Loading ...
Loading ...
Loading ...
• At the start of either cut, gouge is held with handle high
and the two sides of blade held between the thumb and
forefinger of tool rest hand, just behind the bevel.
• Position the fingers so that they are ready to roll the blade
into cove.
• Hold blades so that bevel is at 90° angle to the work axis
with point touching the pencil line and pointed into work axis.
• From this start, depress point slightly to start cut, then con-
tinue to move point down in an arc toward the bottom cen-
ter cove - at the same time rolling chisel uniformly so that,
at the end of the cut, it will be flat at the bottom of the
cove. The object is to keep the extreme point of gouge
doing the cutting from start to finish. Reverse these move-
ments to cut the opposite side.
Pencil Mark
Figure 43
Coves also can be scraped to finish using the round nose
chisel or a rattail file. These methods do not generally pro-
duce perfectly curved coves.
MAKING LONG CONVEX CUTS
• First, turn work down to approximate size, using sizing cuts
(as required) to determine various diameters. Finish cuts
can then be made with either skew or gouge.
• If the skew is used, the principles of the operation are the
same as those employed in cutting a bead - except that
the curve is longer and may be irregular. Use the extreme
heel throughout - start at longer end of curve (if curve is
irregular) and progress toward steeper end.
• If gouge is used, make cut in the same direction. Start with
the handle well back of point - swinging handle in the
direction of tool travel to overtake the point, if necessary,
when the steep part of the curve is reached. Object is to
have the extreme point doing the cutting throughout with
the bevel as tangent to curve as possible.
Figure 44 - Chisel Inclined in Direction of Cut
MAKING LONG TAPER CUTS
Long taper cuts are made like long convex cuts, with the skew
or gouge. However, the angle between the cutting edge and
handle is kept constant during the entire cut. The handle is
not swung around.
• Always cut downhill. Do not cut toe deeply at the center of
the taper.
SPINDLE TURNINGS
• Next, prepare the turning stock by squaring it up to the
size of the largest square or round section in your plan.
The stock can be cut to the exact length of the proposed
turning. However, in most cases, it is best to leave the
stock a little long at one or both ends to allow for trimming.
• Mount the stock in the lathe and rough it off to a maxi-
mum-size cylinder.
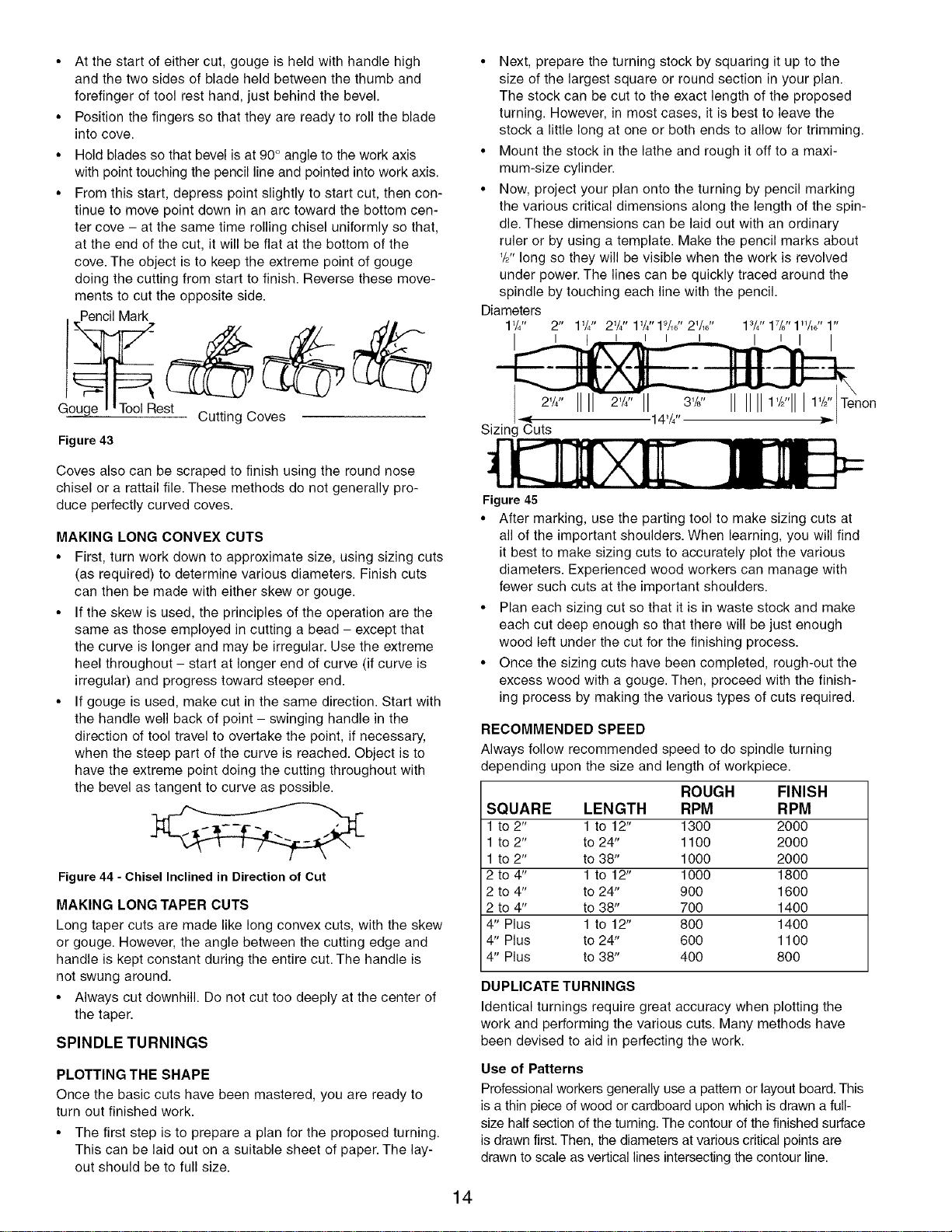
• Now, project your plan onto the turning by pencil marking
the various critical dimensions along the length of the spin-
dle. These dimensions can be laid out with an ordinary
ruler or by using a template. Make the pencil marks about
'/2" long so they will be visible when the work is revolved
under power. The lines can be quickly traced around the
spindle by touching each line with the pencil.
Diameters
1W' 2" 1Y4" 2W' 1W'19M' 2'/,_" 13/4"17/8"I"M' 1"
I I I I I
2,/4"III II 3w' IIIIII1'/d111'/2"
"_ 14W'
Sizing Cuts
Figure45
• After marking, use the parting tool to make sizing cuts at
all of the important shoulders. When learning, you will find
it best to make sizing cuts to accurately plot the various
diameters. Experienced wood workers can manage with
fewer such cuts at the important shoulders.
• Plan each sizing cut so that it is in waste stock and make
each cut deep enough so that there will be just enough
wood left under the cut for the finishing process.
• Once the sizing cuts have been completed, rough-out the
excess wood with a gouge. Then, proceed with the finish-
ing process by making the various types of cuts required.
RECOMMENDED SPEED
Always follow recommended speed to do spindle turning
depending upon the size and length of workpiece.
ROUGH FINISH
SQUARE LENGTH RPM RPM
to 2" 1 to 12" 1300 2000
to 2" to 24" 1100 2000
to 2" to 38" 1000 2000
2 to 4" 1 to 12" 1000 1800
2 to 4" to 24" 900 1600
2 to 4" to 38" 700 1400
4" Plus 1 to 12" 800 1400
4" Plus to 24" 600 11O0
4" Plus to 38" 400 800
DUPLICATE TURNINGS
Identical turnings require great accuracy when plotting the
work and performing the various cuts. Many methods have
been devised to aid in perfecting the work.
PLOTTING THE SHAPE
Once the basic cuts have been mastered, you are ready to
turn out finished work.
• The first step is to prepare a plan for the proposed turning.
This can be laid out on a suitable sheet of paper. The lay-
out should be to full size.
Use of Patterns
Professional workers generally use a pattern or layout board. This
is a thin piece of wood or cardboard upon which is drawn a full-
size half section of the turning. The contour of the finished surface
is drawn first. Then, the diameters at various critical points are
drawn to scale as vertical lines intersecting the contour line.
14
Loading ...
Loading ...
Loading ...