Technical Support and E-Warranty Certificate
www.vevor.com/support
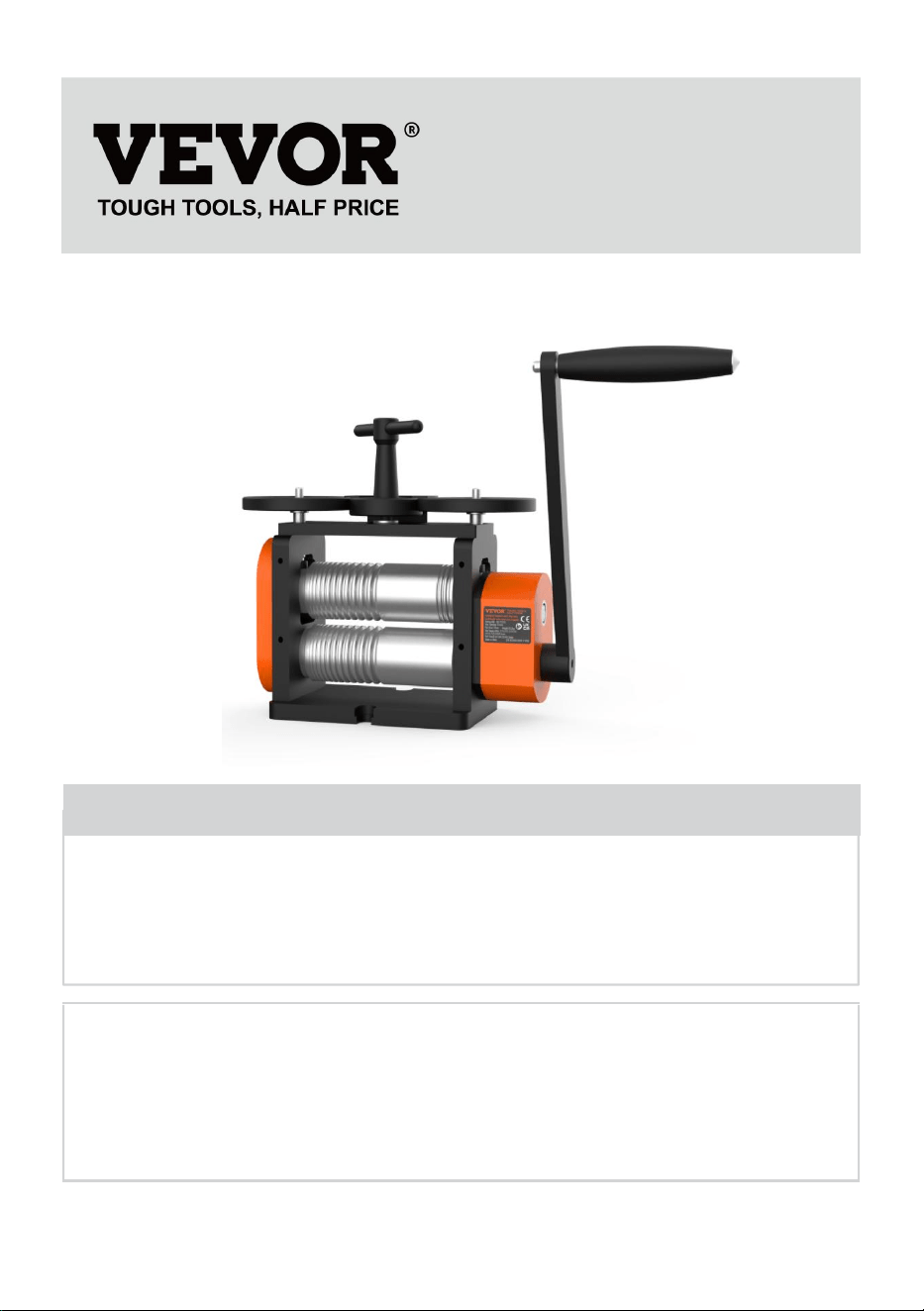
ROLLING MILL
MODEL:KD-Y5255
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
MODEL:KD-Y5255
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
ROLLING MILL

- 2 -
SAFETY INSTRUCTIONS
WARNING:
1. Read and understand the entire owners' manual before attempting
assembly or operation.
2. Read and understand the warnings in this manual. Failure to comply
with all of these warnings may cause serious injury.
3. This rolling mill is designed and intended for use by properly trained and
experienced personnel only. If you are not familiar with the proper and safe
operation of an rolling mill, do not use until proper training and knowledge
have been obtained.
4. Do not use this rolling mill for other than its intended use.
5. Always wear approved safety glasses/face shields while using this arbor
press. Everyday eyeglasses only have impact resistant lenses; they are
not safety glasses.
6. Do not operate this arbor press while tired or under the influence of
drugs, alcohol or any medication.
7. Check damaged parts. Before further use of the rolling mill, a part that
is damaged should be carefully checked to determine that it will operate
properly and perform its intended function. Check for alignment of moving
parts, binding of moving parts, breakage of parts, mounting and any other
conditions that may affect its operation. A guard or other part that is
damaged should be properly repaired or replaced.
8. Provide for adequate space surrounding work area and non-glare,
overhead lighting.
9. Keep visitors a safe distance from the work area. Keep children away.
10.Use recommended accessories; improper accessories may be
hazardous.
11. Make sure the work piece is securely attached or clamped to the table.
- 3 -
12. Remove loose items and unnecessary work pieces from the area
before starting the machine.
13. Do not allow children to use, beware of clamping hands !
14. Ensure that no loose clothing is worn and hair is safely tied back.
15. Check that there are no cables, ropes or anything that can get caught
in the rollers or the handle.
16. Applicable metals: Gold, K gold, sterling silver, 925 silver, copper,
aluminum and other ductile metals.
SAVE THESE INSTRUCTIONS
MODEL AND PARAMETERS
Model
KD-Y5255
Max Opening
5.5mm
Roll Diameter
Φ54.5mm
Flat Area
57mm
Roll Square Wire
1/1.5/2/2.5/3/3.5/4/4.5/ 5/5.5/6/6.5mm
Roll Oval
2.5x1/3x1.25/4x1.5mm
Material
Steel
Color
Black&Orange
- 4 -
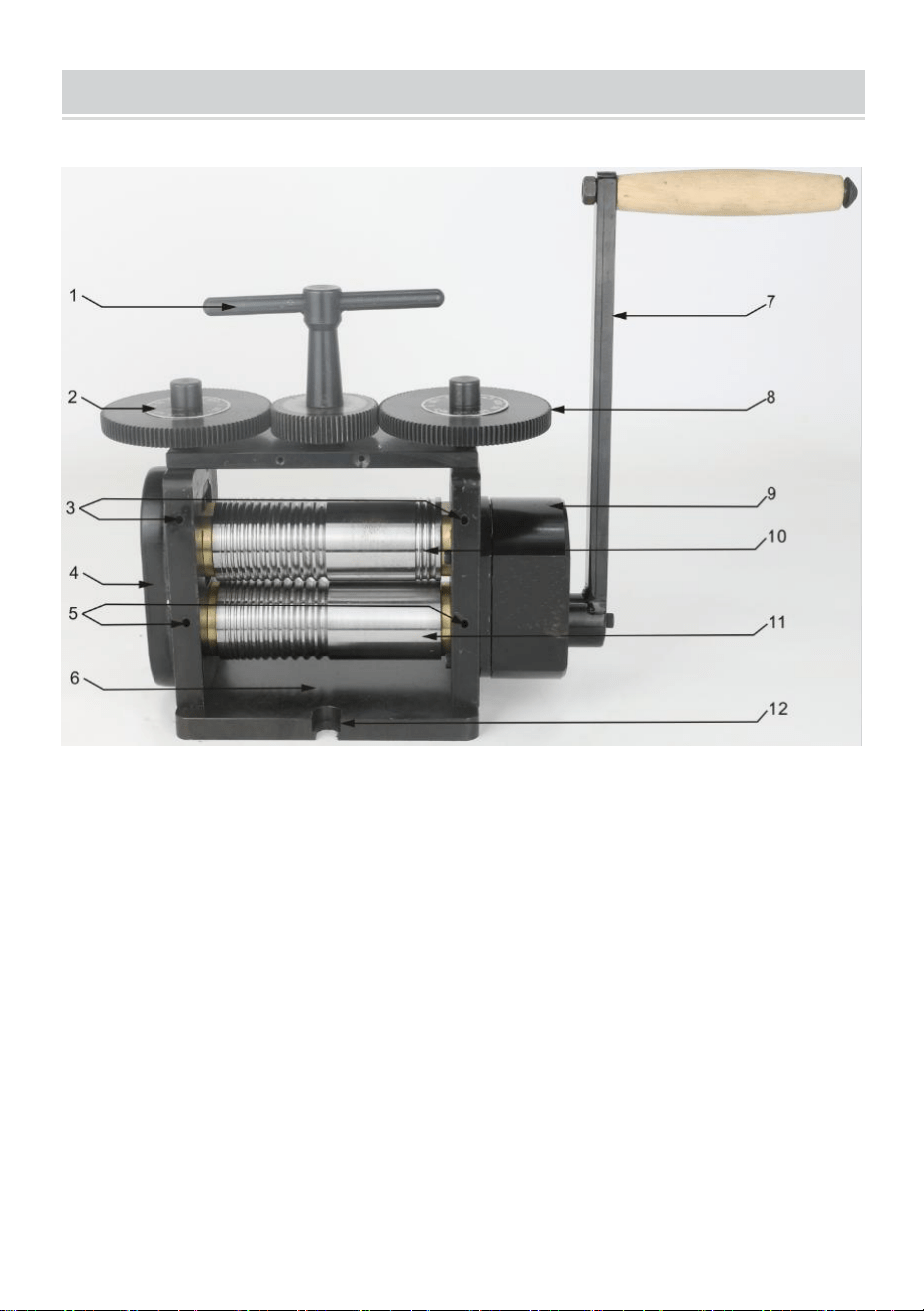
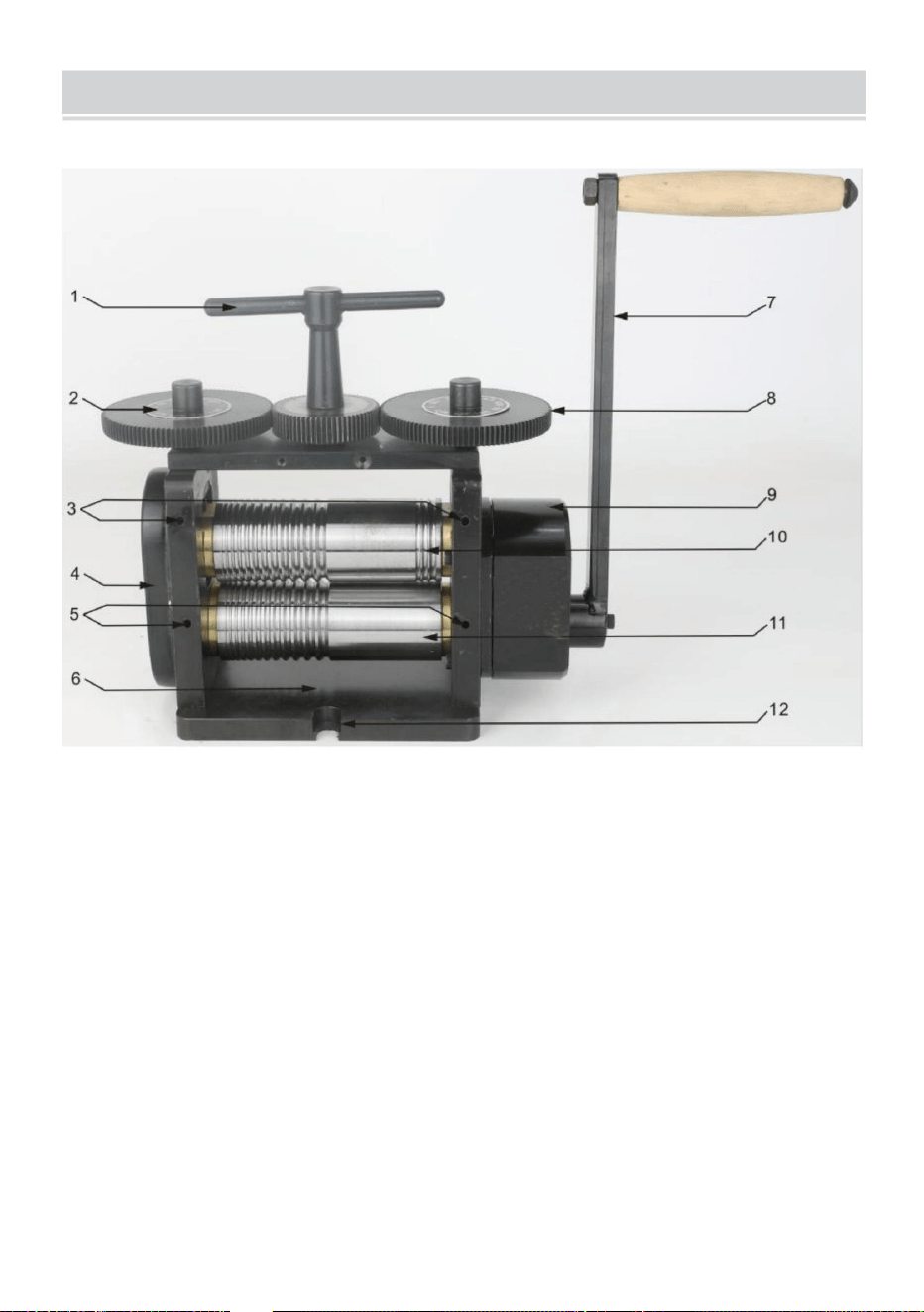
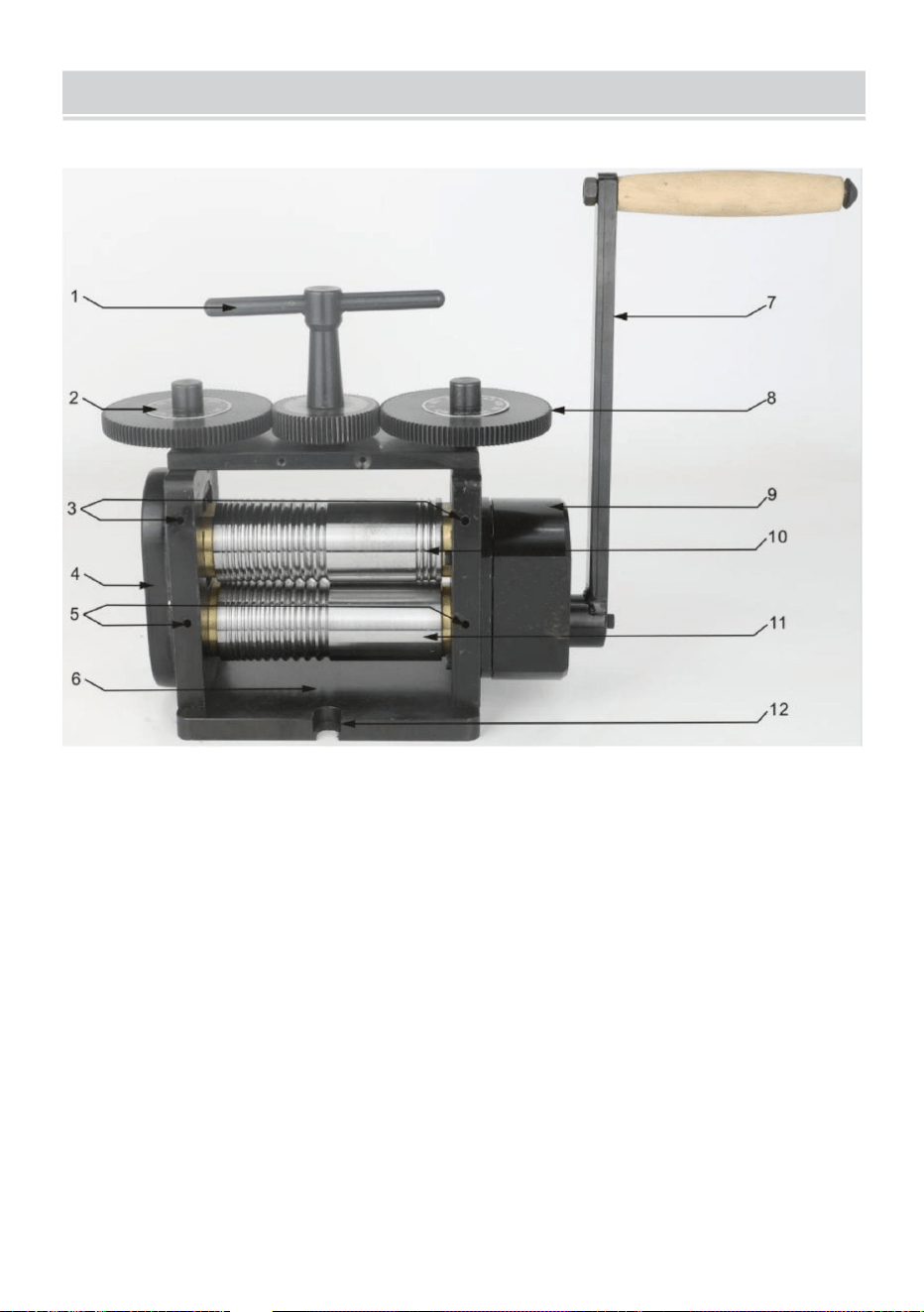
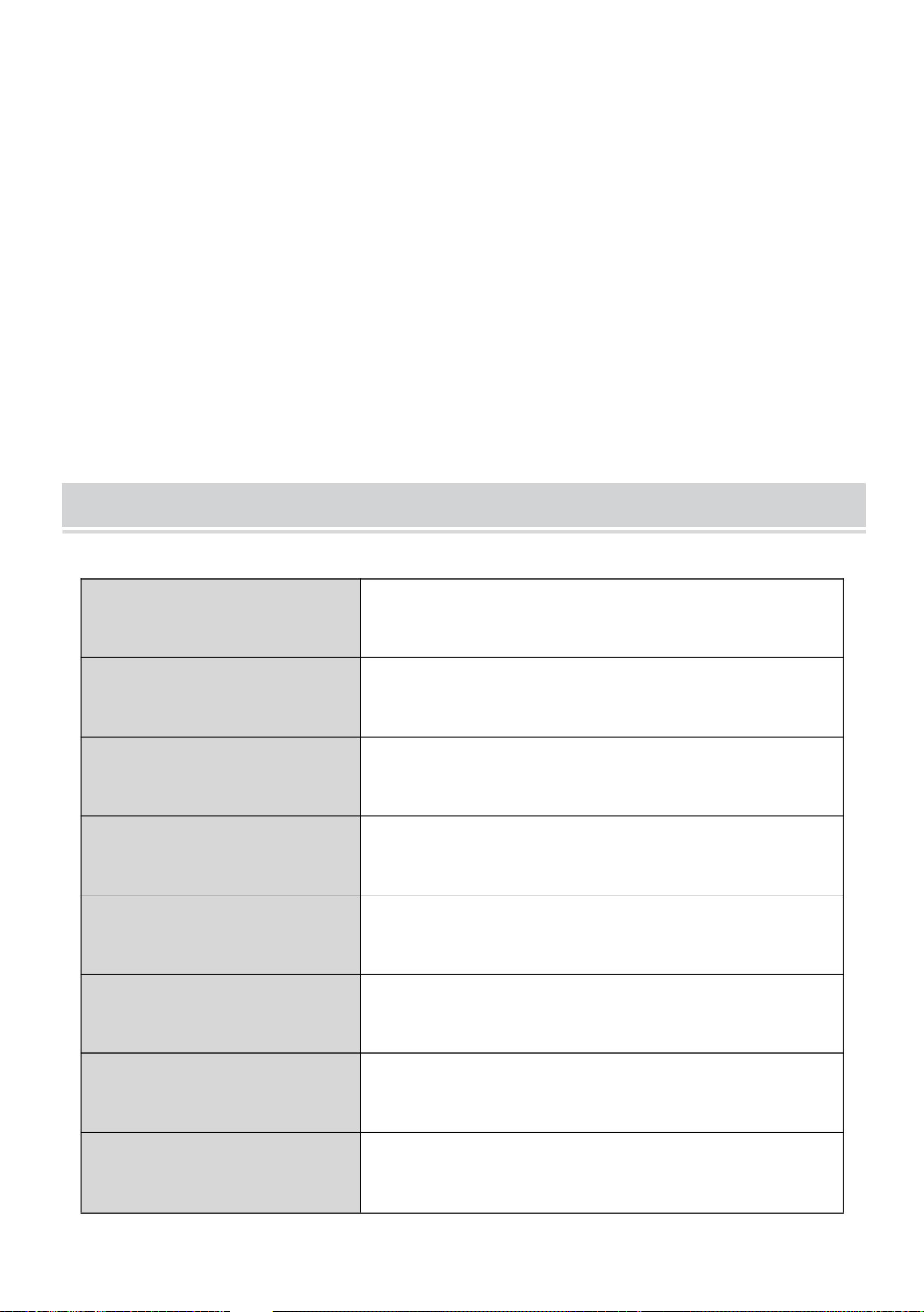
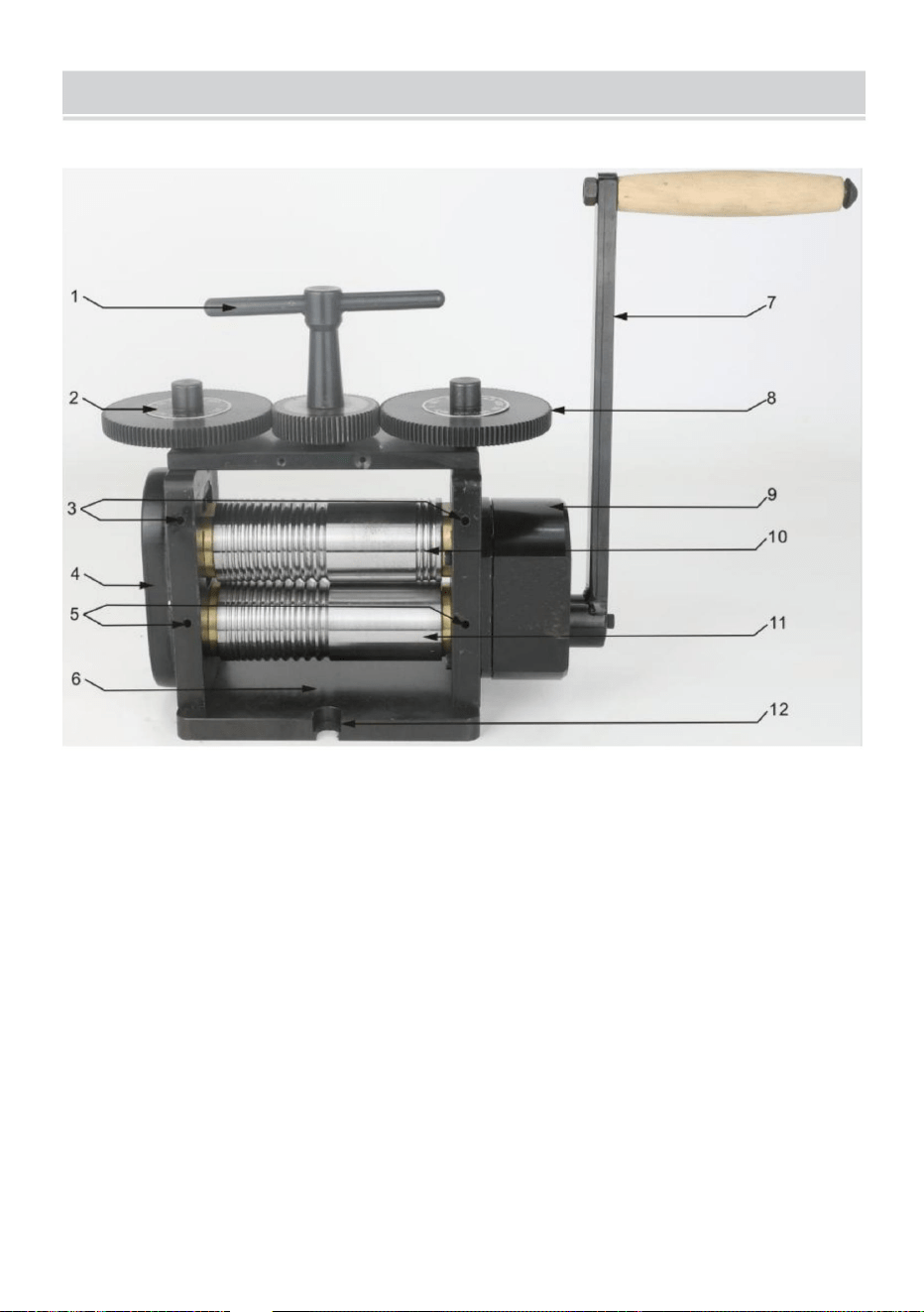
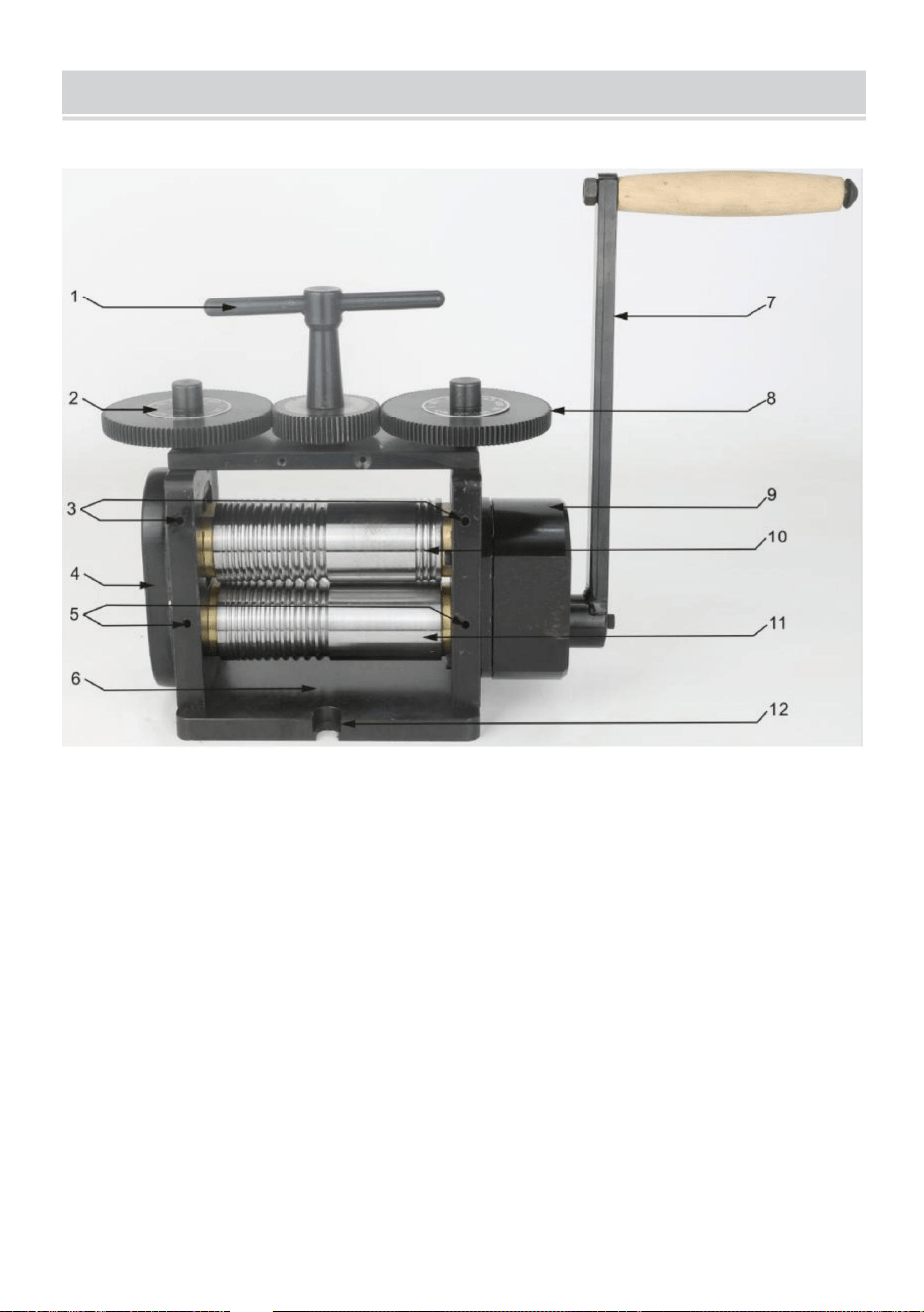
STRUCTURE DIAGRAM
1.Height-adjustable T-handle 2.Dial
3.Oil Part 4.End Gear Cover
5.Oil Part 6.Frame
7.Handle 8.Height adjusting gear
9.Gear box 10.Top roller
11.Bottom roller 12.Countertop mounting hole
- 5 -
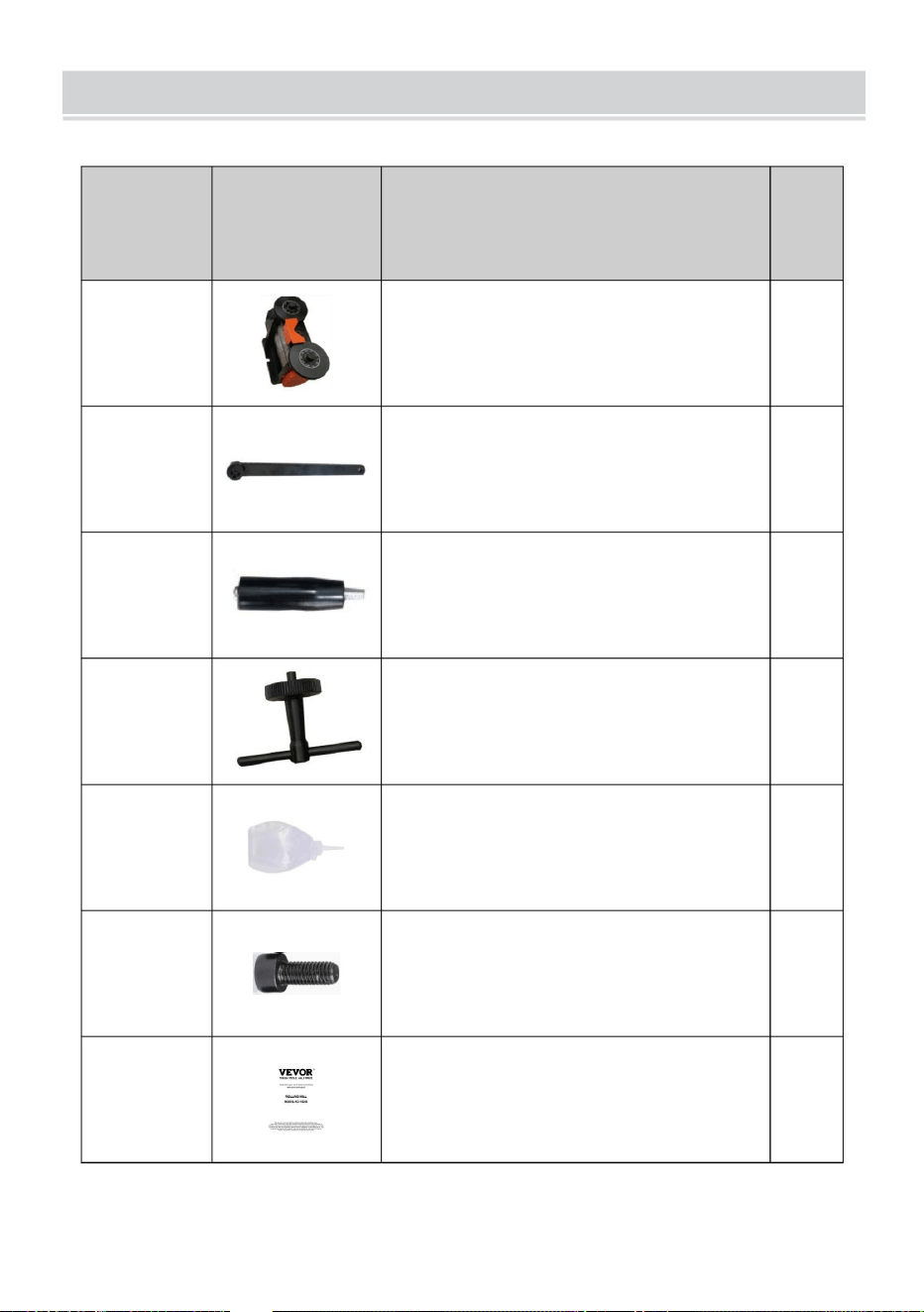
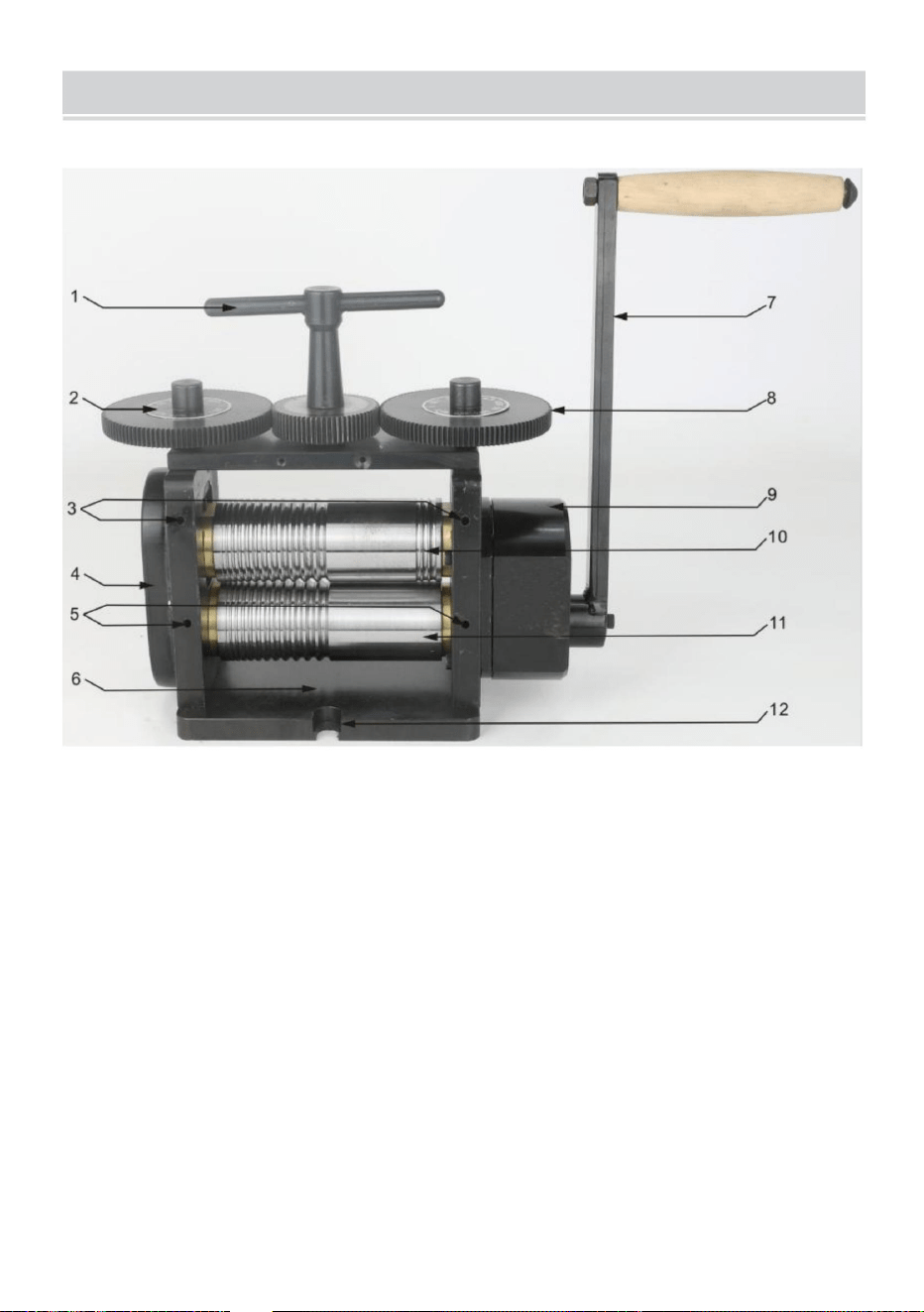
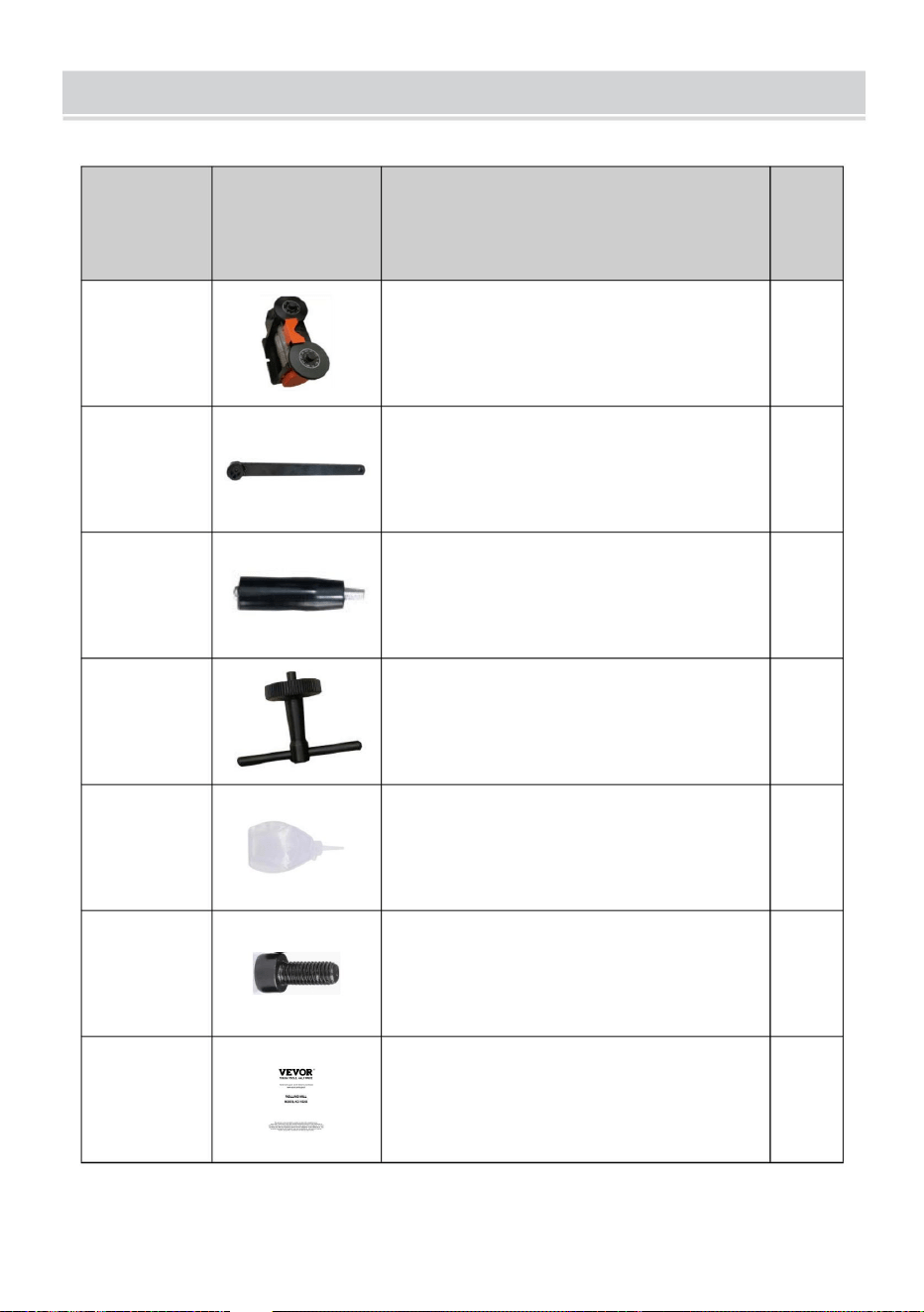
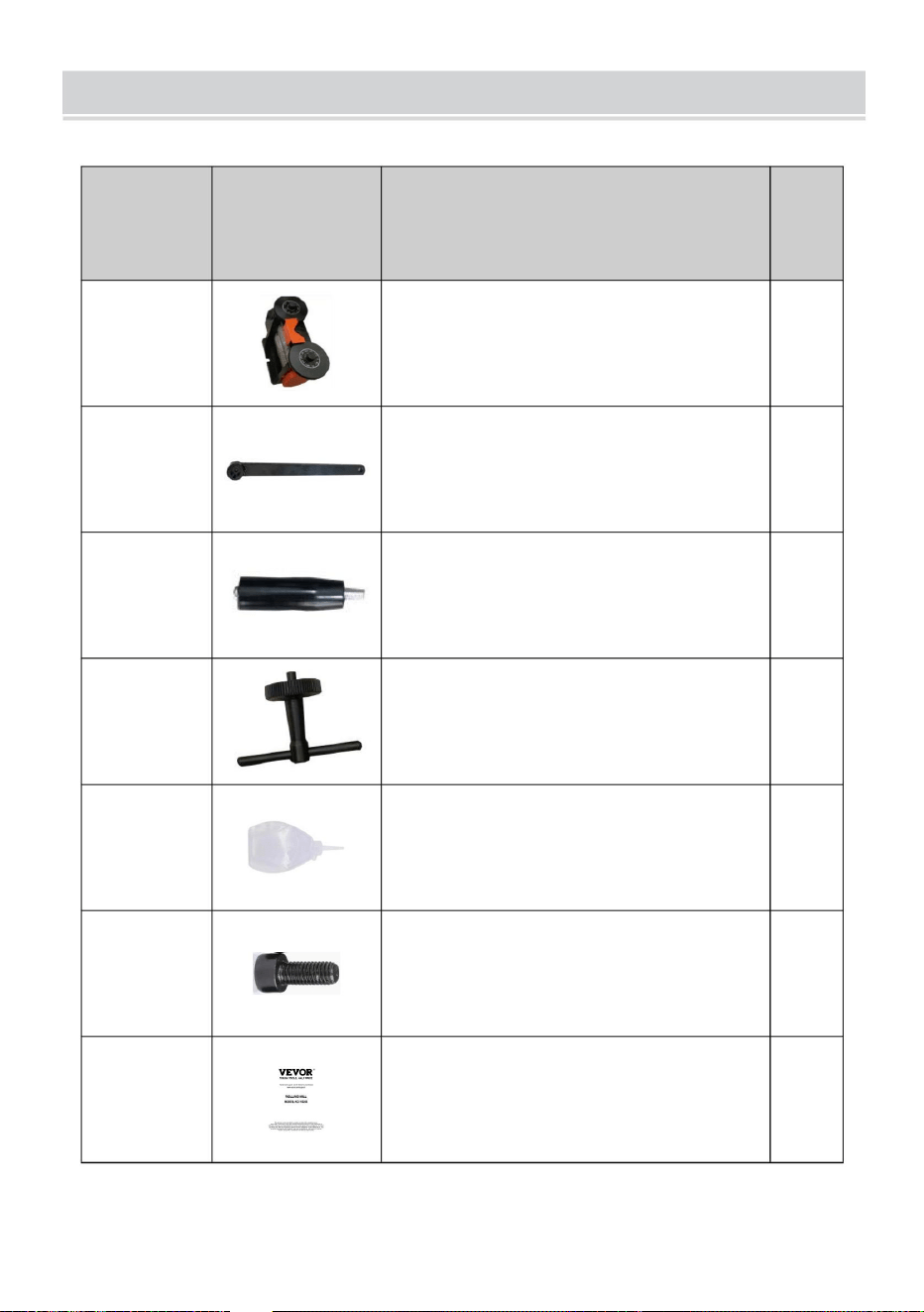
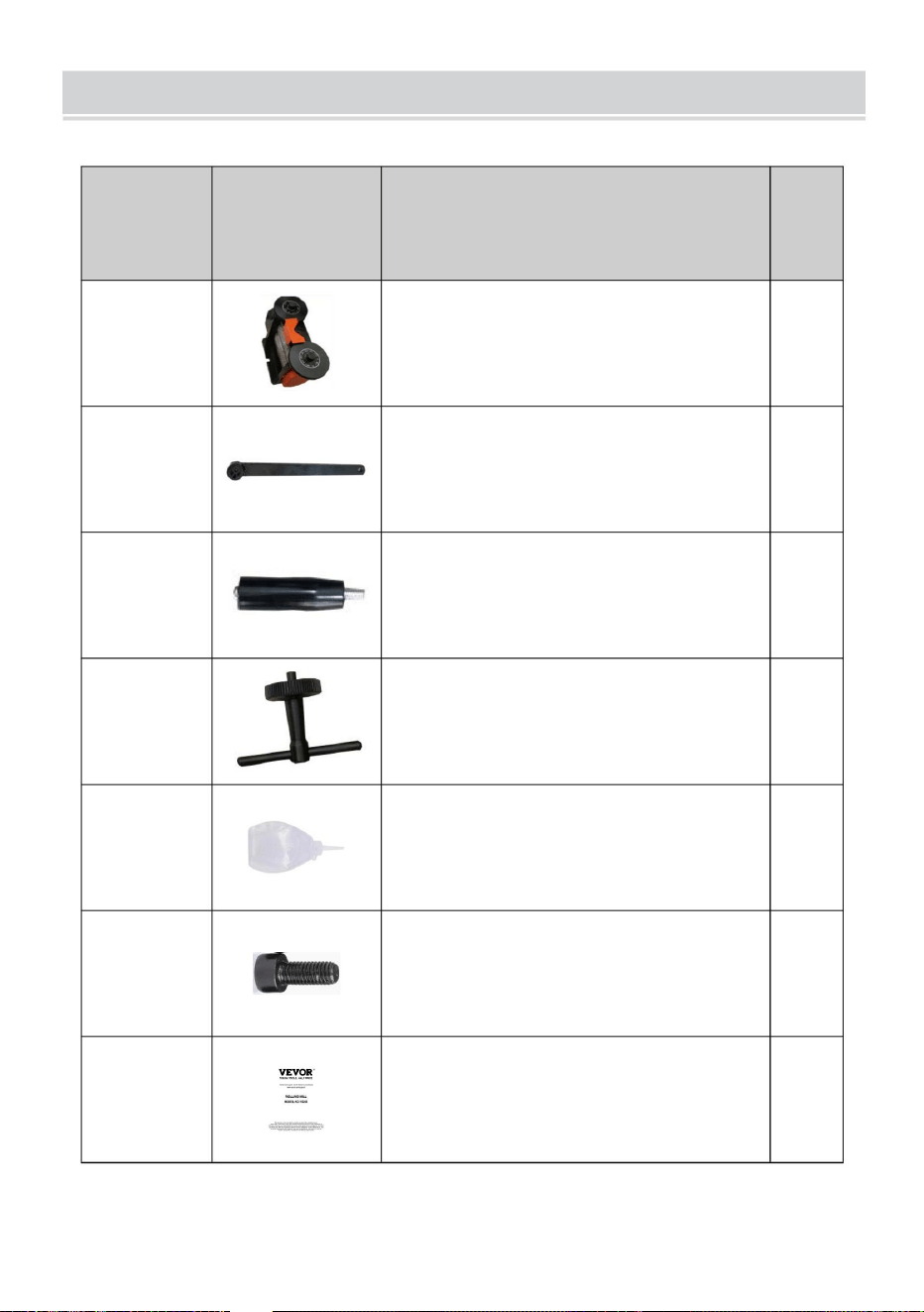
COMPONENTS
No.
Picture
Name
Qty
1
Main Body
1
2
Handle
1
3
Handle(Including the bolt)
1
4
Height-adjustable T-handle
1
5
Lubricating Oil
1
6
Bolts
2
7
User Manual
1
- 6 -
OPERATION
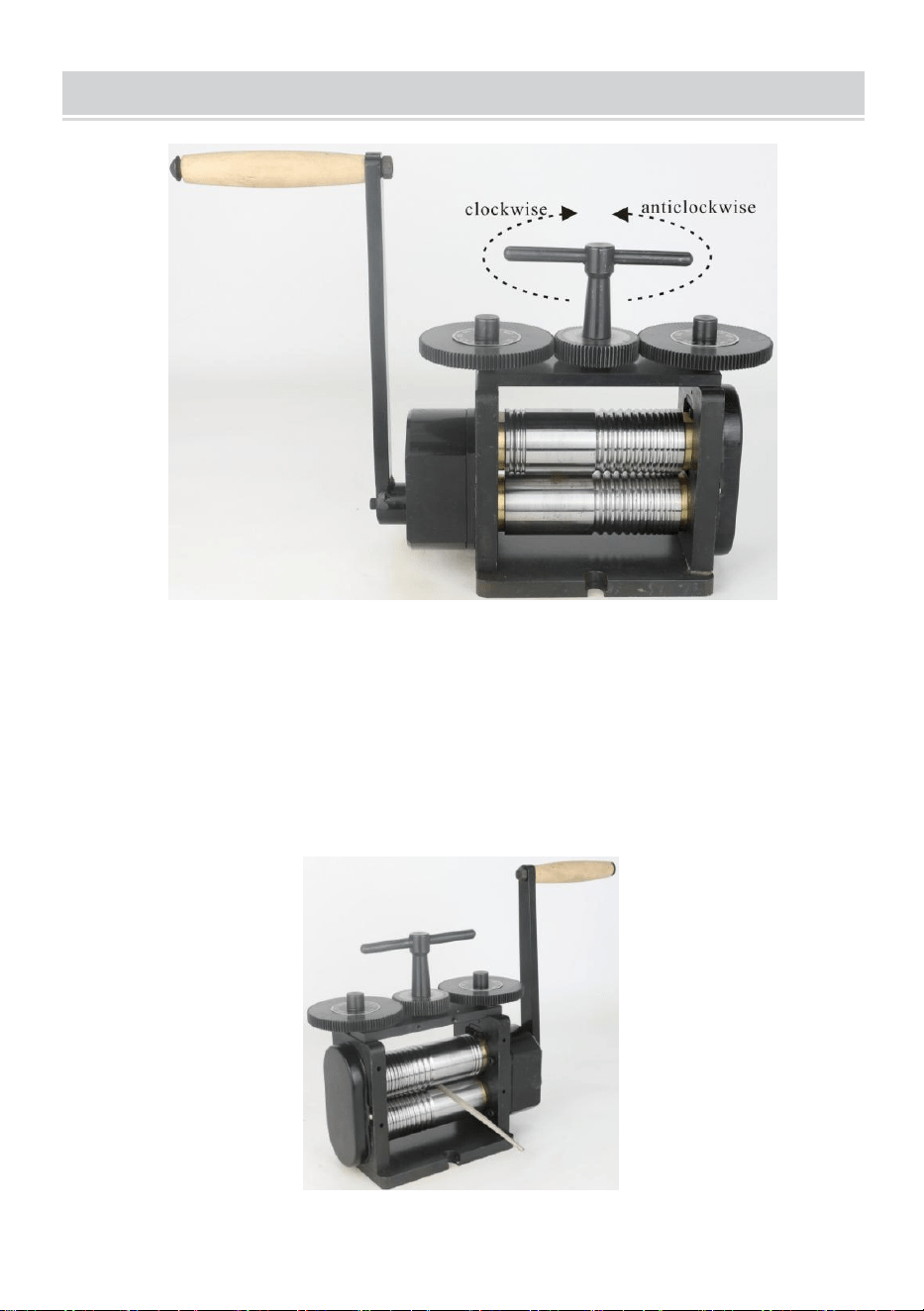
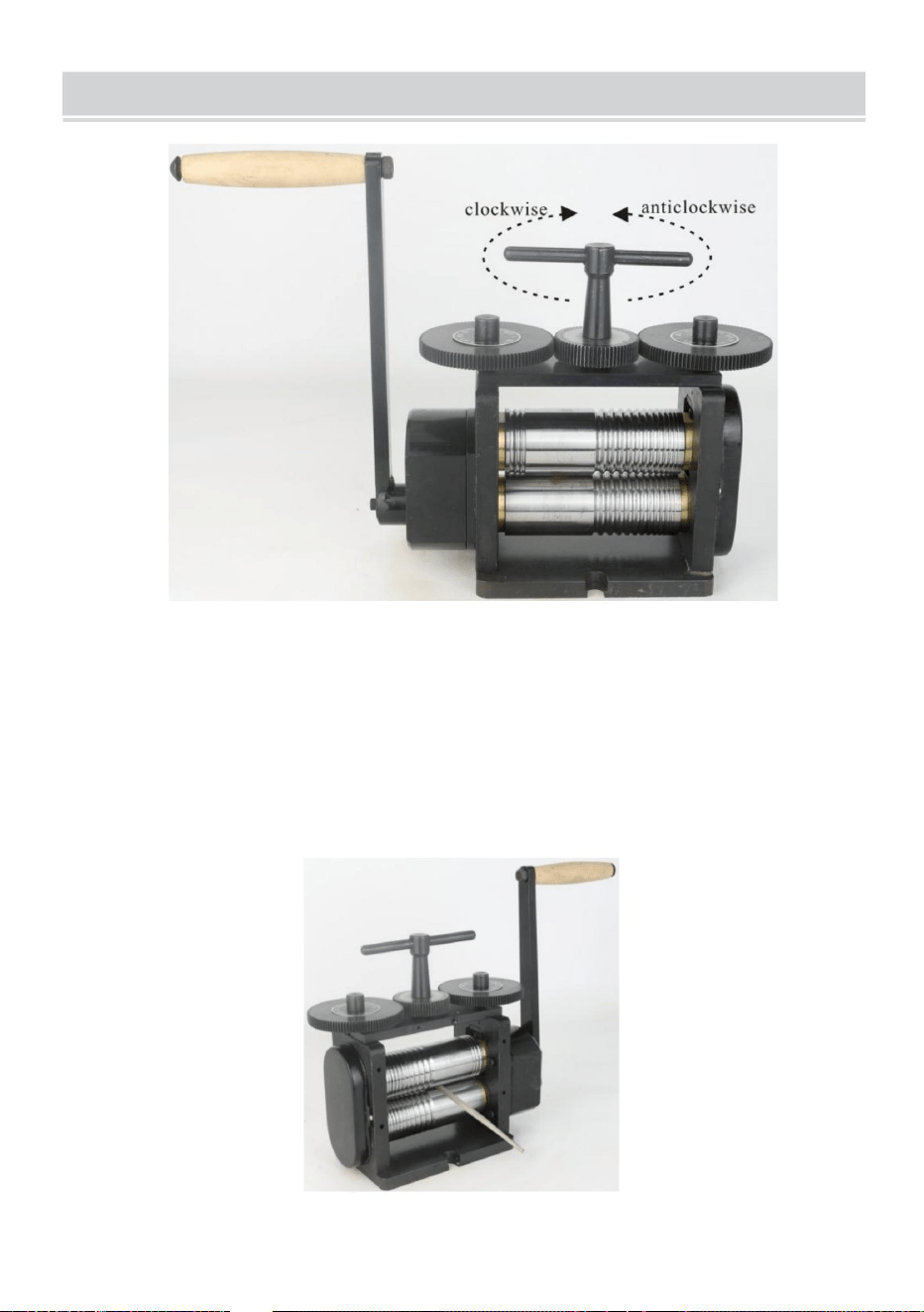
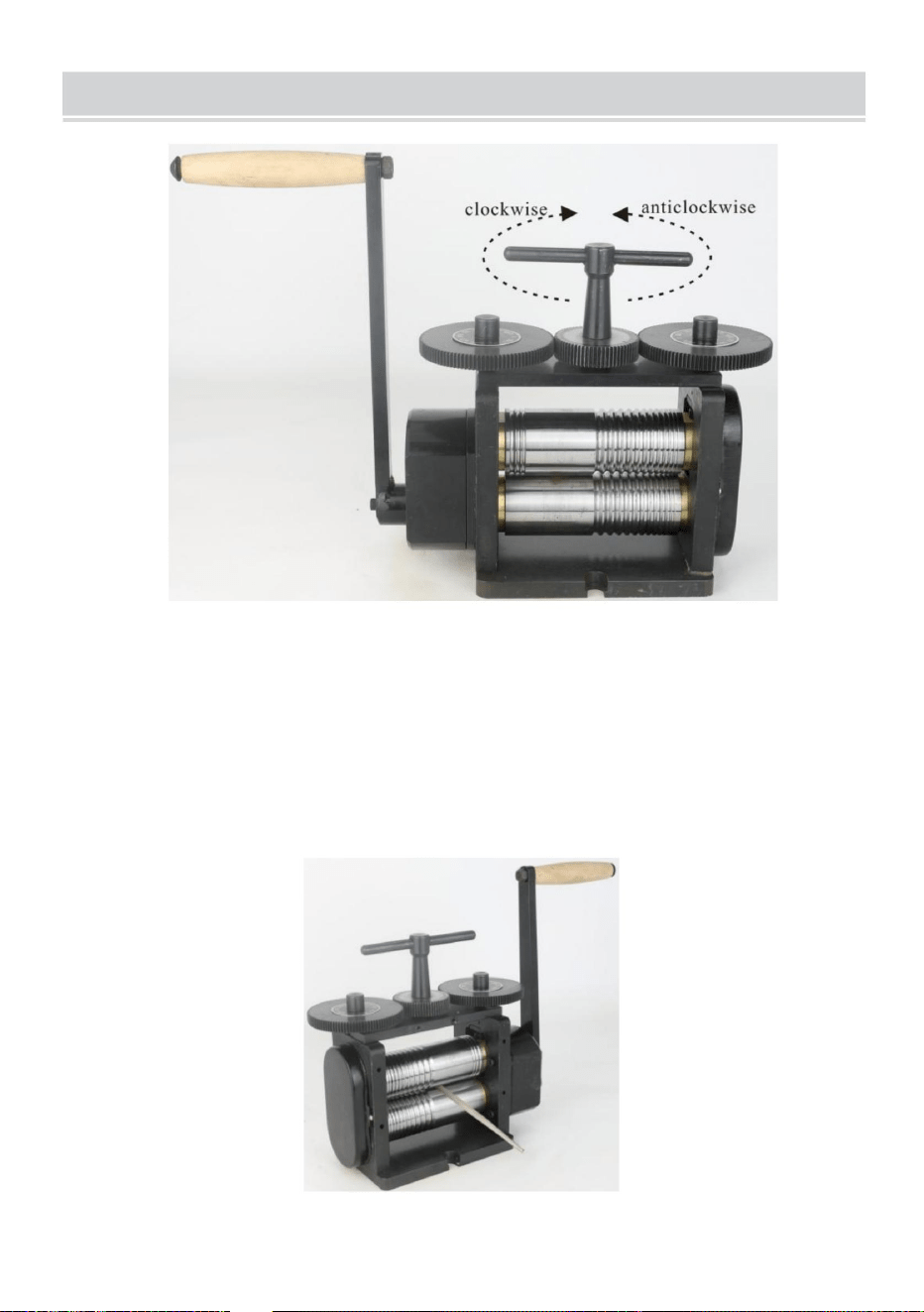
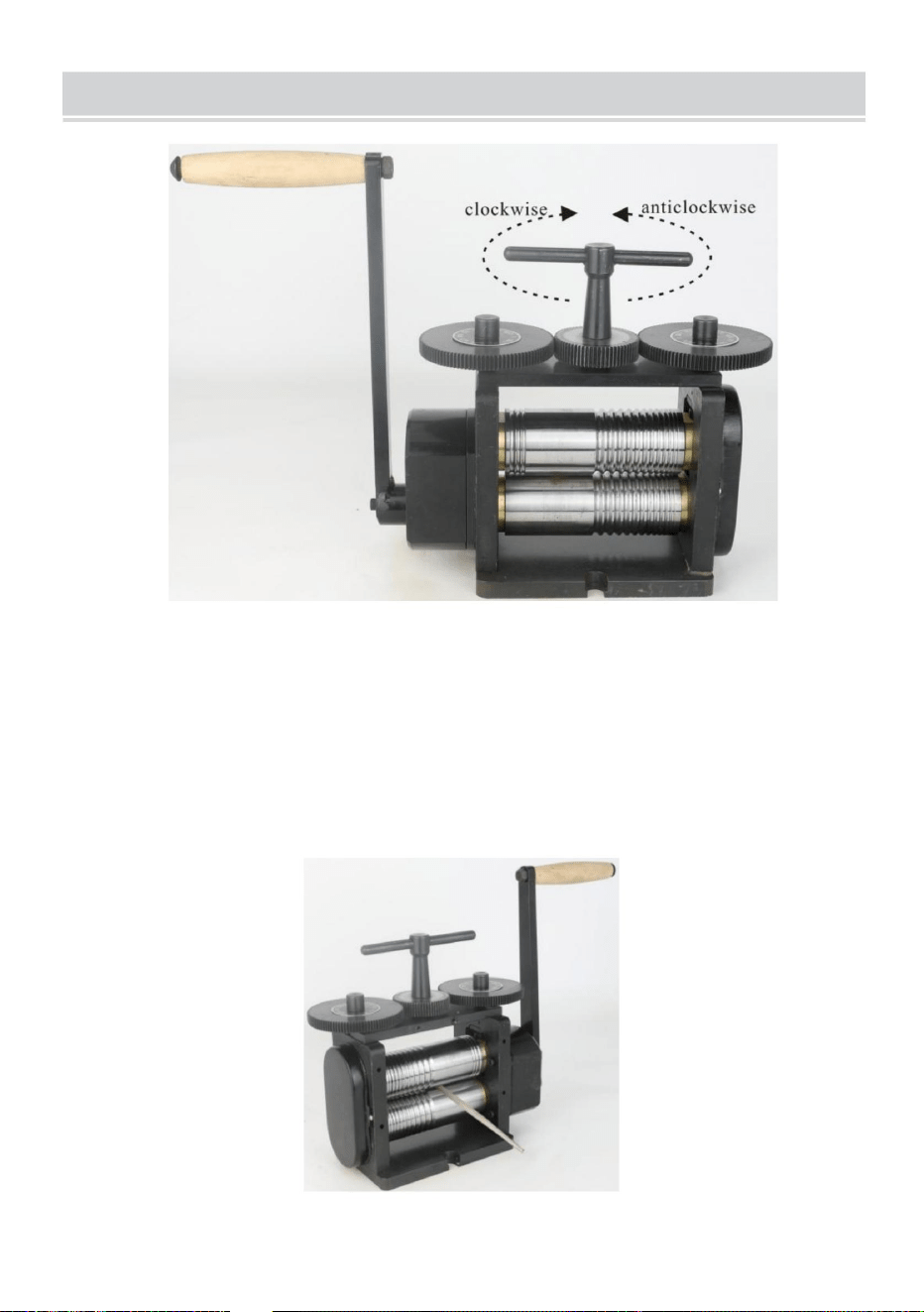
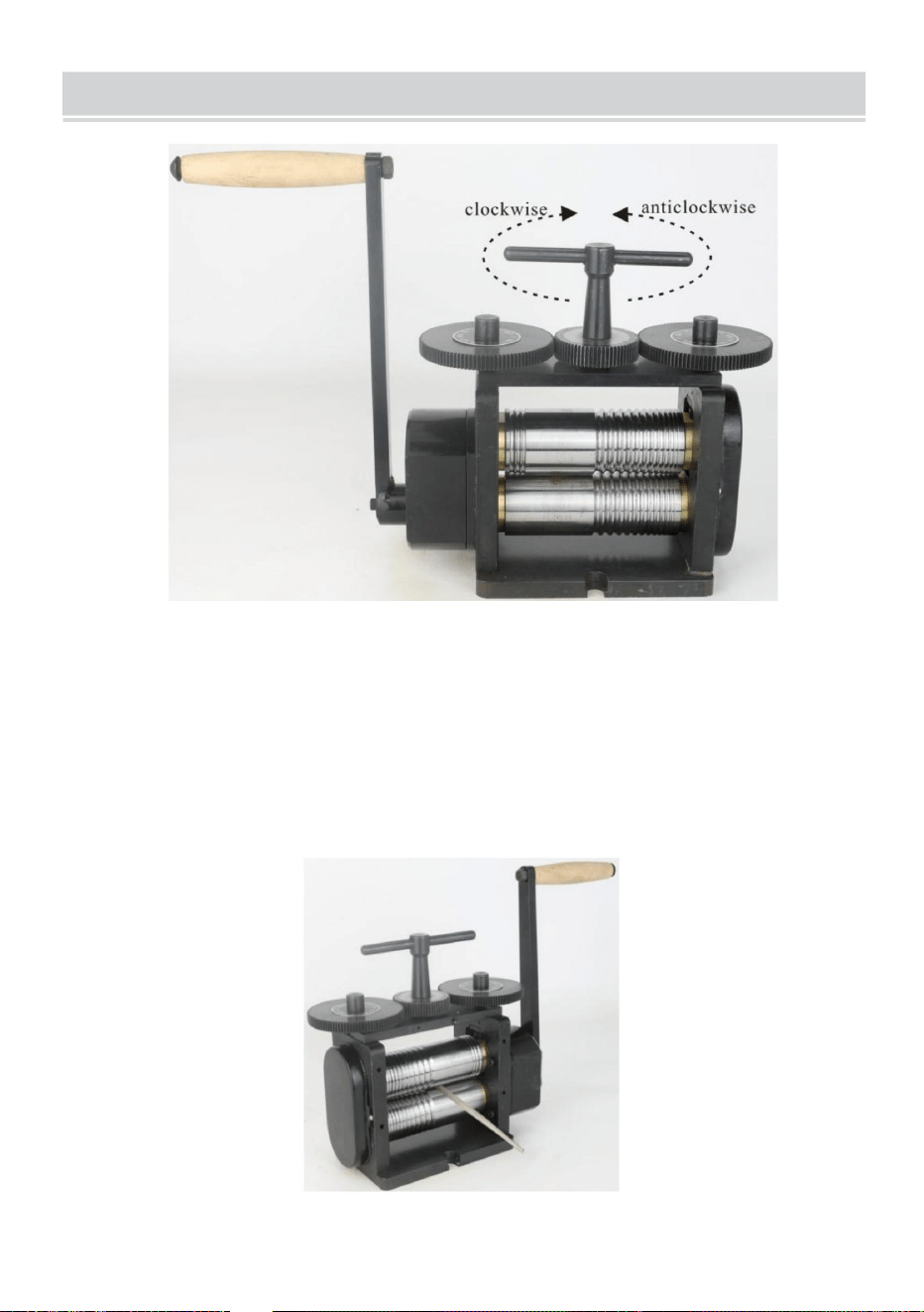
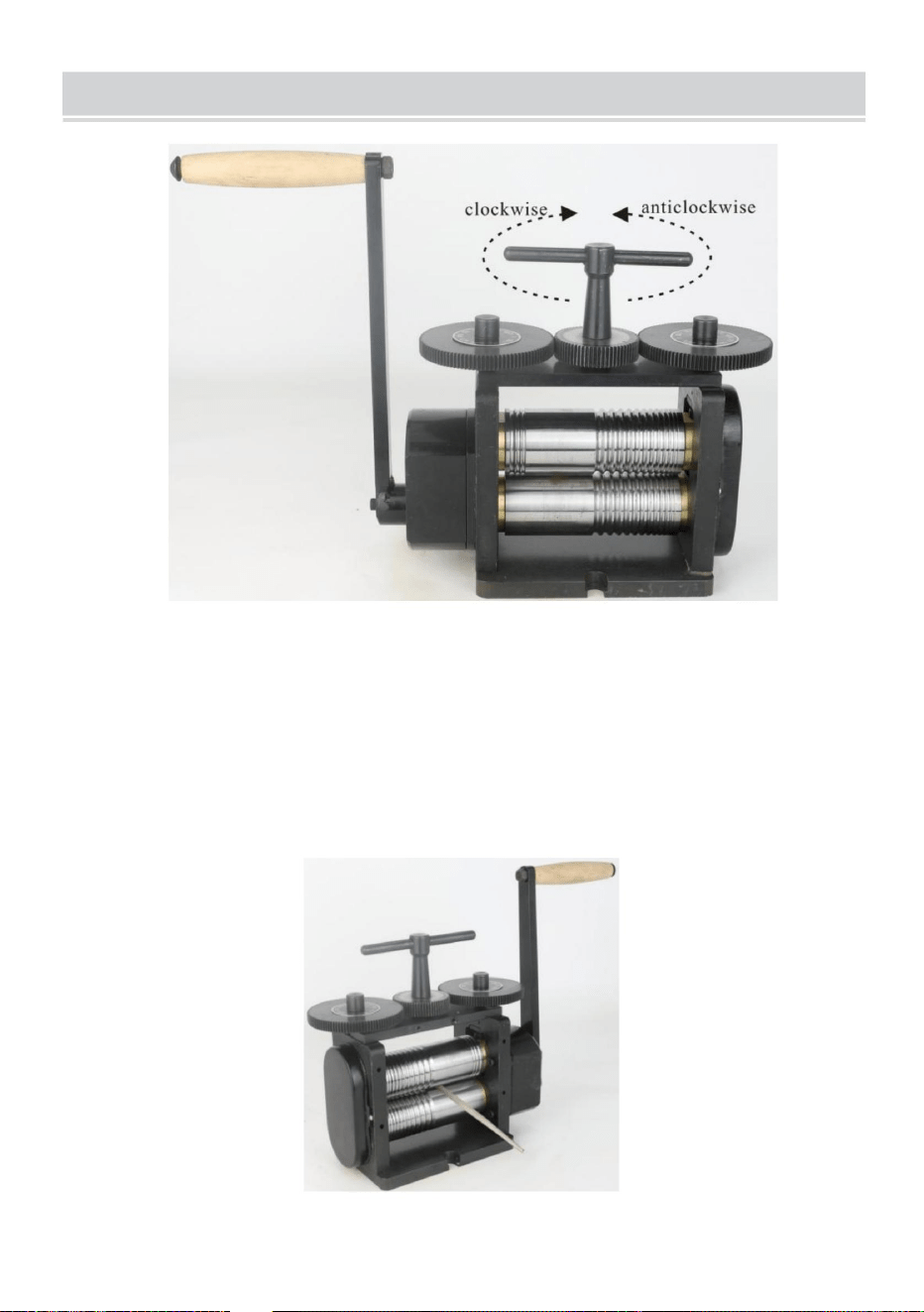
1. The T-bar on the mill top is used to lower or raise the top roller. Increasing
the distance between the two rollers. Note that only the top one moves up and
down, and the bottom roller remains fixed. Turing the T-bar clockwise (looking
down from above) will lower the top roller and reduce the gap, resulting in a
thinner wire or sheet. Turning the T-bar anticlockwise will lift the top roller,
increasing the gap for thicker material.
2. In normal operation, you begin by opening up the rollers and inserting your

- 7 -
metal to be reduced. Turn the T-bar to lower the top roller until it touches your
metal. Remove your metal and turns the T-bar a further 1/2 turn. Re-insert your
metal and crank the handle, so that the roller turn inwards and grabs your
metal, rolling it through away from you. Continue to turn the T-bar 1/2 a turn
before each pass and this will slowly reduce the thickness of your material.
Depending on the effect you want, you may wish to rotate your metal 90° in
order to create square or rectangular bars.
NOTE: When you reduce the thickness of your metal, it will typically increase
in length quite dramatically. You may also see a slight increase in width, but
this will be less noticeable. If you rotate it 90
°
after each pass, it will go thinner
and longer. Consider this when cutting or casting your initial starting piece.
3. Take square wire using the V groves. It is first important that your metal is
uniform and parallel. Starting from the cast ingot, roll it through the machine;
rotate the material 90 degrees, then roll it through the machine again. Note:
Each time the T-shaped rod rotates half a turn, allowing the top shaft to
descend, and rolling the material through. After rotating the material 90
degrees, roll it through once more. This dual-channel process will shape the
material into a square bar.
4. As soon as it fits, move on to the V grove rollers. Start with the largest,
again follow the same method of rolling the wire through, rotate 90° and roll
through again. You may find it helpful to use a permanent marker to mark on
the side of the metal so you can see which way you are rotating it. When the
rollers are getting close together, reduce the thickness by 1/4 turn and pass
the wire through several times, rotating each time before reducing any further.
This will avoid any pinching as the rollers touch. Continue down to the next
roller until you have the desired dimensions. Note the length will increase
greatly during this operation. A small ingot a couple of inches can be
transformed into many feet of thin wire.
- 8 -
TIPS AND TRICKS
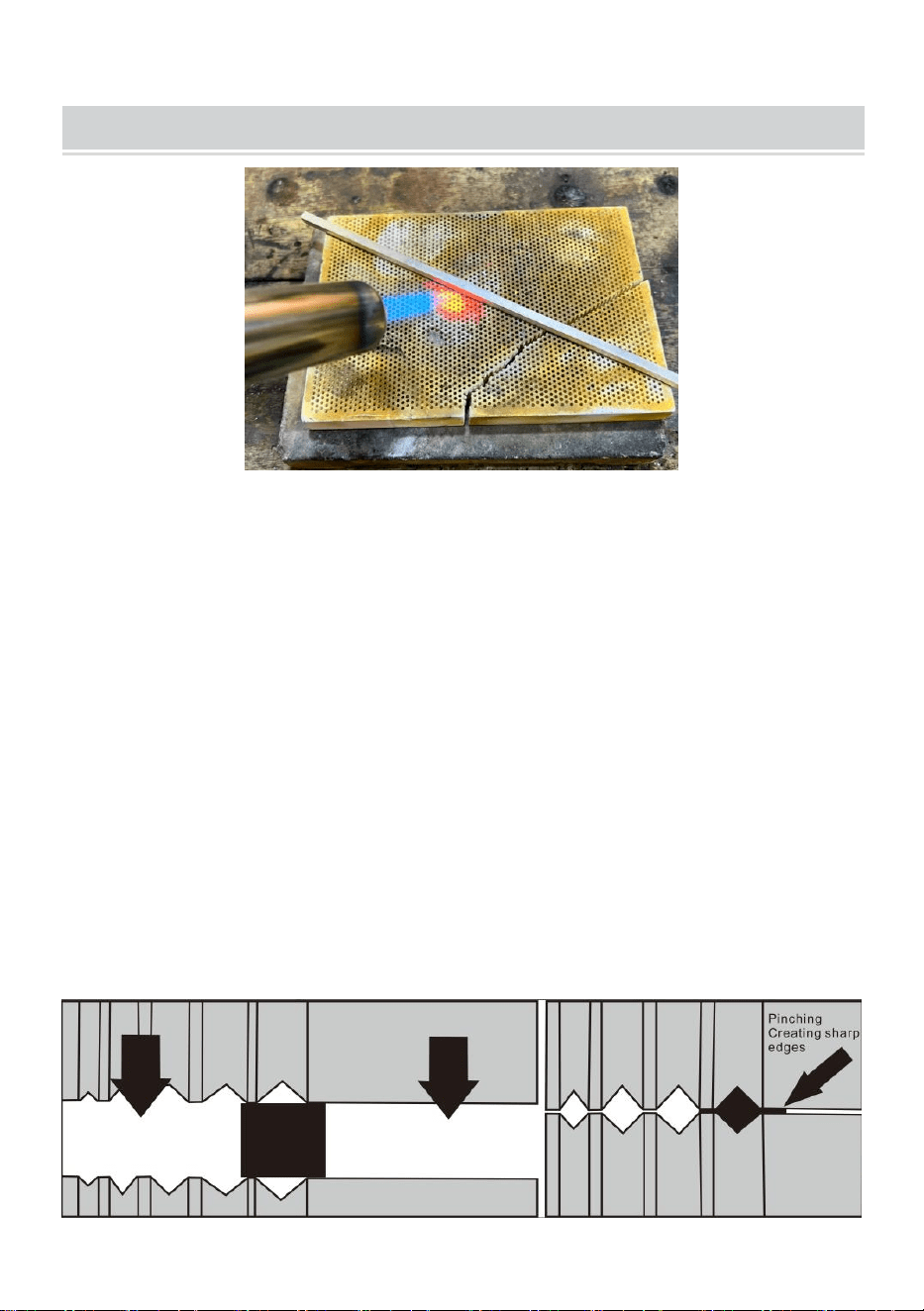
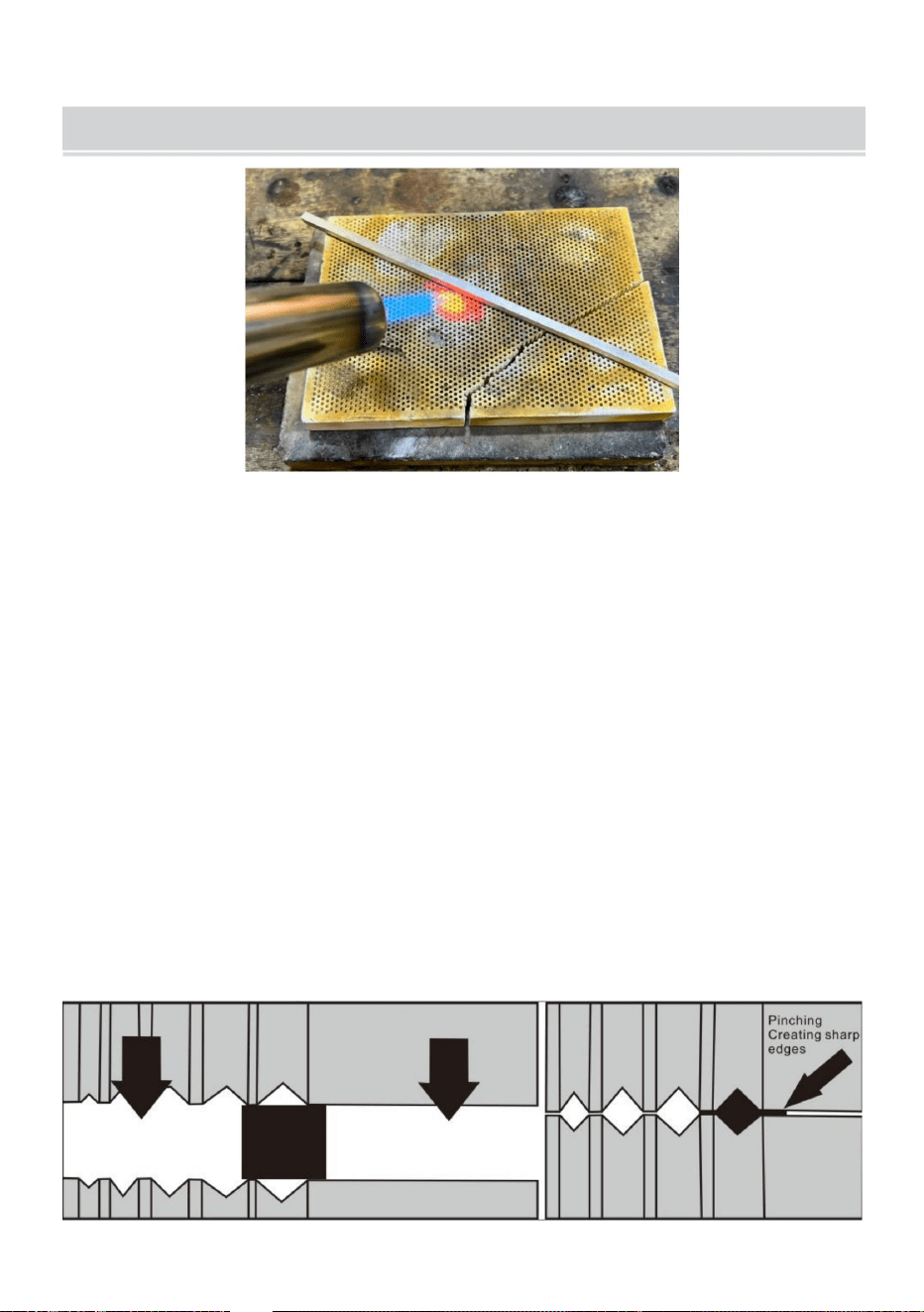
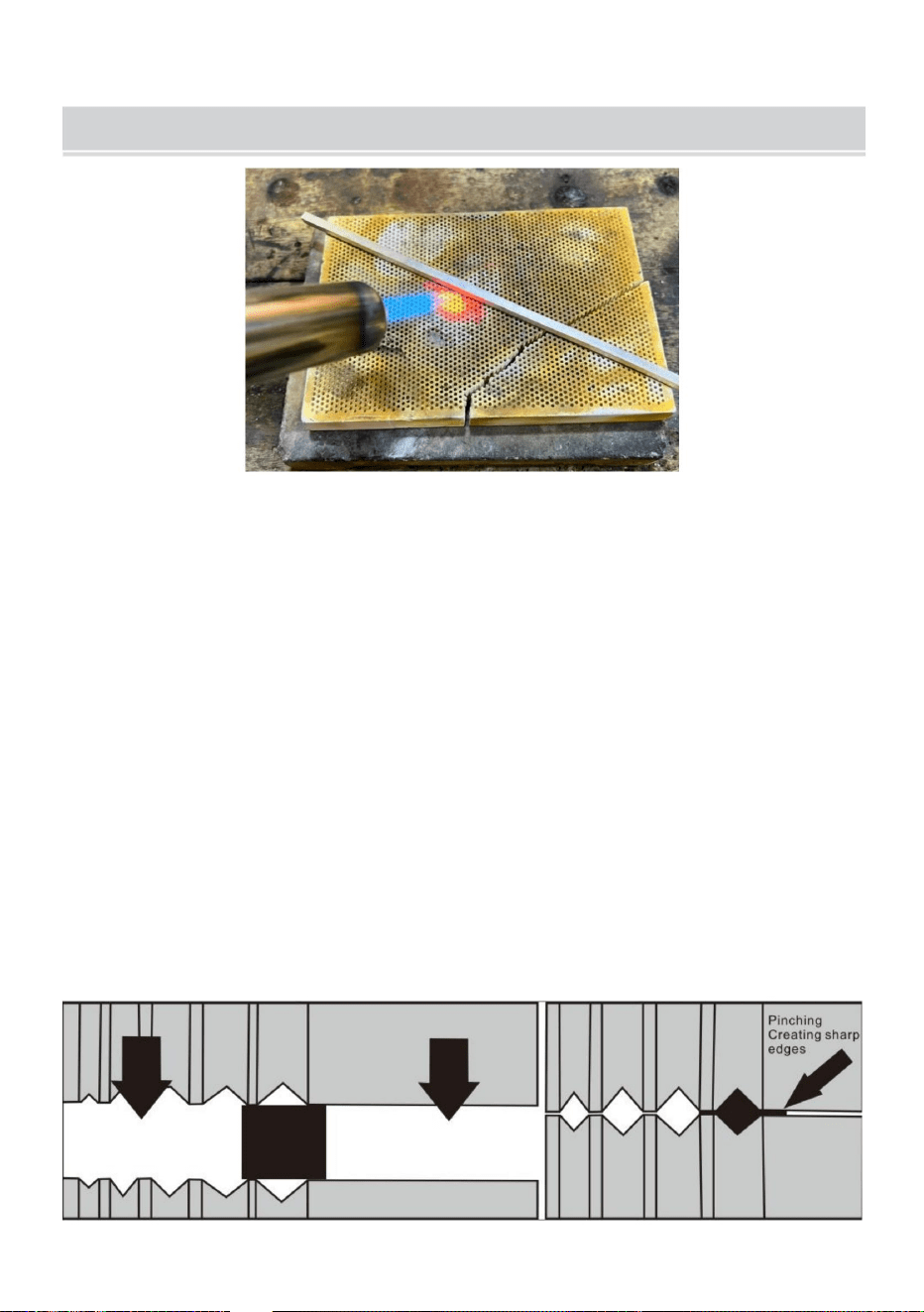
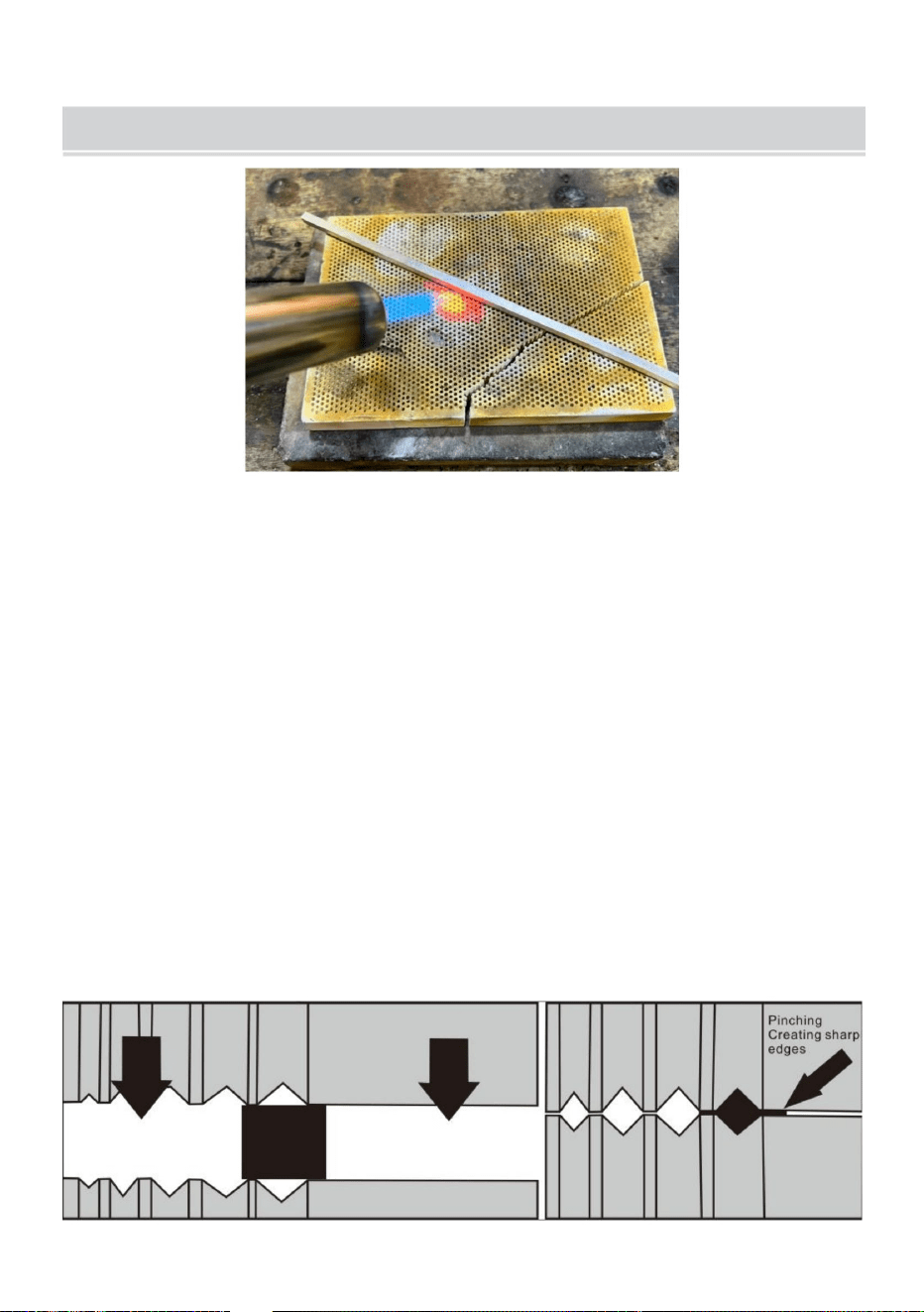
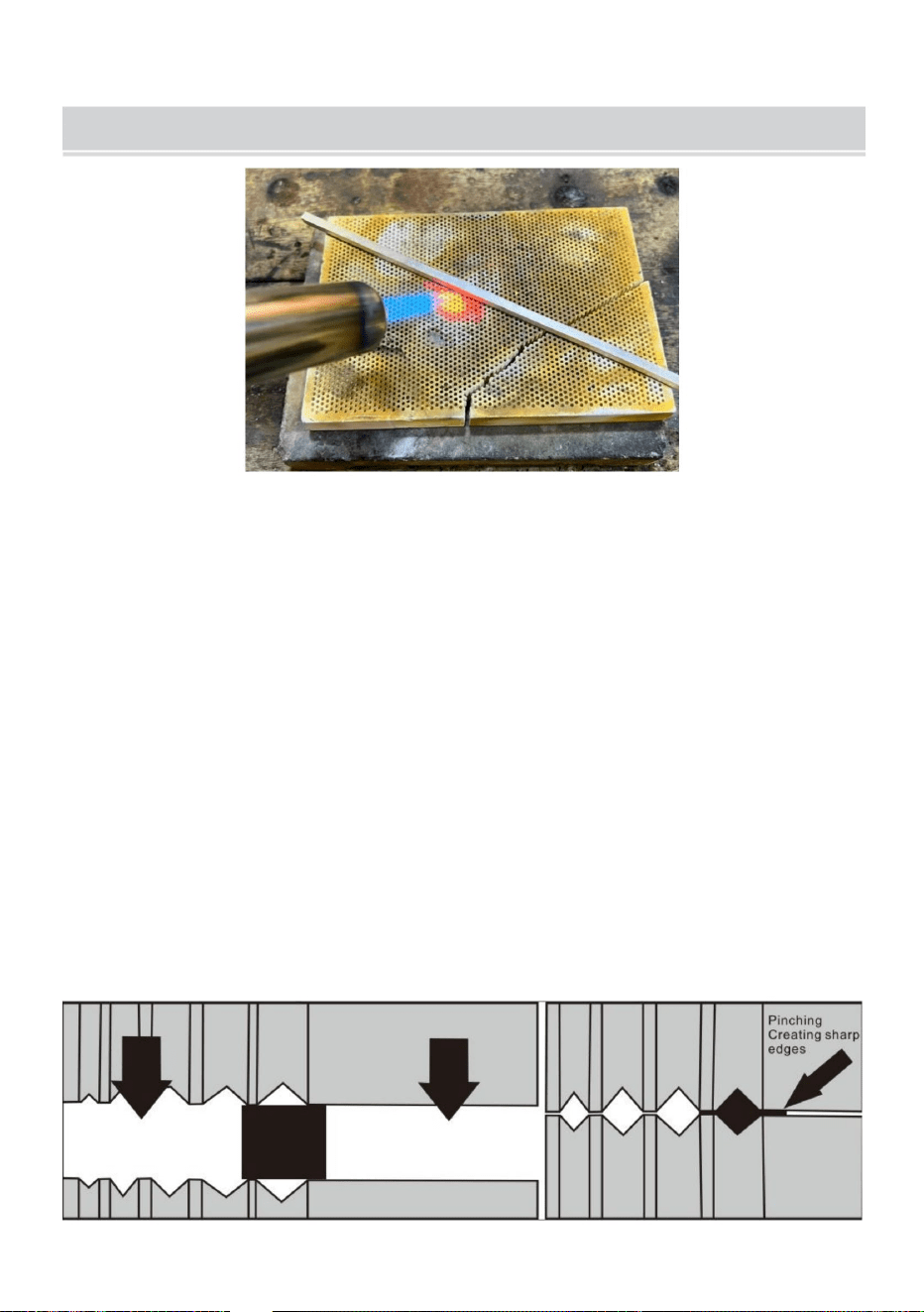
ANNEALING: As the metal is forced through the rollers and transformed, this
will work to harden it. When your material becomes hard to roll or feels rigid, it
should be annealed. Annealing is the process of softening metal and reducing
its stress , making it more pliable. If you are not already familiar with annealing,
it is advisable to check the best method to anneal the metal you are working
with. Usually this is done by heating it gently to a dull red heat, maintaining it
for a minute or so, and then quenching it in water or leaving it to cool air . This
makes the metal more pliable, easier to work with and less likely to crack. If
working an ingot down into wire, you may need to anneal several times during
this process. Tip: Work on several separate pieces at once. So, when one is
cooling, you can roll another.
NOTE: Always ensure your metal is dry before taking it through the mill to
avoid any moisture on the rollers.
- 9 -
Creating Perfect Edges: Work your metal slowly and gradually. Rotating it
as you go. Forcing the metal through in one direction with too much
pressure can cause it to“pinch” the sides, creating thin and sharp edges. If
this happens, rub the metal with emery paper to remove the edges (Wear
leather gloves). And pass it through the roller several times with the sharp
edge pointing upwards in the V groove.
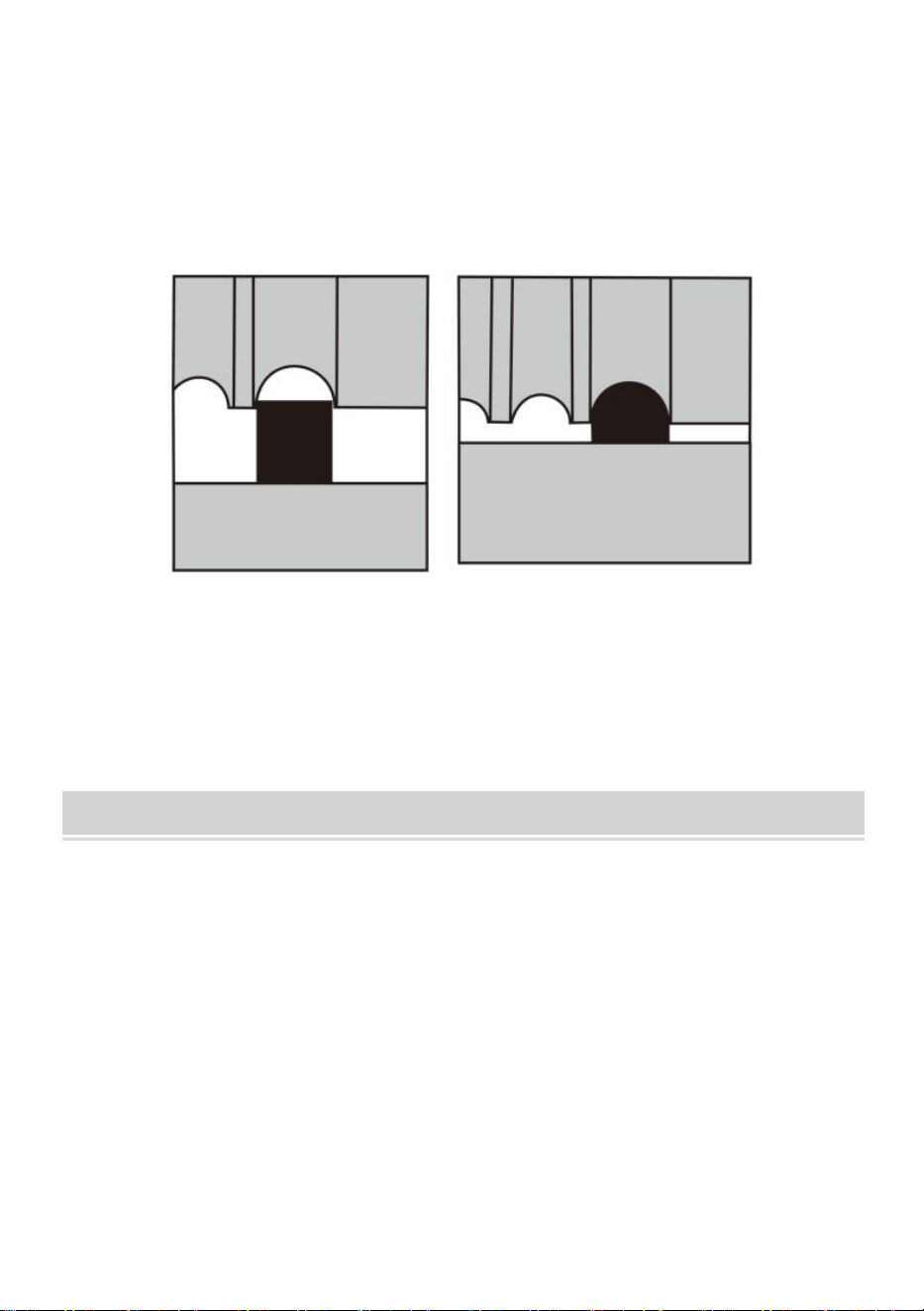
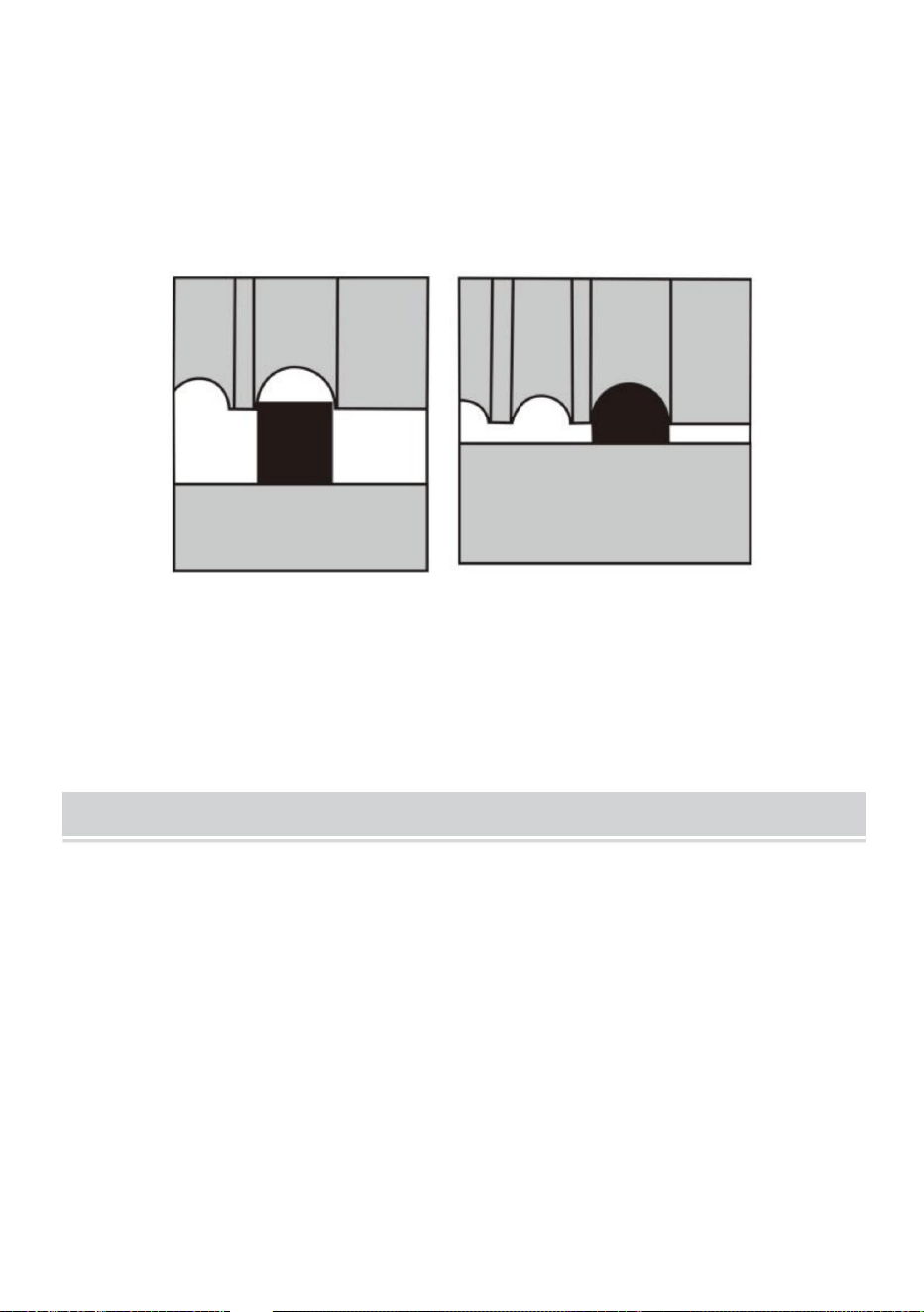
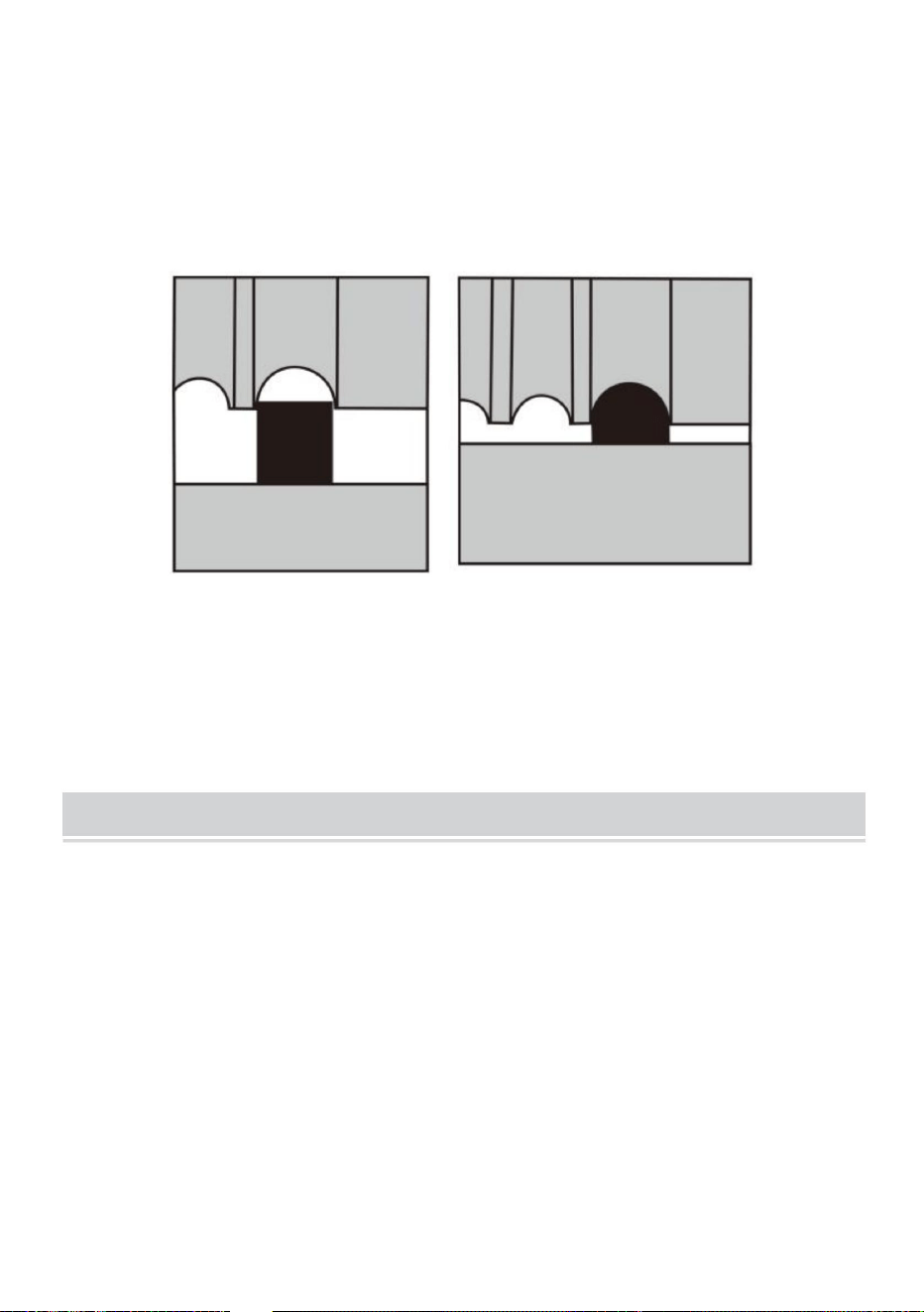
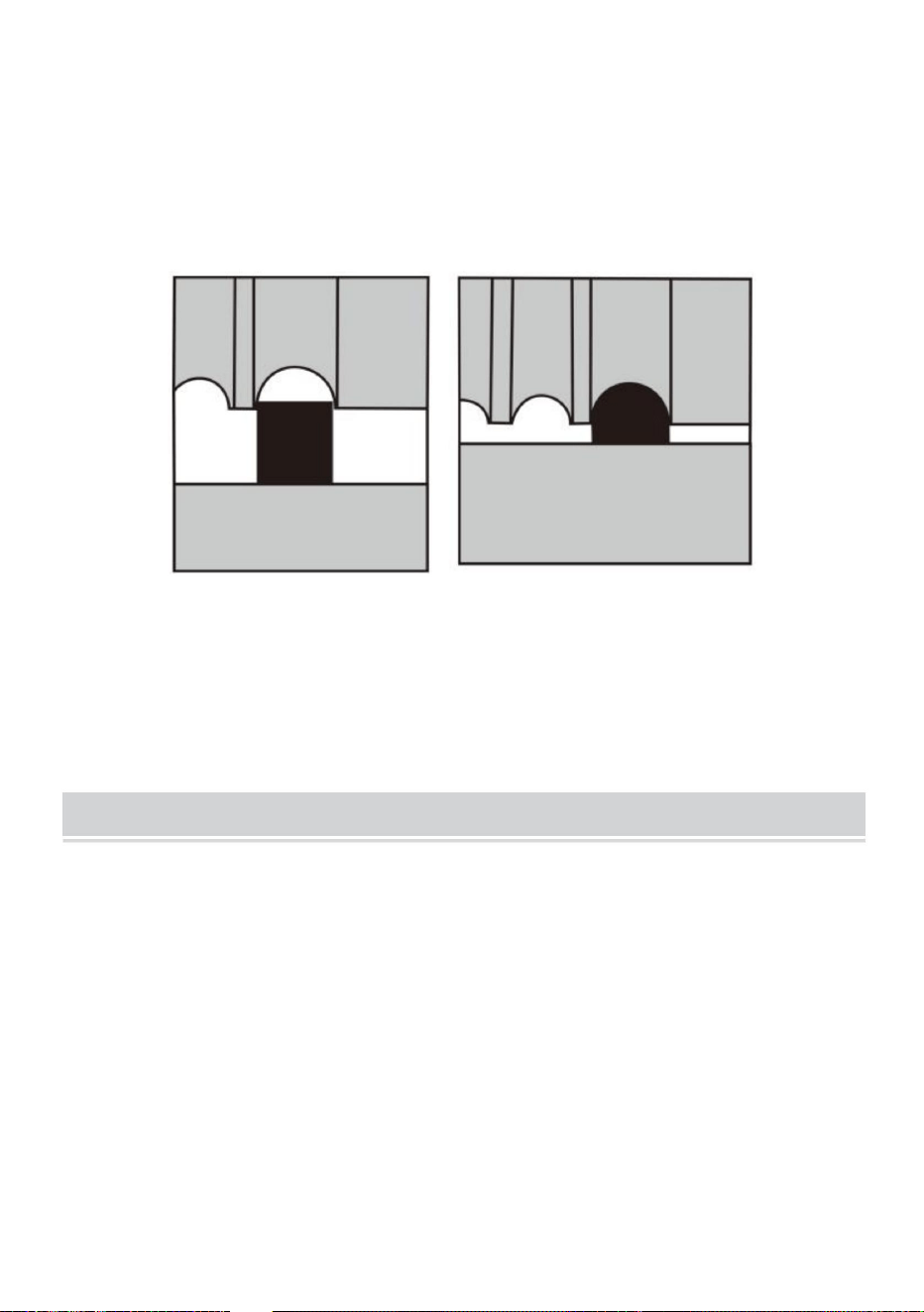
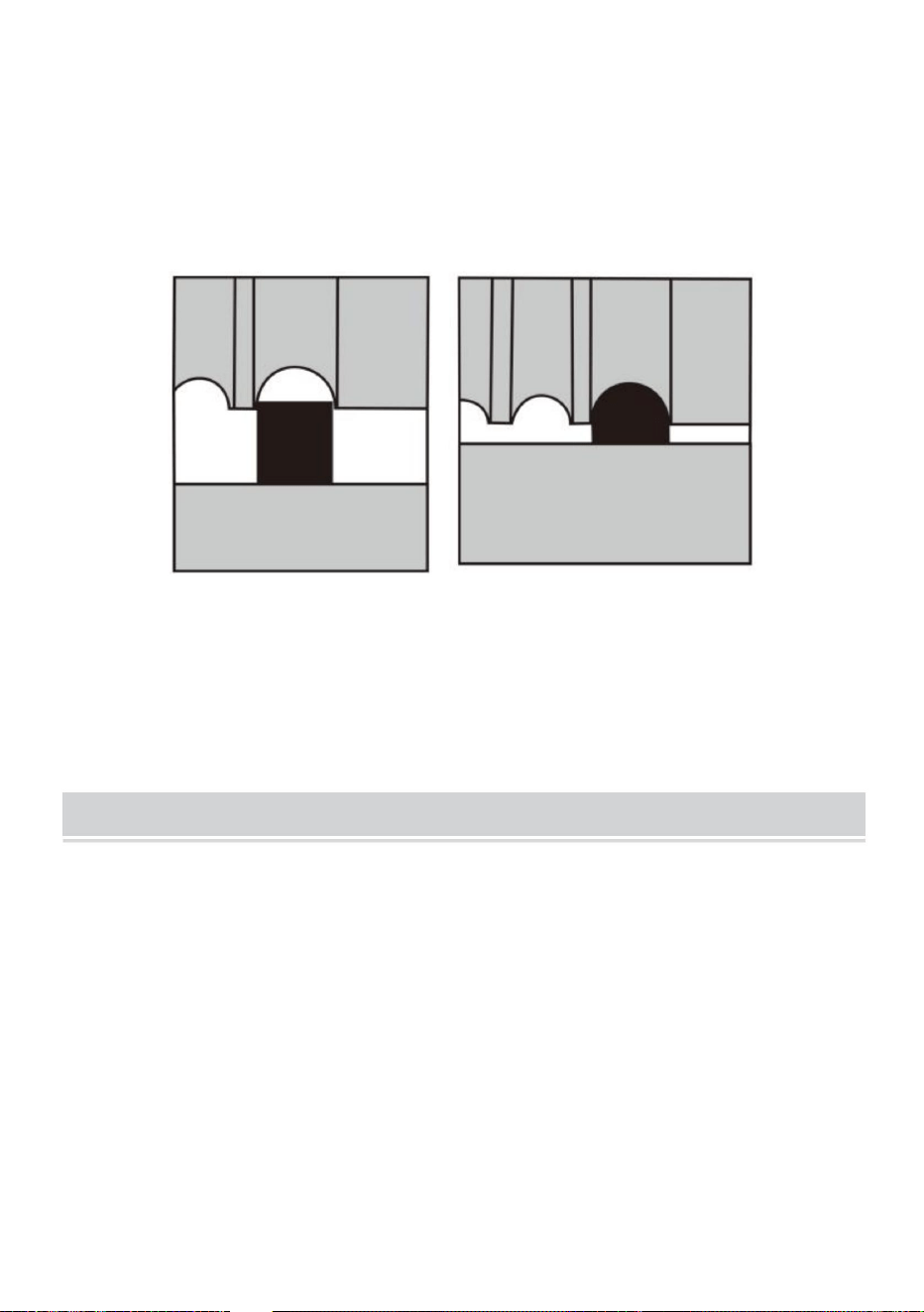
D Shared Wire: When using the fat/oval section of the combination roller,
you can make a D profile wire for ring shanks etc. Start with well-annealed
square wire a little narrower than the groove and gradually roll the wire
through in several passes to dome the top surface.
EMBOSSING TIPS
1. Almost anything can be embossed into precious metal and non-ferrous
metals, such as lace, leaves, fabric, paper cut-outs, wire, etc. And this
technique can be used to add interesting textures to your jewellery.
However you don’t want to damage your rollers by embedding a pattern
into the steel. So for this reason it is vitally important that you must use a
sacrificial piece of metal as a shield between your texturing item and your
rollers.
- 10 -
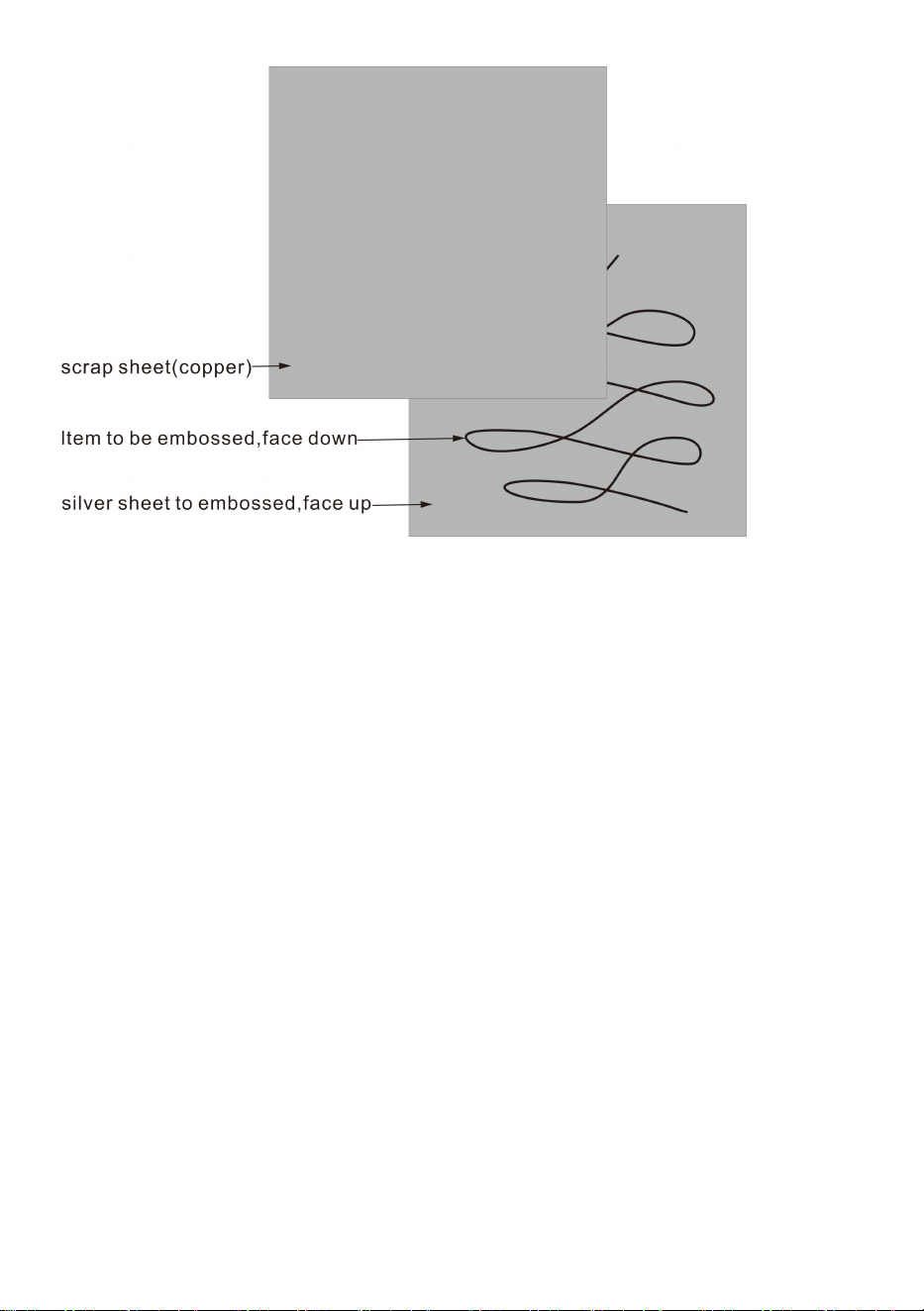
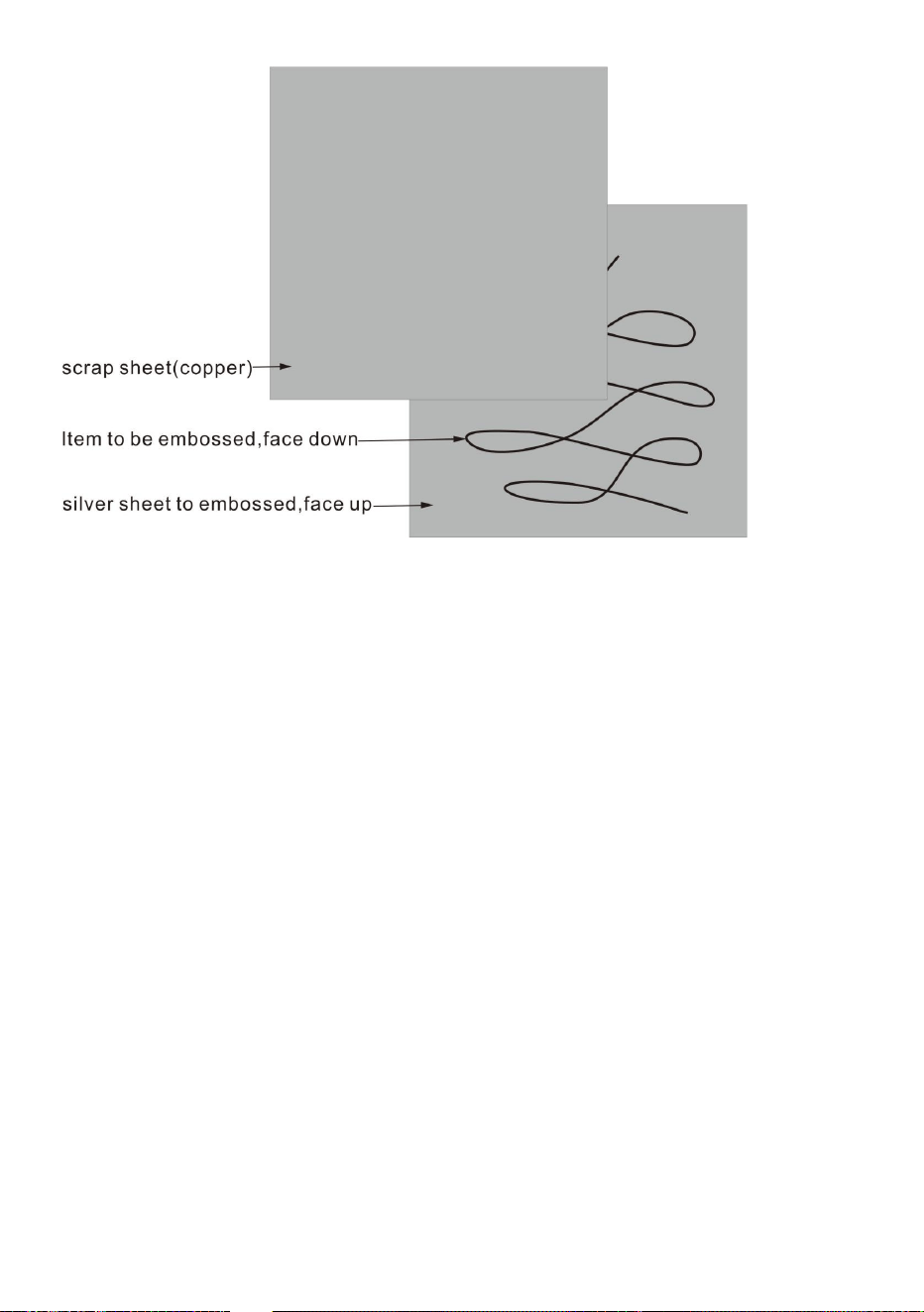
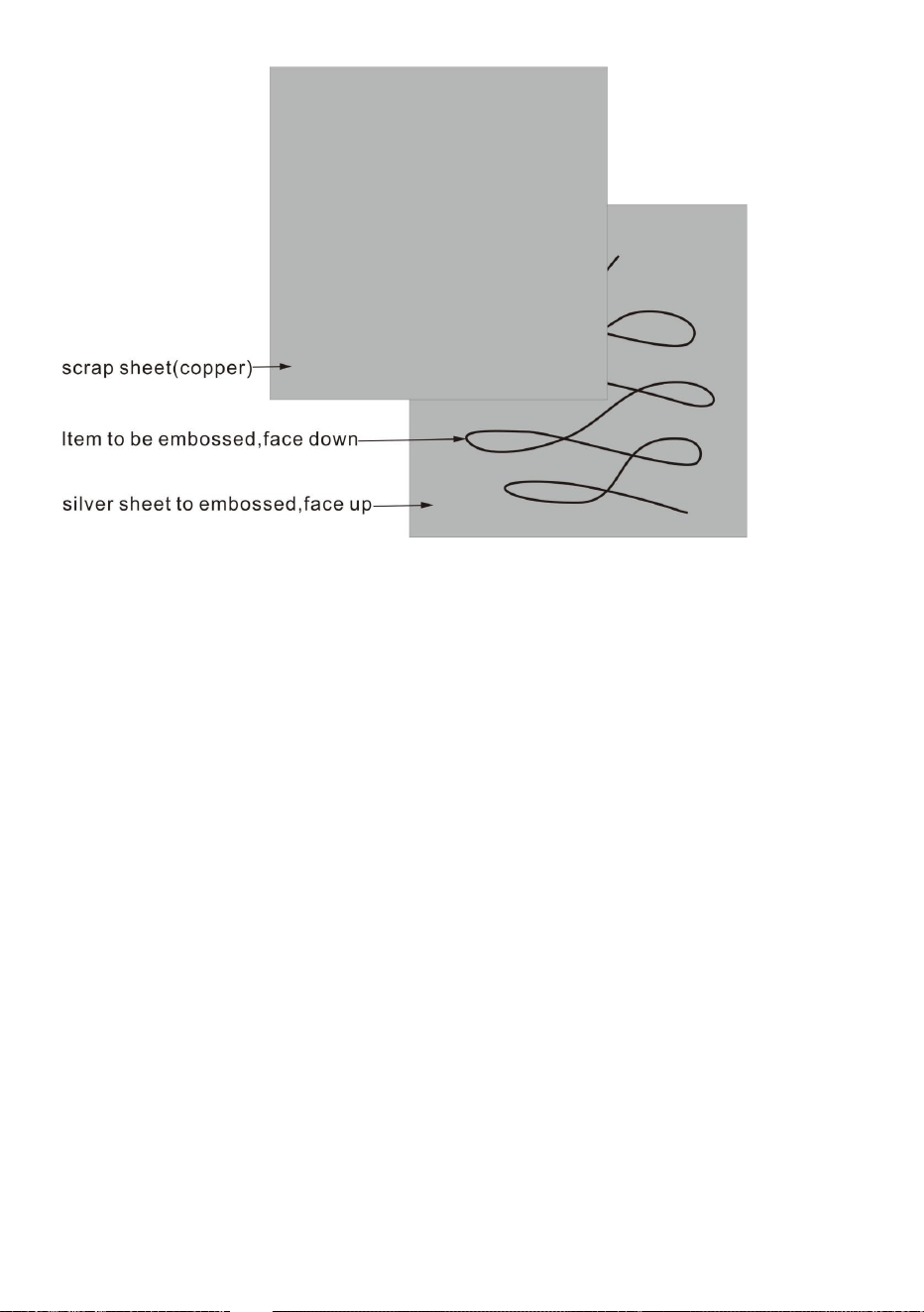
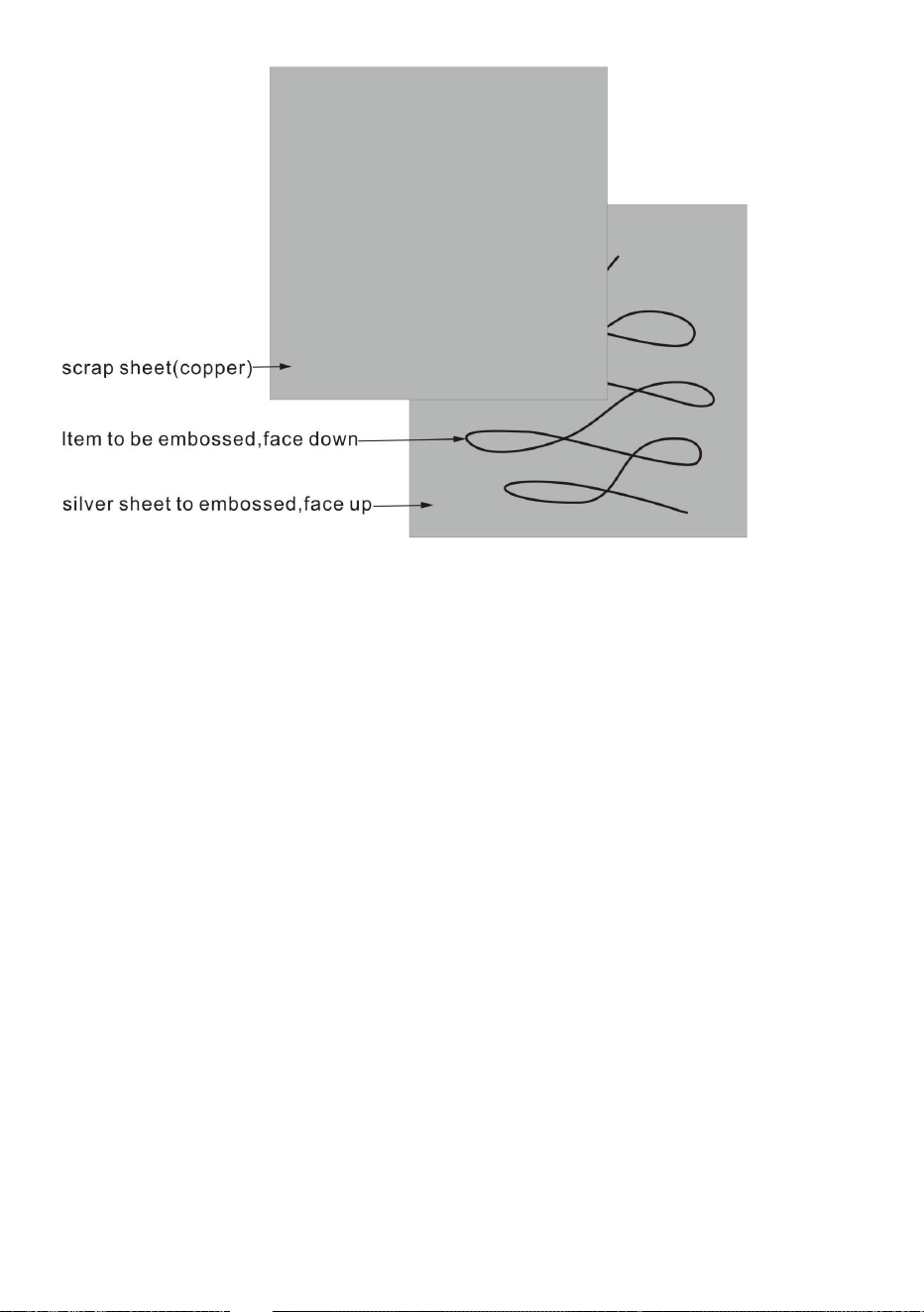
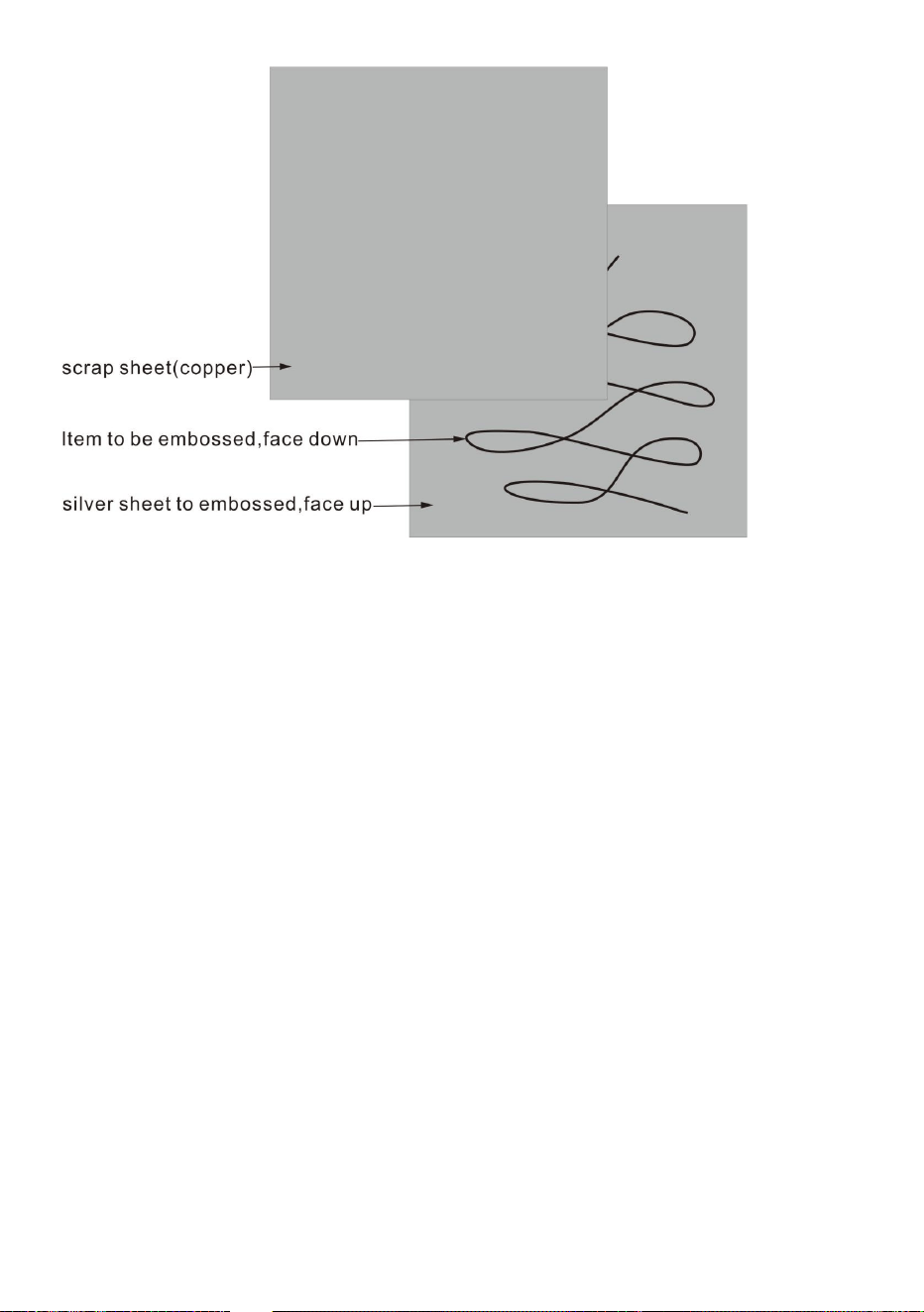
2. Create a sandwich as shown: On the bottom is your metal. Flat, clean
and well annealed, e.g. silver sheet. The uppermost face will be embossed.
On top of it is the item to be embossed,e.g. a leaf or loops of wire ( shown
here ). The side you want embossed should be face down onto the silver.
Above it is a scrap sheet of copper or brass. This will protect your rollers.
Use soft metals, do not use steel, as this may scratch your rollers. While
this is referred to as scrap, the pattern will also be embossed onto this
sheet, so some interesting results can be obtained. But usually, this is just
a piece of flat scrap metal, which can be reused as a shield. Ensure the
shield is larger than the silver to avoid embossing the edges into your
silver.
3. Ensure that the sandwich is only passed through the flat part of the
rollers. Passing it through the V rollers will leave flat parallel lines on the
underside of your silver.
4. Place the sandwich between the rollers and lower the top roller until the
sandwich is snug between them. Remove the sandwich and turn the top
handle 1/2 a turn or a little less. Pass the material through and the half turn
will provide enough pressure to emboss the item into the silver .

- 11 -
MAINTENANCE
Your rolling mill is a very robust piece of equipment and should give you
years of service. As with any mechanical item, a little maintenance will
keep it in optimum condition for the best possible performance.
1. Oil All Moving Parts: It is important that the rollers do not become
rusted, so be aware of condensation in damp areas. Wipe the rollers with a
light coat of oil on a cotton cloth and store the mill with the rollers apart. If
the unit is to be unused for a long period of time, oil all parts thoroughly and
cover it, ensuring it is kept dry and free from moisture.
2. The gearbox should not require any special maintenance. Inside the
frame, where the bushes move up and down, will benefit from a little
grease or oil, but there is no need to dismantle any part of the unit to do
this. Simply close the rollers to apply grease around the bushes, then open
fully & close several times to move the grease.
3. If the rollers obtain any superficial marks or stains, they can be polished
by hand using a cloth and car metal polish such as rust remover. Very fine
emery paper and oil can be used (If absolutely necessary) to remove
superficial marks, but generally harsh abrasives should always be avoided.
4. The unit is designed for jewellery use with precious and nonferrous
metals. Do not attempt to roll hardened steel, as this may damage the
rollers. When annealing and pickling metal, always ensure that all items
are dry thoroughly before passing through the rollers. After a busy day of

- 12 -
extensive use, a quick clean and wipe of oil on the rollers will be highly
beneficial. Develop good working habits, look after your mil and it will
provide years of service.
5. If the surfaces of the rollers become damaged through improper use,
this may require replacement of the rollers, which may incur a cost.
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Imported to USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX
MODEL:KD-Y5255
„Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią
jedynie szacunkowe oszczędności, jakie możesz uzyskać, kupując u nas określone narzędzia w
porównaniu z głównymi markami i niekoniecznie oznaczają one objęcie wszystkich kategorii narzędzi
oferowanych przez nas. Uprzejmie przypominamy, aby dokładnie sprawdzić, czy składając u nas
zamówienie faktycznie oszczędzasz połowę w porównaniu z głównymi markami.
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach.
WALCOWNIA
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie
instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu
będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy
Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub
oprogramowania.
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z
nami: Wsparcie
techniczne i certyfikat E-Gwarancji www.vevor.com/support
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
MODEL:KD-Y5255
WALCOWNIA
- 1 -
Machine Translated by Google

9. Utrzymuj gości w bezpiecznej odległości od miejsca pracy. Trzymaj dzieci z daleka.
3. Niniejsza walcownia jest zaprojektowana i przeznaczona do użytkowania przez odpowiednio przeszkolonych i
narkotyków, alkoholu lub jakichkolwiek leków.
10. Używaj zalecanych akcesoriów; niewłaściwe akcesoria mogą być
tylko doświadczony personel. Jeśli nie jesteś zaznajomiony z właściwymi i bezpiecznymi
7. Sprawdź uszkodzone części. Przed dalszym użytkowaniem walcarki, część, która
niebezpieczny.
obsługa walcowni, nie należy jej używać do czasu uzyskania odpowiedniego przeszkolenia i wiedzy
jest uszkodzony, należy go dokładnie sprawdzić, aby upewnić się, że będzie działał
11. Upewnij się, że obrabiany przedmiot jest solidnie przymocowany lub zaciśnięty na stole.
zostały uzyskane.
prawidłowo i wykonywać swoją zamierzoną funkcję. Sprawdź wyrównanie ruchomych
OSTRZEŻENIE:
4. Nie należy używać tej walcarki do celów innych niż te, do których jest przeznaczona.
części, wiązanie części ruchomych, pękanie części, mocowanie i wszelkie inne
1. Przed przystąpieniem do naprawy należy przeczytać i zrozumieć całą instrukcję obsługi.
5. Podczas korzystania z tej walca należy zawsze nosić zatwierdzone okulary ochronne/osłony twarzy.
warunki, które mogą mieć wpływ na jego działanie. Osłona lub inna część, która jest
montaż lub eksploatacja.
naciśnij. Codzienne okulary mają tylko soczewki odporne na uderzenia; są
uszkodzone należy odpowiednio naprawić lub wymienić.
2. Przeczytaj i zrozum ostrzeżenia zawarte w niniejszej instrukcji. Nieprzestrzeganie
nie są to okulary ochronne.
8. Zapewnij odpowiednią przestrzeń wokół stanowiska pracy i oświetlenie górne, nieoślepiające.
Nieprzestrzeganie wszystkich tych ostrzeżeń może spowodować poważne obrażenia.
6. Nie należy obsługiwać prasy stolarskiej, będąc zmęczonym lub pod wpływem alkoholu.
INSTRUKCJE BEZPIECZEŃSTWA
- 2 -
Machine Translated by Google
MODEL I PARAMETRY
ZAPISZ TE INSTRUKCJE
Kolor
16. Metale nadające się do stosowania: złoto, złoto K, srebro próby 925, miedź, aluminium i
inne metale ciągliwe.
Powierzchnia płaska
Czarny i pomarańczowy
57mm
Zwiń drut kwadratowy
Model
12. Usuń luźne przedmioty i niepotrzebne części robocze z obszaru
1/1,5/2/2,5/3/3,5/4/4,5/ 5/5,5/6/6,5 mm
przed uruchomieniem maszyny.
KD-Y5255
Rolka owalna
13. Nie pozwalaj dzieciom na korzystanie z urządzenia, uważaj, aby nie przytrzasnęły im rąk!
Maksymalne otwarcie
2,5x1/3x1,25/4x1,5 mm
14. Upewnij się, że nie masz na sobie luźnego ubrania i że włosy są bezpiecznie związane.
5,5 mm
Tworzywo
15. Sprawdź, czy nie ma żadnych kabli, lin lub czegokolwiek, co mogłoby zostać zaplątane
Średnica rolki
Stal
w rolkach lub uchwycie.
Φ54,5 mm
- 3 -
Machine Translated by Google
2. Wybierz
4. Osłona przekładni końcowej
9.Skrzynia biegów
12. Otwór montażowy na blacie
5. Część olejowa
7. Uchwyt
3. Część olejowa
1. Uchwyt w kształcie litery T z regulacją wysokości
11.Wałek dolny
8.Przekładnia regulacji wysokości
6.Ramka
10. Górny wałek
SCHEMAT STRUKTURY
- 4 -
Machine Translated by Google
Uchwyt w kształcie litery T z regulacją wysokości
Uchwyt (wraz z ryglem)
Śruby
Główna część
4
7
1
1
Instrukcja obsługi
2
5
Uchwyt
Olej smarowy
NIE.
1
1
Zdjęcie
6
Nazwa
3
Ilość
1
2
1
1
SKŁADNIKI
- 5 -
Machine Translated by Google
2. Podczas normalnej pracy należy zacząć od otwarcia rolek i włożenia
1. T-bar na górze młyna służy do opuszczania lub podnoszenia górnego walca. Zwiększenie
odległości między dwoma walcami. Należy zauważyć, że tylko górny porusza się w górę i w dół,
a dolny walec pozostaje nieruchomy. Obrót T-bar zgodnie z ruchem wskazówek zegara
(patrząc w dół z góry) obniży górny walec i zmniejszy szczelinę, co spowoduje cieńszy drut
lub arkusz. Obrót T-bar przeciwnie do ruchu wskazówek zegara podniesie górny walec,
zwiększając szczelinę w przypadku grubszego materiału.
DZIAŁANIE
- 6 -
Machine Translated by Google

- 7 -
Dzięki temu unikniesz przytrzaśnięcia, gdy rolki się stykają. Kontynuuj w dół do następnego
aby utworzyć kwadratowe lub prostokątne pręty.
zejdź i przetocz materiał. Po obróceniu materiału o 90 stopni
wałek, aż uzyskasz pożądane wymiary. Zwróć uwagę, że długość wzrośnie
UWAGA: Zmniejszając grubość metalu, zazwyczaj zwiększa się
stopni, przetocz go jeszcze raz. Ten dwukanałowy proces ukształtuje
w dużej mierze podczas tej operacji. Mały sztabka o długości kilku cali może być
długości dość dramatycznie. Możesz również zauważyć niewielki wzrost szerokości, ale
materiał w kwadratowy pręt.
przekształcił się w wiele stóp cienkiego drutu.
metal do zredukowania. Obróć drążek T, aby obniżyć górny wałek, aż dotknie twojego
to będzie mniej zauważalne. Jeśli obrócisz go o 90° po każdym przejściu, stanie się cieńszy
4. Gdy już będzie pasować, przejdź do rolek z rowkiem V. Zacznij od największych,
ponownie postępuj zgodnie z tą samą metodą przeciągania drutu, obróć o 90° i przetocz
metal. Usuń metal i obróć drążek T o kolejne 1/2 obrotu. Ponownie włóż swój
i dłużej. Weź to pod uwagę podczas cięcia lub odlewania swojego początkowego elementu.
ponownie. Możesz uznać za pomocne użycie trwałego markera do zaznaczania
metal i przekręć korbę tak, aby wałek obrócił się do wewnątrz i chwycił
3. Weź drut kwadratowy, używając rowków V. Najpierw ważne jest, aby metal był
bok metalu, żebyś mógł zobaczyć, w którą stronę go obracasz. Kiedy
metal, tocząc go od siebie. Kontynuuj obracanie drążka T o 1/2 obrotu
równomierne i równoległe. Zaczynając od odlewu wlewka, przetocz go przez maszynę;
wałki zbliżają się do siebie, zmniejsz grubość o 1/4 obrotu i przepuść
przed każdym przejściem, co pozwoli stopniowo zmniejszać grubość materiału.
obróć materiał o 90 stopni, a następnie przetocz go ponownie przez maszynę. Uwaga:
przeciągnij drut kilka razy, obracając go za każdym razem przed dalszym przeciąganiem.
W zależności od pożądanego efektu możesz obrócić metal o 90°
Za każdym razem, gdy pręt w kształcie litery T obraca się o pół obrotu, pozwala to na obrót górnego wału
Machine Translated by Google
zaleca się sprawdzenie najlepszej metody wyżarzania metalu, z którym się pracuje. Zazwyczaj
robi się to poprzez delikatne podgrzanie go do matowego czerwonego ciepła, utrzymywanie
przez minutę lub dłużej, a następnie hartowanie w wodzie lub pozostawienie do ostygnięcia na
powietrzu. Dzięki temu metal staje się bardziej plastyczny, łatwiejszy w obróbce i mniej
podatny na pękanie. Jeśli przetwarzasz sztabkę na drut, może być konieczne wyżarzane kilka razy
w trakcie tego procesu. Wskazówka: Pracuj nad kilkoma oddzielnymi kawałkami na raz. Tak
więc, gdy jeden się stygnie, możesz zwinąć drugi.
UWAGA: Zawsze upewnij się, że metal jest suchy przed wrzuceniem go do walcarki, aby
zapobiec przedostaniu się wilgoci na walce.
WYŻARZANIE: W miarę jak metal jest przeciskany przez rolki i przekształcany, będzie to działać w celu jego
utwardzenia. Gdy materiał staje się trudny do zwijania lub wydaje się sztywny, należy go wyżarzać. Wyżarzanie to
proces zmiękczania metalu i zmniejszania, czyniąc go bardziej elastycznym. Jeśli nie jesteś jeszcze zaznajomiony z
wyżarzaniem, jego naprężenie
WSKAZÓWKI I SZTUCZKI
- 8 -
Machine Translated by Google
WSKAZÓWKI DOTYCZĄCE TŁOCZENIA
1. Prawie wszystko można wytłoczyć w metalach szlachetnych i metalach nieżelaznych, np.
koronkę, liście, tkaninę, wycinanki papierowe, drut itp. A tę technikę można wykorzystać
do dodania ciekawych faktur do biżuterii.
Jednak nie chcesz uszkodzić swoich rolek, wtapiając wzór w stal. Dlatego też niezwykle ważne
jest, aby użyć kawałka metalu jako tarczy między elementem teksturującym a rolkami.
D Wspólny drut: Używając grubej/owalnej części walca kombinowanego, można wykonać drut
o profilu D na trzonki pierścieniowe itp. Zacznij od dobrze wyżarzonego drutu kwadratowego,
nieco węższego niż rowek, i stopniowo przeciągaj drut w kilku przejściach, aby nadać górnej
powierzchni wypukłość.
Tworzenie idealnych krawędzi: Pracuj nad metalem powoli i stopniowo. Obracaj go w trakcie
pracy. Wciskanie metalu w jednym kierunku z nadmierną siłą może spowodować
„ściśnięcie” boków, tworząc cienkie i ostre krawędzie. Jeśli tak się stanie, przetrzyj metal
papierem ściernym, aby usunąć krawędzie (załóż skórzane rękawiczki). I przeciągnij go przez
wałek kilka razy, kierując ostrą krawędź do góry w rowek V.
- 9 -
Machine Translated by Google
- 10 -
to się nazywa złom, wzór będzie również wytłoczony na tym
kanapka jest ciasno pomiędzy nimi. Wyjmij kanapkę i obróć górę
arkusz, więc można uzyskać kilka interesujących wyników. Ale zwykle jest to tylko
uchwyt 1/2 obrotu lub trochę mniej. Przepuść materiał i pół obrotu
kawałek płaskiego złomu, który można ponownie wykorzystać jako tarczę. Upewnij się, że
zapewni wystarczające ciśnienie, aby wytłoczyć przedmiot w srebrze.
2. Utwórz kanapkę, jak pokazano: Na dole jest twój metal. Płaski, czysty
tarcza jest większa od srebra, aby uniknąć wytłoczenia krawędzi w
i dobrze wyżarzane, np. blacha srebrna. Górna powierzchnia będzie wytłoczona.
srebrny.
Na górze znajduje się przedmiot, który ma zostać wytłoczony, np. liść lub pętle drutu (pokazane
3. Upewnij się, że kanapka jest przepuszczana tylko przez płaską część
tutaj). Strona, którą chcesz wytłoczyć powinna być skierowana w dół na srebro.
wałki. Przepuszczenie go przez wałki V pozostawi płaskie równoległe linie na
Nad nim znajduje się kawałek miedzi lub mosiądzu. To ochroni twoje rolki.
spodnia część twojego srebra.
Używaj miękkich metali, nie używaj stali, ponieważ może to porysować Twoje rolki. Podczas gdy
4. Umieść kanapkę pomiędzy rolkami i opuść górną rolkę, aż
Machine Translated by Google

2. Skrzynia biegów nie powinna wymagać żadnej specjalnej konserwacji. Wewnątrz ramy, gdzie
tuleje poruszają się w górę i w dół, przyda się odrobina smaru lub oleju, ale nie ma potrzeby
demontażu żadnej części jednostki, aby to zrobić. Po prostu zamknij rolki, aby nasmarować
tuleje, a następnie otwórz je całkowicie i zamknij kilka razy, aby przesunąć smar.
3. Jeśli na wałkach pojawią się jakieś powierzchowne ślady lub plamy, można je wypolerować
ręcznie za pomocą szmatki i środka do polerowania metalu samochodowego, takiego jak
odrdzewiacz. Można użyć bardzo drobnego papieru ściernego i oleju (jeśli jest to absolutnie
konieczne), aby usunąć powierzchowne ślady, ale generalnie należy zawsze unikać ostrych materiałów ściernych.
1. Naoliw wszystkie ruchome części: Ważne jest, aby rolki nie zardzewiały, dlatego uważaj na
kondensację w wilgotnych miejscach. Przetrzyj rolki cienką warstwą oleju na bawełnianej szmatce i
przechowuj młyn z rolkami rozstawionymi. Jeśli urządzenie nie będzie używane przez dłuższy
czas, dokładnie naoliw wszystkie części i przykryj je, upewniając się, że jest suche i wolne od wilgoci.
Twoja walcownia jest bardzo solidnym sprzętem i powinna służyć Ci przez lata. Jak w przypadku
każdego elementu mechanicznego, odrobina konserwacji utrzyma ją w optymalnym stanie,
aby zapewnić najlepszą możliwą wydajność.
4. Urządzenie jest przeznaczone do użytku jubilerskiego z metalami szlachetnymi i
nieżelaznymi. Nie próbuj walcować stali hartowanej, ponieważ może to uszkodzić rolki.
Podczas wyżarzania i trawienia metalu zawsze upewnij się, że wszystkie przedmioty są dokładnie
suche przed przejściem przez rolki. Po pracowitym dniu
KONSERWACJA
- 11 -
Machine Translated by Google

- 12 -
5. Jeśli powierzchnia rolek ulegnie uszkodzeniu na skutek niewłaściwego
użytkowania, może być konieczna wymiana rolek, co może wiązać się z kosztami.
intensywne użytkowanie, szybkie czyszczenie i przetarcie olejem wałków
będzie bardzo korzystne. Wyrób sobie dobre nawyki pracy, dbaj o swoją
maszynę, a będzie służyć przez lata.
Machine Translated by Google
YH CONSULTING LIMITED.
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Mainzer Landstr.69, 60329 Frankfurt nad Menem.
E-CrossStu GmbH
C/O YH Consulting Limited Biuro 147, Centurion House,
NSW 2122 Australia
Importowane do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
szanghaj 200000 CN.
Miejsce, Rancho Cucamonga, CA 91730
Importowane do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
REP WIELKIEJ BRYTANII
Przedstawiciel UE
Machine Translated by Google
MODELLO:KD-Y5255
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta
solo una stima del risparmio che potresti ottenere acquistando determinati utensili con noi rispetto ai
principali marchi principali e non significa necessariamente coprire tutte le categorie di utensili da noi
offerti. Ti ricordiamo gentilmente di verificare attentamente quando effettui un ordine con noi se
stai effettivamente risparmiando la metà rispetto ai principali marchi principali.
LAMINATOIO
Supporto tecnico e certificato di garanzia
elettronica www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni del
manuale prima di utilizzare. VEVOR si riserva una chiara interpretazione del nostro manuale
utente. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Vi preghiamo di
perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti tecnologici o software sul
nostro prodotto.
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitare a contattarci:
Supporto
tecnico e certificato di garanzia elettronica www.vevor.com/
support
- 1 -
MODELLO:KD-Y5255
HAI BISOGNO DI AIUTO? CONTATTACI!
LAMINATOIO
Machine Translated by Google
solo personale esperto. Se non si ha familiarità con le procedure appropriate e sicure
7. Controllare le parti danneggiate. Prima di utilizzare ulteriormente il laminatoio, una parte che
8. Prevedere uno spazio adeguato attorno all'area di lavoro e un'illuminazione dall'alto antiriflesso.
pericoloso.
3. Questo laminatoio è progettato e destinato all'uso da parte di personale adeguatamente formato e
droghe, alcol o qualsiasi medicinale.
10. Utilizzare gli accessori consigliati; potrebbero essere utilizzati accessori non adatti.
correttamente e svolgere la funzione prevista. Controllare l'allineamento del movimento
AVVERTIMENTO:
funzionamento di un laminatoio, non utilizzare fino a quando non si è ottenuta la formazione e la conoscenza adeguate
4. Non utilizzare questo laminatoio per scopi diversi da quelli per cui è stato progettato.
è danneggiato deve essere attentamente controllato per determinare se funzionerà
sono stati ottenuti.
parti, legatura di parti mobili, rottura di parti, montaggio e qualsiasi altro
11. Assicurarsi che il pezzo in lavorazione sia saldamente fissato o bloccato al tavolo.
assemblaggio o funzionamento.
stampa. Gli occhiali da vista di tutti i giorni hanno solo lenti resistenti agli urti; sono
danneggiati devono essere riparati o sostituiti correttamente.
1. Leggere e comprendere l'intero manuale del proprietario prima di tentare
5. Indossare sempre occhiali di sicurezza/protezioni facciali approvati durante l'utilizzo di questo albero
condizioni che possono influenzarne il funzionamento. Una protezione o altra parte che è
con tutte queste avvertenze può causare gravi lesioni.
6. Non utilizzare questa pressa a colonna quando si è stanchi o sotto l'effetto di
9. Mantenere i visitatori a distanza di sicurezza dall'area di lavoro. Tenere lontani i bambini.
2. Leggere e comprendere le avvertenze contenute nel presente manuale. La mancata osservanza
non occhiali di sicurezza.
ISTRUZIONI DI SICUREZZA
- 2 -
Machine Translated by Google
MODELLO E PARAMETRI
- 3 -
SALVA QUESTE ISTRUZIONI
Acciaio
57mm
16. Metalli applicabili: oro, oro K, argento sterling, argento 925, rame, alluminio e altri
metalli duttili.
Area Piana
Nero e arancione
1/1,5/2/2,5/3/3,5/4/4,5/ 5/5,5/6/6,5 mm
prima di avviare la macchina.
Modello KD-Y5255
Rotolo di filo quadrato
Rotolo ovale
12. Rimuovere gli oggetti sciolti e i pezzi di lavoro non necessari dall'area
Modello
14. Assicurarsi di non indossare abiti larghi e di legare i capelli in modo sicuro.
5,5 mm
Materiale
13. Non permettere ai bambini di utilizzarlo, fare attenzione alle mani!
Apertura massima
2,5x1/3x1,25/4x1,5 mm
nei rulli o nella maniglia.
ÿ54,5mm
Colore
15. Controllare che non ci siano cavi, corde o altro che possa impigliarsi
Diametro del rotolo
Machine Translated by Google
9. Scatola del cambio
2.Componi
4.Coperchio ingranaggio terminale
6. Telaio5.Parte dell'olio
7.Maniglia
3.Parte dell'olio
1. Maniglia a T regolabile in altezza
10. Rullo superiore
12. Foro di montaggio sul piano di lavoro
11. Rullo inferiore
8. Dispositivo di regolazione dell'altezza
SCHEMA DELLA STRUTTURA
- 4 -
Machine Translated by Google
Bulloni
Maniglia (compreso il bullone)
Maniglia a T regolabile in altezza
- 5 -
1
1
2
Manuale d'uso
Corpo principale
4
7
Olio lubrificante
NO.
2 1
5
Maniglia
1
Nome
3
Immagine
6
1
1
Quantità
1
COMPONENTI
Machine Translated by Google
1. La barra a T sulla parte superiore del mulino viene utilizzata per abbassare o sollevare il
rullo superiore. Aumentando la distanza tra i due rulli. Nota che solo quello superiore si muove
su e giù, mentre il rullo inferiore rimane fisso. Ruotando la barra a T in senso orario (guardando
dall'alto verso il basso) si abbasserà il rullo superiore e si ridurrà lo spazio, con conseguente
filo o foglio più sottile. Ruotando la barra a T in senso antiorario si solleverà il rullo
superiore, aumentando lo spazio per materiale più spesso.
2. Nel normale funzionamento, si inizia aprendo i rulli e inserendo il
OPERAZIONE
- 6 -
Machine Translated by Google

- 7 -
NOTA: quando si riduce lo spessore del metallo, in genere aumenta
gradi, fallo rotolare ancora una volta. Questo processo a doppio canale darà forma al
far passare il filo più volte, ruotandolo ogni volta prima di ridurlo ulteriormente.
notevolmente durante questa operazione. Un piccolo lingotto di un paio di pollici può essere
per creare barre quadrate o rettangolari.
scendere e far rotolare il materiale attraverso. Dopo aver ruotato il materiale di 90
rullo fino ad ottenere le dimensioni desiderate. Nota che la lunghezza aumenterà
4. Non appena si adatta, passare ai rulli con scanalatura a V. Iniziare con il più grande, seguire di
nuovo lo stesso metodo di avvolgimento del filo, ruotare di 90° e arrotolare
metallo. Rimuovi il tuo metallo e gira la barra a T di un altro 1/2 giro. Reinserisci il tuo
in lunghezza in modo abbastanza drammatico. Potresti anche vedere un leggero aumento in larghezza, ma
e più a lungo. Considera questo quando tagli o fondi il tuo pezzo iniziale di partenza.
materiale in una barra quadrata.
metallo da ridurre. Girare la barra a T per abbassare il rullo superiore finché non tocca il
questo sarà meno evidente. Se lo ruoti di 90° dopo ogni passaggio, diventerà più sottile
di nuovo. Potresti trovare utile usare un pennarello indelebile per segnare
metallo, facendolo rotolare lontano da te. Continua a girare la barra a T di 1/2 giro
uniforme e parallelo. Partendo dal lingotto fuso, farlo rotolare nella macchina;
i rulli si avvicinano, ridurre lo spessore di 1/4 di giro e passare
trasformati in molti metri di filo sottile.
metallo e gira la manovella, in modo che il rullo giri verso l'interno e afferri il tuo
3. Prendi il filo quadrato usando le scanalature a V. Innanzitutto è importante che il tuo metallo sia
il lato del metallo in modo da poter vedere in che modo lo stai ruotando. Quando il
A seconda dell'effetto desiderato, potresti voler ruotare il metallo di 90° in
Ogni volta che l'asta a forma di T ruota di mezzo giro, consentendo all'albero superiore di
Questo eviterà qualsiasi pizzicamento quando i rulli si toccano. Continuare fino al prossimo
prima di ogni passata, riducendo gradualmente lo spessore del materiale.
ruotare il materiale di 90 gradi, quindi farlo passare di nuovo nella macchina. Nota:
Machine Translated by Google
è consigliabile controllare il metodo migliore per ricotturare il metallo con cui si sta lavorando.
Di solito questo viene fatto riscaldandolo delicatamente fino a un calore rosso opaco,
mantenendolo per un minuto circa, e poi raffreddandolo in acqua o lasciandolo raffreddare all'aria.
Questo rende il metallo più flessibile, più facile da lavorare e meno soggetto a crepe. Se si
lavora un lingotto fino a trasformarlo in filo, potrebbe essere necessario ricotturare più volte
durante questo processo. Suggerimento: lavorare su più pezzi separati contemporaneamente.
Quindi, quando uno si raffredda, puoi arrotolarne un altro.
- 8 -
NOTA: assicurarsi sempre che il metallo sia asciutto prima di passarlo nel laminatoio, per evitare
che sui rulli si depositi umidità.
RICOTTURA: Quando il metallo viene forzato attraverso i rulli e trasformato, questo lo temprerà.
Quando il tuo materiale diventa duro da rotolare o sembra rigido, dovrebbe essere ricotto. La ricottura
è il processo di ammorbidimento e riduzione del metallo, rendendolo più flessibile. Se non hai
familiarità con la ricottura, il suo stress
SUGGERIMENTI E TRUCCHI
Machine Translated by Google
SUGGERIMENTI PER GOFFRATURA
1. Quasi tutto può essere goffrato su metalli preziosi e non ferrosi, come pizzi, foglie, tessuti,
ritagli di carta, fili metallici, ecc. Questa tecnica può essere utilizzata per aggiungere
interessanti texture ai tuoi gioielli.
Tuttavia non vuoi danneggiare i tuoi rulli inserendo un motivo nell'acciaio. Quindi per questo
motivo è di vitale importanza che tu debba usare un pezzo di metallo sacrificale come scudo
tra il tuo oggetto di texturing e i tuoi rulli.
Filo condiviso D: quando si utilizza la sezione spessa/ovale del rullo combinato, è possibile
realizzare un filo con profilo D per gambi ad anello ecc. Iniziare con un filo quadrato ben ricotto,
leggermente più stretto della scanalatura, e arrotolare gradualmente il filo in più passaggi
per curvare la superficie superiore.
Creazione di bordi perfetti: lavora il metallo lentamente e gradualmente. Ruotandolo mentre
procedi. Forzare il metallo in una direzione con troppa pressione può causare
"pizzicamenti" sui lati, creando bordi sottili e taglienti. Se ciò accade, strofina il metallo con carta
vetrata per rimuovere i bordi (indossa guanti di pelle). E passalo attraverso il rullo più volte con
il bordo tagliente rivolto verso l'alto nella scanalatura a V.
- 9 -
Machine Translated by Google
- 10 -
foglio, quindi si possono ottenere risultati interessanti. Ma di solito, questo è solo
gestire 1/2 giro o poco meno. Passare il materiale attraverso e il mezzo giro
questo è definito scarto, il motivo verrà anche impresso su questo
il panino è stretto tra loro. Togliere il panino e girare la parte superiore
e ben ricotto, ad esempio foglio d'argento. La faccia superiore sarà goffrata.
un pezzo di rottame metallico piatto, che può essere riutilizzato come scudo. Assicurarsi che il
argento.
fornirà una pressione sufficiente per imprimere l'oggetto nell'argento.
2. Crea un sandwich come mostrato: sul fondo c'è il tuo metallo. Piatto, pulito
lo scudo è più grande dell'argento per evitare di incidere i bordi sul tuo
qui). Il lato che vuoi far goffrare deve essere rivolto verso il basso, sull'argento.
rulli. Passandolo attraverso i rulli a V lascerà linee parallele piatte sul
In cima c'è l'oggetto da goffrare, ad esempio una foglia o anelli di filo (mostrati
3. Assicurarsi che il panino venga passato solo attraverso la parte piatta del
Utilizzare metalli morbidi, non acciaio, poiché potrebbe graffiare i rulli. Mentre
4. Posizionare il panino tra i rulli e abbassare il rullo superiore fino a quando il
Sopra c'è un foglio di scarto di rame o ottone. Questo proteggerà i tuoi rulli.
la parte inferiore del tuo argento.
Machine Translated by Google

2. Il cambio non dovrebbe richiedere alcuna manutenzione speciale. All'interno del
telaio, dove le boccole si muovono su e giù, trarrà beneficio da un po' di grasso
o olio, ma non c'è bisogno di smontare nessuna parte dell'unità per farlo. Basta
chiudere i rulli per applicare il grasso attorno alle boccole, quindi aprire completamente
e chiudere più volte per spostare il grasso.
3. Se i rulli presentano segni o macchie superficiali, possono essere lucidati a mano
utilizzando un panno e un lucidante per metalli per auto, come un antiruggine. Si
possono utilizzare carta smeriglio molto fine e olio (se assolutamente necessario)
per rimuovere i segni superficiali, ma in genere si dovrebbero sempre evitare abrasivi aggressivi.
1. Oliare tutte le parti mobili: è importante che i rulli non si arrugginiscano, quindi
fare attenzione alla condensa nelle aree umide. Strofinare i rulli con un leggero strato di
olio su un panno di cotone e riporre il mulino con i rulli separati. Se l'unità non viene
utilizzata per un lungo periodo di tempo, oliare accuratamente tutte le parti e coprirla,
assicurandosi che sia asciutta e priva di umidità.
Il tuo laminatoio è un pezzo di equipaggiamento molto robusto e dovrebbe garantirti
anni di servizio. Come per qualsiasi articolo meccanico, un po' di manutenzione lo
manterrà in condizioni ottimali per le migliori prestazioni possibili.
4. L'unità è progettata per l'uso in gioielleria con metalli preziosi e non ferrosi. Non
tentare di rullare acciaio temprato, poiché ciò potrebbe danneggiare i rulli. Quando
si ricottura e si decapano metalli, assicurarsi sempre che tutti gli articoli siano
completamente asciutti prima di passare attraverso i rulli. Dopo una giornata intensa di
MANUTENZIONE
- 11 -
Machine Translated by Google

- 12 -
5. Se le superfici dei rulli vengono danneggiate a causa di un uso
improprio, potrebbe essere necessario sostituirli, con conseguenti costi.
uso prolungato, una rapida pulizia e una passata di olio sui rulli saranno
molto utili. Sviluppa buone abitudini di lavoro, prenditi cura del tuo mil
e ti fornirà anni di servizio.
Machine Translated by Google
Mainzer Landstr.69, 60329 Francoforte sul Meno.
Via Roma, 101, 00186 Roma, Italia
CONSULENZA YH LIMITATA.
E-CrossStu GmbH
C/O YH Consulting Limited Ufficio 147, Centurion House,
Nuovo Galles del Sud 2122 Australia
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
Indirizzo: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importato negli USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Luogo, Rancho Cucamonga, CA 91730
RAPPRESENTANZA DEL REGNO UNITO
Rappresentante della CE
Machine Translated by Google
MODELO:KDY5255
"Ahorrelamitad","mitaddeprecio"ocualquierotraexpresiónsimilarqueutilicemossolorepresenta
unaestimacióndelahorroquepodríaobteneralcomprarciertasherramientasconnosotrosencomparación
conlasprincipalesmarcasynonecesariamentesignificaquecubratodaslascategoríasdeherramientas
queofrecemos.Lerecordamosque,alrealizarunpedidoconnosotros,verifiquecuidadosamentesi
realmenteestáahorrandolamitadencomparaciónconlasprincipalesmarcas.
Seguimoscomprometidosabrindarleherramientasaprecioscompetitivos.
TRENDELAMINACIÓN
Soportetécnicoycertificadodegarantía
electrónicawww.vevor.com/support
Machine Translated by Google

Machine Translated by Google
¿NECESITAAYUDA?¡CONTÁCTENOS!
MODELO:KDY5255
1
Estassonlasinstruccionesoriginales,leaatentamentetodaslasinstruccionesdel
manualantesdeutilizarelproducto.VEVORsereservaunainterpretaciónclaradenuestro
manualdeusuario.Laaparienciadelproductoestarásujetaalproductoquerecibió.
Perdónenospornoinformarlenuevamentesihayactualizacionesdetecnologíaosoftwareen
nuestroproducto.
¿Tienepreguntassobreelproducto?¿Necesitaasistenciatécnica?Nodudeenponerseen
contactocon
nosotros:Asistenciatécnicaycertificadodegarantíaelectrónica
www.vevor.com/support
TRENDELAMINACIÓN
Machine Translated by Google

Sehanobtenido.
piezas,atascamientodepiezasmóviles,roturadepiezas,montajeycualquierotro
montajeofuncionamiento.
prensa.Lasgafasdeusodiariosólotienenlentesresistentesalosimpactos;son
Losdañadosdebenrepararseoreemplazarseadecuadamente.
11.Asegúresedequelapiezadetrabajoestébiensujetaosujetadaalamesa.
1.Leaycomprendatodoelmanualdelpropietarioantesdeintentar
5.Utilicesiempregafasdeseguridadoprotectoresfacialesaprobadosmientrasutilizaesteárbol.
condicionesquepuedanafectarsufuncionamiento.Unaprotecciónuotrapiezaqueesté
Contodasestasadvertenciaspuedecausarlesionesgraves.
6.Noutiliceestaprensadehusillosiestácansadoobajolainfluenciade
9.Mantengaalosvisitantesaunadistanciaseguradeláreadetrabajo.Mantengaalosniñosalejados.
2.Leaycomprendalasadvertenciasdeestemanual.Elincumplimientodelasmismas
Nogafasdeseguridad.
8.Proporcionarunespacioadecuadoalrededordeláreadetrabajoeiluminaciónsuperiorqueno
produzcareflejos.
Solopersonalexperimentado.Sinoestáfamiliarizadoconlasoperacionesadecuadasyseguras
7.Compruebelaspiezasdañadas.Antesdevolverautilizarellaminador,compruebesihayalgunapiezadañada.
peligroso.
3.Estelaminadorestádiseñadoydestinadoaserutilizadoporpersonaldebidamentecapacitadoy
drogas,alcoholocualquiermedicamento.
10.Utilicelosaccesoriosrecomendados;losaccesoriosinadecuadospueden
correctamenteyrealizarsufunciónprevista.Compruebelaalineacióndelmovimiento
ADVERTENCIA:
Operacióndeunlaminador,nolousehastaquetengalacapacitaciónylosconocimientosadecuados.
4.Noutiliceestelaminadorparaningúnfindistintodelprevisto.
Siestádañado,deberevisarsecuidadosamenteparadeterminarsifuncionará.
INSTRUCCIONESDESEGURIDAD
2
Machine Translated by Google
MODELOYPARÁMETROS
3
GUARDEESTASINSTRUCCIONES
12.Retireloselementossueltosylaspiezasdetrabajoinnecesariasdelárea.
Modelo
14.Asegúresedenollevarropasueltaydellevarelcabellorecogidodeformasegura.
5,5mm
Material
13.Nopermitaquelosniñosloutilicen,¡cuidadoconlasmanosatrapadas!
Aperturamáxima
2,5x1/3x1,25/4x1,5mm
enlosrodillosoenelmango.
Φ54,5mm
Color
15.Compruebaquenohayacables,cuerdasocualquiercosaquepuedaquedaratrapada.
Diámetrodelrollo
Acero
57mm
16.Metalesaplicables:Oro,oroK,plataesterlina,plata925,cobre,aluminioyotrosmetales
dúctiles.
Áreaplana
Negroynaranja
1/1,5/2/2,5/3/3,5/4/4,5/5/5,5/6/6,5mm
KDY5255
antesdeponerenmarchalamáquina.
Rollodealambrecuadrado
Rolloovalado
Machine Translated by Google
9.Cajadecambios
2.Marcar
4.Tapadelengranajefinal
12.Orificiodemontajeenlaencimera
3.Partedelaceite
7.Manejar
5.Partedelaceite
1.MangoenTajustableenaltura
11.Rodilloinferior
6.Marco
8.Engranajedeajustedealtura
10.Rodillosuperior
DIAGRAMADEESTRUCTURA
4
Machine Translated by Google
MangoenTregulableenaltura
Mango(incluidoelperno)
Pernos
5
Manejar
1
Nombre
3
Imagen
6
1
1
Cantidad
1
2
1
1
Manualdeusuario
Cuerpoprincipal
4
7
Aceitelubricante
No.
2 1
5
COMPONENTES
Machine Translated by Google
1.LabarraenTenlapartesuperiordelmolinoseutilizaparabajarosubirelrodillosuperior,aumentandoasí
ladistanciaentrelosdosrodillos.Tengaencuentaquesoloelsuperiorsemuevehaciaarribayhaciaabajo,yel
rodilloinferiorpermanecefijo.AlgirarlabarraenTenelsentidodelasagujasdelreloj(mirandohaciaabajo
desdearriba),bajaráelrodillosuperioryreduciráelespacio,loquedarácomoresultadounalambreouna
láminamásdelgados.AlgirarlabarraenTenelsentidocontrarioalasagujasdelreloj,elevaráelrodillo
superior,loqueaumentaráelespacioparaunmaterialmásgrueso.
2.Enelfuncionamientonormal,comienceabriendolosrodilloseinsertandosu
OPERACIÓN
6
Machine Translated by Google

7
metalareducir.GirelabarraenTparabajarelrodillosuperiorhastaquetoquesu
Estosenotarámenos.Silogiras90°despuésdecadapasada,sevolverámásfino.
metal,haciéndolorodarhaciaafuera.ContinúegirandolabarraenTmediavuelta
uniformeyparalela.Partiendodellingotefundido,pasarloporlamáquina;
denuevo.Puederesultarleútilutilizarunmarcadorpermanenteparamarcar
Losrodillossevanacercando,sereduceelgrosoren1/4devueltaysepasan
metalygirelamanivela,demodoqueelrodillogirehaciaadentroyagarresu
3.TomeelalambrecuadradoutilizandolasranurasenV.Primeroesimportantequeelmetalesté
elladodelmetalparaquepuedasverenquédirecciónloestásgirando.Cuandoel
Dependiendodelefectoquedesees,esposiblequedeseesgirarelmetal90°en
CadavezquelavarillaenformadeTgiramediavuelta,permitequeelejesuperior
Estoevitaráquelosrodillossepellizquencuandosetoquen.Continúehastaelsiguientepaso.
transformadoenmuchospiesdealambrefino.
antesdecadapasadayestoreducirálentamenteelgrosordelmaterial.
Gireelmaterial90gradosyluegopáselonuevamenteporlamáquina.Nota:
Paseelcablevariasveces,girándolocadavezantesdereducirlomás.
NOTA:Cuandoreduceelgrosordelmetal,normalmenteaumentará
grados,gírelounavezmás.Esteprocesodedoblecanaldaráformaala
Enestaoperaciónsepuedeproducirungrandesgaste.Unpequeñolingotedeunpardepulgadaspuedeser
Paracrearbarrascuadradasorectangulares.
Descenderyhacerrodarelmaterial.Despuésdegirarelmaterial90°
Rodillohastaquetengalasdimensionesdeseadas.Tengaencuentaquelalongitudaumentará.
4.Tanprontocomoencaje,pasealosrodillosconranuraenV.Comienceconelmásgrande,
nuevamentesigaelmismométododeenrollarelalambre,gire90°yenrolle.
metal.RetireelmetalygirelabarraenTmediavueltamás.Vuelvaainsertarelmetal.
enlongituddemanerabastantedrástica.Tambiénpuedenotarunligeroaumentoenelancho,pero
ymáslargo.Tenestoencuentaalcortarofundirtupiezainicial.
materialenunabarracuadrada.
Machine Translated by Google
RECOCIDO:Amedidaqueelmetalpasaatravésdelosrodillosysetransforma,estofuncionará
paraendurecerlo.Cuandoelmaterialsevuelvedifícildelaminarosesienterígido,debeser
recocido.Elrecocidoeselprocesodeablandarelmetalyreducirlo,haciéndolomásflexible.Siaún
noestáfamiliarizadoconelrecocido,esunmétodoparareducirlatensión.
NOTA:Asegúresesiemprequeelmetalestésecoantesdepasarloporelmolinoparaevitarque
sehumedezcanlosrodillos.
8
Esrecomendablecomprobarcuáleselmejormétodopararecocerelmetalconelqueseestá
trabajando.Normalmente,estosehacecalentándolosuavementehastaalcanzaruncalorrojo
apagado,manteniéndoloasíduranteunminutomásomenos,yluegoenfriándoloenaguaodejándolo
enfriaralaire.Estohacequeelmetalseamásflexible,másfácildetrabajarymenospropensoa
agrietarse.Sisetrabajaunlingoteparaconvertirloenalambre,esposiblequeseanecesariorecocerlo
variasvecesduranteesteproceso.Consejo:Trabajeenvariaspiezasseparadasalavez.Deesta
manera,cuandounaseestéenfriando,puedelaminarotra.
CONSEJOSYTRUCOS
Machine Translated by Google
9
1.Casicualquiercosasepuedeestamparenmetalespreciososynoferrosos,comoencajes,
hojas,telas,recortesdepapel,alambre,etc.Yestatécnicasepuedeutilizarparaagregar
texturasinteresantesasusjoyas.
Sinembargo,nodeseadañarlosrodillosalincrustarunpatrónenelacero.Porestemotivo,es
devitalimportanciaqueutiliceunapiezademetaldesacrificiocomoescudoentreelelemento
detexturizadoylosrodillos.
AlambrecompartidoenformadeD:alusarlaseccióngruesa/ovaladadelrodillocombinado,puede
hacerunalambreconperfilenformadeDparavástagosdeanillos,etc.Comienceconunalambre
cuadradobienrecocidounpocomásangostoquelaranurayenrollegradualmenteelalambre
envariaspasadasparaformarunacúpulaenlasuperficiesuperior.
Creandobordesperfectos:Trabajeelmetaldeformalentaygradual,girándoloamedidaque
avanza.Sifuerzaelmetalenunadireccióncondemasiadapresión,puede“pellizcarse”
loslados,creandobordesfinosyafilados.Siestosucede,froteelmetalconpapeldelijapara
eliminarlosbordes(useguantesdecuero).Ypáseloporelrodillovariasvecesconelbordeafilado
apuntandohaciaarribaenlaranuraenV.
Consejosparaestamparenrelieve
Machine Translated by Google
2.Creaunsándwichcomosemuestra:Enlaparteinferiorestáelmetal.Plano,limpio
Elescudoesmásgrandequelaplataparaevitarquelosbordessemarquenensulugar.
aquí).Elladoquedeseagrabarenrelievedebeestarhaciaabajosobrelaplata.
rodillos.AlpasarloporlosrodillosenV,quedaránlíneasparalelasplanasenel
Encimaseencuentraelelementoquesevaaestampar,porejemplo,unahojaobuclesdealambre(quesemuestranenlaimagen).
3.Asegúresedequeelsándwichpaseúnicamenteporlaparteplanadel
Utilicemetalesblandos,noutiliceacero,yaquepodríarayarlosrodillos.
4.Coloqueelsándwichentrelosrodillosybajeelrodillosuperiorhastaque
Encimahayunaláminadecobreolatónqueserviráparaprotegerlosrodillos.
parteinferiordetuplata.
hojadecálculo,porloquesepuedenobteneralgunosresultadosinteresantes.Pero,porlogeneral,estoessólo
Manejar1/2vueltaounpocomenos.Pasarelmaterialatravésylamediavuelta
Estosedenominachatarra,elpatróntambiénseestamparáeneste
Elsándwichquedabienajustadoentreellos.Retiraelsándwichygiralapartesuperior.
plata.
ybienrecocido,porejemplo,unaláminadeplata.Lacarasuperiorestaráestampada.
untrozodechatarraplana,quesepuedereutilizarcomoescudo.Asegúresedeque
proporcionarásuficientepresiónparagrabarelartículoenlaplata.
10
Machine Translated by Google

11
MANTENIMIENTO
1.Lubriquetodaslaspiezasmóviles:esimportantequelosrodillosnoseoxiden,porloque
debetenercuidadoconlacondensaciónenáreashúmedas.Limpielosrodillosconunacapaligera
deaceiteenunpañodealgodónyguardeelmolinoconlosrodillosseparados.Silaunidadno
sevaautilizarduranteunlargoperíododetiempo,lubriquebientodaslaspiezasycúbrala,
asegurándosedequesemantengasecaylibredehumedad.
3.Silosrodillospresentanmarcasomanchassuperficiales,sepuedenpuliramanoutilizandoun
pañoyunabrillantadordemetalesparaautomóviles,comounquitaóxido.Sepuedeutilizarpapel
delijamuyfinoyaceite(siesabsolutamentenecesario)paraeliminarlasmarcas
superficiales,peroengeneralsedebenevitarsiemprelosabrasivosfuertes.
2.Lacajadecambiosnodeberíarequerirningúnmantenimientoespecial.Enelinteriordel
bastidor,dondeloscojinetessemuevenhaciaarribayhaciaabajo,serámejoraplicarun
pocodegrasaoaceite,peronoesnecesariodesmontarningunapartedelaunidadpara
hacerlo.Simplementecierrelosrodillosparaaplicargrasaalrededordeloscojinetes,luegoábralos
completamenteyciérrelosvariasvecesparaquelagrasasedistribuya.
Sulaminadoresunequipomuyrobustoydeberíabrindarleañosdeservicio.Comosucedecon
cualquierelementomecánico,unpequeñomantenimientolomantendráenóptimas
condicionesparaobtenerelmejorrendimientoposible.
4.Launidadestádiseñadaparasuusoenjoyeríaconmetalespreciososynoferrosos.No
intentelaminaraceroendurecido,yaqueestopuededañarlosrodillos.Alrecocerydecapar
metales,asegúresesiempredequetodosloselementosesténcompletamentesecosantesde
pasarlosporlosrodillos.Despuésdeundíaajetreadodetrabajo,
Machine Translated by Google
5.Silassuperficiesdelosrodillossedañandebidoaunusoinadecuado,puedeser
necesarioreemplazarlos,loquepuedegeneraruncosto.
Siseutilizamucho,unalimpiezarápidayunpañoparaquitarelaceitedelosrodillos
resultaránmuybeneficiosos.Adquierabuenoshábitosdetrabajo,cuidesumolinoy
leproporcionaráañosdeservicio.
12
Machine Translated by Google
REPRESENTANTEDELREINOUNIDO
REPRESENTANTECE
NuevaGalesdelSur2122Australia
ImportadoaAustralia:SIHAOPTYLTD,1ROKEVASTREETEASTWOOD
Dirección:Shuangchenglu803nong11hao1602A1609shi,baoshanqu,
shanghai200000CN.
ImportadoaEE.UU.:SanvenTechnologyLtd.,Suite250,9166Anaheim
Lugar,RanchoCucamonga,CA91730
MainzerLandstr.69,60329FráncfortdelMeno.
CarreteradeLondres,StainesuponThames,Surrey,TW184AX
YHCONSULTINGLIMITADA.
ECrossStuGmbH
C/OYHConsultingLimitedOficina147,CenturionHouse,
Machine Translated by Google
MODELL:KD-Y5255
"Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar
bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med
de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds
av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om
du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
VALSVERK
Teknisk support och e-garanticertifikat
www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
BEHÖVER HJÄLP? KONTAKTA OSS!
MODELL:KD-Y5255
- 1 -
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du
använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet
på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att
informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna: Teknisk support och
e-
garanticertifikat www.vevor.com/support
VALSVERK
Machine Translated by Google
- 2 -
SÄKERHETSINSTRUKTIONER
montering eller drift.
trycka. Vardagsglasögon har bara slagtåliga glas; de är
är skadad bör kontrolleras noggrant för att fastställa att den kommer att fungera
skadade ska repareras eller bytas ut på rätt sätt.
1. Läs och förstå hela användarmanualen innan du försöker
5. Bär alltid godkända skyddsglasögon/ansiktsskydd när du använder denna berså
förhållanden som kan påverka dess funktion. En vakt eller annan del alltså
10. Använd rekommenderade tillbehör; felaktiga tillbehör kan vara
9. Håll besökare på säkert avstånd från arbetsområdet. Håll barn borta.
11. Se till att arbetsstycket är ordentligt fastsatt eller fastklämt i bordet.
med alla dessa varningar kan orsaka allvarliga skador.
inte skyddsglasögon.
6. Använd inte denna arborpress när du är trött eller påverkad av
8. Sörj för tillräckligt med utrymme runt arbetsområdet och bländfri
takbelysning.
2. Läs och förstå varningarna i denna handbok. Underlåtenhet att följa
endast erfaren personal. Om du inte är bekant med det korrekta och säkra
7. Kontrollera skadade delar. Innan vidare användning av valsverket, en del som
farlig.
3. Detta valsverk är designat och avsett att användas av väl utbildade och
droger, alkohol eller någon annan medicin.
VARNING:
4. Använd inte detta valsverk för annat än dess avsedda användning.
korrekt och utföra sin avsedda funktion. Kontrollera om rörelsen är inriktad
delar, bindning av rörliga delar, brott på delar, montering och annat
har erhållits.
drift av ett valsverk, använd inte förrän korrekt utbildning och kunskap
Machine Translated by Google
SPARA DESSA INSTRUKTIONER
- 3 -
MODELL OCH PARAMETRAR
14. Se till att inga lösa kläder bärs och att håret är säkert tillbakabundet.
5,5 mm
Rulla fyrkantig tråd
Material
13. Låt inte barn använda, akta dig för att klämma händer!
Max öppning
2,5x1/3x1,25/4x1,5 mm
Svart & Orange
Färg
i rullarna eller handtaget.
Rullediameter
ÿ54,5 mm
Stål
15. Kontrollera att det inte finns några kablar, linor eller annat som kan fastna
57 mm
16. Tillämpliga metaller: Guld, K-guld, sterling silver, 925 silver, koppar, aluminium och
andra formbara metaller.
Platt område
innan du startar maskinen.
KD-Y5255
1/1,5/2/2,5/3/3,5/4/4,5/ 5/5,5/6/6,5 mm
Rull Oval
Modell
12. Ta bort lösa föremål och onödiga arbetsstycken från området
Machine Translated by Google
- 4 -
STRUKTURDIAGRAM
7. Handtag
2. Slå
4. Ändväxelkåpa
6. Ram5. Oljedel
9. Växellåda
3. Oljedel
1.Höjdjusterbart T-handtag
8. Höjdjusteringsväxel
10.Topprulle
12. Monteringshål för bänkskiva
11. Bottenvals
Machine Translated by Google
Namn
3
5
7
Bild
6
1
1
1
2
Antal
1
1
Användarmanual
Huvudkropp
4
Inga.
1
Smörjolja
1
Hantera
2
- 5 -
Höjdjusterbart T-handtag
Handtag (inklusive bulten)
Bultar
KOMPONENTER
Machine Translated by Google
- 6 -
DRIFT
1. T-stången på kvarnens topp används för att sänka eller höja den övre valsen. Öka
avståndet mellan de två rullarna. Observera att endast den översta rör sig upp och ner, och
den nedre rullen förblir fixerad. Vridning av T-stången medurs (om du tittar ner ovanifrån)
sänker den övre rullen och minskar gapet, vilket resulterar i en tunnare tråd eller plåt. Om
du vrider T-stången moturs lyfts den övre rullen, vilket ökar gapet för tjockare material.
2. Vid normal drift börjar du med att öppna upp rullarna och sätta in din
Machine Translated by Google

metall, rulla den bort från dig. Fortsätt att vrida T-stången ett halvt varv
detta kommer att märkas mindre. Om du vrider den 90° efter varje pass blir den tunnare
enhetlig och parallell. Börja från det gjutna götet, rulla det genom maskinen;
material till en fyrkantig stång.
metall och veva handtaget, så att välten vrider sig inåt och tar tag i din
3. Ta fyrkantig tråd med hjälp av V-rännorna. Det är först viktigt att din metall är
sidan av metallen så att du kan se åt vilket håll du vrider den. När
rullarna närmar sig varandra, minska tjockleken med 1/4 varv och passera
Detta kommer att undvika klämning när rullarna berörs. Fortsätt ner till nästa
rulle tills du har önskat mått. Observera att längden kommer att öka
förvandlats till många fot tunn tråd.
Beroende på vilken effekt du vill ha, kanske du vill rotera din metall 90° in
rotera materialet 90 grader och rulla det sedan genom maskinen igen. Notera:
Varje gång roterar den T-formade stången ett halvt varv, vilket gör att den övre axeln kan
tråden igenom flera gånger, rotera varje gång innan du minskar ytterligare.
före varje pass och detta kommer långsamt att minska tjockleken på ditt material.
OBS: När du minskar tjockleken på din metall kommer den vanligtvis att öka
grader, rulla igenom den en gång till. Denna tvåkanalsprocess kommer att forma
mycket under denna operation. En liten tacka ett par tum kan vara
för att skapa kvadratiska eller rektangulära staplar.
gå ner och rulla igenom materialet. Efter att ha roterat materialet 90
metall. Ta bort din metall och vrid T-stången ytterligare 1/2 varv. Sätt in din
och längre. Tänk på detta när du skär eller gjuter din första startbit.
4. Så fort den passar, gå vidare till V-grove-rullarna. Börja med den största, följ återigen
samma metod att rulla igenom tråden, rotera 90° och rulla
igenom igen. Det kan vara bra att använda en permanent markör att markera på
metall som ska reduceras. Vrid T-stången för att sänka den övre rullen tills den nuddar din
i längd ganska dramatiskt. Du kan också se en liten ökning i bredd, men
- 7 -
Machine Translated by Google
OBS: Se alltid till att din metall är torr innan du tar den genom kvarnen för att undvika fukt
på valsarna.
GÖDNING: När metallen tvingas genom rullarna och omvandlas, kommer detta att arbeta för att härda den. När ditt
material blir svårt att rulla eller känns styvt bör det glödgas. Glödgning är processen att mjukgöra metall och reducera,
vilket gör den mer böjlig. Om du inte redan är bekant med glödgning är det stress
- 8 -
det är tillrådligt att kontrollera den bästa metoden för att glödga metallen du
arbetar med. Vanligtvis görs detta genom att värma den försiktigt till en matt röd
värme, hålla den i någon minut och sedan släcka den i vatten eller låta den
svalna. Detta gör metallen mer böjlig, lättare att arbeta med och mindre
benägna att spricka. Om du arbetar ner ett göt i tråd kan du behöva glödga flera
gånger under denna process. Tips: Arbeta på flera separata bitar samtidigt. Så
när en svalnar kan du rulla en annan.
TIPS OCH tricks
Machine Translated by Google
PRÄGNINGSTIPS
1. Nästan vad som helst kan präglas i ädelmetall och icke-järnmetaller, som spetsar, löv, tyg,
pappersutklipp, tråd, etc. Och den här tekniken kan användas för att lägga till intressanta
texturer till dina smycken.
D Delad tråd: När du använder kombinationsvalsens fett/ovala sektion kan du göra en D-
profiltråd för ringskaft etc. Börja med välglödgad fyrkantstråd lite smalare än spåret och rulla
tråden gradvis igenom i flera omgångar att kupolera den övre ytan.
Skapa perfekta kanter: Arbeta din metall långsamt och gradvis. Rotera den medan du går. Att
tvinga igenom metallen i en riktning med för mycket tryck kan göra att den "nyper"
sidorna, vilket skapar tunna och vassa kanter. Om detta händer, gnugga metallen med
smärgelpapper för att ta bort kanterna (Bär läderhandskar). Och för den genom rullen flera
gånger med den vassa kanten uppåt i V-spåret.
Men du vill inte skada dina rullar genom att bädda in ett mönster i stålet. Så av denna
anledning är det ytterst viktigt att du måste använda en offerbit av metall som en sköld mellan
ditt texturerande föremål och dina rullar.
- 9 -
Machine Translated by Google
- 10 -
här). Den sida du vill ha präglad ska vara vänd nedåt mot silvret.
skölden är större än silver för att undvika prägling av kanterna i din
rullar. Att passera den genom V-rullarna kommer att lämna platta parallella linjer på
kommer att ge tillräckligt tryck för att prägla föremålet i silvret.
Ovanpå den är föremålet som ska präglas, t.ex. ett blad eller öglor av tråd ( visat
3. Se till att smörgåsen endast passeras genom den platta delen av bordet
Använd mjuka metaller, använd inte stål, eftersom det kan repa dina rullar. Medan
undersidan av ditt silver.
4. Placera smörgåsen mellan rullarna och sänk den övre rullen tills den
Ovanför den finns en skrotplåt av koppar eller mässing. Detta kommer att skydda dina rullar.
ark, så att några intressanta resultat kan erhållas. Men vanligtvis är detta bara
hantera 1/2 varv eller lite mindre. Passera igenom materialet och ett halvt varv
detta kallas skrot, mönstret kommer också att präglas på detta
smörgås ligger tätt mellan dem. Ta bort smörgåsen och vänd på toppen
och väl glödgat, t.ex. silverplåt. Den översta ytan kommer att präglas.
silver.
2. Skapa en smörgås enligt bilden: På botten finns din metall. Platt, rent
en bit platt metallskrot, som kan återanvändas som en sköld. Se till att
Machine Translated by Google

2. Växellådan bör inte kräva något speciellt underhåll. Inuti ramen, där
bussningarna rör sig upp och ner, kommer att dra nytta av lite fett eller
olja, men det finns ingen anledning att demontera någon del av enheten för
att göra detta. Stäng helt enkelt rullarna för att applicera fett runt bussningarna,
öppna sedan helt och stäng flera gånger för att flytta fettet.
4. Enheten är designad för smycken med ädelmetaller och icke-järnmetaller.
Försök inte rulla härdat stål, eftersom det kan skada rullarna. Vid glödgning
och betning av metall, se alltid till att alla föremål är ordentligt torra innan de
passerar genom valsarna. Efter en hektisk dag
1. Olja in alla rörliga delar: Det är viktigt att rullarna inte blir rostiga, så
var uppmärksam på kondens i fuktiga områden. Torka av rullarna med ett lätt
lager olja på en bomullsduk och förvara kvarnen med rullarna isär. Om enheten
ska stå oanvänd under en längre tid, olja in alla delar noggrant och täck över
den, se till att den hålls torr och fri från fukt.
Ditt valsverk är en mycket robust utrustning och bör ge dig många års
service. Som med alla mekaniska föremål kommer lite underhåll att hålla
den i optimalt skick för bästa möjliga prestanda.
3. Om rullarna får några ytliga märken eller fläckar kan de poleras för hand med
en trasa och bilmetallpolish som rostborttagningsmedel. Mycket fint
smärgelpapper och olja kan användas (om det är absolut nödvändigt) för
att ta bort ytliga märken, men i allmänhet bör hårda slipmedel alltid undvikas.
UNDERHÅLL
- 11 -
Machine Translated by Google
- 12 -
5. Om rullarnas ytor skadas på grund av felaktig användning kan detta kräva byte av
rullarna, vilket kan medföra en kostnad.
omfattande användning, en snabb rengöring och avtorkning av olja på rullarna kommer
att vara mycket fördelaktigt. Utveckla goda arbetsvanor, ta hand om din mil och det
kommer att ge många års tjänst.
Machine Translated by Google
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
Mainzer Landstr.69, 60329 Frankfurt am Main.
E-CrossStu GmbH
London Road, Staines-upon-Thames, Surrey, TW18 4AX
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
NSW 2122 Australien
Adress: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Place, Rancho Cucamonga, CA 91730
EC REP
UK REP
Machine Translated by Google
MODEL:KD-Y5255
"Save Half", "Half Price" of andere soortgelijke uitdrukkingen die wij gebruiken, geven alleen een schatting van de
besparingen die u kunt behalen door bepaalde gereedschappen bij ons te kopen in vergelijking met de grote topmerken
en betekent niet noodzakelijkerwijs dat alle categorieën gereedschappen die wij aanbieden, worden gedekt. Wij
herinneren u eraan om zorgvuldig te controleren of u daadwerkelijk de helft bespaart in vergelijking met de grote
topmerken wanneer u een bestelling bij ons plaatst.
Wij streven er voortdurend naar om u gereedschappen tegen concurrerende prijzen te leveren.
Walsmolen
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Heeft u vragen over het product? Heeft u technische ondersteuning nodig? Neem dan gerust
contact met
ons op: Technische ondersteuning en E-garantiecertificaat
www.vevor.com/support
Dit is de originele instructie, lees alle handleidingen zorgvuldig door voordat u het
product gebruikt. VEVOR behoudt zich een duidelijke interpretatie van onze gebruikershandleiding
voor. Het uiterlijk van het product is afhankelijk van het product dat u hebt ontvangen.
Vergeef ons dat we u niet opnieuw zullen informeren als er technologie- of software-updates
voor ons product zijn.
- 1 -
HULP NODIG? NEEM CONTACT MET ONS OP!
MODEL:KD-Y5255
Walsmolen
Machine Translated by Google

WAARSCHUWING:
4. Gebruik deze wals niet voor andere doeleinden dan waarvoor deze bedoeld is.
correct en voert de beoogde functie uit. Controleer de uitlijning van de bewegende
onderdelen, vastlopen van bewegende onderdelen, breuk van onderdelen, montage en alle andere
zijn verkregen.
bediening van een walsmolen, niet gebruiken totdat de juiste training en kennis is verkregen
is beschadigd moet zorgvuldig worden gecontroleerd om te bepalen of het zal werken
11. Zorg ervoor dat het werkstuk stevig aan de tafel is bevestigd of vastgeklemd.
alleen ervaren personeel. Als u niet bekend bent met de juiste en veilige
7. Controleer beschadigde onderdelen. Voordat u de walsmolen verder gebruikt, moet u een onderdeel dat
gevaarlijk.
3. Deze walsmolen is ontworpen en bedoeld voor gebruik door goed opgeleide en
drugs, alcohol of medicijnen.
9. Houd bezoekers op veilige afstand van het werkgebied. Houd kinderen uit de buurt.
10. Gebruik de aanbevolen accessoires; onjuiste accessoires kunnen
met al deze waarschuwingen kan ernstig letsel veroorzaken.
geen veiligheidsbril.
6. Gebruik deze pers niet als u moe bent of onder invloed van
8. Zorg voor voldoende ruimte rondom het werkgebied en voor niet-verblindende verlichting
van bovenaf.
2. Lees en begrijp de waarschuwingen in deze handleiding. Het niet naleven
montage of bediening.
pers. Alledaagse brillen hebben alleen stootvaste glazen; ze zijn
Beschadigde onderdelen dienen vakkundig gerepareerd of vervangen te worden.
1. Lees en begrijp de volledige gebruikershandleiding voordat u probeert
5. Draag altijd een goedgekeurde veiligheidsbril/gezichtsbescherming tijdens het gebruik van deze prieel
omstandigheden die de werking ervan kunnen beïnvloeden. Een bescherming of ander onderdeel dat
VEILIGHEIDSINSTRUCTIES
- 2 -
Machine Translated by Google
MODEL EN PARAMETERS
- 3 -
BEWAAR DEZE INSTRUCTIES
voordat u de machine start.
KD-Y5255
1/1,5/2/2,5/3/3,5/4/4,5/ 5/5,5/6/6,5 mm
Rol Ovaal
12. Verwijder losse voorwerpen en onnodige werkstukken uit het gebied
Model
Rol vierkant draad
57mm
16. Toepasbare metalen: Goud, K-goud, sterling zilver, 925 zilver, koper, aluminium en
andere ductiele metalen.
Vlak gebied
Kleur
Zwart en oranje
in de rollen of het handvat.
ÿ54,5mm
Roldiameter
Staal
15. Controleer of er geen kabels, touwen of iets anders zijn waar je in vast kunt komen te zitten
14. Zorg ervoor dat u geen losse kleding draagt en dat uw haar stevig vastgebonden is.
5,5 mm
Materiaal
13. Laat kinderen het apparaat niet gebruiken, pas op voor klemmende handen!
Maximale opening
2,5x1/3x1,25/4x1,5mm
Machine Translated by Google
2.Dial
4. Eindtandwieldeksel
9. Versnellingsbak
6. Kader
3.Olie-onderdeel
7.Handvat
5.Olie-onderdeel
1. In hoogte verstelbare T-greep
8. Hoogteverstelmechanisme
10.Bovenste rol
11. Onderste rol
12. Montagegat voor aanrechtblad
STRUCTUURDIAGRAM
- 4 -
Machine Translated by Google
Bouten
Handvat (inclusief de bout)
In hoogte verstelbare T-greep
- 5 -
Nee.
1
Smeerolie
1
Hendel
2
5
1
1
Gebruiksaanwijzing
Hoofdgedeelte
4
17
1
1
2
Hoeveelheid
3
NaamAfbeelding
6
COMPONENTEN
Machine Translated by Google
1. De T-balk op de bovenkant van de molen wordt gebruikt om de bovenste rol te laten zakken of te
verhogen. De afstand tussen de twee rollen vergroten. Let op dat alleen de bovenste rol omhoog en
omlaag beweegt en de onderste rol vast blijft zitten. Door de T-balk met de klok mee te draaien (van
bovenaf gezien) wordt de bovenste rol verlaagd en de opening verkleind, wat resulteert in een
dunnere draad of plaat. Door de T-balk tegen de klok in te draaien, wordt de bovenste rol
opgetild, waardoor de opening voor dikker materiaal groter wordt.
2. Bij normaal gebruik begint u met het openen van de rollen en het plaatsen van uw
WERKING
- 6 -
Machine Translated by Google

- 7 -
metaal. Verwijder uw metaal en draai de T-bar nog een halve slag. Plaats uw
en langer. Houd hier rekening mee bij het snijden of gieten van uw eerste startstuk.
4. Zodra het past, ga je verder met de V-groefrollen. Begin met de grootste, volg opnieuw
dezelfde methode om de draad erdoorheen te rollen, draai 90° en rol
opnieuw door. Het kan handig zijn om een permanente marker te gebruiken om op
metaal dat moet worden verminderd. Draai de T-balk om de bovenste rol te laten zakken totdat deze uw
dit zal minder opvallen. Als je het na elke passage 90° draait, wordt het dunner
in lengte behoorlijk dramatisch. U ziet mogelijk ook een lichte toename in breedte, maar
materiaal in een vierkante staaf.
veranderd in meters dun draad.
OPMERKING: Wanneer u de dikte van uw metaal vermindert, zal deze doorgaans toenemen
graden, rol het nog een keer door. Dit dual-channel proces zal de
enorm tijdens deze operatie. Een klein staafje van een paar centimeter kan
om vierkante of rechthoekige staven te maken.
afdalen en het materiaal erdoorheen rollen. Na het materiaal 90 te hebben gedraaid
Dit voorkomt dat de rollen elkaar raken en dat er bekneld raakt. Ga door naar de volgende
rol totdat u de gewenste afmetingen hebt. Let op, de lengte zal toenemen
Afhankelijk van het effect dat u wilt, kunt u uw metaal 90° draaien
Draai het materiaal 90 graden en rol het vervolgens opnieuw door de machine. Let op:
Elke keer dat de T-vormige staaf een halve slag draait, kan de bovenste as
Draai de draad er meerdere malen doorheen, draai hem elke keer rond en laat hem dan verder zakken.
vóór elke doorgang, waardoor de dikte van het materiaal langzaam afneemt.
metaal, rol het van u af. Blijf de T-bar een halve slag draaien
gelijkmatig en parallel. Beginnend bij de gegoten staaf, rol deze door de machine;
rollen dicht bij elkaar komen, de dikte met 1/4 slag verminderen en passeren
metaal en draai aan de hendel, zodat de rol naar binnen draait en je vastpakt
3. Neem vierkante draad met behulp van de V-groeven. Het is eerst belangrijk dat uw metaal
de zijkant van het metaal zodat je kunt zien welke kant je op draait. Wanneer de
Machine Translated by Google
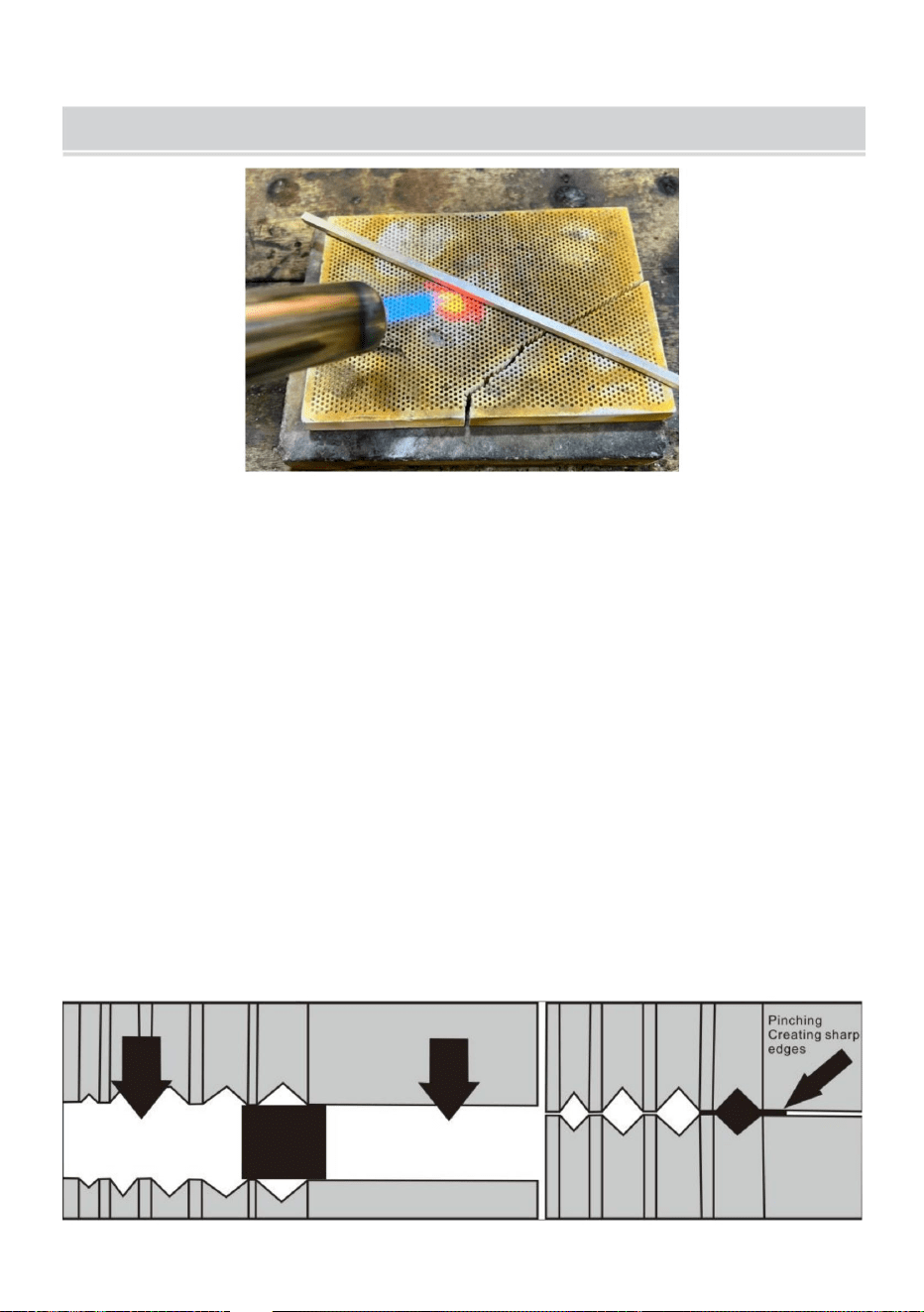
het is raadzaam om de beste methode te controleren om het metaal waarmee u werkt te
gloeien. Meestal wordt dit gedaan door het voorzichtig te verwarmen tot een doffe rode
hitte, het een minuut of zo te houden en het vervolgens te blussen in water of het aan koele
lucht te laten staan. Dit maakt het metaal soepeler, gemakkelijker te bewerken en minder
snel te barsten. Als u een ingot tot draad verwerkt, moet u mogelijk meerdere keren gloeien
tijdens dit proces. Tip: Werk aan meerdere afzonderlijke stukken tegelijk. Dus als er een
afkoelt, kunt u een andere rollen.
- 8 -
LET OP: Zorg er altijd voor dat het metaal droog is voordat u het door de molen haalt, om te
voorkomen dat er vocht op de rollen komt.
UITGLOEIEN: Als het metaal door de rollen wordt geperst en getransformeerd, zal dit het harden.
Wanneer uw materiaal moeilijk te rollen wordt of stijf aanvoelt, moet het worden uitgegloeid. Uitgloeien
is het proces van het verzachten van metaal en het reduceren ervan, waardoor het soepeler wordt.
Als u nog niet bekend bent met uitgloeien, is de spanning
TIPS EN TRUCS
Machine Translated by Google
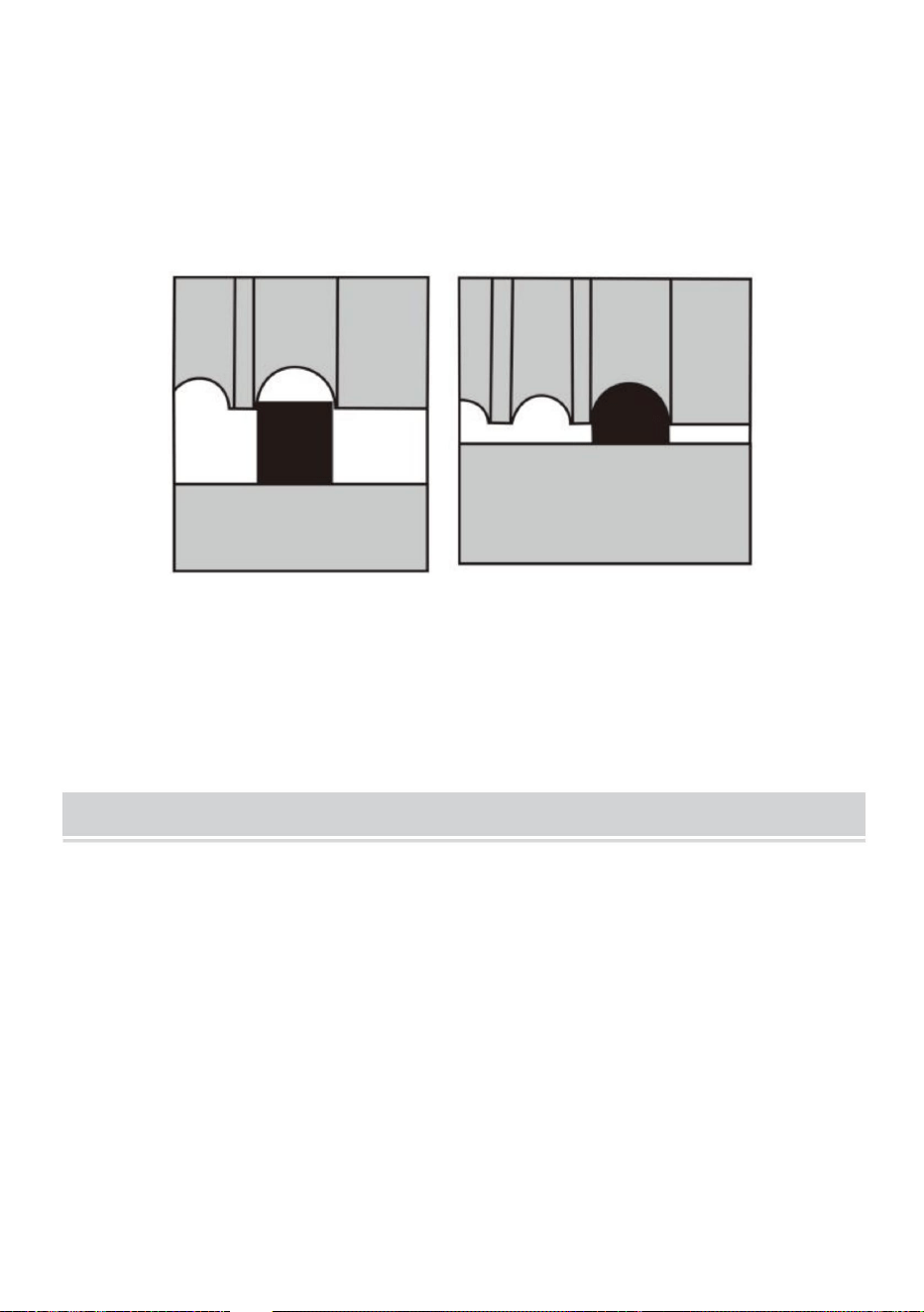
RELIËF TIPS
1. Vrijwel alles kan in edelmetaal en non-ferrometalen worden gegraveerd, zoals kant,
bladeren, stof, papieren uitknipsels, draad, enz. Deze techniek kan worden gebruikt om
interessante texturen aan uw sieraden toe te voegen.
U wilt uw rollers echter niet beschadigen door een patroon in het staal te zetten. Daarom is
het van groot belang dat u een opofferingsstuk metaal gebruikt als schild tussen uw
textuurartikel en uw rollers.
D Gedeelde draad: Wanneer u het dikke/ovale gedeelte van de combinatierol gebruikt, kunt
u een D-profieldraad maken voor ringvormige schachten enz. Begin met goed gegloeide
vierkante draad die iets smaller is dan de groef en rol de draad geleidelijk in verschillende
passages door het bovenoppervlak om het te laten koepelen.
Perfecte randen creëren: Bewerk uw metaal langzaam en geleidelijk. Draai het terwijl u bezig
bent. Als u het metaal met te veel druk in één richting forceert, kan het de zijkanten
"knijpen", waardoor er dunne en scherpe randen ontstaan. Als dit gebeurt, wrijf het metaal dan
met schuurpapier om de randen te verwijderen (draag leren handschoenen). En haal het
meerdere keren door de roller met de scherpe rand omhoog gericht in de V-groef.
- 9 -
Machine Translated by Google
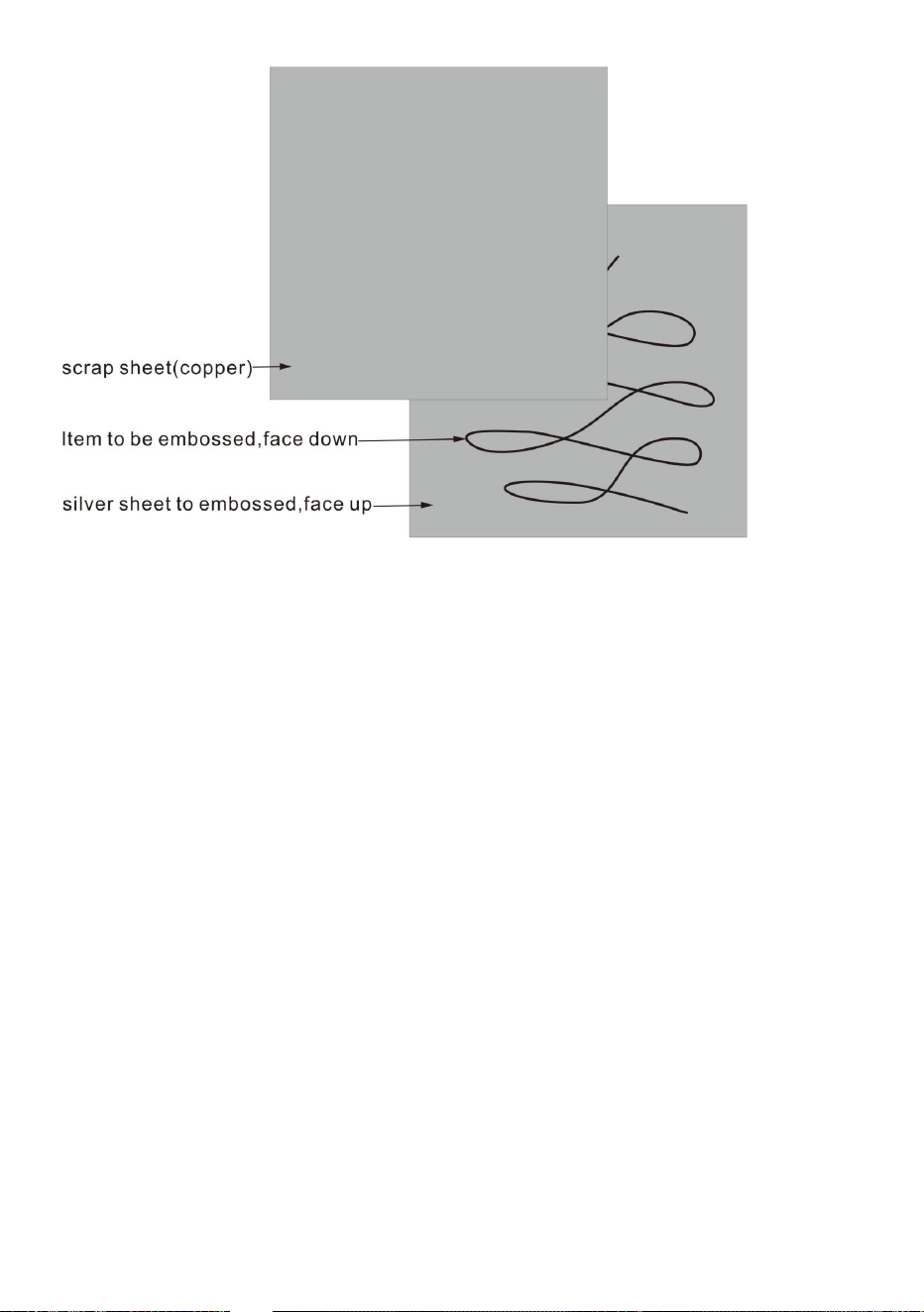
- 10 -
en goed gegloeid, bijvoorbeeld zilverplaat. Het bovenste vlak zal worden geëmbosseerd.
zilver.
2. Maak een sandwich zoals afgebeeld: Onderop ligt je metaal. Plat, schoon
schild is groter dan het zilver om te voorkomen dat de randen in uw
een stuk plat schrootmetaal, dat hergebruikt kan worden als schild. Zorg ervoor dat de
zal voldoende druk uitoefenen om het voorwerp in het zilver te reliëfdrukken.
blad, dus er kunnen interessante resultaten worden verkregen. Maar meestal is dit gewoon
handvat 1/2 slag of iets minder. Haal het materiaal erdoor en de halve slag
dit wordt schroot genoemd, het patroon wordt ook hierop geëmbosseerd
sandwich zit er strak tussen. Haal de sandwich eruit en draai de bovenkant om
Gebruik zachte metalen, gebruik geen staal, omdat dit uw rollen kan krassen.
onderkant van uw zilver.
4. Plaats de sandwich tussen de rollen en laat de bovenste rol zakken totdat de
Erboven zit een stukje koper of messing. Dit beschermt uw rollen.
De zijde die u wilt laten reliëfdrukken, moet naar beneden gericht zijn op het zilver.
rollen. Als u het door de V-rollen haalt, ontstaan er vlakke, evenwijdige lijnen op de
Daarbovenop bevindt zich het te graveren voorwerp, bijvoorbeeld een blad of lussen van draad (zie afbeelding).
3. Zorg ervoor dat de sandwich alleen door het platte gedeelte van de
Machine Translated by Google

2. De versnellingsbak zou geen speciaal onderhoud nodig moeten hebben. Binnenin het
frame, waar de bussen op en neer bewegen, zal een beetje vet of olie helpen, maar
het is niet nodig om een deel van de unit te demonteren om dit te doen. Sluit gewoon de
rollen om vet rond de bussen aan te brengen, open en sluit ze vervolgens meerdere keren
volledig om het vet te verplaatsen.
3. Als de rollen oppervlakkige vlekken of markeringen krijgen, kunnen ze met de hand worden
gepolijst met een doek en autopoets zoals roestverwijderaar. Zeer fijn schuurpapier en olie
kunnen worden gebruikt (indien absoluut noodzakelijk) om oppervlakkige markeringen
te verwijderen, maar over het algemeen moeten harde schuurmiddelen altijd worden vermeden.
1. Olie alle bewegende onderdelen: Het is belangrijk dat de rollen niet roesten, dus
wees op uw hoede voor condensatie in vochtige gebieden. Veeg de rollen af met een lichte
laag olie op een katoenen doek en bewaar de molen met de rollen uit elkaar. Als het
apparaat voor een langere periode niet gebruikt gaat worden, olie dan alle onderdelen grondig
en dek het af, zorg ervoor dat het droog en vrij van vocht blijft.
Uw walsmolen is een zeer robuust stuk apparatuur en zou u jarenlang van dienst moeten
zijn. Zoals met elk mechanisch item, zal een beetje onderhoud het in optimale conditie
houden voor de best mogelijke prestaties.
4. De unit is ontworpen voor gebruik met sieraden met edele en non-ferrometalen.
Probeer gehard staal niet te rollen, omdat dit de rollen kan beschadigen. Zorg er bij het
gloeien en beitsen van metaal altijd voor dat alle items grondig droog zijn voordat ze door
de rollen gaan. Na een drukke dag
ONDERHOUD
- 11 -
Machine Translated by Google

- 12 -
5. Als de oppervlakken van de rollen door onjuist gebruik beschadigd raken, kan
het nodig zijn om de rollen te vervangen. Dit kan kosten met zich meebrengen.
uitgebreid gebruik, een snelle schoonmaak en veeg van olie op de rollen zal zeer
nuttig zijn. Ontwikkel goede werkgewoonten, zorg goed voor uw mil en hij zal
jarenlang dienst doen.
Machine Translated by Google
Mainzer Landstr.69, 60329 Frankfurt am Main.
Londen Road, Staines-upon-Thames, Surrey, TW18 4AX
YH CONSULTING LIMITED.
E-CrossStu GmbH
C/O YH Consulting Limited Kantoor 147, Centurion House,
NSW 2122 Australië
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai
200000 CN.
Plaats, Rancho Cucamonga, CA 91730
Geïmporteerd naar de VS: Sanven Technology Ltd., Suite 250, 9166 Anaheim
EC-REP
VK REP
Machine Translated by Google
MODÈLE:KDY5255
LAMINOIR
Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
«Économisezlamoitié»,«Moitiéprix»outouteautreexpressionsimilaireutiliséeparnousnereprésente
qu'uneestimationdeséconomiesquevouspourriezréaliserenachetantcertainsoutilscheznousparrapport
auxgrandesmarquesetnecouvrepasnécessairementtouteslescatégoriesd'outilsquenousproposons.
Nousvousrappelonsdebienvouloirvérifiersoigneusementlorsquevouspassezunecommandechez
noussivouséconomisezréellementlamoitiéparrapportauxgrandesmarques.
Nouscontinuonsànousengageràvousfournirdesoutilsàdesprixcompétitifs.
Machine Translated by Google

Machine Translated by Google

Ils'agitdelanoticed'utilisationd'origine.Veuillezlireattentivementtoutesles
instructionsdumanuelavantdel'utiliser.VEVORseréserveledroitd'interpréterclairement
notremanueld'utilisation.L'apparenceduproduitdépendduproduitquevousavez
reçu.Veuilleznousexcuser,nousnevousinformeronsplusencasdemiseàjourtechnologique
oulogicielledenotreproduit.
Vousavezdesquestionssurnosproduits?Vousavezbesoind'assistancetechnique?
N'hésitezpas
ànouscontacter:Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
BESOIND'AIDE?CONTACTEZNOUS!
MODÈLE:KDY5255
LAMINOIR
1
Machine Translated by Google

2
CONSIGNESDESÉCURITÉ
6.N'utilisezpascettepresseàmandrinlorsquevousêtesfatiguéousousl'influencededrogues.
3.Celaminoirestconçuetdestinéàêtreutilisépardespersonnescorrectementforméeset
drogues,alcooloutoutmédicament.
10.Utilisezlesaccessoiresrecommandés;desaccessoiresinappropriéspeuventêtre
7.Vérifiezlespiècesendommagées.Avantderéutiliserlelaminoir,vérifiezunepiècequi
personnelexpérimentéuniquement.Sivousn'êtespasfamilieraveclesprocédures
ontétéobtenus.
dangereux.
11.Assurezvousquelapièceestsolidementfixéeouserréesurlatable.
fonctionnementd'unlaminoir,nepasutiliseravantd'avoirreçuuneformationetdesconnaissancesappropriées
AVERTISSEMENT:
4.N'utilisezpascelaminoiràd'autresfinsquecellespourlesquellesilestprévu.
estendommagédoitêtresoigneusementvérifiépourdéterminers'ilfonctionnera
correctementetremplirsafonctionprévue.Vérifiezl'alignementdesélémentsmobiles
5.Porteztoujoursdeslunettesdesécurité/écransfaciauxapprouvéslorsquevousutilisezcetarbre
1.Lisezetcomprenezl'intégralitédumanueldupropriétaireavantdetenter
pièces,blocagedespiècesmobiles,brisdepièces,montageettoutautre
conditionsquipeuventaffectersonfonctionnement.Unprotecteurouuneautrepiècequiest
endommagédoitêtrecorrectementréparéouremplacé.
assemblageoufonctionnement.
Leslunettesdevueordinairesn'ontquedesverresrésistantsauxchocs;ellessont
pasdelunettesdesécurité.
2.Lisezetcomprenezlesavertissementscontenusdanscemanuel.Lenonrespectdecesavertissements
8.Prévoyezunespacesuffisantautourdelazonedetravailetunéclairaged'appointnonéblouissant.
9.Gardezlesvisiteursàunedistancesécuritairedelazonedetravail.Tenezlesenfantsàl'écart.
Lenonrespectdetouscesavertissementspeutentraînerdesblessuresgraves.
Machine Translated by Google
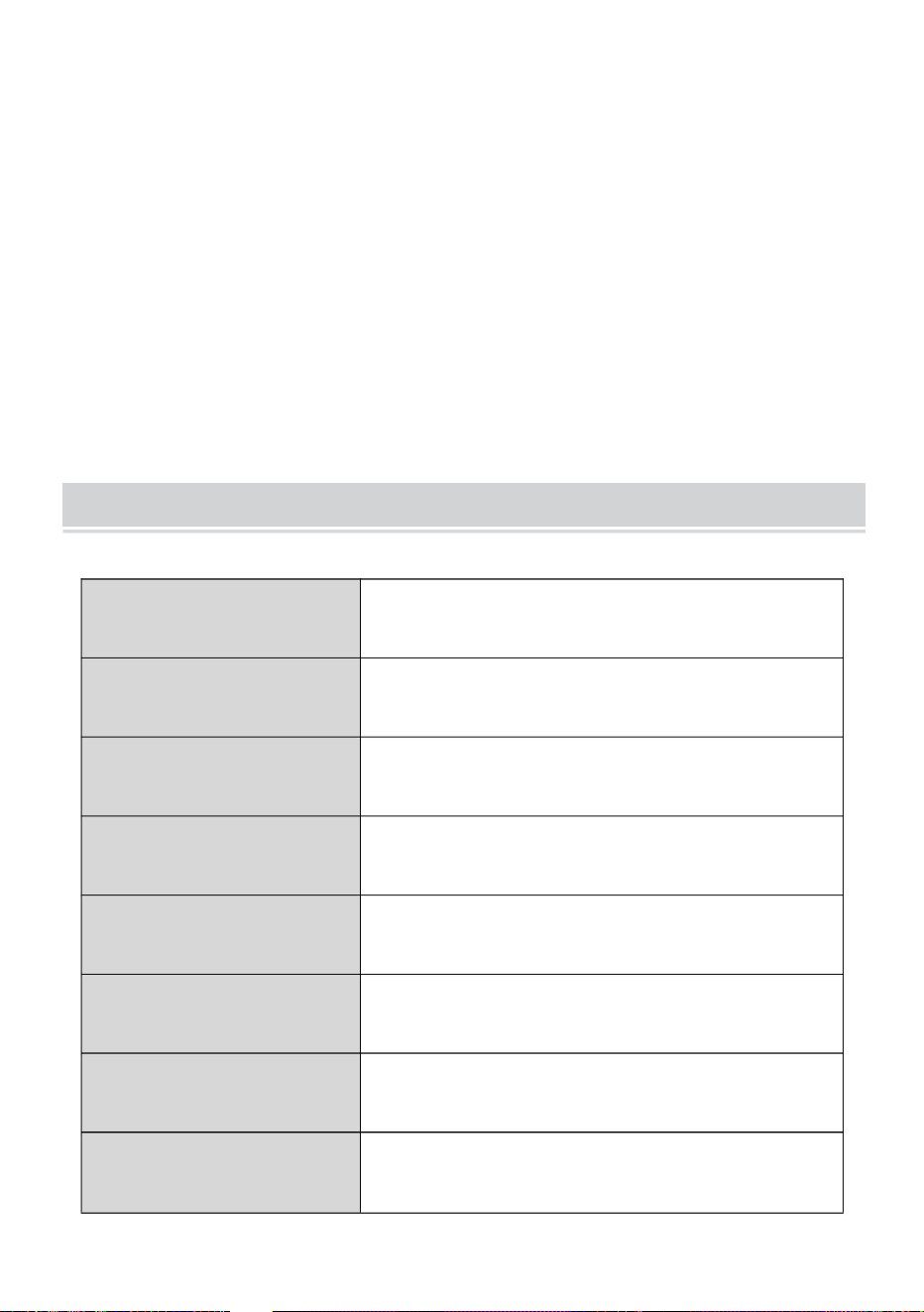
CONSERVEZCESINSTRUCTIONS
MODÈLEETPARAMÈTRES
Φ54,5mm
16.Métauxapplicables:Or,orK,argentsterling,argent925,cuivre,aluminiumet
autresmétauxductiles.
Zoneplate
Noiretorange
57mm
12.Retirezlesobjetsenvracetlespiècesinutilesdelazone.
Modèle
Rouleaudefilcarré
avantdedémarrerlamachine.
KDY5255
Rouleauovale
1/1,5/2/2,5/3/3,5/4/4,5/5/5,5/6/6,5mm
Ouverturemaximale
13.Nelaissezpaslesenfantsl'utiliser,attentionauxmainspincées!
2,5x1/3x1,25/4x1,5mm
Matériel
5,5mm
14.Assurezvousdenepasporterdevêtementsamplesetquevoscheveuxsontbienattachés.
Diamètredurouleau
15.Vérifiezqu'iln'yapasdecâbles,decordesouquoiquecesoitquipuissesecoincer
Acier
Couleur
danslesrouleauxoulapoignée.
3
Machine Translated by Google
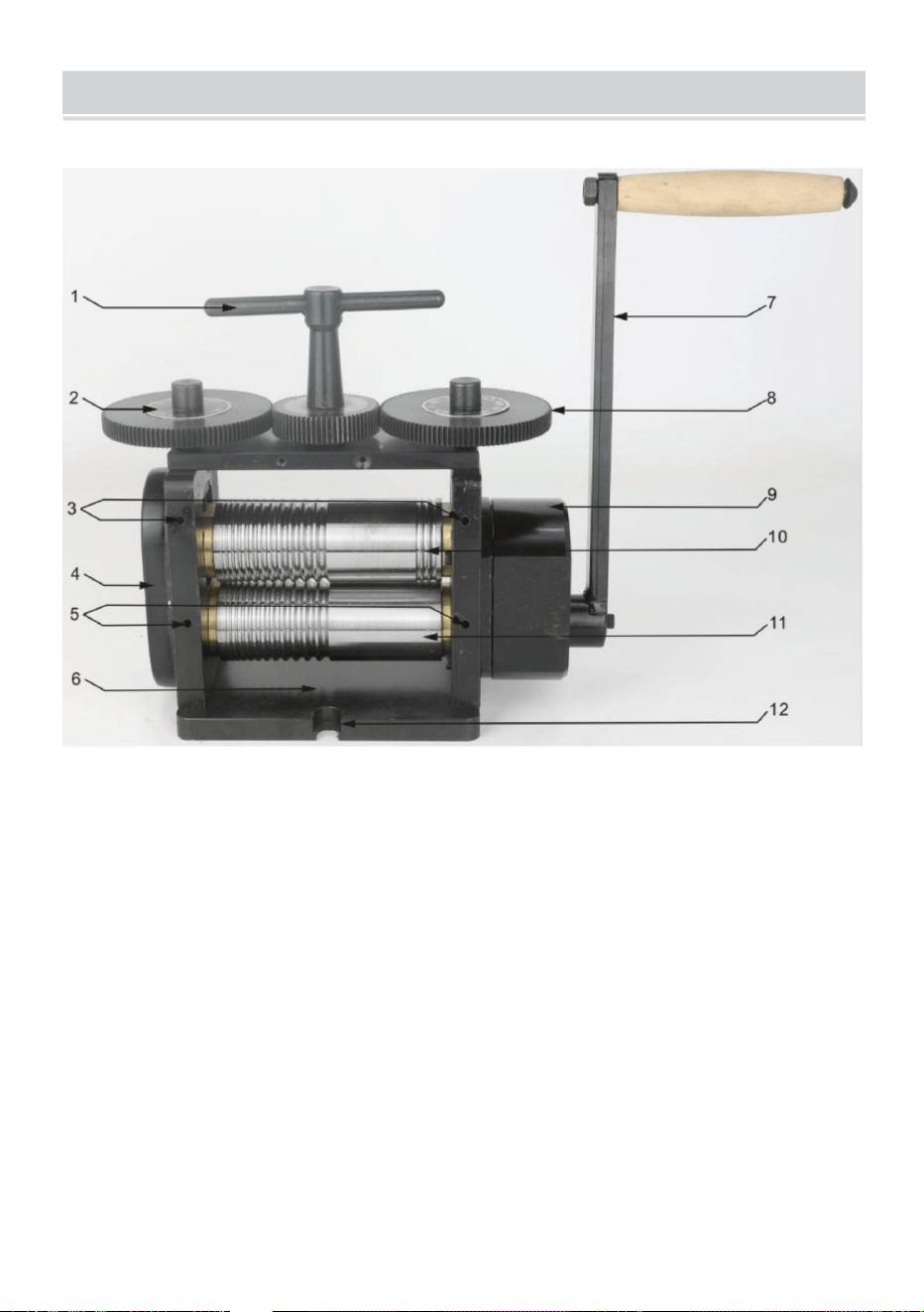
4
SCHÉMADESTRUCTURE
7.Poignée
2.Composer
4.Couvercled'engrenagefinal
11.Rouleauinférieur
5.Partiehuileuse
9.Boîtedevitesses
3.Partiehuileuse
1.PoignéeenTréglableenhauteur
12.Troudemontageducomptoir
10.Rouleausupérieur
6.Cadre
8.Mécanismederéglagedelahauteur
Machine Translated by Google
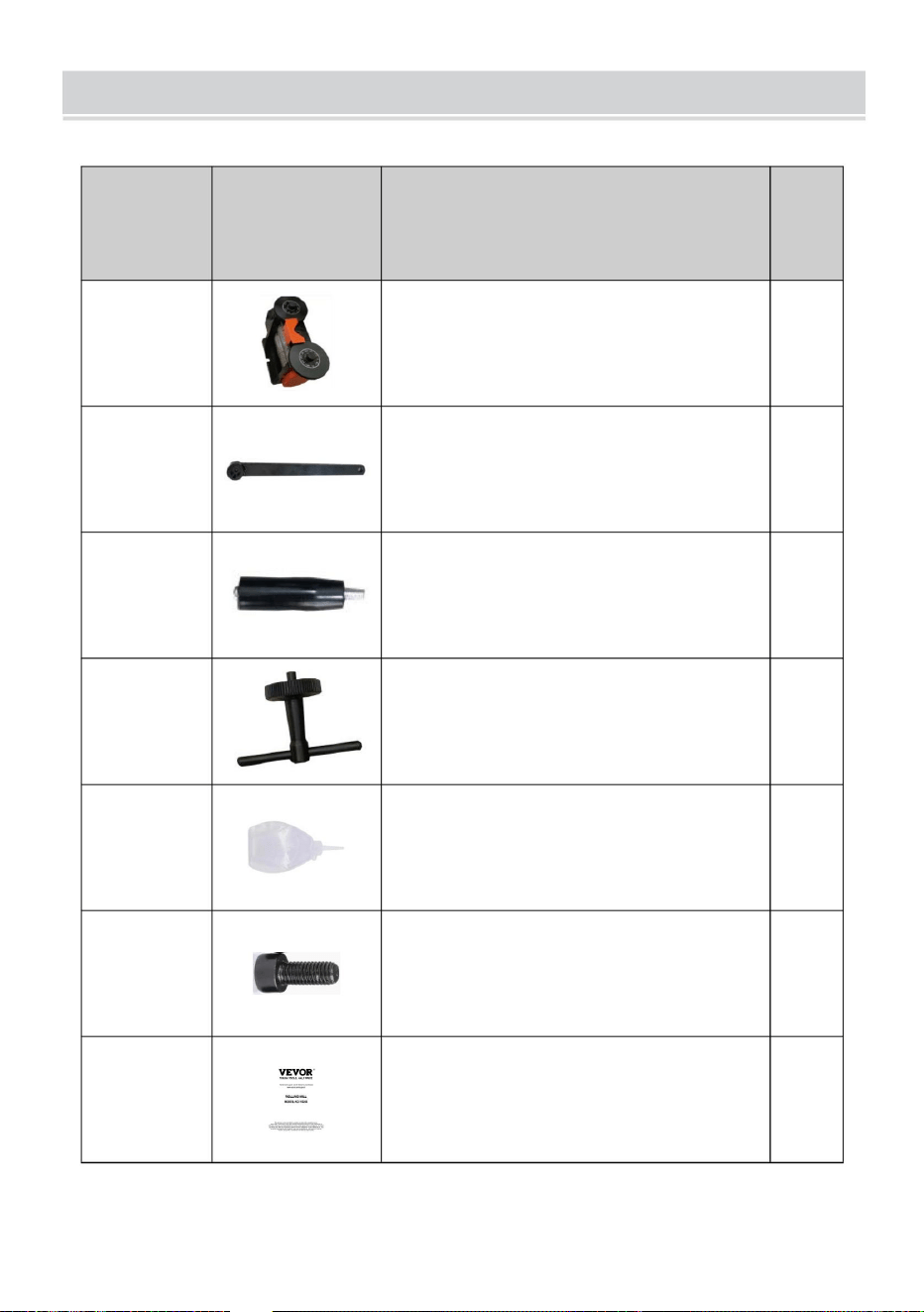
Corpsprincipal
4
7
1
1
Poignée
Manueld'utilisation
2
Non.
1
5
Huiledegraissage
1
Image
6
Nom
3
1
Quantité
2
1
1
PoignéeenTréglableenhauteur
Poignée(ycomprisleboulon)
Boulons
COMPOSANTS
5
Machine Translated by Google
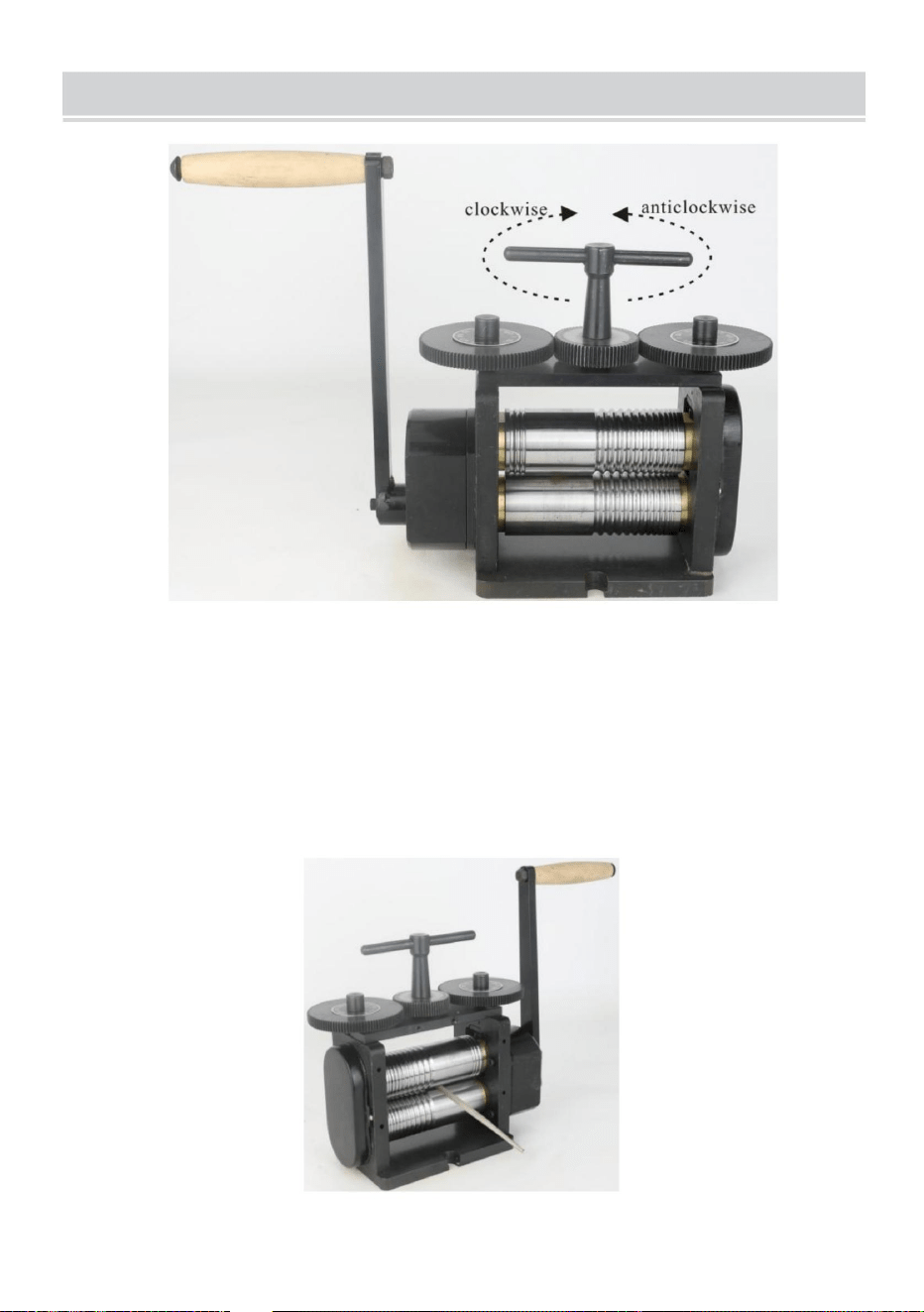
2.Enfonctionnementnormal,vouscommencezparouvrirlesrouleauxetinsérervotre
1.LabarreenTsurledessusdumoulinestutiliséepourabaisseroureleverlerouleausupérieur.
Augmenterladistanceentrelesdeuxrouleaux.Notezqueseullerouleausupérieurmonteetdescend,etque
lerouleauinférieurrestefixe.TournerlabarreenTdanslesensdesaiguillesd'unemontre(enregardant
verslebasdepuisledessus)abaisseralerouleausupérieuretréduiral'écart,cequiproduiraunfilou
unefeuilleplusfin.TournerlabarreenTdanslesensinversedesaiguillesd'unemontresoulèverale
rouleausupérieur,augmentantl'écartpourlesmatériauxplusépais.
OPÉRATION
6
Machine Translated by Google
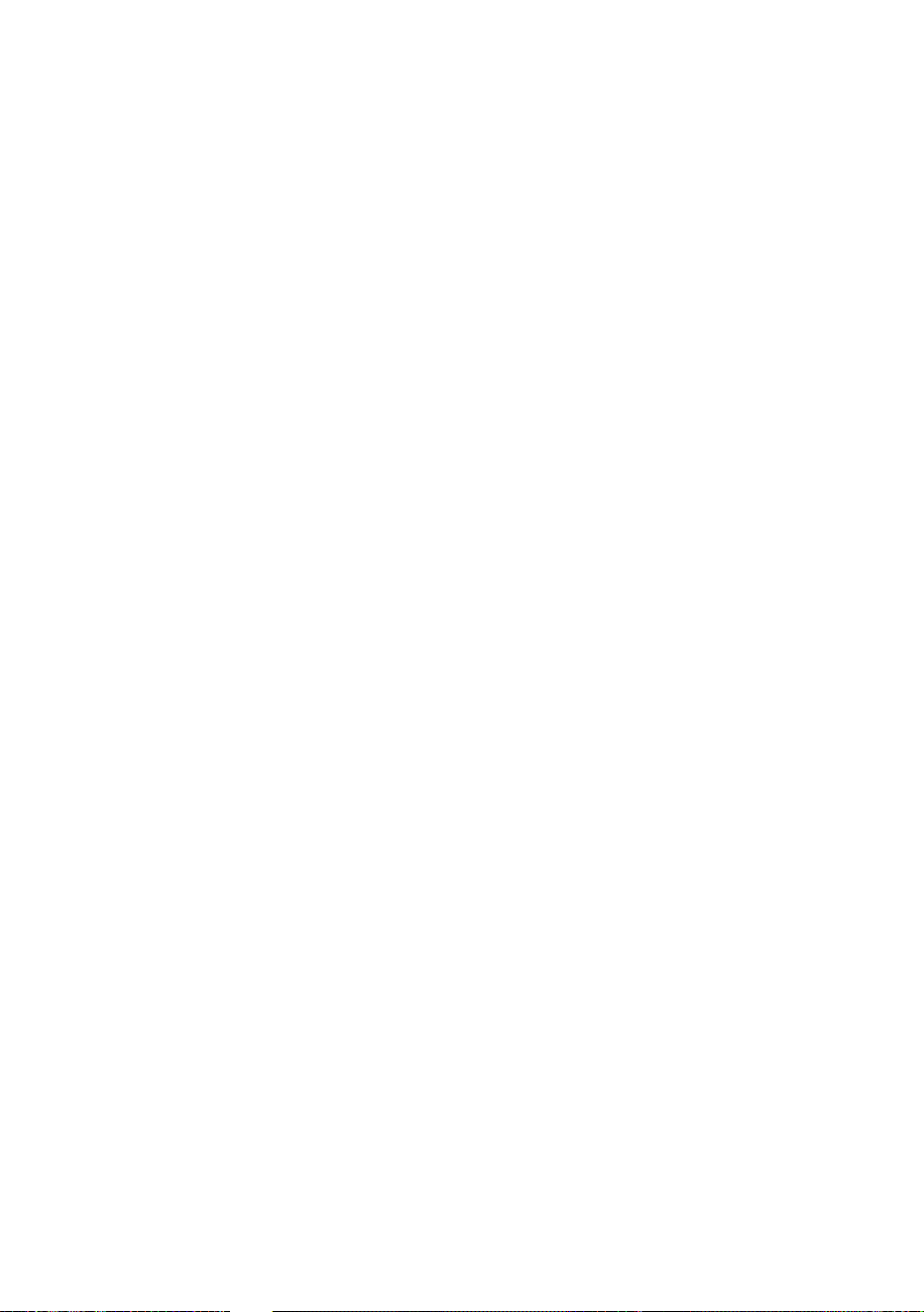
7
Àchaquefois,latigeenTtourned'undemitour,cequipermetàl'arbresupérieurde
afindecréerdesbarrescarréesourectangulaires.
descendreetfaireroulerlematériauàtravers.Aprèsavoirfaittournerlematériauà90
jusqu'àobtenirlesdimensionssouhaitées.Notezquelalongueuraugmentera
degrés,roulezleencoreunefois.Ceprocessusàdoublecanalfaçonnerale
REMARQUE:lorsquevousréduisezl’épaisseurdevotremétal,elleaugmenteragénéralement
métalàréduire.TournezlabarreenTpourabaisserlerouleausupérieurjusqu'àcequ'iltouchevotre
celaseramoinsvisible.Sivouslefaitespivoterde90°aprèschaquepassage,ildeviendraplusfin
grandementaucoursdecetteopération.Unpetitlingotdequelquescentimètrespeutêtre
enlongueurdefaçonassezspectaculaire.Vouspouvezégalementconstaterunelégèreaugmentationdelalargeur,mais
métal.RetirezvotremétalettournezlabarreenTd'undemitoursupplémentaire.Réinsérezvotre
etpluslong.Tenezencomptelorsquevouscoupezoumoulezvotrepiècededépart.
matériaudansunebarrecarrée.
4.Dèsqu'ils'adapte,passezauxrouleauxàrainureenV.Commencezparleplusgrand,suivez
ànouveaulamêmeméthodederoulagedufil,faitespivoterà90°etroulez
3.PrenezlefilcarréenutilisantlesrainuresenV.Ilestd'abordimportantquevotremétalsoit
métalettournezlapoignée,desortequelerouleautourneversl'intérieuretattrapevotre
ànouveau.Voustrouverezpeutêtreutiled'utiliserunmarqueurpermanentpourmarquer
lecôtédumétalafinquevouspuissiezvoirdansquelsensvouslefaitestourner.Lorsquele
lesrouleauxserapprochent,réduisezl'épaisseurd'1/4detouretpassez
métal,enlefaisantroulerloindevous.ContinuezàtournerlabarreenTd'undemitour
uniformeetparallèle.Enpartantdulingotcoulé,lefaireroulerdanslamachine;
transforméenplusieurspiedsdefilfin.
Faitespivoterlematériaude90degrés,puisfaitesleroulerànouveaudanslamachine.Remarque:
avantchaquepassageetcelaréduiralentementl'épaisseurdevotrematériau.
lefilàtraversplusieursfois,enlefaisanttourneràchaquefoisavantdeleréduiredavantage.
Celaéviteratoutpincementlorsquelesrouleauxsetouchent.Continuezjusqu'ausuivant
Selonl'effetquevoussouhaitez,voussouhaiterezpeutêtrefairepivotervotremétalde90°
Machine Translated by Google
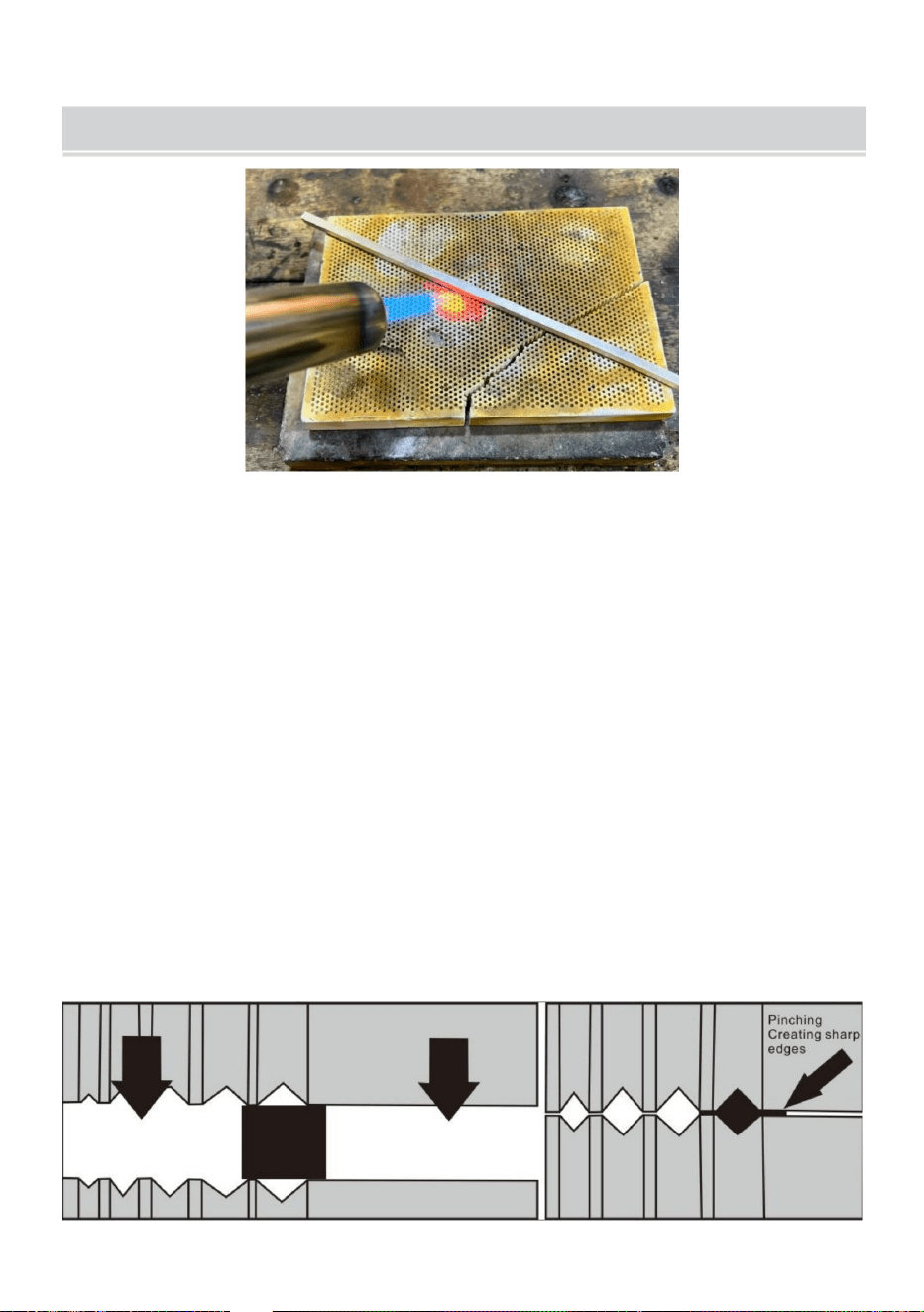
Ilestconseillédevérifierlameilleureméthodepourrecuirelemétalaveclequelvoustravaillez.
Engénéral,celasefaitenlechauffantdoucementjusqu'àcequ'ilatteigneunetempératurerouge
terne,enlemaintenantpendantuneminuteenviron,puisenletrempantdansdel'eauouenle
laissantrefroidiràl'air.Celarendlemétalplussouple,plusfacileàtravailleretmoinssusceptible
desefissurer.Sivoustransformezunlingotenfil,vousdevrezpeutêtrerecuireplusieursfoisau
coursdeceprocessus.Astuce:travaillezsurplusieurspiècesdistinctesàlafois.Ainsi,lorsque
l'unerefroidit,vouspouvezenlamineruneautre.
RECUIT:Lemétalestforcéàtraverslesrouleauxettransformé,cequivaledurcir.Lorsquevotre
matériaudevientdifficileàroulerourigide,ildoitêtrerecuit.Lerecuitestleprocessus
d'adoucissementdumétaletderéduction,lerendantplussouple.Sivousn'êtespasdéjàfamilier
aveclerecuit,sacontrainte
REMARQUE:Assurezvoustoujoursquevotremétalestsecavantdelepasseraulaminoirpour
évitertoutehumiditésurlesrouleaux.
Trucsetastuces
8
Machine Translated by Google
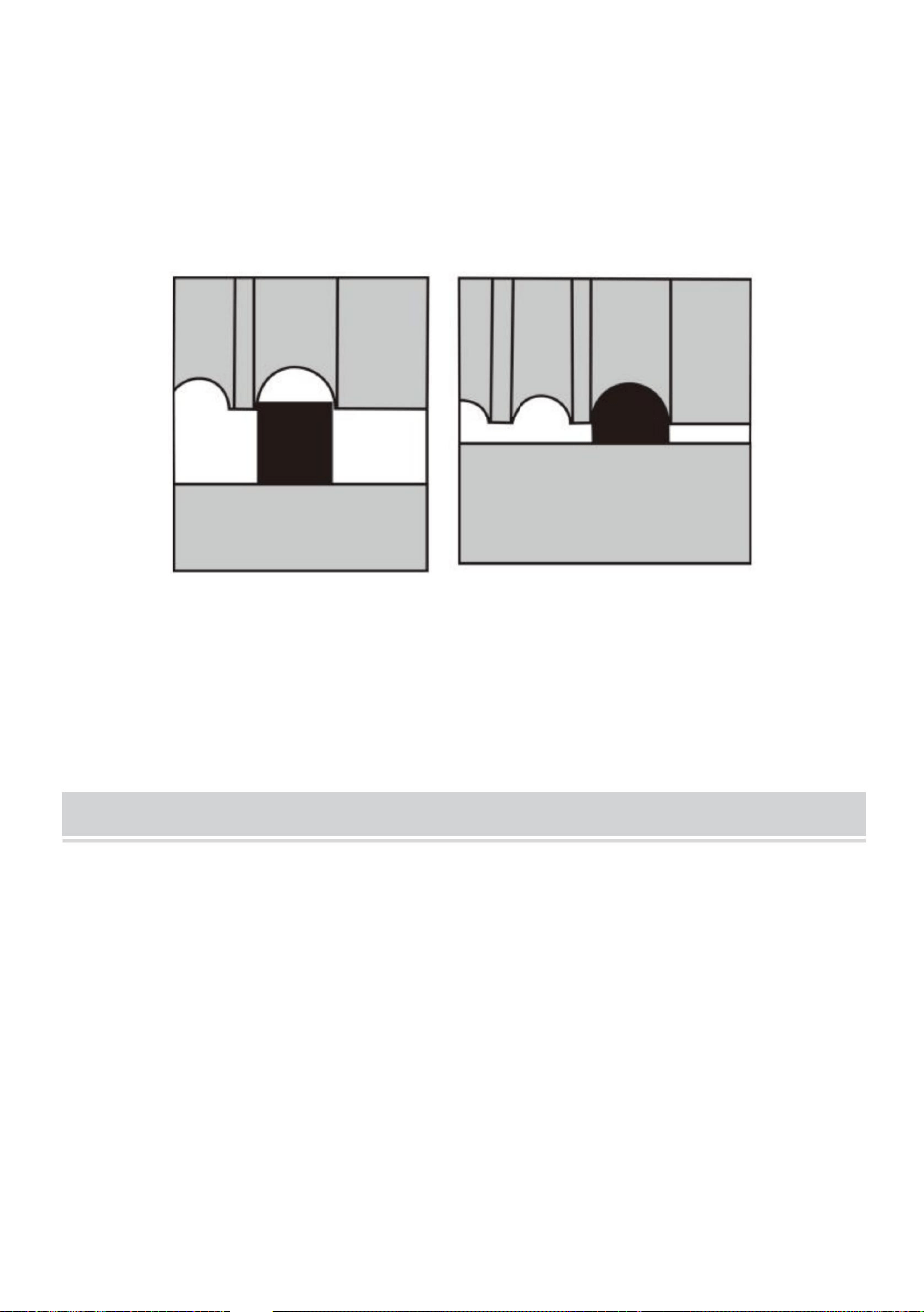
CONSEILSDEGAUFRAGE
1.Presquetoutpeutêtregravédansdesmétauxprécieuxetnonferreux,commedela
dentelle,desfeuilles,dutissu,desdécoupesdepapier,dufil,etc.Etcettetechnique
peutêtreutiliséepourajouterdestexturesintéressantesàvosbijoux.
FilpartagéD:lorsquevousutilisezlasectionépaisse/ovaledurouleaucombiné,vouspouvez
fabriquerunfilàprofilDpourlestigesd'anneau,etc.Commencezavecunfilcarrébienrecuit
unpeuplusétroitquelarainureetfaitesroulerprogressivementlefilenplusieurspasses
pourbomberlasurfacesupérieure.
Créerdesbordsparfaits:travaillezvotremétallentementetprogressivement.Faitesletourner
aufuretàmesure.Forcerlemétaldansunedirectionavectropdepressionpeut
provoquerun«pincement»descôtés,créantdesbordsfinsettranchants.Sicelaseproduit,
frottezlemétalavecdupapierémeripouréliminerlesbords(portezdesgantsencuir).Et
passezleplusieursfoisdanslerouleauaveclebordtranchantpointantverslehautdansla
rainureenV.
Cependant,vousnesouhaitezpasendommagervosrouleauxenincrustantunmotifdans
l'acier.C'estpourquoiilestessentielquevousutilisiezunepiècedemétalsacrificielle
commebouclierentrevotreélémentdetexturationetvosrouleaux.
9
Machine Translated by Google
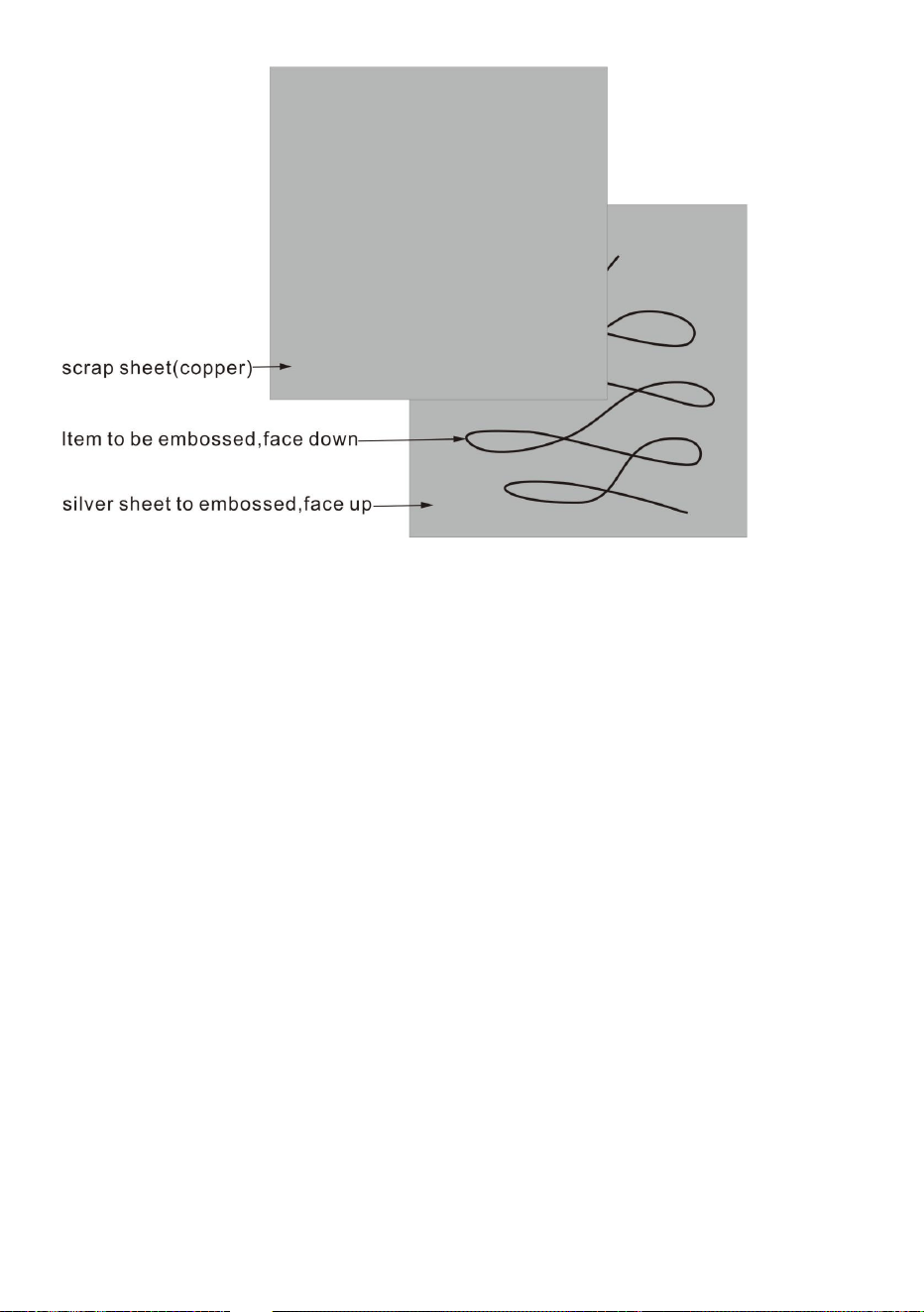
10
4.Placezlesandwichentrelesrouleauxetabaissezlerouleausupérieurjusqu'àcequele
c'estcequ'onappelleunscrap,lemotifseraégalementgravédessus
lesandwichestbienserréentreeux.Retirezlesandwichetretournezledessus
poignée1/2tourouunpeumoins.Passezlematériauàtraversetledemitour
feuille,doncdesrésultatsintéressantspeuventêtreobtenus.Maisgénéralement,cen'estque
2.Créezunsandwichcommeindiqué:enbassetrouvevotremétal.Plat,propre
lebouclierestplusgrandquel'argentpouréviterd'embosserlesbordsdansvotre
unmorceaudeferrailleplat,quipeutêtreréutilisécommebouclier.Assurezvousque
argent.
etbienrecuit,parexempleunefeuilled'argent.Lafacesupérieureseraenrelief.
fournirasuffisammentdepressionpourgraverl'objetdansl'argent.
3.Assurezvousquelesandwichnepassequeparlapartieplatedela
Audessussetrouvel'élémentàgaufrer,parexempleunefeuilleoudesbouclesdefil(illustré).
ici).Lecôtéquevoussouhaitezembosserdoitêtrefaceverslebassurl'argent.
rouleaux.LepassageàtraverslesrouleauxenVlaisseradeslignesparallèlesplatessurle
dessousdevotreargent.
Audessussetrouveunefeuilledecuivreoudelaiton.Celaprotégeravosrouleaux.
Utilisezdesmétauxdoux,n'utilisezpasd'acier,carcelapourraitrayervosrouleaux.
Machine Translated by Google

1.Huileztouteslespiècesmobiles:ilestimportantquelesrouleauxnerouillentpas,donc
faitesattentionàlacondensationdansleszoneshumides.Essuyezlesrouleauxavecunelégère
couched'huilesurunchiffonencotonetrangezlemoulinaveclesrouleauxséparés.Sil'appareil
doitresterinutilisépendantunelonguepériode,huilezsoigneusementtouteslespiècesetcouvrez
le,envousassurantqu'ilestmaintenuausecetàl'abridel'humidité.
4.L'appareilestconçupouruneutilisationenbijouterieavecdesmétauxprécieuxetnon
ferreux.N'essayezpasdelaminerdel'aciertrempé,carcelapourraitendommagerles
rouleaux.Lorsdurecuitetdudécapagedumétal,assurezvoustoujoursquetouslesarticles
sontparfaitementsecsavantdepasserentrelesrouleaux.Aprèsunejournéebienremplie
2.Laboîtedevitessesnenécessiteaucunentretienparticulier.L'intérieurducadre,làoùles
baguesmontentetdescendent,bénéficierad'unpeudegraisseoud'huile,maisiln'estpas
nécessairededémonterunequelconquepartiedel'unitépourlefaire.Ilsuffitdefermerles
rouleauxpourappliquerdelagraisseautourdesbagues,puisdelesouvrircomplètementetdeles
fermerplusieursfoispourfairecirculerlagraisse.
Votrelaminoirestunéquipementtrèsrobusteetdevraitvousoffrirdesannéesdeservice.
Commepourtoutélémentmécanique,unpeud'entretienlemaintiendradansunétatoptimal
pourlesmeilleuresperformancespossibles.
3.Silesrouleauxprésententdesmarquesoudestachessuperficielles,ilspeuventêtrepolisàla
mainàl'aided'unchiffonetd'unproduitdepolissagepourmétalpourvoituretelqu'unproduit
antirouille.Dupapierémeritrèsfinetdel'huilepeuventêtreutilisés(siabsolumentnécessaire)
pouréliminerlesmarquessuperficielles,maisengénéral,lesabrasifsagressifsdoiventtoujoursêtreévités.
ENTRETIEN
11
Machine Translated by Google

12
5.Silessurfacesdesrouleauxsontendommagéessuiteàuneutilisationincorrecte,celapeut
nécessiterleremplacementdesrouleaux,cequipeutentraînerdesfrais.
Encasd'utilisationintensive,unnettoyagerapideetunessuyagedel'huilesurlesrouleauxseront
trèsbénéfiques.Développezdebonneshabitudesdetravail,prenezsoindevotremoulinetil
vousoffriradesannéesdeservice.
Machine Translated by Google
YHCONSULTINGLIMITÉE.
C/OYHConsultingLimitedBureau147,CenturionHouse,
MainzerLandstr.69,60329FrancfortsurleMain.
ECrossStuGmbH
RoutedeLondres,StainesuponThames,Surrey,TW184AX
NSW2122Australie
ImportéauxÉtatsUnis:SanvenTechnologyLtd.,Suite250,9166Anaheim
ImportéenAustralie:SIHAOPTYLTD,1ROKEVASTREET,ASTWOOD
Adresse:Shuangchenglu803nong11hao1602A1609shi,baoshanqu,Shanghai
200000CN.
Lieu,RanchoCucamonga,CA91730
REPRÉSENTANTDELACE
REPRÉSENTANTDUROYAUMEUNI
Machine Translated by Google
WALZWERK
„Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine
Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen
Topmarken erzielen können, und decken nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Wir
möchten Sie freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob Sie im Vergleich
zu den großen Topmarken tatsächlich die Hälfte sparen.
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
MODELL:KD-Y5255
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Brauchen Sie Hilfe? Kontaktieren Sie uns!
MODELL:KD-Y5255
- 1 -
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor
Sie das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer
Bedienungsanleitung vor. Das Erscheinungsbild des Produkts richtet sich nach dem
Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren,
wenn es Technologie- oder Software-Updates für unser Produkt gibt.
Haben Sie Fragen zum Produkt? Benötigen Sie technischen Support? Bitte kontaktieren Sie
uns:
Technischer Support und E-Garantie-Zertifikat www.vevor.com/
support
WALZWERK
Machine Translated by Google
8. Sorgen Sie für ausreichend Platz rund um den Arbeitsbereich und eine blendfreie
Deckenbeleuchtung.
7. Überprüfen Sie beschädigte Teile. Vor der weiteren Verwendung des Walzwerks muss ein Teil, das
nur durch erfahrenes Personal. Wenn Sie nicht vertraut sind mit der richtigen und sicheren
gefährlich.
3. Dieses Walzwerk ist für die Benutzung durch entsprechend geschulte und
Drogen, Alkohol oder Medikamente.
4. Verwenden Sie dieses Walzwerk nicht für andere als den vorgesehenen Zweck.
WARNUNG:
Teile, Blockieren beweglicher Teile, Bruch von Teilen, Montage und alle anderen
ordnungsgemäß funktionieren und ihre vorgesehene Funktion erfüllen. Überprüfen Sie die Ausrichtung der beweglichen
wurden erhalten.
10.Verwenden Sie empfohlenes Zubehör. Ungeeignetes Zubehör kann
11. Stellen Sie sicher, dass das Werkstück sicher am Tisch befestigt oder festgeklemmt ist.
Betrieb eines Walzwerks, nicht verwenden, bis entsprechende Ausbildung und Wissen
ist, sollte sorgfältig überprüft werden, um sicherzustellen, dass es funktioniert
Montage oder Betrieb.
drücken. Normale Brillen haben nur schlagfeste Gläser; sie sind
beschädigte Teile müssen fachgerecht repariert oder ersetzt werden.
5. Tragen Sie bei der Verwendung dieser Laube immer eine zugelassene Schutzbrille/einen Gesichtsschutz.
1. Lesen Sie die Bedienungsanleitung vollständig durch, bevor Sie versuchen,
Bedingungen, die den Betrieb beeinträchtigen können. Ein Schutz oder ein anderes Teil, das
9. Halten Sie Besucher in sicherem Abstand zum Arbeitsbereich. Halten Sie Kinder fern.
Nichtbeachtung aller dieser Warnungen kann zu schweren Verletzungen führen.
6. Bedienen Sie die Dornpresse nicht, wenn Sie müde sind oder unter dem Einfluss von
keine Schutzbrille.
2. Lesen Sie die Warnhinweise in diesem Handbuch sorgfältig durch. Bei Nichtbeachtung
SICHERHEITSHINWEISE
- 2 -
Machine Translated by Google
MODELL UND PARAMETER
- 3 -
BEWAHREN SIE DIESE ANWEISUNGEN AUF
Stahl
57 mm
16. Verwendbare Metalle: Gold, K-Gold, Sterling-Silber, 925er-Silber, Kupfer, Aluminium
und andere dehnbare Metalle.
Flache Fläche
bevor Sie die Maschine starten.
KD-Y5255
Rolle Oval
1/1,5/2/2,5/3/3,5/4/4,5/ 5/5,5/6/6,5 mm
12. Entfernen Sie lose Gegenstände und nicht benötigte Werkstücke aus dem Bereich
Modell
Schwarz & Orange
Rolle Vierkantdraht
Material
14. Achten Sie darauf, keine weite Kleidung zu tragen und die Haare sicher zurückzubinden.
5,5 mm
Maximale Öffnung
13. Erlauben Sie Kindern die Benutzung nicht. Vorsicht vor Klemmhänden!
2,5 x 1/3 x 1,25/4 x 1,5 mm
Farbe
in den Rollen oder im Griff.
ÿ54,5 mm
Rollendurchmesser
15. Überprüfen Sie, dass keine Kabel, Seile oder andere Gegenstände vorhanden sind, die sich verfangen könnten
Machine Translated by Google
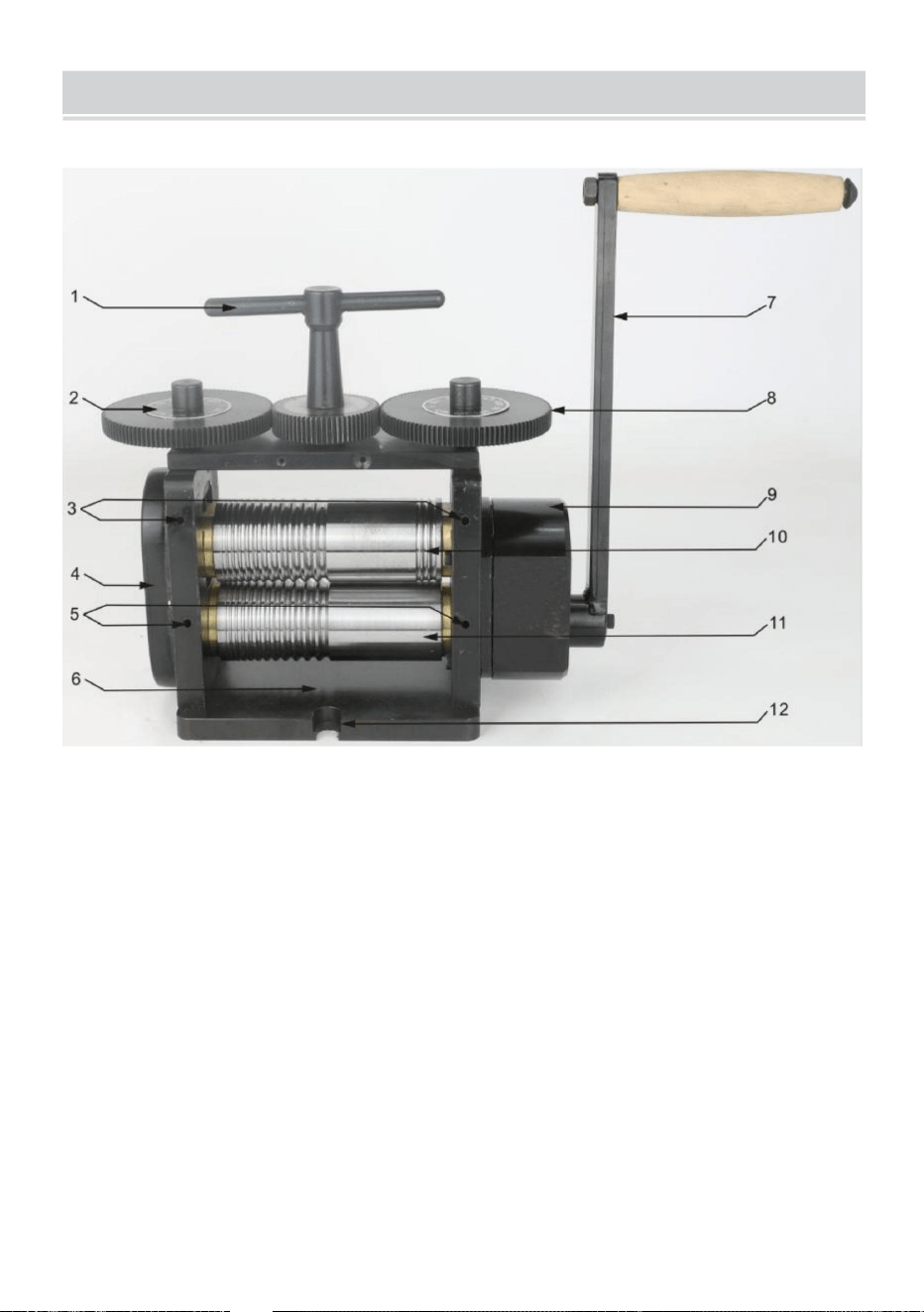
- 4 -
STRUKTURDIAGRAMM
9.Getriebe
2.Wählen
4.Endgetriebeabdeckung
6.Rahmen5.Ölteil
7.Griff
3.Ölteil
1.Höhenverstellbarer T-Griff
8.Höhenverstellgetriebe
10.Obere Walze
11.Untere Walze
12.Befestigungsloch für Arbeitsplatte
Machine Translated by Google
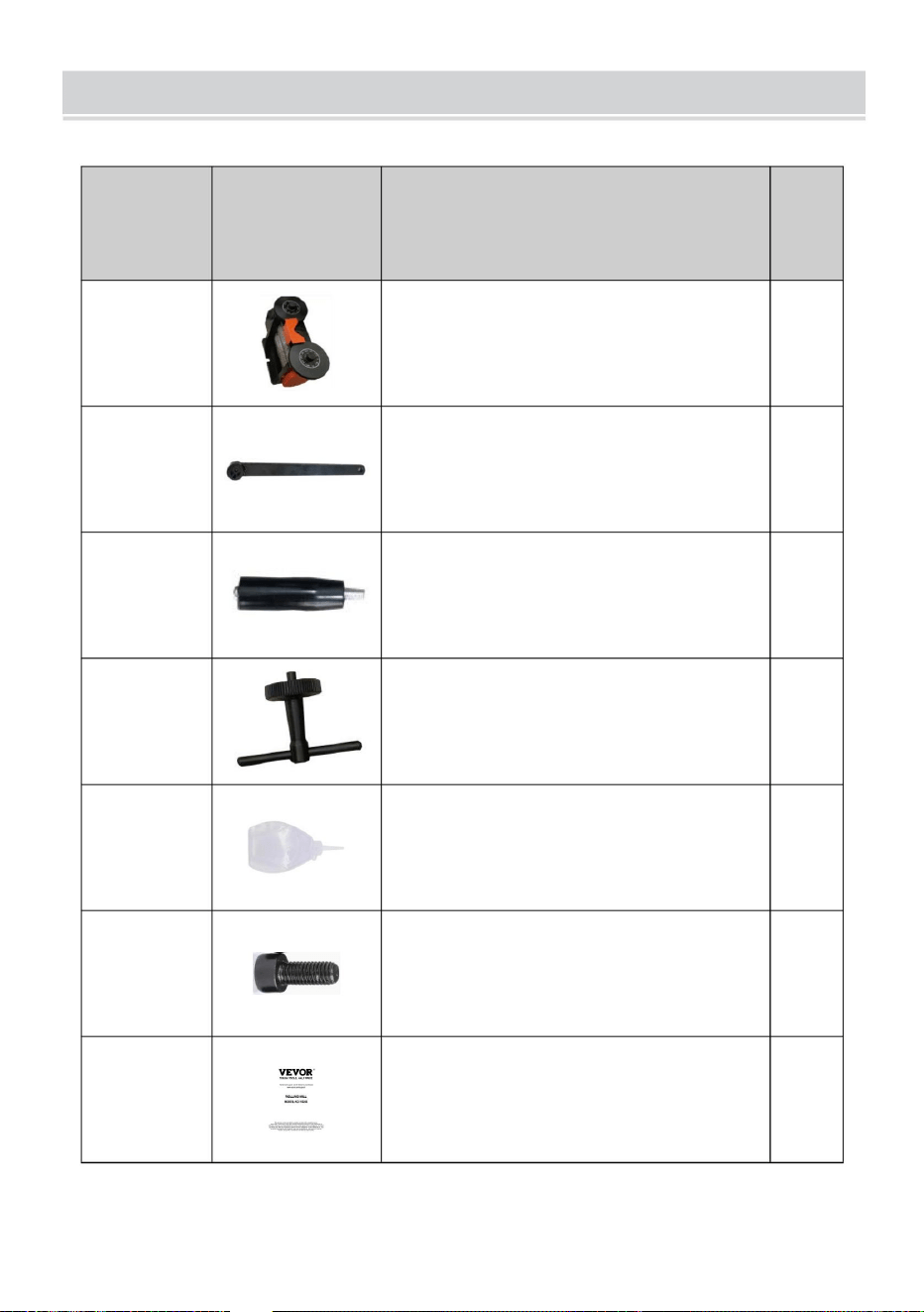
Höhenverstellbarer T-Griff
Griff (einschließlich Riegel)
Bolzen
- 5 -
2
1
1
Bedienungsanleitung
Hauptteil
4
NEIN.
1
1
Schmieröl
Handhaben
7
2
5
Name
3
6
Bild
1
1
1
Menge
KOMPONENTEN
Machine Translated by Google
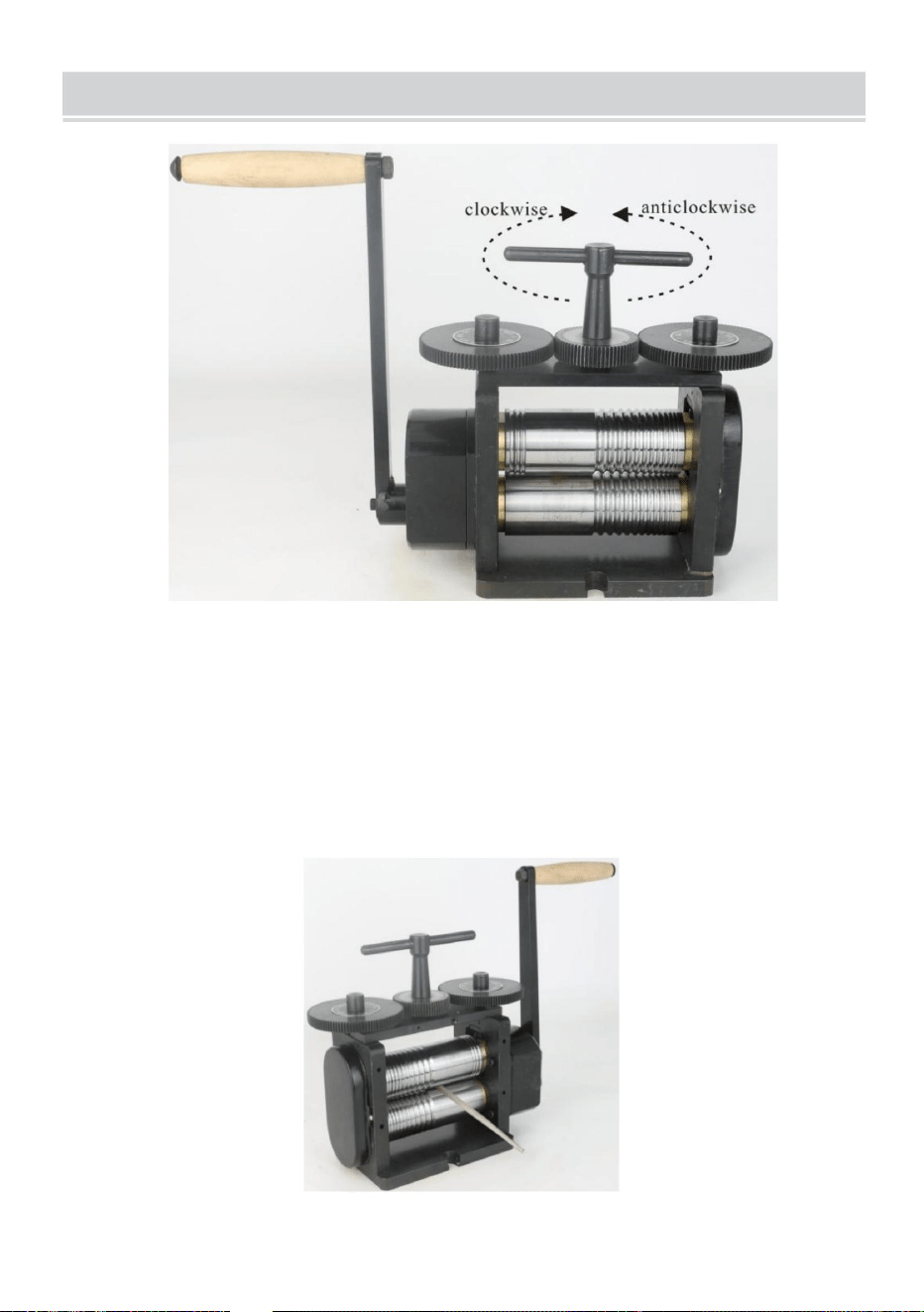
2. Im Normalbetrieb öffnen Sie zunächst die Walzen und legen Ihre
1. Die T-Stange oben auf der Walze wird verwendet, um die obere Walze abzusenken oder anzuheben.
Dadurch wird der Abstand zwischen den beiden Walzen vergrößert. Beachten Sie, dass sich nur die obere
Walze auf und ab bewegt und die untere Walze fest bleibt. Wenn Sie die T-Stange im Uhrzeigersinn drehen
(von oben nach unten gesehen), wird die obere Walze abgesenkt und der Abstand verringert, was zu einem
dünneren Draht oder Blech führt. Wenn Sie die T-Stange gegen den Uhrzeigersinn drehen, wird die obere
Walze angehoben und der Abstand für dickeres Material vergrößert.
BETRIEB
- 6 -
Machine Translated by Google

- 7 -
Führen Sie den Draht mehrere Male durch und drehen Sie ihn jedes Mal, bevor Sie ihn weiter reduzieren.
Grad, rollen Sie es noch einmal durch. Dieser Dual-Channel-Prozess wird die
HINWEIS: Wenn Sie die Dicke Ihres Metalls reduzieren, erhöht sich normalerweise
stark während dieser Operation. Ein kleiner Barren von einigen Zentimetern kann
um quadratische oder rechteckige Balken zu erstellen.
absteigen und das Material durchrollen. Nach dem Drehen des Materials um 90
Metall. Entfernen Sie Ihr Metall und drehen Sie die T-Stange eine weitere halbe Umdrehung. Setzen Sie Ihr
und länger. Berücksichtigen Sie dies beim Schneiden oder Gießen Ihres ersten Ausgangsstücks.
nochmal durch. Vielleicht finden Sie es hilfreich, einen Permanentmarker zu verwenden, um
4. Sobald es passt, fahren Sie mit den V-Nut-Rollen fort. Beginnen Sie mit der größten, rollen Sie den
Draht wieder auf dieselbe Weise durch, drehen Sie ihn um 90° und rollen Sie
Metall, das reduziert werden soll. Drehen Sie die T-Stange, um die obere Walze abzusenken, bis sie Ihre
das wird weniger auffallen. Wenn Sie es nach jedem Durchgang um 90° drehen, wird es dünner
Rolle, bis Sie die gewünschten Abmessungen haben. Beachten Sie, dass die Länge zunimmt
in der Länge ziemlich dramatisch. Sie können auch eine leichte Zunahme der Breite sehen, aber
Material zu einem Vierkantstab.
Metall, rollen Sie es von sich weg. Drehen Sie die T-Stange weiter um eine halbe Umdrehung
gleichmäßig und parallel. Beginnen Sie mit dem gegossenen Barren und rollen Sie ihn durch die Maschine.
Wenn die Walzen einander näher kommen, reduzieren Sie die Dicke um eine Vierteldrehung und
3. Nehmen Sie Vierkantdraht mit den V-Rillen. Es ist zunächst wichtig, dass Ihr Metall
Metall und kurbeln Sie den Griff, so dass die Rolle nach innen dreht und Ihre
die Seite des Metalls, damit Sie sehen können, in welche Richtung Sie es drehen. Wenn die
in viele Meter dünnen Draht umgewandelt.
Dadurch wird ein Einklemmen der Walzen vermieden. Weiter zum nächsten
Je nach gewünschtem Effekt können Sie Ihr Metall um 90° drehen
Bei jeder halben Drehung der T-förmigen Stange kann die obere Welle
Drehen Sie das Material um 90 Grad und rollen Sie es dann erneut durch die Maschine. Hinweis:
vor jedem Durchgang und dadurch wird die Dicke Ihres Materials langsam reduziert.
Machine Translated by Google
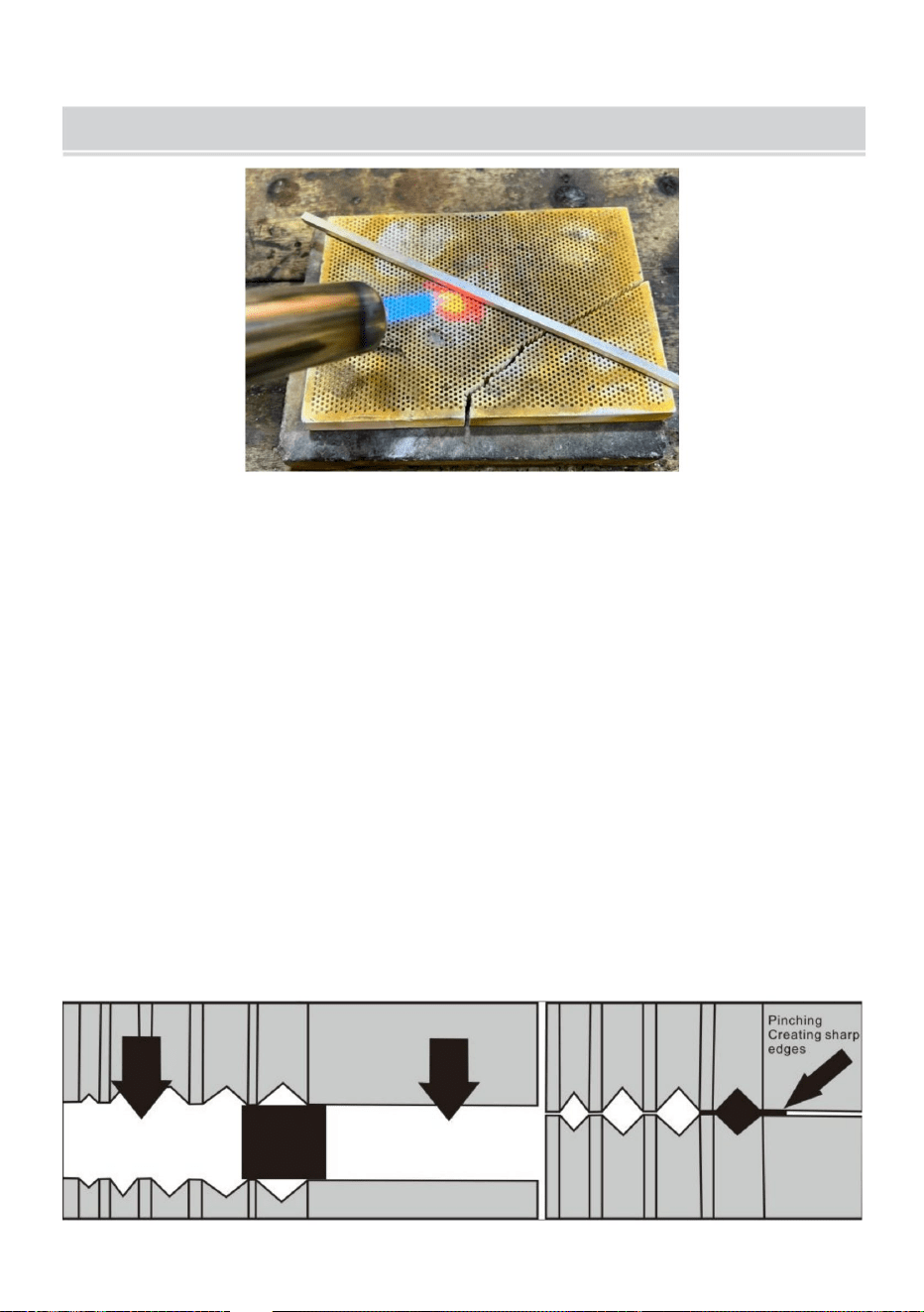
Es ist ratsam, die beste Methode zum Glühen des Metalls zu prüfen, mit dem Sie arbeiten.
Normalerweise geschieht dies, indem man es vorsichtig auf eine stumpfe Rotglut erhitzt, diese
etwa eine Minute lang beibehält und es dann in Wasser abschreckt oder an der Luft abkühlen lässt.
Dadurch wird das Metall biegsamer, lässt sich leichter verarbeiten und neigt weniger zum Reißen.
Wenn Sie einen Barren zu Draht verarbeiten, müssen Sie ihn während dieses Vorgangs
möglicherweise mehrmals glühen. Tipp: Arbeiten Sie an mehreren separaten Stücken gleichzeitig.
Wenn also eines abkühlt, können Sie ein anderes rollen.
- 8 -
HINWEIS: Stellen Sie immer sicher, dass Ihr Metall trocken ist, bevor Sie es durch die Mühle führen,
um Feuchtigkeit auf den Walzen zu vermeiden.
GLÜHEN: Wenn das Metall durch die Walzen gepresst und umgeformt wird, wird es dadurch gehärtet. Wenn Ihr
Material schwer zu rollen ist oder sich starr anfühlt, sollte es geglüht werden. Beim Glühen wird Metall weicher und
seine Elastizität reduziert, wodurch es biegsamer wird. Wenn Sie mit dem Glühen noch nicht vertraut sind, ist seine
Spannung
TIPPS UND TRICKS
Machine Translated by Google
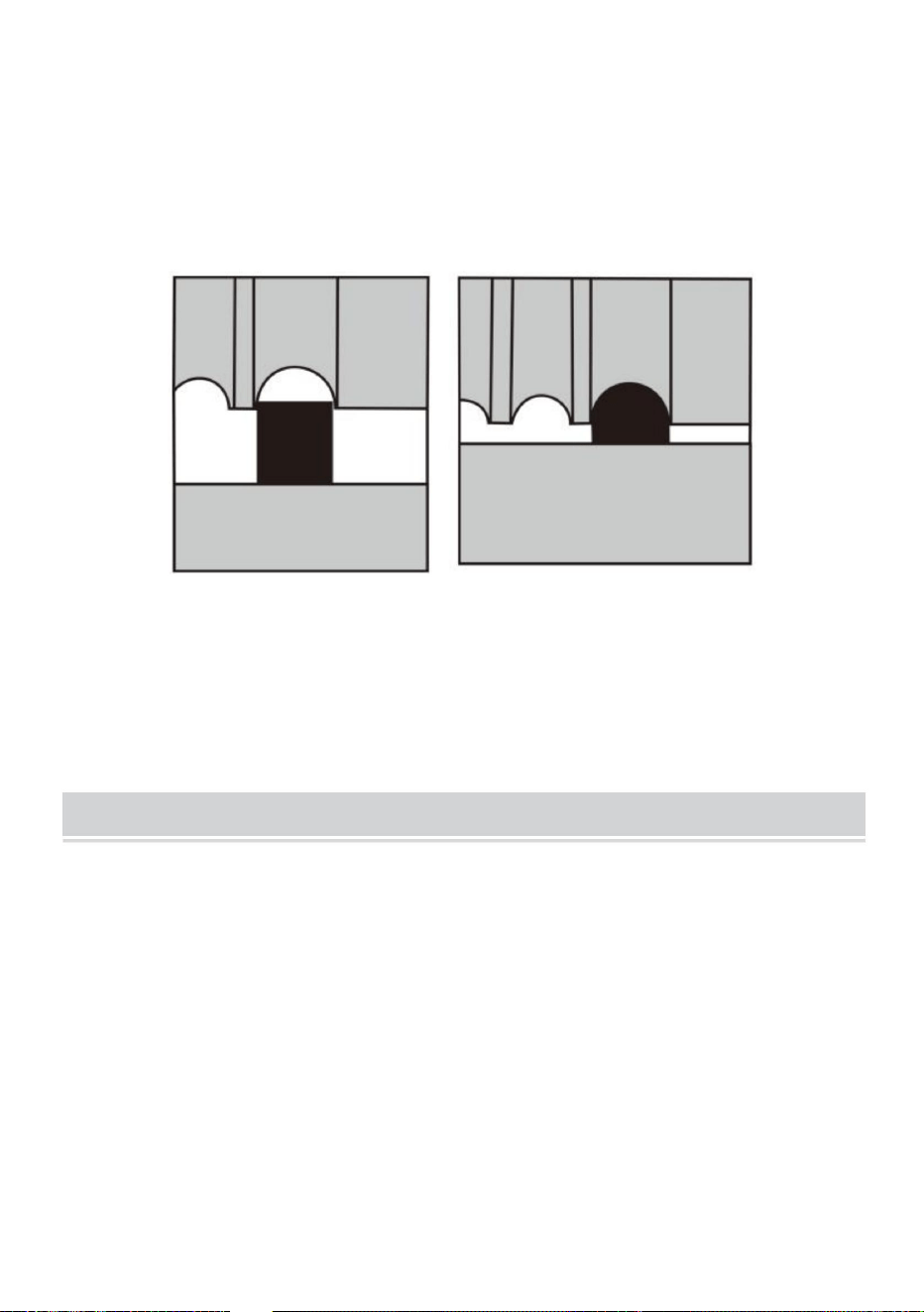
PRÄGETIPPS
1. In Edelmetalle und Nichteisenmetalle kann fast alles geprägt werden, z. B. Spitze, Blätter,
Stoff, Papierausschnitte, Draht usw. Und mit dieser Technik können Sie Ihrem Schmuck
interessante Texturen verleihen.
Sie möchten Ihre Walzen jedoch nicht beschädigen, indem Sie ein Muster in den Stahl
einbetten. Aus diesem Grund ist es äußerst wichtig, dass Sie ein Opfermetallstück als Schutz
zwischen Ihrem Strukturierungsobjekt und Ihren Walzen verwenden.
D-Profildraht: Wenn Sie den dicken/ovalen Abschnitt der Kombinationsrolle verwenden,
können Sie einen D-Profildraht für Ringschäfte usw. herstellen. Beginnen Sie mit gut geglühtem
Vierkantdraht, der etwas schmaler als die Nut ist, und rollen Sie den Draht nach und nach
in mehreren Durchgängen durch, um die obere Oberfläche zu wölben.
Perfekte Kanten erzeugen: Bearbeiten Sie Ihr Metall langsam und schrittweise. Drehen Sie es
dabei. Wenn Sie das Metall mit zu viel Druck in eine Richtung durchdrücken, kann es
dazu führen, dass die Seiten „eingeklemmt“ werden und dünne und scharfe Kanten entstehen.
Wenn dies passiert, reiben Sie das Metall mit Schmirgelpapier ab, um die Kanten zu entfernen
(tragen Sie Lederhandschuhe). Und führen Sie es mehrere Male durch die Walze, wobei die
scharfe Kante nach oben in die V-Nut zeigt.
- 9 -
Machine Translated by Google
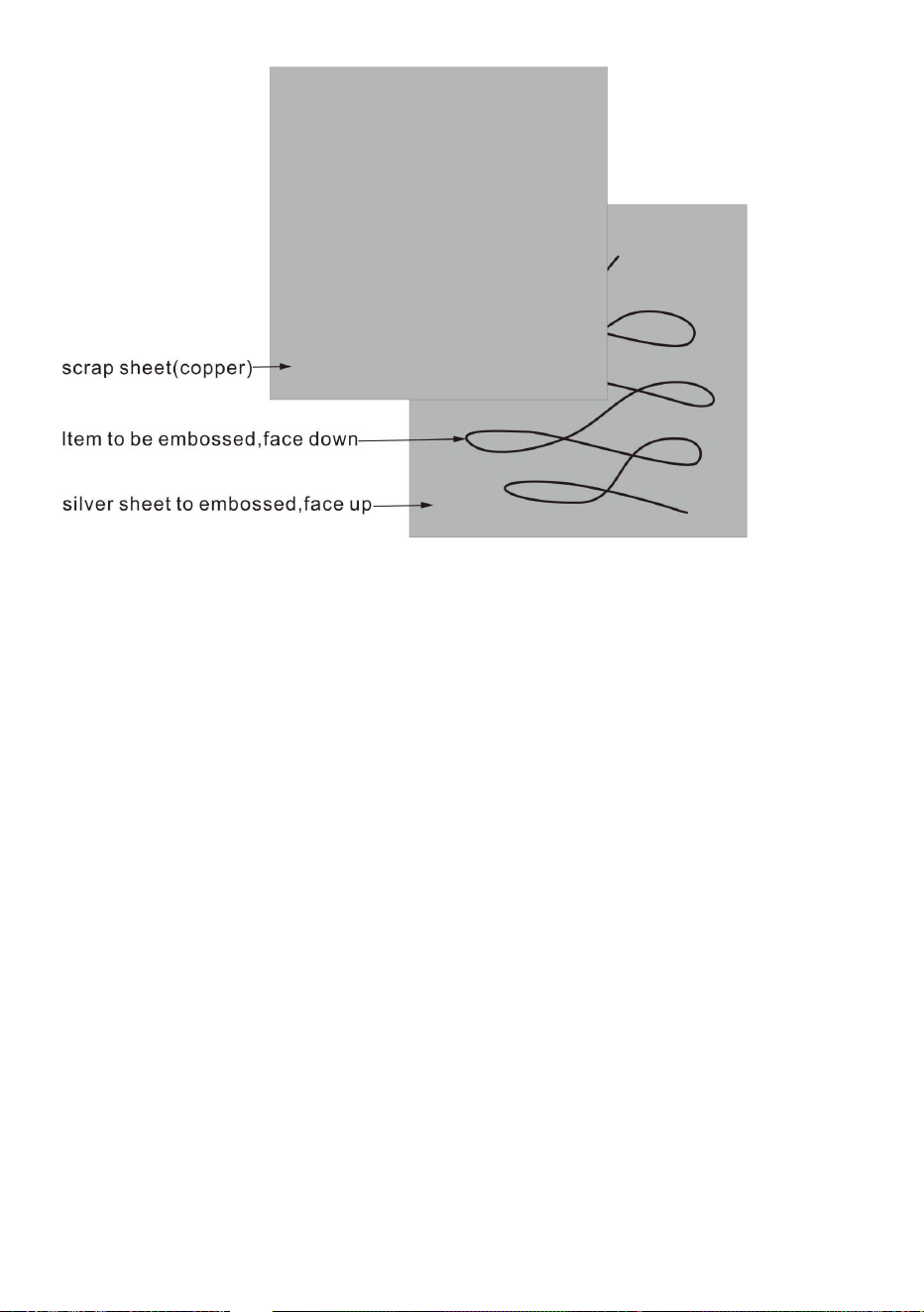
- 10 -
Griff eine halbe Umdrehung oder etwas weniger. Führen Sie das Material durch und die halbe Umdrehung
Blatt, so dass einige interessante Ergebnisse erzielt werden können. Aber normalerweise ist dies nur
Dies wird als Ausschuss bezeichnet, das Muster wird auch hierauf geprägt
Sandwich sitzt fest zwischen ihnen. Nehmen Sie das Sandwich heraus und drehen Sie den Deckel
und gut geglüht, zB Silberblech. Die oberste Fläche wird geprägt.
Silber.
2. Bilden Sie ein Sandwich wie gezeigt: Unten ist Ihr Metall. Flach, sauber
Schild ist größer als das Silber, um zu vermeiden, dass die Kanten in Ihre
ein Stück flaches Altmetall, das als Schutz wiederverwendet werden kann. Stellen Sie sicher, dass die
übt genügend Druck aus, um den Gegenstand in das Silber zu prägen.
hier). Die zu prägende Seite sollte nach unten auf dem Silber liegen.
Rollen. Wenn es durch die V-Rollen geführt wird, bleiben flache parallele Linien auf dem
3. Achten Sie darauf, dass das Sandwich nur durch den flachen Teil des
Darauf liegt das zu prägende Objekt, z. B. ein Blatt oder Drahtschlaufen (siehe
Verwenden Sie weiche Metalle, keinen Stahl, da dieser Ihre Walzen zerkratzen kann.
4. Legen Sie das Sandwich zwischen die Walzen und senken Sie die obere Walze ab, bis das
Unterseite Ihres Silbers.
Darüber liegt ein Altblech aus Kupfer oder Messing. Dieses schützt Ihre Walzen.
Machine Translated by Google

2. Das Getriebe sollte keine besondere Wartung erfordern. Im Inneren des Rahmens, wo
sich die Buchsen auf und ab bewegen, ist ein wenig Fett oder Öl von Vorteil, aber es ist
nicht notwendig, Teile der Einheit hierfür zu zerlegen. Schließen Sie einfach die Rollen, um
Fett um die Buchsen aufzutragen, öffnen Sie sie dann vollständig und schließen Sie sie mehrmals,
um das Fett zu verteilen.
3. Wenn die Rollen oberflächliche Flecken oder Schrammen aufweisen, können sie mit einem
Tuch und Autometallpolitur wie Rostlöser von Hand poliert werden. Sehr feines Schmirgelpapier
und Öl können (falls unbedingt erforderlich) verwendet werden, um oberflächliche Flecken
zu entfernen, aber generell sollten scharfe Schleifmittel immer vermieden werden.
1. Alle beweglichen Teile ölen: Es ist wichtig, dass die Walzen nicht rosten. Achten Sie
daher auf Kondensation in feuchten Bereichen. Wischen Sie die Walzen mit einer dünnen
Ölschicht auf einem Baumwolltuch ab und lagern Sie die Mühle mit auseinandergebauten
Walzen. Wenn das Gerät längere Zeit nicht verwendet wird, ölen Sie alle Teile gründlich ein und
decken Sie es ab. Stellen Sie sicher, dass es trocken und frei von Feuchtigkeit bleibt.
Ihr Walzwerk ist ein sehr robustes Gerät und wird Ihnen viele Jahre lang gute Dienste leisten.
Wie bei jedem mechanischen Gegenstand hält ein wenig Wartung es in optimalem Zustand
und sorgt für die bestmögliche Leistung.
4. Das Gerät ist für die Verwendung mit Schmuck aus Edelmetallen und Nichteisenmetallen
konzipiert. Versuchen Sie nicht, gehärteten Stahl zu rollen, da dies die Rollen beschädigen
kann. Stellen Sie beim Glühen und Beizen von Metall immer sicher, dass alle Teile gründlich
trocken sind, bevor sie durch die Rollen laufen. Nach einem anstrengenden Tag voller
WARTUNG
- 11 -
Machine Translated by Google

- 12 -
5. Wenn die Oberflächen der Rollen durch unsachgemäßen Gebrauch beschädigt werden, kann
ein Austausch der Rollen erforderlich sein, was mit Kosten verbunden sein kann.
Bei intensiver Nutzung ist eine schnelle Reinigung und das Abwischen der Walzen mit Öl
äußerst hilfreich. Entwickeln Sie gute Arbeitsgewohnheiten, pflegen Sie Ihre Mühle, und sie
wird Ihnen jahrelang gute Dienste leisten.
Machine Translated by Google
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
Mainzer Landstr.69, 60329 Frankfurt am Main.
E-CrossStu GmbH
London Road, Staines-upon-Thames, Surrey, TW18 4AX
NSW 2122 Australien
Ort, Rancho Cucamonga, CA 91730
Nach AUS importiert: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
Adresse: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
UK REP
Vertreter der EG
Machine Translated by Google