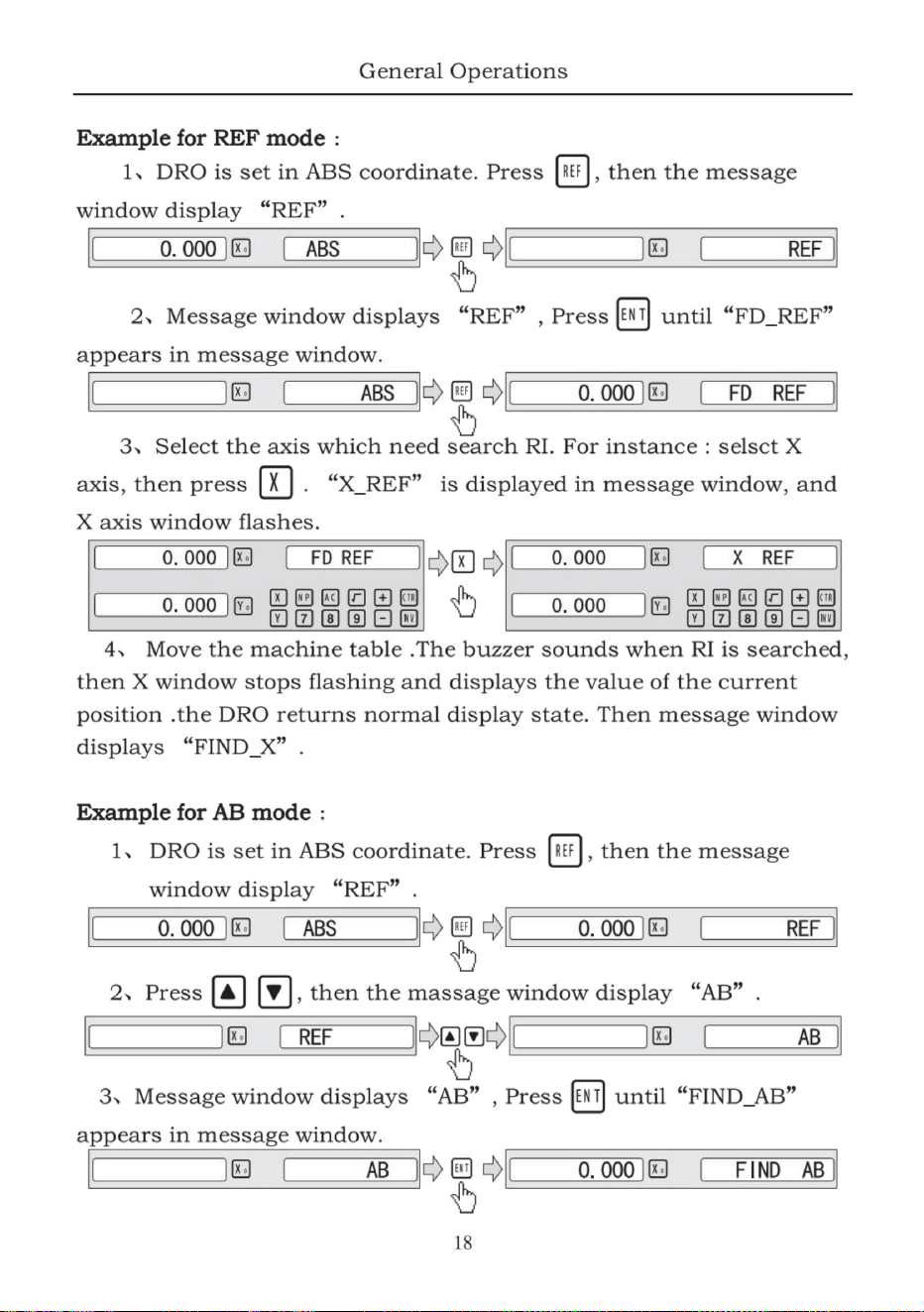
Machine Translated by Google
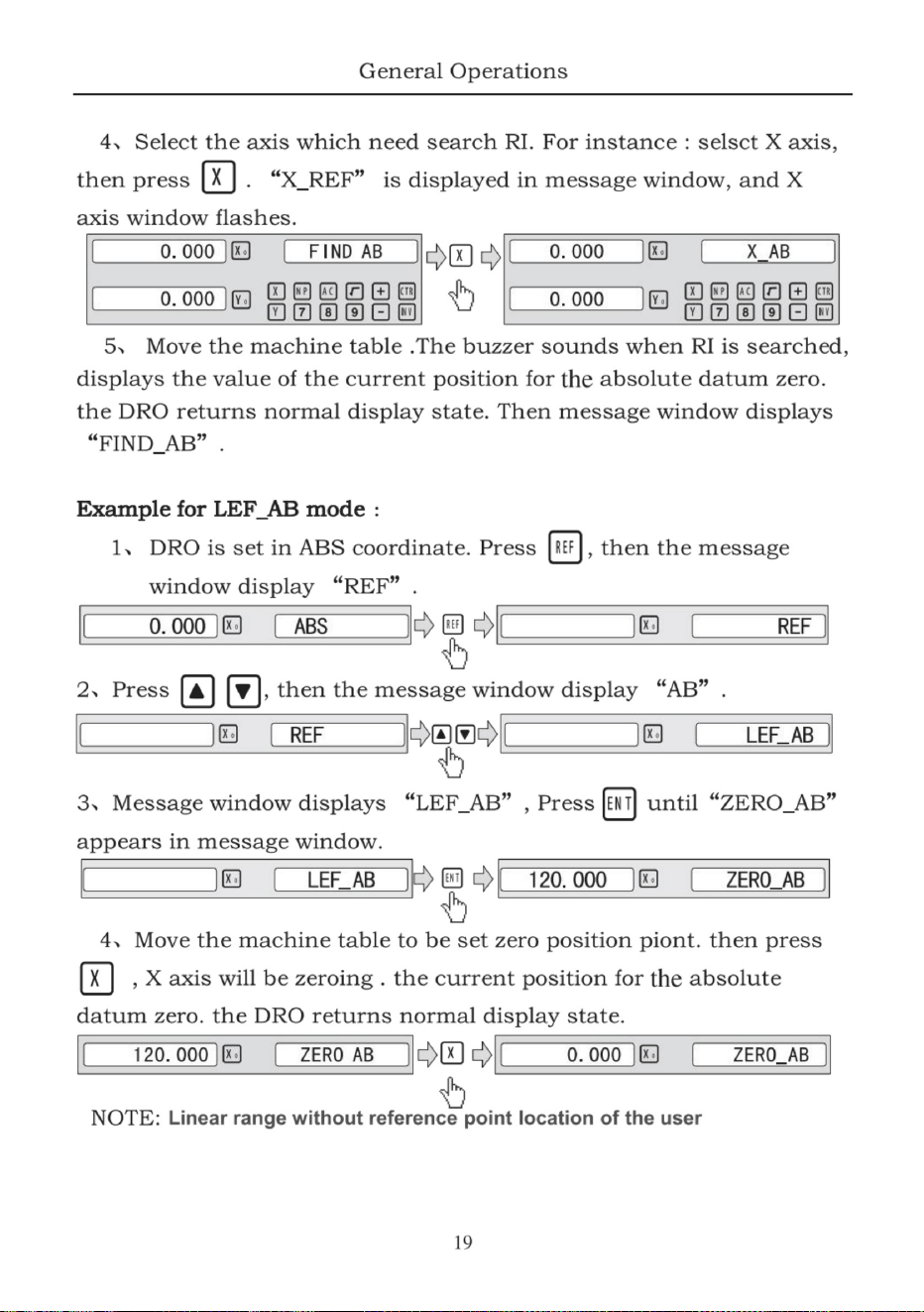
Machine Translated by Google
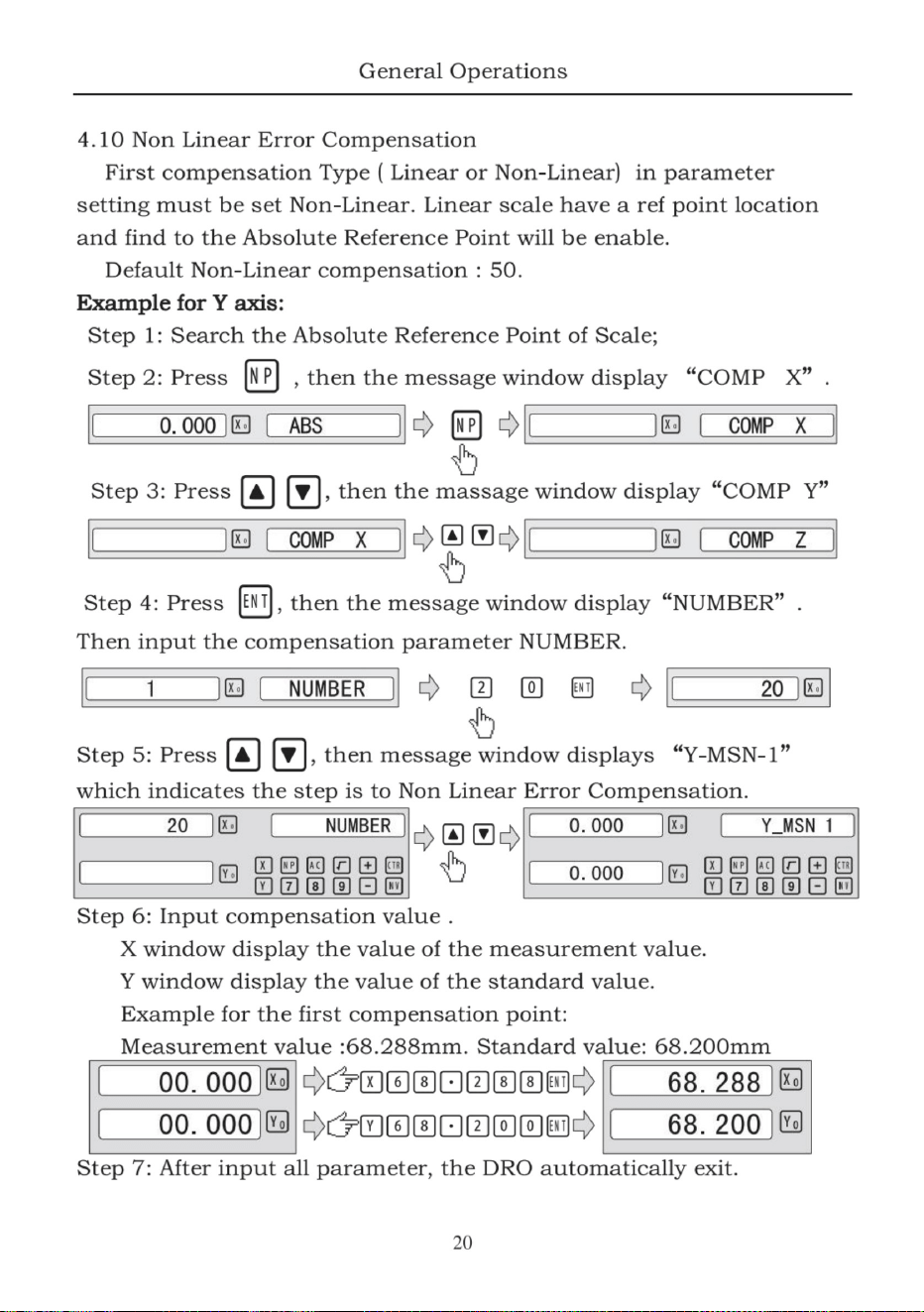
Machine Translated by Google
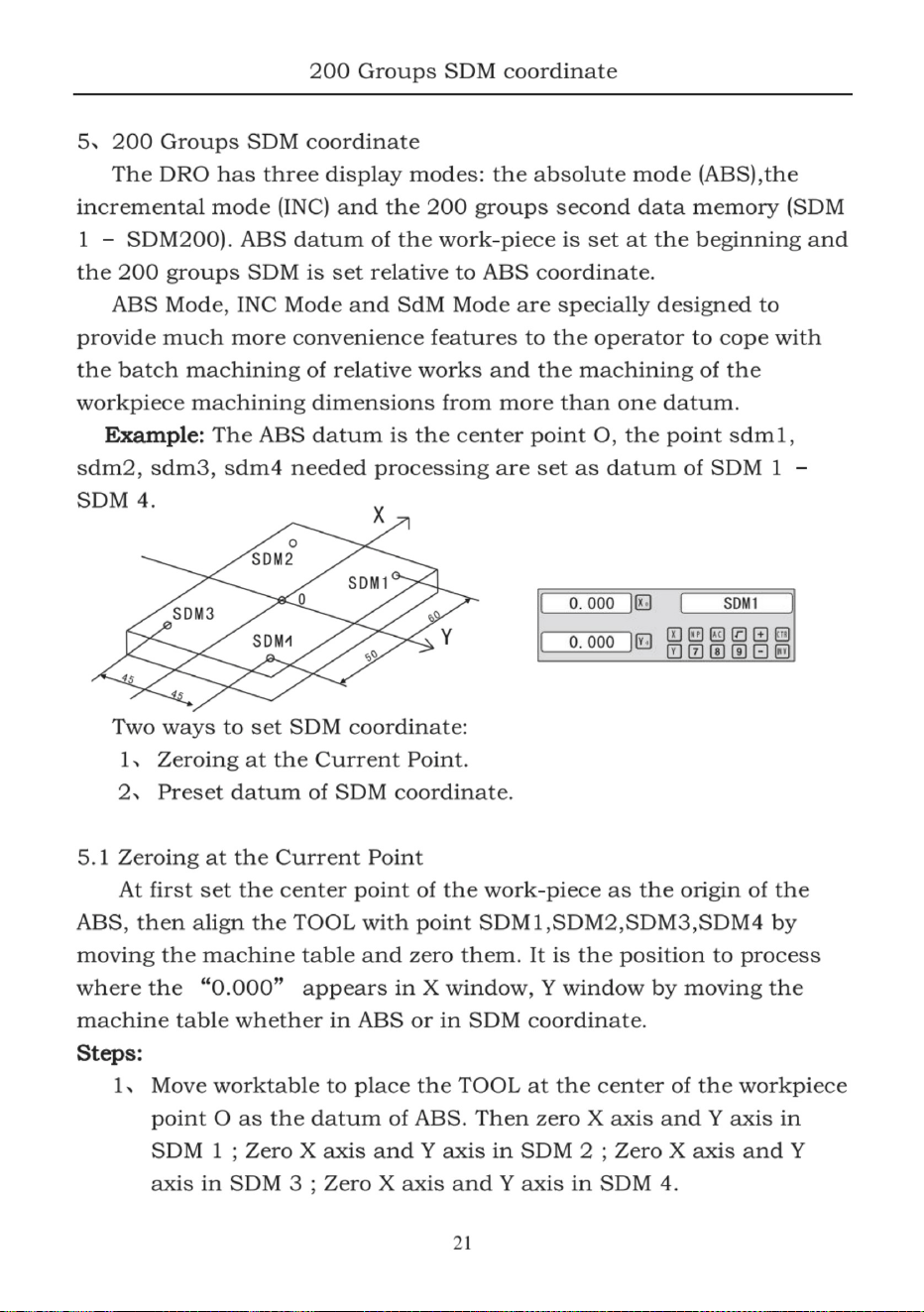
Machine Translated by Google
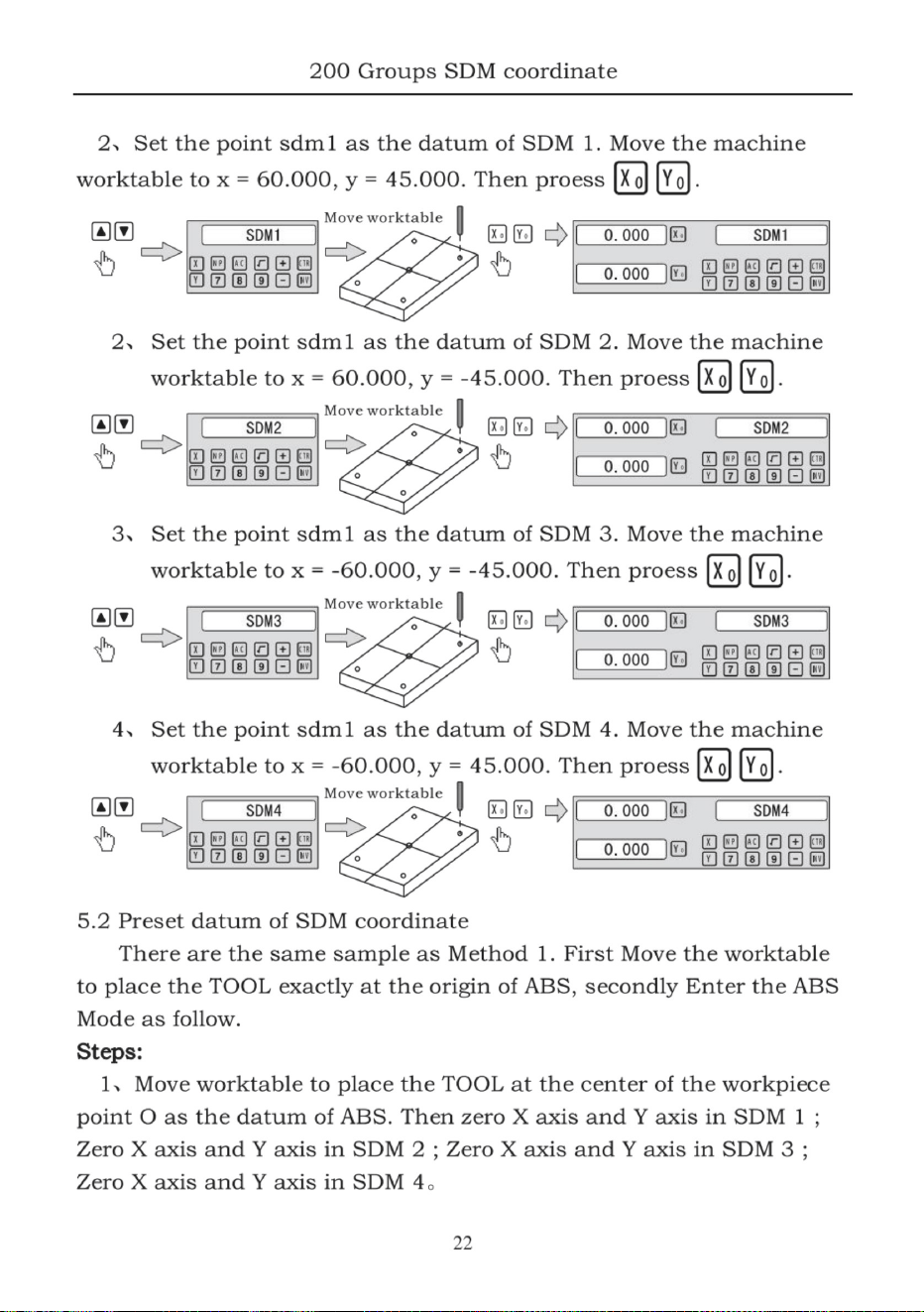
Machine Translated by Google
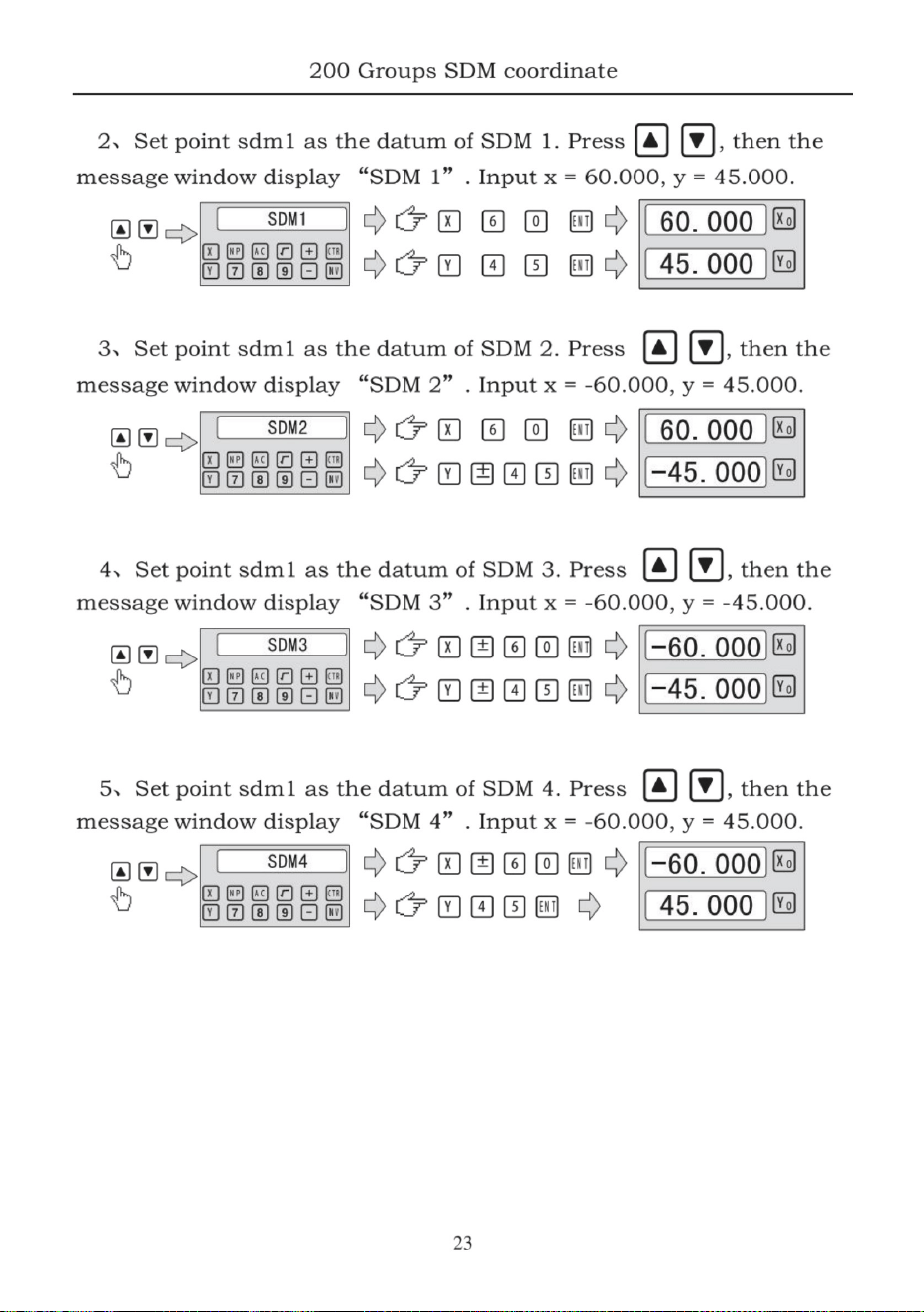
Machine Translated by Google

24
Funciónespecial
6Funciónespecial
Machine Translated by Google
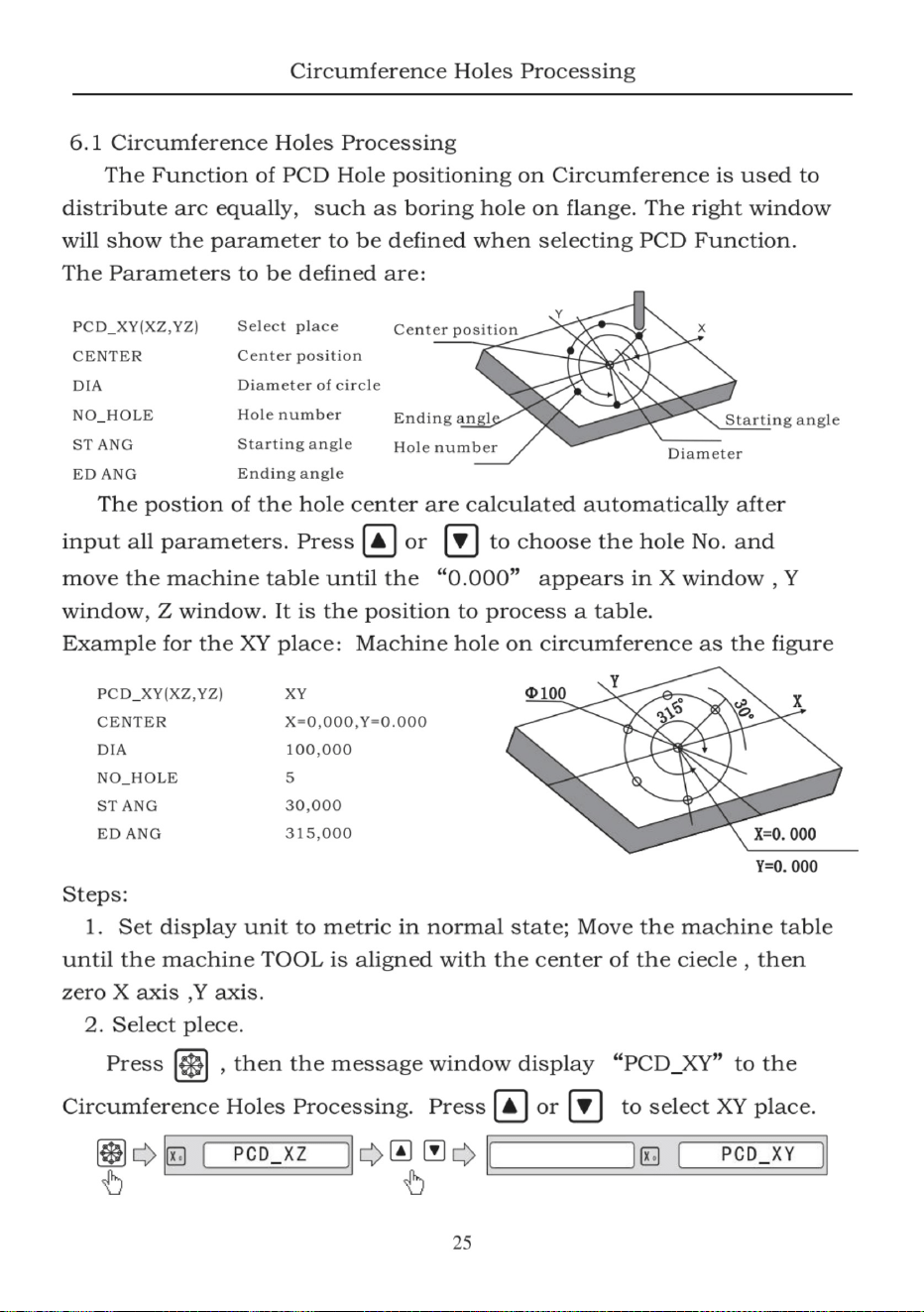
Machine Translated by Google
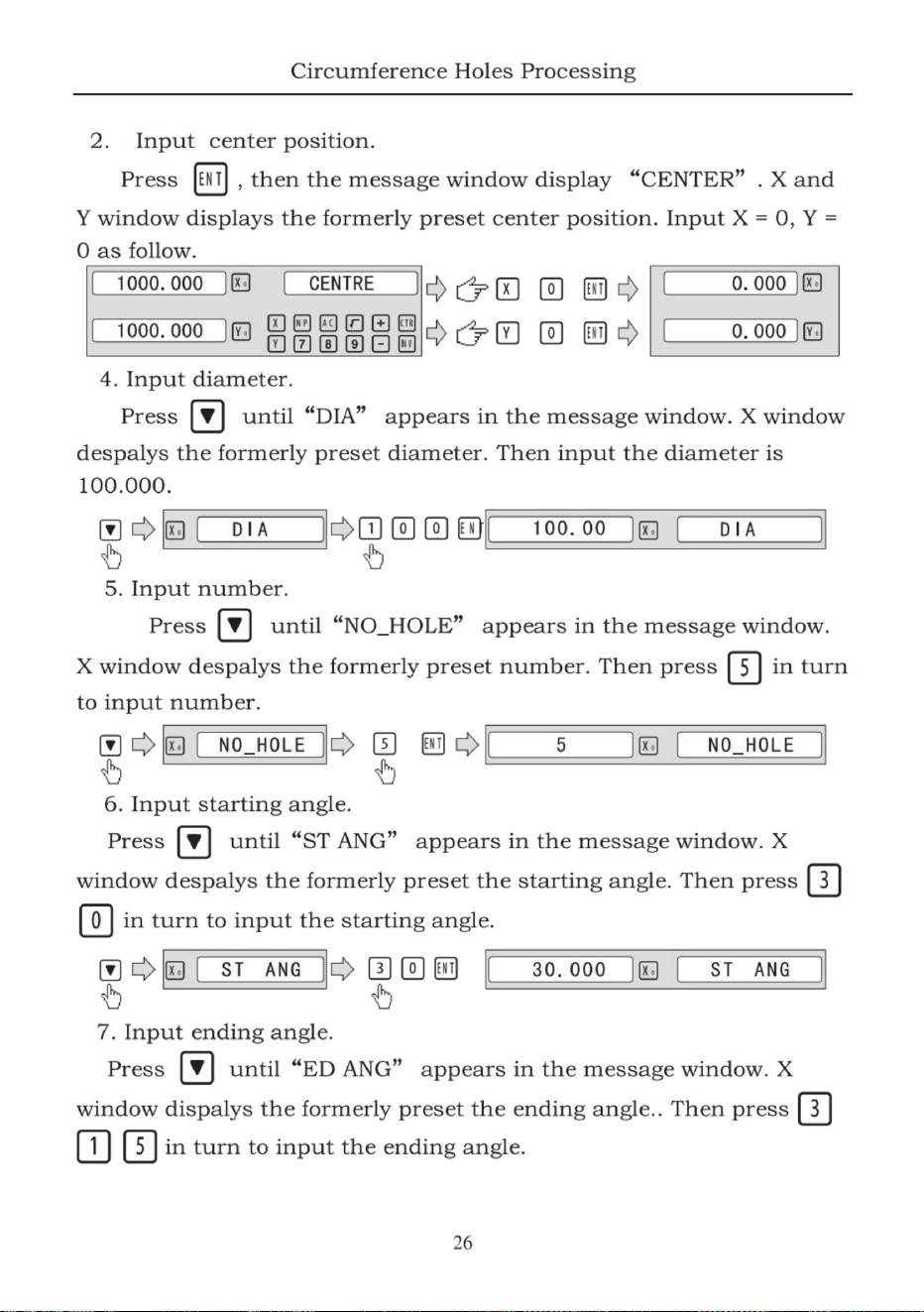
Machine Translated by Google
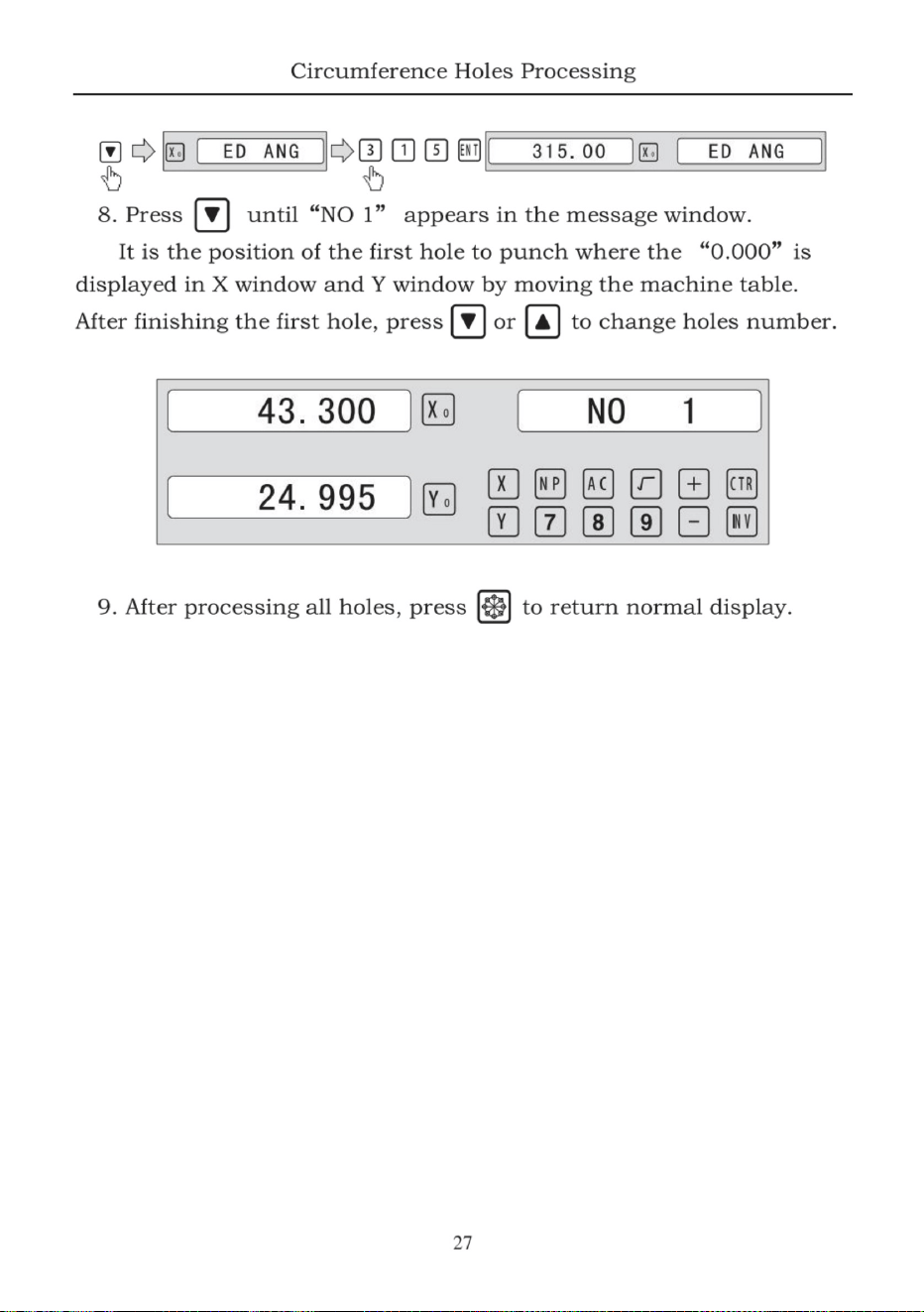
Machine Translated by Google
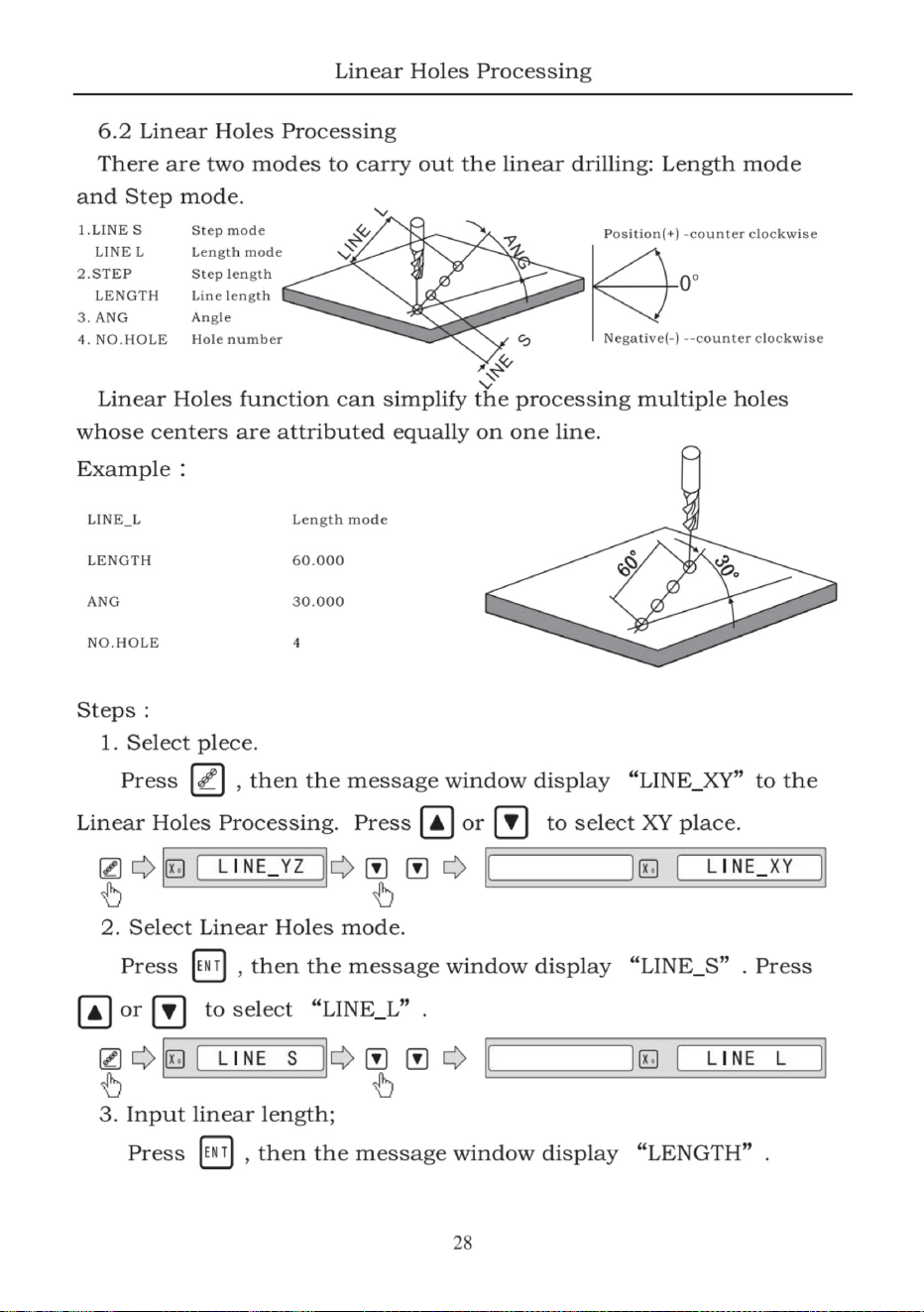
Machine Translated by Google
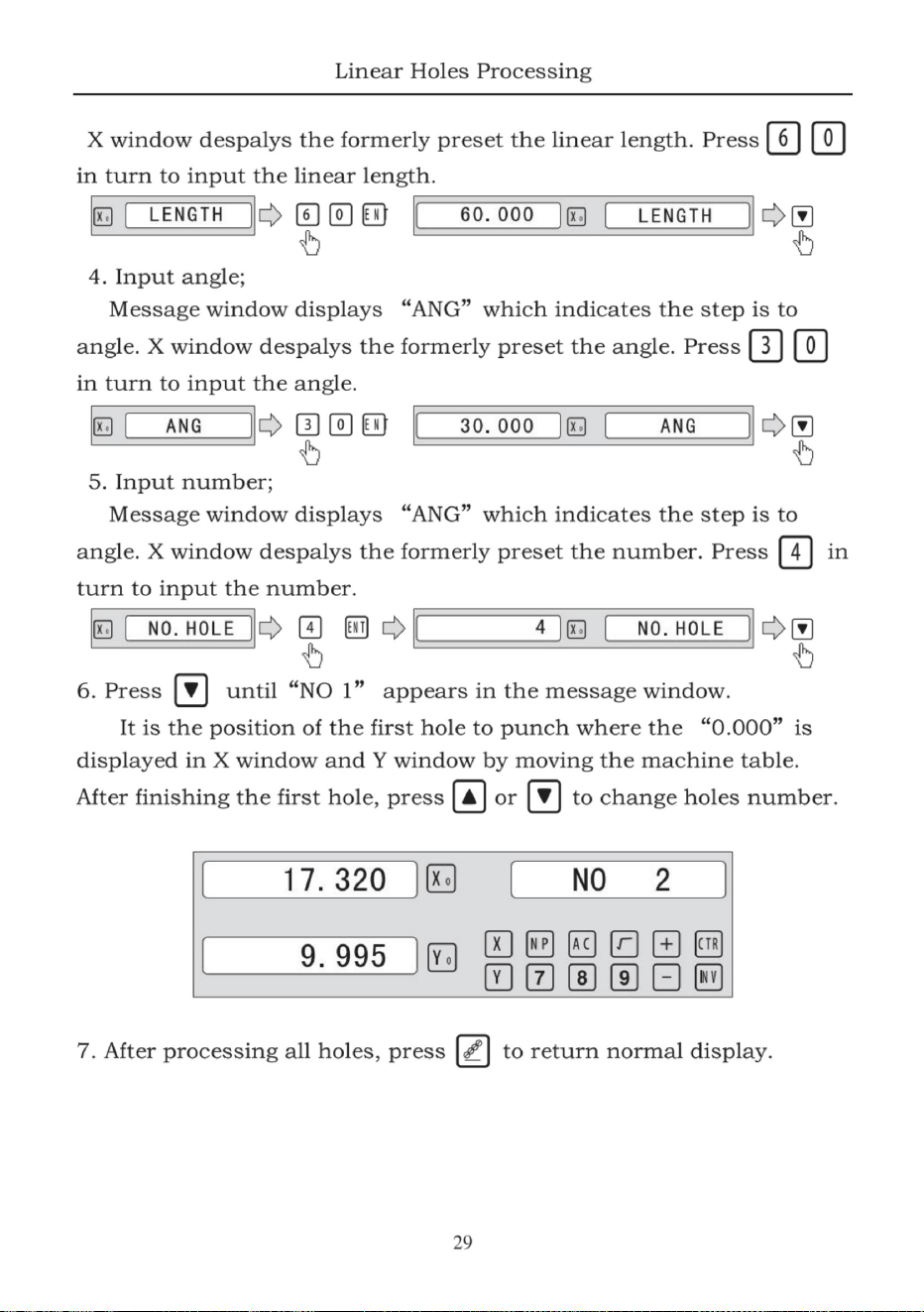
Machine Translated by Google
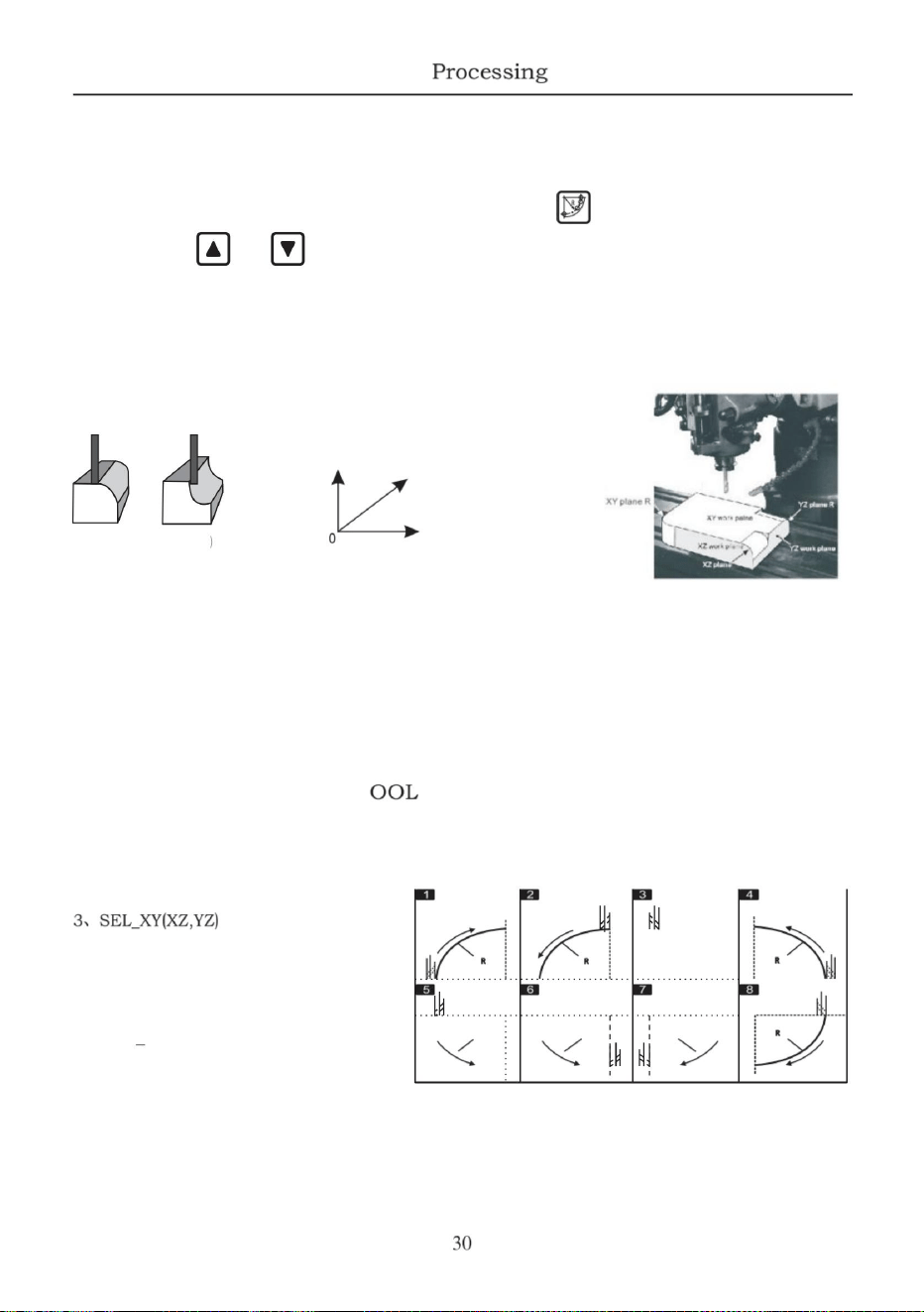
(RAD+TL(RAD+TL)
Entrar
X(+direcciónpositiva)
TIPO18
4
RAD
5TLÉL
6CORTEMÁXIMO
1
7RADTL
2
Z(+direcciónpositiva)
SIMPLE
Y(+direcciónpositiva)
o
CORTEMÁXIMOyQrcexterioroarcointerior.Engeneral,unarcopuedeser
FunciónARC.
Mecanizadomedianteunaranuraplana
Tenunplanodetrabajodiferentecomosemuestraacontinuación∙
Durantelainstalación,normalmentelascoordenadasdelamáquinayla
ARCO
FunciónARCsimple:
direccióndeX,Y
6.3ProcesamientoARC
figuracorrecta
Cuandolasuavidadnoesmuyexigida,elARCOSIMPLE
HayDOSfuncionesdisponiblesparalafunciónARC:lafunciónARCsimple
Zsonlossiguientes.Elplanodetrabajosemuestracomo
Lafunciónseutilizanormalmenteparamecanizararcos.EnlafunciónSIMPLE
OHERRAMIENTAdearco,ladiferenciaentre
FunciónylafunciónRsuave∙presioneyluegoprcss
,
SólohayochotiposdeARCqueseutilizanparamecanizar.Eloperadorsimplemente
paraingresaralafunciónARC,
SeleccioneeltipodeReingreselosparámetrosdelradiodelarco.
paraseleccionarlafunciónARCsuaveosimple
,
(soloparaellugarxy)
RR R
Pasodealimentación
arcoexteriory
Diámetrodelaherramienta
Seleccionelugar
Radiodelarco
MododelARC.
procesamientosimple
arcointerior
Machine Translated by Google
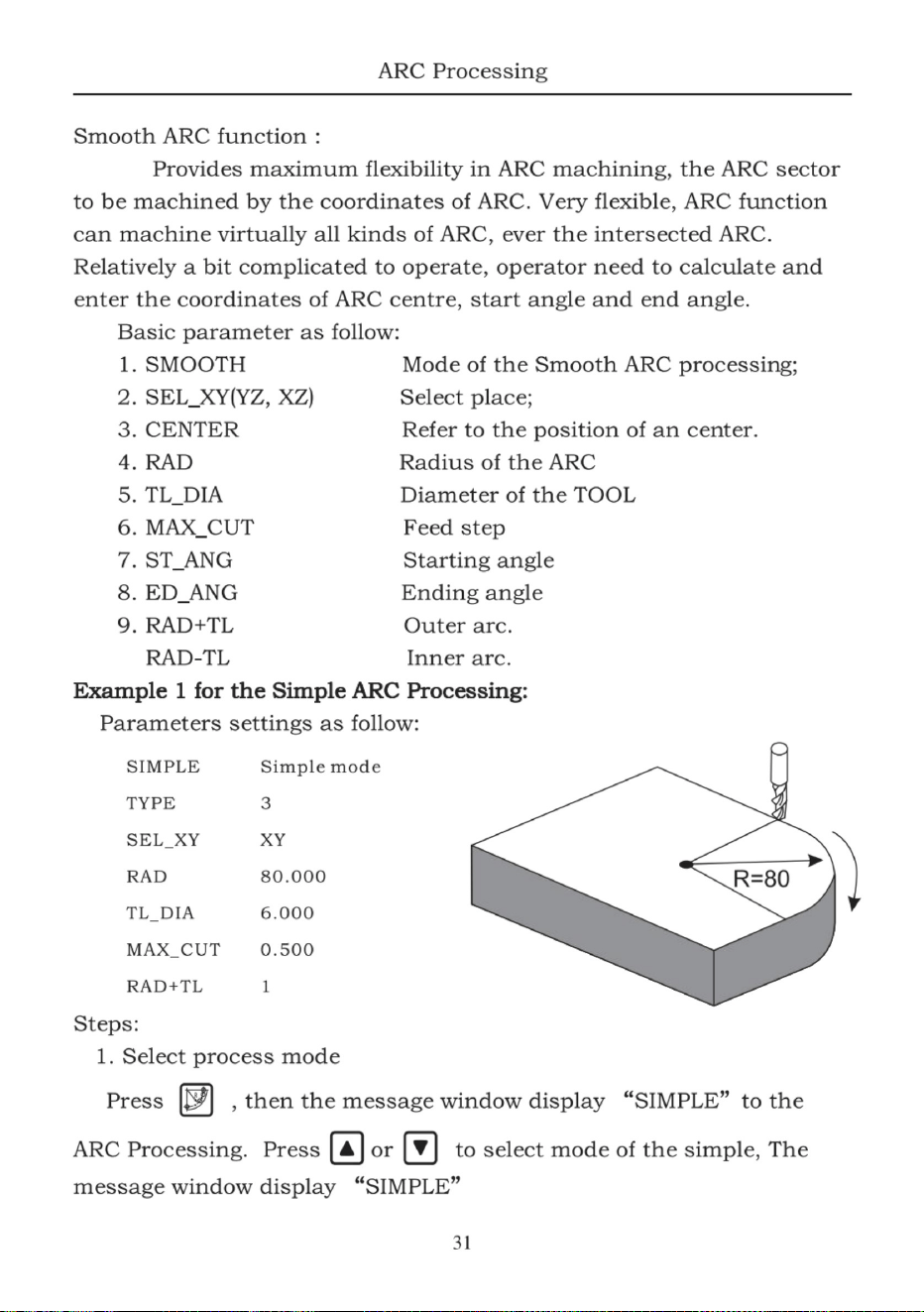
Machine Translated by Google
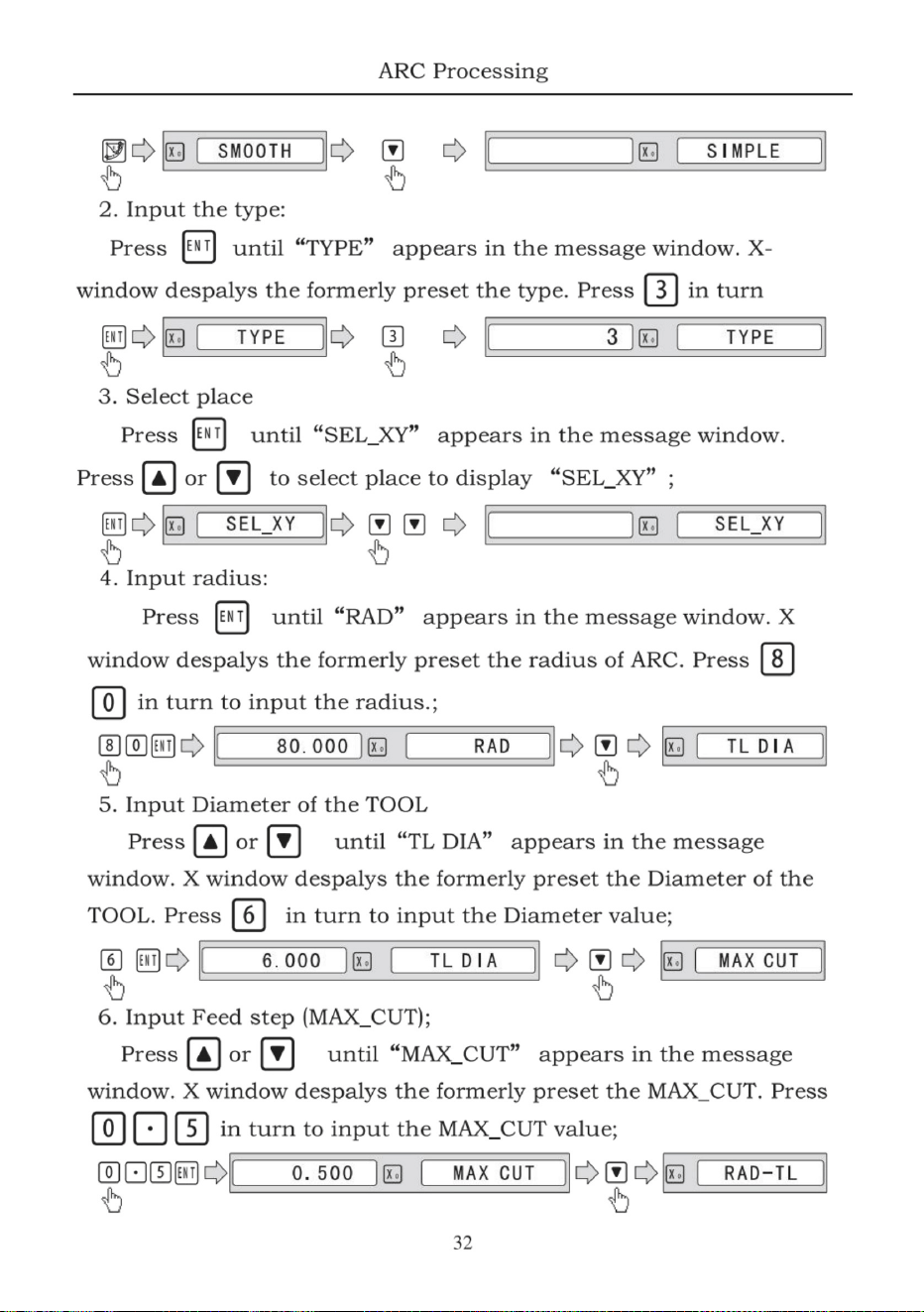
Machine Translated by Google
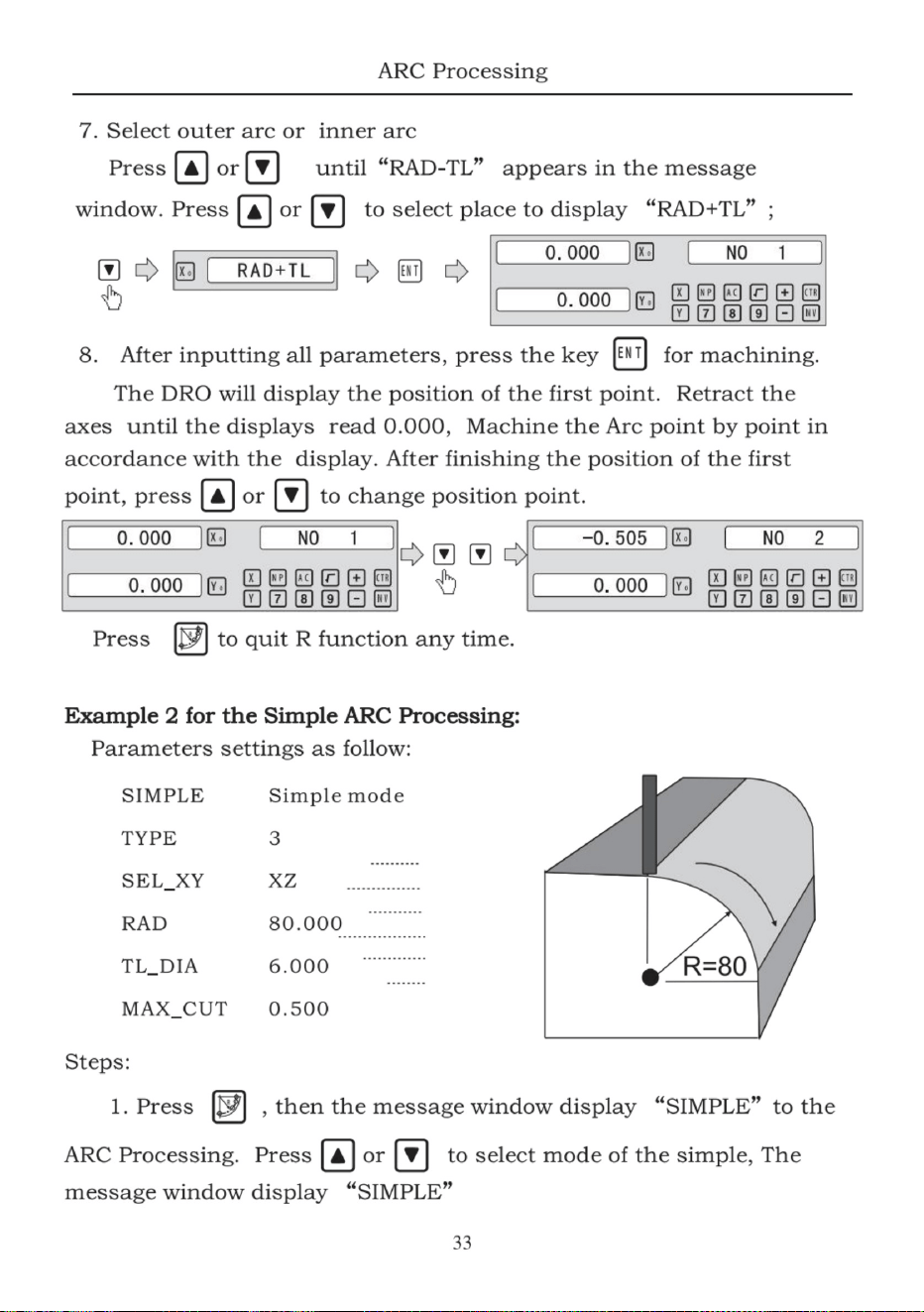
Machine Translated by Google
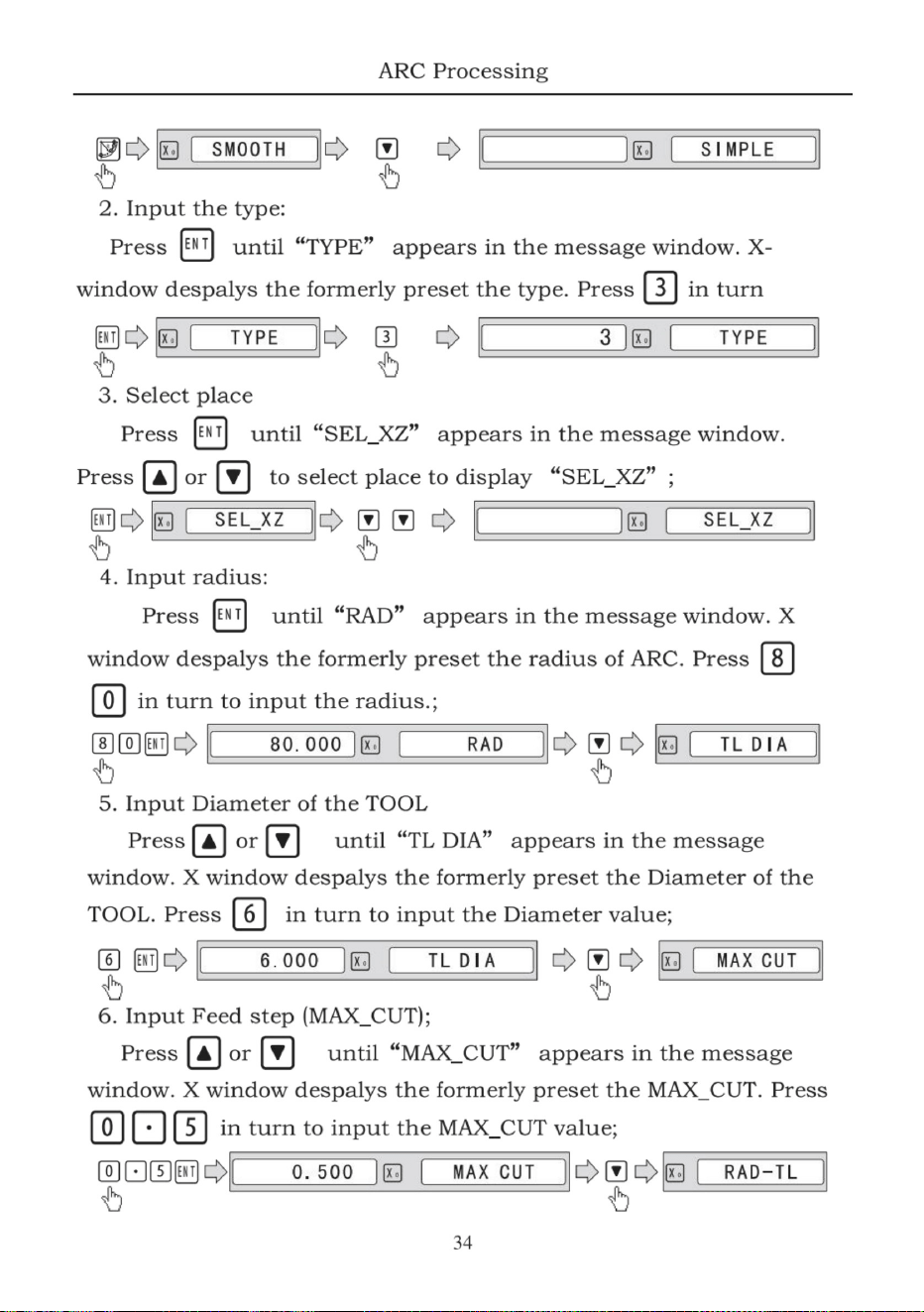
Machine Translated by Google
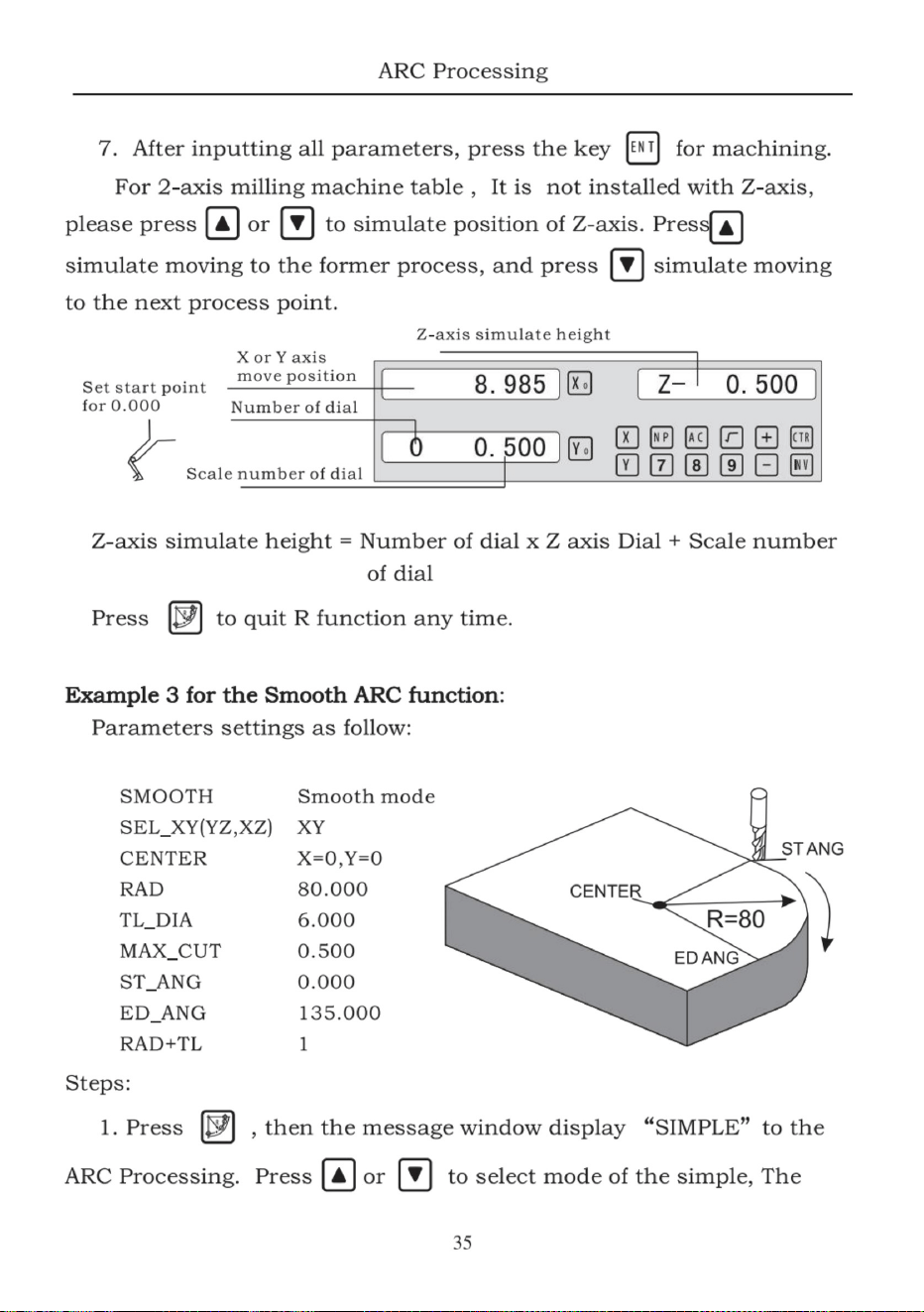
Machine Translated by Google
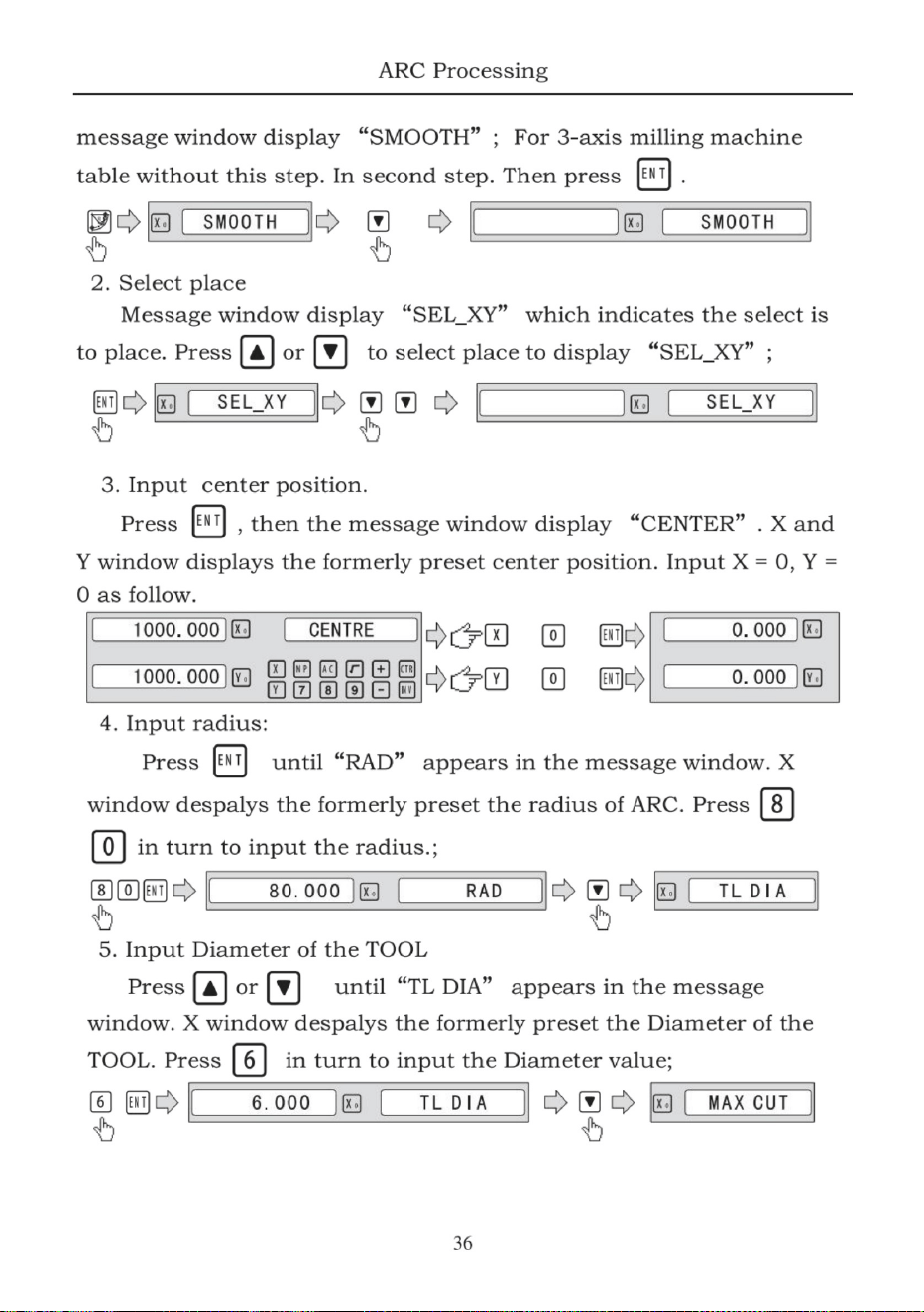
Machine Translated by Google
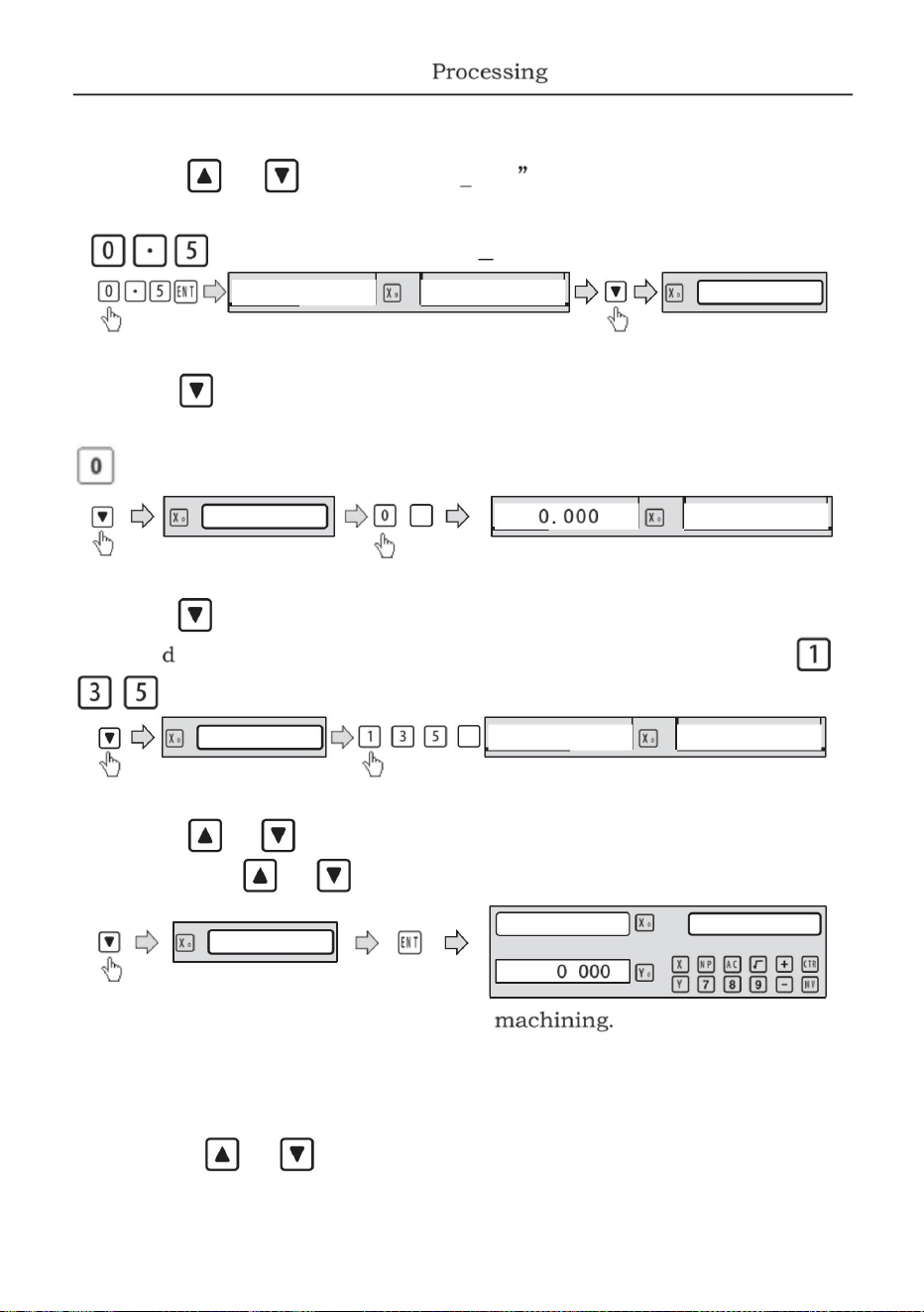
RADTL
0.500
RAD+TL
asuvezparaintroducirelánguloinicial
paraseleccionarellugardondesemostrará"RAD+TL";
prensa
hastaqueaparezca"RADTL"enelmensaje
o
hastaqueaparezca"USTANG"enlaventanadelmensaje.x
hastaqueaparezca"UEDANG"enlaventanadelmensaje.X
prensa
6.Pasodealimentacióndeentrada(MAX_CUT);
o
Presione
laventana.Presione
paracambiarelpuntodeposición.
o
o
ARCO
8.Ángulofinaldeentrada∙
9.seleccionearcoexterioroarcointerior
10.Despuésdeingresartodoslosparámetros,
7.Ingreseelánguloinicial∙
ElDROmostrarálaposicióndelprimerpunto.Retraigael
HastaquelaaplicaciónUMAXCUTaparezcaenelmensaje
ejeshastaquelapantallamuestre0.000,mecaniceelarcopuntoporpuntoen
prensa
ventanaispalyselángulofinalpreestablecidoanteriormente.Luegopresione
acuerdoconlapantalla.Despuésdeterminarlaposicióndelprimer
ventana.XWindowdespalyselanteriormentepreestablecidoMAX_CUT.presione
ventanadespalyselanteriormentepreestablecidoelángulodeinicio∙Luegopresione
asuvezparaingresarelángulofinal.
punto,presionar
asuvezparaingresarelValordeCORTEMÁXIMO;
N.º1
EWT
EWT
EDEL
83.000
135.00
37
CALLE
EDEL
CALLE
Cortemáximo
Machine Translated by Google
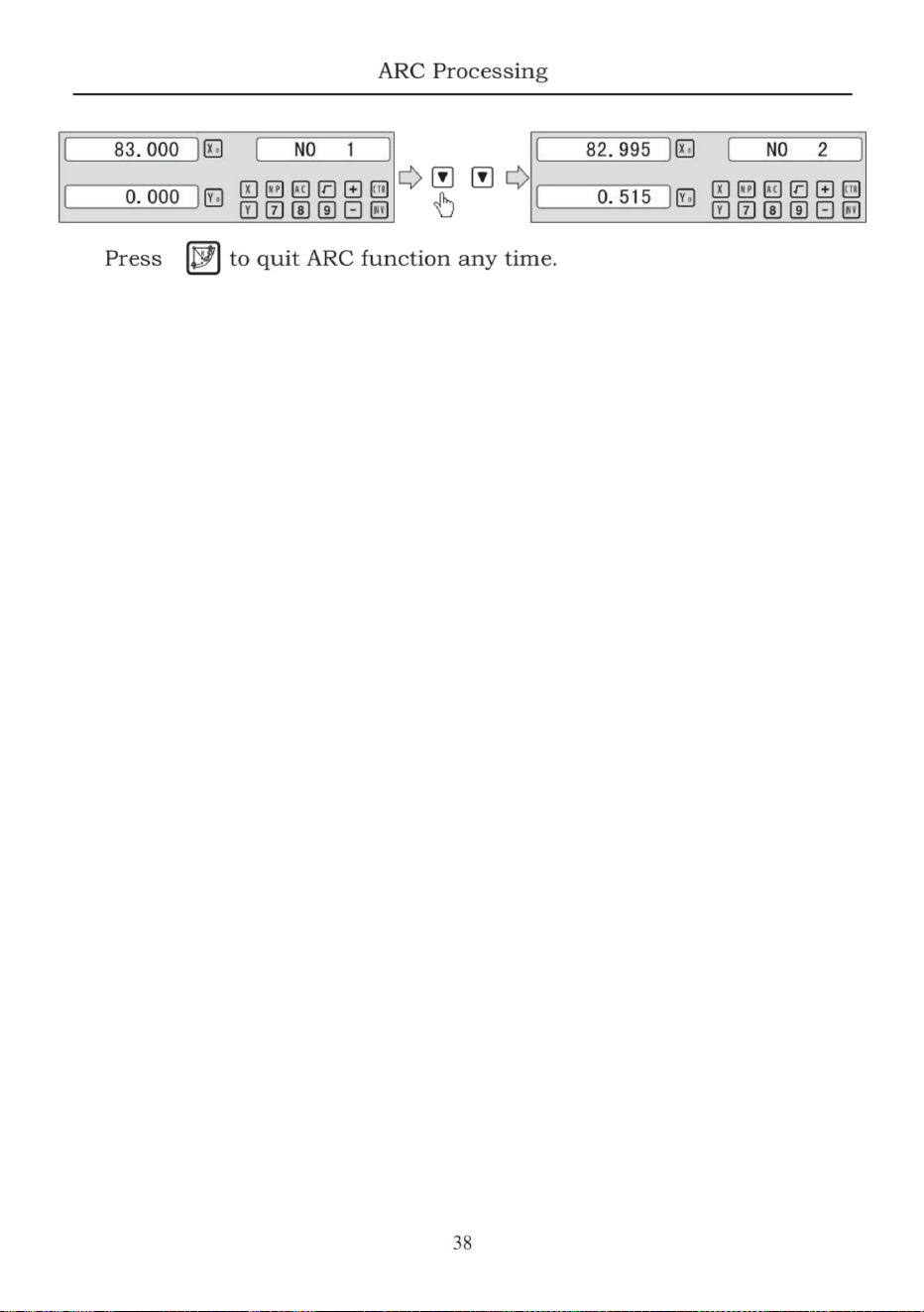
Machine Translated by Google
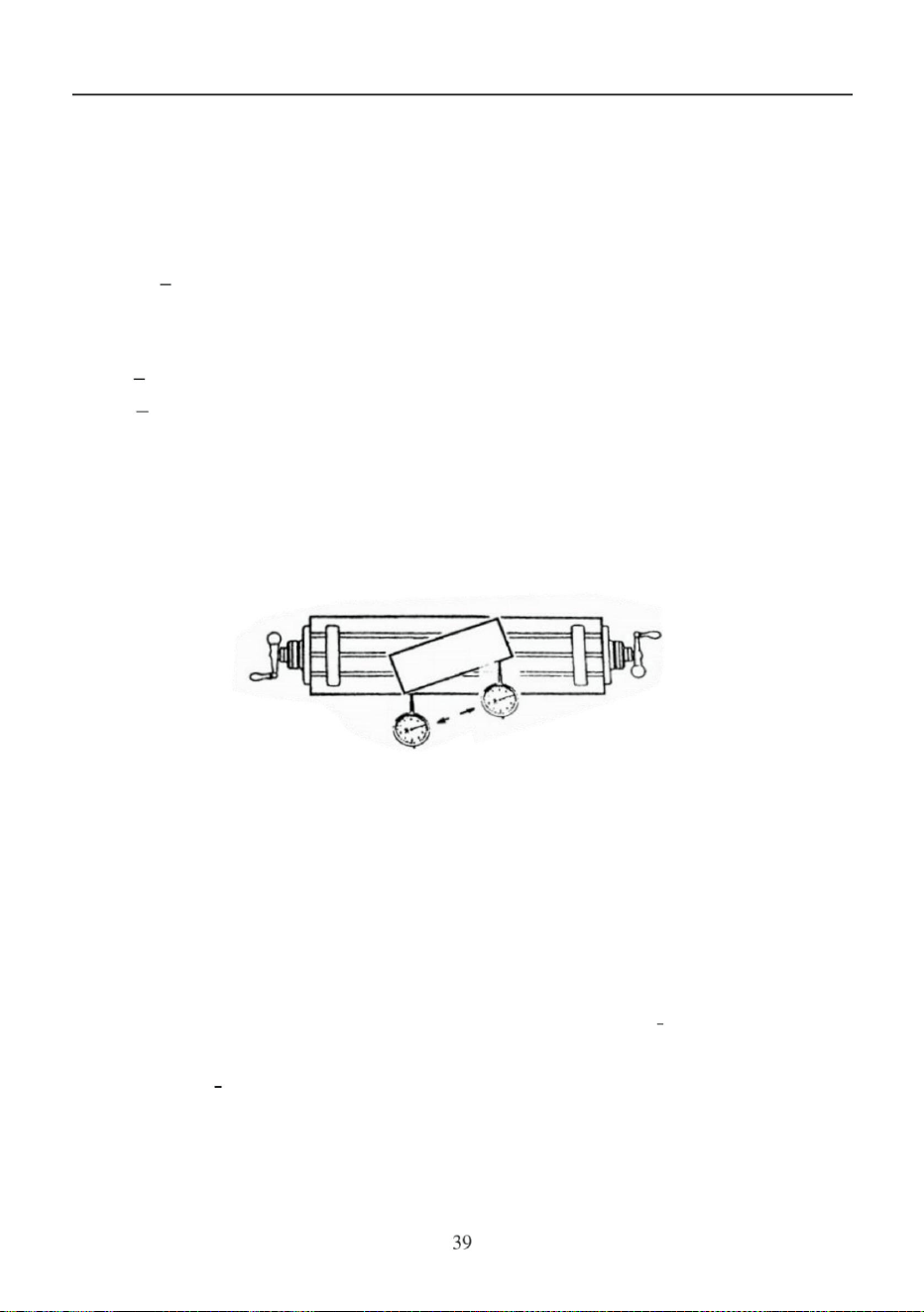
1)Ingreselafuncióndelplanooblicuo.2)Seleccione
lafuncióndelplanoXY.
4)Muevalamesadetrabajohastaquelaherramientademedición(comouncomparadordecuadrante)
Ejemplo1paraelejexyoblicuo:
Establecerlaposicióndelamáquinaxy,yz,0rxz∙
3)Ingreseelángulodeoblicuidad.
INCLUYEXy(xz,yz)
A).enellugar.b).enellugaryz,oXz;
5)Muevalamesadetrabajoenladistanciadelejeyhastaqueaparezcaenlapantalla
seconvierteencero.
EL
deoblicuidad∙
cuandoelplanodemecanizadoestáenelplanoxycomolapiezaquesemuestraen
Elángulodeinclinacióndeloblicuo∙
Figura,elángulodeoblicuidaddelapiezadetrabajodebecalibrarse.
DiámetrodelaHERRAMIENTA∙
procesamientooblicuo
antesdemecanizarelplanooblicuo.Porlotanto
6.4procesamientooblicuo
ALLÁ
Enestepuntoel
Hay2formasdisponiblespararealizarelmecanizadoenposiciónoblicua:
STOLLA
,
instaladoenlafresadoratocaelplanodecalibracióndeoblicuidad,ajústeloaceroymuevalamesa
detrabajocualquierdistanciaenel
EDPUEDE
Elmecanizadodelplanooblicuodesempeñalafuncióndecalibrarlaoblicuidad.
direccióndelejex.
Sóloesnecesariointroducirlossiguientesparámetros:
Posicióninicial;
procedimientoparacalibrarlaoblicuidad
,
Finalizacióndelapublicación;
Primerocoloquelapiezadetrabajosobrelamesadetrabajosegúnelángulorequerido.
Machine Translated by Google
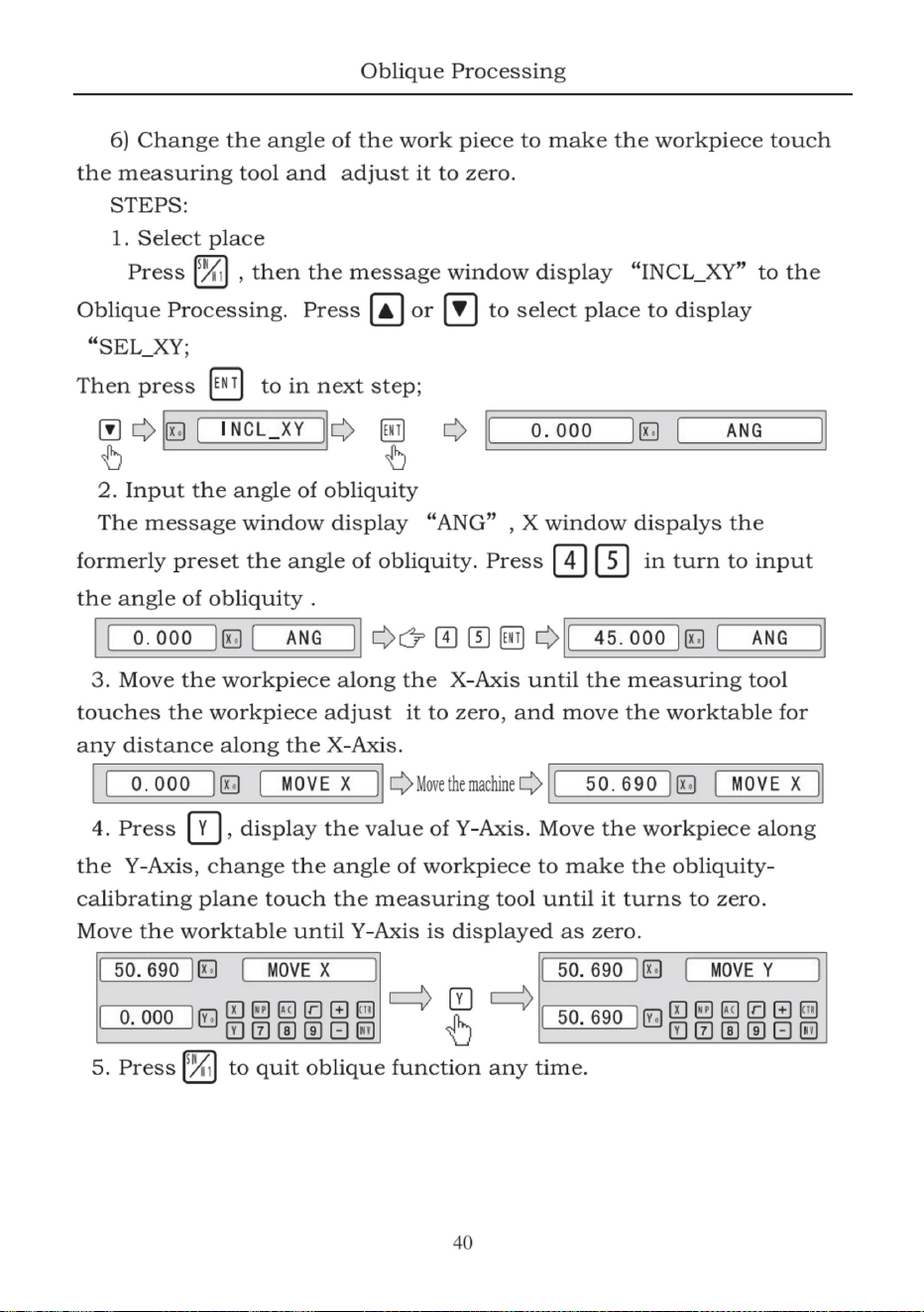
Machine Translated by Google
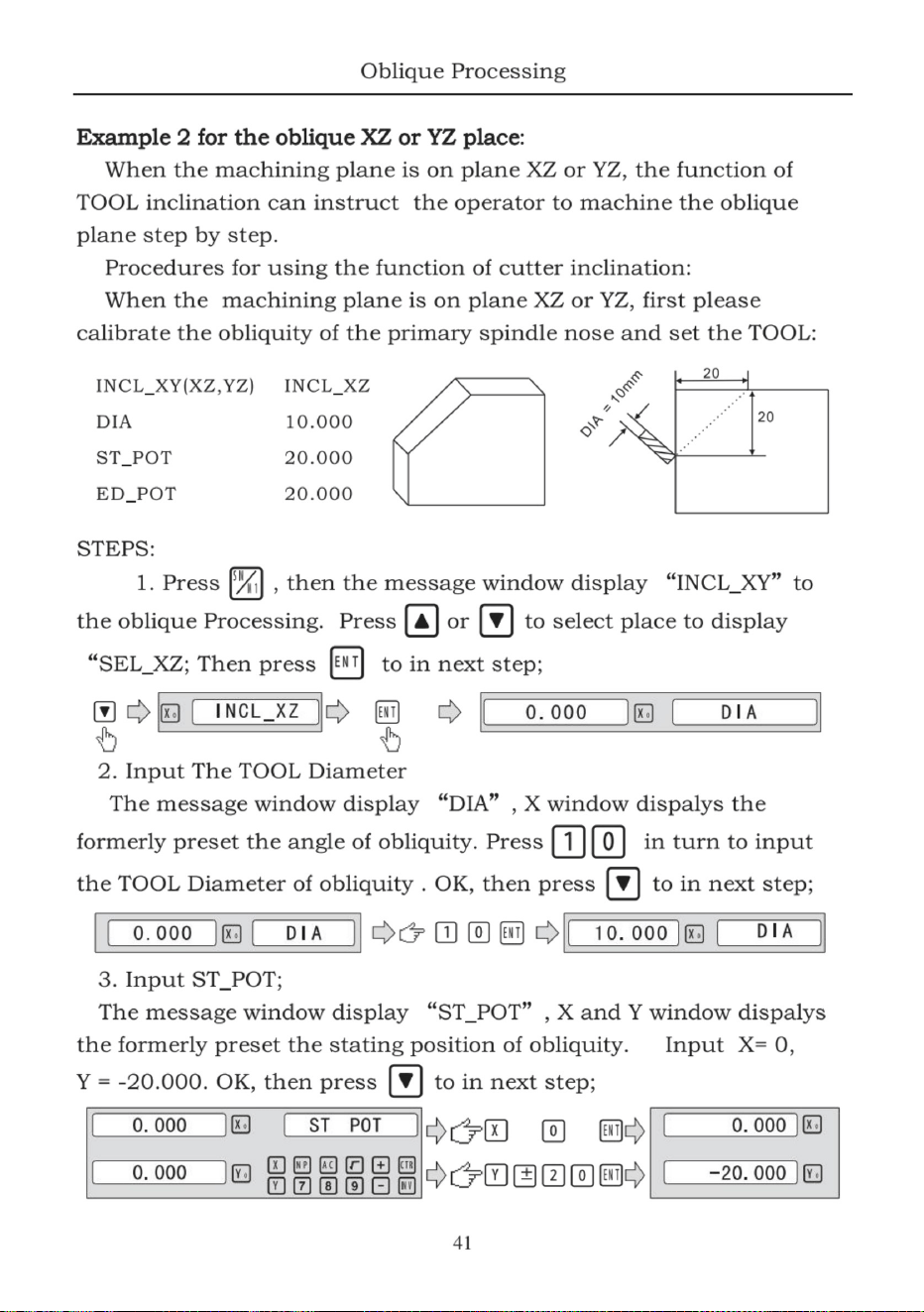
Machine Translated by Google
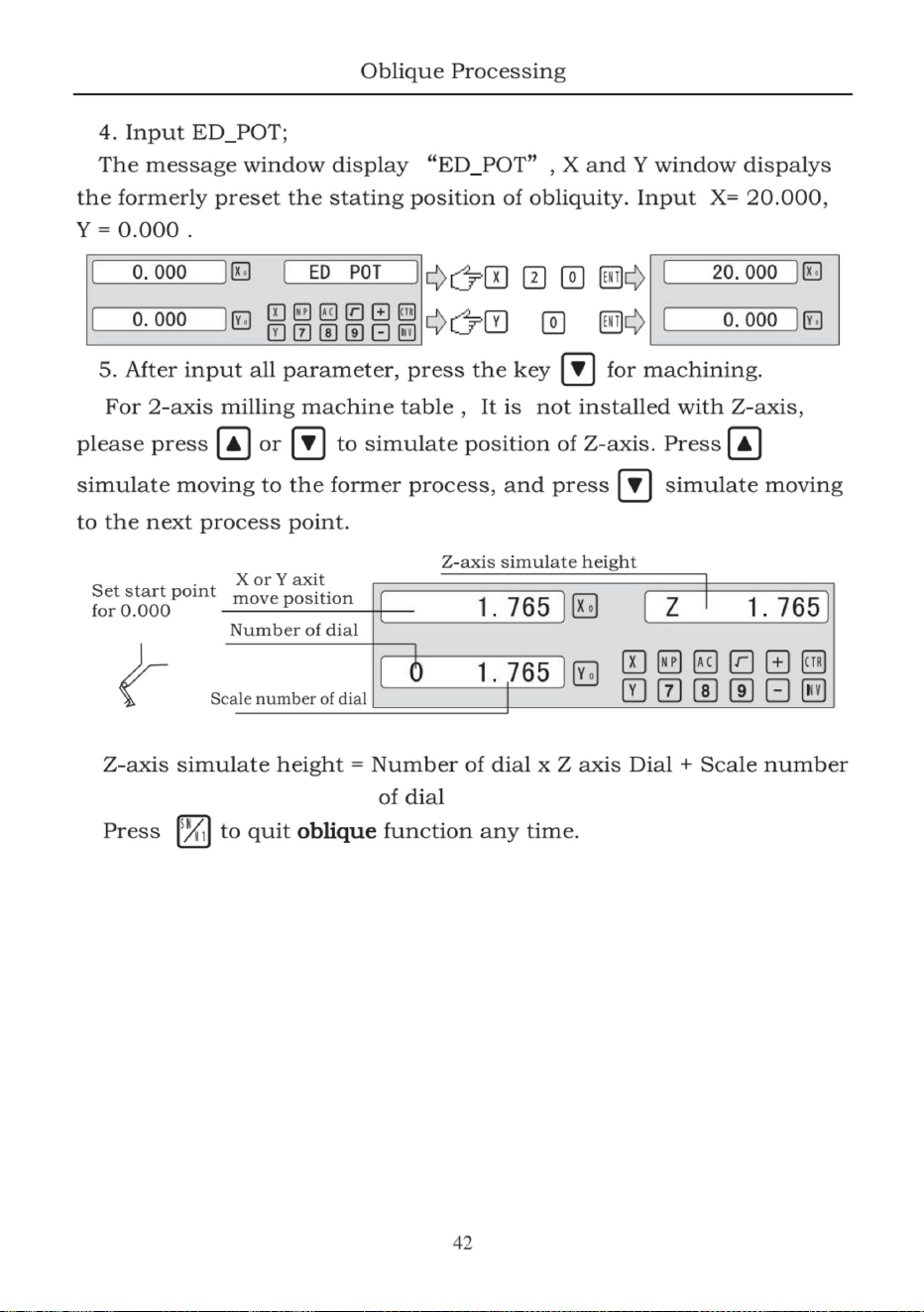
Machine Translated by Google
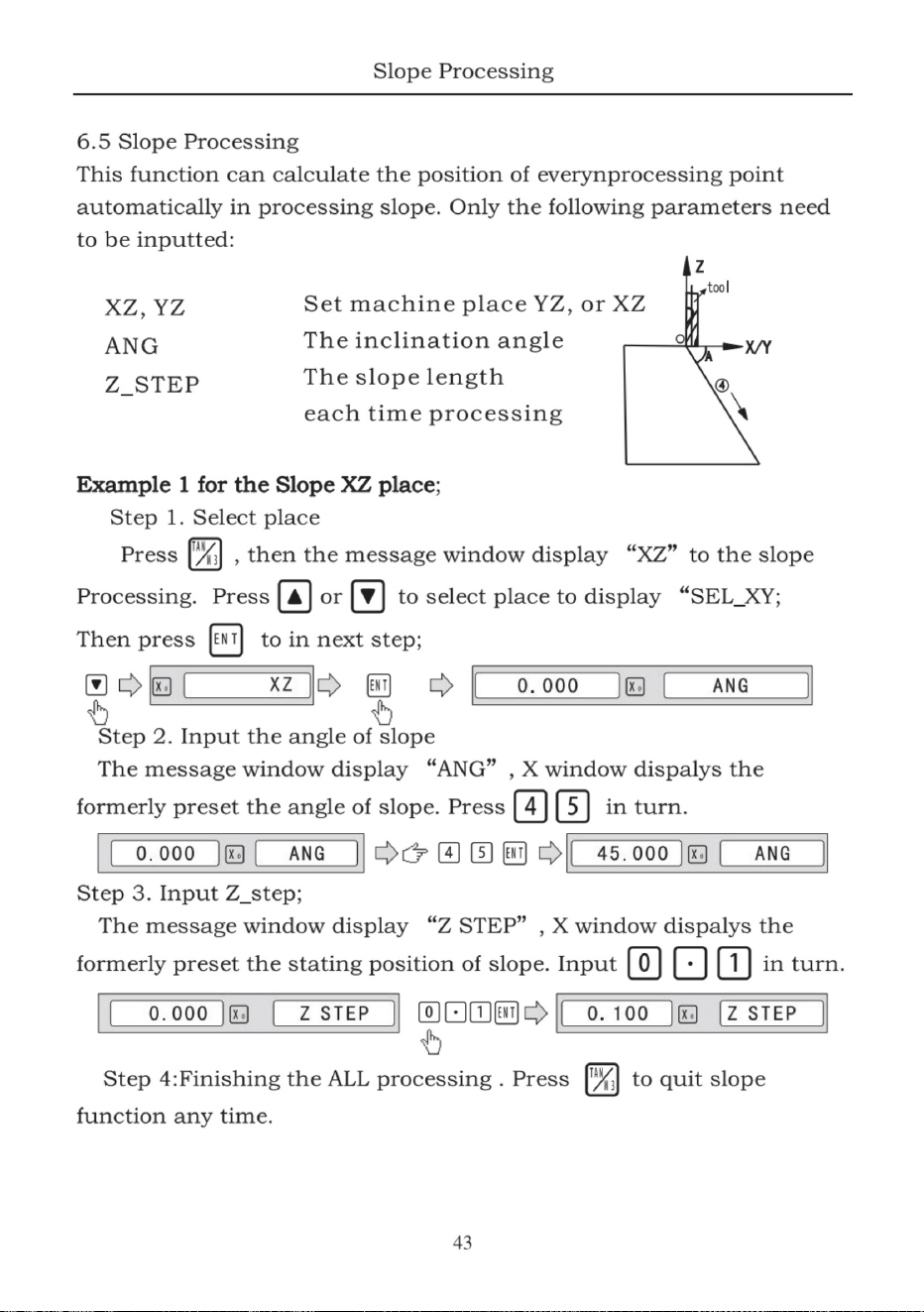
Machine Translated by Google
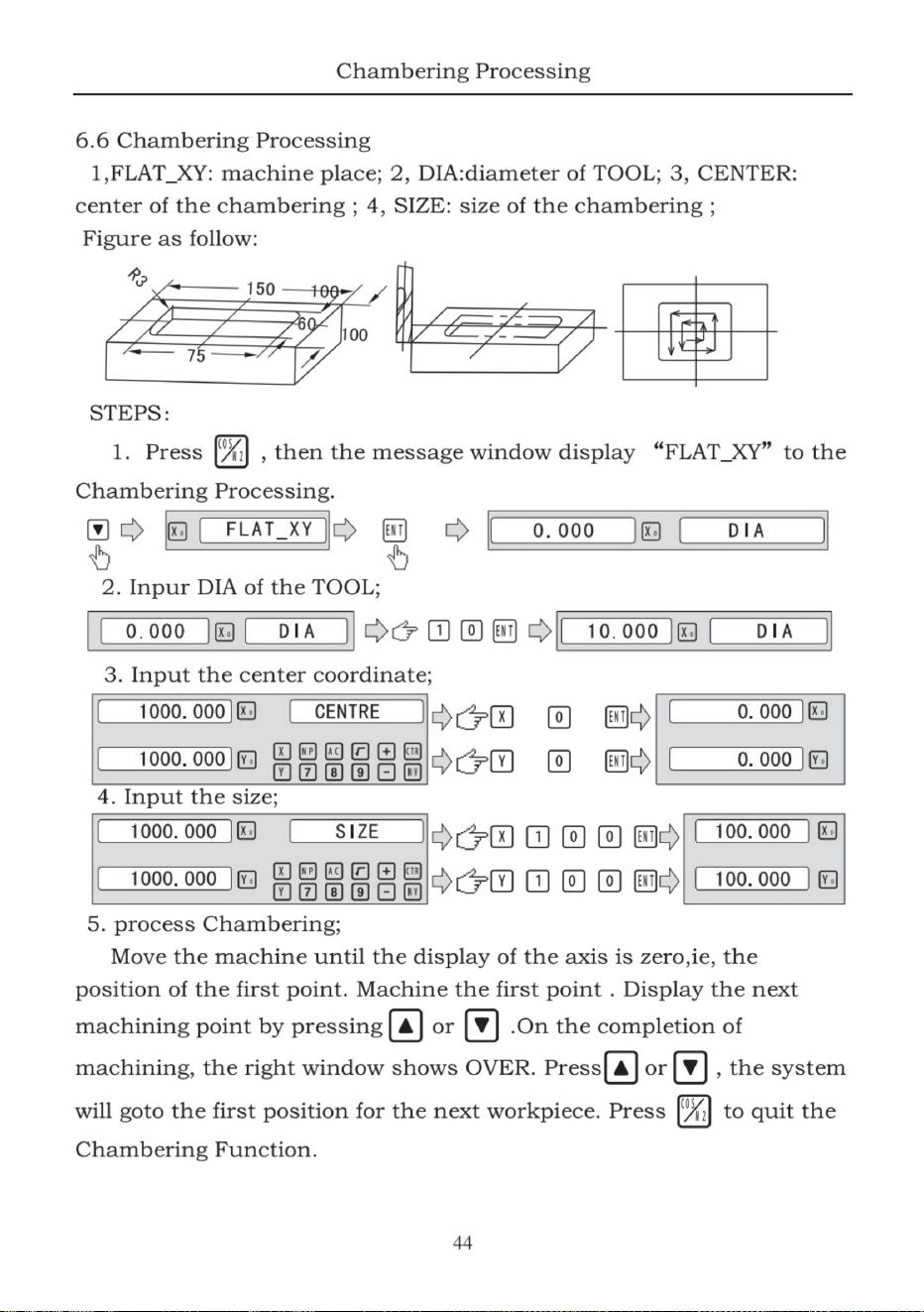
Machine Translated by Google
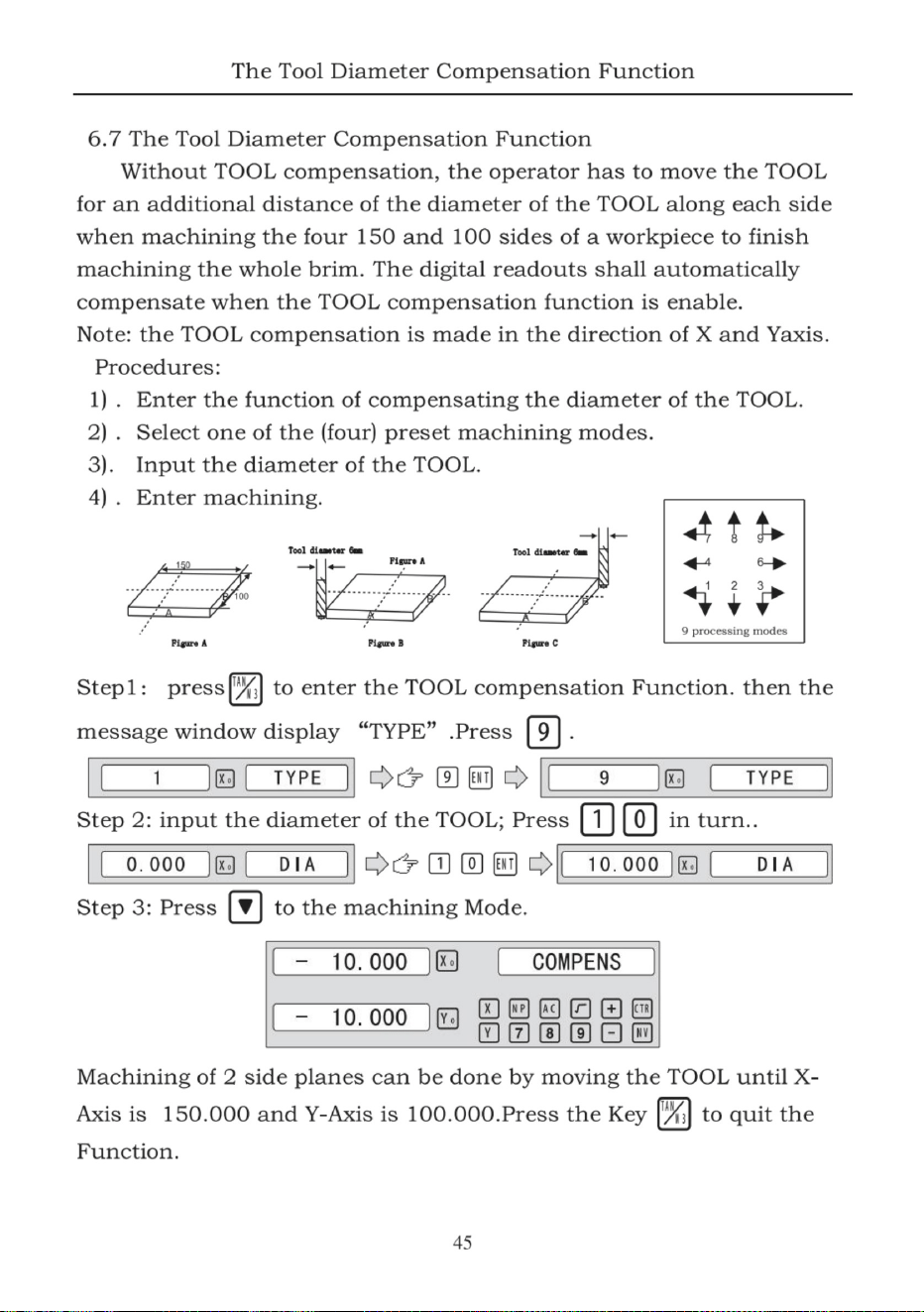
Machine Translated by Google
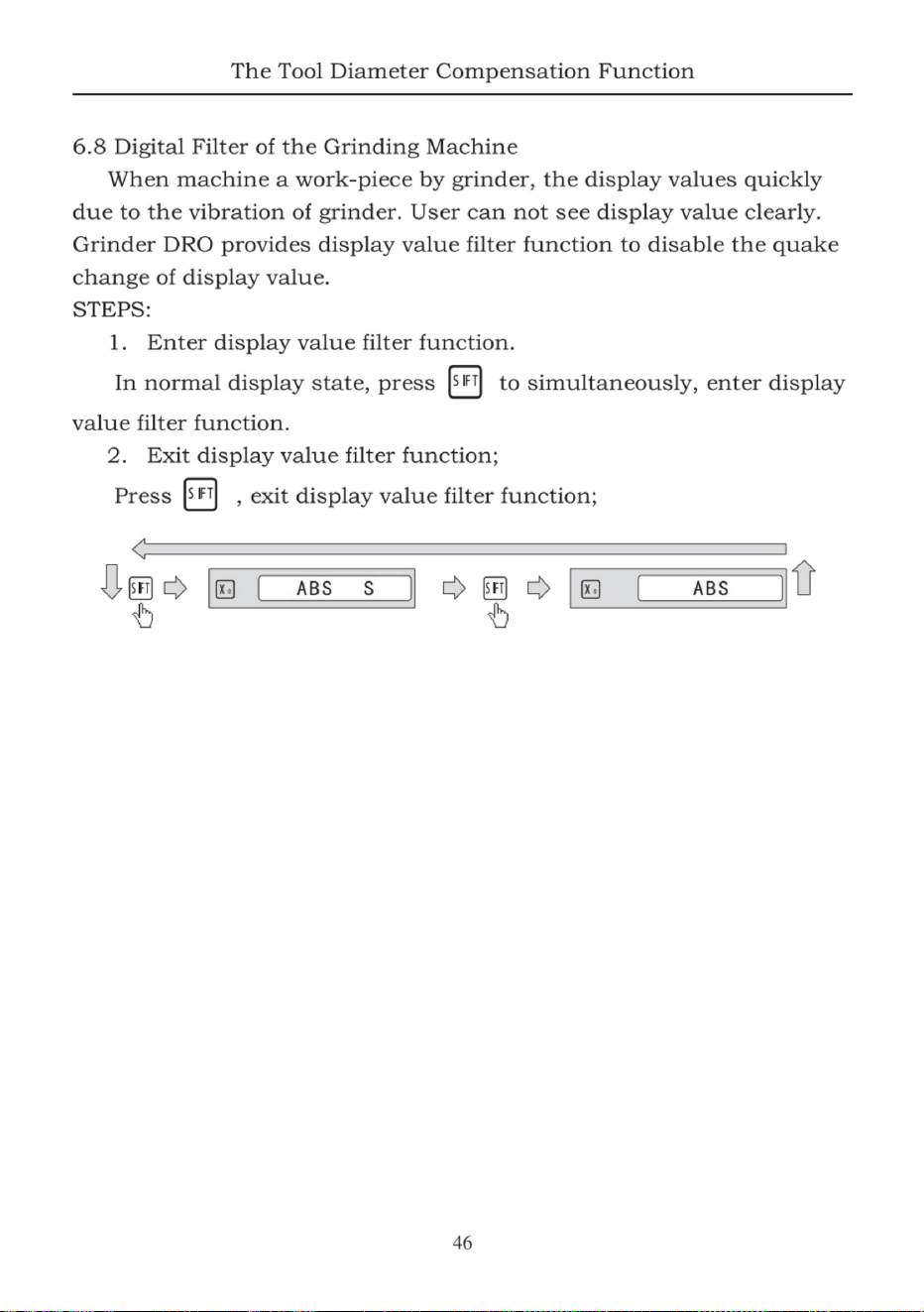
Machine Translated by Google
4.ElnúmerodeHERRAMIENTAsepuedeingresardeformaaleatoria,laslecturasdigitales
Eloperadorpuedeconfigurarorevisarlos200conjuntosdeherramientasdebibliotecadeformacontinua.
mostrarálaposicióndelaherramientaenlacoordenadaabsolutacero∙Moverla
,
1.EstablezcaunaHERRAMIENTAdereferencia.Despuésdeconfigurarlaherramienta,pongaaceroelejeXyelejeZ,
establecercerodelacoordenadaabsoluta
6.LasbibliotecasTOOLdebenusarseenelestadodeapertura.Los200conjuntos
2.DeacuerdoconeltamañodeTOOLlydatumTOOL,determinela
6.9LaFunción
Lasbibliotecasrooisepuedenabrirpresionandocontinuamente
LasoperacionesparalosdatosdeTOOLylallamadadeTOOLsemuestranacontinuación∙
paso1:EnelestadoABS,ingreselosdatosdelos200conjuntosdebibliotecasdeTOOL.
diezveces
abriendolos200conjuntosTOOLLibspresionandocontinuamentelatecla
Siempresenecesitandiferentesherramientasalprocesardiferentespiezas∙Para
Operaciónconveniente,elLalaslecturasdigitalestienenlafunciónde
ventanadeinformación.
Laizquierdadelaventanadeinformaciónderecha.Lamarcaindicala
3.guardeelnúmerodeHERRAMIENTAyeltamañoenlalecturadigital∙
EjeZ2010=10∙
PosicióndelaHERRAMIENTAconrespectoalcerodelaherramientadecoordenadasabsolutasyde
referencia∙ASFigura61.EltamañorelativodelaHERRAMIENTA2esASsegúnelejex2530=5
,
hastaqueelejeXyelejeZmuestrencero∙5.TOOLLibs
puedeguardarlos200conjuntosdedatosdeherramientas.
200conjuntosdebibliotecasdeherramientas∙
Nota:solocuandolalaestáequipadaconelbloquedeconfiguracióndeherramientassepueden
utilizarlos200conjuntosdebibliotecasdeherramientas.
6.9.1200conjuntosdebibliotecasdeherramientas
Lafunción
desaparecer∙cuandolamarca"21"desaparecelos200conjuntosTOOLLibspueden
Alpresionarlateclase
cierraylaventanaderechaparpadeaTLCLOSEylamarca
noserrevisado
hastaquelaventanaderechaparpadeeTLOPENyaparezcaunamarca"21"en
diezvecesA.Lamarca""apareceráenlaventanaizquierdadeladerecha
Diezvecesprovocaráquelasbibliotecasdeherramientas200setssean
47
Machine Translated by Google
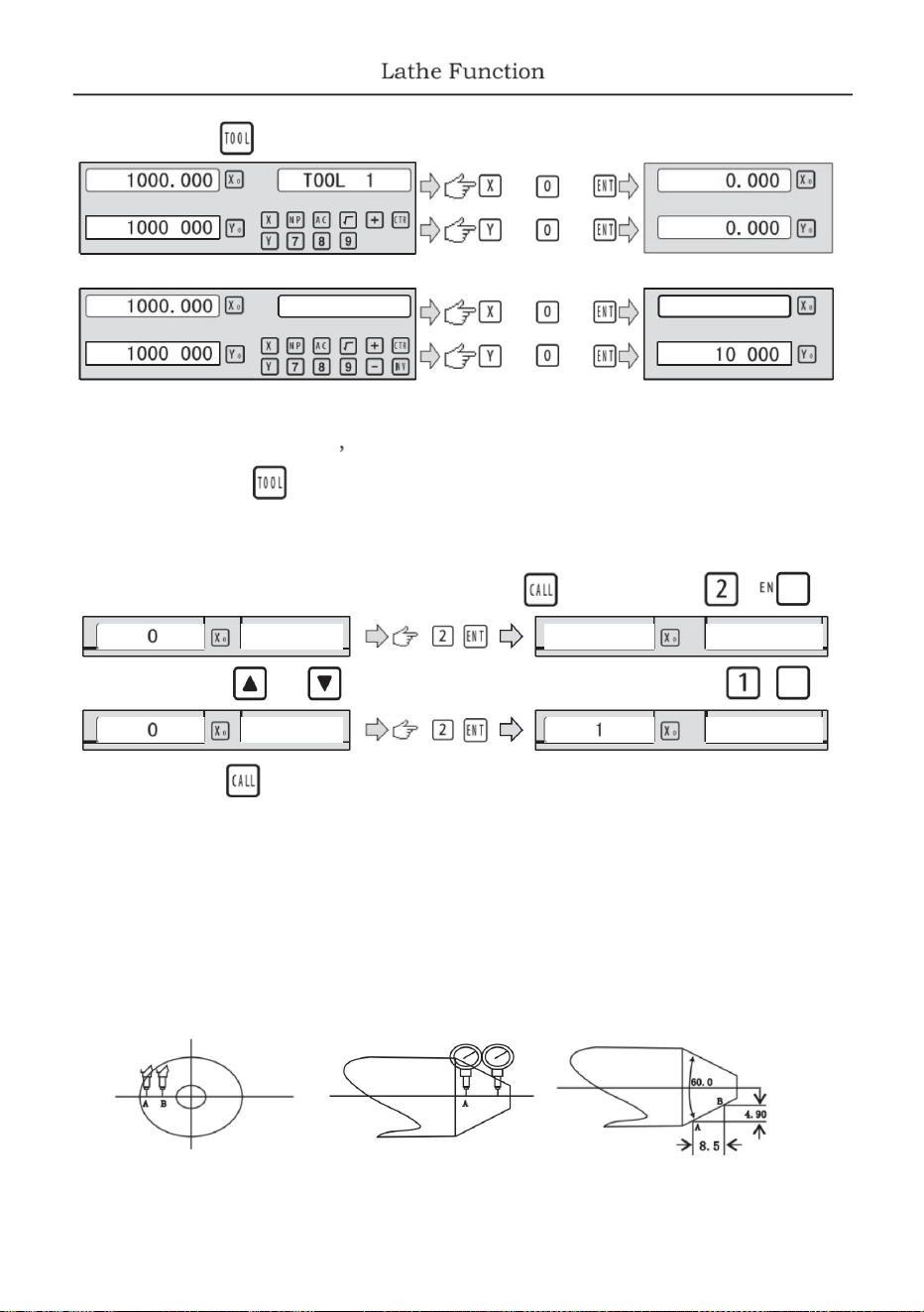
númeroylateclaeloperadorpuedeingresardirectamenteelespecial
toca
ElejenosepuedeponeraceroenestadoABScuandoseutilizalaherramientabase
Datosdeherramientas.prensa
,
YT
2
HERRAMIENTA2
;
ELEGIR
BASE
ELEGIR
5.000
BASE
48
Jueves
Paso4:presioneparacontinuaringresandolosdatosdelasiguienteherramienta.
Yo∙
Cuandoseutilizanlosdemás
ElejesolosepuedeponeraceroenelestadoINC
,
Paso7:presione
6.9.2Funcióndeconicidad
DespuésdeconfigurarlasbibliotecasTOOL,uselasbibliotecasTOOLdeacuerdoconlas
Paso2:presione
Paratornearlapiezadetrabajoconcono,laconicidaddelapiezadetrabajopuede
PasoG:presione
Lassiguientesoperacionesprimeromontanlasegundaherramienta∙
paraACCEDERalestadodeentrada.Datosdeentradaderooi1:
∙Seleccionelaruedabase.Luegopresione
Nota:
parasalirdelafunción;
medirseenelprocesamiento;
o
Paso5:Paraaccederalestadodeusomedianteprcss
Paso3:IngreselosdatosdelaHERRAMIENTA2:
.Entoncesprcss
B
•
Machine Translated by Google
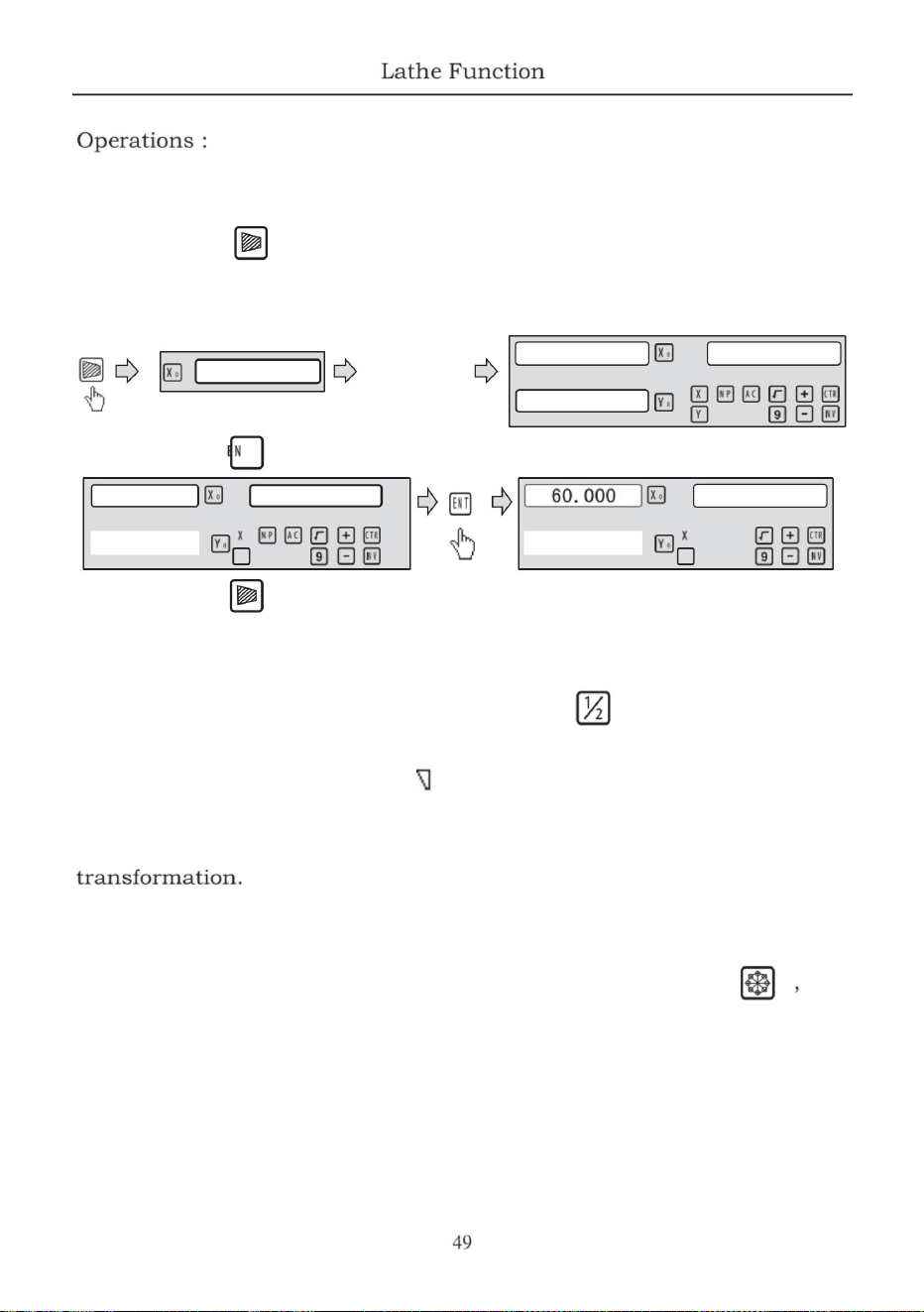
Muevael
EVALUAR
lecturadepalanca
4.907
4.907
8.500
ÁNGULO
EVALUAR
EVALUAR
Paso1:presione
yluegolaventanademensajesmostrará"UMEASU"
6.9.4FunciónY+Z(soloaplicablea:3ejesLa)
,
restableceelpuntodelecturadelapalancaacero∙
Paso2:presioneTparacalcular.
"apareceráalaizquierdadeladerecha
6.9.3FunciónR/D
parasalirdelafunción;
,
visualizacióndeDiámetro,unamarcau
ventanadeinformación,perocuandoelejeXparalavisualizacióndeiametro
Lamarca
FiguraAS,superficiedecontactoAdelapiezadetrabajoconlecturasdepalancay
,
Paso3:presione
Paratornode2ejesytornode3ejes,prensa
Elmododevisualización
Procesamientodepapel∙MuevalapalancadelecturaalasuperficieBhastaque
Para3ejesLa,elcontadordelejeyyelcontadordelejez
ElejexcambiaentreRadioyDiámetro.cuandoelejexpara
SepuedeagregaralavisualizaciónenelejeZpresionandolatecla
Laslecturasdepalancaapuntanalosiguiente:
luegopresionelateclaCAncancelarlafuncióny+Z∙
30.000
el
tiemposdiarios
tiemposdiarios
8.500
cuatrocuatro
tiemposdiarios
el
YY
""desaparece∙soloelejextienelafuncióndediámetro/radio
Machine Translated by Google

Elvalordelecturaaumentará,loquesedenominamecanizadopositivo(positivo).
Ladireccióndemecanizadoesladirecciónnegativa(negativa),quetambiénsedenomina
mecanizadonegativo(mostradoenlaFig.1)
profundidaddelasuperficiemecanizada(esdecir,alturaignífuganegativa),ladigital
Mecanizadoporelectroerosión(EDM).cuandosealcanzaelvalorobjetivoestablecidodeEDM
yelejeZ.
Contacteconeldistribuidorparapersonalizarlo)
6.10EDM(funcióndepersonalizaciónespecial,sinecesitacomprar,porfavor
direcciónnegativa∙unavezqueelelectrodoexcedeelniveldellíquido,
SegúnladireccióndelejeZestablecida,ladireccióndemecanizadoes
Descripción:Estafunciónseutilizaparaelmecanizadoespecialde
Ellectordigitaltambiéncuentaconotrasfunciones
muestra∙desdequeseiniciaelmecanizado,laprofundidadseiráhaciendocadavezmásprofunda
Sincuidar,algenerarlaacumulacióndecarbonoy
,
Deabajohaciaarriba,elvalordelecturadigitaldisminuirá∙El
Dispositivodeproteccióndeseguridaddecontroldeseguimientodeposicióninteligente.Enelproceso
LaconfiguracióndeladireccióndelejeZdelalecturadigitalsemuestraenlafigura1.
Laconfiguracióndeestadireccióneslaconfiguraciónnormal.
Enesteproblema,alestablecerunaalturaignífuganegativa,yel
ElejeZesigualalvaloractual,lalecturadigitalemitiráel
desciendeyelmecanizadoserealizadearribahaciaabajo,eldigital
talcomonegativo
Alturaderesistenciaalfuego.Lafuncióndealturaderesistenciaalfuegonegativaesuntipode
seincendianconfrecuenciaycausanpérdidas.Estafunciónestáconfiguradasoloparaapuntar
divididoenmecanizadopositivoynegativo∙cuandoelelectrodo
Nadiehacelalimpieza,elelectrodoiráaumentandolentamentealolargodela
1
Fenómenodeacumulación.Debidoalmecanizadoprolongadoodiurno.
LaseñalapagaráautomáticamenteelEDMparaeliminarlaposibilidaddeincendio.
LapantalladelecturaparpadearáparaWQring;almismotiempo,lasalida
cuandoelelectrodoASCEndsyserealizaelmecanizado
esdecirCuantomayorsealaprofundidad,mayorseráelvalordelacoordenadadelejeZ.
Electroerosión
Duranteelmecanizado,lasuperficiedelelectrodogeneraráelcarbono.
,
CambiarlaseñalparacontrolarlaEDMparadetenerelmecanizadodeprofundidad.
Laalturaaumentadadelelectrodoexcedelaalturaentreésteyel
Machine Translated by Google
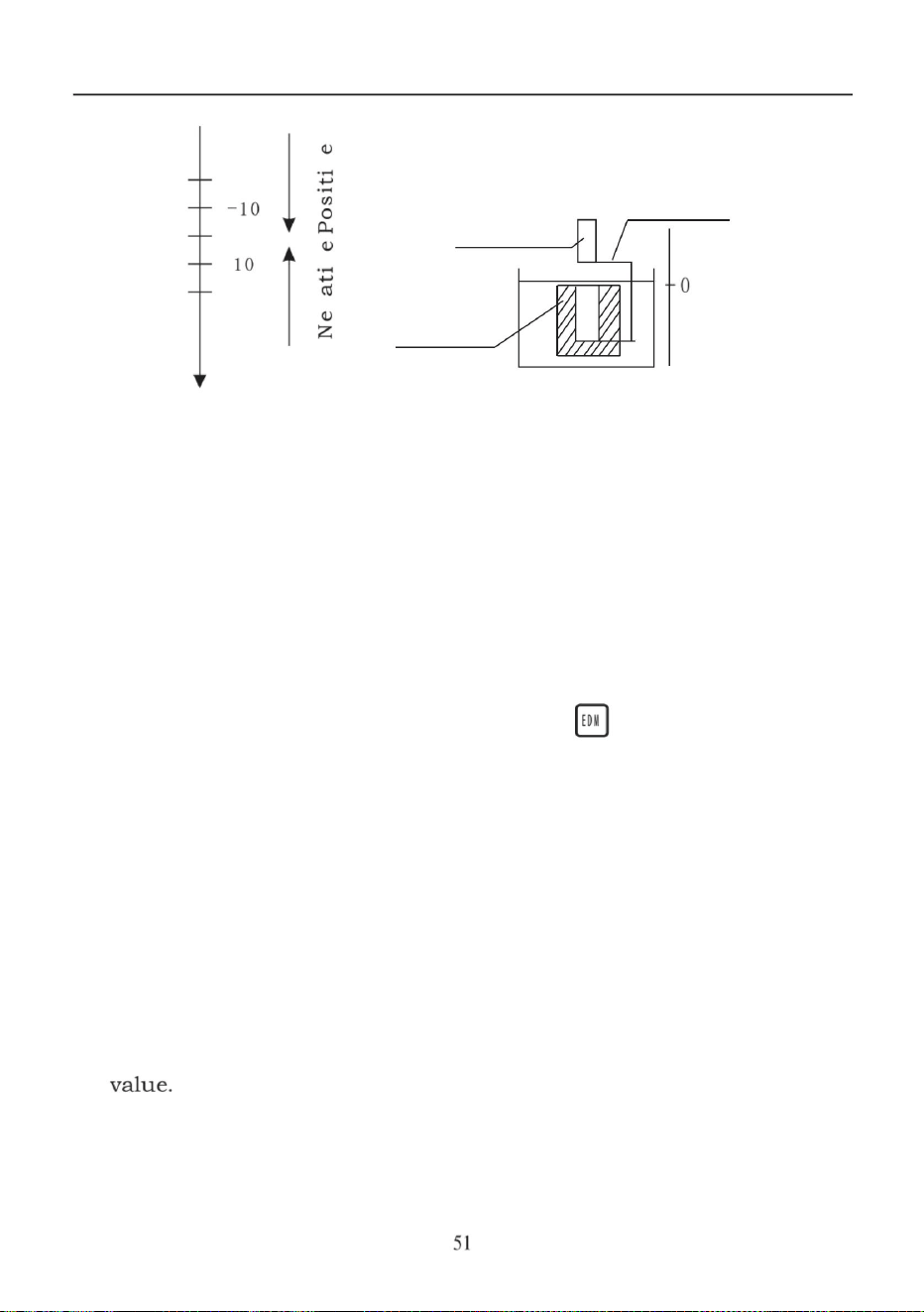
licenciadoenLetras
Figura1
Figura2
020
20
>
>
Electrodo
valorobjetivo.Sienestemomento,elelectrodosemueverepetidamentehaciaarribayhaciaabajo,
elvalordevisualizacióndelejeZcambiaráposteriormente,peroelvalordevisualizacióndelejeY
Elvalornocambiará,loquesiempremostrarálaprofundidadmecanizada.
Elinterruptordealcancedeposiciónseapagará,laEDMdetendráelmecanizado.
Veaelsiguienteejemploparaunmecanizadodetallado.
trabajar
Electroerosión
Segúnlaconfiguracióndeloperador∙Haydostiposdemodosdesalida:
pedazo
Negativo
Incombustible
MododesalidadereléEDM∙2)
MuevaelelectrododelejeprincipaldelejeZparaqueentreencontactoconel
Altura
valorobjetivo,elvalordevisualizacióndelejeytambiénseacercagradualmenteal
Referenciadelapiezadetrabajo∙PoneraceroelejeAoestablecerelvalor∙
CON
CON
∙
dirección(POSITIVO/NEGATIVO);mododesalida(AUTO/STOP)y
4)ElejeXmostraráelvalorobjetivodeprofundidaddemecanizado.ElejeYmostrará
Elvalordevisualizacióndebeserlaprofundidad.(ElvalorenelejeYesel
(profundidaddemecanizado);ERRHIGH(alturaignífuganegativa),mecanizado
3)IngresealmecanizadoEDMpresionandolateclaCSS
1)Antesdemecanizar,configureprimerocadaparámetrodePROFUNDIDAD
2.procedimiento:
valorenelquelapiezadetrabajohasidomecanizadaenprofundidad)ElejeZ
Valordeposicióndelelectrododelejeprincipaldelejez.)
Muestraelvalordeautoposiciónentiemporeal.(ElvalorenelejeZesel
6)cuandoelvalordevisualizacióndelejeZesigualalvalorobjetivoestablecido,
5)Comienceamecanizar,elvalordevisualizacióndelejeZseacercagradualmenteal
Machine Translated by Google
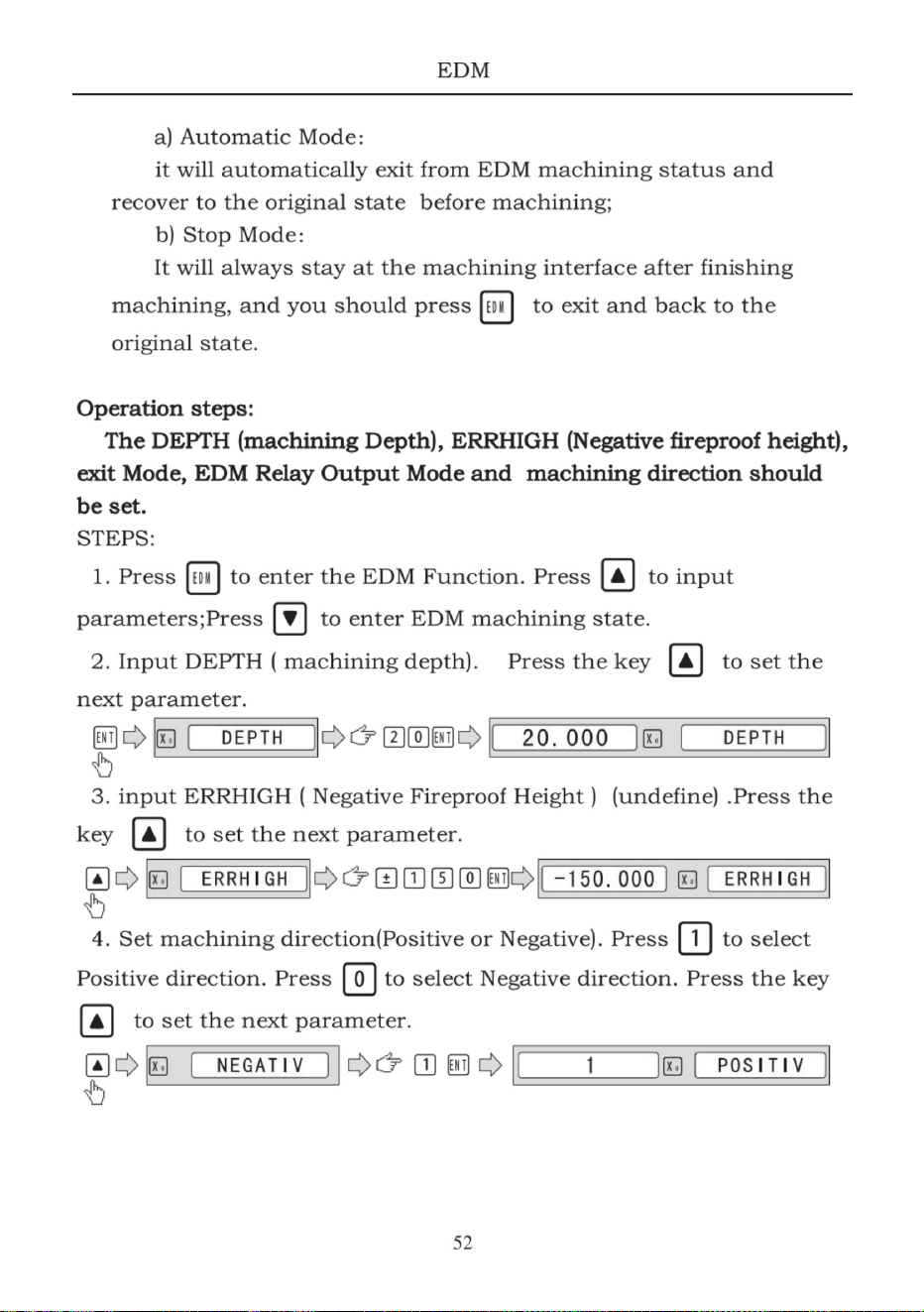
Machine Translated by Google
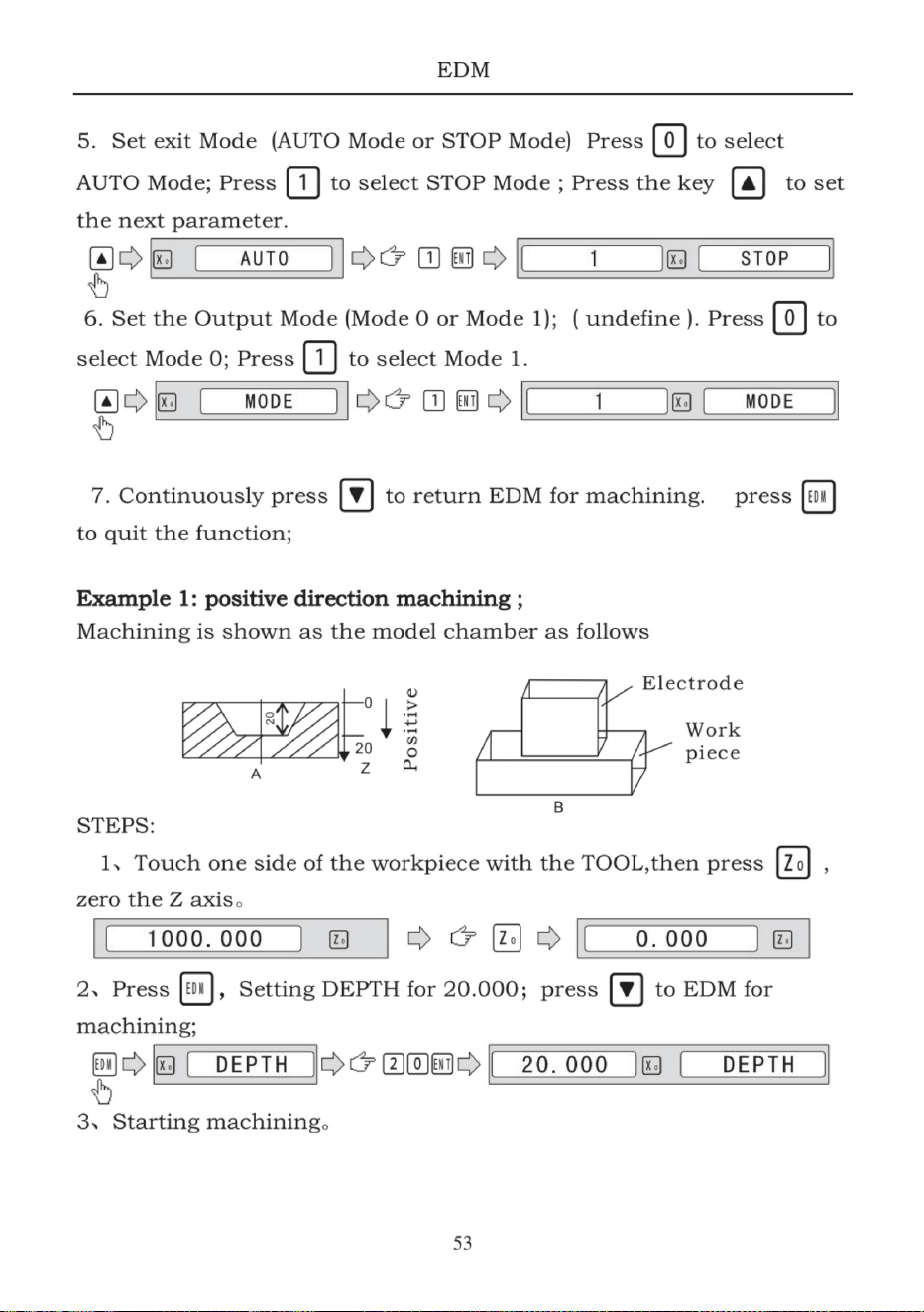
Machine Translated by Google
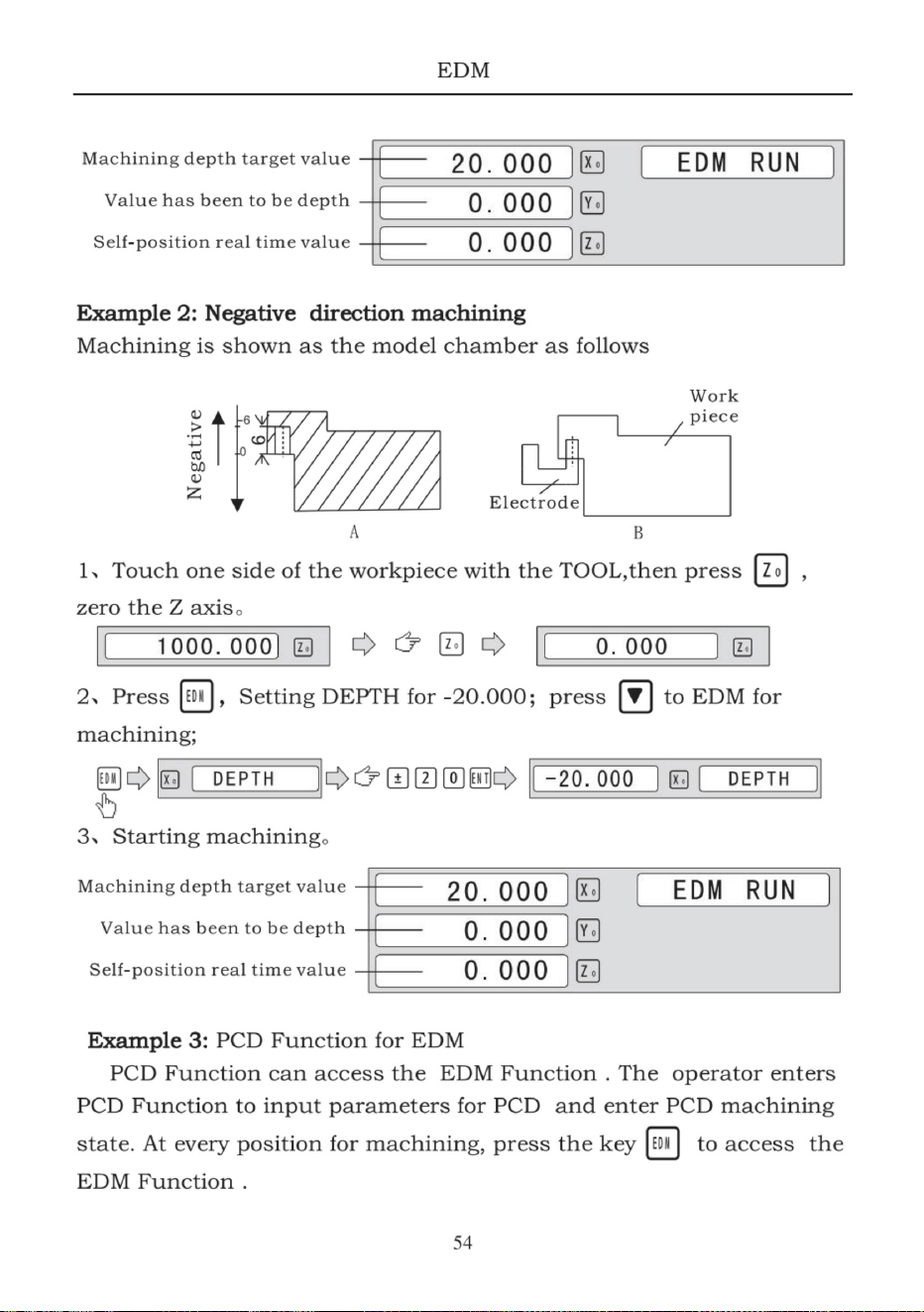
Machine Translated by Google
paraingresarelparámetrodefunciónEDM(elmétododeconfiguraciónes
3)EnelestadodemecanizadoPCD,presione
2)presione
lomismoquelaconfiguracióncomúndelparámetroEDM);despuésdeingresartodo
1)EstablezcalosparámetrosPCD(laconfiguracióneslamismaquelaconfiguracióncomún)
Paralaposicióndelsiguienteagujero,
dePCD)
DespuésdeingresartodoslosparámetroseingresaralestadodemecanizadoPCD∙El
Semostrarálaposicióndelprimerhoyo.
paraingresaralestadodemecanizado
EDM.parasalirdelafunciónEDMy
paraEDM∙
Elprocedimientodeoperacióneselsiguiente:
AlingresaralafunciónEDM,eloperadorpuedeingresarlosparámetros
Electroerosión
OVElamáquinaalvalordevisualización0
FunciónEDMnuevamente∙
4)Repitaelpaso2yelpaso3paralossiguientespuntosdemecanizado.
luegoprcss
Paraacceder
,
parámetros,presionecontinuamentecuando
finaliceelmecanizado,presioneparaingresaral
estadodemecanizadoPCD∙
55
Machine Translated by Google
Al
presionarlaventanasemostraráestevalor;
,
prensa
paratransferirelvalormostradoenlaventanazalacalculadora;
,
CalculadoradetransferenciaElresultadoeselzxseleccionado.
prensa
ArcoTANSQRTetc.
Lacalculadoranosoloproporcionacálculosmatemáticosnormales
Enelestadodevisualizacióndelacalculadora:presioneRparasalirdelafuncióndecalculadora.
Al
presionarlaventanasemostraráestevalor;
ArcoCOS
,
Silacalculadoramuestraelmodoestablecidoenelmodo1
ArcSIN
,
prensa
PECADO
,
Unavezfinalizadoelcálculo,sielmododevisualizacióndelacalculadoraestáconfiguradopara
,
paratransferirelresultadocalculadoalejez;luegoelejez
prensa
Laventanamostraráestevalor;
paratransferirelvalordevisualizaciónenlaventanaYparacalcularr;
paratransferirelvalormostradoenlaventanaxalacalculadora;
Enestadodevisualizaciónnormal:presioneRparaingresaralafuncióndecalculadora.
BRONCEARSE
paratransferirelresultadocalculadoalejedeljuguete;luego
Lasoperacionessonlasmismasquelascalculadorascomerciales,fácilesdeusar.
PORQUE
paratrasladarelresultadocalculadoalejex;luego,x
Elusuariopuede:
Modo1 Elusuariopuede:
Entrarysalirdelafuncióndecalculadora
,
,/,tambiénproporcionacálculostrigonométricosenmétricoscomoAS
,comoporejemplo+,
7calculadora
TransfiriendoelvaloractualdeDisplayvalueinwindowalacalculadora.
Machine Translated by Google
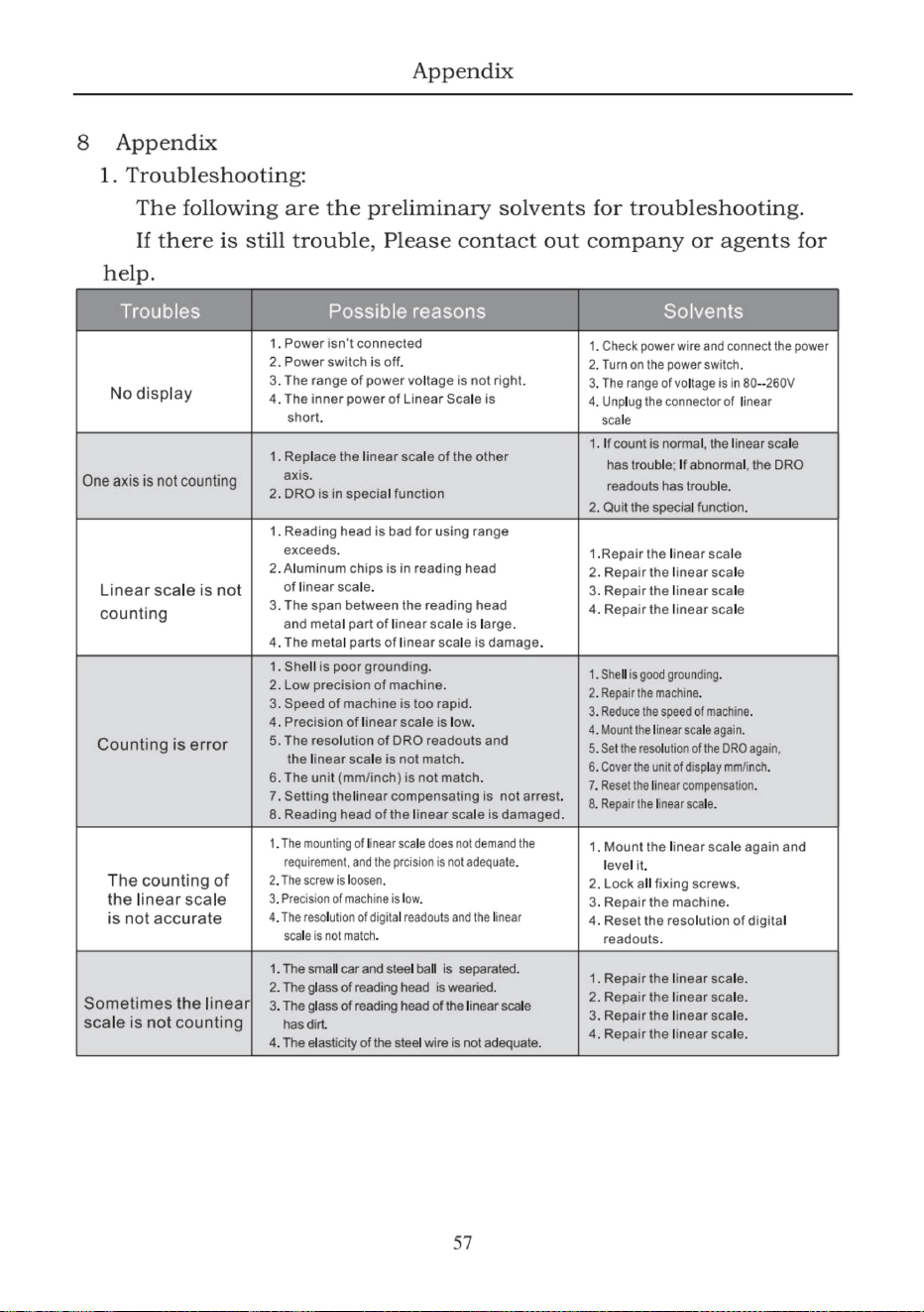
Machine Translated by Google
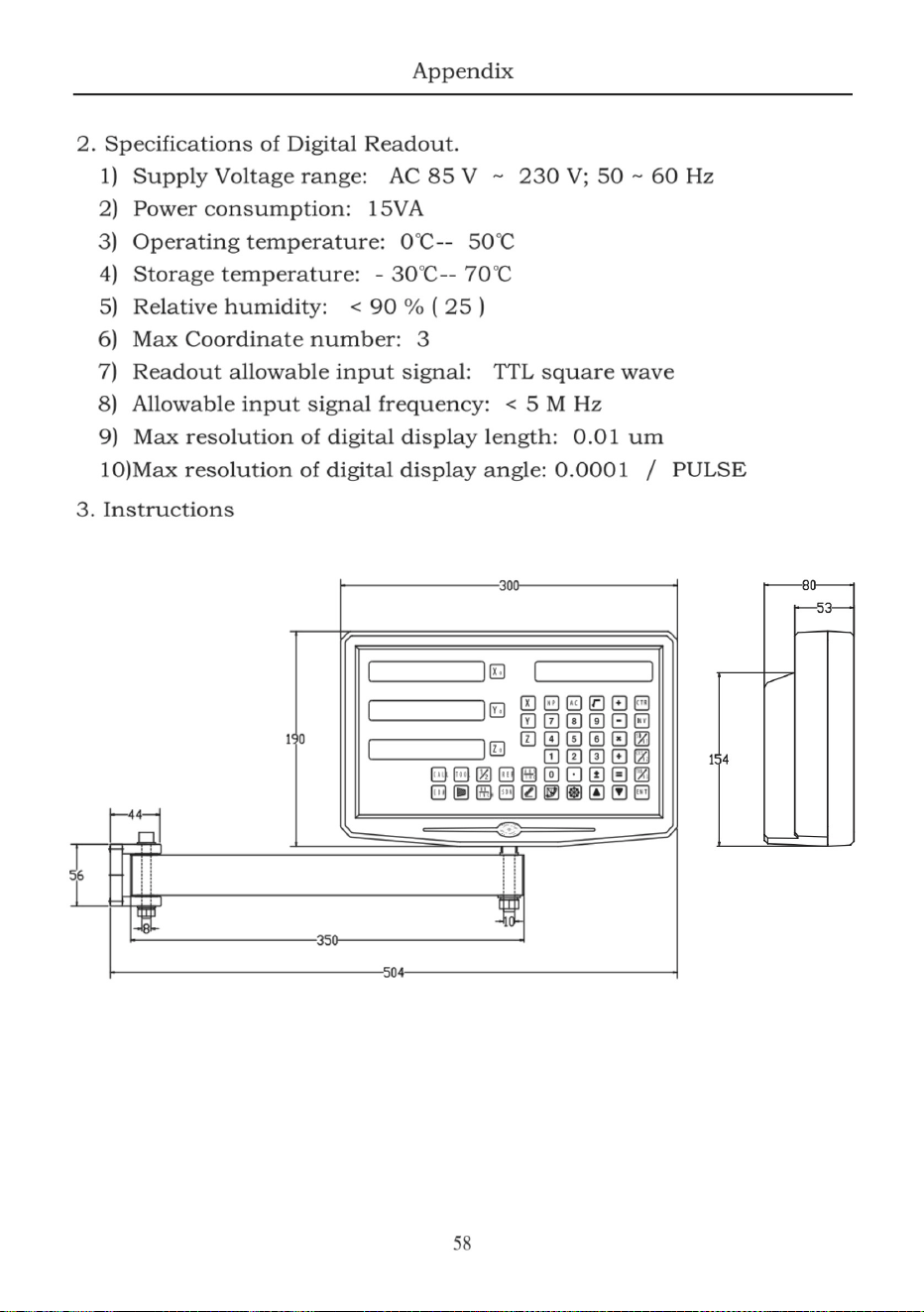
Machine Translated by Google
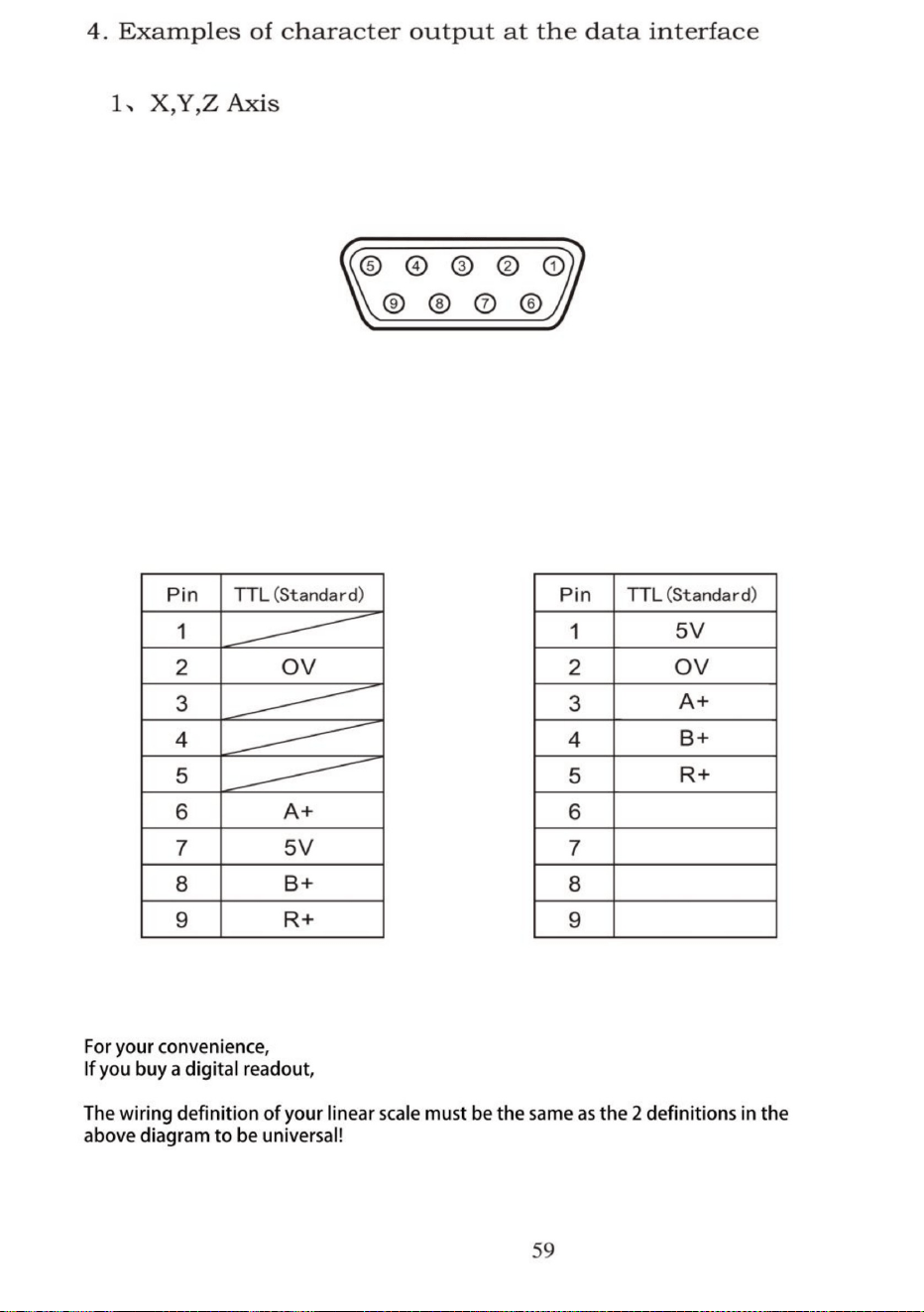
Machine Translated by Google
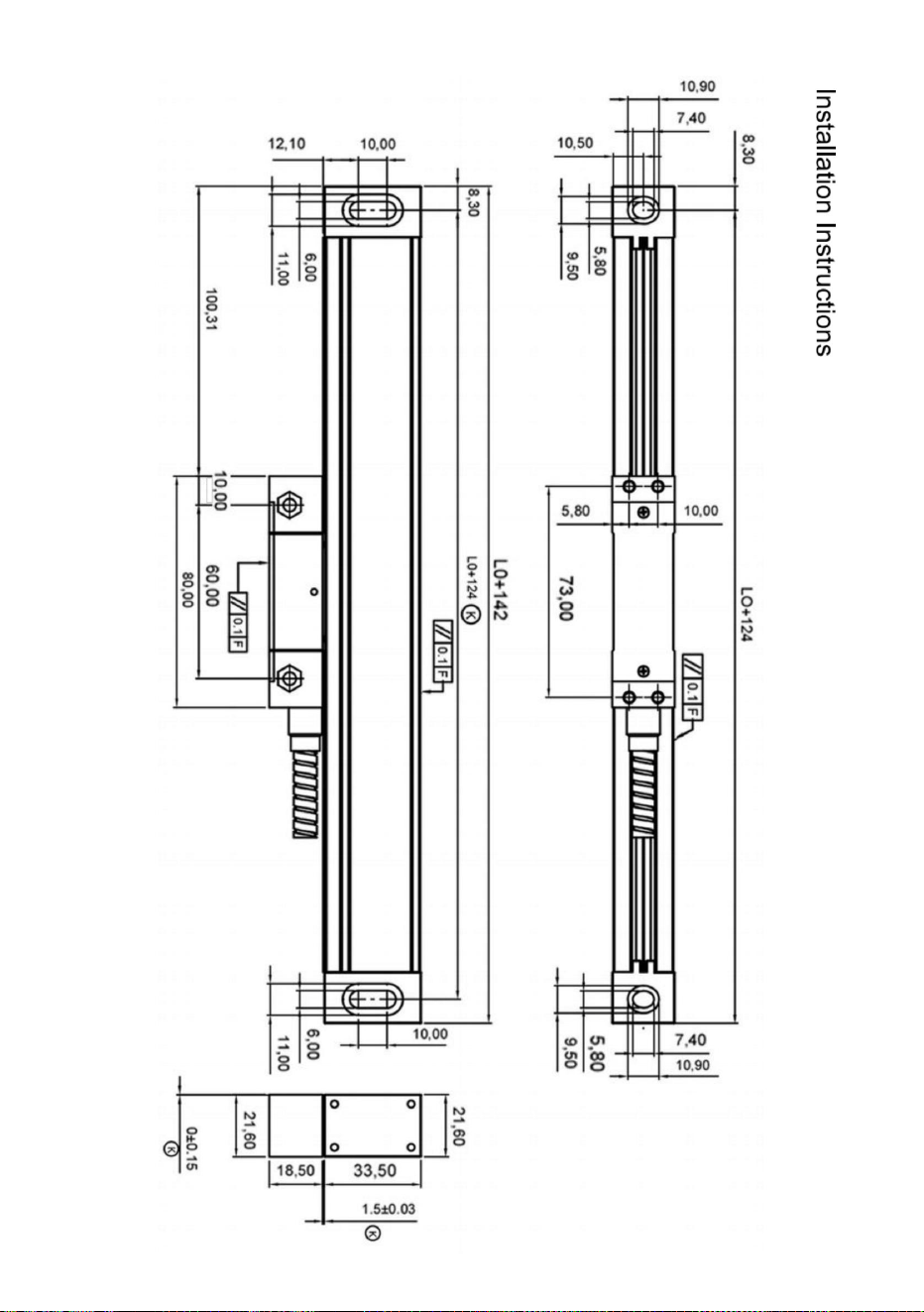
61
Machine Translated by Google
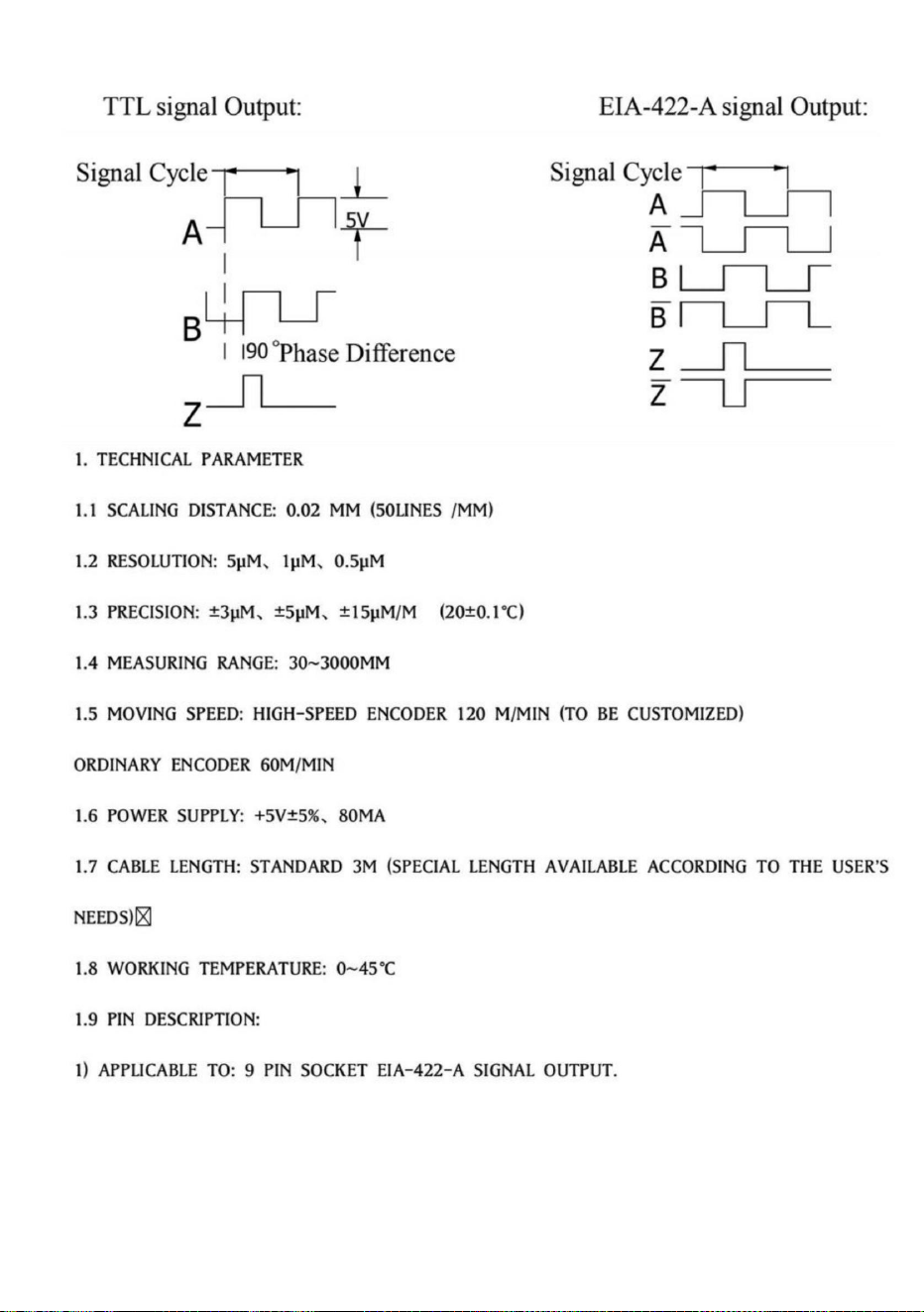
62
Machine Translated by Google
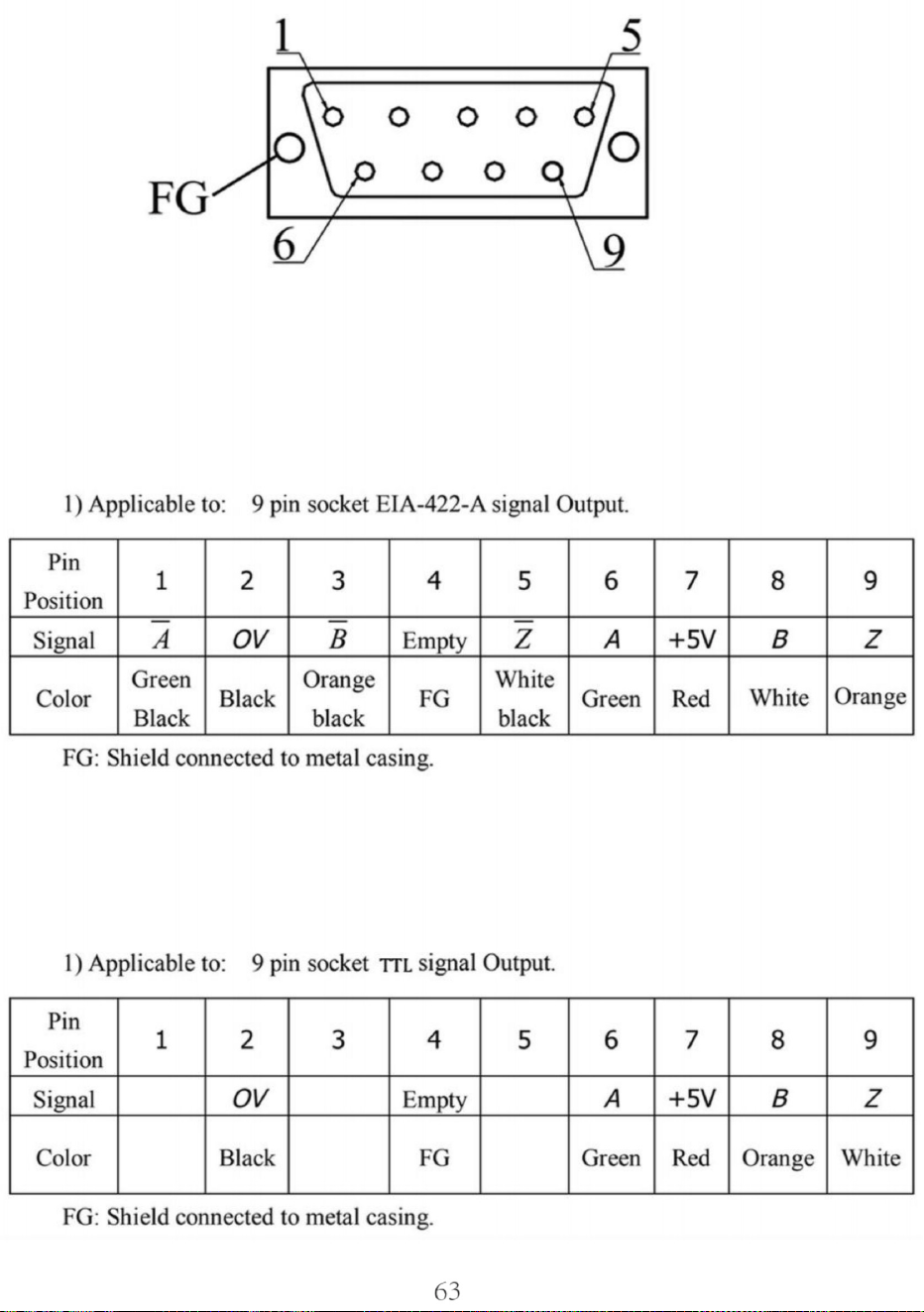
Machine Translated by Google

Dibujosdeinstalación
Escalalineal
65
Machine Translated by Google
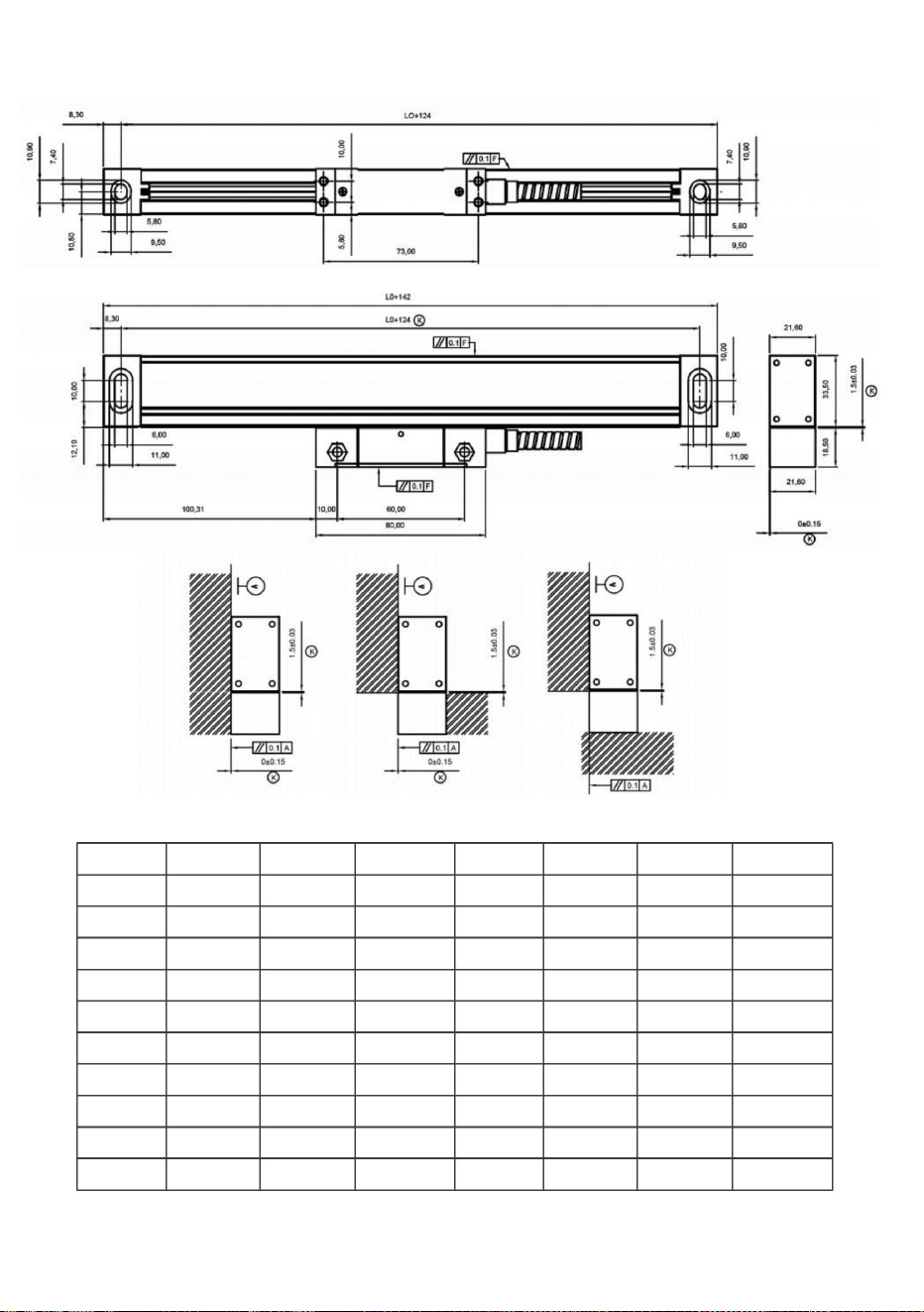
774
490YE850850
YE100
474
740
924
YE650650
L1
YE200200
274
Modelo
YE750
190YE550550
YE350350
724
1074 1090
874
YE500500
290150
890
590YE950950
624
390
L0
YE300300
1024
674
800
424
50 690
1040
600
YE450450
824 840
574
YE150
224
900
YE250250
Modelo
L1
440YE800
374
YE50
990
L2
1140
540YE900524
100
790
340YE700700
174
974
640YE10001000
L2
324
LO
750
940
1124
240YE600
YE400400
L0:Longituddemediciónefectivadelcodificadorlineal;L1:Longituddelcodificadorlineal
Orificiosdemontaje;L2:Longitudtotaldelcodificadorlineal
Tamañoestándar:(Unidad:mm)
Métododeinstalación:
66
Machine Translated by Google
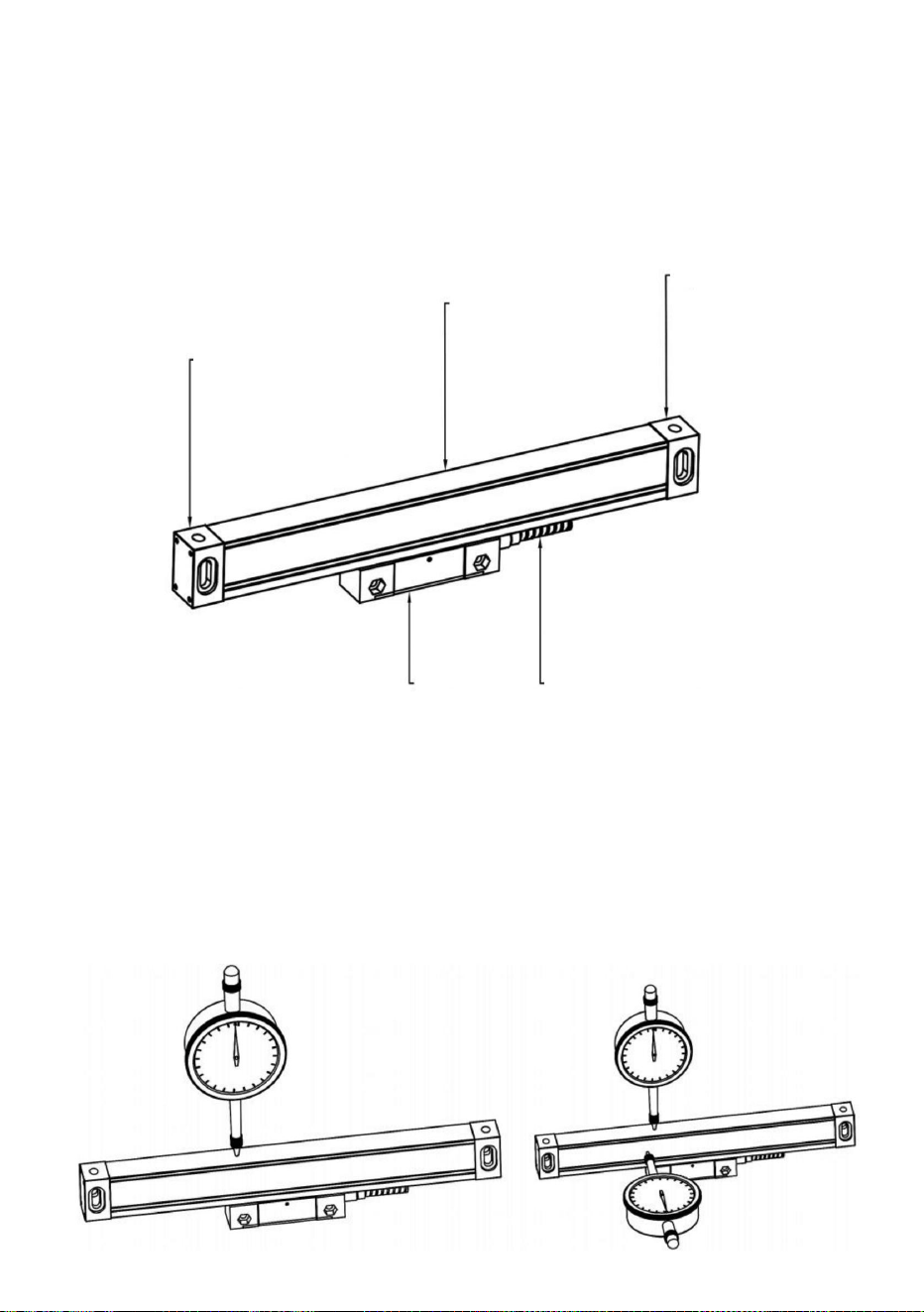
Cabezaldepuertaizquierda
Cabledeseñal
cuerpodeunpie
Cabezaldepuertaderecha
Cabezadelectura
67
Recorridodelamáquinaherramienta.Silalongitudnoessuficiente,sustituyaelcodificador
linealporunodemayorrecorridooañadaunbloquedelímitealamáquina.Laposiciónfinal
delcabezaldelecturadesdeelextremodelcuerpodelcodificadorlinealnodebeser
inferiora10mm(consulteelsiguientediagrama).
2.Paracualquiersuperficienomecanizada,sedebecolocarunacuñaenlaparteposteriordel
codificadorlinealosedebeutilizarunacuñadeinstalaciónhechaporelusuariopara
garantizarlaestabilidadyconfiabilidaddelaconexiónentrelaregladerejillaylasuperficiedemontaje.
1.Elrecorridoefectivodelcodificadorlinealdebesermayorqueelmáximo
3.Alutilizaruncomparadorouninstrumentosimilarparacalibrarelparalelismodelcodificador
lineal,elángulodelcabezallateraldebeestardentrode±30grados,ycuantomenorseael
ángulo,mejor.
Mantenimiento:
Machine Translated by Google
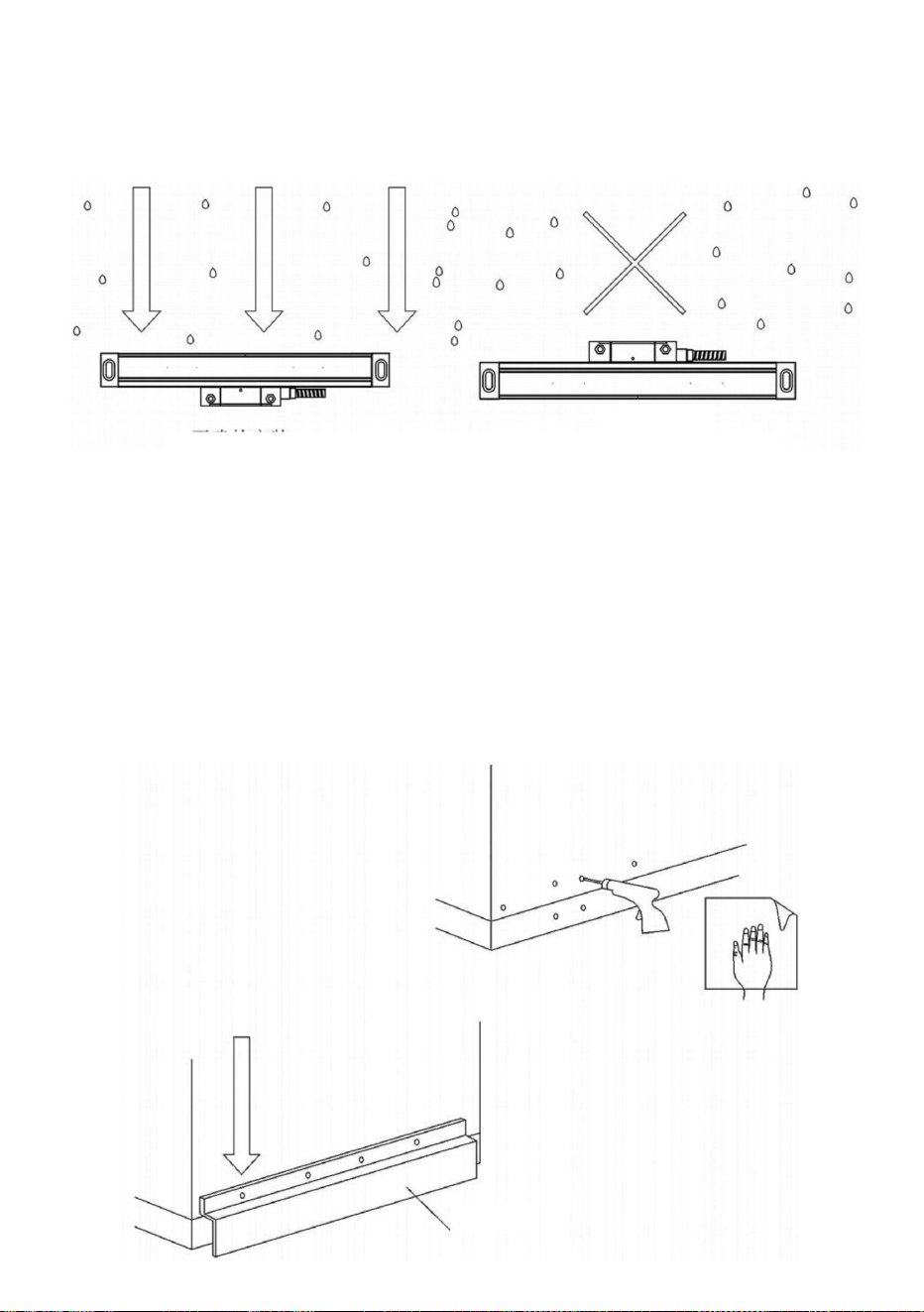
Instalacióncorrecta
Instalaciónincorrecta
68
Guardapolvo
5.Debehaberunespaciode0,5mmomásentrelacubiertaantipolvoylaregla.
cuerpoyeviteelcontactoentrelacubiertaantipolvoyelcuerpodelareglacuando
moviendoelcabezaldelectura(comosemuestraacontinuación).
6.Profundidaddelaroscadeltornillodeinstalación,debeteneralmenos6dientesdeprofundidaddebloqueo;
LaplacaenLdebeserlomáscortaposibleenlasposiblescircunstancias,y
Sedebetenerencuentalasituacióndefuerzadelasuperficiedemontaje.
limaduras,aceite,aguaypolvo(comosemuestraenlafigurasiguiente).Lalongituddeinstalación
4.Laposicióndeinstalacióndelcodificadorlinealdebeevitarelimpactodirectodelhierro.
Lapartemásimportantedelafuerza,comoelsoportedelaplacafijadelestantedelmedidordepantalladigital,
debetener8dientesdeprofundidaddebloqueo;serieYEdeescala,laprofundidaddelarosca
Instalacióndelasuperficiedemontajeroscadadespuésdeldesbarbadodelasuperficie,lapinturaylaeliminacióndemanchas.
(Lasiguientefigura)
placa,debetenermásde8dientesdeprofundidaddebloqueo;escaladelaserieYEContornillosM4
Profundidaddebloqueo.Porejemplo,parafijarelestantedelmedidordepantalladigital.
Machine Translated by Google
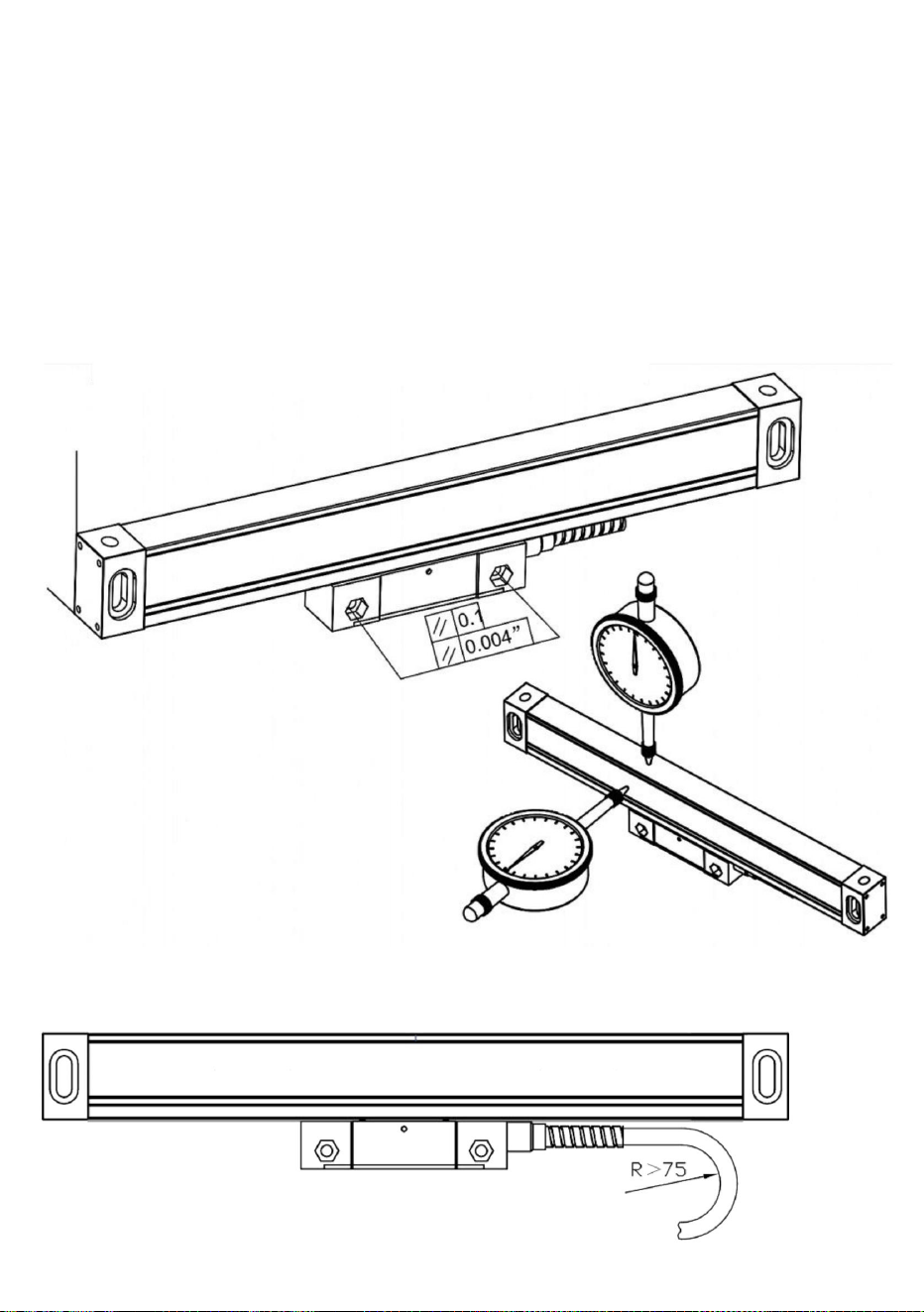
8.Elajustedelaalturadelaescaladebeserlalongituddelcentrodelaescalaparatomarlosdos
ladosdelpuntodesimetría.Paraajustarelpuntodereferencia,cualquierescala
independientementedeladireccióndelniveldelaescuelaoladireccióndelaaltura,elrangode
ajuste:paraelcuerpodelaescala,hastalacabezadesdeelcuerpodelaescalaaunadistanciade
nomásde20mmdesdecadaextremoprevalecerá.Paraelcabezaldelectura,entrelas
dossuperficiesdereferenciacuadriláteras(lasiguientefigura)
9.Elradiodecurvaturadelalíneadeseñaldelaescalaesmayora60mm.
Laposicióndefijaciónsecolocalomáscercaposibledelcentrodelrecorridoyelexcesodelínea
deseñalsefijaconunabridadealambre.
7.Lafijacióndelalíneadeseñaldebetenerencuentatodaslasdistanciasdemovimientorelevantes.
69
Machine Translated by Google
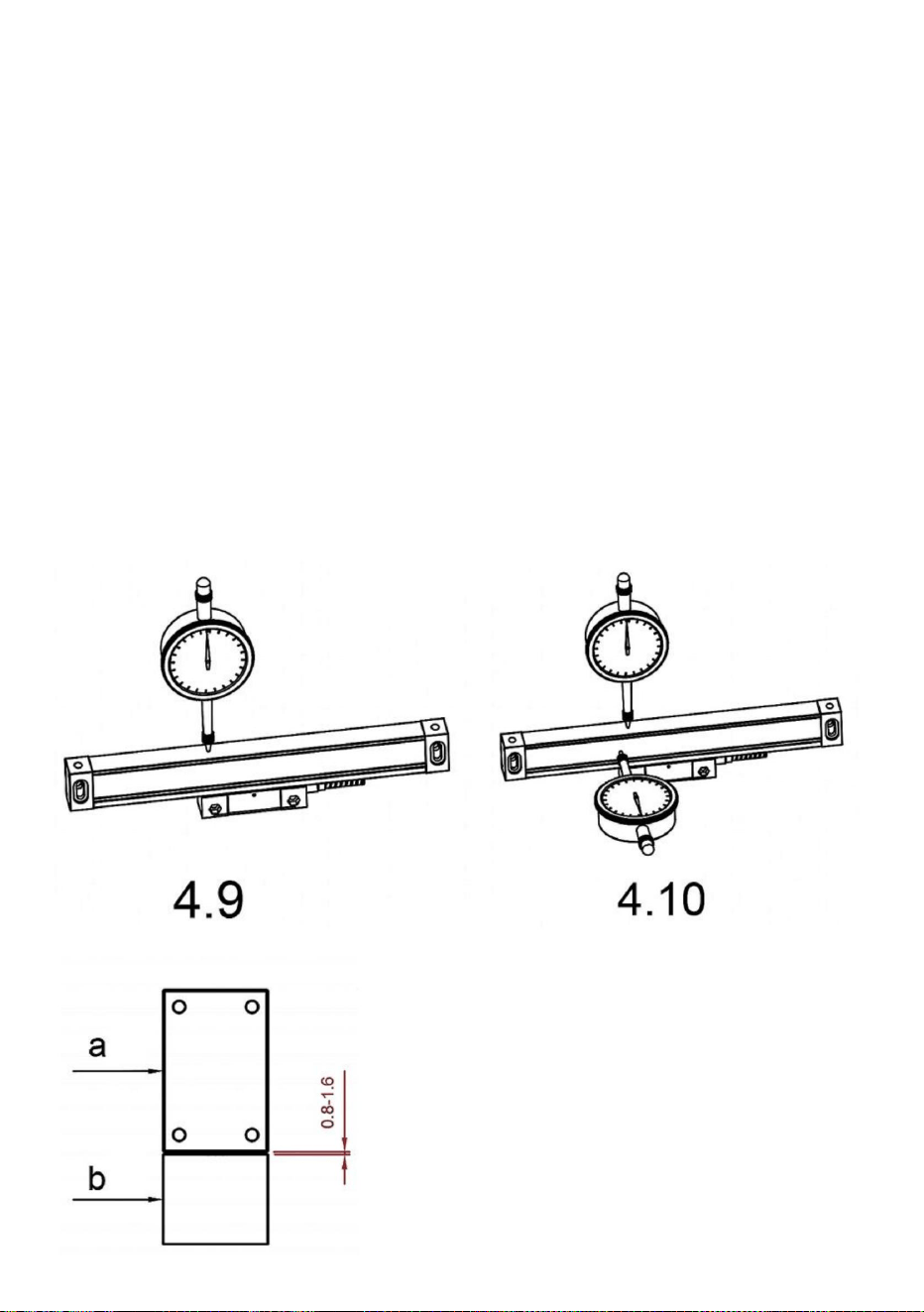
70
superficiedelcabezaldelecturaylaperpendicularidadentrelassuperficiesdeinstalaciónes<0,1mm
2)Normasdeinstalacióndelcuerpodelaregla(Figura4.9,Figura4.10)
1.Direccióndealturarelativaalparalelismodelaguíadelamáquina<0,1mm,máximonomásde0,15
mm.Entérminosdepuntodesimetría,cuantomáspequeño,mejor.
Desalineaciónendirecciónhorizontal.
1.Lasuperficiedeinstalacióndelcuerpodelareglaesparalelaalasuperficiedeinstalacióndel
cabezaldelecturayelparalelismoentrelassuperficiesdeinstalaciónes<0,1mm.
2.Lasuperficiedeinstalacióndelcuerpodelareglaesperpendicularalainstalación.
(1)Estándardesuperficiedelabasedeinstalación(Figura4.8abctresmétodosdeinstalación)
10.Normadeinstalacióndelabáscula
1.Elespaciolibreentreelcabezaldelecturayladireccióndealturadelcuerpodelareglaesde0,8mm
a1,6mmdespuésdelainstalación,yluegoretireelbloquedealmohadilla(Figura4.11)
3)Normasdeinstalacióndelcabezaldelectura
2.CabezaldelecturaladoAycuerpodelareglaladoB.
3.Paralelismodelcabezaldelecturaconrespectoa
Máquinaherramienta<0,10mm,elmáximonopuede
superarlos0,30mm
0,25±0,15mm
Machine Translated by Google
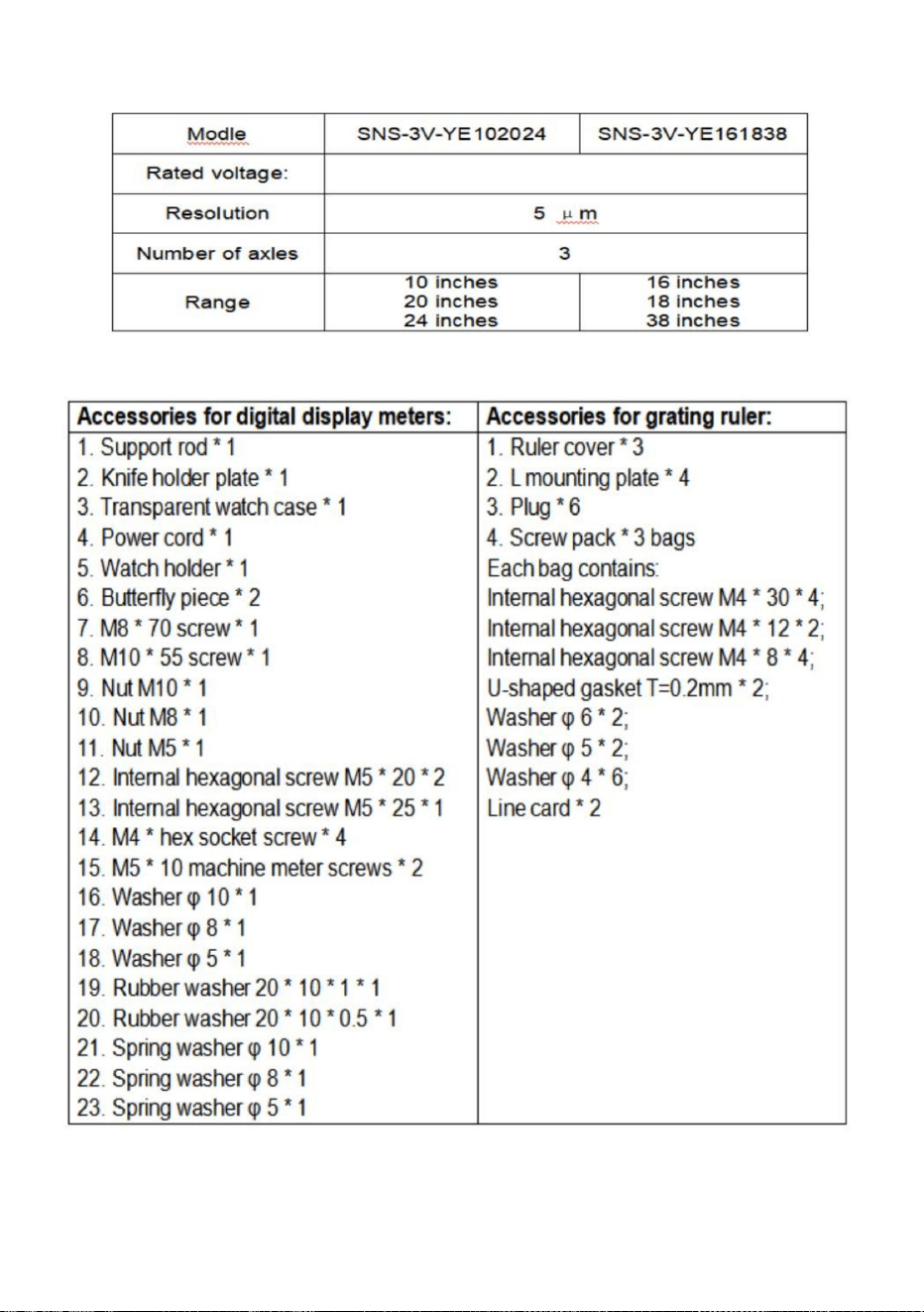
Accesoriosestándar:
EstedispositivocumpleconlaParte15delasNormasdelaFCC.Sufuncionamientoestásujetoa
lasdoscondicionessiguientes:(1)Estedispositivonopuedecausarinterferenciasperjudicialesy(2)
Estedispositivodebeaceptarcualquierinterferenciaquereciba,incluidaslasinterferenciasquepuedan
causarunfuncionamientonodeseado.
CA85230V50Hz/60Hz
Parámetro:
Machine Translated by Google
REPRESENTANTECE
REPRESENTANTEDELREINOUNIDO
ImportadoaEE.UU.:SanvenTechnologyLtd.,Suite250,9166AnaheimPlace,Rancho
Cucamonga,CA91730
ECrossStuGmbH
MainzerLandstr.69,60329FráncfortdelMeno.
ImportadoaAustralia:SIHAOPTYLTD,1ROKEVASTREETEASTWOODNSW
2122Australia
Dirección:Shuangchenglu803nong11hao1602A1609shi,baoshanqu,shanghai
200000CN.
Fabricante:Shanghaimuxinmuyeyouxiangongsi
CarreteradeLondres,StainesuponThames,Surrey,TW184AX
C/OYHConsultingLimitedOficina147,CenturionHouse,
YHCONSULTINGLIMITADA.
www.vevor.com/support
Soportetécnicoycertificadodegarantíaelectrónica
Machine Translated by Google

MODEL: SNS-3V-YE102024 JEST NS-3V-YE161838
INSTRUKCJA OBSŁUGI WYŚWIETLACZA DRO
Www.vevor.com/support
Wsparcie techniczne i certyfikat e-gwarancji
uprzejmie przypominamy o konieczności dokładnego sprawdzenia, czy składając u nas zamówienie,
najlepszych marek i niekoniecznie oznacza to, że obejmuje wszystkie kategorie narzędzi oferowanych przez nas.
szacunkowe oszczędności, jakie możesz uzyskać kupując u nas określone narzędzia w porównaniu z większymi
faktycznie oszczędzając połowę w porównaniu z najlepszymi markami.
„Połowa ceny” lub inne podobne określenia używane przez nas oznaczają jedynie
,
„zapisz połowę”
nadal staramy się dostarczać Państwu narzędzia w konkurencyjnych cenach.
Machine Translated by Google
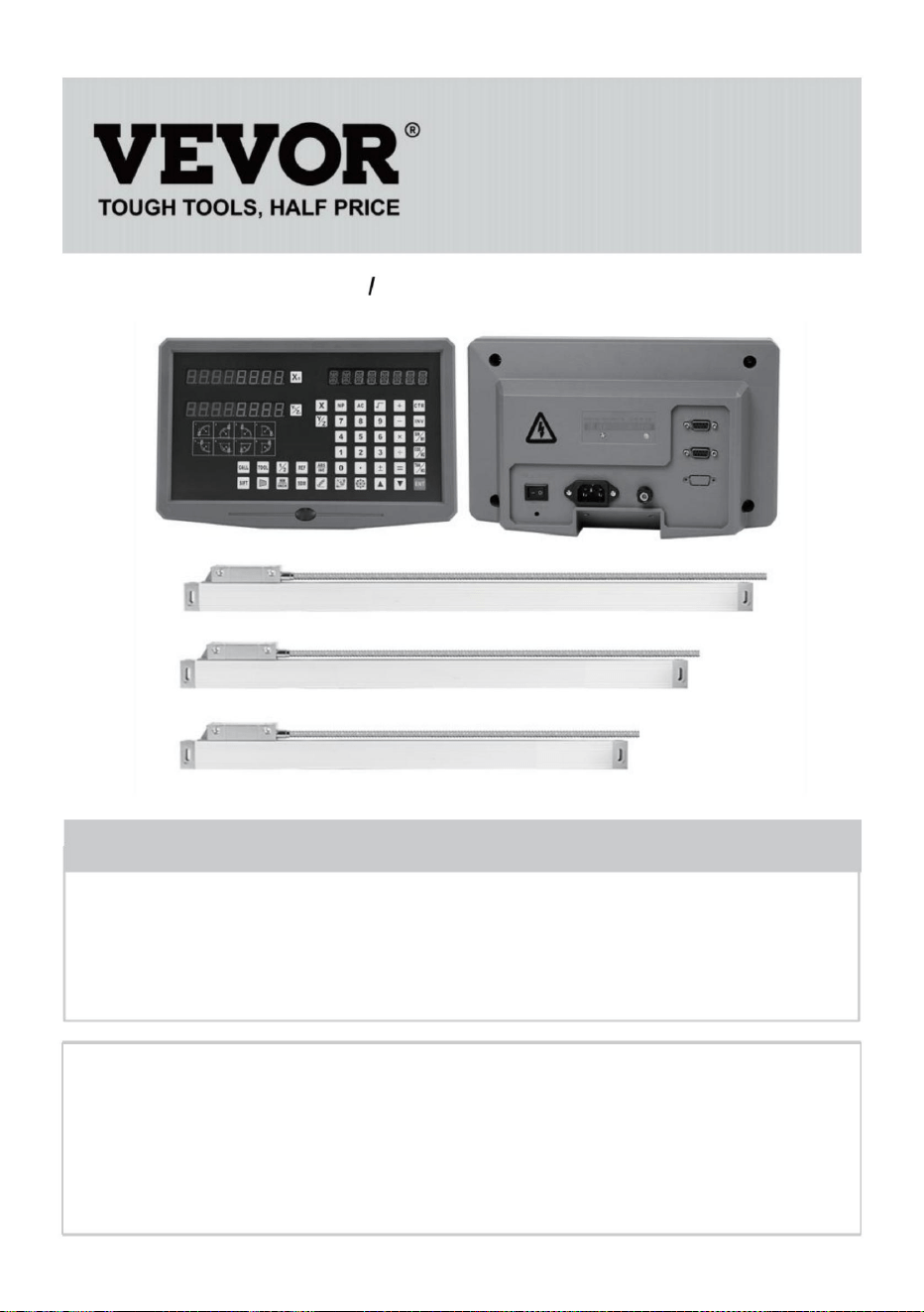
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Nie wahaj się
MODEL: SNS-3V-YE102024 SNS-3V-YE161838
Wsparcie techniczne i certyfikat gwarancji elektronicznej
Www.vevor.com/support
WYŚWIETLACZ DRO
To jest oryginalna instrukcja, proszę przeczytać wszystkie instrukcje w podręczniku
ostrożnie przed rozpoczęciem użytkowania. VEVOR zastrzega sobie prawo do jednoznacznej
interpretacji naszej instrukcji obsługi. Wygląd produktu podlega
Skontaktuj się z nami:
otrzymany produkt. Przepraszamy, że nie będziemy Cię już więcej informować, jeśli w naszym
produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
Machine Translated by Google
Nie należy podejmować prób naprawy lub modyfikacji wyświetlacza cyfrowego, gdyż może to spowodować awarię,
należy unikać płynu chłodzącego. W przypadku jakiegokolwiek dymu lub osobliwego
,
personelu, w przeciwnym razie mogą wystąpić problemy z odczytem cyfrowym.
zewnętrznie mogą wystąpić nieprawidłowe wartości pomiarowe · Dlatego też,
narzędzia maszynowe
uwaga dotycząca bezpieczeństwa:
Drodzy użytkownicy:
W wielu zastosowaniach do odczytów cyfrowych można podłączyć wiele enkoderów.
Odczyt cyfrowy to precyzyjne urządzenie pomiarowe, stosowane za pomocą przyrządu optycznego.
nie wolno podłączać bez instrukcji specjalistycznego personelu technicznego
natychmiast, w przeciwnym razie może dojść do pożaru lub porażenia prądem.
kontrola produkcji. Aby spełnić wymagania tych
Proszę skontaktować się z firmą lub dystrybutorem.
Aby zapobiec porażeniu prądem elektrycznym lub pożarowi, wilgoci lub bezpośredniemu rozpyleniu
w osiach posuwu,
urządzeniach pomiarowych i kontrolnych, EDM i stanowiskach
pomiarowych
użytkownik powinien zachować ostrożność.
ściśle ich przestrzegaj · zachowaj instrukcję do wykorzystania w przyszłości ·
Odczyty cyfrowe są wykorzystywane w wielu różnych zastosowaniach. Obejmują one:
Skala liniowa i odczyt cyfrowy są uszkodzone lub uszkodzone
W przypadku zmian parametrów próbki, pierwszeństwo mają pliki losowe, a firma ma prawo do
ostatecznej interpretacji bez wcześniejszego powiadomienia.
Jeżeli optyczna skala liniowa używana z odczytem cyfrowym jest uszkodzona, nie należy używać skali
liniowej innej marki. · Ponieważ wydajność, specyfikacja i połączenie produktów różnych i różnych marek
różnią się w zależności od modelu,
,
Dziękujemy za zakup wielofunkcyjnych cyfrowych wskaźników odczytu ·
Przed użyciem należy uważnie przeczytać wszystkie instrukcje zawarte w instrukcji.
w takim przypadku nie należy podejmować prób naprawy, lecz skontaktować się z firmą lub
aparaty dzielące, narzędzia do ustawiania
zapach z wyświetlacza cyfrowego, proszę odłączyć wtyczkę zasilającą
może wystąpić błąd lub uraz. W przypadku jakichkolwiek nieprawidłowych warunków,
Skala liniowa · gdy jest używana, jeśli połączenie między
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
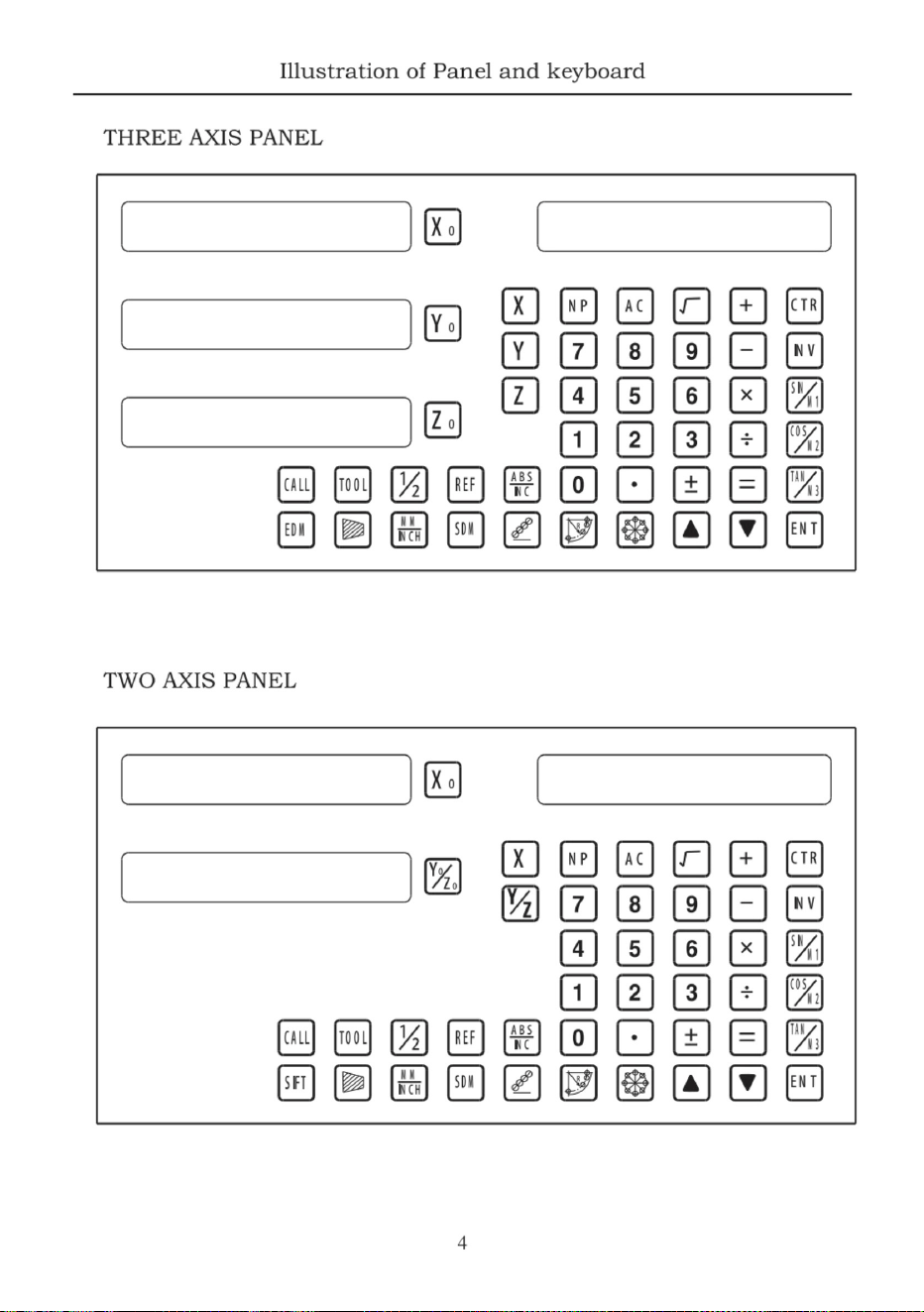
Machine Translated by Google
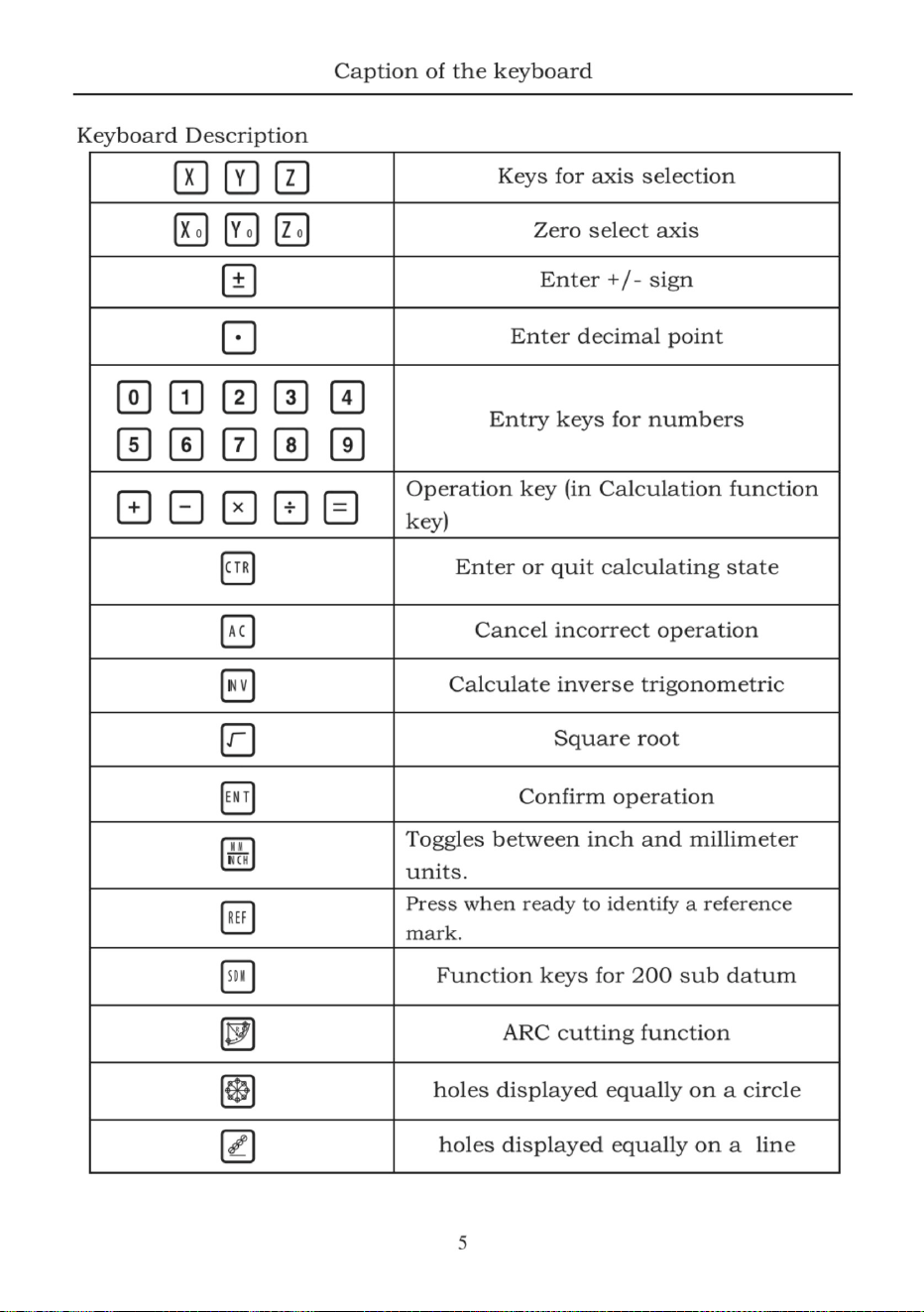
Machine Translated by Google
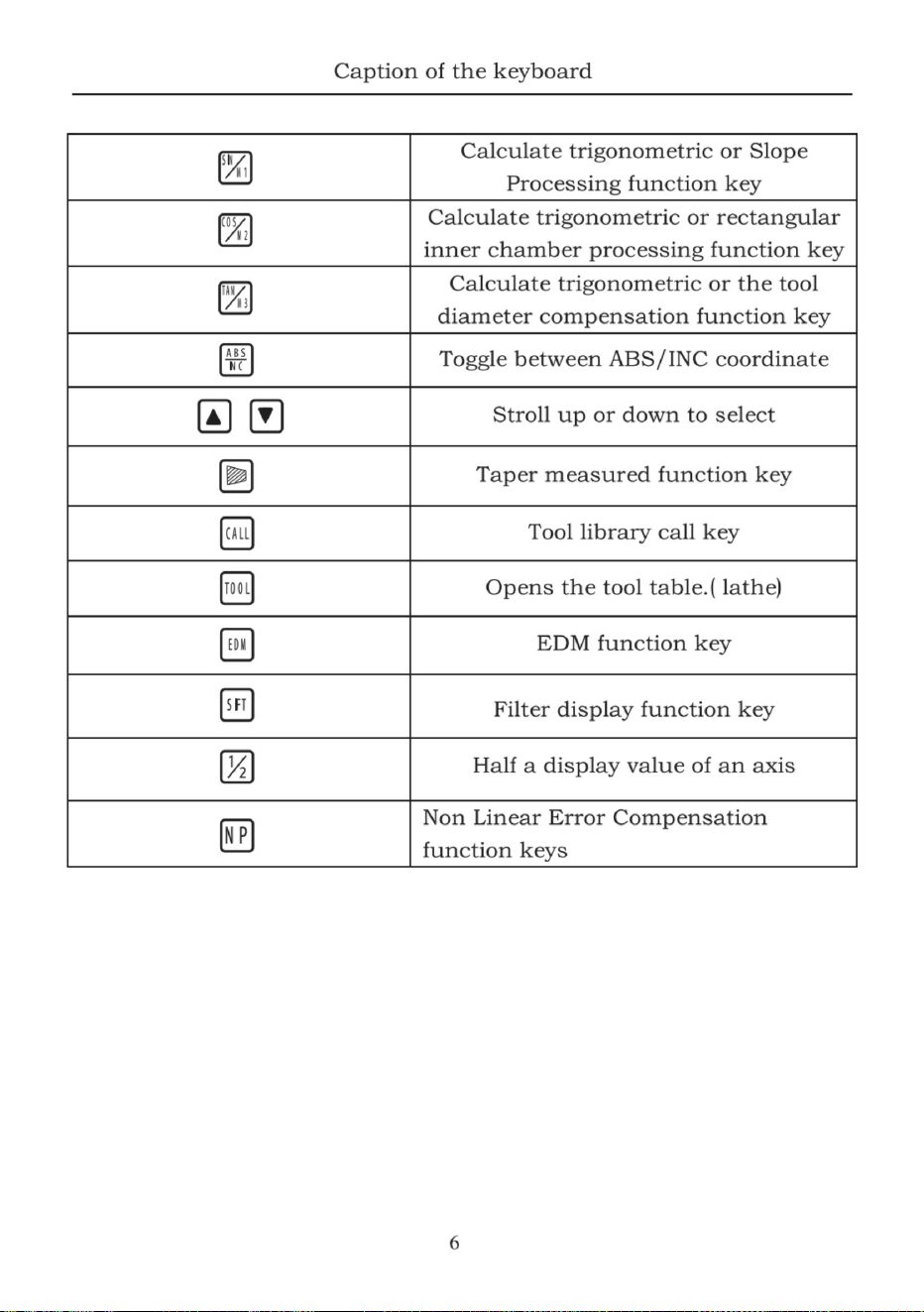
Machine Translated by Google
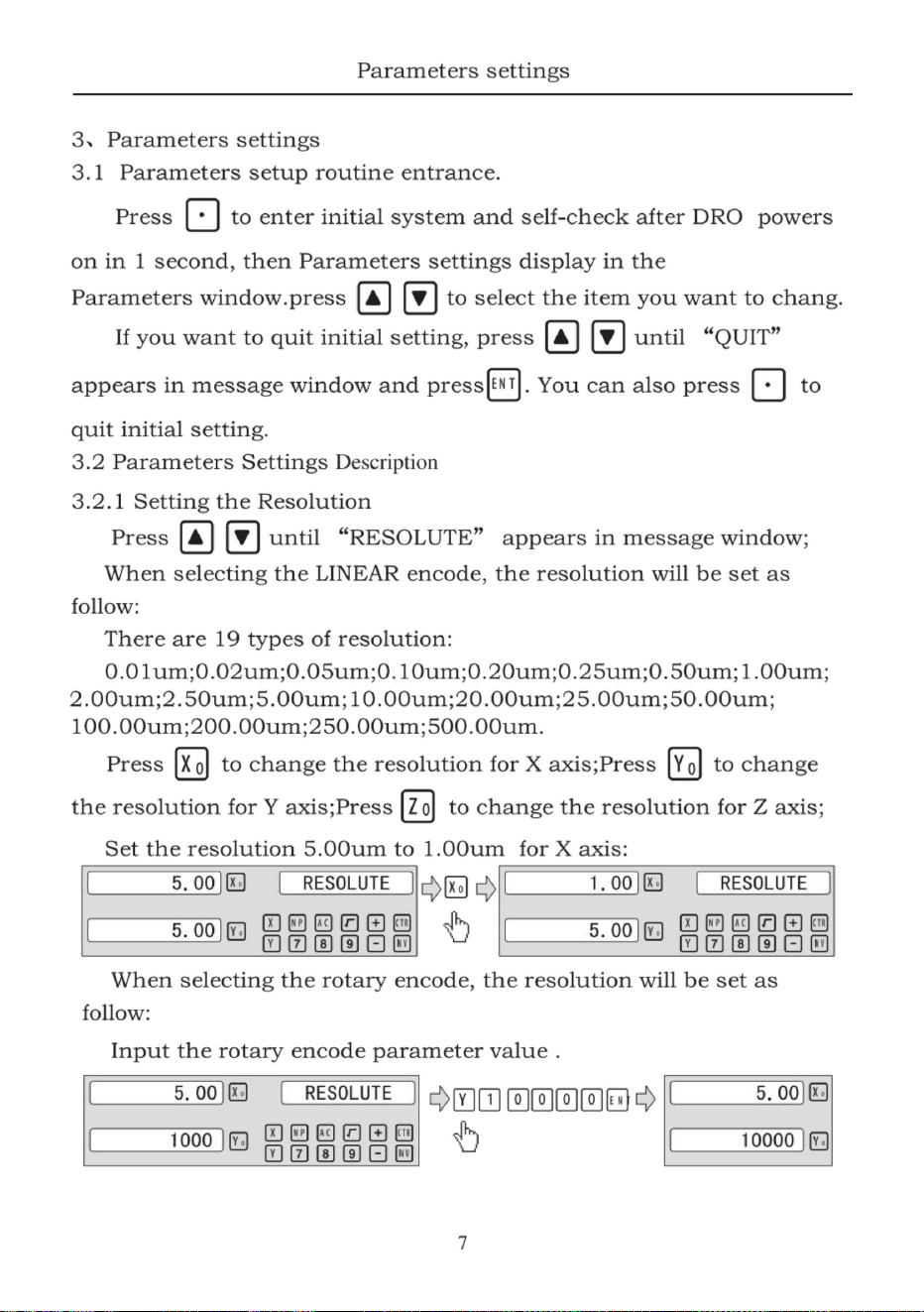
Machine Translated by Google
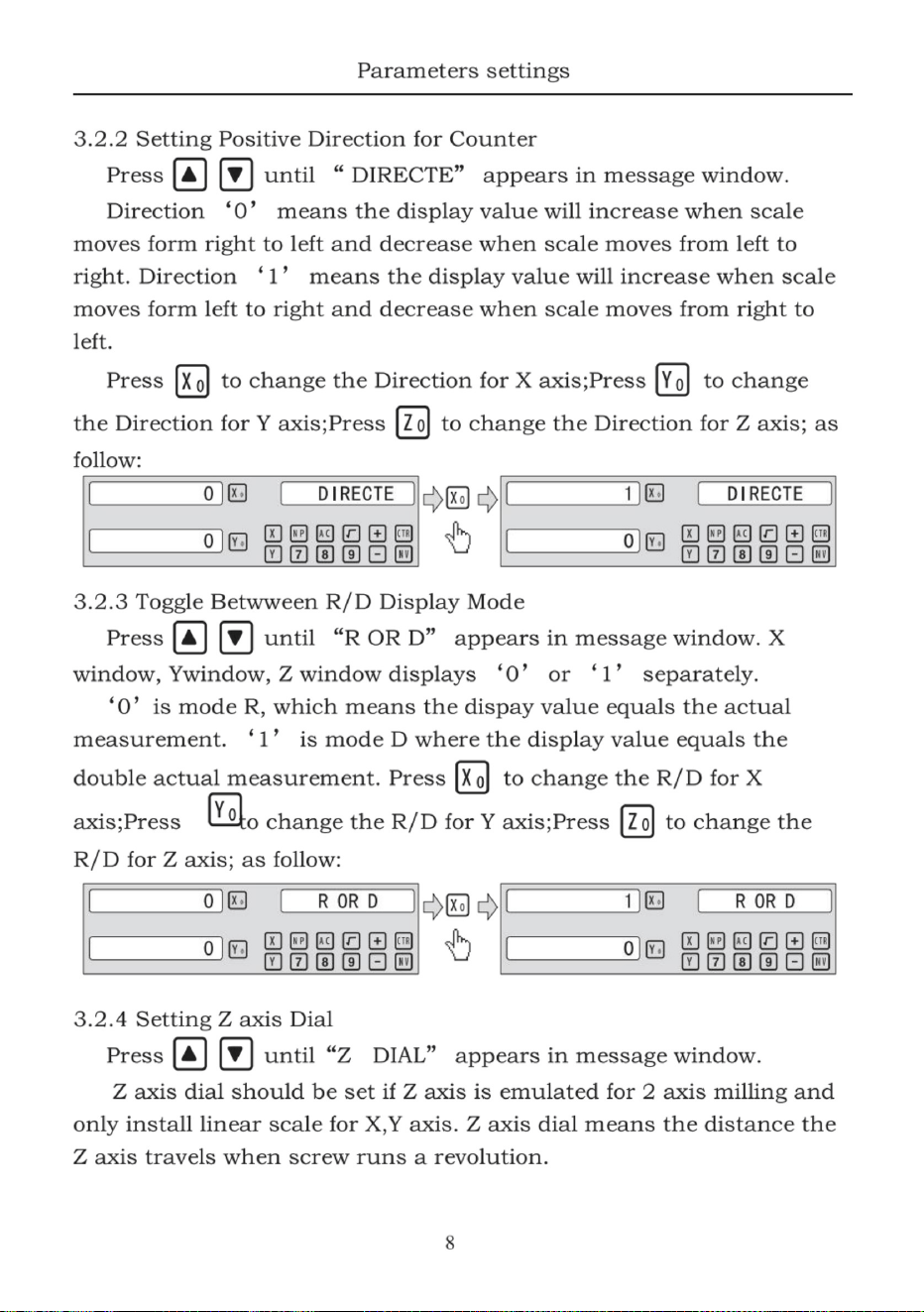
Machine Translated by Google
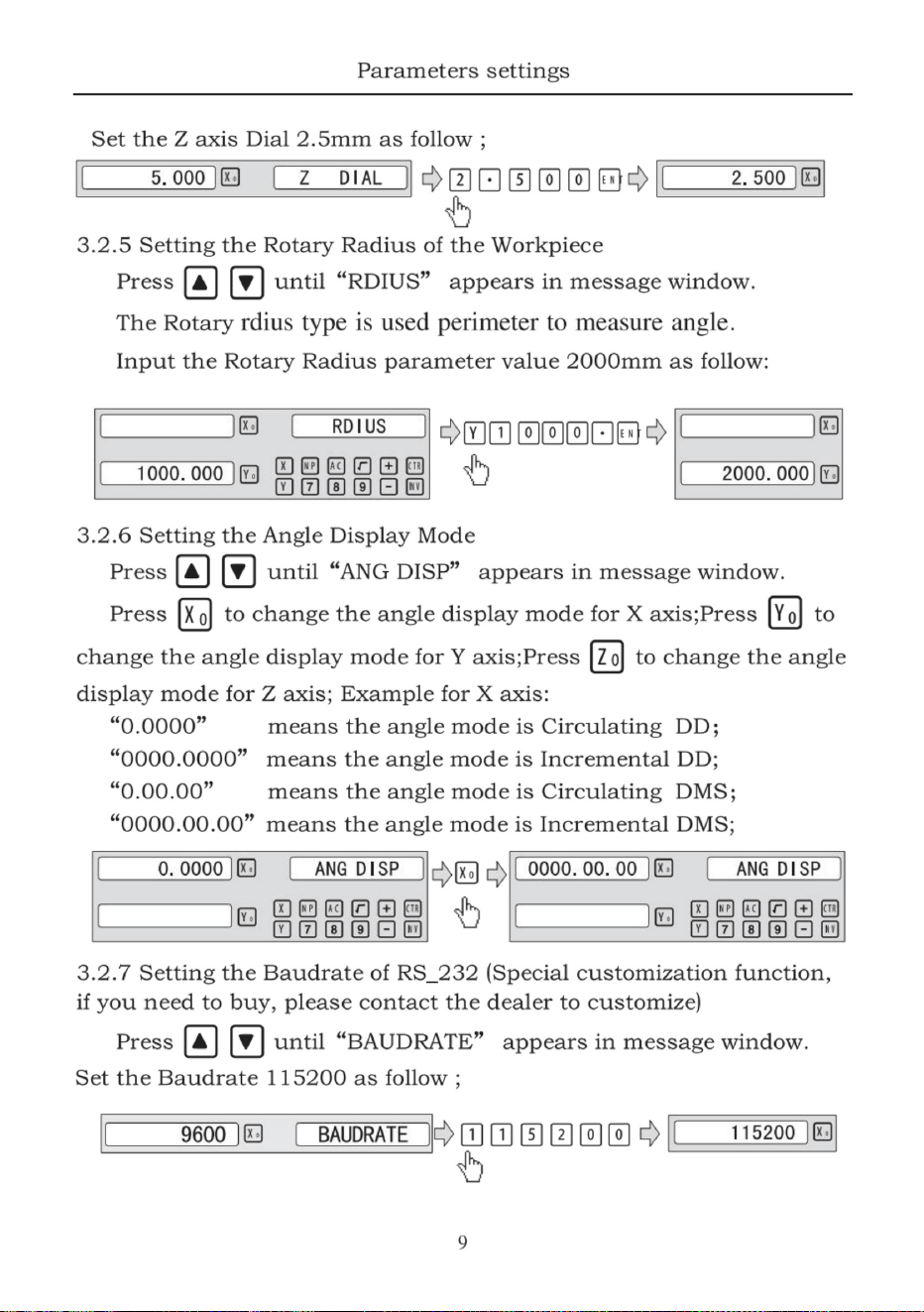
Machine Translated by Google
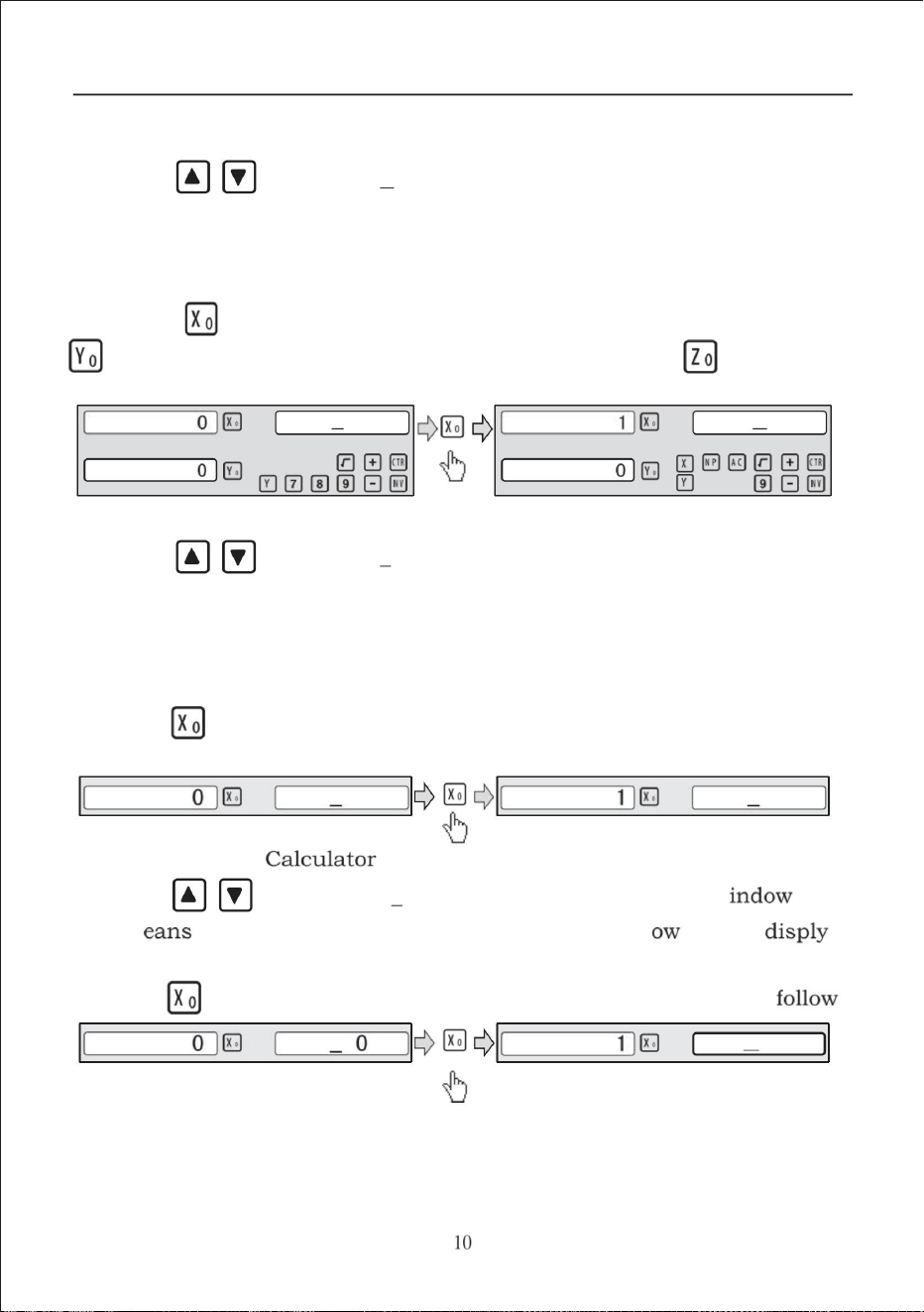
'1'
oznacza, że operacja zerowania ABS i ustawienia danych zostaną
Operacja specjalna.
;
'1'
oznacza specjalną funkcję wartość pozycji + ABS Wartość pozycji to
oznacza, że operacja zerowania ABS i ustawienia danych zostaną
the
dopóki w wiadomości W nie pojawi się napis „UCCTR MODE”
naciskać
'1'
aż w oknie komunikatu pojawi się napis „ABS ZERO” ·
'
aż w oknie komunikatu pojawi się „ABS ASST” ·
naciskać
m wartość wyświetlana przez kalkulator w punkcie x oznacza wartość
wyświetlaną przez kalkulator w oknie komunikatu na wyświetlaczu;
'
naciskać
'
the
„o” oznacza, że wyświetlana jest tylko wartość pozycji specjalnej funkcji
'
ABS-ZEROABS-ZERO
ustaw, nie zaleca się samodzielnego ustawiania wartości domyślnej.
3. 2.10 ustawianie
zmień tryb zerowania bezwzględnego dla osi Z; Przykład dla osi x ·
Tryb wyświetlania
włącz w normalnym stanie wyświetlania ·
wyłącz w normalnym stanie wyświetlania ·
ustawienia parametrów
naciskać
3. 2. 8 ustawienie włączania lub wyłączania zerowania bezwzględnego
:
Wyświetl w operacji specjalnej Funkcji.
3 . 2 . 9 ustawianie formy absolutnej specjalnej funkcji
naciskać
aby zmienić tryb absolutny dla funkcji specjalnej,
ustawić następująco:
Aby zmienić tryb zerowania bezwzględnego dla osi x, naciśnij
aby zmienić tryb wyświetlania kalkulatora zostanie ustawiony jako
naciśnij
aby zmienić tryb zerowania bezwzględnego dla osi Y, naciśnij
Ustawienie jasności wyświetlacza LED, domyślne ustawienie fabryczne to tylko
3.2.11 ustawienie jasności wyświetlacza
„3”, im wyższy parametr, tym większa jasność. Naciśnij „xo”, aby
Do
TRYB CTR
CTR M DE
Asystent ABS Asystent ABS
dzienne czasy
Więzień cztery cztery
Machine Translated by Google
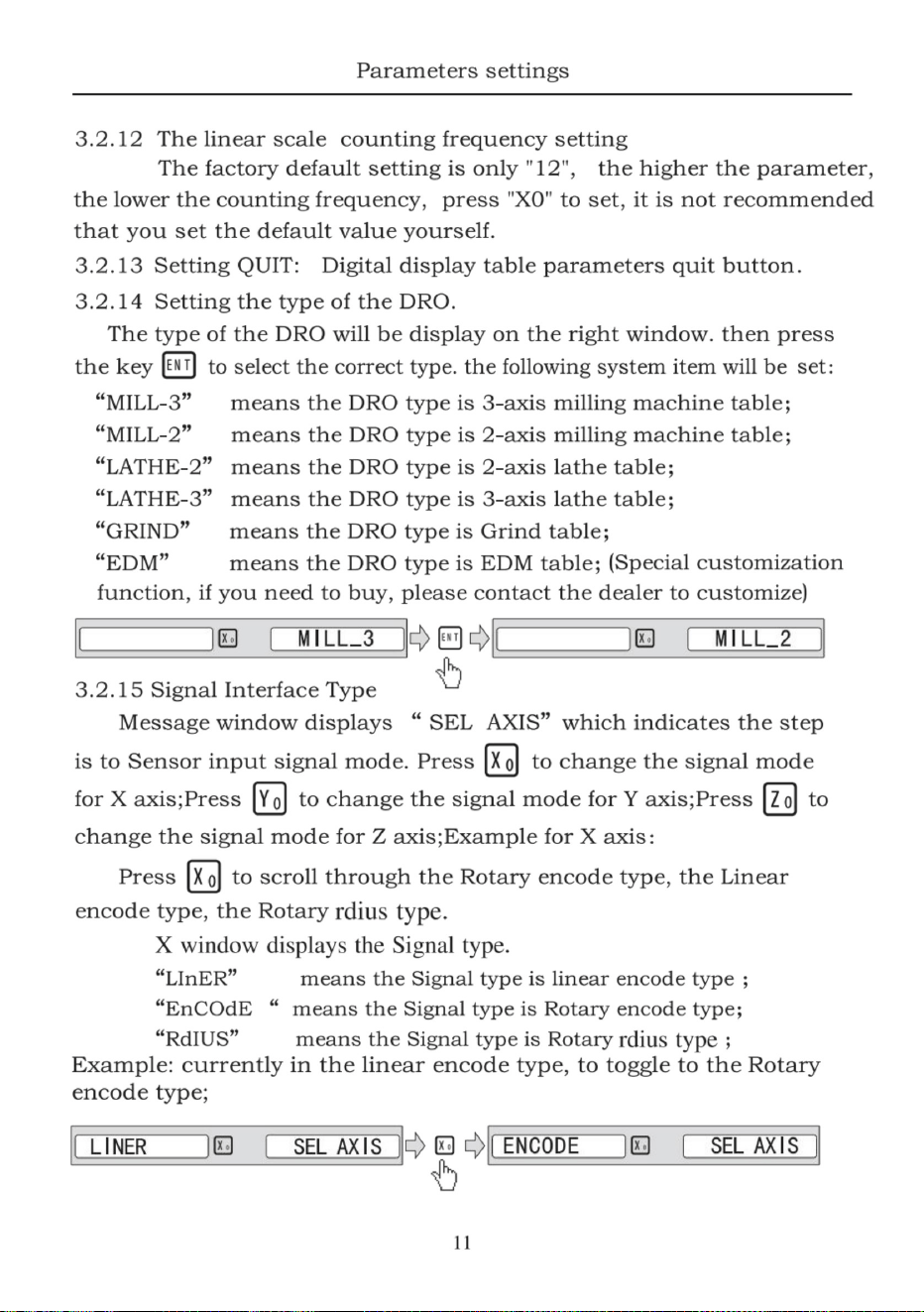
Machine Translated by Google
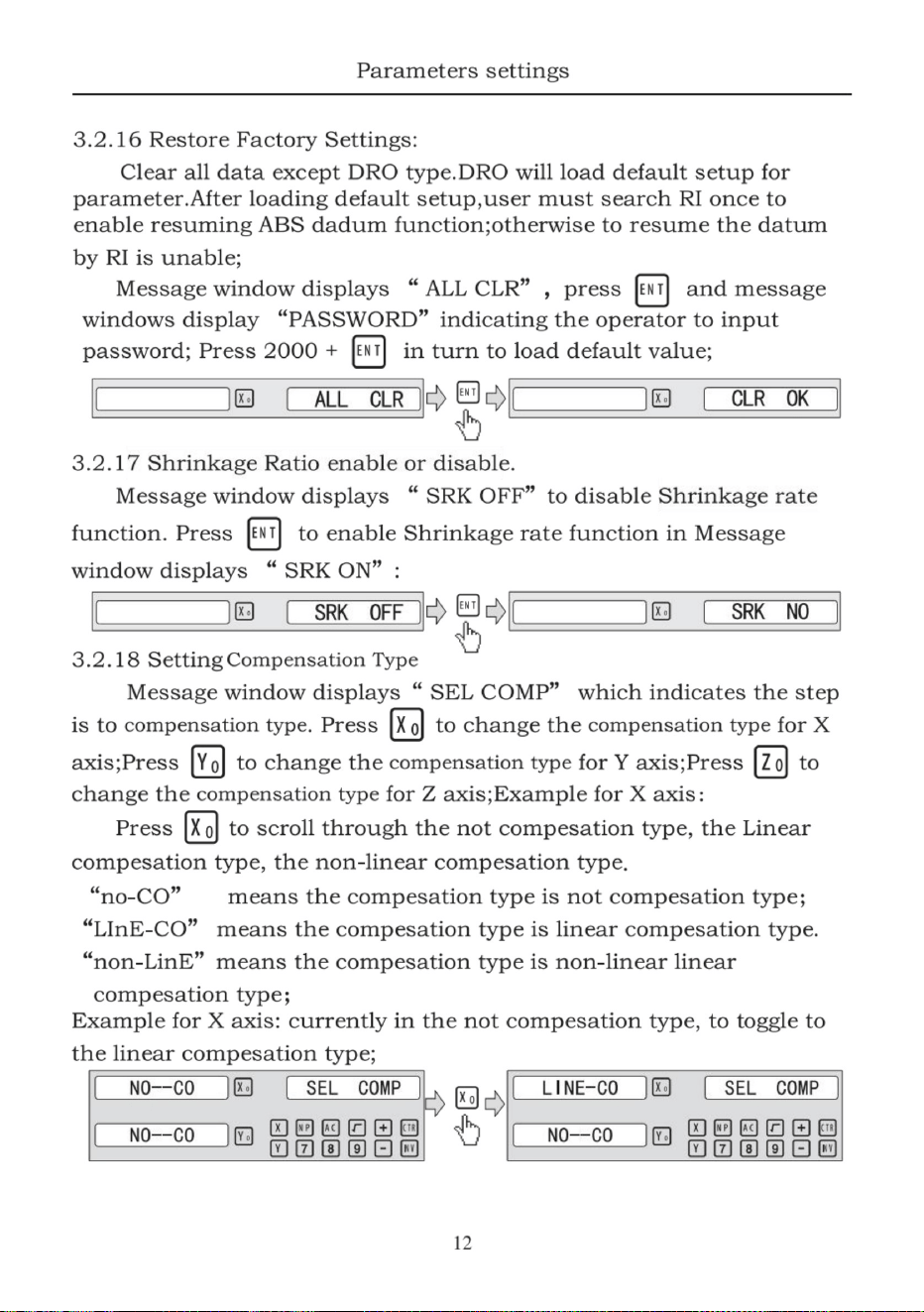
Machine Translated by Google
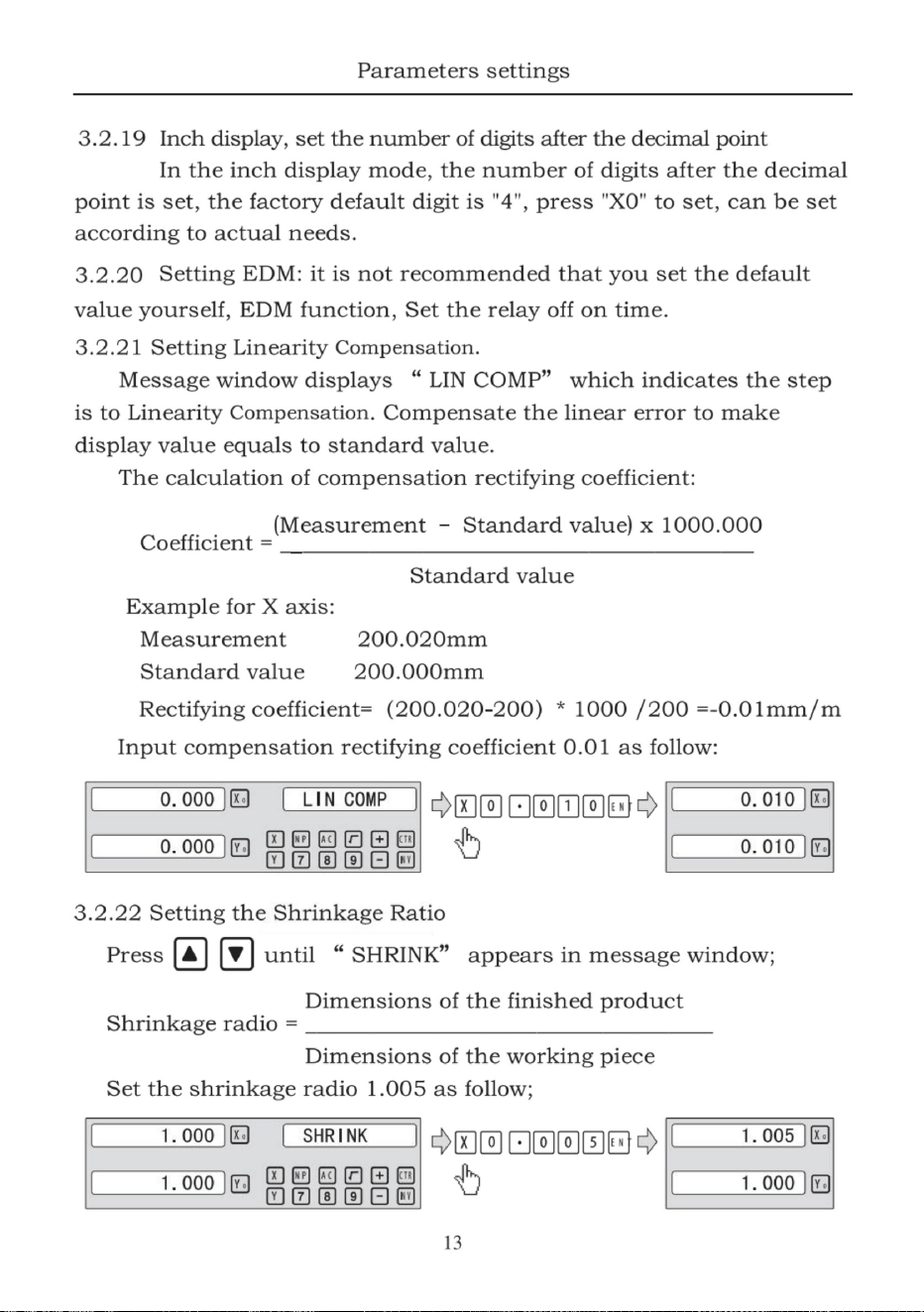
Machine Translated by Google
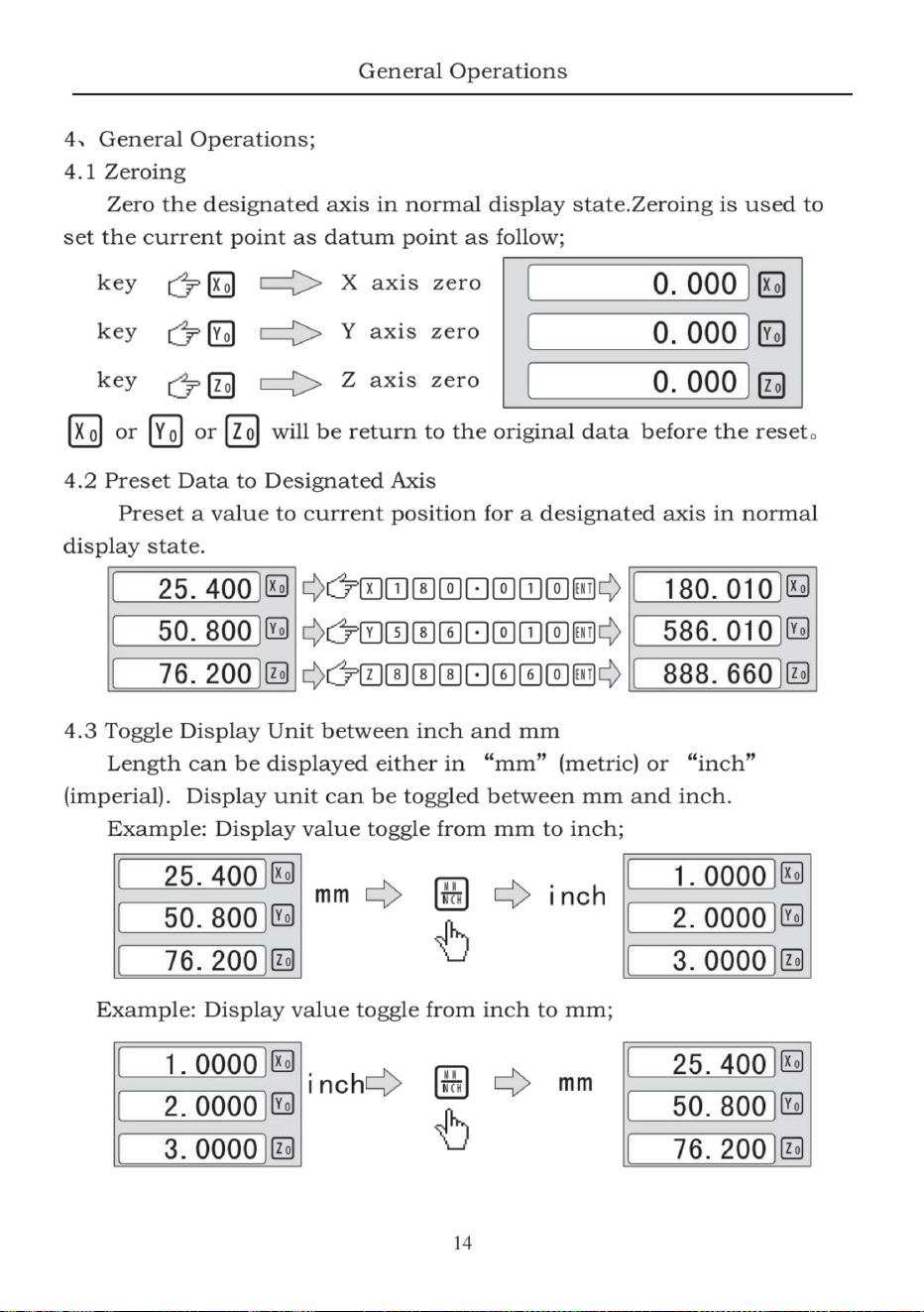
Machine Translated by Google
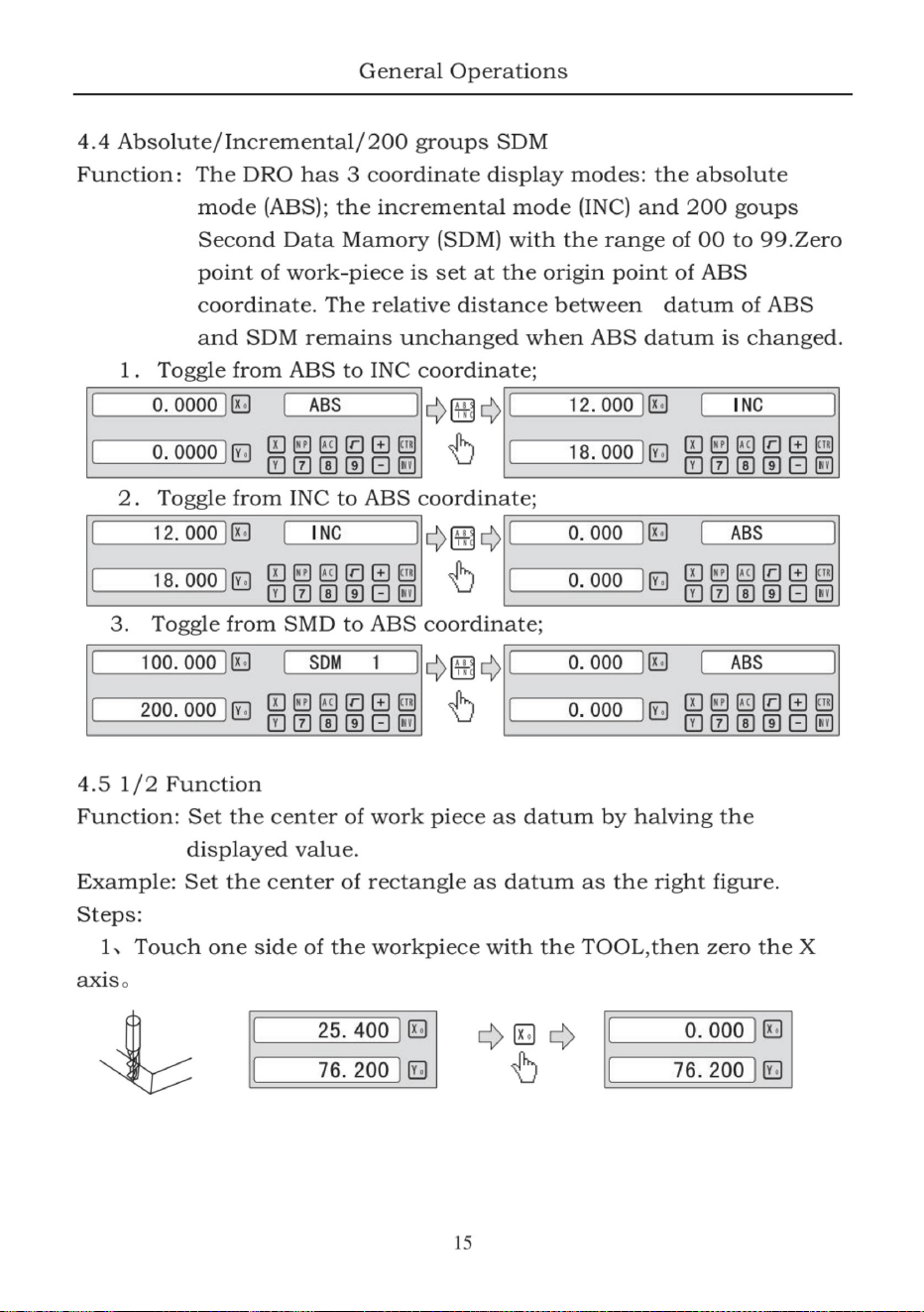
Machine Translated by Google
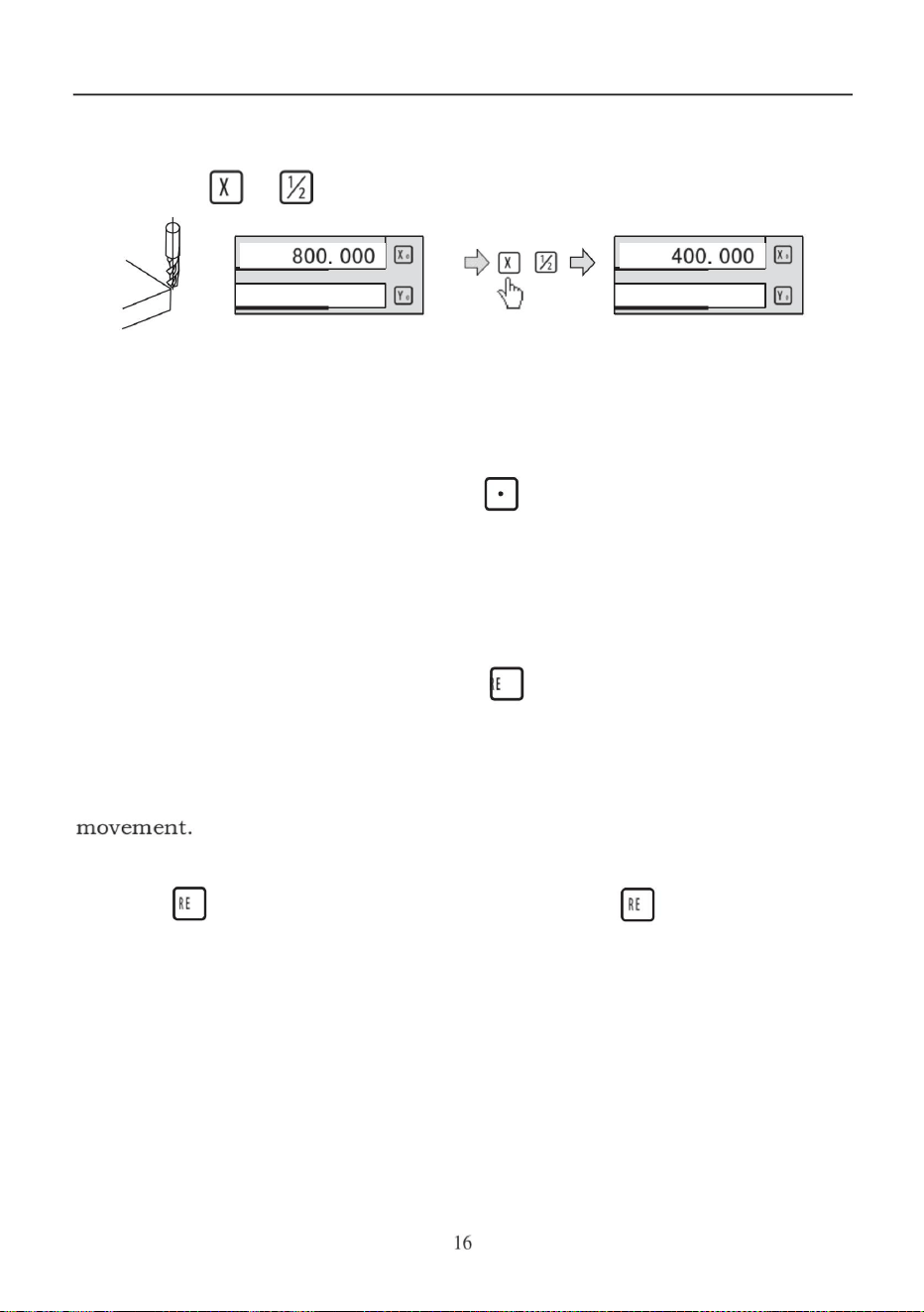
76 . 20076 . 200
+
Tryb uśpienia ·
4 . 7 Tryb uśpienia
4. 8 Pamięć przerwania zasilania.
Operacje ogólne
Pamięć służy do przechowywania ustawień DRO i maszyny
w trybie innym niż ABS, naciśnięcie klawisza
2
i DRO uzyskując dostęp do trybu uśpienia, a następnie naciskając ten klawisz
F C Wyłącz wszystkie wyświetlacze
4 . 6 Wyczyść wszystkie dane SDM.
Przenieś NARZĘDZIE na przeciwną stronę przedmiotu obrabianego i dotknij go.
ponownie spowoduje powrót DRO do trybu roboczego. W trybie uśpienia
Tryb DRO jest nadal w stanie roboczym i faktycznie rejestruje NARZĘDZIE
Następnie naciśnij
W trybie ABs, aby nacisnąć w sposób ciągły
dziesięć razy spowoduje wyczyszczenie
z kolei, aby wyświetlić wartość na osi X.
Przykład: W trybie innym niż ABS, aby uzyskać dostęp do trybu uśpienia, naciśnij
klawisz F. W trybie uśpienia naciśnięcie klawisza F powoduje wyjście z trybu
,
wszystkie dane dla 200 zestawów SDM. Okno Mcssage wyświetla USDM
"CLR" .
okno. Pozycja jest środkiem obrabianego przedmiotu.
3 Przesuń tabelę motywów, aż na osi x wyświetli się „o. 000”
wartości odniesienia przy wyłączonym zasilaniu.
Machine Translated by Google
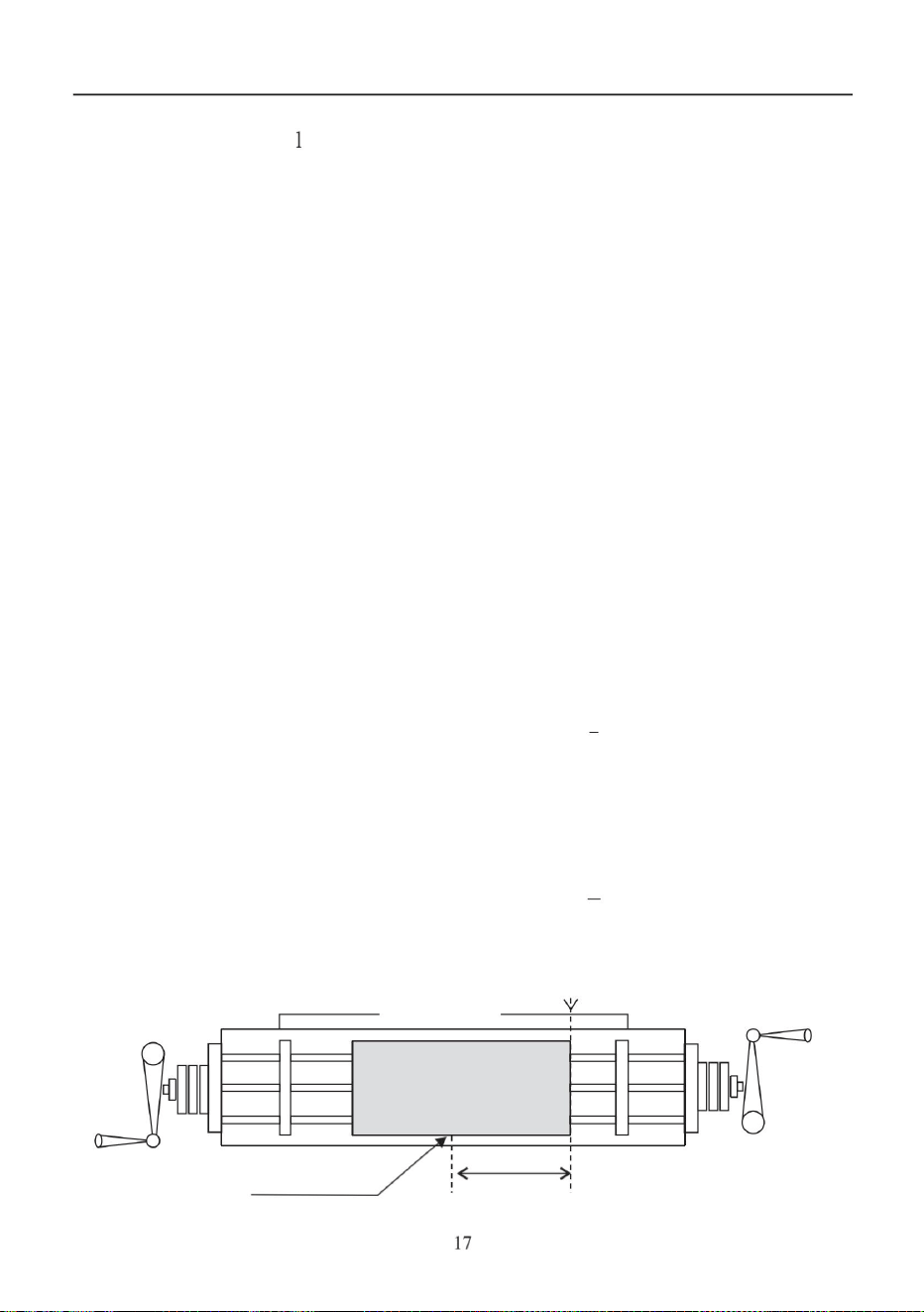
przedmiot obrabiany
dane przedmiotu obrabianego
(ABS zerowy)
Odległość między sędziami
Oś X położenie odniesienia
Skala liniowa
(stałe i stałe)
4. 9 wyszukaj bezwzględny punkt odniesienia skali
punkt i dane przedmiotu obrabianego m
następuje.
ponieważ punkt odniesienia skali liniowej jest stały i ustalony, będzie
nigdy się nie zmieniają i nie znikają po wyłączeniu systemu DRO.
używanie urządzenia do wyszukiwania krawędzi lub innej metody nieuchronnie powoduje wyższe
punkt odniesienia obrabianego przedmiotu dokładnie w poprzedniej pozycji.ABY umożliwić
Operacje ogólne
obróbka z dokładnością, ponieważ nie jest możliwe ponowne ustalenie
odzyskiwanie punktu odniesienia obrabianego przedmiotu z dużą dokładnością i bez konieczności
ponownego ustalania punktu odniesienia obrabianego przedmiotu za pomocą czujnika krawędzi lub innych metod,
Dlatego musimy po prostu zapisać odległość między punktem odniesienia
w przypadku awarii zasilania lub wyłączenia DRO możemy odzyskać
każda skala liniowa ma punkt odniesienia, który jest wyposażony w punkt odniesienia
W codziennym procesie obróbki bardzo często zdarza się, że
pozycja jako zapisana odległość od punktu odniesienia ·
obróbka nie może zostać ukończona w ciągu jednej zmiany roboczej, stąd
pozycja zapewniająca funkcję pamięci punktu odniesienia.
Zasada działania funkcji pamięci danych odniesienia jest następująca:
DRO musi zostać wyłączone po pracy, a przerwa w dostawie prądu może nastąpić w trakcie
Proces obróbki, który prowadzi do utraty punktu odniesienia przedmiotu obrabianego
punkt odniesienia obrabianego przedmiotu (pozycja zerowa) poprzez wstępne ustawienie zera wyświetlacza
Dostępne są trzy tryby pracy (REF, AB, LEF AB):
i punkt odniesienia przedmiotu obrabianego (pozycja zerowa) w pamięci NIEUlotnej· Następnie
(pozycja zerowa przedmiotu obrabianego), ponowne ustalenie punktu odniesienia przedmiotu obrabianego
Podczas obróbki przedmiotu obrabianego należy ustalić punkt odniesienia bezwzględnego.
Przykład: aby zapisać punkt odniesienia osi X
Machine Translated by Google
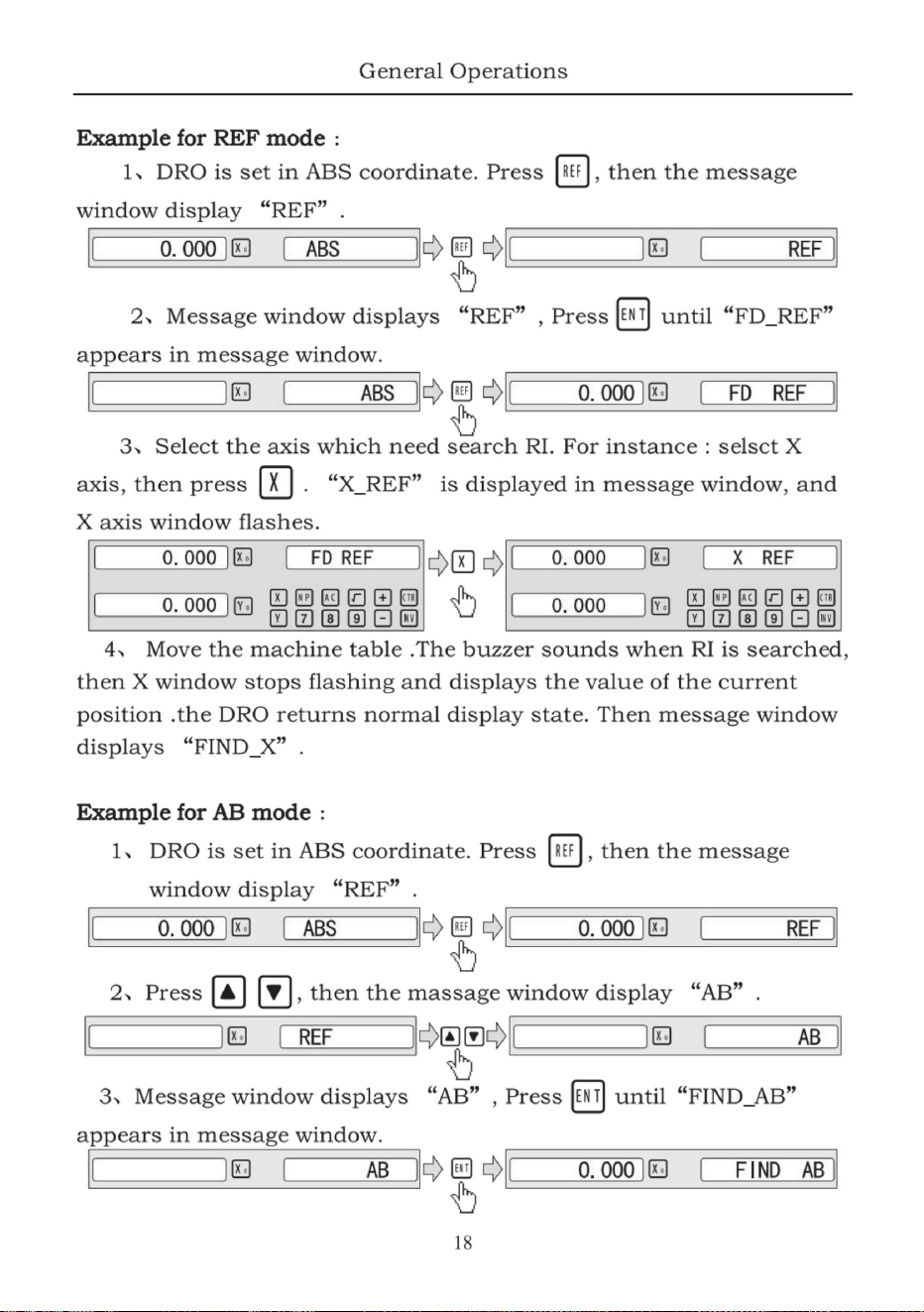
Machine Translated by Google
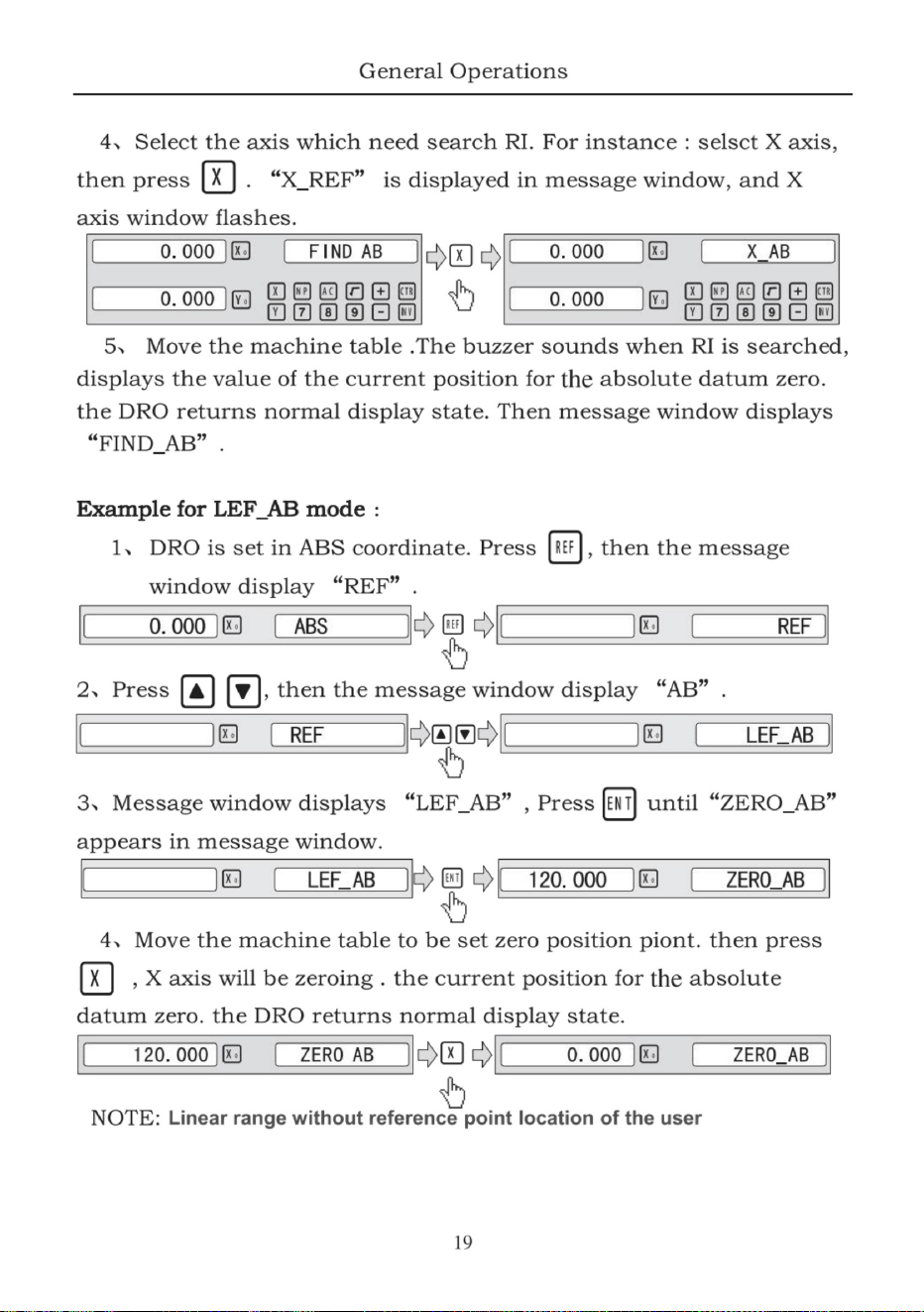
Machine Translated by Google
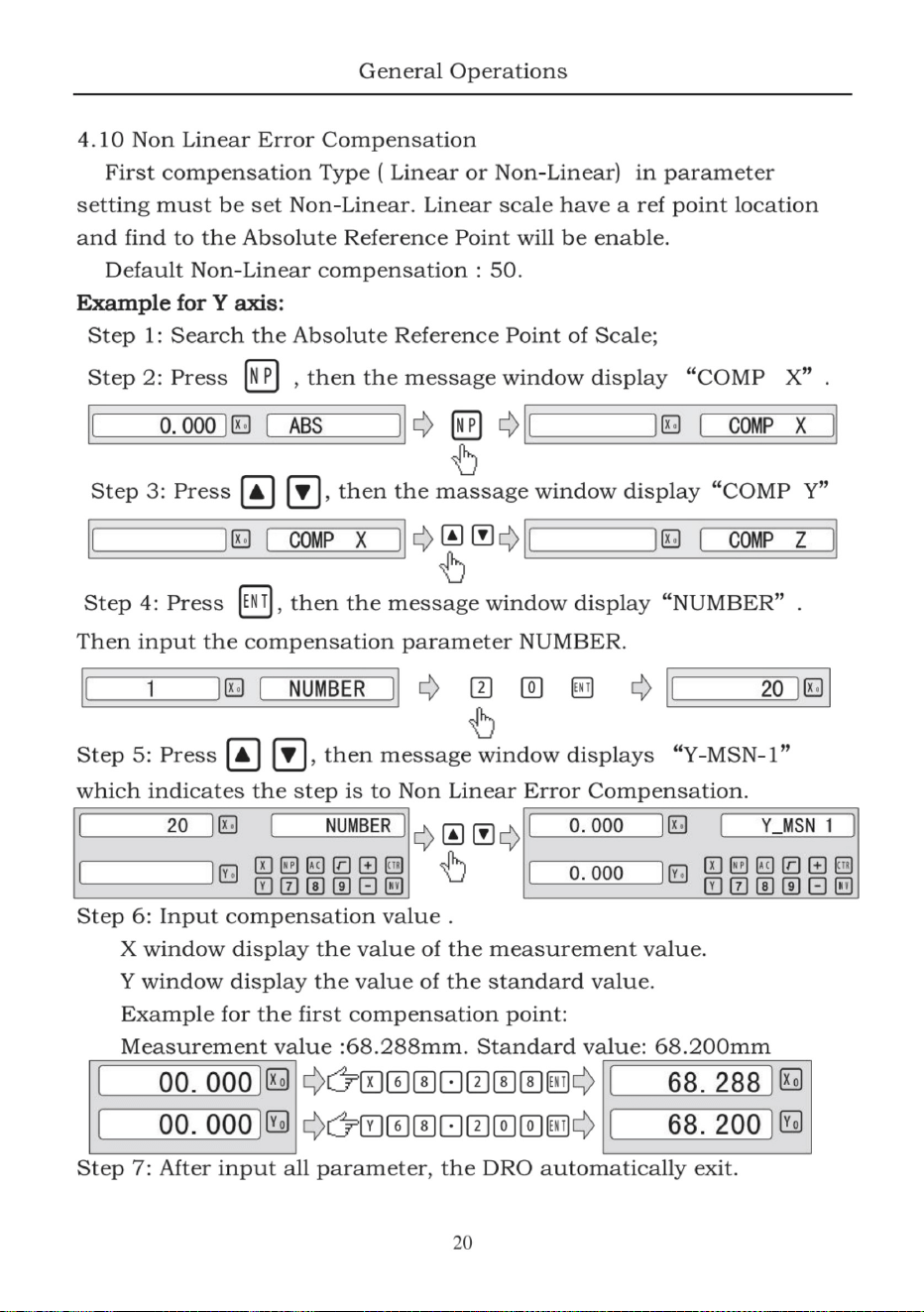
Machine Translated by Google
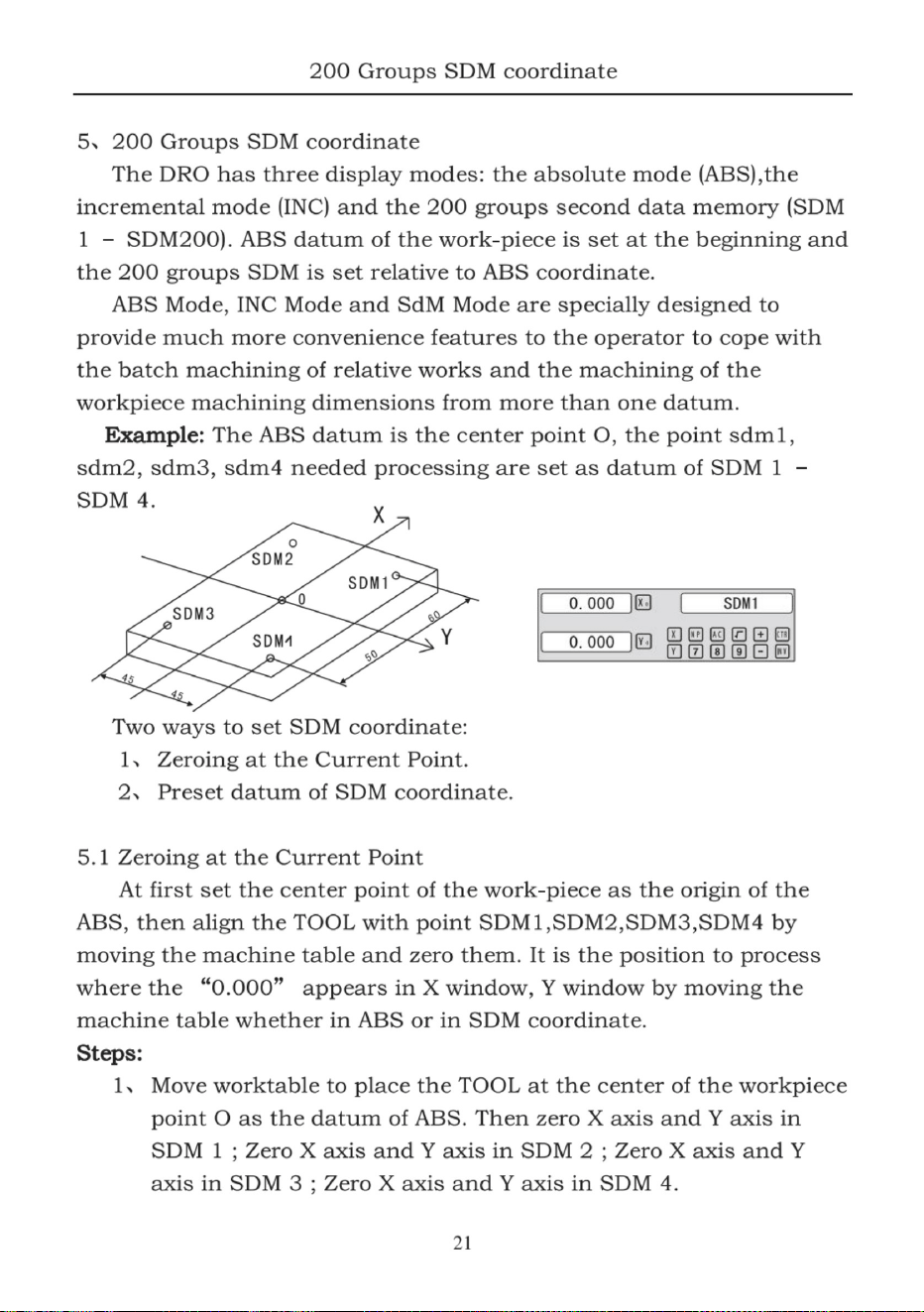
Machine Translated by Google
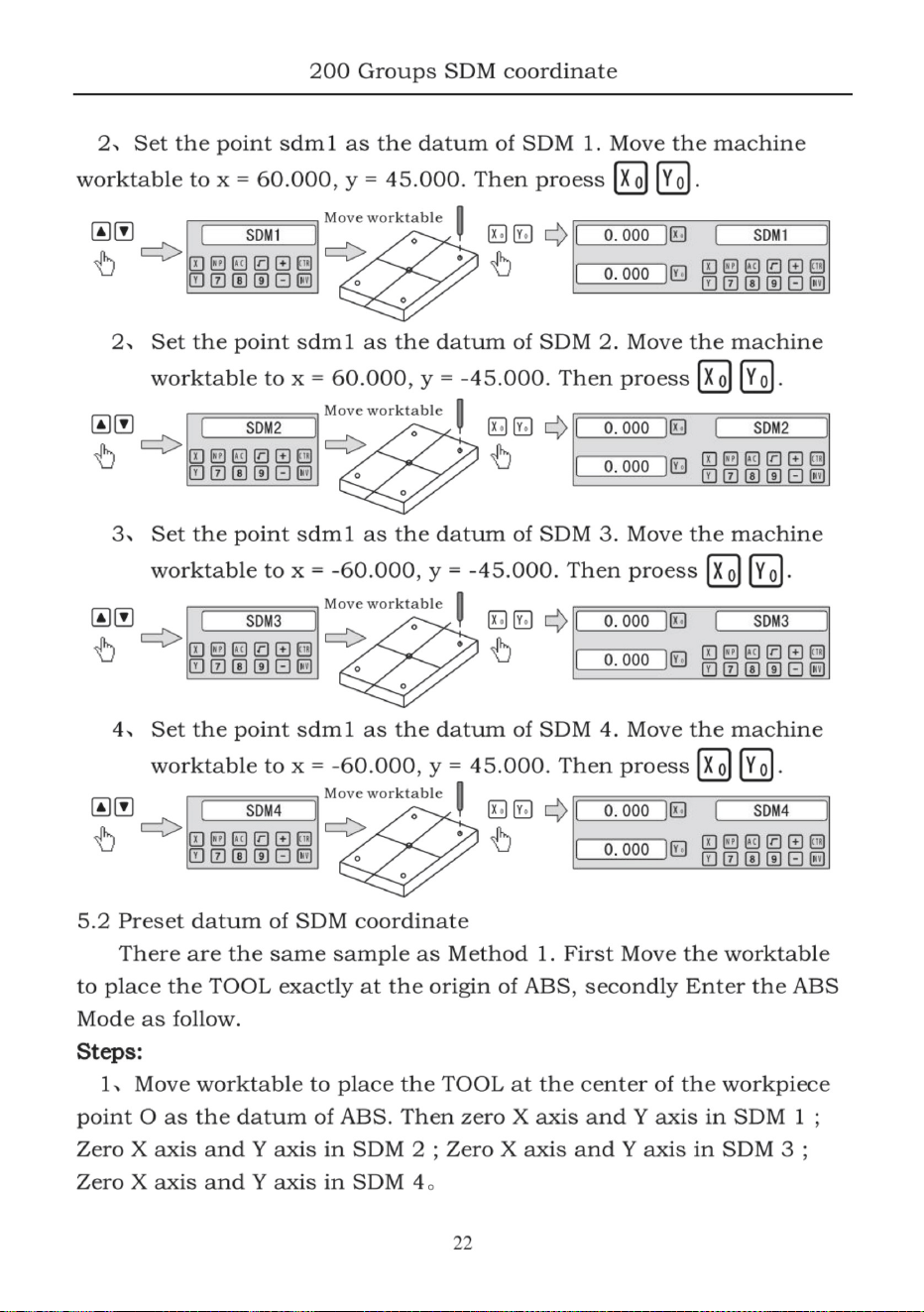
Machine Translated by Google
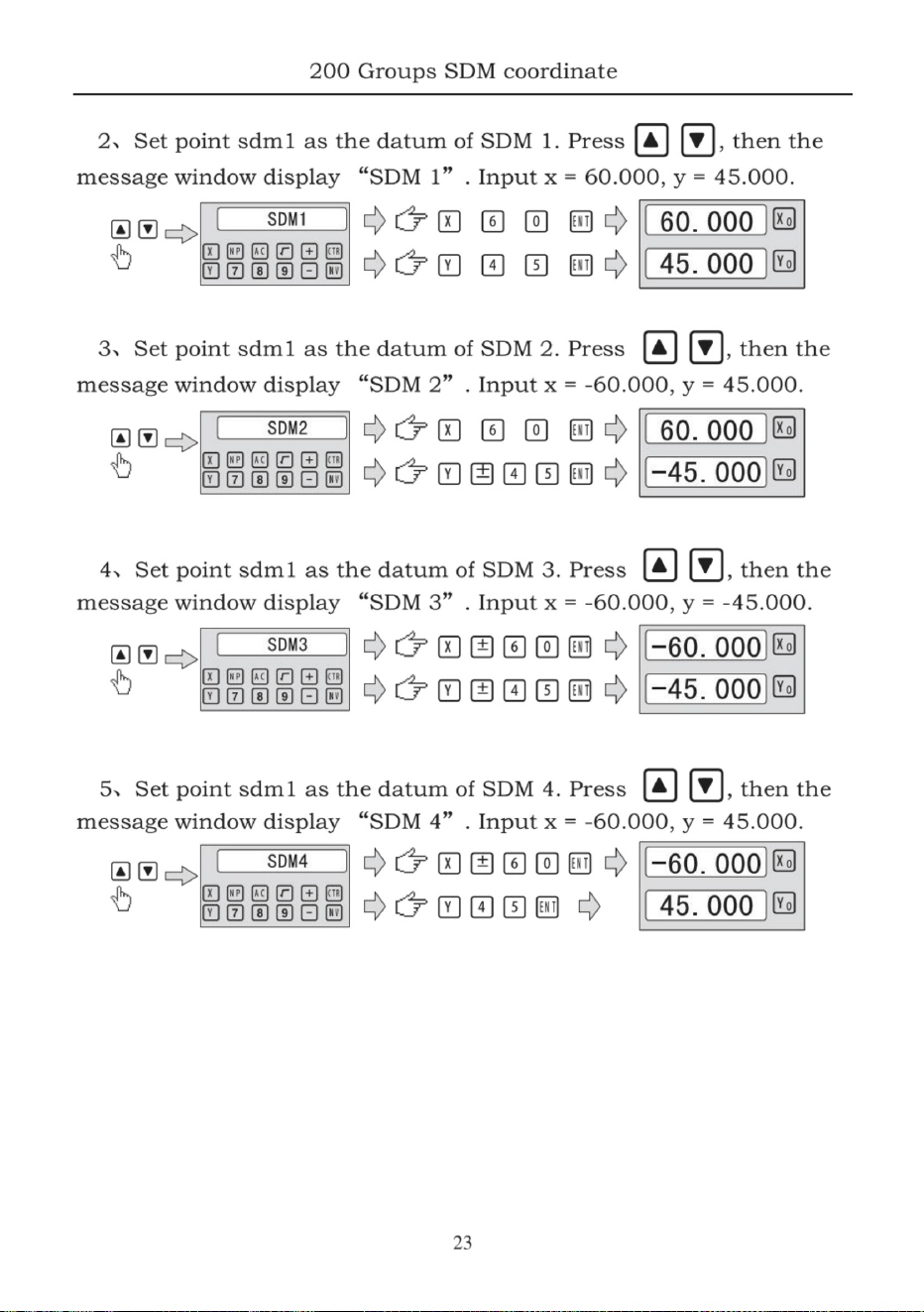
Machine Translated by Google

6, funkcja specjalna
Funkcja specjalna
24
Machine Translated by Google
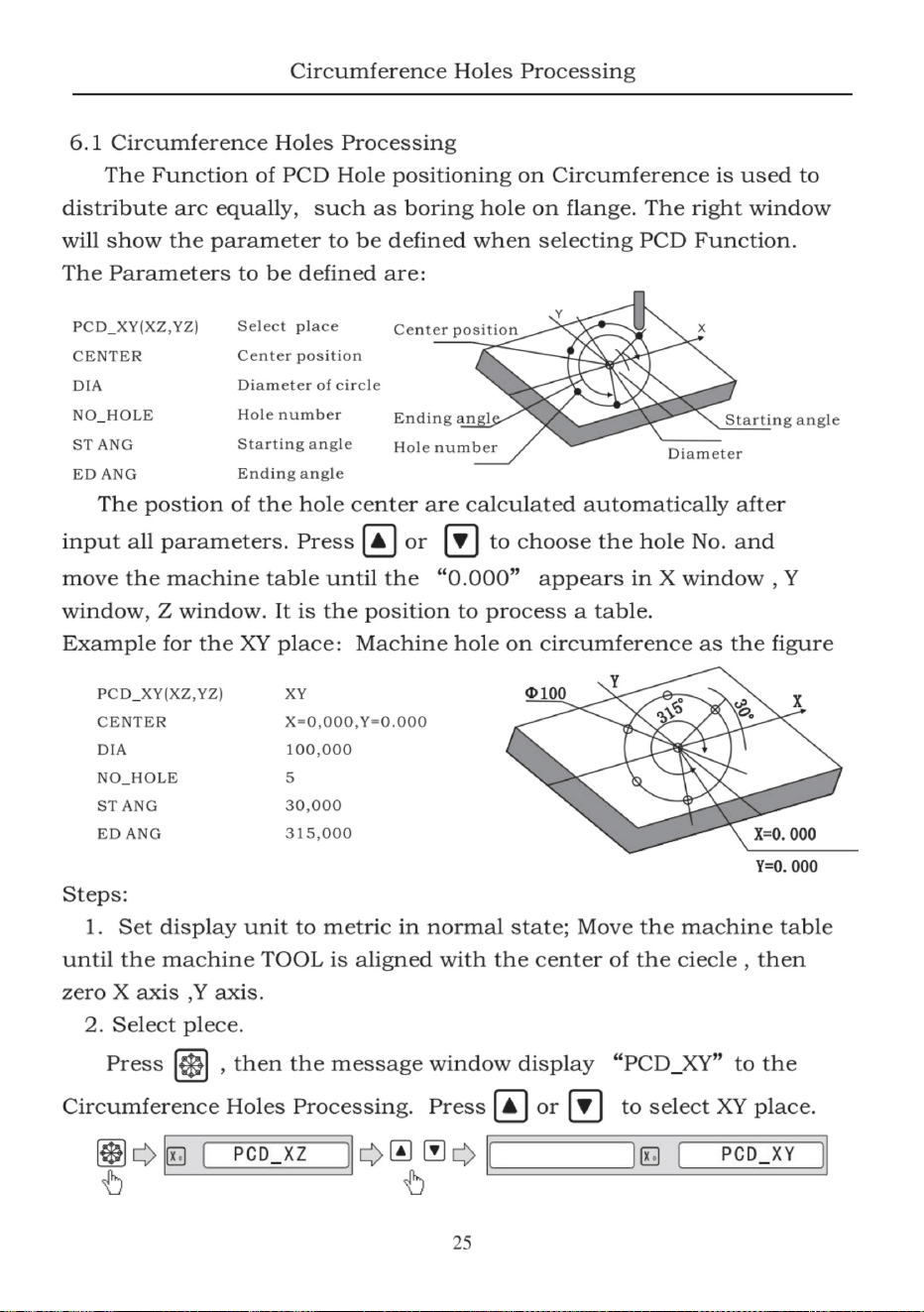
Machine Translated by Google
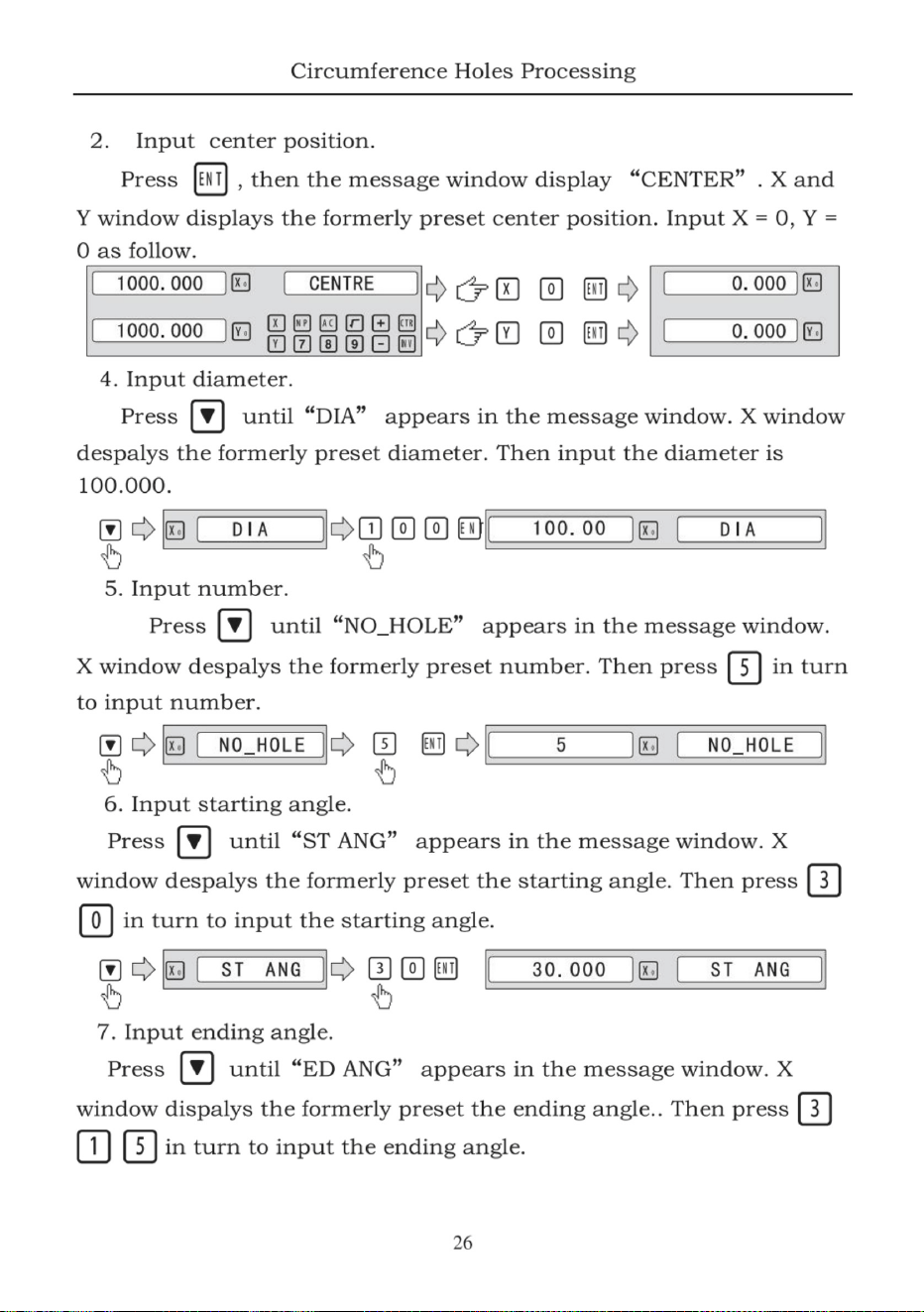
Machine Translated by Google
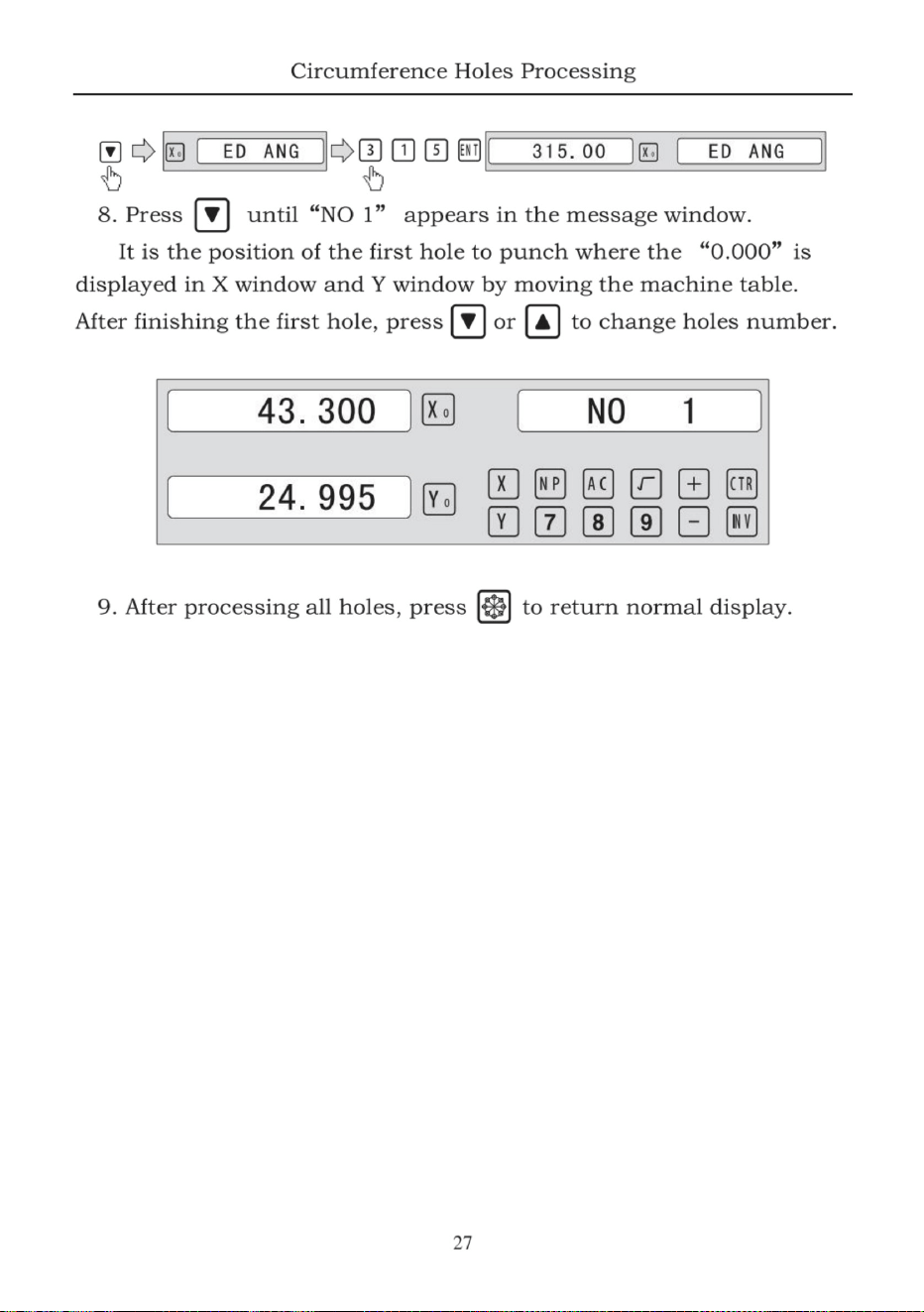
Machine Translated by Google
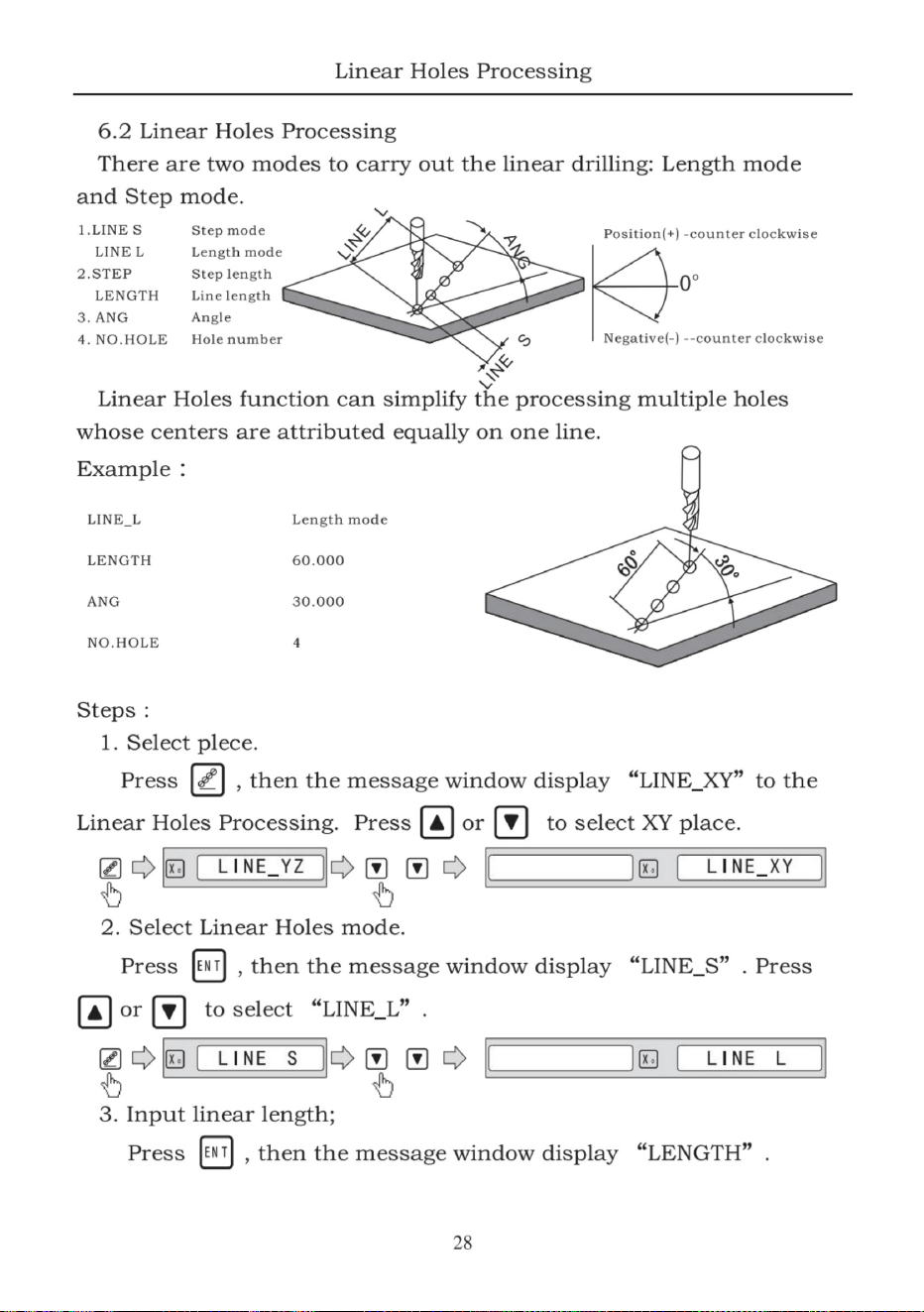
Machine Translated by Google
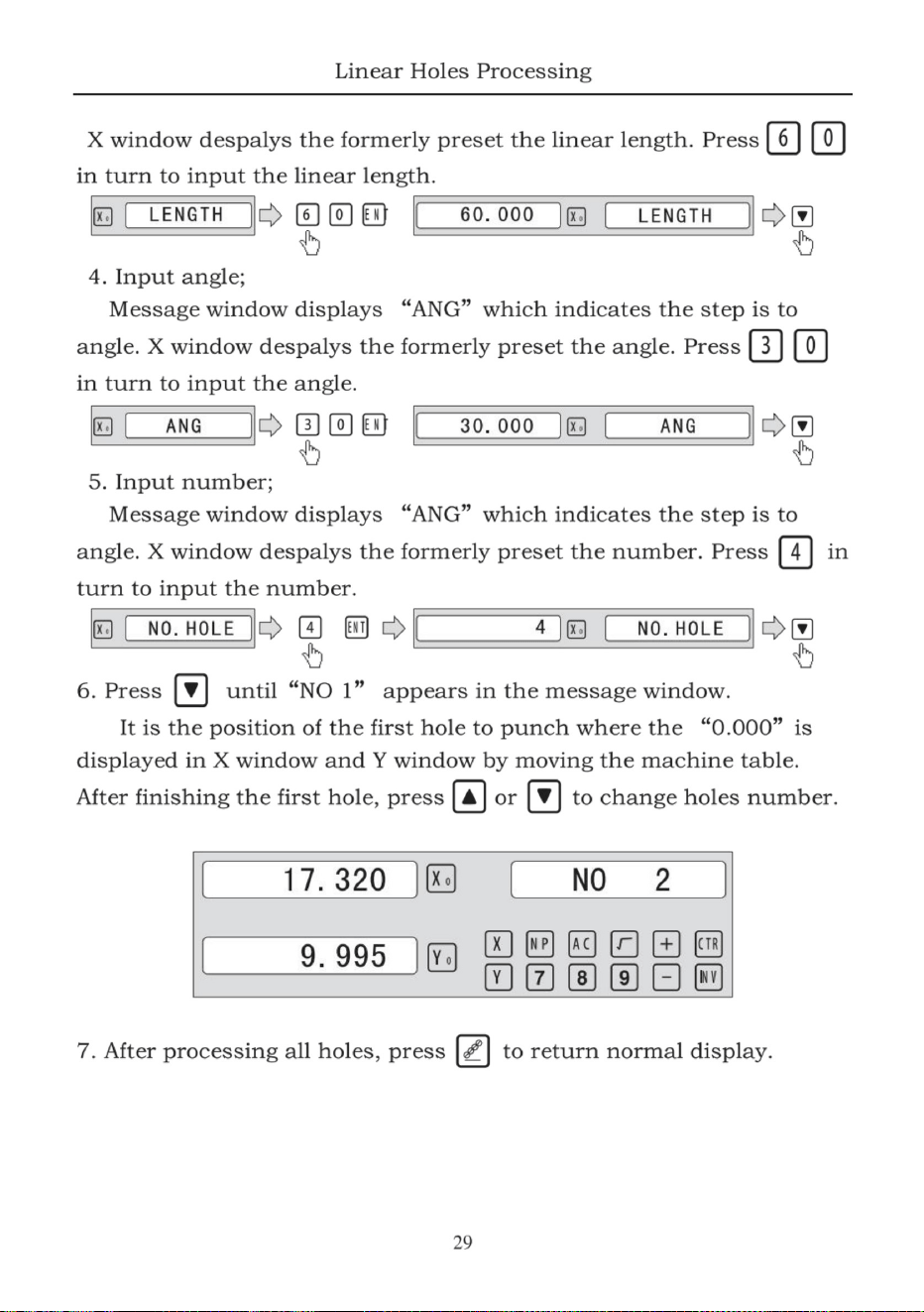
Machine Translated by Google
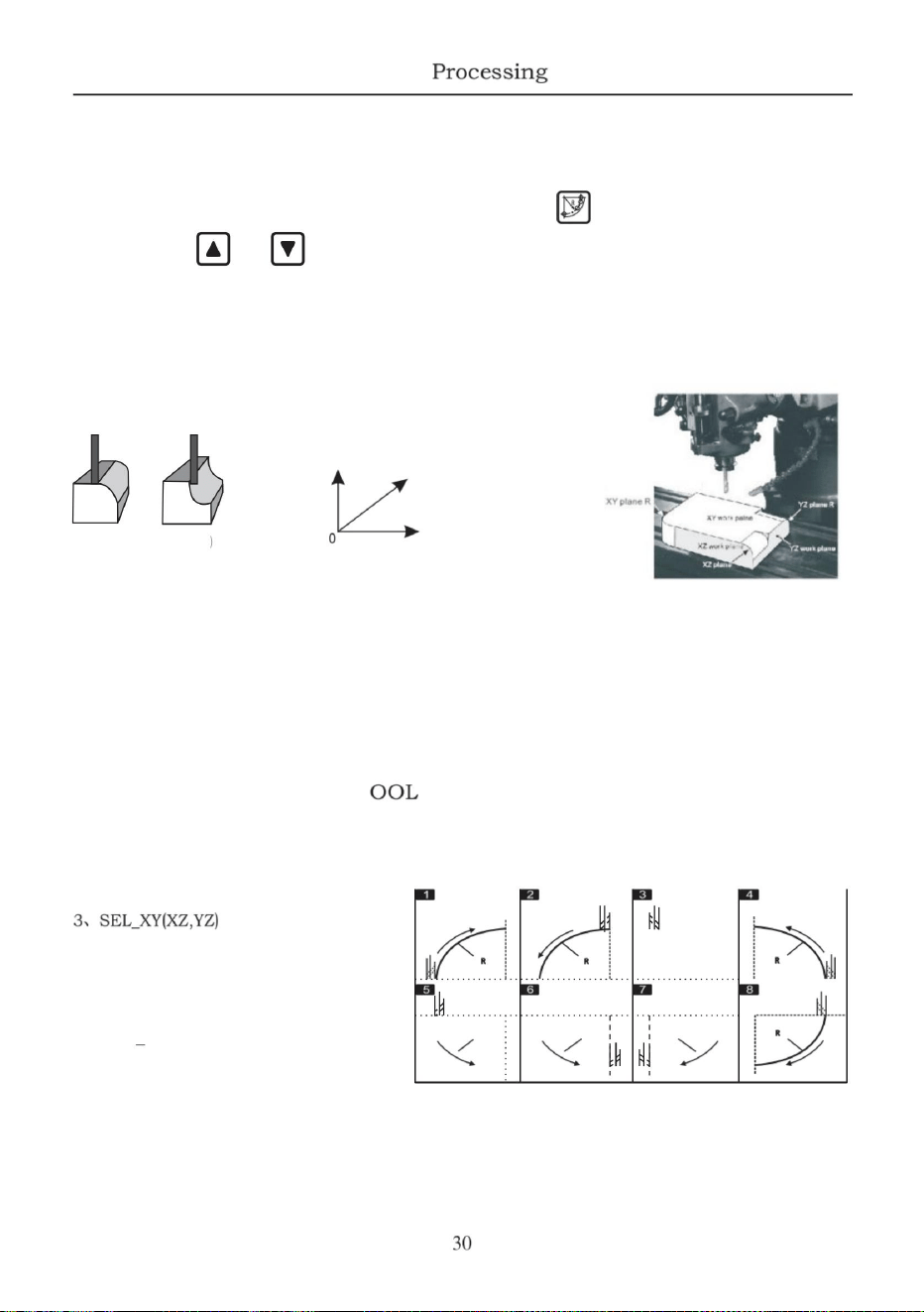
(RAD+TL) (RAD+TL
(tylko dla miejsca xy)
TYP 1 - 8
X (+kierunek dodatni)
4 RAD
,
,
5. Porozmawiaj z nim
1
6 MAKSYMALNE CIĘCIE
2
7, RAD TL
PROSTY
Z(+kierunek dodatni)
,
Y(+kierunek dodatni)
Lub
MAX CUT i zewnętrzny Qrc lub wewnętrzny łuk r. Ogólnie rzecz biorąc, łuk może być
obrabiane przez płaskie rowki T w
różnych płaszczyznach roboczych, jak pokazano poniżej ·
Funkcja ARC.
ŁUK
kierunek X, Y
Podczas instalacji zazwyczaj określa się współrzędne maszyny i
6.3 Przetwarzanie ARC
prawa figura.
gdy gładkość nie jest bardzo pożądana, ŁUK PROSTY
prosta funkcja ARC:
Z są następujące. Płaszczyzna robocza jest pokazana JAKO
Dla funkcji ARC dostępne są DWIE funkcje: prosta ARC
Funkcja jest normalnie używana do obróbki łuku. W funkcji SIMPLE
Lub arc TOOL, różnica między
Do obróbki stosuje się tylko osiem typów ARC. Operator po prostu
Funkcja i gładka funkcja R · naciśnij, a następnie pr css
,
wybierz typ R i wprowadź parametry promienia łuku
aby wejść do funkcji ARC,
,
do wyboru funkcji gładkiego łuku lub prostego
T. wejdź
Średnica narzędzia
Krok podawania
łuk zewnętrzny i
wybierz miejsce
Promień łuku
Tryb ARC.
proste przetwarzanie
łuk wewnętrzny
RR R
Machine Translated by Google
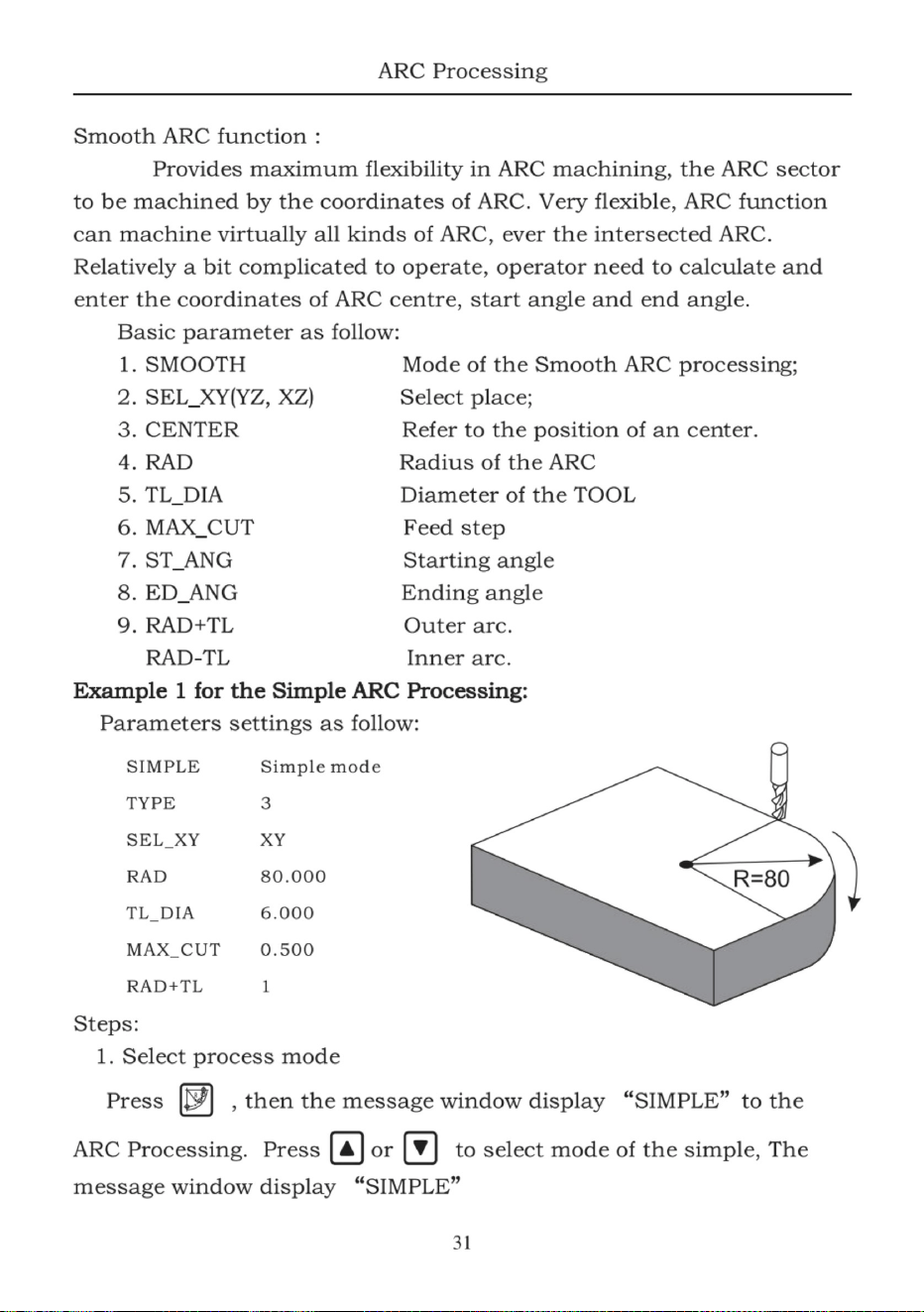
Machine Translated by Google
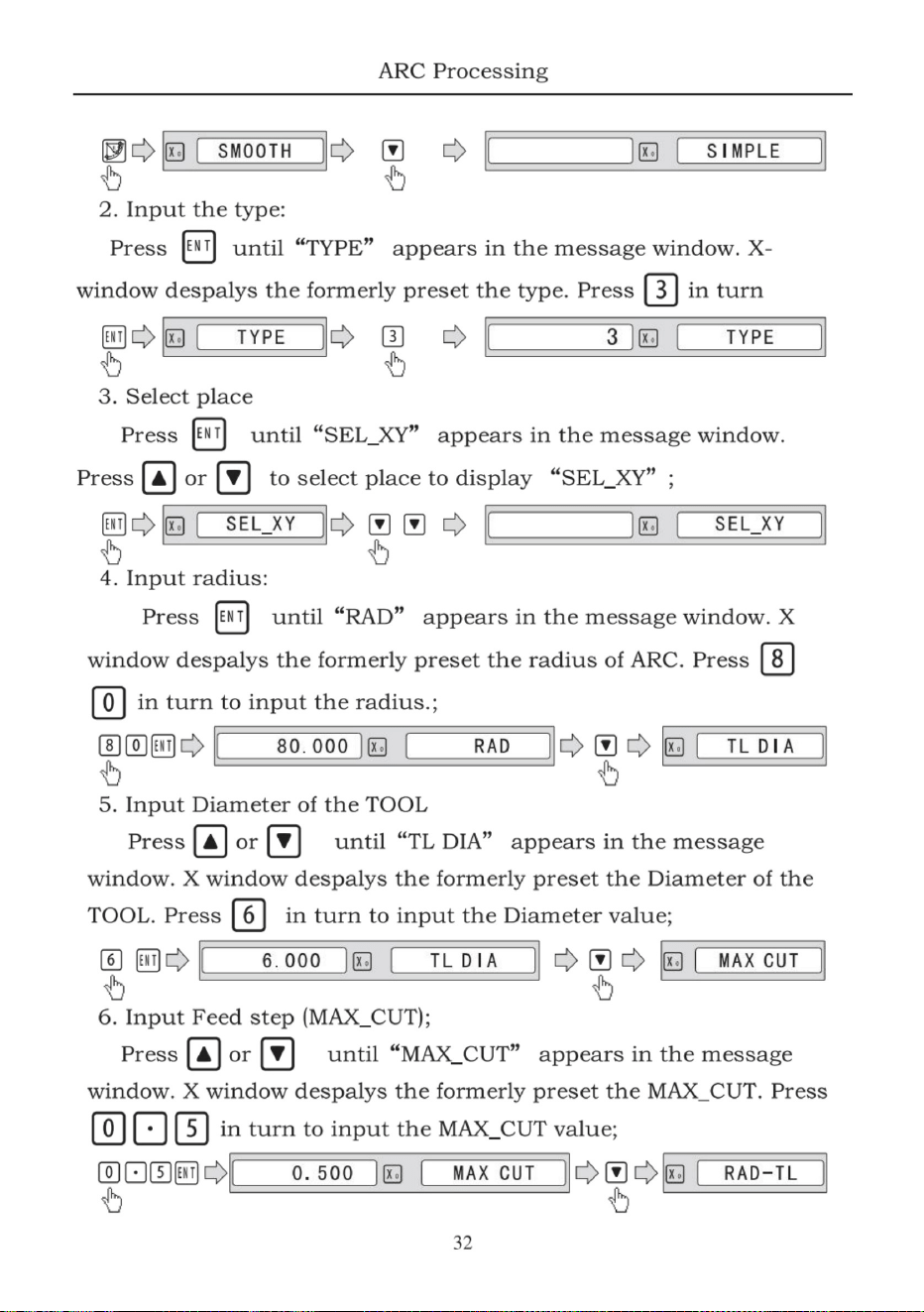
Machine Translated by Google
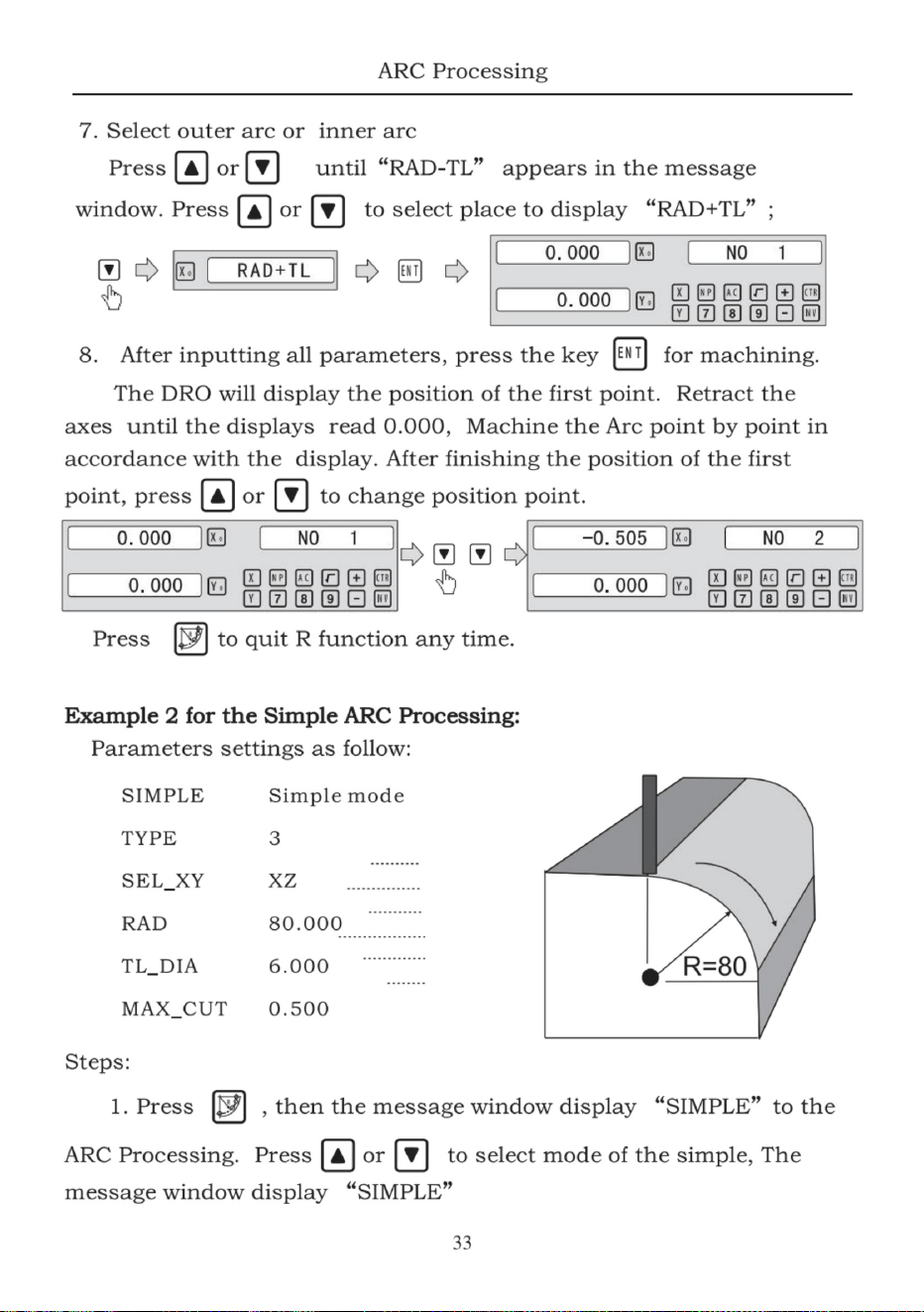
Machine Translated by Google
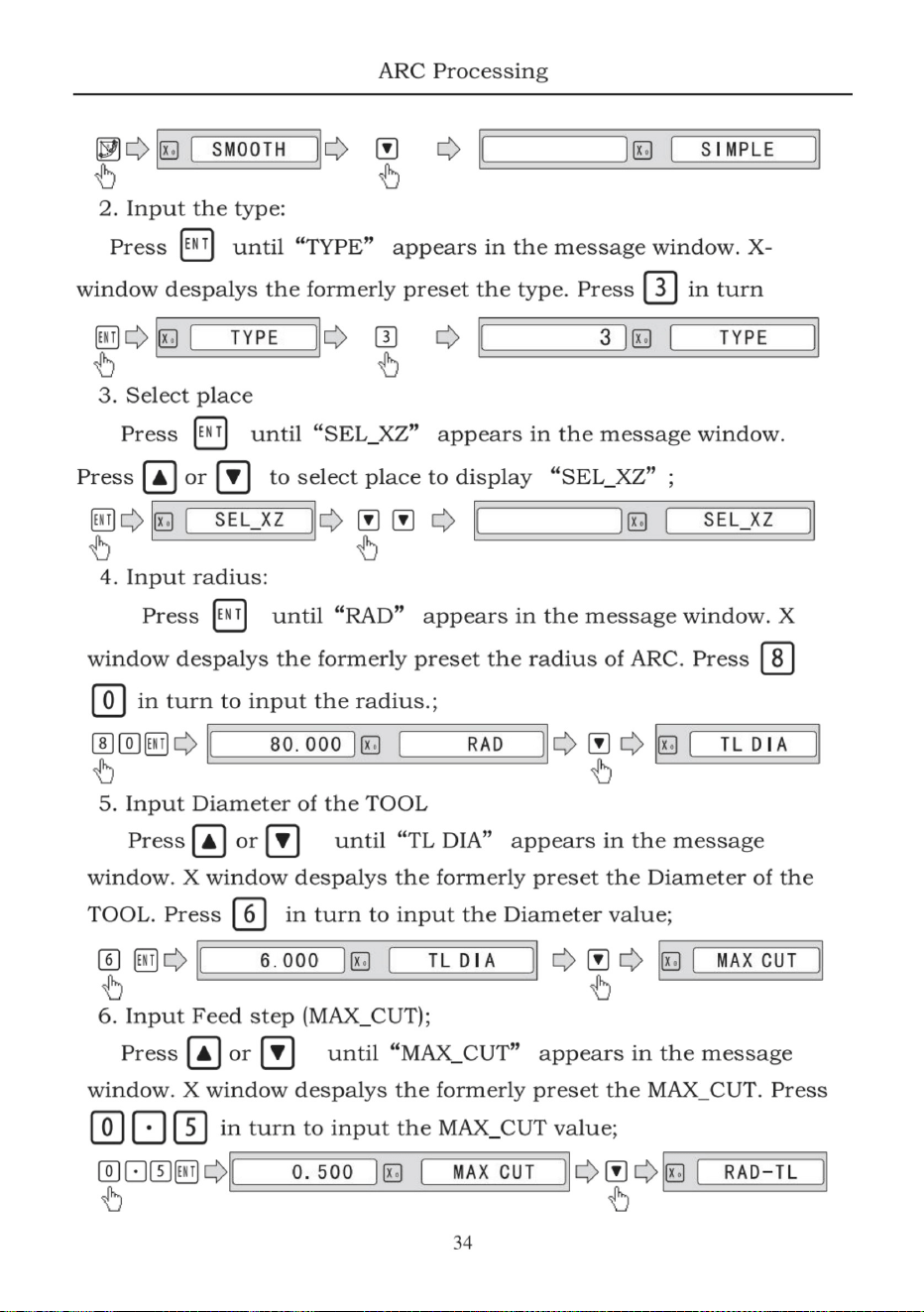
Machine Translated by Google
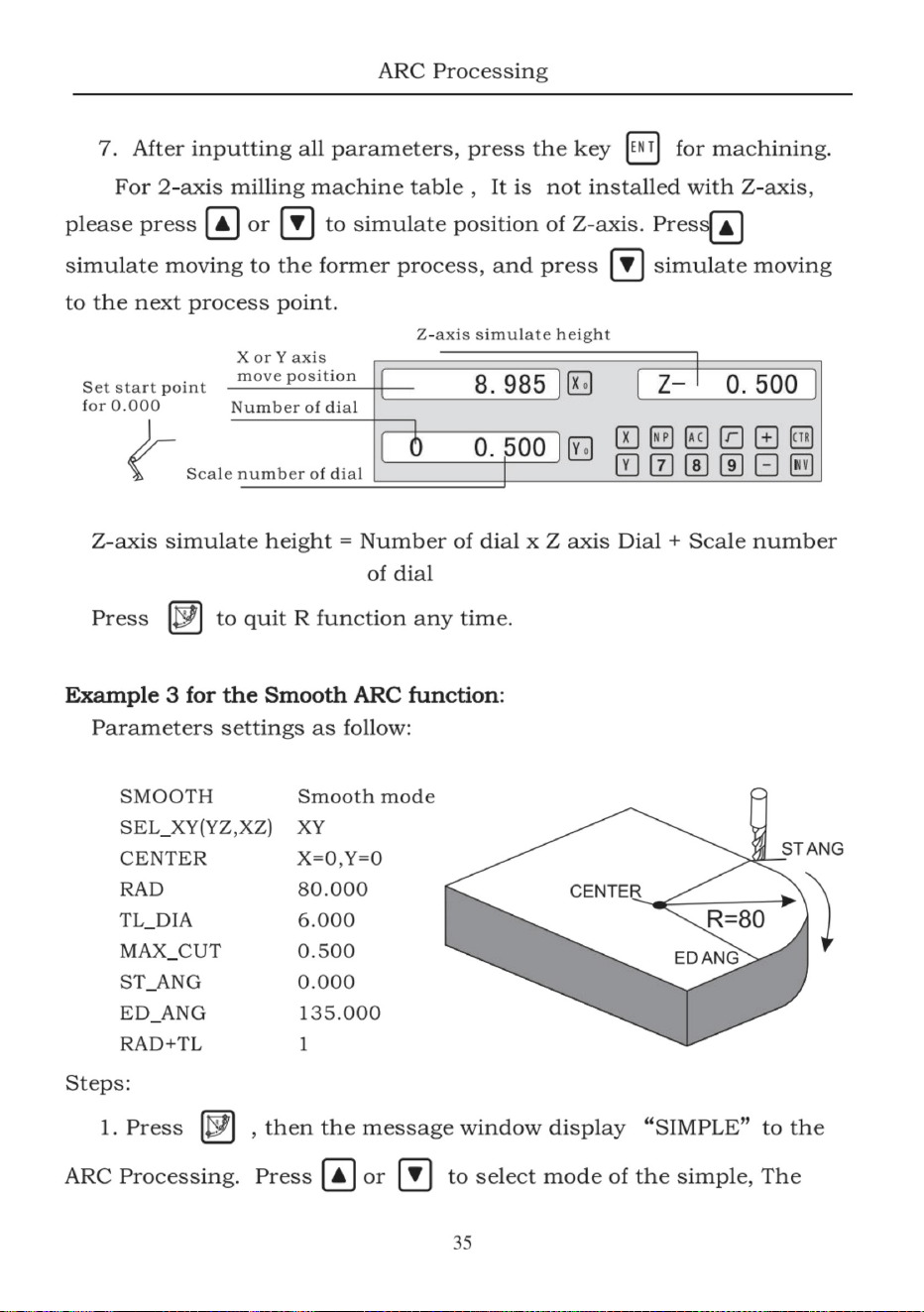
Machine Translated by Google
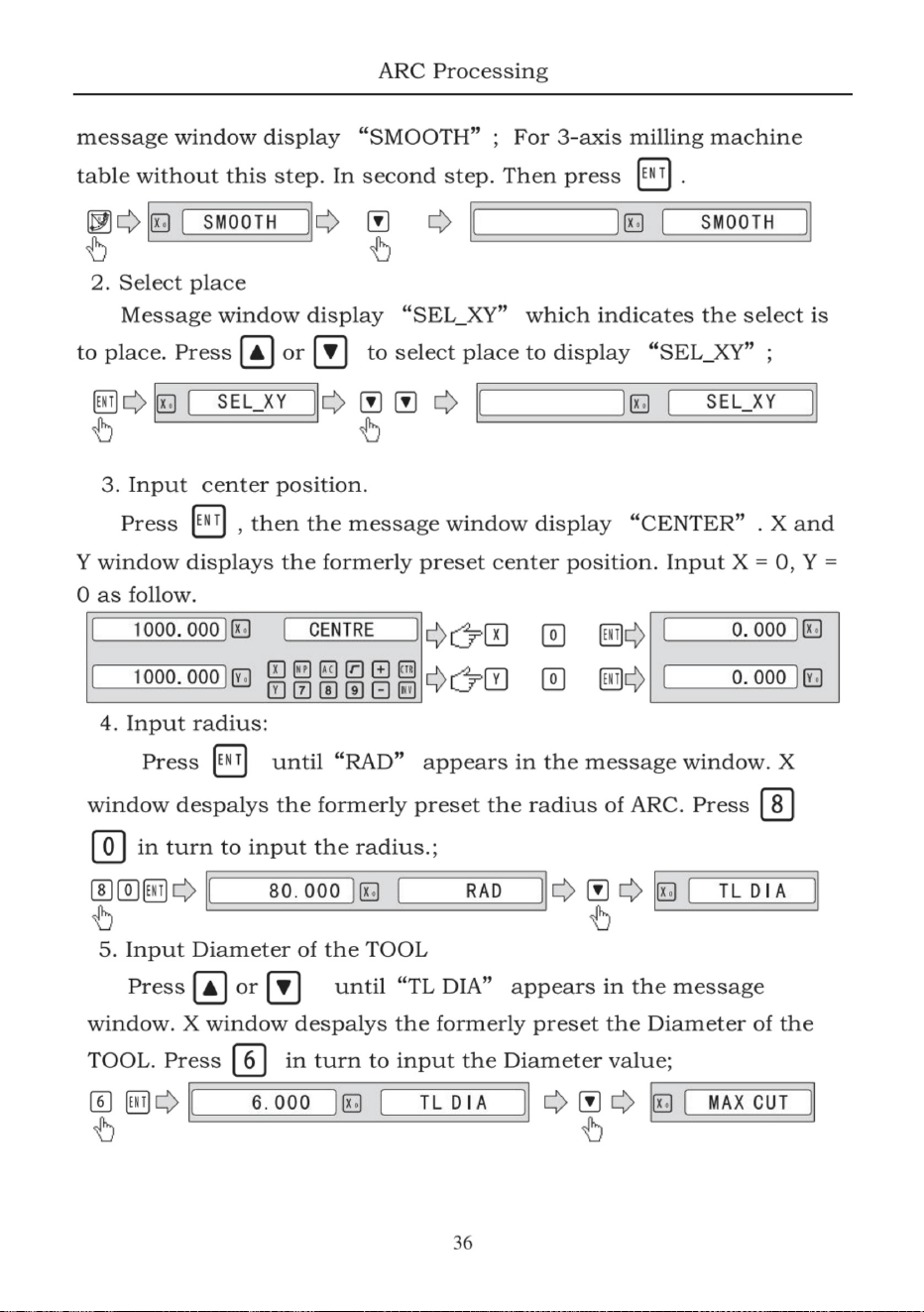
Machine Translated by Google
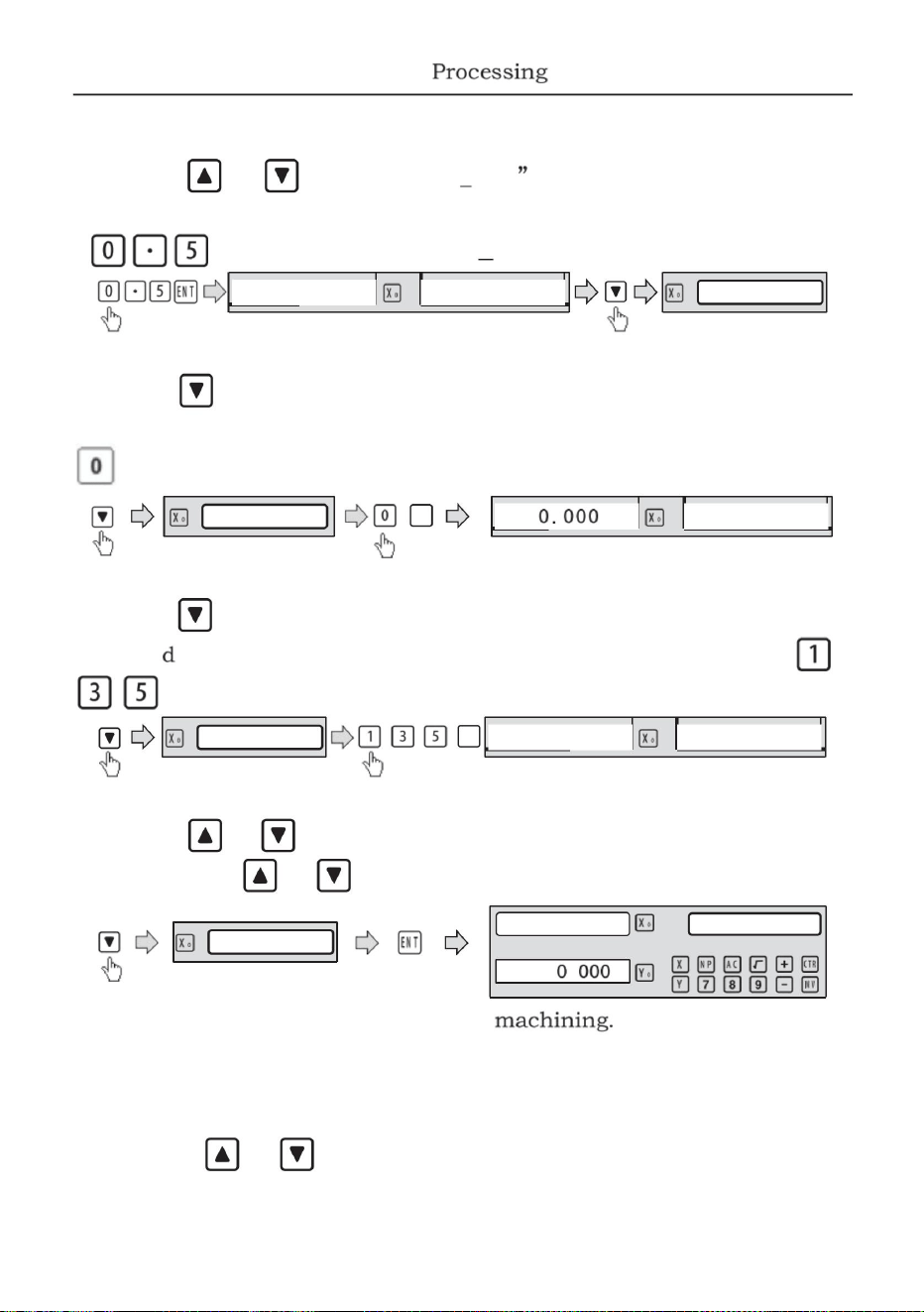
RAD - TL
0,500
RAD+TL
NIE 1
naciskać
aż w komunikacie pojawi się „RAD-TL”
aby wybrać miejsce wyświetlania "RAD+TL";
Lub
dopóki w oknie wiadomości nie pojawi się napis „USTANG”.x
dopóki w oknie komunikatu nie pojawi się napis „UED ANG”. X
naciskać
6. Krok podawania wejściowego (MAX_CUT);
Lub
okno
prasowe.naciśnij
Lub
ŁUK
Lub
7. Wprowadź kąt początkowy ·
10. Po wprowadzeniu wszystkich parametrów,
9. Wybierz łuk zewnętrzny lub łuk wewnętrzny
8. Wprowadź kąt końcowy ·
aż do momentu, gdy aplikacja UMAX CUT pojawi się w wiadomości
DRO wyświetli pozycję pierwszego punktu. Wycofaj
okno ispa lys poprzednio ustawiony kąt końcowy. Następnie naciśnij
naciskać
zgodnie z wyświetlaczem. Po zakończeniu pozycji pierwszego
osie, aż wyświetlacz wskaże 0,000, Wytnij łuk punkt po punkcie
punkt, naciśnij
okno spa lys poprzednio ustawiony kąt początkowy · Następnie naciśnij
okno. X Window de spa lys poprzednio ustawione MAX_CUT. naciśnij
po kolei, aby wprowadzić kąt końcowy·
aby zmienić punkt położenia.
po kolei, aby wprowadzić wartość MAX CUT;
po kolei, aby wprowadzić kąt początkowy-
1 35 . 00
ED
83 000
37
ST
ED
ST
Maksymalne cięcie
EWT
EWT
Machine Translated by Google
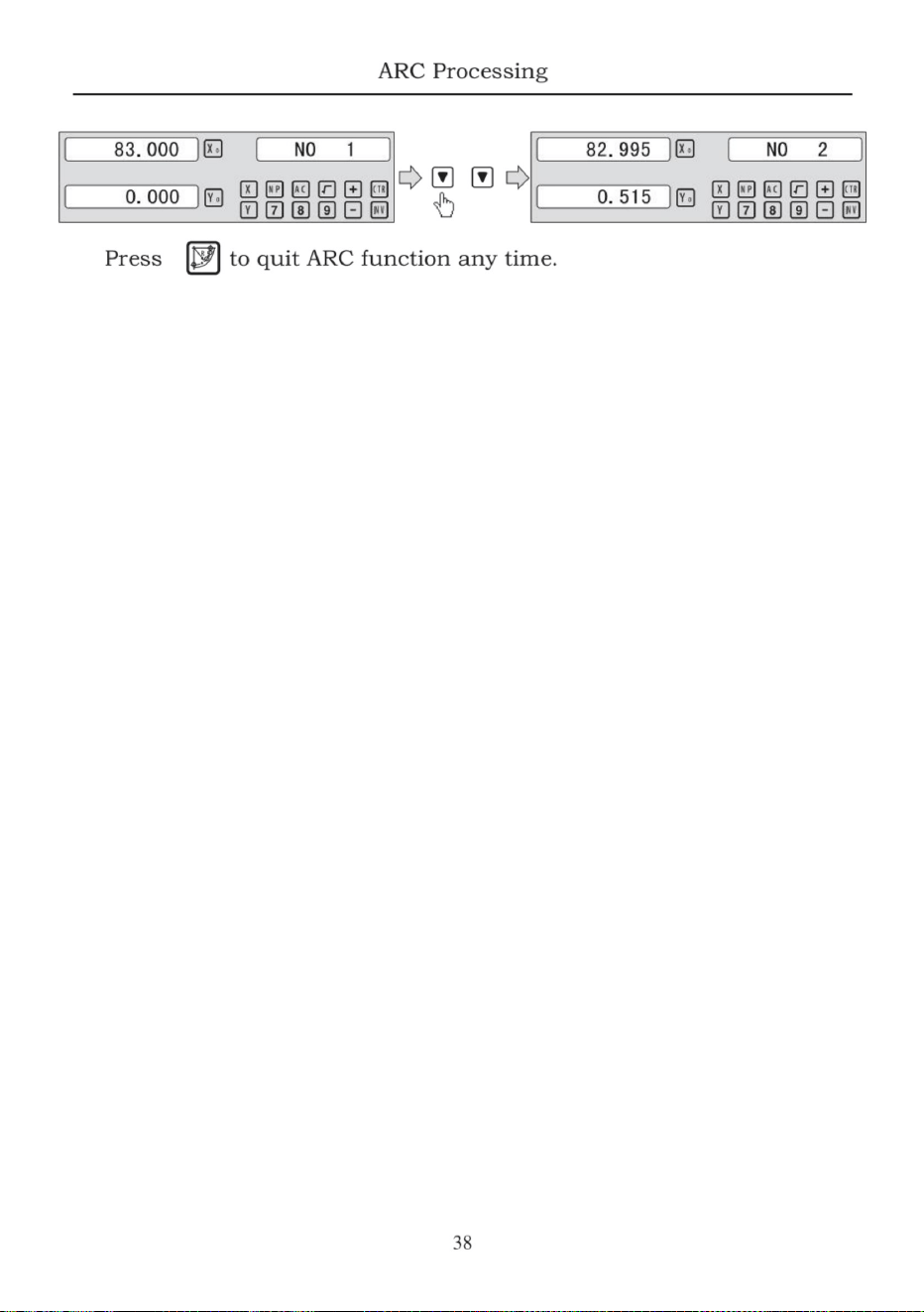
Machine Translated by Google
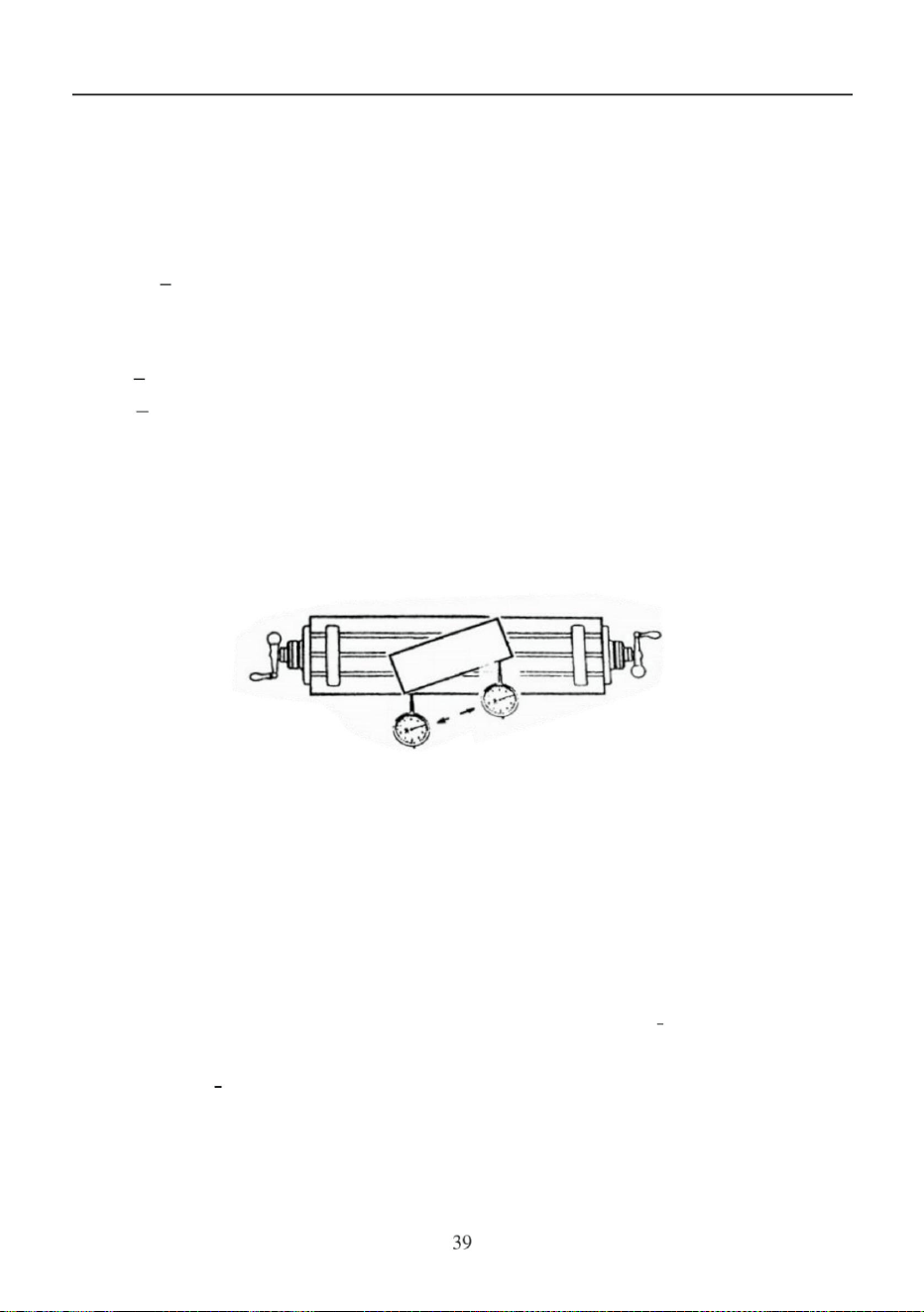
1) Wprowadź funkcję płaszczyzny ukośnej.
2) Wybierz funkcję płaszczyzny XY.
3) Wprowadź kąt nachylenia·
4) Przesuwaj stół roboczy, aż narzędzie pomiarowe (np. czujnik zegarowy)
5) Przesuń stół roboczy na odległość osi y, aż do wyświetlenia
ustaw maszynę w miejscu xy,yz,0rxz ·
Przykład 1 dla ukośnego miejsca xy:
Zawiera Xy(xz,yz)
A) na miejscu. b) na miejscu yz, lub Xz;
zmienia się na zero.
TO
skośny ·
gdy płaszczyzna obróbki znajduje się na płaszczyźnie xy, jak pokazano na części
Średnica narzędzia ·
obróbka ukośna
Kąt nachylenia skośnego
6.4 przetwarzanie skośne
TAM
Rysunek, kąt nachylenia przedmiotu obrabianego powinien być skalibrowany
przed obróbką płaszczyzny skośnej. Dlatego
ST POT
Istnieją dwa sposoby obróbki miejsc skośnych:
w tym momencie
,
obróbka płaszczyzny skośnej pełni rolę kalibracji skośności ·
ED CAN
zainstaluj diodę LED na frezarce, dotknie płaszczyzny kalibracji skośnej, ustaw ją na zero
i przesuń stół roboczy na dowolną odległość w
kierunek osi x.
,
Pozycja początkowa;
należy wprowadzić tylko następujące parametry:
procedura kalibracji skosu
Najpierw umieść obrabiany przedmiot na stole roboczym pod wymaganym kątem
Zakończenie postowania;
Machine Translated by Google
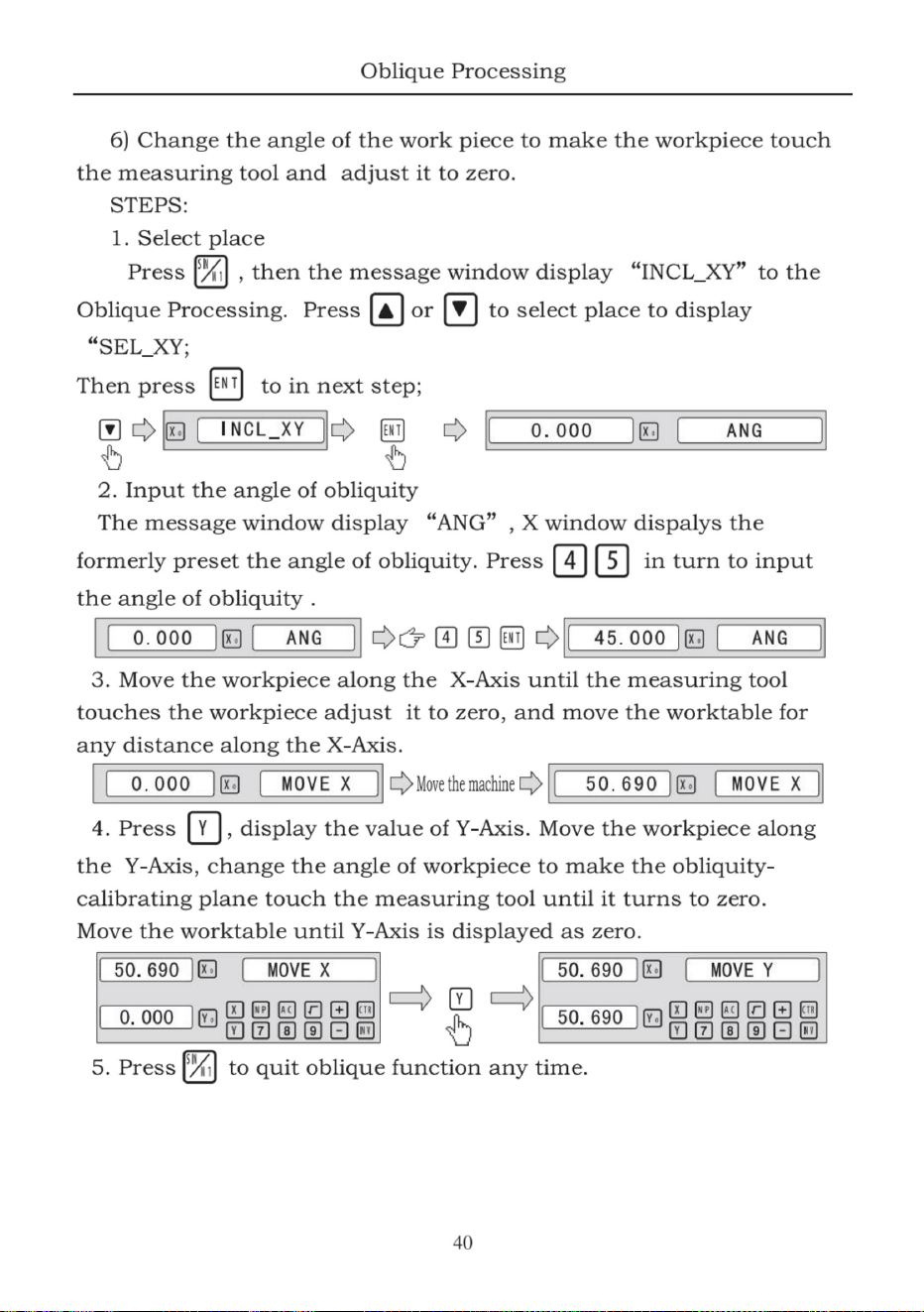
Machine Translated by Google
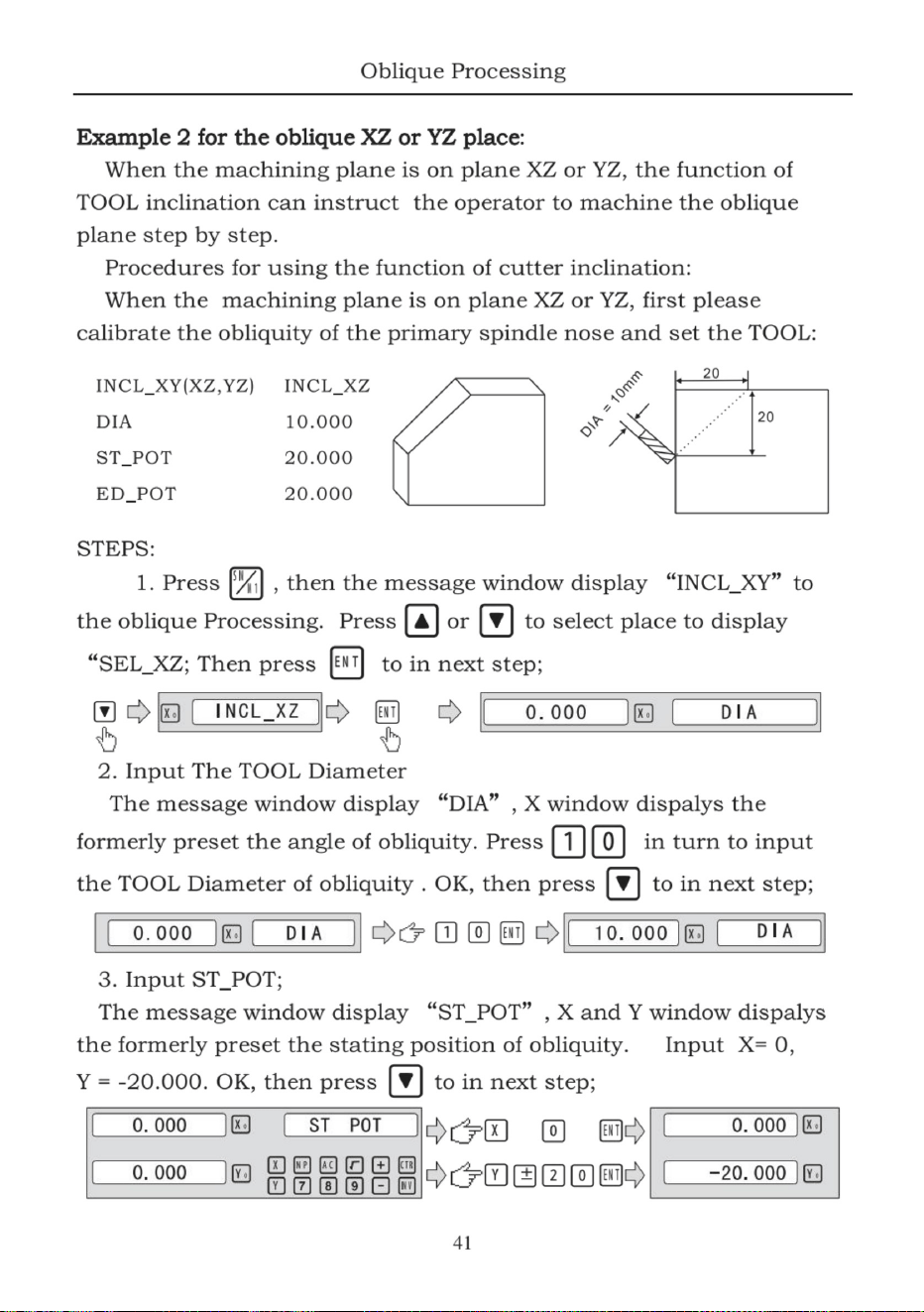
Machine Translated by Google
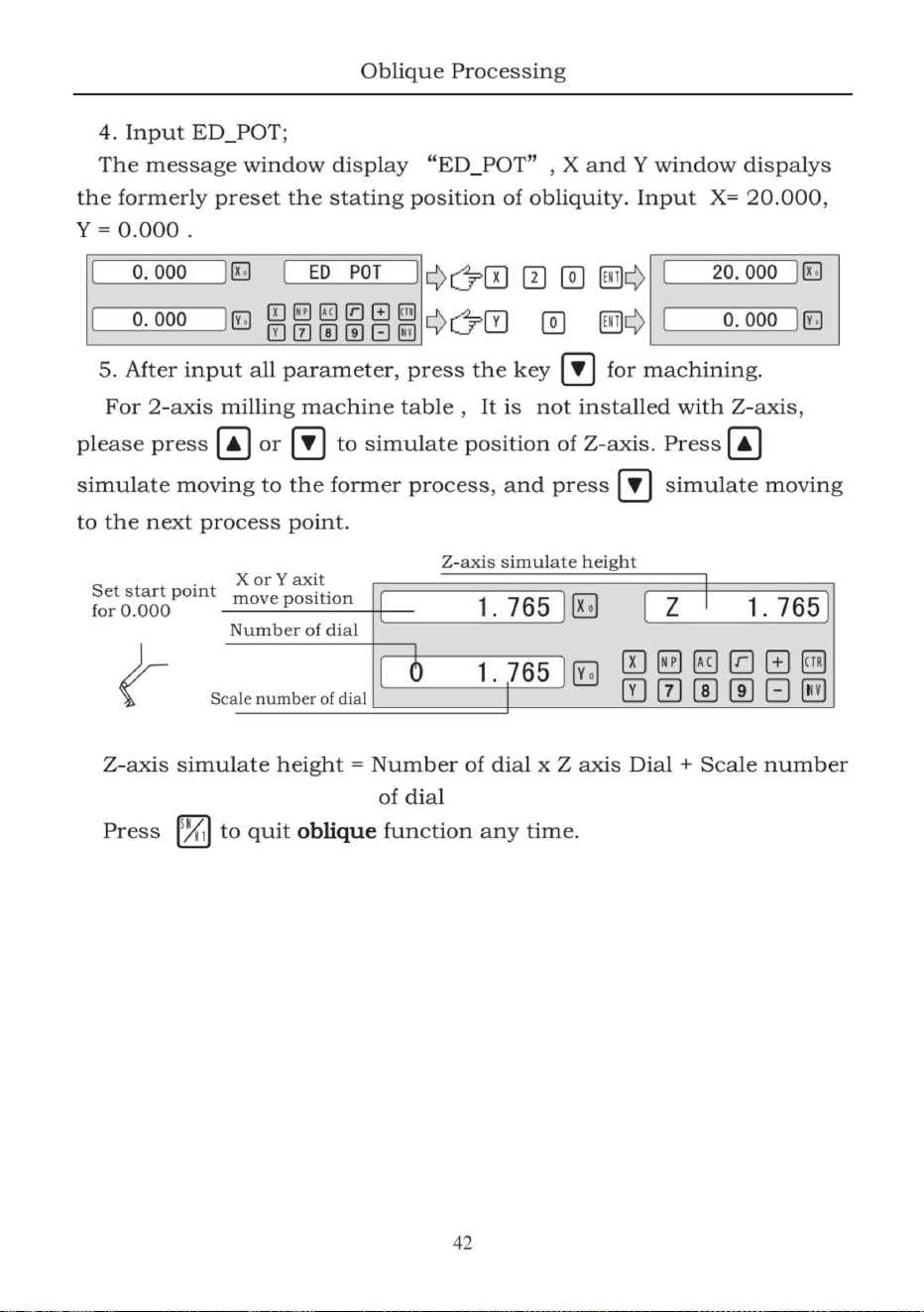
Machine Translated by Google
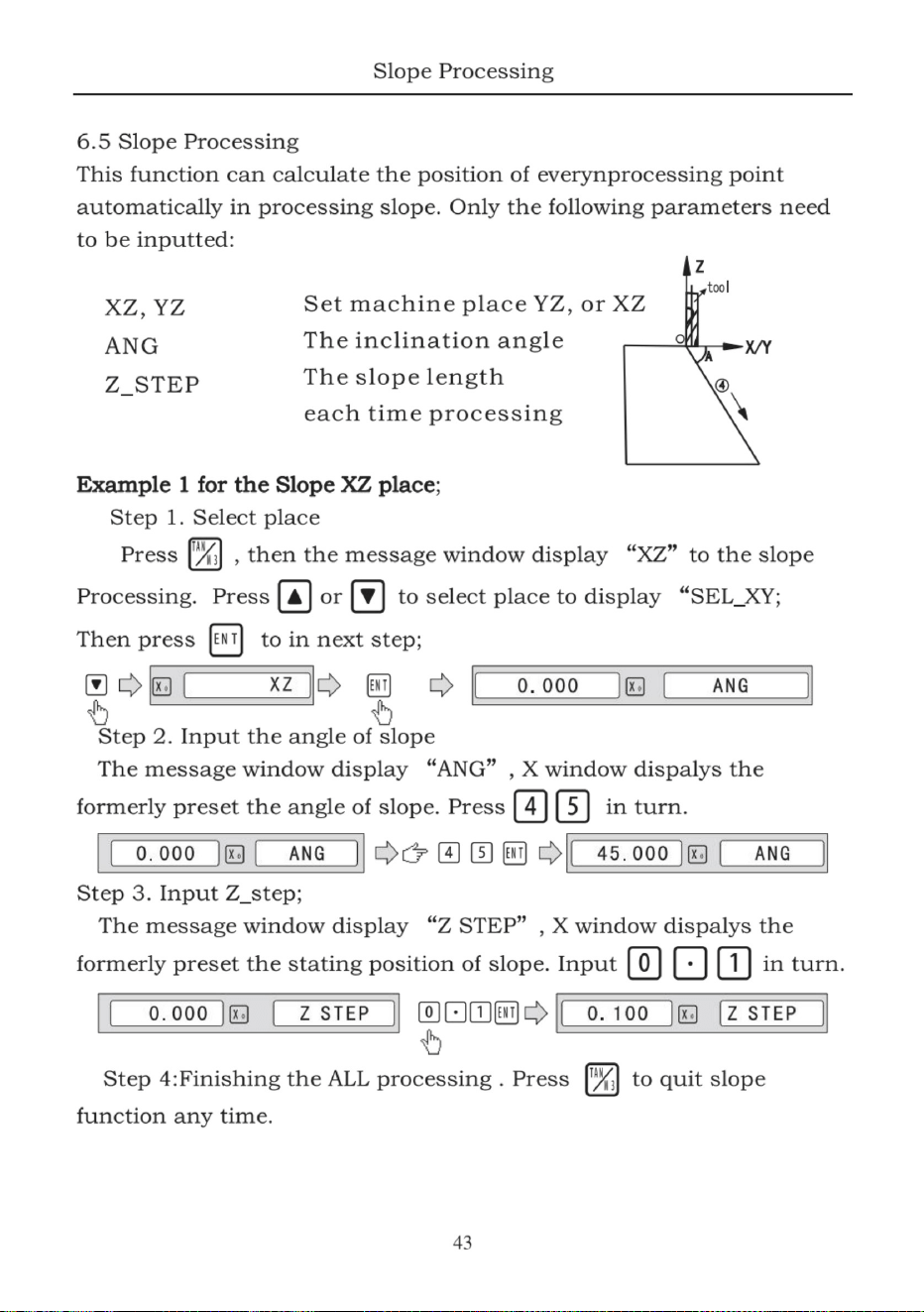
Machine Translated by Google
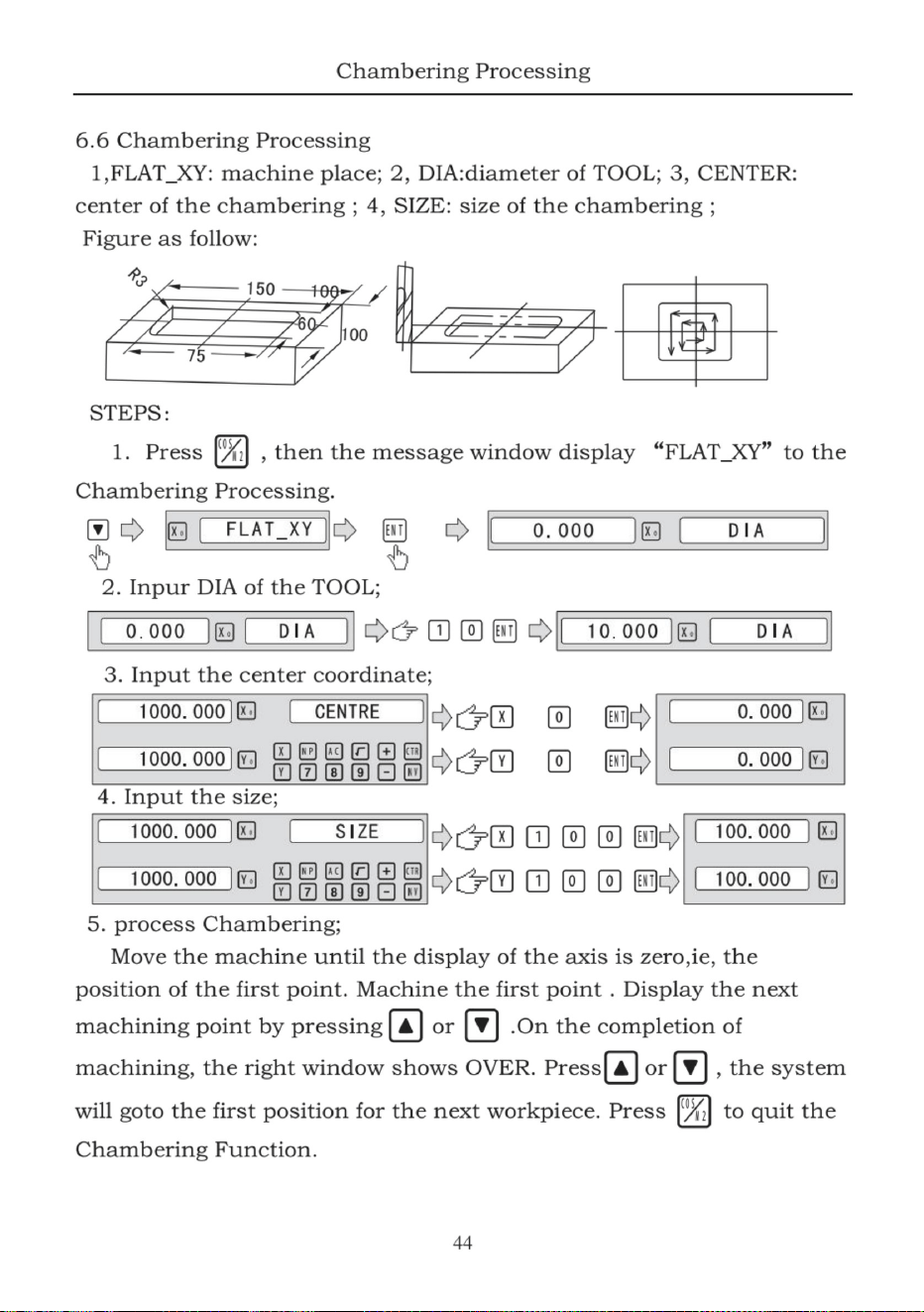
Machine Translated by Google
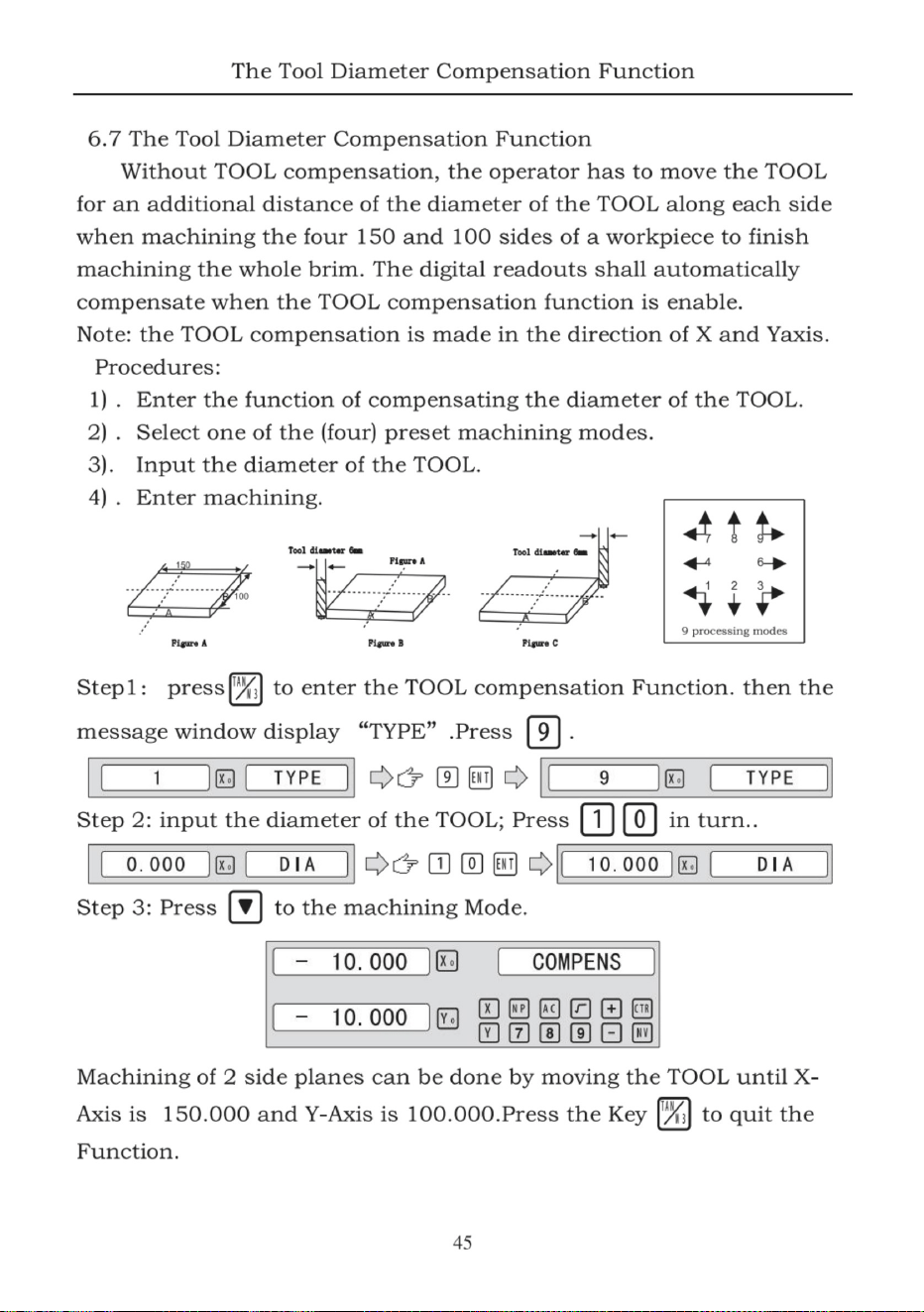
Machine Translated by Google
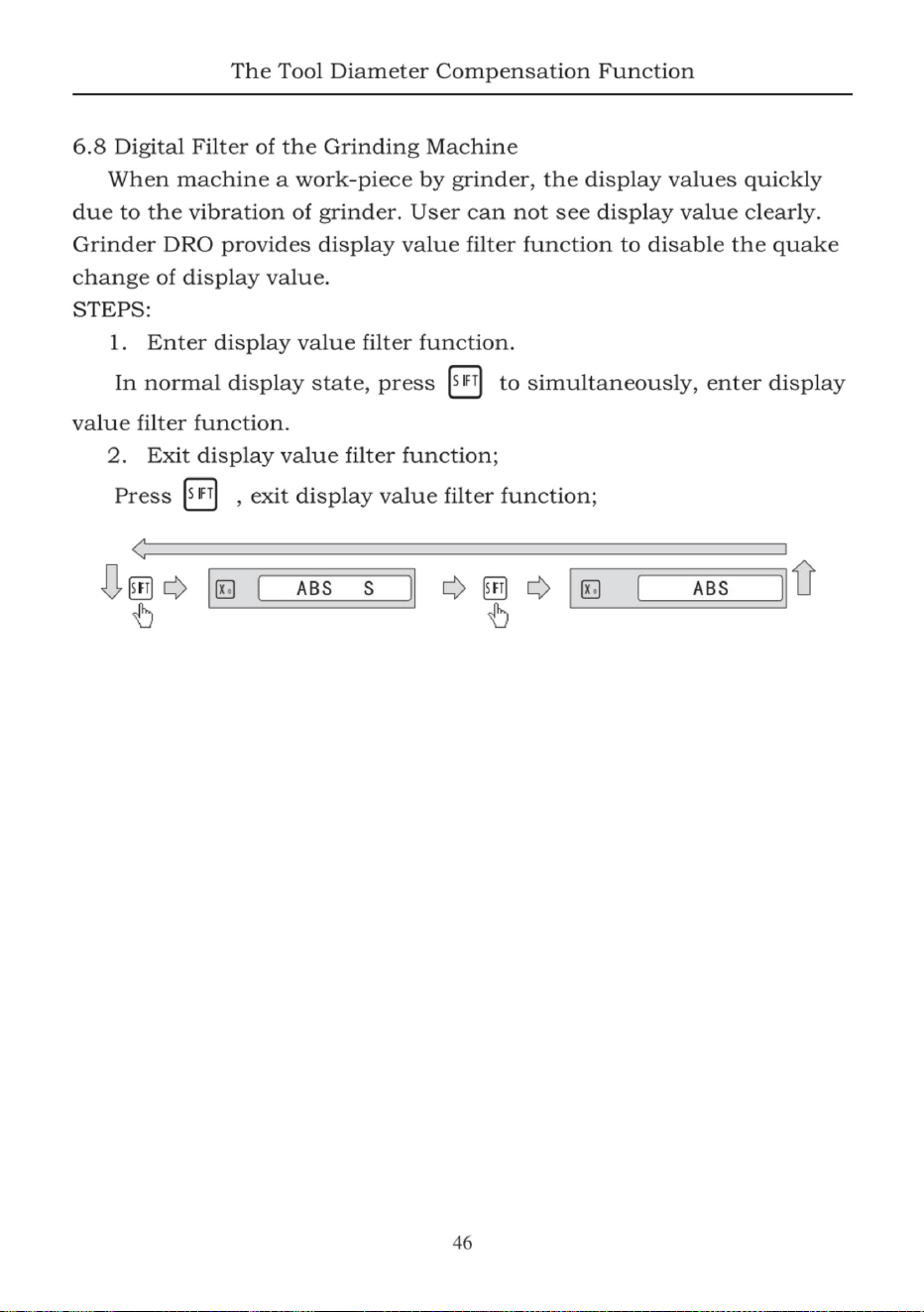
Machine Translated by Google
4. Numer NARZĘDZIA można wprowadzić losowo, odczyty cyfrowe
wyświetli położenie narzędzia do współrzędnej absolutnej zera · Przesuń la
,
ustaw zero współrzędnych bezwzględnych ·
1. ustaw punkt odniesienia TOOL. Po ustawieniu narzędzia, wyzeruj oś x i oś Z,
2. Na podstawie rozmiaru TOOL l i datumTOOL określ
6.9 La Funkcja
rooi Libs można otworzyć poprzez ciągłe naciśnięcie
6. Biblioteki TOOL muszą być używane w stanie otwarcia. 200 zestawów
dziesięć razy
otwieranie 200 zestawów bibliotek TOOL poprzez ciągłe naciskanie klawisza
Operacje na danych TOOL i wywołanie TOOL są pokazane następująco: · krok 1: W stanie ABS wprowadź
dane 200 zestawów bibliotek TOOL.
Do obróbki różnych części zawsze potrzebne jest inne NARZĘDZIE · Do
okno informacyjne.
po lewej stronie prawego okna informacyjnego. Znak wskazuje
wygodna obsługa, cyfrowe odczyty La mają funkcję
operator CAn konfiguracja lub zmiana 200 zestawów TOOL Lib s. w sposób ciągły
3. Zapisz numer narzędzia i jego rozmiar w cyfrowym czytniku ·
Oś Z 20-10=10 ·
położenie NARZĘDZIA względem zera współrzędnej bezwzględnej i narzędzia odniesienia · AS
Rysunek 6-1. Względny rozmiar NARZĘDZIA 2 to AS podążający za osią x 25-30=- 5
,
aż do momentu, gdy w prawym okienku zacznie migać napis TL - OTWARTE i pojawi się znak „21”
200 zestawów bibliotek narzędziowych ·
Uwaga: Tylko wtedy, gdy la jest wyposażona w blok ustawiania narzędzi, można używać 200
zestawów bibliotek narzędzi.
6.9. 1 200 zestawów bibliotek narzędziowych
Funkcja La
dziesięć razy spowoduje, że biblioteki narzędziowe 200sets będą
naciśnięcie klawisza
powoduje zamknięcie i miganie prawego okna TL - CLOSE i Mark
zniknie · gdy zniknie Mark „21” , 200 zestawów bibliotek TOOL może
nie podlegać rewizji
dziesięć razy A. Znak „” pojawi się w lewym oknie prawego
aż oś X i oś Z nie wyświetlą zera · 5. Biblioteki narzędzi
mogą zapisać 200 zestawów danych narzędzi.
47
Machine Translated by Google
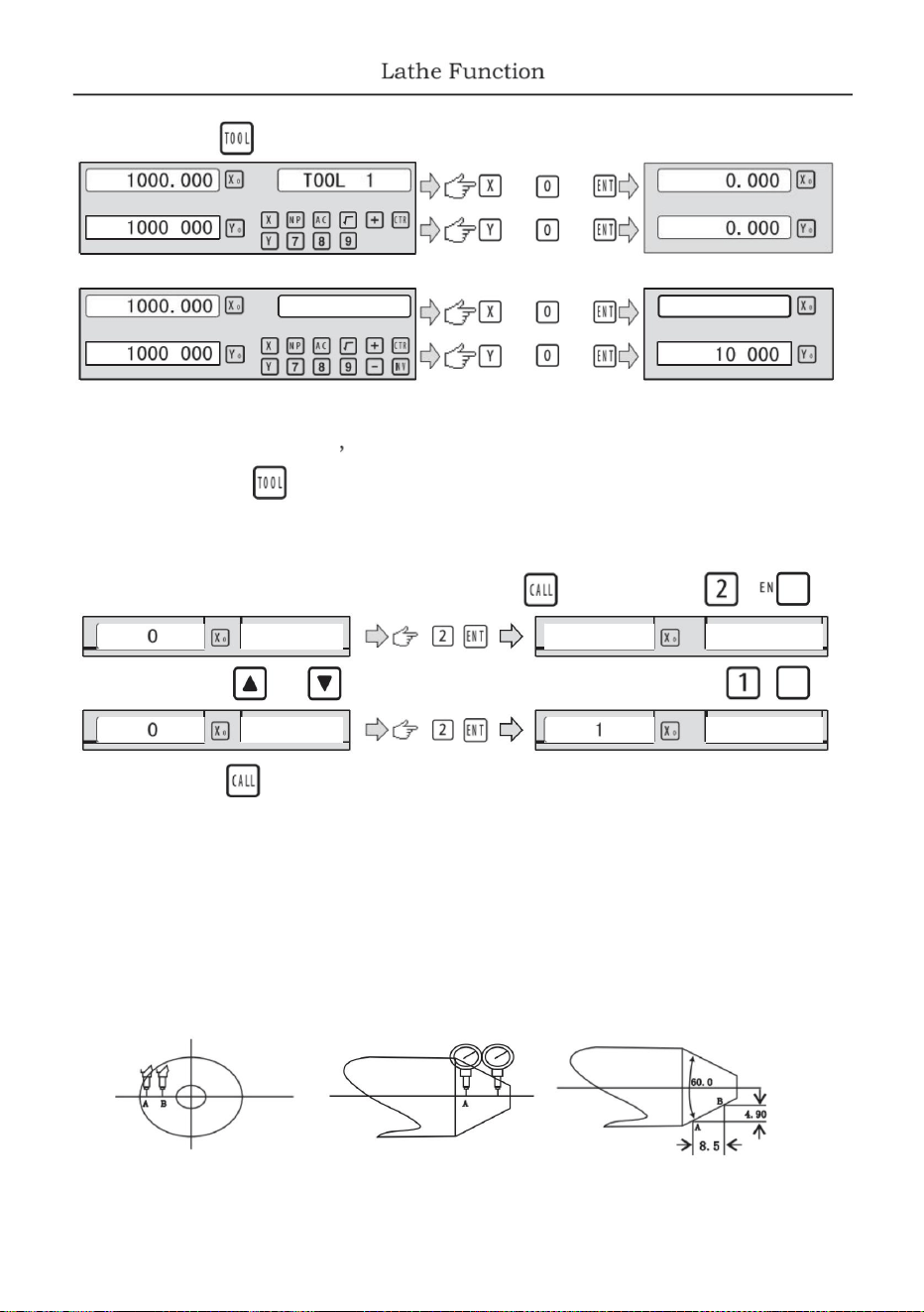
numer i klucz, operator może bezpośrednio wprowadzić specjalny kod
WYBIERAĆ
OPIERAĆ
WYBIERAĆ
5 000
OPIERAĆ
48
gdy używane jest narzędzie bazowe oś CAN nie może zostać wyzerowana w stanie ABS ·
dotykatooldata. naciśnij
,
•
;
NARZĘDZIE 2
2
I T
Czwartek
oś CAn może być zerowana tylko w stanie INC ·
krok 4: naciśnij , aby kontynuować wprowadzanie danych następnego narzędzia. POPRZEZ Naciśnięcie
T ·
,
Po skonfigurowaniu bibliotek TOOL należy używać ich zgodnie z
krok 2: naciśnij
krok 7: naciśnij
6 . 9 . 2 Funkcja zwężania
Po wykonaniu poniższych czynności najpierw zamontuj drugie narzędzie ·
aby UZYSKAĆ dostęp do stanu wprowadzania. Wprowadź dane rooi 1:
· wybierz rolkę bazową. Następnie naciśnijkrok G: naciśnij
Notatka:
aby wyjść z funkcji;
Do toczenia przedmiotu obrabianego ze stożkiem, stożek przedmiotu obrabianego może
być mierzonym w przetwarzaniu;
Lub
krok 5: Aby uzyskać dostęp do stanu użycia za pomocą polecenia pr css
krok 3: Wprowadź dane narzędzia TOOL 2:
gdy inne są używane
.Następnie pr css
B
Machine Translated by Google
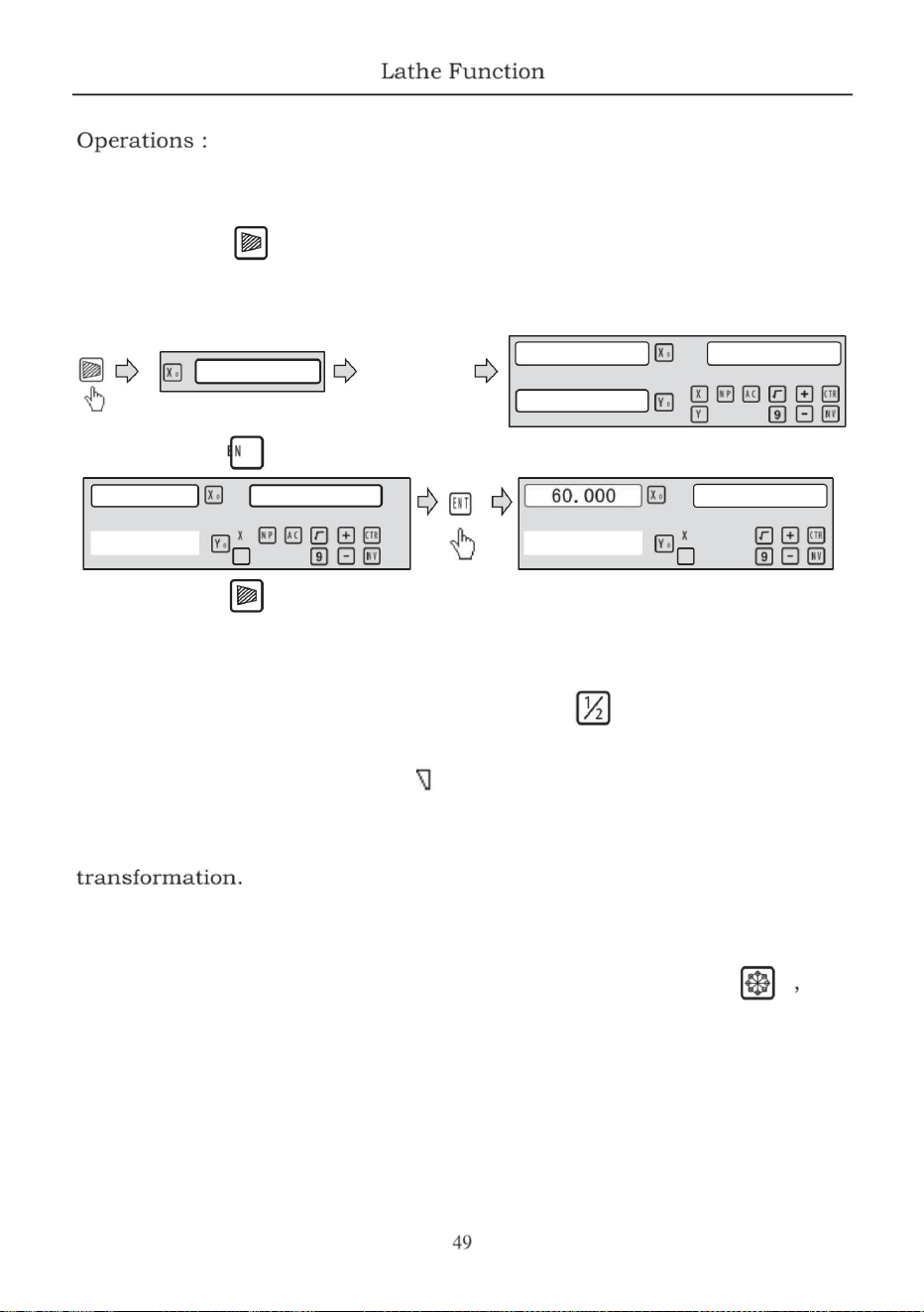
,
6. 9. 4 Funkcja Y + Z (dotyczy tylko: 3 osi La the)
krok 1: naciśnij,
a następnie wyświetl okno komunikatu „UMEASU”
resetuje wskazania dźwigni do zera ·
krok 2: naciśnij T, aby obliczyć.
„ pojawi się po lewej stronie prawej
6. 9. 3 Funkcja badawczo-rozwojowa
„” znika · tylko oś x pełni funkcję średnicy/promienia
odczyt dźwigni
OCENIAĆ
Przesuń
4 . 907
8 . 500
4 . 907
KĄT
,
wyświetlanie średnicy, okna
informacyjnego znaku A, ale gdy oś X służy do wyświetlania miernika ia
Rysunek AS, powierzchnia styku A przedmiotu obrabianego z odczytami dźwigni i
znak
,
krok 3: naciśnij
Do tokarek 2-osiowych i 3-osiowych naciśnij
Tryb wyświetlania
przetwarzanie papieru · Przesuń dźwignię odczytu na powierzchnię B, aż
Dla 3 osi La, licznika osi y i licznika osi z
oś ofx jest przełączana pomiędzy promieniem i średnicą. gdy oś x dla
Można dodać do wyświetlanego na osi Z poprzez naciśnięcie klawisza
następnie naciśnij klawisz CAn aby anulować funkcję y + Z ·
aby wyjść z funkcji;
odczyty dźwigni punkt AS następują;
the
30 000
dzienne czasy
cztery cztery
8 . 500
dzienne czasy
dzienne czasy
the
OCENIAĆ
OCENIAĆ
II
Machine Translated by Google

często się zapalają i powodują straty. Ta funkcja jest ustawiona tylko do celu
fire proof-height. Funkcja ujemnej wysokości ognioodpornej jest rodzajem
dzieli się na obróbkę pozytywną i negatywną · gdy elektroda
zjawisko akumulacji. Z powodu długiego czasu lub obróbki dobowej
nikt nie wykonuje czyszczenia, elektroda będzie powoli wzrastać wzdłuż
1
sygnał automatycznie wyłączy EDM, aby wyeliminować ryzyko pożaru ·
Im większa głębokość, tym większa wartość współrzędnych osi Z
Muzyka elektroniczna
wyświetlacz odczytu będzie migał w celu sprawdzenia poprawności działania; w tym samym czasie wyjście
gdy elektroda ASCEnduje się i wykonywana jest obróbka
obróbki, powierzchnia elektrody wytworzy węgiel
,
przełącz sygnał sterujący EDM, aby zatrzymać obróbkę głęboką.
zwiększona wysokość elektrody przekracza wysokość między nią a
kierunek ujemny · gdy elektroda przekroczy poziom cieczy,
Zgodnie z ustawionym kierunkiem osi Z, kierunek obróbki jest
Opis: Funkcja ta jest wykorzystywana do specjalnej obróbki
Cyfrowy odczyt posiada również inne funkcje
wyświetla · od rozpoczęcia obróbki głębokość będzie stopniowo się zwiększać
bez dbania o to, podczas generowania akumulacji węgla i
inteligentna pozycja śledź sprawdzaj urządzenie ochronne bezpieczeństwa. W procesie
Ustawienie tego kierunku jest ustawieniem normalnym.
Ustawienie kierunku osi Z na wyświetlaczu cyfrowym pokazano na rys. 1
,
od dołu do góry, wartość odczytu cyfrowego będzie się zmniejszać ·
w tym problemie. podczas ustawiania ujemnej wysokości ognioodpornej i
Oś Z jest równa wartości bieżącej, odczyt cyfrowy wyprowadzi
opada, a obróbka odbywa się od góry do dołu, cyfrowo
taki JAK negatywny
wartość odczytu wzrośnie, co nazywa się obróbką dodatnią (dodatnią).
kierunek obróbki jest kierunkiem ujemnym (ujemnym), który jest również nazywany
obróbka negatywna (przedstawiona na rys. 1)
skontaktuj się ze sprzedawcą w celu dostosowania)
i osi Z.
Obróbka elektroerozyjna (EDM) . gdy ustawiona wartość docelowa EDM
6.10 EDM (specjalna funkcja dostosowywania, jeśli potrzebujesz kupić, proszę
głębokość powierzchni obrabianej (tj. ujemna wysokość ognioodporna), cyfrowa
Machine Translated by Google
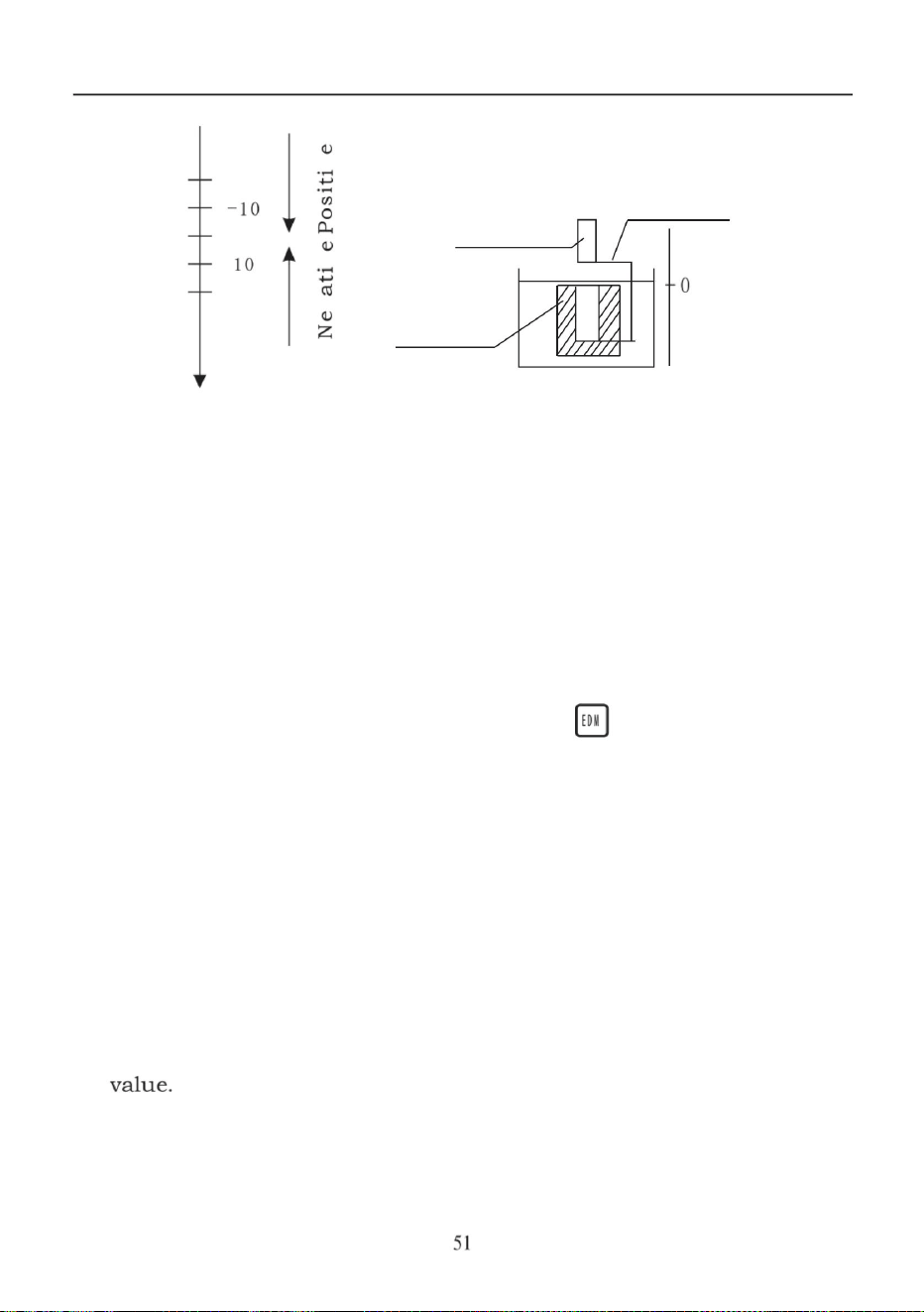
020
- 20
>
>
Rysunek 1
Rysunek 2
bA
wartość nie ulegnie zmianie, co zawsze będzie wyświetlać głębokość obróbki
Elektroda
praca
Muzyka elektroniczna
przełącznik osiągnięcia pozycji zostanie wyłączony, EDM zatrzyma obróbkę,
zobacz poniższy przykład szczegółowej obróbki
sztuka
Negatywny
W zależności od ustawień operatora istnieją dwa rodzaje trybów wyjścia:
Ogniotrwały
Tryb wyjścia przekaźnika EDM · 2)
Przesuń elektrodę osi głównej osi Z, aby zetknęła się z
Wysokość
wartość docelowa, wyświetlana na osi Y wartość jest również stopniowo bliska
odniesienie do przedmiotu obrabianego · wyczyść oś A do zera lub ustaw wartość ·
wartość docelowa. Jeśli w tym momencie elektroda jest wielokrotnie przesuwana w górę i w dół,
wartość wyświetlana na osi Z będzie się zmieniać, ale wartość wyświetlana na osi Y
Z
Z
kierunek (DODATNI/UJEMNY); tryb wyjścia (AUTO/STOP) i
4) Oś X wyświetli wartość docelową głębokości obróbki. Oś Y wyświetli
·
5) Rozpocznij obróbkę, wartość wyświetlana na osi Z stopniowo zbliża się do
(głębokość obróbki); ERRHIGH (ujemna wysokość ognioodporna), obróbka
3) Wprowadź obróbkę EDM za pomocą klawisza PR CSS
1) Przed obróbką należy najpierw ustawić każdy parametr GŁĘBOKOŚCI
2. Procedura:
wyświetla wartość w czasie rzeczywistym dotyczącą własnego położenia. (Wartość na osi Z to
wartość położenia głównej elektrody osiowej osi z.)
6) gdy wyświetlana wartość osi Z jest równa ustawionej wartości docelowej,
wartość, na której głębokość obrabianego przedmiotu została obrobiona) Oś Z będzie
wartość wyświetlana ma być głębokością. (Wartość na osi Y to
Machine Translated by Google
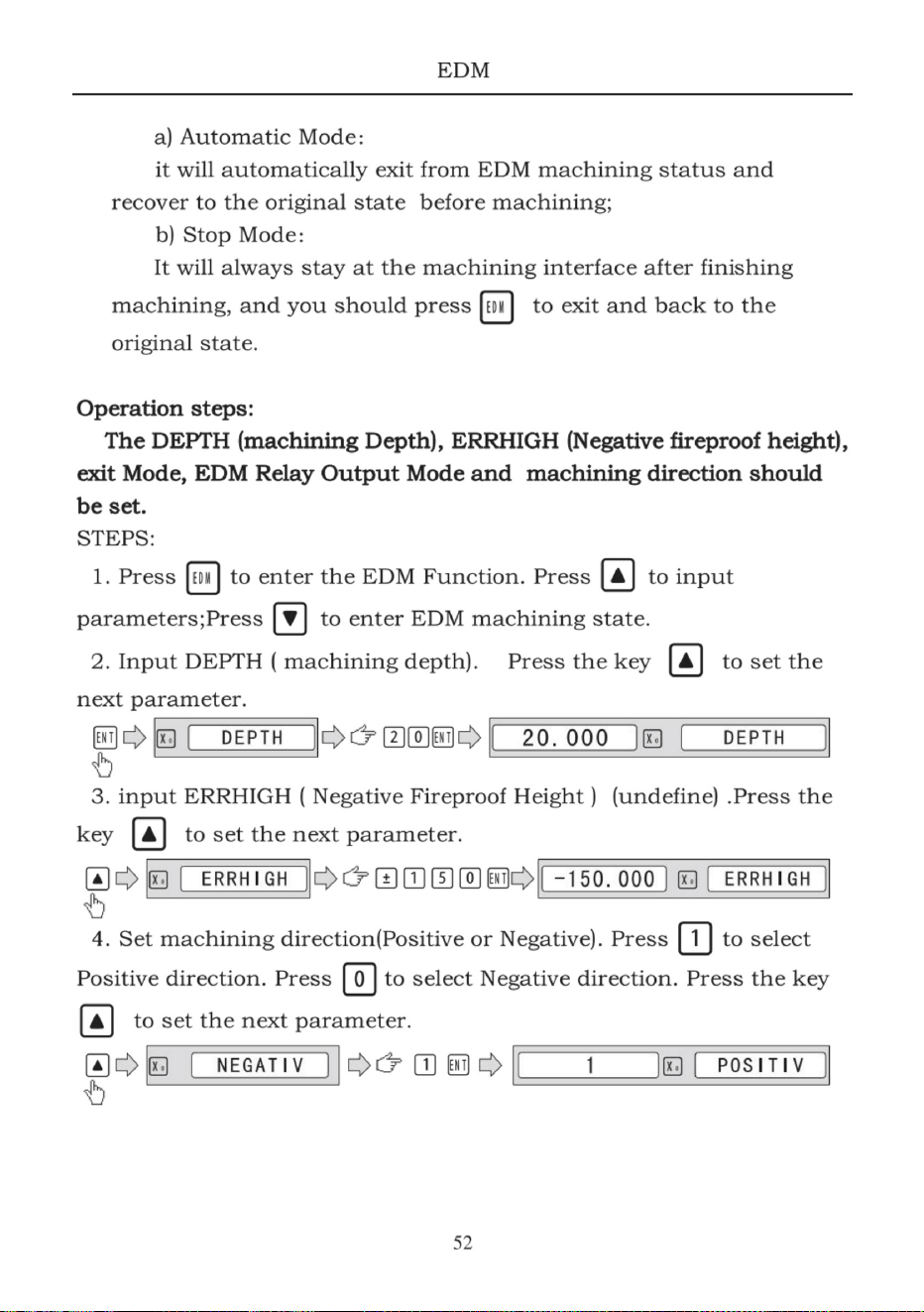
Machine Translated by Google
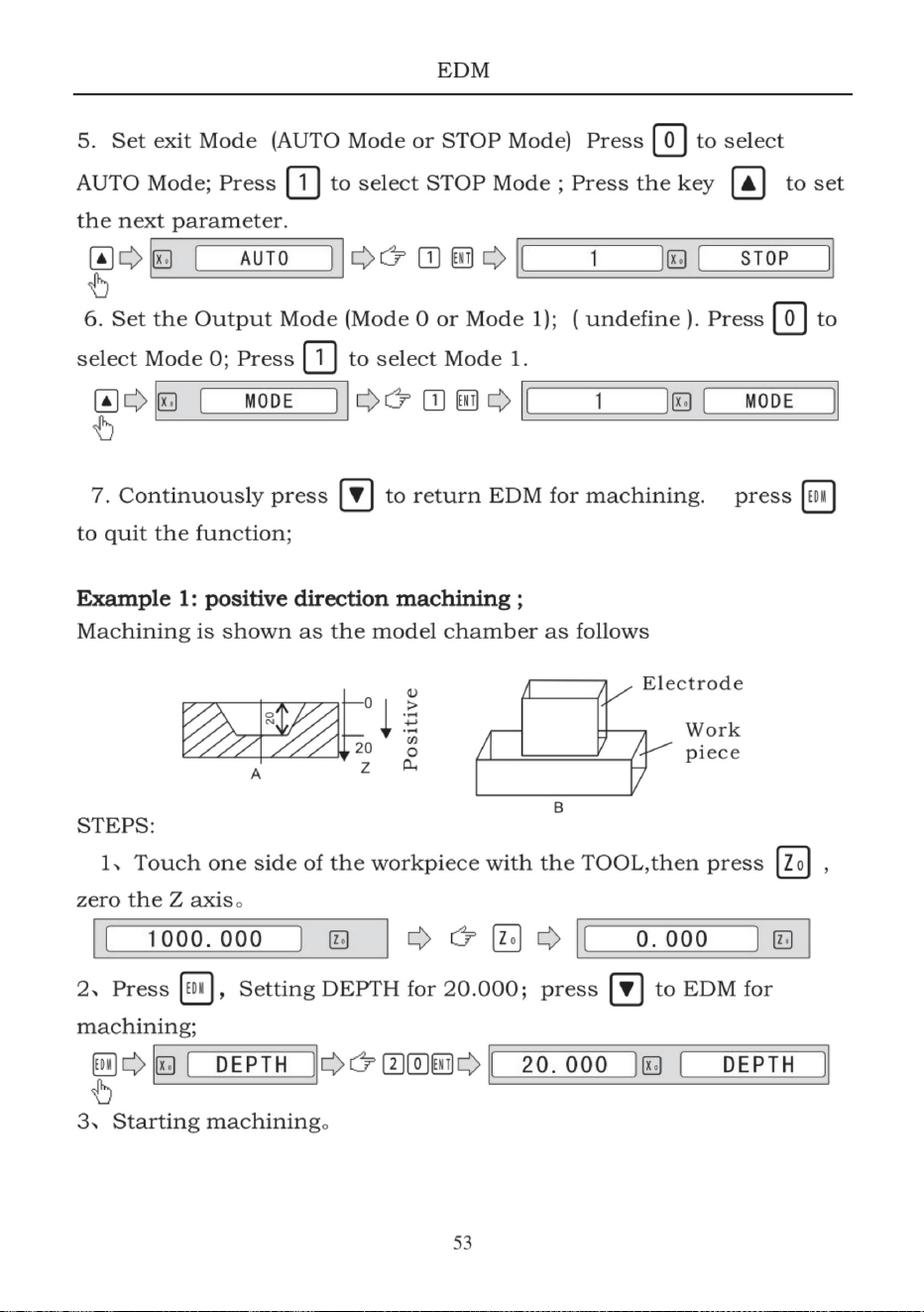
Machine Translated by Google
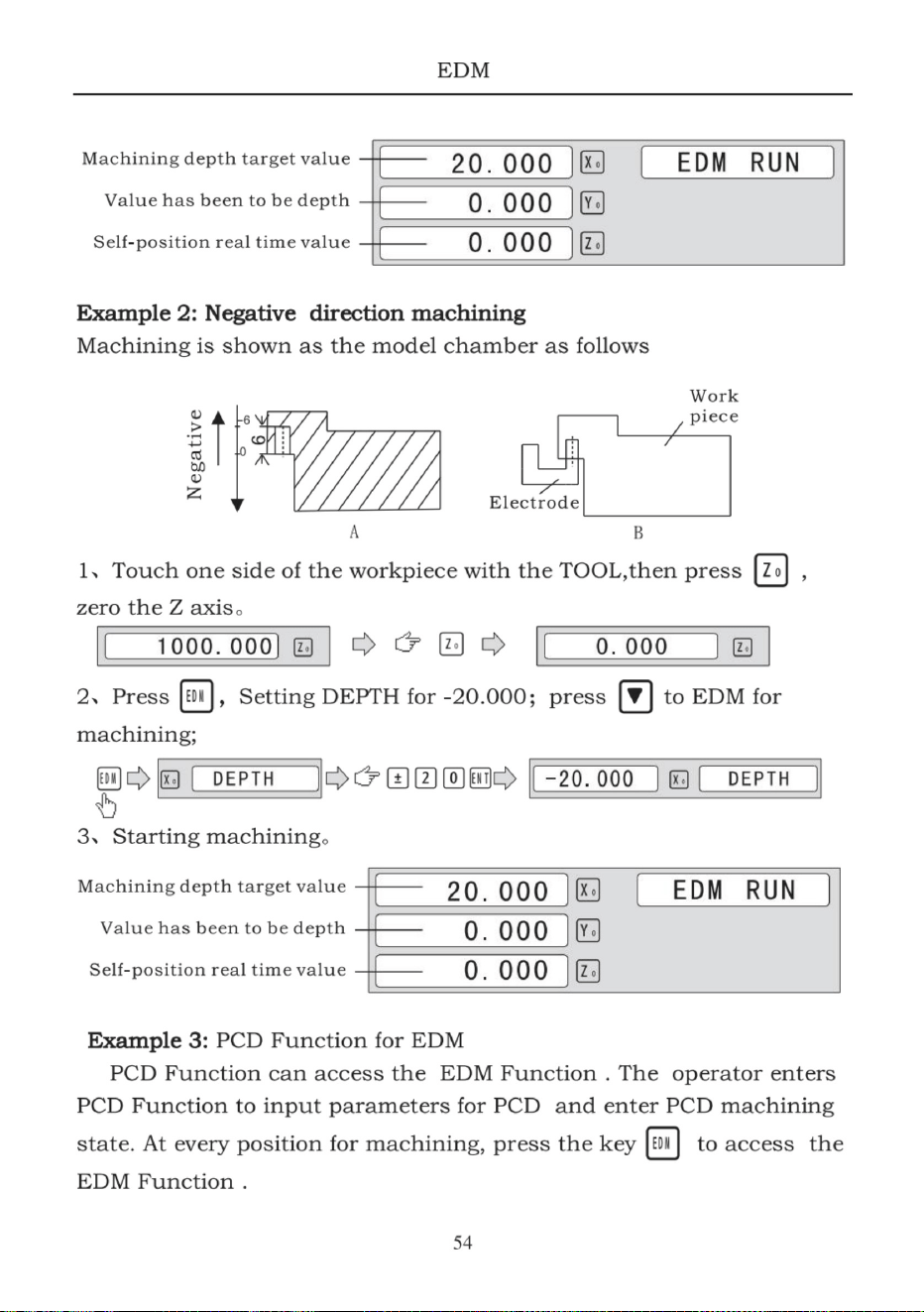
Machine Translated by Google
aby wprowadzić parametr funkcji EDM (metoda ustawień to
3) W stanie obróbki PCD naciśnij
2) naciśnij
ten sam przycisk, co ustawienie wspólne parametru EDM); po wprowadzeniu wszystkich
1) Ustaw parametry PCD (ustawienie jest takie samo jak ustawienie wspólne)
dla pozycji następnego dołka,
(PKD)
Po wprowadzeniu wszystkich parametrów i przejściu do stanu obróbki PCD ·
wyświetlona zostanie pozycja pierwszego dołka.
parametry, naciśnij ciągle, gdy obróbka
jest zakończona, naciśnij, aby wprowadzić
stan obróbki PCD ·
dla EDM ·
Procedura operacji wygląda następująco:
podczas wchodzenia do funkcji EDM operator może wprowadzić parametry
Muzyka elektroniczna
aby wejść w stan obróbki EDM. aby
wyjść z funkcji EDM i
Przesuń maszynę do wartości wyświetlanej 0
uzyskać dostęp
następnie pr css
,
Ponowne uruchomienie
funkcji EDM · 4) Powtórz krok 2 i krok 3 dla następujących punktów obróbki.
55
Machine Translated by Google
naciśnij
okno, a wyświetli się ta wartość;
,
naciskać
aby przesłać wartość wyświetlaną w oknie z do kalkulatora;
,
Wynik transferu kalkulatora dla wybranego zx wynosi.
naciskać
Łuk TAN SQRT itd.
Kalkulator nie tylko umożliwia wykonywanie normalnych obliczeń matematycznych
naciśnij
okno, a wyświetli się ta wartość;
Łuk COS
w trybie wyświetlania kalkulatora: naciśnij R, aby wyjść z funkcji kalkulatora.
,
Łuk SIN
,
jeśli kalkulator wyświetla Tryb ustawiony na tryb 1
,
GRZECH
naciskać
Po zakończeniu obliczeń, jeżeli tryb wyświetlania kalkulatora jest ustawiony na
,
aby przenieść obliczony wynik na oś z; następnie z
okno wyświetli tę wartość;
aby przesłać wartość wyświetlaną w oknie Y w celu obliczenia r;
naciskać
przeniesienie wartości wyświetlanej w oknie X do kalkulatora;
w normalnym trybie wyświetlania: naciśnij R, aby wejść w funkcję kalkulatora.
aby przenieść obliczony wynik na oś zabawki; następnie
DĘBNIK
Obsługa jest taka sama jak w przypadku kalkulatorów komercyjnych i jest prosta.
SAŁATA
aby przenieść obliczony wynik na oś tox; następnie x
użytkownik może:
tryb 1 użytkownik może:
Wejdź i wyjdź z funkcji kalkulatora
,
takie jak +, - ,
, /, zapewnia również trygonometrię do obliczeń metrycznych, takich jak AS
7 kalkulator
Przesyłanie bieżącej wartości wyświetlanej w oknie do kalkulatora.
Machine Translated by Google
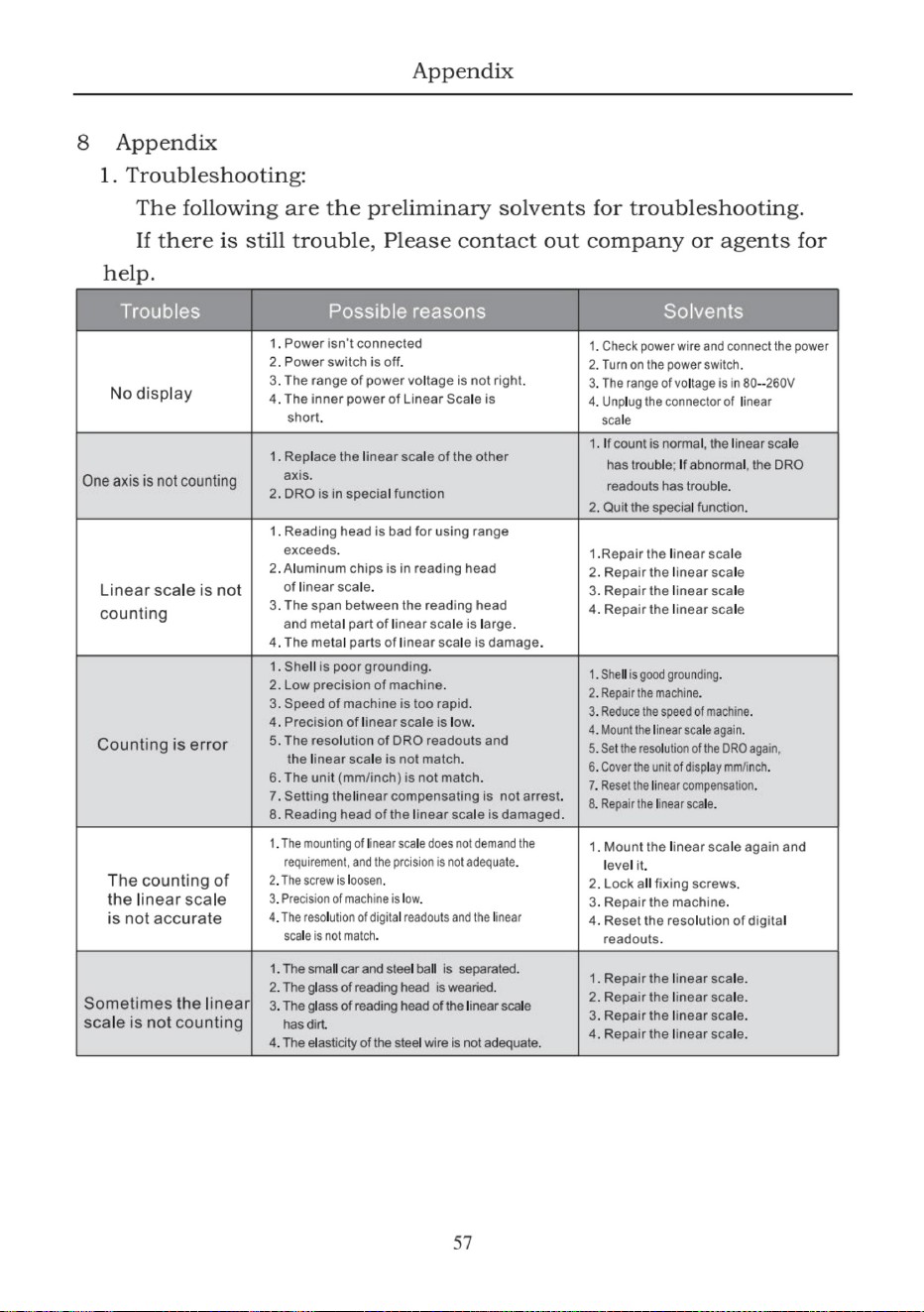
Machine Translated by Google
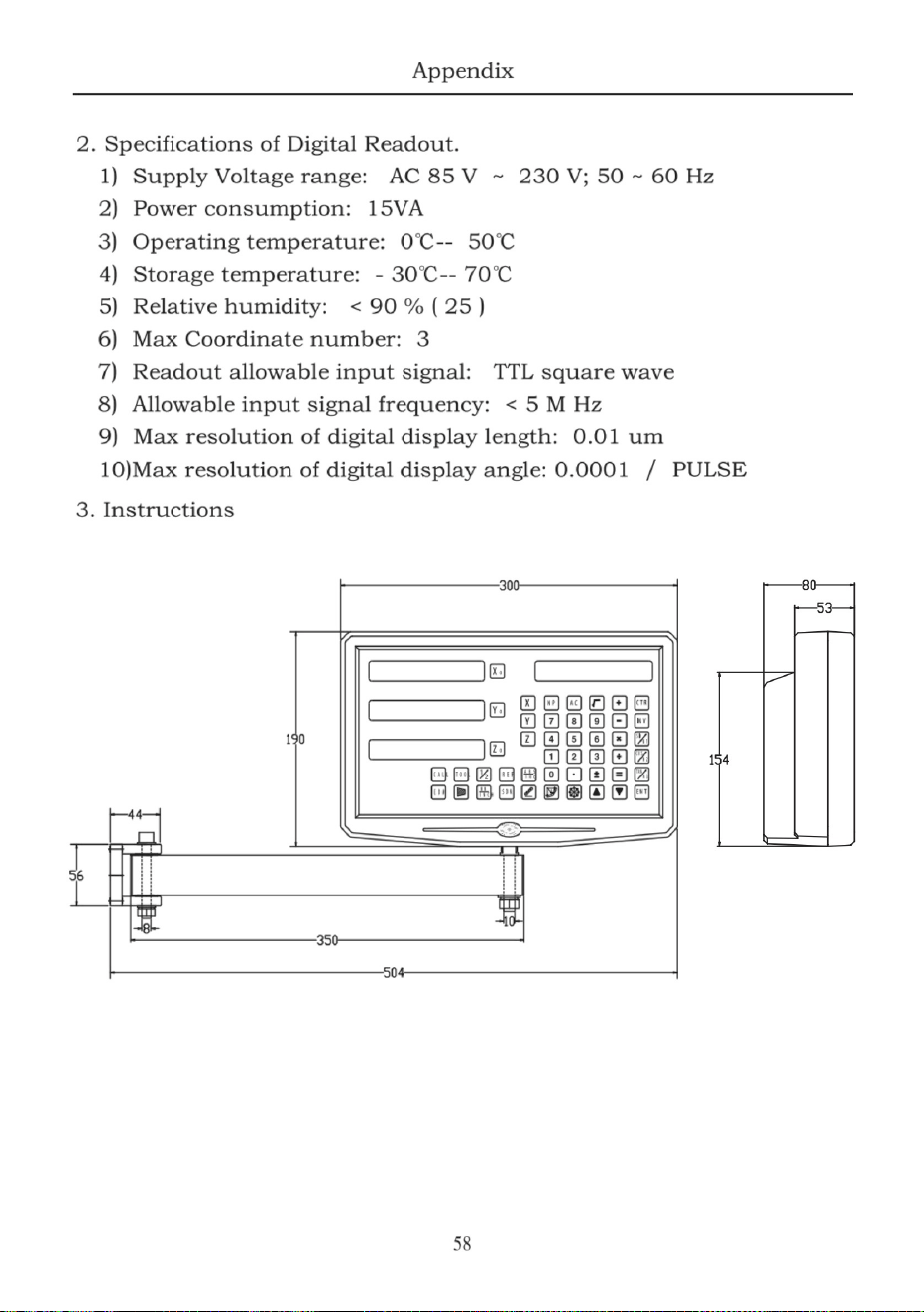
Machine Translated by Google
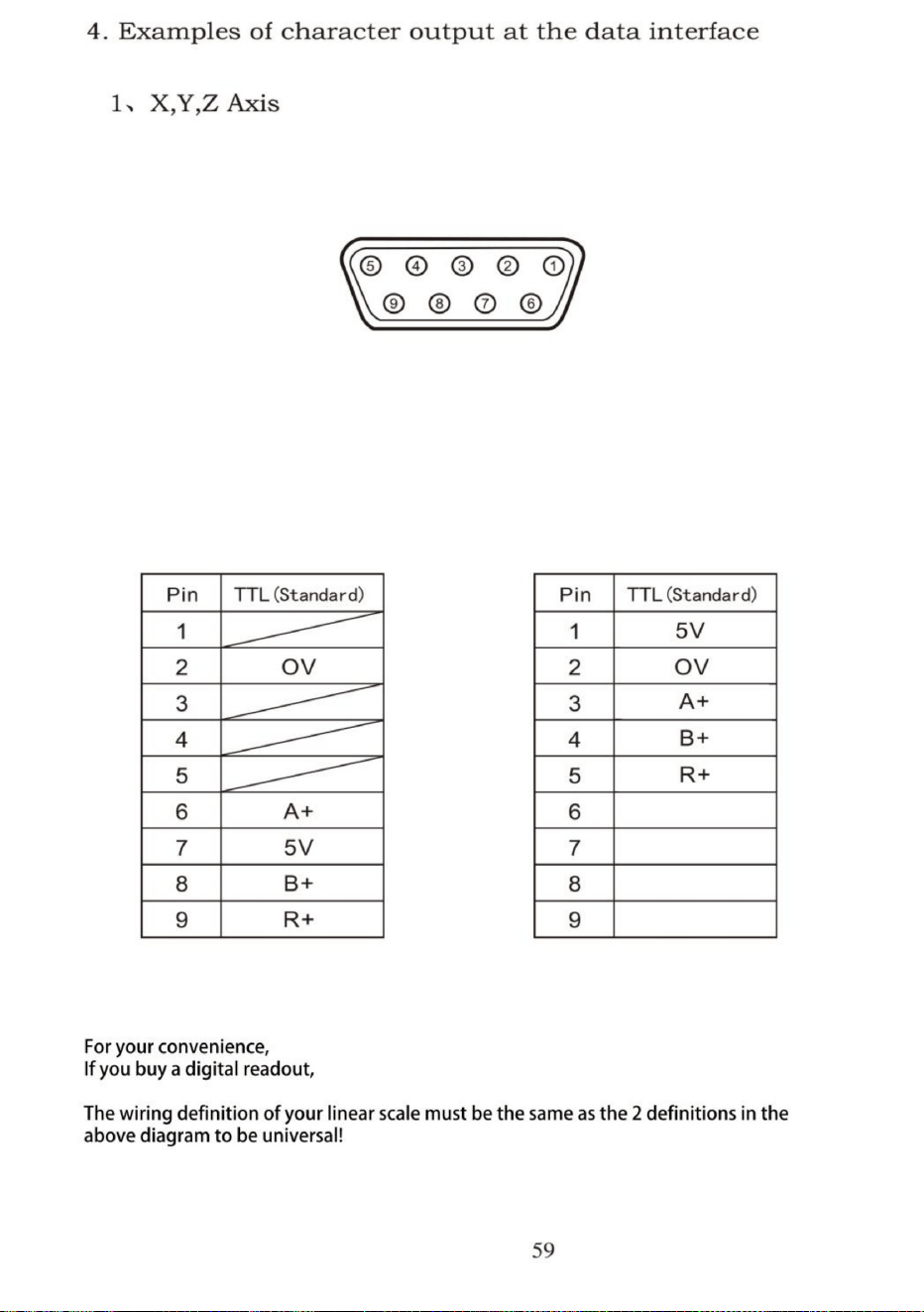
Machine Translated by Google
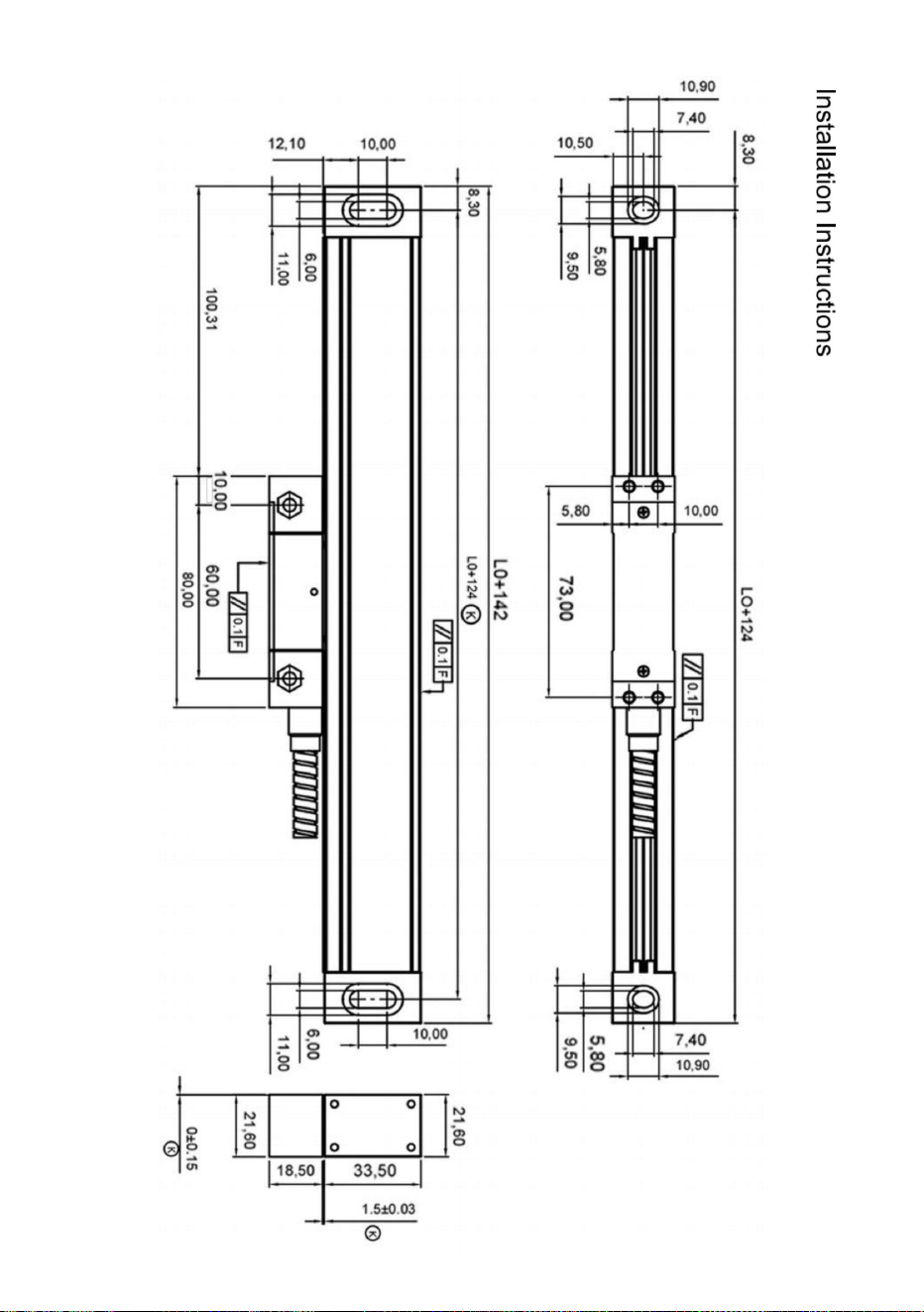
61
Machine Translated by Google
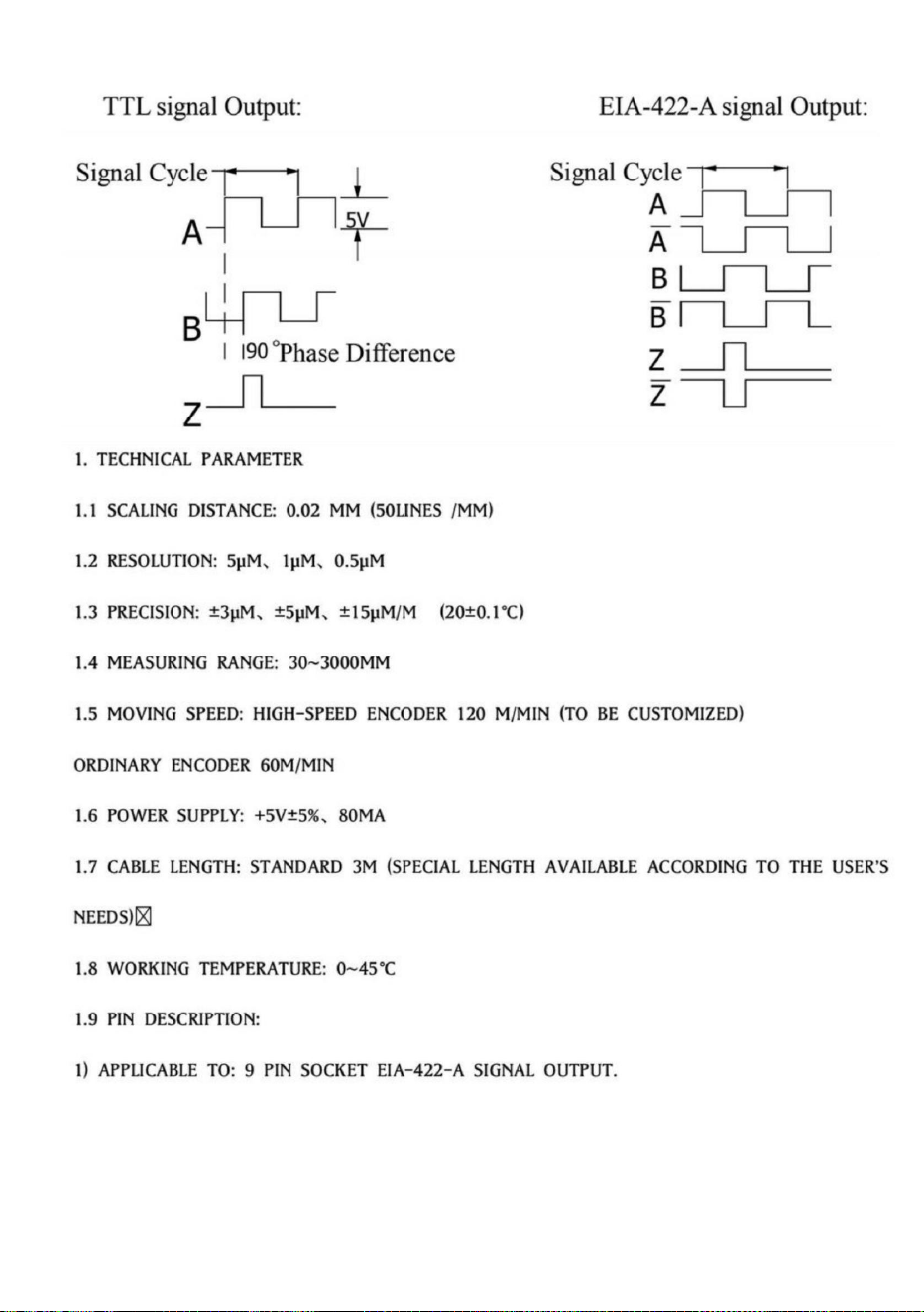
62
Machine Translated by Google
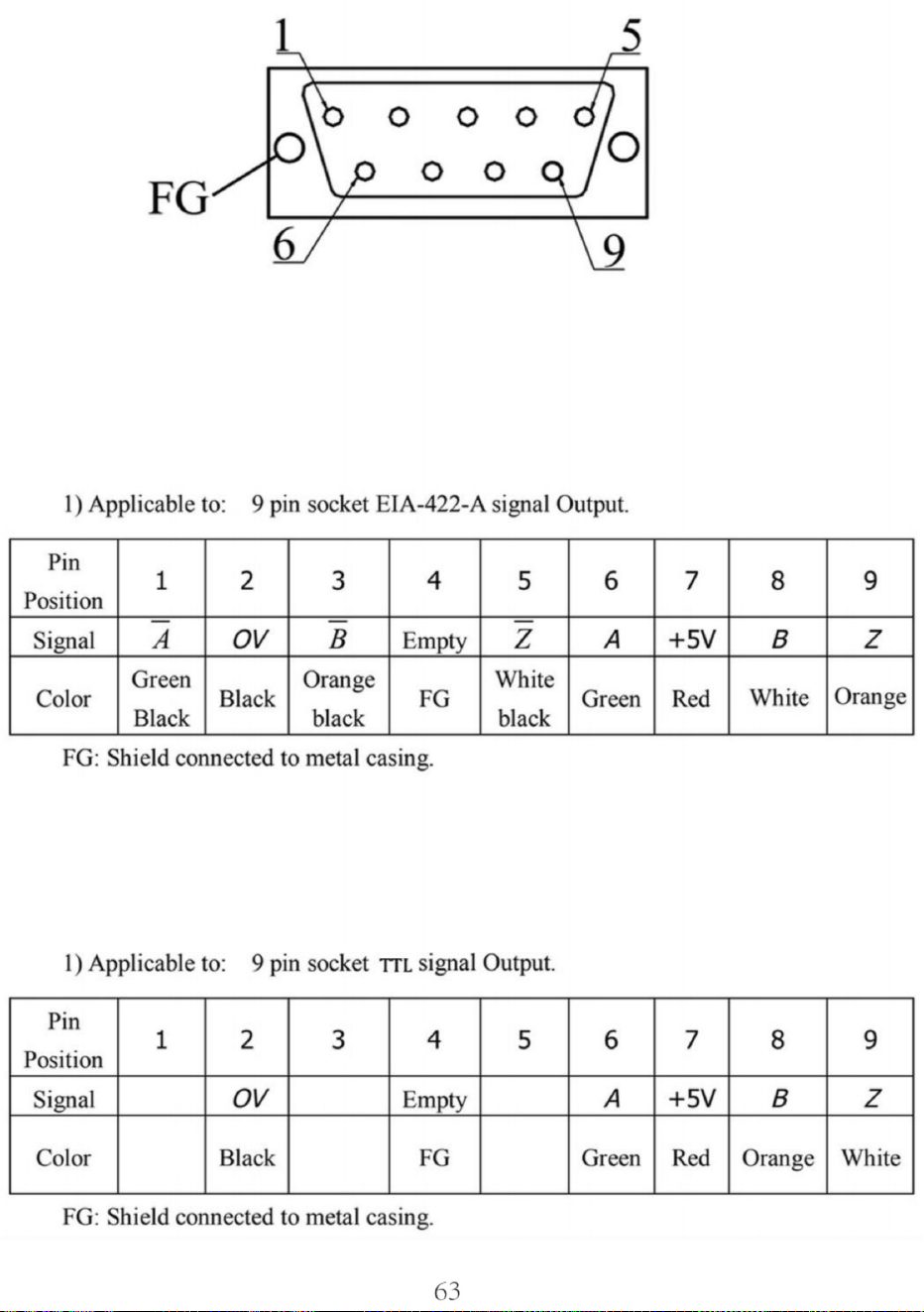
Machine Translated by Google

65
Skala liniowa
Rysunki instalacyjne
Machine Translated by Google
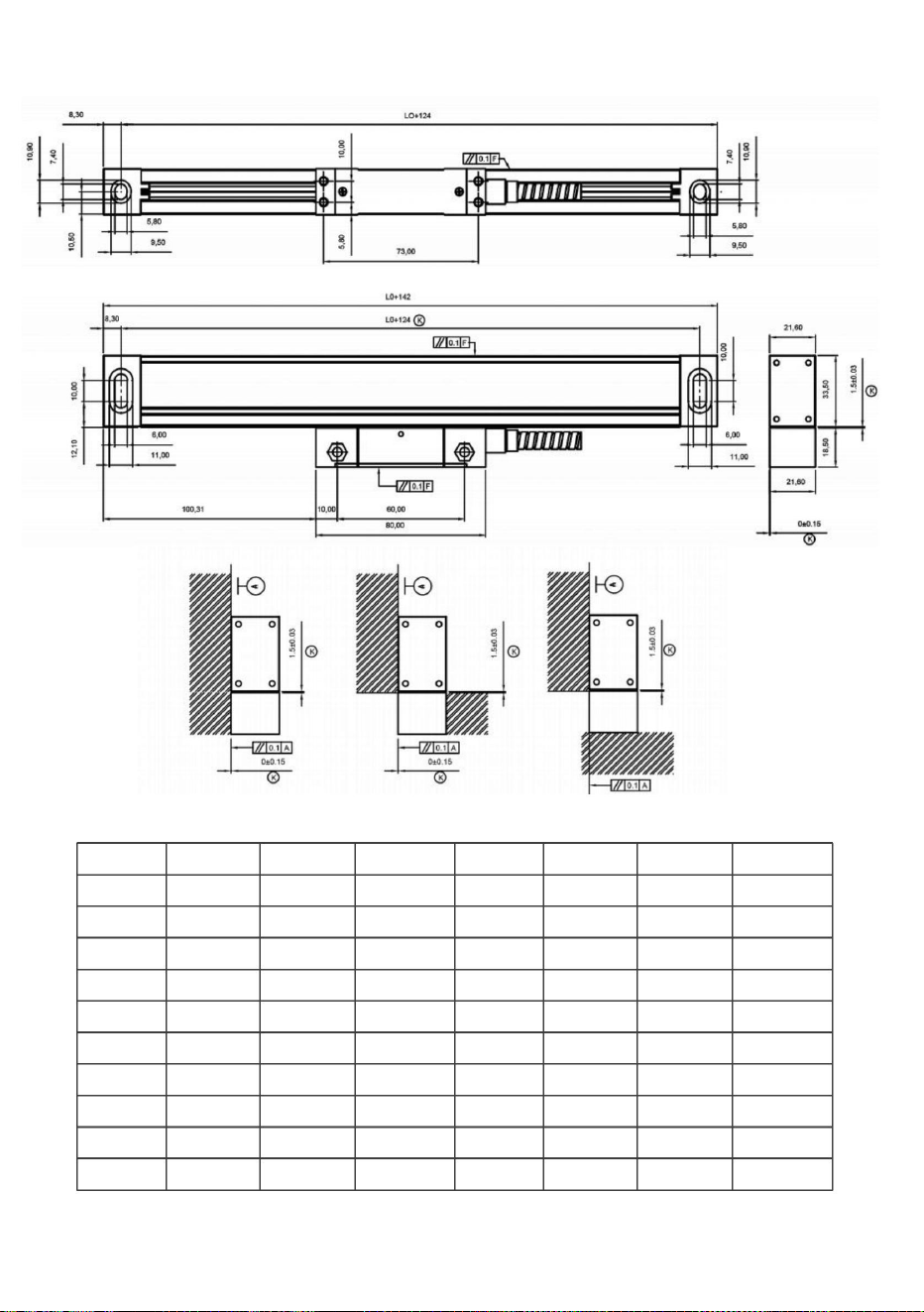
640 lat-1000 1000
L2
324
TO
750
940
1124
774
240 lat-600
YE-400 400
1140
790
540 YE-900524
100
340 lat-700 700
174
974
YE-250 250
Model
990
L1
440 YE-800
374
YE-50
L2
824
600
YE-450 450
840
574
YE-150
224
900 1024
390
L0
YE-300 300
1040
674
800
424
50 690
874
YE-500 500
290150
890
590 YE-950 950
624
274
Model
1074
YE-750
190 lat-550 550
YE-350 350
724
1090
740
490 YE-850 850
YE-100
474
924
YE-650 650
L1
YE-200 200
Rozmiar standardowy: (Jednostka: mm)
Metoda instalacji:
66
otwory montażowe; L2: całkowita długość enkodera liniowego
L0: Efektywna długość pomiarowa enkodera liniowego; L1: Długość enkodera liniowego
Machine Translated by Google
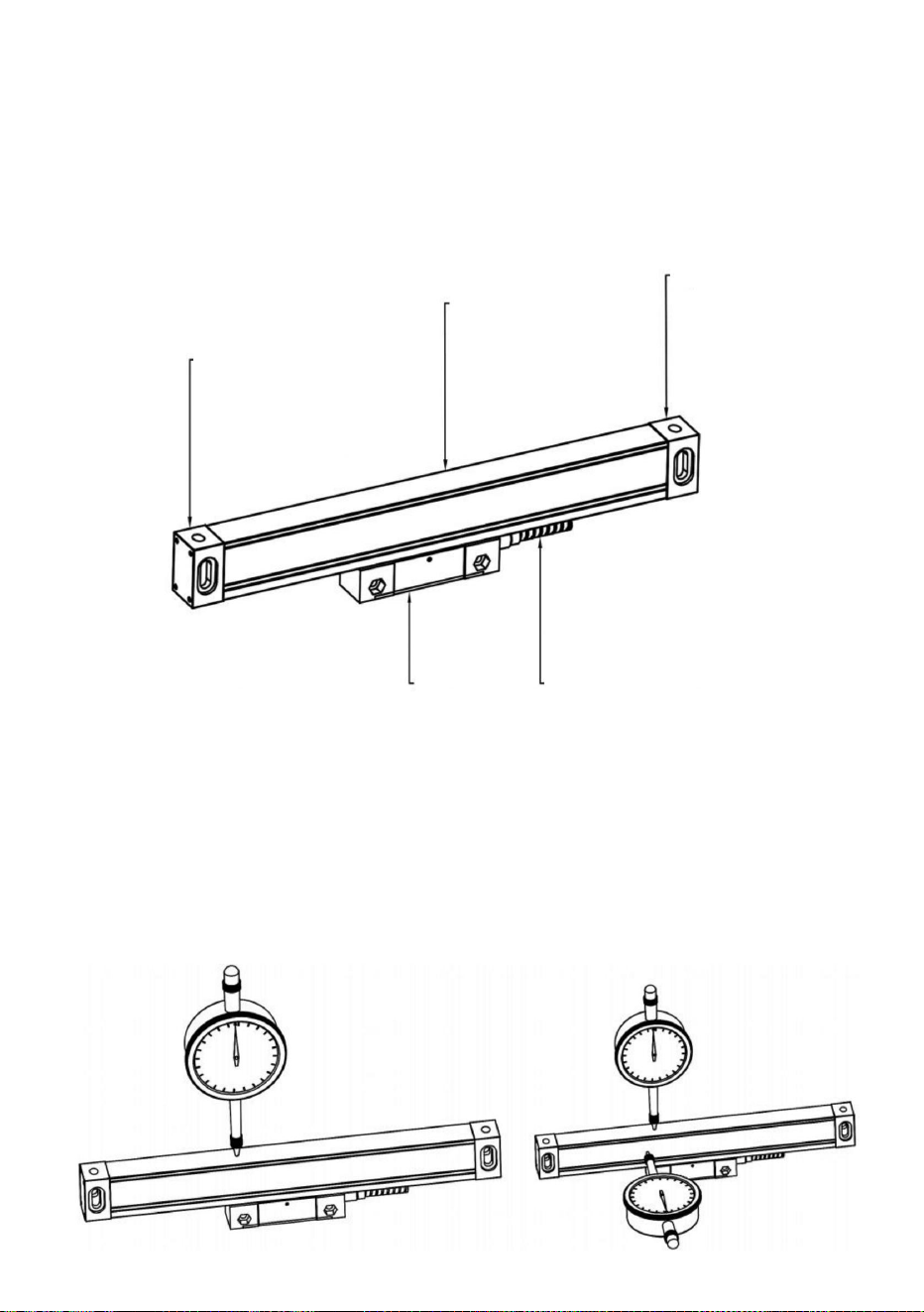
2. W przypadku powierzchni nieobrobionych, z tyłu enkodera liniowego należy umieścić
podkładkę lub zastosować samodzielnie wykonaną podkładkę montażową, aby
zapewnić stabilność i niezawodność połączenia pomiędzy liniałem kratowym a powierzchnią montażową.
przesuwu obrabiarki. Jeśli długość jest niewystarczająca, należy wymienić enkoder liniowy
na większy lub dodać blok ograniczający na maszynach. Pozycja końcowa głowicy
odczytującej od końca korpusu enkodera liniowego powinna być nie mniejsza niż 10
mm odstępu, (patrz poniższy schemat).
1. Efektywny przesuw enkodera liniowego powinien być dłuższy niż maksymalny
3. Podczas kalibracji równoległości enkodera liniowego za pomocą czujnika zegarowego lub
podobnego przyrządu, kąt głowicy bocznej musi mieścić się w granicach ±30 stopni. Im
mniejszy kąt, tym lepiej.
ciało stopy
Kabel sygnałowy
Lewa głowica drzwi
Głowica prawych drzwi
Głowa czytająca
Konserwacja:
67
Machine Translated by Google
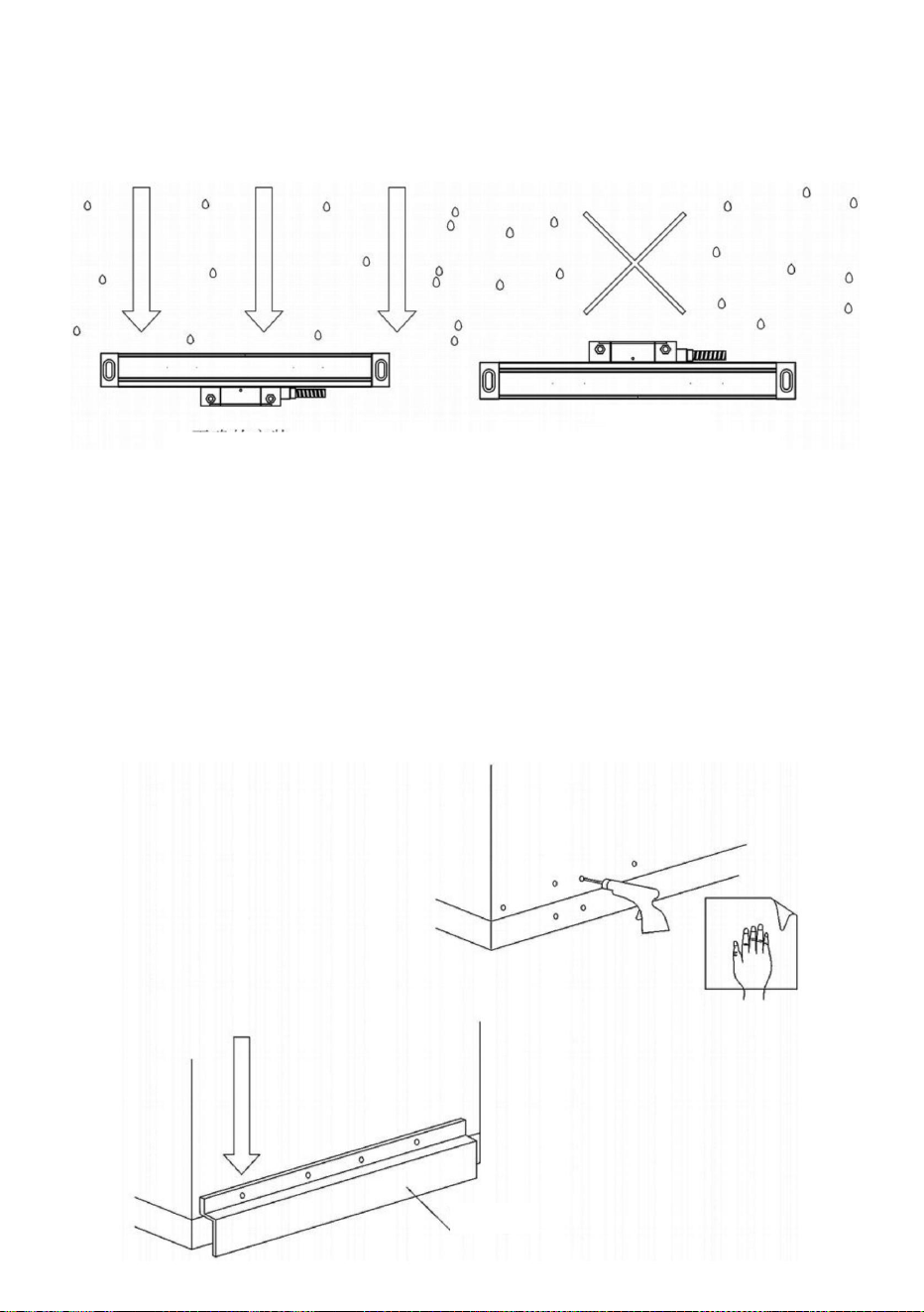
Prawidłowa instalacja
Nieprawidłowa instalacja
Osłona przeciwpyłowa
5. Między osłoną przeciwpyłową a linijką musi być odstęp co najmniej 0,5 mm.
korpusu i unikaj kontaktu pokrywy przeciwpyłowej z korpusem linijki podczas
przesuwając głowicę czytającą (jak poniżej).
płyta, musi mieć głębokość blokowania większą niż 8 zębów; skala serii YE ze śrubami M4
długość płyty L powinna być możliwie najkrótsza w możliwych okolicznościach, a
należy wziąć pod uwagę sytuację siłową powierzchni montażowej.
opiłki, olej, woda i kurz (jak pokazano na poniższym rysunku). Długość instalacji
4. Pozycja montażu enkodera liniowego musi być taka, aby nie był narażony na bezpośrednie działanie żelaza.
głębokość głębokości blokowania. Takie jak podtrzymywanie wyświetlacza cyfrowego półka miernika stała
zamontowano powierzchnię montażową, gwintowano po odgratowaniu powierzchni, usunięciu farby i plam.
siła większa część, taka jak podtrzymywanie cyfrowej półki licznika wyświetlacza płyty stałej, musi mieć
8 zębów głębokości blokowania; seria YE skali, głębokość gwintu
(Poniższy rysunek)
6. Głębokość gwintu śruby montażowej musi wynosić co najmniej 6 zębów głębokości blokowania;
68
Machine Translated by Google
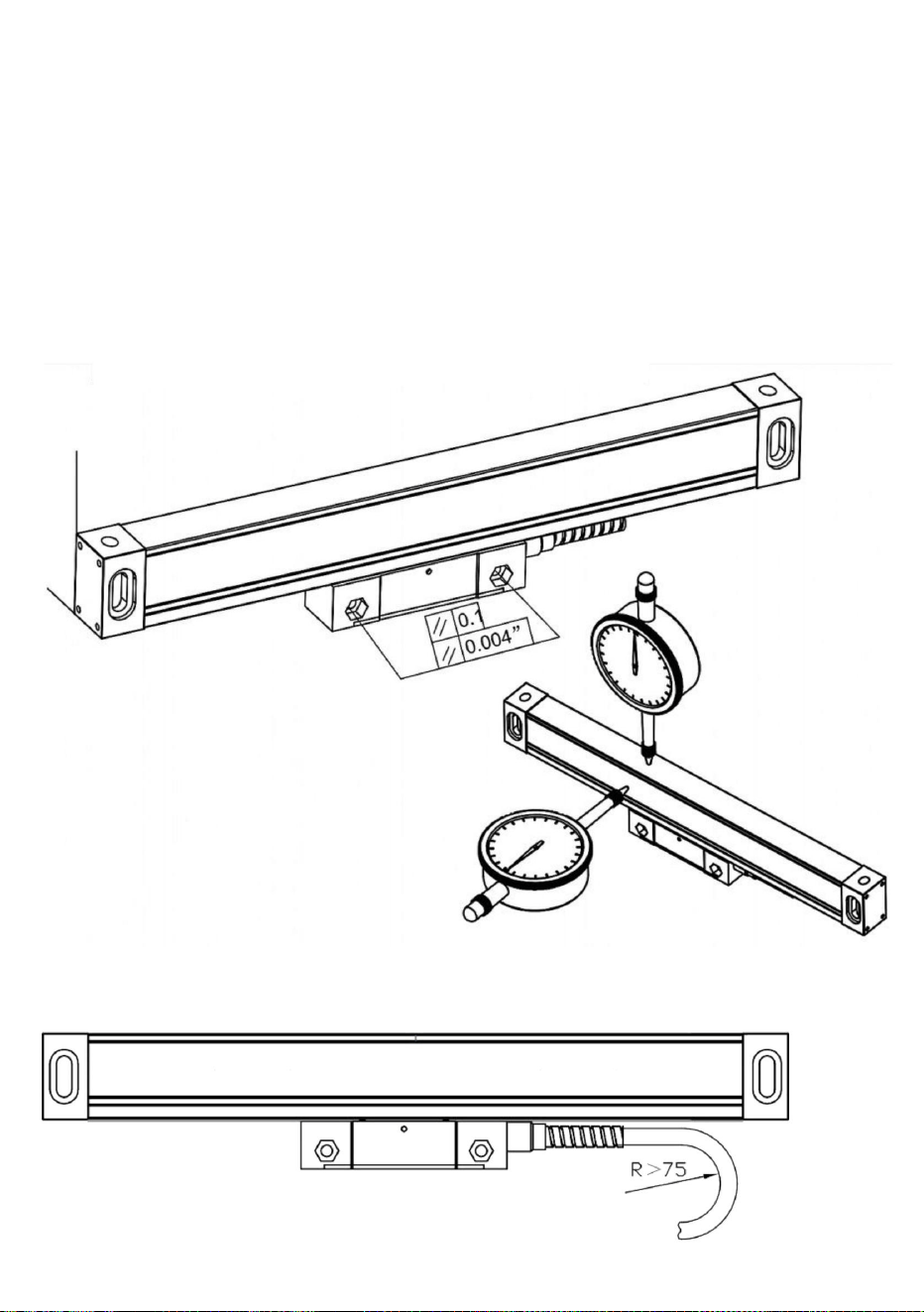
8. Regulacja wysokości skali musi być długością środka skali, aby wziąć dwa boki punktu symetrii. Dostosuj
punkt odniesienia, dowolną skalę niezależnie od kierunku poziomu szkoły lub kierunku
wysokości, zakres regulacji: dla korpusu skali, do głowicy od korpusu skali w odległości nie większej
niż 20 mm od każdego końca ma pierwszeństwo. Dla głowicy czytającej, między dwiema czworokątnymi
powierzchniami odniesienia (następujący rysunek)
9. Promień gięcia przewodu sygnałowego skali jest większy niż 60 mm.
Miejsce mocowania należy umieścić możliwie jak najbardziej w samym środku skoku, a nadmiar
przewodu sygnałowego zamocować opaską zaciskową.
7. Mocowanie linii sygnałowej musi uwzględniać wszystkie istotne odległości ruchome.
69
Machine Translated by Google
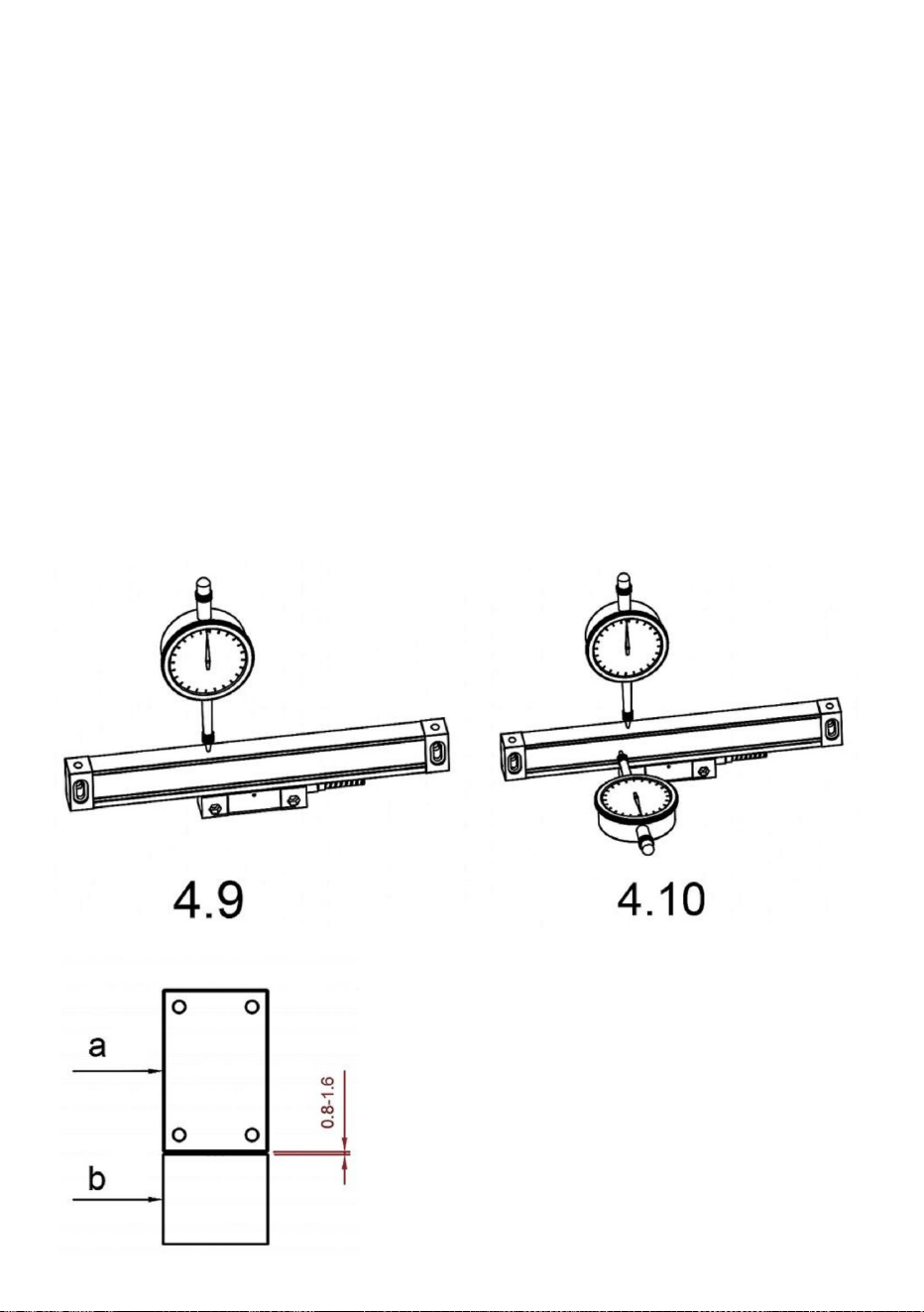
70
powierzchnia głowicy odczytującej, a prostopadłość między powierzchniami instalacyjnymi wynosi
<0,1 mm
2) Normy montażu korpusu linijki (rysunek 4.9, rysunek 4.10)
1. Kierunek wysokości względem równoległości prowadnicy maszyny <0,1 mm, maksymalnie nie więcej
niż 0,15 mm. Pod względem punktu symetrii im mniejszy tym lepiej.
3) Standard instalacji głowicy odczytującej
1. Powierzchnia montażowa korpusu linijki jest równoległa do powierzchni montażowej głowicy
odczytującej, a równoległość między powierzchniami montażowymi wynosi <0,1 mm
2. Powierzchnia montażowa korpusu linijki jest prostopadła do powierzchni montażowej
(1) Standardowa powierzchnia podstawy instalacji (rysunek 4.8abc trzy metody instalacji)
10. Standard instalacji wagi
0,25±0,15 mm
3. Równoległość głowicy czytającej względem
Niewspółosiowość w kierunku poziomym.
obrabiarka <0,10 mm, maksimum nie może przekroczyć
0,30 mm
1. Po zainstalowaniu odstęp między głowicą odczytującą a kierunkiem wysokości korpusu linijki wynosi
0,8–1,6 mm; następnie należy wyjąć blok podkładek (rysunek 4.11).
2. Głowica czytająca stronę A i korpus linijki stronę B.
Machine Translated by Google
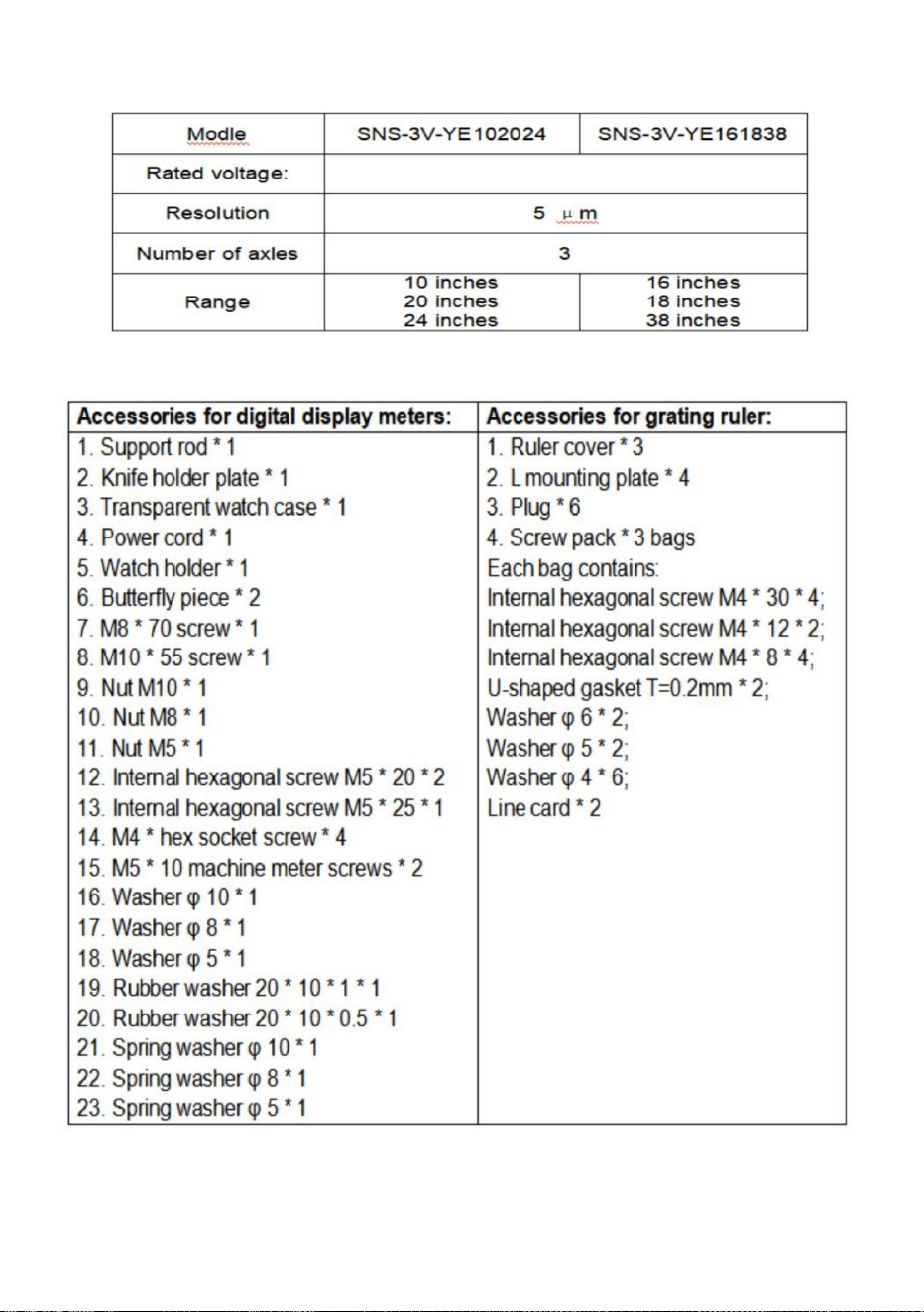
Akcesoria standardowe:
AC85-230V 50Hz/60Hz
Parametr:
To urządzenie jest zgodne z częścią 15 przepisów FCC. Jego działanie podlega
następującym dwóm warunkom: (1) To urządzenie nie może powodować szkodliwych
zakłóceń i (2) to urządzenie musi akceptować wszelkie odbierane zakłócenia, w tym
zakłócenia, które mogą powodować niepożądane działanie.
Machine Translated by Google
www.vevor.com/support
Wsparcie techniczne i certyfikat e-gwarancji
Importowane do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt nad Menem.
Importowane do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj
200000 CN.
Producent: Shanghaimuxinmuyeyouxiangongsi
London Road, Staines-upon-Thames, Surrey, TW18 4AX
C/O YH Consulting Limited Biuro 147, Centurion House,
YH CONSULTING LIMITED.
REP WIELKIEJ BRYTANII
Przedstawiciel UE
Machine Translated by Google

MODEL: SNS-3V-YE102024 IS NS-3V-YE161838
Wij herinneren u eraan om bij het plaatsen van een bestelling bij ons zorgvuldig te controleren of u:
topmerken en betekent niet noodzakelijkerwijs dat alle categorieën gereedschappen die wij aanbieden, worden gedekt. U
schatting van de besparingen die u kunt behalen door bepaalde gereedschappen bij ons te kopen in vergelijking met de belangrijkste
in feite de helft besparen vergeleken met de grote topmerken.
"Halve prijs" of andere soortgelijke uitdrukkingen die wij gebruiken, vertegenwoordigen slechts een
,
"red de helft"
Wij blijven ons inzetten om u gereedschappen te leveren tegen concurrerende prijzen.
DRO DISPLAY GEBRUIKERSHANDLEIDING
www.vevor.com/support
Technische ondersteuning en E-garantie certificaat
Machine Translated by Google
HULP NODIG? NEEM CONTACT MET ONS OP!
Dit is de originele instructie, lees alle instructies in de handleiding
zorgvuldig voor gebruik. VEVOR behoudt zich een duidelijke interpretatie van onze
gebruikershandleiding voor. Het uiterlijk van het product is onderworpen aan de
Neem contact met ons op:
product dat u hebt ontvangen. Vergeef ons dat we u niet meer op de hoogte stellen als er
technologische of software-updates voor ons product zijn.
Heeft u vragen over het product? Heeft u technische ondersteuning nodig? Neem dan gerust contact met ons op.
MODEL: SNS-3V-YE102024 SNS-3V-YE161838
Technische ondersteuning en E-garantie certificaat
Www.vevor.com/support
DRO-SCHERM
Machine Translated by Google
Lineaire schaal· wanneer het in gebruik is, als de verbinding tussen de
Als de optische lineaire weegschaal die met de digitale uitlezing wordt gebruikt, beschadigd is, mag u
geen lineaire weegschaal van een ander merk gebruiken. · Omdat de prestaties, specificaties en
aansluitingen van de producten van verschillende merken en
,
Probeer in zo'n geval niet om het te repareren, maar neem contact op met het bedrijf of
gereedschapswerktuigen
Veiligheidswaarschuwing:
Bedankt voor uw aankoop van de multifunctionele digitale uitlezingen ·
Lees alle instructies in de handleiding zorgvuldig door voordat u het product gebruikt en
verdeelapparaten, instelgereedschappen
ruik je de geur van de digitale uitlezing, trek dan de stekker uit het stopcontact
fout of letsel kan optreden. In geval van een abnormale toestand,
in invoerassen,
meet- en inspectieapparatuur, EDM en meetstations voor
Om elektrische schokken of brand, vocht of direct gespoten vloeistof te voorkomen
De gebruiker moet voorzichtig zijn.
volg ze strikt op · bewaar de handleiding voor toekomstige referenties ·
Digitale uitlezingen worden in een breed scala aan toepassingen gebruikt. Deze omvatten:
Lineaire schaal en de digitale uitlezing zijn kapot of beschadigd
Bij wijzigingen in de voorbeeldparameters hebben de willekeurige bestanden voorrang en heeft het
bedrijf het uiteindelijke interpretatierecht zonder voorafgaande kennisgeving.
Beste gebruikers:
Bij veel toepassingen kunnen veel encoders op de digitale uitlezingen worden aangesloten.
Digitale uitlezing is een nauwkeurig meetinstrument dat wordt gebruikt met een optische
niet worden aangesloten zonder de instructie van een gespecialiseerde technicus
onmiddellijk, anders kan er brand of een elektrische schok ontstaan.
productiecontrole. Om te voldoen aan de eisen van deze
Neem contact op met het bedrijf of de distributeur.
,
koelvloeistof moet worden vermeden. In geval van rook of bijzondere
Probeer de digitale uitlezing niet te repareren of te wijzigen, anders kan er een storing optreden.
personeel, anders ontstaan er problemen met de digitale uitlezing.
extern kunnen er onjuiste meetwaarden ontstaan · Daarom,
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
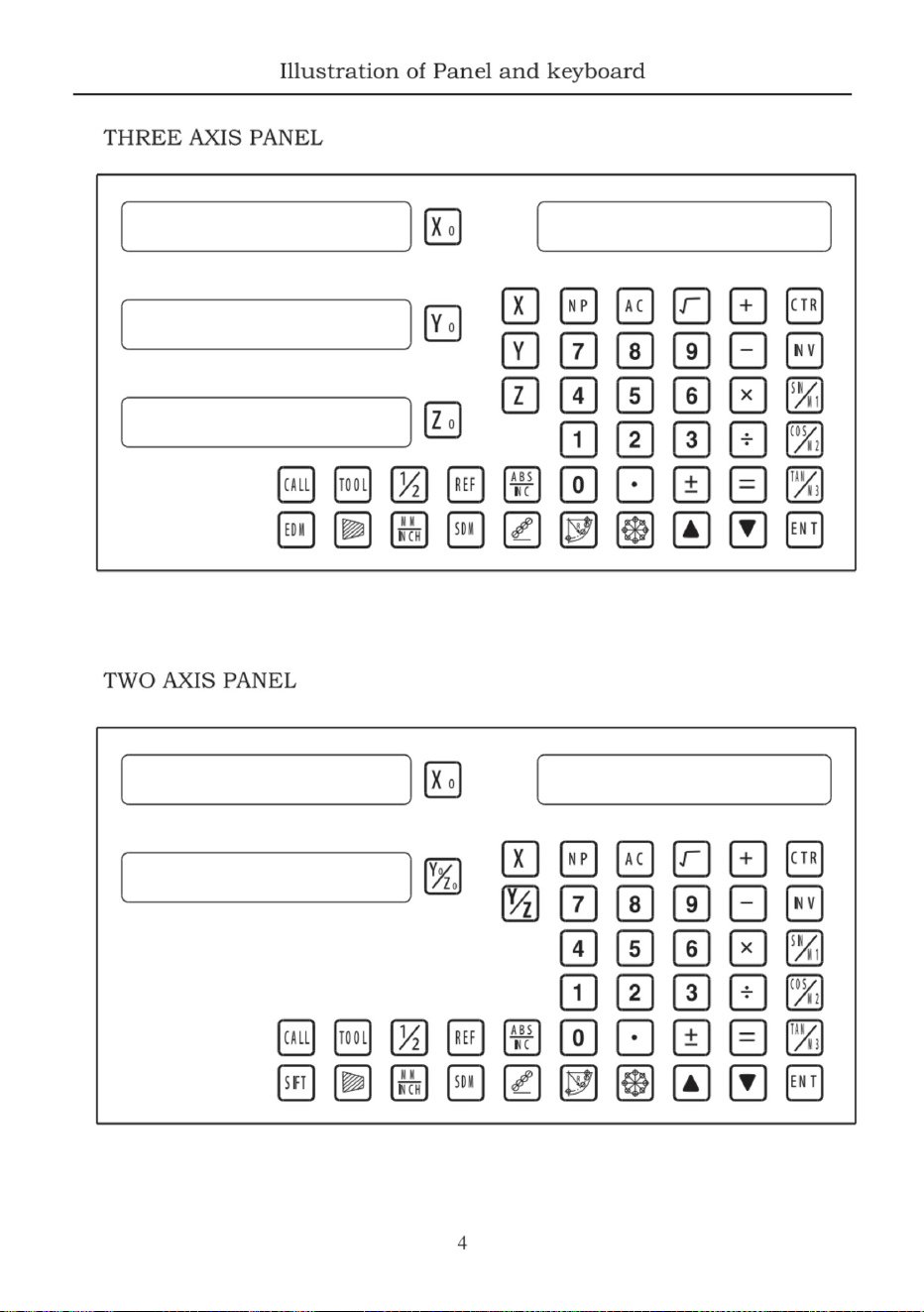
Machine Translated by Google
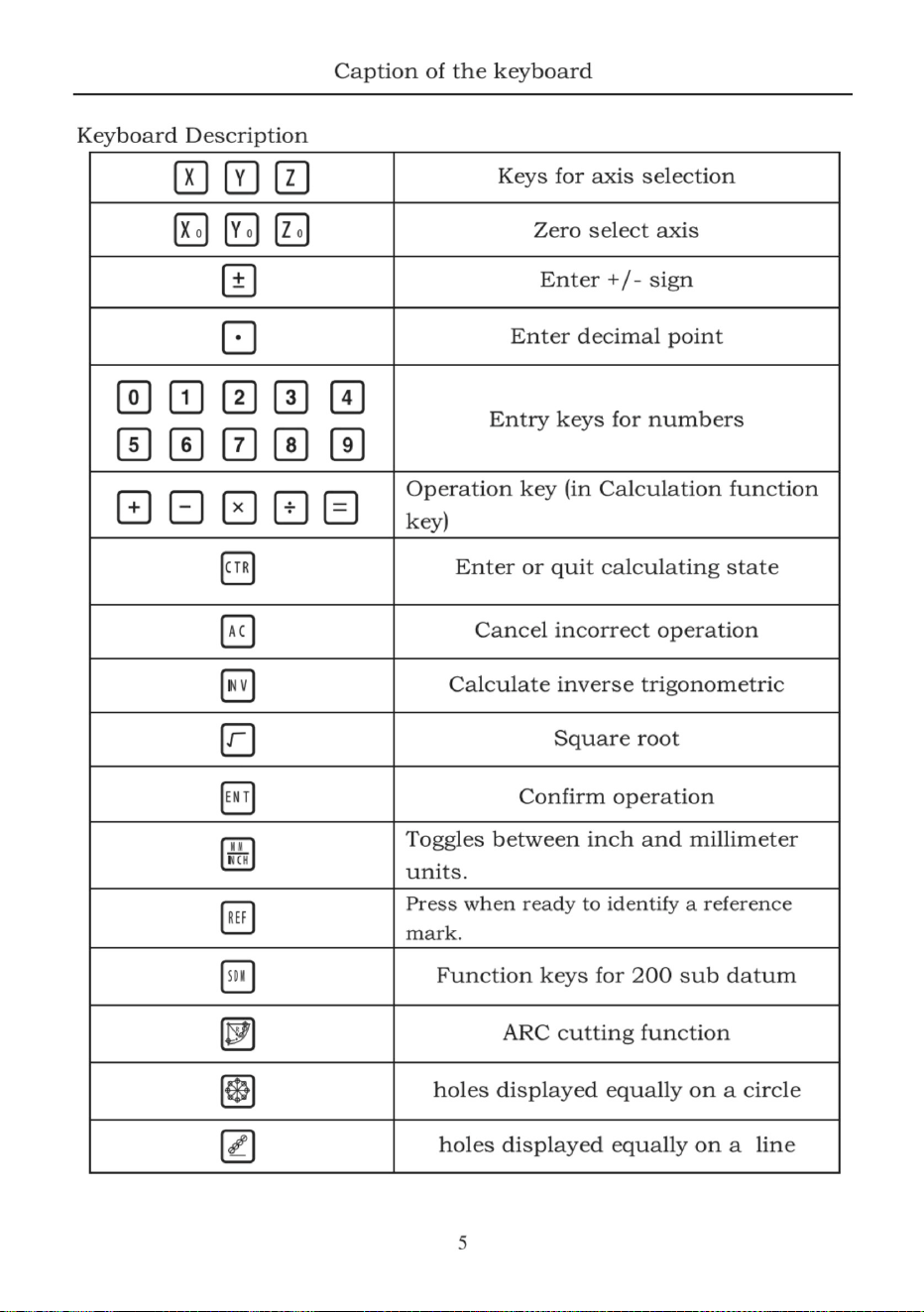
Machine Translated by Google
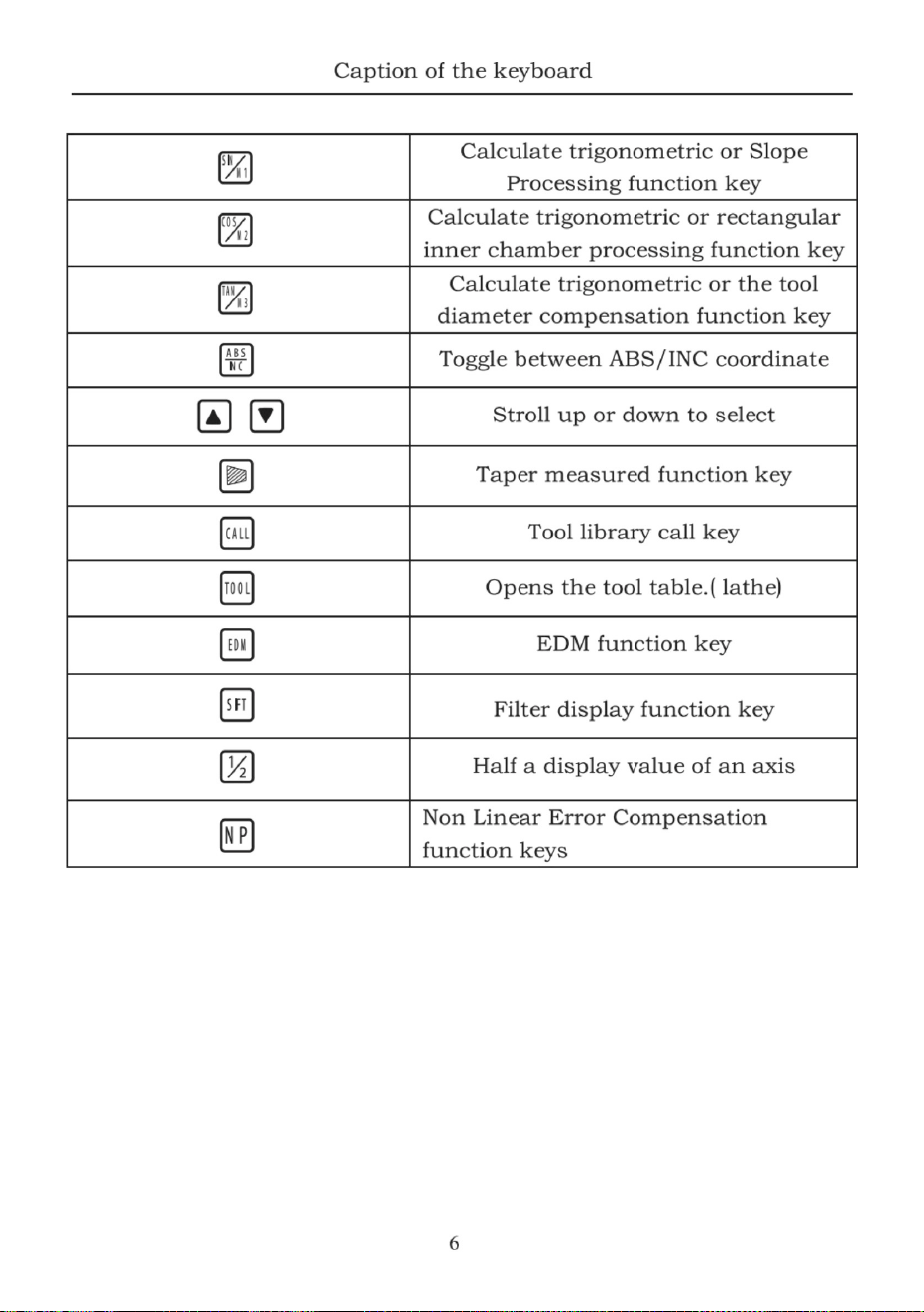
Machine Translated by Google
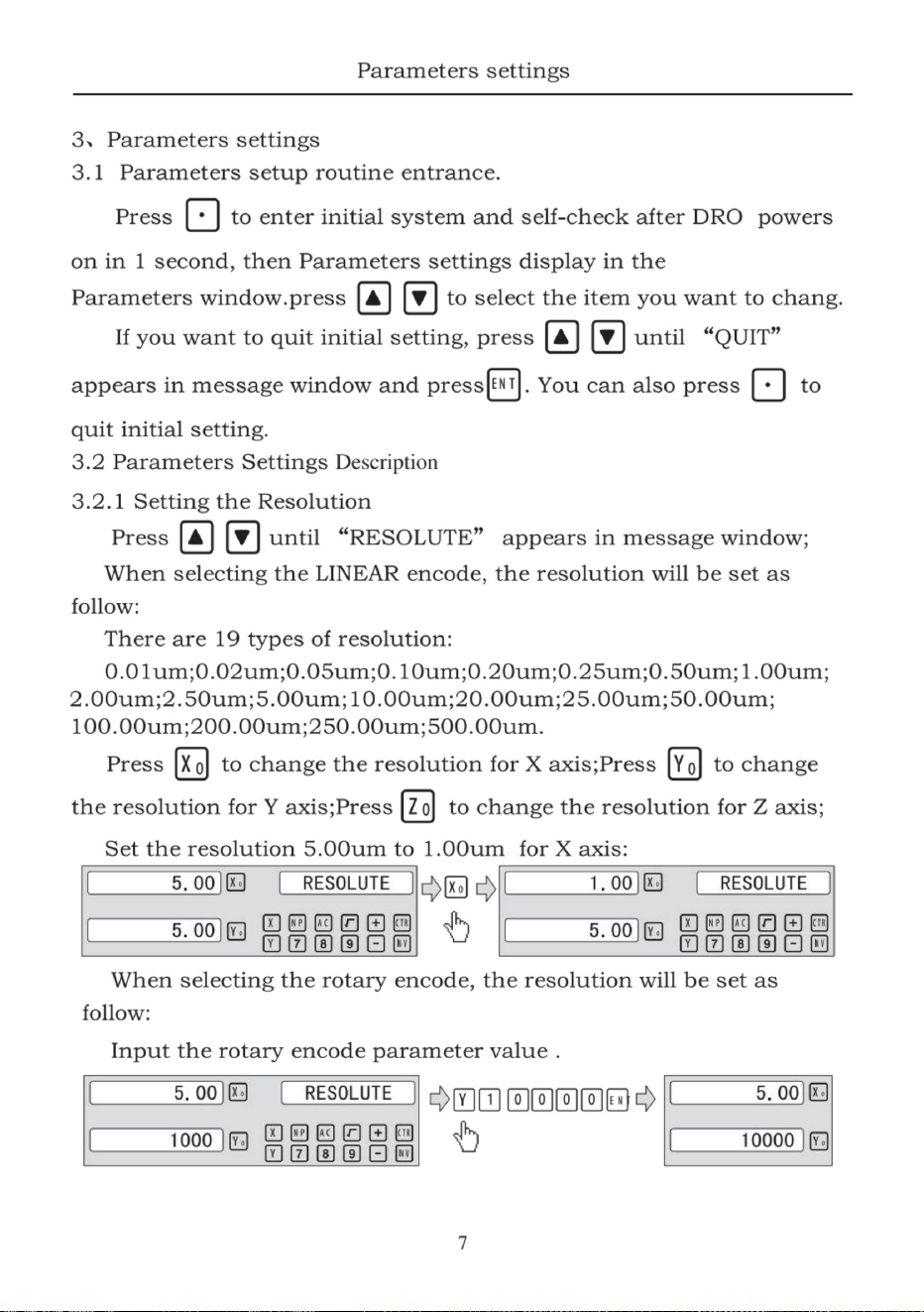
Machine Translated by Google
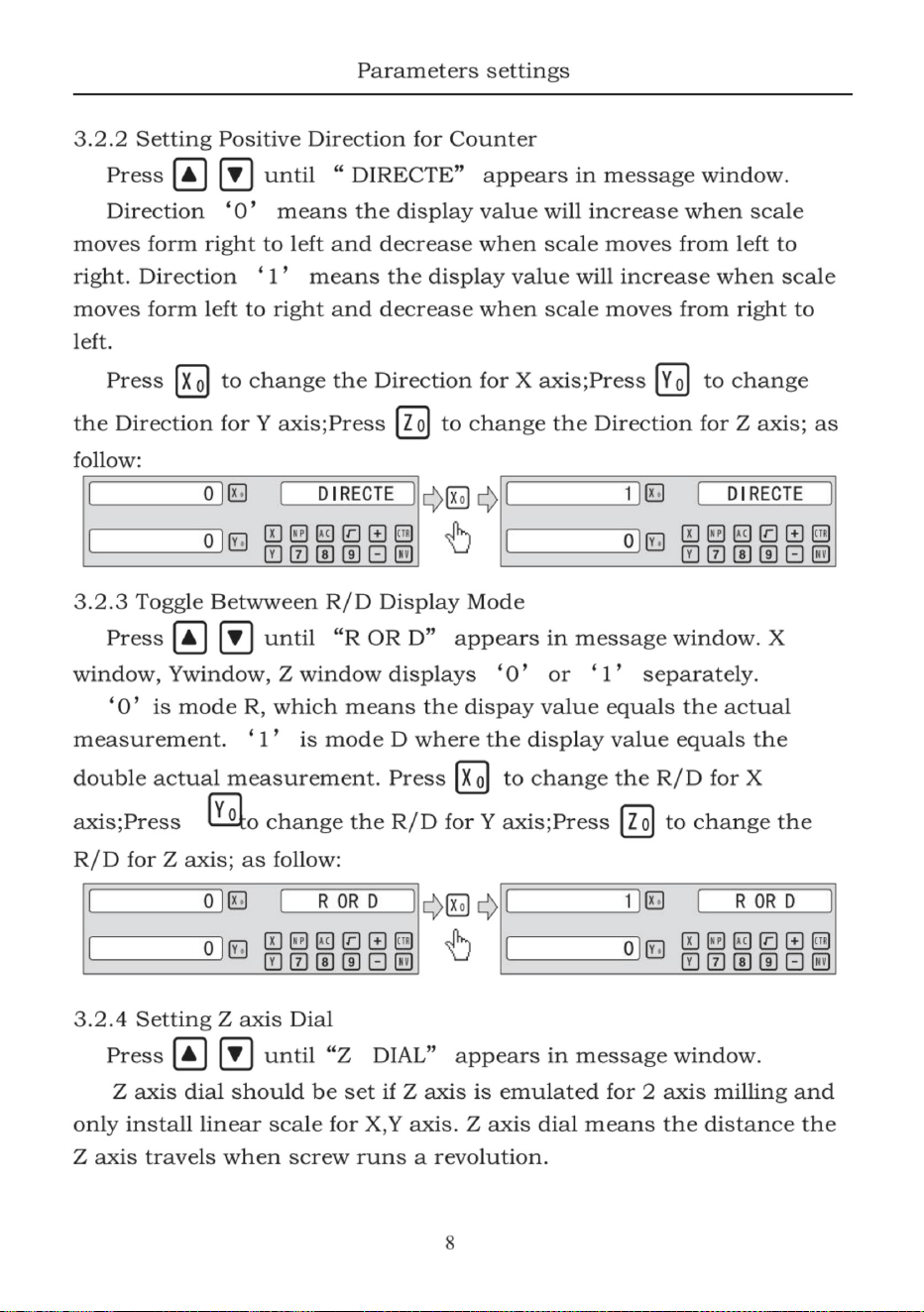
Machine Translated by Google
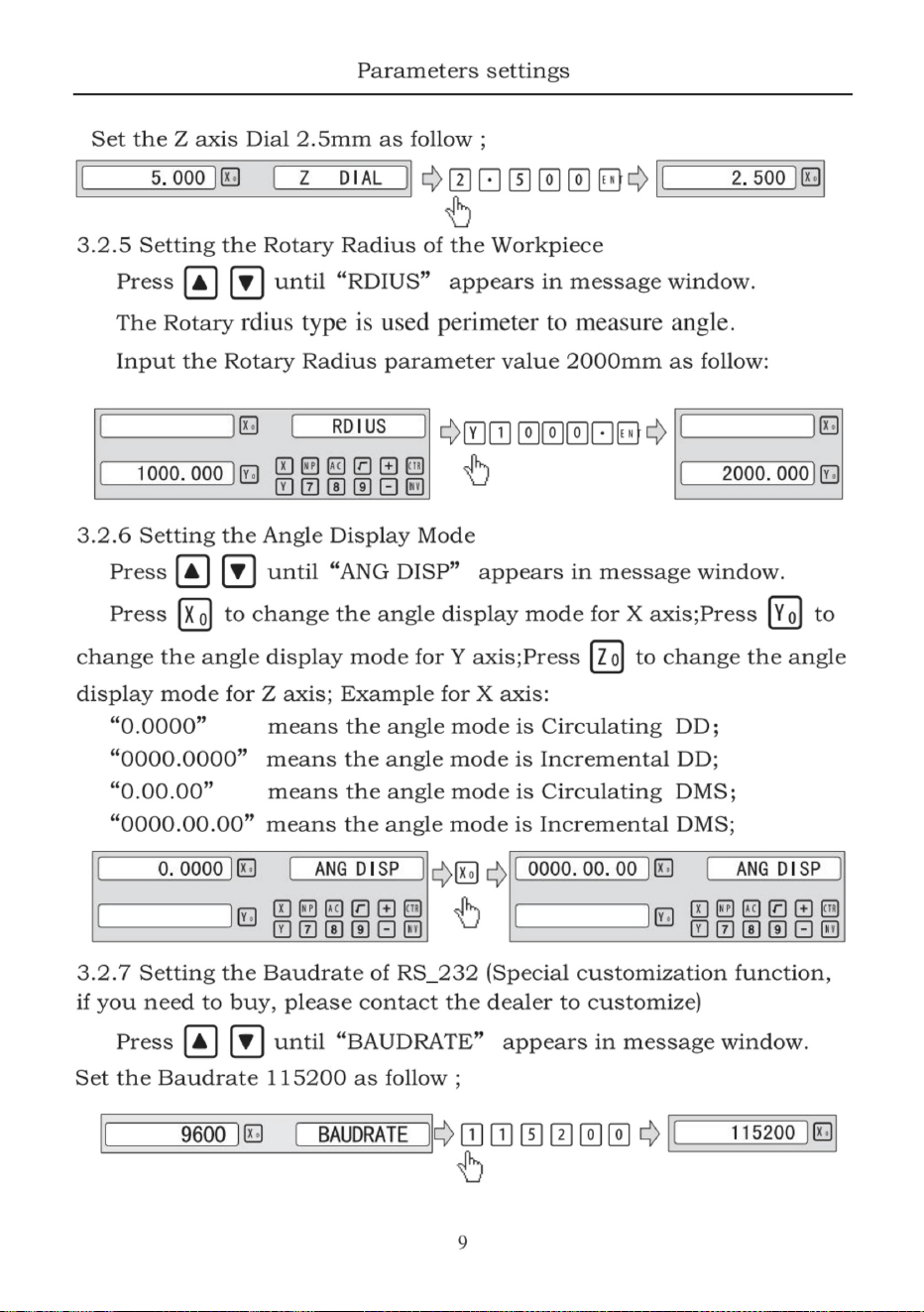
Machine Translated by Google
'1'
;
betekent dat de ABS-nulstelling en de vooraf ingestelde gegevens worden uitgevoerd
speciale Functiebewerking.
'1'
pers
de
betekent dat de ABS-nulstelling en de vooraf ingestelde gegevens worden uitgevoerd
betekent speciale functie positiewaarde + ABS Positiewaarde is
totdat UCCTR MODE" verschijnt in bericht W ·
'
pers
totdat "ABS ASST" in het berichtenvenster verschijnt·
'
m de weergavewaarde van de rekenmachine bij de x wind in de
betekent de weergavewaarde van de rekenmachine in het berichtenvenster op het disply;
totdat "ABS ZERO" in het berichtenvenster verschijnt·
'1'
'
'o betekent dat alleen de speciale functiepositiewaarde wordt weergegeven in de
de
'
pers
ABS-ASSISTENT ABS-ASSISTENT
dagelijkse tijden
Gevangene vier vier
ABS NULABS NUL
inschakelen in de normale weergavestatus ·
Weergavemodus
om de weergavemodus van de rekenmachine te wijzigen, wordt AS ingesteld
Instelling helderheid LED-scherm, de fabrieksinstelling is alleen
verander de absolute nulmodus voor de Z-as; Voorbeeld voor de x-as ·
3. 2.10 instellen van de
is het niet aan te raden om de standaardwaarde zelf in te stellen.
weergeven in de speciale Functiebewerking.
:
3. 2. 8 Instellen van de absolute nulstelling in- of uitschakelen
pers
uitschakelen in de normale weergavestatus ·
parameterinstellingen
om de absolute nulstellingsmodus voor de x-as te wijzigen, drukt u op
als volgt worden ingesteld:
om de absolute modus voor de speciale functie te wijzigen, zal
3. 2. 9 het instellen van de Absolute vorm van de speciale Functie
pers
naar
"3", hoe hoger de parameter, hoe helderder de helderheid. Druk op "xo" om
3.2.11 Instelling helderheid beeldscherm
druk om
de absolute nulstellingsmodus voor de Y-as te wijzigen, druk op
CTR-MODUS
CTR M DE
Machine Translated by Google
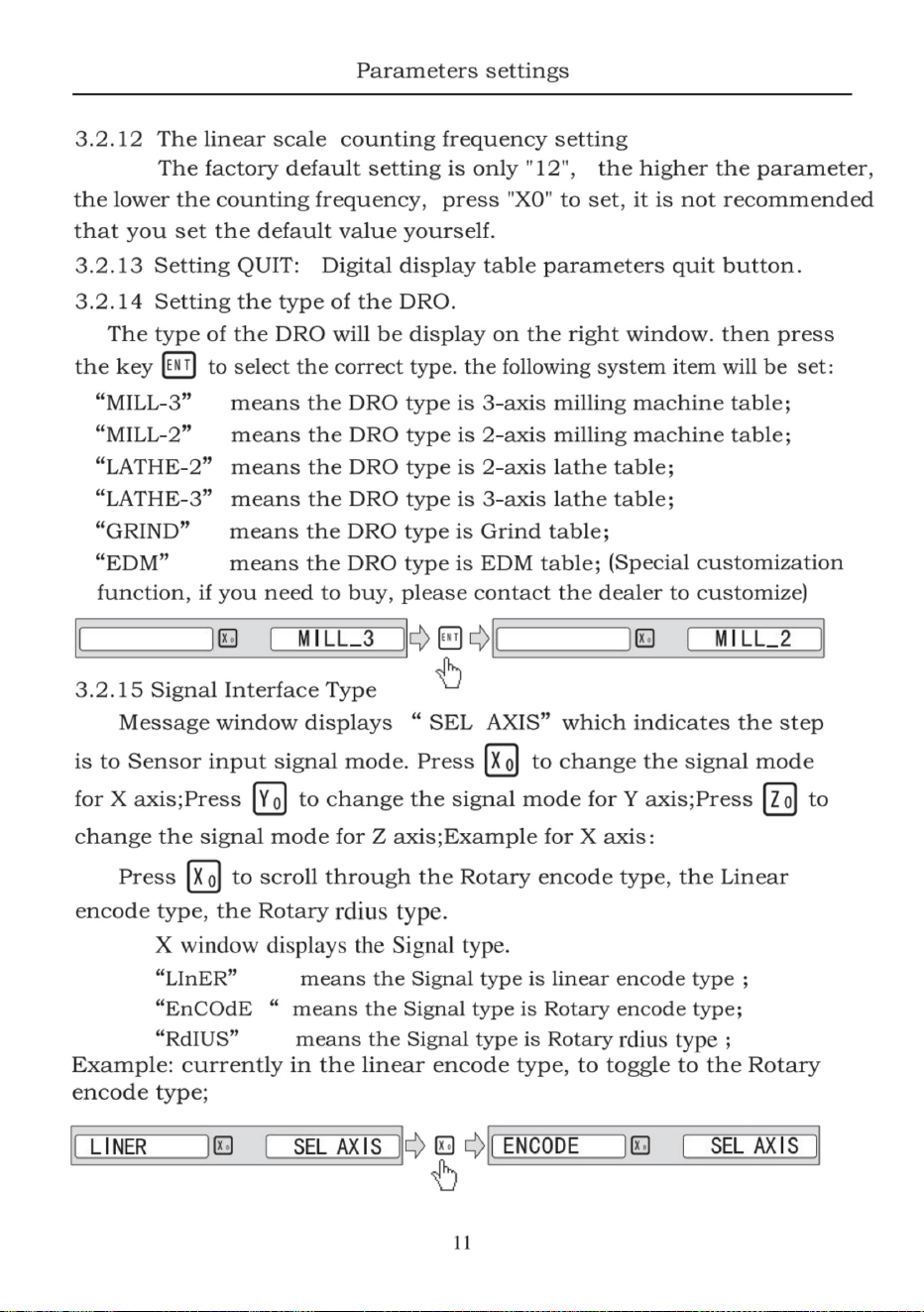
Machine Translated by Google
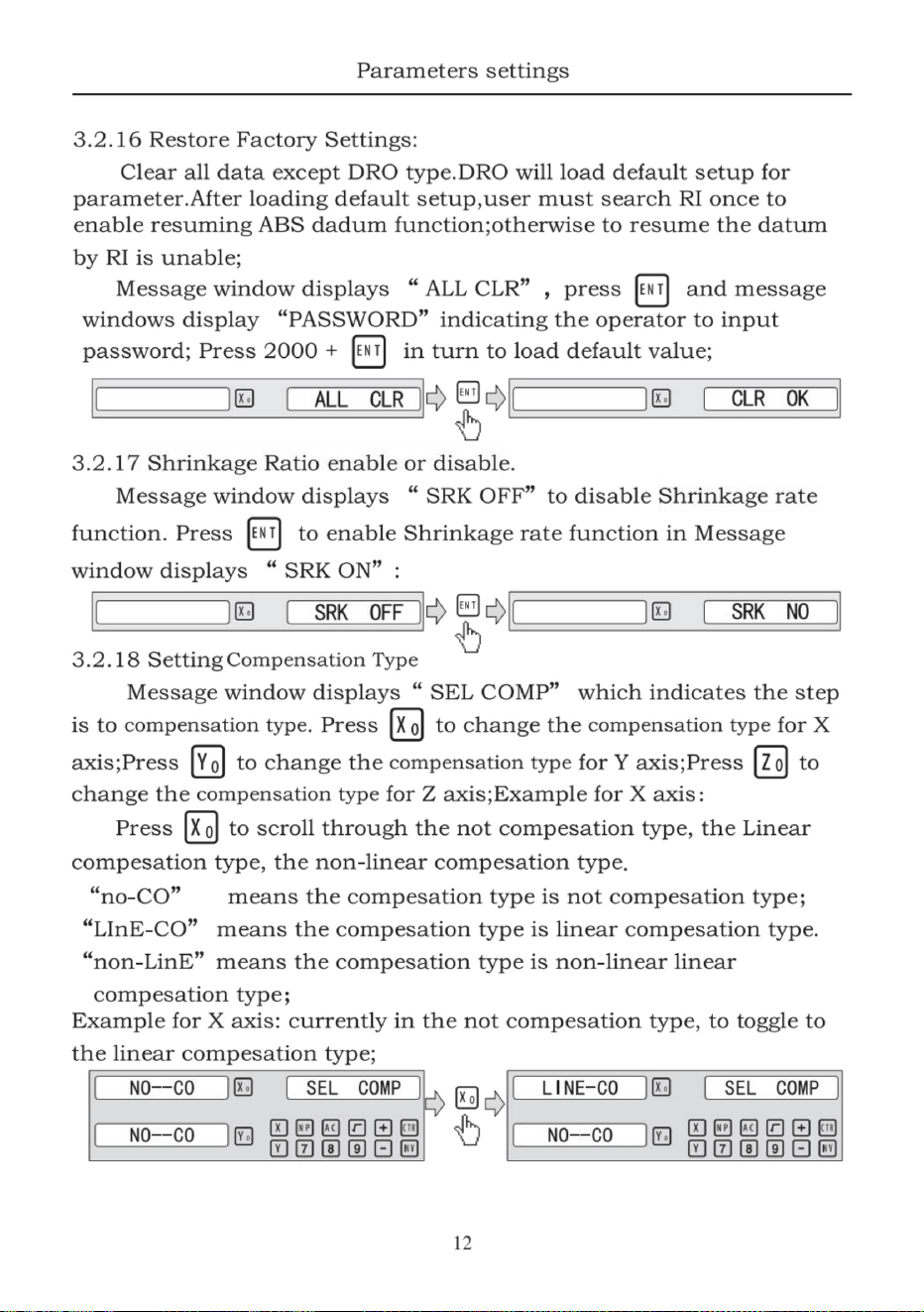
Machine Translated by Google
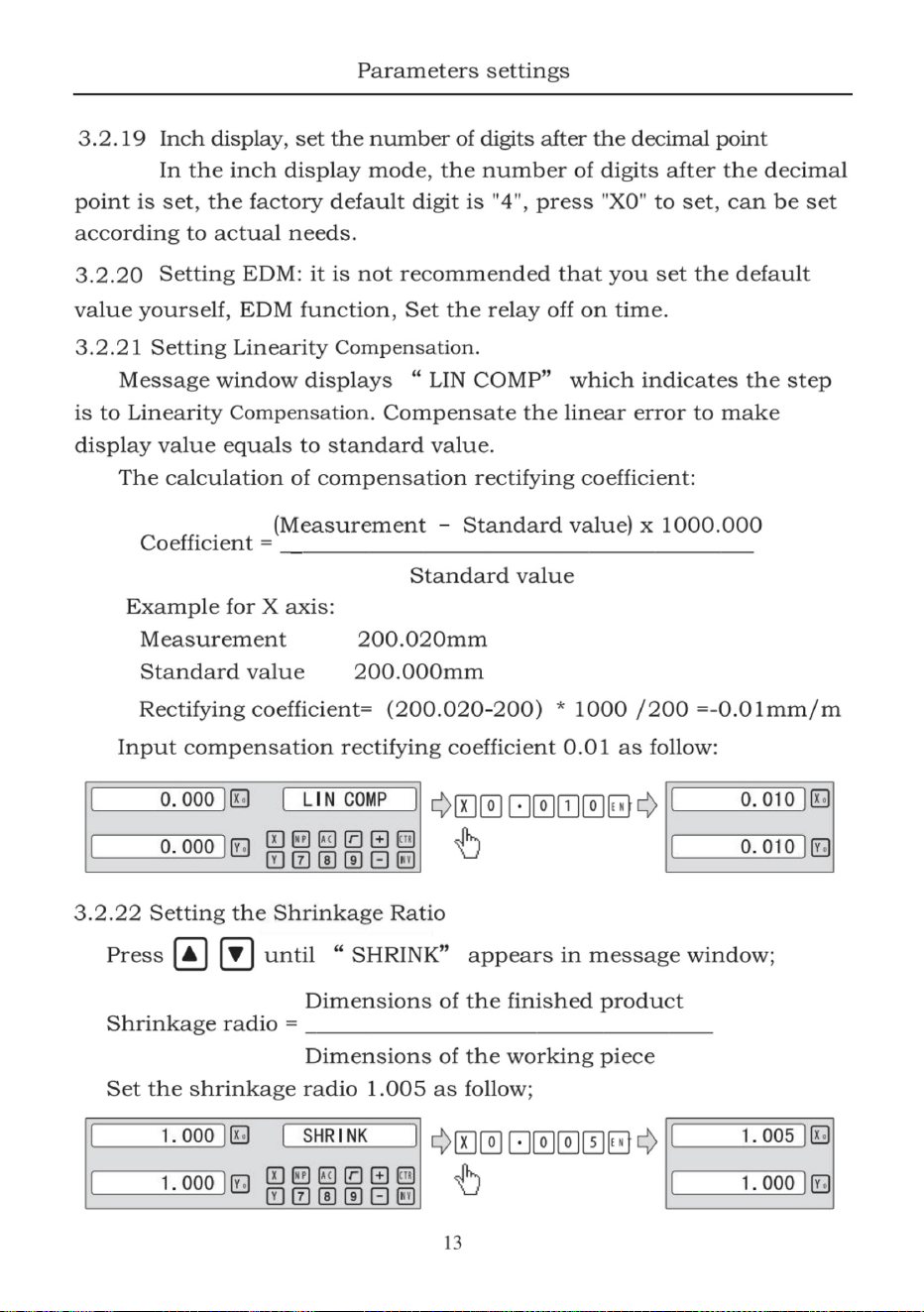
Machine Translated by Google
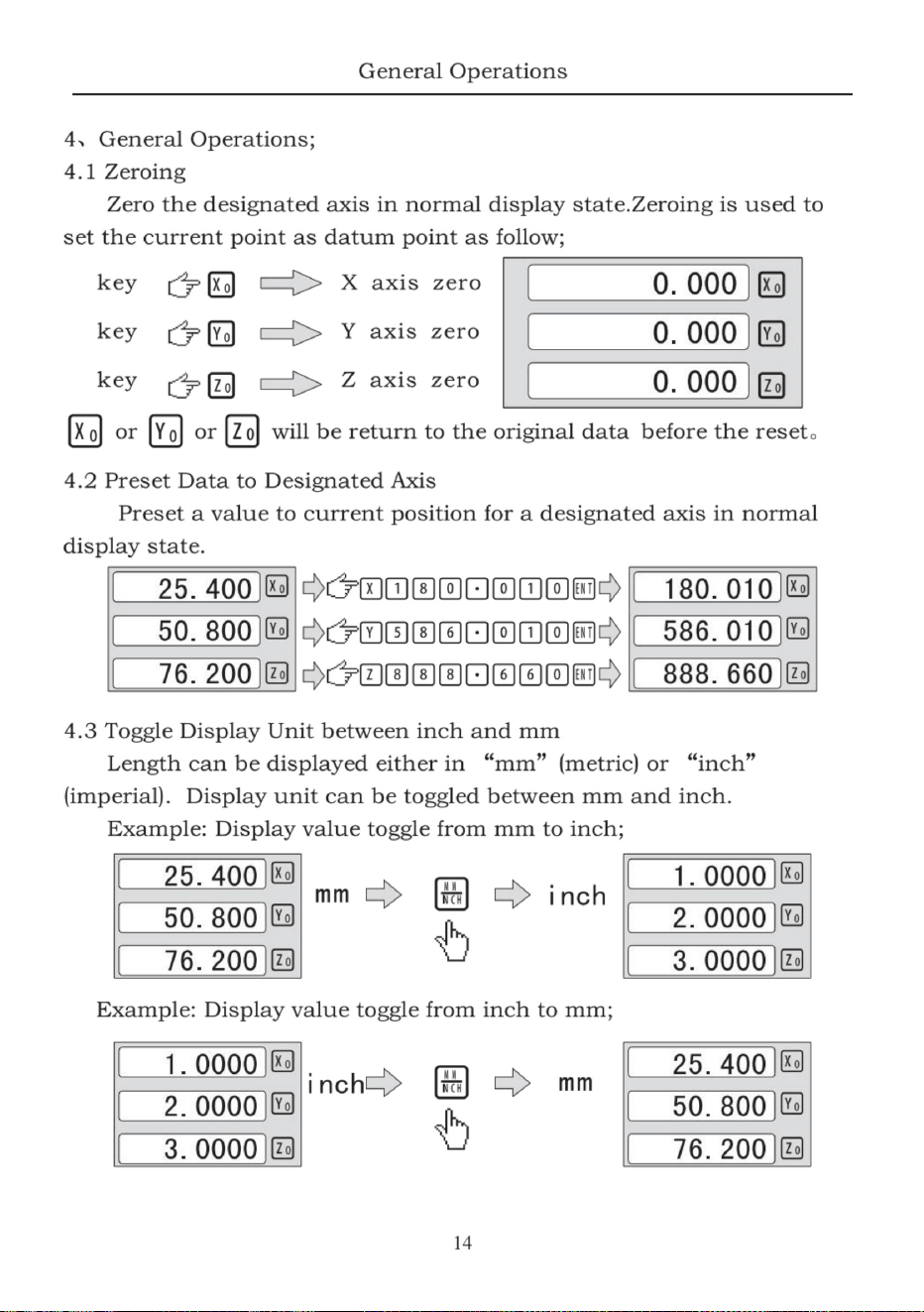
Machine Translated by Google
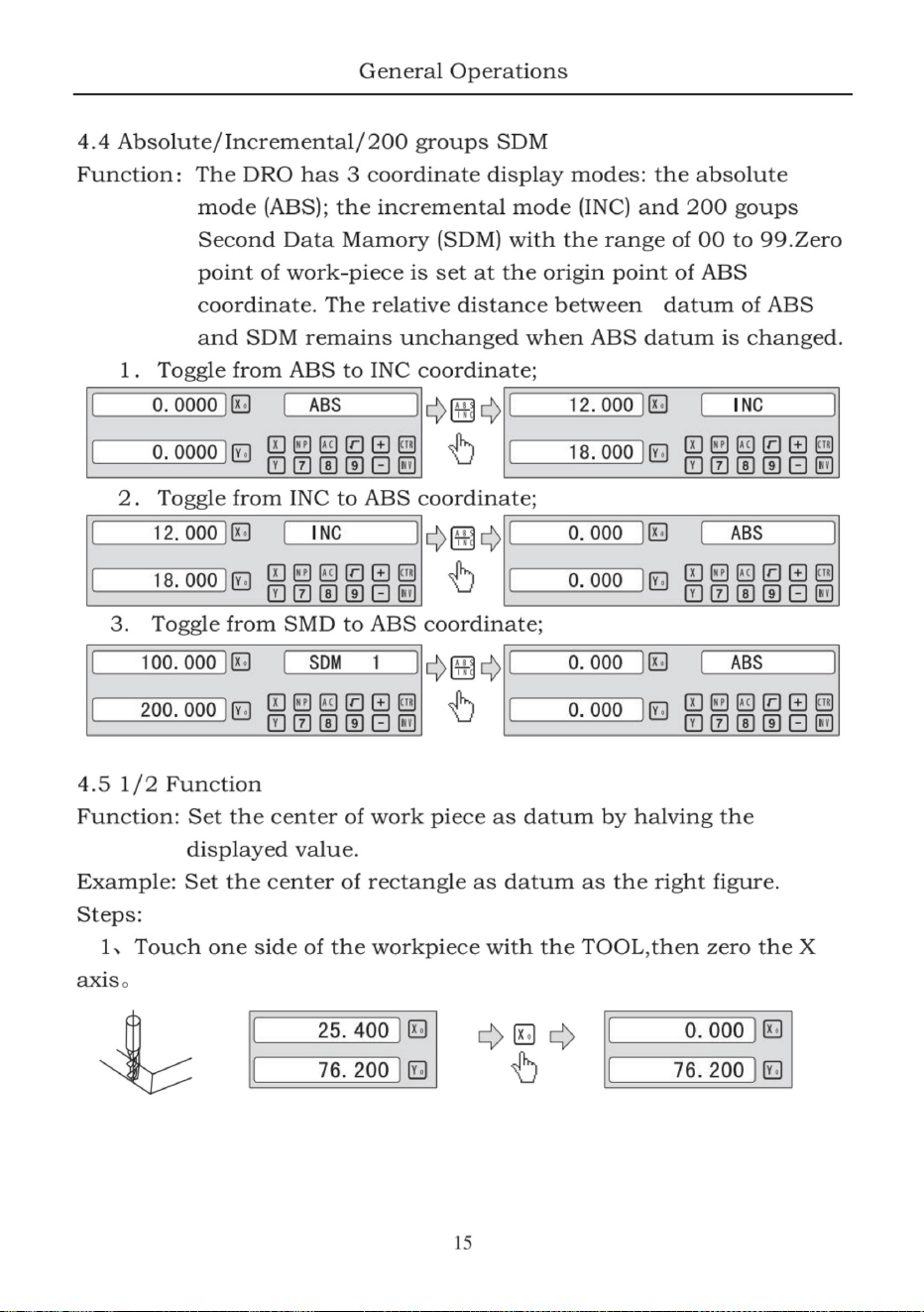
Machine Translated by Google
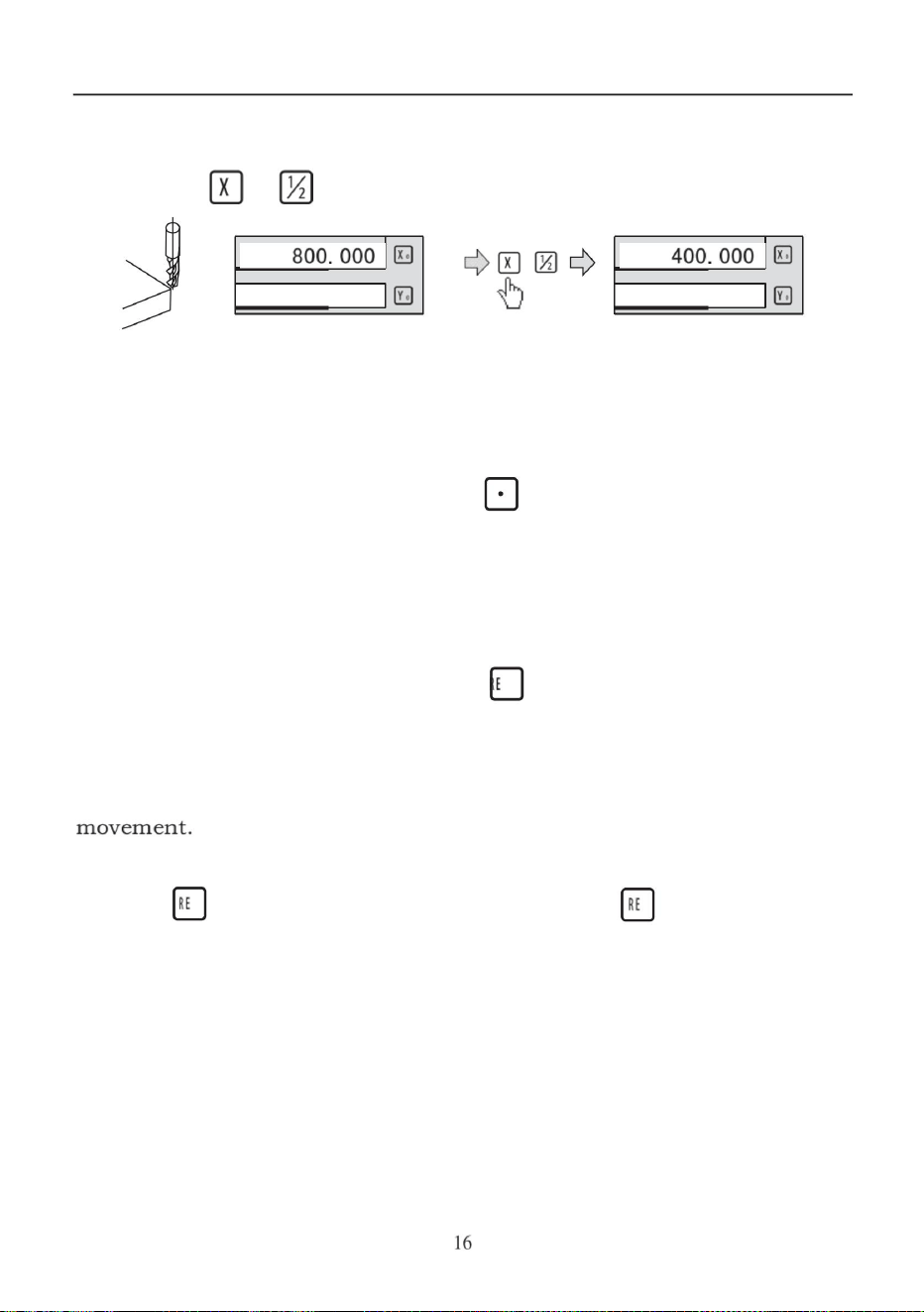
76 . 20076 . 200
tien keer zal ervoor zorgen dat het duidelijk wordt
4. 7 Slaapstand
Voorbeeld: In de niet-ABS-modus kunt u de slaapstand openen door op te drukken
4. 8 Stroomonderbrekingsgeheugen.
+
slaapstand ·
F CAn schakelt alle weergaven uit
2
en de DRO toegang krijgt tot de slaapstand, en vervolgens op deze toets drukt
Het geheugen wordt gebruikt om de instellingen van de DRO en de machine op te slaan
in de niet-ABS-modus, door op de toets te drukken
Algemene operaties
De DRO is nog steeds in werkende staat en registreert daadwerkelijk de TOOL
Druk dan op
In de AB-modus, om continu op te drukken
4. 6 Wis alle SDM-gegevens.
Breng het GEREEDSCHAP naar de andere kant van het werkstuk en raak het aan.
ÿ
zal de DRO weer terugbrengen naar de werkmodus. In de slaapstand
de toets F. In de slaapstand kunt u de toets F indrukken om de
om op zijn beurt de weergavewaarde van de X-as te bepalen.
alle gegevens voor 200 sets SDM. Mcssage-venster geeft USDM weer
"CLR".
venster. De positie is het werkstuk' S Center·
3. Verplaats de rekentafel totdat "0.000" wordt weergegeven op de x-as
referentiewaarden wanneer POWEr is uitgeschakeld.
Machine Translated by Google
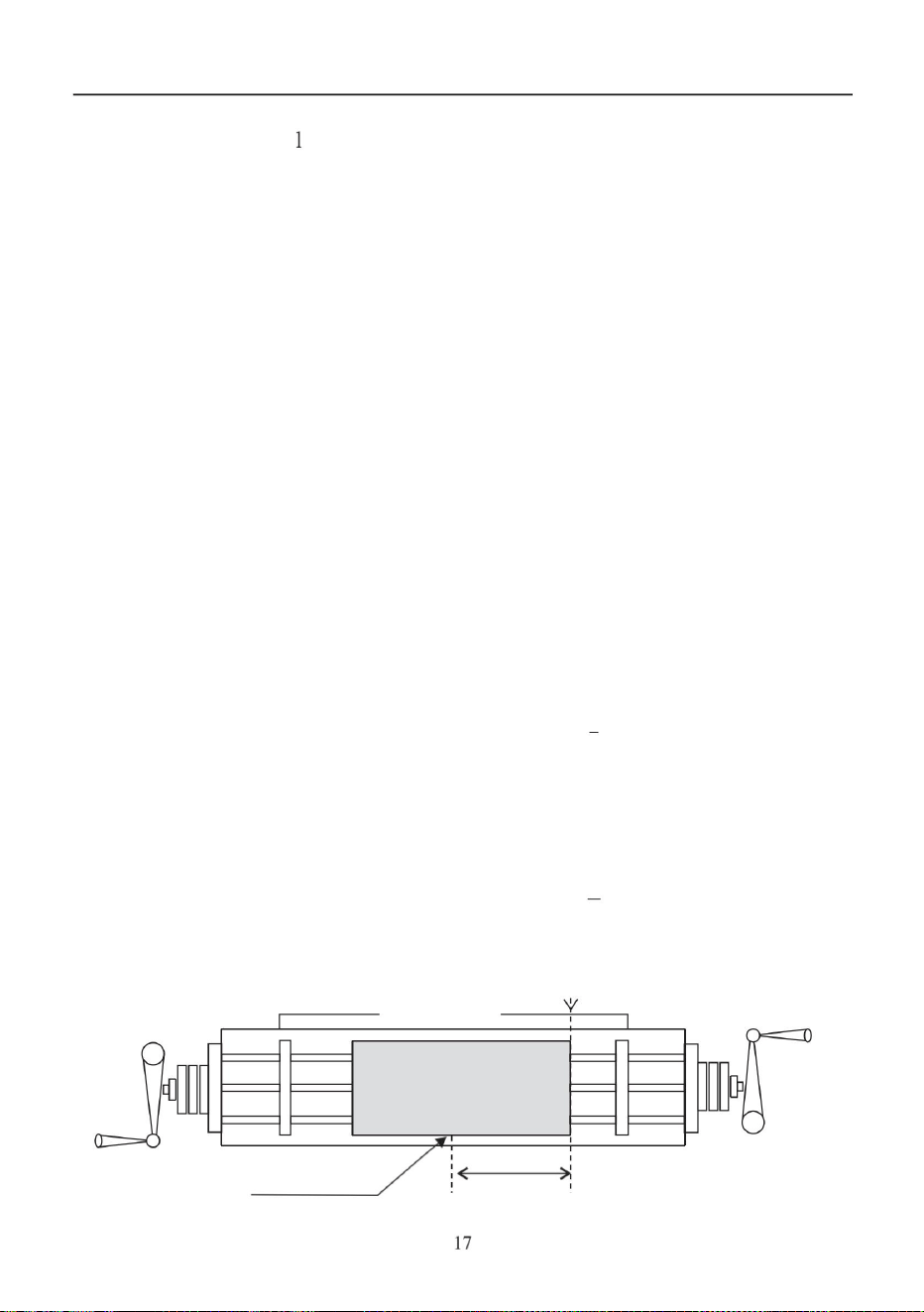
(ABS nul)
werkstukdatum
werkstuk
Afstand tussen de ref
X-asrefmarkeringpositie
L inearschaal
(permanent en vast)
4. 9 zoek het absolute referentiepunt van de schaal
pointandworkpiecedatau m
Het werkprincipe van de ref-datumgeheugenfunctie is als volgt:
het gebruik van een kantenzoeker of een andere methode leidt onvermijdelijk tot hogere
veranderen of verdwijnen nooit wanneer het DRO-systeem wordt uitgeschakeld.
omdat het referentiepunt van de lineaire schaal permanent en vast is, zal het
het nauwkeurig herstellen van het werkstuknulpunt en het niet nodig zijn om het werkstuknulpunt
opnieuw vast te stellen met behulp van een kantenzoeker of andere methoden,
in het geval van een stroomstoring of het uitschakelen van de DRO kunnen wij het probleem verhelpen
bewerking met nauwkeurigheid omdat het niet mogelijk is om de
werkstuknulpunt exact op de vorige positie.Om de
Algemene operaties
Daarom hoeven we alleen de afstand tussen het referentiepunt op te slaan
positie als de opgeslagen afstand vanaf het referentiepunt ·
De bewerking kan niet binnen één werkploeg worden voltooid, en daarom
positie om een geheugenfunctie voor het referentiepunt te bieden.
Elke lineaire schaal heeft een refpuntlocatie die is uitgerust met ref
Tijdens het dagelijkse bewerkingsproces komt het vaak voor dat de
het bewerkingsproces dat leidt tot het verlies van het werkstukgegeven
volgt.
DRO moet na het werk worden uitgeschakeld, anders treedt er tijdens het werk een stroomstoring op
het werkstuknulpunt (nulpositie) door het display op nul te zetten
Er zijn drie werkingsmodi (REFÿ ABÿ LEF AB):
en het werkstuknulpunt (nulpositie) in NIET-vluchtig geheugen· Dan
(werkstuknulpositie), het opnieuw vaststellen van het werkstuknulpunt
Bij het bewerken van een werkstuk moet een absoluut nulpunt worden ingesteld.
Voorbeeld: om het werkpunt van de X-as op te slaan
Machine Translated by Google
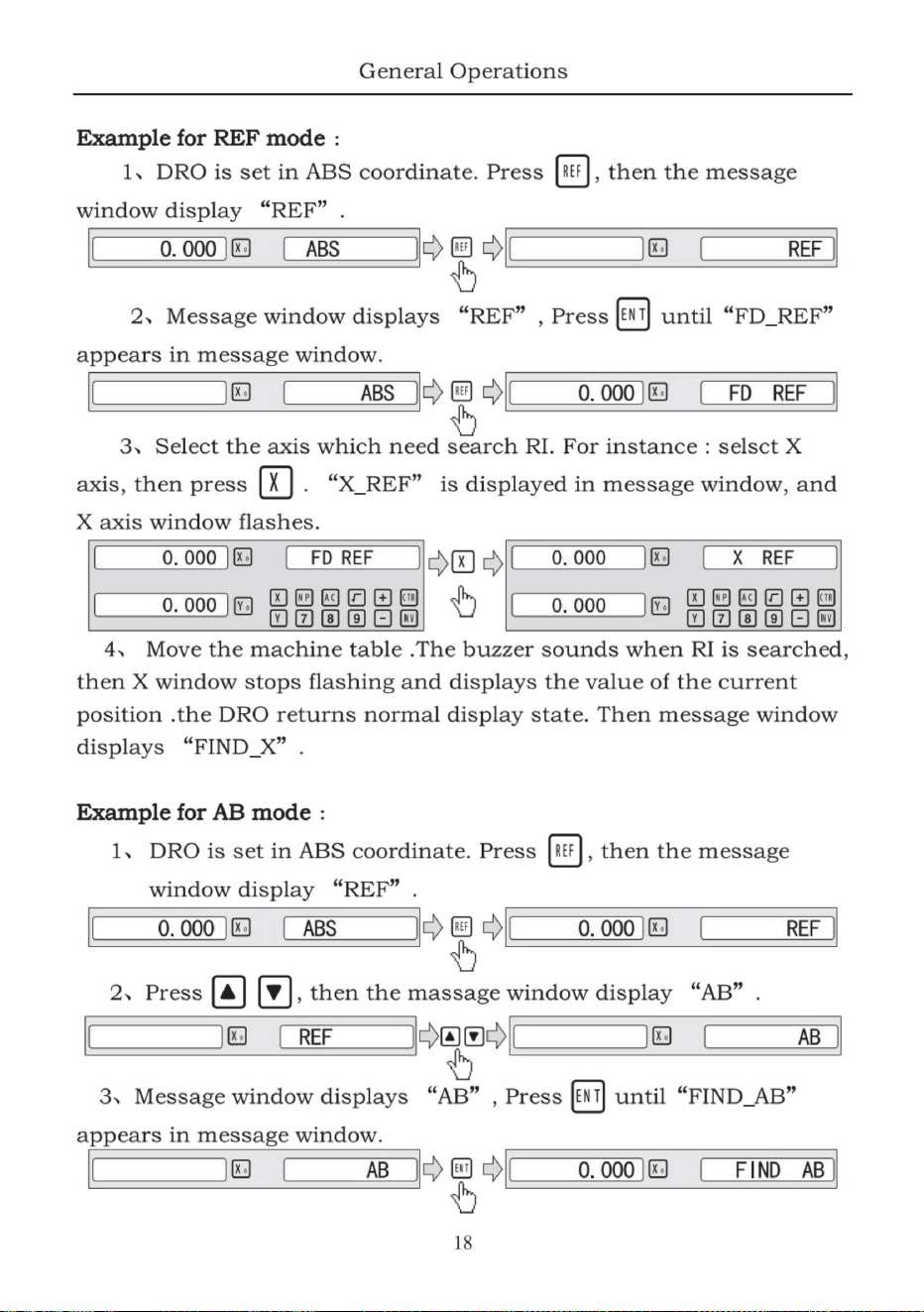
Machine Translated by Google
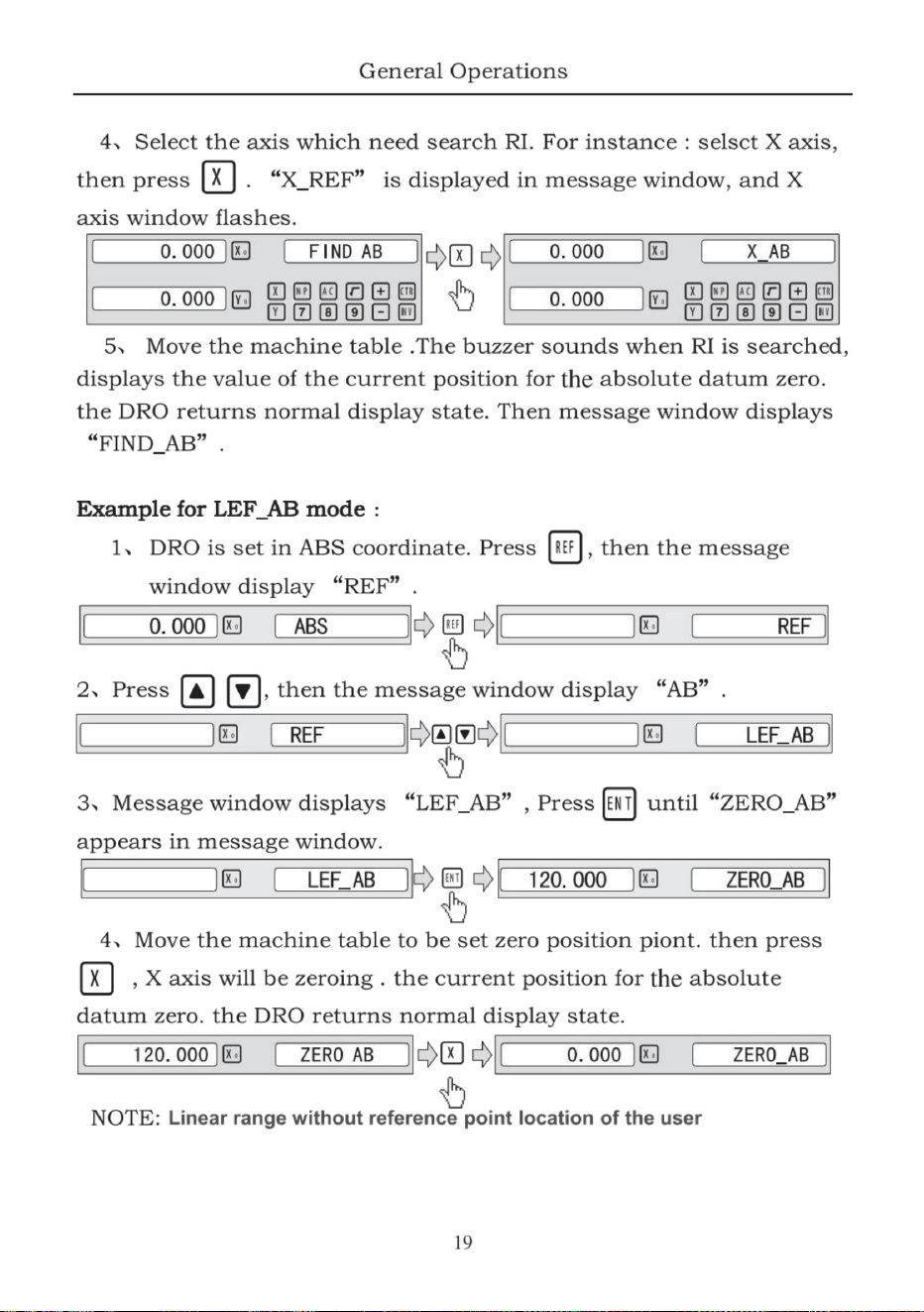
Machine Translated by Google
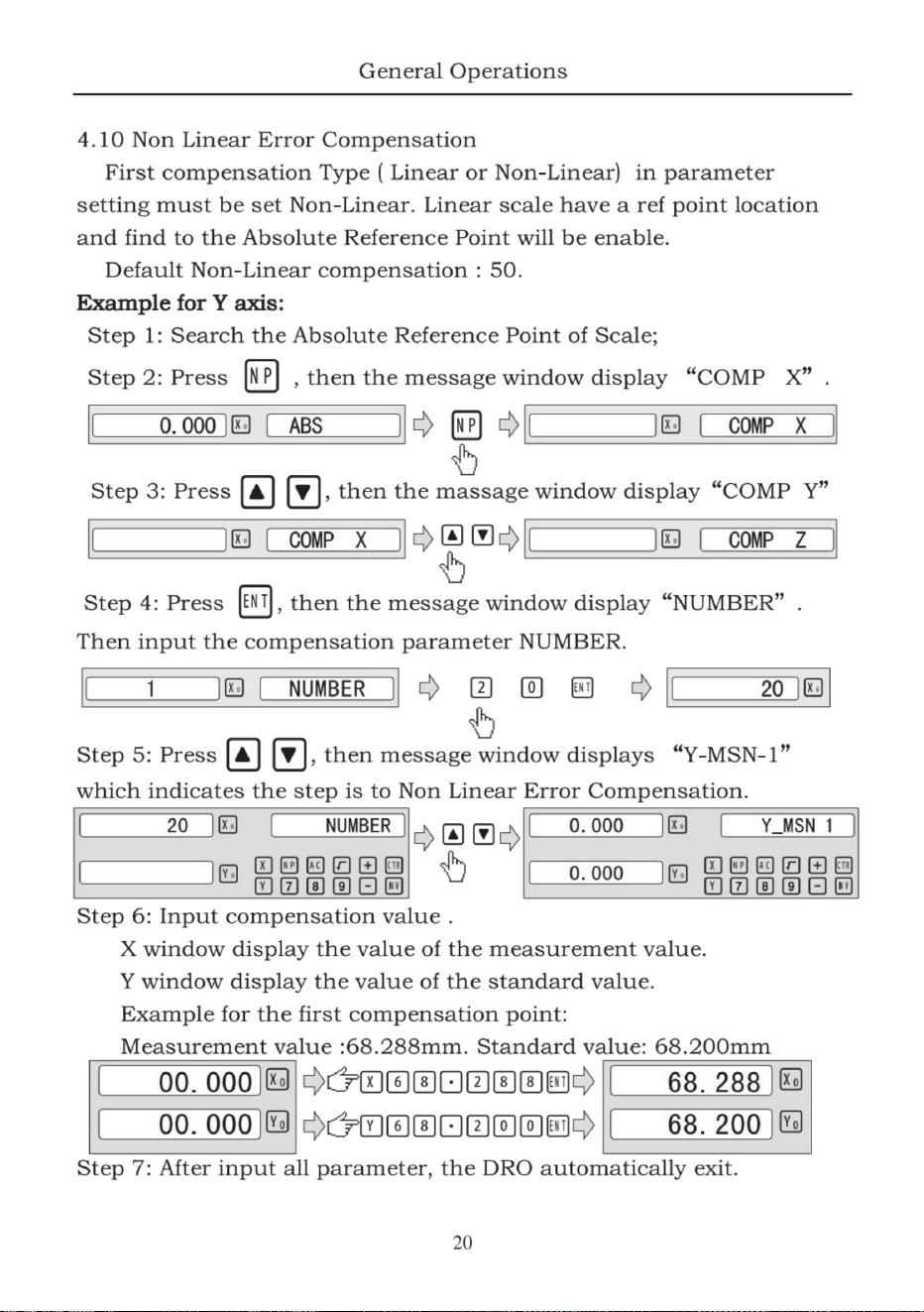
Machine Translated by Google
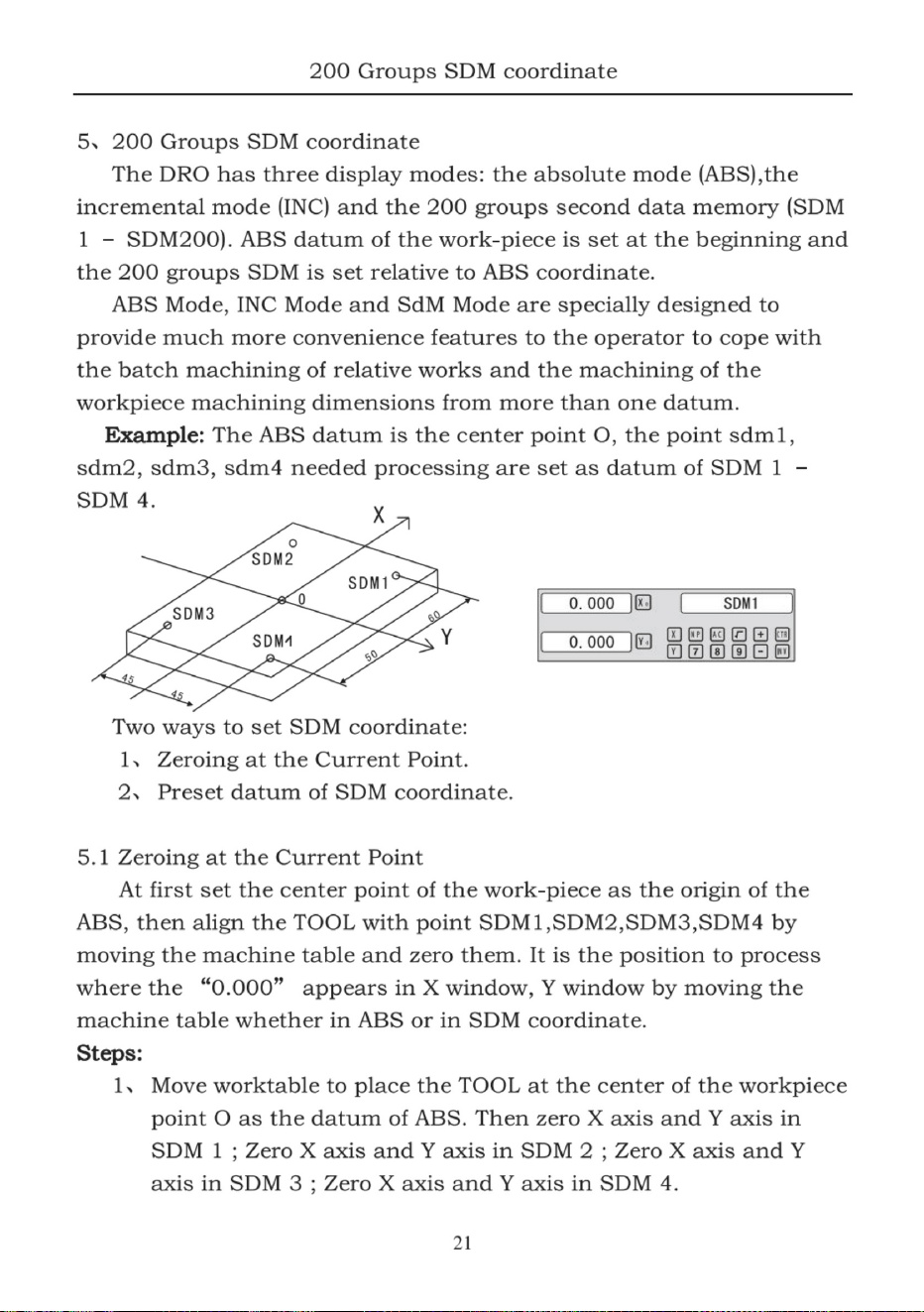
Machine Translated by Google
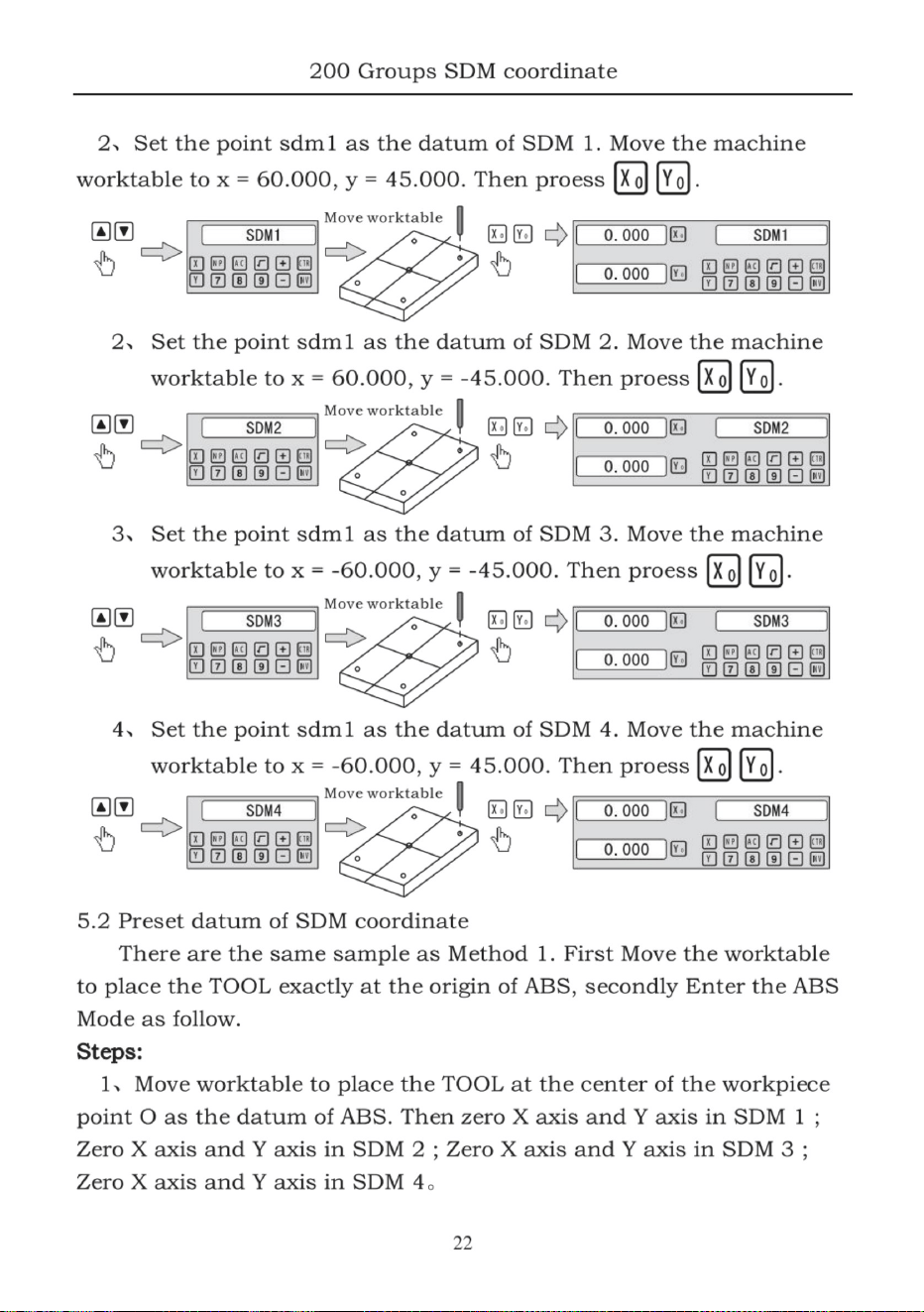
Machine Translated by Google
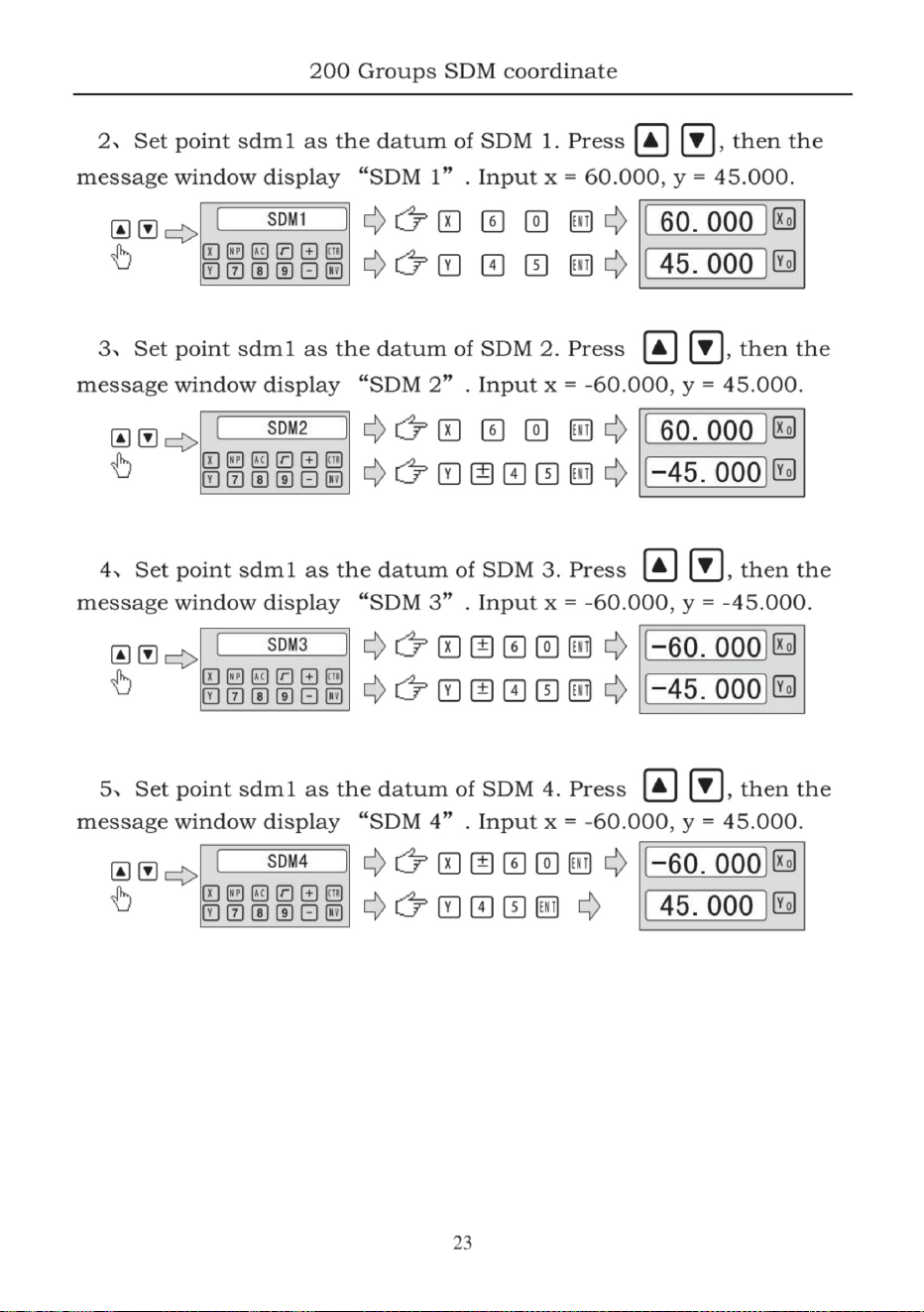
Machine Translated by Google

6ÿ speciale functie
speciale functie
24
Machine Translated by Google
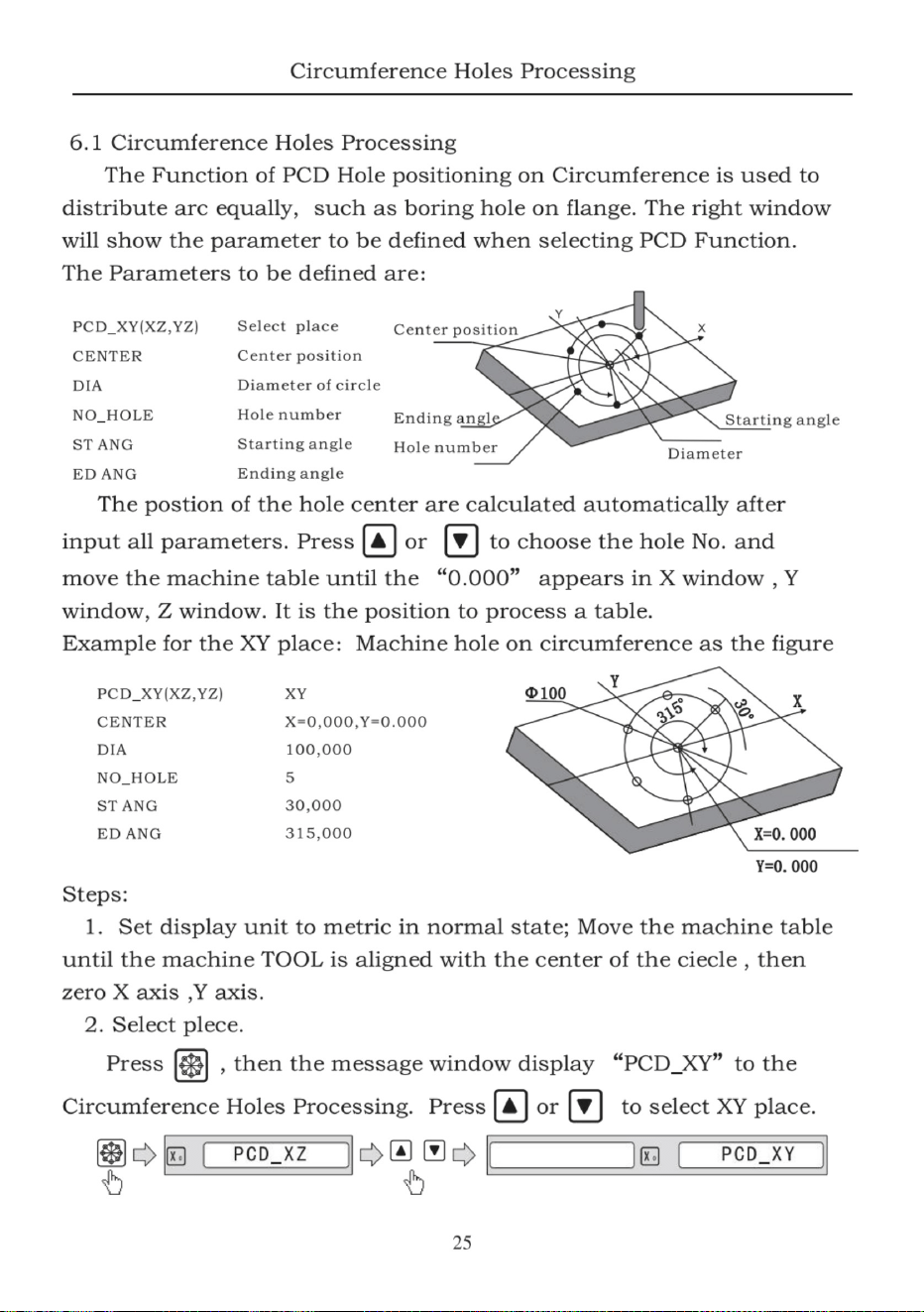
Machine Translated by Google
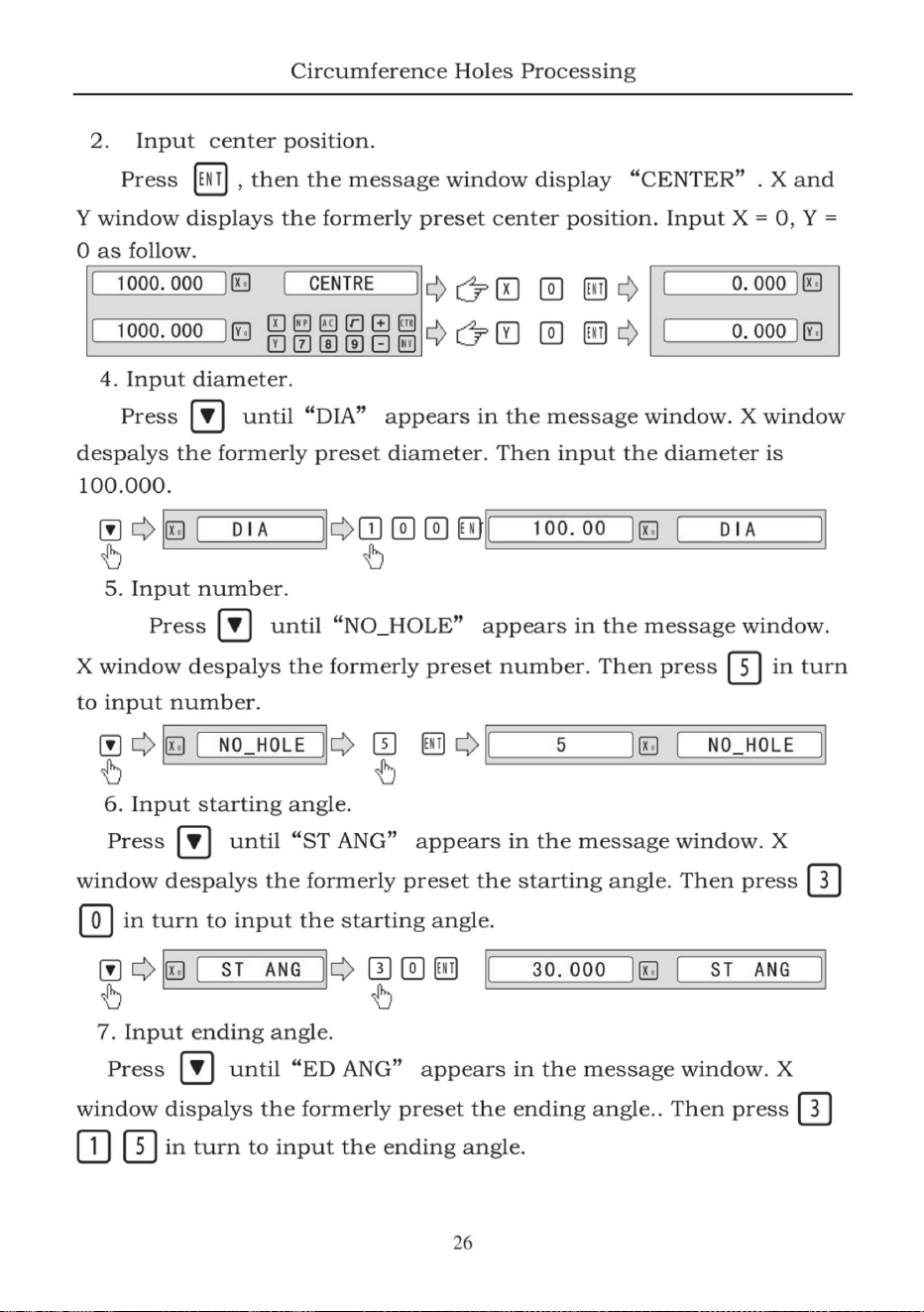
Machine Translated by Google
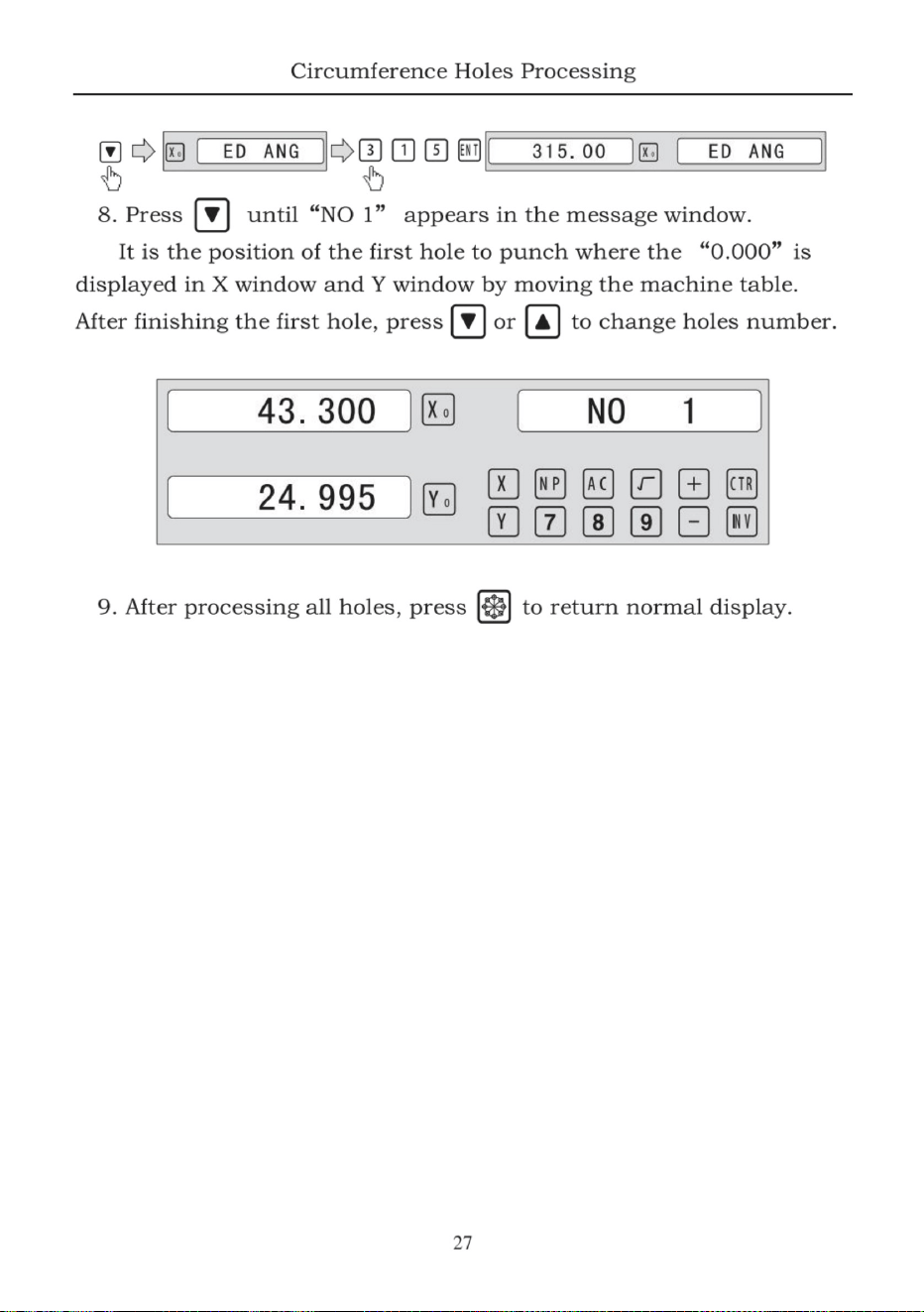
Machine Translated by Google
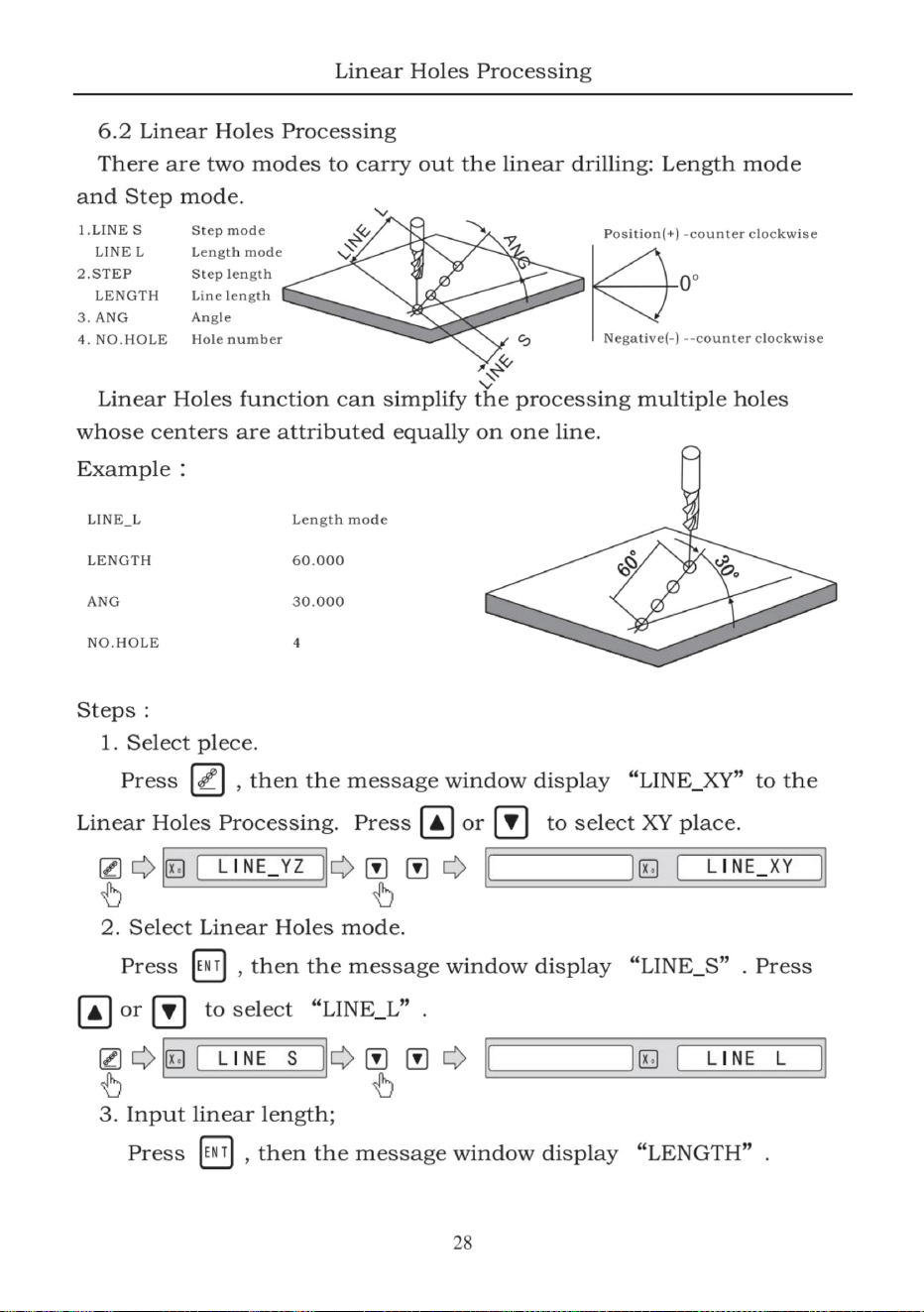
Machine Translated by Google
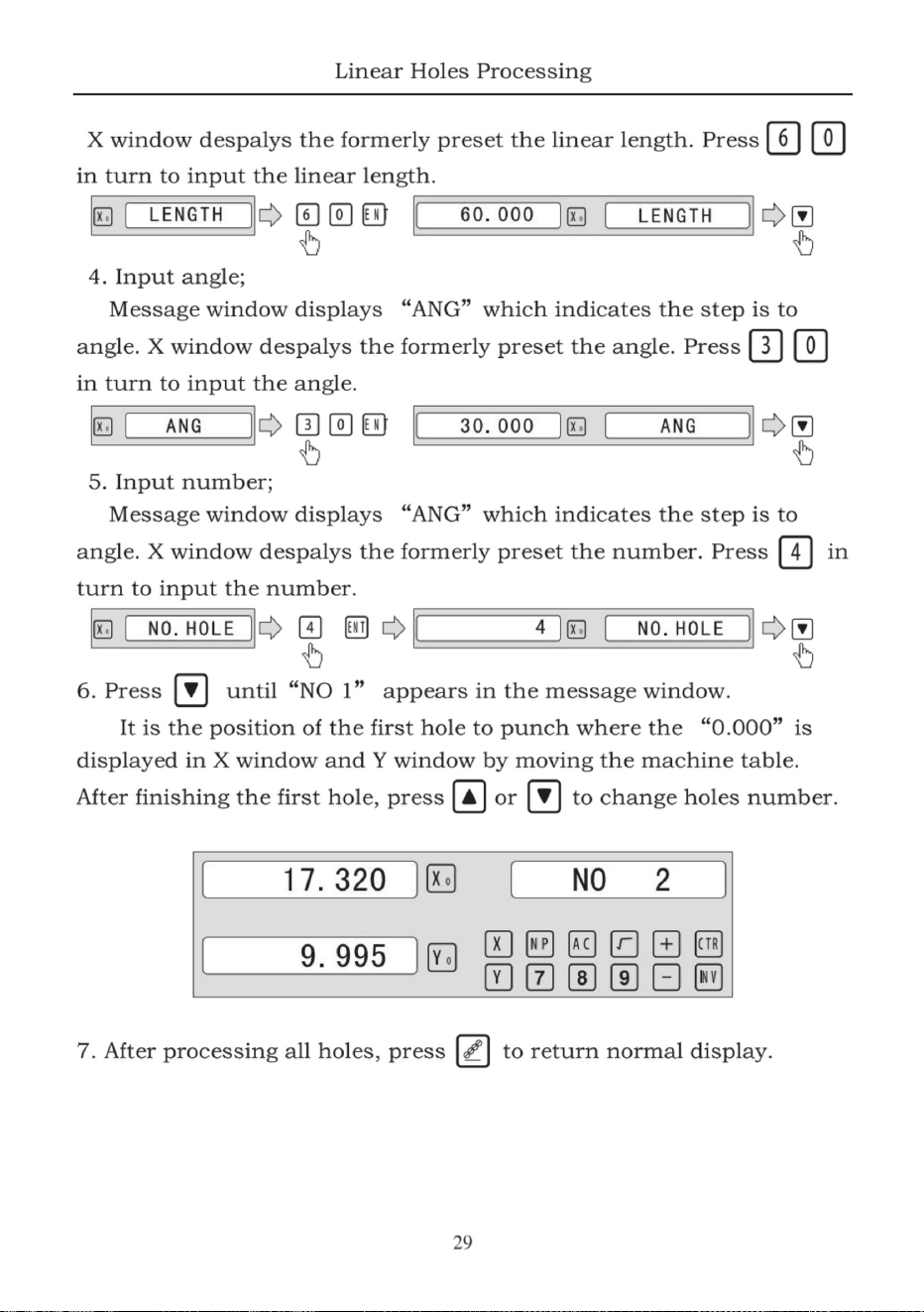
Machine Translated by Google
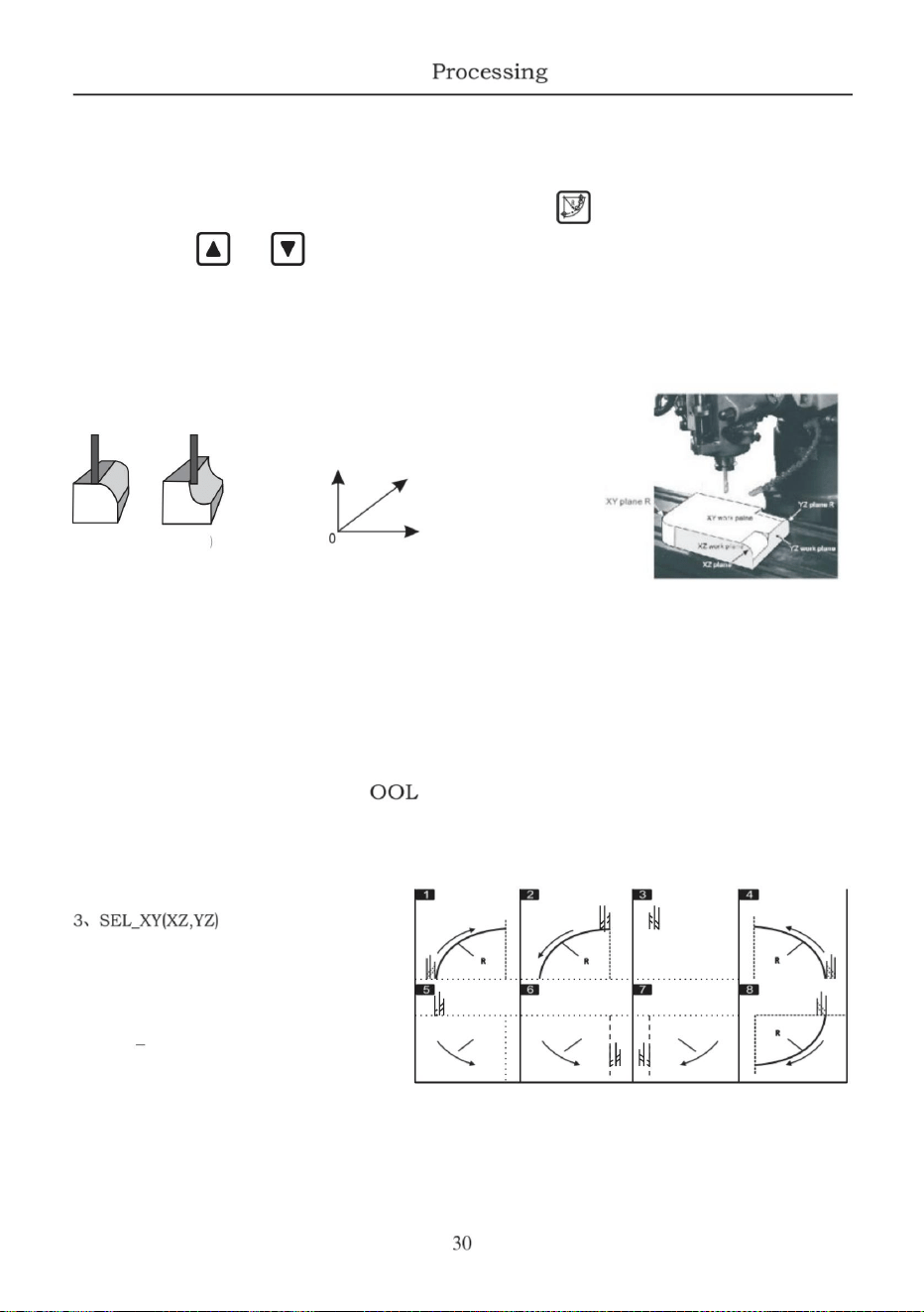
(RAD+TL) (RAD+TL
Voerstap
buitenste boog en
Gereedschapsdiameter
binnenste boog
Selecteer plaats
Boogstraal
Modus van de ARC.
eenvoudige verwerking
Z(+positieve richting)
ÿ
RAD
X (+positieve richting)
TYPE 1 - 8
5, TL HEM
4
ÿ
7, RADTL
2
6ÿ MAXIMALE SNIJDING
1
Y( +positieve richting)
ÿ
EENVOUDIG
Selecteer het type R en voer de parameters van de straal van Arc in
ARC-functie.
bewerkt door een vlakke sleuf T ze in
verschillende werkvlakken zoals hieronder getoond ·
of
MAX CUT en outer Qrc of inner arc. Over het algemeen kan een boog zijn
eenvoudige ARC-functie:
6. 3 ARC-verwerking
rechter figuur.
wanneer de gladheid niet hoog wordt gevraagd, de EENVOUDIGE BOOG
Tijdens de installatie worden normaal gesproken de coördinaten van de machine en de
BOOG
richting van X, Y
Er worden slechts acht soorten ARC gebruikt voor de machine. De operator hoeft alleen maar
Functie en de soepele R-functie · druk op en vervolgens op
pr css
,
Of arc TOOL, het verschil tussen
Z zijn als volgt. Het werkvlak wordt weergegeven ALS de
Voor de ARC-functie zijn TWEE functies beschikbaar: de eenvoudige ARC
voor het selecteren van een soepele ARC-functie of een eenvoudige
functie wordt normaal gesproken gebruikt voor bewerkingsboog. In de SIMPLE-functie
,
om de ARC-functie te openen,
T binnenkomen
RR R
(alleen voor xy-plaats)
Machine Translated by Google
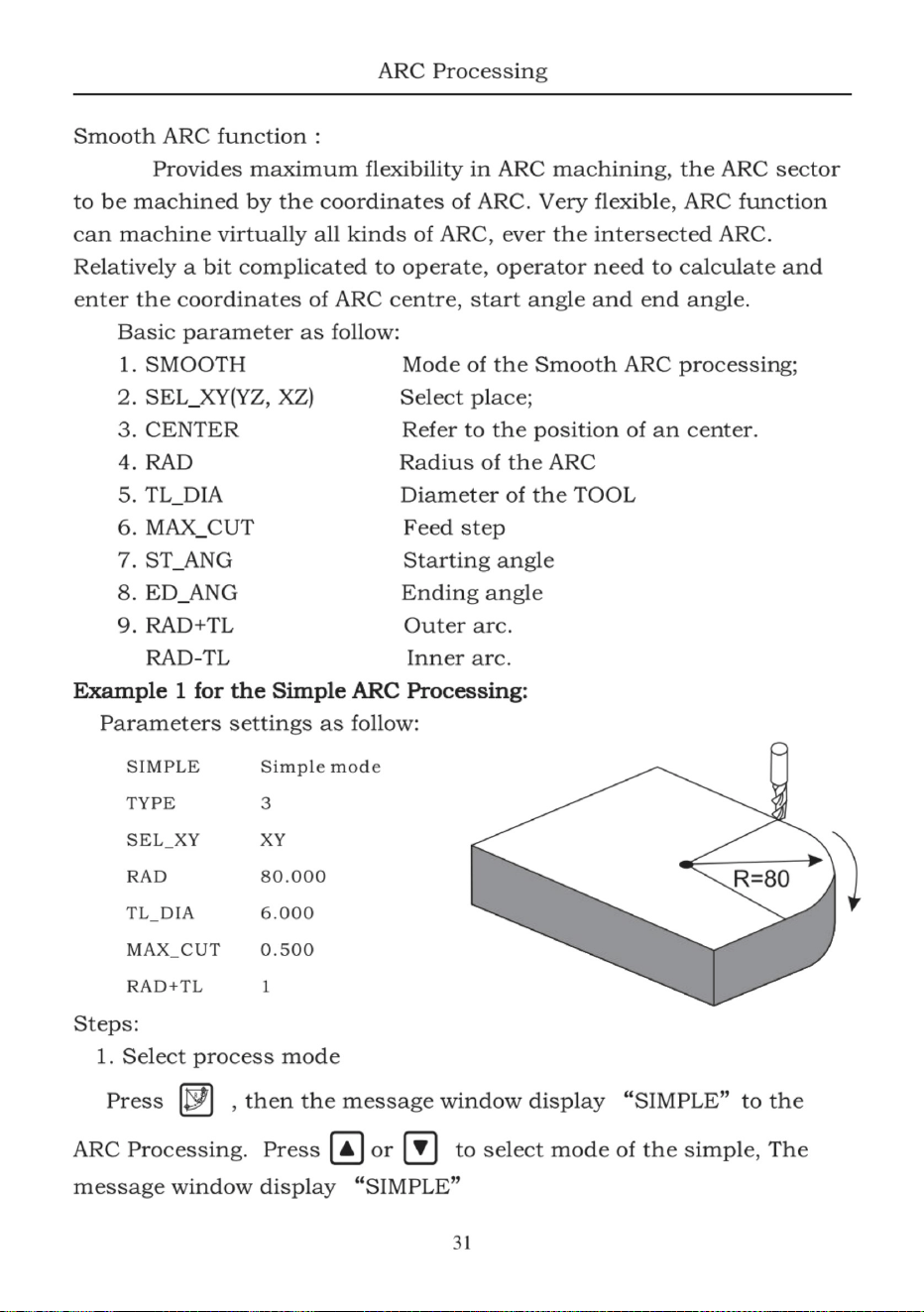
Machine Translated by Google
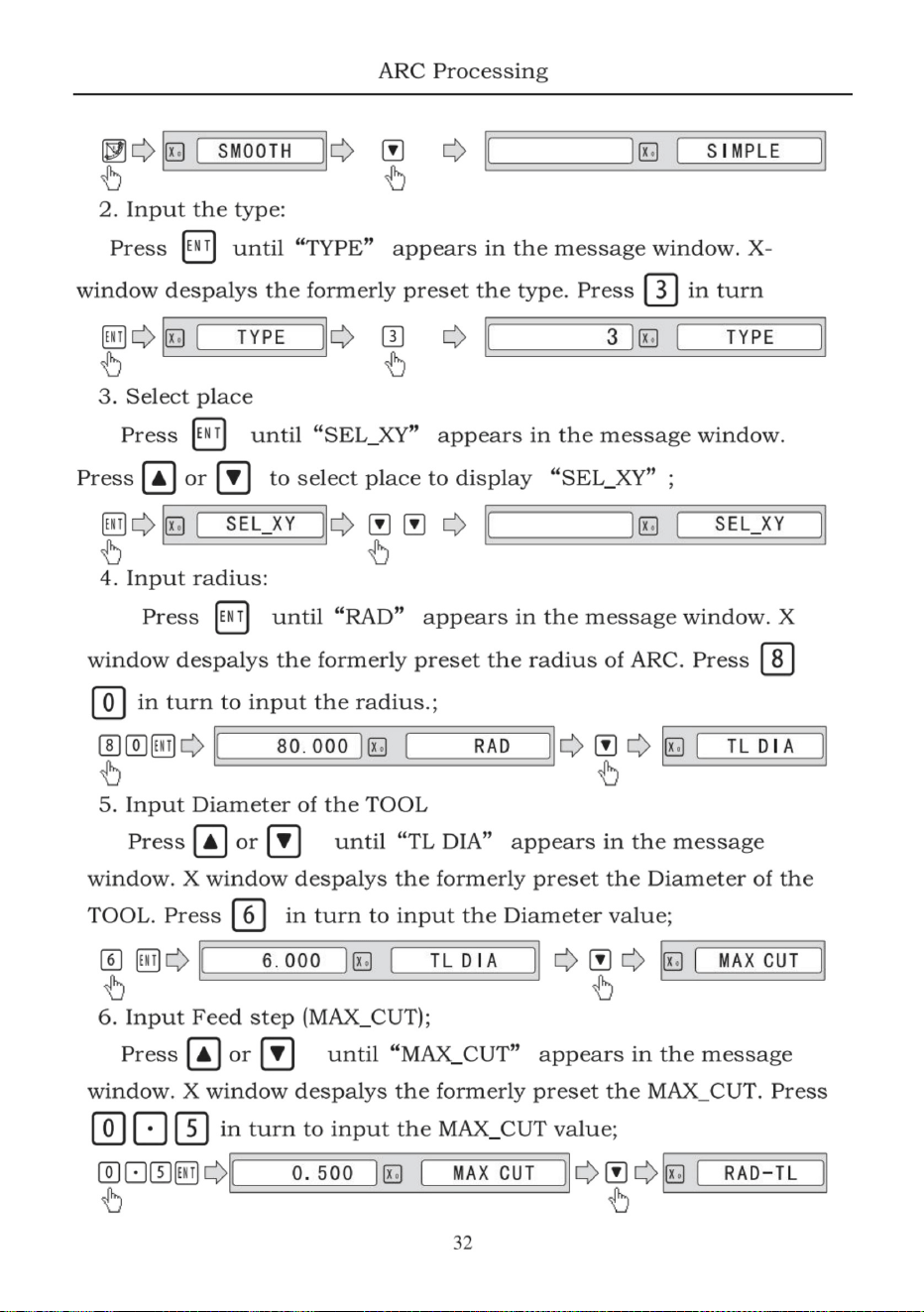
Machine Translated by Google
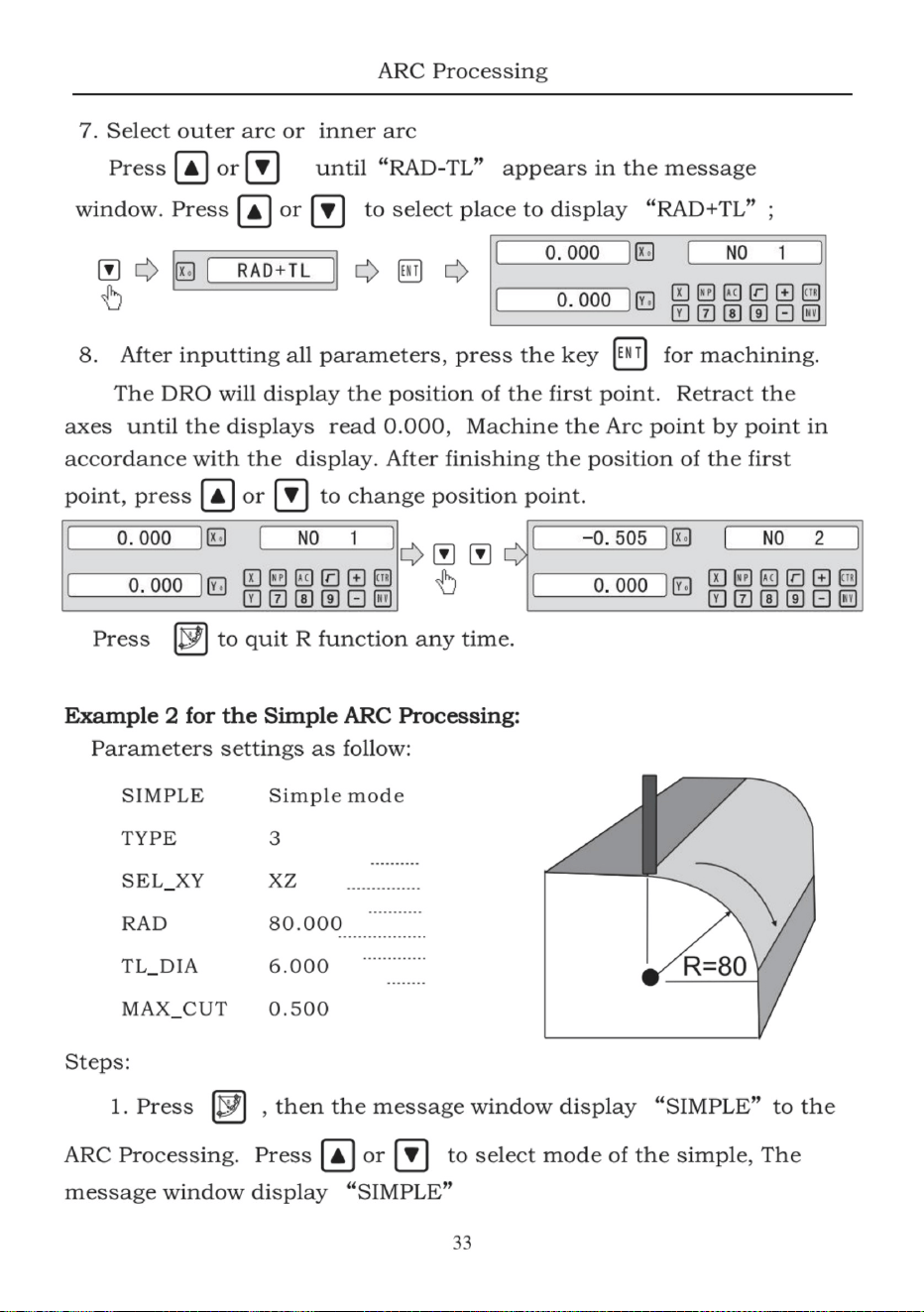
Machine Translated by Google
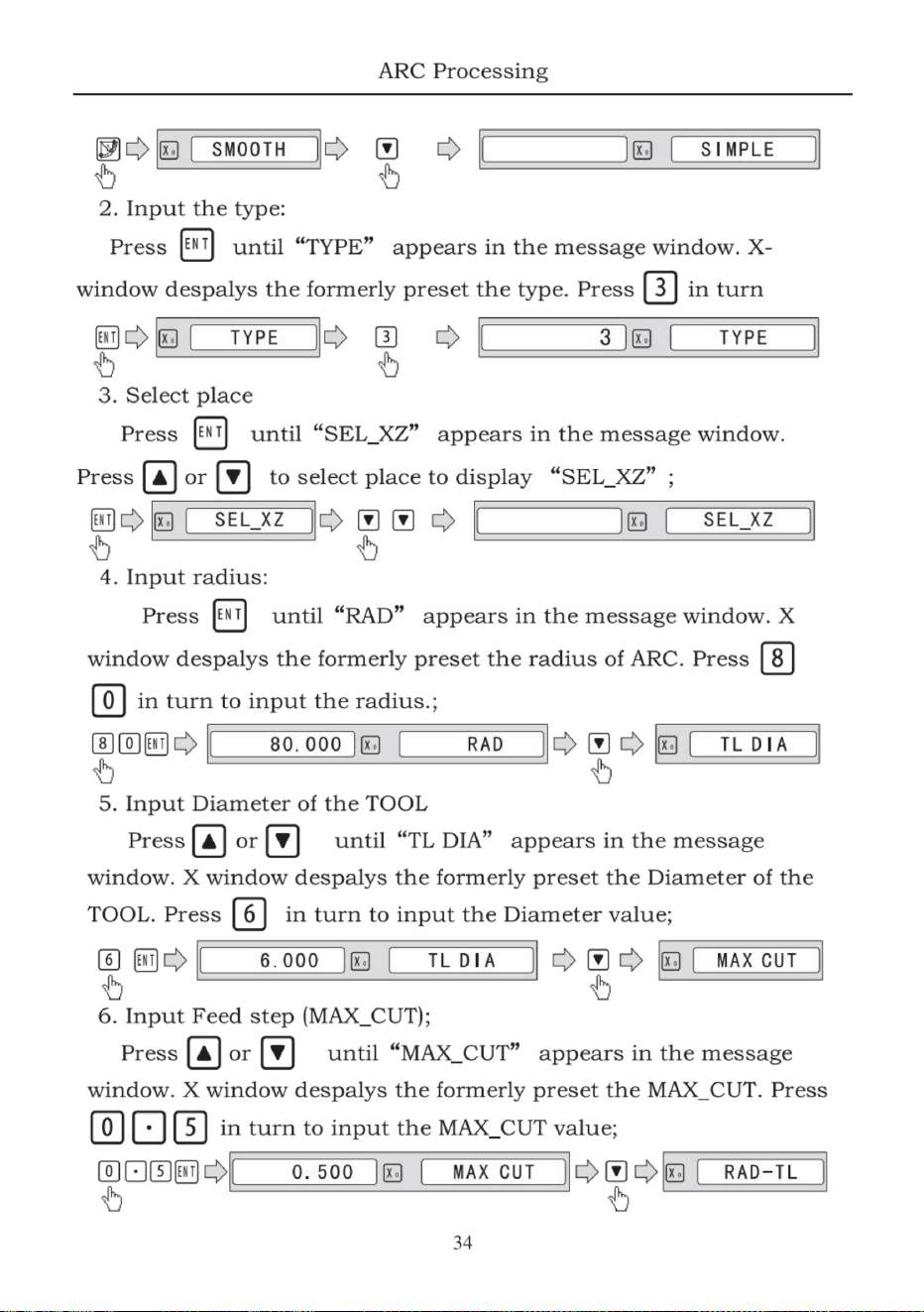
Machine Translated by Google
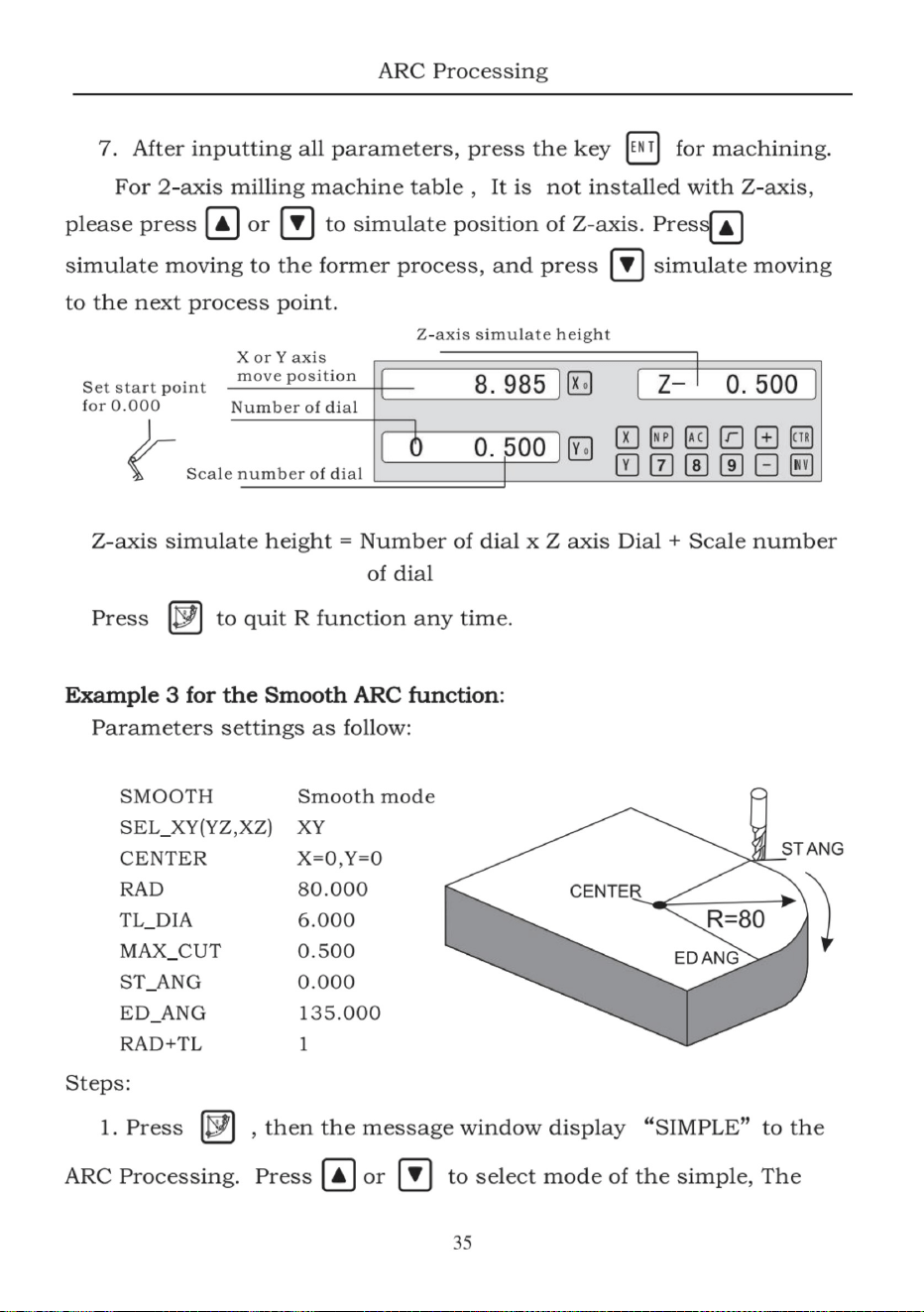
Machine Translated by Google
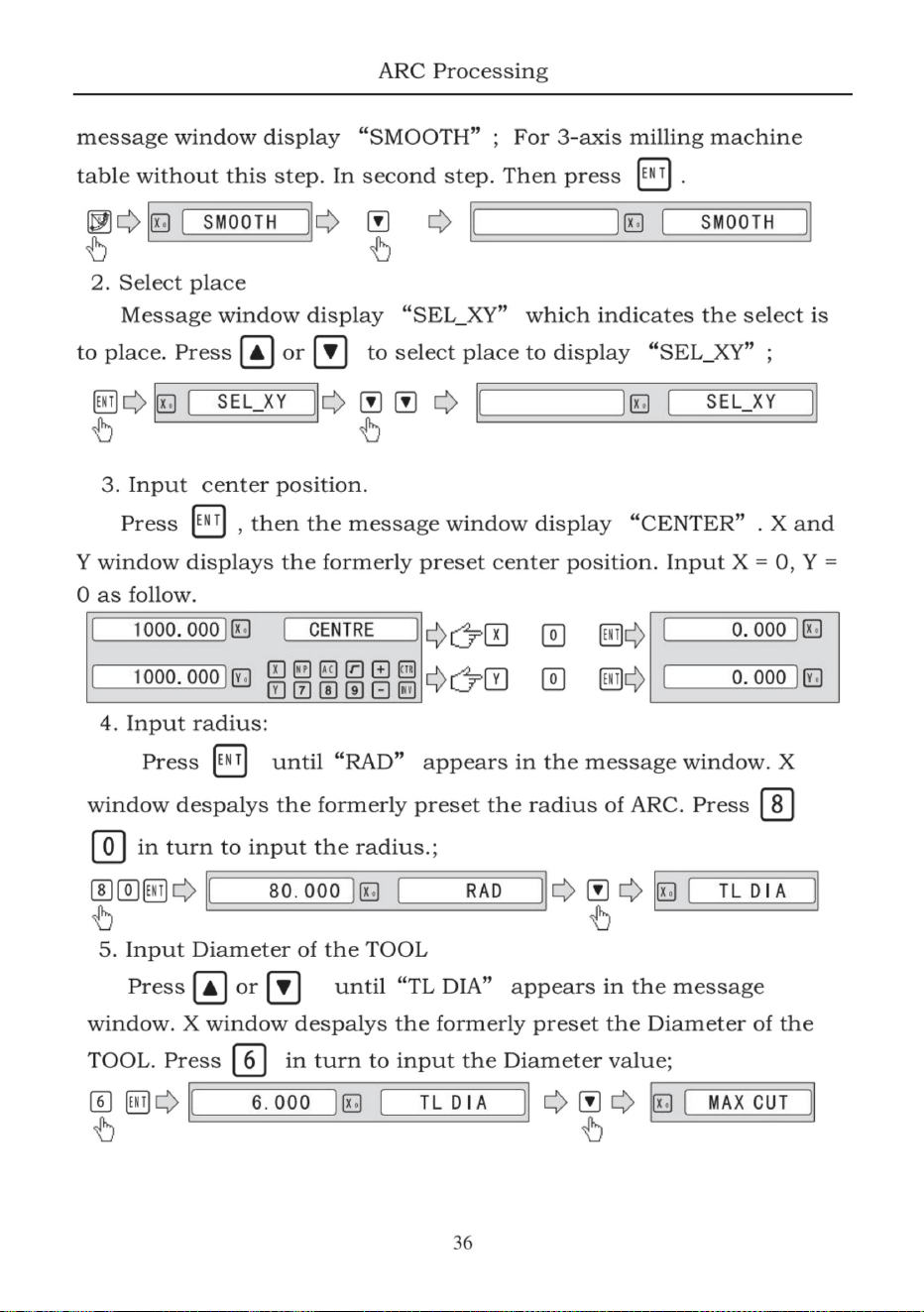
Machine Translated by Google
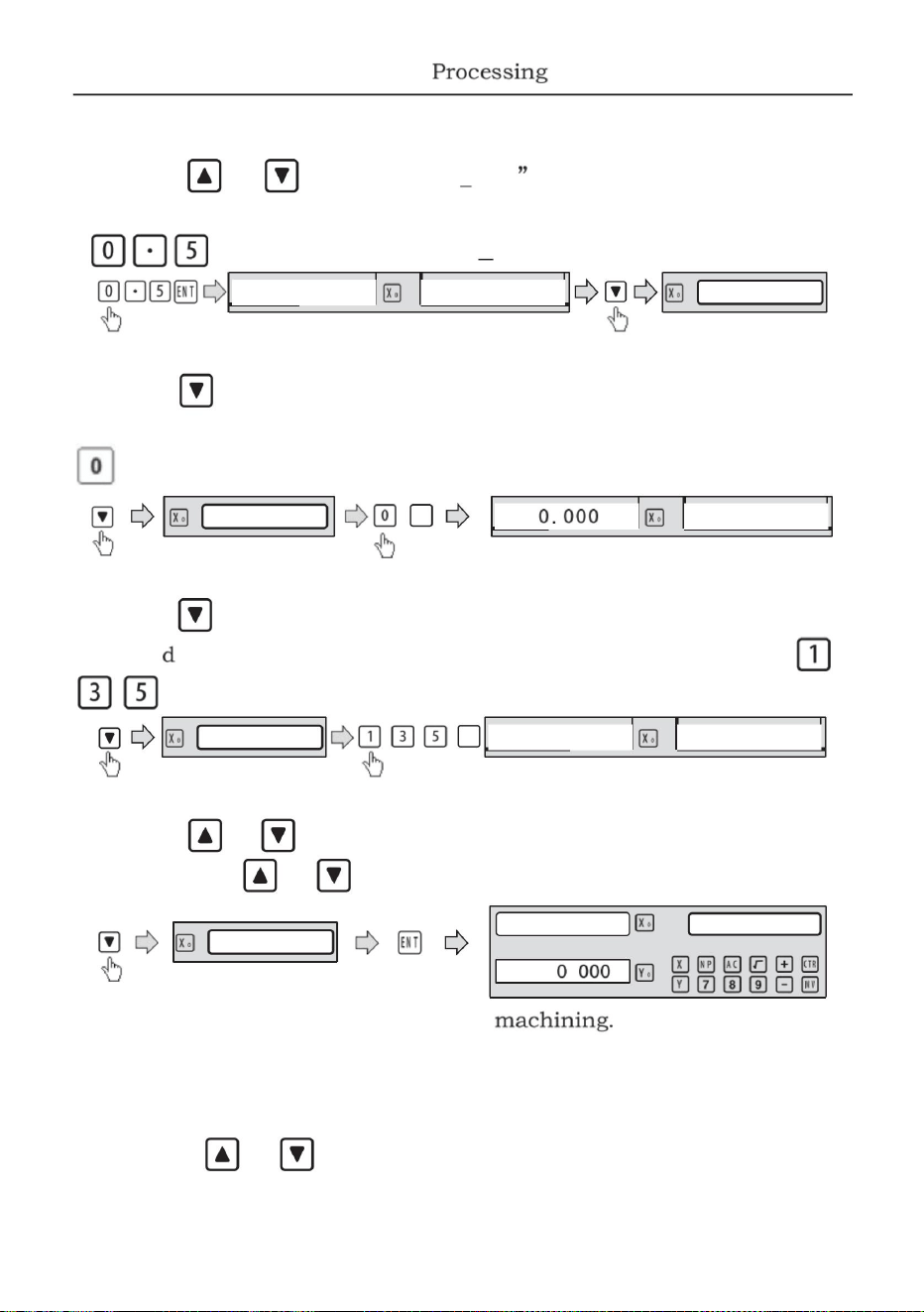
RAD+TL
0 . 500
RAD-TL
1 35 . 00
ED DE
83.000
ST
ED DE
ST
MAXIMALE SNIJDING
37
om de plaats te selecteren waar "RAD+TL" moet worden weergegeven;
pers
totdat "RAD-TL" in het bericht verschijnt
druk
op venster.druk
totdat "USTANG" in het berichtenvenster verschijnt.x
totdat UED ANG" in het berichtenvenster verschijnt. X
pers
6. Invoerfeedstap (MAX_CUT);
of
of
window de spa lys de voorheen ingestelde beginhoek · Druk vervolgens op
op zijn beurt de eindhoek invoeren·
of
10. Nadat u alle parameters hebt ingevoerd,
8. Invoer eindhoek ·
7. Invoer starthoek ·
9. Selecteer buitenste boog of binnenste boog
of
BOOG
assen totdat de displays 0.000 aangeven, Bewerk de boog punt voor punt in
venster ispa lys de voorheen vooraf ingestelde eindhoek. Druk vervolgens op
pers
overeenstemming met de weergave. Na het voltooien van de positie van de eerste
De DRO zal de positie van het eerste punt weergeven. Trek de
totdat UMAX CUT app auto's in het bericht
om op zijn beurt de MAX CUT-waarde in te voeren;
om het positiepunt te veranderen.
venster. X Venster de spa lys de voorheen vooraf ingestelde de MAX_CUT. druk op
punt,druk
op zijn beurt de beginhoek invoeren-
EWT
EWT
NEE 1
Machine Translated by Google
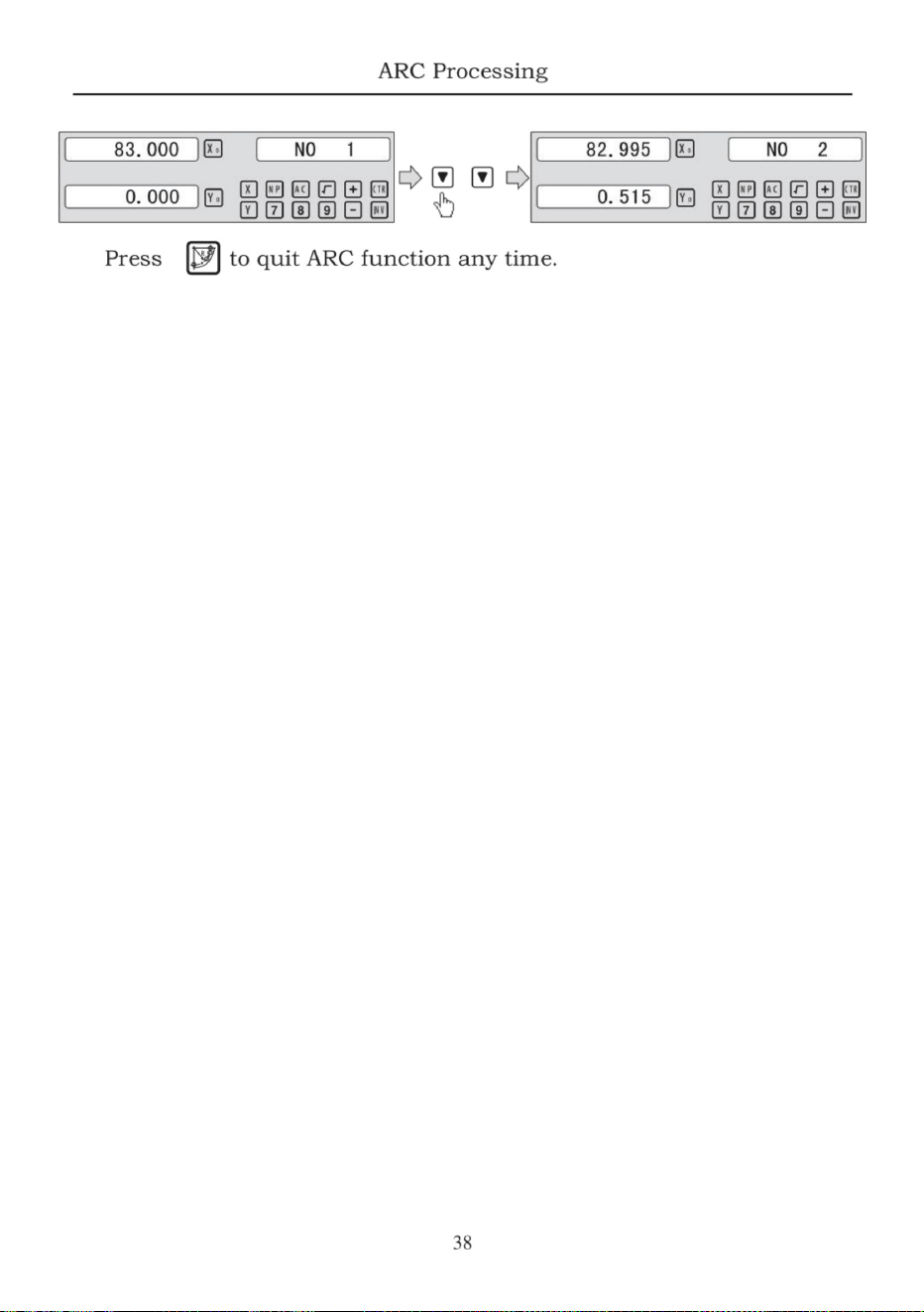
Machine Translated by Google
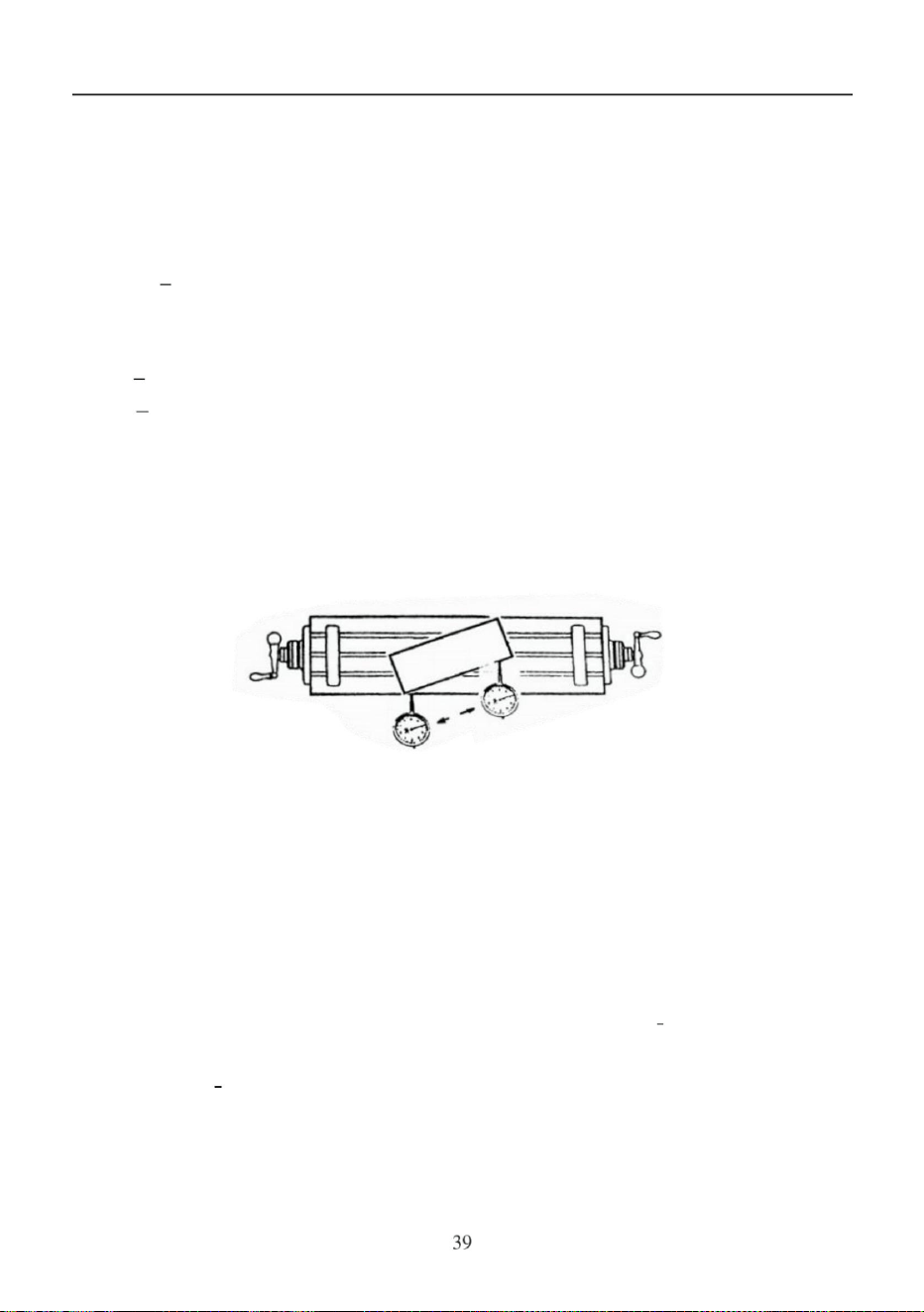
1) Voer de functie van het schuine vlak in.
2) Selecteer de functie van het vlak XY.
3) Voer de hellingshoek in
4) Verplaats de werktafel totdat het meetinstrument (zoals een meetklok)
5) Beweeg de werktafel in de afstand van de y-as totdat het display
stel machine plaats xy,yz,0rxz plaats ·
Voorbeeld 1 voor de schuine xy-plaats:
INCL Xy(xz,yz)
A) op de plaats. b) op de plaats yz, of Xz;
Startpositie;
wanneer het bewerkingsvlak zich op vlak xy bevindt, zoals het weergegeven onderdeel
procedure voor het kalibreren van de schuinte
DE
van scheefstand ·
voordat het schuine vlak wordt bewerkt. Daarom
DAAR
6.4 schuine verwerking
op dit punt de
De hellingshoek van de schuine
De GEREEDSCHAPSdiameter ·
schuine verwerking
Figuur, de schuine hoek van het werkstuk moet worden gekalibreerd
bewerking van schuine vlakken speelt de rol van het kalibreren van de schuinte ·
ED KAN
,
geïnstalleerd op de freesmachine raakt het schuinte-kalibratievlak aan, stel het in op nul en
verplaats de werktafel over een willekeurige afstand in de
ST POT
Er zijn 2 manieren om de schuine positie te bewerken:
Eindeposting;
,
richting van de x-as.
Plaats eerst het werkstuk op de werktafel in de gewenste hoek
Alleen de volgende parameters hoeven te worden ingevoerd:
verandert naar nul.
Machine Translated by Google
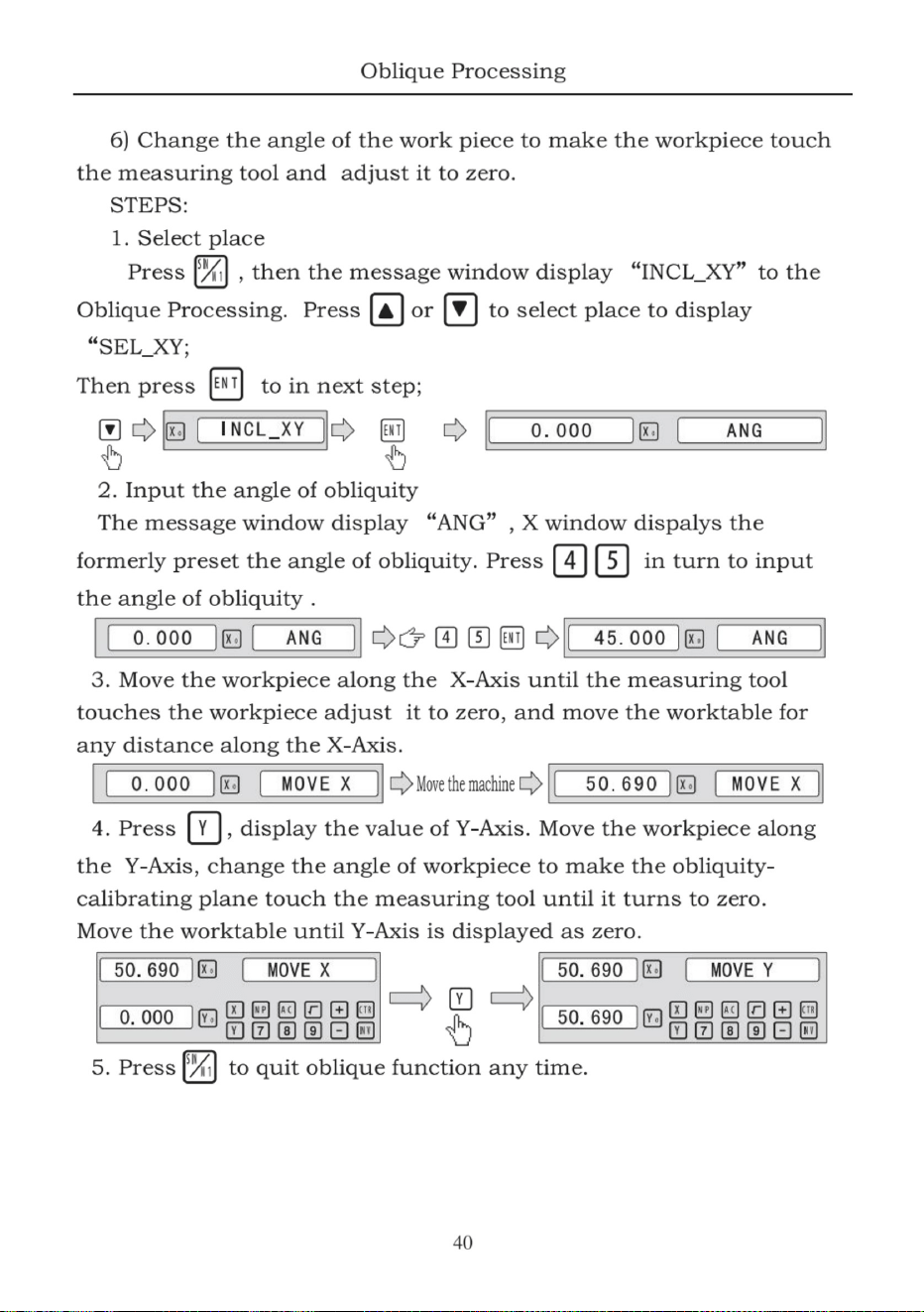
Machine Translated by Google
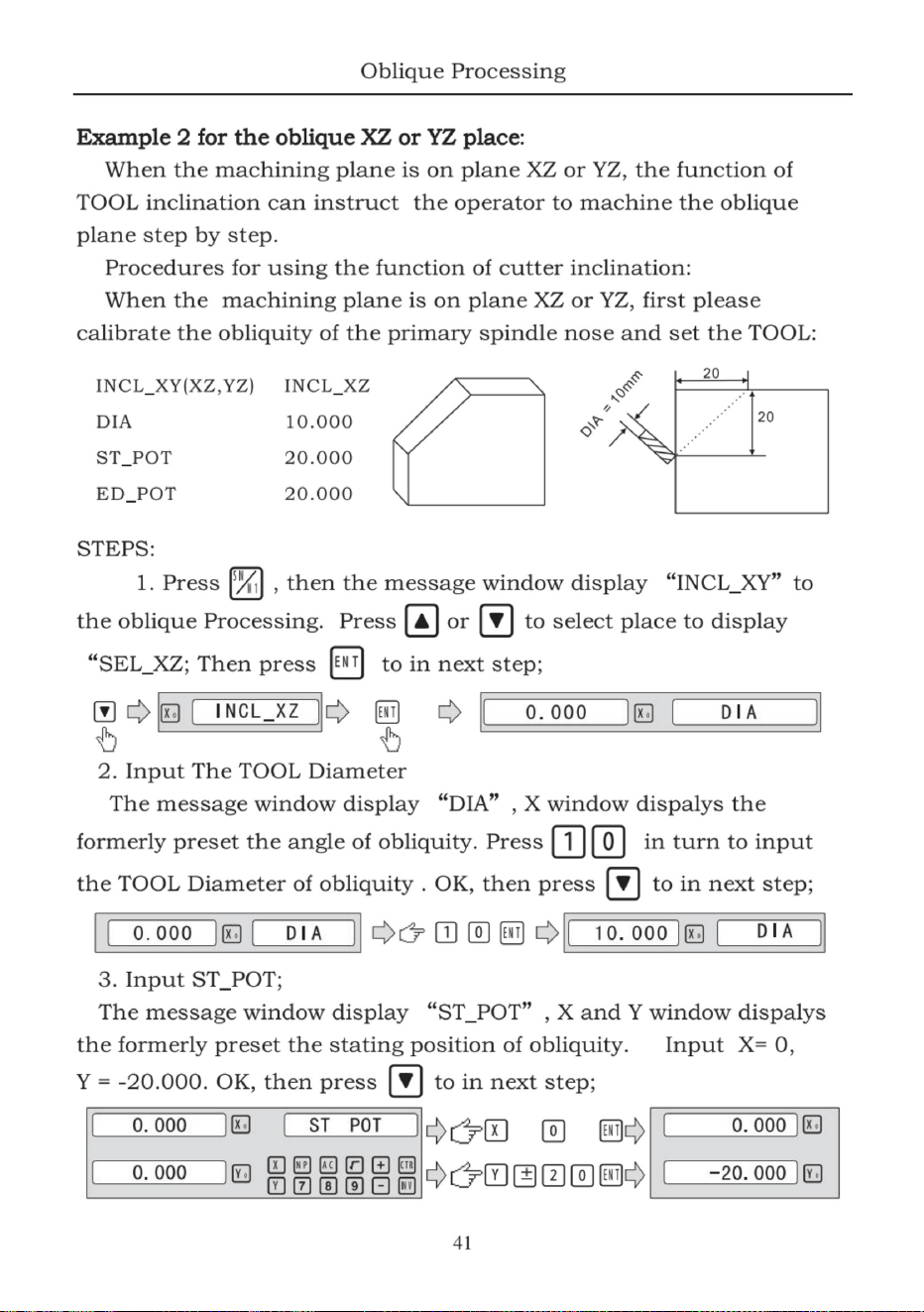
Machine Translated by Google
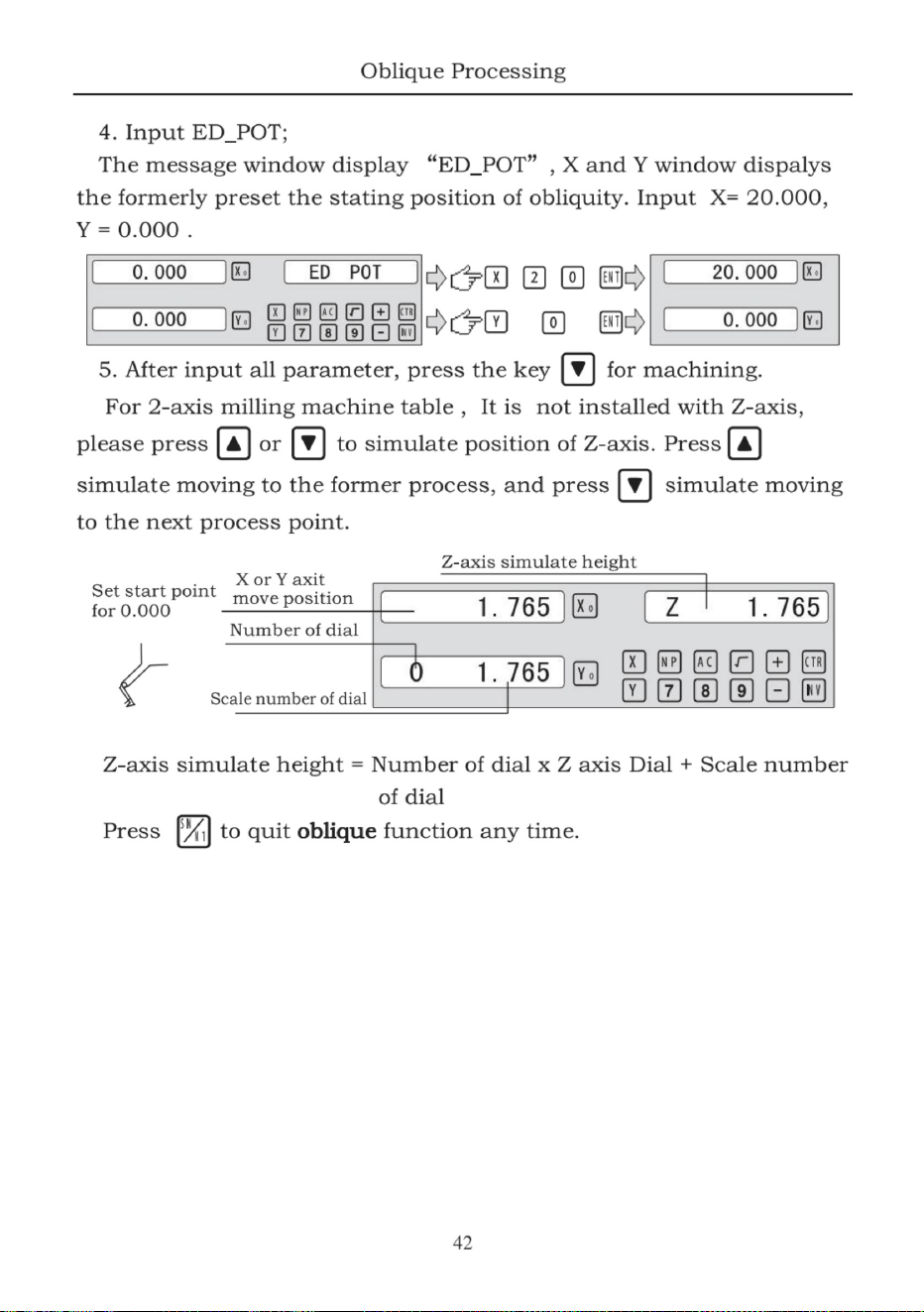
Machine Translated by Google
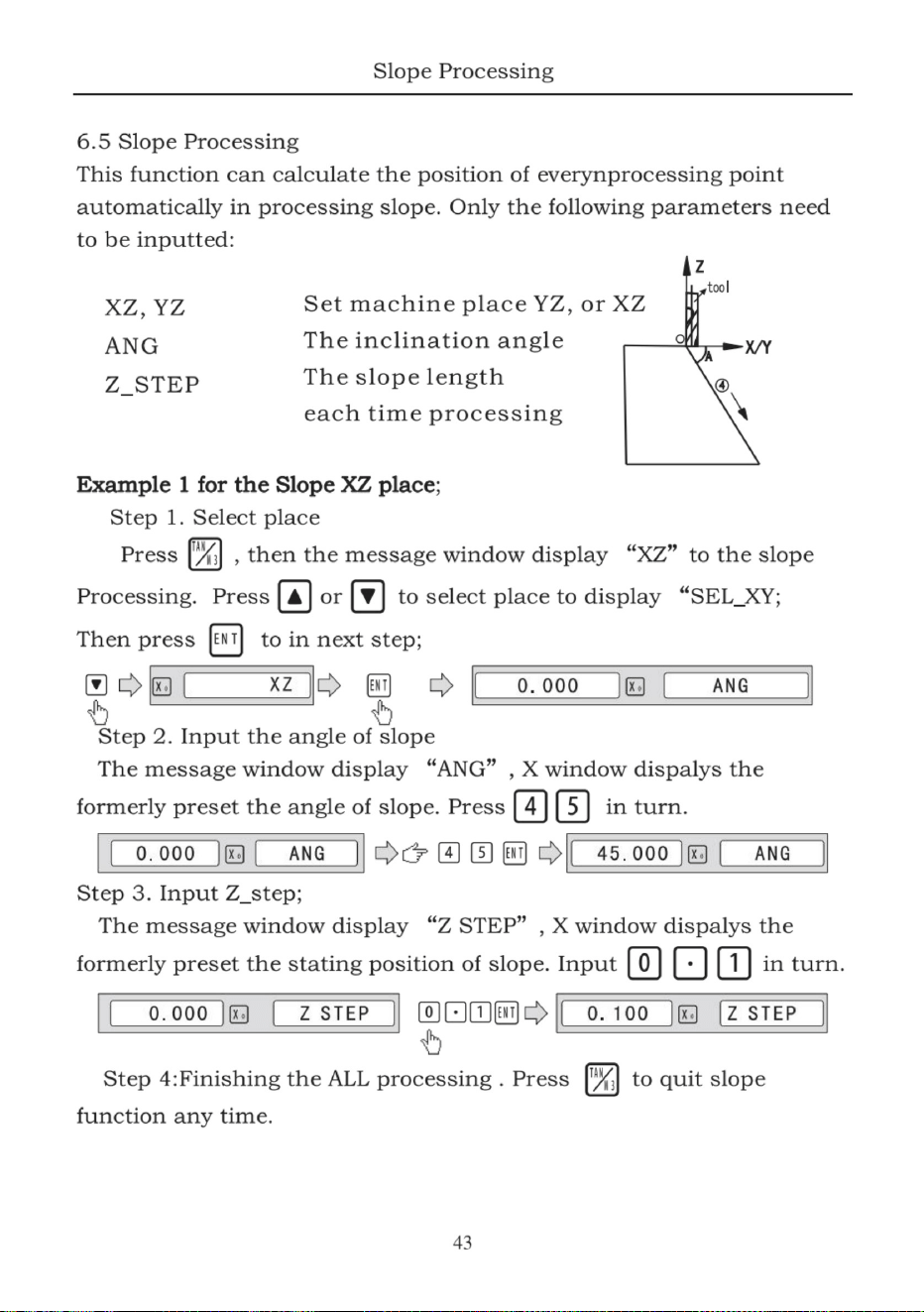
Machine Translated by Google
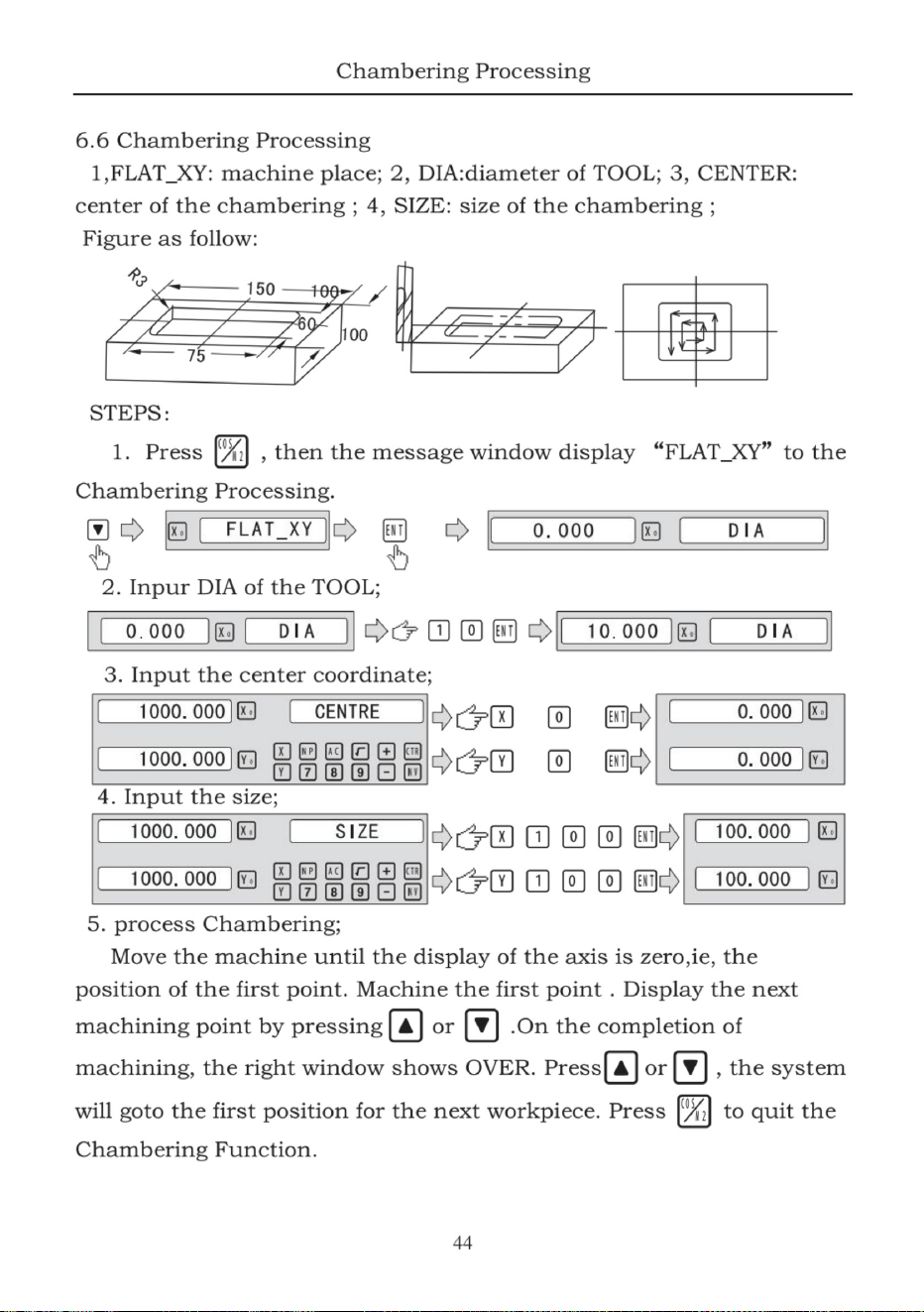
Machine Translated by Google
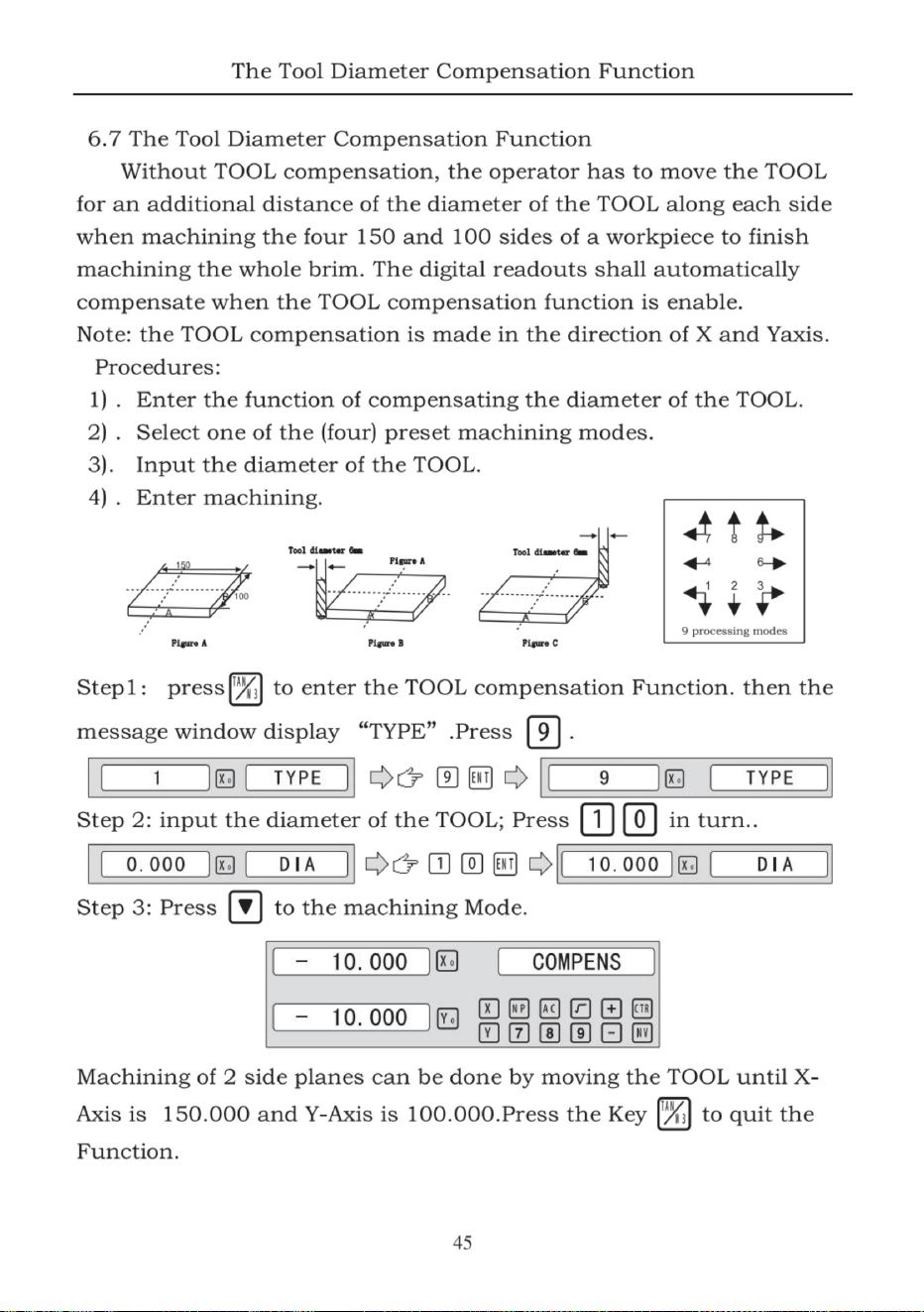
Machine Translated by Google
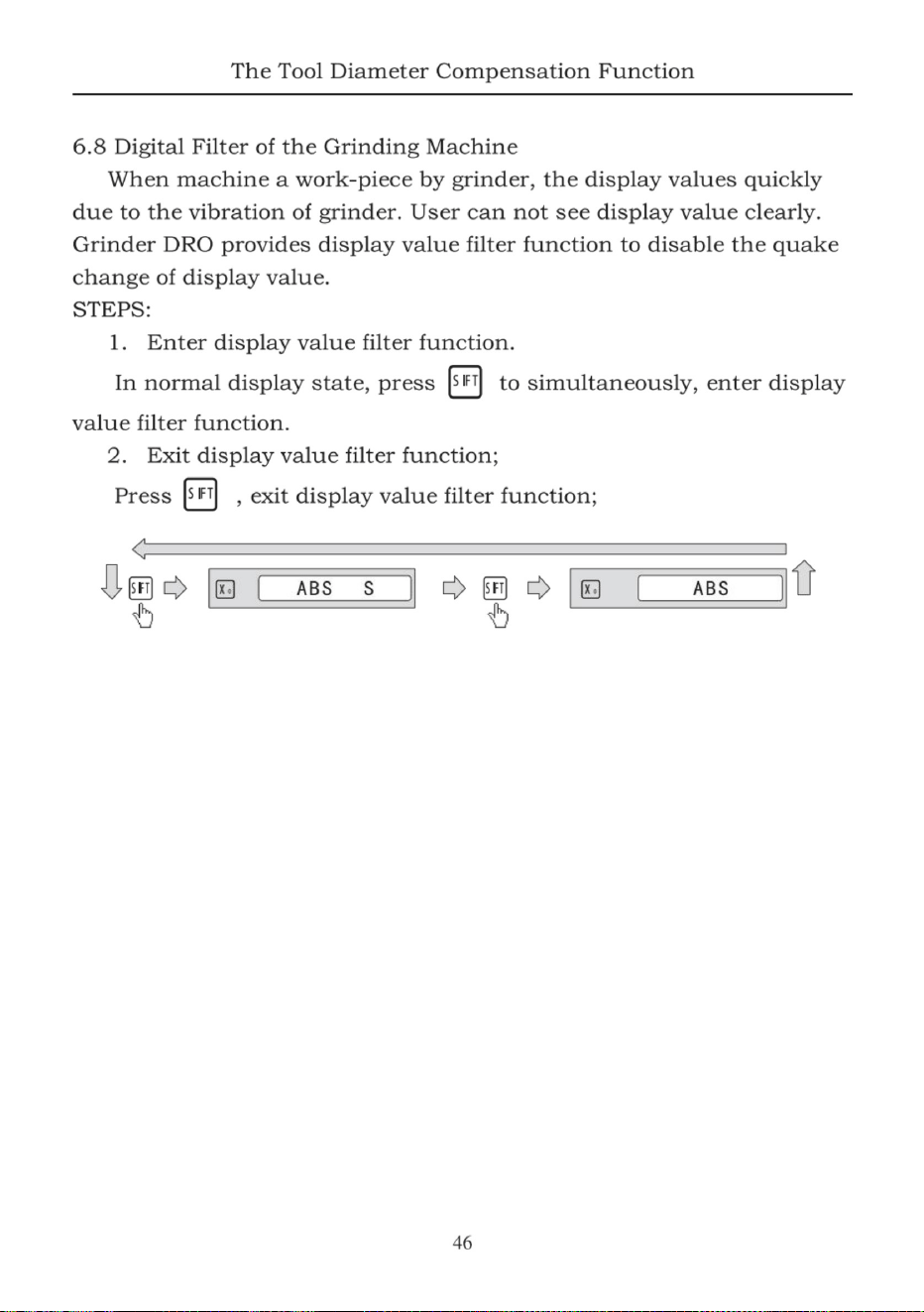
Machine Translated by Google
links van het rechter informatievenster. De Mark geeft de
,
zal de positie van het gereedschap weergeven op absolute coördinaat nul · Verplaats de
4. Het aantal TOOLS kan willekeurig worden ingevoerd, de digitale uitlezingen
6. De TOOL Libs moeten in de openingsstatus worden gebruikt. De 200 sets
2. Bepaal de grootte van TOOL l en datumTOOL,
6. 9 De functie
rooi Libs kan worden geopend door continu op te drukken
1. stel een datum TOOL in. Na het instellen van het gereedschap, nul x-as en Z-as, de
stel nulpunt van absolute coördinaat in ·
Er is altijd een ander GEREEDSCHAP nodig bij het verwerken van verschillende onderdelen · Voor
De bewerkingen voor TOOL-gegevens en het aanroepen van TOOL worden ALS volgt
weergegeven: stap 1: Voer in de ABS-status de gegevens van de 200 sets TOOL-bibliotheken in.
tien keer
het openen van de 200 sets TOOL Libs door continu op de toets te drukken
3. Sla het TOOL-nummer en de grootte op in de digitale uitlezing ·
operator CAn de 200 sets TOOL Lib s. continu instellen of herzien
gemakkelijke bediening, de La de digitale uitlezingen hebben de functie van
infovenster.
Z-as 20-10=10 ·
positie van TOOL relatief tot nul van absolute coördinaten en datum tool · AS Afbeelding 6-1. De
relatieve grootte van TOOL 2 is AS volgt x-as 25-30=- 5
,
totdat de X-as en de Z-as beide nul · 5 weergeven. TOOL
Libs kunnen de 200 sets met gegevens van gereedschappen opslaan.
200 sets TOOL-bibliotheken ·
Let op: alleen als de la is uitgerust met het gereedschapsinstelblok kunnen de 200 sets TOOL
Libs worden gebruikt.
6.9.1 200 sets TOOL-bibliotheken
De functie
totdat het rechtervenster TL - OPEN knippert en er een teken "21" wordt weergegeven
tien keer zal ervoor zorgen dat de 200 sets TOOL Libs worden
verdwijnen · wanneer het merkteken "21" verdwijnt, kunnen de 200 sets TOOL Libs
niet herzien worden·
tien keer A. Mark "" zal verschijnen Oor bij het linker raam van de rechter
door op de toets te
drukken, sluit het rechterraam en knippert TL - CLOSE en het merkteken
47
Machine Translated by Google
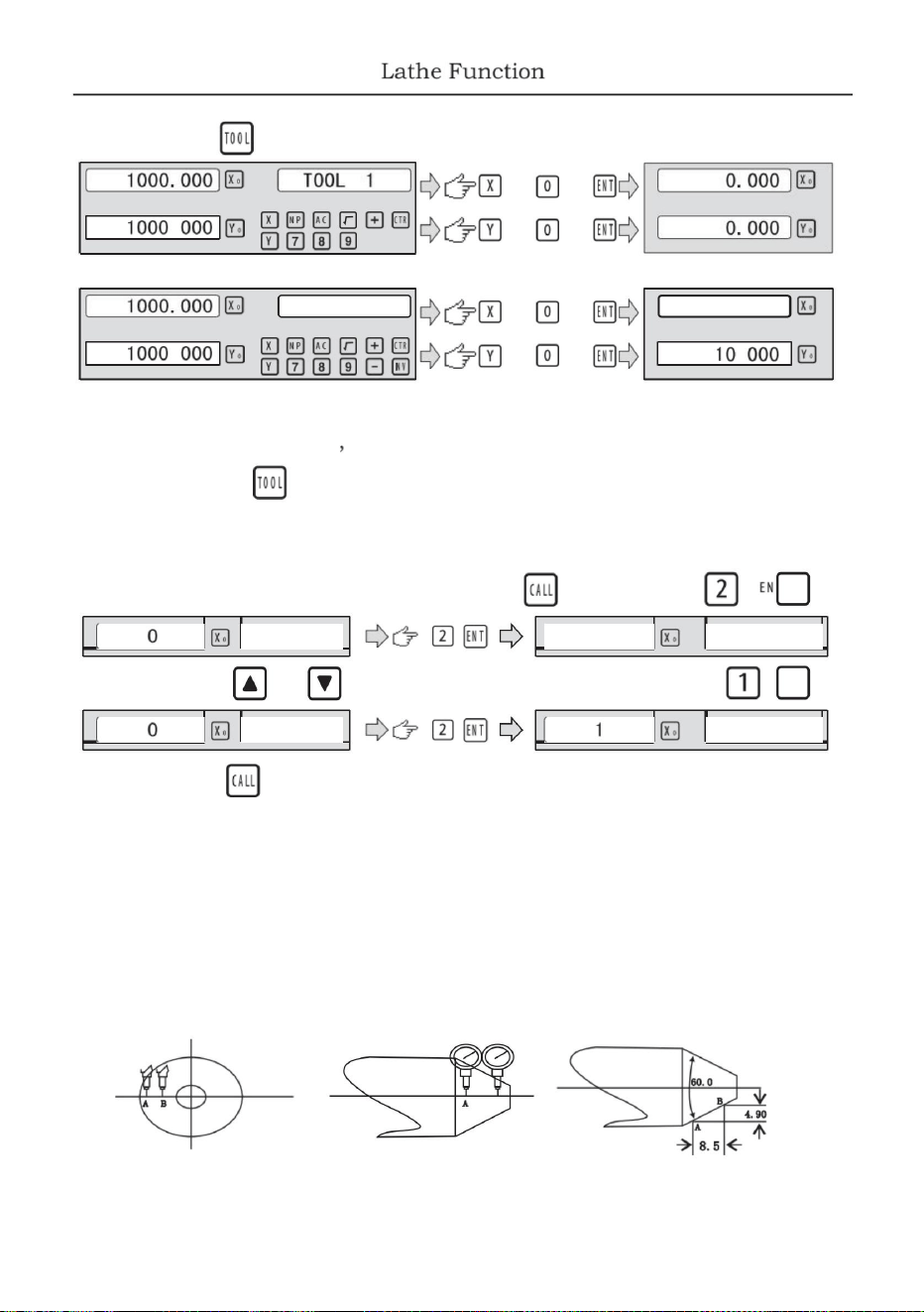
nummer en de sleutelÿ de operator kan direct de speciale invoer invoeren
wanneer het basisgereedschap wordt gebruikt de as kan niet op nul worden gezet in ABS-status ·
raaktgereedschapsgegevens. druk op
,
EN T
B
;
GEREEDSCHAP 2
2
KIEZEN
BASEREN
KIEZEN
5.000
BASEREN
48
Donderdag
,
stap 4: druk op om door te gaan met het invoeren van de gegevens van het volgende gereedschap. DOOR op te drukken
T ·
de as kan alleen op nul worden gezet in de INC-status ·
Voor het draaien van het werkstuk met conus kan de conus van het werkstuk
stap G: druk op
volgende handelingen monteer eerst het tweede gereedschap ·
om TOEGANG te krijgen tot de invoerstatus. Input rooi 1 data:
· Selecteer de basisrol. Druk vervolgens op
stap 7: druk op
Nadat de TOOL-bibliotheken zijn ingesteld, gebruikt u de TOOL-bibliotheken volgens de
stap 2: druk op
Opmerking:
6 . 9 . 2 Taperfunctie
of
stap 5: Toegang krijgen tot de gebruiksstatus via pr css
stap 3: invoer TOOL 2-gegevens:
gemeten worden in de verwerking;
de functie verlaten;
.Dan pr css
wanneer de anderen worden gebruikt
•
Machine Translated by Google
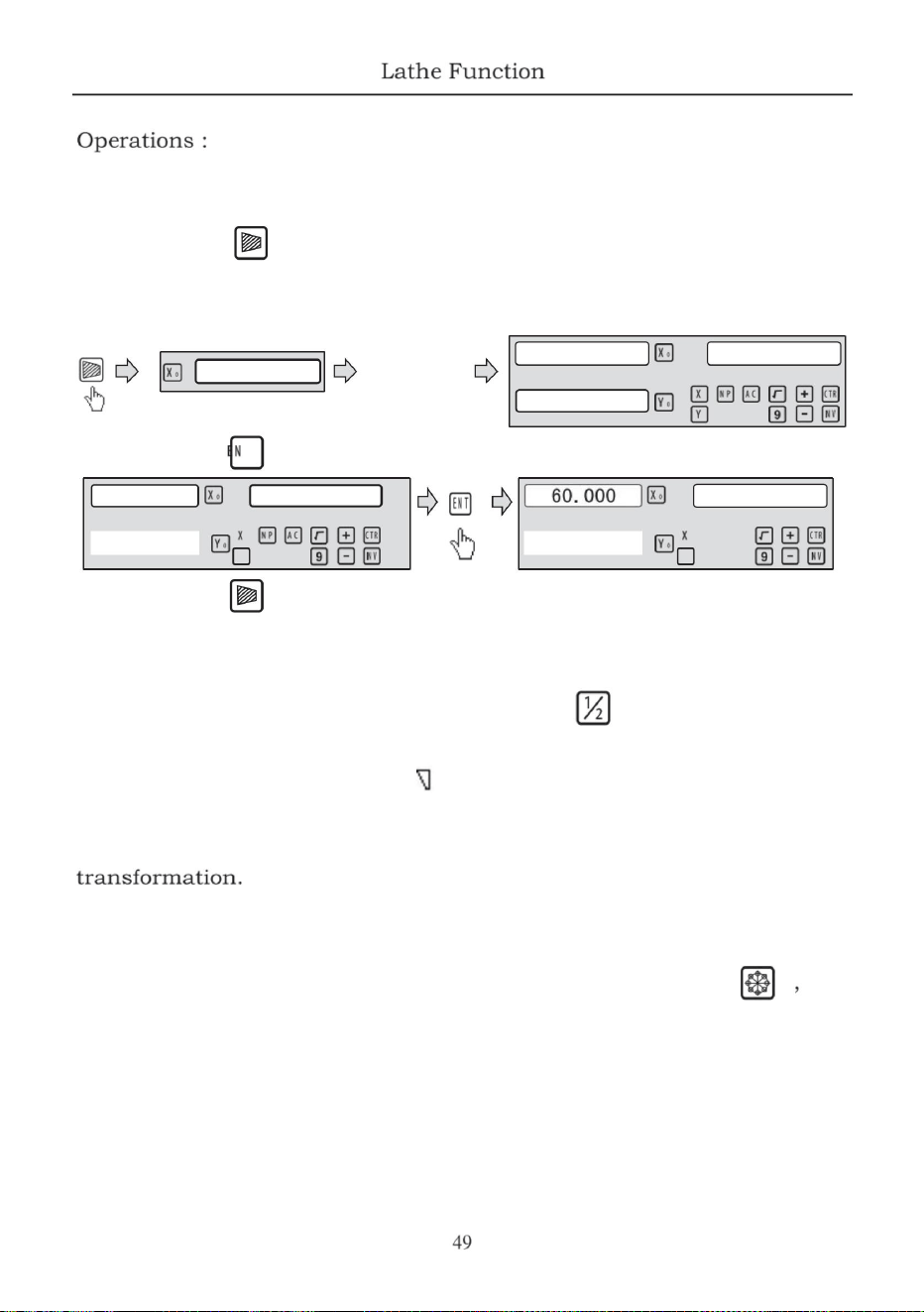
hendel uitlezing
EVALUEER
Verplaats de
4. 907
4. 907
8. 500
HOEK
EVALUEER
EVALUEER
,
6 . 9 . 4 Y + Z-functie (alleen van toepassing op: 3 assen La)
stap 1: druk op
het berichtvenster en geef vervolgens "UMEASU" weer
reset het hendeluitlezingspunt naar nul ·
stap 2: druk op T om te berekenen.
" zal verschijnen aan de linkerkant van de rechterkant
6 . 9 . 3 R/D-functie
Kan worden toegevoegd aan de weergave in de Z-as door op de toets te drukken
weergave van Diameter, Een merk u
informatievenster, maar wanneer X-as voor weergave van ia meter
,
stap 3: druk op
het merkteken
AS-figuur, contactvlak A van werkstuk met hendeluitlezingen en
De weergavemodus
papierverwerking · Beweeg de hendeluitlezing naar het oppervlak B Totdat de
Voor 3 assen La de, de teller van y-as en de teller van z-as
Voor 2-assige draaibank en 3-assige draaibank, druk
hendeluitlezingen punt AS volgen;
druk dan op de toets CAn om de y + Z-functie te annuleren ·
de functie verlaten;
,
ofx-as wordt omgeschakeld tussen Radius en Diameter. Wanneer de x-as voor
30.000
de
dagelijkse tijden
de
dagelijkse tijden
8. 500
vier vier
dagelijkse tijden
EN EN
" " verdwijnen · alleen de x-as heeft de functie van de diameter/straal
Machine Translated by Google
De uitleeswaarde zal toenemen, dit wordt positieve bewerking (positief) genoemd.
bewerkingsrichting is negatieve richting (negatief), wat ook wel wordt genoemd
negatieve bewerking (weergegeven als figuur 1)
Elektro-ontladingsbewerking (EDM). Wanneer de ingestelde streefwaarde van EDM
en Z-as.
Neem contact op met de dealer om het aan te passen)
6.10 EDM (speciale aanpassingsfunctie, als u deze moet kopen, neem dan contact met ons op)
diepte van het bewerkte oppervlak (d.w.z. negatieve brandwerende hoogte), de digitale
intelligente positie volg controle veiligheidsbeschermingsapparaat. In het proces
De instelling van de Z-asrichting van de digitale uitlezing wordt weergegeven in figuur 1.
De instelling van deze richting is de normale instelling·
1
,
van beneden naar boven zal de digitale uitleeswaarde afnemen · De
Z-as is gelijk aan de huidige waarde, de digitale uitlezing zal de
daalt en de bewerking wordt van boven naar beneden uitgevoerd, de digitale
zoals negatief
bij dit probleem. bij het instellen van een negatieve brandwerende hoogte, en de
ÿ Beschrijving: Deze functie wordt gebruikt voor de speciale bewerking van
negatieve richting · zodra de elektrode het vloeistofniveau overschrijdt, zal deze
De bewerkingsrichting is afhankelijk van de ingestelde Z-asrichting
De digitale uitlezing heeft ook andere functies
displays · sinds het begin van de bewerking zal de diepte geleidelijk dieper worden
zonder te zorgen, bij het genereren van de koolstofaccumulatie en
dwz Hoe dieper de diepte is, hoe groter de coördinaatwaarde van de Z-as
EDM
het uitleesscherm knippert voor WQring; tegelijkertijd zal de uitvoer
wanneer de elektrode ASCEnds en de bewerking wordt uitgevoerd
van de bewerking zal het elektrodeoppervlak de koolstof genereren
,
schakelsignaal om EDM te besturen en de dieptebewerking te stoppen.
de verhoogde hoogte van de elektrode overschrijdt de hoogte tussen de elektrode en de
verdeeld in positieve en negatieve bewerking · wanneer de elektrode
brandwerende hoogte. Negatieve brandwerende hoogtefunctie is een soort
vaak vlam vatten en verliezen veroorzaken. Deze functie is alleen ingesteld om te richten
accumulatie fenomeen. Vanwege de lange tijd of dagelijkse bewerking
signaal schakelt automatisch EDM uit om de kans op brand te elimineren ·
niemand maakt de reiniging, de elektrode zal langzaam toenemen langs de
Machine Translated by Google
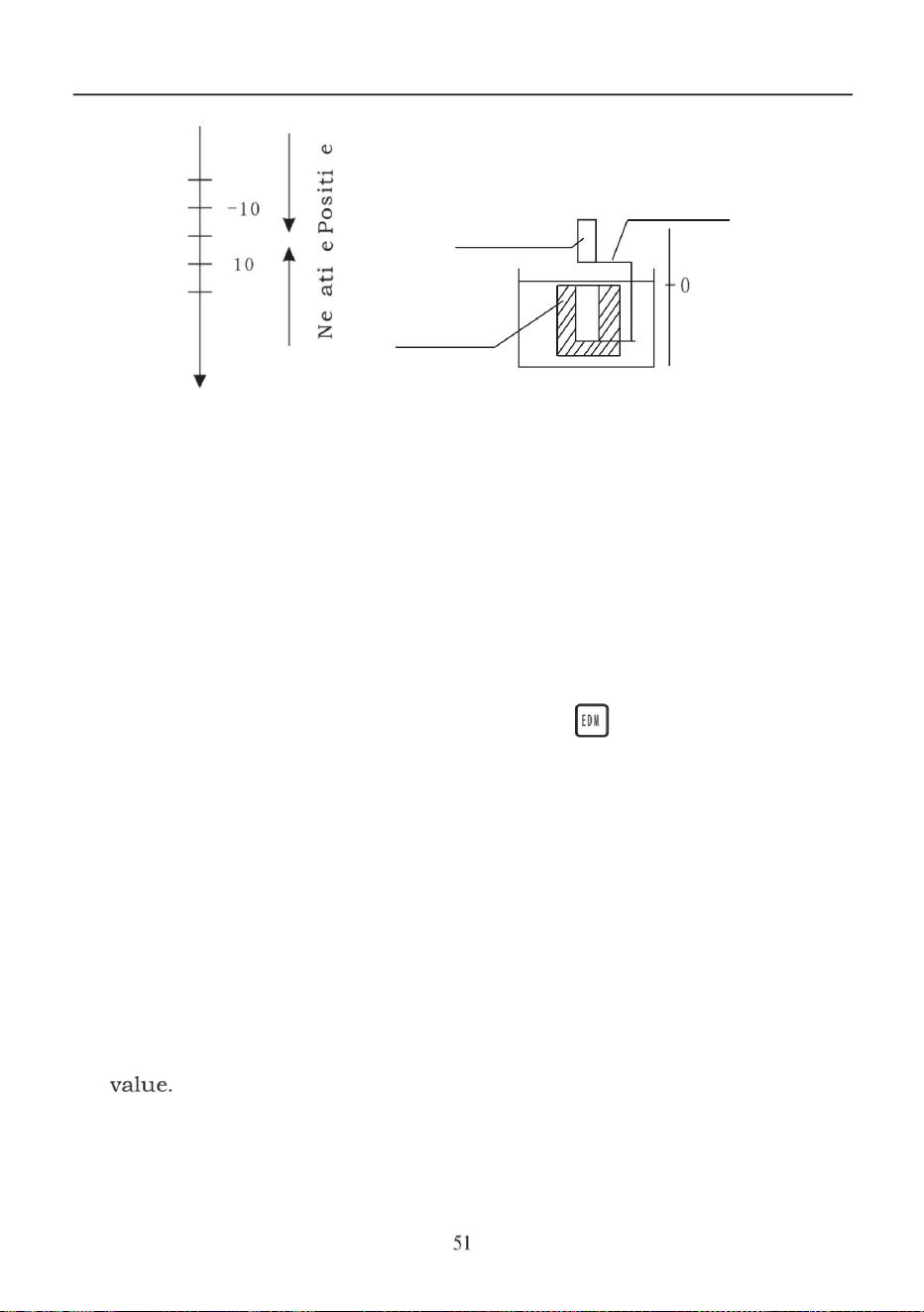
bA
Figuur 1
Figuur 2
020
>
- 20
>
werkstukreferentie · A-as op nul zetten of waarde instellen ·
Elektrode
waarde zal niet veranderen, die altijd de bewerkte diepte zal weergeven
Afhankelijk van de instellingen van de operator zijn er twee soorten exit-modi:
deel
Negatief
De schakelaar voor het bereiken van de positie wordt uitgeschakeld, EDM stopt met bewerken,
zie het volgende voorbeeld voor gedetailleerde bewerking
werk
EDM
EDM-relaisuitgangsmodus · 2)
Verplaats de hoofdaselektrode van de Z-as zodat deze contact maakt met de
Hoogte
Brandwerend
streefwaarde. Als de elektrode op dit moment herhaaldelijk omhoog en omlaag gaat,
verandert de Z-asweergavewaarde vervolgens, maar de y-asweergave verandert
doelwaarde, de weergavewaarde van de y-as komt ook geleidelijk dichter bij de
MET
MET
·
richting (POSITIEF / NEGATIEF); uitgangsmodus (AUTO/STOP) en
4) De X-as geeft de doelwaarde voor de bewerkingsdiepte weer. De Y-as geeft de doelwaarde voor de bewerkingsdiepte weer.
5) begin met bewerken, de weergavewaarde van de Z-as komt geleidelijk dichter bij de
(bewerkingsdiepte); ERRHIGH (negatieve brandwerende hoogte), bewerking
3) Voer EDM-bewerking in door de toets pr css te gebruiken
1) Stel voor het bewerken eerst elke parameter van DIEPTE in
2. Werkwijze:
weergave van de realtimewaarde van de zelfpositie. (De waarde op de Z-as is de
positiewaarde van de hoofdaselektrode van de z-as.)
6) wanneer de weergavewaarde van de Z-as gelijk is aan de ingestelde doelwaarde,
waarde dat het werkstuk is bewerkt diepte) Z-as zal
De weergavewaarde moet diepte zijn. (De waarde op de Y-as is de
Machine Translated by Google
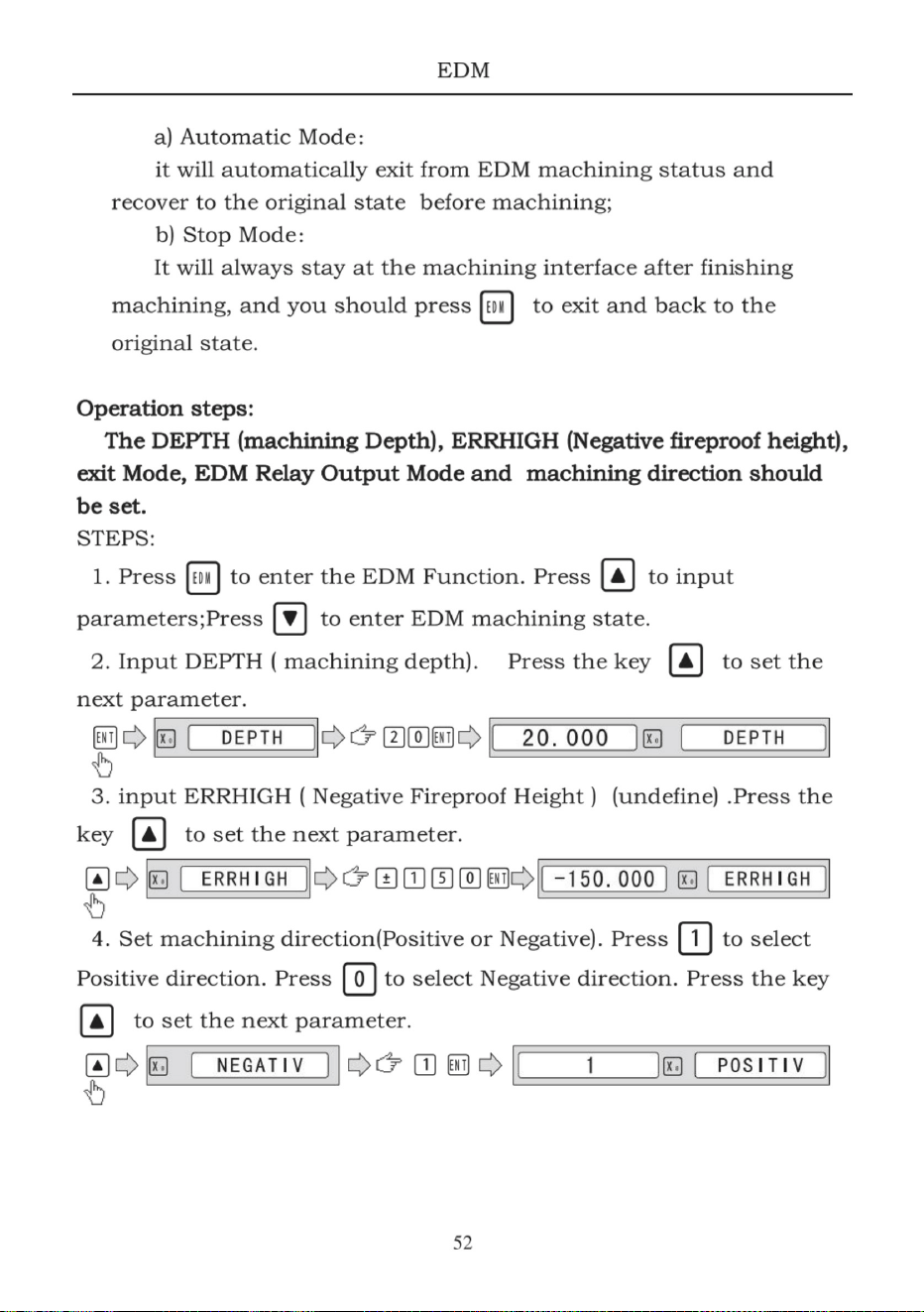
Machine Translated by Google
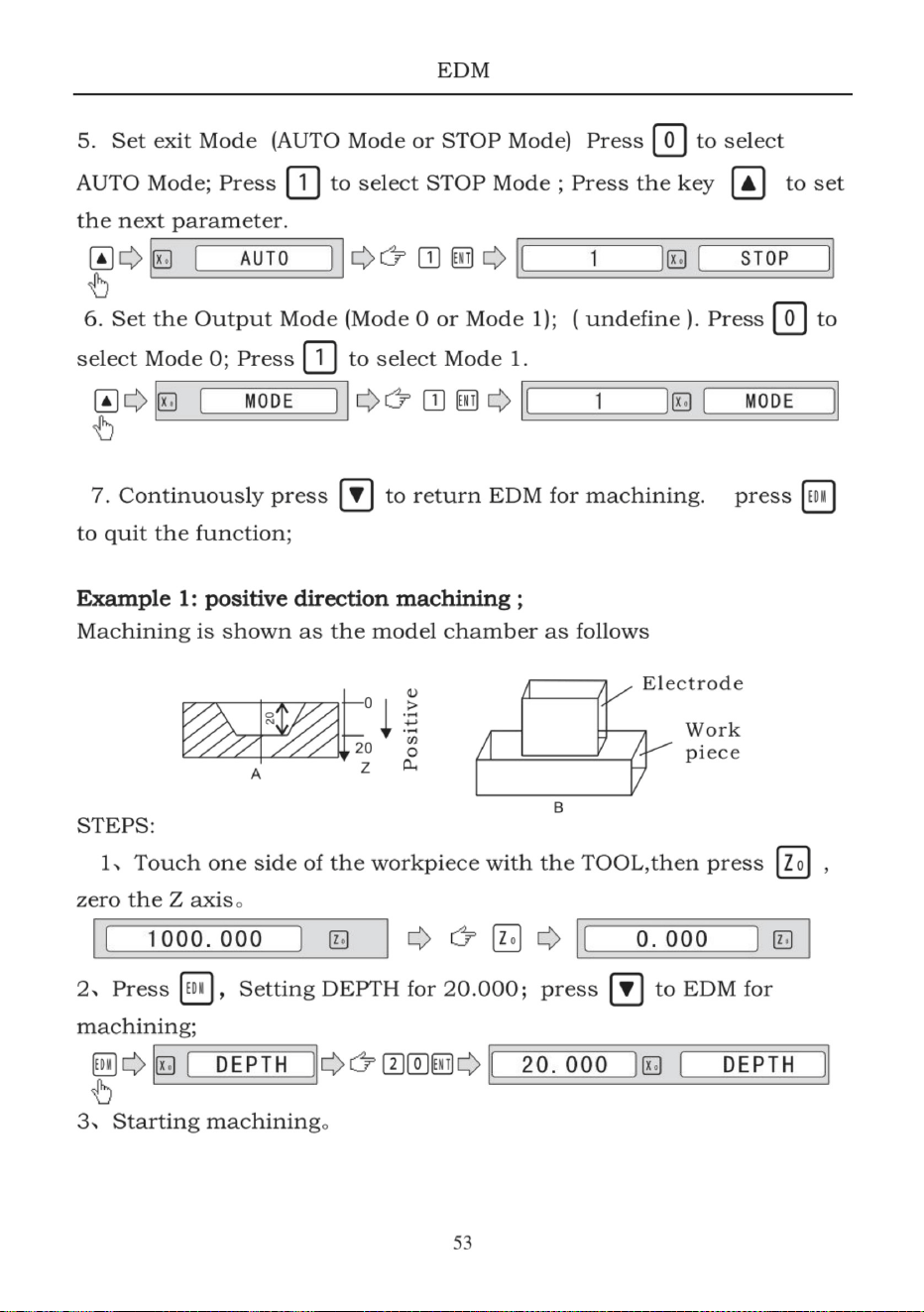
Machine Translated by Google
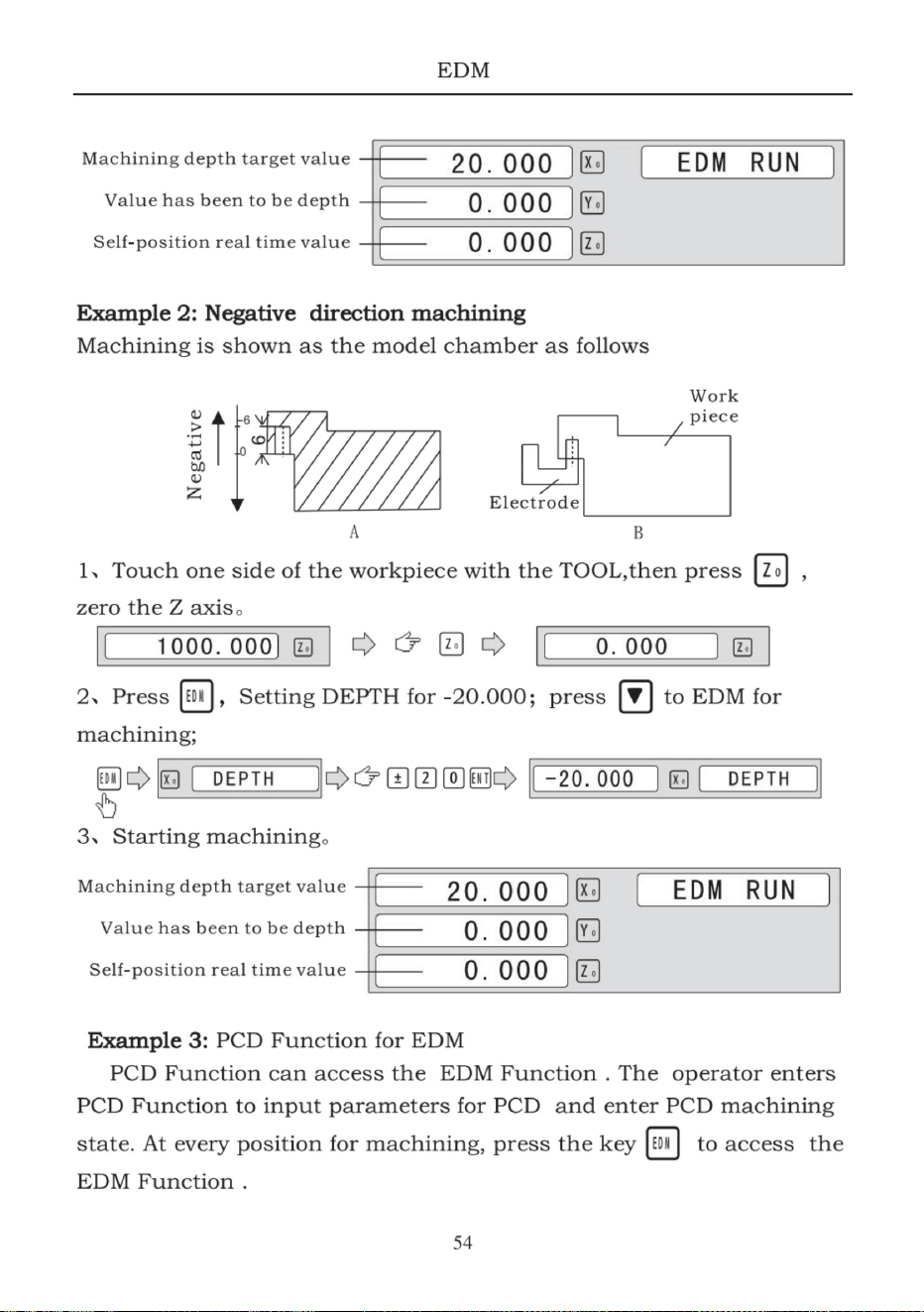
Machine Translated by Google
om de EDM-functieparameter in te voeren (de instellingsmethoden zijn
3) Druk in de PCD-bewerkingsstatus op
2) druk op
dezelfde manier als de algemene instelling van EDM Parameter); na invoer van alle
1) PCD-parameters instellen (de instelling is hetzelfde als de algemene instelling)
voor de positie van het volgende gat,
van PCD)
Nadat u alle parameters hebt ingevoerd en de PCD-bewerkingsstatus hebt ingevoerd · De
De positie van het eerste gat wordt weergegeven.
parameters, continu indrukken wanneer de
bewerking is voltooid, druk op enter PCD-
bewerkingsstatus ·
voor EDM ·
De bedieningsprocedure is als volgt:
Bij het invoeren van de EDM-functie kan de operator de parameters invoeren
EDM
om de EDM-bewerkingsstatus in te
voeren. om de EDM-functie te verlaten en
OVE de machine naar de displaywaarde 0
toegang krijgen
dan pr css
,
EDM-functie opnieuw · 4)
Herhaal stap 2 en stap 3 voor de volgende bewerkingspunten.
55
Machine Translated by Google
druk op
het venster zal deze waarde weergeven;
Boog COS
,
,
om het berekende resultaat over te brengen naar de z-as; dan de z
pers
Boog TAN SQRT enz.
De rekenmachine biedt niet alleen normale wiskundige berekeningen
Boog ZONDE
,
in de weergavestand van de rekenmachine: druk op R om de rekenmachinefunctie te verlaten.
als de rekenmachine de weergavemodus voor modus 1 heeft ingesteld
druk op
het venster zal deze waarde weergeven;
,
pers
,
Overdracht van de rekenmachineResultaten van geselecteerde zx is.
pers
om de weergegeven waarde in het z-venster over te brengen naar de rekenmachine;
BRUINEN
om de weergegeven waarde in het x-venster over te brengen naar de rekenmachine;
in normale weergavestand: druk op R om de rekenmachinefunctie te openen.
om het berekende resultaat speelgoedas over te brengen; dan
De bediening is hetzelfde als bij commerciële rekenmachines: eenvoudig te gebruiken.
COS
om het berekende resultaat naar de x-as over te brengen; dan de x
gebruiker kan:
ZONDE
,
pers
venster zal deze waarde weergeven;
om de weergegeven waarde in het Y-venster over te brengen om r te berekenen;
Nadat de berekening is voltooid, als de weergavemodus van de rekenmachine is ingesteld op
gebruiker kan:modus 1
,
,
, /, het biedt ook trigonometrie op metrische berekeningen zoals AS
Functie rekenmachine invoeren en verlaten
zoals +, -
7 rekenmachine
De huidige weergegeven waarde in het venster overbrengen naar de rekenmachine.
Machine Translated by Google
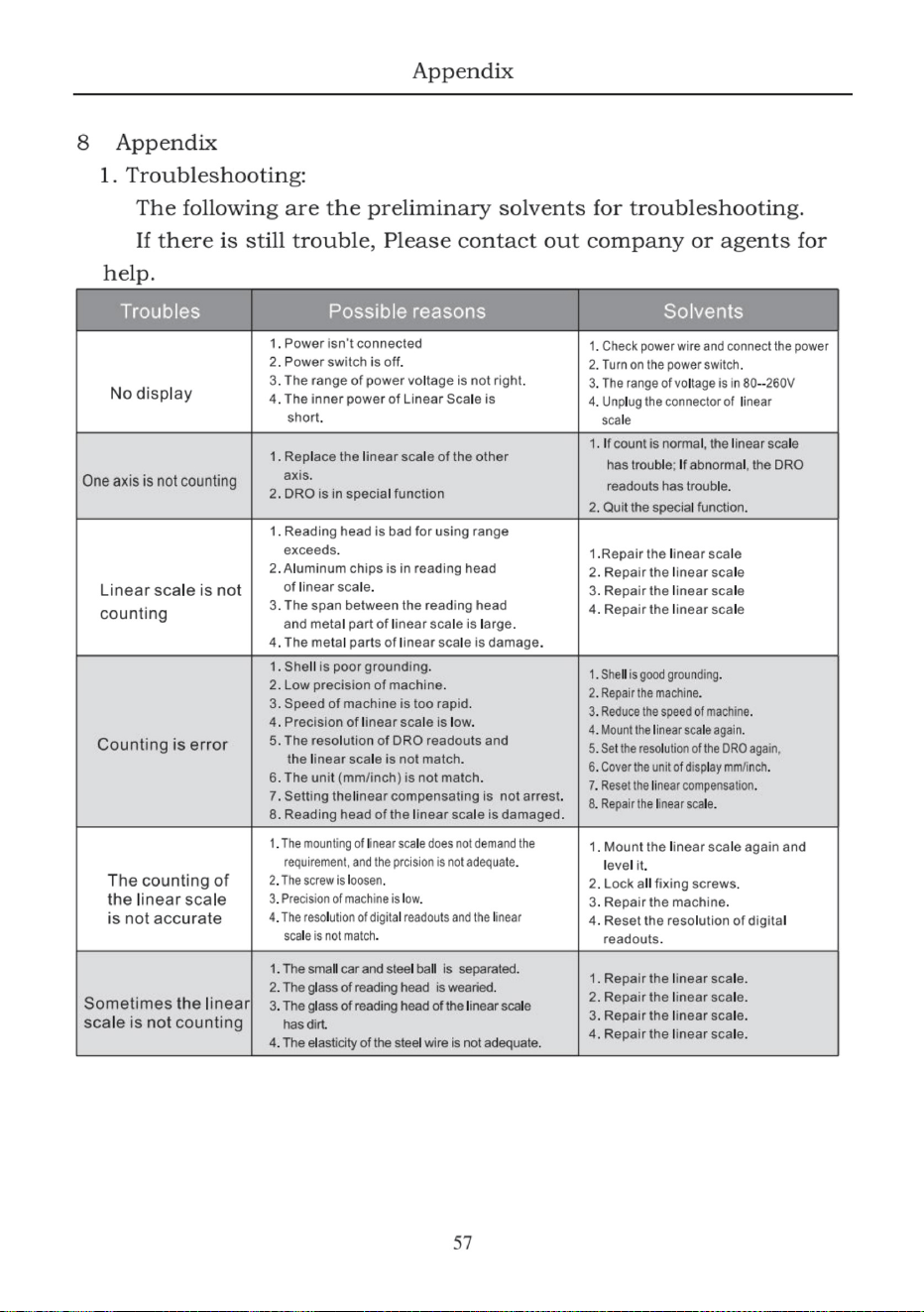
Machine Translated by Google
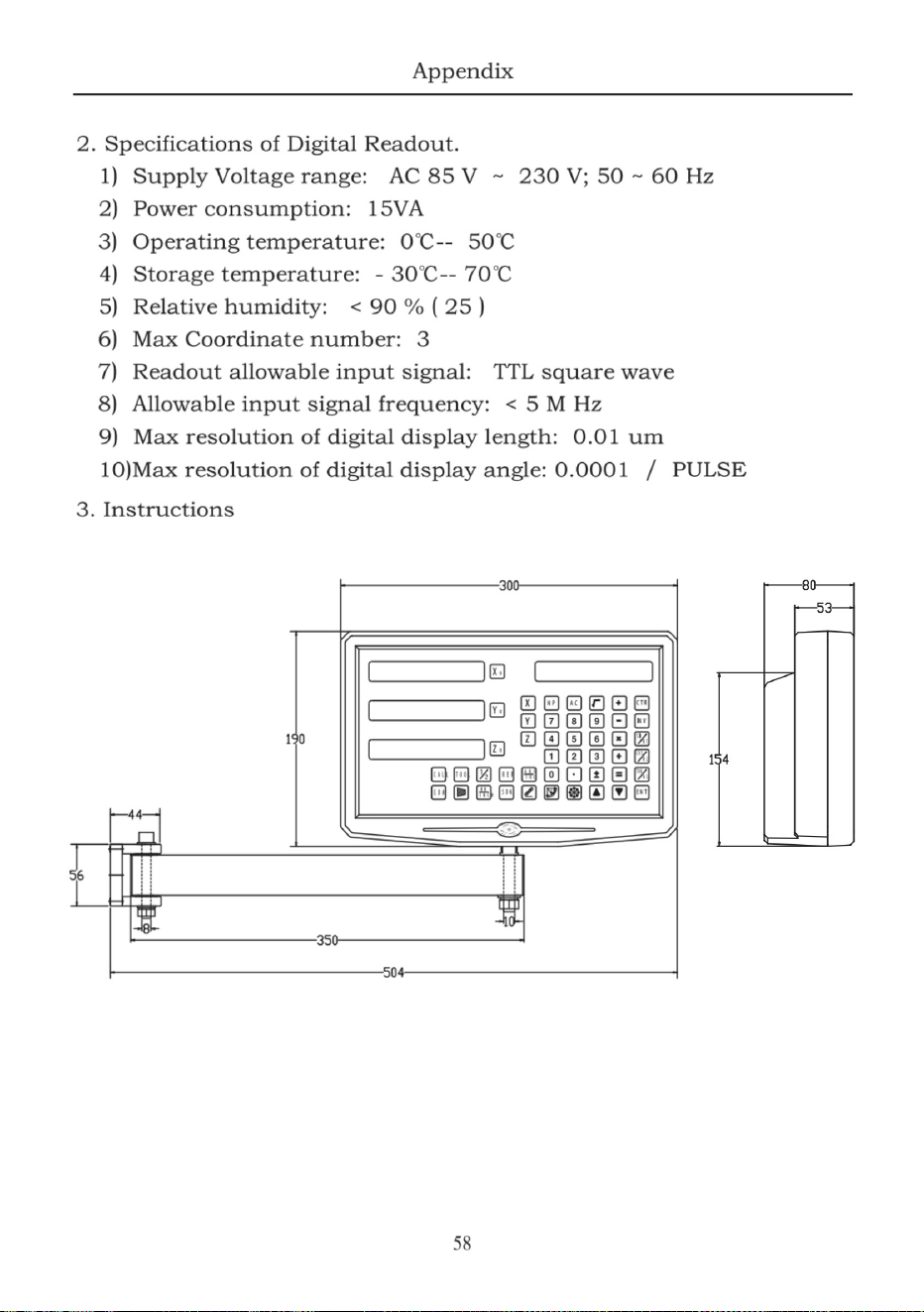
Machine Translated by Google
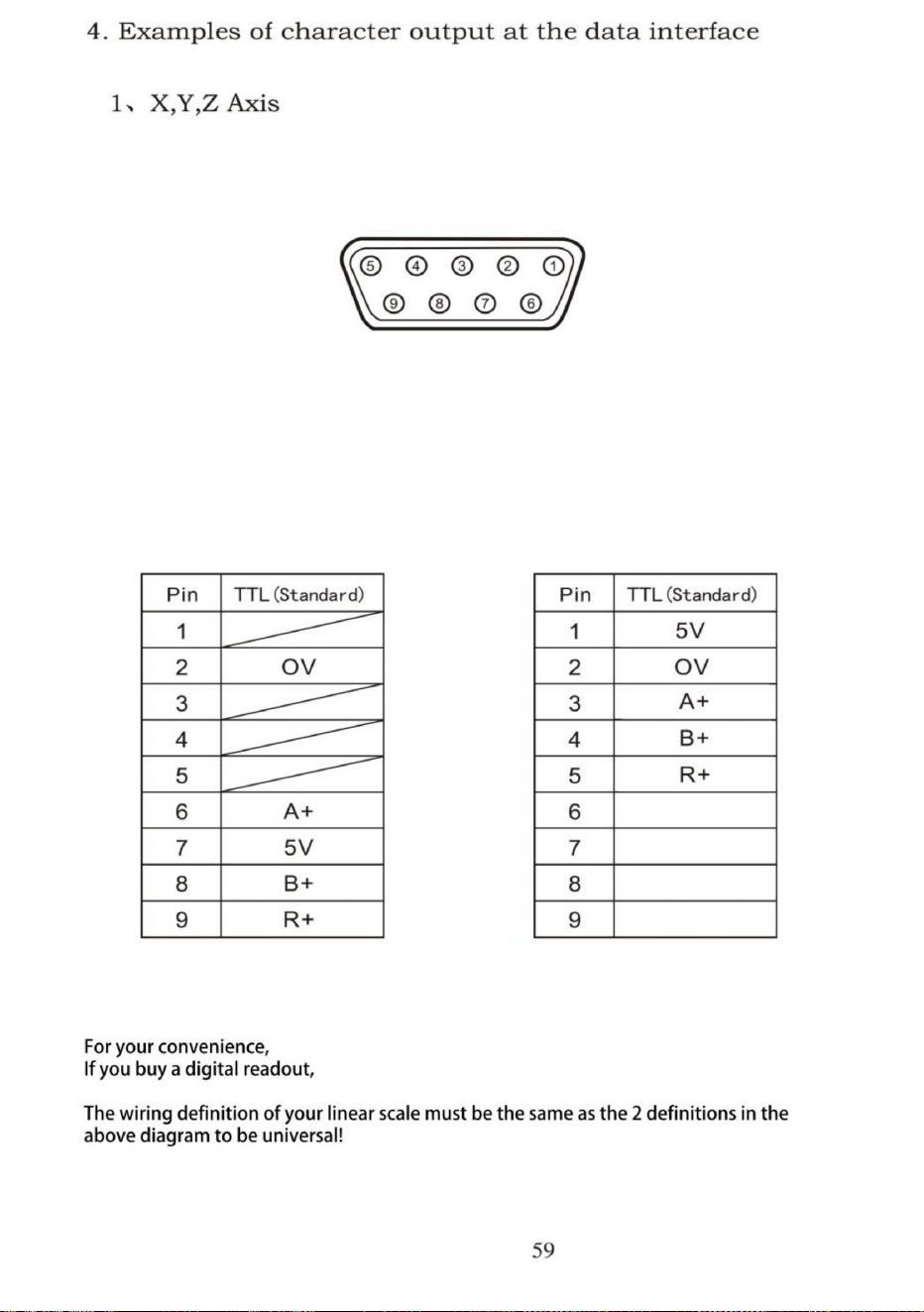
Machine Translated by Google
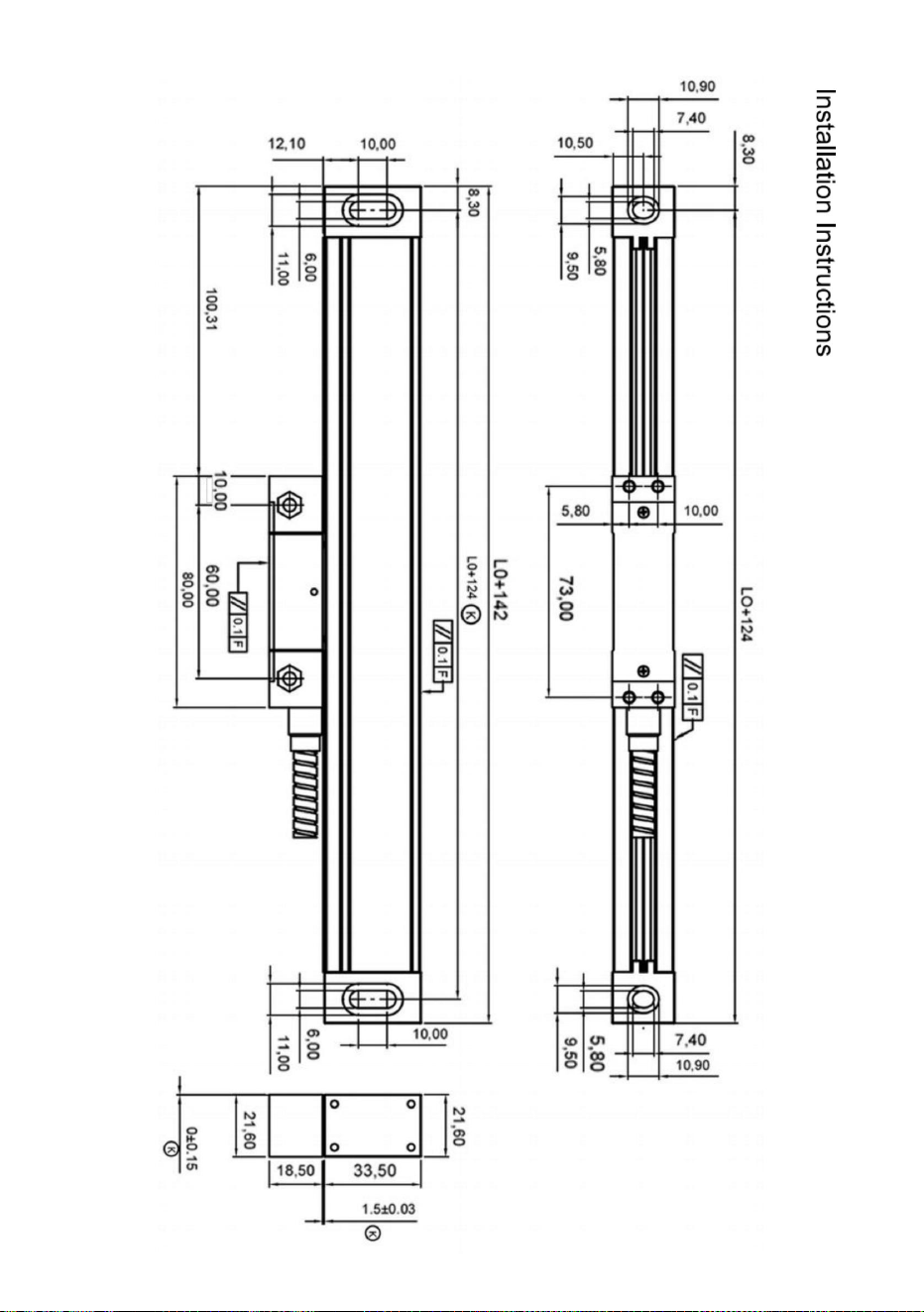
61
Machine Translated by Google
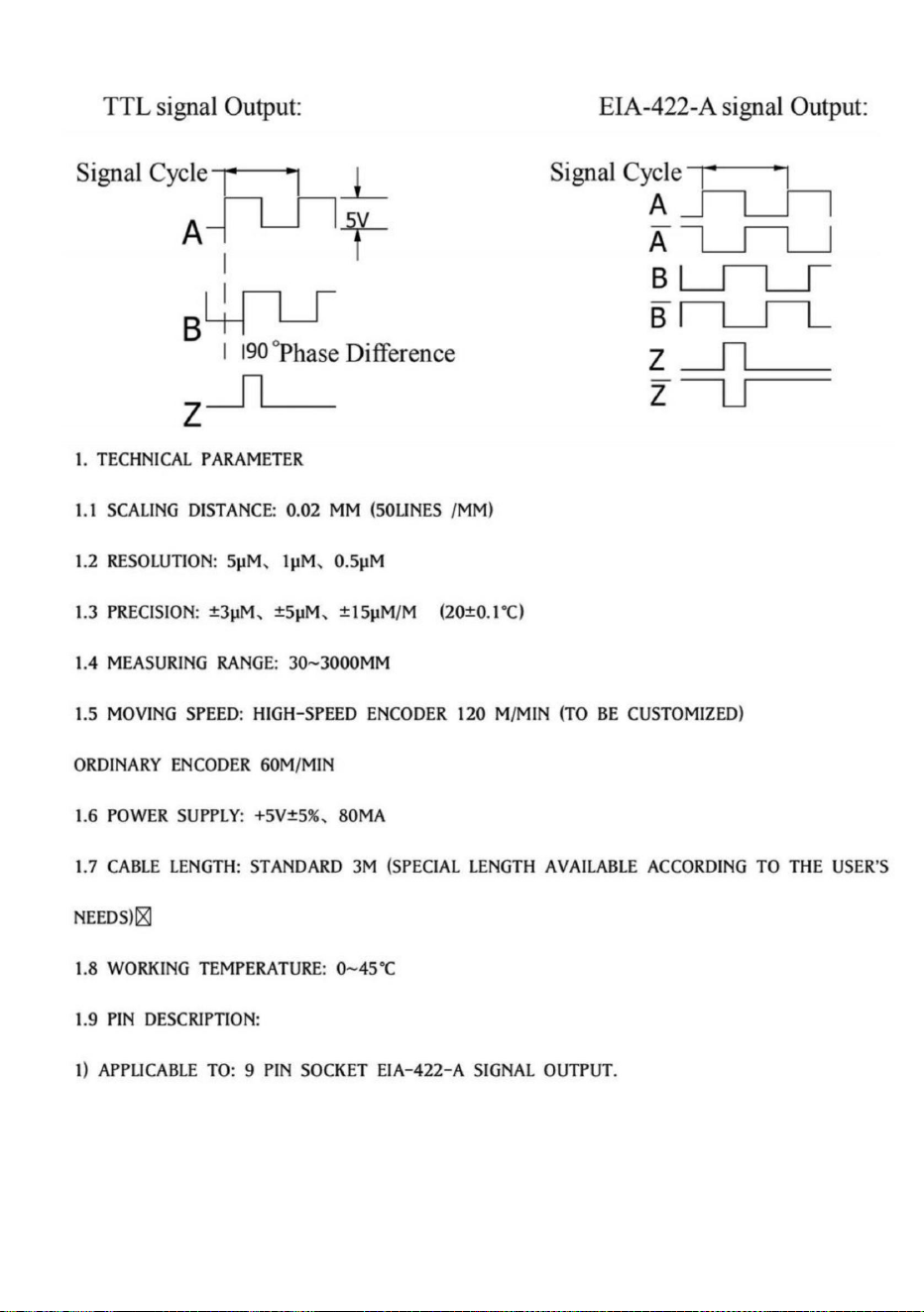
62
Machine Translated by Google
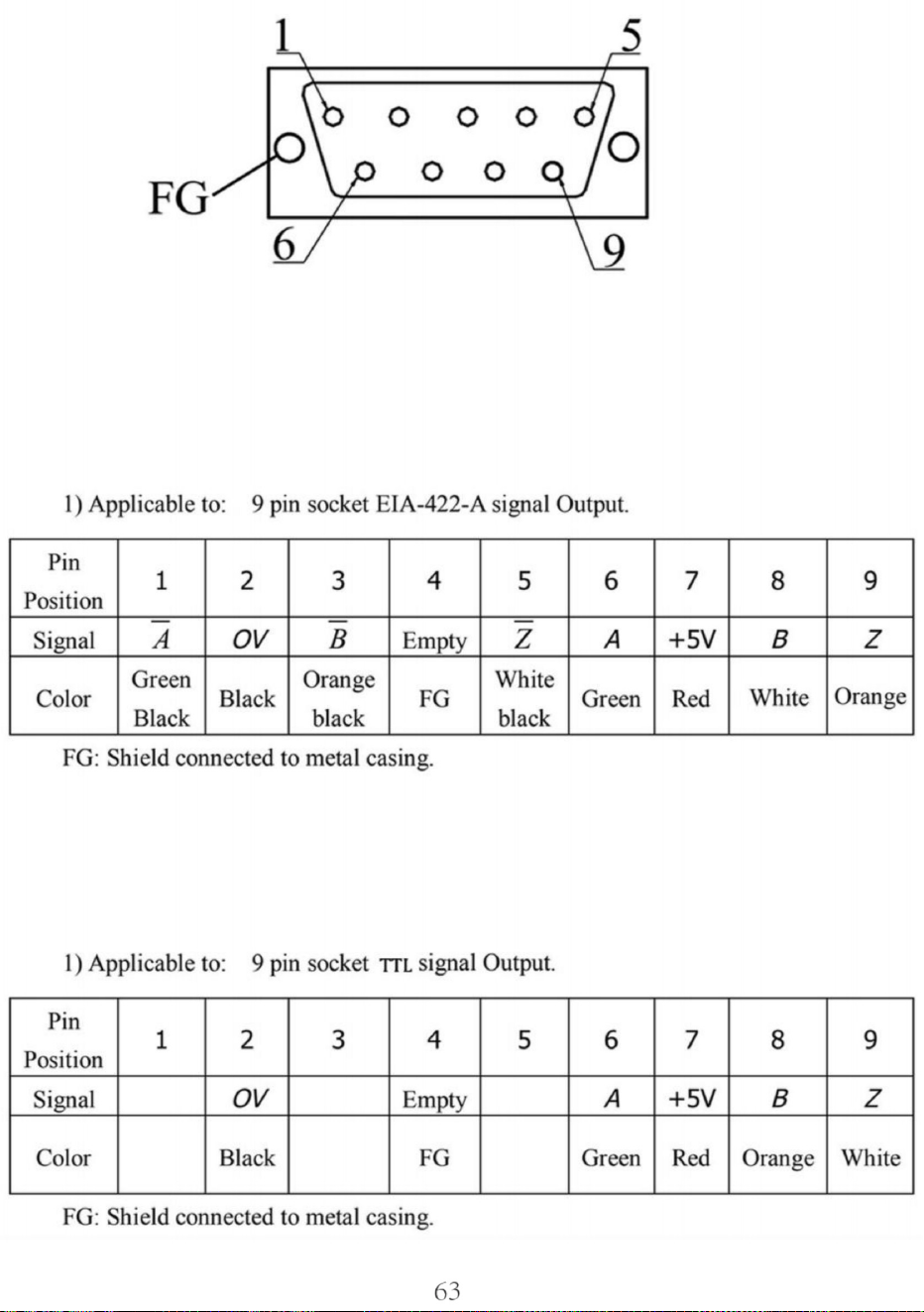
Machine Translated by Google

Installatietekeningen
Lineaire schaal
65
Machine Translated by Google
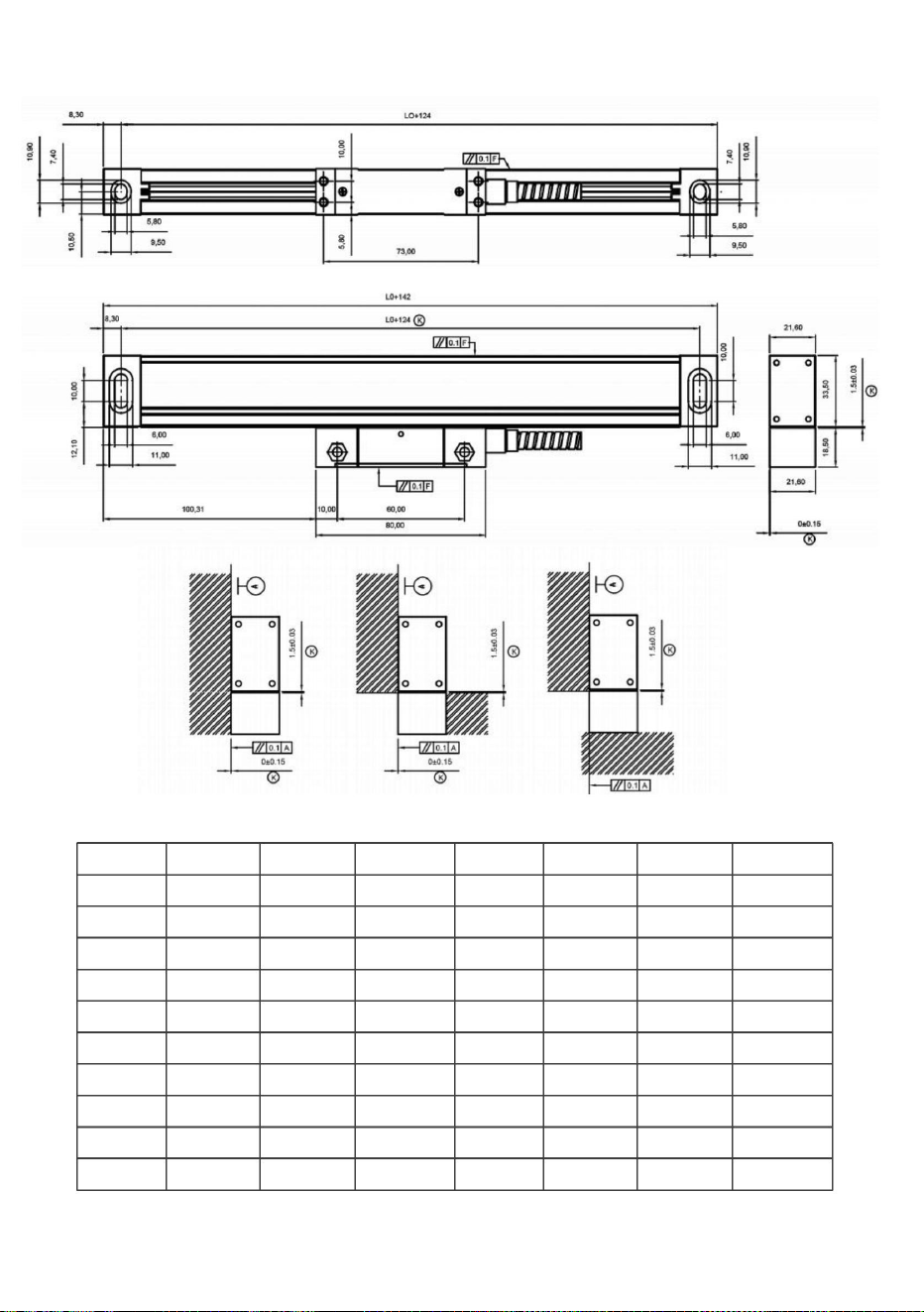
990
L1
JAAR-250 250
Model
L2
JAAR-50
440 YE-800
374
JAAR-450 450
824
600
224
574
JAAR-150
900
840
324
750
640 JAAR-1000 1000
L2
HET
940
JA-400 400
774
240 YE-600
1124
524
100
790
540 JAAR-900
1140
340 JAAR-700 700
174
974
1074
JIJ-750
274
Model
1090
190 JAAR-550 550
JAAR-350 350
724
JAAR-100
474
740
490 JAAR-850 850
JAAR-200 200
JA-650 650
L1
924
L0
JAAR-300 300
1024
390
50
800
424
690674
1040
JAAR-500 500
290
874
590 JAAR-950 950
624
890
150
L0: Effectieve meetlengte van de lineaire encoder; L1: Lengte van de lineaire encoder
montagegaten; L2: Totale lengte lineaire encoder
Standaardformaat: (Eenheid: mm)
Installatiemethode:
66
Machine Translated by Google
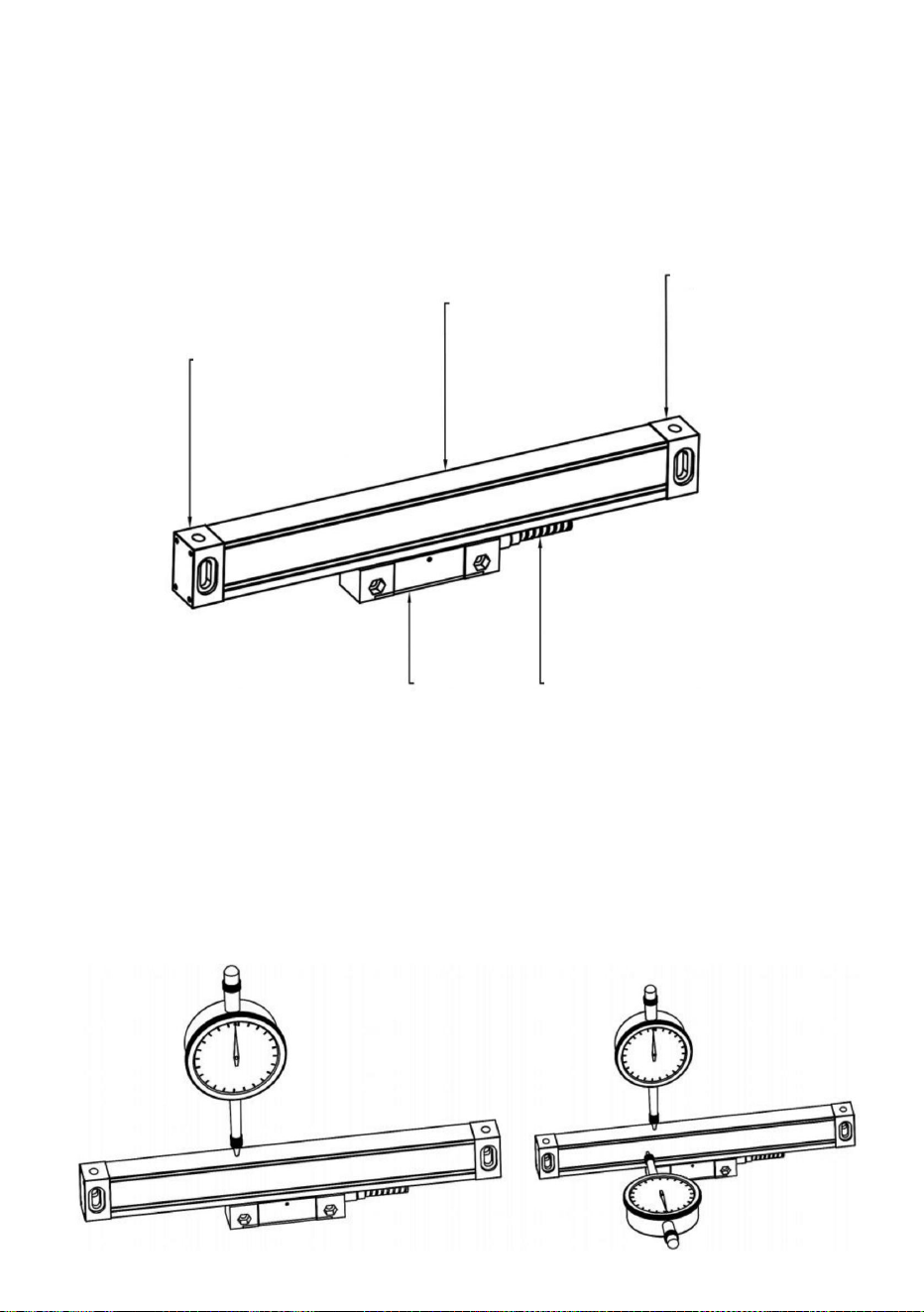
Linker deur hoofd
Signaalkabel
lichaam van een voet
Rechter deur hoofd
Lezen hoofd
67
2. Voor elk niet-bewerkt oppervlak moet een vulstuk op de achterkant van de lineaire encoder worden
geplaatst of moet een door de gebruiker gemaakte installatievulstuk worden gebruikt om de
stabiliteit en betrouwbaarheid van de verbinding tussen de roosterliniaal en het montageoppervlak te garanderen.
slag van de machinetool. Als de lengte niet voldoende is, vervang dan de lineaire encoder door een
grotere slag of voeg een limietblok toe aan de machines. De eindpositie van de leeskop vanaf het
einde van de lineaire encoderbehuizing moet niet minder dan 10 mm ruimte zijn (zie het volgende
diagram).
1. De effectieve slag van de lineaire encoder moet langer zijn dan de maximale slag.
3. Wanneer u een meetklok of een soortgelijk instrument gebruikt om de parallelliteit van de lineaire
encoder te kalibreren, moet de hoek van de zijkop binnen ±30 graden liggen. Hoe kleiner de hoek,
hoe beter.
Onderhoud:
Machine Translated by Google
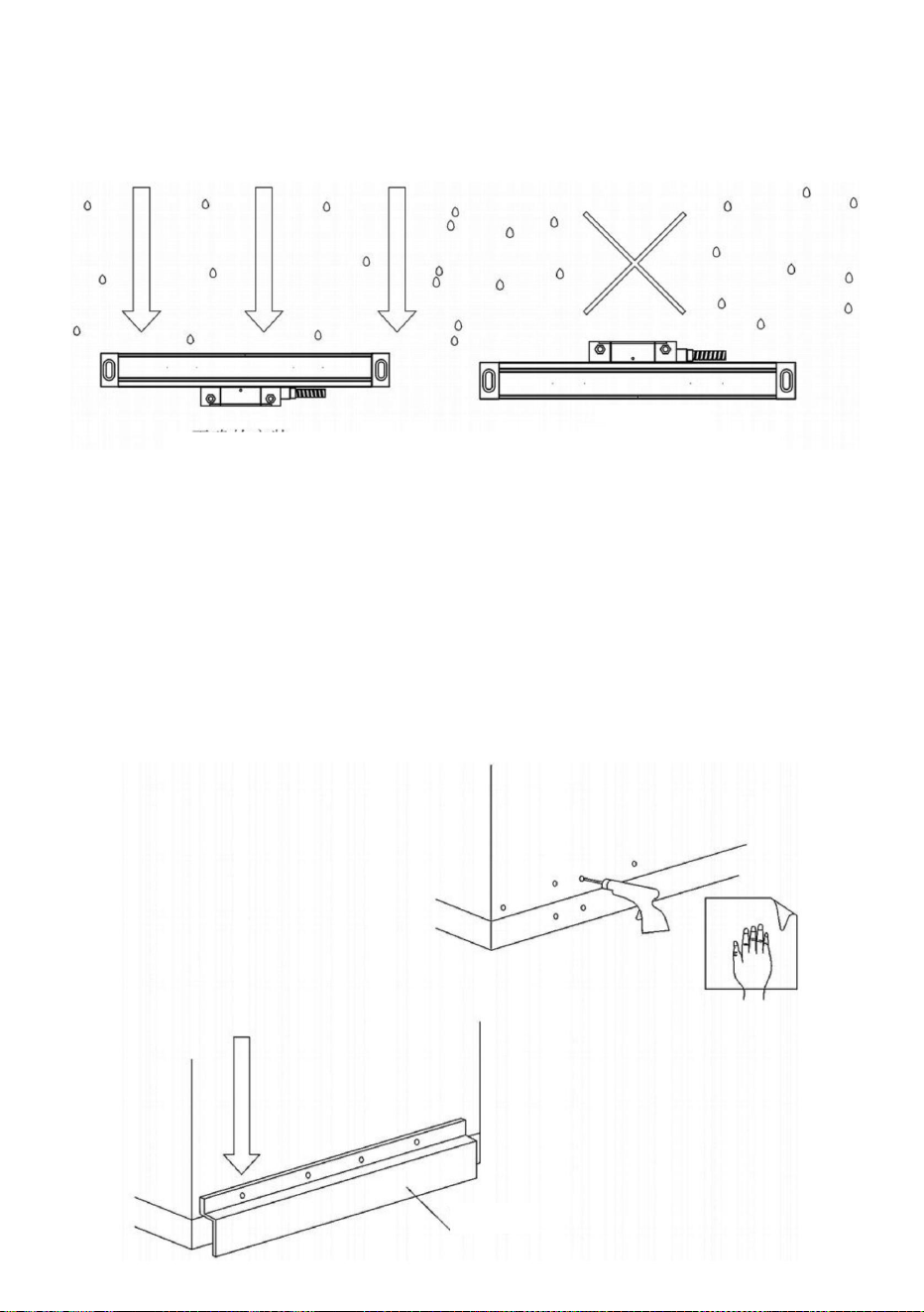
Stofkap
68
Verkeerde installatie
Correcte installatie
5. Er moet een opening van 0,5 mm of meer zijn tussen de stofkap en de liniaal
lichaam, en vermijd contact tussen de stofkap en het liniaallichaam wanneer
door de leeskop te verplaatsen (zoals hieronder).
6. Installatieschroefdraaddiepte, moet minimaal 6 tanden vergrendelingsdiepte hebben;
vijlsel, olie, water en stof (zoals weergegeven in de onderstaande afbeelding). De installatielengte
Er moet rekening worden gehouden met de krachtsituatie van het montageoppervlak.
van de L-plaat moet zo kort mogelijk zijn onder mogelijke omstandigheden, en
4. De installatiepositie van de lineaire encoder moet directe impact van ijzer vermijden
kracht groter deel, zoals het ondersteunen van de digitale display meter plank vaste plaat, moet 8 tanden
van vergrendeling diepte hebben; YE serie van schaal, de diepte van de draad
plaat, moet meer dan 8 tanden vergrendelingsdiepte hebben; YE-serie schaal Met M4-schroeven
geïnstalleerd montageoppervlak tikken na oppervlakte ontbramen, schilderen, beitsen verwijderen.
(De volgende afbeelding)
diepte van de vergrendelingsdiepte. Zoals het ondersteunen van de digitale displaymeterplank vast
Machine Translated by Google
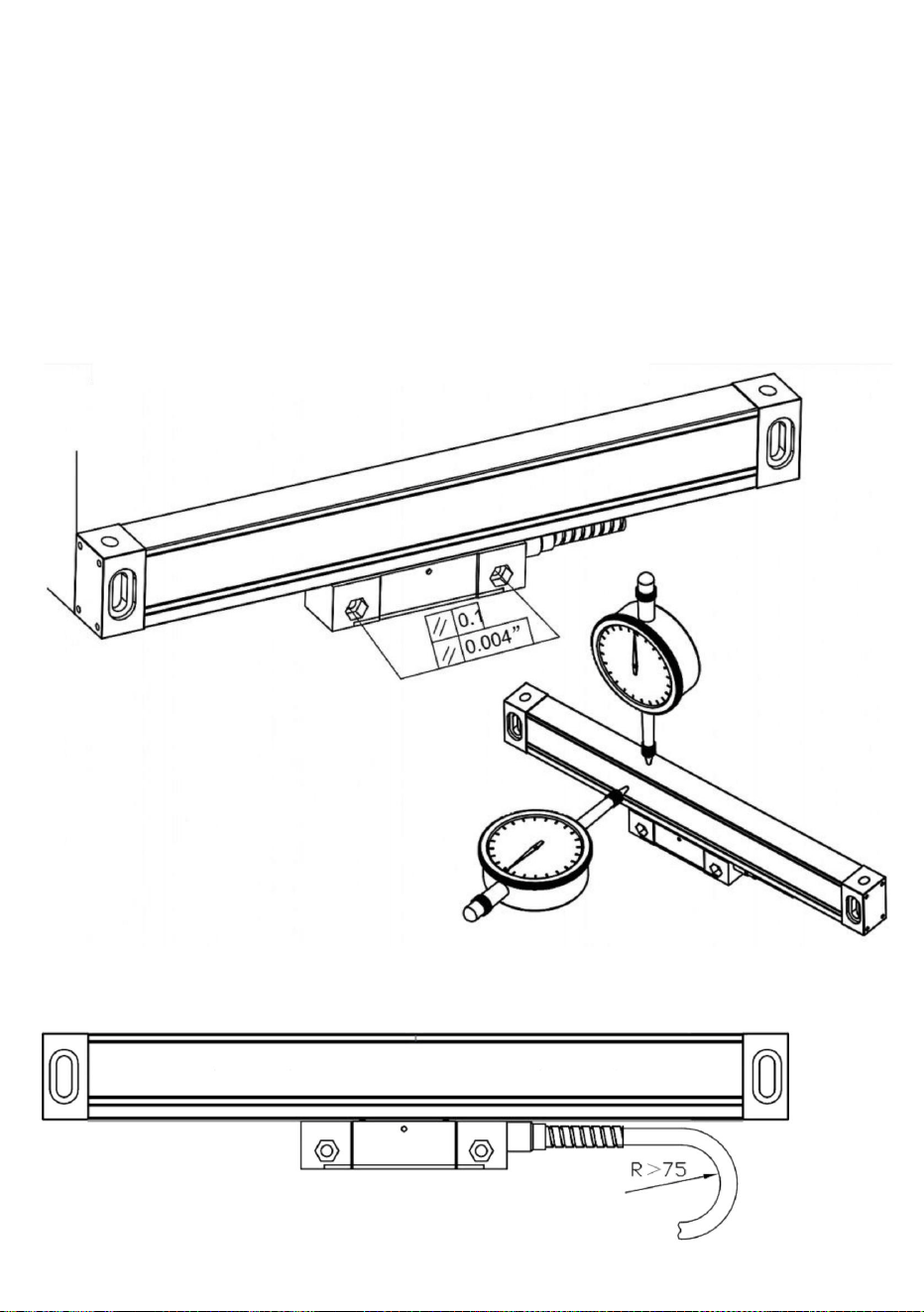
69
8. De aanpassing van het schaalhoogteniveau moet de lengte van het schaalcentrum zijn om de twee zijden van
het symmetriepunt te nemen. Pas het referentiepunt aan, elke schaal, ongeacht de schoolniveaurichting
of hoogterichting, het aanpassingsbereik: voor het schaallichaam, tot de kop van het schaallichaam op een
afstand van niet meer dan 20 mm van elk uiteinde zal prevaleren. Voor de leeskop, tussen de twee vierhoekige
referentieoppervlakken (de volgende afbeelding)
9. De buigradius van de signaallijn van de weegschaal is groter dan 60 mm.
De bevestigingspositie wordt zo ver mogelijk in het midden van de slag geplaatst en de overtollige signaallijn
wordt met een kabelbinder vastgezet.
7. Bij het bevestigen van de signaallijn moet rekening worden gehouden met alle relevante bewegingsafstanden.
Machine Translated by Google
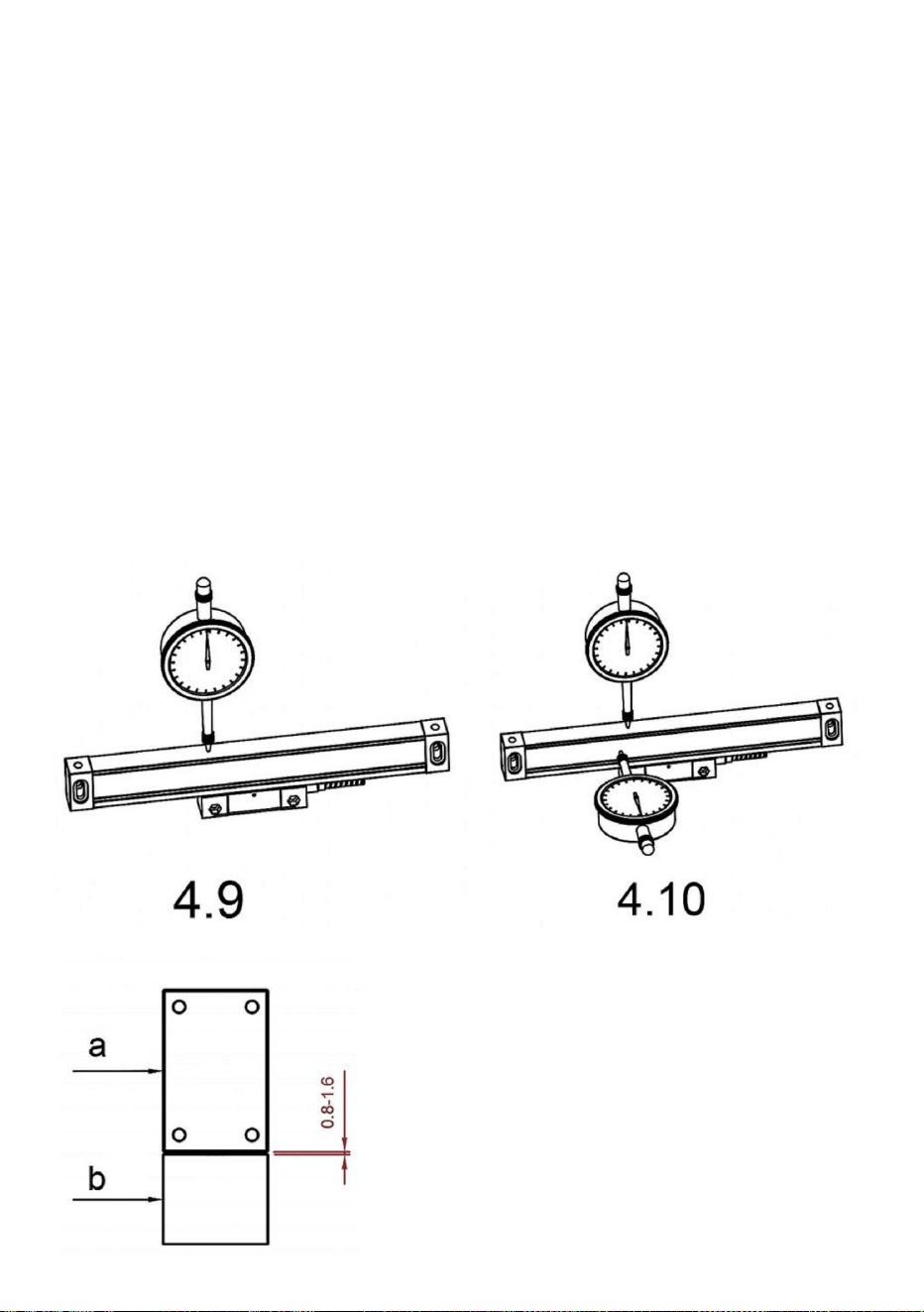
70
oppervlak van de leeskop, en de loodrechtheid tussen de installatieoppervlakken is <0,1 mm
2) Installatienormen voor het liniaallichaam (Figuur 4.9, Figuur 4.10)
1. Hoogterichting ten opzichte van de machinegeleider, parallelliteit <0,1 mm, maximaal niet meer dan
0,15 mm. Wat betreft het symmetriepunt geldt: hoe kleiner, hoe beter.
Verkeerde uitlijning in horizontale richting.
1. Het installatieoppervlak van het liniaallichaam is evenwijdig aan het installatieoppervlak van de
leeskop en de parallelliteit tussen de installatieoppervlakken is <0,1 mm
2. Het installatieoppervlak van het liniaallichaam staat loodrecht op de installatie
(1) Installatiebasisoppervlaktestandaard (Figuur 4.8abc drie installatiemethoden)
10.Schaalinstallatie standaard
1. De speling tussen de leeskop en de hoogterichting van het liniaallichaam bedraagt na installatie 0,8
mm - 1,6 mm en trek vervolgens het padblok terug (Figuur 4.11)
2. Lees de kop aan de A-kant en de liniaal aan de B-kant.
3) Standaard van leeskopinstallatie
3. Parallelliteit van de leeskop ten opzichte van
machinegereedschap <0,10 mm, maximaal mag niet
groter zijn dan 0,30 mm
0,25±0,15 mm
Machine Translated by Google
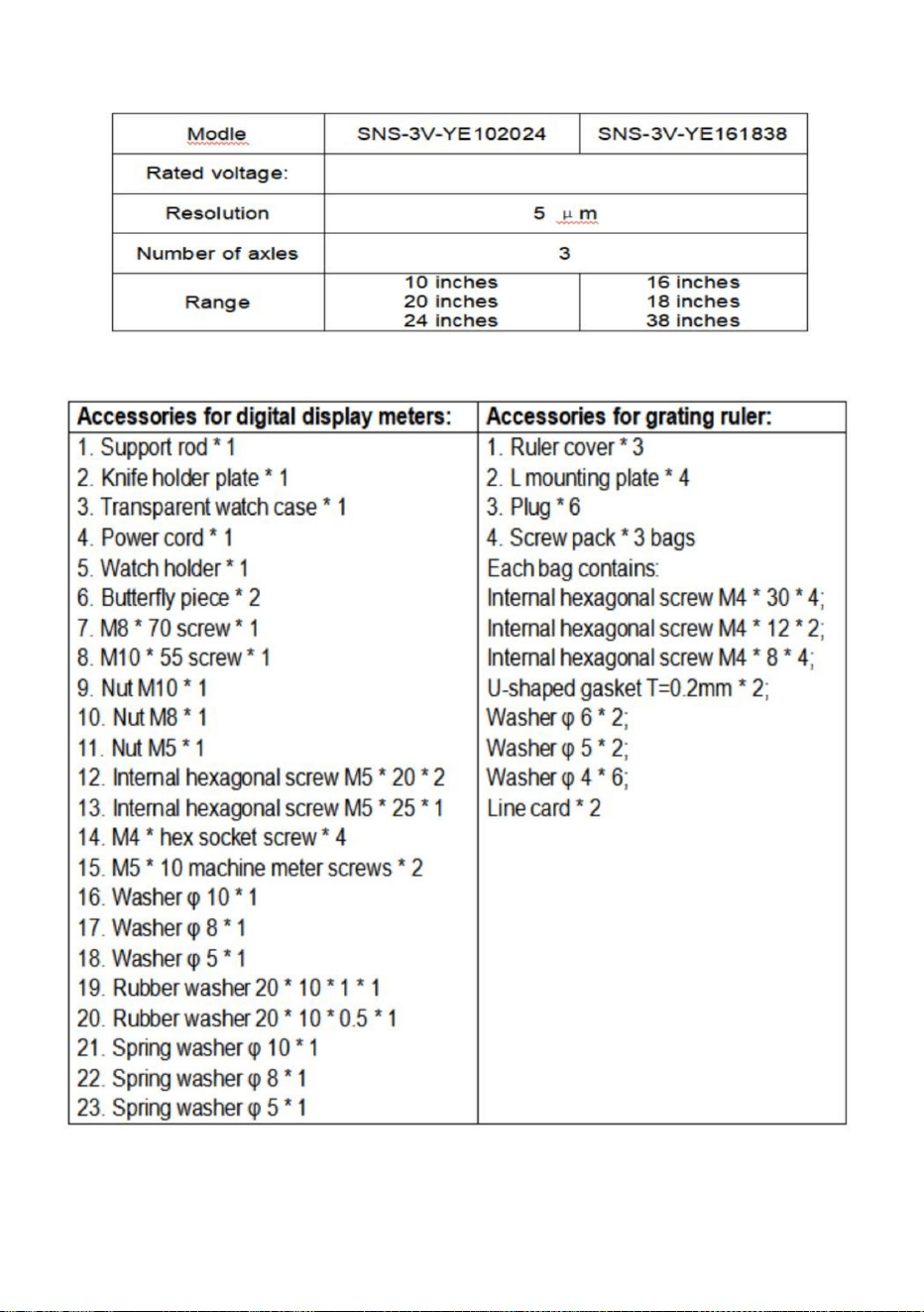
Standaard accessoires:
Dit apparaat voldoet aan Deel 15 van de FCC-regels. De werking is onderworpen aan
de volgende twee voorwaarden: (1) Dit apparaat mag geen schadelijke interferentie
veroorzaken, en (2) dit apparaat moet alle ontvangen interferentie accepteren, inclusief
interferentie die ongewenste werking kan veroorzaken.
AC85-230V 50Hz/60Hz
Parameter:
Machine Translated by Google
VK REP
EC-REP
Geïmporteerd naar de VS: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
Londen Road, Staines-upon-Thames, Surrey, TW18 4AX
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australië
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai
200000 CN.
Fabrikant: Shanghaimuxinmuyeyouxiangongsi
YH CONSULTING LIMITED.
C/O YH Consulting Limited Kantoor 147, Centurion House,
www.vevor.com/support
Technische ondersteuning en e-garantiecertificaat
Machine Translated by Google

MODELL: SNS-3V-YE102024 ÄR NS-3V-YE161838
påminns vänligen om att kontrollera noggrant när du gör en beställning hos oss om du gör det
toppmärken och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du
uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de större
faktiskt spara hälften i jämförelse med de främsta stora varumärkena.
"Halva priset" eller andra liknande uttryck som används av oss representerar endast en
,
"rädda hälften"
vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
DRO DISPLAY ANVÄNDARHANDBOK
www.vevor. se/support
Teknisk support och E-garanticertifikat
Machine Translated by Google
BEHÖVER HJÄLP? KONTAKTA OSS!
Detta är den ursprungliga instruktionen, läs alla manualer
noggrant innan användning. VEVOR reserverar sig för en tydlig tolkning av vår
användarmanual. Produktens utseende ska vara beroende av
kontakta oss:
produkt du fått. ursäkta oss att vi inte kommer att informera dig igen om det finns någon
teknik eller mjukvaruuppdateringar på vår produkt.
Har du produktfrågor? Behöver du teknisk support? Du får gärna
MODELL: SNS-3V-YE102024 SNS-3V-YE161838
Teknisk support och E-garanticertifikat Www.vevor.
se/support
DRO DISPLAY
Machine Translated by Google
i foderyxor, mät-
och inspektionsutrustning, EDM, och mätstationer för
TILL Förhindra elektriska stötar eller brand, fukt eller direkt sprutning
användaren bör vara försiktig.
följ dem strikt · spara manualen för framtida referenser ·
Digitala avläsningar används i en mängd olika applikationer. Dessa inkluderar
Linjär skala och den digitala avläsningen är trasig eller skadad
ändringar av urvalsparametrarna ska de slumpmässiga filerna ha företräde och företaget har den
slutliga tolkningsrätten utan förvarning.
Tack för att du köpte digitala avläsningar i multifunktionsserien ·
Läs noga alla instruktionerna i bruksanvisningen före användning och
Om den optiska linjära vågen som används med den digitala avläsningen är skadad, använd inte en
linjär våg av annat märke · Eftersom prestanda, specifikation och anslutning av produkter från olika och
CAn
,
ett sådant fall, försök inte reparera det, kontakta företaget eller
uppdelningsapparater, inställningsverktyg
luktar från den digitala avläsningen, dra ur nätkontakten
fel eller skada kan uppstå. I händelse av något onormalt tillstånd,
,
kylvätska måste undvikas. I händelse av rök eller konstigt
Försök inte att reparera eller modifiera den digitala avläsningen, annars kan fel,
externt kan felaktiga mätvärden uppstå · Därför,
verktygsmaskiner
säkerhetsuppmärksamhet:
personal, annars uppstår problem med den digitala avläsningen.
Digital avläsning är en exakt mätenhet som används med en optik
inte anslutas utan instruktion av specialiserad teknik
Kära användare:
applikationer kan många kodare anslutas till de digitala avläsningarna.
omedelbart, annars kan brand eller elektriska stötar orsakas. I
produktionskontroll. För att uppfylla kraven i dessa
vänligen kontakta företaget eller distributören.
Linjär skala· när den används, om kopplingen mellan
Machine Translated by Google
Machine Translated by Google
Machine Translated by Google
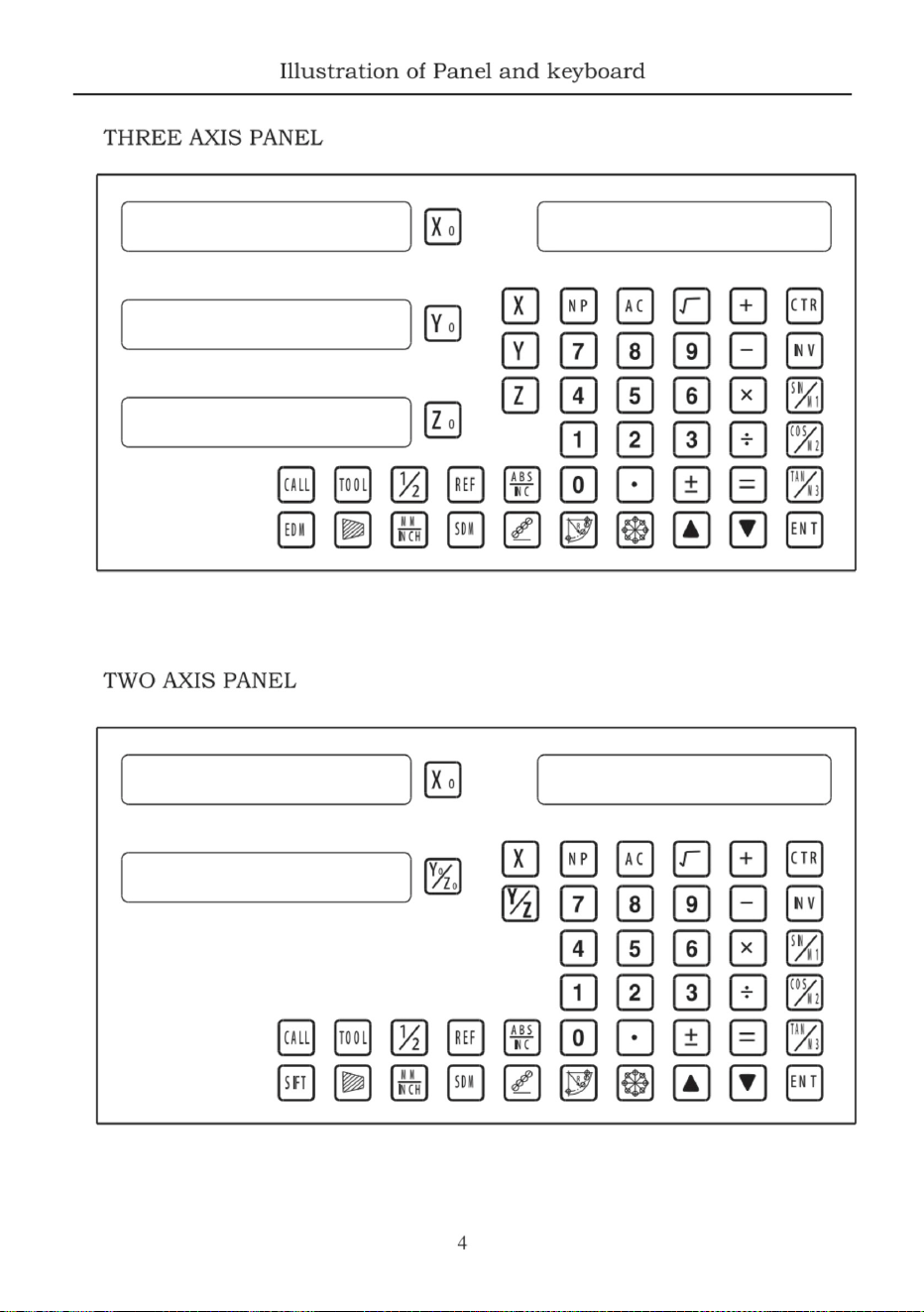
Machine Translated by Google
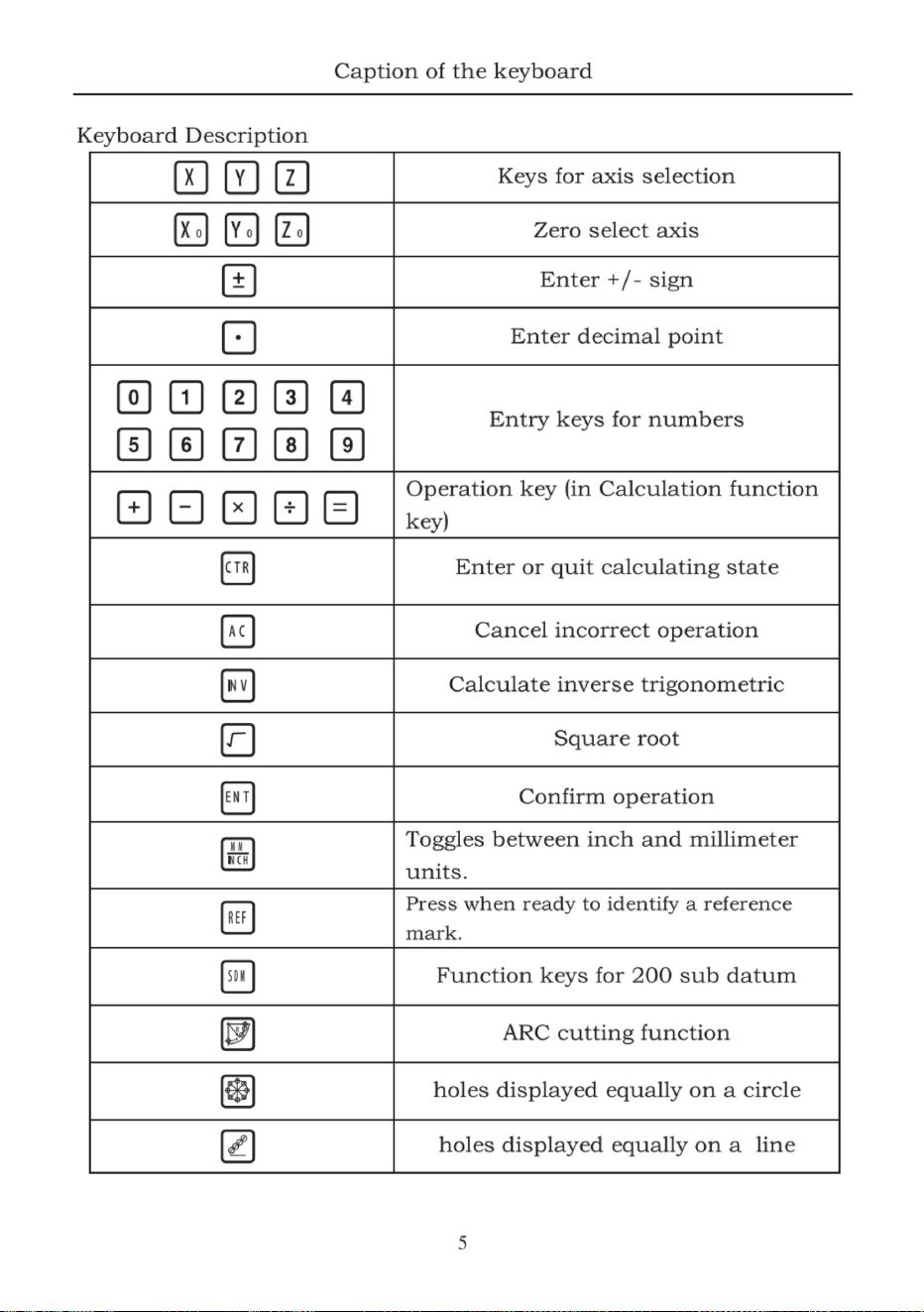
Machine Translated by Google
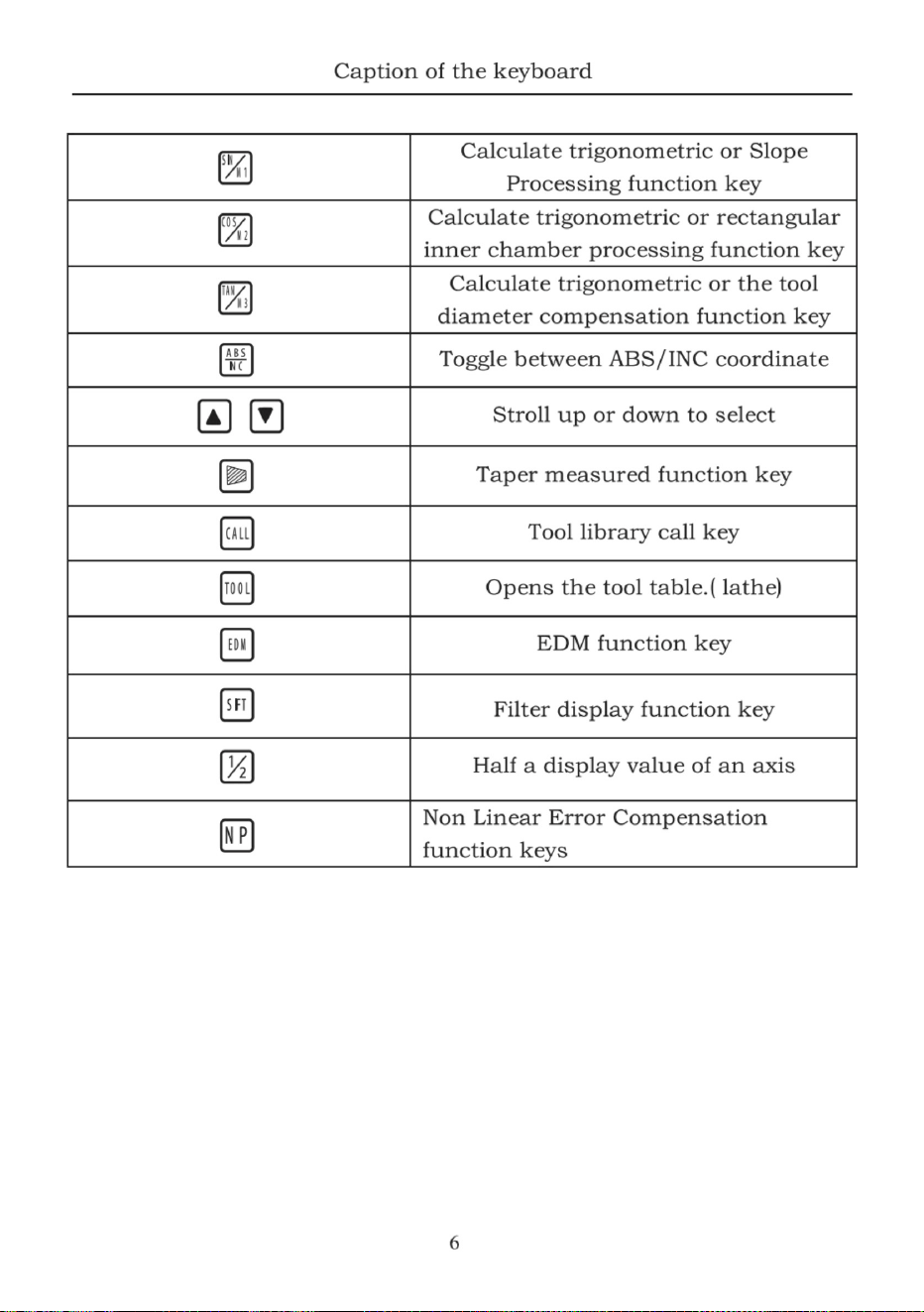
Machine Translated by Google
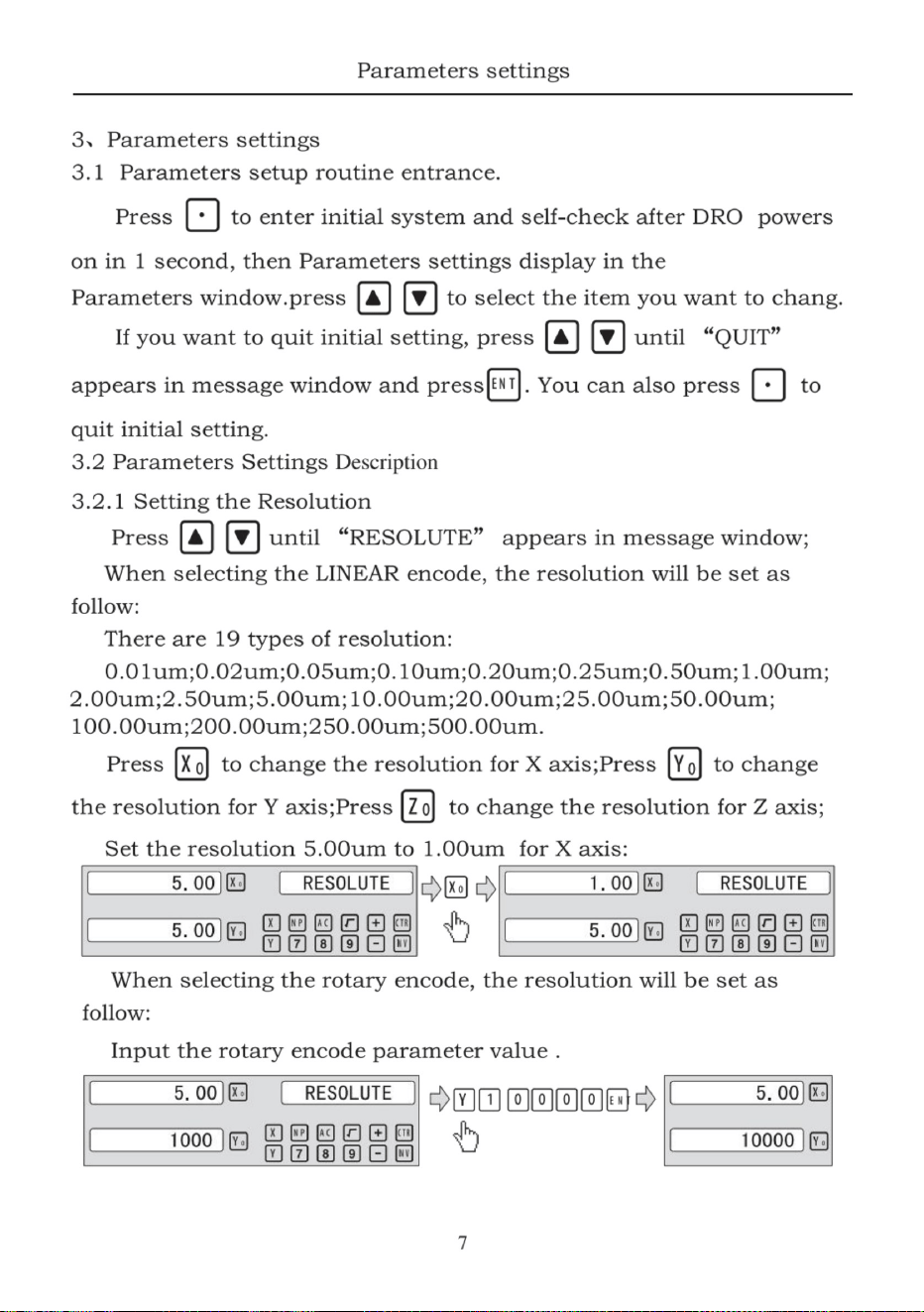
Machine Translated by Google
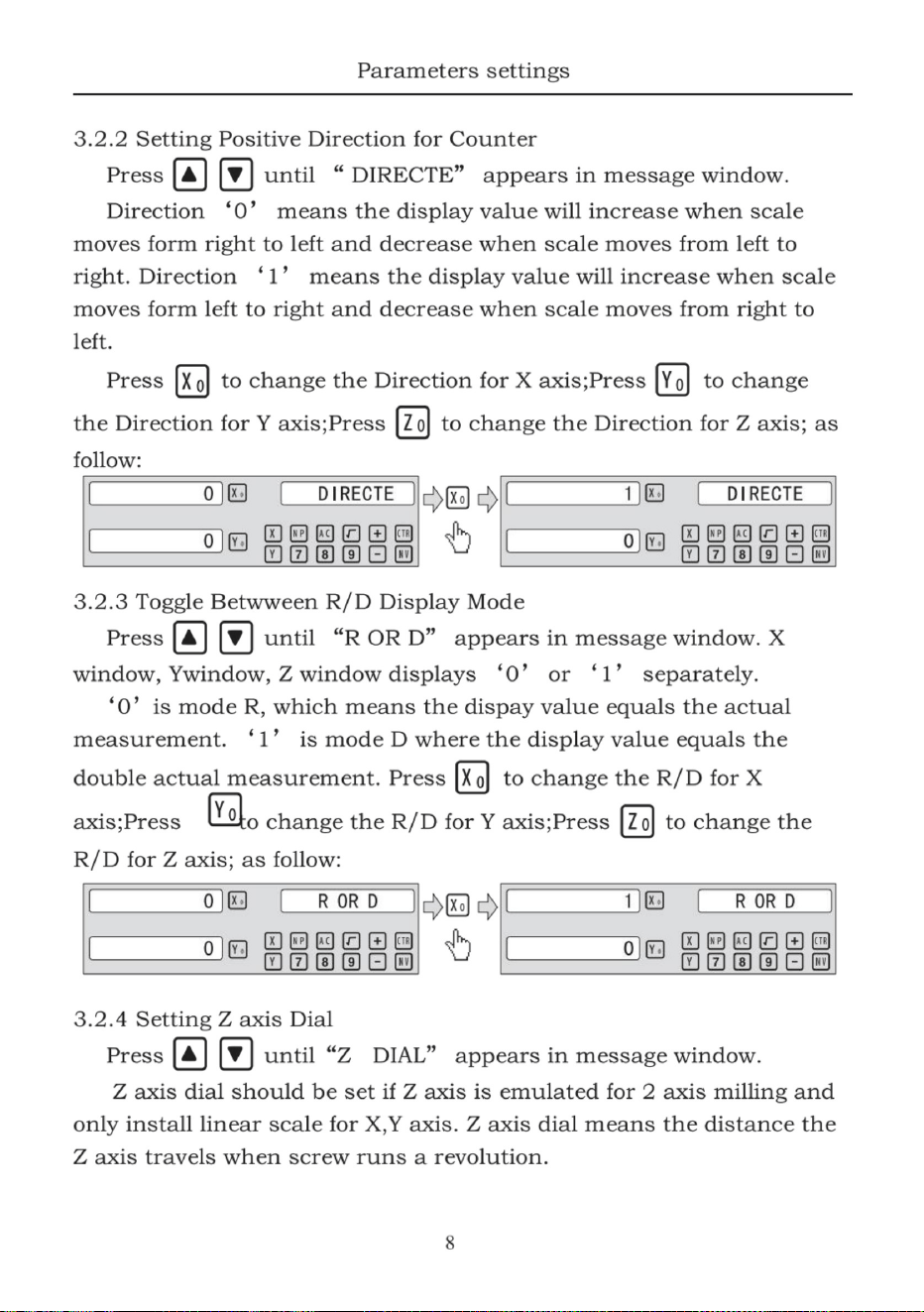
Machine Translated by Google
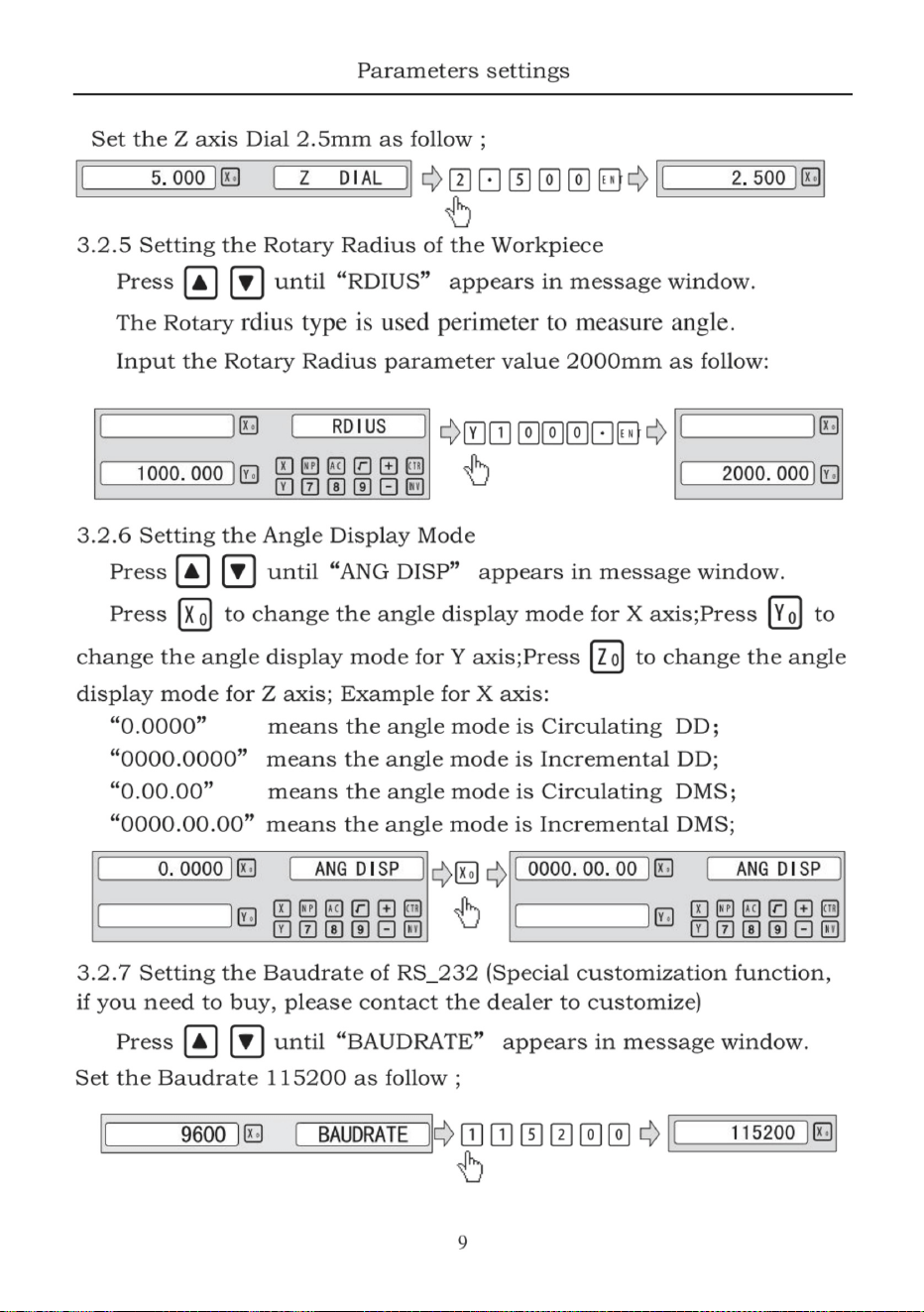
Machine Translated by Google
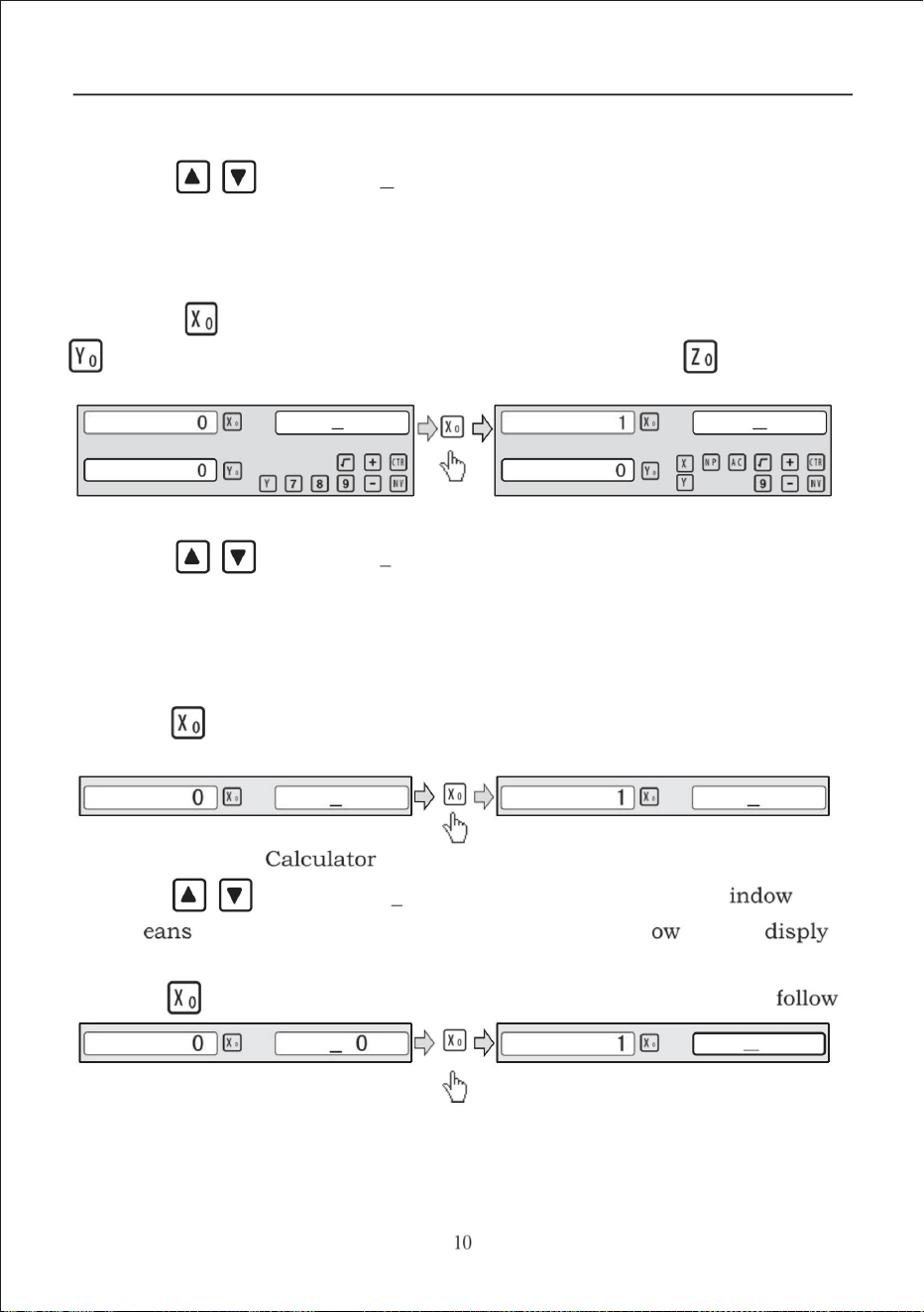
de
'
trycka
betyder specialfunktionspositionsvärde + ABS Positionsvärdet är
betyder att ABS-nollställning och förinställda data kommer att vara
tills UCCTR MODE" visas i meddelandet W ·
;
' 1 '
' 1 '
betyder att ABS-nollställning och förinställda data kommer att vara
specialfunktion drift.
de
'o betyder att endast specialfunktionspositionsvärde visas i
'
trycka
'
tills "ABS ASST" visas i meddelandefönstret·
trycka
m räknarens visningsvärde vid x-vinden i betyder räknarens
visningsvärde vid meddelandefönstret i displayen;
'
' 1 '
tills "ABS NOLL" visas i meddelandefönstret·
dagliga tider
ABS ASSTABS ASST
Fånge fyra fyra
ABS NOLLABS NOLL
3 . 2 . 8 aktivera eller inaktivera absolut nollställning
för att ändra det absoluta läget för specialfunktionen
:
visas i den speciella funktionsfunktionen.
inaktivera i normalt displayläge ·
parametrar inställningar
trycka
visningsläge
aktivera i normalt displayläge ·
set, det rekommenderas inte att du ställer in standardvärdet själv.
3 . 2.10 ställa in
ändra det absoluta nollställningsläget för Z-axeln; Exempel för x-axeln ·
"3", ju högre parameter, desto ljusare ljusstyrka. tryck "xo" för att
till
för att ändra räknarens visningsläge ställs in AS
tryck för
att ändra absolut nollställningsläge för Y-axeln, tryck
LED-skärmens ljusstyrka, fabriksinställningen är endast
3.2.11 inställning av displayens ljusstyrka
ställas in enligt följande:
för att ändra det absoluta nollställningsläget för axelaxeln, tryck på
3 . 2 . 9 ställa in Absolut från specialfunktionen
trycka
CTR-LÄGE
CTR M DE
Machine Translated by Google
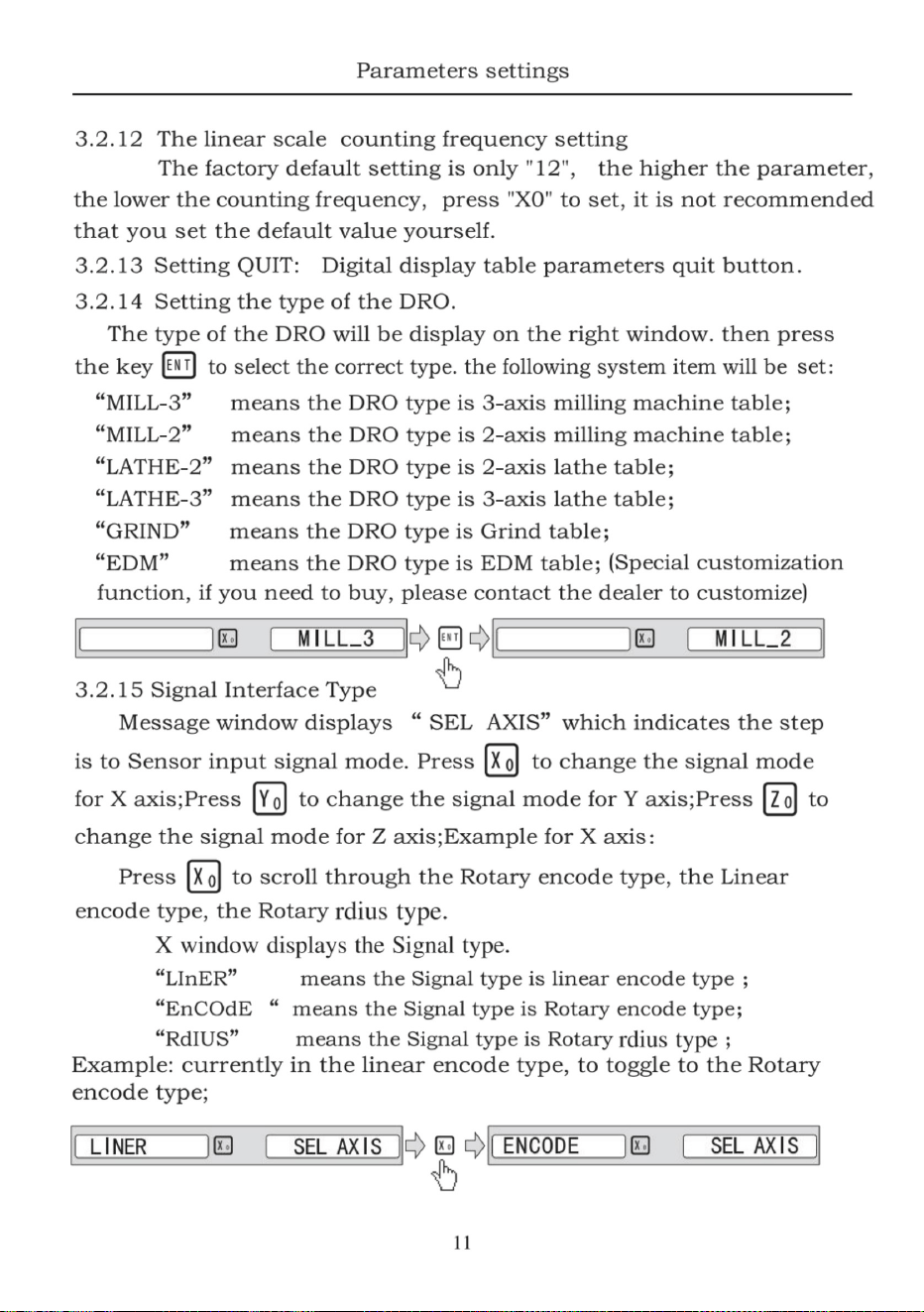
Machine Translated by Google
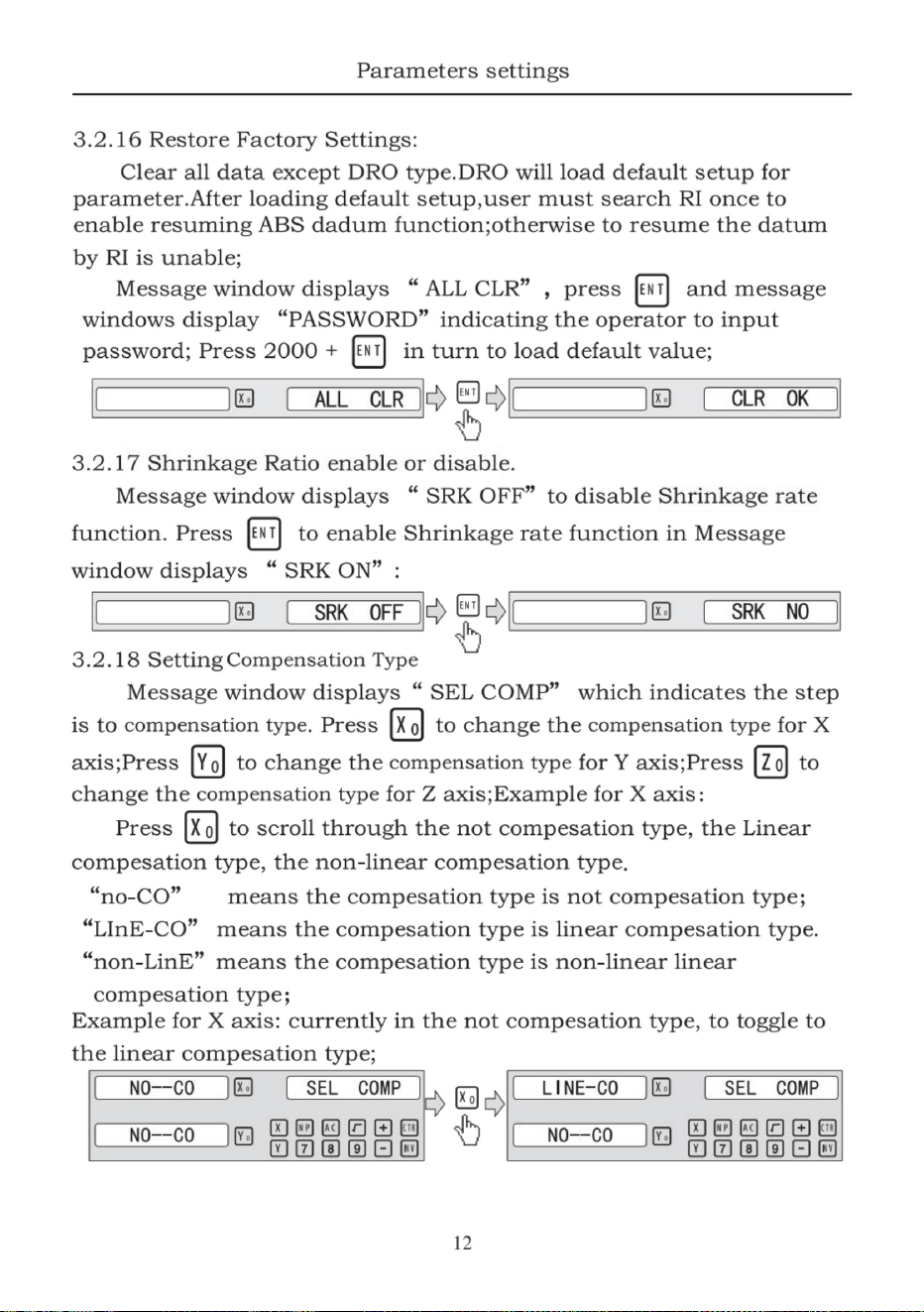
Machine Translated by Google
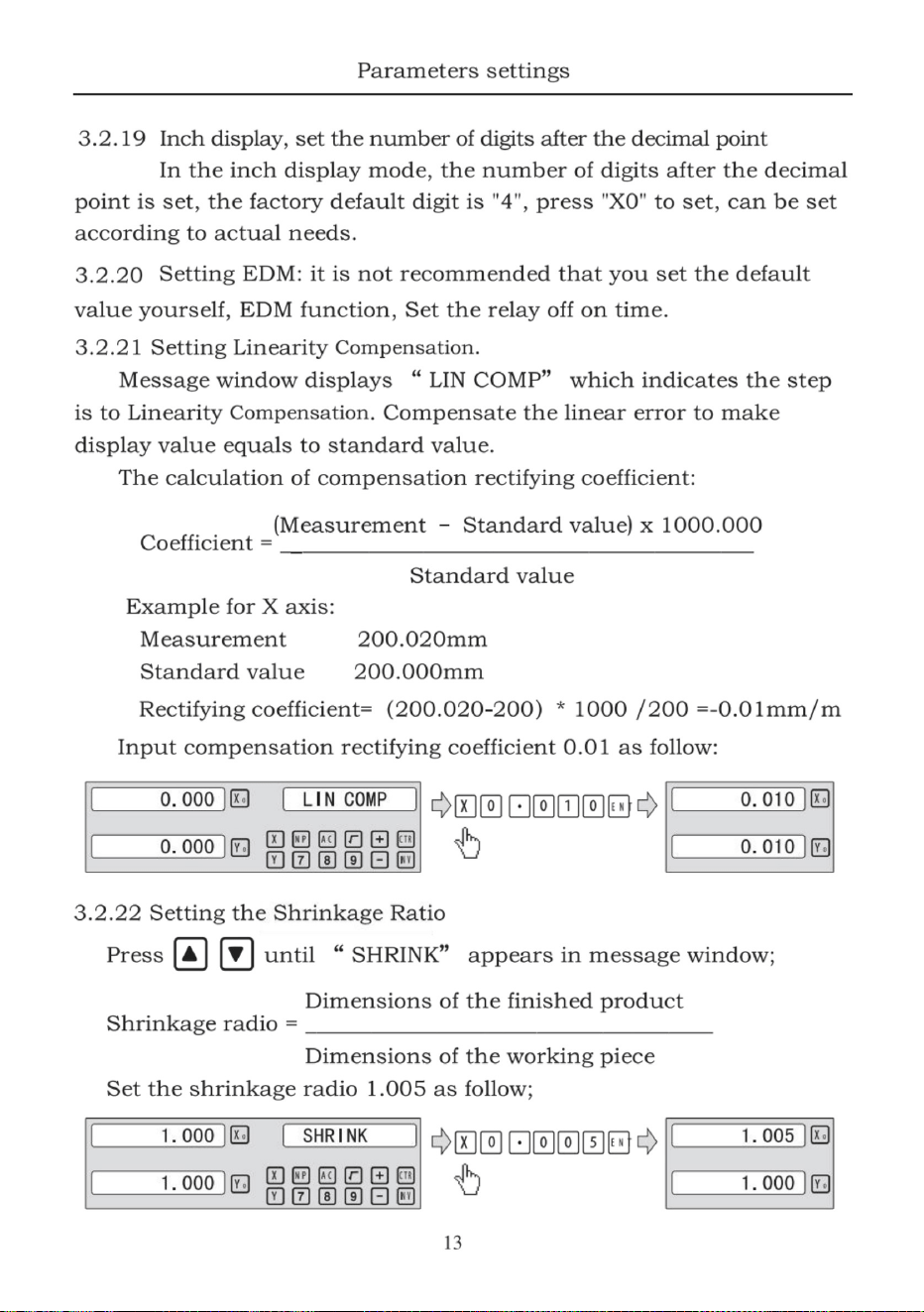
Machine Translated by Google
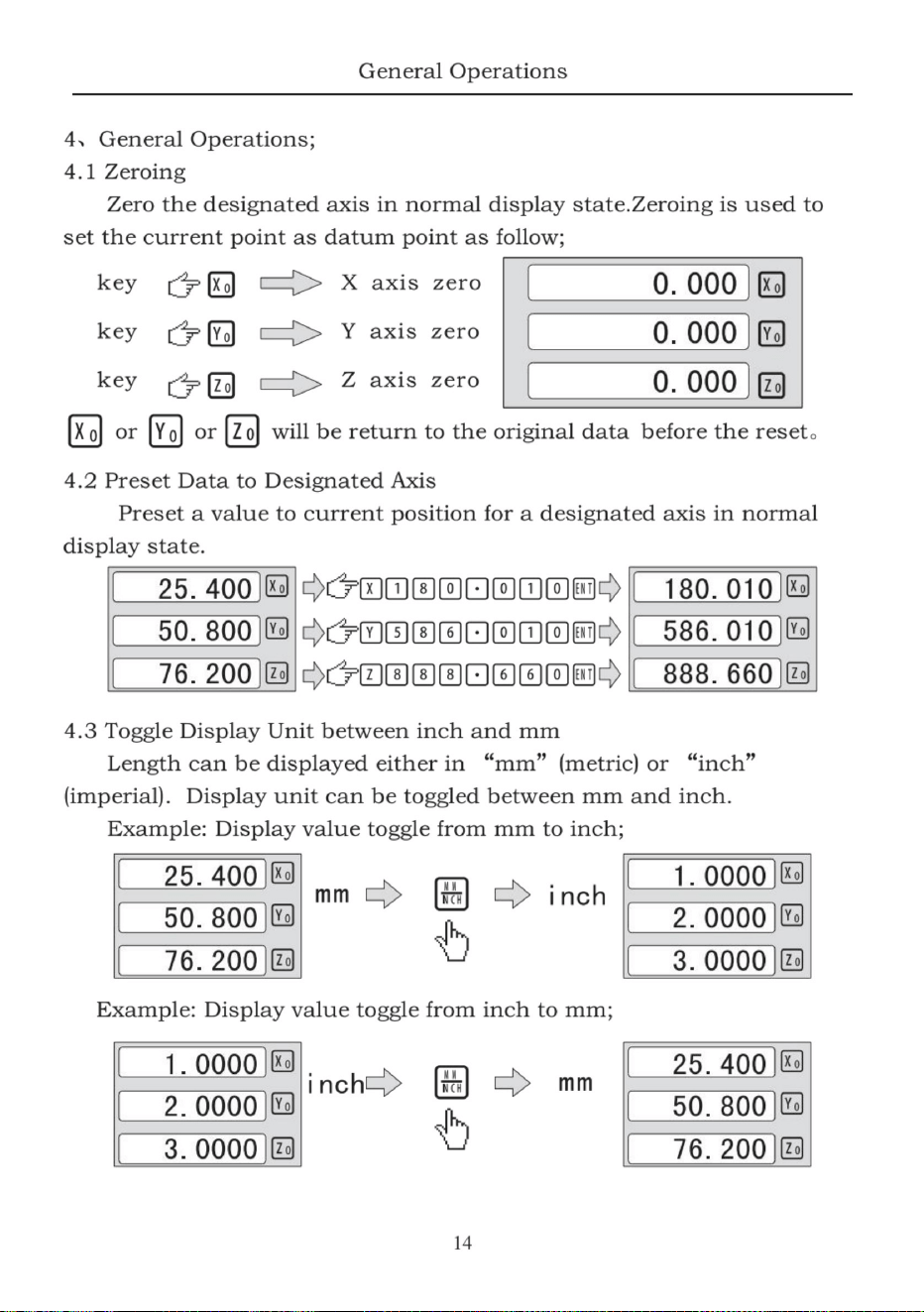
Machine Translated by Google
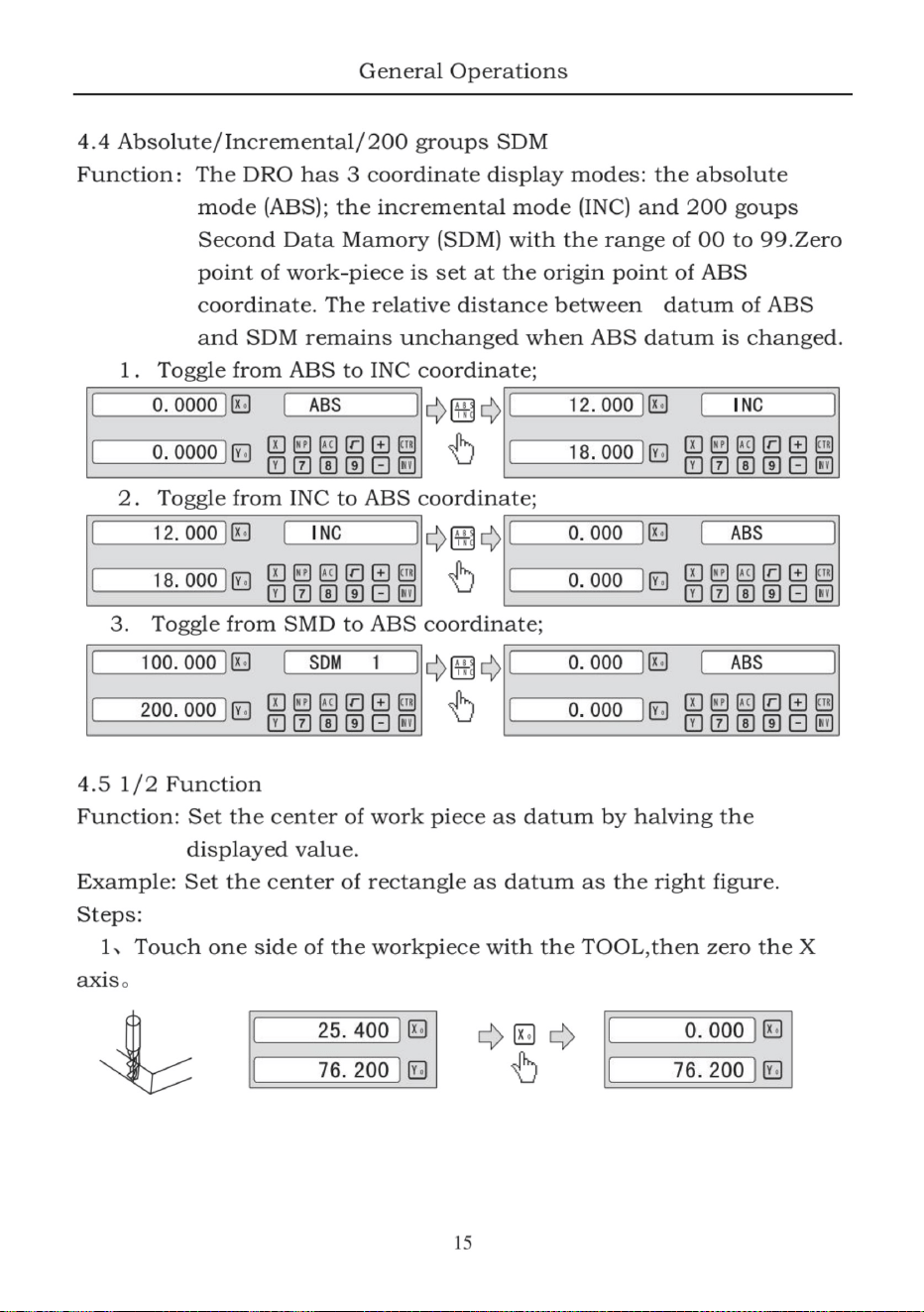
Machine Translated by Google
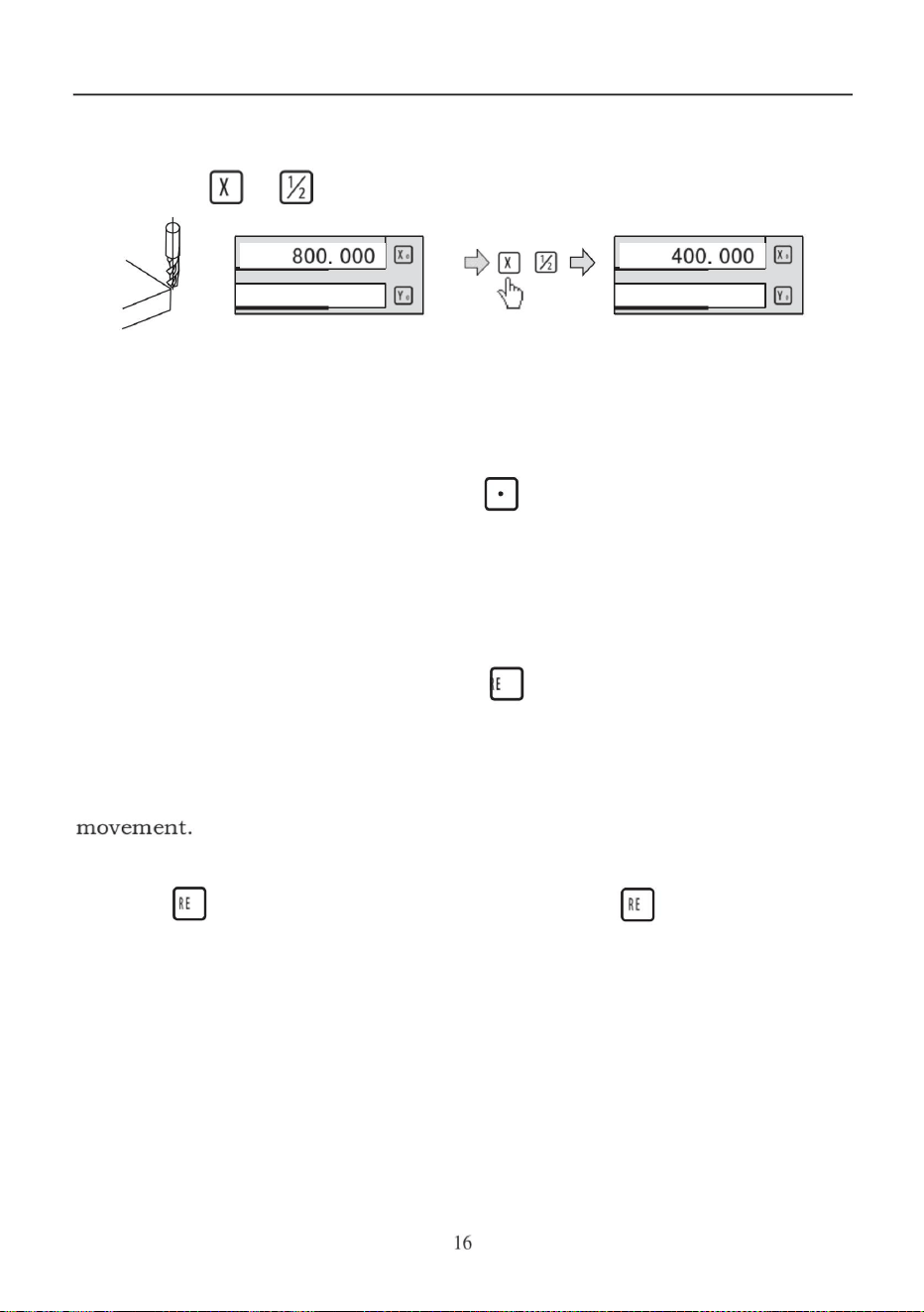
76 . 20076 . 200
2
och DRO:n går in i viloläget och trycker sedan på denna tangent
F KAN stänga av all display
Allmän verksamhet
Minnet används för att lagra inställningarna för DRO och maskinen
i inte ABS-läge, tryck på knappen
4 . 7 sovläge
4 . 8 strömavbrottsminne.
+
sovläge ·
nyckeln F . I viloläge, tryck på knappen F för att avsluta
ÿ
tio gånger kommer att orsaka att rensa
i sin tur för att värdera X-axelns visningsvärde.
Exempel: I inte ABS-läge, för att komma åt sleepin8-läget genom att trycka på
Läge DRO är fortfarande i arbetsläge och registrerar faktiskt VERKTYGET
Tryck sedan på
I ABs-läge, för att kontinuerligt trycka på
4 . 6 radera alla SDM-datum.
Ta VERKTYGET till motsatt sida av arbetsstycket och rör vid det.
igen kommer DRO att återgå till arbetsläget. I den sovande
alla datum för 200 uppsättningar SDM. Mcssage-fönstret visar USDM
CLR".
fönster. Positionen är arbetsstyckets centrum·
3ÿ Flytta bearbetningstabellen tills "o. 000" visas i x-axeln
referensvärden när POWER är avstängd.
Machine Translated by Google
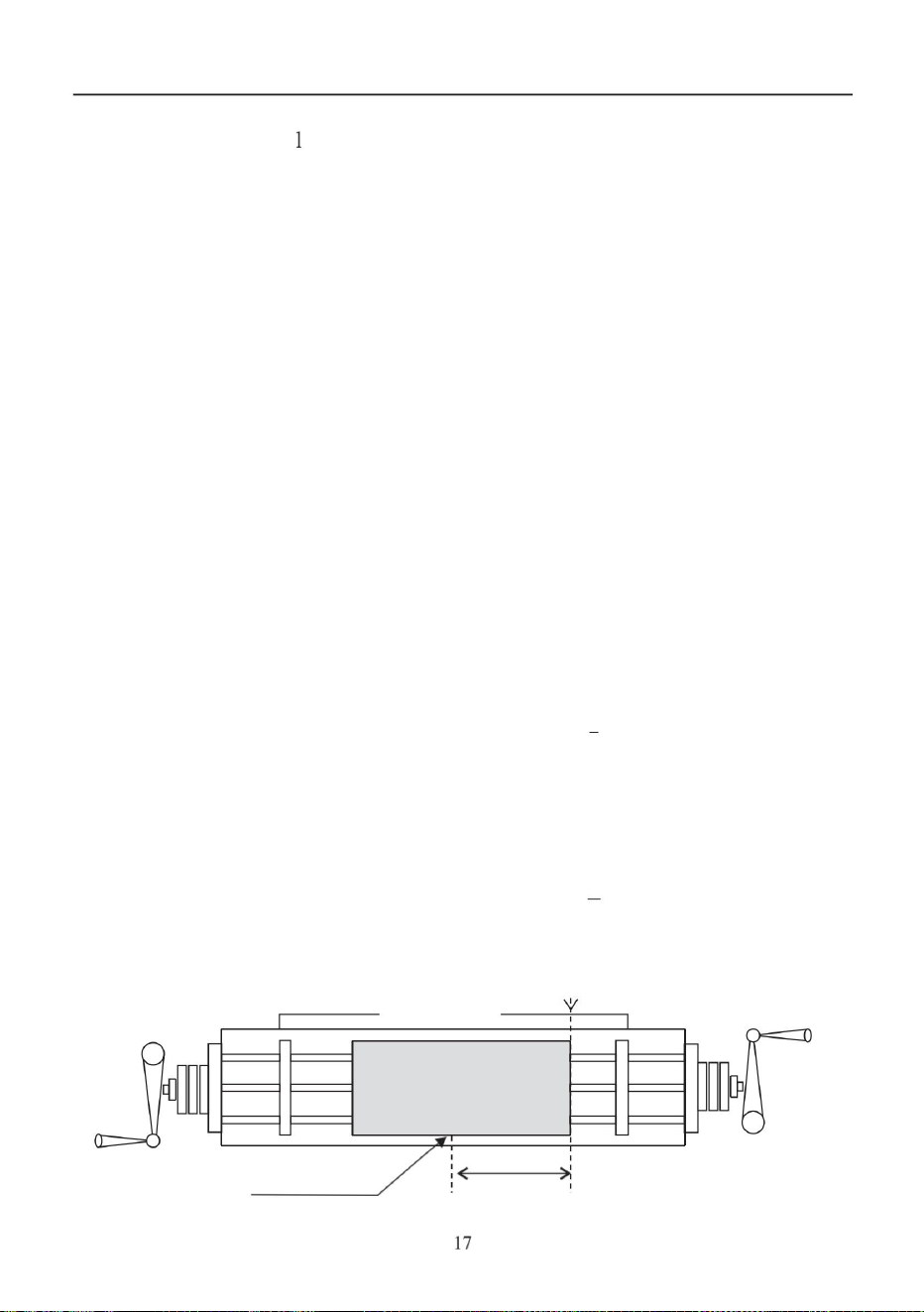
(ABS noll)
arbetsstyckedatum
arbetsstycke
Avstånd mellan ref
X-axelrefmarkering
L inörskala
(permanent och fast)
4 . 9 sök i skalans A bsoutreferenspunkt
punkt och arbetsstyckesdata m
återställning av arbetsstyckets datum vcry exakt och inget behov av att återställa arbetsstyckets
datum med hjälp av kantavkännare eller andra metoder,
om strömavbrottet eller DRO stängs av kan vi återhämta oss
arbetsstyckets utgångspunkt exakt vid föregående position
Allmän verksamhet
bearbetning med noggrannhet eftersom det inte är möjligt att återupprätta
Därför behöver vi helt enkelt lagra avståndet mellan refpunkten
ändras eller försvinner aldrig när DRO-systemet är avstängt.
att använda kantsökare eller annan metod är oundvikligen inducera högre
eftersom refpunkten för linjär skala är permanent och fixerad kommer den att göra det
bearbetningsprocessen som leder till förlorad arbetsstyckesdatum
följer.
Arbetsprincipen för referensdatumminnesfunktionen är som
DRO måste stängas av efter arbetet, eller strömavbrott inträffar under
position som lagrat avstånd från refpunkten ·
bearbetning kan inte slutföras inom ett arbetsskift, och därmed
position för att tillhandahålla referenspunktsminnesfunktion.
varje linjär skala har en refpoint position som är utrustad med ref
Under den dagliga bearbetningsprocessen är det mycket vanligt att
arbetsstyckets nollpunkt (nollposition) genom att förinställa displayens nollpunkt
Det finns tre lägen (REFÿ ABÿ LEF AB):
och arbetsstyckets nollpunkt (nollposition) i EJ flyktigt minne· Därefter
(arbetsstyckets nollposition), återställande av arbetsstyckets nollpunkt
En absolut utgångspunkt bör ställas in när ett arbetsstycke bearbetas·
Exempel: lagra X-axelns arbetsdatum·
Machine Translated by Google
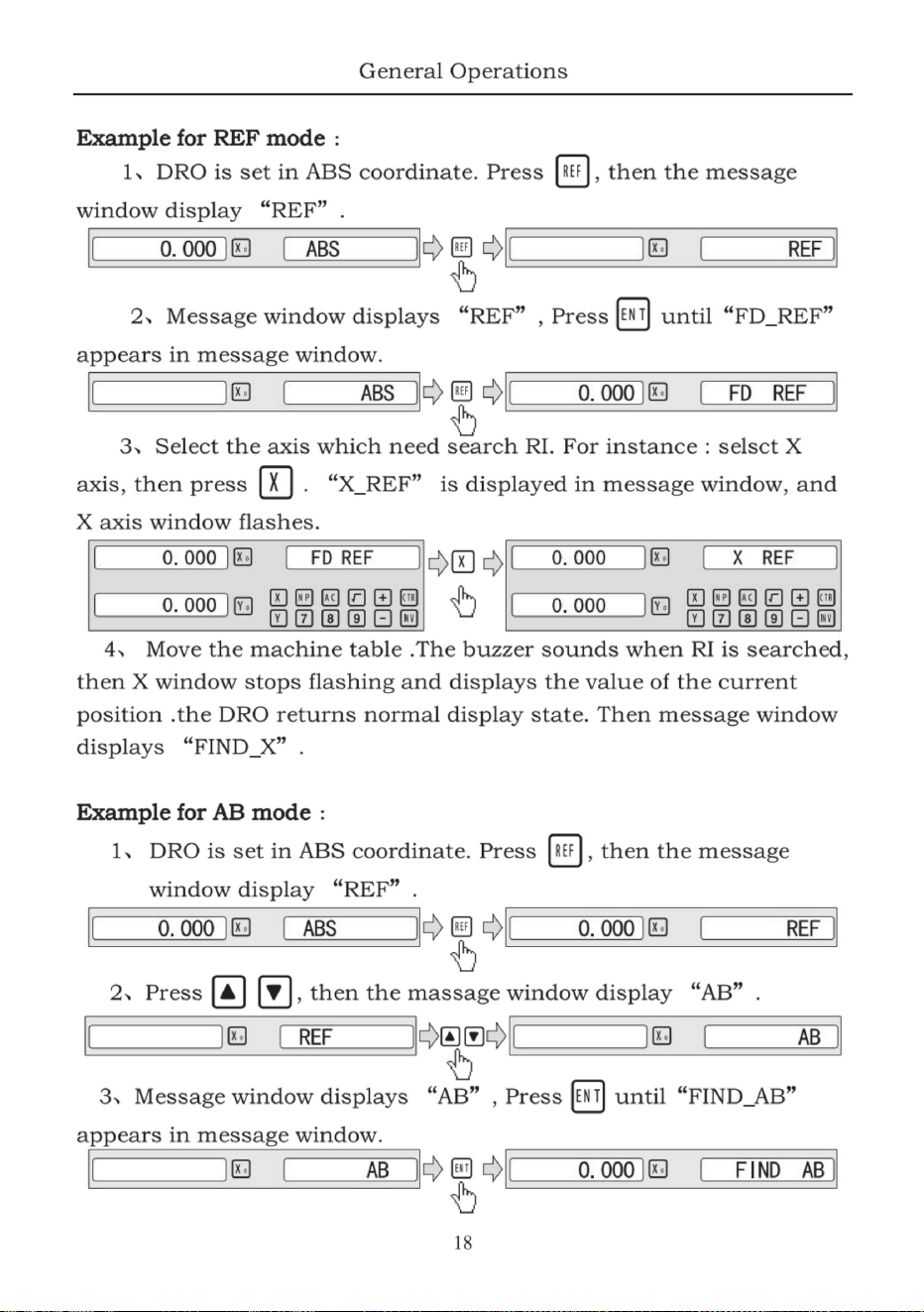
Machine Translated by Google
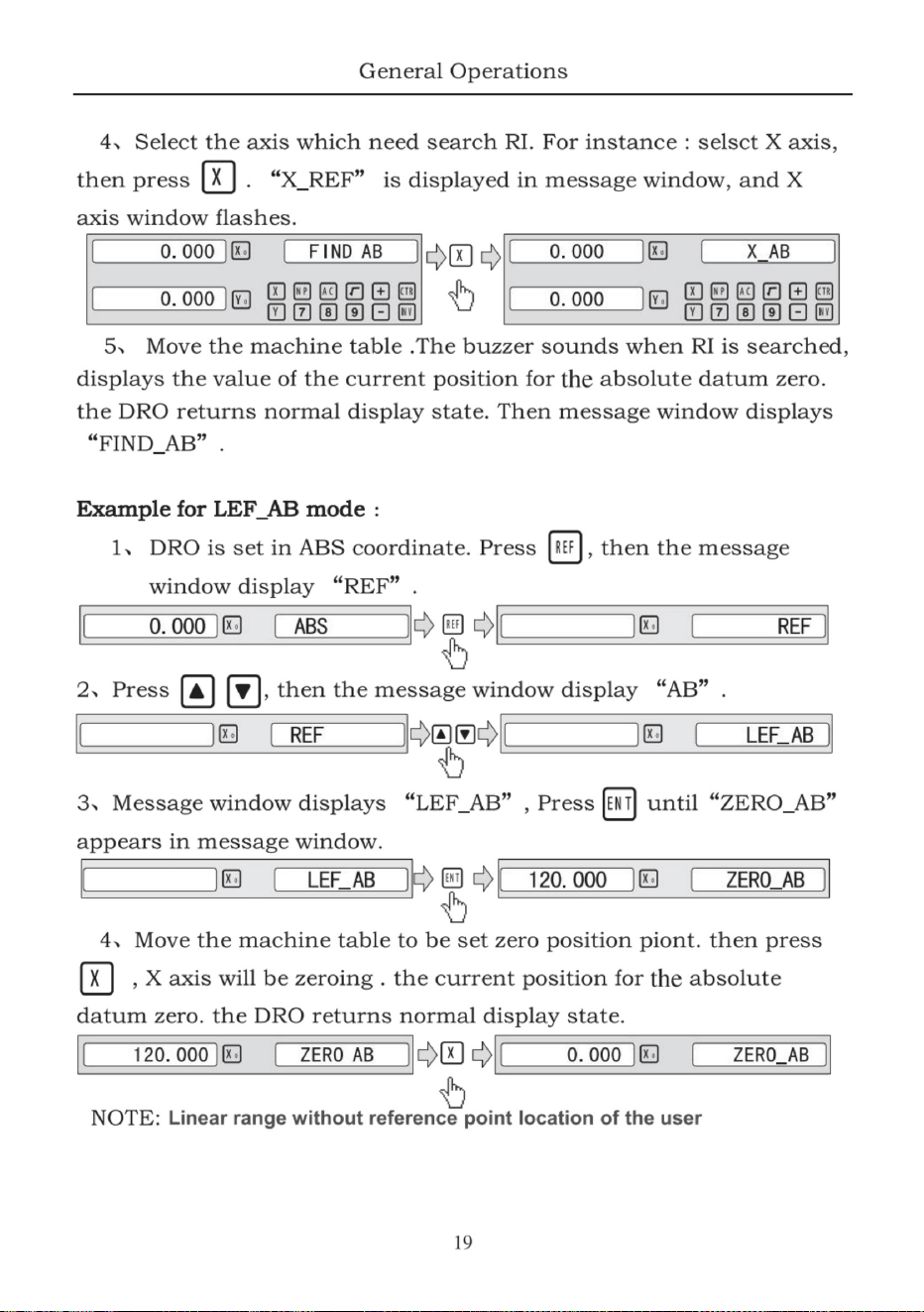
Machine Translated by Google
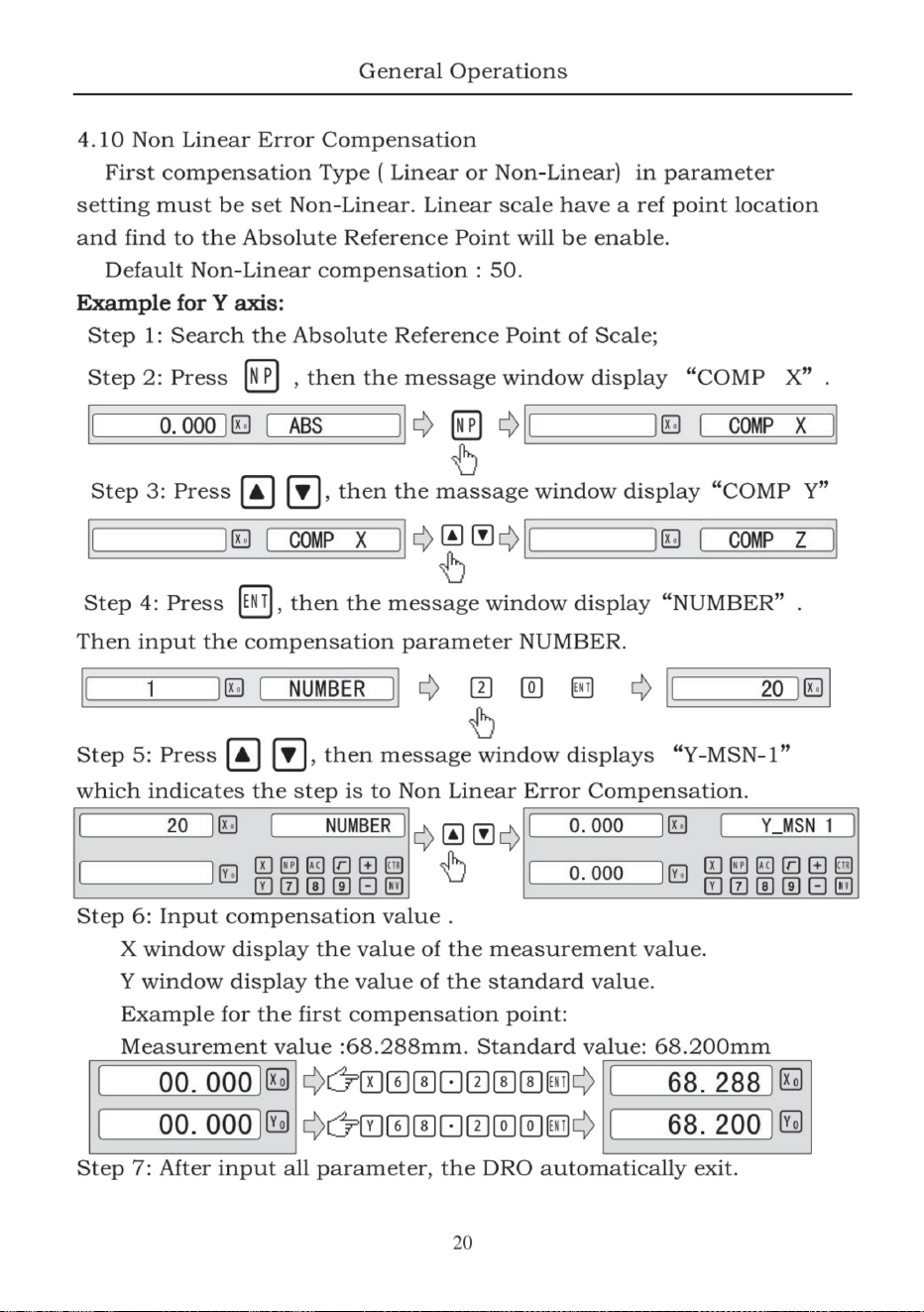
Machine Translated by Google
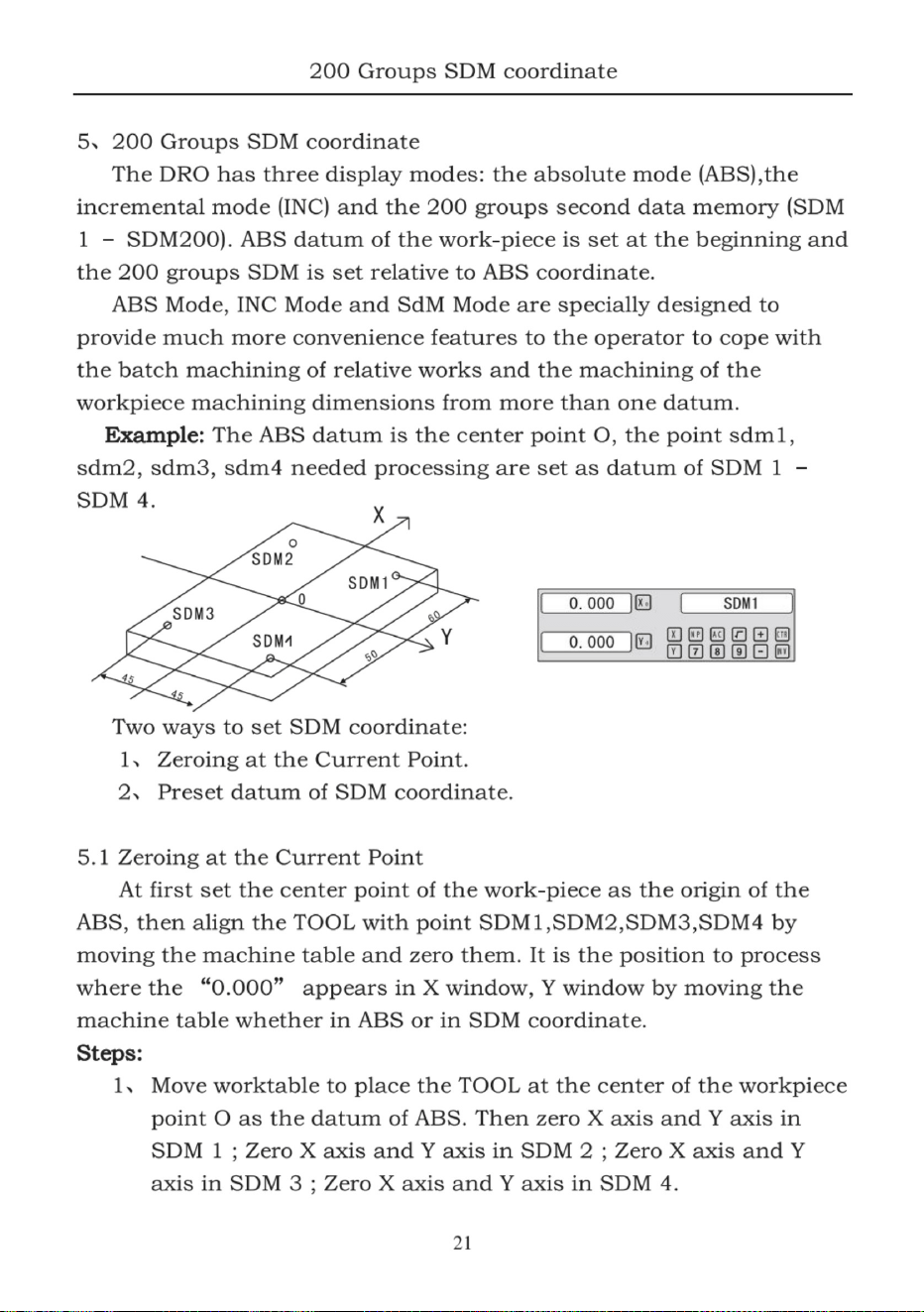
Machine Translated by Google
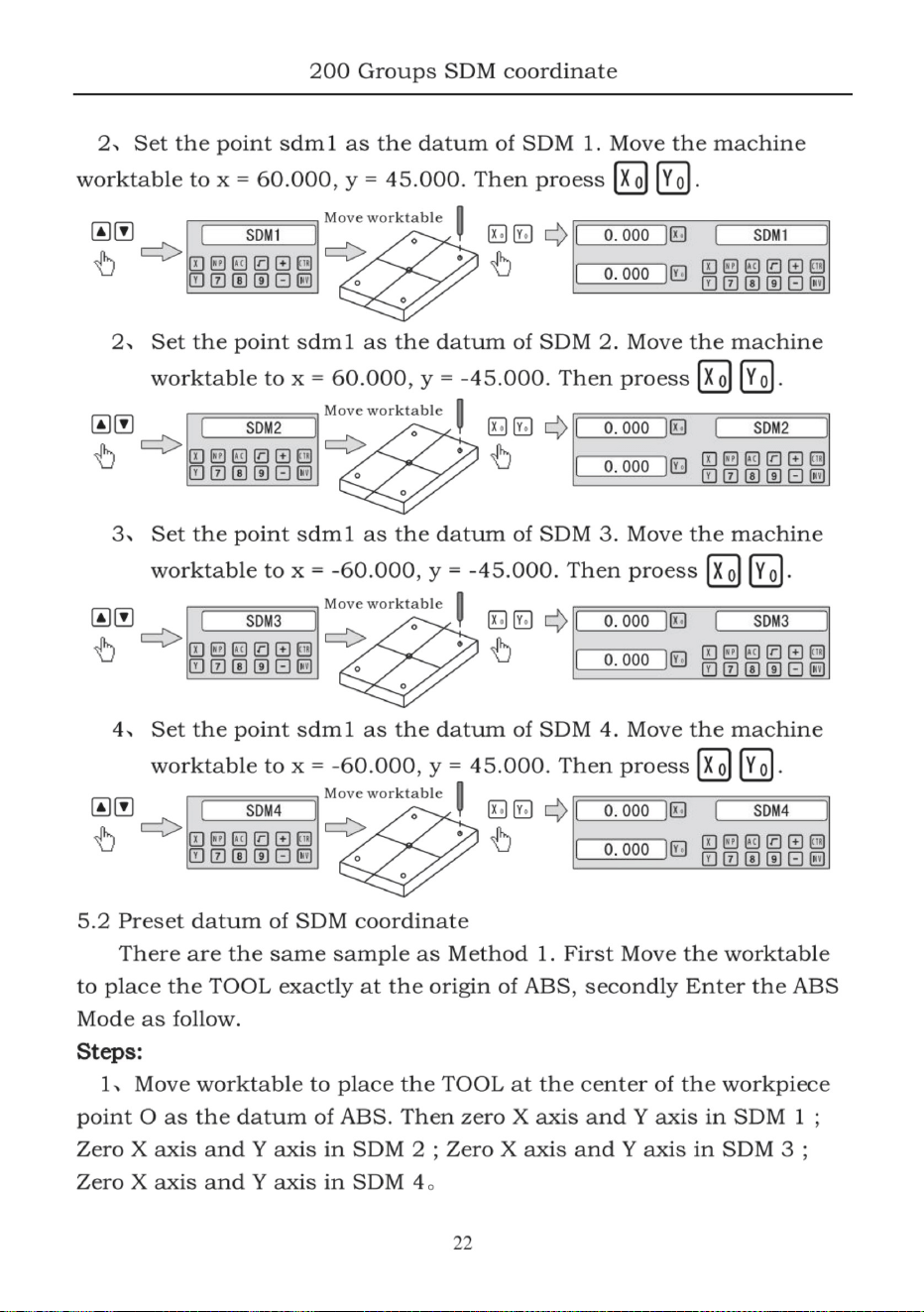
Machine Translated by Google
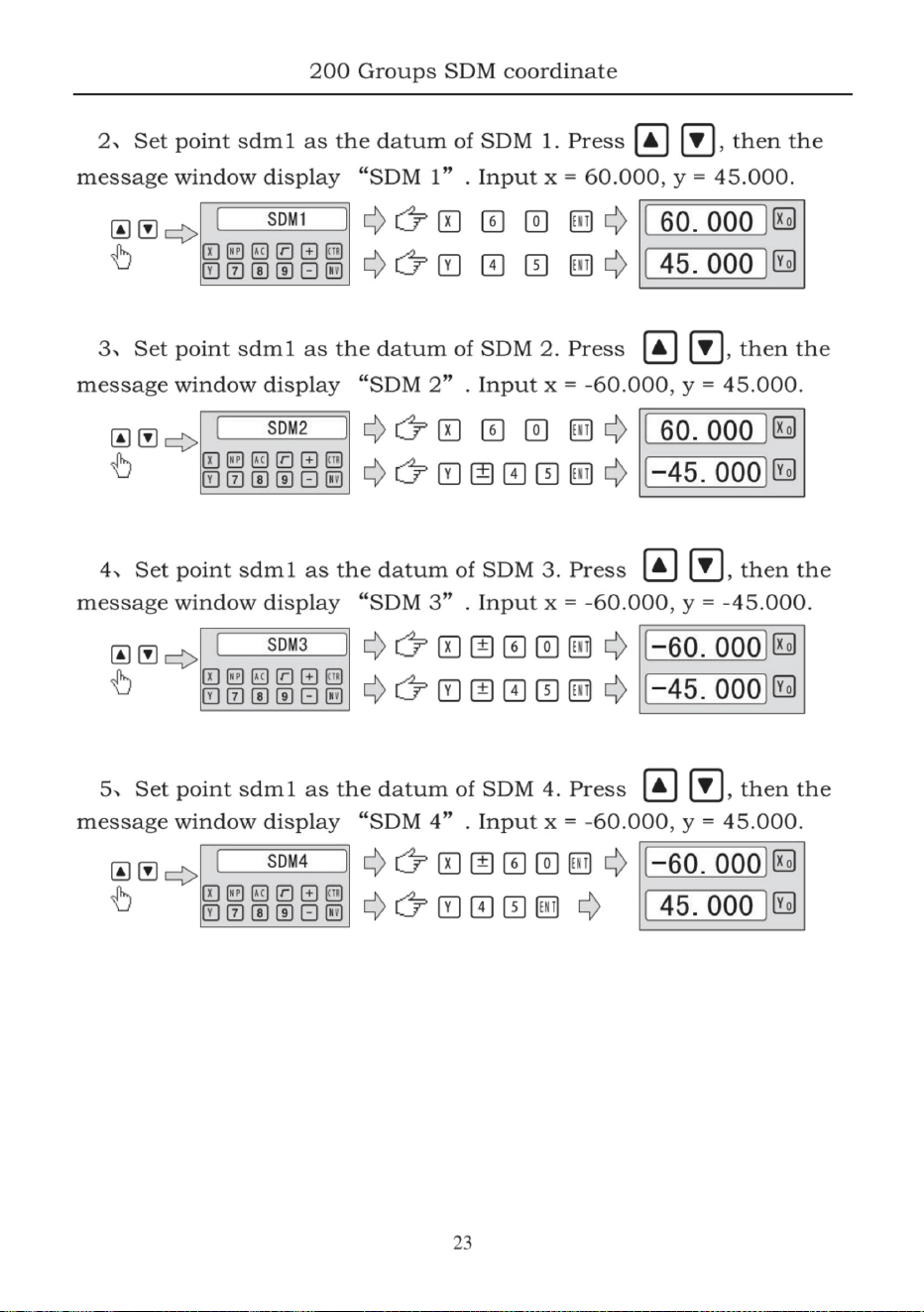
Machine Translated by Google

6, specialfunktion
speciell funktion
24
Machine Translated by Google
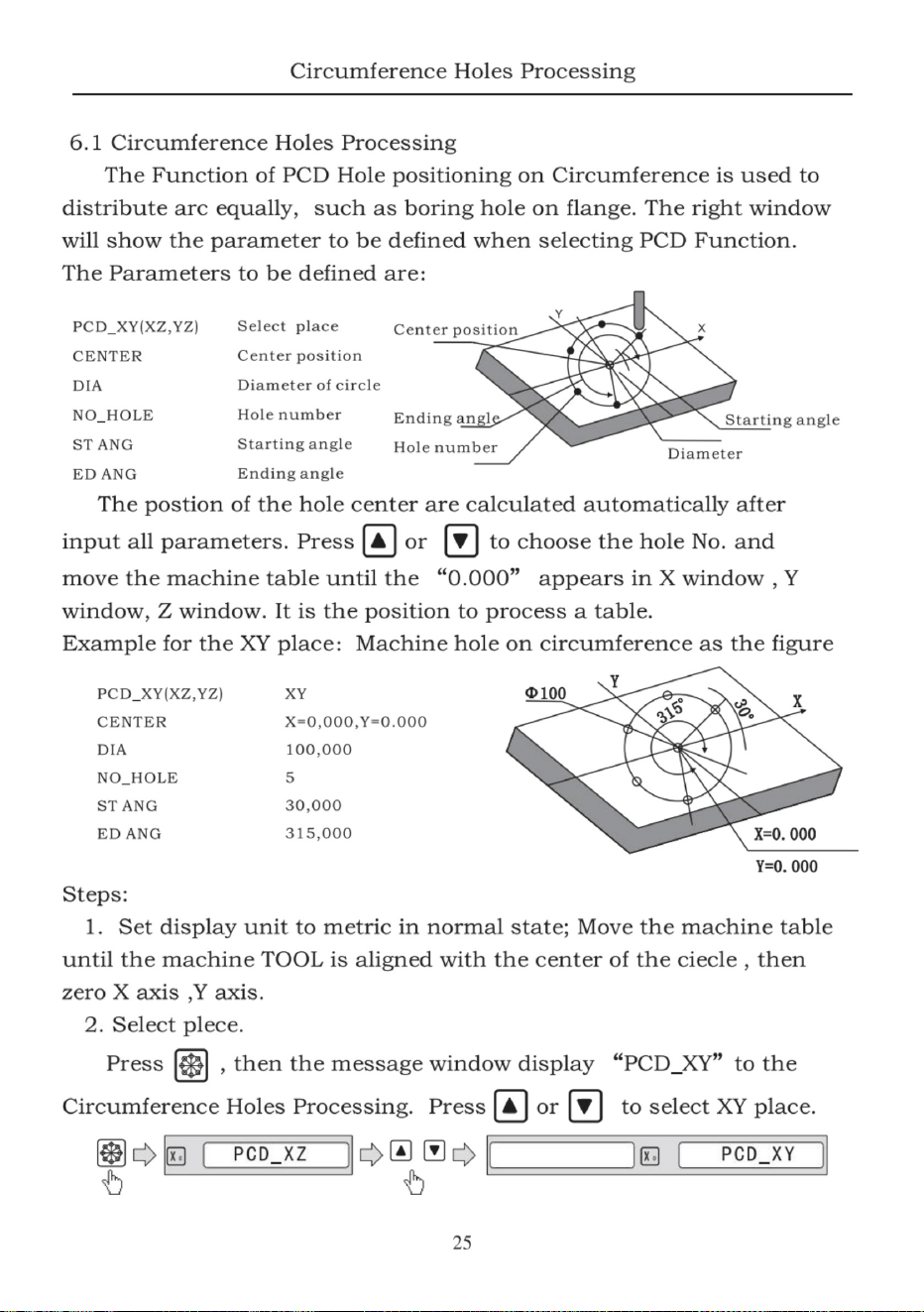
Machine Translated by Google
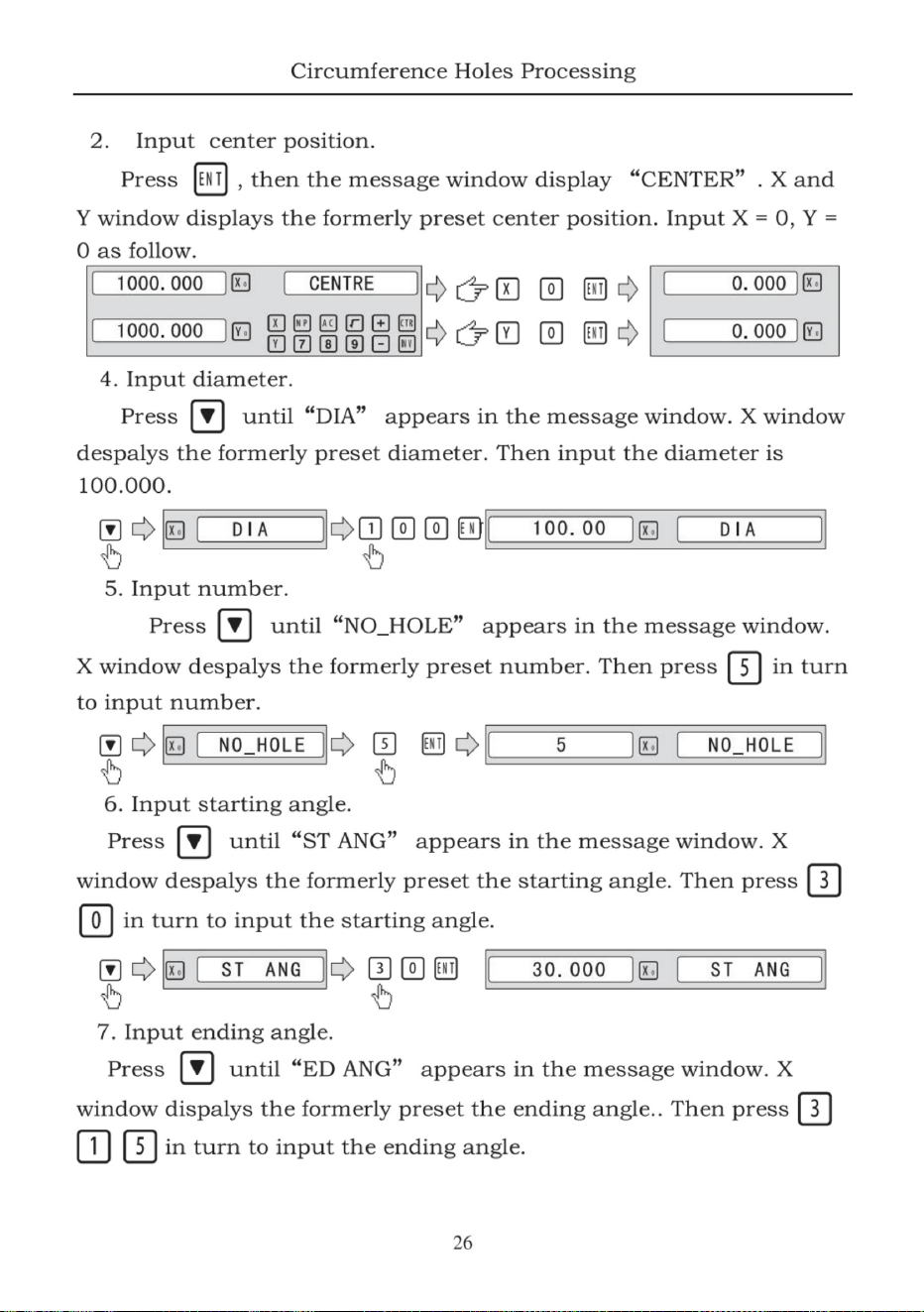
Machine Translated by Google
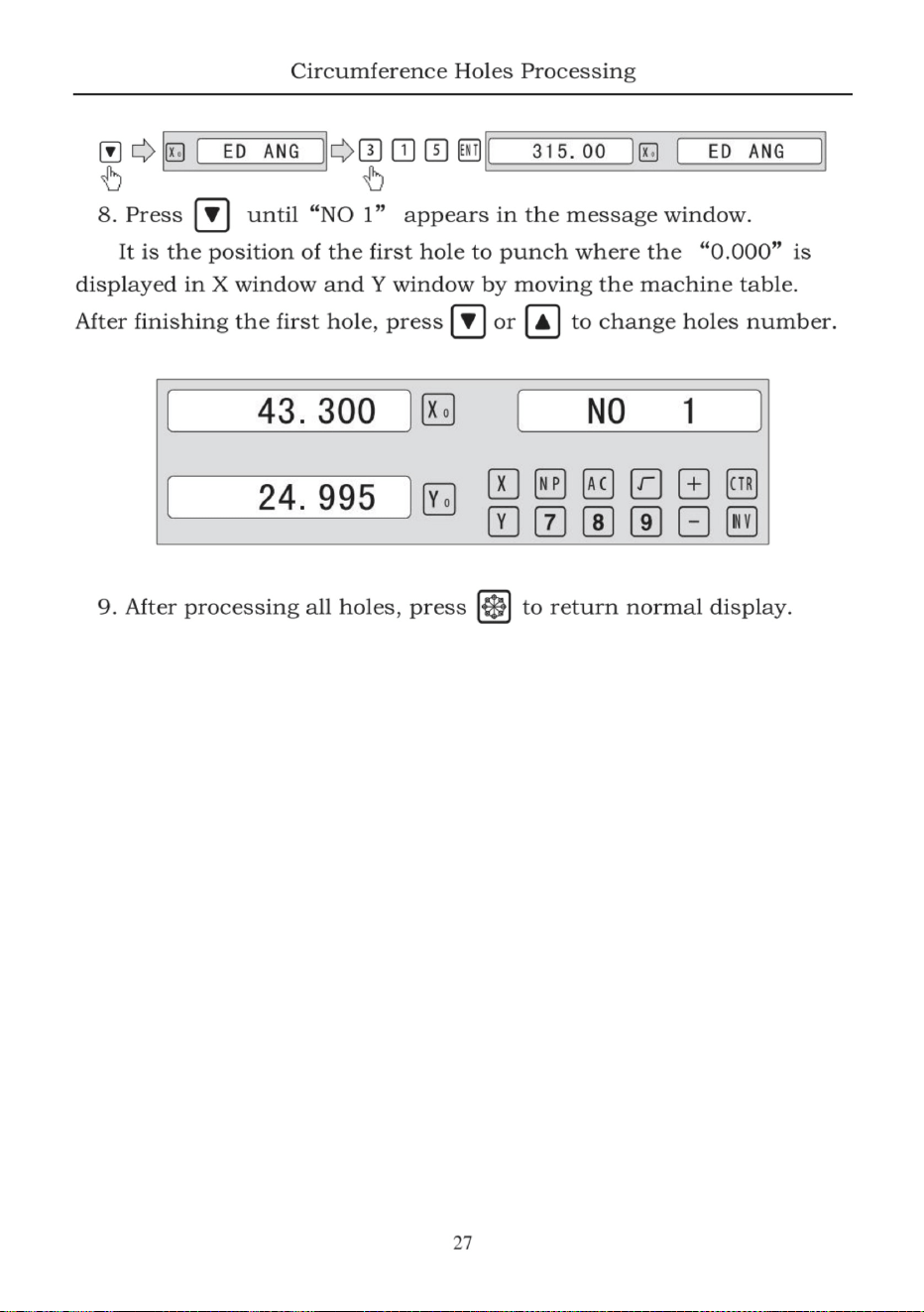
Machine Translated by Google
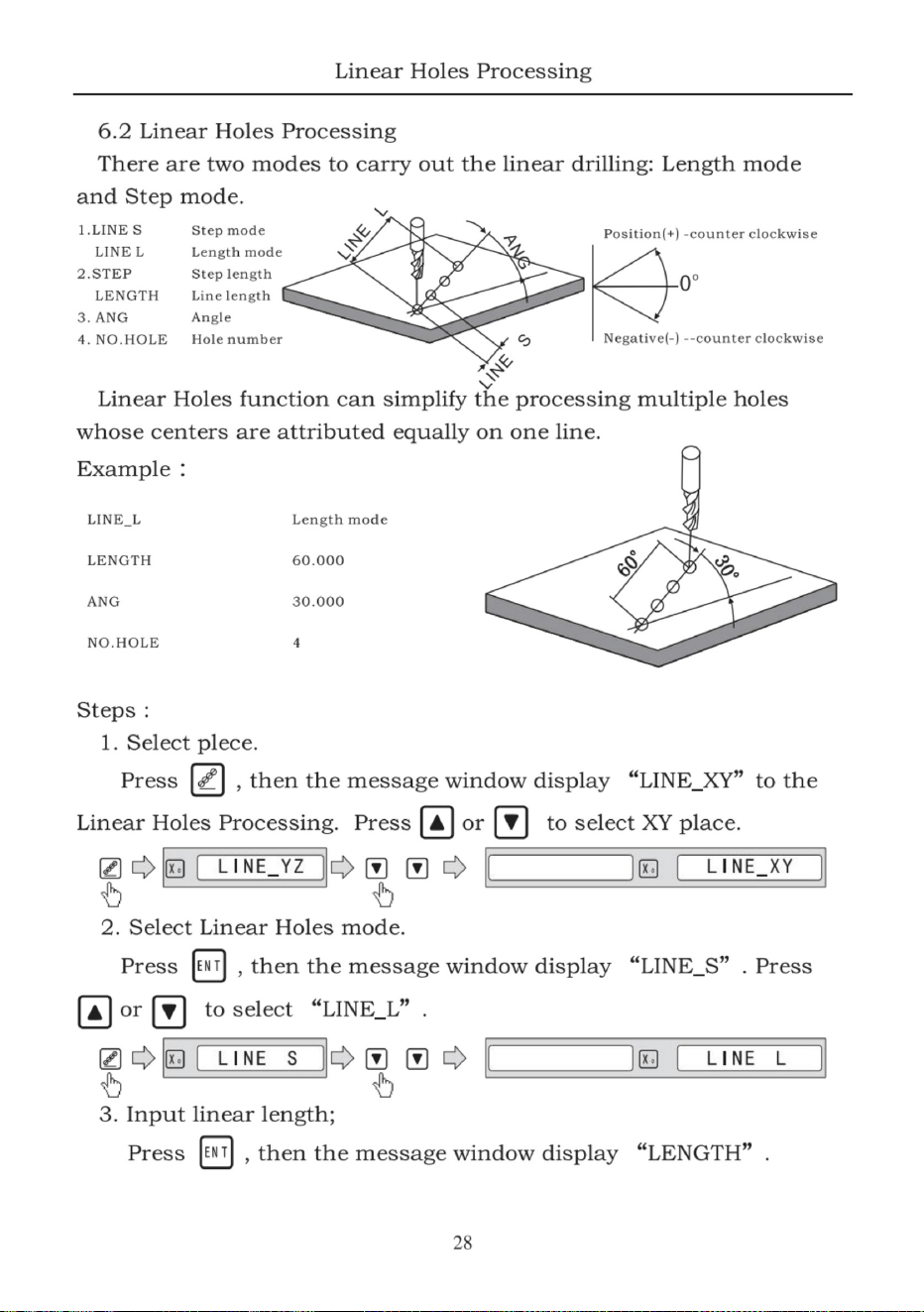
Machine Translated by Google
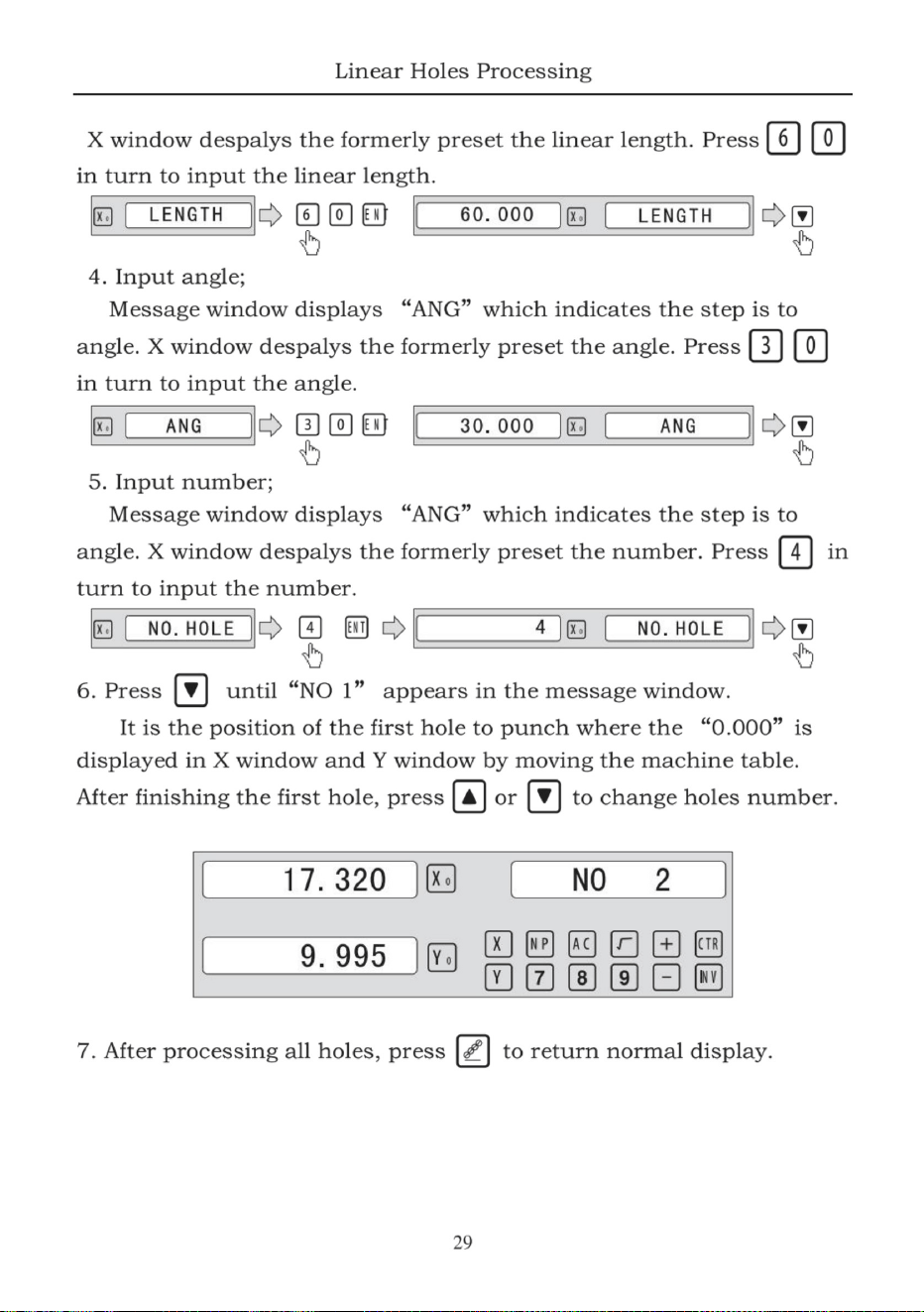
Machine Translated by Google
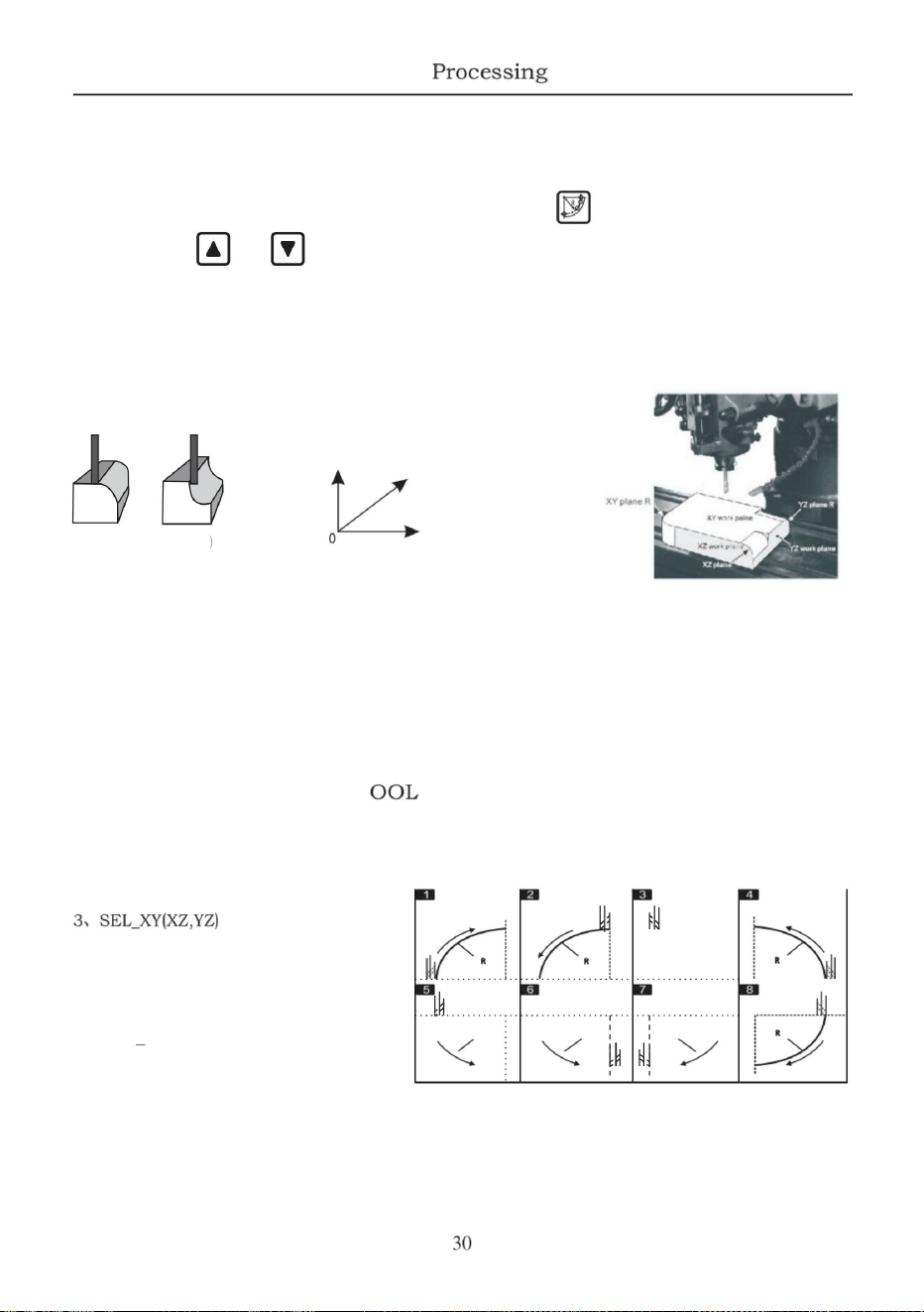
(RAD+TL(RAD+TL)
Matningssteg
yttre båge och
Verktygsdiameter
välj plats
Bågradie
Läge för ARC.
enkel bearbetning
inre båge
6ÿ MAX SNITT
5, TL HONOM
ÿ
RAD
ÿ
TYP 1 - 8
4
X (+positiv riktning)
ÿ
Y( +positiv riktning)
Z(+positiv riktning)
ENKEL
2
7ÿ RAD TL
1
Eller arc TOOL, skillnaden mellan
6 . 3 ARC-bearbetning
höger figur.
enkel ARC-funktion:
när jämnheten inte är mycket efterfrågad, SIMPLE ARC
BÅGE
Under installationen, normalt koordinaten för maskinen och den
riktning X, Y
ARC-funktion.
bearbetade av en plan slits T dem i olika
arbetsplan enligt bilden enligt följande ·
eller
,
MAX CUT och yttre Qrc eller inner rbåge. I allmänhet kan en båge vara
för att välja smidig ARC-funktion eller enkel
välj typ av R och mata in parametrarna för bågens radie
för att gå in i ARC-funktionen,
Funktion och den mjuka R-funktionen · tryck sedan på pr css
,
det finns bara åtta typer av ARC Används för att bearbeta. Operatören bara
TVÅ funktioner är tillgängliga för ARC-funktionen: den enkla ARC
Z är enligt följande. Arbetsplanet visas SOM
funktionen används normalt för bearbetning av ljusbåge. I SIMPLE-funktionen
T gå in
RR R
(endast för xy plats)
Machine Translated by Google
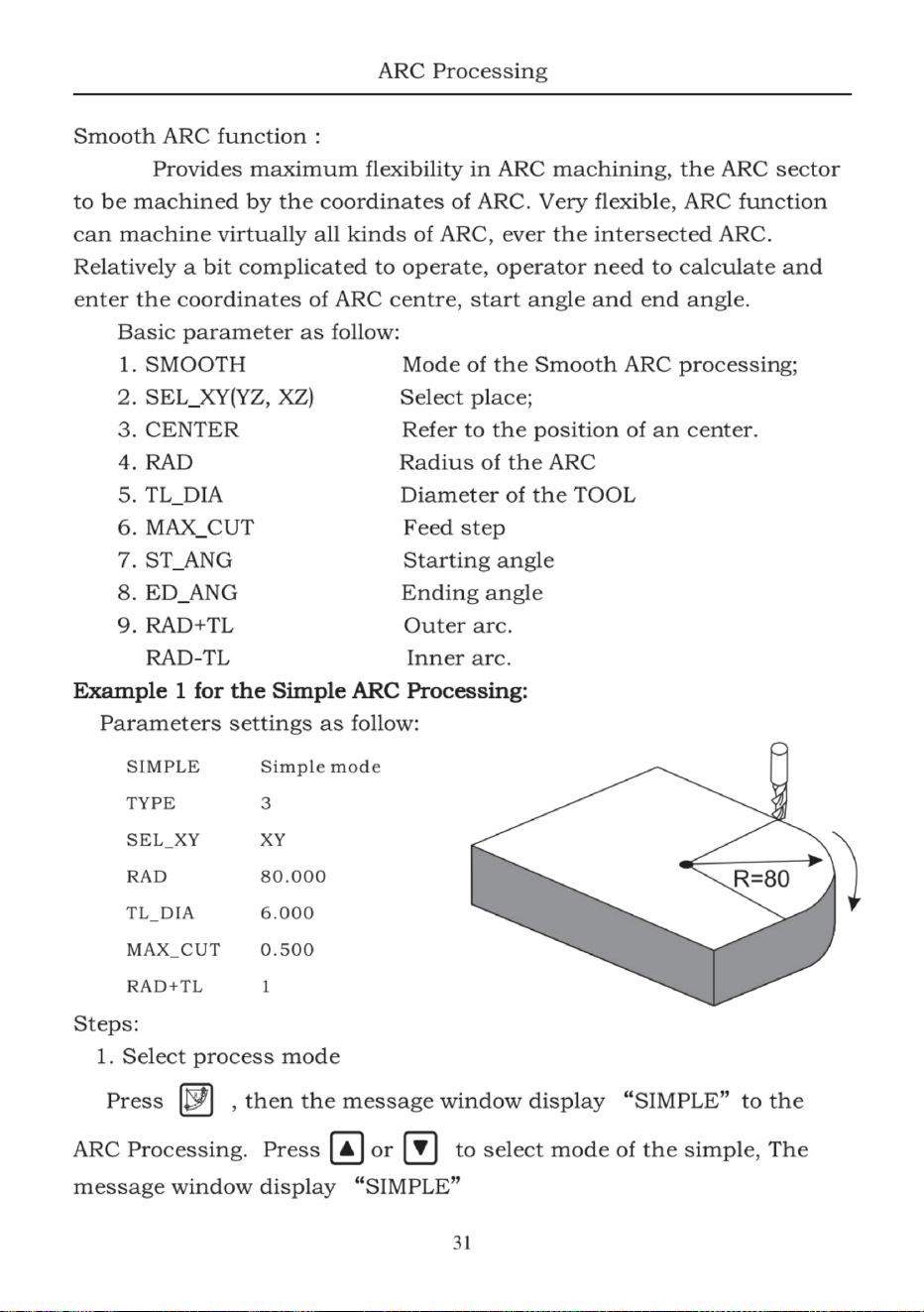
Machine Translated by Google
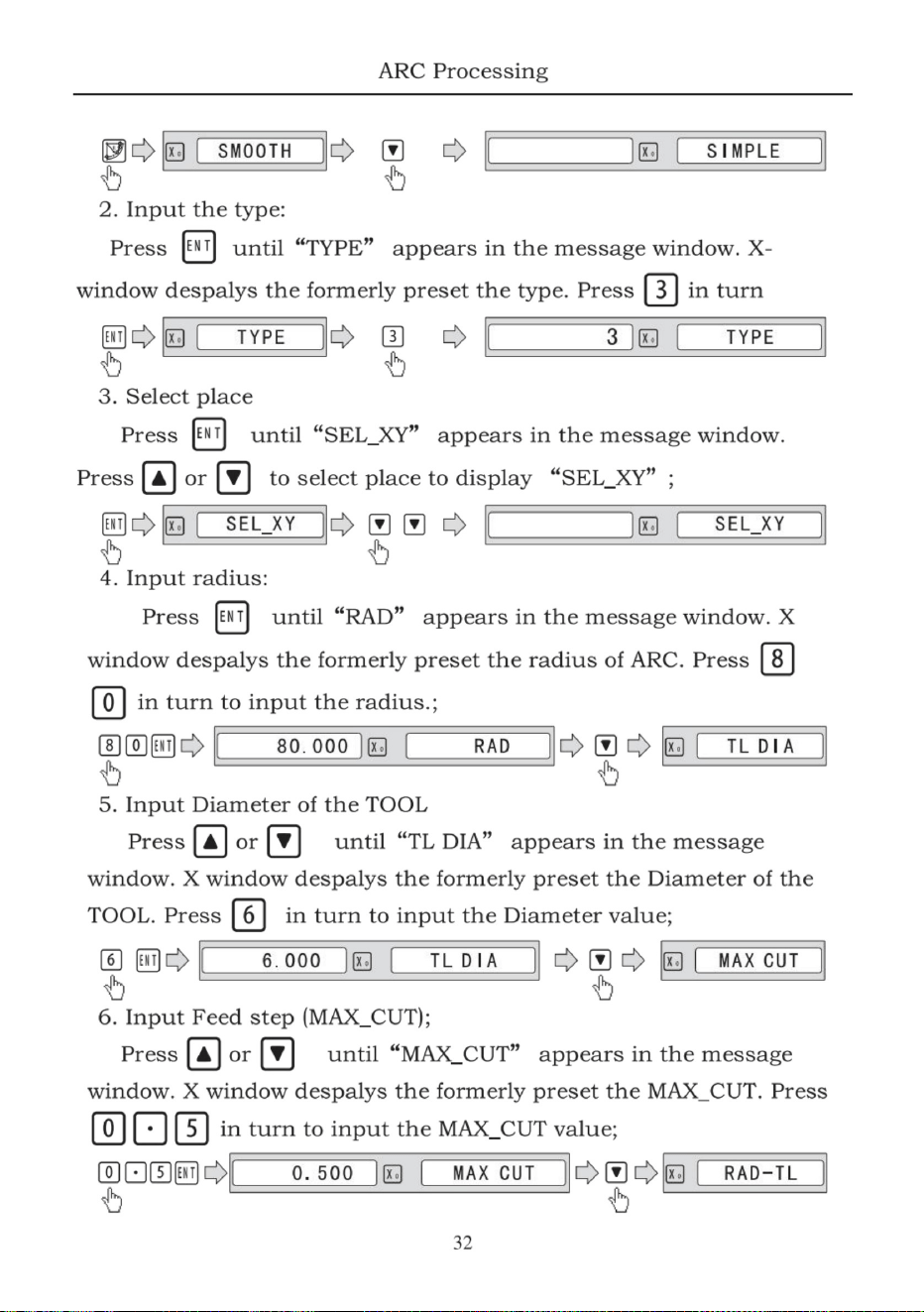
Machine Translated by Google
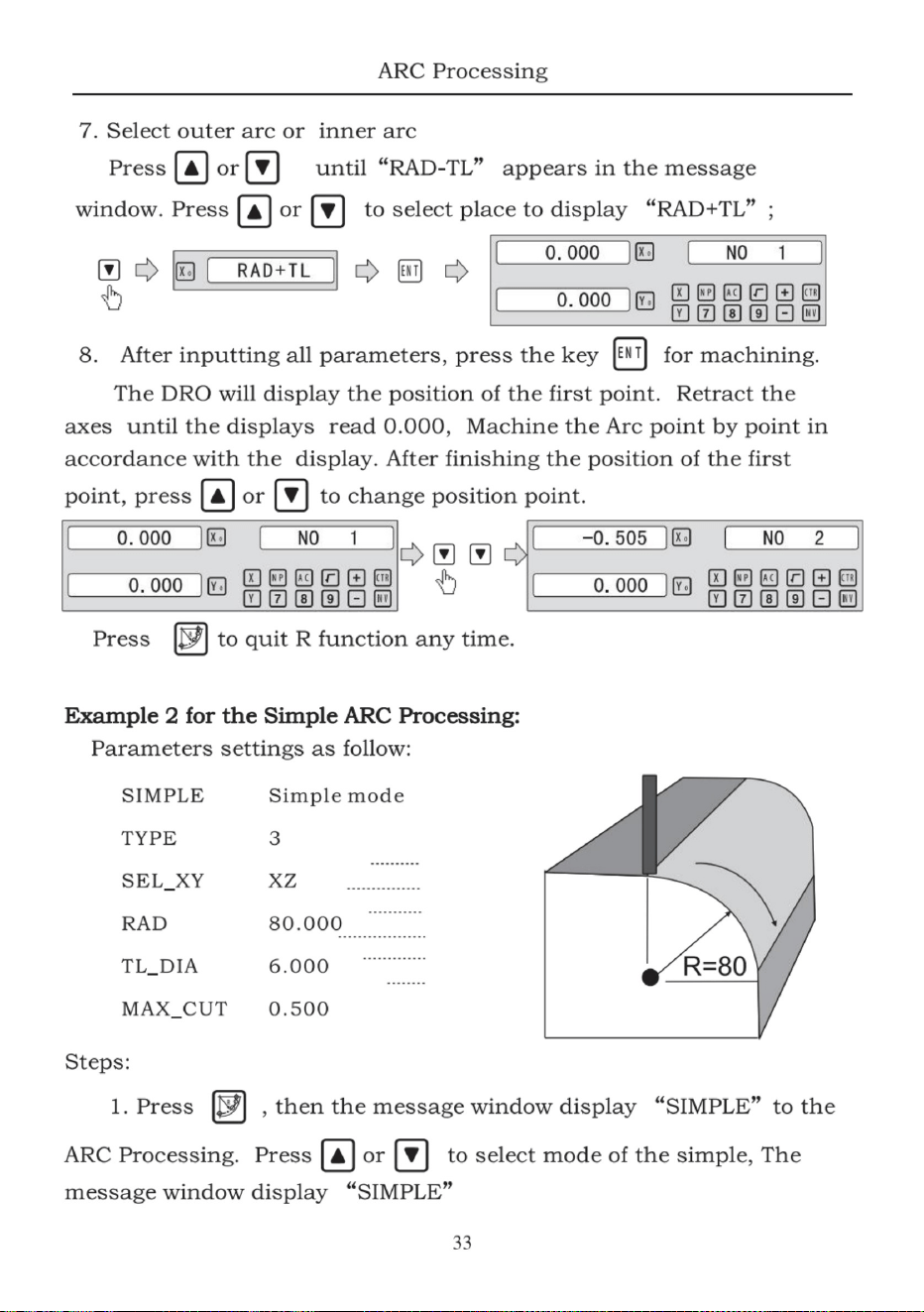
Machine Translated by Google
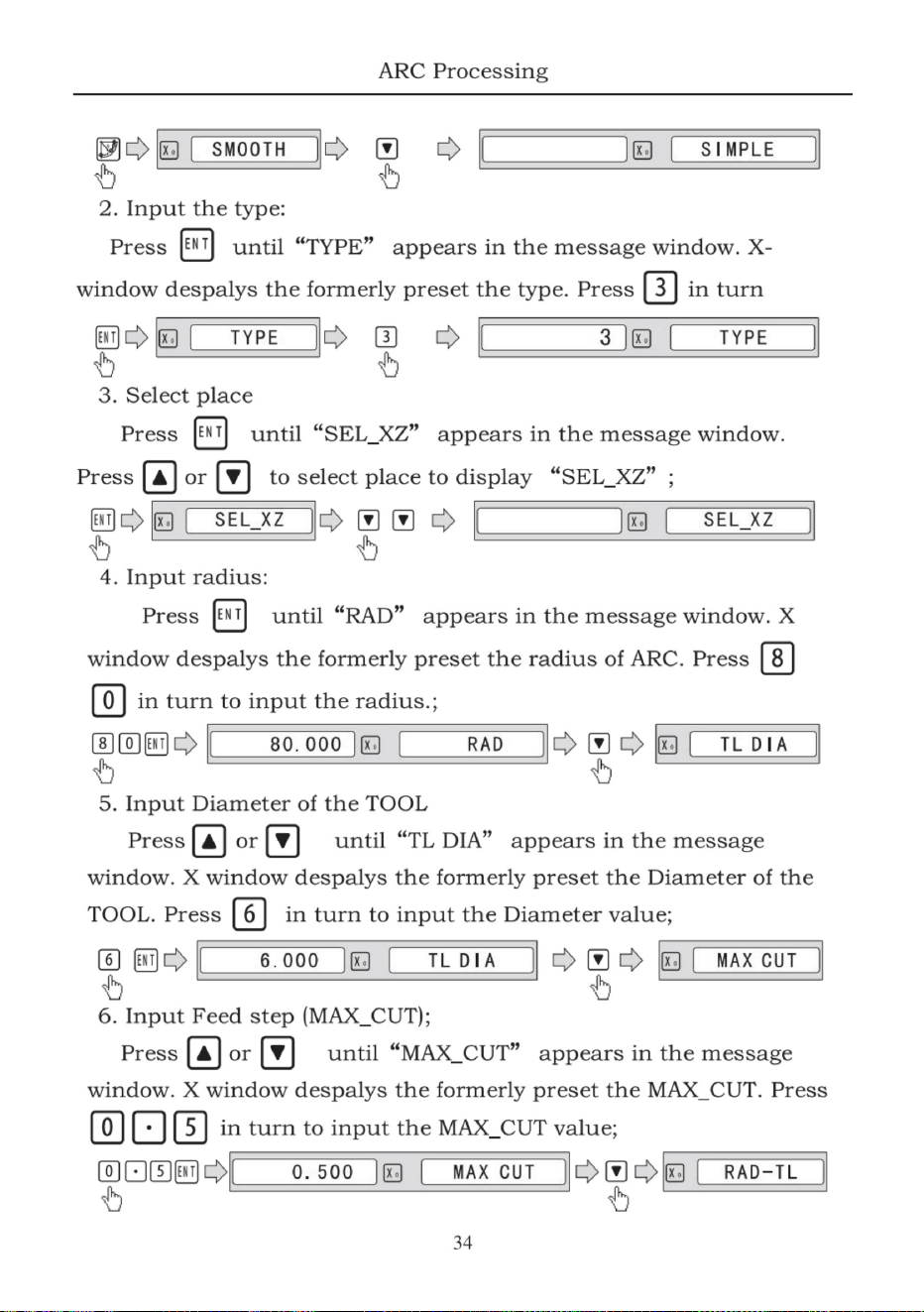
Machine Translated by Google
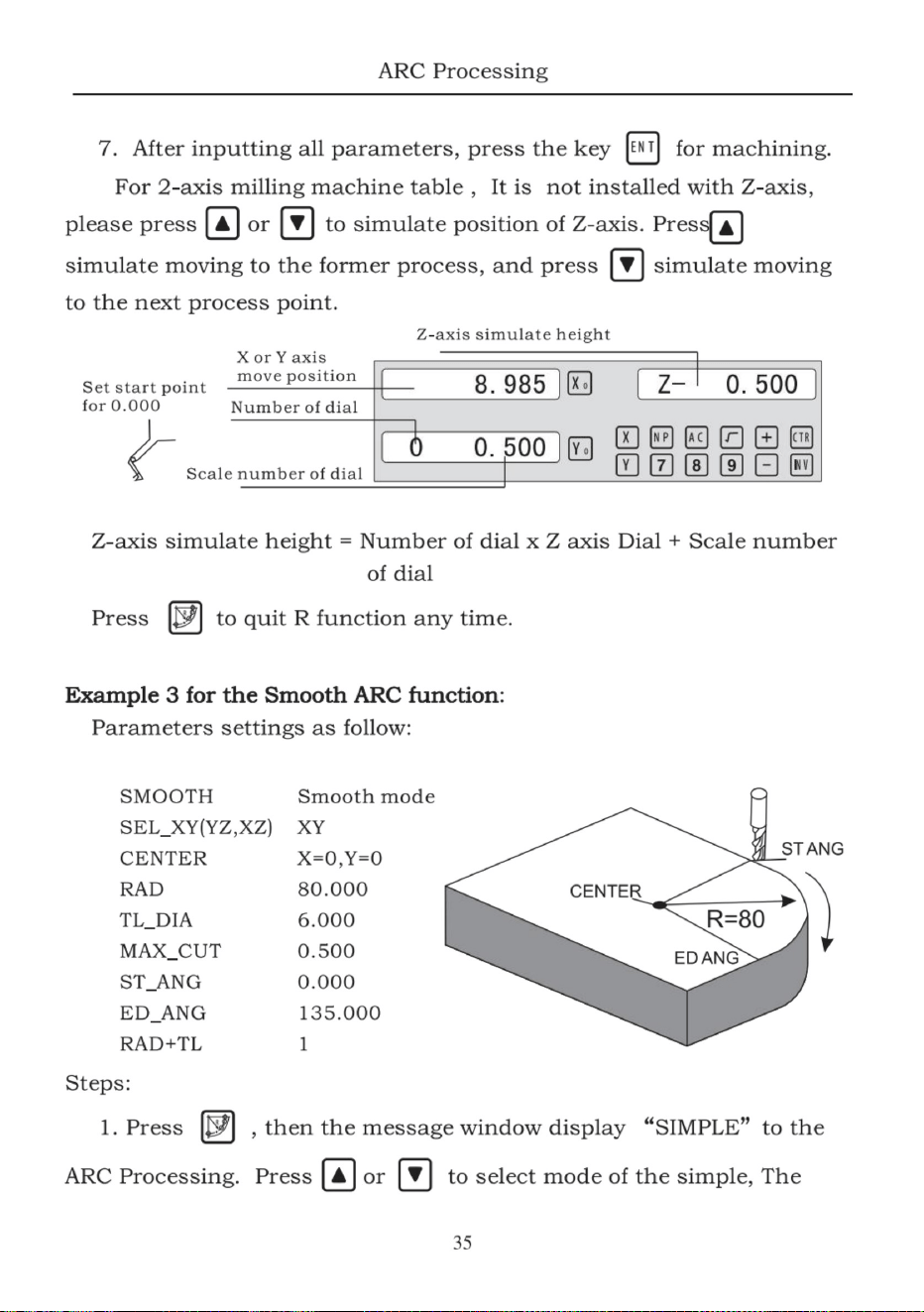
Machine Translated by Google
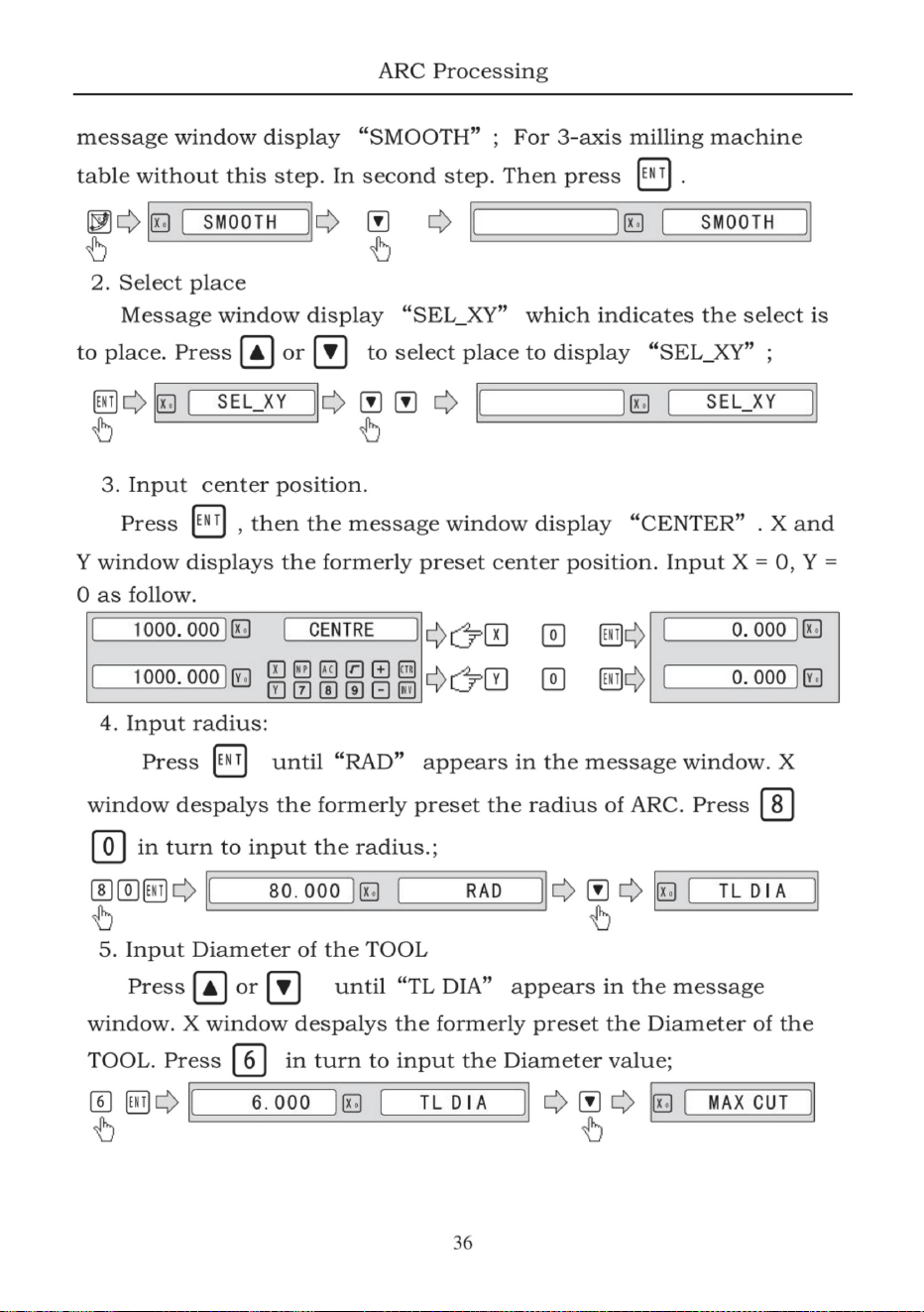
Machine Translated by Google
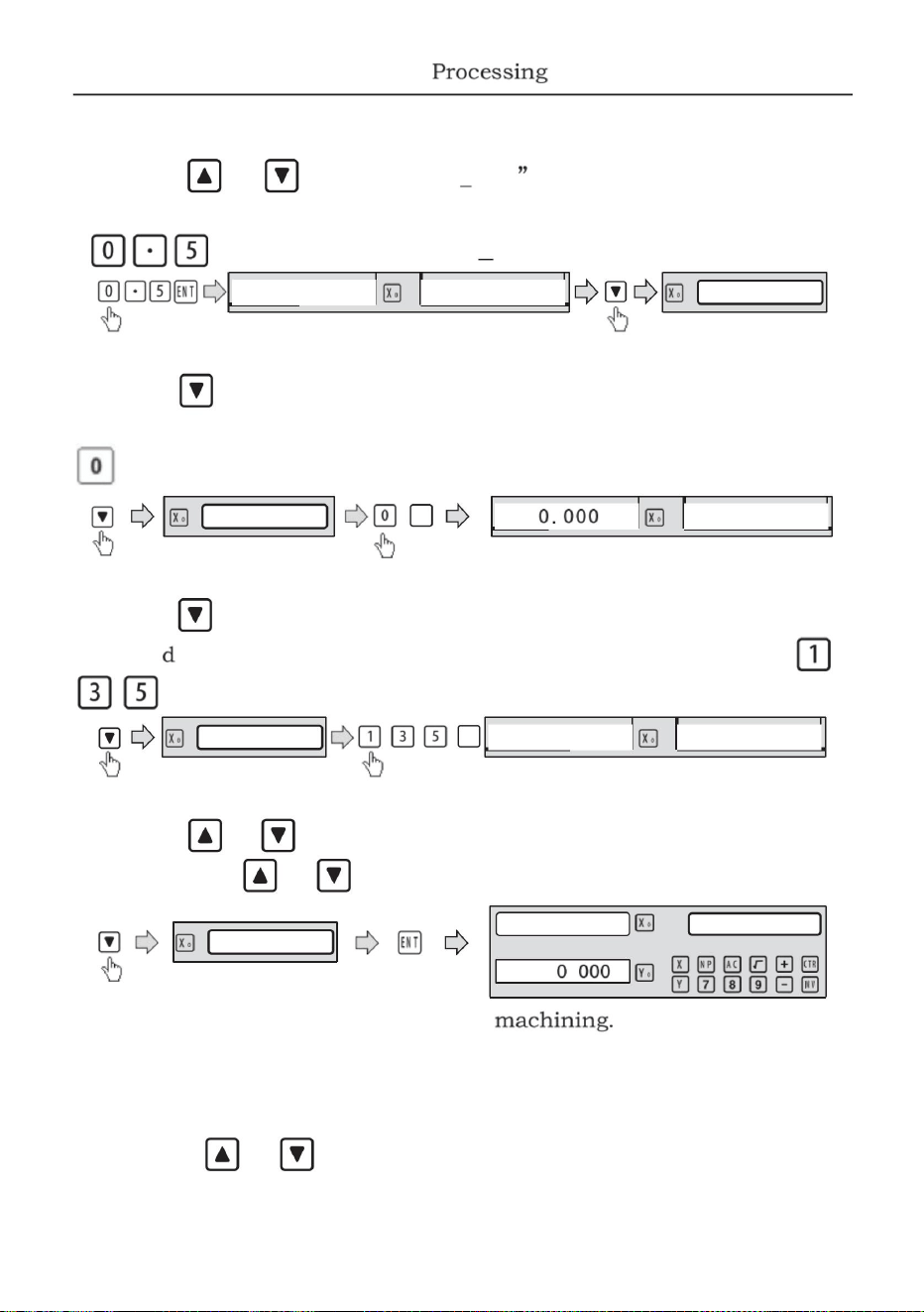
RAD - TL
0 . 500
RAD+TL
1 35 . 00
ED THE
83 . 000
37
ST
ED THE
ST
MAX SNITT
för att välja plats för att visa "RAD+TL" ;
trycka
tills "RAD-TL" visas i meddelandet
eller
tills USTANG" visas i meddelandefönstret.x
tills UED ANG" visas i meddelandefönstret. X
trycka
6 . Inmatningssteg (MAX_CUT);
eller
tryck
fönster.tryck
7 . Ingångs startvinkel ·
8 . Ingångsslutvinkel ·
9 . välj yttre båge eller inre båge
10. Efter att ha matat in alla parametrar,
BÅGE
eller
eller
för att ändra positionspunkt.
i sin tur att mata in MAX CUT-värdet;
window de spa lyser den tidigare förinställda startvinkeln · Tryck sedan
i sin tur för att mata in endin8-vinkeln·
peka, tryck
fönster. X Window de spa lyser den tidigare förinställda MAX_CUT. trycka
trycka
fönstret visar den tidigare förinställda slutvinkeln. Tryck sedan på
axlar tills displayerna visar 0 . 000, Bearbeta bågen punkt för punkt in
i enlighet med displayen. Efter att ha avslutat positionen för den första
tills UMAX CUT app bilar i meddelandet
DRO kommer att visa positionen för den första punkten. Dra tillbaka
i sin tur för att mata in startvinkeln-
EWT
EWT
NEJ 1
Machine Translated by Google
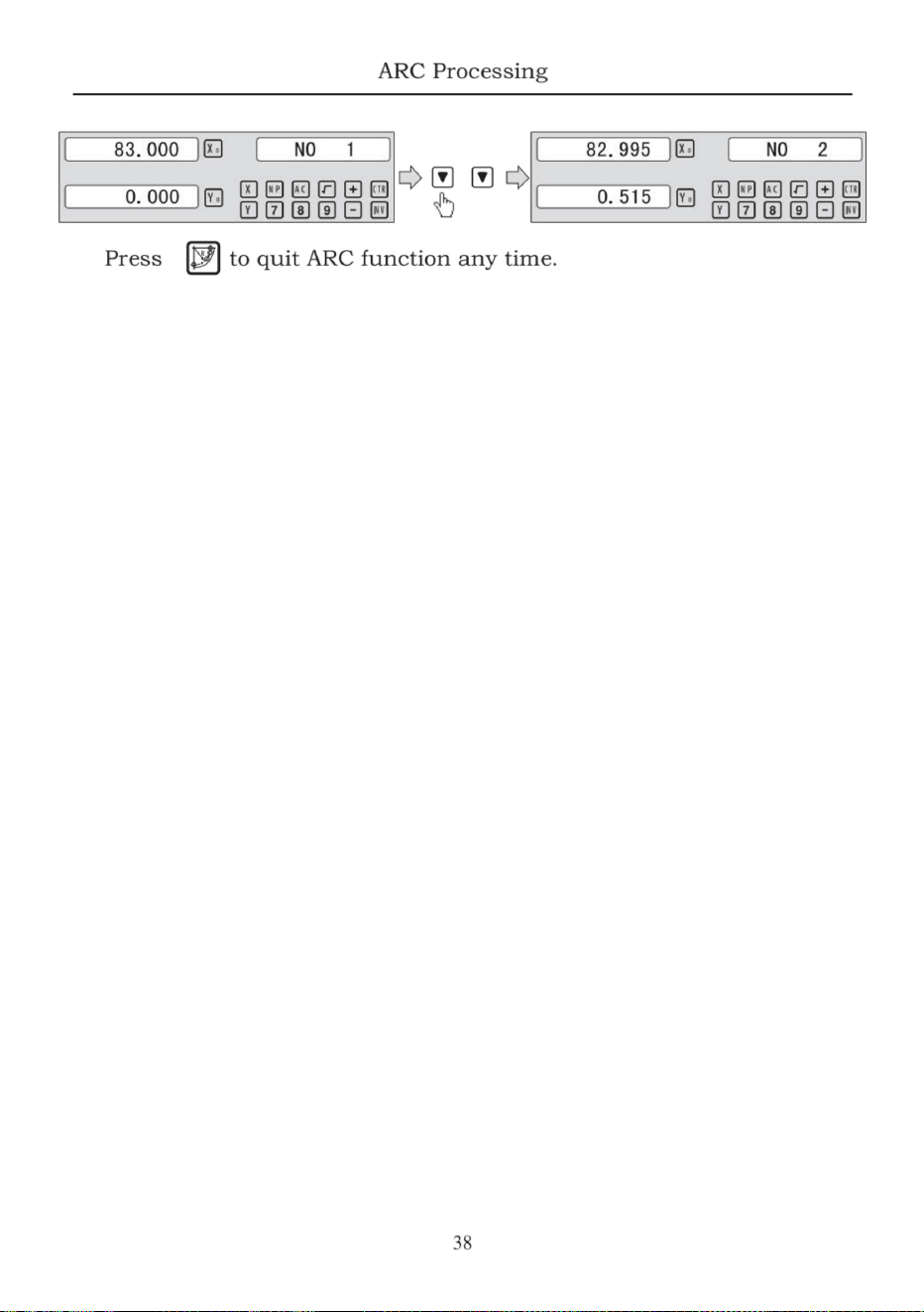
Machine Translated by Google
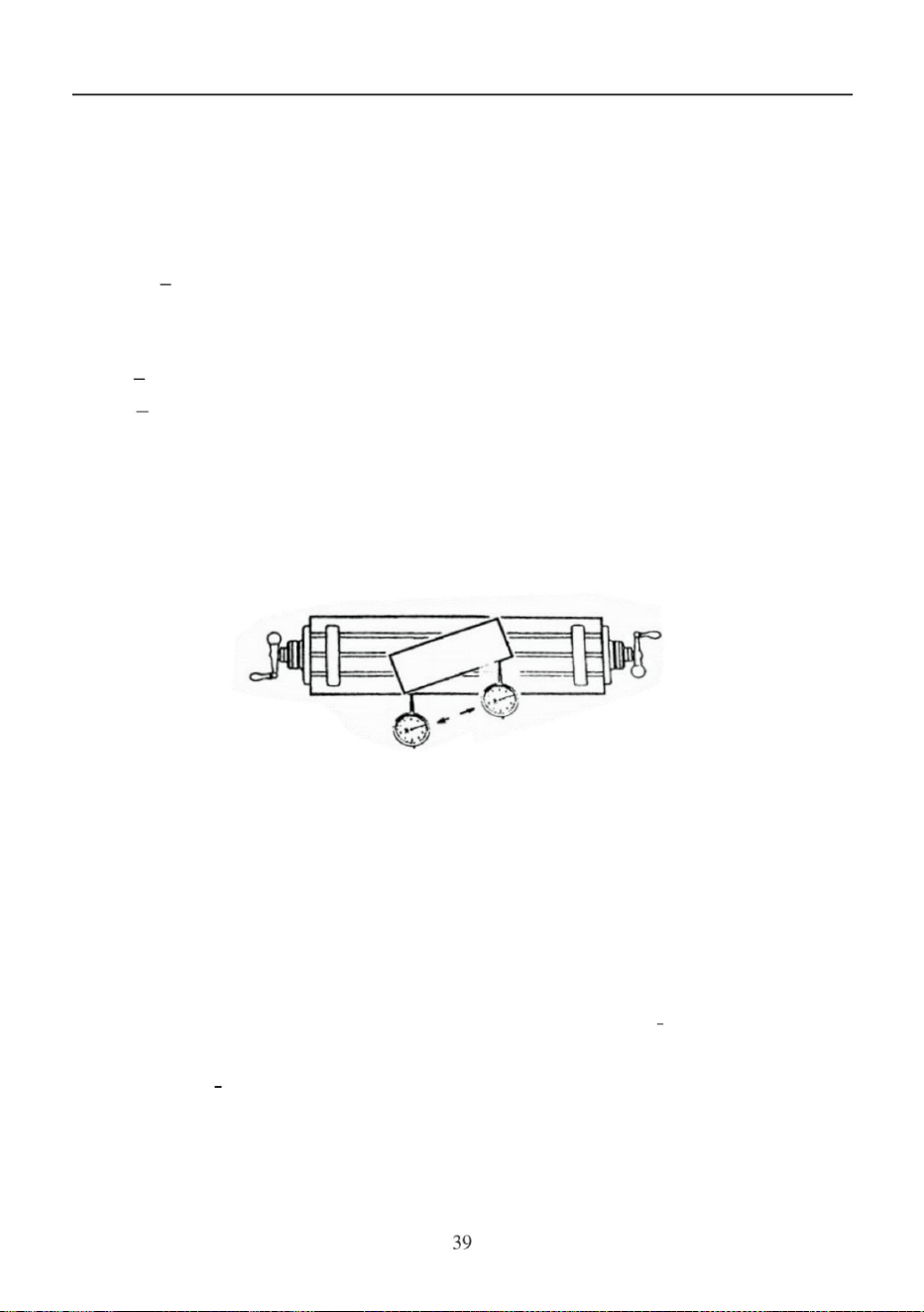
installerad på fräsmaskinen vidrör det sneda kalibreringsplanet, justera det till noll och flytta
arbetsbordet för valfritt avstånd i
DET
6 . 4 sned bearbetning
innan det sneda planet bearbetas. Därför vid denna tidpunkt
VERKTYGSdiametern ·
Lutningsvinkeln för den sneda·
sned bearbetning
Figur, arbetsstyckets snedvinkel ska kalibreras
riktning på x-axeln.
när bearbetningsplanet är i plan xy som den del som visas i
DE
Placera först arbetsstycket på arbetsbordet enligt önskad vinkel
av snedhet ·
blir noll.
Slutpostering;
Startposition;
förfarande för att kalibrera snedställningen
endast följande parametrar behöver matas in:
ED KAN
bearbetning av snedplan spelar rollen att kalibrera snedställningen ·
,
Det finns två tillgängliga sätt att bearbeta en sned plats:
ST POT
,
1) Ange funktionen för snedplan. 2) välj
funktionen för planet XY.
3) Mata in snedvinkeln·
4) Flytta arbetsbordet tills mätverktyget (som en mätklocka)
5) Flytta arbetsbordet i avståndet från y-axeln tills displayen visas
ställ in maskinplats xy,yz,0rxz plats ·
Exempel 1 för den sneda xyplace:
INKL Xy(xz,yz)
A). på platsen. b). på platsen yz, eller Xz;
Machine Translated by Google
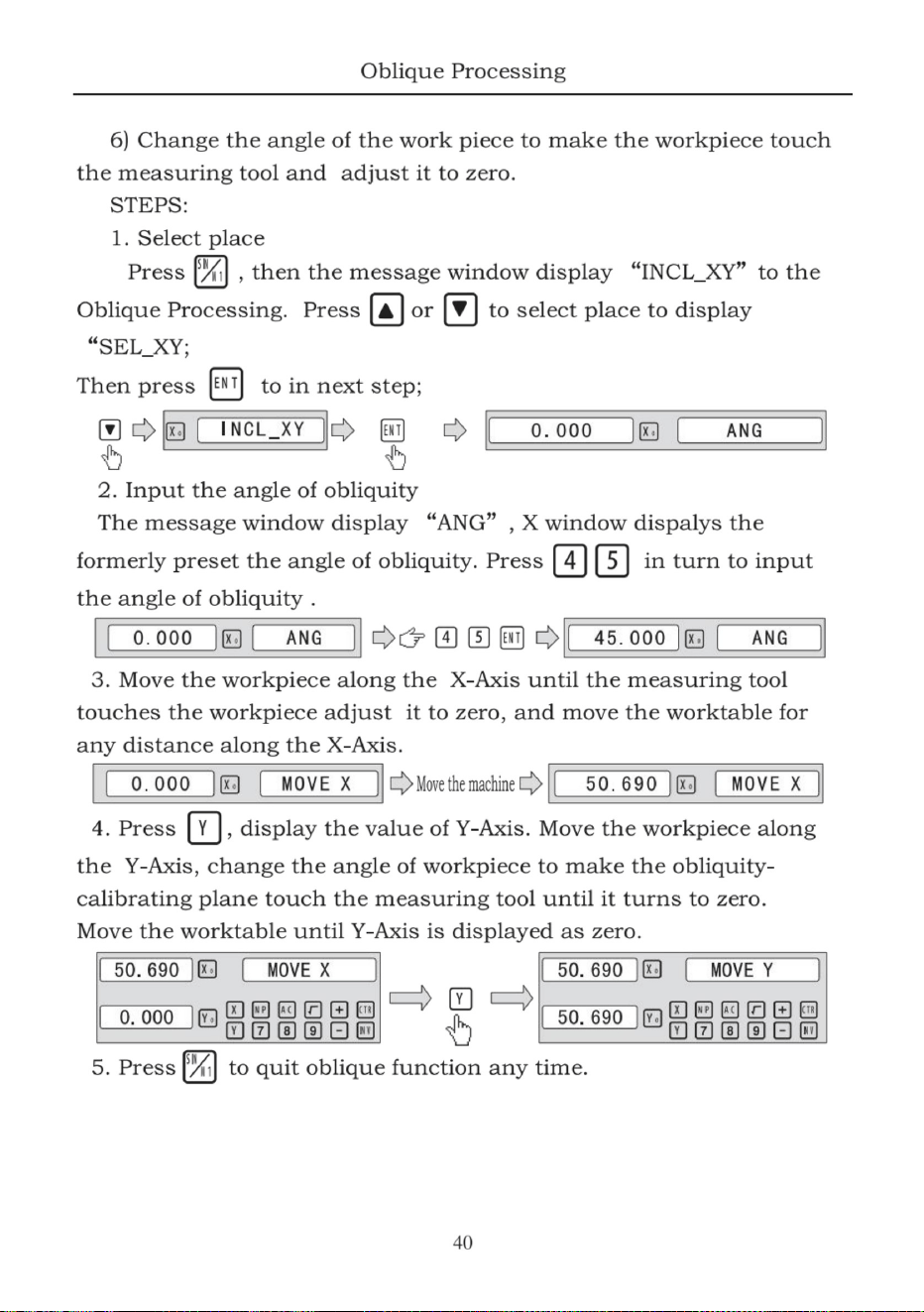
Machine Translated by Google
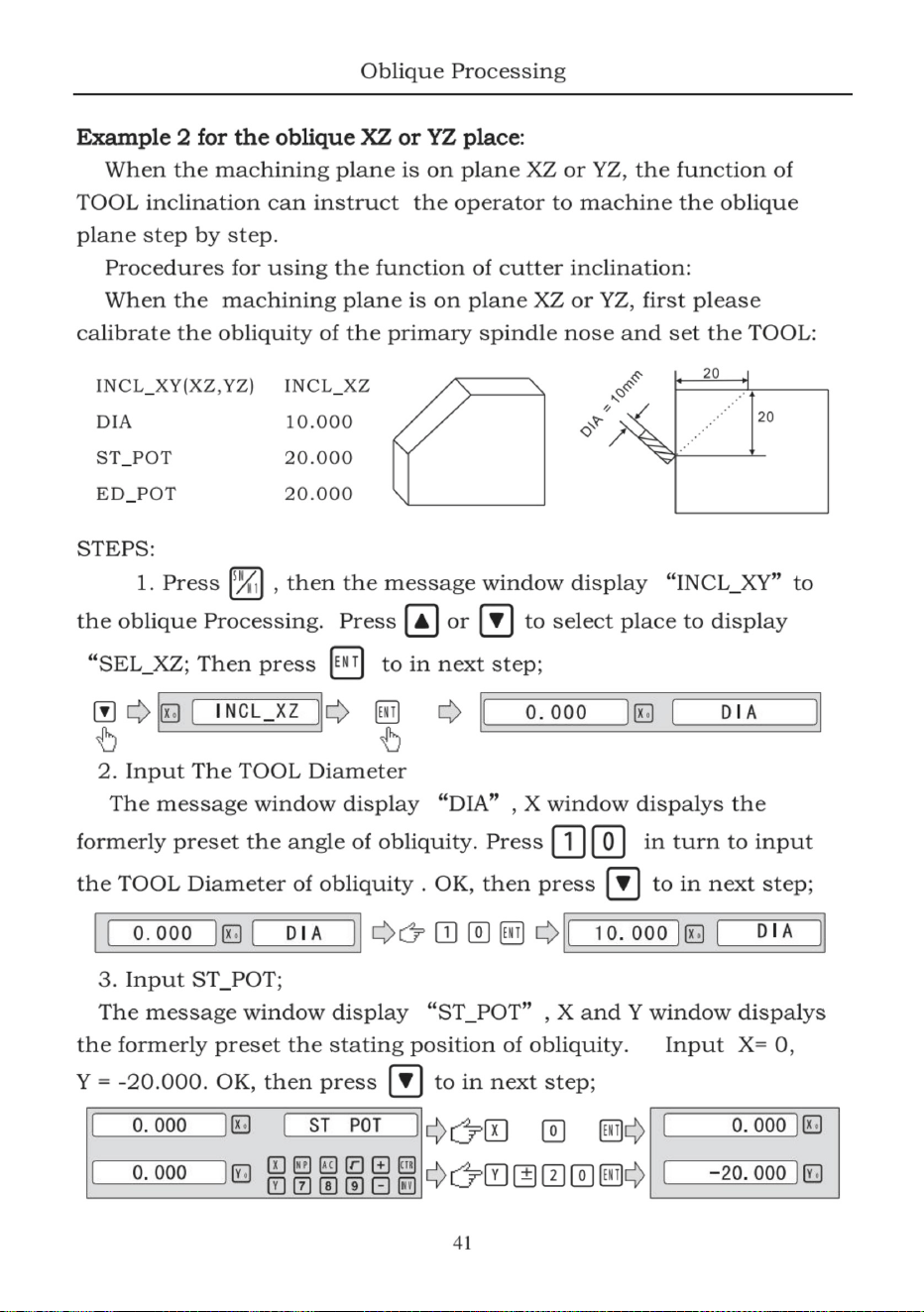
Machine Translated by Google
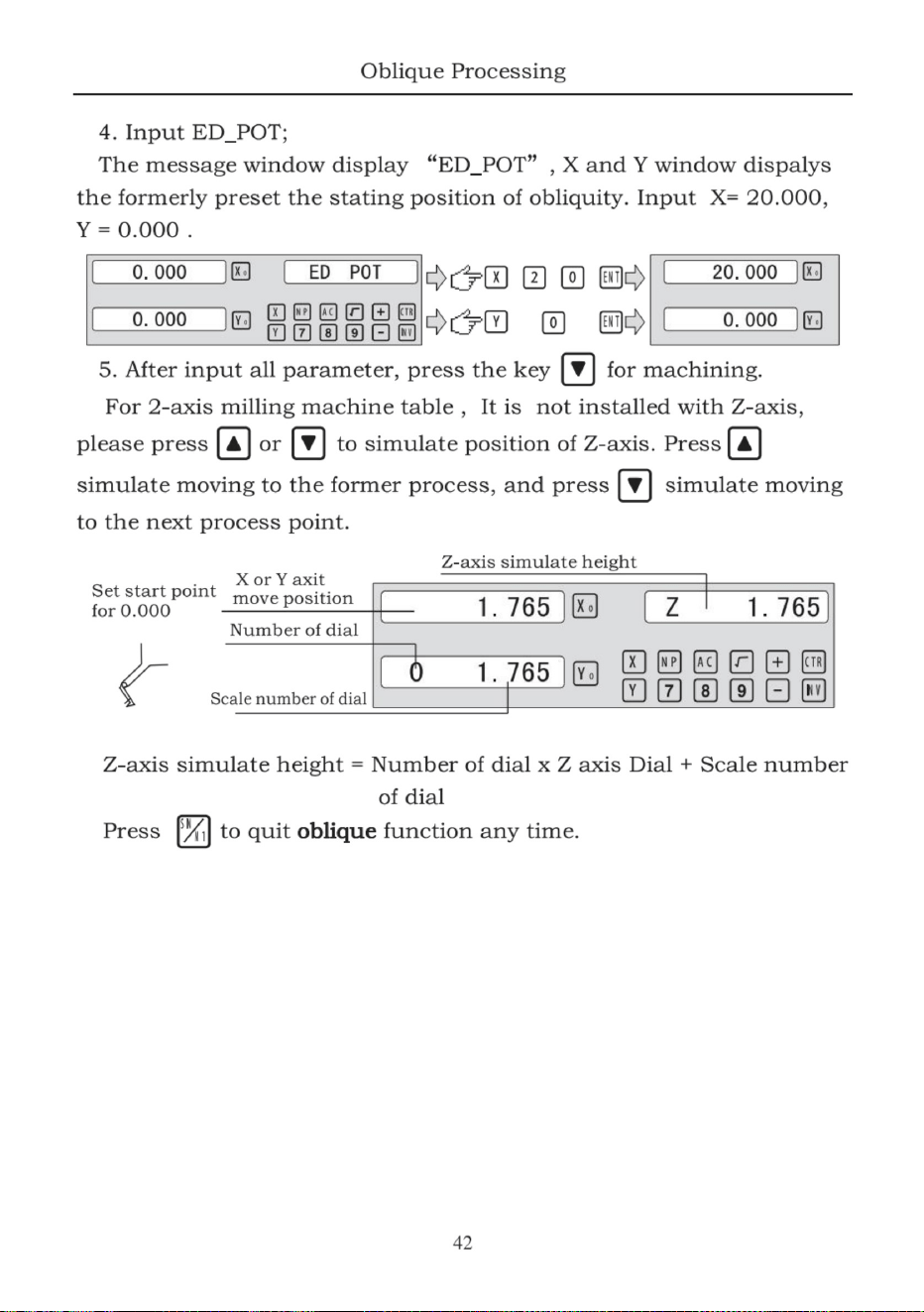
Machine Translated by Google
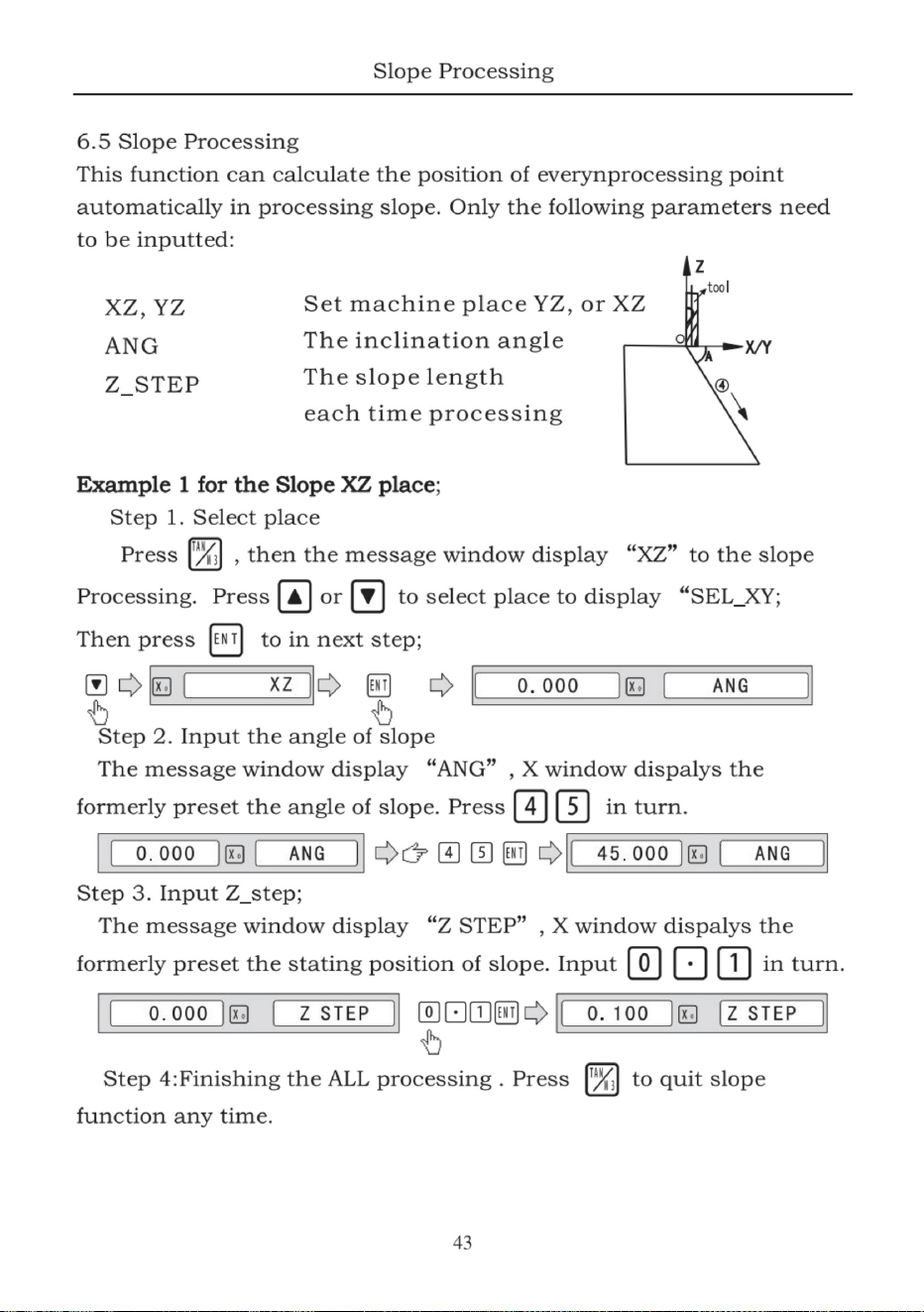
Machine Translated by Google
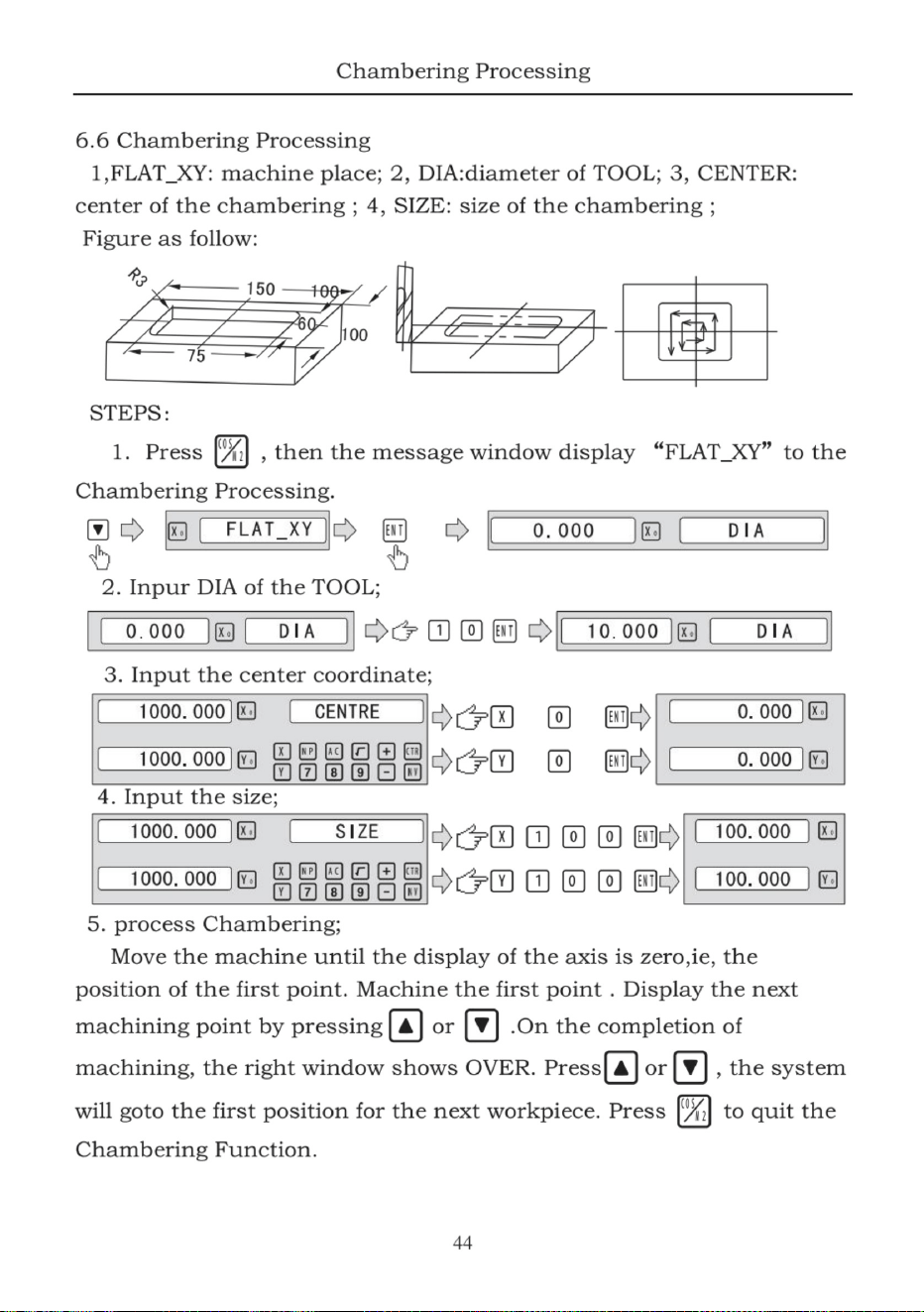
Machine Translated by Google
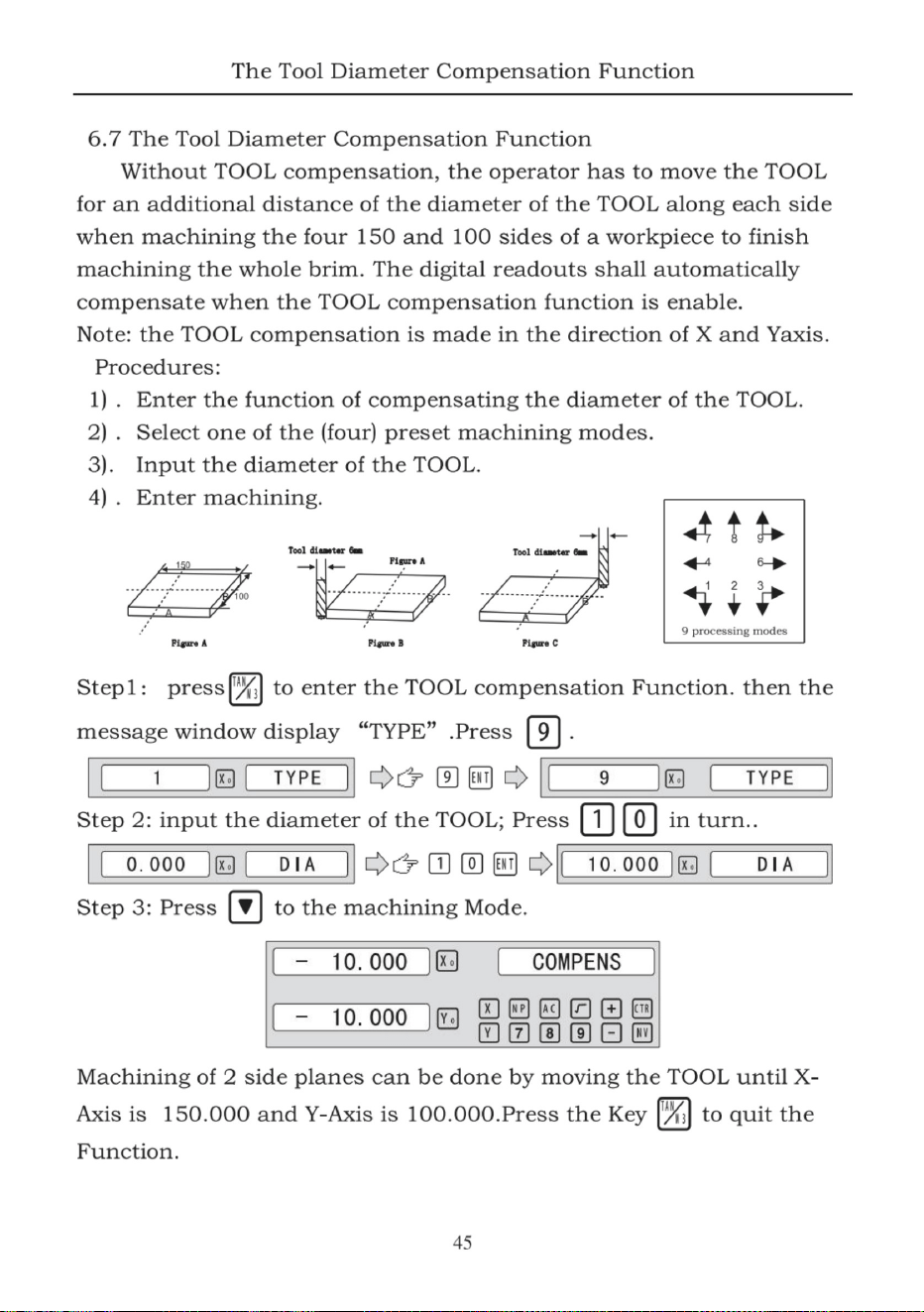
Machine Translated by Google
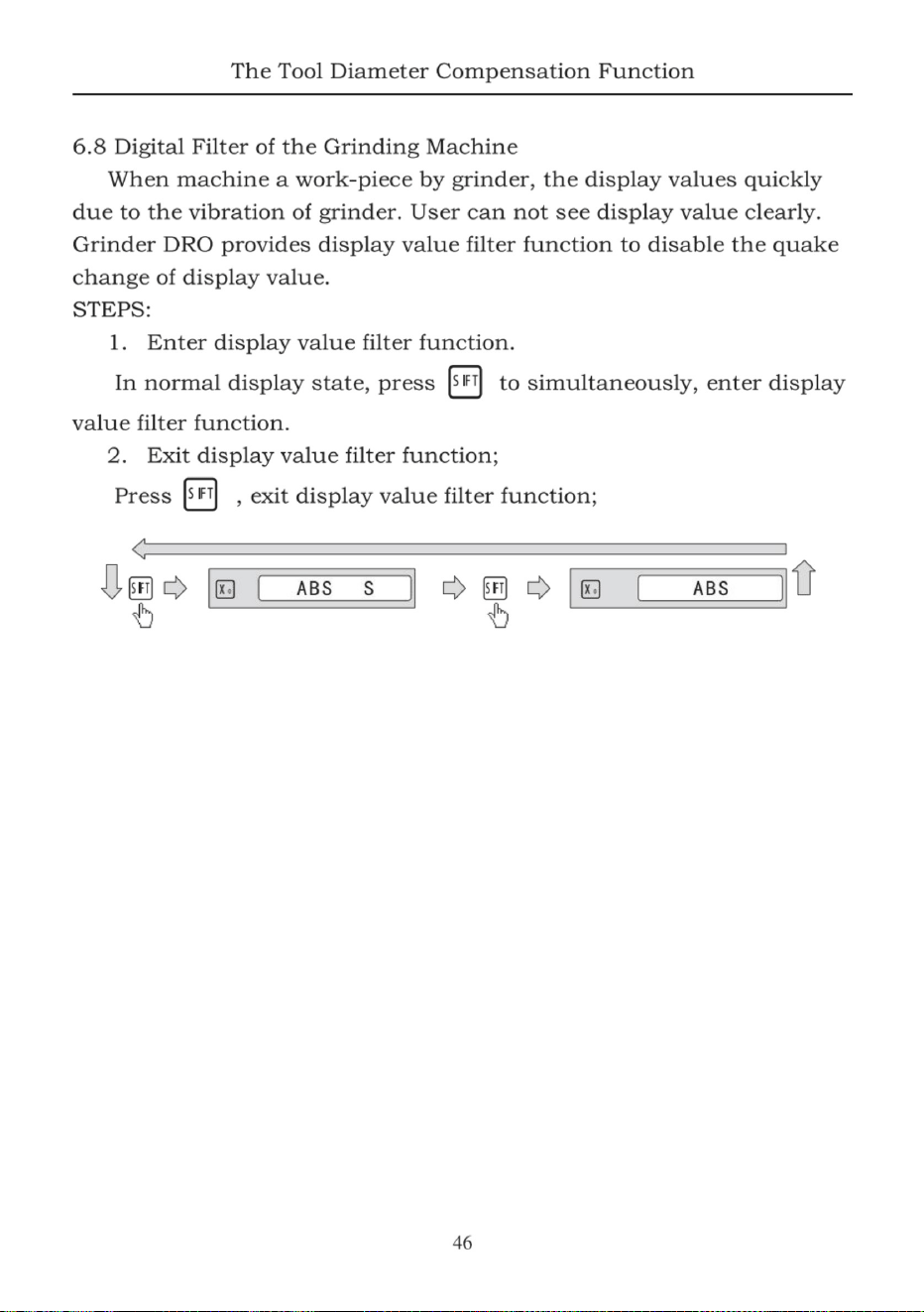
Machine Translated by Google
öppna 200 sets TOOL Libs genom att kontinuerligt trycka på knappen
2 . Beroende på storleken på TOOL l och datumTOOL, bestäm
6 . 9 La funktionen
rooi Libs KAN öppnas genom att kontinuerligt trycka på
6 . TOOL Libs måste användas i öppningsläge. De 200 seten
sätt noll för absolut koordinat ·
1 . ställ in ett datum VERKTYG. Efter verktygsinställning, noll x-axel och Z-axel, den
,
kommer att visa verktygets position till absolut koordinat noll · Flytta la the
4 . Antalet VERKTYG Kan matas in slumpmässigt, de digitala avläsningarna
operatör KAN ställa in eller revidera de 200 uppsättningarna VERKTYG Lib s. kontinuerligt
3 . spara VERKTYG-numret och storleken i digital avläsning ·
till vänster om det högra informationsfönstret. Märket indikerar
infofönster.
bekväm drift, La de digitala avläsningarna har funktionen av
Den behöver alltid olika VERKTYG vid bearbetning av olika delar · För
tio gånger
Operationerna för TOOL-data och anrop av TOOL visas enligt följande · steg 1: I ABS-
tillstånd, mata in data för de 200 uppsättningarna TOOL Libs. TILL
Z-axel 20-10=10 ·
position för VERKTYG i förhållande till nollpunkten för absoluta koordinat- och nollpunktsverktyget · AS
Figur 6-1. Den relativa storleken på VERKTYG 2 är enligt x-axeln 25-30=- 5
,
tills X-axeln och Z-axeln båda visar noll · 5 . TOOL Libs kan
spara de 200 uppsättningarna av verktygsdata.
200 set VERKTYG Libs ·
Obs: endast när la the är utrustad med verktygsinställningsblocket kan de 200 seten TOOL Libs
användas·
6.9. 1 200 set VERKTYG Libs
La funktionen
tills det högra fönstret blinkar TL - OPEN och en markering "21" visas vid
tio gånger kommer att göra att 200 sets TOOL Libs blir
genom att trycka på
knappen stängd och det högra fönstret blinkar TL - CLOSE och markeringen
inte revideras ·
tio gånger A. Markera "" kommer att visas i det vänstra fönstret till höger
försvinner · när markeringen "21" försvinner kan de 200 uppsättningarna TOOL Libs
47
Machine Translated by Google
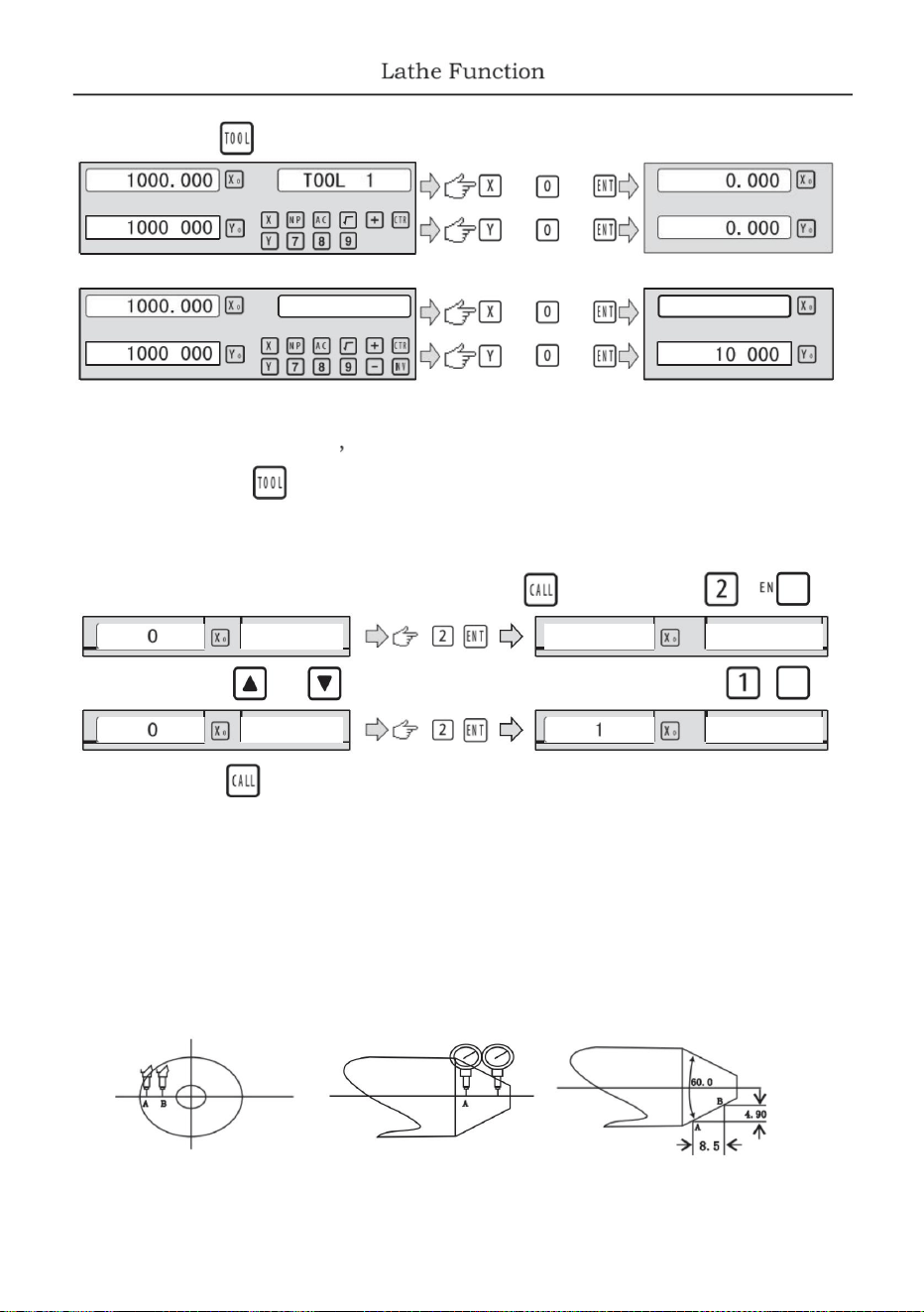
nummer och nyckeln operatören kan mata in specialen direkt
när basverktyget används axeln kan inte nollställas i ABS-tillstånd ·
berörverktygsdata. trycka
,
OCH T
•
2
VERKTYG 2
;
VÄLJA
BAS
VÄLJA
5 . 000
BAS
48
torsdag
efter operationer montera först det andra verktyget ·
för att komma åt inmatningsläget. Mata in rooi 1-data:
Notera:
· välj basvalet. Tryck sedan på
Efter att TOOL libs har ställts in · använd TOOL libs enligt
steg 2: tryck
steg 7: tryck
steg G: tryck
6 . 9 . 2 Taper Funktion
För svarvning av arbetsstycket med kona kan arbetsstyckets kon
,
axeln kan endast nollställas i INC-tillstånd ·
steg 4: tryck på för att fortsätta att mata in data för nästa verktyg. GENOM att trycka
T ·
när de andra används
. Sedan pr css
steg 5: För att komma åt användningstillståndet med pr css
steg 3: Mata in TOOL 2-data:
eller
för att avsluta funktionen;
mätas i bearbetning;
B
Machine Translated by Google
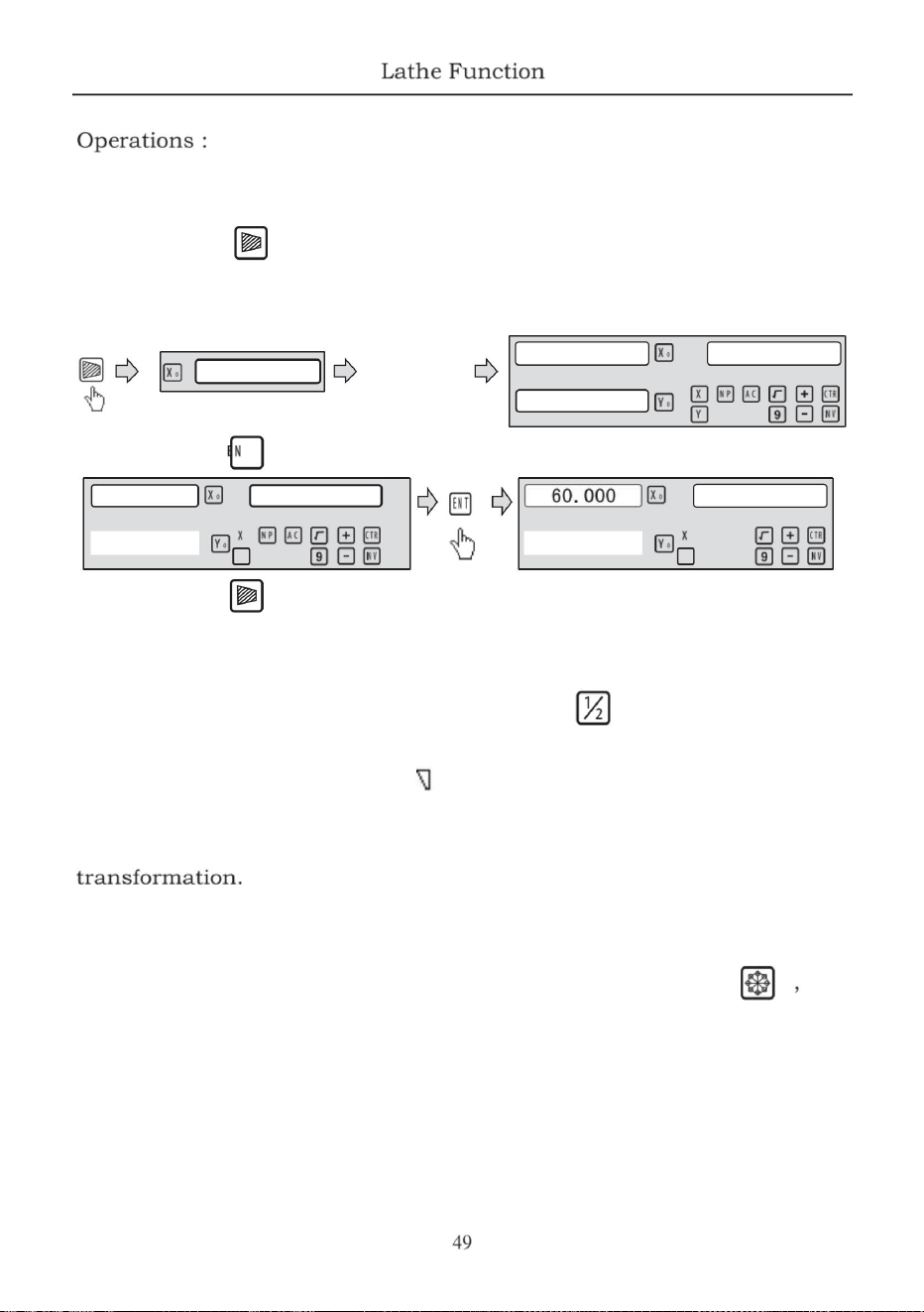
spakavläsning
UTVÄRDERA
Flytta
4 . 907
4 . 907
8 . 500
VINKEL
UTVÄRDERA
UTVÄRDERA
,
6 . 9 . 4 Y + Z Funktion (gäller endast: 3 axlar La the)
steg 1: tryck
sedan på meddelandefönstret visa UMEASU" till
återställer spakens avläsningar till noll ·
steg 2: tryck på T för att beräkna.
" kommer att visas till vänster om höger
6 . 9 . 3 R/D-funktion
steg 3: tryck
,
AS-figur, kontaktyta A Av arbetsstycke med spakavläsningar och
märket
visning av Diameter, A mark u
informationsfönster, men när X-axeln för visning av ia meter
för att avsluta funktionen;
,
tryck sedan på knappen KAN avbryta y + Z-funktionen ·
spakavläsningar punkt SOM följer;
ofx-axeln växlas mellan Radie och Diameter. när x-axeln för
Kan läggas till som visas i Z-axeln genom att trycka på knappen
pappersbearbetning · Flytta spakens avläsning till ytan B Tills
Visningsläget
För 3 axlar La, räknaren på axeln och räknaren på z-axeln
För 2 x svarvar och 3 axlar svarv, tryck
de
30 . 000
dagliga tider
de
dagliga tider
8 . 500
fyra fyra
dagliga tider
OCHOCH
" " försvinner · endast x-axeln har funktionen av diametern /radien
Machine Translated by Google

avläsningsvärdet kommer att öka, vilket kallas positiv bearbetning (positiv).
bearbetningsriktning är negativ riktning (negativ), vilket också kallas
negativ bearbetning (visas som fig. 1)
kontakta återförsäljaren för att anpassa)
och Z-axeln.
Elektrourladdningsbearbetning (EDM) . när det inställda målvärdet för EDM
6.10 EDM (särskild anpassningsfunktion, om du behöver köpa, tack
djup av bearbetad yta (dvs. negativ brandsäker höjd), den digitala
ÿ Beskrivning: Denna funktion används för specialbearbetning av
,
switchsignal för att styra EDM för att stoppa djupbearbetningen.
ökad höjd på elektroden överstiger höjden mellan den och
avläsningsdisplayen blinkar för WQring; samtidigt utgången
när elektroden ASCEnds och bearbetningen utförs
vid bearbetning kommer elektrodytan att generera kolet
dvs. Ju djupare djupet är, desto stort är Z-axelns koordinatvärde
EDM
ingen gör rengöringen, elektroden kommer långsamt att öka längs med
1
ackumuleringsfenomen. På grund av den långa eller dagliga bearbetningen
signalen stängs automatiskt av EDM för att eliminera brandrisken ·
brandsäker höjd. Negativ brandsäker höjd funktion är ett slags
uppdelad i positiv och negativ bearbetning · när elektroden
tar ofta eld och orsakar förluster. Denna funktion är bara inställd på mål
vid detta problem. vid inställning av negativ brandsäker höjd, och den
Z-axeln är lika med det aktuella värdet, den digitala avläsningen kommer att mata ut
sjunker och bearbetningen utförs från upp till ner, det digitala
,
från ner till upp kommer det digitala avläsningsvärdet att minska · Den
sådan AS negativ
intelligent position följ kontroll säkerhetsskyddsanordning. I processen
Inställningen av Z-axelns riktning för den digitala avläsningen visas som Fig. 1
Inställningen av denna riktning är den normala inställningen·
utan att tendera , när man genererar kolansamlingen och
visas · sedan start av bearbetning kommer djupet gradvis att fördjupas
negativ riktning · när elektroden överstiger vätskenivån kommer den att göra det
Enligt den inställda Z-axelns riktning är bearbetningsriktningen
Digital Readout har även andra funktioner
Machine Translated by Google
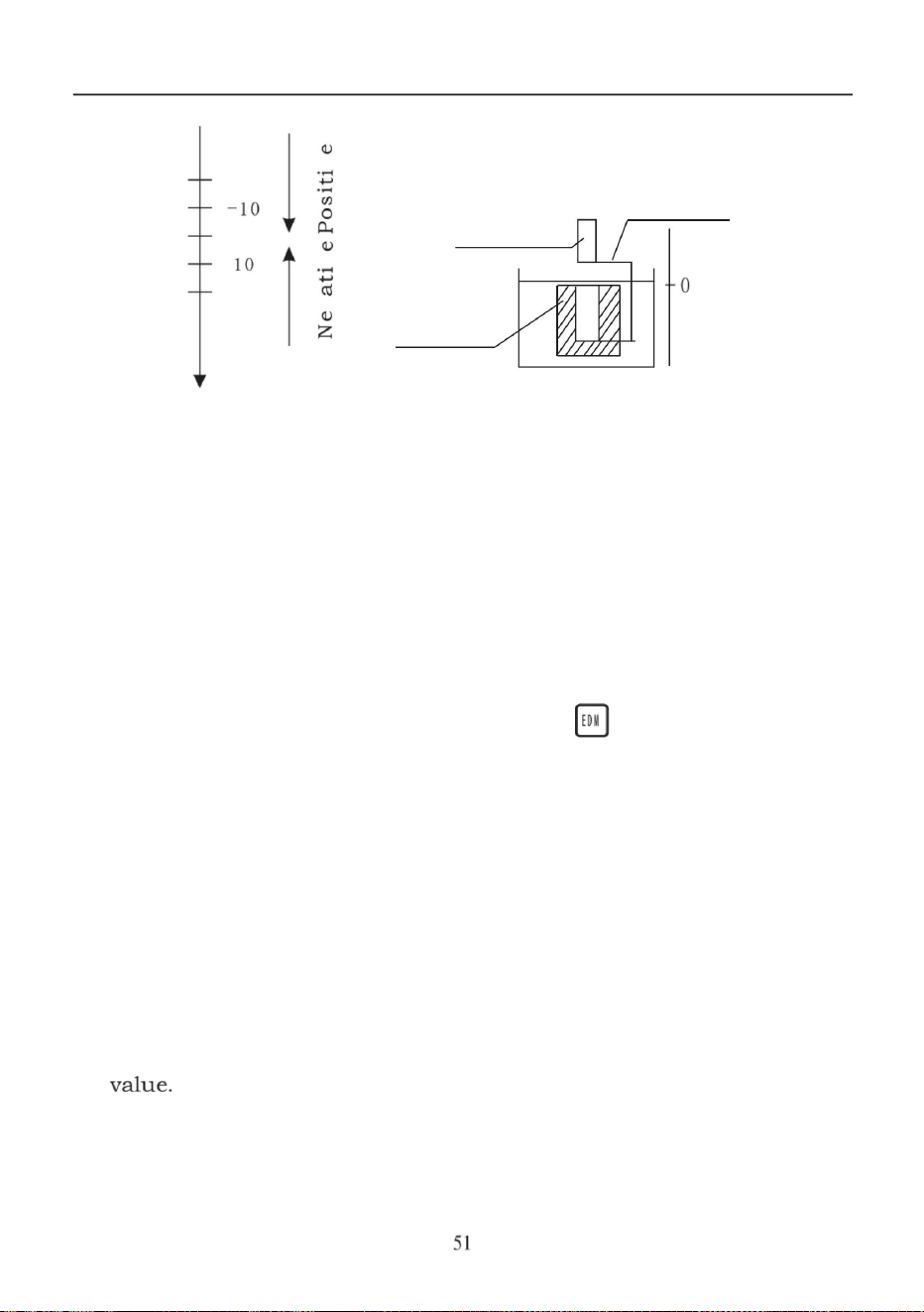
bA
MED
MED
020
>
- 20
>
bit
Negativ
Enligt operatörsinställningen · Det finns två typer av utgångslägen:
arbete
EDM
se följande exempel för detaljerad bearbetning
omkopplaren för att nå positionen kommer att stängas av, EDM kommer att stoppa bearbetningen,
värdet kommer inte att ändras, vilket alltid visar det bearbetade djupet
Elektrod
målvärde. Om vid denna tidpunkt elektroden upprepas upp och ner, kommer Z-axelns
visningsvärde att ändras senare, men y-axelns visning
arbetsstyckesreferens · nollställ A-axeln eller ställ in värdet ·
målvärde, andy-axelns visningsvärde är också gradvis nära
Höjd
EDM-reläutgångsläge · 2) Flytta
huvudaxelelektroden på Z-axeln så att den kommer i kontakt med
Eldfast
Figur 1
Figur 2
·
riktning (POSITIV / NEGATIV) ; utgångsläge (AUTO/STOPP) och
4) X-axeln visar bearbetningsdjupets målvärde· Y-axeln kommer
5) starta bearbetningen, Z-axelns visningsvärde är gradvis nära
(bearbetningsdjup); ERRHIGH( negativ brandsäker höjd), bearbetning
3) Ange EDM-bearbetning genom att trycka på knappen
1) Före bearbetning, ställ först in varje parameter för DEPTH
2 . procedur:
visa självpositionsvärde i realtid. (Värdet på Z-axeln är
positionsvärdet för huvudaxelelektroden på z-axeln.)
6) när Z-axelns visningsvärde är lika med det inställda målvärdet
värde att arbetsstycket har bearbetats djup) Z-axeln kommer
visningsvärdet har varit att vara djup. (Värdet på Y-axeln är
Machine Translated by Google
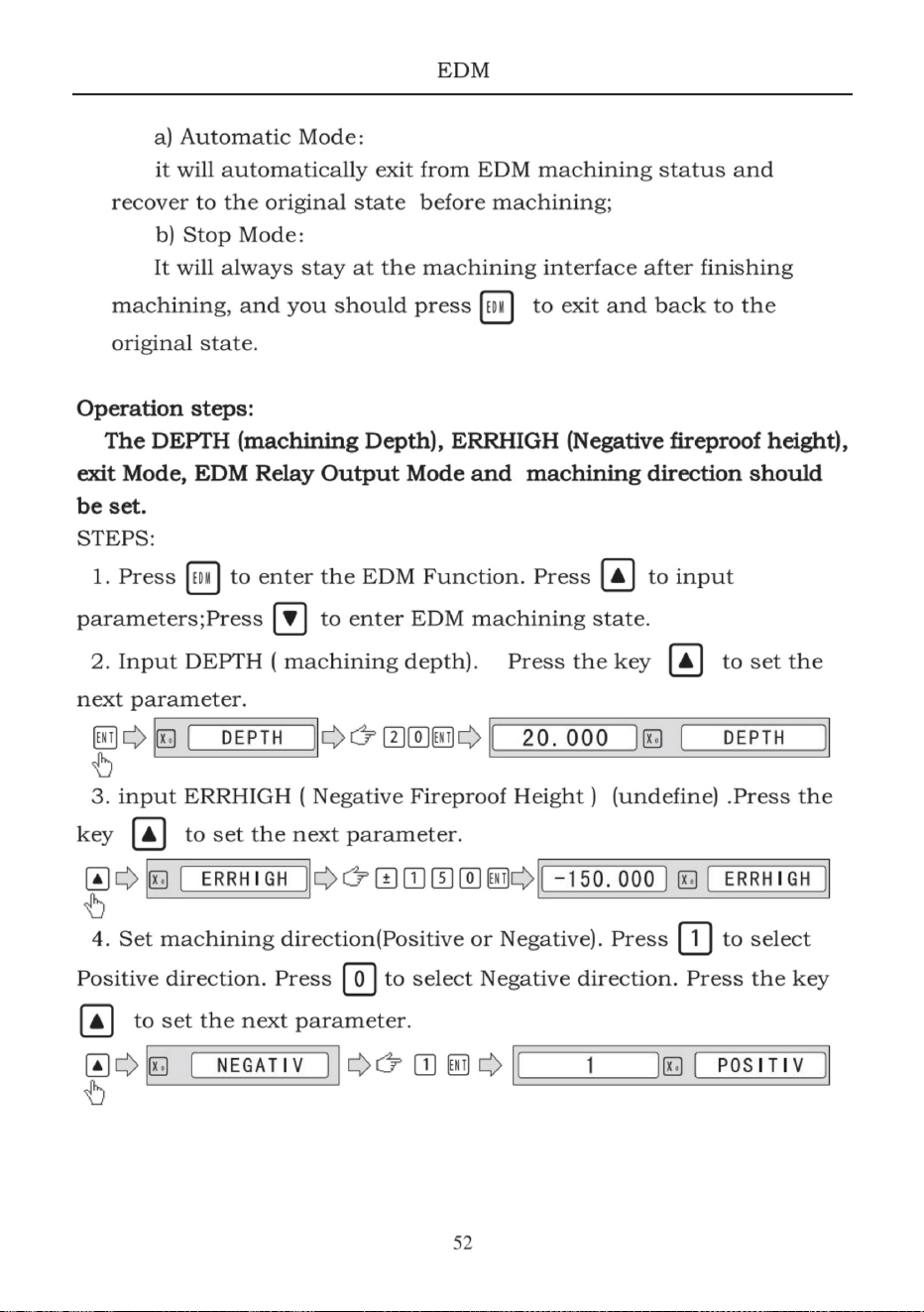
Machine Translated by Google
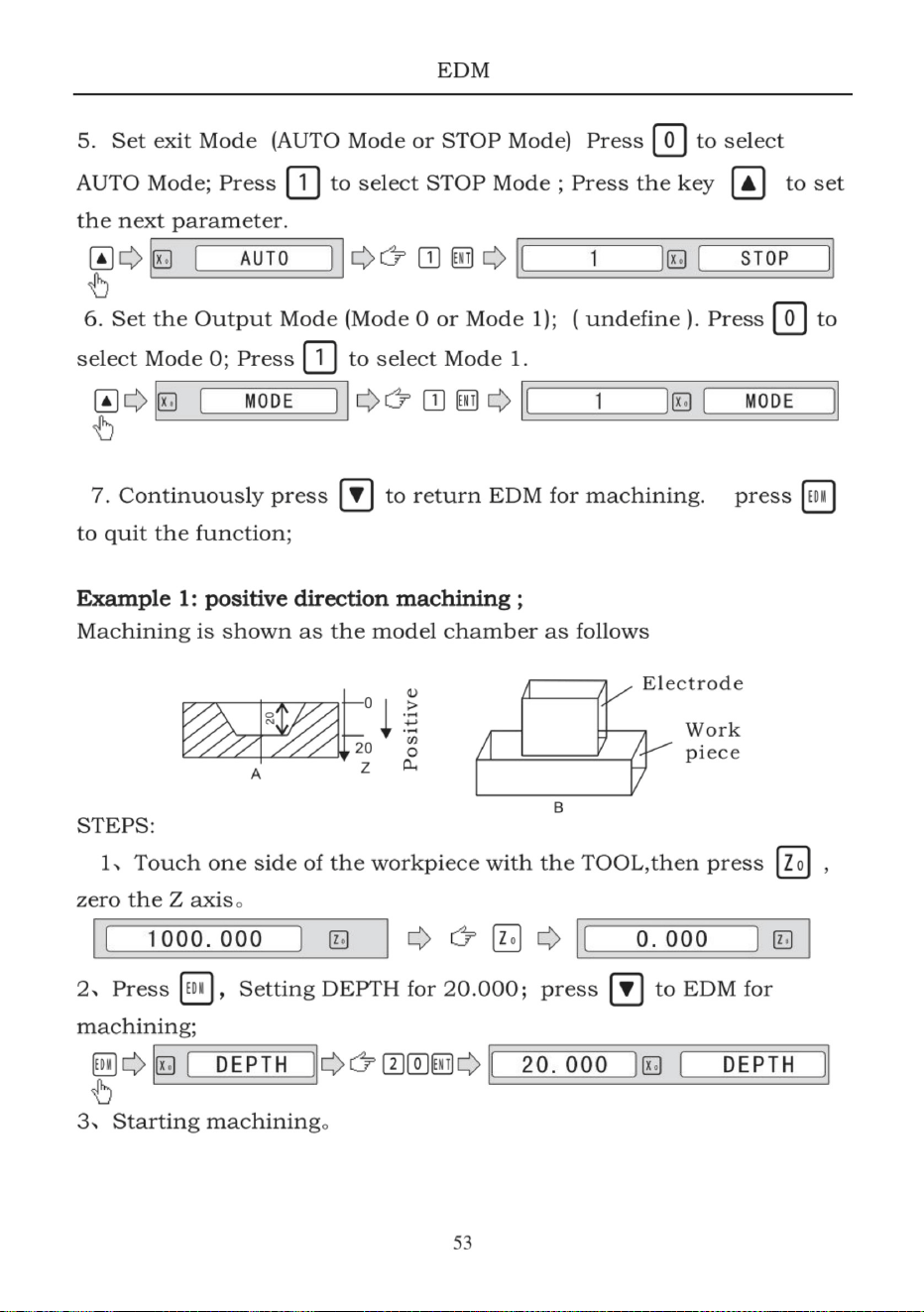
Machine Translated by Google
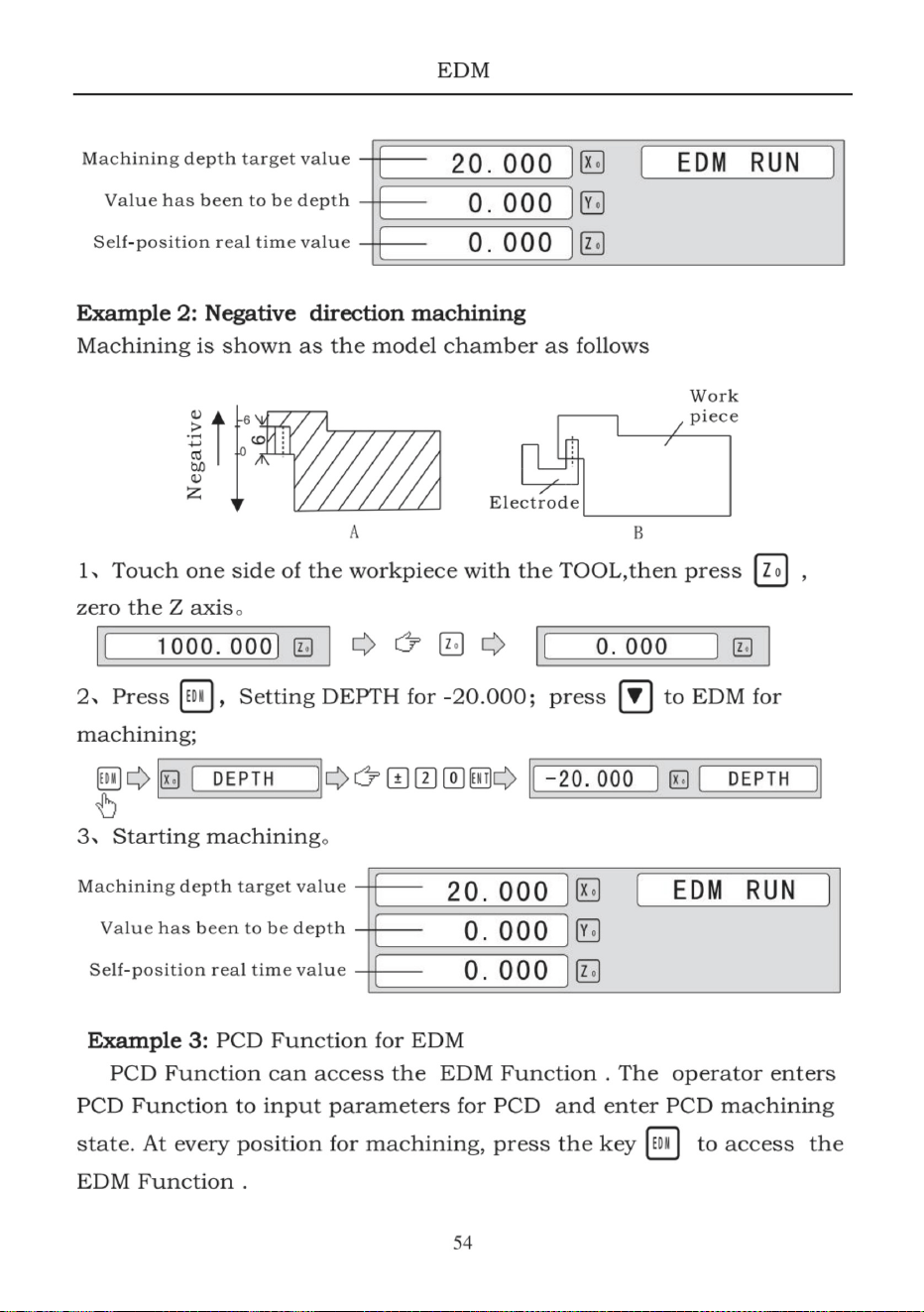
Machine Translated by Google
för att ange parametern EDM Function (inställningsmetoden är
3 )I PCD-bearbetningstillstånd, tryck
2) tryck på
samma som den vanliga inställningen för EDM-parametern); efter inmatning alla
1) ställ in PCD-parametrar (inställningen är densamma som den vanliga inställningen
för positionen för nästa hål,
av PCD)
Efter inmatning av alla parametrar och ange PCD-bearbetningstillstånd · Den
positionen för det första hålet visas.
att komma åt
när EDM-funktionen går in, KAN operatören mata in parametrarna
Operationsproceduren är som följer:
för EDM ·
EDM
paramneters , tryck kontinuerligt när
bearbetningen är klar, tryck på enter PCD-
bearbetningstillstånd ·
,
EDM-funktion igen · 4)
Upprepa steg 2 och steg 3 för följande bearbetningspunkter.
ÖVER maskinen till visningsvärdet 0
för att gå in i EDM-bearbetningstillstånd.
för att avsluta EDM-funktionen och
sedan pr css
55
Machine Translated by Google
tryck på
fönster för att visa detta värde;
,
trycka
för att överföra visningsvärdet i z-fönstret till räknaren;
trycka
,
ÖverföringkalkulatorResultat vald zx är.
Arc TAN SQRT etc.
Kalkylatorn ger inte bara normala matematiska beräkningar
i räknarens visningsläge: tryck på R för att avsluta räknarfunktionen.
Arc COS
tryck på
fönster för att visa detta värde;
,
Arc SIN
,
om räknaren visar Läge inställt för läge 1
,
SYND
trycka
Efter att beräkningen är klar, om räknarens visningsläge är inställt för
,
att överföra det beräknade resultatet till zaxis; sedan z
fönstret kommer att visa detta värde;
för att överföra visningsvärdet i Y Window för att beräkna r;
trycka
att överföra visningsvärdet i x-fönster till kalkylator;
i normalt displayläge: tryck på R för att gå in i kalkylatorfunktionen.
att överföra det beräknade resultatet leksaksaxeln; då de
SOLBRÄNNA
Operationerna är desamma som de kommersiella miniräknare, lätta att använda.
COS
att överföra den beräknade resultatet toxaxeln; sedan x
användaren kan:
användaren kan:läge 1
,
Överför det aktuella visningsvärdet i fönstret till kalkylatorn.
, /, det ger också trig på metriska beräkningar såsom AS
Gå in i och avsluta kalkylatorns funktion
som +, -
7 kalkylator
,
Machine Translated by Google
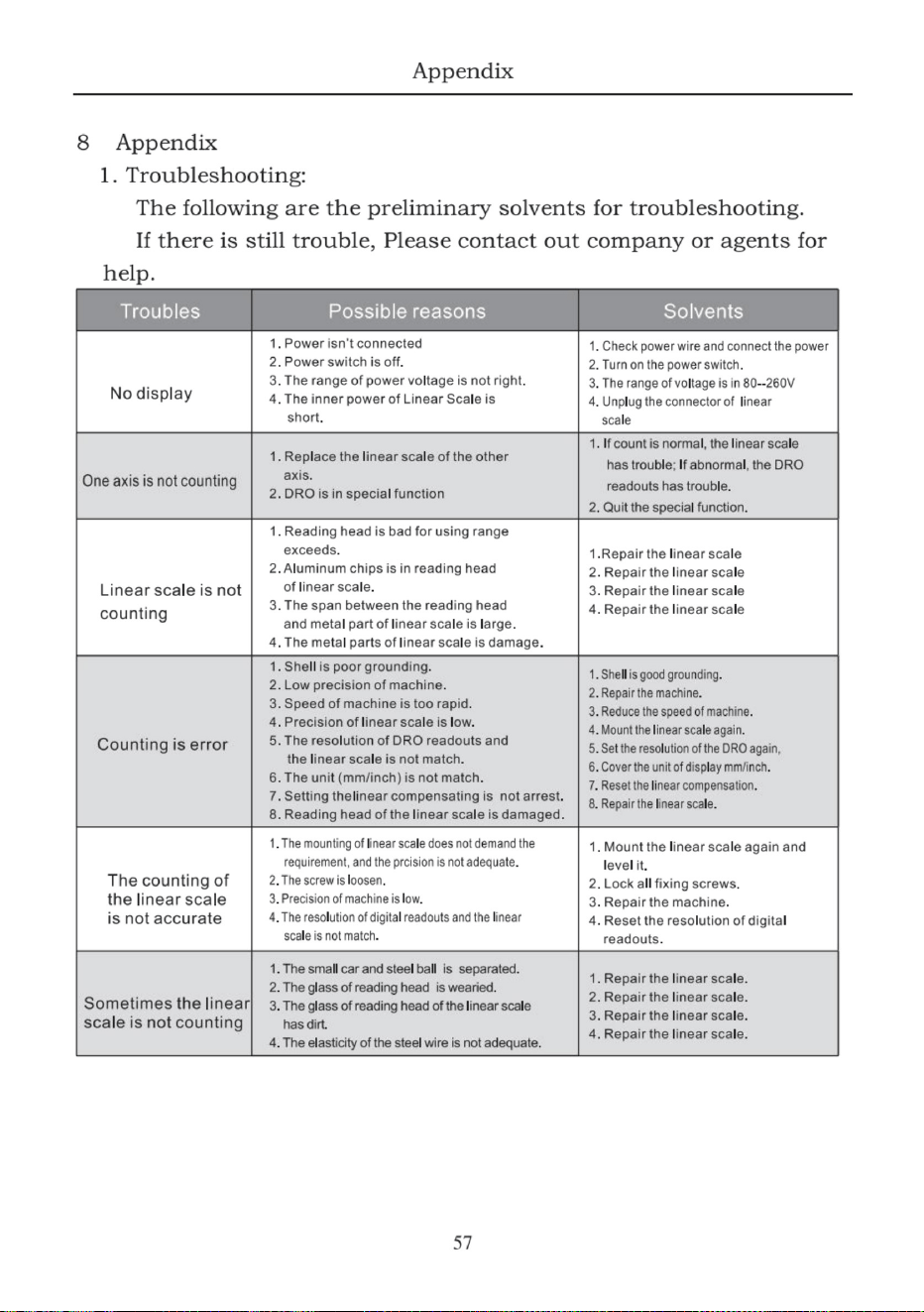
Machine Translated by Google
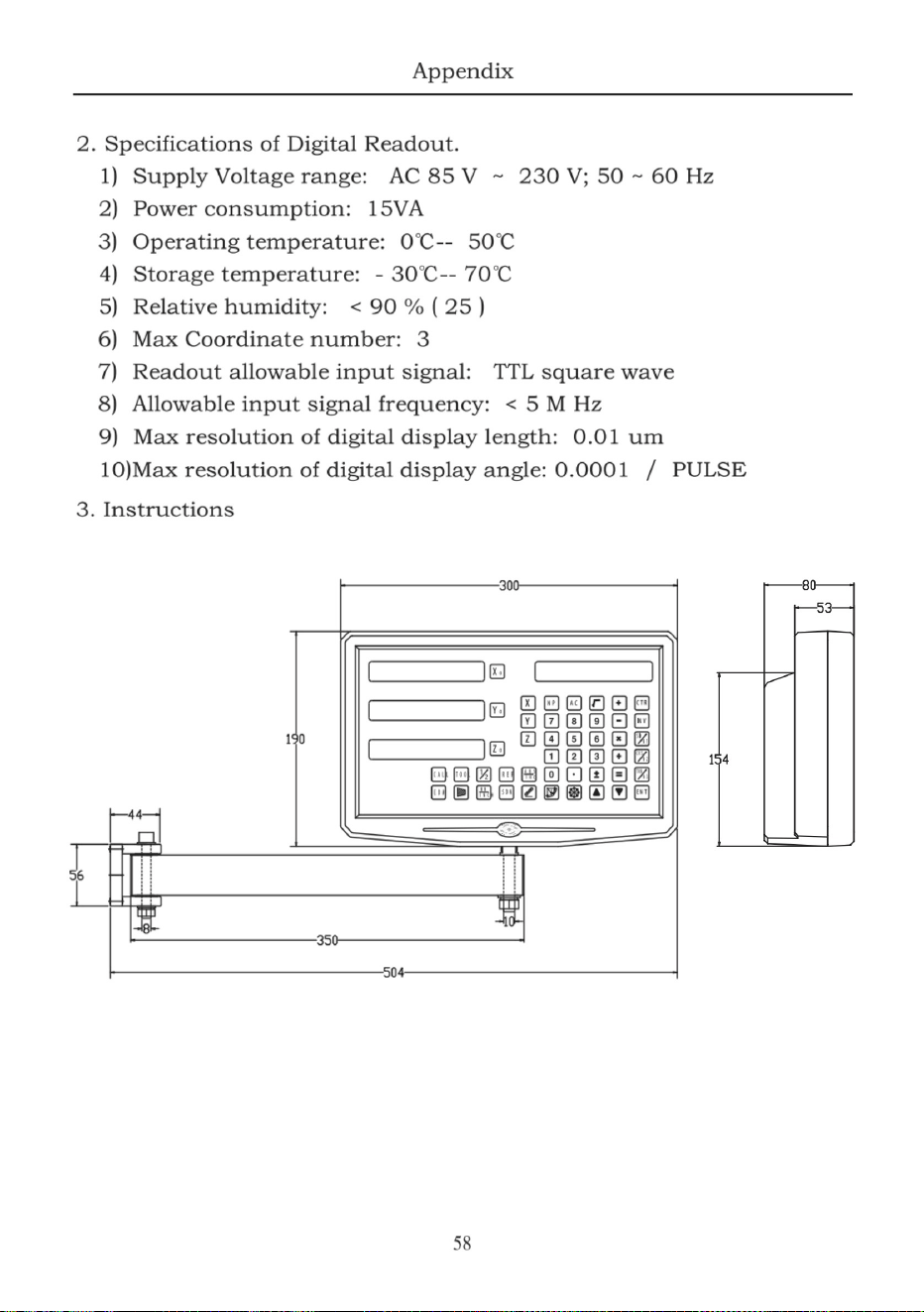
Machine Translated by Google
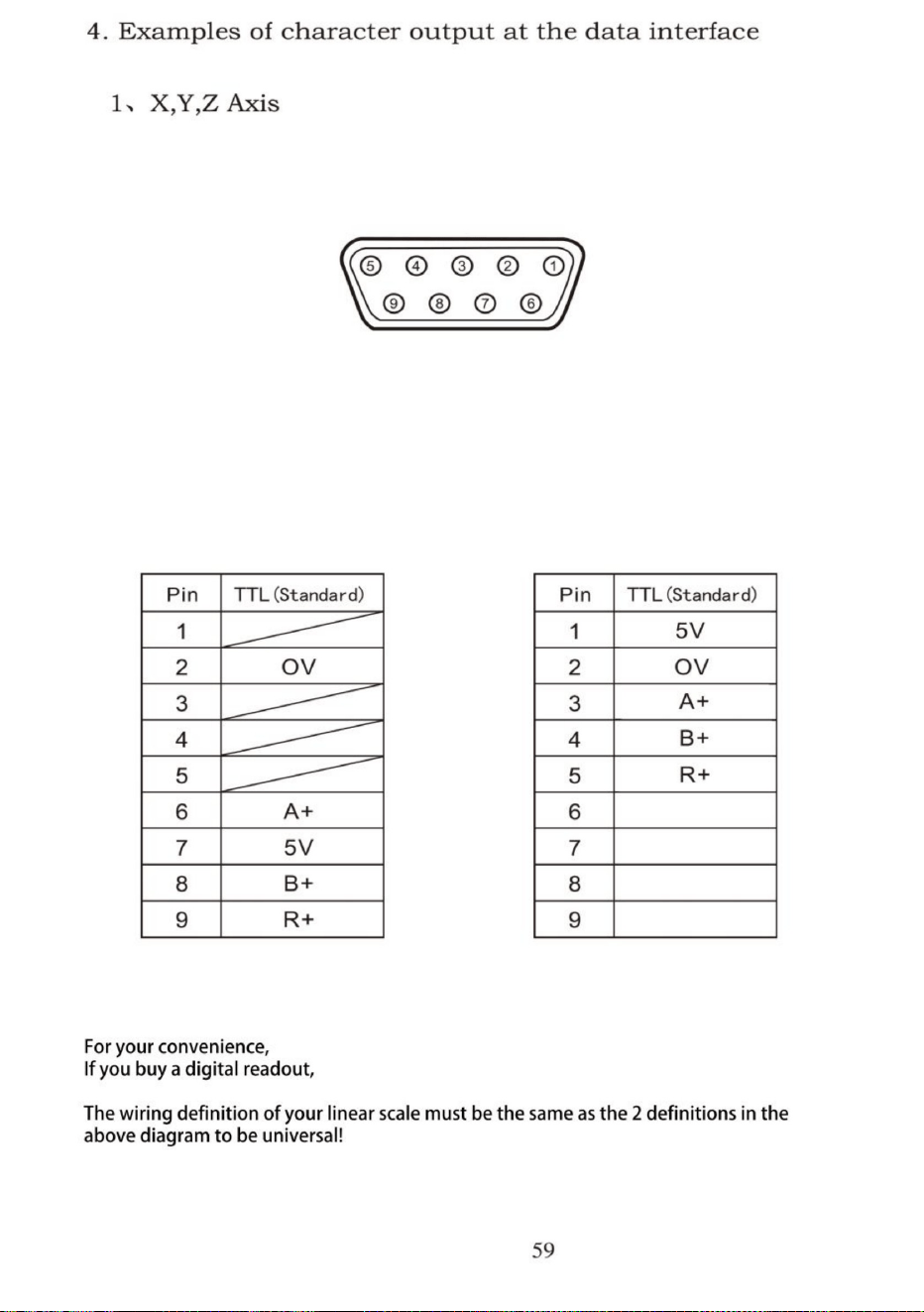
Machine Translated by Google
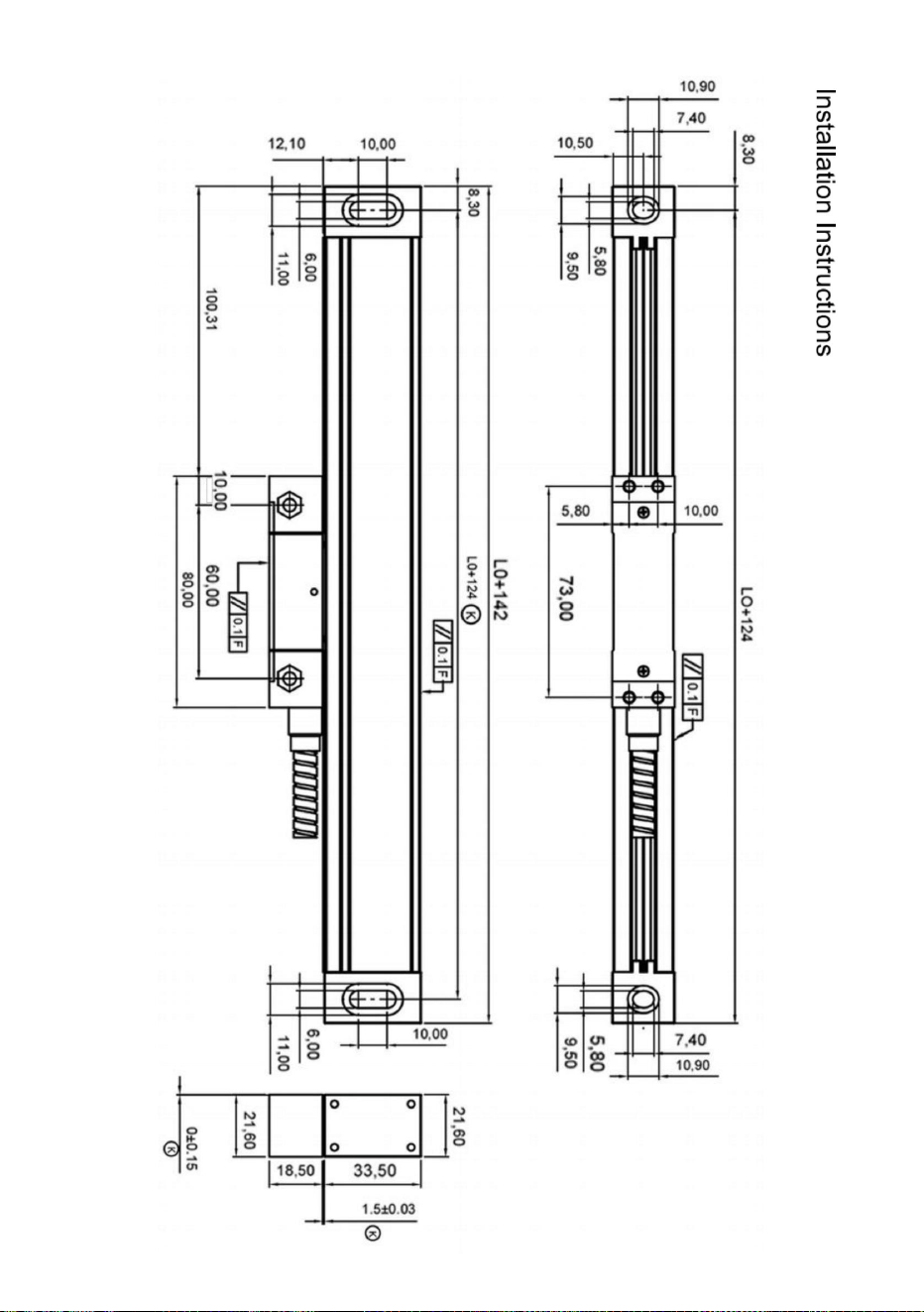
61
Machine Translated by Google
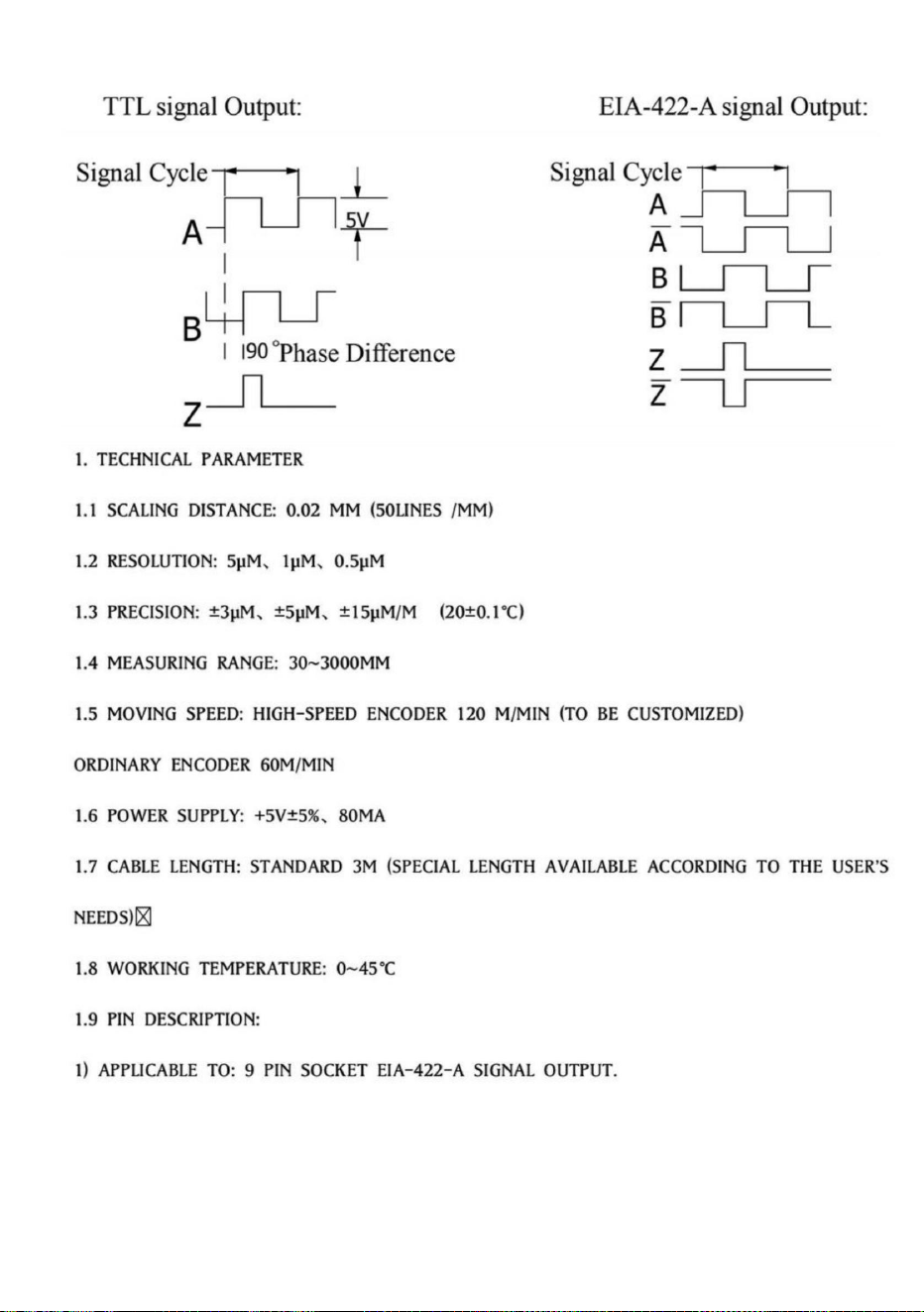
62
Machine Translated by Google
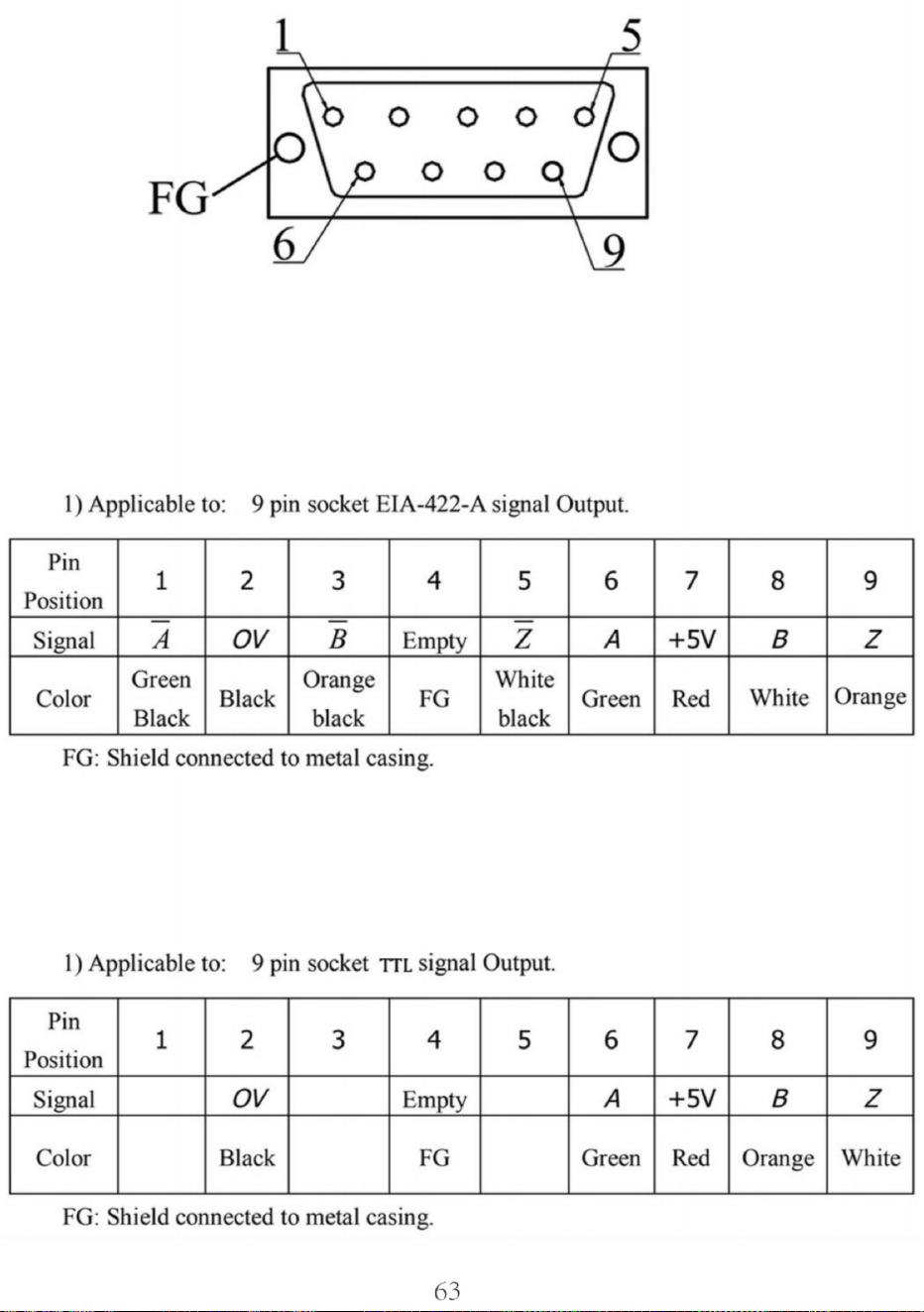
Machine Translated by Google

Installationsritningar
Linjär skala
65
Machine Translated by Google
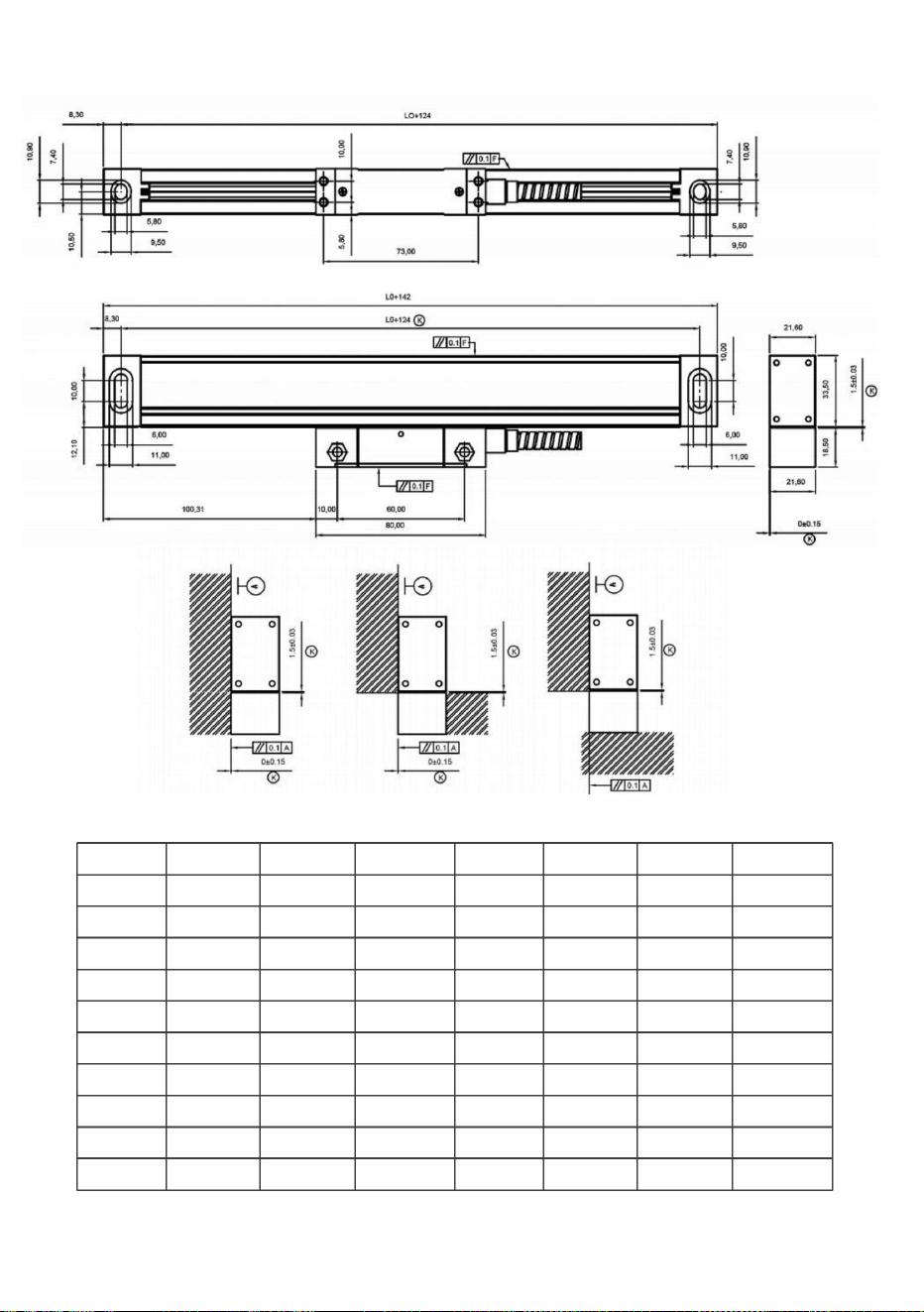
424
YE-450 450
824
600
690
574
YE-150
900
840
224
Modell
YE-250 250
990
L1
YE-50
440 YE-800
374
L2
1140
524
100
790
540 YE-900
340 YE-700 700
174
974
640 YE-1000 1000
L2
940
324
DET
750
1124
YE-400 400
774
240 YE-600YE-100
474
740
490 YE-850 850
YE-650 650
L1
924
YE-200 200
274
Modell
1074
YE-750
724
190 YE-550 550
YE-350 350
1090
YE-500 500
290
874
150
590 YE-950 950
624
890
1024
390
L0
YE-300 300
1040
67450
800
monteringshål; L2: Linjär givare total längd
L0: Effektiv mätlängd för linjärgivaren; L1: Längd på linjär givare
Standardstorlek: (Enhet:mm)
Installationsmetod:
66
Machine Translated by Google
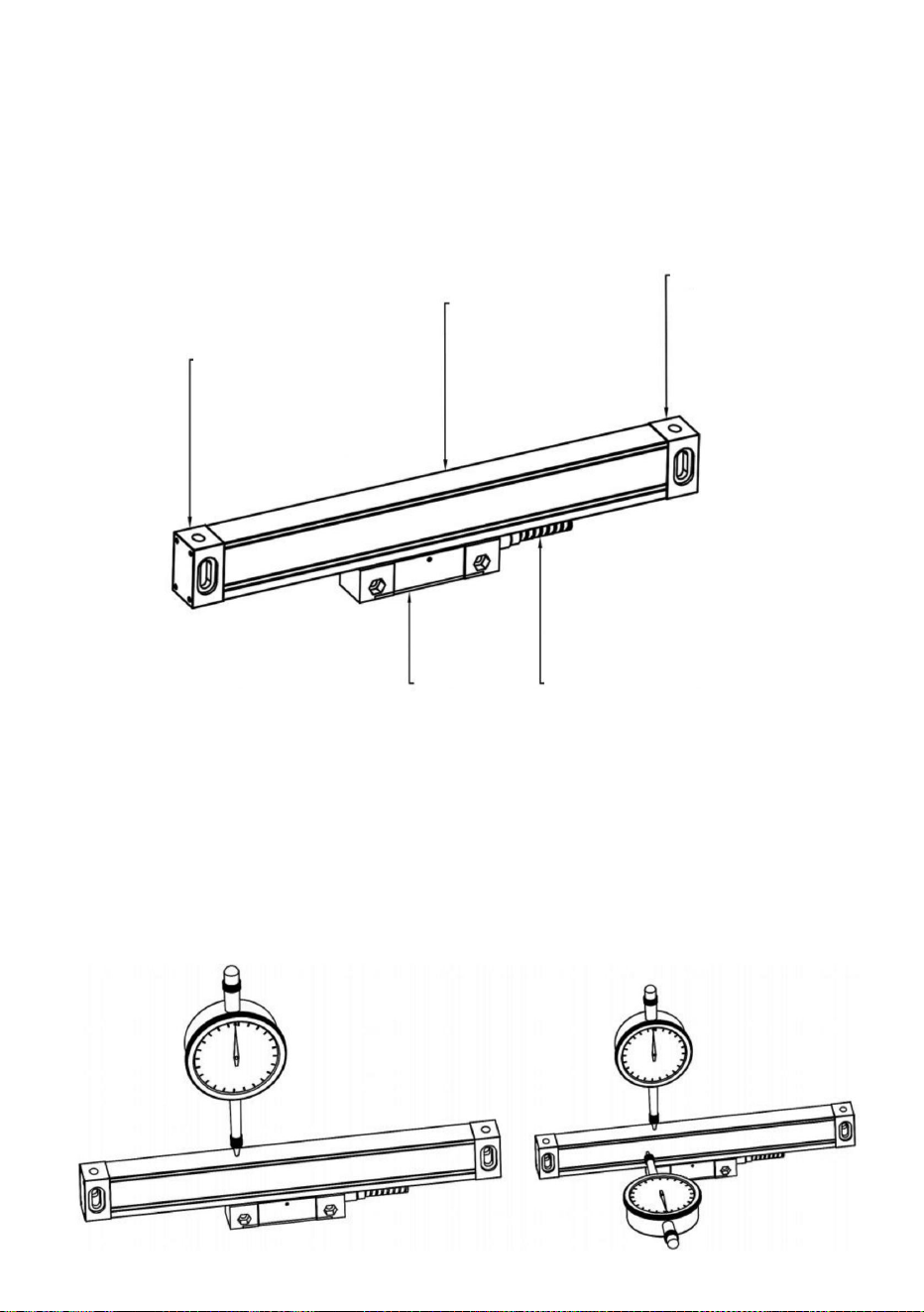
2. För alla icke-bearbetade ytor måste ett mellanlägg placeras på baksidan av den linjära
omkodaren eller så måste ett användartillverkat installationsunderlägg användas för att
säkerställa stabiliteten och tillförlitligheten hos anslutningen mellan gallerlinjalen och monteringsytan.
rörelse av verktygsmaskinen. Om längden inte räcker, byt ut den linjära pulsgivaren med ett
större slag eller lägg till ett gränsblock på maskinerna. Läshuvudets ändposition från änden
av den linjära givarens kropp bör inte vara mindre än 10 mm utrymme, (se följande
diagram).
1. Den effektiva rörelsen för linjärgivaren bör vara längre än max
3. När du använder en mätklocka eller liknande instrument för att kalibrera parallelliteten hos
den linjära kodaren, måste vinkeln på sidohuvudet vara inom ±30 grader, och ju mindre
vinkeln är, desto bättre.
67
Vänster dörrhuvud
Signalkabel
kropp av en fot
Höger dörrhuvud
Läshuvud
Underhåll:
Machine Translated by Google
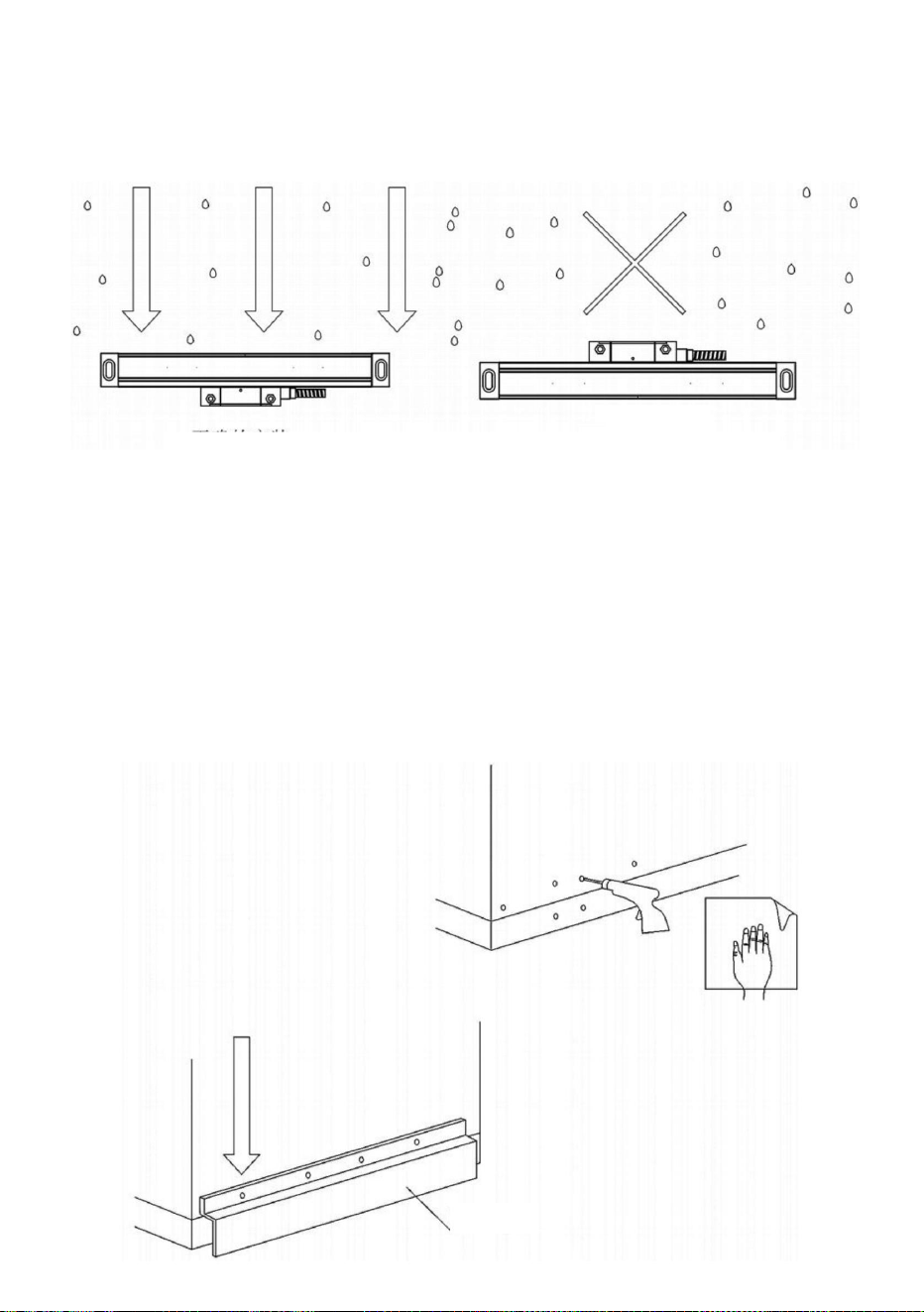
Korrekt installation
Fel installation
68
Dammskydd
5. Det måste finnas ett mellanrum på 0,5 mm eller mer mellan dammskyddet och linjalen
kropp, och undvik kontakt mellan dammskyddet och linjalkroppen när
flytta läshuvudet (enligt nedan).
platta, måste ha mer än 8 tänder låsdjup; YE serieskala Med M4 skruvar
fil, olja, vatten och damm (som visas i bilden nedan). Installationslängden
monteringsytans kraftsituation måste beaktas.
av L-plattan bör vara så kort som möjligt under möjliga omständigheter, och
4. Installationspositionen för linjärgivaren måste undvika direkta stötar från järn
djupet på låsdjupet. Som att stödja den digitala displayen mätare hyllan fast
kraft större del, såsom att stödja den digitala displayen mätare hyllan fast platta,
måste ha 8 tänder låsningsdjup; YE serie av skala, djupet av tråden
(Följande bild)
monterad monteringsyta gängning efter ytgradning, färg, fläckborttagning.
6. Installationsskruvens gängdjup, minst måste ha 6 tänder med låsdjup;
Machine Translated by Google
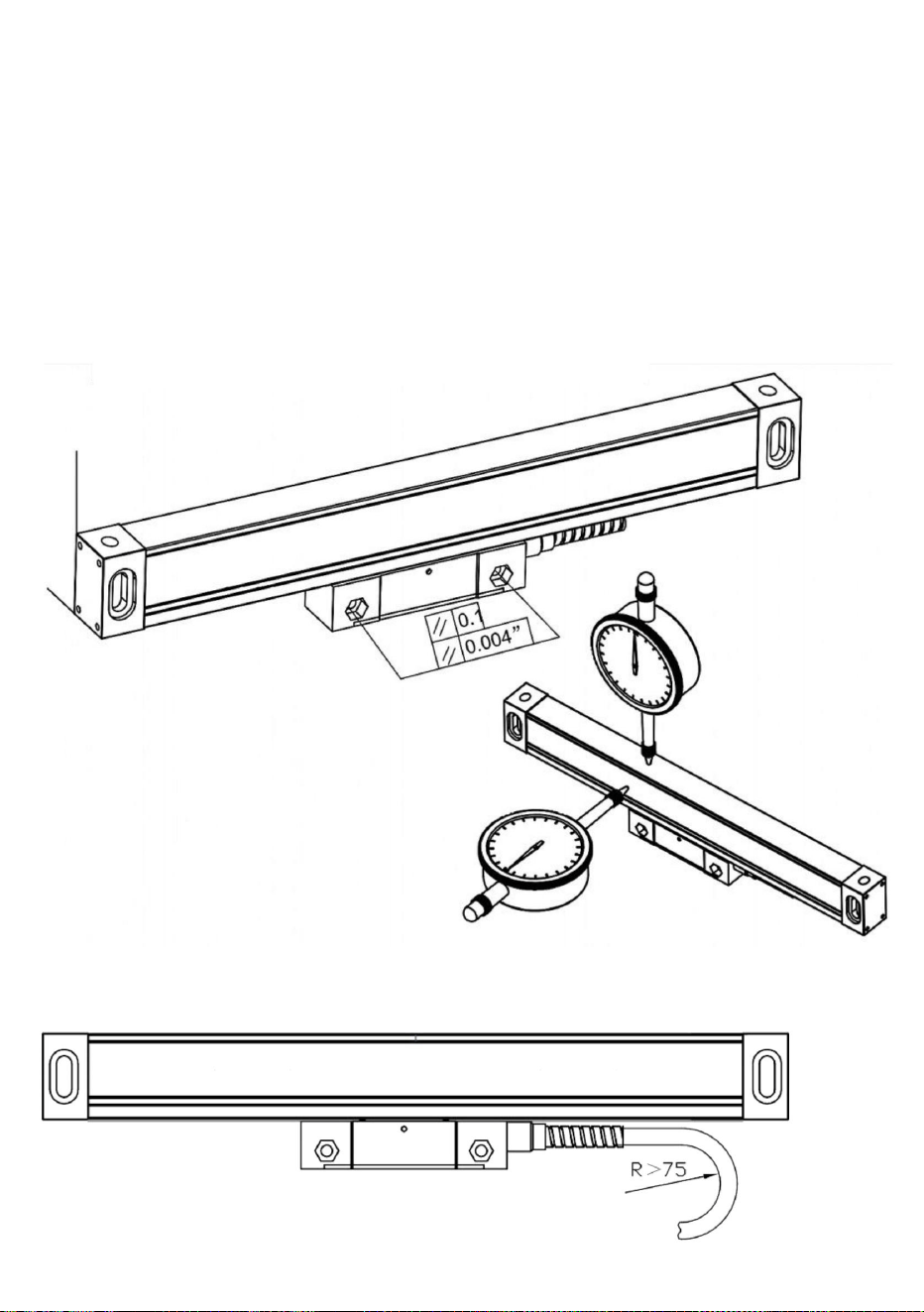
69
8. Justering av skalans höjdnivå måste vara längden på skalans centrum för att ta de två
sidorna av symmetripunkten. Justera referenspunkten, vilken skala som helst
oavsett skolnivåns riktning eller höjdriktning, justeringsområde: för skalan kropp, till
huvudet från vågkroppen på ett avstånd av högst 20 mm från varje ände ska råda. För
läshuvudet, mellan de två fyrsidiga referensytorna (följande bild)
9. Böjningsradien för vågens signallinje är större än 60 mm.
Fixeringsposition så långt som möjligt placerad i mitten av slaget, och
överskottssignalledningen fixeras med en wire tie.
7. Fixeringen av signalledningen måste ta hänsyn till alla relevanta rörelseavstånd.
Machine Translated by Google
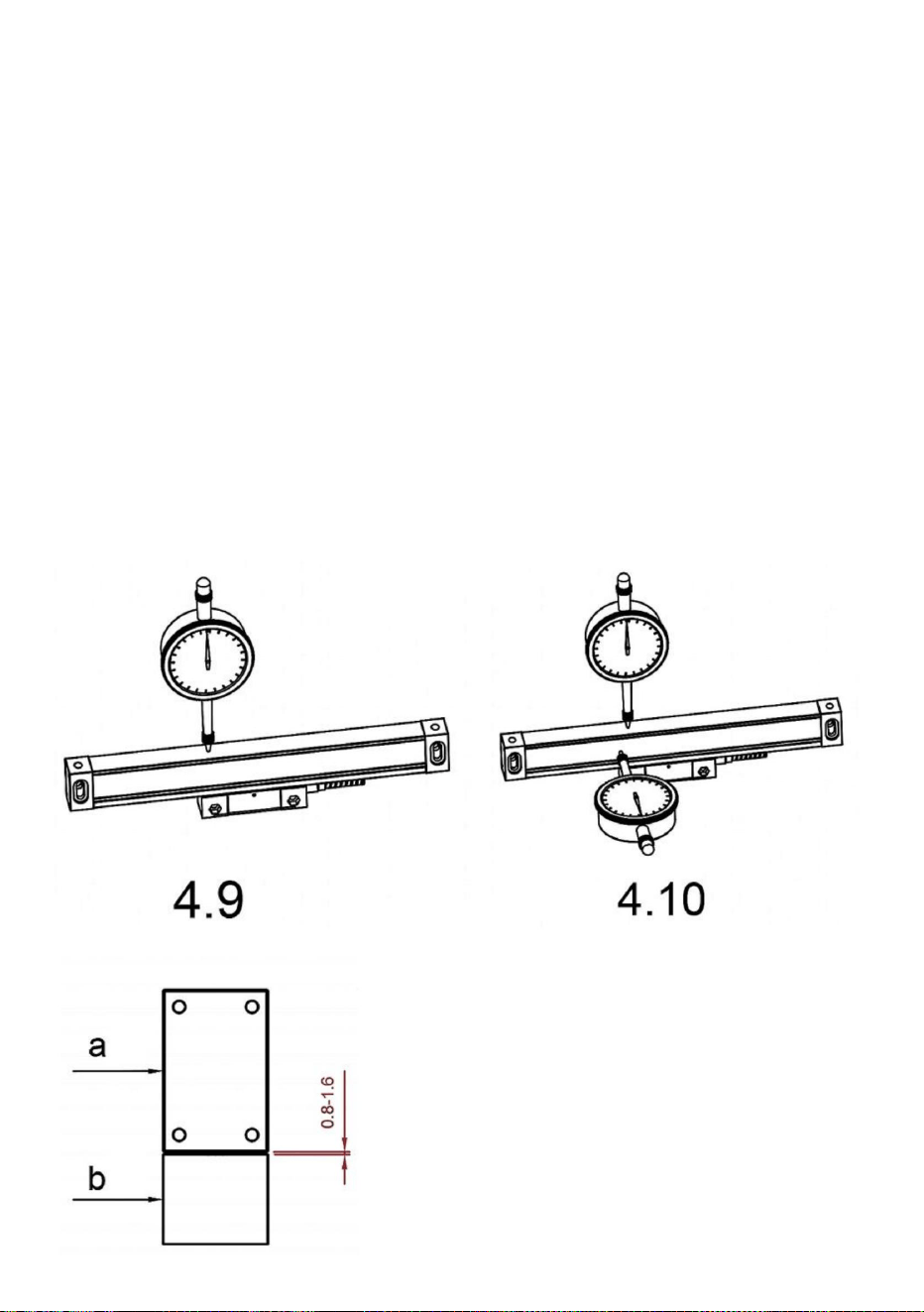
70
läshuvudets yta, och vinkelrätheten mellan installationsytorna är <0,1 mm
2) Installationsstandarder för linjalkropp (Figur 4.9, Figur 4.10)
1. Höjdriktning i förhållande till maskinstyrningens parallellitet <0,1 mm, max inte mer än 0,15 mm När
det gäller symmetripunkten, ju mindre desto bättre.
3ÿ Standard för installation av läshuvud
1. Linjalkroppens installationsyta är parallell med läshuvudets installationsyta och parallelliteten
mellan installationsytorna är <0,1 mm
2. Linjalkroppens installationsyta är vinkelrät mot installationen
(1) Ytstandard för installationsbas (Figur 4.8abc tre installationsmetoder)
10. Skala installationsstandard
0,25±0,15 mm
Felinriktning i horisontell riktning.
3. Parallellism av läshuvud i förhållande till
verktygsmaskin <0,10 mm, maximalt får inte överstiga
0,30 mm
2. Läshuvud a sida och linjalkropp B sida.
1. Spelet mellan läshuvudet och linjalkroppens höjdriktning är 0,8 mm-1,6 mm efter installation, och
dra sedan tillbaka dynblocket (Figur 4.11)
Machine Translated by Google
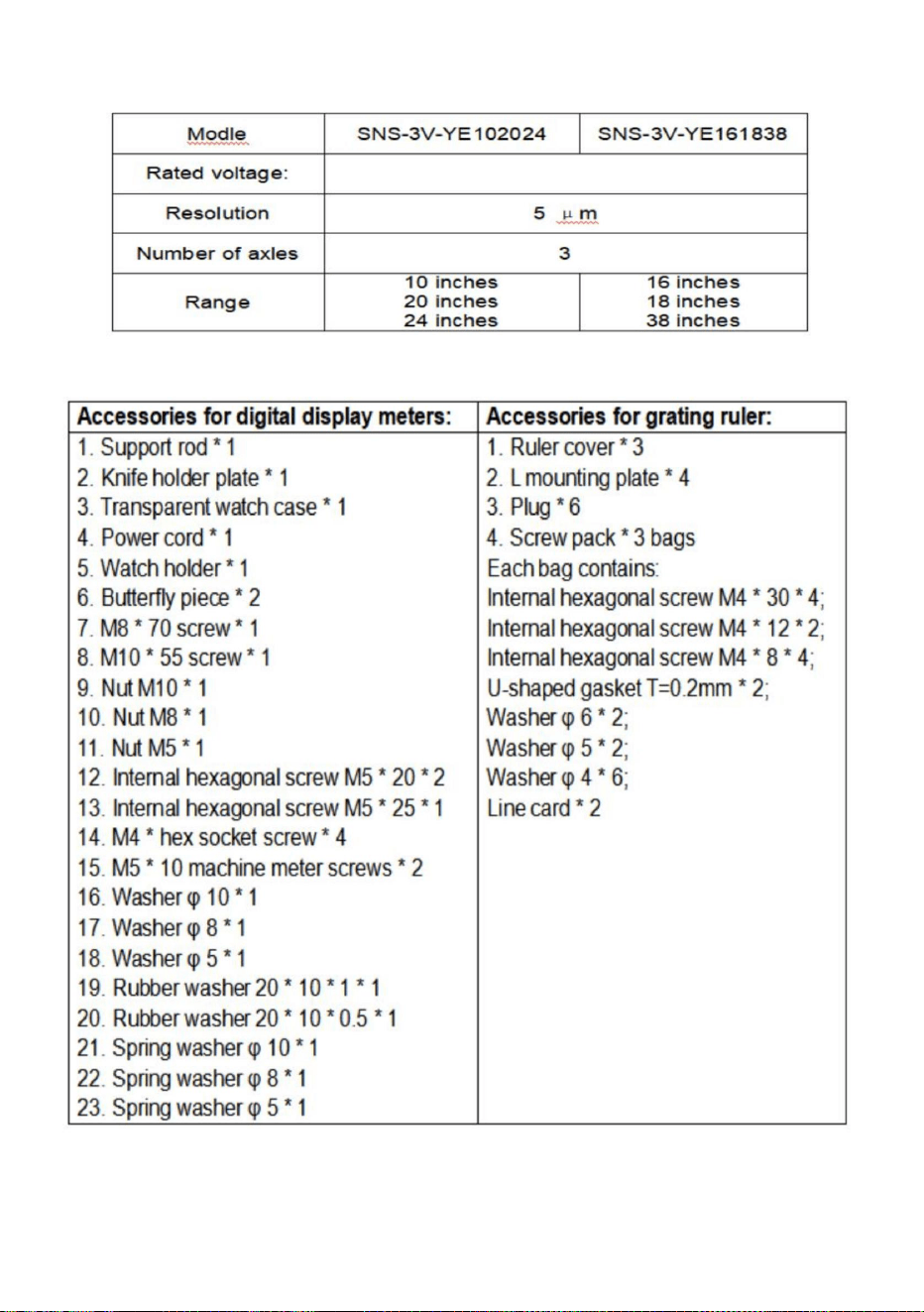
Standardtillbehör:
Denna enhet uppfyller del 15 av FCC-reglerna. Driften är föremål för
följande två villkor: (1) Den här enheten får inte orsaka skadliga störningar
och (2) den här enheten måste acceptera alla mottagna störningar,
inklusive störningar som kan orsaka oönskad funktion.
AC85-230V 50Hz/60Hz
Parameter:
Machine Translated by Google
UK REP
EC REP
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
YH CONSULTING LIMITED.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australien
Adress: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
www.vevor.com/support
Teknisk support och e-garanticertifikat
Machine Translated by Google




