Loading ...
Loading ...
Loading ...
• El material se remueve y se prepara un portaherramienta con
cavidad - montado en una placa frontal grande - para recibir
el anillo de modo que calce apretado a presi6n.
• Despues de que se coloca en el portaherramienta, la otra
cara del anillo que queda se puede tornear hasta obtener el
contomo correcto, cortando en esta forma la parte del centro.
• Cuando haga trabajo de esta clase tome medidas constante-
mente o alan mejor, use una plantilla para evitar cortar
demasiado o no cortar Io suficiente.
COMO SE TORNEAN LAS BOLAS
• Las bolas de madera de tamaBo grande primero se tornean
para reducirlas entre las puntas, con los procedimientos
estb.ndar.
• Las bolas mas pequeSas se pueden montar como placas
frontales en una placa frontal pequeSa o en una punta de
tornillo.
• Las Ifneas trazadas para indicar el centro y los extremos de
la forma de la bola ayudan a trazar la curva.
• Siempre se tiene que usar una plantilla para poder observar
visualmente con precisi6n el progreso del trabajo.
Figura 63
Si la bola est,_ montada como un torneado de placa frontal, casi
toda la superficie se puede tornear antes de que sea necesario
montarla de nuevo.
• El montaje adicional se puede Iograr con un portaherramienta
acopado profundo que sujetardt la parte acabada de la bola
a presi6n.
Otro metodo de volver a montar es usando un portaherramienta
acopado con poca profundidad que sujete la bola sola, pero se
tiene que utilizar junto con el cabezal m6vil.
• Cuando use un portaherramienta poco profundo, se calza un
bloque de madera en el cabezal m6vil de modo que la bola
pueda dar vueltas en este. Este bloque se debe lubricar con
cera de abejas o grasa.
• Cuando se usa el metodo con el portaherramienta con poca
profundidad, la bola se cambia constantemente - nunca mas
de 78de vuelta - y siempre con el mismo patr6n.
• Dado que el torneado entre puntas hace que el trabajo se
convierta en una esfera perfecta a traves de la veta, la bola
se tiene que montar en el portaherramienta de modo que
los primeros cortes de raspado la redondeen en direcci6n
opuesta.
._oqu_e de madera
(_ _Puntadel _ ta de t°rnill°
Portaherramienta acopado cabezal
con poca profundidad m6vil B.B. Punta de cojinete con
poca profundidad
Figura 64
CAJAS TORNEADAS
Las cajas torneadas implican hacer concavidades profundas
junto con un sistema especial de trabajar la tapa y el cuerpo
de la caja juntos como una unidad.
• El interior de la tapa se tornea primero.
• Luego, se tornea el interior del cuerpo. Se tiene que revisar
cuidadosamente cuando se tornea el borde de la parte del
cuerpo de modo que la tapa quede apretada a presi6n.
• La tapa entonces se presiona en el cuerpo y la circunferencia
exterior y la cara de la tapa, junto con la circunferencia exte-
rior del cuerpo, se tornean todos de una vez. Esto asegura
que las dos piezas tengan una correspondencia precisa.
• Despues de que el trabajo se completa, se puede aliviar el
calce apretado de la tapa lijando el borde del cuerpo.
Bloque de respaldo
Placa fronta_
Figura 65
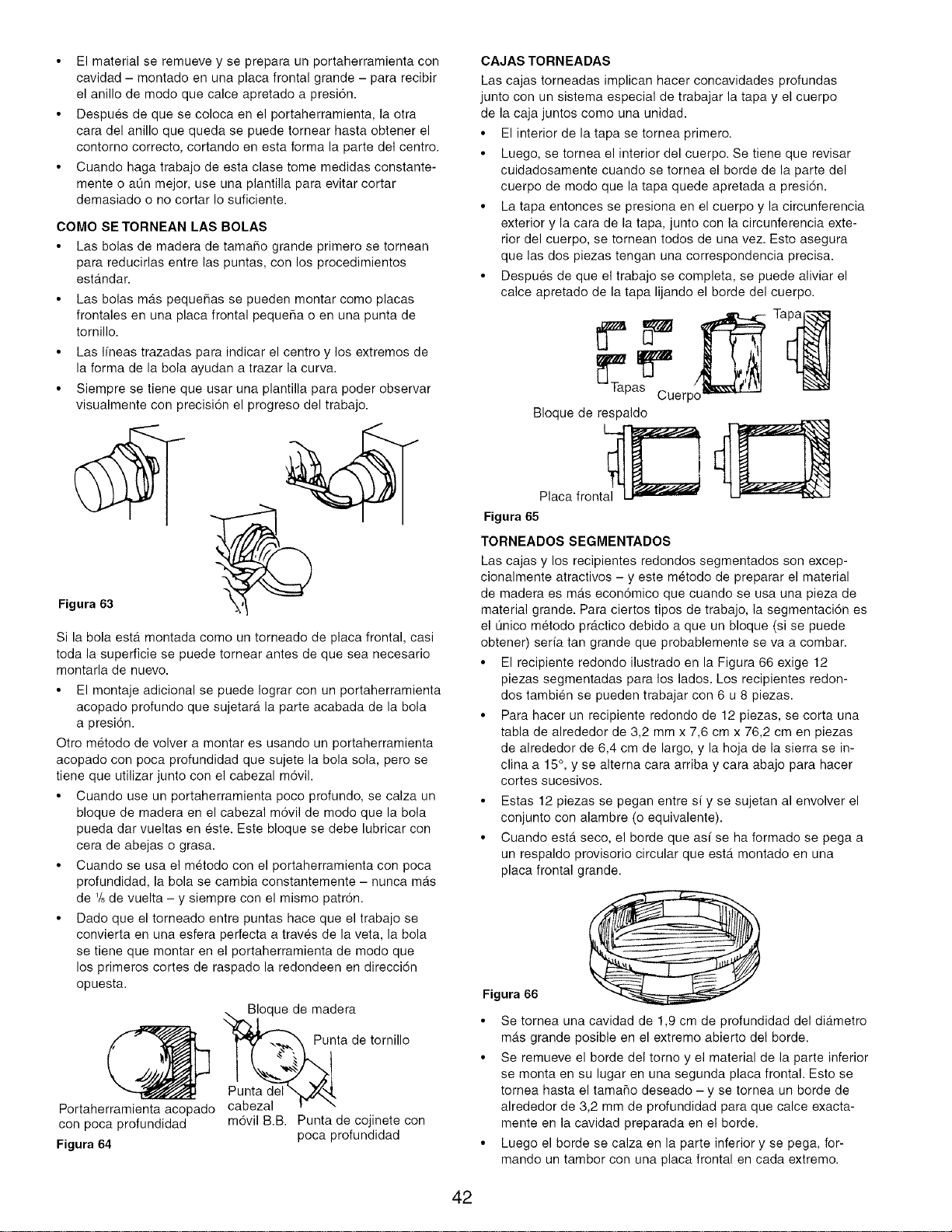
TORNEADOS SEGMENTADOS
Las cajas y los recipientes redondos segmentados son excep-
cionalmente atractivos - y este metodo de preparar el material
de madera es mas econ6mico que cuando se usa una pieza de
material grande. Para ciertos tipos de trabajo, la segmentaci6n es
el tJnico metodo practico debido a que un bloque (si se puede
obtener) serfa tan grande que probablemente se va a combar.
• El recipiente redondo ilustrado en la Figura 66 exige 12
piezas segmentadas para los lados. Los recipientes redon-
dos tambien se pueden trabajar con 6 u 8 piezas.
• Para hacer un recipiente redondo de 12 piezas, se corta una
tabla de alrededor de 3,2 mm x 7,6 cm x 76,2 cm en piezas
de alrededor de 6,4 cm de largo, y la hoja de la sierra se in-
clina a 15°, y se alterna cara arriba y cara abajo para hacer
cortes sucesivos.
• Estas 12 piezas se pegan entre sfy se sujetan al envolver el
conjunto con alambre (o equivalente).
• Cuando esta seco, el borde que asf se ha formado se pega a
un respaldo provisorio circular que esta montado en una
placa frontal grande.
Figura 66
• Se tornea una cavidad de 1,9 cm de profundidad del diametro
mas grande posible en el extremo abierto del borde.
• Se remueve el borde del tomo y el material de la parte inferior
se monta en su lugar en una segunda placa frontal. Esto se
tornea hasta el tamaho deseado - y se tornea un borde de
alrededor de 3,2 mm de profundidad para que calce exacta-
mente en la cavidad preparada en el borde.
• Luego el borde se calza en la parte inferior y se pega, for-
mando un tambor con una placa frontal en cada extremo.
42
Loading ...
Loading ...
Loading ...