Technical Support and E-Warranty Certificate www.vevor.com/support
THE SHEAR / BRAKE / ROLL
OPERATION MANUAL
MODEL:3 IN 1/305
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODEL:3 IN 1/305
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
THE SHEAR / BRAKE /
ROLL
- 2 -
Warning-To reduce the risk of injury, user must read
instructions manual carefully.
SPECIFICATIONS
Model.............................................................................................3 in 1/305
Effective Width...............................................305mm (12 inches) Maximum
Shearing Thickness….........................................................1mm (20 gauge)
Bending Thickness……......................................................1mm (20 gauge)
BendingAngle...............90° Rolling thickness……...........…1mm (20 gauge)
Roll Diameter……....................................................….45mm (1-1/2 inches)
Standard accessories
UNPACKING
The SHEAR / BRAKE / ROLL 3-IN-1/12 is shipped from the manufacture in
a carefully packed carton box. Thoroughly inspect the product upon
opening the package. After unpacking the unit, carefully inspect for any
damage that may have occurred during transit.If damage has occurred,
shipping damage claims must be filed with the carrier and are the
responsibility of the user. Check for completeness. Immediately report
missing parts to dealer.
1
Roller adjustment bolt
2
2
Fixed knob bolt
2
3
Rocker assembly
1
4
Guide rod assembly
2
5
Baffle
2
- 3 -
Warning
The warnings, cautions and instructions discussed in this instructions
or situations that could occur. It must be understood by the operator
that common sense and caution are factors which cannot be built into
this product, but must be supplied by the operator.
SAVE THESE INSTRUCTIONS
Thank you for purchasing 12-inchShear/Brake/Roll machine. Before
attempting to operate your new tool please read these instructions
thoroughly. You will need these instructions for the safety warnings,
precautions, assembly, operation, maintenance procedures, parts list and
diagrams. Keep your invoice number with these instructions. Write the
invoice number on the inside of front cover. Keep the instructions and
invoice in a safe, dry place for future reference.
SAFETY RULES
1. Know your machine. Read this manual carefully. Learn the machine’s
applications and limitations, as well as specific potential hazards peculiar
to it.
2. Keep work area clean and well lit. Cluttered or dark work areas invite
accidents.
3. Keep Children away. All children should be kept away from the work
area. Never let a child handle a tool without strict adult supervision.
4. Do not operate this tool if under the influence of alcohol or drugs. Read
warning labels on prescriptions to determine if your judgment or reflexes
are impaired while taking drugs. If there is any doubt, do not attempt to
operate.
5. Use safety equipment. Eye protection should be worn always when
operating this machine. Use ANSI approved safety glasses. Everyday
eyeglasses only have impact resistant lenses. They are NOT safety
glasses. Dust mask, non-skid safety shoes, hard hat, or hearing protection

- 4 -
should be used in appropriate conditions.
6. Wear proper apparel. Loose clothing, gloves, neckties, rings, bracelets,
or other jewelry may present a potential hazard when operating this
machine. Please keep all apparel clear of the machine.
7. Don’t overreach. Keep proper footing and balance always when
operating this product.
8. Check for damage. Check your tool regularly. If part of the tool is
damaged it should be carefully inspected to make sure that it can perform
its’ intended function correctly. If in doubt, the part should be repaired.
Refer all servicing toa qualified technician. Consult your dealer for advice.
9. Maintain tools with care. Keep tools sharp and clean. Properly
maintained tools, with sharp cutting edges, are less likely to bind and are
easier to control.
10. When you move, install, clean or adjust the machine, keep away from
the shears.
11. Put down the protective cover when you don’t use the sliding roll of the
machine.
12. Keep your hands away from the die when you are working on it.
- 5 -
SET-UP AND ASSEMBLY
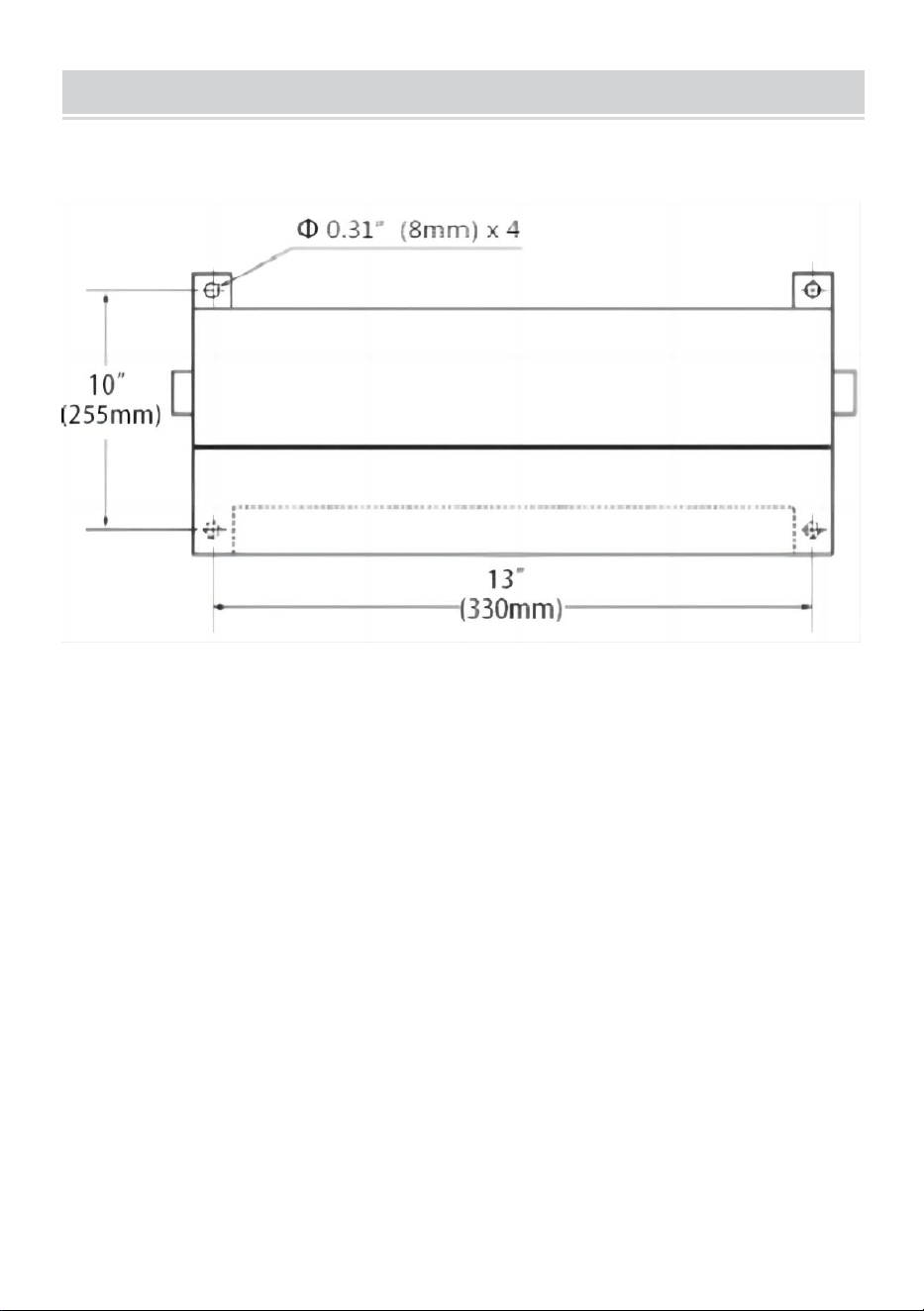
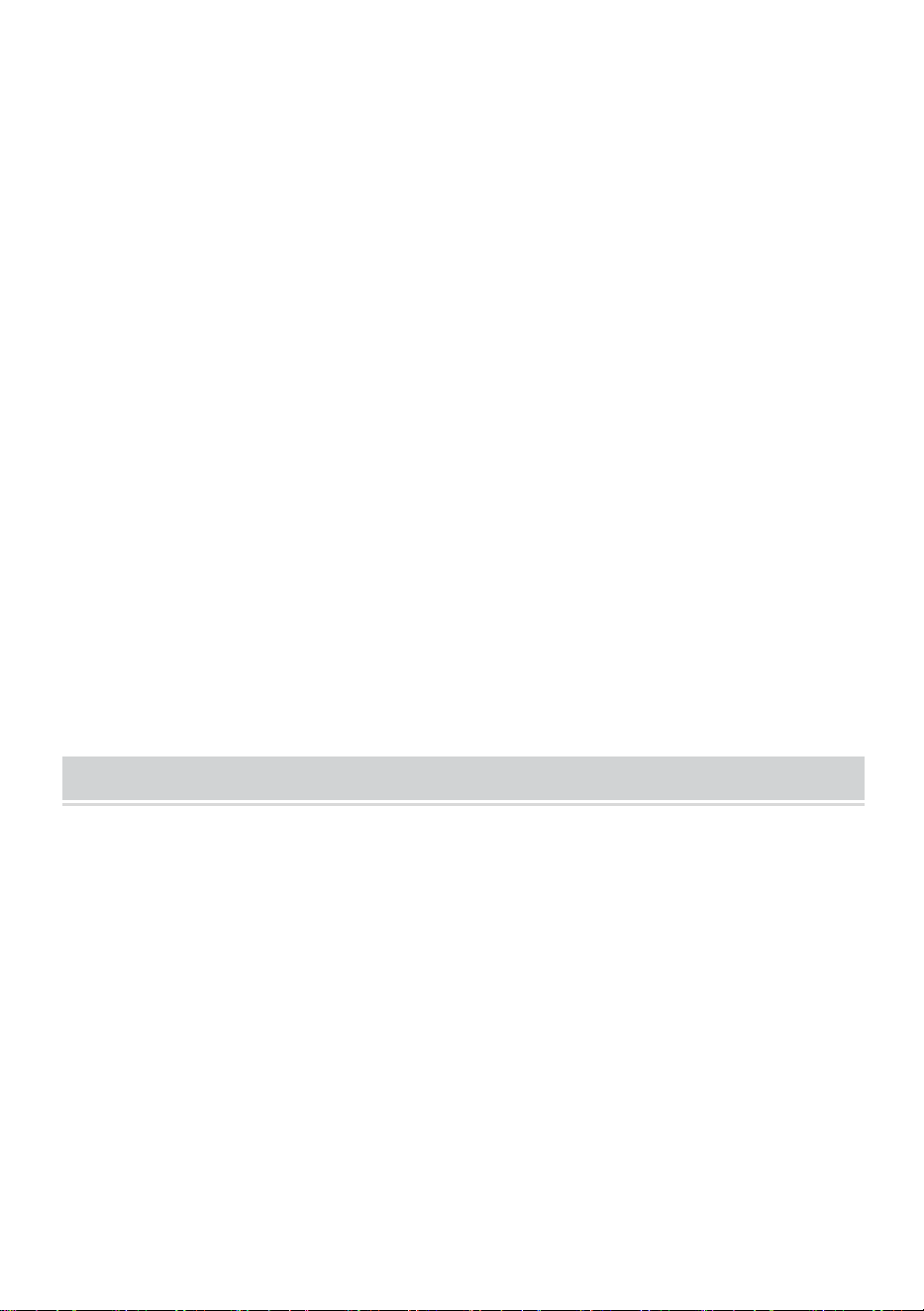
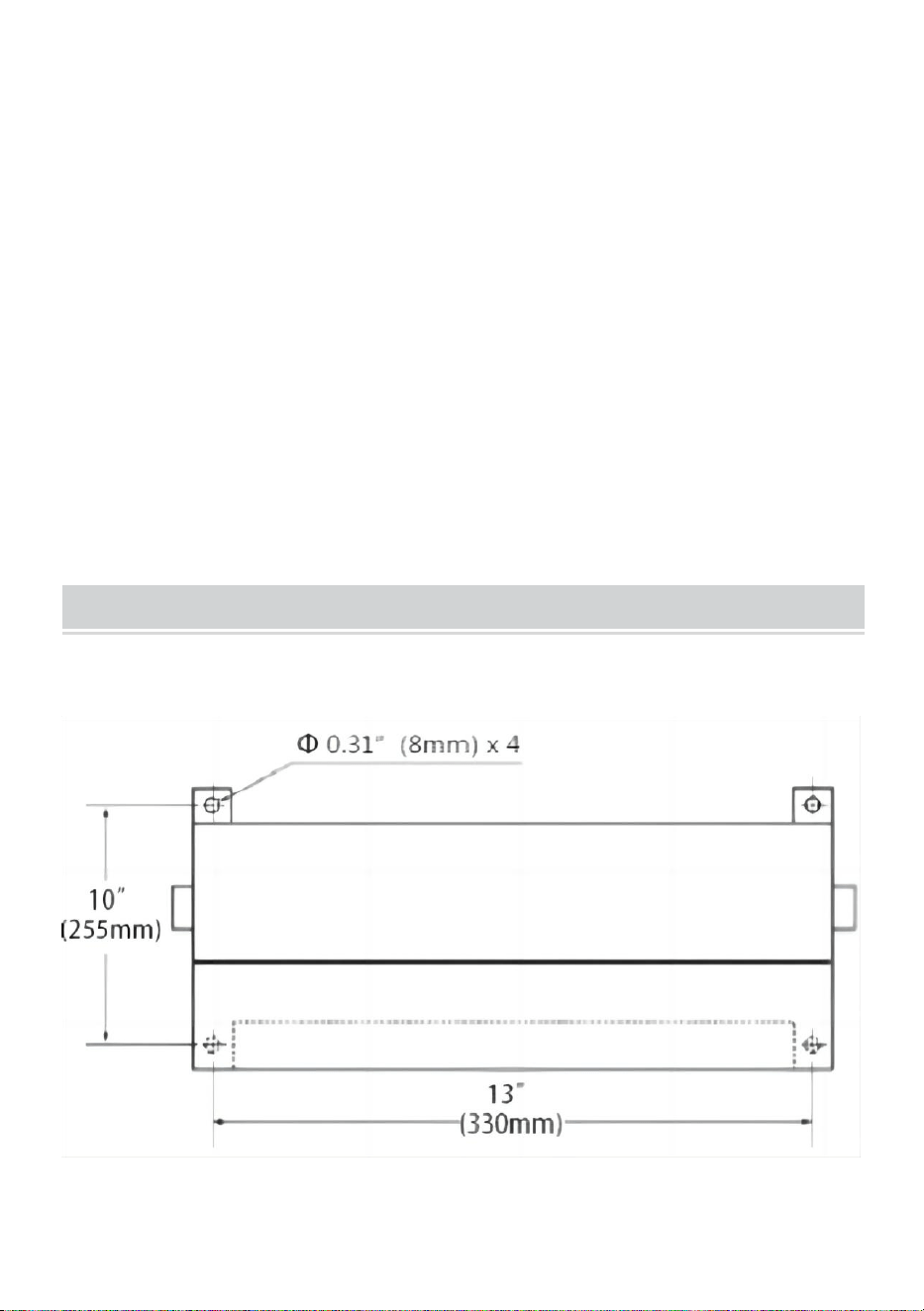
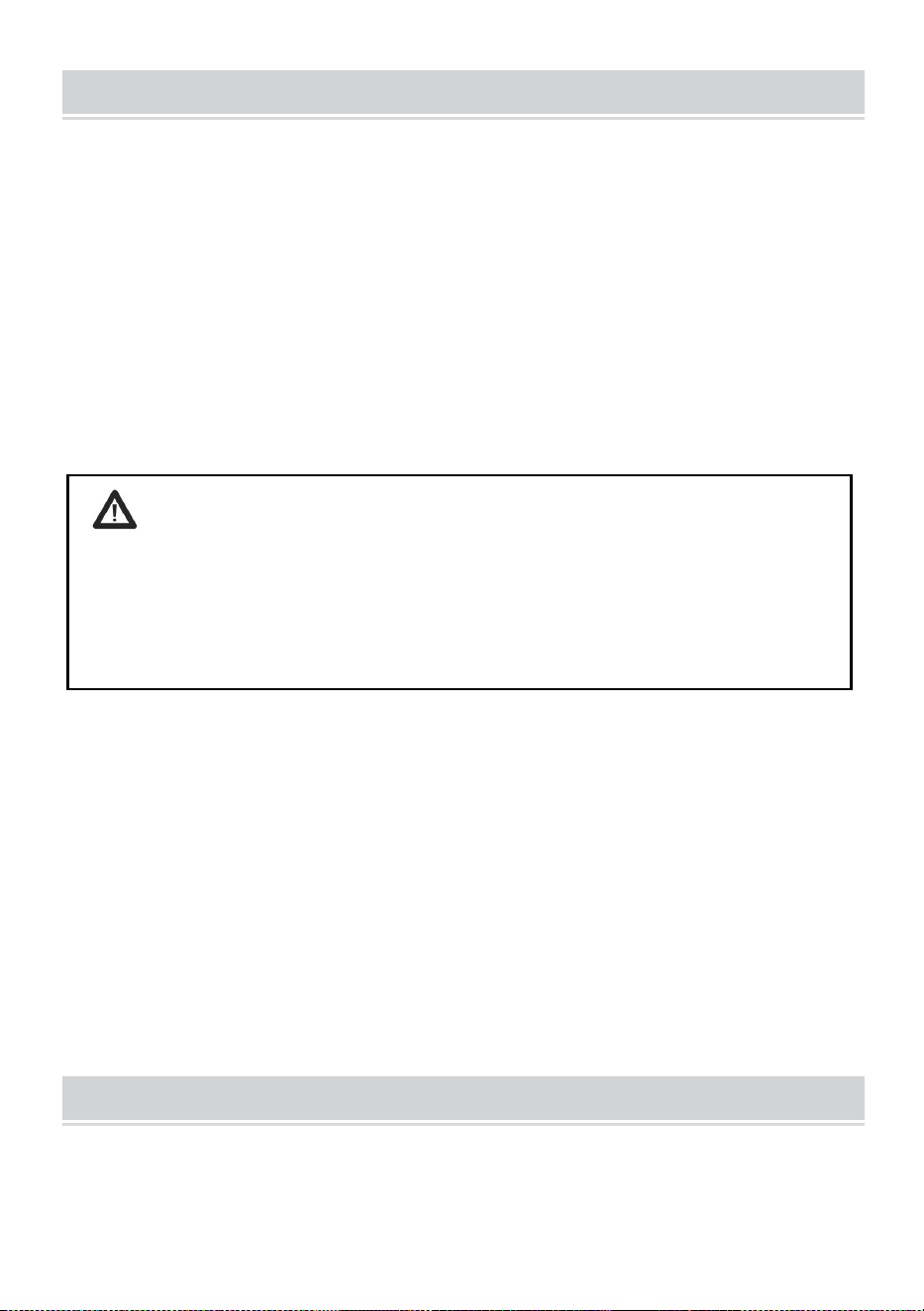
Floor Diagrams
Figure 1 – hole centers for Shear, Brake and Roll
Assembly
Tools required for setup and assembly:5, 6mm hex keys (“Allen
wrenches”)16mm open end wrench.
1. Take out machine and spare parts from box.
2. Carefully clean all rust protected surfaces with a mild solvent or
keroseneand a soft rag. Do not use lacquer thinner, paint thinner, or
gasoline, as these maydamage painted surfaces.
3. Coat all machined surfaces with a verylight film of oil to inhibit rust.
4. Carefully move machine to a workbench or stand. Machine location
must allow free access on all sides.
5. Bolt machine to stand or workbench. The stand or workbench must be
bolted to the floor. (NOTE: An optional stand is available for this machine;
see Section 8. Contact KAKA distributor to order.)
- 6 -
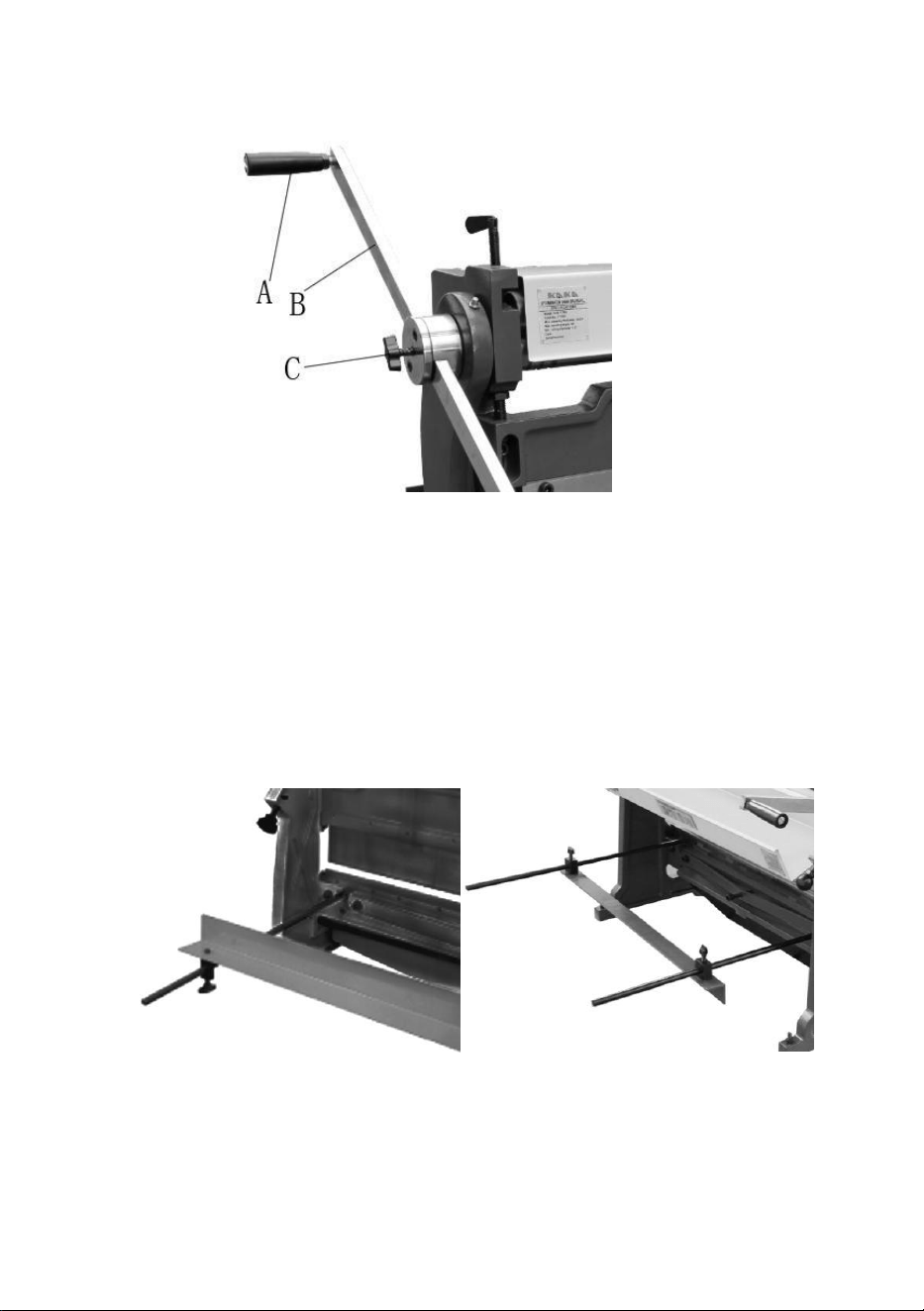
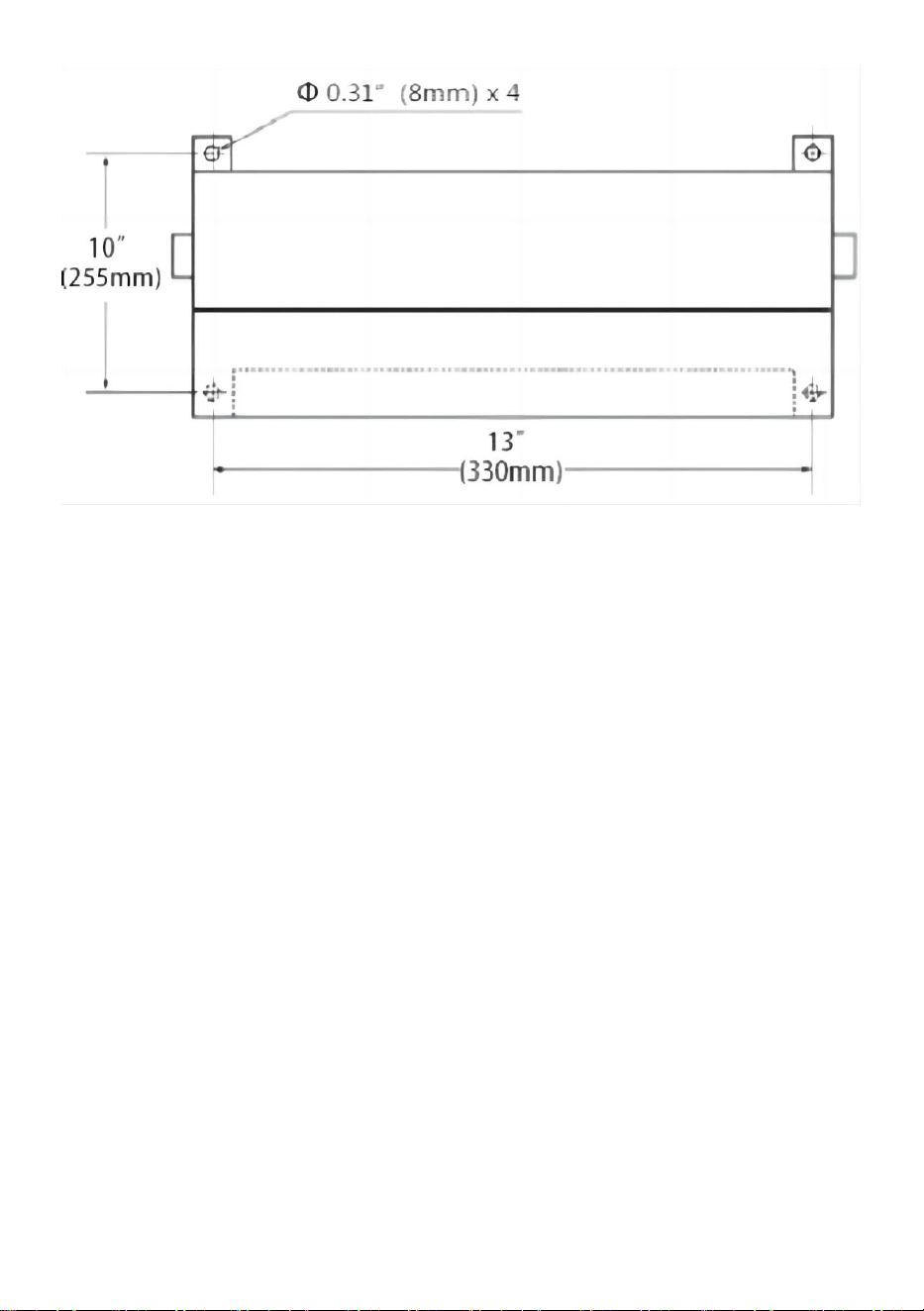
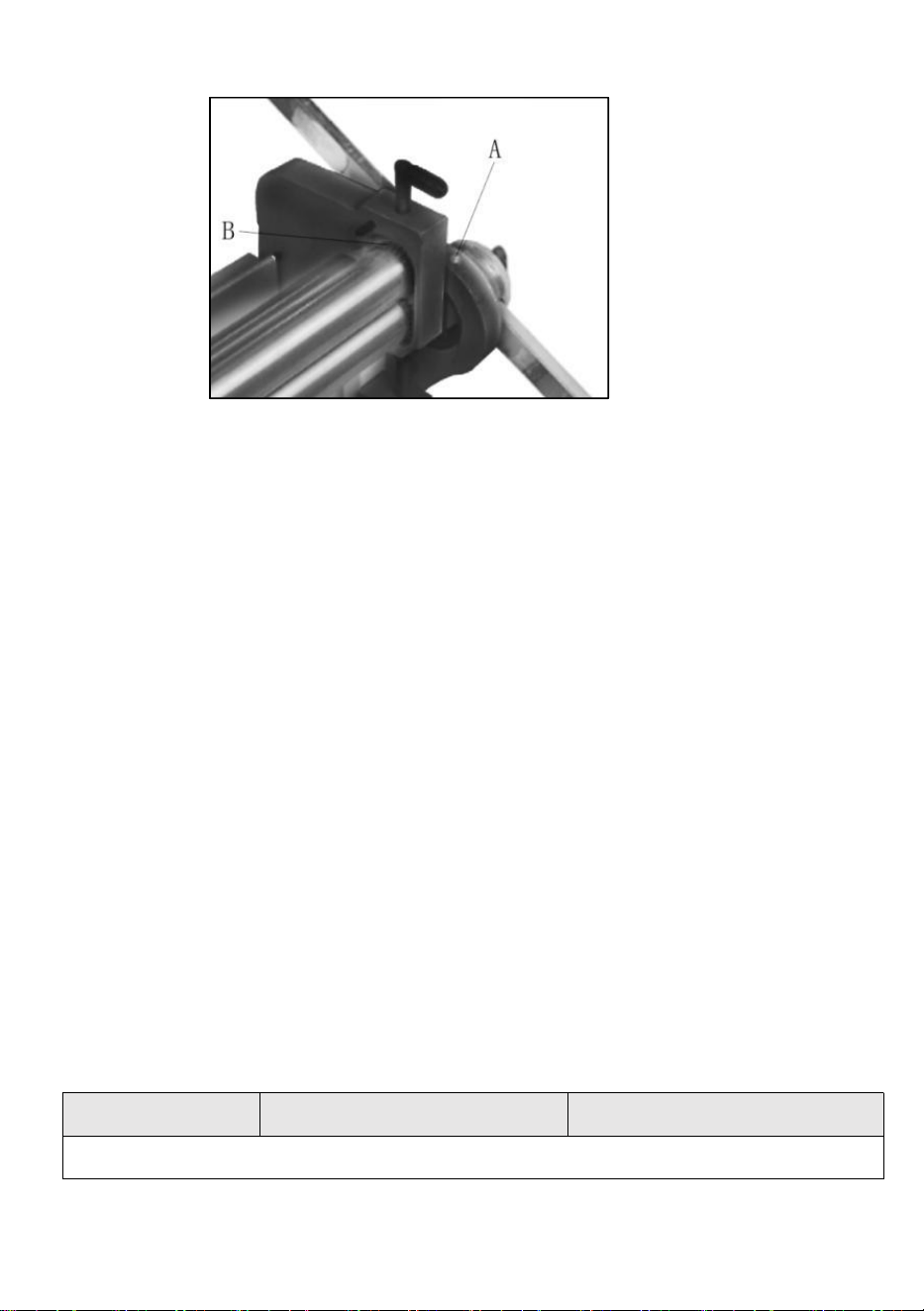
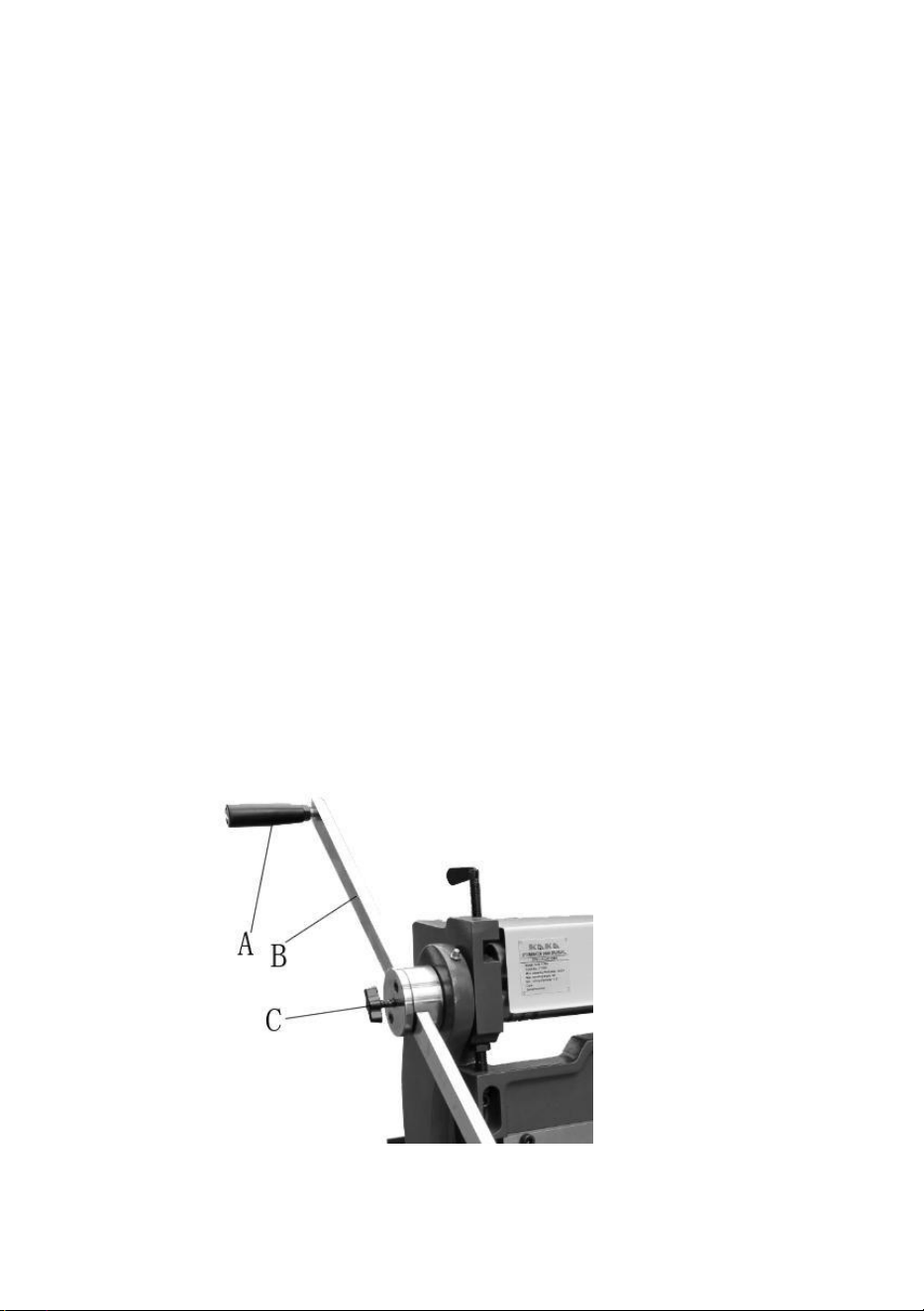
6. Remove one handle (A, Figure 2) from each operating handle assembly,
using6mm hex key.
Figure 2
7. Loosen lock bolt (C, Figure 2).
8. Slide bar (B) into hub and tighten lock bolt (C) to secure.
9. Re-install handle (A).
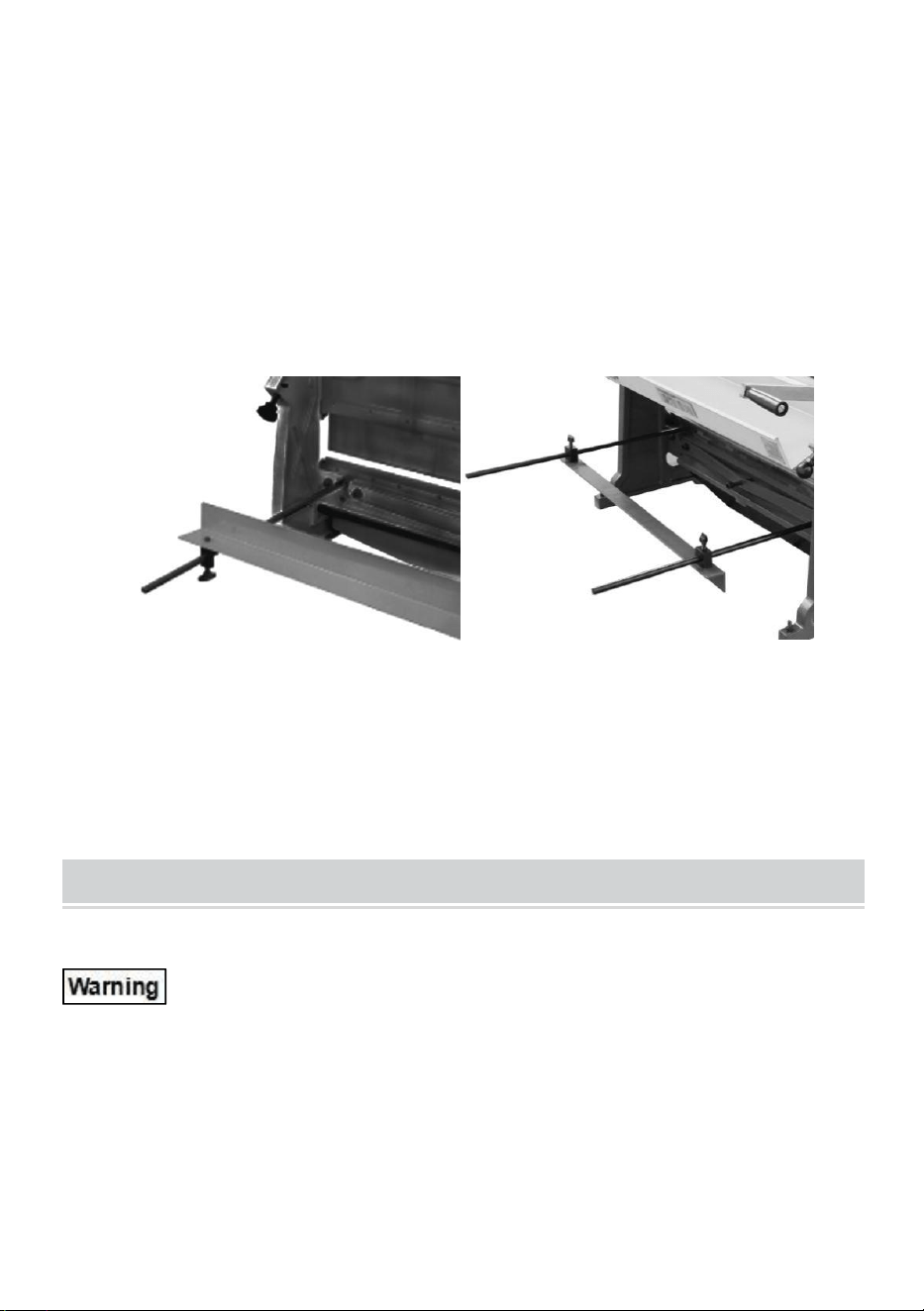
10. Install both guide rods into either the upper or lower set of threaded
holes(Figures 3 & 4) and tighten the setting by rotating hex nut against the
cast base o fthe machine with 16mm wrench.
11. Install guide plate as shown in Figures3 or 4. Secure it to rods using the
T-handles.
Figure 3 (Brake position) Figure 4 (Shear position)
NOTE: For brake operation, install guide rods into upper set of holes
(Figure 3); for shear operation, install in lower set of holes (Figure 4).
- 7 -
PRESS BRAKE SET-UP
Do not bend material larger than 12” 20-gauge mild steel.
Failure to comply may cause serious injury and/or damage to the
machine.
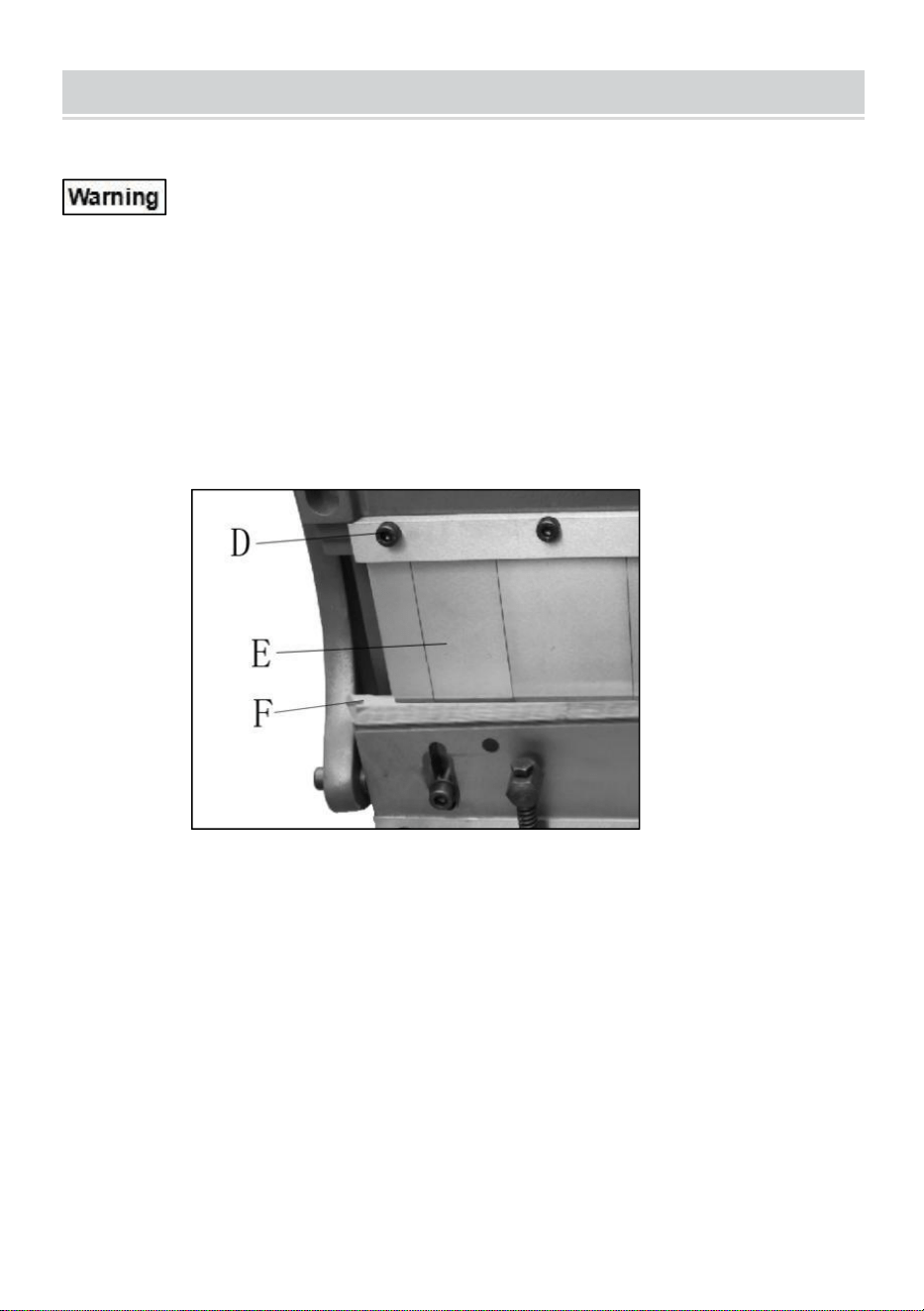
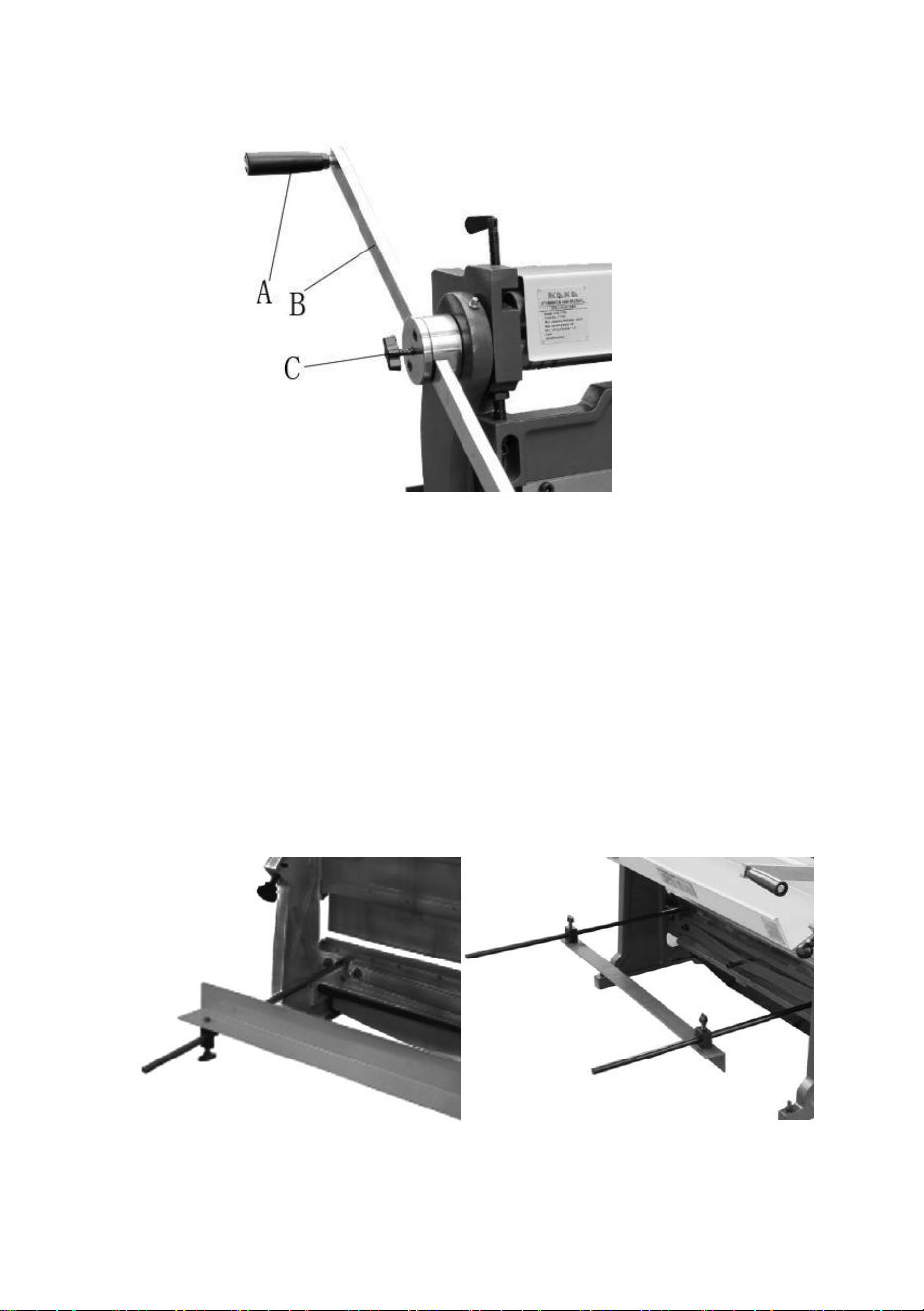
To set up for bending:
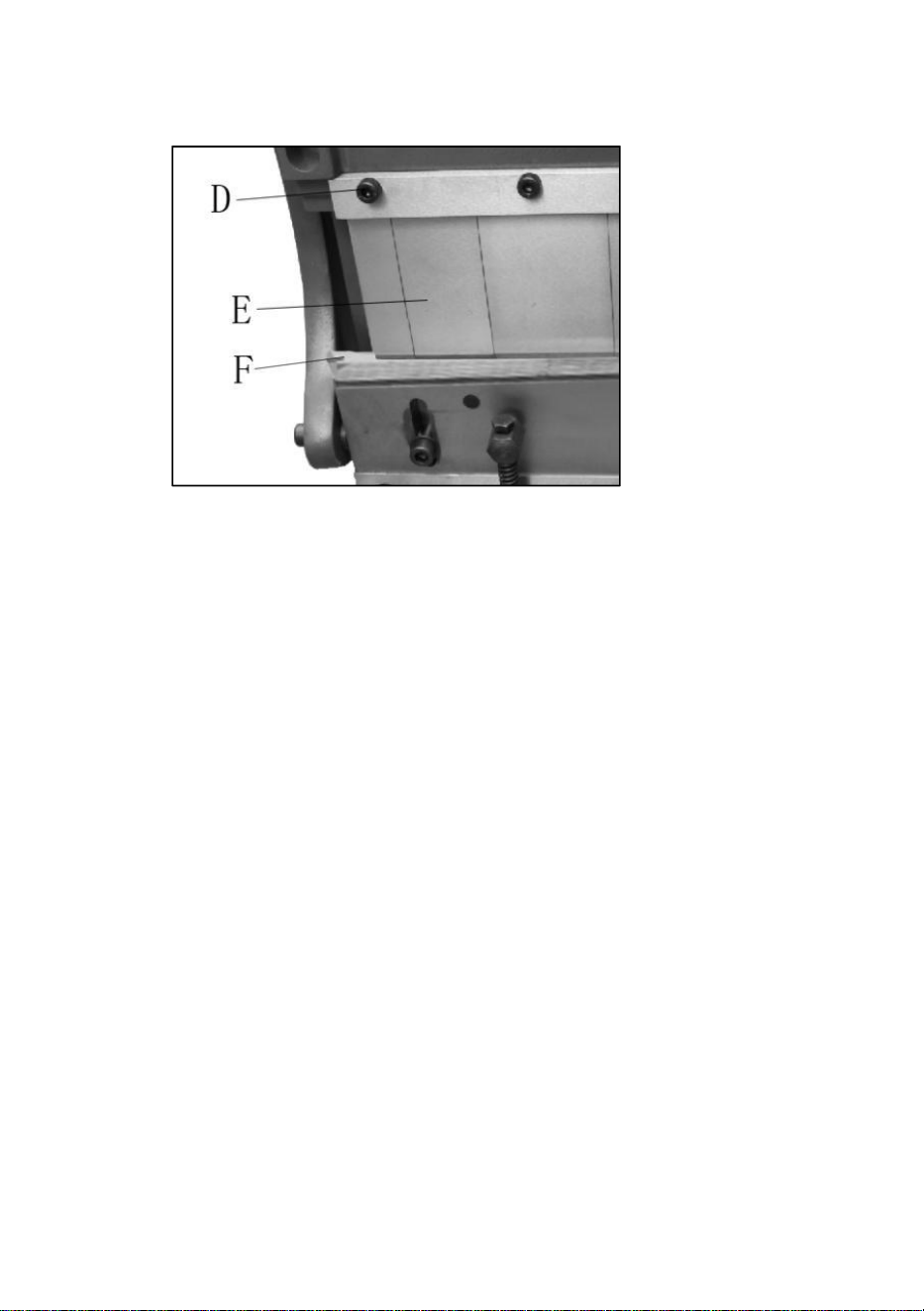
1. Place a strip of wood (F, Figure 5) on bottom die, the full length of die.
2. Close brake until the wood contact supper dies(E).
3. Loosen screws (D) using 5mm hex key.
Figure 5
4. Select upper dies (E) for desired job and remove the others by sliding
them out the left end.(Included die set sizes1”x1, 2”x2, 3”x1, 4”x1)
5. Move operating handle until the wood pushes up the dies so that they
seat uniformly in upper beam.
6. Securely re-tighten all screws (Figure3), then release and remove wood
strip.
7. If making repeated bends or using along work piece, position guide rods
and plate for brake operation, as shown in Figure 3.
8. Scribe a line on workpiece for bend location. (Be sure to accommodate
bend allowance based upon thickness of material. This can be done either
- 8 -
through trial and error, or by consulting a machinist’s handbook.)
9. Rest workpiece on v-block (lower die)so that the scribed line is aligned
with the tips of upper die(s).
10. Hold workpiece steady and use operating handle to make bend.
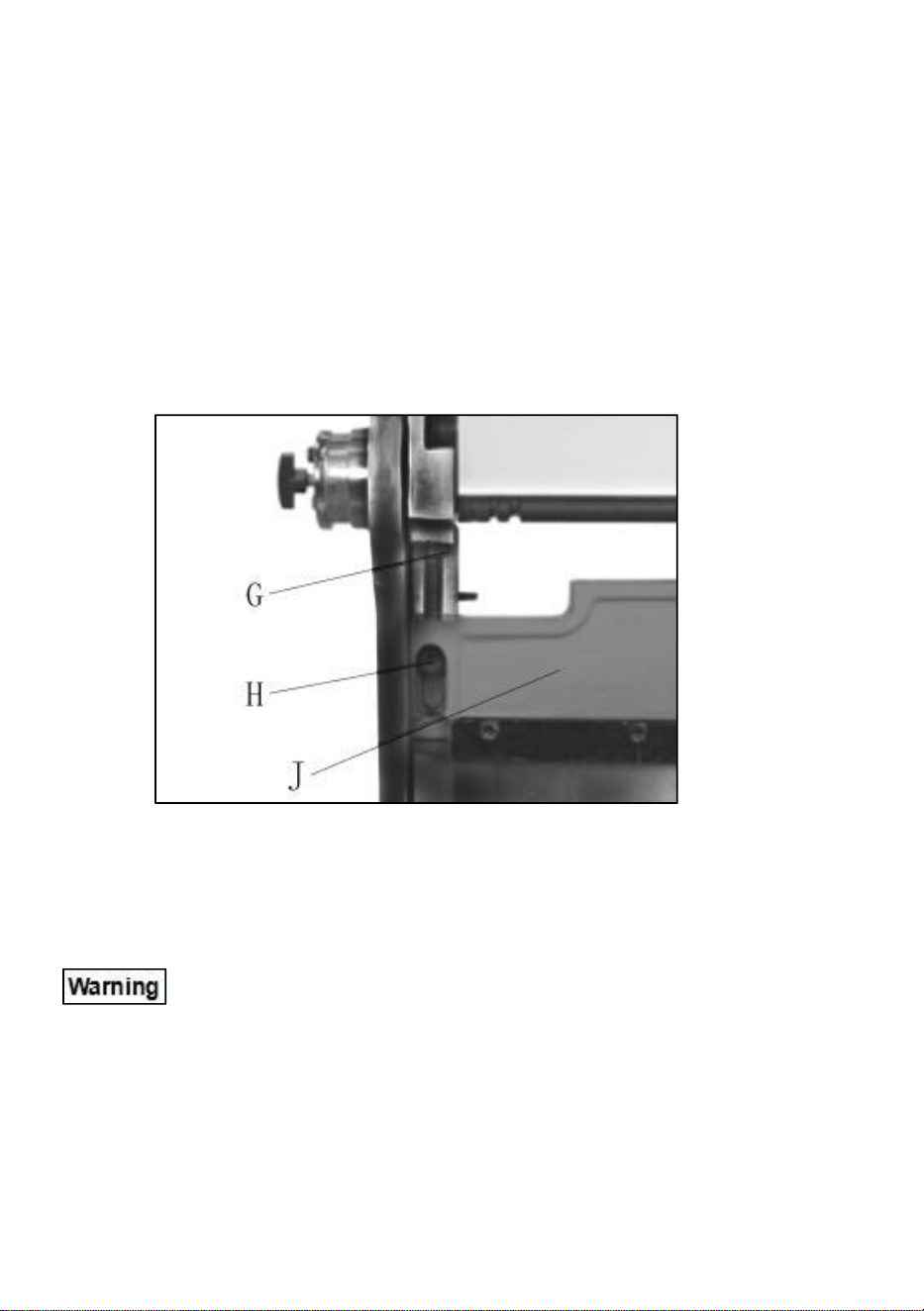
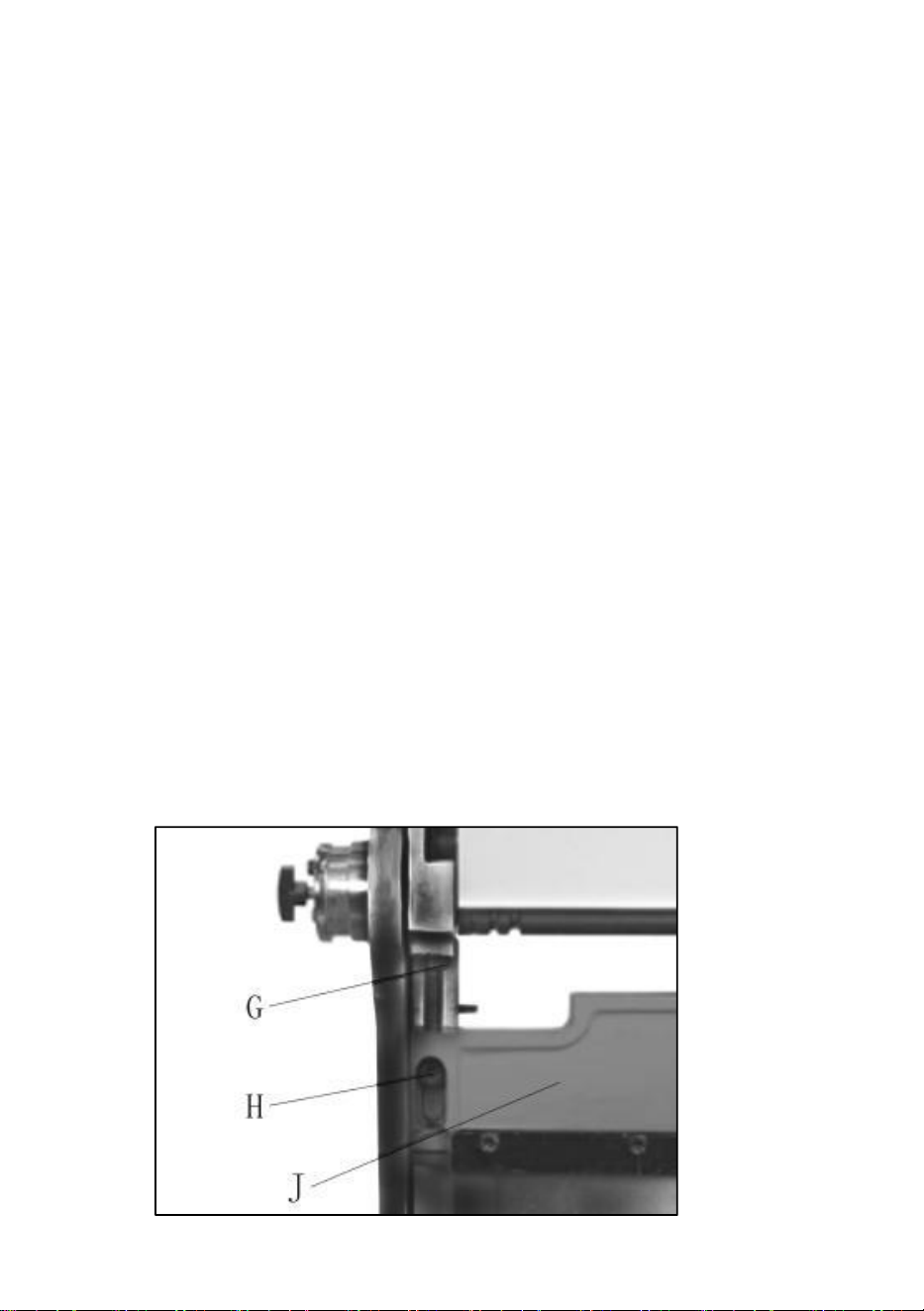
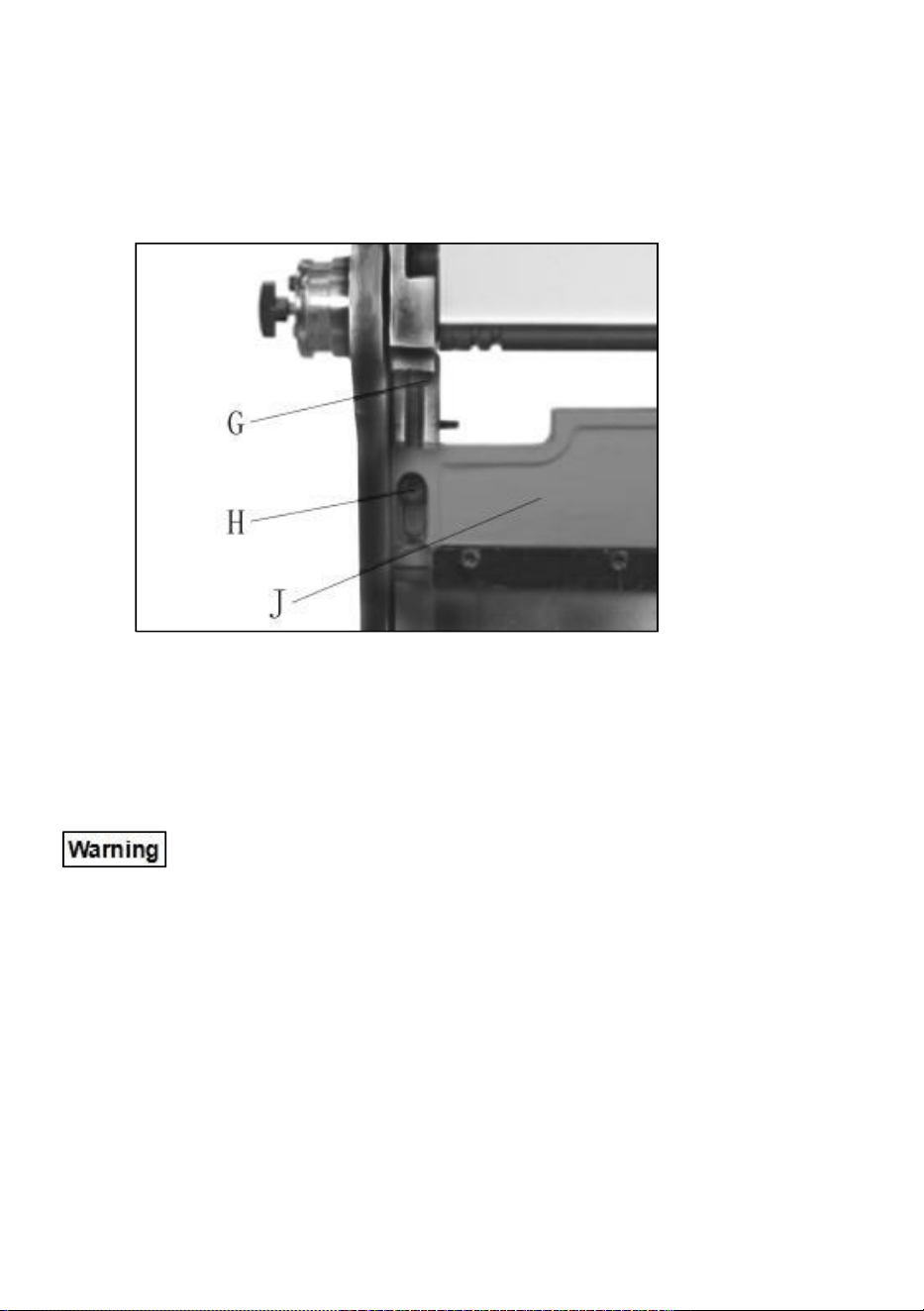
To adjust brake beam (G, Figure 6) for90° bends at bottom of stroke:
1. Slightly loosen locking screws (H)using 6mm hex key.
2. Turn brake beam adjusting screws (G)with 16mm wrench, until test
bend sreflect 90° bend at both ends of brake.
3. Re-tighten screws (H).
Figure 6
For special repetitive bends, the brake beam may be adjusted to over-bend
the desired angle since the metal will have some degree of “spring back”.
Shear set-up
Do not shear material larger than 12” 20 gauge mild steel.
Failure to comply may cause serious injury and/or damage to the
machine.
1. Install guide rods and plate in shear position (Figure 4) and adjust to
desired length of workpiece cut.
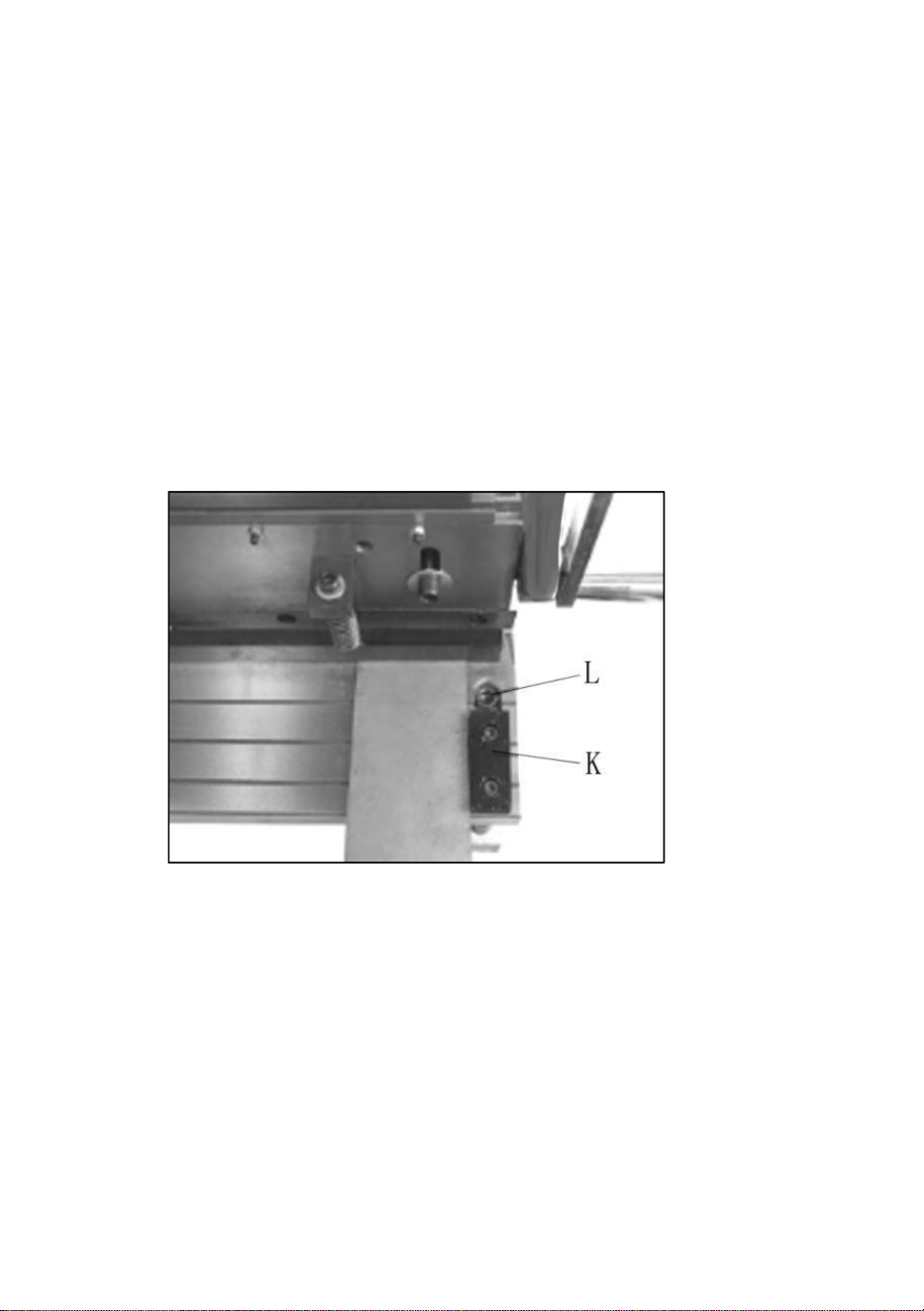
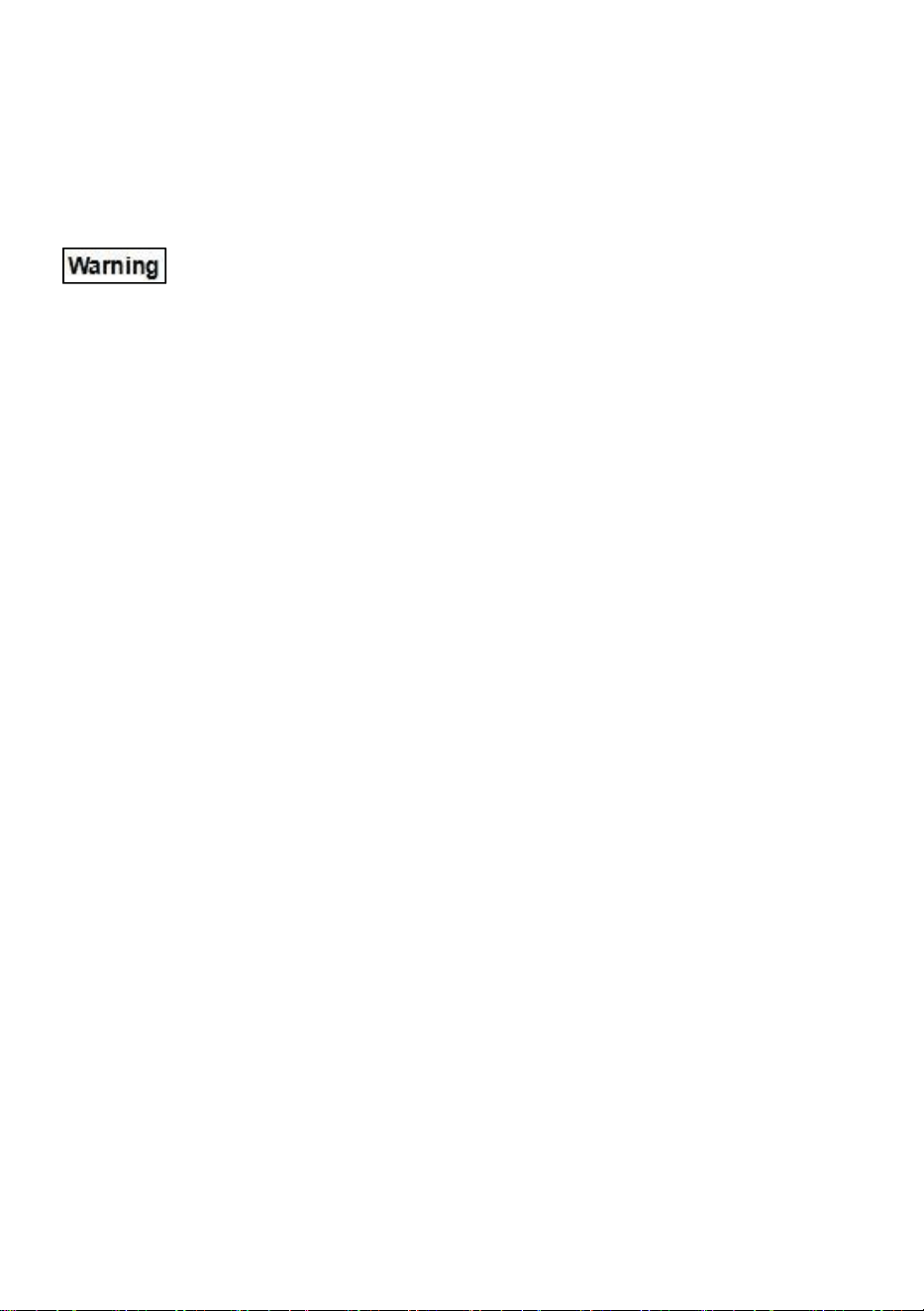
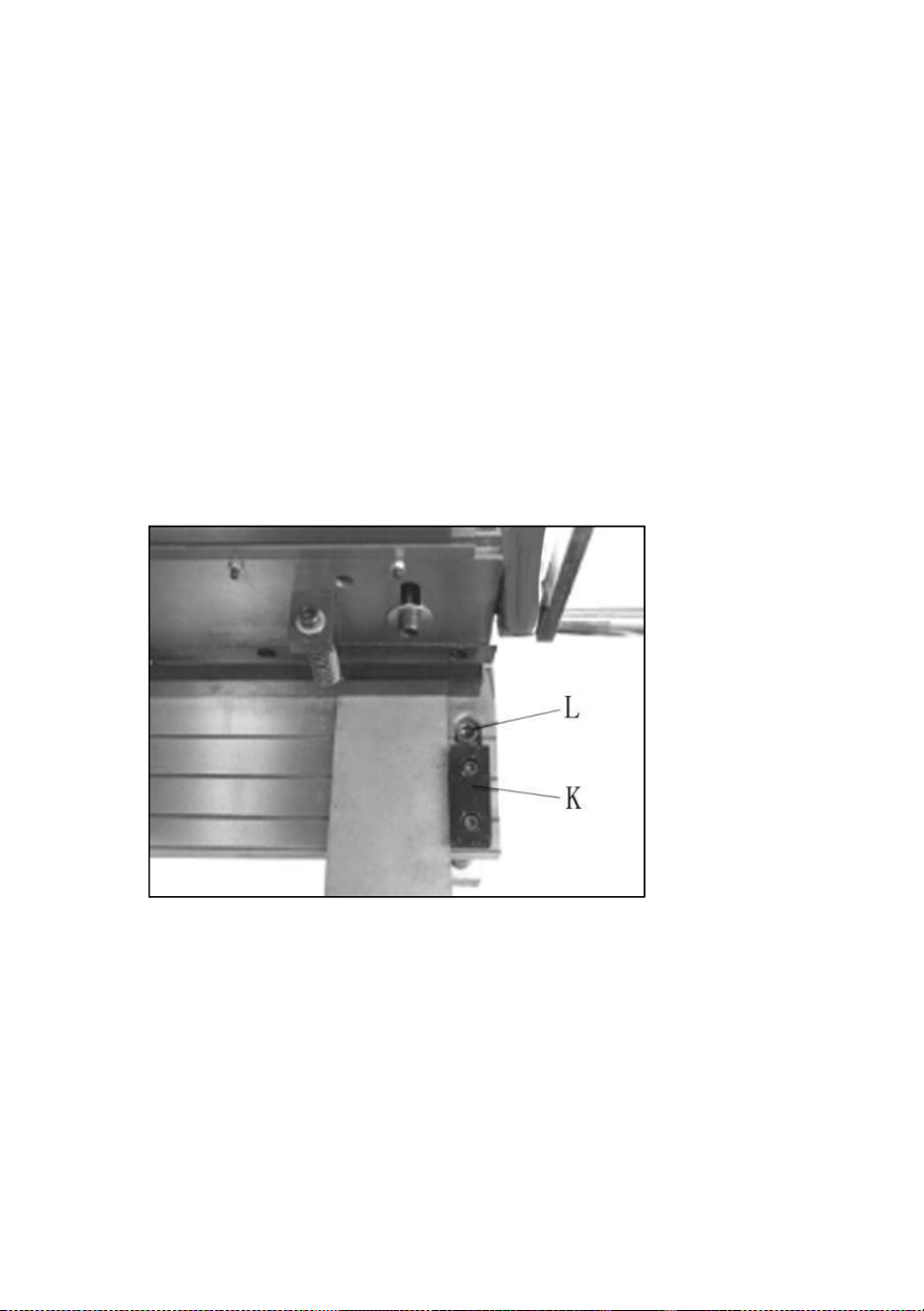
2. Place workpiece against guide block atright edge of table (K, Figure 7).
- 9 -
The end of workpiece should be against guide plate.
3. Operate handle to begin shearing cut. Shearing action progresses from
right to left.
NOTE: 1. To prevent distortion when notching, “snap” the handle to
facilitate piercing.
2. Do not reach behind the machine to catch the cut-off piece. A large
cut-offpiece should be allowed to drop onto a special table designed to
catch pieces that are bigger than the workbench.
3. Large pieces being cut may require a front table to support the piece.
4. All metal cut on this machine will have a sharp edge. File or sand the
sharp edge before handling to avoid injury.
Figure 7
Lower Blade Adjustment
Upper and lower shear blades have been factory aligned and should not
require immediate adjustment. Should re-alignment be needed in the
future, proceed as follows:
1. Place a heavy sheet of paper in the cutting position, along entire length
of bed, and make a cut.
2. If the shear does not cut the paper,loosen screw (L, Figure 7) at each
end of table, with 6mm hex key.
- 10 -
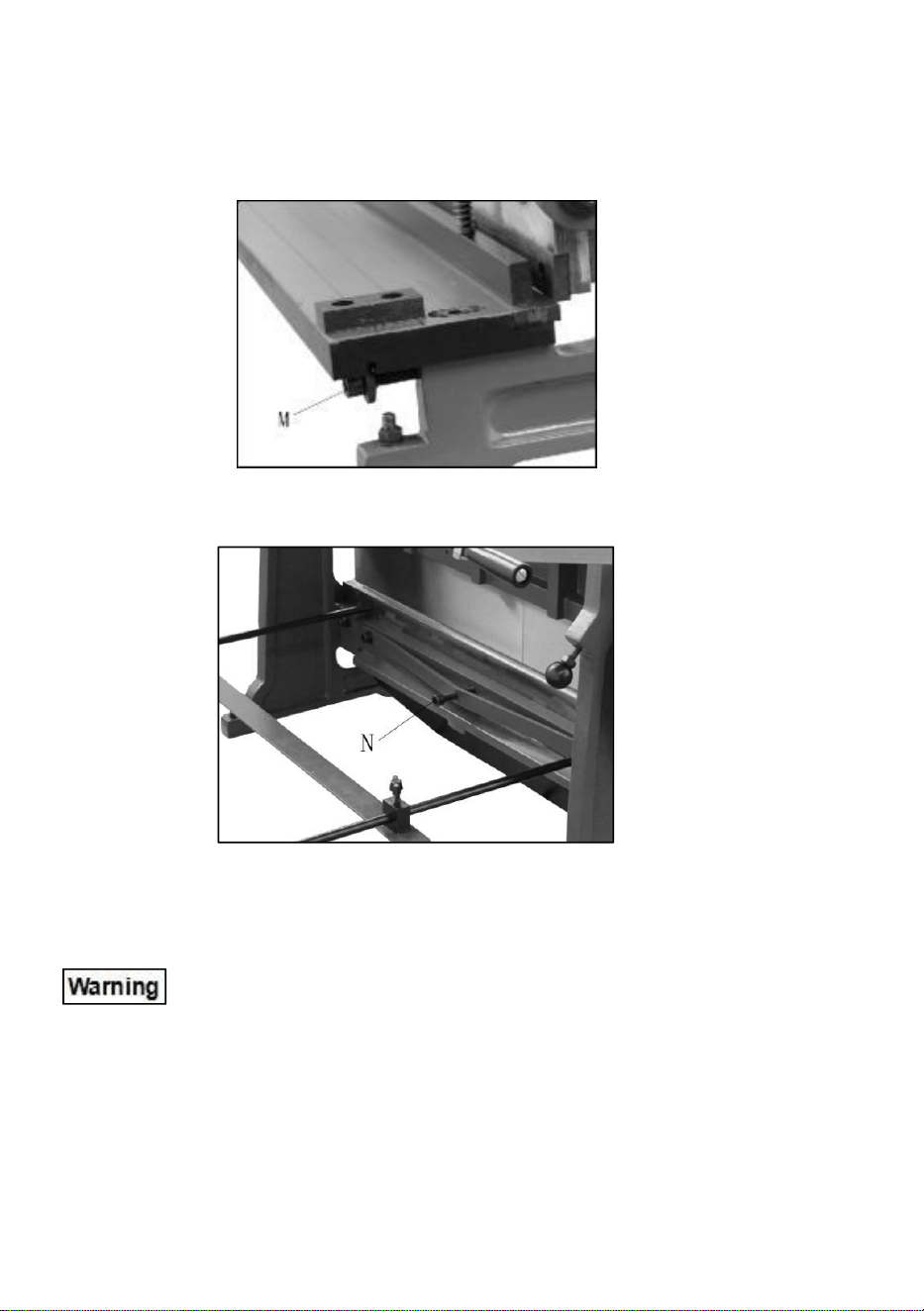
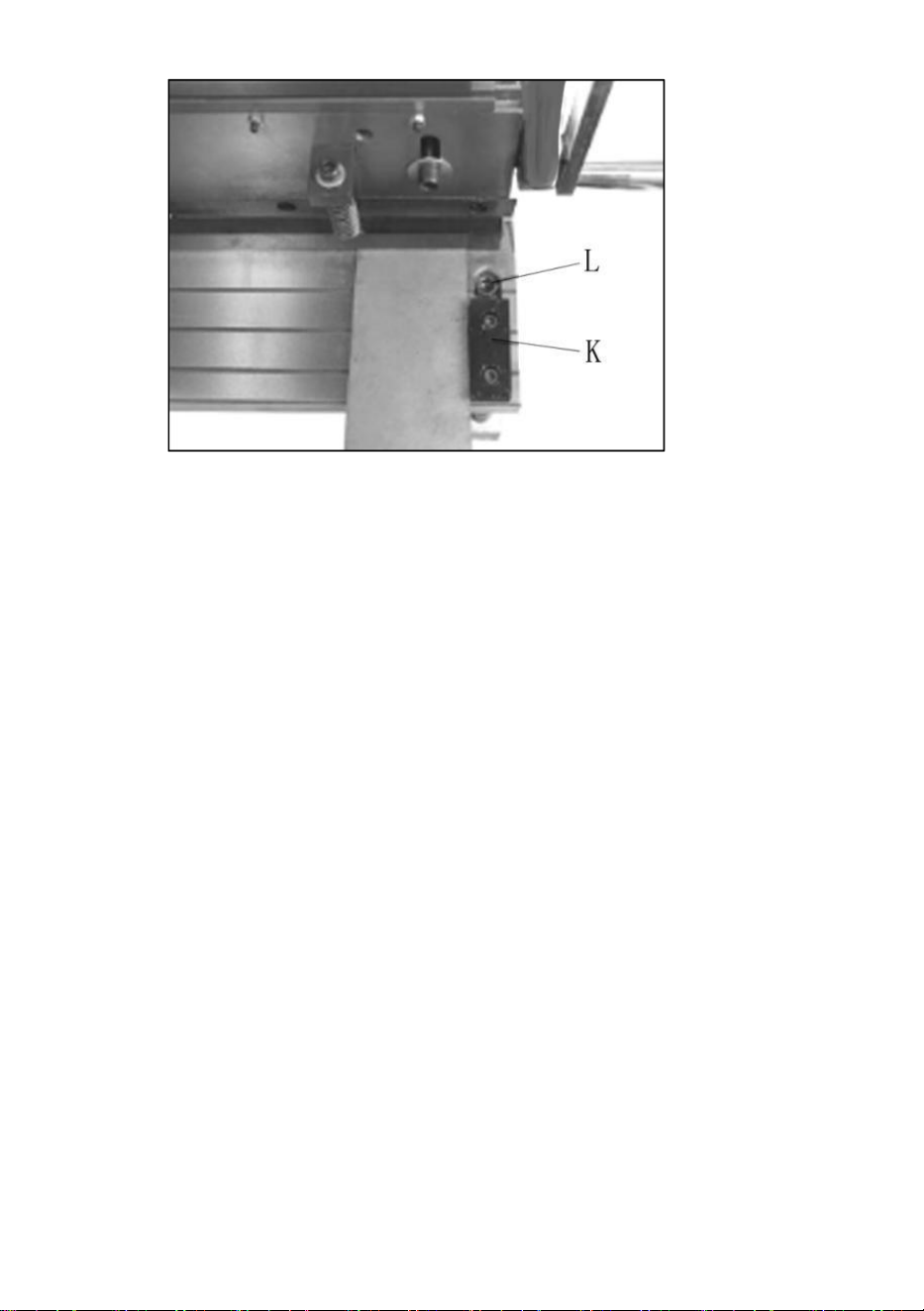
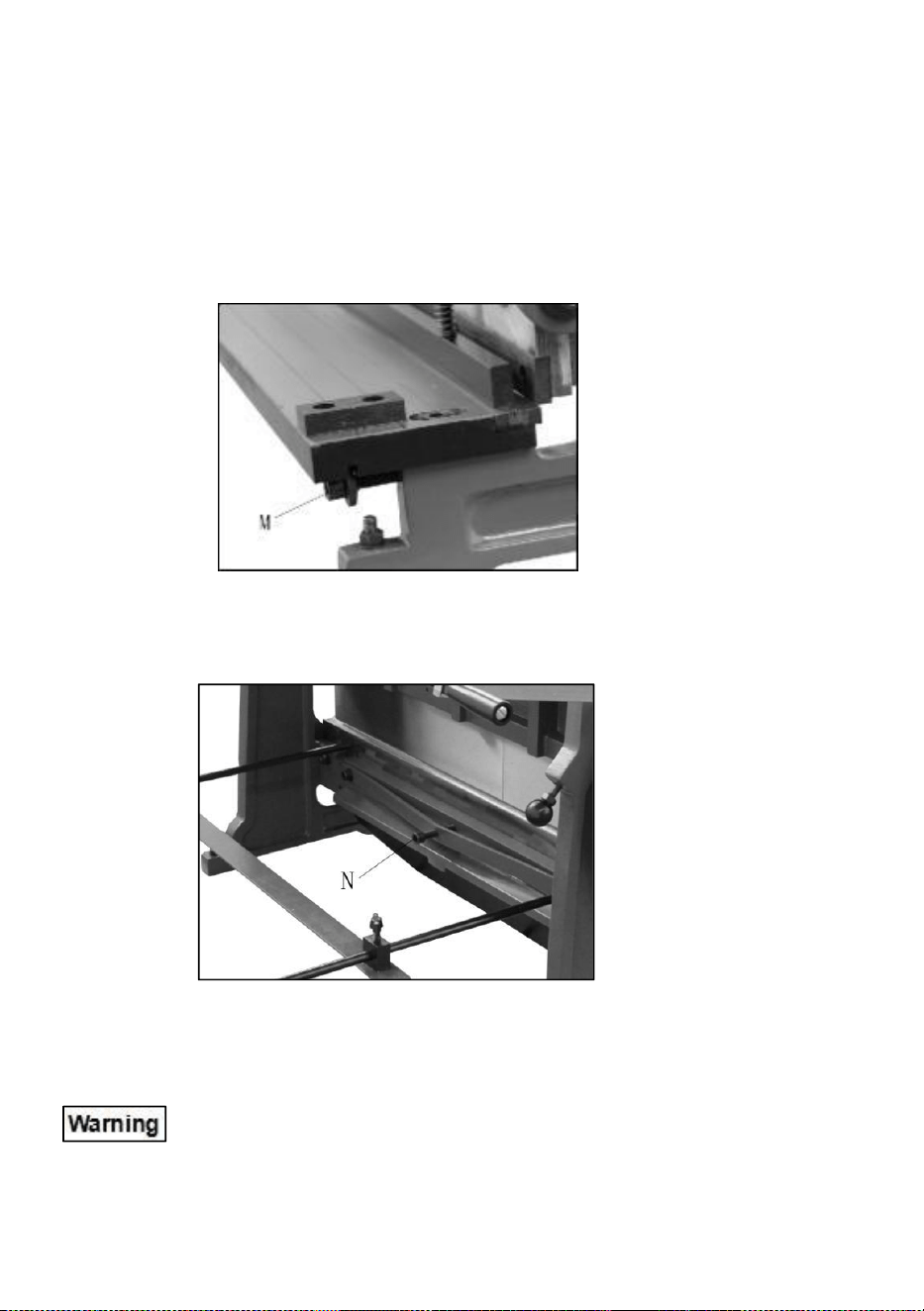
3. Rotate adjustment screws (M, Figure 8)to shift table and change the
gap between blades. Do not allow the blades too verlap.
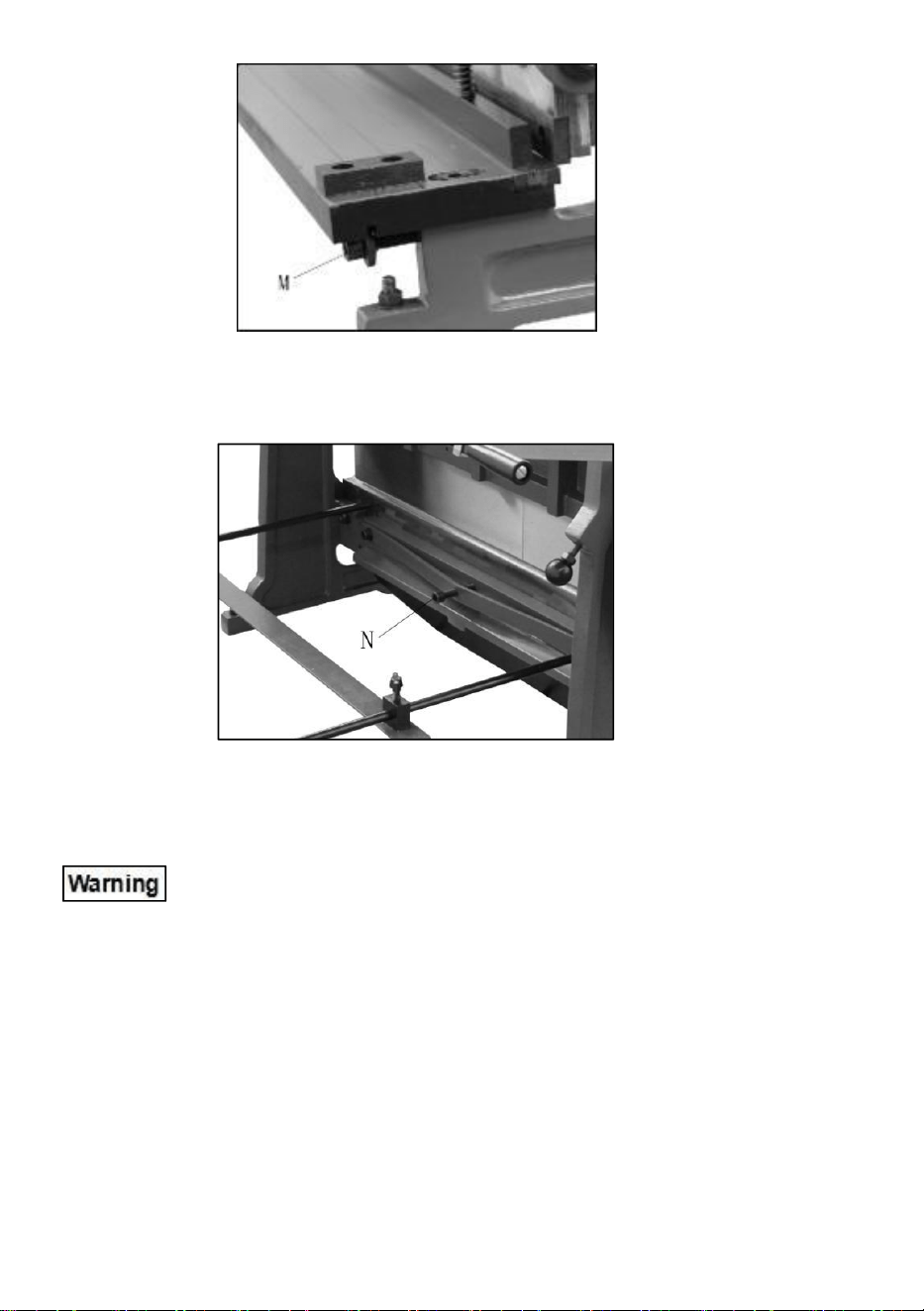
4. If the shear cuts the paper on the ends, but not the center, slightly turn
screw (N,Figure 9) clockwise until paper is cut the en tire length.
Figure 8
5. If the shear cuts the paper in the center, but not the ends, turn screw
(N)counterclockwise until paper is cut the entire length.
Figure 9
Blade Rotation/Replacement
Exercise caution when working with or near the blades. Use
work gloves when handling them.
The shearing blades are reversible and interchangeable; when the edges
dull, rotate them to the new edge, as follows:
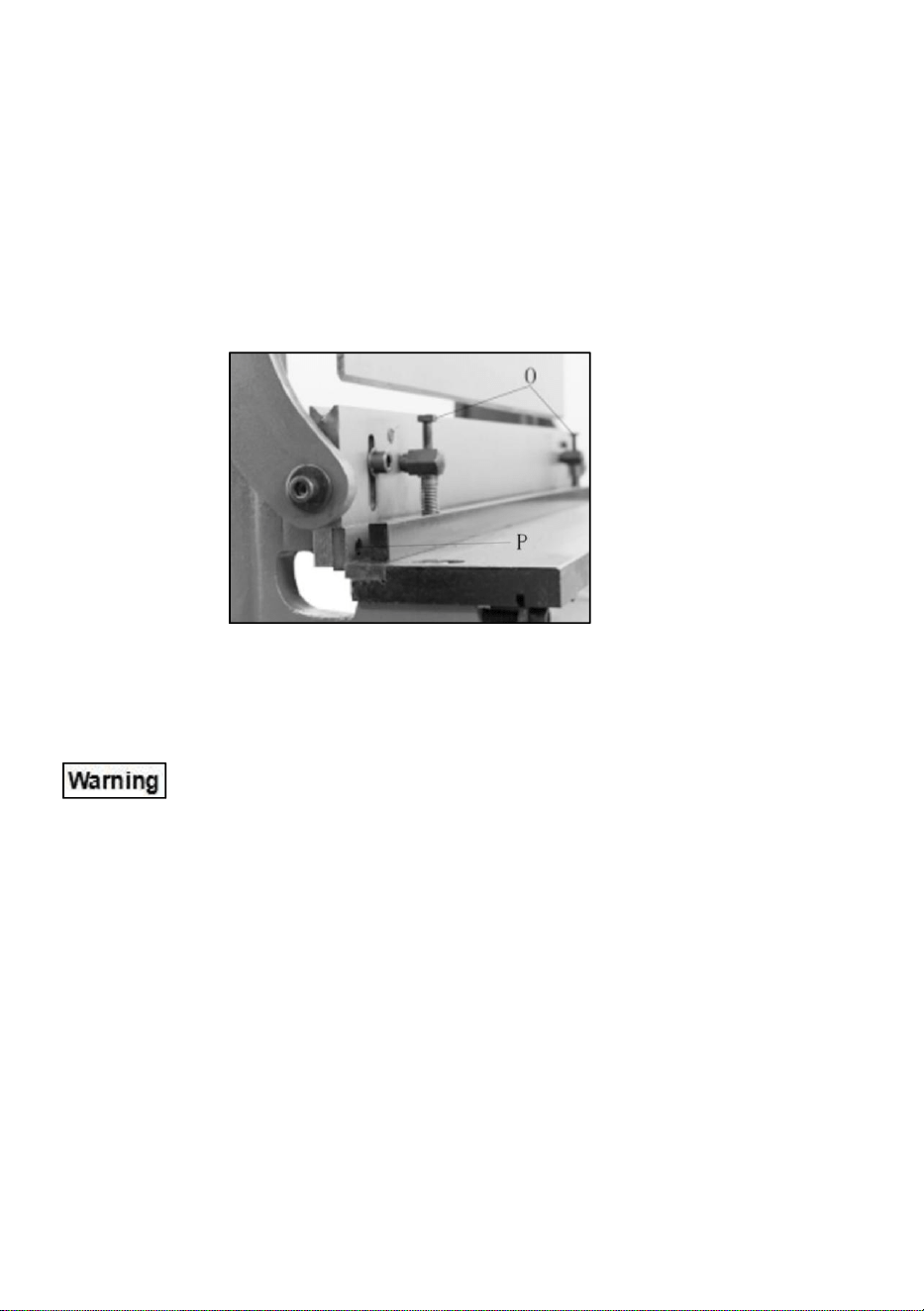
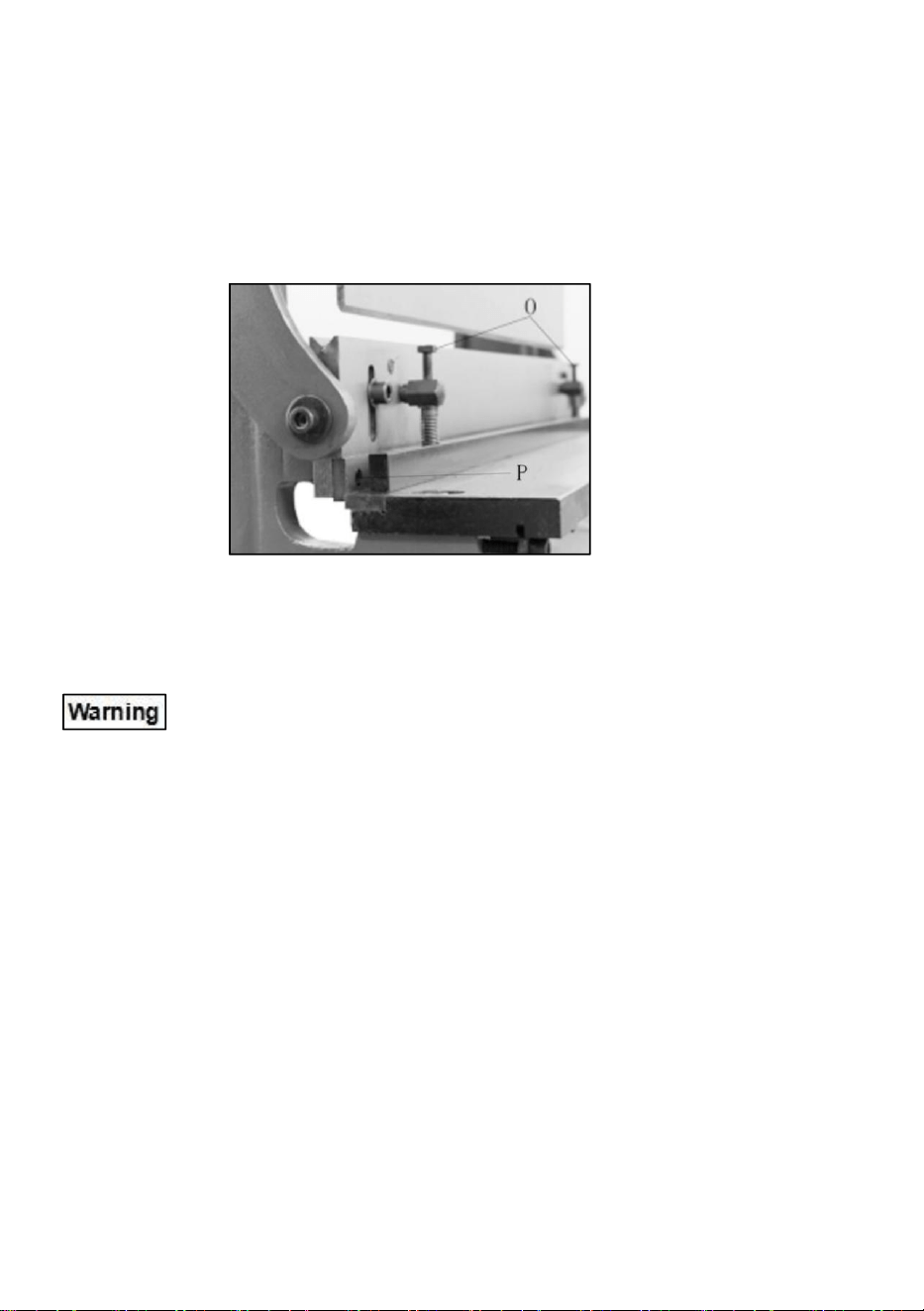
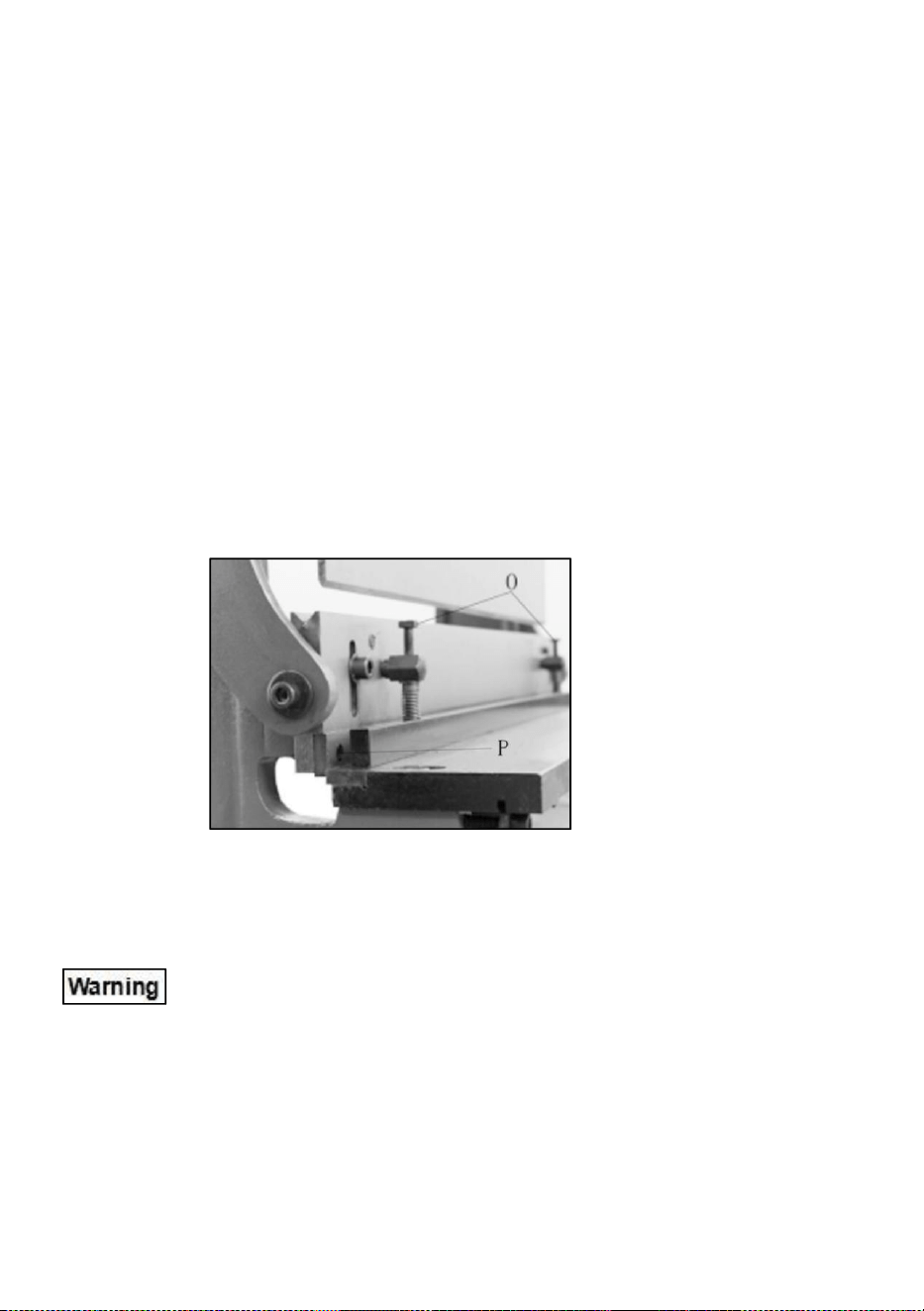
1. Remove hold-down by loosening screws (O, Figure 10), using 10mm
hex key.
- 11 -
2. Raise upper blade to highest position.
3. Remove 4 screws (P, Figure 10) and carefully remove blade.
4. Rotate or replace blade and re-install screws (P).
5. Re install hold-down. When blade is in highest position, the gap
between the hold-down and the table should be within1/4. Adjust to this
position by turning the wo screws (O, Figure 10) as needed. When the
blade starts its downward travel,the hold-down should immediately hold
workpiece in place.
Figure 10
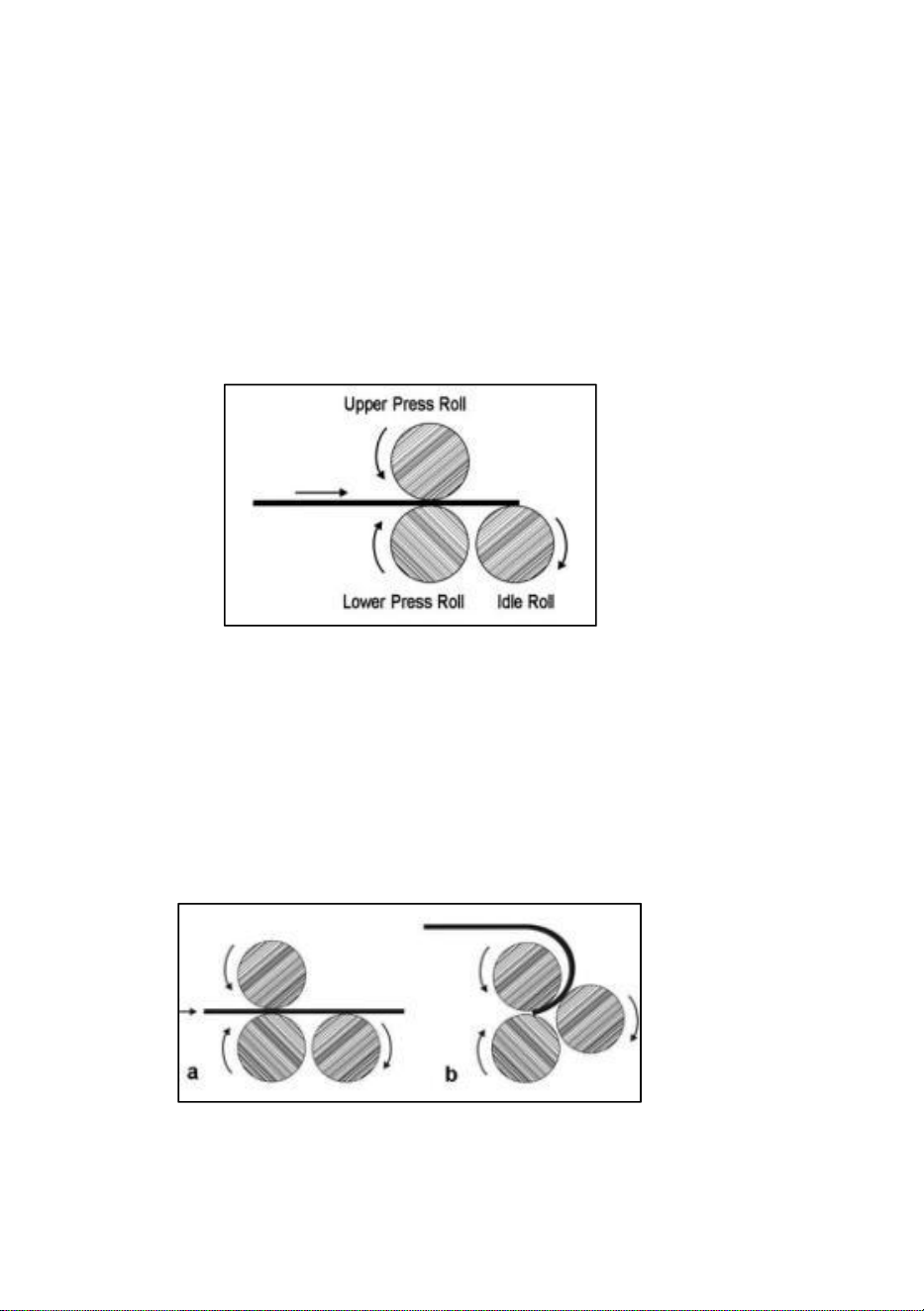
Slip Roll set-up
Do not roll material larger than 12” 20-gauge mild steel. The
slip roll guard must cover the rolls except when material is being fed
into the rolls. Failure to comply may cause serious injury and/or
damage to the machine.
Material Size Conside rations
To determine approximate length of material needed for a desired size tube,
use the following formula :
C =πD
Where C is the circumference, π equals3.1417 and D is the diameter. For
example: To find the length of material needed (C) to form a tube 4" in
diameter, multiply 3.1417 by 4". Result:12.5667" is the circumference of
- 12 -
approximate length of material needed. Cut several pieces of material to
this length for a forming test run. Material may have to be lengthened or
shortened depending upon results of test run.
TIP: If it doesn’t interfere with the proposed final shape or design, a slight
bend made with the press brake on the leading edge will simplify the initial
rolling process, by allowing the leading edge to slip more easily over the
idle roll.
Beware of pinch point –the intersection of upper and lower rolls.
Failure to comply may cause serious injury to fingers and/or hands.
1. Make sure rolls and workpiece are clean and free of debris to prevent
pitting of sheet metal.
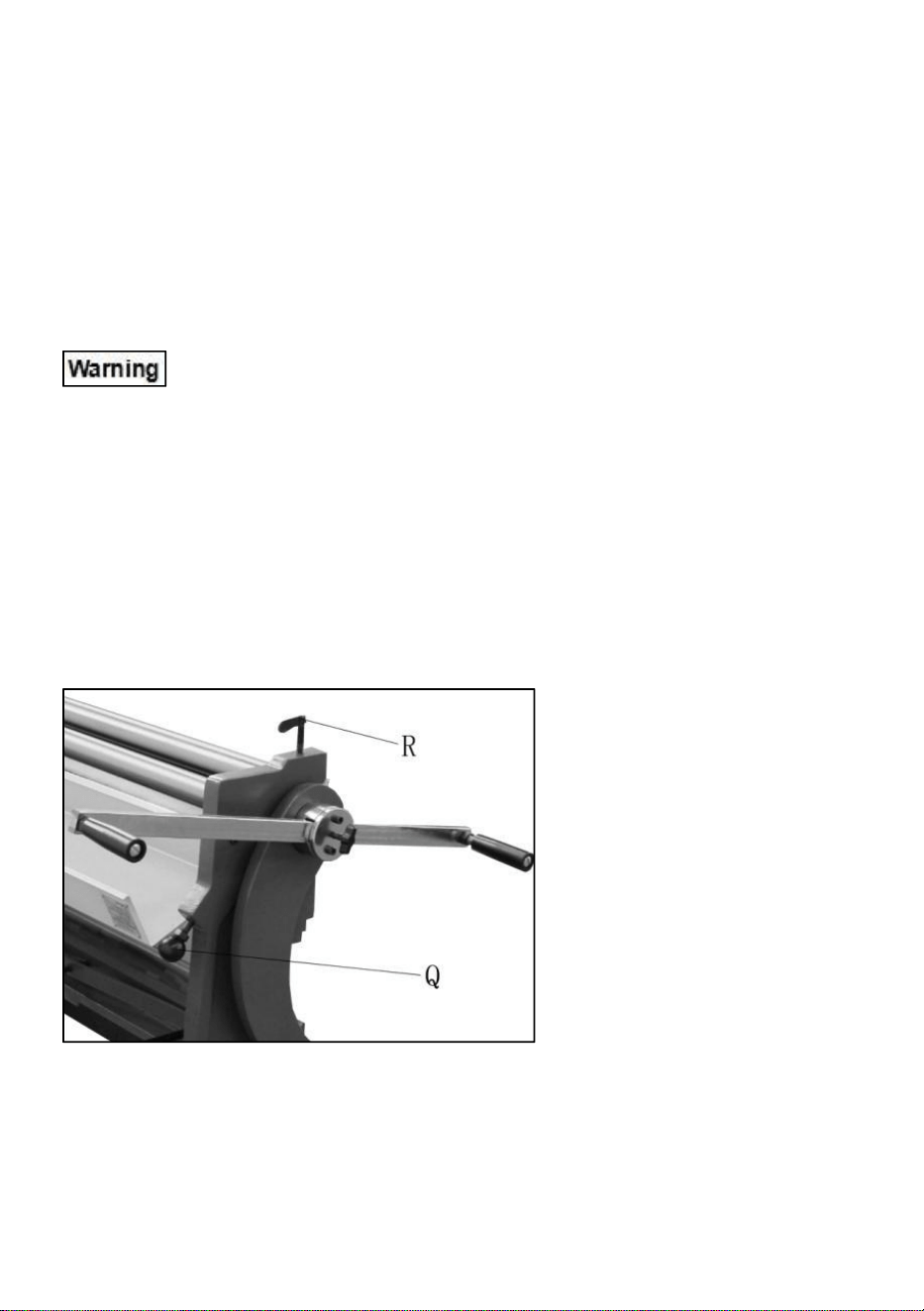
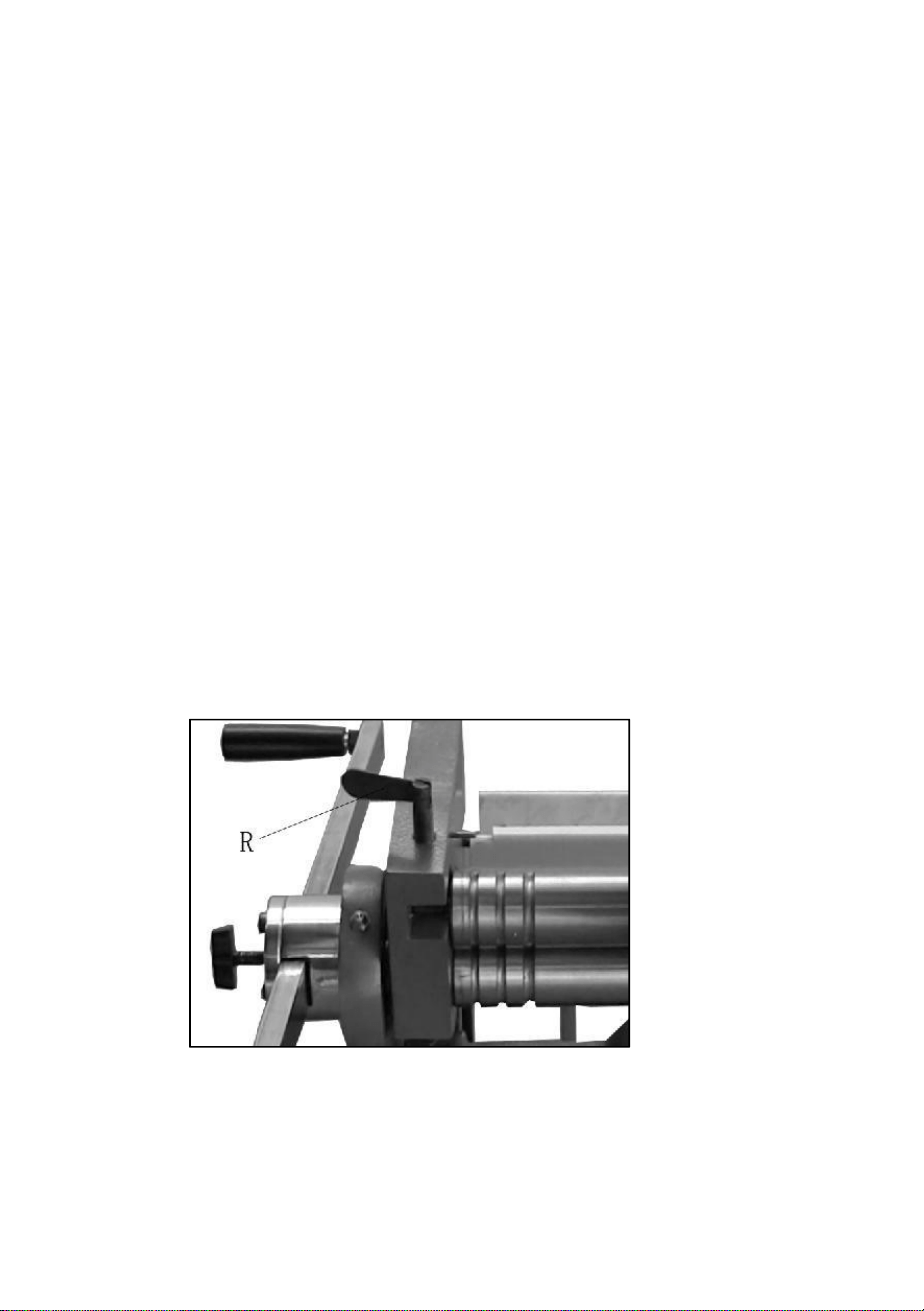
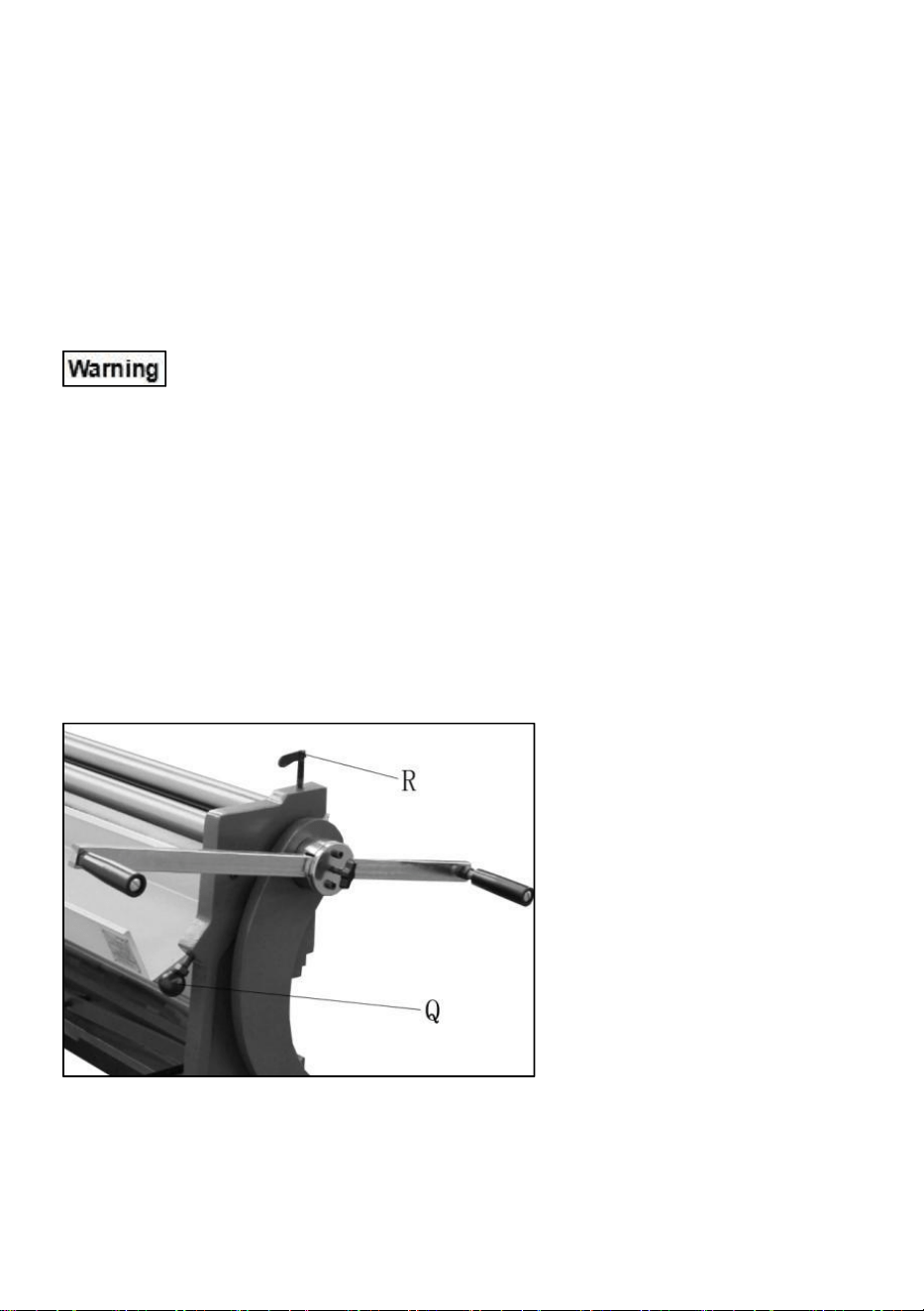
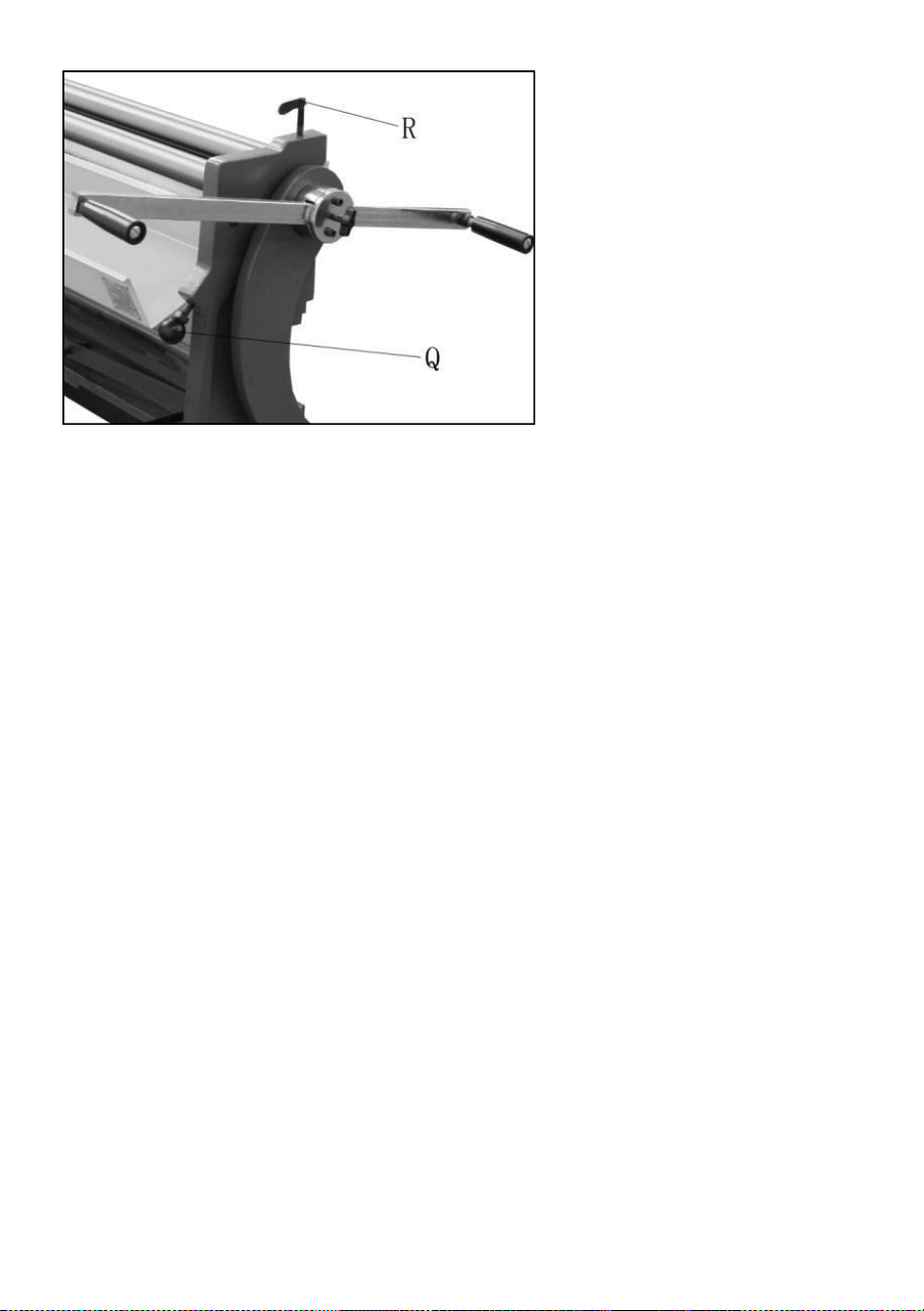
2. Back off idle roll completely by rotating idle roll screws (Q, Figure
11)counter-clockwise.
3. Loosen bolt (R, Figure 11) to increase space between upper and lower
press rolls.
Figure 11
4. Insert material between upper and lower rolls, and tighten bolt (R,
Figure 11)to lower the upper roll, until material fits snugly. The upper roll
must have sufficient pressure on work piece to feed properly.
5. Rotate both idle roll screws (Q, Figure11) to adjust idle roll’s proximity to
the twomain rollers. Raise both ends an equal amount.
- 13 -
6. Run workpiece through the machine using the handles. If workpiece is
large, make sure it receives proper support as it exits the machine.
7. Make further passes of workpiece, raising the idle roll incrementally
before each pass, until desired radius is achieved. No exact formula can be
followed when making roll adjustments because material “spring-back”
varies with the kind of material being formed. Only by test forming several
pieces can correct adjustments be obtained. Also, keep in mind that it is
much easier to re-pass material to make a smaller radius than to attempt to
increase a radius that was made too small.
The idle roll must be adjusted exactly parallel or the material will spiral
during the rolling process. Measure each end of the opening with calipers if
greater precision is required.
Deliberately setting the rolls non-parallel can be used to make cone
shapes.
To remove cylindrical shaped workpieces:
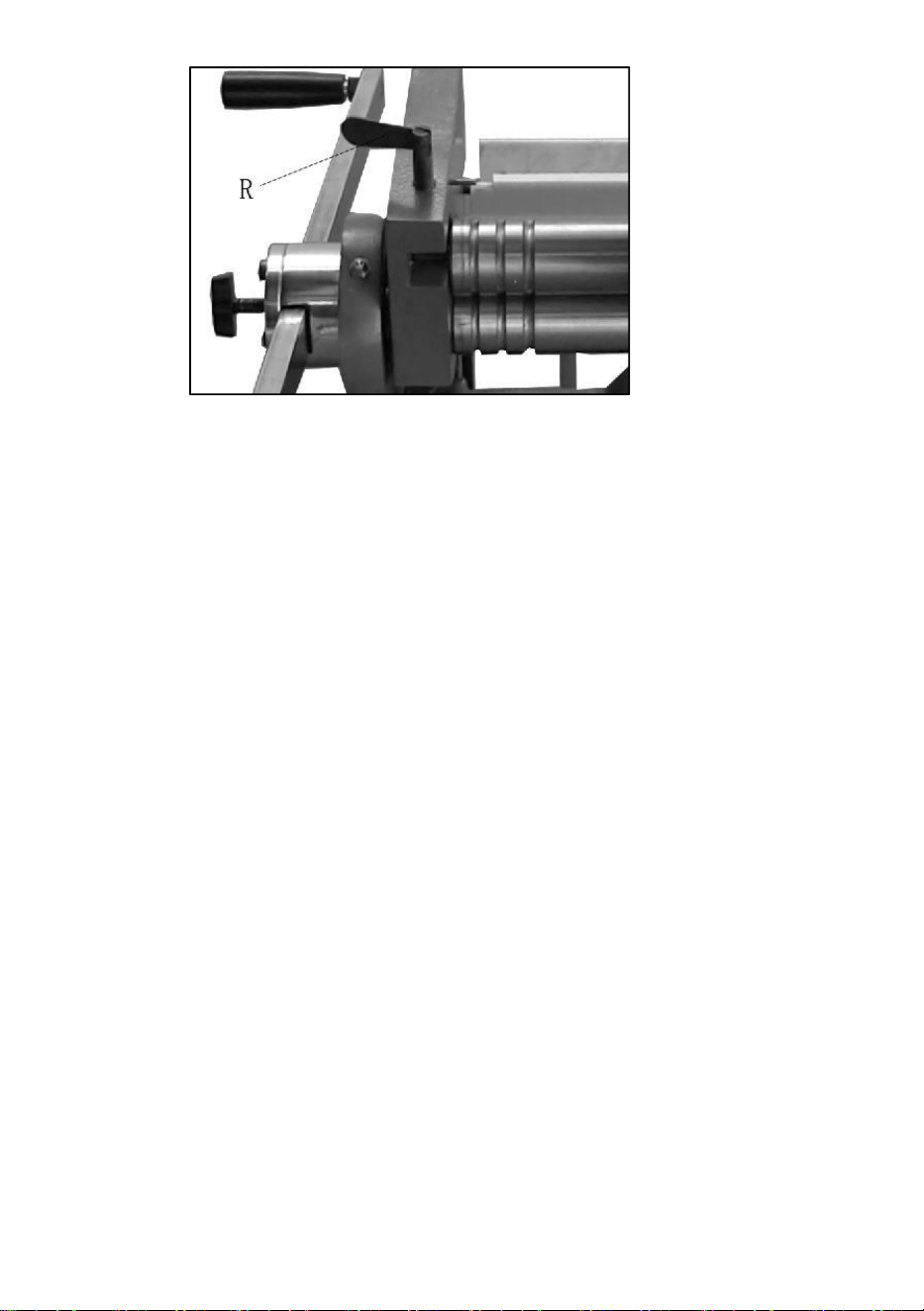
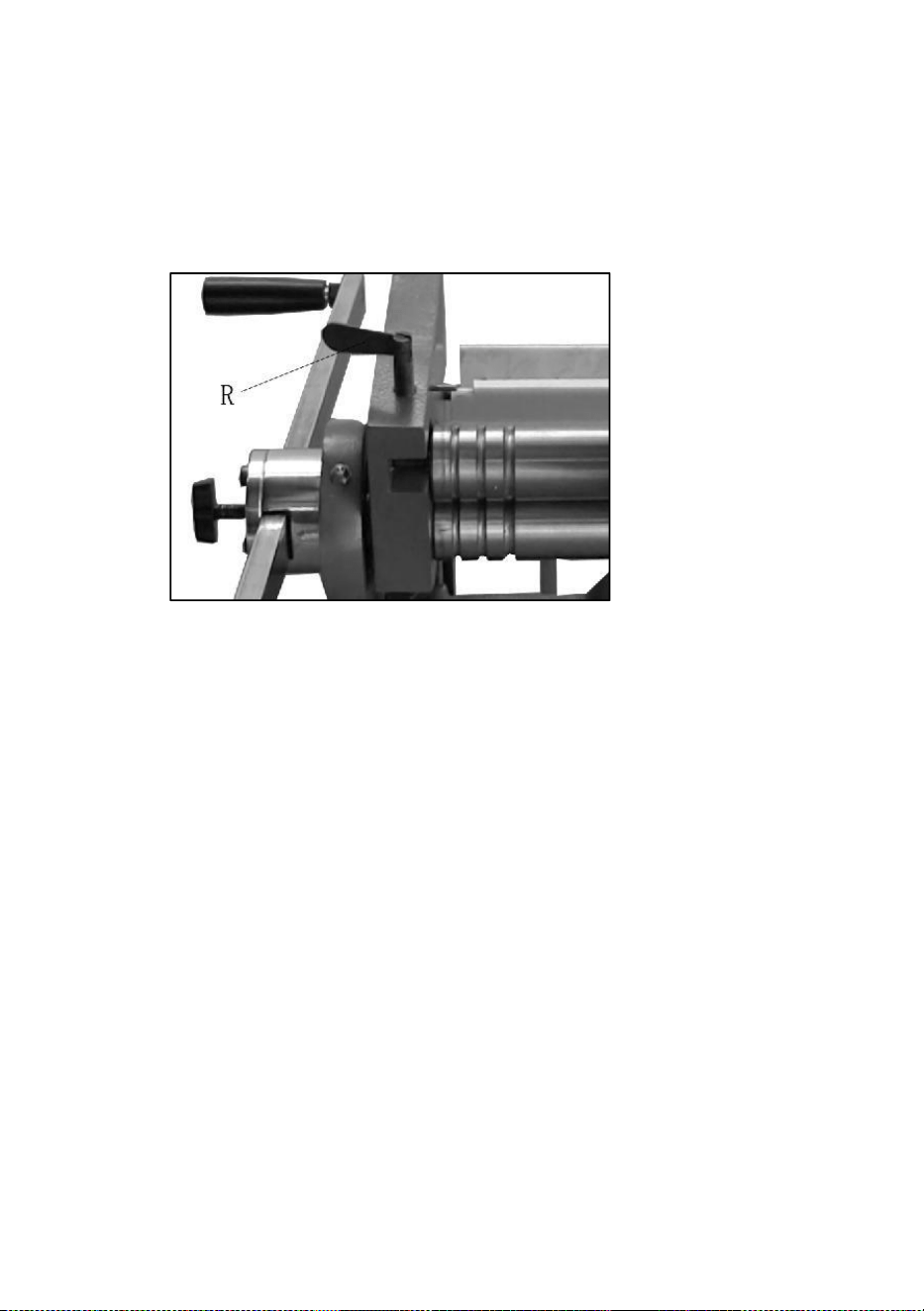
1. Loosen bolt (R, Figure 12)
Figure 12
2. Carefully grasp upper roll and swing out the end. Grasp upper roll firmly,
to prevent it falling out of machine.
3. Slip workpiece off end of roll.
4. Re install upper roll, and tighten bolt (R, Figure 12).
- 14 -
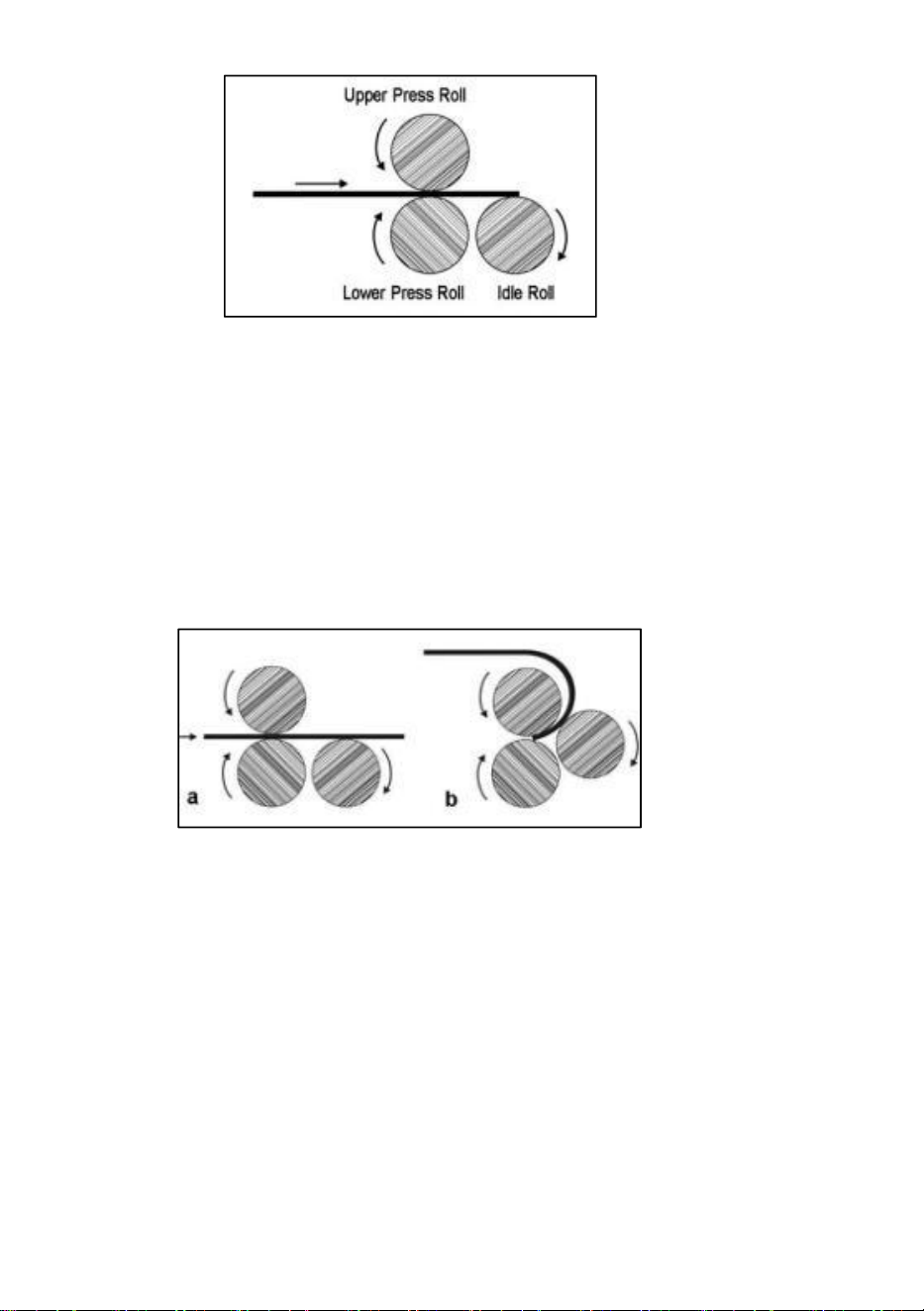
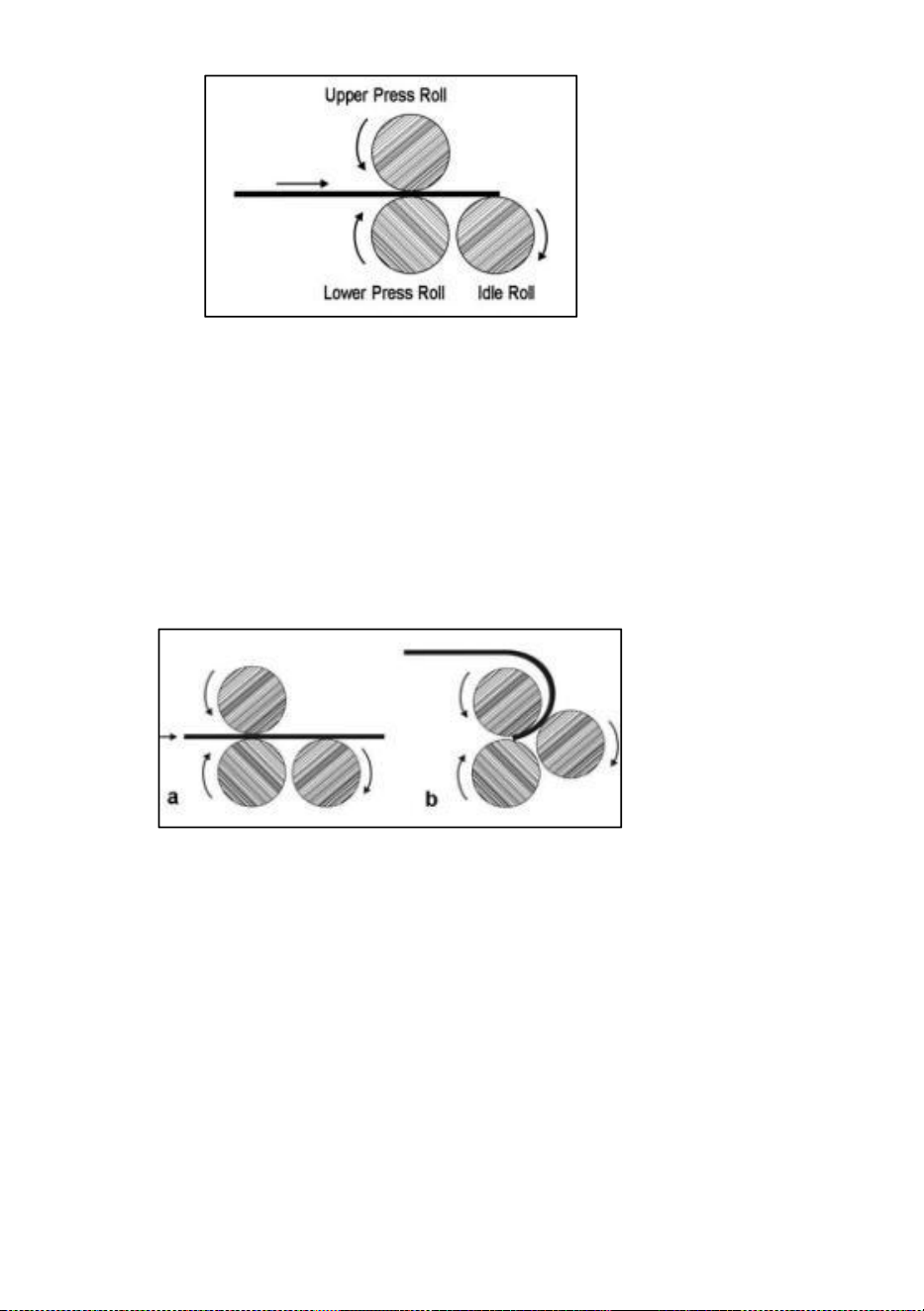
Flat Rolling
Softer metals (copper, aluminum, etc.)can be processed through the slip
roll machine to straighten, flatten, or reduce their thickness. Simply adjust
the upper press roll for thickness, lower idle roll all the way down, and feed
workpiece through (Figure 13).
NOTE: The idle roll will not descend completely out of the path of the
workpiece; thus, there may be a slight bend in the workpiece. By flipping
the workpiece over and re-feeding it, this bend can be minimized.
Figure 13
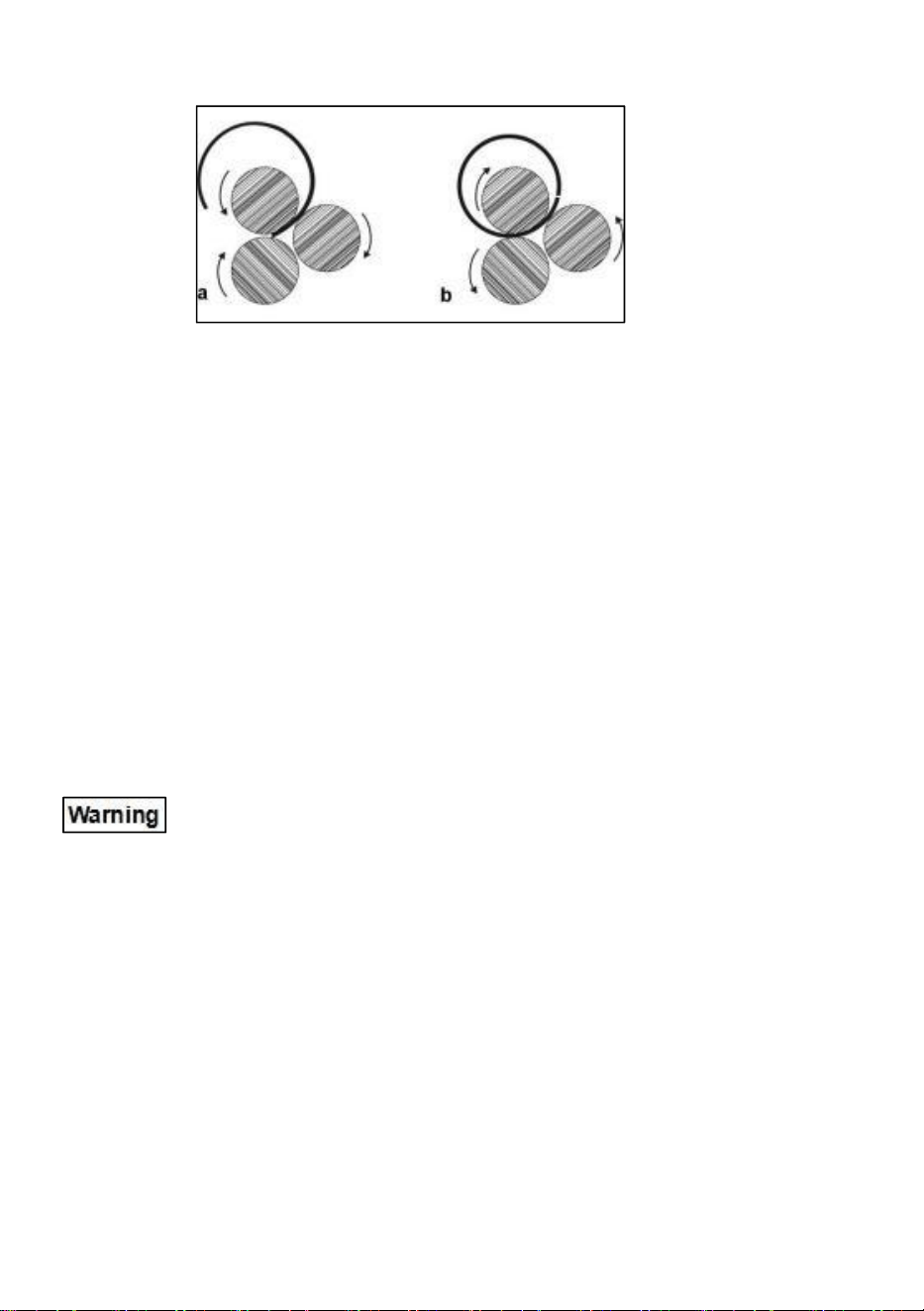
Forming a Radius
1. Adjust upper press roll as needed.
2. Insert workpiece from front.
3. Operate handle; when the material reaches the point where the radius
is to begin (a, Figure 14), stop the machine and raise the idle roll an equal
amount oneach end to achieve desired bend.
Figure 14
4. Restart rolls and continue until bend is completed (b, Figure 14).
Support workpiece as it exits machine.
5. Make further passes if needed, along with incremental idle roll
- 15 -
adjustments.
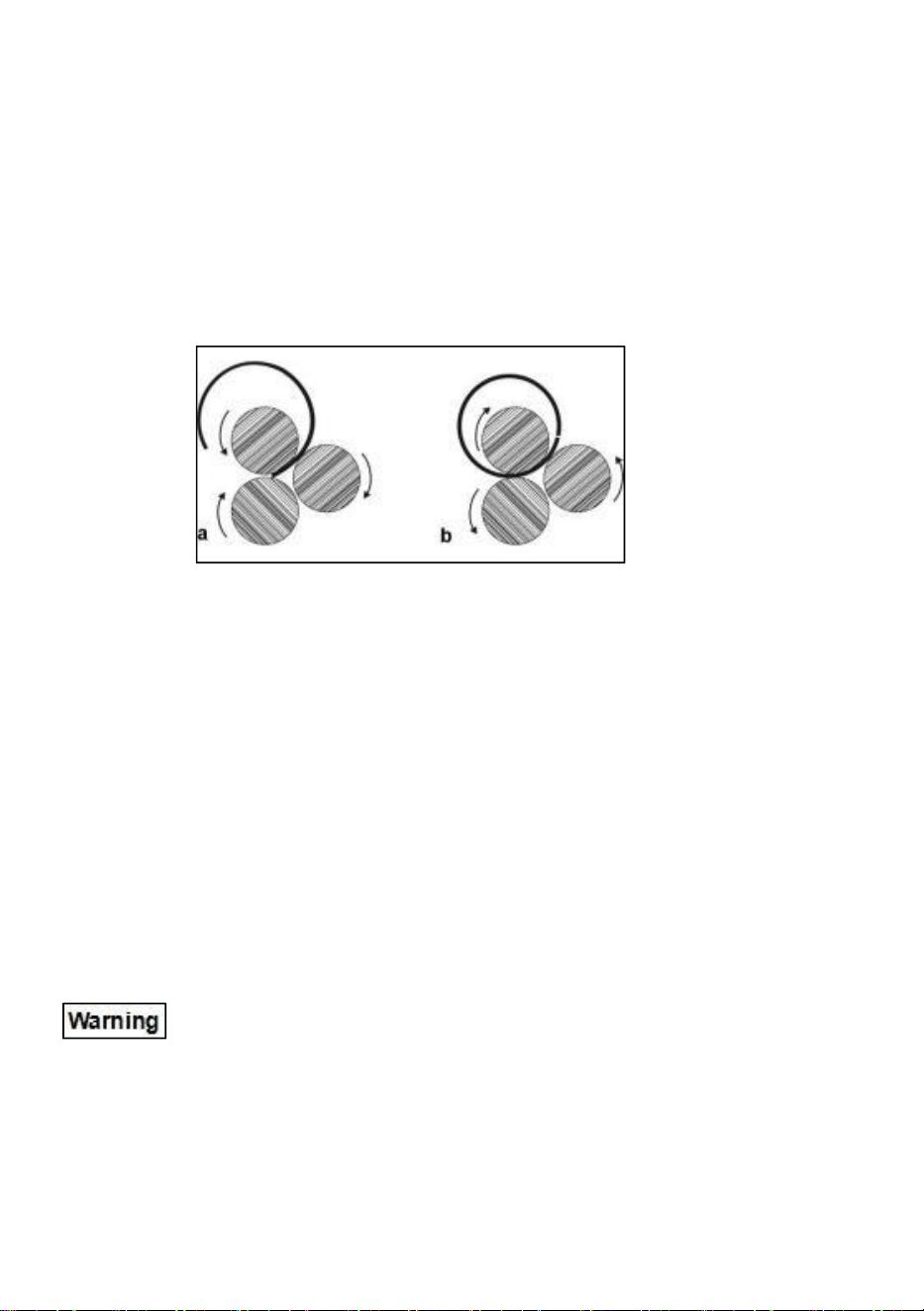
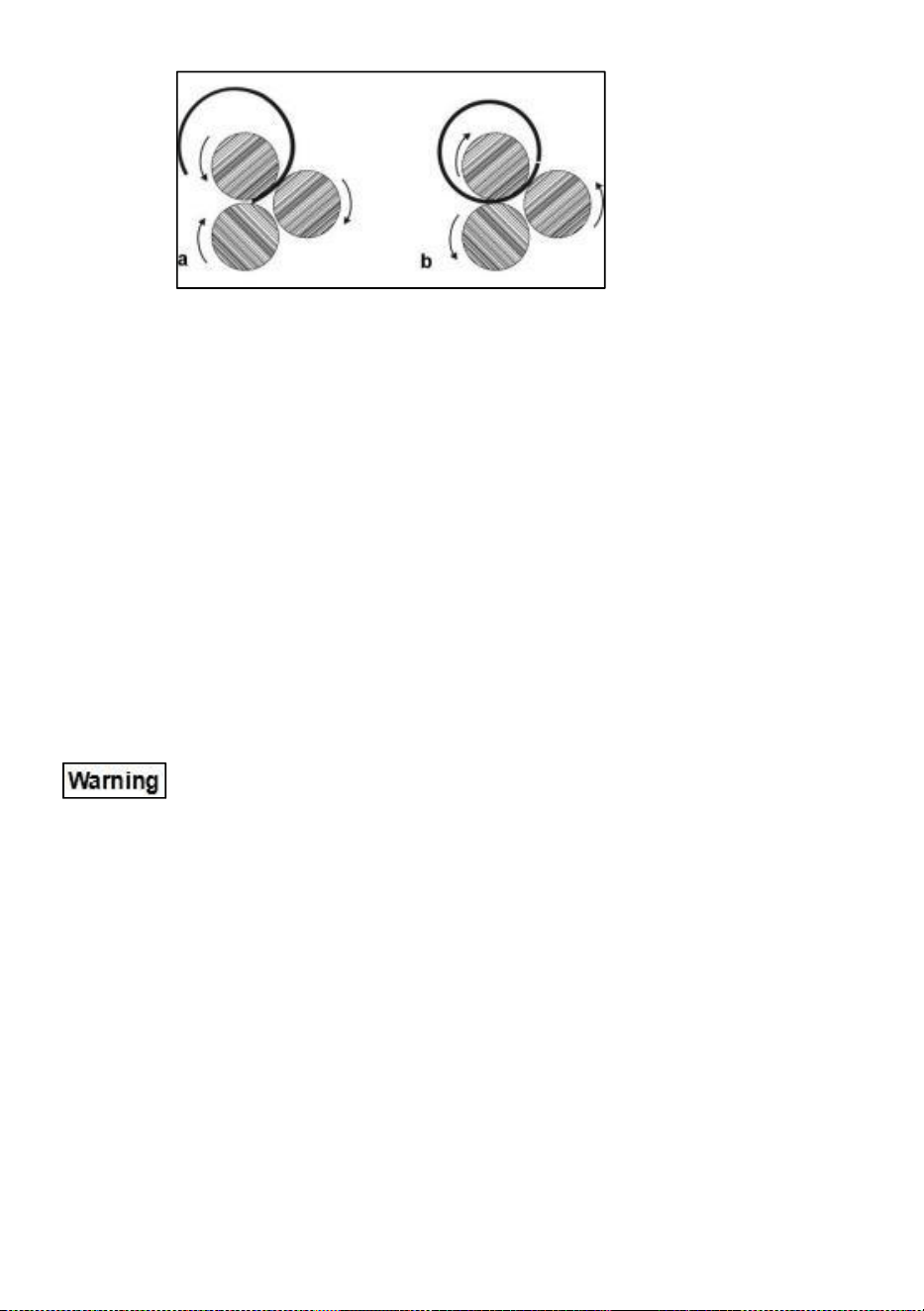
Forming a Tube
1. Adjust upper press roll as needed for workpiece thickness.
2. Feed workpiece into machine. As it nears the end (a, Figure 15), stop
and reverse direction (b, Figure 15).
3. Make further passes if needed, along with incremental idle roll
adjustments.
Figure 15
Bending Wire
There are 6 wire grooves at the ends of the press rollers to accommodate
a2.99mm(0.12”), 3.66mm(0.14”), 6.1mm(0.24”), 3.05mm(0.12”),
4.40mm(0.17”), 5.16mm(0.20”)wire.
Use the smallest groove into which the wire will comfortably fit. Bend the
wire using the same principles as described for forming a radius. To make
a complete loop of wire, use the instructions for forming a tube.
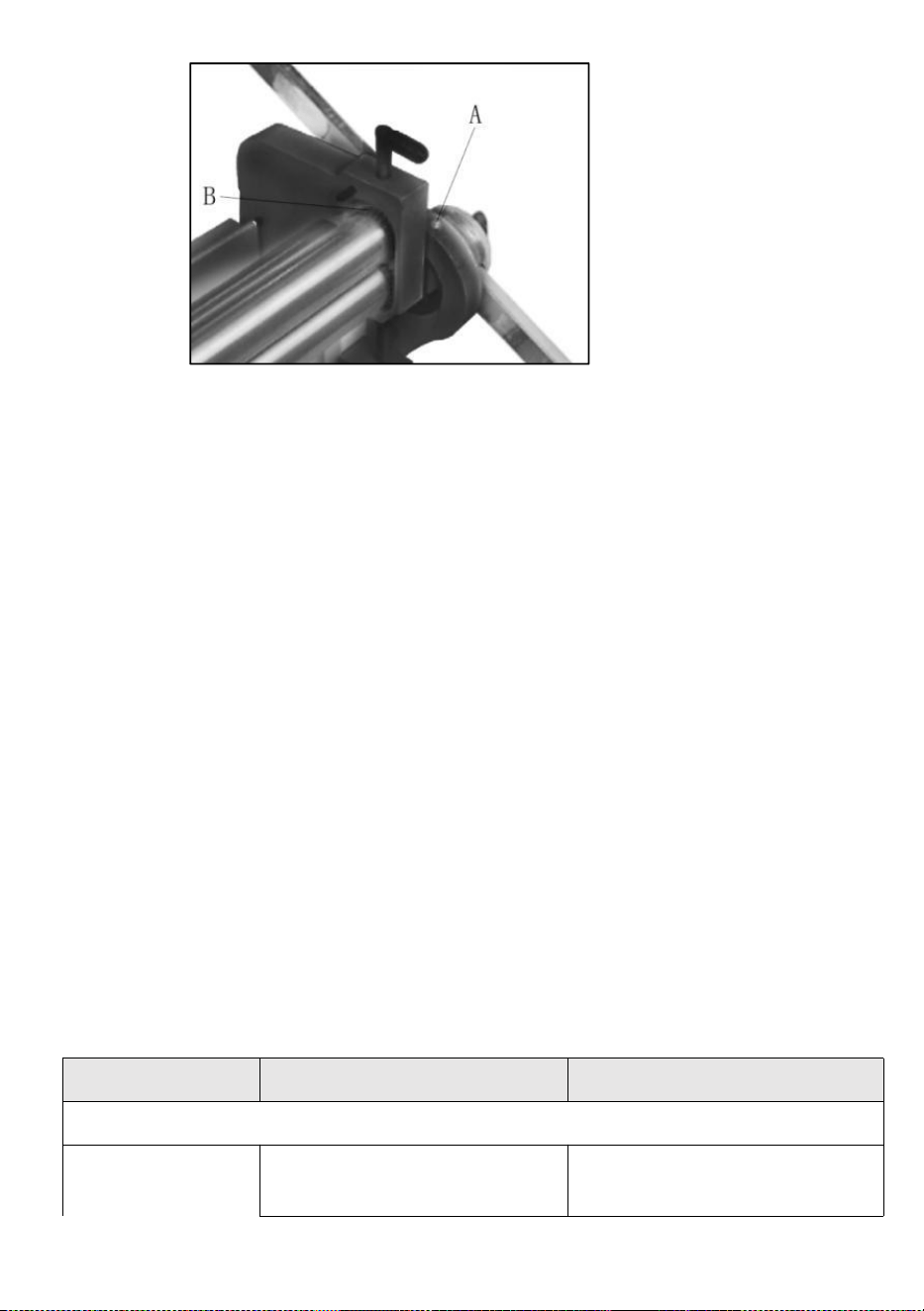
Maintenance/Lubrication
Use caution when doing maintenance work around the shear
blades.
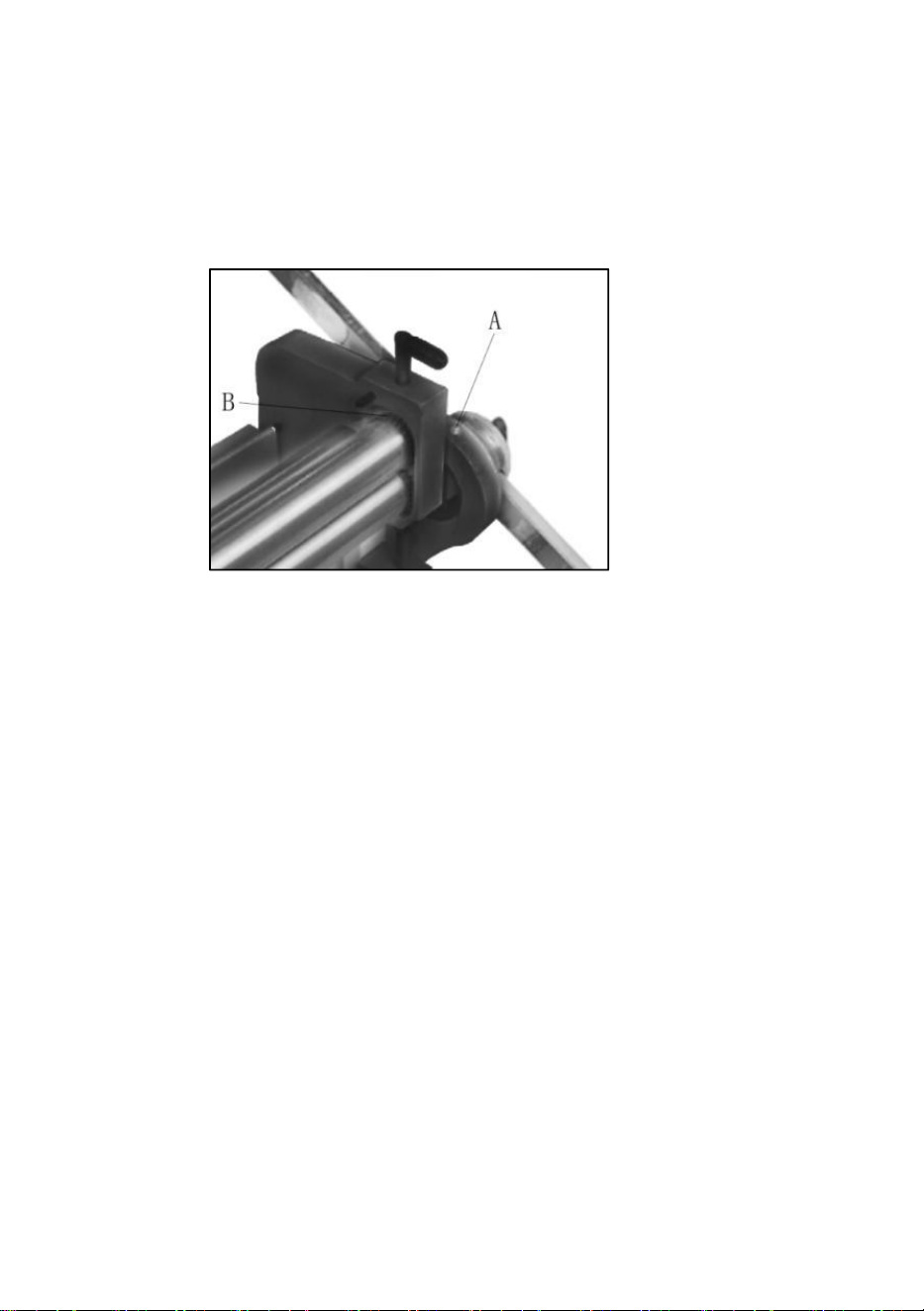
1. Apply #2 lithium tube grease once a month to the grease nipples on
both ends of frame (A, Figure 16).
2. Keep the slip rolls clean and rust-free, and frequently apply a light coat
- 16 -
of oil to them.
3. Lightly brush multi-purpose grease onto the gears at the end of the
rollers (B, Figure 16). Turn operating handle to distribute the grease.
4.Keep other exposed areas clean and lightly coated with oil, such as the
shear blades, table and upper dies. (Removeu pper dies from bar for more
effective cleaning).
Figure 16
Tools Required (Not included)
5mm Hex Key
6mm Hex Key
10mm Wrench
13mm Wrench
16mm Wrench
Medium Screw driver
Feeler Gauge set
Angle Gauge or Protractor
- 17 -
Trouble
Probable Cause
Remedy
SHEAR
Material won’t cut.
Incorrect blade gap.
Adjust gap to accommodate
thicker material.
Machine capacity exceeded.
Use materials within capacity.
Cuts not square.
Unequal blade gap.
Make blade gap equal.
Not contacting table guides.
Maintain consistent guides
contact.
Blade is bowed.
Remove bow.
Insufficient hold-down
pressure.
Adjust hold down.
Poor cut quality.
Dull blade(s).
Replace or sharpen.
Incorrect blade gap.
Adjust gap as needed.
Loose gibes.
Adjust backlash out of gibes.
BRAKE
Workpiece not
bending, or
bending difficult.
Workpiece too thick.
Use materials within capacity.
Improper bend allowance.
Adjust brake beam for proper
bend size.
Bend radius not
consistent across
material.
Machine capacity exceeded.
Use materials within capacity.
Brake beam improperly set for
bending
allowance.
Adjust brake beam for
consistent bend.
SLIP ROLL
Cones are made
when trying to roll
cylinders.
Rolls not parallel.
Adjust idle (rear) roll until
parallel to upper press roll.
Workpiece not
bending.
Machine capacity exceeded.
Use materials within capacity.
Idle roll not engaging.
Inspect and make corrections as
needed.
- 18 -
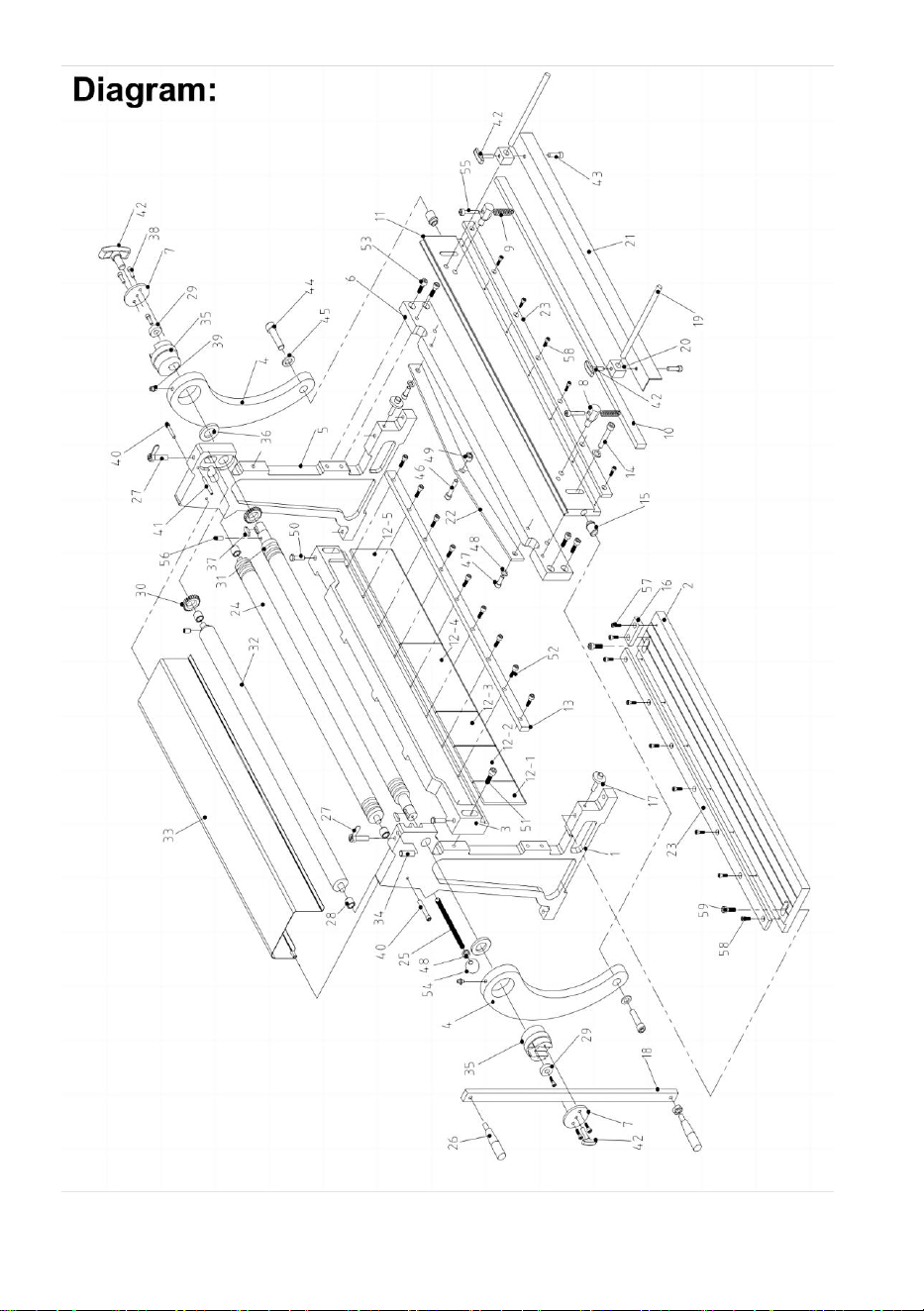
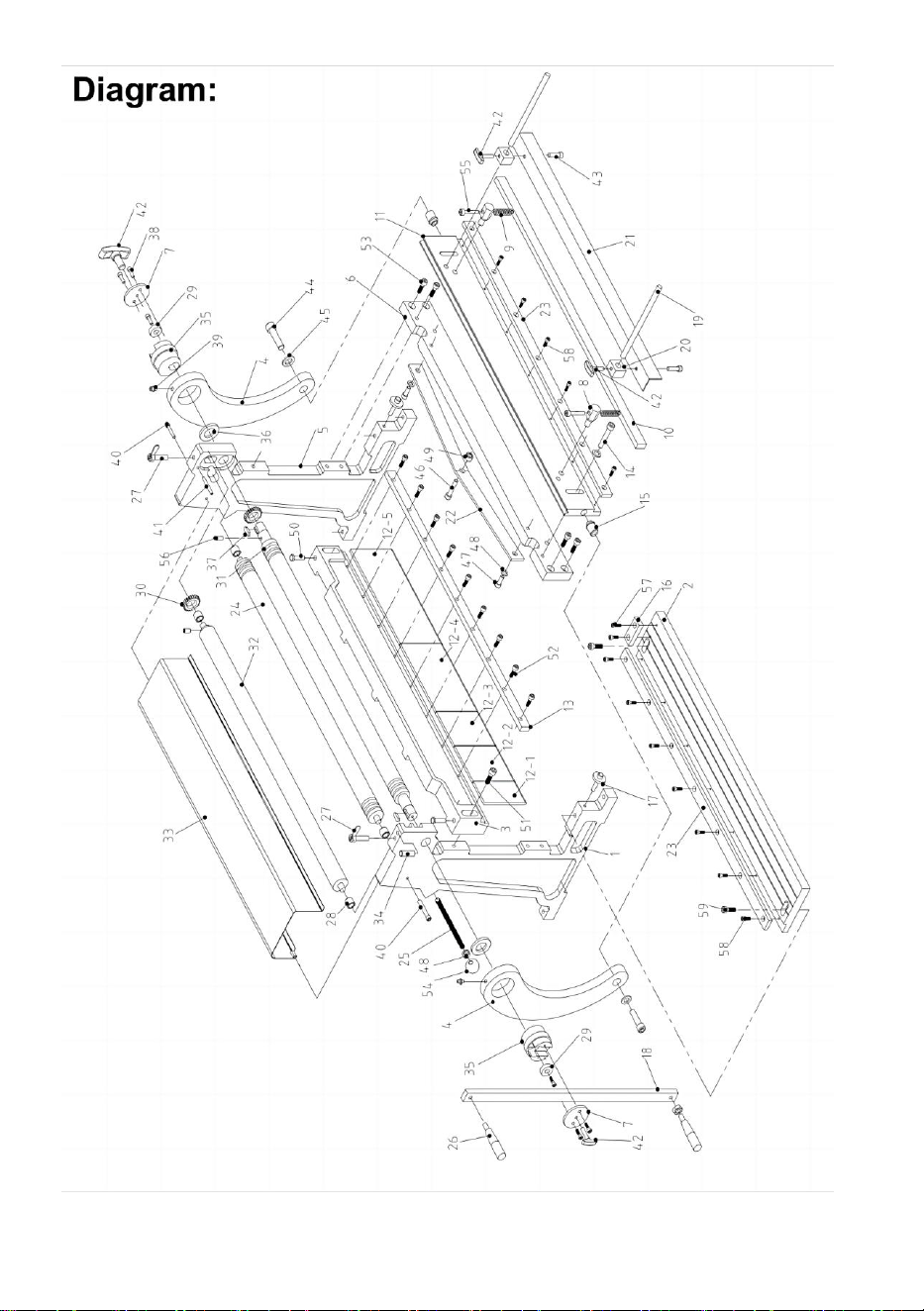
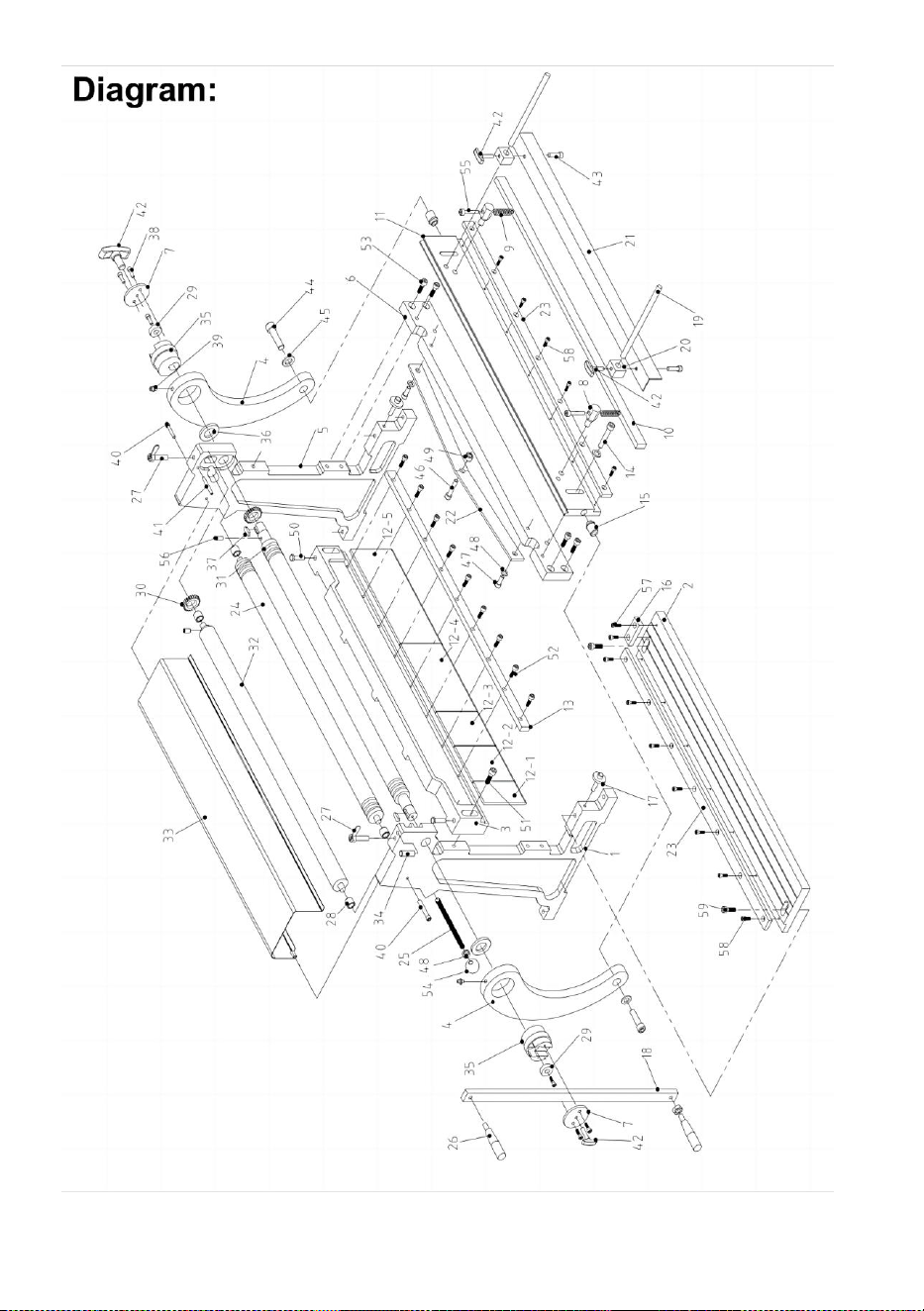
PARTS LIST
PART
NO.
DESCRIPTION
Q'TY
PART
NO.
DESCRIPTION
Q'TY
1
Left frame
1
19
Support rod
2
2
Work surface
1
20
Guide block
2
3
Cross beam
1
21
Backstop
1
4
Cranking arm
2
22
Adjustment bar
1
5
Right frame
1
23
Shears blade
2
6
Shear frame
1
24
Rear roll
1
7
Bushing cover
2
25
Screw
2
8
Press plate bracket
2
26
Handle
2
9
Spring
2
27
Positioning bolt
2
10
Press plate
1
28
Bushing
4
1 1
Lower braking die
1
29
Washer
2
12- 1
1” Die
1
30
Gear
2
12-2
2” Die
1
31
Lower roll
1
12-3
2” Die
1
32
Upper roll
1
12-4
3” Die
1
33
Cover
1
12-5
4” Die
1
34
Eccentric shaft
1
13
Upper die bracket
1
35
Eccentric bushing
2
14
Bolt M8x50
2
36
Washer
2
15
Handle arm roll
2
37
Key 6x20
2
16
Guide block
1
38
Screw M6x16
6
17
Adjustment screw
2
39
Grease nipple
2
18
Handle arm
1
40
Bolt M6x35
2
- 19 -
PART
NO.
DESCRIPTION
Q'TY
PART
NO.
DESCRIPTION
Q'TY
41
Taper pin
2
52
Screw M6X20
4
42
Handle
4
53
Screw M8X20
4
43
Screw M6x10
2
54
Knob
2
44
Screw M8x35
2
55
Bolt M6X45
2
45
Washer 8
2
56
Round pin
2
46
Bolt M10x40
1
57
Screw M6X10
2
47
Bolt M8x20
2
58
Screw M6X10
4
48
Washer 8
2
59
Screw M8X20
2
49
Nut M8
1
60
Stand type A (Optional)
1
50
Bolt M10X16
2
61
Stand type B (Optional)
1
51
Screw M8X25
2
62
Stand type C (Optional)
1
- 20 -

Technique Certificat d'assistance et de garantie électronique
www.vevor.com/support
LE CISAILLEMENT / FREIN / ROULEAU
MANUEL D'UTILISATION
MODÈLE : 3 EN 1/305
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODÈLE : 3 EN 1/305
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
THE SHEAR / BRAKE /
ROLL
- 2 -
Avertissement - Pour réduire le risque de blessure,
l'utilisateur doit lire attentivement le manuel d'instructions.
SPECIFICATIONS
Modèle....................................................................................... ....... ... .. 3
en 1/305
Largeur effective............... ................................... .305 mm (12 pouces)
Maximum
Épaisseur de cisaillement… ....................................................... ..1 mm
(calibre 20)
Épaisseur de pliage…… ....................................................... 1 mm (calibre
20)
Ang
le
de
plia
ge...
.......
.....90° Épaisseur de laminage…… ........... …1 mm (calibre 20)
Diamètre du rouleau…… .................................................... …. 45 mm
(1-1/2 pouces)
Accessoires standards
1
Boulon de réglage du rouleau
2
2
Boulon à bouton fixe
2
3
Ensemble culbuteur
1
4
Ensemble de tige de guidage
2
5
Baffle
2
- 3 -
UNPACKING
Le CISAILLEMENT / FREIN / ROULEAU 3-EN-1/12 est expédié depuis le
fabricant dans un carton soigneusement emballé. Inspectez
soigneusement le produit ouverture du colis. Après avoir déballé le unité,
inspectez soigneusement tout dommage qui peut avoir eu lieu pendant le
transport. Si des dommages se sont produits, l'expédition les réclamations
pour dommages doivent être déposées auprès du transporteur et sont
sous la responsabilité du utilisateur. Vérifiez l'exhaustivité. Immédiatement
signaler les pièces manquantes au concessionnaire.
Avertissement
Les avertissements, précautions et instructions décrites dans ces
instructions ou situations qui pourraient survenir. L'opérateur doit
comprendre que le bon sens et la prudence sont des facteurs qui ne
peuvent pas être intégrés à ce produit, mais doit être fournie par
l'opérateur.
CONSERVEZ CES INSTRUCTIONS
Nous vous remercions d'avoir acheté une machine à
cisaillement/freinage/roulement de 12 pouces. Avant essayer d'utiliser
votre nouvel outil veuillez lire attentivement ces instructions. Vous aurez
besoin de ces instructions pour avertissements de sécurité, précautions,
montage, fonctionnement, procédures d'entretien, liste des pièces et
schémas. Conservez votre facture numéro avec ces instructions. Écrivez
le numéro de facture à l'intérieur du recto couverture. Conservez les
instructions et la facture dans un endroit sûr et sec pour référence
ultérieure.
SAFETY RULES

- 4 -
12. Apprenez à connaître votre machine. Lisez ce manuel soigneusement.
Apprenez la machine applications et limitations, ainsi que dangers
potentiels spécifiques qui lui sont propres.
13. Gardez la zone de travail propre et bien éclairée. Les zones de travail
encombrées ou sombres invitent accidents.
14. Gardez les enfants à l'écart. Tous les enfants doivent être tenus à
l'écart de la zone de travail. Ne laissez jamais un enfant manipuler un outil
sans surveillance stricte d'un adulte.
15. N'utilisez pas cet outil s'il est sous influence de l'alcool ou de drogues.
Lire étiquettes d'avertissement sur les ordonnances déterminez si votre
jugement ou vos réflexes sont affaibli par la prise de drogues. S'il y a En
cas de doute, n'essayez pas de l'opérer.
16. Utiliser un équipement de sécurité. Protection des yeux doit toujours
être porté lors de l'utilisation cette machine. Utilisez des dispositifs de
sécurité approuvés par ANSI lunettes. Les lunettes de tous les jours n'ont
que verres résistants aux chocs. Ils ne sont PAS lunettes de sécurité.
Masque anti-poussière, antidérapant chaussures de sécurité, casque ou
protection auditive la protection doit être utilisée de manière appropriée
conditions.
17. Portez des vêtements appropriés. Vêtements amples, gants, cravates,
bagues, bracelets ou autres les bijoux peuvent présenter un danger
potentiel lors de l'utilisation de cette machine. Veuillez Gardez tous les
vêtements éloignés de la machine.
18. Ne vous penchez pas trop en avant. Gardez une bonne position et
équilibrez toujours lorsque vous utilisez ceci produit.
19. Vérifiez les dommages. Vérifiez votre outil régulièrement. Si une partie
de l'outil est endommagée, doit être soigneusement inspecté pour
s'assurer sûr qu'il peut effectuer son travail prévu fonctionner correctement.
En cas de doute, la pièce doit être réparé. Confiez tout entretien à un
technicien qualifié. Consultez votre concessionnaire pour obtenir des
conseils.
20. Entretenez vos outils avec soin. Gardez vos outils net et propre. Bien
entretenu les outils, avec des bords tranchants, sont moins susceptibles de
se lier et sont plus faciles à contrôler.
- 5 -
21. Lorsque vous déménagez, installez, nettoyez ou régler la machine,
rester à l'écart de la cisailles.
22. Posez la housse de protection lorsque vous n'utilisez pas le rouleau
coulissant du machine.
12. Gardez vos mains loin de la matrice quand tu travailles dessus.
SET-UP AND ASSEMBLY
Schémas d'étage
- 6 -
Figure 1 – Centres des trous pour cisaillement et freinage et rouler
Assemblée
Outils nécessaires pour l'installation et l'assemblage : 5 clés hexagonales
de 6 mm (« clés Allen ») et une clé plate de 16 mm .
11. Retirez la machine et les pièces de rechange de boîte.
12. Nettoyez soigneusement toutes les surfaces protégées contre la
rouille Nettoyez les surfaces peintes avec un solvant doux ou du kérosène
et un chiffon doux. N'utilisez pas de diluant pour laque, de diluant pour
peinture ou d'essence, car ils peuvent endommager les surfaces peintes.
13. Enduire toutes les surfaces usinées d’un très léger film d’huile pour
inhiber la rouille.
14. Déplacez soigneusement la machine vers un établi ou un support.
L'emplacement de la machine doit permettre un accès libre de tous les
côtés.
15. Boulonner la machine sur un support ou un établi. Le support ou
l'établi doit être boulonné au sol. (REMARQUE : un support en option est
disponible pour cette machine ; voir Section 8. Contact (Distributeur KAKA
pour commander.)
- 7 -
16. Retirez une poignée (A, Figure 2) de chaque ensemble de poignée de
commande, à l'aide d'une clé hexagonale de 6 mm.
Figure 2
17. Desserrez le boulon de verrouillage (C, Figure 2).
18. Faites glisser la barre (B) dans le moyeu et serrez le verrou boulon (C)
pour fixer.
19. Réinstaller la poignée (A).
20. Installez les deux tiges de guidage dans l'un ou l'autre ensemble
supérieur ou inférieur de trous filetés (figures 3 et 4) et serrez le réglage en
écrou hexagonal rotatif contre la base moulée o la machine avec une clé
de 16 mm.
11. Installez la plaque de guidage comme indiqué dans les figures 3 ou 4.
Fixez-la aux tiges à l'aide des Poignées en T.
Figure 3 (Position de freinage) Figure 4 (Position de cisaillement)
REMARQUE : pour le fonctionnement du frein, installez le guide tiges
- 8 -
dans l'ensemble supérieur de trous (figure 3) ; pour opération de
cisaillement, installer dans l'ensemble inférieur de trous (Figure 4).
PRESS BRAKE SET-UP
Ne pas plier le matériau acier doux de plus de 12 po de
calibre 20. Le non-respect de ces règles peut entraîner de graves
dommages blessures et/ou dommages à la machine.
Pour préparer le pliage :
11. Placez une bande de bois (F, Figure 5) sur matrice inférieure, toute la
longueur de la matrice.
12. Fermer le frein jusqu'au contact du bois le souper meurt(E).
13. Desserrez les vis (D) à l'aide d'une clé hexagonale de 5 mm.
Figure 5
14. Sélectionnez les matrices supérieures (E) pour le travail souhaité et
retirez les autres en les faisant glisser par l'extrémité gauche. (Ensemble
de matrices inclus : tailles 1"x1, 2"x2, 3"x1, 4"x1)
15. Déplacez la poignée de commande jusqu'à ce que le bois pousse les
matrices vers le haut pour qu'elles s'installent uniformément dans le
faisceau supérieur.
16. Resserrez fermement toutes les vis (Figure 3), puis relâchez et retirez
- 9 -
la bande de bois.
17. Si vous effectuez des virages répétés ou si vous utilisez des travaux
longs pièce, positionnez les tiges de guidage et plaque pour le
fonctionnement du frein, comme indiqué dans Figure 3.
18. Tracer une ligne sur la pièce à usiner pour la plier emplacement.
(Assurez-vous de tenir compte de la courbure allocation basée sur
l'épaisseur de matériel. Cela peut être fait soit par essais et erreurs, ou en
consultant un (manuel du machiniste.)
19. Posez la pièce sur le bloc en V (matrice inférieure) de manière à ce
que la ligne tracée soit alignée avec la pointes de la ou des matrices
supérieures.
20. Maintenez la pièce fermement et utilisez poignée de commande pour
réaliser un virage.
Pour régler la poutre de frein (G, Figure 6) pour les coudes à 90° en
bas de la course :
4. Desserrez légèrement les vis de verrouillage (H) à l'aide d'une clé
hexagonale de 6 mm.
5. Tournez les vis de réglage de la poutre de frein (G) avec une clé de 16
mm, jusqu'à ce que le test soit plié. sreflétez un coude à 90° aux deux
extrémités du frein.
6. Resserrer les vis (H).
Figure 6
- 10 -
Pour les virages répétitifs spéciaux, le frein la poutre peut être ajustée pour
sur-courber la l'angle souhaité puisque le métal aura un certain degré de «
retour en arrière ».
Configuration de cisaillement
Ne pas cisailler le matériau acier doux de calibre 20 de plus
de 12 po. Le non-respect de ces règles peut entraîner de graves
conséquences. blessures et/ou dommages à la machine.
4. Installer les tiges de guidage et la plaque en cisaillement position (figure
4) et ajustez à la valeur souhaitée longueur de la pièce coupée.
5. Placez la pièce contre le bloc de guidage sur le bord droit de la table (K,
Figure 7). L'extrémité de la pièce doit être contre le guide plaque.
6. Actionnez la poignée pour commencer la coupe de cisaillement.
L'action de cisaillement progresse de droite à gauche. gauche.
REMARQUE : 1. Pour éviter toute distorsion lors encochage, «
enclenchement » de la poignée pour faciliter perçant.
3. Ne pas passer la main derrière la machine pour attraper le morceau
coupé. Un gros morceau coupé doit pouvoir tomber sur un table spéciale
conçue pour attraper des pièces qui sont plus grands que l'établi.
3. Les gros morceaux à couper peuvent nécessiter une table avant pour
soutenir la pièce.
4. Tout le métal coupé sur cette machine aura un bord tranchant. Limez ou
poncez le bord tranchant avant la manipulation pour éviter les blessures.
- 11 -
Figure 7
Réglage de la lame inférieure
Les lames de cisaillement supérieures et inférieures ont été aligné en
usine et ne devrait pas nécessiter ajustement immédiat. Devrait Si un
réalignement s'avère nécessaire à l'avenir, procédez comme suit :
6. Placez une feuille de papier épaisse dans le position de coupe, sur
toute la longueur du lit, et effectuer une coupe.
7. Si la cisaille ne coupe pas le papier, desserrez la vis (L, Figure 7) à
chaque extrémité table, avec clé hexagonale de 6 mm.
8. Tournez les vis de réglage (M, Figure 8) pour déplacer la table et
modifier l'écart entre lames. Ne laissez pas les lames trop
chevauchement.
9. Si la cisaille coupe le papier aux extrémités, mais pas au centre,
tournez légèrement la vis (N, Figure 9) dans le sens des aiguilles d'une
montre jusqu'à ce que le papier soit coupé. fr longueur du pneu.
- 12 -
Figure 8
10. Si la cisaille coupe le papier au centre, mais pas aux extrémités,
tournez la vis (N) dans le sens inverse des aiguilles d'une montre jusqu'à
ce que le papier soit coupé. toute la longueur.
Figure 9
Rotation/remplacement de la lame
Soyez prudent lorsque travailler avec ou à proximité des
lames. Utiliser des gants de travail lors de leur manipulation.
Les lames de cisaillement sont réversibles et interchangeables ; lorsque
les bords sont émoussés, faites-les pivoter vers le nouveau bord, comme
suit :
6. Retirez le dispositif de retenue en le desserrant vis (O, Figure 10), en
utilisant un hexagone de 10 mm clé.
7. Soulevez la lame supérieure à la position la plus haute.
8. Retirez les 4 vis (P, Figure 10) et Retirez soigneusement la lame.
- 13 -
9. Faites pivoter ou remplacez la lame et réinstallez-la vis (P).
10. Réinstallez le dispositif de retenue. Lorsque la lame est en place
position la plus élevée, l'écart entre les maintenez-le enfoncé et la table
doit être à 1/4. Réglez cette position en tournant le deux vis (O, Figure 10)
selon les besoins. Lorsque la lame commence sa course vers le bas, le
dispositif de retenue doit immédiatement la maintenir pièce en place.
Figure 10
Configuration du rouleau de glissement
Ne pas enrouler le matériau plus gros de plus de 12 pouces
d'acier doux de calibre 20. Le glissement le garde-rouleau doit couvrir
les rouleaux sauf lorsque le matériau est introduit dans le rouleaux.
Le non-respect peut entraîner des blessures graves et/ou des
dommages à machine.
Taille du matériau à prendre en compte rations
Pour déterminer la longueur approximative de matériel nécessaire pour un
tube de la taille souhaitée, utilisez la formule suivante :
C = πD
Où C est la circonférence, π est égal à 3,1417 et D est le diamètre. Par
exemple : Pour trouver la longueur de matériel nécessaire (C) pour former
un tube de 4" diamètre, multipliez 3,1417 par 4". Résultat : 12,5667" est la
circonférence de longueur approximative du matériau nécessaire. Coupez
- 14 -
plusieurs morceaux de matériau à cette longueur pour un essai de
formage. Le matériau peut doivent être allongés ou raccourcis en fonction
des résultats du test.
CONSEIL : Si cela n'interfère pas avec le forme ou conception finale
proposée, une légère pli réalisé avec la presse plieuse sur le le bord
d'attaque simplifiera le roulement initial processus, en permettant au bord
d'attaque de glisser plus facilement sur le rouleau libre.
Attention au point de pincement – l’intersection des parties
supérieure et inférieure rouleaux. Le non-respect peut entraîner blessure
grave aux doigts et/ou aux mains.
8. Assurez-vous que les rouleaux et la pièce sont propre et exempt de
débris pour éviter les piqûres de tôle.
9. Reculez complètement le rouleau à vide en le faisant tourner vis du
rouleau fou (Q, Figure 11) dans le sens inverse des aiguilles d'une montre.
10. Desserrez le boulon (R, Figure 11) pour augmenter espace entre la
pression supérieure et inférieure rouleaux.
Figure 11
11. Insérer du matériau entre la partie supérieure et rouleaux inférieurs et
serrez le boulon (R, Figure 11) pour abaisser le rouleau supérieur, jusqu'à
ce que le matériau s'adapte bien ajusté. Le rouleau supérieur doit avoir
pression suffisante sur la pièce à usiner pour l'alimenter correctement.

- 15 -
12. Tournez les deux vis du rouleau fou (Q, Figure 11) pour régler la
proximité du rouleau fou par rapport aux deux rouleaux principaux.
Soulevez les deux extrémités à une distance égale montant.
13. Faire passer la pièce à travers la machine en utilisant les poignées. Si
la pièce est grande, assurez-vous qu'elle reçoit un support approprié sort
de la machine.
14. Effectuez d'autres passes de la pièce, en soulevant progressivement
le rouleau fou avant à chaque passage, jusqu'à ce que le rayon souhaité
soit atteint. Aucune formule exacte ne peut être suivie lorsque effectuer
des réglages de rouleau car le « retour élastique » du matériau varie selon
le type de matériau en cours de formation. Uniquement par test former
plusieurs pièces peut corriger des ajustements doivent être obtenus.
Gardez également à l'esprit gardez à l'esprit qu'il est beaucoup plus facile
de repasser matériau pour faire un rayon plus petit que pour tenter
d'augmenter un rayon qui était rendu trop petit.
Le rouleau fou doit être réglé avec précision parallèle ou le matériau va
tourner en spirale pendant le processus de roulage. Mesurez chaque
extrémité de l'ouverture avec des étriers si plus grande la précision est
requise.
Placer délibérément les rouleaux de manière non parallèle peut être utilisé
pour fabriquer des formes de cône.
Pour retirer la forme cylindrique pièces à usiner :
5. Desserrer le boulon (R, Figure 12)
- 16 -
Figure 12
6. Saisissez soigneusement le rouleau supérieur et faites-le pivoter vers
l'extérieur la fin. Saisissez fermement le rouleau supérieur pour éviter qu'il
ne tombe de la machine.
7. Faites glisser la pièce hors de l'extrémité du rouleau.
8. Réinstallez le rouleau supérieur et serrez le boulon (R, Figure 12).
Roulage à plat
Les métaux plus tendres (cuivre, aluminium, etc.) peuvent être traités
grâce au rouleau de glissement machine pour redresser, aplatir ou réduire
leur épaisseur. Ajustez simplement la partie supérieure rouleau de presse
pour l'épaisseur, rouleau de ralenti inférieur tout le chemin vers le bas et
alimenter la pièce à travers (Figure 13).
REMARQUE : le rouleau de ralenti ne descendra pas complètement hors
du chemin de la pièce à usiner ; ainsi, il peut y avoir une légère plier la
pièce. En retournant la pièce à usiner et la réalimenter, ceci la courbure
peut être minimisée.
- 17 -
Figure 13
Former un rayon
6. Ajustez le rouleau de presse supérieur selon vos besoins.
7. Insérer la pièce par l'avant.
8. Actionnez la poignée ; lorsque le matériau atteint le point où le rayon
est à commencer (a, Figure 14), arrêter la machine et soulevez le rouleau
fou d'une quantité égale à chaque extrémité pour obtenir la courbure
souhaitée.
Figure 14
9. Redémarrez les rouleaux et continuez jusqu'à ce que la courbure soit
terminé (b, Figure 14). Soutien pièce à la sortie de la machine.
10. Effectuez d'autres passes si nécessaire, le long avec des réglages
progressifs du ralenti.
Former un tube
4. Ajustez le rouleau de presse supérieur selon les besoins pour épaisseur
de la pièce.
5. Introduisez la pièce dans la machine. s'approche de la fin (a, Figure 15),
arrêtez-vous et sens inverse (b, figure 15).
6. Effectuez d'autres passes si nécessaire, le long avec des réglages
- 18 -
progressifs du ralenti.
Figure 15
Fil de pliage
Il y a 6 rainures de fil aux extrémités de les rouleaux de presse pour
accueillir un fil de 2,99 mm (0,12"), 3,66 mm (0,14"), 6,1 mm (0,24"), 3,05
mm (0,12"), 4,40 mm (0,17"), 5,16 mm (0,20").
Utilisez la plus petite rainure dans laquelle le le fil s'adaptera
confortablement. Pliez le fil en utilisant les mêmes principes que ceux
décrits pour former un rayon. Pour faire un rayon complet boucle de fil,
utilisez les instructions pour formant un tube.
Entretien/Lubrification
Soyez prudent lorsque vous faites travaux d'entretien autour de
la cisaille lames.
4. Appliquez de la graisse pour tube au lithium n° 2 une fois par mois aux
graisseurs aux deux extrémités du cadre (A, Figure 16).
5. Gardez les rouleaux de glissement propres et sans rouille et appliquez
fréquemment une légère couche d'huile sur eux.
6. Appliquez légèrement de la graisse multi-usages au pinceau les
engrenages à l'extrémité des rouleaux (B, Figure 16). Tournez la poignée
de commande pour répartir la graisse. 4. Gardez les autres zones
exposées propres et légèrement enduit d'huile, comme le cisaillement
lames, table et matrices supérieures. (Retirer pper meurt de la barre pour
- 19 -
plus d'efficacité nettoyage).
Figure 16
Outils requis (non inclus)
Clé Allen de 5 mm
Clé Allen de 6 mm
Clé de 10 mm
Clé de 13 mm
Clé de 16 mm
Tournevis moyen
Jeu de jauges d'épaisseur
Jauge d'angle ou rapporteur
Inquiéter
Cause probable
Remède
TONDRE
- 20 -
Le matériau ne
coupe pas.
Écart de lame incorrect.
Ajustez l'espace pour s'adapter
à un matériau plus épais.
Capacité de la machine
dépassée.
Utiliser les matériaux dans la
limite des capacités.
Les coupes ne sont
pas carrées.
Écart de lame inégal.
Rendre l'espace entre les lames
égal.
Ne pas contacter les guides de
table.
Maintenir un contact constant
avec les guides.
La lame est courbée.
Retirer l'arc.
Maintien insuffisant
pression.
Ajuster le maintien.
Mauvaise qualité de
coupe.
Lames émoussées.
Remplacer ou affûter.
Écart de lame incorrect.
Ajustez l'écartement selon vos
besoins.
Des plaisanteries lâches.
Réglez le jeu en cas de virages.
FREIN
La pièce ne se plie
pas ou se plie
difficilement.
Pièce trop épaisse.
Utiliser les matériaux dans la
limite des capacités.
Tolérance de pliage incorrecte.
Ajustez la poutre de frein pour
obtenir une taille de courbure
appropriée.
Rayon de courbure
non
cohérent à travers
matériel.
Capacité de la machine
dépassée.
Utiliser les matériaux dans la
limite des capacités.
Poutre de frein mal réglée pour
la flexion
allocation.
Régler la poutre de frein pour
courbure constante.
ROULEAU DE GLISSEMENT
Les cônes sont
fabriqués en
essayant de faire
rouler des cylindres.
Les rouleaux ne sont pas
parallèles.
Réglez le rouleau de ralenti
(arrière) jusqu'à ce qu'il soit
parallèle au rouleau de presse
supérieur.
Pièce non
Capacité de la machine
Utiliser les matériaux dans la
- 21 -
flexion.
dépassée.
limite des capacités.
Le ralenti ne s'engage pas.
Inspectez et apportez les
corrections nécessaires.
LISTE DES PIÈCES
PARTIE
NON.
DESCRIPTION
Qté
PARTIE
NON.
DESCRIPTION
Qté
1
Cadre gauche
1
19
Tige de support
2
2
Surface de travail
1
20
Bloc de guidage
2
3
Poutre transversale
1
21
Filet de sécurité
1
4
Bras de manivelle
2
22
Barre de réglage
1
5
Cadre droit
1
23
Lame de cisaille
2
6
Cadre de cisaillement
1
24
Rouleau arrière
1
7
Couvercle de douille
2
25
Vis
2
8
Support de plaque de
presse
2
26
Poignée
2
9
Printemps
2
27
Boulon de
positionnement
2
10
Plaque de presse
1
28
Bague
4
1 1
Matrice de freinage
inférieure
1
29
Rondelle
2
12- 1
Matrice de 1 po
1
30
Engrenage
2
12-2
Matrice de 2 po
1
31
Rouleau inférieur
1
12-3
Matrice de 2 po
1
32
Rouleau supérieur
1
12-4
Matrice de 3 pouces
1
33
Couverture
1
12-5
Matrice de 4 po
1
34
Arbre excentrique
1
13
Support de matrice
supérieur
1
35
Bague excentrique
2
14
Boulon M8x50
2
36
Rondelle
2
- 22 -
15
Rouleau de bras de
poignée
2
37
Clé 6x20
2
16
Bloc de guidage
1
38
Vis M6x16
6
17
Vis de réglage
2
39
Graisseur
2
18
Bras de poignée
1
40
Boulon M6x35
2
PARTIE
NON.
DESCRIPTION
Qté
PARTIE
NON.
DESCRIPTION
Qté
41
Goupille conique
2
52
Vis M6X20
4
42
Poignée
4
53
Vis M8X20
4
43
Vis M6x10
2
54
Bouton
2
44
Vis M8x35
2
55
Boulon M6X45
2
45
Rondelle 8
2
56
Broche ronde
2
46
Boulon M10x40
1
57
Vis M6X10
2
47
Boulon M8x20
2
58
Vis M6X10
4
48
Rondelle 8
2
59
Vis M8X20
2
49
Écrou M8
1
60
Type de support A (en
option)
1
50
Boulon M10X16
2
61
Support type B (en
option)
1
51
Vis M8X25
2
62
Support type C (en
option)
1
- 23 -

Technisch Support und E-Garantie-Zertifikat www.vevor.com/support
DIE SCHERE / BREMSE / ROLLE
BEDIENUNGSANLEITUNG
MODELL: 3 IN 1/305
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODELL: 3 IN 1/305
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
THE SHEAR / BRAKE /
ROLL
- 2 -
Warnung: Um das Verletzungsrisiko zu verringern, muss
der Benutzer die Bedienungsanleitung sorgfältig lesen.
SPECIFICATIONS
Modell................................................................................. ....... ... .. 3 in
1/305
Effektive Breite.................. ................................... .305mm (12 Zoll)
Maximal
Scherdicke… ....................................................... ..1mm (20 Gauge)
Biegedicke …… ...................................................... 1 mm (20 Gauge)
Biegewinkel...............90° Walzdicke…… ........... …1mm (20 Gauge)
Roll
end
urc
hm
ess
er
…
… .................................................... …. 45 mm (1-1/2 Zoll)
Standardzubehör
UNPACKING
1
Walzeneinstellschraube
2
2
Fester Knopfriegel
2
3
Kipphebelbaugruppe
1
4
Führungsstangenbaugruppe
2
5
Schallwand
2
- 3 -
Die Schere / Bremse / Rolle 3-in-1/12 ist Versand ab Werk in sorgfältig
verpackter Karton. Überprüfen Sie das Produkt gründlich bei Öffnen der
Verpackung. Nach dem Auspacken des Überprüfen Sie das Gerät
sorgfältig auf etwaige Schäden, Transportschäden auftreten. Bei
Transportschäden ist der Versand Schadensersatzansprüche sind geltend
zu machen bei der Träger und liegen in der Verantwortung des Benutzer.
Auf Vollständigkeit prüfen. Sofort Fehlende Teile dem Händler melden.
Warnung
Die Warnungen, In dieser Anleitung erörterte Vorsichtsmaßnahmen
und Anweisungen sowie mögliche Situationen. Der Bediener muss
verstehen, dass gesunder Menschenverstand und Vorsicht Faktoren
sind, die bei diesem Produkt nicht eingebaut werden können. sondern
müssen vom Betreiber bereitgestellt werden.
BEWAHREN SIE DIESE ANWEISUNGEN AUF
Vielen Dank für den Kauf der 12-Zoll-Scher-/Brems-/Rollmaschine. Vor
Versuchen Sie, Ihr neues Werkzeug zu bedienen Bitte lesen Sie diese
Anleitung sorgfältig durch. Sie benötigen diese Anleitung für die
Sicherheitshinweise, Vorsichtsmaßnahmen, Montage, Betrieb,
Wartungsverfahren, Teileliste und Diagramme. Bewahren Sie Ihre
Rechnung auf Nummer mit diesen Anweisungen. Schreiben Sie die
Rechnungsnummer auf der Innenseite der Vorderseite Bewahren Sie die
Anleitung und die Rechnung auf. Bewahren Sie es zur späteren
Bezugnahme an einem sicheren, trockenen Ort auf.
SAFETY RULES
23. Kennen Sie Ihre Maschine. Lesen Sie dieses Handbuch sorgfältig.
Lernen Sie die Einsatzmöglichkeiten und Einschränkungen sowie die ihm
innewohnenden spezifischen potenziellen Gefahren.
24. Halten Sie den Arbeitsbereich sauber und gut beleuchtet.
- 4 -
Unaufgeräumte oder dunkle Arbeitsbereiche laden Unfälle.
25. Halten Sie Kinder fern. Alle Kinder sollte vom Arbeitsbereich
ferngehalten werden. Lassen Sie niemals ein Kind ein Werkzeug bedienen,
ohne strenge Aufsicht durch Erwachsene.
26. Betreiben Sie dieses Werkzeug nicht unter Einfluss von Alkohol oder
Drogen. Lesen Warnhinweise auf Rezepten Stellen Sie fest, ob Ihr
Urteilsvermögen oder Ihre Reflexe beeinträchtigt durch die Einnahme von
Medikamenten. Wenn es Bei Zweifeln versuchen Sie nicht, den Vorgang
durchzuführen.
27. Verwenden Sie Schutzausrüstung. Augenschutz sollte immer getragen
werden, wenn diese Maschine. Verwenden Sie ANSI-geprüfte Sicherheits
Brille. Alltagsbrillen haben nur schlagfeste Linsen. Sie sind NICHT
Schutzbrille. Staubmaske, rutschfest Sicherheitsschuhe, Schutzhelm oder
Gehörschutz Schutz sollte in geeigneter Weise verwendet werden
Bedingungen.
28. Tragen Sie angemessene Kleidung. Lockere Kleidung, Handschuhe,
Krawatten, Ringe, Armbänder oder andere Schmuck kann eine potenzielle
Gefahr darstellen beim Betrieb dieser Maschine. Bitte Halten Sie sämtliche
Kleidungsstücke von der Maschine fern.
29. Überstrecken Sie sich nicht. Achten Sie auf einen sicheren Stand. und
das Gleichgewicht immer beim Betrieb dieses Produkt.
30. Überprüfen Sie Ihr Werkzeug auf Beschädigungen. regelmäßig. Wenn
ein Teil des Werkzeugs beschädigt ist, sollte sorgfältig geprüft werden, um
sicher, dass es seine beabsichtigte Leistung erbringen kann funktionieren
einwandfrei. Im Zweifelsfall das Teil muss repariert werden. Überlassen Sie
alle Wartungsarbeiten einem qualifizierten Techniker. Händler um Rat.
31. Pflegen Sie Ihre Werkzeuge sorgfältig. Bewahren Sie scharf und
sauber. Richtig gepflegt Werkzeuge mit scharfen Schneidkanten sind
weniger neigen zum Verkleben und sind leichter zu kontrollieren.
32. Wenn Sie verschieben, installieren, reinigen oder die Maschine
einzustellen, halten Sie sich von der Schere.
33. Legen Sie die Schutzabdeckung ab, wenn Sie verwenden nicht die
Gleitrolle des Maschine.
12. Halten Sie Ihre Hände vom Würfel fern wenn Sie daran arbeiten.
- 5 -
SET-UP AND ASSEMBLY
Grundrisse
Abbildung 1 – Lochmitten für Schere, Bremse und rollen
- 6 -
Montage
Für Aufbau und Montage erforderliche Werkzeuge: 5 Inbusschlüssel (6
mm), 16 mm Maulschlüssel .
21. Entnahme von Maschine und Ersatzteilen aus Kasten.
22. Reinigen Sie sorgfältig alle rostgeschützten Oberflächen mit einem
milden Lösungsmittel oder Kerosin und einem weichen Lappen.
Verwenden Sie keinen Lackverdünner, Farbverdünner oder Benzin, da
diese lackierte Oberflächen beschädigen können.
23. Tragen Sie auf alle bearbeiteten Oberflächen einen sehr dünnen Ölfilm
auf, um Rost zu verhindern.
24. Bewegen Sie die Maschine vorsichtig auf eine Werkbank oder einen
Ständer. Der Standort der Maschine muss Ermöglichen Sie freien Zugang
von allen Seiten.
25. Maschine an Gestell oder Werkbank anschrauben. Gestell oder
Werkbank müssen angeschraubt werden zum Boden. (HINWEIS: Ein
optionaler Ständer ist erhältlich für dieser Maschine; siehe Abschnitt 8.
Kontakt KAKA-Händler zu bestellen.)
26. Entfernen Sie einen Griff (A, Abbildung 2) von jede
Bediengriffbaugruppe mit einem 6-mm-Inbusschlüssel.
Abbildung 2
27. Lösen Sie den Verriegelungsbolzen (C, Abbildung 2).
28. Stange (B) in die Nabe schieben und Verriegelung festziehen Mit der
- 7 -
Schraube (C) sichern.
29. Den Griff (A) wieder montieren.
30. Installieren Sie beide Führungsstangen entweder in die oberen oder
unteren Satz Gewindebohrungen (Abbildungen 3 und 4) und ziehen Sie
die Einstellung fest, indem Drehen der Sechskantmutter gegen den
Gusssockel o Befestigen Sie die Maschine mit einem
16-mm-Schraubenschlüssel.
11. Die Führungsplatte wie in den Abbildungen 3 oder 4 gezeigt montieren.
Mit den T-Griffe.
Abbildung 3 (Bremsstellung) Abbildung 4 (Scherstellung)
HINWEIS: Für den Bremsbetrieb, Installationsanleitung Stangen in die
oberen Löcher (Abbildung 3); für Scherenbetrieb, Einbau in untere Reihe
von Löcher (Abbildung 4).
PRESS BRAKE SET-UP
Material nicht verbiegen größer als 12 Zoll
20-Gauge-Weichstahl. Bei Nichtbeachtung kann es zu schweren
Verletzungen und/oder Schäden an der Maschine.
So richten Sie das Biegen ein:
21. Legen Sie einen Holzstreifen (F, Abbildung 5) auf untere Matrize, die
volle Länge der Matrize.
- 8 -
22. Bremse schließen bis das Holz berührt Abendessen stirbt (E).
23. Lösen Sie die Schrauben (D) mit einem 5-mm-Inbusschlüssel.
Abbildung 5
24. Oberwerkzeuge (E) für den gewünschten Auftrag auswählen und
entfernen Sie die anderen, indem Sie sie aus dem linken Ende.
(Enthaltene Matrizensatzgrößen 1"x1, 2"x2, 3"x1, 4"x1)
25. Bewegen Sie den Bediengriff, bis das Holz drückt die Matrizen nach
oben, so dass sie sitzen gleichmäßig im Oberbalken.
26. Alle Schrauben wieder fest anziehen (Abbildung 3), dann den
Holzstreifen lösen und entfernen.
27. Bei wiederholten Biegungen oder bei der Verwendung von Längsteilen
Führungsstangen positionieren und Platte zur Bremsbetätigung, wie in
Abbildung 3.
28. Zeichnen Sie eine Linie auf das Werkstück für die Biegung (Achten Sie
darauf, dass Sie die Biegung berücksichtigen. Zulage basierend auf der
Dicke von Material. Dies kann entweder durch Versuch und Irrtum oder
durch Rücksprache mit einem Handbuch für Maschinisten.)
29. Legen Sie das Werkstück auf den V-Block (untere Matrize), so dass
die angeritzte Linie mit der Spitzen der oberen Matrize(n).
30. Halten Sie das Werkstück fest und verwenden Sie Betätigungsgriff
zum Biegen.
So stellen Sie den Bremsbalken (G, Abbildung 6) für 90°-Biegungen
am unteren Ende des Hubs ein:
- 9 -
7. Die Feststellschrauben (H) mit einem 6 mm Inbusschlüssel leicht lösen.
8. Die Einstellschrauben (G) des Bremsbalkens mit einem
16-mm-Schlüssel drehen, bis die Prüfbiegung An beiden Enden der
Bremse eine 90°-Biegung vornehmen.
9. Schrauben (H) wieder festziehen.
Abbildung 6
Für spezielle Wiederholungskurven, die Bremse Der Strahl kann so
eingestellt werden, dass er den gewünschten Winkel, da das Metall ein
gewisses Maß an „Rückfederung“.
Scherenaufbau
Material nicht scheren größer als 12” 20 Gauge Weichstahl.
Die Nichtbeachtung kann zu schweren Verletzungen und/oder
Schäden an der Maschine.
7. Führungsstangen und Platte in der Schere installieren Position
(Abbildung 4) und stellen Sie die gewünschte Länge des geschnittenen
Werkstücks.
8. Legen Sie das Werkstück gegen den Führungsblock an der rechten
Tischkante (K, Abbildung 7). des Werkstücks sollte an der Führung
anliegen Platte.
9. Betätigen Sie den Griff, um den Scherschnitt zu starten. Der
- 10 -
Schervorgang verläuft von rechts nach links.
HINWEIS: 1. Um Verzerrungen zu vermeiden, wenn Einkerbung,
„schnappen“ Sie den Griff, um durchdringend.
4. Greifen Sie nicht hinter die Maschine, um Fangen Sie das
abgeschnittene Stück auf. Ein großes abgeschnittenes Stück sollte auf
eine spezieller Tisch zum Auffangen von Stücken die größer sind als die
Werkbank.
3. Große Stücke, die geschnitten werden, erfordern möglicherweise eine
Vordertisch zur Unterstützung des Stücks.
4. Alle Metallschnitte auf dieser Maschine haben eine scharfe Kante.
Feilen oder schleifen Sie die scharfe Kante vor der Handhabung, um
Verletzungen zu vermeiden.
Abbildung 7
Einstellung der unteren Klinge
Obere und untere Scherenblätter wurden werkseitig ausgerichtet und sollte
nicht sofortige Anpassung. Sollte Sollte in Zukunft eine Neuausrichtung
erforderlich sein, gehen Sie wie folgt vor:
11. Legen Sie ein dickes Blatt Papier in den Schneidposition, entlang der
gesamten Bettlänge, und einen Schnitt ausführen.
12. Wenn die Schere das Papier nicht schneidet, lösen Sie die Schraube
- 11 -
(L, Abbildung 7) an jedem Ende Tisch, mit 6mm Inbusschlüssel.
13. Durch Drehen der Einstellschrauben (M, Abbildung 8) kann der Tisch
verschoben und der Abstand zwischen Lassen Sie die Klingen nicht zu
verlap.
14. Wenn die Schere das Papier an den Enden, aber nicht in der Mitte
schneidet, drehen Sie die Schraube (N, Abbildung 9) leicht im
Uhrzeigersinn, bis das Papier am de Reifenlänge.
Abbildung 8
15. Wenn die Schere das Papier in der Mitte schneidet, aber nicht an den
Enden, drehen Sie die Schraube (N) gegen den Uhrzeigersinn, bis das
Papier in der Mitte durchgeschnitten ist. gesamte Länge.
Abbildung 9
Klingenrotation/-austausch
Seien Sie vorsichtig, wenn mit oder in der Nähe der Klingen
arbeiten. Tragen Sie beim Umgang Arbeitshandschuhe.
- 12 -
Die Schermesser sind umkehrbar und austauschbar; wenn die Kanten
stumpf sind, drehen Sie sie wie folgt zur neuen Kante:
11. Den Niederhalter durch Lösen entfernen Schrauben (O, Abbildung 10)
mit 10 mm Sechskant Schlüssel.
12. Heben Sie das obere Messer in die höchste Position.
13. Die 4 Schrauben (P, Abbildung 10) entfernen und Klinge vorsichtig
entfernen.
14. Klinge drehen oder ersetzen und neu installieren (P).
15. Installieren Sie den Niederhalter erneut. Wenn die Klinge in höchste
Position, die Lücke zwischen den Niederhalter und der Tisch sollten
innerhalb von 1/4 sein. Passen Sie diese Position durch Drehen des zwei
Schrauben (O, Abbildung 10) nach Bedarf. Wenn die Klinge ihre
Abwärtsbewegung beginnt, sollte der Niederhalter sofort Werkstück an Ort
und Stelle.
Abbildung 10
Slip-Roll-Einrichtung
Rollen Sie das Material nicht größer als 12"
20-Gauge-Weichstahl. Der Schlupf Der Rollenschutz muss die Rollen
abdecken, außer bei der Materialzufuhr in den Rollen. Bei
Nichtbeachtung kann es zu schwere Verletzungen und/oder Schäden
am Maschine.
Material Größe Beachten Verpflegung
- 13 -
Zur Bestimmung der ungefähren Länge von Um das für ein Rohr der
gewünschten Größe benötigte Material zu ermitteln, verwenden Sie die
folgende Formel:
C =πD
Dabei ist C der Umfang, π gleich 3,1417 und D der Durchmesser. Beispiel:
Um die Länge von Material (C) zur Herstellung eines Rohres mit 4 Zoll
Durchmesser Durchmesser, multiplizieren Sie 3,1417 mit 4". Ergebnis:
12,5667" ist der Umfang von ungefähre Länge des benötigten Materials.
Schneiden Sie mehrere Stücke Material auf diese Länge für einen
Formungstestlauf. Material kann müssen verlängert oder verkürzt werden
abhängig von den Ergebnissen des Testlaufs.
TIPP: Wenn es nicht stört die vorgeschlagene endgültige Form oder
Design, eine leichte Biegung mit der Abkantpresse auf der Vorderkante
vereinfacht das anfängliche Rollen Prozess, indem die Vorderkante
leichter über die Umlenkrolle gleiten.
Vorsicht vor dem Engpass – dem Schnittpunkt von Ober- und
Unterteil Rollen. Bei Nichtbeachtung kann es zu schwere Verletzungen an
Fingern und/oder Händen.
15. Stellen Sie sicher, dass Rollen und Werkstück sauber und frei von
Schmutz, um Lochfraß zu verhindern aus Blech.
16. Die Leerlaufrolle durch Drehen vollständig zurückdrehen Drehen Sie
die Leerlaufrollenschrauben (Q, Abbildung 11) gegen den Uhrzeigersinn.
17. Lösen Sie die Schraube (R, Abbildung 11), um die Abstand zwischen
oberer und unterer Presse Rollen.
- 14 -
Abbildung 11
18. Material zwischen Ober- und Untere Rollen und ziehen Sie die
Schraube (R, Abbildung 11) fest, um die obere Rolle abzusenken, bis das
Material passt fest sitzen. Die obere Rolle muss ausreichend Druck auf
das Werkstück, um den Vorschub zu gewährleisten richtig.
19. Drehen Sie beide Leerlaufrollenschrauben (Q, Abbildung 11), um den
Abstand der Leerlaufrolle zu den beiden Hauptrollen einzustellen. Heben
Sie beide Enden gleich Menge.
20. Werkstück durch die Maschine führen mit den Griffen. Wenn das
Werkstück groß ist, achten Sie darauf, dass es richtig gestützt wird,
verlässt die Maschine.
21. Führen Sie weitere Durchgänge des Werkstücks durch und heben Sie
die Leerlaufrolle schrittweise an, bevor jeder Durchgang, bis der
gewünschte Radius erreicht ist erreicht. Es gibt keine exakte Formel, wenn
Rollenanpassungen vornehmen, da das „Rückfedern“ des Materials je
nach Art der Material gebildet wird. Nur durch Test Das Formen mehrerer
Stücke kann korrigieren Anpassungen vorgenommen werden. Denken Sie
auch daran, Denken Sie daran, dass es viel einfacher ist, erneut zu
passieren Material, um einen kleineren Radius zu machen als Versuch,
einen Radius zu vergrößern, der zu klein gemacht.
Die Leerlaufrolle muss genau eingestellt werden parallel oder das Material
wird spiralförmig während den Rollvorgang. Messen Sie jedes Ende die
Öffnung mit Messschiebern, wenn größer Präzision ist gefragt.
- 15 -
Bewusstes aparalleles Einstellen der Rollen kann zum Herstellen von
Kegelformen verwendet werden.
Zum Entfernen zylinderförmiger Werkstücke:
9. Schraube (R, Abbildung 12) lösen
Abbildung 12
10. Obere Rolle vorsichtig greifen und herausschwenken das Ende.
Halten Sie die obere Rolle fest, damit sie nicht aus der Maschine fällt.
11. Werkstück vom Rollenende abziehen.
12. Bauen Sie die obere Rolle wieder ein und ziehen Sie die Schraube (R,
Abbildung 12) fest.
Flachwalzen
Weichere Metalle (Kupfer, Aluminium usw.) können durch die Gleitrolle
verarbeitet werden Maschine zum Begradigen, Glätten oder Reduzieren
ihre Dicke. Passen Sie einfach die obere Presswalze für Dicke, untere
Leerlaufwalze alle nach unten und führen Sie das Werkstück durch
(Abbildung 13).
HINWEIS: Die Leerlaufrolle senkt sich nicht völlig aus dem Weg der
Werkstück; daher kann es zu einer leichten Biegung im Werkstück. Durch
Umdrehen des Werkstück umdrehen und erneut zuführen, dies Biegung
kann minimiert werden.
- 16 -
Abbildung 13
Einen Radius bilden
11. Passen Sie die obere Presswalze nach Bedarf an.
12. Werkstück von vorne einlegen.
13. Betätigen Sie den Griff; wenn das Material erreicht den Punkt, an
dem der Radius beginnen (a, Abbildung 14), die Maschine stoppen und
heben Sie die Leerlaufrolle an jedem Ende gleich weit an, um die
gewünschte Biegung zu erreichen.
Abbildung 14
14. Rollen Sie erneut und fahren Sie fort, bis die Biegung abgeschlossen
(b, Abbildung 14). Unterstützung Werkstück beim Verlassen der Maschine.
15. Machen Sie bei Bedarf weitere Durchgänge, mit stufenweisen
Anpassungen der Leerlaufrolle.
Eine Röhre formen
7. Passen Sie die obere Presswalze nach Bedarf an für Werkstückdicke.
8. Werkstück in die Maschine einführen. nähert sich dem Ende (a,
Abbildung 15), stoppen und umgekehrte Richtung (b, Abbildung 15).
9. Machen Sie bei Bedarf weitere Durchgänge, mit stufenweisen
Anpassungen der Leerlaufrolle.
- 17 -
Abbildung 15
Biegedraht
Es gibt 6 Drahtrillen an den Enden von Die Pressrollen sind für Drähte mit
den Stärken 2,99 mm (0,12 Zoll), 3,66 mm (0,14 Zoll), 6,1 mm (0,24 Zoll),
3,05 mm (0,12 Zoll), 4,40 mm (0,17 Zoll) und 5,16 mm (0,20 Zoll) geeignet.
Benutzen Sie die kleinste Nut, in die das Draht bequem passen wird.
Biegen Sie den Draht unter Verwendung der gleichen Prinzipien wie
beschrieben zum Bilden eines Radius. Um einen vollständigen
Drahtschlaufe, verwenden Sie die Anleitung für eine Röhre bilden.
Wartung/Schmierung
Gehen Sie vorsichtig vor, wenn Sie Wartungsarbeiten rund um
die Schere Klingen.
7. Tragen Sie einmal im Monat an den Schmiernippeln an beiden Enden
des Rahmens (A, Abbildung 16).
8. Halten Sie die Gleitrollen sauber und rostfrei und tragen Sie regelmäßig
eine dünne Ölschicht auf ihnen.
9. Mehrzweckfett dünn auftragen die Zahnräder am Ende der Walzen (B,
Abbildung 16). Drehen Sie den Bediengriff, um das Fett verteilen. 4.Halten
Sie andere freiliegende Bereiche sauber und leicht mit Öl beschichtet, wie
die Schere Klingen, Tisch und Oberwerkzeuge. (Entfernen Sie pper stirbt
von bar für mehr effektive Reinigung).
- 18 -
Abbildung 16
Erforderliche Werkzeuge (nicht im Lieferumfang enthalten)
5-mm-Inbusschlüssel
6-mm-Inbusschlüssel
10-mm-Schraubenschlüssel
13-mm-Schraubenschlüssel
16-mm-Schraubenschlüssel
Mittlerer Schraubendreher
Fühlerlehren-Satz
Winkelmesser oder Winkelmesser
Problem
Mögliche Ursache
Abhilfe
SCHEREN
Das Material lässt
Falscher Klingenspalt.
Passen Sie den Abstand an, um
dickeres Material aufzunehmen.
- 19 -
sich nicht
schneiden.
Maschinenkapazität
überschritten.
Verwenden Sie Materialien im
Rahmen Ihrer Kapazität.
Schnitte nicht
rechtwinklig.
Ungleichmäßiger
Klingenabstand.
Sorgen Sie für den gleichen
Klingenabstand.
Kein Kontakt mit Tischführern.
Halten Sie den ständigen
Kontakt zu den Reiseleitern
aufrecht.
Die Klinge ist gebogen.
Bogen entfernen.
Unzureichender Niederhalter
Druck.
Passen Sie den Gedrückthalt
an.
Schlechte
Schnittqualität.
Stumpfe Klinge(n).
Ersetzen oder schärfen.
Falscher Klingenspalt.
Passen Sie den Abstand nach
Bedarf an.
Lockere Sticheleien.
Passen Sie das Spiel der
Halsstücke an.
BREMSE
Das Werkstück
lässt sich nicht oder
nur schwer biegen.
Werkstück zu dick.
Verwenden Sie Materialien im
Rahmen Ihrer Kapazität.
Unsachgemäße Biegezugabe.
Stellen Sie den Bremsbalken
auf die richtige Biegegröße ein.
Biegeradius nicht
konsistent über
Material.
Maschinenkapazität
überschritten.
Verwenden Sie Materialien im
Rahmen Ihrer Kapazität.
Bremsbalken falsch auf
Biegung eingestellt
Zuschuss.
Bremsbalken einstellen für
gleichmäßige Biegung.
SLIP-ROLLE
Beim Versuch,
Zylinder zu rollen,
entstehen Kegel.
Rollen nicht parallel.
Stellen Sie die Leerlaufrolle
(hinten) ein, bis sie parallel zur
oberen Pressrolle ist.
Werkstück nicht
Biegen.
Maschinenkapazität
überschritten.
Verwenden Sie Materialien im
Rahmen Ihrer Kapazität.
Leerlaufrolle rastet nicht ein.
Überprüfen Sie es und nehmen
Sie bei Bedarf Korrekturen vor.
- 20 -
TEILELISTE
TEIL
NEIN.
BESCHREIBUNG
Menge
TEIL
NEIN.
BESCHREIBUNG
Menge
1
Linker Rahmen
1
19
Stützstange
2
2
Arbeitsfläche
1
20
Führungsblock
2
3
Querträger
1
21
Rücklaufsperre
1
4
Kurbelarm
2
22
Einstellleiste
1
5
Rechter Rahmen
1
23
Scherenklinge
2
6
Scherrahmen
1
24
Hintere Rolle
1
7
Buchsenabdeckung
2
25
Schrauben
2
8
Pressplattenhalterung
2
26
Handhaben
2
9
Frühling
2
27
Positionierbolzen
2
10
Pressplatte
1
28
Buchse
4
1 1
Untere Bremsmatrize
1
29
Waschmaschine
2
12- 1
1” Die
1
30
Gang
2
12-2
2” Die
1
31
Untere Rolle
1
12-3
2” Die
1
32
Obere Walze
1
12-4
3” Die
1
33
Abdeckung
1
12-5
4” Die
1
34
Exzenterwelle
1
13
Obere
Matrizenhalterung
1
35
Exzenterbuchse
2
14
Schraube M8x50
2
36
Waschmaschine
2
15
Armrolle handhaben
2
37
Schlüssel 6x20
2
16
Führungsblock
1
38
Schraube M6x16
6
17
Einstellschraube
2
39
Schmiernippel
2
18
Griffarm
1
40
Schraube M6x35
2
- 21 -
TEIL
NEIN.
BESCHREIBUNG
Menge
TEIL
NEIN.
BESCHREIBUNG
Menge
41
Kegelstift
2
52
Schraube M6X20
4
42
Handhaben
4
53
Schraube M8X20
4
43
Schraube M6x10
2
54
Knopf
2
44
Schraube M8x35
2
55
Schraube M6X45
2
45
Unterlegscheibe 8
2
56
Rundstift
2
46
Schraube M10x40
1
57
Schraube M6X10
2
47
Schraube M8x20
2
58
Schraube M6X10
4
48
Unterlegscheibe 8
2
59
Schraube M8X20
2
49
Mutter M8
1
60
Ständer Typ A (Optional)
1
50
Schraube M10X16
2
61
Ständer Typ B (Optional)
1
51
Schraube M8X25
2
62
Ständer Typ C
(Optional)
1
- 22 -

Tecnico Supporto e certificato di garanzia elettronica www.vevor.com/support
IL TAGLIO / FRENO / ROLLIO
MANUALE OPERATIVO
MODELLO: 3 IN 1/305
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODELLO: 3 IN 1/305
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
THE SHEAR / BRAKE /
ROLL
- 2 -
Attenzione: per ridurre il rischio di lesioni, l'utente deve
leggere attentamente il manuale di istruzioni.
SPECIFICATIONS
Modello.................................................................................. ....... ... .. 3 in
1/305
Larghezza effettiva ............................................ .305mm (12 pollici)
Massimo
Spessore di taglio… ................................................................ ..1mm
(calibro 20)
Spessore di piegatura…… ................................................................. 1 mm
(cali
bro
20)
Ang
olo
di
pie
gatura...............90° Spessore di laminazione…… ........... …1mm (calibro
20)
Diametro del rotolo…… .................................................... …. 45 mm (1-1/2
pollici)
Accessori standard
1
Bullone di regolazione del rullo
2
2
Bullone con pomello fisso
2
3
Gruppo bilanciere
1
4
Gruppo asta guida
2
5
Deflettore
2
- 3 -
UNPACKING
Il TAGLIO/FRENO/ROTOLO 3-IN-1/12 è spedito dalla fabbrica in un
scatola di cartone accuratamente imballata. Ispezionare attentamente il
prodotto su aprendo la confezione. Dopo aver disimballato il unità,
ispezionare attentamente per eventuali danni che potrebbe essersi
verificato durante il trasporto. Se si è verificato un danno, la spedizione le
richieste di risarcimento danni devono essere presentate all' vettore e sono
di responsabilità del utente. Controllare la completezza. Immediatamente
segnalare le parti mancanti al rivenditore.
Avvertimento
Gli avvertimenti, precauzioni e istruzioni trattate in queste istruzioni o
situazioni che potrebbero verificarsi. L'operatore deve comprendere
che il buon senso e la cautela sono fattori che non possono essere
incorporati in questo prodotto, ma devono essere forniti dall'operatore.
SALVA QUESTE ISTRUZIONI
Grazie per aver acquistato la macchina Shear/Brake/Roll da 12 pollici.
Prima tentativo di utilizzare il tuo nuovo strumento si prega di leggere
attentamente queste istruzioni. Avrete bisogno di queste istruzioni per il
avvertenze di sicurezza, precauzioni, montaggio, funzionamento,
procedure di manutenzione, elenco delle parti e diagrammi. Conserva la
fattura numero con queste istruzioni. Scrivi il numero di fattura sul lato
interno anteriore copertina. Conservare le istruzioni e la fattura in un luogo
sicuro e asciutto per futura consultazione.
SAFETY RULES
34. Conosci la tua macchina. Leggi questo manuale attentamente. Impara
la macchina applicazioni e limitazioni, nonché potenziali pericoli specifici

- 4 -
ad esso peculiari.
35. Mantenere l'area di lavoro pulita e ben illuminata. Le aree di lavoro
disordinate o buie invitano incidenti.
36. Tenere lontani i bambini. Tutti i bambini devono essere tenuti lontani
dall'area di lavoro. Non lasciare mai che un bambino maneggi un utensile
senza stretta supervisione di un adulto.
37. Non utilizzare questo strumento se sotto la influenza di alcol o droghe.
Leggi etichette di avvertenza sulle prescrizioni per determina se il tuo
giudizio o i tuoi riflessi sono compromessa durante l'assunzione di farmaci.
Se c'è qualsiasi dubbio, non tentare di operare.
38. Utilizzare dispositivi di sicurezza. Protezione degli occhi deve essere
indossato sempre durante il funzionamento questa macchina. Utilizzare
dispositivi di sicurezza approvati ANSI occhiali. Gli occhiali da vista di tutti i
giorni hanno solo lenti resistenti agli urti. NON sono occhiali di sicurezza.
Maschera antipolvere, antiscivolo scarpe antinfortunistiche, casco o udito
la protezione deve essere utilizzata in modo appropriato condizioni.
39. Indossare indumenti adatti. Abiti larghi, guanti, cravatte, anelli,
braccialetti o altro i gioielli possono rappresentare un potenziale pericolo
durante l'utilizzo di questa macchina. Si prega di tenere tutti gli indumenti
lontani dalla macchina.
40. Non esagerare. Mantieni un appoggio corretto e mantenere sempre
l'equilibrio quando si utilizza questo prodotto.
41. Controlla i danni. Controlla il tuo strumento regolarmente. Se una parte
dell'utensile è danneggiata, dovrebbe essere attentamente ispezionato per
fare sicuro che possa svolgere il suo compito previsto funzionare
correttamente. In caso di dubbio, la parte dovrebbe essere riparato.
Rivolgersi a un tecnico qualificato per tutti gli interventi di manutenzione.
Consultare il rivenditore per un consiglio.
42. Mantieni gli utensili con cura. Mantieni gli utensili nitido e pulito.
Mantenuto correttamente gli utensili, con bordi taglienti affilati, sono meno
hanno maggiori probabilità di legarsi e sono più facili da controllare.
43. Quando si sposta, si installa, si pulisce o regolare la macchina, tenersi
lontano dal cesoie.
44. Riporre la copertura protettiva quando non si usa il rullo scorrevole del
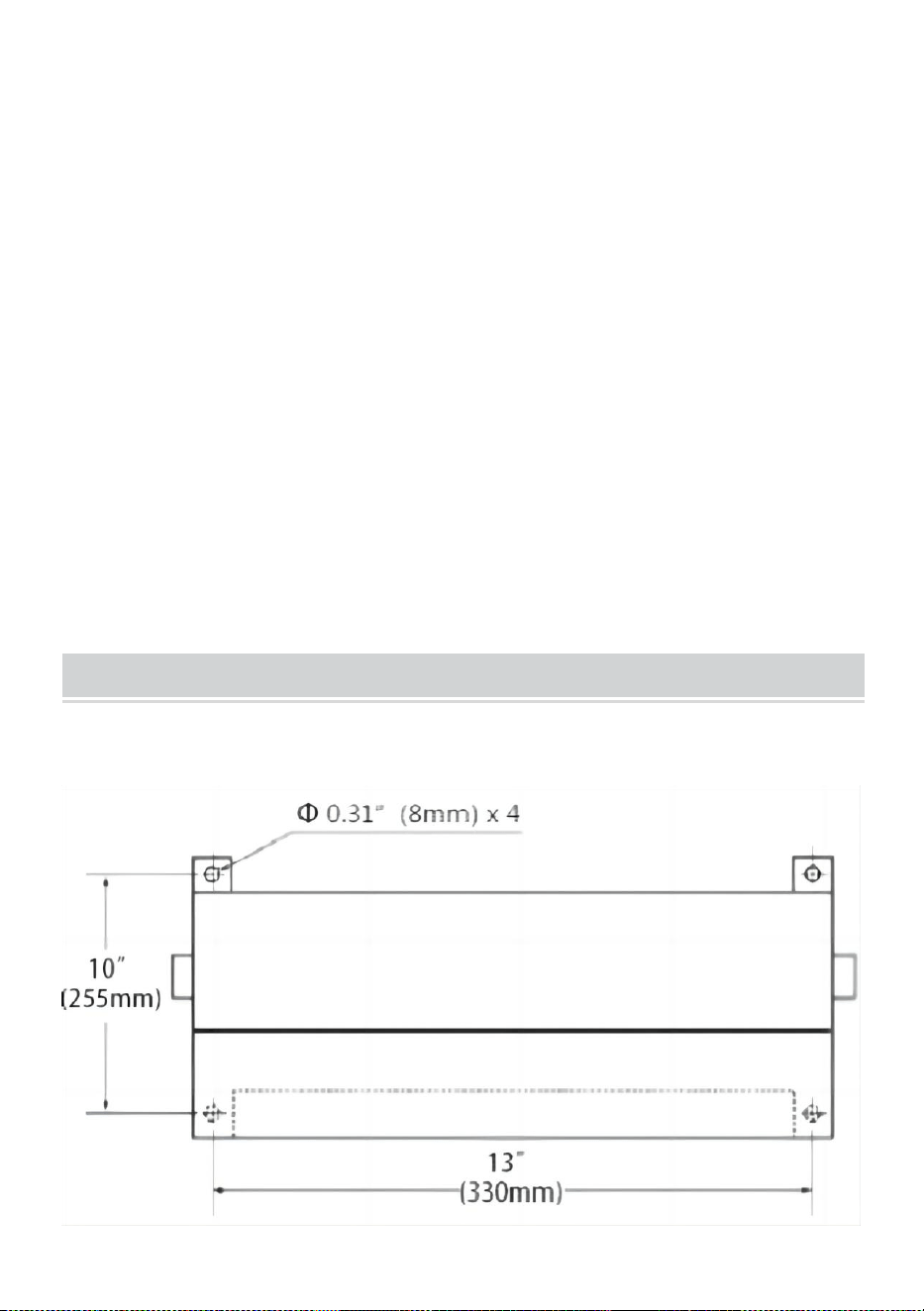
- 5 -
macchina.
12. Tieni le mani lontane dal dado quando ci stai lavorando.
SET-UP AND ASSEMBLY
Diagrammi del pavimento
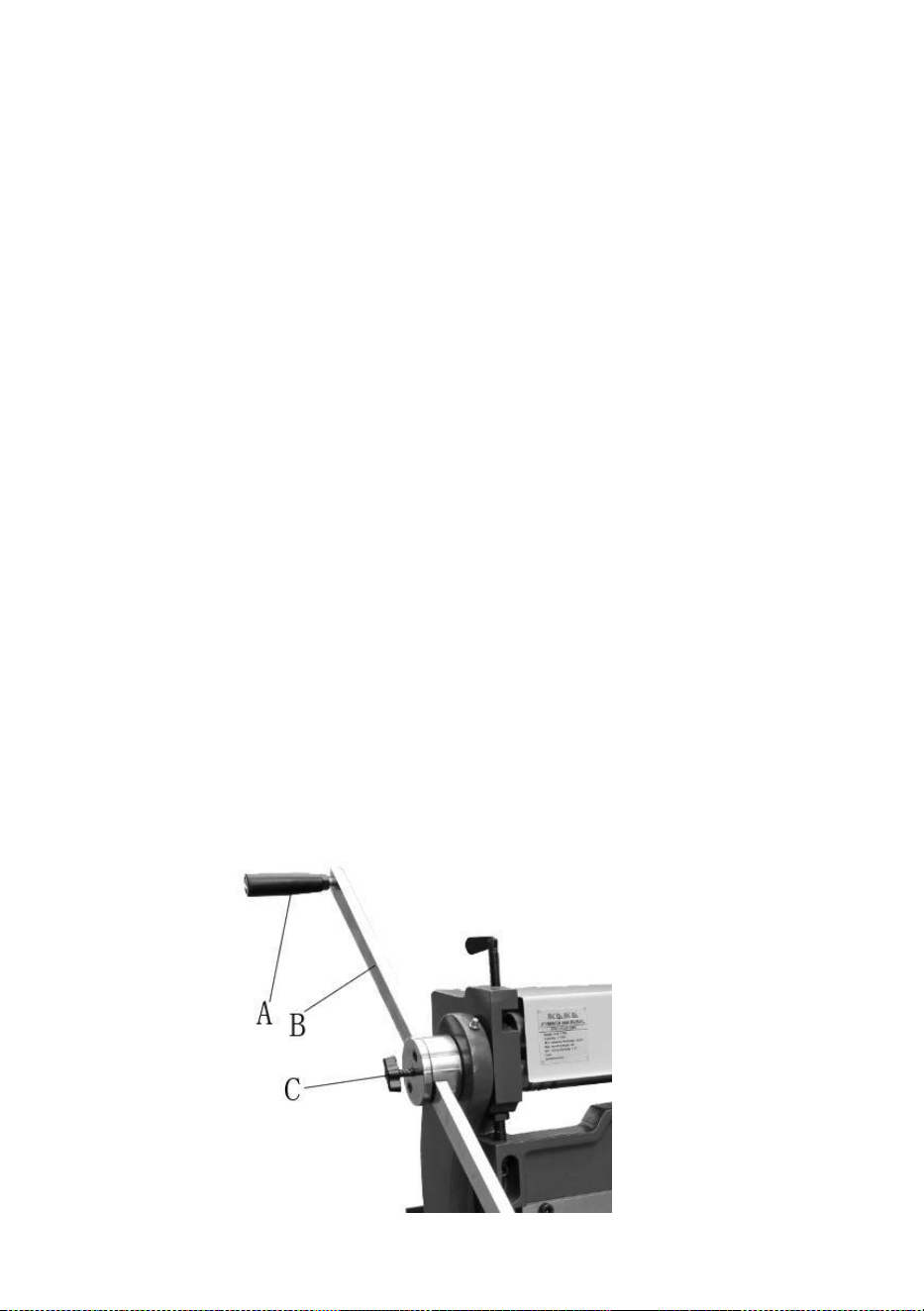
- 6 -
Figura 1 – centri dei fori per taglio, freno e rotolare
Assemblea
Attrezzi necessari per l'installazione e il montaggio: chiavi esagonali da 5,
6 mm ("chiavi a brugola"), chiave inglese da 16 mm .
31. Estrarre la macchina e i pezzi di ricambio da scatola.
32. Pulire accuratamente tutti i componenti protetti dalla ruggine superfici
con un solvente delicato o cherosene e uno straccio morbido. Non usare
diluente per lacca, diluente per vernici o benzina, poiché potrebbero
danneggiare le superfici verniciate.
33. Ricoprire tutte le superfici lavorate con uno strato molto sottile di olio
per inibire la ruggine.
34. Spostare con attenzione la macchina su un banco da lavoro o su un
supporto. La posizione della macchina deve consentire il libero accesso da
tutti i lati.
35. Imbullonare la macchina al supporto o al banco da lavoro. Il supporto o
il banco da lavoro devono essere imbullonati al pavimento. (NOTA: è
disponibile un supporto opzionale per questa macchina; vedere la Sezione
8. Contatto Distributore KAKA su ordinazione.)
36. Rimuovere una maniglia (A, Figura 2) da ogni gruppo maniglia di
azionamento, utilizzando una chiave esagonale da 6 mm.
Figura 2
- 7 -
37. Allentare il bullone di bloccaggio (C, Figura 2).
38. Far scorrere la barra (B) nel mozzo e stringere il fermo bullone (C) per
fissare.
39. Reinstallare la maniglia (A).
40. Installare entrambe le aste di guida in una delle due set superiore o
inferiore di fori filettati (Figure 3 e 4) e serrare l'impostazione dado
esagonale rotante contro la base fusa o la macchina con chiave da 16 mm.
11. Installare la piastra guida come mostrato nelle Figure 3 o 4. Fissarla
alle aste utilizzando Maniglie a T.
Figura 3 (Posizione del freno) Figura 4 (Posizione di taglio)
NOTA: per il funzionamento del freno, installare la guida aste nel set
superiore di fori (Figura 3); per operazione di taglio, installare nel set
inferiore di fori (Figura 4).
PRESS BRAKE SET-UP
Non piegare il materiale più grande di 12" in acciaio dolce
calibro 20. La mancata osservanza può causare gravi lesioni e/o
danni alla macchina.
Per preparare la piegatura:
31. Posizionare una striscia di legno (F, Figura 5) su matrice inferiore,
l'intera lunghezza della matrice.
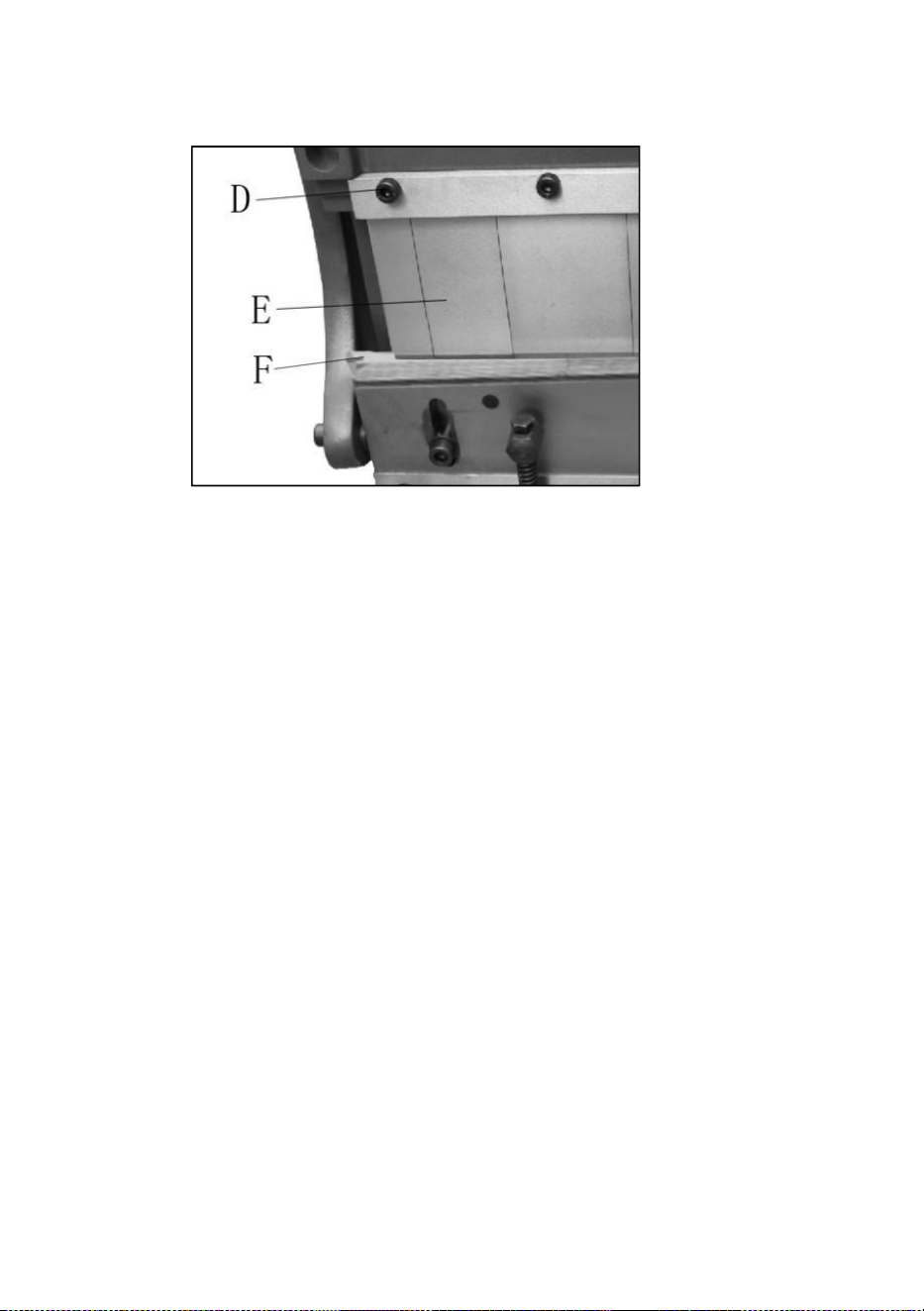
- 8 -
32. Chiudere il freno fino al contatto con il legno la cena muore(E).
33. Allentare le viti (D) utilizzando una chiave esagonale da 5 mm.
Figura 5
34. Selezionare le matrici superiori (E) per il lavoro desiderato e rimuovere
gli altri facendoli scorrere fuori dall'estremità sinistra. (Dimensioni del set di
matrici incluse 1”x1, 2”x2, 3”x1, 4”x1)
35. Spostare la maniglia di comando fino a quando il legno spinge verso
l'alto gli stampi in modo che si adattino uniformemente nella trave
superiore.
36. Serrare nuovamente e saldamente tutte le viti (Figura 3), quindi
allentare e rimuovere la striscia di legno.
37. Se si eseguono curve ripetute o si utilizza un lavoro lungo pezzo,
posizionare le aste di guida e piastra per il funzionamento del freno, come
mostrato in Figura 3.
38. Tracciare una linea sul pezzo da piegare posizione. (Assicurati di
adattare la curvatura tolleranza basata sullo spessore di materiale. Questo
può essere fatto tramite tentativi ed errori, o consultando un manuale del
macchinista.)
39. Appoggiare il pezzo sul blocco a V (matrice inferiore) in modo che la
linea tracciata sia allineata con la punte della matrice superiore.
40. Tenere fermo il pezzo in lavorazione e utilizzare azionare la maniglia
per piegarla.
Per regolare la trave del freno (G, Figura 6) per curve a 90° nella parte
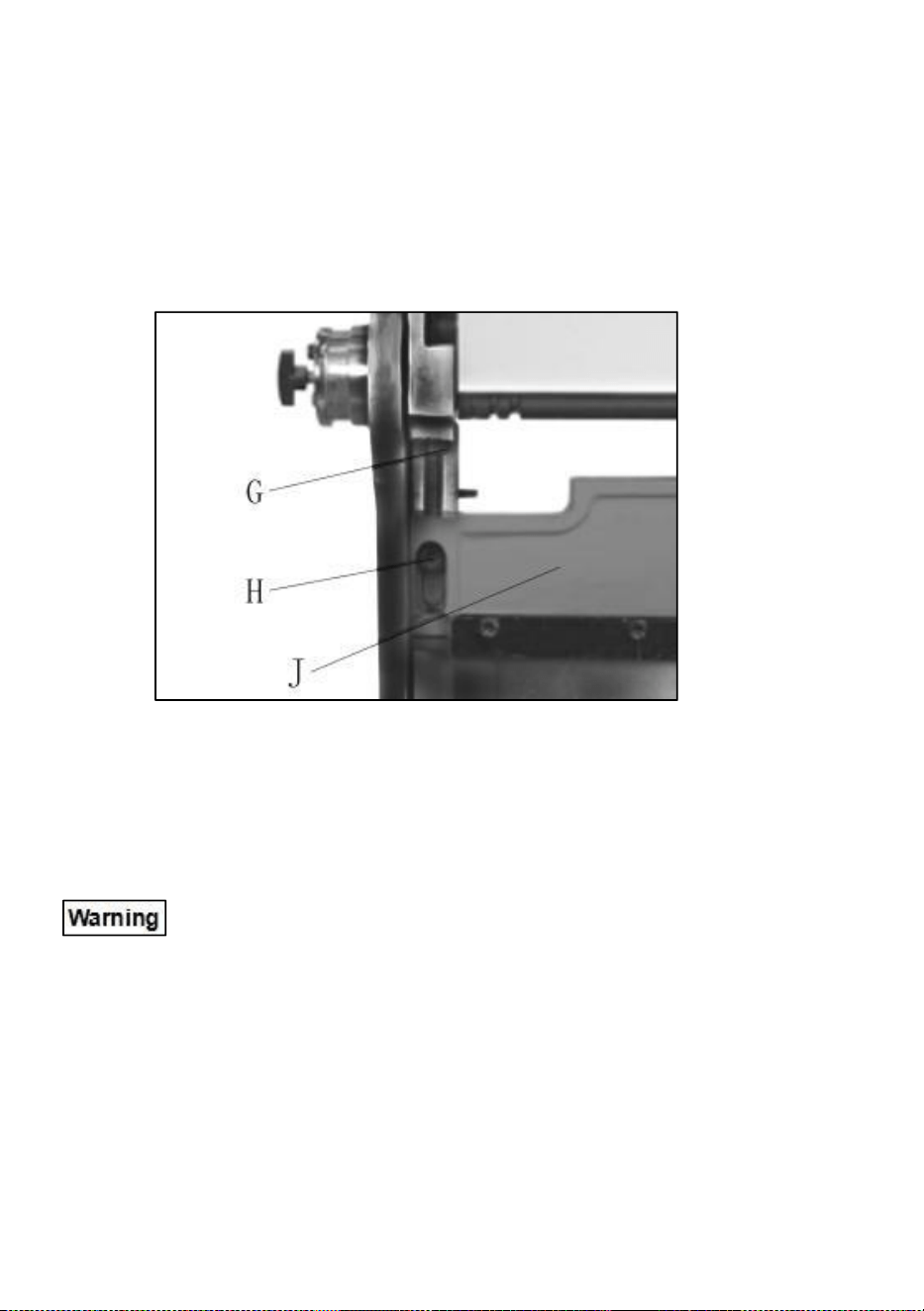
- 9 -
inferiore della corsa:
10. Allentare leggermente le viti di bloccaggio (H) utilizzando una chiave
esagonale da 6 mm.
11. Girare le viti di regolazione del raggio del freno (G) con una chiave da
16 mm, fino alla piega di prova riflettere una curva di 90° ad entrambe le
estremità del freno.
12. Serrare nuovamente le viti (H).
Figura 6
Per curve particolari ripetute, il freno la trave può essere regolata per
piegarla eccessivamente angolazione desiderata poiché il metallo avrà un
certo grado di "ritorno elastico".
Configurazione del taglio
Non tagliare il materiale più grande di 12” calibro 20 in
acciaio dolce. La mancata osservanza può causare gravi lesioni e/o
danni alla macchina.
10. Installare le barre di guida e la piastra nel taglio posizione (Figura 4) e
regolare come desiderato lunghezza del pezzo tagliato.
11. Posizionare il pezzo da lavorare contro il blocco guida sul bordo destro
del tavolo (K, Figura 7). L'estremità del pezzo in lavorazione deve essere
contro la guida piatto.
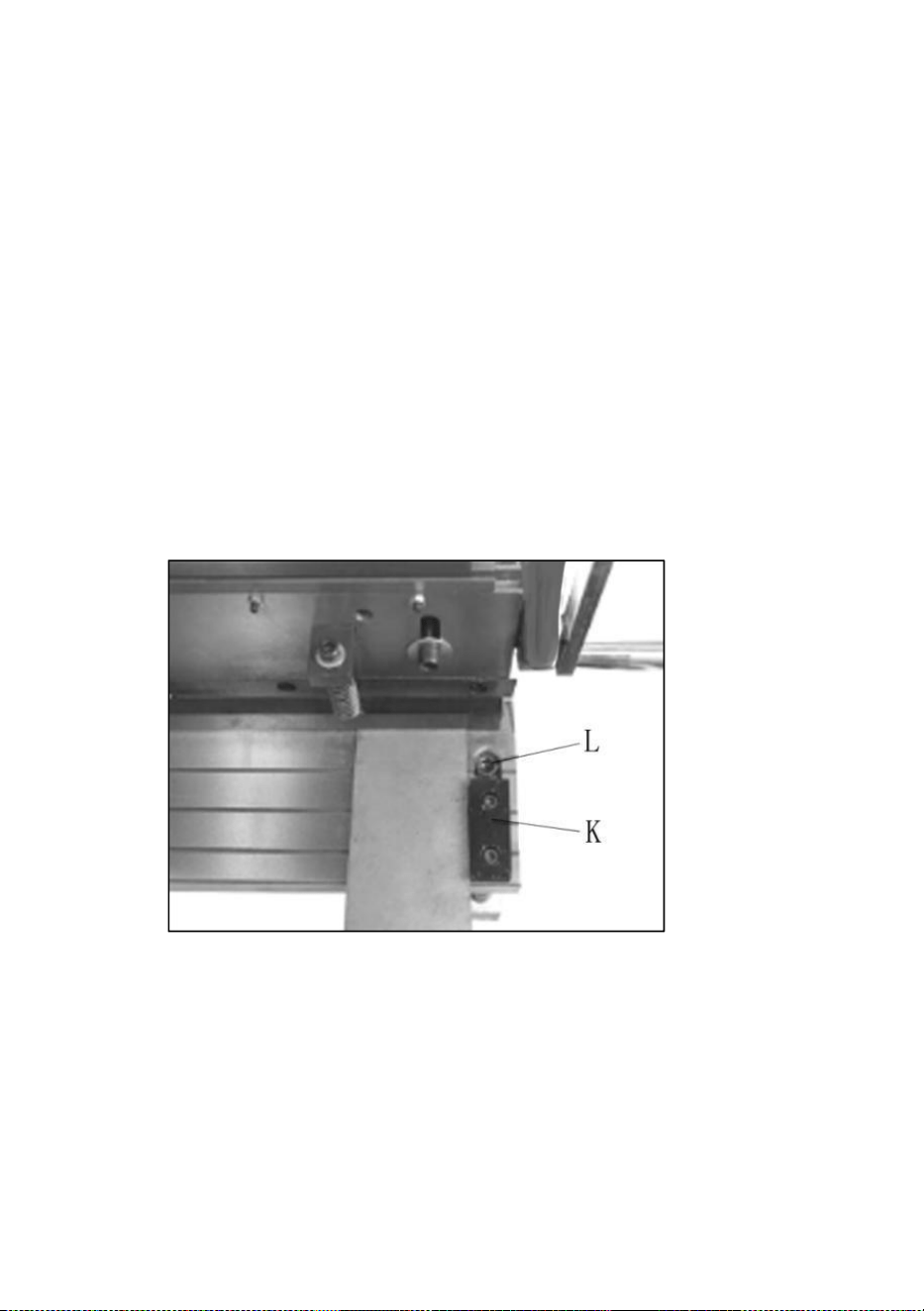
- 10 -
12. Azionare la maniglia per iniziare il taglio di taglio. L'azione di taglio
procede da destra a Sinistra.
NOTA: 1. Per evitare distorsioni quando intaglio, “scatta” la maniglia per
facilitare penetrante.
5. Non mettere le mani dietro la macchina per catturare il pezzo tagliato.
Un pezzo tagliato grande dovrebbe essere lasciato cadere su un tavolo
speciale progettato per catturare i pezzi che sono più grandi del banco da
lavoro.
3. I pezzi di grandi dimensioni da tagliare potrebbero richiedere un tavolo
anteriore per sostenere il pezzo.
4. Tutto il metallo tagliato su questa macchina avrà un bordo tagliente.
Limare o carteggiare il bordo tagliente prima della manipolazione per
evitare lesioni.
Figura 7
Regolazione della lama inferiore
Le lame di taglio superiori e inferiori sono state allineato in fabbrica e non
dovrebbe richiedere adeguamento immediato. Dovrebbe se in futuro fosse
necessario un riallineamento, procedere come segue:
16. Posizionare un foglio di carta pesante nel posizione di taglio, lungo
tutta la lunghezza del letto, ed effettuare un taglio.
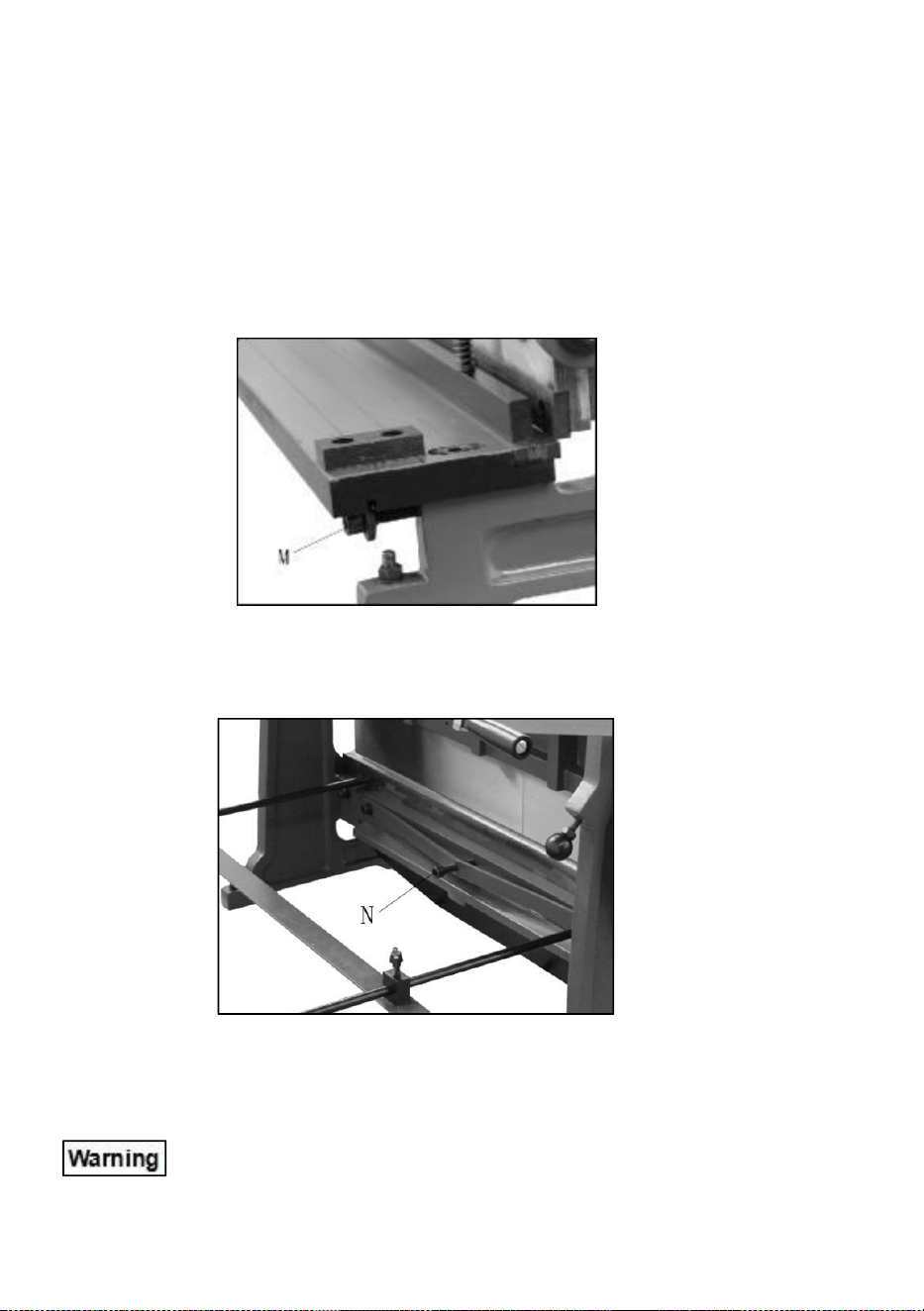
- 11 -
17. Se la cesoia non taglia la carta, allentare la vite (L, Figura 7) su
ciascuna estremità della tavolo, con chiave esagonale da 6 mm.
18. Ruotare le viti di regolazione (M, Figura 8) per spostare il tavolo e
modificare la distanza tra lame. Non permettere alle lame di
sovrapposizione.
19. Se la cesoia taglia la carta alle estremità, ma non al centro, girare
leggermente la vite (N, Figura 9) in senso orario finché la carta non viene
tagliata. esso lunghezza del pneumatico.
Figura 8
20. Se la cesoia taglia la carta al centro, ma non alle estremità, girare la
vite (N) in senso antiorario finché la carta non viene tagliata. per tutta la
lunghezza.
Figura 9
Rotazione/Sostituzione della lama
Prestare attenzione quando lavorare con o vicino alle lame.
Utilizzare guanti da lavoro quando li maneggiate.
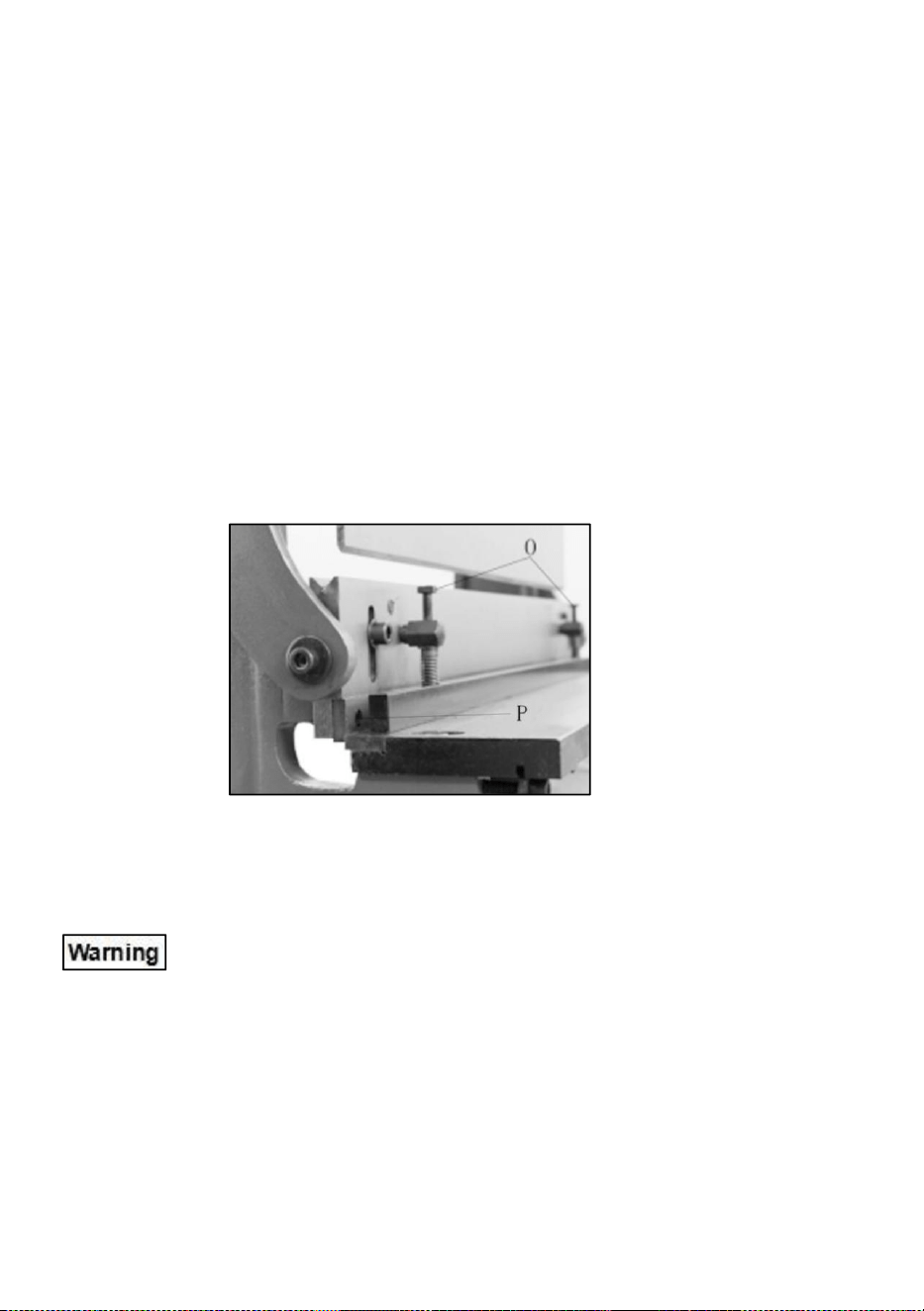
- 12 -
Le lame di taglio sono reversibili e intercambiabili; quando i bordi diventano
opachi, ruotarli sul nuovo bordo, come segue:
16. Rimuovere il fissaggio allentandolo viti (O, Figura 10), utilizzando viti
esagonali da 10 mm chiave.
17. Sollevare la lama superiore nella posizione più alta.
18. Rimuovere 4 viti (P, Figura 10) e rimuovere con attenzione la lama.
19. Ruotare o sostituire la lama e reinstallarla viti (P).
20. Reinstallare il fermo. Quando la lama è in posizione più alta, il divario
tra il tenere premuto e il tavolo dovrebbe essere entro 1/4. Regolare in
questa posizione ruotando la due viti (O, Figura 10) secondo necessità.
Quando la lama inizia la sua corsa verso il basso, il fermo dovrebbe
immediatamente tenere pezzo in lavorazione in posizione.
Figura 10
Configurazione del rotolo di scorrimento
Non arrotolare il materiale più grande di acciaio dolce
calibro 20 da 12". Lo slip la protezione del rullo deve coprire i rulli
eccetto quando il materiale viene immesso nel rotoli. La mancata
osservanza può causare lesioni gravi e/o danni alla macchina.
Materiale Dimensioni Considera razioni
Per determinare la lunghezza approssimativa di materiale necessario per
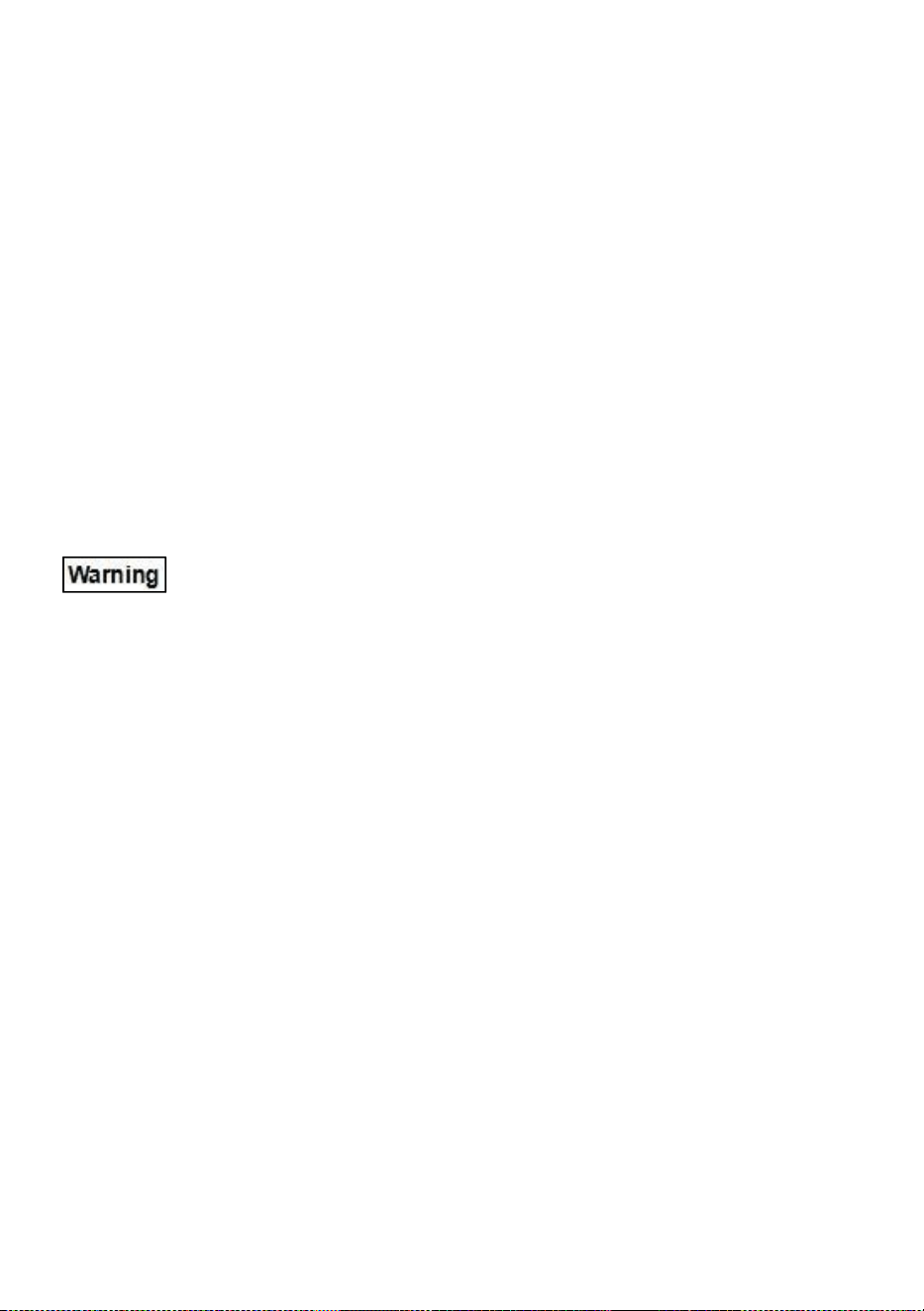
- 13 -
un tubo della dimensione desiderata, utilizzare la seguente formula:
C = πD
Dove C è la circonferenza, π è uguale a 3,1417 e D è il diametro. Ad
esempio: Per trovare la lunghezza di materiale necessario (C) per formare
un tubo da 4" in diametro, moltiplicare 3,1417 per 4". Risultato: 12,5667" è
la circonferenza di lunghezza approssimativa del materiale necessario.
Tagliare diversi pezzi di materiale a questo lunghezza per una prova di
formatura. Il materiale può devono essere allungati o accorciati a seconda
dei risultati del test eseguito.
SUGGERIMENTO: se non interferisce con il forma o design finale
proposto, una leggera piegatura realizzata con la pressa piegatrice sul il
bordo d'attacco semplificherà il rotolamento iniziale processo,
consentendo al bordo d'attacco di scivolare più facilmente sul rullo inattivo.
Attenzione al punto di schiacciamento, ovvero l'intersezione tra
la parte superiore e quella inferiore rotoli. La mancata osservanza può
causare gravi lesioni alle dita e/o alle mani.
22. Assicurarsi che i rulli e il pezzo in lavorazione siano pulito e privo di
detriti per evitare la formazione di corrosioni di lamiera.
23. Arretrare completamente il rullo inattivo ruotando viti del rullo folle (Q,
Figura 11) in senso antiorario.
24. Allentare il bullone (R, Figura 11) per aumentare spazio tra la pressa
superiore e quella inferiore rotoli.
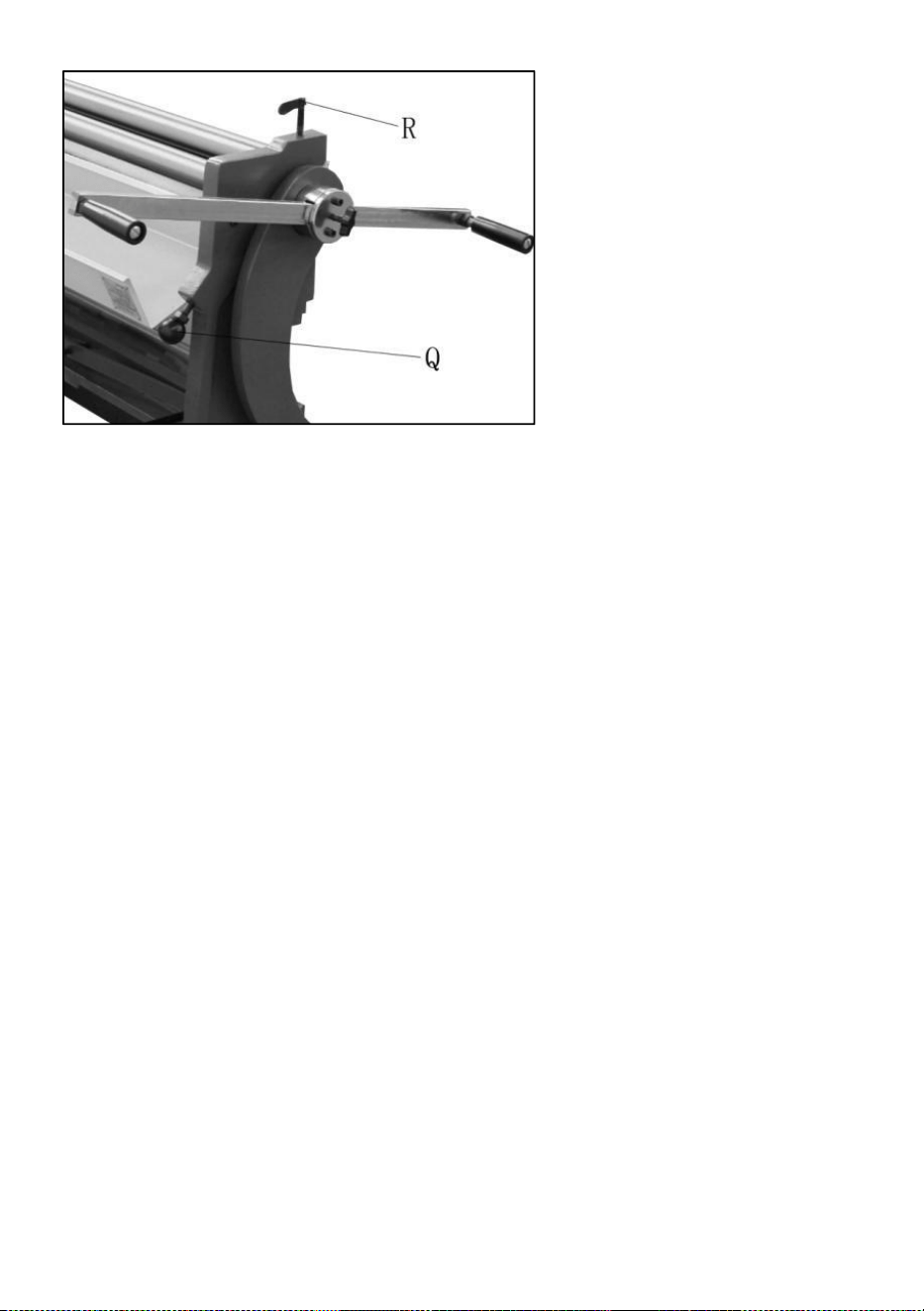
- 14 -
Figura 11
25. Inserire il materiale tra la parte superiore e rulli inferiori e serrare il
bullone (R, Figura 11) per abbassare il rullo superiore, finché il materiale
non si adatta comodamente. Il rullo superiore deve avere pressione
sufficiente sul pezzo da lavorare per l'alimentazione correttamente.
26. Ruotare entrambe le viti del rullo folle (Q, Figura 11) per regolare la
prossimità del rullo folle ai due rulli principali. Sollevare entrambe le
estremità in modo uguale quantità.
27. Far passare il pezzo attraverso la macchina utilizzando le maniglie. Se
il pezzo in lavorazione è grande, assicurarsi che riceva il supporto
adeguato mentre esce dalla macchina.
28. Eseguire ulteriori passaggi del pezzo in lavorazione, sollevando
gradualmente il rullo folle prima ogni passaggio, fino a raggiungere il
raggio desiderato raggiunto. Non è possibile seguire una formula esatta
quando apportare modifiche al rullo perché il "ritorno elastico" del materiale
varia a seconda del tipo di materiale in formazione. Solo tramite test
formare più pezzi può correggere regolazioni possono essere ottenute.
Inoltre, tenere in tieni presente che è molto più facile ripassare materiale
per realizzare un raggio più piccolo rispetto a tentare di aumentare un
raggio che era reso troppo piccolo.
Il rullo folle deve essere regolato esattamente parallelo o il materiale si
avvolgerà a spirale durante il processo di laminazione. Misurare ciascuna
estremità di l'apertura con calibro se maggiore è richiesta precisione.
- 15 -
Impostare deliberatamente i rulli non paralleli può essere utilizzato per
creare forme coniche.
Per rimuovere la forma cilindrica pezzi lavorati:
13. Allentare il bullone (R, Figura 12)
Figura 12
14. Afferrare con attenzione il rullo superiore e farlo oscillare verso
l'esterno alla fine. Afferrare saldamente il rotolo superiore, per evitare che
cada fuori dalla macchina.
15. Far scivolare il pezzo in lavorazione dall'estremità del rotolo.
16. Reinstallare il rullo superiore e serrare il bullone (R, Figura 12).
Laminazione piana
I metalli più morbidi (rame, alluminio, ecc.) possono essere lavorati tramite
il rullo di scorrimento macchina per raddrizzare, appiattire o ridurre il loro
spessore. Basta regolare la parte superiore rullo di pressione per spessore,
rullo inferiore folle tutto la strada verso il basso e alimentare il pezzo in
lavorazione attraverso (Figura 13).
NOTA: il rullo inattivo non scenderà completamente fuori dal percorso del
pezzo; quindi, potrebbe esserci una leggera piegare nel pezzo in
lavorazione. Capovolgendo il pezzo in lavorazione e rialimentandolo,
questo la curvatura può essere ridotta al minimo.
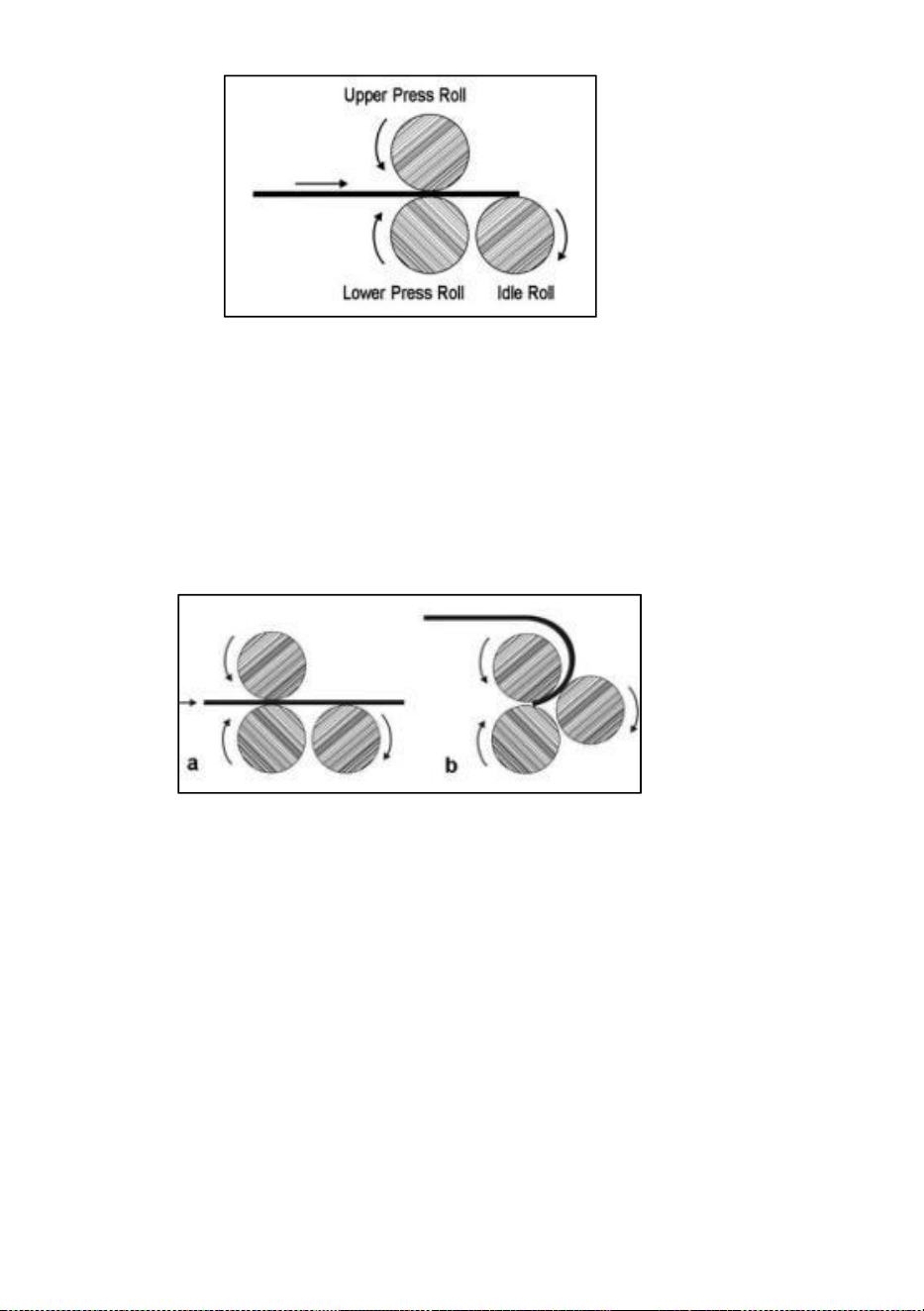
- 16 -
Figura 13
Formazione di un raggio
16. Regolare il rullo pressore superiore secondo necessità.
17. Inserire il pezzo da lavorare dalla parte anteriore.
18. Azionare la maniglia; quando il materiale raggiunge il punto in cui il
raggio è iniziare (a, Figura 14), fermare la macchina e sollevare il rullo folle
in egual misura su ciascuna estremità per ottenere la curvatura desiderata.
Figura 14
19. Riavviare i rulli e continuare fino a quando la piega è completato (b,
Figura 14). Supporto pezzo in lavorazione mentre esce dalla macchina.
20. Effettuare ulteriori passaggi se necessario, lungo con regolazioni
incrementali del rollio minimo.
Formazione di un tubo
10. Regolare il rullo di pressatura superiore secondo necessità per
spessore del pezzo.
11. Inserire il pezzo in lavorazione nella macchina. si avvicina alla fine (a,
Figura 15), fermarsi e direzione inversa (b, Figura 15).
12. Effettuare ulteriori passaggi se necessario, lungo con regolazioni
incrementali del rollio minimo.
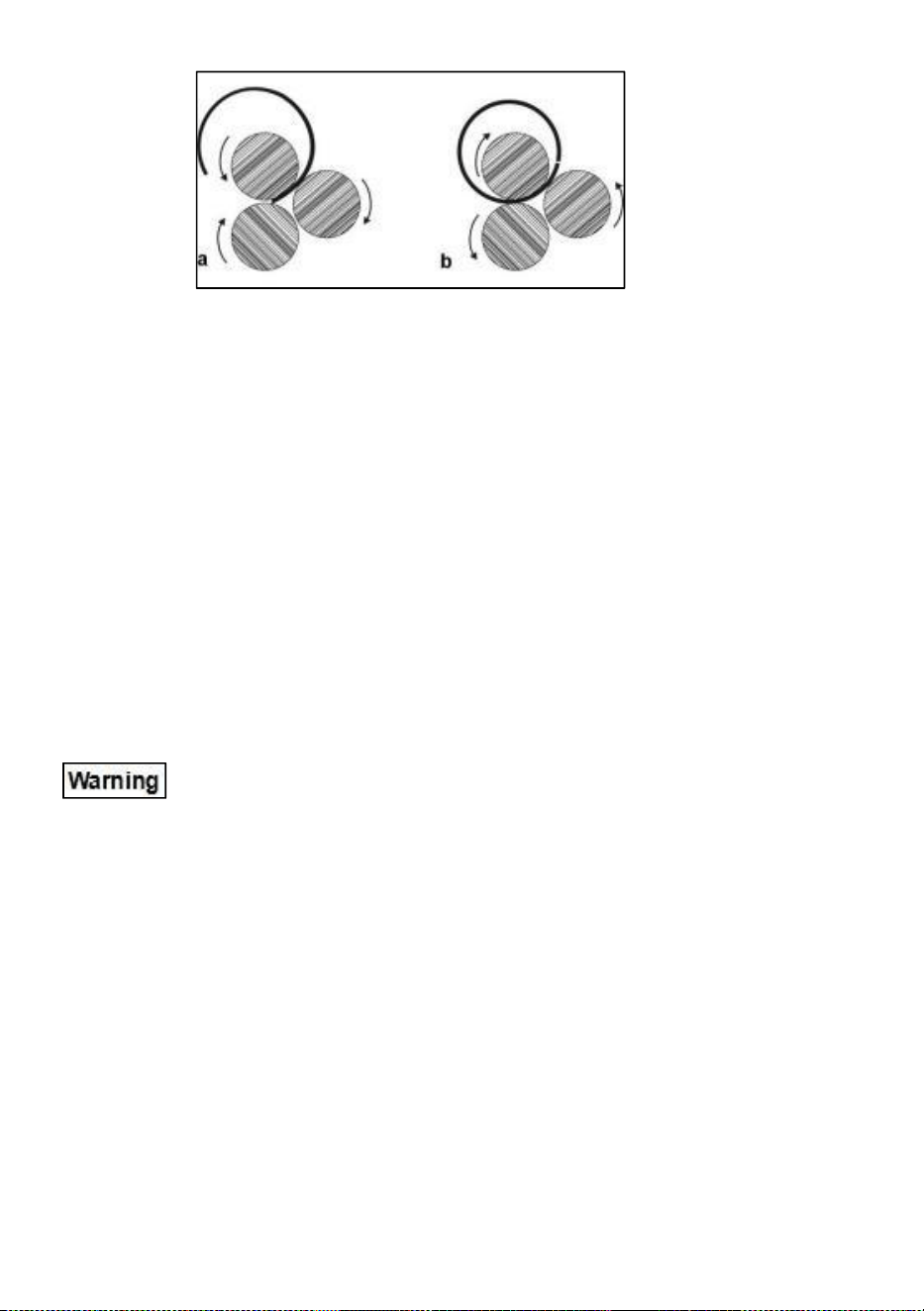
- 17 -
Figura 15
Piegare il filo
Ci sono 6 scanalature per i fili alle estremità di i rulli di pressatura per
adattarsi a fili da 2,99 mm (0,12"), 3,66 mm (0,14"), 6,1 mm (0,24"), 3,05
mm (0,12"), 4,40 mm (0,17"), 5,16 mm (0,20").
Utilizzare la scanalatura più piccola in cui il il filo si adatterà comodamente.
Piega il filo utilizzando gli stessi principi descritti per formare un raggio. Per
realizzare un completo anello di filo, utilizzare le istruzioni per formando un
tubo.
Manutenzione/Lubrificazione
Prestare attenzione quando si fa lavori di manutenzione attorno
alla cesoia lame.
10.Applicare il grasso per tubi al litio n. 2 una volta a mese ai nippli di
lubrificazione su entrambe le estremità del telaio (A, Figura 16).
11.Mantenere i rulli di scorrimento puliti e privi di ruggine e applicare
frequentemente uno strato leggero di olio su loro.
12.Applicare leggermente il grasso multiuso su gli ingranaggi all'estremità
dei rulli (B, Figura 16). Girare la maniglia di comando su distribuire il
grasso. 4. Mantenere pulite e leggermente ricoperti di olio, come le cesoie
lame, tavola e matrici superiori. (Rimuovere pper muore dalla barra per
una maggiore efficacia pulizia).
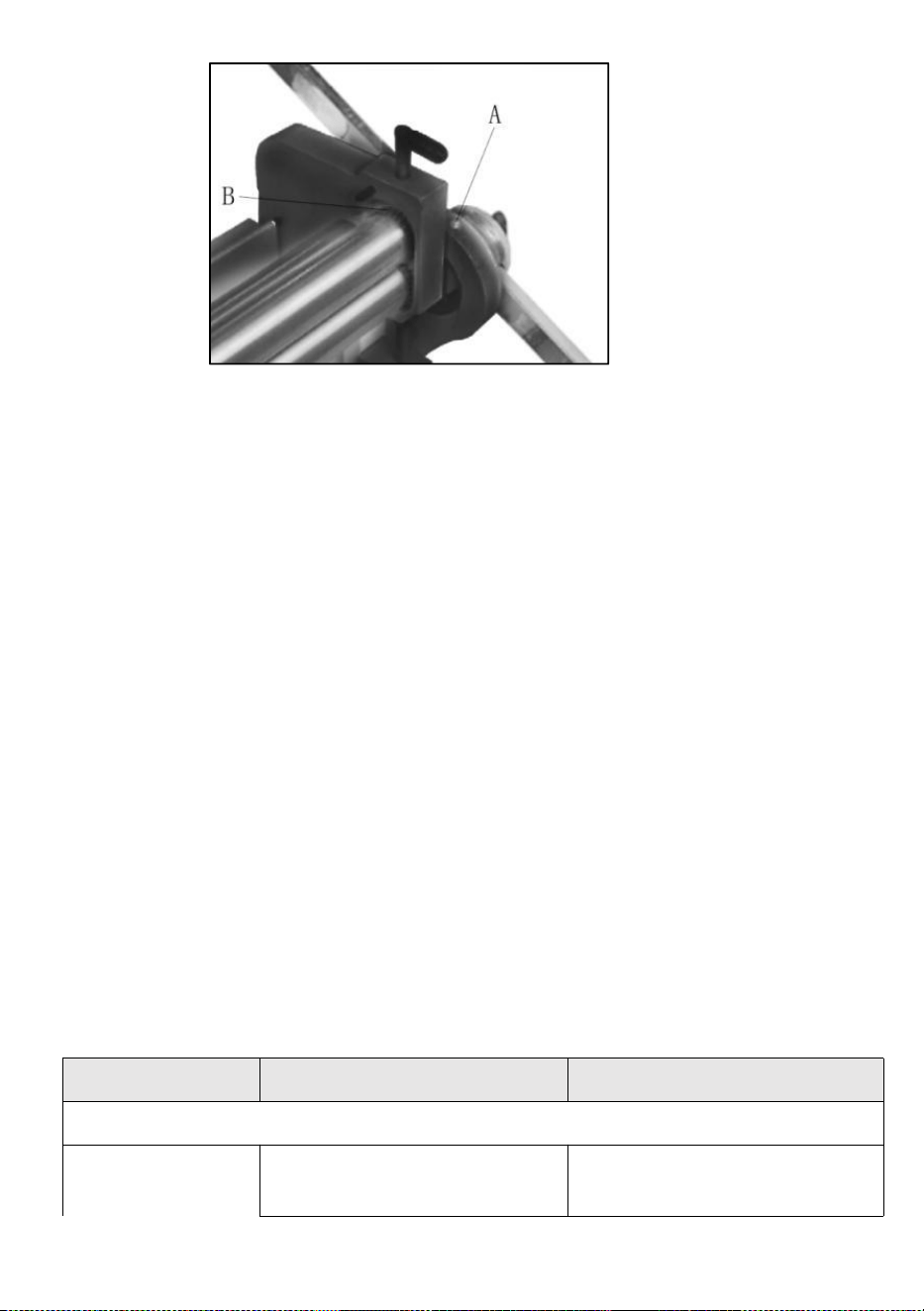
- 18 -
Figura 16
Strumenti necessari (non inclusi)
Chiave esagonale da 5 mm
Chiave esagonale da 6 mm
Chiave da 10 mm
Chiave da 13 mm
Chiave da 16 mm
Cacciavite medio
Set di spessimetri
Goniometro o misuratore angolare
Guaio
Probabile causa
Rimedio
TAGLIO
Il materiale non
Spazio tra le lame non corretto.
Regolare lo spazio per adattarlo
al materiale più spesso.
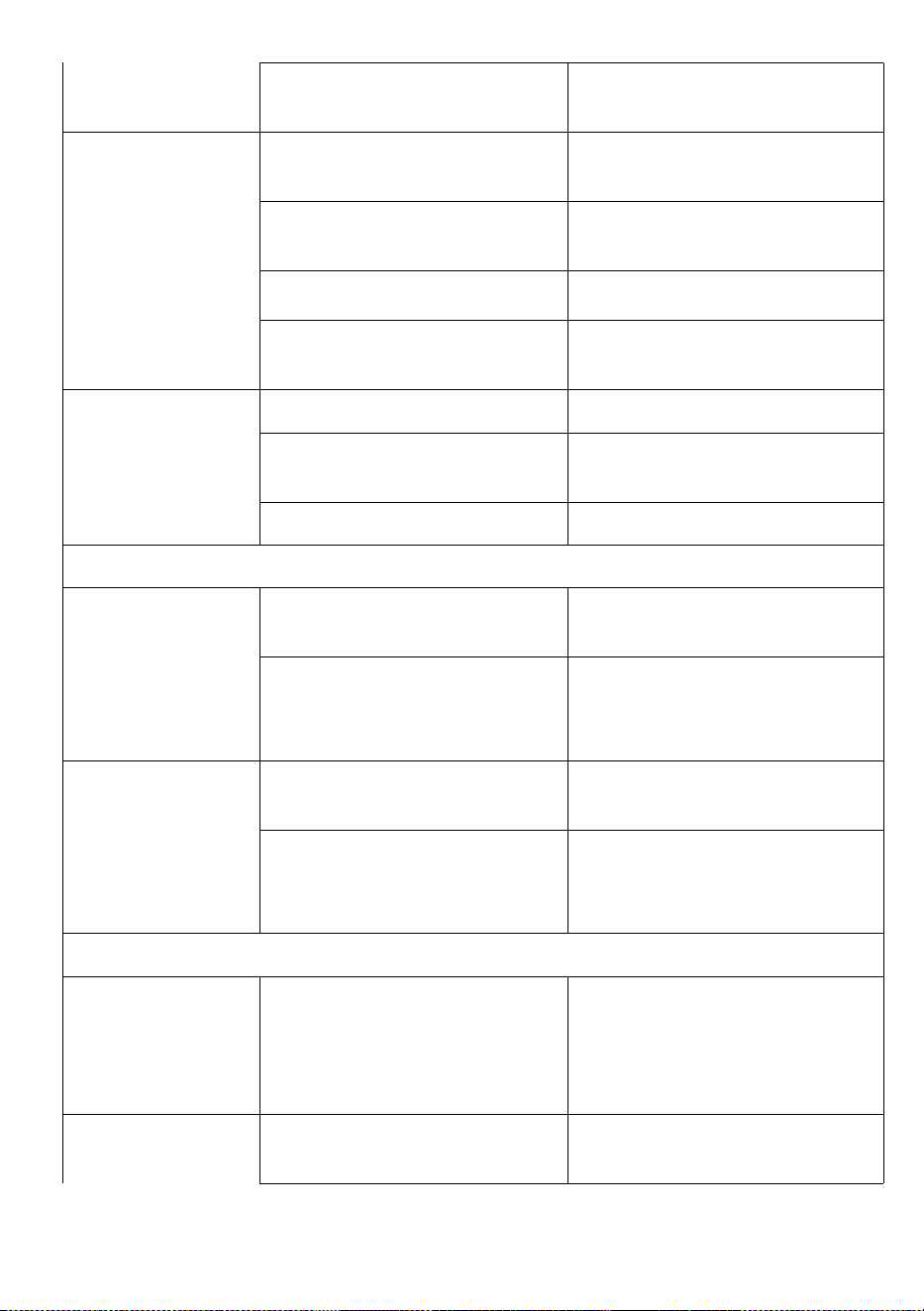
- 19 -
taglia.
Capacità della macchina
superata.
Utilizzare materiali entro i limiti
della capacità.
I tagli non sono
squadrati.
Spazio tra le lame non
uniforme.
Rendere uniforme la distanza
tra le lame.
Non contattare le guide del
tavolo.
Mantenere un contatto costante
con le guide.
La lama è piegata.
Togliere l'arco.
Tenuta insufficiente
pressione.
Regola la pressione.
Scarsa qualità del
taglio.
Lama(e) smussata(e).
Sostituire o affilare.
Spazio tra le lame non corretto.
Regolare la distanza secondo
necessità.
Scherzi a vuoto.
Regolare il gioco delle gibe.
FRENO
Il pezzo non si
piega o si piega con
difficoltà.
Pezzo troppo spesso.
Utilizzare materiali entro i limiti
della capacità.
Tolleranza di curvatura non
corretta.
Regolare la trave del freno per
ottenere la giusta dimensione di
curvatura.
Raggio di curvatura
non
coerente in tutto
materiale.
Capacità della macchina
superata.
Utilizzare materiali entro i limiti
della capacità.
Trave freno impostata in modo
non corretto per la flessione
indennità.
Regolare il raggio del freno per
curvatura uniforme.
ROTOLO SCIVOLANTE
I coni si formano
quando si cerca di
far rotolare dei
cilindri.
I rulli non sono paralleli.
Regolare il rullo folle (posteriore)
finché non è parallelo al rullo
pressatore superiore.
Pezzo non lavorato
piegatura.
Capacità della macchina
superata.
Utilizzare materiali entro i limiti
della capacità.
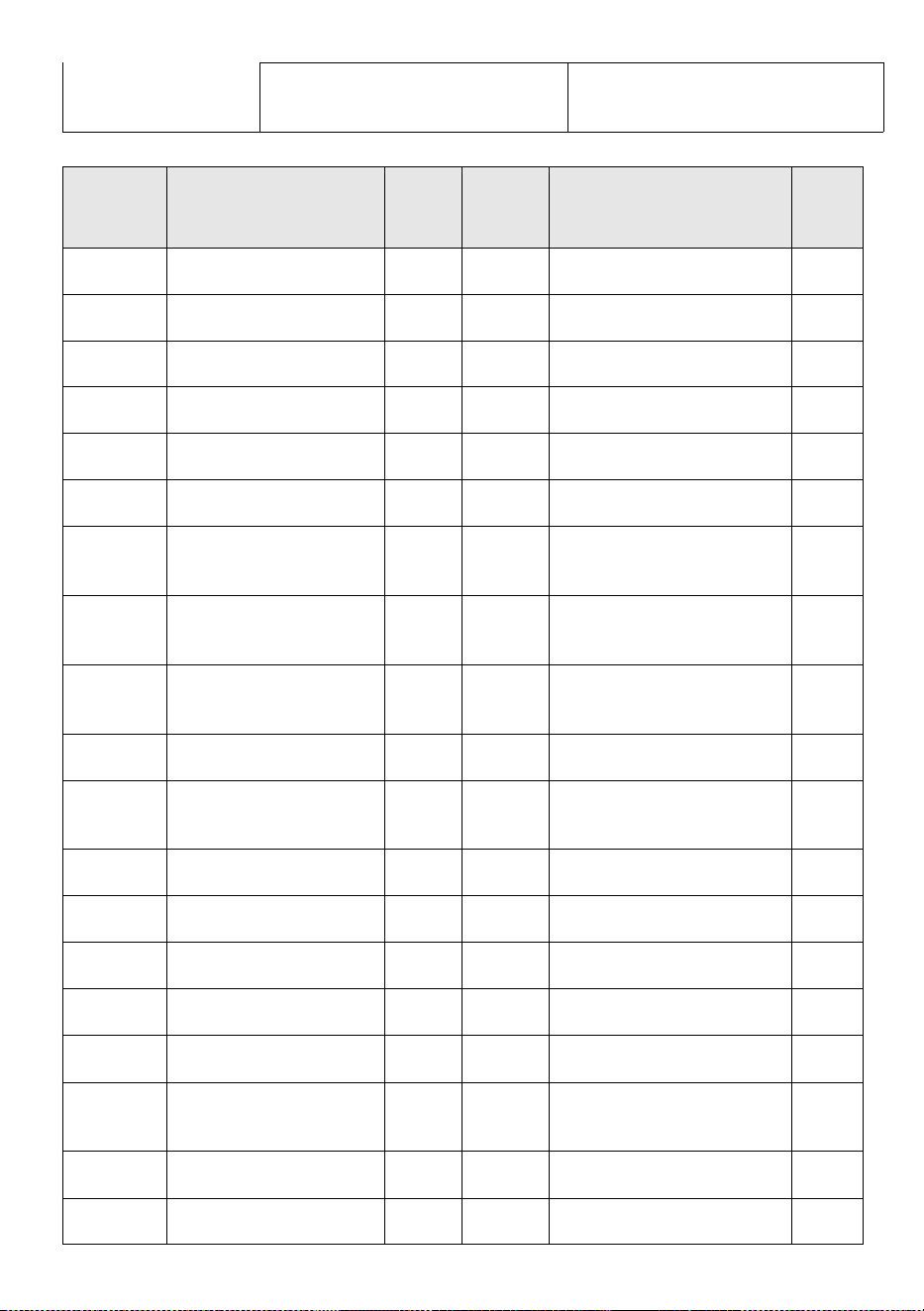
- 20 -
Il rollio al minimo non si attiva.
Ispezionare e apportare le
correzioni necessarie.
ELENCO DELLE PARTI
PARTE
NO.
DESCRIZIONE
Quanti
tà
PARTE
NO.
DESCRIZIONE
Quanti
tà
1
Cornice sinistra
1
19
Asta di supporto
2
2
Piano di lavoro
1
20
Blocco guida
2
3
Trave trasversale
1
21
Arresto di sicurezza
1
4
Braccio di manovella
2
22
Barra di regolazione
1
5
Cornice destra
1
23
Lama per forbici
2
6
Telaio di taglio
1
24
Rollio posteriore
1
7
Copertura della
boccola
2
25
Vite
2
8
Supporto piastra di
pressatura
2
26
Maniglia
2
9
Primavera
2
27
Bullone di
posizionamento
2
10
Piastra di stampa
1
28
Boccola
4
1 1
Matrice di frenatura
inferiore
1
29
Rondella
2
12- 1
Matrice da 1"
1
30
Ingranaggio
2
12-2
Matrice da 2"
1
31
Rullo inferiore
1
12-3
Matrice da 2"
1
32
Rullo superiore
1
12-4
Matrice da 3"
1
33
Copertina
1
12-5
Matrice da 4"
1
34
Albero eccentrico
1
13
Staffa superiore dello
stampo
1
35
Boccola eccentrica
2
14
Bullone M8x50
2
36
Rondella
2
15
Maniglia del braccio di
2
37
Chiave 6x20
2
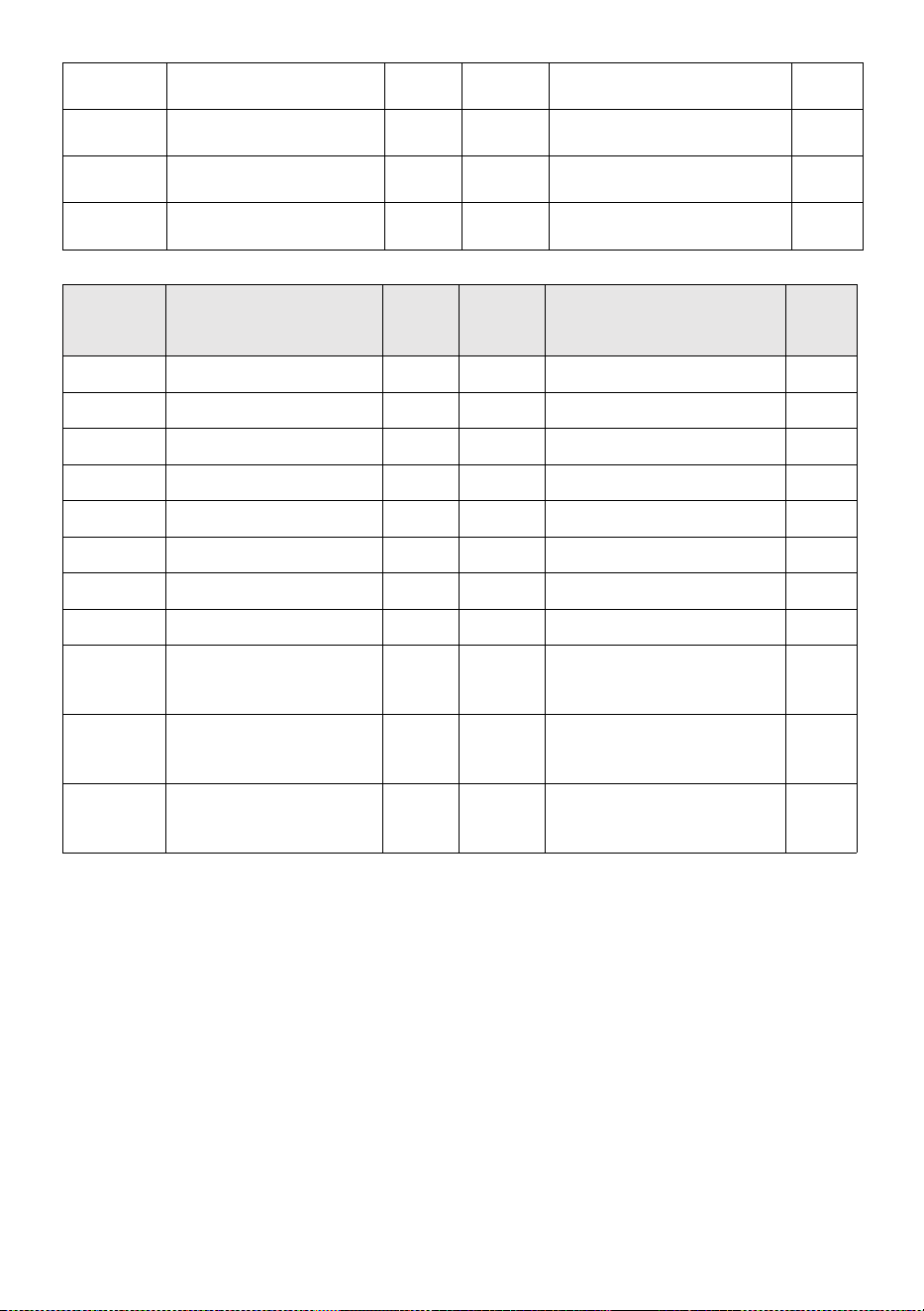
- 21 -
rotolamento
16
Blocco guida
1
38
Vite M6x16
6
17
Vite di regolazione
2
39
Ingrassatore
2
18
Braccio di comando
1
40
Bullone M6x35
2
PARTE
NO.
DESCRIZIONE
Quanti
tà
PARTE
NO.
DESCRIZIONE
Quanti
tà
41
Perno conico
2
52
Vite M6X20
4
42
Maniglia
4
53
Vite M8X20
4
43
Vite M6x10
2
54
Manopola
2
44
Vite M8x35
2
55
Bullone M6X45
2
45
Rondella 8
2
56
Perno rotondo
2
46
Bullone M10x40
1
57
Vite M6X10
2
47
Bullone M8x20
2
58
Vite M6X10
4
48
Rondella 8
2
59
Vite M8X20
2
49
Dado M8
1
60
Supporto tipo A
(opzionale)
1
50
Bullone M10X16
2
61
Supporto tipo B
(opzionale)
1
51
Vite M8X25
2
62
Supporto tipo C
(opzionale)
1
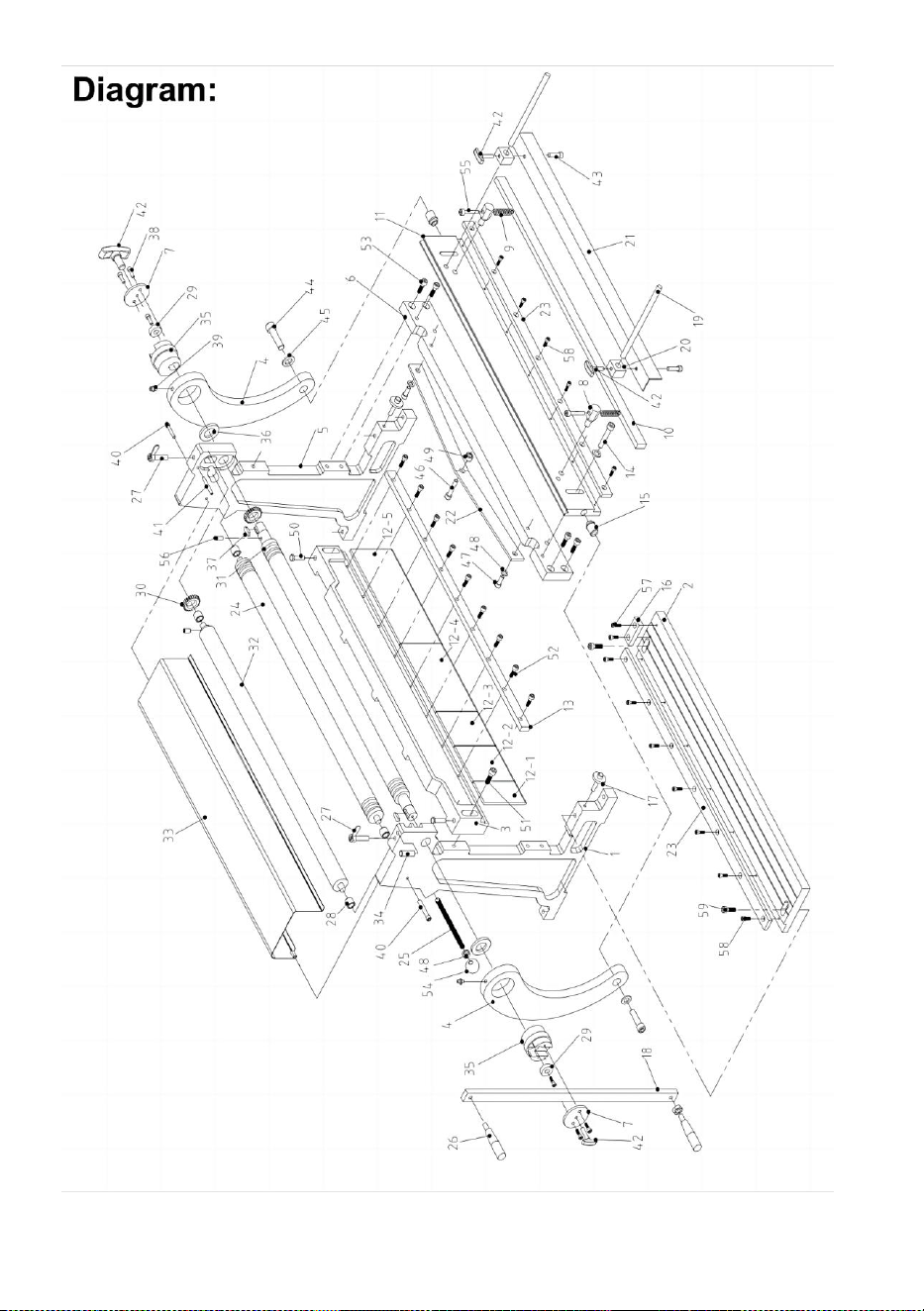
- 22 -

Técnico Soporte y certificado de garantía electrónica www.vevor.com/support
LA CORTADORA / FRENADORA /
RODADORA
MANUAL DE OPERACIÓN
MODELO: 3 EN 1/305
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODELO: 3 EN 1/305
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
THE SHEAR / BRAKE /
ROLL
- 2 -
Advertencia: Para reducir el riesgo de lesiones, el usuario
debe leer atentamente el manual de instrucciones.
SPECIFICATIONS
Modelo................................................................................. ....... ... .. 3 en
1/305
Ancho efectivo.......... .................................... .305 mm (12 pulgadas)
Máximo
Espesor de corte… ....................................................... ..1 mm (calibre 20)
Espesor de curvatura…… ...................................................... 1 mm (calibre
20)
Áng
ulo
de
cur
vat
ura..
....9
0° Espesor del laminado ......... 1 mm (calibre 20)
Diámetro del rollo…… .................................................... …. 45 mm (1-1/2
pulgadas)
Accesorios estándar
1
Perno de ajuste del rodillo
2
2
Perno de perilla fija
2
3
Conjunto de balancín
1
4
Conjunto de varilla guía
2
5
Deflector
2
- 3 -
UNPACKING
La CORTADORA/FRENADORA/RODILLO 3 EN 1/12 es enviado desde la
fábrica en un Caja de cartón cuidadosamente embalada. Inspeccione
minuciosamente el producto al recibirlo. abriendo el paquete. Después de
desembalar el unidad, inspecciónela cuidadosamente para detectar
cualquier daño que Puede haber ocurrido durante el tránsito. Si se ha
producido algún daño, el envío Las reclamaciones por daños deben
presentarse ante la transportista y son responsabilidad del Usuario.
Verificar que esté completo. Inmediatamente Reportar piezas faltantes al
concesionario.
Advertencia
Las advertencias, precauciones e instrucciones comentadas en estas
instrucciones o situaciones que pudieran ocurrir. El operador debe
comprender que el sentido común y la precaución son factores que no
pueden incorporarse a este producto. pero debe ser suministrado por
el operador.
GUARDE ESTAS INSTRUCCIONES
Gracias por comprar una máquina de corte/frenado/rodillo de 12 pulgadas.
Antes intentando operar su nueva herramienta Lea atentamente estas
instrucciones. Las necesitará para el Advertencias de seguridad,
precauciones, montaje, funcionamiento, procedimientos de mantenimiento,
lista de piezas y diagramas. Conserve su factura número con estas
instrucciones. Escribe el Número de factura en el interior del frente.
cubierta. Conserve las instrucciones y la factura en un lugar seguro y seco
para futuras referencias.
SAFETY RULES

- 4 -
45. Conozca su máquina. Lea este manual Con cuidado. Aprenda el
funcionamiento de la máquina. aplicaciones y limitaciones, así como
peligros potenciales específicos que le son propios.
46. Mantenga el área de trabajo limpia y bien iluminada. Las áreas de
trabajo desordenadas u oscuras invitan a... accidentes.
47. Mantenga a los niños alejados. Todos los niños Deben mantenerse
alejados del área de trabajo. Nunca deje que un niño manipule una
herramienta sin estricta supervisión de un adulto.
48. No utilice esta herramienta si se encuentra bajo la influencia del
alcohol o las drogas. Leer etiquetas de advertencia en las recetas para
determinar si tu juicio o tus reflejos son deteriorada mientras se toman
drogas. Si hay Cualquier duda, no intente operar.
49. Utilice equipo de seguridad. Protección para los ojos. Debe usarse
siempre durante la operación. Esta máquina. Utilice dispositivos de
seguridad aprobados por ANSI. Las gafas de uso diario solo tienen Lentes
resistentes a impactos. NO son Gafas de seguridad. Mascarilla antipolvo
antideslizante. zapatos de seguridad, casco o audífonos La protección
debe utilizarse de manera apropiada. condiciones.
50. Use ropa adecuada. Ropa suelta, guantes, corbatas, anillos, pulseras
u otros elementos Las joyas pueden presentar un peligro potencial al
operar esta máquina. Por favor Mantenga toda la ropa alejada de la
máquina.
51. No se estire demasiado. Mantenga una posición adecuada y
mantener siempre el equilibrio al operar este producto.
52. Compruebe si hay daños. Revise su herramienta regularmente. Si
alguna parte de la herramienta está dañada, Debe inspeccionarse
cuidadosamente para asegurarse Asegúrese de que puede realizar su
función prevista. funcione correctamente. En caso de duda, la pieza Debe
repararse. Solicite cualquier servicio técnico a un técnico calificado.
Consulte a su Distribuidor para obtener asesoramiento.
53. Mantenga las herramientas con cuidado. Mantenga las herramientas
Afilado y limpio. Mantenimiento adecuado. Las herramientas con bordes
cortantes afilados son menos es más probable que se unan y son más
fáciles de controlar.

- 5 -
54. Cuando se muda, instala, limpia o Ajuste la máquina, manténgase
alejado de la tijeras.
55. Coloque la cubierta protectora cuando No utilices el rodillo deslizante
de la máquina.
12. Mantenga las manos alejadas del troquel. Cuando estás trabajando en
ello.
SET-UP AND ASSEMBLY
Diagramas de piso
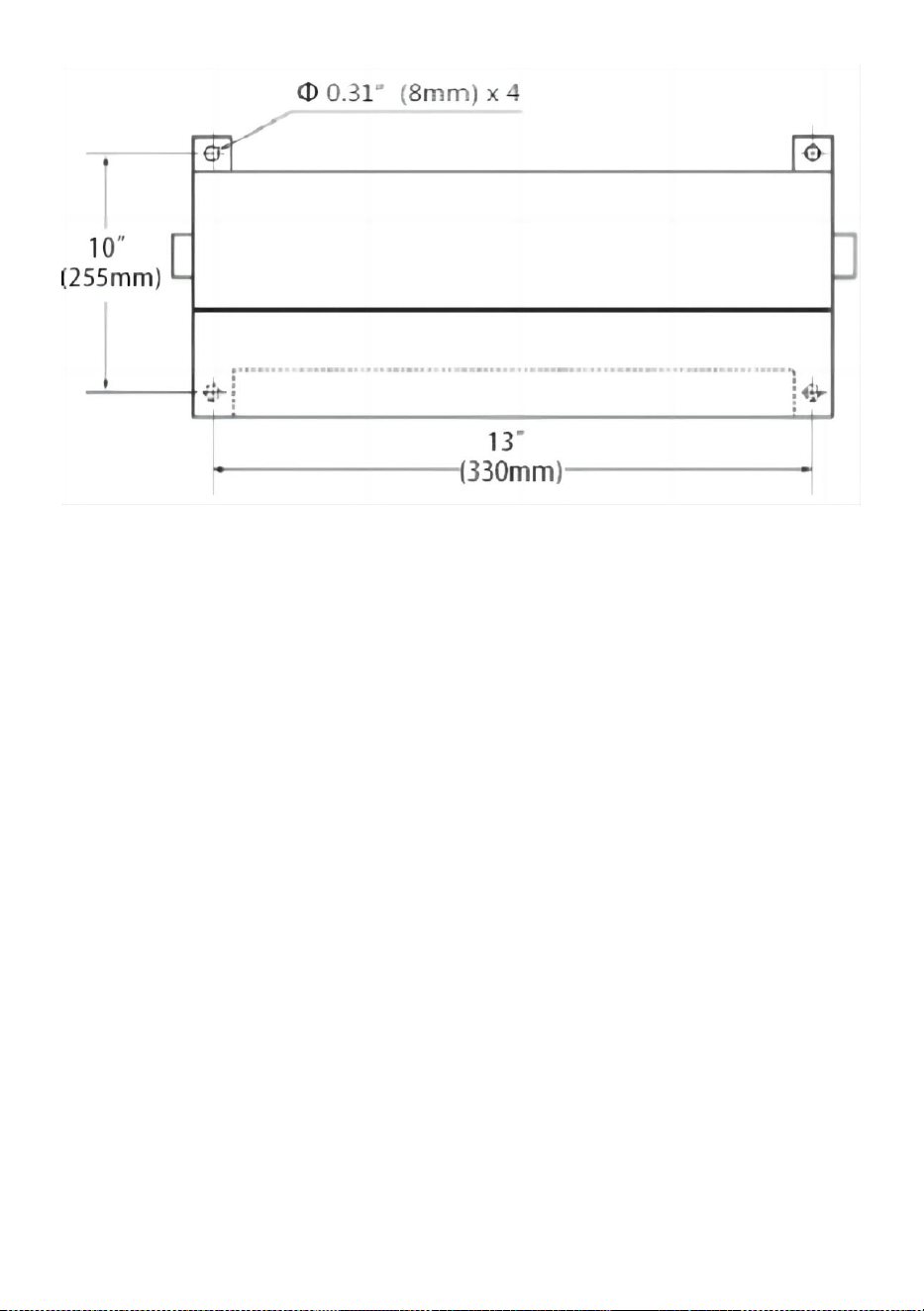
- 6 -
Figura 1 – Centros de los orificios para corte y freno y rodar
Asamblea
Herramientas necesarias para la instalación y el montaje: 5 llaves
hexagonales de 6 mm (“llaves Allen”), llave de boca abierta de 16 mm .
41. Saque la máquina y las piezas de repuesto de caja.
42. Limpie cuidadosamente toda la protección contra el óxido. Limpie las
superficies con un disolvente suave o queroseno y un trapo suave. No
utilice disolvente de laca, disolvente de pintura ni gasolina, ya que pueden
dañar las superficies pintadas.
43. Cubra todas las superficies mecanizadas con una película muy fina de
aceite para inhibir la oxidación.
44. Mueva la máquina con cuidado a un banco de trabajo o soporte. La
ubicación de la máquina debe Permitir el libre acceso por todos los lados.
45. Atornillar la máquina al soporte o banco de trabajo. El soporte o banco
de trabajo debe estar atornillado al suelo. (NOTA: Hay un soporte opcional
disponible para Esta máquina; consulte la Sección 8. Contacto Distribuidor
KAKA a pedido.)
46. Retire una manija (A, Figura 2) de Cada conjunto de manija de
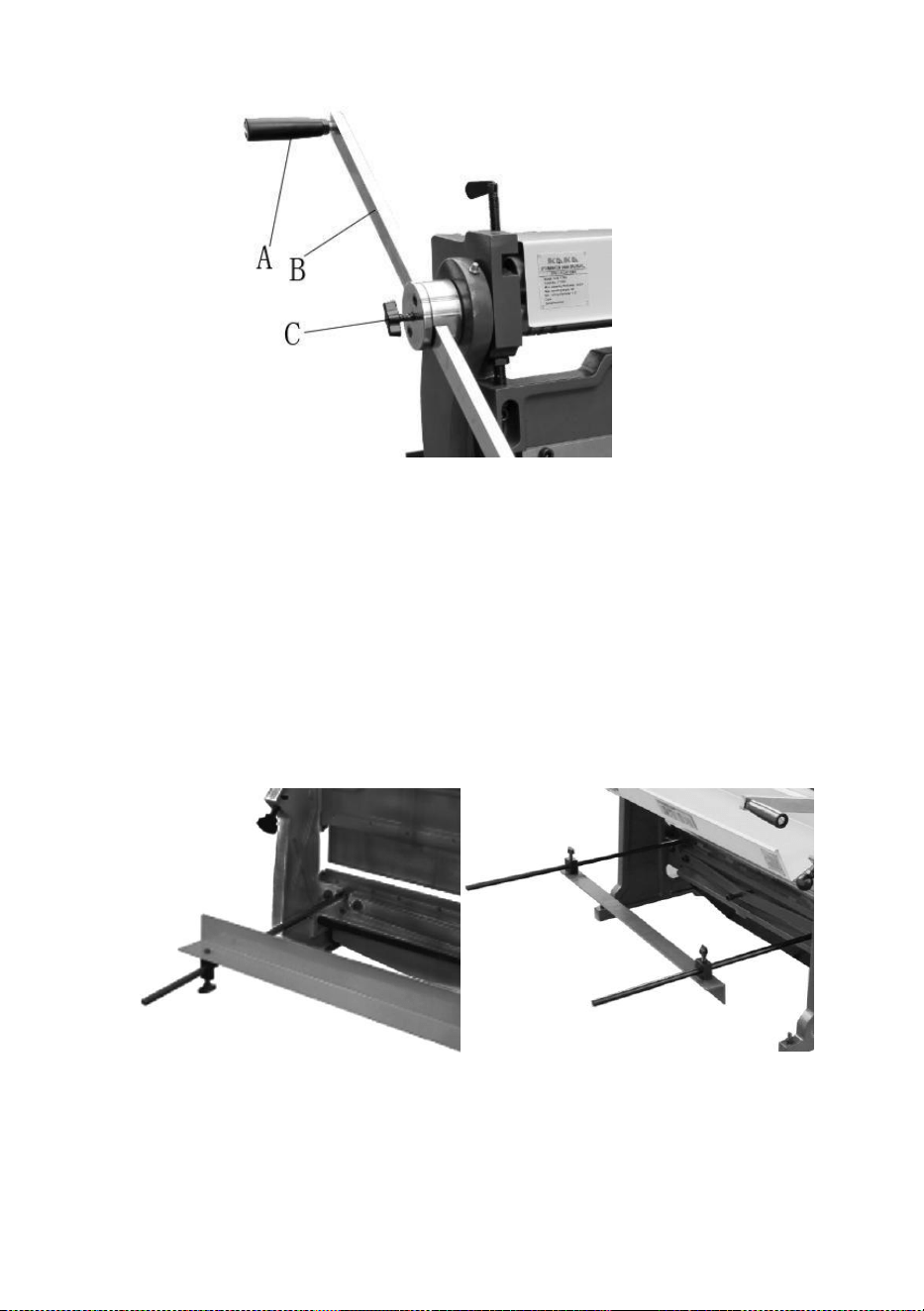
- 7 -
operación, utiliza una llave hexagonal de 6 mm.
Figura 2
47. Afloje el perno de bloqueo (C, Figura 2).
48. Deslice la barra (B) en el cubo y apriete el bloqueo. perno (C) para
asegurar.
49. Vuelva a instalar la manija (A).
50. Instale ambas varillas guía en cualquiera de los dos conjunto superior
o inferior de orificios roscados (Figuras 3 y 4) y apriete el ajuste Tuerca
hexagonal giratoria contra la base fundida La máquina con llave de 16mm.
11. Instale la placa guía como se muestra en las figuras 3 o 4. Asegúrela a
las varillas usando los Manijas en T.
Figura 3 (Posición de freno) Figura 4 (Posición de cizallamiento)
NOTA: Para el funcionamiento del freno, instale la guía varillas en el
conjunto superior de agujeros (Figura 3); para Operación de corte, instalar
en el conjunto inferior de agujeros (Figura 4).
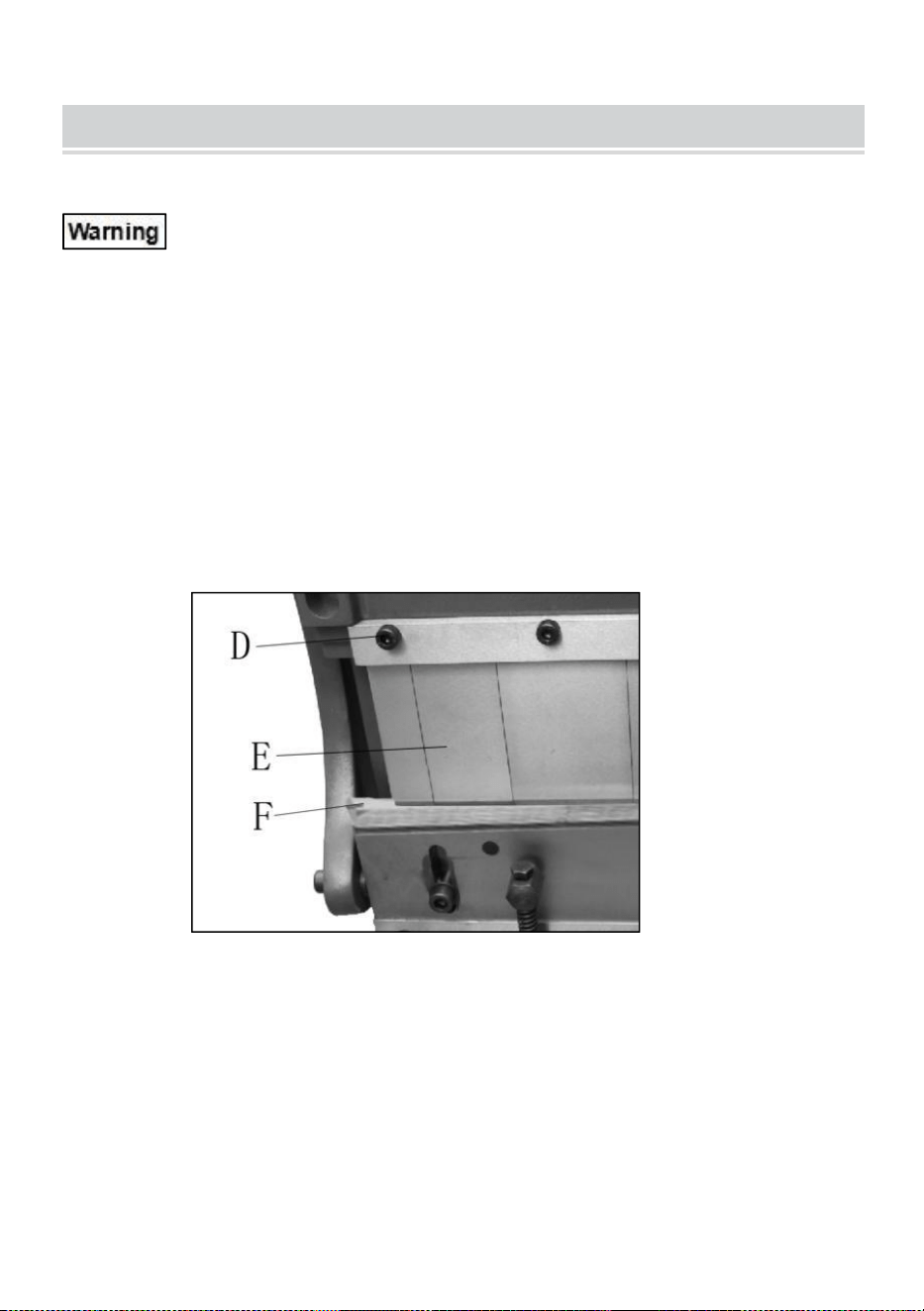
- 8 -
PRESS BRAKE SET-UP
No doble el material mayor a 12” de acero dulce calibre 20.
El incumplimiento puede causar graves lesiones y/o daños a la
máquina.
Para preparar el doblado:
41. Coloque una tira de madera (F, Figura 5) sobre matriz inferior, longitud
total de la matriz.
42. Cerrar el freno hasta que la madera entre en contacto. la cena
muere(E).
43. Afloje los tornillos (D) con una llave hexagonal de 5 mm.
Figura 5
44. Seleccione las matrices superiores (E) para el trabajo deseado y retira
los demás deslizándolos por el extremo izquierdo. (Tamaños de matriz
incluidos: 1”x1, 2”x2, 3”x1, 4”x1)
45. Mueva la manija de operación hasta que la madera Empuja hacia
arriba los troqueles para que se asienten uniformemente en la viga
superior.
46. Vuelva a apretar firmemente todos los tornillos (Figura 3), luego afloje
y retire la tira de madera.
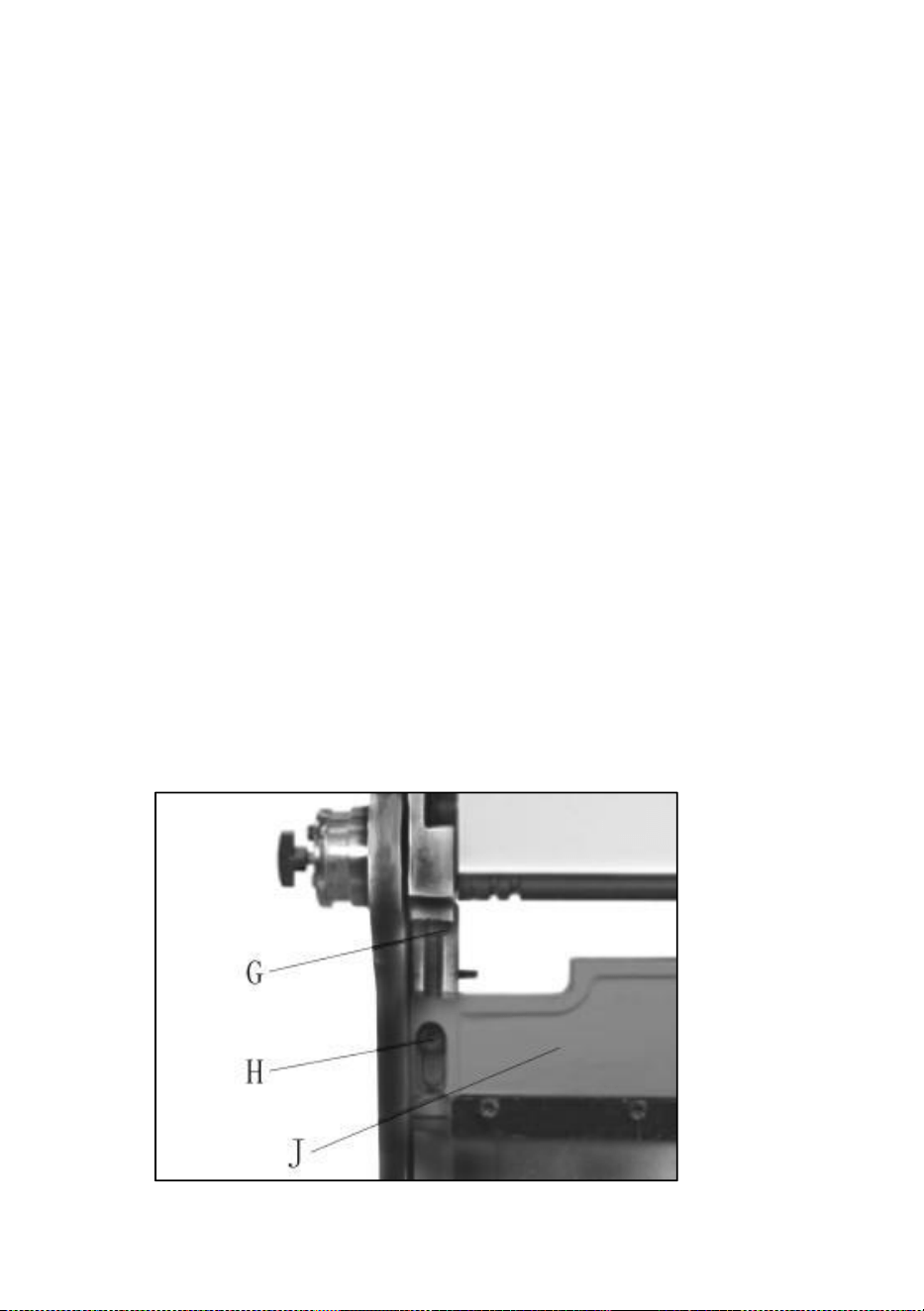
- 9 -
47. Si se realizan curvas repetidas o se utilizan trabajos a lo largo pieza,
varillas guía de posición y placa para el funcionamiento del freno, como se
muestra en Figura 3.
48. Marque una línea en la pieza de trabajo para doblarla Ubicación.
(Asegúrese de acomodar la curvatura) tolerancia basada en el espesor de
material. Esto se puede hacer a través de prueba y error, o consultando un
(Manual del maquinista.)
49. Apoye la pieza de trabajo sobre el bloque en V (matriz inferior) de
modo que la línea marcada esté alineada con la puntas de los troqueles
superiores.
50. Mantenga la pieza de trabajo firme y utilice manija de operación para
hacer curva.
Para ajustar la viga del freno (G, Figura 6) para curvas de 90° en la
parte inferior de la carrera:
13. Afloje ligeramente los tornillos de bloqueo (H) con una llave hexagonal
de 6 mm.
14. Gire los tornillos de ajuste de la viga del freno (G) con una llave de 16
mm, hasta que se produzca una curva de prueba. Reflejar una curva de
90° en ambos extremos del freno.
15. Vuelva a apretar los tornillos (H).
Figura 6
Para curvas repetitivas especiales, el freno La viga se puede ajustar para
- 10 -
doblarla demasiado. ángulo deseado ya que el metal tendrá cierto grado
de “recuperación elástica”.
Configuración de cizalla
No corte el material de acero dulce calibre 20 de más de 12".
El incumplimiento puede causar graves daños. lesiones y/o daños a
la máquina.
13. Instalar varillas guía y placa en la cizalla posición (Figura 4) y ajuste a
la deseada Longitud de la pieza de trabajo cortada.
14. Coloque la pieza de trabajo contra el bloque guía en el borde derecho
de la mesa (K, Figura 7). La pieza de trabajo debe estar contra la guía.
lámina.
15. Opere la manija para comenzar a cortar. La acción de corte progresa
de derecha a izquierda. izquierda.
NOTA: 1. Para evitar distorsiones cuando Hacer muescas, “romper” el
mango para facilitar perforación.
6. No introduzca la mano detrás de la máquina para Atrapa el trozo
cortado. Se debe dejar caer un trozo grande cortado sobre un Mesa
especial diseñada para atrapar piezas. que sean más grandes que el
banco de trabajo.
3. Es posible que sea necesario cortar piezas grandes. Mesa frontal para
apoyar la pieza.
4. Todo el metal cortado en esta máquina tendrá un borde afilado. Lije o
lime el borde afilado antes de manipularlo para evitar lesiones.
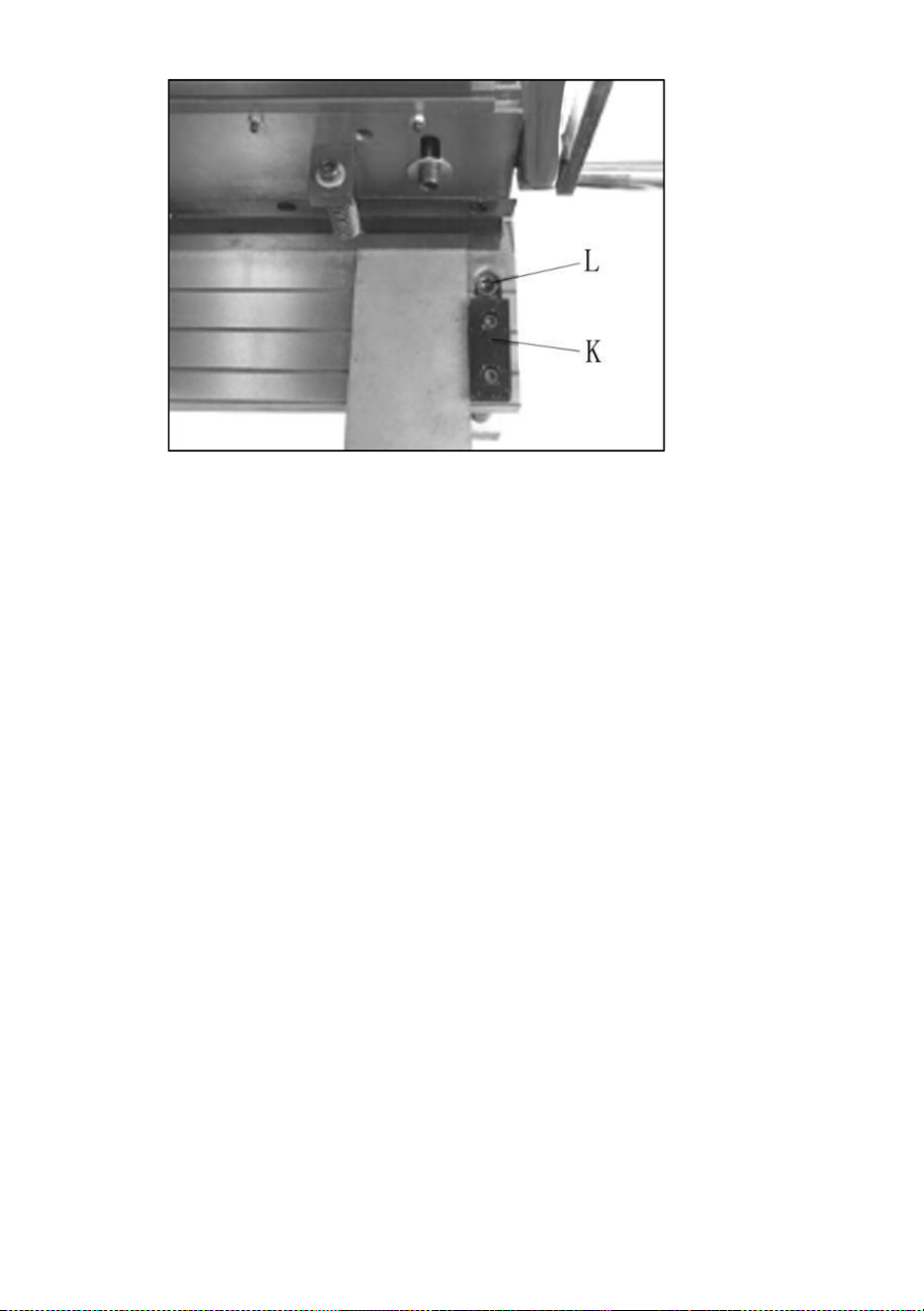
- 11 -
Figura 7
Ajuste de la cuchilla inferior
Se han diseñado cuchillas de corte superiores e inferiores. alineado de
fábrica y no debería requerir ajuste inmediato. Debería Si en el futuro es
necesario volver a alinear, proceda de la siguiente manera:
21. Coloque una hoja de papel pesada en el posición de corte, a lo largo
de toda la longitud de la cama, y realizar un corte.
22. Si la cizalla no corta el papel, afloje el tornillo (L, Figura 7) en cada
extremo de la mesa, con llave hexagonal de 6mm.
23. Gire los tornillos de ajuste (M, Figura 8) para mover la mesa y cambiar
el espacio entre cuchillas. No permita que las cuchillas sean
demasiado superposición.
24. Si la cizalla corta el papel en los extremos, pero no en el centro, gire
ligeramente el tornillo (N, Figura 9) en el sentido de las agujas del reloj
hasta que el papel quede cortado. es longitud del neumático.
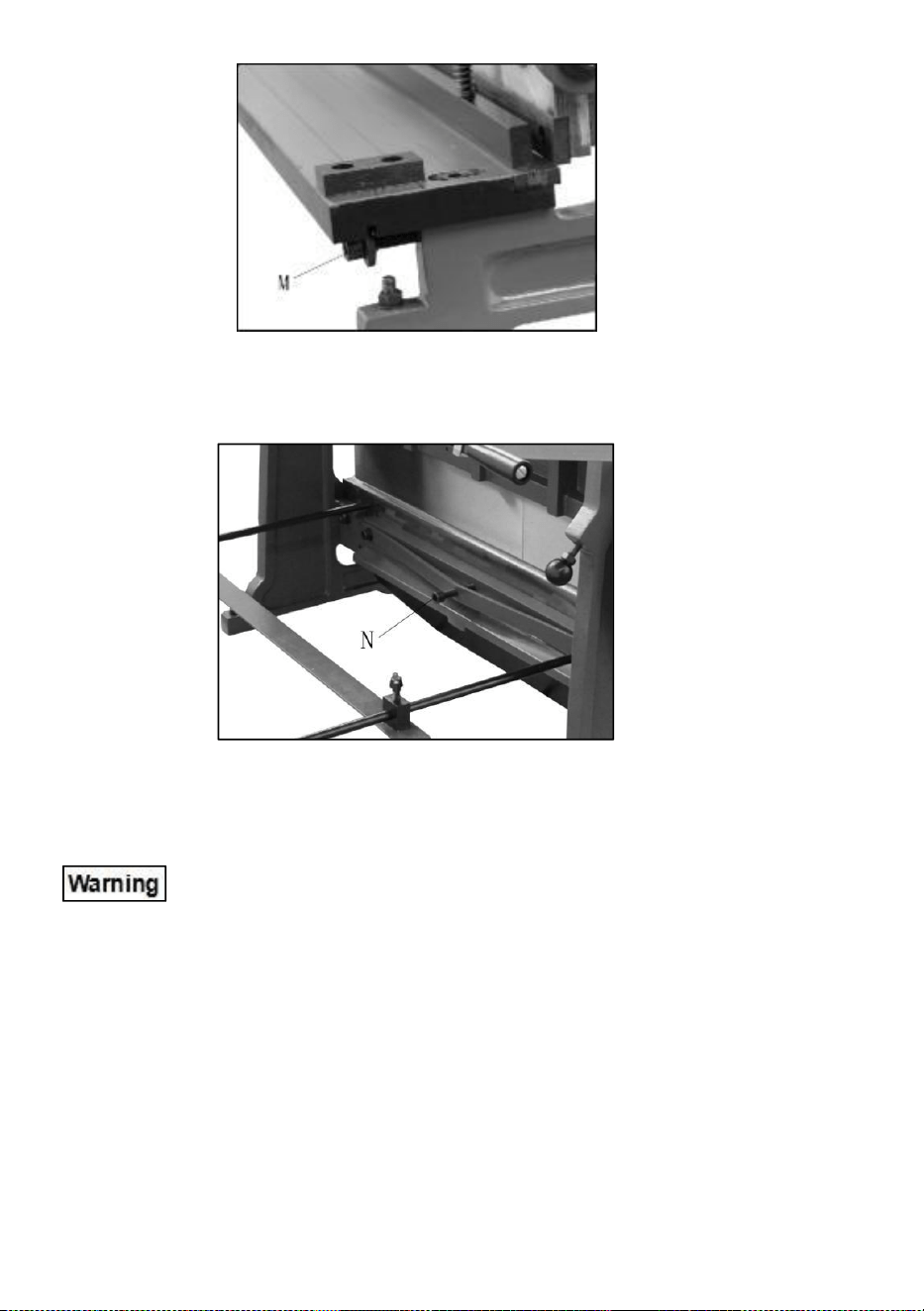
- 12 -
Figura 8
25. Si la cizalla corta el papel en el centro, pero no en los extremos, gire el
tornillo (N) en sentido antihorario hasta que el papel se corte en el centro.
longitud entera
Figura 9
Rotación/reemplazo de cuchillas
Tenga cuidado al Trabajar con o cerca de las cuchillas.
Utilizar guantes de trabajo al manipularlos.
Las cuchillas de corte son reversibles y intercambiables; cuando los
bordes se desafilen, gírelos hacia el nuevo borde, de la siguiente manera:
21. Retire la sujeción aflojándola tornillos (O, Figura 10), utilizando
tornillos hexagonales de 10 mm llave.
22. Levante la cuchilla superior a la posición más alta.
23. Retire los 4 tornillos (P, Figura 10) y Retire la cuchilla con cuidado.
24. Gire o reemplace la cuchilla y vuelva a instalarla. tornillos (P).
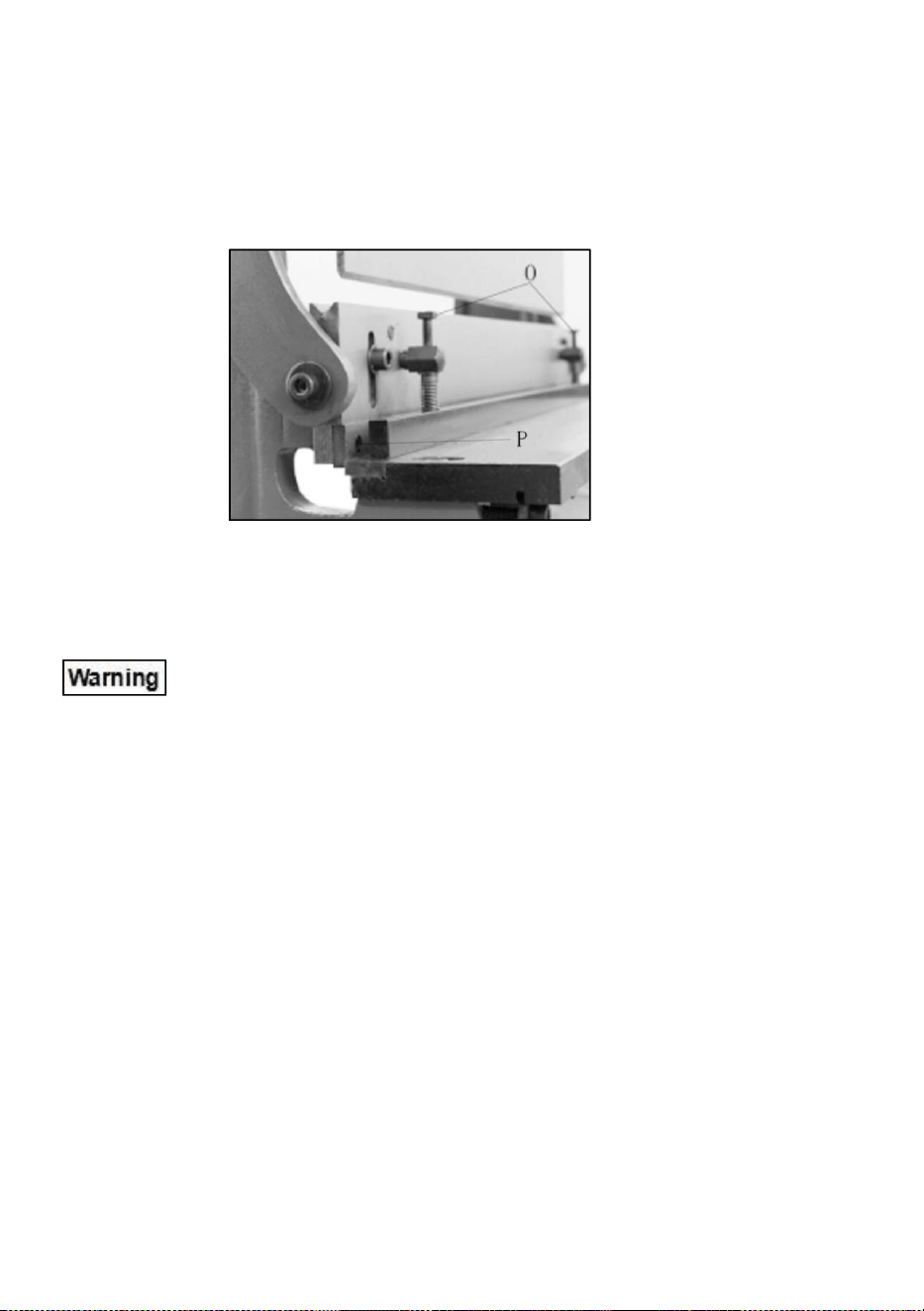
- 13 -
25. Vuelva a instalar el sujetador. Cuando la cuchilla esté en su lugar
posición más alta, la brecha entre el Sujete y la mesa debe estar a 1/4.
Ajuste a esta posición girando el Dos tornillos (O, Figura 10) según sea
necesario. Cuando la hoja comience a descender, el sujetador debe
sujetarla inmediatamente. Pieza de trabajo en su lugar.
Figura 10
Configuración de deslizamiento y rollo
No enrolle material más grande de acero dulce de calibre 20
de 12". El deslizamiento La protección contra los rollos debe cubrir
los rollos excepto Cuando se introduce material en el rollos. El
incumplimiento puede causar lesiones graves y/o daños a la
máquina.
Consideraciones sobre el tamaño del material raciones
Para determinar la longitud aproximada de Material necesario para un tubo
del tamaño deseado, utilice la siguiente fórmula:
C = πD
Donde C es la circunferencia, π es igual a 3,1417 y D es el diámetro. Por
ejemplo: Para hallar la longitud de Material necesario (C) para formar un
tubo de 4" de diámetro. diámetro, multiplica 3,1417 por 4". Resultado:
12,5667" es la circunferencia de Longitud aproximada del material
necesario. Corte varios trozos de material a esta medida. longitud para
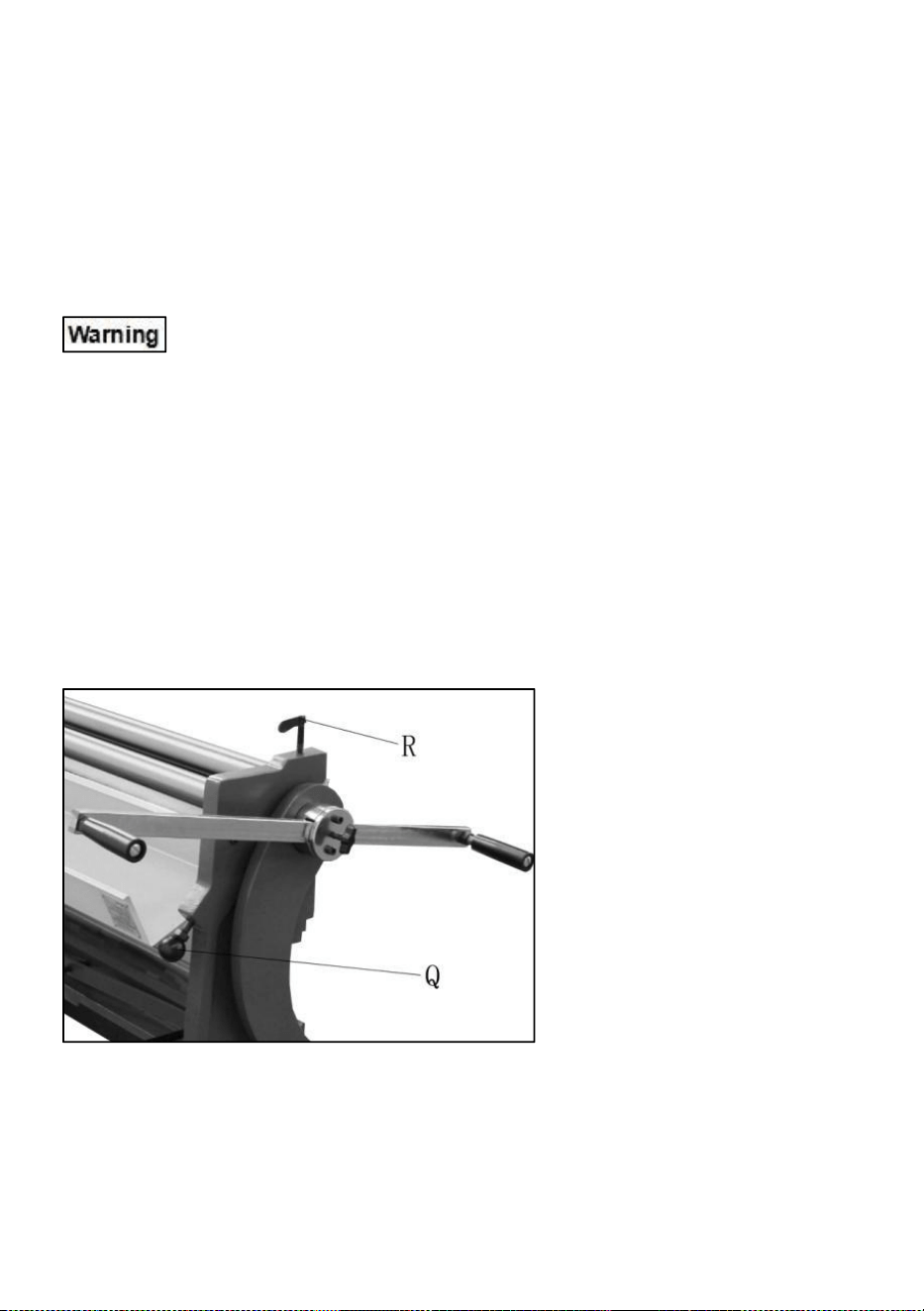
- 14 -
una prueba de formación. El material puede tienen que ser alargados o
acortados dependiendo de los resultados de la prueba.
SUGERENCIA: Si no interfiere con el forma o diseño final propuesto, una
ligera curva realizada con la prensa plegadora en el El borde de ataque
simplificará el rodamiento inicial. proceso, permitiendo que el borde
delantero se deslizan más fácilmente sobre el rodillo loco.
Tenga cuidado con el punto de pinzamiento: la intersección de la
parte superior y la inferior. rollos. El incumplimiento puede causar Lesiones
graves en los dedos y/o manos.
29. Asegúrese de que los rollos y la pieza de trabajo estén Limpio y libre
de residuos para evitar picaduras. de chapa metálica.
30. Retroceda completamente el giro inactivo girándolo tornillos del rodillo
de ralentí (Q, Figura 11) en sentido antihorario.
31. Afloje el perno (R, Figura 11) para aumentar espacio entre la prensa
superior e inferior rollos.
Figura 11
32. Insertar material entre la parte superior y rodillos inferiores y apriete el
perno (R, Figura 11) para bajar el rodillo superior, hasta que el material
encaje cómodamente. El rollo superior debe tener Presión suficiente sobre
la pieza de trabajo para alimentarla adecuadamente.
33. Gire ambos tornillos del rodillo de inercia (Q, Figura 11) para ajustar la
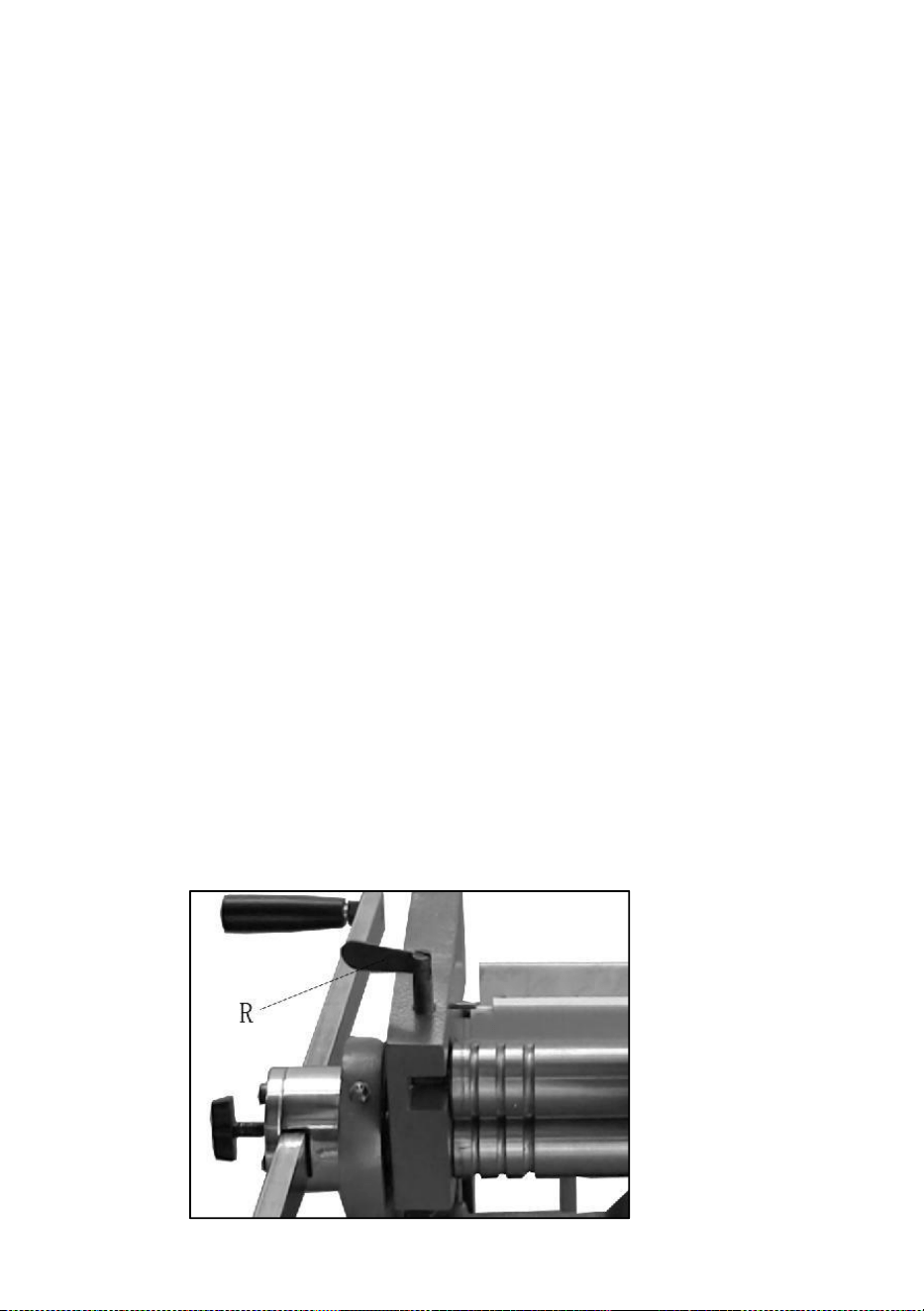
- 15 -
proximidad del rodillo de inercia a los dos rodillos principales. Levante
ambos extremos a la misma distancia. cantidad.
34. Pase la pieza de trabajo a través de la máquina. utilizando las manijas.
Si la pieza de trabajo es grande, asegúrese de que reciba el soporte
adecuado. sale de la máquina.
35. Realice más pasadas de la pieza de trabajo, elevando el rodillo loco
gradualmente antes cada pasada, hasta que el radio deseado sea logrado.
No se puede seguir una fórmula exacta cuando realizar ajustes de los
rollos porque la “recuperación elástica” del material varía según el tipo de
material que se está formando. Solo por prueba formando varias piezas se
puede corregir Se pueden obtener ajustes. Además, tenga en cuenta
Tenga en cuenta que es mucho más fácil volver a pasar material para
hacer un radio más pequeño que intentar aumentar un radio que era
hecho demasiado pequeño
El rodillo de ralentí debe ajustarse con exactitud Paralelo o el material se
enroscará en espiral durante el proceso de laminado. Mida cada extremo
de La apertura con calibradores si es mayor Se requiere precisión.
Colocar deliberadamente los rodillos de forma no paralela Se puede
utilizar para hacer formas de cono.
Para eliminar formas cilíndricas piezas de trabajo:
17. Afloje el perno (R, Figura 12)
Figura 12
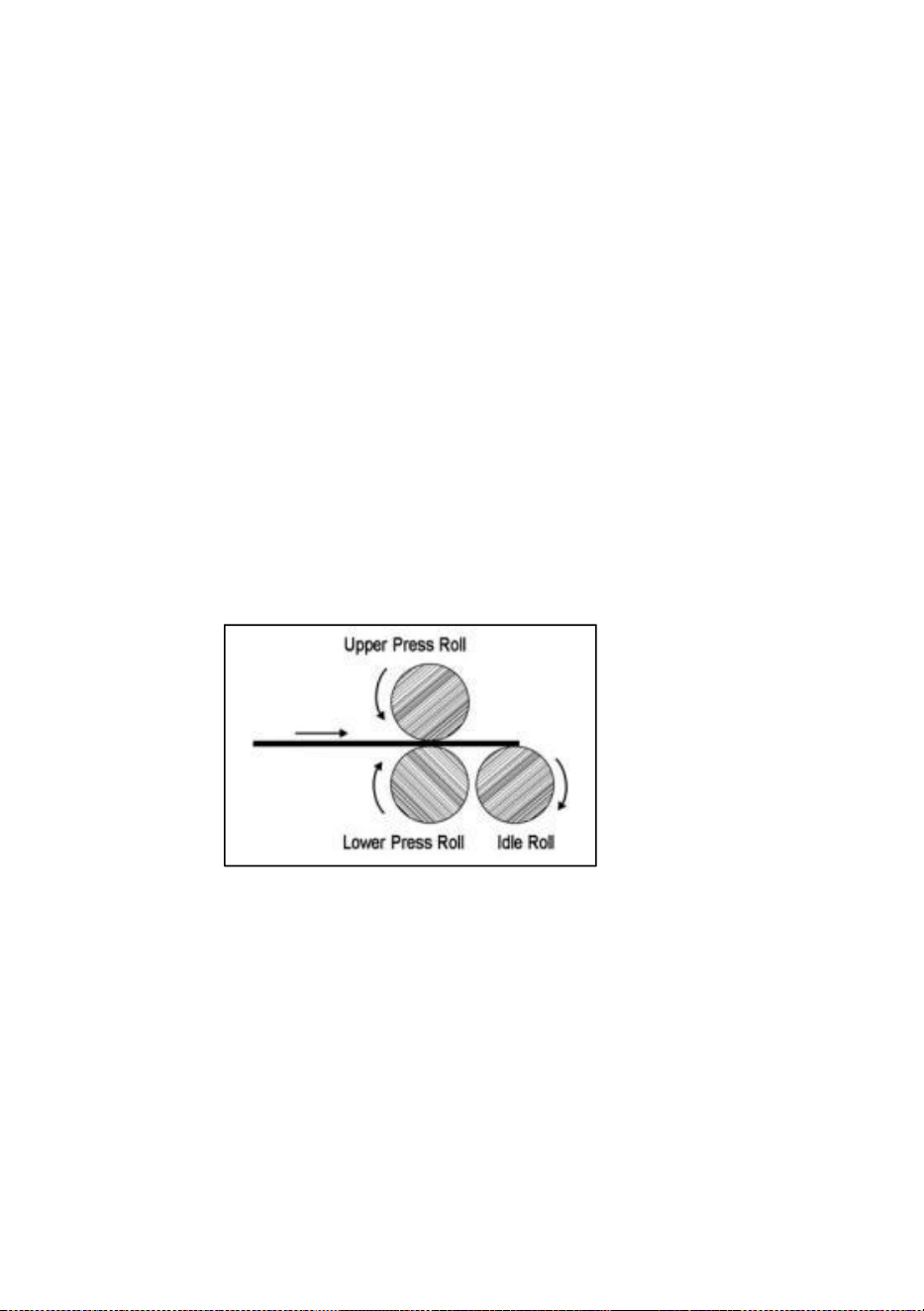
- 16 -
18. Sujete con cuidado el rollo superior y gírelo hacia afuera. el final.
Sujete firmemente el rollo superior para evitar que se caiga de la máquina.
19. Deslice la pieza de trabajo fuera del extremo del rollo.
20. Vuelva a instalar el rodillo superior y apriete el perno (R, Figura 12).
Rodamiento plano
Los metales más blandos (cobre, aluminio, etc.) se pueden procesar a
través del rodillo deslizante. máquina para enderezar, aplanar o reducir Su
grosor. Simplemente ajuste la parte superior. Rodillo de prensa para
espesor, rodillo loco inferior todos el camino hacia abajo y alimentar la
pieza de trabajo a través de (Figura 13).
NOTA: El rodillo de ralentí no descenderá completamente fuera del
camino de la pieza de trabajo; por lo tanto, puede haber una ligera doblar
la pieza de trabajo. Al girar la pieza de trabajo y volver a alimentarla, esto
La curvatura se puede minimizar.
Figura 13
Formando un radio
21. Ajuste el rodillo de presión superior según sea necesario.
22. Inserte la pieza de trabajo desde el frente.
23. Operar la manija; cuando el material llega al punto donde el radio es
comenzar (a, Figura 14), detener la máquina y levante el rodillo loco una
cantidad igual en cada extremo para lograr la curvatura deseada.
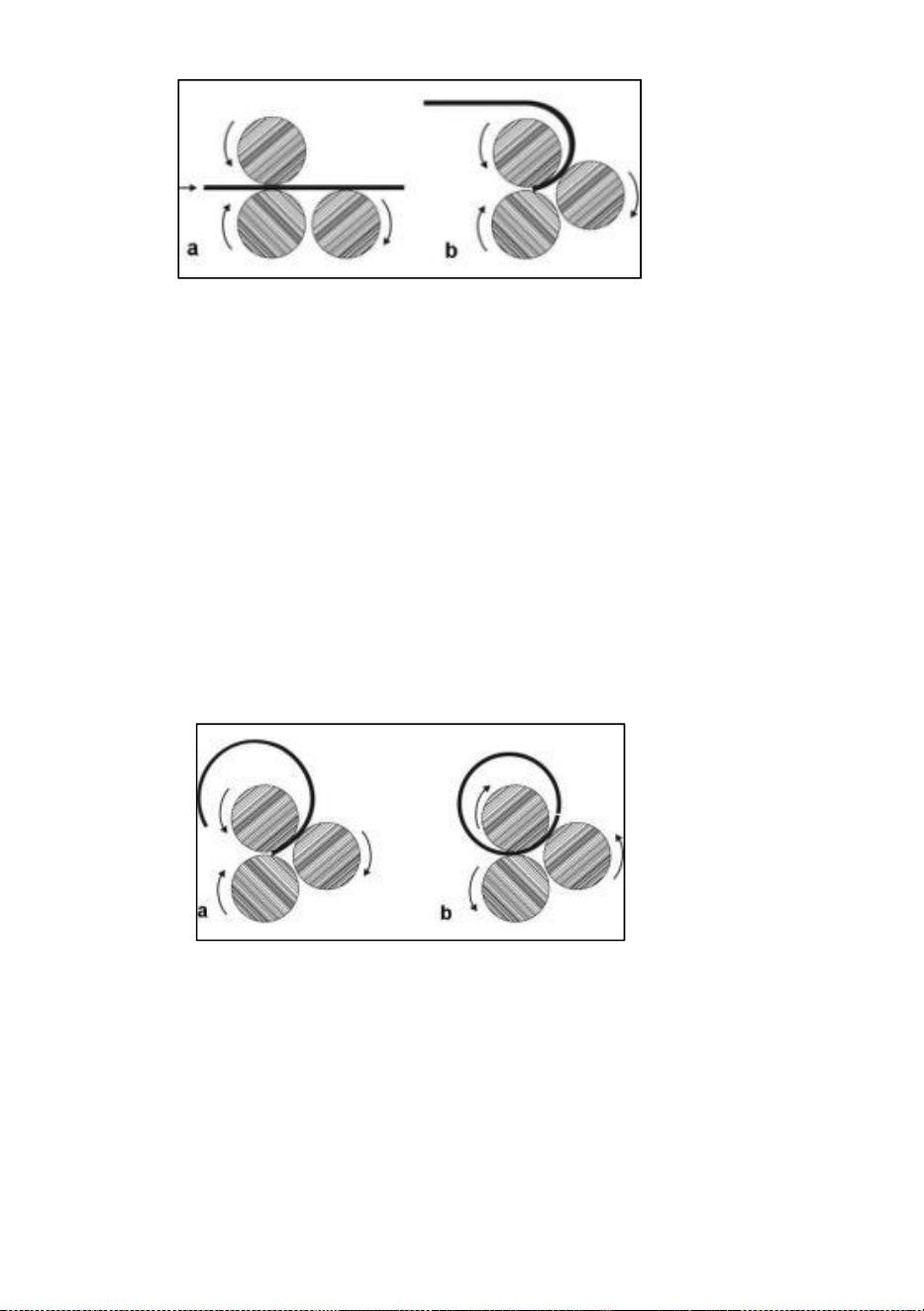
- 17 -
Figura 14
24. Reinicie los rollos y continúe hasta que se doble. Completado (b,
Figura 14). Soporte Pieza de trabajo a medida que sale de la máquina.
25. Si es necesario, haga más pasadas a lo largo con ajustes
incrementales del rodillo inactivo.
Formando un tubo
13. Ajuste el rodillo de presión superior según sea necesario. Espesor de
la pieza de trabajo.
14. Introduzca la pieza de trabajo en la máquina. se acerca al final (a,
Figura 15), deténgase y dirección inversa (b, Figura 15).
15. Si es necesario, haga más pasadas a lo largo con ajustes
incrementales del rodillo inactivo.
Figura 15
Alambre para doblar
Hay 6 ranuras para cables en los extremos de Los rodillos de presión
admiten cables de 2,99 mm (0,12”), 3,66 mm (0,14”), 6,1 mm (0,24”), 3,05
mm (0,12”), 4,40 mm (0,17”) y 5,16 mm (0,20”).
Utilice la ranura más pequeña en la que se inserta el El alambre encajará
cómodamente. Dobla el alambre utilizando los mismos principios que los
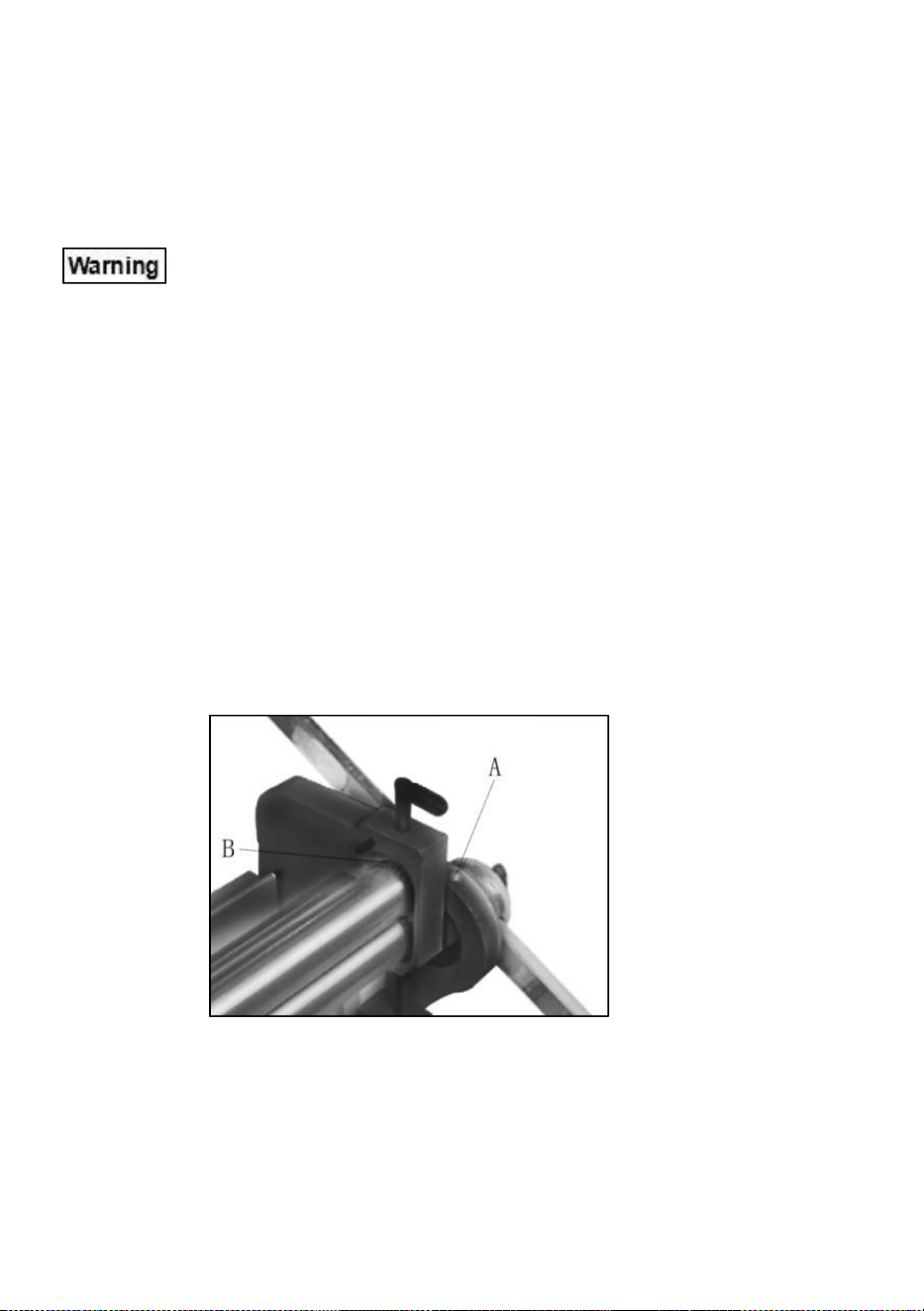
- 18 -
descritos para formar un radio. Para hacer un radio completo bucle de
alambre, utilice las instrucciones para formando un tubo.
Mantenimiento/Lubricación
Tenga cuidado al hacerlo Trabajos de mantenimiento alrededor
de la cizalla. cuchillas.
13.Aplique grasa para tubos de litio n.° 2 una vez al día. Mes a los
engrasadores en ambos extremos del marco (A, Figura 16).
14.Mantenga los rodillos deslizantes limpios y libres de óxido, y aplique
con frecuencia una capa ligera de aceite. a ellos.
15.Aplique ligeramente grasa multiusos con un pincel. los engranajes en el
extremo de los rodillos (B, Figura 16). Gire la manija de operación a
Distribuya la grasa. 4. Mantenga limpias otras áreas expuestas y
ligeramente recubierto con aceite, como el de las tijeras cuchillas, mesa y
matrices superiores. (Retirar El pper se corta desde la barra para que sea
más efectivo limpieza).
Figura 16
Herramientas necesarias (no incluidas)
Llave hexagonal de 5 mm
Llave hexagonal de 6 mm
Llave de 10 mm
Llave de 13 mm
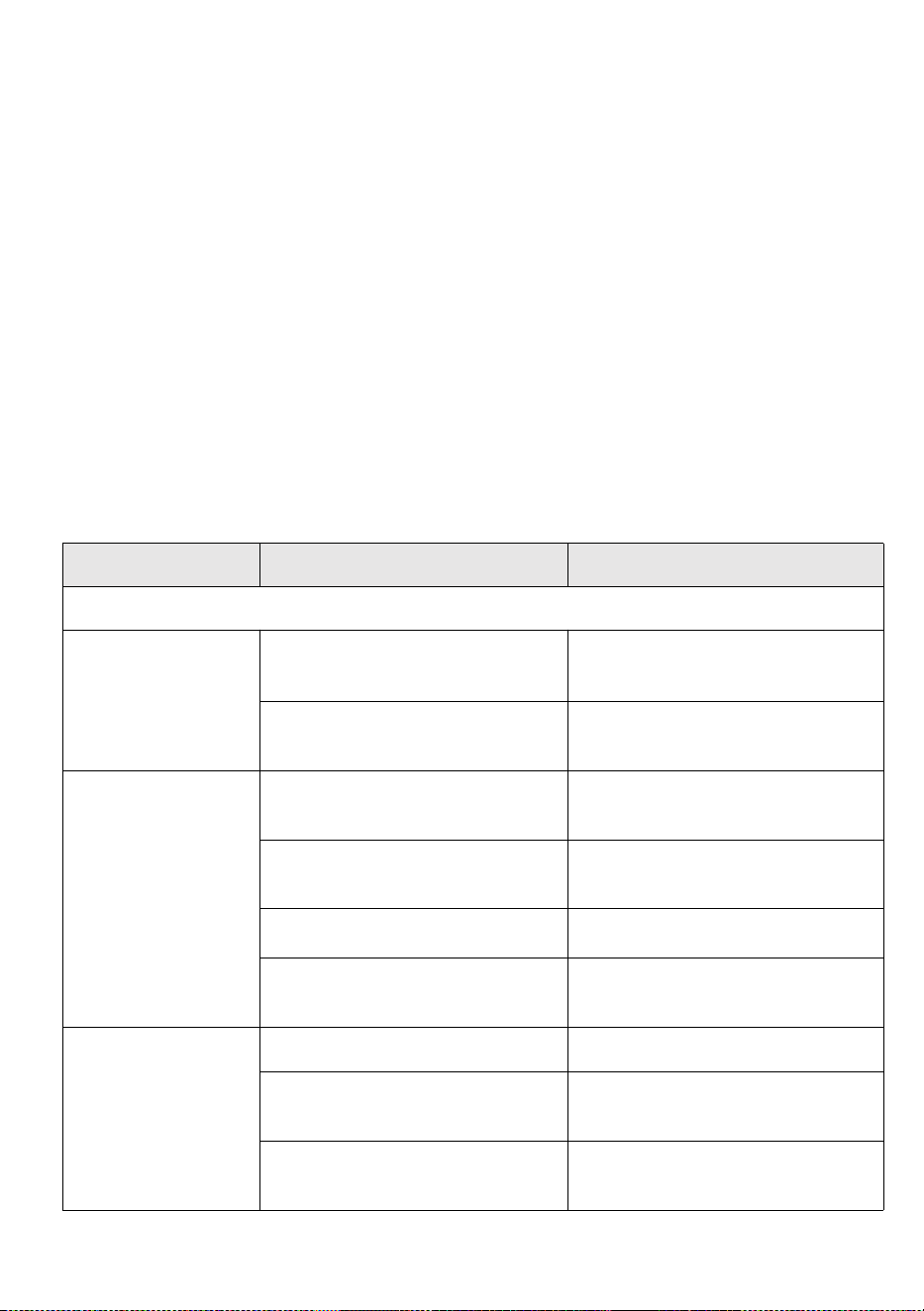
- 19 -
Llave de 16 mm
Destornillador mediano
Juego de calibres de espesores
Medidor de ángulos o transportador
Problema
Causa probable
Recurso
CORTAR
El material no se
corta.
Espacio entre cuchillas
incorrecto.
Ajuste el espacio para
acomodar material más grueso.
Capacidad de la máquina
excedida.
Utilice materiales dentro de su
capacidad.
Los cortes no son
cuadrados.
Espacio entre cuchillas
desigual.
Hacer que la distancia entre las
cuchillas sea igual.
No contactar con guías de
mesa.
Mantener contacto constante
con los guías.
La hoja está doblada.
Quitar el arco.
Sujeción insuficiente
presión.
Ajustar la sujeción.
Mala calidad de
corte.
Cuchillas desafiladas.
Reemplazar o afilar.
Espacio entre cuchillas
incorrecto.
Ajuste el espacio según sea
necesario.
Burlas sueltas.
Ajustar el juego fuera de las
traslaciones.
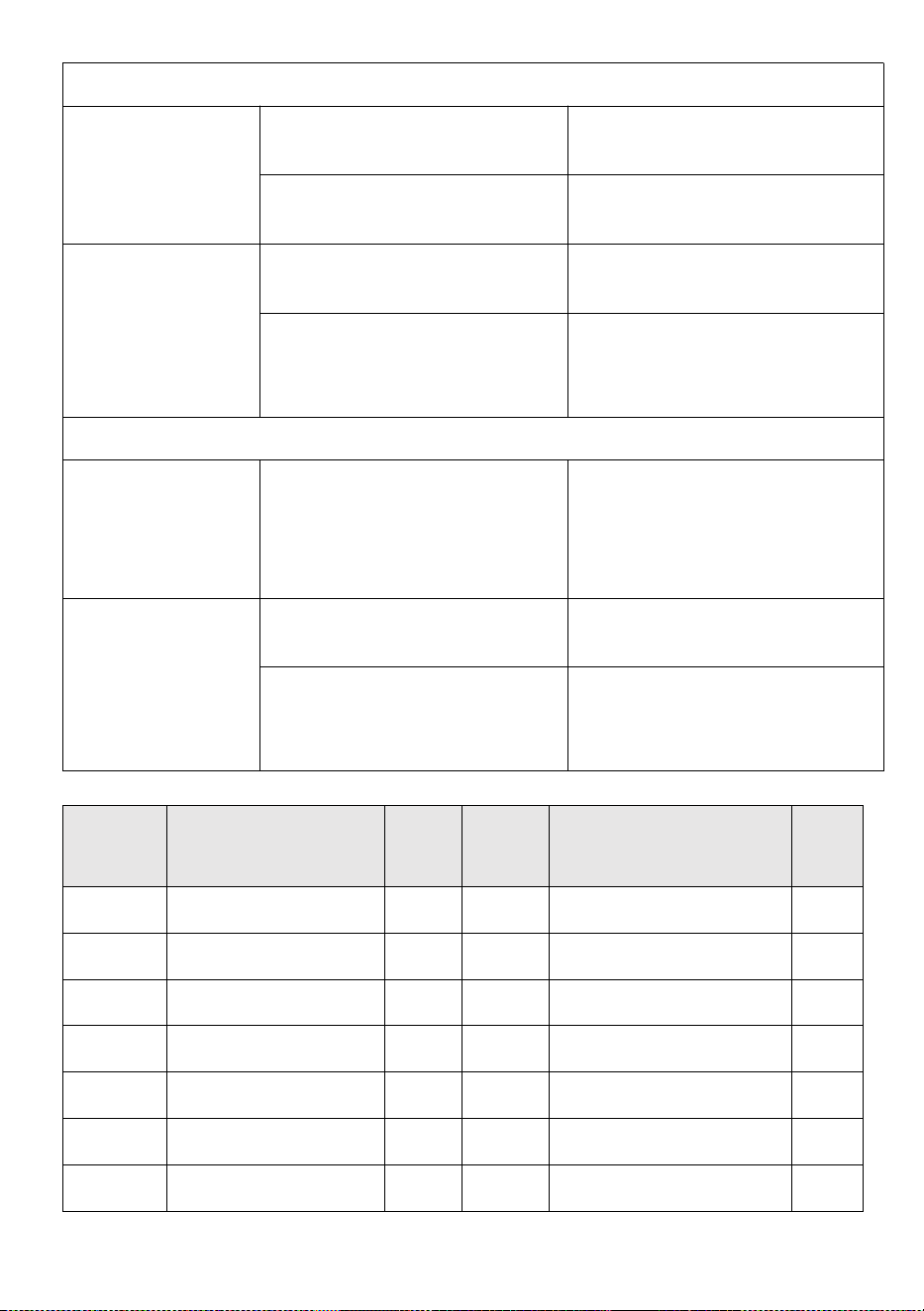
- 20 -
FRENO
La pieza de trabajo
no se dobla o se
dobla con dificultad.
Pieza de trabajo demasiado
gruesa.
Utilice materiales dentro de su
capacidad.
Margen de curvatura
inadecuado.
Ajuste la viga del freno al
tamaño de curva adecuado.
Radio de curvatura
no
consistente a través
de
material.
Capacidad de la máquina
excedida.
Utilice materiales dentro de su
capacidad.
Viga de freno ajustada
incorrectamente para flexión
prestación.
Ajuste la viga del freno para
curvatura consistente
ROLLO DESLIZANTE
Los conos se
forman al intentar
hacer rodar
cilindros.
Los rollos no están paralelos.
Ajuste el rodillo inactivo
(trasero) hasta que quede
paralelo al rodillo de presión
superior.
Pieza de trabajo no
doblando.
Capacidad de la máquina
excedida.
Utilice materiales dentro de su
capacidad.
El rodillo inactivo no se acopla.
Inspeccionar y hacer
correcciones según sea
necesario.
LISTA DE PIEZAS
PARTE
NO.
DESCRIPCIÓN
Cantid
ad
PARTE
NO.
DESCRIPCIÓN
Cantid
ad
1
Marco izquierdo
1
19
Varilla de soporte
2
2
Superficie de trabajo
1
20
Bloque guía
2
3
Viga transversal
1
21
Barrera
1
4
Brazo de manivela
2
22
Barra de ajuste
1
5
Marco derecho
1
23
Cuchilla de tijera
2
6
Marco de corte
1
24
Rollo trasero
1
7
Tapa de buje
2
25
Tornillo
2
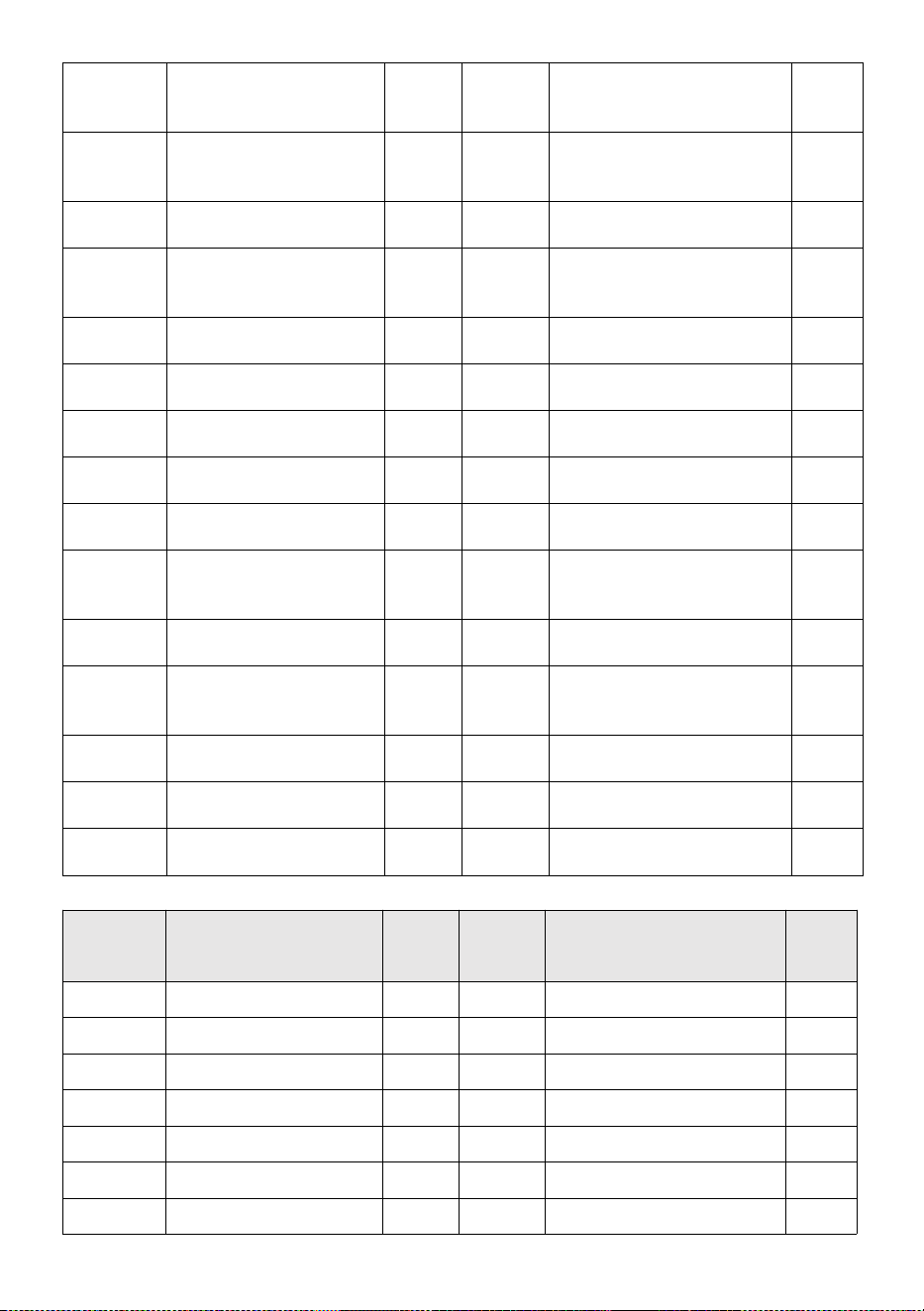
- 21 -
8
Soporte de placa de
prensa
2
26
Manejar
2
9
Primavera
2
27
Perno de
posicionamiento
2
10
Placa de prensa
1
28
Cojinete
4
1 1
Troquel de frenado
inferior
1
29
Arandela
2
12- 1
Troquel de 1”
1
30
Engranaje
2
12-2
Troquel de 2”
1
31
Rodillo inferior
1
12-3
Troquel de 2”
1
32
Rodillo superior
1
12-4
Troquel de 3”
1
33
Cubrir
1
12-5
Troquel de 4”
1
34
Eje excéntrico
1
13
Soporte de matriz
superior
1
35
Buje excéntrico
2
14
Perno M8x50
2
36
Arandela
2
15
Mango giratorio del
brazo
2
37
Clave 6x20
2
16
Bloque guía
1
38
Tornillo M6x16
6
17
Tornillo de ajuste
2
39
Boquilla de engrase
2
18
Brazo de manija
1
40
Perno M6x35
2
PARTE
NO.
DESCRIPCIÓN
Cantid
ad
PARTE
NO.
DESCRIPCIÓN
Cantid
ad
41
Pasador cónico
2
52
Tornillo M6X20
4
42
Manejar
4
53
Tornillo M8X20
4
43
Tornillo M6x10
2
54
Perilla
2
44
Tornillo M8x35
2
55
Perno M6X45
2
45
Lavadora 8
2
56
Pasador redondo
2
46
Perno M10x40
1
57
Tornillo M6X10
2
47
Perno M8x20
2
58
Tornillo M6X10
4
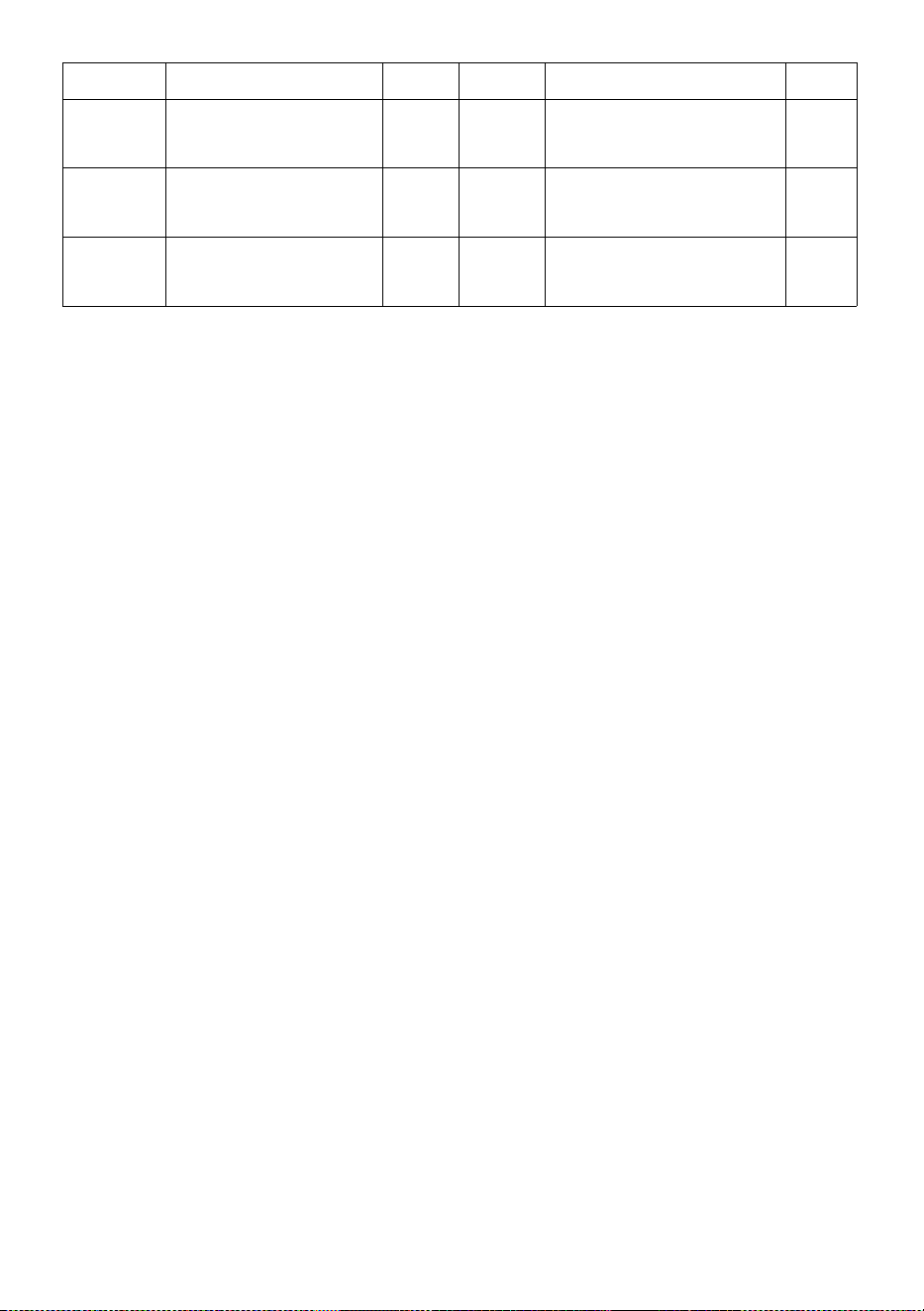
- 22 -
48
Lavadora 8
2
59
Tornillo M8X20
2
49
Tuerca M8
1
60
Soporte tipo A
(Opcional)
1
50
Perno M10X16
2
61
Soporte tipo B
(Opcional)
1
51
Tornillo M8X25
2
62
Soporte tipo C
(Opcional)
1
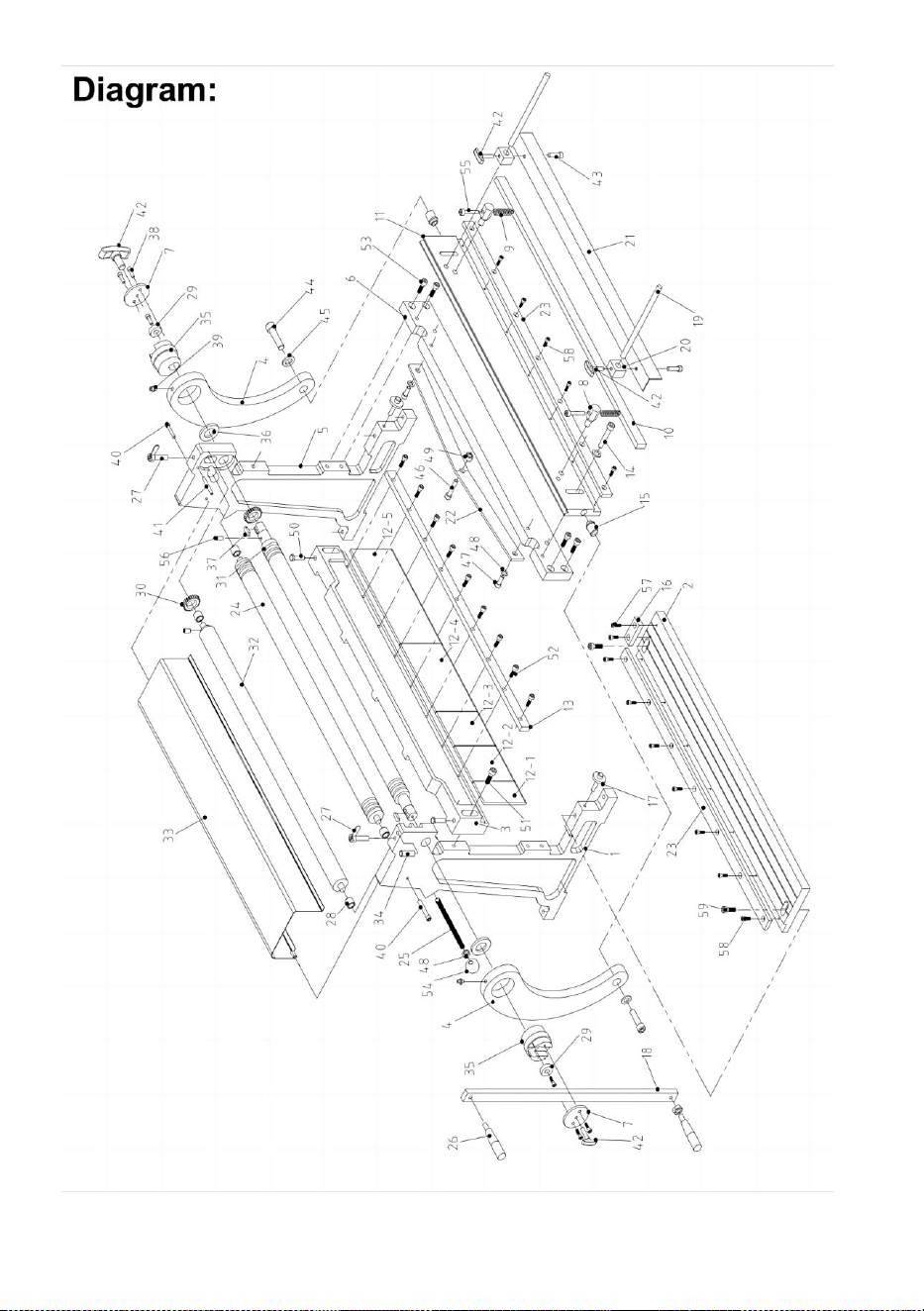
- 23 -


Techniczny Wsparcie i certyfikat gwarancji elektronicznej www.vevor.com/support
ŚCINANIE / HAMULEC / ROLOWANIE
INSTRUKCJA OBSŁUGI
MODEL: 3 W 1/305
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODEL: 3 W 1/305
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
THE SHEAR / BRAKE /
ROLL
- 2 -
Ostrzeżenie: Aby zminimalizować ryzyko obrażeń,
użytkownik powinien uważnie przeczytać instrukcję
obsługi.
SPECIFICATIONS
Modelu.................................................................................. ....... ... .. 3 w
1/305
Efektywna szerokość................................................... .305 mm (12 cali)
Maksymalny
Grubość ścinania… .................................................................. 1mm (20
gauge)
Grubość gięcia…… .............................................................. 1 mm (grubość
20)
Kąt
gięc
ia....
.......
...9
0°
Grubość walcowania…… ........... …1 mm (20 gauge)
Średnica rolki…… ................................................................... …. 45 mm
(1-1/2 cala)
Akcesoria standardowe
1
Śruba regulacyjna rolki
2
2
Stała śruba pokrętła
2
3
Zespół wahaczy
1
4
Zespół pręta prowadzącego
2
5
Przegroda
2
- 3 -
UNPACKING
ŚCINARKA/HAMULEC/WALCARKA 3-W-1/12 to wysłane z fabryki w
starannie zapakowane pudełko kartonowe. Dokładnie sprawdź produkt po
otwierając opakowanie. Po rozpakowaniu dokładnie sprawdź, czy
jednostka nie ma żadnych uszkodzeń mogło dojść podczas transportu.
Jeśli doszło do uszkodzenia, należy skontaktować się z firmą kurierską.
roszczenia o odszkodowanie należy składać przewoźnika i są jego
odpowiedzialnością użytkownik. Sprawdź kompletność. Natychmiast zgłoś
brakujące części dealerowi.
Ostrzeżenie
Ostrzeżenia, ostrzeżenia i zalecenia omówione w niniejszej instrukcji
oraz sytuacje, które mogą wystąpić. Operator musi zrozumieć, że
zdrowy rozsądek i ostrożność to czynniki, których nie można
uwzględnić w tym produkcie, ale muszą zostać dostarczone przez
operatora.
ZAPISZ TE INSTRUKCJE
Dziękujemy za zakup 12-calowej maszyny Shear/Brake/Roll. Przed Próba
obsługi nowego narzędzia proszę dokładnie przeczytać te instrukcje.
Będziesz potrzebować tych instrukcji do ostrzeżenia dotyczące
bezpieczeństwa, środki ostrożności, montaż, obsługa, procedury
konserwacyjne, lista części i schematy. Zachowaj fakturę numer z tymi
instrukcjami. Napisz numer faktury na wewnętrznej stronie przedniej strony
okładka. Zachowaj instrukcję i fakturę w bezpiecznym, suchym miejscu, w
celu zachowania w pamięci na przyszłość.
SAFETY RULES
56. Poznaj swoją maszynę. Przeczytaj tę instrukcję ostrożnie. Naucz się

- 4 -
maszyny zastosowań i ograniczeń, a także konkretnych potencjalnych
zagrożeń z nim związanych.
57. Utrzymuj miejsce pracy w czystości i dobrym oświetleniu. Zagracone
lub ciemne miejsca pracy zachęcają do Wypadki.
58. Trzymaj dzieci z daleka. Wszystkie dzieci należy trzymać z dala od
miejsca pracy. Nigdy nie pozwalaj dziecku obsługiwać narzędzia bez pod
ścisłym nadzorem osoby dorosłej.
59. Nie używaj tego narzędzia, jeżeli znajdujesz się pod wpływ alkoholu
lub narkotyków. Przeczytaj etykiety ostrzegawcze na receptach określ, czy
twój osąd lub odruchy są upośledzony podczas przyjmowania narkotyków.
Jeśli jest W razie wątpliwości nie należy podejmować prób obsługi.
60. Stosuj sprzęt ochronny. Ochrona oczu. należy zawsze nosić podczas
pracy ta maszyna. Użyj zatwierdzonego przez ANSI bezpieczeństwa
okulary. Codzienne okulary mają tylko soczewki odporne na uderzenia.
NIE SĄ okulary ochronne. Maska przeciwpyłowa, antypoślizgowa obuwie
robocze, kask lub słuch ochrona powinna być stosowana w odpowiedni
sposób warunki.
61. Noś odpowiedni ubiór. Luźne ubrania, rękawiczki, krawaty, pierścionki,
bransoletki lub inne biżuteria może stwarzać potencjalne zagrożenie
podczas obsługi tej maszyny. Proszę trzymaj całą odzież z dala od
maszyny.
62. Nie przesadzaj. Utrzymuj równowagę. i zawsze zachowaj równowagę
podczas obsługi tego urządzenia produkt.
63. Sprawdź, czy nie ma uszkodzeń. Sprawdź swoje narzędzie regularnie.
Jeśli część narzędzia jest uszkodzona, należy je dokładnie sprawdzić, aby
mieć pewność, że może wykonać swoje zadanie działają prawidłowo. W
razie wątpliwości część należy naprawić. Wszelkie naprawy należy
kierować do wykwalifikowanego technika. Skonsultuj się z skontaktuj się
ze sprzedawcą w celu uzyskania porady.
64. Utrzymuj narzędzia ostrożnie. Utrzymuj narzędzia ostry i czysty.
Prawidłowo konserwowany narzędzia z ostrymi krawędziami tnącymi są
mniej są bardziej podatne na wiązanie i łatwiejsze do kontrolowania.
65. Podczas przeprowadzki, instalacji, czyszczenia lub wyreguluj
maszynę, trzymaj się z dala od nożyce.
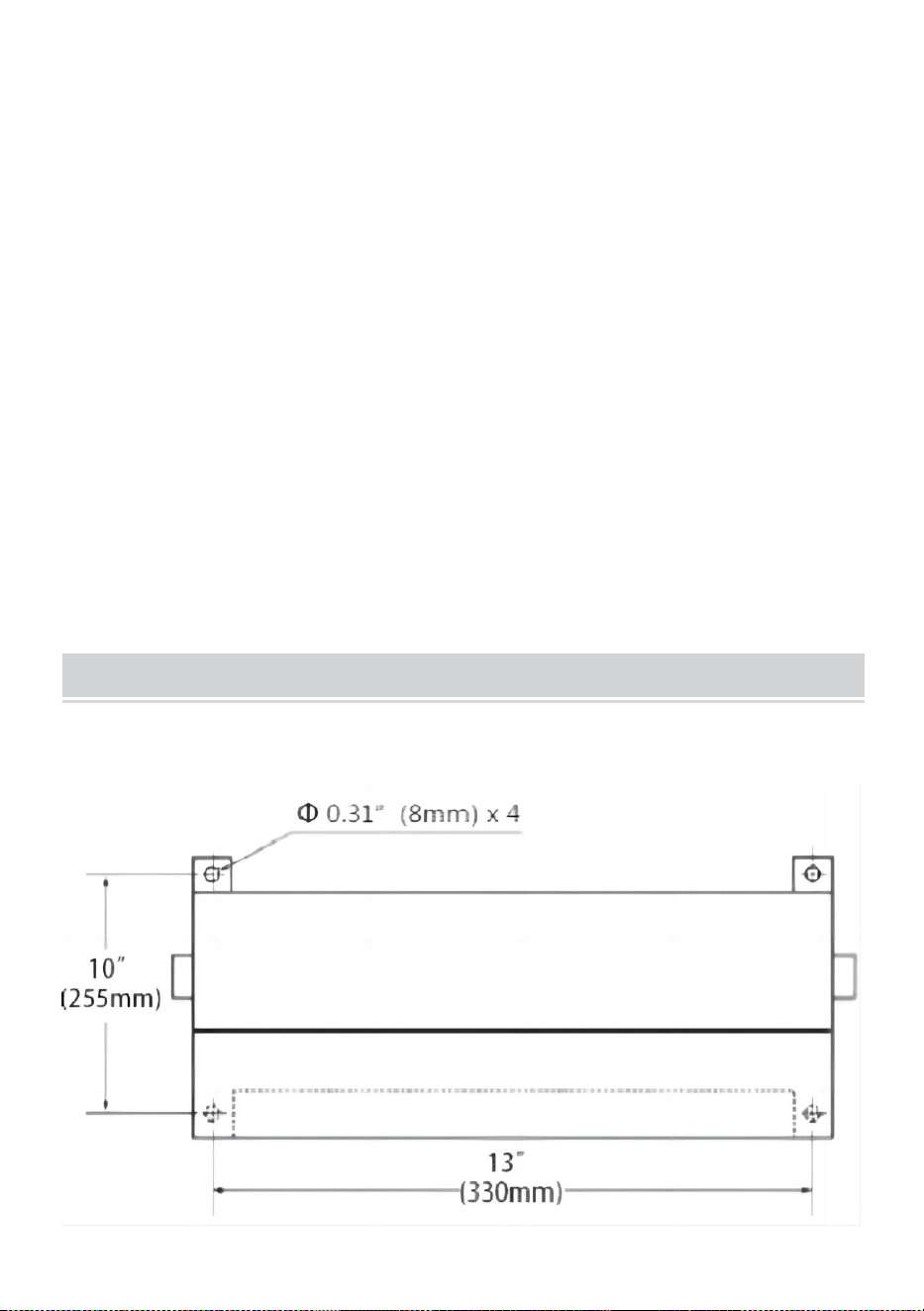
- 5 -
66. Załóż osłonę ochronną, gdy nie używasz rolki przesuwnej maszyna.
12. Trzymaj ręce z dala od kostki kiedy nad tym pracujesz.
SET-UP AND ASSEMBLY
Schematy pięter
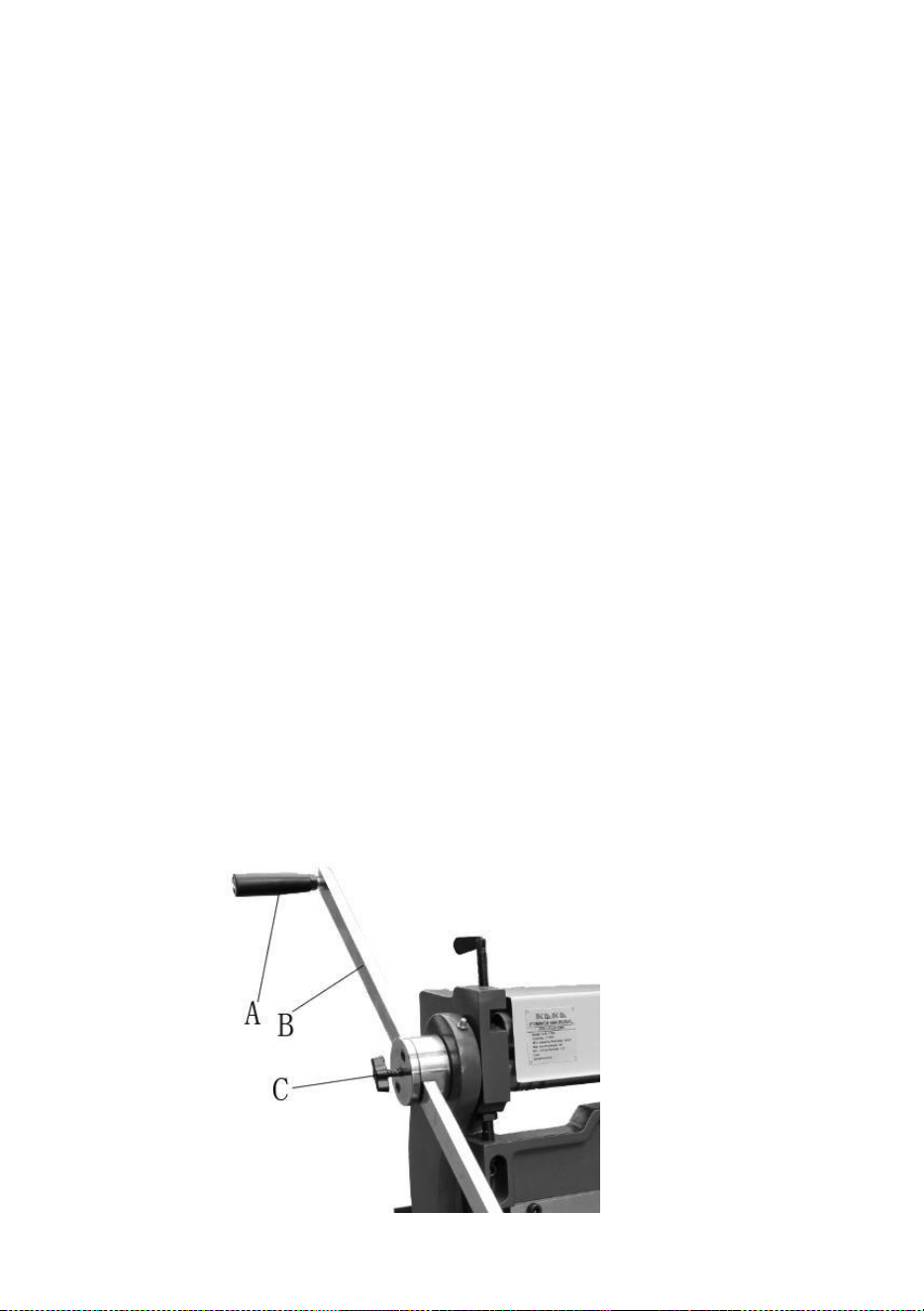
- 6 -
Rysunek 1 – środki otworów dla ścinania, hamowania i rolka
Montaż
Narzędzia wymagane do konfiguracji i montażu: klucze imbusowe 5, 6 mm,
klucz płaski 16 mm .
51. Wyjmij maszynę i części zamienne z skrzynka.
52. Dokładnie wyczyść wszystkie elementy zabezpieczone przed rdzą
powierzchnie łagodnym rozpuszczalnikiem lub naftą i miękką szmatką. Nie
używaj rozcieńczalnika do lakierów, farb ani benzyny, ponieważ mogą one
uszkodzić malowane powierzchnie.
53. Pokryj wszystkie obrabiane powierzchnie bardzo cienką warstwą oleju,
aby zapobiec korozji.
54. Ostrożnie przenieś maszynę na stół warsztatowy lub stojak.
Lokalizacja maszyny musi umożliwić swobodny dostęp ze wszystkich
stron.
55. Przykręć maszynę do stojaka lub stołu warsztatowego. Stojak lub stół
warsztatowy musi być przykręcony do podłogi. (UWAGA: Dostępny jest
opcjonalny stojak ta maszyna; patrz rozdział 8. Kontakt Dystrybutor KAKA
zamawia.)
56. Zdejmij jeden uchwyt (A, rysunek 2) z Każdy zespół uchwytu
roboczego należy zamontować przy użyciu klucza imbusowego 6 mm.
Rysunek 2
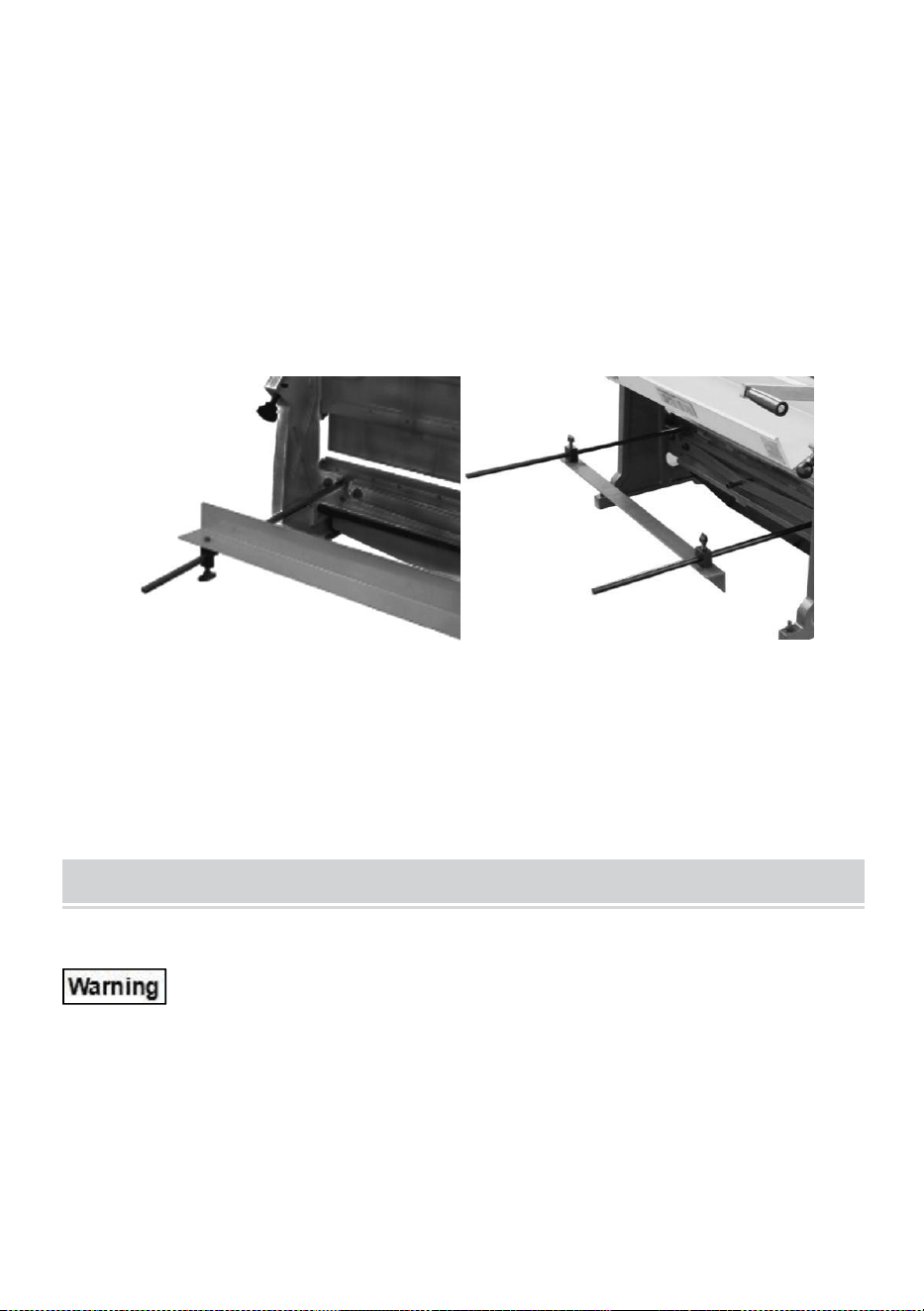
- 7 -
57. Odkręć śrubę blokującą (C, Rysunek 2).
58. Wsuń pręt (B) do piasty i dokręć blokadę śruba (C) do zabezpieczenia.
59. Ponownie zamontuj uchwyt (A).
60. Zamontuj oba drążki prowadzące w górny lub dolny zestaw otworów
gwintowanych (rysunki 3 i 4) i dokręć ustawienie, obracając nakrętkę
sześciokątną w stosunku do odlewanej podstawy o Maszynę należy
odblokować kluczem 16 mm.
11. Zamontuj płytę prowadzącą zgodnie z rysunkiem 3 lub 4. Przymocuj ją
do prętów za pomocą Uchwyty w kształcie litery T.
Rysunek 3 (Pozycja hamulca) Rysunek 4 (Pozycja ścinania)
UWAGA: W celu obsługi hamulca należy zapoznać się z instrukcją
montażu pręty do górnego zestawu otworów (rysunek 3); w celu operacja
ścinania, zamontuj w dolnym zestawie otwory (rysunek 4).
PRESS BRAKE SET-UP
Nie zginaj materiału większa niż 12” 20-milimetrowa stal
miękka. Niedostosowanie się do tego może spowodować poważne
obrażenia ciała i/lub uszkodzenie maszyny.
Aby przygotować się do gięcia:
51. Połóż pasek drewna (F, rysunek 5) na dolna część matrycy, pełna
długość matrycy.
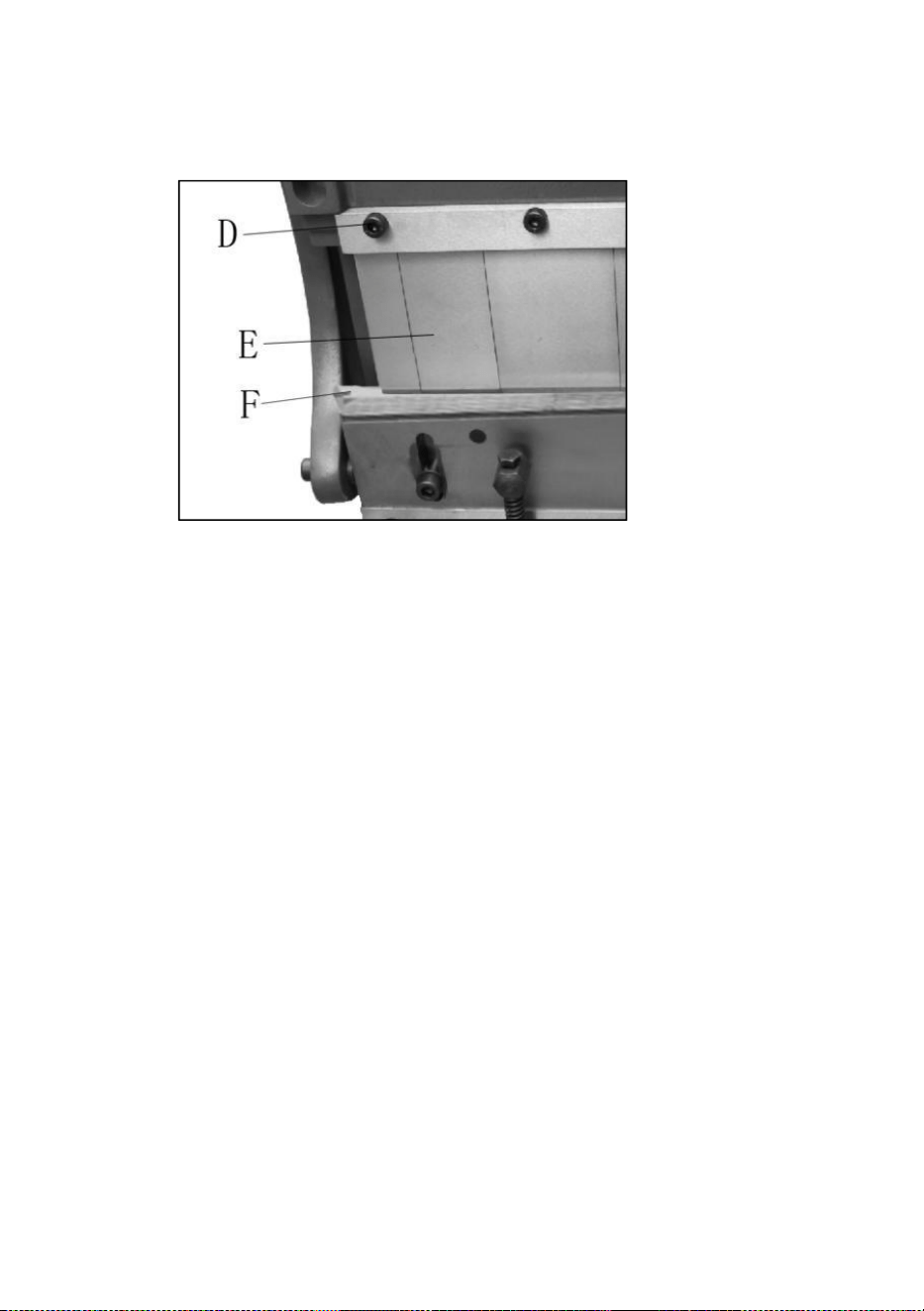
- 8 -
52. Zaciśnij hamulec do momentu zetknięcia się drewna kolacja
umiera(E).
53. Odkręć śruby (D) za pomocą klucza imbusowego 5 mm.
Rysunek 5
54. Wybierz górne matryce (E) dla żądanego zadania i usuń pozostałe,
przesuwając je z lewego końca. (Dołączone rozmiary matryc: 1”x1, 2”x2,
3”x1, 4”x1)
55. Przesuwaj uchwyt roboczy, aż drewno podciąga matryce tak, aby
mogły się osadzić równomiernie w górnej belce.
56. Ponownie mocno dokręć wszystkie śruby (rysunek 3), a następnie
zwolnij i zdejmij listwę drewnianą.
57. W przypadku wykonywania powtarzających się zakrętów lub pracy
wzdłuż element, ustaw prowadnice i płyta do obsługi hamulca, jak
pokazano na zdjęciu Rysunek 3.
58. Narysuj linię na przedmiocie obrabianym w celu jego zgięcia
lokalizacja. (Pamiętaj o uwzględnieniu zagięcia dodatek zależny od
grubości materiał. Można to zrobić albo poprzez metodą prób i błędów lub
poprzez konsultację z (poradnik maszynisty.)
59. Oprzyj obrabiany przedmiot na bloku V (dolnej matrycy) tak, aby
narysowana linia była wyrównana z końcówki górnych matryc.
60. Trzymaj przedmiot obrabiany stabilnie i użyj uchwyt sterujący do
gięcia.
Aby wyregulować belkę hamulcową (G, rysunek 6) do zakrętów 90° na
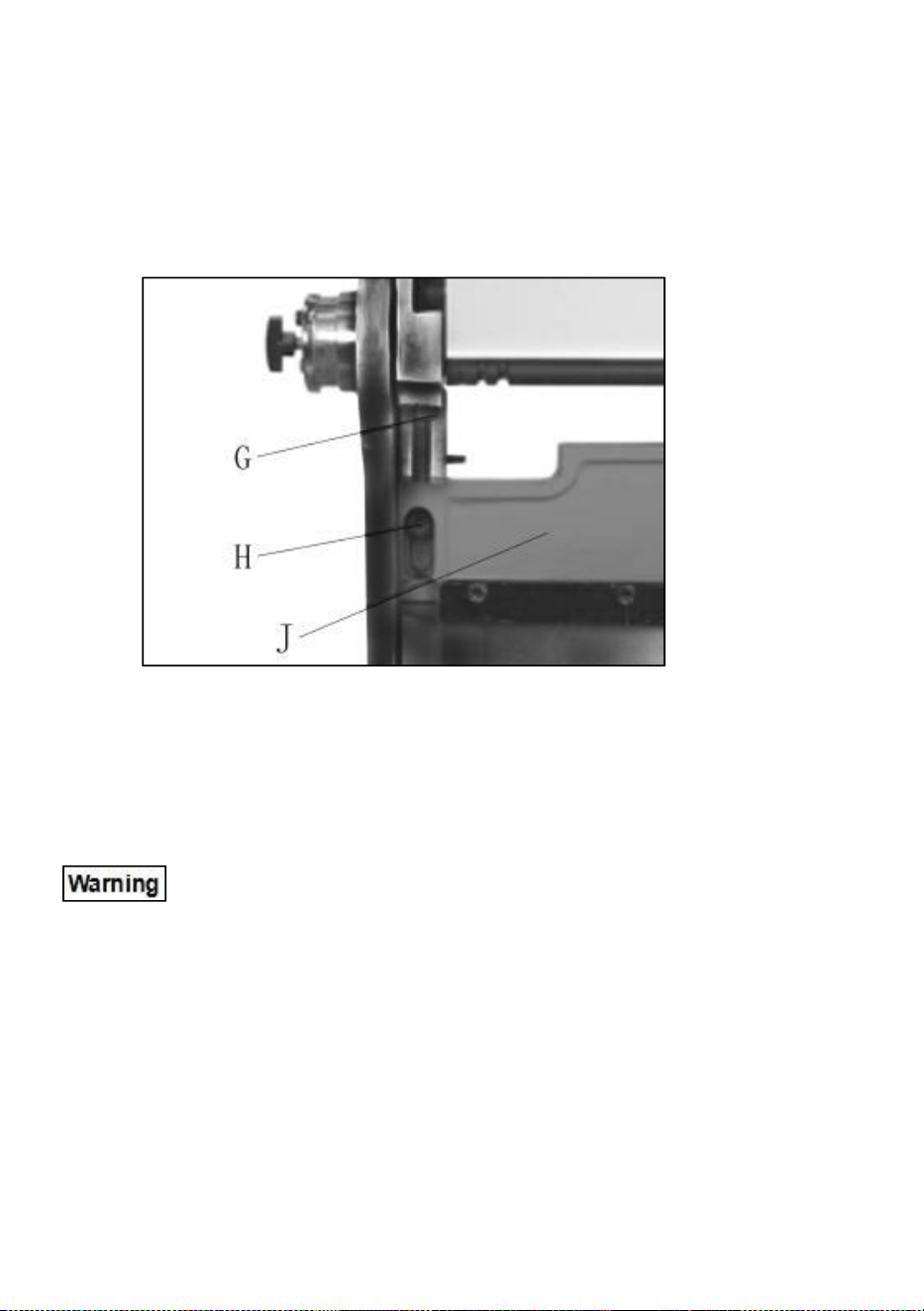
- 9 -
dole skoku:
16. Nieznacznie poluzuj śruby blokujące (H) za pomocą klucza
imbusowego 6 mm.
17. Obrócić śruby regulacyjne belki hamulcowej (G) kluczem 16 mm, aż
do uzyskania zgięcia próbnego odbić 90° zgięcie na obu końcach hamulca.
18. Ponownie dokręć śruby (H).
Rysunek 6
W przypadku specjalnych powtarzających się zakrętów hamulec Belkę
można regulować, aby nadmiernie ją wygiąć pożądany kąt, ponieważ
metal będzie miał pewnego stopnia „odprężenia”.
Ustawienie ścinania
Nie ścinać materiału większa niż 12” 20-milimetrowa stal
miękka. Niedostosowanie się do tego może spowodować poważne
obrażenia ciała i/lub uszkodzenie maszyny.
16. Zamontuj pręty prowadzące i płytę w nożycach pozycję (rysunek 4) i
dostosuj do żądanego długość ciętego przedmiotu obrabianego.
17. Umieść obrabiany przedmiot przy bloku prowadzącym na prawej
krawędzi stołu (K, rysunek 7). Koniec przedmiotu obrabianego powinna
być skierowana w stronę prowadnicy płyta.
18. Obróć uchwyt, aby rozpocząć cięcie ścinające. Działanie ścinające
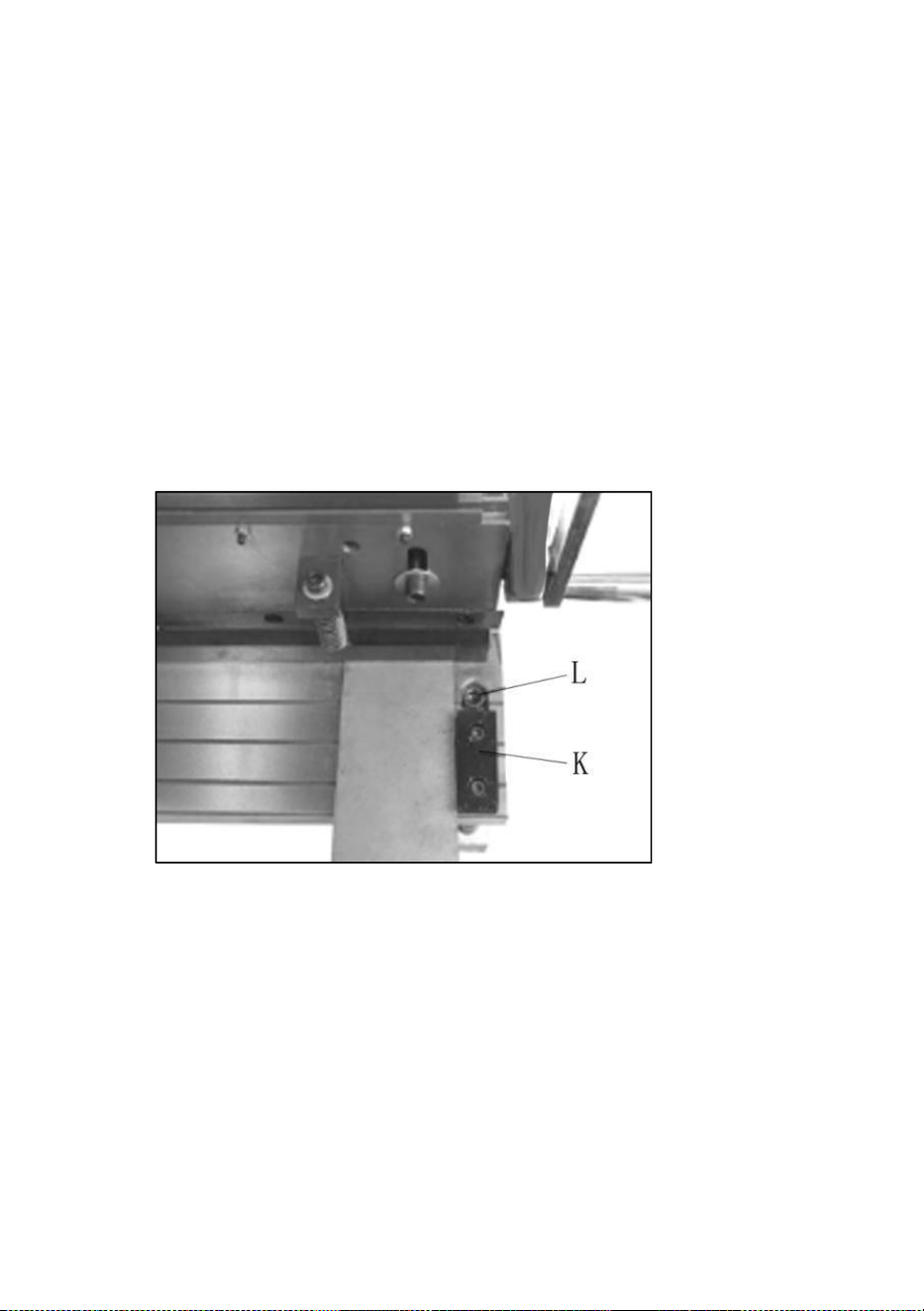
- 10 -
przebiega od prawej do lewy.
UWAGA: 1. Aby zapobiec zniekształceniom podczas nacięcie, „zatrzask”
uchwytu, aby ułatwić przeszywający.
7. Nie sięgaj za maszynę, aby złapać odcięty kawałek. Duży odcięty
kawałek powinien spaść na specjalny stół zaprojektowany do łapania
kawałków które są większe niż stół roboczy.
3. Cięcie dużych elementów może wymagać przedni stół służący do
podtrzymywania przedmiotu.
4. Wszystkie metale cięte na tej maszynie będą miały ostra krawędź. Ostry
brzeg należy spiłować lub przeszlifować przed dotknięciem, aby uniknąć
obrażeń.
Rysunek 7
Regulacja dolnego ostrza
Ostrza nożycowe górne i dolne zostały fabrycznie wyrównane i nie
powinno być wymagane natychmiastowa korekta. Powinien jeśli w
przyszłości zajdzie potrzeba ponownego wyrównania, należy postępować
w następujący sposób:
26. Umieść grubą kartkę papieru w pozycję cięcia, wzdłuż całej długości
łóżka i wykonaj cięcie.
27. Jeżeli nożyce nie przecinają papieru, poluzuj śrubę (L, rysunek 7) na
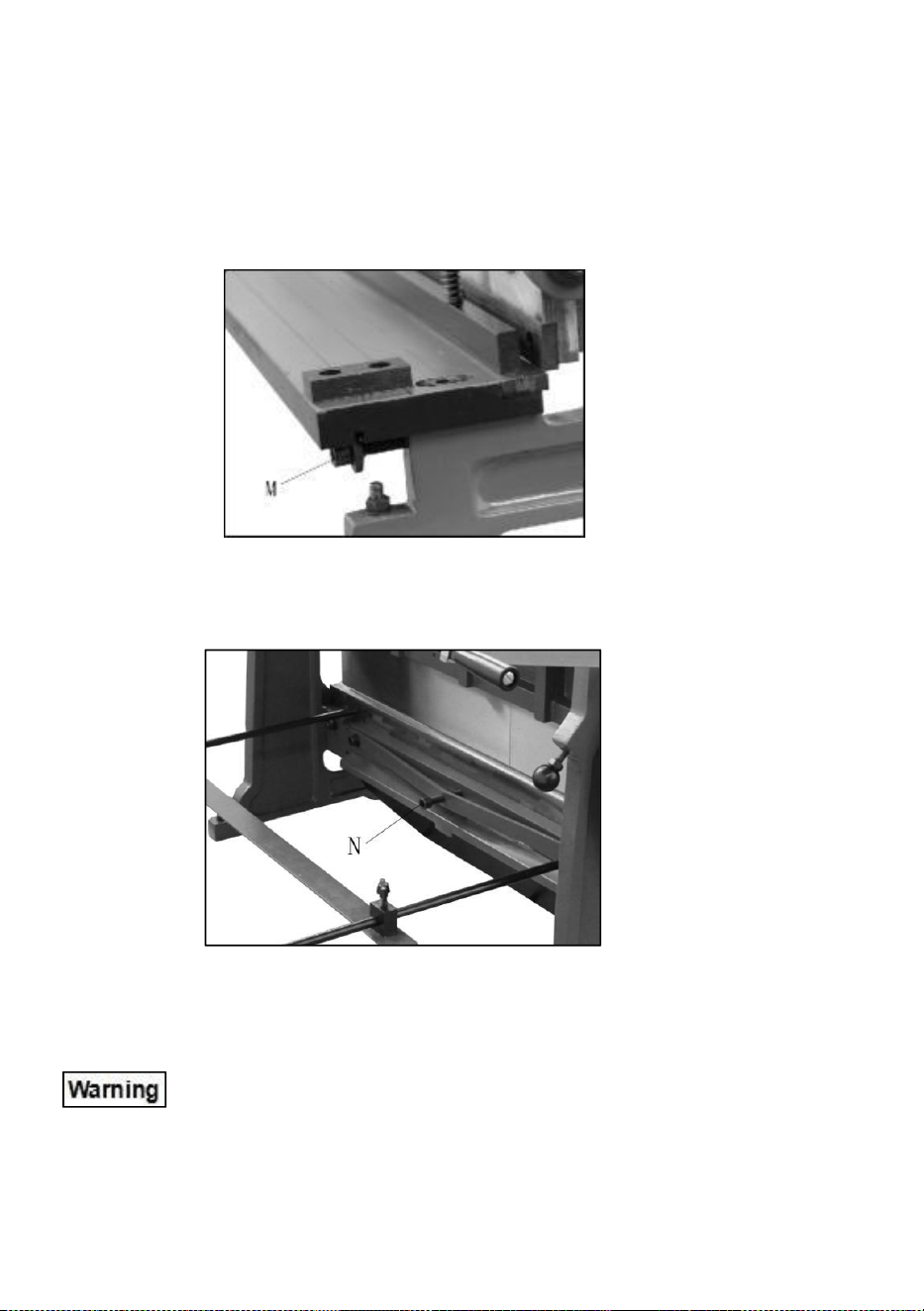
- 11 -
każdym końcu nożyc. stół, kluczem imbusowym 6mm.
28. Obróć śruby regulacyjne (M, rysunek 8), aby przesunąć stół i zmienić
szczelinę między ostrza. Nie dopuszczaj do zbytniego zakładka.
29. Jeżeli nożyczki przecinają papier na końcach, ale nie na środku,
należy lekko przekręcić śrubę (N, rys. 9) zgodnie z ruchem wskazówek
zegara, aż papier zostanie przecięty. pl długość opony.
Rysunek 8
30. Jeżeli nożyce przecinają papier w środku, ale nie na końcach, należy
przekręcić śrubę (N) w kierunku przeciwnym do ruchu wskazówek zegara,
aż papier zostanie przecięty. na całej długości.
Rysunek 9
Obrót/wymiana ostrza
Zachowaj ostrożność podczas pracując z ostrzami lub w ich
pobliżu. Użyj Podczas ich obsługi należy używać rękawic roboczych.
Ostrza tnące są odwracalne i wymienne; gdy krawędzie się stępią, należy
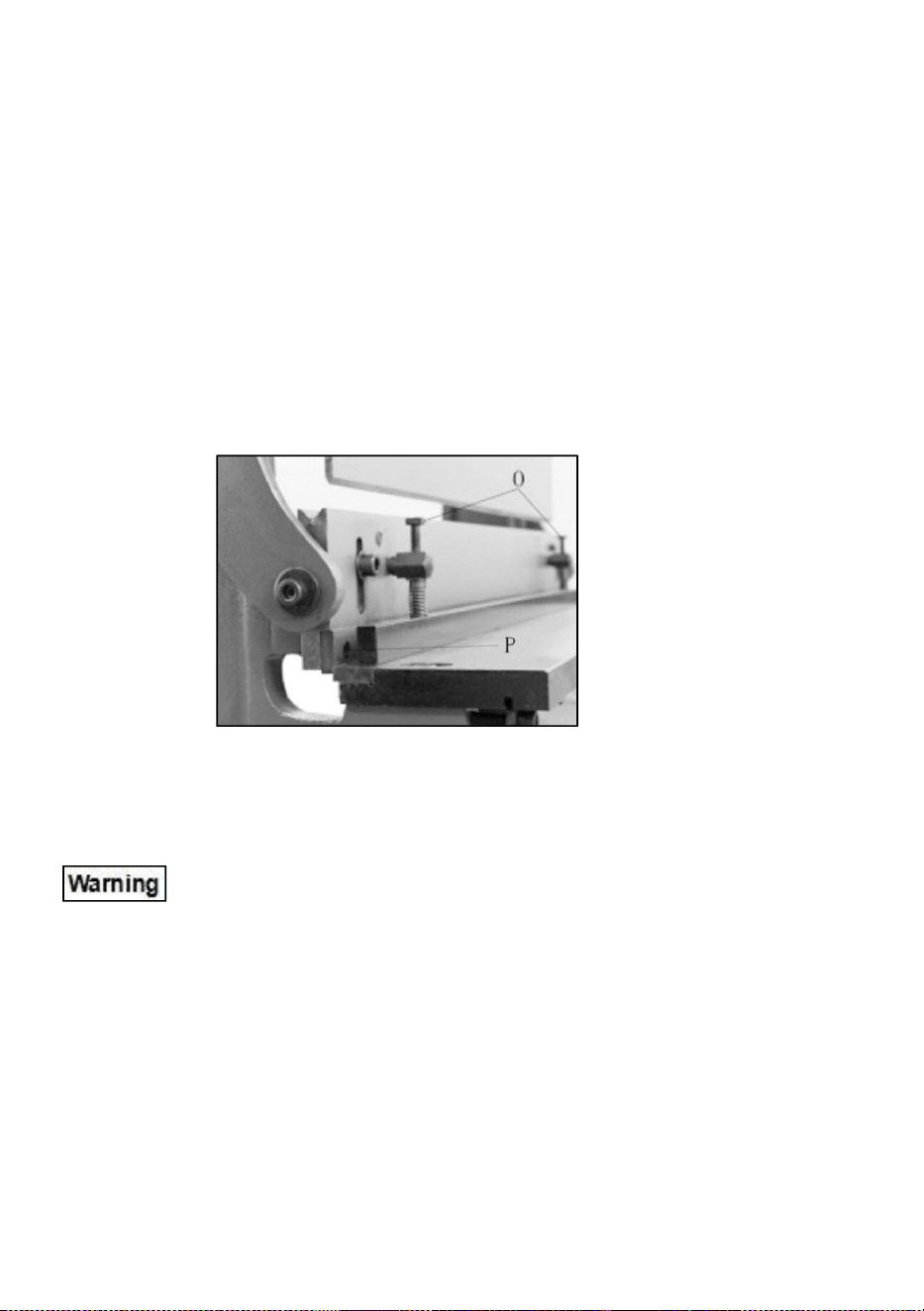
- 12 -
je obrócić do nowej krawędzi w następujący sposób:
26. Zdjąć docisk poprzez poluzowanie śruby (O, rys. 10) przy użyciu
klucza imbusowego 10 mm klawisz.
27. Podnieś górne ostrze do najwyższej pozycji.
28. Wyjmij 4 śruby (P, rysunek 10) i Ostrożnie wyjmij ostrze.
29. Obróć lub wymień ostrze i zamontuj ponownie śruby (P).
30. Ponownie zainstaluj docisk. Gdy ostrze jest w środku najwyższa
pozycja, różnica między przytrzymaj, a stół powinien znajdować się w
odległości 1/4. Dostosuj do tej pozycji, obracając w razie potrzeby wkręć
dwie śruby (O, Rysunek 10). Gdy ostrze zacznie się poruszać w dół, docisk
powinien natychmiast przytrzymać przedmiot obrabiany na miejscu.
Rysunek 10
Konfiguracja Slip Roll
Nie należy rolować materiału w większe rozmiary niż 12”
20-milimetrowa stal miękka. Poślizg osłona rolki musi zakrywać rolki,
z wyjątkiem gdy materiał jest podawany do rolki. Niedostosowanie się
może spowodować poważne obrażenia i/lub uszkodzenia maszyna.
Materiał Rozmiar Rozważ racje żywnościowe
Aby określić przybliżoną długość Aby obliczyć ilość materiału potrzebną do
uzyskania rurki o pożądanym rozmiarze, należy skorzystać z poniższego
wzoru:
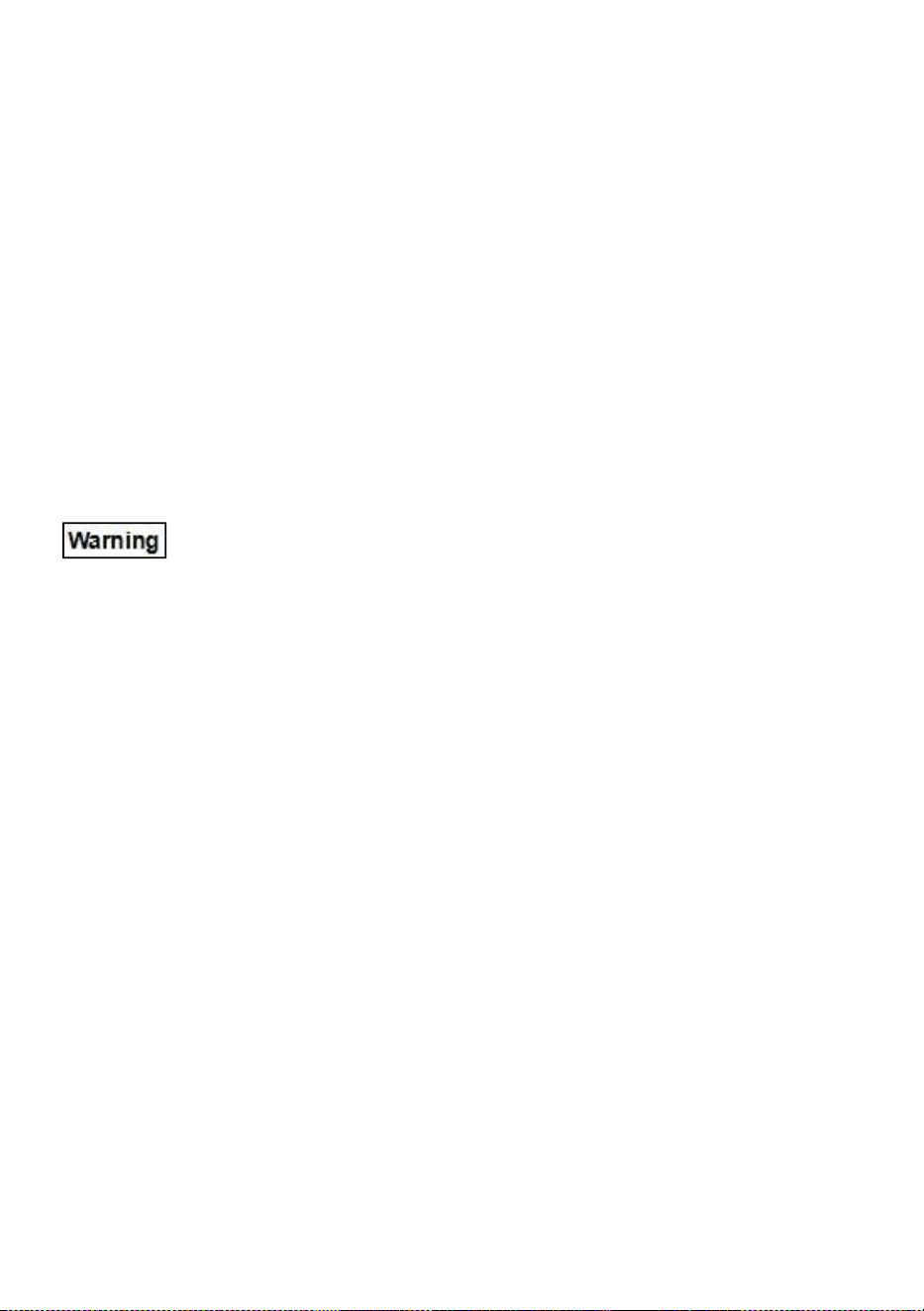
- 13 -
C = πD
Gdzie C jest obwodem, π jest równe 3,1417, a D jest średnicą. Na przykład:
Aby znaleźć długość materiał potrzebny (C) do uformowania rurki o
średnicy 4 cali średnica, pomnóż 3,1417 przez 4". Wynik: 12,5667" to
obwód przybliżona długość potrzebnego materiału. Wytnij kilka kawałków
materiału do tego długość do próbnego przebiegu formowania. Materiał
może muszą zostać wydłużone lub skrócone w zależności od wyników
testu.
WSKAZÓWKA: Jeśli nie będzie to kolidować z proponowany ostateczny
kształt lub projekt, niewielki gięcie wykonane prasą krawędziową krawędź
natarcia ułatwi początkowe toczenie proces, pozwalając na to, aby
czołowa krawędź łatwiej przesuwają się po rolce biegu jałowego.
Uważaj na punkt zacisku – przecięcie się górnej i dolnej części
rolki. Niedostosowanie się może spowodować poważne obrażenia palców
i/lub dłoni.
36. Upewnij się, że rolki i obrabiany przedmiot są czyste i bez
zanieczyszczeń, aby zapobiec powstawaniu wżerów z blachy.
37. Całkowicie wyłącz bieg jałowy, obracając śruby rolki biegu jałowego (Q,
rys. 11) obracać w kierunku przeciwnym do ruchu wskazówek zegara.
38. Aby zwiększyć, poluzuj śrubę (R, rys. 11) przestrzeń między górnym i
dolnym naciskiem bułki.
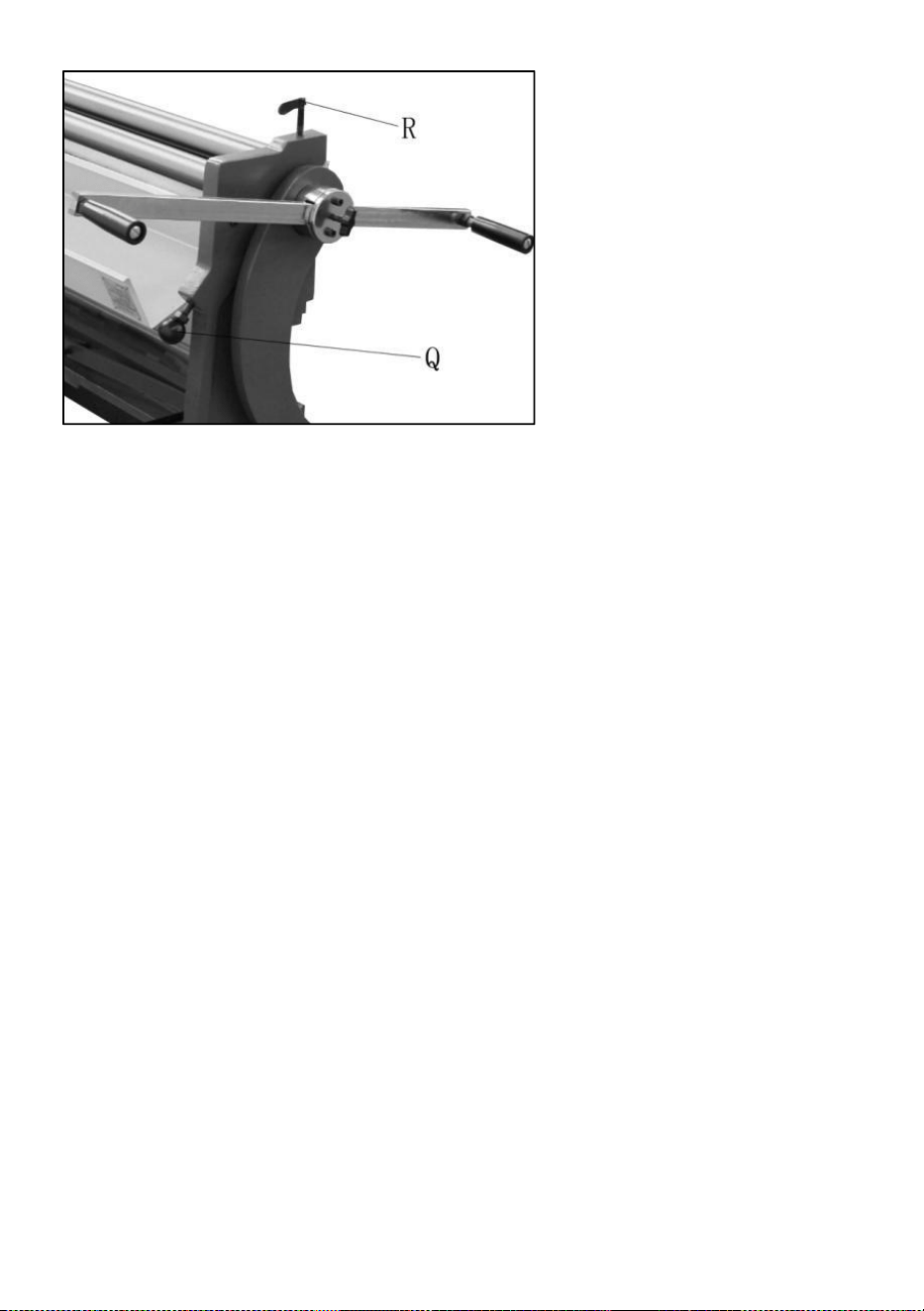
- 14 -
Rysunek 11
39. Włóż materiał pomiędzy górną i dolną część dolne rolki i dokręć śrubę
(R, rys. 11), aby obniżyć górną rolkę, aż materiał będzie pasował ciasno.
Górny wałek musi mieć wystarczające ciśnienie na obrabiany przedmiot,
aby go podać odpowiednio.
40. Obróć obie śruby rolki jałowej (Q, Rysunek 11), aby dostosować
bliskość rolki jałowej do dwóch głównych rolek. Podnieś oba końce o
równą kwota.
41. Przepuść przedmiot obrabiany przez maszynę za pomocą uchwytów.
Jeśli przedmiot obrabiany jest duży, upewnij się, że otrzymuje odpowiednie
wsparcie, ponieważ wychodzi z maszyny.
42. Wykonaj kolejne przejścia przez obrabiany przedmiot, stopniowo
podnosząc rolkę jałową przed każde przejście, aż do uzyskania
pożądanego promienia osiągnięty. Nie można zastosować dokładnego
wzoru, kiedy dokonywanie regulacji rolek, ponieważ „odbicie” materiału
zmienia się w zależności od rodzaju materiał jest formowany. Tylko przez
test formowanie kilku elementów może poprawić można uzyskać korekty.
Należy również zachować pamiętaj, że o wiele łatwiej jest ponownie zdać
materiał, aby uzyskać mniejszy promień niż próba zwiększenia promienia,
który był zrobiony za mały.
Należy dokładnie wyregulować bieg jałowy równolegle lub materiał będzie
spiralny podczas proces walcowania. Zmierz każdy koniec otwór z
zaciskami, jeśli większy wymagana jest precyzja.
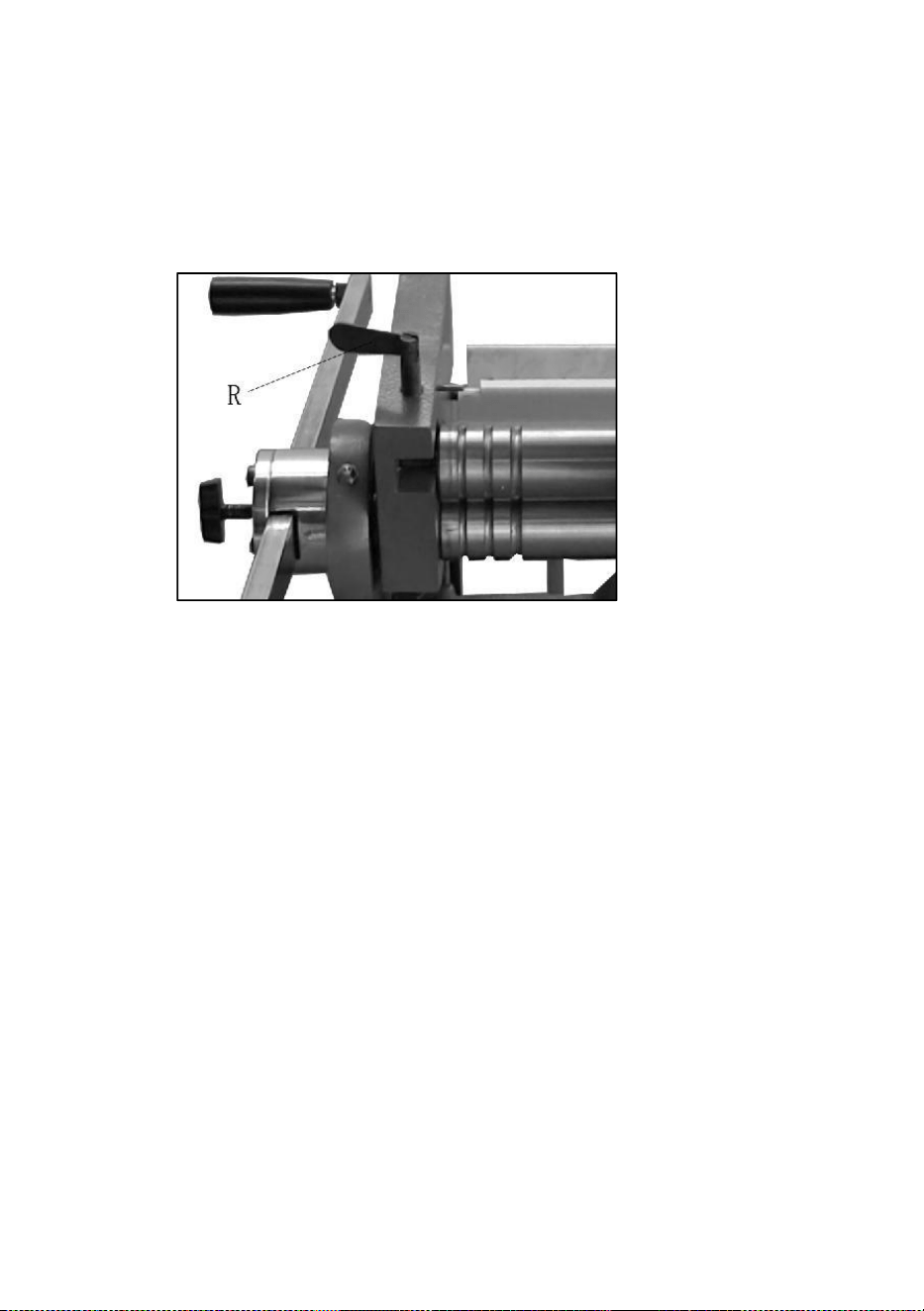
- 15 -
Celowe ustawienie rolek nierównoległych można używać do wyrobu
stożków.
Aby usunąć kształt cylindryczny przedmioty obrabiane:
21. Odkręć śrubę (R, Rysunek 12)
Rysunek 12
22. Ostrożnie chwyć górny wałek i wysuń go koniec. Mocno chwyć górną
rolkę, aby zapobiec jej wypadnięciu z maszyny.
23. Zsuń obrabiany przedmiot z końca rolki.
24. Ponownie zamontuj górny wałek i dokręć śrubę (R, Rysunek 12).
Walcowanie płaskie
Miękkie metale (miedź, aluminium itp.) można obrabiać za pomocą walca
poślizgowego maszyna do prostowania, spłaszczania lub zmniejszania ich
grubość. Wystarczy dopasować górną rolka dociskowa do grubości, dolna
rolka biegu jałowego droga w dół i podawanie przedmiotu obrabianego
przez (Rysunek 13).
UWAGA: Obrót jałowy nie spowoduje opadania całkowicie poza ścieżką
obrabianego przedmiotu; w związku z tym może wystąpić niewielkie zgiąć
przedmiot obrabiany. Odwracając przedmiot obrabiany i ponowne jego
podanie, to zgięcie można zminimalizować.
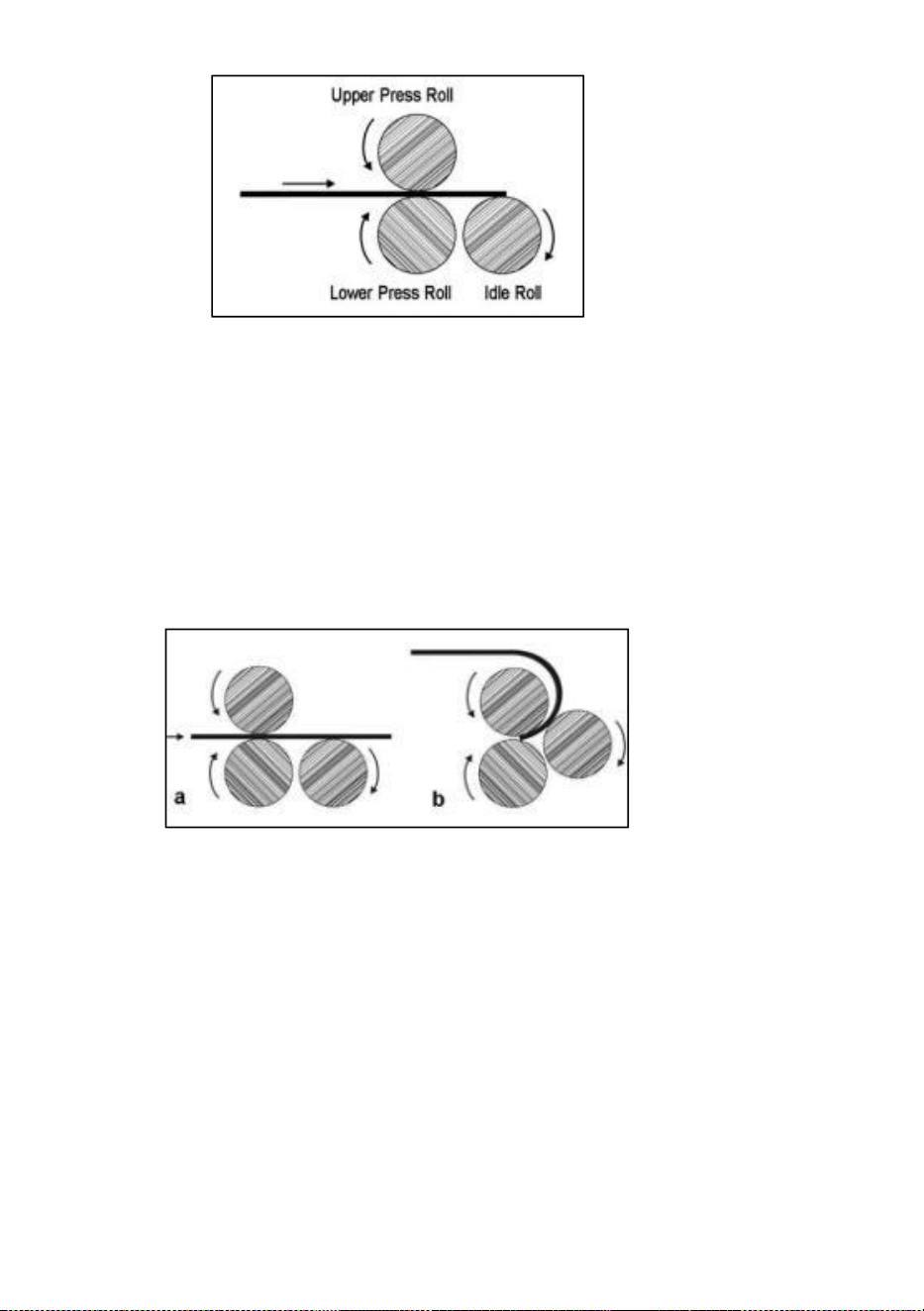
- 16 -
Rysunek 13
Formowanie promienia
26. W razie potrzeby wyreguluj górną rolkę prasową.
27. Włóż przedmiot obrabiany od przodu.
28. Obsługuj uchwyt; gdy materiał osiąga punkt, w którym promień ma
rozpocząć (a, Rysunek 14), zatrzymać maszynę i podnieś rolkę jałową o
jednakową wysokość z każdej strony, aż do uzyskania pożądanego
wygięcia.
Rysunek 14
29. Rozpocznij ponownie rolowanie i kontynuuj, aż zgięcie zostanie
wykonane. ukończone (b, Rysunek 14). Wsparcie przedmiotu obrabianego
w momencie jego wyjścia z maszyny.
30. W razie potrzeby wykonaj dalsze przejścia wzdłuż z przyrostową
regulacją przechyłu biegu jałowego.
Formowanie rurki
16. W razie potrzeby wyreguluj górną rolkę prasową grubość przedmiotu
obrabianego.
17. Wprowadź obrabiany przedmiot do maszyny. W miarę jak zbliża się do
końca (a, Rysunek 15), zatrzymaj się i kierunek odwrotny (b, rysunek 15).
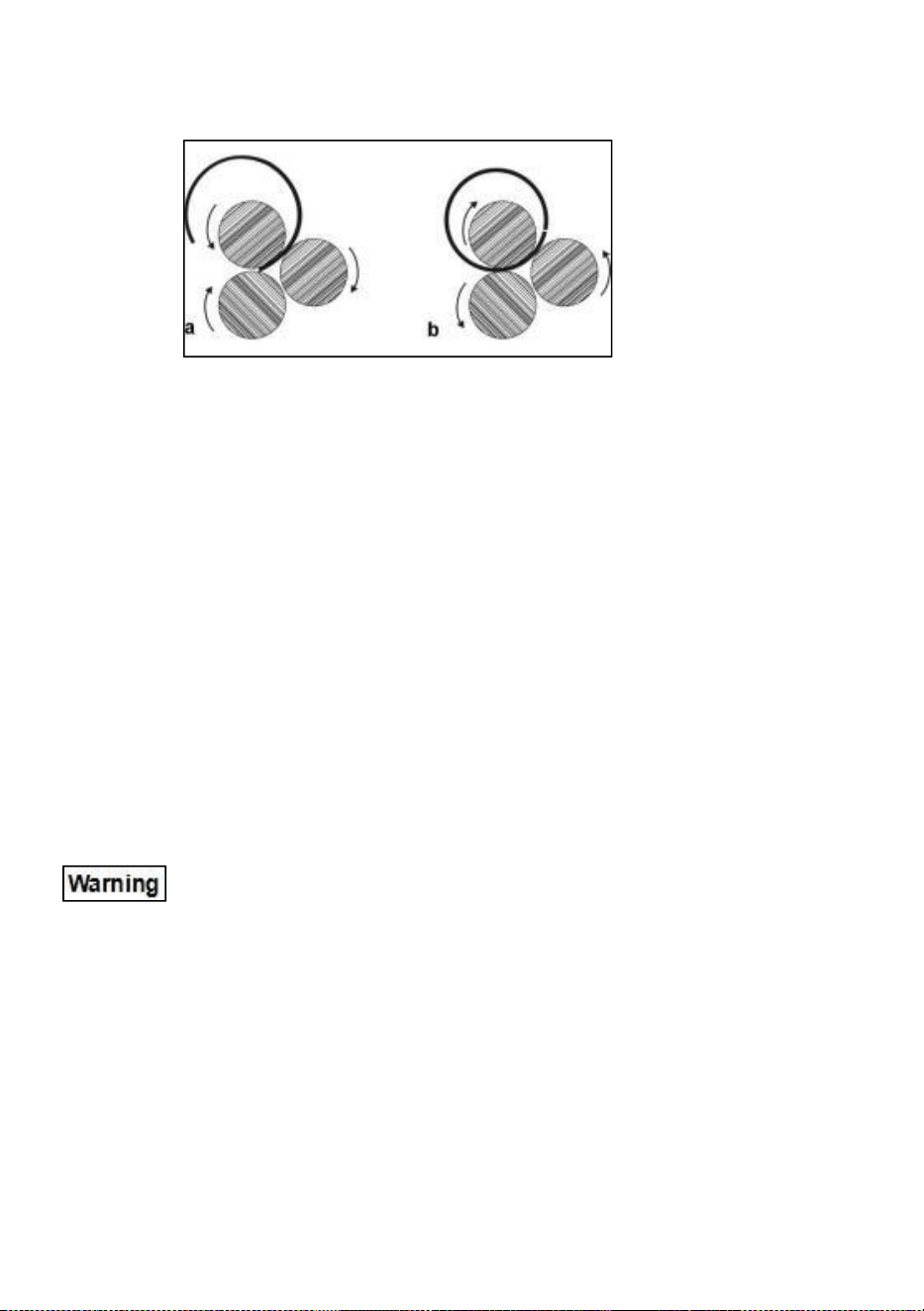
- 17 -
18. W razie potrzeby wykonaj dalsze przejścia wzdłuż z przyrostową
regulacją przechyłu biegu jałowego.
Rysunek 15
Gięcie drutu
Na końcach znajdują się 6 rowków na drut rolki dociskowe dostosowane
do drutu o średnicy 2,99 mm (0,12 cala), 3,66 mm (0,14 cala), 6,1 mm
(0,24 cala), 3,05 mm (0,12 cala), 4,40 mm (0,17 cala), 5,16 mm (0,20
cala).
Użyj najmniejszego rowka, do którego wsuwasz drut będzie wygodnie
pasował. Zgiąć drut stosując te same zasady, co opisane do formowania
promienia. Aby utworzyć kompletny pętla drutu, skorzystaj z instrukcji
tworząc rurkę.
Konserwacja/smarowanie
Zachowaj ostrożność podczas wykonywania czynności prace
konserwacyjne wokół nożyc ostrza.
16.Nałóż smar litowy nr 2 raz na dobę. miesiąc do smarowniczek na obu
końcach ramki (A, rysunek 16).
17.Utrzymuj rolki ślizgowe w czystości i bez rdzy, często nakładając na nie
cienką warstwę oleju. ich.
18.Lekko posmaruj smarem uniwersalnym koła zębate na końcu rolek (B,
rysunek 16). Obrócić uchwyt roboczy, aby rozprowadź smar. 4. Utrzymuj
inne odsłonięte obszary w czystości i lekko posmarowane olejem, np.
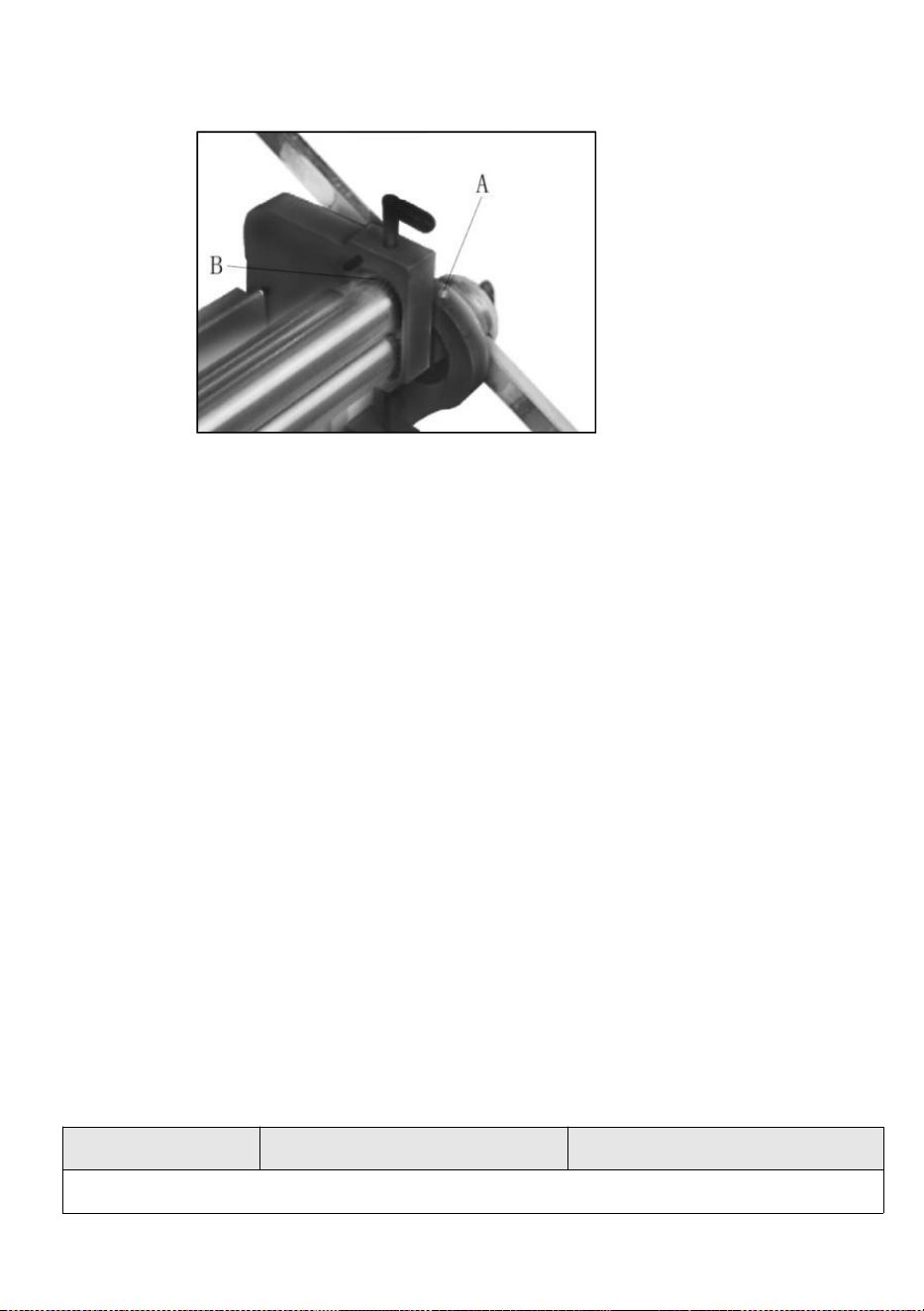
- 18 -
nożyczki ostrza, stół i górne matryce. (Usuń) pper umiera z pręta dla
większej skuteczności czyszczenie).
Rysunek 16
Wymagane narzędzia (nie dołączone)
Klucz imbusowy 5 mm
Klucz imbusowy 6 mm
Klucz 10mm
Klucz 13mm
Klucz 16mm
Średni śrubokręt
Zestaw szczelinomierzy
Kątomierz lub kątomierz
Kłopoty
Prawdopodobna przyczyna
Zaradzić
ŚCINANIE
- 19 -
Materiał nie chce
się ciąć.
Nieprawidłowy odstęp między
ostrzami.
Dostosuj odstęp, aby
dopasować go do grubszego
materiału.
Przekroczono wydajność
maszyny.
Używaj materiałów zgodnie z ich
możliwościami.
Cięcia nie są
kwadratowe.
Nierówna odległość między
ostrzami.
Ustawić jednakową odległość
między ostrzami.
Brak kontaktu z przewodnikami
przy stolikach.
Utrzymuj stały kontakt z
przewodnikami.
Ostrze jest pochylone.
Zdejmij kokardkę.
Niewystarczające
przytrzymanie
ciśnienie.
Dostosuj przytrzymanie.
Słaba jakość cięcia.
Tępe ostrza.
Wymień lub naostrz.
Nieprawidłowy odstęp między
ostrzami.
W razie potrzeby dostosuj
odstęp.
Luźne drwiny.
Wyreguluj luz w przegubach.
HAMULEC
Przedmiot
obrabiany nie
wygina się lub
wyginanie jest
utrudnione.
Zbyt gruby przedmiot
obrabiany.
Używaj materiałów zgodnie z ich
możliwościami.
Nieprawidłowy dodatek na
zgięcie.
Wyreguluj belkę hamulcową tak,
aby uzyskać właściwy rozmiar
gięcia.
Promień gięcia nie
spójny w całym
tworzywo.
Przekroczono wydajność
maszyny.
Używaj materiałów zgodnie z ich
możliwościami.
Belka hamulcowa
nieprawidłowo ustawiona do
gięcia
dodatek.
Wyreguluj belkę hamulcową
spójne zgięcie.
ROLKA ŚLIZGOWA
- 20 -
Stożki powstają
podczas próby
toczenia cylindrów.
Rolki nie są równoległe.
Wyreguluj rolkę jałową (tylną),
aż będzie równoległa do górnej
rolki dociskowej.
Przedmiot
obrabiany nie
pochylenie się.
Przekroczono wydajność
maszyny.
Używaj materiałów zgodnie z ich
możliwościami.
Bieg jałowy nie jest włączany.
Przeprowadź inspekcję i w razie
potrzeby wprowadź poprawki.
LISTA CZĘŚCI
CZĘŚĆ
NIE.
OPIS
Ilość
CZĘŚĆ
NIE.
OPIS
Ilość
1
Lewa ramka
1
19
Pręt podporowy
2
2
Powierzchnia robocza
1
20
Blok prowadzący
2
3
Belka poprzeczna
1
21
Zabezpieczenie
1
4
Ramię korbowe
2
22
Pasek regulacyjny
1
5
Prawa rama
1
23
Ostrze nożyczek
2
6
Rama ścinająca
1
24
Tylny wałek
1
7
Osłona tulei
2
25
Śruba
2
8
Uchwyt płyty
dociskowej
2
26
Uchwyt
2
9
Wiosna
2
27
Śruba pozycjonująca
2
10
Płyta dociskowa
1
28
Tuleja
4
1 1
Dolna matryca
hamulcowa
1
29
Pralka
2
12-1
1” matryca
1
30
Bieg
2
12-2
Matryca 2”
1
31
Dolna rolka
1
12-3
Matryca 2”
1
32
Górny wałek
1
12-4
Matryca 3”
1
33
Okładka
1
12-5
Matryca 4”
1
34
Wał mimośrodowy
1
- 21 -
13
Górny wspornik
matrycy
1
35
Tuleja mimośrodowa
2
14
Śruba M8x50
2
36
Pralka
2
15
Uchwyt do rolowania
ramienia
2
37
Klucz 6x20
2
16
Blok prowadzący
1
38
Śruba M6x16
6
17
Śruba regulacyjna
2
39
Smarowniczka
2
18
Ramię uchwytu
1
40
Śruba M6x35
2
CZĘŚĆ
NIE.
OPIS
Ilość
CZĘŚĆ
NIE.
OPIS
Ilość
41
Kołek stożkowy
2
52
Śruba M6X20
4
42
Uchwyt
4
53
Śruba M8X20
4
43
Śruba M6x10
2
54
Pokrętło
2
44
Śruba M8x35
2
55
Śruba M6X45
2
45
Podkładka 8
2
56
Szpilka okrągła
2
46
Śruba M10x40
1
57
Śruba M6X10
2
47
Śruba M8x20
2
58
Śruba M6X10
4
48
Podkładka 8
2
59
Śruba M8X20
2
49
Nakrętka M8
1
60
Stojak typu A
(opcjonalnie)
1
50
Śruba M10X16
2
61
Stojak typu B
(opcjonalnie)
1
51
Śruba M8X25
2
62
Stojak typu C
(Opcjonalny)
1
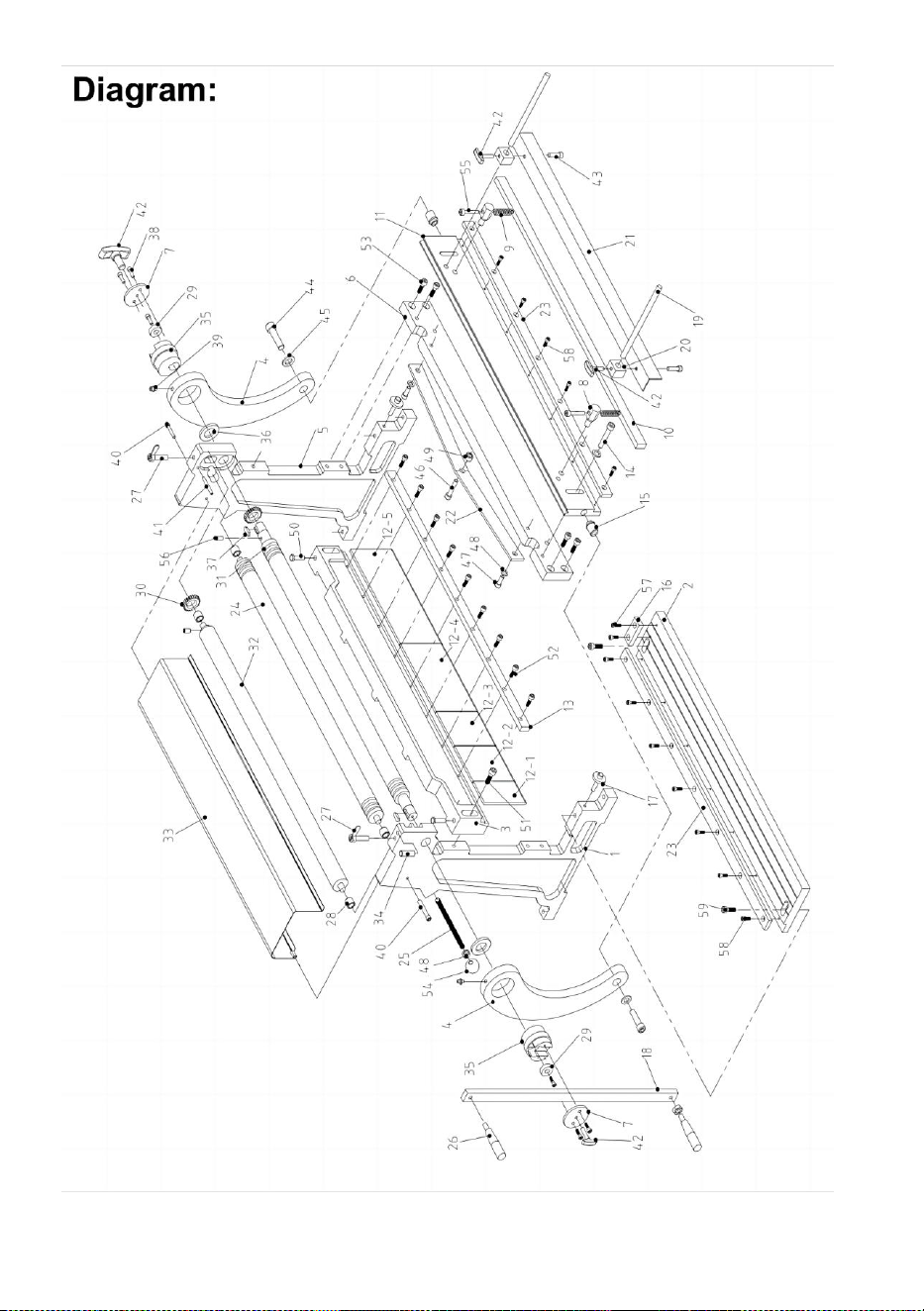
- 22 -

Technisch Ondersteuning en E-garantiecertificaat www.vevor.com/support
DE SCHAAR / REM / ROL
GEBRUIKSAANWIJZING
MODEL: 3 OP 1/305
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODEL: 3 OP 1/305
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
THE SHEAR / BRAKE /
ROLL
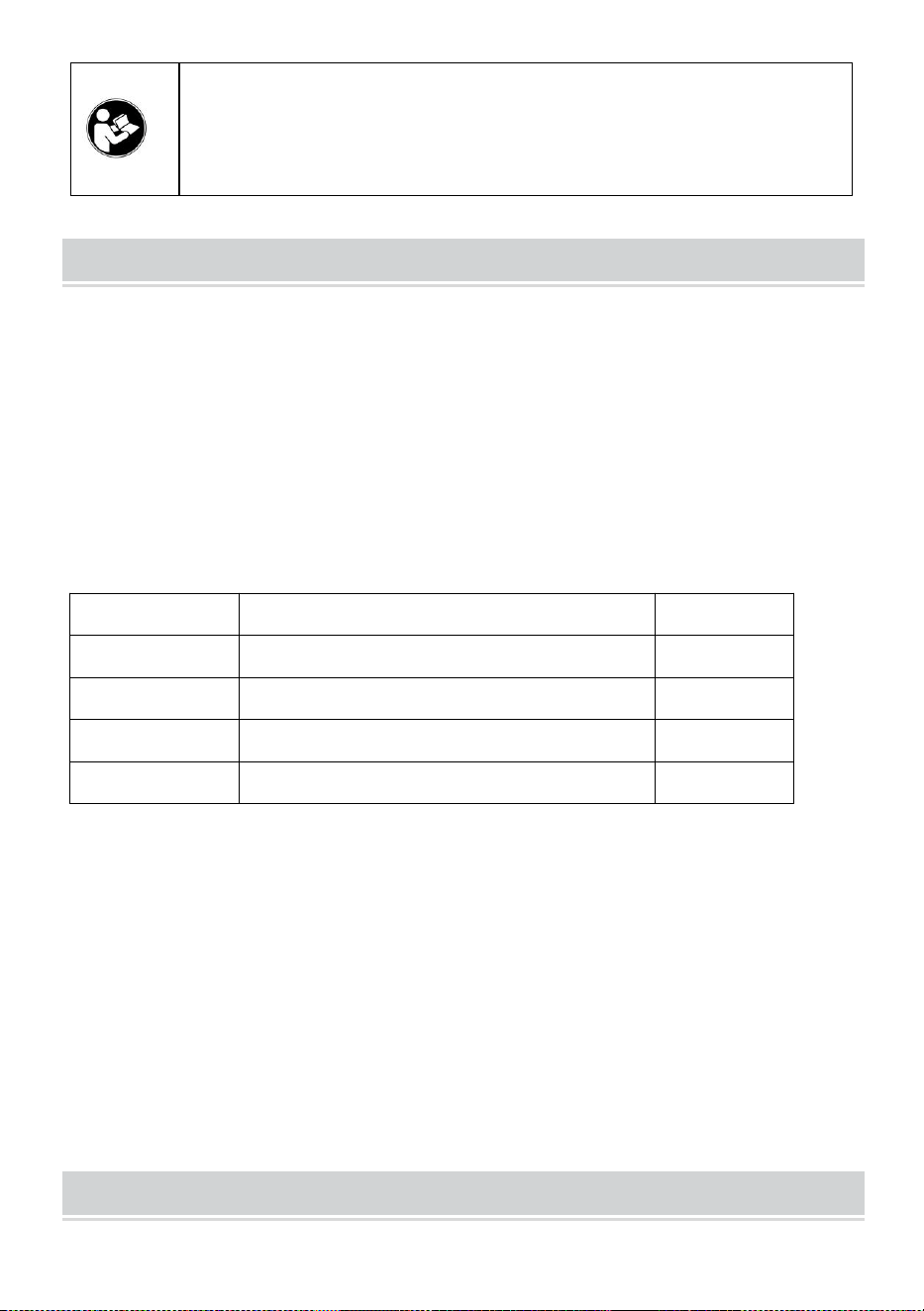
- 2 -
Waarschuwing: om het risico op letsel te verkleinen, moet
de gebruiker de gebruiksaanwijzing zorgvuldig lezen.
SPECIFICATIONS
Model...................................................................................... ....... ... .. 3 op
1/305
Effectieve breedte........... ................................... .305 mm (12 inch)
Maximaal
Schuifdikte… ....................................................... ..1mm (20 gauge)
Buigdikte…… ...................................................................... 1 mm (20
gauge)
Bui
gho
ek...
.......
.....
90°
Rol
dikte…… ........... …1mm (20 gauge)
Roldiameter…… .................................................... …. 45 mm (1-1/2 inch)
Standaard accessoires
UNPACKING
1
Rolafstelbout
2
2
Vaste knopbout
2
3
Rocker-montage
1
4
Geleidestang montage
2
5
Verwarren
2
- 3 -
De SHEAR / BRAKE / ROLL 3-IN-1/12 is verzonden vanaf de fabrikant in
een zorgvuldig verpakte kartonnen doos. Controleer het product grondig
op het openen van het pakket. Na het uitpakken van de eenheid,
controleer zorgvuldig op eventuele schade die kan tijdens het transport zijn
ontstaan. Als er schade is opgetreden, moet de verzending worden
geannuleerd. Schadeclaims moeten worden ingediend bij de vervoerder
en vallen onder de verantwoordelijkheid van de gebruiker. Controleer op
volledigheid. Onmiddellijk Meld ontbrekende onderdelen bij de dealer.
Waarschuwing
De waarschuwingen, waarschuwingen en instructies die in deze
instructies worden besproken of situaties die zich kunnen voordoen.
De gebruiker moet begrijpen dat gezond verstand en voorzichtigheid
factoren zijn die niet in dit product kunnen worden ingebouwd, maar
moeten door de exploitant worden geleverd.
BEWAAR DEZE INSTRUCTIES
Bedankt voor de aankoop van de 12-inchShear/Brake/Roll machine. Voor
proberen uw nieuwe gereedschap te bedienen lees deze instructies
aandachtig door. U hebt deze instructies nodig voor de
veiligheidswaarschuwingen, voorzorgsmaatregelen, montage, bediening,
onderhoudsprocedures, onderdelenlijst en diagrammen. Bewaar uw
factuur nummer met deze instructies. Schrijf de factuurnummer aan de
binnenkant van de voorkant dekking. Bewaar de instructies en factuur op
een veilige, droge plaats bewaren voor toekomstig gebruik.
SAFETY RULES
67. Ken uw machine. Lees deze handleiding zorgvuldig. Leer de machine
kennen toepassingen en beperkingen, evenals specifieke potentiële
gevaren die daaraan eigen zijn.

- 4 -
68. Houd de werkplek schoon en goed verlicht. Rommelige of donkere
werkplekken nodigen uit tot ongelukken.
69. Houd kinderen uit de buurt. Alle kinderen moet uit de buurt van het
werkgebied worden gehouden. Laat een kind nooit een gereedschap
hanteren zonder strikt toezicht van volwassenen.
70. Gebruik dit gereedschap niet als u onder de volgende
omstandigheden verkeert: invloed van alcohol of drugs. Lees
waarschuwingslabels op recepten voor bepaal of uw oordeel of reflexen
verminderd tijdens het gebruik van drugs. Als er Bij twijfel mag u het niet
proberen.
71. Gebruik veiligheidsuitrusting. Oogbescherming moet altijd gedragen
worden tijdens het bedienen deze machine. Gebruik ANSI-goedgekeurde
veiligheidsvoorzieningen bril. Een alledaagse bril heeft alleen
impactbestendige lenzen. Ze zijn NIET veiligheidsbril. Stofmasker, antislip
veiligheidsschoenen, helm of gehoorbescherming bescherming moet op
passende wijze worden gebruikt voorwaarden.
72. Draag geschikte kleding. Losse kleding, handschoenen, stropdassen,
ringen, armbanden of andere sieraden kunnen een potentieel gevaar
opleveren bij het bedienen van deze machine. Houd alle kleding uit de
buurt van de machine.
73. Reik niet te ver. Zorg voor een goede basis. en altijd in evenwicht zijn
bij het bedienen hiervan product.
74. Controleer op schade. Controleer uw gereedschap regelmatig. Als een
deel van het gereedschap beschadigd is, moet zorgvuldig worden
geïnspecteerd om te bepalen zeker dat het de beoogde doelen kan
bereiken correct functioneren. Bij twijfel het onderdeel moet worden
gerepareerd. Laat alle servicewerkzaamheden over aan een
gekwalificeerde technicus. Raadpleeg uw dealer voor advies.
75. Onderhoud gereedschap met zorg. Houd gereedschap scherp en
schoon. Goed onderhouden gereedschappen met scherpe snijkanten zijn
minder hebben een grotere kans op binding en zijn gemakkelijker te
beheersen.
76. Wanneer u verplaatst, installeert, schoonmaakt of pas de machine aan,
blijf uit de buurt van de schaar.
- 5 -
77. Leg de beschermhoes neer wanneer je gebruikt de schuifrol van de
machine.
12. Houd uw handen uit de buurt van de matrijs als je eraan werkt.
SET-UP AND ASSEMBLY
Vloerdiagrammen
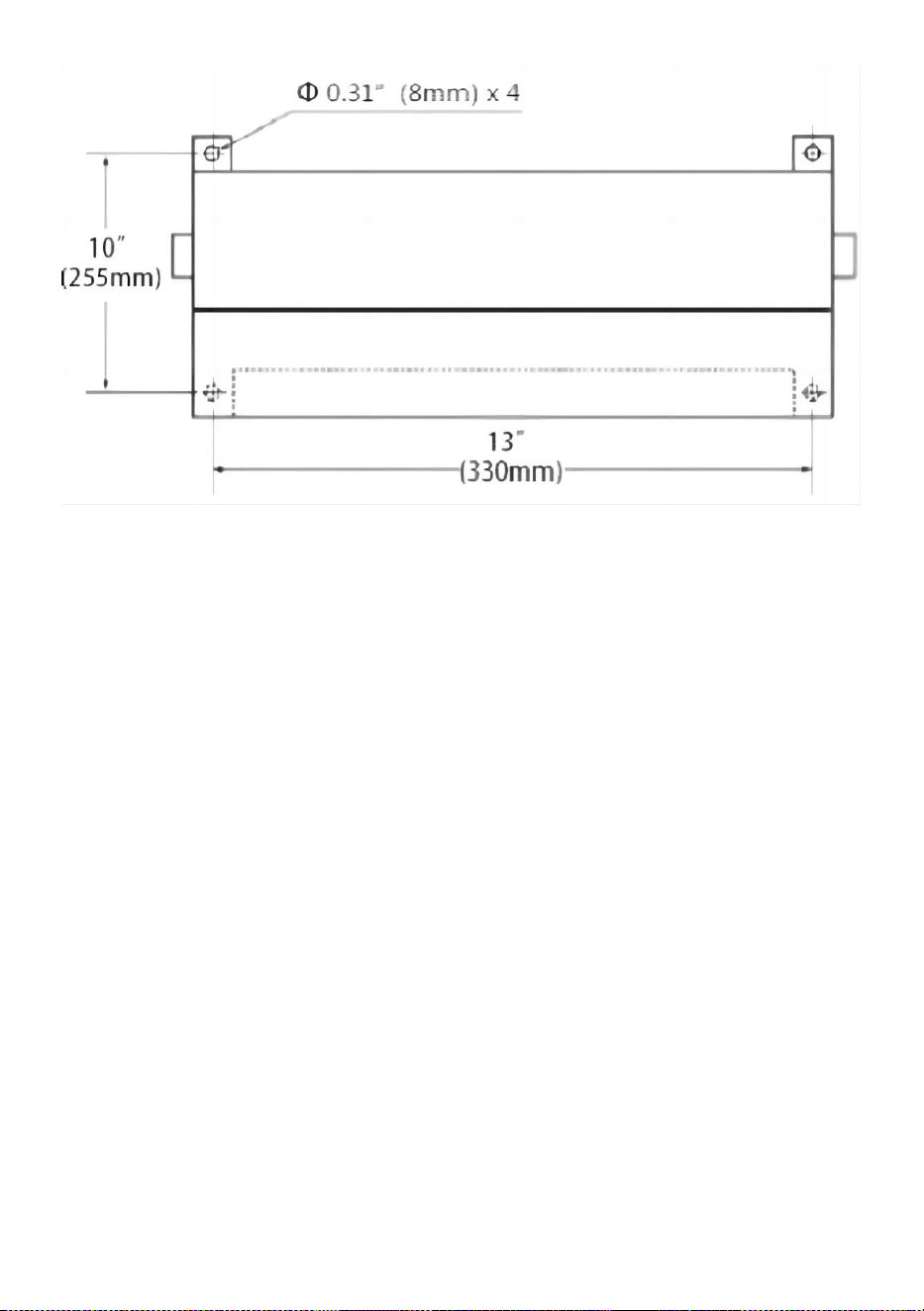
- 6 -
Figuur 1 – gatcentra voor afschuiving, rem en rol
Montage
Benodigde gereedschappen voor de installatie en montage: 5,6 mm
inbussleutels (inbussleutels), 16 mm steeksleutel .
61. Haal de machine en reserveonderdelen uit doos.
62. Maak alle roestwerende onderdelen zorgvuldig schoon oppervlakken
met een mild oplosmiddel of kerosine en een zachte doek. Gebruik geen
lakverdunner, verfverdunner of benzine, omdat deze geverfde
oppervlakken kunnen beschadigen.
63. Bedek alle bewerkte oppervlakken met een heel dun laagje olie om
roest te voorkomen.
64. Verplaats de machine voorzichtig naar een werkbank of standaard. De
locatie van de machine moet Zorg voor vrije doorgang aan alle kanten.
65. Boutmachine aan standaard of werkbank. De standaard of werkbank
moet worden vastgeschroefd op de vloer. (LET OP: Er is een optionele
standaard beschikbaar voor deze machine; zie Sectie 8. Contact
(KAKA-distributeur om te bestellen.)
66. Verwijder één handvat (A, figuur 2) van Elke bedieningshendel wordt
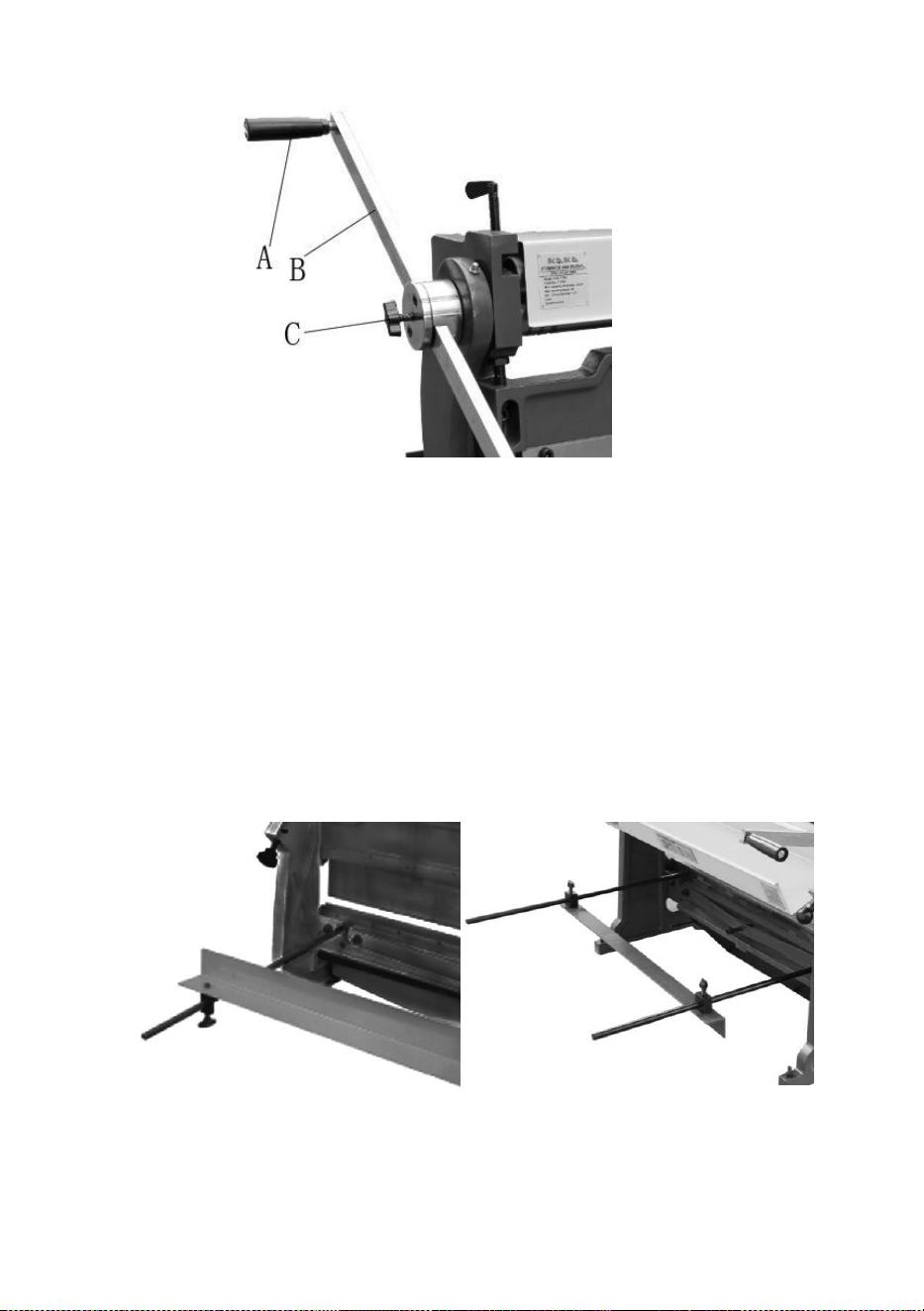
- 7 -
bediend met een inbussleutel van 6 mm.
Figuur 2
67. Draai de borgbout (C, afbeelding 2) los.
68. Schuif de stang (B) in de naaf en draai de vergrendeling vast bout (C)
om vast te zetten.
69. Plaats de hendel (A) terug.
70. Installeer beide geleidestangen in de bovenste of onderste set
schroefdraadgaten (figuren 3 en 4) en draai de instelling vast door
draaiende zeskantmoer tegen de gegoten basis o de machine met een
16mm sleutel.
11. Installeer de geleideplaat zoals afgebeeld in figuur 3 of 4. Bevestig
deze aan de staven met behulp van de T-grepen.
Figuur 3 (Rempositie) Figuur 4 (Schuifpositie)
OPMERKING: Voor de werking van de rem, de installatiehandleiding
raadplegen staven in de bovenste set gaten (Figuur 3); voor
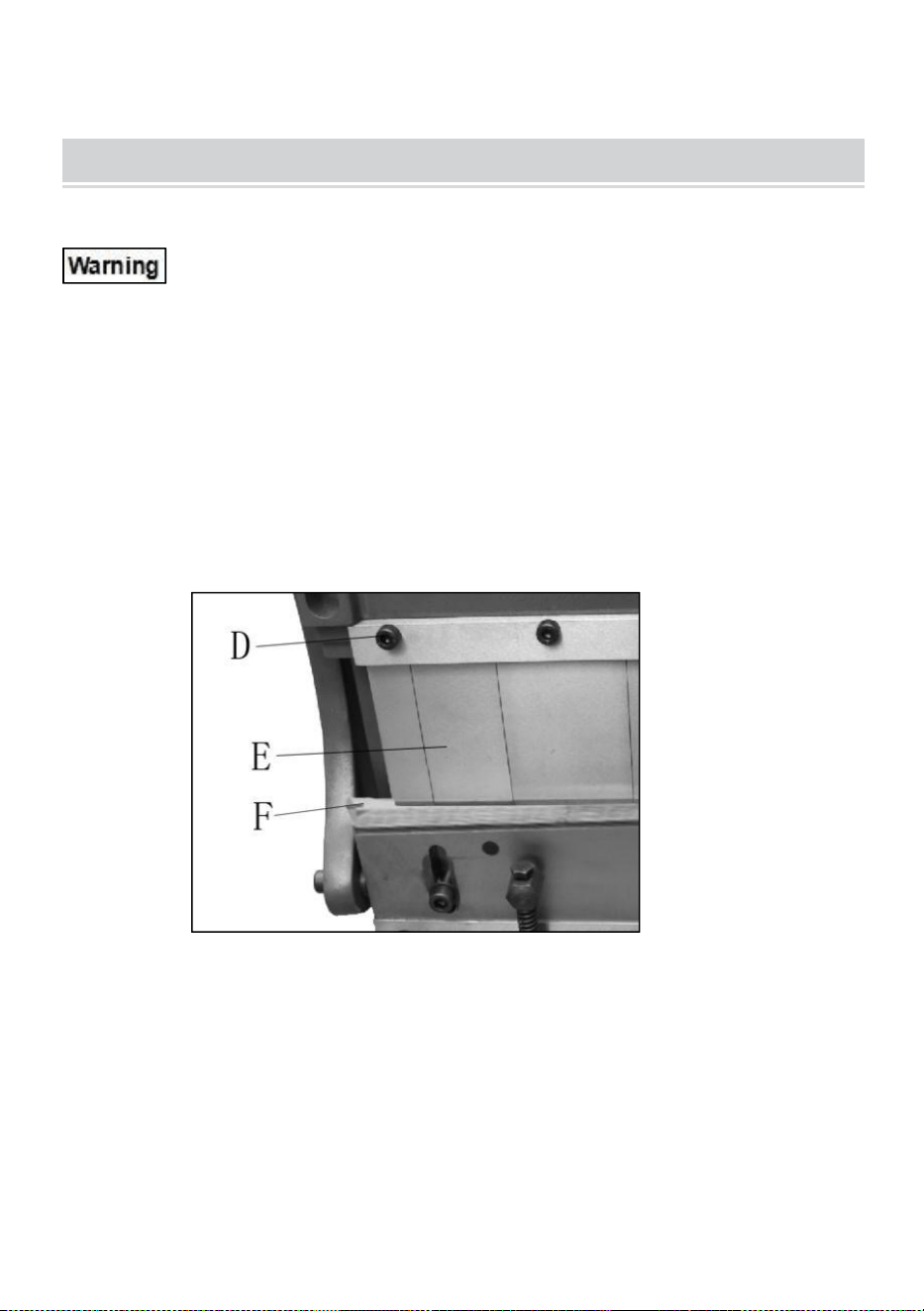
- 8 -
schuifbewerking, installeren in onderste set van gaten (Figuur 4).
PRESS BRAKE SET-UP
Buig het materiaal niet groter dan 12” 20-gauge zacht staal.
Het niet naleven hiervan kan ernstige letsel en/of schade aan de
machine.
Voorbereiden voor buigen:
61. Plaats een strook hout (F, figuur 5) op onderste matrijs, de volledige
lengte van de matrijs.
62. Sluit de rem totdat het hout contact maakt avondeten sterft(E).
63. Draai de schroeven (D) los met een inbussleutel van 5 mm.
Figuur 5
64. Selecteer bovenste matrijzen (E) voor de gewenste taak en verwijder
de anderen door ze te schuiven uit het linker uiteinde. (Inclusief
matrijzensetmaten 1”x1, 2”x2, 3”x1, 4”x1)
65. Beweeg de bedieningshendel totdat het hout duwt de matrijzen
omhoog zodat ze vastzitten gelijkmatig in de bovenbalk.
66. Draai alle schroeven weer stevig vast (Figuur 3), maak de houten strip
los en verwijder deze.
67. Als u herhaaldelijk buigt of langs het werk werkt stuk, positie
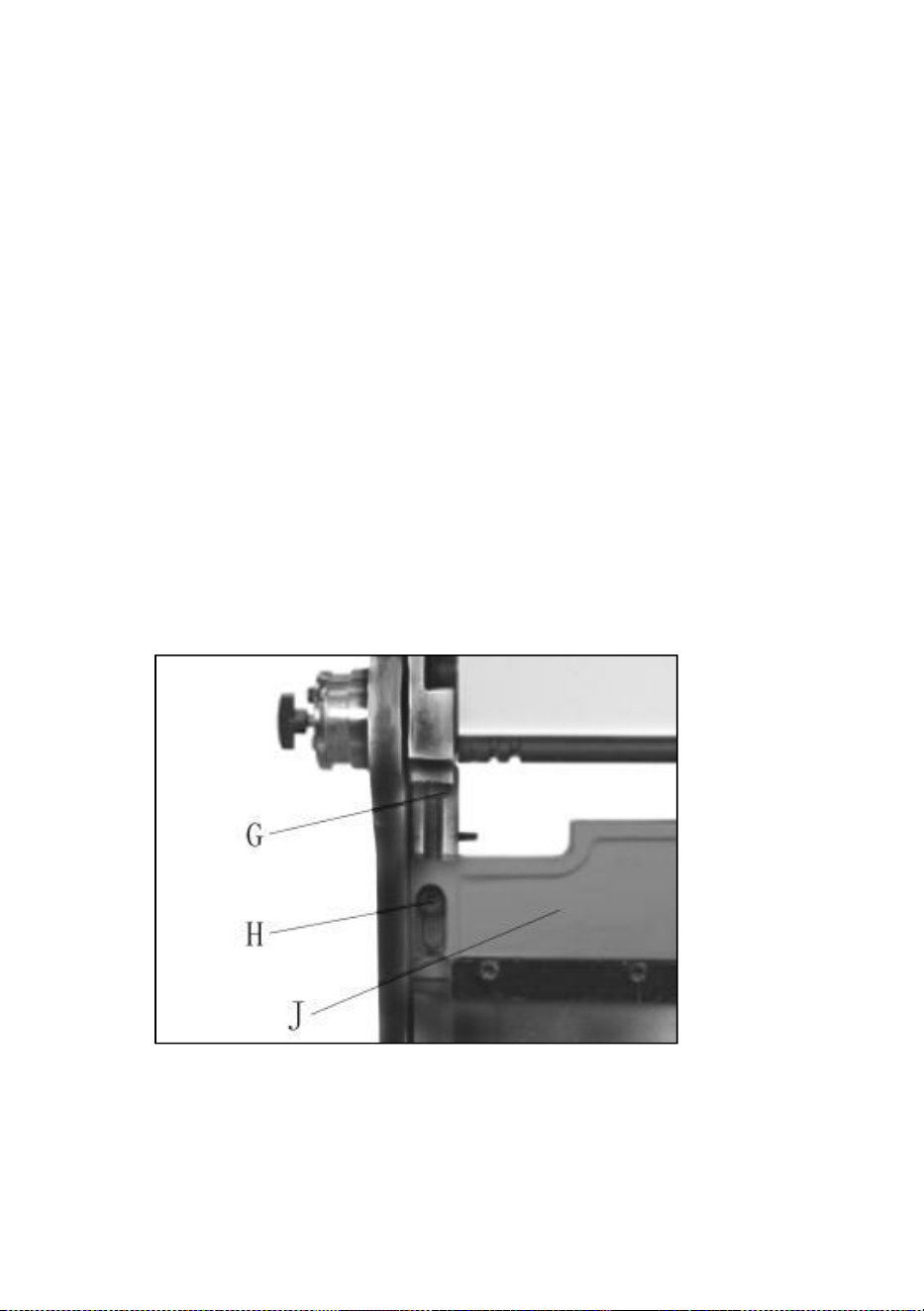
- 9 -
geleidestangen en plaat voor rembediening, zoals afgebeeld in Figuur 3.
68. Teken een lijn op het werkstuk voor de buiging locatie. (Zorg ervoor dat
u rekening houdt met de bocht toelage op basis van de dikte van materiaal.
Dit kan gedaan worden door middel van door middel van vallen en opstaan,
of door een (Handboek voor machinisten.)
69. Plaats het werkstuk op het V-blok (onderste matrijs) zodat de
afgetekende lijn uitgelijnd is met de punten van de bovenste matrijs(en).
70. Houd het werkstuk stil en gebruik bedieningshendel om bocht te
maken.
Om de rembalk (G, figuur 6) af te stellen voor 90° bochten aan de
onderkant van de slag:
19. Draai de borgschroeven (H) iets los met behulp van een inbussleutel
van 6 mm.
20. Draai de rembalkafstelschroeven (G) met een 16 mm sleutel tot een
testbuiging sreflect 90° bocht aan beide uiteinden van de rem.
21. Draai de schroeven (H) weer vast.
Figuur 6
Voor speciale, zich herhalende bochten is de rem De balk kan worden
aangepast om de gewenste hoek aangezien het metaal zal hebben een
zekere mate van “terugvering”.
Schuifopstelling
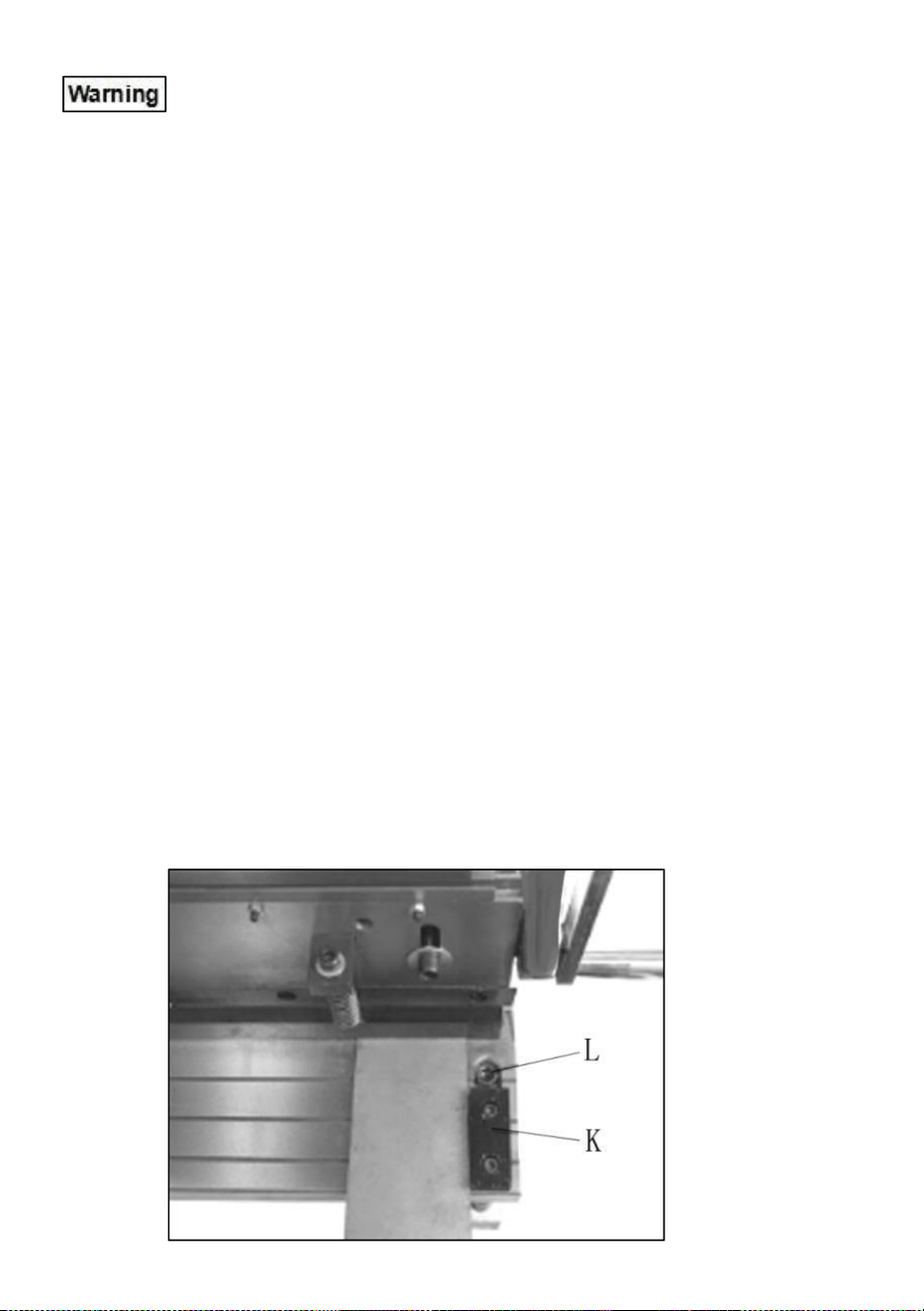
- 10 -
Materiaal niet scheren groter dan 12” 20 gauge zacht staal.
Het niet naleven hiervan kan ernstige letsel en/of schade aan de
machine.
19. Geleidingsstangen en plaat in de schaar installeren positie (Figuur 4)
en pas aan naar de gewenste positie Lengte van het gesneden werkstuk.
20. Plaats het werkstuk tegen het geleideblok aan de rechterrand van de
tafel (K, figuur 7). Het uiteinde van het werkstuk moet tegen de geleider
liggen bord.
21. Bedien de hendel om te beginnen met scheren. De schaaractie gaat
van rechts naar links.
OPMERKING: 1. Om vervorming te voorkomen bij het inkeping, “klik” de
handgreep om het gemakkelijker te maken doorboren.
8. Grijp niet achter de machine om vang het afgesneden stuk op. Een
groot afgesneden stuk moet op een speciale tafel ontworpen om stukken
op te vangen die groter zijn dan de werkbank.
3. Grote stukken die gesneden moeten worden, kunnen een voortafel om
het stuk te ondersteunen.
4. Al het metaal dat met deze machine wordt gesneden, zal een scherpe
rand. Vijl of schuur de scherpe rand voordat u het gaat gebruiken om letsel
te voorkomen.
Figuur 7
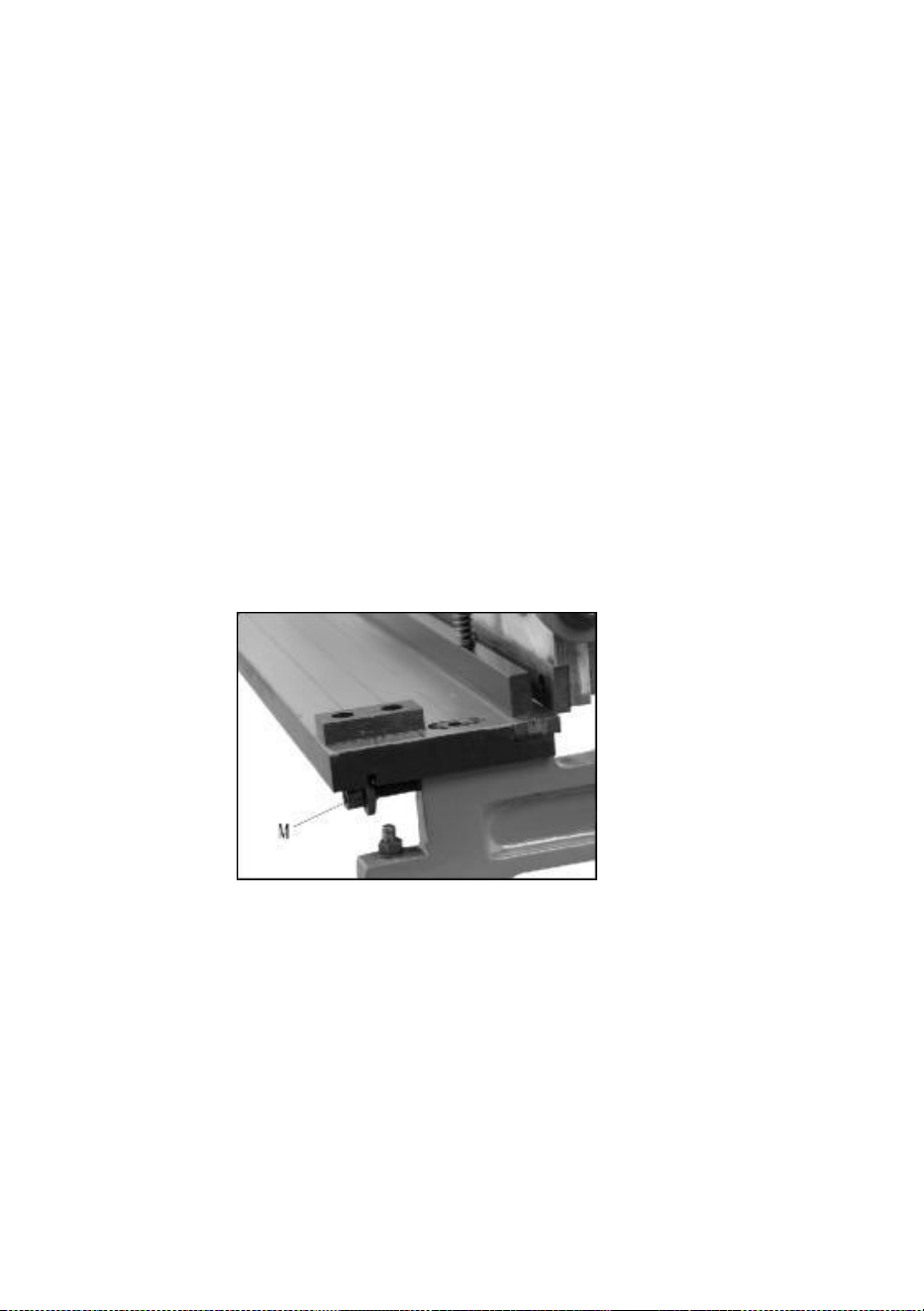
- 11 -
Onderste bladverstelling
Boven- en onderschaarbladen zijn fabrieksmatig uitgelijnd en zou niet
nodig moeten zijn onmiddellijke aanpassing. Moet Mocht er in de toekomst
een heruitlijning nodig zijn, ga dan als volgt te werk:
31. Leg een zwaar vel papier in de snijpositie, over de gehele lengte van
het bed, en maak een snede.
32. Als de schaar het papier niet snijdt, draai dan de schroef (L, afbeelding
7) aan beide uiteinden los. tafel, met 6mm inbussleutel.
33. Draai de stelschroeven (M, figuur 8) om de tafel te verschuiven en de
opening tussen de tafel en de tafel te veranderen. messen. Laat de
messen niet te overlapping.
34. Als de schaar het papier aan de uiteinden doorsnijdt, maar niet in het
midden, draai dan de schroef (N, figuur 9) lichtjes met de klok mee totdat
het papier aan de uiteinden is doorgesneden. en Bandlengte.
Figuur 8
35. Als de schaar het papier in het midden doorsnijdt, maar niet aan de
uiteinden, draai dan schroef (N) tegen de klok in totdat het papier is
doorgesneden. gehele lengte.
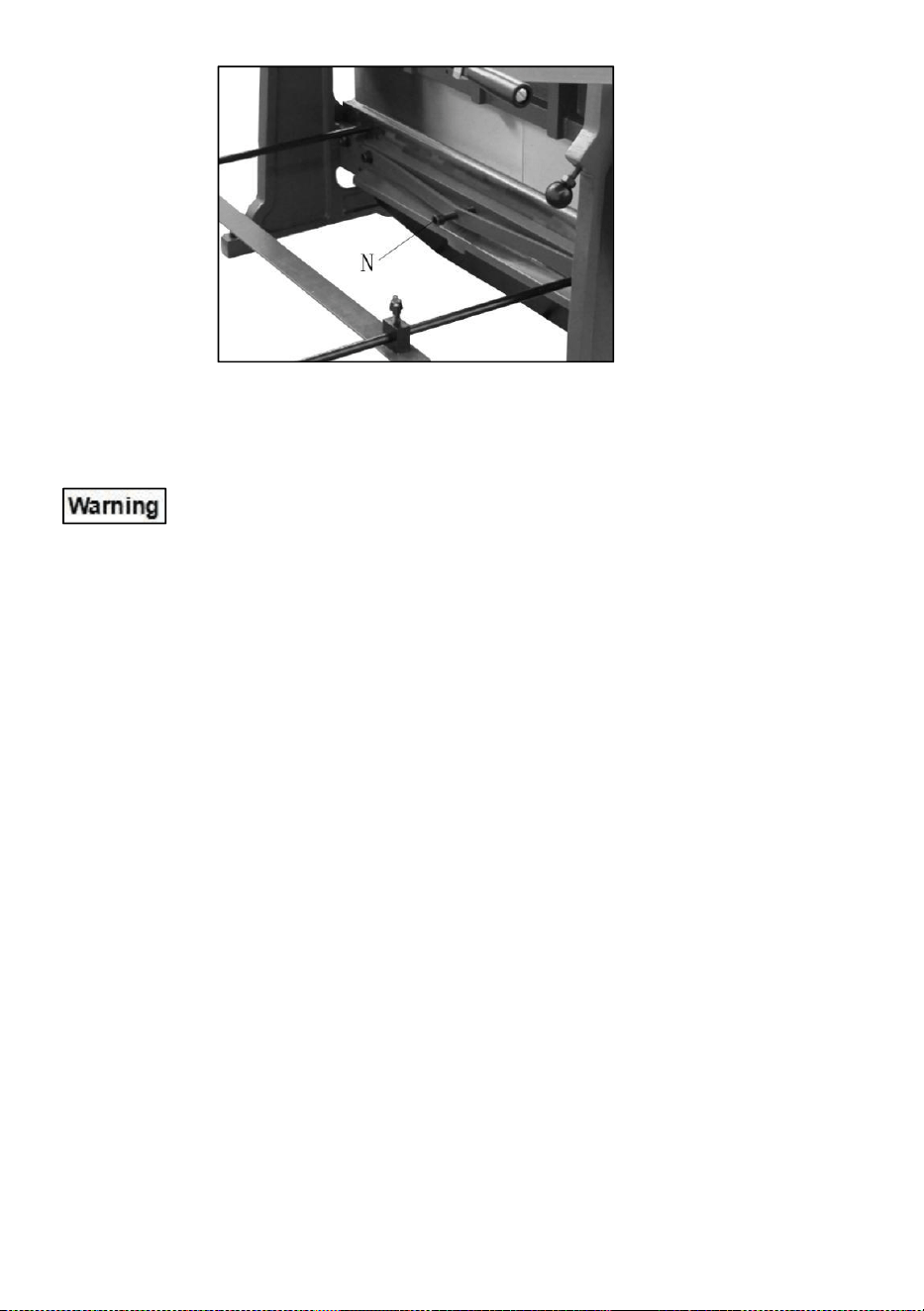
- 12 -
Figuur 9
Rotatie/vervanging van het blad
Wees voorzichtig wanneer werken met of in de buurt van de
messen. Gebruik Draag werkhandschoenen bij het hanteren ervan.
De scheermessen zijn omkeerbaar en verwisselbaar; wanneer de randen
bot worden, draai ze dan naar de nieuwe rand, als volgt:
31. Verwijder de bevestiging door deze los te draaien schroeven (O, figuur
10), met behulp van 10 mm zeskant sleutel.
32. Zet het bovenste blad in de hoogste stand.
33. Verwijder 4 schroeven (P, figuur 10) en Verwijder het mes voorzichtig.
34. Draai of vervang het mes en installeer het opnieuw schroeven (P).
35. Installeer de hold-down opnieuw. Wanneer het mes in hoogste positie,
de kloof tussen de vasthouden en de tafel moet binnen 1/4 zijn. Pas deze
positie aan door de wo schroeven (O, Figuur 10) indien nodig. Wanneer
het blad zijn neerwaartse beweging begint, moet de houder onmiddellijk
werkstuk op zijn plaats.
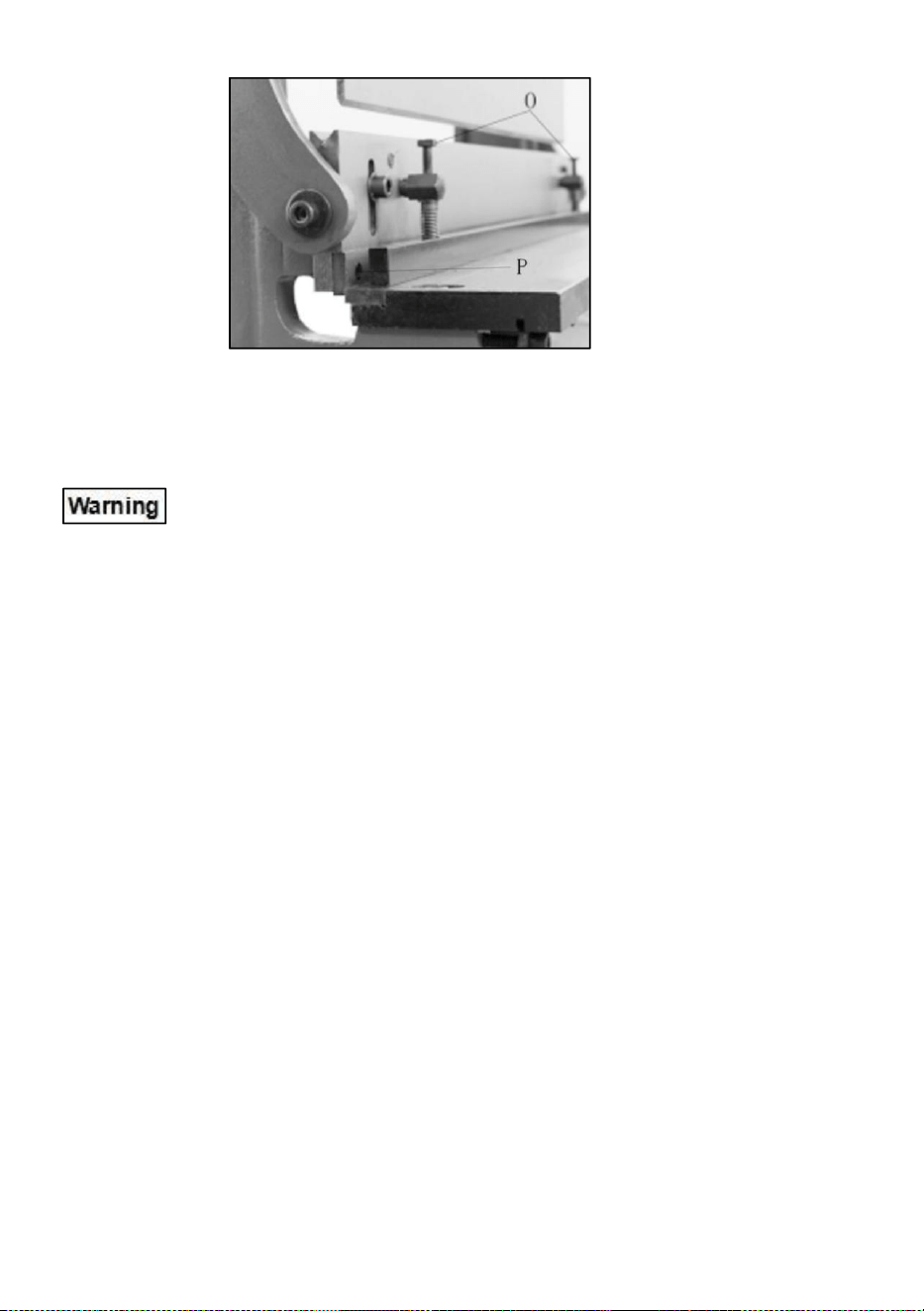
- 13 -
Figuur 10
Slip Roll-opstelling
Rol het materiaal niet groter op dan 12” 20-gauge zacht staal.
De slip rolbescherming moet de rollen bedekken, behalve wanneer er
materiaal in de rollen. Het niet naleven hiervan kan leiden tot ernstig
letsel en/of schade aan de machine.
Materiaal Grootte Overweeg rantsoenen
Om de geschatte lengte van Voor het benodigde materiaal voor een
gewenste buismaat, gebruikt u de volgende formule:
C = πD
Waarbij C de omtrek is, π gelijk is aan 3,1417 en D de diameter is.
Bijvoorbeeld: Om de lengte van materiaal nodig (C) om een buis van 4 inch
te vormen diameter, vermenigvuldig 3,1417 met 4". Resultaat: 12,5667" is
de omtrek van geschatte lengte van het benodigde materiaal. Knip
meerdere stukken materiaal op deze lengte voor een vormproefrun.
Materiaal mag moeten worden verlengd of verkort afhankelijk van de
resultaten van de testrun.
TIP: Als het de werking van de voorgestelde uiteindelijke vorm of ontwerp,
een lichte bocht gemaakt met de kantbank op de voorrand zal het initiële
rollen vereenvoudigen proces, door de voorrand toe te staan gemakkelijker
over de vrijlooprol glijden.
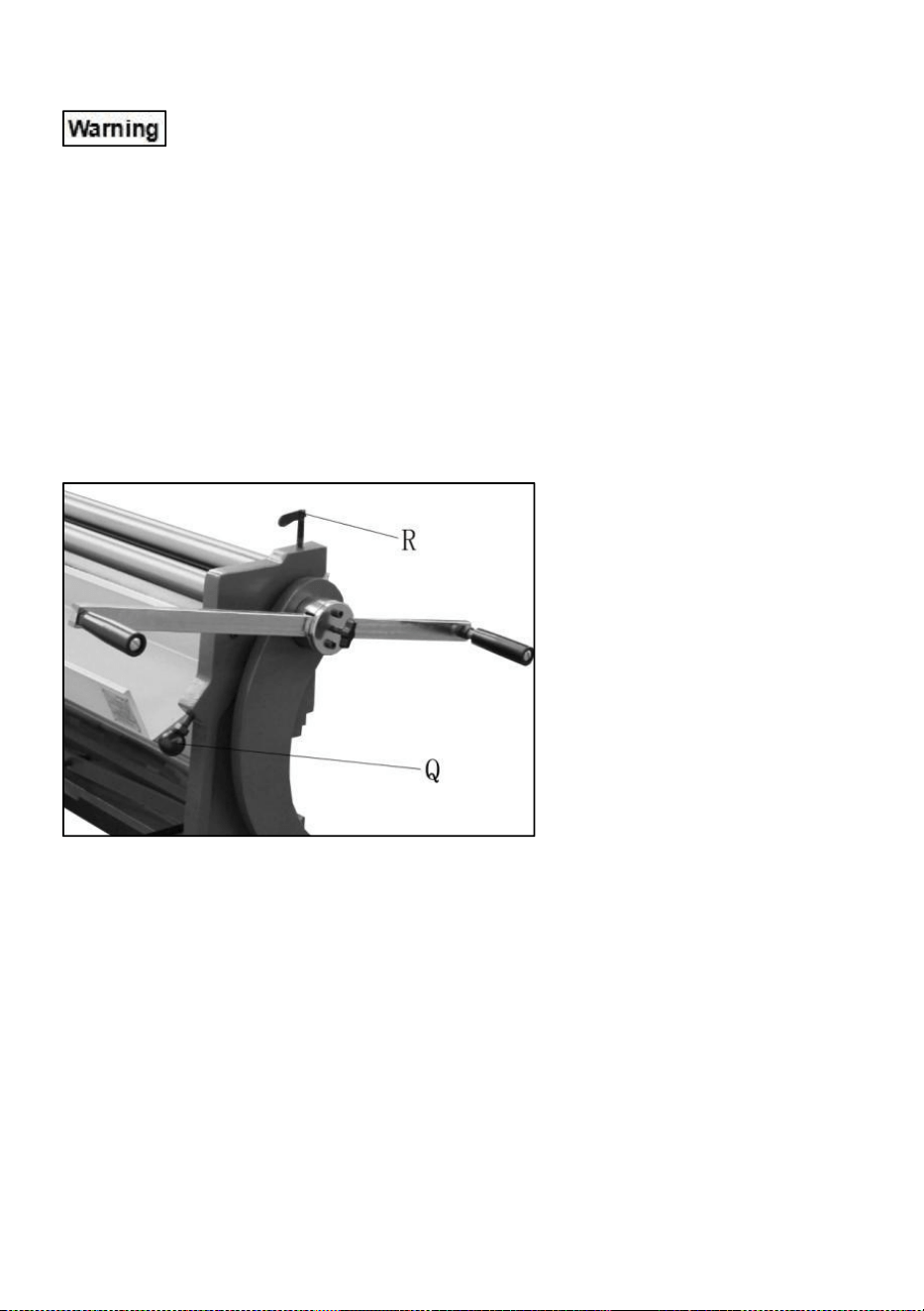
- 14 -
Pas op voor het knelpunt: het snijpunt van boven- en onderkaak.
rollen. Het niet naleven hiervan kan leiden tot ernstig letsel aan vingers
en/of handen.
43. Zorg ervoor dat de rollen en het werkstuk goed vastzitten. schoon en
vrij van vuil om putcorrosie te voorkomen van plaatstaal.
44. Draai de stationaire rol volledig terug door Draai de schroeven van de
stationaire rol (Q, figuur 11) tegen de klok in.
45. Draai de bout (R, figuur 11) los om de ruimte tussen bovenste en
onderste druk rollen.
Figuur 11
46. Plaats materiaal tussen boven- en onderste rollen en draai de bout (R,
figuur 11) vast om de bovenste rol te laten zakken, totdat het materiaal past
nauwsluitend. De bovenste rol moet voldoende druk op het werkstuk om te
voeden op de juiste manier.
47. Draai beide schroeven van de stationaire rol (Q, Afbeelding 11) om de
nabijheid van de stationaire rol tot de twee hoofdrollen aan te passen. Til
beide uiteinden even hoog op hoeveelheid.
48. Werkstuk door de machine laten lopen met behulp van de handgrepen.
Als het werkstuk groot is, zorg er dan voor dat het voldoende
ondersteuning krijgt, omdat het verlaat de machine.
49. Maak verdere doorgangen van het werkstuk, waarbij u de vrijlooprol
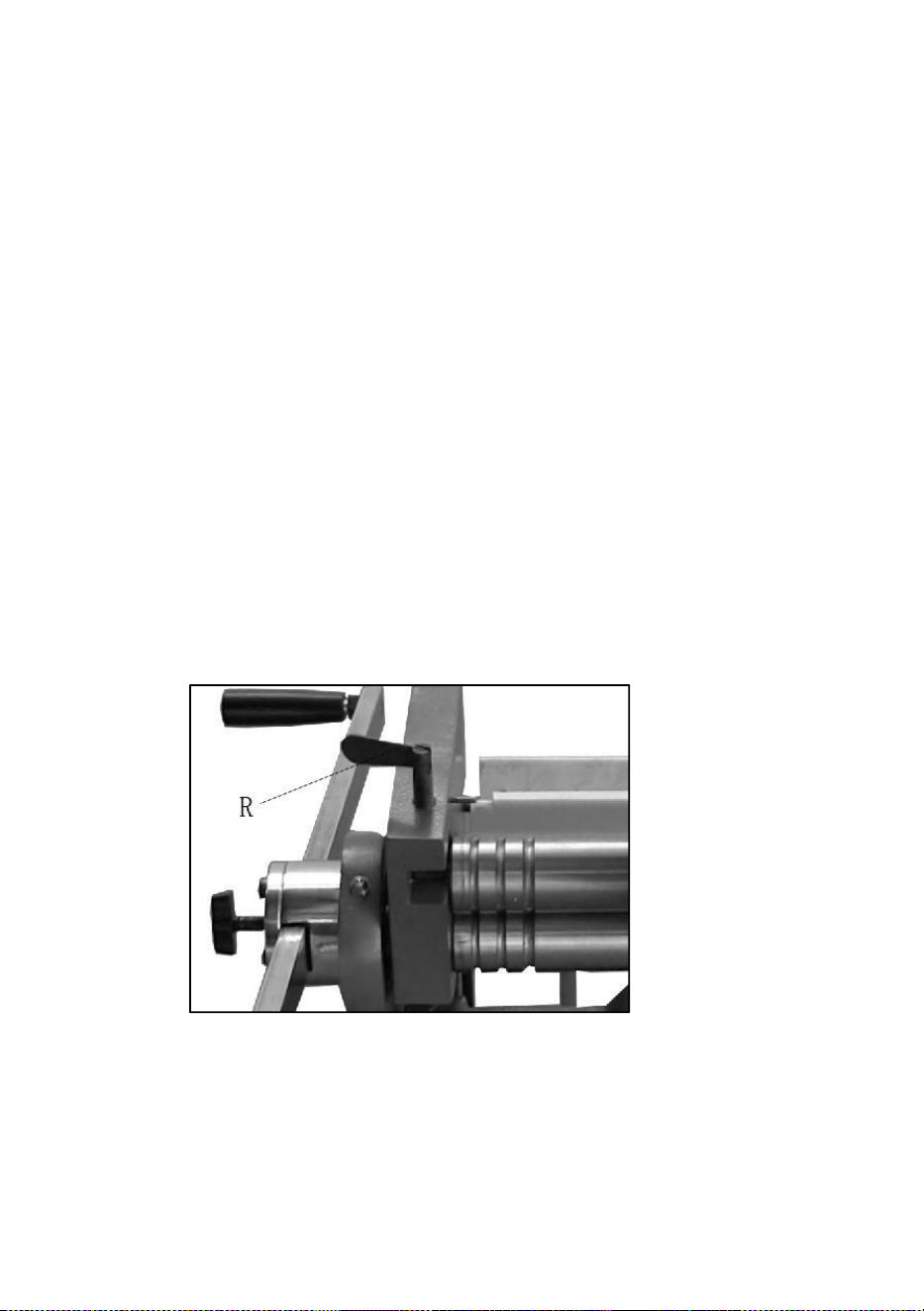
- 15 -
stapsgewijs omhoog brengt voordat u elke doorgang, totdat de gewenste
straal is bereikt. Er kan geen exacte formule worden gevolgd wanneer het
maken van rolaanpassingen omdat de “terugvering” van het materiaal
varieert met het soort materiaal dat wordt gevormd. Alleen door test het
vormen van meerdere stukken kan corrigeren aanpassingen worden
verkregen. Houd ook in Houd er rekening mee dat het veel gemakkelijker
is om opnieuw te passeren materiaal om een kleinere straal te maken dan
om poging om een straal te vergroten die was te klein gemaakt.
De vrijlooprol moet exact worden afgesteld parallel of het materiaal zal
tijdens het draaien gaan spiraliseren het rolproces. Meet elk uiteinde van
de opening met schuifmaten indien groter Precisie is vereist.
De rollen opzettelijk niet-parallel plaatsen kan gebruikt worden om
kegelvormen te maken.
Om cilindervormige delen te verwijderen werkstukken:
25. Bout losdraaien (R, figuur 12)
Figuur 12
26. Pak de bovenste rol voorzichtig vast en zwaai hem naar buiten het
einde. Pak de bovenste rol stevig vast, om te voorkomen dat deze uit de
machine valt.
27. Schuif het werkstuk van het uiteinde van de rol.
28. Plaats de bovenste rol terug en draai de bout vast (R, afbeelding 12).
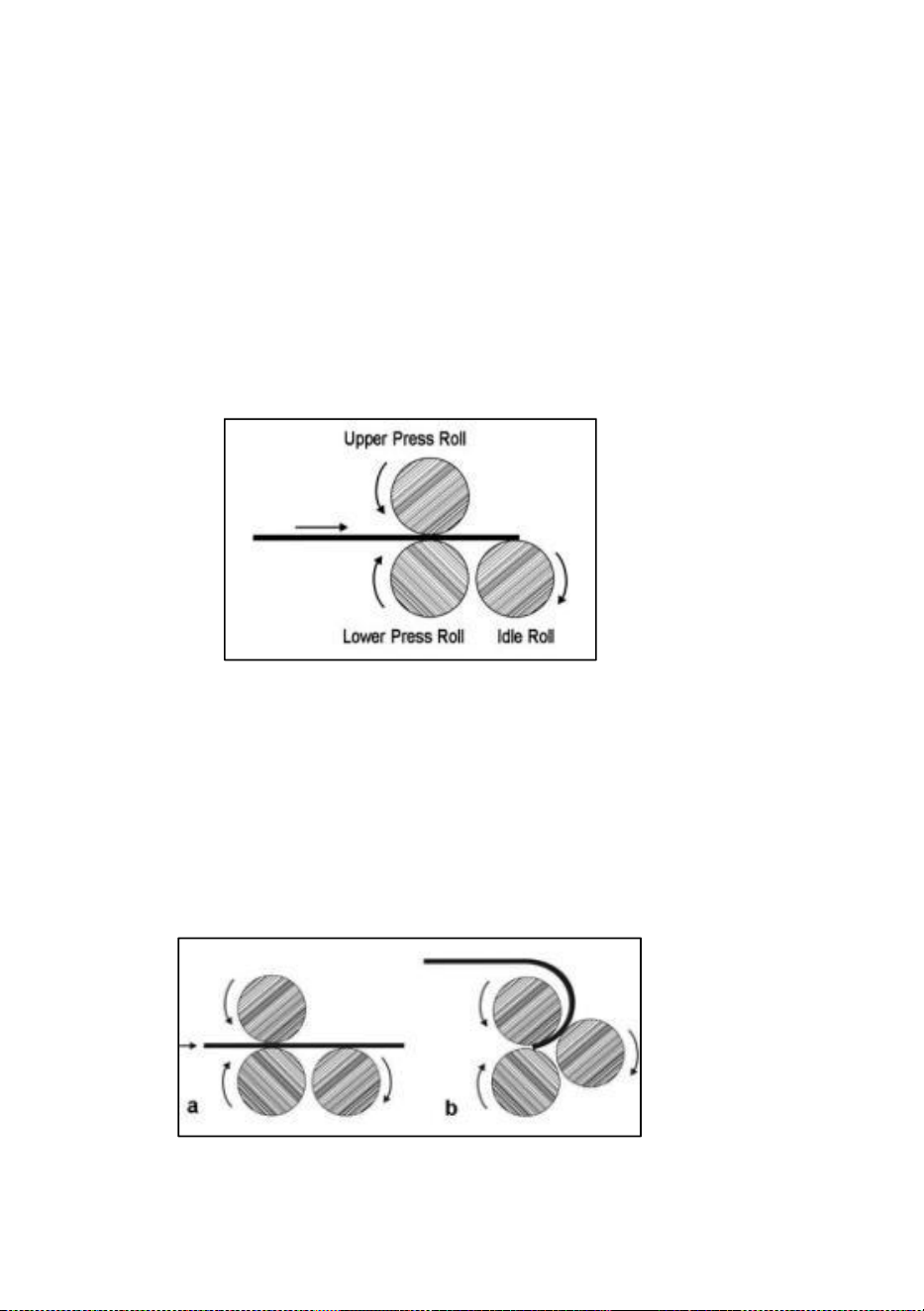
- 16 -
Vlak rollen
Zachtere metalen (koper, aluminium, etc.) kunnen via de slipwals worden
verwerkt machine om recht te maken, plat te maken of te verkleinen hun
dikte. Pas eenvoudig de bovenste druk op de rol voor dikte, laat de
stationaire rol zakken de weg naar beneden, en voer het werkstuk door
(Figuur 13).
LET OP: De stationaire rol zal niet dalen volledig uit het pad van de
werkstuk; er kan dus een lichte buig in het werkstuk. Door de werkstuk
over en opnieuw voeden, dit buiging kan worden geminimaliseerd.
Figuur 13
Een straal vormen
31. Pas de bovenste persrol indien nodig aan.
32. Werkstuk vanaf de voorkant inbrengen.
33. Bedien de hendel; wanneer het materiaal bereikt het punt waar de
straal is begin (a, Figuur 14), stop de machine en til de vrijlooprol aan beide
uiteinden evenveel op om de gewenste buiging te verkrijgen.
Figuur 14
34. Begin de rollen opnieuw en ga door totdat de bocht is voltooid (b,
Figuur 14). Ondersteuning werkstuk wanneer het de machine verlaat.

- 17 -
35. Maak indien nodig nog meer passages langs met stapsgewijze
aanpassingen van de stationaire rol.
Een buis vormen
19. Pas de bovenste persrol indien nodig aan voor dikte van het werkstuk.
20. Voer het werkstuk in de machine. Zoals het nadert het einde (a, figuur
15), stop en omgekeerde richting (b, figuur 15).
21. Maak indien nodig nog meer passages langs met stapsgewijze
aanpassingen van de stationaire rol.
Figuur 15
Buigdraad
Er zitten 6 draadgroeven aan de uiteinden van de persrollen om draad van
2,99 mm (0,12"), 3,66 mm (0,14"), 6,1 mm (0,24"), 3,05 mm (0,12"), 4,40
mm (0,17"), 5,16 mm (0,20") te kunnen verwerken.
Gebruik de kleinste groef waarin de draad zal comfortabel passen. Buig de
draad gebruikmakend van dezelfde principes als beschreven voor het
vormen van een straal. Om een complete lus van draad, gebruik de
instructies voor een buis vormend.
Onderhoud/smering
Wees voorzichtig bij het doen onderhoudswerkzaamheden
rondom de schaar messen.
19.Breng #2 lithiumbuisvet een keer per dag aan maand naar de
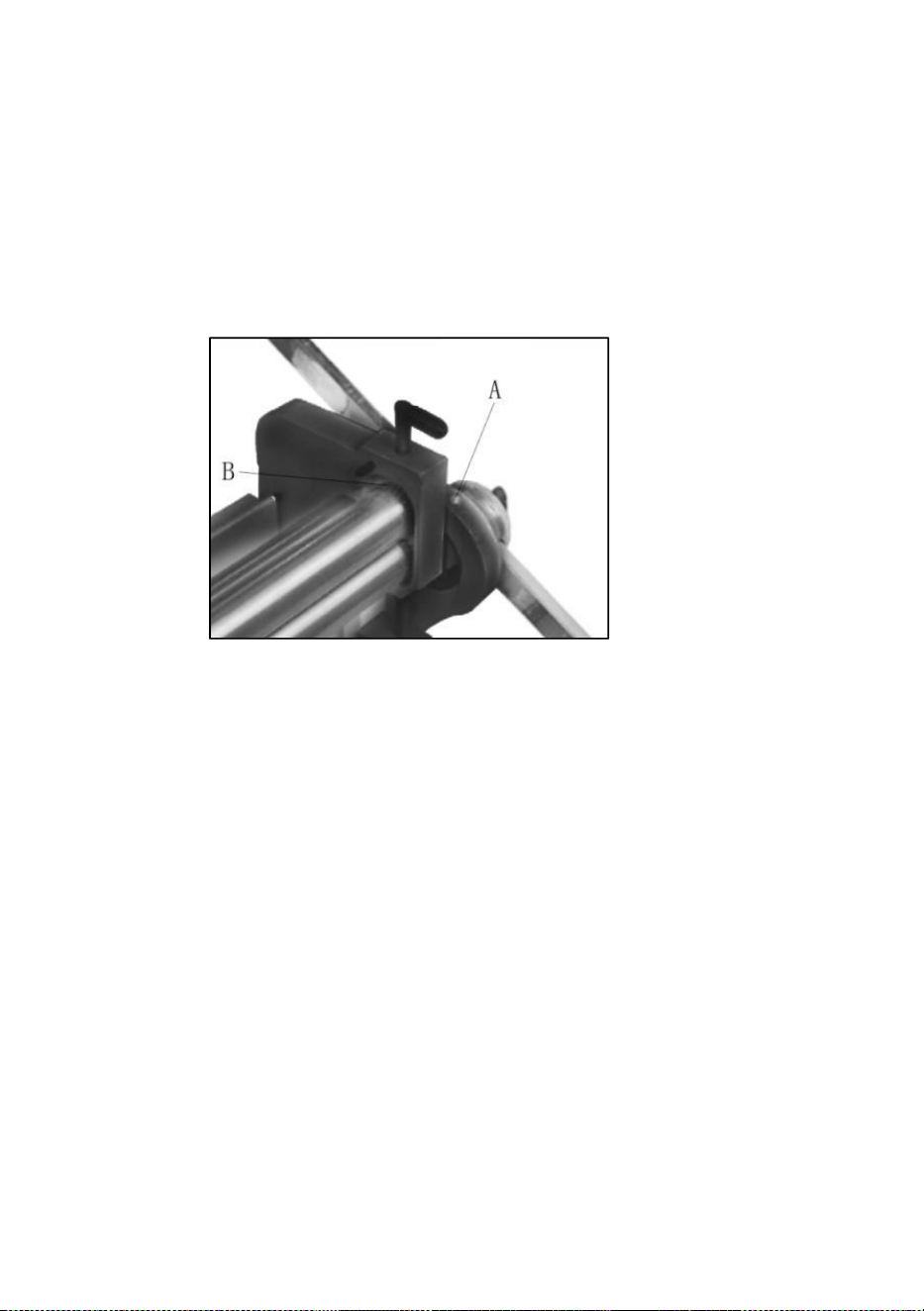
- 18 -
smeernippels aan beide uiteinden van frame (A, Figuur 16).
20.Houd de glijrollen schoon en roestvrij en breng regelmatig een lichte
laag olie aan op hen.
21.Bestrijk lichtjes met universeel vet de tandwielen aan het uiteinde van
de rollen (B, figuur 16). Draai de bedieningshendel naar verdeel het vet. 4.
Houd andere blootgestelde gebieden schoon en lichtjes bedekt met olie,
zoals de schaar messen, tafel en bovenste matrijzen. (Verwijder pper sterft
van bar voor effectiever schoonmaak).
Figuur 16
Benodigde gereedschappen (niet inbegrepen)
5mm inbussleutel
6mm inbussleutel
10mm sleutel
13mm sleutel
16mm sleutel
Middelgrote schroevendraaier
Voelermaatset
Hoekmeter of gradenboog
- 19 -
Probleem
Waarschijnlijke oorzaak
Remedie
SCHEER
Het materiaal snijdt
niet.
Onjuiste bladafstand.
Pas de opening aan voor dikker
materiaal.
Machinecapaciteit
overschreden.
Gebruik materialen binnen de
capaciteit.
Snijdt niet haaks.
Ongelijke bladafstand.
Zorg dat de bladafstand gelijk is.
Geen contact opnemen met de
tafelgidsen.
Zorg voor consistent contact
met de gidsen.
Het lemmet is gebogen.
Verwijder de strik.
Onvoldoende vasthoudkracht
druk.
Vasthouden aanpassen.
Slechte snijkwaliteit.
Botte messen.
Vervangen of slijpen.
Onjuiste bladafstand.
Pas de afstand indien nodig
aan.
Losse spot.
Pas de speling van de gibes
aan.
REM
Werkstuk buigt niet
of moeilijk.
Werkstuk te dik.
Gebruik materialen binnen de
capaciteit.
Onjuiste buigtolerantie.
Pas de rembalk aan voor de
juiste bochtmaat.
Buigradius niet
consistent over
materiaal.
Machinecapaciteit
overschreden.
Gebruik materialen binnen de
capaciteit.
Rembalk niet goed afgesteld
voor buigen
toelage.
Rembalk afstellen voor
constante buiging.
SLIP ROL
- 20 -
Kegels worden
gemaakt bij het
rollen van cilinders.
Rollen niet parallel.
Stel de stationaire (achter) rol zo
af dat deze parallel loopt met de
bovenste drukrol.
Werkstuk niet
buigen.
Machinecapaciteit
overschreden.
Gebruik materialen binnen de
capaciteit.
Idle roll werkt niet.
Controleer en corrigeer indien
nodig.
ONDERDELENLIJST
DEEL
NEE.
BESCHRIJVING
HOEV
EELHE
ID
DEEL
NEE.
BESCHRIJVING
HOEV
EELH
EID
1
Linker frame
1
19
Steunstang
2
2
Werkoppervlak
1
20
Geleidingsblok
2
3
Dwarsbalk
1
21
Terugslagklep
1
4
Krukasarm
2
22
Aanpassingsbalk
1
5
Rechter frame
1
23
Schaarblad
2
6
Schuifraam
1
24
Achterste rol
1
7
Busdeksel
2
25
Schroef
2
8
Persplaatbeugel
2
26
Hendel
2
9
Lente
2
27
Positioneringsbout
2
10
Persplaat
1
28
Bus
4
1 1
Lagere remmatrijs
1
29
Wasmachine
2
12- 1
1” Matrijs
1
30
Versnelling
2
12-2
2” Matrijs
1
31
Lagere rol
1
12-3
2” Matrijs
1
32
Bovenste rol
1
12-4
3” Matrijs
1
33
Omslag
1
12-5
4” Matrijs
1
34
Excentrische as
1
13
Bovenste
1
35
Excentrische bus
2
- 21 -
matrijsbeugel
14
Bout M8x50
2
36
Wasmachine
2
15
Handgreep armrol
2
37
Sleutel 6x20
2
16
Geleidingsblok
1
38
Schroef M6x16
6
17
Afstelschroef
2
39
Smeernippel
2
18
Handvat arm
1
40
Bout M6x35
2
DEEL
NEE.
BESCHRIJVING
HOEV
EELHE
ID
DEEL
NEE.
BESCHRIJVING
HOEV
EELH
EID
41
Conische pen
2
52
Schroef M6X20
4
42
Hendel
4
53
Schroef M8X20
4
43
Schroef M6x10
2
54
Knop
2
44
Schroef M8x35
2
55
Bout M6X45
2
45
Ring 8
2
56
Ronde pin
2
46
Bout M10x40
1
57
Schroef M6X10
2
47
Bout M8x20
2
58
Schroef M6X10
4
48
Ring 8
2
59
Schroef M8X20
2
49
Moer M8
1
60
Standtype A (optioneel)
1
50
Bout M10X16
2
61
Standtype B (optioneel)
1
51
Schroef M8X25
2
62
Standaard type C
(optioneel)
1
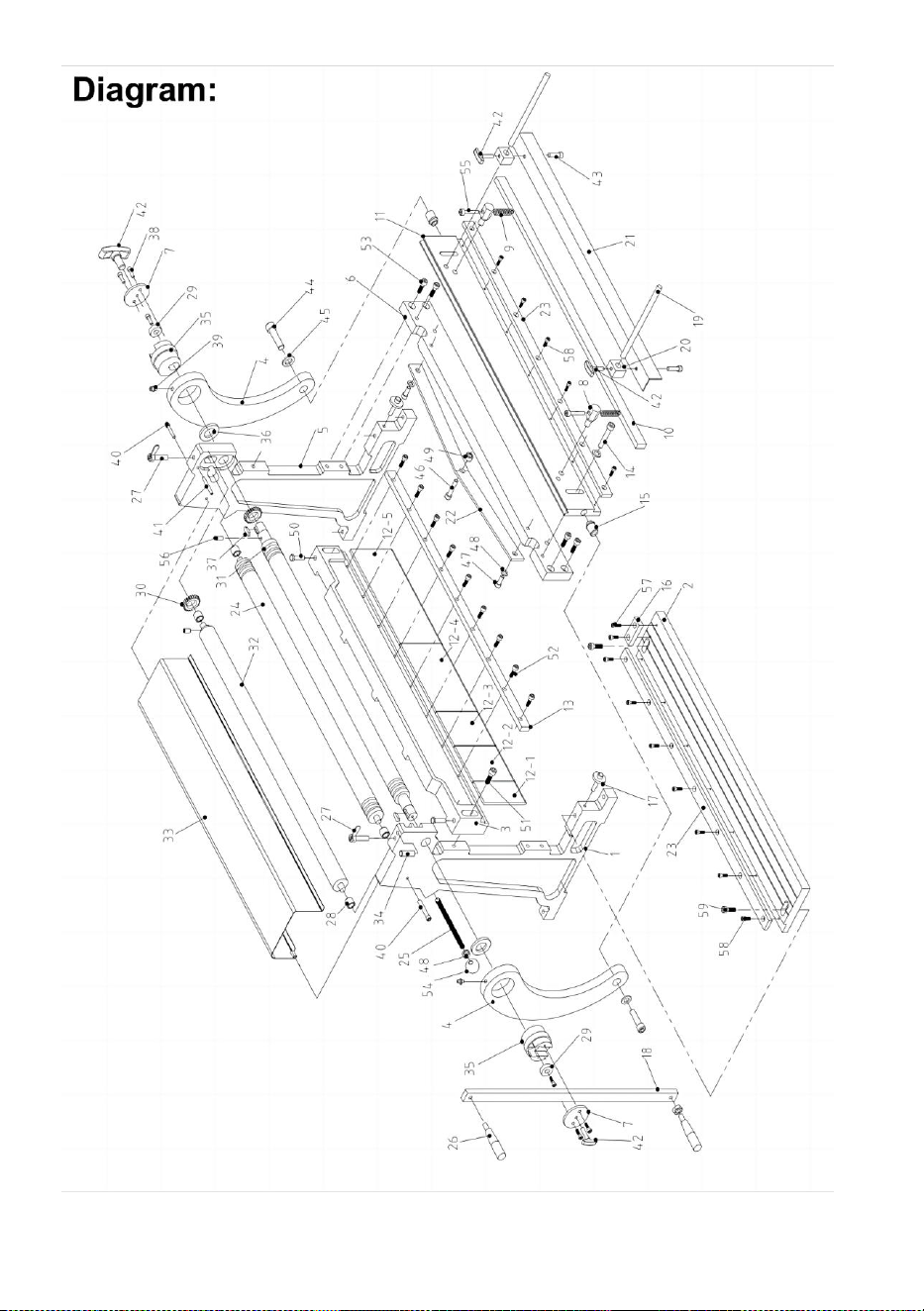
- 22 -

Teknisk Support och e-garanticertifikat www.vevor.com/support
SKAPAREN / BROMSEN / RULLEN
BRUKSANVISNING
MODELL: 3 I 1/305
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODELL: 3 I 1/305
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
THE SHEAR / BRAKE /
ROLL
- 2 -
Varning - För att minska risken för skada måste
användaren läsa instruktionerna noggrant.
SPECIFICATIONS
Modell................................................. ................................ ....... ... .. 3 i
1/305
Effektiv bredd........... ................................... .305mm (12 tum) Maximal
Skjuvningstjocklek ........................................................... ........ ..1 mm (20
gauge)
Böjningstjocklek ................................................................... ........ 1 mm (20
gauge)
Böj
vink
el....
.......
....9
0°
Rull
tjocklek... ........... ...1 mm (20 gauge)
Rulldiameter ................................................................... ...... …. 45 mm
(1-1/2 tum)
Standardtillbehör
1
Rulljusteringsbult
2
2
Fast knoppbult
2
3
Rocker montering
1
4
Styrstångsmontering
2
5
Trotsa
2
- 3 -
UNPACKING
SKIVA / BROMS / RULL 3-IN-1/12 är skickas från tillverkningen i en
noggrant packad kartong. Inspektera produkten noggrant öppna paketet.
Efter att ha packat upp enhet, inspektera noggrant för eventuella skador
som kan ha inträffat under transporten. Om skada har uppstått, frakt
skadeståndsanspråk måste lämnas in till transportören och ansvarar för
användare. Kontrollera om det är fullständigt. Omedelbart rapportera
saknade delar till återförsäljaren.
Varning
Varningarna, varningar och instruktioner som diskuteras i dessa
instruktioner eller situationer som kan uppstå. Operatören måste förstå
att sunt förnuft och försiktighet är faktorer som inte kan byggas in i
denna produkt, men måste tillhandahållas av operatören.
SPARA DESSA INSTRUKTIONER
Tack för att du köpte en 12-tums skärmaskin/broms-/rullmaskin. Före
försöker använda ditt nya verktyg läs dessa instruktioner noggrant. Du
behöver dessa instruktioner för säkerhetsvarningar, försiktighetsåtgärder,
montering, drift, underhållsprocedurer, reservdelslista och diagram. Behåll
din faktura nummer med dessa instruktioner. Skriv den fakturanummer på
insidan av framsidan täcka. Spara instruktioner och faktura på en säker,
torr plats för framtida referens.
SAFETY RULES
78. Känn din maskin. Läs denna manual försiktigt. Lär dig maskinens
tillämpningar och begränsningar, samt specifika potentiella faror som är
speciella för den.
79. Håll arbetsområdet rent och väl upplyst. Röriga eller mörka

- 4 -
arbetsområden inbjuder olyckor.
80. Håll barn borta. Alla barn bör hållas borta från arbetsområdet. Låt
aldrig ett barn hantera ett verktyg utan strikt vuxenövervakning.
81. Använd inte detta verktyg om det är under påverkan av alkohol eller
droger. Läsa varningsetiketter på recept till avgöra om din bedömning eller
reflexer är nedsatt när du tar droger. Om det finns några tvivel, försök inte
att operera.
82. Använd säkerhetsutrustning. Ögonskydd bör alltid bäras under drift
denna maskin. Använd ANSI godkänd säkerhet glasögon.
Vardagsglasögon har bara slagtåliga linser. Det är de INTE
skyddsglasögon. Dammmask, halkfri skyddsskor, hjälm eller hörsel skydd
bör användas på lämpligt sätt villkor.
83. Bär ordentliga kläder. Lösa kläder, handskar, slipsar, ringar, armband
eller annat smycken kan utgöra en potentiell fara när du använder denna
maskin. Behaga håll alla kläder borta från maskinen.
84. Överdriv inte. Håll rätt fotfäste och balans alltid när du använder detta
produkt.
85. Kontrollera om det finns skador. Kontrollera ditt verktyg regelbundet.
Om en del av verktyget är skadat bör noggrant inspekteras för att göra
säker på att den kan utföra sitt avsedda fungerar korrekt. Om du är osäker,
delen bör repareras. Överlåt all service till en kvalificerad tekniker.
Rådfråga din återförsäljare för råd.
86. Underhåll verktygen med omsorg. Behåll verktyg skarp och ren. Rätt
underhållen verktyg, med vassa skäreggar, är mindre sannolikt binder och
är lättare att kontrollera.
87. När du flyttar, installerar, rengör eller justera maskinen, håll dig borta
från sax.
88. Lägg ner skyddskåpan när du använder inte glidrullen på maskin.
12. Håll händerna borta från formen när du jobbar på det.
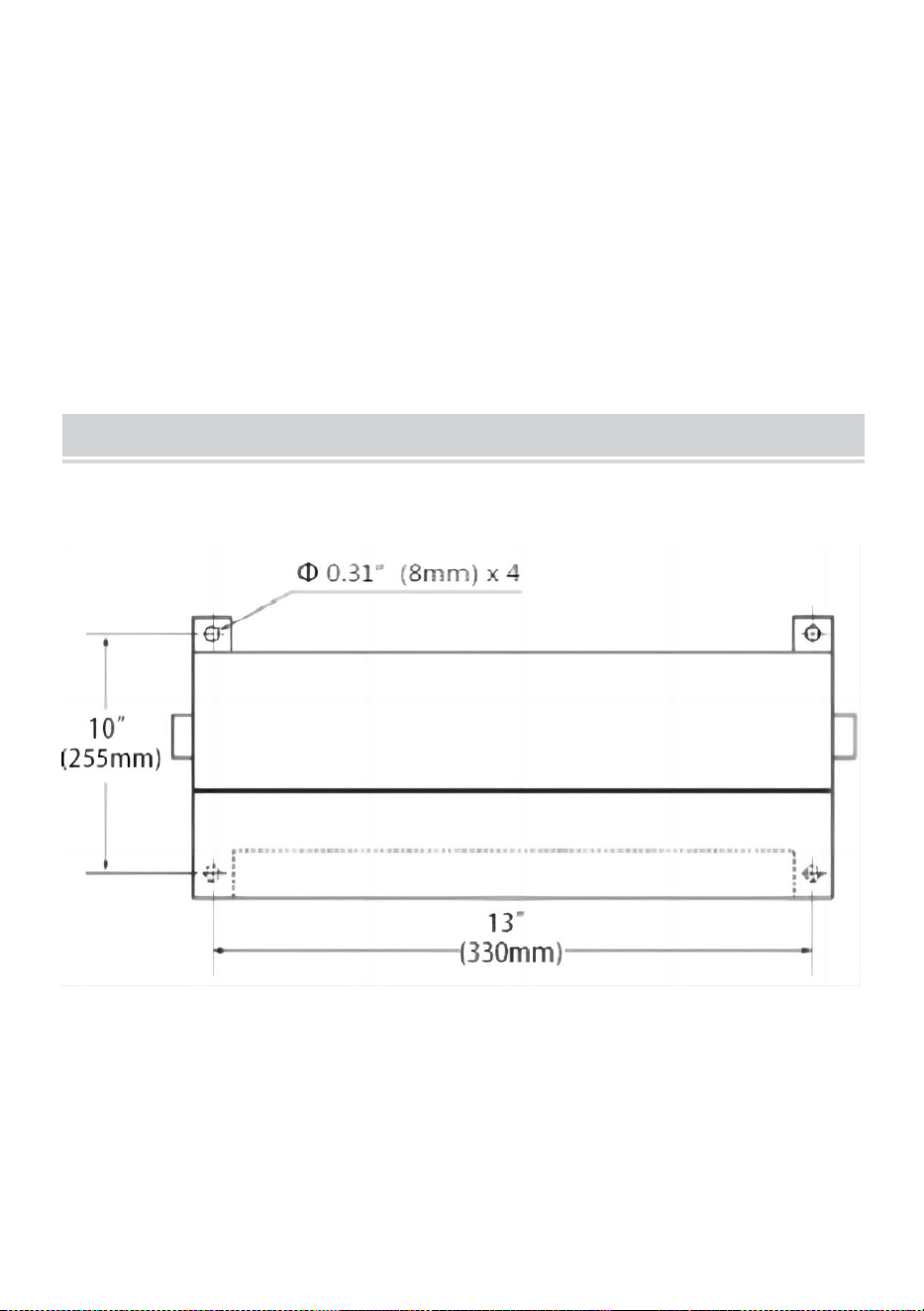
- 5 -
SET-UP AND ASSEMBLY
Golvdiagram
Figur 1 – hålcentrum för skjuvning, broms och rulla
Montering
Verktyg som krävs för installation och montering: 5, 6 mm insexnyckel
(“Insexnyckel”) 16 mm skiftnyckel .
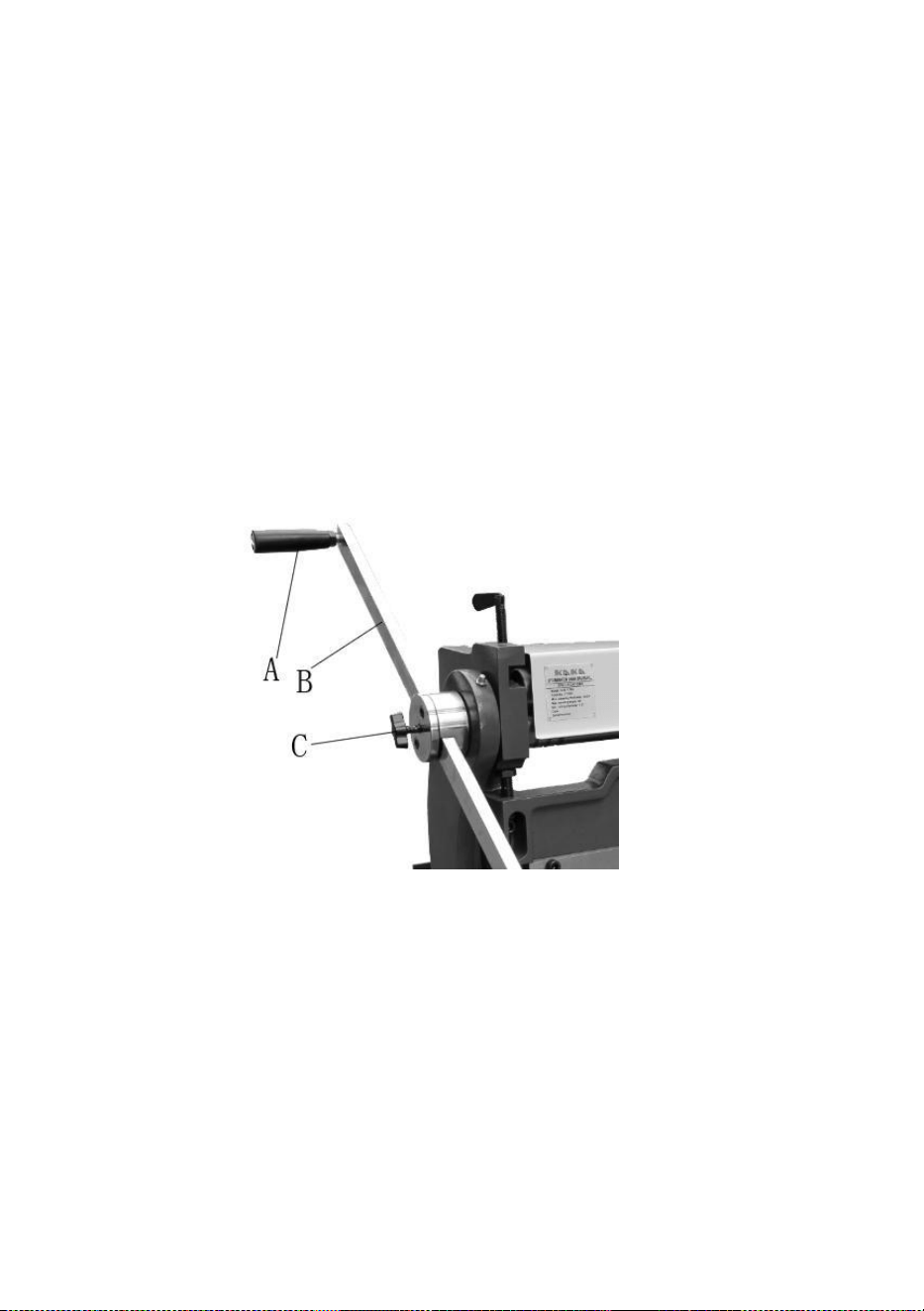
- 6 -
71. Ta ut maskin och reservdelar från låda.
72. Rengör noggrant alla rostskyddade ytor med ett milt lösningsmedel
eller fotogen och en mjuk trasa. Använd inte lackförtunning,
målarförtunning eller bensin, eftersom dessa kan skada målade ytor.
73. Belägg alla bearbetade ytor med en mycket lätt film av olja för att
förhindra rost.
74. Flytta försiktigt maskinen till en arbetsbänk eller stativ. Maskinens
placering måste tillåta fri tillgång på alla sidor.
75. Bulta maskinen till stativ eller arbetsbänk. Stativet eller arbetsbänken
måste skruvas fast till golvet. (OBS: Ett valfritt stativ finns tillgängligt för
denna maskin; se avsnitt 8. Kontakt KAKA distributör på beställning.)
76. Ta bort ett handtag (A, figur 2) från varje manöverhandtag med 6 mm
insexnyckel.
Figur 2
77. Lossa låsbulten (C, figur 2).
78. Skjut in stången (B) i navet och dra åt låset bult (C) för att säkra.
79. Sätt tillbaka handtaget (A).
80. Installera båda styrstängerna i antingen övre eller nedre uppsättningen
gängade hål (figur 3 och 4) och dra åt inställningen med roterande
sexkantsmutter mot den gjutna basen o maskinen med 16 mm skiftnyckel.
11. Installera styrplattan enligt figur 3 eller 4. Fäst den vid stängerna med
hjälp av T-handtag.

- 7 -
Figur 3 (Bromsläge) Figur 4 (Skärläge)
OBS: För bromsdrift, installera guiden stavar i den övre uppsättningen hål
(Figur 3); för skjuvdrift, installera i nedre uppsättning av hål (Figur 4).
PRESS BRAKE SET-UP
Böj inte material större än 12” 20-gauge mjukt stål.
Underlåtenhet att följa kan orsaka allvarliga skada och/eller skada på
maskinen.
För att ställa in för böjning:
71. Placera en träremsa (F, figur 5) på bottenmatris, matrisens fulla längd.
72. Stäng bromsen tills träet kommer i kontakt kvällsmat dör(E).
73. Lossa skruvarna (D) med en 5 mm insexnyckel.
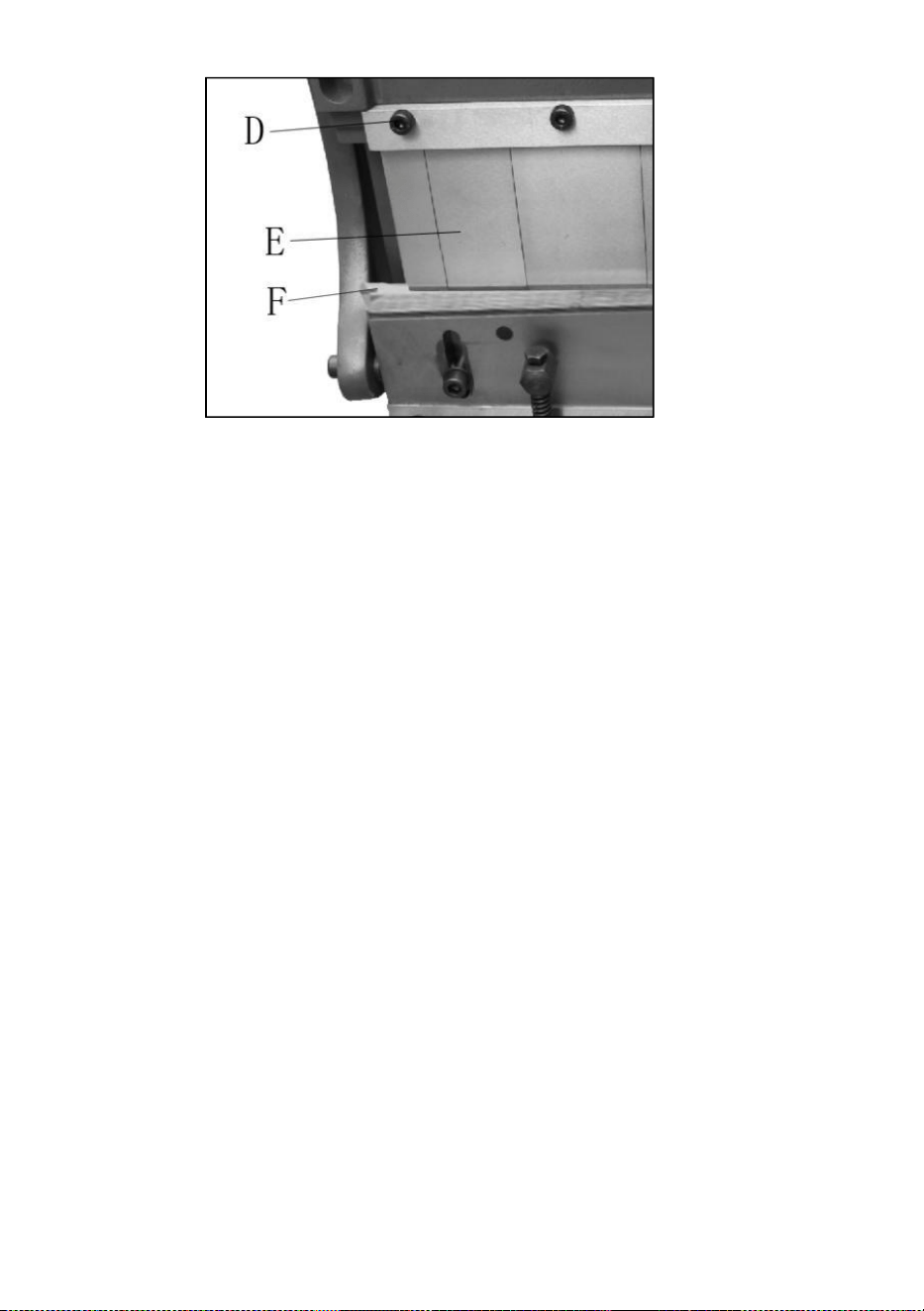
- 8 -
Bild 5
74. Välj övre stansar (E) för önskat jobb och ta bort de andra genom att
skjuta dem ut den vänstra änden.(Inkluderade formset storlekar 1"x1, 2"x2,
3"x1, 4"x1)
75. Flytta manöverhandtaget till träet trycker upp formarna så att de sitter
fast likformigt i övre strålen.
76. Dra åt alla skruvar ordentligt igen (Figur 3), släpp sedan och ta bort
trälisten.
77. Om du gör upprepade böjar eller använder längs arbeta stycke,
positionera styrstänger och platta för bromsmanövrering, som visas i Figur
3.
78. Rita en linje på arbetsstycket för böjning plats. (Se till att passa böj
ersättning baserat på tjocklek på material. Detta kan göras antingen
genom försök och misstag, eller genom att konsultera en maskinistens
handbok.)
79. Vila arbetsstycket på v-blocket (nedre formen) så att den ritsade linjen
är i linje med spetsar på övre form(ar).
80. Håll arbetsstycket stadigt och använd det manöverhandtag för att göra
böjning.
För att justera bromsbalken (G, figur 6) för 90° böjar vid botten av
slaget:
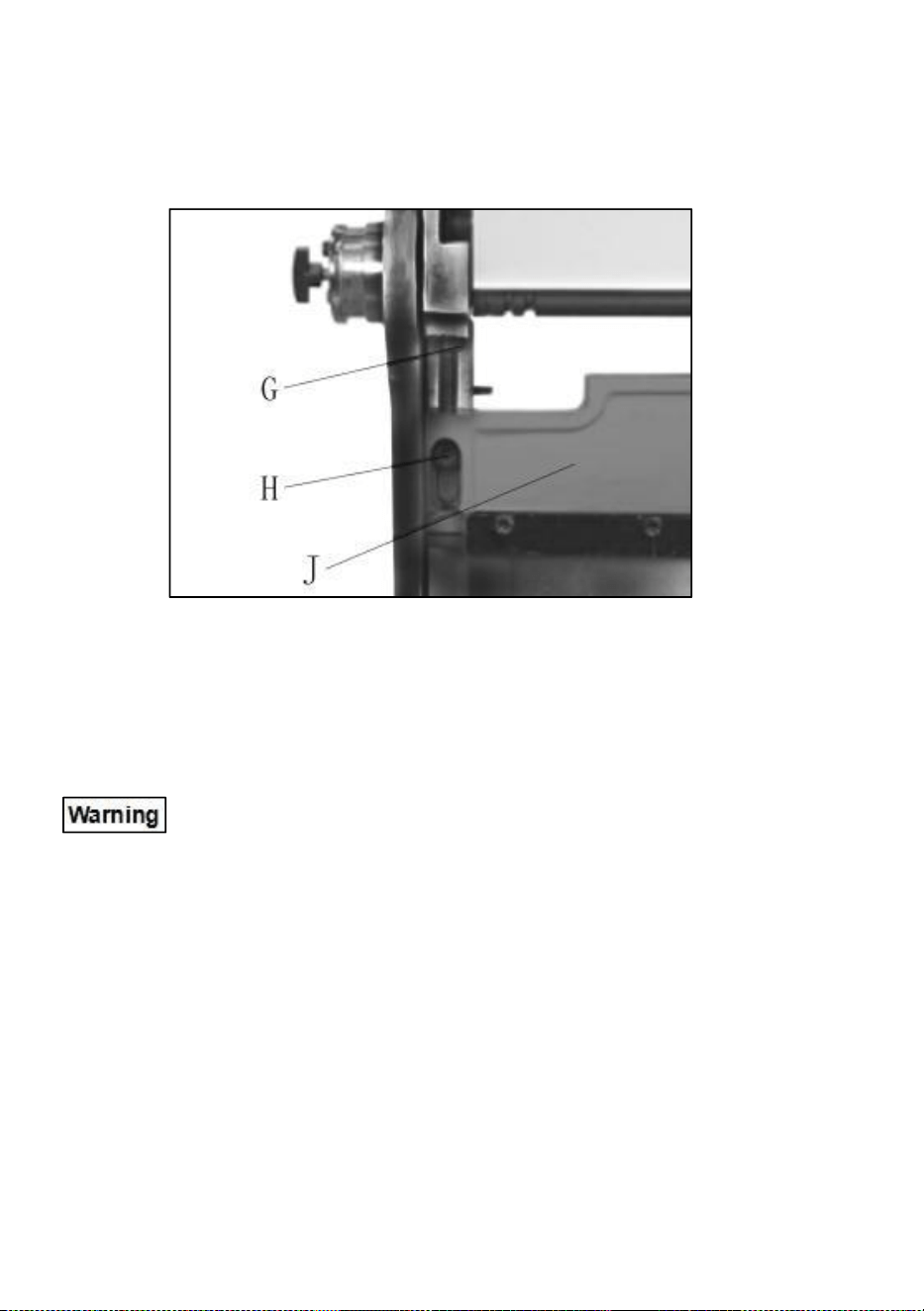
- 9 -
22. Lossa låsskruvarna (H) något med 6 mm insexnyckel.
23. Vrid bromsbalkens justeringsskruvar (G) med en 16 mm skiftnyckel
tills provböjning sreflektera 90° böj i båda ändarna av bromsen.
24. Dra åt skruvarna (H) igen.
Bild 6
För speciella repetitiva böjar, bromsen strålen kan justeras för att överböja
önskad vinkel eftersom metallen kommer att ha någon grad av "fjädra
tillbaka".
Saxuppställning
Klipp inte materialet större än 12” 20 gauge mjukt stål.
Underlåtenhet att följa kan orsaka allvarliga skada och/eller skada på
maskinen.
22. Montera styrstänger och platta i sax position (Figur 4) och justera till
önskat läge längden på arbetsstyckets skärning.
23. Placera arbetsstycket mot styrblocket i högra kanten av bordet (K,
figur 7). Slutet arbetsstycket ska vara mot styrningen tallrik.
24. Använd handtaget för att börja skära. Klippning fortskrider från rätt till
vänster.
OBS: 1. För att förhindra förvrängning när hacka, "snäppa" handtaget för
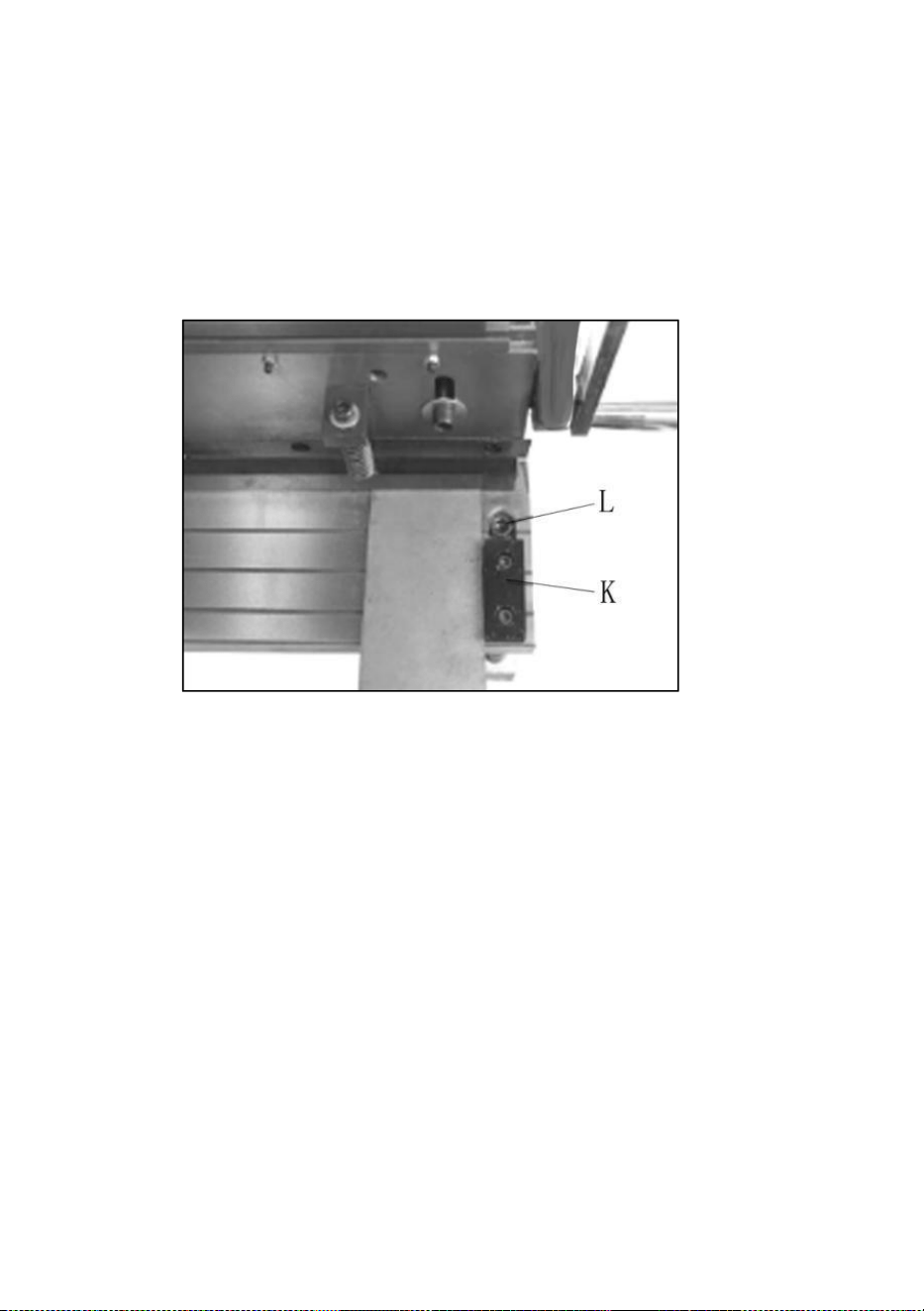
- 10 -
att underlätta genomträngande.
9. Sträck dig inte bakom maskinen för att fånga den avskurna biten. En
stor avskärning ska tillåtas falla på en specialbord utformat för att fånga
upp bitar som är större än arbetsbänken.
3. Stora bitar som skärs kan kräva en frontbord för att stödja pjäsen.
4. All metallskuren på denna maskin kommer att ha en skarp kant. Fila eller
slipa den vassa kanten före hantering för att undvika skador.
Bild 7
Justering av undre blad
Övre och nedre saxblad har varit fabriksjusterad och bör inte krävas
omedelbar justering. Skall omjustering behövs i framtiden, fortsätt enligt
följande:
36. Lägg ett tjockt papper i skär position, längs hela sängens längd, och
gör ett snitt.
37. Om klippet inte skär av papperet, lossa skruven (L, figur 7) i varje ände
av bord, med 6 mm insexnyckel.
38. Vrid justeringsskruvarna (M, figur 8) för att flytta bordet och ändra
mellanrummet mellan blad. Tillåt inte bladen också verlap.
39. Om klipparen skär av papperet i ändarna, men inte i mitten, vrid
skruven (N, figur 9) lätt medurs tills papperet skärs av. sv däckets längd.

- 11 -
Bild 8
40. Om saxen skär av papperet i mitten, men inte i ändarna, vrid skruven
(N) moturs tills papperet skärs av hela längden.
Bild 9
Bladrotation/byte
Var försiktig när arbetar med eller nära knivarna. Använda
arbetshandskar när du hanterar dem.
Klippbladen är vändbara och utbytbar; när kanterna mattas, rotera dem till
den nya kanten, enligt följande:
36. Ta bort hållaren genom att lossa skruvar (O, figur 10), med 10 mm
sexkant nyckel.
37. Höj det övre bladet till högsta läget.
38. Ta bort 4 skruvar (P, figur 10) och ta försiktigt bort bladet.
39. Vrid eller byt ut bladet och sätt tillbaka det skruvar (P).
40. Återinstallera håll ned. När bladet är i högsta position, gapet mellan
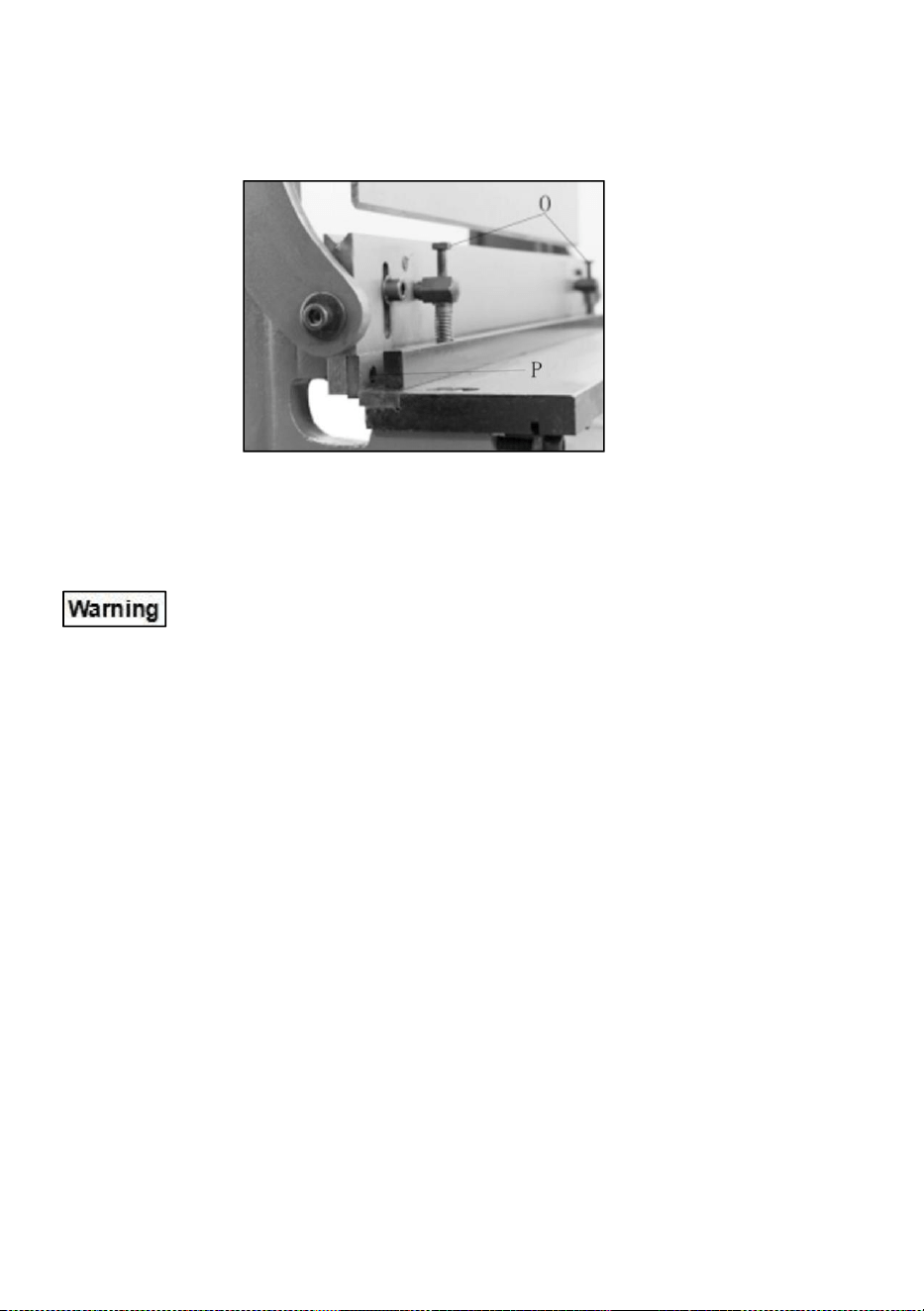
- 12 -
håll ner och bordet ska vara inom 1/4. Justera till detta läge genom att vrida
på två skruvar (O, figur 10) efter behov. När bladet börjar sin rörelse nedåt
bör nedhållningen omedelbart hålla arbetsstycket på plats.
Bild 10
Slip Roll set-up
Rulla inte materialet större än 12” 20-gauge mjukt stål.
Slipningen rullskyddet måste täcka rullarna utom när material matas
in i rullar. Underlåtenhet att följa kan orsaka allvarlig skada och/eller
skada på maskin.
Material Storlek Överväg ransoner
För att bestämma ungefärlig längd på material som behövs för en önskad
storlek rör, använd följande formel:
C = πD
Där C är omkretsen är π lika med 3,1417 och D är diametern. Till exempel:
För att hitta längden på material som behövs (C) för att bilda ett rör 4" tum
diameter, multiplicera 3,1417 med 4". Resultat:12,5667" är omkretsen av
ungefärlig längd på material som behövs. Skär flera bitar av material till
detta längd för en formningsprovkörning. Material kan måste förlängas
eller förkortas beroende på resultatet av testkörningen.
TIPS: Om det inte stör föreslagen slutlig form eller design, en liten böj gjord
med kantpressen på framkant kommer att förenkla den initiala rullningen
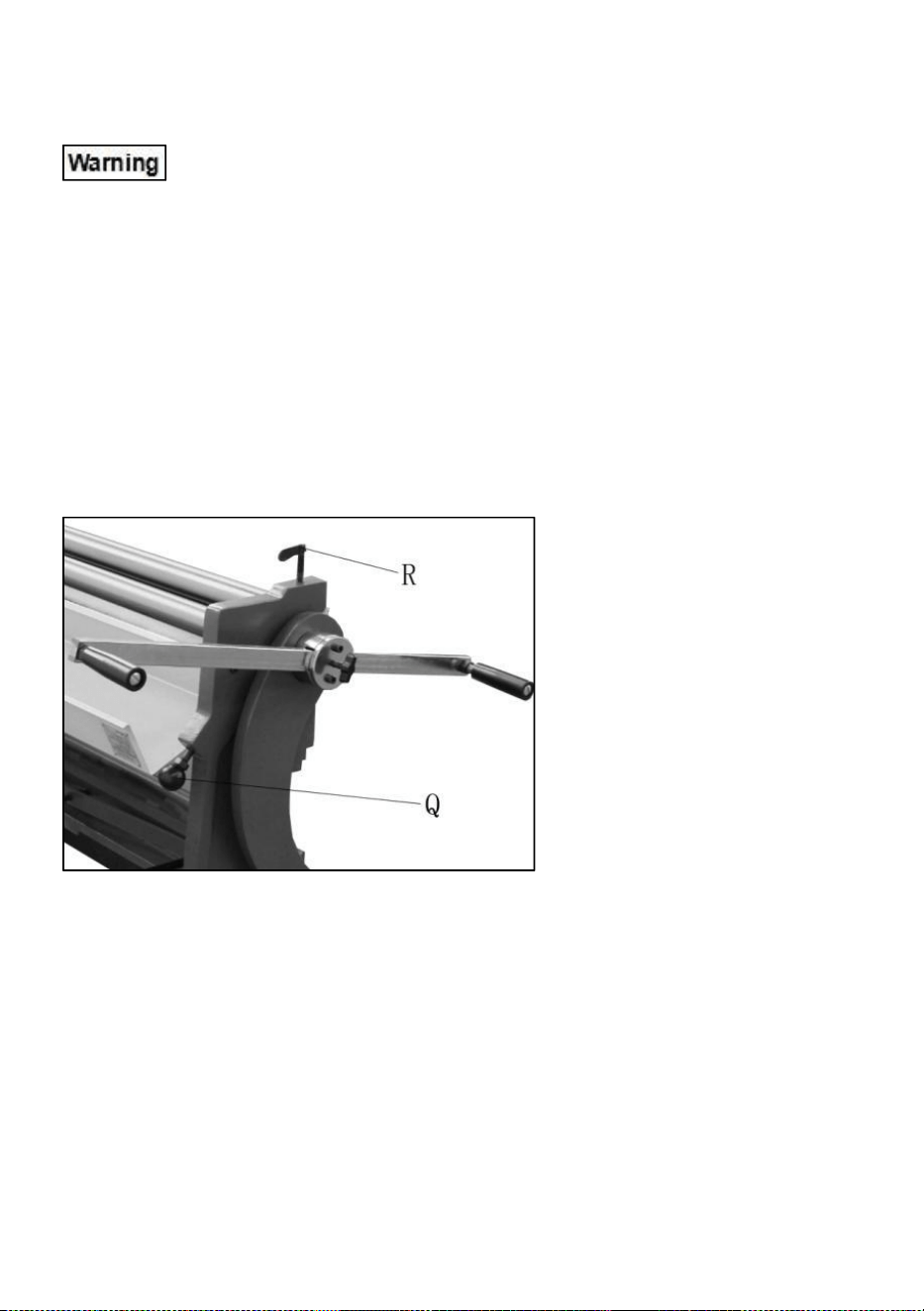
- 13 -
process, genom att låta framkanten glider lättare över tomgångsrullen.
Akta dig för klämpunkt - skärningspunkten mellan övre och nedre
rullar. Underlåtenhet att följa kan orsaka allvarlig skada på fingrar och/eller
händer.
50. Se till att rullar och arbetsstycke är det ren och fri från skräp för att
förhindra gropbildning av plåt.
51. Backa av tomgångsrullen helt genom att rotera tomgångsskruvar (Q,
figur 11) moturs.
52. Lossa bulten (R, figur 11) för att öka mellanrum mellan övre och nedre
pressen rullar.
Bild 11
53. Lägg in material mellan övre och nedre rullarna, och dra åt bulten (R,
figur 11) för att sänka den övre rullen, tills materialet passar tätt. Den övre
rullen måste ha tillräckligt tryck på arbetsstycket för att matas ordentligt.
54. Vrid båda skruvarna för tomgångsrullen (Q, figur 11) för att justera
tomgångsrullens närhet till de två huvudrullarna. Höj båda ändarna lika
belopp.
55. Kör arbetsstycket genom maskinen använda handtagen. Om
arbetsstycket är stort, se till att det får ordentligt stöd då det är lämnar
maskinen.
56. Gör ytterligare genomgångar av arbetsstycket, höj den tomgångsrulle
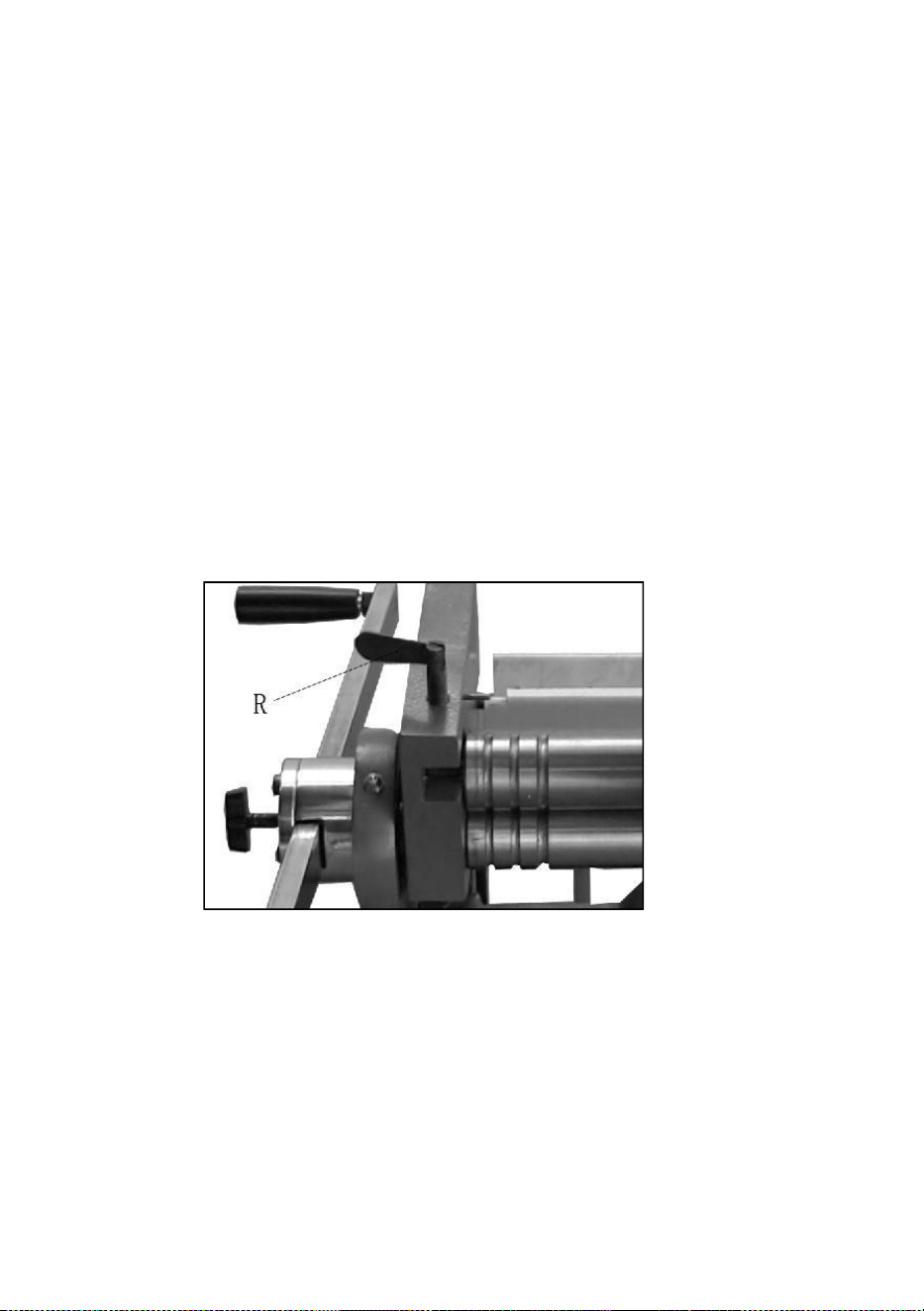
- 14 -
stegvis innan varje pass, tills önskad radie är uppnåtts. Ingen exakt formel
kan följas när gör rulljusteringar eftersom material "fjädrar tillbaka" varierar
med typen av material som bildas. Endast genom test bildar flera bitar kan
korrigera justeringar erhållas. Håll dig också inne Tänk på att det är mycket
lättare att passera igen material för att göra en mindre radie än till försök att
öka en radie som var gjort för liten.
Tomrullen måste justeras exakt parallellt annars kommer materialet att
spiralera under rullningsprocessen. Mät varje ände av öppningen med
bromsok om större precision krävs.
Medvetet ställa rullarna icke-parallellt kan användas för att göra konformer.
För att ta bort cylindrisk formad arbetsstycken:
29. Lossa bulten (R, figur 12)
Bild 12
30. Ta försiktigt tag i den övre rullen och sväng ut slutet. Fatta den övre
rullen ordentligt för att förhindra att den faller ur maskinen.
31. Ta bort arbetsstycket från rullens ände.
32. Sätt tillbaka den övre rullen och dra åt bulten (R, figur 12).
Platt rullande
Mjukare metaller (koppar, aluminium, etc.) kan bearbetas genom sliprullen
maskinen för att räta ut, platta till eller reducera deras tjocklek. Justera helt
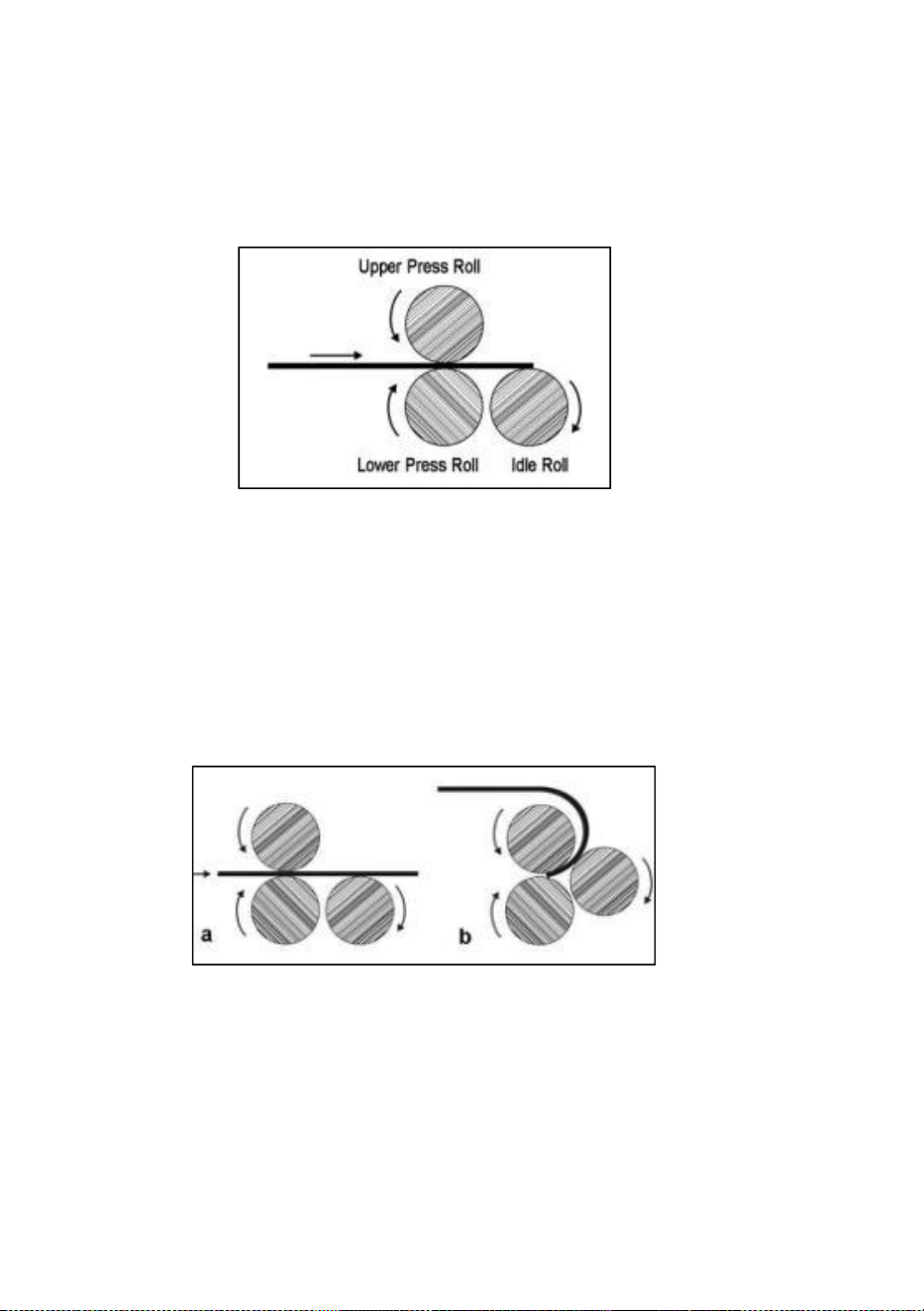
- 15 -
enkelt ovandelen tryck rulle för tjocklek, sänk tomgångsrullen allt vägen ner
och mata arbetsstycket genom (Figur 13).
OBS: Tomrullen kommer inte att sjunka helt ur vägen för arbetsstycke;
sålunda kan det finnas en liten böj i arbetsstycket. Genom att vända på
arbetsstycket över och återmata det, detta böjning kan minimeras.
Bild 13
Bildar en radie
36. Justera den övre pressrullen efter behov.
37. Sätt in arbetsstycket framifrån.
38. Använd handtaget; när materialet når den punkt där radien är till
starta (a, figur 14), stoppa maskinen och höj tomgångsrullen lika mycket i
varje ände för att uppnå önskad böjning.
Bild 14
39. Starta om rullarna och fortsätt tills böjningen är slutförd (b, figur 14).
Stöd arbetsstycket när det lämnar maskinen.
40. Gör ytterligare pass om det behövs, tillsammans med inkrementella
tomgångsjusteringar.
Att bilda ett rör
22. Justera den övre pressrullen efter behov arbetsstyckets tjocklek.
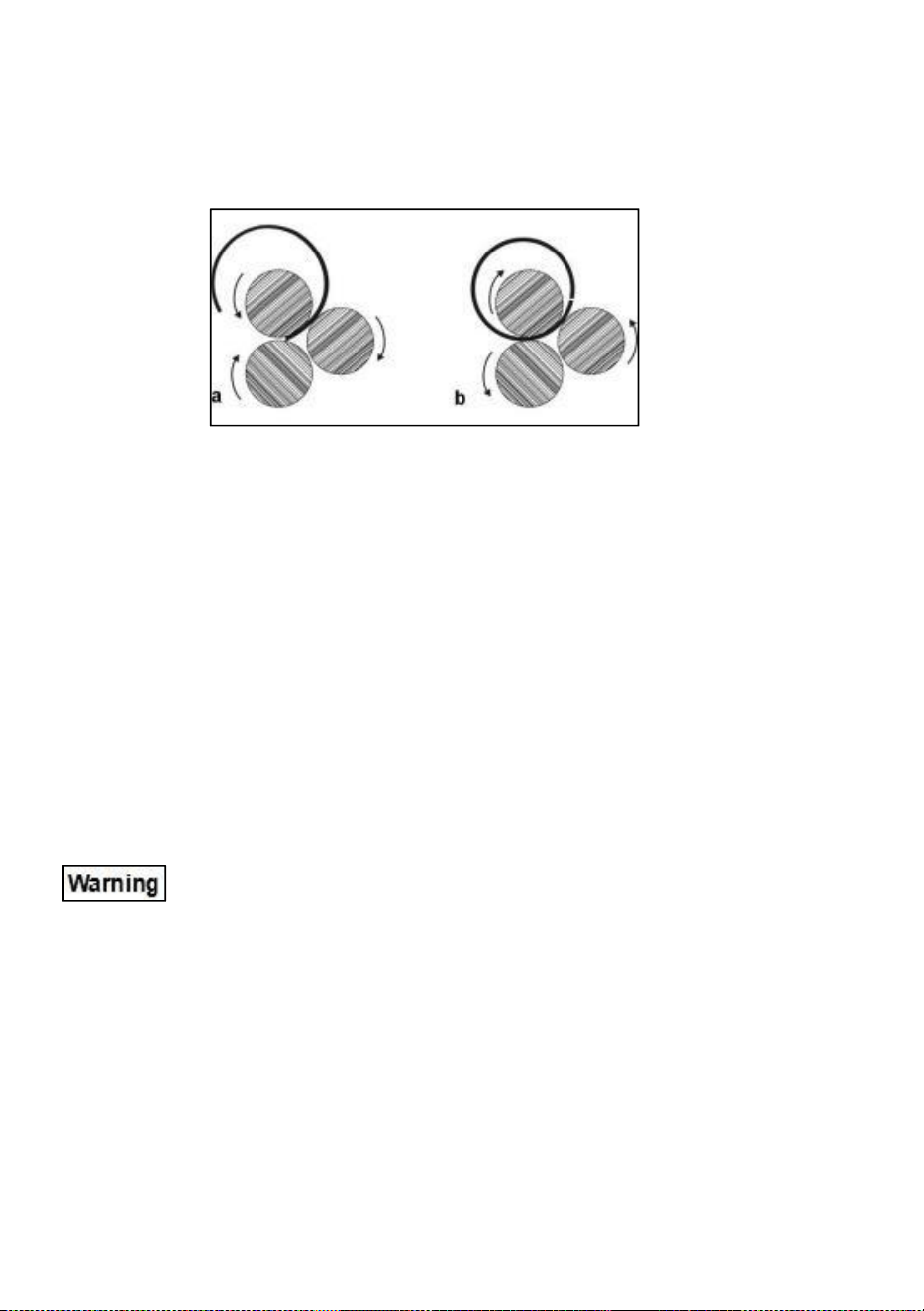
- 16 -
23. Mata in arbetsstycket i maskinen. Som det närmar sig slutet (a, figur
15), stoppa och omvänd riktning (b, figur 15).
24. Gör ytterligare pass om det behövs, tillsammans med inkrementella
tomgångsjusteringar.
Bild 15
Böjtråd
Det finns 6 trådspår i ändarna av pressvalsarna för att rymma 2,99 mm
(0,12"), 3,66 mm (0,14"), 6,1 mm (0,24"), 3,05 mm (0,12"), 4,40 mm (0,17"),
5,16 mm (0,20").
Använd det minsta spåret i vilket tråden passar bekvämt. Böj tråden med
samma principer som beskrivits för att bilda en radie. Att göra en komplett
ögla av tråd, använd instruktionerna för bildar ett rör.
Underhåll/Smörjning
Var försiktig när du gör underhållsarbete runt saxen blad.
22.Applicera #2 litiumrörsfett en gång månad till smörjnipplarna i båda
ändar av ramen (A, figur 16).
23.Håll sliprullarna rena och rostfria och applicera ofta ett lätt lager olja på
dem.
24.Borsta lätt på multifunktionsfett kugghjulen i änden av rullarna (B, figur
16). Vrid manöverhandtaget till fördela fettet. 4.Håll andra utsatta områden
rena och lätt belagd med olja, såsom saxen blad, bord och övre stansar.
(Ta bort pper dör från bar för mer effektiv rengöring).
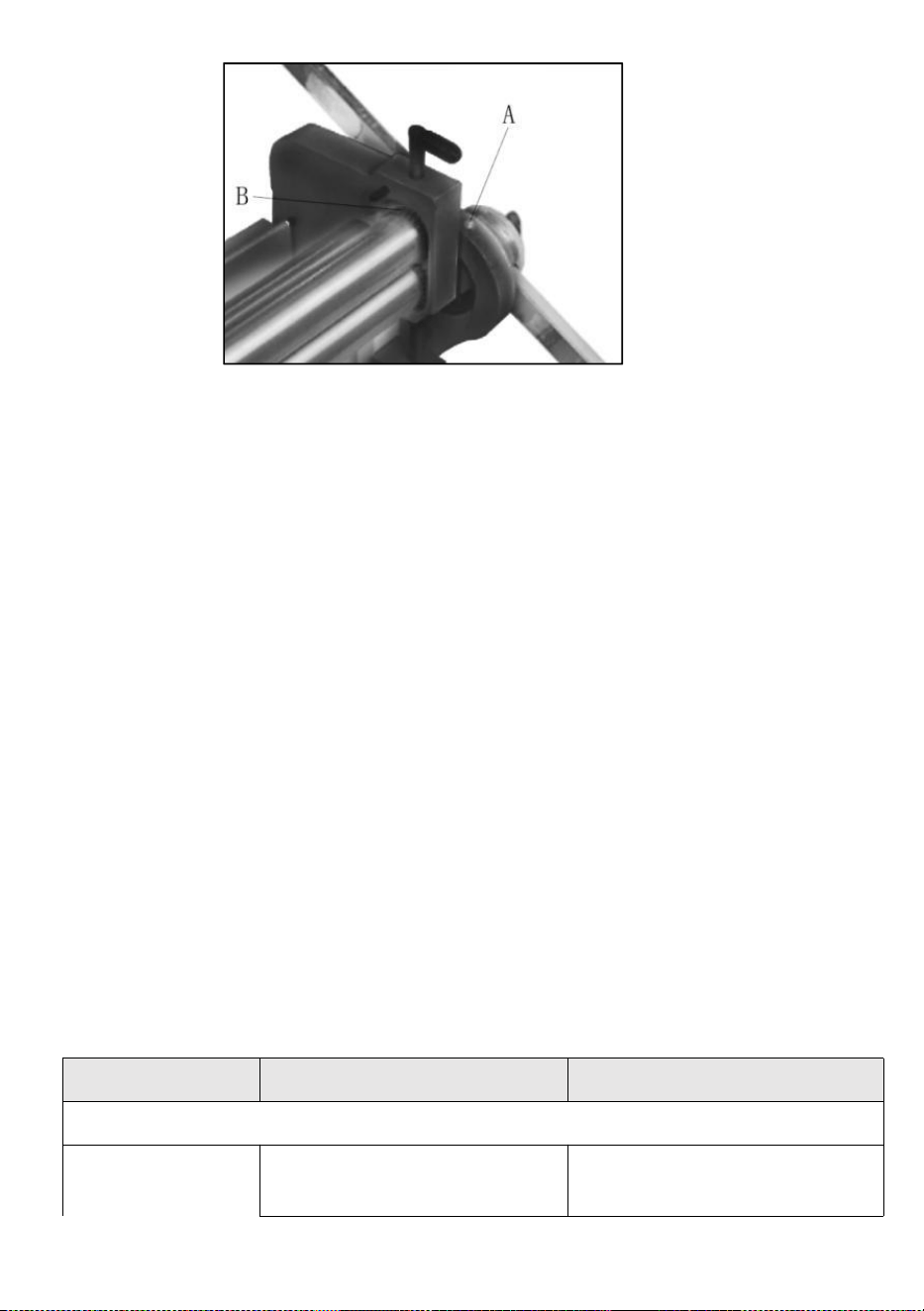
- 17 -
Bild 16
Verktyg som krävs (ingår ej)
5 mm insexnyckel
6 mm insexnyckel
10 mm skiftnyckel
13 mm skiftnyckel
16 mm skiftnyckel
Medium skruvmejsel
Känslomätare set
Vinkelmätare eller gradskiva
Problem
Trolig orsak
Avhjälpa
KLIPPA
Materialet skär inte.
Felaktig bladgap.
Justera mellanrummet för att
rymma tjockare material.
- 18 -
Maskinkapaciteten har
överskridits.
Använd material inom kapacitet.
Skär inte fyrkantiga.
Ojämnt bladgap.
Gör bladgapet lika.
Ej kontakt med bordsguider.
Upprätthåll konsekvent kontakt
med guider.
Bladet är böjt.
Ta bort bågen.
Otillräckligt nedtryckning
tryck.
Justera håll nere.
Dålig skärkvalitet.
Slö kniv(ar).
Byt ut eller skärpa.
Felaktig bladgap.
Justera mellanrummet efter
behov.
Lösa gibbar.
Justera glappet från gibbarna.
BROMS
Arbetsstycket böjs
inte, eller svårt att
böja.
Arbetsstycket är för tjockt.
Använd material inom kapacitet.
Felaktigt böjtillägg.
Justera bromsbalken för rätt
böjstorlek.
Böjradie inte
konsekvent över
material.
Maskinkapaciteten har
överskridits.
Använd material inom kapacitet.
Bromsbalken är felaktigt
inställd för böjning
ersättning.
Justera bromsbalken för
konsekvent böjning.
SLIP RULL
Koner görs när man
försöker rulla
cylindrar.
Rullar inte parallellt.
Justera tomgångsrullen (bakre)
tills den är parallell med den
övre pressrullen.
Arbetsstycke inte
böjning.
Maskinkapaciteten har
överskridits.
Använd material inom kapacitet.
Tomrullen kopplar inte in.
Inspektera och gör korrigeringar
vid behov.
DELLISTA
- 19 -
DEL
INGA.
BESKRIVNING
ANTAL
DEL
INGA.
BESKRIVNING
ANTA
L
1
Vänster ram
1
19
Stödstång
2
2
Arbetsyta
1
20
Styrblock
2
3
Tvärbalk
1
21
Backstop
1
4
Vevarm
2
22
Justeringsstång
1
5
Höger ram
1
23
Saxblad
2
6
Skärram
1
24
Bakre rulle
1
7
Bussningskåpa
2
25
Skruva
2
8
Pressplattans fäste
2
26
Hantera
2
9
Fjädra
2
27
Positioneringsbult
2
10
Pressplatta
1
28
Bussning
4
1 1
Nedre bromsdyna
1
29
Bricka
2
12-1
1” Dö
1
30
Redskap
2
12-2
2” Dö
1
31
Nedre rulle
1
12-3
2” Dö
1
32
Övre rulle
1
12-4
3” Dö
1
33
Täcka
1
12-5
4” Dö
1
34
Excentriskt skaft
1
13
Övre formfäste
1
35
Excentrisk bussning
2
14
Bult M8x50
2
36
Bricka
2
15
Handtag armrulle
2
37
Nyckel 6x20
2
16
Styrblock
1
38
Skruv M6x16
6
17
Justerskruv
2
39
Smörjnippel
2
18
Handtagsarm
1
40
Bult M6x35
2
- 20 -
DEL
INGA.
BESKRIVNING
ANTAL
DEL
INGA.
BESKRIVNING
ANTA
L
41
Avsmalnande stift
2
52
Skruv M6X20
4
42
Hantera
4
53
Skruv M8X20
4
43
Skruv M6x10
2
54
Knopp
2
44
Skruv M8x35
2
55
Bult M6X45
2
45
Bricka 8
2
56
Rund stift
2
46
Bult M10x40
1
57
Skruv M6X10
2
47
Bult M8x20
2
58
Skruv M6X10
4
48
Bricka 8
2
59
Skruv M8X20
2
49
Mutter M8
1
60
Stativ typ A (valfritt)
1
50
Bult M10X16
2
61
Stativ typ B (valfritt)
1
51
Skruv M8X25
2
62
Stativ typ C (valfritt)
1
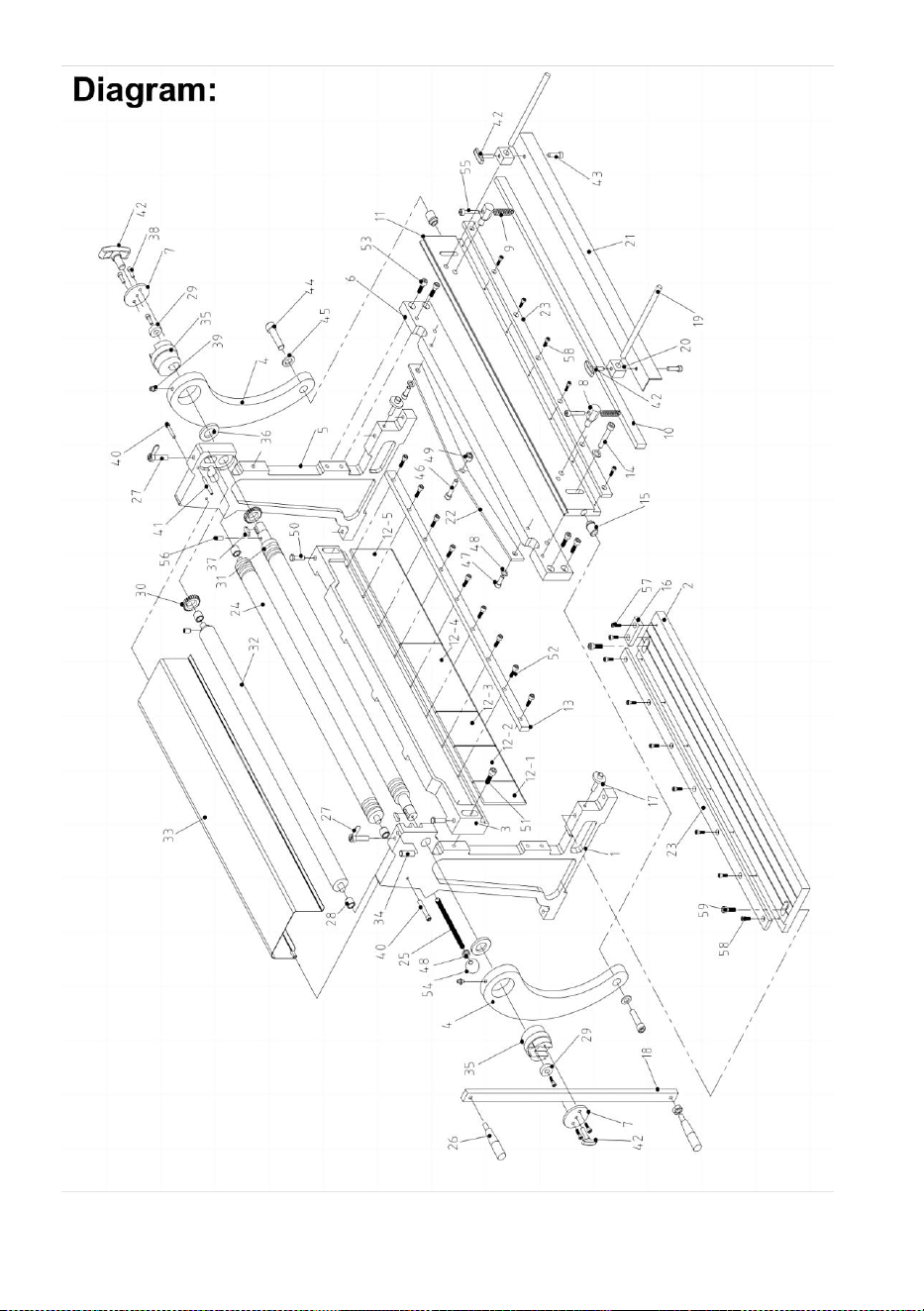
- 21 -