Technical Support and E-Warranty Certificate www.vevor.com/support
ANNULAR CUTTER
USER MANUAL
MODEL: 10190010215/10190010216/10190010146
10190010213/10190010214
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
MODEL: 10190010215/10190010216/10190010146
10190010213/10190010214
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
ANNULAR CUTTER
- 2 -
SAFETY INSTRUCTION AND PRECAUTIONS
WARNING:
Read this material before using this product. Failure to do so can result in
serious injury.
Safety Caution
For your safety please wear goggles and helmet. Do not wear loose
clothes or yarn gloves.
1. Please use hook to remove the chip to prevent injuries of hand.
2. Before using, make sure the cutter is sound and securely. Do not use the
cutter with damage.
3. Turn off the machine immediately if the cutter gets stuck.
4. Turn off the power before replace and disassemble cutter.
5. Do not touch the cutter when it is working.
6. Cutter’s tip is hard but also fragile. Please protect the cutter to prevent it
tipping.
[The usage of annular cutter]
Annular cutter(Core drill).It can cutting all kinds of steel, steel pipe, cast
iron, stainless steel, aluminum, copper and various non-metallic materials.
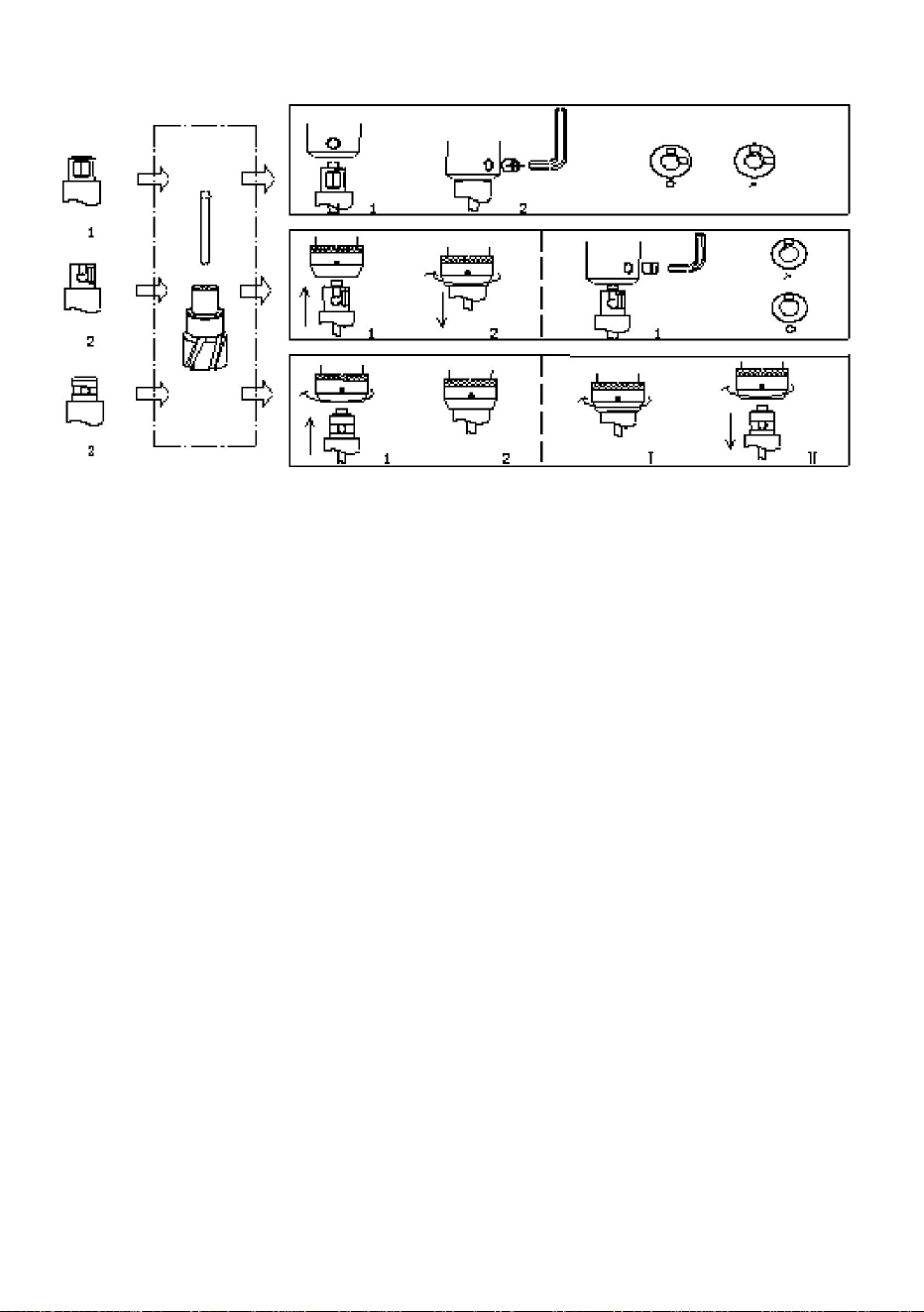
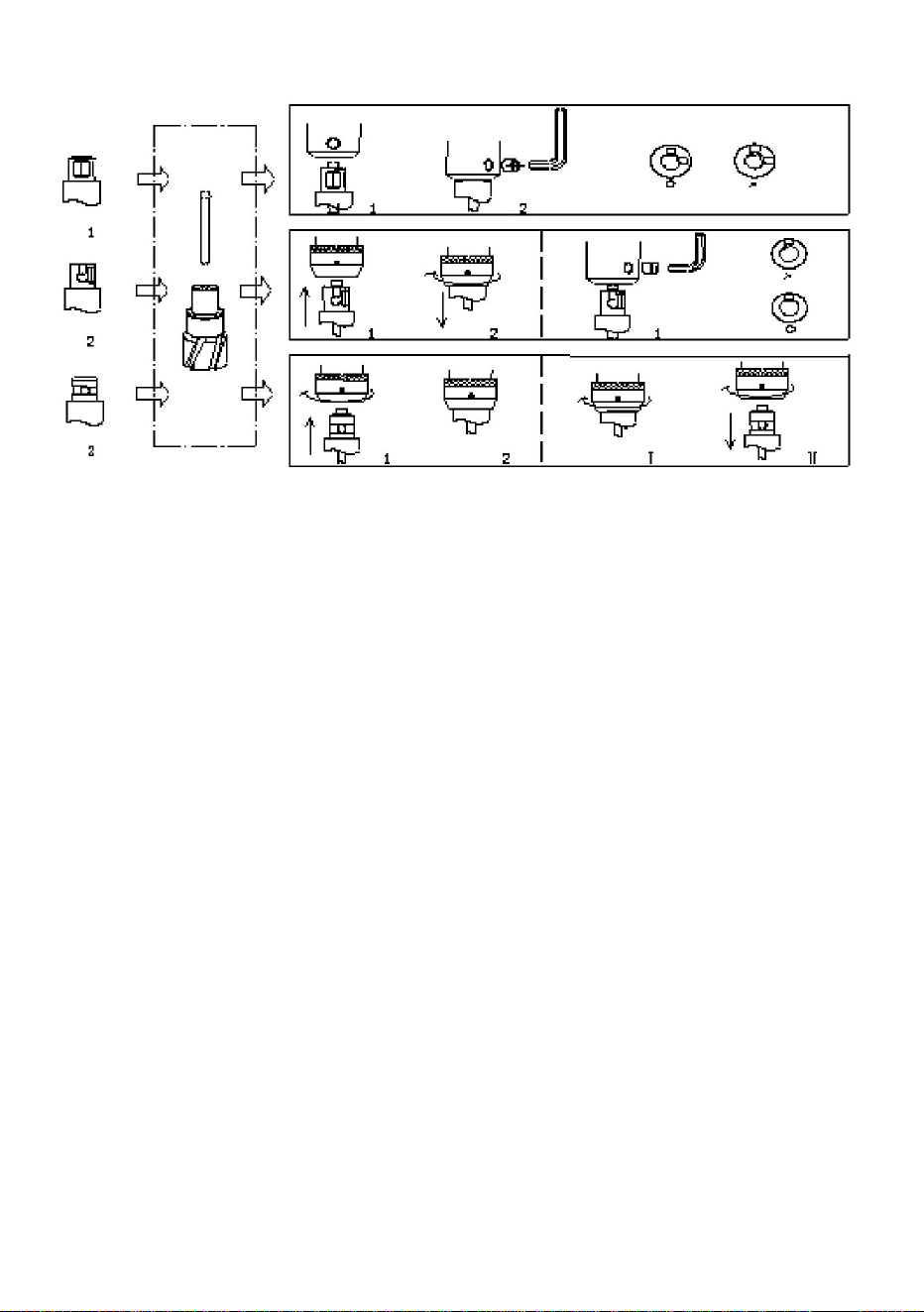
[The type]
Shank
Suitable types of magnetic drill
Weldon shank
Applicable to all kinds of Magnetic core drill machine. Like: CHTOOLS、
ALFRA、RUKO、HOUGEN、Rotabroach、BDS etc.
Universal
shank
(Nitto shank)
Applicable to all kinds of Magnetic core drill machine, unless Fein
machine .Like:CHTOOLS、 ALFRA、RUKO、HOUGEN、Rotabroach、
BDS etc.
Fein shank
Applicable to Fein machine from Germany
- 3 -
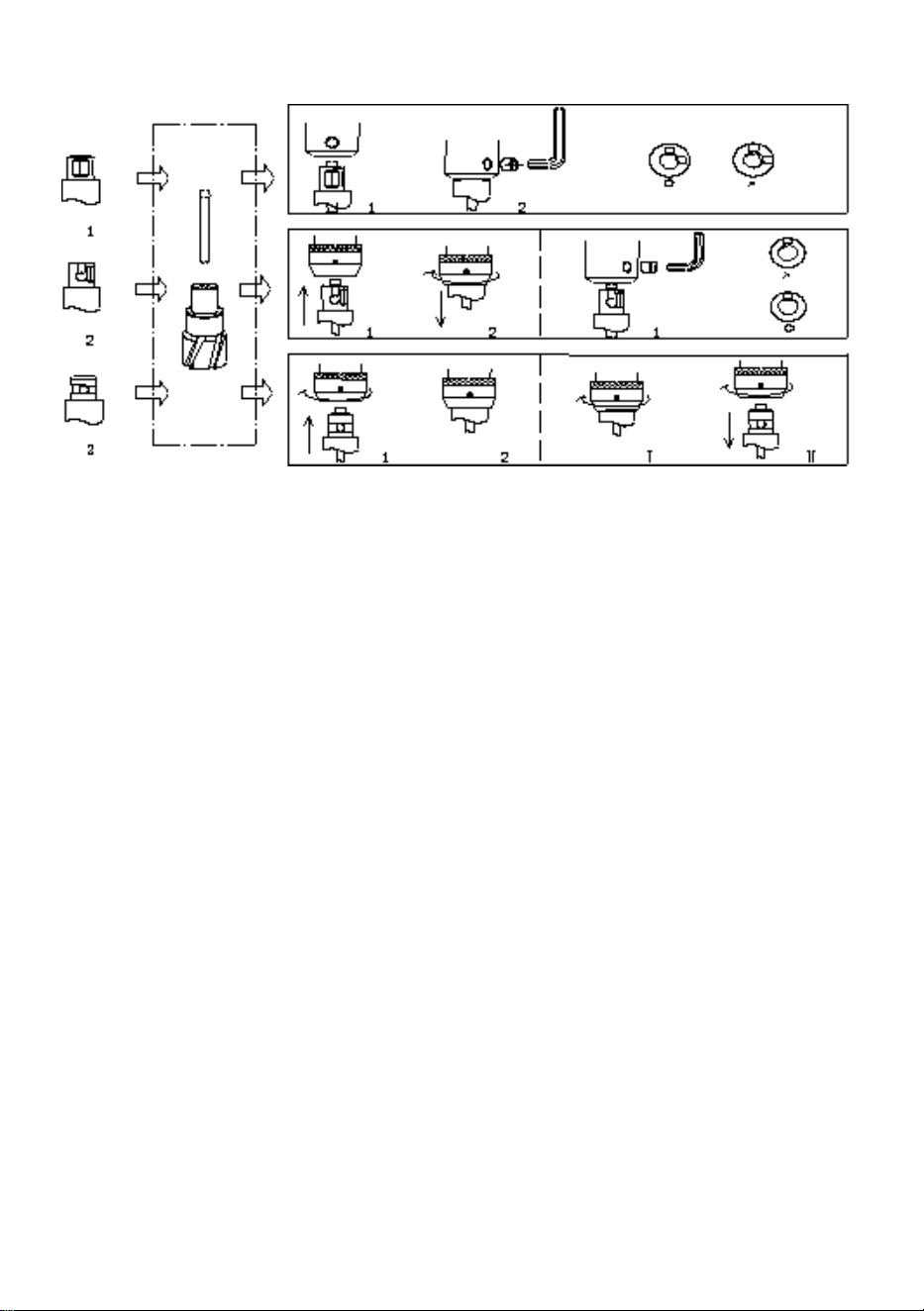
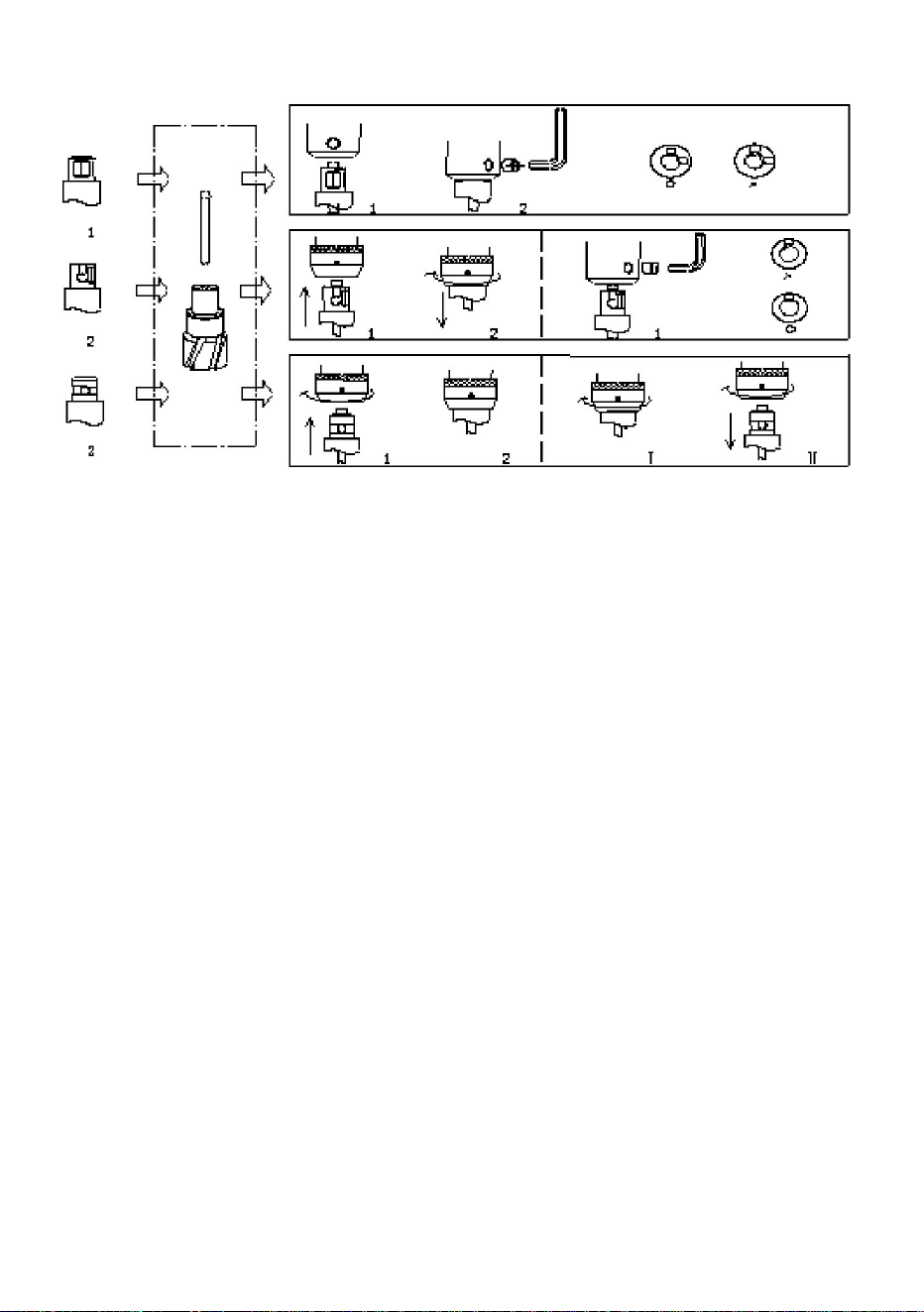
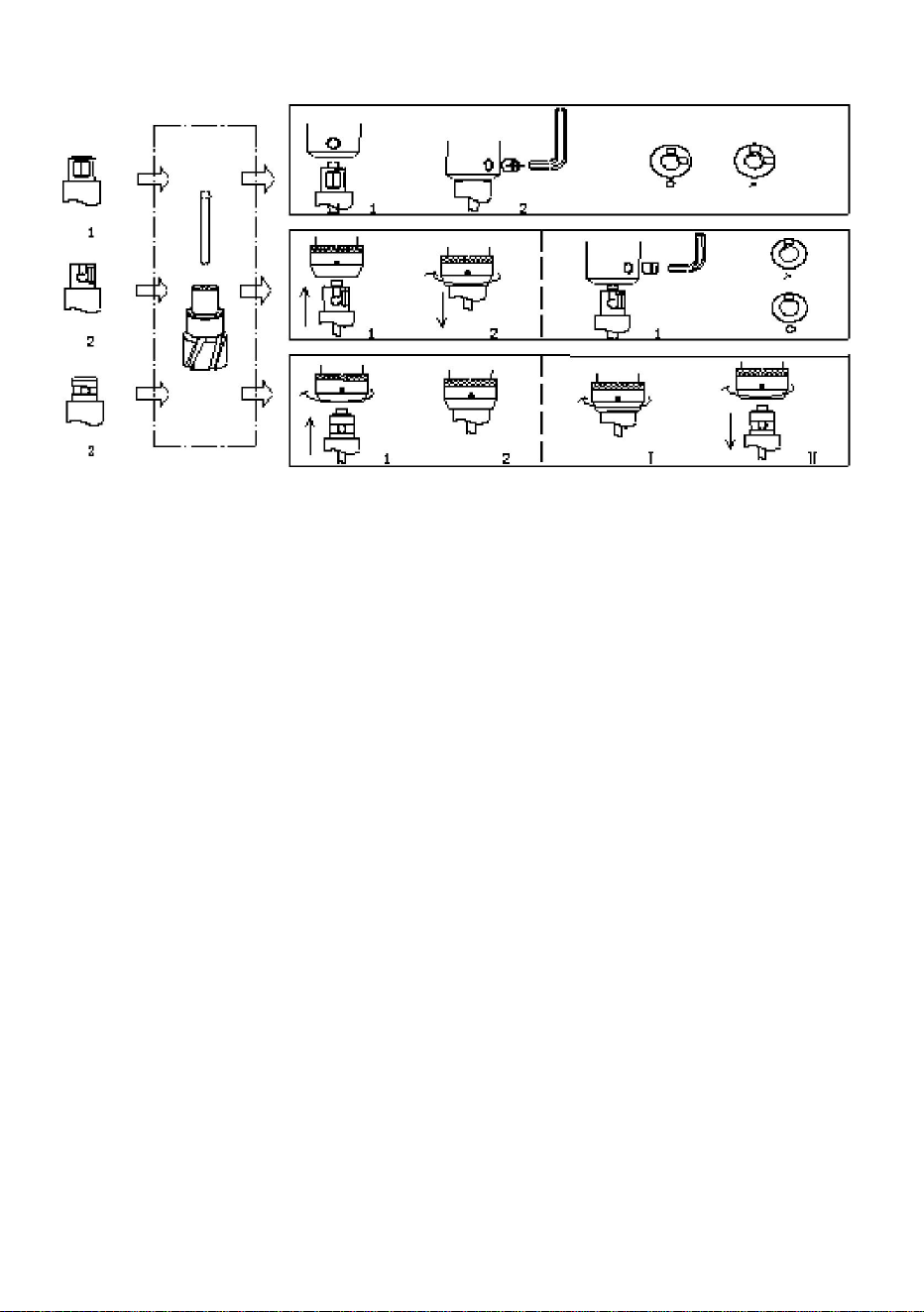
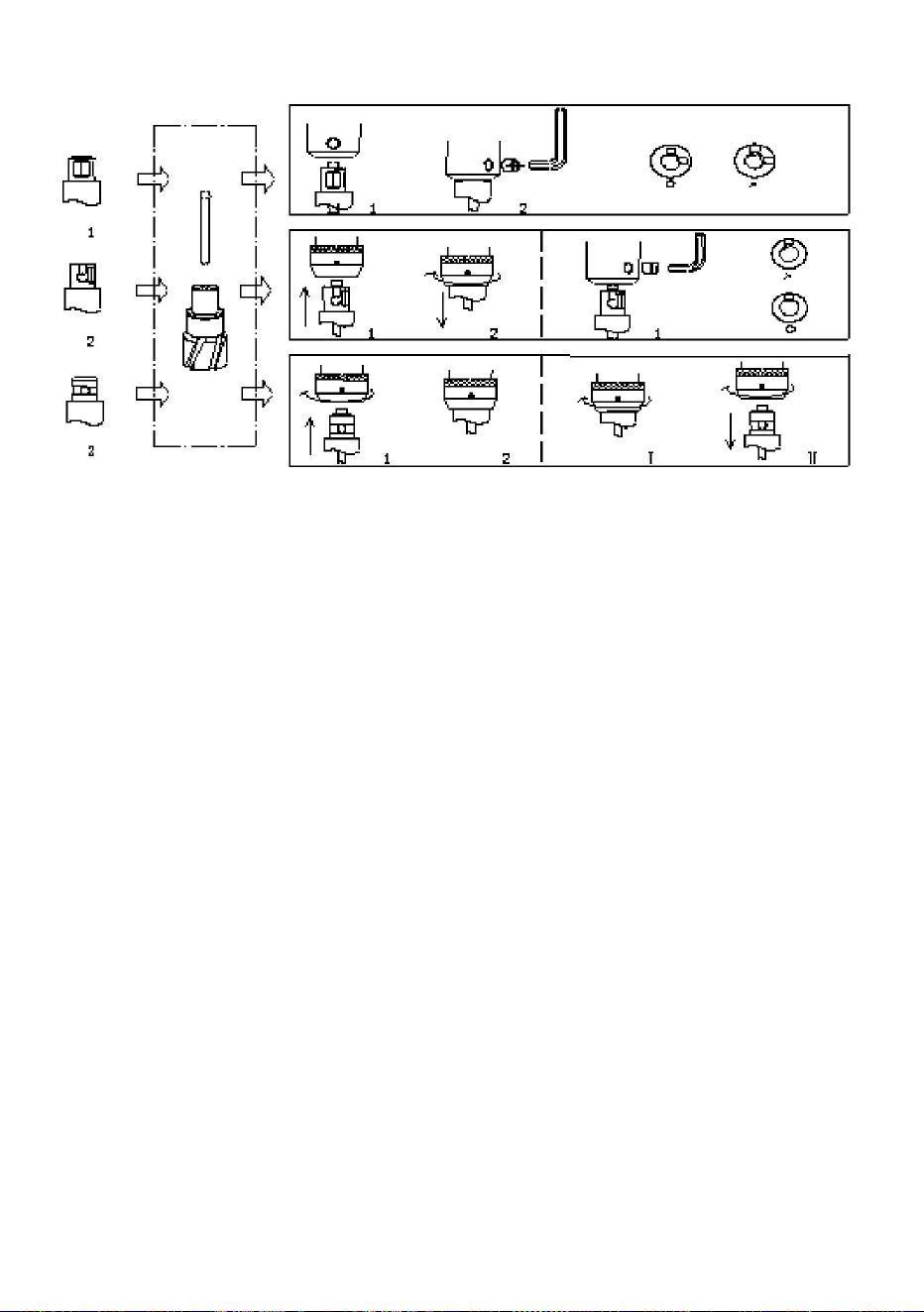
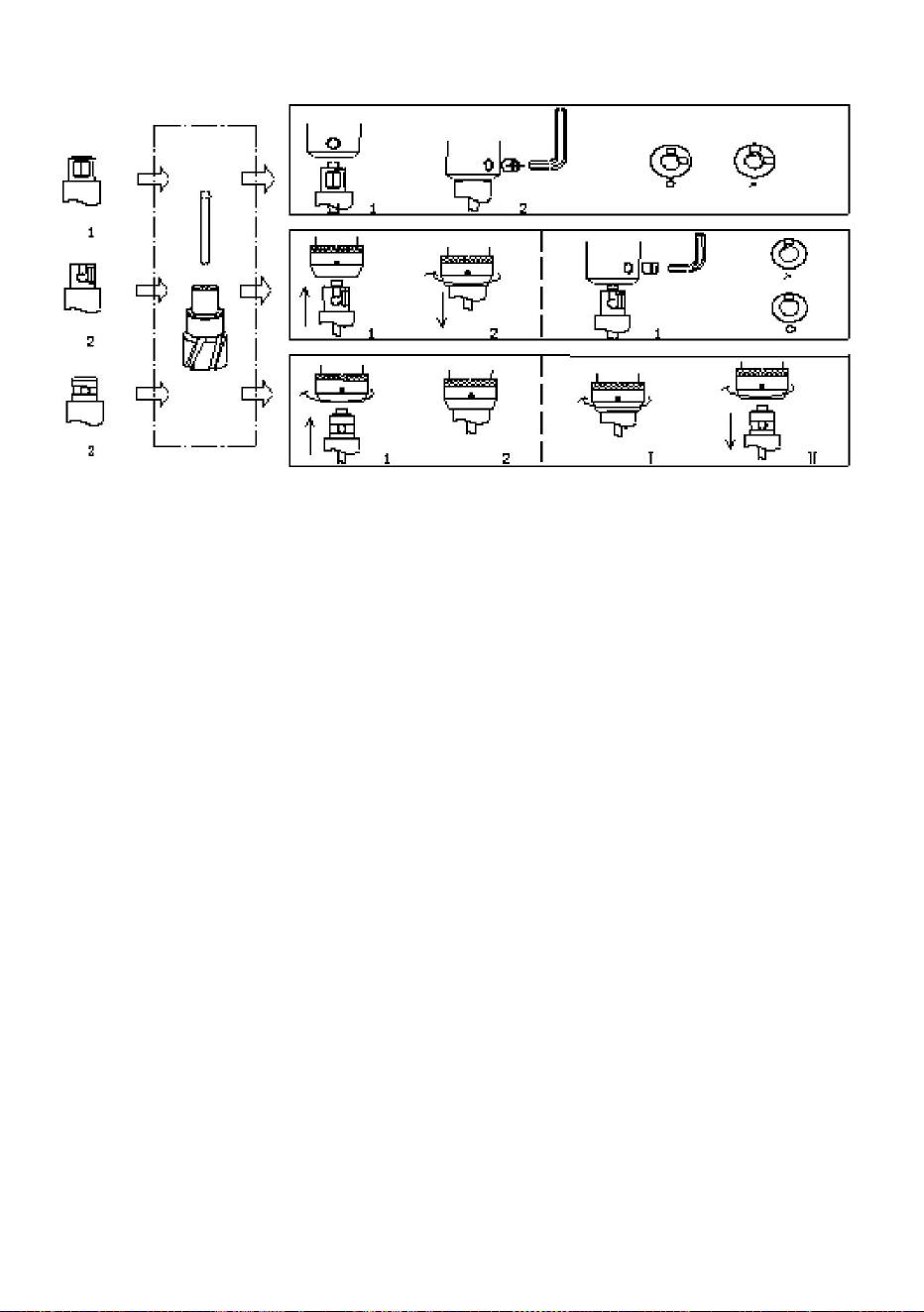
[Method of application]
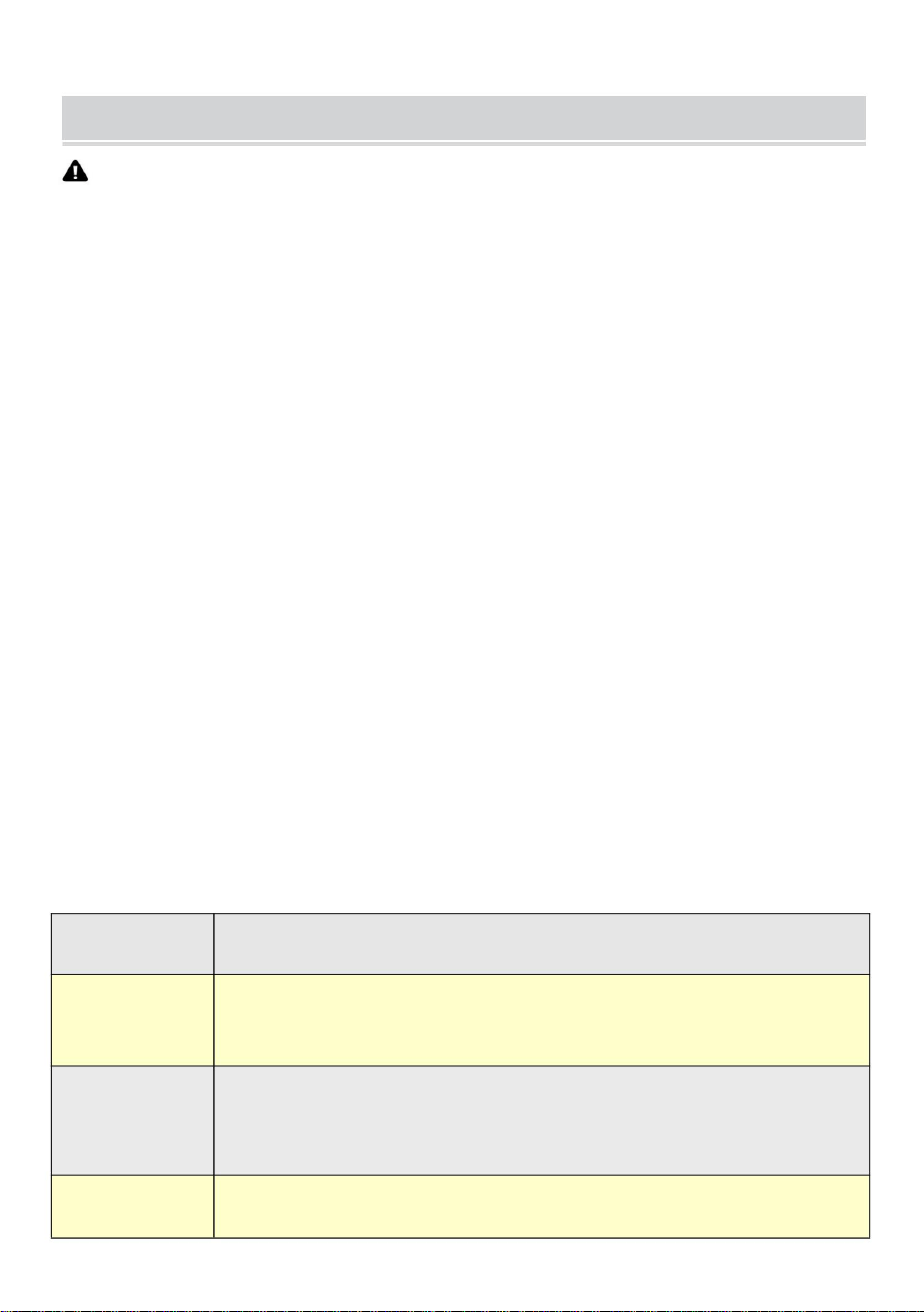
1.Installation method:
• Weldon shank (1):The handle of two planes aim at the two screw holes
on the drill spindle,With a hex wrench to tighten and leaving a gap of
0.2-0.3mm, Back and forth with your hand to confirm socket head screw
perpendicular to the two planes, then screw down the screws.
• Universal shank(2): The handle of two planes aim at steel ball within the
drill chuck, then loaded into chuck.
Universal shank can also be used socket head screws,As long as socket
head screw perpendicular to the two planes.
• Fein shank(3): Turn on insurance ring of the main shaft clockwise to the
right way, let the handle end insert into directly, rotate in small range until
steel ball enter into the hole.
- 4 -
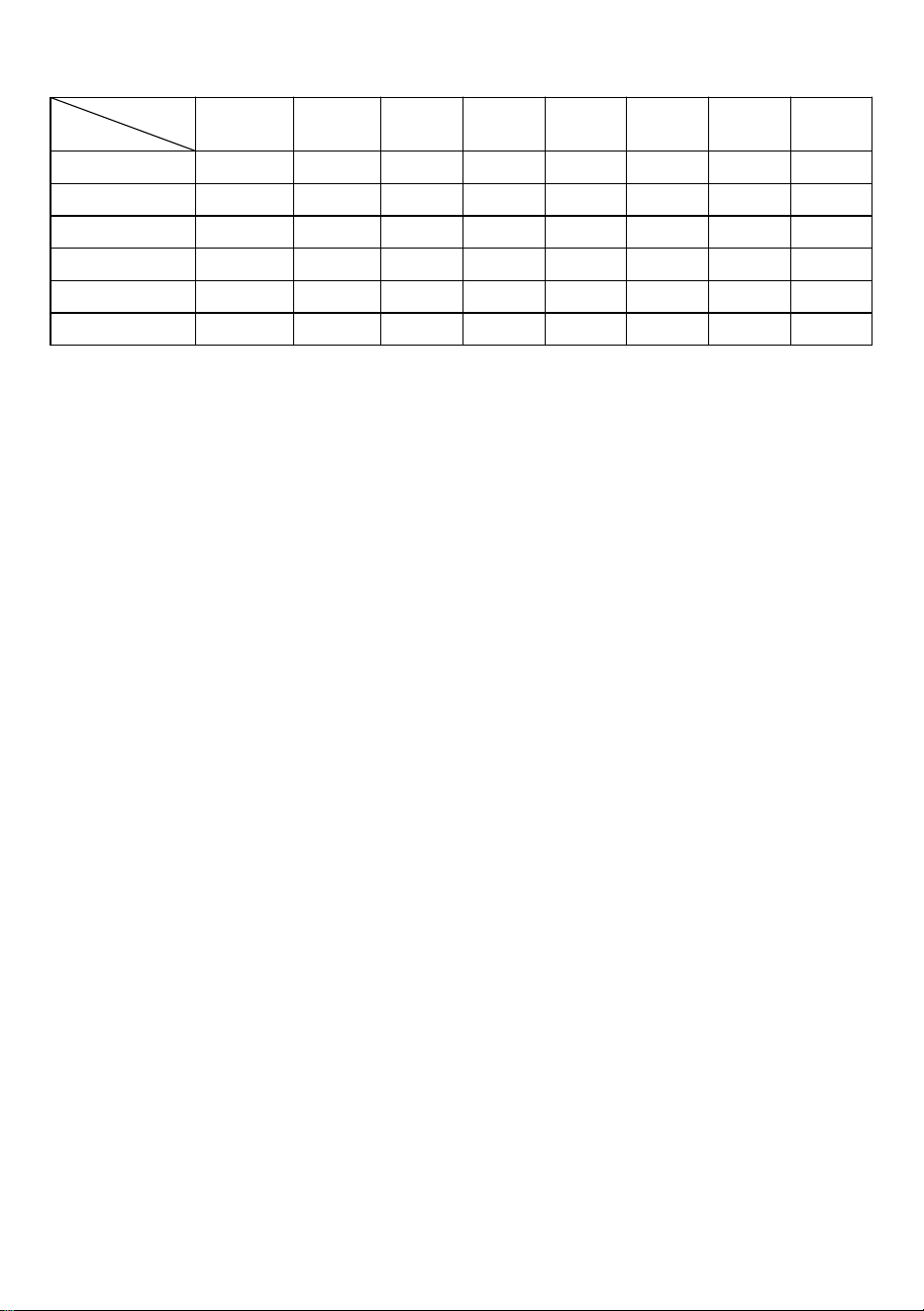
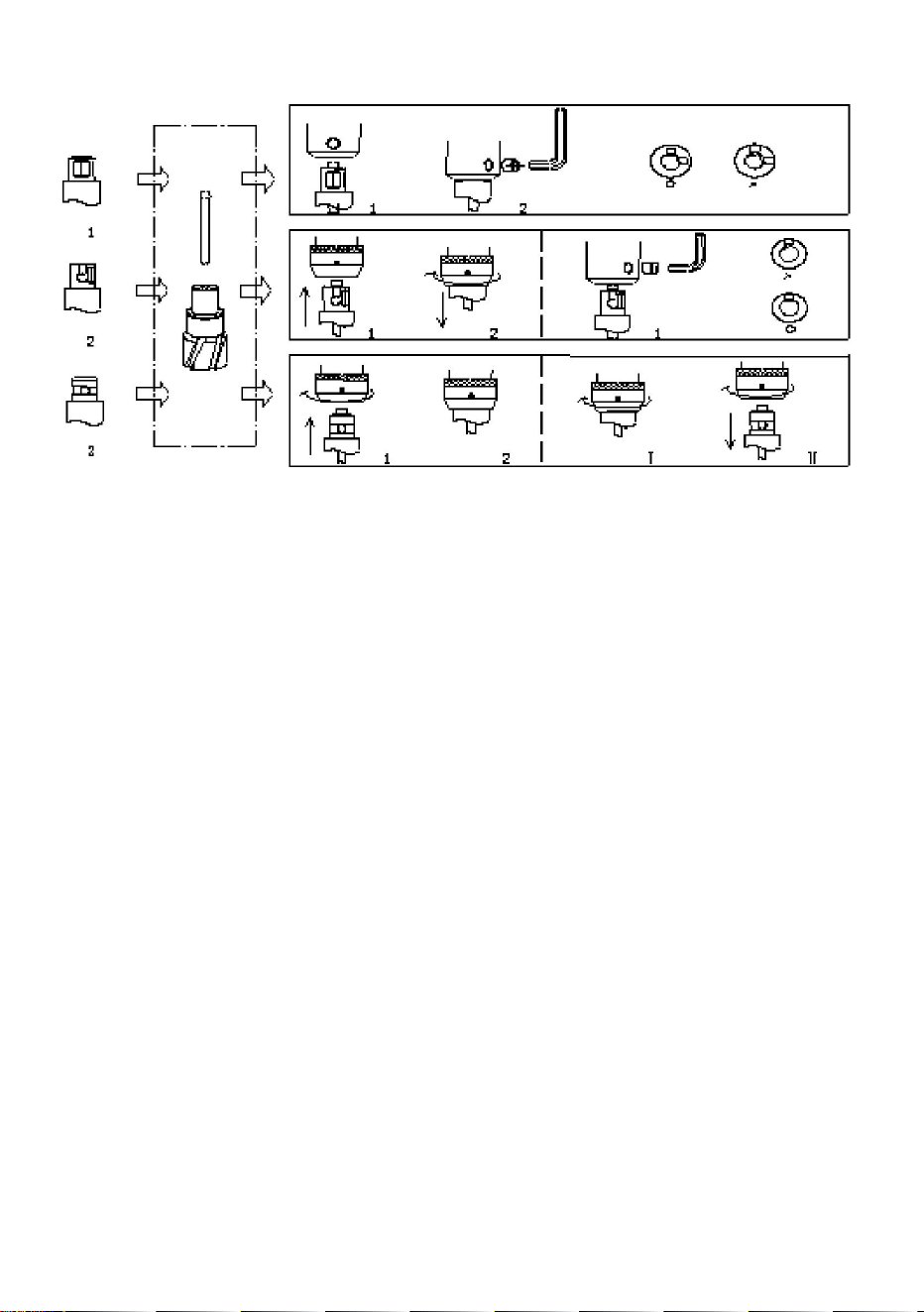
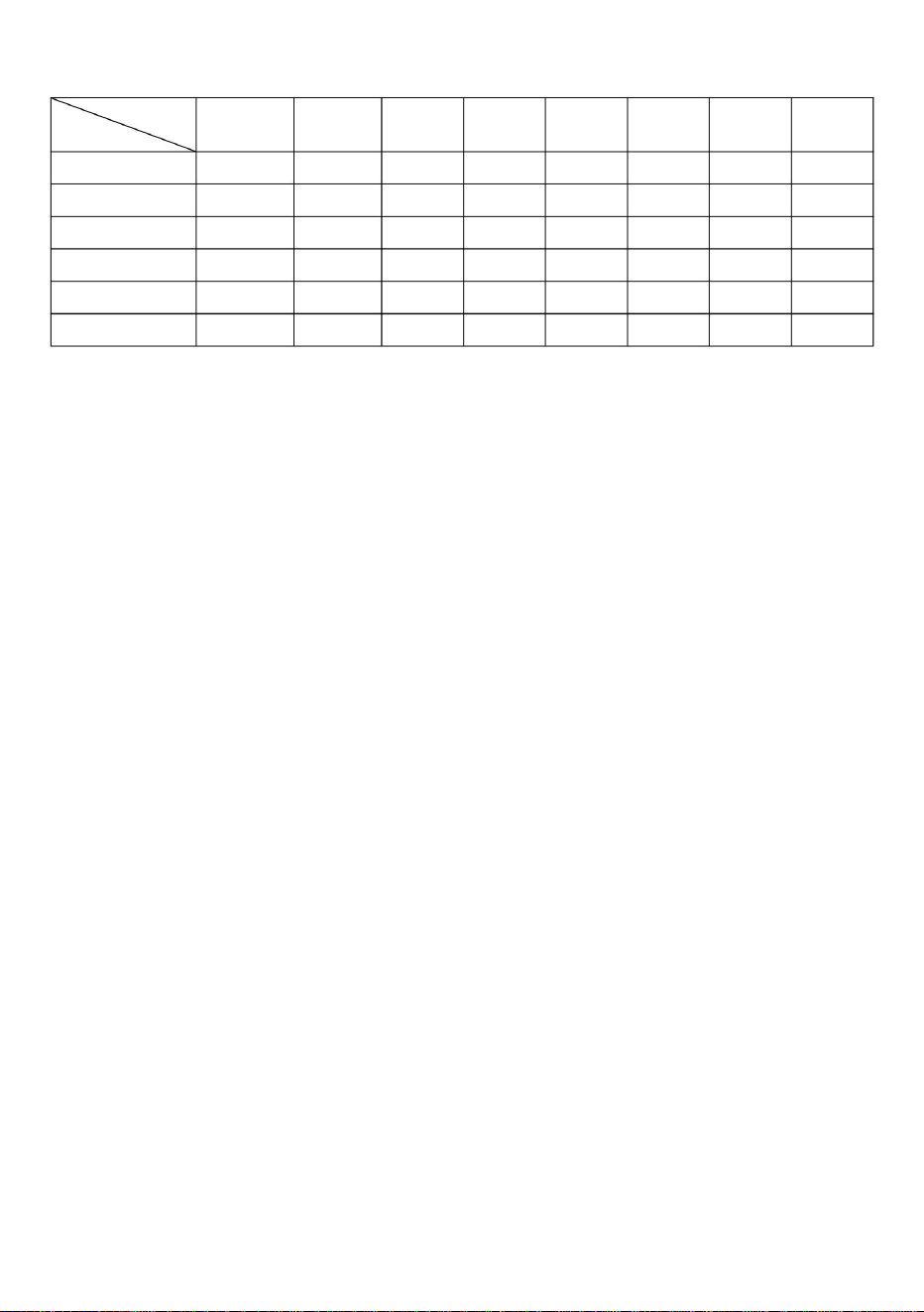
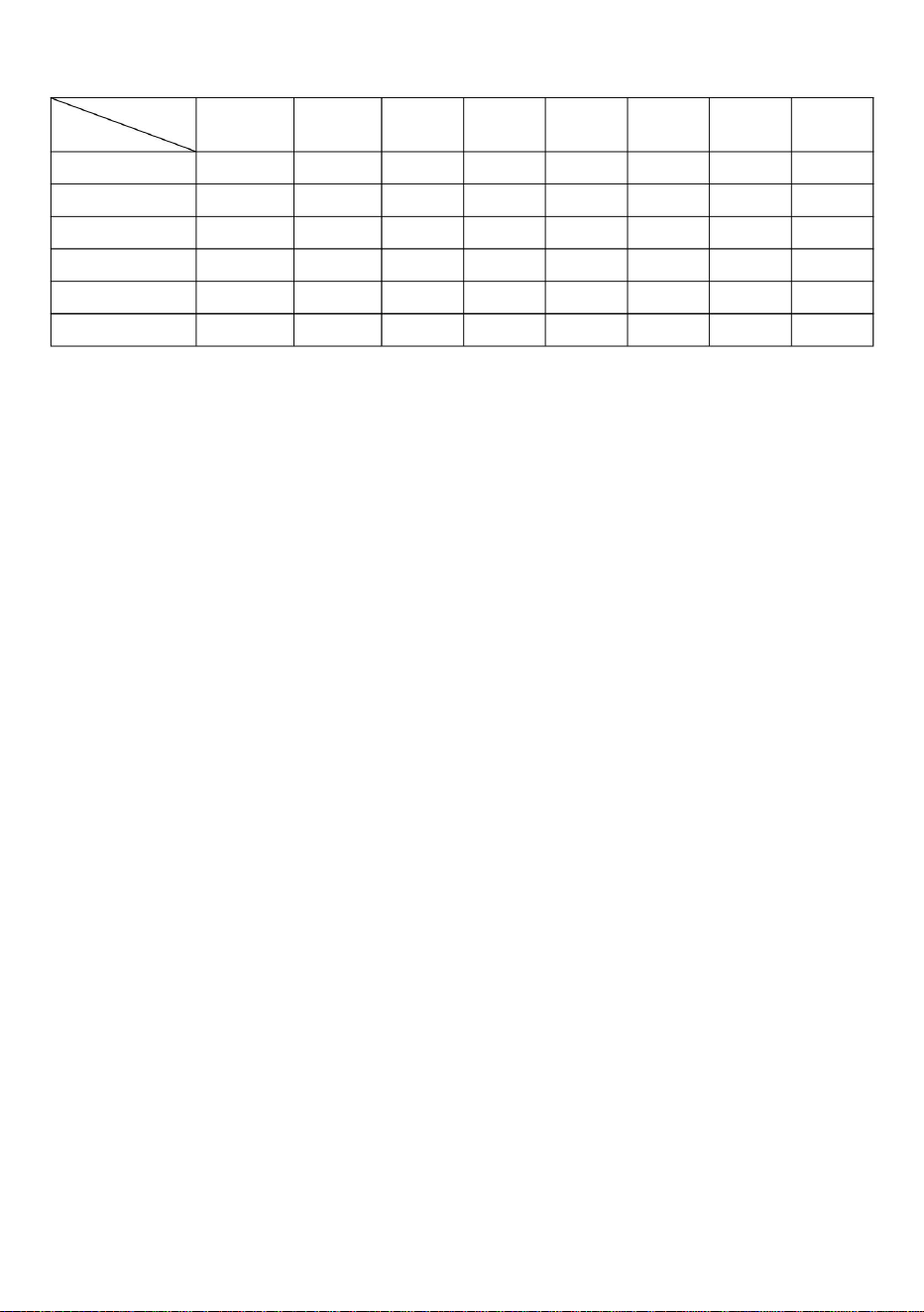
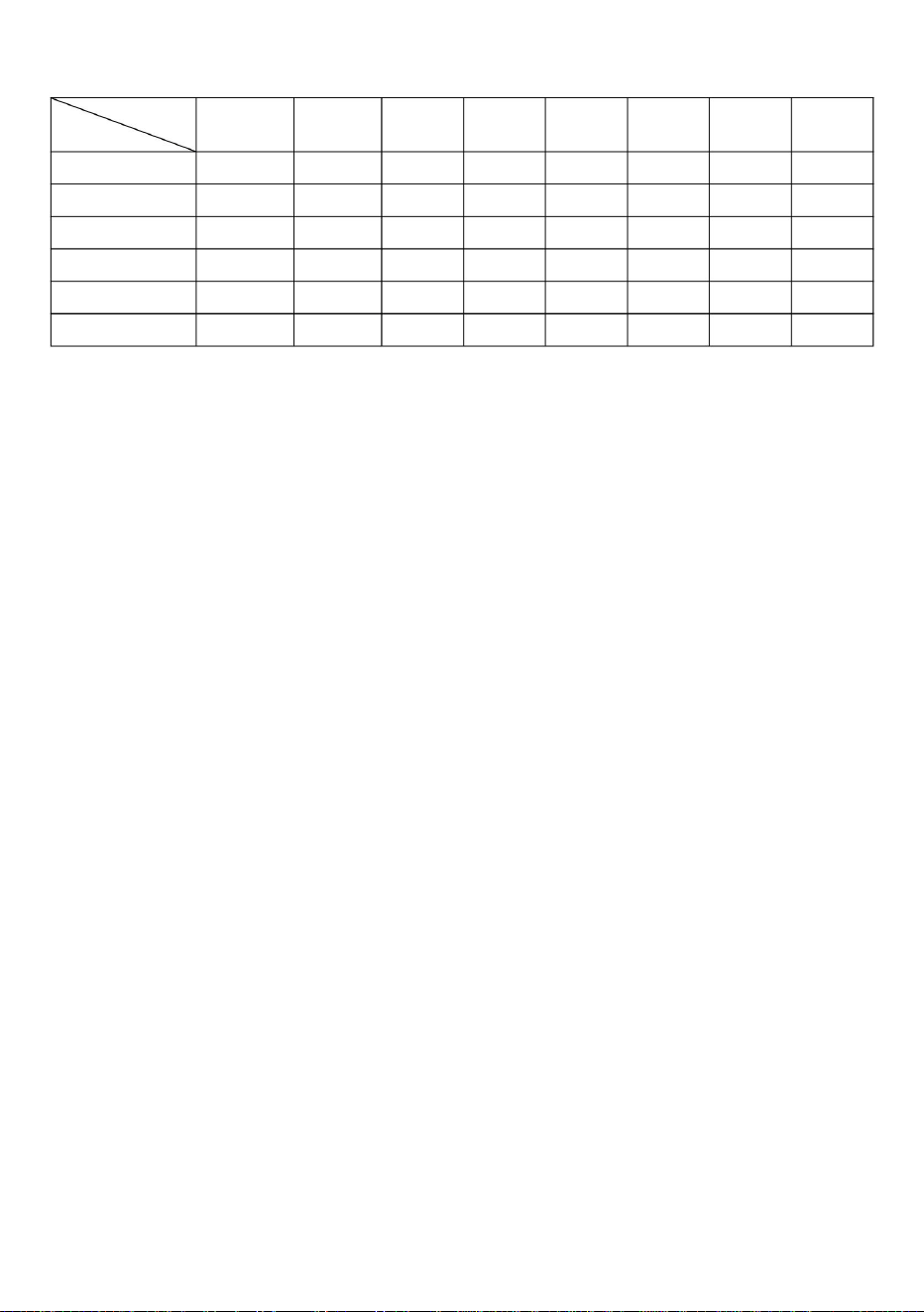
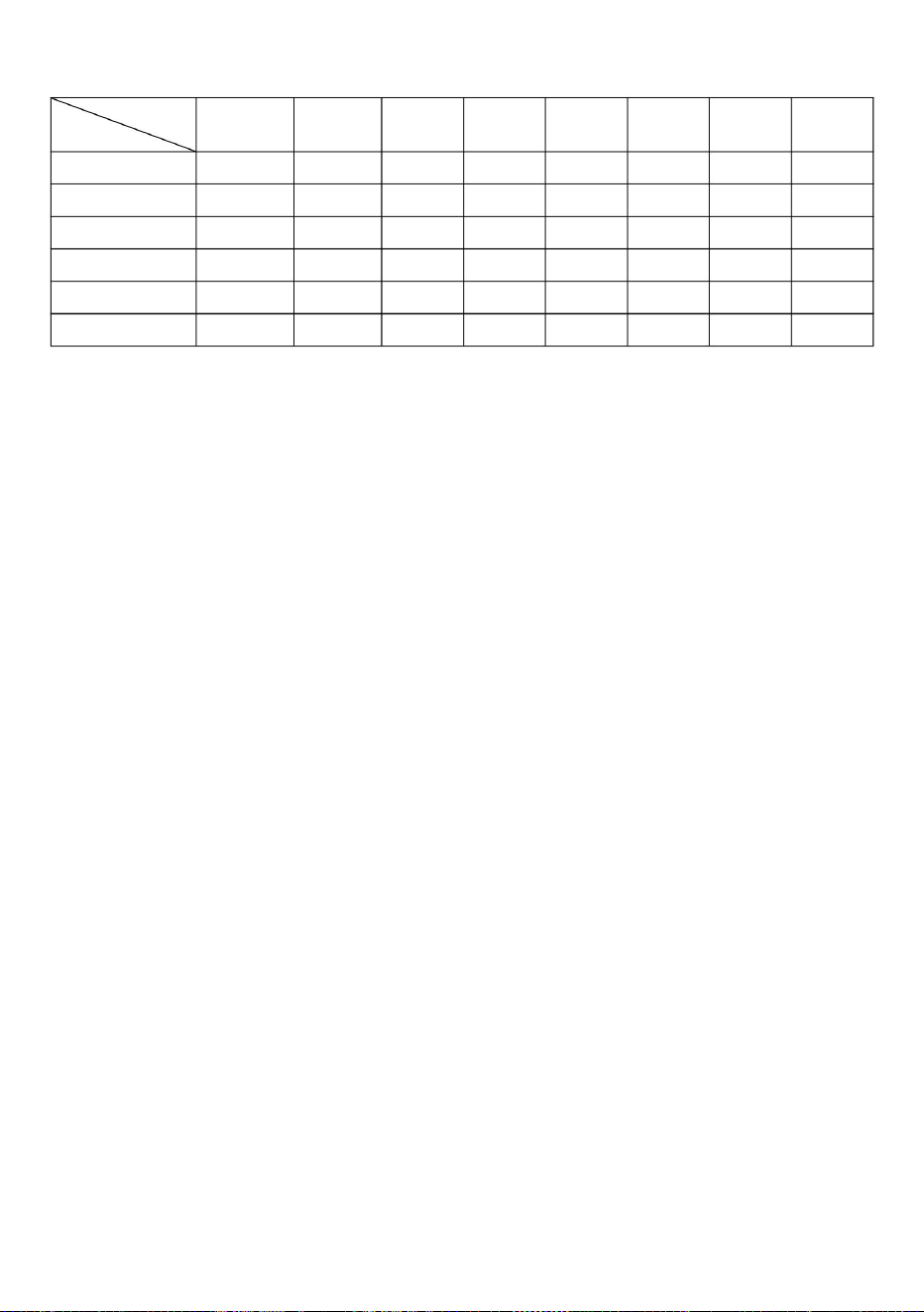
2. Recommended cutting speed for high speed steel annular cutter:
Dia
Material
12-18
19-25
26-32
33-39
40-46
47-53
54-60
61-65
carbon steel
447-318
301-229
220-179
173-146
143-124
121-108
106-95
93-88
alloy steel
371-247
234-178
171-139
135-114
111-96
94-84
82-74
73-68
stainless steel
345-230
217-165
159-129
125-106
103-90
88-78
76-69
67-63
Aluminum
1857-1238
1173-891
857-696
675-571
557-484
474-420
412-371
365-342
cast iron
796-530
502-382
367-298
289-244
238-207
203-180
176-159
156-146
cast copper
1194-796
754-573
551-447
434-367
358-311
304-270
265-238
234-220
3. Feed speed: The recommended feed speed is 0.08-0.12mm/R or
0.6-1.0mm/sec.Different feed speed will cause different chip and affect the
performance of removal of chips.
4. Positioning: Chisel a positioning point in the center of the position to be
drilled or mark a "cross" line with an alloy needle to ensure the accuracy of
the drilled position. Note that when using the center chisel to hit the
positioning point, please make sure that the center chisel is perpendicular
to the surface of the workpiece to avoid affecting the smooth discharge of
the cutting core
5. Start to drill: Make sure the button of magnetic drill machine is clean
before power on. Turn on the switch of coolant liquid when start to drill.
First feed slowly and feed in the normal speed after drill 1-2mm.
6. Finish drill: Turn off the power and use hook to remove the chips on the
cutter after it stops.
[Notice]
The following actions will help to reduce or slow wearing and fracturing of
cutter.
1. When drilling steel parts, please make sure enough amount of cooling
and use metal cutting fluid.
2. Good rigidity of drill pipe and the guide rail gap can improve the
precision of drilling and the life of the bit.
3. Please make sure flat and clean between the magnetic holder and
artifacts.
4. Before cutting, make sure all parts to be locked surely.
- 5 -
5. Drillling in the start and at the end, the drilling feed should reduce 1/3.
6. For a large amount of fine powder material which occurs in the drilling,
such as cast iron, cast copper, etc., can use compressed air instead of
coolant liquid to help chip removal.
7. Please remove the chips on the cutter, to ensure smooth chip removal.
[The solutions of common problem]
The solutions of chip core stuck:
Use nonmetallic material lightly slaping drill, or lightly pressure core
material repeatedly,in order to make it loose to pop up, also can remove
the bit, tap the thimble, so that it is out.
The wearing of tools:
Under the normal cooling, when chip appear blue-black color, it need to
check the drill bit blade, when the most big wear width is 0.5 mm, it needs
grinding.
Items
Description
1
Name
Annular Cutter
2
Model
10190010215
3
Parameter
Shank:Weldon shank
D.O.C:2"
Cutter Dia.:1"、1-1/8"、1-1/4"、1-1/2"、1-3/4"、2"
Items
Description
1
Name
Annular Cutter
2
Model
10190010216
3
Parameter
Shank
:
Universal shank
D.O.C
:
2"
Cutter Dia.
:
1"
、
1-1/8"
、
1-1/4"
、
1-1/2"
、
1-3/4"
、
2"
- 6 -
Items
Description
1
Name
Annular Cutter
2
Model
10190010146
3
Parameter
Shank:Weldon shank
D.O.C:1"
Cutter Dia.:1/2"、9/16"、11/16"、13/16"、15/16"、1-1/16"
Items
Description
1
Name
Annular Cutter
2
Model
10190010213
3
Parameter
Shank:Weldon shank
D.O.C:1"
Cutter Dia.:7/16"、1/2"、9/16"、11/16"、5/8"、3/4"、13/16"、7/8"、
15/16"、1"、1-1/16"
Items
Description
1
Name
Annular Cutter
2
Model
10190010214
3
Parameter
Shank
:
Weldon shank
D.O.C
:
2"
Cutter Dia.
:
7/16"
、
1/2"
、
9/16"
、
11/16"
、
5/8"
、
3/4"
、
13/16"
、
7/8"
、
15/16"
、
1"
、
1-1/16"
MADE IN CHINA

MANUALDELUSUARIO
CORTADORANULAR
Soportetécnicoycertificadodegarantíaelectrónicawww.vevor.com/support
"Ahorrelamitad","mitaddeprecio"ocualquierotraexpresiónsimilarqueutilicemossolorepresenta
unaestimacióndelahorroquepodríaobteneralcomprarciertasherramientasconnosotrosencomparación
conlasprincipalesmarcasynonecesariamentesignificaquecubratodaslascategoríasdeherramientas
queofrecemos.Lerecordamosque,alrealizarunpedidoconnosotros,verifiquecuidadosamentesi
realmenteestáahorrandolamitadencomparaciónconlasprincipalesmarcas.
Seguimoscomprometidosabrindarleherramientasaprecioscompetitivos.
10190010213/10190010214
MODELO:10190010215/10190010216/10190010146
Machine Translated by Google
Soportetécnicoycertificadodegarantía
electrónicawww.vevor.com/support
10190010213/10190010214
¿Tienepreguntassobreelproducto?¿Necesitaasistenciatécnica?Nodudeenponerseencontacto
connosotros:
MODELO:10190010215/10190010216/10190010146
Estassonlasinstruccionesoriginales,leaatentamentetodaslas
instruccionesdelmanualantesdeutilizarelproducto.VEVORsereservauna
interpretaciónclaradenuestromanualdeusuario.Laaparienciadel
productoestarásujetaalproductoquerecibió.Perdónenospornoinformarle
nuevamentesihayactualizacionesdetecnologíaosoftwareennuestroproducto.
CORTADORANULAR
¿NECESITAAYUDA?¡CONTÁCTENOS!
1
Machine Translated by Google
Universal
caña
ALFRA,RUKO,HOUGEN,Rotabroach,BDS,etc.
Aplicableatodotipodemáquinasperforadorasdenúcleomagnético,amenosqueseanFein.
Tiposadecuadosdetaladromagnético
(CañadeNitto)
VástagoWeldonAplicableatodotipodemáquinasperforadorasdenúcleomagnético.Como:CHTOOLS,
Caña
Máquinascomo:CHTOOLS,ALFRA,RUKO,HOUGEN,Rotabroach,
BDSydemás.
AplicableamáquinasFeindeAlemania.
Cañafina
2
INSTRUCCIONESDESEGURIDADYPRECAUCIONES
propina.
Ropaoguantesdehilo.
[Elusodelcortadoranular]
Cortadoranular(perforadordenúcleo).Puedecortartodotipodeacero,tubosdeacero,fundición
1.Utiliceunganchopararetirarelchipparaevitarlesionesenlasmanos.
cortadorcondaño.
2.Antesdeutilizarlo,asegúresedequeelcortadorestéenbuenascondicionesyseguro.Noutiliceel
ADVERTENCIA:
3.Apaguelamáquinainmediatamentesielcortadorseatasca.
hierro,aceroinoxidable,aluminio,cobreydiversosmaterialesnometálicos.
[Eltipo]
4.Apaguelaalimentaciónantesdereemplazarydesmontarelcortador.
Leaestematerialantesdeutilizaresteproducto.Elnohacerlopuedeprovocar
lesióngrave
5.Notoqueelcortadorcuandoestéfuncionando.
6.Lapuntadelcortadoresduraperotambiénfrágil.Protejaelcortadorparaevitarquesedañe.
Precaucióndeseguridad
Porsuseguridad,utilicegafasprotectorasycasco.Noutiliceropasuelta.
Machine Translated by Google
3
perpendicularalosdosplanos,luegoatornillelostornillos.
0,20,3mm,deidayvueltaconlamanoparaconfirmareltornillodecabezahueca
•Vástagouniversal(2):Elmangodedoscepillosapuntaalaboladeacerodentrodel
•VástagoFein(3):Gireelanillodesegurodelejeprincipalenelsentidodelasagujasdelrelojhastala
•VástagoWeldon1Elmangodedoscepillosapuntaalosdosorificiosparatornillos
enelhusillodeltaladro,conunallavehexagonalparaapretarydejandounespaciode
1.Métododeinstalación:
[Métododeaplicación]
Elvástagouniversaltambiénsepuedeutilizarcontornillosdecabezahueca,siemprequeelzócalo
portabrocasyluegosecargaenelportabrocas.
Tornillodecabezaperpendicularalosdosplanos.
Laboladeaceroentraenelagujero.
Demaneracorrecta,inserteelextremodelmangodirectamenteygíreloenunrangopequeñohastaque
Machine Translated by Google
345230
796530
11196
2632
8274
aceroaleado
21716515912912510610390
9388
185712381173891857696675571557484474420412371365342
Aluminio
4046 5460
cobrefundido
6763
Día
754573551447434367358311304270265238234220
371247 234178171139135114
1925
acerocarbono 10695
9484
1194796
aceroinoxidable 76698878
3339
502382367298289244238207203180176159156146
4753
hierrofundido
7368
6165
301229220179173146143124121108447318
1218
Material
[Aviso]
laposiciónperforada.Tengaencuentaquealusarelcincelcentralparagolpearla
3.Asegúresedequelazonaentreelsoportemagnéticoyelsoporteestéplanaylimpia.
Artefactos.
4.Antesdecortar,asegúresedequetodaslaspiezasesténbienbloqueadas.
Puntodeposicionamiento,asegúresedequeelcincelcentralestéperpendicular
Lassiguientesaccionesayudaránareduciroretardareldesgasteylafracturade
2.Velocidaddecorterecomendadaparacortadoranulardeacerodealtavelocidad:
cortador.
alasuperficiedelapiezadetrabajoparaevitarafectarladescargasuavede
elnúcleodecorte
1.Alperforarpiezasdeacero,asegúresedequehayasuficientecantidaddeenfriamiento.
5.Comienceaperforar:Asegúresedequeelbotóndeltaladromagnéticoestélimpio.
3.Velocidaddealimentación:Lavelocidaddealimentaciónrecomendadaesde0,080,12mm/Ro
Rendimientodeeliminacióndevirutas.
yutilizarlíquidoparacortarmetales.
2.Labuenarigidezdelatuberíadeperforaciónyelespacioentrelosrielesguíapuedenmejorarla
0,61,0mm/seg.Diferentesvelocidadesdealimentaciónprovocarándiferentesvirutasyafectaránla
4.Posicionamiento:Marqueconcincelunpuntodeposicionamientoenelcentrodelaposicióna
6.Taladrofinal:apaguelamáquinayuseunganchopararetirarlasvirutasdela
Antesdeencender,enciendaelinterruptordellíquidorefrigerantecuandocomienceaperforar.
Primeroavancelentamenteyluegoavelocidadnormaldespuésdetaladrar12mm.
Perforaromarcarunalínea"transversal"conunaagujadealeaciónparagarantizarlaprecisiónde
cortadordespuésdequesedetiene.
precisióndeperforaciónylavidaútildelabroca.
4
Machine Translated by Google
3Parámetros
5
Cortadoranular
1Nombre
1Nombre
Descripción
Cortadoranular
10190010215
Vástago:VástagoWeldon
Modelo2
DOCUMENTO:2"
10190010216
Vástago:Vástagouniversal
Modelo2
Diámetrodelacuchilla:1",11/8",11/4",11/2",13/4",2"
DOCUMENTO:2"
Diámetrodelacuchilla:1",11/8",11/4",11/2",13/4",2"
Elementos
3Parámetros
Elementos
Descripción
Lassolucionesdelnúcleodelchipatascado:
[Lassolucionesaproblemascomunes]
Utiliceunmaterialnometálicogolpeandosuavementeeltaladrooejerciendounaligerapresiónsobreelnúcleo.
materialrepetidamente,paraquesesuelteysobresalga,tambiénsepuedequitar
Líquidorefrigeranteparaayudaraeliminarvirutas.
7.Retirelasvirutasdelcortadorparagarantizarunaextracciónsuavedelasmismas.
6.Paraunagrancantidaddematerialenpolvofinoqueseproduceenlaperforación,comohierrofundido,
cobrefundido,etc.,sepuedeutilizarairecomprimidoenlugarde
5.Aliniciaryfinalizarlaperforación,elavancedeperforacióndebereducirseen1/3.
labroca,golpeaeldedal,paraquesalga.
Elusodeherramientas:
Conunenfriamientonormal,cuandoelchipaparecedecolorazuloscuro,esnecesario
Verifiquelahojadelabroca,cuandoelanchodedesgastemásgrandeseade0,5mm,esnecesario
molienda.
Machine Translated by Google
HECHOENCHINA
15/16",1",11/16"
Diámetrodelacortadora:7/16",1/2",9/16",11/16",5/8",3/4",13/16",7/8",
1Nombre
Elementos
Cortadoranular
Modelo2
Cortadoranular
Modelo2
Modelo2
DOCUMENTO:1"
Vástago:VástagoWeldon
10190010214
Elementos
3Parámetros
Diámetrodelacortadora:7/16",1/2",9/16",11/16",5/8",3/4",13/16",7/8",
DOCUMENTO:2"
Cortadoranular
Descripción
3Parámetros
15/16",1",11/16"
1Nombre
Descripción
3Parámetros
10190010146
6
Vástago:VástagoWeldon
10190010213
1Nombre
Diámetrodelacuchilla:1/2",9/16",11/16",13/16",15/16",11/16"
DOCUMENTO:1"
Vástago:VástagoWeldon
Elementos
Descripción
Machine Translated by Google

ARKRIG KLIPPARE
ANVÄNDARMANUAL
Teknisk support och e-garanticertifikat www.vevor.com/support
10190010213/10190010214
MODELL: 10190010215/10190010216/10190010146
"Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar
bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med
de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds
av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om
du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
Machine Translated by Google
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna:
10190010213/10190010214
MODELL: 10190010215/10190010216/10190010146
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du
använder den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet
på produkten är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att
informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
Teknisk support och e-garanticertifikat
www.vevor.com/support
BEHÖVER HJÄLP? KONTAKTA OSS!
ARKRIG KLIPPARE
- 1 -
Machine Translated by Google
Universell
skaft
(Nitto skaft)
Gäller alla typer av magnetisk kärnborrmaskin, såvida inte Fein
Weldon skaft Gäller alla typer av magnetiska kärnborrmaskiner. Gillar: CHTOOLS,
ALFRA, RUKO, HOUGEN, Rotabroach, BDS etc.
Lämpliga typer av magnetborr
Skaft
maskin .Som: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach,
- 2 -
Gäller Fein-maskin från Tyskland
BDS osv.
Fein skaft
SÄKERHETSINSTRUKTIONER OCH FÖRSIKTIGHETSÅTGÄRDER
Läs detta material innan du använder denna produkt. Underlåtenhet att göra det kan resultera i
4. Stäng av strömmen innan du byter ut och demonterar fräsen.
[Typen]
allvarlig skada.
5. Rör inte kniven när den är igång.
6. Skärspetsen är hård men också ömtålig. Vänligen skydda skäraren för att förhindra det
Säkerhet Varning
För din säkerhet, använd skyddsglasögon och hjälm. Bär inte löst
tippning.
kläder eller garnhandskar.
[Användningen av ringformig skärare]
1. Använd kroken för att ta bort chipet för att förhindra handskador.
Ringformig skärare (kärnborr). Den kan skära alla typer av stål, stålrör, gjutna
fräs med skada.
2. Innan du använder den, se till att kniven är sund och säker. Använd inte
järn, rostfritt stål, aluminium, koppar och olika icke-metalliska material.
VARNING:
3. Stäng av maskinen omedelbart om kniven fastnar.
Machine Translated by Google
- 3 -
0,2-0,3 mm, fram och tillbaka med handen för att bekräfta insexskruven
vinkelrätt mot de två planen, skruva sedan ner skruvarna.
• Universalskaftÿ2ÿ: Handtaget på två plan syftar till stålkula inuti
• Fein skaftÿ3ÿ: Slå på försäkringsringen på huvudaxeln medurs till
• Weldonskaft ÿ1ÿ: Handtaget på två plan riktar sig mot de två skruvhålen
på borrspindelnÿMed en insexnyckel för att dra åt och lämna ett mellanrum på
1ÿInstallationsmetod:
[Appliceringsmetod]
Universalskaft kan också användas med insexskruvar, lika länge som insex
huvudskruv vinkelrätt mot de två planen.
borrchuck och laddas sedan i chuck.
stålkulan kommer in i hålet.
rätt sätt, låt handtagsänden föras in i direkt, rotera i litet avstånd tills
Machine Translated by Google
33-39
88-78rostfritt stål 76-69
kolstål
19-25
106-95
94-84
345-230
12-18
301-229 220-179 173-146 143-124 121-108
61-65
447-318
Material
796-530
47-53
gjutjärn
73-68
502-382 367-298 289-244 238-207 203-180 176-159 156-146
40-46
Aluminium
93-88
1857-1238 1173-891 857-696 675-571 557-484 474-420 412-371 365-342
82-74
legerat stål
26-32
111-96
217-165 159-129 125-106 103-90
1194-796
371-247 234-178 171-139 135-114
Dia
gjuten koppar
54-60
67-63
754-573 551-447 434-367 358-311 304-270 265-238 234-220
skärkärnan
1. När du borrar ståldelar, se till att det finns tillräckligt med kylning
3. Matningshastighet: Den rekommenderade matningshastigheten är 0,08-0,12 mm/R eller
5. Börja borra: Se till att knappen på magnetborrmaskinen är ren
och använd metallskärvätska.
prestanda för borttagning av chips.
0,6-1,0 mm/sek. Olika matningshastigheter kommer att orsaka olika chip och påverka
innan strömmen slås på. Slå på strömbrytaren för kylvätska när du börjar borra.
2. Bra styvhet av borrröret och styrskenans gap kan förbättra
4. Positionering: Mejsla en positioneringspunkt i mitten av den position som ska vara
Mata först långsamt och mata i normal hastighet efter borrning 1-2mm.
6. Avsluta borrningen: Stäng av strömmen och använd kroken för att ta bort spånorna på
precision vid borrning och borrkronans livslängd.
borras eller markera en "kors" linje med en legeringsnål för att säkerställa noggrannheten av
skäraren efter att den har stannat.
3. Se till att den är platt och ren mellan magnethållaren och
den borrade positionen. Observera att när du använder mittmejseln för att träffa
[Varsel]
artefakter.
4. Innan du skär, se till att alla delar är säkert låsta.
positioneringspunkt, se till att mittmejseln är vinkelrät
Följande åtgärder hjälper till att minska eller sakta ner förslitning och frakturering av
fräs.
2. Rekommenderad skärhastighet för höghastighetstålskärare:
till ytan av arbetsstycket för att undvika att påverka den jämna utmatningen av
- 4 -
Machine Translated by Google
10190010216
DOC: 2"
2 Modell
Skaft: Universalskaft
Skärdia.ÿ1"ÿ1-1/8"ÿ1-1/4"ÿ1-1/2"ÿ1-3/4"ÿ2"
DOC: 2"
Föremål
3 Parameter
Skärdia.ÿ1"ÿ1-1/8"ÿ1-1/4"ÿ1-1/2"ÿ1-3/4"ÿ2"
Föremål
3 Parameter
Beskrivning
- 5 -
Ringformig skärare
1 Namn
1 Namn
Beskrivning
10190010215
Ringformig skärare
Skaft: Weldon skaft
2 Modell
[Lösningarna på vanliga problem]
Lösningarna för chipkärna har fastnat:
Använd icke-metalliskt material som lätt slår borr, eller tryck lätt på kärnan
Under normal kylning, när chip visas blå-svart färg, måste det
kylvätska för att hjälpa till att ta bort spån.
7. Ta bort spånorna på skäraren för att säkerställa smidig spånavlägsnande.
6. För en stor mängd fint pulvermaterial som förekommer i borrningen, såsom gjutjärn,
gjutkoppar etc., kan man använda tryckluft istället för
5. Borrning i början och i slutet ska borrmatningen minska med 1/3.
biten, knacka på fingerborgen så att den är ute.
Användning av verktyg:
material upprepade gånger, för att få det löst att dyka upp, kan också tas bort
slipning.
kontrollera borrbladet, när den största slitbredden är 0,5 mm behöver den
Machine Translated by Google
GJORT I KINA
10190010146
3 Parameter
1 Namn
Beskrivning
Beskrivning
Ringformig skärare
3 Parameter
15/16"ÿ1"ÿ1-1/16"
15/16"ÿ1"ÿ1-1/16"
Föremål
Skaft: Weldon skaft
Skärdiameter: 1/2"ÿ9/16"ÿ11/16"ÿ13/16"ÿ15/16"ÿ1-1/16"
DOCÿ1"
Beskrivning
Skaft: Weldon skaft
10190010213
1 Namn
- 6 -
2 Modell
2 Modell
Ringformig skärare
Föremål
1 Namn
Ringformig skärare
Skärdiameter: 7/16"ÿ1/2"ÿ9/16"ÿ11/16"ÿ5/8"ÿ3/4"ÿ13/16"ÿ7/8"ÿ
2 Modell
Skärdiameter: 7/16"ÿ1/2"ÿ9/16"ÿ11/16"ÿ5/8"ÿ3/4"ÿ13/16"ÿ7/8"ÿ
DOC: 2"
Föremål
3 Parameter
Skaft: Weldon skaft
DOCÿ1"
10190010214
Machine Translated by Google

GEBRUIKERSHANDLEIDING
10190010213/10190010214
MODEL: 10190010215/10190010216/10190010146
Ringfrees
Technische ondersteuning en e-garantiecertificaat www.vevor.com/support
"Save Half", "Half Price" of andere soortgelijke uitdrukkingen die wij gebruiken, geven alleen een schatting weer
van de besparingen die u kunt behalen door bepaalde gereedschappen bij ons te kopen in vergelijking met de grote
topmerken en betekent niet noodzakelijkerwijs dat alle categorieën gereedschappen die wij aanbieden, worden gedekt.
Wij herinneren u eraan om zorgvuldig te controleren of u daadwerkelijk de helft bespaart in vergelijking met de
grote topmerken wanneer u een bestelling bij ons plaatst.
Wij streven er voortdurend naar om u gereedschappen tegen concurrerende prijzen te leveren.
Machine Translated by Google
Technische ondersteuning en e-
garantiecertificaat www.vevor.com/support
- 1 -
Heeft u vragen over het product? Heeft u technische ondersteuning nodig? Neem dan gerust
contact met ons op:
Dit is de originele instructie, lees alle handleidingen zorgvuldig door
voordat u het product gebruikt. VEVOR behoudt zich een duidelijke interpretatie
van onze gebruikershandleiding voor. Het uiterlijk van het product is
afhankelijk van het product dat u hebt ontvangen. Vergeef ons dat we u niet
opnieuw zullen informeren als er technologie- of software-updates voor ons product zijn.
10190010213/10190010214
MODEL: 10190010215/10190010216/10190010146
HULP NODIG? NEEM CONTACT MET ONS OP!
Ringfrees
Machine Translated by Google
1. Gebruik een haak om de chip te verwijderen om verwondingen aan uw hand te voorkomen.
Ringvormige frees (kernboor). Kan alle soorten staal, stalen buizen, gegoten staal en andere metalen snijden.
kleding of garen handschoenen.
[Het gebruik van de ringvormige frees]
[Het type]
WAARSCHUWING:
2. Controleer voor gebruik of de snijder stevig en stevig is. Gebruik de
3. Schakel het apparaat onmiddellijk uit als het snijmechanisme vastloopt.
ijzer, roestvrij staal, aluminium, koper en diverse niet-metalen materialen.
snijder met schade.
ernstig letsel.
5. Raak de snijder niet aan als deze in werking is.
Lees dit materiaal voordat u dit product gebruikt. Als u dit niet doet, kan dit leiden tot
4. Schakel de stroom uit voordat u de snijder terugplaatst en demonteert.
Draag voor uw veiligheid een veiligheidsbril en helm. Draag geen losse
fooi geven.
Veiligheidswaarschuwing
6. De punt van de snijder is hard maar ook kwetsbaar. Bescherm de snijder om te voorkomen dat deze
VEILIGHEIDSINSTRUCTIES EN VOORZORGSMAATREGELEN
schacht
Universeel
(Nitto-steel)
Toepasbaar op alle soorten magnetische kernboormachines, tenzij Fein
Weldon schacht Toepasbaar op alle soorten magnetische kernboormachines. Zoals: CHTOOLSÿ
ALFRA, RUKO, HOUGEN, Rotabroach, BDS enz.
Geschikte typen magneetboormachines
Schacht
machine .Zoals: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach
Fijne schacht
BDS enz.
- 2 -
Toepasbaar op Fein-machine uit Duitsland
Machine Translated by Google
0,2-0,3 mm, heen en weer met uw hand om de inbusschroef te bevestigen
op de boorspindel, met een inbussleutel vastdraaien en een opening van
loodrecht op de twee vlakken en draai vervolgens de schroeven vast.
Universele schacht kan ook worden gebruikt voor inbusschroeven, zolang de inbuskop maar
• Weldon-schacht (1): de handgreep van twee schaven richt zich op de twee schroefgaten
• Universele schacht (2): De handgreep van twee schaven richt zich op de stalen kogel in de
1. Installatiemethode:
[Toepassingsmethode]
kopschroef loodrecht op de twee vlakken.
• Fein-schacht (3): Draai de verzekeringsring van de hoofdas met de klok mee naar de
op de juiste manier, laat het uiteinde van de hendel er direct in steken, draai in een klein bereik totdat
stalen kogel in het gat.
boorkop, en vervolgens in de boorkop geladen.
- 3 -
Machine Translated by Google
- 4 -
6. Boor afmaken: Schakel de stroom uit en gebruik de haak om de spanen van de boor te verwijderen.
nauwkeurigheid van het boren en de levensduur van de boor.
positioneringspunt, zorg ervoor dat de middelste beitel loodrecht staat
De volgende acties zullen helpen om slijtage en breuk van
[Kennisgeving]
de geboorde positie. Let op dat wanneer u de middelste beitel gebruikt om de
de snijkern
1. Zorg bij het boren van stalen onderdelen voor voldoende koeling
4. Controleer voor het zagen of alle onderdelen goed vastzitten.
aan het oppervlak van het werkstuk om te voorkomen dat de vlotte afvoer van
2. Aanbevolen snijsnelheid voor snelstaal ringvormige frees:
snijder.
0,6-1,0 mm/sec. Verschillende invoersnelheden veroorzaken verschillende spaanders en hebben invloed op de
uitvoering van het verwijderen van spanen.
voor het inschakelen. Zet de schakelaar van de koelvloeistof aan wanneer u begint met boren.
5. Begin met boren: Zorg ervoor dat de knop van de magnetische boormachine schoon is
3. Voedingssnelheid: De aanbevolen voedingssnelheid is 0,08-0,12 mm/R of
en gebruik metaalsnijvloeistof.
2. Een goede stijfheid van de boorbuis en de geleiderailopening kunnen de
3. Zorg ervoor dat er een vlakke en schone ruimte is tussen de magnetische houder en
geboord of markeer een "kruis" lijn met een legeringsnaald om de nauwkeurigheid van
snijder nadat deze stopt.
artefacten.
Voer eerst langzaam en voer op normale snelheid door nadat u 1-2 mm hebt geboord.
4. Positionering: Beitel een positioneringspunt in het midden van de te positioneren positie.
1194-796
koolstofstaal
19-25
106-95
94-84
33-39
88-78 76-69roestvrij staal
47-53
gietijzer
73-68
502-382 367-298 289-244 238-207 203-180 176-159 156-146
301-229 220-179 173-146 143-124 121-108
61-65
447-318
796-530
12-18
Materiaal
345-230
111-96 82-74
26-32
gelegeerd staal
217-165 159-129 125-106 103-90
40-46
Aluminium
93-88
1857-1238 1173-891 857-696 675-571 557-484 474-420 412-371 365-342
gegoten koper
54-60
67-63
754-573 551-447 434-367 358-311 304-270 265-238 234-220
Dag
371-247 234-178 171-139 135-114
Machine Translated by Google
[De oplossingen voor veelvoorkomende problemen]
7. Verwijder de spanen van de snijder, zodat deze soepel kan worden afgevoerd.
De oplossingen van de chipkern zitten vast:
materiaal herhaaldelijk, om het los te maken om op te springen, kan ook verwijderen
koelvloeistof om het verwijderen van spanen te vergemakkelijken.
Gebruik niet-metalen materiaal en sla de boor lichtjes aan, of druk de kern lichtjes aan
6. Voor een grote hoeveelheid fijn poedermateriaal dat bij het boren ontstaat, zoals gietijzer, gegoten
koper, enz., kan in plaats van perslucht perslucht worden gebruikt
5. Bij het boren aan het begin en aan het einde moet de boorvoeding met 1/3 worden verminderd.
Controleer het boorblad, wanneer de grootste slijtagebreedte 0,5 mm is, moet het
slijpen.
Bij normale koeling, wanneer de chip een blauwzwarte kleur krijgt, moet deze
tik op de vingerhoed, zodat deze eruit komt.
Het dragen van gereedschap:
3 Parameter
1 Naam
Beschrijving
Snij-diameter: 1"ÿ1-1/8"ÿ1-1/4"ÿ1-1/2"ÿ1-3/4"ÿ2"
Ringvormige snijder
1 Naam
- 5 -
2 Model
10190010216
Schacht: Weldon-schacht
10190010215
Ringvormige snijder
Snij-diameter: 1"ÿ1-1/8"ÿ1-1/4"ÿ1-1/2"ÿ1-3/4"ÿ2"
2 Model
DOCÿ2"
DOCÿ2"
Schacht: Universele schacht
Beschrijving
Artikelen
3 Parameter
Artikelen
Machine Translated by Google
Gemaakt in China
Beschrijving
Ringvormige snijder
3 Parameter
15/16"ÿ1"ÿ1-1/16"
10190010146
3 Parameter
Beschrijving
1 Naam
Schacht: Weldon-schacht
10190010213
1 Naam
- 6 -
Schacht: Weldon-schacht
Snijdiameter: 1/2"ÿ9/16"ÿ11/16"ÿ13/16"ÿ15/16"ÿ1-1/16"
DOCÿ1"
Beschrijving
Artikelen
15/16"ÿ1"ÿ1-1/16"
Snij-diameter: 7/16"ÿ1/2"ÿ9/16"ÿ11/16"ÿ5/8"ÿ3/4"ÿ13/16"ÿ7/8"ÿ
Artikelen
1 Naam
Ringvormige snijder
2 Model
2 Model
2 Model
Ringvormige snijder
Schacht: Weldon-schacht
DOCÿ1"
10190010214
Artikelen
3 Parameter
Snij-diameter: 7/16"ÿ1/2"ÿ9/16"ÿ11/16"ÿ5/8"ÿ3/4"ÿ13/16"ÿ7/8"ÿ
DOCÿ2"
Machine Translated by Google

MANUELD'UTILISATION
MODÈLE:10190010215/10190010216/10190010146
10190010213/10190010214
COUPEANNULAIRE
Assistancetechniqueetcertificatdegarantieélectroniquewww.vevor.com/support
Nouscontinuonsànousengageràvousfournirdesoutilsàdesprixcompétitifs.
«Économisezlamoitié»,«Moitiéprix»outouteautreexpressionsimilaireutiliséeparnousnereprésente
qu'uneestimationdeséconomiesquevouspourriezréaliserenachetantcertainsoutilscheznousparrapport
auxgrandesmarquesetnecouvrepasnécessairementtouteslescatégoriesd'outilsquenousproposons.
Nousvousrappelonsdebienvouloirvérifiersoigneusementlorsquevouspassezunecommandechez
noussivouséconomisezréellementlamoitiéparrapportauxgrandesmarques.
Machine Translated by Google
Vousavezdesquestionssurnosproduits?Vousavezbesoind'assistancetechnique?N'hésitezpasà
nouscontacter:
10190010213/10190010214
MODÈLE:10190010215/10190010216/10190010146
Ils'agitdelanoticed'utilisationd'origine.Veuillezlireattentivementtoutesles
instructionsdumanuelavantdel'utiliser.VEVORseréserveledroitd'interpréter
clairementnotremanueld'utilisation.L'apparenceduproduitdépendduproduit
quevousavezreçu.Veuilleznousexcuser,nousnevousinformeronsplusencasde
miseàjourtechnologiqueoulogicielledenotreproduit.
1
Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
BESOIND'AIDE?CONTACTEZNOUS!
COUPEANNULAIRE
Machine Translated by Google
5.Netouchezpaslecutterlorsqu'ilfonctionne.
blessuregrave.
coupeuravecdommage.
2.Avantd'utiliserlecoupefil,assurezvousqu'ilestsolidementfixé.N'utilisezpasle
fer,acierinoxydable,aluminium,cuivreetdiversmatériauxnonmétalliques.
[Letype]
AVERTISSEMENT:
3.Éteignezimmédiatementlamachinesilecoupeherbesecoince.
desvêtementsoudesgantsenlaine.
[L'utilisationd'uncoupeanneau]
Fraiseannulaire(foretàcarotter).Ellepeutcoupertoutessortesd'acier,detuyauxenacier,defonte
1.Veuillezutiliseruncrochetpourretirerlapuceafind'éviterdevousblesserlesmains.
Précautiondesécurité
6.Lapointeducutterestduremaiségalementfragile.Veuillezprotégerlecutterpouréviterqu'ilnesecasse.
Pourvotresécurité,veuillezporterdeslunettesetuncasque.Neportezpasdevêtementsamples.
pourboire.
4.Coupezl’alimentationavantderemplaceretdedémonterlecutter.
Lisezcedocumentavantd'utiliserceproduit.Lenonrespectdecetteconsignepeutentraîner
CONSIGNESDESÉCURITÉETPRÉCAUTIONS
(TigeNitto)
ALFRA,RUKO,HOUGEN,Rotabroach,BDS,etc.
jarret
Applicableàtouslestypesdeperceusesàcarotteusemagnétique,saufFein
TigeWeldonApplicableàtouslestypesdeperceusesàcarotteusemagnétique.Comme:CHTOOLS,
Universel
Typesdeperceusesmagnétiquesadaptés
Jarret
BDSetc.
Tigefine
machine.Comme:CHTOOLS,ALFRA,RUKO,HOUGEN,Rotabroach,
ApplicableàlamachineFeind'Allemagne
2
Machine Translated by Google
3
perpendiculairementauxdeuxplans,puisvisserlesvis.
•Tigeuniverselle(2):Lapoignéedesdeuxrabotsviselabilled'acieràl'intérieur
0,20,3mm,faitesdesallersretoursavecvotremainpourconfirmerlavisàtêtecreuse
mandrindeperçage,puischargédanslemandrin.
•TigeWeldon1Lapoignéedesdeuxrabotsviselesdeuxtrousdevis
surlabrochedelaperceuse,avecunecléhexagonalepourserreretlaisserunespacede
1.Méthoded'installation:
[Moded'application]
danslebonsens,insérezl'extrémitédelapoignéedirectement,faiteslatournerdansunepetiteplagejusqu'àceque
•TigeFein3:Tournezlabagued'assurancedel'arbreprincipaldanslesensdesaiguillesd'unemontrejusqu'àceque
labilled'acierentredansletrou.
visàtêteperpendiculaireauxdeuxplans.
Latigeuniversellepeutégalementêtreutiliséeavecdesvisàtêtecreuse,àconditionqueladouille
Machine Translated by Google
acierallié
6165
447318 301229220179173146143124121108
2632
21716515912912510610390
1218
Matériel
4753
fonte
345230
7368
502382367298289244238207203180176159156146796530
3339
8878acierinoxydable 7669
acieraucarbone
1925
10695
9484
Jour
1194796
371247 234178171139135114
cuivrecoulé
5460
6763
754573551447434367358311304270265238234220
4046
Aluminium
9388
185712381173891857696675571557484474420412371365342
11196 8274
réalisationd'enlèvementdecopeaux.
àlasurfacedelapiècepouréviterd'affecterlabonneévacuationde
coupeur.
2.Vitessedecouperecommandéepourlafraiseannulaireenacierrapide:
artefacts.
lenoyaudecoupe
1.Lorsduperçagedepiècesenacier,assurezvousd'unequantitésuffisantederefroidissement
lapositionpercée.Notezquelorsquevousutilisezleciseaucentralpourfrapperle
[Avis]
4.Avantdecouper,assurezvousquetouteslespiècessontbienverrouillées.
pointdepositionnement,assurezvousqueleciseaucentralestperpendiculaire
Lesactionssuivantesaiderontàréduireouàralentirl’usureetlafracturedes
Commencezparalimenterlentement,puisàvitessenormaleaprèsavoirpercé1à2mm.
laprécisionduperçageetladuréedevieduforet.
4.Positionnement:Ciselezunpointdepositionnementaucentredelapositionà
6.Findelaperceuse:coupezl'alimentationetutilisezlecrochetpourretirerlescopeauxsurle
3.Assurezvousquelesupportmagnétiqueestplatetpropre
percéoumarqueruneligne«croisée»avecuneaiguilleenalliagepourgarantirlaprécisionde
3.Vitessed'alimentation:Lavitessed'alimentationrecommandéeestde0,08à0,12mm/Rou
5.Commencezàpercer:assurezvousqueleboutondelaperceusemagnétiqueestpropre
coupeuraprèssonarrêt.
etutilisezduliquidedecoupepourmétal.
0,61,0mm/sec.Desvitessesd'alimentationdifférentesentraînerontdescopeauxdifférentsetaffecterontla
avantlamisesoustension.Allumezl'interrupteurduliquidederefroidissementlorsquevouscommencezàpercer.
2.Unebonnerigiditédutubedeforageetl'espacementduraildeguidagepeuventaméliorerla
4
Machine Translated by Google
10190010215
Diamètredelafraise:1",11/8",11/4",11/2",13/4",2"
Fraiseannulaire
DOC2"
2Modèle
10190010216
Tige:TigeWeldon
Fraiseannulaire
1Nom
5
1Nom
Description
Articles
3Paramètre
Diamètredelafraise:1",11/8",11/4",11/2",13/4",2"
Description
Articles
3Paramètre
2Modèle
DOC2"
Tige:Tigeuniverselle
Lessolutionsdunoyaudepucebloqué:
Utilisezunmatériaunonmétalliqueenfrappantlégèrementlaperceuseouenexerçantunelégèrepressionsurlenoyau.
[Lessolutionsauxproblèmescourants]
matériauàplusieursreprises,afindeledétacherpourlefaireapparaître,peutégalementêtreretiré
liquidederefroidissementpourfaciliterl'éliminationdescopeaux.
7.Veuillezretirerlescopeauxducutterpourassureruneéliminationendouceurdescopeaux.
6.Pourunegrandequantitédepoudrefinequiseproduitlorsduforage,commelafonte,lecuivre
moulé,etc.,onpeututiliserdel'aircompriméàlaplace.
5.Audébutetàlafinduperçage,l'avancedeperçagedoitêtreréduitede1/3.
vérifiezlalameduforet,lorsquelalargeurd'usurelaplusimportanteestde0,5mm,elledoit
Danslecadred'unrefroidissementnormal,lorsquelapuceapparaîtdecouleurbleunoir,elledoit
affûtage.
Leportdesoutils:
lebit,tapezsurledéàcoudre,pourqu'ilsorte.
Machine Translated by Google
FABRIQUÉENCHINE
Fraiseannulaire
Diamètredelafraise:1/2",9/16",11/16",13/16",15/16",11/16"
DOC1"
Tige:TigeWeldon
1Nom
2Modèle
Description
Articles
Tige:TigeWeldon
10190010213
15/16",1",11/16"
1Nom
6
10190010146
3Paramètre
1Nom
Description
Description
Fraiseannulaire
3Paramètre
15/16",1",11/16"
Articles
3Paramètre
Diamètredelafraise:7/16",1/2",9/16",11/16",5/8",3/4",13/16",7/8",
DOC2"
Tige:TigeWeldon
DOC1"
10190010214
2Modèle
2Modèle
Fraiseannulaire
Diamètredelafraise:7/16",1/2",9/16",11/16",5/8",3/4",13/16",7/8",
Articles
Machine Translated by Google

BENUTZERHANDBUCH
„Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine
Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen
Topmarken erzielen können, und decken nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Wir
möchten Sie freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob Sie im Vergleich
zu den großen Topmarken tatsächlich die Hälfte sparen.
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
RINGFRÄSER
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
10190010213/10190010214
MODELL: 10190010215/10190010216/10190010146
Machine Translated by Google
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Sie haben Fragen zu unseren Produkten? Sie benötigen technischen Support? Dann kontaktieren
Sie uns gerne:
10190010213/10190010214
MODELL: 10190010215/10190010216/10190010146
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor Sie
das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer Bedienungsanleitung
vor. Das Erscheinungsbild des Produkts richtet sich nach dem Produkt, das Sie erhalten
haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren, wenn es Technologie- oder
Software-Updates für unser Produkt gibt.
Brauchen Sie Hilfe? Kontaktieren Sie uns!
RINGFRÄSER
- 1 -
Machine Translated by Google
2. Stellen Sie vor dem Gebrauch sicher, dass der Cutter fest und sicher sitzt. Verwenden Sie den
5. Berühren Sie den Fräser nicht, wenn er in Betrieb ist.
Eisen, Edelstahl, Aluminium, Kupfer und verschiedene nichtmetallische Materialien.
Fräser mit Beschädigung.
[Der Typ]
WARNUNG:
3. Schalten Sie die Maschine sofort aus, wenn das Messer stecken bleibt.
Kleidung oder Garnhandschuhe.
[Die Verwendung eines Lochsägen]
1. Um Verletzungen der Hand zu vermeiden, verwenden Sie zum Entfernen des Chips bitte einen Haken.
Ringschneider (Kernbohrer). Er kann alle Arten von Stahl, Stahlrohren und Gussteilen schneiden.
Sicherheitshinweise
6. Die Spitze des Cutters ist hart und auch zerbrechlich. Bitte schützen Sie den Cutter, um zu verhindern, dass er
Tragen Sie zu Ihrer Sicherheit Schutzbrille und Helm. Tragen Sie keine losen
Kippen.
Lesen Sie dieses Material, bevor Sie dieses Produkt verwenden. Andernfalls kann es zu
4. Schalten Sie die Stromversorgung aus, bevor Sie den Fräser austauschen und auseinandernehmen.
schwere Verletzungen.
SICHERHEITSHINWEISE UND VORSICHTSMASSNAHMEN
(Nitto-Schaft)
ALFRA, RUKO, HOUGEN, Rotabroach, BDS usw.
Schaft
Gilt für Fein-Maschinen aus Deutschland
Weldonschaft Anwendbar auf alle Arten von Magnetkernbohrmaschinen. Wie: CHTOOLSÿ
Universal
Geeignete Magnetbohrmaschinentypen
Schaft
BDS usw.
Feinschaft
Maschine. Wie: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach,
- 2 -
Anwendbar auf alle Arten von Magnetkernbohrmaschinen, es sei denn, Fein
Machine Translated by Google
senkrecht zu den beiden Ebenen ausrichten und dann die Schrauben festziehen.
• Universalschaft (2): Der Griff der beiden Hobel zielt auf eine Stahlkugel im
0,2–0,3 mm, Hin- und Herbewegung mit der Hand, um die Innensechskantschraube zu bestätigen
Bohrfutter, dann ins Bohrfutter geladen.
• Weldonschaft ÿ1ÿÿDer Griff der beiden Hobel zielt auf die beiden Schraubenlöcher
auf der Bohrspindel, mit einem Inbusschlüssel festziehen und einen Spalt von
1. Installationsmethode:
[Anwendungsmethode]
Universalschaft kann auch verwendet werden Innensechskantschrauben, solange Sockel
• Feinschaft (3): Drehen Sie den Sicherungsring der Hauptwelle im Uhrzeigersinn bis
richtig herum, lassen Sie das Griffende direkt einführen, drehen Sie es ein wenig, bis
Stahlkugel gelangt in das Loch.
Kopfschraube senkrecht zu den beiden Ebenen.
- 3 -
Machine Translated by Google
- 4 -
0,6-1,0 mm/sec. Unterschiedliche Vorschubgeschwindigkeiten führen zu unterschiedlichen Spanabnahmen und beeinflussen die
2. Empfohlene Schnittgeschwindigkeit für Schnellarbeitsstahl-Ringfräser:
auf die Oberfläche des Werkstücks, um die reibungslose Entladung des
vor dem Einschalten. Schalten Sie den Kühlmittelschalter ein, wenn Sie mit dem Bohren beginnen.
Cutter.
der Schneidkern
1. Achten Sie beim Bohren von Stahlteilen auf ausreichende Kühlung
[Beachten]
die gebohrte Stelle. Beachten Sie, dass beim Einsatz des Mittelmeißels zum Schlagen der
4. Stellen Sie vor dem Schneiden sicher, dass alle Teile sicher verriegelt sind.
Positionierungspunkt, achten Sie bitte darauf, dass der Mittelmeißel senkrecht steht
Die folgenden Maßnahmen helfen, den Verschleiß und das Brechen von
4. Positionierung: Meißeln Sie einen Positionierungspunkt in der Mitte der zu
6. Bohren beenden: Schalten Sie den Strom ab und entfernen Sie mit einem Haken die Späne auf dem
Führen Sie den Vorschub zunächst langsam durch und nehmen Sie nach dem Bohren von 1–2 mm die normale Geschwindigkeit vor.
bohren oder markieren Sie eine "Kreuz"-Linie mit einer Legierungsnadel, um die Genauigkeit zu gewährleisten
Schneidwerkzeug, nachdem es anhält.
Präzision beim Bohren und Lebensdauer des Bohrers.
3. Bitte achten Sie auf einen flachen und sauberen Bereich zwischen dem Magnethalter und
Artefakte.
5. Beginnen Sie mit dem Bohren: Stellen Sie sicher, dass der Knopf der Magnetbohrmaschine sauber ist
3. Vorschubgeschwindigkeit: Die empfohlene Vorschubgeschwindigkeit beträgt 0,08-0,12 mm/U oder
Durchführung der Spanabfuhr.
und verwenden Sie Metallschneidflüssigkeit.
2. Eine gute Steifigkeit des Bohrgestänges und des Führungsschienenspalts kann die
301-229 220-179 173-146 143-124 121-108
61-65
447-318
26-32
legierter Stahl
217-165 159-129 125-106 103-90
12-18
Material
345-230
47-53
Gusseisen
73-68
502-382 367-298 289-244 238-207 203-180 176-159 156-146796-530
33-39
88-78Edelstahl 76-69
Kohlenstoffstahl
19-25
106-95
94-84
Durchmesser
1194-796
371-247 234-178 171-139 135-114
Kupferguss
54-60
67-63
754-573 551-447 434-367 358-311 304-270 265-238 234-220
40-46
Aluminium
93-88
1857-1238 1173-891 857-696 675-571 557-484 474-420 412-371 365-342
111-96 82-74
Machine Translated by Google
Kernbohrer
10190010215
Schaft: Weldonschaft
2 Modell
10190010216
- 5 -
Kernbohrer
1 Name
1 Name
Beschreibung
Fräserdurchmesser: 1 Zoll, 1-1/8 Zoll, 1-1/4 Zoll, 1-1/2 Zoll, 1-3/4 Zoll, 2 Zoll
Artikel
3 Parameter
Artikel
Beschreibung
3 Parameter
DOC: 2"
Schaft: Universalschaft
2 Modell
Fräserdurchmesser: 1 Zoll, 1-1/8 Zoll, 1-1/4 Zoll, 1-1/2 Zoll, 1-3/4 Zoll, 2 Zoll
DOC: 2"
Die Lösungen für das Problem mit dem festsitzenden Chipkern:
Verwenden Sie einen nichtmetallischen Bohrer mit leichtem Schlag oder einen leicht druckvollen Bohrkern.
[Die Lösungen für häufige Probleme]
Wenn bei normaler Abkühlung der Chip eine blauschwarze Farbe annimmt, muss er
Kühlmittelflüssigkeit zur Unterstützung der Spanabfuhr.
7. Bitte entfernen Sie die Späne am Fräser, um einen reibungslosen Spanabtransport zu gewährleisten.
6. Für eine große Menge an feinem Pulvermaterial, das beim Bohren auftritt, wie Gusseisen, Gusskupfer usw., kann
Druckluft anstelle von
5. Beim Bohren zu Beginn und am Ende sollte der Bohrvorschub um 1/3 reduziert werden.
klopfen Sie auf den Bohrer, so dass er herauskommt.
Material wiederholt, um es locker zu machen, um aufzuspringen, kann auch entfernen
Das Tragen von Werkzeugen:
Schleifen.
Überprüfen Sie die Bohrerklinge. Wenn die größte Verschleißbreite 0,5 mm beträgt, muss sie
Machine Translated by Google
IN CHINA HERGESTELLT
Schaft: Weldonschaft
Fräserdurchmesser: 1/2 Zoll, 9/16 Zoll, 11/16 Zoll, 13/16 Zoll, 15/16 Zoll, 1-1/16 Zoll
DOC: 1"
1 Name
Kernbohrer
2 Modell
Beschreibung
Artikel
15/16 Zoll, 1 Zoll, 1-1/16 Zoll
Schaft: Weldonschaft
10190010213
1 Name
- 6 -
10190010146
3 Parameter
1 Name
Beschreibung
Beschreibung
Kernbohrer
3 Parameter
15/16 Zoll, 1 Zoll, 1-1/16 Zoll
Artikel
3 Parameter
Fräserdurchmesser: 7/16 Zoll, 1/2 Zoll, 9/16 Zoll, 11/16 Zoll, 5/8 Zoll, 3/4 Zoll, 13/16 Zoll, 7/8 Zoll.
DOC: 2"
Schaft: Weldonschaft
DOC: 1"
10190010214
2 Modell
2 Modell
Kernbohrer
Fräserdurchmesser: 7/16 Zoll, 1/2 Zoll, 9/16 Zoll, 11/16 Zoll, 5/8 Zoll, 3/4 Zoll, 13/16 Zoll, 7/8 Zoll.
Artikel
Machine Translated by Google

Frez pierścieniowy
INSTRUKCJA OBSŁUGI
Wsparcie techniczne i certyfikat gwarancji elektronicznej www.vevor.com/support
„Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią
jedynie szacunkowe oszczędności, jakie możesz uzyskać, kupując u nas określone narzędzia w
porównaniu z głównymi markami i niekoniecznie oznaczają one objęcie wszystkich kategorii narzędzi
oferowanych przez nas. Uprzejmie przypominamy, aby dokładnie sprawdzić, czy składając u nas
zamówienie faktycznie oszczędzasz połowę w porównaniu z głównymi markami.
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach.
MODEL: 10190010215/10190010216/10190010146
10190010213/10190010214
Machine Translated by Google
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
10190010213/10190010214
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z
nami:
MODEL: 10190010215/10190010216/10190010146
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać
wszystkie instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji
obsługi. Wygląd produktu będzie zależał od produktu, który otrzymałeś.
Prosimy o wybaczenie, że nie poinformujemy Cię ponownie, jeśli w naszym
produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
Frez pierścieniowy
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
- 1 -
Machine Translated by Google
6. Końcówka noża jest twarda, ale i delikatna. Proszę chronić nóż, aby zapobiec
Frez pierścieniowy (wiertło rdzeniowe). Może ciąć wszystkie rodzaje stali, rury stalowe, odlewy
Ostrzeżenie dotyczące bezpieczeństwa
Dla Twojego bezpieczeństwa proszę nosić gogle i kask. Nie noś luźnych
Przeczytaj ten materiał przed użyciem tego produktu. Nieprzestrzeganie tego może skutkować
4. Przed wymianą i demontażem noża wyłącz zasilanie.
napiwki.
poważny uraz.
5. Nie dotykaj noża, gdy jest włączony.
nóż z uszkodzeniem.
2. Przed użyciem upewnij się, że obcinak jest solidny i bezpieczny. Nie używaj
żelazo, stal nierdzewna, aluminium, miedź i różne materiały niemetalowe.
OSTRZEŻENIE:
3. W przypadku zablokowania ostrza należy natychmiast wyłączyć maszynę.
[Typ]
ubrania lub rękawiczki z włóczki.
[Zastosowanie frezu pierścieniowego]
1. Aby zapobiec obrażeniom dłoni, do wyjmowania chipa należy używać haka.
INSTRUKCJA BEZPIECZEŃSTWA I ŚRODKI OSTROŻNOŚCI
Uniwersalny
cholewka
(golonka Nitto)
Dotyczy maszyny Fein z Niemiec
Odpowiednie rodzaje wiertarek magnetycznych
ALFRA, RUKO, HOUGEN, Rotabroach, BDS itp.
Trzonek Weldon Stosowany do wszystkich rodzajów wiertarek magnetycznych. Jak: CHTOOLS
Cholewka
maszyna.Jak: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach,
BDS itp.
Fein goleń
- 2 -
Dotyczy wszystkich typów wiertarek magnetycznych, z wyjątkiem Fein
Machine Translated by Google
- 3 -
0,2-0,3 mm, w przód i w tył ręką, aby potwierdzić śrubę z łbem gniazdowym
prostopadle do dwóch płaszczyzn, a następnie przykręć śruby.
• Uniwersalny trzonek (2): Uchwyt dwóch płaszczyzn skierowany na stalową kulkę w
uchwyt wiertarski, a następnie załadowany do uchwytu.
• Trzonek Weldon (1): Uchwyt dwóch płaszczyzn skierowany jest na dwa otwory na śruby
na wrzecionie wiertarki, dokręcając kluczem imbusowym i pozostawiając szczelinę
1. Metoda instalacji:
[Sposób stosowania]
śruba z łbem walcowym prostopadle do dwóch płaszczyzn.
właściwą drogę, włóż koniec uchwytu bezpośrednio, obracaj w małym zakresie, aż
Do otworu włożyć kulkę stalową.
• Trzonek Fein (3): Włącz pierścień zabezpieczający wału głównego zgodnie z ruchem wskazówek zegara
Trzonek uniwersalny można również stosować ze śrubami z łbem gniazdowym, o ile gniazdo
Machine Translated by Google
Dzień
1194-796
371-247 234-178 171-139 135-114
odlew miedziany
67-63
54-60
754-573 551-447 434-367 358-311 304-270 265-238 234-220
93-88
40-46
Aluminium
1857-1238 1173-891 857-696 675-571 557-484 474-420 412-371 365-342
111-96 82-74
26-32
stal stopowa
217-165 159-129 125-106 103-90
301-229 220-179 173-146 143-124 121-108
61-65
447-318
12-18
Tworzywo
345-230
796-530 502-382 367-298 289-244 238-207 203-180 176-159 156-146
47-53
lane żelazo
73-68
88-78stal nierdzewna 76-69
33-39
stal węglowa
19-25
106-95
94-84
4. Pozycjonowanie: Wytnij punkt pozycjonujący w środku pozycji, którą chcesz ustawić.
Najpierw podawaj powoli, a następnie po wywierceniu otworu o średnicy 1-2 mm podawaj z normalną prędkością.
6. Wiercenie końcowe: Wyłącz zasilanie i usuń wióry za pomocą haka.
precyzja wiercenia i żywotność wiertła.
wywiercić lub zaznaczyć linię „krzyżową” igłą ze stopu, aby zapewnić dokładność
nóż po zatrzymaniu.
3. Upewnij się, że przestrzeń między uchwytem magnetycznym a
artefakty.
3. Prędkość posuwu: Zalecana prędkość posuwu wynosi 0,08-0,12 mm/obr. lub
5. Rozpocznij wiercenie: Upewnij się, że przycisk wiertarki magnetycznej jest czysty
i użyj płynu do cięcia metalu.
wykonywanie usuwania wiórów.
0,6-1,0 mm/s. Różna prędkość posuwu powoduje powstawanie różnych wiórów i wpływa na
przed włączeniem zasilania. Włącz przełącznik płynu chłodzącego, gdy zaczniesz wiercić.
nóż.
2. Zalecana prędkość skrawania dla pierścieniowego frezu ze stali szybkotnącej:
2. Dobra sztywność rury wiertniczej i szczelina prowadnicy mogą poprawić
do powierzchni przedmiotu obrabianego, aby nie wpływać na płynne odprowadzanie
rdzeń tnący
pozycja wiercona. Należy pamiętać, że podczas używania dłuta środkowego do uderzania
[Ogłoszenie]
1. Podczas wiercenia elementów stalowych należy zapewnić odpowiednią ilość chłodzenia
4. Przed cięciem upewnij się, że wszystkie części są pewnie zamocowane.
punkt pozycjonowania, upewnij się, że dłuto środkowe jest prostopadłe
Poniższe działania pomogą ograniczyć lub spowolnić zużycie i pękanie
- 4 -
Machine Translated by Google
1 Nazwa
Rzeczy
3 Parametry
Opis
Rzeczy
Średnica frezu: 1", 1-1/8", 1-1/4", 1-1/2", 1-3/4", 2"
3 Parametry
Opis
DOK2"
2 Model
Trzonek: uniwersalny
Średnica frezu: 1", 1-1/8", 1-1/4", 1-1/2", 1-3/4", 2"
DOK2"
10190010215
Frez pierścieniowy
Trzonek: Trzonek Weldon
2 Model
10190010216
- 5 -
Frez pierścieniowy
1 Nazwa
[Rozwiązania typowych problemów]
Rozwiązania dotyczące zaciętego rdzenia układu scalonego:
Użyj niemetalowego materiału, lekko uderzając wiertłem lub lekko dociskając rdzeń
materiał wielokrotnie, aby poluzować go i wyskoczyć, można go również usunąć
płyn chłodzący ułatwiający usuwanie wiórów.
7. Aby zapewnić płynne usuwanie wiórów, usuń wióry z noża.
6. W przypadku dużej ilości drobnego materiału proszkowego powstającego podczas wiercenia,
takiego jak żeliwo, miedź itp., zamiast sprężonego powietrza można użyć sprężonego powietrza.
5. Wiercąc na początku i na końcu należy zmniejszyć posuw wiercenia o 1/3.
sprawdź ostrze wiertła, jeśli największa szerokość zużycia wynosi 0,5 mm, należy je
Noszenie narzędzi:
bit, stuknij w nasadkę tak, aby ją wyjąć.
szlifowanie.
Przy normalnym chłodzeniu, gdy chip przybierze niebiesko-czarny kolor, należy go
Machine Translated by Google
WYKONANO W CHINACH
Rzeczy
3 Parametry
Średnica frezu: 7/16"1/2"9/16"11/16"5/8"3/4"13/16"7/8"
DOK2"
Trzonek: Trzonek Weldon
10190010214
DOK.: 1"
Frez pierścieniowy
2 Model
2 Model
Średnica frezu: 7/16"1/2"9/16"11/16"5/8"3/4"13/16"7/8"
Rzeczy
1 Nazwa
Frez pierścieniowy
2 Model
Trzonek: Trzonek Weldon
Średnica frezu: 1/2"9/16"11/16"13/16"15/16"1-1/16"
DOK.: 1"
Opis
Rzeczy
15/16"1"1-1/16"
- 6 -
Trzonek: Trzonek Weldon
10190010213
1 Nazwa
3 Parametry
1 Nazwa
Opis
10190010146
Opis
Frez pierścieniowy
3 Parametry
15/16"1"1-1/16"
Machine Translated by Google

FRESA ANULARE
MANUALE D'USO
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support
10190010213/10190010214
MODELLO: 10190010215/10190010216/10190010146
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta
solo una stima del risparmio che potresti ottenere acquistando determinati utensili con noi rispetto ai
principali marchi principali e non significa necessariamente coprire tutte le categorie di utensili da noi
offerti. Ti ricordiamo gentilmente di verificare attentamente quando effettui un ordine con noi se
stai effettivamente risparmiando la metà rispetto ai principali marchi principali.
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
Machine Translated by Google
Supporto tecnico e certificato di garanzia
elettronica www.vevor.com/support
10190010213/10190010214
Hai domande sui prodotti? Hai bisogno di supporto tecnico? Non esitare a contattarci:
MODELLO: 10190010215/10190010216/10190010146
Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni del
manuale prima di utilizzare. VEVOR si riserva una chiara interpretazione del nostro manuale
utente. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Vi preghiamo di
perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti tecnologici o software sul
nostro prodotto.
FRESA ANULARE
HAI BISOGNO DI AIUTO? CONTATTACI!
- 1 -
Machine Translated by Google
6. La punta del cutter è dura ma anche fragile. Si prega di proteggere il cutter per evitare che
Fresa anulare (trapano a carotaggio). Può tagliare tutti i tipi di acciaio, tubi di acciaio, ghisa
Attenzione alla sicurezza
Per la tua sicurezza, indossa occhiali e casco. Non indossare indumenti larghi.
Leggere questo materiale prima di utilizzare questo prodotto. La mancata osservanza di questa norma può comportare
4. Spegnere l'alimentazione prima di sostituire e smontare la taglierina.
mancia.
lesioni gravi.
5. Non toccare la taglierina mentre è in funzione.
taglierina danneggiata.
2. Prima dell'uso, assicurarsi che la taglierina sia solida e fissata saldamente. Non utilizzare la
ferro, acciaio inossidabile, alluminio, rame e vari materiali non metallici.
AVVERTIMENTO:
3. Spegnere immediatamente la macchina se la taglierina rimane incastrata.
[Il tipo]
vestiti o guanti di lana.
[L'utilizzo della fresa anulare]
1. Utilizzare un gancio per rimuovere il chip, per evitare lesioni alle mani.
ISTRUZIONI DI SICUREZZA E PRECAUZIONI
Universale
gambo
(Stinco di Nitto)
Applicabile alla macchina Fein dalla Germania
Attacco Weldon Applicabile a tutti i tipi di trapano a carotaggio magnetico. Come: CHTOOLSÿ
ALFRAÿRUKOÿHOUGENÿRotabroachÿBDS ecc.
Tipi di trapano magnetico adatti
Gambo
macchina. Tipo: CHTOOLS, ALFRA, RUKO, HOUGEN, Rotabroach,
BDS ecc.
Gambo Fein
- 2 -
Applicabile a tutti i tipi di trapano a carotaggio magnetico, a meno che non sia Fein
Machine Translated by Google
- 3 -
0,2-0,3 mm, avanti e indietro con la mano per confermare la vite a testa cilindrica
perpendicolarmente ai due piani, quindi avvitare le viti.
• Gambo universale (2): la maniglia dei due piani punta alla sfera d'acciaio all'interno
mandrino del trapano, quindi caricato nel mandrino.
• Attacco Weldon (1): la maniglia dei due piani è rivolta verso i due fori delle viti
sul mandrino del trapano, con una chiave esagonale per stringere e lasciando uno spazio di
1. Metodo di installazione:
[Modalità di applicazione]
vite con testa perpendicolare ai due piani.
nel modo giusto, inserisci l'estremità della maniglia direttamente, ruota in un piccolo intervallo fino a quando
la sfera d'acciaio entra nel foro.
• Gambo Fein (3): ruotare l'anello di sicurezza dell'albero principale in senso orario verso
Il gambo universale può essere utilizzato anche per viti a testa cilindrica, purché la testa cilindrica sia
Machine Translated by Google
Giorno
1194-796
371-247 Da 234 a 178 Da 171 a 139 Da 135 a 114
rame fuso
67-63
54-60
754-573 551-447 434-367 358-311 304-270 265-238 234-220
93-88
40-46
Alluminio
1857-1238 1173-891 857-696 675-571 557-484 474-420 412-371 365-342
111-96 82-74
26-32
acciaio legato
217-165 159-129 125-106 103-90
301-229 220-179 173-146 143-124 121-108
61-65
447-318
12-18
Materiale
345-230
796-530 502-382 367-298 289-244 238-207 203-180 176-159 156-146
47-53
ghisa
73-68
88-78acciaio inossidabile 76-69
33-39
acciaio al carbonio
19-25
106-95
94-84
4. Posizionamento: scalpellare un punto di posizionamento al centro della posizione da
Inizialmente avanzare lentamente e poi avanzare a velocità normale dopo aver forato 1-2 mm.
6. Completare il trapano: spegnere l'alimentazione e utilizzare il gancio per rimuovere i trucioli sul
precisione della foratura e durata della punta.
forare o segnare una linea "a croce" con un ago in lega per garantire la precisione di
taglierina dopo che si è fermata.
3. Assicurarsi che tra il supporto magnetico e il
artefatti.
3. Velocità di avanzamento: la velocità di avanzamento consigliata è 0,08-0,12 mm/R o
5. Inizia a forare: assicurati che il pulsante del trapano magnetico sia pulito
e utilizzare fluido da taglio per metalli.
prestazioni di rimozione dei trucioli.
0,6-1,0 mm/sec. Diverse velocità di avanzamento causeranno trucioli diversi e influenzeranno il
prima dell'accensione. Accendere l'interruttore del liquido refrigerante quando si inizia a forare.
taglierina.
2. Velocità di taglio consigliata per fresa anulare in acciaio rapido:
2. Una buona rigidità del tubo di perforazione e lo spazio tra le guide possono migliorare la
sulla superficie del pezzo in lavorazione per evitare di compromettere la regolare scarica di
il nucleo tagliente
la posizione forata. Nota che quando si usa lo scalpello centrale per colpire il
[Avviso]
1. Quando si forano parti in acciaio, assicurarsi che vi sia una quantità sufficiente di raffreddamento
4. Prima di tagliare, assicurarsi che tutte le parti siano bloccate saldamente.
punto di posizionamento, assicurarsi che lo scalpello centrale sia perpendicolare
Le seguenti azioni aiuteranno a ridurre o rallentare l'usura e la frattura di
- 4 -
Machine Translated by Google
1 Nome
Elementi
3 Parametro
Descrizione
Elementi
Diametro della fresa: 1"ÿ1-1/8"ÿ1-1/4"ÿ1-1/2"ÿ1-3/4"ÿ2"
3 Parametro
Descrizione
DOCUMENTO: 2"
2 Modello
Gambo: Gambo universale
Diametro della fresa: 1"ÿ1-1/8"ÿ1-1/4"ÿ1-1/2"ÿ1-3/4"ÿ2"
DOCUMENTO: 2"
10190010215
Fresa anulare
Gambo: gambo Weldon
2 Modello
10190010216
- 5 -
Fresa anulare
1 Nome
[Le soluzioni dei problemi comuni]
Le soluzioni del chip core bloccate:
Utilizzare un materiale non metallico, colpendo leggermente il trapano o esercitando una leggera pressione sul nucleo
Durante il raffreddamento normale, quando il chip appare di colore blu-nero, è necessario
liquido refrigerante per facilitare l'eliminazione dei trucioli.
7. Per garantire una rimozione fluida dei trucioli, rimuovere i trucioli dalla fresa.
6. Per una grande quantità di materiale in polvere fine che si verifica nella perforazione,
come ghisa, rame fuso, ecc., è possibile utilizzare aria compressa invece di
5. Foratura all'inizio e alla fine: l'avanzamento della perforazione deve essere ridotto di 1/3.
materiale ripetutamente, per renderlo libero di saltare fuori, può anche rimuovere
il bit, tocca il ditale, in modo che esca.
L'uso degli utensili:
controllare la lama della punta del trapano, quando la larghezza di usura più grande è di 0,5 mm, è necessario
macinazione.
Machine Translated by Google
MADE IN CHINA
Elementi
3 Parametro
Diametro della fresa: 7/16"ÿ1/2"ÿ9/16"ÿ11/16"ÿ5/8"ÿ3/4"ÿ13/16"ÿ7/8"ÿ
DOCUMENTO: 2"
Gambo: gambo Weldon
10190010214
DOCUMENTO: 1"
Fresa anulare
2 Modello
2 Modello
Diametro della fresa: 7/16"ÿ1/2"ÿ9/16"ÿ11/16"ÿ5/8"ÿ3/4"ÿ13/16"ÿ7/8"ÿ
Elementi
1 Nome
Fresa anulare
2 Modello
Gambo: gambo Weldon
Diametro della fresa: 1/2"ÿ9/16"ÿ11/16"ÿ13/16"ÿ15/16"ÿ1-1/16"
DOCUMENTO: 1"
Elementi
Descrizione
15/16"ÿ1"ÿ1-1/16"
- 6 -
Gambo: gambo Weldon
10190010213
1 Nome
3 Parametro
1 Nome
Descrizione
10190010146
Descrizione
Fresa anulare
3 Parametro
15/16"ÿ1"ÿ1-1/16"
Machine Translated by Google