Technical Support and E-Warranty Certificate
www.vevor.com/support
Strapping Machine
MODEL: XQD19, XQD19B, XQD25
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
Model: XQD19, XQD19B, XQD25
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

- 2 -
INSTRUCTIONS
Thank you very much for choosing this Strapping Machine
- Please read all of the instructions before using it.The information will help
you achieve the best possible results.
The products carried in this catalog may be different in color than the actual
item.
1. Safety Instructions
Please read the Manual carefully before using this packaging machine.
General safety rules
1.Bear in mind“safety-foremost”principle, and operate this pneumatic tool
properly;
2.Read the Manual carefully before operation;
3.Don't dismantle safety parts of the tool;
4.Don't tear or damage label or mark of the product;
5.Don't put your hand or other parts of your body between packaging belt
and packaging tool.
Application
This tool is specially designed for binding articles with PET packaging belt;
Applicable width of packaging belt:13,16,19mm;
Don't use the packaging belt for lifting.
Correct dressing
Wear safety glasses,earmuffs,protective gloves,helmet,protective footwear
and long sleeve shirt,fasten all buttons;take care,your necktie,long hair and
cloth shall not be hooked by the packaging machine.
Gas source
·Ensure the air supply pipe can bear pressure and is resistant to oil;
·Do use the special quick union for air pipe;the air pressure shall not
exceed 116psi/8bar;
·Use only clean compressed air,rather than gas source or dynamic source,

- 3 -
Ventilation
Indoor air can easily be polluted by lubricating oil;hence,the ventilation
should be proper.
Vibration
It's harmful to operators if they come into contact with excessive vibration
for a long time.The operation specification should conform to relevant
requirements of ISO5349.
Noise
Operators shall wear earmuffs if the noise is higher than 85Db(A).Even if
the noise is lower than 85Db(A),it is also recommended to wear earmuffs.
Safety glasses
If the tensing packaging belt breaks suddenly,it may hurt eyes and result in
blindness,so operators shall wear safety glasses.
Note:
While cutting the packaging belt,hold its upper part,and stand at its side;the
upper belt will be cut down;be careful,there should be no people in the
surrounding.During maintenance and cleaning,the dust brought by air
duster gun is harmful to eyes.
Moving part
During operation,the moving part (tightening pulley)may clip glove or other
part of your body,so when the take-up pulley is rotating,don't touch it.
Maintenance
·Conduct daily maintenance to the machine;
·Check regularly,and remove dust with an air duster gun;
·Tighten the screws of hook;
·Turn off gas source while replacing parts.
Hazard while cutting
The sharp blade on the blade holder may hurt your hand and finger,so
please wear safety gloves.
- 4 -
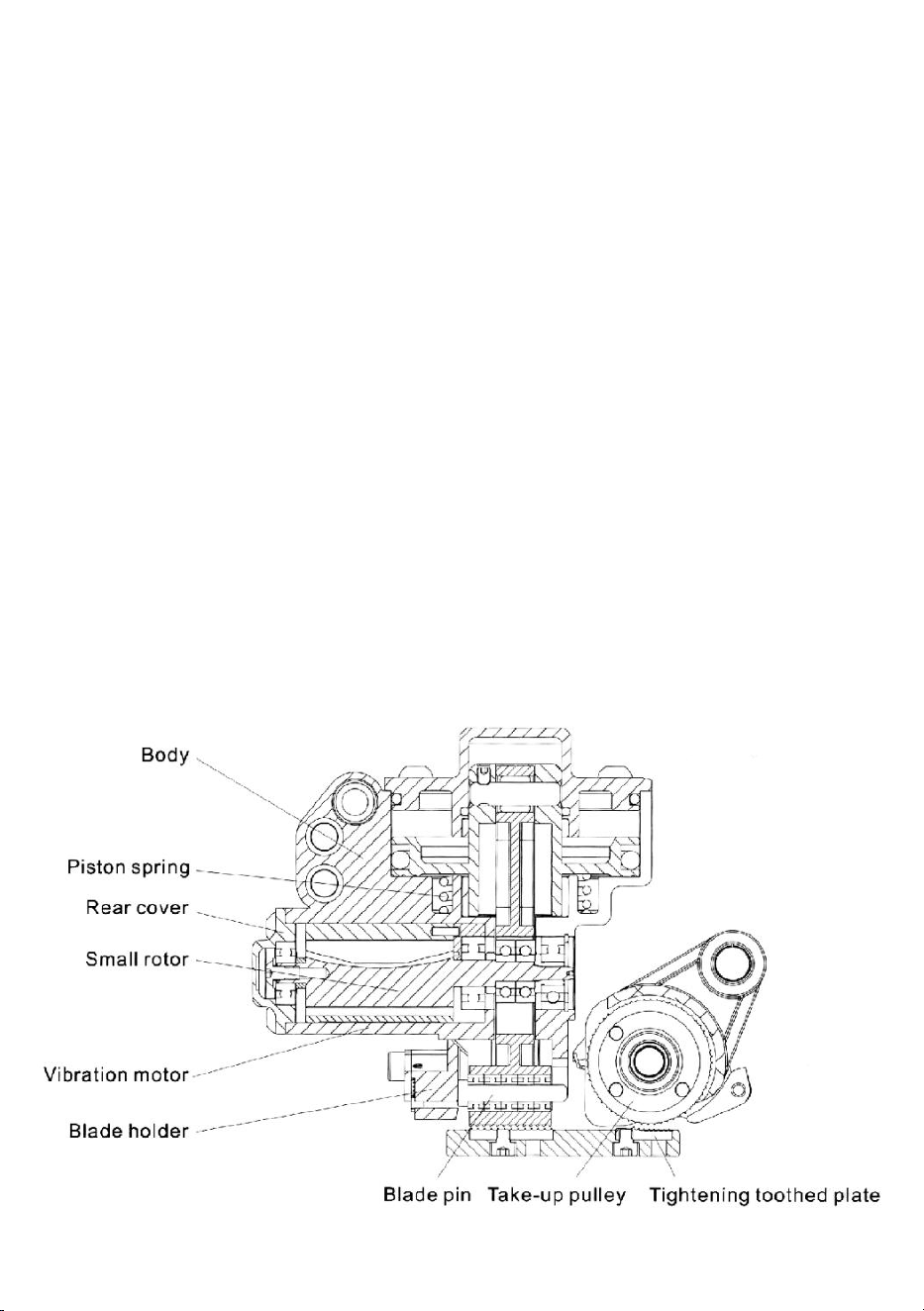
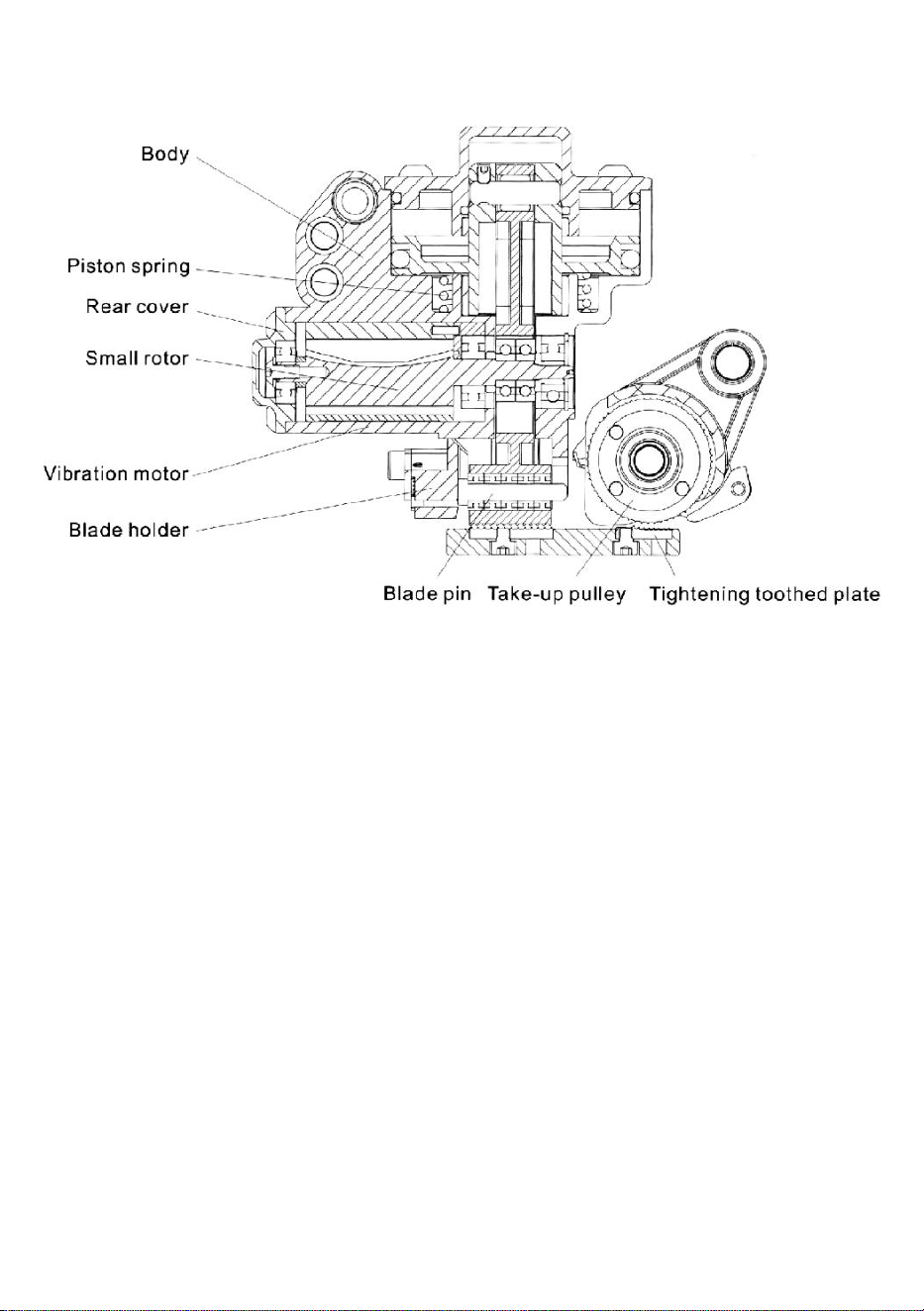
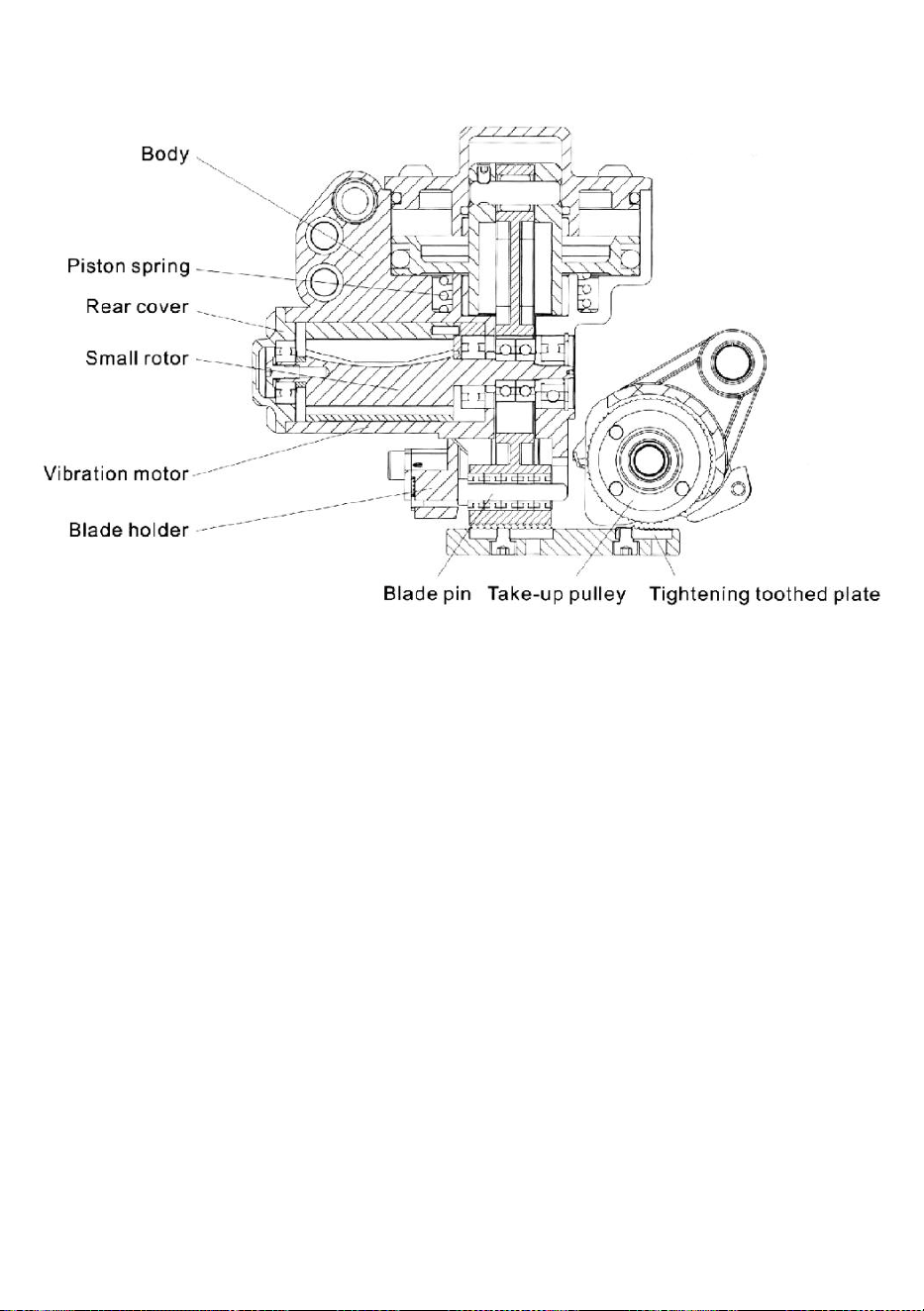
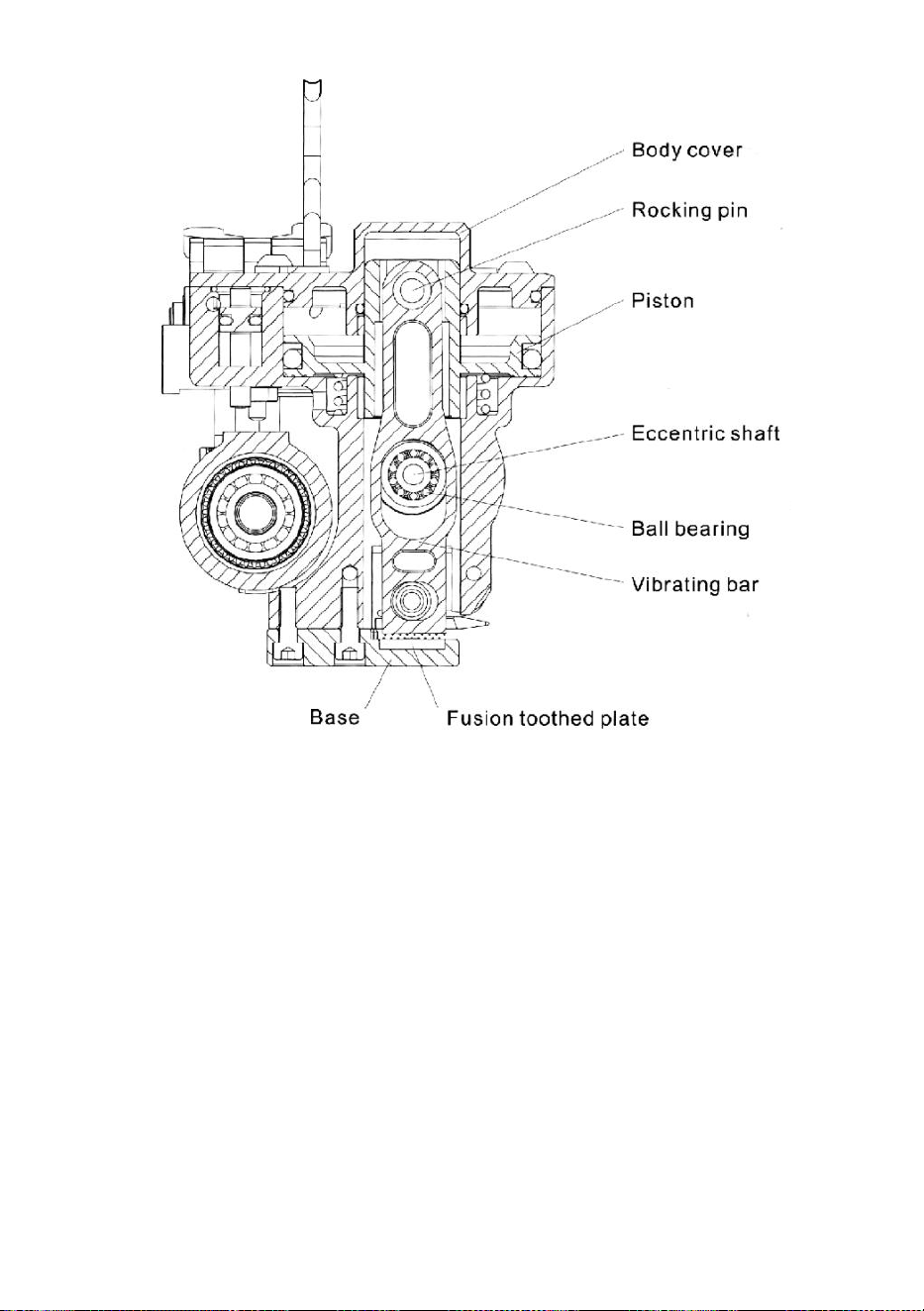
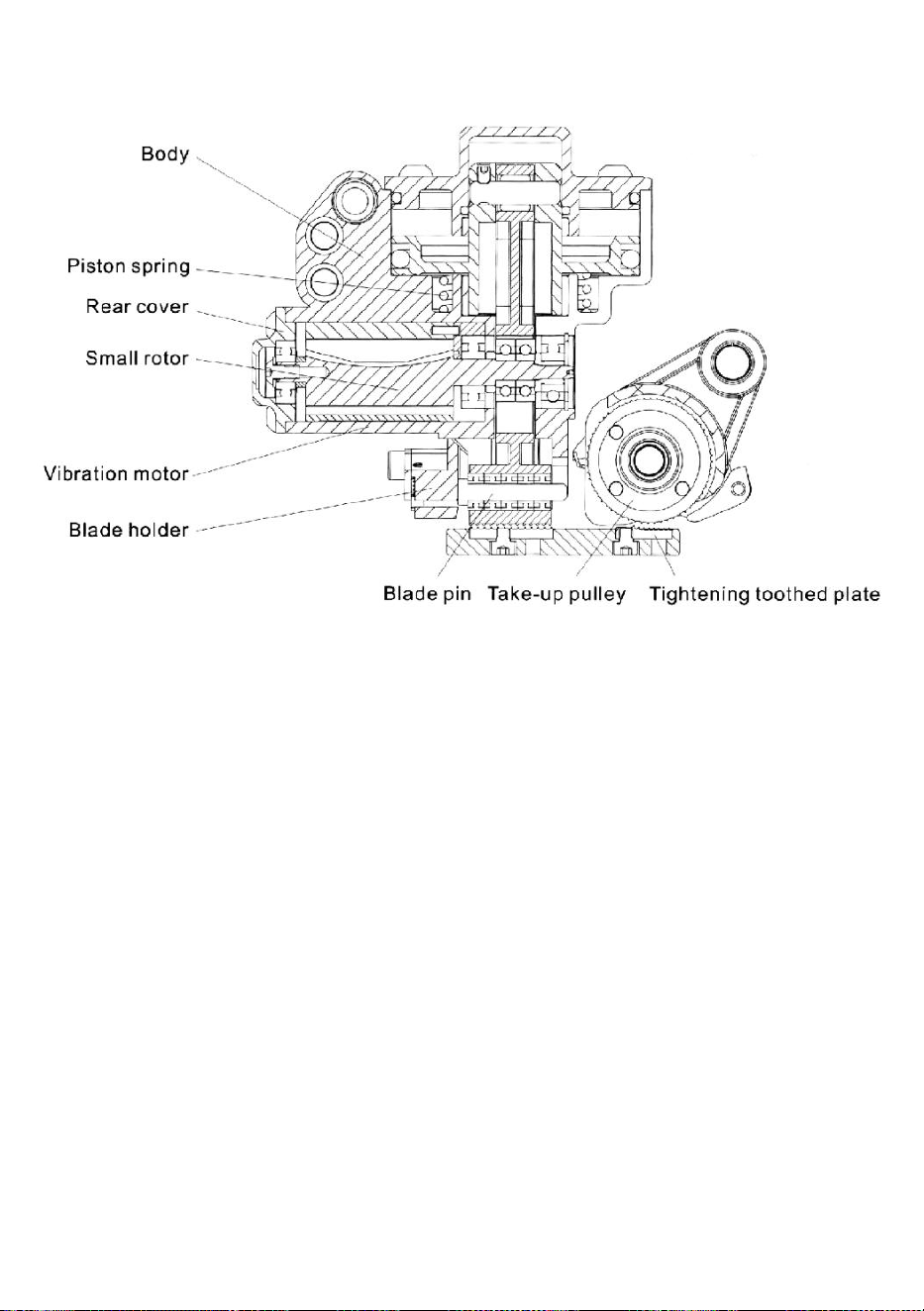
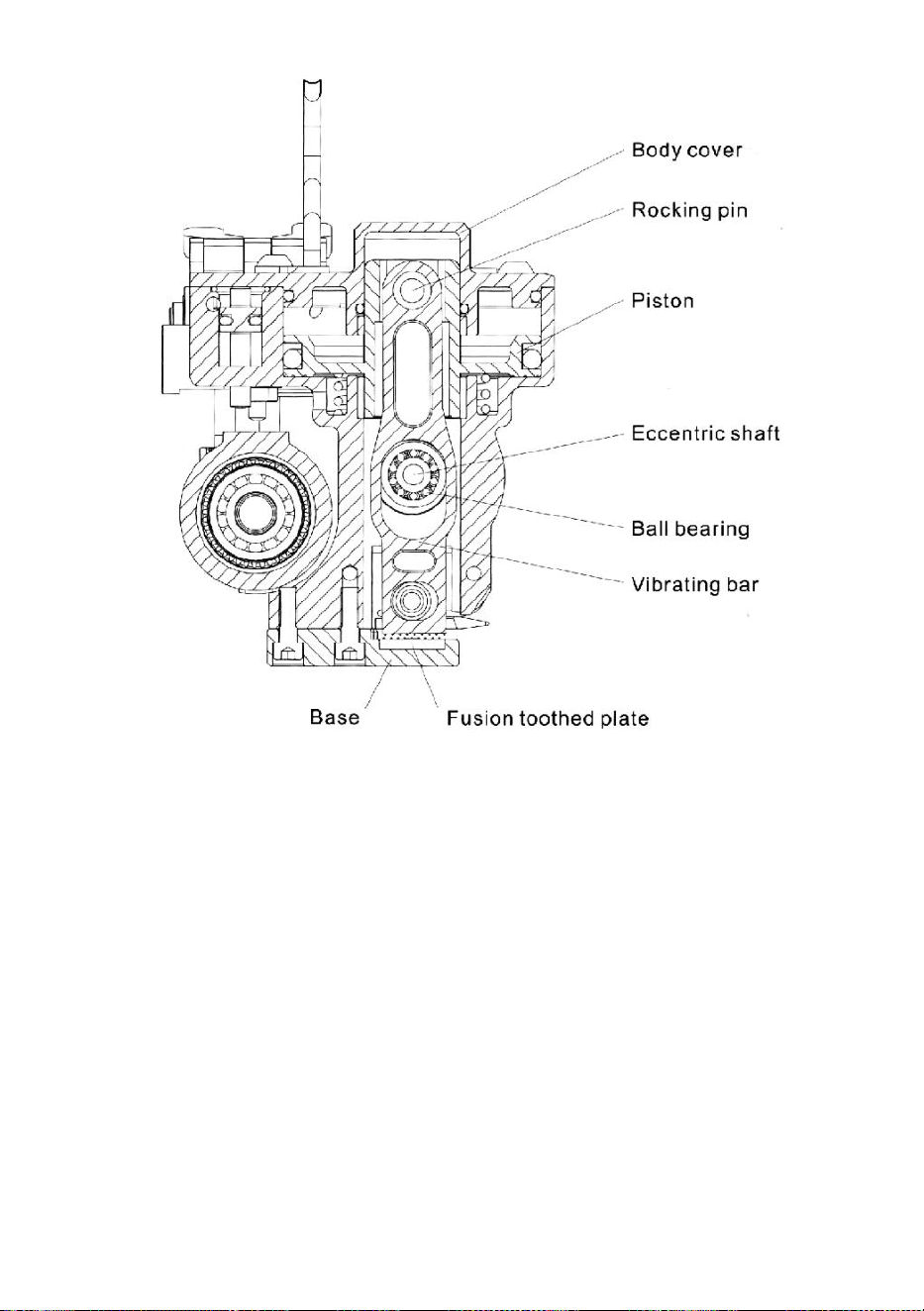
2. Principle of Friction fusion
This tool is a kind of friction fusion packaging machine.The lapped
thermoplastic packaging belt is fused by the heat produced by friction
motion;hence,it is called “friction fusion”
The compressed air will push the piston within air cylinder.The upper part
of piston and vibrating bar is connected to the rocking pin,so the vibrating
bar will press the lapped part of packaging belt when moving down.
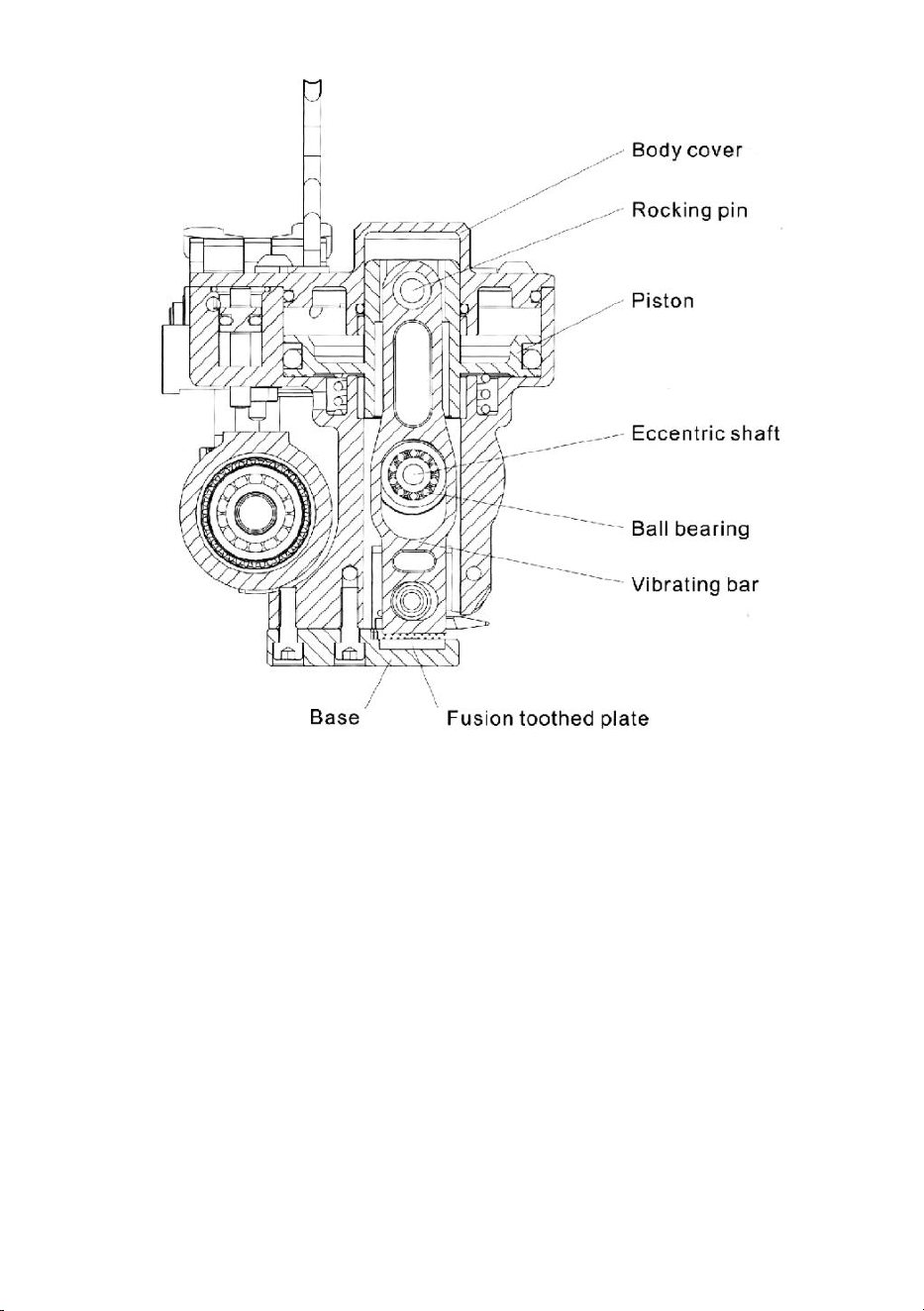
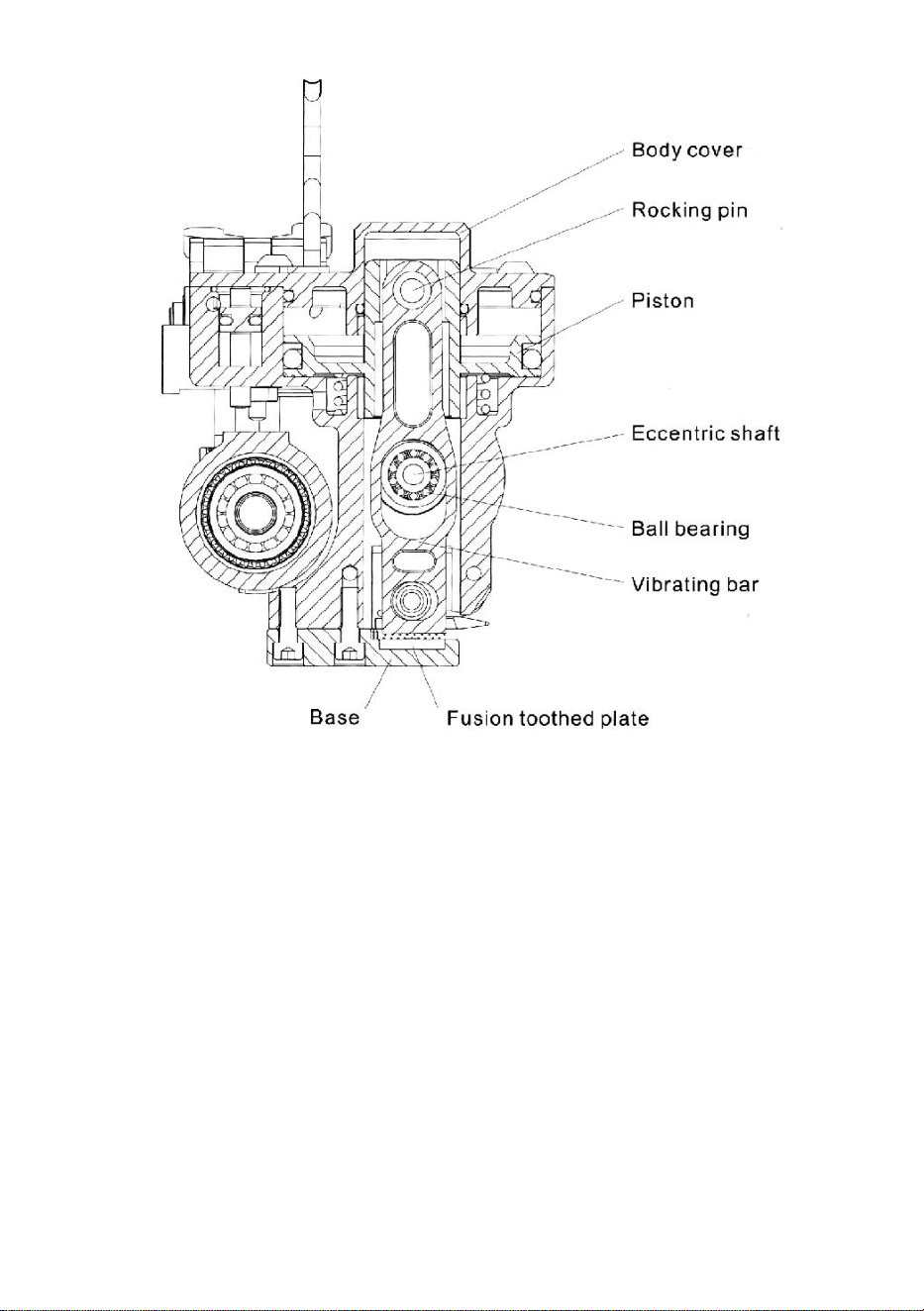
There is an elliptic hole at the center of vibrating bar,This hole is connected
to the eccentric shaft of pneumatic motor.The pneumatic motor rotates at a
high speed (10000rpm),so the vibrating bar conducts reciprocal motion
quickly.The lower part of packaging belt is fixed by the peg teeth of fusion
toothed plate,and its upper part is driven by the peg teeth of vibrator for
strenuous friction.Hence,the lapped part of packaging belt is fused by the
heat produced by friction.When the vibration timer reaches the set
time,vibration stops and fusion completes.
Both upper and lower parts of the packaging belt are stuck while extruding.
- 5 -
- 6 -
3. Specification and Parts
Mode
XQD19
XQD19B
XQD25
Material of packaging belt
PET/PP
PET
PET
Width of packaging belt(mm)
13~19
13~19
19~25
Thickness packaging belt(mm)
0.5~1.2
0.5~1.2
0.5~1.5
Tension force of binding band
(when input air pressure is
0.63Mpa)
3000N
3000N
3500N
Max.allowable working pressure:0.8Mpa
Required scope of working pressure:0.5~0.7Mpa(72~100psi)
Ideal working pressure;0.63Mpa
Material of packaging belt:PET
Allowable lubricating oil:51#
Consumption of compressed air:0.3L/Min
Adjusting scope of fusion time:2~5s
Heavy cutting device
The heavy cutting device is composed of blade holder and blade and is
used to
cut 0.5~1.5mm thick packaging belt.
Friction cutting device
The friction cutting device is used to cut 0.5~0.7mm thick light PET
packaging belt.
Suspension
Proper hooks may be suspended at different positions(top sealing,vertical
sealing; and horizontal sealing).
- 7 -
4. Gas Source Instruction
Requirement of air pressure
The required scope of air pressure:72-100psi (0.5-0.7Mpa).
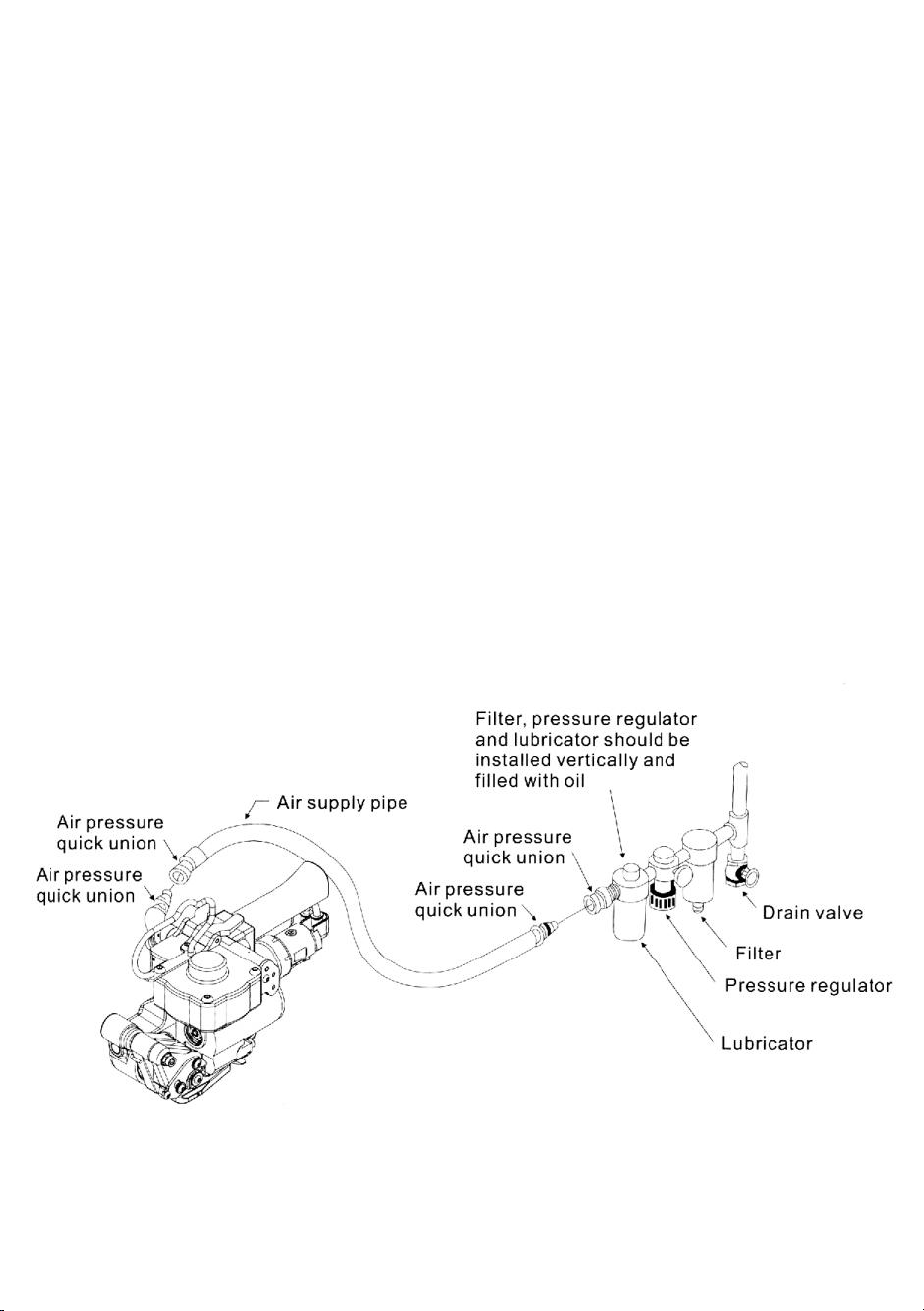
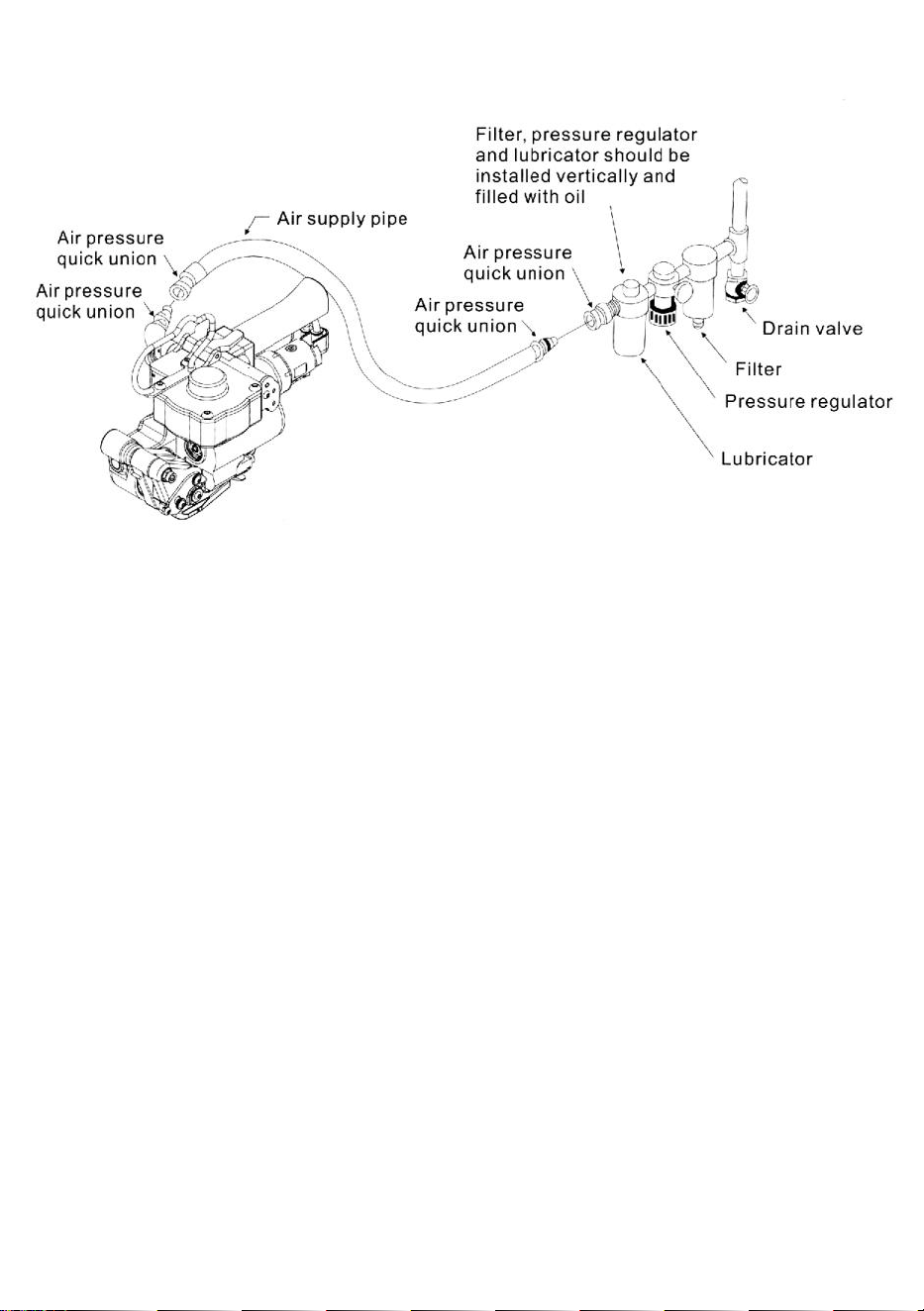
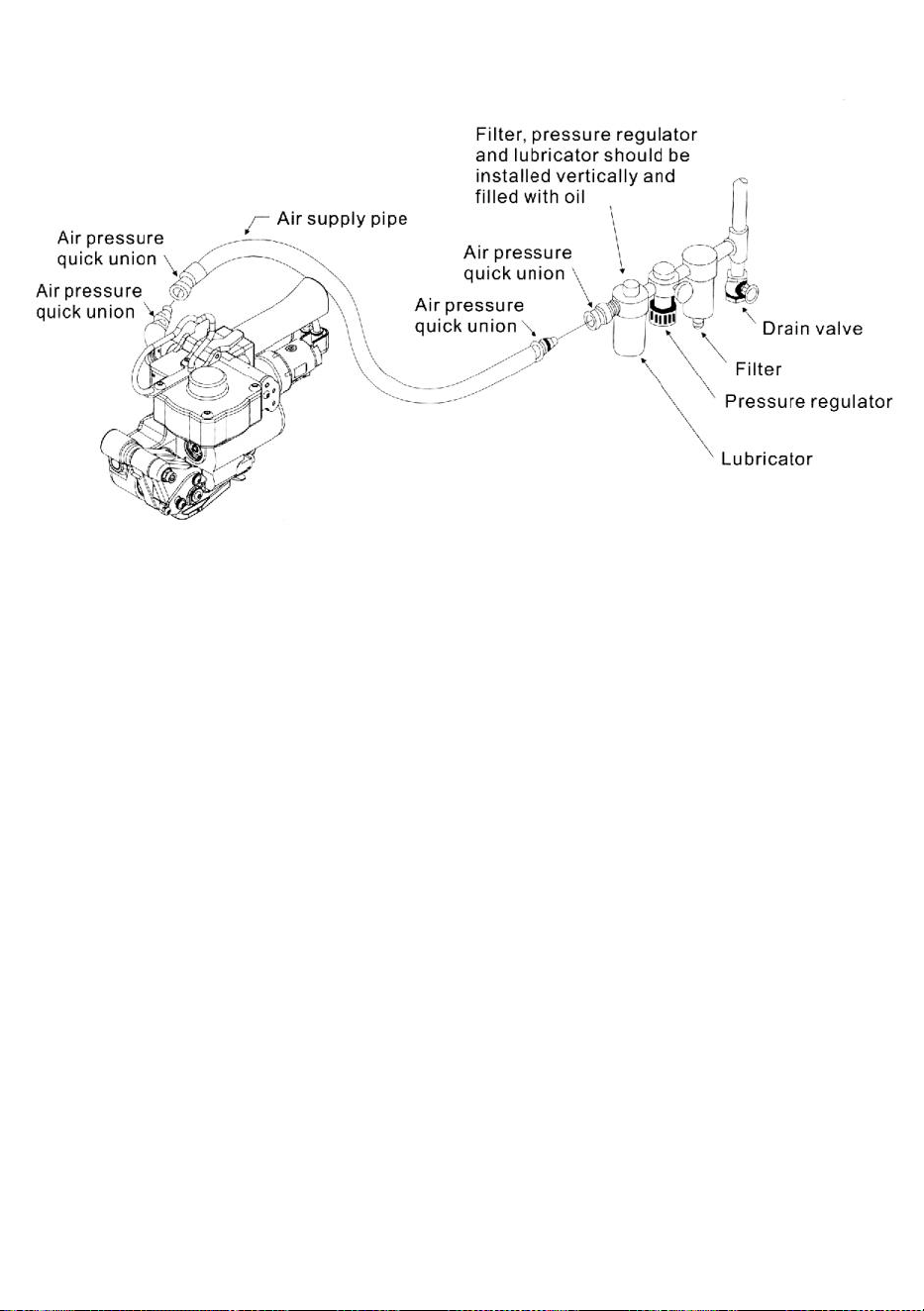
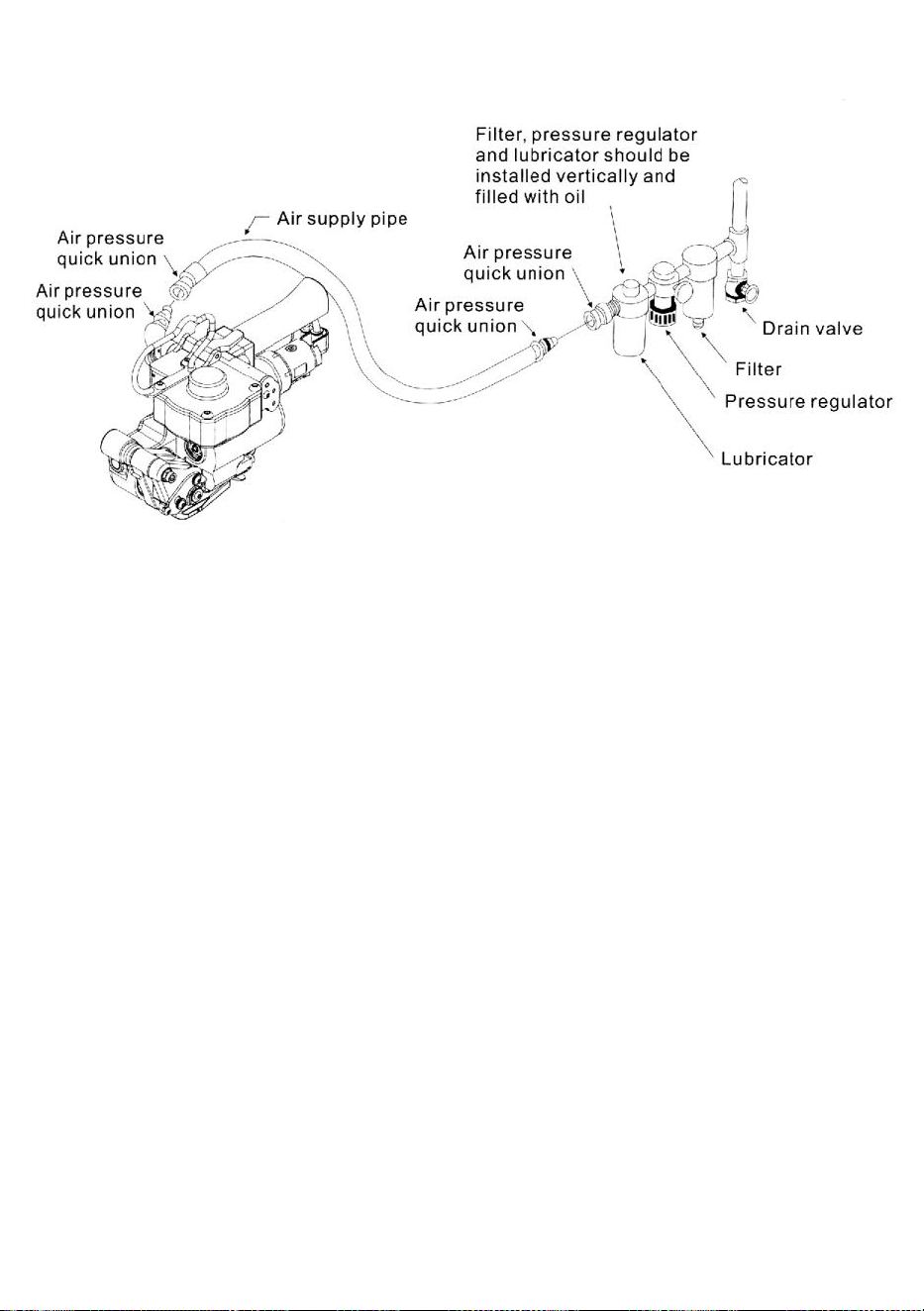
Installation of gas source
Filter,pressure regulating valve and lubricator assembly shall be close to
the pneumatic tool.The min.inner diameter of air hose is 6.0mm(1/4).Both
ends of air supply pipe should be equipped with quick unions.
Moisture filtration
A drain valve must be mounted at the bottom of the air supply circuit's
bypass to drain once every day.
Lubrication
Pneumatic motor should be lubricated properly,and the lubricator should be
full and well-regulated (a drop every 2min).
- 8 -
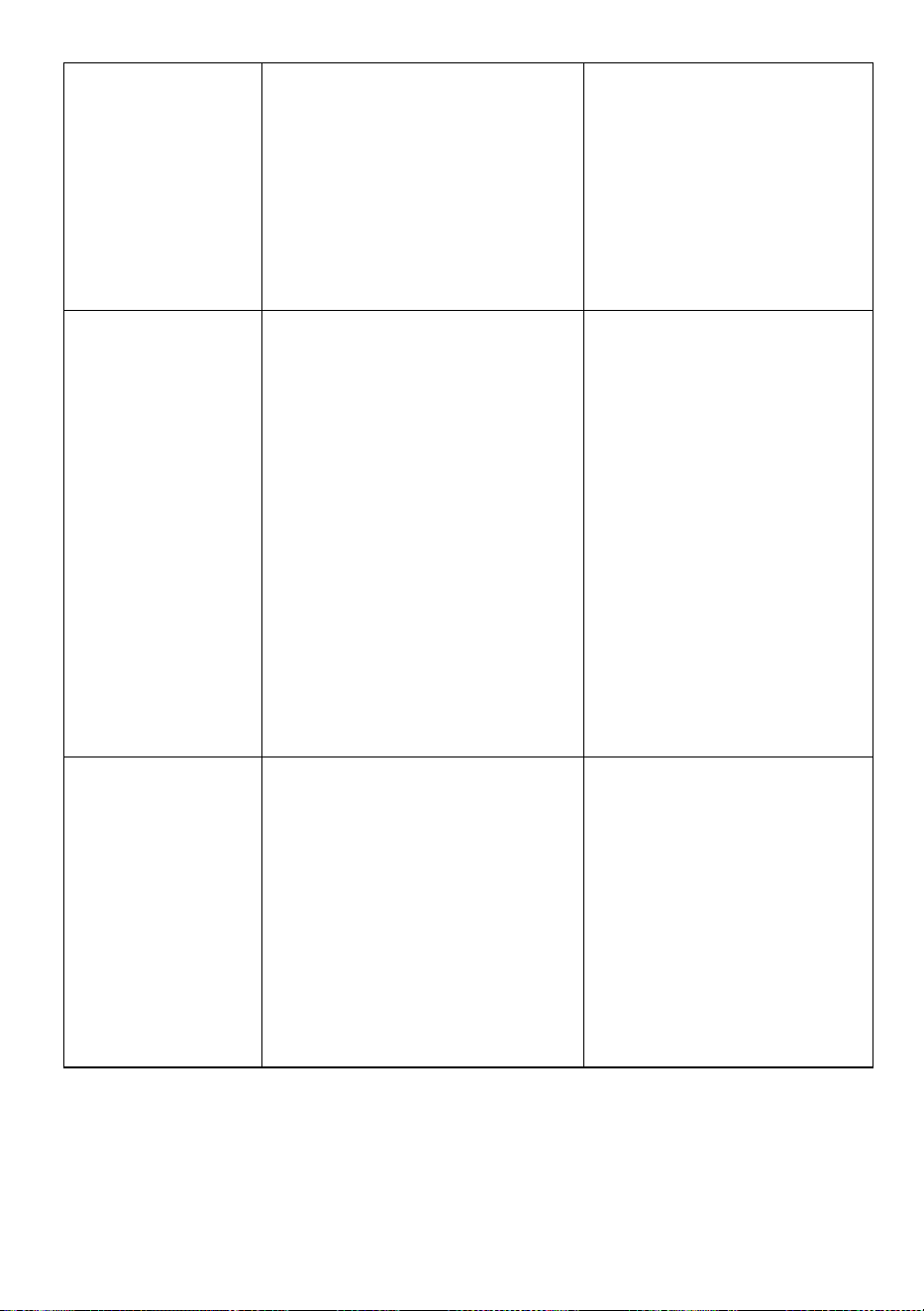
5. Operation Instruction
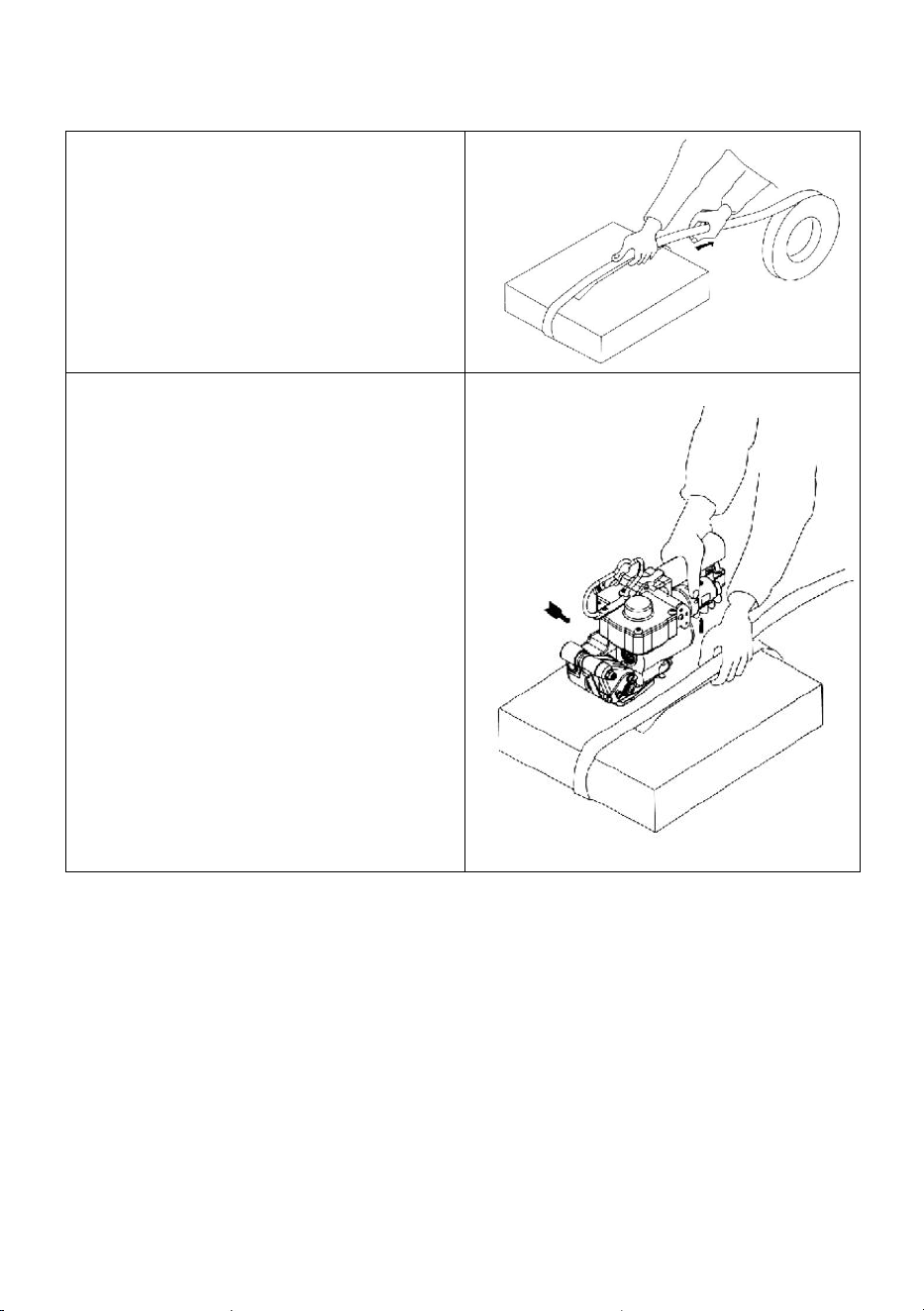
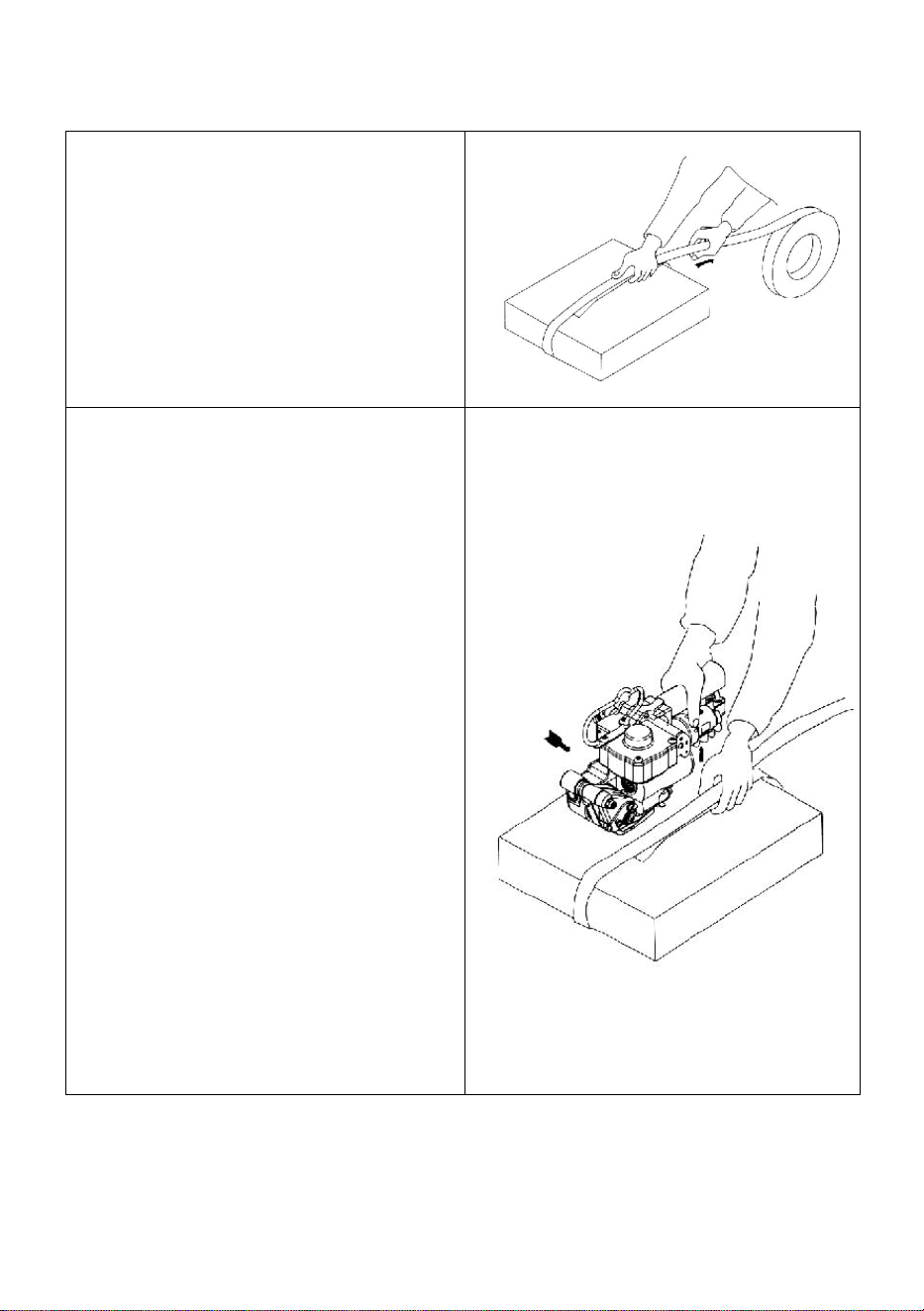
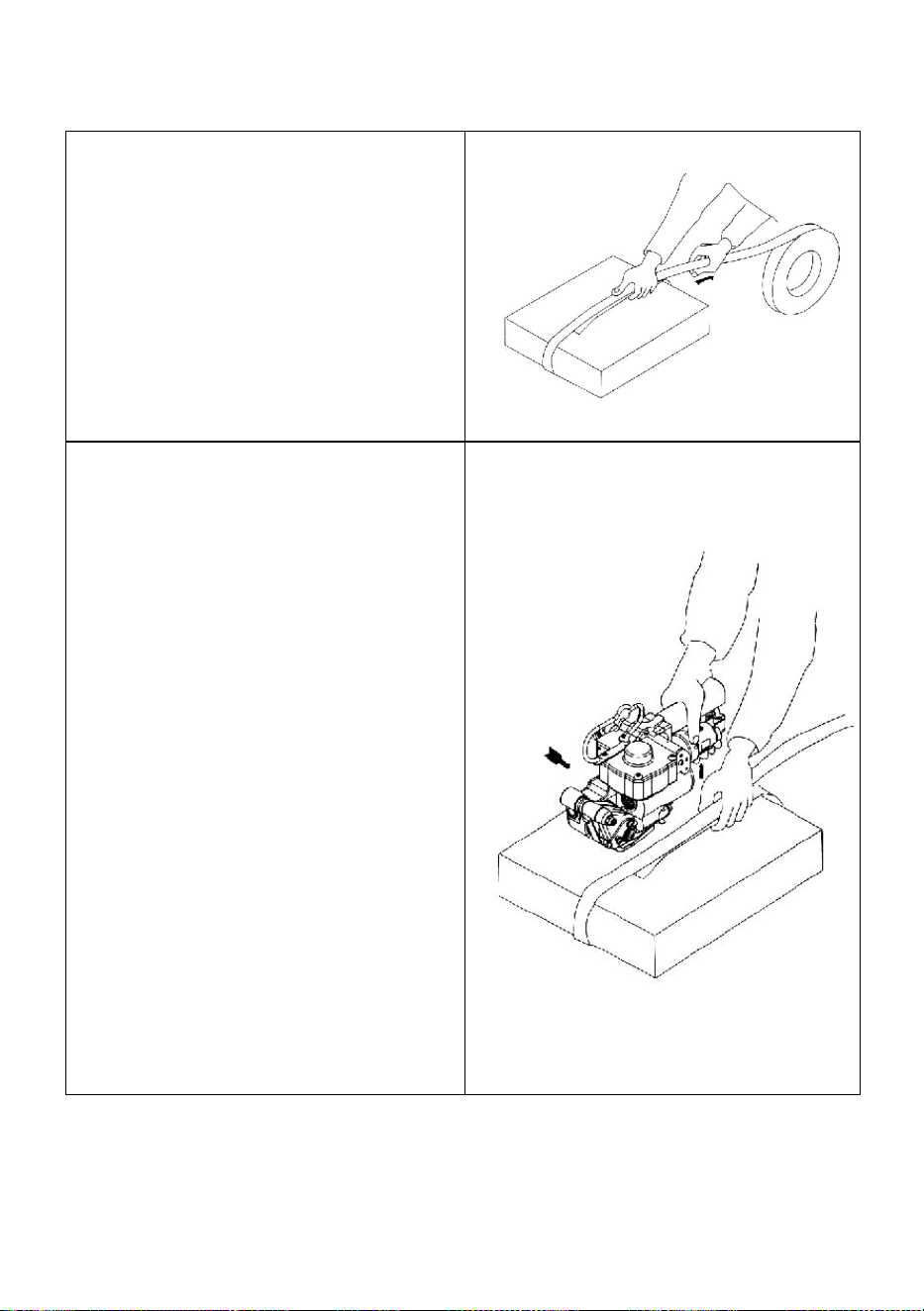
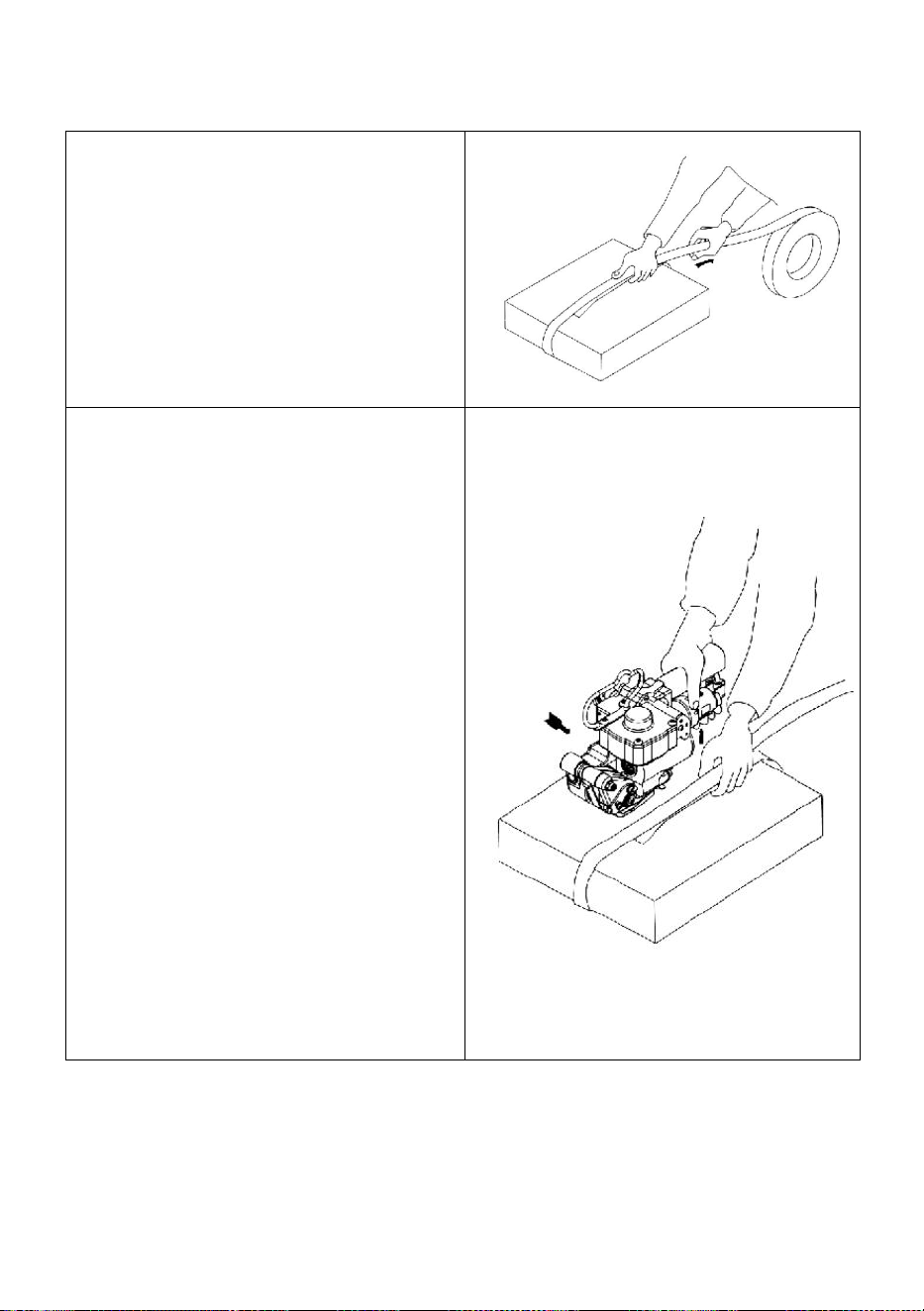
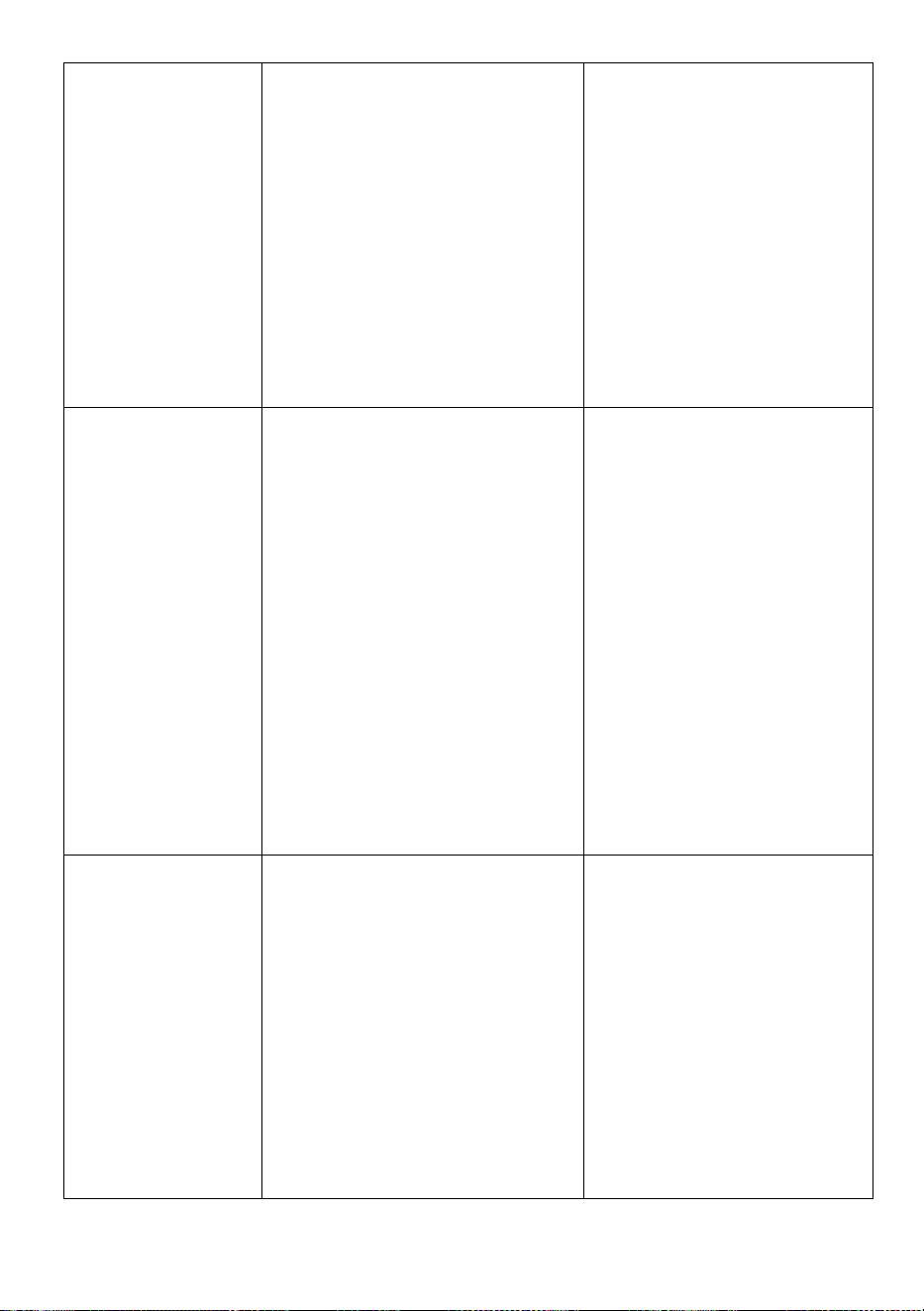
(1)How to bind
As shown in the left figure,bundle
the article with packaging belt,hold
the lapped part with left hand,leave
about 300mm tail,pull the
remaining part out with right hand.
(2)Place packaging belt
Hold handle and tighter with right
hand (to ensure the maximum
opening dimension between
take-up pulley and tightening
toothed plate), insert both upper
and lower parts of the packaging
belt into the packaging machine.
Note:the lapped
part of packaging belt must be
separated by the blade of blade
holder;release the tightener
(the take-up pulley clips the
packaging belt tightly)
- 9 -
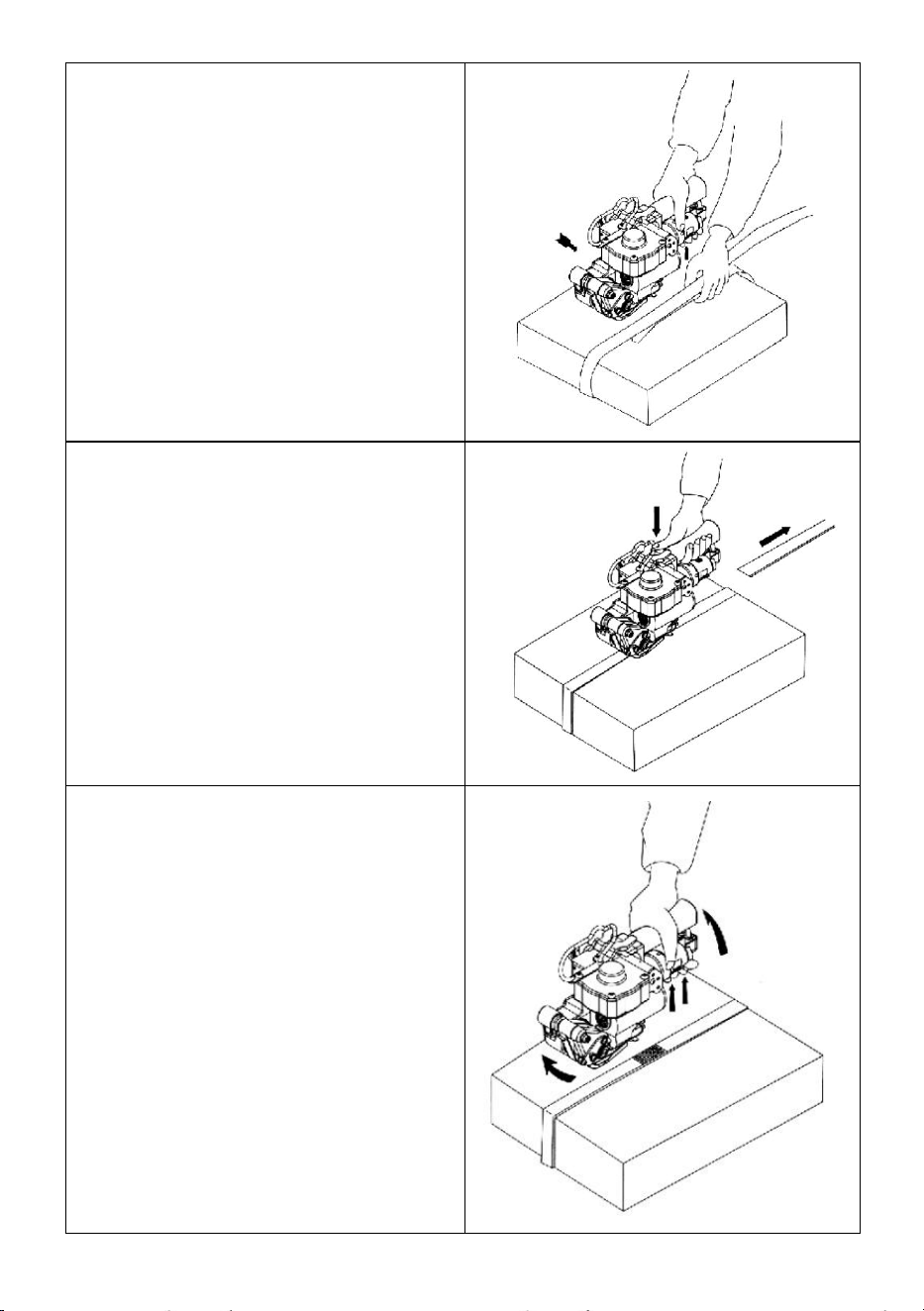
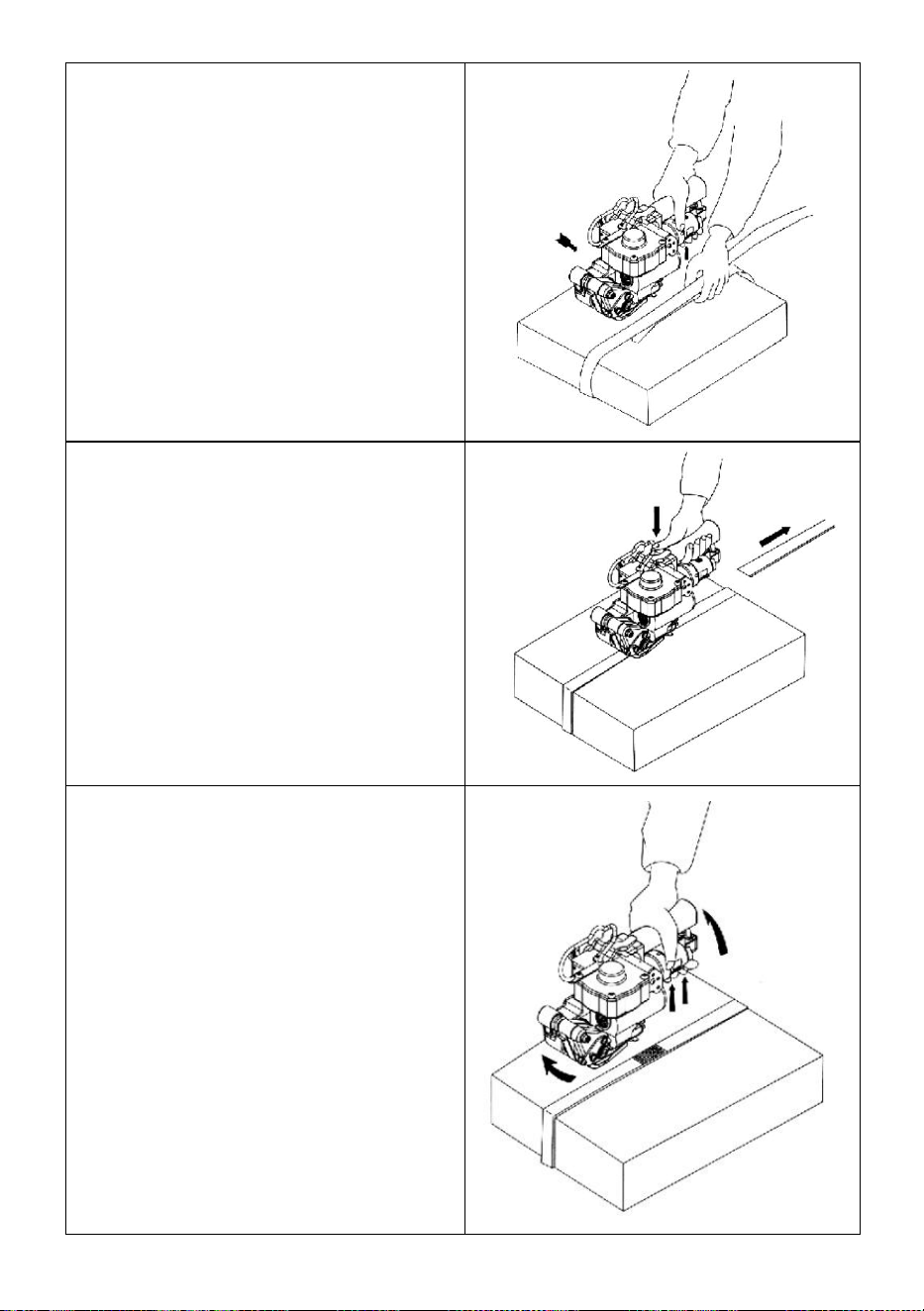
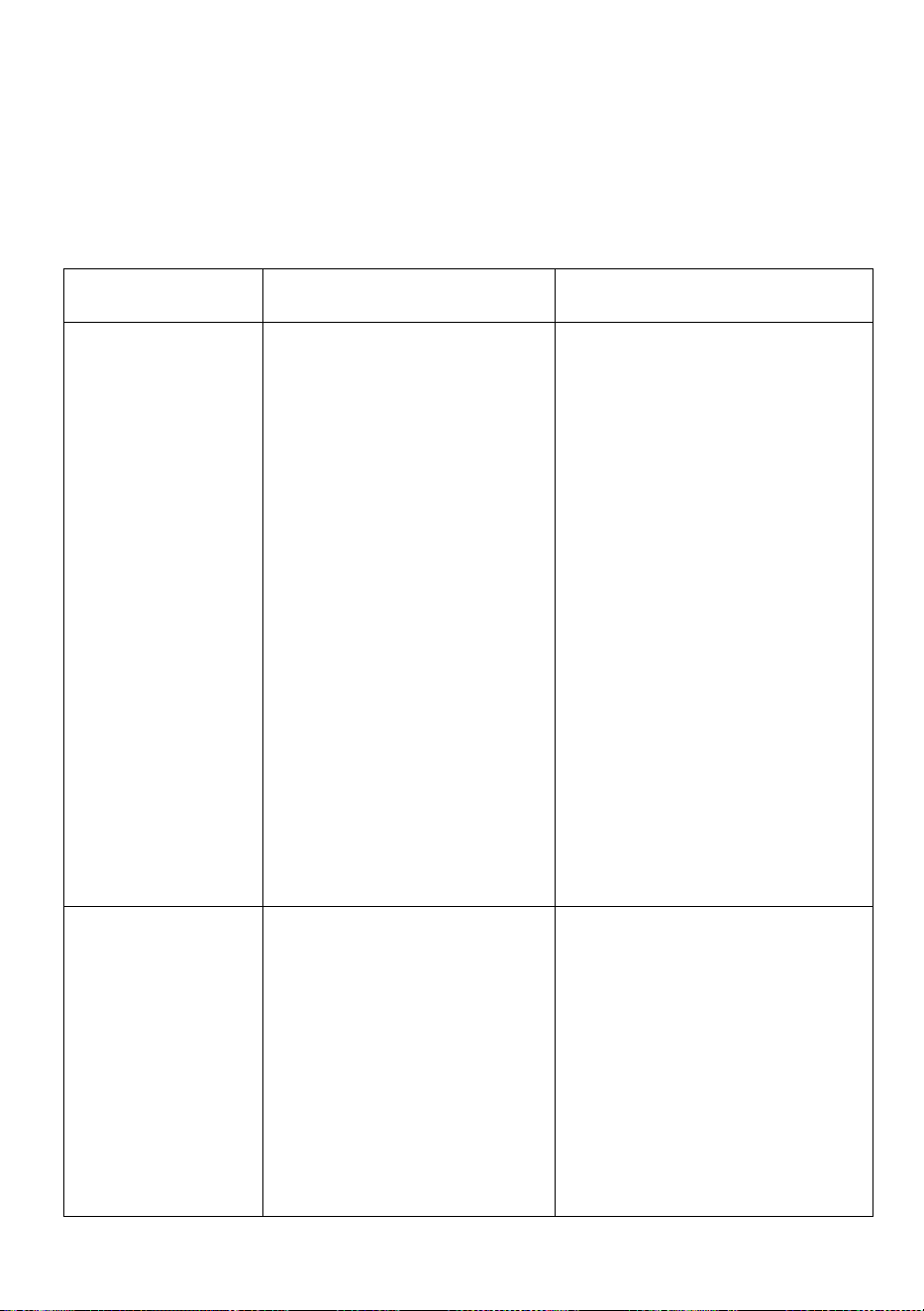
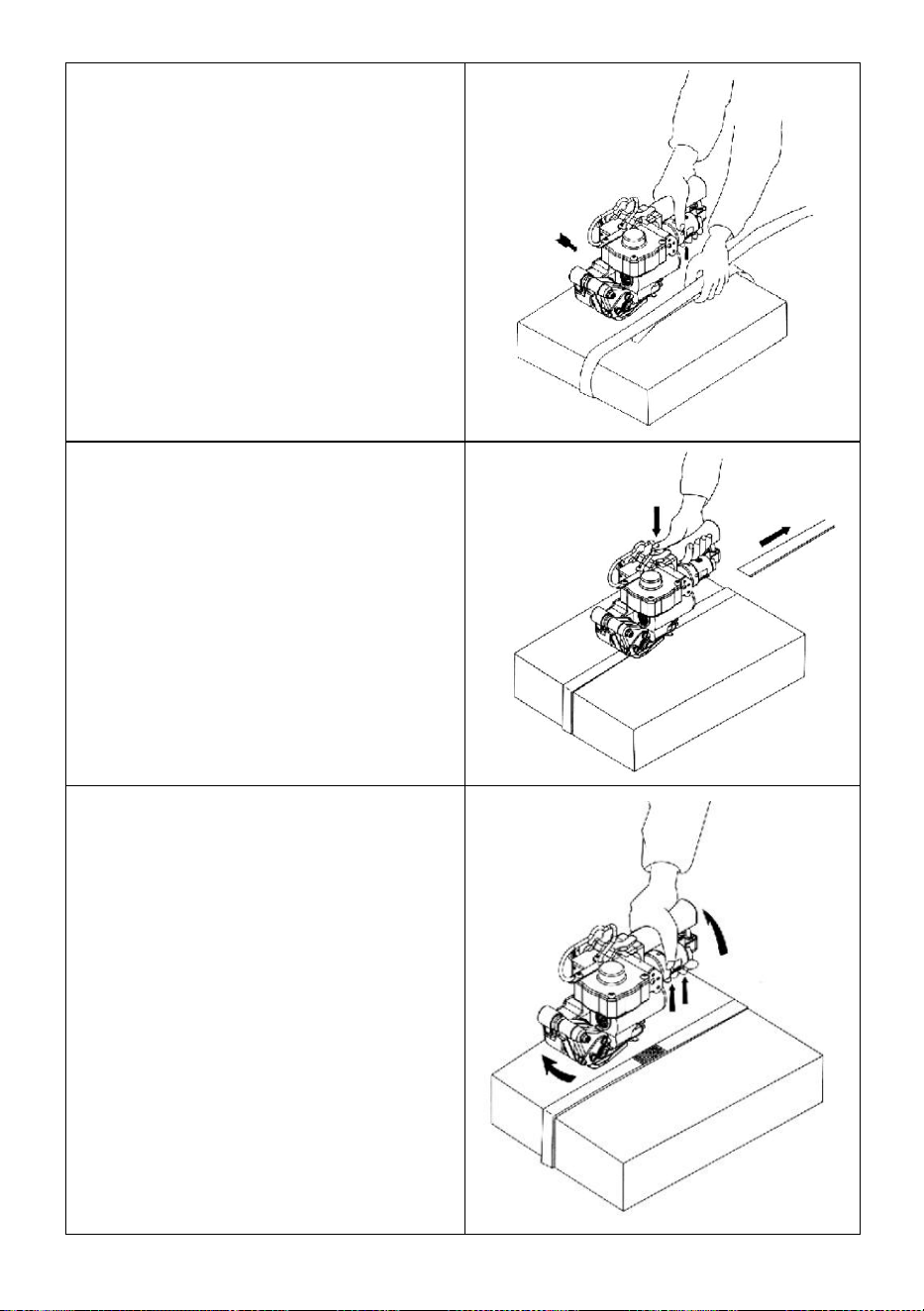
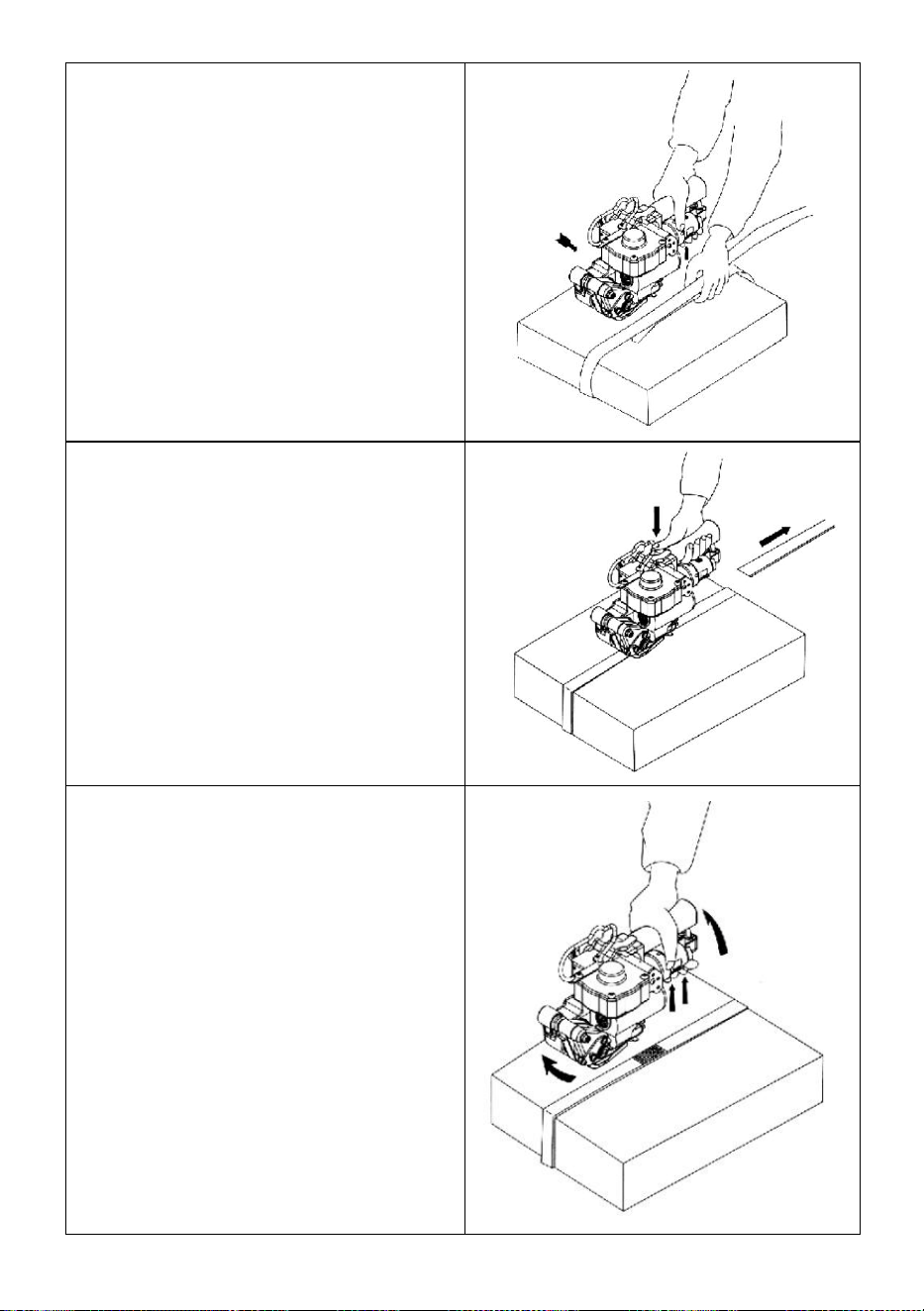
(3)Tighten the packaging belt
Press the tightening button (right
side)with the thumb of right hand
till the packaging belt is tight
fully.
(4)Vibration and cutting
Press the fusion button (left
side)with the thumb of right hand
till the packaging belt is fused and
cut off
(5)Take down the packaging
machine
Press handle and tightener tightly
with right hand.Press the rewinding
button with the little finger of right
hand till the belt is released from
the take-up pulley.Press handle
and tightener tightly,remove the
tool from the packaging belt.
Note:don't remove the
packaging machine until the
packaging belt is released.
- 10 -
6. Tension Adjustment
Tension of packaging belt
The tension of packaging belt may be adjusted with a screwdriver through
theftow valve stem mounted below the tightening button beside the handle.
Warning:
light packaging belt (<0.7mm)may bear 150kg of tension.Don't apply
excessive tension;otherwise,the packaging belt may break.
Time of friction fusion
The time of friction fusion can be adjusted according to the dimension of
packaging belt,quantity of air pressure,and the condition of packaging
machine.For this reason,a small screwdriver is used to adjust the small
screw below the fusion button (red).The time will increase if rotating
clockwise and decrease if rotating anticlockwise:Tighten the lock nut after
adjustment.Sound fusion can ensure smooth and burr-free joints.
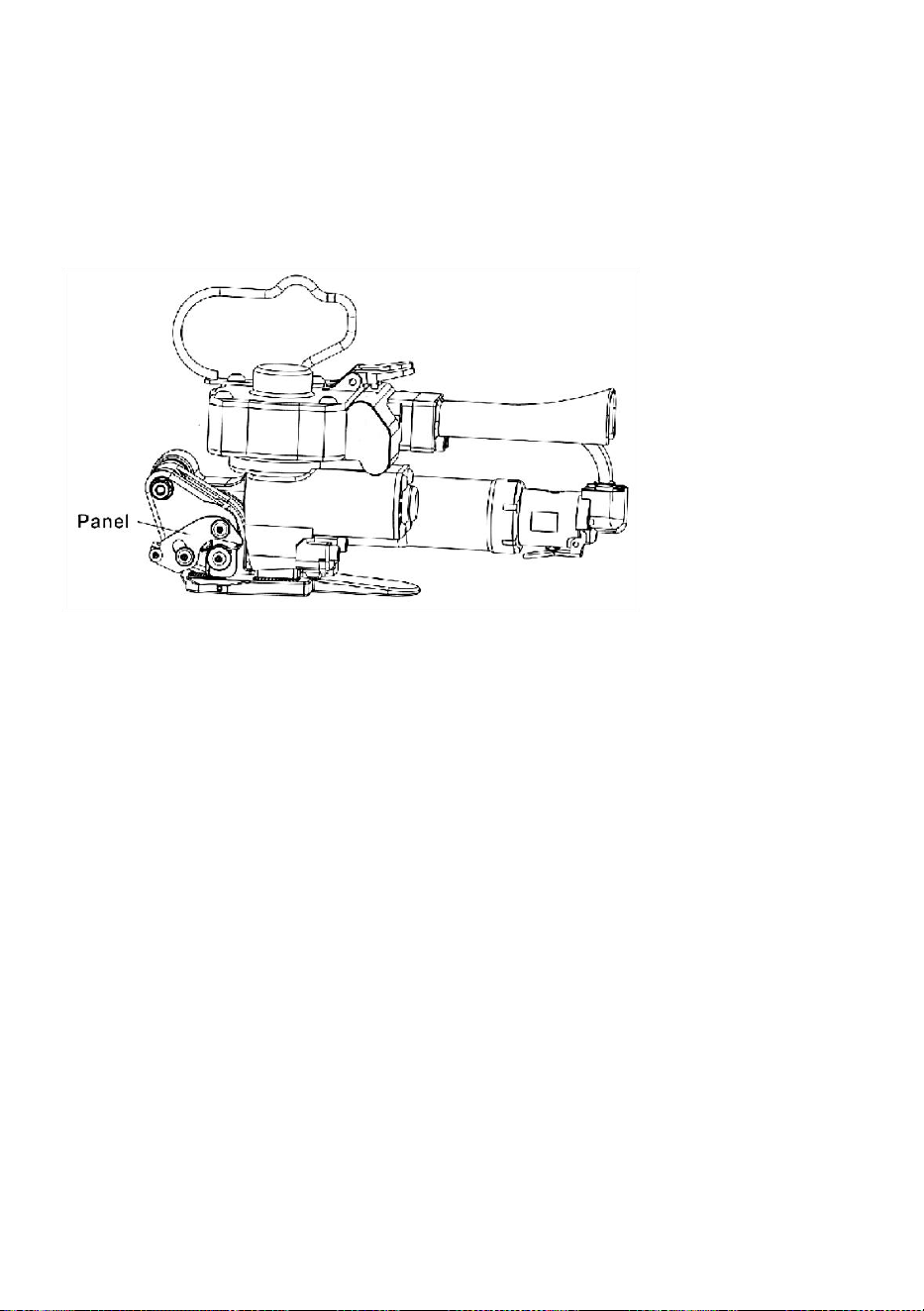
Width of packaging belt
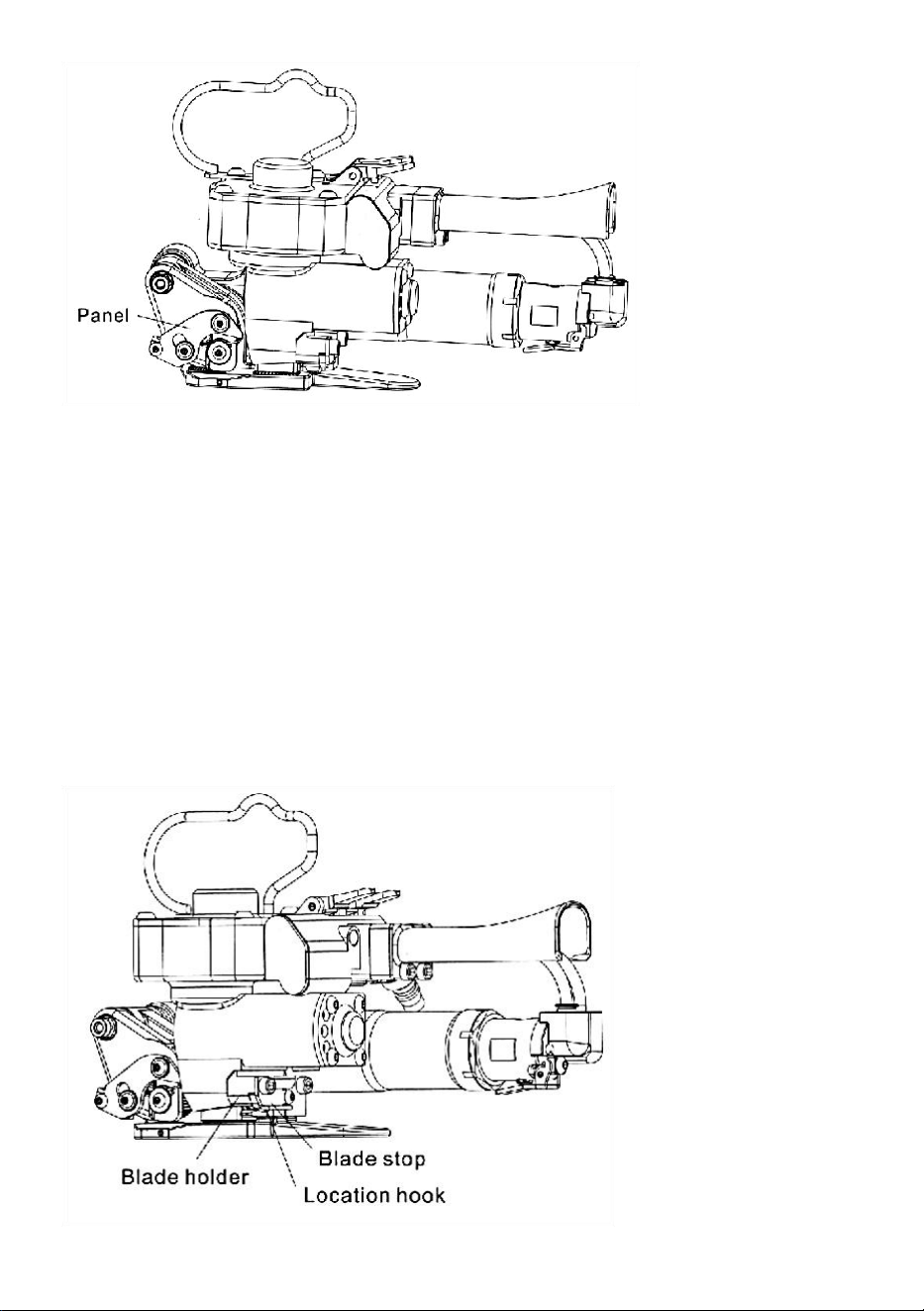
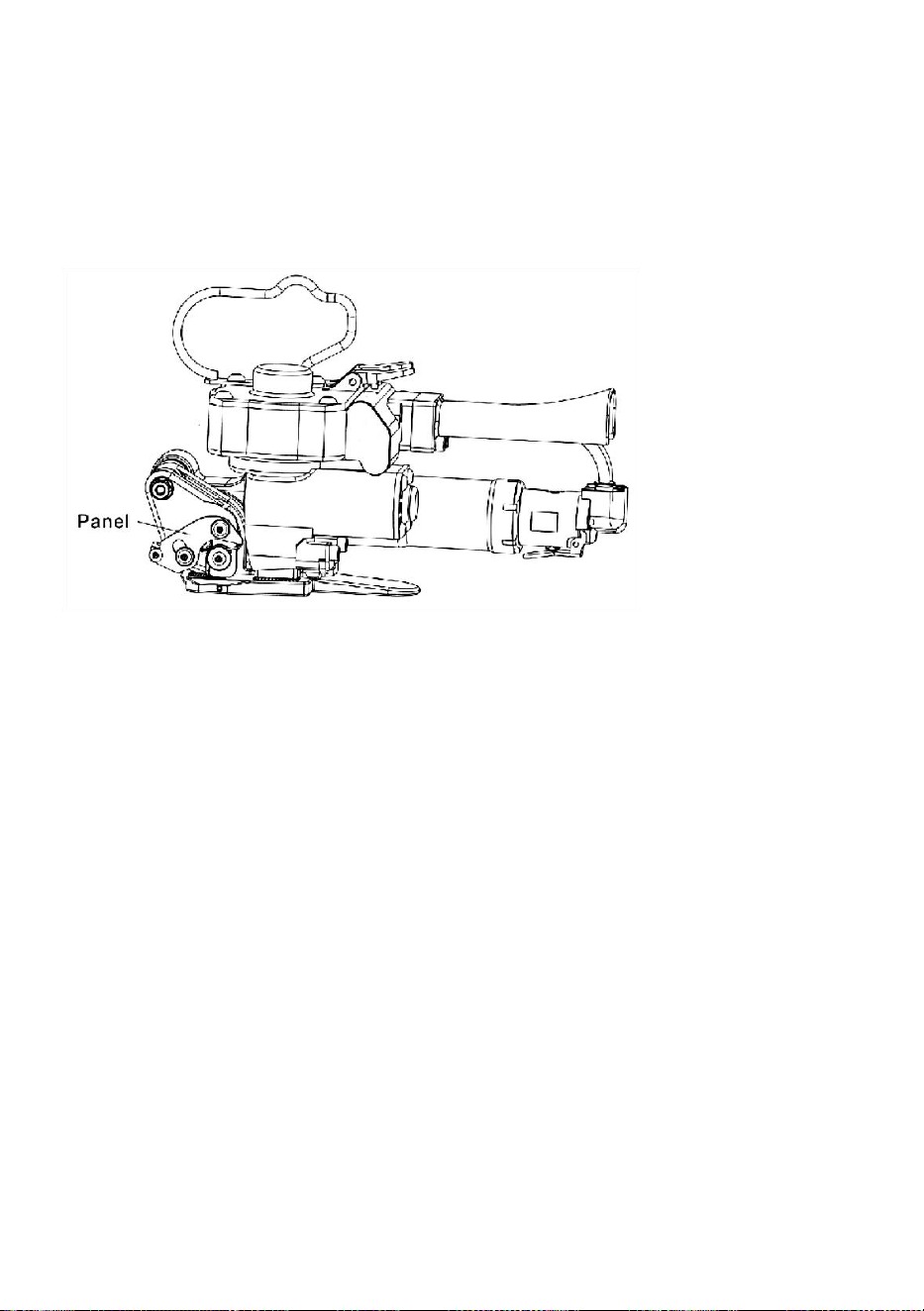
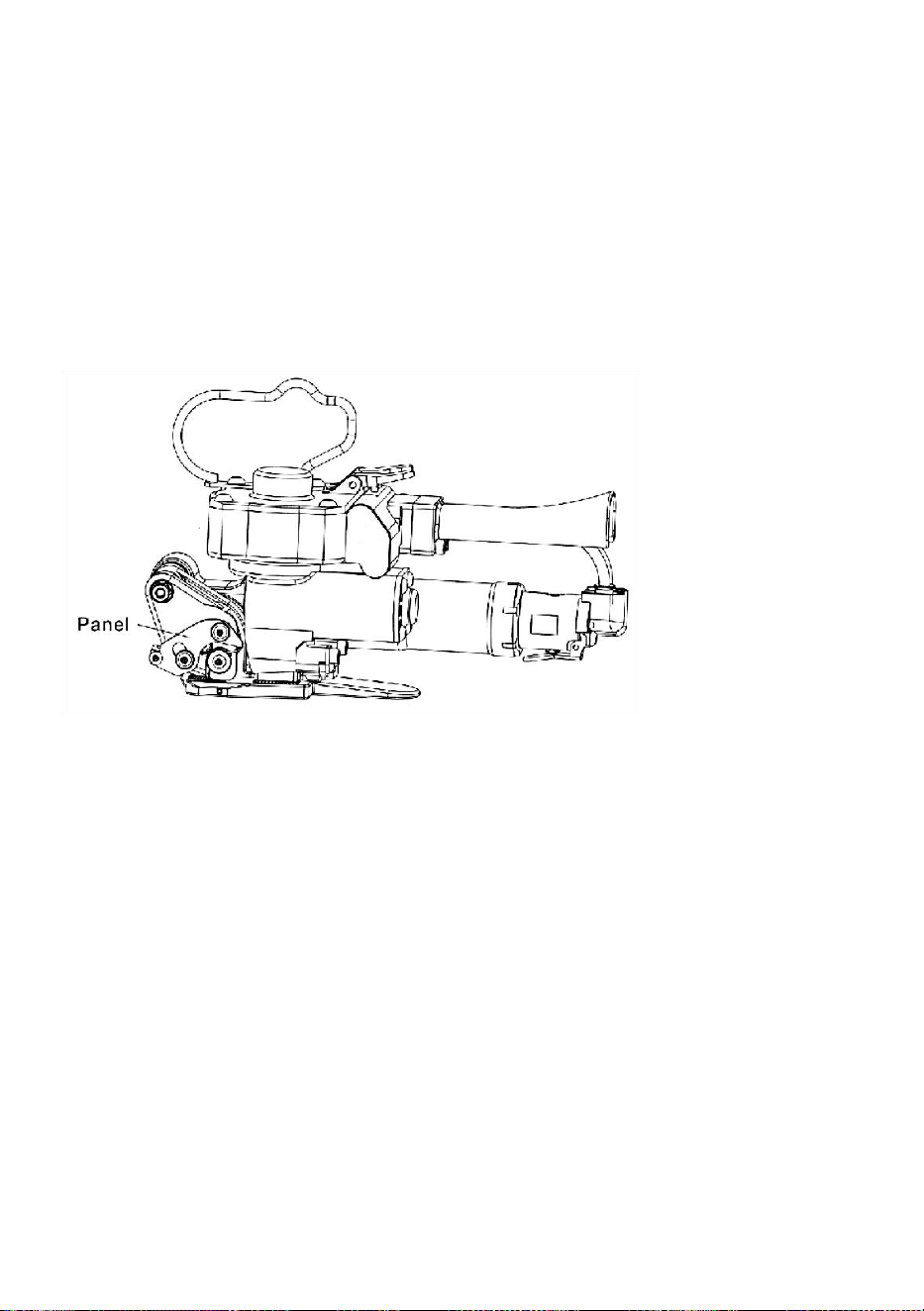
(1)Panel
The panel can be dismantled from the packaging machine by removing its
screws.Replace a new panel according to the dimensions of the used
packaging belt and the installation method of the previous panel.
- 11 -
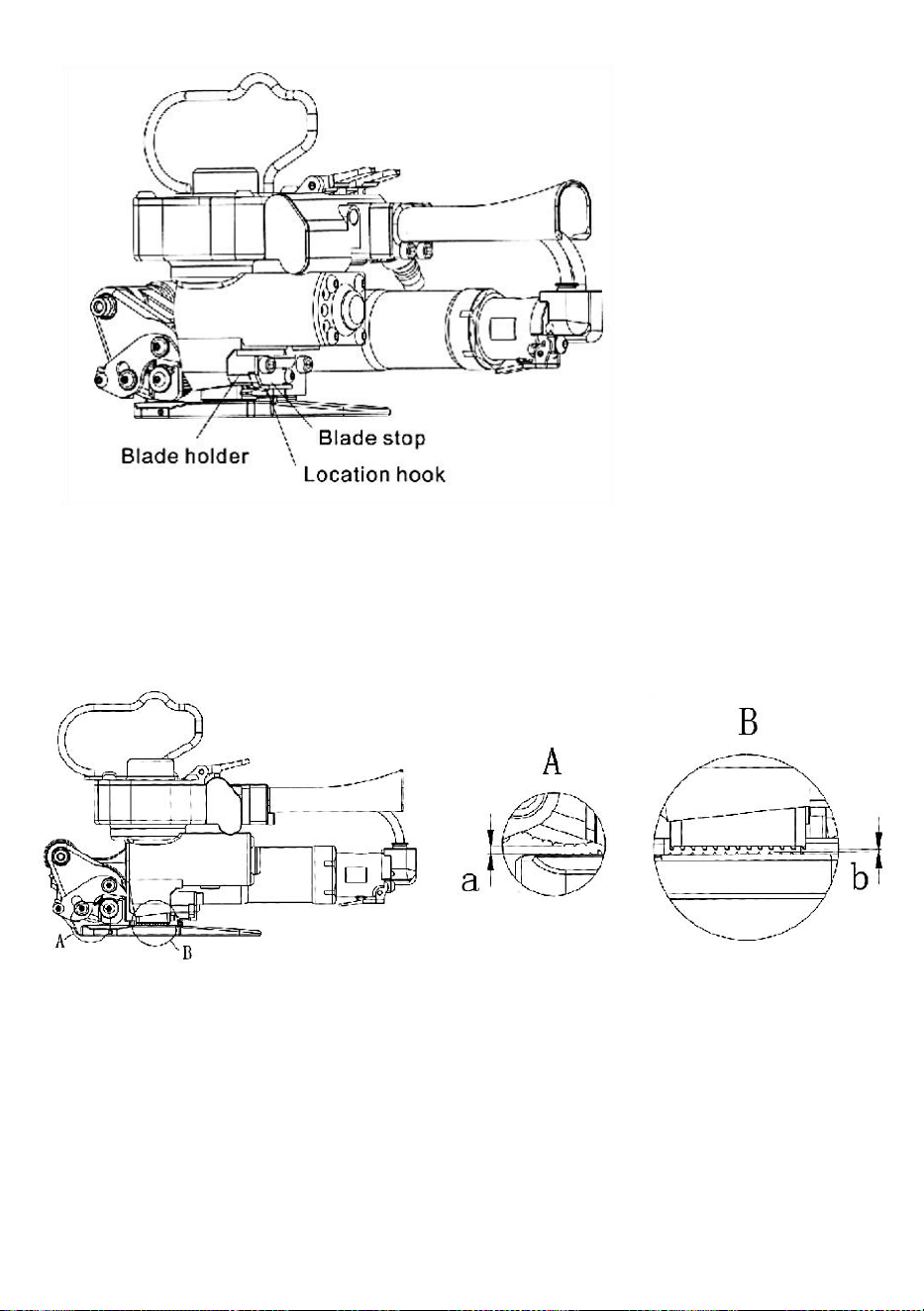
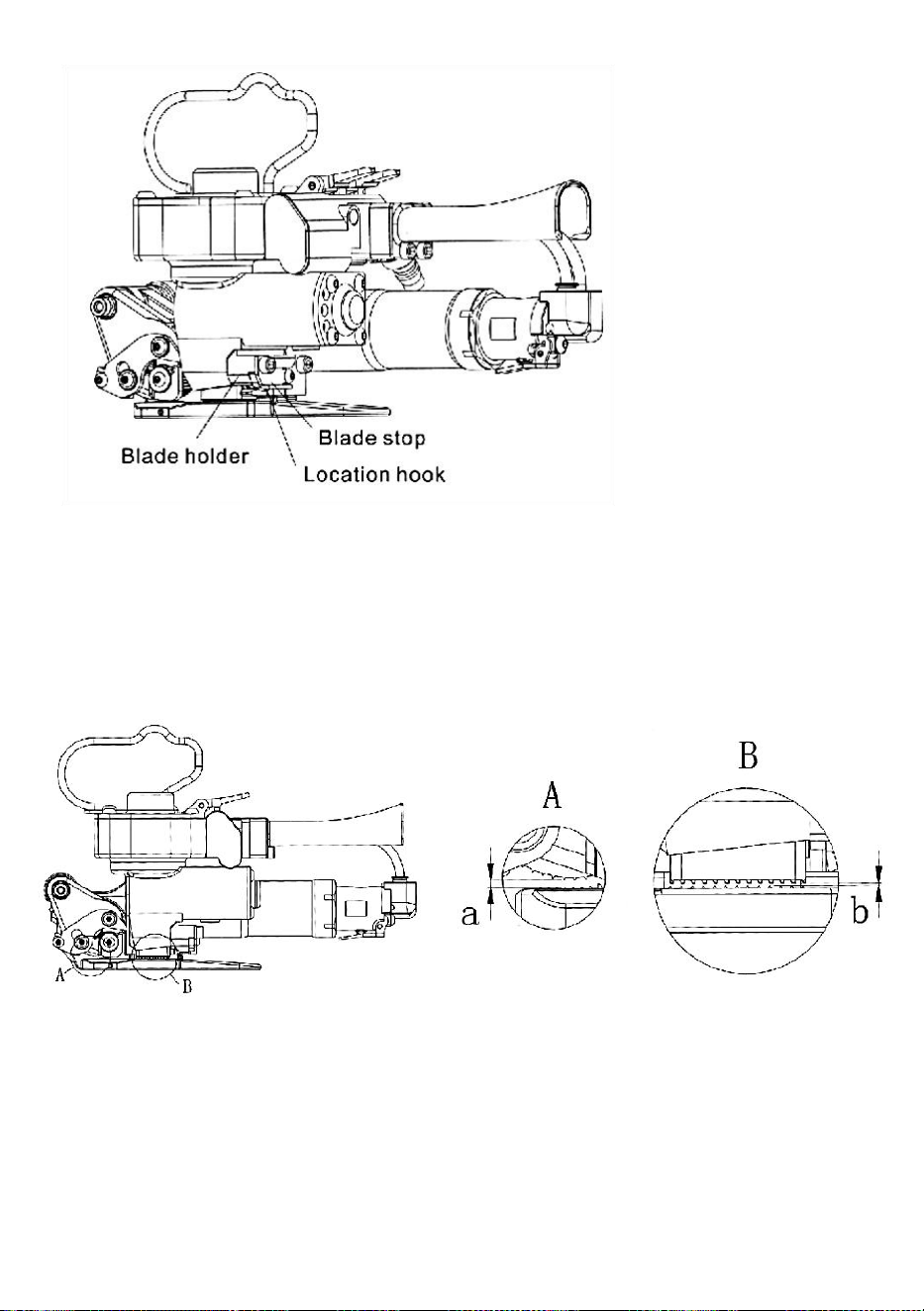
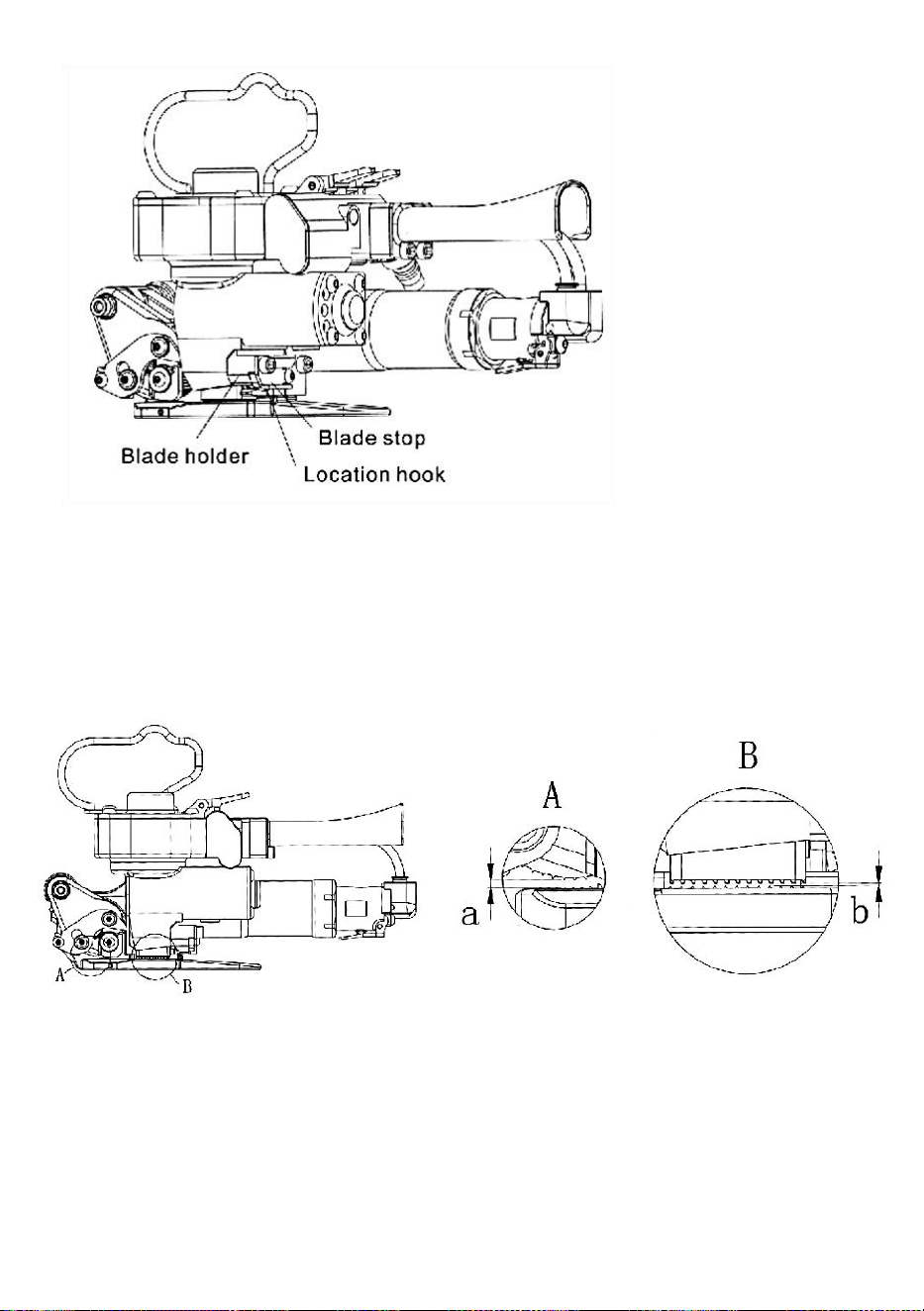
(2)Location hook
The location hook of blade holder may be reassembled by taking the spring
pin from the blade holder.
Note: There is a small compression spring within the location
hook.Don't lose it.
Reassembly
Choose a hole from the three holes of blade holder according to the
dimension of packaging belt.The external hole is used for 19mm packaging
belt;medium hole is for 16mm packaging belt;and internal hole is for 13mm
packaging belt.
- 12 -
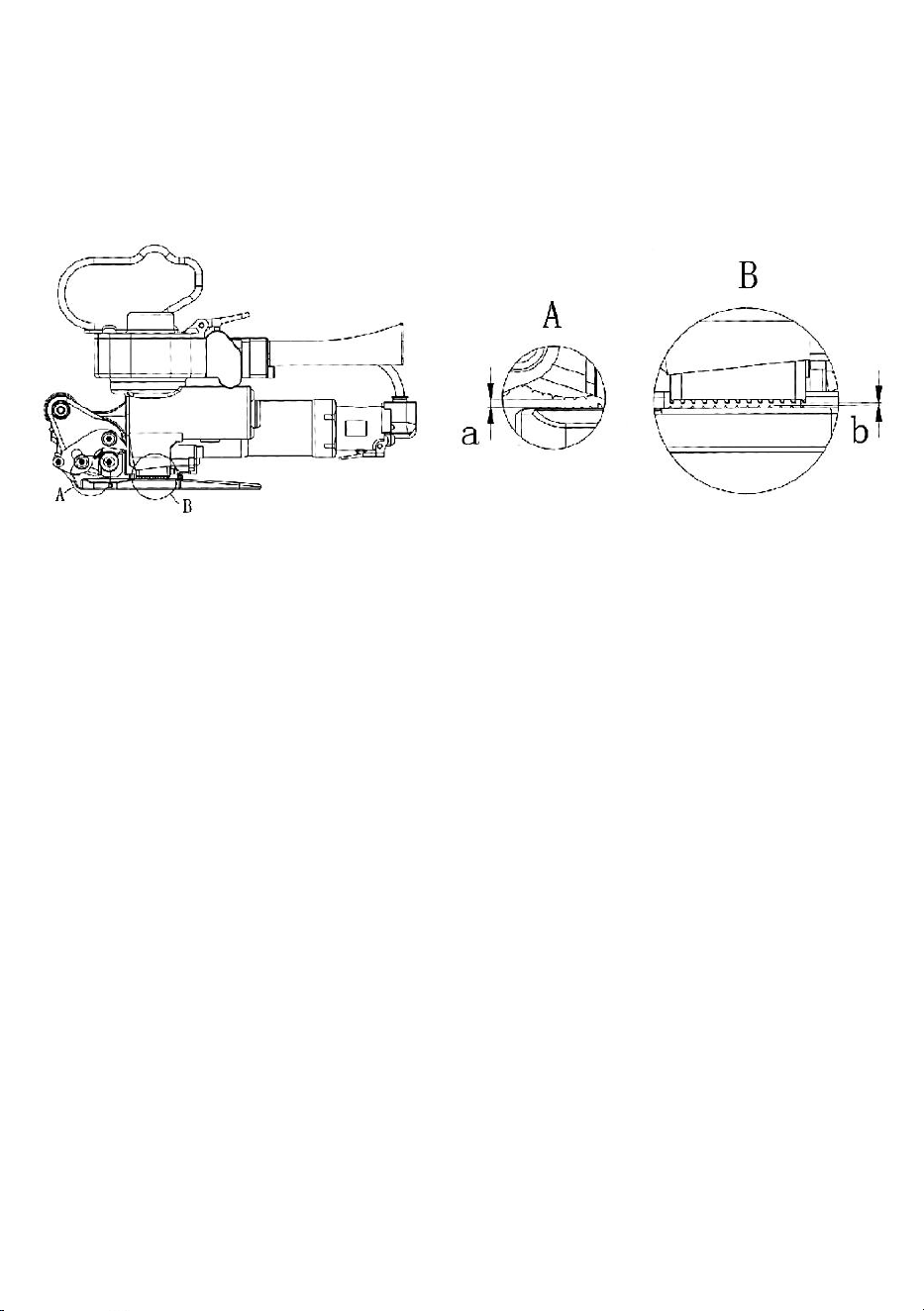
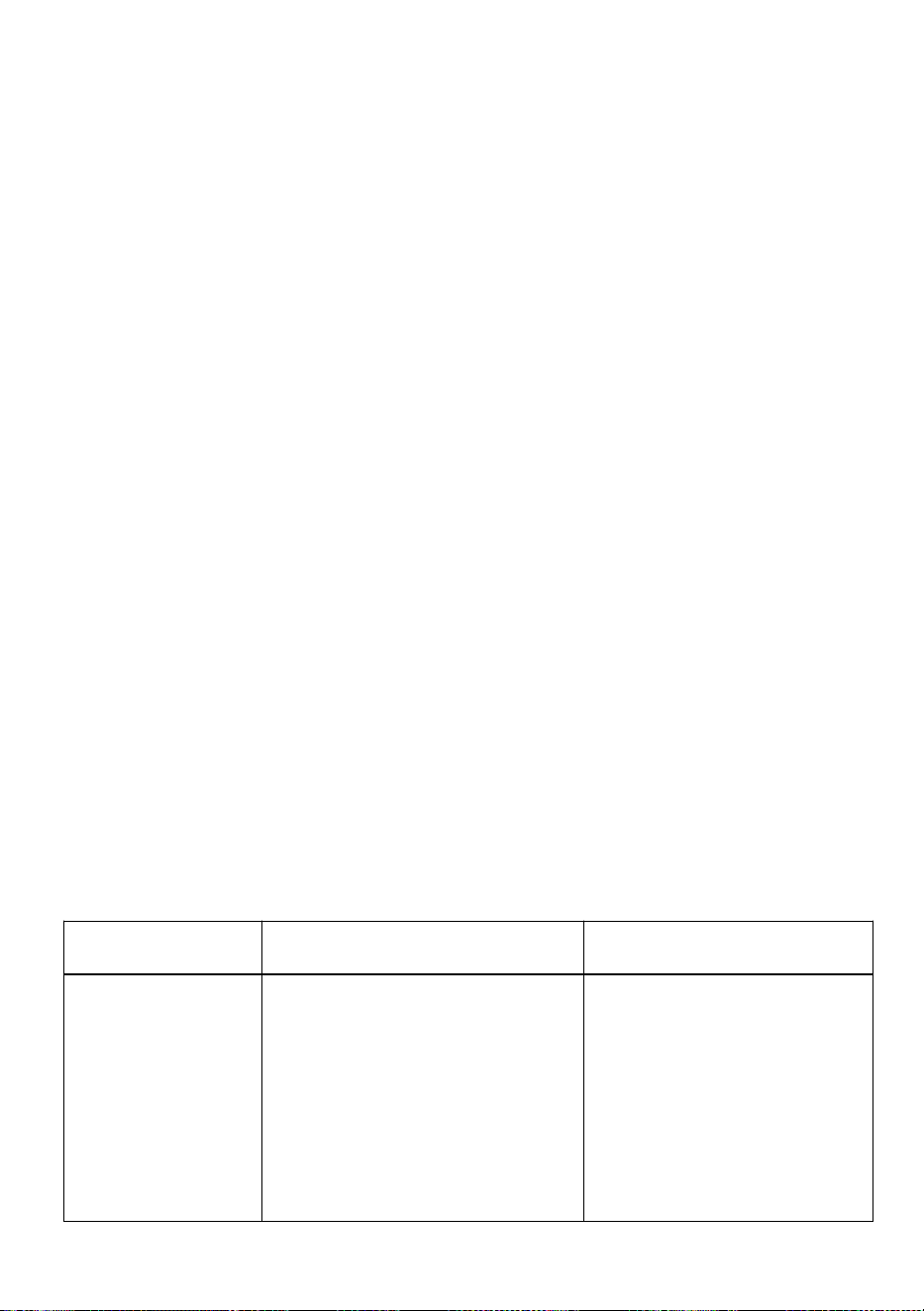
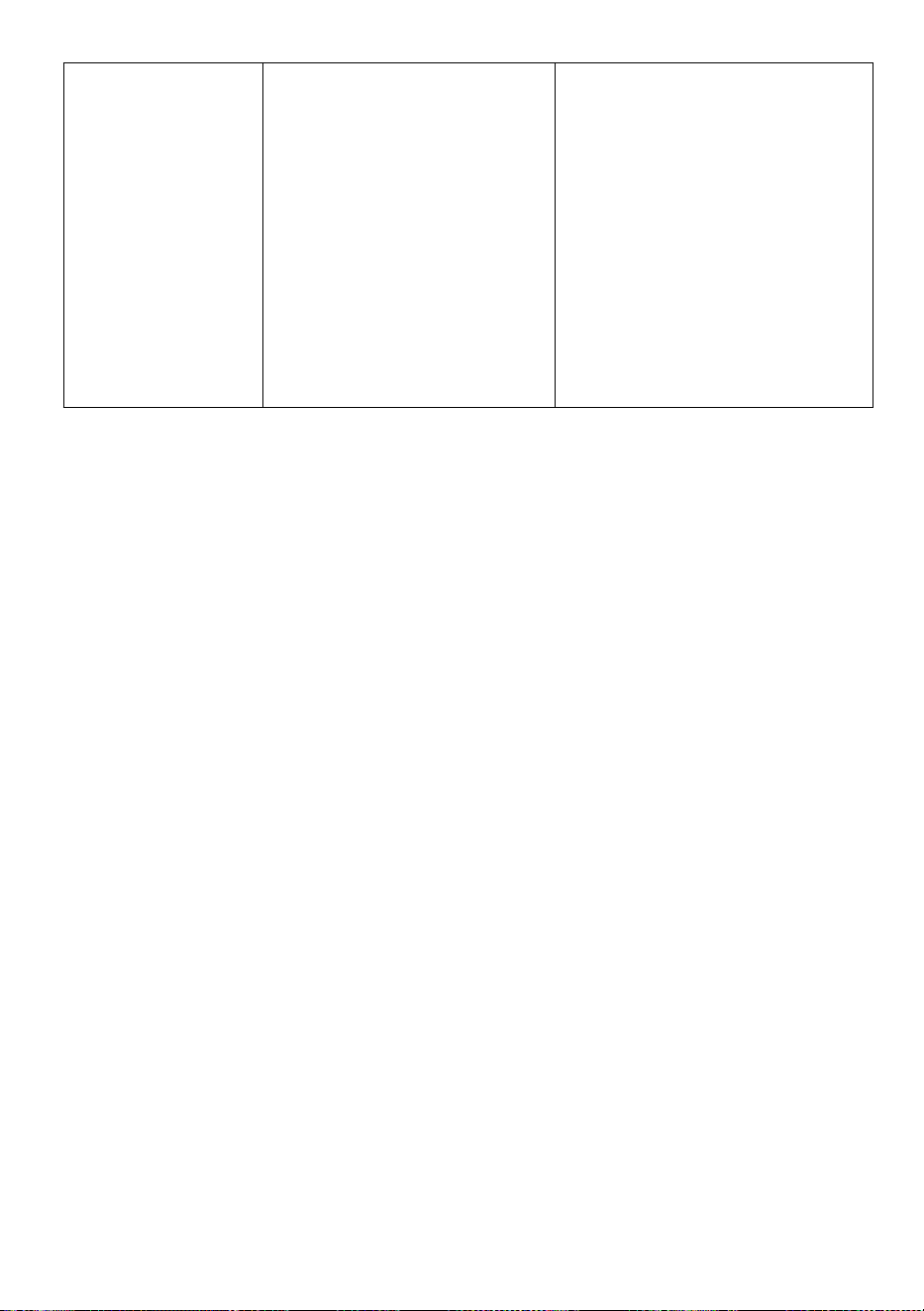
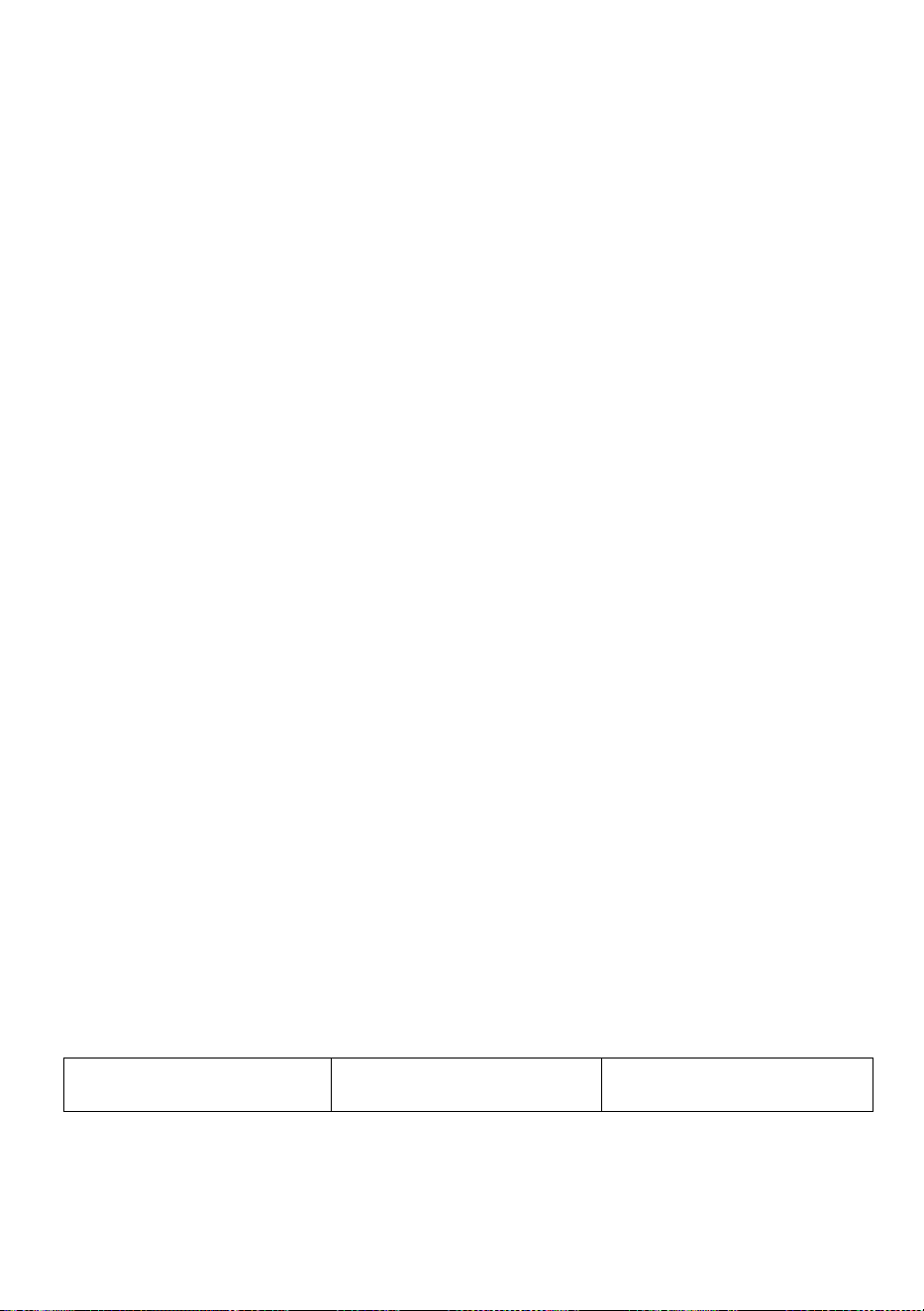
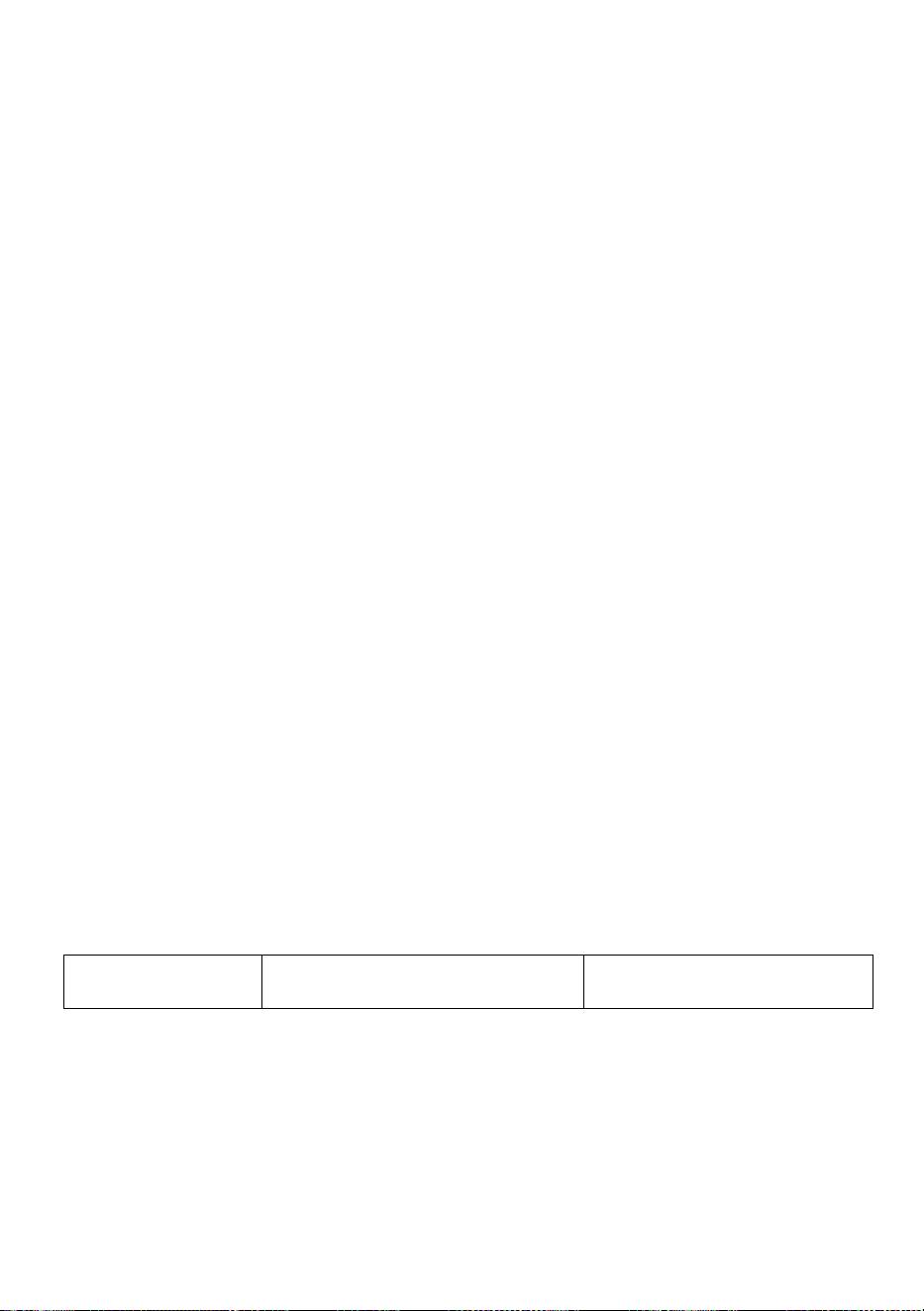
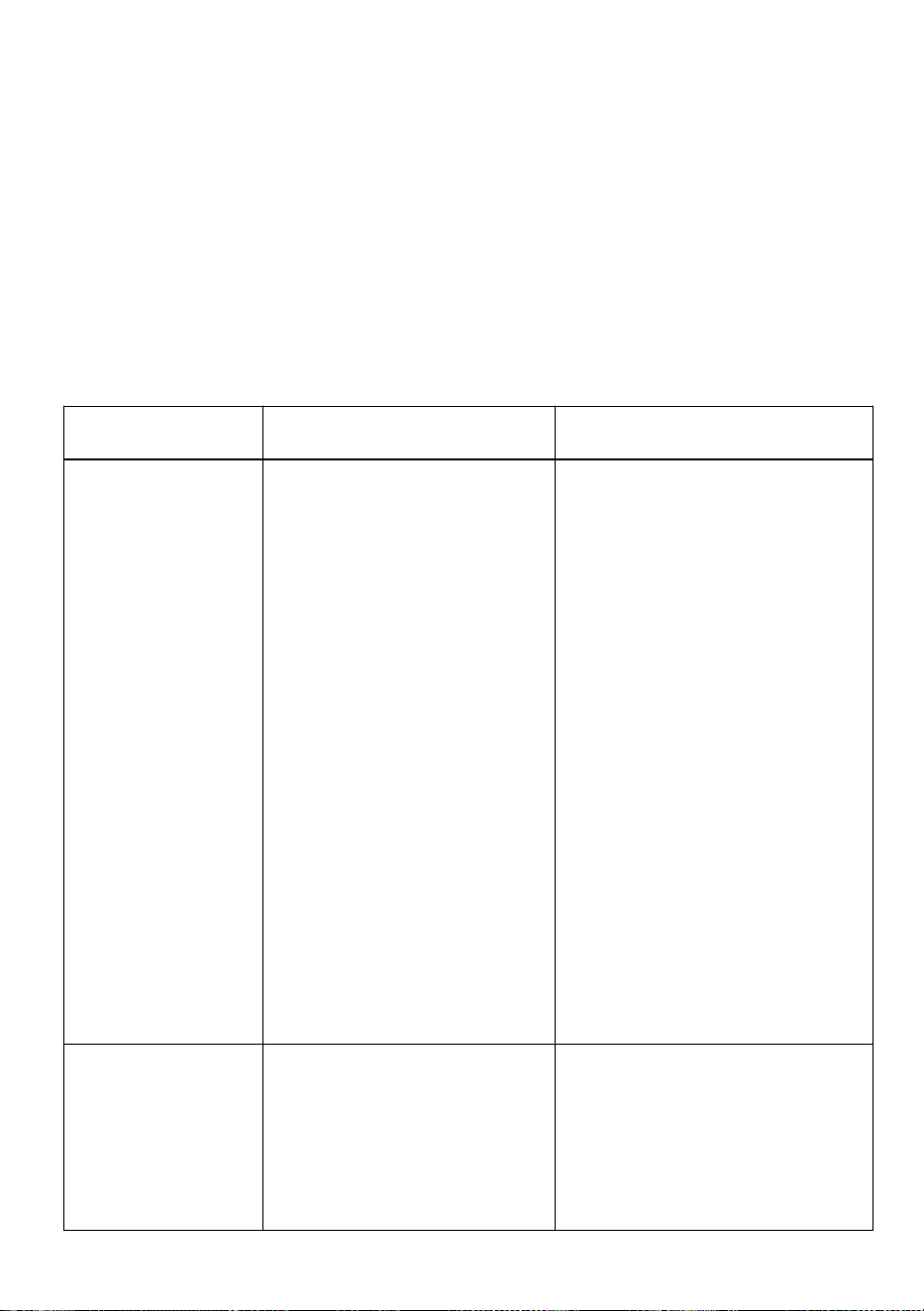
Distance(a)between tightening pulley and tightening toothed plate
The distance between take-up pulley and tightening toothed plate should
be adjusted according to dimensions of the used packaging belt.Check the
distance (a)between take-up pulley and tightening toothed plate with a
feeler (as shown in the figure below).
The distance (a)should be no less than the thickness of packaging belt.
While delivery,this distance is set to 1.0mm more than the thickness of
packaging belt.
(1)If the thickness of packaging belt is 0.8mm,place a 0.2mm thick gasket
under the tightening toothed plate;
(2)If such thickness is 0.6mm,place two 0.2mm thick gaskets under the
tightening toothed plate;
(3)If such thickness exceeds 1.4mm,insert two 0.2mm thick gaskets into
the middle of body and bade.
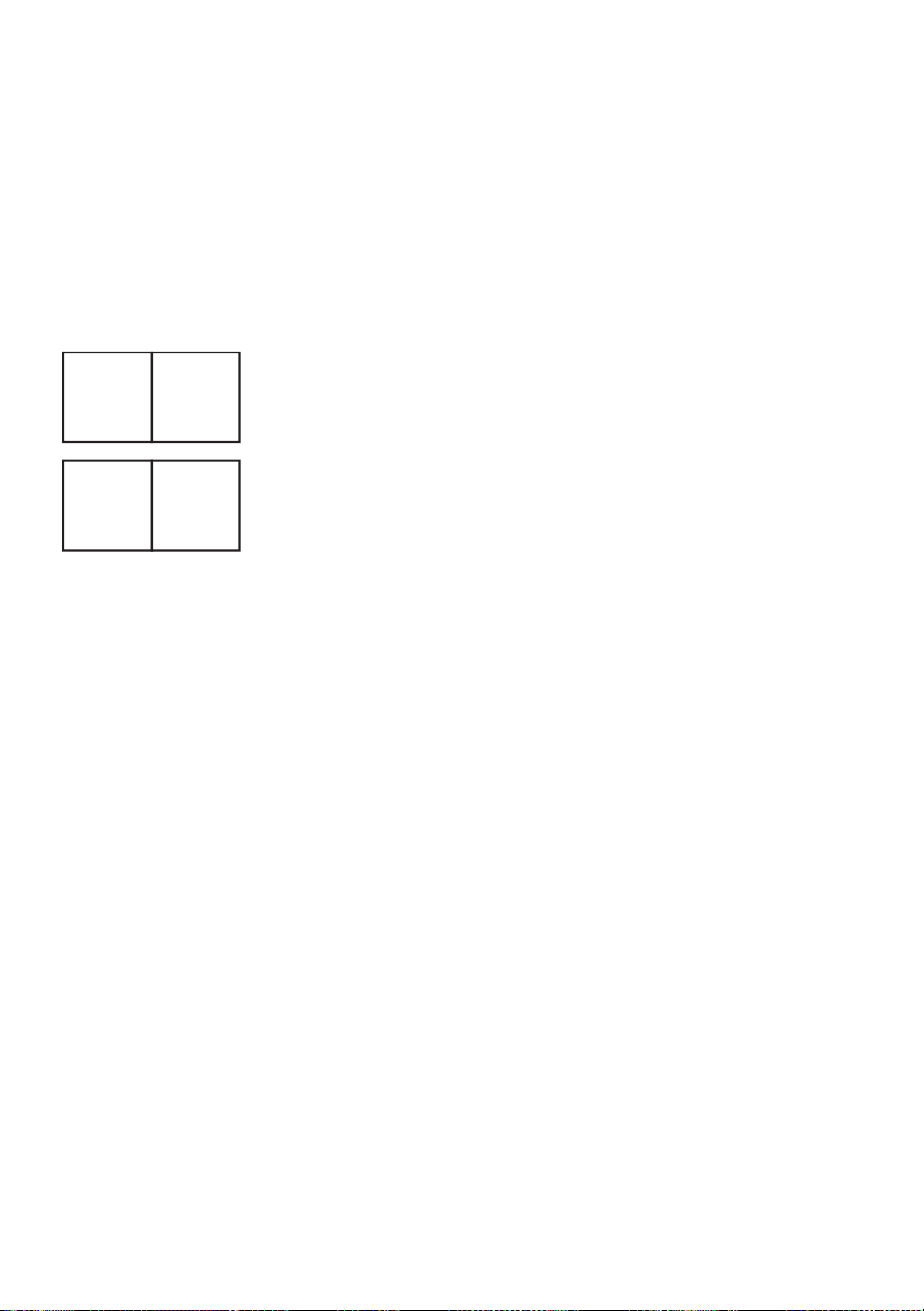
Distance (b)between the bottom of vibrating bar and the fusion
toothed plate
Measure the distance between the bottom of vibrating bar and the fusion
toothed plate(see the above figure)with a feeler.While measuring,please
follow the following steps:
(1)Press the fusion button (red)for at least 2S,so that both piston and
vibrating bar will be downward fully.
(2)Measure the distance(b)with a feeler; if no gasket is used,the
distance(b)has been set to 0.5mm.If the thickness of packaging belt is less
than 0.6mm,insert a 0.2mm gasket to the bottom of fusion toothed plate.
- 13 -
Note:
·Don't reduce the distance (b)by inserting too many gaskets;
·The packaging machine may be damaged if there is no clearance
between the bottom of vibrating bar and the fusion toothed plate;
·If the vibrating bar strikes the fusion toothed plate,teeth of the plate
will be damaged immediately.
7. Failure and Trouble-shooting
Common failure and trouble-shooting:
(1) Tightener operation
Phenomenon
Causes
Trouble-shooting
Motor body
can't start.
1.There is foreign material
in the motor.
2.The motor is too dry and
in need of lubrication.
3.Improper adjustment for
air valve results in lack of
air pressure.
1.Deliver packaging
machine to factory for
repair
2.Add several drops of
lubricating oil to motor
from air intake
3.Readjust air valve
Tightening
pulley
presses the
upper
packaging belt.
1.Distance between
take-up pulley and toothed
plate is too wide.
2.In point of thickness of
packaging belt, tension
force is too strong.
3.Take-up pulley is blocked
by dust or residue from
packaging belt.
4.The teeth of taking-up
pulley are blunt.
1.increase gasket.
2.Adjust the tension of
packaging belt by
adjusting air valve with a
screwdriver.
3.Clean the teeth of
taking-up pulley with air
blow gun or brush.
4.Replace take-up
pulley.
- 14 -
When packing,
packaging
machine
moves forward
or can't clamp
the end of
packaging belt.
1.Take-up toothed plate is
blocked by residue of
packaging belt.
2.The teeth on the take-up
toothed plate are blunt.
3.The tension of packaging
belt is too strong.
1.Clean the teeth of
take-up toothed plate,
blow off the residue with
air blow gun.
2.Replace take-up
toothed plate.
3.Adjust throttle valve
with a small screwdriver.
Cautions during the tension operation
①After the article is tied by packaging belt, hold the overlapping part with
left hand to pull out redundant part.
②Make sure the overlapping part of packaging belt in the packaging
machine is in alignment.
③When packaging, if the tension is too high, the packaging belt will break.
Control the tension of packaging belt by adjusting air valve.
(2) Fusion operation
Phenomenon
Causes
Trouble-shooting
Incomplete
fusion or no
fusion
1.Fusion time is too short
2.Air pressure is not
enough
3.ID of air pipe is too
small
4.The teeth of fusion
toothed plate or vibrating
bar is blocked by residue
or worn out
5.Vibration motor is too
dry and in need of
lubrication
1.Refer to this Manual for
adjusting fusion time.
2.Supply air at the air
pressure of 72psi or higher.
3.Replace the air pipe to an
air pipe with an internal
diameter of over 6.4mm.
4.Clean teeth part or
replace vibrating bar and
fusion toothed plate.
5.Add lubricating oil from
air intake
- 15 -
Packaging belt
is excessively
fused or broken
off during the
Fusion process
1.The thickness of
packaging belt is not
enough
2.Fusion time is too long
3.The cooling time for
friction fusion part is too
short.
1.Use the packaging belt
that has correct
specification
2.Reduce fusion time as
required.Refer to this
Manual
3.Keep at least 3 seconds
after fusion
Packaging
machine
can't move off
From packaging
belt after fusion
1.Take-up pulley can't
reverse.Packaging belt
can't loosen.
2.VIbrating bar fails to
rise from packaging belt.
1.Press rewind button to
release the tension of
packaging belt
2.Hold the handle of
lightener to enable
tightener to connect with
exhaust valve,and then
turn on shut-off valve
Cautions during fusion
①
Sound fusion can ensure smooth and burr-free joint,however,overlong
fusion will reduce the adhesive force of PET packaging belt.
②
After fusion,keep 3S,otherwise fusion joint will be deformed or
separated.
- 16 -
Manufacturer: Shanghaimuxinmuyeyouxiangongsi
Address: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Imported to USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX


Support technique et certificat de garantie électronique
www.vevor.com/support
Machine de cerclage
MODÈLE: XQD19 , XQD19B , XQD25
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
Modèle : XQD19 , XQD19B , XQD25
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE
- 2 -
INSTRUCTIONS
Merci beaucoup d'avoir choisi cette machine de cerclage
- Veuillez lire toutes les instructions avant de l'utiliser. Les informations
vous aideront à obtenir les meilleurs résultats possibles.
Les produits présentés dans ce catalogue peuvent avoir une couleur
différente de celle de l'article réel .
8. Consignes de sécurité
Veuillez lire attentivement le manuel avant d'utiliser cette machine
d'emballage.
Règles générales de sécurité
1. Gardez à l'esprit le principe de « sécurité avant tout » et utilisez cet outil
pneumatique correctement ;
2. Lisez attentivement le manuel avant l'utilisation ;
3. Ne démontez pas les pièces de sécurité de l'outil ;
4. Ne déchirez pas et n'endommagez pas l'étiquette ou la marque du
produit ;
5. Ne mettez pas votre main ou d'autres parties de votre corps entre la
ceinture d'emballage et l'outil d'emballage.
Application
Cet outil est spécialement conçu pour lier des articles avec une bande
d'emballage en PET ;
Largeur applicable de la ceinture d'emballage : 13,16,19 mm ;
N'utilisez pas la bande d'emballage pour soulever.
Habillage correct
Portez des lunettes de sécurité, des cache-oreilles, des gants de
protection, un casque et des chaussures de protection.
et chemise à manches longues, fermez tous les boutons ; prenez soin de
votre cravate, de vos cheveux longs et de votre tissu. ne doit pas être
accroché par la machine d’emballage.
Source de gaz

- 3 -
·Assurez-vous que le tuyau d'alimentation en air peut supporter la pression
et est résistant à l'huile ;
·Utilisez le raccord rapide spécial pour le tuyau d'air ; la pression de l'air ne
doit pas dépasser 1 16 psi/ 8 bar ;
·Utilisez uniquement de l'air comprimé propre, plutôt qu'une source de gaz
ou une source dynamique,
Ventilation
L'air intérieur peut facilement être pollué par l'huile lubrifiante ; par
conséquent, la ventilation doit être convenable.
Vibration
Il est nocif pour les opérateurs s'ils entrent en contact pendant une longue
période avec des vibrations excessives. les spécifications de
fonctionnement doivent être conformes aux exigences pertinentes de la
norme ISO5349.
Bruit
Les opérateurs doivent porter des cache-oreilles si le bruit est supérieur à
85Db(A). Même si le bruit est inférieur à 85Db(A), il est également
recommandé de porter des cache-oreilles.
Lunettes de protection
Si la courroie d'emballage de tension se brise soudainement, cela peut
blesser les yeux et entraîner
cécité, les opérateurs doivent donc porter des lunettes de sécurité.
Note:
Tout en coupant la courroie d'emballage, tenez sa partie supérieure et
tenez-vous à ses côtés ; la ceinture supérieure sera coupée ; soyez
prudent, il ne devrait y avoir personne dans les environs. Pendant
l'entretien et le nettoyage, la poussière apportée par le pistolet à air
comprimé est nocive aux yeux .
Pièce mobile
Pendant le fonctionnement, la partie mobile (poulie de serrage) peut
clipser un gant ou une autre partie de votre corps. Ainsi, lorsque la poulie

- 4 -
de renvoi tourne, ne la touchez pas.
Entretien
·Effectuer l'entretien quotidien de la machine ;
· Vérifiez régulièrement et enlevez la poussière avec un pistolet à air
comprimé ;
·Serrez les vis du crochet ;
·Éteignez la source de gaz lors du remplacement des pièces.
Risque lors de la coupe
La lame tranchante sur le support de lame peut blesser votre main et votre
doigt, veuillez donc le porter gants de sécurité.
9. Principe de fusion par friction
Cet outil est une sorte de machine d'emballage par fusion par friction. Le
thermoplastique rodé la courroie d'emballage est fondue par la chaleur
produite par le mouvement de friction ; par conséquent, on l'appelle
« fusion par friction »
L'air comprimé poussera le piston dans le cylindre pneumatique. La partie
supérieure du piston et la barre vibrante est connectée à la goupille à
bascule, de sorte que la barre vibrante appuiera sur le partie chevauchée
de la bande d'emballage lors de la descente.
Il y a un trou elliptique au centre de la barre vibrante, ce trou est relié à
l'arbre excentrique du moteur pneumatique. Le moteur pneumatique
tourne à grande vitesse (10 000 tr/min), de sorte que la barre vibrante
effectue un mouvement réciproque rapidement. La partie inférieure de la
courroie d'emballage est fixée par les dents de cheville de la plaque
dentée par fusion et sa partie supérieure est entraîné par les dents du
vibrateur pour un frottement intense. Par conséquent, la partie rodée de la
ceinture d'emballage est fondue par la chaleur produite par friction.
Lorsque la minuterie de vibration atteint l'ensemble le temps, la vibration
s'arrête et la fusion se termine.
- 5 -
Les parties supérieure et inférieure de la bande d'emballage sont coincées
lors de l'extrusion.
- 6 -
- 7 -
10. Spécifications et pièces
Mode
XQD19
XQD19B
XQD25
Matériau de la ceinture
d'emballage
ANIMAL
FAMILIER
/PP
ANIMAL
DE
COMPAGN
IE
ANIMAL
DE
COMPAGN
IE
Largeur de la bande
d'emballage (mm)
1 3 ~19
13~19
1 9 ~ 25
Épaisseur de la bande
d'emballage (mm)
0,5 ~ 1. 2
0,5 ~ 1. 2
0,5 ~ 1,5
Force de tension de la bande
de liaison (lorsque l'air
d'entrée la pression est de
0,63 Mpa)
3000N
3000N
3500N
Pression de travail maximale admissible : 0,8 Mpa
Portée requise de la pression de service : 0,5 ~ 0,7 Mpa (72 ~ 100 psi )
Pression de travail idéale ; 0,63 Mpa
Matériau de la ceinture d'emballage : PET
Huile lubrifiante autorisée : 51 #
Consommation d'air comprimé : 0,3 L/Min
Ajustement de la portée du temps de fusion : 2 ~ 5 s
Appareil de coupe lourd
Le dispositif de coupe lourd est composé d'un porte-lame et d'une lame et
est utilisé pour
coupez une ceinture d'emballage de 0,5 à 1,5 mm d'épaisseur.
Dispositif de coupe par friction
Le dispositif de coupe par friction est utilisé pour couper une épaisseur de
0,5 à 0,7 mm. bande d'emballage PET légère.

- 8 -
Suspension
Des crochets appropriés peuvent être suspendus à différentes positions
(étanchéité supérieure, étanchéité verticale ; et étanchéité horizontale).
11. Instructions sur la source de gaz
Exigence de pression atmosphérique
La portée requise de la pression atmosphérique : 72-100psi ( 0,5-0,7Mpa ).
Installation de source de gaz
ensemble filtre , vanne de régulation de pression et lubrificateur doit être
proche du Outil pneumatique. Le diamètre intérieur minimum du tuyau d'air
est de 6,0 mm (1/4). Les deux extrémités de l'air le tuyau d’alimentation
doit être équipé de raccords rapides.
Filtration de l'humidité
Un robinet de vidange doit être monté au bas du by-pass du circuit
d'alimentation en air pour permettre une vidange une fois par jour.
Lubrification
Le moteur pneumatique doit être correctement lubrifié et le lubrificateur
doit être plein et bien régulé (une goutte toutes les 2min).
- 9 -
- 10 -
12. Instruction d'opération
(1) Comment lier
Comme le montre la figure de
gauche, regroupez l'article avec la
ceinture d'emballage, maintenez la
partie rodée avec Main gauche,
laissez environ 300 mm de queue,
tirez sur le partie restante avec la
main droite.
(2) Placer la ceinture
d'emballage
Tenez la poignée et serrez-la avec
la main droite (pour garantir la
dimension maximale d'ouverture
entre
poulie réceptrice et plaque dentée
de serrage), insérer les parties
supérieure et inférieure de
l'emballage
courroie dans la machine
d'emballage. Remarque : le
rodage
une partie de la bande
d'emballage doit être séparée
par la lame du porte-lame ;
relâchez le tendeur
(la poulie de renvoi clipse la
courroie d'emballage
fermement)
- 11 -
( 3 ) Serrez la ceinture
d'emballage
Appuyez sur le bouton de serrage
(côté droit) avec le pouce de la
main droite jusqu'à ce que la
ceinture d'emballage soit tendue
pleinement.
( 4 ) Vibration et coupe
Appuyez sur le bouton de fusion
(côté gauche) avec le pouce de
main droite jusqu'à ce que la
ceinture d'emballage soit fondue et
couper
( 5 ) Retirez l'emballage machine
Appuyez fermement sur la poignée
et le tendeur avec la droite main.
Appuyez sur le bouton de
rembobinage avec le petit doigt de
la main droite jusqu'à ce que la
ceinture soit libérée la poulie de
renvoi. Appuyez sur la poignée et
le tendeur hermétiquement, retirez
l'outil de la ceinture d'emballage.
Remarque : ne supprimez pas le
Machine d'emballage jusqu'à ce
que la bande d'emballage soit
- 12 -
libérée.
13. Réglage de la tension
Tension de la bande d'emballage
La tension de la courroie d'emballage peut être réglée à l'aide d'un
tournevis à travers la tige de valve de remorquage montée sous le bouton
de serrage à côté de la poignée.
Avertissement:
la ceinture d'emballage légère (<0,7 mm) peut supporter 150 kg de tension.
N'appliquez pas de tension excessive. tension ; sinon, la courroie
d’emballage pourrait se briser.
Temps de fusion par friction
Le temps de fusion par friction peut être ajusté en fonction de la dimension
de la bande d'emballage, de la quantité de pression d'air et de l'état de la
machine d'emballage. Pour cette raison, un petit tournevis est utilisé pour
ajuster la petite vis située sous le bouton de fusion (rouge). Le temps
augmentera si vous tournez dans le sens des aiguilles d'une montre et
diminuera si vous tournez dans le sens inverse des aiguilles d'une montre :
serrez le contre-écrou après le réglage. La fusion sonore peut garantir une
rotation douce et sans bavure. les articulations.
- 13 -
Largeur de la bande d'emballage
(1) Panneau
Le panneau peut être démonté de la machine d'emballage en retirant ses
vis. Remplacez un nouveau panneau en fonction des dimensions de la
courroie d'emballage usagée et de la méthode d'installation du panneau
précédent.
(2) Crochet de localisation
Le crochet de positionnement du porte-lame peut être remonté en
reprenant le ressort goupille du porte-lame .
Note: Il y a un petit ressort de compression à l'intérieur du crochet de
localisation. Ne le perdez pas.
Remontage
Choisissez un trou parmi les trois trous du support de lame en fonction de
la dimension de la courroie d'emballage. Le trou externe est utilisé pour
une courroie d'emballage de 19 mm ; le trou moyen est pour une courroie
d'emballage de 16 mm ; et le trou interne est pour une courroie
d'emballage de 13 mm.
- 14 -
Distance(a)entre la poulie de serrage et la plaque dentée de serrage
La distance entre la poulie de renvoi et la plaque dentée de serrage doit
être ajustée en fonction des dimensions de la courroie d'emballage utilisée.
Vérifiez la distance (a) entre la poulie de renvoi et la plaque dentée de
serrage avec une jauge (comme indiqué dans le Figure ci-dessous).
La distance (a) ne doit pas être inférieure à l'épaisseur de l'emballage
ceinture. Alors que livraison, cette distance est réglée à 1,0 mm de plus
que l'épaisseur de la ceinture d'emballage.
(1) Si l'épaisseur de la courroie d'emballage est de 0,8 mm, placez un joint
de 0,2 mm d'épaisseur sous la plaque dentée de serrage ;
(2) Si cette épaisseur est de 0,6 mm, placez deux joints de 0,2 mm
d'épaisseur sous la plaque dentée de serrage ;
- 15 -
(3) Si cette épaisseur dépasse 1,4 mm, insérez deux joints de 0,2 mm
d'épaisseur au milieu du corps et du bade.
Distance (b) entre le bas de la barre vibrante et la plaque dentée de
fusion
Mesurez la distance entre le bas de la barre vibrante et la plaque dentée
de fusion (voir la figure ci-dessus) avec un palpeur. Lors de la mesure,
veuillez suivre ce qui suit pas:
(1) Appuyez sur le bouton de fusion (rouge) pendant au moins 2 secondes,
de sorte que le piston et la barre vibrante soient complètement vers le bas.
(2) Mesurer la distance (b) avec un palpeur ; si aucun joint n'est utilisé, la
distance (b) a a été réglé sur 0,5 mm. Si l'épaisseur de la courroie
d'emballage est inférieure à 0,6 mm, insérez un Joint de 0,2 mm au bas de
la plaque dentée de fusion.
Note:
·Ne réduisez pas la distance (b)en insérant trop de joints ;
·La machine d'emballage peut être endommagée s'il n'y a pas de jeu
entre le bas de la barre vibrante et la plaque dentée de fusion ;
·Si la barre vibrante heurte la plaque dentée de fusion, les dents de la
plaque seront immédiatement endommagées.
14. Panne et dépannage
Panne courante et dépannage :
(3) Fonctionnement du tendeur
Phénomène
Causes
Dépannage
Corps du
moteur je ne
peux pas
démarrer .
1. Il y a des corps étrangers
dans le moteur .
2. Le moteur est trop sec et
a besoin de lubrification .
3. Mauvais réglage pour
vanne d'air entraîne un
manque de pression d’air .
1.Livrer machine
d'emballage à l'usine à
réparer
2. Ajoutez plusieurs
gouttes d'huile
lubrifiante à moteur de
l'admission d'air
- 16 -
3.Réajuster la vanne
d'air
Poulie de
serrage
appuie sur le
haut
ceinture
d'emballage .
1. Distance entre la poulie
réceptrice et la plaque
dentée est trop large .
2.En termes d'épaisseur de
l'emballage courroie, la
force de tension est trop
forte .
3. La poulie réceptrice est
bloquée par la poussière ou
des résidus de la ceinture
d'emballage .
4. Les dents de la poulie de
reprise sont directs .
1. augmenter le joint.
2. Ajustez la tension de
la courroie d'emballage
en ajustant la valve d'air
avec un tournevis .
3. Nettoyez les dents de
la poulie réceptrice avec
une soufflette ou une
brosse .
4. Remplacer le
récepteur poulie.
Lors de
l'emballage ,
Machine
d'emballage
avance ou ne
peut pas serrer
l'extrémité de la
ceinture
d'emballage .
1. La plaque dentée de
réception est bloquée par
résidu de bande
d'emballage .
2. Les dents sur le
récepteur denté les plaques
sont émoussées .
3. La tension de la courroie
d'emballage est trop fort .
1. Nettoyez les dents de
la denture plaque,
soufflez les résidus avec
de l'air soufflette .
2. Remplacez la plaque
dentée de réception.
3. Ajustez le papillon des
gaz avec un petit
Tournevis .
Précautions lors de l'opération de tension
①Une fois l'article attaché par la ceinture d'emballage, tenez la partie qui
se chevauche avec la main gauche pour retirez la partie redondante.
②Assurez-vous que la partie qui se chevauche de la courroie d'emballage
- 17 -
dans la machine d'emballage est en place. alignement.
③Lors de l'emballage, si la tension est trop élevée, la courroie d'emballage
se brisera. Contrôle la tension de la ceinture d'emballage en ajustant la
valve d'air.
(4) Opération de fusion
Phénomène
Causes
Dépannage
Incomplet fusion
ou Non la fusion
1.Le temps de fusion est
trop court
2. La pression de l'air
n'est pas assez
3. L'ID du tuyau d'air est
trop petit
4. Les dents de fusion
plaque ou barre vibrante
est bloqué par des
résidus ou usé dehors
5. Le moteur de vibration
est trop sec et besoin de
lubrification
1. Reportez-vous à ce
manuel pour le réglage
temps de fusion .
2. Fournir de l'air à la
pression atmosphérique de
72 psi ou plus haut .
3. Remplacez le tuyau d'air
par un tuyau d'air avec un
diamètre intérieur
supérieur à 6,4 mm .
4.Nettoyer partie des dents
ou remplacer les vibrations
barre et plaque dentée de
fusion .
5.Ajouter de l'huile
lubrifiante de l'admission
d'air
Ceinture
d'emballage est
excessivement
fusionné ou
cassé
éteint pendant
la
La fusion
processus
1. L'épaisseur de
l'emballage la ceinture
ne suffit pas
2. Le temps de fusion est
trop long
3.Le temps de
refroidissement pour le
frottement la partie de
fusion est trop courte .
1. Utilisez la courroie
d'emballage qui a correct
spécification
2. Réduisez le temps de
fusion si nécessaire.
Reportez-vous à ce
manuel.
3.Gardez au moins 3
secondes après la fusion
- 18 -
Machine
d'emballage
je ne peux pas
bouger
Depuis
emballage
ceinture après
fusion
1. La poulie réceptrice
ne peut pas marche
arrière. La ceinture
d'emballage ne peut pas
se détacher .
2. La barre vibrante ne
parvient pas à s'élever
de la courroie
d'emballage .
1.Appuyez sur le bouton de
rembobinage pour relâcher
la tension de l'emballage
soit réduite
2. Tenez la poignée de
l'éclaircisseur permettre au
tendeur de se connecter
avec Soupape
d'échappement, puis
allumez vanne d'arrêt
Précautions pendant la fusion
①La fusion sonore peut garantir un joint lisse et sans bavures. Cependant,
une fusion trop longue réduira la force d'adhérence de la bande
d'emballage en PET.
②Après fusion, gardez 3S, sinon le joint de fusion sera déformé ou séparé.
- 19 -
Fabricant : Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
Shanghai 200000 CN.
Importé en Australie : SIHAO PTY LTD, 1 ROKEVA STREETASTWOOD
NSW 2122 Australie
Importé aux États-Unis : Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX


Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Umreifungsmaschine
MODELL: XQD19 , XQD19B , XQD25
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
Modell: XQD19 , XQD19B , XQD25
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

- 2 -
INSTRUCTIONS
Vielen Dank, dass Sie sich für diese Umreifungsmaschine entschieden
haben
- Bitte lesen Sie vor der Anwendung alle Anweisungen sorgfältig durch. Die
Informationen helfen Ihnen, die bestmöglichen Ergebnisse zu erzielen.
Die Farbe der in diesem Katalog aufgeführten Produkte kann vom
tatsächlichen Artikel abweichen .
15. Sicherheitshinweise
Bitte lesen Sie das Handbuch sorgfältig durch, bevor Sie diese
Verpackungsmaschine verwenden.
Allgemeine Sicherheitsregeln
1. Beachten Sie den Grundsatz „Sicherheit geht vor“ und bedienen Sie
dieses Druckluftwerkzeug ordnungsgemäß.
2. Lesen Sie das Handbuch vor der Inbetriebnahme sorgfältig durch.
3. Sicherheitsteile des Werkzeugs nicht demontieren;
4. Zerreißen oder beschädigen Sie das Etikett oder die Markierung des
Produkts nicht.
5.Halten Sie Ihre Hände oder andere Körperteile von der Verbindung
zwischen Verpackungsband und Verpackungswerkzeug fern.
Anwendung
Dieses Werkzeug ist speziell zum Binden von Artikeln mit
PET-Verpackungsbändern konzipiert;
Anwendbare Breite des Verpackungsbandes: 13, 16, 19 mm;
Das Verpackungsband nicht zum Anheben verwenden.
Richtiges Anziehen
Tragen Sie Schutzbrille, Ohrenschützer, Schutzhandschuhe, Helm und
Schutzschuhe
und langärmeliges Hemd, schließen Sie alle Knöpfe; achten Sie auf Ihre
Krawatte, lange Haare und Kleidung darf nicht an der
Verpackungsmaschine eingehängt werden.

- 3 -
Gasquelle
·Stellen Sie sicher, dass die Luftzufuhrleitung druckfest und ölbeständig ist.
· Verwenden Sie für die Luftleitung unbedingt den speziellen
Schnellanschluss. Der Luftdruck darf 1,16 psi / 8 bar nicht überschreiten.
· Verwenden Sie nur saubere Druckluft, anstatt Gasquelle oder
dynamische Quelle,
Belüftung
Die Luft in Innenräumen kann leicht durch Schmieröl verschmutzt werden.
Daher sollte die Belüftung angemessen sein.
Vibration
Es ist schädlich für den Bediener, wenn er über einen längeren Zeitraum
übermäßigen Vibrationen ausgesetzt ist Die Betriebsspezifikation sollte
den relevanten Anforderungen von ISO5349 entsprechen.
Lärm
Bediener müssen Ohrenschützer tragen, wenn der Lärm höher als 85 dB(A)
ist unter 85 dB(A) liegt, wird außerdem das Tragen von Ohrenschützern
empfohlen.
Schutzbrille
Wenn der Verpackungsspanngurt plötzlich reißt, kann dies zu
Augenverletzungen und Verletzungen führen
Blindheit, daher müssen Bediener eine Schutzbrille tragen.
Notiz:
Halten Sie beim Schneiden des Verpackungsbandes dessen oberen Teil
fest und stellen Sie sich an die Seite Das Oberband wird abgeschnitten.
Seien Sie vorsichtig, es dürfen sich keine Personen in der Umgebung
aufhalten. Während der Wartung und Reinigung ist der von der
Luftzerstäuberpistole erzeugte Staub schädlich zu den Augen .
Bewegliches Teil
Während des Betriebs kann das bewegliche Teil (Spannrolle) Ihren
Handschuh oder andere Körperteile einklemmen. Berühren Sie es daher
nicht, wenn sich die Spannrolle dreht.

- 4 -
Wartung
· Führen Sie tägliche Wartungsarbeiten an der Maschine durch.
·Überprüfen Sie regelmäßig und entfernen Sie Staub mit einer
Druckluftpistole.
·Ziehen Sie die Schrauben des Hakens fest;
·Schalten Sie die Gasquelle ab, während Sie Teile austauschen.
Gefahr beim Schneiden
Die scharfe Klinge am Klingenhalter kann Ihre Hände und Finger verletzen,
tragen Sie daher bitte Sicherheitshandschuhe.
16. Prinzip der Reibungsfusion
Bei diesem Werkzeug handelt es sich um eine Art
Friktionsschmelzverpackungsmaschine. Der geläppte thermoplastische
Verpackungsband wird durch die durch Reibungsbewegung erzeugte
Wärme geschmolzen; daher wird es genannt „Reibungsfusion“
Die Druckluft drückt den Kolben im Luftzylinder. Der obere Teil des Kolbens
und vibrierende bar ist verbunden zu die schaukel pin, so die vibrierende
bar wird drücken die überlappender Teil des Verpackungsbandes beim
Herunterfahren.
In der Mitte des Vibrationsstabs befindet sich ein elliptisches Loch, mit dem
dieses Loch verbunden ist die Exzenterwelle des Pneumatikmotors. Der
Pneumatikmotor dreht sich mit hoher Geschwindigkeit (10000 U/min),
sodass die Vibrationsstange schnell hin- und herbewegt. Der untere Teil
Das Verpackungsband wird durch die Zapfenzähne der Fusionszahnplatte
und deren oberen Teil befestigt wird durch die Zapfenzähne des Vibrators
für starke Reibung angetrieben. Daher der geläppte Teil von Das
Verpackungsband wird durch die durch Reibung erzeugte Wärme
geschmolzen. Wenn der Vibrationstimer läuft erreicht das Set Nach einiger
Zeit stoppt die Vibration und die Fusion ist abgeschlossen.
- 5 -
Sowohl der obere als auch der untere Teil des Verpackungsbandes bleiben
beim Extrudieren hängen.
- 6 -
- 7 -
17. Spezifikation und Teile
Modus
XQD19
XQD19B
XQD25
Material des
Verpackungsbandes
PET /PP
HAUSTIER
HAUSTIER
Breite des
Verpackungsbandes (mm)
1 3 ~19
13~19
1 9 ~ 25
Dicke Verpackungsband (mm)
0,5~1. 2
0,5~1. 2
0,5~1,5
Spannkraft des Bindebandes
(bei Luftzufuhr). Druck beträgt
0,63 MPa)
3000N
3000N
3500N
Max. zulässiger Betriebsdruck: 0,8 MPa
Erforderlicher Arbeitsdruckbereich: 0,5–0,7 MPa (72–100 psi )
Idealer Arbeitsdruck: 0,63 MPa
Material des Verpackungsbandes : PET
Zulässiges Schmieröl: 51 #
Druckluftverbrauch: 0,3 l/min
Einstellbereich der Fusionszeit: 2 ~ 5 s
Schweres Schneidgerät
Das schwere Schneidgerät besteht aus Klingenhalter und Klinge und dient
zum
Schneiden Sie 0,5–1,5 mm dickes Verpackungsband.
Reibschneidevorrichtung
Das Reibungsschneidegerät wird zum Schneiden von 0,5 bis 0,7 mm
dicken leichtes PET-Verpackungsband.
Suspension
Entsprechende Haken können an verschiedenen Stellen aufgehängt

- 8 -
werden (obere Versiegelung, vertikale Versiegelung); und horizontale
Abdichtung).
18. Anleitung zur Gasquelle
Luftdruckbedarf
Der erforderliche Luftdruckbereich: 72–100 psi ( 0,5–0,7 MPa ).
Installation der Gasquelle
Filter , Druckregelventil und Öler müssen sich in der Nähe des
pneumatisches Werkzeug. Der min. Innendurchmesser des Luftschlauchs
beträgt 6,0 mm (1/4). Beide Enden der Luft Die Zuleitung sollte mit
Schnellanschlüssen ausgestattet sein.
Feuchtigkeitsfiltration
Am Boden des Bypasses des Luftversorgungskreislaufs muss ein
Ablassventil montiert sein, um einmal täglich eine Entleerung zu
ermöglichen.
Schmierung
Der Pneumatikmotor sollte ordnungsgemäß geschmiert sein und der Öler
sollte voll sein und gut reguliert (ein Tropfen alle 2 Minuten).
- 9 -
- 10 -
19. Bedienungsanleitung
(1) So binden Sie
Bündeln Sie den Artikel wie in der
linken Abbildung gezeigt Halten
Sie mit dem Verpackungsband das
geläppte Teil fest Mit der linken
Hand ca. 300 mm Schwanz
freilassen, ziehen Den restlichen
Teil mit der rechten Hand
herausziehen.
(2) Verpackungsband auflegen
Halten Sie den Griff fest und
ziehen Sie ihn mit der rechten
Hand fest (um sicherzustellen).
das maximale Öffnungsmaß
dazwischen
Spannrolle und Spannzahnplatte),
Legen Sie sowohl den oberen als
auch den unteren Teil der
Verpackung ein
Förderband in die
Verpackungsmaschine. Hinweis:
die geläppt
Ein Teil des Verpackungsbandes
muss durch getrennt werden die
Klinge des Klingenhalters;
lassen Sie den Spanner los
(Die Aufwickelrolle klemmt das
Verpackungsband dicht)
- 11 -
( 3 ) Spannen Sie das
Verpackungsband
Drücken Sie den Spannknopf
(rechte Seite) mit dem Daumen der
rechten Hand, bis das
Verpackungsband fest sitzt
völlig.
( 4 ) Vibration und Schneiden
Drücken Sie mit dem Daumen die
Fusionstaste (linke Seite). mit der
rechten Hand, bis das
Verpackungsband verschmolzen
ist und
Abschneiden
( 5 ) Nehmen Sie die Verpackung
ab Maschine
Drücken Sie den Griff und ziehen
Sie ihn mit der rechten Hand fest
Hand. Drücken Sie die
Rückspultaste mit der kleinen
Finger der rechten Hand, bis sich
der Riemen löst Spannrolle
drücken. Griff drücken und
festziehen Ziehen Sie das
Werkzeug fest an und entfernen
Sie es vom Verpackungsband.
Hinweis: Entfernen Sie das nicht
- 12 -
Verpackungsmaschine bis das
Verpackungsband freigegeben
wird.
20. Spannungseinstellung
Spannung des Verpackungsbandes
Die Spannung des Verpackungsbandes kann mit einem Schraubenzieher
über den Ventilschaft eingestellt werden, der unter dem Spannknopf neben
dem Griff angebracht ist.
Warnung:
Ein leichtes Verpackungsband (<0,7 mm) kann einer Spannung von 150 kg
standhalten. Wenden Sie nicht zu viel an Spannung, andernfalls kann das
Verpackungsband reißen.
Zeit der Reibungsfusion
Die Zeit der Reibungsfusion kann entsprechend der Größe des
Verpackungsbands, der Luftdruckmenge und dem Zustand der
Verpackungsmaschine angepasst werden. Aus diesem Grund wird ein
kleiner Schraubendreher verwendet, um die kleine Schraube unter dem
Fusionsknopf (rot) einzustellen. Bei Drehung im Uhrzeigersinn erhöht sich
die Zeit und bei Drehung gegen den Uhrzeigersinn verkürzt sich die Zeit:
Ziehen Sie die Kontermutter nach der Einstellung fest. Eine einwandfreie
- 13 -
Verschmelzung sorgt für eine gleichmäßige und gratfreie Verschmelzung
Gelenke.
Breite des Verpackungsbandes
(1) Bedienfeld
Das Paneel kann durch Entfernen der Schrauben von der
Verpackungsmaschine demontiert werden. Ersetzen Sie es durch ein
neues Paneel entsprechend den Abmessungen des verwendeten
Verpackungsbands und der Installationsmethode des vorherigen Paneels.
(2)Standorthaken
Der Fixierhaken des Klingenhalters kann durch Entfernen der Feder
wieder zusammengebaut werden Stift vom Klingenhalter entfernen .
Notiz: Im Fixierhaken befindet sich eine kleine Druckfeder. Verlieren
Sie diese nicht.
Zusammenbau
Wählen Sie entsprechend der Abmessung des Verpackungsbandes ein
Loch aus den drei Löchern des Klingenhalters aus. Das äußere Loch wird
für 19 mm Verpackungsbänder verwendet, das mittlere Loch für 16 mm
Verpackungsbänder und das innere Loch für 13 mm Verpackungsbänder.
- 14 -
Abstand (a) zwischen Spannrolle und Spannzahnplatte
Der Abstand zwischen der Aufwickelrolle und der Spannzahnplatte sollte
entsprechend den Abmessungen des verwendeten Verpackungsbandes
angepasst werden. Überprüfen Sie den Abstand (a) zwischen der
Aufwickelrolle und der Spannzahnplatte mit einem Fühler (wie in der
Abbildung gezeigt). Abbildung unten).
Der Abstand (a) sollte nicht kleiner sein als die Dicke der Verpackung
Gürtel. Während Lieferung, dieser Abstand ist auf 1,0 mm mehr als die
Dicke des Verpackungsbandes eingestellt.
(1) Wenn die Dicke des Verpackungsbandes 0,8 mm beträgt, legen Sie
eine 0,2 mm dicke Dichtung unter die Spannzahnplatte.
(2) Wenn die Dicke 0,6 mm beträgt, legen Sie zwei 0,2 mm dicke
- 15 -
Dichtungen unter die Spannzahnplatte.
(3) Wenn diese Dicke 1,4 mm überschreitet, setzen Sie zwei 0,2 mm dicke
Dichtungen in die Mitte des Gehäuses und der Dichtung ein.
Abstand (b) zwischen der Unterseite des Vibrationsstabs und der
Schmelzzahnplatte
Messen Sie den Abstand zwischen der Unterseite des Vibrationsstabs und
der Schmelzzahnplatte (siehe Abbildung oben) mit einem Fühler. Beachten
Sie beim Messen bitte Folgendes Schritte:
(1)Drücken Sie den Fusionsknopf (rot) mindestens 2 Sekunden lang,
sodass sowohl der Kolben als auch der Vibrationsstab vollständig nach
unten zeigen.
(2) Messen Sie den Abstand (b) mit einem Fühler ; Wenn keine Dichtung
verwendet wird, beträgt der Abstand (b). wurde auf 0,5 mm eingestellt.
Wenn die Dicke des Verpackungsbandes weniger als 0,6 mm beträgt,
fügen Sie a ein 0,2-mm-Dichtung an der Unterseite der Fusionszahnplatte.
Notiz:
·Verringern Sie den Abstand (b) nicht durch Einfügen zu vieler
Dichtungen.
· Die Verpackungsmaschine kann beschädigt werden, wenn zwischen
der Unterseite des Vibrationsstabs und der Schmelzzahnplatte kein
Abstand besteht.
· Wenn der Vibrationsstab auf die gezahnte Schmelzplatte trifft,
werden die Zähne der Platte sofort beschädigt.
21. Störung und Fehlerbehebung
Häufige Fehler und deren Beseitigung:
(5) Spannerbetrieb
Phänomen
Ursachen
Fehlerbehebung
- 16 -
Motorkörper kann
nicht gestartet
werden .
1.Es befindet sich
Fremdmaterial im .
2.Der Motor ist zu
trocken und braucht
von Schmierung .
3. Falsche Einstellung
für Luftventil führt zu
Luftdruckmangel .
1.Liefern
Verpackungsmaschine
zur Fabrik zur
Reparatur
2.Fügen Sie mehrere
Tropfen Schmieröl
hinzu Motor vom
Lufteinlass
3.Luftventil neu
einstellen
Spannrolle
drückt die obere
Verpackungsband .
1.Abstand zwischen
Spannrolle und die
Zahnplatte ist zu breit .
2.In Bezug auf die
Dicke der Verpackung
Riemen, Spannkraft ist
zu stark .
3. Die Spannrolle ist
durch Staub blockiert
oder Rückstände vom
Verpackungsband .
4. Die Zähne der
Aufnahmerolle sind
stumpf .
1.Dichtung erhöhen.
2. Passen Sie die
Spannung des
Verpackungsbandes
an durch Einstellen
des Luftventils mit
einem
Schraubendreher .
3. Reinigen Sie die
Zähne der
Aufwickelrolle mit
Luftblaspistole oder
Pinsel .
4. Aufwickelvorrichtung
austauschen Rolle.
Beim Verpacken ,
Verpackungsmaschine
bewegt sich vorwärts
oder kippen Klemmen
Sie das Ende des
Verpackungsbandes .
1. Die
Aufnahmezahnplatte
ist blockiert durch
Rückstände des
Verpackungsbandes .
2.Die Zähne der
Aufnahmezahnstange
Platte sind stumpf .
3.Die Spannung des
1.Reinigen Sie die
Zähne der
Aufnahmezahnstange
Platte, Rückstände mit
Luft abblasen
Blaspistole .
2. Aufwickelzahnplatte
austauschen.
3. Stellen Sie die
- 17 -
Verpackungsbandes
ist zu stark .
Drosselklappe mit
einem kleinen
Einsteller ein
Schraubendreher .
Vorsichtsmaßnahmen während des Spannvorgangs
①Nachdem der Artikel mit dem Verpackungsband zusammengebunden ist,
halten Sie den überlappenden Teil mit der linken Hand fest Ziehen Sie den
überflüssigen Teil heraus.
②Stellen Sie sicher, dass der überlappende Teil des Verpackungsbandes
in der Verpackungsmaschine eingelegt ist Ausrichtung.
③Wenn beim Verpacken die Spannung zu hoch ist, reißt das
Verpackungsband. Kontrolle die Spannung des Verpackungsbandes durch
Einstellen des Luftventils.
(6) Fusionsbetrieb
Phänomen
Ursachen
Fehlerbehebung
Unvollständig Fusion
bzw NEIN
Verschmelzung
1. Die Fusionszeit ist
zu kurz
2. Der Luftdruck
stimmt nicht genug
3. Der
Innendurchmesser des
Luftrohrs ist zu klein
4. Die Zähne von
Fusion o n gezahnt
Platte oder Rüttelstab
ist durch Rückstände
verstopft oder
verschlissen aus
1. Informationen zur
Einstellung finden Sie
in diesem Handbuch
Fusionszeit .
2. Luft mit dem
Luftdruck von zuführen
72psi oder höher .
3. Ersetzen Sie das
Luftrohr durch ein
Luftrohr mit einem
Innendurchmesser von
über 6,4 mm .
4. Reinigen Zahnteil
- 18 -
5.Vibrationsmotor ist
zu trocken und
schmierungsbedürftig
bzw vibrierend
ersetzen Stange und
Fusionszahnplatte .
5.Schmieröl aus dem
Lufteinlass hinzufügen
Verpackungsband ist
übermäßig
verschmolzen bzw
gebrochen
während der
ausgeschaltet
Verschmelzung
Verfahren
1.Die Dicke der
Verpackung Gürtel ist
nicht genug
2. Die Fusionszeit ist
zu lang
3.Die Abkühlzeit für
Reibung Fusionsteil ist
zu kurz .
1. Verwenden Sie das
Verpackungsband, das
richtig Spezifikation
2. Reduzieren Sie die
Fusionszeit nach
Bedarf. Siehe dieses
Handbuch
3.Behalten mindestens
3 Sekunden nach
Verschmelzung
Verpackungsmaschine
kann nicht losfahren
Aus Verpackung
Band nach der Fusion
1. Die Spannrolle
funktioniert nicht
rückwärts.
Verpackungsband
lässt sich nicht lösen .
2.Vibrationsstab hebt
sich nicht vom
Verpackungsband .
1. Drücken Sie zum
Freigeben die
Rückspultaste die
Spannung des
Verpackungsbandes lt
2.Halten Sie den Griff
des Aufhellers fest
Ermöglichen Sie die
Verbindung mit dem
Spanner Auslassventil
und dann einschalten
Absperrventil
Vorsichtsmaßnahmen während der Fusion
①Eine solide Verschmelzung kann eine glatte und gratfreie Verbindung
gewährleisten, eine zu lange Verschmelzung verringert jedoch die Haftkraft
des PET-Verpackungsbandes.

- 19 -
②Nachher Fusion, 3S beibehalten, andernfalls wird die
Fusionsverbindung verformt oder getrennt.
- 20 -
Hersteller: Shanghaimuxinmuyeyouxiangongsi
Adresse : Shuangchenglu 803nong11hao1602A-1609shi, Baoshanqu,
Shanghai 200000 CN.
Importiert nach AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
In die USA importiert: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX


Supporto tecnico e certificato di garanzia elettronica
www.vevor.com/support
Macchina per imballaggi
MODELLO: XQD19 , XQD19B , XQD25
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
Modello: XQD19 , XQD19B , XQD25
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

- 2 -
INSTRUCTIONS
Grazie mille per aver scelto questa reggiatrice
- Si prega di leggere tutte le istruzioni prima di utilizzarlo. Le informazioni ti
aiuteranno a ottenere i migliori risultati possibili.
I prodotti presenti in questo catalogo potrebbero differire nel colore rispetto
all'articolo reale .
22. Istruzioni di sicurezza
Si prega di leggere attentamente il manuale prima di utilizzare questa
confezionatrice.
Norme generali di sicurezza
1.Tenere presente il principio della "sicurezza prioritaria" e utilizzare
correttamente questo strumento pneumatico;
2.Leggere attentamente il manuale prima dell'uso;
3.Non smontare le parti di sicurezza dell'utensile;
4.Non strappare o danneggiare l'etichetta o il marchio del prodotto;
5. Non inserire le mani o altre parti del corpo tra il nastro di imballaggio e
l'utensile di imballaggio.
Applicazione
Questo strumento è appositamente progettato per rilegare articoli con
nastro da imballaggio in PET;
Larghezza applicabile del nastro di imballaggio: 13,16,19 mm;
Non utilizzare la cinghia di imballaggio per il sollevamento.
Vestizione corretta
Indossare occhiali di sicurezza, cuffie antirumore, guanti protettivi, casco,
calzature protettive
e camicia a maniche lunghe, allaccia tutti i bottoni; fai attenzione alla
cravatta, ai capelli lunghi e al tessuto non dovrà essere agganciato dalla
macchina confezionatrice.
Fonte di gas
·Assicurarsi che il tubo di alimentazione dell'aria possa sopportare la

- 3 -
pressione e sia resistente all'olio;
·Utilizzare lo speciale raccordo rapido per il tubo dell'aria; la pressione
dell'aria non deve superare 1 16 psi/ 8 bar;
·Utilizzare solo aria compressa pulita, anziché una fonte di gas o una fonte
dinamica,
Ventilazione
L'aria interna può essere facilmente inquinata dall'olio lubrificante; pertanto,
la ventilazione dovrebbe essere adeguata essere corretto.
Vibrazione
È dannoso per gli operatori se vengono a contatto per lungo tempo con
eccessive vibrazioni le specifiche operative devono essere conformi ai
requisiti pertinenti della norma ISO5349.
Rumore
Gli operatori devono indossare cuffie antirumore se il rumore è superiore a
85 Db(A). Anche se il rumore è inferiore a 85 Db(A), si consiglia inoltre di
indossare cuffie antirumore.
Occhiali di sicurezza
Se la cinghia di tensionamento dell'imballaggio si rompe improvvisamente,
potrebbe ferire gli occhi e causare
cecità, quindi gli operatori devono indossare occhiali di sicurezza.
Nota:
Mentre si taglia il nastro di imballaggio, tenerne la parte superiore e
posizionarsi di lato; la cinghia superiore verrà tagliata; fare attenzione, non
dovrebbero esserci persone nelle vicinanze. Durante la manutenzione e la
pulizia, la polvere portata dalla pistola ad aria compressa è dannosa agli
occhi .
Parte mobile
Durante il funzionamento, la parte mobile (puleggia di serraggio) potrebbe
agganciare il guanto o altre parti del corpo, quindi quando la puleggia di
riavvolgimento sta ruotando, non toccarla.
Manutenzione

- 4 -
·Effettuare la manutenzione quotidiana della macchina;
·Controllare regolarmente e rimuovere la polvere con una pistola ad aria
compressa;
·Serrare le viti del gancio;
·Spegnere la fonte di gas durante la sostituzione delle parti.
Pericolo durante il taglio
La lama affilata sul supporto della lama potrebbe ferire mani e dita, quindi
indossarla Guanti di sicurezza.
23. Principio della fusione per attrito
Questo strumento è una sorta di macchina confezionatrice per fusione per
attrito. Il materiale termoplastico lappato il nastro da imballaggio viene fuso
dal calore prodotto dal movimento di attrito; da qui il nome “fusione per
attrito”
L'aria compressa spingerà il pistone all'interno del cilindro dell'aria. La
parte superiore del pistone e la barra vibrante è collegata al perno
oscillante, quindi la barra vibrante premerà il parte lambita del nastro di
imballaggio durante lo spostamento verso il basso.
C'è un foro ellittico al centro della barra vibrante, a questo foro è collegato
l'albero eccentrico del motore pneumatico. Il motore pneumatico ruota ad
alta velocità (10000 giri/min), quindi la barra vibrante esegue rapidamente
il movimento reciproco. La parte inferiore del nastro di imballaggio è fissato
dai denti della spina della piastra dentata di fusione e dalla sua parte
superiore è azionato dai denti del vibratore per un attrito intenso. Quindi, la
parte lappata di il nastro di imballaggio viene fuso dal calore prodotto
dall'attrito. Quando il timer di vibrazione raggiunge il set tempo, la
vibrazione si interrompe e la fusione viene completata.
- 5 -
Sia la parte superiore che quella inferiore del nastro di confezionamento
sono bloccate durante l'estrusione.
- 6 -
- 7 -
24. Specifiche e parti
Modalità
XQD19
XQD19B
XQD25
Materiale del nastro di
imballaggio
ANIMALE
DOMESTI
CO /PP
ANIMALE
DOMESTI
CO
ANIMALE
DOMESTI
CO
Larghezza del nastro di
imballaggio (mm)
1 3 ~19
13~19
1 9 ~ 25
Nastro di imballaggio
spessore (mm)
0,5~1. 2
0,5~1. 2
0,5~1,5
Forza di tensione della fascia
di legatura (quando si immette
aria la pressione è 0,63 MPa)
3000 N
3000 N
3500N
Pressione di esercizio massima consentita: 0,8 MPa
Ambito richiesto della pressione di esercizio: 0,5~0,7Mpa (72~100 psi )
Pressione di esercizio ideale: 0,63 MPa
Materiale del nastro di imballaggio : PET
Olio lubrificante consentito: 51#
Consumo di aria compressa: 0,3 l/min
Regolazione dell'ambito del tempo di fusione: 2~5 secondi
Dispositivo di taglio pesante
Il dispositivo di taglio pesante è composto da supporto lama e lama e viene
utilizzato per
tagliare il nastro di imballaggio spesso 0,5 ~ 1,5 mm.
Dispositivo di taglio a frizione
Il dispositivo di taglio a frizione viene utilizzato per tagliare 0,5~0,7 mm di
spessore nastro da imballaggio in PET leggero.
Sospensione

- 8 -
I ganci adeguati possono essere sospesi in diverse posizioni (sigillatura
superiore, sigillatura verticale; e sigillatura orizzontale).
25. Istruzioni sulla fonte di gas
Requisito di pressione dell'aria
La portata richiesta della pressione dell'aria: 72-100 psi ( 0,5-0,7 MPa ).
Installazione della fonte di gas
Il filtro , la valvola di regolazione della pressione e il gruppo lubrificatore
devono essere vicini a utensile pneumatico. Il diametro interno minimo del
tubo dell'aria è 6,0 mm (1/4). Entrambe le estremità dell'aria il tubo di
alimentazione deve essere dotato di raccordi rapidi.
Filtrazione dell'umidità
È necessario montare una valvola di scarico sul fondo del bypass del
circuito di alimentazione dell'aria per eseguire lo scarico una volta al
giorno.
Lubrificazione
Il motore pneumatico deve essere lubrificato correttamente e il lubrificatore
deve essere pieno e ben regolato (una goccia ogni 2 minuti).
- 9 -
- 10 -
26. Istruzioni operative
(1) Come rilegare
Come mostrato nella figura a
sinistra, raggruppare l'articolo con
la cinghia da imballaggio,
trattenere la parte lappata mano
sinistra, lasciare circa 300 mm di
coda, tirare la la parte rimanente
verso l'esterno con la mano destra.
(2) Posizionare il nastro di
imballaggio
Tenere la maniglia e stringerla con
la mano destra (per garantire la
dimensione massima di apertura
tra
puleggia tenditrice e piastra
dentata di serraggio), inserire sia la
parte superiore che quella inferiore
dell'imballo
nastro nella macchina
confezionatrice. Nota: il lappato
parte del nastro di imballaggio
deve essere separata da la lama
del supporto lama; rilasciare il
tenditore
(la puleggia tenditrice aggancia
la cinghia di imballaggio
strettamente)
- 11 -
( 3 ) Tendere la cinghia di
imballaggio
Premere il pulsante di serraggio
(lato destro) con il pollice della
mano destra finché il nastro di
imballaggio non risulta teso
completamente.
( 4 ) Vibrazioni e tagli
Premere il pulsante di fusione (lato
sinistro) con il pollice mano destra
finché la cinghia di imballaggio non
viene fusa e
tagliare
( 5 ) Rimuovere l'imballaggio
macchina
Premere saldamente la maniglia e
il tenditore con la destra
mano.Premere il pulsante di
riavvolgimento con il piccolo dito
della mano destra finché la cintura
non viene rilasciata la puleggia di
riavvolgimento. Premere la
maniglia e il tenditore saldamente,
rimuovere lo strumento dalla
cinghia di imballaggio.
Nota: non rimuovere il macchina
- 12 -
confezionatrice fino al rilascio
del nastro di imballaggio.
27. Regolazione della tensione
Tensione del nastro di imballaggio
La tensione della cinghia di imballaggio può essere regolata con un
cacciavite attraverso lo stelo della valvola di scarico montata sotto il
pulsante di serraggio accanto alla maniglia.
Avvertimento:
il nastro da imballaggio leggero (<0,7 mm) può sopportare 150 kg di
tensione. Non applicare una tensione eccessiva tensione; altrimenti il
nastro di imballaggio potrebbe rompersi.
Tempo di fusione per attrito
Il tempo di fusione per attrito può essere regolato in base alle dimensioni
del nastro di imballaggio, alla quantità di pressione dell'aria e alle
condizioni della macchina confezionatrice. Per questo motivo, viene
utilizzato un piccolo cacciavite per regolare la piccola vite sotto il pulsante
di fusione (rosso). Il tempo aumenterà se si ruota in senso orario e
diminuirà se si ruota in senso antiorario: stringere il dado di bloccaggio
dopo la regolazione. La fusione del suono può garantire una fusione fluida
e senza bave articolazioni.
- 13 -
Larghezza del nastro di imballaggio
(1) Pannello
Il pannello può essere smontato dalla macchina imballatrice rimuovendo le
sue viti. Sostituire un nuovo pannello in base alle dimensioni del nastro di
imballaggio utilizzato e al metodo di installazione del pannello precedente.
(2)Gancio di posizione
Il gancio di posizionamento del supporto lama può essere rimontato
rimuovendo la molla perno dal supporto della lama .
Nota: All'interno del gancio di posizionamento è presente una piccola
molla di compressione. Non perderla.
Riassemblaggio
Scegliere un foro tra i tre fori del supporto lama in base alla dimensione del
nastro da imballaggio. Il foro esterno è utilizzato per il nastro da
imballaggio da 19 mm; il foro medio è per il nastro da imballaggio da 16
mm; e il foro interno è per il nastro da imballaggio da 13 mm.
- 14 -
Distanza(a)tra puleggia tenditrice e piastra dentata tenditrice
La distanza tra la puleggia tenditrice e la piastra dentata di
tensionamento deve essere regolata in base alle dimensioni del nastro di
imballaggio utilizzato. Controllare la distanza (a) tra la puleggia tenditrice e
la piastra dentata di tensionamento con un tastatore (come mostrato nella
figura figura sotto).
La distanza (a) non deve essere inferiore allo spessore dell'imballaggio
cintura. Mentre consegna, questa distanza è impostata su 1,0 mm in più
rispetto allo spessore del nastro di imballaggio.
(1) Se lo spessore del nastro da imballaggio è 0,8 mm, posizionare una
guarnizione spessa 0,2 mm sotto la piastra dentata di serraggio;
(2) Se tale spessore è 0,6 mm, posizionare due guarnizioni di spessore 0,2
- 15 -
mm sotto la piastra dentata di serraggio;
(3)Se tale spessore supera 1,4 mm, inserire due guarnizioni spesse 0,2
mm al centro del corpo e della baderna.
Distanza (b)tra il fondo della barra vibrante e la piastra dentata di
fusione
Misurare la distanza tra il fondo della barra vibrante e la piastra dentata di
fusione (vedere la figura sopra) con uno spessimetro. Durante la
misurazione, seguire quanto segue passaggi:
(1)Premere il pulsante di fusione (rosso) per almeno 2 secondi, in modo
che sia il pistone che la barra vibrante siano completamente verso il basso.
(2)Misurare la distanza(b)con un tastatore ; se non viene utilizzata alcuna
guarnizione, la distanza(b)ha stato impostato su 0,5 mm. Se lo spessore
del nastro di imballaggio è inferiore a 0,6 mm, inserire a Guarnizione da
0,2 mm sul fondo della piastra dentata di fusione.
Nota:
·Non ridurre la distanza (b) inserendo troppe guarnizioni;
·La confezionatrice può danneggiarsi se non c'è gioco tra il fondo
della barra vibrante e la piastra dentata di fusione;
·Se la barra vibrante colpisce la piastra dentata di fusione, i denti
della piastra verranno danneggiati immediatamente.
28. Guasti e risoluzione dei problemi
Guasti comuni e risoluzione dei problemi:
(7) Operazione del tenditore
Fenomeno
Cause
Risoluzione dei problemi
- 16 -
Corpo motore
non può
iniziare .
1.È presente materiale
estraneo all'interno il
motore .
2.Il motore è troppo secco e
in difficoltà Di
lubrificazione .
3.Regolazione errata per
la valvola dell'aria provoca
la mancanza di pressione
dell'aria .
1.Consegna macchina
confezionatrice in
fabbrica per riparazione
2.Aggiungere diverse
gocce di olio lubrificante
motore dalla presa d'aria
3.Regolare la valvola
dell'aria
Puleggia di
serraggio
preme la parte
superiore
cintura di
imballaggio .
1.Distanza tra la puleggia
tenditrice e la piastra
dentata è troppo larga .
2.In termini di spessore
dell'imballaggio cinghia, la
forza di tensione è
eccessiva .
3.La puleggia di raccolta è
bloccata dalla polvere o
residui del nastro di
imballaggio .
4. I denti della puleggia di
presa sono schietti .
1.aumento guarnizione.
2.Regolare la tensione
del nastro di imballaggio
regolando la valvola
dell'aria con un
cacciavite .
3.Pulire i denti della
puleggia tenditrice con
pistola ad aria
compressa o pennello .
4.Sostituire il
riavvolgimento puleggia.
Durante
l'imballaggio ,
macchina
confezionatrice
va avanti o non
posso bloccare
l'estremità del
nastro di
imballaggio .
1.La piastra dentata di
raccolta è bloccata dai
residui del nastro di
imballaggio .
2. I denti della presa sono
dentati il piatto è smussato .
3.La tensione del nastro di
imballaggio è adeguata
troppo forte .
1.Pulire i denti del
tenditore dentato
piastra, soffiare via i
residui con aria pistola
ad aria compressa .
2.Sostituire la piastra
dentata di raccolta.
3.Regolare la valvola a
farfalla con una piccola
Cacciavite .
- 17 -
Precauzioni durante l'operazione di tensionamento
①Dopo aver legato l'articolo con la cinghia da imballaggio, tenere la parte
sovrapposta con la mano sinistra estrarre la parte ridondante.
②Assicurarsi che la parte sovrapposta del nastro di imballaggio nella
confezionatrice sia inserita allineamento.
③Durante l'imballaggio, se la tensione è troppo elevata, il nastro di
imballaggio si romperà. Controllo la tensione del nastro di imballaggio
regolando la valvola dell'aria.
(8) Operazione di fusione
Fenomeno
Cause
Risoluzione dei problemi
Incompleto
fusione o NO
fusione
1.Il tempo di fusione è
troppo breve
2.La pressione dell'aria
no Abbastanza
3.Il diametro interno del
tubo dell'aria è troppo
piccolo
4.I denti di fusione sono
dentati piastra o barra
vibrante ostruiti da
residui o usurati fuori
5.Il motore di vibrazione
è troppo secco e
bisognoso di
lubrificazione
1.Fare riferimento a questo
manuale per la regolazione
tempo di fusione .
2.Fornire aria alla
pressione di 72psi o più
alto .
3.Sostituire il tubo dell'aria
con un tubo dell'aria con
diametro interno superiore
a 6,4 mm .
4.Pulire parte dei denti o
sostituire la vibrazione
barra e piastra dentata di
fusione .
5.Aggiungere olio
lubrificante dalla presa
d'aria
Nastro di
imballaggio è
eccessivamente
fuso o rotto
spento durante
1.Lo spessore
dell'imballaggio la
cintura non è sufficiente
2.Il tempo di fusione è
troppo lungo
1. Utilizzare la cinghia di
imballaggio in dotazione
corretto specifica
2.Ridurre il tempo di
fusione secondo
- 18 -
il
Fusione
processi
3.Il tempo di
raffreddamento per
l'attrito la parte di fusione
è troppo corta .
necessità.Fare riferimento
a questo manuale
3.Conserva almeno 3
secondi dopo fusione
Macchina
confezionatrice
non posso
andare via
Da confezione
cinghia dopo la
fusione
1.La puleggia di raccolta
non funziona
retromarcia. La cinghia
di imballaggio non può
allentarsi .
2.La barra vibrante non
si solleva dal nastro di
imballaggio .
1.Premere il pulsante di
riavvolgimento per
rilasciare la tensione
dell'imballaggio deve
essere lt
2.Tenere il manico dello
schiarente verso l'alto
consentire al tenditore di
connettersi con valvola di
scarico, quindi accendere
valvola di intercettazione
Precauzioni durante la fusione
①La fusione sonora può garantire un giunto liscio e senza sbavature,
tuttavia, una fusione troppo lunga ridurrà la forza adesiva del nastro di
imballaggio in PET.
②Dopo fusione, mantenere 3S, altrimenti il giunto di fusione sarà
deformato o separato.
- 19 -
Produttore: Shanghaimuxinmuyeyouxiangongsi
Indirizzo : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Importato negli Stati Uniti: Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX


Soporte técnico y certificado de garantía electrónica
www.vevor.com/support
Máquina flejadora
MODELO: XQD19 , XQD19B , XQD25
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
Modelo: XQD19 , XQD19B , XQD25
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

- 2 -
INSTRUCTIONS
Muchas gracias por elegir esta máquina flejadora
- Lea todas las instrucciones antes de usarlo. La información le ayudará a
lograr los mejores resultados posibles.
Los productos incluidos en este catálogo pueden tener un color diferente
al del artículo real .
29. Instrucciones de seguridad
Lea atentamente el manual antes de utilizar esta máquina envasadora.
Reglas generales de seguridad
1. Tenga en cuenta el principio de "seguridad ante todo" y opere esta
herramienta neumática correctamente;
2.Lea atentamente el Manual antes de la operación;
3. No desmonte las piezas de seguridad de la herramienta;
4. No rasgue ni dañe la etiqueta o marca del producto;
5. No coloque la mano ni otras partes del cuerpo entre el cinturón de
embalaje y la herramienta de embalaje.
Solicitud
Esta herramienta está especialmente diseñada para encuadernar artículos
con cinta de embalaje de PET;
Ancho aplicable de la correa de embalaje: 13,16,19 mm;
No utilice la correa de embalaje para levantar.
Vestirse correctamente
Utilice gafas de seguridad, orejeras, guantes protectores, casco y calzado
protector.
y camisa de manga larga, abrocha todos los botones; cuida tu corbata,
pelo largo y tela no deberá quedar enganchado por la máquina
envasadora.
fuente de gas
·Asegúrese de que la tubería de suministro de aire pueda soportar presión
y sea resistente al aceite;

- 3 -
·Utilice la unión rápida especial para tubería de aire; la presión del aire no
debe exceder 1 16 psi/ 8 bar;
·Utilice únicamente aire comprimido limpio, en lugar de una fuente de gas
o una fuente dinámica.
Ventilación
El aire interior puede contaminarse fácilmente con aceite lubricante; por lo
tanto, la ventilación debe ser apropiado.
Vibración
Es perjudicial para los operadores si entran en contacto con vibraciones
excesivas durante mucho tiempo. Las especificaciones de operación
deben cumplir con los requisitos relevantes de ISO5349.
Ruido
Los operadores deberán usar orejeras si el ruido es superior a 85 dB (A).
Incluso si el ruido es inferior a 85Db(A), también se recomienda usar
orejeras.
Lentes de seguridad
Si la correa tensora del embalaje se rompe repentinamente, puede dañar
los ojos y provocar lesiones.
ceguera, por lo que los operadores deben usar gafas de seguridad.
Nota:
Mientras corta la cinta de embalaje, sostenga su parte superior y párese a
su lado; la correa superior se cortará; tenga cuidado, no debe haber
personas en los alrededores. Durante el mantenimiento y la limpieza, el
polvo que trae la pistola de aire es dañino a los ojos .
Parte móvil
Durante el funcionamiento, la parte móvil (polea de ajuste) puede
enganchar el guante u otra parte de su cuerpo, por lo que cuando la polea
tensora esté girando, no la toque.
Mantenimiento
·Realizar el mantenimiento diario de la máquina;
·Revise periódicamente y elimine el polvo con una pistola de aire;

- 4 -
·Apretar los tornillos del gancho;
·Apague la fuente de gas mientras reemplaza piezas.
Peligro al cortar
La hoja afilada del portacuchillas puede dañar su mano y su dedo, así que
use guantes de seguridad.
30. Principio de fusión por fricción
Esta herramienta es un tipo de máquina de envasado por fusión por
fricción. El termoplástico traslapado La correa de embalaje se funde por el
calor producido por el movimiento de fricción; por lo tanto, se llama “fusión
por fricción”
El aire comprimido empujará el pistón dentro del cilindro de aire. La parte
superior del pistón Y la barra vibratoria está conectada al pasador
oscilante, por lo que la barra vibratoria presionará el parte traslapada de la
cinta de embalaje al bajar.
Hay un orificio elíptico en el centro de la barra vibratoria. Este orificio está
conectado a El eje excéntrico del motor neumático. El motor neumático
gira a alta velocidad. (10000 rpm), por lo que la barra vibratoria realiza un
movimiento recíproco rápidamente. La parte inferior de la correa de
embalaje se fija mediante los dientes de clavija de la placa dentada de
fusión y su parte superior es impulsado por los dientes de clavija del
vibrador para una fricción extenuante. Por lo tanto, la parte traslapada de
La correa de embalaje se funde por el calor producido por la fricción.
Cuando el temporizador de vibración llega al set tiempo, la vibración se
detiene y se completa la fusión.
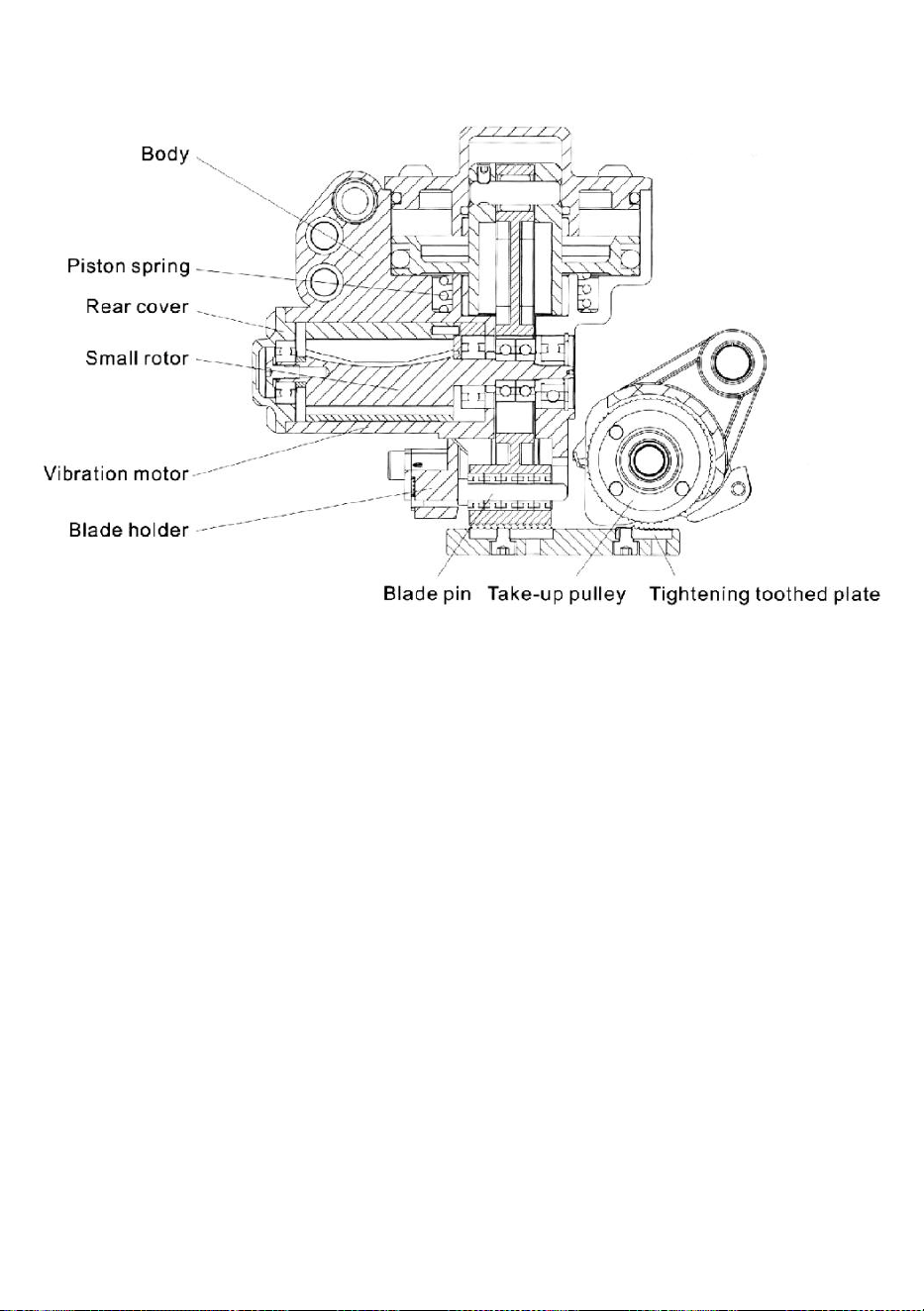
- 5 -
Tanto la parte superior como la inferior de la cinta de embalaje se atascan
durante la extrusión.
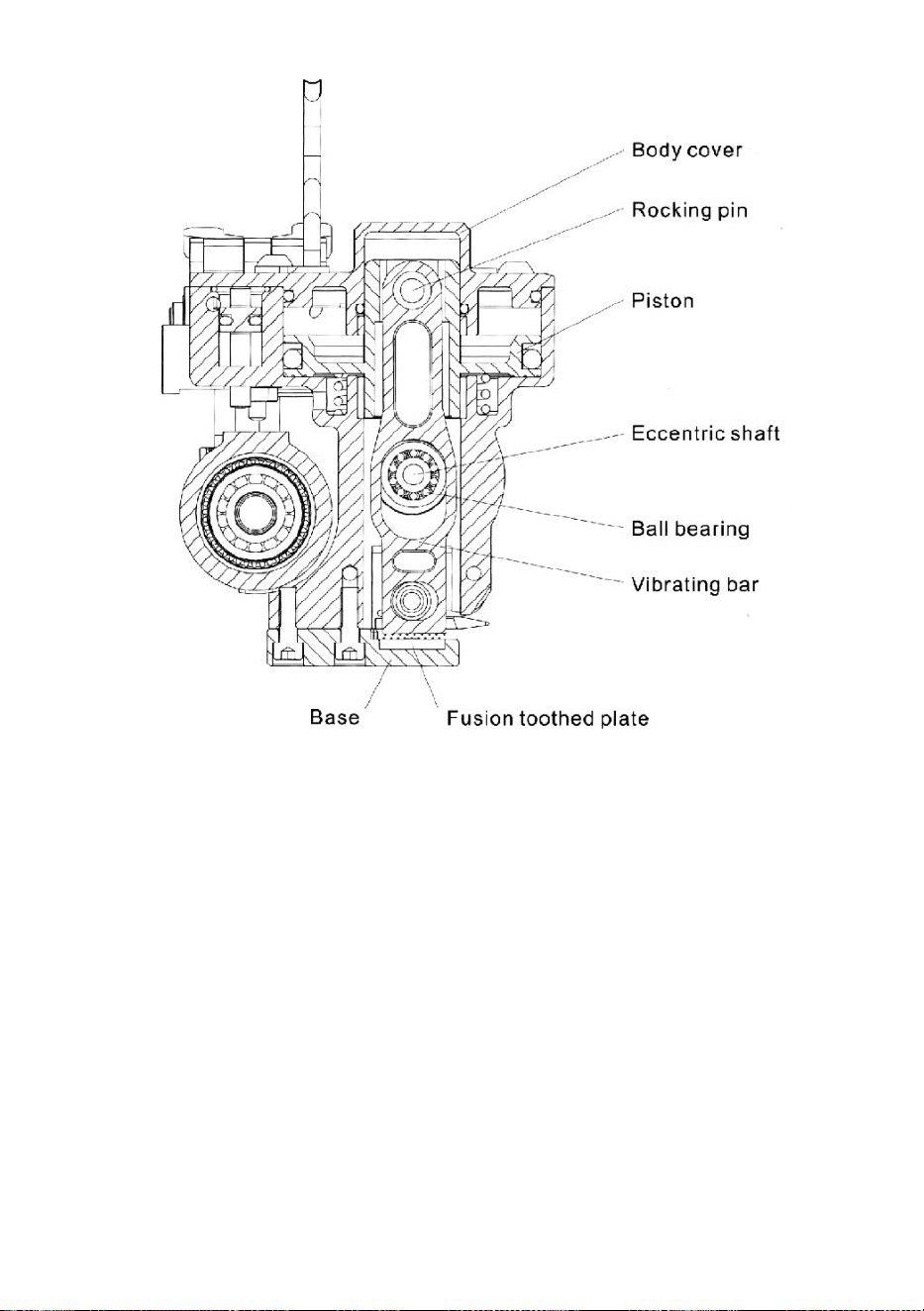
- 6 -
- 7 -
31. Especificaciones y piezas
Modo
XQD19
XQD19B
XQD25
Material de la cinta de
embalaje
PET /PP
MASCOTA
MASCOTA
Ancho de la cinta de embalaje
(mm)
1 3 ~ 19
13~19
1 9 ~ 25
Cinta de embalaje de espesor
(mm)
0,5~1. 2
0,5~1. 2
0,5~1,5
Fuerza de tensión de la banda
de unión (cuando entra aire La
presión es de 0,63 Mpa)
3000N
3000N
3500N
Presión de trabajo máxima permitida: 0,8 Mpa
Alcance requerido de presión de trabajo: 0,5 ~ 0,7 Mpa (72 ~ 100 psi )
Presión de trabajo ideal; 0,63 Mpa
Material de la cinta de embalaje : PET
Aceite lubricante permitido: 51#
Consumo de aire comprimido: 0,3 l/min.
Ajuste del alcance del tiempo de fusión: 2 ~ 5 s
Dispositivo de corte pesado
El dispositivo de corte pesado se compone de un portacuchillas y una
cuchilla y se utiliza para
corte una correa de embalaje de 0,5 ~ 1,5 mm de espesor.
Dispositivo de corte por fricción
El dispositivo de corte por fricción se utiliza para cortar espesores de 0,5 a
0,7 mm. Cinta ligera para embalaje de PET.
Suspensión
Los ganchos adecuados se pueden suspender en diferentes posiciones
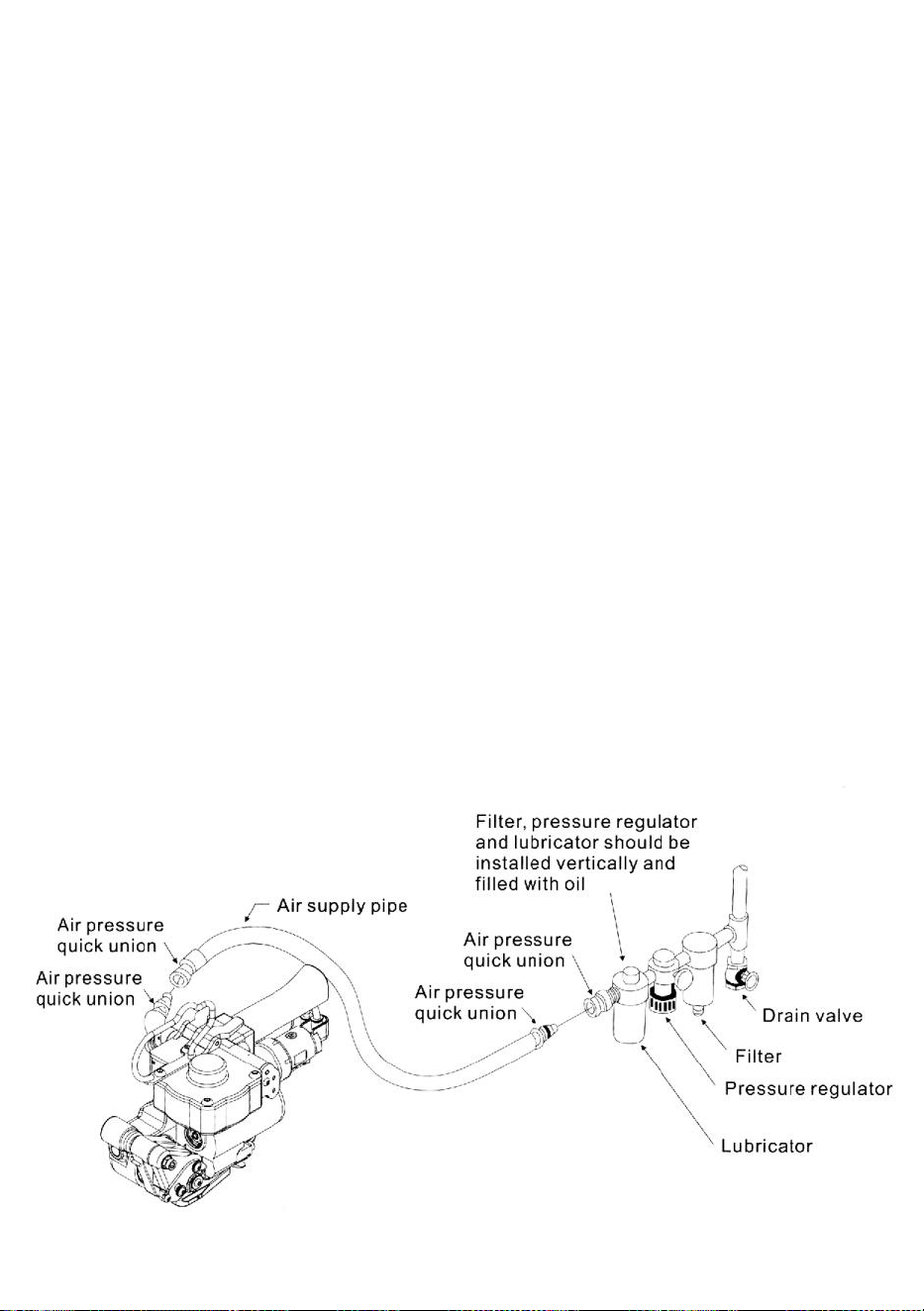
- 8 -
(sellado superior, sellado vertical; y sellado horizontal).
32. Instrucción de fuente de gas
Requisito de presión de aire.
El alcance requerido de presión de aire: 72-100 psi ( 0,5-0,7 Mpa ).
Instalación de fuente de gas.
El filtro , la válvula reguladora de presión y el conjunto del lubricador deben
estar cerca del Herramienta neumática. El diámetro interior mínimo de la
manguera de aire es de 6,0 mm (1/4). Ambos extremos del aire. La tubería
de suministro debe estar equipada con uniones rápidas.
Filtración de humedad
Se debe montar una válvula de drenaje en la parte inferior del bypass del
circuito de suministro de aire para drenar una vez al día.
Lubricación
El motor neumático debe lubricarse adecuadamente y el lubricador debe
estar lleno. y bien regulado (una gota cada 2min).
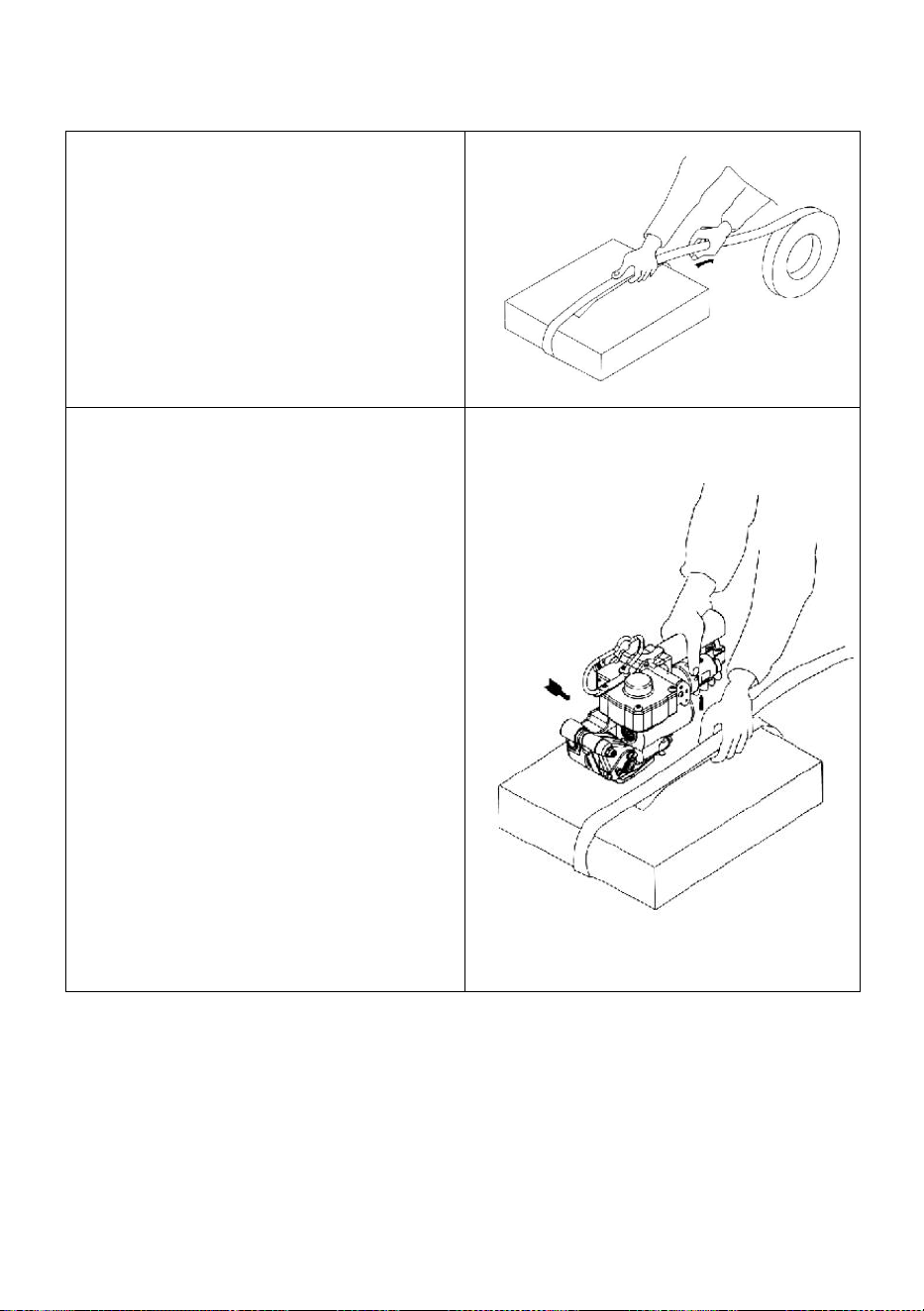
- 9 -
33. Instrucción de operación
(1) Cómo vincular
Como se muestra en la figura de la
izquierda, agrupe el artículo. con
cinturón de embalaje, sostenga la
parte traslapada con mano
izquierda, deje unos 300 mm de
cola, tire de la parte restante hacia
afuera con la mano derecha.
(2) Coloque la cinta de embalaje
Sujete el mango y apriételo con la
mano derecha (para asegurar la
dimensión máxima de apertura
entre
polea tensora y placa dentada de
apriete), Inserte las partes superior
e inferior del embalaje.
cinta en la máquina envasadora.
Nota: el traslapado
parte de la cinta de embalaje
debe estar separada por la hoja
del portacuchillas; suelte el
tensor
(la polea tensora engancha la
correa de embalaje
estrechamente)
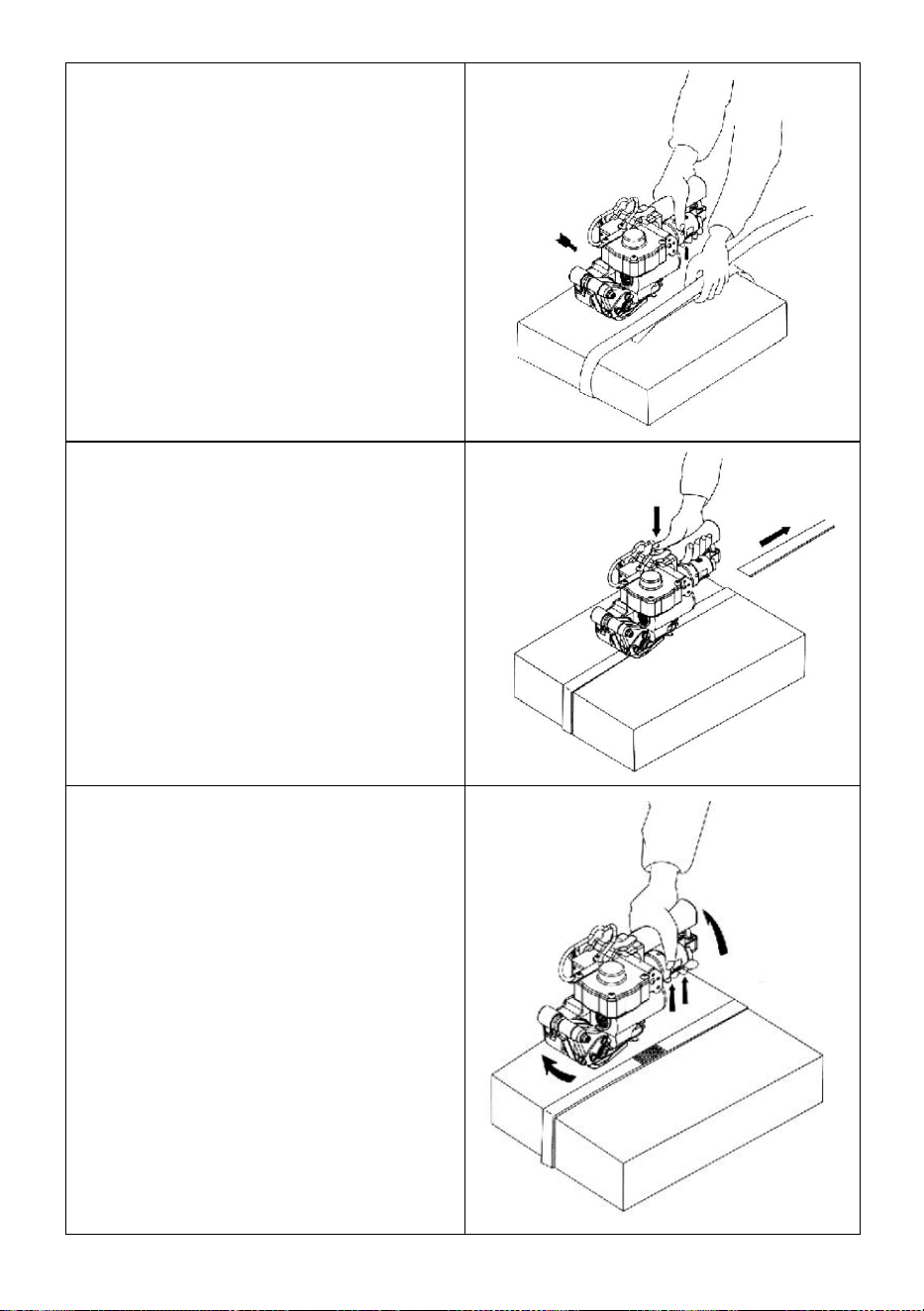
- 10 -
( 3 ) Apriete la correa de
embalaje.
Presione el botón de apriete (lado
derecho) con el pulgar de la mano
derecha hasta que el cinturón de
embalaje esté apretado
completamente.
( 4 ) Vibración y corte
Presione el botón de fusión (lado
izquierdo) con el pulgar de mano
derecha hasta que la cinta de
embalaje esté fusionada y
cortar
( 5 ) Retire el embalaje. máquina
Presione firmemente el mango y el
tensor con la derecha.
mano.Presione el botón de
rebobinado con el pequeño dedo
de la mano derecha hasta que se
suelte el cinturón. la polea tensora.
Presione la manija y el tensor
firmemente, retire la herramienta
del cinturón de embalaje.
Nota: no retire el maquina de
empacado hasta que se suelte la
cinta de embalaje.
- 11 -
34. Ajuste de tensión
Tensión de la cinta de embalaje.
La tensión de la correa de embalaje se puede ajustar con un destornillador
a través del vástago de la válvula de remolque montada debajo del botón
de ajuste al lado de la manija.
Advertencia:
La correa de embalaje ligera (<0,7 mm) puede soportar 150 kg de tensión.
No aplique excesiva tensión; de lo contrario, la correa de embalaje podría
romperse.
Tiempo de fusión por fricción.
El tiempo de fusión por fricción se puede ajustar según la dimensión de la
cinta de embalaje, la cantidad de presión de aire y el estado de la máquina
de embalaje. Por esta razón, se utiliza un destornillador pequeño para
ajustar el tornillo pequeño debajo del botón de fusión (rojo). El tiempo
aumentará si gira en el sentido de las agujas del reloj y disminuirá si gira
en sentido antihorario: apriete la contratuerca después del ajuste. La
fusión del sonido puede garantizar una suavidad y sin rebabas.
articulaciones.
Ancho de la cinta de embalaje
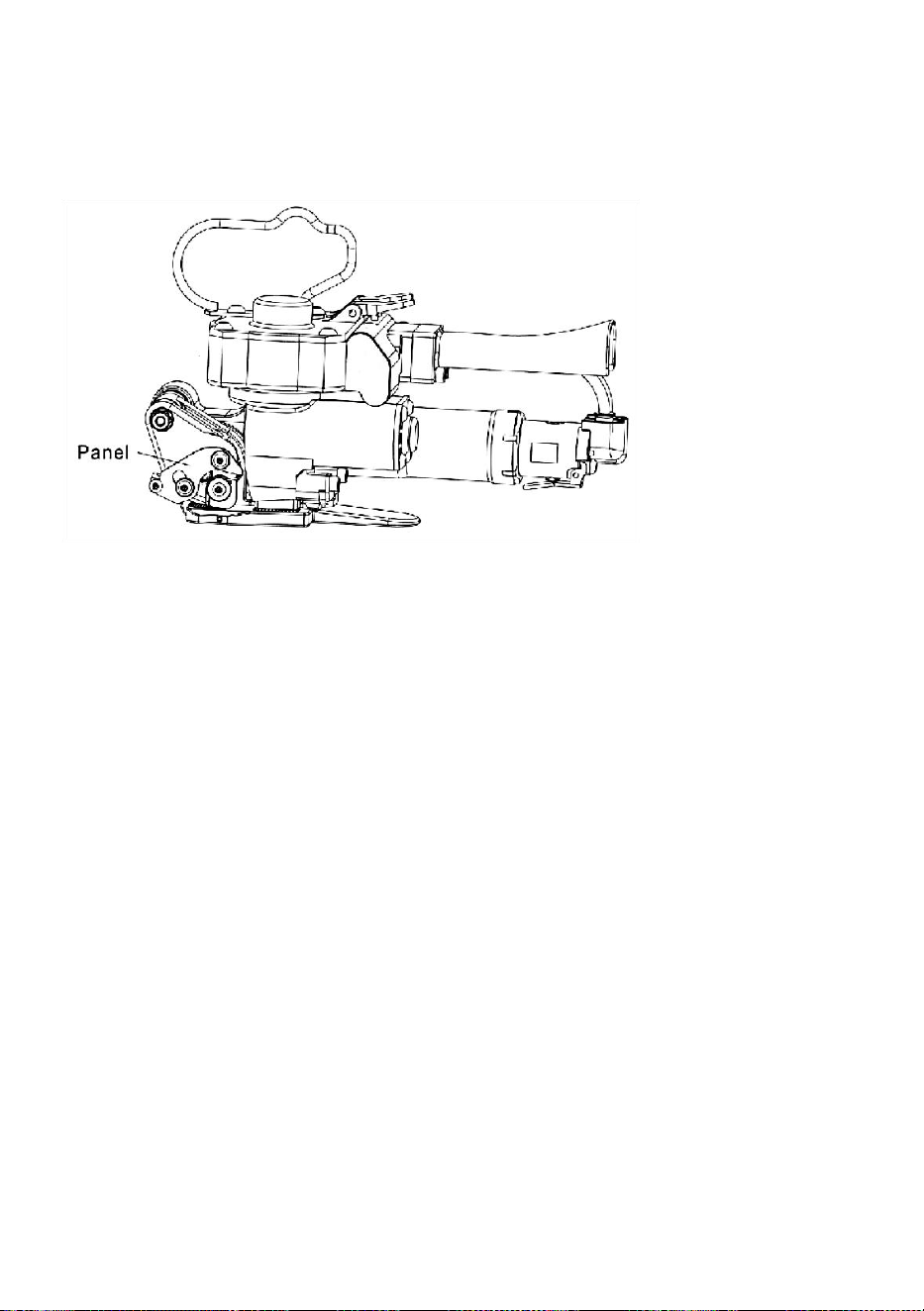
- 12 -
(1) Panel
El panel se puede desmontar de la máquina envasadora quitando sus
tornillos. Reemplace un panel nuevo de acuerdo con las dimensiones de la
cinta de embalaje usada y el método de instalación del panel anterior.
(2) Gancho de ubicación
El gancho de ubicación del portacuchillas se puede volver a montar
tomando el resorte pasador del portacuchillas .
Nota: Hay un pequeño resorte de compresión dentro del gancho de
ubicación. No lo pierda.
Reensamblaje
Elija un orificio de los tres orificios del portacuchillas de acuerdo con las
dimensiones de la correa de embalaje. El orificio externo se utiliza para la
correa de embalaje de 19 mm; el orificio mediano es para la correa de
embalaje de 16 mm; y el orificio interno es para la correa de embalaje de
13 mm.
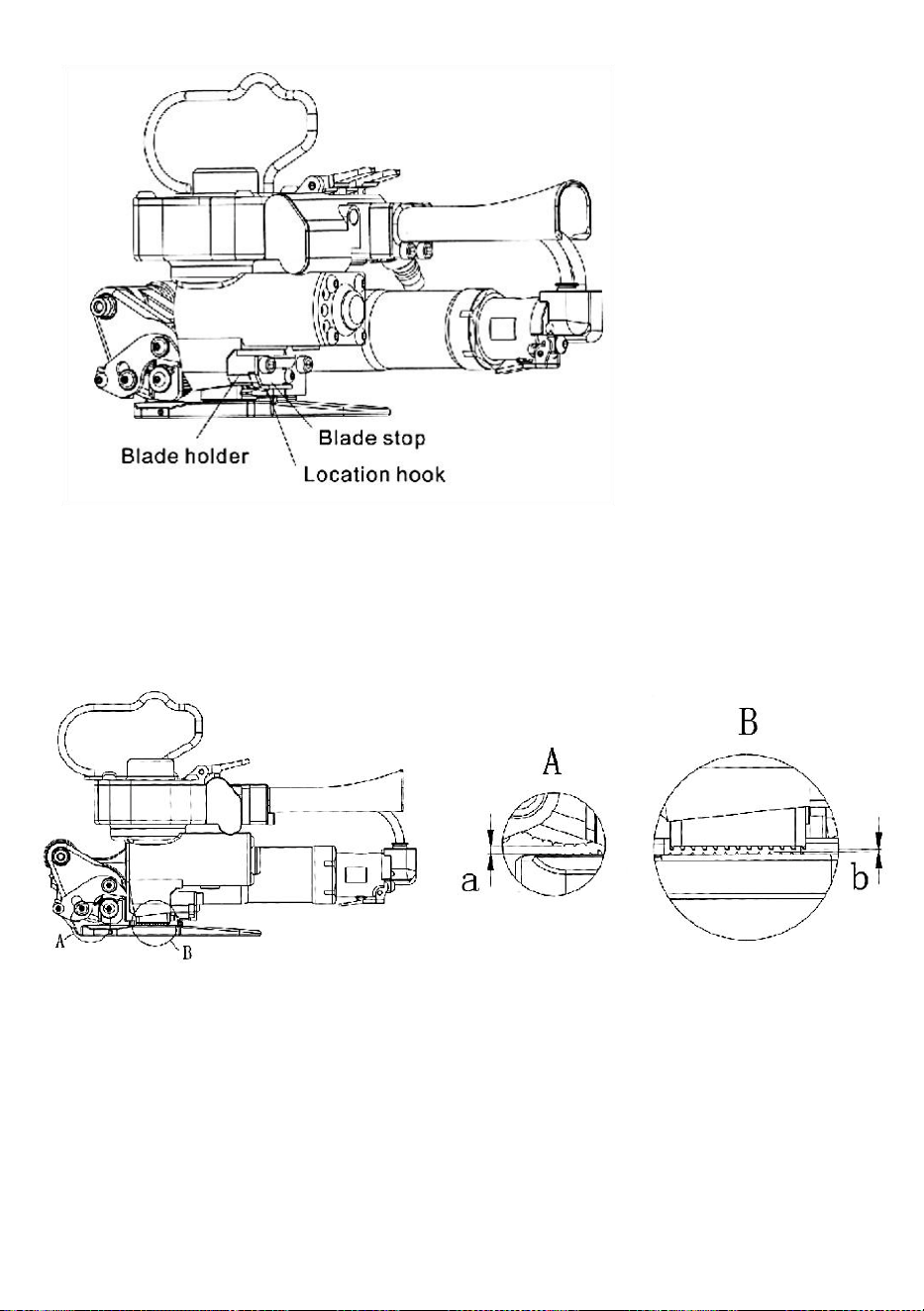
- 13 -
Distancia(a)entre polea de apriete y placa dentada de apriete
La distancia entre la polea tensora y la placa dentada de apriete debe
ajustarse de acuerdo con las dimensiones de la correa de embalaje usada.
Verifique la distancia (a) entre la polea tensora y la placa dentada de
apriete con una sonda (como se muestra en la la siguiente figura).
La distancia (a) no debe ser menor que el espesor del embalaje. cinturón.
Mientras Entrega, esta distancia se establece en 1,0 mm más que el
espesor de la cinta de embalaje.
(1) Si el grosor de la correa de embalaje es de 0,8 mm, coloque una junta
de 0,2 mm de grosor debajo de la placa dentada de apriete;
(2) Si dicho espesor es de 0,6 mm, coloque dos juntas de 0,2 mm de
espesor debajo de la placa dentada de apriete;
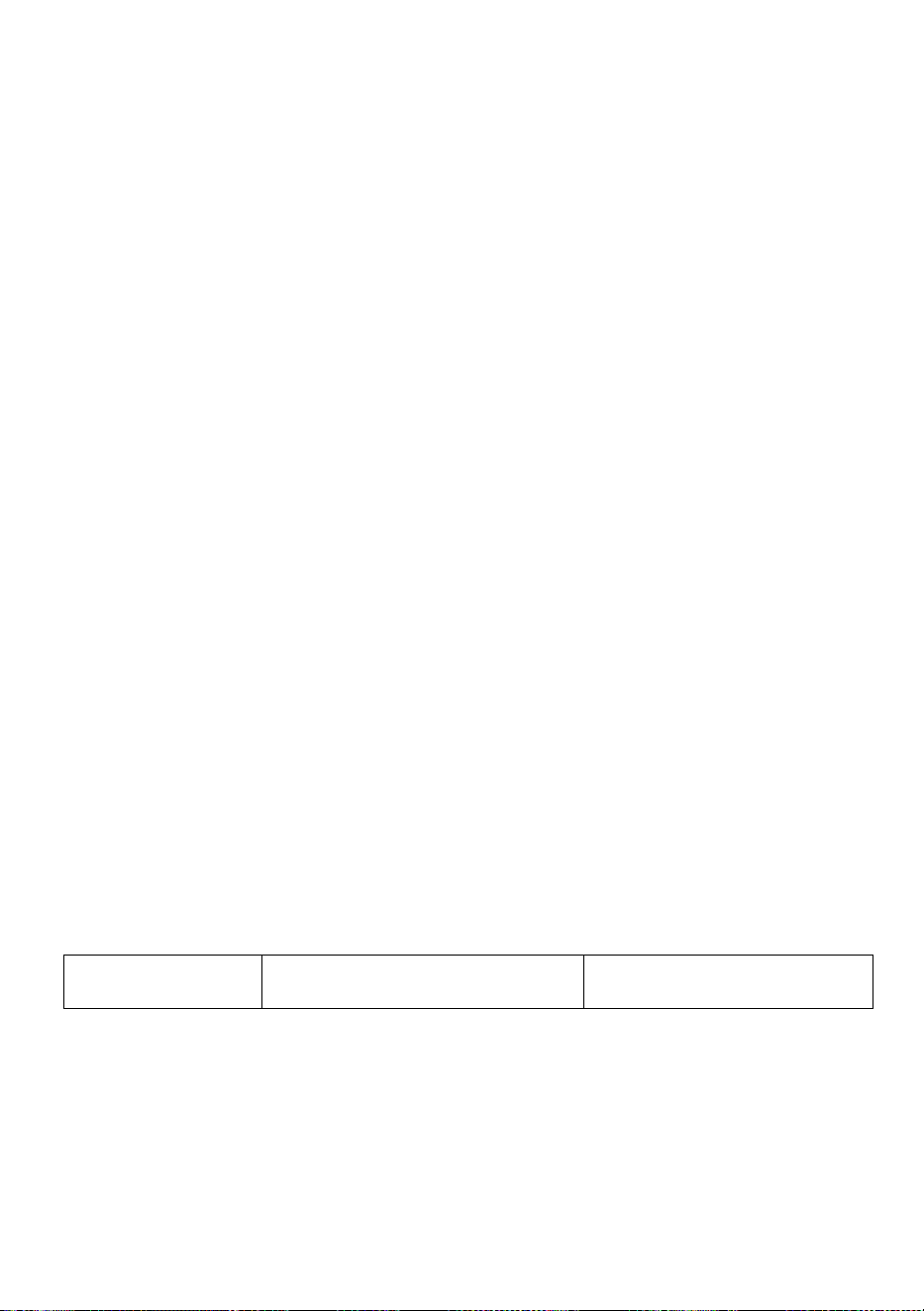
- 14 -
(3) Si dicho espesor excede los 1,4 mm, inserte dos juntas de 0,2 mm de
espesor en el centro del cuerpo y la base.
Distancia (b) entre la parte inferior de la barra vibratoria y la placa
dentada de fusión
Mida la distancia entre la parte inferior de la barra vibratoria y la placa
dentada de fusión (consulte la figura anterior) con una sonda. Mientras
mide, siga lo siguiente pasos:
(1) Presione el botón de fusión (rojo) durante al menos 2 segundos, de
modo que tanto el pistón como la barra vibratoria estén completamente
hacia abajo.
(2)Mida la distancia(b)con una sonda ; Si no se utiliza ninguna junta, la
distancia (b) tiene se ha configurado en 0,5 mm. Si el grosor de la cinta de
embalaje es inferior a 0,6 mm, inserte un Junta de 0,2 mm en la parte
inferior de la placa dentada de fusión.
Nota:
·No reduzca la distancia (b) insertando demasiadas juntas;
·La máquina envasadora puede dañarse si no hay espacio libre entre
la parte inferior de la barra vibratoria y la placa dentada de fusión;
·Si la barra vibratoria golpea la placa dentada de fusión, los dientes
de la placa se dañarán inmediatamente.
35. Fallas y resolución de problemas
Fallos comunes y solución de problemas:
(9) Operación del tensor
Fenómeno
Causas
Solución de problemas
- 15 -
cuerpo del
motor no puedo
empezar .
1.Hay material extraño en
el motor .
2.El motor está demasiado
seco y necesitado. de
lubricación .
3.Ajuste inadecuado para
válvula de aire resulta en
falta de presión de aire .
1.Entregar máquina de
embalaje a fábrica Para
reparar
2.Agregue varias gotas
de aceite lubricante a
motor de entrada de aire
3.Reajustar la válvula de
aire
polea de apriete
presiona la
parte superior
cinturón de
embalaje .
1.Distancia entre la polea
tensora y la placa dentada
es demasiado ancha .
2.En el punto de espesor
del embalaje. Correa, la
fuerza de tensión es
demasiado fuerte .
3.La polea tensora está
bloqueada por el polvo. o
residuos de la cinta de
embalaje .
4.Los dientes de la polea
tensora. son contundentes .
1.aumentar la junta.
2.Ajuste la tensión de la
correa de embalaje.
ajustando la válvula de
aire con un
destornillador .
3.Limpie los dientes de
la polea tensora. con
pistola de aire
comprimido o cepillo .
4.Reemplace la
recogida polea.
Al empacar ,
maquina de
empacado
avanza o no
poder sujetar el
extremo de la
cinta de
embalaje .
1.La placa dentada de
recogida está bloqueada.
por residuos de cinta de
embalaje .
2.Los dientes del tensor
dentado. La placa está
desafilada .
3.La tensión de la correa de
embalaje es muy fuerte .
1. Limpiar los dientes del
dentado. placa, elimine
los residuos con aire
pistola de cerbatana .
2.Reemplace la placa
dentada de recogida.
3.Ajuste la válvula del
acelerador con un
pequeño destornillador .
Precauciones durante la operación de tensión
①
Después de atar el artículo con la cinta de embalaje, sostenga la parte
superpuesta con la mano izquierda para Saque la parte redundante.
- 16 -
②Asegúrese de que la parte superpuesta de la cinta de embalaje en la
máquina de embalaje esté en alineación.
③Al empaquetar, si la tensión es demasiado alta, la correa de empaque se
romperá. Control la tensión de la cinta de embalaje ajustando la válvula de
aire.
(10) Operación de fusión
Fenómeno
Causas
Solución de problemas
Incompleto
fusión o No
fusión
1.El tiempo de fusión es
demasiado corto
2.La presión del aire no
es suficiente
3.El diámetro interior del
tubo de aire es
demasiado pequeño
4.Los dientes de fusi o n
dentados placa o barra
vibratoria bloqueado por
residuos o desgastado
afuera
5.El motor de vibración
está demasiado seco y
en necesidad de
lubricación
1.Consulte este manual
para ajustar tiempo de
fusión .
2.Suministre aire a la
presión de aire de 72 psi o
más alto .
3.Reemplace el tubo de
aire por un tubo de aire.
con un diámetro interno de
más 6,4 mm .
4.Limpiar parte de los
dientes o reemplazar
vibrante barra y placa
dentada de fusión .
5.Agregue aceite lubricante
desde la entrada de aire.
Cinta de
embalaje es
excesivamente
fusionado o roto
apagado
durante el
Fusión proceso
1.El espesor del
embalaje el cinturón no
es suficiente
2.El tiempo de fusión es
demasiado largo
3.El tiempo de
enfriamiento por fricción.
La pieza de fusión es
demasiado corta .
1. Utilice la cinta de
embalaje que tiene
correcto especificación
2.Reduzca el tiempo de
fusión según sea
necesario. Consulte este
manual.
3.Mantener al menos 3
segundos después fusión
- 17 -
Maquina de
empacado
no puedo
moverme
De embalaje
cinturón
después de la
fusión
1.La polea tensora no
puede al revés. La
correa de embalaje no
se puede aflojar .
2.La barra vibratoria no
se eleva desde la cinta
de embalaje .
1.Presione el botón de
rebobinado para soltar la
tensión del cinturón de
embalaje
2.Sostenga el mango del
encendedor para permitir
que el tensor se conecte
con válvula de escape y
luego encienda la válvula
de cierre
Precauciones durante la fusión
①La fusión sólida puede garantizar una unión suave y sin rebabas; sin
embargo, una fusión demasiado prolongada reducirá la fuerza adhesiva
de la correa de embalaje de PET.
②Después fusión, mantenga 3S, de lo contrario la unión de fusión se
deformará o separará.
- 18 -
Fabricante: Shanghaimuxinmuyeyouxiangongsi
Dirección : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importado a AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Importado a EE. UU.: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX


Wsparcie techniczne i certyfikat e-gwarancji
www.vevor.com/support
Maszyna do spinania
MODEL: XQD19 , XQD19B , XQD25
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
Modele: XQD19 , XQD19B , XQD25
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

- 2 -
INSTRUCTIONS
Dziękujemy bardzo za wybranie tej maszyny do spinania
- Przed użyciem przeczytaj całą instrukcję. Informacje te pomogą Ci
osiągnąć najlepsze możliwe rezultaty.
Produkty prezentowane w tym katalogu mogą różnić się kolorem od
rzeczywistego .
36. Instrukcje bezpieczeństwa
Przed użyciem tej maszyny pakującej prosimy o uważne przeczytanie
instrukcji.
Ogólne zasady bezpieczeństwa
1. Należy pamiętać o zasadzie „przede wszystkim bezpieczeństwo” i
prawidłowo obsługiwać to narzędzie pneumatyczne;
2. Przeczytaj uważnie instrukcję przed rozpoczęciem pracy;
3. Nie demontuj części zabezpieczających narzędzia;
4. Nie rozrywaj ani nie uszkadzaj etykiety ani znaku produktu;
5. Nie wkładaj dłoni ani innych części ciała pomiędzy pas pakujący a
narzędzie pakujące.
Aplikacja
Narzędzie to jest specjalnie zaprojektowane do wiązania artykułów taśmą
pakującą PET;
Odpowiednia szerokość pasa pakującego: 13,16,19 mm;
Nie używaj pasa pakującego do podnoszenia.
Prawidłowy opatrunek
Nosić okulary ochronne, nauszniki, rękawice ochronne, kask, obuwie
ochronne
i koszulę z długim rękawem, zapnij wszystkie guziki; uważaj na krawat,
długie włosy i ubranie nie mogą być zaczepiane przez maszynę pakującą.
Źródło gazu
·Upewnić się, że rura doprowadzająca powietrze wytrzymuje ciśnienie i
jest odporna na olej;
- 3 -
·Użyj specjalnego szybkozłącza do rury powietrznej; ciśnienie powietrza
nie może przekraczać 1 16 psi/ 8 barów;
·Używaj wyłącznie czystego sprężonego powietrza, a nie źródła gazu lub
źródła dynamicznego,
Wentylacja
Powietrze w pomieszczeniach może zostać łatwo zanieczyszczone olejem
smarowym, dlatego należy zapewnić odpowiednią wentylację pasować.
Wibracja
Długotrwały kontakt z nadmiernymi wibracjami jest szkodliwy dla
operatorów specyfikacja działania powinna być zgodna z odpowiednimi
wymaganiami normy ISO5349.
Hałas
Operatorzy powinni nosić nauszniki, jeśli hałas jest wyższy niż 85Db(A).
Nawet jeśli hałas jest wysoki jest niższa niż 85Db(A), zaleca się także
noszenie nauszników.
Okulary ochronne
Jeśli napinający pasek opakowania nagle się zerwie, może to
spowodować uszkodzenie oczu i spowodować
ślepota, dlatego operatorzy powinni nosić okulary ochronne.
Notatka:
Podczas przecinania pasa opakowaniowego należy trzymać jego górną
część i stać z boku; górny pas zostanie przecięty; należy zachować
ostrożność, w pobliżu nie powinny znajdować się żadne osoby. Podczas
konserwacji i czyszczenia pył unoszony przez pistolet do odpylania jest
szkodliwy do oczu .
Ruchoma część
Podczas pracy część ruchoma (rolka napinająca) może zaczepić rękawicę
lub inną część ciała, więc gdy rolka napinająca się obraca, nie dotykaj jej.
Konserwacja
·Przeprowadzać codzienną konserwację maszyny;
· Regularnie sprawdzaj i usuwaj kurz za pomocą pistoletu

- 4 -
pneumatycznego;
·Dokręcić śruby haka;
·Wyłączyć źródło gazu na czas wymiany części.
Zagrożenie podczas cięcia
Ostre ostrze w uchwycie ostrza może zranić dłoń i palec, dlatego należy go
nosić rękawiczki ochronne.
37. Zasada fuzji tarcia
To narzędzie jest rodzajem maszyny pakującej z termoobiegiem.
Docierane tworzywo termoplastyczne taśma pakująca jest stapiana pod
wpływem ciepła wytwarzanego przez ruch tarcia, dlatego nazywa się ją
„fuzja tarcia”
Sprężone powietrze popchnie tłok w cylindrze pneumatycznym. Górna
część tłoka a drążek wibracyjny jest podłączony do kołka wahliwego, więc
drążek wibracyjny będzie naciskał dotykał części pasa pakującego
podczas ruchu w dół.
W środku wibrującego pręta znajduje się eliptyczny otwór, do którego jest
podłączony ten otwór wał mimośrodowy silnika pneumatycznego. Silnik
pneumatyczny obraca się z dużą prędkością (10000 obr./min), więc pręt
wibracyjny szybko wykonuje ruch posuwisto-zwrotny. Dolna część pasa
opakowaniowego jest mocowany za pomocą zębów kołkowych płyty
zębatej zgrzewanej i jej górnej części jest napędzany przez zęby kołkowe
wibratora w celu uzyskania dużego tarcia. Stąd docierana część taśma
pakująca jest stapiana pod wpływem ciepła wytwarzanego przez tarcie.
Gdy włącza się zegar wibracyjny osiąga set czas, wibracje ustają i fuzja
zostaje zakończona.
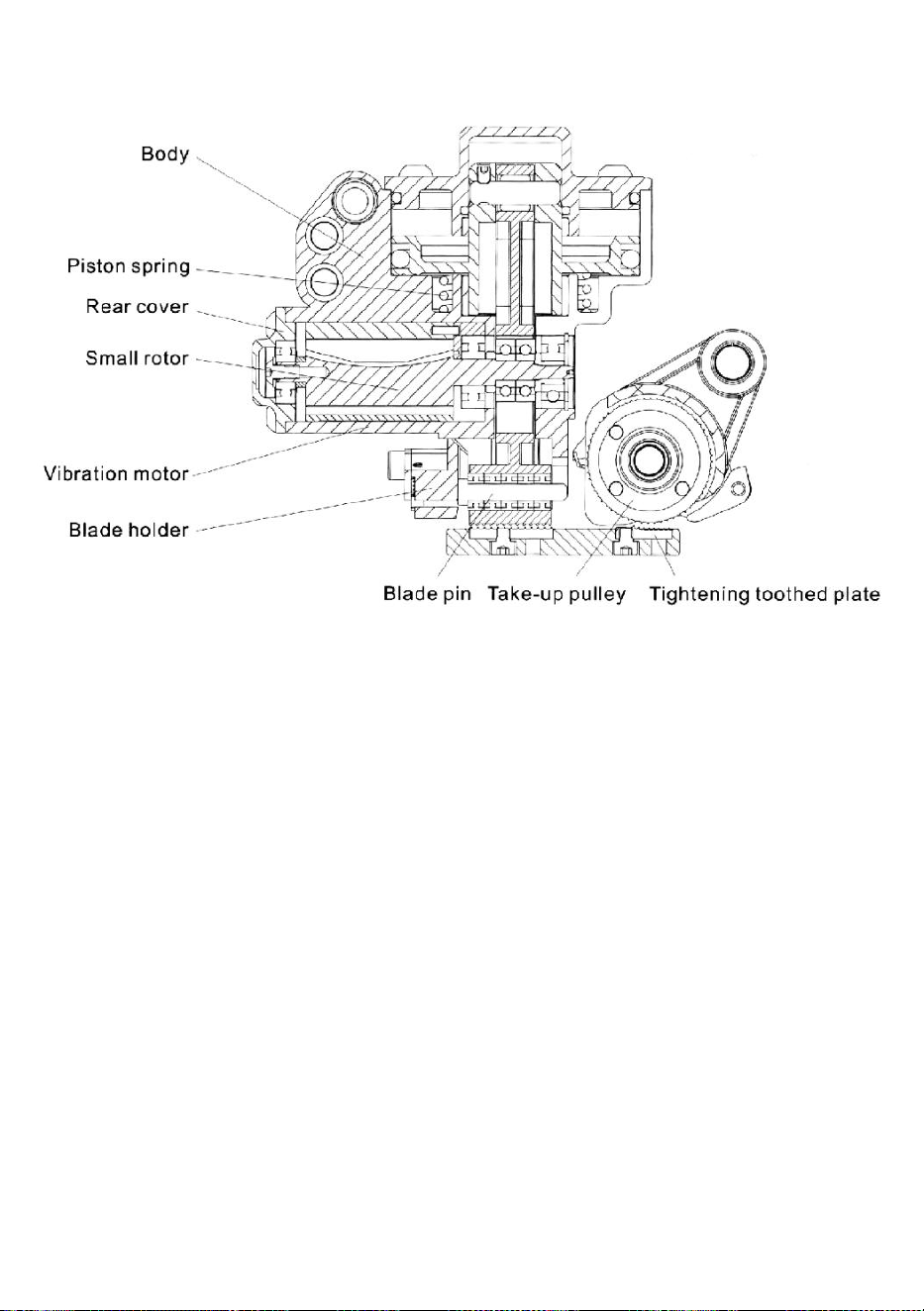
- 5 -
Zarówno górna, jak i dolna część taśmy pakującej zacinają się podczas
wytłaczania.
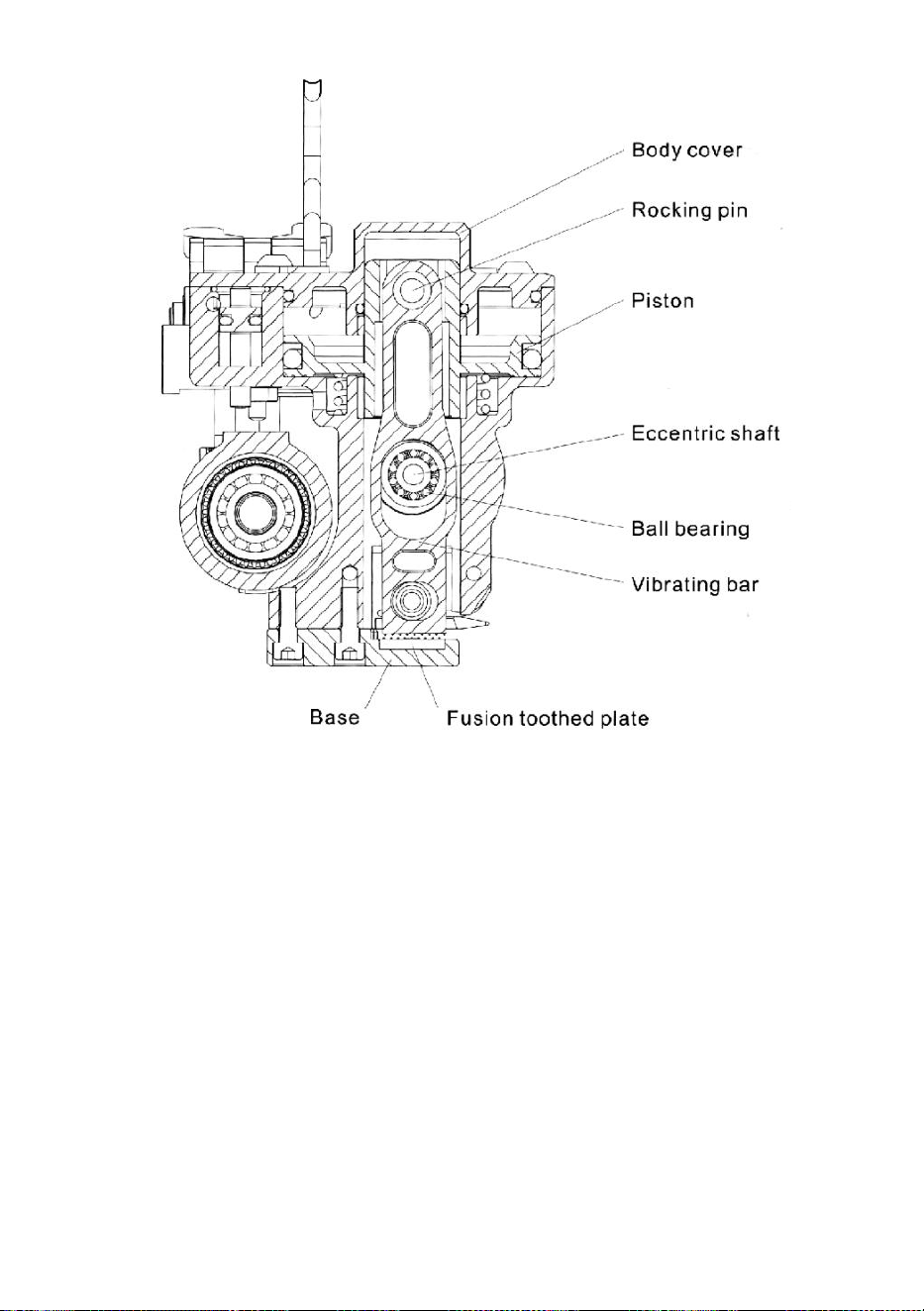
- 6 -
- 7 -
38. Specyfikacja i części
Tryb
XQD19
XQD19B
XQD25
Materiał paska
opakowaniowego
PET /PP
ZWIERZA
K
DOMOWY
ZWIERZA
K
DOMOWY
Szerokość taśmy pakującej
(mm)
1 3 ~19
13 ~ 19
1 9 ~ 25
Grubość taśmy
opakowaniowej (mm)
0,5 ~ 1. 2
0,5 ~ 1. 2
0,5 ~ 1,5
Siła naciągu taśmy wiążącej
(przy wlocie powietrza
ciśnienie wynosi 0,63 MPa)
3000N
3000N
3500N
Maksymalne dopuszczalne ciśnienie robocze: 0,8 MPa
Wymagany zakres ciśnienia roboczego: 0,5 ~ 0,7 MPa (72 ~ 100 psi )
Idealne ciśnienie robocze; 0,63 MPa
Materiał paska opakowaniowego : PET
Dopuszczalny olej smarowy: 51 #
Zużycie sprężonego powietrza: 0,3 l/min
Regulacja zakresu czasu zgrzewania: 2~5s
Ciężkie urządzenie tnące
Ciężkie urządzenie tnące składa się z uchwytu ostrza i ostrza i jest do tego
przyzwyczajone
wyciąć pasek opakowaniowy o grubości 0,5 ~ 1,5 mm.
Urządzenie do cięcia ciernego
Urządzenie do cięcia ciernego służy do cięcia o grubości 0,5 ~ 0,7 mm
lekki pas do pakowania PET.
Zawieszenie

- 8 -
Odpowiednie haki można zawiesić w różnych pozycjach (uszczelnienie
górne, uszczelnienie pionowe; i uszczelnienie poziome).
39. Instrukcja źródła gazu
Wymóg ciśnienia powietrza
Wymagany zakres ciśnienia powietrza: 72-100 psi ( 0,5-0,7Mpa ).
Instalacja źródła gazu
Zespół filtra , zaworu regulującego ciśnienie i smarownicy powinny
znajdować się blisko narzędzie pneumatyczne. Min. średnica wewnętrzna
węża powietrznego wynosi 6,0 mm (1/4). Obydwa końce powietrza rura
zasilająca powinna być wyposażona w szybkozłączki.
Filtracja wilgoci
Zawór spustowy musi być zamontowany na dole obejścia obwodu
zasilania powietrzem, aby umożliwić opróżnianie raz dziennie.
Smarowanie
Silnik pneumatyczny powinien być odpowiednio nasmarowany, a
smarownica powinna być pełna i dobrze uregulowany (kropla co 2 min).
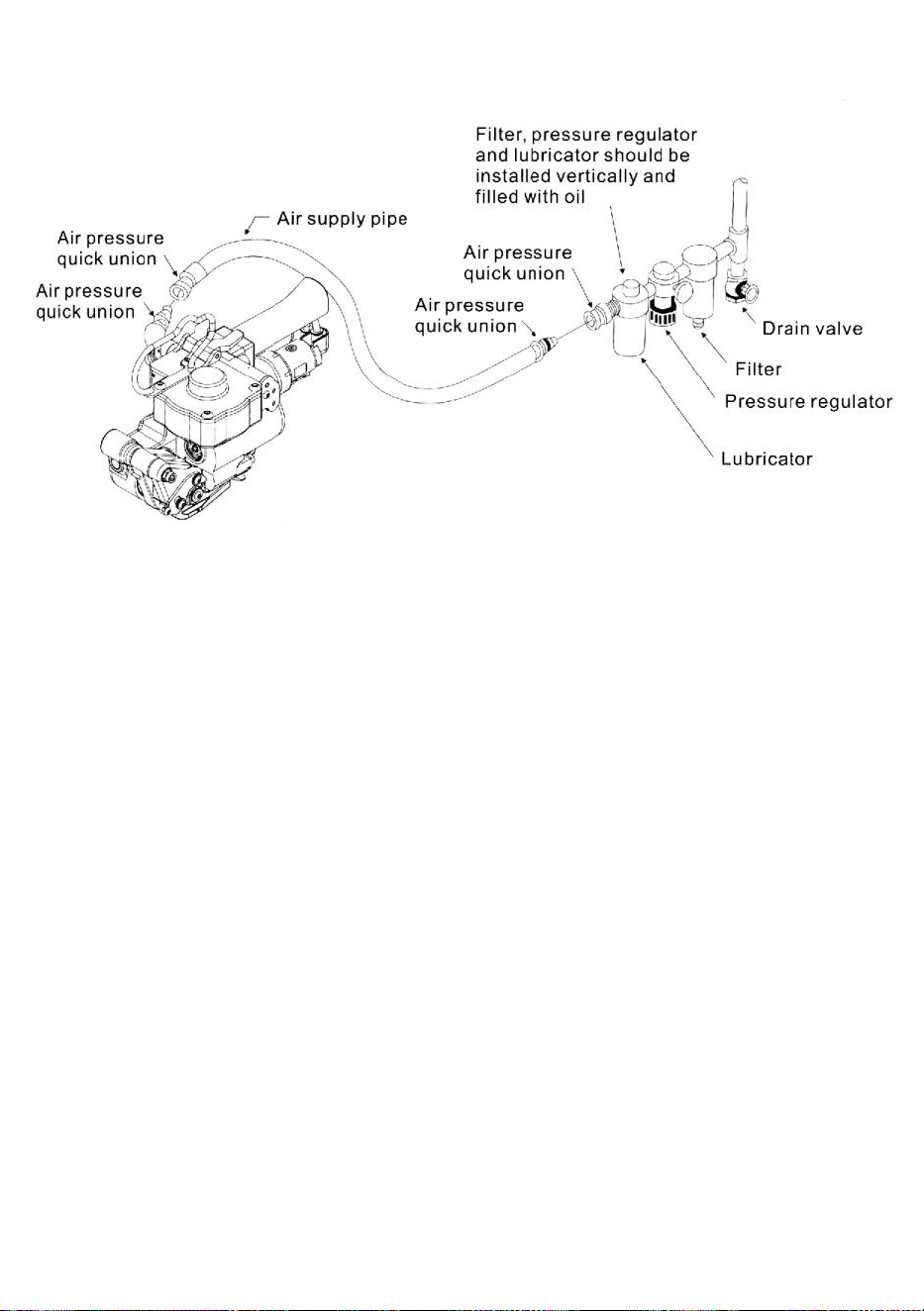
- 9 -
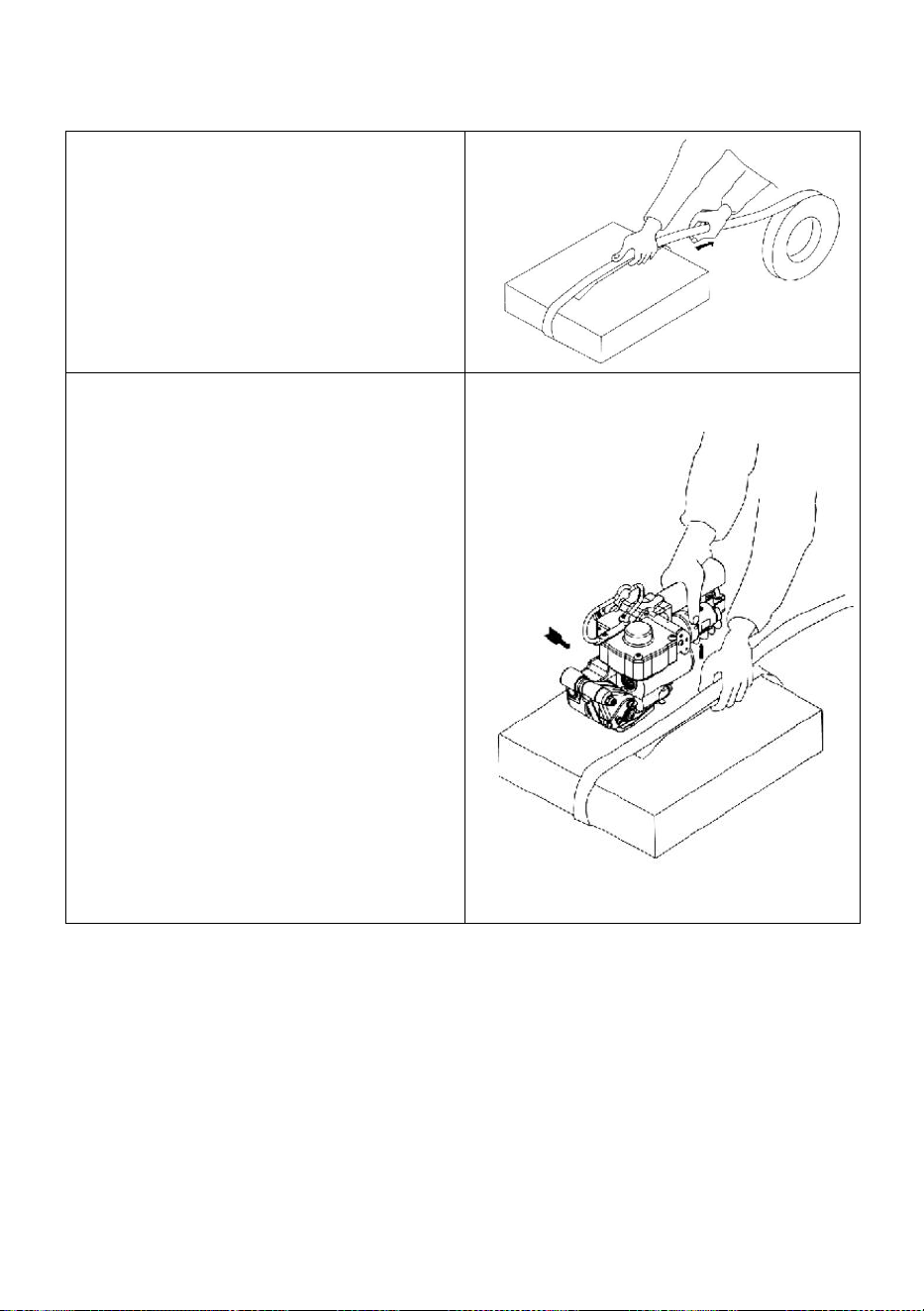
- 10 -
40. Instrukcja operacji
(1) Jak wiązać
Jak pokazano na lewym rysunku,
spakuj artykuł za pomocą paska do
pakowania, przytrzymaj docieraną
część lewą ręką, zostaw około
300mm ogona, pociągnij pozostała
część prawa ręką.
(2) Załóż pas pakujący
Przytrzymaj uchwyt i mocniej
prawą ręką (aby zapewnić
maksymalny wymiar otwarcia
pomiędzy
koło napinające i napinająca płytka
zębata), włóż zarówno górną, jak i
dolną część opakowania
pas do maszyny pakującej.
Uwaga: docierane
część pasa opakowaniowego
musi być oddzielona ostrze
uchwytu ostrza; zwolnij
napinacz
(krążek odbierający zaciska pas
opakowaniowy ciasno)
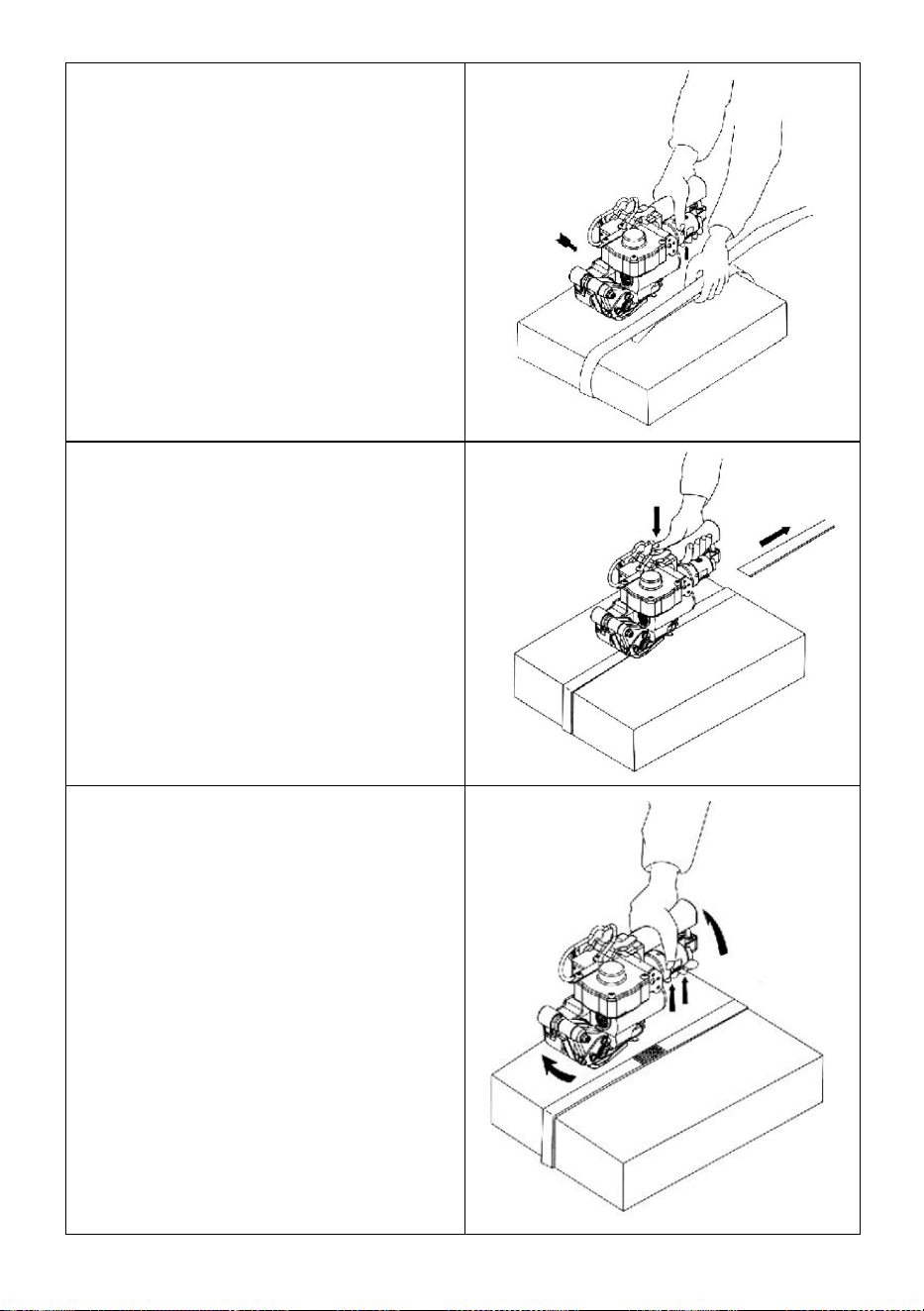
- 11 -
( 3 ) Naciągnij pas pakujący
Naciśnij przycisk dokręcania (po
prawej stronie) za pomocą kciuk
prawej ręki, aż pasek opakowania
będzie napięty
w pełni.
( 4 ) Wibracje i cięcie
Naciśnij przycisk zgrzewania (po
lewej stronie) kciukiem prawą ręką,
aż taśma opakowaniowa się stopi i
odciąć
( 5 ) Zdejmij opakowanie
maszyna
Naciśnij uchwyt i dokręć mocno
prawą stroną ręką. Naciśnij
przycisk przewijania małą palcem
prawej ręki, aż do zwolnienia
paska koło pasowe. Naciśnij
uchwyt i napinacz mocno, wyjmij
narzędzie z paska
opakowaniowego.
Uwaga: nie usuwaj maszyna
pakująca aż do zwolnienia taśmy
pakującej.
- 12 -
41. Regulacja napięcia
Naprężenie pasa pakującego
Naciąg paska opakowaniowego można regulować za pomocą śrubokręta
poprzez trzpień zaworu przeciwkradzieżowego zamontowany pod
przyciskiem napinającym obok uchwytu.
Ostrzeżenie:
lekki pas do pakowania (<0,7 mm) może wytrzymać obciążenie 150 kg.
Nie nakładać go zbyt mocno napięcie; w przeciwnym razie taśma pakująca
może się zerwać.
Czas stapiania się tarcia
Czas zgrzewania ciernego można regulować w zależności od wymiaru
taśmy pakującej, ilości ciśnienia powietrza i stanu maszyny pakującej. Z
tego powodu do regulacji małej śrubki pod przyciskiem zgrzewania
(czerwony) służy mały śrubokręt. Czas wzrośnie, jeśli obracasz się w
prawo i maleje, jeśli obracasz się w lewo: Po regulacji dokręć nakrętkę
zabezpieczającą. Fuzja dźwięku może zapewnić gładkość i brak zadziorów
stawy.
Szerokość pasa pakującego
(1) Panel
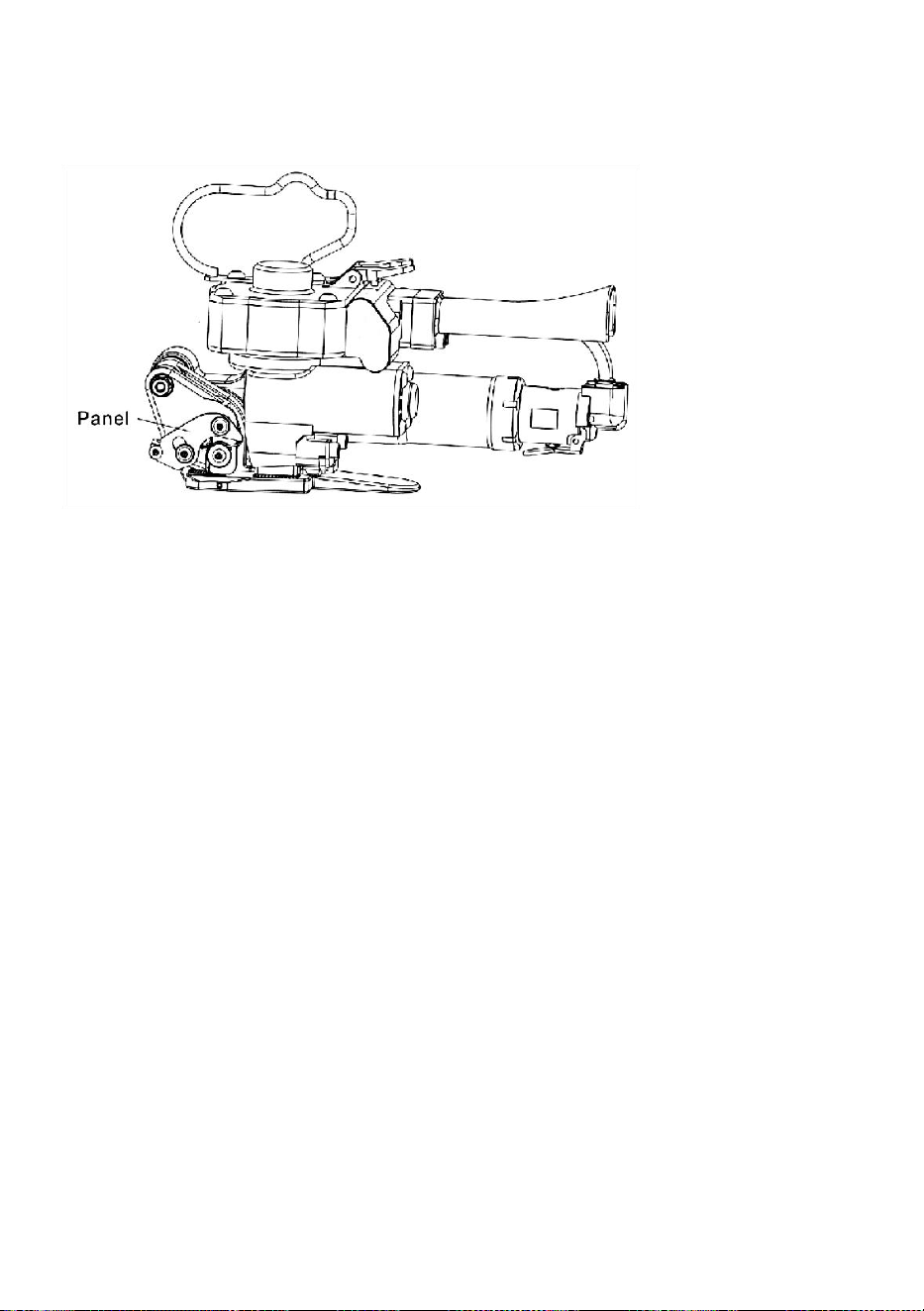
- 13 -
Panel można zdemontować z maszyny pakującej poprzez odkręcenie śrub.
Wymień nowy panel zgodnie z wymiarami używanej taśmy pakującej i
sposobem montażu poprzedniego panelu.
(2)Haczyk ustalający
Hak ustalający uchwytu ostrza można ponownie zamontować, zdejmując
sprężynę sworzeń z uchwytu ostrza .
Notatka: W haku ustalającym znajduje się mała sprężyna dociskowa.
Nie zgub jej.
Ponowny montaż
Wybierz otwór z trzech otworów uchwytu ostrza zgodnie z wymiarem
taśmy pakującej. Otwór zewnętrzny jest używany do taśmy pakującej 19
mm, średni otwór jest przeznaczony do taśmy pakującej 16 mm, a otwór
wewnętrzny jest przeznaczony do taśmy pakującej 13 mm.
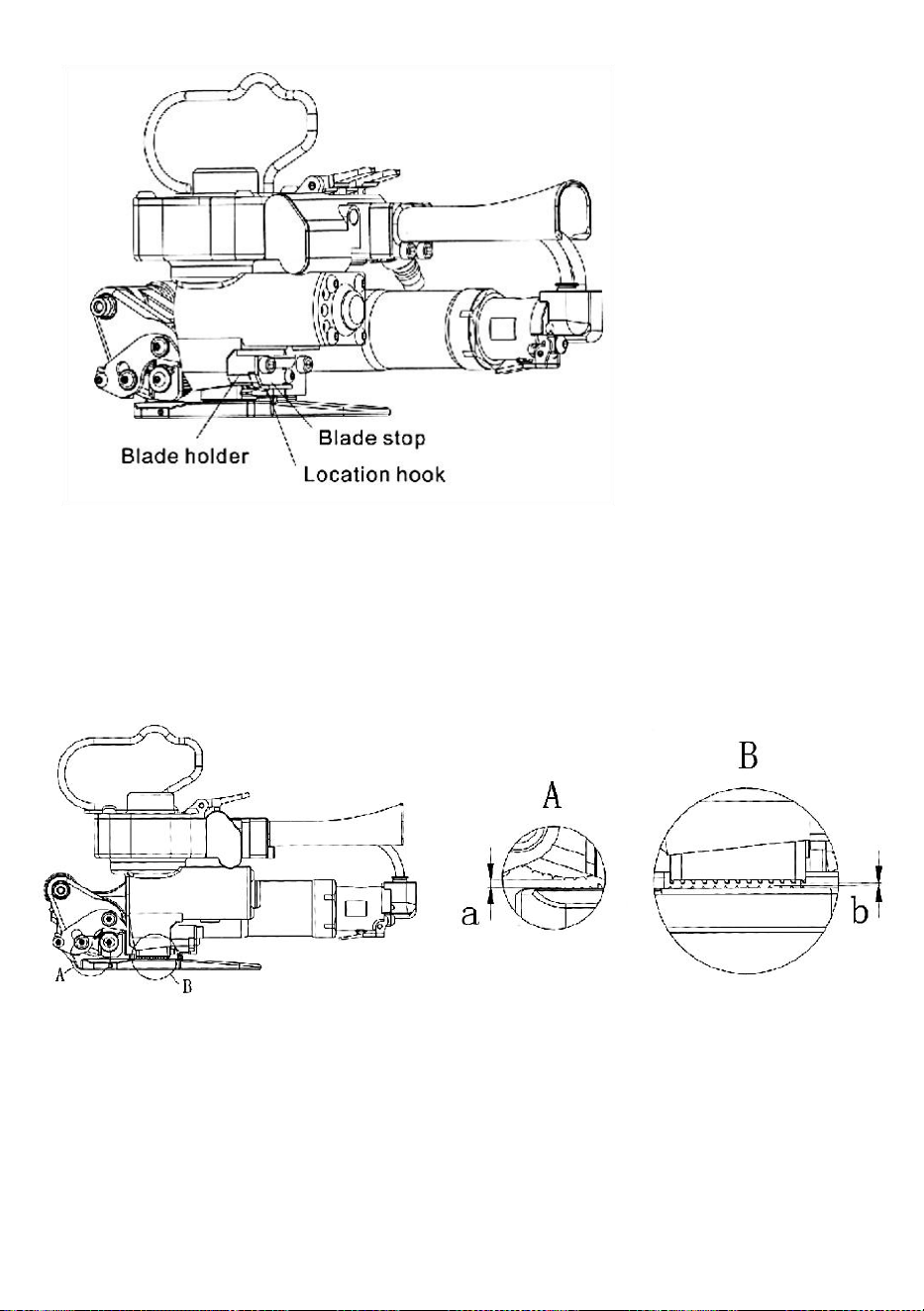
- 14 -
Odległość (a) pomiędzy kołem napinającym a napinającą płytką
zębatą
Odległość rolki napinającej od tarczy zębatej napinającej należy
dostosować do wymiarów używanej taśmy pakującej. Odległość (a) rolki
napinającej od tarczy zębatej napinającej należy sprawdzić miernikiem (jak
pokazano na Niżej wymienione).
Odległość (a) nie powinna być mniejsza niż grubość opakowania pasek.
Chwila dostawy, odległość ta jest ustawiona na 1,0 mm większą niż
grubość taśmy pakującej.
(1) Jeżeli grubość taśmy opakowaniowej wynosi 0,8 mm, pod płytkę
zębatą dokręcającą należy umieścić uszczelkę o grubości 0,2 mm;
(2) Jeżeli grubość wynosi 0,6 mm, pod płytkę zębatą dokręcającą należy
- 15 -
umieścić dwie uszczelki o grubości 0,2 mm;
(3) Jeżeli taka grubość przekracza 1,4 mm, włóż dwie uszczelki o grubości
0,2 mm na środek korpusu i plakietki.
Odległość (b) pomiędzy spodem pręta wibracyjnego a płytką zębatą
wtopioną
Zmierz odległość pomiędzy spodem drążka wibracyjnego a płytką zębatą
zgrzewaną (patrz rysunek powyżej) za pomocą szczelinomierza. Podczas
pomiaru postępuj zgodnie z poniższymi wskazówkami kroki:
(1) Naciśnij przycisk zgrzewania (czerwony) na co najmniej 2 sekundy, tak
aby tłok i drążek wibracyjny znalazły się całkowicie w dół.
(2) Zmierz odległość (b) za pomocą czujnika ; jeśli nie jest używana
uszczelka, odległość (b) musi być zachowana została ustawiona na 0,5
mm. Jeżeli grubość taśmy opakowaniowej jest mniejsza niż 0,6 mm, włóż
a Uszczelka 0,2 mm na spodzie płytki zębatej zgrzewanej.
Notatka:
·Nie zmniejszaj odległości (b) poprzez włożenie zbyt wielu uszczelek;
·Maszyna pakująca może zostać uszkodzona w przypadku braku luzu
pomiędzy spodem listwy wibracyjnej a płytką zębatą zgrzewaną;
·Jeżeli drążek wibracyjny uderzy w płytkę zębatą zgrzewaną, zęby tej
płytki ulegną natychmiastowemu uszkodzeniu.
42. Awarie i rozwiązywanie problemów
Typowe awarie i rozwiązywanie problemów:
(11) Działanie napinacza
Zjawisko
Powoduje
Rozwiązywanie
problemów
- 16 -
Korpus silnika
nie mogę
zacząć .
1. W urządzeniu znajduje
się obcy materiał silnik .
2.Silnik jest zbyt suchy i
wymaga naprawy z
smarowanie .
3. Niewłaściwa regulacja
do zaworu powietrza
skutkuje brakiem ciśnienia
powietrza .
1.Dostarcz maszyna
pakująca do fabryki do
naprawy
2.Dodaj kilka kropli oleju
smarowego silnik od
wlotu powietrza
3.Wyreguluj ponownie
zawór powietrza
Rolka
dociągająca
naciska górną
część
pas do
pakowania .
1.Odległość pomiędzy
kołem podającym i płytka
zębata jest za szeroka .
2.W punkcie grubości
opakowania pasek, siła
naciągu jest zbyt duża .
3.Koło pasowe jest
zablokowane przez kurz lub
pozostałości z taśmy
pakującej .
4.Zęby koła napinającego
są tępe .
1.zwiększ uszczelkę.
2.Wyreguluj napięcie
pasa pakującego
regulując zawór
powietrza za pomocą
śrubokręta .
3. Oczyść zęby koła
napinającego za
pomocą pistoletu
pneumatycznego lub
pędzla .
4.Wymień naciąg krążek
linowy.
Pakując się ,
maszyna
pakująca
porusza się do
przodu lub
żargon
zacisnąć koniec
pasa
pakującego .
1. Płytka zębata
odbierająca jest
zablokowana przez
pozostałości taśmy
opakowaniowej .
2. Zęby na zabieraku
zębate talerz są tępe .
3.Naprężenie pasa
pakującego wynosi zbyt
silne .
1. Oczyść zęby
zabieraka płytkę,
pozostałości
przedmuchać
powietrzem pistolet do
dmuchania .
2.Wymień płytkę zębatą
odbierającą.
3.Wyreguluj
przepustnicę za pomocą
małej Śrubokręt .
- 17 -
Przestrogi podczas operacji napinania
①Po związaniu artykułu pasem pakującym, przytrzymaj lewą ręką
zachodzącą część wyciągnij zbędną część.
②Upewnij się, że zachodząca część pasa pakującego w maszynie
pakującej jest założona wyrównanie.
③Podczas pakowania, jeśli napięcie jest zbyt wysokie, pasek pakujący
pęknie. Kontrola napięcie taśmy pakującej poprzez regulację zaworu
powietrza.
(12) Operacja fuzji
Zjawisko
Powoduje
Rozwiązywanie problemów
Niekompletny
fuzja lub NIE
połączenie
1. Czas zgrzewania jest
za krótki
2. Ciśnienie powietrza
nie jest wystarczająco
3.Średnica rury
powietrznej jest za mała
4. Zęby stopione płyta
lub pręt wibracyjny
zablokowane przez
pozostałości lub zużyte
na zewnątrz
5.Silnik wibracyjny jest
zbyt suchy i wymagające
smarowania
1. Informacje na temat
regulacji można znaleźć w
niniejszej instrukcji czas
fuzji .
2.Dopływ powietrza o
ciśnieniu 72 psi lub wyżej .
3. Załóż rurę powietrzną na
rurę powietrzną o średnicy
wewnętrznej ponad 6,4
mm .
4. Wyczyść część zębów
lub zastąpić wibracją listwa
i płyta zębata zgrzewana .
5.Dolać oleju smarowego z
wlotu powietrza
Pasek do
pakowania jest
nadmiernie
stopiony lub
złamany
wyłączony w
trakcie
1.Grubość opakowania
to nie wystarczy
2. Czas zgrzewania jest
zbyt długi
3.Czas chłodzenia przy
tarciu część fuzyjna jest
za krótka .
1. Użyj pasa pakującego,
który posiada prawidłowy
specyfikacja
2. W razie potrzeby skróć
czas zgrzewania. Zapoznaj
się z niniejszą instrukcją
3. Zachowaj co najmniej 3
- 18 -
Połączenie
proces
sekundy później
połączenie
Maszyna
pakująca
nie mogę się
ruszyć
Z opakowanie
pasek po
zgrzaniu
1. Koło podnoszące nie
może do tyłu. Pasek
pakujący nie może się
poluzować .
2. Drążek wibracyjny nie
podnosi się z paska
pakującego .
1. Naciśnij przycisk
przewijania do tyłu, aby go
zwolnić napięcie
opakowania wynosi lt
2. Przytrzymaj uchwyt
zapalniczki umożliwić
połączenie z napinaczem
zawór wydechowy, a
następnie włącz zawór
odcinający
Ostrzeżenia podczas zgrzewania
① Fuzja dźwiękowa może zapewnić gładkie i wolne od zadziorów
połączenie, jednak zbyt długie stopienie zmniejszy siłę przyczepności
taśmy pakującej PET.
②Po fuzja, zachowaj 3S, w przeciwnym razie złącze fuzyjne zostanie
zdeformowane lub rozdzielone.
- 19 -
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj
200000 CN.
Import do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW
2122 Australia
Import do USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place,
Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX


Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Omsnoeringsmachine
MODEL: XQD19 , XQD19B , XQD25
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

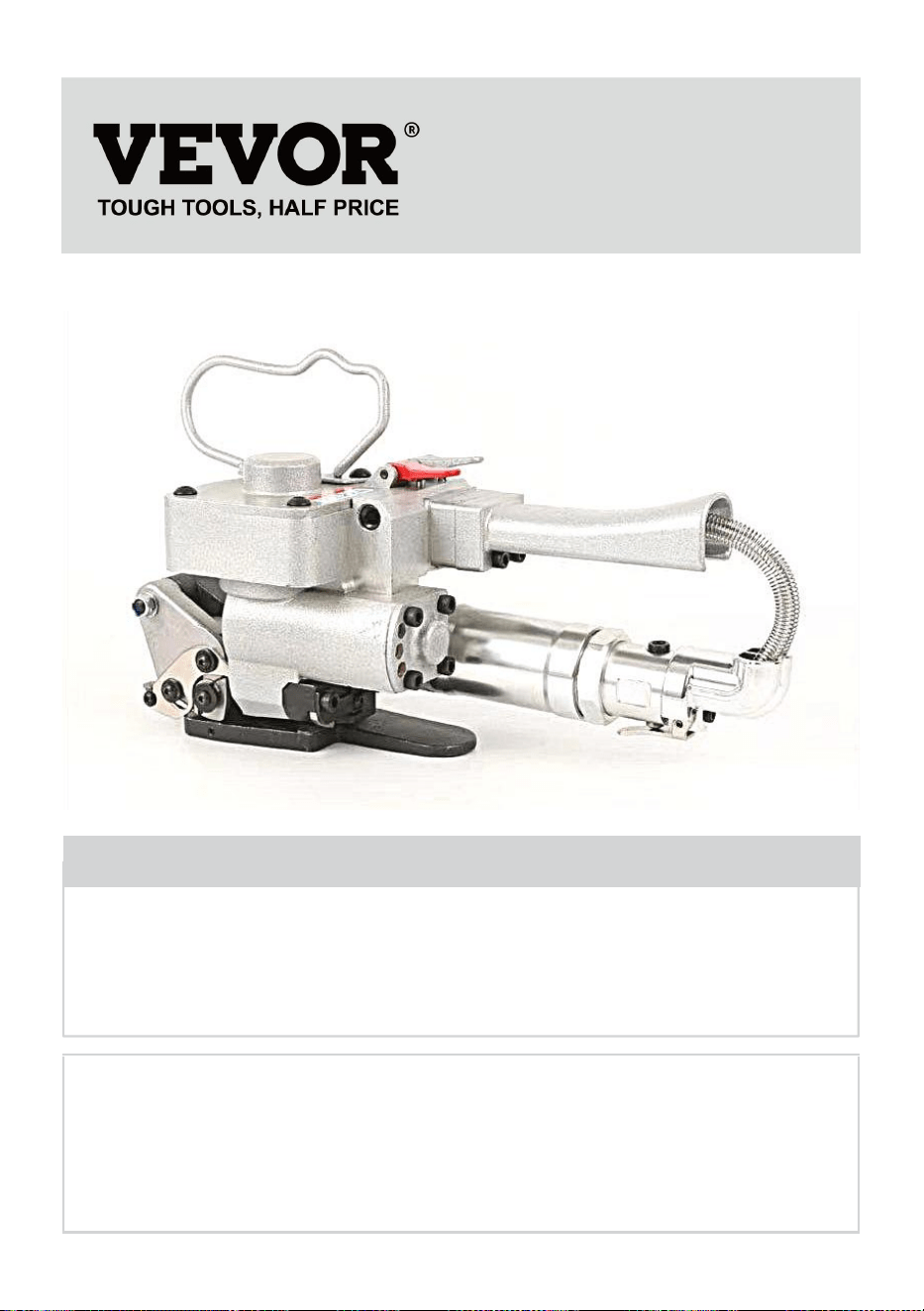
- 1 -
Modellen: XQD19 , XQD19B , XQD25
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

- 2 -
INSTRUCTIONS
Hartelijk dank dat u voor deze omsnoeringsmachine hebt gekozen
- Lees alle instructies voordat u het gebruikt. De informatie zal u helpen de
best mogelijke resultaten te bereiken.
De producten in deze catalogus kunnen qua kleur afwijken van het
daadwerkelijke artikel .
43. Veiligheidsinstructies
Lees de handleiding zorgvuldig door voordat u deze verpakkingsmachine
gebruikt.
Algemene veiligheidsregels
1. Houd rekening met het “veiligheidsbeginsel” en bedien dit pneumatische
gereedschap op de juiste manier;
2. Lees de handleiding zorgvuldig door voordat u aan de slag gaat;
3.Demonteer de veiligheidsonderdelen van het gereedschap niet;
4. Scheur of beschadig het etiket of merkteken van het product niet;
5. Plaats uw hand of andere lichaamsdelen niet tussen de
verpakkingsband en het verpakkingshulpmiddel.
Sollicitatie
Dit hulpmiddel is speciaal ontworpen voor het binden van artikelen met
PET-verpakkingsband;
Toepasbare breedte van de verpakkingsband: 13,16,19 mm;
Gebruik de verpakkingsband niet om te hijsen.
Correcte aankleding
Draag een veiligheidsbril, oorbeschermers, beschermende handschoenen,
helm, beschermend schoeisel
en shirt met lange mouwen, maak alle knopen vast; pas op, je stropdas,
lang haar en kleding mogen niet door de verpakkingsmachine worden
gehaakt.
Gasbron
·Zorg ervoor dat de luchttoevoerleiding druk kan verdragen en bestand is

- 3 -
tegen olie;
·Gebruik de speciale snelkoppeling voor de luchtleiding; de luchtdruk mag
niet hoger zijn dan 1,16 psi / 8 bar;
·Gebruik uitsluitend schone perslucht, in plaats van een gasbron of
dynamische bron.
Ventilatie
De binnenlucht kan gemakkelijk vervuild raken door smeerolie; daarom
moet er ventilatie zijn wees correct.
Trillingen
Het is schadelijk voor operators als ze langdurig in contact komen met
overmatige trillingen de werkingsspecificatie moet voldoen aan de
relevante vereisten van ISO5349.
Lawaai
Operators moeten oorkappen dragen als het geluid hoger is dan 85Db(A).
Zelfs als het geluid lager is dan 85Db(A), wordt ook aanbevolen om
oorbeschermers te dragen.
Veiligheidsbril
Als de gespannen verpakkingsband plotseling breekt, kan dit pijn doen aan
de ogen en leiden tot letsel
blindheid, dus operators moeten een veiligheidsbril dragen.
Opmerking:
Terwijl u de verpakkingsband doorsnijdt, houdt u het bovenste gedeelte
vast en gaat u opzij staan; de bovenste riem wordt afgesneden; wees
voorzichtig, er mogen geen mensen in de omgeving zijn. Tijdens
onderhoud en reiniging is het stof dat door het luchtstofpistool wordt
meegebracht schadelijk aan ogen .
Bewegend deel
Tijdens het gebruik kan het bewegende deel (spankatrol) de handschoen
of een ander deel van uw lichaam vastklikken. Raak de spanpoelie dus niet
aan als deze draait.
Onderhoud

- 4 -
·Uitvoeren van dagelijks onderhoud aan de machine;
· Controleer regelmatig en verwijder stof met een luchtspuitpistool;
· Draai de schroeven van de haak vast;
·Schakel de gasbron uit terwijl u onderdelen vervangt.
Gevaar tijdens het snijden
Het scherpe mes op de meshouder kan uw hand en vinger bezeren, dus
draag het alstublieft veiligheidshandschoenen.
44. Principe van wrijvingsfusie
Dit gereedschap is een soort wrijvingsfusieverpakkingsmachine. Het
gelakte thermoplastische materiaal verpakkingsband wordt gesmolten
door de warmte die wordt geproduceerd door wrijvingsbeweging; vandaar
dat het wordt genoemd “wrijvingsfusie”
De samengeperste lucht duwt de zuiger in de luchtcilinder. Het bovenste
deel van de zuiger en de trilstaaf is verbonden met de schommelpin, zodat
de trilstaaf op de knop drukt het gelepte deel van de verpakkingsband bij
het naar beneden bewegen.
Er is een elliptisch gat in het midden van de trilstaaf, waarmee dit gat is
verbonden de excentrische as van de pneumatische motor. De
pneumatische motor draait met hoge snelheid (10.000 tpm), zodat de
trilstaaf snel een heen en weer gaande beweging uitvoert. Het onderste
deel van de verpakkingsriem wordt bevestigd door de pentanden van de
fusie-getande plaat en het bovenste gedeelte ervan wordt aangedreven
door de pentanden van de vibrator voor zware wrijving. Vandaar het
gelepte deel van verpakkingsband wordt gesmolten door de hitte die wordt
geproduceerd door wrijving. Wanneer de vibratietimer bereikt de set tijd
stopt de trilling en is de fusie voltooid.
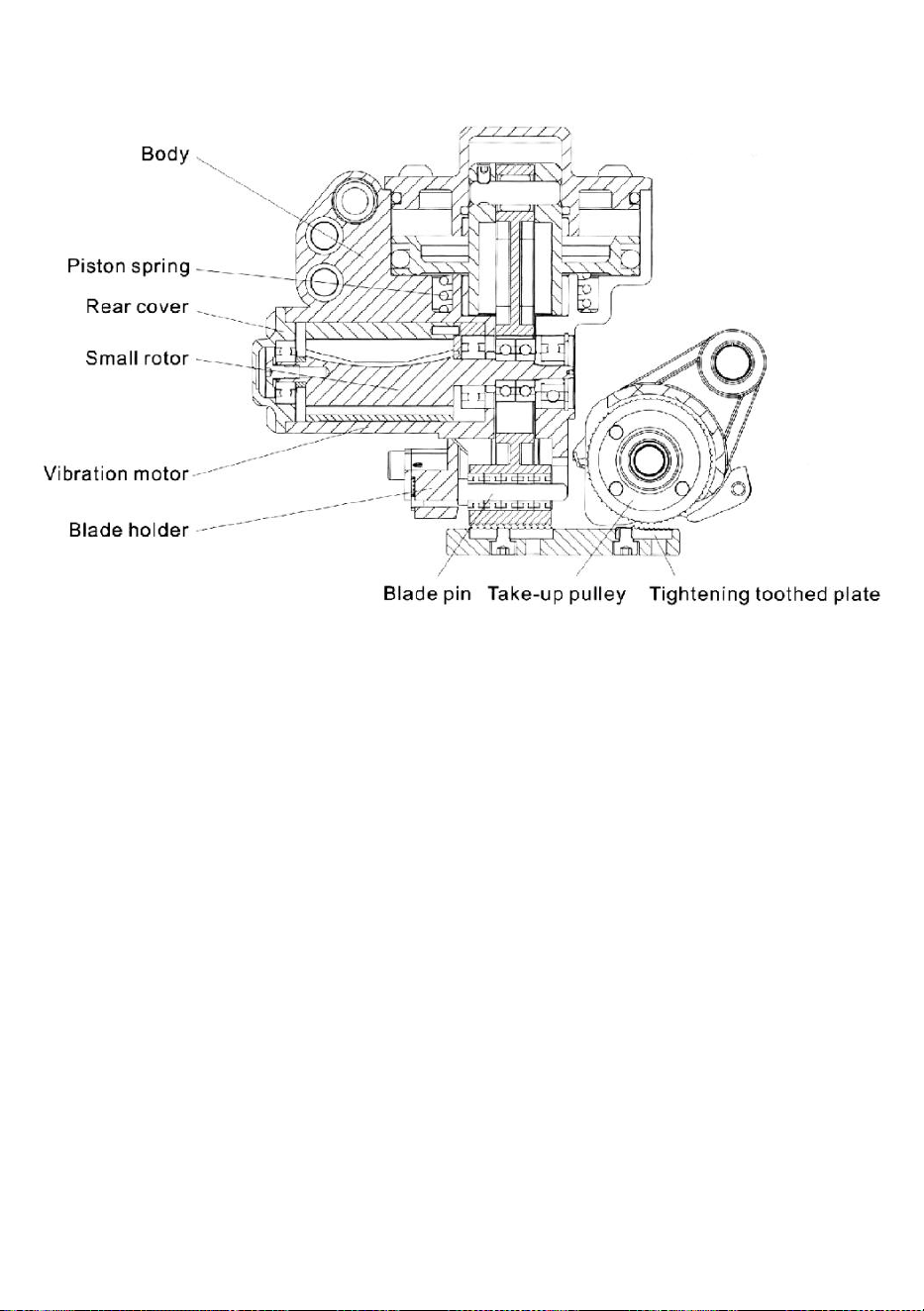
- 5 -
Zowel het bovenste als het onderste deel van de verpakkingsband loopt
vast tijdens het extruderen.
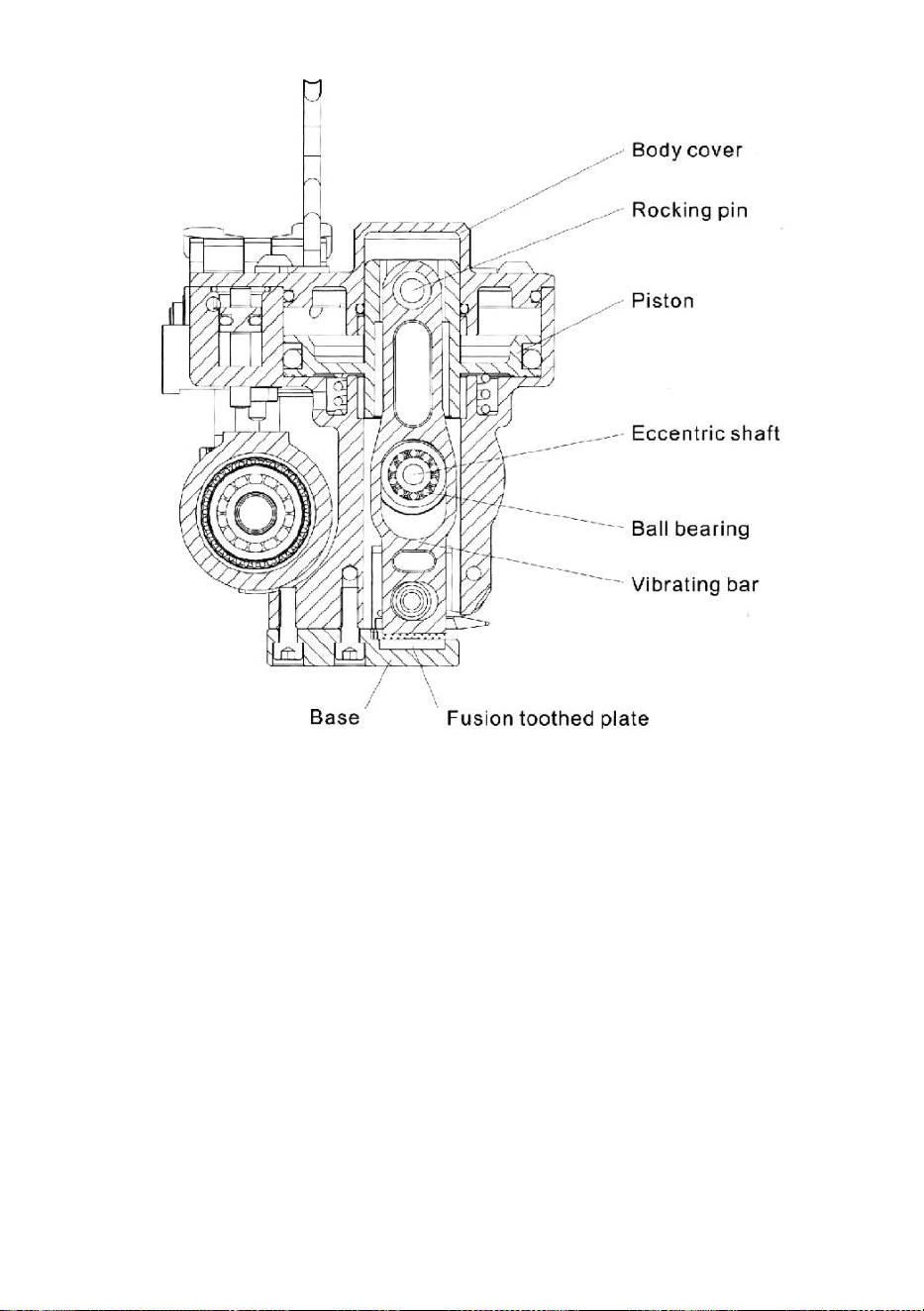
- 6 -
- 7 -
45. Specificatie en onderdelen
Modus
XQD19
XQD19B
XQD25
Materiaal verpakkingsband
PET /PP
HUISDIER
HUISDIER
Breedte verpakkingsband
(mm)
1 3 ~19
13~19
1 9 ~ 25
Dikte verpakkingsband (mm)
0,5~1. 2
0,5~1. 2
0,5~1,5
Spankracht van bindband (bij
invoer van lucht druk bedraagt
0,63 MPa)
3000N
3000N
3500N
Maximaal toegestane werkdruk: 0,8 MPa
Vereiste omvang van de werkdruk: 0,5 ~ 0,7 MPa (72 ~ 100 psi )
Ideale werkdruk; 0,63 MPa
Materiaal verpakkingsband : PET
Toegestane smeerolie: 51#
Verbruik van perslucht: 0,3 l/min
Aanpassing van de reikwijdte van de fusietijd: 2 ~ 5s
Zwaar snijapparaat
De zware snijinrichting bestaat uit meshouder en mes en is gewend
snijd een verpakkingsband van 0,5 ~ 1,5 mm dik.
Frictie snij-apparaat
Het wrijvingssnijapparaat wordt gebruikt om 0,5 ~ 0,7 mm dik te snijden
lichte PET-verpakkingsband.
Oponthoud
De juiste haken kunnen op verschillende posities worden opgehangen
(bovenafdichting, verticale afdichting; en horizontale afdichting).
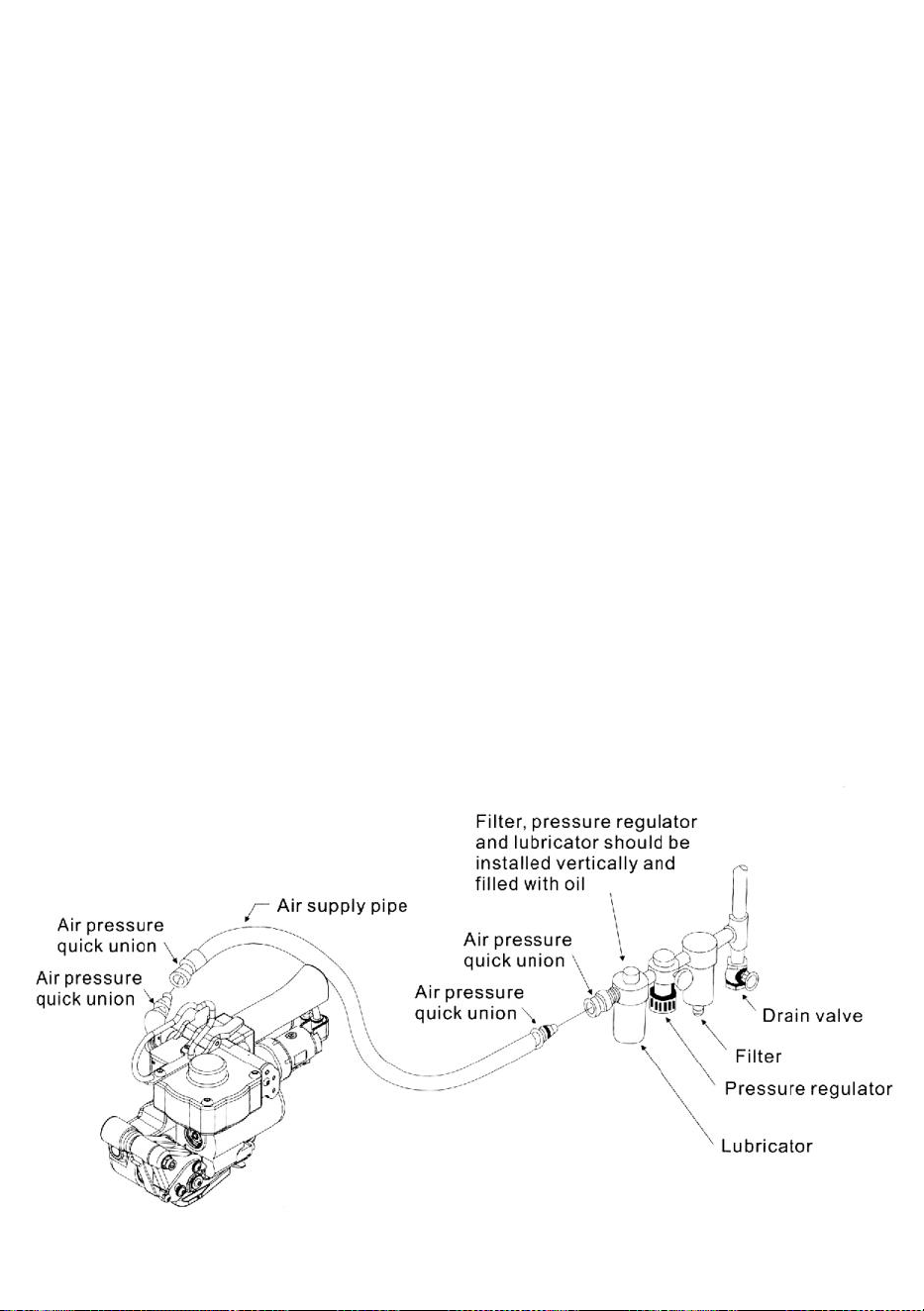
- 8 -
46. Gasbroninstructie
Vereiste van luchtdruk
De vereiste omvang van de luchtdruk: 72-100 psi ( 0,5-0,7 MPa ).
Installatie van gasbron
Het filter , de drukregelklep en het smeerapparaat moeten zich dicht bij de
pneumatisch gereedschap. De minimale binnendiameter van de luchtslang
is 6,0 mm (1/4). Beide uiteinden van de lucht De toevoerleiding moet zijn
uitgerust met snelkoppelingen.
Vochtfiltratie
Er moet een aftapkraan worden gemonteerd aan de onderkant van de
bypass van het luchttoevoercircuit, zodat deze eenmaal per dag kan
worden afgetapt.
Smering
De pneumatische motor moet goed worden gesmeerd en het
smeerapparaat moet vol zijn en goed gereguleerd (elke 2 minuten een
druppel).
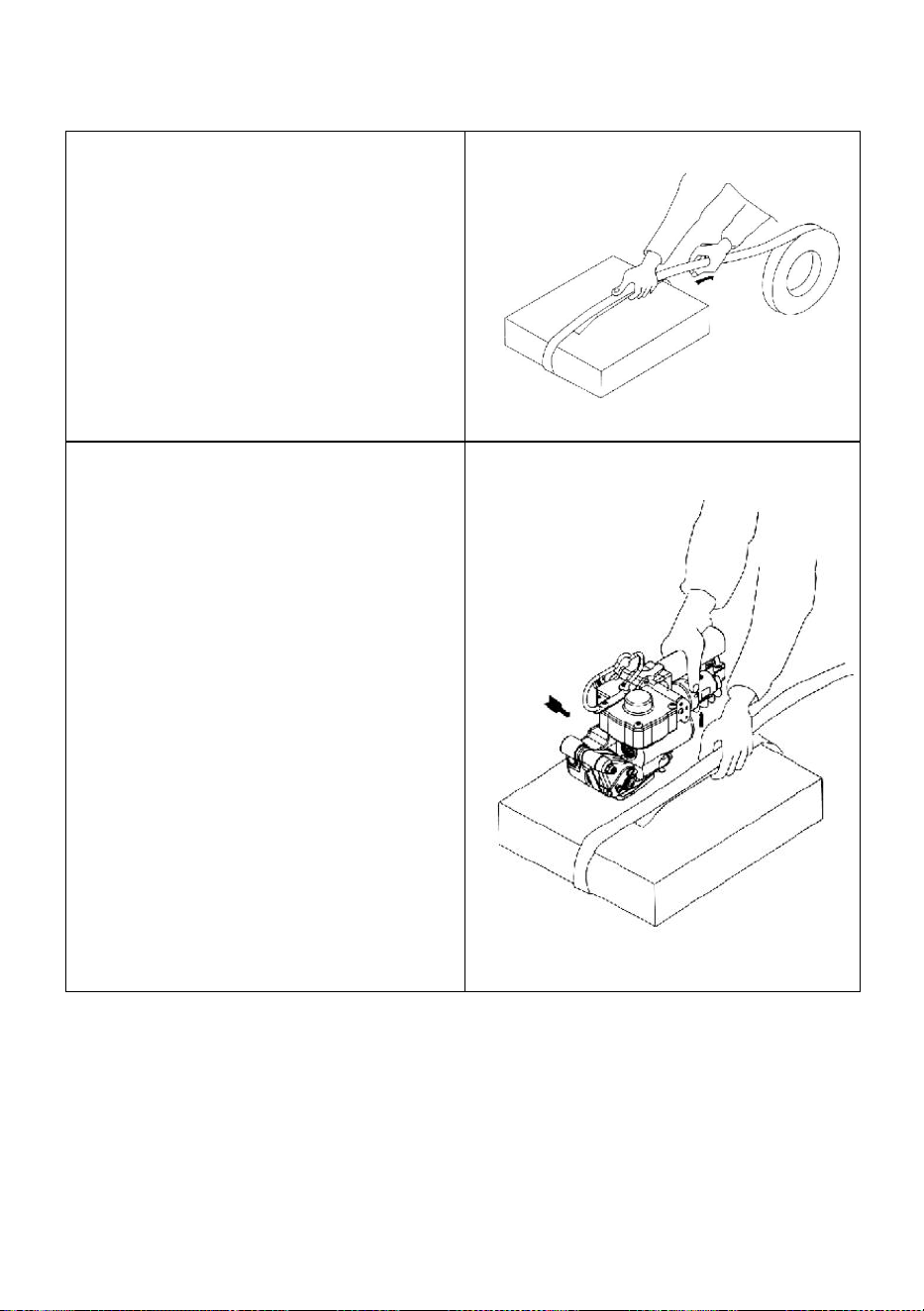
- 9 -
47. Bedieningsinstructie
(1) Hoe te binden
Bundel het artikel, zoals
weergegeven in de
linkerafbeelding met
verpakkingsriem, houd het gelepte
deel vast linkerhand, laat ongeveer
300 mm staart achter, trek aan de
het resterende deel met de
rechterhand uittrekken.
(2) Plaats de verpakkingsband
Houd het handvat vast en steviger
met de rechterhand (om ervoor te
zorgen dat de maximale
openingsmaat tussen
spanrol en spantandplaat), plaats
zowel het bovenste als het
onderste deel van de verpakking
band in de verpakkingsmachine.
Let op: de gelept
een deel van de
verpakkingsband moet worden
gescheiden door het mes van de
meshouder; laat de spanner los
(de opwikkelpoelie klemt de
verpakkingsband vast strak)
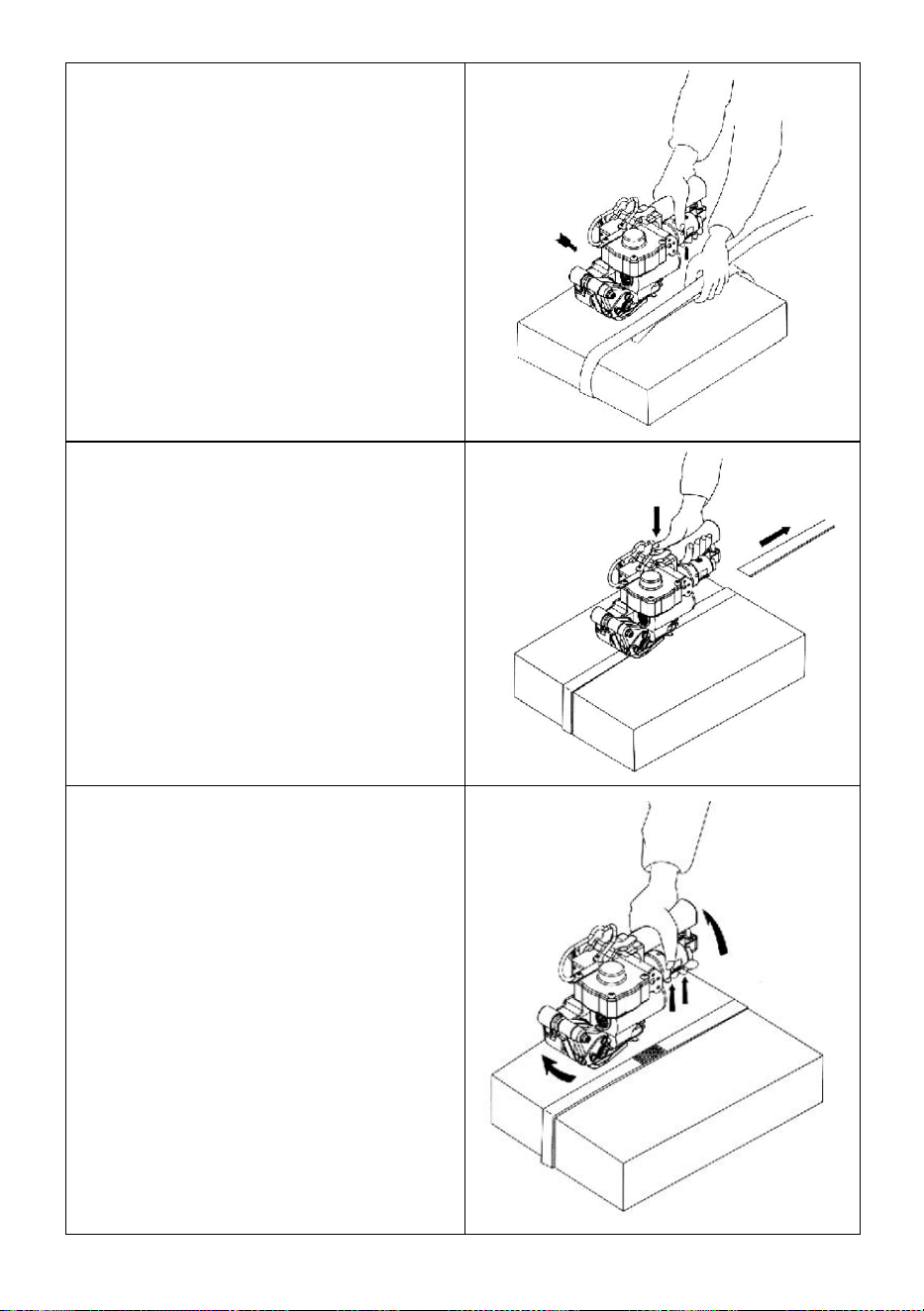
- 10 -
( 3 ) Span de verpakkingsriem
aan
Druk op de spanknop (rechterkant)
met de duim van de rechterhand
tot de verpakkingsband strak staat
geheel.
( 4 ) Trillingen en snijden
Druk met de duim op de fusieknop
(linkerkant). rechterhand totdat de
verpakkingsband is gesmolten en
afsnijden
( 5 ) Haal de verpakking eruit
machine
Druk de hendel en de spanner
stevig in met de rechterhand hand.
Druk met de kleine op de
terugspoelknop vinger van de
rechterhand totdat de riem loskomt
de opwikkelpoelie. Druk op de
hendel en de spanner stevig vast,
verwijder het gereedschap van de
verpakkingsband.
Let op: verwijder de
verpakkingsmachine totdat de
- 11 -
verpakkingsband wordt
vrijgegeven.
48. Spanningsaanpassing
Spanning van de verpakkingsband
De spanning van de verpakkingsband kan worden aangepast met een
schroevendraaier via de steel van de flowklep die onder de spanknop
naast het handvat is gemonteerd.
Waarschuwing:
lichte verpakkingsband (<0,7 mm) kan een spanning van 150 kg dragen.
Niet overmatig aanbrengen spanning; anders kan de verpakkingsband
breken.
Tijd van wrijvingsfusie
De tijd van wrijvingsfusie kan worden aangepast aan de hand van de
afmeting van de verpakkingsband, de hoeveelheid luchtdruk en de staat
van de verpakkingsmachine. Om deze reden wordt een kleine
schroevendraaier gebruikt om de kleine schroef onder de fusieknop (rood)
aan te passen. De tijd zal toenemen als u met de klok mee draait en
afnemen als u tegen de klok in draait: Draai de borgmoer na het afstellen
vast. Een goede fusie kan zorgen voor een soepele en braamvrije
gewrichten.
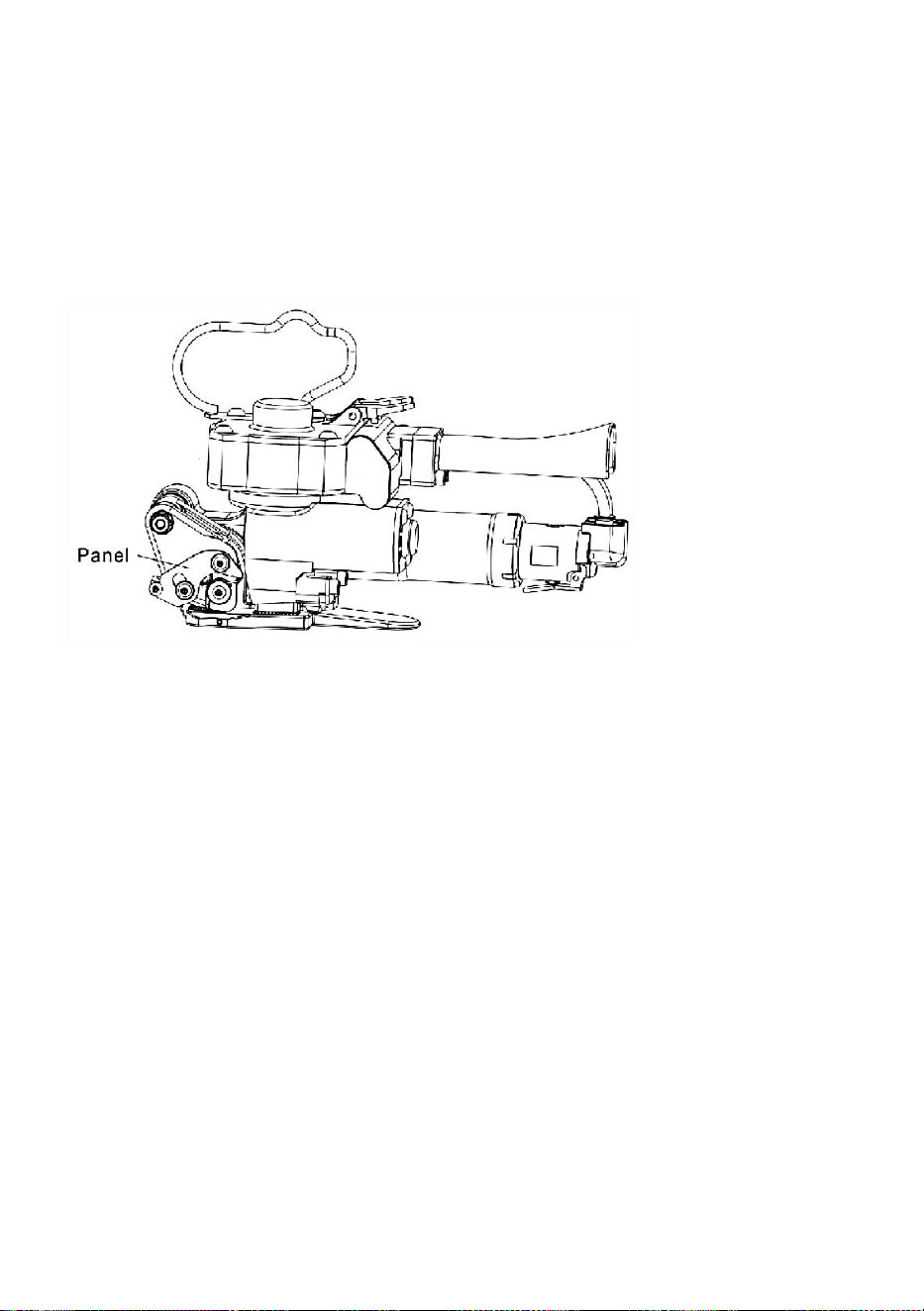
- 12 -
Breedte verpakkingsband
(1) Paneel
Het paneel kan worden gedemonteerd van de verpakkingsmachine door
de schroeven te verwijderen. Vervang een nieuw paneel volgens de
afmetingen van de gebruikte verpakkingsband en de installatiemethode
van het vorige paneel.
(2) Locatiehaak
De locatiehaak van de meshouder kan weer in elkaar worden gezet door
de veer te pakken pen uit de meshouder .
Opmerking: Er zit een kleine drukveer in de locatiehaak. Verlies deze
niet.
Hermontage
Kies een gat uit de drie gaten van de meshouder op basis van de afmeting
van de verpakkingsband. Het externe gat wordt gebruikt voor een
verpakkingsband van 19 mm; het middelste gat is voor een
verpakkingsband van 16 mm; en het interne gat is voor een
verpakkingsband van 13 mm.
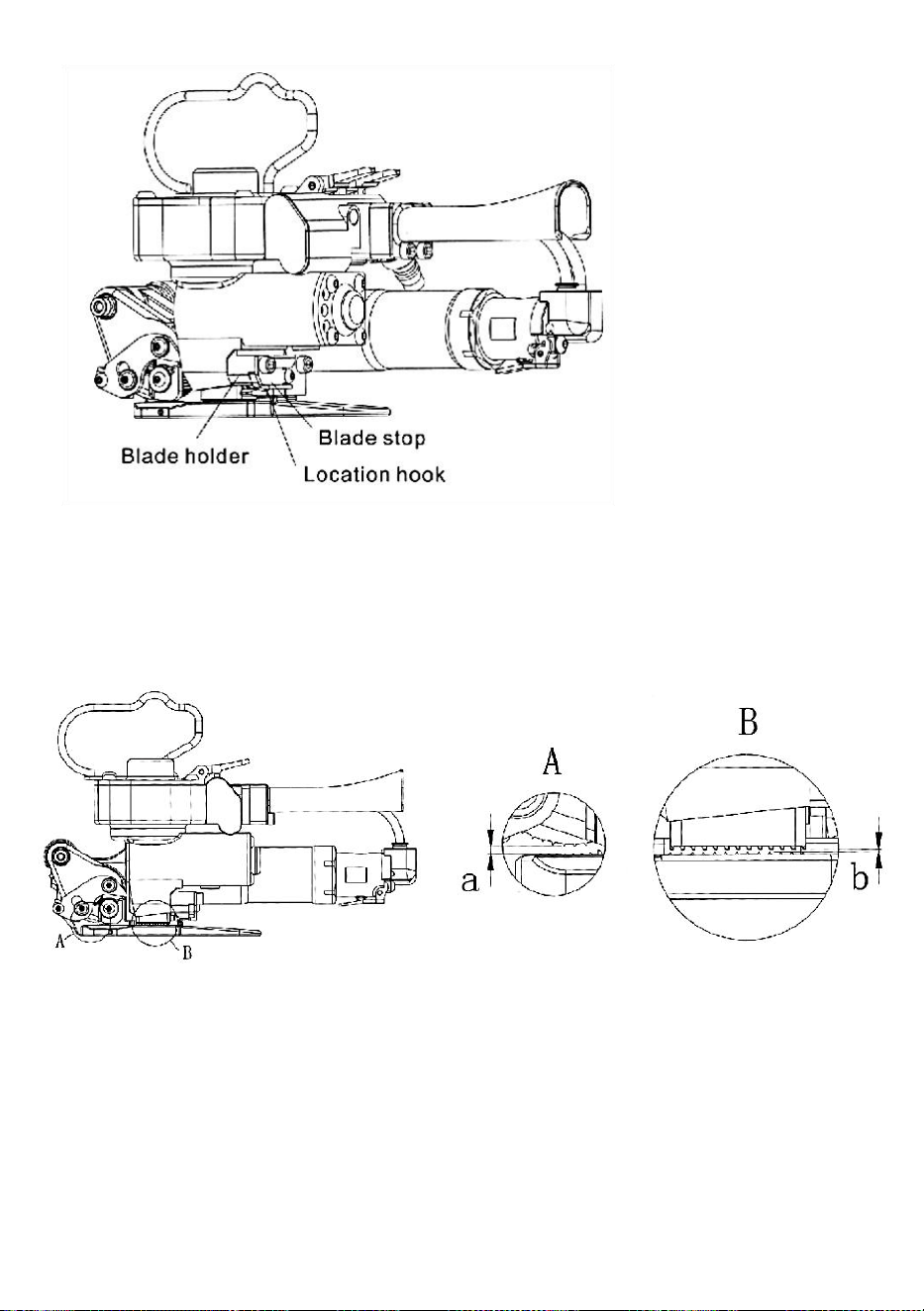
- 13 -
Afstand(a)tussen spanpoelie en spantandplaat
De afstand tussen spanrol en spantandplaat moet worden aangepast
aan de afmetingen van de gebruikte verpakkingsband. Controleer de
afstand (a) tussen spanrol en spantandplaat met een voeler (zoals
aangegeven in de afbeelding). Figuur hieronder).
De afstand (a) mag niet kleiner zijn dan de dikte van de verpakking riem.
Terwijl Bij levering is deze afstand ingesteld op 1,0 mm meer dan de dikte
van de verpakkingsband.
(1) Als de dikte van de verpakkingsband 0,8 mm bedraagt, plaats dan een
pakking van 0,2 mm dik onder de getande plaat;
(2)Als deze dikte 0,6 mm bedraagt, plaats dan twee pakkingen van 0,2 mm
dik onder de vastgezette tandplaat;
- 14 -
(3) Als de dikte groter is dan 1,4 mm, plaats dan twee pakkingen van 0,2
mm dik in het midden van de behuizing en sluit deze af.
Afstand (b) tussen de onderkant van de trilstaaf en de
versmeltandplaat
Meet de afstand tussen de onderkant van de trilstaaf en de getande plaat
(zie bovenstaande afbeelding) met een voeler. Volg tijdens het meten het
volgende stappen:
(1) Houd de fusieknop (rood) minimaal 2 seconden ingedrukt, zodat zowel
de zuiger als de trilstaaf volledig naar beneden zijn gericht.
(2) Meet de afstand (b) met een voeler ; als er geen pakking wordt gebruikt,
is de afstand (b). ingesteld op 0,5 mm. Als de dikte van de
verpakkingsband minder dan 0,6 mm bedraagt, plaats dan een Pakking
van 0,2 mm aan de onderkant van de getande plaat.
Opmerking:
·Verklein de afstand (b) niet door te veel pakkingen te plaatsen;
·De verpakkingsmachine kan beschadigd raken als er geen speling is
tussen de onderkant van de trilstaaf en de smelttandplaat;
·Als de trilstaaf de fusietandplaat raakt, worden de tanden van de
plaat onmiddellijk beschadigd.
49. Storingen en probleemoplossing
Veelvoorkomende fouten en probleemoplossing:
(13) Bediening van de spanner
Fenomeen
Oorzaken
Probleemoplossen
Motorlichaam kan
niet starten .
1. Er zit vreemd
materiaal in de motor .
2.De motor is te droog
en heeft deze nodig van
smering .
3. Onjuiste afstelling
voor luchtventiel
1. Bezorgen
verpakkingsmachine
naar fabriek voor
reparatie
2. Voeg enkele
druppels smeerolie toe
motor van luchtinlaat
- 15 -
resulteert in een gebrek
aan luchtdruk .
3.Stel de luchtklep
opnieuw af
Aanspannen van
katrol
drukt op het
bovenste
verpakking riem .
1. Afstand tussen
opwikkelpoelie en
getande plaat is te
breed .
2.In punt van de dikte
van de verpakking riem,
spankracht is te sterk .
3. De opwikkelpoelie is
geblokkeerd door stof of
resten van de
verpakkingsband .
4.De tanden van de
opnamekatrol zijn bot .
1.Vergroot de pakking.
2. Pas de spanning van
de verpakkingsband
aan door de luchtklep
aan te passen met een
schroevendraaier .
3.Reinig de tanden van
de opneempoelie met
luchtblaaspistool of
borstel .
4. Vervang de take-up
katrol.
Bij het inpakken ,
verpakkingsmachine
gaat vooruit of kan
niet klem het
uiteinde vast van
verpakkingsband .
1.Tandplaat voor
opname is geblokkeerd
door resten van de
verpakkingsband .
2. De tanden op de
opname zijn getand
plaat is bot .
3.De spanning van de
verpakkingsriem is te
sterk .
1.Reinig de tanden van
de getande opname
plaat, blaas het residu
weg met lucht blaas
pistool .
2.Vervang de tandplaat
van de opname.
3. Pas de gasklep aan
met een kleine
schroevendraaier .
Voorzorgsmaatregelen tijdens het spannen
①Nadat het artikel met de verpakkingsriem is vastgebonden, houdt u het
overlappende deel met de linkerhand vast verwijder het overtollige deel.
- 16 -
②Zorg ervoor dat het overlappende deel van de verpakkingsband in de
verpakkingsmachine zich bevindt uitlijning.
③Bij het verpakken zal de verpakkingsband breken als de spanning te
hoog is. Controle de spanning van de verpakkingsriem door de luchtklep
aan te passen.
(14) Fusie operatie
Fenomeen
Oorzaken
Probleemoplossen
Incompleet fusie of
Nee fusie
1.Fusietijd is te kort
2. Luchtdruk is dat niet
genoeg
3.ID van de
luchtleiding is te klein
4.De tanden van fusie
getand plaat of trilstaaf
is geblokkeerd door
resten of versleten uit
5. Trillingsmotor is te
droog en smering
nodig
1. Raadpleeg deze
handleiding voor
aanpassingen fusie tijd .
2.Voeg lucht toe met een
luchtdruk van 72psi of
hoger .
3. Vervang de
luchtleiding door een
luchtleiding met een
binnendiameter van
meer dan 6,4 mm .
4.Reinig tanden deel of
vervangen trillen staaf
en fusietandplaat .
5. Voeg smeerolie toe uit
de luchtinlaat
Verpakkingsriem is
overdreven
gefuseerd of
gebroken
uit tijdens de
Fusie proces
1.De dikte van de
verpakking riem is niet
genoeg
2.Fusietijd is te lang
3. De koeltijd voor
wrijving fusiedeel is te
kort .
1. Gebruik de
meegeleverde
verpakkingsband juist
specificatie
2. Verkort de smelttijd
indien nodig. Raadpleeg
deze handleiding
3. Behouden minimaal 3
seconden erna fusie
- 17 -
Verpakkingsmachine
kan niet weggaan
Van verpakking
riem na fusie
1. Take-up katrol kan
niet omgekeerde.
Verpakkingsriem kan
niet loskomen .
2.Trilstaaf komt niet
omhoog van de
verpakkingsband .
1. Druk op de
terugspoelknop om los
te laten de spanning van
de verpakking is lt
2.Houd het handvat van
de aansteker vast Maak
verbinding met de
spanner mogelijk
uitlaatklep en vervolgens
inschakelen afsluitklep
Voorzorgsmaatregelen tijdens fusie
① Een goede fusie kan een soepele en braamvrije verbinding garanderen,
maar een te lange fusie zal de houdkracht van de PET-verpakkingsband
verminderen.
②Na fusie, houd 3S, anders wordt de fusieverbinding vervormd of
gescheiden.
- 18 -
Fabrikant: Shanghaimuxinmuyeyouxiangongsi
Adres : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai
200000 CN.
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA
STREETEASTWOOD NSW 2122 Australië
Geïmporteerd naar de VS: Sanven Technology Ltd., Suite 250, 9166
Anaheim Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX


Teknisk support och e-garanticertifikat
www.vevor.com/support
Bandning M achine
MODELL: XQD19 , XQD19B , XQD25
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
- 1 -
Modell: XQD19 , XQD19B , XQD25
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
STRAPPING MACHINE

- 2 -
INSTRUCTIONS
Tack så mycket för att du valde denna Strapping M achine
- Läs igenom alla instruktioner innan du använder den. Informationen
hjälper dig att uppnå bästa möjliga resultat.
Produkterna i denna katalog kan ha en annan färg än den faktiska varan .
50. Säkerhets instruktioner
Läs manualen noggrant innan du använder denna förpackningsmaskin.
Allmänna säkerhetsregler
1. Tänk på principen "säkerhet främst" och använd detta pneumatiska
verktyg på rätt sätt;
2.Läs manualen noggrant före användning;
3. Demontera inte verktygets säkerhetsdelar;
4. Riv eller skada inte etiketten eller märket på produkten;
5. Placera inte din hand eller andra delar av din kropp mellan
förpackningsbältet och förpackningsverktyget.
Ansökan
Detta verktyg är speciellt utformat för att binda artiklar med
PET-förpackningsbälte;
Tillämplig bredd på förpackningsbältet: 13,16,19mm;
Använd inte förpackningsbältet för att lyfta.
Korrekt påklädning
Använd skyddsglasögon, öronkåpor, skyddshandskar, hjälm, skyddsskor
och långärmad skjorta, fäst alla knappar; ta hand om din slips, långt hår
och tyg ska inte hakas fast av förpackningsmaskinen.
Gaskälla
·Se till att lufttillförselröret tål tryck och är motståndskraftigt mot olja;
·Använd den speciella snabbkopplingen för luftrör; lufttrycket får inte
överstiga 1 16 psi/ 8 bar;
·Använd endast ren tryckluft, istället för gaskälla eller dynamisk källa,

- 3 -
Ventilation
Inomhusluften kan lätt förorenas av smörjolja, därför bör ventilationen vara
ordentlig.
Vibration
Det är skadligt för operatörerna om de kommer i kontakt med kraftiga
vibrationer under en längre tid driftsspecifikationen bör överensstämma
med relevanta krav i ISO5349.
Ljud
Operatörer ska bära hörselkåpor om ljudet är högre än 85Db(A). Även om
ljudet är lägre än 85Db(A), det rekommenderas även att bära hörselkåpor.
Säkerhetsglasögon
Om det spännande förpackningsbältet plötsligt går sönder kan det skada
ögonen och resultera i
blindhet, så operatörer ska bära skyddsglasögon.
Notera:
Medan du skär av förpackningsbältet, håll i dess övre del och stå vid dess
sida övre bältet kommer att skäras ner; var försiktig, det bör inte finnas
några människor i omgivningen. Under underhåll och rengöring är dammet
som kommer med luftdammpistolen skadligt till ögonen .
Rörlig del
Under drift kan den rörliga delen (åtdragningsremskivan) klämma fast
handsken eller annan del av din kropp, så när upptagningsremskivan
roterar, rör den inte.
Underhåll
· Utför dagligt underhåll av maskinen;
·Kontrollera regelbundet och ta bort damm med en luftdammpistol;
· Dra åt skruvarna på kroken;
·Stäng av gaskällan när du byter ut delar.
Fara vid skärning
Det vassa bladet på bladhållaren kan skada din hand och finger, så snälla
bär säkerhetshandskar.

- 4 -
51. Principen för friktionsfusion
Detta verktyg är en slags friktionsfusionsförpackningsmaskin. Den
överlappade termoplasten förpackningsbälte smälts samman av värmen
som produceras av friktionsrörelse; därför kallas det "friktionsfusion"
Den komprimerade luften kommer att trycka kolven inuti luftcylindern. Den
övre delen av kolven och vibreringsstången är ansluten till gungstiftet, så
vibreringsstången kommer att trycka på överlappad del av
förpackningsbältet när du flyttar ner.
Det finns ett elliptiskt hål i mitten av den vibrerande stången, detta hål är
anslutet till pneumatiska motorns excentriska axel. Den pneumatiska
motorn roterar med hög hastighet (10 000 rpm), så att den vibrerande
stången snabbt leder fram- och återgående rörelser. Den nedre delen av
förpackningsbältet fixeras av stifttänderna på den fusionstandade plattan
och dess övre del drivs av vibratorns tapptänder för ansträngande friktion.
Därför är den överlappade delen av förpackningsbältet smälts samman av
värmen som produceras av friktion. När vibrationstimern når uppsättningen
tid, vibrationer stannar och fusion slutförs.
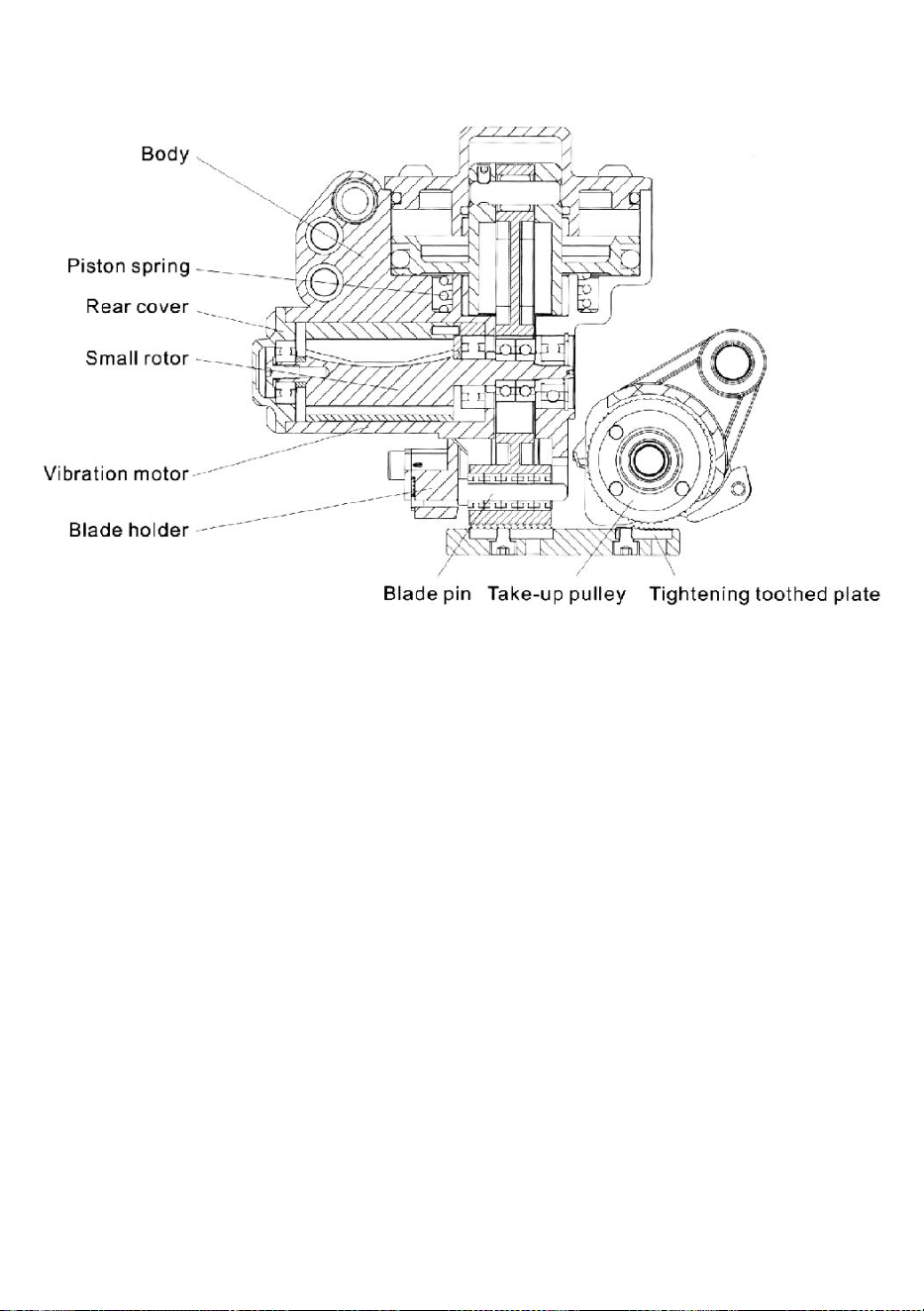
- 5 -
Både övre och nedre delar av förpackningsbandet har fastnat vid
extrudering.
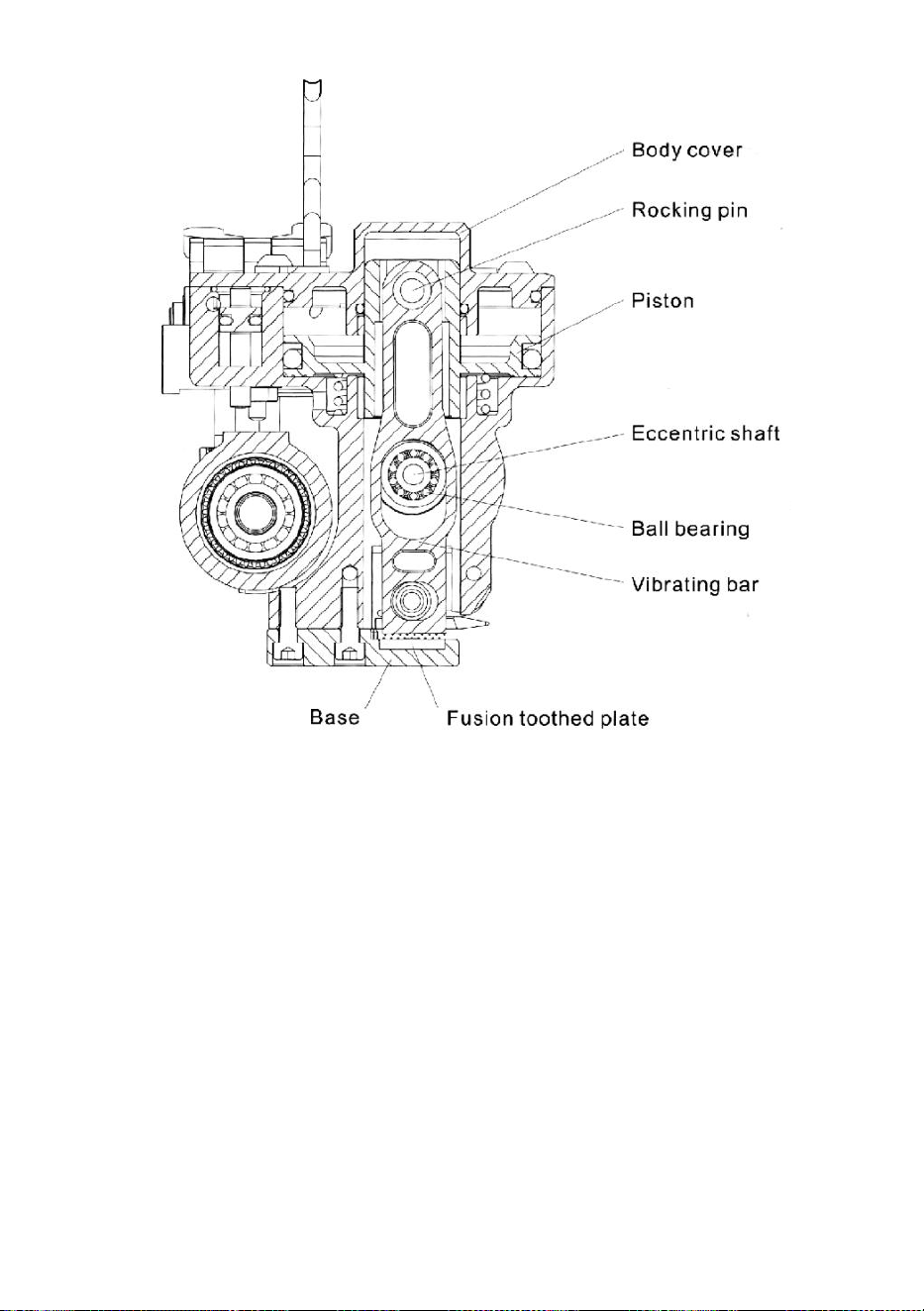
- 6 -
- 7 -
52. Specifikation och delar
Läge
XQD19
XQD19B
XQD25
Material i förpackningsbältet
PET /PP
SÄLLSKAP
SDJUR
SÄLLSKAP
SDJUR
Förpackningsbandets bredd
(mm)
1 3 ~ 19
13~19
1 9 ~ 25
Tjocklek förpackningsbälte
(mm)
0,5~1. 2
0,5~1. 2
0,5~1,5
Spännkraften för
bindningsbandet (vid
inmatning av luft trycket är
0,63Mpa)
3000N
3000N
3500N
Max.tillåtet arbetstryck:0,8Mpa
Erforderlig omfattning av arbetstryck: 0,5 ~ 0,7 Mpa (72 ~ 100 psi )
Idealiskt arbetstryck; 0,63Mpa
Material i förpackningsbältet : PET
Tillåten smörjolja: 51#
Förbrukning av tryckluft: 0,3L/Min
Justering av smälttidens omfattning: 2~5s
Tung skäranordning
Den tunga skäranordningen består av knivhållare och kniv och är van vid
skär 0,5 ~ 1,5 mm tjockt förpackningsbälte.
Friktionsskäranordning
Friktionsskäranordningen används för att skära 0,5 ~ 0,7 mm tjock lätt
PET-förpackningsbälte.
Suspension
Korrekt krokar kan hängas upp i olika positioner (toppförsegling, vertikal
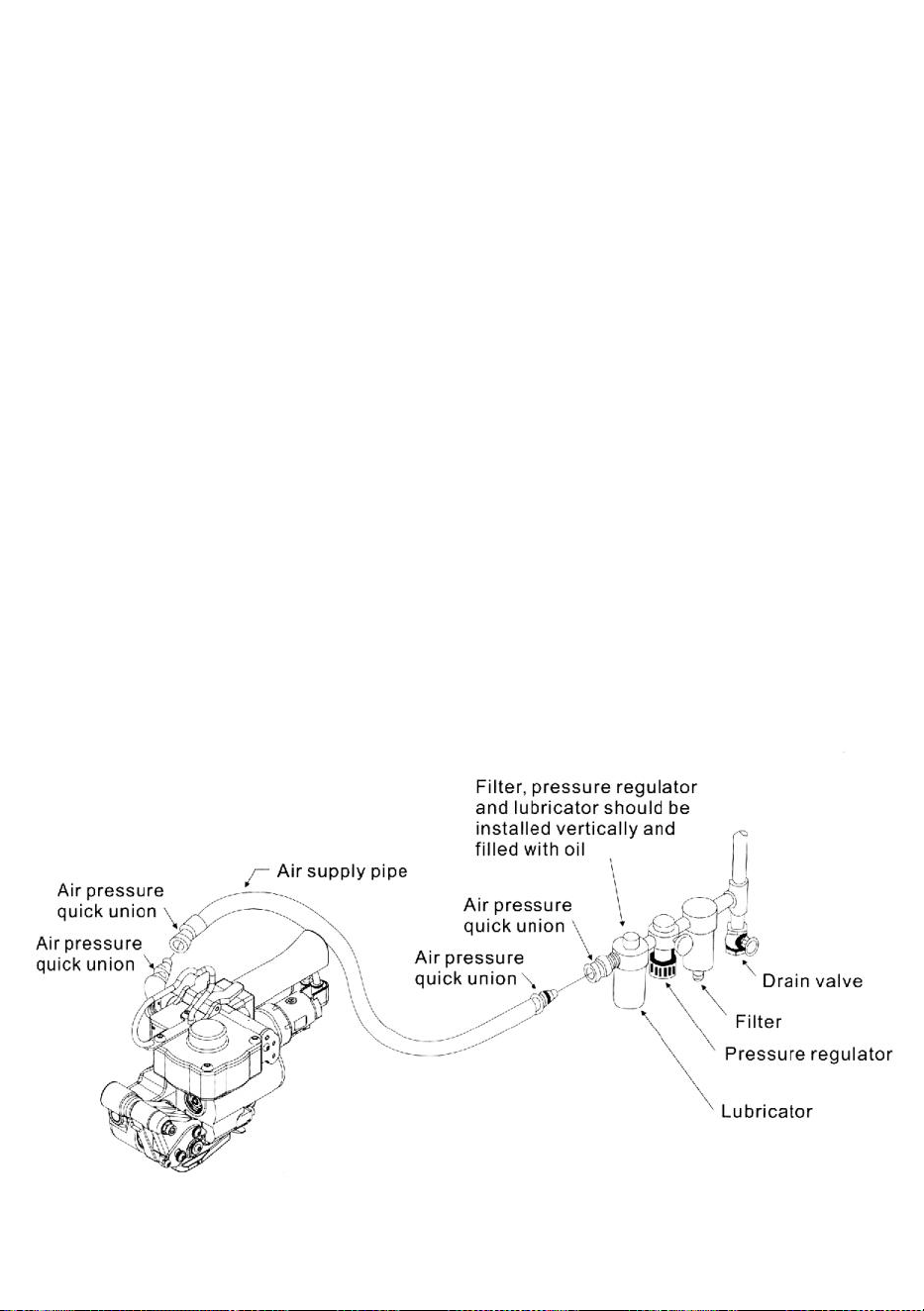
- 8 -
tätning; och horisontell tätning).
53. Gaskälla Instruktion
Krav på lufttryck
Den erforderliga omfattningen av lufttryck:72-100psi ( 0,5-0,7Mpa ).
Installation av gaskälla
F i lter, tryckregleringsventil och smörjanordning ska vara nära pneumatiskt
verktyg. Luftslangens minsta innerdiameter är 6,0 mm (1/4). Luftens båda
ändar tillförselröret ska vara försett med snabbkopplingar.
Fuktfiltrering
En dräneringsventil måste monteras i botten av lufttillförselkretsens bypass
för att dränera en gång om dagen.
Smörjning
Pneumatisk motor bör smörjas ordentligt, och smörjenheten ska vara full
och välreglerad (en droppe var 2:e minut).
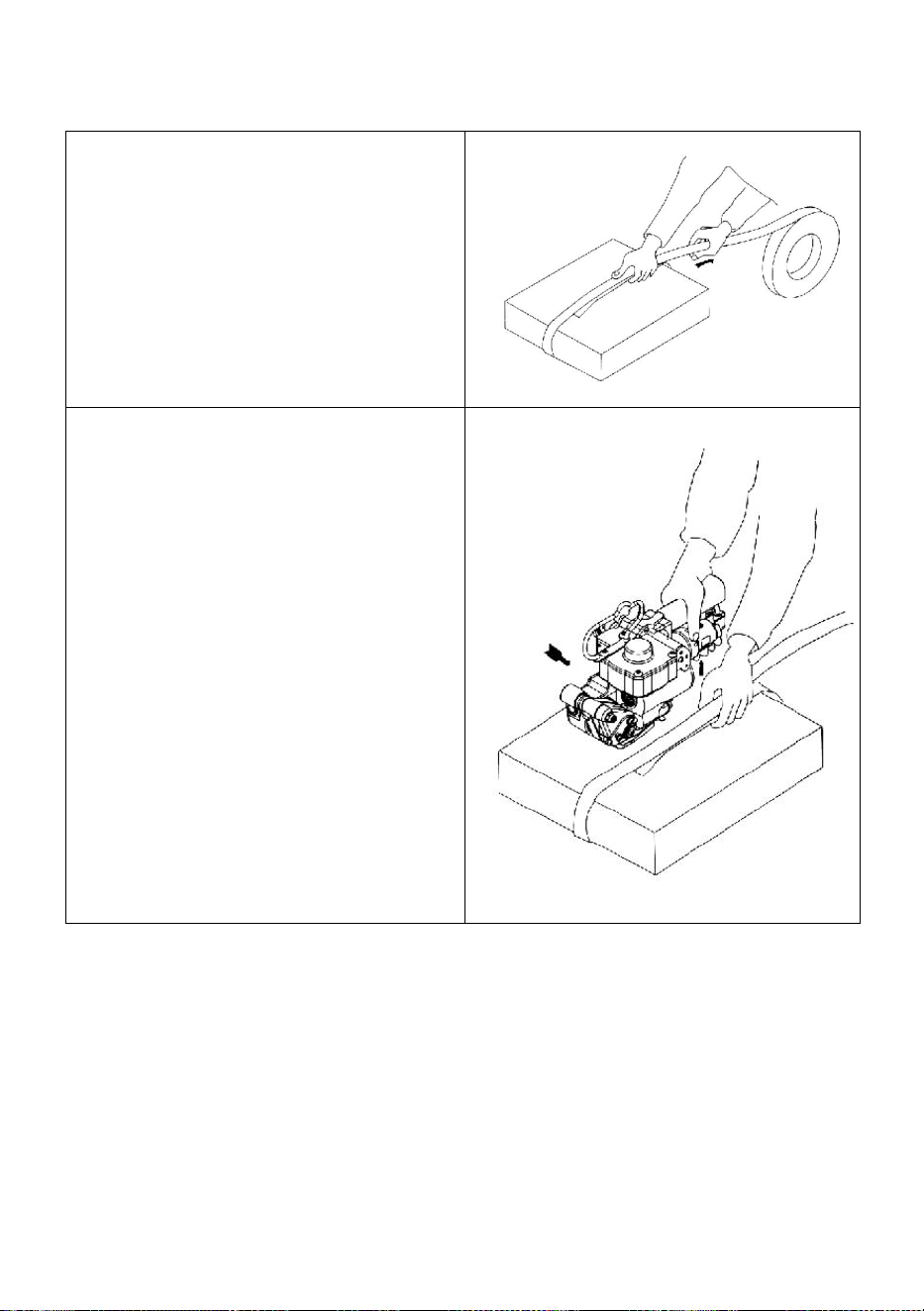
- 9 -
54. Användningsinstruktion
(1) Hur man binder
Som visas i den vänstra bilden,
bunta ihop artikeln med
förpackningsbälte, håll den
överlappade delen med vänster
hand, lämna ca 300 mm svans, dra
i återstående del ut med höger
hand.
(2) Placera förpackningsbältet
Håll i handtaget och hårdare med
höger hand (för att säkerställa det
maximala öppningsmåttet mellan
remskiva och spänntandad platta),
sätt in både övre och nedre delen
av förpackningen
bältet i förpackningsmaskinen.
Obs: den lappade
en del av förpackningsbandet
måste separeras med bladet på
bladhållaren; släpp spännaren
(upptagningsremskivan
klämmer fast
förpackningsremmen tätt)
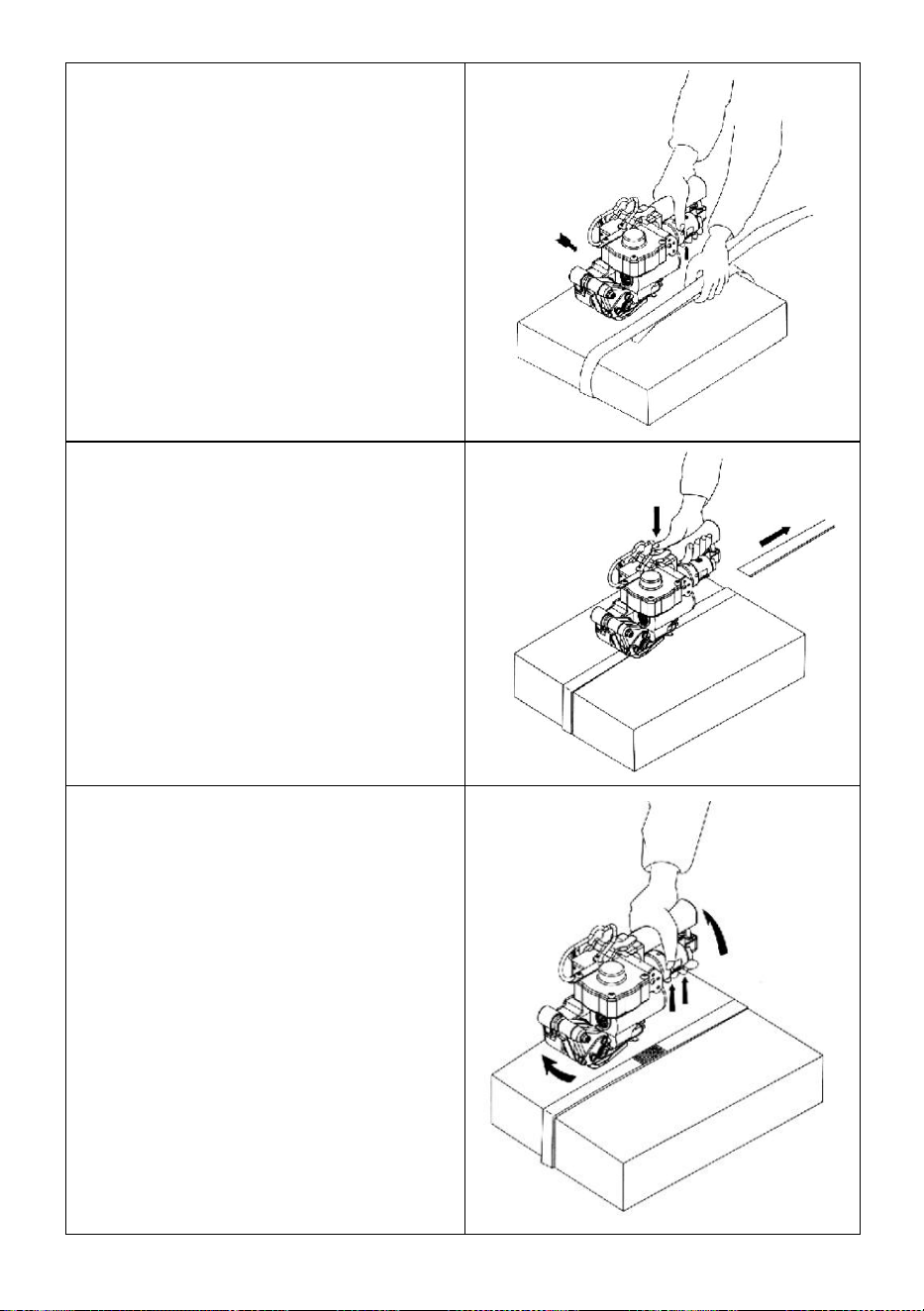
- 10 -
( 3 ) Dra åt förpackningsremmen
Tryck på åtdragningsknappen
(höger sida) med tummen på
höger hand tills förpackningsbältet
är spänt
fullt.
( 4 ) Vibration och skärning
Tryck på fusionsknappen (vänster
sida) med tummen på höger hand
tills förpackningsremmen är smält
och
avskuren
( 5 ) Ta ner förpackningen
maskin
Tryck på handtaget och spännaren
hårt med höger hand.Tryck på
bakåtspolningsknappen med den
lilla högerhands finger tills bältet
släpps från upptagningsremskivan.
Tryck på handtaget och spännaren
ordentligt, ta bort verktyget från
förpackningsbältet.
Obs: ta inte bort
förpackningsmaskin tills
förpackningsbältet släpps.
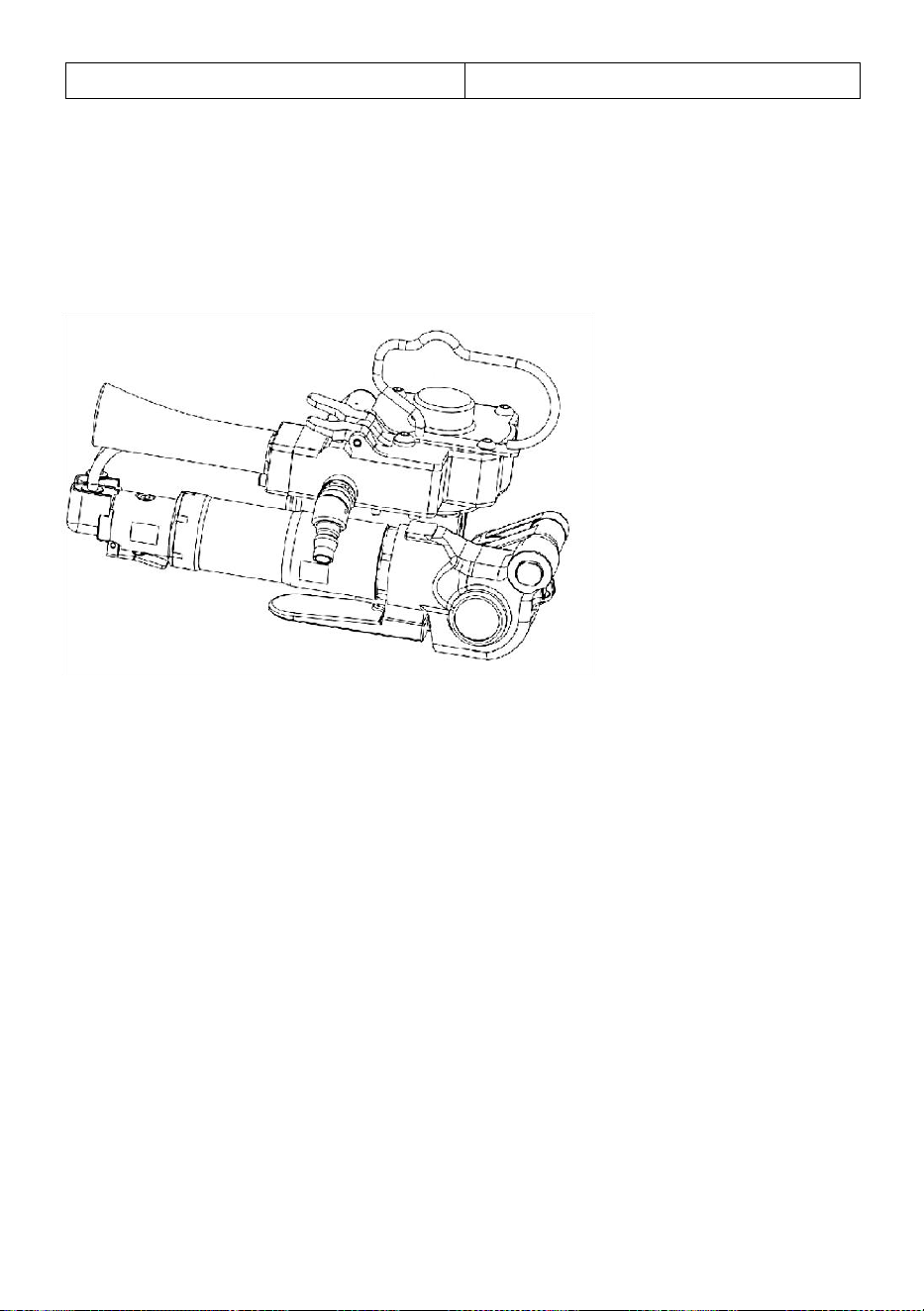
- 11 -
55. Spänningsjustering
Spänning av förpackningsbälte
Spänningen på förpackningsremmen kan justeras med en skruvmejsel
genom stöldventilskaftet monterat under spännknappen bredvid
handtaget.
Varning:
lätt förpackningsbälte (<0,7 mm) kan bära 150 kg spänning. Applicera inte
för mycket spänning; annars kan förpackningsremmen gå sönder.
Tid för friktionsfusion
Tiden för friktionssmältning kan justeras enligt dimensionen på
förpackningsbältet, mängden lufttryck och förpackningsmaskinens tillstånd.
Av denna anledning används en liten skruvmejsel för att justera den lilla
skruven under smältknappen (röd). Tiden kommer att öka om du roterar
medurs och minskar om du roterar moturs: Dra åt låsmuttern efter justering.
Ljudfusion kan säkerställa jämn och gradfri fogar.
Bredd på förpackningsbältet
(1) Panel
Panelen kan demonteras från förpackningsmaskinen genom att ta bort
dess skruvar. Byt ut en ny panel enligt måtten s på det använda
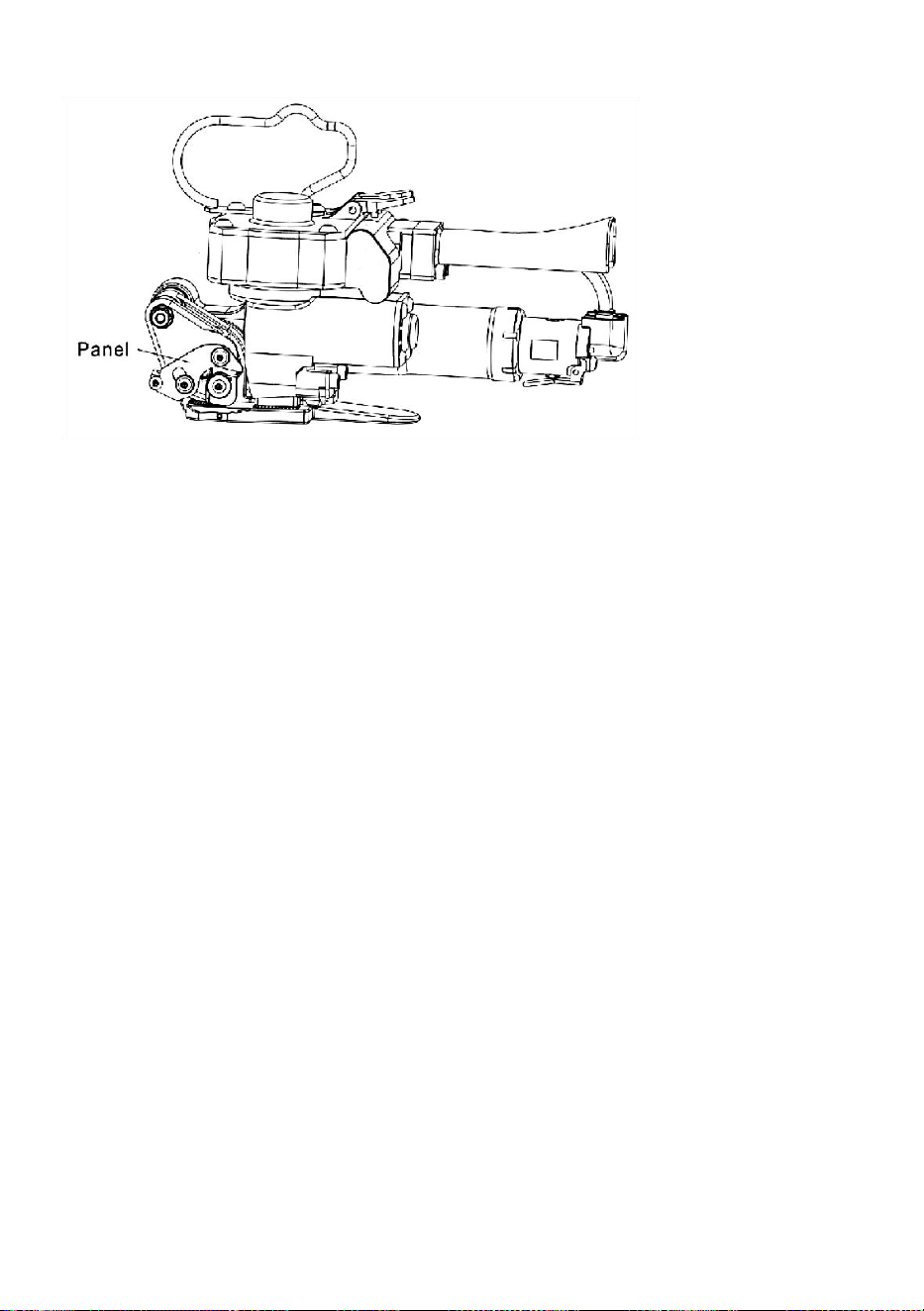
- 12 -
förpackningsbandet och installationsmetoden för den tidigare panelen.
(2)Platskrok
Bladhållarens placeringskrok kan återmonteras genom att ta fjädern stift
från knivhållaren .
Notera: Det finns en liten tryckfjäder i placeringskroken. Tappa den
inte.
Återmontering
Välj ett hål från de tre hålen i bladhållaren enligt dimensionen på
förpackningsbältet. Det yttre hålet används för 19 mm förpackningsbälte;
medelstort hål är för 16 mm förpackningsbälte; och det inre hålet är för 13
mm förpackningsband.
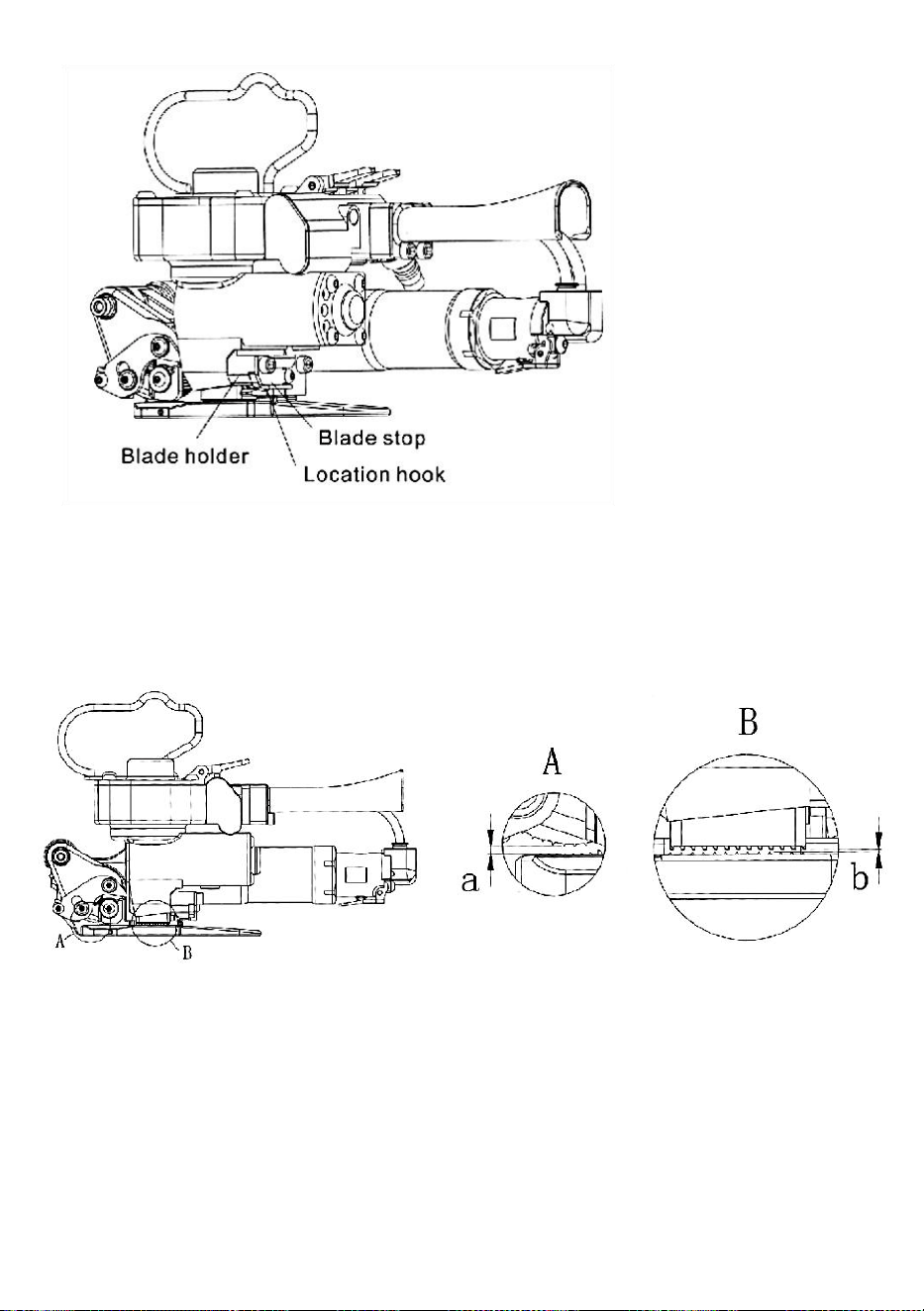
- 13 -
Avstånd(a) mellan spännremskiva och spänntandad platta
Avståndet mellan upptagningsremskivan och spänntandad platta bör
justeras i enlighet med måtten på det använda förpackningsbandet.
Kontrollera avståndet (a) mellan upprullningsremskivan och
spänntandplattan med en avkännare (som visas i figur nedan).
Avståndet (a) bör inte vara mindre än förpackningens tjocklek bälte. Medan
leverans, detta avstånd är inställt på 1,0 mm mer än tjockleken på
förpackningsbandet.
(1) Om tjockleken på förpackningsremmen är 0,8 mm, placera en 0,2 mm
tjock packning under den åtdragande tandade plattan;
(2) Om sådan tjocklek är 0,6 mm, placera två 0,2 mm tjocka packningar
under den åtdragande tandade plattan;
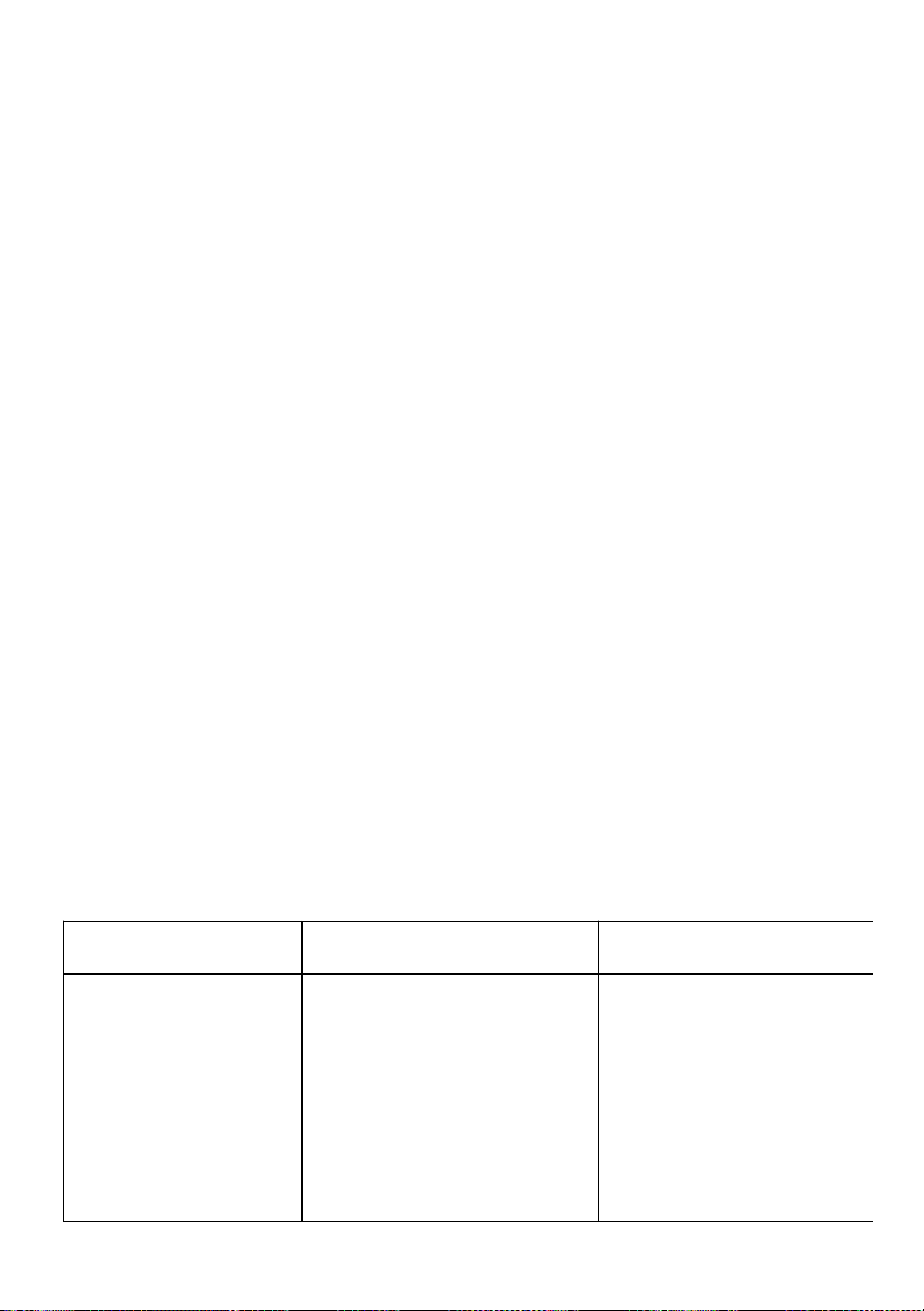
- 14 -
(3) Om sådan tjocklek överstiger 1,4 mm, sätt in två 0,2 mm tjocka
packningar i mitten av kroppen och bad.
Avstånd (b) mellan den vibrerande stångens botten och den
fusionstandade plattan
Mät avståndet mellan den vibrerande stångens botten och den
fusionstandade plattan (se bilden ovan) med en avkännare. Följ följande
under mätningen steg:
(1)Tryck på sammansmältningsknappen (röd) i minst 2S, så att både kolv
och vibrationsstång kommer att vara helt nedåt.
(2) Mät avståndet (b) med en avkännare ; om ingen packning används, har
avståndet(b). ställts in på 0,5 mm. Om tjockleken på förpackningsbandet är
mindre än 0,6 mm, sätt in en 0,2 mm packning till botten av fusionstandad
plåt.
Notera:
·Minska inte avståndet (b)genom att sätta in för många packningar;
·Förpackningsmaskinen kan skadas om det inte finns något spel
mellan botten av vibrationsstången och smältskivan;
·Om den vibrerande stången träffar den smälttandade plattan,
kommer tänderna på plattan att skadas omedelbart.
56. Fel och felsökning
Vanliga fel och felsökning:
(15) Spännardrift
Fenomen
Orsaker
Felsökning
Motorkropp kan inte
starta .
1. Det finns främmande
material i motor .
2. Motorn är för torr och i
behov av smörjning .
3. Felaktig justering för
luftventil resulterar i
bristande lufttryck .
1. Leverera
förpackningsmaskin till
fabrik för reparation
2. Tillsätt flera droppar
smörjolja till motor från
luftintaget
3.Justera om
- 15 -
luftventilen
Spännremskiva
trycker på den övre
förpackningsbälte .
1.Avstånd mellan
remskivan och den
tandade plattan är för
bred .
2. I förpackningens
tjocklek bältet,
spänningskraften är för
stark .
3.
Upptagningsremskivan
är blockerad av damm
eller rester från
förpackningsbandet .
4.
Upptagningsremskivans
tänder är trubbiga .
1.öka packningen.
2. Justera spänningen
på
förpackningsremmen
genom att justera
luftventilen med en
skruvmejsel .
3. Rengör tänderna på
upptagningsremskivan
med luftblåspistol eller
borste .
4.Byt ut upptagningen
remskiva.
Vid packning ,
förpackningsmaskin
går framåt eller kan
inte klämma fast
änden av
förpackningsbälte .
1.Tandplattan är
blockerad genom rester
av förpackningsband .
2.Tänderna på
upptagningen tandade
plattan är trubbig .
3. Spänningen av
förpackningsbältet är För
stark .
1. Rengör tänderna
från
upptagningskuggade
platta, blås bort resten
med luft blåspistol .
2. Byt ut den tandade
plåten.
3.Justera trottelventilen
med en liten
skruvmejsel .
- 16 -
Varningar under spänningsoperationen
①När artikeln har bundits med förpackningsbälte, håll den överlappande
delen med vänster hand mot dra ut överflödig del.
②Se till att den överlappande delen av förpackningsbandet i
förpackningsmaskinen är i inriktning.
③ Vid förpackning, om spänningen är för hög, kommer
förpackningsremmen att gå sönder. Kontrollera spänningen av
förpackningsremmen genom att justera luftventilen.
(16) Fusionsdrift
Fenomen
Orsaker
Felsökning
Ofullständig fusion
eller Nej fusion
1. Fusionstiden är för
kort
2. Lufttrycket är det
inte tillräckligt
3. ID för luftröret är för
litet
4. Tänderna på fusi o
n tandade platta eller
vibrerande stång är
blockerade av rester
eller slitna ut
5.Vibrationsmotorn är
för torr och i behov av
smörjning
1. Se denna manual för
justering fusionstid .
2.Tillföra luft vid
lufttrycket på 72psi eller
högre .
3. Byt ut luftröret till ett
luftrör med en
innerdiameter på över 6,4
mm .
4. Rengör tänder del eller
ersätt vibrerande stång
och fusionstandad platta .
5. Tillsätt smörjolja från
luftintaget
Förpackningsbälte
är överdrivet
smält eller bruten
av under
Fusion bearbeta
1. Tjockleken på
förpackningen b elt
räcker inte
2. Fusionstiden är för
lång
3.Kylningstiden för
friktion fusionsdelen
är för kort .
1. Använd
förpackningsbältet som
har korrekt Specifikation
2. Minska smälttiden vid
behov. Se denna
handbok
3.Behåll minst 3
sekunder efter fusion
- 17 -
Förpackningsmaskin
kan inte flytta
Från förpackning
bälte efter fusion
1.Take-up remskiva
kan inte omvänd .
Förpackningsbältet
kan inte lossna .
2. Vibrerande stång
reser sig inte från
förpackningsbältet .
1.Tryck på
bakåtspolningsknappen
för att släppa spänningen
av förpackningen be lt
2.Håll ljusarens handtag
till aktivera spännaren att
ansluta med avgasventil
och slå sedan på
avstängningsventil
Försiktighet vid fusion
①Ljud sammansmältning kan säkerställa en jämn och gradfri fog, men för
lång sammansmältning kommer att minska vidhäftningskraften hos
PET-förpackningsbandet.
②Efter fusion, behåll 3S, annars kommer fusionsfogen att deformeras eller
separeras.
- 18 -
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
Adress : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu,
shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
REP
UK
YH CONSULTING LIMITED.
C/O YH Consulting Limited Office 147, Centurion House,
London Road, Staines-upon-Thames, Surrey, TW18 4AX