STICK
Technical Support and E-Warranty Certificate www.vevor.com/support
WELDER
Applicable Model:MMA-140/MMA-160/MMA-200
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
MMA-160
MMA-200
Have product questions? Need technical support? Please feel free to
contact us:
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
Stick Welder
MMA-140
Technical Support and E-Warranty Certificate
www.vevor.com/support
- 2 -
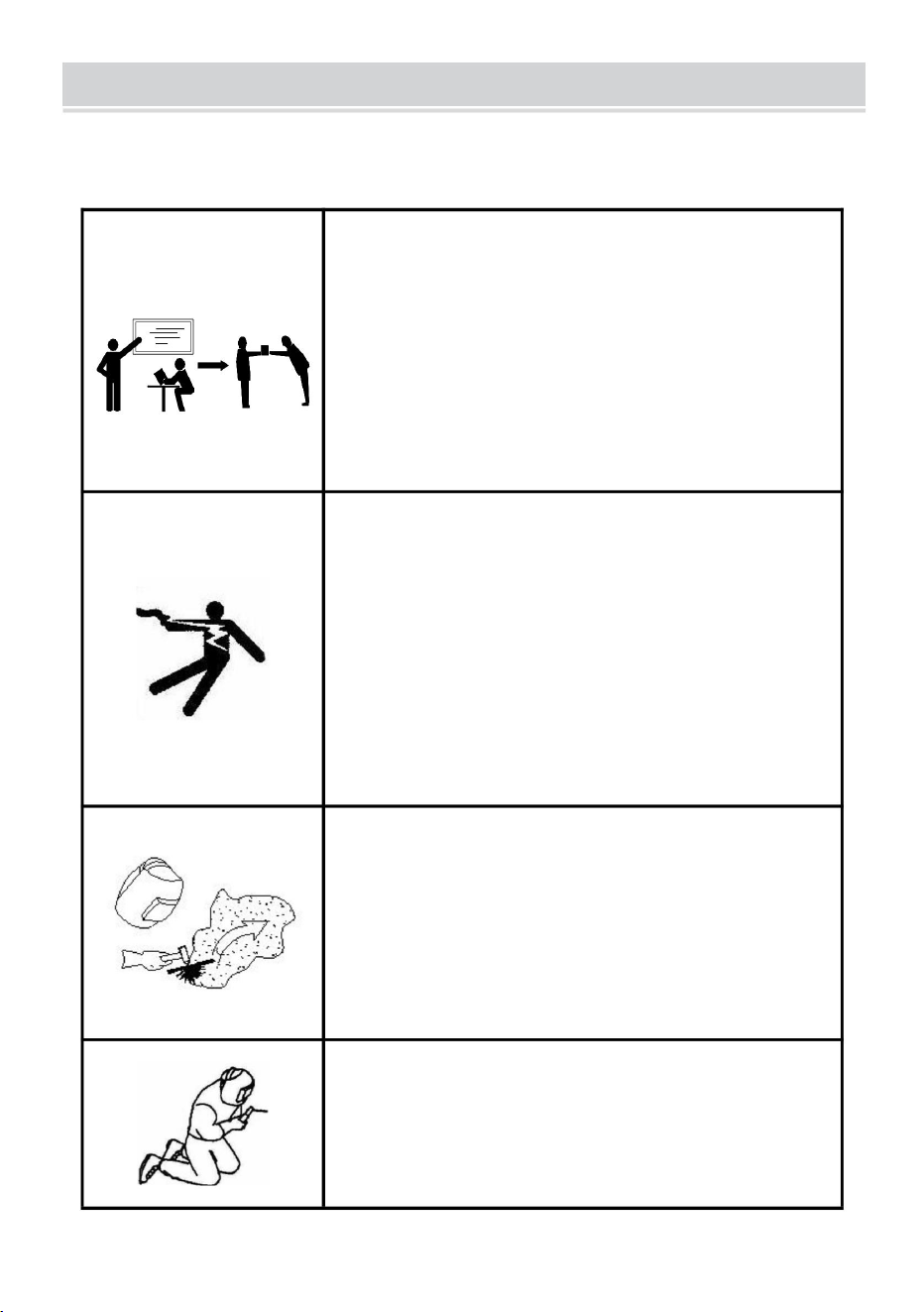
SAFETY
Welding is dangerous and may cause damage to you and others, so
take good protection when welding. Please refer to the manufacturer's
safety guidelines for accident prevention.
Professional training is needed before
operating the machine.
Use labor protection welding supplies
authorized by the national security
supervision department.
Operators should have valid work permits for
metal welding/cutting operations.
Cut off power before maintenance or repair.
Electric shock may lead to serious injury or
even death.
Install earthing devices according to the user's
specification.
Never touch the live parts with bare skin or
while wearing wet gloves/clothes.
Make sure that you are insulated from the
ground and workpiece.
Make sure that your working position is safe.
Smoke & gas may be harmful to health.
Keep your head away from smoke and gas to
avoid inhalation of exhaust gas during
welding.
Keep the working environment well ventilated
with exhaust or ventilation equipment when
welding.
Arc radiation may damage eyes or burn skin.
Wear suitable welding masks and protective
clothing to protect your eyes and body.
Use suitable masks or screens to protect
spectators from harm.
- 3 -
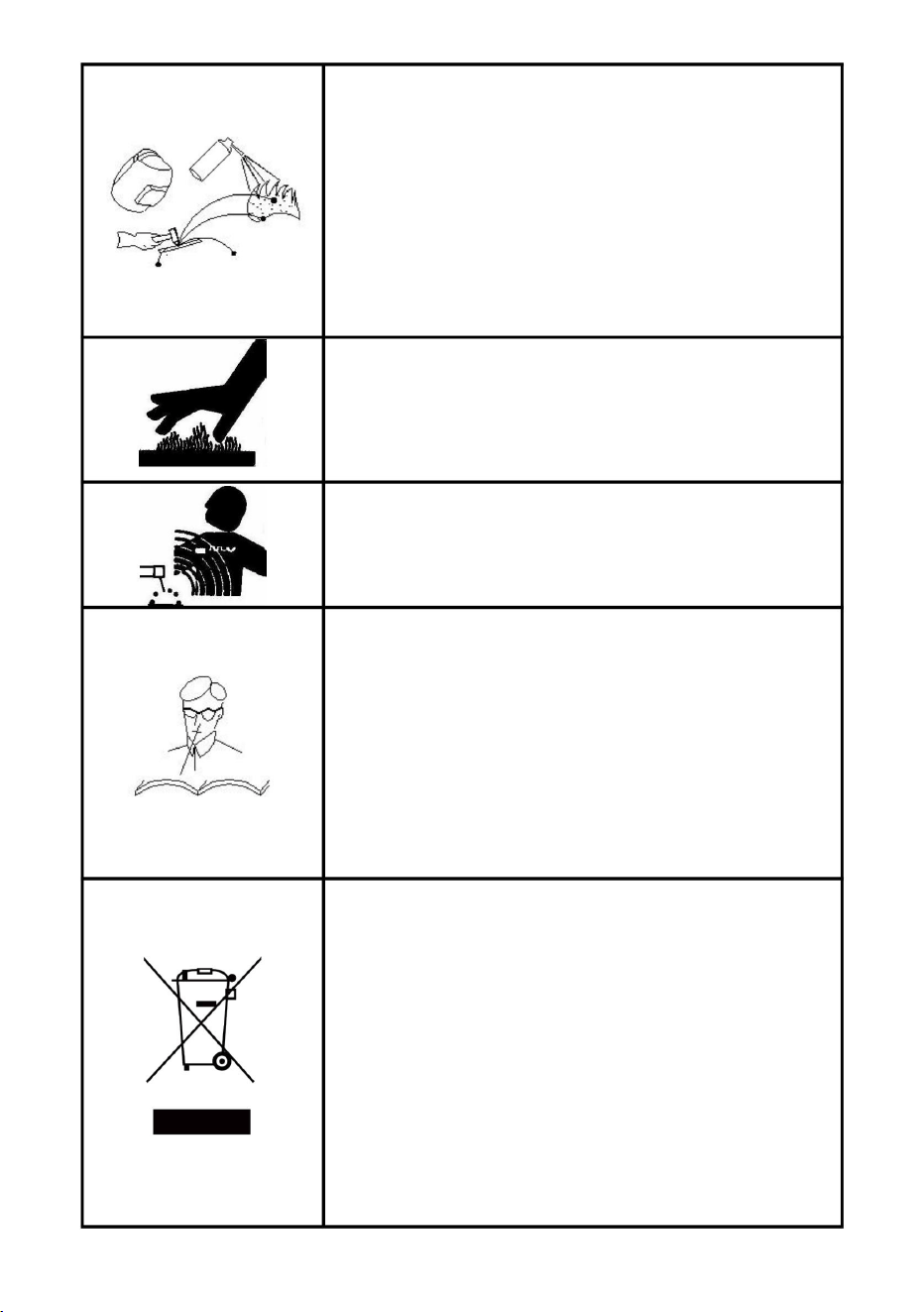
Improper operation may cause fire or
explosion.
Welding sparks may result in a fire, so please
check that no combustible materials are
nearby and pay attention to fire hazards.
A fire extinguisher should be kept nearby, and
it should be used by a trained person.
Do not weld in a confined space.
Do not use this machine for pipe thawing.
Hot workpiece may cause severe scalding.
Do not touch hot workpiece with bare hands.
Cooling is needed during continuous use of
the welding torch.
Magnetic fields affect cardiac pacemaker.
Pacemaker users should stay be away from
the welding area before medical consultation.
Please seek professional help when
encountering machine failure.
Refer to the relevant contents of this manual if
you encounter any difficulties in installation
and operation.
Contact the service center of your supplier to
seek professional help if you do not fully
understand the manual or solve a problem
according to the manual.
CORRECT DISPOSAL for Display.
This product is subject to the provision of
european Directive 2012/19/EU.The symbol
showing a wheelie bin crossed through
indicates that the product requires separate
refuse collection in the European Union. This
applies to the product and all accessories
marked with this symbol. Products marked as
such may not be discarded with normal
domestic waste, but must be taken
toacollection point for recycling electrical and
electronic devices.

- 4 -
BRIEF INTRODUCTION OF THE PRINCIPLE
The welding machine uses an advanced inverter technology designed
rectifier. The emergence of inverter arc welding equipment is due to the
emergence of inverter power theory and devices. Inverter arc welding
power supply is the use of a high-power device MOSFET field effect
tube/IGBT single tube/module 50/60Hz power frequency electricity is
converted to high frequency (18-100KHZ above), and then step-down
rectifier, through the pulse width modulation technology (PWM) output
high-power DC source, the weight of the main transformer, the volume is
greatly reduced, the efficiency is increased by more than 30%. The advent
of the inverter welding machine is praised by experts as a revolution in the
welding industry.
Hand arc welding machine can provide a stronger, more concentrated,
more stable arc in the short circuit droplet transition. The electrode and the
workpiece react rapidly after the short circuit. In addition, this type of power
supply can be equipped with an arc adjustment device, which means that
the welding machine can be designed with different dynamic
characteristics. The dynamic characteristics can be adjusted to make the
arc softer or harder.
Hand arc welding machine series are characterized by: high efficiency,
energy saving, light, good dynamic characteristics, arc stability, and easy
control of solution pools. High no-load voltage and better energy thrust
compensation are widely used. Can weld stainless steel, alloy steel,
carbon steel, copper, and other non-ferrous metals. The welding machine
can use a variety of different specifications and materials of an electrode,
including acid, alkaline, and cellulose electrode can be used for aerial work,
fieldwork, and indoor and outdoor decoration. Compared with similar
products at home and abroad, it has the characteristics of small size,
lightweight, simple installation, easy operation, and so on.
- 5 -
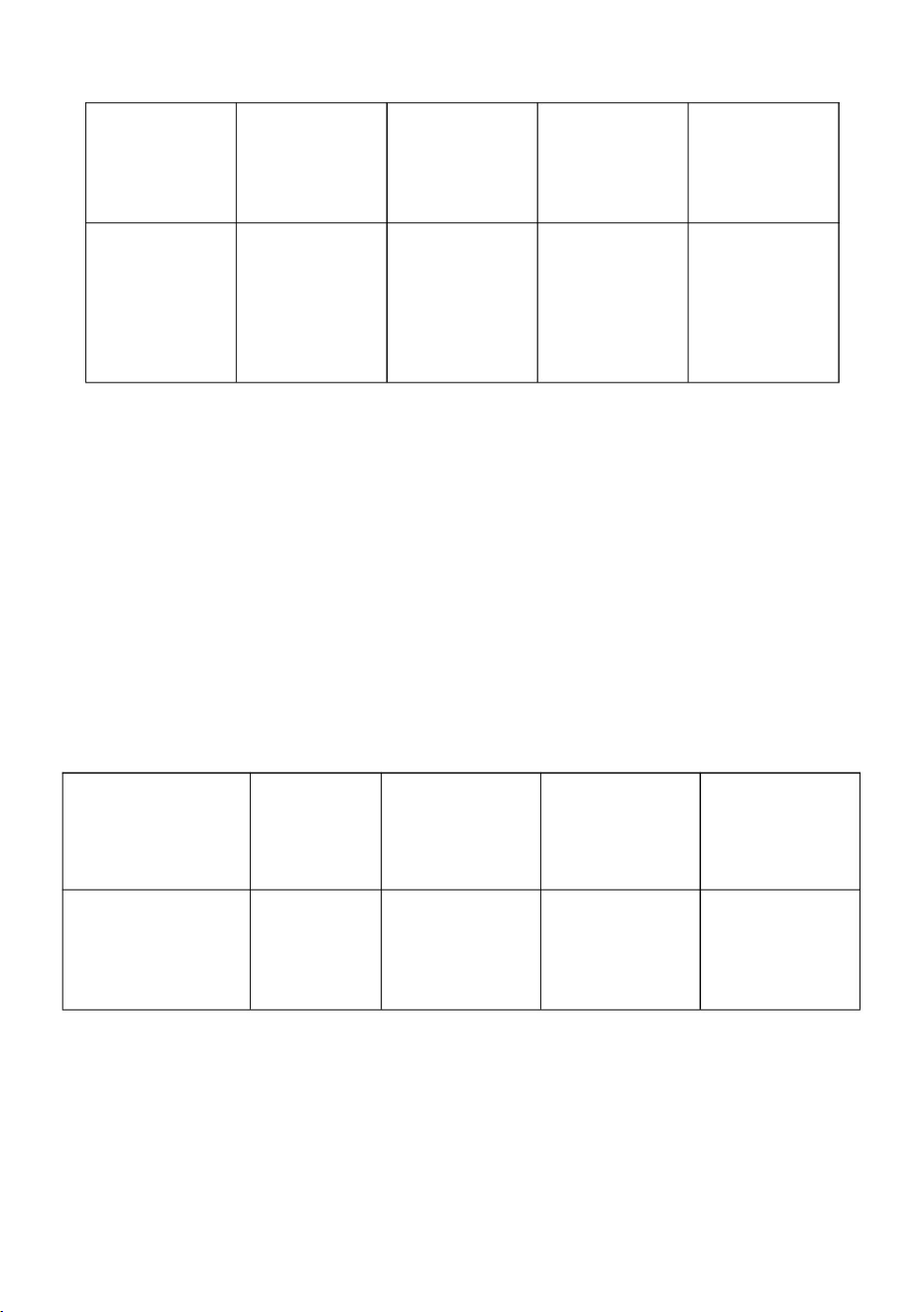
INSTALLATION
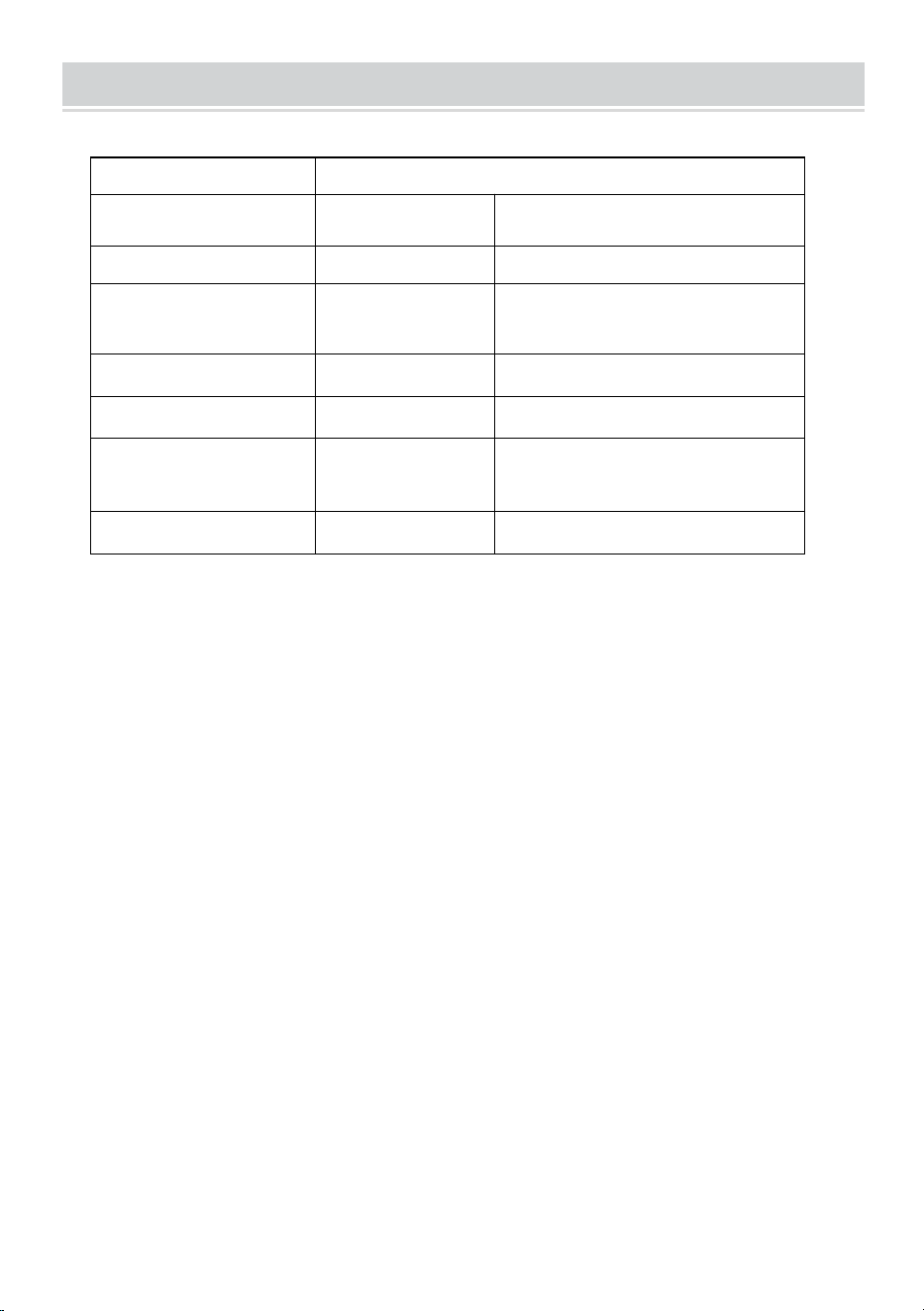
Main paramter
ITEM
MMA-140
Power
Voltage(V)
AC 220V ±10%
Frequency(HZ)
Duty cycle(40℃)
15%/40℃
No load voltage(V)
60V
Output current(A)
140A ±10A
50HZ-60HZ
Rated input
power(KVA)
4.98 4.98
Power factor
0.88
AC 110V ±10%
140A ±10A
15%/40℃
50HZ-60HZ
60V
0.88
- 6 -
INSTALLATION
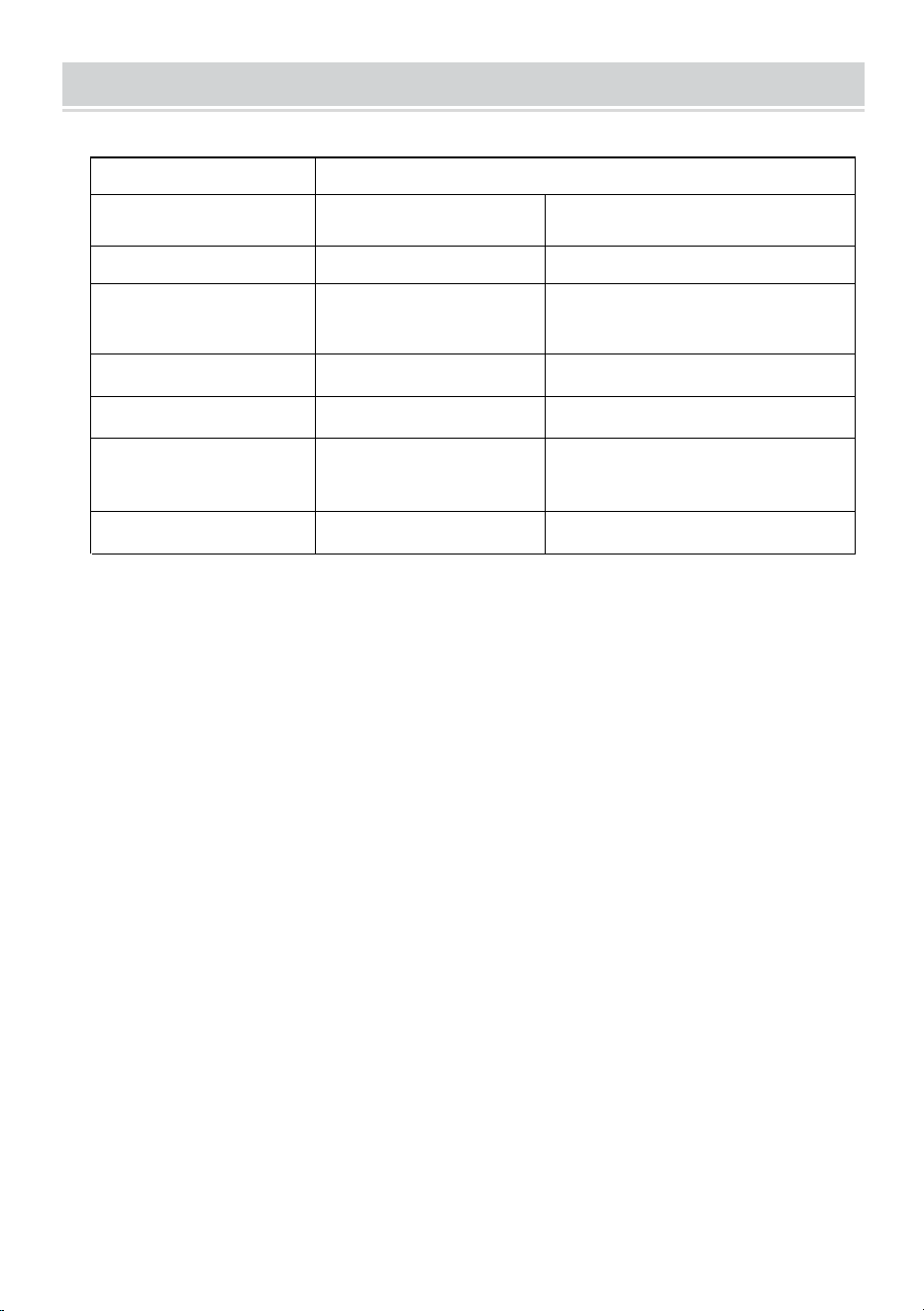
Main paramter
ITEM
MMA-160
Power
Voltage(V)
AC 220V ±10%
Frequency(HZ)
Duty cycle(40℃)
20%/40℃
No load voltage(V)
60V
Output current(A)
160A ±10A
50HZ-60HZ
Rated input
power(KVA)
5.87 5.87
Power factor
0.88
AC 110V/220V ±10%
160A ±10A
20%/40℃
50HZ-60HZ
60V
0.88
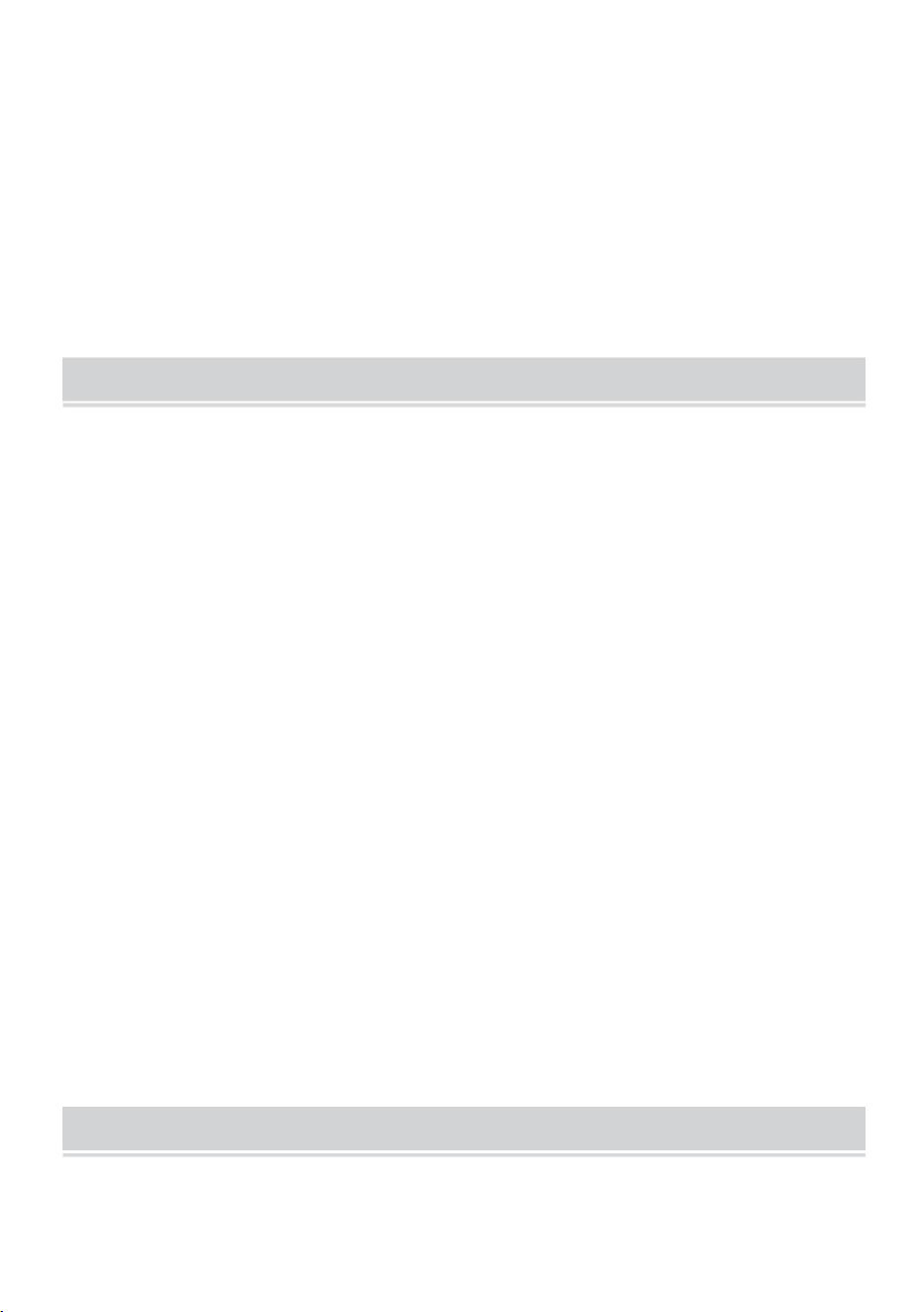
INSTALLATION
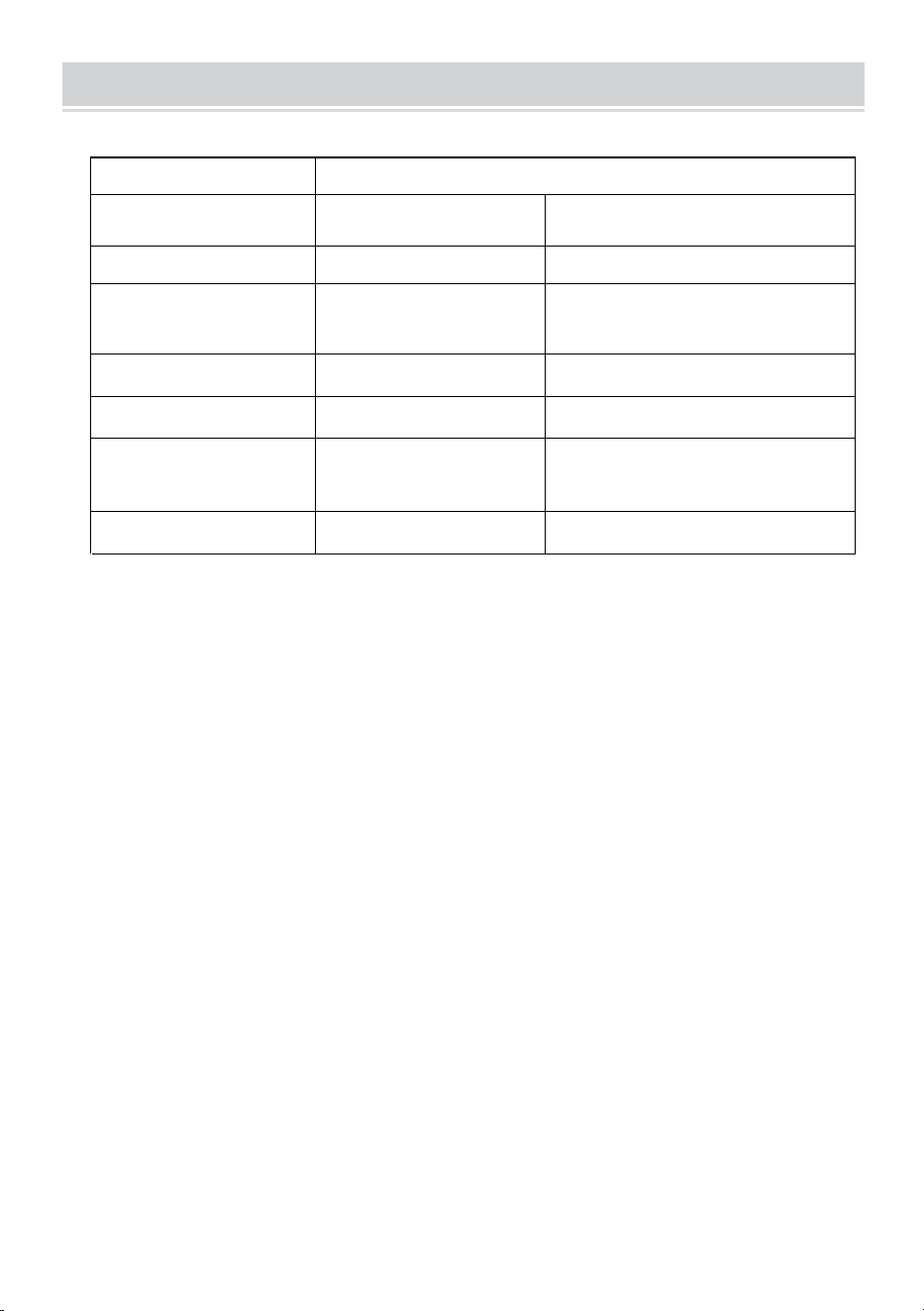
Main paramter
ITEM
MMA-200
Power
Voltage(V)
AC 220V ±10%
Frequency(HZ)
Duty cycle(40℃)
20%/40℃
No load voltage(V)
60V
Output current(A)
200A ±10A
50HZ-60HZ
Rated input
power(KVA)
7.78 7.78
Power factor
0.88
AC 110V/220V ±10%
200A ±10A
20%/40℃
50HZ-60HZ
60V
0.88
- 7 -
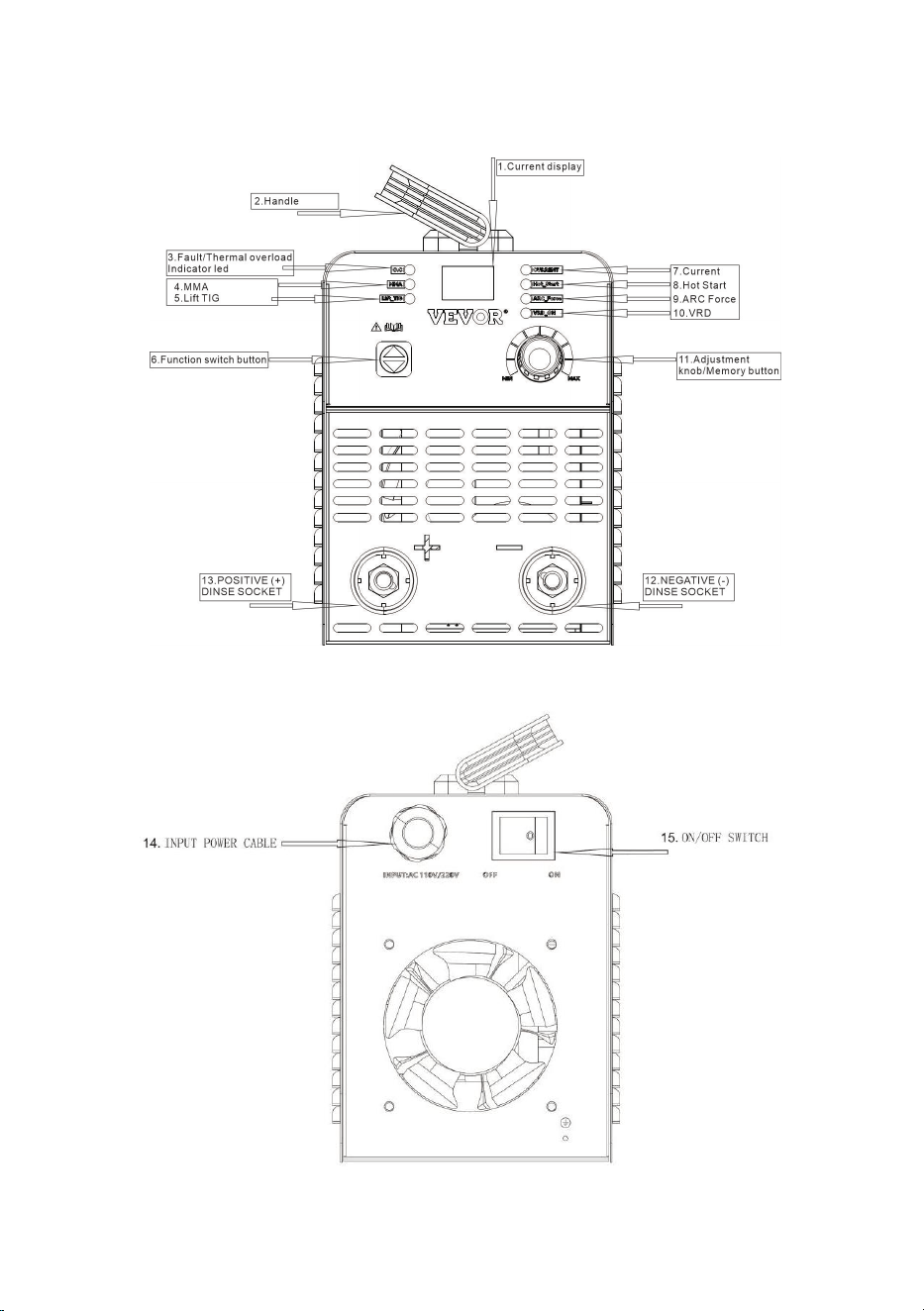
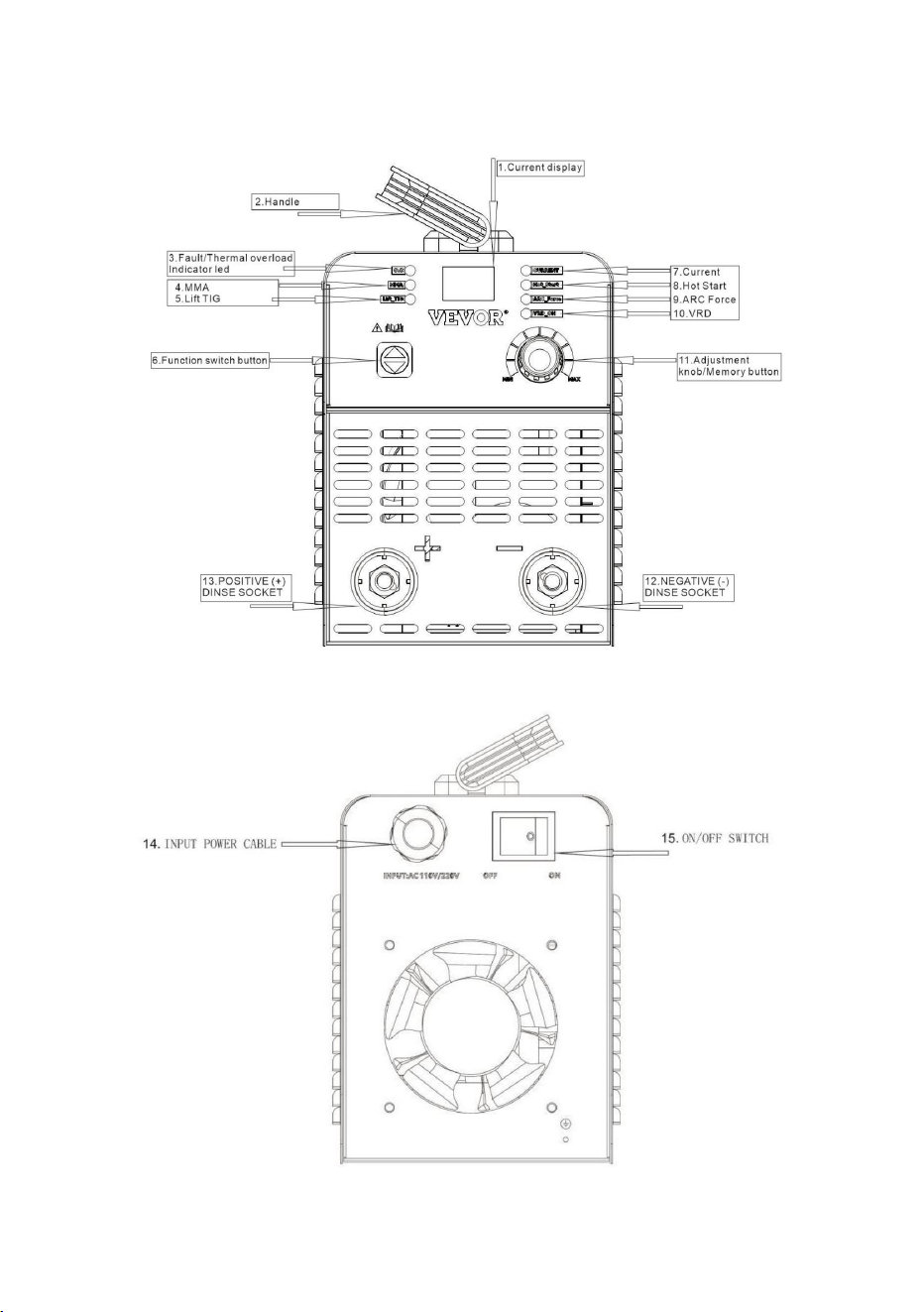
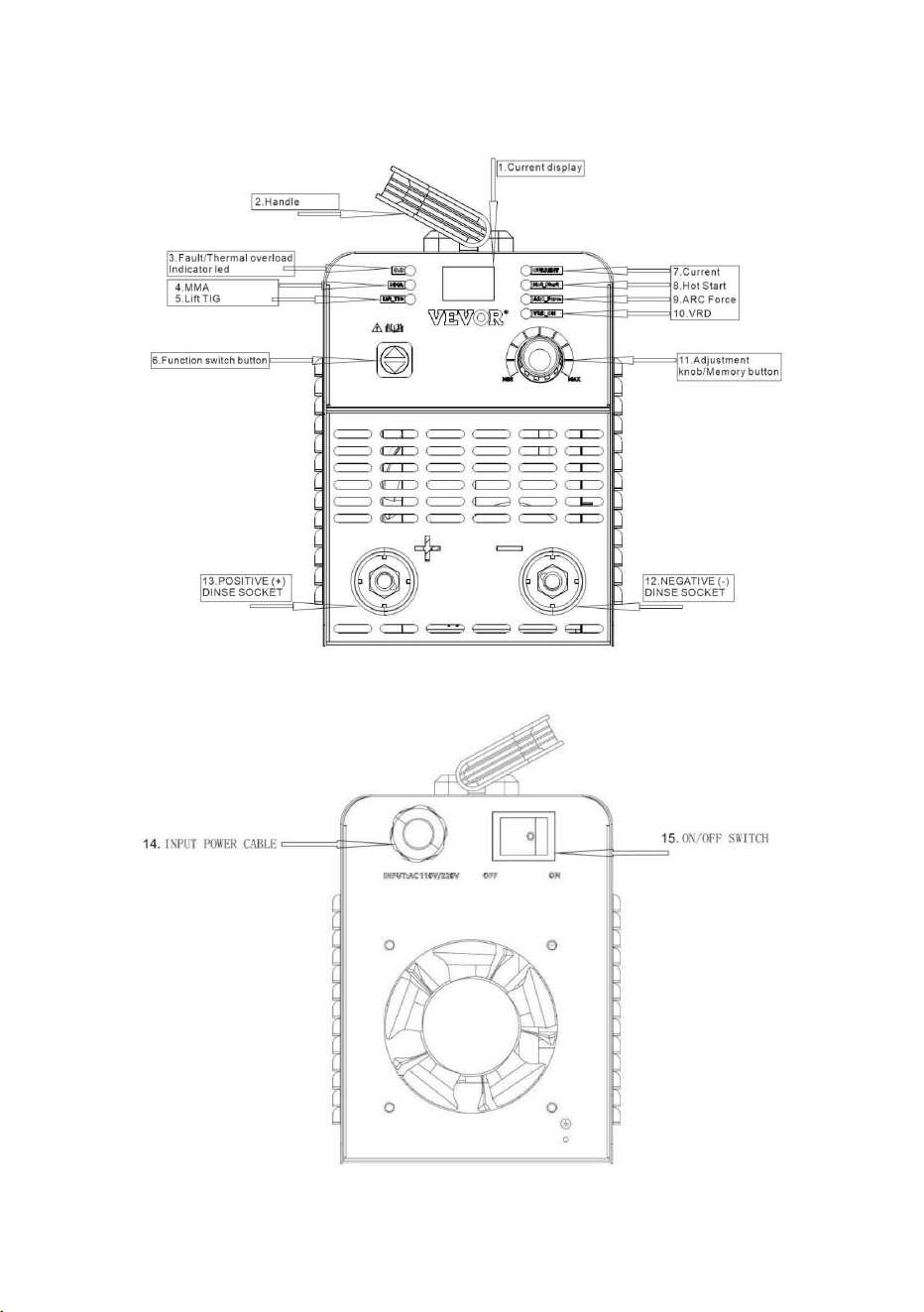
10
6
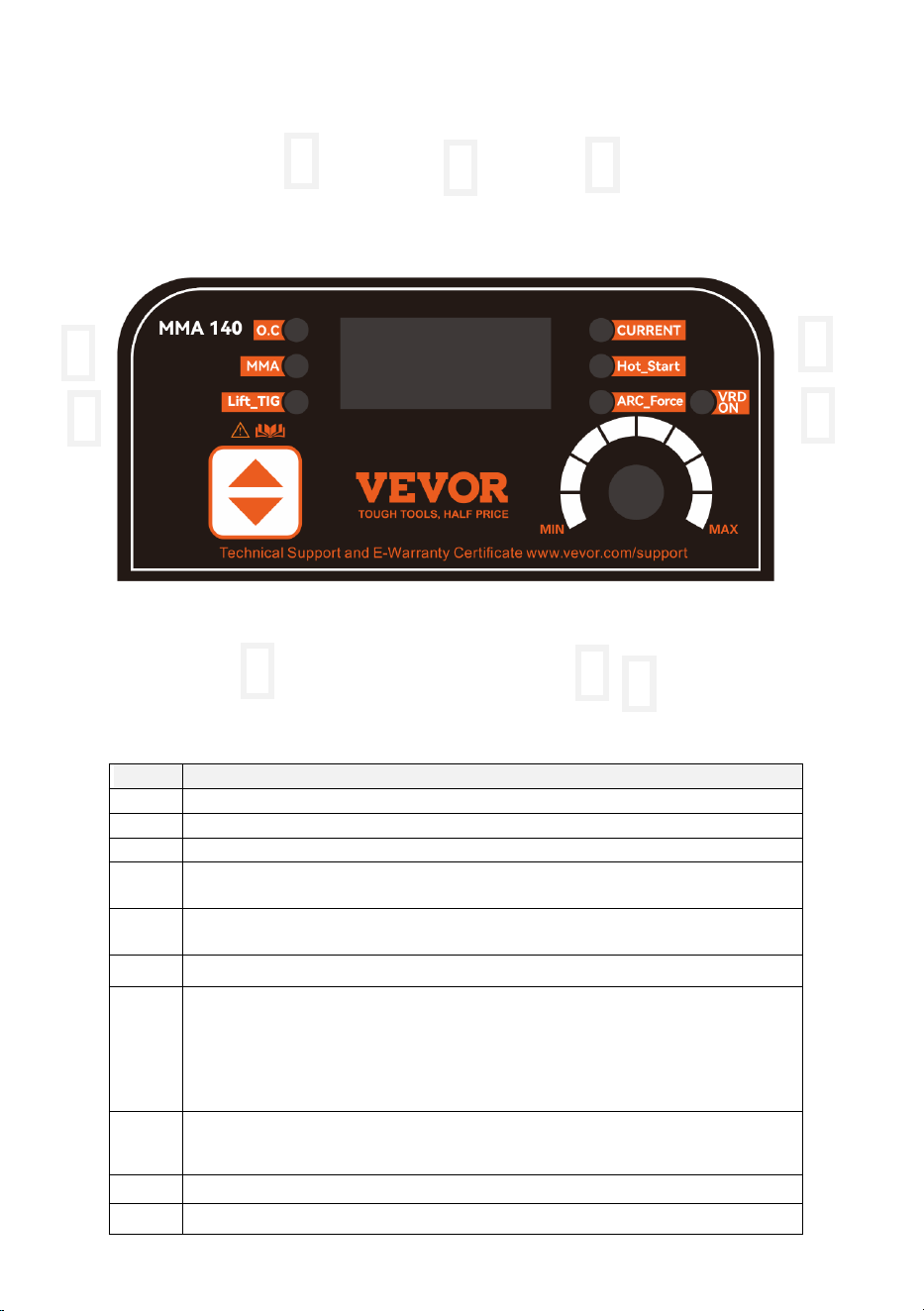
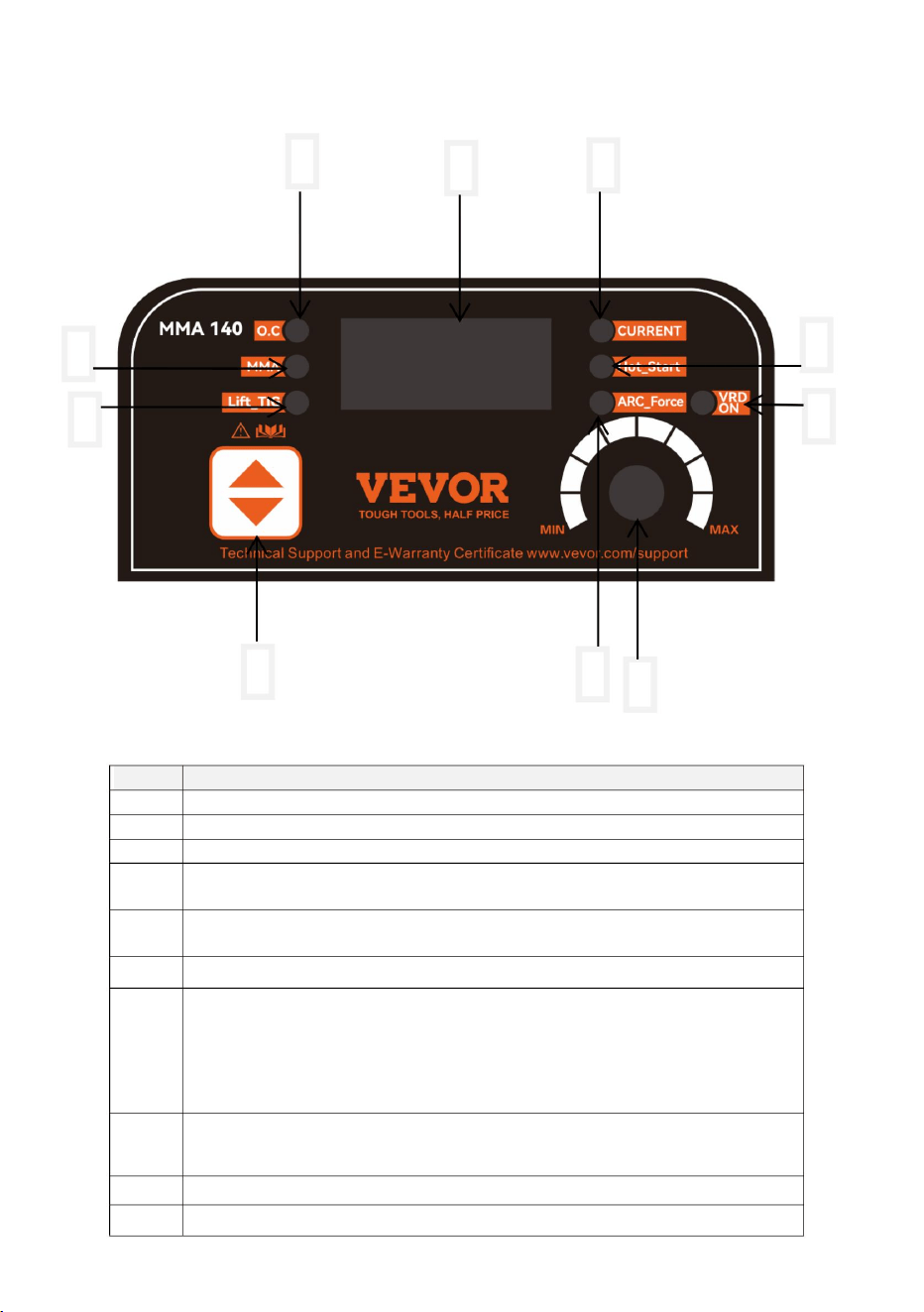
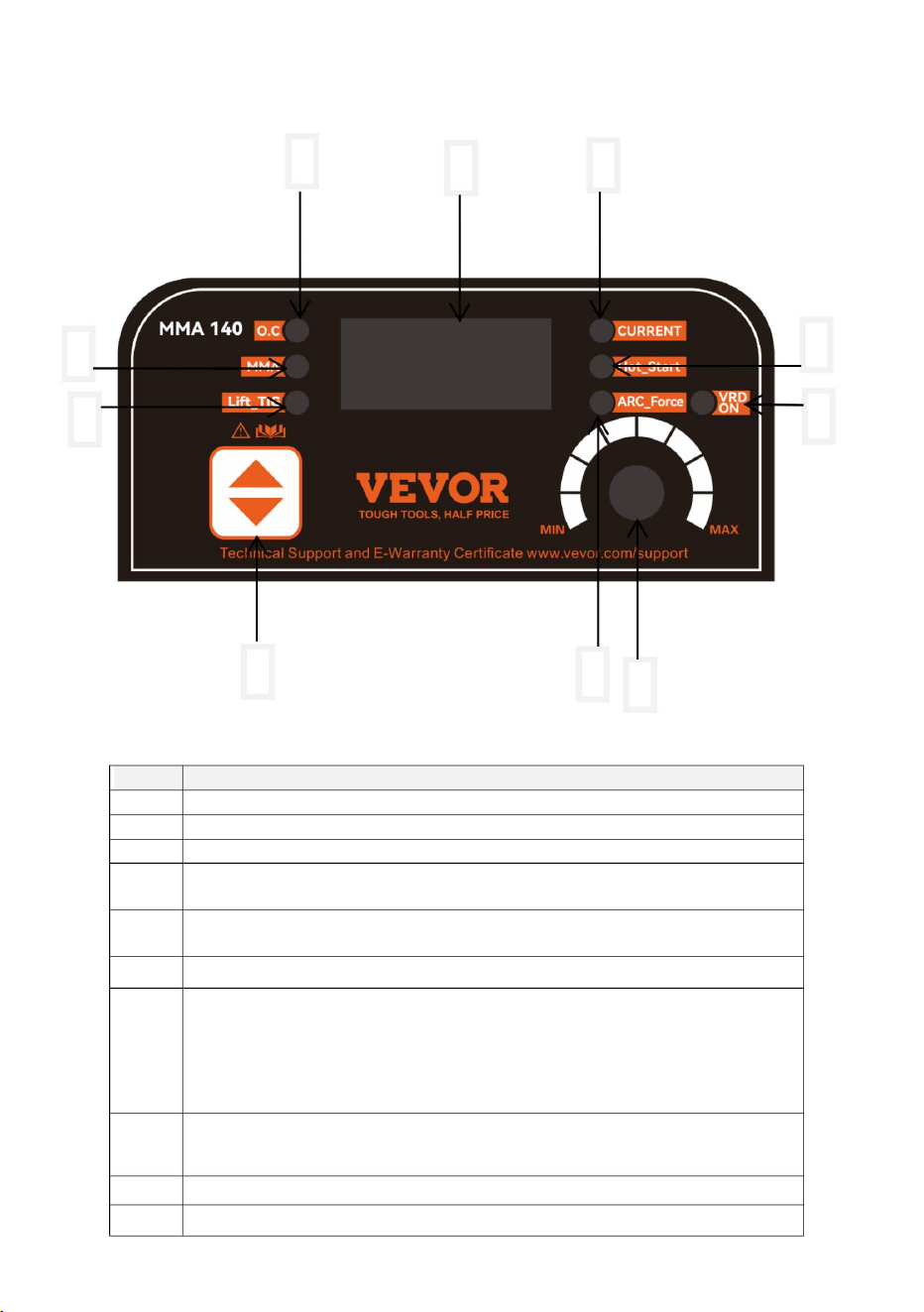
Number Explain
1
Abnormal indicator light
2
Contact arc argon arc welding
Note: The above images are for reference only
4
3
Manual welding status indicator light
5
7
9
8
1
2
3
4
Switch function keys, short press to switch between manual welding or argon arc
welding
5
6
7
8
Thermal arc ignition (by increasing the length and strength of the arc, increasing the
temperature and heat of the arc, accelerating the melting of the workpiece and
electrode, thereby improving welding speed and quality)
Thrust (refers to the welding force generated by the welding machine through
parameters such as output current, voltage, and power during welding)
Anti electric shock indicator light (When the VRD function is turned on, the no-load
voltage of the welding machine usually does not exceed 20V, which helps to carry
out welding work in damp or other environments that are prone to electric shock,
thereby significantly reducing the risk of electric shock for welding personnel). At
the same time, press the function key and parameter knob, and the indicator light
will light up as VRD on and off as VRD off
Current regulation indicator light
9
Short press the parameter knob to switch, rotate to adjust size
10
Current display
- 8 -
Control Panel Description
- 9 -
Functional Diagram
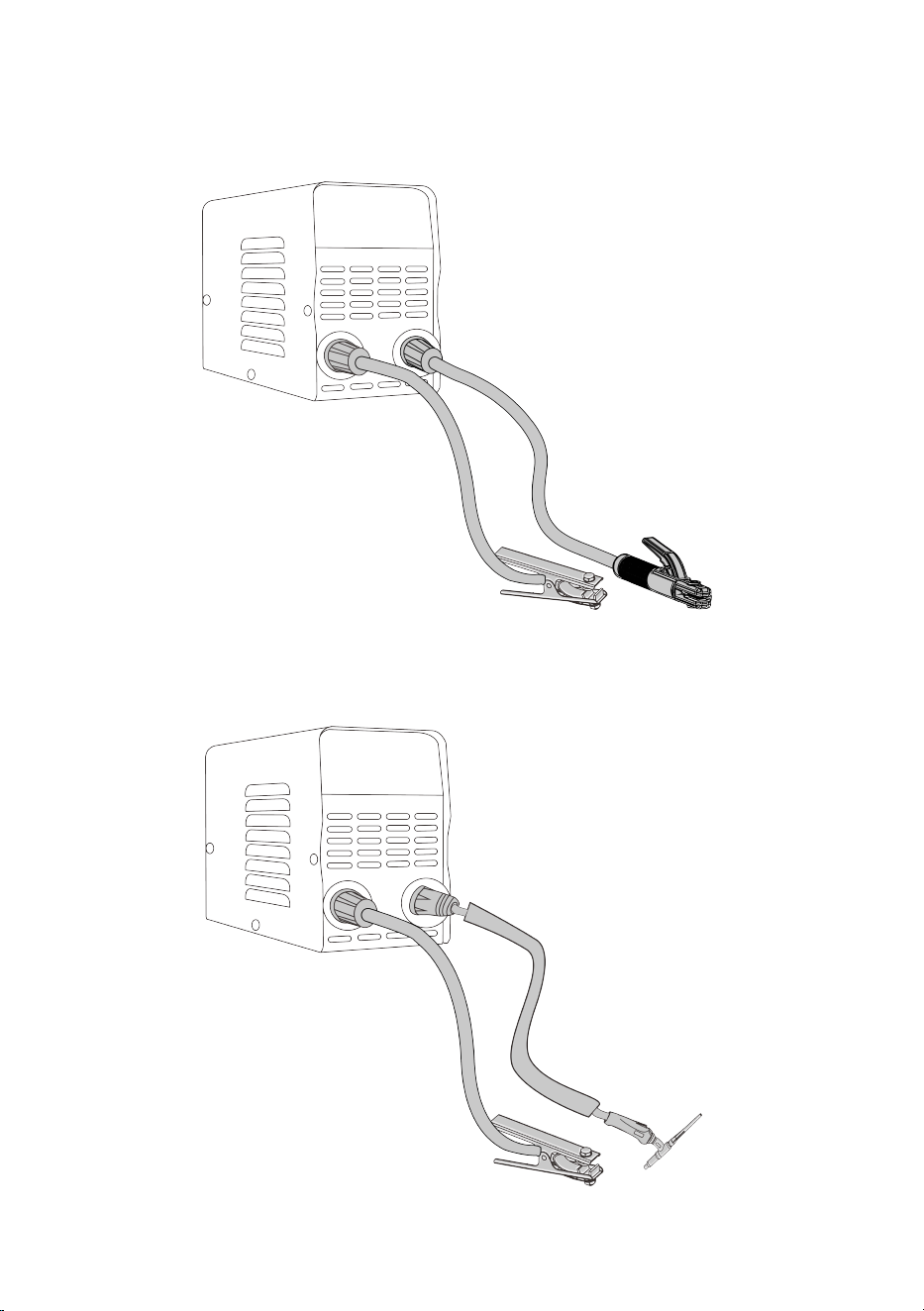
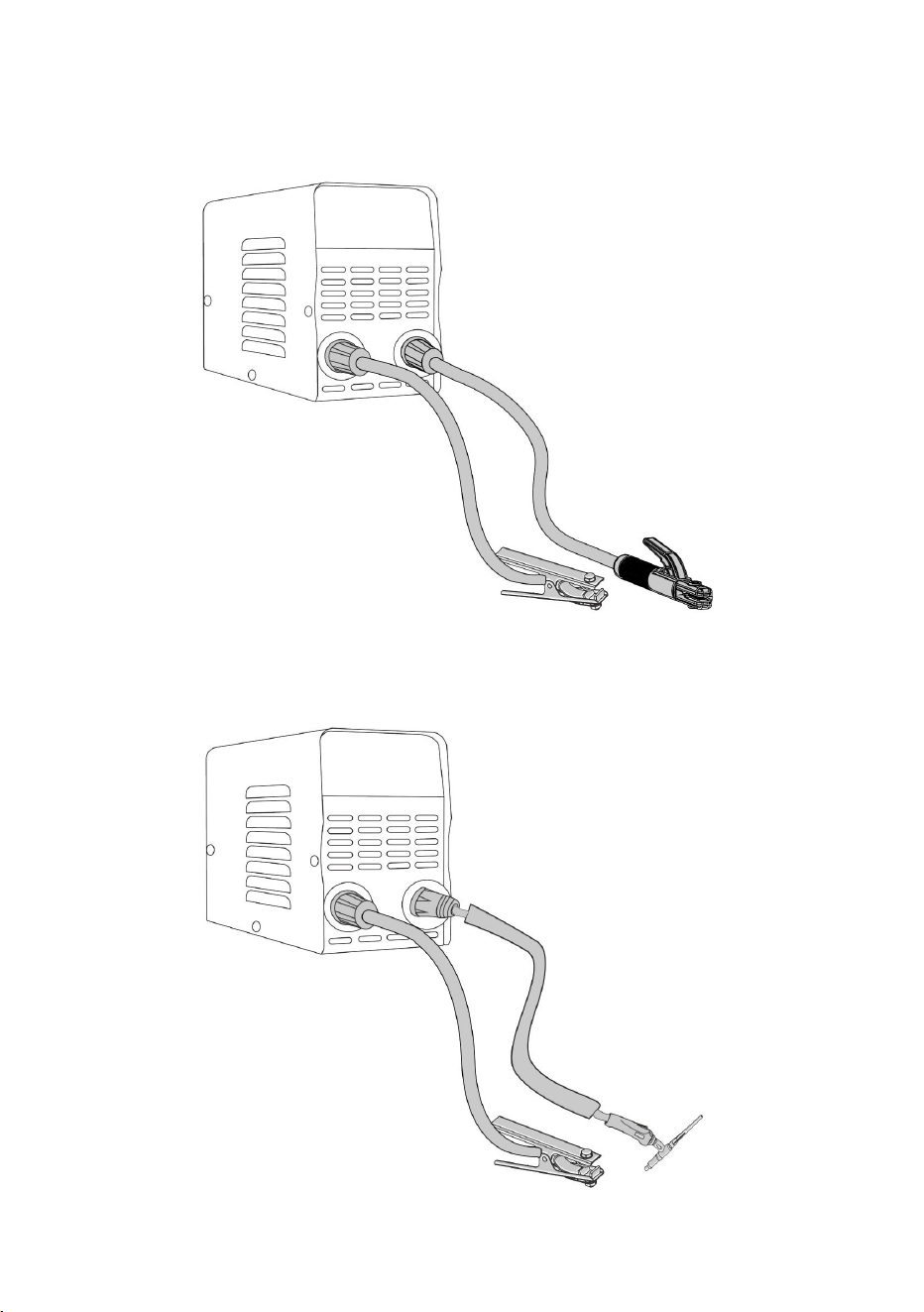
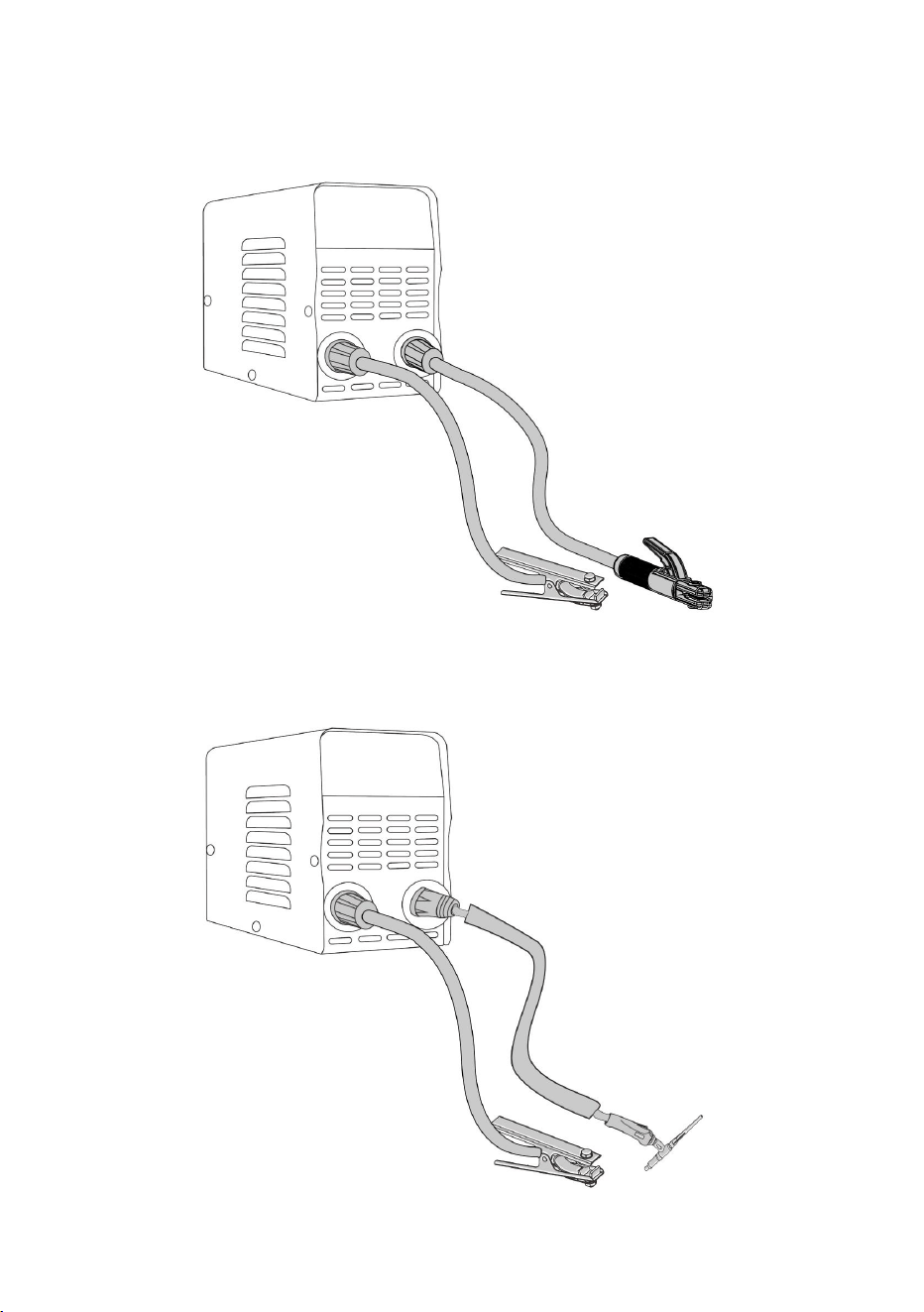
MMA Installation
Installation and Connection Diagram
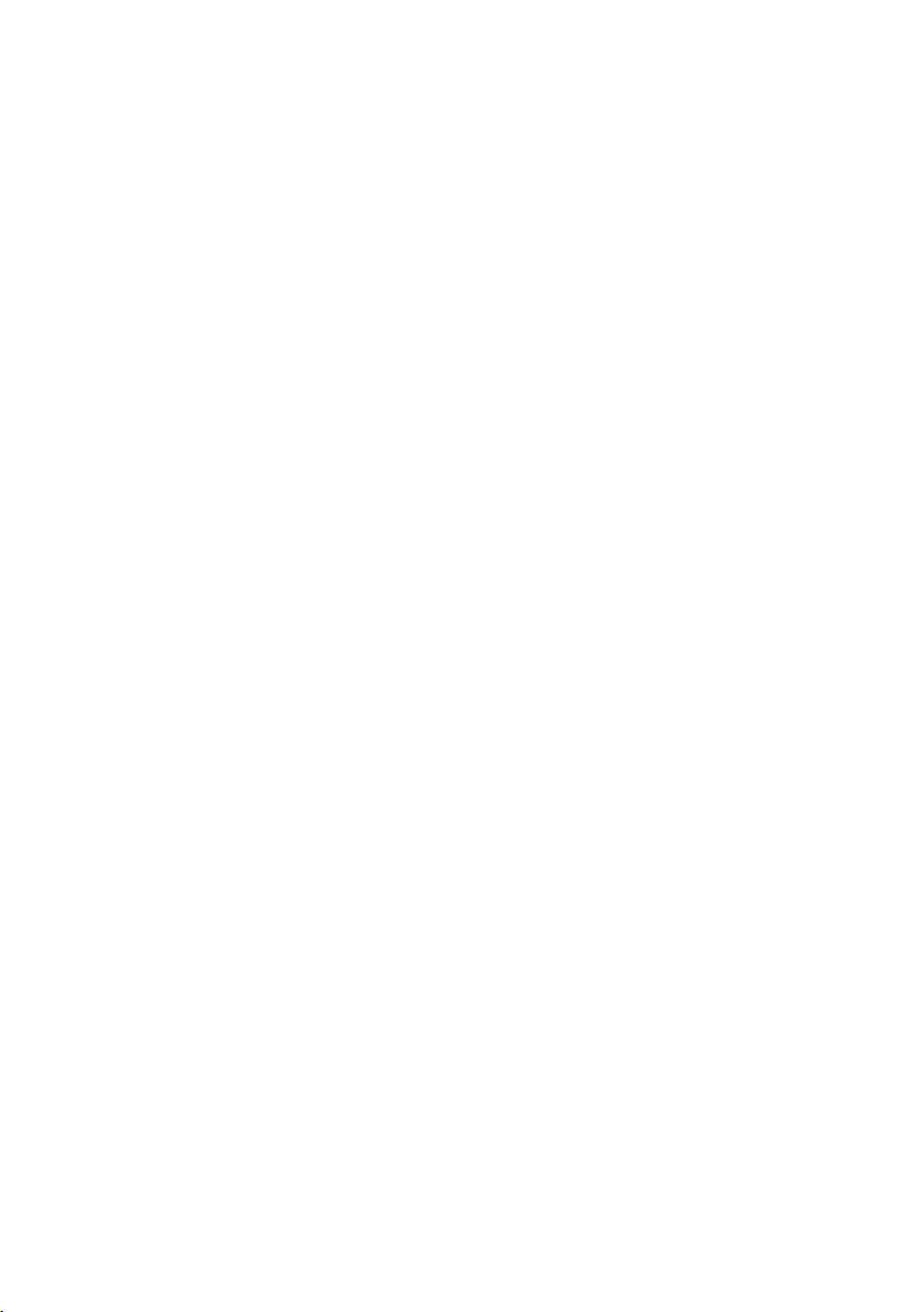
TIG Installation
Installation and Connection Diagram
- 10 -

- 11 -
SITE SELECTION
BE SURE TO OPERATE THE WELDER ACCORDING TO THE
FOLLOWING GUIDELINES:
● In areas free from moisture and dust;
● In areas with an ambient temperature between 14℉ to 104℉;
● In areas free from oil, steam, and corrosive gases.
● In areas not subjected to abnormal vibration or shock;
● In areas not exposed to direct sunlight or rain;
● Place at a distance of 12" or more from walls or similar obstructions
that could restrict natural airflow for cooling.
Power Source Connection
Make sure that the ON/OFF SWITCH is OFF before you make any
electrical connection. The power supply voltage and frequency available at
the site are those stated in the rating label of your welder.
The main power supply voltage should be within ±10% of the rated main
power supply voltage. Too low a power supply voltage may cause poor
welding performance. Too high a power supply voltage will cause
components to overheat and possibly fail. The welder outlet must be:
● Correctly installed, if necessary, by a qualified electrician.
● Correctly grounded (electrically) under national and local regulations.
● Connected to an electric circuit that is rated for sufficient amperage per
the rating label of your welder.
If you are unsure of any of the above, have your outlet inspected by a
qualified electrician before using the welder.
NOTE:
● Periodically inspect the INPUT POWER CABLE for any cracks or
exposed wires. If it is not in good condition, have it repaired by a Service
Center.
● Do not cut off the grounding prong or alter the plug in any way, and do
not use any adapters between the
welder's INPUT POWER CABLE and the power source receptacle.
● Do not violently pull the INPUT POWER CABLE to disconnect it from the
power outlet.
● Do not lay material or tools on the INPUT POWER CABLE. The INPUT
POWER CABLE may be damaged and
result in electrical shock.
● Keep the INPUT POWER CABLE away from heat sources, oils, solvents,
or sharp edges.

- 12 -
● Do not use this welder on a circuit with a Ground Fault Circuit Interrupter
(GFCI) on it. GFCls are tripped by welding arcs and your welding
operations will be interrupted regularly.
Generators
This welder can be operated from an AC generator. Ensure that the
generator can supply a minimum of 5,000
watts of continuous output. The generator must not have an auto-idle
fuel-saving feature, and must have the option to turn the auto-idle off. The
generator must run at full speed at all times while your welder is plugged
into it, or you risk damaging your welder. Any other power draws on the
generator or anything that reduces the generator RPM may damage your
welder.
Extension Cords
For optimum welder performance, an extension cord should not be used
unless absolutely necessary. If necessary, care must be taken in selecting
an extension cord appropriate for use with your specific welder.
Select a properly grounded extension cord that will connect directly with
the AC power source receptacle and the welder INPUT POWER CABLE
without the use of adapters. Make certain that the extension cord is
properly wired and in good electrical condition. Extension cords must fit the
following wire size guidelines:
● #12 AWG or larger wire
● Do not use an extension cord over 25 ft. in length.
Ventilation
Since the inhalation of welding fumes can be harmful, ensure that the
welding area is effectively ventilated.
Additional Warnings
FOR YOUR SAFETY,BEFORE CONNECTING THE POWER SOURCE
TO THE LINE CLOSELY FOLLOW THESE INSTRUCTIONS:
● An adequate two-pole breaker must be inserted before the main outlet.
This breaker must be equipped with time-delay fuses.
●When working in a confined space, the welder must be kept outside the
welding area and the ground cable should be fixed to the workpiece. Never
work in a damp or wet confined space.
● Do not use damaged INPUT POWER CABLE or welding cables.
● The welding torch/electrode should never be pointed at the operator or
other people.
● The welder must never be operated without its panels attached. This
- 13 -
could cause serious injury to the operator and could damage the
equipment.
OPERATION
Performance Data Plate and Duty Cycle
On the machine, there is a plate that includes all the operating
specifications for your new unit. The serial number of the product is also
found on this plate. The duty cycle rating of a welder defines how long the
operator can weld and how long the welder must rest and be cooled. The
duty cycle is expressed as a percentage of 10 minutes and represents a
maximum welding time limit. The balance of a 10-minute cycle is required
for cooling. For example, a welder has a duty cycle rating of 30% at the
rated output of 90A. This means with that machine can weld at 90 A output
for three (3) minutes cut of 10 with the remaining seven (7) minutes
required for cooling. The duty cycle of your new welder can be found on the
data plate affixed to the machine.
Internal Thermal Protection
The thermal protection system will engage, shutting off all welder output if
you exceed the duty cycle of the welder. After cooling, the thermal protector
will automatically reset, and the welding functions will resume.This is
normal and automatic behavior from the machine. No user action is
required during this phase. However, you should wait at least ten minutes
after the thermal protector engages before resuming welding. You must do
this even if the thermal protector resets itself before the ten minutes is up,
or you may experience less than specified duty cycle performance.
CAUTION:DO NOT REGULARLY EXCEED THE DUTY CYCLE OR
DAMAGE TO THE WELDER CAN RESULT
Welding Preparation
An important factor in making a satisfactory weld is preparation. This
includes studying the process and equipment and practicing welding
before attempting to weld finished product. An organized, safe, ergonomic,
comfortable, and well-lit work area should be prepared for the operator.
The work area should especially be free of all flammables, and a fire
extinguisher and a bucket of sand should be available.
To properly prepare for welding with your new welder, it is necessary to:
● Read the safety precautions at the front of this manual.
- 14 -
● Prepare an organized,well-lit work area.
● Provide protection for the eyes and skin of the operator and bystanders.
● Attach the ground clamp to the bare metal to be welded, ensuring good
contact.
Plug the machine into a suitable outlet.
● Completely open the gas cylinder valve. Adjust the gas pressure
regulator to the correct flow rate.
MMA function:Select MMA by up and down button.
1. Under MMA: The Current/Hot Start / Arc Force can be selected.
After selecting, adjust the knob directly to adjust each function parameter;
after adjusting, press the knob once to save and enter the next function
parameter adjustment. After adjustment, 5S automatically save and exit to
Current.
2. Current: @110V ,30-120A adjustable; @220V,30-140A
adjustable
Hot start: Superimposed current value (not exceeding the maximum
current), 0-100A
Arc Force: superimposed current value (not exceeding the maximum
current), 0-100A
3. Under MMA, press and hold the knob for 5S to switch Vrd.
4. Anti-stick: automatic, no need to operate
5. Acid welding rod: positive electrode connection welding pliers / negative
grounding wire clamps
Alkaline welding rod : Negative welding pliers / positive grounding clamps
Electric arc welding
1. Welding rod grade and diameter. It mainly depends on the nature of
the material, the thickness of the weld, the form of the joint weld position,
weld parameters, and other factors. The relationship between the diameter
- 15 -
of the welding electrode and the thickness of the plate is as follows.
Thickness
of Welded
Parts(㎜)
<4
4 ~ 8
> 8 ~ 12
> 12
Diameter of
Welding
Electrode
(ф㎜)
≤ 3.5
ф3 ~ 4
ф4 ~ 5
ф5 ~ 6
2. Welding Current: The welding current depends on the electrode,
electrode diameter, thickness of the welded parts, and joint type weld
position. Other factors to consider are the structural steel welding
electrode flat welding positions, and the welding current based on the
following empirical formula to primary selection.
K =Id I--Welding Current K--Empirical Coefficient d--Diameter of
Welding Electrode
Relationship between the empirical coefficient of welding current and the
diameter of the welding electrode.
Diameter of
Welding
Electrode
(㎜)
ф1.6
ф2 ~ 2.5
ф3 ~ 4
ф4 ~ 6
Empirical
Coefficient
(A/mm)
20 ~ 25
25 ~ 30
30 ~ 40
40 ~ 50
The current of vertical welding, horizontal welding, and over-head welding
should be 10 ~ 20% less than that of flat welding. The current of fillet
welding should be 10 ~ 20% larger than that of flat welding. For alloy steel
electrodes, stainless steel electrodes, due to the high thermal expansion
coefficient of resistance, if the current is high, the welding rod is prone to
- 16 -
reddening during the welding process and cause the flux skin to fall off,
affecting the quality of welding.
3. Connection method of welding output
The DC reverse connection method should be used for alkaline
electrode welding.
Acid electrode welding should use a DC positive connection method.
MAINTENANCE & SERVICING
General Maintenance
This welder has been engineered to need minimal service, providing that a
few simple steps are taken for proper maintenance.
1. Replace the INPUT POWER CABLE , ground cable, ground clamp, or
torch/electrode cable when damaged or worn.
2. Avoid directing grinding particles toward the welder. These conductive
particles can build up inside the machine and cause severe damage.
3. Periodically clean dust, dirt, and grease from your welder. Every six
months or as necessary, remove the side panels from the welder and use
compressed air to blow out any dust and dirt that may have accumulated
inside the welder.
WARNING:DISCONNECT FROM POWER SOURCE WHEN CARRYING
OUT THIS
OPERATION.
4. Check all cables periodically.They must be in good condition and not
cracked.
WARNING:ELECTRIC SHOCK CAN KILL! Be aware of the ON/OFF
SWITCH. The OFF switch does not remove power from all internal circuitry
in the welder. To reduce the risk of electric shock, always unplug the welder
from its AC power source and wait several minutes for electrical energy to
discharge before removing the side panels.
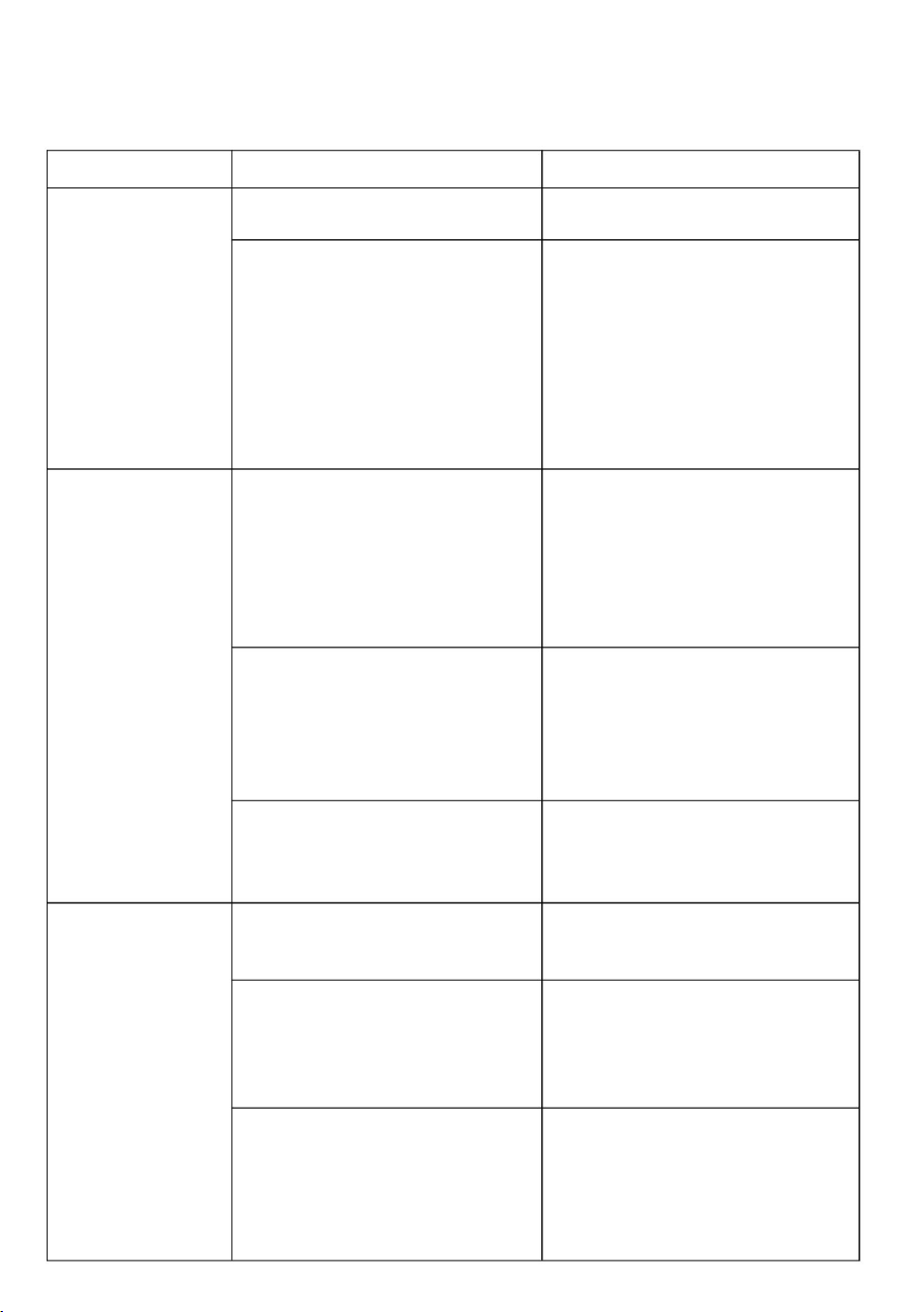
TROUBLESHOOTING
The following is a troubleshooting table provided to help you determine a
possible remedy when you are having a problem with your welder.
- 17 -
PROBLEM POSSIBLE CAUSE POSSIBLE SOLUTION
Neither
INDICATOR
LED is
illuminated
and nothing
works on the
welder.
Machine is not turned ON.
Turn machine ON with
ON/OFF SWITCH
No input power present.
Make sure machine is
plugged in.
Verify that circuit breaker has
not been tripped.Reset if
needed.
Verify output power from the
outlet.
Do not use the machine on a
GFI outlet.
INDICATOR
LEDS are
illuminated and
there is no
output power
from the welder.
Exceeded duty cycle;thermal
protector
engaged.
Allow welder to cool at least
10 minutes with machine ON
(observe and maintain proper
duty cycle).FAULT/THERMAL
OVERLOAD INDICATOR
LED should turn off after the
machine has cooled
Insufficient air flow causing
machine to
overheat before reaching
duty cycle.
Check for obstructions
blocking air flow and ensure
that there are 12 inches of
clearance between any
obstacles and the vents on all
sides of the machine.
Incorrect voltage supplied to
welder.
Check the voltage of your
outlet. If it is 10% more or less
than 120V, call a qualified
electrician.
Low output or
non-penetrating
weld.
Too long or improper
extension cord.
Use a proper extension cord
(#12 AWG wire or heavier,no
longer than 25 ft.)
Poor ground connection or
torch/electrode
connection.
Reposition clamp and check
cable to clamp connection.
Check connection of ground
cable,torch or electrode
holder
Input power too low.
Have a qualified electrician
verify the voltage at your
outlet. If the voltage is
appropriate, verify that the
circuit wiring is sufficient for
40A.
This table does not provide all possible solutions, only those possibilities
considered likely to be common faults.
- 18 -
Ground
clamp,ground
cable,and/or
welding cable
get hot.
Bad ground or loose ground
connection.
Check connection of ground
cable,torch or electrode
holder.
Check connection of the
ground cable to the ground
clamp.Tighten cable
connection to ground clamp if
needed.
Ensure the connection
between the ground clamp
and workpiece is good and on
clean,bare(not painted or
rusted) metal.
Frequent circuit
breaker trips.
Machine is not the only piece
of electrical equipment on the
circuit.
Make sure the welder is on a
dedicated circuit or is the only
thing plugged on a circuit.
Circuit breaker is
incorrect/insufficient for
use with this machine.
Verify that the circuit breaker
for the circuit is a slow-blow
breaker.If it is not,have a
qualified electrician install the
proper breakers.
Poor quality
welds.
Insufficient gas at weld area.
Check that the gas is not
being blown away by drafts
and, if so, move to a more
sheltered weld area. If
not,check gas
cylinder
contents,gauge,regulator
setting,
and operation of gas valve.
Rusty,painted,oily or greasy
workpiece.
Ensure workpiece is clean
and dry.
Poor ground connection or
torch/electrode connection.
Check ground
clamp/workpiece
connection and all
connections to the machine.
Difficult arc
start.
Amperage is too low. Increase amperage setting.
Arc is
wandering(TIG).
Tungsten is too large. Use a smaller tungsten.

BÂTON
SOUDEUR
Assistancetechniqueetcertificatdegarantieélectroniquewww.vevor.com/support
ModèleApplicable:MMA140/MMA160/MMA200
"Économisezlamoitié","Moitiéprix"outouteautreexpressionsimilairequenousutilisonsnereprésente
qu'uneestimationdeséconomiesdontvouspourriezbénéficierenachetantcertainsoutilscheznousparrapport
auxgrandesmarquesetnesignifiepasnécessairementcouvrirtouteslescatégoriesd'outilsproposés.parnous.
Nousvousrappelonsdebienvouloirvérifierattentivementlorsquevouspassezunecommandechez
noussivouséconomisezréellementlamoitiéparrapportauxgrandesmarques.
Nouscontinuonsànousengageràvousfournirdesoutilsàdesprixcompétitifs.
Machine Translated by Google
MMA160
1
MMA140 MMA200
Soudeuràbâton
Assistancetechniqueetcertificatdegarantieélectronique
www.vevor.com/support
Vousavezdesquestionssurlesproduits?Besoind'uneassistancetechnique?N'hésitezpasà
nouscontacter:
BESOIND'AIDE?CONTACTEZNOUS!
Ils'agitdesinstructionsoriginales,veuillezlireattentivementtoutesles
instructionsdumanuelavantdel'utiliser.VEVORseréserveuneinterprétation
clairedenotremanueld'utilisation.L'apparenceduproduitdépenddu
produitquevousavezreçu.Veuilleznouspardonnerquenousnevous
informeronspluss'ilyadesmisesàjourtechnologiquesoulogiciellessurnotreproduit.
Machine Translated by Google
Lesoudageestdangereuxetpeutcauserdesdommagesàvousmêmeetàautrui,
alorsprenezunebonneprotectionlorsdusoudage.Veuillezvousréférerauxconsignesde
sécuritédufabricantpourlapréventiondesaccidents.
Unchocélectriquepeutentraînerdesblessuresgraves,voirela
mort.Installer
desdispositifsdemiseàlaterreselonlesspécificationsdel'utilisateur.
spécification.
Netouchezjamaislespiècessoustensionaveclapeaunueou
enportantdesgants/vêtementsmouillés.
Assurezvousquevousêtesisolédusoletdelapièceàtravailler.
Lesopérateursdoiventavoirunpermisdetravailvalidepourles
opérationsdesoudage/coupagedemétaux.
Coupezl'alimentationavantl'entretienoularéparation.
Uneformationprofessionnelleestnécessaireavant
d'utiliserlamachine.Utilisez
desfournituresdesoudagepourlaprotectiondutravail
autoriséesparledépartementdesurveillance
delasécuriténationale.
Assurezvousquevotrepositiondetravailestsûre.
Lafuméeetlesgazpeuventêtrenocifspourlasanté.
Gardezlatêteéloignéedelafuméeetdesgazpouréviterl'inhalation
desgazd'échappementpendantlesoudage.
Gardez
l'environnementdetravailbienventiléavecunéquipement
d'échappementoudeventilationlorsdusoudage.
Lerayonnementdel'arcpeutendommagerlesyeuxoubrûlerla
peau.Portezdesmasquesdesoudageappropriésetdes
vêtementsdeprotectionpourprotégervosyeuxet
votrecorps.Utilisezdesmasquesoudesécransappropriés
pourprotégerlesspectateurs.
SÉCURITÉ
2
Machine Translated by Google
ÉLIMINATIONCORRECTEpourl’affichage.
Directiveeuropéenne2012/19/UE.Lesymbolereprésentant
unepoubellebarréeindiquequeleproduitnécessite
unecollectesélectivedesdéchetsdansl'Union
européenne.Cecis'appliqueauproduitetàtousles
accessoiresmarquésdecesymbole.Lesproduits
marquéscommetelsnedoiventpasêtrejetésavecles
orduresménagèresnormales,maisdoiventêtre
déposésdansunpointdecollectepourle
recyclagedesappareilsélectriquesetélectroniques.
rencontrerunepannedemachine.
Veuillezdemanderl'aided'unprofessionnellorsque
Ceproduitestsoumisàlafourniturede
Lerefroidissementestnécessairelorsd'uneutilisationcontinuede
Lesétincellesdesoudagepeuventprovoquerunincendie,veuillezdonc
Reportezvousaucontenupertinentdecemanuelsi
etlefonctionnement.
Contactezlecentredeservicedevotrefournisseurpour
vérifiezqu'aucunmatériaucombustiblen'est
latorchedesoudage.
Leschampsmagnétiquesaffectentlestimulateurcardiaque.
àproximitéetfaitesattentionauxrisquesd'incendie.
demandezl'aided'unprofessionnelsivousn'êtespascomplètement
comprendrelemanuelourésoudreunproblème
Unextincteurdoitêtregardéàproximitéet
Lesutilisateursdestimulateurscardiaquesdoiventresteràl'écart
ildoitêtreutiliséparunepersonneformée.
lazonedesoudureavantuneconsultationmédicale.
selonlemanuel.
Nesoudezpasdansunespaceconfiné.
Unemauvaiseutilisationpeutprovoquerunincendieou
Lapiècechaudepeutprovoquerdegravesbrûlures.
N'utilisezpascettemachinepourdécongelerdestuyaux.
explosion.
Netouchezpaslapiècechaudeàmainsnues.
vousrencontrezdesdifficultésd'installation
3
Machine Translated by Google

Lamachinedesoudageàl'arcmanuelpeutfournirunarcplusfort,plusconcentréet
plusstabledanslatransitiondesgouttelettesdecourtcircuit.L'électrodeetlapièceréagissent
rapidementaprèslecourtcircuit.Deplus,cetyped'alimentationpeutêtreéquipéd'un
dispositifderéglagedel'arc,cequisignifiequelamachineàsouderpeutêtreconçueavec
différentescaractéristiquesdynamiques.Lescaractéristiquesdynamiques
peuventêtreajustéespourrendrel'arcplusdouxouplusdur.
redresseur.L'émergencedeséquipementsdesoudageàl'arcàonduleurestdueà
l'émergencedelathéorieetdesdispositifsdepuissancedel'onduleur.L'alimentation
électriquedesoudageàl'arcparonduleurconsisteàutiliseruntubeàeffetdechamp
MOSFETdedispositifdehautepuissance/untubeunique/moduleIGBTàfréquence
d'alimentation50/60Hz,l'électricitéestconvertieenhautefréquence(18100KHZau
dessus),puisunredresseurabaisseur,vialatechnologiedemodulationdelargeur
d'impulsion(PWM)produitunesourceCChautepuissance,lepoidsdutransformateur
principal,levolumeestconsidérablementréduit,l'efficacitéestaugmentéedeplusde30%.
L'avènementduposteàsouderàonduleurestsaluéparlesexpertscommeunerévolution
dansl'industriedusoudage.
Lamachineàsouderutiliseunetechnologied'onduleuravancéeconçue
Lessériesdemachinesdesoudageàl'arcmanuelsecaractérisentpar:unrendement
élevé,deséconomiesd'énergie,delalumière,debonnescaractéristiquesdynamiques,une
stabilitédel'arcetuncontrôlefaciledespoolsdesolution.Unetensionélevéeàvideetune
meilleurecompensationdepousséeénergétiquesontlargementutilisées.Peutsouderl'acier
inoxydable,l'acierallié,l'acieraucarbone,lecuivreetd'autresmétauxnonferreux.La
machineàsouderpeututiliserunevariétédespécificationsetdematériauxdifférentspour
uneélectrode,notammentdesélectrodesacides,alcalinesetcellulosiques,quipeuventêtre
utiliséespourletravailaérien,letravailsurleterrainetladécorationintérieureetextérieure.
Comparéàdesproduitssimilairesdanslepaysetàl'étranger,ilprésentelescaractéristiques
d'unepetitetaille,d'unelégèreté,d'uneinstallationsimple,d'uneutilisationfacile,etc.
BRÈVEINTRODUCTIONDUPRINCIPE
4
Machine Translated by Google
Tension(V)
Pouvoir
ARTICLE
Fréquence(HZ)
Paramètreprincipal
INSTALLATION
5
Entréenominale
60V
Aucunetensiondecharge(V)
Courantdesortie(A)
puissance(KVA)
MMA140
4,98
C.A.110V±10%
140A±10A
140A±10A
50HZ60HZ
4,98
15%/40
Facteurdepuissance
60V
0,88
C.A.220V±10%
0,88
15%/40
50HZ60HZ
Cycledeservice(40)
Machine Translated by Google
Tension(V)
Pouvoir
ARTICLE
Fréquence(HZ)
Paramètreprincipal
INSTALLATION
6
Entréenominale
60V
Aucunetensiondecharge(V)
Courantdesortie(A)
puissance(KVA)
MMA160
5,87
C.A.110V/220V±10%
160A±10A
160A±10A
50HZ60HZ
5,87
20%/40
Facteurdepuissance
60V
0,88
C.A.220V±10%
0,88
20%/40
50HZ60HZ
Cycledeservice(40)
Machine Translated by Google
Tension(V)
Pouvoir
ARTICLE
Fréquence(HZ)
Paramètreprincipal
INSTALLATION
7
Entréenominale
60V
Aucunetensiondecharge(V)
Courantdesortie(A)
puissance(KVA)
MMA200
7,78
C.A.110V/220V±10%
200A±10A
200A±10A
50HZ60HZ
7,78
20%/40
Facteurdepuissance
60V
0,88
C.A.220V±10%
0,88
20%/40
50HZ60HZ
Cycledeservice(40)
Machine Translated by Google
2
1
NuméroExpliquer
soudage
paramètrestelsquelecourantdesortie,latensionetlapuissancependantlesoudage)
Touchesdefonctiondecommutation,appuyezbrièvementpourbasculerentrelesoudagemanueloul'arcàl'argon
Appuyezbrièvementsurleboutondeparamètrepourchanger,tournezpourajusterlataille
Voyantd'étatdesoudagemanuel
Poussée(faitréférenceàlaforcedesoudagegénéréeparlamachineàsouderàtravers
Soudageàl'arcsousargon
Voyantanormal
Voyantantichocélectrique(lorsquelafonctionVRDestactivée,latensionàvidedelamachineà
soudernedépassegénéralementpas20V,cequipermetd'effectuerdestravauxdesoudagedans
desenvironnementshumidesoudansd'autresenvironnementssujetsauxchocsélectriques,ce
quiréduitconsidérablementréduisantlerisquedechocélectriquepourlepersonneldesoudage).
Enmêmetemps,appuyezsurlatouchedefonctionetleboutondeparamètre,etlevoyants'allumera
commeVRDalluméetéteintcommeVRDéteint
Voyantderégulationdecourant
Allumagedel'arcthermique(enaugmentantlalongueuretlaforcedel'arc,enaugmentantla
températureetlachaleurdel'arc,enaccélérantlafusiondelapièceetdel'électrode,améliorant
ainsilavitesseetlaqualitédusoudage)
Affichageactuel
Remarque:lesimagescidessussontuniquementàtitrederéférence
6
7
8
10
5
9
4
3
8
7
3
4
10
2
9
1
6
5
Descriptiondupanneaudecommande
8
Machine Translated by Google
9
Diagrammefonctionnel
Machine Translated by Google
10
InstallationTIG
Schémad'installationetdeconnexion
Schémad'installationetdeconnexion
InstallationMMA
Machine Translated by Google

DIRECTIVESSUIVANTES:•Dans
leszonesexemptesd'humiditéetdepoussière;•
Dansleszonesoùlatempératureambianteestcompriseentre14et104;•
Dansdeszonesexemptesdepétrole,devapeuretdegazcorrosifs.
•Dansleszonesnonsoumisesàdesvibrationsoudeschocsanormaux;
•Dansleszonesnonexposéesàlalumièredirectedusoleilou
àlapluie;•Placeràunedistancede12"ouplusdesmursouobstaclessimilairesqui
pourraientrestreindrelefluxd'airnaturelpourlerefroidissement.
Sivousn'êtespassûrdel'undespointscidessus,faitesinspectervotrepriseparun
électricienqualifiéavantd'utiliserlasoudeuse.
Connexionàlasourced'alimentation
Assurezvousquel'INTERRUPTEURON/OFFestéteintavantd'effectuertoute
connexionélectrique.Latensionetlafréquenced'alimentationdisponiblessurlesitesontcelles
indiquéessurl'étiquettesignalétiquedevotresoudeuse.
ASSUREZVOUSDEFAIREFONCTIONNERLASOUDEUSESELONLES
Latensiond'alimentationprincipaledoitêtrecomprisedansuneplagede±10%dela
tensiond'alimentationprincipalenominale.Unetensiond'alimentationtropfaiblepeut
entraînerdemauvaisesperformancesdesoudage.Unetensiond'alimentationtrop
élevéeentraîneraunesurchauffedescomposants,voireunepanne.Laprisedela
soudeusedoitêtre:•Correctementinstallée,sinécessaire,parunélectricien
qualifié.•Correctementmisàlaterre(électriquement)conformémentauxréglementations
nationalesetlocales.•Connectéàuncircuitélectriquedontl'ampérageestsuffisantselon
l'étiquettesignalétiquedevotresoudeuse.
REMARQUE:•InspectezpériodiquementleCÂBLED'ALIMENTATIOND'ENTRÉEpourdéceler
toutefissureoufilexposé.S'iln'estpasenbonétat,faitesleréparerparunCentreService.•Necoupezpas
labroche
demiseàlaterreetnemodifiezpaslafichedequelquemanièrequecesoit,etn'utilisezaucunadaptateur
entreleCÂBLED'ALIMENTATIOND'ENTRÉEde
lasoudeuseetlaprisedelasourced'alimentation.•NetirezpasviolemmentsurleCÂBLE
D'ALIMENTATIOND'ENTRÉEpourledébrancherdelaprisedecourant.•Neposezpasdematérieloud'outils
surleCÂBLE
D'ALIMENTATIOND'ENTRÉE.LeCÂBLED'ALIMENTATIOND'ENTRÉEpourraitêtreendommagéet
entraînerunchocélectrique.•GardezleCÂBLE
D'ALIMENTATIOND'ENTRÉE
éloignédessourcesdechaleur,deshuiles,dessolvantsoudesbordstranchants.
SÉLECTIONDUSITE
11
Machine Translated by Google

12
RallongesPourdes
performancesoptimalesdusoudeur,unerallongenedoitpasêtreutiliséesaufencasd'absoluenécessité.
Sinécessaire,ilfautprendresoindesélectionnerunerallongeappropriéepouruneutilisationavecvotre
soudeusespécifique.
Sélectionnezunerallongecorrectementmiseàlaterrequiseconnecteradirectementàlaprisedecourant
CAetauCÂBLED'ALIMENTATIOND'ENTRÉEdelasoudeusesansutiliserd'adaptateurs.Assurezvous
quelarallongeestcorrectementcâbléeetenbonétatélectrique.Lesrallongesdoiventêtre
conformesauxdirectivesdetailledefilsuivantes:•Fil#12AWGouplusgros.•N'utilisezpasderallongede
plusde25piedsdelongueur.
Générateurs
Cettesoudeusepeutfonctionneràpartird'ungénérateurCA.Assurezvousquelegénérateurpeut
fournirunminimumde5000wattsdepuissancecontinue.Le
générateurnedoitpasêtredotéd'unefonctiond'économiedecarburantauralentiautomatiqueetdoit
avoirlapossibilitédedésactiverleralentiautomatique.Legénérateurdoitfonctionneràpleinevitesseàtout
momentpendantquevotresoudeuseyestbranchée,sinonvousrisquezd'endommagervotresoudeuse.
Touteautrepuissancetiréedugénérateuroutoutcequiréduitlerégimedugénérateurpeutendommager
votresoudeuse.
•N'utilisezpascettesoudeusesuruncircuitéquipéd'undisjoncteurdefuiteàlaterre(GFCI).LesGFClsont
déclenchésparlesarcsdesoudageetvosopérationsdesoudageserontrégulièrement
interrompues.
Ventilation
L'inhalationdefuméesdesoudagepouvantêtrenocive,assurezvousquelazonedesoudageest
efficacementventilée.
Avertissementssupplémentaires
POURVOTRESÉCURITÉ,AVANTDECONNECTERLASOURCED'ALIMENTATIONÀLALIGNE,
SUIVEZATTENTIVEMENTCESINSTRUCTIONS:•Undisjoncteurbipolaireadéquatdoit
êtreinséréavantlapriseprincipale.
Cedisjoncteurdoitêtreéquipédefusiblestemporisés.•Lorsquevoustravaillez
dansunespaceconfiné,lesoudeurdoitêtremaintenuendehorsdelazonedesoudageetlecâbledeterre
doitêtrefixéàlapièceàtravailler.Netravaillezjamaisdansunespaceconfinéhumideoumouillé.•N'utilisez
pasdeCÂBLED'ALIMENTATIOND'ENTRÉEoude
câblesdesoudageendommagés.•Latorchedesoudage/l'électrodenedoitjamaisêtrepointée
versl'opérateuroud'autrespersonnes.•Lasoudeusenedoitjamaisêtreutiliséesanssespanneauxfixés.
Ce
Machine Translated by Google
OPÉRATION
ATTENTION:NEPASDÉPASSERRÉGULIÈREMENTLECYCLEDESERVICEOU
PréparationausoudageLa
préparationestunfacteurimportantpourréaliserunesouduresatisfaisante.Celacomprend
l'étudeduprocessusetdel'équipementetlapratiquedusoudageavantdetenterdesouderle
produitfini.Unezonedetravailorganisée,sûre,ergonomique,confortableetbienéclairéedoit
êtrepréparéepourl'opérateur.
Lazonedetravaildoitnotammentêtreexemptedetoutproduitinflammable,etunextincteuret
unseaudesabledoiventêtredisponibles.
Pourbienpréparerlesoudageavecvotrenouvellesoudeuse,ilestnécessairede:•Lire
lesprécautionsdesécuritéaudébutdecemanuel.
ProtectionthermiqueinterneLe
systèmedeprotectionthermiques'enclenchera,coupanttoutelapuissancedelasoudeusesi
vousdépassezlecycledeservicedelasoudeuse.Aprèsrefroidissement,leprotecteur
thermiqueseréinitialiseautomatiquementetlesfonctionsdesoudagereprennent.Ils'agitd'un
comportementnormaletautomatiquedelamachine.Aucuneactiondel'utilisateurn'estrequise
pendantcettephase.Cependant,vousdevezattendreaumoinsdixminutesaprès
l'enclenchementduprotecteurthermiqueavantdereprendrelesoudage.Vousdevezlefaire
mêmesileprotecteurthermiqueseréinitialiseavantlafindesdixminutes,sinonvousrisquez
deconstaterdesperformancesdecycledeserviceinférieuresauxperformancesspécifiées.
DESDOMMAGESÀLASOUDEUSEPEUVENTENRÉSULTER
Plaquededonnéesdeperformanceetcyclede
serviceSurlamachine,ilyauneplaquequicomprendtouteslesspécificationsde
fonctionnementdevotrenouvelleunité.Lenumérodesérieduproduitseretrouveégalement
surcetteplaque.Lecycledeserviced'unsoudeurdéfinitladuréependantlaquellel'opérateur
peutsouderetladuréependantlaquellelesoudeurdoitsereposeretêtrerefroidi.Lecyclede
serviceestexpriméenpourcentagede10minutesetreprésenteunelimitedetempsde
soudagemaximum.Lerested’uncyclede10minutesestnécessaireaurefroidissement.Par
exemple,unesoudeuseauncycledeservicede30%àunepuissancenominalede90A.
Celasignifiequ'aveccettemachine,onpeutsouderàunesortiede90Apendanttrois(3)
minutescoupéesen10,lessept(7)minutesrestantesétantnécessairesaurefroidissement.
Lecycledeservicedevotrenouvellesoudeusesetrouvesurlaplaquesignalétiqueapposée
surlamachine.
pourraitcauserdesblessuresgravesàl'opérateuretendommagerl'équipement.
13
Machine Translated by Google
14
Aprèslasélection,ajustezleboutondirectementpourajusterchaqueparamètredefonction;
Aprèsleréglage,appuyezunefoissurleboutonpourenregistreretentrerdansleréglagedes
paramètresdefonctionsuivant.Aprèsajustement,5Senregistreautomatiquementetquittele
courant.
2.Courant:@110V,30120Aréglable;@220V,30140AréglableDémarrageà
chaud:valeur
decourantsuperposée(nedépassantpaslecourantmaximum),0100AForced'arc:
valeurdecourant
superposée(nedépassantpaslecourantmaximum),0100A3.SousMMA,maintenez
enfoncéelatouche
boutonpour5SpourcommuterVrd.
4.Antiadhésif:automatique,pasbesoindefonctionner5.
Baguettedesoudageacide:pincedesoudageàconnexiond'électrodepositive/pincesdefilde
miseàlaterrenégatives
Baguettedesoudagealcaline:pincesdesoudagenégatives/pincesdemiseàlaterrepositives
Soudageàl’arcélectrique
1.Qualitéetdiamètredelabaguettedesoudage.Celadépendprincipalementdelanaturedu
matériau,del'épaisseurdelasoudure,delaformedelapositiondujointdesoudure,desparamètres
desoudureetd'autresfacteurs.Larelationentrelediamètre
FonctionMMA:sélectionnezMMAàl'aidedesboutonshautetbas.
1.SousMMA:lecourant/démarrageàchaud/arcforcepeutêtresélectionné.
Branchezlamachinesurunepriseappropriée.•
Ouvrircomplètementlerobinetdelabouteilledegaz.Réglezlerégulateurdepressiondegazau
débitcorrect.
•Préparezunespacedetravailorganiséetbienéclairé.
•Assurerlaprotectiondesyeuxetdelapeaudel'opérateuretdespersonnesprésentes.•Fixez
lapincedemasseaumétalnuàsouder,enassurantunboncontact.
Machine Translated by Google
48
Soudage
(A/mm)
ф
Empirique
Soudage
ф46
ф45
Électrode
2025
Pièces
≤3,5
ф22,5
Diamètrede
4
Coefficient 3040
Épaisseur
812
Électrode
f56
Diamètrede
f34
f34
4050
desoudé
12
f1.6
2530
suivantlaformuleempiriquejusqu'àlasélectionprimaire.
position.D'autresfacteursàconsidérersontlesoudagedel'acierdeconstruction.
K=Id
ICourantdesoudageKCoefficientempiriquedDiamètrede
Lecourantdesoudagevertical,desoudagehorizontaletdesoudageaérien
Électrodedesoudage
devraitêtrede10à20%inférieuràceluidusoudageàplat.Lecourantdefilet
Relationentrelecoefficientempiriqueducourantdesoudageetle
lesoudagedoitêtre10à20%plusgrandqueceluidusoudageàplat.Pouracierallié
2.Courantdesoudage:lecourantdesoudagedépenddel’électrode,
diamètredel'électrodedesoudage.
del'électrodedesoudageetl'épaisseurdelaplaquesontlessuivantes.
électrodes,électrodesenacierinoxydable,enraisondeladilatationthermiqueélevée
diamètredel'électrode,épaisseurdespiècessoudéesettypedesoudure
positionsdesoudageàplatd'électrode,etlecourantdesoudagebasésurle
coefficientderésistance,silecourantestélevé,labaguettedesoudageestsujetteà
15
Machine Translated by Google
4.Vérifiezpériodiquementtouslescâbles.Ilsdoiventêtreenbonétatetnonfissurés.
AVERTISSEMENT:LESCHOCÉLECTRIQUESPEUVENTTUER!Soyezconscientdel’INTERRUPTEUR
ON/OFF.L'interrupteurOFFnecoupepasl'alimentationdetouslescircuitsinternesdelasoudeuse.Pour
réduirelerisquedechocélectrique,débrancheztoujourslasoudeusedesasourced'alimentationCAet
attendezplusieursminutesquel'énergieélectriquesedéchargeavantderetirerlespanneauxlatéraux.
AVERTISSEMENT:DÉBRANCHEZVOUSDELASOURCED'ALIMENTATIONLORSQUEVOUS
EFFECTUEZ
CETTEOPÉRATION.
Cequisuitestuntableaudedépannagefournipourvousaideràdéterminerunremèdepossiblelorsquevous
rencontrezunproblèmeavecvotresoudeuse.
1.RemplacezleCÂBLED'ALIMENTATIOND'ENTRÉE,le
câbledeterre,lapincedeterreoulecâblede
torche/électrodes'ilestendommagéouusé.
3.Nettoyezpériodiquementlapoussière,lasaletéetlagraissedevotresoudeuse.Touslessixmoisousi
nécessaire,retirezlespanneauxlatérauxdelasoudeuseetutilisezdel'aircomprimépoursoufflertoute
poussièreetsaletéquiauraientpus'accumuleràl'intérieurdelasoudeuse.
2.Évitezdedirigerlesparticulesabrasivesverslasoudeuse.Cesparticulesconductricespeuvents’accumuler
àl’intérieurdelamachineetprovoquerdegravesdommages.
EntretiengénéralCettesoudeuse
aétéconçuepournécessiterunentretienminimal,àconditionquequelquesétapessimplessoientsuivies
pourunentretienapproprié.
DÉPANNAGE
ENTRETIENETSERVICE
3.Méthodedeconnexiondelasortiedesoudage
LaméthodedeconnexioninverséeCCdoitêtreutiliséepourlesappareilsalcalins.
affectantlaqualitédusoudage.
rougissantpendantleprocessusdesoudageetfaisanttomberlapeauduflux,
soudageàl'électrode.
Lesoudageàl'électrodeacidedoitutiliseruneméthodedeconnexionpositiveCC.
16
Machine Translated by Google
Utilisezunerallongeappropriée(filn°
12AWGoupluslourd,pasplusde25
pieds)
CAUSEPOSSIBLE
Débitd'airinsuffisantprovoquantune
surchauffede
lamachineavantd'atteindrele
cycledeservice.
Tensionincorrectefournieàla
soudeuse.
Rallongetroplongueou
inappropriée.
Lamachinen’estpasallumée.
Repositionnezlapinceetvérifiezla
connexionducâbleàlapince.
Mauvaiseconnexionàlaterreou
connexiontorche/
électrode.
Vérifiezlaconnexionducâbledeterre,
delatorcheouduporte
électrode.
Demandezàunélectricienqualifié
devérifierlatensionàvotreprise.
Silatensionestappropriée,
vérifiezquelecâblageducircuitest
suffisantpour40A.
SOLUTIONPOSSIBLE
Soudureàfaible
rendementounon
pénétrante.
Puissanced'entréetropfaible.
Allumezlamachineavec
l'INTERRUPTEURON/
OFF.Assurezvousquela
machineestbranchée.
Aucune
desdeuxLED
INDICATEUR
n’estalluméeet
riennefonctionne
surlasoudeuse.
Vérifiezqueledisjoncteurn'apasété
déclenché.Réinitialisezlesi
nécessaire.
Aucunepuissanced’entréeprésente.
Cycledeservicedépassé;protection
thermique
activée.
Vérifiezlapuissancedesortiedela
prise.
Laisserlasoudeuserefroidiraumoins
10minutesaveclamachineallumée
(observeretmainteniruncyclede
serviceapproprié).LevoyantLEDde
défaut/surchargethermiquedoit
s'éteindreunefoislamachinerefroidie.
Vérifiezs'ilyades
obstructionsbloquantleflux
d'airetassurezvousqu'ilya12
poucesd'espaceentretousles
obstaclesetleséventsdetous
lescôtésdelamachine.
N'utilisezpaslamachinesuruneprise
GFI.
PROBLÈME
Vérifiezlatensiondevotreprise.
S'ilest10%supérieurouinférieurà120
V,appelezunélectricienqualifié.
LesLED
INDICATEURS
sontalluméesetil
n’yaaucune
puissancede
sortiedelasoudeuse.
Cetableaunefournitpastouteslessolutionspossibles,maisuniquementlespossibilitésconsidérées
commesusceptiblesd'êtredesdéfautscourants.
17
Machine Translated by Google
18
Assurezvousquelapièceàtravaillerest
propreetsèche.
Assurezvousquelaconnexion
entrelapincedemasseetlapièceà
usinerestbonneetsurdumétalpropreetnu
(nonpeintourouillé).
L'arcest
errant(TIG).
arc
L'ampérageesttropfaible.
Lapince
demasse,lecâble
deterreet/oule
câbledesoudage
deviennentchauds.
Vérifiezlaconnexion
pincedemasse/pièceà
usinerettoutesles
connexionsàlamachine.
Letungstèneesttropgros.
Gazinsuffisantauniveaudelazonedesoudure.
Mauvaisemiseàlaterreouconnexionà
laterrelâche.
Augmentezleréglagedel’ampérage.
Utilisezuntungstènepluspetit.
Lamachinen’estpasleseuléquipement
électriqueprésentsurlecircuit.
Souduresde
mauvaisequalité.
Assurezvousquelasoudeuseestsurun
circuitdédiéouqu'elleestlaseulechose
branchéesuruncircuit.
Piècerouillée,peinte,huileuseougrasse.
Mauvaiseconnexionàlaterreou
connexiontorche/électrode.
Déclenchements
fréquentsdudisjoncteur.
Vérifiezlaconnexionducâbledeterre,de
latorcheouduporteélectrode.
Vérifiezqueledisjoncteurducircuitestun
disjoncteuràactionlente.Sicen'estpas
lecas,demandezàunélectricien
qualifiéd'installerlesdisjoncteursappropriés.
Ledisjoncteurestincorrect/
insuffisantpouruneutilisationavec
cettemachine.
Vérifiezquelegazn'estpasemporté
parlescourantsd'airet,sic'estlecas,
déplacezvousversunezonede
soudureplusabritée.Danslecas
contraire,vérifiezle
contenude
labouteilledegaz,lajauge,leréglage
du
régulateuretlefonctionnementdelavannedegaz.
Vérifiezlaconnexionducâblede
terreàlapincedemasse.Resserrezla
connexionducâbleàlapince
deterresinécessaire.
Début
difficile.
Machine Translated by Google

SCHWEISSER
STOCK
Anwendbares Modell: MMA-140/MMA-160/MMA-200
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
„Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine
Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen
Topmarken erzielen können, und decken nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Wir
möchten Sie freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob Sie im Vergleich
zu den großen Topmarken tatsächlich die Hälfte sparen.
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
Machine Translated by Google
MMA-160
Brauchen Sie Hilfe? Kontaktieren Sie uns!
MMA-140 MMA-200
Stabschweißgerät
Technischer Support und E-Garantie-Zertifikat www.vevor.com/
support
Sie haben Fragen zu unseren Produkten? Sie benötigen technischen Support? Dann kontaktieren
Sie uns gerne:
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch,
bevor Sie das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer
Bedienungsanleitung vor. Das Erscheinungsbild des Produkts richtet sich nach
dem Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut
informieren, wenn es Technologie- oder Software-Updates für unser Produkt gibt.
- 1 -
Machine Translated by Google
Ein elektrischer Schlag kann zu schweren Verletzungen oder
sogar zum Tod
führen. ÿ Installieren Sie Erdungsvorrichtungen gemäß den
Spezifikation. ÿ
Berühren Sie stromführende Teile nie mit bloßer Haut oder mit
nassen Handschuhen/Kleidung. ÿ Stellen Sie
sicher, dass Sie vom Boden und Werkstück isoliert sind.
ÿ Bediener müssen über eine gültige Arbeitserlaubnis für Metallschweiß-/
Schneidvorgänge verfügen. ÿ Unterbrechen
Sie vor Wartungs- oder Reparaturarbeiten die Stromzufuhr.
Vor dem Betrieb der Maschine ist eine professionelle
Schulung erforderlich. ÿ
Verwenden Sie von der nationalen Sicherheitsaufsichtsbehörde
zugelassene Arbeitsschutzschweißzubehör.
ÿ Achten Sie auf einen sicheren Arbeitsplatz.
Lichtbogenstrahlung kann Augenschäden oder Hautverbrennungen
verursachen. ÿ Tragen Sie geeignete Schweißmasken und
Schutzkleidung, um Ihre Augen und Ihren Körper zu
schützen. ÿ Verwenden Sie geeignete Masken oder Schutzschirme,
um Zuschauer vor Verletzungen zu schützen.
Rauch und Gas können gesundheitsschädlich sein. ÿ
Halten Sie Ihren Kopf von Rauch und Gas fern, um das Einatmen von
Abgasen beim Schweißen zu vermeiden. ÿ Sorgen Sie
beim
Schweißen mit einer Absaug- oder Belüftungsanlage für eine gute
Belüftung der Arbeitsumgebung.
- 2 -
Schweißen ist gefährlich und kann Sie und andere verletzen. Schützen
Sie sich daher beim Schweißen gut. Beachten Sie zur Unfallverhütung die
Sicherheitshinweise des Herstellers.
SICHERHEIT
Machine Translated by Google
- 3 -
ÿ Ein Feuerlöscher sollte in der Nähe aufbewahrt werden und
ÿ Herzschrittmacherträger sollten sich fernhalten von
das Handbuch verstehen oder ein Problem lösen
in der Nähe und achten Sie auf Brandgefahren.
Magnetfelder beeinflussen Herzschrittmacher.
suchen Sie professionelle Hilfe, wenn Sie nicht vollständig
ÿ Kontaktieren Sie das Servicecenter Ihres Lieferanten, um
Stellen Sie sicher, dass keine brennbaren Materialien vorhanden sind
der Schweißbrenner.
ÿ Kühlung ist erforderlich bei Dauereinsatz von
ÿ Schweißfunken können einen Brand verursachen.
und Bedienung.
ÿ Lesen Sie die entsprechenden Inhalte dieses Handbuchs, wenn
Explosion.
ÿ Heißes Werkstück nicht mit bloßen Händen berühren.
Sie haben Schwierigkeiten bei der Installation
ÿ Verwenden Sie diese Maschine nicht zum Auftauen von Rohren.
Unsachgemäßer Betrieb kann zu Feuer oder
Heiße Werkstücke können schwere Verbrühungen verursachen.
ÿ Schweißen Sie nicht in geschlossenen Räumen.
Es sollte von einer geschulten Person verwendet werden.
den Schweißbereich, bevor Sie einen Arzt konsultieren.
gemäß Handbuch.
KORREKTE ENTSORGUNG für Displays.
ÿ Dieses Produkt unterliegt den Bestimmungen von
es kommt zu einem Maschinenausfall.
Bitte suchen Sie professionelle Hilfe auf, wenn
Europäische Richtlinie 2012/19/EU. Das Symbol einer
durchgestrichenen Mülltonne weist darauf hin,
dass das Produkt in der Europäischen Union einer
getrennten Müllentsorgung bedarf. Dies gilt für das
Produkt und alle mit diesem Symbol gekennzeichneten
Zubehörteile. So gekennzeichnete Produkte dürfen nicht
mit dem normalen Hausmüll entsorgt werden,
sondern müssen an einer Sammelstelle für
das Recycling von elektrischen und elektronischen
Geräten abgegeben werden.
Machine Translated by Google

- 4 -
KURZE EINFÜHRUNG DES PRINZIP
Gleichrichter. Das Aufkommen von Inverter-Lichtbogenschweißgeräten ist auf das
Aufkommen der Inverter-Leistungstheorie und -geräte zurückzuführen. Die Inverter-
Lichtbogenschweißstromversorgung verwendet ein Hochleistungsgerät mit
MOSFET-Feldeffektröhre/IGBT-Einzelröhre/Modul, das Strom mit 50/60 Hz
Netzfrequenz in Hochfrequenz (18-100 kHz und mehr) umwandelt und dann einen
Abwärtsgleichrichter verwendet, der durch die Pulsweitenmodulationstechnologie
(PWM) eine Hochleistungs-Gleichstromquelle ausgibt. Das Gewicht des
Haupttransformators und das Volumen werden erheblich reduziert, der Wirkungsgrad
wird um mehr als 30 % gesteigert. Die Einführung des Inverter-Schweißgeräts wird von
Experten als Revolution in der Schweißindustrie gelobt.
Handlichtbogenschweißgeräte der Serie zeichnen sich durch hohe Effizienz,
Energieeinsparung, geringes Gewicht, gute dynamische Eigenschaften, Lichtbogenstabilität
und einfache Kontrolle der Lösungspools aus. Hohe Leerlaufspannung und bessere
Energieschubkompensation werden häufig verwendet. Kann Edelstahl, legierten Stahl,
Kohlenstoffstahl, Kupfer und andere Nichteisenmetalle schweißen. Das Schweißgerät
kann eine Vielzahl unterschiedlicher Spezifikationen und Materialien einer Elektrode
verwenden, einschließlich Säure-, Alkali- und Zelluloseelektroden, die für Arbeiten in der
Luft, Feldarbeit sowie Innen- und Außendekoration verwendet werden können. Verglichen
mit ähnlichen Produkten im In- und Ausland zeichnet es sich durch geringe Größe,
geringes Gewicht, einfache Installation, einfache Bedienung usw. aus.
Handlichtbogenschweißgeräte können beim Übergang von einem Kurzschluss zum nächsten einen
stärkeren, konzentrierteren und stabileren Lichtbogen erzeugen. Die Elektrode und das Werkstück reagieren
nach dem Kurzschluss schnell. Darüber hinaus kann diese Art von Stromversorgung mit einer
Lichtbogeneinstellungsvorrichtung ausgestattet werden, was bedeutet, dass das Schweißgerät mit
unterschiedlichen dynamischen Eigenschaften konstruiert werden kann. Die dynamischen
Eigenschaften können angepasst werden, um den Lichtbogen weicher oder härter zu machen.
Das Schweißgerät verwendet eine fortschrittliche Invertertechnologie, die
Machine Translated by Google
Main paramter
50 Hz – 60 Hz
4,98
140 A ±10 A
Wechselstrom 110 V ±10 %
4,98
140 A ±10 A
Ausgangsstrom (A)
Leistung (KVA)
MMA-140
Nenneingangsleistung
Leerlaufspannung (V)
60 V
50 Hz – 60 Hz
Arbeitszyklus (40ÿ)
0,88
15 %/40 °C
Wechselstrom 220 V ±10 %
60 V
0,88
15 %/40 °C
Leistungsfaktor
Leistung
Frequenz (HZ)
Spannung (V)
ARTIKEL
INSTALLATION
- 5 -
Machine Translated by Google
Spannung (V)
Frequenz (HZ)
Leistung
ARTIKEL
50 Hz – 60 Hz
5,87
160 A ±10 A
Wechselstrom 110 V/220 V ±10 %
5,87
160 A ±10 A
Ausgangsstrom (A)
Leistung (KVA)
MMA-160
Nenneingangsleistung
Leerlaufspannung (V)
60 V
50 Hz – 60 Hz
Arbeitszyklus (40ÿ)
0,88
20 %/40 °C
Wechselstrom 220 V ±10 %
60 V
0,88
20 %/40 °C
Leistungsfaktor
Main paramter
INSTALLATION
- 6 -
Machine Translated by Google
Spannung (V)
Frequenz (HZ)
Leistung
ARTIKEL
50 Hz – 60 Hz
7,78
200 A ±10 A
Wechselstrom 110 V/220 V ±10 %
7,78
200 A ±10 A
Ausgangsstrom (A)
Leistung (KVA)
MMA-200
Nenneingangsleistung
Leerlaufspannung (V)
60 V
50 Hz – 60 Hz
Arbeitszyklus (40ÿ)
0,88
20 %/40 °C
Wechselstrom 220 V ±10 %
60 V
0,88
20 %/40 °C
Leistungsfaktor
Main paramter
INSTALLATION
- 7 -
Machine Translated by Google
2
1
Schub (bezieht sich auf die Schweißkraft, die von der Schweißmaschine durch
Schweißen
Parameter wie Ausgangsstrom, Spannung und Leistung beim Schweißen)
Zum Umschalten kurz den Parameterknopf drücken, zum Anpassen der Größe drehen
Kontaktlichtbogen-Argonlichtbogenschweißen
Funktionstasten umschalten, kurz drücken zum Umschalten zwischen Handschweißen oder Argonlichtbogen
Kontrollleuchte für den manuellen Schweißstatus
Kontrollleuchte für abnormale Zustände
Thermische Lichtbogenzündung (durch Erhöhung der Länge und Stärke des Lichtbogens, Erhöhung der Temperatur und Hitze
des Lichtbogens, Beschleunigung des Schmelzens von Werkstück und Elektrode und dadurch Verbesserung der
Schweißgeschwindigkeit und -qualität)
Kontrollleuchte für Stromregelung
Aktuelle Anzeige
Kontrollleuchte gegen Stromschlag (Wenn die VRD-Funktion eingeschaltet ist, überschreitet die Leerlaufspannung des
Schweißgeräts normalerweise nicht 20 V, was bei Schweißarbeiten in feuchten oder anderen Umgebungen, in denen ein
Stromschlagrisiko besteht, hilfreich ist und das Risiko eines Stromschlags für das Schweißpersonal erheblich verringert).
Drücken Sie gleichzeitig die Funktionstaste und den Parameterknopf, und die Kontrollleuchte leuchtet auf, wenn VRD ein
ist, und erlischt, wenn VRD aus ist
8
7
9
10
5
6
4
3
2
7
3
9
8
10
1
4
5
6
Nummer Erklären
Hinweis: Die obigen Bilder dienen nur als Referenz
Beschreibung des Bedienfelds
- 8 -
Machine Translated by Google
Funktionsdiagramm
- 9 -
Machine Translated by Google
WIG-Installation
Installations- und Anschlussdiagramm
MMA-Installation
Installations- und Anschlussdiagramm
- 10 -
Machine Translated by Google

- 11 -
STANDORTAUSWAHL
Anschluss der Stromquelle Stellen Sie
sicher, dass der EIN/AUS-SCHALTER auf OFF steht, bevor Sie eine elektrische Verbindung
herstellen. Die am Standort verfügbare Netzspannung und -frequenz sind auf dem Typenschild Ihres
Schweißgeräts angegeben.
Die Netzspannung sollte innerhalb von ±10 % der Nennspannung liegen. Eine zu niedrige Netzspannung
kann zu schlechter Schweißleistung führen. Eine zu hohe Netzspannung führt zu einer Überhitzung der
Komponenten und kann zu einem Ausfall führen. Die Schweißsteckdose muss: • von einem
qualifizierten Elektriker ordnungsgemäß installiert werden, falls erforderlich. • gemäß den nationalen
und örtlichen Vorschriften (elektrisch) ordnungsgemäß geerdet sein. • an einen Stromkreis
angeschlossen sein, der gemäß dem Typenschild Ihres Schweißgeräts für ausreichende Stromstärke
ausgelegt ist.
FOLGENDE RICHTLINIEN: • In Bereichen
ohne Feuchtigkeit und Staub; • In Bereichen mit einer
Umgebungstemperatur zwischen -9 und 40 °C; • In Bereichen ohne Öl, Dampf und korrosive
Gase. • In Bereichen, die keinen ungewöhnlichen Vibrationen oder Stößen
ausgesetzt sind; • In Bereichen, die keinem direkten Sonnenlicht oder Regen
ausgesetzt sind; • In einem Abstand von 30 cm oder mehr zu Wänden
oder ähnlichen Hindernissen aufstellen, die den natürlichen Luftstrom zur Kühlung behindern könnten.
STELLEN SIE SICHER, DASS DAS SCHWEISSGERÄT ENTSPRECHEND DER
Wenn Sie sich bei einem der oben genannten Punkte nicht sicher sind, lassen Sie Ihre Steckdose von einem
qualifizierten Elektriker überprüfen, bevor Sie das Schweißgerät verwenden.
HINWEIS:
• Überprüfen Sie das EINGANGSSTROMKABEL regelmäßig auf Risse oder freiliegende Drähte.
Wenn es nicht in gutem Zustand ist, lassen Sie es von einem Servicecenter reparieren. • Schneiden Sie den
Erdungsstift
nicht ab und verändern Sie den Stecker in keiner Weise. Verwenden Sie keine Adapter zwischen dem
EINGANGSSTROMKABEL des Schweißgeräts
und der Stromquellenbuchse. • Ziehen Sie nicht gewaltsam am EINGANGSSTROMKABEL, um es
von der Steckdose zu trennen. • Legen Sie keine Materialien oder Werkzeuge auf das EINGANGSSTROMKABEL.
Das
EINGANGSSTROMKABEL kann beschädigt werden und einen Stromschlag verursachen. • Halten Sie das
EINGANGSSTROMKABEL von Wärmequellen, Ölen,
Lösungsmitteln oder scharfen Kanten
fern.
Machine Translated by Google
Verlängerungskabel
Für eine optimale Leistung des Schweißgeräts sollten Sie kein Verlängerungskabel verwenden, es
sei denn, dies ist unbedingt erforderlich. Falls erforderlich, müssen Sie darauf achten, ein
Verlängerungskabel auszuwählen, das für Ihr spezielles Schweißgerät geeignet ist.
Zusätzliche Warnhinweise:
BEFOLGEN SIE ZU IHRER SICHERHEIT GENAU DIESE ANWEISUNGEN, BEVOR SIE DIE
STROMQUELLE AN DIE LEITUNG ANSCHLIESSEN: • Vor der Hauptsteckdose
muss ein geeigneter zweipoliger Schutzschalter eingesetzt werden.
Generatoren
Dieses Schweißgerät kann mit einem Wechselstromgenerator betrieben werden. Stellen Sie
sicher, dass der Generator mindestens 5.000 Watt
Dauerleistung liefern kann. Der Generator darf keine automatische Leerlauffunktion zum
Kraftstoffsparen haben und muss die Möglichkeit bieten, die automatische Leerlauffunktion
auszuschalten. Der Generator muss immer mit voller Geschwindigkeit laufen, während Ihr
Schweißgerät angeschlossen ist, sonst besteht die Gefahr, dass Ihr Schweißgerät beschädigt
wird. Jede andere Stromaufnahme des Generators oder alles, was die Drehzahl des Generators
verringert, kann Ihr Schweißgerät beschädigen.
• Verwenden Sie dieses Schweißgerät nicht in einem Stromkreis mit Fehlerstrom-Schutzschalter.
Fehlerstrom-Schutzschalter werden durch Schweißlichtbögen ausgelöst und Ihre
Schweißarbeiten werden regelmäßig unterbrochen.
Wählen Sie ein ordnungsgemäß geerdetes Verlängerungskabel, das sich ohne Adapter direkt an
die Steckdose der Wechselstromquelle und das EINGANGSSTROMKABEL des Schweißgeräts
anschließen lässt. Stellen Sie sicher, dass das Verlängerungskabel ordnungsgemäß
verdrahtet und in gutem elektrischen Zustand ist. Verlängerungskabel müssen den folgenden
Drahtgrößenrichtlinien entsprechen: •
#12 AWG oder größer • Verwenden
Sie kein Verlängerungskabel, das länger als 25 Fuß ist.
Belüftung: Da
das Einatmen von Schweißrauch schädlich sein kann, stellen Sie sicher, dass der
Schweißbereich gut belüftet ist.
Dieser Leistungsschalter muss mit trägen Sicherungen ausgestattet sein.
• Bei Arbeiten in geschlossenen Räumen muss sich das Schweißgerät außerhalb des
Schweißbereichs befinden und das Erdungskabel muss am Werkstück befestigt sein. Arbeiten Sie
niemals in feuchten oder nassen geschlossenen
Räumen. • Verwenden Sie keine beschädigten EINGANGSKABEL oder Schweißkabel. •
Der Schweißbrenner/die Schweißelektrode darf niemals auf den Bediener oder andere Personen
gerichtet werden.
• Das Schweißgerät darf niemals ohne angebrachte Abdeckungen betrieben werden. Diese
- 12 -
Machine Translated by Google
- 13 -
SCHÄDEN AM SCHWEISSGERÄT KÖNNEN FOLGEN
Schweißvorbereitung Ein
wichtiger Faktor für eine zufriedenstellende Schweißung ist die Vorbereitung. Dazu gehört das
Studium des Prozesses und der Ausrüstung sowie das Üben des Schweißens, bevor man
versucht, das fertige Produkt zu schweißen. Für den Bediener sollte ein organisierter, sicherer,
ergonomischer, komfortabler und gut beleuchteter Arbeitsbereich vorbereitet werden.
Insbesondere sollte der Arbeitsbereich frei von allen brennbaren Stoffen sein und ein
Feuerlöscher sowie ein Eimer Sand sollten vorhanden sein.
Interner Thermoschutz Das
Thermoschutzsystem wird aktiviert und schaltet die gesamte Schweißleistung ab, wenn Sie den
Arbeitszyklus des Schweißgeräts überschreiten. Nach dem Abkühlen wird der Thermoschutz
automatisch zurückgesetzt und die Schweißfunktionen werden fortgesetzt. Dies ist ein normales
und automatisches Verhalten der Maschine. Während dieser Phase ist keine Benutzeraktion
erforderlich. Sie sollten jedoch mindestens zehn Minuten warten, nachdem der Thermoschutz
aktiviert wurde, bevor Sie mit dem Schweißen fortfahren. Sie müssen dies auch tun, wenn sich
der Thermoschutz vor Ablauf der zehn Minuten selbst zurücksetzt, da sonst die Leistung unter
dem angegebenen Arbeitszyklus liegen kann.
ACHTUNG:Überschreiten Sie nicht regelmäßig den Arbeitszyklus oder
Leistungsdatenschild und Einschaltdauer Auf der
Maschine befindet sich ein Schild mit allen Betriebsdaten für Ihr neues Gerät. Auf diesem Schild
finden Sie auch die Seriennummer des Produkts. Die Einschaltdauer eines Schweißgeräts gibt
an, wie lange der Bediener schweißen kann und wie lange das Schweißgerät ruhen und
abkühlen muss. Die Einschaltdauer wird als Prozentsatz von 10 Minuten ausgedrückt und stellt
eine maximale Schweißzeitbegrenzung dar. Der Rest eines 10-Minuten-Zyklus wird zum
Abkühlen benötigt. Beispiel: Ein Schweißgerät hat bei einer Nennleistung von 90 A eine
Einschaltdauer von 30 %. Das bedeutet, dass mit dieser Maschine drei (3) Minuten lang bei
einer Leistung von 90 A schweißen können, wobei die restlichen sieben (7) Minuten zum
Abkühlen benötigt werden. Die Einschaltdauer Ihres neuen Schweißgeräts finden Sie auf dem
an der Maschine angebrachten Typenschild.
Dies kann zu schweren Verletzungen des Bedieners und zu Schäden am Gerät
führen.
Zur ordnungsgemäßen Vorbereitung auf das Schweißen mit Ihrem neuen Schweißgerät
müssen Sie: • die Sicherheitshinweise am Anfang dieses Handbuchs lesen.
BETRIEB
Machine Translated by Google
- 14 -
1. Unter MMA: Strom/Hot Start/Arc Force kann ausgewählt werden.
Nach der Auswahl können Sie den Knopf direkt einstellen, um jeden Funktionsparameter einzustellen. Nach der
Einstellung drücken Sie den Knopf einmal, um zu speichern und die nächste Funktionsparametereinstellung
einzugeben. Nach der Einstellung werden 5 Sekunden automatisch gespeichert und es wird zum aktuellen Modus
gewechselt.
4. Antihaftbeschichtung: automatisch, keine Bedienung
erforderlich. 5. Säureschweißstab: positive Elektrodenanschluss-Schweißzange / negative Erdungskabelklemmen.
Alkalischer Schweißstab: negative
Schweißzange / positive Erdungsklemmen.
Lichtbogenschweißen 1.
Schweißstabqualität und Durchmesser. Dies hängt hauptsächlich von der Art des Materials, der Dicke der
Schweißnaht, der Form der Schweißnahtposition, den Schweißparametern und anderen Faktoren ab. Die
Beziehung zwischen dem Durchmesser
MMA-Funktion: Wählen Sie MMA mit der Auf- und Ab-Taste.
2. Strom: bei 110 V, 30–120 A einstellbar; bei 220 V, 30–140 A einstellbar. Heißstart:
Überlagerter
Stromwert (darf den Maximalstrom nicht überschreiten), 0–100 A. Arc Force: Überlagerter Stromwert
(darf den Maximalstrom
nicht überschreiten), 0–100 A. 3. Halten Sie unter MMA den Knopf 5 Sek. gedrückt, um Vrd
umzuschalten.
Schließen Sie das Gerät an eine geeignete Steckdose
an. • Öffnen Sie das Ventil der Gasflasche vollständig. Stellen Sie den Gasdruckregler auf die richtige
Durchflussmenge ein.
• Bereiten Sie einen ordentlichen, gut beleuchteten
Arbeitsbereich vor. • Sorgen Sie für Schutz für die Augen und die Haut des Bedieners und umstehender
Personen. • Befestigen Sie die Erdungsklemme am blanken Metall, das geschweißt werden soll, und stellen
Sie dabei guten Kontakt sicher.
Machine Translated by Google
25 – 30
4 – 8
ÿA/mmÿ
Schweißen
Empirisch
(mit)
ÿ4 ÿ 6
Schweißen
ÿ4 ÿ 5
Elektrode
ÿ2 ÿ 2,5
Teile (Teile)
ÿ 3,5
20 – 25 30 – 40
Durchmesser von
ÿ4
Dicke
ÿ 8 ÿ 12
Koeffizient
(ÿ)
Elektrode
f5 ÿ 6
f3 ÿ 4
f3 ÿ 4
Durchmesser von
40 ÿ 50
ÿ 12
von geschweißten
f1.6
sollte 10 ~ 20% niedriger sein als beim Flachschweißen. Der Strom der Kehlnaht
Der Strom des vertikalen Schweißens, des horizontalen Schweißens und des Überkopfschweißens
Schweißelektrode
I--Schweißstrom K--Empirischer Koeffizient d--Durchmesser des
K = Ich würde
folgende empirische Formel zur primären Selektion.
Widerstandskoeffizient, wenn der Strom hoch ist, ist der Schweißstab anfällig für
Position. Weitere zu berücksichtigende Faktoren sind die Schweißarbeiten am Baustahl
Elektrode flache Schweißpositionen, und der Schweißstrom basierend auf der
Elektroden, Edelstahlelektroden, aufgrund der hohen Wärmeausdehnung
Elektrodendurchmesser, Dicke der geschweißten Teile und Verbindungsart Schweißnaht
der Schweißelektrode und der Plattendicke ist wie folgt.
2. Schweißstrom: Der Schweißstrom hängt von der Elektrode ab,
Durchmesser der Schweißelektrode.
Schweißen sollte 10 ~ 20% größer sein als das von Flachschweißen. Für legierten Stahl
Zusammenhang zwischen dem empirischen Koeffizienten des Schweißstroms und der
- 15 -
Machine Translated by Google
4. Überprüfen Sie alle Kabel regelmäßig. Sie müssen in gutem Zustand und ohne Risse sein.
3. Entfernen Sie regelmäßig Staub, Schmutz und Fett von Ihrem Schweißgerät. Entfernen Sie alle sechs Monate
oder bei Bedarf die Seitenwände vom Schweißgerät und blasen Sie mit Druckluft Staub und Schmutz aus, der
sich im Inneren des Schweißgeräts angesammelt haben könnte.
WARNUNG: STROMSCHLAG KANN TÖDLICH SEIN! Achten Sie auf den EIN-/AUS-SCHALTER. Der AUS-
Schalter unterbricht nicht die Stromversorgung aller internen Schaltkreise des Schweißgeräts. Um das Risiko
eines Stromschlags zu verringern, trennen Sie das Schweißgerät immer von der Wechselstromquelle und warten
Sie einige Minuten, bis die elektrische Energie entladen ist, bevor Sie die Seitenwände entfernen.
2. Vermeiden Sie, Schleifpartikel auf das Schweißgerät zu richten. Diese leitfähigen Partikel können sich im
Inneren der Maschine ansammeln und schwere Schäden verursachen.
ACHTUNG: TRENNEN SIE DAS GERÄT VON DER STROMQUELLE, WENN SIE DIESEN VORGANG
DURCHFÜHREN.
1. Ersetzen Sie das Stromeingangskabel, das Erdungskabel,
die Erdungsklemme oder das Brenner-/
Elektrodenkabel, wenn diese beschädigt oder abgenutzt sind.
Allgemeine Wartung Dieses
Schweißgerät ist so konstruiert, dass es nur minimalen Wartungsaufwand erfordert, vorausgesetzt, dass einige
einfache Schritte zur ordnungsgemäßen Wartung befolgt werden.
Nachfolgend finden Sie eine Tabelle zur Fehlerbehebung, die Ihnen bei der Ermittlung einer möglichen Lösung
hilft, wenn Sie ein Problem mit Ihrem Schweißgerät haben.
- 16 -
FEHLERBEHEBUNG
WARTUNG & SERVICE
die Qualität des Schweißens beeinträchtigen.
Beim Schweißen mit Säureelektroden sollte eine Gleichstrom-Plusanschlussmethode verwendet werden.
3. Anschlussmethode des Schweißausgangs
Rötungen beim Schweißen und Ablösen der Flussmittelhaut,
Die DC-Vertauschungsmethode sollte für alkalische Batterien verwendet werden.
Elektrodenschweißen.
Machine Translated by Google
Schalten Sie die Maschine mit dem
EIN/AUS-SCHALTER ein.
Stellen Sie sicher, dass die
Maschine eingesteckt ist.
Keine der
Anzeige-LEDs
leuchtet
und am
Schweißgerät
funktioniert nichts.
Eingangsleistung zu niedrig.
MÖGLICHE LÖSUNG
Überprüfen Sie den Anschluss von
Erdungskabel, Brenner oder
Elektrodenhalter. Lassen Sie die Spannung
an Ihrer Steckdose von einem
qualifizierten Elektriker überprüfen.
Wenn die Spannung angemessen ist,
überprüfen Sie, ob die Stromkreisverkabelung
für 40 A ausreicht.
Geringe Leistung oder
nicht durchdringende
Schweißnaht.
Schlechte Erdungsverbindung oder
Brenner-/
Elektrodenverbindung.
Maschine ist nicht eingeschaltet.
Positionieren Sie die Klemme neu und überprüfen
Sie die Verbindung zwischen Kabel und Klemme.
Verwenden Sie ein geeignetes
Verlängerungskabel (Kabel Nr. 12 AWG oder
dicker, nicht länger als 25 Fuß).
MÖGLICHE URSACHE
Zu langes oder ungeeignetes
Verlängerungskabel.
Unzureichender Luftstrom führt dazu, dass
die Maschine
überhitzt, bevor der Arbeitszyklus
erreicht wird.
PROBLEM
Überprüfen Sie die Spannung Ihrer
Steckdose. Wenn sie 10 % über oder unter 120
V liegt, wenden Sie sich an einen
qualifizierten Elektriker.
Dem Schweißgerät wird falsche Spannung
zugeführt.
Verwenden Sie die Maschine nicht an einer
GFI-Steckdose.
Lassen Sie das Schweißgerät bei
eingeschalteter Maschine mindestens 10
Minuten abkühlen (beachten Sie den richtigen
Arbeitszyklus und halten Sie ihn ein). Die LED-
Anzeige „FEHLER/THERMISCHE
ÜBERLASTUNG“ sollte erlöschen, nachdem
die Maschine abgekühlt ist.
Suchen Sie nach Hindernissen, die
den Luftstrom blockieren, und stellen Sie
sicher, dass auf allen Seiten der Maschine
ein Abstand von 12 Zoll (30 cm)
zwischen etwaigen Hindernissen und den
Lüftungsöffnungen besteht.
Die Anzeige-LEDs
leuchten und
es erfolgt keine
Ausgangsleistung
vom Schweißgerät.
Arbeitszyklus überschritten, Thermoschutz
aktiviert.
Überprüfen Sie die Ausgangsleistung der
Steckdose.
Stellen Sie sicher, dass der Schutzschalter nicht
ausgelöst wurde. Führen Sie bei Bedarf
einen Reset durch.
Keine Eingangsleistung vorhanden.
In dieser Tabelle sind nicht alle Lösungsmöglichkeiten aufgeführt, sondern
nur die wahrscheinlich häufigsten Fehler.
- 17 -
Machine Translated by Google
- 18 -
Die Maschine ist nicht das einzige elektrische
Gerät im Stromkreis.
Schweißnähte von
schlechter Qualität.
Verwenden Sie ein kleineres Wolfram.
Schlechte Erdung oder lose Erdungsverbindung.
Nicht genügend Gas im Schweißbereich.
Erhöhen Sie die Stromstärkeneinstellung.
Wolfram ist zu groß.
Erdungsklemme,
Erdungskabel und/
oder Schweißkabel
werden heiß.
Erdungsklemme/
Werkstückverbindung und
sämtliche Verbindungen zur
Maschine prüfen.
Stellen Sie sicher, dass das Werkstück sauber
und trocken ist.
Stellen Sie sicher, dass die
Verbindung zwischen der Erdungsklemme
und dem Werkstück gut ist und sich auf
sauberem, blankem (nicht lackiertem
oder verrostetem) Metall befindet.
Die Stromstärke ist zu niedrig.
Lichtbogen wandert (WIG).
Stellen Sie sicher, dass das Gas nicht
durch Luftzüge weggeblasen wird, und
begeben Sie sich ggf. in einen
geschützteren Schweißbereich.
Wenn nicht, überprüfen
Sie den
Inhalt der Gasflasche, das Manometer,
die
Reglereinstellung und die Funktion des Gasventils.
Überprüfen Sie die Verbindung des
Erdungskabels mit der Erdungsklemme.
Ziehen Sie die Kabelverbindung
zur Erdungsklemme bei Bedarf fest.
Bogen
Der Leistungsschalter ist
für die Verwendung mit dieser
Maschine falsch/unzureichend.
Überprüfen Sie die Verbindung des
Erdungskabels, des Brenners oder
des Elektrodenhalters.
Stellen Sie sicher, dass es sich bei dem
Schutzschalter für den Stromkreis um einen
trägen Schutzschalter handelt. Wenn dies
nicht der Fall ist, lassen Sie die richtigen
Schutzschalter von einem qualifizierten Elektriker installieren.
Schlechte Erdungsverbindung oder
Brenner-/Elektrodenverbindung.
Häufiges Auslösen des
Leistungsschalters.
Schwieriger
Start.
Stellen Sie sicher, dass das Schweißgerät an einen
eigenen Stromkreis angeschlossen ist oder das einzige
an einen Stromkreis angeschlossene Gerät ist.
Rostiges, lackiertes, öliges oder fettiges
Werkstück.
Machine Translated by Google

SALDATORE
BASTONE
Modello applicabile: MMA-140/MMA-160/MMA-200
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta
solo una stima del risparmio che potresti trarre dall'acquistare determinati strumenti con noi rispetto ai
principali marchi più importanti e non significa necessariamente coprire tutte le categorie di strumenti
offerti da noi. Ti ricordiamo di verificare attentamente quando effettui un ordine con noi se stai
effettivamente risparmiando la metà rispetto ai migliori marchi principali.
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
Machine Translated by Google
MMA-160
Queste sono le istruzioni originali, leggere attentamente tutte le
istruzioni del manuale prima dell'uso. VEVOR si riserva una chiara
interpretazione del nostro manuale d'uso. L'aspetto del prodotto sarà
soggetto al prodotto ricevuto. Ti preghiamo di perdonarci se non ti
informeremo più se sono presenti aggiornamenti tecnologici o software sul nostro prodotto.
MMA-140 MMA-200
Saldatore a bastone
HAI BISOGNO DI AIUTO? CONTATTACI!
Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitate a contattarci:
- 1 -
Machine Translated by Google
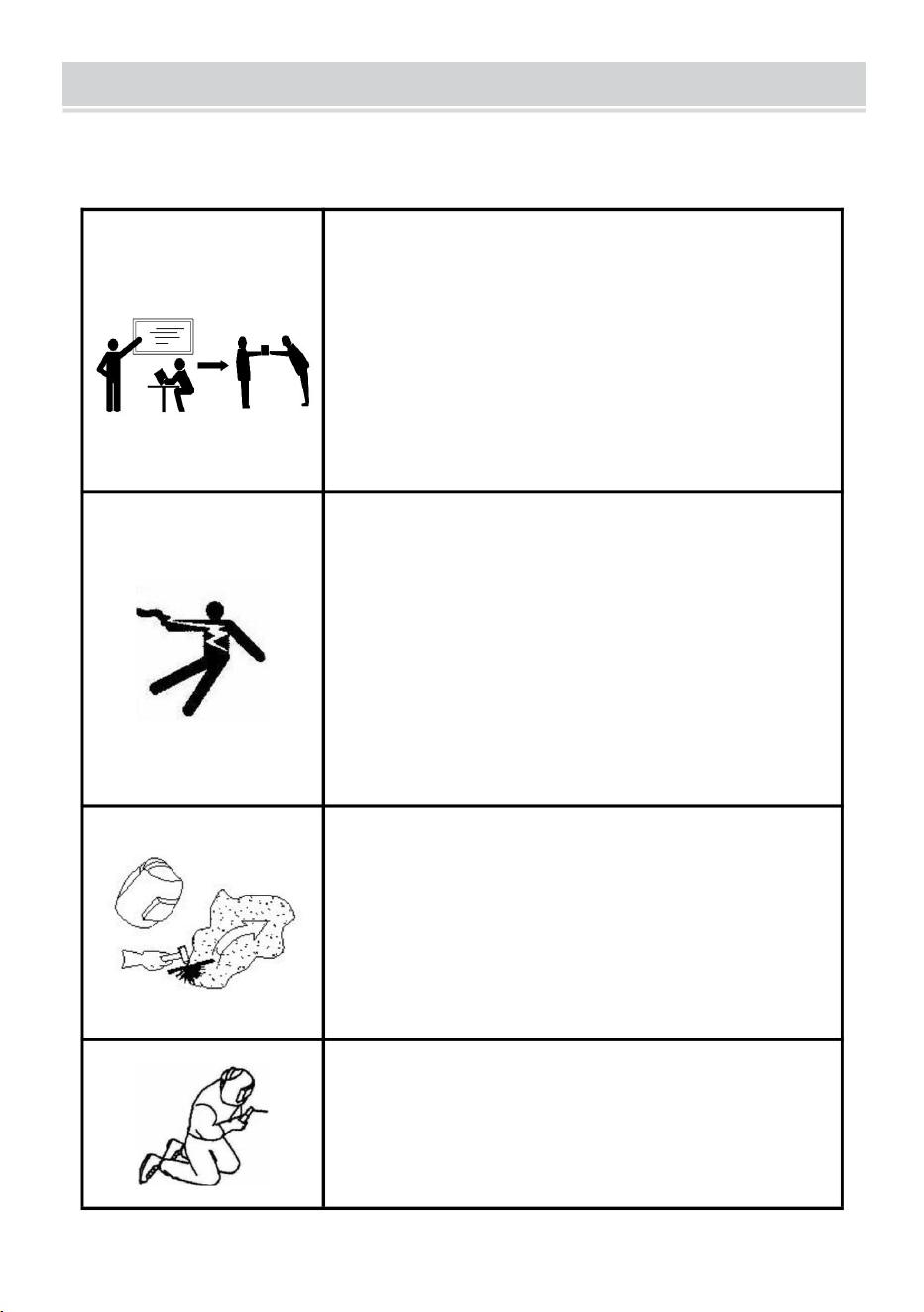
La scossa elettrica può provocare lesioni gravi o
addirittura la
morte. ÿ Installare i dispositivi di messa a terra secondo le esigenze dell'utente
specifica. ÿ Non
toccare mai le parti sotto tensione a pelle nuda o indossando
guanti/indumenti bagnati. ÿ Assicurarsi di
essere isolati da terra e dal pezzo in lavorazione.
ÿ Gli operatori devono avere permessi di lavoro validi per
operazioni di saldatura/taglio di metalli. ÿ
Interrompere l'alimentazione prima della manutenzione o della riparazione.
È necessaria una formazione professionale prima
di utilizzare la macchina. ÿ
Utilizzare forniture di saldatura per la protezione del
lavoro autorizzate dal dipartimento di
supervisione della sicurezza nazionale.
ÿ Assicuratevi che la vostra posizione di lavoro sia sicura.
Fumo e gas possono essere dannosi per la salute.
ÿ Tenere la testa lontana da fumo e gas per evitare l'inalazione dei
gas di scarico durante la saldatura. ÿ Mantenere
l'ambiente
di lavoro ben ventilato con dispositivi di scarico o ventilazione
durante la saldatura.
Le radiazioni dell'arco possono danneggiare gli occhi o
bruciare la pelle. ÿ Indossare maschere di saldatura adeguate
e indumenti protettivi per proteggere gli occhi e il
corpo. ÿ Utilizzare maschere o schermi adeguati per
proteggere gli spettatori da eventuali danni.
La saldatura è pericolosa e può causare danni a te e agli altri, quindi proteggiti
adeguatamente durante la saldatura. Fare riferimento alle linee guida di sicurezza
del produttore per la prevenzione degli incidenti.
SICUREZZA
-2-
Machine Translated by Google
CORRETTO SMALTIMENTO per Display.
Direttiva europea 2012/19/UE. Il simbolo che raffigura
un bidone della spazzatura barrato indica che
all'interno dell'Unione Europea il prodotto richiede la
raccolta differenziata dei rifiuti. Ciò vale per il prodotto e
tutti gli accessori contrassegnati da questo simbolo. I
prodotti contrassegnati come tali non possono essere
smaltiti con i normali rifiuti domestici, ma devono
essere portati in un punto di raccolta per il
riciclaggio di dispositivi elettrici ed elettronici.
riscontrando un guasto alla macchina.
Si prega di cercare un aiuto professionale quando
ÿ Questo prodotto è soggetto alla fornitura di
ÿ Il raffreddamento è necessario durante l'uso continuo di
ÿ Le scintille di saldatura possono provocare un incendio, quindi per favore
ÿ Fare riferimento ai contenuti pertinenti di questo manuale se
e funzionamento.
ÿ Contattare il centro assistenza del proprio fornitore a
verificare che non siano presenti materiali combustibili
la torcia di saldatura.
I campi magnetici influenzano il pacemaker cardiaco.
nelle vicinanze e prestare attenzione ai rischi di incendio.
cercare un aiuto professionale se non lo fai completamente
comprendere il manuale o risolvere un problema
ÿ È necessario tenere un estintore nelle vicinanze e
ÿ I portatori di pacemaker dovrebbero stare lontani
dovrebbe essere utilizzato da una persona addestrata.
l'area di saldatura prima della consultazione medica.
secondo il manuale.
ÿ Non saldare in uno spazio ristretto.
Un funzionamento improprio può causare incendi o
Il pezzo caldo può causare gravi ustioni.
ÿ Non utilizzare questa macchina per lo scongelamento dei tubi.
ÿ Non toccare il pezzo caldo a mani nude.
esplosione.
si riscontrano difficoltà nell'installazione
- 3 -
Machine Translated by Google

La saldatrice ad arco manuale può fornire un arco più forte, più concentrato e più stabile
nella transizione delle goccioline di cortocircuito. L'elettrodo e il pezzo reagiscono rapidamente
dopo il cortocircuito. Inoltre questo tipo di alimentatore può essere dotato di un dispositivo di
regolazione dell'arco, il che significa che la saldatrice può essere progettata con diverse
caratteristiche dinamiche. Le caratteristiche dinamiche possono essere
regolate per rendere l'arco più morbido o più duro.
raddrizzatore. L'emergere di apparecchiature per la saldatura ad arco con inverter è
dovuto all'emergere della teoria e dei dispositivi di alimentazione dell'inverter.
L'alimentatore per saldatura ad arco inverter è l'uso di un dispositivo ad alta potenza
MOSFET tubo a effetto di campo/tubo singolo/modulo IGBT a frequenza di
alimentazione 50/60Hz, l'elettricità viene convertita in alta frequenza (18-100KHZ
sopra), e quindi raddrizzatore step-down, attraverso la tecnologia di modulazione della
larghezza di impulso (PWM) emette una sorgente CC ad alta potenza, il peso del
trasformatore principale, il volume è notevolmente ridotto, l'efficienza è aumentata di oltre il
30%. L'avvento della saldatrice inverter è lodato dagli esperti come una rivoluzione nel settore
della saldatura.
La saldatrice utilizza una tecnologia inverter avanzata progettata
Le serie di saldatrici ad arco manuale sono caratterizzate da: alta efficienza, risparmio
energetico, leggerezza, buone caratteristiche dinamiche, stabilità dell'arco e facile controllo
dei pool di soluzioni. Sono ampiamente utilizzati l'elevata tensione a vuoto e una migliore
compensazione della spinta energetica. Può saldare acciaio inossidabile, acciaio legato,
acciaio al carbonio, rame e altri metalli non ferrosi. La saldatrice può utilizzare una varietà di
specifiche e materiali diversi di un elettrodo, inclusi elettrodi acidi, alcalini e di cellulosa che
possono essere utilizzati per lavori aerei, lavori sul campo e decorazioni interne ed esterne.
Rispetto a prodotti simili in patria e all'estero, ha le caratteristiche di dimensioni ridotte,
leggerezza, installazione semplice, facilità d'uso e così via.
BREVE INTRODUZIONE DEL PRINCIPIO
-4-
Machine Translated by Google
Energia
Voltaggio (V)
ARTICOLO
Frequenza (HZ)
Parametro principale
INSTALLAZIONE
Ingresso nominale
60 V
Nessuna tensione di carico (V)
Corrente di uscita (A)
potere (KVA)
MMA-140
4.98
CA 110 V ±10%
140A±10A
140A±10A
50HZ-60HZ
4.98
15%/40ÿ
Fattore di potenza
60 V
0,88
CA 220 V ±10%
0,88
15%/40ÿ
50HZ-60HZ
Ciclo di lavoro (40 ÿ)
-5-
Machine Translated by Google
Parametro principale
Energia
Voltaggio (V)
ARTICOLO
Frequenza (HZ)
INSTALLAZIONE
Ingresso nominale
60 V
Nessuna tensione di carico (V)
Corrente di uscita (A)
potere (KVA)
MMA-160
5.87
CA 110 V/220 V ±10%
160A±10A
160A±10A
50HZ-60HZ
5.87
20%/40ÿ
Fattore di potenza
60 V
0,88
CA 220 V ±10%
0,88
20%/40ÿ
50HZ-60HZ
Ciclo di lavoro (40 ÿ)
-6-
Machine Translated by Google
Energia
Voltaggio (V)
ARTICOLO
Frequenza (HZ)
Parametro principale
INSTALLAZIONE
Ingresso nominale
60 V
Nessuna tensione di carico (V)
Corrente di uscita (A)
potere (KVA)
MMA-200
7.78
CA 110 V/220 V ±10%
200A±10A
200A±10A
50HZ-60HZ
7.78
20%/40ÿ
Fattore di potenza
60 V
0,88
CA 220 V ±10%
0,88
20%/40ÿ
50HZ-60HZ
Ciclo di lavoro (40 ÿ)
-7-
Machine Translated by Google
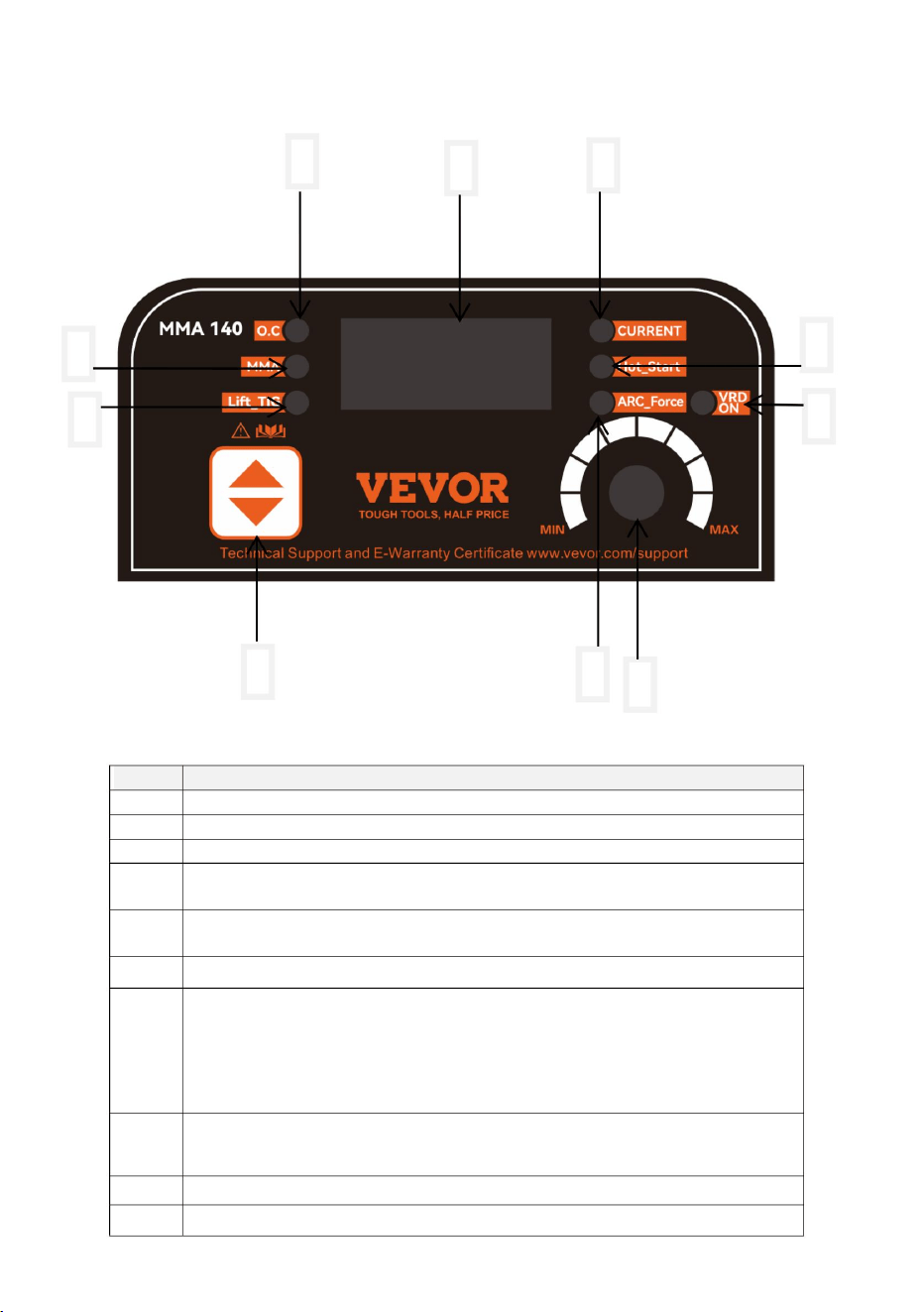
2
1
Numero Spiega
saldatura
parametri quali corrente di uscita, tensione e potenza durante la saldatura)
Cambiare i tasti funzione, premere brevemente per passare dalla saldatura manuale all'arco di argon
Spia anti-scossa elettrica (quando la funzione VRD è attivata, la tensione a vuoto della saldatrice di
solito non supera i 20 V, il che aiuta a eseguire lavori di saldatura in ambienti umidi o altri ambienti
soggetti a scosse elettriche, quindi in modo significativo riducendo il rischio di scosse elettriche per
il personale di saldatura). Allo stesso tempo, premere il tasto funzione e la manopola dei parametri
e la spia si accenderà come VRD attivato e si spegnerà come VRD disattivato
Saldatura ad arco di argon ad arco di contatto
Spinta (si riferisce alla forza di saldatura generata dalla saldatrice attraverso
Spia luminosa stato saldatura manuale
Indicatore luminoso anomalo
Premere brevemente la manopola dei parametri per cambiare, ruotare per regolare le dimensioni
Visualizzazione corrente
Spia di regolazione della corrente
Accensione dell'arco termico (aumentando la lunghezza e la forza dell'arco, aumentando la temperatura
e il calore dell'arco, accelerando la fusione del pezzo e dell'elettrodo, migliorando così la velocità
e la qualità della saldatura)
-8-
Nota: le immagini sopra sono solo di riferimento
6
7
8
10
5
9
4
3
8
7
3
4
10
2
9
1
5
6
Descrizione del pannello di controllo
Machine Translated by Google
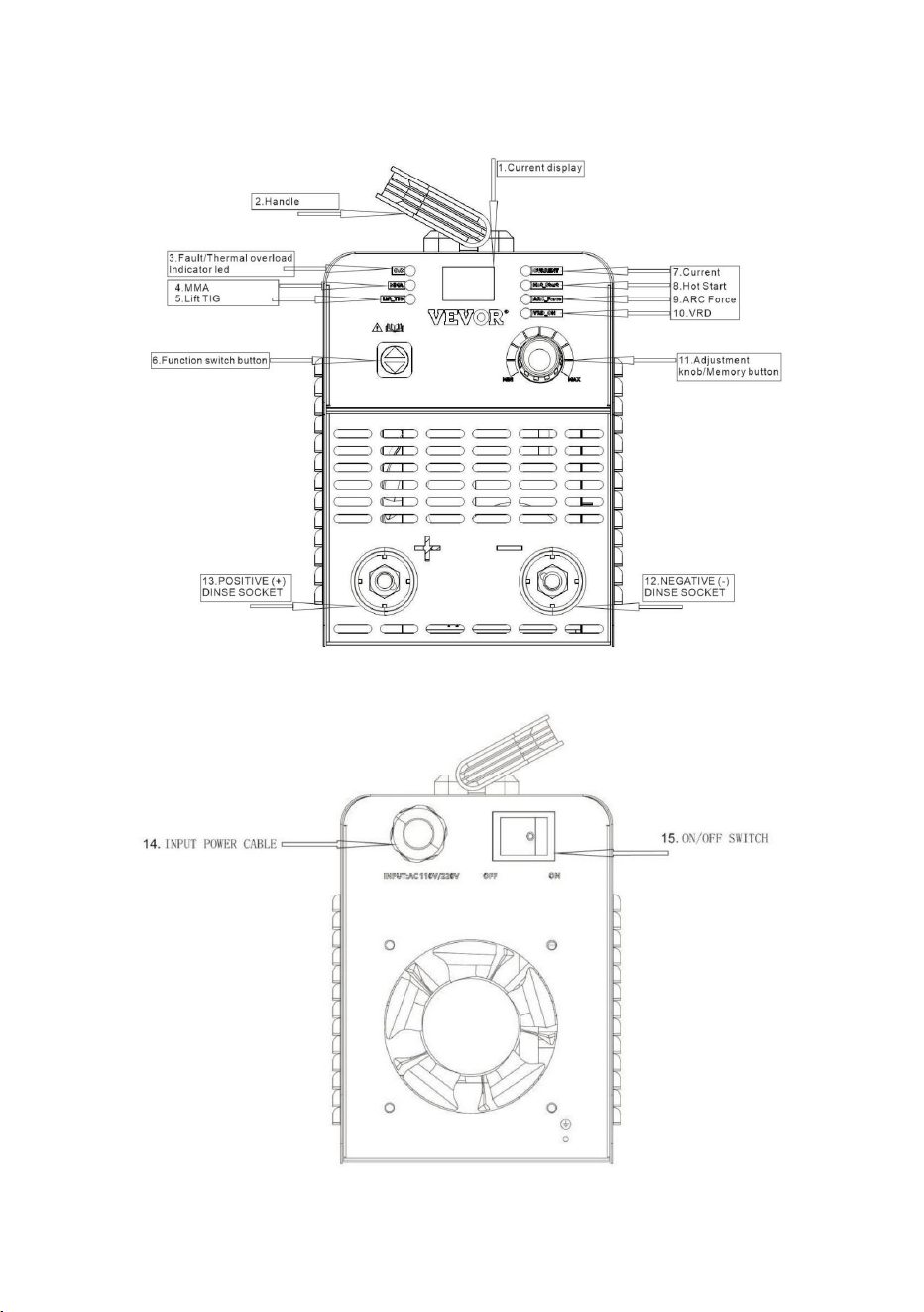
-9-
Diagramma funzionale
Machine Translated by Google
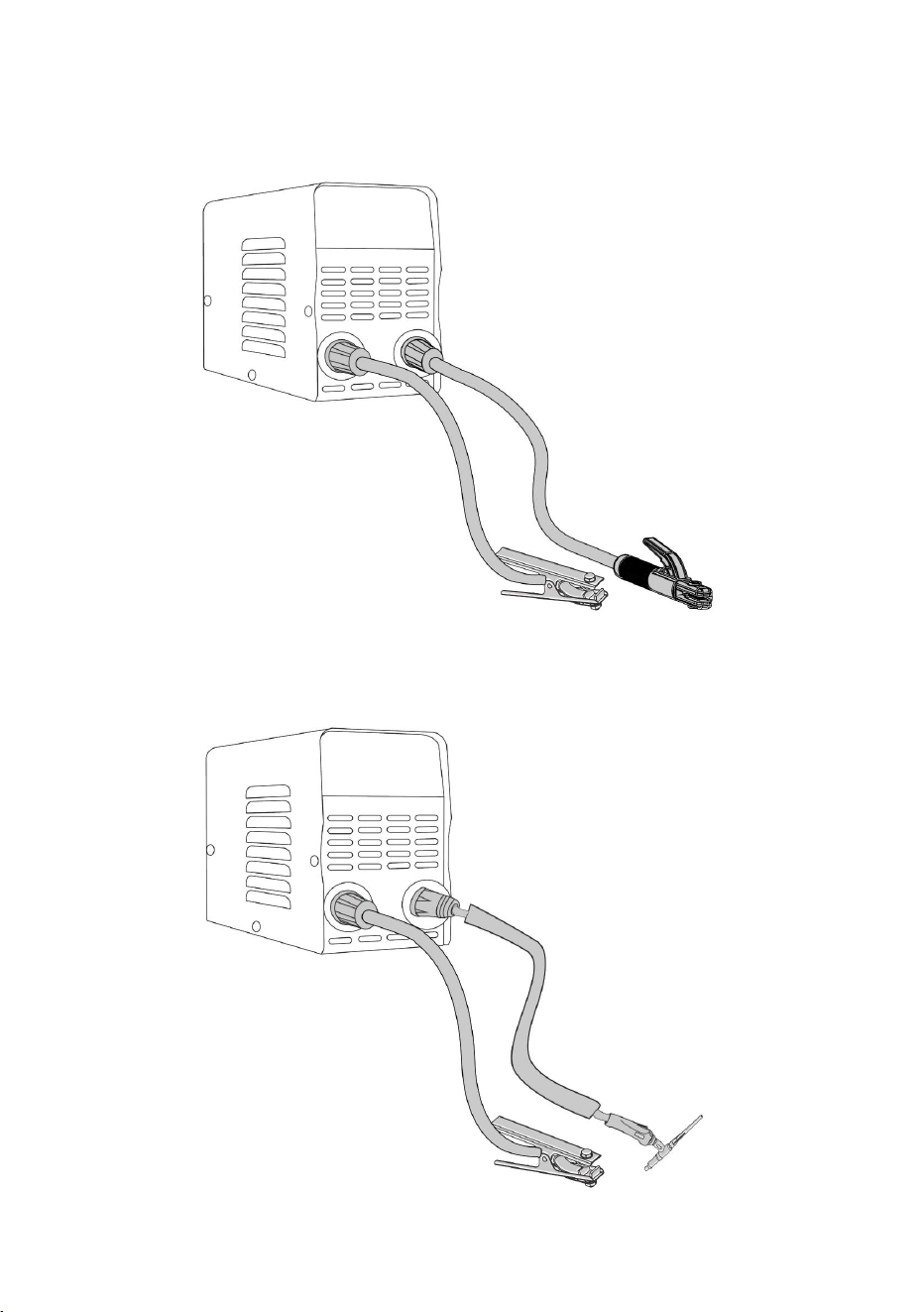
- 10 -
Installazione TIG
Schema di installazione e collegamento
Schema di installazione e collegamento
Installazione dell'MMA
Machine Translated by Google

Collegamento alla fonte di
alimentazione Assicurarsi che l'INTERRUTTORE ON/OFF sia su OFF prima di
effettuare qualsiasi collegamento elettrico. La tensione e la frequenza di alimentazione disponibili
in loco sono quelle indicate sulla targhetta identificativa della saldatrice.
Se non si è sicuri di quanto sopra, far controllare la presa da un elettricista qualificato
prima di utilizzare la saldatrice.
SEGUENTI LINEE GUIDA: • In aree
prive di umidità e polvere; • In aree con una
temperatura ambiente compresa tra 14 ÿ e 104 ÿ; • In aree prive di olio, vapore e
gas corrosivi. • In aree non soggette a vibrazioni o urti anomali; • In
aree non esposte alla luce solare diretta o alla pioggia; • Posizionare a
una distanza di 12 pollici o più da pareti o ostacoli simili che
potrebbero limitare il flusso d'aria naturale per il raffreddamento.
ASSICURARSI DI UTILIZZARE LA SALDATRICE SECONDO LE PRESCRIZIONI
La tensione di alimentazione principale deve essere entro ±10% della tensione di
alimentazione principale nominale. Una tensione di alimentazione troppo bassa può
causare scarse prestazioni di saldatura. Una tensione di alimentazione troppo
elevata causerà il surriscaldamento e il possibile guasto dei componenti. La presa della
saldatrice deve essere: • Installata correttamente, se necessario, da un
elettricista qualificato. • Messa a terra corretta (elettricamente) in base alle normative
nazionali e locali. • Collegato a un circuito elettrico con amperaggio sufficiente secondo
l'etichetta della saldatrice.
NOTA:
• Ispezionare periodicamente il CAVO DI ALIMENTAZIONE IN INGRESSO per
eventuali crepe o fili esposti. Se non è in buone condizioni, farlo riparare da un centro di
assistenza. • Non tagliare il polo di messa a terra né alterare la spina in alcun modo e non
utilizzare adattatori tra il CAVO DI
ALIMENTAZIONE IN INGRESSO della saldatrice e la presa della fonte di
alimentazione. • Non tirare violentemente il CAVO DI ALIMENTAZIONE IN INGRESSO per
scollegarlo dalla
presa di corrente. • Non appoggiare materiali o attrezzi sul CAVO DI ALIMENTAZIONE IN
INGRESSO. Il CAVO DI ALIMENTAZIONE IN
INGRESSO potrebbe
danneggiarsi e provocare scosse elettriche. • Tenere il CAVO DI ALIMENTAZIONE IN
INGRESSO lontano da fonti di calore, oli, solventi o spigoli vivi.
SELEZIONE DEL SITO
- 11 -
Machine Translated by Google

- 12 -
Cavi di prolunga Per
prestazioni ottimali della saldatrice, non utilizzare una prolunga a meno che non sia
assolutamente necessaria. Se necessario, è necessario prestare attenzione nella scelta di una
prolunga adatta all'uso con il saldatore specifico.
Selezionare una prolunga adeguatamente messa a terra che si colleghi direttamente alla
presa della fonte di alimentazione CA e al CAVO DI ALIMENTAZIONE IN INGRESSO della
saldatrice senza l'uso di adattatori. Assicurarsi che la prolunga sia cablata correttamente
e in buone condizioni elettriche. Le prolunghe devono essere conformi alle seguenti linee guida
sulle dimensioni dei cavi: • Filo n. 12
AWG o più grande • Non
utilizzare prolunghe di lunghezza superiore a 25 piedi.
Generatori
Questa saldatrice può essere azionata da un generatore CA. Assicurarsi che il
generatore possa fornire un minimo di 5.000 watt di
potenza continua. Il generatore non deve disporre di una funzione di risparmio di
carburante del minimo automatico e deve avere l'opzione di disattivare il minimo automatico. Il
generatore deve funzionare sempre alla massima velocità mentre la saldatrice è collegata,
altrimenti rischi di danneggiare la saldatrice. Qualsiasi altro prelievo di energia dal
generatore o qualsiasi cosa che riduca il numero di giri del generatore potrebbe danneggiare
la saldatrice.
• Non utilizzare questa saldatrice su un circuito dotato di interruttore automatico con guasto a
terra (GFCI). I GFCl vengono attivati dagli archi di saldatura e le operazioni di
saldatura verranno interrotte regolarmente.
Ventilazione
Poiché l'inalazione dei fumi di saldatura può essere dannosa, assicurarsi che l'area di
saldatura sia adeguatamente ventilata.
Avvertenze aggiuntive
PER LA VOSTRA SICUREZZA, PRIMA DI COLLEGARE IL FONTE DI ALIMENTAZIONE
ALLA LINEA, SEGUIRE ATTENTAMENTE QUESTE ISTRUZIONI: • Un
adeguato interruttore bipolare deve essere inserito prima della presa principale.
Questo interruttore deve essere dotato di fusibili ritardati. •Quando si
lavora in uno spazio ristretto, il saldatore deve essere tenuto fuori dall'area di saldatura e il
cavo di terra deve essere fissato al pezzo da saldare. Non lavorare mai in uno spazio ristretto
umido o bagnato. • Non utilizzare CAVO DI
ALIMENTAZIONE IN INGRESSO o cavi di saldatura danneggiati. • La torcia/elettrodo
di saldatura non deve mai essere puntato verso l'operatore o verso altre persone. • La
saldatrice non
deve mai essere utilizzata senza i pannelli fissati. Questo
Machine Translated by Google
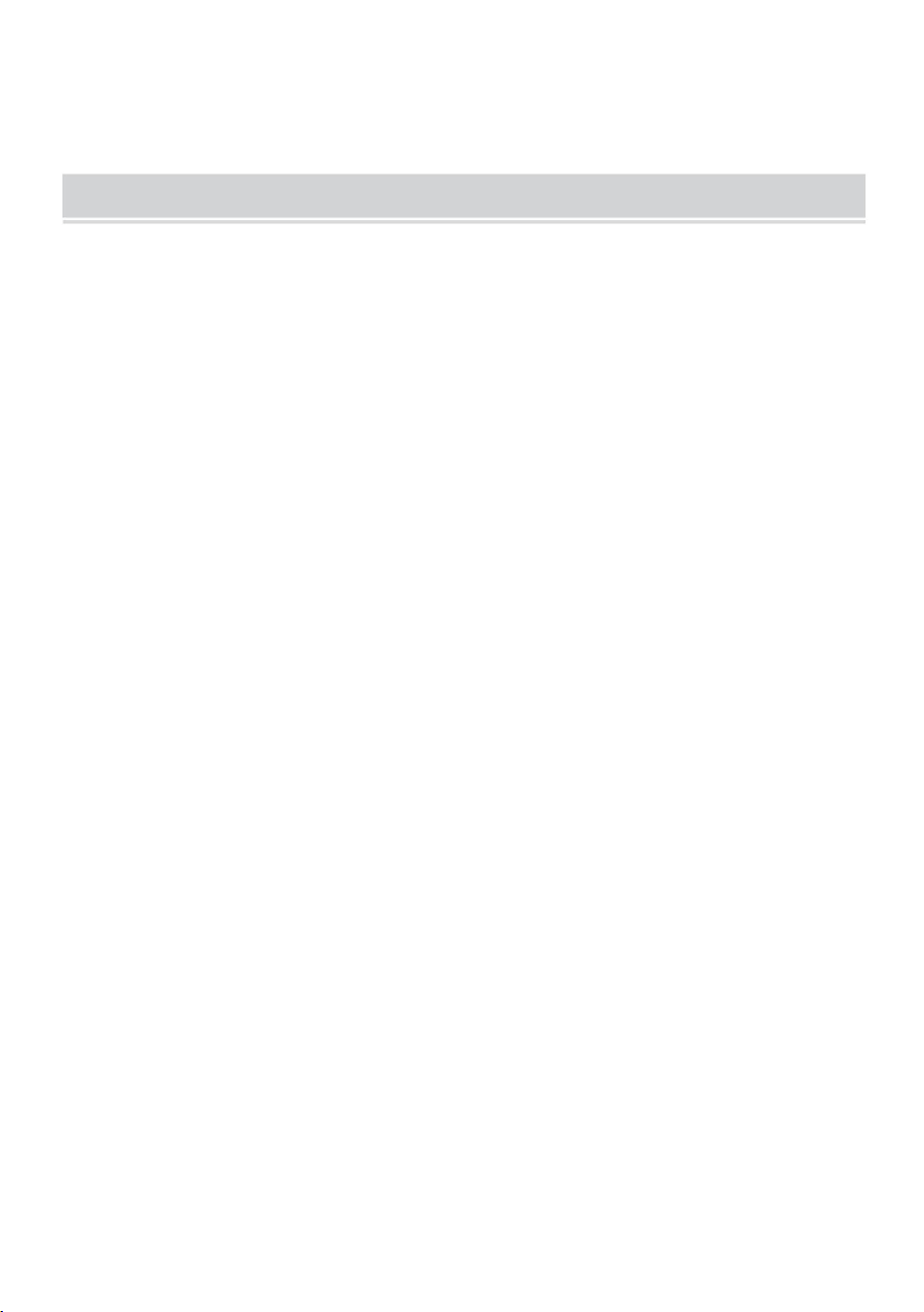
OPERAZIONE
ATTENZIONE: NON SUPERARE REGOLARMENTE IL CICLO DI LAVORO O
Preparazione della
saldatura Un fattore importante per realizzare una saldatura soddisfacente è la preparazione.
Ciò include lo studio del processo e delle attrezzature e la pratica della saldatura prima di
tentare di saldare il prodotto finito. Per l'operatore deve essere predisposta un'area di lavoro
organizzata, sicura, ergonomica, confortevole e ben illuminata.
In particolare, l'area di lavoro dovrebbe essere priva di sostanze infiammabili e dovrebbero
essere disponibili un estintore e un secchio di sabbia.
Protezione termica interna Il sistema di
protezione termica si attiverà, spegnendo tutta l'uscita della saldatrice se si supera il ciclo di lavoro della saldatrice.
Dopo il raffreddamento, la protezione termica si ripristinerà automaticamente e le funzioni di saldatura riprenderanno.
Si tratta di un comportamento normale e automatico della macchina. Durante questa fase non è richiesta alcuna
azione da parte dell'utente. Tuttavia, è necessario attendere almeno dieci minuti dall'intervento del protettore
termico prima di riprendere la saldatura. È necessario eseguire questa operazione anche se la protezione termica
si ripristina automaticamente prima che siano trascorsi i dieci minuti, altrimenti si potrebbero riscontrare prestazioni
del ciclo di lavoro inferiori a quelle specificate.
POSSONO RISULTARE DANNI ALLA SALDATRICE
Targa dati prestazioni e ciclo di lavoro Sulla
macchina è presente una targa che riporta tutte le specifiche di funzionamento della vostra
nuova unità. Su questa targhetta si trova anche il numero di serie del prodotto. La valutazione
del ciclo di lavoro di un saldatore definisce per quanto tempo l'operatore può saldare e per
quanto tempo il saldatore deve riposare e raffreddarsi. Il ciclo di lavoro è espresso in
percentuale di 10 minuti e rappresenta un limite massimo di tempo di saldatura. Per il
raffreddamento è necessario il resto di un ciclo di 10 minuti. Ad esempio, una saldatrice ha
un ciclo di lavoro nominale del 30% alla potenza nominale di 90 A. Ciò significa che con tale
macchina è possibile saldare a 90 A di uscita per tre (3) minuti tagliati su 10 con i restanti
sette (7) minuti necessari per il raffreddamento. Il ciclo di lavoro della vostra nuova saldatrice
è riportato sulla targhetta dati affissa sulla macchina.
potrebbe provocare gravi lesioni all'operatore e danneggiare l'apparecchiatura.
Per prepararsi adeguatamente alla saldatura con la nuova saldatrice, è necessario: •
Leggere le precauzioni di sicurezza nella parte iniziale di questo manuale.
- 13 -
Machine Translated by Google
Dopo la selezione, regolare direttamente la manopola per regolare ciascun parametro della
funzione; dopo la regolazione, premere la manopola una volta per salvare e accedere alla
regolazione del parametro della funzione successiva. Dopo la regolazione, 5S salva automaticamente
e torna a Corrente.
2. Corrente: @110V, 30-120A regolabile; @220V, 30-140A regolabile Avvio a
caldo: valore
di corrente sovrapposto (non superiore alla corrente massima), 0-100 A Arc Force: valore
di corrente sovrapposto
(non superiore alla corrente massima), 0-100 A 3. In MMA, tenere premuto il pulsante
manopola per 5S per
cambiare Vrd.
4. Antiaderente: automatico, non è necessario azionarlo
5. Bacchetta per saldatura acida: pinza per saldatura con collegamento elettrodo positivo/morsetti
per filo di messa a terra
negativa Bacchetta per saldatura alcalina: pinza per saldatura negativa/morsetti per messa a terra positiva
Collegare la macchina ad una presa adatta. • Aprire
completamente la valvola della bombola del gas. Regolare il regolatore di pressione del gas sulla
portata corretta.
1. In MMA: è possibile selezionare Current/Hot Start/Arc Force.
Funzione MMA: seleziona MMA tramite il pulsante su e giù.
• Preparare un'area di lavoro organizzata e ben
illuminata. • Fornire protezione agli occhi e alla pelle dell'operatore e degli astanti. • Collegare il
morsetto di terra al metallo nudo da saldare, assicurando un buon contatto.
Saldatura ad arco elettrico
1. Grado e diametro della bacchetta di saldatura. Dipende principalmente dalla natura del
materiale, dallo spessore della saldatura, dalla forma della posizione della saldatura del giunto, dai
parametri di saldatura e da altri fattori. Il rapporto tra il diametro
- 14 -
Machine Translated by Google
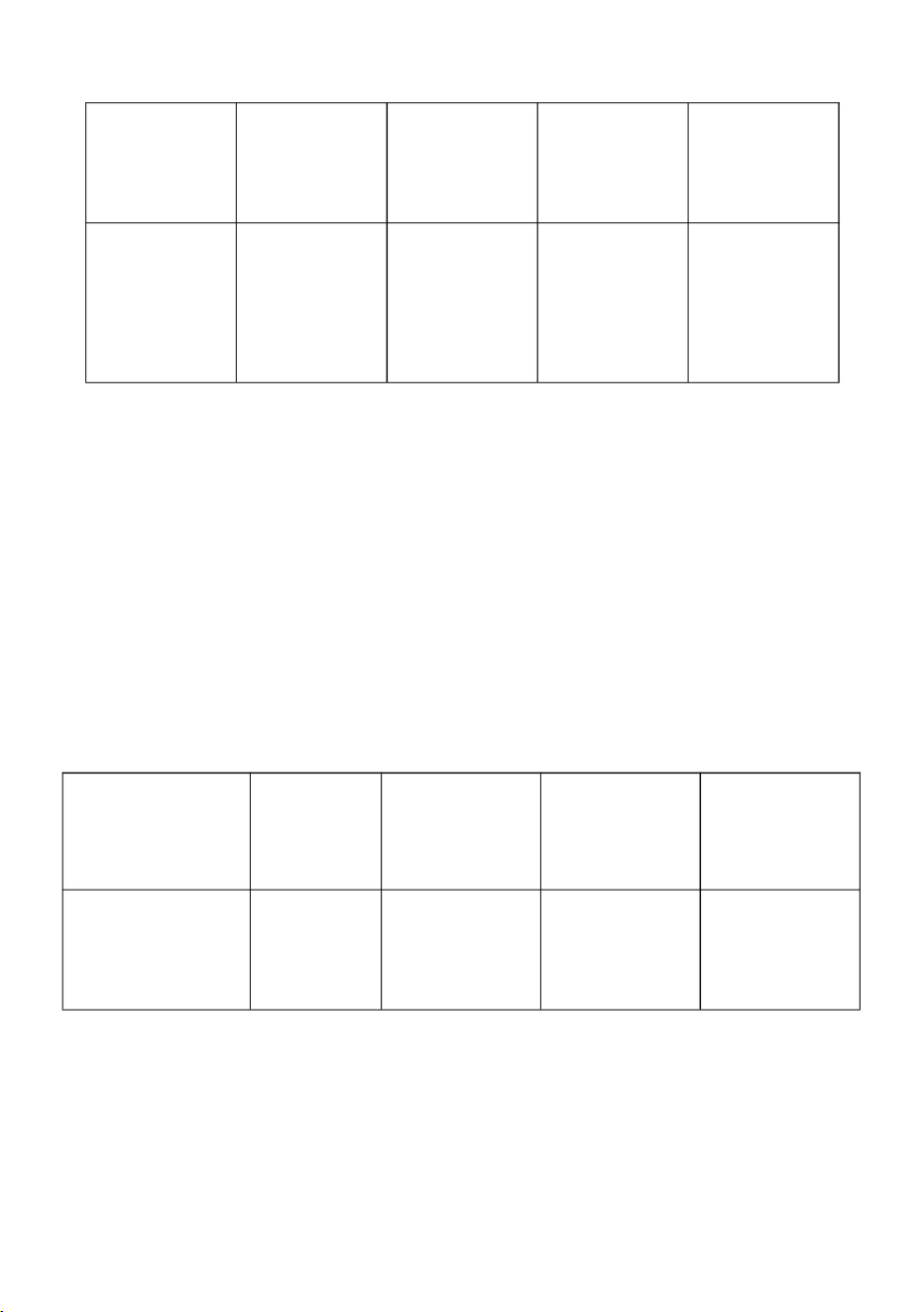
- 15 -
seguendo la formula empirica per la selezione primaria.
posizione. Altri fattori da considerare sono la saldatura dell'acciaio strutturale
K =Id
I-Corrente di saldatura K-Coefficiente empirico d-Diametro di
La corrente di saldatura verticale, saldatura orizzontale e saldatura sopratesta
Elettrodo per saldatura
dovrebbe essere inferiore del 10 ~ 20% rispetto a quello della saldatura piana. La corrente di filetto
Relazione tra il coefficiente empirico della corrente di saldatura e la
la saldatura dovrebbe essere maggiore del 10 ~ 20% rispetto a quella della saldatura piana. Per acciai legati
2. Corrente di saldatura: la corrente di saldatura dipende dall'elettrodo,
diametro dell'elettrodo di saldatura.
dell'elettrodo di saldatura e lo spessore della piastra è il seguente.
elettrodi, elettrodi in acciaio inossidabile, a causa dell'elevata dilatazione termica
diametro dell'elettrodo, spessore delle parti saldate e tipo di saldatura
posizioni di saldatura piatta dell'elettrodo e la corrente di saldatura in base a
coefficiente di resistenza, se la corrente è elevata, l'asta di saldatura è incline a
ÿÿÿÿ
Empirico
4 ÿ 8
Saldatura
ÿA/mmÿ
Elettrodo
20 ÿ 25
Partiÿÿÿ
ÿ 3,5
ÿ2 ~ 2.5
30 ÿ 40
Saldatura
ÿ4 ÿ 6
ÿ4 ÿ 5
Elettrodo
ÿÿÿ
f5 ÿ 6
ÿ4
Diametro di
Coefficiente
ÿ 8 ÿ 12
Spessore
di Saldato
> 12
f1.6
25 ÿ 30
Diametro di
f3 ÿ 4
f3 ÿ 4
40 ÿ 50
Machine Translated by Google
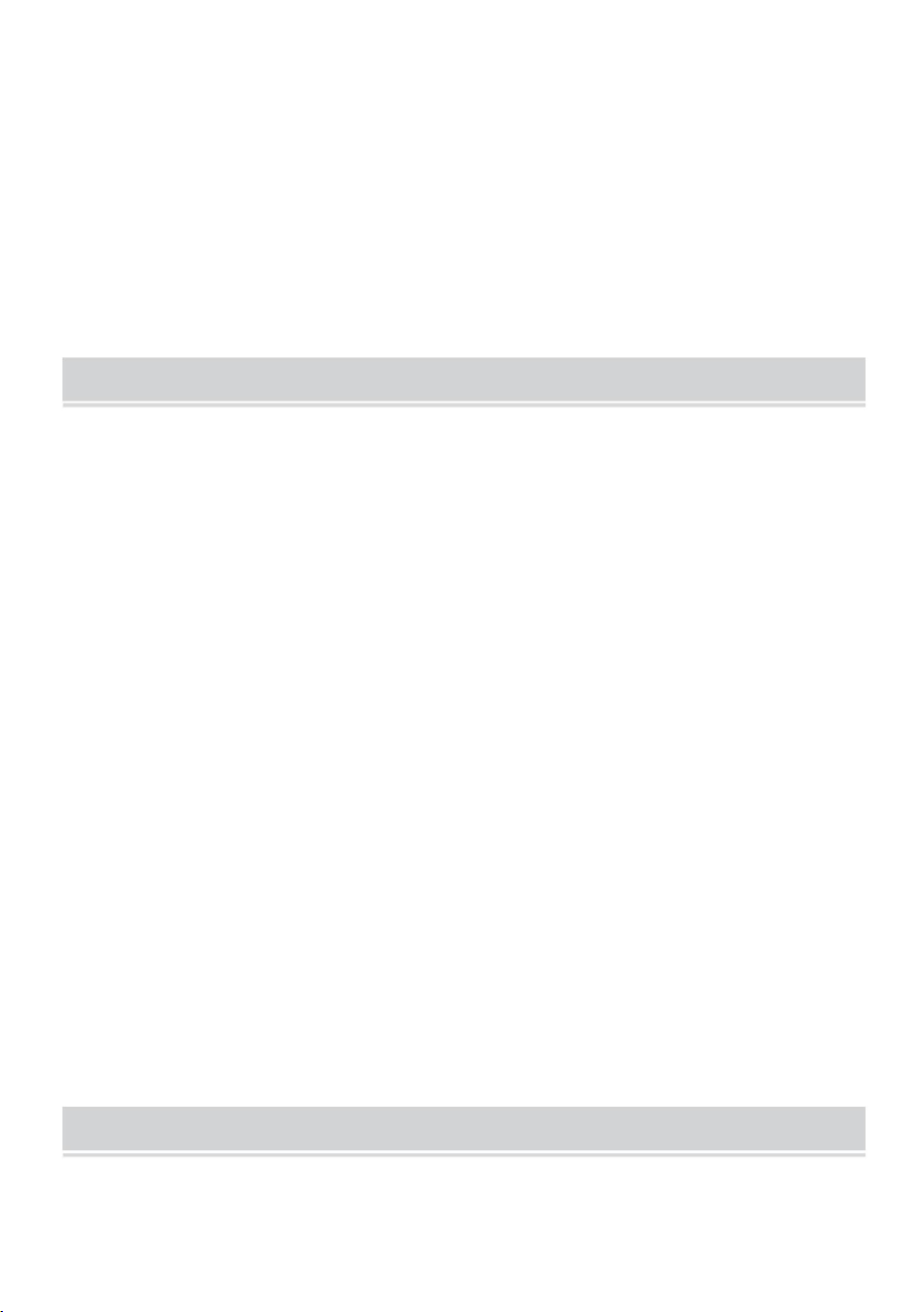
RISOLUZIONE DEI PROBLEMI
MANUTENZIONE E ASSISTENZA
4. Controllare periodicamente tutti i cavi. Devono essere in buone condizioni e non rotti.
ATTENZIONE: LA SCOSSA ELETTRICA PUÒ UCCIDERE! Fare attenzione all'INTERRUTTORE ON/OFF.
L'interruttore OFF non rimuove l'alimentazione da tutti i circuiti interni della saldatrice. Per ridurre il rischio di
scosse elettriche, scollegare sempre la saldatrice dalla fonte di alimentazione CA e attendere alcuni minuti
affinché l'energia elettrica si scarichi prima di rimuovere i pannelli laterali.
ATTENZIONE: SCOLLEGARE DALLA FONTE DI ALIMENTAZIONE QUANDO EFFETTUARE
QUESTA
OPERAZIONE.
Di seguito è riportata una tabella di risoluzione dei problemi fornita per aiutarti a determinare un
possibile rimedio quando riscontri un problema con la saldatrice.
1. Sostituire il CAVO DI ALIMENTAZIONE IN
INGRESSO, il cavo di terra, il morsetto di terra o il
cavo della torcia/elettrodo se danneggiati o usurati.
3. Pulire periodicamente la polvere, lo sporco e il grasso dalla saldatrice. Ogni sei mesi o secondo
necessità, rimuovere i pannelli laterali dalla saldatrice e utilizzare aria compressa per eliminare
la polvere e lo sporco che potrebbero essersi accumulati all'interno della saldatrice.
2. Evitare di dirigere le particelle di macinazione verso il saldatore. Queste particelle conduttrici
possono accumularsi all'interno della macchina e causare gravi danni.
Manutenzione generale
Questa saldatrice è stata progettata per richiedere una manutenzione minima, a condizione che
vengano seguiti alcuni semplici passaggi per una corretta manutenzione.
3. Metodo di connessione dell'uscita di saldatura
Per le batterie alcaline è necessario utilizzare il metodo di connessione inversa CC
influenzando la qualità della saldatura.
arrossamento durante il processo di saldatura e caduta della pelle di fondente,
saldatura ad elettrodo.
La saldatura con elettrodo acido deve utilizzare un metodo di connessione positiva CC.
-16-
Machine Translated by Google
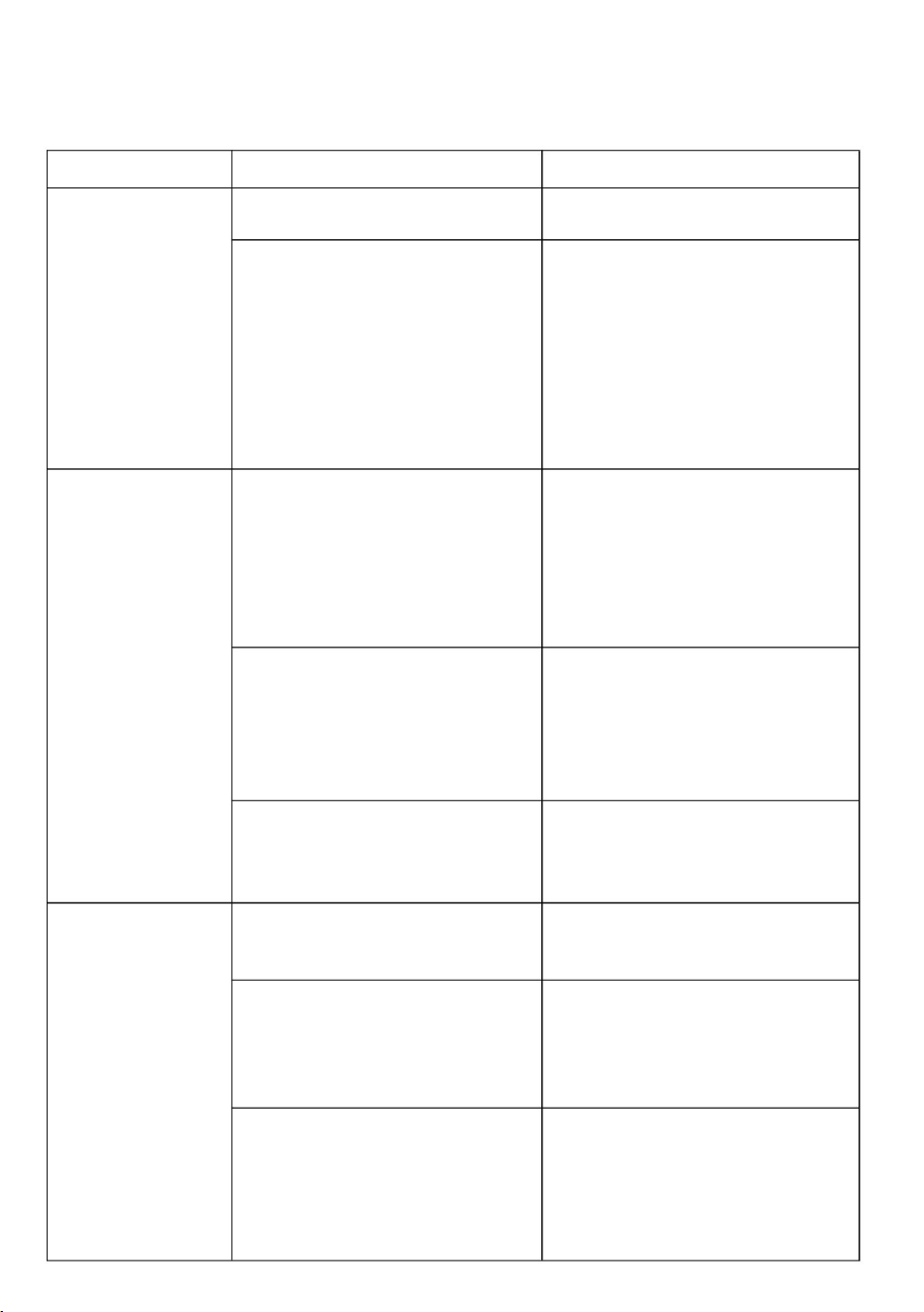
Utilizzare una prolunga adeguata (cavo
n. 12 AWG o più pesante, non più lungo
di 25 piedi)
POSSIBILE CAUSA
Flusso d'aria insufficiente che causa il
surriscaldamento
della macchina prima del raggiungimento
del ciclo di lavoro.
Tensione fornita alla saldatrice errata.
Prolunga troppo lunga o
inadeguata.
La macchina non è accesa.
Riposizionare il morsetto e controllare il
collegamento del cavo al morsetto.
Collegamento a terra o collegamento
torcia/elettrodo
scadente.
Controllare il collegamento del cavo di
massa, della torcia o del
portaelettrodo. Far verificare la
tensione alla presa da un elettricista
qualificato. Se la tensione è
adeguata, verificare che il cablaggio
del circuito sia sufficiente per 40 A.
POSSIBILE SOLUZIONE
Saldatura a basso
rendimento o non
penetrante.
Potenza in ingresso troppo bassa.
Accendere la macchina con
l'INTERRUTTORE ON/OFF.
Assicurarsi che la macchina sia
collegata alla presa di corrente.
Nessun
INDICATORE
LED è
illuminato e
non funziona
nulla sulla
saldatrice.
Verificare che l'interruttore automatico
non sia scattato. Ripristinare se
necessario.
Nessuna alimentazione in ingresso presente.
Ciclo di lavoro superato; protettore
termico
attivato.
Verificare la potenza in uscita dalla
presa.
Lasciare raffreddare il saldatore per
almeno 10 minuti con la macchina
accesa (rispettare e mantenere il ciclo di
lavoro corretto). Il LED INDICATORE DI
GUASTO/SOVRACCARICO
TERMICO dovrebbe spegnersi dopo
che la macchina si è
raffreddata. Controllare
eventuali ostruzioni che bloccano il
flusso d'aria e assicurarsi che ci
siano 12 pollici di spazio tra
eventuali ostacoli e le prese d'aria su tutti
i lati della macchina.
Non utilizzare la macchina su una presa
GFI.
PROBLEMA
Controlla la tensione della tua presa.
Se è pari al 10% in più o in meno rispetto
a 120 V, chiamare un elettricista
qualificato.
I LED
INDICATORI
sono illuminati e non
c'è potenza in
uscita dalla
saldatrice.
Questa tabella non fornisce tutte le soluzioni possibili, ma solo quelle
possibilità considerate probabili guasti comuni.
- 17 -
Machine Translated by Google
- 18 -
Assicurarsi che il pezzo sia pulito e
asciutto.
Assicurarsi che il collegamento
tra il morsetto di terra e il pezzo da
lavorare sia buono e su metallo pulito, nudo
(non verniciato o arrugginito).
L'arco è
errante (TIG).
arco
L'amperaggio è troppo basso.
Il morsetto
di terra, il cavo di
terra e/o il cavo di
saldatura si
surriscaldano.
Controllare il
collegamento del
morsetto di terra/pezzo e
tutti i collegamenti alla macchina.
Il tungsteno è troppo grande.
Gas insufficiente nell'area di saldatura.
Collegamento a terra difettoso o allentato.
Aumentare l'impostazione dell'amperaggio.
Usa un tungsteno più piccolo.
La macchina non è l'unico componente
elettrico del circuito.
Saldature di
scarsa qualità.
Assicurati che la saldatrice sia su un circuito
dedicato o che sia l'unica cosa collegata a
un circuito.
Pezzo arrugginito, verniciato, unto o unto.
Collegamento a terra o collegamento
torcia/elettrodo scadente.
Scatti frequenti
dell'interruttore automatico.
Controllare il collegamento del cavo di
massa, della torcia o del
portaelettrodo.
Verificare che l'interruttore del circuito sia
un interruttore ad azione lenta. In caso
contrario, chiedere a un elettricista
qualificato di installare gli interruttori adeguati.
L'interruttore automatico
non è corretto/insufficiente per
l'uso con questa macchina.
Controllare il collegamento del cavo
di terra al morsetto di terra. Stringere il
collegamento del cavo al
morsetto di terra, se necessario.
Verificare che il gas non venga
disperso da correnti d'aria e nel caso
spostarsi in una zona di saldatura più
riparata. In caso contrario,
controllare il
contenuto
della bombola del gas, il manometro,
l'impostazione del regolatore e il funzionamento della valvola del gas.
Inizio
difficile.
Machine Translated by Google

PALO
SOLDADOR
Soportetécnicoycertificadodegarantíaelectrónicawww.vevor.com/support
Modeloaplicable:MMA140/MMA160/MMA200
"Ahorreamitaddeprecio","Amitaddeprecio"ocualquierotraexpresiónsimilarutilizadapornosotrossolo
representaunaestimacióndelosahorrosquepodríabeneficiarsealcomprarciertasherramientasconnosotrosen
comparaciónconlasprincipalesmarcasynosignificanecesariamentecubrirtodaslascategoríasdeherramientas
ofrecidas.pornosotros.Lerecordamosque,cuandorealiceunpedidoconnosotros,verifiquecuidadosamente
sirealmenteestáahorrandolamitadencomparaciónconlasprincipalesmarcas.
Seguimoscomprometidosaproporcionarleherramientasaprecioscompetitivos.
Machine Translated by Google
MMA160
1
MMA140 MMA200
Soldadordevarilla
Soportetécnicoycertificadodegarantíaelectrónica
www.vevor.com/support
¿Tienepreguntassobreelproducto?¿Necesitasoportetécnico?Nodudeencontactarnos:
¿NECESITARAYUDA?¡CONTÁCTANOS!
Estassonlasinstruccionesoriginales;leaatentamentetodaslas
instruccionesdelmanualantesdeoperar.VEVORsereservauna
interpretaciónclaradenuestromanualdeusuario.Laaparienciadel
productoestarásujetaalproductoquerecibió.Perdonequenoleinformaremos
nuevamentesihayactualizacionesdetecnologíaosoftwareennuestroproducto.
Machine Translated by Google
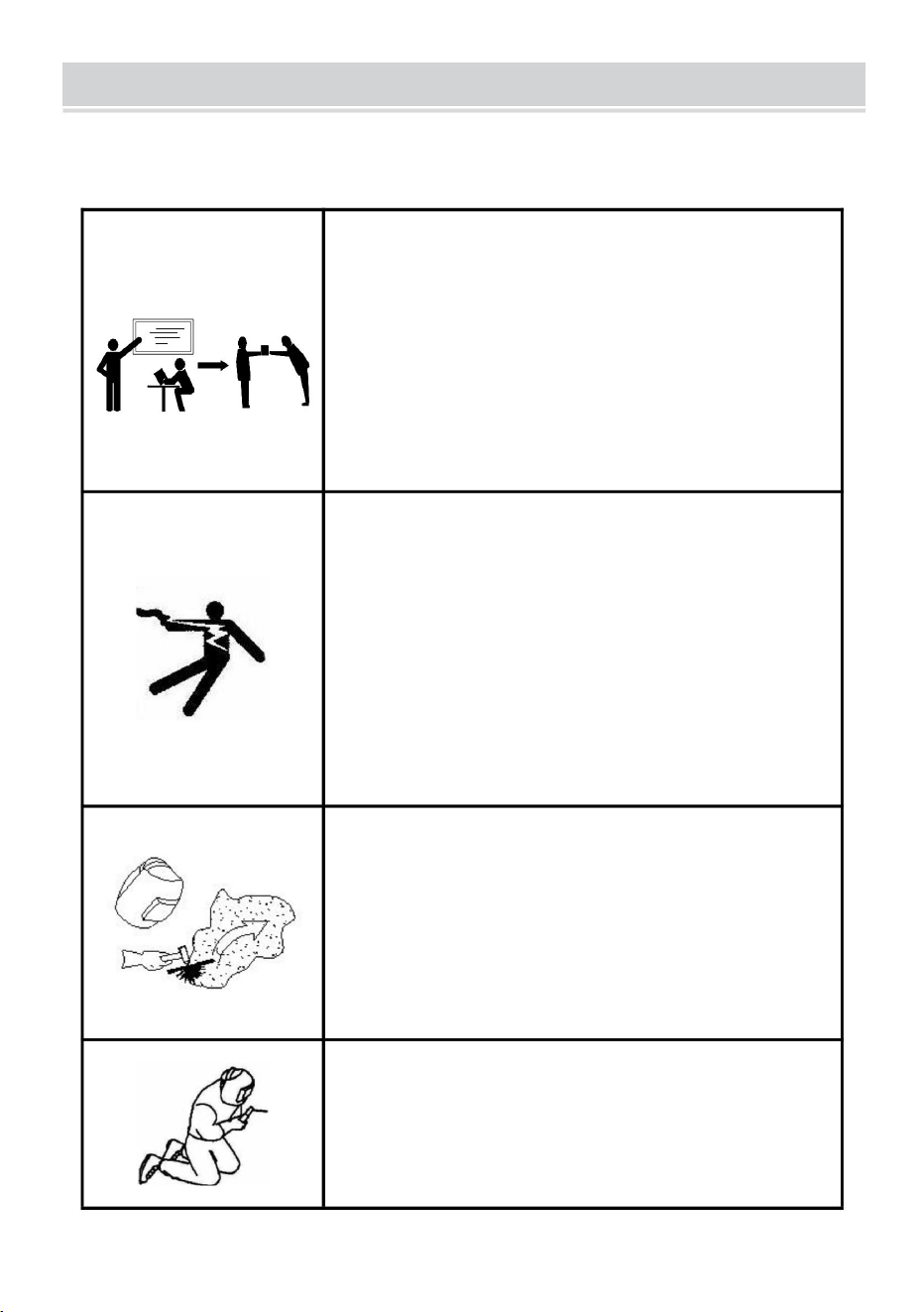
Unadescargaeléctricapuedeprovocarlesionesgravesoincluso
lamuerte.
Instalardispositivosdepuestaatierrasegúnlasinstruccionesdelusuario.
especificación.
Nuncatoquelaspartesvivasconlapieldesnudaomientrasusa
guantes/ropamojados.Asegúresedeestar
aisladodelsueloydelapiezadetrabajo.
Losoperadoresdebentenerpermisosdetrabajoválidospara
operacionesdecorte/soldadurademetales.
Cortelaenergíaantesderealizartareasdemantenimientooreparación.
Senecesitacapacitaciónprofesionalantesdeoperarla
máquina.Utilicesuministrosde
soldaduradeprotecciónlaboralautorizadosporel
departamentodesupervisióndeseguridad
nacional.
Asegúresedequesuposicióndetrabajoseasegura.
Elhumoyelgaspuedenserperjudicialesparalasalud.
Mantengalacabezaalejadadelhumoyelgasparaevitarlainhalación
degasesdeescapedurantelasoldadura.
Mantenga
elambientedetrabajobienventiladoconequiposdeextraccióno
ventilaciónalsoldar.
Laradiacióndelarcopuededañarlosojosoquemarlapiel.
Utilicemáscarasdesoldadurayropaprotectoraadecuadaspara
protegersusojosysucuerpo.Utilicemáscaraso
pantallasadecuadasparaprotegeralosespectadoresde
cualquierdaño.
Soldarespeligrosoypuedecausarledañosaustedyaotraspersonas,
porloquedebeprotegersebienalsoldar.Consultelaspautasdeseguridad
delfabricanteparalaprevencióndeaccidentes.
SEGURIDAD
2
Machine Translated by Google
ELIMINACIÓNCORRECTAparaDisplay.
Directivaeuropea2012/19/UE.Elsímboloquemuestra
uncontenedorconruedastachadoindicaqueel
productorequiererecogidaselectivadebasuraenla
UniónEuropea.Estoseaplicaalproductoyatodoslos
accesoriosmarcadosconestesímbolo.Losproductos
marcadoscomotalesnosepuedendesecharconla
basuradomésticanormal,sinoquedebenllevarse
alpuntoderecogidaparaelreciclajede
aparatoseléctricosyelectrónicos.
encontrarfallasenlamáquina.
Porfavorbusqueayudaprofesionalcuando
Esteproductoestásujetoalaprovisiónde
Esnecesarioenfriarduranteelusocontinuode
Laschispasdesoldadurapuedenprovocarunincendio,asíque
Consulteelcontenidorelevantedeestemanualsi
yfuncionamiento.
Póngaseencontactoconelcentrodeserviciodesuproveedorpara
comprobarquenohayamaterialescombustibles
elsopletedesoldadura.
Loscamposmagnéticosafectanalmarcapasoscardíaco.
cercaypresteatenciónalosriesgosdeincendio.
busqueayudaprofesionalsinolohacecompletamente
entenderelmanualoresolverunproblema
Sedebetenerunextintordeincendioscercay
Losusuariosdemarcapasosdebenmantenersealejados
debeserutilizadoporunapersonacapacitada.
eláreadesoldaduraantesdelaconsultamédica.
segúnelmanual.
Nosueldeenunespacioconfinado.
Unaoperacióninadecuadapuedeprovocarunincendioo
Lapiezadetrabajocalientepuedeprovocarquemadurasgraves.
Noutiliceestamáquinaparadescongelartuberías.
Notoquelapiezadetrabajocalienteconlasmanosdesnudas.
explosión.
encuentraalgunadificultadenlainstalación
3
Machine Translated by Google

Lamáquinadesoldaduraporarcomanualpuedeproporcionarunarcomásfuerte,más
concentradoymásestableenlatransicióndegotasdecortocircuito.Elelectrodoylapieza
reaccionanrápidamentedespuésdelcortocircuito.Además,estetipodefuentedealimentación
puedeequiparseconundispositivodeajustedelarco,loquepermitediseñarlamáquina
desoldarcondiferentescaracterísticasdinámicas.Lascaracterísticas
dinámicassepuedenajustarparasuavizaroendurecerelarco.
rectificador.Laaparicióndeequiposdesoldaduraporarcoinversorsedebealaaparición
delateoríaylosdispositivosdepotenciainversora.Lafuentedealimentaciónde
soldaduraporarcoinversoreselusodeundispositivodealtapotencia,tubode
efectodecampoMOSFET/tuboúnicoIGBT/módulo,frecuenciadepotenciade
50/60Hz,laelectricidadseconvierteaaltafrecuencia(18100KHZarriba),yluego
rectificadorreductor,atravésLatecnologíademodulacióndeanchodepulso(PWM)
generaunafuentedeCCdealtapotencia,elpesodeltransformadorprincipal,elvolumen
sereduceconsiderablementeylaeficienciaaumentaenmásdel30%.Losexpertoselogian
laaparicióndelamáquinadesoldarconinversorcomounarevoluciónenlaindustriadela
soldadura.
Lamáquinadesoldarutilizaunaavanzadatecnologíadeinversordiseñada
Laseriedemáquinasdesoldaduraporarcomanualsecaracterizapor:altaeficiencia,
ahorrodeenergía,luz,buenascaracterísticasdinámicas,estabilidaddelarcoyfácilcontrol
delosdepósitosdesolución.Seutilizanampliamenteunaltovoltajesincargayunamejor
compensacióndelempujedeenergía.Puedesoldaraceroinoxidable,aceroaleado,aceroal
carbono,cobreyotrosmetalesnoferrosos.Lamáquinadesoldarpuedeutilizarunavariedad
dediferentesespecificacionesymaterialesdeelectrodo,incluidoselectrodosácidos,alcalinos
ydecelulosa,quesepuedenutilizarparatrabajosaéreos,trabajosdecampoydecoración
deinterioresyexteriores.Encomparaciónconproductossimilaresnacionalesyextranjeros,
tienelascaracterísticasdetamañopequeño,pesoligero,instalaciónsencilla,fáciloperación,
etc.
BREVEINTRODUCCIÓNDELPRINCIPIO
4
Machine Translated by Google
Fuerza
Voltaje(V)
ARTÍCULO
Frecuencia(HZ)
Parámetroprincipal
INSTALACIÓN
5
Entradanominal
60V
Sinvoltajedecarga(V)
Corrientedesalida(A)
potencia(KVA)
MMA140
4,98
CA110V±10%
140A±10A
140A±10A
50HZ60HZ
4,98
15%/40
factordepotencia
60V
0,88
CA220V±10%
0,88
15%/40
50HZ60HZ
Ciclodetrabajo(40)
Machine Translated by Google
Parámetroprincipal
Fuerza
Voltaje(V)
ARTÍCULO
Frecuencia(HZ)
INSTALACIÓN
6
Entradanominal
60V
Sinvoltajedecarga(V)
Corrientedesalida(A)
potencia(KVA)
MMA160
5.87
CA110V/220V±10%
160A±10A
160A±10A
50HZ60HZ
5.87
20%/40
factordepotencia
60V
0,88
CA220V±10%
0,88
20%/40
50HZ60HZ
Ciclodetrabajo(40)
Machine Translated by Google
Parámetroprincipal
Voltaje(V)
Fuerza
ARTÍCULO
Frecuencia(HZ)
INSTALACIÓN
7
Entradanominal
60V
Sinvoltajedecarga(V)
Corrientedesalida(A)
potencia(KVA)
MMA200
7,78
CA110V/220V±10%
200A±10A
200A±10A
50HZ60HZ
7,78
20%/40
factordepotencia
60V
0,88
CA220V±10%
0,88
20%/40
50HZ60HZ
Ciclodetrabajo(40)
Machine Translated by Google
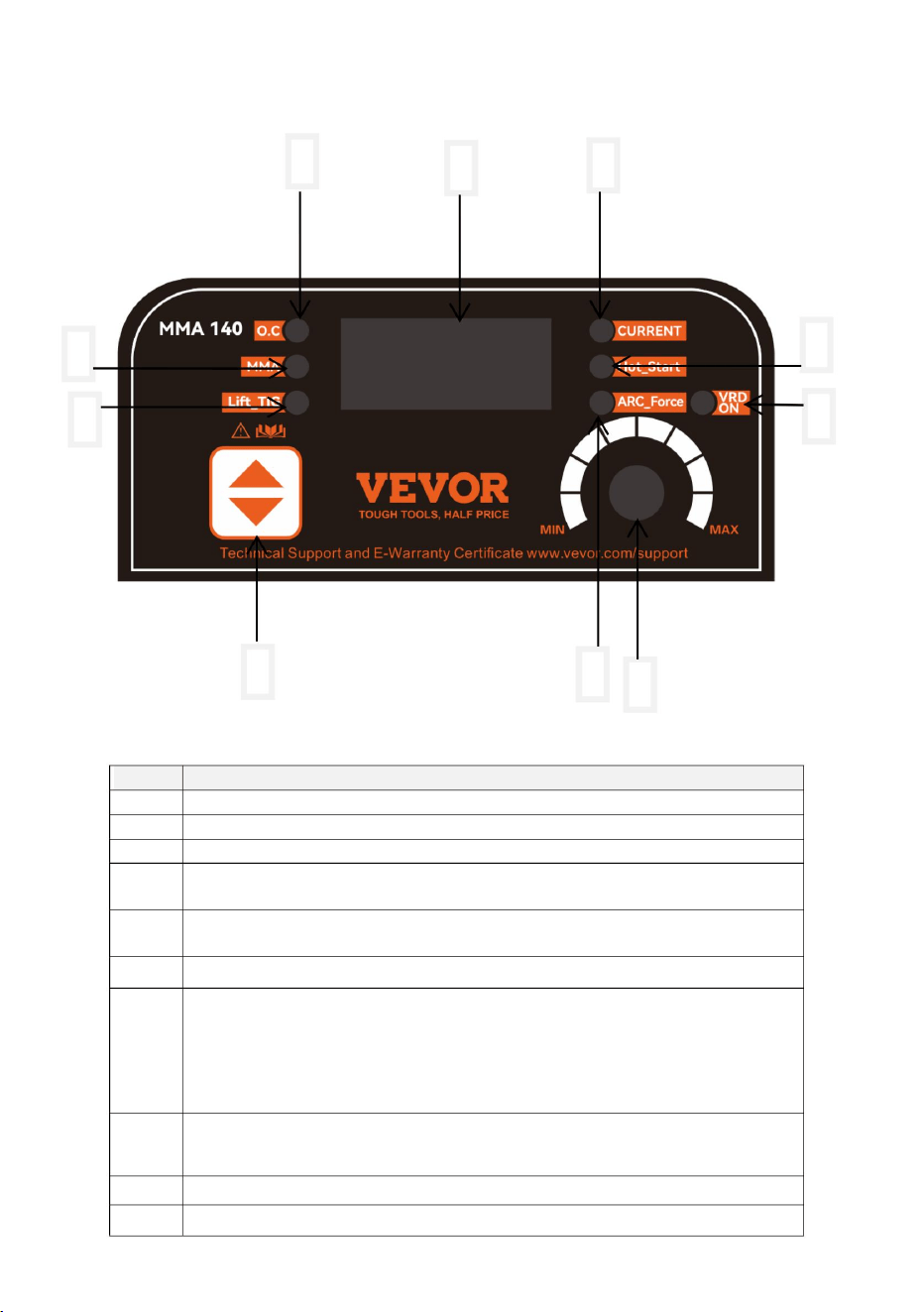
2
1
NúmeroExplicar
soldadura
parámetroscomocorrientedesalida,voltajeypotenciadurantelasoldadura)
Cambielasteclasdefunción,presionebrevementeparacambiarentresoldaduramanualoarcodeargón
Soldaduraporarcodeargónconarcodecontacto
Empuje(serefierealafuerzadesoldadurageneradaporlamáquinadesoldaratravésde
Luzindicadoradeestadodesoldaduramanual
Luzindicadoraanormal
Luzindicadoraantidescargaeléctrica(cuandolafunciónVRDestáactivada,elvoltajesincargadelamáquinade
soldargeneralmentenoexcedelos20V,loqueayudaarealizartrabajosdesoldaduraenambienteshúmedosu
otrosambientespropensosadescargaseléctricas,loquereducesignificativamentereduciendoelriesgode
descargaeléctricaparaelpersonaldesoldadura).Almismotiempo,presionelatecladefunciónylaperillade
parámetro,ylaluzindicadoraseiluminarácomoVRDencendidoyapagadocomoVRDapagado.
Encendidotérmicodelarco(alaumentarlalongitudylafuerzadelarco,aumentarlatemperaturayelcalordelarco,
acelerarlafusióndelapiezadetrabajoyelelectrodo,mejorandoasílavelocidadylacalidaddelasoldadura)
Luzindicadoraderegulacióndecorriente
Presionebrevementelaperilladeparámetroparacambiar,gireparaajustareltamaño
Pantallaactual
8
7
3
4
10
2
9
1
5
6
6
7
8
5
9
4
3
10
Nota:Lasimágenesdearribasonsoloparareferencia.
Descripcióndelpaneldecontrol
8
Machine Translated by Google
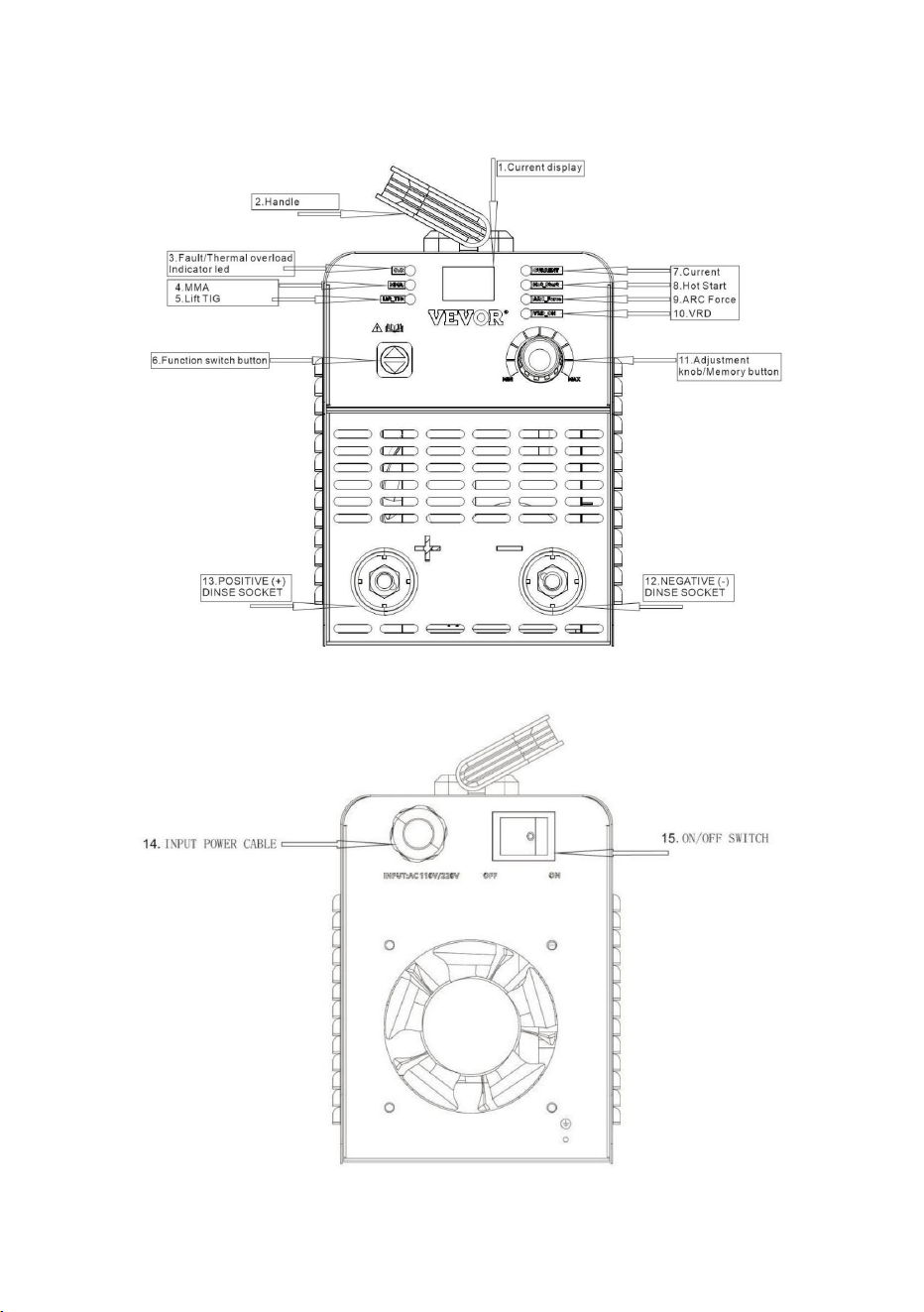
Diagramafuncional
9
Machine Translated by Google
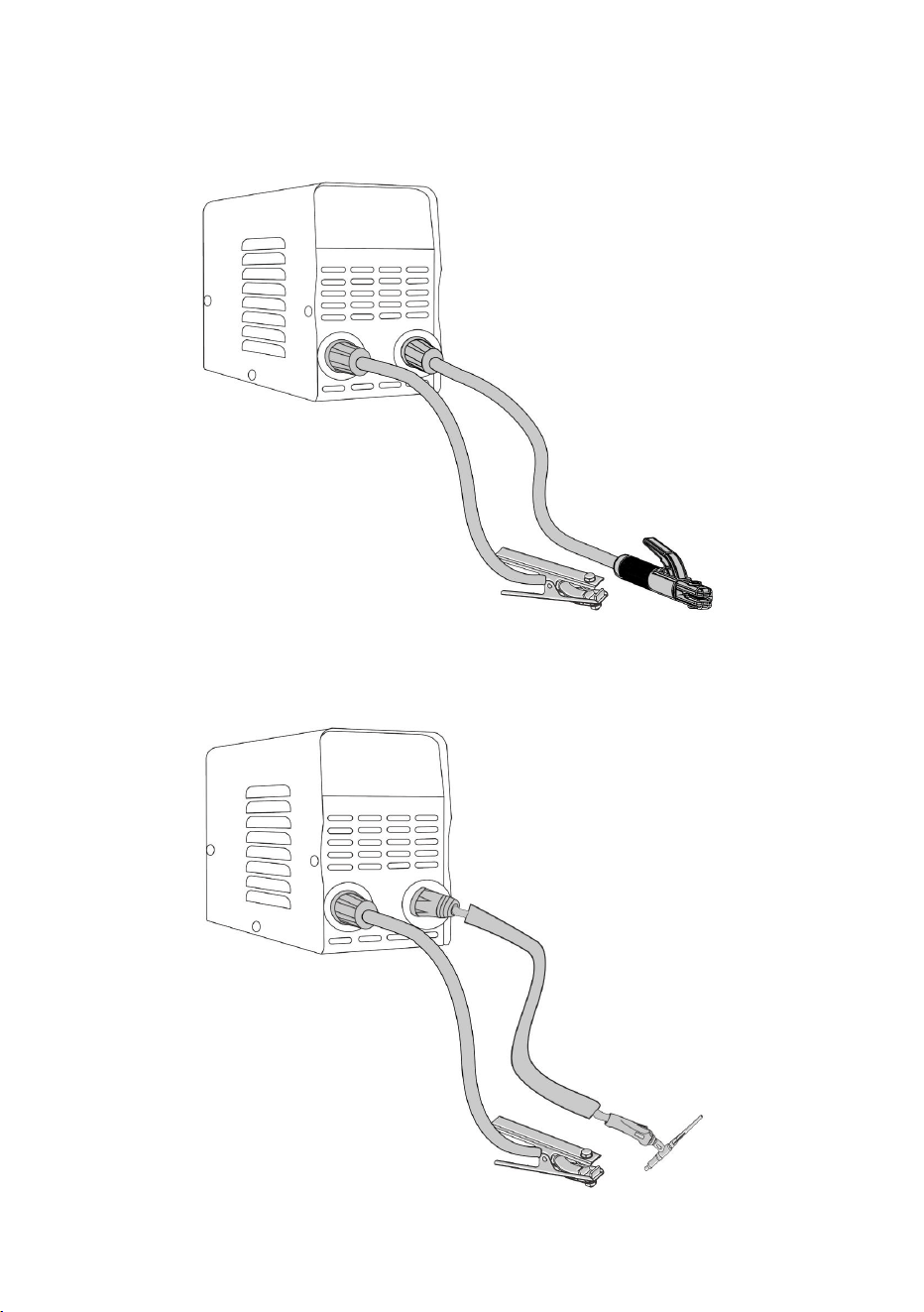
InstalaciónTIG
Diagramadeinstalaciónyconexión
Diagramadeinstalaciónyconexión
InstalacióndeMMA
10
Machine Translated by Google

Conexióndelafuentedealimentación
AsegúresedequeelINTERRUPTORDEENCENDIDO/APAGADOestéAPAGADOantes
derealizarcualquierconexióneléctrica.Elvoltajeylafrecuenciadelafuentedealimentación
disponiblesenelsitiosonlosindicadosenlaetiquetadeclasificacióndesusoldadora.
Sinoestásegurodealgodeloanterior,hagaqueunelectricistacalificadoinspeccionesu
tomadecorrienteantesdeusarlasoldadora.
SIGUIENTESPAUTAS:•Enáreas
libresdehumedadypolvo;•Enáreasconuna
temperaturaambienteentre14y104;•Enáreaslibresdeaceite,vaporygases
corrosivos.•Enáreasnosujetasavibracionesogolpesanormales;•En
áreasnoexpuestasalaluzsolardirectaoalalluvia;•Colóqueloauna
distanciade12"omásdeparedesuobstruccionessimilaresque
puedanrestringirelflujodeairenaturalparaenfriar.
ASEGÚRESEDEOPERARLASOLDADORADEACUERDOCONLAS
Elvoltajedelafuentedealimentaciónprincipaldebeestardentrodel±10%delvoltajenominalde
lafuentedealimentaciónprincipal.Unvoltajedealimentacióndemasiadobajopuedeprovocar
unrendimientodeficientedelasoldadura.Unvoltajedesuministrodeenergíademasiado
altoharáqueloscomponentessesobrecalientenyposiblementefallen.Lasalidadela
soldadoradebeser:•Instaladacorrectamente,siesnecesario,porunelectricista
calificado.•Correctamenteconectadoatierra(eléctricamente)segúnlasregulacionesnacionales
ylocales.•Conectadoauncircuitoeléctricoclasificadoparaamperajesuficientesegúnlaetiqueta
declasificacióndesusoldador.
NOTA:•
InspeccioneperiódicamenteelCABLEDEALIMENTACIÓNDEENTRADAparadetectargrietaso
cablesexpuestos.Sinoestáenbuenascondiciones,lléveloarepararaunCentrodeServicio.•Nocortela
clavijade
conexiónatierranialtereelenchufedeningunamanera,ynoutiliceningúnadaptadorentreelCABLEDE
ALIMENTACIÓNDEENTRADAdelasoldadoray
elreceptáculodelafuentedealimentación.•NotireviolentamentedelCABLEDEALIMENTACIÓN
DEENTRADAparadesconectarlodelatomadecorriente.•Nocoloquematerialniherramientassobreel
CABLEDE
ALIMENTACIÓNDEENTRADA.ElCABLEDEALIMENTACIÓNDEENTRADApuededañarseyprovocar
unadescargaeléctrica.•MantengaelCABLEDE
ALIMENTACIÓNDEENTRADA
alejadodefuentesdecalor,aceites,disolventesobordesafilados.
SELECCIÓNDELSITIO
11
Machine Translated by Google

12
Generadores
EstasoldadorapuedefuncionarconungeneradordeCA.Asegúresedequeelgeneradorpueda
suministrarunmínimode5000vatiosdesalidacontinua.El
generadornodebetenerunafuncióndeahorrodecombustiblederalentíautomáticoydebetenerla
opcióndeapagarelralentíautomático.Elgeneradordebefuncionaramáximavelocidadentodomomento
mientraslasoldadoraestéenchufada,ocorreelriesgodedañarla.Cualquierotroconsumodeenergíadel
generadorocualquiercosaquereduzcalasRPMdelgeneradorpuededañarsusoldadora.
Seleccioneuncabledeextensióndebidamenteconectadoatierraqueseconectedirectamenteconel
receptáculodelafuentedealimentacióndeCAyelCABLEDEALIMENTACIÓNDEENTRADAdela
soldadorasinelusodeadaptadores.Asegúresedequeelcabledeextensiónestécableado
correctamenteyenbuenascondicioneseléctricas.Loscablesdeextensióndebenajustarsealassiguientes
pautasdetamañodecable:•Cable#12
AWGomásgrande•Nouseun
cabledeextensióndemásde25piesdelargo.
CablesdeextensiónPara
unrendimientoóptimodelsoldador,nosedebeutilizaruncabledeextensiónamenosquesea
absolutamentenecesario.Siesnecesario,sedebetenercuidadoalseleccionaruncabledeextensión
apropiadoparausarconsusoldadorespecífico.
•Noutiliceestasoldadoraenuncircuitoquetengauninterruptordecircuitodefallaatierra(GFCI).LosGFCl
seactivanconlosarcosdesoldaduraysusoperacionesdesoldaduraseinterrumpirán
periódicamente.
VentilaciónDado
quelainhalacióndehumosdesoldadurapuedeserperjudicial,asegúresedequeeláreadesoldadura
estébienventilada.
AdvertenciasadicionalesPARA
SUSEGURIDAD,ANTESDECONECTARLAFUENTEDEENERGÍAALALÍNEA,SIGAATENTAMENTE
ESTASINSTRUCCIONES:•Sedebeinsertarundisyuntorbipolaradecuadoantesdel
tomacorrienteprincipal.
Estedisyuntordebeestarequipadoconfusiblesretardados.•Cuandotrabaje
enunespacioconfinado,elsoldadordebemantenersefueradeláreadesoldadurayelcabledetierra
debefijarsealapiezadetrabajo.Nuncatrabajeenunespacioconfinadohúmedoomojado.•Noutilice
CABLESDEALIMENTACIÓNDEENTRADAnicables
desoldaduradañados.•Elsoplete/electrodonuncadebeapuntaraloperadorniaotraspersonas.
•Lasoldadoranuncadebeutilizarsesinlospanelescolocados.Este
Machine Translated by Google
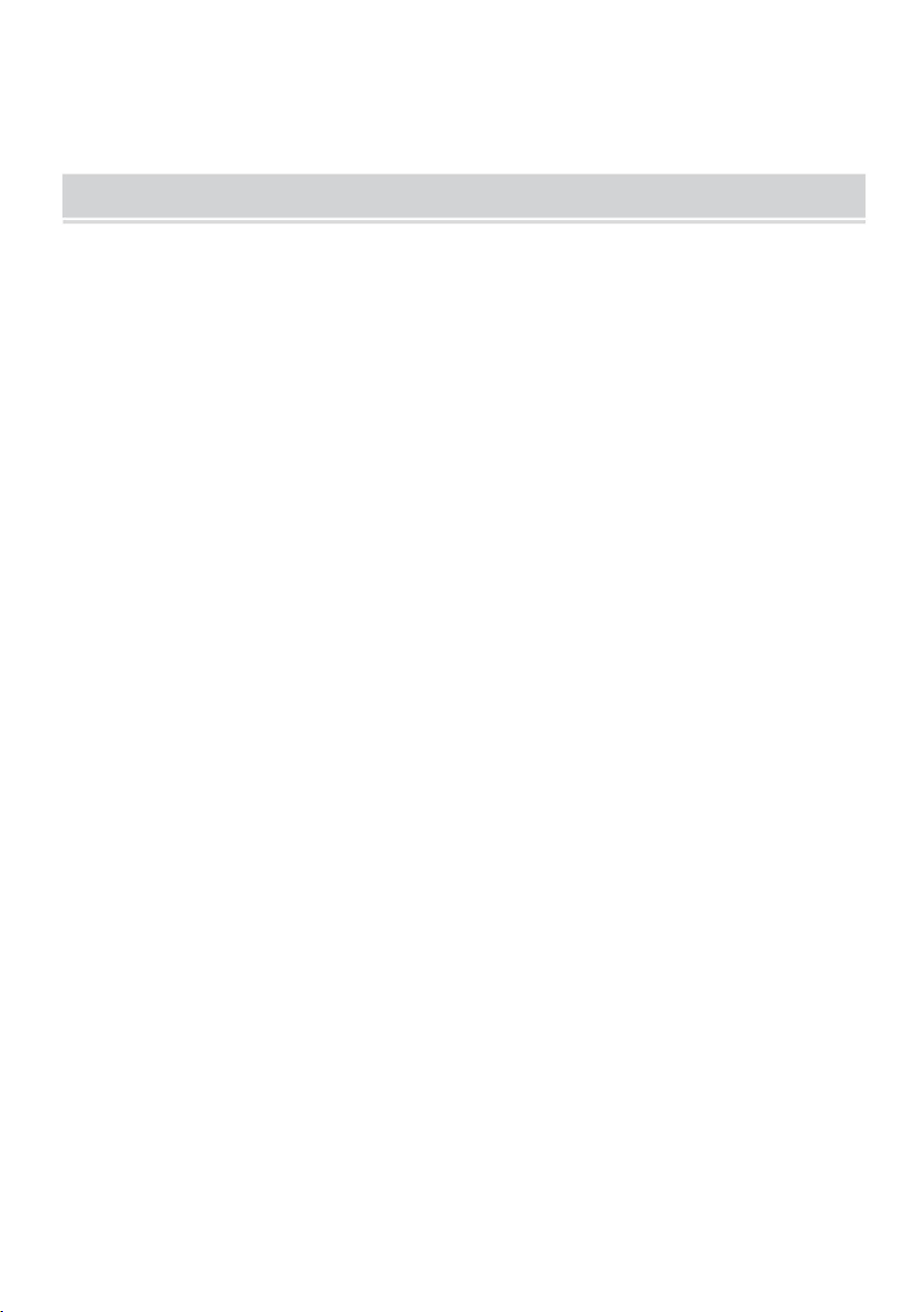
OPERACIÓN
PRECAUCIÓN:NOEXCEDAREGULARMENTEELCICLODETRABAJOO
Preparacióndelasoldadura
Unfactorimportantepararealizarunasoldadurasatisfactoriaeslapreparación.Estoincluye
estudiarelprocesoyelequipoypracticarlasoldaduraantesdeintentarsoldarelproducto
terminado.Sedebeprepararparaeloperadorunáreadetrabajoorganizada,segura,
ergonómica,cómodaybieniluminada.
Especialmente,eláreadetrabajodebeestarlibredetodomaterialinflamableydebehaber
disponibleunextintordeincendiosyuncubodearena.
Paraprepararseadecuadamenteparasoldarconsunuevosoldador,esnecesario:•Leer
lasprecaucionesdeseguridadalprincipiodeestemanual.
ProteccióntérmicainternaElsistema
deproteccióntérmicaseactivaráyapagarátodalasalidadelsoldadorsiexcedeelciclode
trabajodelsoldador.Despuésdelenfriamiento,elprotectortérmicoserestablecerá
automáticamenteysereanudaránlasfuncionesdesoldadura.Esteesuncomportamiento
normalyautomáticodelamáquina.Noserequiereningunaaccióndelusuarioduranteesta
fase.Sinembargo,debeesperaralmenosdiezminutosdespuésdequeseactiveelprotector
térmicoantesdecontinuarsoldando.Debehacerestoinclusosielprotectortérmicosereinicia
antesdequetranscurranlosdiezminutos,opuedeexperimentarunrendimientodelciclode
trabajoinferioralespecificado.
PUEDERESULTARDAÑOSALSOLDADOR
PlacadedatosderendimientoyciclodetrabajoEn
lamáquinahayunaplacaqueincluyetodaslasespecificacionesoperativasdesunueva
unidad.Elnúmerodeseriedelproductotambiénseencuentraenestaplaca.Laclasificación
delciclodetrabajodeunsoldadordefinecuántotiempopuedesoldareloperadorycuánto
tiempodebedescansaryenfriarseelsoldador.Elciclodetrabajoseexpresacomoun
porcentajede10minutosyrepresentaunlímitedetiempomáximodesoldadura.Serequiere
elrestodeunciclode10minutosparaenfriar.Porejemplo,unsoldadortieneunciclode
trabajodel30%conunasalidanominalde90A.Estosignificaqueconesamáquinasepuede
soldaraunasalidade90Adurantetres(3)minutoscortadosde10ylossiete(7)minutos
restantesserequierenparaenfriar.Elciclodetrabajodesunuevosoldadorsepuedeencontrar
enlaplacadedatosadheridaalamáquina.
podríacausarlesionesgravesaloperadorypodríadañarelequipo.
13
Machine Translated by Google
14
Despuésdeseleccionar,ajustelaperilladirectamenteparaajustarcadaparámetrodefunción;
Despuésdelajuste,presionelaperillaunavezparaguardareingresaralsiguienteajustedel
parámetrodefunción.Despuésdelajuste,5SguardaautomáticamenteysaleaActual.
2.Corriente:@110V,30120Aajustable;@220V,30140AajustableArranqueen
caliente:valor
decorrientesuperpuesto(sinexcederlacorrientemáxima),0100AFuerzadelarco:valorde
corrientesuperpuesta
(sinexcederlacorrientemáxima),0100A3.EnMMA,mantengapresionadoelbotónPerilla
para5Sparacambiar
Vrd.
4.Antiadherente:automático,noesnecesariooperar5.
Varilladesoldaduraácida:alicatesdesoldaduradeconexióndeelectrodopositivo/abrazaderasde
cabledeconexiónatierra
negativasVarilladesoldaduraalcalina:alicatesdesoldaduranegativos/abrazaderasdeconexiónatierrapositivas
Soldaduraporarcoeléctrico
1.Gradoydiámetrodelavarilladesoldadura.Dependeprincipalmentedelanaturalezadelmaterial,
elespesordelasoldadura,laformadelaposicióndelasoldaduradelajunta,losparámetrosdela
soldadurayotrosfactores.Larelaciónentreeldiámetro.
FunciónMMA:seleccioneMMAconelbotónarribayabajo.
1.EnMMA:SepuedeseleccionarCorriente/Arranqueencaliente/Fuerzadearco.
Conectelamáquinaaunatomadecorriente
adecuada.•Abracompletamentelaválvuladelcilindrodegas.Ajusteelreguladordepresióndegasal
caudalcorrecto.
•Prepareunáreadetrabajoorganizadaybieniluminada.
•Proporcioneprotecciónparalosojosylapieldeloperadorydelostranseúntes.•Conectela
abrazaderadetierraalmetaldesnudoquesevaasoldar,asegurandounbuencontacto.
Machine Translated by Google
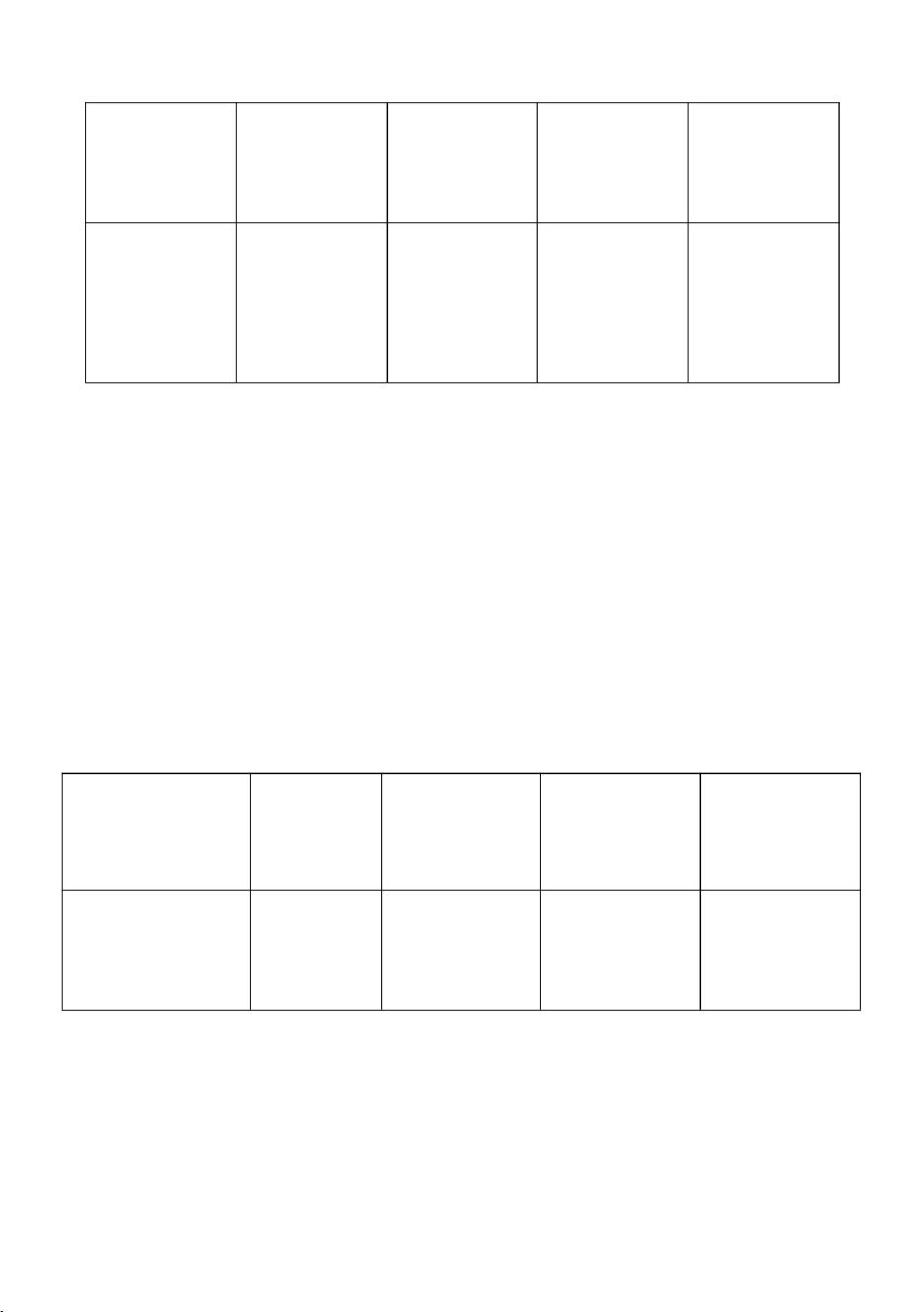
4~8
Soldadura
(A/mm)
(ф)
Empírico
Soldadura
ф46
ф45
Electrodo
2025
Piezas
≤3,5
ф22,5
Diámetrode
<4
Coeficiente 3040
Espesor
812
Electrodo
()
f56
Diámetrode
f34
f34
4050
desoldado
>12
f1.6
2530
siguiendolafórmulaempíricaparalaselecciónprimaria.
posición.Otrosfactoresaconsiderarsonlasoldaduradelaceroestructural.
K=Identificación
ICorrientedesoldaduraKCoeficienteempíricodDiámetrode
Lacorrientedesoldaduravertical,soldadurahorizontalysoldaduraaérea.
Electrododesoldadura
debeserentreun10yun20%menorqueeldelasoldaduraplana.Lacorrientedelfilete
Relaciónentreelcoeficienteempíricodelacorrientedesoldadurayel
Lasoldaduradebeserentreun10yun20%mayorqueladelasoldaduraplana.Paraaceroaleado
Diámetrodelelectrododesoldadura.
2.Corrientedesoldadura:Lacorrientedesoldaduradependedelelectrodo,
delelectrododesoldadurayelespesordelaplacaeselsiguiente.
Electrodos,electrodosdeaceroinoxidable,debidoalaaltaexpansióntérmica.
Diámetrodelelectrodo,espesordelaspiezassoldadasytipodeunión.
posicionesdesoldaduraplanadelelectrodoylacorrientedesoldadurabasadaenla
coeficientederesistencia,silacorrienteesalta,lavarilladesoldaduraespropensaa
15
Machine Translated by Google
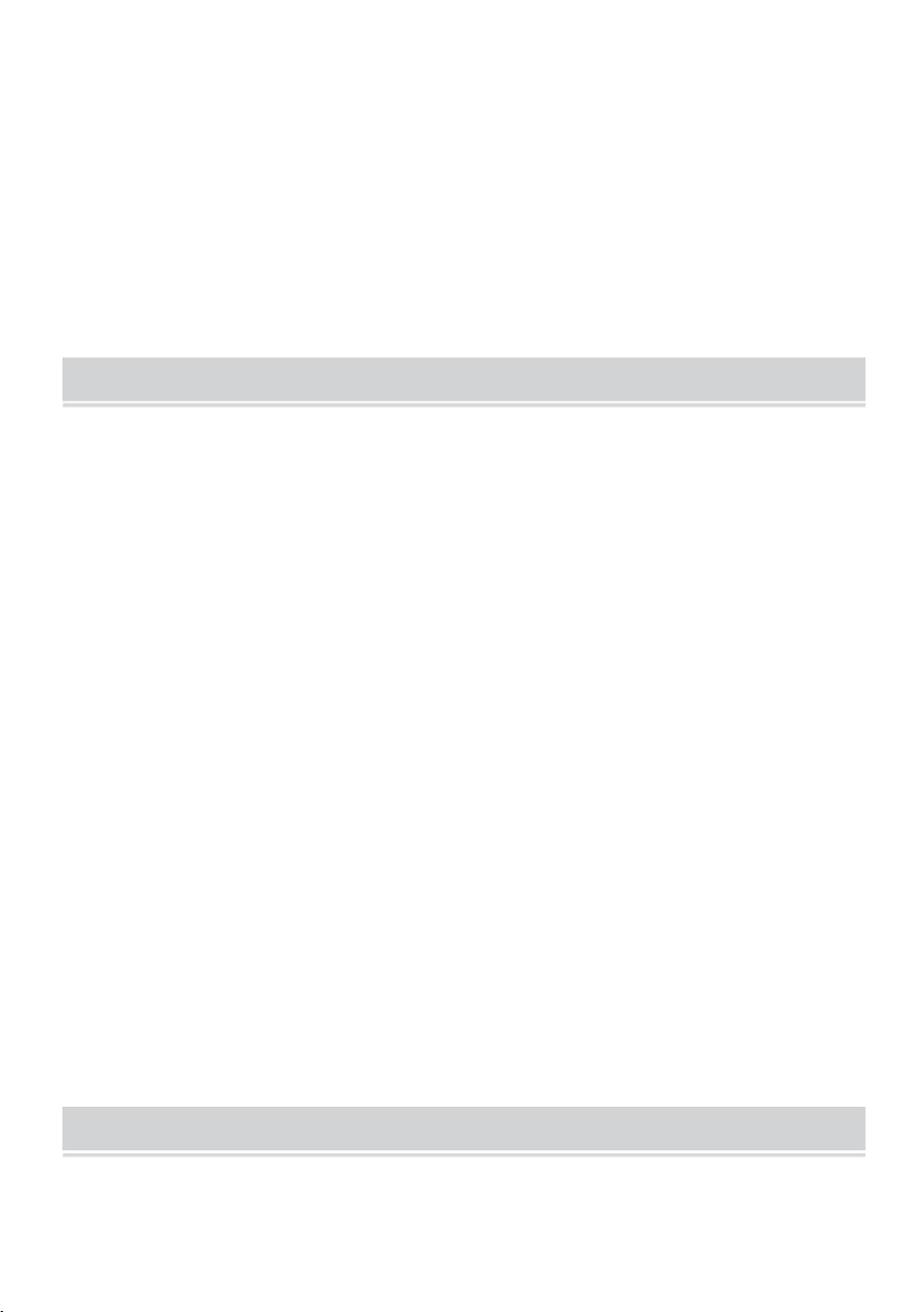
4.Revisetodosloscablesperiódicamente.Debenestarenbuenascondicionesynoagrietados.
ADVERTENCIA:¡LADESCARGAELÉCTRICAPUEDEMATAR!TengaencuentaelINTERRUPTORDE
ENCENDIDO/APAGADO.ElinterruptordeAPAGADOnocortalaenergíadetodosloscircuitosinternosdela
soldadora.Parareducirelriesgodedescargaeléctrica,desenchufesiemprelasoldadoradesufuentede
alimentacióndeCAyesperevariosminutoshastaquesedescarguelaenergíaeléctricaantesderetirarlos
paneleslaterales.
ADVERTENCIA:DESCONECTEDELAFUENTEDEENERGÍAALREALIZARESTAOPERACIÓN.
2.Evitedirigirpartículasabrasivashaciaelsoldador.Estaspartículasconductoraspuedenacumularsedentro
delamáquinaycausardañosgraves.
3.Limpieperiódicamenteelpolvo,lasuciedadylagrasadesusoldadora.Cadaseismesesosegúnsea
necesario,retirelospaneleslateralesdelasoldadorayutiliceairecomprimidoparaeliminarelpolvoyla
suciedadquepuedanhaberseacumuladodentrodelasoldadora.
1.ReemplaceelCABLEDEALIMENTACIÓNDE
ENTRADA,elcabledetierra,laabrazaderadetierraoel
cabledelaantorcha/electrodocuandoestédañadoodesgastado.
MantenimientogeneralEsta
soldadorahasidodiseñadaparanecesitarunserviciomínimo,siemprequesesiganunossencillospasos
paraunmantenimientoadecuado.
Lasiguienteesunatabladesolucióndeproblemasqueseproporcionaparaayudarleadeterminaruna
posiblesolucióncuandotengaunproblemaconsusoldadora.
SOLUCIÓNDEPROBLEMAS
MANTENIMIENTOYSERVICIO
afectandolacalidaddelasoldadura.
ElmétododeconexióninversadeCCdebeusarseparaalcalinos.
3.Métododeconexióndelasalidadesoldadura.
enrojecimientoduranteelprocesodesoldadurayhacerquelapieldelfundentesecaiga,
soldaduradeelectrodos.
LasoldaduraconelectrodoácidodebeutilizarunmétododeconexiónpositivadeCC.
16
Machine Translated by Google
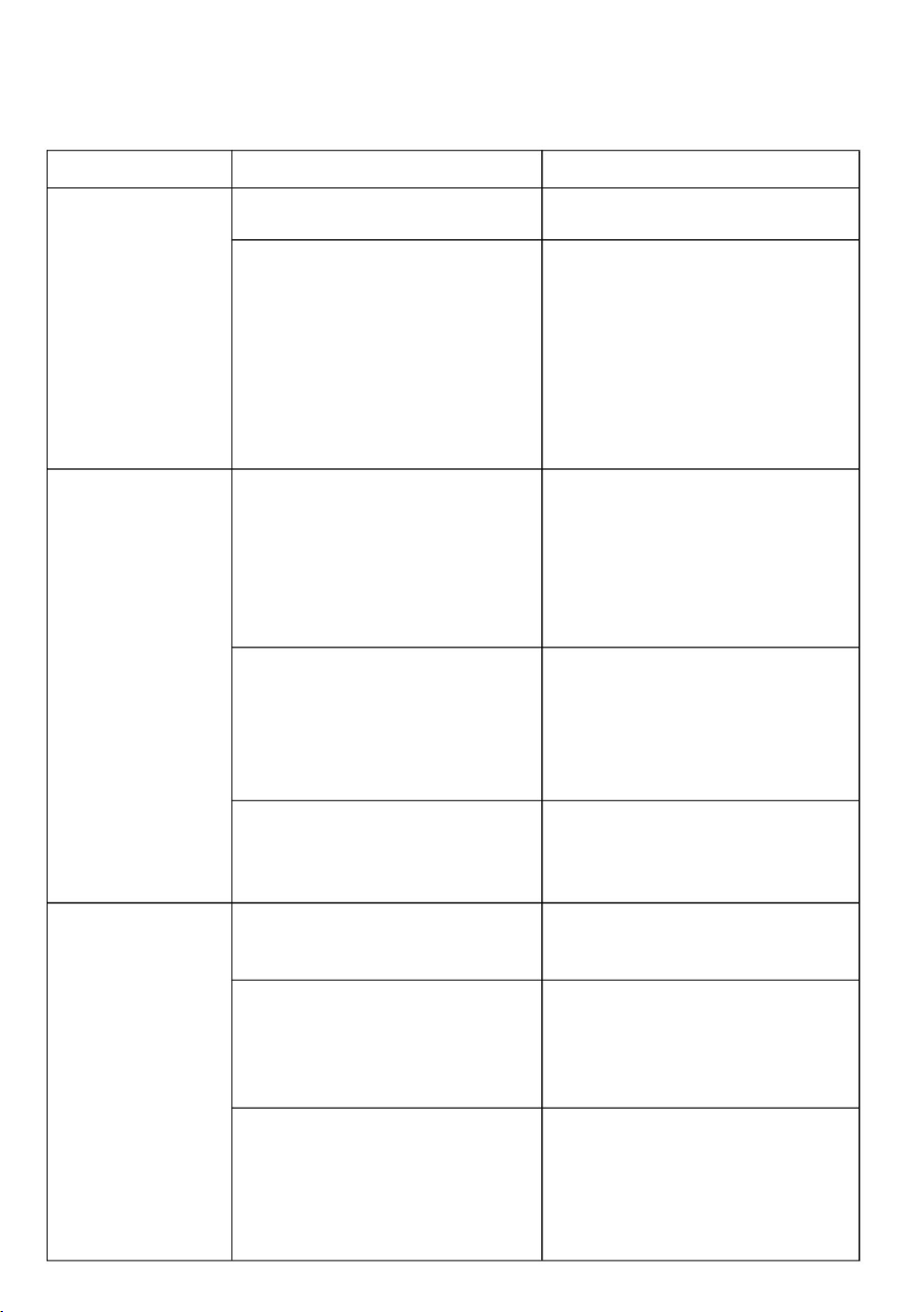
Utiliceuncabledeextensiónadecuado
(cable#12AWGomáspesado,deno
másde25pies)
POSIBLECAUSA
Flujodeaireinsuficientequeprovoca
quelamáquina
sesobrecalienteantesdealcanzar
elciclodetrabajo.
Voltajeincorrectosuministradoalsoldador.
Cabledeextensióndemasiado
largooinadecuado.
Lamáquinanoestáencendida.
Vuelvaacolocarlaabrazaderayverifique
laconexióndelcablealaabrazadera.
Malaconexiónatierraoconexión
antorcha/electrodo.
Verifiquelaconexióndelcabledetierra,
laantorchaoelportaelectrodos.
Haga
queunelectricistacalificadoverifique
elvoltajeensutomadecorriente.
Sielvoltajeesapropiado,
verifiquequeelcableadodelcircuito
seasuficientepara40A.
POSIBLESOLUCIÓN
Soldaduradebajo
rendimientoono
penetrante.
Potenciadeentradademasiadobaja.
Enciendalamáquinaconel
INTERRUPTORDE
ENCENDIDO/APAGADO.Asegúrese
dequelamáquinaestéenchufada.
Ningún
LEDINDICADOR
está
iluminadoy
nadafunciona
enlasoldadora.
Verifiquequeeldisyuntornosehaya
disparado.Reinícielosiesnecesario.
Nohayalimentacióndeentradapresente.
Ciclodetrabajoexcedido;protector
térmico
activado.
Verifiquelapotenciadesalidadel
tomacorriente.
Dejequelasoldadoraseenfríealmenos
10minutosconlamáquinaencendida
(observeymantengaelciclodetrabajo
adecuado).ElLEDINDICADORDEFALLA/
SOBRECARGATÉRMICAdebe
apagarsedespuésdequelamáquinase
hayaenfriado.Verifiqueque
nohayaobstruccionesque
bloqueenelflujodeaireyasegúresede
quehaya12pulgadasdeespacioentre
ellas.cualquierobstáculoylas
rejillasdeventilaciónentodoslosladosde
lamáquina.
Noutilicelamáquinaenuntomacorriente
GFI.
PROBLEMA
Verifiqueelvoltajedesutomade
corriente.Siesun10%mayoromenorque
120V,llameaunelectricistacalificado.
LosLED
INDICADORES
estániluminadosyno
haypotencia
desalidadela
soldadora.
Estatablanoproporcionatodaslassolucionesposibles,sóloaquellasposibilidadesque
seconsideranprobablescomofallascomunes.
17
Machine Translated by Google
18
Asegúresedequelapiezadetrabajoesté
limpiayseca.
Asegúresedequelaconexión
entrelaabrazaderadetierraylapieza
detrabajoseabuenayestésobremetallimpio
ydesnudo(nopintadonioxidado).
Elarco
estáerrante(TIG).
arco
Elamperajeesdemasiadobajo.
La
abrazaderadetierra,
elcabledetierray/
oelcablede
soldadurasecalientan.
Verifiquelaconexión
delaabrazaderadetierra/
piezadetrabajoytodaslas
conexionesalamáquina.
Eltungstenoesdemasiadogrande.
Gasinsuficienteeneláreadesoldadura.
Malaconexiónatierraoconexiónatierra
suelta.
Aumenteelajustedeamperaje.
Utiliceuntungstenomáspequeño.
Lamáquinanoeselúnicoequipoeléctrico
delcircuito.
Soldadurasde
malacalidad.
Asegúresedequelasoldadoraestéenun
circuitodedicadooquesealoúnicoconectado
auncircuito.
Piezadetrabajooxidada,pintada,aceitosa
ograsienta.
Malaconexiónatierraoconexión
antorcha/electrodo.
Disparosfrecuentesdel
disyuntor.
Verifiquelaconexióndelcabledetierra,la
antorchaoelportaelectrodos.
Verifiquequeeldisyuntordelcircuitoseaun
disyuntordeacciónlenta.Sinoloes,haga
queunelectricistacalificadoinstale
losdisyuntoresadecuados.
Eldisyuntoresincorrecto/
insuficienteparausarconesta
máquina.
Verifiquelaconexióndelcablede
tierraalaabrazaderadetierra.Aprietela
conexióndelcableala
abrazaderadetierrasiesnecesario.
Compruebequelascorrientesdeaire
nosellevenelgasy,encasoafirmativo,
trasládeseaunazonadesoldaduramás
protegida.Delocontrario,verifique
elcontenidodel
cilindrode
gas,elmedidor,laconfiguracióndel
regulador
yelfuncionamientodelaválvuladegas.
Comienzo
difícil.
Machine Translated by Google

SPAWACZ
STICK
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
Dotyczy modelu: MMA-140/MMA-160/MMA-200
„Zaoszczędź o połowę”, „o połowę ceny” lub inne podobne wyrażenia używane przez nas przedstawiają
jedynie szacunkową oszczędność, jaką możesz zyskać kupując u nas określone narzędzia w porównaniu z głównymi
najlepszymi markami i niekoniecznie oznaczają uwzględnienie wszystkich kategorii oferowanych narzędzi przez nas.
Przypominamy, aby podczas składania zamówienia u nas dokładnie sprawdzić, czy faktycznie oszczędzasz
połowę w porównaniu z czołowymi markami.
Nadal dokładamy wszelkich starań, aby zapewnić Państwu narzędzia w konkurencyjnej cenie.
Machine Translated by Google
MMA-160
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
MMA-200MMA-140
Spawacz kijowy
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/
support
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Zapraszamy do
kontaktu z nami:
To jest oryginalna instrukcja. Przed przystąpieniem do obsługi prosimy o
dokładne zapoznanie się ze wszystkimi instrukcjami. VEVOR zastrzega sobie jasną
interpretację naszej instrukcji obsługi. Wygląd produktu zależy od produktu,
który otrzymałeś. Proszę wybaczyć nam, że nie będziemy ponownie informować Państwa,
jeśli pojawią się jakieś aktualizacje technologii lub oprogramowania naszego produktu.
- 1 -
Machine Translated by Google
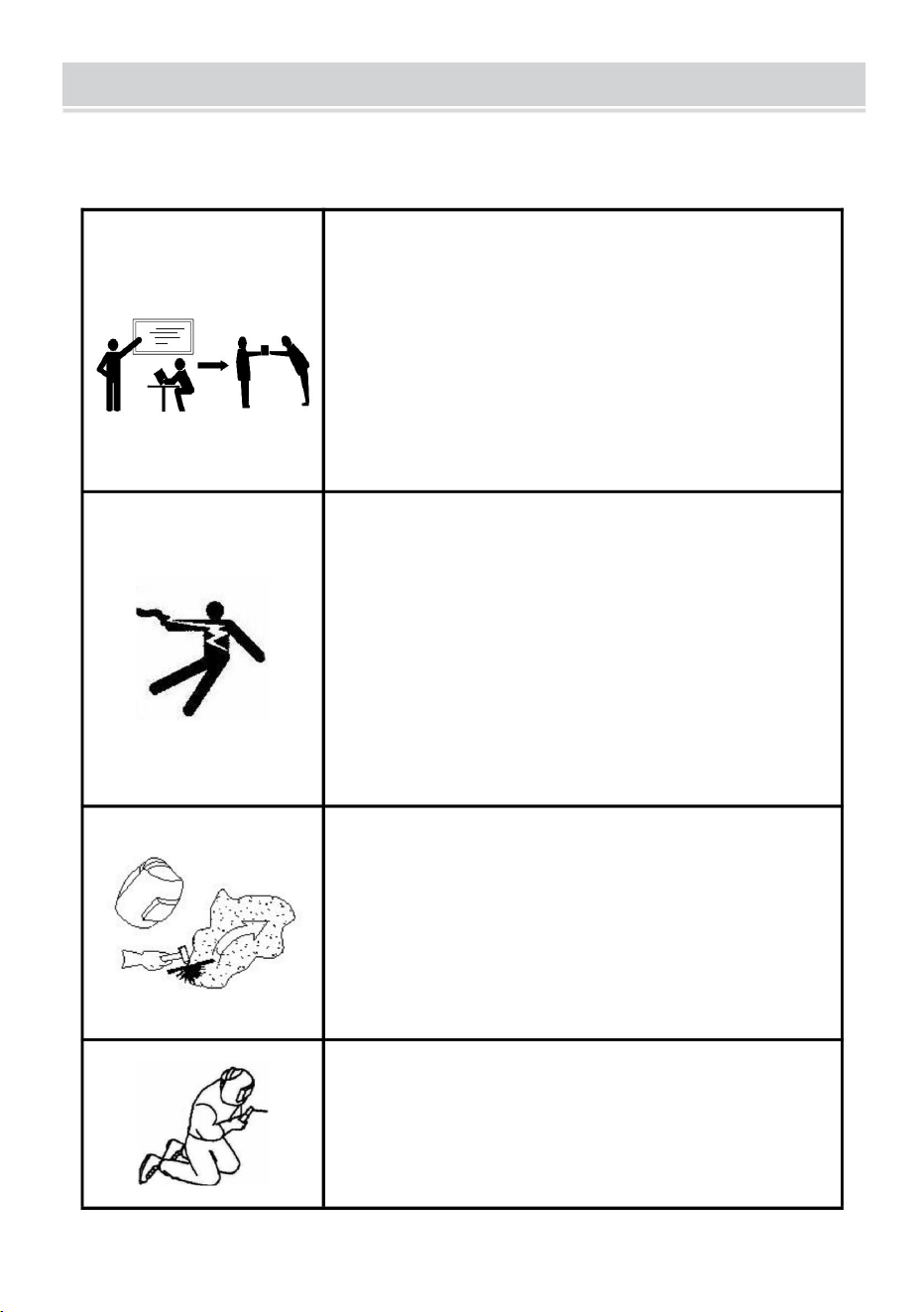
Porażenie prądem może spowodować poważne obrażenia
lub nawet śmierć.
Zainstaluj urządzenia uziemiające zgodnie z zaleceniami użytkownika
specyfikacja.
Nigdy nie dotykaj części pod napięciem gołą skórą lub mając na
sobie mokre rękawiczki/ubranie. Upewnij
się, że jesteś odizolowany od podłoża i przedmiotu obrabianego.
Operatorzy powinni posiadać ważne pozwolenia na pracę w
zakresie spawania/cięcia metali. Odłącz
zasilanie przed konserwacją lub naprawą.
Przed przystąpieniem do obsługi maszyny wymagane
jest profesjonalne szkolenie.
Używaj materiałów spawalniczych do ochrony pracy
autoryzowanych przez wydział nadzoru
bezpieczeństwa narodowego.
Upewnij się, że Twoja pozycja pracy jest bezpieczna.
Promieniowanie łuku może uszkodzić oczy lub poparzyć skórę.
Noś odpowiednie maski spawalnicze i odzież ochronną, aby chronić
oczy i ciało. Używaj odpowiednich masek lub
zasłon, aby chronić widzów przed obrażeniami.
Dym i gaz mogą być szkodliwe dla zdrowia. Trzymaj
głowę z dala od dymu i gazu, aby uniknąć wdychania gazów
spalinowych podczas spawania. Podczas spawania
należy
zapewnić dobrą wentylację środowiska pracy za pomocą urządzeń
wyciągowych lub wentylacyjnych.
- 2 -
Spawanie jest niebezpieczne i może spowodować obrażenia u Ciebie i innych osób,
dlatego podczas spawania należy zachować dobrą ochronę. Aby zapobiec wypadkom, należy
zapoznać się ze wskazówkami bezpieczeństwa producenta.
BEZPIECZEŃSTWO
Machine Translated by Google
PRAWIDŁOWA UTYLIZACJA w celu ekspozycji.
Ten produkt podlega przepisom
napotykając awarię maszyny.
Proszę zwrócić się o profesjonalną pomoc, gdy
Dyrektywa Europejska 2012/19/UE. Symbol przekreślonego
kosza na śmieci oznacza, że produkt wymaga
selektywnej zbiórki śmieci na terenie Unii Europejskiej.
Dotyczy to produktu i wszystkich akcesoriów oznaczonych
tym symbolem. Produktów oznaczonych jako takie nie
można wyrzucać razem ze zwykłymi odpadami domowymi,
lecz należy je przekazać do punktu zbiórki urządzeń
elektrycznych i elektronicznych przeznaczonego
do recyklingu.
Gorący przedmiot obrabiany może spowodować poważne oparzenia.
Skontaktuj się z centrum serwisowym swojego dostawcy
sprawdzić, czy nie ma materiałów palnych
palnik spawalniczy.
Podczas ciągłego użytkowania wymagane jest chłodzenie
Iskry spawalnicze mogą spowodować pożar, dlatego prosimy
W pobliżu powinna znajdować się gaśnica oraz
Użytkownicy rozruszników serca powinni trzymać się z daleka
i działanie.
zrozumieć instrukcję lub rozwiązać problem
w pobliżu i zwracać uwagę na ryzyko pożaru.
Pola magnetyczne wpływają na rozrusznik serca.
szukaj profesjonalnej pomocy, jeśli nie do końca
Nie spawaj w ograniczonej przestrzeni.
powinna być używana przez przeszkoloną osobę.
miejsce spawania przed konsultacją lekarską.
zgodnie z instrukcją.
Zapoznaj się z odpowiednią treścią tej instrukcji, jeśli
eksplozja.
Nie dotykaj gorącego przedmiotu gołymi rękami.
napotkasz jakiekolwiek trudności w instalacji
Nie używaj tego urządzenia do rozmrażania rur.
Nieprawidłowa obsługa może spowodować pożar lub
- 3 -
Machine Translated by Google
Ręczna spawarka łukowa może zapewnić mocniejszy, bardziej skoncentrowany i stabilny
łuk w przejściu kropli zwarcia. Elektroda i przedmiot obrabiany reagują szybko po zwarciu.
Dodatkowo zasilacz tego typu może być wyposażony w urządzenie do regulacji łuku, co
powoduje, że spawarka może być zaprojektowana z różnymi charakterystykami
dynamicznymi. Charakterystykę dynamiczną można regulować, aby łuk był
bardziej miękki lub twardszy.
Seria ręcznych spawarek łukowych charakteryzuje się: wysoką wydajnością, oszczędnością
energii, lekkością, dobrymi właściwościami dynamicznymi, stabilnością łuku i łatwą kontrolą
pul roztworów. Powszechnie stosowane są wysokie napięcie bez obciążenia i lepsza
kompensacja ciągu energetycznego. Może spawać stal nierdzewną, stal stopową, stal
węglową, miedź i inne metale nieżelazne. W spawarce można stosować elektrody o różnych
specyfikacjach i materiałach, w tym elektrody kwasowe, zasadowe i celulozowe, które można
stosować do prac lotniczych, prac w terenie oraz dekoracji wnętrz i na zewnątrz. W porównaniu
z podobnymi produktami w kraju i za granicą charakteryzuje się niewielkimi rozmiarami,
lekkością, prostą instalacją, łatwą obsługą i tak dalej.
prostownik. Pojawienie się urządzeń do spawania łukowego z inwerterem wynika z
pojawienia się teorii i urządzeń mocy inwertorowej. Inwerterowy zasilacz do spawania
łukowego wykorzystuje urządzenie o dużej mocy z lampą polową MOSFET/pojedynczą
rurą/modułem IGBT. Energia elektryczna o częstotliwości sieciowej 50/60 Hz jest
przekształcana na wysoką częstotliwość (18–100 KHZ powyżej), a następnie prostownik
obniżający napięcie poprzez technologia modulacji szerokości impulsu (PWM) generuje
źródło prądu stałego o dużej mocy, waga głównego transformatora, głośność jest
znacznie zmniejszona, wydajność wzrasta o ponad 30%. Pojawienie się spawarki inwertorowej
jest przez ekspertów chwalone jako rewolucja w branży spawalniczej.
W spawarce zastosowano zaawansowaną technologię inwerterową
KRÓTKIE WPROWADZENIE ZASAD
- 4 -
Machine Translated by Google
Napięcie (V)
Częstotliwość (HZ)
Moc
PRZEDMIOT
Prąd wyjściowy (A)
moc (KVA)
MMA-140
Wejście znamionowe
Brak napięcia obciążenia (V)
50 Hz-60 Hz
4,98
140A ±10A
AC 110 V ±10%
4,98
60 V
140A ±10A
0,88
15%/40 ℃
Współczynnik mocy
60 V
50 Hz-60 Hz
Cykl pracy (40 ℃)
0,88
15%/40 ℃
AC 220V ±10%
Główny parametr
INSTALACJA
- 5 -
Machine Translated by Google
Główny parametr
Prąd wyjściowy (A)
moc (KVA)
MMA-160
Wejście znamionowe
Brak napięcia obciążenia (V)
50 Hz-60 Hz
5,87
160A ±10A
AC 110 V/220 V ±10%
5,87
60 V
160A ±10A
0,88
20%/40 ℃
Współczynnik mocy
60 V
50 Hz-60 Hz
Cykl pracy (40 ℃)
0,88
20%/40 ℃
AC 220V ±10%
Moc
Częstotliwość (HZ)
Napięcie (V)
PRZEDMIOT
INSTALACJA
- 6 -
Machine Translated by Google
Moc
Częstotliwość (HZ)
Napięcie (V)
PRZEDMIOT
Prąd wyjściowy (A)
moc (KVA)
MMA-200
Wejście znamionowe
Brak napięcia obciążenia (V)
50 Hz-60 Hz
7,78
200A ±10A
AC 110 V/220 V ±10%
7,78
60 V
200A ±10A
0,88
20%/40 ℃
Współczynnik mocy
60 V
50 Hz-60 Hz
Cykl pracy (40 ℃)
0,88
20%/40 ℃
AC 220V ±10%
Główny parametr
INSTALACJA
- 7 -
Machine Translated by Google
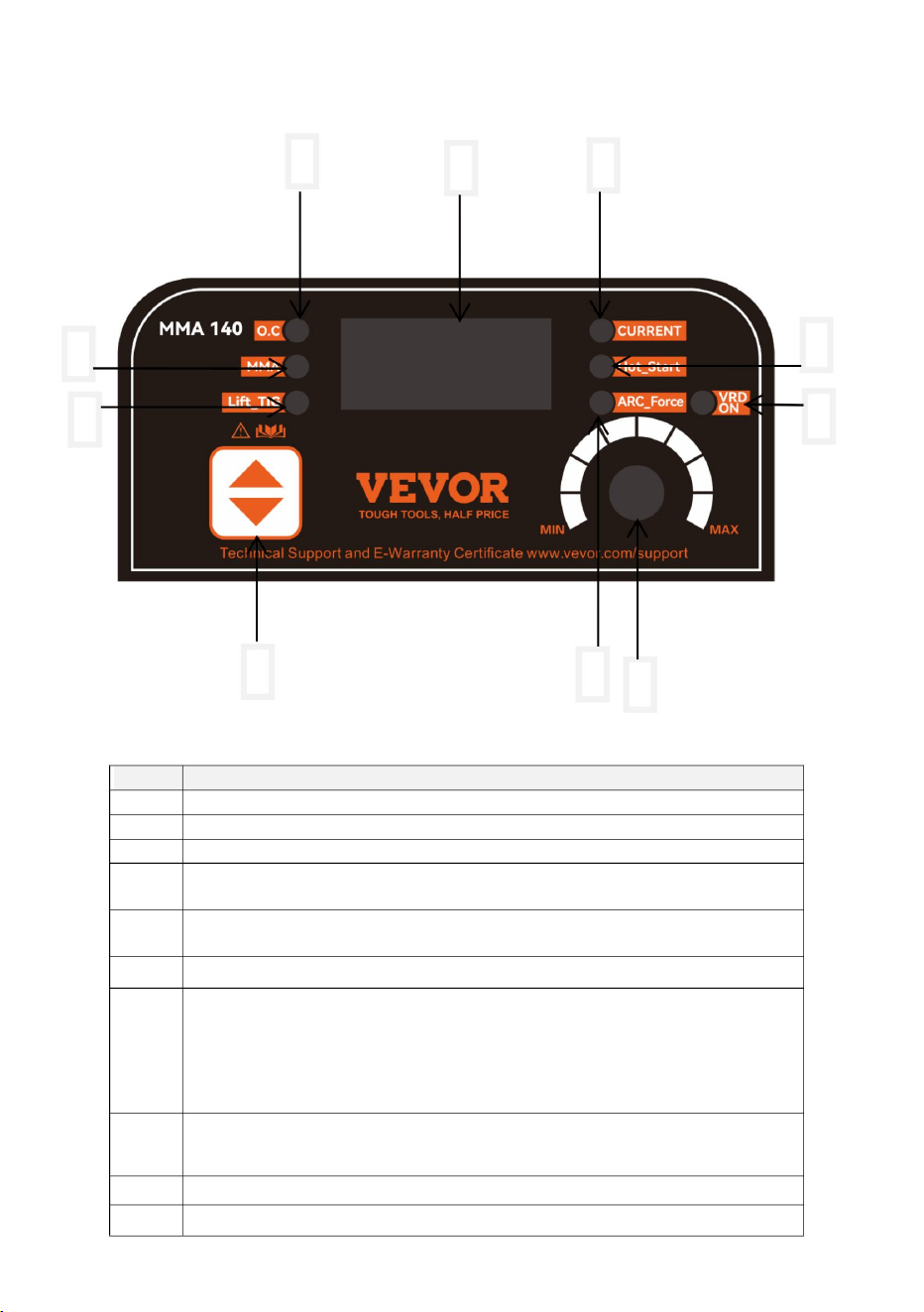
2
1
Ciąg (odnosi się do siły spawania generowanej przez spawarkę
spawalniczy
parametry takie jak prąd wyjściowy, napięcie i moc podczas spawania)
Lampka kontrolna stanu spawania ręcznego
Przełącz klawisze funkcyjne, naciśnij krótko, aby przełączyć pomiędzy spawaniem ręcznym a łukiem argonowym
Spawanie łukiem kontaktowym argonem
Nieprawidłowa kontrolka
Kontrolka przeciwporażeniowa (gdy włączona jest funkcja VRD, napięcie jałowe spawarki zwykle nie przekracza
20 V, co ułatwia wykonywanie prac spawalniczych w wilgotnym lub innym środowisku narażonym na porażenie
prądem, a tym samym znacznie zmniejszenie ryzyka porażenia prądem elektrycznym personelu spawającego).
Jednocześnie naciśnij przycisk funkcyjny i pokrętło parametrów, a lampka kontrolna zaświeci się, gdy VRD
będzie włączone i wyłączone, gdy VRD będzie wyłączone
Zajarzanie łuku termicznego (poprzez zwiększenie długości i wytrzymałości łuku, zwiększenie temperatury i ciepła
łuku, przyspieszenie topienia przedmiotu obrabianego i elektrody, a tym samym poprawę szybkości i jakości
spawania)
Kontrolka regulacji prądu
Krótko naciśnij pokrętło parametrów, aby przełączyć, obróć, aby dostosować rozmiar
Bieżący wyświetlacz
8
7
9
4
6
5
3
10
- 8 -
2
7
3
10
8
9
1
5
4
6
Numer Wyjaśnij
Uwaga: Powyższe obrazy mają wyłącznie charakter poglądowy
Opis panelu sterowania
Machine Translated by Google
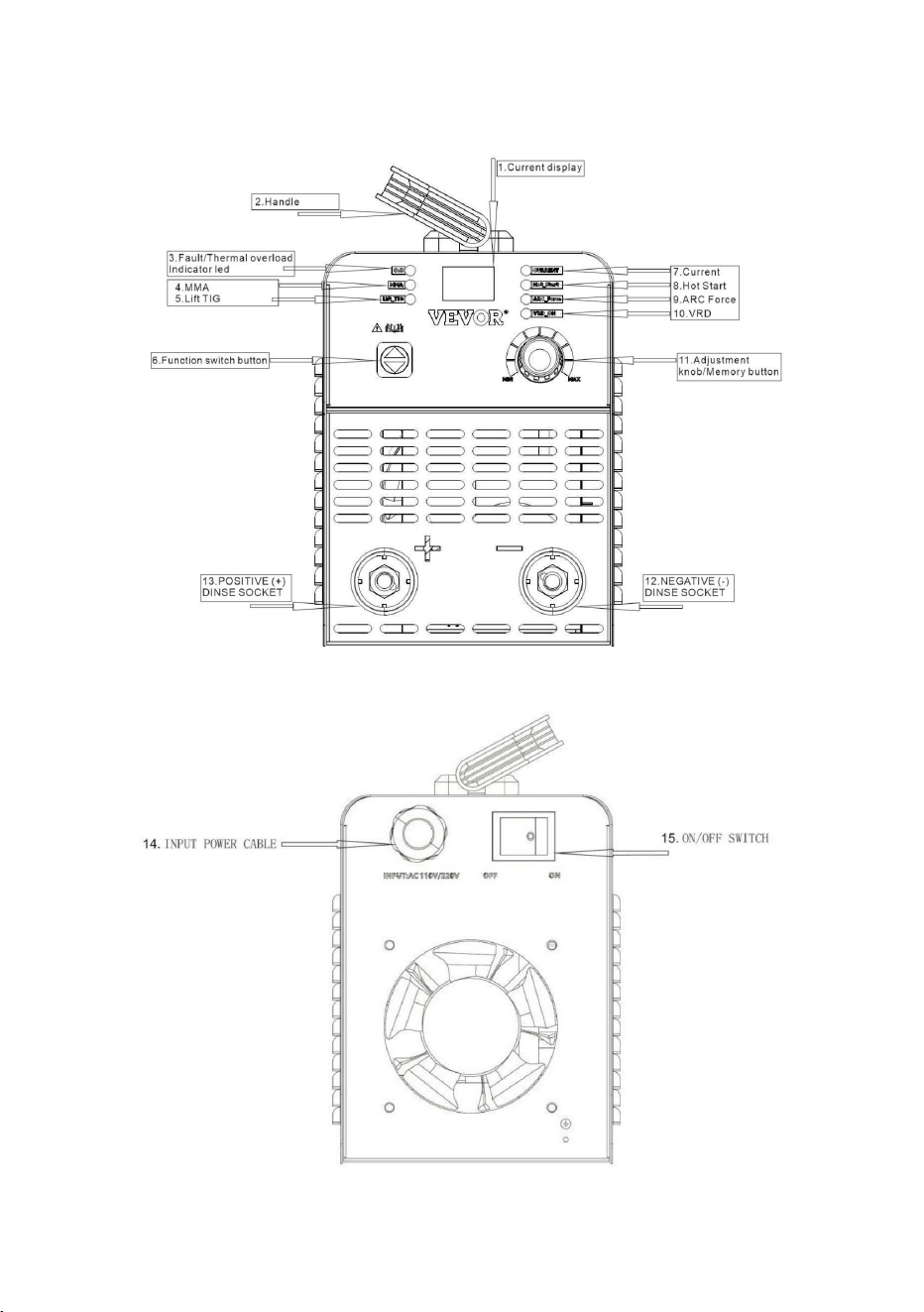
- 9 -
Schemat funkcjonalny
Machine Translated by Google
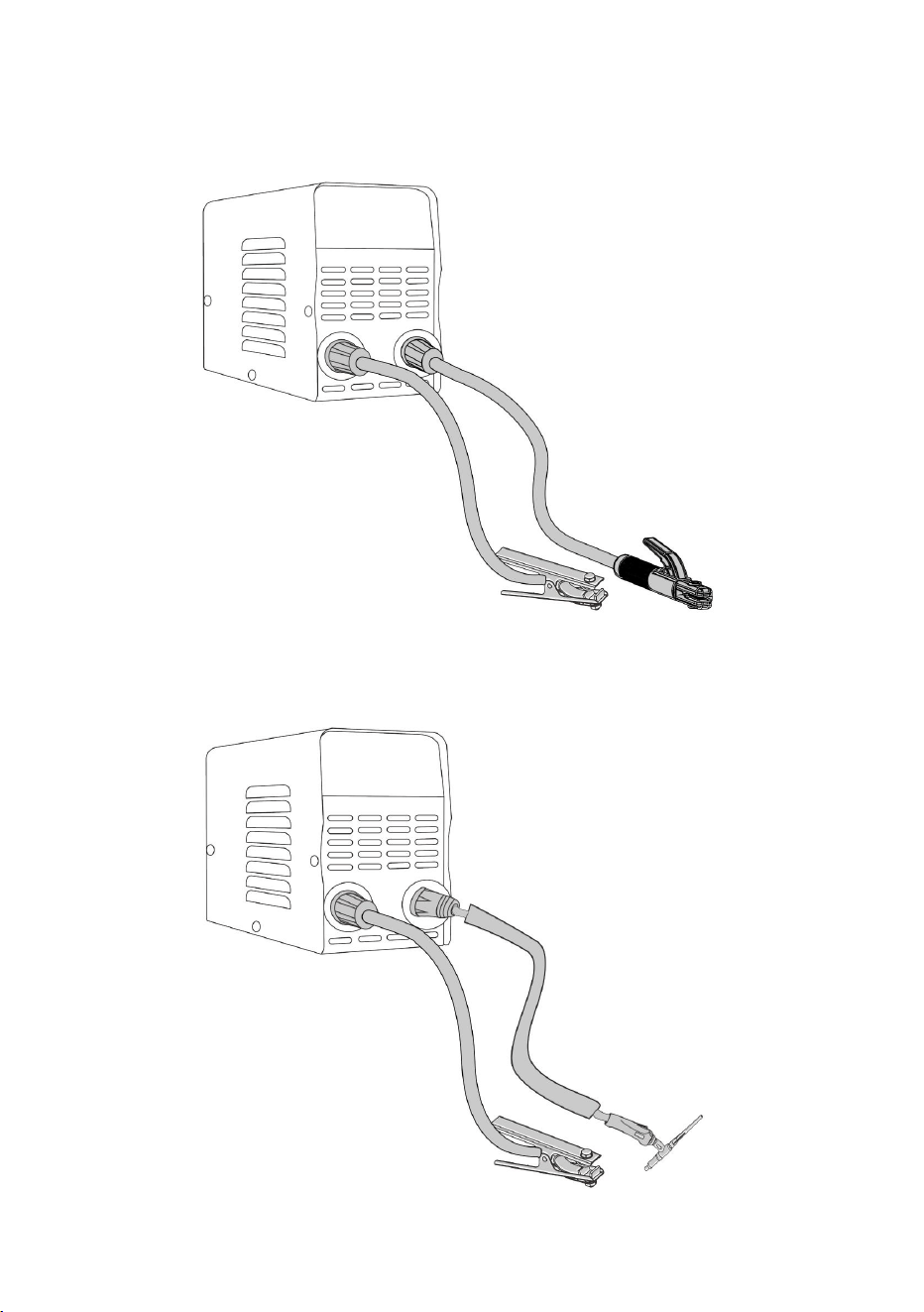
- 10 -
Instalacja TIG-a
Schemat instalacji i podłączenia
Instalacja MMA
Schemat instalacji i podłączenia
Machine Translated by Google

Podłączenie źródła zasilania Przed
wykonaniem podłączenia elektrycznego należy upewnić się, że PRZEŁĄCZNIK WŁ./WYŁ. jest
wyłączony. Napięcie i częstotliwość zasilania dostępne na miejscu są podane na tabliczce znamionowej spawarki.
Główne napięcie zasilania powinno mieścić się w granicach ±10% znamionowego napięcia głównego zasilania.
Zbyt niskie napięcie zasilania może powodować słabą wydajność spawania. Zbyt wysokie napięcie zasilania
spowoduje przegrzanie podzespołów i prawdopodobnie awarię. Gniazdo spawalnicze musi być: •
Prawidłowo zainstalowane, jeśli to konieczne, przez wykwalifikowanego elektryka. • Prawidłowo
uziemione (elektrycznie) zgodnie z przepisami krajowymi i lokalnymi. • Podłączone do
obwodu elektrycznego o znamionowym natężeniu prądu zgodnym z tabliczką znamionową spawacza.
NASTĘPUJĄCE WYTYCZNE: • W miejscach
wolnych od wilgoci i kurzu; • Na obszarach o temperaturze
otoczenia od 14 ℉ do 104 ℉; • W obszarach wolnych od oleju, pary i gazów korozyjnych. • W
obszarach nie narażonych na nietypowe wibracje lub wstrząsy; • W obszarach
nie narażonych na bezpośrednie działanie promieni słonecznych lub deszczu; • Umieść
urządzenie w odległości 12 cali lub większej od ścian lub podobnych
przeszkód, które mogłyby ograniczać naturalny przepływ powietrza w celu chłodzenia.
NALEŻY OBSŁUGIWAĆ SPAWARKĘ ZGODNIE Z
Jeśli nie masz pewności co do któregokolwiek z powyższych punktów, przed użyciem spawarki
zleć sprawdzenie gniazdka wykwalifikowanemu elektrykowi.
UWAGA: •
Okresowo sprawdzaj KABEL ZASILANIA WEJŚCIOWEGO pod kątem pęknięć lub odsłoniętych
przewodów. Jeśli nie jest w dobrym stanie, oddaj go do naprawy do centrum serwisowego. • Nie odcinaj bolca
uziemiającego, nie modyfikuj wtyczki w żaden sposób i nie używaj żadnych adapterów pomiędzy
WEJŚCIOWYM KABELEM ZASILANIA spawacza a
gniazdkiem źródła prądu. • Nie ciągnij gwałtownie ZA KABEL ZASILAJĄCY, aby odłączyć go od
gniazdka elektrycznego. • Nie kładź żadnych materiałów ani narzędzi na WEJŚCIOWYM KABLU ZASILAJĄCYM.
KABEL ZASILANIA
WEJŚCIOWEGO może zostać uszkodzony i spowodować porażenie prądem. • Trzymaj KABEL ZASILAJĄCY z dala
od źródeł ciepła, olejów, rozpuszczalników lub ostrych
krawędzi.
WYBÓR MIEJSCA
- 11 -
Machine Translated by Google

- 12 -
Przedłużacze Aby
zapewnić optymalną wydajność spawacza, nie należy używać przedłużacza, jeśli nie jest to absolutnie
konieczne. Jeśli to konieczne, należy zachować ostrożność przy wyborze przedłużacza odpowiedniego do
użytku z konkretną spawarką.
Dodatkowe ostrzeżenia DLA
TWOJEGO BEZPIECZEŃSTWA, PRZED PODŁĄCZENIEM ŹRÓDŁA ZASILANIA DO LINII NALEŻY ŚCIŚLE
PRZESTRZEGAĆ PONIŻSZYCH INSTRUKCJI: • Przed gniazdem głównym należy umieścić
odpowiedni dwubiegunowy wyłącznik.
Generatory
Spawarkę można zasilać z generatora prądu przemiennego. Upewnij się, że generator może
dostarczać co najmniej 5000 watów ciągłej mocy wyjściowej.
Generator nie może być wyposażony w funkcję oszczędzania paliwa podczas pracy na biegu jałowym
i musi mieć możliwość wyłączenia tej funkcji. Generator musi pracować z pełną prędkością przez cały czas,
gdy spawarka jest do niego podłączona, w przeciwnym razie istnieje ryzyko uszkodzenia spawarki.
Jakiekolwiek inne pobieranie mocy z generatora lub cokolwiek, co zmniejsza prędkość obrotową generatora,
może spowodować uszkodzenie spawarki.
• Nie używaj tej spawarki w obwodzie z wyłącznikiem ziemnozwarciowym (GFCI). GFC są wyzwalane przez łuki
spawalnicze, a prace spawalnicze będą regularnie przerywane.
Wybierz odpowiednio uziemiony przedłużacz, który będzie podłączony bezpośrednio do gniazdka źródła
prądu przemiennego i WEJŚCIOWEGO KABLA ZASILAJĄCEGO spawacza bez użycia adapterów. Upewnij się,
że przedłużacz jest prawidłowo podłączony i w dobrym stanie elektrycznym. Przedłużacze
muszą pasować do następujących wytycznych dotyczących rozmiaru przewodu: • Przewód #12 AWG lub większy.
• Nie używaj przedłużacza o długości
przekraczającej 25 stóp.
Wentylacja
Ponieważ wdychanie dymów spawalniczych może być szkodliwe, należy zapewnić skuteczną
wentylację miejsca spawania.
Wyłącznik ten musi być wyposażony w bezpieczniki zwłoczne. •Podczas pracy
w ograniczonej przestrzeni spawacz musi znajdować się poza obszarem spawania, a przewód uziemiający
powinien być przymocowany do przedmiotu obrabianego. Nigdy nie pracuj w wilgotnych lub mokrych
pomieszczeniach zamkniętych. • Nie używaj uszkodzonego
KABLA ZASILANIA WEJŚCIOWEGO ani kabli spawalniczych. • Palnika spawalniczego/elektrody nie
należy nigdy kierować w stronę operatora ani innych osób. • Spawarki nie wolno używać bez zamontowanych
paneli. Ten
Machine Translated by Google
DZIAŁANIE
MOŻE SPOWODOWAĆ USZKODZENIE SPAWACZA
Przygotowanie do spawania
Ważnym czynnikiem wpływającym na wykonanie zadowalającej spoiny jest przygotowanie.
Obejmuje to badanie procesu i sprzętu oraz ćwiczenie spawania przed próbą spawania gotowego
produktu. Dla operatora należy przygotować zorganizowane, bezpieczne, ergonomiczne,
wygodne i dobrze oświetlone miejsce pracy.
Miejsce pracy powinno być szczególnie wolne od wszelkich materiałów łatwopalnych, a gaśnica i
wiadro piasku powinny być dostępne.
Aby właściwie przygotować się do spawania nową spawarką, należy: • Zapoznać się ze
wskazówkami bezpieczeństwa zamieszczonymi na początku niniejszej instrukcji.
Tabliczka z danymi wydajnościowymi i cyklem pracy
Na maszynie znajduje się tabliczka zawierająca wszystkie specyfikacje operacyjne nowego
urządzenia. Numer seryjny produktu znajduje się również na tej tabliczce. Ocena cyklu pracy
spawacza określa, jak długo operator może spawać oraz jak długo spawacz musi odpoczywać i
stygnąć. Cykl pracy jest wyrażony jako procent 10 minut i reprezentuje maksymalny limit czasu
spawania. Do chłodzenia wymagana jest pozostała część cyklu 10-minutowego. Na przykład
spawacz ma znamionowy cykl pracy wynoszący 30% przy znamionowym natężeniu wyjściowym
90 A. Oznacza to, że ta maszyna może spawać przy natężeniu 90 A przez trzy (3) minuty,
skracając czas do 10, a pozostałe siedem (7) minut wymaga chłodzenia. Cykl pracy nowej
spawarki można znaleźć na tabliczce znamionowej przymocowanej do urządzenia.
UWAGA: NIE NALEŻY REGULARNIE PRZEKRACZAĆ CYKLU PRACY LUB
Wewnętrzne zabezpieczenie termiczne
System zabezpieczenia termicznego włączy się, wyłączając całą moc spawalniczą w przypadku
przekroczenia cyklu pracy spawacza. Po ochłodzeniu zabezpieczenie termiczne zostanie
automatycznie zresetowane i funkcje spawania zostaną wznowione. Jest to normalne i
automatyczne zachowanie urządzenia. Na tym etapie nie jest wymagane żadne działanie
użytkownika. Należy jednak odczekać co najmniej dziesięć minut po włączeniu zabezpieczenia
termicznego przed wznowieniem spawania. Należy to zrobić, nawet jeśli zabezpieczenie
termiczne zresetuje się przed upływem dziesięciu minut, w przeciwnym razie wydajność cyklu
pracy może być niższa niż określona.
może spowodować poważne obrażenia operatora i uszkodzenie sprzętu.
- 13 -
Machine Translated by Google
- 14 -
1. W MMA: można wybrać opcję Current/Hot Start/Arc Force.
Po wybraniu wyreguluj bezpośrednio pokrętło, aby dostosować każdy parametr funkcji; po
regulacji naciśnij raz pokrętło, aby zapisać i przejść do kolejnej regulacji parametrów funkcji.
Po regulacji 5S automatycznie zapisuje i wychodzi do Bieżącego.
4. Anti-stick: automatyczny, nie wymaga obsługi 5.
Kwasowy pręt spawalniczy: szczypce spawalnicze do podłączenia elektrody dodatniej / zaciski
drutu uziemiającego ujemnego
Pręt spawalniczy alkaliczny: Szczypce spawalnicze ujemne / zaciski uziemiające dodatnie
Spawanie łukiem
elektrycznym 1. Gatunek i średnica pręta spawalniczego. Zależy to głównie od rodzaju
materiału, grubości spoiny, kształtu pozycji spoiny złącza, parametrów spoiny i innych czynników.
Zależność między średnicą
Funkcja MMA: Wybierz MMA za pomocą przycisku w górę i w dół.
2. Prąd: @110V, regulacja 30-120A; @220V, regulacja 30-140A Gorący start:
Nałożona
wartość prądu (nieprzekraczająca prądu maksymalnego), 0-100A Arc Force: nałożona
wartość prądu
(nieprzekraczająca prądu maksymalnego), 0-100A 3. W trybie MMA naciśnij i przytrzymaj
przycisk pokrętło dla
5S, aby przełączyć Vrd.
Podłącz maszynę do odpowiedniego gniazdka. •
Całkowicie otwórz zawór butli z gazem. Ustawić regulator ciśnienia gazu na prawidłowe natężenie
przepływu.
• Przygotuj zorganizowane, dobrze oświetlone miejsce
pracy. • Zapewnij ochronę oczu i skóry operatora i osób postronnych. • Przymocuj zacisk
uziemiający do gołego metalu, który ma być spawany, zapewniając dobry kontakt.
Machine Translated by Google
Empiryczny
(ф)
4 ~ 8
A/mm
Spawalniczy
Elektroda
20 ~ 25
ф2 2,5
Części ()
3,5
30 ~ 40
Spawalniczy
ф4 5
ф4 6
Elektroda
f5 ~ 6
()
Współczynnik
Średnica
4
Grubość
8 12
> 12
spawane
f1.6
25 ~ 30
Średnica
f3 ~ 4
f3 ~ 4
40 ~ 50
K = identyfikator
zgodnie ze wzorem empirycznym do selekcji pierwotnej.
Prąd spawania pionowego, spawania poziomego i spawania nad głową
Elektroda spawalnicza
I – Prąd spawania K – Współczynnik empiryczny d – Średnica
2. Prąd spawania: Prąd spawania zależy od elektrody,
średnica elektrody spawalniczej.
spawanie powinno być 10 ~ 20% większe niż spawanie płaskie. Do stali stopowej
Zależność pomiędzy empirycznym współczynnikiem prądu spawania i
powinna być 10 ~ 20% mniejsza niż w przypadku spawania płaskiego. Prąd filetu
współczynnik oporu, jeśli prąd jest wysoki, drut spawalniczy jest podatny
pozycja. Inne czynniki, które należy wziąć pod uwagę, to spawanie stali konstrukcyjnej
pozycje spawania płaskiego elektrody i prąd spawania w oparciu o
elektrody, elektrody ze stali nierdzewnej, ze względu na dużą rozszerzalność cieplną
średnica elektrody, grubość spawanych części i rodzaj spoiny
elektrody spawalniczej i grubości blachy jest następująca.
- 15 -
Machine Translated by Google
4. Okresowo sprawdzaj wszystkie kable. Muszą być w dobrym stanie i nie mogą być popękane.
3. Okresowo czyść spawarkę z kurzu, brudu i tłuszczu. Co sześć miesięcy lub w razie potrzeby zdejmij panele
boczne ze spawarki i użyj sprężonego powietrza, aby wydmuchać kurz i brud, który mógł zgromadzić się
wewnątrz spawarki.
OSTRZEŻENIE: PORAŻENIE PRĄDEM MOŻE ŚMIEĆ! Należy pamiętać o PRZEŁĄCZNIKU WŁ./WYŁ. Wyłącznik
OFF nie odłącza zasilania od wszystkich wewnętrznych obwodów spawarki. Aby zmniejszyć ryzyko porażenia
prądem, zawsze odłączaj spawarkę od źródła prądu przemiennego i odczekaj kilka minut, aż energia
elektryczna się rozładuje, zanim zdejmiesz panele boczne.
1. Wymień KABEL ZASILANIA WEJŚCIOWEGO, kabel
uziemiający, zacisk uziemiający lub kabel palnika/elektrody,
jeśli jest uszkodzony lub zużyty.
OSTRZEŻENIE: ODŁĄCZ OD ŹRÓDŁA ZASILANIA PODCZAS WYKONYWANIA TEJ OPERACJI.
2. Unikaj kierowania cząstek ściernych w stronę spawacza. Te przewodzące cząstki mogą gromadzić się
wewnątrz urządzenia i powodować poważne uszkodzenia.
Konserwacja ogólna Niniejsza
spawarka została zaprojektowana tak, aby wymagała minimalnej obsługi serwisowej, pod
warunkiem wykonania kilku prostych kroków w celu prawidłowej konserwacji.
Poniżej znajduje się tabela rozwiązywania problemów, która pomoże Ci określić możliwe rozwiązanie
problemu ze spawarką.
- 16 -
ROZWIĄZYWANIE PROBLEMÓW
KONSERWACJA I SERWIS
3. Sposób podłączenia wyjścia spawalniczego
Podczas spawania elektrodą kwasową należy stosować metodę połączenia dodatniego DC.
wpływające na jakość spawania.
zaczerwienienie w procesie spawania i odpadanie naskórka topnika,
W przypadku baterii alkalicznych należy zastosować metodę odwrotnego podłączenia prądu stałego
spawanie elektrodowe.
Machine Translated by Google
WSKAŹNIKI LED
świecą się, a
spawarka nie dostarcza
zasilania.
Słabe połączenie z masą lub połączenie
palnika z elektrodą.
Maszyna nie jest włączona.
Zmień położenie zacisku i sprawdź
połączenie kabla z zaciskiem.
Użyj odpowiedniego przedłużacza
(przewód nr 12 AWG lub cięższy, nie
dłuższy niż 25 stóp).
MOŻLIWA PRZYCZYNA
Włącz maszynę za pomocą
WŁĄCZNIKA/WYŁĄCZNIKA.
Upewnij się, że maszyna jest
podłączona do prądu.
Żadna
dioda WSKAŹNIKA
nie świeci
się i na spawarce
nic nie działa.
Zbyt długi lub niewłaściwy
przedłużacz.
Moc wejściowa za niska.
MOŻLIWE ROZWIĄZANIE
Sprawdź połączenie kabla uziemiającego,
palnika lub uchwytu elektrody. Zleć
wykwalifikowanemu elektrykowi
sprawdzenie napięcia w gniazdku.
Jeśli napięcie jest odpowiednie,
sprawdź, czy okablowanie obwodu jest
wystarczające dla 40 A.
Przekroczony cykl pracy; włączone
zabezpieczenie
termiczne.
Sprawdź moc wyjściową z gniazdka.
Niska wydajność lub
spoina niepenetrująca.
Sprawdź, czy wyłącznik automatyczny nie
został uruchomiony. W razie potrzeby
zresetuj.
Brak zasilania wejściowego.
Niewystarczający przepływ powietrza
powodujący
przegrzanie maszyny przed
osiągnięciem cyklu pracy.
PROBLEM
Sprawdź napięcie w swoim gniazdku.
Jeżeli wynosi ono o 10% więcej lub mniej
niż 120 V, należy wezwać
wykwalifikowanego elektryka.
Nieprawidłowe napięcie dostarczane do
spawarki.
Nie używaj urządzenia podłączonego do
gniazdka GFI.
Pozwól spawarce ostygnąć co najmniej 10
minut przy włączonej maszynie (przestrzegaj
i utrzymuj prawidłowy cykl pracy). Dioda LED
AWARII/WSKAŹNIKA PRZECIĄŻENIA
TERMICZNEGO powinna zgasnąć po
ostygnięciu urządzenia. Sprawdź, czy nie
ma przeszkód blokujących
przepływ powietrza i upewnij się,
że pomiędzy nimi jest 12 cali prześwitu.
wszelkich przeszkód i otworów
wentylacyjnych ze wszystkich stron
maszyny.
Tabela ta nie przedstawia wszystkich możliwych rozwiązań, a jedynie te możliwości, które
są uważane za prawdopodobne typowe usterki.
- 17 -
Machine Translated by Google
- 18 -
Sprawdź, czy wyłącznik automatyczny
obwodu jest wyłącznikiem zwłocznym. Jeśli
tak nie jest, zleć montaż odpowiednich
wyłączników wykwalifikowanemu elektrykowi.
Trudny
początek.
Wolfram jest za duży.
Zacisk
uziemiający, kabel
uziemiający i/lub
kabel spawalniczy
nagrzewają się.
Sprawdź połączenie
zacisku uziemiającego/
przedmiotu obrabianego i
wszystkie połączenia z maszyną.
Upewnij się, że obrabiany przedmiot jest
czysty i suchy.
Upewnij się, że połączenie między
zaciskiem uziemiającym a przedmiotem
obrabianym jest dobre i wykonane na czystym,
gołym (nie pomalowanym ani
zardzewiałym) metalu.
Maszyna nie jest jedynym elementem
wyposażenia elektrycznego w obwodzie.
Zła jakość spawów.
Natężenie prądu jest zbyt niskie.
Użyj mniejszego wolframu.
Złe uziemienie lub luźne połączenie z masą.
Niewystarczająca ilość gazu w miejscu spawania.
Słabe połączenie z masą lub połączenie
palnika z elektrodą.
Częste wyłączanie
wyłącznika automatycznego.
Zwiększ ustawienie natężenia.
Upewnij się, że spawarka jest podłączona do
dedykowanego obwodu lub jest jedyną rzeczą
podłączoną do obwodu.
Zardzewiały, malowany, zaolejony lub zatłuszczony
przedmiot obrabiany.
Łuk
wędruje (TIG).
Sprawdź podłączenie kabla
uziemiającego do zacisku uziemiającego.
W razie potrzeby dokręć
połączenie kabla do zacisku uziemiającego.
Sprawdź, czy gaz nie jest wydmuchiwany
przez przeciągi, a jeśli tak, przejdź do
bardziej osłoniętego miejsca spawania.
Jeśli nie, sprawdź zawartość butli z
gazem, manometr,
ustawienie
regulatora i działanie zaworu gazowego.
łuk
Bezpiecznik automatyczny
jest nieprawidłowy/niewystarczający
do użycia z tym urządzeniem.
Sprawdź połączenie kabla uziemiającego,
palnika lub uchwytu elektrody.
Machine Translated by Google


'Bespaar de helft', 'Halve prijs' of andere soortgelijke uitdrukkingen die door ons worden gebruikt vertegenwoordigen
slechts een schatting van de besparingen die u zou kunnen profiteren als u bepaalde gereedschappen bij ons koopt in
vergelijking met de grote topmerken en betekenen niet noodzakelijkerwijs dat ze alle aangeboden categorieën
gereedschappen dekken. door ons. U wordt er vriendelijk aan herinnerd om bij het plaatsen van een bestelling bij
ons zorgvuldig te verifiëren of u daadwerkelijk de helft bespaart in vergelijking met de grote topmerken.
Wij blijven ons inzetten om u gereedschap te bieden tegen een concurrerende prijs.
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
Toepasselijk model: MMA-140/MMA-160/MMA-200
STOK
LASSER
Machine Translated by Google
MMA-200MMA-140
HULP NODIG? NEEM CONTACT MET ONS OP!
MMA-160
Stok lasser
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Heeft u productvragen? Technische ondersteuning nodig? Neem gerust contact met ons op:
Dit is de originele instructie. Lees alle handleidingen zorgvuldig door voordat
u ermee aan de slag gaat. VEVOR behoudt zich een duidelijke interpretatie van
onze gebruikershandleiding voor. Het uiterlijk van het product is afhankelijk
van het product dat u heeft ontvangen. Vergeef ons alstublieft dat we u niet opnieuw
informeren als er technologie- of software-updates zijn voor ons product.
- 1 -
Machine Translated by Google
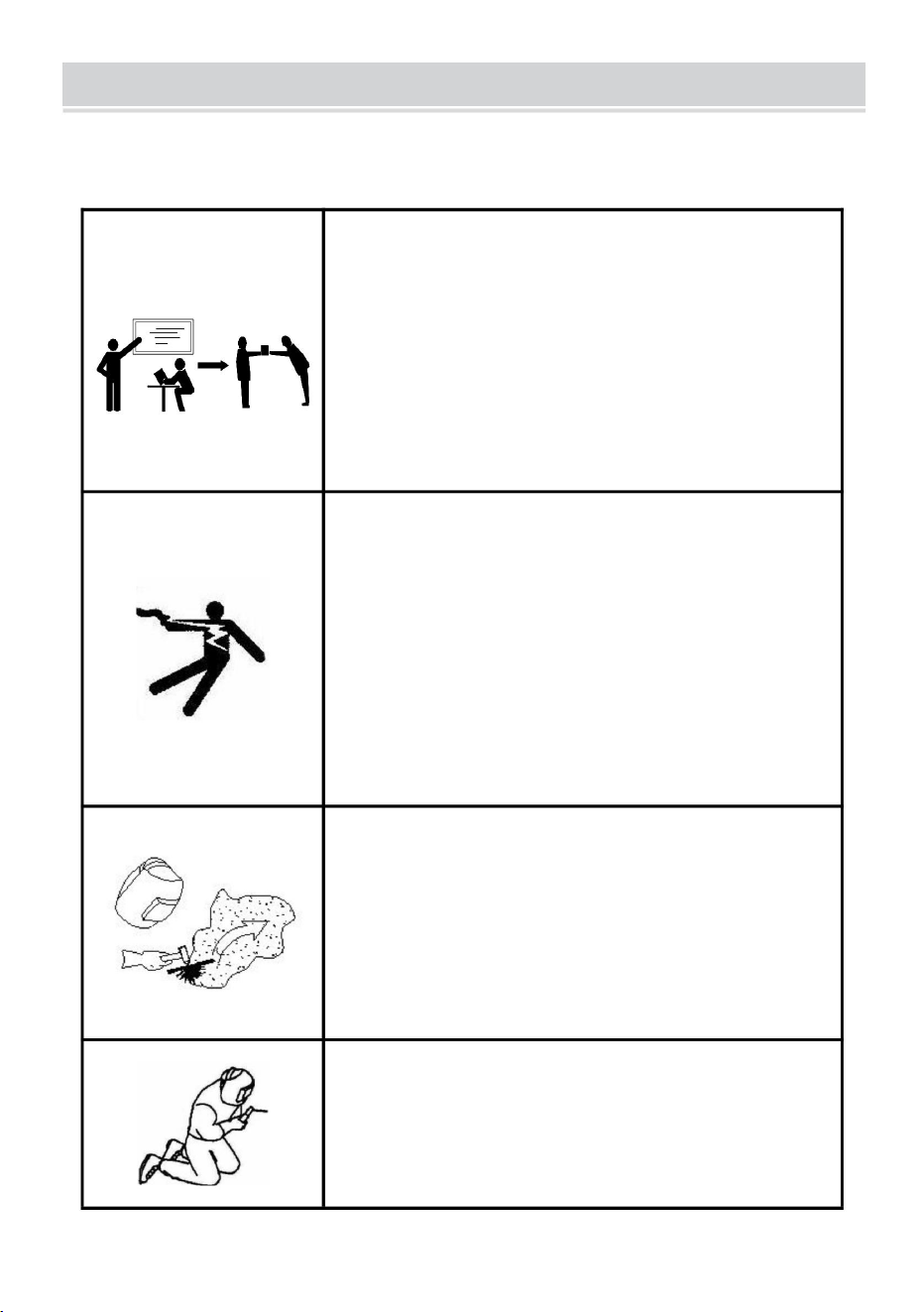
Een elektrische schok kan leiden tot ernstig letsel of
zelfs de dood.
ÿ Installeer aardingsapparatuur volgens de instructies van de gebruiker
ÿ Zorg ervoor dat uw werkpositie veilig is.
ÿ Operators moeten over geldige werkvergunningen beschikken
voor het lassen/snijden van metaal. ÿ
Schakel de stroom uit vóór onderhoud of reparatie.
Voordat u met de machine kunt werken, is
professionele training nodig.
ÿ Gebruik lasbenodigdheden voor arbeidsbescherming
die zijn goedgekeurd door de nationale
veiligheidstoezichtafdeling.
Rook en gas kunnen schadelijk zijn voor de
gezondheid. ÿ Houd uw hoofd uit de buurt van rook en gas om
inademing van uitlaatgas tijdens het lassen te
voorkomen.
ÿ Houd de werkomgeving tijdens het lassen goed geventileerd
met afzuig- of ventilatieapparatuur.
specificatie. ÿ
Raak de spanningvoerende delen nooit aan met de blote
huid of terwijl u natte handschoenen/
kleding draagt. ÿ Zorg ervoor dat u geïsoleerd bent van de
grond en het werkstuk.
Boogstraling kan de ogen beschadigen of de huid
verbranden. ÿ Draag geschikte lasmaskers en beschermende
kleding om uw ogen en lichaam te beschermen.
ÿ Gebruik geschikte maskers of schermen om toeschouwers
tegen letsel te beschermen.
- 2 -
Lassen is gevaarlijk en kan schade aan u en anderen veroorzaken. Zorg daarom
voor goede bescherming tijdens het lassen. Raadpleeg de veiligheidsrichtlijnen van
de fabrikant voor het voorkomen van ongevallen.
VEILIGHEID
Machine Translated by Google
- 3 -
het moet worden gebruikt door een getraind persoon.
het lasgebied vóór een medisch consult.
de handleiding begrijpt of een probleem oplost
ÿ Er moet een brandblusser in de buurt worden gehouden, en
Magnetische velden beïnvloeden de pacemaker.
ÿ Pacemakergebruikers moeten uit de buurt blijven
zoek professionele hulp als u er niet helemaal uitkomt
in de buurt en let op brandgevaar.
controleer of er geen brandbare materialen aanwezig zijn
de lastoorts.
ÿ Neem contact op met het servicecentrum van uw leverancier
volgens de handleiding.
ÿ Lasvonken kunnen tot brand leiden, dus alstublieft
ÿ Bij continu gebruik is koeling nodig
en werking.
explosie.
ÿ Raak het hete werkstuk niet met blote handen aan.
ÿ Raadpleeg indien nodig de relevante inhoud van deze handleiding
u problemen ondervindt bij de installatie
Onjuiste bediening kan brand of
ÿ Gebruik deze machine niet voor het ontdooien van leidingen.
Een heet werkstuk kan ernstige brandwonden veroorzaken.
ÿ Las niet in een besloten ruimte.
CORRECTE VERWIJDERING voor weergave.
ÿ Dit product valt onder de bepalingen van
machinestoring tegenkomen.
Zoek professionele hulp wanneer
Europese Richtlijn 2012/19/EU. Het symbool met een
doorgestreepte afvalcontainer geeft aan dat het
product in de Europese Unie een aparte afvalinzameling
vereist. Dit geldt voor het product en alle accessoires die
met dit symbool zijn gemarkeerd. Producten die als
zodanig zijn gemarkeerd, mogen niet bij het normale
huisvuil worden weggegooid, maar moeten worden
ingeleverd bij een inzamelpunt voor recycling
van elektrische en elektronische apparaten.
Machine Translated by Google

- 4 -
KORTE INLEIDING VAN HET PRINCIPE
Handbooglasmachines kunnen zorgen voor een sterkere, meer geconcentreerde en
stabielere boog bij de kortsluitingsdruppelovergang. De elektrode en het werkstuk reageren
snel na de kortsluiting. Bovendien kan dit type voeding worden uitgerust met een
boogafstelapparaat, waardoor het lasapparaat met verschillende dynamische eigenschappen
kan worden ontworpen. De dynamische eigenschappen kunnen worden
aangepast om de boog zachter of harder te maken.
De serie handbooglasmachines wordt gekenmerkt door: hoog rendement,
energiebesparing, licht, goede dynamische eigenschappen, boogstabiliteit en eenvoudige
bediening van oplossingspools. Hoge nullastspanning en betere energiestuwkrachtcompensatie
worden veel gebruikt. Kan roestvrij staal, gelegeerd staal, koolstofstaal, koper en andere non-
ferrometalen lassen. Het lasapparaat kan een verscheidenheid aan verschillende specificaties
en materialen van een elektrode gebruiken, waaronder zuur-, alkalische en cellulose-
elektroden die kunnen worden gebruikt voor luchtwerk, veldwerk en binnen- en buitendecoratie.
Vergeleken met vergelijkbare producten in binnen- en buitenland heeft het de kenmerken van
klein formaat, lichtgewicht, eenvoudige installatie, eenvoudige bediening, enzovoort.
gelijkrichter. De opkomst van inverterbooglasapparatuur is te danken aan de opkomst
van de theorie en apparaten voor invertervermogen. De stroomvoorziening voor
inverterbooglassen is het gebruik van een krachtig apparaat MOSFET veldeffectbuis /
IGBT enkele buis / module 50/60 Hz stroomfrequentie elektriciteit wordt omgezet in
hoge frequentie (18-100 KHZ hierboven) en vervolgens een gelijkrichter, via De
pulsbreedtemodulatietechnologie (PWM) levert een krachtige DC-bron, het gewicht van
de hoofdtransformator, het volume wordt aanzienlijk verminderd en de efficiëntie wordt met
meer dan 30% verhoogd. De komst van het inverterlasapparaat wordt door deskundigen
geprezen als een revolutie in de lasindustrie.
Het lasapparaat maakt gebruik van een geavanceerde invertertechnologie
Machine Translated by Google
Hoofdparameter
15%/40ÿ
140A ±10A
Machtsfactor
50HZ-60HZ
4,98 4,98
140A ±10A
Wisselstroom 110V ±10%
vermogen (KVA)
MMA-140
Uitgangsstroom (A)
Nominale invoer
Geen belastingsspanning (V)
50HZ-60HZ
60V
Inschakelduur (40ÿ)
AC 220V ±10%
15%/40ÿ
0,88
60V
0,88
Spanning (V)
Frequentie (HZ)
Stroom
ITEM
INSTALLATIE
- 5 -
Machine Translated by Google
Spanning (V)
Frequentie (HZ)
Stroom
ITEM
20%/40ÿ
160A ±10A
Machtsfactor
50HZ-60HZ
5,87 5,87
160A ±10A
AC 110V/220V ±10%
vermogen (KVA)
MMA-160
Uitgangsstroom (A)
Nominale invoer
Geen belastingsspanning (V)
50HZ-60HZ
60V
Inschakelduur (40ÿ)
AC 220V ±10%
20%/40ÿ
0,88
60V
0,88
Hoofdparameter
INSTALLATIE
- 6 -
Machine Translated by Google
Spanning (V)
Frequentie (HZ)
Stroom
ITEM
20%/40ÿ
200A ±10A
Machtsfactor
50HZ-60HZ
7,78 7,78
200A ±10A
AC 110V/220V ±10%
vermogen (KVA)
MMA-200
Uitgangsstroom (A)
Nominale invoer
Geen belastingsspanning (V)
50HZ-60HZ
60V
Inschakelduur (40ÿ)
AC 220V ±10%
20%/40ÿ
0,88
60V
0,88
Hoofdparameter
INSTALLATIE
- 7 -
Machine Translated by Google
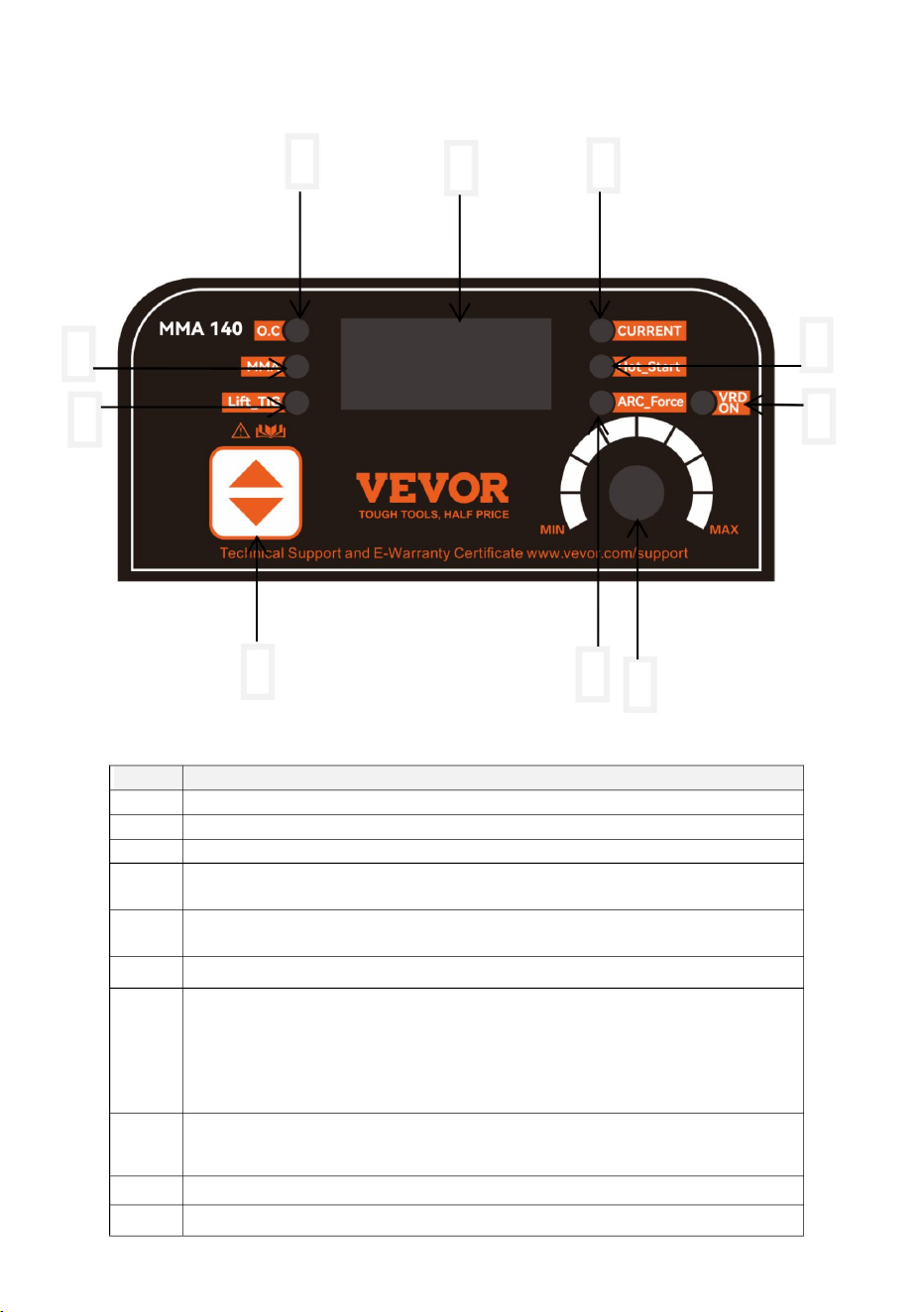
1
2
lassen
Stuwkracht (verwijst naar de laskracht die door de lasmachine wordt gegenereerd
parameters zoals uitgangsstroom, spanning en vermogen tijdens het lassen)
Druk kort op de parameterknop om te schakelen, draai om de maat aan te passen
Contactboog-argonbooglassen
Functietoetsen wisselen, kort indrukken om te schakelen tussen handmatig lassen of argonboog
Indicatielampje voor handmatige lasstatus
Abnormaal indicatielampje
Thermische boogontsteking (door de lengte en sterkte van de boog te vergroten, de temperatuur en hitte van
de boog te verhogen, het smelten van het werkstuk en de elektrode te versnellen, waardoor de
lassnelheid en -kwaliteit worden verbeterd)
Indicatielampje stroomregeling
Huidige weergave
Anti-elektrische schok-indicatielampje (wanneer de VRD-functie is ingeschakeld, bedraagt de nullastspanning
van het lasapparaat doorgaans niet meer dan 20 V, wat helpt bij het uitvoeren van laswerkzaamheden in
vochtige of andere omgevingen die gevoelig zijn voor elektrische schokken, waardoor aanzienlijk
vermindering van het risico op elektrische schokken voor laspersoneel). Druk tegelijkertijd op de
functietoets en de parameterknop, het indicatielampje gaat branden als VRD aan en uit als VRD uit
7
8
9
10
5
6
4
3
Opmerking: de bovenstaande afbeeldingen zijn alleen ter referentie
Nummer Uitleg
7
2
3
4
9
8
10
1
6
5
Beschrijving van het bedieningspaneel
- 8 -
Machine Translated by Google
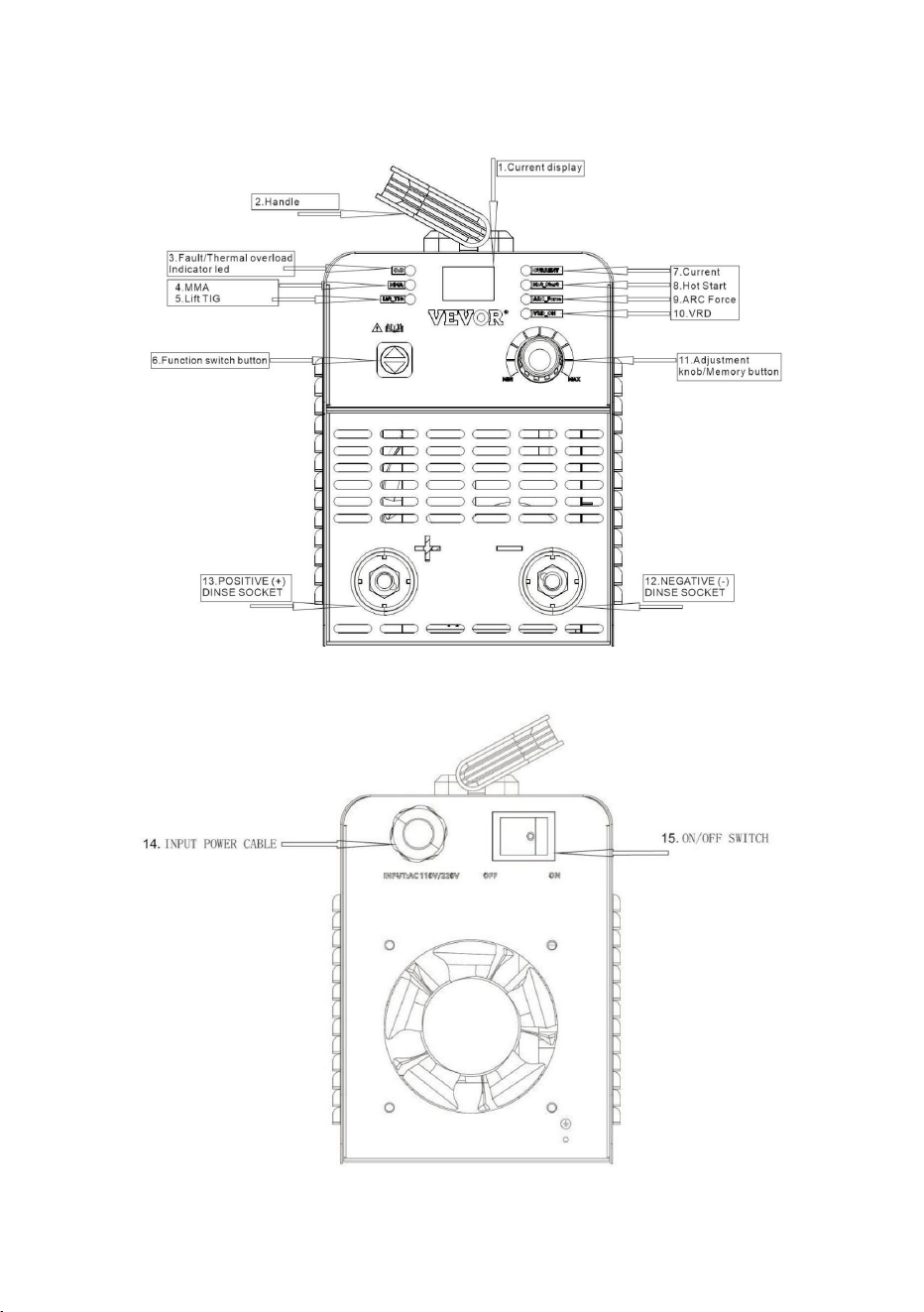
- 9 -
Functioneel diagram
Machine Translated by Google
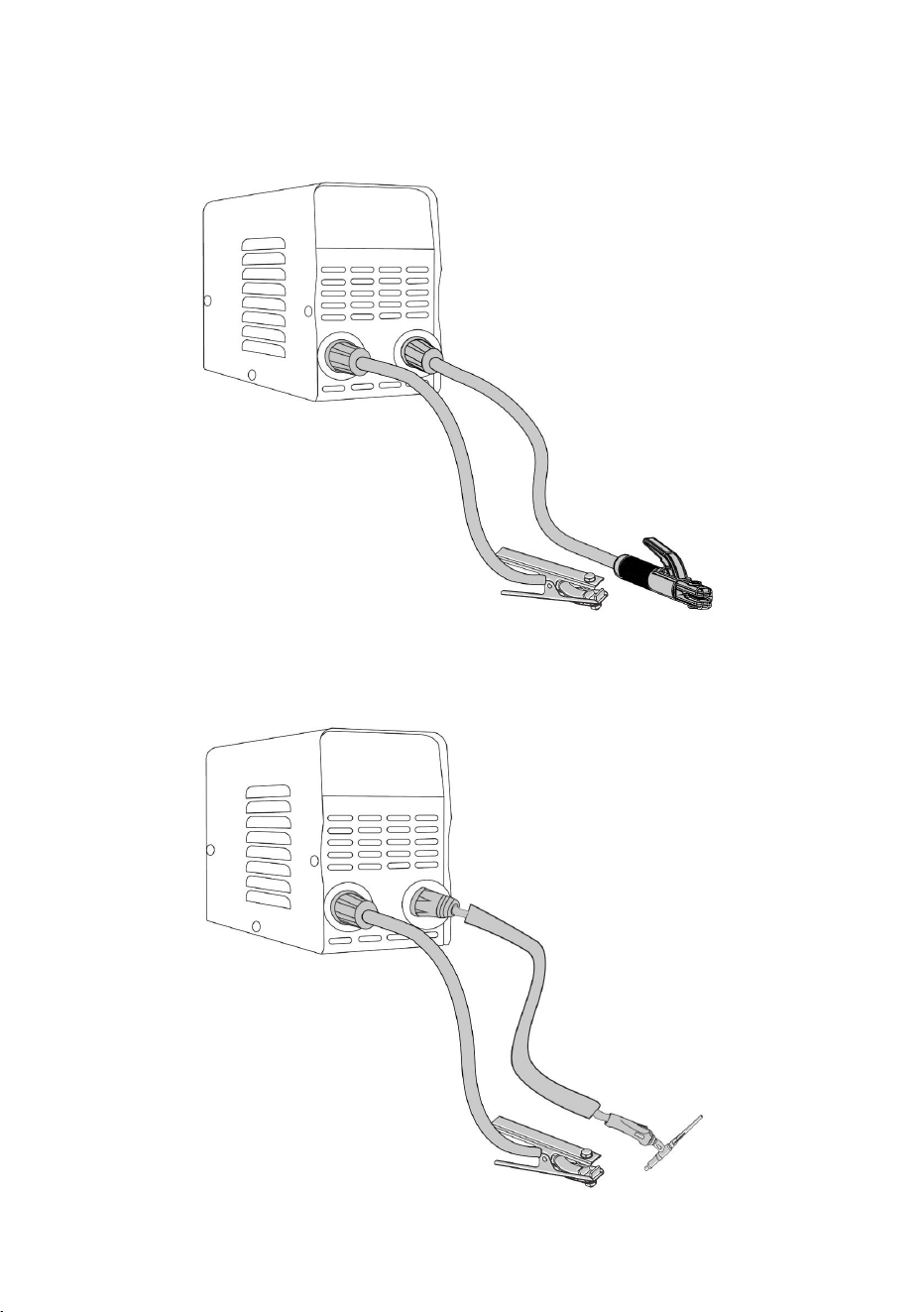
- 10 -
TIG-installatie
Installatie- en aansluitschema
MMA-installatie
Installatie- en aansluitschema
Machine Translated by Google

Aansluiting stroombron Zorg
ervoor dat de AAN/UIT-SCHAKELAAR UIT staat voordat u enige elektrische
aansluiting maakt. De op de locatie beschikbare voedingsspanning en -frequentie zijn die
vermeld op het typeplaatje van uw lasapparaat.
De hoofdvoedingsspanning moet binnen ±10% van de nominale hoofdvoedingsspanning
liggen. Een te lage voedingsspanning kan slechte lasprestaties veroorzaken. Een te hoge
voedingsspanning zorgt ervoor dat componenten oververhit raken en mogelijk
defect raken. De lasaansluiting moet: • Correct worden geïnstalleerd, indien nodig, door
een gekwalificeerde elektricien. • Correct geaard (elektrisch) volgens
nationale en lokale regelgeving. • Aangesloten op een elektrisch circuit dat geschikt is voor
voldoende stroomsterkte volgens het typeplaatje van uw lasapparaat.
VOLGENDE RICHTLIJNEN: • In
gebieden die vrij zijn van vocht en stof; • In gebieden
met een omgevingstemperatuur tussen 14ÿ en 104ÿ; • In gebieden die vrij zijn van
olie, stoom en corrosieve gassen. • In gebieden die niet zijn
blootgesteld aan abnormale trillingen of schokken; • In gebieden die niet
zijn blootgesteld aan direct zonlicht of regen; • Plaats het
apparaat op een afstand van 30 cm of meer van muren of soortgelijke obstakels die de
natuurlijke luchtstroom voor koeling kunnen belemmeren.
ZORG ERVOOR DAT U DE LASSER BEDIENT VOLGENS DE
OPMERKING: • Inspecteer de INGANGSVOEDINGSKABEL regelmatig op scheuren
of blootliggende draden. Als het apparaat niet in goede staat verkeert, laat het dan repareren
door een
servicecentrum. • Knip de aardingspen niet af en verander de stekker op geen enkele
manier, en gebruik geen adapters tussen
de INGANGSVOEDINGSKABEL van de lasser en het stopcontact van de stroombron.
• Trek niet met geweld aan de INGANGSVOEDINGSKABEL om deze los te koppelen van het
stopcontact. •
Leg geen materiaal of gereedschap op de INGANGSVOEDINGSKABEL. De
INGANGSVOEDINGSKABEL kan beschadigd
raken en een elektrische schok
veroorzaken. • Houd de INGANGSKABEL uit de buurt van warmtebronnen, oliën, oplosmiddelen
of scherpe randen.
Als u niet zeker bent van een van de bovenstaande punten, laat uw stopcontact dan inspecteren door
een gekwalificeerde elektricien voordat u het lasapparaat gebruikt.
LOCATIESELECTIE
- 11 -
Machine Translated by Google

- 12 -
Generatoren
Dit lasapparaat kan worden bediend via een AC-generator. Zorg ervoor dat de generator
minimaal 5.000 watt continu vermogen kan leveren. De
generator mag niet over een brandstofbesparende functie bij automatisch stationair draaien
beschikken en moet de mogelijkheid hebben om het automatisch stationair draaien uit te schakelen.
De generator moet te allen tijde op volle snelheid draaien terwijl uw lasapparaat erop is
aangesloten, anders loopt u het risico uw lasapparaat te beschadigen. Elke andere stroom die
van de generator wordt afgenomen of iets dat het toerental van de generator verlaagt, kan uw
lasapparaat beschadigen.
Ventilatie
Omdat het inademen van lasrook schadelijk kan zijn, moet u ervoor zorgen dat de lasruimte
effectief wordt geventileerd.
Verlengsnoeren Voor
optimale lasprestaties mag geen verlengsnoer worden gebruikt tenzij dit absoluut noodzakelijk
is. Indien nodig moet u voorzichtig zijn bij het kiezen van een verlengsnoer dat geschikt is voor
gebruik met uw specifieke lasapparaat.
• Gebruik dit lasapparaat niet op een circuit met een aardlekschakelaar (GFCI). GFCl’s worden
geactiveerd door lasbogen en uw laswerkzaamheden worden regelmatig onderbroken.
Deze onderbreker moet zijn uitgerust met tijdvertragende zekeringen.
•Bij het werken in een besloten ruimte moet de lasser buiten het lasgebied worden gehouden en
moet de aardkabel aan het werkstuk worden bevestigd. Werk nooit in een vochtige of natte besloten
ruimte. • Gebruik geen beschadigde
INGANGSVOEDINGSKABEL of laskabels. • De lastoorts/elektrode mag nooit op de
gebruiker of andere mensen worden gericht. • Het lasapparaat mag nooit worden gebruikt zonder
dat de panelen
zijn bevestigd. Dit
Aanvullende waarschuwingen
VOLG VOOR UW VEILIGHEID DEZE INSTRUCTIES NAUWKEURIG, VOORDAT U DE
STROOMBRON OP DE LIJN AANSLUIT: • Er moet een geschikte tweepolige
onderbreker vóór het stopcontact worden geplaatst.
Kies een goed geaard verlengsnoer dat rechtstreeks kan worden aangesloten op het stopcontact
voor wisselstroom en de INGANGSKABEL van het lasapparaat, zonder het gebruik van adapters.
Zorg ervoor dat het verlengsnoer correct is aangesloten en in goede elektrische staat
verkeert. Verlengsnoeren moeten voldoen aan de volgende richtlijnen voor draaddiktes: • #12 AWG
of grotere draad. • Gebruik geen
verlengsnoer van meer dan 7,5
meter lang.
Machine Translated by Google
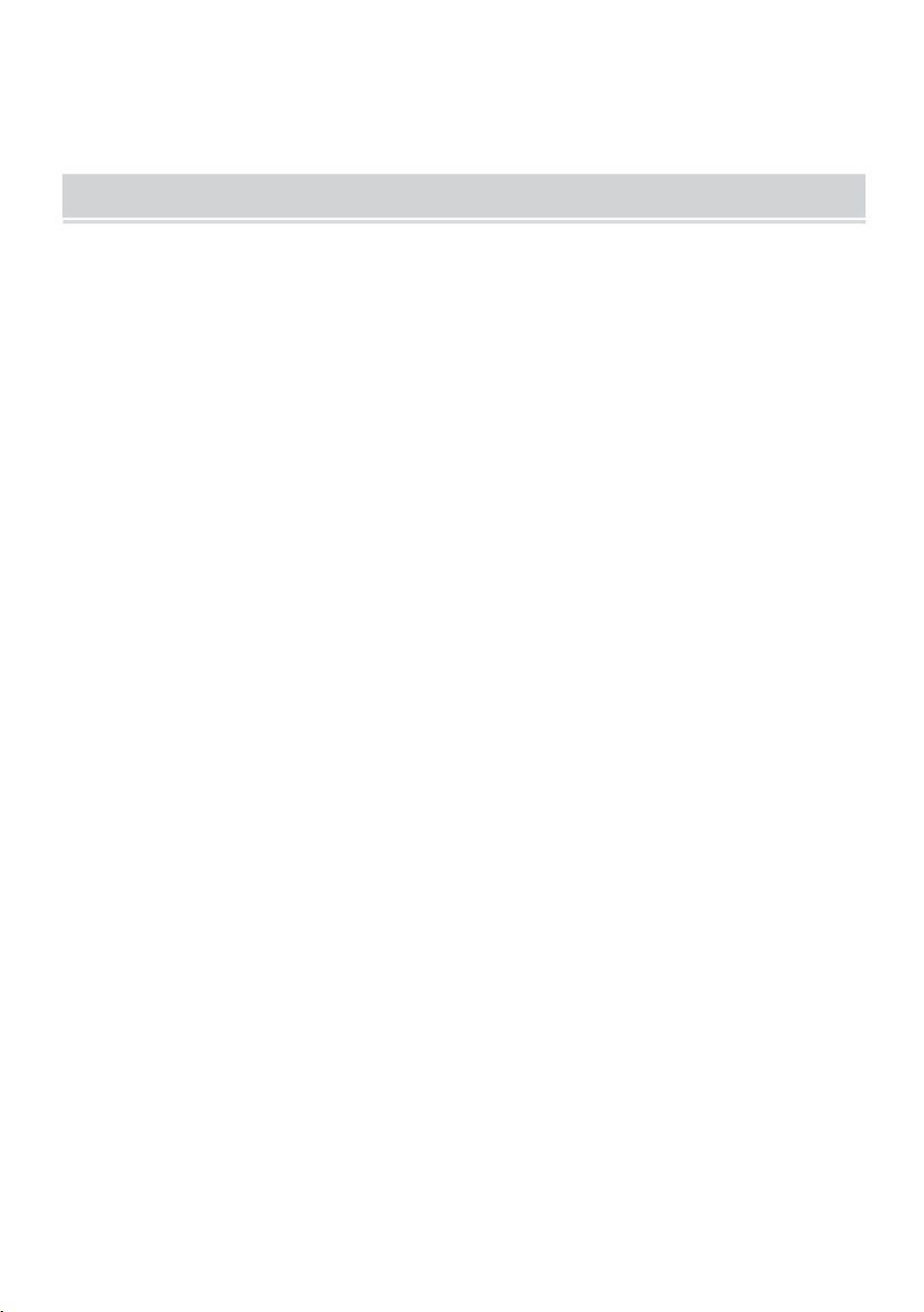
BEDIENING
Lasvoorbereiding Een
belangrijke factor bij het maken van een goede las is de voorbereiding. Dit omvat het bestuderen
van het proces en de apparatuur en het oefenen van lassen voordat u probeert het eindproduct te
lassen. Er moet een georganiseerde, veilige, ergonomische, comfortabele en goed verlichte
werkplek voor de machinist worden voorbereid.
SCHADE AAN DE LASSER KAN HET GEVOLG HEBBEN
Vooral de werkruimte moet vrij zijn van alle brandbare stoffen en er moeten een brandblusser en
een emmer zand beschikbaar zijn.
Interne thermische beveiliging Het
thermische beveiligingssysteem treedt in werking en schakelt alle output van de lasser uit als u de
inschakelduur van de lasser overschrijdt. Na afkoeling wordt de thermische beveiliging automatisch
gereset en worden de lasfuncties hervat. Dit is normaal en automatisch gedrag van de machine.
Tijdens deze fase is geen gebruikersactie vereist. U moet echter minstens tien minuten wachten
nadat de thermische beveiliging is ingeschakeld voordat u verdergaat met lassen. U moet dit
doen, zelfs als de thermische beveiliging zichzelf reset voordat de tien minuten zijn verstreken,
anders ondervindt u mogelijk minder dan de gespecificeerde inschakelduur.
LET OP: OVERSCHRIJD DE INSCHAKELINGSCYCLUS NIET REGELMATIG
Prestatiegegevensplaatje en inschakelduur Op de
machine bevindt zich een plaatje met alle bedrijfsspecificaties voor uw nieuwe eenheid. Het
serienummer van het product vindt u ook op dit plaatje. De inschakelduur van een lasser bepaalt
hoe lang de operator kan lassen en hoe lang de lasser moet rusten en gekoeld moet worden. De
inschakelduur wordt uitgedrukt als een percentage van 10 minuten en vertegenwoordigt een
maximale lastijdlimiet. Voor koeling is het saldo van een cyclus van 10 minuten nodig. Een lasser
heeft bijvoorbeeld een inschakelduur van 30% bij een nominaal vermogen van 90A. Dit betekent
dat met deze machine kan worden gelast met een vermogen van 90 A gedurende drie (3) minuten,
in een tijdsbesparing van 10 minuten, waarbij de resterende zeven (7) minuten nodig zijn voor
koeling. De inschakelduur van uw nieuwe lasapparaat vindt u op het typeplaatje dat op de machine
is aangebracht.
kan ernstig letsel bij de bediener veroorzaken en kan de apparatuur beschadigen.
Om u goed voor te bereiden op het lassen met uw nieuwe lasapparaat, is het noodzakelijk
om: • De veiligheidsvoorschriften voorin deze handleiding te lezen.
- 13 -
Machine Translated by Google
- 14 -
4. Anti-stick: automatisch, geen bediening nodig 5.
Zuurlasdraad: lastang met positieve elektrodeaansluiting / draadklemmen met negatieve aarding
Alkalische lasdraad: negatieve
lastang / klemmen met positieve aarding
2. Stroom: @110V, 30-120A instelbaar; @220V, 30-140A instelbaar Hot start:
gesuperponeerde stroomwaarde (niet hoger dan de maximale stroom), 0-100A Arc
Force:
gesuperponeerde stroomwaarde (niet hoger dan de maximale stroom), 0-100A 3. Houd
onder MMA de knop
ingedrukt knop voor 5S om Vrd te schakelen.
1. Onder MMA: De huidige/hotstart/boogkracht kan worden geselecteerd.
Elektrisch booglassen 1.
Kwaliteit en diameter van lasstaven. Het hangt voornamelijk af van de aard van het materiaal,
de dikte van de las, de vorm van de laspositie van de verbinding, lasparameters en andere
factoren. De relatie tussen de diameter
Sluit de machine aan op een geschikt stopcontact.
• Open de gasfleskraan volledig. Stel de gasdrukregelaar af op het juiste debiet.
Pas na het selecteren de knop rechtstreeks aan om elke functieparameter aan te passen; druk
na het aanpassen één keer op de knop om op te slaan en naar de volgende
functieparameteraanpassing te gaan. Na aanpassing slaat 5S automatisch op en gaat naar
Huidig.
MMA-functie: Selecteer MMA met de knop omhoog en omlaag.
• Zorg voor een georganiseerde, goed verlichte
werkplek. • Zorg voor bescherming voor de ogen en de huid van de bediener en omstanders. •
Bevestig de aardklem op het blanke metaal dat moet worden gelast en zorg voor een goed
contact.
Machine Translated by Google
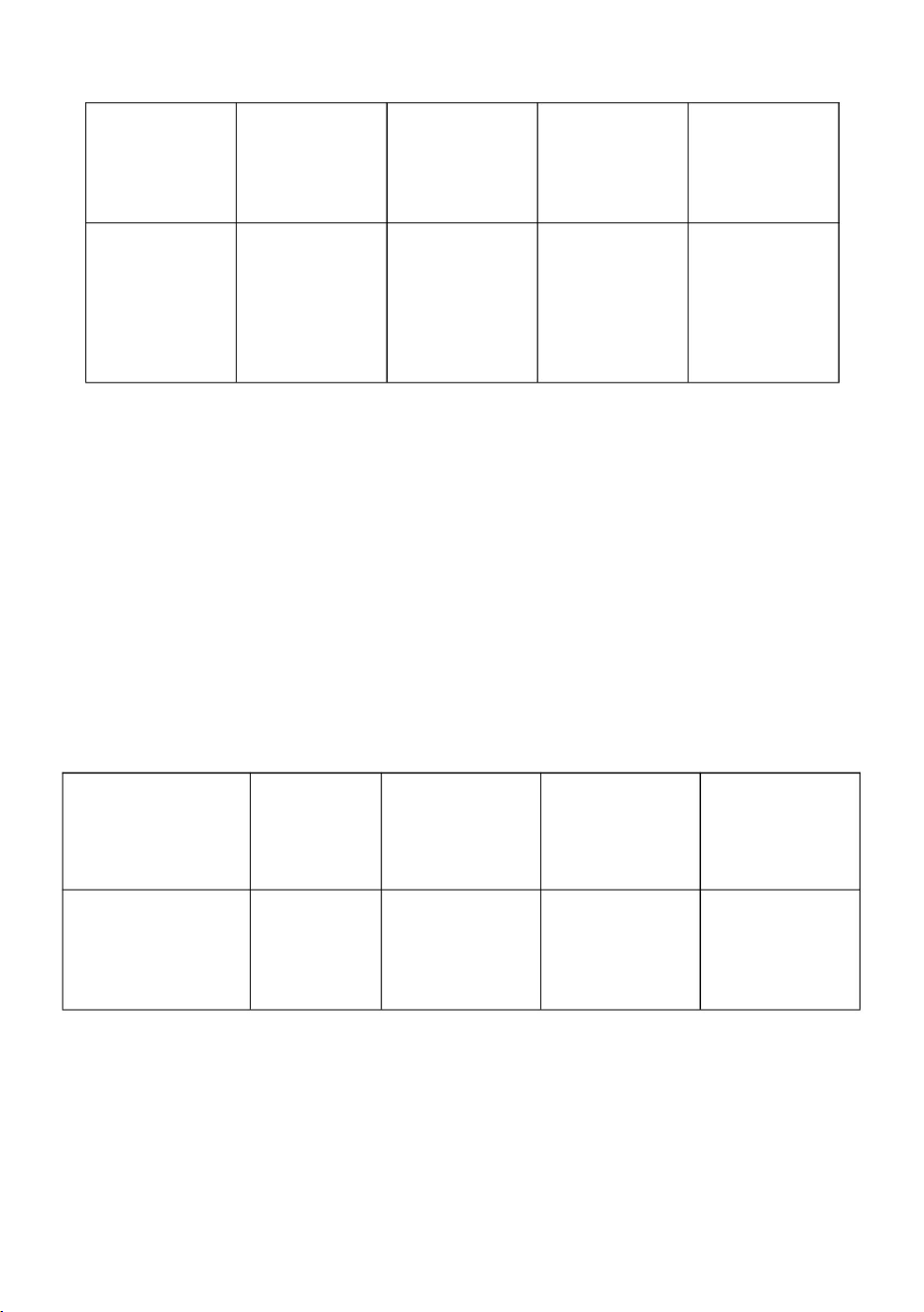
f5 ~ 6
ÿ4 ~ 6
Lassen
ÿ4 ~ 5
ÿ2 ~ 2,5
Onderdelenÿÿÿ
ÿ 3,5
30 ~ 40
Elektrode
20 ~ 25
(A/mm)
Lassen
4 ~ 8
Empirisch
ÿÿÿÿ
f3 ~ 4
f3 ~ 4
Diameter van
40 ~ 5025 ~ 30
> 12
van Gelast
f1.6
Dikte
> 8 ~ 12
Diameter van
<4
Coëfficiënt
(ÿ)
Elektrode
Laselektrode
De stroming van verticaal lassen, horizontaal lassen en bovenhoofds lassen
Verband tussen de empirische coëfficiënt van de lasstroom en de
I - Lasstroom K - Empirische coëfficiënt d - Diameter van
K = Idd
volgende empirische formule voor primaire selectie.
elektrode platte lasposities, en de lasstroom op basis van de
positie. Andere factoren waarmee rekening moet worden gehouden, zijn het lassen van constructiestaal
Weerstandscoëfficiënt, als de stroom hoog is, is de lasdraad gevoelig
van de laselektrode en de dikte van de plaat is als volgt.
elektrodediameter, dikte van de gelaste delen en lastype las
elektroden, roestvrijstalen elektroden, vanwege de hoge thermische uitzetting
lassen moet 10 ~ 20% groter zijn dan dat van vlaklassen. Voor gelegeerd staal
2. Lasstroom: De lasstroom is afhankelijk van de elektrode,
diameter van de laselektrode.
moet 10 ~ 20% minder zijn dan die van vlaklassen. De stroom van filet
- 15 -
Machine Translated by Google
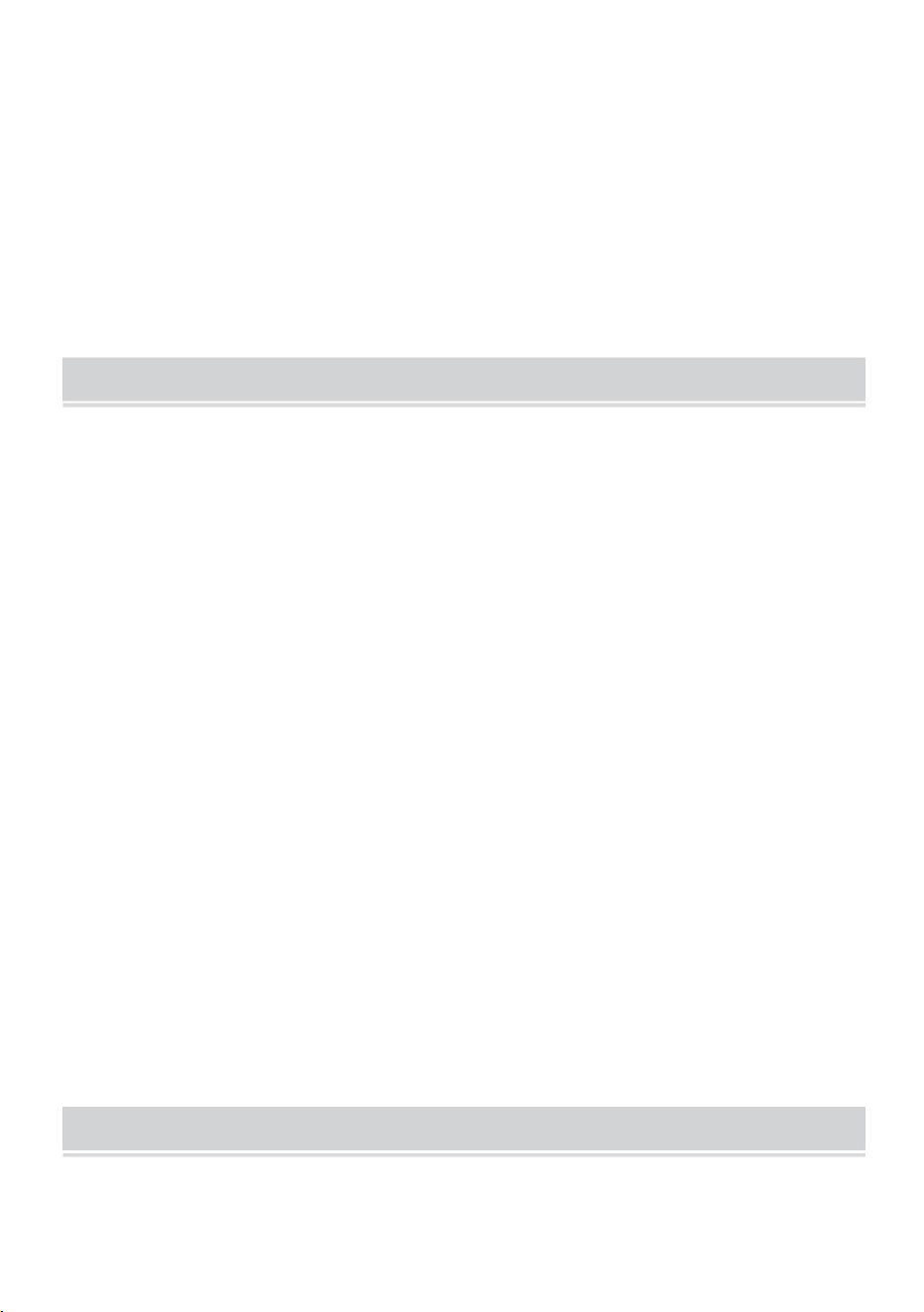
WAARSCHUWING: ONTKOPPEL DE STROOMBRON WANNEER U DEZE HANDELING
UITVOERT.
WAARSCHUWING: ELEKTRISCHE SCHOK KAN DODELIJK ZIJN! Let op de AAN/UIT-
SCHAKELAAR. De UIT-schakelaar schakelt niet de stroom uit van alle interne circuits in het
lasapparaat. Om het risico op een elektrische schok te verminderen, dient u altijd de stekker van
het lasapparaat uit het stopcontact te halen en enkele minuten te wachten totdat de elektrische
energie is ontladen voordat u de zijpanelen verwijdert.
4. Controleer alle kabels regelmatig. Ze moeten in goede staat zijn en mogen niet gescheurd
zijn.
Hieronder vindt u een tabel voor het oplossen van problemen, die u helpt bij het bepalen van
een mogelijke oplossing als u een probleem heeft met uw lasapparaat.
2. Vermijd het richten van slijpdeeltjes op de lasser. Deze geleidende deeltjes kunnen zich in de
machine ophopen en ernstige schade veroorzaken.
3. Verwijder regelmatig stof, vuil en vet van uw lasapparaat. Verwijder elke zes maanden of
indien nodig de zijpanelen van het lasapparaat en blaas met perslucht eventueel stof en vuil
weg dat zich in het lasapparaat heeft opgehoopt.
1. Vervang de INGANGSVOEDINGSKABEL, de
aardkabel, de aardklem of de toorts-/
elektrodekabel als deze beschadigd of versleten is.
Algemeen onderhoud Deze
lasmachine is zo ontworpen dat er minimaal onderhoud nodig is, op voorwaarde dat een paar
eenvoudige stappen worden genomen voor goed onderhoud.
- 16 -
PROBLEMEN OPLOSSEN
ONDERHOUD EN SERVICE
3. Aansluitmethode voor lasuitgang
elektrode lassen.
invloed op de kwaliteit van het lassen.
rood worden tijdens het lasproces en ervoor zorgen dat de vloeihuid eraf valt,
Bij het lassen met zuurelektroden moet een DC-positieve verbindingsmethode worden gebruikt.
Voor alkalische verbindingen moet de omgekeerde DC-verbindingsmethode worden gebruikt
Machine Translated by Google
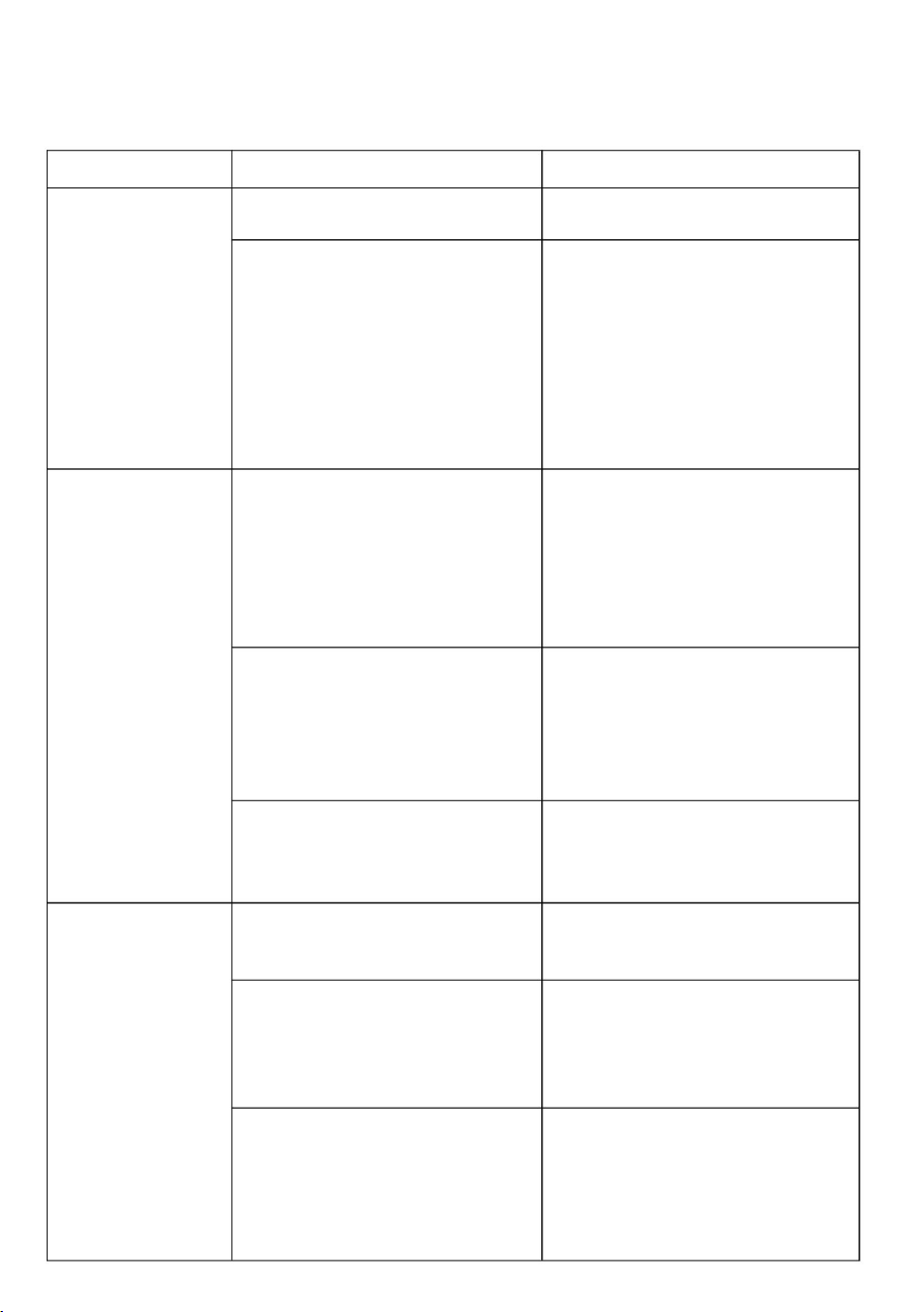
Controleer of de stroomonderbreker niet is
geactiveerd. Reset indien nodig.
Geen ingangsvermogen aanwezig.
Ingangsvermogen te laag.
Zet de machine AAN met de AAN/
UIT-SCHAKELAAR Zorg
ervoor dat de stekker van de
machine is aangesloten.
Controleer de aansluiting van de
aardkabel, toorts of elektrodehouder.
Laat een
gekwalificeerde elektricien de spanning
op uw stopcontact controleren. Als
de spanning geschikt is,
controleer dan of de bedrading van
het circuit voldoende is voor 40A.
Geen van
beide INDICATOR-
LED's
brandt en er
werkt niets op
het lasapparaat.
Lage output of niet-
penetrerende las.
MOGELIJKE OPLOSSING
Machine is niet ingeschakeld.
Herpositioneer de klem en controleer de
kabel-naar-klemverbinding.
Slechte aardverbinding of toorts/
elektrodeverbinding.
MOGELIJKE OORZAAK
Gebruik een geschikt verlengsnoer (#12
AWG-draad of zwaarder, niet langer dan
25 ft.)
Te lang of onjuist verlengsnoer.
PROBLEEM
Controleer de spanning van uw
stopcontact. Als de spanning 10% meer of
minder is dan 120 V, bel dan een
gekwalificeerde elektricien.
Onvoldoende luchtstroom waardoor de
machine
oververhit raakt voordat de
inschakelduur wordt bereikt.
Verkeerde spanning geleverd aan
lasapparaat.
Laat de lasser minstens 10 minuten
afkoelen terwijl de machine AAN staat
(houd de juiste inschakelduur in acht). De
LED STORING/THERMISCHE
OVERBELASTING moet uitgaan
nadat de machine is afgekoeld. Controleer
of er obstakels zijn die de
luchtstroom blokkeren en zorg
ervoor dat er een speling van 30 cm is
tussen de lasapparaten. eventuele
obstakels en de ventilatieopeningen
aan alle zijden van de machine.
Gebruik de machine niet op een GFI-
stopcontact.
INDICATOR-
LED'S branden
en er is geen
uitgangsvermogen
van het lasapparaat.
Controleer het uitgangsvermogen van het
stopcontact.
Inschakelduur overschreden; thermische
beveiliging
ingeschakeld.
Deze tabel biedt niet alle mogelijke oplossingen, maar alleen die mogelijkheden die waarschijnlijk
als veelvoorkomende fouten worden beschouwd.
- 17 -
Machine Translated by Google
- 18 -
Zorg ervoor dat de lasmachine zich op
een speciaal circuit bevindt of dat dit het
enige is dat op een circuit is aangesloten.
Roestig, geverfd, olieachtig of vettig
werkstuk.
Gebruik een kleiner wolfraam.
De machine is niet het enige elektrische
apparaat op het circuit.
Onvoldoende gas op het lasgebied.
Lassen van slechte
kwaliteit.
Verhoog de stroomsterkte-instelling.
Slechte aarde of losse aardverbinding.
Aardklem,
massakabel en/of
laskabel worden
heet.
Controleer
massaklem/
werkstukaansluiting en
alle aansluitingen op de machine.
Wolfraam is te groot.
Zorg ervoor dat de verbinding
tussen de aardklem en het werkstuk
goed is en op schoon, blank (niet geverfd
of verroest) metaal.
Zorg ervoor dat het werkstuk schoon
en droog is.
Het amperage is te laag.
Controleer de aansluiting van de
aardkabel op de aardklem. Draai de
kabelverbinding met de
aardklem indien nodig vast.
Controleer of het gas niet door tocht
wordt weggeblazen en ga in dat geval
naar een meer beschutte lasplek. Als
dit niet het geval is, controleer
dan de inhoud van
de
gascilinder, de meter, de instelling
van de
regelaar en de werking van de gasklep.
De boog
dwaalt af (TIG).
boog
Controleer de aansluiting van de
massakabel, toorts of
elektrodehouder.
De stroomonderbreker
is onjuist/onvoldoende voor
gebruik met deze machine.
Controleer of de stroomonderbreker voor
het circuit een langzame onderbreker
is. Als dit niet het geval is, laat dan
een gekwalificeerde elektricien de juiste
onderbrekers installeren.
Moeilijk
begin.
Frequente
stroomonderbrekertrips.
Slechte aardverbinding of toorts/
elektrodeverbinding.
Machine Translated by Google

SVETSARE
STICK
Tillämplig modell: MMA-140/MMA-160/MMA-200
Teknisk support och e-garanticertifikat www.vevor.com/support
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
"Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar
bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de
stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av
oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om du
faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
Machine Translated by Google
MMA-160
BEHÖVER HJÄLP? KONTAKTA OSS!
MMA-200MMA-140
Sticksvetsare
Teknisk support och e-garanticertifikat www.vevor.com/
support
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
Detta är den ursprungliga instruktionen, läs alla instruktioner
noggrant innan du använder den. VEVOR reserverar sig för en tydlig
tolkning av vår användarmanual. Utseendet på produkten är beroende
av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igen
om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
- 1 -
Machine Translated by Google
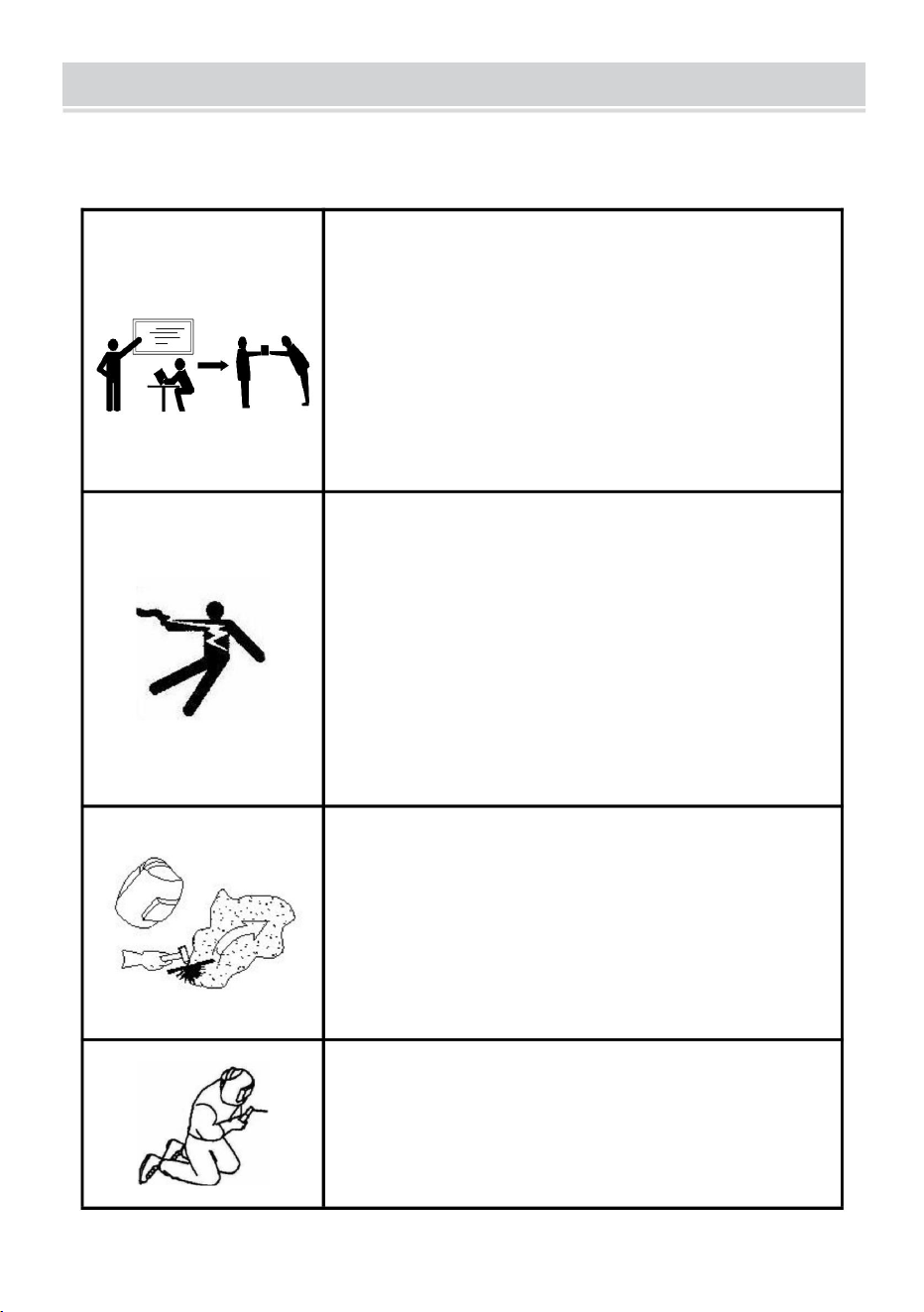
ÿ Operatörer bör ha giltiga arbetstillstånd för metallsvetsning/
skärning. ÿ Bryt strömmen före underhåll
eller reparation.
specifikation. ÿ
Rör aldrig de strömförande delarna med bar hud eller när du
bär våta handskar/kläder. ÿ Se till att du är
isolerad från marken och arbetsstycket.
Elektrisk stöt kan leda till allvarliga skador eller till och
med dödsfall.
ÿ Installera jordningsanordningar enligt användarens
Professionell utbildning krävs innan du använder
maskinen. ÿ Använd
arbetsskyddssvetsutrustning som godkänts av den
nationella säkerhetsövervakningsavdelningen.
ÿ Se till att din arbetsställning är säker.
Bågstrålning kan skada ögonen eller bränna huden. ÿ Bär
lämpliga svetsmasker och skyddskläder för att skydda dina
ögon och kropp. ÿ Använd lämpliga masker eller
skärmar för att skydda åskådarna från skada.
Rök och gas kan vara skadligt för hälsan. ÿ Håll
huvudet borta från rök och gas för att undvika inandning av
avgaser under svetsning. ÿ Håll arbetsmiljön väl
ventilerad
med frånlufts- eller ventilationsutrustning vid svetsning.
- 2 -
Svetsning är farligt och kan orsaka skada på dig och andra, så ta ett bra
skydd när du svetsar. Se tillverkarens säkerhetsriktlinjer för förebyggande av
olyckor.
SÄKERHET
Machine Translated by Google
KORREKT AVFALLSHANTERING för Display.
ÿ Denna produkt är föremål för tillhandahållandet av
stöter på maskinfel.
Sök professionell hjälp när
europeiskt direktiv 2012/19/EU. Symbolen som visar en
soptunna korsad anger att produkten kräver separat
sophämtning i EU. Detta gäller för produkten och alla
tillbehör märkta med denna symbol. Produkter märkta som
sådana får inte slängas tillsammans med vanligt
hushållsavfall, utan måste lämnas till en insamlingsplats för
återvinning av elektriska och elektroniska apparater.
Hett arbetsstycke kan orsaka allvarlig skållning.
ÿ Kontakta din leverantörs servicecenter för att
kontrollera att inga brännbara material finns
svetsbrännaren.
ÿ Kylning behövs vid kontinuerlig användning av
ÿ Svetsgnistor kan leda till brand, så snälla
ÿ En brandsläckare bör förvaras i närheten, och
ÿ Pacemakeranvändare bör hålla sig borta från
och drift.
förstå manualen eller lösa ett problem
i närheten och var uppmärksam på brandrisker.
Magnetiska fält påverkar pacemakern.
sök professionell hjälp om du inte gör det fullt ut
ÿ Svetsa inte i ett trångt utrymme.
den ska användas av en utbildad person.
svetsområdet före medicinsk konsultation.
enligt manualen.
ÿ Se det relevanta innehållet i denna handbok om
explosion.
ÿ Rör inte vid hett arbetsstycke med bara händer.
du stöter på några svårigheter vid installationen
ÿ Använd inte denna maskin för upptining av rör.
Felaktig användning kan orsaka brand eller
- 3 -
Machine Translated by Google

Handbågssvetsmaskin kan ge en starkare, mer koncentrerad, stabilare båge i
kortslutningsdroppövergången. Elektroden och arbetsstycket reagerar snabbt efter kortslutningen.
Dessutom kan denna typ av strömförsörjning förses med en bågjusteringsanordning, vilket gör
att svetsmaskinen kan utformas med olika dynamiska egenskaper. De dynamiska egenskaperna
kan justeras för att göra bågen mjukare eller hårdare.
Handbågssvetsmaskiner kännetecknas av: hög effektivitet, energibesparing, ljus, goda
dynamiska egenskaper, ljusbågsstabilitet och enkel kontroll av lösningspooler. Hög
tomgångsspänning och bättre energipåverkanskompensation används ofta. Kan svetsa rostfritt
stål, legerat stål, kolstål, koppar och andra icke-järnmetaller. Svetsmaskinen kan använda en
mängd olika specifikationer och material för en elektrod, inklusive syra, alkalisk och
cellulosaelektrod kan användas för flygarbete, fältarbete och inomhus- och utomhusdekoration.
Jämfört med liknande produkter hemma och utomlands har den egenskaperna liten storlek, lätt,
enkel installation, enkel användning och så vidare.
likriktare. Uppkomsten av inverterbågssvetsutrustning beror på uppkomsten av
invertereffektteori och enheter. Strömförsörjning för inverterbågssvetsning är användningen
av en högeffektsenhet MOSFET fälteffektrör/IGBT enkelrör/modul 50/60Hz strömfrekvens
elektricitet omvandlas till hög frekvens (18-100KHZ ovan), och sedan steg-ned likriktare,
genom pulsbreddsmoduleringstekniken (PWM) utmatar högeffekts DC-källa, vikten på
huvudtransformatorn, volymen minskas kraftigt, effektiviteten ökas med mer än 30%.
Tillkomsten av inverter-svetsmaskinen hyllas av experter som en revolution inom svetsindustrin.
Svetsmaskinen använder en avancerad inverterteknik designad
KORT INTRODUKTION AV PRINCIPEN
- 4 -
Machine Translated by Google
Driva
Frekvens (HZ)
Spänning (V)
PUNKT
Utström (A)
effekt (KVA)
MMA-140
Bedömd ingång
Ingen belastningsspänning (V)
50HZ-60HZ
4,98
140A ±10A
AC 110V ±10%
4,98
60V
140A ±10A
0,88
15 %/40 ÿ
Effektfaktor
60V
50HZ-60HZ
Driftcykel (40 ÿ)
0,88
15 %/40 ÿ
AC 220V ±10 %
Huvudparameter
INSTALLATION
- 5 -
Machine Translated by Google
Spänning (V)
Frekvens (HZ)
Driva
PUNKT
Utström (A)
effekt (KVA)
MMA-160
Bedömd ingång
Ingen belastningsspänning (V)
50HZ-60HZ
5,87
160A ±10A
AC 110V/220V ±10%
5,87
60V
160A ±10A
0,88
20 %/40 ÿ
Effektfaktor
60V
50HZ-60HZ
Driftcykel (40 ÿ)
0,88
20 %/40 ÿ
AC 220V ±10 %
Huvudparameter
INSTALLATION
- 6 -
Machine Translated by Google
Spänning (V)
Frekvens (HZ)
Driva
PUNKT
Utström (A)
effekt (KVA)
MMA-200
Bedömd ingång
Ingen belastningsspänning (V)
50HZ-60HZ
7,78
200A ±10A
AC 110V/220V ±10%
7,78
60V
200A ±10A
0,88
20 %/40 ÿ
Effektfaktor
60V
50HZ-60HZ
Driftcykel (40 ÿ)
0,88
20 %/40 ÿ
AC 220V ±10 %
Huvudparameter
INSTALLATION
- 7 -
Machine Translated by Google
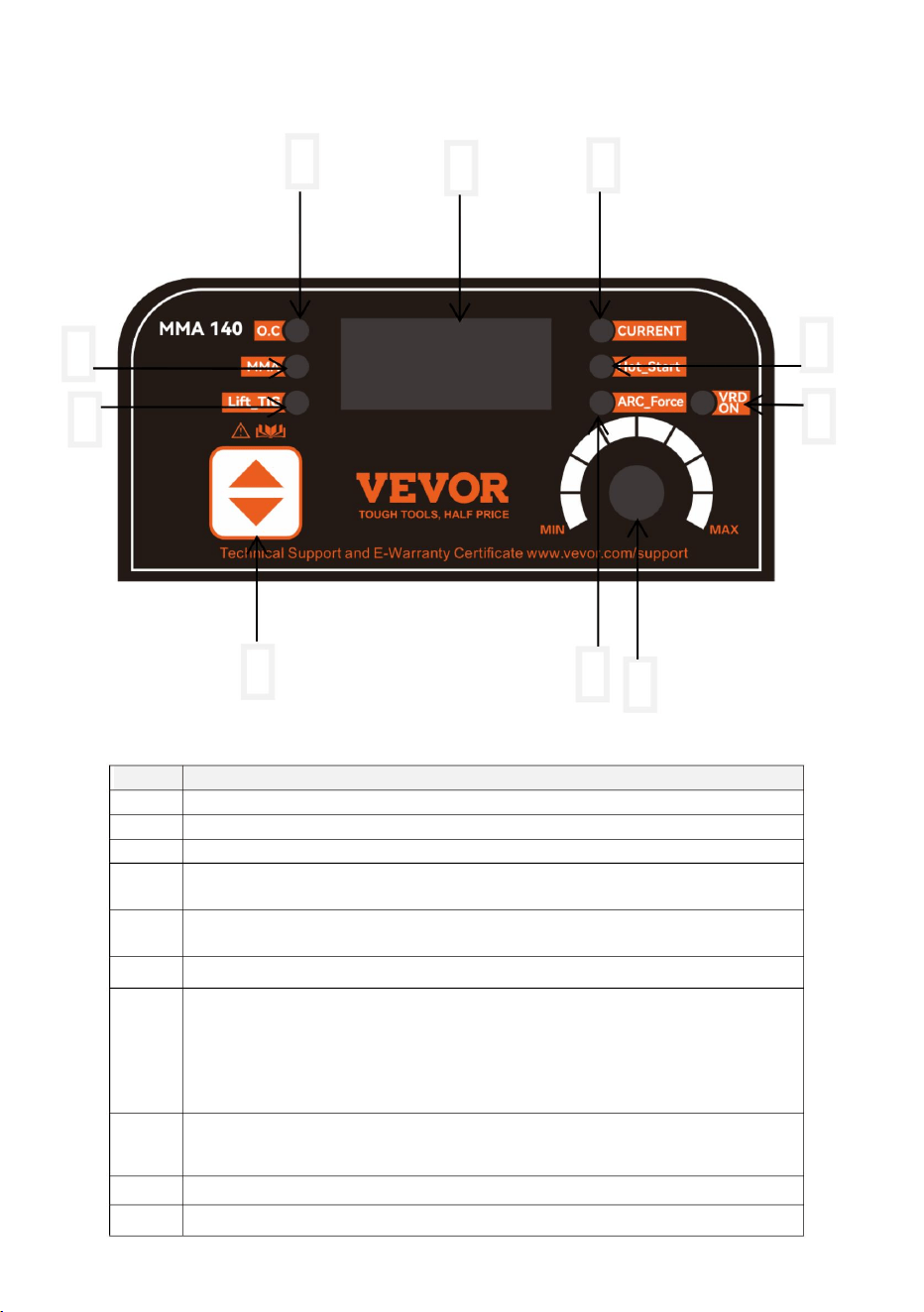
1
2
Dragkraft (avser den svetskraft som genereras av svetsmaskinen genom
svetsning
parametrar som utström, spänning och effekt under svetsning)
Aktuell display
Kontaktbåge argon bågsvetsning
Växla funktionstangenter, kort tryck för att växla mellan manuell svetsning eller argonbåge
Indikatorlampa för manuell svetsstatus
Onormal indikatorlampa
Indikatorlampa mot elektriska stötar (När VRD-funktionen är påslagen överstiger svetsmaskinens
tomgångsspänning vanligtvis inte 20V, vilket hjälper till att utföra svetsarbeten i fuktiga eller andra
miljöer som är benägna för elektriska stötar, och därmed avsevärt minskar risken för elektriska
stötar för svetspersonal). Tryck samtidigt på funktionstangenten och parameterratten, så tänds
indikatorlampan som VRD på och av när VRD är av
Indikeringslampa för strömreglering
Termisk bågtändning (genom att öka bågens längd och styrka, öka temperaturen och värmen hos
bågen, accelerera smältningen av arbetsstycket och elektroden, och därigenom förbättra
svetshastigheten och kvaliteten)
Tryck kort på parameterratten för att växla, vrid för att justera storleken
8
7
9
4
6
5
3
10
- 8 -
Obs: Ovanstående bilder är endast för referens
Nummer Förklara
2
7
3
5
9
8
10
1
6
4
Beskrivning av kontrollpanelen
Machine Translated by Google
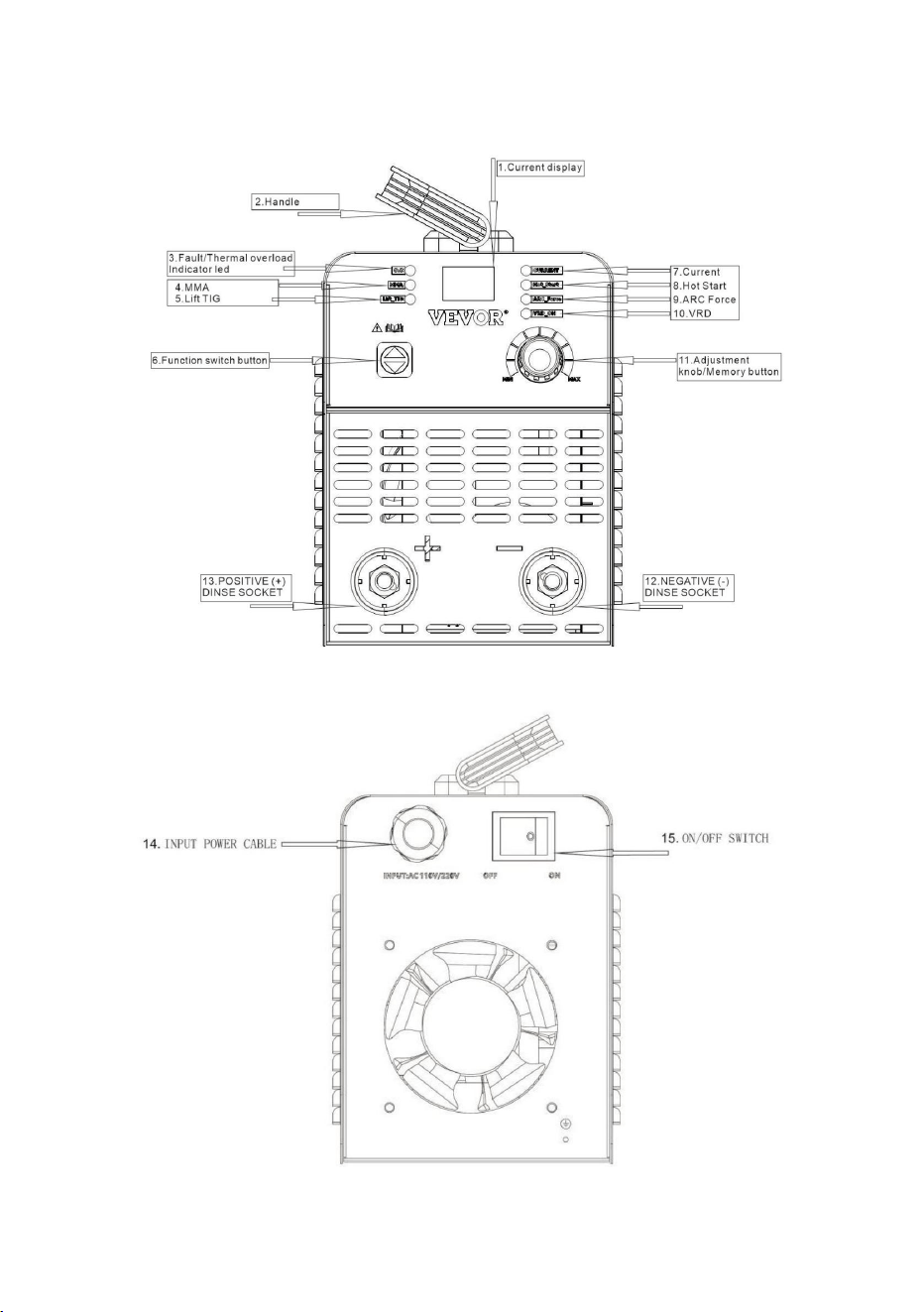
- 9 -
Funktionsdiagram
Machine Translated by Google
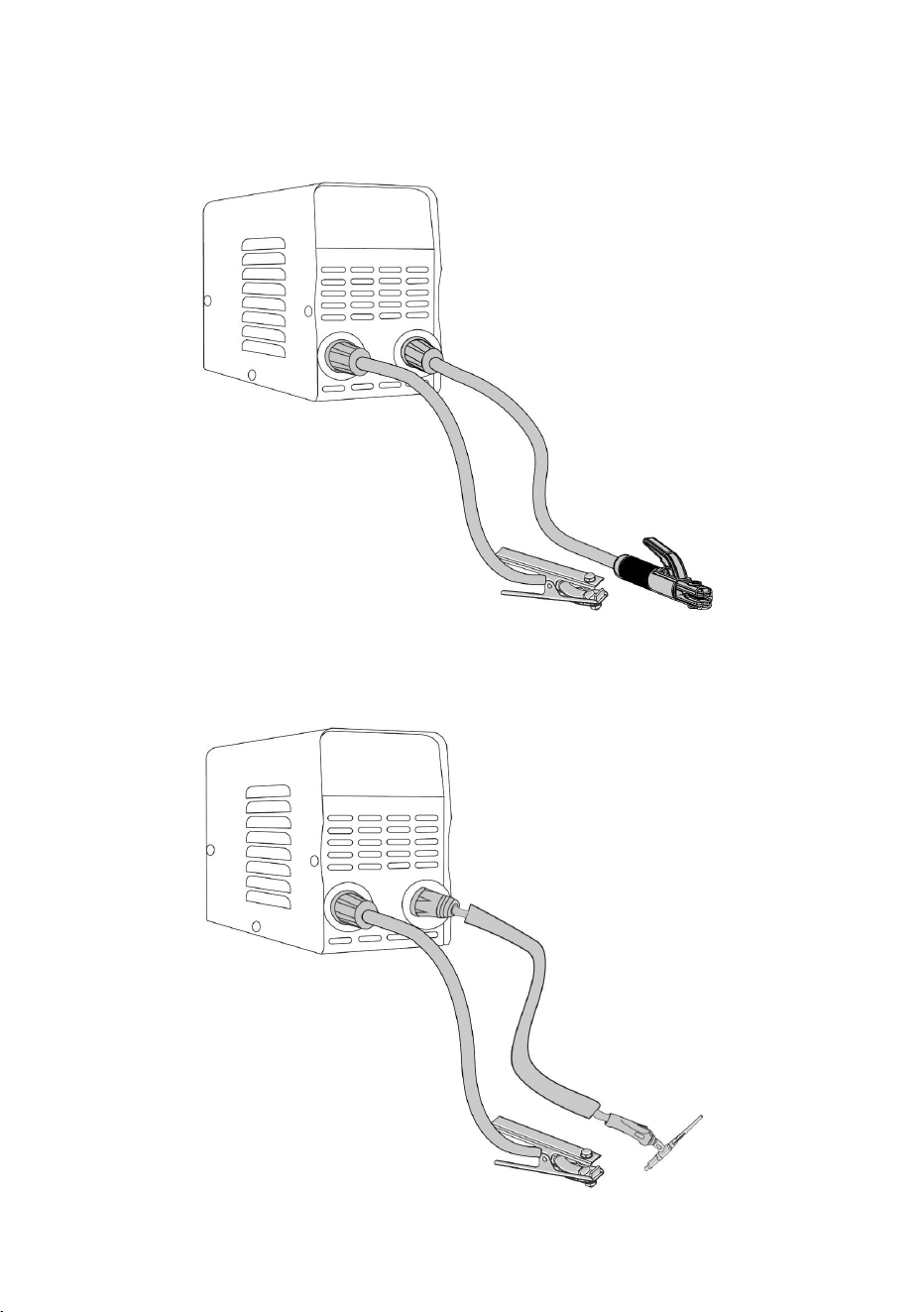
- 10 -
TIG installation
Installations- och anslutningsschema
MMA installation
Installations- och anslutningsschema
Machine Translated by Google

Anslutning av strömkälla Se till att PÅ/AV-
BRYTARE är AV innan du gör någon elektrisk anslutning. Strömförsörjningsspänningen och frekvensen
som finns tillgänglig på platsen är de som anges på din svetsares märketikett.
Huvudströmförsörjningsspänningen bör ligga inom ±10 % av den märkta huvudströmförsörjningsspänningen. För
låg nätspänning kan orsaka dålig svetsprestanda. En för hög strömförsörjningsspänning gör att komponenterna
överhettas och eventuellt går sönder. Svetsuttaget måste vara: • Korrekt installerat, vid behov, av en
behörig elektriker. • Korrekt jordad (elektriskt) enligt nationella och lokala bestämmelser. • Ansluten till en
elektrisk krets som är klassad för tillräcklig strömstyrka enligt din svetsares märketikett.
FÖLJANDE RIKTLINJER: • I områden fria
från fukt och damm; • I områden med en omgivningstemperatur
mellan 14ÿ till 104ÿ; • I områden fria från olja, ånga och frätande gaser. • I områden som inte utsätts
för onormala vibrationer eller stötar; • I områden som inte utsätts för direkt solljus
eller regn; • Placera på ett avstånd av 12" eller mer från väggar eller liknande hinder som
kan begränsa naturligt luftflöde för kylning.
SE TILL ATT ANVÄNDA SVETSEN ENLIGT
Om du är osäker på något av ovanstående, låt en kvalificerad elektriker inspektera ditt uttag innan du
använder svetsaren.
ANMÄRKNING: • Inspektera regelbundet INPUT-NÄTKABLEN för eventuella sprickor eller blottade
ledningar. Om den inte är i gott skick, låt ett servicecenter reparera den. • Klipp inte av jordstiftet eller ändra
kontakten
på något sätt, och använd inte några adaptrar mellan svetsarens INGÅNGSLÄTNINGSKABEL och strömkällans
uttag. • Dra inte våldsamt i INPUT STRÖMKABELN
för att koppla bort den från eluttaget. • Lägg inte material eller verktyg på INPUT STRÖMKABELN.
INPUT STRÖMKABELN kan skadas och resultera i elektriska stötar. • Håll INGÅNGSKABELN borta från värmekällor,
oljor, lösningsmedel
eller vassa kanter.
VAL AV PLATS
- 11 -
Machine Translated by Google
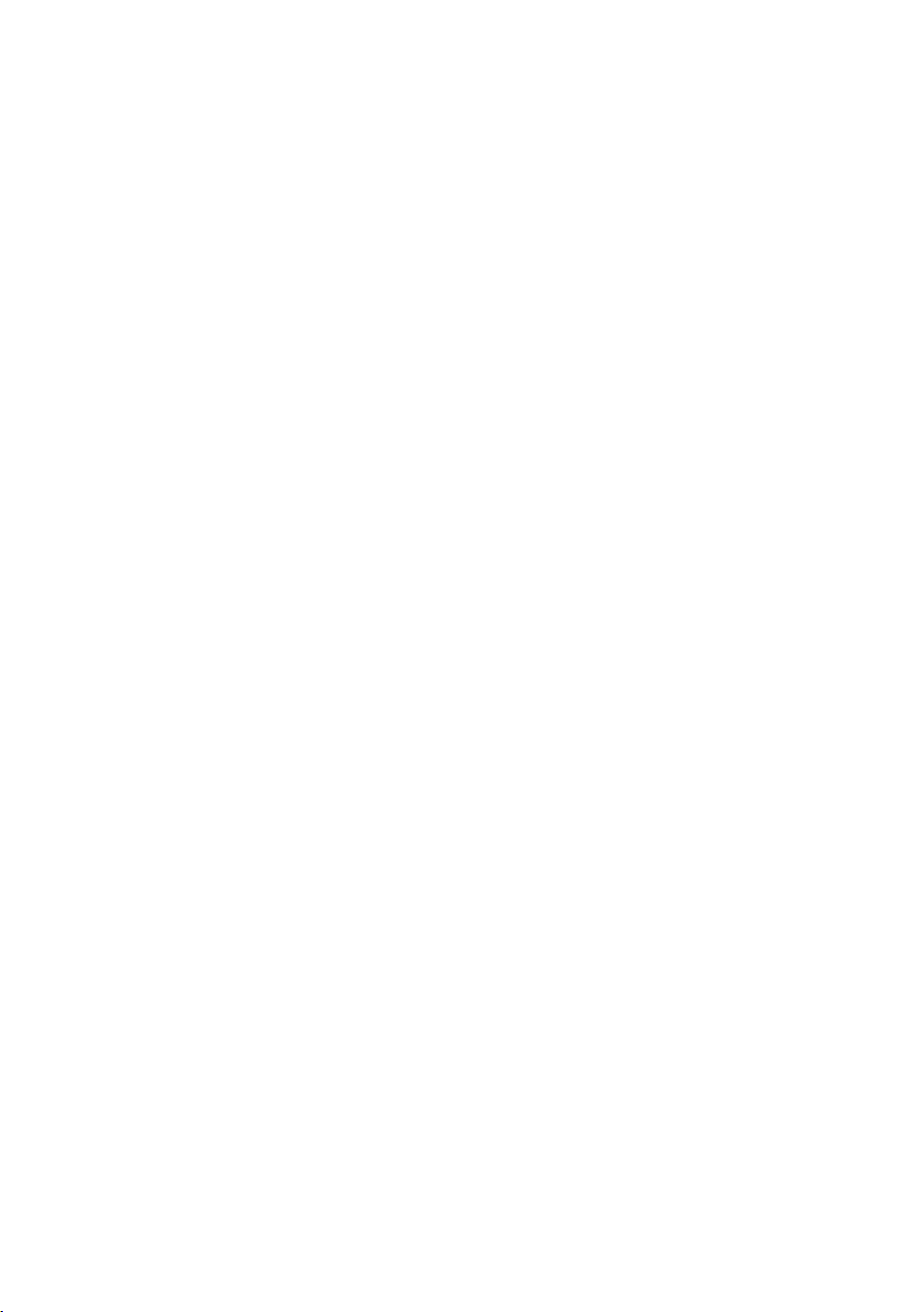
- 12 -
Förlängningssladdar För
optimal svetsprestanda bör en förlängningssladd inte användas om det inte är absolut nödvändigt. Vid
behov måste man vara noggrann med att välja en förlängningssladd som är lämplig för användning med din
specifika svetsare.
Ytterligare varningar FÖR DIN
SÄKERHET, FÖLJ DESSA INSTRUKTIONER NOGA INNAN DU ANSLUTER STRÖMKÄLLAN TILL
LINJEN: • En lämplig tvåpolig brytare måste sättas in före huvuduttaget.
Generatorer
Denna svetsare kan drivas från en AC-generator. Se till att generatorn kan leverera minst 5 000
watt kontinuerlig effekt. Generatorn får inte ha en
bränslebesparande funktion för automatisk tomgång och måste ha möjlighet att stänga av automatisk
tomgång. Generatorn måste gå på full hastighet hela tiden medan din svetsare är inkopplad i den, annars
riskerar du att skada din svetsare. All annan kraft som drar på generatorn eller något som minskar
generatorns varvtal kan skada din svetsare.
• Använd inte denna svetsare på en krets med en jordfelsbrytare (GFCI) på. GFCls utlöses av svetsbågar och
dina svetsoperationer kommer att avbrytas regelbundet.
Välj en ordentligt jordad förlängningssladd som ansluts direkt till AC-strömkällans uttag och svetsens
INGÅNGS-STRÖMKABEL utan användning av adaptrar. Se till att förlängningssladden är ordentligt
ansluten och i gott elektriskt skick. Förlängningssladdar måste passa följande riktlinjer för
kabelstorlek: • #12 AWG eller större sladd • Använd inte en förlängningssladd som är längre än 25 fot.
Ventilation
Eftersom inandning av svetsrök kan vara skadligt, se till att svetsområdet är effektivt ventilerat.
Denna brytare måste vara utrustad med fördröjningssäkringar. • Vid arbete i ett
trångt utrymme måste svetsaren hållas utanför svetsområdet och jordkabeln ska fästas vid arbetsstycket.
Arbeta aldrig i fuktiga eller våta slutna utrymmen. • Använd inte skadad INPUT STRÖMKABEL eller svetskablar.
• Svetsbrännaren/elektroden får aldrig riktas mot
operatören eller andra personer. • Svetsaren får aldrig användas utan att dess paneler är
monterade. Detta
Machine Translated by Google
DRIFT
SKADA PÅ SVÄTSAREN KAN RESULTAT
Svetsförberedelser En
viktig faktor för att göra en tillfredsställande svetsning är förberedelse. Detta inkluderar att studera
processen och utrustningen och öva svetsning innan man försöker svetsa färdig produkt. Ett
organiserat, säkert, ergonomiskt, bekvämt och väl upplyst arbetsområde bör förberedas för
operatören.
Arbetsområdet bör särskilt vara fritt från alla brandfarliga ämnen, och en brandsläckare och en
hink med sand ska finnas tillgängliga.
För att ordentligt förbereda för svetsning med din nya svetsare är det nödvändigt att: • Läsa
säkerhetsföreskrifterna längst fram i denna handbok.
Internt termiskt skydd Det termiska
skyddssystemet kopplas in och stänger av all svetseffekt om du överskrider svetsarens arbetscykel.
Efter kylning återställs termoskyddet automatiskt och svetsfunktionerna återupptas. Detta är
normalt och automatiskt beteende från maskinen. Ingen användaråtgärd krävs under denna fas.
Du bör dock vänta minst tio minuter efter att termoskyddet kopplats in innan du återupptar
svetsningen. Du måste göra detta även om det termiska skyddet återställer sig själv innan de tio
minuterna är slut, annars kan du uppleva lägre prestanda än specificerad driftcykel.
VARNING: ÖVERSKRIVA INTE REGELBUNDET ARBETSCYKEL ELLER
Prestandaskylt och driftcykel På maskinen finns en
skylt som innehåller alla driftsspecifikationer för din nya enhet. Produktens serienummer finns
också på denna skylt. En svetsares arbetscykelklassificering definierar hur länge operatören kan
svetsa och hur länge svetsaren måste vila och kylas. Arbetscykeln uttrycks i procent av 10 minuter
och representerar en maximal svetstidsgräns. Resten av en 10-minuterscykel krävs för kylning.
Till exempel har en svetsare en arbetscykelklassificering på 30 % vid märkeffekten 90A. Detta
innebär att med den maskinen kan svetsa vid 90 A effekt under tre (3) minuter skära av 10 med
de återstående sju (7) minuterna som krävs för kylning. Duty cycle för din nya svetsare finns på
typskylten som är fäst på maskinen.
kan orsaka allvarliga skador på operatören och kan skada utrustningen.
- 13 -
Machine Translated by Google
- 14 -
1. Under MMA: Ström/varmstart/bågkraft kan väljas.
Efter val, justera ratten direkt för att justera varje funktionsparameter; efter justering, tryck på ratten
en gång för att spara och gå in i nästa funktionsparameterjustering. Efter justering sparar 5S
automatiskt och avslutar till Current.
4. Antistick: automatisk, behöver inte användas 5.
Syrasvetsstång: positiv elektrodanslutning svetstång / negativ jordtrådsklämmor Alkalisk svetsstav :
Negativ svetstång / positiv
jordklämmor
Elektrisk ljusbågsvetsning
1. Svetsstavsgrad och diameter. Det beror huvudsakligen på materialets natur, svetstjockleken,
formen på fogsvetspositionen, svetsparametrar och andra faktorer. Förhållandet mellan diametern
MMA-funktion: Välj MMA med upp- och nedknappen.
2. Ström: @110V ÿ30-120A justerbar; @220Vÿ30-140A justerbar Varmstart:
Överlagrat
strömvärde (som inte överstiger den maximala strömmen), 0-100A Arc Force: överlagrat
strömvärde (inte
överstiger maxströmmen), 0-100A 3. Under MMA, tryck och håll ned knappen ratt för 5S för
att byta Vrd.
Anslut maskinen till ett lämpligt uttag. • Öppna
gasflaskans ventil helt. Justera gastrycksregulatorn till rätt flödeshastighet.
• Förbered ett organiserat, väl upplyst arbetsområde. •
Ge skydd för operatörens och åskådares ögon och hud. • Fäst markklämman på den rena metallen
som ska svetsas och säkerställ god kontakt.
Machine Translated by Google
ÿA/mmÿ
Svetsning
4 ~ 8
Empirisk
ÿÿÿÿ
ÿ4 ~ 6
Svetsning
ÿ4 ~ 5
ÿ2 ~ 2,5
ÿ 3,5
Delar (ÿ)
30 ~ 40
Elektrod
20 ~ 25
Tjocklek
ÿ 8ÿ 12
Koefficient
Diameter på
ÿ4
(ÿ)
Elektrod
f5 ~ 6
f3 ~ 4
f3 ~ 4
Diameter på
40 ~ 5025 ~ 30
ÿ 12
av Welded
f1.6
K =Id
följande empiriska formel till primärt urval.
Strömmen för vertikal svetsning, horisontell svetsning och svetsning över huvudet
Svetselektrod
I--Svetsström K--Empirisk koefficient d--Diameter av
2. Svetsström: Svetsströmmen beror på elektroden,
svetselektrodens diameter.
svetsning bör vara 10 ~ 20 % större än för flatsvetsning. För legerat stål
Förhållandet mellan den empiriska koefficienten för svetsström och
bör vara 10 ~ 20 % mindre än för flatsvetsning. Strömmen av filé
motståndskoefficient, om strömmen är hög är svetsstaven benägen att
placera. Andra faktorer att tänka på är svetsning av stålkonstruktioner
elektrod platta svetspositioner, och svetsströmmen baserat på
elektroder, elektroder i rostfritt stål, på grund av den höga termiska expansionen
elektroddiameter, tjocklek på de svetsade delarna och fogsvets
av svetselektroden och tjockleken på plattan är som följer.
- 15 -
Machine Translated by Google
4. Kontrollera alla kablar med jämna mellanrum. De måste vara i gott skick och inte spruckna.
3. Rengör med jämna mellanrum damm, smuts och fett från din svetsare. Var sjätte månad eller
vid behov, ta bort sidopanelerna från svetsaren och använd tryckluft för att blåsa ut eventuellt
damm och smuts som kan ha samlats inuti svetsaren.
VARNING: ELEKTRISK STÖT KAN DÖDA! Var medveten om PÅ/AV-BRYTARE. OFF-brytaren tar inte bort
strömmen från alla interna kretsar i svetsaren. För att minska risken för elektriska stötar, koppla alltid bort svetsaren
från dess växelströmskälla och vänta flera minuter tills elektrisk energi har laddats ur innan du tar bort sidopanelerna.
Följande är en felsökningstabell som tillhandahålls för att hjälpa dig att fastställa en möjlig lösning
när du har problem med din svetsare.
2. Undvik att rikta slippartiklar mot svetsaren. Dessa ledande partiklar kan byggas upp inuti
maskinen och orsaka allvarliga skador.
VARNING: KOPPLA FRÅN STRÖMKÄLLA NÄR DU UTFÖR DENNA OPERATION.
1. Byt ut INPUT STRÖMKABEL, jordkabel,
jordklämma eller brännare/elektrodkabel när den är
skadad eller sliten.
Allmänt underhåll Denna
svetsare har konstruerats för att behöva minimal service, förutsatt att några enkla steg vidtas för
korrekt underhåll.
- 16 -
FELSÖKNING
UNDERHÅLL OCH SERVICE
3. Anslutningsmetod för svetsutgång
Syraelektrodsvetsning bör använda en DC-positiv anslutningsmetod.
påverkar svetskvaliteten.
rodnad under svetsprocessen och få flusshuden att falla av,
DC omvänd anslutningsmetod bör användas för alkalisk
elektrodsvetsning.
Machine Translated by Google
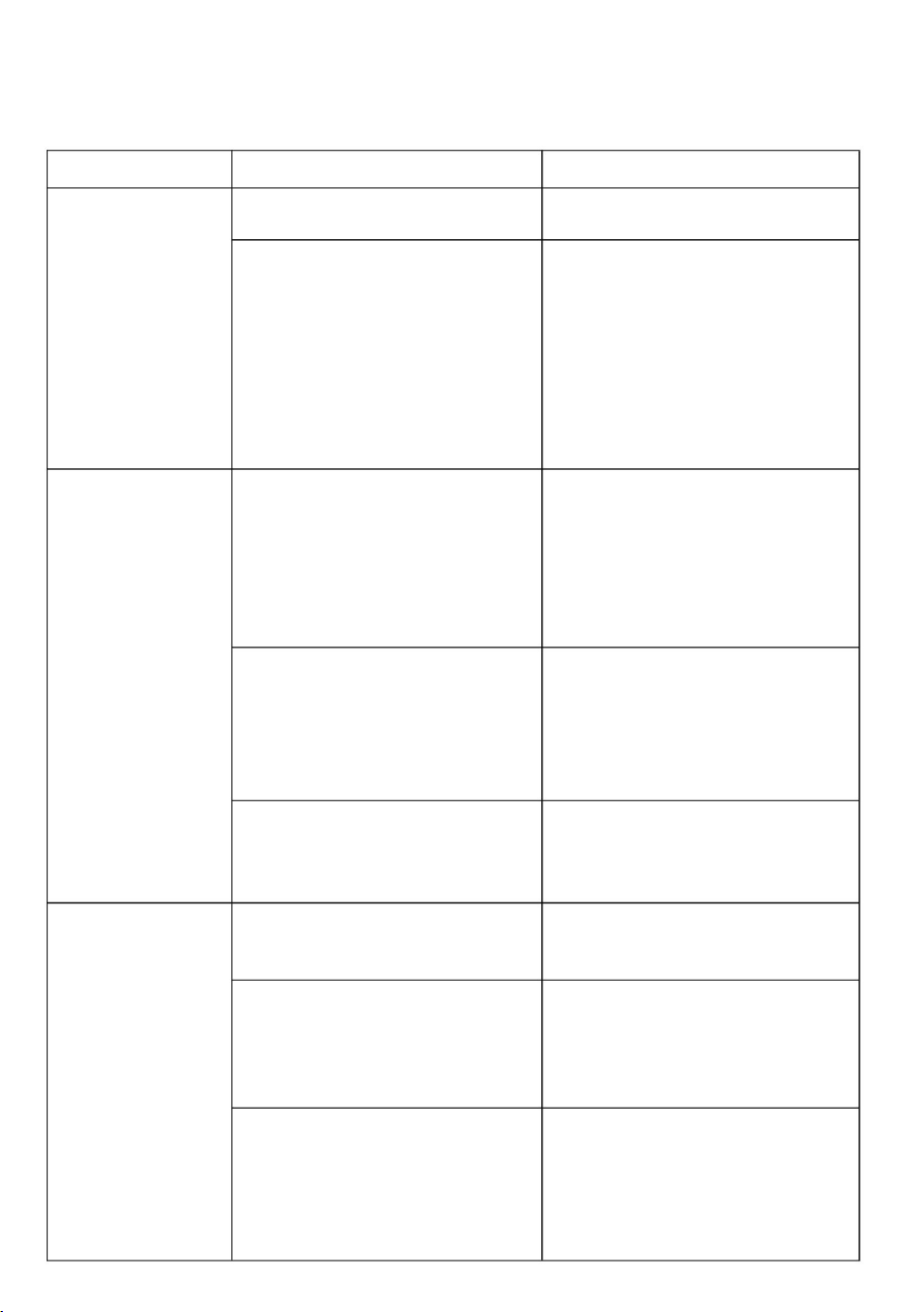
INDIKATORLEDS
är tända och
det finns ingen
uteffekt från
svetsaren.
Dålig jordanslutning eller brännare/
elektrodanslutning.
Maskinen är inte påslagen.
Sätt tillbaka klämman och kontrollera
kabeln till klämanslutningen.
Använd en lämplig förlängningssladd
(#12 AWG-kabel eller tyngre, inte
längre än 25 fot)
MÖJLIG ORSAK
Slå PÅ maskinen med PÅ/AV-
BRYTARE Se till att
maskinen är ansluten.
Ingen av
LED-
indikatorerna
är tända och
ingenting
fungerar på svetsaren.
För lång eller felaktig
förlängningssladd.
Ineffekt för låg.
MÖJLIG LÖSNING
Kontrollera anslutningen av jordkabel,
brännare eller elektrodhållare
Låt en
behörig elektriker kontrollera
spänningen i ditt uttag. Om
spänningen är lämplig,
kontrollera att kretsledningarna är
tillräckliga för 40A.
Överskriden arbetscykel; termiskt
skydd
inkopplat.
Kontrollera uteffekten från uttaget.
Låg effekt eller
icke-penetrerande
svets.
Kontrollera att strömbrytaren inte har löst ut.
Återställ vid behov.
Ingen ingångsström närvarande.
Otillräckligt luftflöde gör att
maskinen
överhettas innan driftcykeln
uppnås.
PROBLEM
Kontrollera spänningen på ditt
uttag. Om det är 10 % mer eller mindre
än 120V, kontakta en behörig
elektriker.
Fel spänning tillförs svetsaren.
Använd inte maskinen på ett GFI-uttag.
Låt svetsaren svalna i minst 10 minuter med
maskinen PÅ (observera och bibehåll korrekt
arbetscykel). INDIKATOR FÖR FEL/TERMISK
ÖVERBELASTNING bör släckas efter att
maskinen har svalnat. Kontrollera om
det finns hinder som blockerar luftflödet och
se till att det finns 12 tums
spelrum mellan eventuella hinder
och ventilerna på alla sidor av maskinen.
Denna tabell ger inte alla möjliga lösningar, bara de möjligheter som anses
vara vanliga fel.
- 17 -
Machine Translated by Google
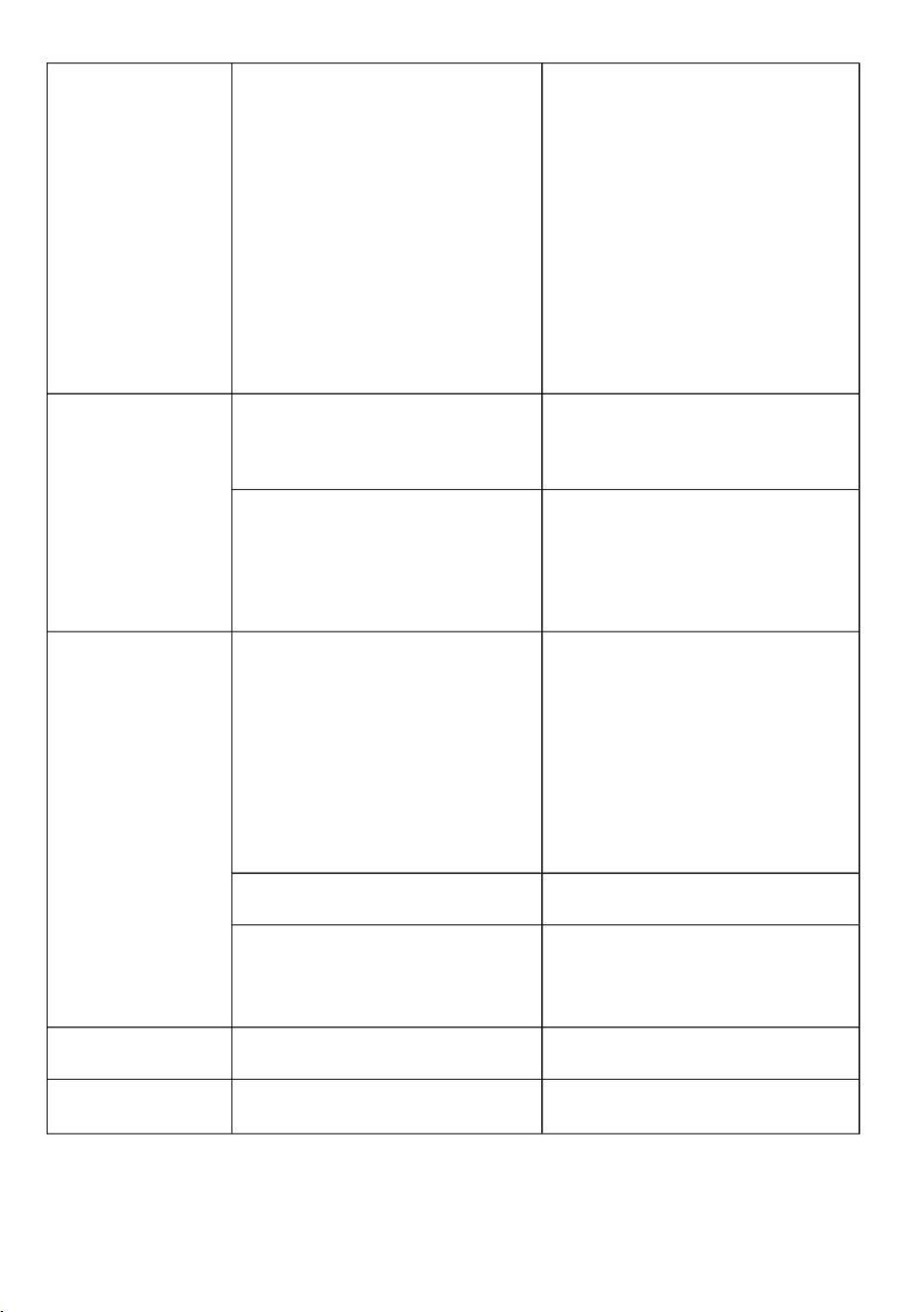
- 18 -
Kontrollera att strömbrytaren för
kretsen är en långsam brytare. Om
den inte är det, låt en kvalificerad
elektriker installera rätt brytare.
Svår start.
Volfram är för stort.
Jordklämma,
jordkabel och/
eller svetskabel
blir varma.
Kontrollera
jordklämmans/
arbetsstyckets anslutning
och alla anslutningar till maskinen.
Se till att arbetsstycket är rent och
torrt.
Se till att anslutningen mellan
jordklämman och arbetsstycket är
bra och på ren, bar (inte målad eller
rostig) metall.
Maskinen är inte den enda elektriska
utrustningen på kretsen.
Svetsar av dålig
kvalitet.
Ampere är för lågt.
Använd en mindre volfram.
Dålig jord eller lös jordanslutning.
Otillräcklig gas vid svetsområdet.
Dålig jordanslutning eller brännare/
elektrodanslutning.
Frekventa
effektbrytare.
Öka strömstyrkan.
Se till att svetsaren är på en dedikerad
krets eller är det enda som är ansluten
till en krets.
Rostigt, målat, oljigt eller oljigt
arbetsstycke.
Arc
vandrar (TIG).
Kontrollera anslutningen av
jordkabeln till jordklämman. Dra åt
kabelanslutningen till
jordklämman vid behov.
Kontrollera att gasen inte blåses
bort av drag och flytta i så fall till ett
mer skyddat svetsområde. Om
inte, kontrollera gasflaskans
innehåll, mätare,
regulatorinställning och
gasventilens funktion.
båge
Strömbrytaren är
felaktig/otillräcklig för
användning med denna maskin.
Kontrollera anslutningen av jordkabel,
brännare eller elektrodhållare.
Machine Translated by Google