Technical Support and E-Warranty Certificate www.vevor.com/support
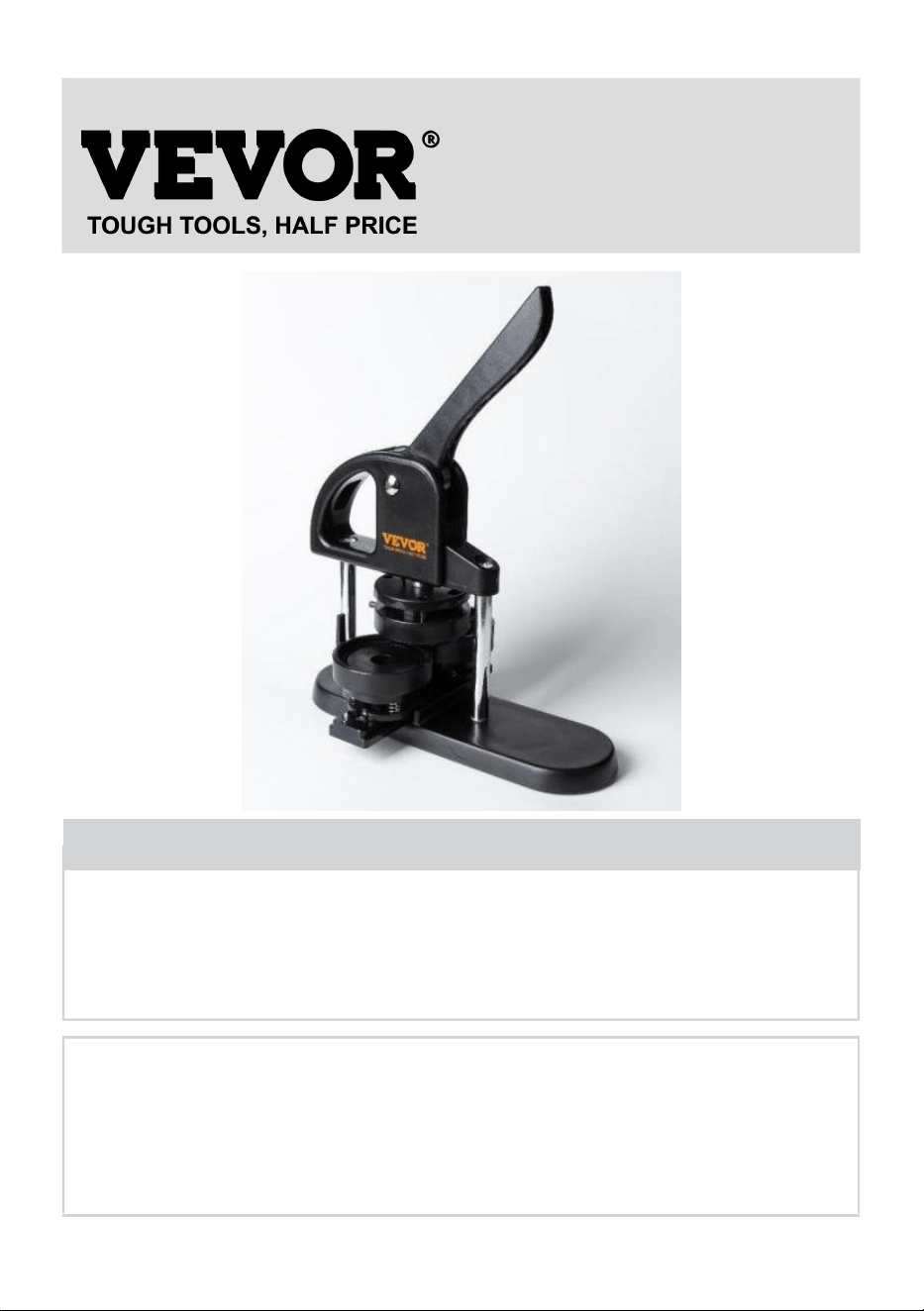
BUTTON MAKER MACHINE
INSTRUCTION MANUAL
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and doses not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

1
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
BUTTON MAKER
MACHINE

2
SAFETY REMINDER
1. This badge machine is only applied for the intended purpose. Don't apply in
other applications which exceed safety considerations.
2. Children cannot operate this product unless accompanied by an adult.
3. Pay attention to safety during operation, and avoid crushing fingers.
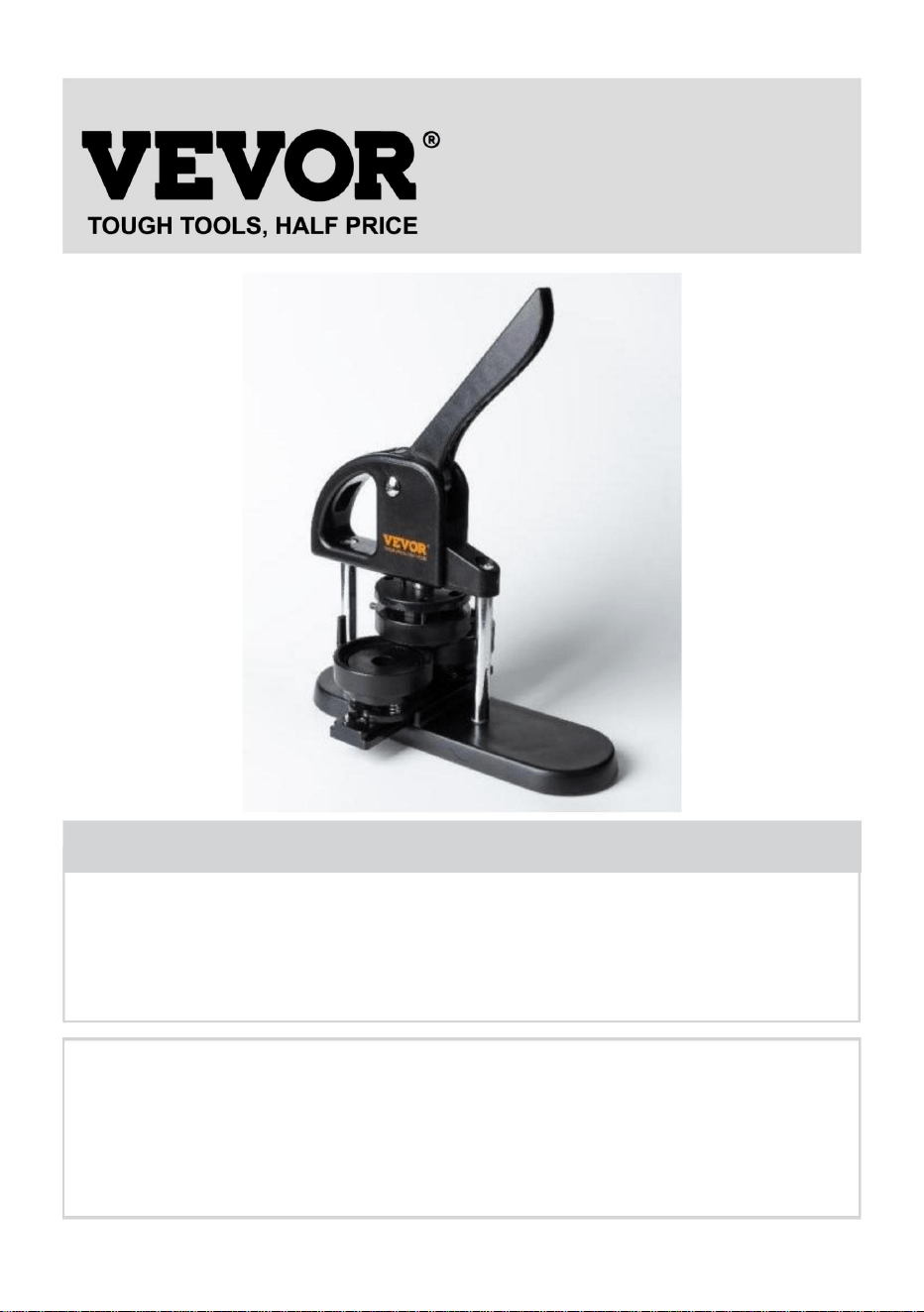
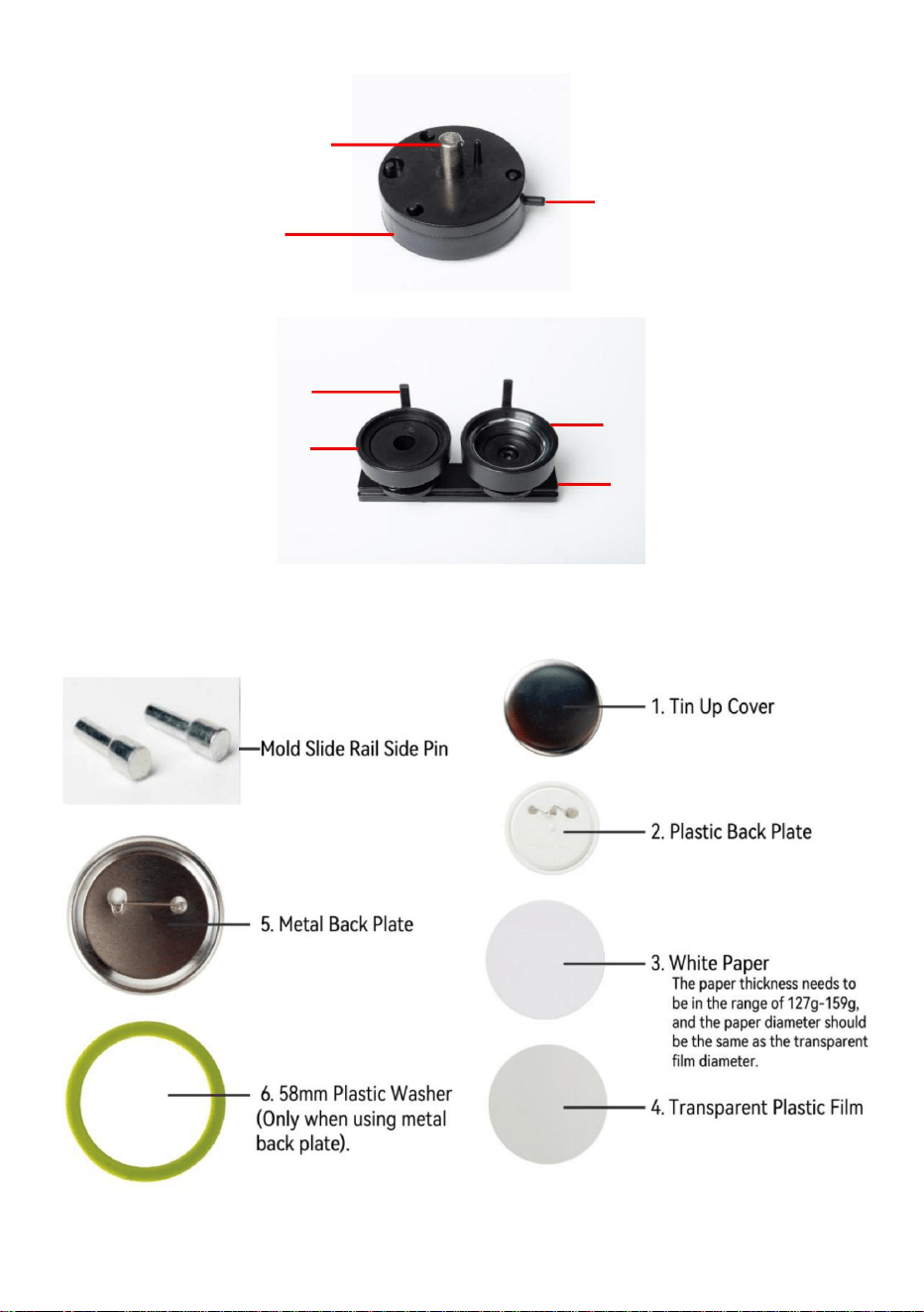
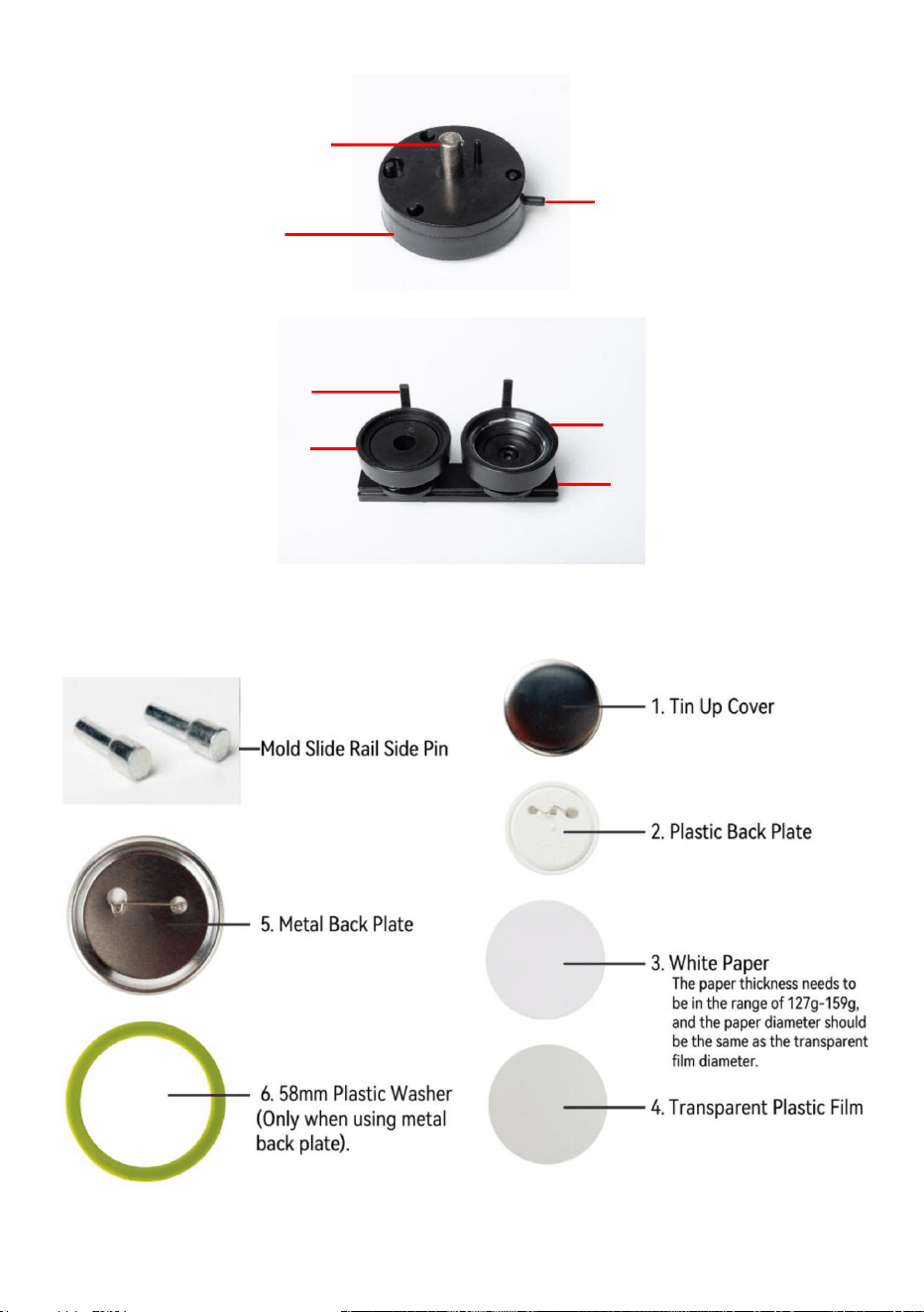
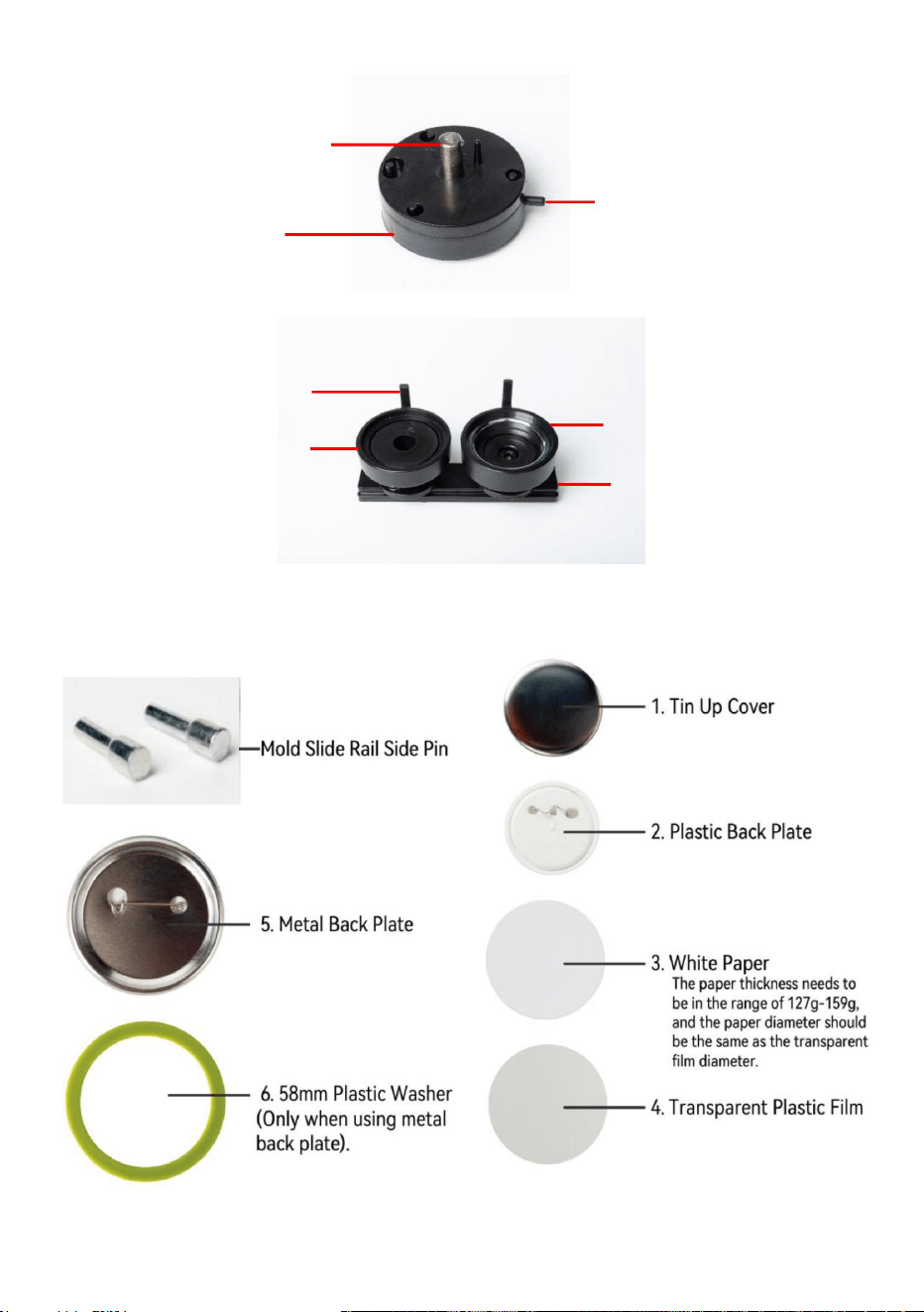
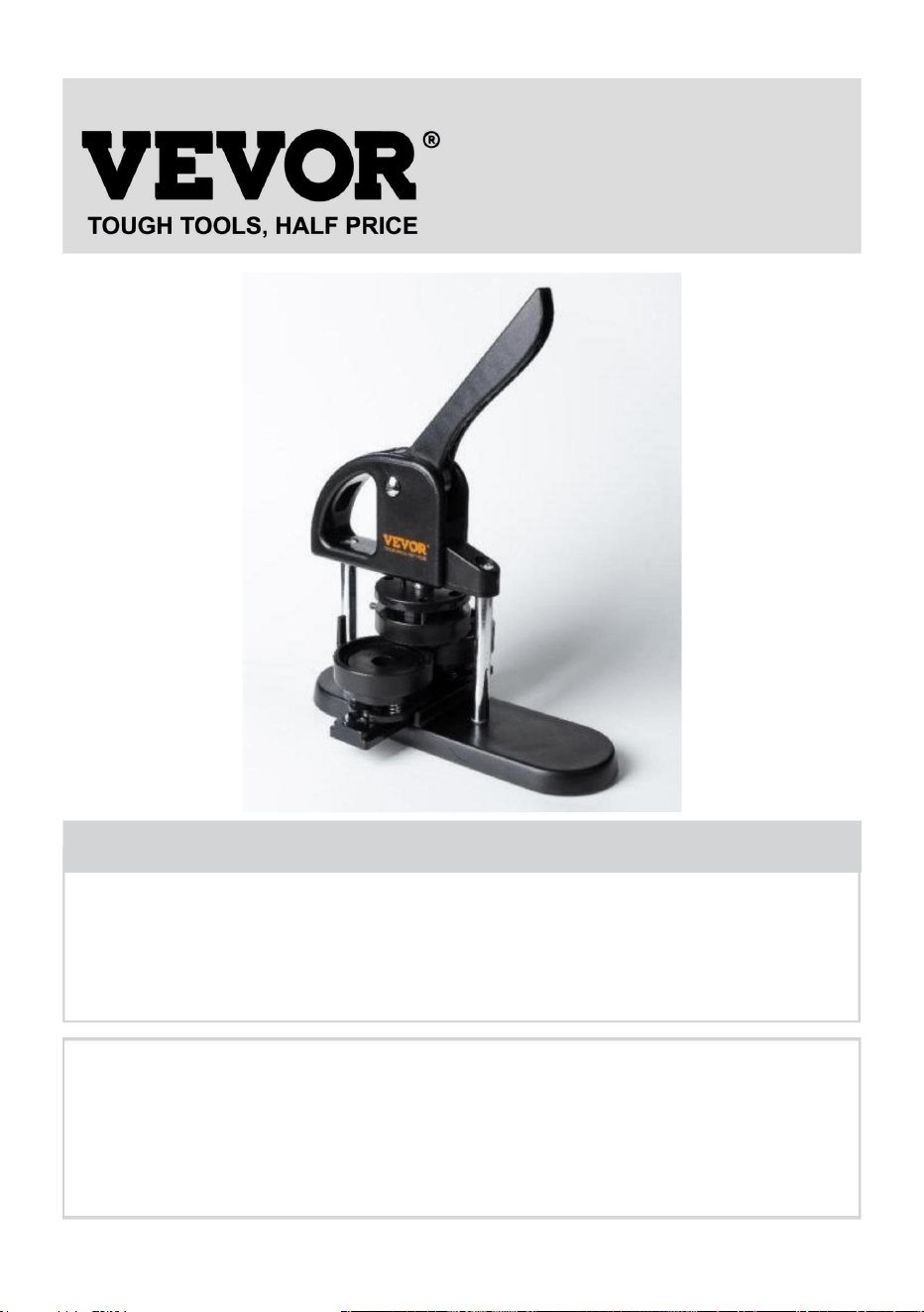
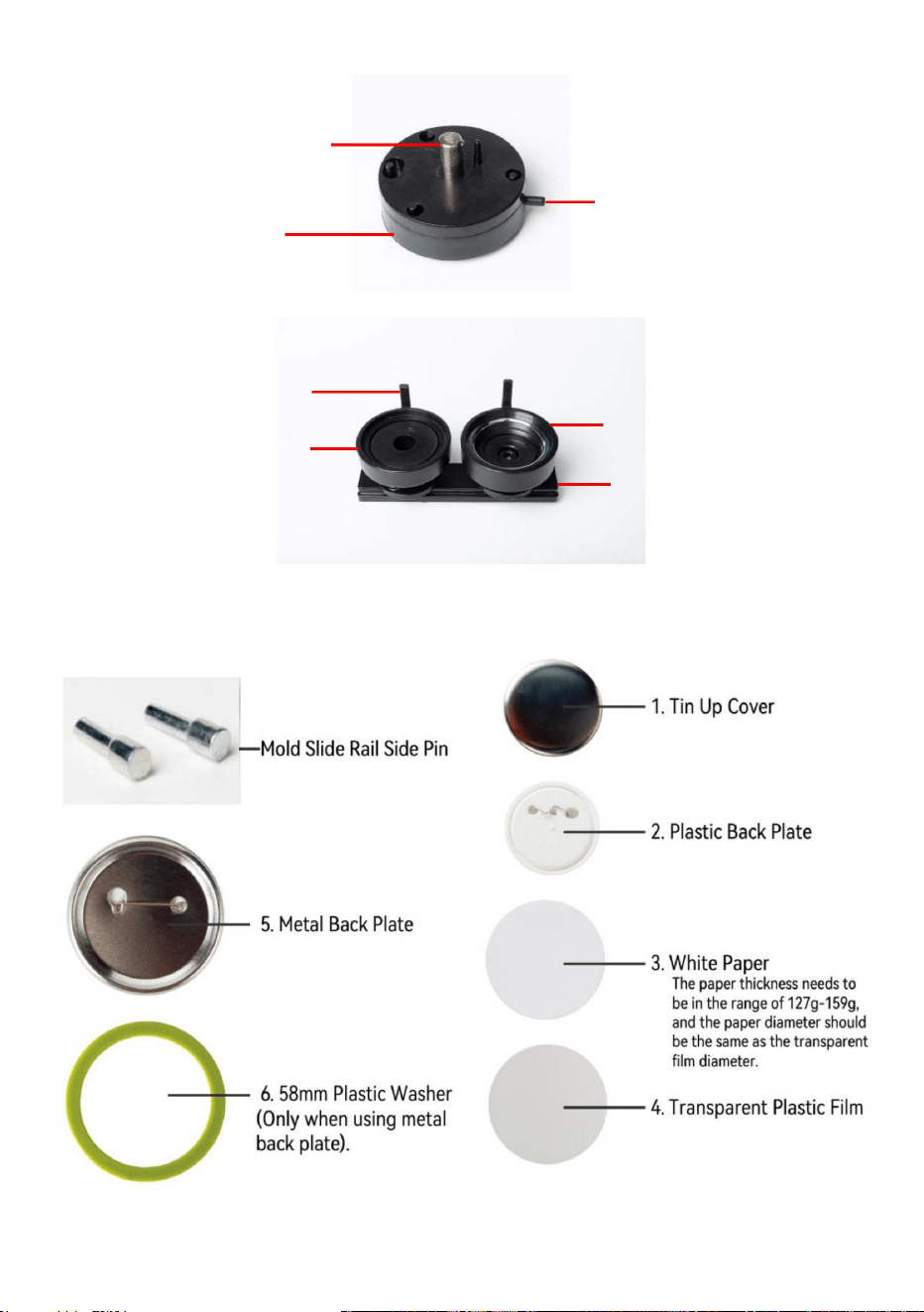
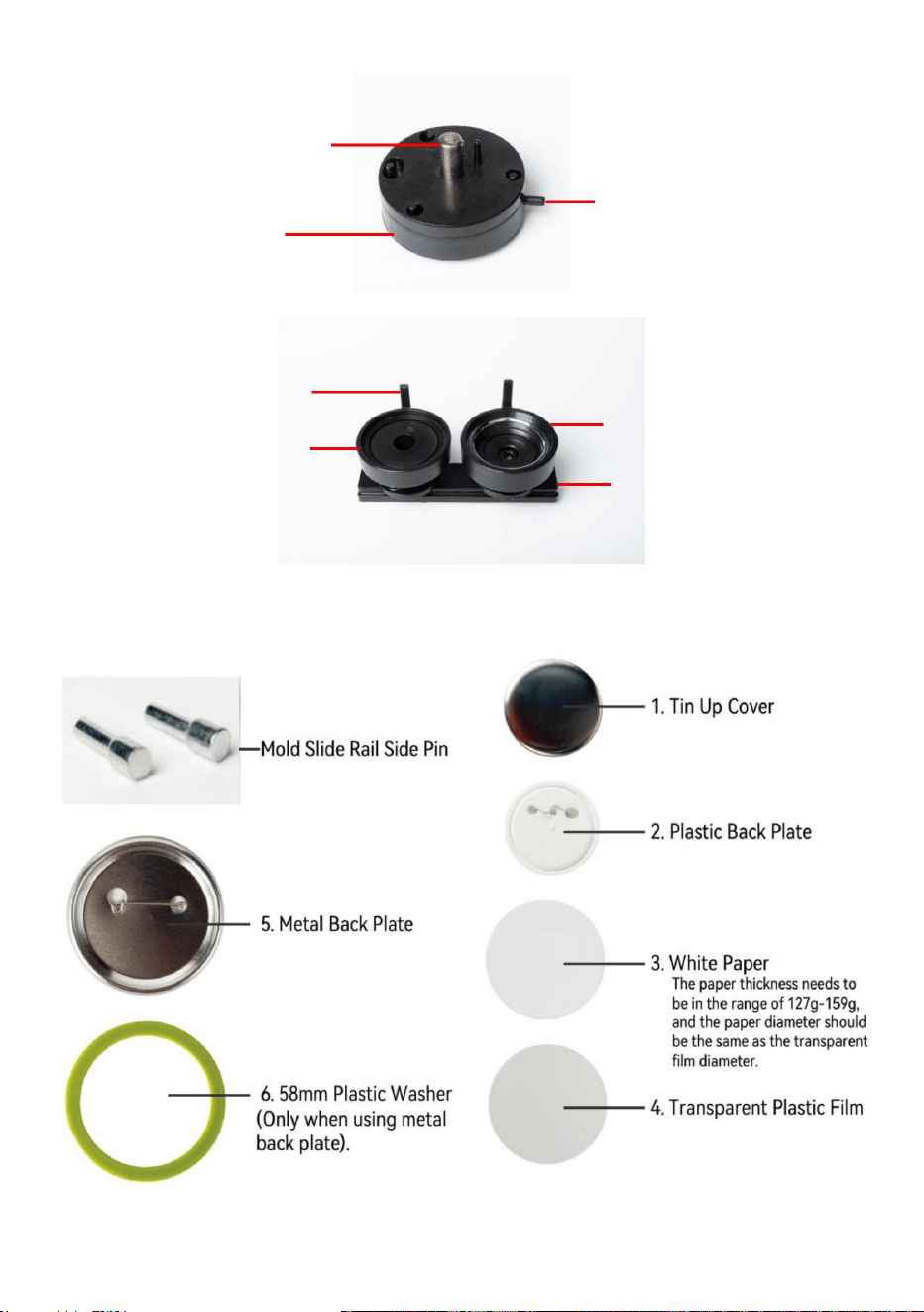
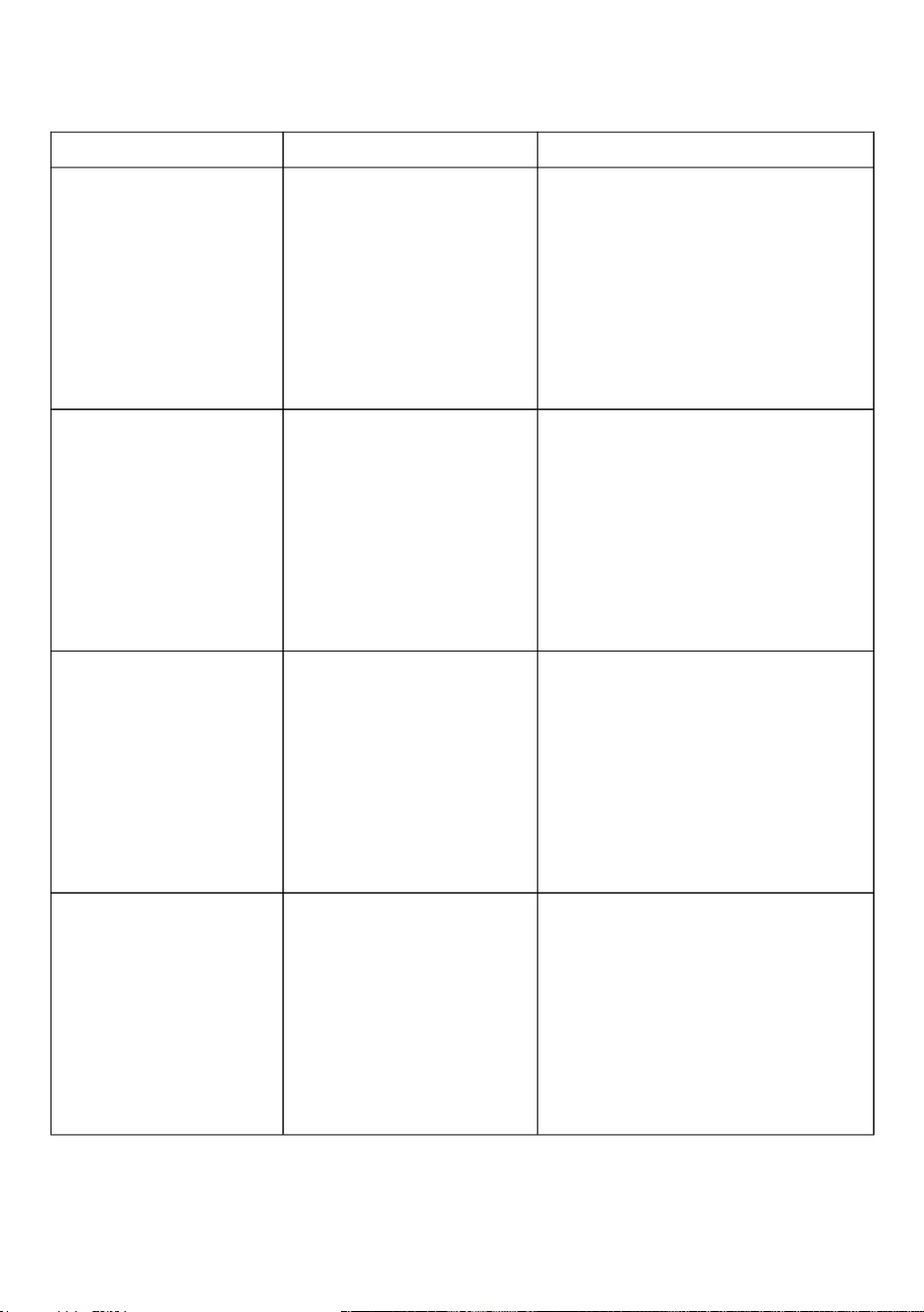
COMPONENTS
Handle
Armrest
Upper mold
Lower mold
Bottom plate
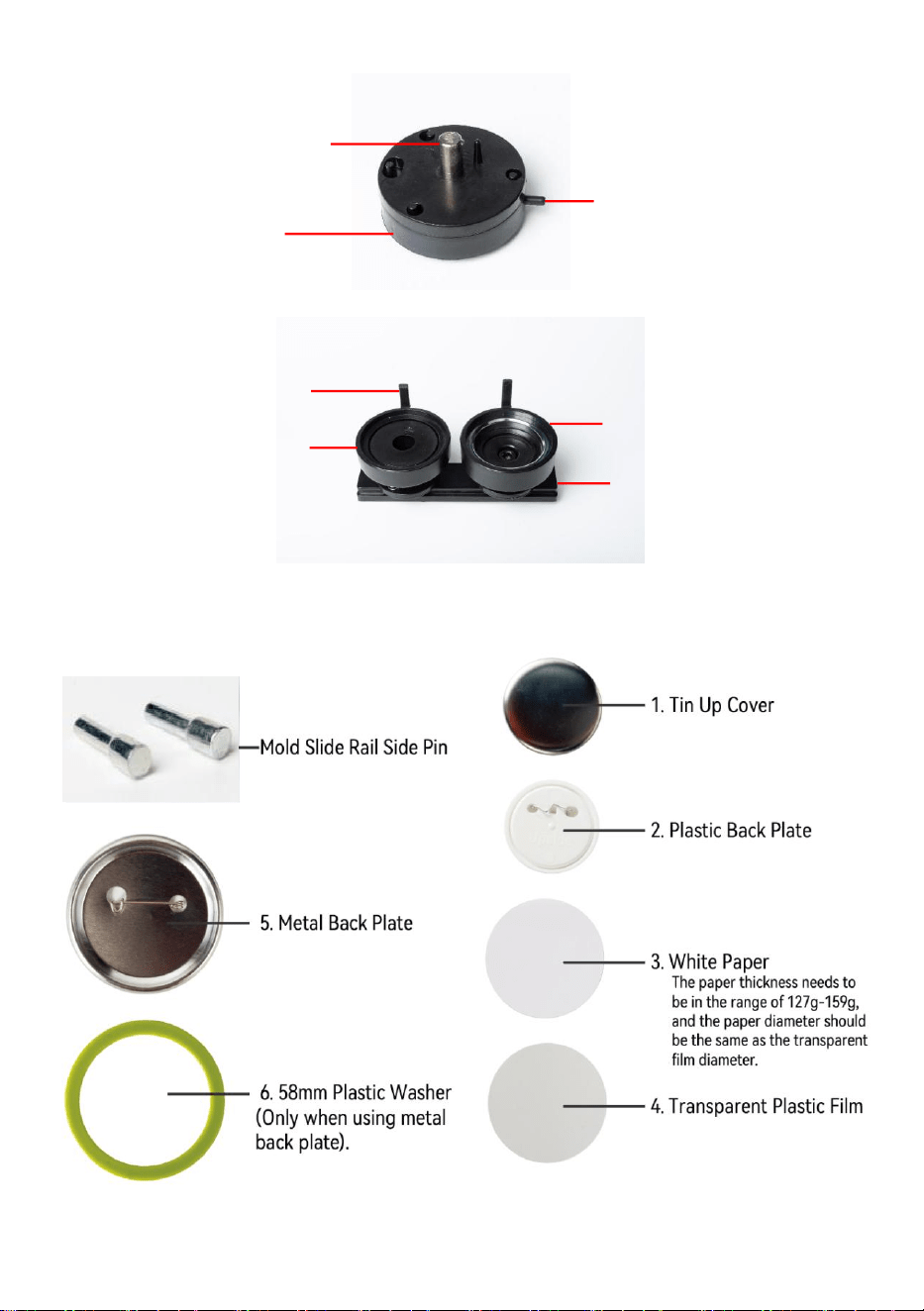
3
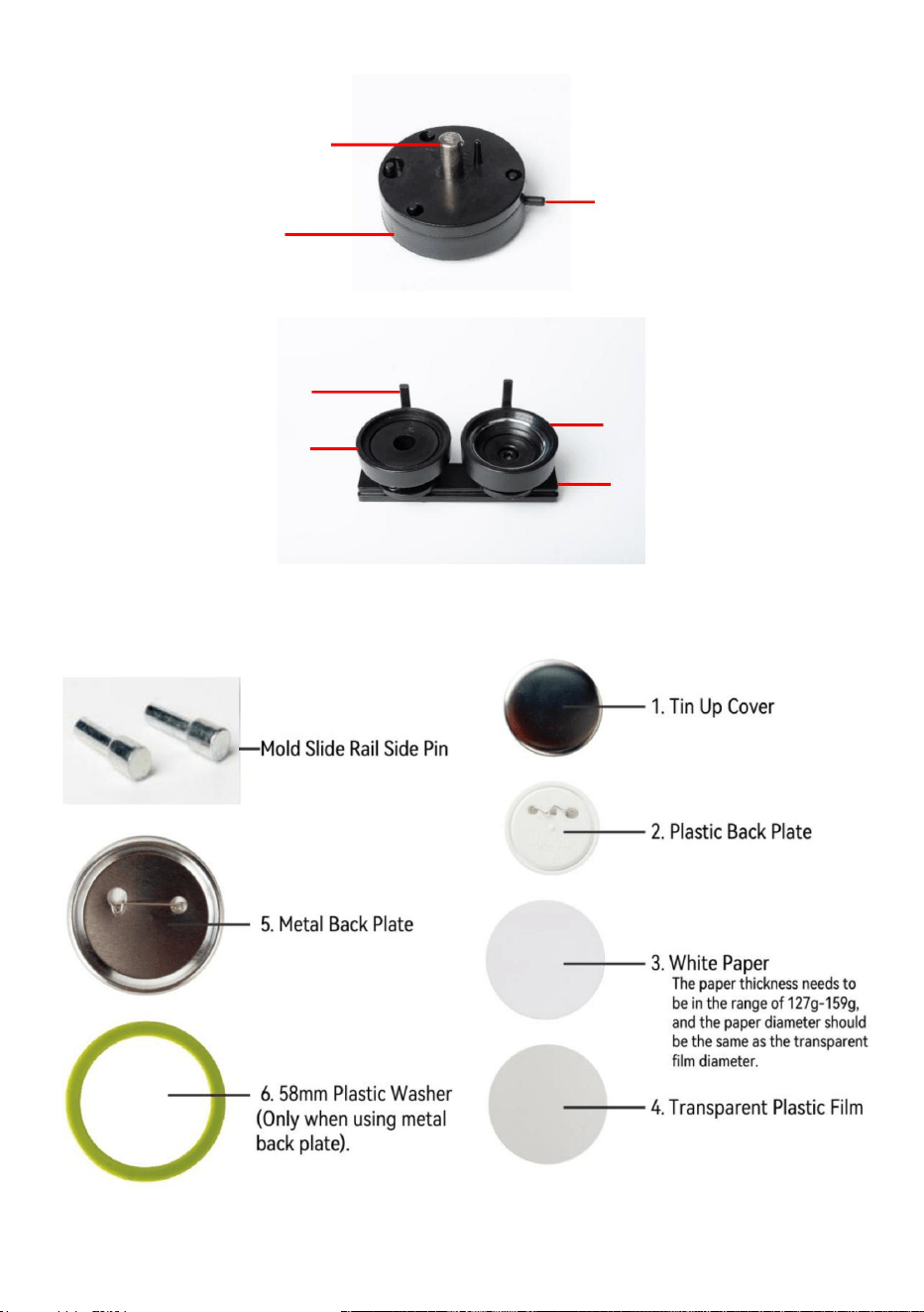
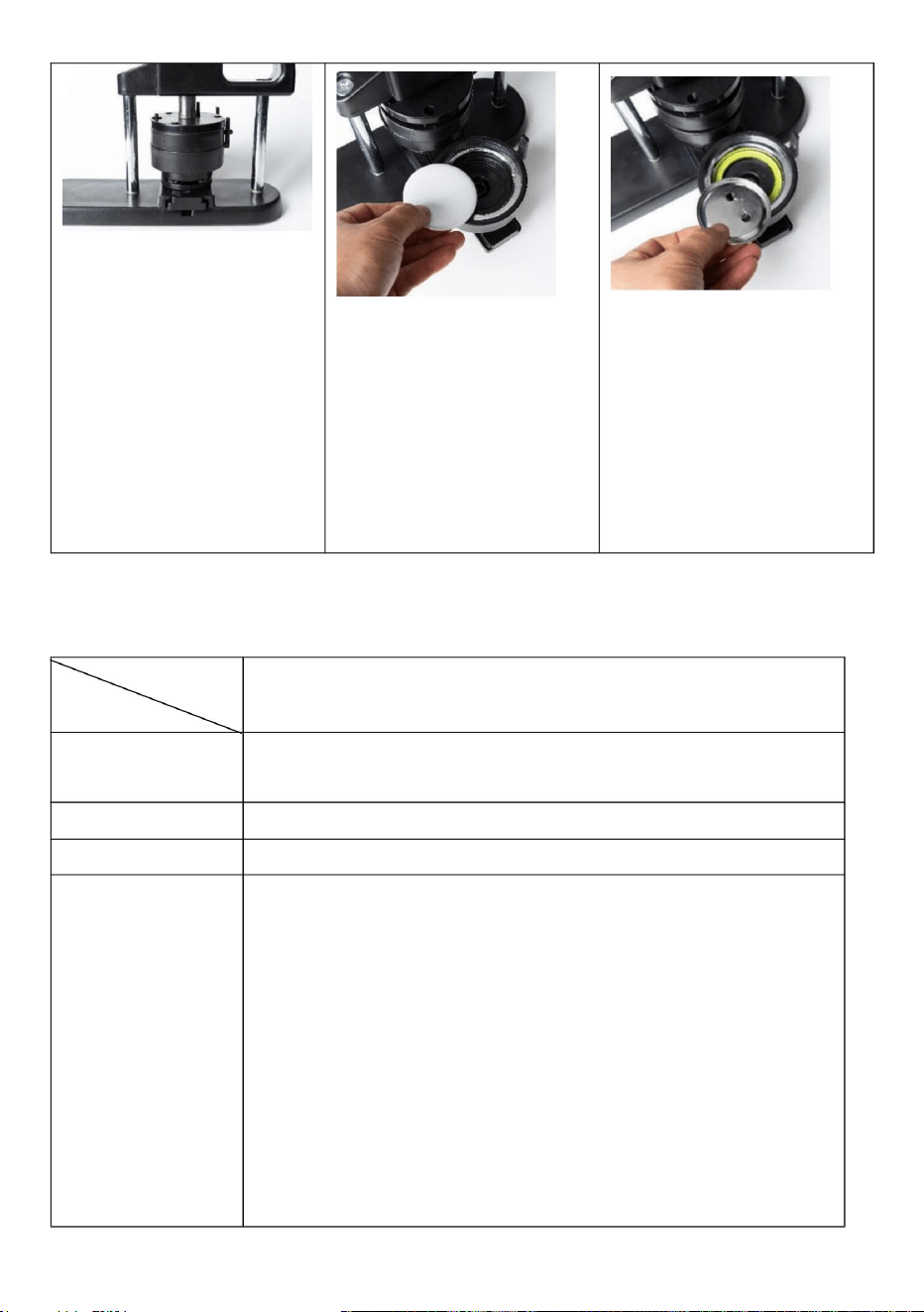
Up mold side positioning pin
Mold head
Lower mold
Guard sheet
Lower mold(A)
Plastic sliding rail
Lower mold(B)

4
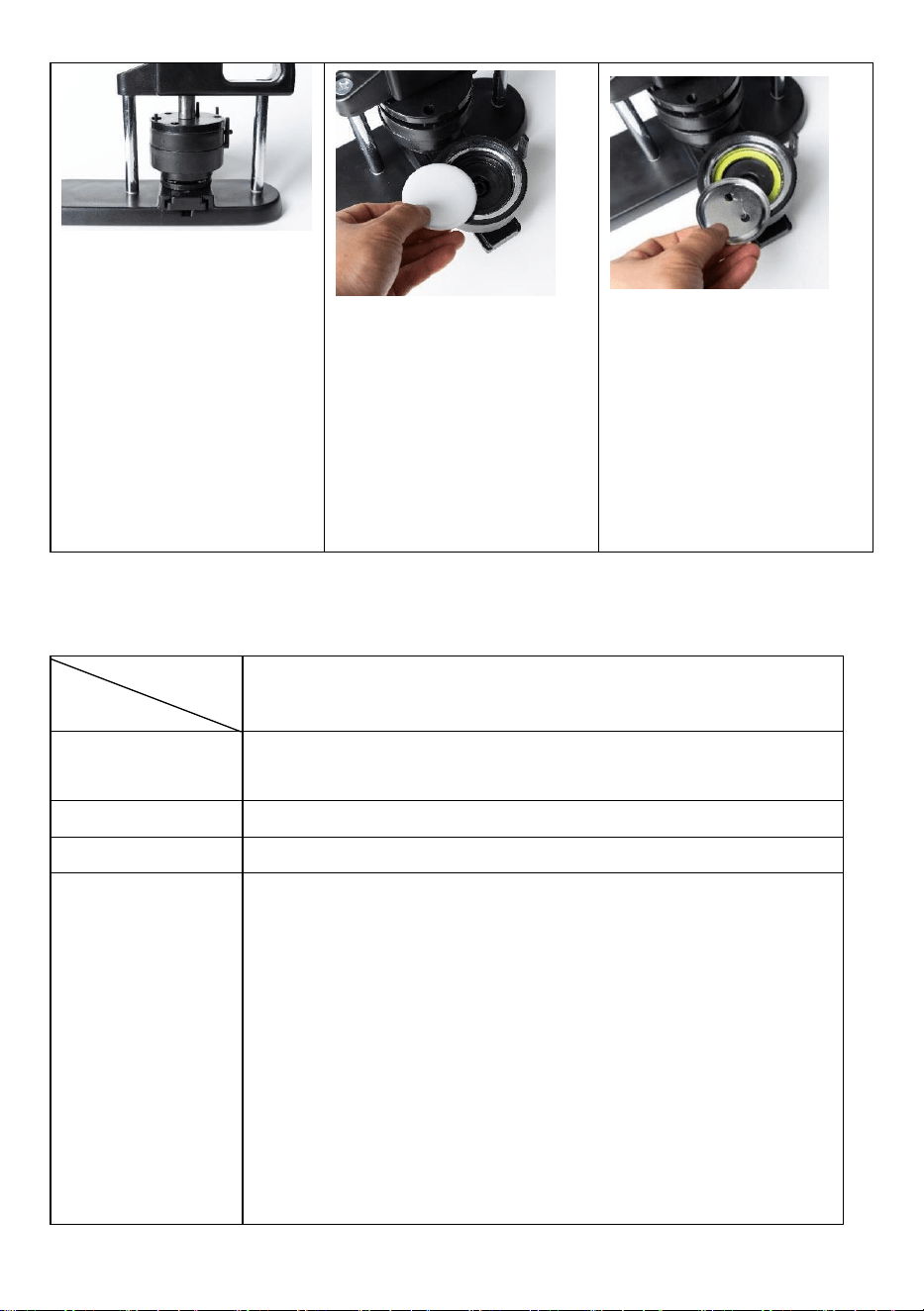
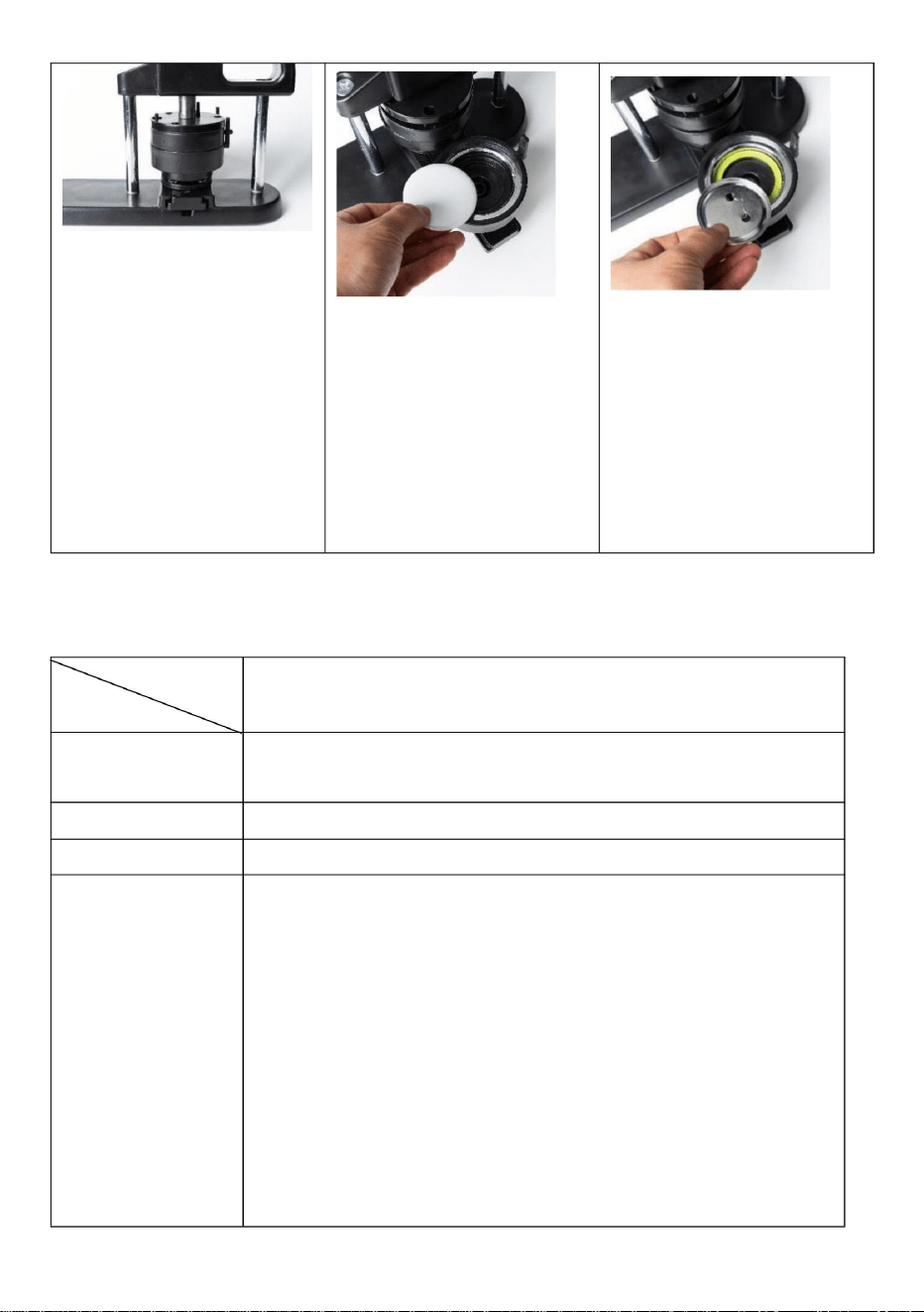
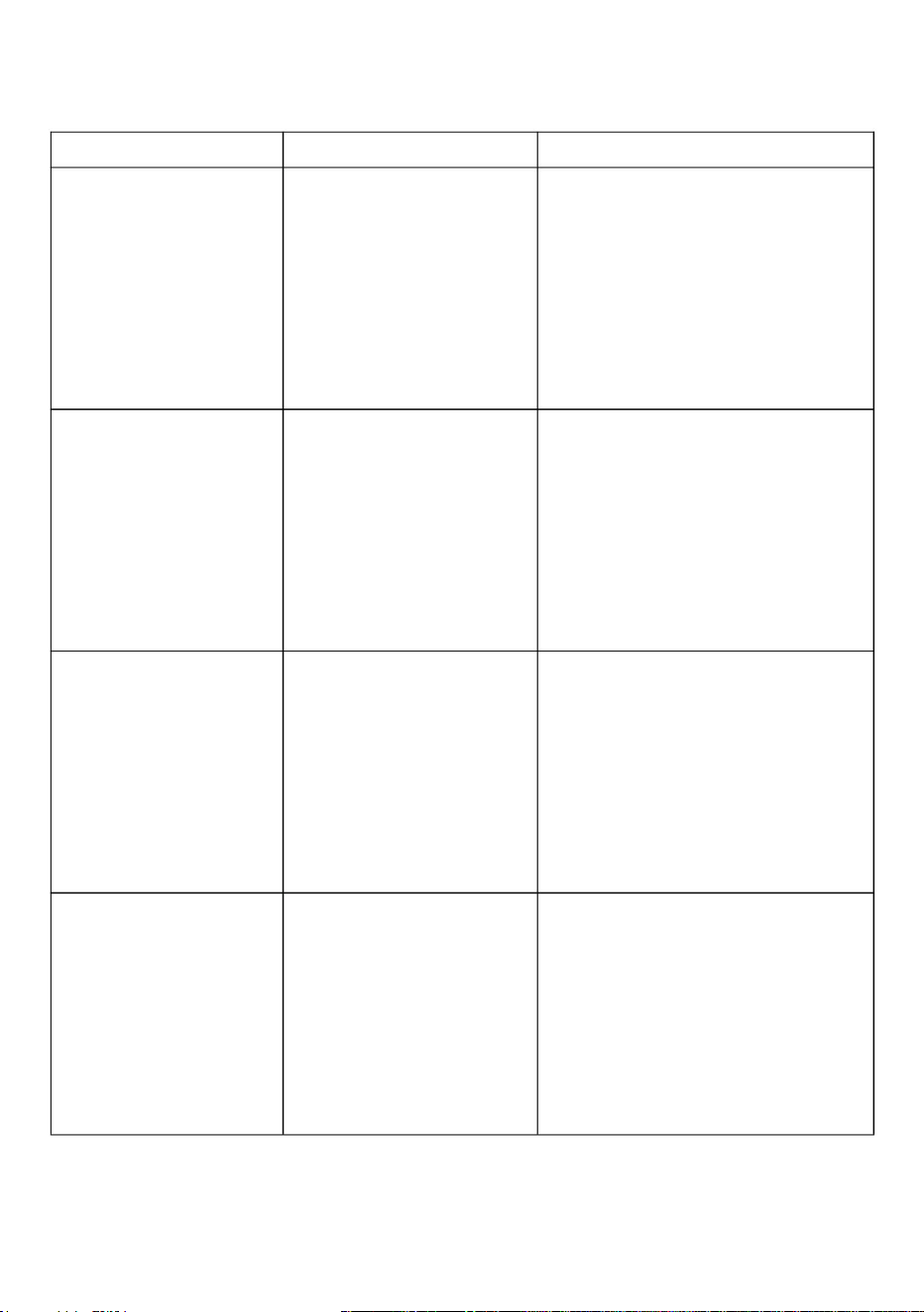
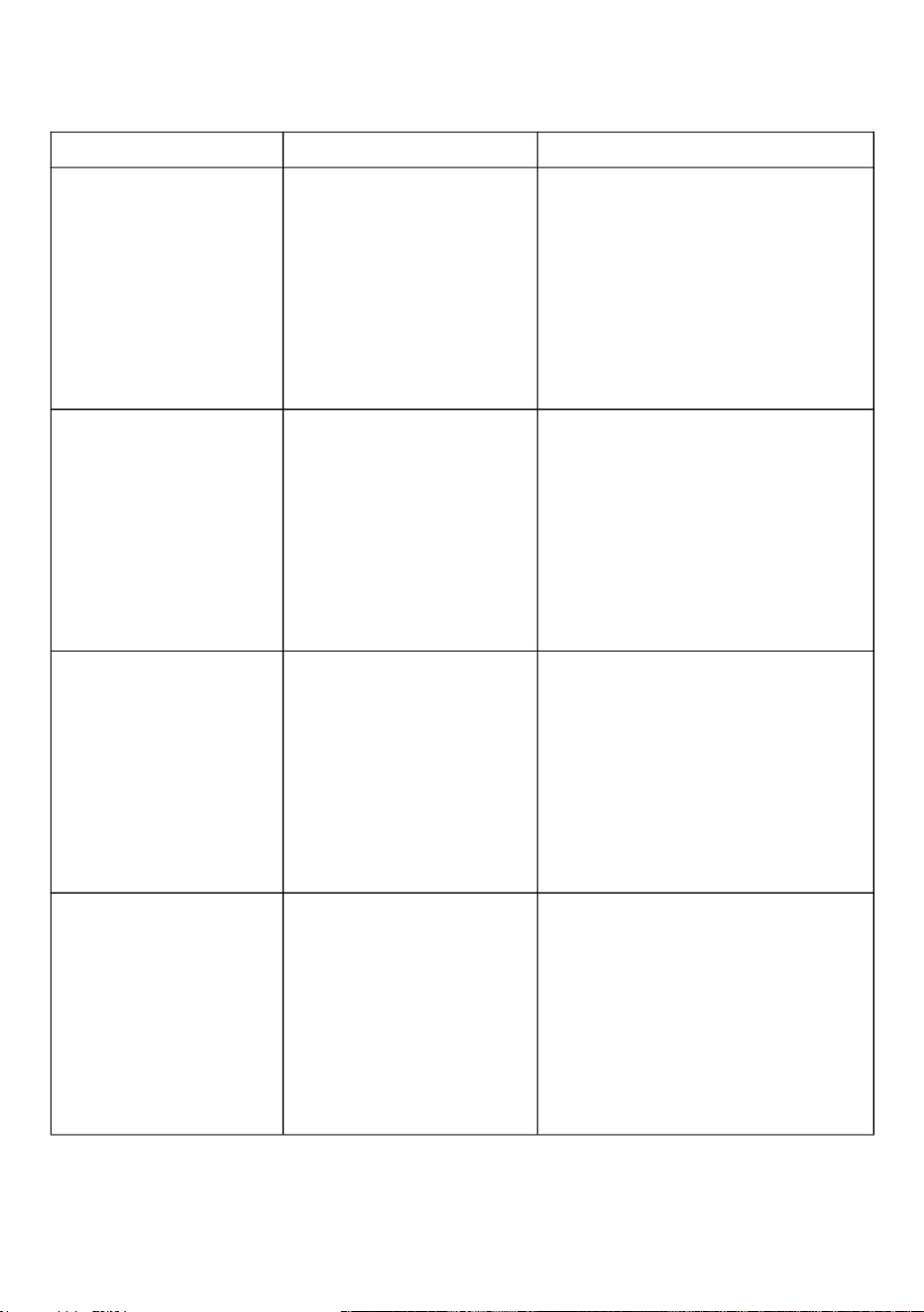
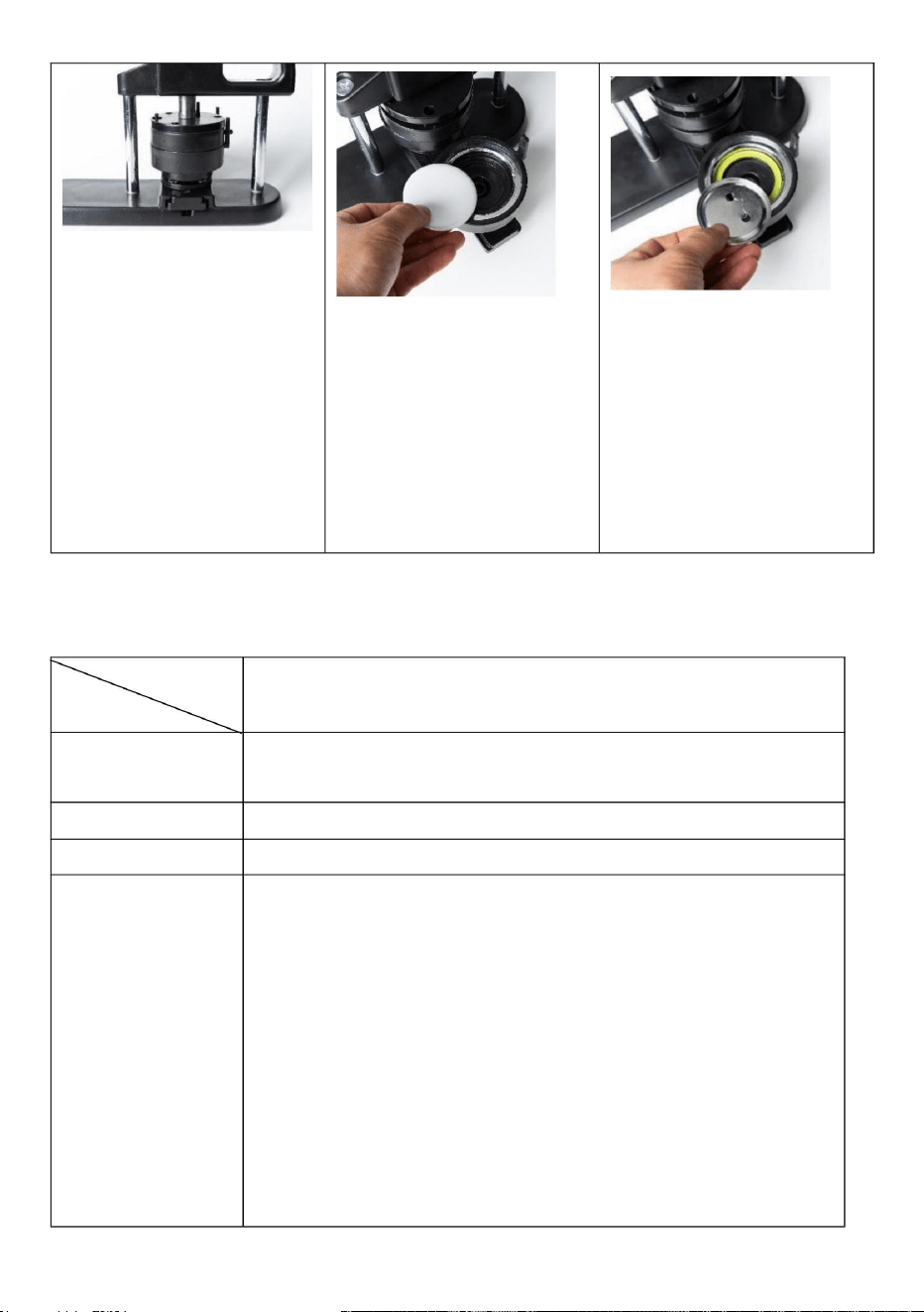
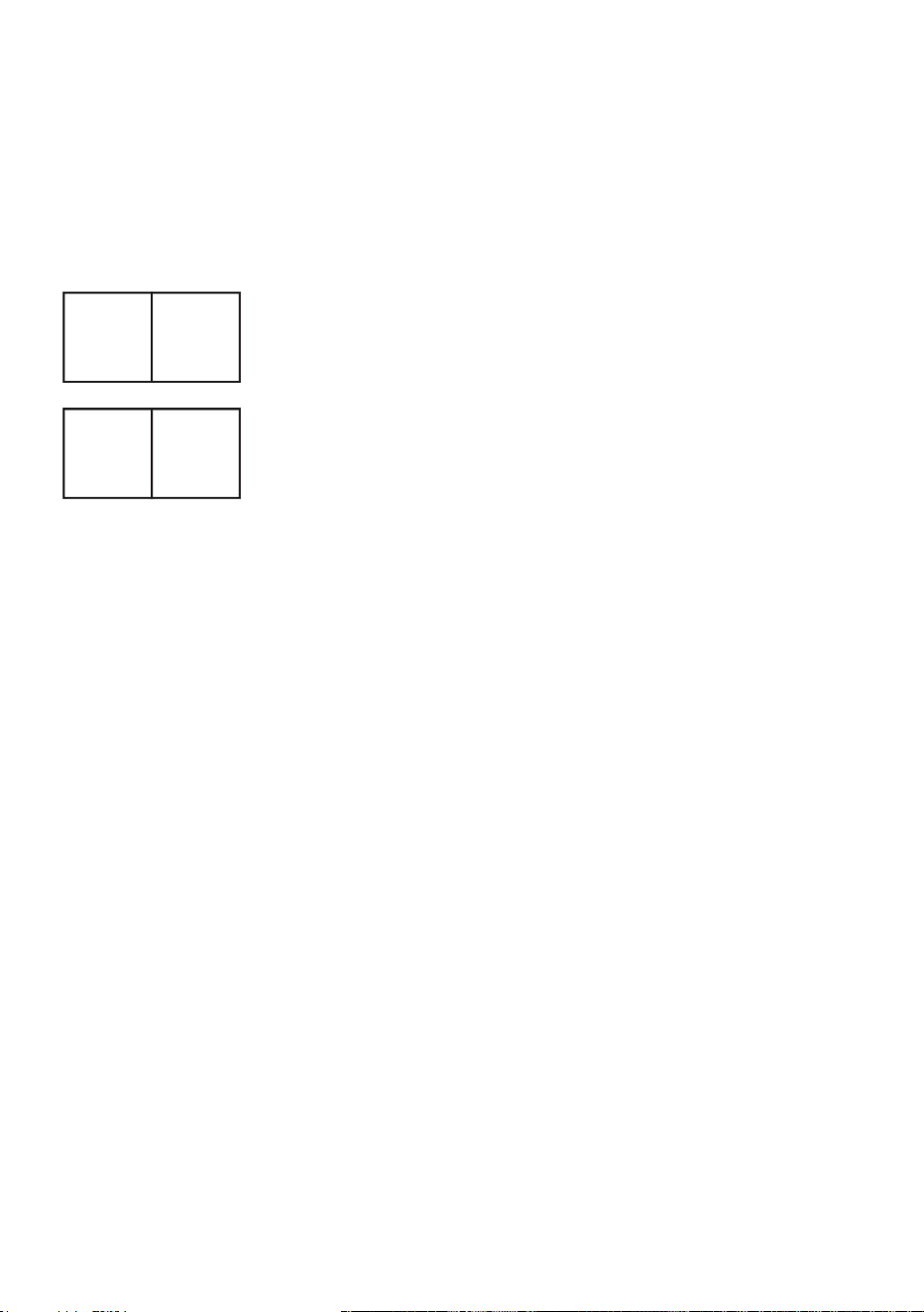
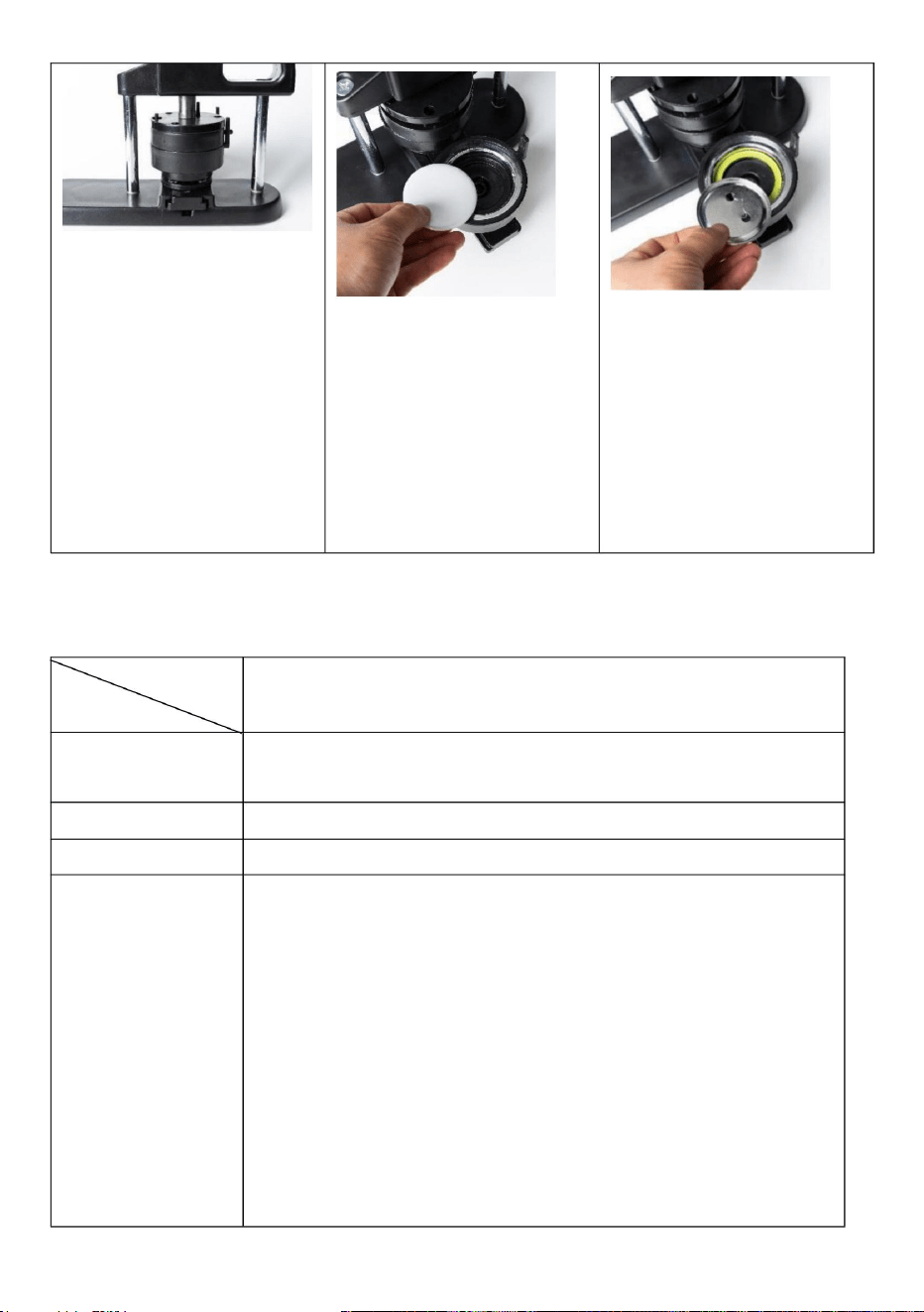
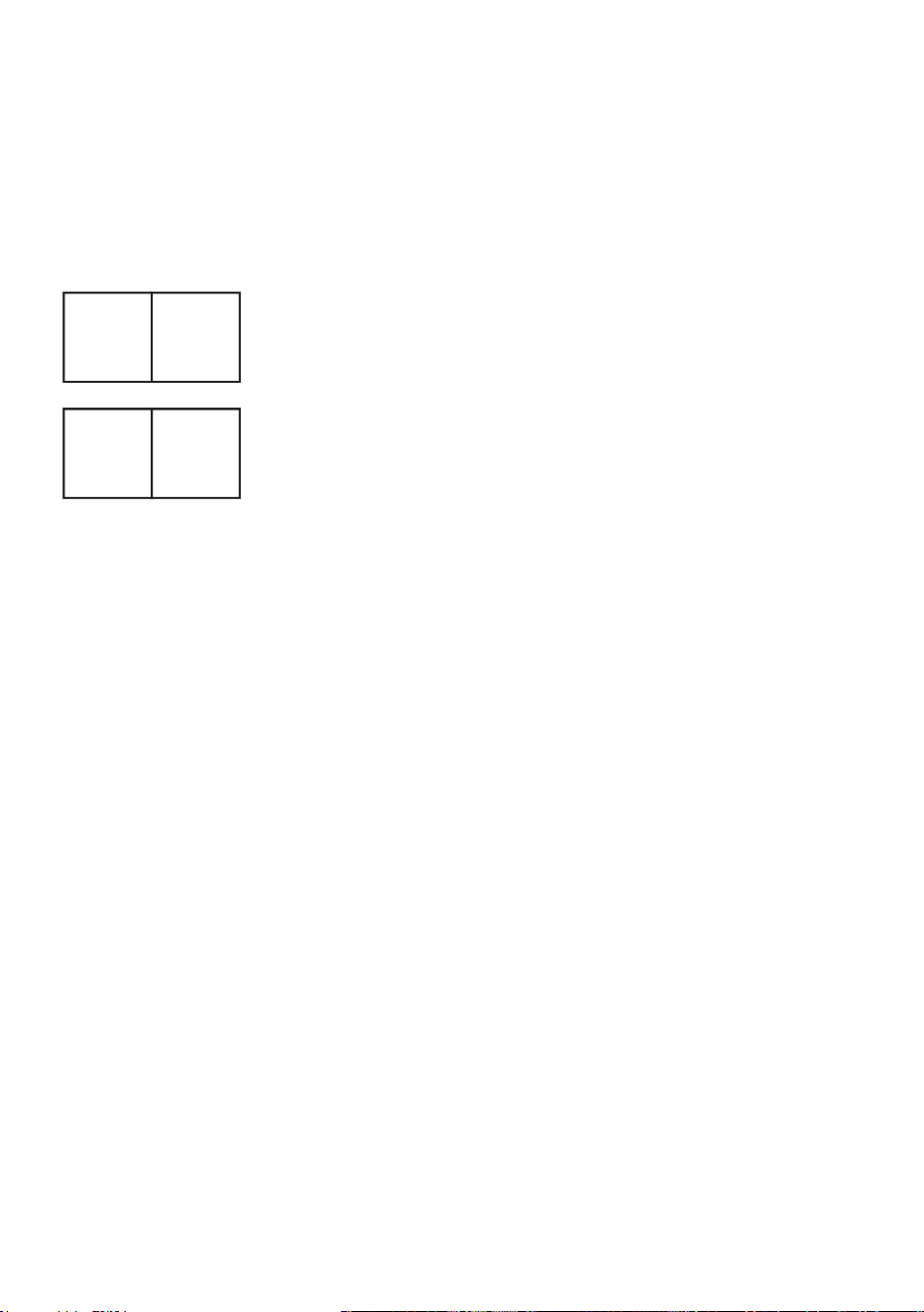
INSTALLATION STEPS
1. Install the up mold on the
machine, mold side pin align
to back and upward push,
the magnetism automatically
absorbed.
2. Make up mold three
holes aligning and lift up,
down mold align to sliding
rail groove and push to
middle, loosen and put down
the up mold.
3. Put the pin on the side of
the slide rail.

5
4. Installation finished and
able to start manufacture.
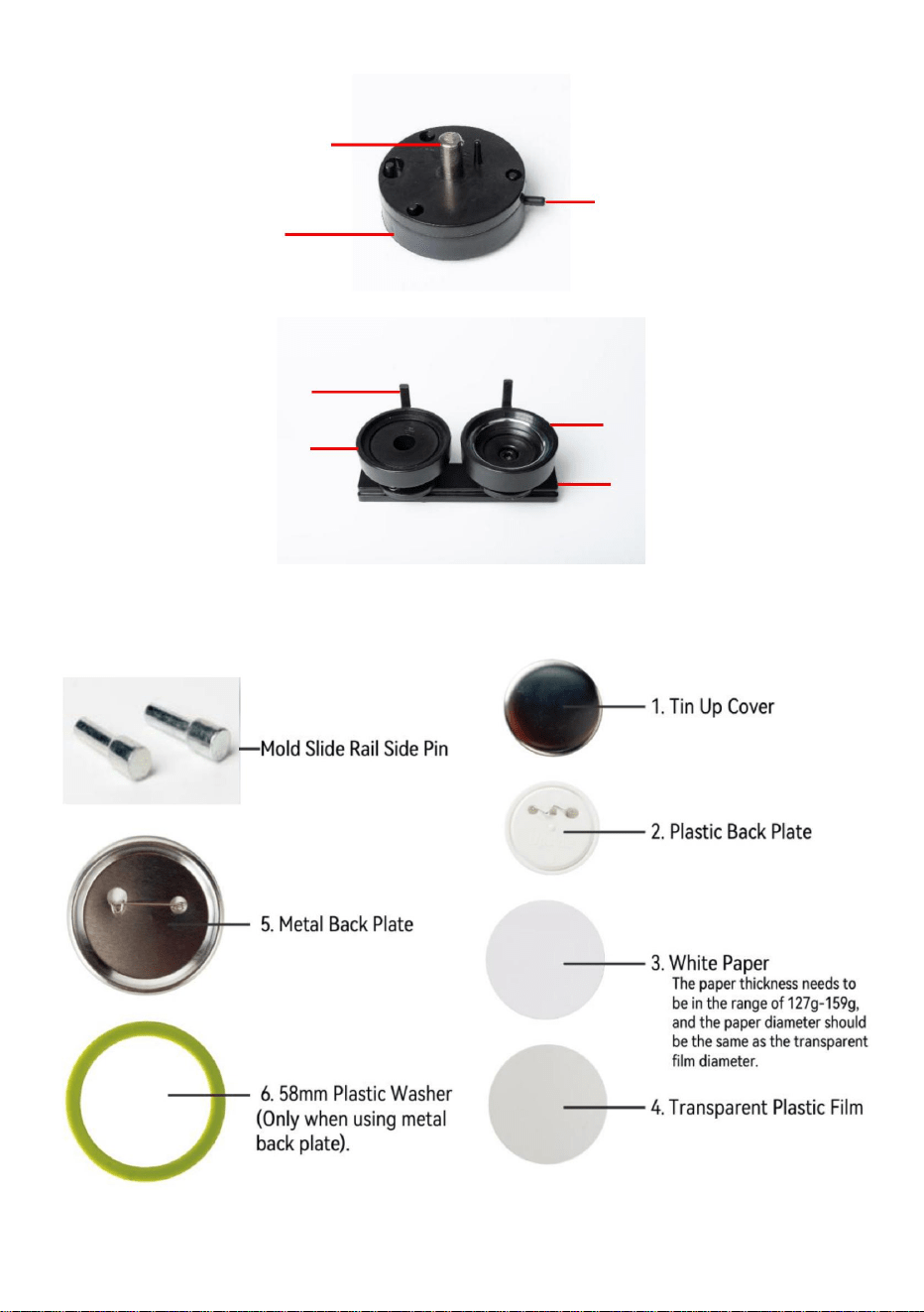
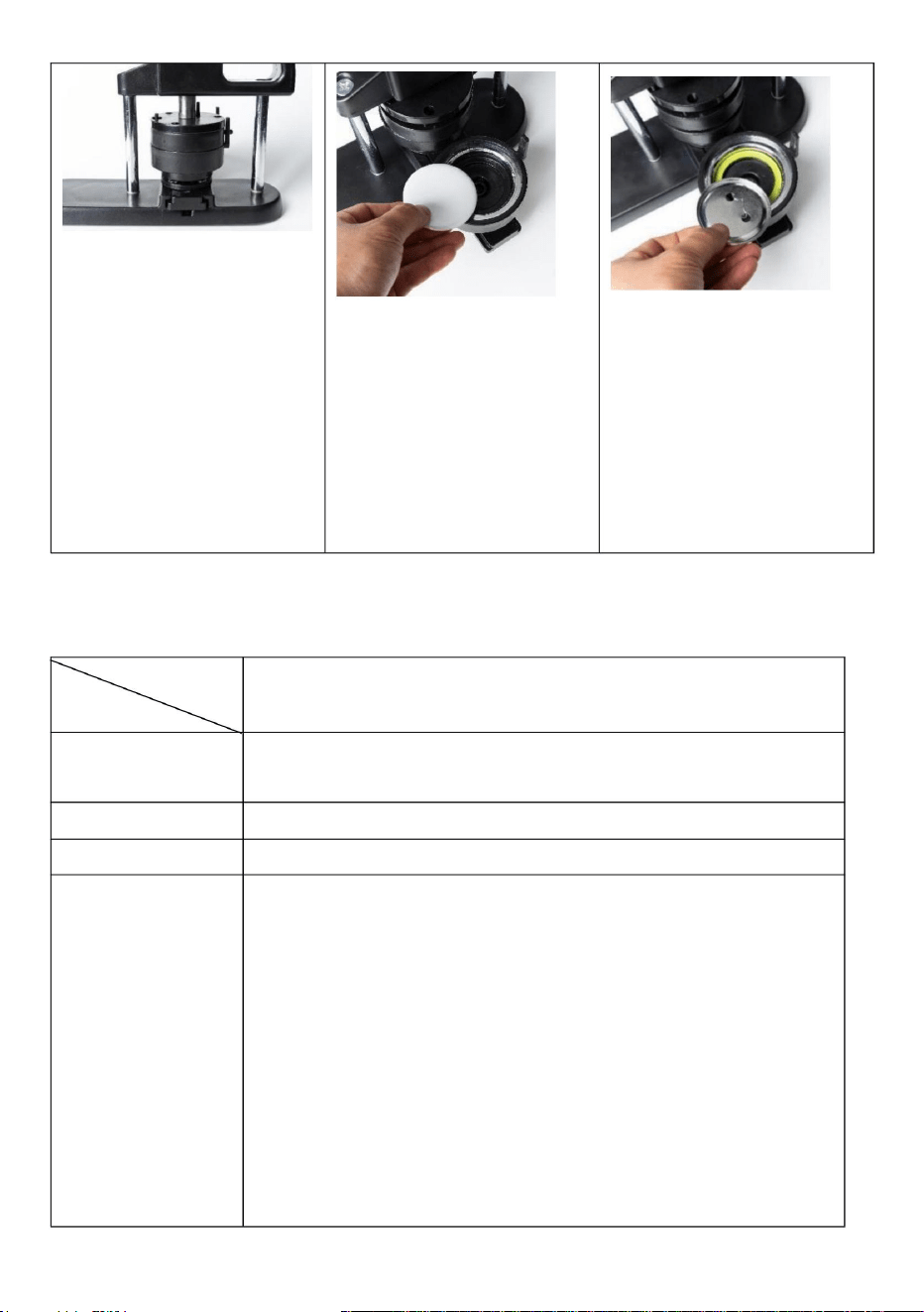
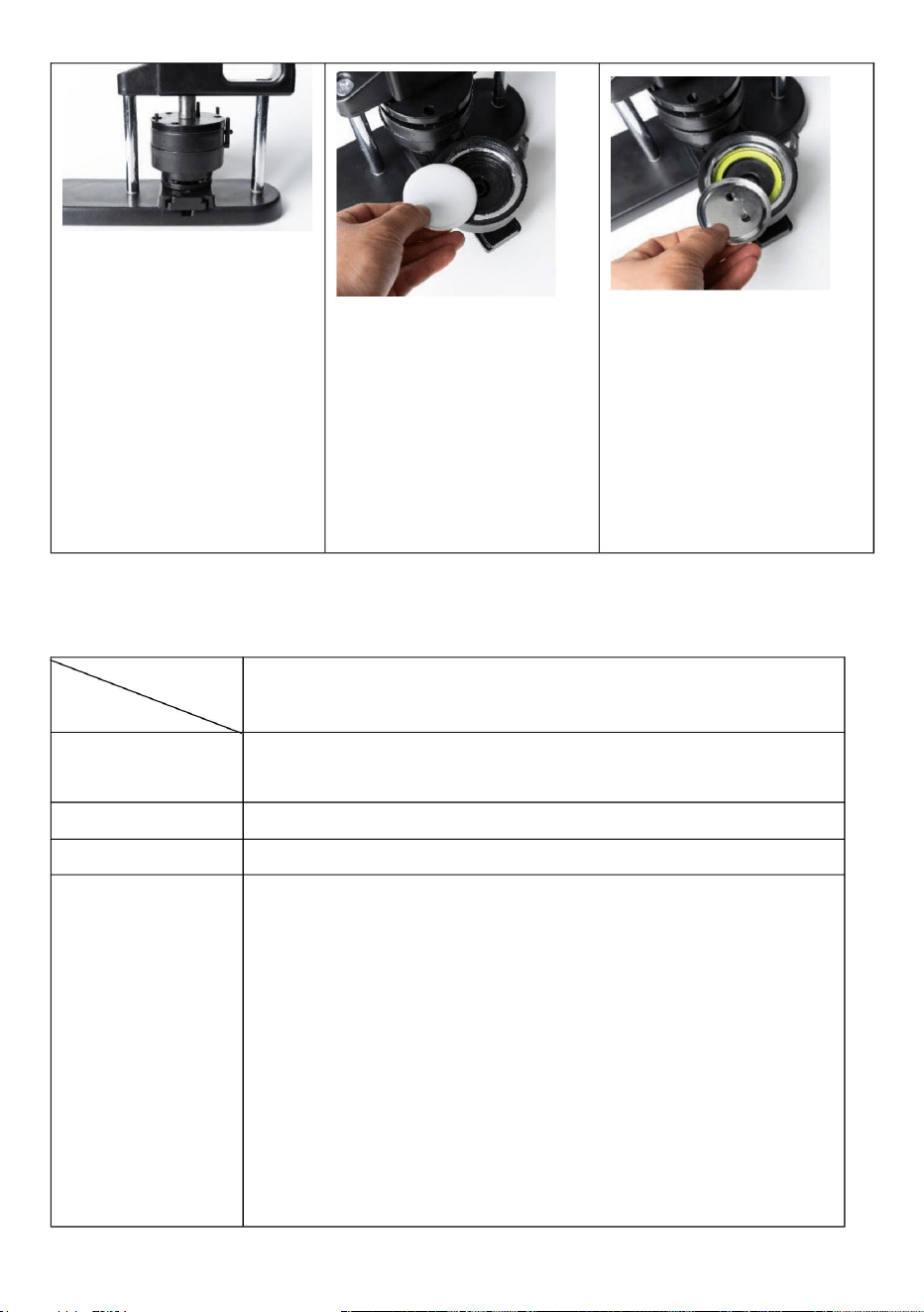
5. Put “Tin up
cover”--”Paper”(pattern
levelly placed)--
“Transparent plastic film”
into “Lower mold(A)” in
sequence, then push the
lower mold till up and down
mold aligned.
6. Use one hand hold the
machine body first then
stable the machine body by
handle, another hand press
the machine handle till down
press to be bottom.
(NOTE: this time down
pressed up mold hinge is
open status.
NOTE: Up mold hing is open
status.
7. Put the “Back plate” into
“Lower mold(B)”.
8. (NOTE: Brooch should
be level and not raised.
Adjust the level as indicated
by the top triangle.)
Push the lower mold to
bottom from left to right till
up and down mold aligned.
9. Hand hold the machine
body, right hand down press
the handle till up and down
mold merged to bottom.
6
NOTE: Now the up mold
hinge is close status, pin
pass through the hole.
10. Finish.
NOTE: If use metal back
plate, then the “Lower
mold(B)” need place the
plastic washer. (Metal back
plate more thinner, only
58mm need add washer,
25mm and 32mm needn’t it.)
MODEL AND PARAMETER
Product Model
Model
JMB-X3
Manufactured Badge
Specification
Φ25/Φ32/Φ58mm
Machine Body Color
Black/Blue/Pink
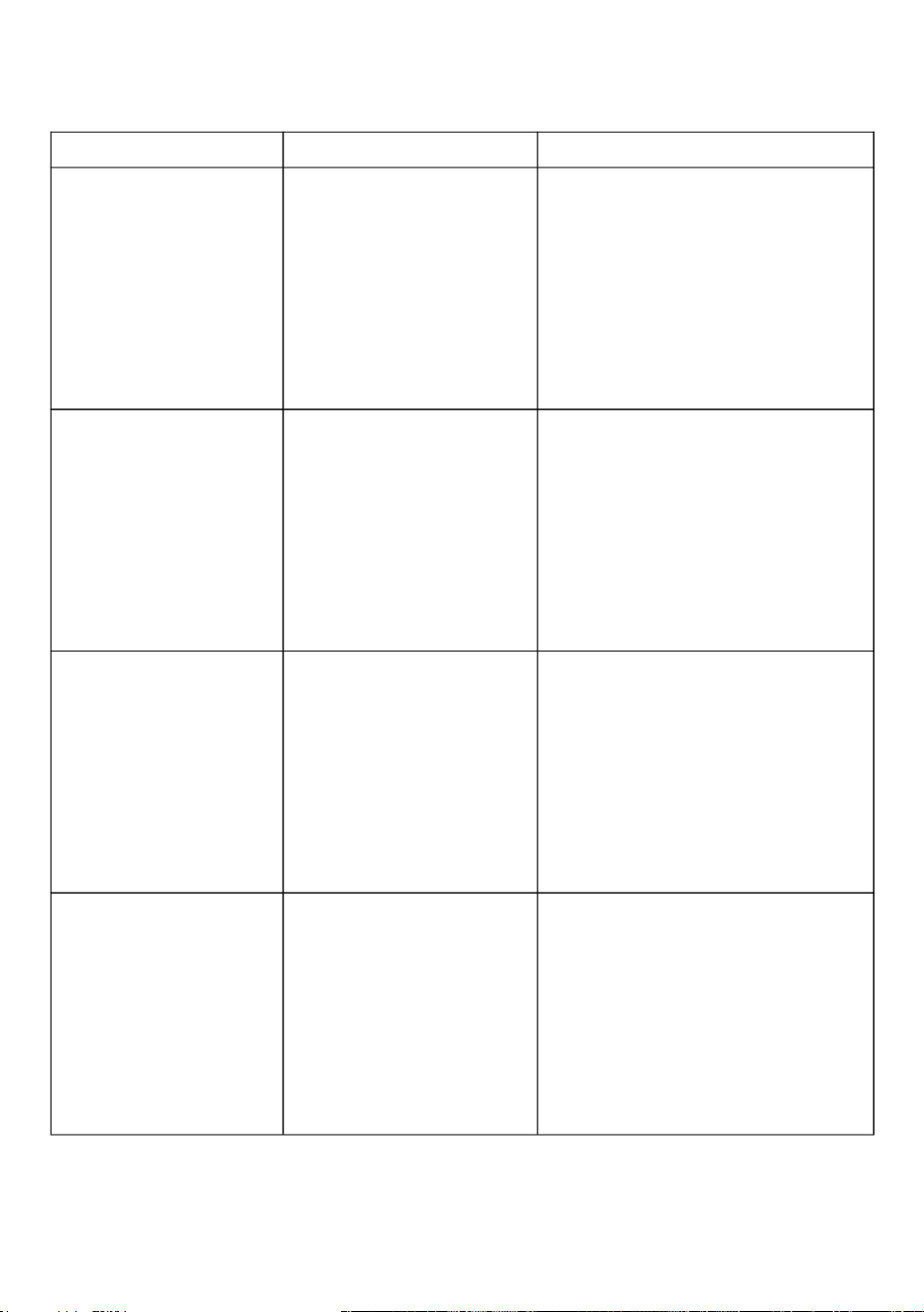
Paper Requirements
127-157g Copper Plate Paper
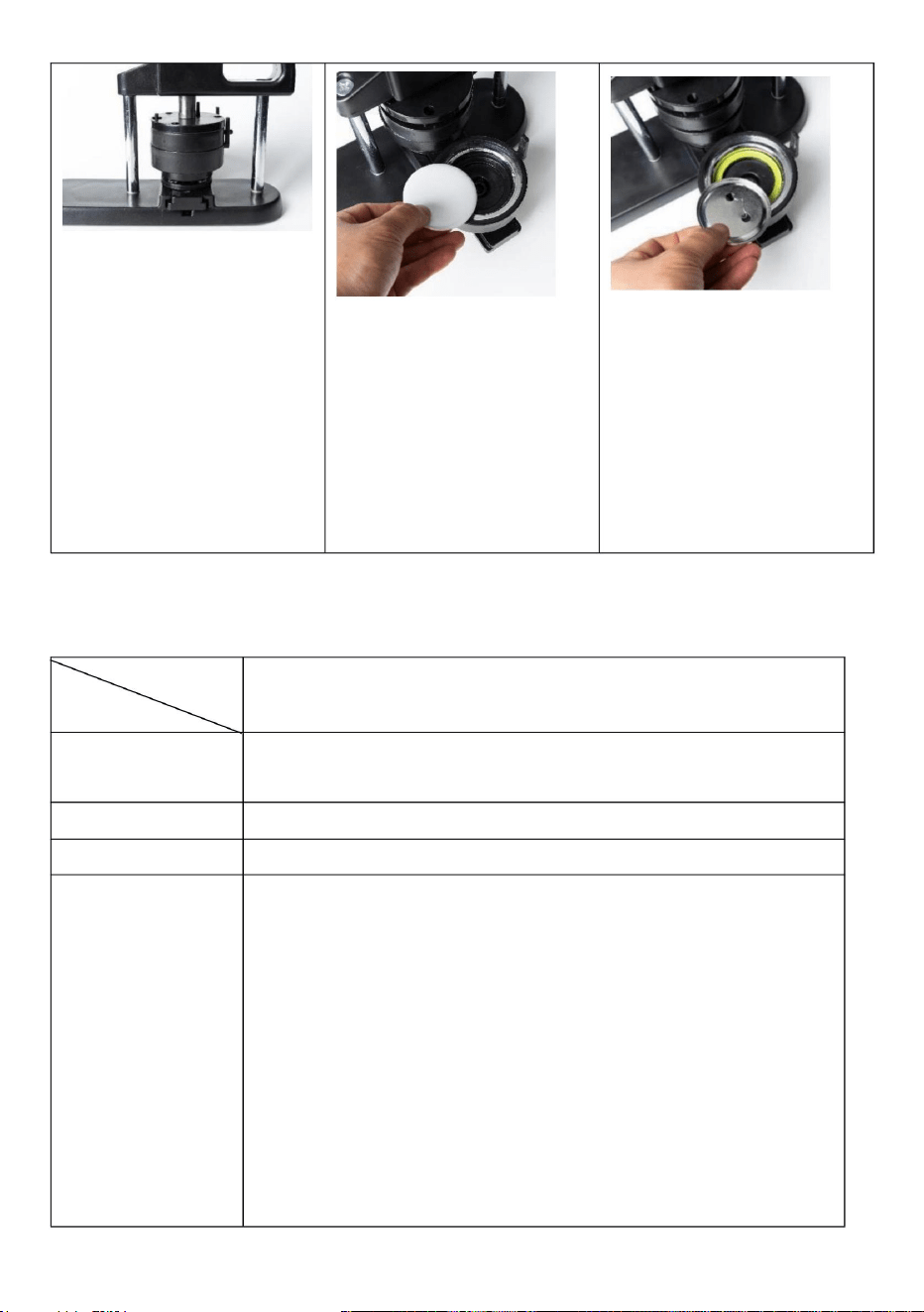
Accessories With
Machine
1. Φ25/ Φ32/Φ58 Metal back plate * 50 Pieces of each size
Φ25/ Φ32/Φ58 Plastic back plate * 50 Pieces of each size
2. Φ25/ Φ32/Φ58 Tin Up Cover *100 Pieces of each size
3. Φ25/ Φ32/Φ58 White paper *20 Pieces of each size
4. Φ25/ Φ32/Φ58 Transparent plastic film *100 Pieces of each size
5. Φ25/ Φ32/Φ58 Round Cutter * 1 Piece of each size
6. Allen Key * 2 Pieces
7. Magic Book *1
8. Washer *2
9. Instruction *1
7
FAILURE AND TROUBLESHOOTING
Failure Appearance
Possible Reasons
Troubleshooting
First time downward press
iron cover and not
absorbed to up mold
1. Unsuitable operating
method
2. Too much lubricating oil in
the up mold
1. First time downward press up mold
hinge is in a separate state
2. Use clean cloth or tissue completely
wipe it if found too much lubricating oil
on the up mold
3. The up and down mold must be on
the same vertical line when closing
Second downward press
part not wrapped in
1. Unsuitable operating
method
2. Unsuitable paper thickness
3. Up mold screws loosen
1. The up and down mold must be on
the same vertical line when closing
2. Use the stipulated thickness paper
3. Place the up mold on the machine
body, use the complimentary Allen key
to fix the screws in the up mold
internal hole center.
Not tightly press the
badge, pressed in but not
firm
1. The downward press is not
in place, not press to the
bottom
2. Paper is thinner
3. ( 25mm ) Configured metal
back consumables do not
place the washer
1. Need press to the bottom when
downward pressing
2. Change to use a slightly thicker paper
3. Right side mold place 2mm thickness
washer when using the metal back
consumables
Up mold unable to lift up
after pressing
manufacture, blocked
1. Up and down mold position
deviated
2. The paper is incorrectly cut
round or blocked by a foreign
object.
Use a sharp tool (such as a straight
screwdriver) to align to middle merge
position clearance which is between
up and down mold, and pry open
with the object like a hammer
(Attention: Just tap it, generally, it
will not be too tightened).
8
Address: Baoshanqu Shuangchenglu 803long 11hao 1602A-1609shi
Shanghai
Imported to AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australia
Imported to USA: Sanven Technology Ltd, Suite 250, 9166 Anaheim
Place, Rancho Cucamonga, CA 91730
REP
EC
SHUNSHUN GmbH
Römeräcker 9 Z2021, 76351
Linkenheim-Hochstetten, Germany
REP
UK
Pooledas Group Ltd
Unit 5 Albert Edward House, The
Pavilions Preston, United Kingdom
Made In China

MACCHINA PER FARE BOTTONI
MANUALE DI ISTRUZIONI
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta
solo una stima del risparmio che potresti ottenere acquistando determinati utensili con noi rispetto ai
principali marchi principali e non necessariamente intende coprire tutte le categorie di utensili da noi
offerti. Ti ricordiamo cortesemente di verificare attentamente quando effettui un ordine con noi se
stai effettivamente risparmiando la metà rispetto ai principali marchi principali.
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
Machine Translated by Google
Machine Translated by Google
Supporto tecnico e certificato di garanzia
elettronica www.vevor.com/support
1
Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni del
manuale prima di utilizzare. VEVOR si riserva una chiara interpretazione del nostro manuale
utente. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Vi preghiamo di
perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti tecnologici o software sul
nostro prodotto.
Hai domande sui prodotti? Hai bisogno di supporto tecnico? Non esitare a contattarci:
MACCHINA
PRODUTTORE DI BOTTONI
HAI BISOGNO DI AIUTO? CONTATTACI!
Machine Translated by Google

Bracciolo
2
Maniglia
Piastra inferiore
3. Prestare attenzione alla sicurezza durante il funzionamento ed evitare di schiacciarsi le dita.
Muffa inferiore
2. I bambini non possono utilizzare questo prodotto se non accompagnati da un adulto.
Stampo superiore
altre applicazioni che vanno oltre le considerazioni di sicurezza.
1. Questa macchina per badge è utilizzata solo per lo scopo previsto. Non utilizzare in
PROMEMORIA DI SICUREZZA
COMPONENTI
Machine Translated by Google
Foglio di guardia
Binario scorrevole in plastica
Muffa inferiore
Stampo inferiore (A)
Perno di posizionamento laterale dello stampo verso l'alto
Testa dello stampo
Stampo inferiore (B)
3
Machine Translated by Google

per spingere indietro e verso l'alto,
il magnetismo automaticamente
fori di allineamento e sollevamento,
lo stampo verso l'alto.
macchina, allineamento perni laterali stampo
stampo verso il basso allineare allo scorrimento
2. Prepara lo stampo tre1. Installare lo stampo verso l'alto sul 3. Posizionare lo spillo sul lato di
assorbito.
scanalatura della rotaia e spingere verso
la rotaia di scorrimento.
4
al centro, allentare e mettere giù
FASI DI INSTALLAZIONE
Machine Translated by Google

la maniglia della macchina fino in fondo
stampo allineato su e giù.
stampo allineato.
8. (NOTA: la spilla dovrebbe
sequenza, quindi premere il
rendere stabile il corpo macchina
7. Inserire la “Piastra posteriore” nello
“Stampo inferiore (B)”.
Spingere lo stampo inferiore verso
prima il corpo macchina poi
nello “Stampo inferiore (A)” in
Regolare il livello come indicato
copertina”--”Carta”(modello
posizionato in modo uniforme)--
stato aperto.
stato.
in grado di avviare la produzione.
(NOTA: questa volta in basso
essere livellato e non sollevato.
4. Installazione completata e
premere per andare in basso.
corpo, mano destra verso il basso
5
9. Tenere la macchina in mano
maniglia, un'altra pressa a mano
stampo inferiore fino a su e giù
dal triangolo in alto.)
in basso da sinistra a destra fino a
muffa unita al fondo.
NOTA: la cerniera dello stampo superiore è aperta
6. Utilizzare una mano per tenere il
“Pellicola di plastica trasparente”
la cerniera dello stampo pressato è
5. Metti "Tin up"
la maniglia fino in alto e in basso
Machine Translated by Google
MODELLO E PARAMETRO
piastra, quindi la “Inferiore
stampo(B)” è necessario posizionare il
NOTA: se si utilizza il retro in metallo
rondella di plastica. (parte posteriore in metallo
passare attraverso il buco.
10. Finisci.
la cerniera è chiusa, il perno
NOTA: Ora lo stampo in alto
piastra più sottile, solo
25mm e 32mm non ne hanno bisogno.)
6
58mm è necessario aggiungere la rondella,
4. ÿ25/ ÿ32/ÿ58 Pellicola di plastica trasparente *100 pezzi di ogni dimensione
Modello JMB-X3
Modello
1. Piastra posteriore in metallo ÿ25/ ÿ32/ÿ58
Macchina
5. ÿ25/ ÿ32/ÿ58 Taglierina rotonda * 1 pezzo di ogni dimensione
50 pezzi di ogni dimensione
Requisiti della carta Carta per lastre di rame da 127-157 g
2. Copertura in latta ÿ25/ ÿ32/ÿ58 *100 pezzi di ogni dimensione
*
2 pezzi
Accessori Con
Modello del prodotto
50 pezzi di ogni dimensione
Specificazione
3. ÿ25/ ÿ32/ÿ58 Carta bianca *20 pezzi di ogni dimensione
8. Rondella *2
9. Istruzione *1
Colore del corpo della macchina
Nero/Blu/Rosa
*
Distintivo prodotto
Piastra posteriore in plastica ÿ25/ ÿ32/ÿ58
6. Chiave a brugola
ÿ25/ÿ32/ÿ58mm
*
7. Libro magico *1
Machine Translated by Google
3. Le viti dello stampo superiore si allentano
distintivo, premuto ma non
puliscilo se trovi troppo olio lubrificante
posizione di sgombero che è tra
Seconda pressione verso il basso
la stessa linea verticale in chiusura
Risoluzione dei problemi
3. Stampo lato destro spessore 2 mm
Utilizzare uno strumento affilato (ad esempio un
centro del foro interno.
metter il fondo a
1. Funzionamento non idoneo
con l'oggetto come un martello
fabbricazione, bloccato
materiali di consumo
3. Posizionare lo stampo in alto sulla macchina
copertura in ferro e non
parte non avvolta in
3. ( 25mm ) Metallo configurato
2. Spessore della carta non idoneo
Prima pressione verso il basso
deviato
2. Troppo olio lubrificante in
Non premere con forza il
Aspetto del fallimento
1. Lo stampo su e giù deve essere acceso
corpo, utilizzare la chiave a brugola in omaggio
metodo
posizionare la lavatrice
rotondo o bloccato da uno straniero
in posizione, non premere verso il
sullo stampo in salita
rondella quando si utilizza il dorso in metallo
2. Utilizzare la carta dello spessore indicato
1. Funzionamento non idoneo
Muffa in alto non riesce a sollevarsi
cacciavite) per allineare alla fusione centrale
1. La pressione verso il basso non è
2. Utilizzare un panno o un fazzoletto completamente pulito
(Attenzione: in genere basta toccarlo,
2. Cambiare per utilizzare una carta leggermente più spessa
1. Posizione dello stampo su e giù
per fissare le viti nello stampo superiore
la cerniera è in uno stato separato
su e giù per la muffa e fai leva per aprirla
3. Lo stampo su e giù deve essere acceso
premendo verso il basso
1. È necessario premere verso il basso quando
lo stampo verso l'alto
2. La carta è tagliata in modo errato
non sarà troppo stretto).
2. La carta è più sottile
metodo
Possibili motivi
assorbito per formare muffa
oggetto.
ditta
la stessa linea verticale in chiusura
dopo aver premuto
i materiali di consumo posteriori non
1. La prima volta premere verso il basso lo stampo verso l'alto
GUASTI E RISOLUZIONE DEI PROBLEMI
7
Machine Translated by Google
RAPPRESENTANZA DEL REGNO UNITO
Rappresentante della CE
8
Via Roma 9 Z2021, 76351
Gruppo Pooledas Ltd
Linkenheim-Hochstetten, Germania
Azienda
Unità 5 Albert Edward House, La
Padiglioni Preston, Regno Unito
Importato in AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
Nuovo Galles del Sud 2122 Australia
Sciangai
Indirizzo: Baoshanqu Shuangchenglu 803long 11hao 1602A-1609shi
Luogo, Rancho Cucamonga, CA 91730
Made in China
Importato negli USA: Sanven Technology Ltd, Suite 250, 9166 Anaheim
Machine Translated by Google

Machine Translated by Google

INSTRUKCJA OBSŁUGI
MASZYNA DO PRODUKCJI GUZIKÓW
Wsparcie techniczne i certyfikat gwarancji elektronicznej www.vevor.com/support
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach.
„Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią
jedynie szacunkowe oszczędności, jakie możesz uzyskać kupując u nas określone narzędzia w
porównaniu z głównymi markami i niekoniecznie oznaczają one objęcie wszystkich kategorii narzędzi
oferowanych przez nas. Uprzejmie przypominamy, aby dokładnie sprawdzić, czy składając u
nas zamówienie faktycznie oszczędzasz połowę w porównaniu z głównymi markami.
Machine Translated by Google

Machine Translated by Google
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
1
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie
instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd
produktu będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie
poinformujemy Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje
technologiczne lub oprogramowania.
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z
nami:
MASZYNA
Producent guzików
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Machine Translated by Google

Podłokietnik
2
Górna forma
Płyta dolna
Uchwyt
inne zastosowania wykraczające poza wymogi bezpieczeństwa.
3. Podczas pracy należy zachować ostrożność i unikać zmiażdżenia palców.
2. Dzieci nie mogą obsługiwać tego produktu bez opieki osoby dorosłej.
1. Ta maszyna do odznak jest stosowana wyłącznie zgodnie z przeznaczeniem. Nie należy jej stosować w
Dolna forma
SKŁADNIKI
PRZYPOMNIENIE O BEZPIECZEŃSTWIE
Machine Translated by Google
Szyna ślizgowa z tworzywa sztucznego
Arkusz ochronny
Dolna forma
Dolna forma (B)
Kołek pozycjonujący stronę formy górnej
Głowica formy
Dolna forma (A)
3
Machine Translated by Google

pchać do tyłu i do góry,
forma w dół wyrównana do przesuwania
magnetyzm automatycznie
forma górna.
2. Przygotuj formę trzy
otwory wyrównują się i podnoszą,maszyna, wyrównanie sworznia bocznego formy
1. Zamontuj formę górną na 3. Umieść szpilkę z boku
pochłonięty.
rowek szyny i pchnij do
szyna ślizgowa.
4
środek, poluzować i odłożyć
KROKI INSTALACJI
Machine Translated by Google

status.
Dostosuj poziom zgodnie ze wskazaniem
uchwyt, kolejna prasa ręczna
dolna forma w górę i w dół
9. Trzymaj maszynę w dłoni
(przez górny trójkąt.)
od dołu od lewej do prawej do
4. Instalacja zakończona i
naciśnij aby znaleźć się na dole.
ciało, nacisk prawej ręki w dół
5
5. Połóż „puszkę”
Zawias formy wciśniętej jest
uchwyt do góry i na dół
UWAGA: Zawias górnej formy jest otwarty
forma połączyła się z dnem.
6. Trzymaj jedną ręką
„Przezroczysta folia plastikowa”
ustabilizować korpus maszyny poprzez
sekwencję, a następnie naciśnij
7. Umieść „Płytę tylną” w „Dolnej
formie (B)”.
Wciśnij dolną formę do
uchwyt maszyny do dołu
8. (UWAGA: Broszka powinna
forma wyrównana.
forma w górę i w dół wyrównana.
możliwość rozpoczęcia produkcji.
(UWAGA: tym razem w dół
być równy, a nie podniesiony.
najpierw ciało maszyny, potem
okładka”--”Papier”(wzór
umieszczony poziomo)--
do „Dolnej formy (A)” w
status otwarty.
Machine Translated by Google
MODEL I PARAMETR
10. Zakończ. UWAGA: W przypadku użycia metalowego tyłu
„forma (B)” musi zostać umieszczona
podkładka plastikowa. (Tył metalowy
przejść przez otwór.
talerz, następnie „Dolny”
zawias jest w stanie zamkniętym, sworzeń
UWAGA: Teraz górna forma
6
25mm i 32mm nie są potrzebne.)
58mm trzeba dodać podkładkę,
płyta cieńsza, tylko
1. Φ25/Φ32/Φ58 Płyta tylna metalowa
Φ25/Φ32/Φ58mm
*
4. Φ25/ Φ32/Φ58 Przezroczysta folia plastikowa *100 sztuk każdego rozmiaru
7. Magiczna Księga *1
Odznaka produkcyjna
Φ25/Φ32/Φ58 Płyta tylna z tworzywa sztucznego
6. Klucz imbusowy
Kolor korpusu maszyny
*
9. Instrukcja *1
Czarny/Niebieski/Różowy
Specyfikacja
50 sztuk każdego rozmiaru
8. Podkładka *2
2 sztuki
Model produktu
Akcesoria z
50 sztuk każdego rozmiaru
3. Φ25/ Φ32/Φ58 Biały papier *20 sztuk każdego rozmiaru
*
Wymagania dotyczące papieru Papier miedziany 127-157g
2. Φ25/Φ32/Φ58 Tin Up Cover *100 sztuk każdego rozmiaru
Model
Maszyna
5. Φ25/Φ32/Φ58 Obcinak okrągły * 1 sztuka każdego rozmiaru
JMB-X3
Machine Translated by Google
na miejscu, nie naciskać
okrągły lub zablokowany przez obcy
na górze formy
1. Forma góra-dół musi być na miejscu
Wygląd awarii
metoda
korpus, użyj bezpłatnego klucza imbusowego
umieść podkładkę
zboczył
2. Zbyt dużo oleju smarującego
Nie naciskaj mocno
część nie zapakowana
2. Nieodpowiednia grubość papieru
3. (25mm) Metal konfigurowany
Pierwszy raz wciskając w dół
materiały eksploatacyjne
produkcja, zablokowana
pokrywa żelazna i nie
3. Umieść formę górną na maszynie
1. Niewłaściwe działanie
spód
z przedmiotem takim jak młotek
Rozwiązywanie problemów
ta sama pionowa linia przy zamykaniu
3. Prawy bok formy o grubości 2 mm
wewnętrzny środek otworu.
Użyj ostrego narzędzia (np. prostego)
odznaka, wciśnięta, ale nie
pozycja luzu, która jest pomiędzy
wytrzyj jeśli znajdziesz za dużo oleju smarującego
Drugie naciśnięcie w dół
materiały eksploatacyjne nie
po naciśnięciu
1. Pierwsze naciśnięcie formy w dół
3. Poluzuj śruby formy górnej
wchłonięty do formy
obiekt.
ta sama pionowa linia przy zamykaniu
solidny
2. Papier jest cieńszy
nie będzie zbyt mocno dociśnięty).
Możliwe powody
metoda
forma górna
1. Należy nacisnąć do dołu, gdy
2. Papier jest nieprawidłowo przycięty
w górę i w dół, i podważ, aby otworzyć
3. Forma góra-dół musi być na miejscu
naciskając w dół
aby zamocować śruby w górnej formie
1. Pozycja formy w górę i w dół
zawias jest w osobnym stanie
2. Używaj wyłącznie czystej ściereczki lub chusteczki
1. Naciskanie w dół nie jest
2. Zmień papier na nieco grubszy
(Uwaga: Po prostu dotknij tego, zazwyczaj
2. Użyj papieru o podanej grubości
podkładka przy użyciu metalowego tyłu
Forma górna nie może się podnieść
1. Niewłaściwe działanie
śrubokrętem) aby wyrównać do środka
AWARIE I ROZWIĄZYWANIE PROBLEMÓW
7
Machine Translated by Google
REP WIELKIEJ BRYTANII
Przedstawiciel UE
8
Rzymska 9 Z2021, 76351
Pawilony Preston, Wielka Brytania
Linkenheim-Hochstetten, Niemcy
SHUNSHUN GmbH
Jednostka 5 Dom Alberta Edwarda,
Grupa Pooledas Ltd.
Szanghaj
Miejsce, Rancho Cucamonga, CA 91730
Importowane do AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
Adres: Baoshanqu Shuangchenglu 803long 11hao 1602A-1609shi
NSW 2122 Australia
Importowane do USA: Sanven Technology Ltd, Suite 250, 9166 Anaheim
Wyprodukowano w Chinach
Machine Translated by Google

Machine Translated by Google

Knopfherstellungsmaschine
BEDIENUNGSANLEITUNG
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
„Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine
Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen
Topmarken erzielen können, und bedeuten nicht unbedingt, dass sie alle von uns angebotenen Werkzeugkategorien
abdecken. Wir möchten Sie freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob
Sie im Vergleich zu den großen Topmarken tatsächlich die Hälfte sparen.
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
Machine Translated by Google

Machine Translated by Google
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
1
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor Sie
das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer Bedienungsanleitung
vor. Das Erscheinungsbild des Produkts richtet sich nach dem Produkt, das Sie erhalten
haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren, wenn es Technologie- oder
Software-Updates für unser Produkt gibt.
Sie haben Fragen zu unseren Produkten? Sie benötigen technischen Support? Dann kontaktieren
Sie uns gerne:
MASCHINE
Knopfmacher
Brauchen Sie Hilfe? Kontaktieren Sie uns!
Machine Translated by Google

Armlehne
2
Handhaben
Obere Form
Bodenplatte
andere Anwendungen, die über Sicherheitsaspekte hinausgehen.
3. Achten Sie beim Betrieb auf die Sicherheit und vermeiden Sie Quetschungen der Finger.
2. Kinder dürfen dieses Produkt nur in Begleitung eines Erwachsenen bedienen.
1. Diese Buttonmaschine ist nur für den vorgesehenen Zweck bestimmt. Nicht verwenden in
Untere Form
KOMPONENTEN
SICHERHEITSERINNERUNG
Machine Translated by Google
3
Untere Form
Untere Form (B)
Positionierungsstift an der oberen Formseite
Formkopf
Untere Form (A)
Kunststoff-Gleitschiene
Schutzblatt
Machine Translated by Google

INSTALLATIONSSCHRITTE
unten Form ausrichten, um gleiten
der Magnetismus automatisch
zurück und nach oben drücken,
Schienennut und drücken Sie auf
Maschine, Formseitenstift ausrichten Löcher ausrichten und anheben,
2. Form drei herstellen1. Installieren Sie die Aufform auf dem
absorbiert.
Mitte, lösen und ablegen
die Aufwärtsform.
der Gleitschiene.
4
3. Setzen Sie den Stift an der Seite des
Machine Translated by Google

Form ausgerichtet.
hochgedrücktes Formscharnier ist
5. Stellen Sie „Tin up“
8. (HINWEIS: Brosche sollte
den Griff nach oben und unten
Form mit Boden verschmolzen.
HINWEIS: Das obere Formscharnier ist geöffnet
„Transparente Kunststofffolie“
6. Halten Sie mit einer Hand den
9. Halten Sie die Maschine mit der Hand
Griff, eine weitere Handpresse
Unterform bis oben und unten
beim oberen Dreieck.)
unten von links nach rechts bis
4. Installation abgeschlossen und
drücken, um unten zu sein.
Körper, rechte Hand nach unten drücken
5
konnte mit der Produktion beginnen.
(HINWEIS: dieses Mal
muss eben und nicht erhöht sein.
Erst der Maschinenkörper, dann
in die „Unterform (A)“ in
Passen Sie den Pegel wie angegeben an
offener Status.
Status.
Umschlag“--“Papier“ (Muster
gleichmäßig platziert)--
Sequenz, dann drücken Sie die
stabilisieren Sie den Maschinenkörper durch
7. Legen Sie die „Rückplatte“ in die
„Untere Form (B)“.
Drücken Sie die untere Form nach
den Maschinengriff nach unten
Form oben und unten ausgerichtet.
Machine Translated by Google
2 Stück
Zubehör Mit
Produktmodell
3. ÿ25/ ÿ32/ÿ58 Weißes Papier *20 Stück von jeder Größe
50 Stück von jeder Größe
Papieranforderungen 127-157g Kupferplattenpapier
2. ÿ25/ ÿ32/ÿ58 Blechdeckel *100 Stück von jeder Größe
Modell
*
Maschine
5. ÿ25/ ÿ32/ÿ58 Rundschneider * 1 Stück von jeder Größe
4. ÿ25/ ÿ32/ÿ58 Transparente Kunststofffolie *100 Stück von jeder Größe
JMB-X3
ÿ25/ÿ32/ÿ58 mm
1. ÿ25/ ÿ32/ÿ58 Metallrückplatte
*
7. Zauberbuch *1
Hergestelltes Abzeichen
ÿ25/ ÿ32/ÿ58 Kunststoff-Rückplatte
6. Inbusschlüssel
9. Anweisung *1
Maschinenkörperfarbe
Schwarz/Blau/Rosa
*
50 Stück von jeder Größe
Spezifikation
8. Unterlegscheibe *2
HINWEIS: Bei Verwendung einer Metallrückseite10. Fertig.
Platte, dann die „Untere
25 mm und 32 mm brauchen es nicht.)
durch das Loch gehen.
Schimmel (B)“ müssen die
Scharnier ist geschlossen Status, Stift
HINWEIS: Nun die obere Form
Platte dünner, nur
Kunststoffscheibe. (Metallrückseite
58mm müssen hinzufügen scheibe,
6
MODELL UND PARAMETER
Machine Translated by Google
7
STÖRUNGEN UND FEHLERSUCHE
nicht zu fest angezogen werden).
2. Papier ist dünner
Verfahren
Mögliche Gründe
2. Das Papier ist falsch geschnitten
die Form
1. Müssen nach unten drücken, wenn
nach dem Drücken
zurück Verbrauchsmaterialien nicht
1. Zum ersten Mal die Form nach unten drücken
3. Formschrauben lösen
absorbiert, wodurch Schimmel entsteht
Objekt.
Firma
die gleiche vertikale Linie beim Schließen
1. Das Herunterdrücken ist nicht
2. Verwenden Sie ausschließlich saubere Tücher oder Taschentücher
(Achtung: Einfach antippen, im Allgemeinen
2. Wechseln Sie zu etwas dickerem Papier
Unterlegscheibe bei Verwendung der Metallrückseite
2. Verwenden Sie das vorgeschriebene Papier
1. Ungeeignete Betriebsmittel
Schimmel lässt sich nicht anheben
Schraubendreher), um die Ausrichtung an der Mitte vorzunehmen
Auf und ab formen und aufhebeln
3. Die Auf- und Abformung muss eingeschaltet sein
nach unten drücken
1. Auf- und Ab-Formposition
zur Befestigung der Schrauben in der Aufsetzform
Scharnier ist in einem separaten Zustand
abgewichen
2. Zu viel Schmieröl im
Nicht fest drücken die
Teil nicht eingewickelt in
3. (25mm) Konfiguriertes Metall
2. Ungeeignete Papierstärke
Zum ersten Mal nach unten drücken
rund oder blockiert durch eine fremde
an Ort und Stelle, nicht drücken, um die
auf der Oberseite der Form
Auftreten des Fehlers
1. Die Auf- und Abformung muss eingeschaltet sein
Körper, verwenden Sie den kostenlosen Inbusschlüssel
Verfahren
die gleiche vertikale Linie beim Schließen
Fehlerbehebung
3. Rechte Seite Form platzieren 2mm Dicke
Legen Sie die Unterlegscheibe
Benutzen Sie ein scharfes Werkzeug (z. B. ein gerades
innere Lochmitte.
Positionsabstand, der zwischen
Abzeichen, eingedrückt aber nicht
wischen Sie es ab, wenn Sie zu viel Schmieröl finden
Zweites Drücken nach unten
Herstellung, blockiert
Verbrauchsmaterial
3. Platzieren Sie die Aufform auf der Maschine
Eisenabdeckung und nicht
unten
1. Ungeeignete Betriebsmittel
mit dem Gegenstand wie einem Hammer
Machine Translated by Google
Römeräcker 9 Z2021, 76351
Pavilions Preston, Vereinigtes Königreich
Linkenheim-Hochstetten, Deutschland
SHUNSHUN GmbH
Pooledas Group Ltd
Einheit 5 Albert Edward House, Das
8
UK REP
Vertreter der EG
Nach AUS importiert: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
In China hergestellt
Schanghai
Adresse: Baoshanqu Shuangchenglu 803long 11hao 1602A-1609shi
Importiert in die USA: Sanven Technology Ltd, Suite 250, 9166 Anaheim
NSW 2122 Australien
Ort, Rancho Cucamonga, CA 91730
Machine Translated by Google

Machine Translated by Google

MANUELD'INSTRUCTIONS
MACHINEÀFABRIQUERDESBOUTONS
Assistancetechniqueetcertificatdegarantieélectroniquewww.vevor.com/support
«Économisezlamoitié»,«Moitiéprix»outouteautreexpressionsimilaireutiliséeparnousnereprésente
qu'uneestimationdeséconomiesquevouspourriezréaliserenachetantcertainsoutilscheznousparrapport
auxgrandesmarquesetnecouvrepasnécessairementtouteslescatégoriesd'outilsquenousproposons.Nous
vousrappelonsdebienvouloirvérifiersoigneusementlorsquevouspassezunecommandecheznous
sivouséconomisezréellementlamoitiéparrapportauxgrandesmarques.
Nouscontinuonsànousengageràvousfournirdesoutilsàdesprixcompétitifs.
Machine Translated by Google

Machine Translated by Google
Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
Ils'agitdelanoticed'utilisationd'origine.Veuillezlireattentivementtouteslesinstructionsdu
manuelavantdel'utiliser.VEVORseréserveledroitd'interpréterclairementnotremanueld'utilisation.
L'apparenceduproduitdépendduproduitquevousavezreçu.Veuilleznousexcuser,nousne
vousinformeronsplusencasdemiseàjourtechnologiqueoulogicielledenotreproduit.
Vousavezdesquestionssurnosproduits?Vousavezbesoind'assistancetechnique?N'hésitezpasà
nouscontacter:
MACHINE
FABRICANTDEBOUTONS
BESOIND'AIDE?CONTACTEZNOUS!
1
Machine Translated by Google

Accoudoir
3.Faitesattentionàlasécuritépendantlefonctionnementetévitezdevousécraserlesdoigts.
Moulesupérieur
Plaqueinférieure
Mouleinférieur
2.Lesenfantsnepeuventpasutiliserceproduitsansêtreaccompagnésd’unadulte.
Poignée
d’autresapplicationsquidépassentlesconsidérationsdesécurité.
1.Cettemachineàbadgesestuniquementutiliséepourl'usageprévu.Nel'utilisezpas
COMPOSANTS
RAPPELDESÉCURITÉ
2
Machine Translated by Google
Railcoulissantenplastique
Feuilledegarde
Goupilledepositionnementcôtémoulesupérieur
Mouleinférieur
Têtedemoule
Mouleinférieur(B)
Mouleinférieur(A)
3
Machine Translated by Google

trousalignésetsoulevés,
alignerlemouleverslebaspourleglissement
lemagnétismeautomatiquement rainuredurailetpousserpour
machine,alignementdesbrocheslatéralesdumoule
pourreculeretpousserverslehaut,
2.Préparezlemouletrois1.Installezlemoulesupérieursurle
absorbé.
milieu,desserreretposer
lemoulesupérieur.
3.Placezlagoupillesurlecôtéde
laglissière.
4
ÉTAPESD'INSTALLATION
Machine Translated by Google

4.Installationterminéeet
appuyezpourêtreenbas.
corps,maindroiteappuyéeverslebas
5
parletrianglesupérieur.)
9.Tenezlamachineàlamain
poignée,uneautremainappuie
mouleinférieurjusqu'enhautetenbas
enbasdegaucheàdroitejusqu'à
6.Utilisezunemainpourtenirle
«Filmplastiquetransparent»
REMARQUE:lacharnièresupérieuredumouleestouverte
moulefusionnéaufond.
lacharnièredumoulepresséeest
5.Mettez«Tinup»
lapoignéejusqu'àhautetbas
lapoignéedelamachinejusqu'enbas
moulealignédehautenbas.
moulealigné.
8.(REMARQUE:labrochedoit
séquence,puisappuyezsurle
stabiliserlecorpsdelamachineen
7.Placezla«plaquearrière»dansle
«mouleinférieur(B)».
Poussezlemouleinférieurpour
Réglezleniveaucommeindiqué
couverture”“Papier”(motifplacé
àniveau)
statutouvert.
statut.
corpsdelamachined'abordpuis
capablededémarrerlafabrication.
(REMARQUE:cettefoisci,verslebas
êtredeniveauetnonsurélevé.
dansle«mouleinférieur(A)»dans
Machine Translated by Google
Couleurducorpsdelamachine
ExigencesenmatièredepapierPapierpourplaquedecuivre127157g
*
50piècesdechaquetaille
Accessoiresavec
Modèledeproduit
2.Φ25/Φ32/Φ58Couvercleenétain*100piècesdechaquetaille
3.Φ25/Φ32/Φ58Papierblanc*20piècesdechaquetaille
4.Φ25/Φ32/Φ58Filmplastiquetransparent*100piècesdechaquetaille
JMBX3
1.PlaquearrièreenmétalΦ25/Φ32/Φ58
*
2pièces
Machine
Modèle
5.Φ25/Φ32/Φ58Couperond*1piècedechaquetaille
6.CléAllen
Insignefabriqué
PlaquearrièreenplastiqueΦ25/Φ32/Φ58
Φ25/Φ32/Φ58mm
*
7.Livremagique*1
50piècesdechaquetaille
Spécification
Noir/Bleu/Rose
8.Rondelle*2
9.Instructions*1
REMARQUE:sivousutilisezundosenmétal
plaque,puisle«Bas
moule(B)”doitplacerle
rondelleenplastique.(Dosenmétal
lacharnièreestenétatdefermeture,broche
10.Terminer.
passeràtraversletrou.
REMARQUE:Maintenant,lemoulesupérieur
6
25mmet32mmn'enontpasbesoin.)
plaqueplusfine,seulement
58mm,ilfautajouterunerondelle,
MODÈLEETPARAMÈTRE
Machine Translated by Google
7
DÉFAILLANCEETDÉPANNAGE
3.(25mm)Métalconfiguré
mouledehautenbasetouvrezleenfaisantlevier
3.Lemoulehautetbasdoitêtreallumé
pressionverslebas
pourfixerlesvisdanslemoulesupérieur
lacharnièreestdansunétatséparé
1.Positiondumouledehautenbas
1.Lapressionverslebasn'estpas
2.Utilisezunchiffonouunmouchoirpropreetcomplètementsec.
2.Changezpourutiliserunpapierlégèrementplusépais
(Attention:appuyezsimplementdessus,engénéral,il
2.Utilisezdupapierd'épaisseurspécifiée
1.Fonctionnementinadapté
rondellelorsdel'utilisationdudosenmétal
Lemoulenepeutpassesoulever
tournevis)pouralignersurlafusiondumilieu
lesconsommablesarrièrenelefontpas
aprèsavoirappuyésur
1.Premièrepressionverslebassurlemoule
3.Desserrezlesvisdumoulesupérieur
absorbépourfairemonterlamoisissure
objet.
ferme
lamêmeligneverticalelorsdelafermeture
2.Lepapierestplusfin
neserapastropserré).
méthode
Raisonspossibles
1.Ilfautappuyerverslebaslorsque
lemoulesupérieur
2.Lepapierestmalcoupé
consommables
fabrication,bloqué
3.Placezlemoulesupérieursurlamachine
couvertureenferetnon
bas
1.Fonctionnementinadapté
avecl'objetcommeunmarteau
lamêmeligneverticalelorsdelafermeture
Dépannage
3.Placerlemoulecôtédroitsuruneépaisseurde2mm
centredutrouinterne.
Utilisezunoutilpointu(commeunelamedroite).
badge,enfoncémaispas
essuyezles'ilyatropd'huiledelubrification
jeudepositionquiestcomprisentre
Deuxièmepressionverslebas
enplace,nepasappuyersurle
surlemouleascendant
rondoubloquéparunétranger
1.Lemoulehautetbasdoitêtreallumé
Apparitiond'échec
corps,utilisezlacléAllengratuite
méthode
placerlarondelle
dévié
2.Tropd'huilelubrifiantedans
N'appuyezpastropfortsurle
partienonenveloppée
2.Épaisseurdepapierinadaptée
Premièrepressionverslebas
Machine Translated by Google
REPRÉSENTANTDUROYAUMEUNI
REPRÉSENTANTDELACE
LinkenheimHochstetten,Allemagne
GroupePooledasLtd
Römeräcker9Z2021,76351
SHUNSHUNGmbH
Unité5MaisonAlbertEdward,La
PavillonsPreston,RoyaumeUni
ImportéenAustralie:SIHAOPTYLTD,1ROKEVASTREET,ASTWOOD
NSW2122Australie
Shanghai
Adresse:BaoshanquShuangchenglu803long11hao1602A1609shi
ImportéauxÉtatsUnis:SanvenTechnologyLtd,Suite250,9166Anaheim
Lieu,RanchoCucamonga,CA91730
FabriquéenChine
8
Machine Translated by Google

Machine Translated by Google

GEBRUIKSAANWIJZING
KNOPENMAKER MACHINE
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
"Bespaar de helft", "halve prijs" of andere soortgelijke uitdrukkingen die wij gebruiken, geven alleen een schatting
van de besparingen die u kunt behalen door bepaalde gereedschappen bij ons te kopen in vergelijking met de grote
topmerken en doseringen betekenen niet noodzakelijkerwijs dat ze alle categorieën gereedschappen dekken die wij
aanbieden. Wij herinneren u eraan om zorgvuldig te controleren of u daadwerkelijk de helft bespaart in
vergelijking met de grote topmerken wanneer u een bestelling bij ons plaatst.
Wij streven er voortdurend naar om u gereedschappen tegen concurrerende prijzen te leveren.
Machine Translated by Google

Machine Translated by Google
Technische ondersteuning en e-
garantiecertificaat www.vevor.com/support
Dit is de originele instructie, lees alle handleidingen zorgvuldig door voordat u het product
gebruikt. VEVOR behoudt zich een duidelijke interpretatie van onze gebruikershandleiding voor.
Het uiterlijk van het product is afhankelijk van het product dat u hebt ontvangen. Vergeef ons
dat we u niet opnieuw zullen informeren als er technologie- of software-updates voor ons product zijn.
Heeft u vragen over het product? Heeft u technische ondersteuning nodig? Neem dan gerust
contact met ons op:
MACHINE
KNOPENMAKER
HULP NODIG? NEEM CONTACT MET ONS OP!
1
Machine Translated by Google

Armleuning
3. Let op de veiligheid tijdens het gebruik en voorkom dat uw vingers bekneld raken.
Bovenste mal
Bodemplaat
2. Kinderen mogen dit product niet bedienen, tenzij ze worden begeleid door een volwassene.
Hendel
andere toepassingen die de veiligheidseisen overstijgen.
1. Deze badgemachine wordt alleen toegepast voor het beoogde doel. Niet toepassen in
Onderste mal
VEILIGHEIDSHERINNERING
COMPONENTEN
2
Machine Translated by Google
Kunststof schuifrail
Beschermingsblad
Onderste mal
Positioneringspen aan de bovenzijde van de mal
Vorm hoofd
Onderste mal (B)
Onderste mal (A)
3
Machine Translated by Google

gaten uitlijnen en optillen,
naar beneden vormen uitlijnen om te schuiven
het magnetisme automatisch spoorgroef en duw naar
machine, malzijde pin uitlijnen
om achteruit en omhoog te duwen,
2. Maak mal drie1. Plaats de opstaande mal op de
midden, losmaken en neerzetten
de opstaande mal.
3. Plaats de pin aan de zijkant van
4
geabsorbeerd.
de glijrail.
INSTALLATIESTAPPEN
Machine Translated by Google

4. Installatie voltooid en
Druk om onderaan te komen.
lichaam, rechterhand naar beneden drukken
5
(door de bovenste driehoek.)
9. Houd de machine met de hand vast
handvat, andere handpers
onderste mal tot op en neer
van onder naar rechts tot
6. Gebruik één hand om de
“Transparante plasticfolie”
LET OP: Het scharnier van de opstaande mal is open
schimmel samengevoegd met de bodem.
omhoog gedrukte mal scharnier is
5. Zet ‘Blik op’
de hendel tot op en neer
de machinehendel tot beneden
op en neer uitgelijnde mal.
mal uitgelijnd.
8. (LET OP: Broche moet
volgorde, druk dan op de
stabiel maken van het machinelichaam door
7. Plaats de “Achterplaat” in de
“Onderste mal (B)”.
Duw de onderste mal naar
Pas het niveau aan zoals aangegeven
cover”--”Papier”(patroon vlak
geplaatst)--
open status.
toestand.
machinelichaam eerst dan
kan met de productie beginnen.
(LET OP: deze keer naar beneden
waterpas zijn en niet verhoogd.
in “Onderste mal (A)” in
Machine Translated by Google
MODEL EN PARAMETER
LET OP: Als u een metalen achterkant gebruikt
plaat, dan de "Onderste
mal(B)” moet de
kunststof ring. (Metalen achterkant
door het gat gaan.
10. Afmaken.
scharnier is gesloten status, pin
OPMERKING: Nu de opmaak
plaat dunner, alleen
58mm, ring toevoegen is nodig,
(25mm en 32mm hebben dat niet nodig.)
6
Kleur van de machinebehuizing
Papiervereisten 127-157g koperplaatpapier
*
50 stuks van elke maat
Accessoires Met
Productmodel
2. ÿ25/ ÿ32/ÿ58 Tin Up Cover *100 stuks van elke maat
3. ÿ25/ ÿ32/ÿ58 Wit papier *20 stuks van elke maat
4. ÿ25/ ÿ32/ÿ58 Transparante plastic folie *100 stuks van elke maat
JMB-X3
1. ÿ25/ ÿ32/ÿ58 Metalen achterplaat
*
2 stuks
Machine
Model
5. ÿ25/ ÿ32/ÿ58 Ronde snijder * 1 stuk van elke maat
6. Inbussleutel
Gefabriceerde badge
ÿ25/ ÿ32/ÿ58 Kunststof achterplaat
ÿ25/ÿ32/ÿ58mm
*
7. Magisch boek *1
50 stuks van elke maat
Specificatie
Zwart/Blauw/Roze
8. Ring *2
9. Instructie *1
Machine Translated by Google
2. Papier is dunner
(wordt niet te strak aangedraaid).
methode
Mogelijke redenen
1. Druk op de onderkant wanneer
de opstaande mal
2. Het papier is verkeerd gesneden
verbruiksartikelen niet terug
na het indrukken
1. Eerste keer naar beneden drukken op de mal
3. Schroeven van de mal omhoog losmaken
geabsorbeerd om schimmel op te vangen
voorwerp.
stevig
dezelfde verticale lijn bij het sluiten
1. De neerwaartse druk is niet
2. Gebruik een schone doek of tissue om het volledig schoon te maken
2. Gebruik iets dikker papier
(Let op: Tik er gewoon op, over het algemeen
2. Gebruik het voorgeschreven diktepapier
1. Ongeschikte bediening
ring bij gebruik van de metalen achterkant
Schimmel kan niet omhoog worden getild
schroevendraaier) om uit te lijnen met de middelste samenvoeging
op en neer schimmelen en open wrikken
3. De op- en neerwaartse mal moet aan staan
naar beneden drukken
om de schroeven in de opstaande mal te bevestigen
scharnier is in een aparte staat
1. Positie van de mal omhoog en omlaag
afgeweken
2. Te veel smeerolie in
Niet te strak aandrukken
deel niet ingepakt
2. Ongeschikte papierdikte
Eerste keer naar beneden drukken
3. ( 25mm ) Geconfigureerd metaal
op zijn plaats, niet op de druk drukken
op de omhoog mal
rond of geblokkeerd door een vreemde
1. De op- en neerwaartse mal moet aan staan
Uiterlijk van mislukking
lichaam, gebruik de gratis inbussleutel
methode
dezelfde verticale lijn bij het sluiten
Problemen oplossen
3. Rechterkant mal plaatsen 2mm dikte
plaats de ring
intern gatcentrum.
Gebruik een scherp gereedschap (zoals een rechte
badge, ingedrukt maar niet
veeg het af als er teveel smeerolie in zit
positiespeling die tussen
Tweede neerwaartse druk
verbruiksartikelen
fabricage, geblokkeerd
3. Plaats de opstaande mal op de machine
ijzeren deksel en niet
onderkant
1. Ongeschikte bediening
met het voorwerp als een hamer
STORINGEN EN PROBLEEMOPLOSSING
7
Machine Translated by Google
EC-REP
VK REP
Linkenheim-Hochstetten, Duitsland
Pooledas Groep Ltd
Romeräcker 9 Z2021, 76351
SHUNSHUN GmbH
Eenheid 5 Albert Edward House, De
Paviljoens Preston, Verenigd Koninkrijk
Geïmporteerd naar AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
NSW 2122 Australië
Sjanghai
Adres: Baoshanqu Shuangchenglu 803long 11hao 1602A-1609shi
Geïmporteerd naar de VS: Sanven Technology Ltd, Suite 250, 9166 Anaheim
Plaats, Rancho Cucamonga, CA 91730
Gemaakt in China
8
Machine Translated by Google

Machine Translated by Google

BRUKSANVISNING
KNAPPMASKIN
Teknisk support och e-garanticertifikat www.vevor.com/support
"Spara halva", "halva priset" eller andra liknande uttryck som används av oss representerar bara
en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de stora
toppmärkena och doser behöver inte nödvändigtvis täcka alla kategorier av verktyg som erbjuds av
oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om du
faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
Machine Translated by Google

Machine Translated by Google
Teknisk support och e-garanticertifikat
www.vevor.com/support
1
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du
använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet
på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att
informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
BEHÖVER HJÄLP? KONTAKTA OSS!
KNAPPMAKARE
MASKIN
Machine Translated by Google

Armstöd
2
Hantera
Bottenplatta
3. Var uppmärksam på säkerheten under drift och undvik att krossa fingrar.
Lägre mögel
2. Barn kan inte använda denna produkt om de inte åtföljs av en vuxen.
Övre form
andra tillämpningar som överskrider säkerhetsaspekterna.
1. Denna märkesmaskin används endast för det avsedda ändamålet. Ansök inte in
KOMPONENTER
SÄKERHET PÅMINNELSE
Machine Translated by Google
Glidskena i plast
Vaktblad
Lägre mögel
Nedre form (A)
Positioneringsstift för upp formsidan
Formhuvud
Nedre formen (B)
3
Machine Translated by Google

att backa och trycka uppåt,
magnetismen automatiskt
hål i linje och lyft upp,
skena spår och tryck till
maskin, gjut sidostiftet
ner formen justera till glidning
2. Smink form tre1. Installera upp formen på
mitten, lossa och lägg ner
uppformen.
3. Sätt stiftet på sidan av
4
absorberas.
glidskenan.
INSTALLATIONSSTEG
Machine Translated by Google

maskinhandtaget tills ner
upp och ner formen i linje.
formen inriktad.
8. (OBS: Brosch ska
sekvens, tryck sedan på
stabilisera maskinkroppen genom
7. Sätt "Bakplattan" i "Nedre
formen(B)".
Skjut den nedre formen till
i "Nedre form(A)" i
maskinkropp först då
Justera nivån enligt anvisningarna
omslag”--”Papper”(mönster
jämnt placerat)--
öppen status.
status.
kunna börja tillverka.
(OBS: denna gång nere
vara jämn och inte höjd.
4. Installationen är klar och
tryck för att vara botten.
kropp, höger hand ner tryck
5
9. Håll maskinen för hand
handtag, ytterligare en handpress
sänk formen tills upp och ner
vid den övre triangeln.)
botten från vänster till höger till
mögel sammanfogad till botten.
OBS: Uppformens gångjärn är öppet
6. Håll i en hand
"Transparent plastfilm"
upppressad form gångjärn är
5. Sätt "Tin up
handtaget till upp och ner
Machine Translated by Google
MODELL OCH PARAMETER
plattan, sedan "Lägre
mögel(B)” behöver placera
OBS: Använd metallbaksida
25 mm och 32 mm behöver det inte.)
passera genom hålet.
10. Avsluta.
gångjärnet är nära status, stift
OBS: Nu upp formen
plåt tunnare, bara
58mm behöver lägga till bricka,
plastbricka. (Metalbaksida
6
4. ÿ25/ÿ32/ÿ58 Transparent plastfilm *100 stycken av varje storlek
JMB-X3
Modell
1. ÿ25/ ÿ32/ÿ58 Metallbakplatta
Maskin
5. ÿ25/ ÿ32/ÿ58 rund skärare * 1 stycke av varje storlek
50 stycken av varje storlek
Papperskrav 127-157g Kopparplåtspapper
2. ÿ25/ÿ32/ÿ58 Tin Up Cover *100 stycken av varje storlek
*
2 stycken
Tillbehör med
Produktmodell
50 stycken av varje storlek
Specifikation
3. ÿ25/ÿ32/ÿ58 Vitt papper *20 stycken av varje storlek
8. Bricka *2
9. Instruktion *1
Maskinens kroppsfärg
Svart/Blå/Rosa
*
Tillverkat märke
ÿ25/ ÿ32/ÿ58 Plastbakplatta
6. Insexnyckel
ÿ25/ÿ32/ÿ58mm
*
7. Magisk bok *1
Machine Translated by Google
Misslyckande utseende
1. Upp- och nerformen måste vara på
2. Byt till att använda ett lite tjockare papper
body, använd den kostnadsfria insexnyckeln
metod
placera brickan
runda eller blockerade av en utlänning
på plats, inte tryck till
på uppformen
del ej insvept
3. ( 25 mm ) Konfigurerad metall
2. Olämplig papperstjocklek
Första gången tryck nedåt
avvikit
2. För mycket smörjolja i
Tryck inte hårt på
botten
1. Olämplig drift
med föremålet som en hammare
tillverkning, blockerad
förbrukningsvaror
3. Sätt upp formen på maskinen
järnskydd och inte
positionsavstånd som är mellan
märke, intryckt men inte
torka av den om du hittar för mycket smörjolja
Andra nedåttryckningen
samma vertikala linje vid stängning
Felsökning
3. Höger sida form plats 2 mm tjocklek
Använd ett vasst verktyg (som en rak
inre hål mitt.
absorberas till upp mögel
objekt.
fast
samma vertikala linje vid stängning
efter tryckning
tillbaka förbrukningsvaror inte
1. Tryck upp formen för första gången nedåt
3. Uppformens skruvar lossnar
1. Behöver trycka till botten när
uppformen
2. Papperet är felaktigt klippt
kommer inte att dras åt för mycket).
2. Papper är tunnare
metod
Möjliga orsaker
1. Upp och ner formläge
för att fixera skruvarna i uppformen
gångjärnet är i ett separat tillstånd
upp och ner mögel, och bända upp
3. Upp- och nerformen måste vara på
nedåttryckande
bricka när du använder metallryggen
2. Använd papper med föreskriven tjocklek
1. Olämplig drift
Upp mögel kan inte lyftas upp
skruvmejsel) för att justera till mitten sammanfogning
1. Tryck nedåt är inte
2. Använd ren trasa eller väv helt
(Obs: Tryck bara på den, i allmänhet, den
FEL OCH FELSÖKNING
7
Machine Translated by Google
EC REP
UK REP
8
Linkenheim-Hochstetten, Tyskland
Pooledas Group Ltd
Römeräcker 9 Z2021, 76351
SHUNSHUN GmbH
Enhet 5 Albert Edward House, The
Pavilions Preston, Storbritannien
Shanghai
NSW 2122 Australien
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD
Adress: Baoshanqu Shuangchenglu 803long 11hao 1602A-1609shi
Place, Rancho Cucamonga, CA 91730
Tillverkad i Kina
Importerad till USA: Sanven Technology Ltd, Suite 250, 9166 Anaheim
Machine Translated by Google

Machine Translated by Google

"Ahorrelamitad","mitaddeprecio"ocualquierotraexpresiónsimilarqueutilicemossolorepresenta
unaestimacióndelahorroquepodríaobteneralcomprarciertasherramientasconnosotrosencomparación
conlasprincipalesmarcasynonecesariamentesignificaquecubratodaslascategoríasdeherramientas
queofrecemos.Lerecordamosque,alrealizarunpedidoconnosotros,verifiquecuidadosamentesi
realmenteestáahorrandolamitadencomparaciónconlasprincipalesmarcas.
Seguimoscomprometidosabrindarleherramientasaprecioscompetitivos.
Soportetécnicoycertificadodegarantíaelectrónicawww.vevor.com/support
MANUALDEINSTRUCCIONES
MAQUINAPARAFABRICARBOTONES
Machine Translated by Google

Machine Translated by Google
¿Tienepreguntassobreelproducto?¿Necesitaasistenciatécnica?Nodudeenponerseencontacto
connosotros:
Estassonlasinstruccionesoriginales,leaatentamentetodaslasinstruccionesdelmanual
antesdeutilizarelproducto.VEVORsereservaunainterpretaciónclaradenuestromanualde
usuario.Laaparienciadelproductoestarásujetaalproductoquerecibió.Perdónenosporno
informarlenuevamentesihayactualizacionesdetecnologíaosoftwareennuestroproducto.
1
Soportetécnicoycertificadodegarantía
electrónicawww.vevor.com/support
MÁQUINA
FABRICANTEDEBOTONES
¿NECESITAAYUDA?¡CONTÁCTENOS!
Machine Translated by Google

Brazo
2
Moldesuperior
Manejar
Placainferior
2.Losniñosnopuedenutilizaresteproductoamenosqueesténacompañadosporunadulto.
3.Presteatenciónalaseguridaddurantelaoperaciónyeviteaplastarselosdedos.
otrasaplicacionesqueexcedanlasconsideracionesdeseguridad.
1.Estamáquinaparaimprimircredencialessoloseutilizaparaelpropósitoprevisto.Nolautiliceen
Moldeinferior
COMPONENTES
RECORDATORIODESEGURIDAD
Machine Translated by Google
Rieldeslizantedeplástico
Hojadeprotección
Pasadordeposicionamientodelladodelmoldehaciaarriba
Moldeinferior(B)
Moldeinferior
Cabezaldemolde
Moldeinferior(A)
3
Machine Translated by Google

Empujarhaciaatrásyhaciaarriba,
Alineeelmoldehaciaabajoparadeslizarlo
Elmagnetismoautomáticamente
3.Coloqueelpasadorenellateralde2.Hacerelmoldetres
Agujerosalineadosylevantados,Máquina,alineeelpasadorlateraldelmolde
1.Instaleelmoldesuperiorenel
Elmoldehaciaarriba.
elrieldeslizante.
medio,aflojarybajar
4
ranuradelrielyempujehacia
absorbido.
PASOSDEINSTALACIÓN
Machine Translated by Google

en“Moldeinferior(A)”en
estado.
poreltriangulosuperior.)
9.Sujetelamáquinaconlamano
manejar,otramanopresiona
Moldeinferiorhastaarribayabajo
abajodeizquierdaaderechahasta
4.Instalaciónfinalizaday
Presioneparaestarabajo.
Cuerpo,manoderechahaciaabajo,presione
5
Labisagradelmoldeprensadoes
5.Ponga“Estañoarriba”
Elmangosubeybaja
6.Utiliceunamanoparasostenerel
“Películadeplásticotransparente”
NOTA:Labisagradelmoldesuperiorestáabierta
Elmoldesefusionóconelfondo.
secuencia,luegopresioneel
estabilizarelcuerpodelamáquinamediante
7.Coloquela“placaposterior”enel
“moldeinferior(B)”.
Empujeelmoldeinferiorhacia
Lamáquinamanejahastaabajo
Moldealineadohaciaarribayhaciaabajo.
moldealineado.
8.(NOTA:Elbrochedebe
(NOTA:estavezabajo
estarniveladoynoelevado.
Capazdeiniciarlafabricación.
Ajusteelnivelcomoseindica
cubierta””Papel”(patrón
colocadoanivel)
Estadoabierto.
Primeroelcuerpodelamáquinayluego
Machine Translated by Google
PlacaposteriordeplásticoΦ25/Φ32/Φ58
Máquina
Modelo
5.CortadorredondoΦ25/Φ32/Φ58*1piezadecadatamaño
4.PelículadeplásticotransparenteΦ25/Φ32/Φ58*100piezasdecadatamaño
JMBX3
1.PlacaposteriordemetalΦ25/Φ32/Φ58
AccesoriosCon
Modelodelproducto
3.PapelblancoΦ25/Φ32/Φ58*20piezasdecadatamaño
2piezas
RequisitosdelpapelPapelparaplanchasdecobrede127157g
2.TapadehojalatadeΦ25/Φ32/Φ58*100piezasdecadatamaño
50piezasdecadatamaño
Negro/Azul/Rosa
*
9.Instrucción*1
Colordelcuerpodelamáquina
*
50piezasdecadatamaño
Especificación
8.Arandela*2
Φ25/Φ32/Φ58mm
*
7.Libromágico*1
6.LlaveAllen
Insigniafabricada
NOTA:Siutilizaunaparteposteriordemetal
placa,luegola“Inferior
molde(B)”necesitacolocarel
placamásdelgada,solo
Labisagraestáenestadocerrado,pasador
10.Terminar.
pasarporelagujero.
NOTA:Ahoraelmoldehaciaarriba
58mmnecesitaagregararandela,
25mmy32mm¿noesnecesario?
Arandeladeplástico.(Parteposteriordemetal)
6
MODELOYPARÁMETRO
Machine Translated by Google
7
FALLASYSOLUCIÓNDEPROBLEMAS
objeto.
firme
lamismalineaverticalalcerrar
Absorbidoparalevantarelmoho
Despuésdepresionar
Losconsumiblestraserosno
3.Aflojelostornillosdelmoldesuperior
1.Primeravez,presionehaciaabajoelmolde.
1.Esnecesariopresionarhastaelfondocuando
Elmoldehaciaarriba
2.Elpapelestácortadoincorrectamente
método
Posiblesrazones
noquedarádemasiadoapretado).
2.Elpapelesmásfino.
Labisagraestáenunestadoseparado
1.Posicióndelmoldehaciaarribayhaciaabajo
Parafijarlostornillosenelmoldesuperior
subirybajarelmoldeyabrirlohaciendopalanca
3.Elmoldedearribayabajodebeestarencendido.
Presionandohaciaabajo
destornillador)paraalinearconlafusióncentral
Lavadoracuandoseutilizalaparteposteriordemetal
2.Utilicepapeldelgrosorestipulado.
1.Operacióninadecuada
Elmohonosepuedelevantar
(Atención:solotócalo,generalmente,
2.Cambieaunpapelunpocomásgrueso.
1.Lapresiónhaciaabajonoes
2.Utiliceunpañoopañuelolimpioporcompleto.
cuerpo,utilicelallaveAllendecortesía
método
1.Elmoldedearribayabajodebeestarencendido.
Coloquelaarandela
Aparienciadefalla
redondoobloqueadoporunextraño
ensulugar,nopresionehaciael
enelmoldeascendente
3.(25mm)Metalconfigurado
2.Grosordelpapelinadecuado
Primeravezquesepresionahaciaabajo
partenoenvueltaen
2.Demasiadoaceitelubricanteen
Nopresioneconfuerzael
desviado
abajo
1.Operacióninadecuada
conelobjetocomounmartillo
fabricación,bloqueada
consumibles
3.Coloqueelmoldesuperiorenlamáquina.
cubiertadehierroyno
Segundapulsaciónhaciaabajo
espaciolibredeposiciónqueseencuentraentre
insignia,presionadaperono
Límpielosiencuentrademasiadoaceitelubricante.
Utiliceunaherramientaafilada(comouna
Centrodelagujerointerno.
lamismalineaverticalalcerrar
Solucióndeproblemas
3.Coloqueelmoldedelladoderechoconunespesorde2mm.
Machine Translated by Google
LinkenheimHochstetten,Alemania
Unidad5CasaAlbertEdward,La
Römeräcker9Z2021,76351
SHUNSHUNGmbH
PabellonesPreston,ReinoUnido
GrupoPooledasLtd.
8
REPRESENTANTECE
REPRESENTANTEDELREINOUNIDO
Llevaralafuerza
NuevaGalesdelSur2122Australia
ImportadoaAustralia:SIHAOPTYLTD,1ROKEVASTREETEASTWOOD
Dirección:BaoshanquShuangchenglu803long11hao1602A1609shi
ImportadoaEE.UU.:SanvenTechnologyLtd,Suite250,9166Anaheim
Lugar,RanchoCucamonga,CA91730
Hechoenchina
Machine Translated by Google

Machine Translated by Google