
OWNER’S MANUAL
&
WARRANTY INFORMATION
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| IMPORTANT SAFETY INSTRUCTIONS:
2
THANK YOU for purchasing an A.I.M. product. This Manual has been
prepared to ensure that you experience years of trouble free use of
you new welder. Please read this manual and share it with any
personnel that will be involved with the use and care of this
equipment. Your Local Dealer will be able to provide product
orientation and operating instructions. We at American Innovative
Manufacturing believe this equipment and our other products will
help you to be successful. It is our goal to help you make that happen.
This manual contains valuable information concerning how to operate
and maintain your new equipment properly and safely. Please read it
carefully.
Also, please complete and mail the enclosed warranty registration
card. You must send in your warranty registration card within 30 days
or your warranty may be void.
E
For factory assistance or service please call;
Inside the USA and Canada call toll free 1-800-644-2730
If you need assistance or service, first see the “Troubleshooting” section of this book. When
calling – you will need your model and serial numbers. This information can be found on the
back of the main unit.
Model: MIG WELDING STATION
(Record the following information for easy reference)
Serial Number: ___________________________________
Purchase Date: ___________________________________
Local Representative: ____________________________
Contact Information:

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| IMPORTANT SAFETY INSTRUCTIONS:
3
TABLE OF CONTENTS
IMPORTANT SAFETY INSTRUCTIONS: _____________________________________________ 4
STANDARD EQUIPMENT_________________________________________________________5
FIRST TIME USE _______________________________________________________________ 7
1. Installation of Batteries
a. Safety Precautions
b. Battery Installation Diagram
c. Connecting Battery Cables
CHARGING THE UNIT __________________________________________________________ 7
INDICATOR LIGHTS ____________________________________________________________ 8
PREPARATION _____________________________________________________________ 10
WELDER SETTINGS ___________________________________________________________ 12
OPERATIONS & CARE INSTRUCTIONS ____________________________________________ 13
CHANGING WELD WIRE SIZES __________________________________________________ 14
GENERAL INSTRUCTIONS ______________________________________________________ 15
BATTERY CARE AND MAINTENANCE _____________________________________________ 16
MIG WELDING STATION PERIODIC MAINTENANCE _________________________________ 18
USEFUL OPERATING INFORMATION _____________________________________________ 19
TROUBLE SHOOTING _________________________________________________________ 20
LIMITED WARRANTY _________________________________________________________ 21
PARTS & ACCESSORIES ________________________________________________________ 23
SHIPPING & HANDLING PROCEDURES ____________________________________________ 24
WARRANTY REGISTRATION_________________________________________________ ____25
BATTERY MSDS_______________________________________________________________26

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| IMPORTANT SAFETY INSTRUCTIONS:
4
IMPORTANT SAFETY INSTRUCTIONS:
WARNING – When operating this equipment, please follow basic precautions, including
the following:
• Read all instructions before using this machine and its attachments.
• Use this equipment only for its intended use.
• All electrical service connections must be made by a qualified electrician. Risk of
electrical shock.
• IMPORTANT! The welder may only be used by qualified personnel.
• Do not touch the work piece or welding tips during or immediately after use. Electrodes
become hot and may cause severe burns.
• Make sure to use appropriate eye protection and other PPE when welding. The sparks
and bright arc can injure eyes and unprotected skin.
• Do not weld near flammable materials. Sparks from welding could start a fire.
• Do not operate equipment unless all enclosure panels are properly installed and
electrical cords are in good condition. Risk of electrical shock and Pinch Points.
• Always wear protective face shield and other PPE when working with batteries. Risk of
chemical burns
• Before using any welder, consult your physician if you have a pacemaker or any other
medical conditions. Risk of death or personal injury.
• Failure to take basic safety precautions can result in serious injury and/or property
damage
• Provide covers or other protection for items near the work area to prevent damage
from sparks, welding arc or accidental contact.
• Batteries must be properly maintained; improperly maintained batteries may short out
or explode.
• Contact Factory Service or your local dealer for all repairs or service to unit.
WARNING – Machine must remain in upright position at all
times!
• Shut down unit, and disconnect input power before inspecting, maintaining or servicing
the welder.
• Unplug the welder from the wall outlet before servicing, cleaning, or maintenance. Risk
of electrical shock.
• Cigarettes, sparks or other ignition sources could cause battery to explode. Always
shield eyes and face from battery. Do not charge, use booster cables or adjust post
connections without proper instructions and training. Keep vent caps tight and
batteries level.
• Do not place the welder on unstable or uneven ground. The welder might tip causing
personal injury or serious damage to the welder and other property.
• Do not operate this equipment unless the user is fully trained in the safe use of welders
and related accessories.

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
|
5
Model 3001 Standard Equipment and General Assembly
o Welder
o MIG Torch-Steel
o Torch/Cable Rack
o Ground Cable with Clamp
Items to be provided by others (not included with the basic welder)
• Compressed Gas Cylinder
• Compressed gas meters and gauges (contained in an optional starter package)
• Compressed gas hoses and connection to the female fitting on back of welder
• Welding wire
• Consumable welding contact tips and other normal wear parts.
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
|
6
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| The Battery Charge Status reading must be between
25.0 and 28.5 Volts
7
FIRST TIME USE
IMPORTANT---BEFORE YOU USE THE UNIT—CHARGE IT!
The Battery Charge Status reading must be between 25.0 and 28.5
Volts
CHARGING THE UNIT
Upon receiving you’re A.I.M. equipment, you must charge the unit before operating.
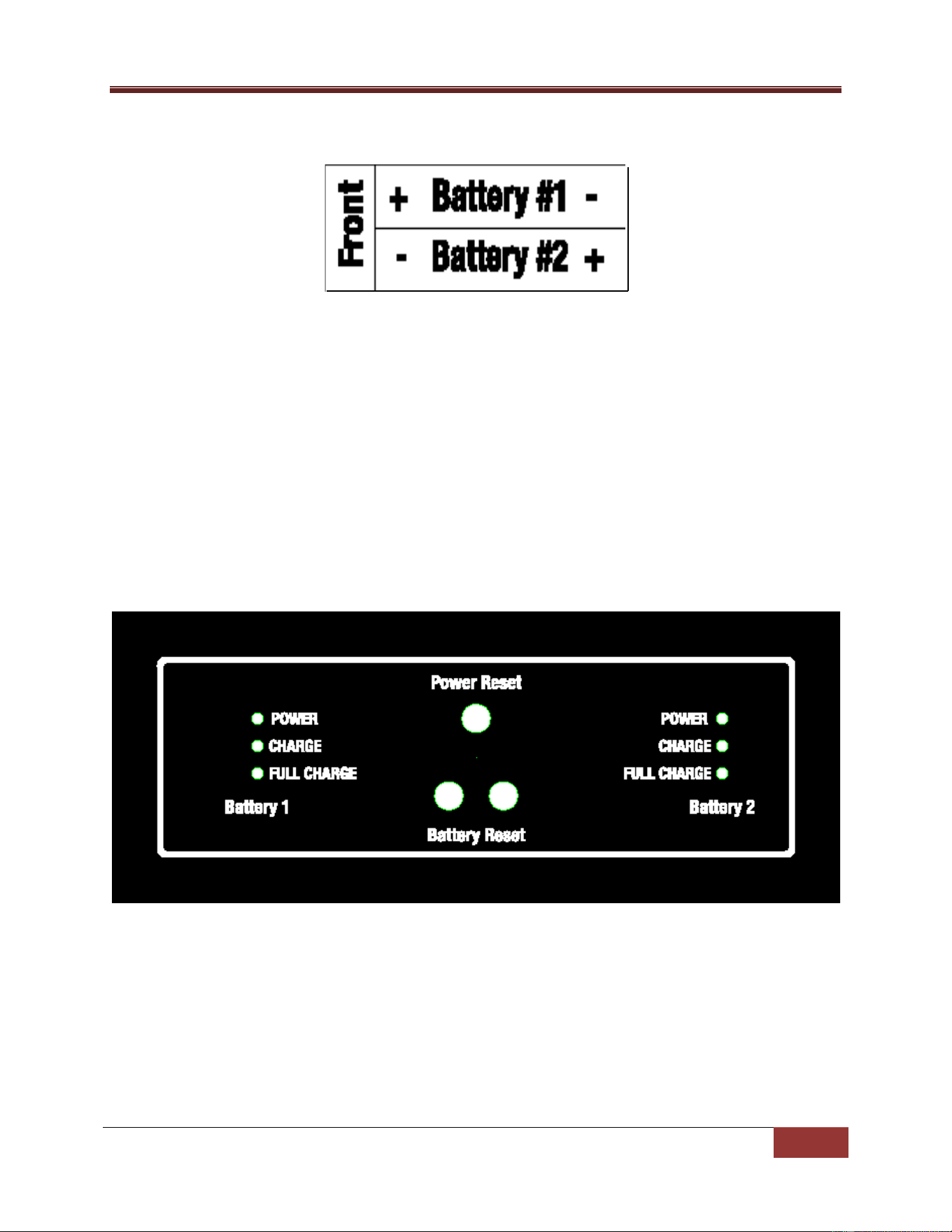
1. If batteries have not been provided from the factory, proper batteries must be
installed (see battery specification). See Figure #1 for proper battery position
2. Carefully connect battery terminals as show.
3. Connect the Battery Charger-Battery twist lock plugs
4. Check/Connect the Charger Power plug
5. Connect the Welder/Charger System to a 110V-20Amp AC power supply
The HPM-300 is a battery operated unit that comes with a specially designed charger to
ensure the power needed to operate the machine.
The A.I.M. charger is designed to automatically regulate the battery voltage level and
should be charging when the machine is not in use. However, you may unplug the
charger unit for any period of time as long as you plug the unit in at least one hour
before operation. Periodic maintenance charging is required to maintain the batteries
and extend battery life. Batteries need to be brought to full charge at least once per
week. Refer to battery manufacturer recommendations if storing the machine for
extended periods.
Battery Specification; Replacement batteries must meet the following requirements.
12V, Top Post, Maintenance Free, Group 31, 950-1100 Cold Cranking Amp Rating
Two (2) Batteries are required, When batteries need replacing, both batteries should be
replaced at the same time with matching batteries.
Extended Storage:
• Consult battery manufacturer recommendation for extended storage of the
batteries.
• For extended storage disconnect the batteries and/or remove them from the
welder
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
|
8
Figure #2- Battery Locations and Orientation
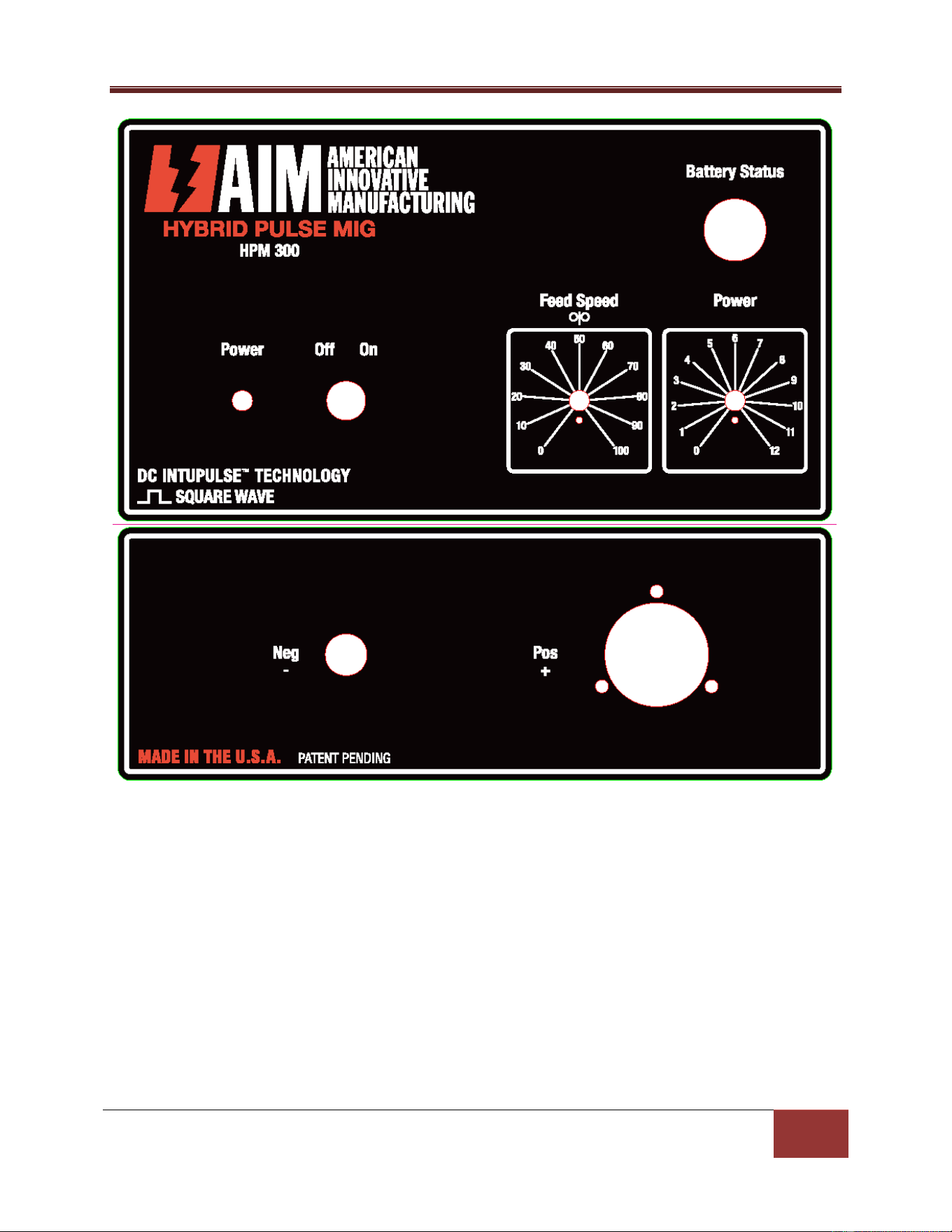
Figure #3 Battery Charger Face

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| INDICATOR LIGHTS
9
INDICATOR LIGHTS
There are two sets of three indicator lights displayed on the front panel of the machine; a set
for each of the two batteries.
The RED light indicates there is power to the charger.
The YELLOW light indicates the charger is connected to the battery and charging when
plugged into the 110V-20 amp power source.
The GREEN light indicates high voltage level of the battery – full charge.
When the GREEN light flashes with the YELLOW charge light – this signals the battery is
approaching a full charge.
When the GREEN light is on almost continuously – this indicates maximum charge.
➢ Green light should always alternate with yellow light.
➢ The alternating GREEN/YELLOW mode is signaling that the charger is in maintenance
mode and maintaining the battery(s) at peak voltage
➢ It is recommended that units in daily use be kept plugged in to the power source to
maintain the batteries
➢ If storing the unit for long periods please refer to the battery manufacturer’s
guidelines for battery storage
The voltage required for your charger’s power source is indicated on the back label of the
charger.
Voltages Available:
110 / 120 Volt 60 HZ
Other voltages are available on special order contact A.I.M. for information.

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| WELD PREPARATION
10
WELD PREPARATION
Carefully examine the surface, looking for defects; cracks, contamination and rust.
Properly prepare the work piece for welding.
When the workpieces are treated with transport coatings applied, initially clean all sides.
The work pieces need to be free of all coatings as required for proper weld technique
Special Note: Preparation is very important. It could be the difference in a successful weld
and an unsuccessful weld. Take the extra time necessary to prepare the panel properly.
Consult Welding and Preparation Specifications
Special Note: Test welds with sample coupons made from the same material and thickness to
be welded should be welded and tested.
Safety Hazard: When welding test coupons use a bench mounted vice to securely hold the
test material during welding. There is a risk of personal injury and damage to the equipment
if the material is not properly secured.
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
|
11
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| WELDER SETTING GUIDLINES
12
WELDER SETTING GUIDLINES
Note: The tables below our general guidelines for setting the welder prior to
welding; Actual setting may vary based on many factors, such as; Ambient
temperature and humidity, battery condition, work piece preparation and
position, operator preference and technique etc.
Figure #5 WELDER SETTING TABLES-STEEL/ALUMINUM/SILICON BRONZE
Wire Type Wire Technician AIM HPM-300
Shielding Gas Diameter Control Material Thickness
and Flow Rate (inch) Settings 1/2 in 3/8 in 5/16 in 1/4 in 3/16 in 1/8 in 10 ga 14 ga 16 ga 18 ga 20 ga 22 ga 24 ga
0.023 Power
Feed Speed
Mild Steel 0.030 Power X X 10.5 9 8 7.5 7 6.5 6 5.5 X
75% Ar Feed Speed X X 80% 45% 35% 30% 20% 15% 15% 10% X
25% CO2 0.035 Power 9.5 8.5 8 7 7 6 6 6 6 5.5 X X X
20 cfh Feed Speed 50% 35% 30% 25% 20% 15% 15% 15% 15% 10% X X
X X
0.045 Power 9.5 9 8 7.5 7 6 X X X X X X X
Feed Speed 25% 15% 15% 10% 10% 5% X X X X X X X
0.030 Power
Stainless Steel Feed Speed
HeAr/CO2 0.035 Power 9 8.5 8 7.5 7 6.5 6
20 cfh Feed Speed 45% 40% 35% 30% 25% 20% 20%
Aluminum 0.045 Power 10 9 8 7.5 6.5 5.5
Argon 20 cfh Feed Speed 65% 65% 65% 65% 55% 40%
Feed Speed
Silicon Bronze 0.030 Power 7 6.5 6 5
Argon Feed Speed 65% 55% 50% 45%
20 cfh 0.035 Power
Feed Speed

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| QUICK REFERENCE
13
QUICK REFERENCE
OPERATIONS & CARE INSTRUCTIONS
CHARGING
It is recommended that the machine be plugged into a 110V circuit when not in use, in
order to keep the batteries charged, for optimum power. The charging system will not
overcharge and will prolong the life of your batteries. It is preferred that this machine
be plugged into an 110V circuit during any welding procedure.
BATTERY ONLY OPERATION
An important feature of the AIM MIG Welding Station is the ability to produce high
quality welds on battery power alone. The duty cycle for battery welding will vary over a
large range based on work piece thickness, metal alloy, battery condition. For the best
result, start with the battery at or near full charge.
BATTERY CONDITION
The batteries, when provided from the factory are high quality commercial grade
automotive style batteries. See charging instructions above for maintaining the battery
charge state. The batteries should also be inspected periodically (monthly) for tightness
of connections, swelling of the case and leakage. Batteries that show any signs of
distress should be replaced or serviced by a qualified technician. Eye protection, rubber
gloves and other personal protective equipment must be used when servicing the
batteries. The battery MSDS is included with this manual and should be reviewed with
all personnel to be using the welder.
CLEANING
The welder should be kept clean by wiping with a dust cloth. Internal components can
be blown off with low pressure (inert) compressed air. Do Not Pressure Wash the AIM
MIG Welding Station! Damage to the machine will occur and there is a potential for
electrical shock injury to nearby personnel. (See section xxx for instructions on cleaning
welding torches and hardware.)

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
|
14
CHANGING WELDING WIRE SPOOL
Caution
• The gear drive can injure or crush fingers in open rolls, Keep Guards in
Place
• Eye protection must be worn, weld wire can spring off reels when un
restrained; causing personal injury.
• Open Hinged door (on right side of welder when facing the front)
• Choose the correct wire size and alloy for the item to be welded
• To remove a previously used wire spool that is still connected to the drive
motor.
o Use wire cutters to cut the wire where it enters the feed drive
o Secure the wire to the feed spool
o Open the torch nozzle and remove the contact tip.
o Pull old wire through the torch cable and liner
o Properly dispose of old wire scraps.
• Remove spool holder nut and remove the old wire spool, and properly store
• Install the new wire spool on the spool holder.
o Wire must feed off of the bottom of the spool
• Check wire feed rollers to ensure that the proper rolls with the correct
groove size and style (U or V) are installed for the wire size and alloy you
have selected.
o The wire is fed by the inboard roll groove. The wire diameter that the
groove is made for is marked on the corresponding side of the feed
roll.
o Flip drive rollers or install the correct ones to get the right grove
aligned with the wire axis.
• Feed the wire from the new spool into the feed rolls
o For ease of installation the first few inches of the new wire need to be
strait and any burrs or sharp protrusion removed.
• Keep the torch cable as straight as possible when feeding a new wire through
the cable.
• When the wire is through the torch cable the proper size contact tip is
installed and the diffuser cover reinstalled

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| GENERAL INSTRUCTIONS
15
GENERAL INSTRUCTIONS
Do not try to weld with low batteries. This will cause a substandard weld and rapid heat build-
up in cables. The charge indicator lights and/or analog voltage meters provide an indication of
the battery charge condition. Monitor those indicators regularly to ensure proper weld
performance.
Do not overheat the machine. Periodic cooling is suggested.
Use “00” Steel Wool to clean the copper surfaces. Oils or contamination could interfere with
the welding process.
Warning: Always turn the welder off and disconnect the power before conducting
maintenance or changing wire spools

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| BATTERY CARE AND MAINTENANCE
16
BATTERY CARE AND MAINTENANCE
Note: This machine is equipped with maintenance free batteries.
Equipment needed
➢ Gloves and Goggles
➢ Insulated wrench
➢ Baking soda
➢ Terminal protector spray
➢ Voltmeter
➢ Discharge tester(if available)
Safety
➢ Always wear protective clothing, goggles and gloves when handling batteries
➢ Do not smoke or allow open flames near batteries
➢ Avoid skin contact with battery electrolyte
➢ Use insulated wrenches and tool to avoid shorting batteries
➢ In case of contact with electrolyte flush with water immediately, seek medical
treatment
➢ Charge batteries in ventilated area
➢ Keep you machine and battery upright at all times.
➢ Do not allow a battery to freeze, do not attempt to charge a frozen battery
➢ Avoid charging at temperatures over 120 degrees F.
Battery Connections
Faulty connections can lead to poor performance and property damage, meltdown or fire. Do
not change the cable size that your machine was equipped with at the factory. Tighten battery
connections properly using an insulated wrench. Use terminal protection to prevent corrosion.
Battery Ventilation
Do not block or cover ventilation panels. Always charge your machines battery in a properly
vented area away from open flame or other ignition source.
Inspection
Periodically inspect your battery. The battery case must not be swollen or damage, replace the
battery if physical damage is evident. Clean battery top and terminal connections if needed.
Check batter connections and cables; tighten connections if necessary and replace any worn or
damaged cables.

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
|
17
Cleaning
Clean the top of your battery with a cloth or brush and a solution of baking soda and water. Do
not allow cleaning solution to get inside the battery. Keep the battery cabinet clean and dry.
Charging
Use the charger attached to the machine, this charger is designed to not over charge the
battery. If other charging equipment is used please refer to the charger and battery
manufactures’ recommendations to ensure compatibility. Fully charge your battery after each
use.
Storage
➢ Fully charge battery before storing
➢ Store in a cool dry location, indoors or under cover
➢ If storing for long periods (greater than one month) disconnect battery from
machine
➢ Batteries will self discharge and should be fully charged every 4-6 weeks
➢ Fully charge battery when removed from storage before using
➢ Avoid direct exposure to heat sources, batteries self discharge faster in hot weather.
➢ Do not allow battery to freeze. Batteries that are not fully charged can freeze during
cold weather.
Battery Recycling
97% of a lead acid battery can be recycled. When it is time to replace your battery
properly dispose of the old one at a licensed battery recycler and help keep the
environment clean.
Material Safety Data Sheet
The MSDS sheet for your battery is attached to this manual.
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
|
18
Hybrid Pulse MIG HPM-300 PERIODIC MAINTENANCE
Note: Follow safety instructions before performing maintenance
DAILY Inspect for damage to the machine, torches and gas system. Make any
repairs or adjustments. Check for leakage or unusual odors from the
battery compartment
MONTHLY
Inspect cables for cuts or damage.
Use fine steel wool on copper connections.
EVERY 6 MONTHS
Check and inspect batteries
Check and tighten all electrical connections
ANNUALLY
Remove dust from charging unit. Use low pressure dry compressed air to
blow out dust

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| USEFUL OPERATING INFORMATION
19
USEFUL OPERATING INFORMATION
Keeping your battery fully charged after use will increase the life of your battery.
Keep welding tips cool.
A low battery will cause excessive cable heat.
Gases from battery vent out of the machine.
Baking soda should be used to neutralize battery acid in the event of a spill. Refer to MSDS from
battery manufacturer for additional information

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| TROUBLE SHOOTING
20
TROUBLE SHOOTING
Problem Check the following:
Unit does not charge–Red light Make sure power cord is plugged in. Check power
supply.
Yellow light does not come on. Is the charger output cord disconnected or
damaged?
Check charger output cord for damages; and a solid
connection.
Check Battery
Green light does not come on. Call for service.
Green light flashes rapidly and Possible defective battery (call Factory Service)
does not slow (flutter).

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| LIMITED WARRANTY
21
LIMITED WARRANTY
American Innovative Manufacturing LLC (AIM) of Spokane, WA, subject to the terms and conditions
described below, warrants to its original retail purchaser that new AIM equipment sold after the
effective date of this limited warranty is free of defects in material and workmanship at the time it is
shipped by AIM. THIS WARRANTY IS EXPRESSLY IN LIEU OF ALL OTHER WARRANTIES, EXPRESS OR
IMPLIED, INCLUDING THE WARRANTIES OF MERCHANTABILITY AND FITNESS.
AIM PRODUCTS ARE INTENDED FOR PURCHASE AND USE BY COMMERCIAL/INDUSTRIAL USERS AND
PERSONS TRAINED AND EXPERIENCED IN THE USE AND MAINTENANCE OF THE EQUIPMENT.
AIM shall honor valid warranty claims on warranted equipment for a period of ONE YEAR in the event of
such a failure within the warranty time period. All warranty time periods start on the delivery date of
the equipment to the original end-user purchaser, and not to exceed one year after the equipment is
shipped to a distributor or retail customer.
Within the applicable warranty period AIM will repair or replace any warranted parts or components
that fail due to such defects in material or workmanship. AIM must be notified in writing within thirty
(30) days of such defect or failure, at which time AIM will provide instructions on the warranty claim
procedures to be followed.
AIM’s Limited Warranty shall NOT apply to:
1. Consumable components or parts that fail due to normal wear.
2. Items furnished by AIM, but manufactured by others. These items are covered by the
manufacturer’s warranty, if any.
3. Equipment that has been modified by any party other than AIM, or equipment that has been
improperly installed, improperly operated or misused based upon industry standards, or
equipment which has not had reasonable and necessary maintenance, or equipment which has
been used for operation outside of the specifications for the equipment.
In the event of a warranty claim covered by this warranty, the exclusive remedies shall be, at AIM’s
option:
1. Repair,
2. Replacement,
3. The reasonable cost of repair or replacement by an authorized AIM service representative
(where authorized in writing by AIM in appropriate cases), or
4. Payment of or credit for the purchase price (less reasonable depreciation based upon actual
use) upon return of the goods at customer’s risk and expense. AIM’s option of repair or
replacement will be F.O.B., Factory at Spokane, WA, or F.O.B. at an AIM authorized service
representative as determined by AIM. Therefore no compensation or reimbursement for
transportation costs of any kind will be allowed.
Some states in the U.S.A. do not allow limitations of how long an implied warranty lasts, or the exclusion
of incidental, indirect, special or consequential damages, so the above limitation or exclusion may not
apply to you. This warranty provides specific legal rights, and other rights may be available, but may vary
from state to state.
In Canada, legislation in some provinces provides for certain additional warranties or remedies other
than as stated herein, and to the extent that they may not be waived, the limitations and exclusions set

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| LIMITED WARRANTY
22
out above may not apply. This Limited Warranty provides specific legal rights, and other rights may be
available, but may vary from province to province.
TO THE EXTENT PERMITTED BY LAW, THE REMEDIES PROVIDED HEREIN ARE THE SOLE AND EXCLUSIVE
REMEDIES. IN NO EVENT SHALL AIM BE LIABLE FOR DIRECT, INDIRECT, SPECIAL, INCIDENTAL OR
CONSEQUENTIAL DAMAGES (INCLUDING LOSS OF PROFIT), WHETHER BASED ON CONTRACT, TORT OR
ANY OTHER LEGAL THEORY.
ANY EXPRESS WARRANTY NOT PROVIDED HEREIN AND ANY IMPLIED WARRANTY, GUARANTY OR
REPRESENTATION AS TO PERFORMANCE, AND ANY REMEDY FOR BREACH OF CONTRACT TORT OR
ANY OTHER LEGAL THEORY WHICH, BUT FOR THIS PROVISION, MIGHT ARISE BY IMPLICATION,
OPERATION OF LAW, CUSTOM OF TRADE OR COURSE OF DEALING, INCLUDING ANY IMPLIED
WARRANTY OF MERCHANTABILITY OR FITNESS FOR PARTICULAR PURPOSE, WITH RESPECT TO ANY
AND ALL EQUIPMENT FURNISHED BY AIM IS EXCLUDED AND DISCLAIMED BY AIM.
WARRANTY QUESTIONS? Call Customer Service 1-800-644-2730
The Panel Beater is a Registered Trademark of American Innovative Manufacturing
US Patent Nos. 5,516,997 / 5,917,394 & Other Patents Pending
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| REPLACEMENT PARTS & ACCESSORIES
23
REPLACEMENT PARTS & ACCESSORIES
(Available through your dealer or at www.ai-mfg.com)
MW- 111 Torch Nozzle- Standard
MW- 112 Torch Nozzle-Small
MW- 113 Gas Diffuser
MW- 114 Tip Holder
MW- 115 Contact Tips Steel .030 (Pack of 5)
MW- 116 Contact Tips Steel .035 (Pack of 5)
MW- 117 Contact Tips Steel .045 (Pack of 5)
MW- 118 Steel Torch Cable Ins. Liner (Red 16.5 FT) .035-.045
MW- 119 Drive Rolls V-Grove .023-.030 (Set of 2)
MW- 120 Drive Rolls V-Grove .035-.045 (Set of 2)
MW- 121 Contact Tips Aluminum .045 (Pack of 5)
MW- 122 Drive Rolls U-Grove .035-.045 (Set of 2)
MW- 123 Teflon Torch Cable Liner (Blue, 16.5 FT) .040-.052
MW-124 MIG Starter Kit- Pack of contact tips of each size listed
above (4 packs total), 1 Pack of replacement Drive Rolls for
each size listed above (3 packs total), Gauge/Regulator
with hose, Dust Cover
MW- 125 10# Spool of .035 Steel Wire
MW- 126 10# Spool of .045 Aluminum Wire
MW- 127 HPM-300 Dust Cover
MW- 128 Light Duty torch-(Not available until 6/1/2016)
MW- 129 Spool Gun(Not Available until 6/1/2016)
Other parts and accessories available please visit our
website: www.ai-mfg.com

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
24
SHIPPING & HANDLING PROCEDURES
HYBRID PULSE MIG HPM-300
This machine contains lead-acid storage batteries. Each battery is
liquid tight when kept in the upright position. However, in the
event the battery is tipped over and some acid spillage does
occur, neutralize the acid with baking soda. Refer to the battery
manufacturer MSDS sheet for additional information
Should acid get on your skin, immediately flush the area with a
large quantity of water.
This machine is designed for indoor environments protected from
weather, dust and high temperatures.
The machine should be properly packaged and protected from
damage during shipping.
Hazardous material notifications may be required when shipping
this machine.
Follow all A.I.M. guidelines and use proper safety procedures
when handling this machine.

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
25
WARRANTY REGISTRATION INFORMATION
Please Record the Following Information
Owner:_______________________________________
Location:______________________________________
Owner Address:________________________________
Owner Telephone:_______________Fax:____________
Owner E-Mail:_________________________________
Dealer:________________________________________
Dealer Telephone:______________________________
Dealer E-Mail:__________________________________
Serial Number:_________________________________
Date of Manufacture:____________________________
Date Placed in Service:___________________________

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
26
PAGE 1 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET
LEAD ACID BATTERY WET,
FILLED WITH ACID
SECTION 1: PRODUCT AND COMPANY IDENTIFICATION
PRODUCT NAME: Lead Acid BatteryWet, Filled With Acid
OTHER PRODUCT
NAMES:
Electric Storage Battery, UN2794
MANUFACTURER: East Penn Manufacturing Company
ADDRESS: Deka Road
Lyon Station, PA 19536 USA
EMERGENCY TELEPHONE NUMBERS: US/CN: CHEMTREC 1-800-424-9300
Outside US/CN: CHEMTREC 1-703-527-3887
NON-EMERGENCY HEALTH/SAFETY INFORMATION: 610-682-6361
CHEMICAL FAMILY: This product is a wet lead acid storage battery. May also include gel/absorbed electrolye
lead acid battery types.
PRODUCT USE: Industrial/Commercial electrical storage batteries.
SECTION 2: HAZARDS IDENTIFICATION
GHS Classification:
Health Environmental Physical
Acute Toxicity – Category 4
Skin Corrosion – Category 1A
Eye Damage – Category 1
Reproductive – Category 1A
Carcinogenicity (lead)– Category 1B
Carcinogenicity (arsenic)– Category 1A
Carcinogenicity(acid mist)–Category1A
Specific Target Organ Toxicity
(repeated exposure) –Category 2
GHS Label:
Aquatic Chronic – 1
Aquatic Acute – 1
Explosive Chemical, Division 1.3
Signal Word: DANGER !
PAGE 2 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET
LEAD ACID BATTERY WET,
FILLED WITH ACID
Hazard Statements
Health
Harmful if swallowed, inhaled, or in contact with skin.
Causes severe skin burns and eye damage.
Causes serious eye damage.
May damage fertility or the unborn child if ingested or
inhaled.
May cause cancer if ingested or inhaled.
Causes damage to central nervous system, blood and
kidneys through prolonged or repeated exposure if
ingested or inhaled.
May cause harm to breast-fed children.
Environmental
Very toxic to aquatic life with long lasting effects.
Physical
May form explosive air/gas mixture during charging.
Extremely flammable gas (hydrogen).
Explosive; fire, blast or projection hazard.
Obtain special instructions before use.
Do not handle until all safety precautions have been read

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
27
and understood.
Precautionary Statements
Prevention
Wash thoroughly after handling.
Do not eat, drink or smoke when using this product.
Wear protective gloves/protective clothing, eye protection/face
protection.
Avoid breathing dust/fume/gas/mist/vapors/spray.
Use only outdoors or in a well-ventilated area.
Causes skin irritation, serious eye damage.
Contact with internal components may cause irritation or
severe burns.
Avoid contact with internal acid.
Irritating to eyes, respiratory system, and skin.
Avoid contact during pregnancy/while nursing.
Response
IF SWALLOWED OR CONSUMED: rinse mouth, Do NOT
induce vomiting.
Call a poison center/doctor if you feel unwell.
IF ON CLOTHING OR SKIN (or hair): Remove/Take off
immediately all contaminated clothing and wash it before
reuse. Rinse skin with water/shower.
IF INHALED: Remove person to fresh air and keep
comfortable for breathing.
Immediately call a POISON CENTER or doctor/physician.
IF IN EYES: Rinse cautiously with water for several minutes.
Remove contact lenses, if present and easy to do. Continue
rinsing.
If exposed/concerned, or if you feel unwell seek medical
attention/advice.
Storage and Disposal
Store locked up, in a well-ventilated area. In accordance with
local and national regulation.
Avoid release to the environment.
Collect spillage.
Dispose of contents/container in accordance with local/
regional/national/international regulations.
Keep away from heat/sparks/open flames/hot surfaces.
No smoking.
Use only outdoors or in well ventilated area
Keep out of reach of children.
EMERGENCY OVERVIEW: May form explosive air/gas mixture during charging. Contact with internal components
may cause irritation or severe burns. Irritating to eyes, respiratory system, and skin.
Prolonged inhalation or ingestion may result in serious damage to health. Pregnant
women exposed to internal components may experience reproductive/developmental
effects.
Additional Information
No health effects are expected related to normal use of this product as sold.
SECTION 3: COMPOSITION/INFORMATION ON INGREDIENTS
INGREDIENTS (Chemical/Common Names): CAS No.: % by Wt: EC No.:
Lead and Lead Compounds, inorganic 7439-92-1 43-70 (average: 65) 231-100-4
Electrolyte (Sulfuric acid and water) 7664-93-9 20-44 (average: 25) 231-639-5
Antimony 7440-36-0 0-4 (average: <1) 231-146-5
PAGE 3 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET
LEAD ACID BATTERY WET,
FILLED WITH ACID
Polypropylene 9003-07-0 5-10 (average: 8) NA
NA – Not applicable/ND – Not determined
Additional Information
These ingredients reflect components of the finished product related to performance of the product as distributed into

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
28
commerce. Inorganic lead, lead compounds and electrolyte (sulfuric acid) are the primary components. Other metals
(ie. Sn,
Cu, As) may be present at concentrations below the applicable reporting threshold.
SECTION 4: FIRST AID MEASURES
EYE CONTACT: Sulfuric Acid and Lead: Flush eyes immediately with large amounts of water for at least 15 minutes
while lifting lids. Seek immediate medical attention if eyes have been exposed directly to acid.
SKIN CONTACT: Sulfuric Acid: Flush affected area(s) with large amounts of water using deluge emergency shower,
if
available, shower for at least 15 minutes. Remove contaminated clothing, including shoes . If
symptoms persist, seek medical attention. Wash contaminated clothing before reuse. Discard
contaminated shoes.
Lead: Wash immediately with soap and water.
INGESTION: Sulfuric Acid: Give large amounts of water. Do NOT induce vomiting or aspiration into the lungs
may occur and can cause permanent injury or death; consult physician.
INHALATION: Sulfuric Acid: Remove to fresh air immediately. If not breathing, give artificial respiration. If
breathing is difficult, give oxygen. Consult a physician.
Lead: Remove from exposure, gargle, wash nose and lips; consult physician.
SECTION 5: FIRE-FIGHTING MEASURES
FLASH POINT: Not Applicable.
FLAMMABLE LIMITS: LEL= 4.1% (Hydrogen Gas in air); UEL=74.2%
EXTINGUISHING MEDIA: CO2 ; foam; dry chemical. Do not use carbon dioxide directly on cells. Avoid breathing
vapors.
Use appropriate media for surrounding fire.
FIRE-FIGHTING PROCEDURES: Use positive pressure, self-contained breathing apparatus. Beware of acid splatter
during
water application and wear acid-resistant clothing, gloves, face and eye protection. If batteries are on charge, shut off
power
to the charging equipment, but note that strings of series connected batteries may still pose risk of electric shock
even when
charging equipment is shut down.
HAZARDOUS COMBUSTION PRODUCTS: Highly flammable hydrogen gas is generated during charging and
operation of
batteries. If ignited by burning cigarette, naked flame or spark, may cause battery explosion with dispersion of casing
fragments and corrosive liquid electrolyte. Carefully follow manufacturer’s instructions for installation and service.
Keep away
all sources of gas ignition and do not allow metallic articles to simultaneously contact the negative and positive
terminals of a
battery.
Additional Information
Fire-fighting water runoff and dilution water may be toxic and corrosive and may cause adverse environmental
impacts.
SECTION 6: ACCIDENTAL RELEASE MEASURES
Stop flow of material, contain/absorb small spills with dry sand, earth, and vermiculite. Do not use combustible
materials. If
possible, carefully neutralize spilled electrolyte with soda ash, sodium bicarbonate, lime,etc. Wear acid-resistant
clothing,
boots, gloves, and face shield. Do not allow discharge of un-neutralized acid to sewer. Acid must be managed in
accordance
with approved local, state, and federal requirements. Consult state environmental agency and/or federal EPA.
Additional Information
Lead acid batteries are recyclable. Contact your East Penn representative for recycling information.
SECTION 7: HANDLING AND STORAGE
Handling: Unless involved in recycling operations, do not breach the casing or empty the contents of the battery.
Handle
PAGE 4 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET
LEAD ACID BATTERY WET,
FILLED WITH ACID
carefully and avoid tipping, which may allow electrolyte leakage. There may be increasing risk of electric shock from
strings

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
29
of connected batteries. Keep containers tightly closed when not in use. If battery case is broken, avoid contact with
internal
components. Keep vent caps on and cover terminals to prevent short circuits. Place cardboard between layers of
stacked
automotive batteries to avoid damage and short circuits. Keep away from combustible materials, organic chemicals,
reducing
substances, metals, strong oxidizers and water. Use banding or stretch wrap to secure items for shipping.
Storage: Store batteries under roof in cool, dry, well-ventilated areas separated from incompatible materials and from
activities that may create flames, spark or heat. Store on smooth, impervious surfaces provided with measures for
liquid
containment in the event of electrolyte spills. Keep away from metallic objects that could bridge the terminals on a
battery
and create a dangerous short-circuit.
Charging: There is a possible risk of electric shock from charging equipment and from strings of series connected
batteries,
whether or not being charged. Shut-off power to chargers whenever not in use and before detachment of any circuit
connections. Batteries being charged will generate and release flammable hydrogen gas. Charging space should be
ventilated. Keep battery vent caps in position. Prohibit smoking and avoid creation of flames and sparks nearby.
Wear face
and eye protection when near batteries being charged.
SECTION 8: EXPOSURE CONTROLS/PERSONAL PROTECTION
Exposure Limits (mg/m3)
Ingredients OSHA PEL ACGIH US NIOSH Quebec PEV Ontario OEL EU OEL
Lead,
inorganic
0.05 0.05 0.05 0.05 0.05 0.15 (b)
Antimony 0.5 0.5 0.5 0.5 0.5 0.5 (b,d)
Tin 2 2 2
Copper 1 1 1 1 1 (a) 0.1 (e)
Arsenic 0.01 0.01 0.01
Sulfuric Acid 1 0.2 1 1 0.2 0.05 (c)
Polypropylene N.E. N.E. N.E. N.E. N.E. N.E.
(a) As dusts/mists (b) As inhalable aerosol (c) Thoracic fraction (d) Based on OEL’s of Austria, Belgium,
Denmark, France, Netherlands, Switzerland, & U.K. (e) Based on OEL of Netherlands
ENGINEERING CONTROLS/SYSTEM DESIGN INFORMATION:
Store and handle in well-ventilated area. If mechanical ventilation is used, components must be acid-resistant .
Handle
batteries cautiously, do not tip to avoid spills. Make certain vent caps are on securely. If battery case is damaged,
avoid
bodily contact with internal components. Wear protective clothing, eye and face protection, when filling, charging, or
handling
batteries. Do not allow metallic materials to simultaneously contact both the positive and negative terminals of the
batteries.
Charge batteries in areas with adequate ventilation. General dilution ventilation is acceptable.
RESPIRATORY PROTECTION (NIOSH/MSHA approved):
None required under normal conditions. When concentrations of sulfuric acid mist are known to exceed PEL, use
NIOSH or
MSHA-approved respiratory protection.
EYE PROTECTION:
If battery case is damaged, use chemical goggles or face shield.
SKIN PROTECTION:
If battery case is damaged, use rubber or plastic acid-resistant gloves with elbow-length gauntlet, acid-resistant
apron,
clothing and boots.
OTHER PROTECTION: In areas where water and sulfuric acid solutions are handled in concentrations greater than
1%,
emergency eyewash stations and showers should be provided, with unlimited water supply. Chemically impervious
apron
and face shield recommended when adding water or electrolyte to batteries.
Wash Hands after handling.
PAGE 5 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
30
LEAD ACID BATTERY WET,
FILLED WITH ACID
Additional Information
Batteries are housed in polypropylene cases which are regulated as total dust or respirable dust only when they are
ground up during recycling. The OSHA PEL for dust is 15 mg/m3 as total dust or 5 mg/m3 as respirable dust.
May be required to meet Domestic Requirements for a Specific Destination(s).
SECTION 9: PHYSICAL AND CHEMICAL PROPERTIES
APPEARANCE: Industrial/commercial lead acid battery
ODOR: Odorless
ODOR THRESHOLD: Manufactured article; no apparent odor. Electrolyte is a clear liquid with a sharp,
penetrating, pungent odor.
PHYSICAL STATE: Sulfuric Acid: Liquid; Lead: solid
pH: ~1 to 2
BOILING POINT: 203-240° F (as sulfuric acid)
MELTING POINT: NA
FREEZING POINT: NA
VAPOR PRESSURE: 10 mmHg
VAPOR DENSITY (AIR = 1): > 1
SPECIFIC GRAVITY (H2O = 1): 1.215–1.350
EVAPORATION RATE (n-BuAc=1): < 1
SOLUBILITY IN WATER: 100% (as sulfuric acid)
FLASH POINT: Below room temperature (as hydrogen gas)
AUTO-IGNITION TEMPERATURE: NA
LOWER EXPLOSIVE LIMIT (LEL): 4% (as hydrogen gas)
UPPER EXPLOSIVE LIMIT (UEL): 74% (as hydrogen gas)
PARTITION COEFFICIENT: NA
VISCOSITY (poise @ 25° C): Not Available
DECOMPOSITION TEMPERATURE: Not Available
SECTION 10: STABILITY AND REACTIVITY
STABILITY: This product is stable under normal conditions at ambient temperature.
INCOMPATIBILITY (MATERIAL TO AVOID): Electrolyte: Contact with combustibles and organic materials may
cause
fire and explosion. Also reacts violently with strong reducing agents,
metals, sulfur trioxide gas, strong oxidizers, and water. Contact with
metals may produce toxic sulfur dioxide fumes and may release
flammable hydrogen gas.
Lead compounds: Avoid contact with strong acids, bases, halides,
halogenates, potassium nitrate, permanganate, peroxides, nascent
hydrogen, and reducing agents.
Arsenic compounds: strong oxidizers; bromine azide. NOTE: hydrogen
gas can react with inorganic arsenic to form the highly toxic gas-arsine
HAZARDOUS DECOMPOSITION BYPRODUCTS:
Electrolyte: Sulfur trioxide, carbon monoxide, sulfuric acid mist, sulfur
dioxide, hydrogen sulfide.
Lead compounds: Temperatures above the melting point are likely to
produce toxic metal fume, vapor, or dust; contact with strong acid or
base or prescence of nascent hydrogen may generate highly toxic arsine
gas.
HAZARDOUS POLYMERIZATION: Will not occur
CONDITIONS TO AVOID: Prolonged overcharge at high current; sources of ignition.
SECTION 11: TOXICOLOGICAL INFORMATION
ACUTE TOXICITY (Test Results Basis and Comments):
Inhalation LD50:
Electrolyte: LC50 rat 375 mg/m3 ; LC50: guinea pig: 510 mg/m3
PAGE 6 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET
LEAD ACID BATTERY WET,
FILLED WITH ACID
Elemental Lead: Acute Toxicity Point Estimate =4500 ppm V (based on lead bullion)

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
31
Elemental Arsenic: No data
Oral LD50:
Electrolyte: rat 2140 mg/kg
Elemental Lead: Acute Toxicity Estimate (ATE) = 500mg/kg body weight (based on lead bullion)
Elemental Arsenic: LD50 mouse: 145 mg/kg
Elemental Antimony: LD50 rat: 100 mg/kg
Routes of Entry: Sulfuric Acid: Harmful by all routes of entry. Lead Compounds: Hazardous exposure can occur only
when
product is heated, oxidized or otherwise processed or damaged to create dust, vapor or fume. The prescence of
nascent
hydrogen may generate highly toxic arsine gas.
Inhalation: Sulfuric Acid: Breathing of sulfuric acid vapors or mists may cause severe respiratory irritation.
Lead Compounds: Inhalation of lead dust or fumes may cause irritation of upper respiratory tract and lungs.
Ingestion: Sulfuric Acid: May cause severe irritation of mouth, throat, esophagus and stomach. Lead Compounds:
Acute
ingestion may cause abdominal pain, nausea, vomiting, diarrhea and severe cramping. This may lead rapidly to
systemic
toxicity and must be treated by a physician.
Skin Contact: Sulfuric Acid : Severe irritation, burns and ulceration. Lead Compounds: Not absorbed through the
skin.
Arsenic Compounds: Contact may cause dermatitis and skin hyperpigmentation.
Eye Contact: Sulfuric Acid: Severe irritation, burns, cornea damage, and blindness.
Lead Compounds: May cause eye irritation.
Effects of Overexposure Acute: Sulfuric Acid : Severe skin irritation, damage to cornea, upper respiratory irritation.
Lead
Compounds: Symptoms of toxicity include headache, fatigue, abdominal pain, loss of appetite, muscular aches and
weakness, sleep disturbances and irritability.
Effects of Overexposure – Chronic: Sulfuric Acid : Possible erosion of tooth enamel, inflammation of nose, throat &
bronchial tubes. Lead Compounds: Anemia; neuropathy, particularly of the motor nerves, with wrist drop; kidney
damage;
reproductive changes in males and females. Repeated exposure to lead and lead compounds in the workplace may
result in
nervous system toxicity. Some toxicologists report abnormal conduction velocities in persons with blood lead levels of
50μg/100 ml or higher. Heavy lead exposure may result in central nervous system damage, encephalopathy and
damage to
the blood-forming (hematopoietic) tissues.
Carcinogenicity: Sulfuric Acid : The International Agency for Research on Cancer (IARC) has classified “strong
inorganic
acid mist containing sulfuric acid” as a Category I carcinogen, a substance that is carcinogenic to humans. This
classification
does not apply to liquid forms of sulfuric acid or sulfuric acid solutions contained within a battery. Inorganic acid mist
(sulfuric
acid mist) is not generated under normal use of this product. Misuse of the product, such as overcharginging, may
result in
the generation of sulfuric acid mist. Lead Compounds: Lead is listed as a 2B carcinogen, likely in animals at extreme
doses.
Proof of carcinogenicity in humans is lacking at present. Arsenic: Listed by National Toxicology Program (NTP),
International
Agency for Research on Cancer (IARC), OSHA and NIOSH as a carcinogen only after prolonged exposure at high
levels.
Medical Conditions Generally Aggravated by Exposure: Overexposure to sulfuric acid mist may cause lung
damage and
aggravate pulmonary conditions. Contact of sulfuric acid with skin may aggravate diseases such as eczema and
contact
dermatitis. Lead and its compounds can aggravate some forms of kidney, liver and neurologic diseases.
Additional Health Data:
All heavy metals, including the hazardous ingredients in this product, are taken into the body primarily by inhalation
and
ingestion. Most inhalation problems can be avoided by adequate precautions such as ventilation and respiratory
protection
covered in Section 8. Follow good personal hygiene to avoid inhalation and ingestion: wash hands, face, neck and
arms

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
32
thoroughly before eating, smoking or leaving the work site. Keep contaminated clothing out of non-contaminated
areas, or
wear cover clothing when in such areas. Restrict the use and presence of food, tobacco and cosmetics to non-
contaminated
areas. Work clothes and work equipment used in contaminated areas must remain in designated areas and never
taken
home or laundered with personal non-contaminated clothing. This product is intended for industrial use only and
should be
isolated from children and their environment.
The 19th Ammendment to EC Directive 67/548/EEC classified lead compounds, but not lead in metal form, as
possibly toxic to
reproduction. Risk phrase 61: May cause harm to the unborn child, applies to lead compounds, especially soluble
forms.
PAGE 7 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET
LEAD ACID BATTERY WET,
FILLED WITH ACID
SECTION 12: ECOLOGICAL INFORMATION
Environmental Fate: Lead is very persistent in soil and sediments. No data on environmental degradation. Mobility
of
metallic lead between ecological compartments is slow. Bioaccumulation of lead occurs in aquatic and terrestrial
animals and
plants but little bioaccumulation occurs through the food chain. Most studies include lead compounds and not
elemental lead.
Environmental Toxicity:
Sulfuric acid: 24-hr LC50, fresh water fish (Brachydanio rerio): 82 mg/l
96-hr LOEC, fresh water fish (Cyprinus carpio): 22 mg/l (lowest observable effect concentration)
Lead : 48-hr LC50 (modeled for aquatic invertebrates): <1mg/L, based on lead bullion
Arsenic: 24-hr LC50, freshwater fish (Carrassisus auratus)>5000g/L
Additional Information
No known effects on stratospheric ozone depletion.
Volatile organic compounds: 0% (by Volume)
Water Endangering Class (WGK): NA
SECTION 13: DISPOSAL CONSIDERATIONS (UNITED STATES)
WASTE DISPOSAL
METHOD:
Spent batteries: Send to secondary lead smelter for recycling. Contact your East Penn Mfg.
representative for more information related to lead acid battery recycling. Spent lead acid
batteries are not regulated as hazardous waste when the requirements of 40 CFR Section
266.80 are met. If applicable; EPA hazardous waste number D002 (corrosivity) and D008
(lead). Electrolyte: Place neutralized slurry into sealed acid resistant containers and
dispose of as hazardous waste, as applicable. Large water diluted spills, after neutralization
and testing, should be managed in accordance with approved local, state, and federal
requirements. Consult state environmental agency and/or federal EPA.
Follow local, State/Provincial, and Federal/National regulations applicable to as-used, endof-
life characteristics to be determined by end-user.
SECTION 14: TRANSPORT INFORMATION
DOT rules specified in 49 CFR 173.159 Batteries, wet, regulate the transport of wet spillable batteries.
49 CFR 173.159 (e) specifies that when transported by highway or rail, electric storage batteries containing
electrolyte or
corrosive battery fluid are not subject to any other requirements of this subchapter, if all of the following are met:
(1) No other hazardous materials may be transported in the same vehicle;
(2) The batteries must be loaded or braced so as to prevent damage and short circuits in transit;
(3) Any other material loaded in the same vehicle must be blocked, braced, or otherwise secured to prevent contact
with
or damage to the batteries; and
(4) The transport vehicle may not carry material shipped by any person other than the shipper of the batteries.
If any of these requirements are not met, the batteries must be shipped as fully regulated Class 8 Corrosive
hazardous

AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
33
materials.
GROUND – US-DOT/CAN-TDG/EU-ADR/APEC-ADR:
Proper Shipping Name Batteries, Wet, Filled with Acid
Hazard Class 8 ID Number UN2794
Packing Group NA Labels Corrosive
AIRCRAFT – ICAO-IATA:
Proper Shipping Name Batteries, Wet, Filled with Acid
Hazard Class 8 ID Number UN2794
Packing Group NA Labels Corrosive
Reference IATA packing instructions 870
VESSEL – IMO-IMDG:
Proper Shipping Name Batteries, Wet, Filled with Acid
Hazard Class 8 ID Number UN2794
Packing Group NA Labels Corrosive
Reference IMDG packing instructions P801
PAGE 8 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET
LEAD ACID BATTERY WET,
FILLED WITH ACID
Additional Information
Transport requires proper packaging and paperwork, including the Nature and Quantity of goods, per applicable
origin/destination/customs points as-shipped.
SECTION 15: REGULATORY INFORMATION
INVENTORY STATUS:
All components are listed on the TSCA; EINECS/ELINCS; and DSL, unless noted otherwise below.
U.S. FEDERAL REGULATIONS:
TSCA Section 8b – Inventory Status: All chemicals comprising this product are either exempt or listed on the TSCA
Inventory.
TSCA Section 12b – (40 CFR Part 707.60(b)) No notice of export will be required for articles, except PCB articles,
unless
the Agency so requires in the context of individual section 5,6, or 7 actions.
TSCA Section 13 –(40 CFR Part 707.20): No import certification required (EPA 305-B-99-001, June 1999,
Introduction to
the Chemical Import Requirements of the Toxic Substances Control Act, Section IV.A)
RCRA: Spent Lead Acid Batteries are subject to streamlined handling requirements when managed in compliance
with
40 CFR section 266.80 or 40 CFR part 273. If applicable; EPA hazardous waste number D002 (corrosivity) and D008
(lead).
STATE REGULATIONS (US): *Proposition 65 Warning Battery posts, terminals and related accessories
contain
lead and lead compounds, chemicals known to the State of California to cause cancer and reproductive
harm.
Batteries also contain other chemicals known to State of California to cause cancer. Wash hands after
handling.
EPA SARA Title III:
Section 302 EPCRA Extremely Hazardous Substances (EHS): Sulfuric acid is a listed “Extremely Hazardous
Substance”
under EPCRA, with a Threshold Planning Quantity (TPQ) of 1,000 lbs. EPCRA Section 302 notification is required if
500
lbs. or more of sulfuric acid is present at one site (40 CFR 370.10). For more information consult 40 CFR Part 355.
Section 304 CERCLA Hazardous Substances: Reportable Quantity (RQ) for spilled 100% sulfuric acid under
CERCLA
(Superfund) and EPCRA (Emergency Planning and Community Right to Know Act) is 1,000 lbs. State and local
reportable
quantities for spilled sulfuric acid may vary.
Section 311/312 Hazard Categorization: EPCRA Section 312 Tier II reporting is required for non-automotive batteries
if
sulfuric acid is present in quantities of 500 lbs. or more and/or if lead is present in quantities of 10,000 lbs. or more.
For
more information consult 40 CFR 370.10 and 40 CFR 370.40.
Section 313 EPCRA Toxic Substances: 40 CFR Section 372.38(b) states: If toxic chemical is present in an article at a
AIM Hybrid Pulse MIG Welder -HPM 300
AIM MIG OWNER’S MANUAL Rev. 2015:
| SHIPPING & HANDLING PROCEDURES
34
covered facility, a person is not required to consider the quantity of the toxic chemical present in such article when
determining whether an applicable threshold has been met under 40 CFR’s 372.25,372.27, or 372.28 or determining
the
amount of release to be reported under 40 CFR 372.30. This exemption applies whether the person received the
article
from another person or the person produced the article. However, this exemption applies only to the quantity of the
toxic
chemical present in the article.
The reporting of lead and sulfuric acid (and their releases) in leadacid batteries used in cars, trucks, most cranes,
forklifts,
locomotive engines, and aircraft for the purposes of EPCRA Section 313 is not required. Lead acid batteries used for
these purposes are exempt for Section 313 reporting per the "Motor Vehicle Exemption." See page B-22 of the U.S.
EPA
Guidance Document for Lead and Lead Compound Reporting under EPCRA Section 313 for additional information of
this
exemption.
Always check your state/local requirements as they may differ.
Supplier Notification: This product contains toxic chemicals that may be reportable under EPCRA Section 313 Toxic
Chemical Release Inventory (Form R) requirements. For a manufacturing facility under SIC codes 20 through 39, the
following information is provided to enable you to complete the required reports:
Toxic Chemical CAS Number Approximate % by Weight
Lead 7439-92-1 65
Electrolyte (Sulfuric Acid/Water Solution) 7664-93-9 25
Antimony 7440-36-0 < 1.0
Arsenic 7440-38-2 <0.1
PAGE 9 OF 9 East Penn Manufacturing Co.
SAFETY DATA SHEET
LEAD ACID BATTERY WET,
FILLED WITH ACID
See 40 CFR Part 370 for more details.
Additional Information
This product may be subject to Restriction of Hazardous Substances (RoHS) regulations in Europe and China, or
may be
regulated under additional regulations and laws not identified above, such as for uses other than described or
asdesigned/
as-intended by the manufacturer, or for distribution into specific domestic destinations.
SECTION 16: OTHER INFORMATION
OTHER INFORMATION:
NFPA Hazard Rating for Sulfuric acid:
Flammability (Red) = 0
Health (Blue) = 3
Reactivity (Yellow) = 2
Sulfuric acid is water-reactive if concentrated.
Distribution into Quebec to follow Canadian Controlled Product Regulations (CPR) 24(1) and 24(2).
Distribution into the EU to follow applicable Directives to the Use, Import/Export of the product as-sold.
SDS PREPARATION INFORMATION:
DATE OF ISSUE: 13 May 2015
DISCLAIMER:
This Safety Data Sheet is based upon information and sources available at the time of preparation or revision date.
Information in the SDS was obtained from sources which we believe are reliable, but are beyond our direct
supervision or
control. We make no Warranty of Merchantability, Fitness for any particular purpose or any other Warranty,
Expressed or
Implied, with respect to such information and we assume no liability resulting from its use. For this and other reasons,
we
do not assume responsibility and expressly disclaim liability for loss, damage or expense arising out of or in any way
connected with the handling, storage, use or disposal of the product. It is the obligation of each user of this product to
determine the suitability of this product and comply with the requirements of all applicable laws regarding use and
disposal
of this product. For additional information concerning East Penn Manufacturing Co. products or questions concerning
the content of this SDS please contact your East Penn representative.






