

DC INVERTER MIG WELDER
MIG-
160/200
User Manual
Original Instructions
For Your Safety
Read and understand this manual
before use. Keep this manual for future
reference.
We are still constantly improving this welder, therefore, some parts of this welder may be changed in order to
achieve the better quality, but the main functions and operations will not be alternated and changed.
Your understanding would be greatly appreciated.
MIG-160/200
HYUNDAI
01
MIG-160/200
Safety ............................................................................................................................................................
General Description .....................................................................................................................................
Main Parameters ..........................................................................................................................................
Electric Block Diagram ................................................................................................................................
Operation Control and Description .............................................................................................................
Installation Debugging and Operation .........................................................................................................
Caution .........................................................................................................................................................
Maintenance .................................................................................................................................................
Troubleshooting ............................................................................................................................................
Exploded Drawing ........................................................................................................................................
2
4
4
5
6
7
9
10
11
13
Table of Contents
HYUNDAI
02
MIG-160/200
Welding is dangerous, and may cause damage to you and others, so take good protection when welding. For
details, please refer to the operator safety guidelines in conformity with the accident prevention requirements
of the manufacturer.
Professional training is needed before operating the machine.
●
Use labor protection welding supplies authorized by national security supervision department.
●
The operator must be qualified personnel with a valid “metal welding (OFC) operations” operation certificate.
●
Cut off power before maintenance or repair.
Electric shock—may lead to serious injury or even death.
●
Install earth device according to the application criteria.
●
Never touch the live parts when skin bore or wearing wet gloves/clothes.
●
Make sure that you are insulated from the ground and work piece.
●
Make sure that your working position is safe.
Smoke & gas—may be harmful to health.
●
Keep the head away from smoke and gas to avoid inhalation of exhaust gas from welding.
●
Keep the working environment in good ventilation with exhaust or ventilation equipment when welding.
Arc radiation—may damage eyes or burn skin.
●
Wear suitable welding masks and protective clothing to protect your eyes and body.
●
Use suitable masks or screens to protect spectators from harm.
Improper operation may cause fire or explosion.
●
Welding sparks may result in a fire, so please make sure no combustible materials nearby and pay attention
to fire hazard.
●
Have a fire extinguisher nearby, and have a trained person to use it.
●
Airtight container welding is forbidden
●
Must not use the machines for other purposes except welding, such as pipe thawing, battery charging,
heating.
1. Safety
HYUNDAI
03
MIG-160/200
Hot work piece may cause severe scalding.
●
Do not contact hot work piece with bare hands.
●
Cooling is needed during continuous use of the welding torch.
Magnetic fields affect cardiac pacemaker.
●
Pacemaker users should be away from the welding spot before medical consultation.
Moving parts may lead to personal injury.
●
Keep yourself away from moving parts such as fan.
●
All doors, panels, covers and other protective devices should be closed during operation.
Please seek professional help when encountering machine failure.
●
Consult the relevant contents of this manual if you encounter any difficulties in installation and operation.
●
Contact the service center of your supplier to seek professional help if you still cannot fully understand after
reading the manual or still cannot solve the problem ac
cording to the manual.
Safe use of the welding torch.
●
Parts of the machine, such as the end of the filler wire and welding torch become burning hot during use.
The wire is also sharp and moves quickly, so be careful when threading it to place.
●
Never carry the machine on your shoulder during welding, but place it on an even surface. Also, do not store
the machine by hanging it from the shoulder strap. The shoulder strap is for carrying only.
●
Do not keep the machine near or on hot objects, as the plastic cover may melt.
●
Do not move the shielding gas bottle when the control valve is in place. Fix the gas bottle securely in an
upright position to a separate wall rack or bottle cart.
●
Always close the gas bottle after use.
HYUNDAI
04
MIG-160/200
This is an easy-to-use MIG welding machine suitable for both hobby and professional use. Before using
or doing any maintenance work on the machine, please read the operating manual and keep it for further
reference.
●
This machine has the functions of MIG and MMA.
●
IGBT power device with unique control mode improves the reliability of machine.
●
High duty cycle ensures long time operation.
●
Closed loop feedback control, constant voltage output, workable under mains voltage fluctuation within
±15%.
●
Adjustable welding voltage and current, excellent welding performance.
●
Adopting unique welding dynamic characteristic control circuit in MIG, stable arc, little spatter, beautiful
weld bead, high efficiency.
●
Removing tip ball after welding; high no-load voltage and soft start wire feeding result in high successful
rate of arc ignition.
●
Stable welding current in MMA, excellent arc ignition.
2. General Description
3. Main Parameters
Model MIG-160 MIG-200
Rated Input Voltage (V)
1P AC 220~240V, 50/60Hz
Rated Input Power (KVA)
5.7 7.2
Rated Input Current (A)
25.7 32.7
Rated Output Current & Voltage
160A/23V 190A/24.5V
Output Current (A)
MIG
50~160
MMA
20~140
MIG
50~190
MMA
20~160
No-load Voltage (V)
65±5 65±5
Rated Duty Cycle (%)
35 35
Efficiency (%)
85 85
Power Factor (cosø)
0.73 0.73
Protection Class
IP21S IP21S
Insulation Class
F F
Wire Feeding Speed (m/min)
2~15 2~15
Welding Wire Diameter (mm)
0.6/0.8/1.0 0.6/0.8/1.0
HYUNDAI
05
MIG-160/200
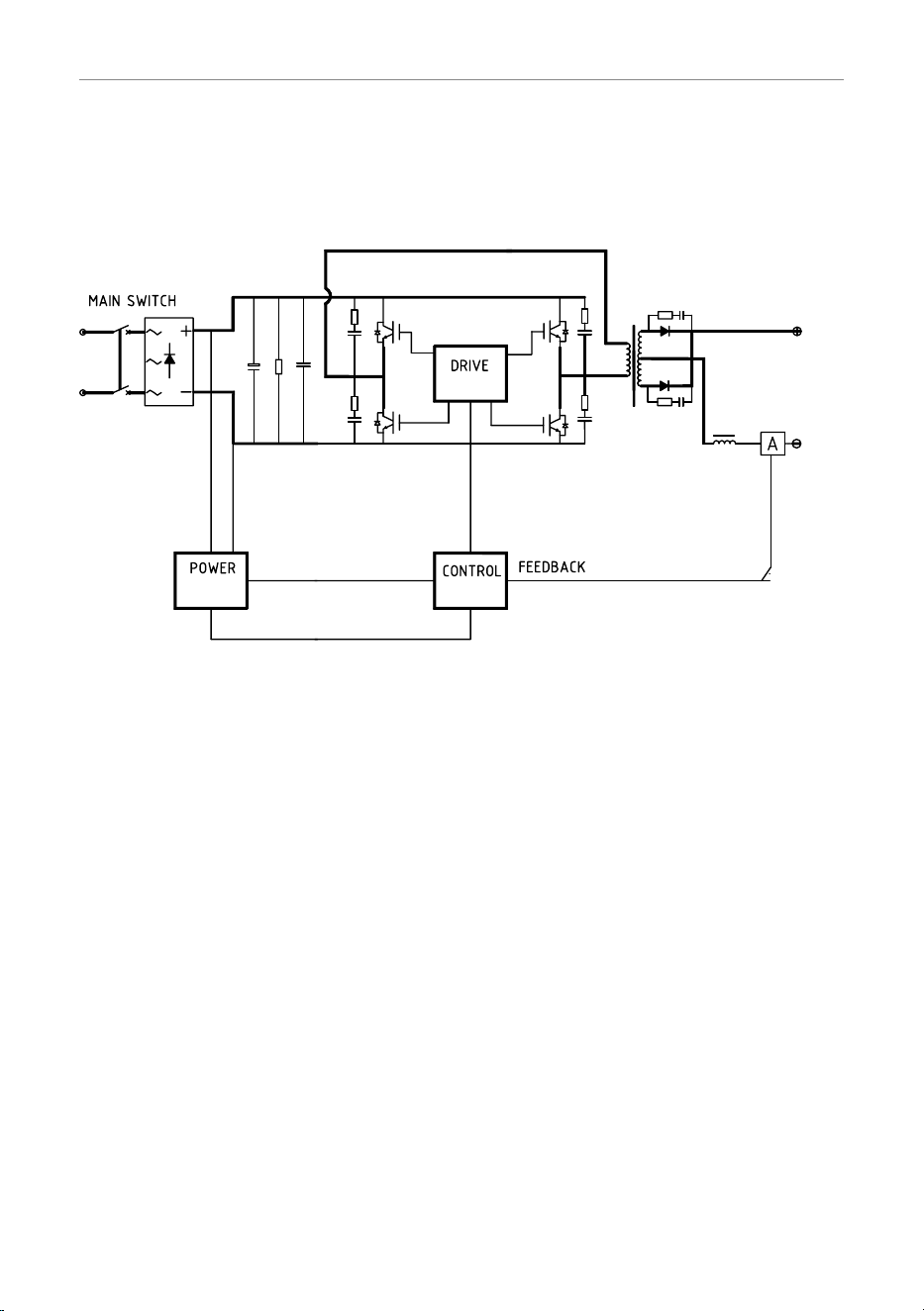
4. Electric Block Diagram
HYUNDAI
06
MIG-160/200
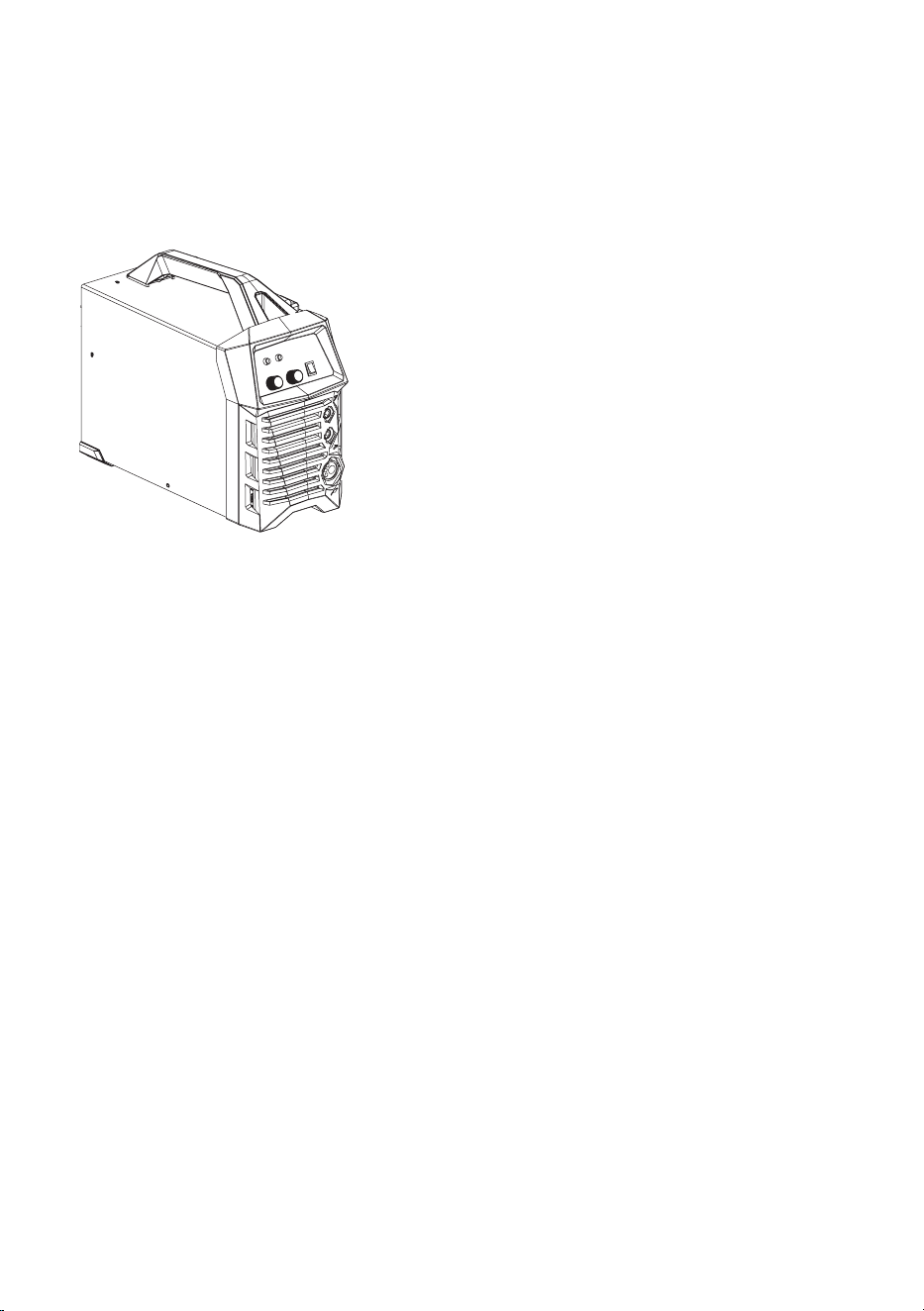
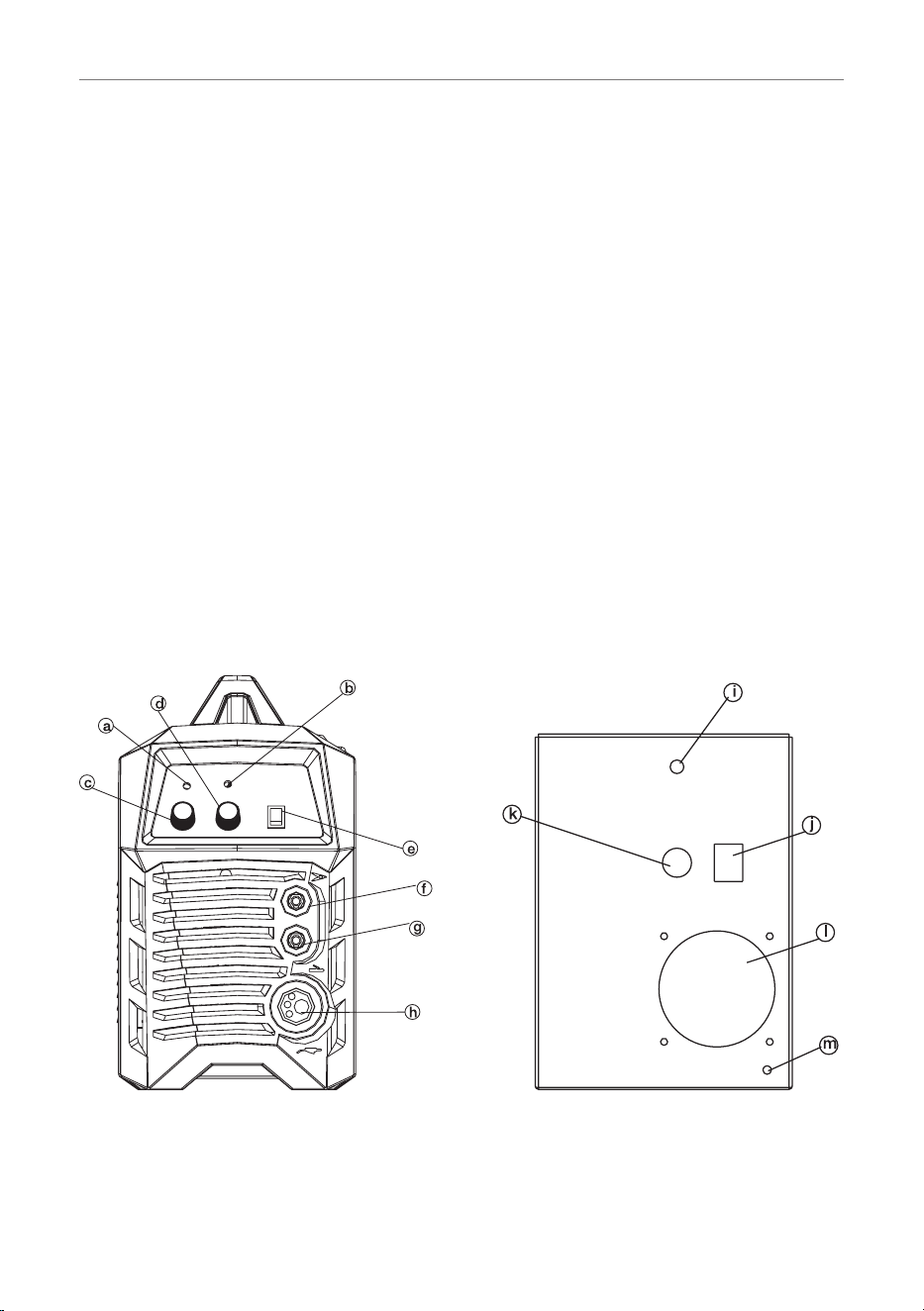
5. Operation Control and Description
●
Front panel
a) Overheating LED
b) Power LED
c) Feed wire adjust
d) MMA current / MIG voltage adjust knob
e) MMA/MIG shift switch
f) Quick socket (-)
g) Quick socket (+)
h) European connector of the welding torch in MIG
●
Back panel
i) Gas in
j) Power switch : Power on/off
k) Power input cable
l) Fan
m) Grounding screw
HYUNDAI
07
MIG-160/200
Warning
Please install the machine strictly according to the following steps.
The protection class of this machine is IP21S, so avoid using it in rain.
Before using, please make sure the input voltage is in voltage range (200V-240V). Otherwise, the machine will
be damaged.
6.1 Connection of input cable
1) A primary power supply cable is available for this welding machine. Connect the power input cable to the
rated input power. (Ground connection is needed for safety purpose.)
2) The primary cable should be tightly connected to the correct socket to avoid oxidization.
3) Check whether the voltage value varies in acceptable range with a multi-meter.
6.2 MMA installation
1) Two quick plugs are available for this machine. In
sert the quick plugs into the quick sockets on the front
panel of the machine, and tighten them to ensure good contact. Otherwise, the plugs and sockets will be
burnt if the working time is long and the working current is high.
2) Insert the cable plug with electrode holder into the “+” output terminal “g” on the front panel of the ma-
chine, and tighten it clockwise. Insert the cable plug with work clamp into the “-” output terminal “f” on the
front panel of the machine, and tighten it clockwise.
3) Generally, DCEP connection and DCEN connection are available in MMA.
DCEP: Connect the electrode holder to “+” output terminal, and the work clamp to “-” output t
erminal.
DCEN: Connect the electrode holder to “-” output terminal, and the work clamp to “+” output terminal.
Operators may choose DCEP/DCEN according to workpiece and electrode application requirement. Phe-
nomena such as unstable arc, excessive spatter, and electrode sticking will occur when improper polarity is
selected. Change the connection by exchanging the quick plugs to solve the problem.
4) Select cable with larger cross-section to reduce the voltage drop if the secondary cables (welding cable
and earth cable) are long.
6.3. Operation method
1) After being installed according to the above method, and with the power switch on, the machine starts with
the power LED on and the fan working.
2) Turn on the MMA/MIG shift swi
tch to MMA mode, and adjust the welding current with the current control
knob according to the electrode diameter and the thickness of workpiece.
3) Generally, welding current should be as below according to the electrode diameter.
Φ2.5: 70-100A; Φ3.2: 110-160A; Φ4.0: 170-200A; Φ5.0: 230-280A
6. Installation Debugging and Operation
HYUNDAI
08
MIG-160/200
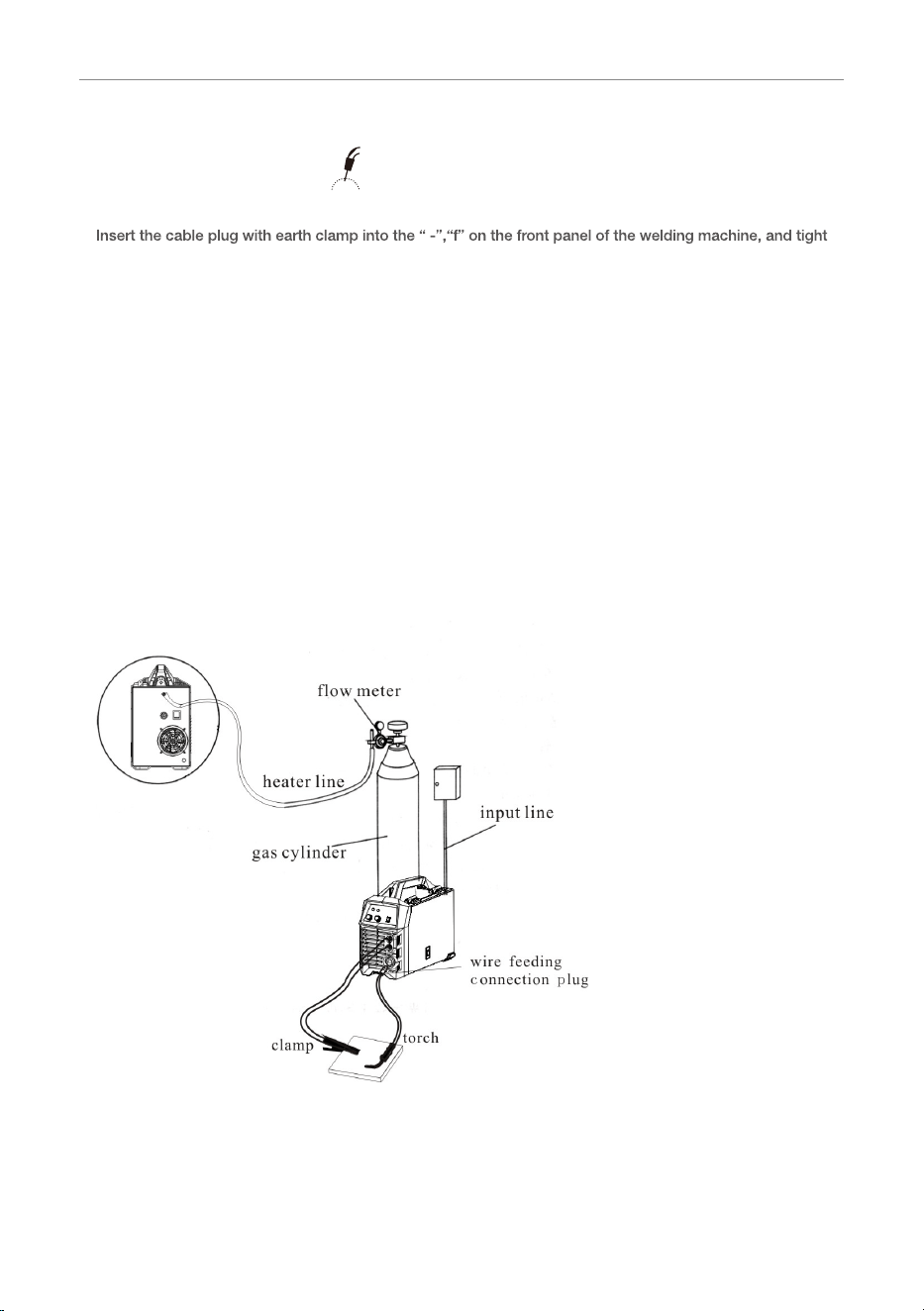
6.4 MIG installation
1) Insert the welding torch into the “
” output socket on the front panel of the machine, and tighten it.
Meanwhile, manually thread the welding wire into the torch body.
2)
-
en it clockwise.
3) Insert the quick plug of the wire feeder into the “ +”,“g” (“GAS”) on the mid-clapboard of the welding ma-
chine, and tighten it clockwise.
4) Install the wire spool on the spindle adapter, ensuring that the groove size in the feeding position on the
drive roll matches the contact tip size of the welding torch and the wire size. Release the pressure arm of
the wire feeder to thread the wire through the guide tube, and into the drive roll groove. Adjust the pressure
arm, ensuring no sliding of the wire. Too high pressure will lead to wire distortion, which will affect wire
feeding. Press the manual wire feeding button to thread the wire out of
the torch contact tip.
5) Connect the cylinder equipped with the gas regulator to the gas inlet on the back panel of the machine with
a gas hose.
6.4.1 Sketch map of installation

HYUNDAI
09
MIG-160/200
6.4.2 Operation method
1) After being installed according to the above method, and with the power switch on, the machine starts with
the power LED on and the fan working. Open the cylinder valve and adjust the flow regulator to get the
proper gas flow.
2) Switch the MMA/MIG shift switch to MIG mode, and select proper welding voltage and welding current by
adjusting the voltage control knob in MIG and wire feed speed control knob in MIG on the front panel of the
machine.
3) Welding can be carried out by pushing the torch trigger on the welding torch.
4) 1 second after the arc stops, the gas supply will be cut off.
7.1 Working environment
1) The product shall be operated under dry environment with normal humid
ity under 90%.
2) The temperature of working environment should be between -10 and 40 .
3) Avoid welding in the open air unless sheltered from sunlight and rain. Keep it dry anytime and do not place
it on wet ground or in puddles.
4) Avoid welding in dusty area or environment with corrosive chemical gas.
5) Avoid working in the environment where the air circulation is too strong
6) Gas shielded arc welding should be operated in environment without strong airflow.
7.2 Safety tips
Over-current/over-voltage/over-heating protection circuit is installed in this machine. If the input voltage or the
output current is too high or machine inside temperature over heating inside, the machine will stop automati-
cally. However, excessive use (e.g
. too high voltage) of machine may also damage machine, so please note:
1) Ventilation
High current passes when welding is carried out, thus natural ventilation cannot satisfy the machine’s
cooling requirement. Maintain good ventilation through the louvers of the machine. The minimum distance
between the machine and any other objects in or near the working area should be 30cm. Good ventilation
is of critical importance for the normal performance and lifespan of the machine.
2) Welding operation is forbidden while the machine is overload.
Remember to observe the max load current at any moment (refer to the corresponding duty cycle). Make
sure
that the welding current should not exceed the max load current. Overload could obviously shorten
the machine’s lifespan, or even damage the machine.
(3) Over-voltage is forbidden.
Regarding the power supply voltage range of the machine, please refer to “Main Parameters” table. This
machine is of automatic voltage compensation, which enables the maintaining of the voltage range within
the given range. In case that the input voltage exceeds the stipulated value, it would possibly damage the
components of the machine.
7. Caution
HYUNDAI
10
MIG-160/200
(4) Make sure earth connected before operation
There is a grounding screw on the back of machine with a grounding sign beside. Before using, make sure
earth connected well to prevent the operator from getting electric shock or electricity leak. Please use
10mm
2
cable to connect the case of the machine to earth.
(5) Operation over max duty cycle
When using the machine over max duty cycle, inside overheating circuit causes the temperature switch to
be open-circuit, which finally prevents the product from working on. This can be judged from the yellow
light LED on face panel. Under this circumstance, no need to pull off the plug from the power and keep
power on to let the fan cool down
the machine. When the yellow LED turns off, welding can be continued.
Warning
This machine will produce electric and magnetic fields, so the operator should ensure proper protection and
screening while using it.
●
Earth leakage-circuit breaker should be used with this machine.
●
During operation, DO NOT pull out or insert any plugs or cables. It can lead to fatal danger and cause dam-
age to the machine.
●
Before connecting cables, make sure the power is off. (The correct way is to connect the cables to the ma-
chine first, and make sure they are firmly tightened and then connect the power plug to the power source.)
●
Before maintenance and checking, power must be turned off,
●
Before opening the cover, disconnect the ma chine from power source.
1) Remove dust with dry and c
lean compressed air regularly. If the welding machine is operated in polluted
area with smoke and dust, the machine needs to be cleaned regularly.
2) Pressure of compressed air must not be higher than 5 bars in order to prevent damage to small compo-
nents inside the machine.
3) Check inside the welding machine regularly and make sure the output terminals are connected tightly and
connectors are not damaged. If burnt, loose or damaged, please tighten or replace them if necessary.
4) Avoid water and steam entering into the machine. If the welding machine gets wet, please dry inside of the
machine and check the insulation s
tatus.
5) If the machine will not be used for long time, it should be put into a box or covered and stored in cool and
dry area.
6) When power is on, do not let hand or hair touch electrification device in the machine such as fan to avoid
injury or damage to machine.
8. Maintenance
HYUNDAI
11
MIG-160/200
9. Troubleshooting
Warning
Experimentation and careless maintenance may lead to more problems to the machine. This will make pro-
fessional diagnosis and repair more difficult. When the machine is open, there may be exposed connections
containing life-threatening voltages. Any direct or indirect touch will cause electric shock, and severe electric
shock will lead to death.
Common Malfunction Analysis and Solution:
Malfunction Cause and Solution
The overheating LED is on.
1. Check the welding current and welding time. Refer to the manual, and
operate according to the duty cycle requirement.
2. Check the running status of the fan when welding. If the fan does not
work, check if the power supply of the fan is 220V: If the power supply
is normal, check the fan; if the power supply is abnormal, check the
connecting cable of the power supply.
3. Replace the thermal switch if it is damaged.
The power LED is off, and there is no output current.
1. Check if the fan works. If it does not work, it indicates that the power
cord is not in good contact.
2. If the fan works, it indicates th
at the control PCB inside the machine fails.
There is no response when pushing the torch trigger, and the protection
LED is off.
1. Check if the gun trigger is in good contact.
2. Check if the welding torch is well connected to the European connector,
and check the control jack of the European connector.
3. The control PCB inside the machine fails.
When torch trigger is pressed, wire feeder works and gas comes out, but
there is no output current, and the protection LED is off.
1. Check the wire feeder for clogging or damage.
2. Check the contact tip of welding torch for clogging or damage.
3. The control PCB inside the machine fails.
There is output current when pushing the torch trigger to feed gas, but
the wire feeder does not fee
d wire.
1. Check if all cables are connected properly.
2. Output connectors are disconnected or damaged.
3. Control circuit might be faulty.
Welding can be carried out when pushing the torch trigger, but the
voltage cannot be adjusted.
1. Check if the voltage feedback wire inside the machine is in good
condition.
2. The control PCB inside the machine fails.
HYUNDAI
12
MIG-160/200
Malfunction Cause and Solution
Welding current is unstable.
1. Check the pressure arm on the wire feeder for proper pressure.
2. Check if the drive roll matches the wire size being used.
3. Check the contact tip of the welding torch for wear. Replace it and
tighten it if necessary.
4. Check the welding wire for good quality.
5. Check if the torch cable is too twisted.
6. Check if the quick plug is loose.
Weld bead is not well protected.
1. Do not move the welding torch away immediately when stopping weld-
ing, so that the shielded gas can protect the weld bead.
2. Prolong the post-flow time of the shield gas, and contact our company.
Correct Disposal of this product
This marking indicates that this product should not be disposed with other household wastes throughout the
EU. To prevent possible harm to the environment or human health from uncontrolled waste disposal, recycle
it responsibly to promote the sustainable reuse of material resources. To return your used device, please use
the return and collection systems or contact the retailer where the product was purchased. They can take this
product for environmental safe recycling.
HYUNDAI
13
MIG-160/200
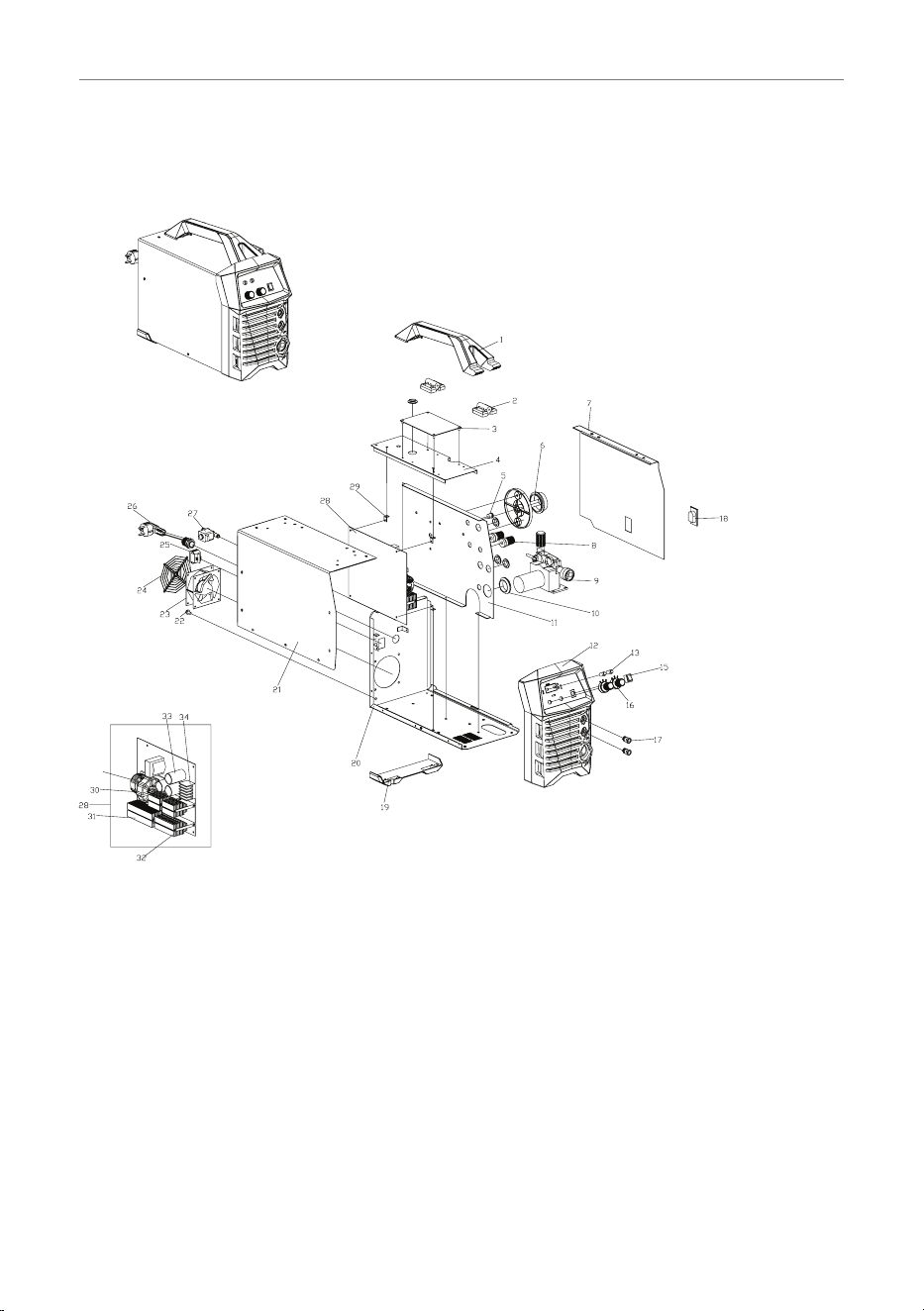
10. Exploded Drawing
MIG-160/200
NQ
1. Handle
2. Plastic hinge
3. Control PCB board
4. Plate
5. Wire feeder inching button
6. Wire shaft
7. Right-side case
8. Cable connector
9. Wire feeder
10. Protective ring
11. Middle case
12. Plastic panel
13. Indicator
14. Reactor
15. MMA/MIG switch
16. Potentiometer
17. Euro socket
18. Latch catch
19. Foot pad
20. Bottom case
21. Left-side case
22. Grounding screw
23. Fan
24. Fan guard
25. On/Off switch
26. Power cable
27. Magnetic valve
28. Main control PCB board
29. PCB fittings
30. Main transformer
31. Rectifier device
32. IGBT radiator
33. Capacitor
34. Rectifier silicon bridge
DC Inverter MIG Welder
HYUNDAI
EC
Declaration of
Conformity
HYUNDAI Corporation
25, Yulgok-ro 2-gil, Jongno-gu, Seoul 03143 Korea
Declare that the product detailed below :
CO2 Gas Shield Welding Machine
MODEL : MIG-160/200
Satisfies the requirements of the Council Directives :
EC-Low voltage directive 2014/35/EU
EC Directive of Electromagnetic Compatibility 2014/30/EU
and conform with the norms :
EN 60974-1 : 2012, EN 50445 : 2008,
EN 60974-10 : 2014, EN 55011 : 2009+A1 : 2010,
EN 61000-3-11 : 2000, EN 61000-3-12 : 2011
2017
We :
Date : 2017.10.31
General Manager
Y.S Lee
Project Manager
Donghoon Park

HYUNDAI Corporation
25, Yulgok-ro 2-gil, Jongno-gu,
Seoul 03143, Korea,
Post Code : 03143
82 2 390 1114
www.hyundaicorp.com
Copyright HYUNDAI Corporation All rights reserved.
Made in P.R.C
+


