
Loading ...
Loading ...
Loading ...
9.2 MAINTENANCE
Regular inspection and cleaning reduces the necessity
for maintenance operations and will keep your tool in
good working condition.
Warning! Remove the plug from the power supply.
Periodically the welder must be checked as detailed
below.
− Check the electrode and earth cable connections.
− Clean the outside of the welder with a damp cloth.
− Occasionally test to ensure the thermal cut-out
device is operating correctly, i.e. weld for an
extended period or on a maximum duty cycle.
− Check the condition of the warning labels.
− Replace any worn parts.
− If the replacement of the supply cord is necessary,
this has to be done by Draper Tools or an authorised
service agent to avoid a safety hazard.
The welder must be correctly ventilated during tool
operation. Avoid blocking the air inlets and vacuum the
ventilation slots regularly.
Do not use solvents or fuels to clean the product. When
not in use, store the product in a safe, dry place.
–
9
–
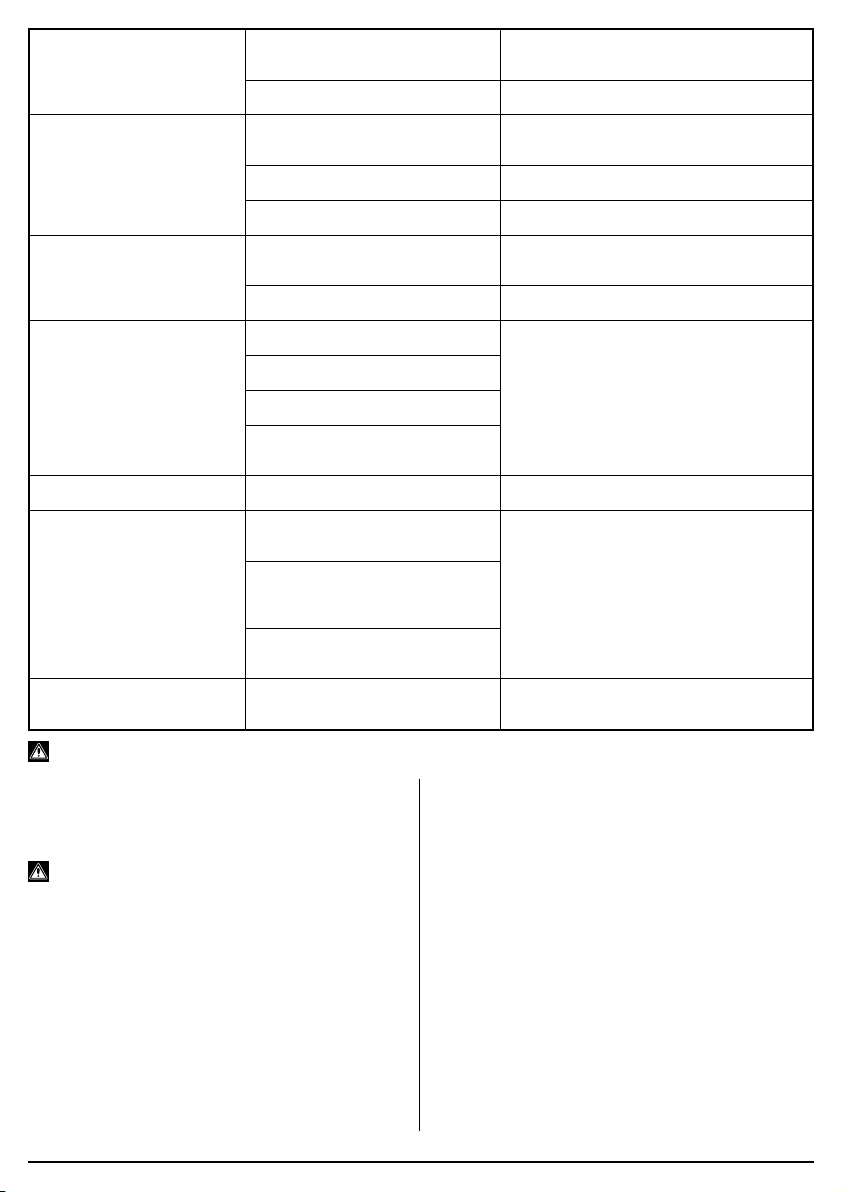
Incorrect current output. Current control selector is
defective.
Contact Draper Tools/authorised service
agent for repair/replacement.
Supply voltage is low power. Check the mains power distribution.
Porous welded joint. Acid electrode on steel with high
sulphur content.
Use a basic electrode.
Workpieces are too far apart. Move welded edges closer together.
Workpiece is too cold. Move slowly at beginning of weld.
Cracks in weld. Material is contaminated with
dirt, oil, rust.
Clean workpiece before welding
commences (essential for neat beads).
Insufficient current. Enable sufficient current.
Limited penetration. Low current.
Make the appropriate corrections.
High welding rate.
Reversed polarity.
Electrode non-aligned to
position of movement.
High sprays. Electrode is too inclined. Make the appropriate corrections.
Welding profile defects. Welding parameters are
incorrect.
Follow rudimentary welding processes
and procedures.
Pass rate is not related
to operating parameter
requirements.
Electrode not inclined during
welding session.
Unstable arc. Insufficient current. Check earth connection and electrode
conditions.
Warning! Please note, all repairs/service should be carried out by a qualified person.
Loading ...
Loading ...
Loading ...