Technical Support and E-Warranty Certificate
www.vevor.com/support
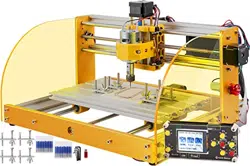
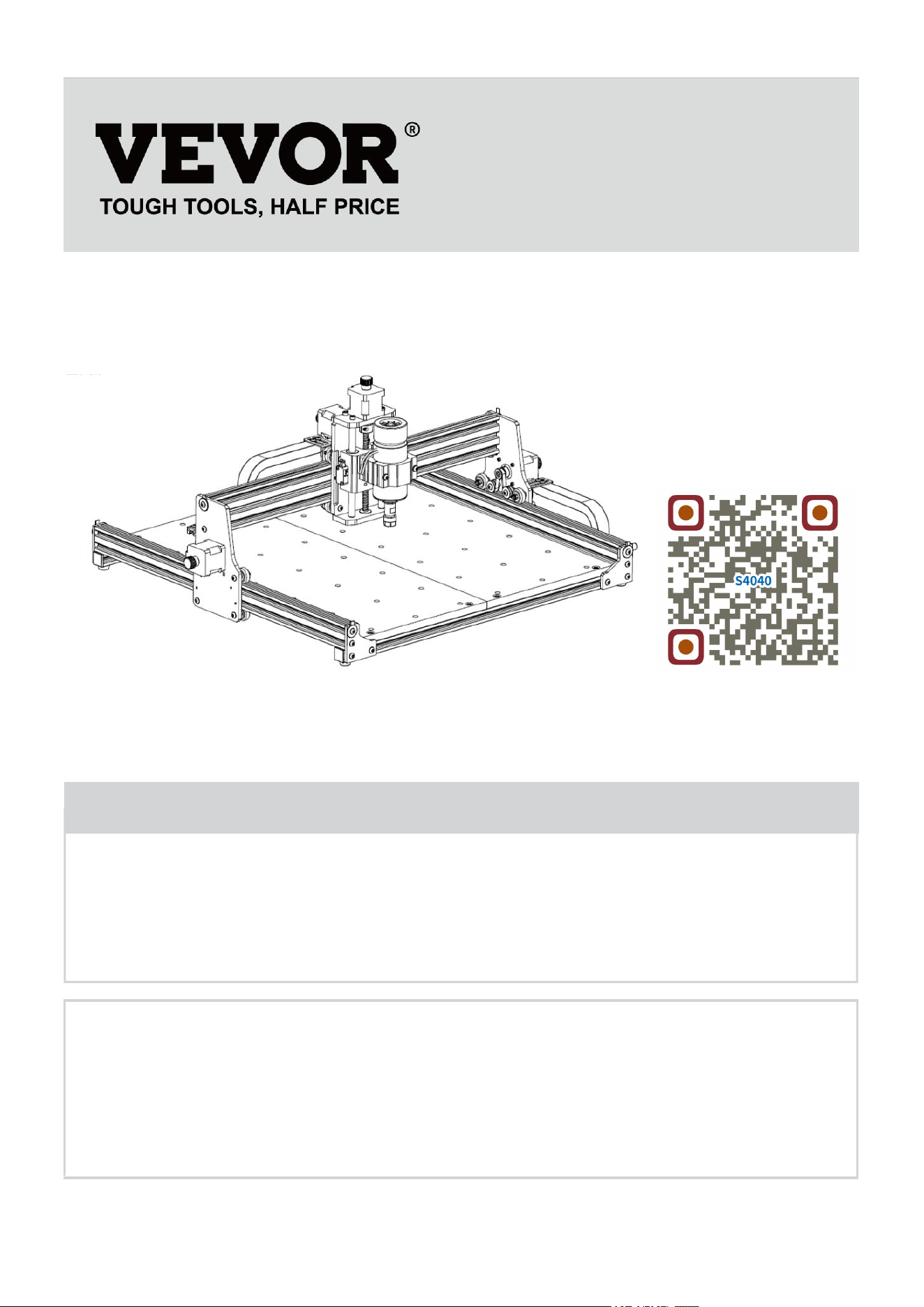
CNC ENGRAVING MACHINE
USER MANUAL
MODEL: S4040
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.
MODEL: S4040
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
CNC ENGRAVING
MACHIN
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
E
Scan for videos and guides
-1-
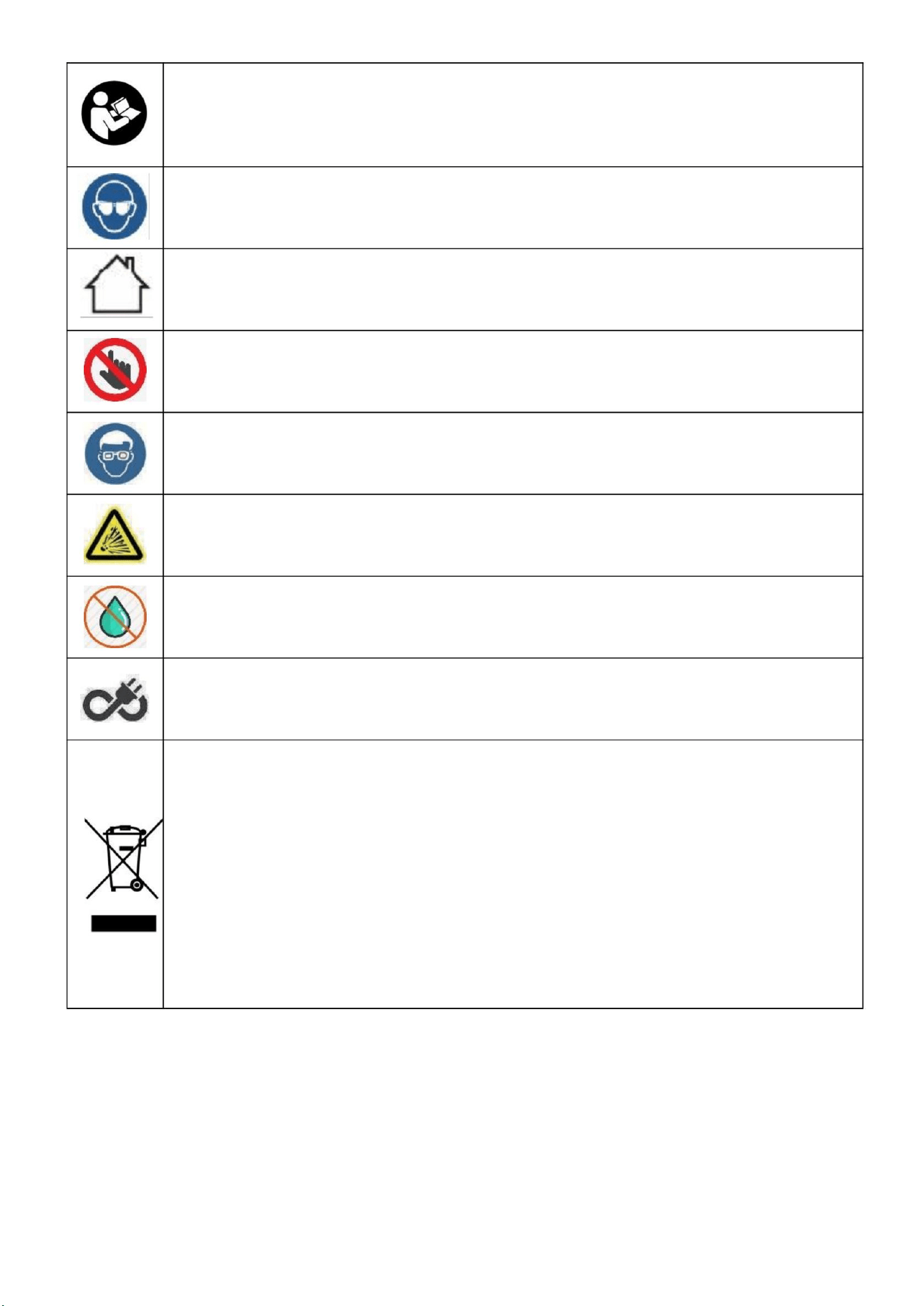
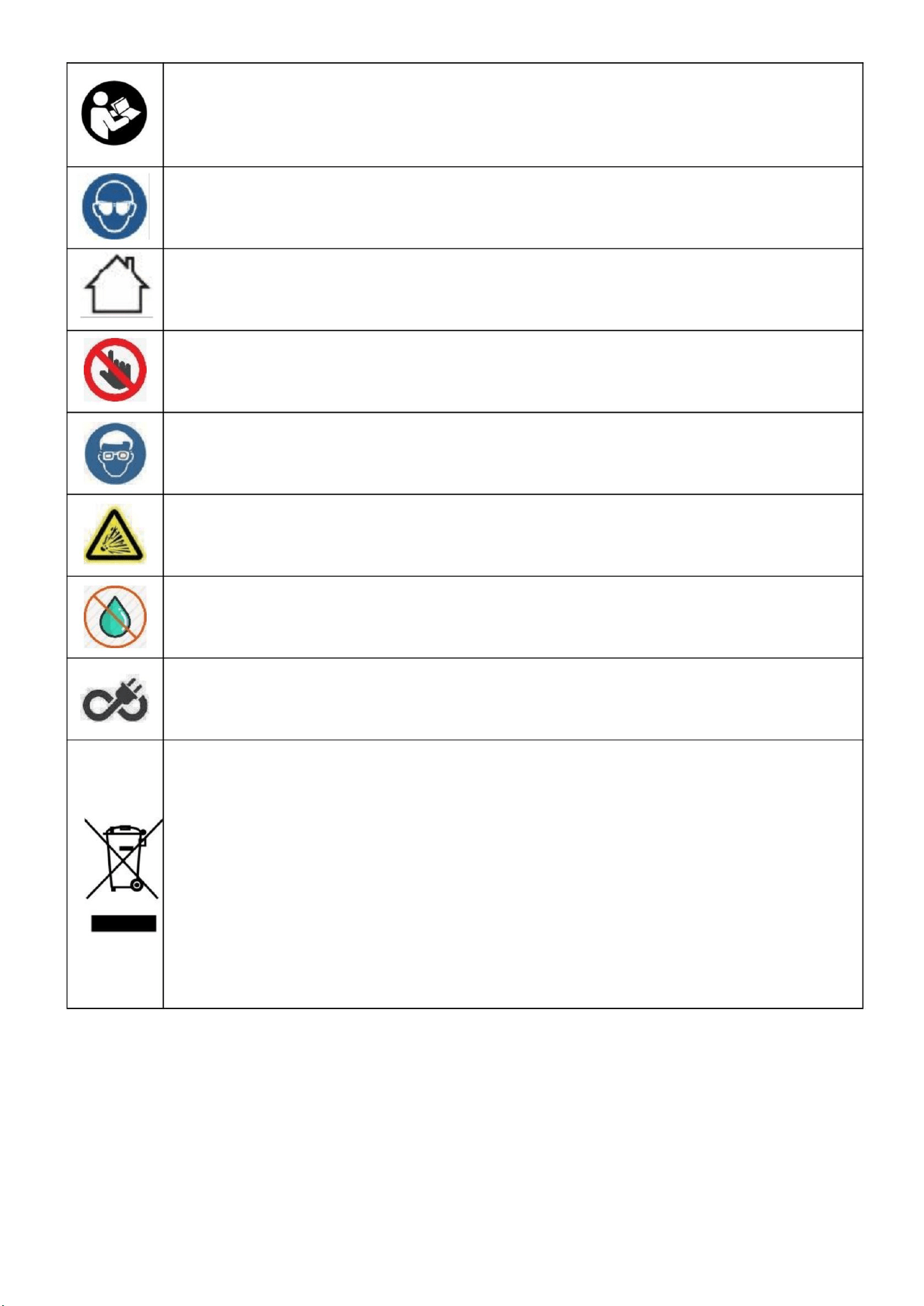
Warning-To reduce the risk of injury, user must read instructions manual
carefully.
Warning- Be sure to wear eye protectors when using this product.
Indoor Use Only
Do not touch any rotating parts when the machine is running
Always wear protective glasses when use the machine
Prohibited from use in flammable objects or gases
Do not touch the socket with wet hand to reduce risk of electrocutions
Please cut off the power immediately in case of emergency
This product is subject to the provision of European Directive 2012/19/EC.
The symbol showing a wheelie bin crossed through indicates that the product
requires separate refuse collection in the European Union. This applies to the
product and all accessories marked with this symbol. Products marked as
such may not be discarded with normal domestic waste, but must be taken to
a collection point for recycling electrical and electronic devices
Important Safety Instructions
Warning: To reduce the risk of burns, electrocutions, or injury to persons!
-2-
MATTERS NEED ATTENTION
Warning
Please wear protective glasses when using the machine. In case your eyes
hurt.
Before replacing the tool, please disconnect the power supply of the machine to
avoid accidents.
Unplug the socket when not in use, before replacing parts and maintaining
the machine.
Unplug when assembling and disassembling the unit.
Close supervision is necessary when any appliance is used near children.
To avoid jamming, do not force the unit to operate with excessive pressure.
Do not immerse wires or machines in water, as this can cause electric shock.
This appliance is not intended for use by persons(including children) with
reduced physical, sensory, or mental capabilities or lack of experience and
knowledge unless they have been given supervision or instruction concerning
the use of the appliance by a person responsible for their safety.
Children should be supervised to ensure that they do not play with the
appliance.
If the supply cord or plug is damaged, it must be replaced by the manufacturer, its
service agent or similarly qualified persons in order to avoid a hazard. Or do not
operate this appliance. Return it to the store of service or repair by a professional
serviceman.
SAVE THESE INSTRUCTIONS
-3-
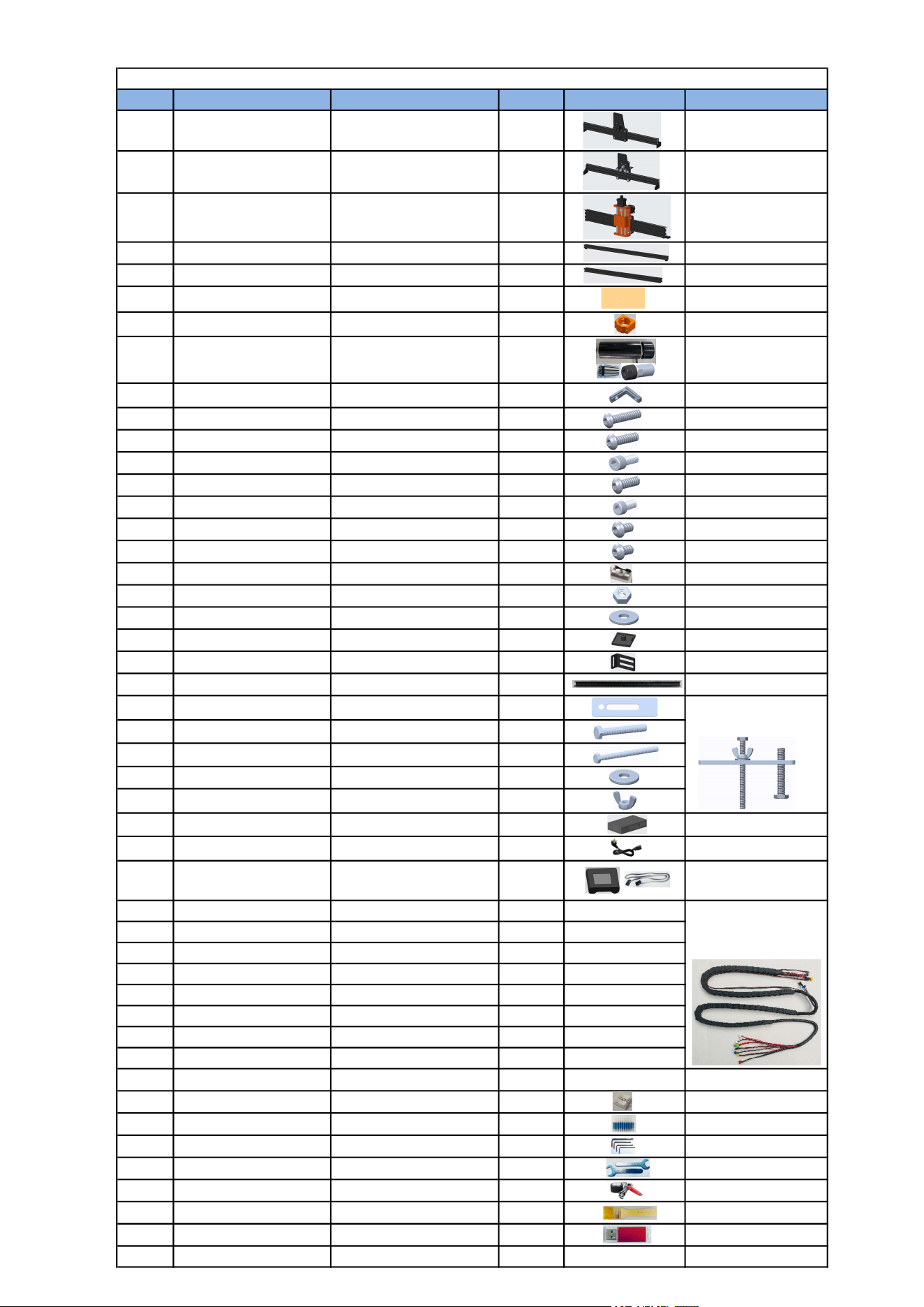
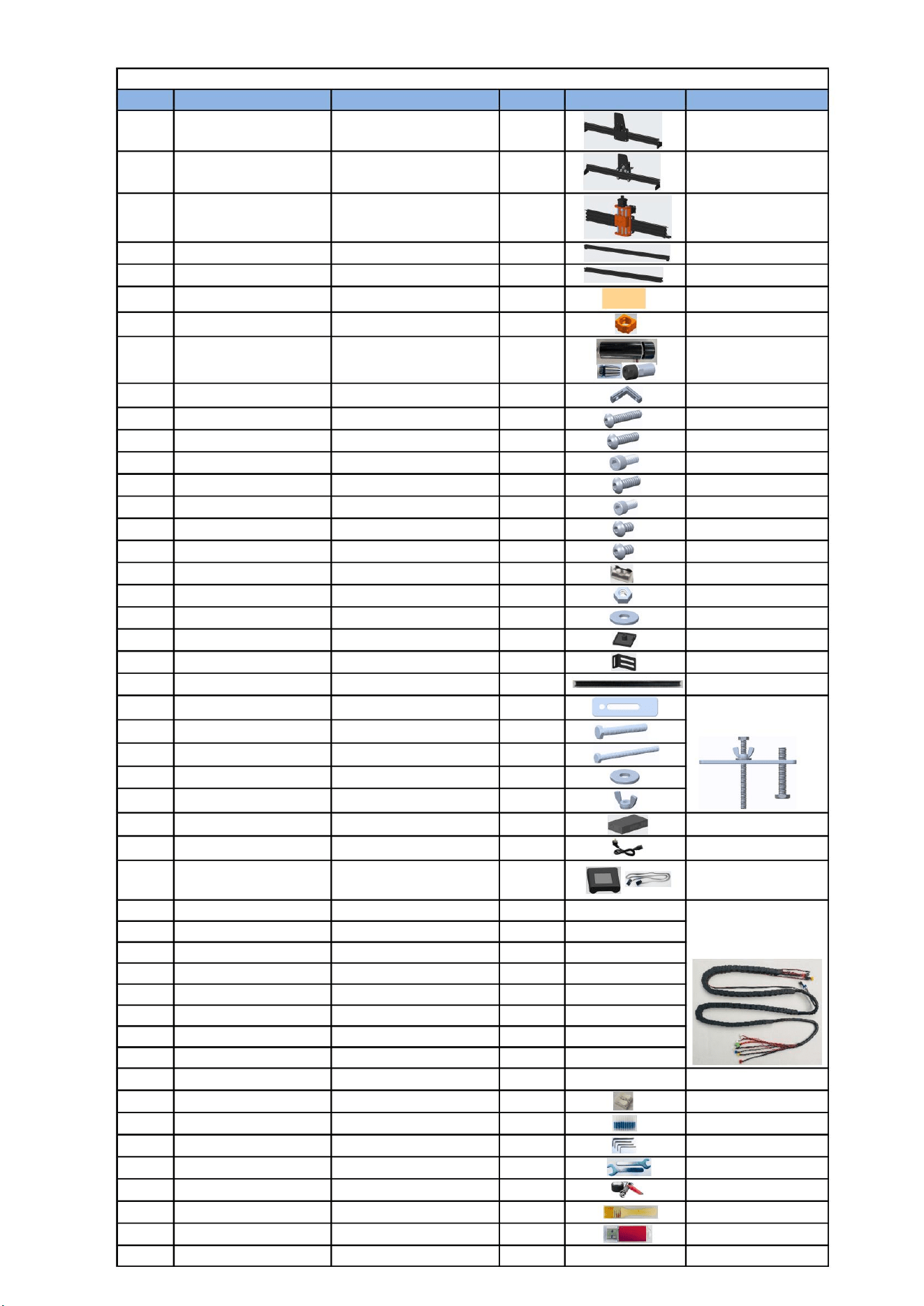
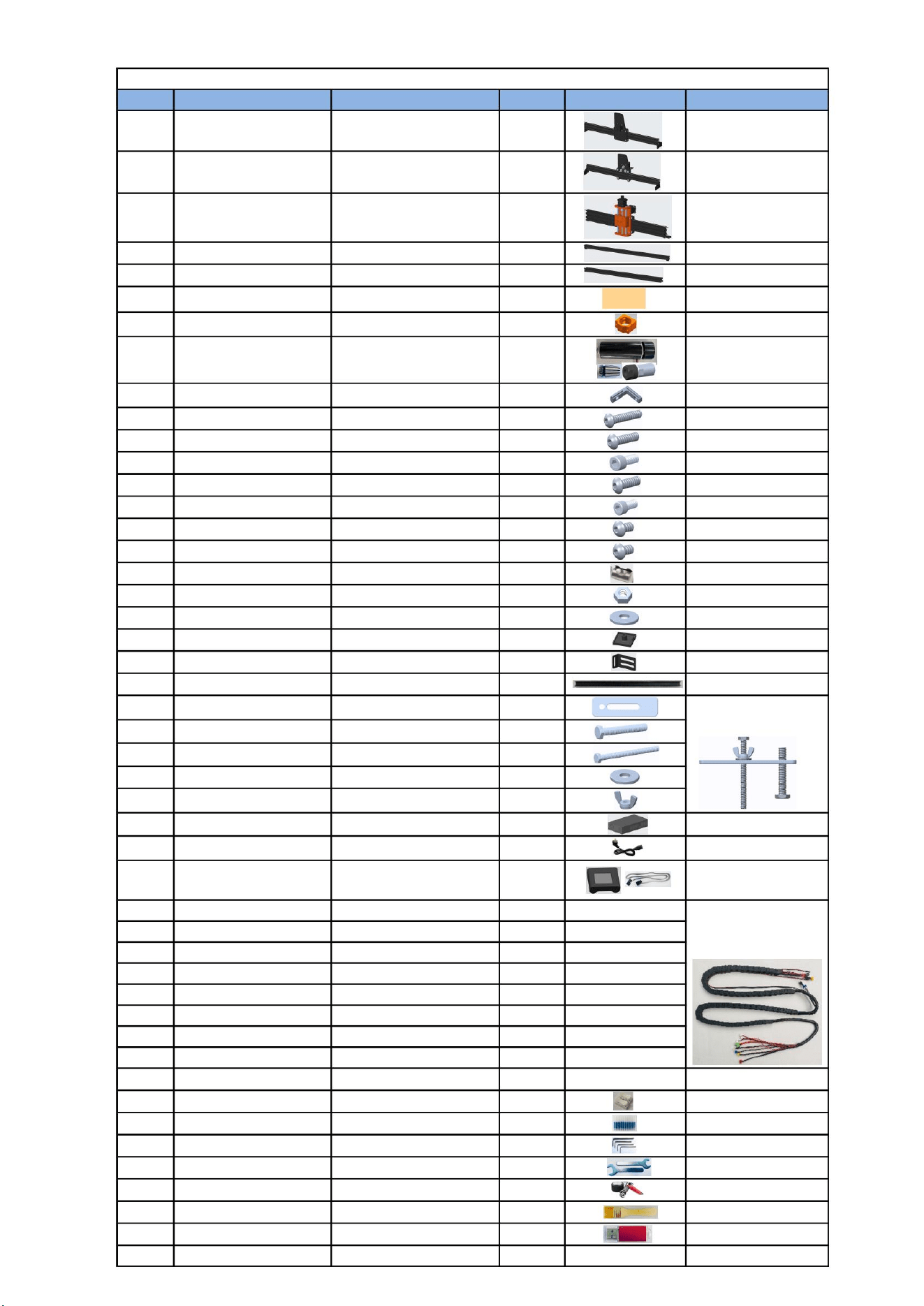
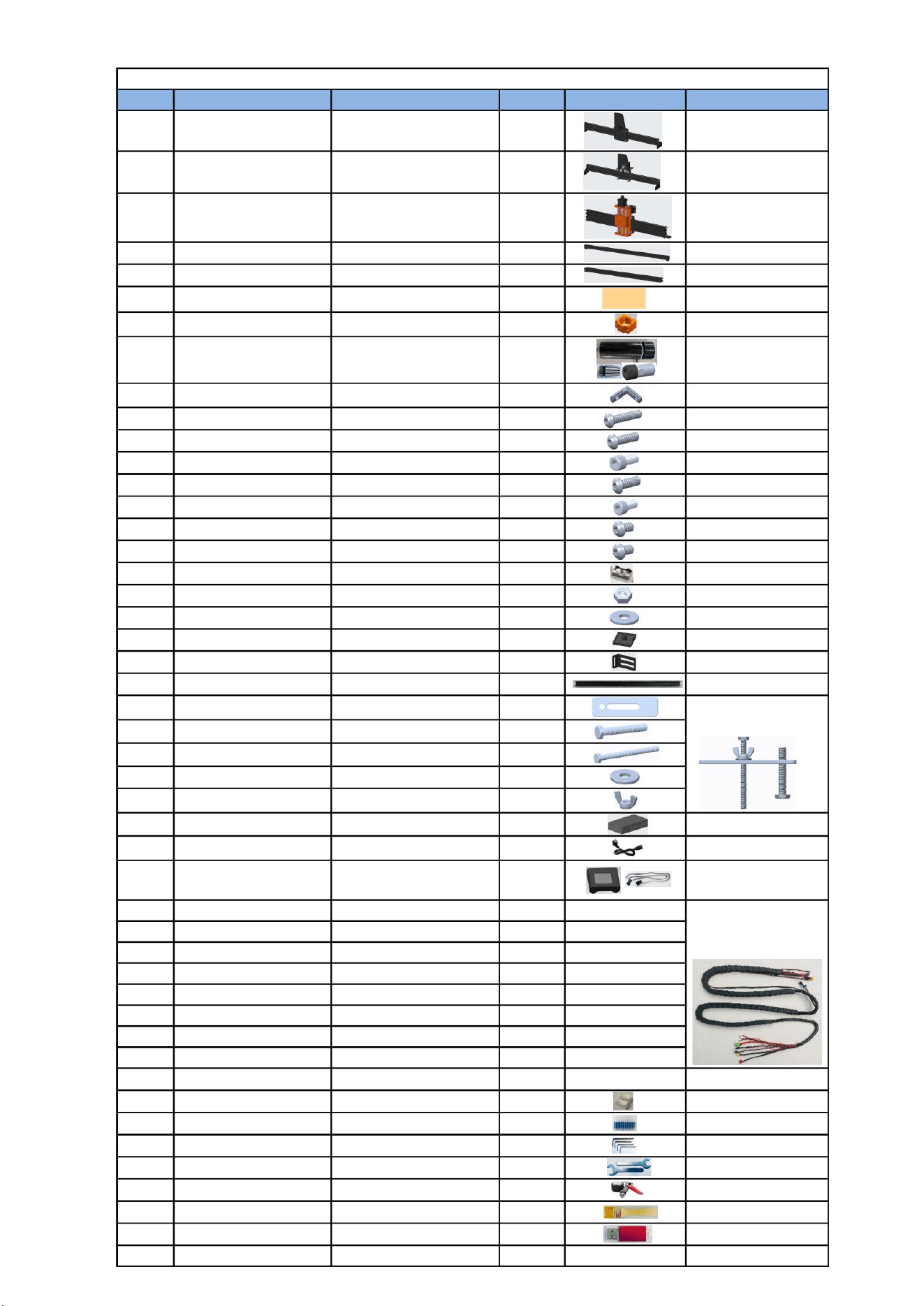
1.Parts List
Part No Part Name Explanation Quantity Picture Remark
01 Component for Y1-axis —— 1Set
02 Component for Y2-axis —— 1Set
03 Component for X-axis —— 1Set
04 Aluminum profile (X) 2020V*577mm 2Set
05
Aluminum profile (Y) 2020V*540mm 1
06 Workbench —— 2
07
Spindle clamp
Φ52,Aluminum
1Set
08 Spindle motor 300w,ER11-8mm 1Set
09
L-shaped connector With set screw 2-M5*6 4Set
10 Inner hexagon screw M5*35 2
11 Inner hexagon screw M5*14 4
12 Inner hexagon screw M5*12 12
13 Inner hexagon screw M5*10 8
14 Inner hexagon screw M5*6 1
15 Inner hexagon screw M4*10 6
16 Inner hexagon screw M4*8 4 Already assembled
17 Trapezoidal nut M5-20 16
18 Hexagon nut M4 6
19 Washer Φ5-Φ20 4
20 Coverplate 2020 3
21 Support —— 1
22 Wire cover plate —— 1
23 Pressing plate 100mm 4
24 Screw M8*55 4
25 Screw M6*80 4
26 Washer Φ6*2mm 4
27 Butterfly nut M6 4
28 Control box —— 1
29 Power supply cord —— 1
30
Offline controller
and data cable
Touch screen with SD card 1Set
31 Towing chain 15*10*660 2 ——
32 Spindle motor wire 2P,2100mm 1 ——
33 X Stepper motor wire 4P-6P, 2100mm red 1 ——
34 Y1 Stepper motor wire 4P-6P,2100mm yellow 1 ——
35 Z Stepper motor wire 4P-6P,2100mm white 1 ——
36 Y2 Stepper motor wire 4P-6P,1350mm blue 1 ——
37 Y-Limit wire 2P-3P,1350mm 1 ——
38 X/Z-Limit wire 2P-3P,2100mm 2 ——
39 USB cable —— 1 ——
40 Connection terminal —— 1
41 Milling cutter 3.175 1
42 Inner Hexagon Wrench 2/2.5/3/4mm 1Set
43 Nut Wrench 14/17mm 1Set
44 Probe —— 1
45 Soft brush —— 1
46 U Disk —— 1
47 Instruction manual —— 1 ——
-4-
S4040 Parts List
Pressing plate
assembly drawing
Cable has been
threaded into
the tow chain
02: Component for
Y2-axis 1Set
-5-
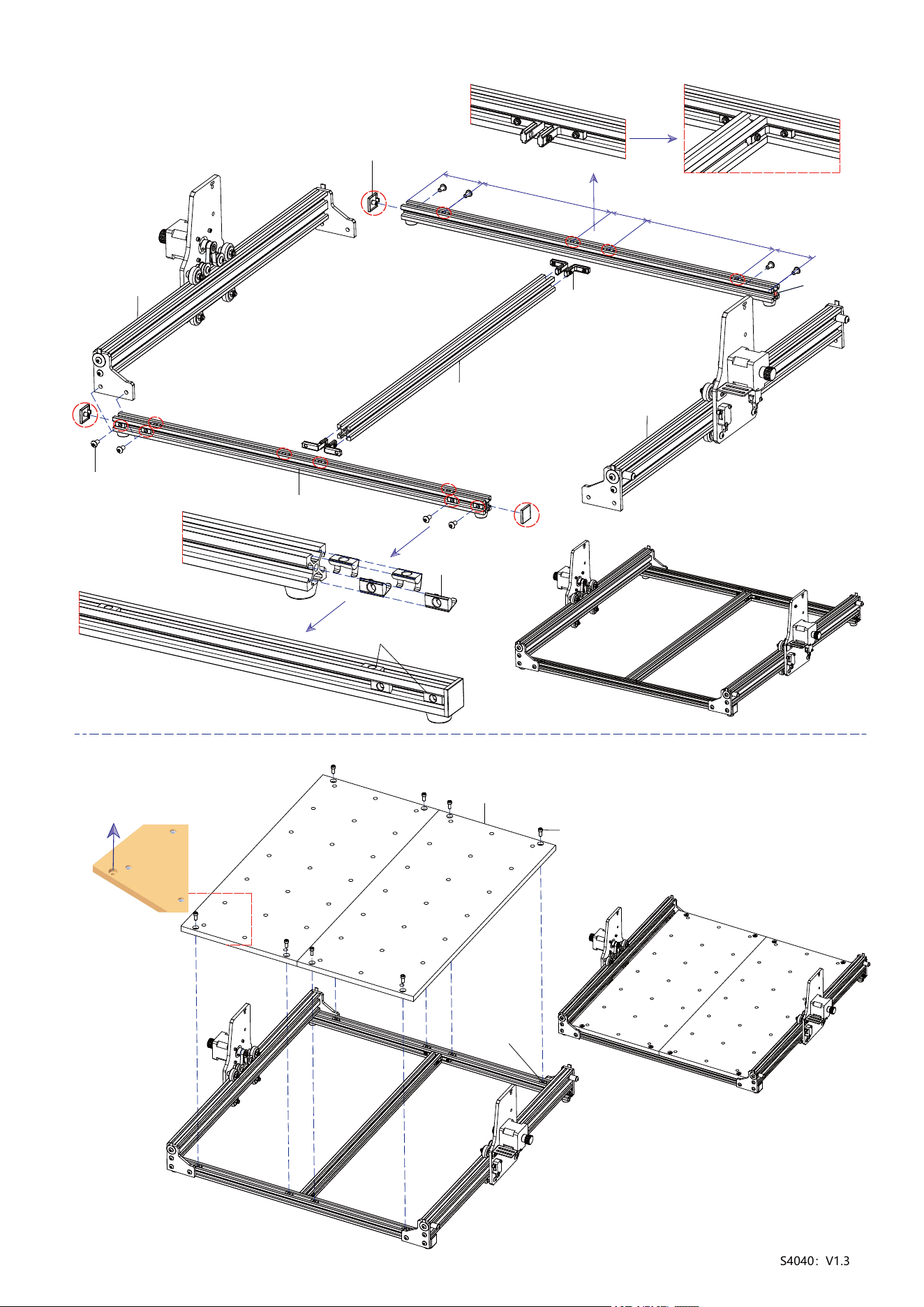
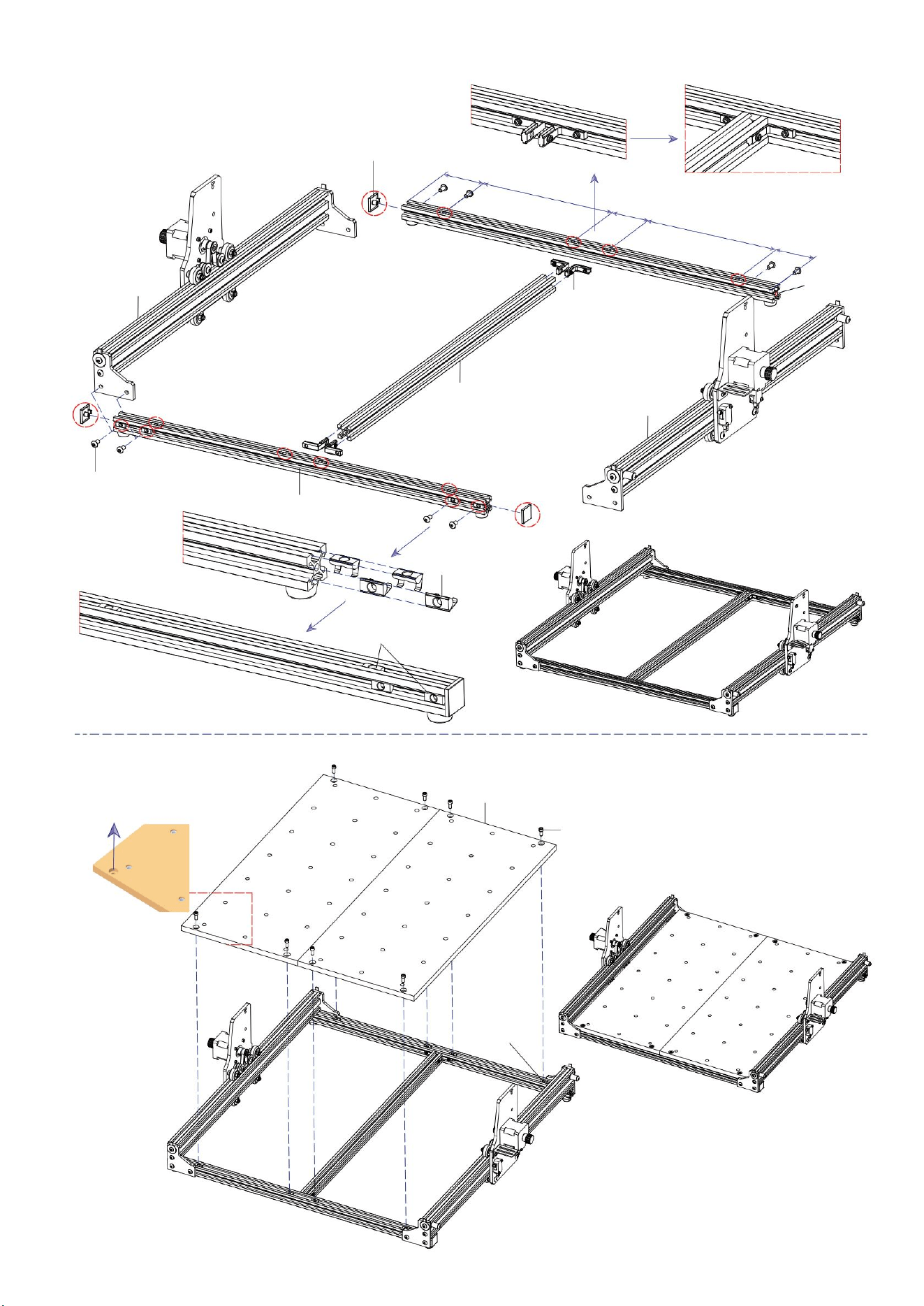
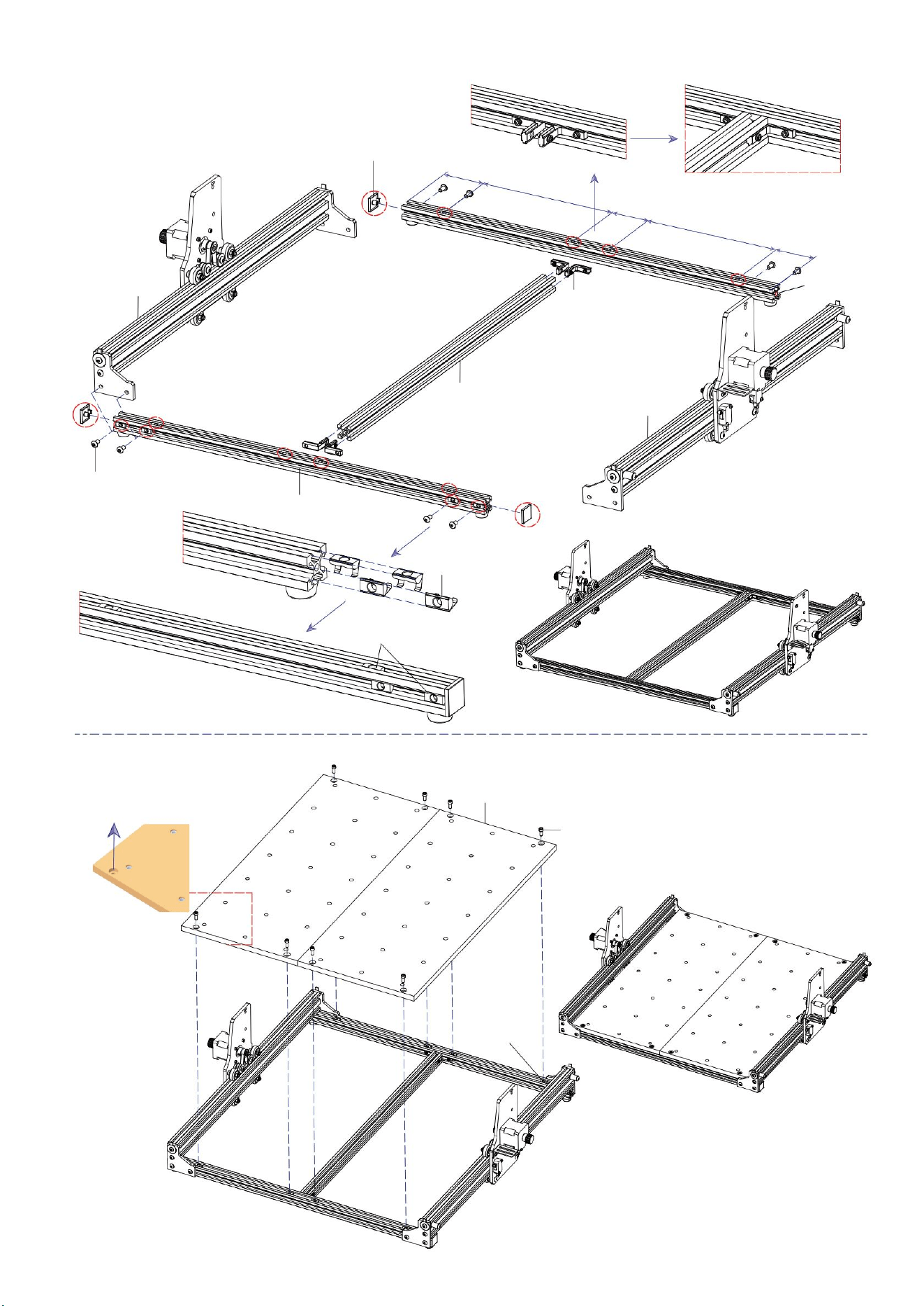
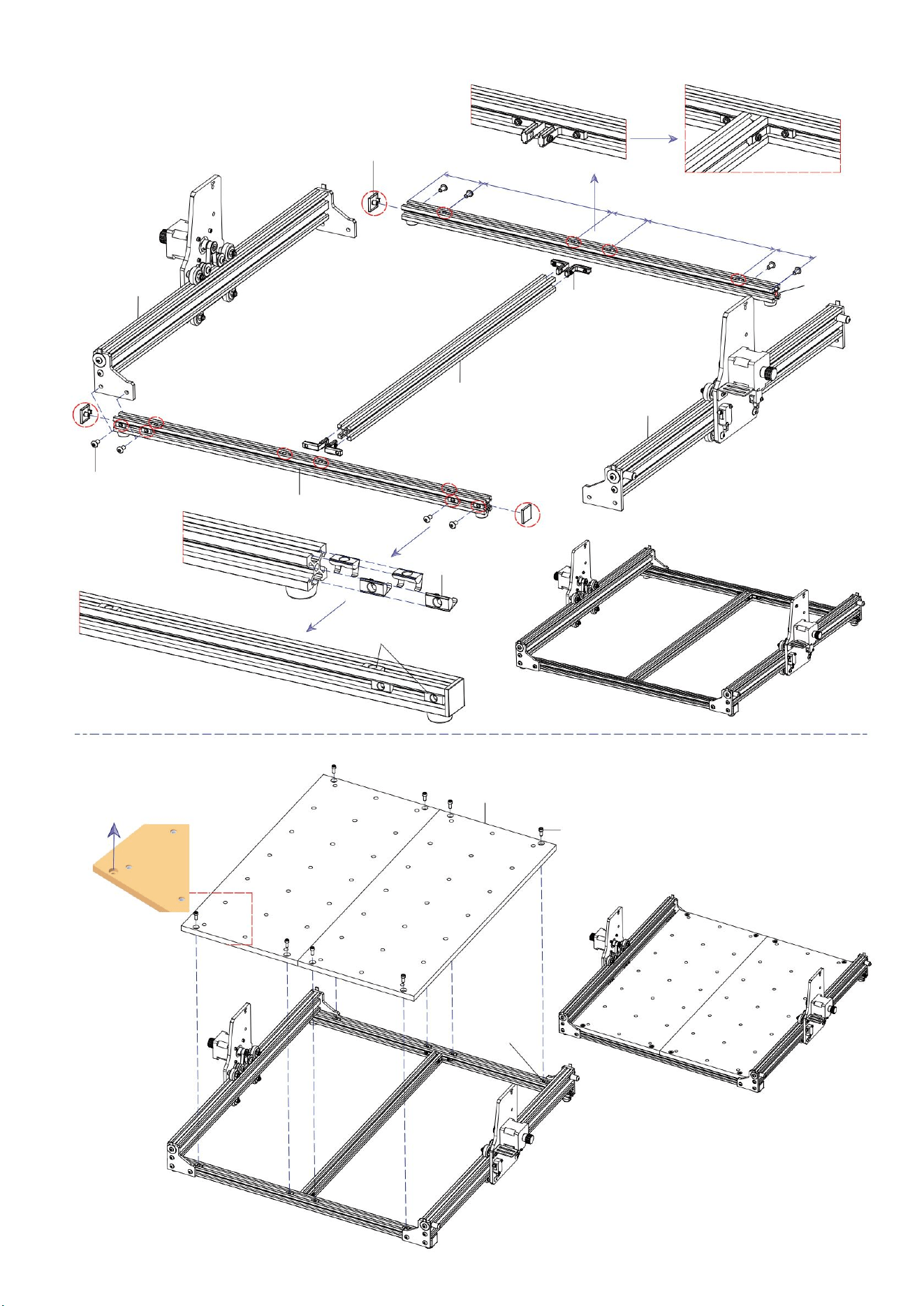
① Y-axis component and aluminum profile assembly
17: Trapezoidal nut M5-20 8PCS
Slip into in advance
01: Component for
Y1-axis 1Set
13: M5*10
8PCS
05: 2020V*540 1PCS
12: M5*12 8PCS
17:Trapezoidal
nut M5-20 8PCS
06: Workbench 2PCS
S4040:V1.3
20:Coverplate 2020 3PCS
6
0
m
m
17: Trapezoidal nut M5-20
04: 2020V*577 2Set
09: L-shaped connector 4Set
Only this hole
has M5 teeth
Workben suface is side up
6
0
m
m
5
6
m
m
2
0
0
m
m
2
0
0
m
m
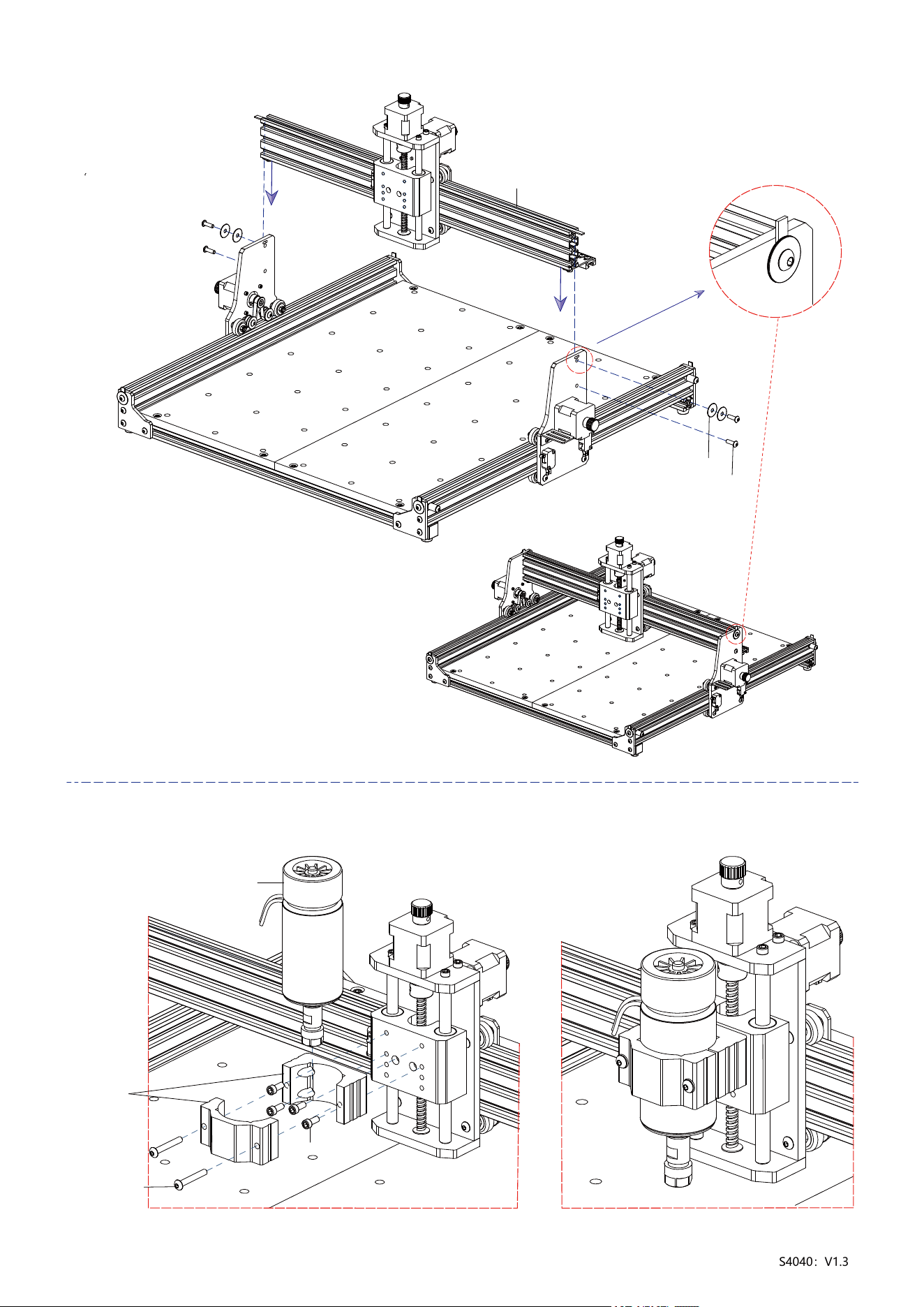
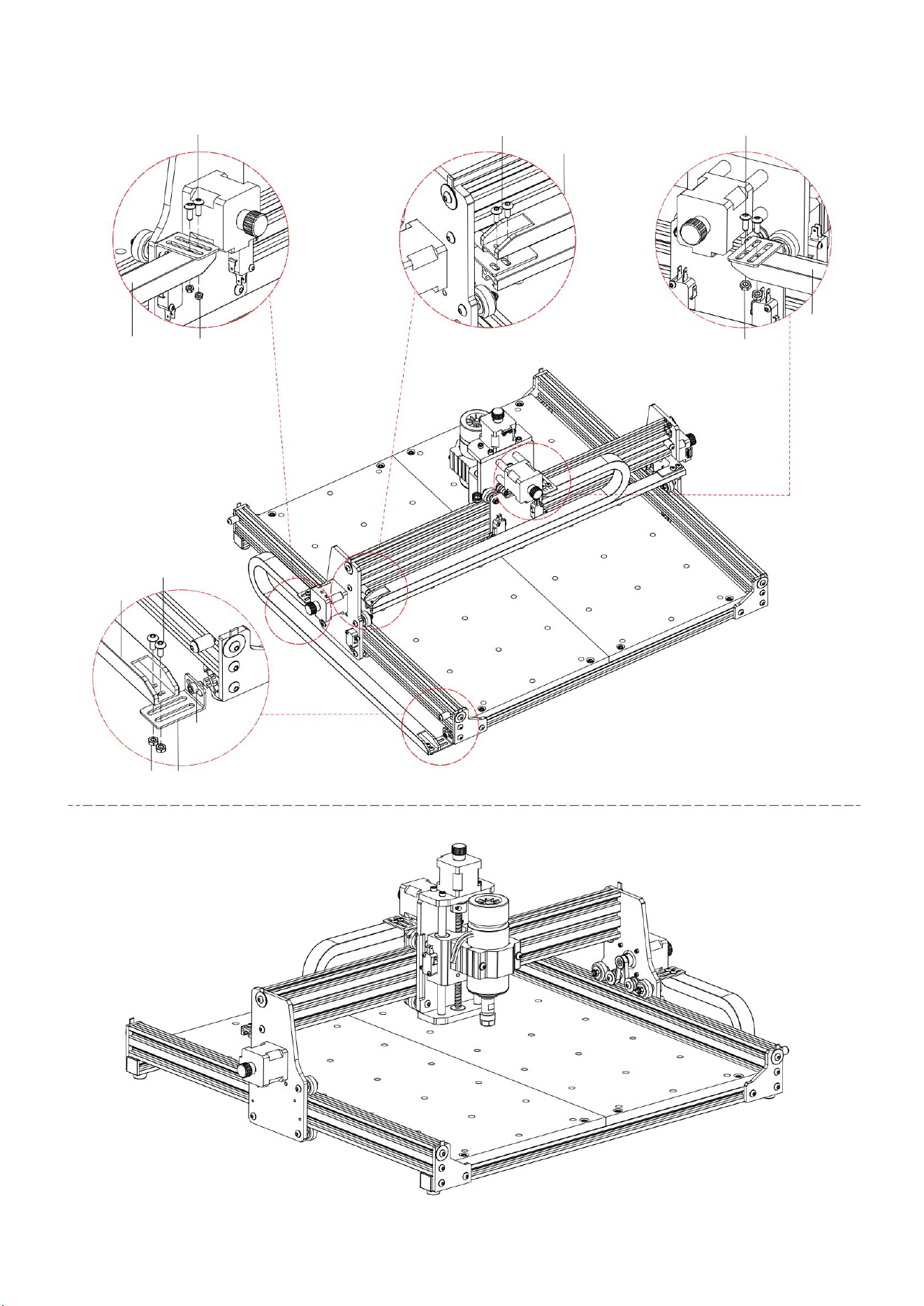
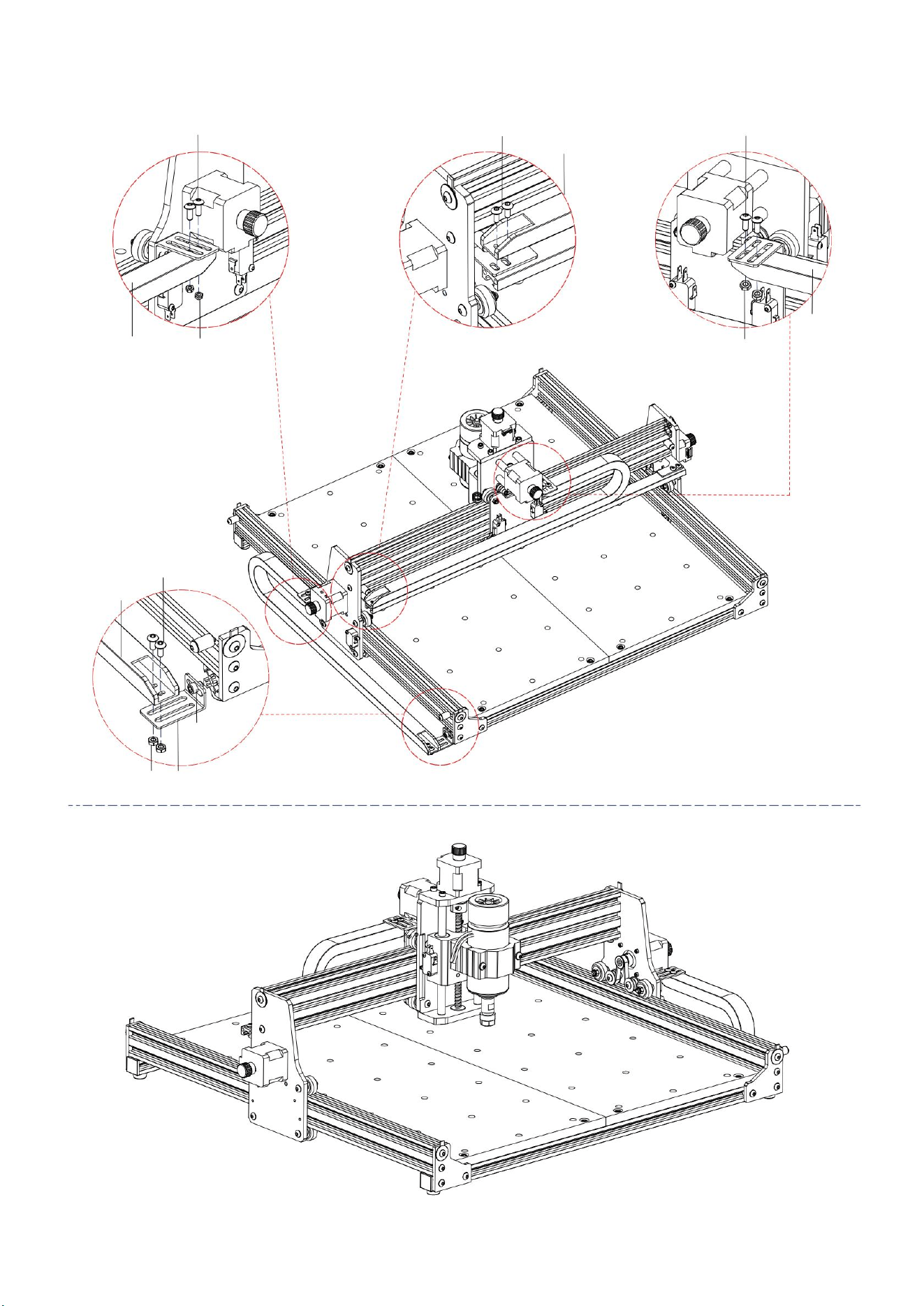
2. Machine Assembly
② Workbench assembly
-6-
S4040:V1.3
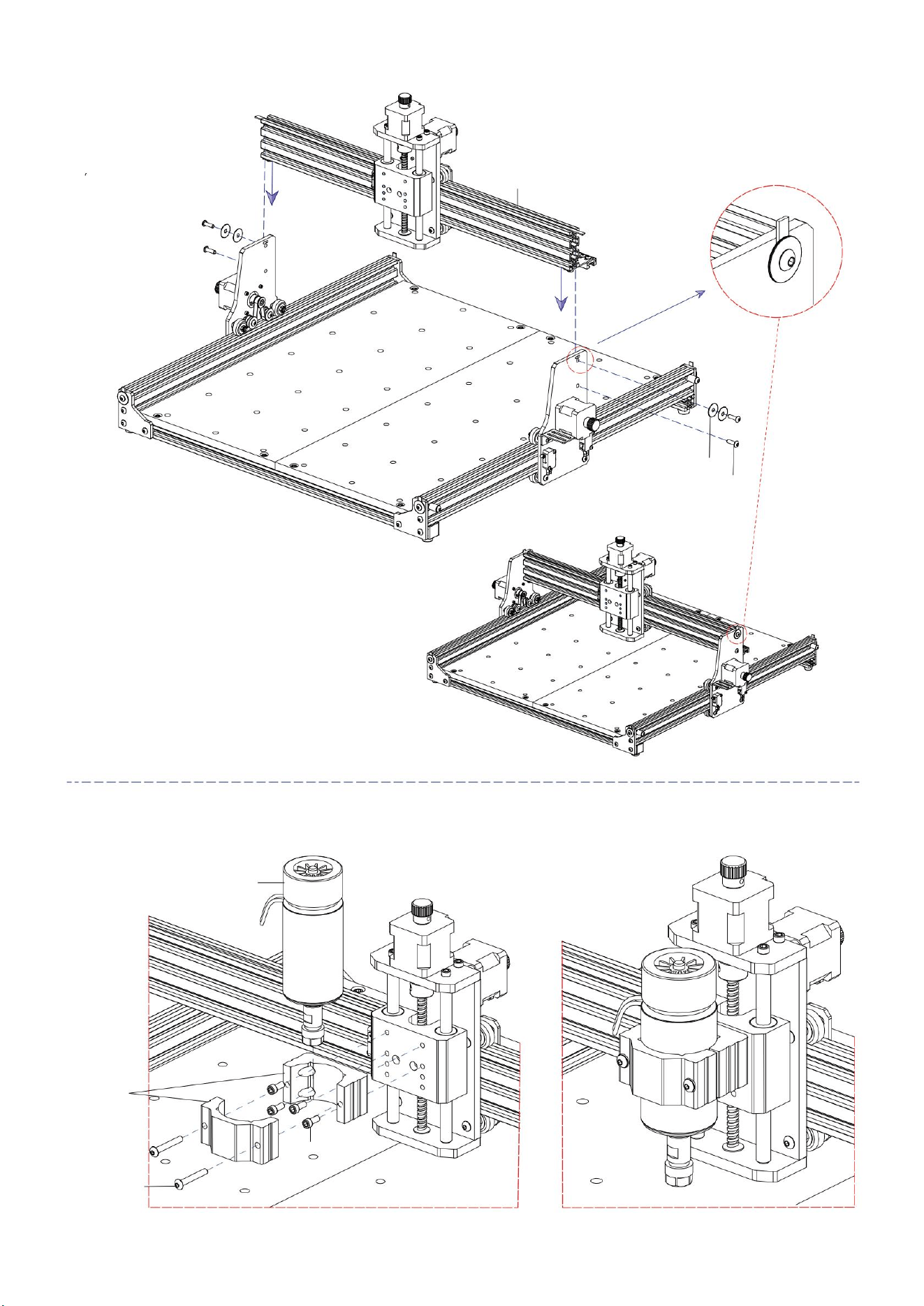
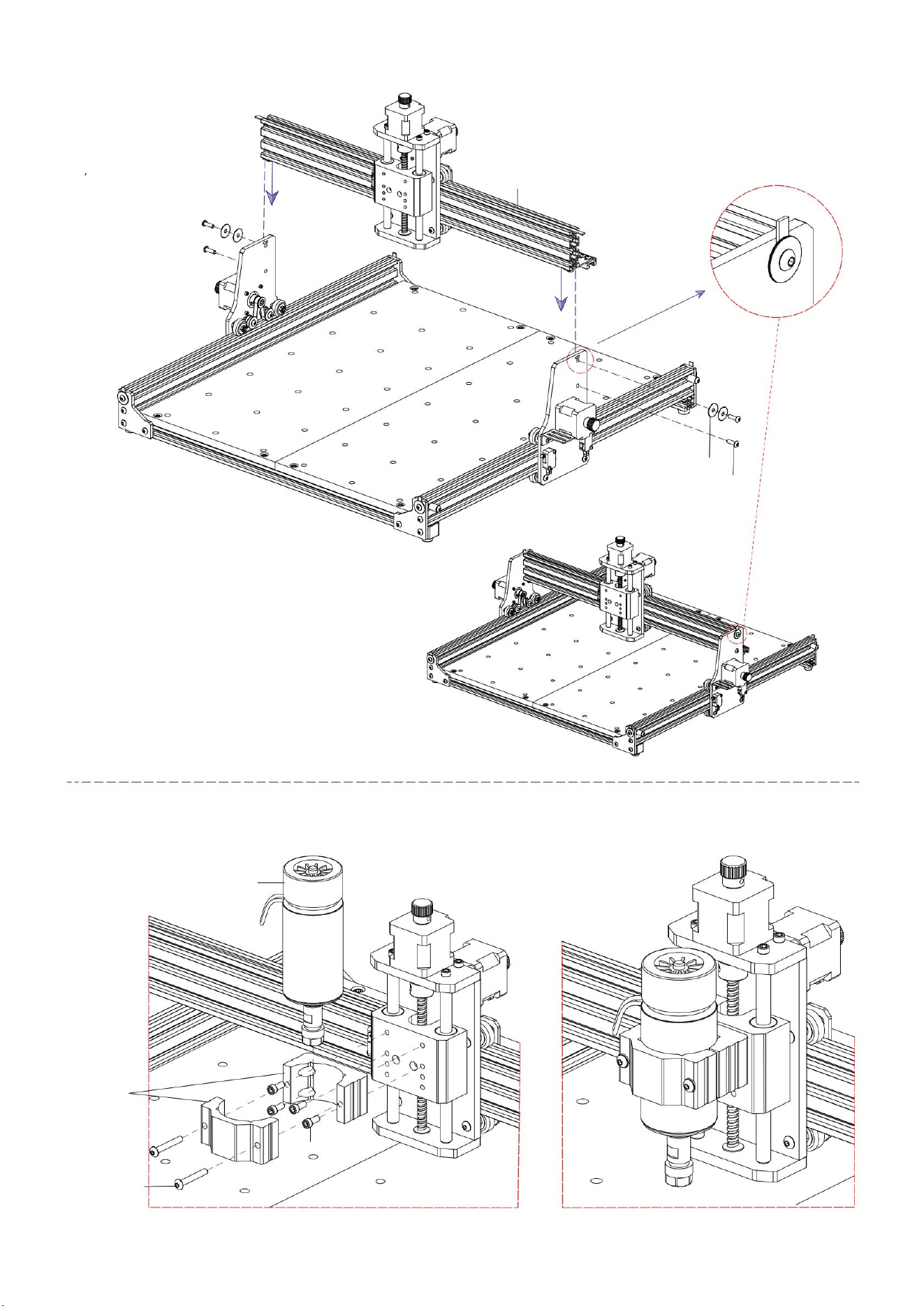
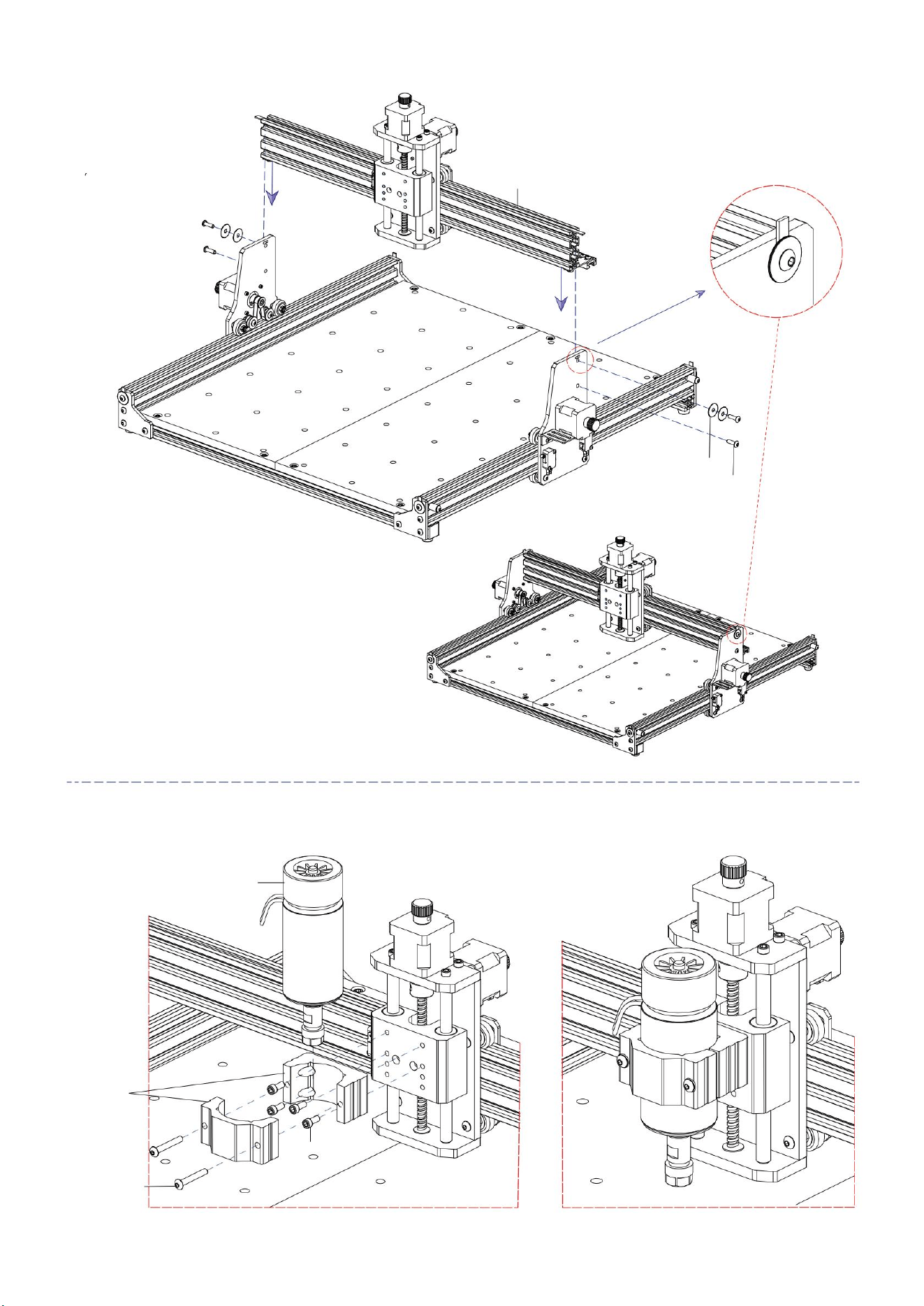
③ X-axis component assembly
11: M5*14 4PCS
19: Φ5-Φ20 4PCS
08: Spindle motor 1Set
12: M5*12 4PCS
10: M5*35 2PCS
07: Spindle
clamp 1Set
④ Spindle fixture and motor assembly
03: Component for X-axis 1Set
-7-
⑤ Towing chain assembly
31: 10*15*1000
15: M4*10 2PCS
18: Hexagon nut
M4 2PCS
15: M4*10 2PCS
18: Hexagon nut
M4 2PCS
3
1
:
1
0
*
1
5
*
6
6
0
1
P
C
S
31: 10*15*660 1PCS
16: M4*8 2PCS
S4040:V1.2
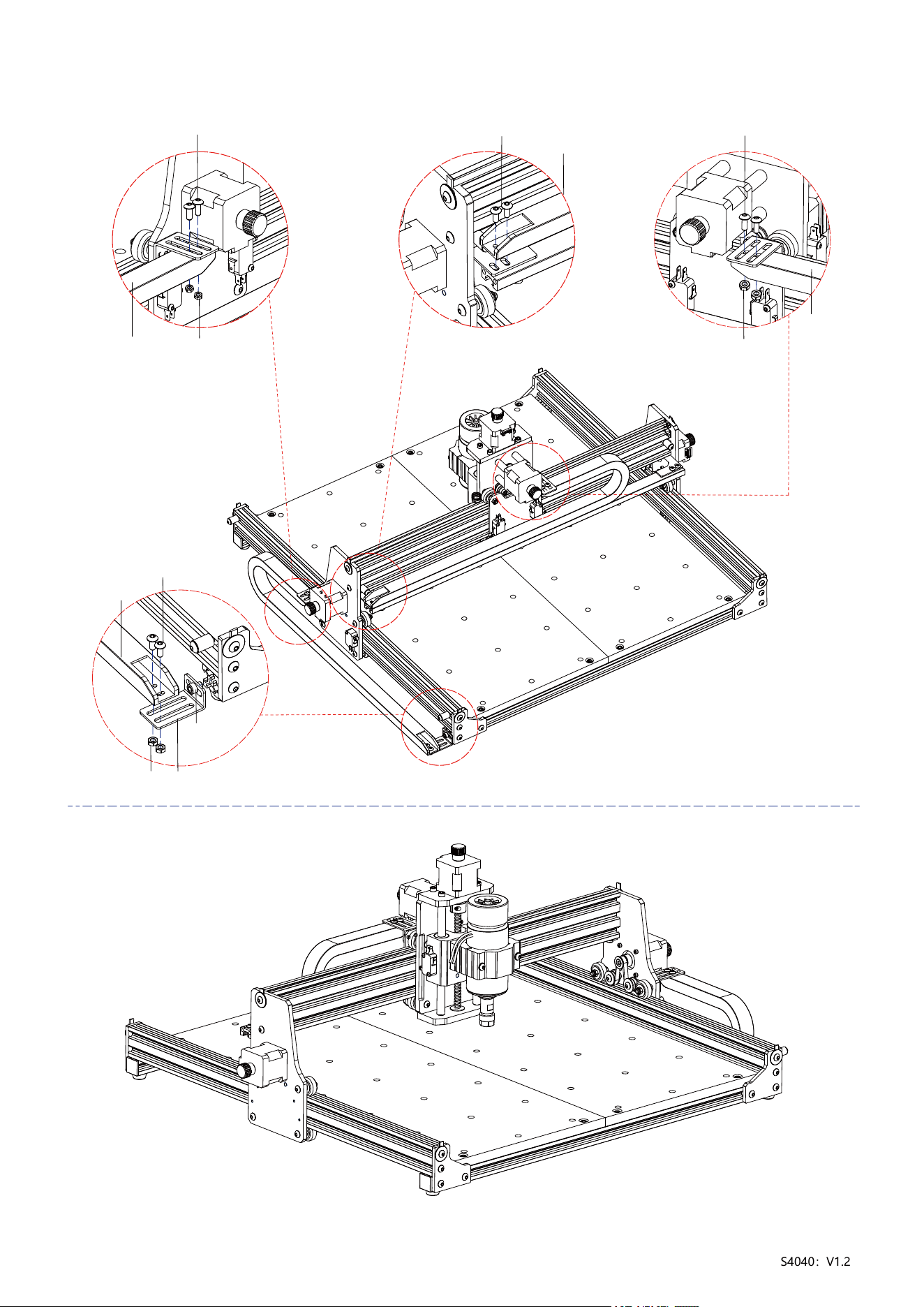
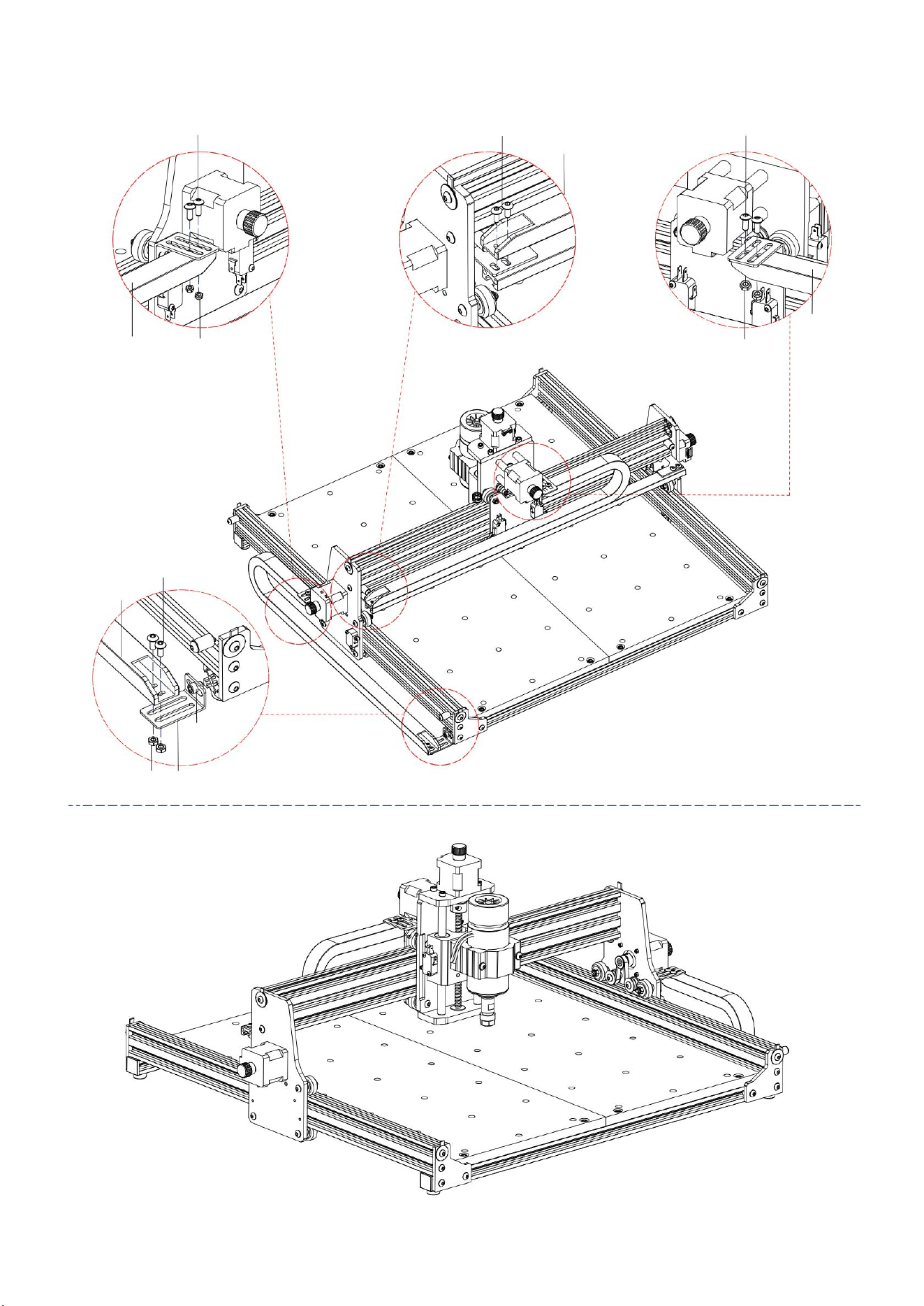
⑥ Machine drawing of completed assembly
15: M4*10 2PCS
18: Hexagon nut
M4 2PCS
3
1
:
1
0
*
1
5
*
6
6
0
14: M5*6 1PCS
21: Support 1PCS
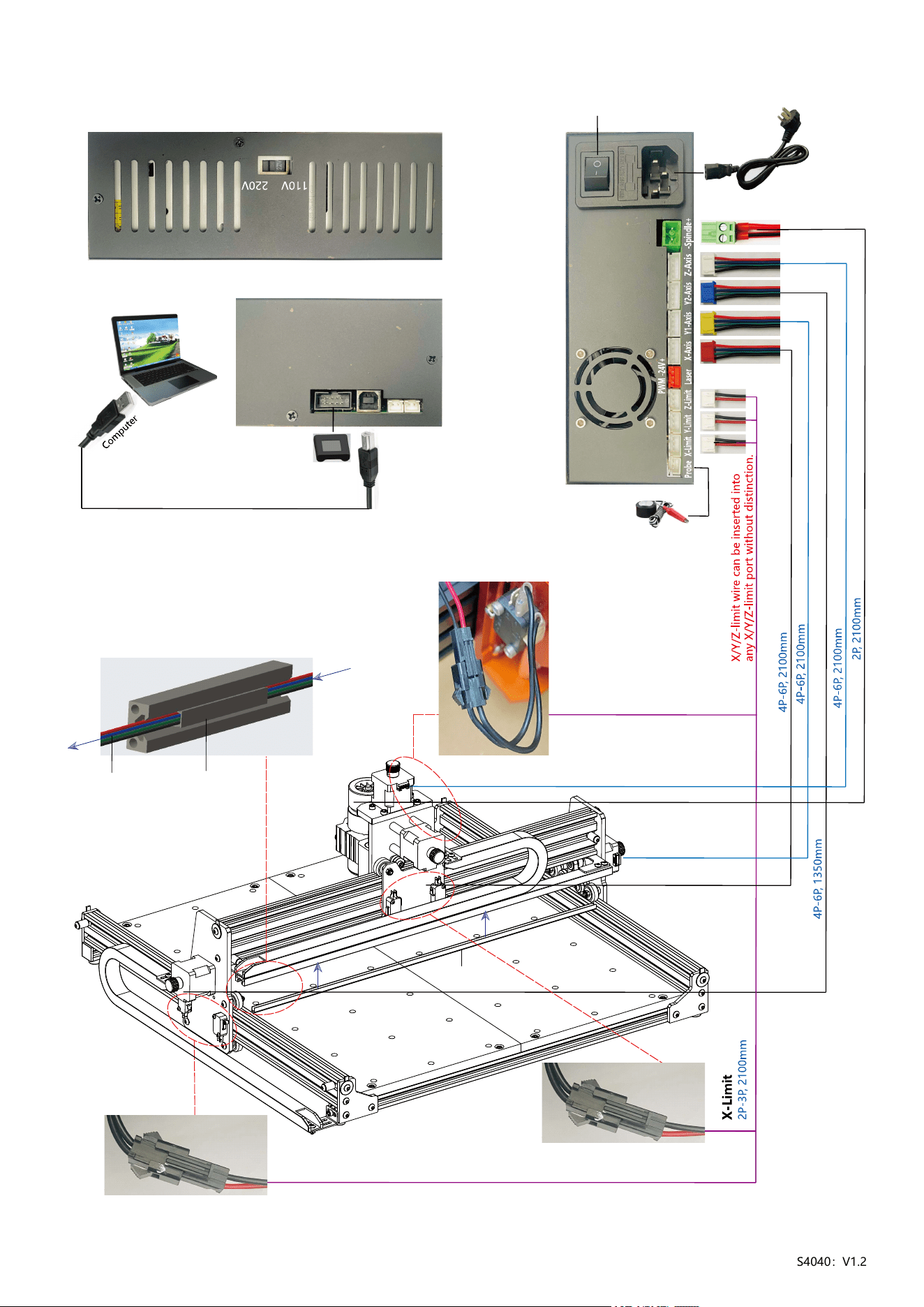
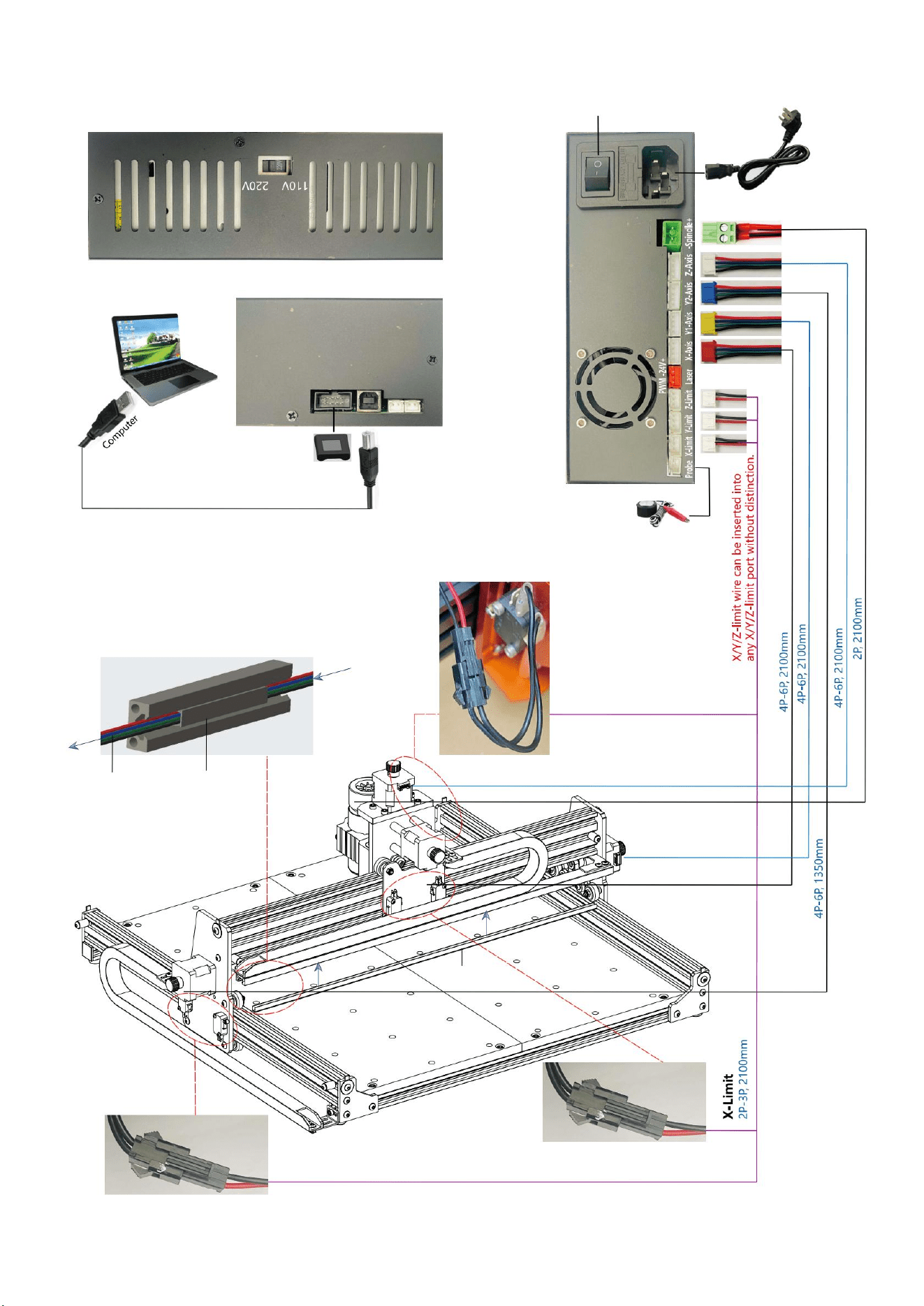
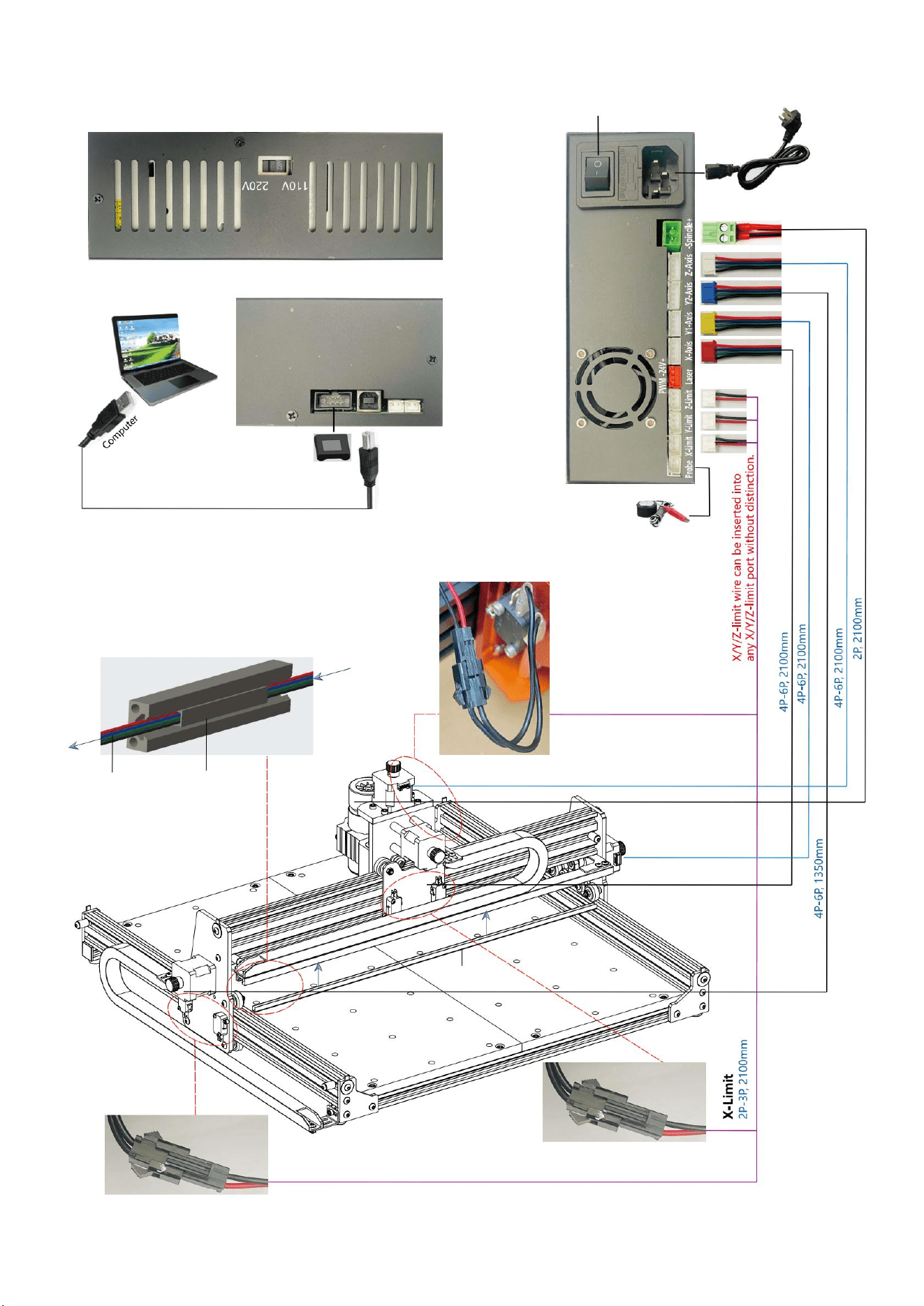
3. Instructions for ports on the control-box
X-Axis
Spindle Motor
Z-Axis
Y2-Axis
Hold
USB
Offline
Run
-8-
S4040:V1.2
Y1-Axis
Power
Switch
Y-Limit
2P-3P, 1350mm
Y1
Y2
Z
X
22: Wire cover
plate 1PCS
b. Install the cover plate
to fix the wire
a.Y1 motor wire
through the slot
Z-Limit 2P-3P, 2100mm
offline
controller
4. Candle Software
Supported
Candle is a GUI application for GRBL-based CNC-machines with G-Code visualizer. Candle is an open-source software
suitable for CNC machine tool processing. It supports G code file processing and visual display.
functions:
(1) Controlling GRBL-based CNC-machine via console commands, buttons on form, numpad.
(2) Monitoring CNC-machine state.
(3) Load, edit, save and send G-code files to CNC-machine.
(4) Visualizing G-code files.
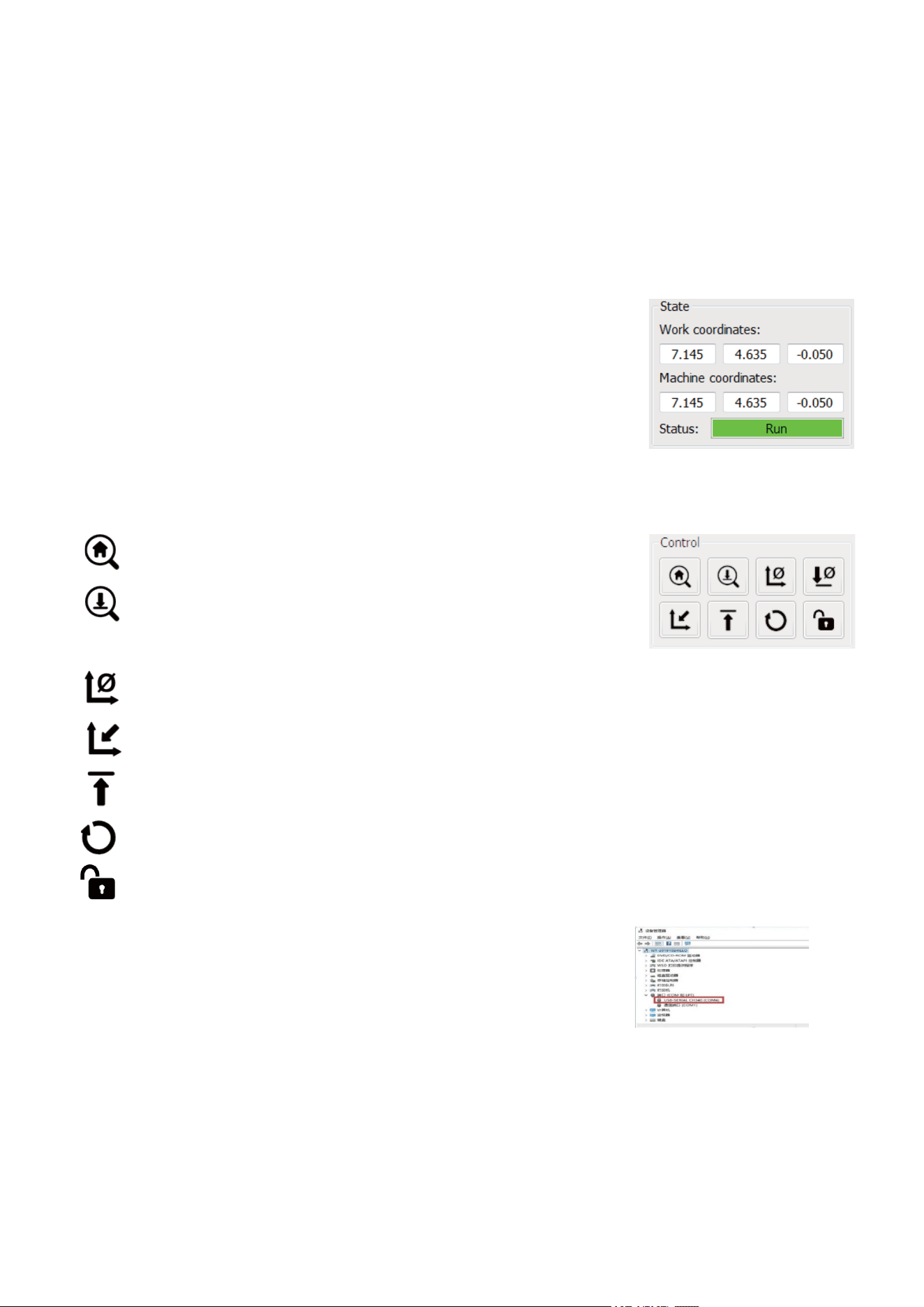
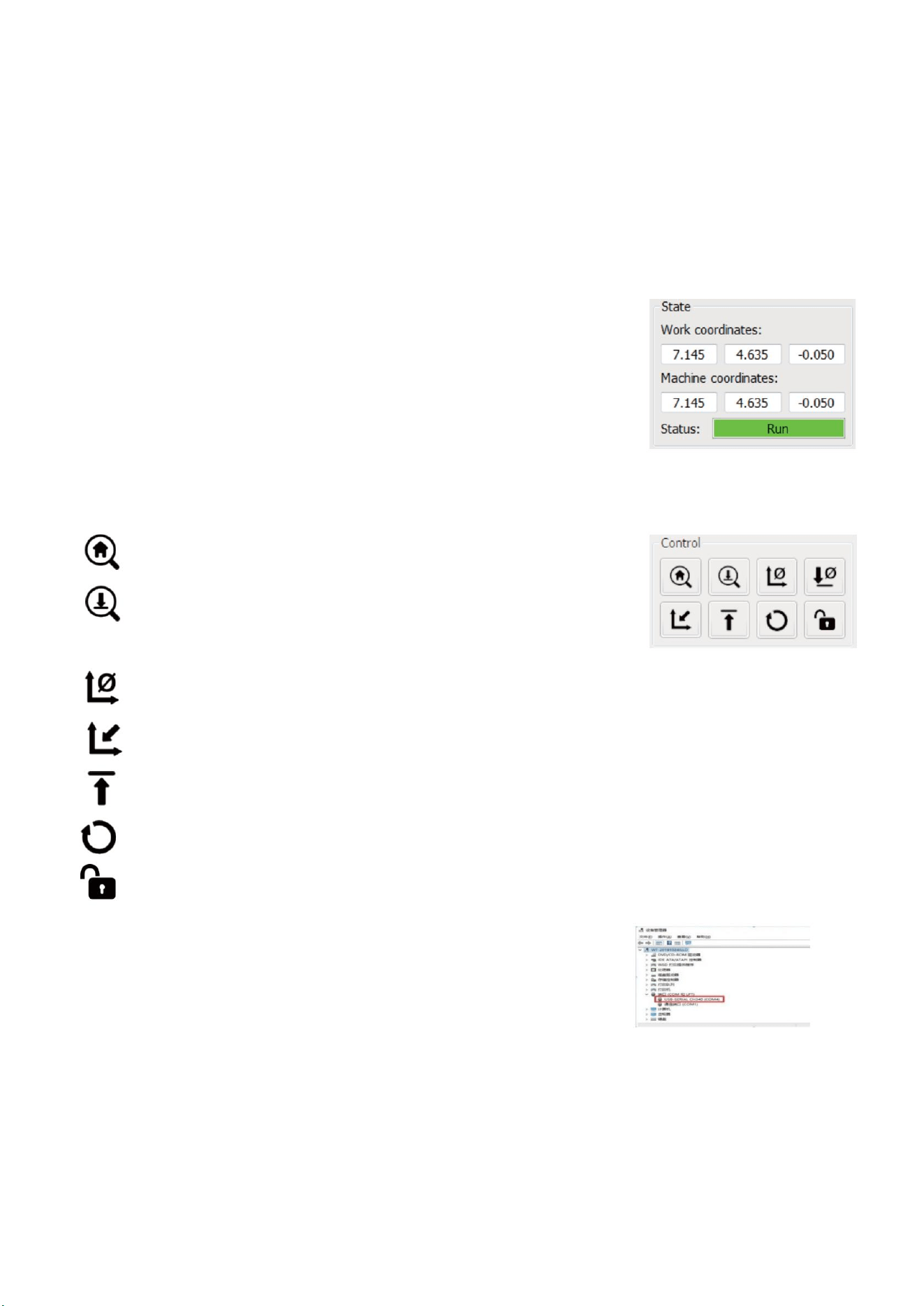
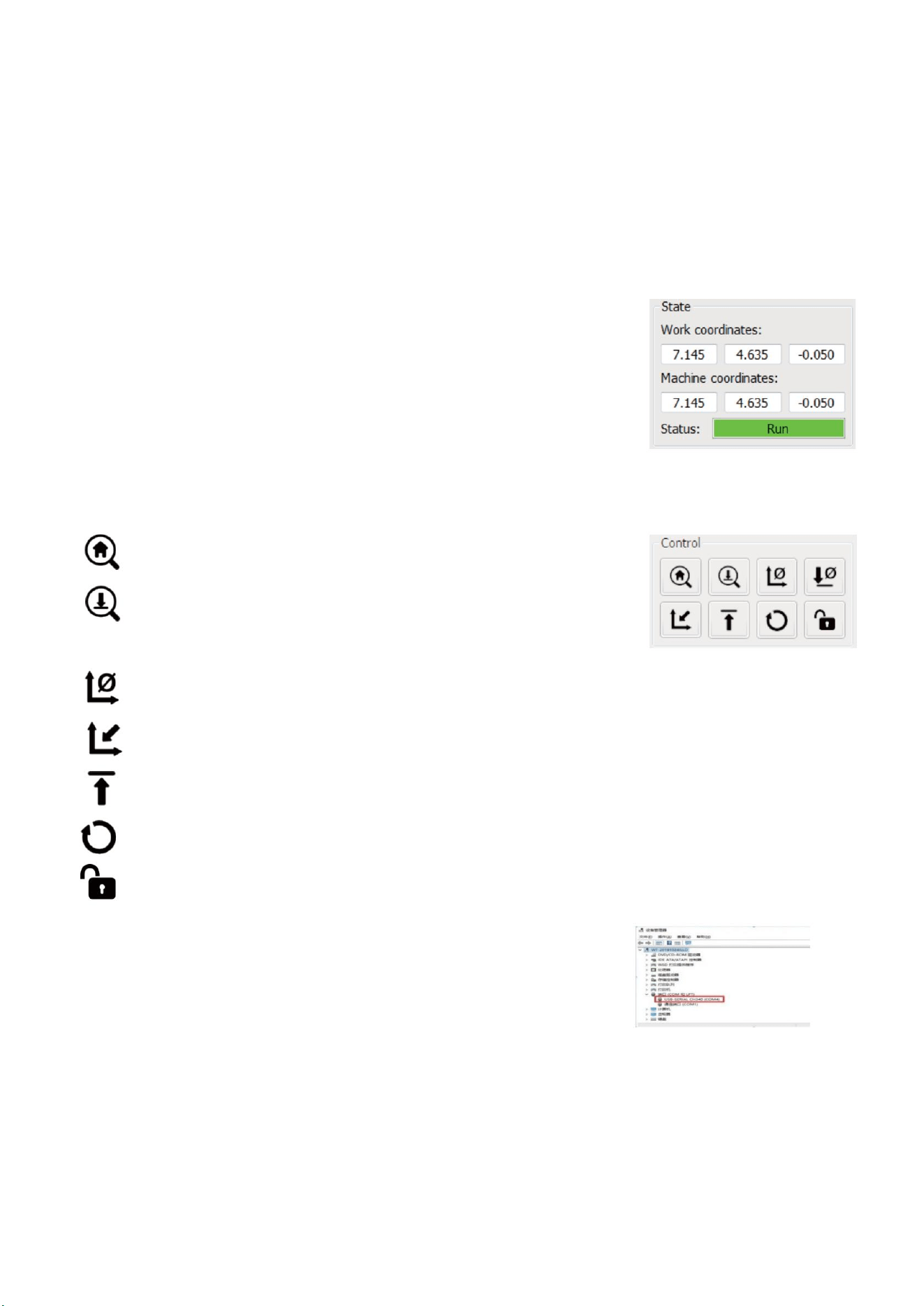
4.1 States
Work coordinates:
Represents current X, Y & Z local coordinates of the CNC.
Machine coordinates:
Represents current X, Y & Z absolute machine coordinates.
One of following CNC status:
◎ Idle - waiting for a G-code command Running - running a G-code command
◎ Home - homing cycle is executing
◎ Check - G-code command check mode is turned on
◎ Hold - paused by a "!" command, need to be restarted by a "~" command
◎ Alarm - CNC doesn't know where it is and blocks all G-code commands
4.2 Control
Home button
Starts the homing cycle procedure with "$H" command
Z-probe
Starts the zero Z-axis search procedure using the command specified in the settings
("Z-probe commands" box). Example command:G91G21; G38.2Z-30F100; G0Z1;
G38.2Z-1F10
Zero X/Y
Zeroes the "X" and "Y" coordinates in the local coordinate system. Also retains an local system offset ("G92") for later use.
Restore X/Y/Z
Restores local system coordinates with "G92" command.
Safe Z
Moves tool by "Z"-axis to safe position. Position coordinate can be specified in the "Safe Z" setting. Position must be specified in
machine coordinates.
Reset
Resets CNC with "CTRL+X" command
Unlock
Unlocks CNC with "$X" command.
4.3 Software using steps
(1). Install the driver
For the first time use, please connect the device to the computer via USB cable, and click the
CH341SER.exe file in the driver folder to install the driver. Under normal circumstances, the
Win10 system will automatically identify and install the driver. For Win7 and Win8 systems,
please install it manually.
-9-
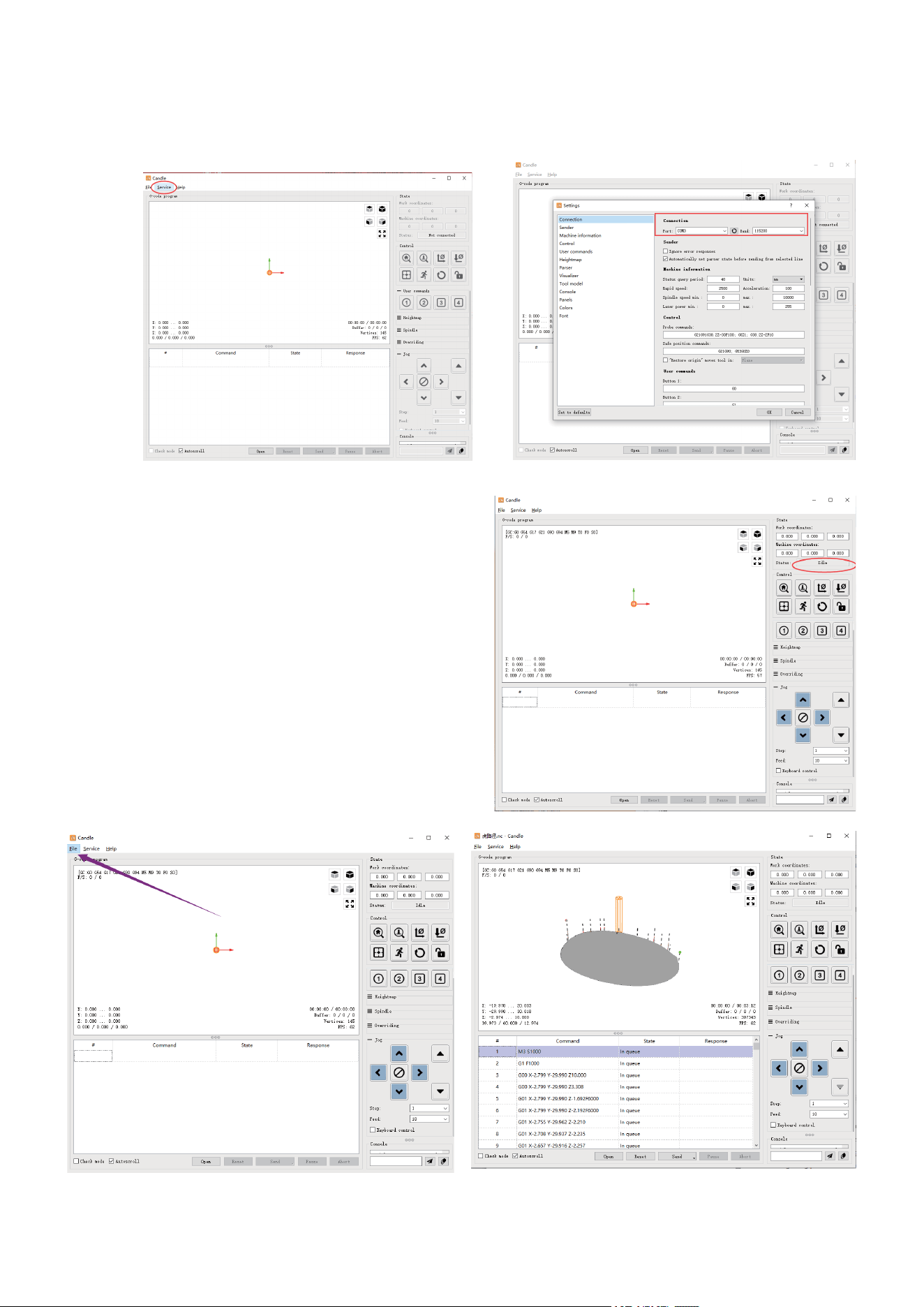
(2) Set the port and connection
After installing the driver, open the device manager of the computer and click on the port option to see the content inside
the red box on the screen shown in the figure below (the port information is in brackets).
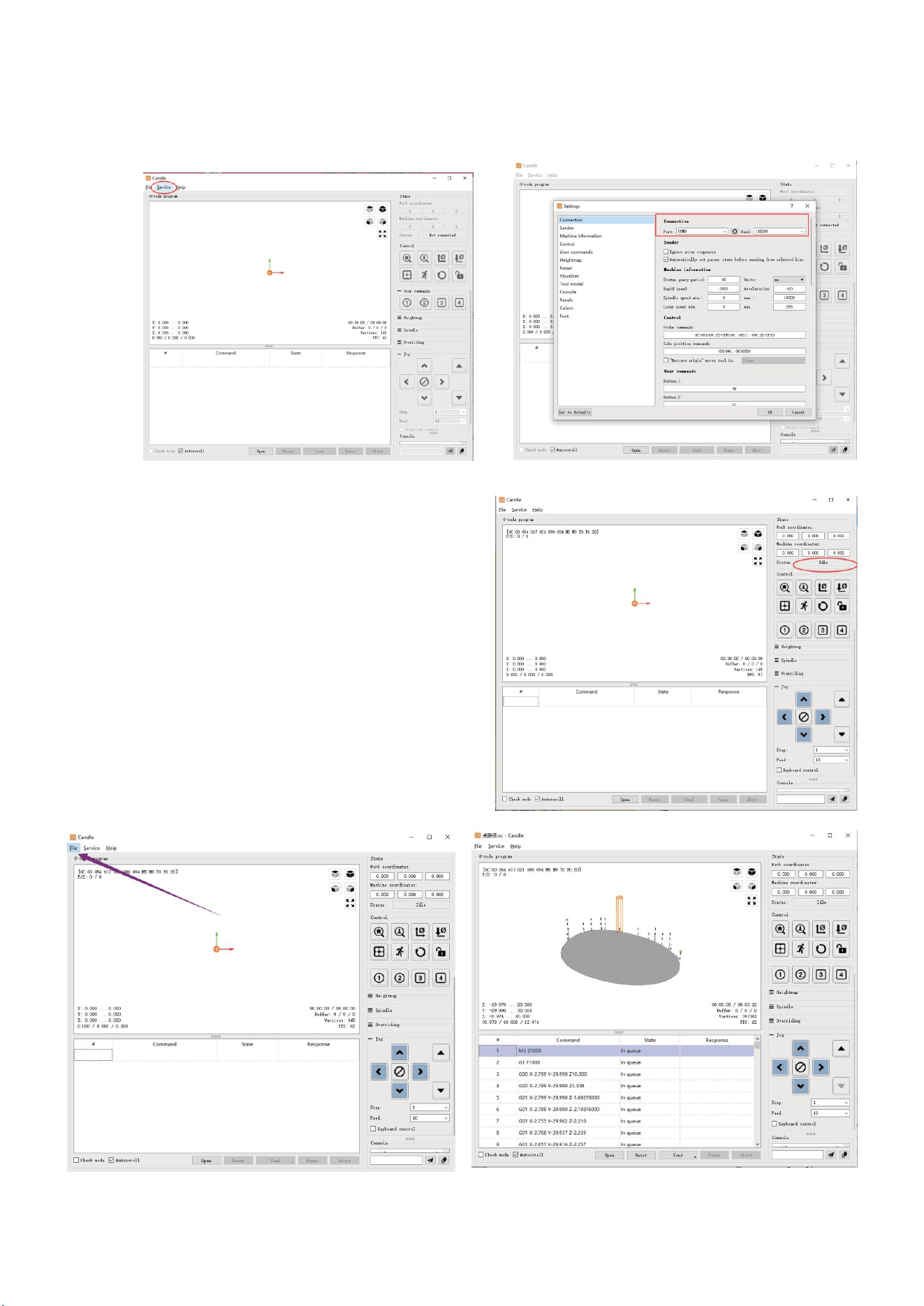
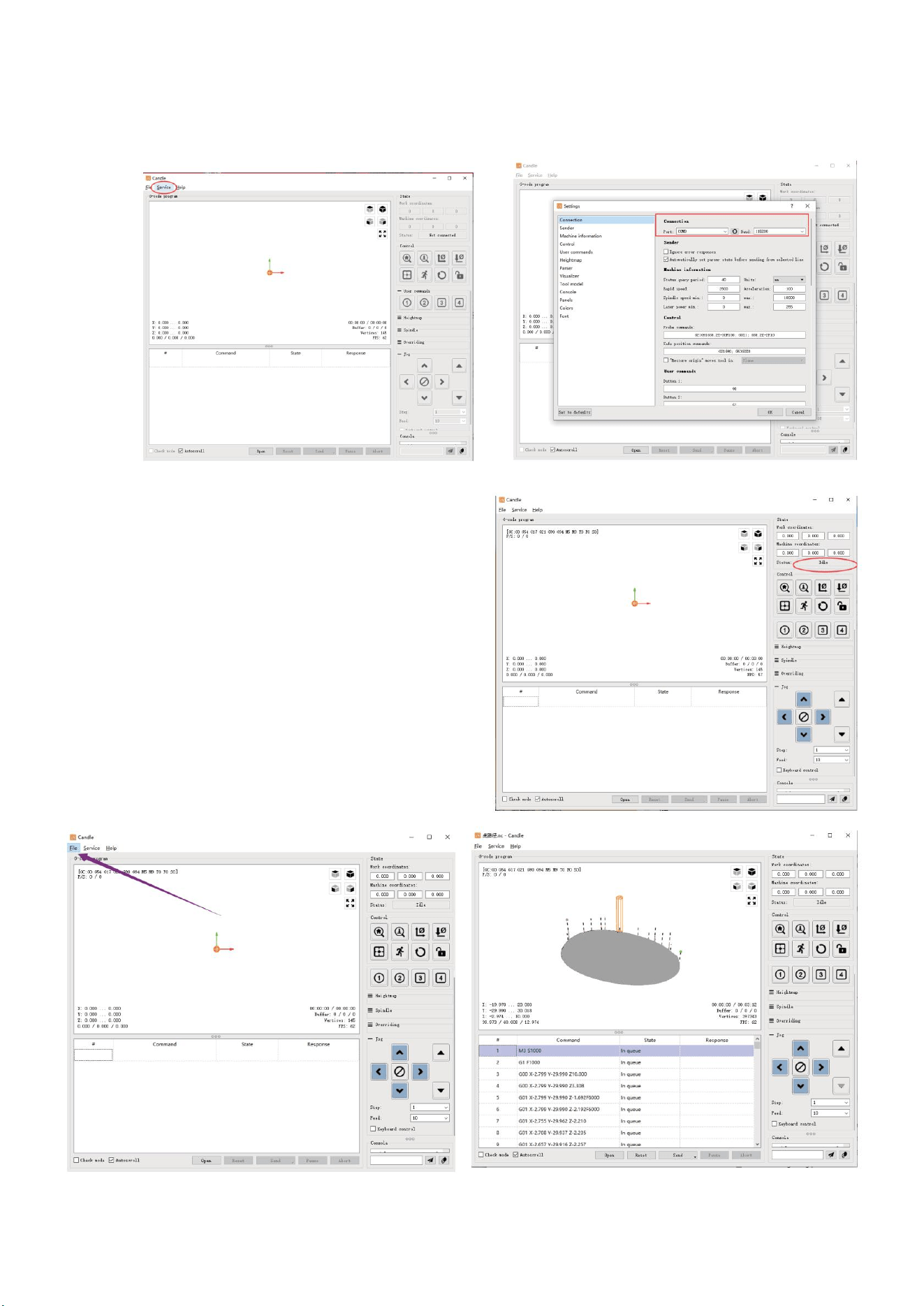
Remember the port information queried above, switch to the Candle software interface and click the "Settings" option in the upper
left corner. Selecting the setting will pop up the setting window. Under "Connection", select the port name you queried, select the
baud rate 115200, and then click the "ok" to finish the setting.
(3).
Complete connection
After setting the port and baud rate, click Finish. The status bar at
the top right of the Candle interface will show Idle, and at the same
time, the console at the bottom right will display the information
shown below, indicating that the connection has been successfully
established.
(4). Processing documents
Click "File" option at the top of candle, then click "New" to create
G-Code. On the command bar at the bottom of the interface, click
"Open" to select a G code file that has been made to import the file.
After importing, the middle of the interface will display a visual graph
composed of tool paths (the position of the pen-shaped graph in the
graph is the current tool position). In the visualization window, hold
down the left mouse button to move to rotate the graph, and hold
down the right button to move. Graphics, scrolling the middle wheel
can zoom in and out of the graphics. At the same time, the content of
the G-Code will be displayed in the lower command bar. During
processing, the machine will run one by one according to the G-Code
commands.
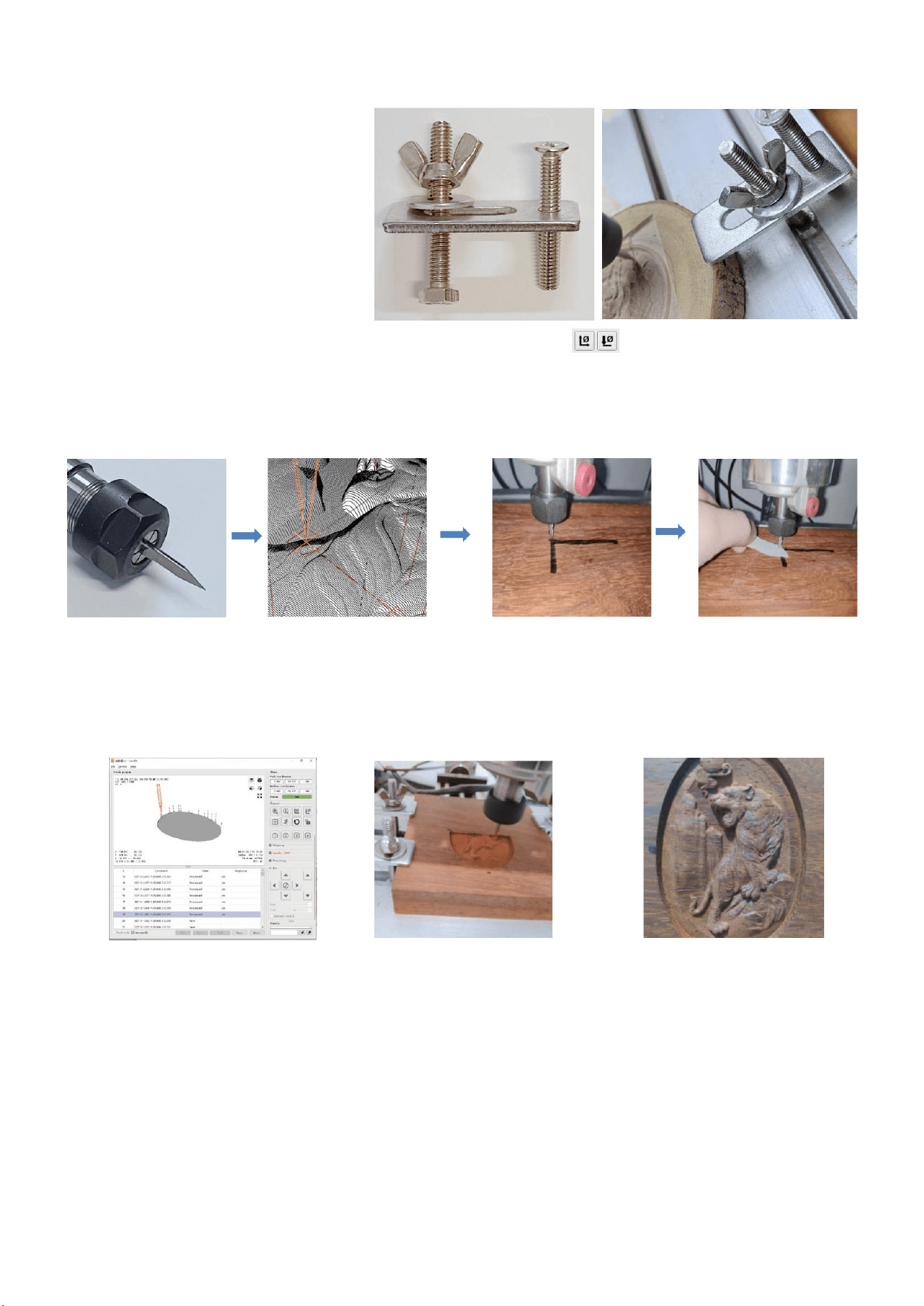
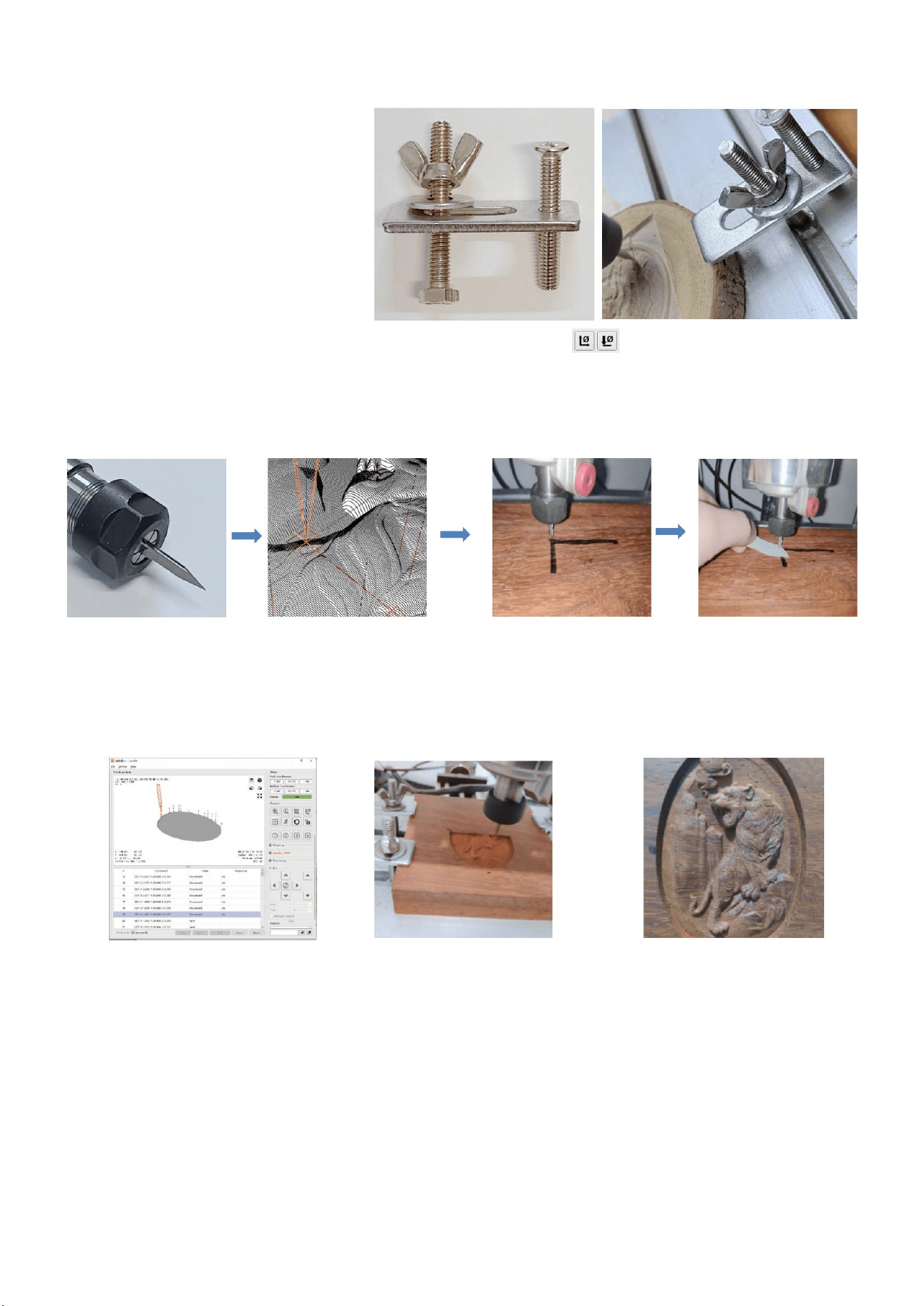
(5).
Fixture, tool installation and Set the working coordinate origin
-10-
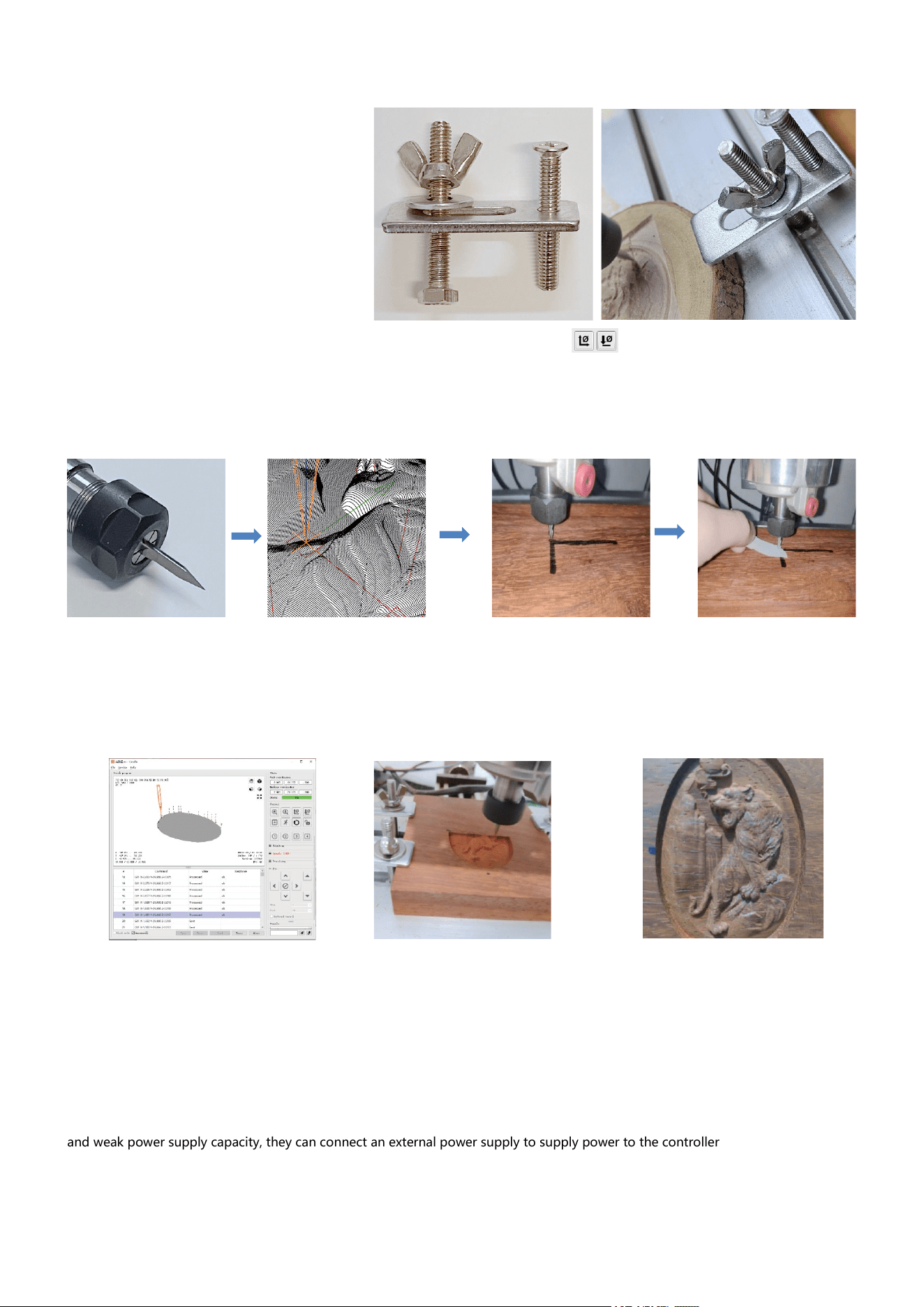
The fixture in the product kit is not assembled. There are four sets in total. The appearance and usage of the assembled fixture are
shown in the right figures.
Before running the G code program, you need
to find the position of the engraving figure
relative to the overall engraving plate. There is a
three-axis coordinate system in the visual
graphics. The origin of the three-axis coordinate
system is the tool setting point of the actual
processing graphic.
You can move the tool to determine the
position of the engraving graphic relative to the
overall engraving plate based on the position of
this origin. The engraving figure in the figure
below is taken as an example.
After the selected tool position is started, the X/Y and Z axes are reset to zero (the are zeroing X/Y and Z axes buttons).
Before returning to zero, make sure that the tool approaches the distance of one sheet of paper for engraving, and then return the X/Y
and Z axes to zero (please use a flat-bottom sharp knife when engraving, and use a cylindrical milling cutter when machining planes,
slots, and holes) The effect is that the sculpted figure will be carved with the blade tip as the origin.
The ER11 collet on the spindle motor should be clamped into the fixed head first, and it must be clamped in place. When installing
the cutter, please do not extend the collet too much, as shown in the first figure below.
(6) Start carving
After finding the engraving position, click the send button below and the device will automatically start engraving. The status bar at
the top right shows running. The visualization window shows that the tool is moving along the tool path. You can choose the pause
and stop buttons below when engraving. (After pausing, click again to continue the previous carving. After termination, click Send to
start processing from the beginning).
(7). Finished processing
After the processing is completed, the visualization window prompts that the engraving is completed and the time required for
carving.
5. Offline controller (Optional)
Note: The offline controller and the computer cannot be connected to the engraving machine at the same time. When using the
offline controller, please make sure that the USB cable of the machine and the computer is disconnected.
The off-line controller has an external 12V standby power supply interface. When users use other mainboards with no power supply
and weak power supply capacity, they can connect an external power supply to supply power to the controller
-11-
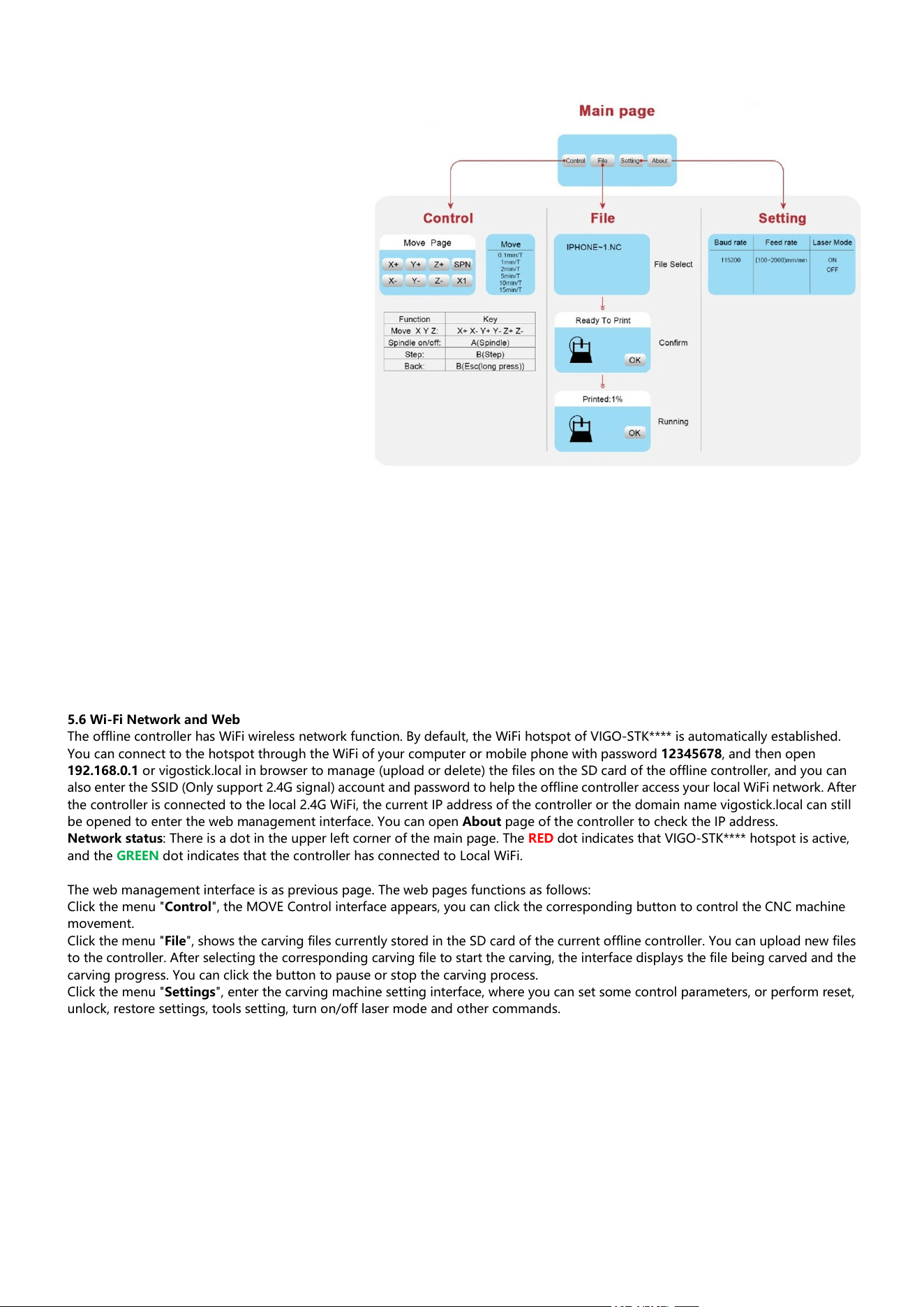
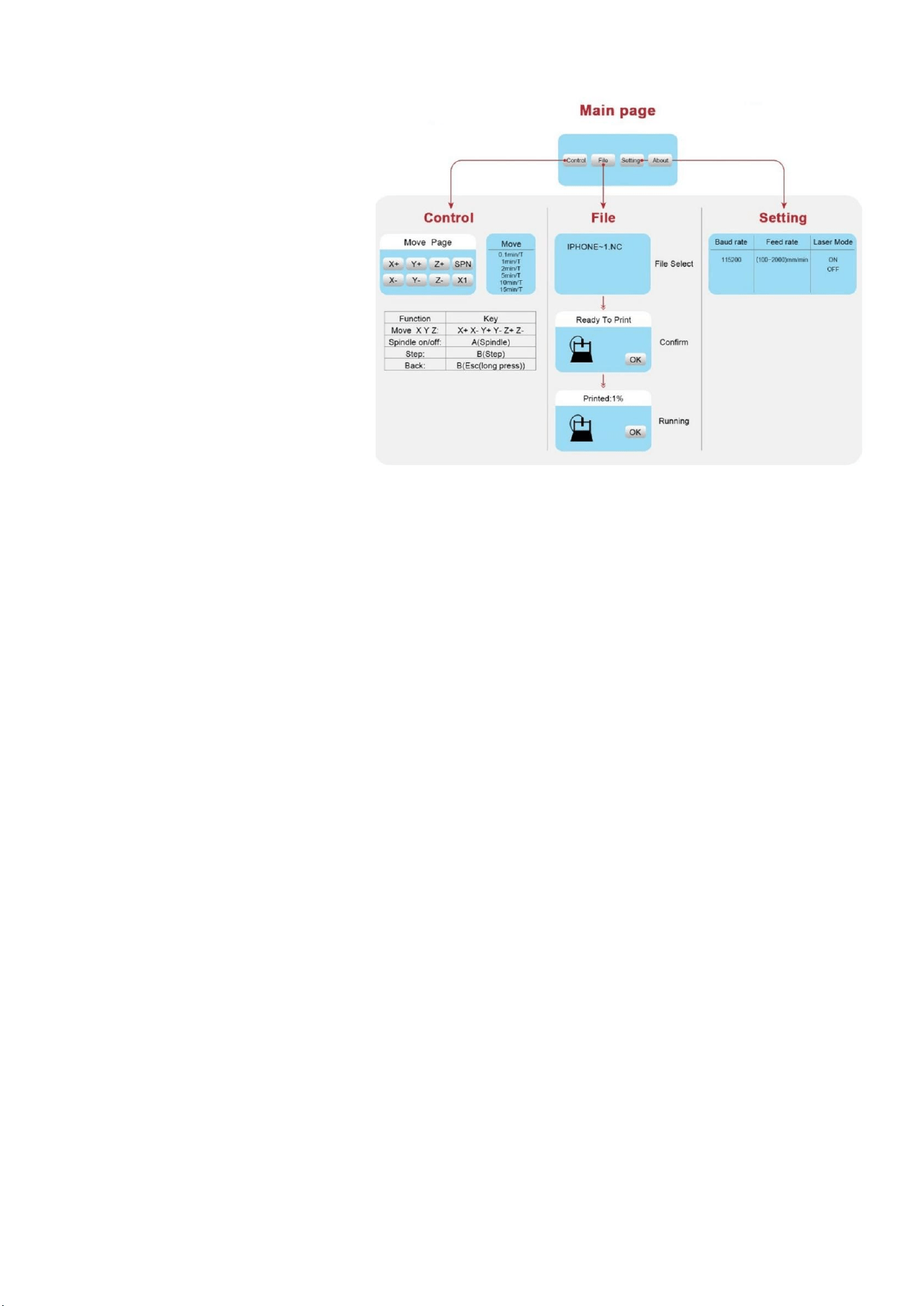
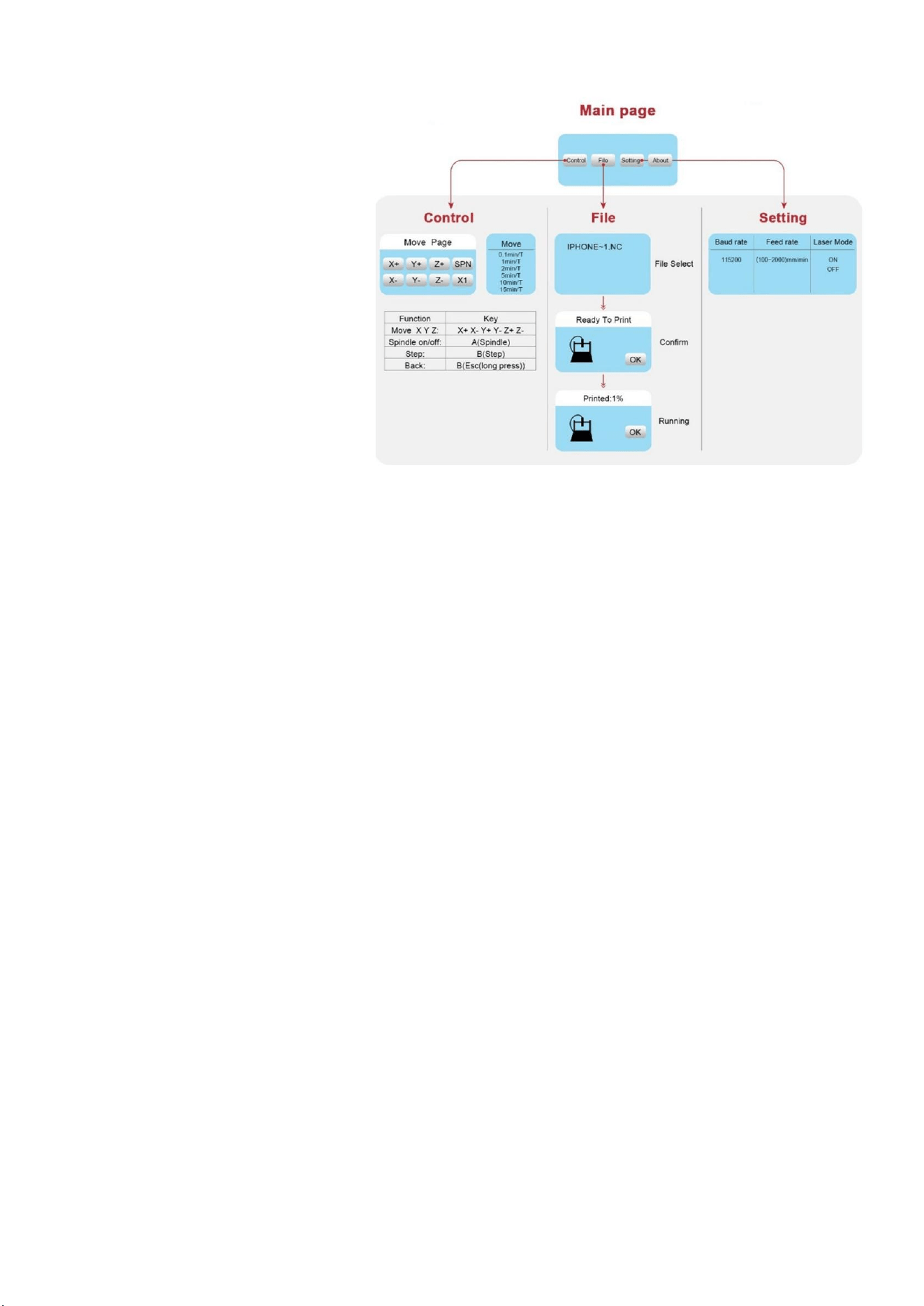
5.1 Main page:
Y-:rightY+:leftZ+: Send $X to the GRBL
motherboard to unlock it.
OK/SPN:Confirmbutton.
5.2 C
ontrol page:
Manually move each axis to the desired position.
X+:Xaxismoverightdirection,X- opposite. Y+:Y
axis move forward direction, Y- opposite. Z+:Z
axis move up direction, Z- opposite.
OK/SPN: Spindle test switch, press to open the
spindle (corresponding to SPN gray on the
screen), press again to close the spindle (the
corresponding SPN on the screen returns to
normal). Long press to enter changing spindle
speed page. At this page, Y+/Y- is High/Low
spindle speed, long press OK/SPN to exit the
changing spindle speed page.
Exit/STP:Function1:Taponeachaxisbuttonof
XYZ to change the movement distance by 0.1, 1, 5,
10 cycles each time. Function 2: Press and hold for
about 2 seconds to exit.
5.3 File page:
File list Select the file to be engraved. Support documents include: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC .
Y+:up,Y-:down
OK/SPN: Confirm the selection and enter the confirmation engraving page.
5.4 C
onfirm the engraving page:
Confirm that the engraving file is started without errors.
OK/SPN: Confirmation starts, ready to print becomes the progress display percentage, the file selection page is returned after the
engraving is completed.
5.5 Settings page:
X+/ X-: Chang Baud rate; Y+/Y-: Change Feed rate by ±100/Click; Z+/Z-: Change Feed rate by ±10/Click; OK/SPN: Change Laser
Mode ON/OFF
The web management interface is as previous page. The web pages functions as follows:
Click the menu "Control", the MOVE Control interface appears, you can click the corresponding button to control the CNC machine
movement.
Click the menu "File", shows the carving files currently stored in the SD card of the current offline controller. You can upload new files
to the controller. After selecting the corresponding carving file to start the carving, the interface displays the file being carved and the
carving progress. You can click the button to pause or stop the carving process.
Click the menu "Settings", enter the carving machine setting interface, where you can set some control parameters, or perform reset,
unlock, restore settings, tools setting, turn on/off laser mode and other
5.6 Wi-Fi Network and Web
The offline controller has WiFi wireless network function. By default, the WiFi hotspot of VIGO-STK**** is automatically established.
You can connect to the hotspot through the WiFi of your computer or mobile phone with password 12345678, and then open
192.168.0.1 or vigostick.local in browser to manage (upload or delete) the files on the SD card of the offline controller, and you can
also enter the SSID (Only support 2.4G signal) account and password to help the offline controller access your local WiFi network. After
the controller is connected to the local 2.4G WiFi, the current IP address of the controller or the domain name vigostick.local can still
be opened to enter the web management interface. You can open About page of the controller to check the IP address.
Network status: There is a dot in the upper left corner of the main page. The RED dot indicates that VIGO-STK**** hotspot is active,
and the GREEN dot indicates that the controller has connected to Local WiFi.
commands.
If the mechanical movement of the machine is smooth, but the engraving movement appears stuck, or the stepper motor does not
move, please try to restore the factory settings of the main-
6.Restorefactorysettings
board.
Method : Run Candle software and send command $RST=* to the machine, then reboot the machine.
-12-
|
$T1
[
i
CNC
Repair
Guide
Problem Solution
Computer and offline
controller cannot control
the machine's normal
movement or engrave
abnormally
Check if the offline controller and
the computer USB are both connected
to the engraving machine. If so,
unplug either the offline controller
or the computer USB cable. Both
cannot be connected to the engraving
machine at the same time.
The machine is connected to
the computer and powered
on, but the engraving
software shows a connection
failure
The software displays an
alarm error, the controller
is locked, and clicking
reset and unlock does not
Please make sure the computer has
the correct driver installed; please
check if the USB interface is
properly connected; please make sure
the COM port is selected correctly
(do not select COM1); please make
sure the baud rate is selected
correctly (choose 115200).
eliminate it
Check if the limit switches in the
XYZ three-axis direction are pressed
down or obstructed by foreign
objects. Clean them if necessary.
Alternatively, unplug the connection
wires of the limit switches. If it
returns to normal, the corresponding
switch has short-circuited and
failed. It can be replaced or
temporarily abandoned.
The engraved content
appears as a mirrored
reflection of the original
image, and the manual
control movement direction
is incorrect
Just set the Grbl parameters in the
software to reverse the direction of
the X or Y axis.
The engraved content
appears rotated by 90
degrees
Check if the connection joints of
the controller's XY axis have been
swapped. Simply swap the connections
back.
-13-
The engraved image is
distorted and misaligned
Please check if there is any
slippage between the lead screw
motor axis and the coupling. Tighten
the set screws on both ends of the
coupling.
After modifying the
engraving machine firmware
parameters, various
abnormal machine movements
or abnormal engraving sizes
occur
Please restore the firmware to
factory settings. Run the Candle
software, connect to the machine,
and in the bottom right command box,
enter and send the command
$RST=*, then restart the machine.
Problem
Solution
MODÈLE:S4040
«Économisezlamoitié»,«Moitiéprix»outouteautreexpressionsimilaireutiliséeparnousnereprésente
qu'uneestimationdeséconomiesquevouspourriezréaliserenachetantcertainsoutilscheznousparrapport
auxgrandesmarquesetnecouvrepasnécessairementtouteslescatégoriesd'outilsquenousproposons.
Nousvousrappelonsdebienvouloirvérifiersoigneusementlorsquevouspassezunecommandechez
noussivouséconomisezréellementlamoitiéparrapportauxgrandesmarques.
Nouscontinuonsànousengageràvousfournirdesoutilsàdesprixcompétitifs.
MANUELD'UTILISATION
MACHINEDEGRAVURECNC
Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Rechercherdesvidéosetdesguides
1
Vousavezdesquestionssurnosproduits?Vousavezbesoind'assistancetechnique?
N'hésitezpas
ànouscontacter:Assistancetechniqueetcertificatdegarantie
électroniquewww.vevor.com/support
MODÈLE:S4040
Ils'agitdelanoticed'utilisationd'origine.Veuillezlireattentivementtoutesles
instructionsdumanuelavantdel'utiliser.VEVORseréserveledroitd'interpréterclairement
notremanueld'utilisation.L'apparenceduproduitdépendduproduitquevousavez
reçu.Veuilleznousexcuser,nousnevousinformeronsplussidesmisesàjourtechnologiques
oulogiciellessontdisponiblessurnotreproduit.
ET
VOITURE
GRAVURECNC
BESOIND'AIDE?CONTACTEZNOUS!
Machine Translated by Google
2
Ceproduitestsoumisauxdispositionsdeladirectiveeuropéenne2012/19/CE.
Utilisationenintérieuruniquement
produitettouslesaccessoiresmarquésdecesymbole.Produitsmarquéscomme
exigeunecollecteséparéedesdéchetsdansl'Unioneuropéenne.Celas'appliqueà
Avertissement–Assurezvousdeporterdeslunettesdeprotectionlorsquevousutilisezceproduit.
Porteztoujoursdeslunettesdeprotectionlorsquevousutilisezlamachine
unpointdecollectepourlerecyclagedesappareilsélectriquesetélectroniques
Netouchezaucunepiècerotativelorsquelamachineestenmarche
ceuxcinepeuventpasêtrejetésaveclesorduresménagèresnormales,maisdoiventêtreapportés
Netouchezpaslapriseaveclesmainsmouilléespourréduirelerisqued'électrocution
Interditd'utilisationdansdesobjetsoudesgazinflammables
ConsignesdesécuritéimportantesAvertissement:Pour
réduirelerisquedebrûlures,d’électrocutionoudeblessurescorporelles!
soigneusement.
Lesymbolereprésentantunepoubelleàroulettesbarréeindiquequeleproduit
Veuillezcouperimmédiatementlecourantencasd'urgence
AvertissementPourréduirelerisquedeblessure,l'utilisateurdoitlirelemanueld'instructions
Machine Translated by Google
appareil.
capacitésphysiques,sensoriellesoumentalesréduitesoumanqued'expérienceet
l'utilisationdel'appareilparunepersonneresponsabledeleursécurité.Les
enfantsdoiventêtresurveilléspours'assurerqu'ilsnejouentpasavecl'appareil.
agentdeserviceoudespersonnesqualifiéesdemanièresimilaireafind'évitertoutdanger.Oune
lamachine.
connaissancesàmoinsqu'ilsn'aientreçuunesupervisionoudesinstructionsconcernant
éviterlesaccidents.
blesser.
utilisercetappareil.Rapportezleaumagasinpourqu'ilsoitréparéparunprofessionnel.
militaire.
Pourévitertoutblocage,neforcezpasl’appareilàfonctionneravecunepressionexcessive.
Neplongezpaslesfilsoulesmachinesdansl’eau,carcelapeutprovoquerunchocélectrique.
Cetappareiln'estpasdestinéàêtreutilisépardespersonnes(ycomprisdesenfants)
Silecordond'alimentationoulaficheestendommagé,ildoitêtreremplacéparlefabricant,son
Débranchezlapriselorsqu'ellen'estpasutilisée,avantderemplacerdespiècesetd'effectuerdesopérationsd'entretien.
Unesurveillanceétroiteestnécessairelorsqu’unappareilestutiliséàproximitéd’enfants.
Débranchezl’appareillorsdumontageetdudémontage.
Avantderemplacerl'outil,veuillezdébrancherl'alimentationélectriquedelamachinepour
CONSERVEZCESINSTRUCTIONS
Avertissement
Veuillezporterdeslunettesdeprotectionlorsquevousutilisezlamachine.Encasdecontactaveclesyeux,
LESQUESTIONSNÉCESSITENTUNEATTENTIONPARTICULIÈRE
3
Machine Translated by Google
——
6
Composantpourl'axeY1
12
Chaînederemorquage
1
DisqueU
Rondelle
19
14/17mm
——
M8*55
1
1
04
1
33
1
ÉcrantactileaveccarteSD
26
——
40
——
Plaquedeprotectiondefil
Visàsixpanscreux
M5*12
47
1
Vis
Φ5Φ20
Bornedeconnexion
——
100mm
1
11
Nomdelapièce
2
1
——
25
——
18
30
1ensemble
2
Visàsixpanscreux
2Ensemble
M5*14
1
4P6P,2100mmblanc
2/2,5/3/4mm
32
21
03
1
Sonde
1ensemble
4
Φ6*2mm
1
28
35
06
Lecâbleaété
——
——
Visàsixpanscreux
FildemoteurpasàpasZ
1ensemble
42
Déjàassemblé
M5*6
Explication
Filmoteurbroche
Écroupapillon
——
08
4P6P,1350mmbleu
M6*80
01
4
1
——
4
13
1ensemble
Visàsixpanscreux
20
1
Composantpourl'axeX
Écroutrapézoïdal
Cléàécrou
M5*10
05
27
34
1
2020
——
Φ52,aluminium
——
2
——
41
——
4P6P,2100mmrouge
2020V*577mm
lachaînederemorquage
——
Visàsixpanscreux
1ensemble
Serragedebroche
FildelimiteY
44
37
M4*8
Rondelle
1ensemble
Cordond'alimentation
Image
dessind'assemblage
CâblemoteurpasàpasY1
2P3P,2100mm
4
1
——
M6
6
Fraise
15
enfilédans
Visàsixpanscreux
Brossedouce
4
1ensemble
22
Écrouhexagonal
36
M4*10
1ensemble
29
——
07
——
Plaquedepressage
2
Établi
CâblemoteurpasàpasY2
43
16
——
14
Quantité
300W,ER118mm
Boitierdecommande
FildemoteurpasàpasX
CâbleUSB
M4
2P3P,1350mm
39
Soutien
10
2P,2100mm
Numérodepièce
Vis
46
8
——
Composantpourl'axeY2
17
——
1
3.175
etcâblededonnées
3
Profiléenaluminium(X)
Visàsixpanscreux
31
4
1
Manueld'instructions
24
38
Plaquederecouvrement
M5*35
4P6P,2100mmjaune
Plaquedepressage
12
M520
45
Moteuràbroche
4
Contrôleurhorsligne
16
FildelimiteX/Z
Cléàsixpanscreux
09
Remarque
15*10*660
4
——
23
02
1
——
2020V*540mm
ConnecteurenL
1
Profiléenaluminium(Y)
Avecvisderéglage2M5*6 4Ensemble
4
ListedespiècesduS4040
1.Listedespièces
Machine Translated by Google
Assemblagedel'établi
Assemblagedescomposantsdel'axeYetduprofiléenaluminium
Lasurfacedel'établiestorientéeverslehaut
04:2020V*5772Ensemble
05:2020V*5401PIÈCES
09:ConnecteurenL4Set
20:Plaquederecouvrement20203pièces
AxeY21jeu
Glissezvousàl'avance
02:Composantpour
8pièces
06:Établi2pièces
17:Trapézoïdal
13:M5*10
12:M5*128pièces
17:ÉcroutrapézoïdalM520
AxeY11Set
17:ÉcroutrapézoïdalM5208PCS
écrouM5208PCS
Seulcetrouades
dentsM5
01:Composantpour
2.Assemblagedelamachine
200mm
200mm
56mm
60mm
60mm
5
S4040V1.3
Machine Translated by Google
6
19:Φ5Φ204pièces
12:M5*124pièces
11:M5*144pièces
03:Composantpourl'axeX1Set
07:1jeude
pincesàbroche
10:M5*352pièces
08:Moteurdebroche1jeu
Ensembledefixationdebrocheetdemoteur
Assemblagedescomposantsdel'axeX
S4040V1.3
Machine Translated by Google
31:10*15*6601PIÈCES
31:10*15*660
18:Écrouhexagonal 18:Écrouhexagonal
31:10*15*1000
M42pièces
15:M4*102pièces
M42pièces
15:M4*102pièces
16:M4*82pièces
15:M4*102pièces
18:Écrouhexagonal
14:M5*61PIÈCES
M42pièces
21:Support1PCS
Dessindelamachinedel'assemblageterminé
Ensembledechaînederemorquage
1pièce
31:10*15*660
7
S4040V1.2
Machine Translated by Google
FonctionnementenattentedelacléUSBhorsligne
Moteurdebroche
AxeY1
AxeX
AxeZ
AxeY2
AVEC
Y1
LimiteZ2P3P,2100mm
LimiteY2P3P,1350mm
contrôleur
horsligne
X
Changer
Pouvoir
8
3.Instructionspourlesportsduboîtierdecommande
Y2
pourréparerlefil
b.Installezlaplaquederecouvrement
a.FilmoteurY1
22:Plaquede
protectiondefil1PCS
àtraverslafente
S4040V1.2
Machine Translated by Google
RestaurerX/Y/Z
Restaurelescoordonnéesdusystèmelocalaveclacommande«G92».
Déplacel'outilselonl'axe«Z»versunepositiondesécurité.Lescoordonnéesdepositionpeuventêtrespécifiéesdansleparamètre«Zdesécurité».Lapositiondoitêtrespécifiéedans
lescoordonnéesdelamachine.
ZéroX/YMet
àzérolescoordonnées«X»et«Y»danslesystèmedecoordonnéeslocal.Conserveégalementundécalagedusystèmelocal(«G92»)pouruneutilisationultérieure.
Réinitialiser
Zprobe
Lancelaprocédurederechercheduzérodel'axeZàl'aidedelacommandespécifiéedanslesparamètres(case«CommandesZ
probe»).Exempledecommande:G91G21;G38.2Z30F100;G0Z1;G38.2Z1F10
Zsûr
Démarrelaprocéduredecyclederetouràlamaisonaveclacommande«$H»
Boutond'accueil
RéinitialiselaCNCaveclacommande«CTRL+X»
(1).Installerlepilote
DéverrouillelaCNCaveclacommande«$X».
Ouvrir
9
(1)Contrôled'unemachineCNCbaséesurGRBLviadescommandesdeconsole,desboutonssurleformulaire,unpavénumérique.
4.2Contrôle
L'undesétatsCNCsuivants:Inactif:
enattented'unecommandedecodeGEncoursd'exécution:exécutiond'unecommandedecodeGAccueil:
lecyclederetouràlapositiond'origineestencours
d'exécutionVérification:lemodedevérificationdelacommandedecode
GestactivéMaintien:misenpauseparunecommande«!»,doitêtreredémarréparunecommande«~»
Alarme:laCNCnesaitpasoùellesetrouveetbloquetouteslescommandesdecodeG
Fonctionsprisesencharge:
(3)Chargez,modifiez,enregistrezetenvoyezdesfichiersdecodeGàlamachineCNC.
(2)Surveillancedel'étatdelamachineCNC.
4.1États
Coordonnéesdetravail:
(4)VisualisationdesfichiersGcode.
4.3Logicielutilisantdesétapes
FichierCH341SER.exedansledossierdupilotepourinstallerlepilote.Dansdescirconstancesnormales,lesystèmeWin10identifiera
etinstalleraautomatiquementlepilote.PourlessystèmesWin7etWin8,veuillezl'installermanuellement.
CandleestuneapplicationGUIpourlesmachinesCNCbaséessurGRBLavecvisualiseurdecodeG.Candleestunlogicielopensourceadaptéautraitementdesmachines
outilsCNC.IlprendenchargeletraitementdesfichiersdecodeGetl'affichagevisuel.
ReprésentelescoordonnéesabsoluesactuellesdelamachineX,YetZ.
Pourlapremièreutilisation,veuillezconnecterl'appareilàl'ordinateurviauncâbleUSBetcliquezsurlebouton
ReprésentelescoordonnéeslocalesX,YetZactuellesdelaCNC.
Coordonnéesdelamachine:
4.LogicielCandle
Machine Translated by Google
lacaserougesurl'écranmontréedanslafigurecidessous(lesinformationssurleportsontentreparenthèses).
coingauche.Lasélectionduparamètreferaapparaîtrelafenêtredeconfiguration.Sous«Connexion»,sélectionnezlenomduportquevousavezinterrogé,
sélectionnezledébitenbauds115200,puiscliquezsur«OK»pourterminerleréglage.
N'oubliezpaslesinformationsdeportdemandéescidessus,passezàl'interfacedulogicielCandleetcliquezsurl'option«Paramètres»danslecoinsupérieur
Aprèsavoirinstallélepilote,ouvrezlegestionnairedepériphériquesdel'ordinateuretcliquezsurl'optionportpourvoirlecontenuàl'intérieur
Aprèsl'importation,lemilieudel'interfaceafficheraungraphiquevisuelcomposéde
trajectoiresd'outils(lapositiondugraphiqueenformedestylodanslegraphiqueest
lapositionactuelledel'outil).Danslafenêtredevisualisation,maintenezlebouton
gauchedelasourisenfoncépourdéplacerlegraphiqueetmaintenezlebouton
droitenfoncépourledéplacer.Graphiques,ledéfilementdelamolettedumilieu
permetdezoomeretdedézoomersurlesgraphiques.Enmêmetemps,lecontenu
duGCodeseraaffichédanslabarredecommandesinférieure.Pendantle
traitement,lamachines'exécuterauneparuneselonlescommandesduGCode.
(4).Traitementdesdocuments
Cliquezsurl'option«Fichier»enhautdelabougie,puiscliquezsur«Nouveau»
pourcréerleGCode.Danslabarredecommandesenbasdel'interface,cliquezsur
«Ouvrir»poursélectionnerunfichierdecodeGquiaétécréépourimporterlefichier.
(5).Montage,installationdel'outiletdéfinitiondel'originedescoordonnéesdetravail
(3).Terminerlaconnexion
Aprèsavoirdéfinileportetledébitenbauds,cliquezsurTerminer.Labarred'état
enhautàdroitedel'interfaceCandleafficheraIdle,etenmêmetemps,laconsoleen
basàdroiteafficheralesinformationscidessous,indiquantquelaconnexionaété
établieavecsuccès.
(2)Définissezleportetlaconnexion
10
Machine Translated by Google
11
LapinceER11dumoteurdebrochedoitd'abordêtreserréedanslatêtefixeetelledoitêtreserréeenplace.Lorsdel'installation
5.Contrôleurhorsligne(facultatif)
etunefaiblecapacitéd'alimentationélectrique,ilspeuventconnecterunealimentationexternepouralimenterlecontrôleur
pourtrouverlapositiondelafiguredegravurepar
rapportàlaplaquedegravureglobale.Ilexisteunsystèmede
coordonnéesàtroisaxesdanslesgraphiquesvisuels.
L'originedusystèmedecoordonnéesàtroisaxesestlepoint
deréglagedel'outildugraphiquedetraitementréel.
Aprèsavoirtrouvélapositiondegravure,cliquezsurleboutond'envoicidessousetl'appareilcommenceraautomatiquementlagravure.Labarred'étatà
Lecontrôleurhorslignedisposed'uneinterfaced'alimentationdesecoursexternede12V.Lorsquelesutilisateursutilisentd'autrescartesmèressansalimentation
Avantd'exécuterleprogrammeGcode,vousdevez
Positiondugraphiquedegravureparrapportàlaplaquede
gravureglobaleenfonctiondelapositiondecetteorigine.La
figuredegravuredelafigurecidessousestprisecomme
exemple.
Vouspouvezdéplacerl'outilpourdéterminerle
Lecoinsupérieurdroitmontrel'exécution.Lafenêtredevisualisationmontrequel'outilsedéplacelelongduparcoursdel'outil.Vouspouvezchoisirlesboutonsdepause
etd'arrêtcidessouslorsdelagravure.(Aprèsunepause,cliquezànouveaupourcontinuerlagravureprécédente.Aprèslafin,cliquezsurEnvoyerpourdémarrerle
traitementdepuisledébut).
sculpture.
(lesboutonsdemiseàzérodesaxesX/YetZ).
Unefoislapositiondel'outilsélectionnéedémarrée,lesaxesX/YetZsontréinitialisésàzéro(le
Unefoisletraitementterminé,lafenêtredevisualisationindiquequelagravureestterminéeetletempsnécessairepour
Remarque:Lecontrôleurhorsligneetl'ordinateurnepeuventpasêtreconnectésàlamachineàgraverenmêmetemps.Lorsquevousutilisezle
montrédanslesfiguresdedroite.
lecoupeur,veuilleznepastropétendrelapince,commeindiquésurlapremièrefigurecidessous.
contrôleurhorsligne,assurezvousquelecâbleUSBdelamachineetdel'ordinateursontdéconnectés.
Avantdereveniràzéro,assurezvousquel'outilserapprochedeladistanced'unefeuilledepapierpourlagravure,puisramenezlesaxesX/YetZàzéro(veuillezutiliserun
couteautranchantàfondplatlorsdelagravureetutilisezunefraisecylindriquelorsdel'usinagedeplans,defentesetdetrous)L'effetestquelafiguresculptéeserasculptée
aveclapointedelalamecommeorigine.
Leluminairedukitdeproduitn'estpasassemblé.Ilyaquatreensemblesautotal.L'apparenceetl'utilisationduluminaireassemblésont
(7).Traitementterminé
(6)Commenceràsculpter
Machine Translated by Google
12
OK/SPN:Laconfirmationdémarre,prêtàimprimerdevientlepourcentaged'affichagedeprogression,lapagedesélectiondefichierestrenvoyéeunefoislagravureterminée.
6.Restaurerlesparamètresd'usineSilemouvement
mécaniquedelamachineestfluide,maisquelemouvementdegravuresemblebloquéouquelemoteurpasàpasne
X+:déplacementdel'axeXversladroite,Xversl'opposé.Y+:
déplacementdel'axeYversl'avant,Yversl'opposé.Z+:
déplacementdel'axeZverslehaut,Zversl'opposé.
Vouspouvezvousconnecteraupointd'accèsvialeWiFidevotreordinateuroudevotretéléphoneportableaveclemotdepasse12345678,puisouvrir192.168.0.1ouvigostick.local
danslenavigateurpourgérer(téléchargerousupprimer)lesfichierssurlacarteSDducontrôleurhorsligne,etvouspouvezégalementsaisirlecompteSSID(priseenchargeuniquementdu
signal2,4G)etlemotdepassepouraiderlecontrôleurhorsligneàaccéderàvotreréseauWiFilocal.UnefoislecontrôleurconnectéauWiFi2,4Glocal,l'adresseIPactuelleducontrôleurou
lenomdedomainevigostick.localpeuventtoujoursêtreouvertspouraccéderàl'interfacedegestionWeb.VouspouvezouvrirlapageÀproposducontrôleurpourvérifierl'adresseIP.
5.6RéseauWiFietWebLecontrôleur
horslignedisposed'unefonctionderéseausansfilWiFi.Pardéfaut,lepointd'accèsWiFideVIGOSTK****estautomatiquementétabli.
5.2Pagedecontrôle:
Déplacezmanuellementchaqueaxeverslapositionsouhaitée.
Sortie/STP:Fonction1:Appuyezsurchaqueboutond'axeXYZpour
modifierladistancedemouvementde0,1,1,5,10cyclesàchaquefois.
Fonction2:Appuyezetmaintenezenfoncépendantenviron2secondes
pourquitter.
L'interfacedegestionWebestidentiqueàcelledelapageprécédente.LespagesWebfonctionnentcommesuit:cliquezsur
lemenu«Contrôle»,l'interfacedecontrôleMOVEapparaît,vouspouvezcliquersurleboutoncorrespondantpourcontrôlerlemouvementdelamachineCNC.
OK/SPN:Interrupteurdetestdebroche,appuyezpourouvrirla
broche(correspondantauSPNgrissurl'écran),appuyezà
nouveaupourfermerlabroche(leSPNcorrespondantsurl'écran
revientàlanormale).Appuyezlonguementpouraccéderàla
pagedemodificationdelavitessedebroche.Surcettepage,Y+/
Ycorrespondàlavitessedebrocheélevée/faible,appuyez
longuementsurOK/SPNpourquitterlapagedemodificationde
lavitessedebroche.
Étatduréseau:unpointapparaîtdanslecoinsupérieurgauchedelapageprincipale.LepointROUGEindiquequelepointd'accèsVIGOSTK****estactifetlepointVERTindiquequele
contrôleurs'estconnectéauWiFilocal.
Cliquezsurlemenu«Paramètres»,accédezàl'interfacederéglagedelamachineàsculpter,oùvouspouvezdéfinircertainsparamètresdecontrôleoueffectueruneréinitialisation,un
déverrouillage,unerestaurationdesparamètres,unréglagedesoutils,activer/désactiverlemodelaseretd'autrescommandes.
Y+:haut,Y:basOK/
SPN:Confirmelasélectionetentredanslapagedeconfirmationdegravure.
5.3PageFichier:
ListedesfichiersSélectionnezlefichieràgraver.Lesdocumentsprisenchargeincluent:NC,NCC,TAP,TXT,Gcode,GCO,NL,CUT,CNC.
Cliquezsurlemenu«Fichier»pourafficherlesfichiersdegravureactuellementstockéssurlacarteSDducontrôleurhorsligneactuel.Vouspouveztéléchargerdenouveauxfichierssurle
contrôleur.Aprèsavoirsélectionnélefichierdegravurecorrespondantpourdémarrerlagravure,l'interfaceaffichelefichierencoursdegravureetlaprogressiondelagravure.Vouspouvez
cliquersurleboutonpourmettreenpauseouarrêterleprocessusdegravure.
déplacezvous,veuillezessayerderestaurerlesparamètresd'usinedelacartemère.
5.5PageParamètres:X+/
X:Modifierledébitenbauds;Y+/Y:Modifierledébitd'alimentationde±100/clic;Z+/Z:Modifierledébitd'alimentationde±10/clic;OK/SPN:ModifierlemodelaserON/OFF
OK/SPN:boutondeconfirmation.
Méthode:ExécutezlelogicielCandleetenvoyezlacommande$RST=*àlamachine,puisredémarrezlamachine.
5.4Confirmerlapagedegravure:Confirmez
quelefichierdegravureestdémarrésanserreur.
5.1Pageprincipale:
Y:droiteY+:gaucheZ+:Envoyez$Xàlacartemère
GRBLpourladéverrouiller.
Machine Translated by Google
GuidederéparationCNC
Lamachineestconnectéeà
dos.
estverrouilléetcliquersurréinitialiser
etdéverrouillernel'éliminepas
Vérifiezsilesinterrupteursdefindecoursedansla
directiondestroisaxesXYZsontenfoncés
leportCOMestcorrectementsélectionné(nesélectionnez
pasCOM1);assurezvousqueledébitenbaudsest
correctementsélectionné(choisissez115200).
Lelogicielafficheuneerreurd'alarme,
lecontrôleur
Sinon,débranchezlaconnexion
L'ordinateuretlecontrôleurhors
lignenepeuventpascontrôlerle
mouvementnormaldela
machineougraverdemanière
anormale
IlsuffitdedéfinirlesparamètresGrbldanslelogicielpour
inverserlesensde
ouobstruéspardescorpsétrangers.Nettoyez
lessinécessaire.
L'interrupteurestencourtcircuitetesttombéen
panne.Ilpeutêtreremplacéouabandonné
temporairement.
oulecâbleUSBdel'ordinateur.Lesdeuxne
peuventpasêtreconnectésàlamachinedegravure
Lecontenugravéapparaît
commeunrefletmiroirdel'image
d'origineetlesensdumouvementdela
commandemanuelleestincorrect
Lecontenugravéapparaîttourné
à90degrés
VérifiezsilecontrôleurhorsligneetleportUSBde
l'ordinateursonttousdeuxconnectésàlamachineà
graver.Sic'estlecas,débranchezlecontrôleurhors
ligne
filsdesinterrupteursdefindecourse.Sicelarevientà
lanormale,lesfilscorrespondants
l'axeXouY.
l'ordinateurestallumé,maislelogiciel
degravureafficheuneconnexion
vérifiezsil'interfaceUSBestcorrectement
connectée;veuillezvousassurer
échec
Vérifiezsilesjointsdeconnexiondel'axeXYducontrôleuront
étéinversés.Échangezsimplementlesconnexions
machineenmêmetemps.
Veuillezvousassurerquelepiloteappropriéestinstallé
surl'ordinateur;veuillez
[je
|RT=1
Problème
Solution
13
Machine Translated by Google
Vérifiezqu'iln'yapasdeglissemententre
l'axedumoteuràvismèreetl'accouplement.
Serrezlesvisderéglageauxdeuxextrémitésde
l'accouplement.
seproduire
Aprèsavoirmodifiéles
paramètresdumicrologicieldelamachine
degravure,diversmouvements
anormauxdelamachineoudestaillesde
gravureanormales
L'imagegravéeestdéforméeet
malalignée
$RST=*,puisredémarrezlamachine.
Veuillezrestaurerlemicrologicielauxparamètres
d'usine.ExécutezlelogicielCandle,connectezvous
àlamachineet,danslazonedecommandeenbasà
droite,entrezetenvoyezlacommande
Solution
Problème
Machine Translated by Google
MODELL: S4040
„Sparen Sie die Hälfte“, „Halber Preis“ oder andere ähnliche Ausdrücke, die wir verwenden, stellen nur eine
Schätzung der Ersparnis dar, die Sie beim Kauf bestimmter Werkzeuge bei uns im Vergleich zu den großen
Topmarken erzielen können, und decken nicht unbedingt alle von uns angebotenen Werkzeugkategorien ab. Wir
möchten Sie freundlich daran erinnern, bei Ihrer Bestellung bei uns sorgfältig zu prüfen, ob Sie im Vergleich
zu den großen Topmarken tatsächlich die Hälfte sparen.
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu wettbewerbsfähigen Preisen anzubieten.
BENUTZERHANDBUCH
CNC-GRAVURMASCHINE
Technischer Support und E-Garantie-Zertifikat
www.vevor.com/support
Machine Translated by Google
Machine Translated by Google
Suchen Sie nach Videos und Anleitungen
-1-
Haben Sie Fragen zum Produkt? Benötigen Sie technischen Support? Bitte kontaktieren Sie
uns:
Technischer Support und E-Garantie-Zertifikat www.vevor.com/support
MODELL: S4040
Dies ist die Originalanleitung. Bitte lesen Sie alle Anweisungen sorgfältig durch, bevor
Sie das Gerät in Betrieb nehmen. VEVOR behält sich eine klare Auslegung unserer
Bedienungsanleitung vor. Das Erscheinungsbild des Produkts richtet sich nach dem
Produkt, das Sie erhalten haben. Bitte verzeihen Sie uns, dass wir Sie nicht erneut informieren,
wenn es Technologie- oder Software-Updates für unser Produkt gibt.
AUTO
Brauchen Sie Hilfe? Kontaktieren Sie uns!
UND
CNC-GRAVUR
Machine Translated by Google
-2-
Tragen Sie immer eine Schutzbrille, wenn Sie die Maschine benutzen
eine Sammelstelle für das Recycling von elektrischen und elektronischen Geräten
Berühren Sie keine rotierenden Teile, wenn die Maschine läuft
Diese dürfen nicht mit dem normalen Hausmüll entsorgt werden, sondern müssen
Nur zur Verwendung im Innenbereich
Produkt und alle mit diesem Symbol gekennzeichneten Zubehörteile. Produkte, die als
Warnung: Tragen Sie bei der Verwendung dieses Produkts unbedingt einen Augenschutz.
erfordert in der Europäischen Union eine getrennte Müllentsorgung. Dies gilt für die
sorgfältig.
Bitte schalten Sie im Notfall sofort den Strom ab
Das Symbol einer durchgestrichenen Mülltonne weist darauf hin, dass das Produkt
Warnung: Um das Verletzungsrisiko zu verringern, muss der Benutzer die Bedienungsanleitung lesen
Berühren Sie die Steckdose nicht mit nassen Händen, um das Risiko eines Stromschlags zu verringern
Dieses Produkt unterliegt den Bestimmungen der europäischen Richtlinie 2012/19/EG.
Verboten für den Einsatz in brennbaren Objekten oder Gasen
Wichtige Sicherheitshinweise Warnung: Zur
Verringerung des Risikos von Verbrennungen, Stromschlägen oder Verletzungen von Personen!
Machine Translated by Google
eingeschränkte körperliche, sensorische oder geistige Fähigkeiten oder mangelnde Erfahrung und
die Benutzung des Gerätes durch eine für ihre Sicherheit verantwortliche Person.
ÿ Kinder sollten beaufsichtigt werden, um sicherzustellen, dass sie nicht mit dem Gerät spielen.
Gerät.
dieses Gerät bedienen. Bringen Sie es zum Geschäft zurück, wo es von einem Fachmann gewartet oder repariert werden kann.
Unfälle vermeiden.
Kenntnissen, es sei denn, sie werden beaufsichtigt oder in die Benutzung eingewiesen
der Maschine.
verletzt.
Kundendienst oder eine ähnlich qualifizierte Person, um eine Gefährdung zu vermeiden. Oder
Soldat.
BEWAHREN SIE DIESE ANWEISUNGEN AUF
Achtung ÿ
Tragen Sie bei der Benutzung der Maschine eine Schutzbrille. Falls Ihre Augen
Angelegenheiten benötigen Aufmerksamkeit
-3-
ÿ Um ein Blockieren zu vermeiden, wenden Sie keinen übermäßigen Druck auf das Gerät an.
ÿ Tauchen Sie Kabel oder Maschinen nicht in Wasser, da dies zu einem Stromschlag führen kann.
ÿ Dieses Gerät ist nicht für den Gebrauch durch Personen (einschließlich Kinder) mit
ÿ Wenn das Netzkabel oder der Stecker beschädigt sind, müssen diese durch den Hersteller oder seinen
ÿ Bei Montage und Demontage des Gerätes den Netzstecker ziehen.
ÿ Bei der Verwendung von Geräten in der Nähe von Kindern ist eine genaue Aufsicht erforderlich.
ÿ Ziehen Sie den Stecker aus der Steckdose, wenn Sie ihn nicht benutzen, bevor Sie Teile austauschen
ÿ Vor dem Austausch des Werkzeugs die Maschine von der Stromversorgung trennen, um
Machine Translated by Google
10
30
Teile-Nr
2P, 2100 mm
Schrauben
46
8
2
——
M4
2/2,5/3/4 mm
USB-Kabel39
Unterstützung
Aluminiumprofil (X)
1
Innensechskantschraube
31
4
24
1
Komponente für Y2-Achse
17
——
3.175
und Datenkabel
Bedienungsanleitung
3
Pressplatte
12
M5-20
45
Spindelmotor
38
X/Z-Limit-Draht
Abdeckplatte
M5*35
4P-6P,2100mm gelb
4
23
1
02
——
U-Disk
4
Offline-Controller
16
Innensechskantschlüssel
——
09
Bemerkung
15*10*660
Spindelklemmung
Y-Limit-Draht
44
37
M4*8
Waschmaschine
2020 V * 577 mm
4P-6P, 2100mm rot
——
die Schleppkette
Innensechskantschraube
1 Satz
——
1
M6
6
15
Fräser
1 Satz
Bild
Netzkabel
Zusammenbauzeichnung
Y1 Schrittmotorkabel
2P-3P, 2100 mm
4
Sechskantmutter
36
M4*10
29
07
——
eingefädelt in
——
Innensechskantschraube
4
1 Satz
1 Satz
16
22
Weiche Bürste
14
X Schrittmotorkabel
Menge
300 W, ER11-8 mm
Kontrollkästchen
2P-3P, 1350 mm
Pressplatte
——
2
Werkbank
Y2 Schrittmotorkabel
43
28
06
35
Kabel wurde
——
——
Innensechskantschraube
21
Sonde
1
03
1 Satz
1
4
ÿ6 x 2 mm
Spindelmotorkabel
Erläuterung
Flügelmutter
——
08
4P-6P,1350mm blau
Z Schrittmotorkabel
1 Satz
42
Bereits montiert
M5*6
1 Satz
Innensechskantschraube
20
Mutternschlüssel
Komponente für X-Achse
1
01
M6*80
4
1
4
13
2020
——
ÿ52, Aluminium
——
2
——
——
41
Trapezmutter
M5*10
1
05
27
34
——
19
——
1
M8*55
14/17 mm
1
6
1
Komponente für Y1-Achse
12
Abschleppkette
——
Waschmaschine
40
——
Drahtabdeckplatte
Innensechskantschraube
M5*12
1
04
33
1
Touchscreen mit SD-Karte
26
——
100 mm
1
11
——
2
Teilename
47
1
Schrauben
ÿ5-ÿ20
Anschlussterminal
——
Innensechskantschraube
4P-6P,2100mm weiß
2 Sätze
M5*14
1
32
1
25
——
18
1 Satz
1
L-förmiger Verbinder
2020 V x 540 mm
Aluminiumprofil (Y)
Mit Stellschraube 2-M5*6 4er Satz
-4-
S4040 Ersatzteilliste
1.Teileliste
Machine Translated by Google
Y2-Achse 1Set
02: Komponente für
06: Werkbank 2ST
05: 2020 V * 540 1 STÜCK
20: Abdeckplatte 2020 3 STK
09: L-Verbinder 4Set
17: Trapezmutter M5-20
Schlüpfen Sie vorab hinein
Y1-Achse 1Set
Nur dieses Loch
hat M5-Zähne
17: Trapezmutter M5-20 8Stk
04: 2020V*577 2Satz
01: Komponente für
Mutter M5-20 8Stk
8 STÜCKE
17: Trapezförmig
13: M5*10
12: M5 x 12, 8 Stück
Die Arbeitsfläche ist nach oben gerichtet
ÿ Werkbankmontage
ÿ Y-Achsen-Komponente und Aluminiumprofilbaugruppe
2. Maschinenmontage
S4040: V1.3
56mm
200 mm
200 mm
60 mm
60 mm
-5-
Machine Translated by Google
-6-
11: M5 x 14, 4 Stück
08: Spindelmotor 1Set
19: ÿ5-ÿ20 4 STK
03: Komponente für X-Achse 1Set
07:
Spindelklemme 1Set
10: M5 x 35 2 Stück
12: M5 x 12, 4 Stück
ÿ Spindelhalterung und Motormontage
ÿ X-Achsen-Komponentenbaugruppe
S4040: V1.3
Machine Translated by Google
31: 10*15*660 1 STÜCK
31: 10*15*660
18: Sechskantmutter 18: Sechskantmutter
M4 2ST M4 2ST
15: M4*10 2ST
31: 10*15*1000
15: M4*10 2ST16: M4*8 2ST
15: M4*10 2ST
14: M5 x 6 1 Stück
18: Sechskantmutter
M4 2ST
21: Unterstützt 1 Stück.
ÿ Montage der Abschleppkette
ÿ Maschinenzeichnung der fertigen Baugruppe
S4040: V1.2
1 STÜCK
31: 10*15*660
-7-
Machine Translated by Google
Y1
MIT
X
Y-Grenze 2P-3P, 1350mm
Schalten
Z-Grenze 2P-3P, 2100 mm
Offline-
Controller
Leistung
-8-
X-
Y1-
Spindelmotor
Z-
Y2-
Offline USB Halten Ausführen
3. Hinweise zu den Anschlüssen an der Steuerbox
b. Installieren Sie die Abdeckplatte
durch den Schlitz
um den Draht zu befestigen
a.Y1 Motorkabel
22: Drahtabdeckplatte
1 STK
Y2
S4040: V1.2
Machine Translated by Google
(3) Laden, bearbeiten, speichern und senden Sie G-Code-Dateien an die CNC-Maschine.
(2) Überwachung des Zustandes der CNC-Maschine.
(1) Steuerung einer GRBL-basierten CNC-Maschine über Konsolenbefehle, Schaltflächen im Formular und den Nummernblock.
4.2 Steuerung
Unterstützte Funktionen:
Einer der folgenden CNC-Status: ÿ
Leerlauf – wartet auf einen G-Code-Befehl. Wird ausgeführt – führt einen G-Code-Befehl aus. ÿ
Home – Homing-Zyklus wird ausgeführt. ÿ
Prüfen – Prüfmodus für G-Code-Befehle ist eingeschaltet. ÿ Halten
– angehalten durch einen „!“-Befehl, muss durch einen „~“-Befehl neu gestartet werden. ÿ Alarm
– CNC weiß nicht, wo sie ist und blockiert alle G-Code-Befehle.
CH341SER.exe -Datei im Treiberordner, um den Treiber zu installieren. Unter normalen Umständen erkennt und installiert das Win10-
System den Treiber automatisch. Für Win7- und Win8-Systeme installieren Sie ihn bitte manuell.
Candle ist eine GUI-Anwendung für GRBL-basierte CNC-Maschinen mit G-Code-Visualisierer. Candle ist eine Open-Source-Software, die für die Verarbeitung von CNC-
Werkzeugmaschinen geeignet ist. Sie unterstützt die Verarbeitung von G-Code-Dateien und die visuelle Anzeige.
Stellt die aktuellen lokalen X-, Y- und Z-Koordinaten der CNC dar.
Stellt die aktuellen absoluten Maschinenkoordinaten X, Y und Z dar.
Bei der ersten Verwendung schließen Sie das Gerät bitte über ein USB-Kabel an den Computer an und klicken Sie auf
Maschinenkoordinaten:
4.1 Staaten
Arbeitskoordinaten:
(4) Visualisieren von G-Code-Dateien.
4.3 Software-Verwendungsschritte
-9-
X/Y/Z
wiederherstellen Stellt die lokalen Systemkoordinaten mit dem Befehl „G92“ wieder her.
Bewegt das Werkzeug auf der Z-Achse in eine sichere Position. Die Positionskoordinate kann in der Einstellung „Sicheres Z“ angegeben werden. Die Position muss in Maschinenkoordinaten
angegeben werden.
Sicher Z
Freischalten
Z-Sonde
Startet die Nullsuchprozedur für die Z-Achse mit dem in den Einstellungen angegebenen Befehl (Feld „Z-Sondenbefehle“).
Beispielbefehl: G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10
Null X/Y
Setzt die Koordinaten „X“ und „Y“ im lokalen Koordinatensystem auf Null. Behält außerdem einen lokalen Systemversatz („G92“) für die spätere Verwendung bei.
Startet den Homing-Zyklus mit dem Befehl "$H"
Home-Taste
Entsperrt die CNC mit dem Befehl „$X“.
Zurücksetzen
(1). Installieren Sie den Treiber
Setzt die CNC mit dem Befehl „STRG+X“ zurück
4. Candle Software
Machine Translated by Google
Merken Sie sich die oben abgefragten Portinformationen, wechseln Sie zur Candle -Softwareoberfläche und klicken Sie oben auf die Option „Einstellungen“.
linke Ecke. Wenn Sie die Einstellung auswählen, wird das Einstellungsfenster angezeigt. Wählen Sie unter „Verbindung“ den abgefragten Portnamen aus, wählen Sie die Baudrate
115200 und klicken Sie dann auf „OK“, um die Einstellung abzuschließen.
das rote Kästchen auf dem Bildschirm, das in der Abbildung unten angezeigt wird (die Portinformationen stehen in Klammern).
Öffnen Sie nach der Installation des Treibers den Geräte-Manager des Computers und klicken Sie auf die Port-Option, um den Inhalt anzuzeigen
Nach dem Importieren wird in der Mitte der Benutzeroberfläche ein visuelles Diagramm angezeigt,
das aus Werkzeugpfaden besteht (die Position des stiftförmigen Diagramms im Diagramm ist die
aktuelle Werkzeugposition). Halten Sie im Visualisierungsfenster die linke Maustaste gedrückt,
um das Diagramm zu drehen, und halten Sie die rechte Taste gedrückt, um es zu verschieben.
Grafiken: Durch Scrollen des mittleren Rads können Sie die Grafiken vergrößern und verkleinern.
Gleichzeitig wird der Inhalt des G-Codes in der unteren Befehlsleiste angezeigt. Während der
Verarbeitung wird die Maschine nacheinander gemäß den G-Code-Befehlen ausgeführt.
(3). Verbindung abschließen
Nachdem Sie Port und Baudrate eingestellt haben, klicken Sie auf Fertig stellen. In der Statusleiste
oben rechts auf der Candle-Oberfläche wird „Leerlauf“ angezeigt. Gleichzeitig zeigt die Konsole unten
rechts die unten angezeigten Informationen an, die darauf hinweisen, dass die Verbindung
erfolgreich hergestellt wurde.
(5). Vorrichtung, Werkzeuginstallation und Einstellen des Arbeitskoordinatenursprungs
(4). Dokumente verarbeiten Klicken
Sie oben in der Kerze auf die Option „Datei“ und dann auf „Neu“, um G-Code zu erstellen. Klicken
Sie in der Befehlsleiste unten in der Benutzeroberfläche auf „Öffnen“, um eine erstellte G-Code-Datei
zum Importieren der Datei auszuwählen.
(2) Stellen Sie den Port und die Verbindung ein
-10-
Machine Translated by Google
(7) Abgeschlossene Verarbeitung
(6) Beginnen Sie mit dem Schnitzen
Position der Gravurgrafik relativ zur gesamten Gravurplatte
basierend auf der Position dieses Ursprungs. Die Gravurfigur in
der Abbildung unten dient als Beispiel.
Sie können das Werkzeug verschieben, um die
oben rechts wird „läuft“ angezeigt. Das Visualisierungsfenster zeigt, dass sich das Werkzeug entlang des Werkzeugpfads bewegt. Sie können beim Gravieren die Schaltflächen
„Pause“ und „Stopp“ unten auswählen. (Klicken Sie nach dem Anhalten erneut, um mit dem vorherigen Gravieren fortzufahren. Klicken Sie nach dem Beenden auf „Senden“, um
die Verarbeitung von vorne zu starten.)
um die Position der Gravurfigur relativ zur gesamten
Gravurplatte zu finden. In der visuellen Grafik gibt es ein
dreiachsiges Koordinatensystem. Der Ursprung des
dreiachsigen Koordinatensystems ist der Werkzeugeinstellungspunkt
der tatsächlichen Verarbeitungsgrafik.
Nachdem Sie die Gravurposition gefunden haben, klicken Sie unten auf die Schaltfläche Senden und das Gerät beginnt automatisch mit der Gravur. Die Statusleiste unter
und schwache Stromversorgungskapazität, können Sie ein externes Netzteil anschließen, um den Controller mit Strom zu versorgen
Bevor Sie das G-Code-Programm ausführen, müssen Sie
Der Offline-Controller verfügt über eine externe 12-V-Standby-Stromversorgungsschnittstelle. Wenn Benutzer andere Mainboards ohne Stromversorgung verwenden
Hinweis: Der Offline-Controller und der Computer können nicht gleichzeitig an die Graviermaschine angeschlossen werden. Bei Verwendung des
in den rechten Abbildungen dargestellt.
Stellen Sie vor der Rückkehr auf Null sicher, dass sich das Werkzeug zum Gravieren der Entfernung eines Blatts Papier nähert, und setzen Sie dann die X-/Y- und Z-Achse auf Null
zurück (verwenden Sie beim Gravieren bitte ein scharfes Messer mit flacher Unterseite und beim Bearbeiten von Ebenen, Schlitzen und Löchern einen zylindrischen Fräser). Der
Effekt besteht darin, dass die geformte Figur mit der Klingenspitze als Ursprung geschnitzt wird.
Bitte ziehen Sie die Spannzange beim Fräser nicht zu weit heraus, wie in der ersten Abbildung unten gezeigt.
5. Offline-Controller (optional)
Die im Produktkit enthaltene Vorrichtung ist nicht montiert. Es gibt insgesamt vier Sets. Das Aussehen und die Verwendung der montierten Vorrichtung sind
sind Schaltflächen zum Nullsetzen der X-/Y- und Z-Achse).
Die ER11-Spannzange am Spindelmotor sollte zuerst in den Festkopf eingespannt werden und muss festgeklemmt werden. Bei der Installation
Carving.
Offline-Controller: Stellen Sie bitte sicher, dass das USB-Kabel der Maschine und des Computers getrennt ist.
Nach dem Anfahren der gewählten Werkzeugposition werden die X/Y- und Z-Achse auf Null zurückgesetzt (die
Nach Abschluss der Verarbeitung wird im Visualisierungsfenster angezeigt, dass die Gravur abgeschlossen ist und die erforderliche Zeit für
-11-
Machine Translated by Google
-12-
Beenden/STP: Funktion 1: Tippen Sie auf jede Achsentaste von
XYZ, um die Bewegungsdistanz jedes Mal um 0,1, 1, 5, 10 Zyklen zu
ändern. Funktion 2: Zum Beenden etwa 2 Sekunden lang gedrückt
halten.
Die Webverwaltungsoberfläche ist wie auf der vorherigen Seite. Die Webseiten funktionieren wie folgt: Klicken Sie auf das Menü
„Steuerung“. Die MOVE-Steuerungsoberfläche wird angezeigt. Klicken Sie auf die entsprechende Schaltfläche, um die Bewegung der CNC-Maschine zu steuern.
OK/SPN: Spindeltestschalter. Drücken Sie, um die Spindel zu
öffnen (entspricht SPN grau auf dem Bildschirm). Drücken
Sie erneut, um die Spindel zu schließen (das entsprechende
SPN auf dem Bildschirm wird wieder normal). Drücken Sie
lange, um die Seite zum Ändern der Spindeldrehzahl aufzurufen.
Auf dieser Seite ist Y+/Y- die hohe/niedrige Spindeldrehzahl.
Drücken Sie lange auf OK/SPN, um die Seite zum Ändern der
Spindeldrehzahl zu verlassen.
Netzwerkstatus: In der oberen linken Ecke der Hauptseite befindet sich ein Punkt. Der ROTE Punkt zeigt an, dass der VIGO-STK****-Hotspot aktiv ist, und der GRÜNE Punkt zeigt an, dass der
Controller mit dem lokalen WLAN verbunden ist.
X+: X-Achse bewegt sich nach rechts, X- entgegengesetzt. Y+: Y-Achse
bewegt sich nach vorne, Y- entgegengesetzt. Z+: Z-Achse bewegt
sich nach oben, Z- entgegengesetzt.
Sie können sich über das WLAN Ihres Computers oder Mobiltelefons mit dem Passwort 12345678 mit dem Hotspot verbinden und dann 192.168.0.1 oder vigostick.local im Browser
öffnen, um die Dateien auf der SD-Karte des Offline-Controllers zu verwalten (hochzuladen oder zu löschen). Außerdem können Sie das SSID-Konto (unterstützt nur 2,4G-Signal) und das
Passwort eingeben, damit der Offline-Controller auf Ihr lokales WLAN-Netzwerk zugreifen kann. Nachdem der Controller mit dem lokalen 2,4G-WLAN verbunden wurde, kann die aktuelle IP-
Adresse des Controllers oder der Domänenname vigostick.local weiterhin geöffnet werden, um die Webverwaltungsoberfläche aufzurufen. Sie können die Infoseite des Controllers öffnen, um
die IP-Adresse zu überprüfen.
5.2 Steuerseite: Bewegen
Sie jede Achse manuell in die gewünschte Position.
5.6 WLAN-Netzwerk und Internet Der
Offline-Controller verfügt über eine WLAN-Funktion. Standardmäßig wird der WLAN-Hotspot von VIGO-STK**** automatisch eingerichtet.
verschieben, versuchen Sie bitte die Werkseinstellungen des Mainboards wiederherzustellen.
OK/SPN: Bestätigungstaste.
5.4 Gravurseite bestätigen: Bestätigen Sie,
dass die Gravurdatei ohne Fehler gestartet wurde.
5.5 Einstellungsseite:
X+/ X-: Baudrate ändern; Y+/Y-: Vorschubgeschwindigkeit um ±100/Klick ändern; Z+/Z-: Vorschubgeschwindigkeit um ±10/Klick ändern; OK/SPN: Lasermodus ein-/ausschalten
6. Wiederherstellen der Werkseinstellungen
Wenn die mechanische Bewegung der Maschine reibungslos ist, aber die Gravurbewegung festzustecken scheint oder der Schrittmotor nicht
5.1 Hauptseite: Y-:
rechts Y+: links Z+: Senden Sie $X an das GRBL-
Motherboard, um es zu entsperren.
Y+: nach oben, Y-: nach
unten OK/SPN: Auswahl bestätigen und zur Bestätigungsgravurseite gelangen.
OK/SPN: Die Bestätigung wird gestartet, „Druckbereit“ wird zum Prozentsatz der Fortschrittsanzeige, nach Abschluss der Gravur wird die Dateiauswahlseite zurückgegeben.
Klicken Sie auf das Menü „Einstellungen“, um die Einstellungsoberfläche der Schnitzmaschine aufzurufen. Dort können Sie einige Steuerparameter festlegen oder Funktionen zum Zurücksetzen, Entsperren und
Wiederherstellen von Einstellungen, zum Einstellen von Werkzeugen, zum Ein-/Ausschalten des Lasermodus und für andere Befehle ausführen.
Methode: Führen Sie die Candle-Software aus und senden Sie den Befehl $RST=* an die Maschine. Starten Sie die Maschine anschließend neu.
5.3 Dateiseite:
Dateiliste Wählen Sie die zu gravierende Datei aus. Unterstützte Dokumente sind: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Klicken Sie auf das Menü „Datei“, um die aktuell auf der SD-Karte des aktuellen Offline-Controllers gespeicherten Carving-Dateien anzuzeigen. Sie können neue Dateien auf den Controller
hochladen. Nachdem Sie die entsprechende Carving-Datei ausgewählt haben, um mit dem Carving zu beginnen, zeigt die Benutzeroberfläche die gerade gecarvte Datei und den Carving-
Fortschritt an. Sie können auf die Schaltfläche klicken, um den Carving-Vorgang anzuhalten oder zu stoppen.
Machine Translated by Google
CNC-Reparaturanleitung
die X- oder Y-Achse.
Computer und Offline-Controller
können die normale Bewegung der
Maschine nicht steuern oder
anormal gravieren
Alternativ trennen Sie den Stecker
Stellen Sie einfach die Grbl-Parameter in der Software ein,
um die Richtung umzukehren
oder durch Fremdkörper blockiert sind. Reinigen
Sie sie bei Bedarf.
Der gravierte Inhalt erscheint als
Spiegelbild des Originalbildes und
die Bewegungsrichtung der manuellen
Steuerung ist falsch
Überprüfen Sie, ob die Endschalter in der XYZ-Dreiachsenrichtung
gedrückt sind
ist gesperrt und durch Klicken auf
Zurücksetzen und Entsperren wird es
nicht behoben
der COM-Port ist richtig ausgewählt (wählen Sie nicht
COM1); stellen Sie bitte sicher, dass die Baudrate
richtig ausgewählt ist (wählen Sie 115200).
der Computer und eingeschaltet, aber
die Gravur-Software zeigt eine
Verbindung
Die Software zeigt einen Alarmfehler
an, der Controller
zurück.
Überprüfen Sie, ob die USB-Schnittstelle richtig
angeschlossen ist. Stellen Sie sicher,
Maschine gleichzeitig.
Die Maschine ist verbunden mit
Versagen
Bitte stellen Sie sicher, dass auf Ihrem Computer der
richtige Treiber installiert ist.
oder das USB-Kabel des Computers. Beide
können nicht an das Graviergerät angeschlossen werden.
Der Schalter hat einen Kurzschluss und ist
ausgefallen. Er kann ersetzt oder vorübergehend
nicht verwendet werden.
Der gravierte Inhalt erscheint um
90 Grad gedreht
Überprüfen Sie, ob die Verbindungsstellen der XY-Achse des
Controllers vertauscht wurden. Tauschen Sie einfach die
Verbindungen
Überprüfen Sie, ob der Offline-Controller und der Computer-USB-
Anschluss beide mit der Graviermaschine verbunden sind. Wenn
ja, trennen Sie entweder den Offline-Controller
Drähte der Endschalter. Wenn es wieder normal ist, wird
die entsprechende
[ich
|ÿRT=1
Lösung
Problem
-13-
Machine Translated by Google
Nach dem Ändern der Firmware-
Parameter der Graviermaschine können
verschiedene abnormale
Maschinenbewegungen oder abnormale
Gravurgrößen auftreten
Bitte setzen Sie die Firmware auf die Werkseinstellungen
zurück. Führen Sie die Candle-Software aus, stellen Sie eine
Verbindung zum Computer her und geben Sie im Befehlsfeld
unten rechts den Befehl ein und senden Sie ihn
Bitte überprüfen Sie, ob zwischen der
Leitspindelmotorachse und der Kupplung Schlupf besteht.
Ziehen Sie die Stellschrauben an beiden Enden der Kupplung fest.
Das eingravierte Bild ist verzerrt und
falsch ausgerichtet
$RST=*, starten Sie dann die Maschine neu.
geschehen
Lösung
Problem
Machine Translated by Google
MODELLO: S4040
MANUALE D'USO
MACCHINA PER INCISIONE CNC
Supporto tecnico e certificato di garanzia
elettronica www.vevor.com/support
Continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
"Risparmia la metà", "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta
solo una stima del risparmio che potresti ottenere acquistando determinati utensili con noi rispetto ai
principali marchi principali e non significa necessariamente coprire tutte le categorie di utensili da noi
offerti. Ti ricordiamo gentilmente di verificare attentamente quando effettui un ordine con noi se
stai effettivamente risparmiando la metà rispetto ai principali marchi principali.
Machine Translated by Google

Machine Translated by Google
Cerca video e guide
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitare a contattarci:
Supporto
tecnico e certificato di garanzia elettronica www.vevor.com/support
MODELLO: S4040
Questa è l'istruzione originale, si prega di leggere attentamente tutte le istruzioni del
manuale prima di utilizzare. VEVOR si riserva una chiara interpretazione del nostro manuale
utente. L'aspetto del prodotto sarà soggetto al prodotto ricevuto. Vi preghiamo di
perdonarci se non vi informeremo di nuovo se ci sono aggiornamenti tecnologici o software sul
nostro prodotto.
AUTO
HAI BISOGNO DI AIUTO? CONTATTACI!
E
INCISIONE CNC
-1-
Machine Translated by Google
-2-
Il simbolo raffigurante un bidone della spazzatura barrato indica che il prodotto
accuratamente.
Attenzione: indossare sempre protezioni per gli occhi quando si utilizza questo prodotto.
richiede la raccolta differenziata dei rifiuti nell'Unione Europea. Ciò vale per
Solo per uso interno
prodotto e tutti gli accessori contrassegnati con questo simbolo. I prodotti contrassegnati come
Non toccare le parti rotanti quando la macchina è in funzione
tali rifiuti non possono essere smaltiti insieme ai normali rifiuti domestici, ma devono essere portati in
Indossare sempre occhiali protettivi quando si utilizza la macchina
un punto di raccolta per il riciclaggio di apparecchiature elettriche ed elettroniche
Vietato l'uso in oggetti o gas infiammabili
Istruzioni importanti per la sicurezza Attenzione:
per ridurre il rischio di ustioni, folgorazioni o lesioni personali!
Non toccare la presa con le mani bagnate per ridurre il rischio di folgorazione
Si prega di interrompere immediatamente l'alimentazione in caso di emergenza
Attenzione: per ridurre il rischio di lesioni, l'utente deve leggere il manuale di istruzioni
Questo prodotto è soggetto alle disposizioni della Direttiva Europea 2012/19/CE.
Machine Translated by Google
conoscenza a meno che non abbiano ricevuto supervisione o istruzioni in merito
l'uso dell'apparecchio da parte di una persona responsabile della loro sicurezza. ÿ
I bambini devono essere sorvegliati per assicurarsi che non giochino con l'apparecchio.
apparecchio.
agente di servizio o persone qualificate in modo simile per evitare un pericolo. Oppure non
evitare incidenti.
ridotte capacità fisiche, sensoriali o mentali o mancanza di esperienza e
la macchina.
male.
utilizzare questo apparecchio. Riportarlo al negozio di assistenza o di riparazione da parte di un professionista
militare.
ÿ Questo apparecchio non è destinato all'uso da parte di persone (bambini compresi) con
ÿ Per evitare inceppamenti, non forzare il funzionamento dell'unità con una pressione eccessiva.
ÿ È necessaria un'attenta supervisione quando un apparecchio viene utilizzato in presenza di bambini.
ÿ Scollegare la presa quando non è in uso, prima di sostituire parti e di effettuare la manutenzione
ÿ Non immergere cavi o macchinari in acqua, poiché ciò potrebbe causare scosse elettriche.
ÿ Scollegare l'unità durante il montaggio e lo smontaggio.
ÿ Prima di sostituire l'utensile, scollegare l'alimentazione elettrica della macchina per
ÿ Se il cavo di alimentazione o la spina sono danneggiati, devono essere sostituiti dal produttore, dal suo
SALVA QUESTE ISTRUZIONI
Attenzione ÿ
Si prega di indossare occhiali protettivi quando si utilizza la macchina. Nel caso in cui i vostri occhi
LE QUESTIONI RICHIEDONO ATTENZIONE
-3-
Machine Translated by Google
1 set
1
ÿ6*2mm
4
——
21
Sonda
03
1
Il cavo è stato
Vite esagonale interna
28
——
06
35
——
Già assemblato
M5*6
1 set
Filo motore passo-passo Z
42
——
08
4P-6P, 1350mm blu
Spiegazione
Filo motore mandrino
Dado a farfalla
4
13
——
01
M6*80
1
4
20
Componente per l'asse X
1
1 set
Chiave per dadi
Vite esagonale interna
27
05
1
34
——
Dado trapezoidale
M5*10
2
——
41
——
2020
ÿ52, alluminio
——
Catena di traino
Rondella
6
12
Componente per l'asse Y1
1
M8*55
——
1
19
14/17mm
——
1
Touch screen con scheda SD
1
26
——
04
1
33
Vite esagonale interna
M5*12
——
40
Piastra di copertura del filo
ÿ5-ÿ20
——
Terminale di collegamento
47
Vite
1
11
——
Nome della parte
2
100mm
1
18
2/2,5/3/4 mm
1 set
30
2
1
25
——
1
32
Vite esagonale interna
M5*14
2Impostato
4P-6P,2100mm bianco
39
Supporto
M4
Cavo USB
46
Vite
8
10
Numero di parte
2P, 2100mm
e cavo dati
——
3
17
Componente per asse Y2
1
——
3.175
4
24
Manuale di istruzioni
Profilo in alluminio (X)
1
31
Vite esagonale interna
M5*35
4P-6P, 2100mm giallo
38
Piastra di copertura
M5-20
Motore mandrino
45
Filo limite X/Z
Piastra di pressatura
12
09
——
Osservazione
15*10*660
Controllore offline
4
16
Chiave esagonale interna
02
1
——
4
23
Disco U
——
la catena di traino
1 set
Vite esagonale interna
2020V*577mm
4P-6P, 2100mm rosso
37
Rondella
M4*8
Morsetto del mandrino
Filo limite Y
44
disegno di assieme
4
1 set
2P-3P, 2100mm
Immagine
Cavo di alimentazione
Cavo motore passo-passo Y1
6
15
——
1
M6
Fresa
4
22
1 set
1 set
infilato in
Spazzola morbida
Vite esagonale interna
29
——
07
——
36
Dado esagonale
M4*10
Banco da lavoro
Cavo motore passo-passo Y2
43
Piastra di pressatura
2
300w,ER11-8mm
Quantità
X Filo motore passo-passo
Scatola di controllo
2P-3P, 1350mm
16
14
Elenco delle parti S4040
1. Elenco delle parti
1
Connettore a L
2020V*540mm
Profilo in alluminio (Y)
Con vite di fissaggio 2-M5*6 4Impostato
-4-
Machine Translated by Google
Asse Y1 1Set
17: Dado trapezoidale M5-20 8PZ
20: Piastra di copertura 2020 3 pezzi
09: Connettore a L 4Set
Scivolare in anticipo
05: 2020V*540 1 PZ
02: Componente per
06: Banco da lavoro 2 pezzi
Asse Y2 1Set
13: M5*10
12: M5*12 8 PZ
8 PZ
17: Trapezoidale
Solo questo foro
ha denti M5
04: 2020V*577 2Impostazione
dado M5-20 8PZ
01: Componente per
17: Dado trapezoidale M5-20
56 mm
200mm
200mm
60mm
60mm
ÿ Componente asse Y e gruppo profilo in alluminio
ÿ Montaggio del banco da lavoro
2. Assemblaggio della macchina
-5-
La superficie del Workben è rivolta verso l'alto
S4040:V1.3
Machine Translated by Google
-6-
S4040:V1.3
19: ÿ5-ÿ20 4 PZ
08: Motore mandrino 1Set
11: M5*14 4 PZ
03: Componente per asse X 1Set
07: Morsetto
mandrino 1Set
12: M5*12 4 PZ
10: M5*35 2 PZ
ÿ Fissaggio del mandrino e gruppo motore
ÿ Assemblaggio dei componenti dell'asse X
Machine Translated by Google
31: 10*15*660 1 PZ
1 PZ
31: 10*15*660
18: Dado esagonale
M4 2 PZ
18: Dado esagonale
M4 2 PZ
15: M4*10 2 PZ
31: 10*15*1000
15: M4*10 2 PZ
16: M4*8 2 PZ
15: M4*10 2 PZ
18: Dado esagonale
M4 2 PZ
21: Supporta 1 pezzo
14: M5*6 1 PZ
ÿ Disegno meccanico dell'assemblaggio completato
ÿ Gruppo catena di traino
-7-
31: 10*15*660
S4040:V1.2
Machine Translated by Google
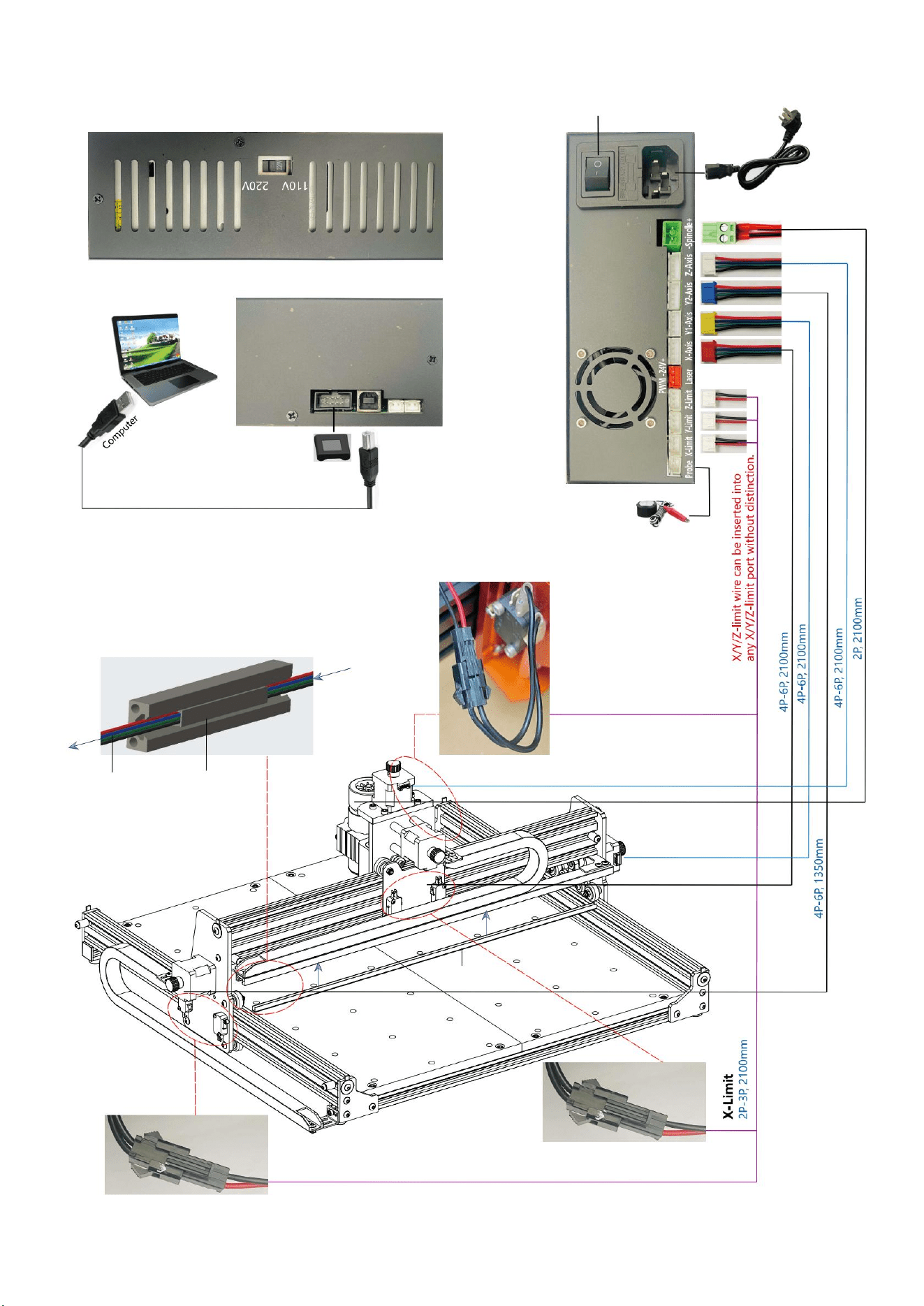
CON
Y1
X
Limite Y 2P-3P, 1350mm
controllore offline
Limite Z 2P-3P, 2100mm
Interruttore
Energia
-8-
per riparare il filo
attraverso la fessura
b. Installare la piastra di copertura
a.Filo motore Y1
22: Piastra di
copertura del filo 1 PZ
USB offline in attesa e in esecuzione
3. Istruzioni per le porte sulla scatola di controllo
Asse X
Motore
Asse Z
Asse
Asse
Y2
S4040:V1.2
Machine Translated by Google
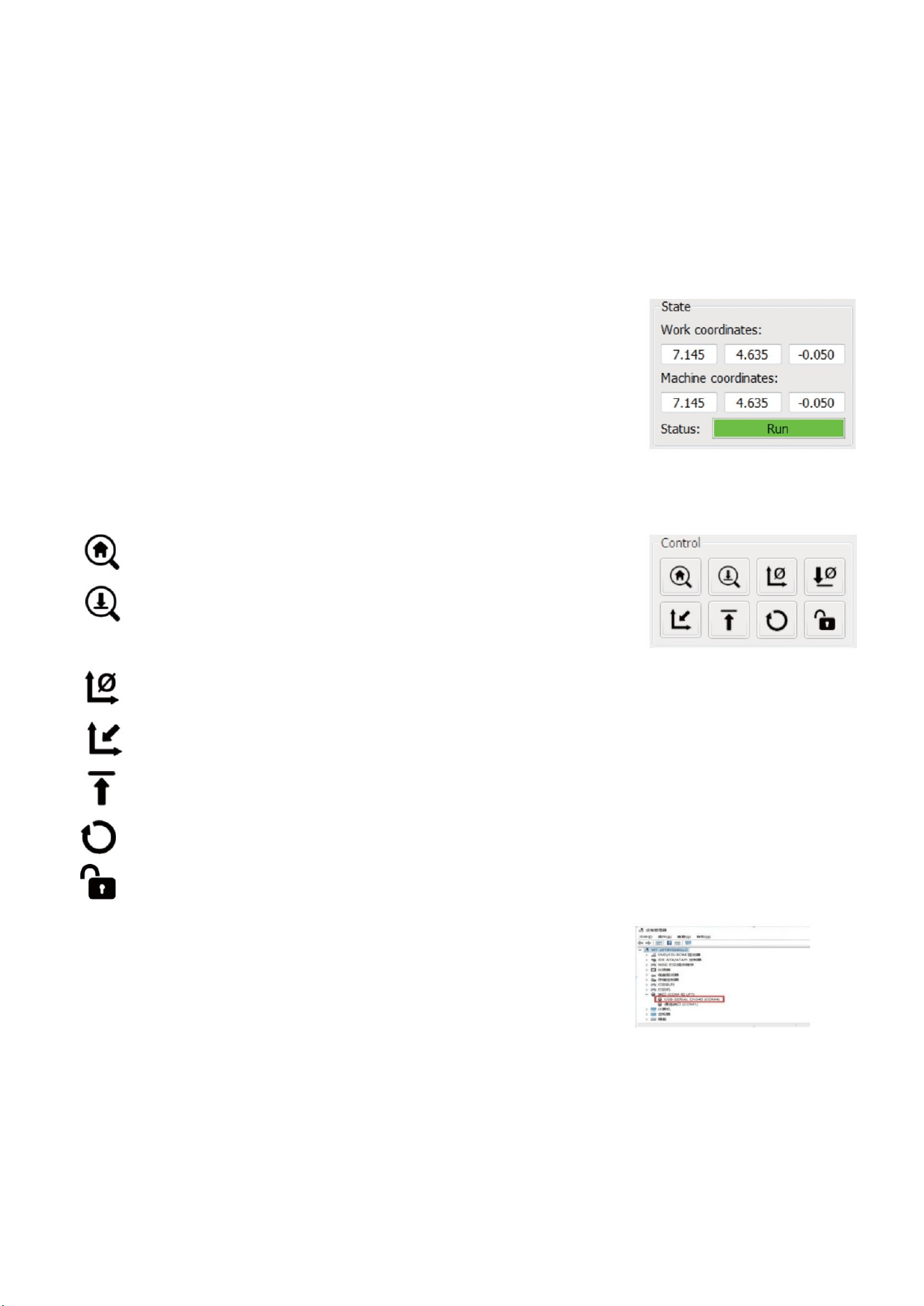
Sicuro Z
Sposta l'utensile tramite l'asse "Z" in posizione sicura. La coordinata della posizione può essere specificata nell'impostazione "Safe Z". La posizione deve essere specificata nelle
coordinate della macchina.
Ripristina X/Y/Z
Ripristina le coordinate del sistema locale con il comando "G92".
Sblocca il CNC con il comando "$X".
Avvia la procedura del ciclo di homing con il comando "$H"
Zero X/Y
Azzera le coordinate "X" e "Y" nel sistema di coordinate locale. Mantiene anche un offset del sistema locale ("G92") per un uso successivo.
Z-probe
Avvia la procedura di ricerca dell'asse Z zero utilizzando il comando specificato nelle impostazioni (casella "Comandi Z-
probe"). Esempio di comando: G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10
Pulsante Home
Sbloccare
Reimposta CNC con comando "CTRL+X"
(1). Installare il driver
Reset
Candle è un'applicazione GUI per macchine CNC basate su GRBL con visualizzatore G-Code. Candle è un software open source adatto per l'elaborazione di
macchine utensili CNC. Supporta l'elaborazione di file G code e la visualizzazione.
Rappresenta le coordinate assolute correnti della macchina X, Y e Z.
Funzioni supportate:
Uno dei seguenti stati CNC: ÿ Inattivo
- in attesa di un comando G-code In esecuzione - in esecuzione di un comando G-code ÿ Home - il
ciclo di homing è in esecuzione ÿ Controllo -
la modalità di controllo del comando G-code è attivata ÿ In attesa -
in pausa con un comando "!", deve essere riavviato con un comando "~" ÿ Allarme - il CNC non
sa dove si trova e blocca tutti i comandi G-code
(1) Controllo della macchina CNC basata su GRBL tramite comandi della console, pulsanti sul modulo, tastierino numerico.
4.2 Controllo
(2) Monitoraggio dello stato della macchina CNC.
(3) Caricare, modificare, salvare e inviare file G-code alla macchina CNC.
(4) Visualizzazione dei file G-code.
4.3 Software che utilizza i passaggi
4.1 Stati
Coordinate di lavoro:
Rappresenta le coordinate locali X, Y e Z correnti del CNC.
Per il primo utilizzo, collegare il dispositivo al computer tramite cavo USB e fare clic su
Coordinate della macchina:
CH341SER.exe nella cartella driver per installare il driver. In circostanze normali, il sistema Win10 identificherà e installerà
automaticamente il driver. Per i sistemi Win7 e Win8, installarlo manualmente.
4. Software per candele
-9-
Machine Translated by Google
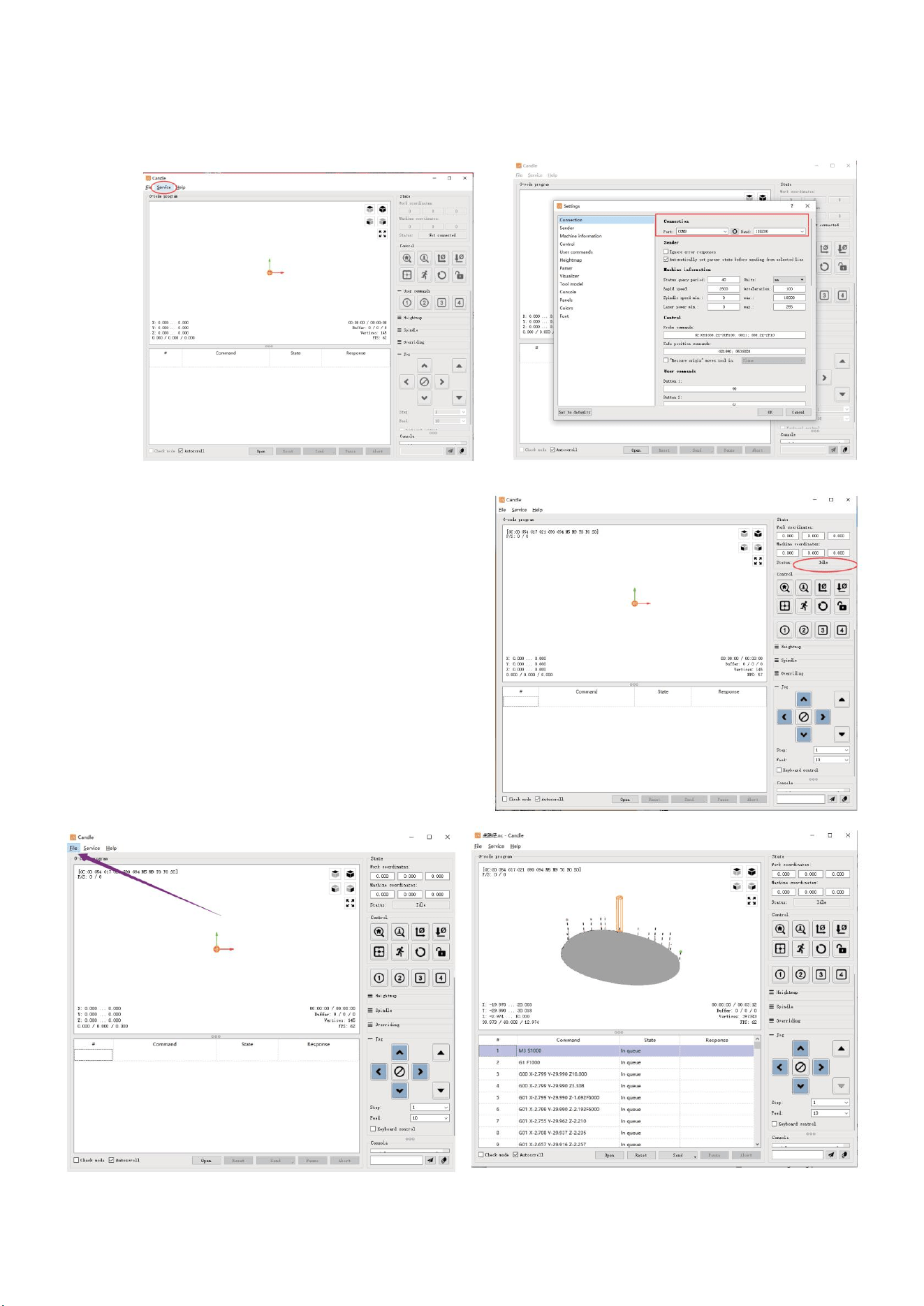
il riquadro rosso sullo schermo mostrato nella figura sottostante (le informazioni sulla porta sono tra parentesi).
angolo sinistro. Selezionando l'impostazione si aprirà la finestra delle impostazioni. In "Connection", seleziona il nome della porta che hai richiesto, seleziona la
velocità in baud 115200, quindi fai clic su "ok" per terminare l'impostazione.
Ricorda le informazioni sulla porta richieste sopra, passa all'interfaccia del software Candle e clicca sull'opzione "Impostazioni" in alto
Dopo aver installato il driver, aprire il gestore dispositivi del computer e fare clic sull'opzione porta per visualizzare il contenuto al suo interno
Dopo l'importazione, la parte centrale dell'interfaccia visualizzerà un grafico visivo
composto da percorsi utensile (la posizione del grafico a forma di penna nel grafico è
la posizione corrente dell'utensile). Nella finestra di visualizzazione, tieni premuto il
pulsante sinistro del mouse per spostare per ruotare il grafico e tieni premuto il
pulsante destro per spostare. Grafica, scorrendo la rotellina centrale è possibile
ingrandire e rimpicciolire la grafica. Allo stesso tempo, il contenuto del G-Code verrà
visualizzato nella barra dei comandi inferiore. Durante l'elaborazione, la macchina
eseguirà uno per uno in base ai comandi del G-Code.
(4). Elaborazione dei documenti
Fai clic sull'opzione "File" nella parte superiore della candela, quindi fai clic su "Nuovo" per
creare il G-Code. Sulla barra dei comandi nella parte inferiore dell'interfaccia, fai clic su "Apri"
per selezionare un file di codice G che è stato creato per importare il file.
(3). Completamento della
connessione Dopo aver impostato la porta e la velocità in baud, fare clic su Fine. La barra
di stato in alto a destra dell'interfaccia Candle mostrerà Idle e, allo stesso tempo, la console in
basso a destra visualizzerà le informazioni mostrate di seguito, indicando che la connessione
è stata stabilita correttamente.
(2) Impostare la porta e la connessione
(5). Fissaggio, installazione dell'utensile e impostazione dell'origine delle coordinate di lavoro
-10-
Machine Translated by Google
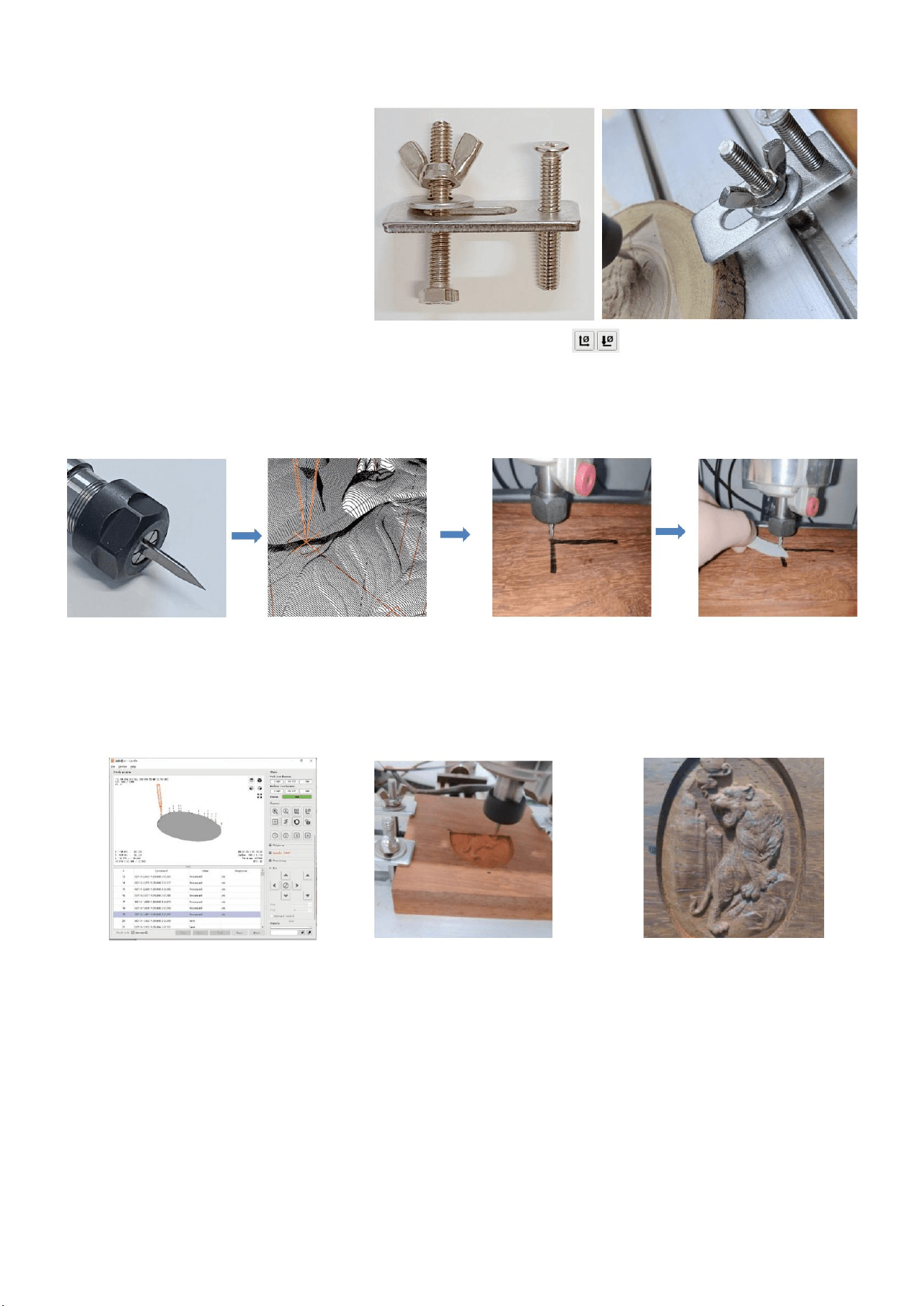
-11-
mostrato nelle figure a destra.
la fresa, si prega di non estendere troppo la pinza, come mostrato nella prima figura sottostante.
Prima di eseguire il programma in codice G, è necessario
controller offline, assicurarsi che il cavo USB della macchina e del computer siano scollegati.
Il controller offline ha un'interfaccia di alimentazione esterna in standby da 12 V. Quando gli utenti utilizzano altre schede madri senza alimentazione
per trovare la posizione della figura di incisione
rispetto alla piastra di incisione complessiva. Nella grafica
visiva è presente un sistema di coordinate a tre
assi. L'origine del sistema di coordinate a tre assi è il punto
di impostazione dell'utensile della grafica di
elaborazione effettiva.
Dopo aver trovato la posizione di incisione, clicca sul pulsante Invia qui sotto e il dispositivo inizierà automaticamente a incidere. La barra di stato a
e la debole capacità di alimentazione, possono collegare un alimentatore esterno per fornire energia al controller
È possibile spostare lo strumento per determinare il
in alto a destra mostra running. La finestra di visualizzazione mostra che l'utensile si sta muovendo lungo il percorso utensile. Puoi scegliere i pulsanti pausa e stop
qui sotto durante l'incisione. (Dopo la pausa, clicca di nuovo per continuare l'incisione precedente. Dopo la conclusione, clicca Send per iniziare l'elaborazione
dall'inizio).
posizione della grafica di incisione rispetto alla piastra di
incisione complessiva in base alla posizione di questa
origine. La figura di incisione nella figura sottostante è
presa come esempio.
Dopo l'avvio della posizione dell'utensile selezionata, gli assi X/Y e Z vengono reimpostati a zero (il
Una volta completata l'elaborazione, la finestra di visualizzazione avvisa che l'incisione è completata e il tempo necessario per
sono i pulsanti di azzeramento degli assi X/Y e Z).
intaglio.
Prima di tornare a zero, assicurarsi che l'utensile si avvicini alla distanza di un foglio di carta per l'incisione, quindi riportare gli assi X/Y e Z a zero (utilizzare un coltello
affilato a fondo piatto durante l'incisione e una fresa cilindrica durante la lavorazione di piani, fessure e fori). L'effetto è che la figura scolpita verrà intagliata con la
punta della lama come origine.
5. Controller offline (facoltativo)
L'apparecchio nel kit del prodotto non è assemblato. Ci sono quattro set in totale. L'aspetto e l'uso dell'apparecchio assemblato sono
La pinza ER11 sul motore del mandrino deve essere prima bloccata nella testa fissa e deve essere bloccata in posizione. Durante l'installazione
Nota: il controller offline e il computer non possono essere collegati contemporaneamente alla macchina per incisione. Quando si utilizza il
(7). Elaborazione completata
(6) Inizia a scolpire
Machine Translated by Google
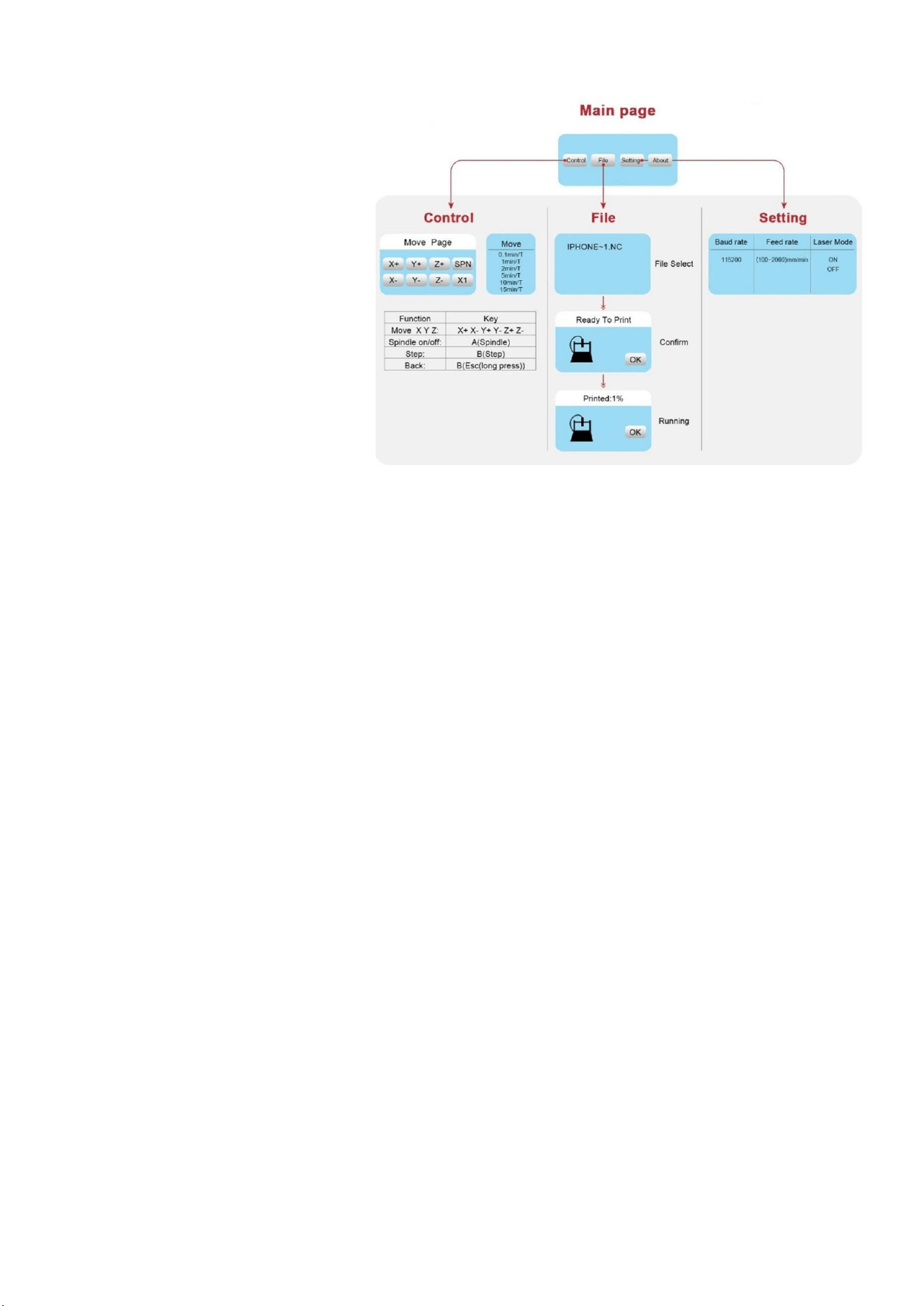
-12-
OK/SPN: pulsante di conferma.
5.5 Pagina delle
impostazioni: X+/ X-: modifica la velocità in baud; Y+/Y-: modifica la velocità di avanzamento di ±100/clic; Z+/Z-: modifica la velocità di avanzamento di ±10/clic; OK/SPN:
modifica la modalità laser ON/OFF
5.2 Pagina di controllo:
spostare manualmente ciascun asse nella posizione desiderata.
5.6 Rete Wi-Fi e Web Il controller
offline ha la funzione di rete wireless WiFi. Per impostazione predefinita, l'hotspot WiFi di VIGO-STK**** viene stabilito automaticamente.
Metodo: eseguire il software Candle e inviare il comando $RST=* alla macchina, quindi riavviarla.
X+: l'asse X si muove nella direzione destra, X- nella direzione opposta.
Y+: l'asse Y si muove in avanti, Y- nella direzione opposta. Z+:
l'asse Z si muove verso l'alto, Z- nella direzione opposta.
Puoi connetterti all'hotspot tramite il WiFi del tuo computer o telefono cellulare con password 12345678, quindi aprire 192.168.0.1 o vigostick.local nel browser per gestire
(caricare o eliminare) i file sulla scheda SD del controller offline e puoi anche inserire l'account SSID (supporta solo segnale 2.4G) e la password per aiutare il controller offline ad
accedere alla tua rete WiFi locale. Dopo che il controller è connesso al WiFi 2.4G locale, l'indirizzo IP corrente del controller o il nome di dominio vigostick.local possono ancora
essere aperti per accedere all'interfaccia di gestione web. Puoi aprire la pagina Informazioni sul controller per controllare l'indirizzo IP.
OK/SPN: Interruttore di prova del mandrino, premere per aprire
il mandrino (corrispondente a SPN grigio sullo schermo),
premere di nuovo per chiudere il mandrino (il corrispondente
SPN sullo schermo torna alla normalità). Premere a lungo
per entrare nella pagina di modifica della velocità del mandrino.
In questa pagina, Y+/Y- è la velocità del mandrino alta/
bassa, premere a lungo OK/SPN per uscire dalla pagina di
modifica della velocità del mandrino.
Stato della rete: c'è un punto nell'angolo in alto a sinistra della pagina principale. Il punto ROSSO indica che l'hotspot VIGO-STK**** è attivo, mentre il punto VERDE indica che il
controller si è connesso al WiFi locale.
Uscita/STP: Funzione 1: toccare ciascun pulsante dell'asse XYZ
per modificare la distanza del movimento di 0,1, 1, 5, 10 cicli ogni
volta. Funzione 2: tenere premuto per circa 2 secondi per uscire.
L'interfaccia di gestione web è come la pagina precedente. Le pagine web funzionano come segue: Cliccando sul menu
"Control", appare l'interfaccia MOVE Control, puoi cliccare sul pulsante corrispondente per controllare il movimento della macchina CNC.
5.3 Pagina file:
Elenco file Seleziona il file da incidere. I documenti di supporto includono: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Cliccando sul menu "File", vengono mostrati i file di intaglio attualmente memorizzati nella scheda SD del controller offline corrente. È possibile caricare nuovi file sul controller. Dopo
aver selezionato il file di intaglio corrispondente per avviare l'intaglio, l'interfaccia visualizza il file in fase di intaglio e l'avanzamento dell'intaglio. È possibile cliccare sul pulsante per
mettere in pausa o interrompere il processo di intaglio.
Y+: su, Y-: giù OK/
SPN: conferma la selezione e accedi alla pagina di conferma dell'incisione.
Fare clic sul menu "Impostazioni", accedere all'interfaccia di impostazione della macchina per intaglio, dove è possibile impostare alcuni parametri di controllo o eseguire il ripristino, lo sblocco,
il ripristino delle impostazioni, l'impostazione degli utensili, l'accensione/spegnimento della modalità laser e altri comandi.
5.4 Confermare la pagina di incisione:
confermare che il file di incisione sia avviato senza errori.
6. Ripristinare le impostazioni di fabbrica Se
il movimento meccanico della macchina è fluido, ma il movimento di incisione sembra bloccato o il motore passo-passo non funziona
5.1 Pagina
principale: Y-: destra Y+: sinistra Z+: invia $X alla
scheda madre GRBL per sbloccarla.
OK/SPN: inizia la conferma, la percentuale di avanzamento diventa "pronto per la stampa", una volta completata l'incisione viene visualizzata la pagina di selezione del file.
sposta, prova a ripristinare le impostazioni di fabbrica della scheda madre.
Machine Translated by Google
Guida alla riparazione CNC
Problema
Soluzione
[io
|ÿRT=1
-13-
controllare se l'interfaccia USB è collegata
correttamente; assicurarsi
fallimento
la porta COM è selezionata correttamente (non
selezionare COM1); assicurarsi che la velocità in baud
sia selezionata correttamente (scegliere 115200).
Il software visualizza un errore di
allarme, il controller
Controllare se i finecorsa nella direzione dei tre assi XYZ
sono premuti
è bloccato e cliccando su ripristina e
sblocca non viene eliminato
abbassati o ostruiti da oggetti estranei. Pulirli se
necessario.
Il contenuto inciso appare come
un riflesso speculare dell'immagine
originale e la direzione del movimento del
controllo manuale non è corretta
Il computer e il controller offline
non possono controllare il normale
movimento della macchina o
incidere in modo anomalo
In alternativa, scollegare la connessione
Basta impostare i parametri Grbl nel software per invertire
la direzione di
Controllare se il controller offline e la porta USB del
computer sono entrambi collegati alla macchina per
incidere. In tal caso, scollegare il controller offline
fili dei finecorsa. Se torna alla normalità, il corrispondente
l'asse X o Y.
o il cavo USB del computer. Entrambi non possono
essere collegati all'incisione
l'interruttore è andato in cortocircuito e si è
guastato. Può essere sostituito o abbandonato
temporaneamente.
Il contenuto inciso appare ruotato
di 90 gradi
macchina allo stesso tempo.
La macchina è collegata a
Controllare se i giunti di collegamento dell'asse XY del
controller sono stati scambiati. Basta scambiare i
collegamenti
Si prega di assicurarsi che il computer abbia installato
il driver corretto; per favore
il computer è acceso, ma il software di
incisione mostra una connessione
Indietro.
Machine Translated by Google
Controllare se vi è slittamento tra l'asse del
motore della vite di comando e l'accoppiamento.
Serrare le viti di fissaggio su entrambe le estremità
dell'accoppiamento.
Ripristinare il firmware alle impostazioni di
fabbrica. Eseguire il software Candle, connettersi alla
macchina e, nella casella di comando in basso a
destra, immettere e inviare il comando
Dopo aver modificato i parametri
del firmware della macchina per incisione,
si sono verificati vari movimenti
anomali della macchina o dimensioni di
incisione anomale
L'immagine incisa è distorta e
disallineata
$RST=*, quindi riavviare la macchina.
verificarsi
Problema
Soluzione
Machine Translated by Google
MODELO:S4040
Seguimoscomprometidosabrindarleherramientasaprecioscompetitivos.
"Ahorrelamitad","mitaddeprecio"ocualquierotraexpresiónsimilarqueutilicemossolorepresenta
unaestimacióndelahorroquepodríaobteneralcomprarciertasherramientasconnosotrosencomparación
conlasprincipalesmarcasynonecesariamentesignificaquecubratodaslascategoríasdeherramientas
queofrecemos.Lerecordamosque,alrealizarunpedidoconnosotros,verifiquecuidadosamentesi
realmenteestáahorrandolamitadencomparaciónconlasprincipalesmarcas.
MÁQUINADEGRABADOCNC
MANUALDELUSUARIO
Soportetécnicoycertificadodegarantía
electrónicawww.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Escanearparavervideosyguías
1
¿Tienepreguntassobreelproducto?¿Necesitaasistenciatécnica?Nodudeenponerseen
contactocon
nosotros:Asistenciatécnicaycertificadodegarantíaelectrónica
www.vevor.com/support
MODELO:S4040
Estassonlasinstruccionesoriginales,leaatentamentetodaslasinstruccionesdel
manualantesdeutilizarelproducto.VEVORsereservaunainterpretaciónclaradenuestro
manualdeusuario.Laaparienciadelproductoestarásujetaalproductoquerecibió.
Perdónenospornoinformarlenuevamentesihayactualizacionesdetecnologíaosoftwareen
nuestroproducto.
Y
AUTO
GRABADOCNC
¿NECESITASAYUDA?¡CONTÁCTANOS!
Machine Translated by Google
2
EsteproductoestásujetoalasdisposicionesdelaDirectivaEuropea2012/19/CE.
Usoeninterioresúnicamente
productoytodoslosaccesoriosmarcadosconestesímbolo.Productosmarcadoscomo
exigelarecogidaselectivaderesiduosenlaUniónEuropea.Estoseaplicaalos
Advertencia:Asegúresedeusarprotectoresparalosojoscuandoutiliceesteproducto.
Utilicesiempregafasprotectorascuandoutilicelamáquina.
unpuntoderecogidaparareciclaraparatoseléctricosyelectrónicos
Notoqueningunapiezagiratoriacuandolamáquinaestéenfuncionamiento.
Estosnopuedendesecharseconlabasuradomésticanormal,sinoquedebenllevarsea
Notoqueelenchufeconlasmanosmojadasparareducirelriesgodeelectrocución.
Prohibidosuusoenobjetosogasesinflamables.
InstruccionesdeseguridadimportantesAdvertencia:
¡Parareducirelriesgodequemaduras,electrocucionesolesionesapersonas!
concuidado.
Elsímboloquemuestrauncontenedordebasuratachadoindicaqueelproducto
Porfavor,cortelaenergíainmediatamenteencasodeemergencia.
Advertencia:Parareducirelriesgodelesiones,elusuariodebeleerelmanualdeinstrucciones.
Machine Translated by Google
aparato.
capacidadesfísicas,sensorialesomentalesreducidasofaltadeexperienciay
elusodelaparatoporunapersonaresponsabledesuseguridad.Losniños
debensersupervisadosparaasegurarsedequenojueguenconelaparato.
agentedeservicioopersonasigualmentecalificadasparaevitarunpeligro.Ono
Lamáquina.
conocimientosamenosquehayanrecibidosupervisiónoinstrucciónsobreellos.
evitaraccidentes.
herir.
Utiliceesteaparato.Lléveloauntallerparaquelorepareunprofesional.
militar.
Paraevitaratascos,nofuercelaunidadparaquefuncioneconunapresiónexcesiva.
Nosumerjacablesnimáquinasenagua,yaqueestopuedeprovocarunadescargaeléctrica.
Esteaparatonoestádiseñadoparaserutilizadoporpersonas(incluidosniños)con
Desenchufeelaparatoalmontarodesmontarlaunidad.
Esnecesariaunaestrechasupervisióncuandoseutilizacualquieraparatocercadeniños.
Desconecteelenchufecuandonoestéenuso,antesdereemplazarpiezasyrealizartareasdemantenimiento.
Antesdereemplazarlaherramienta,desconectelafuentedealimentacióndelamáquina
Sielcabledealimentaciónoelenchufeestándañados,debenserreemplazadosporelfabricante,su
Advertencia
Utilicegafasprotectorascuandoutilicelamáquina.Encasodequesusojos
GUARDEESTASINSTRUCCIONES
ASUNTOSQUENECESITANATENCIÓN
3
Machine Translated by Google
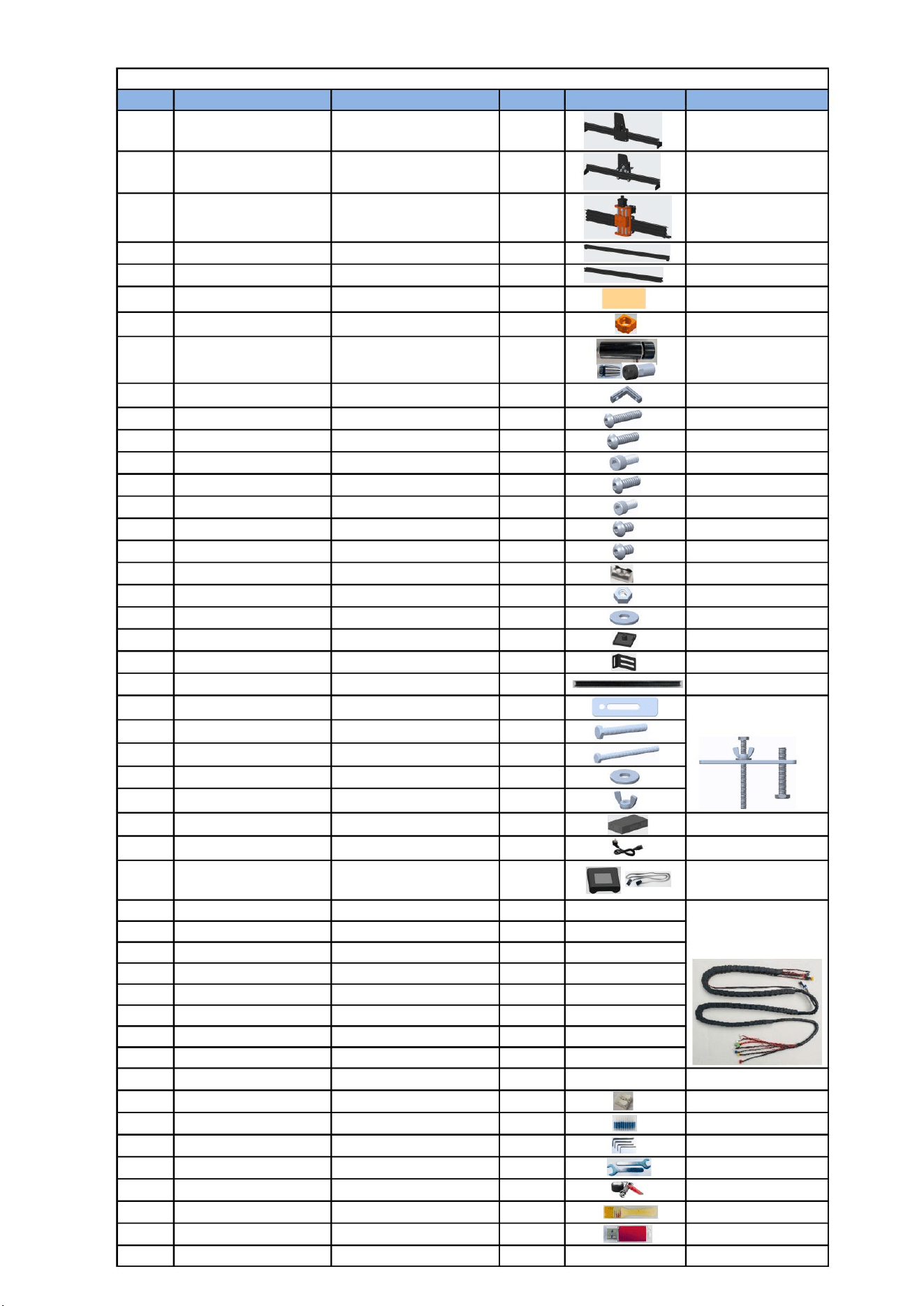
3
ycablededatos
——
3.175
ComponenteparaelejeY2
17
1
24
4
Manualdeinstrucciones
Tornillohexagonalinterior
31
Perfildealuminio(X)
Apoyo
1
39 CableUSB
M4
8
Tornillo
46
2P,2100mm
PiezaNro.
10
——
Observación
15*10*660
09
16
——
4
Controladorfueradelínea
——
Llavehexagonalinterior
02
1
23
DiscoU
4
4P6P,2100mm,amarillo
M5*35
Placadecubierta
38
45
Motordehusillo
CabledelímiteX/Z
M520
12
Placadeprensado
4
planodemontaje
Cabledealimentación
Imagen
CabledelmotorpasoapasoY1
1juego
15
2P3P,2100mm
6
Fresa
M6
1
——
Tornillohexagonalinterior
lacadenaderemolque
——
1juego
2020V*577mm
4P6P,2100mmrojo
M4*8
Arandela
37
44
Abrazaderadehusillo
CabledelímiteY
43
Bancodetrabajo
CabledelmotorpasoapasoY2
2
Placadeprensado
Cajadecontrol
2P3P,1350mm
Cantidad
300W,ER118mm
CabledelmotorpasoapasoX
14
16
——
1juego
22
1juego
4
Tornillohexagonalinterior
Cepillosuave
enhebradoen
——
07
——
29
M4*10
Tuercahexagonal
36
M5*6
Yaensamblado
42
CabledelmotorpasoapasoZ
1juego
08
——
Tuercademariposa
4P6P,1350mmazul
Explicación
Cabledelmotordelhusillo
4
Φ6*2mm
1juego
03
1
21
1
Sonda
Tornillohexagonalinterior
Elcablehasido
35
06
——
28
34
——
05
27
1
M5*10
Tuercatrapezoidal
——
——
41
2
Φ52,aluminio
——
2020
——
13
——
4
4
M6*80
01
1
ComponenteparaelejeX
20
1
Llaveparatuercas
Tornillohexagonalinterior
1juego
26
1
PantallatáctilcontarjetaSD
33
——
04
1
M5*12
Tornillohexagonalinterior
Placadecubiertadealambre
40
——
Arandela
Cadenaderemolque
ComponenteparaelejeY1
12
1
6
1
——
M8*55
14/17mm
——
1
19
30
1juego
2
18
25
2/2,5/3/4mm
1
——
32
1
2juegos
M5*14
4P6P,2100mm,blanco
Tornillohexagonalinterior
——
Φ5Φ20
Terminaldeconexión
1
Tornillo
47
Nombredelapieza
2
11
——
1
100mm
2020V*540mm
ConectorenformadeL
1
Perfildealuminio(Y)
Contornillodefijación2M5*6 Juegode4
4
ListadepiezasdelmodeloS4040
1.Listadepiezas
Machine Translated by Google
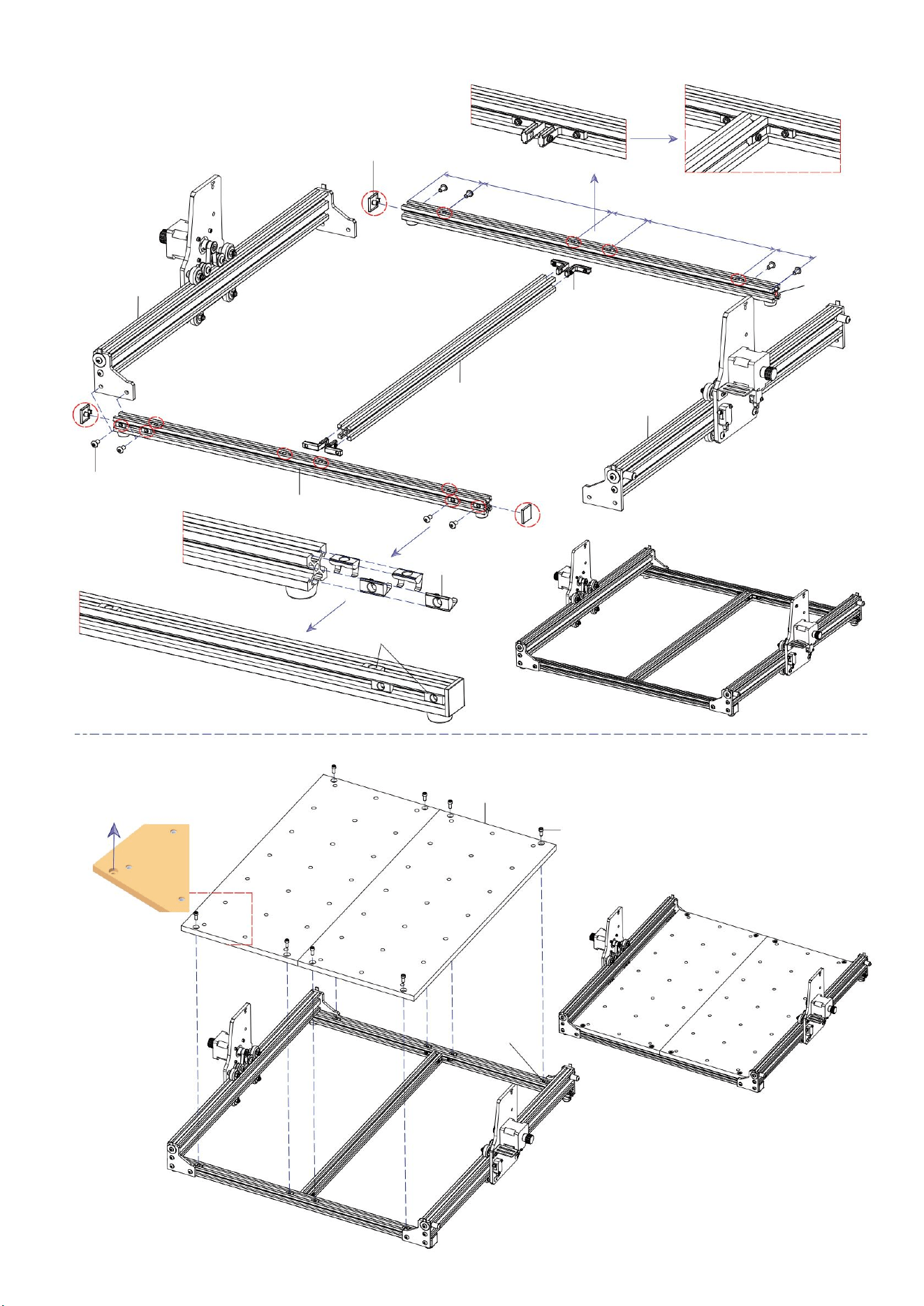
04:2020V*5772juegos
05:2020V*5401pieza
09:ConectorenformadeL4piezas
20Placadecubierta20203piezas
Deslízateconantelación
EjeY21juego
02:Componentepara
8piezas
06:Bancodetrabajo2piezas
17:trapezoidal
13:M5*10
12:M5*128piezas
17:TuercatrapezoidalM520
EjeY11juego
17:TuercatrapezoidalM5208piezas
TuercaM5208piezas
Soloesteagujero
tienedientesM5
01:Componentepara
Lasuperficiedelbancodetrabajoestáhaciaarriba
Montajedelbancodetrabajo
ComponentedelejeYyconjuntodeperfildealuminio
2.Montajedelamáquina
56mm
200milímetros
200milímetros
60mm
60mm
5
S4040:V1.3
Machine Translated by Google
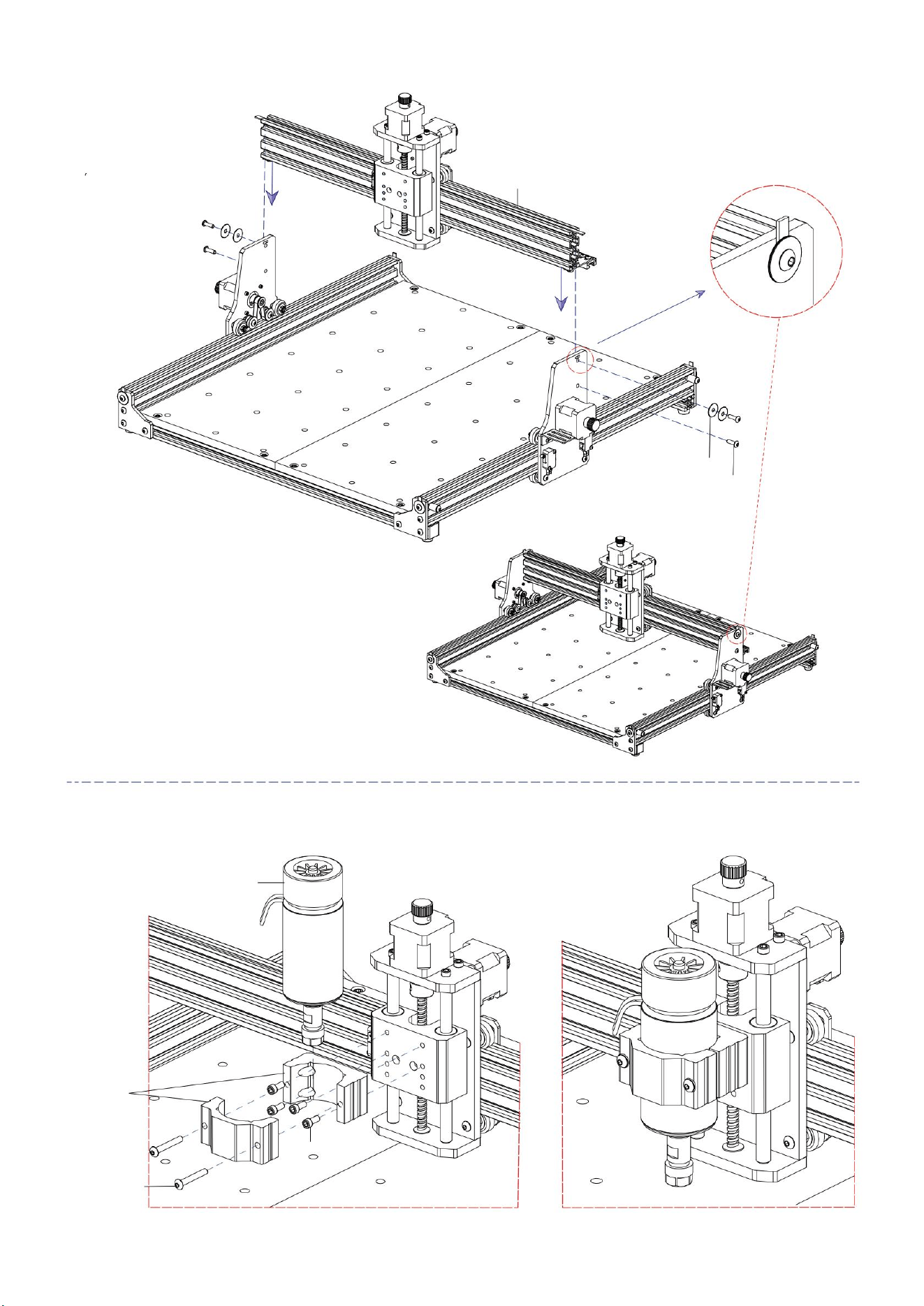
6
11:M5*144piezas
12:M5*124piezas
19:Φ5Φ204piezas
03:ComponenteparaejeX1Set
07:Abrazadera
dehusillo1juego
10:M5*352piezas
08:Motordehusillo1juego
ConjuntodecomponentesdelejeX
Conjuntodefijacióndelhusilloymotor
S4040:V1.3
Machine Translated by Google
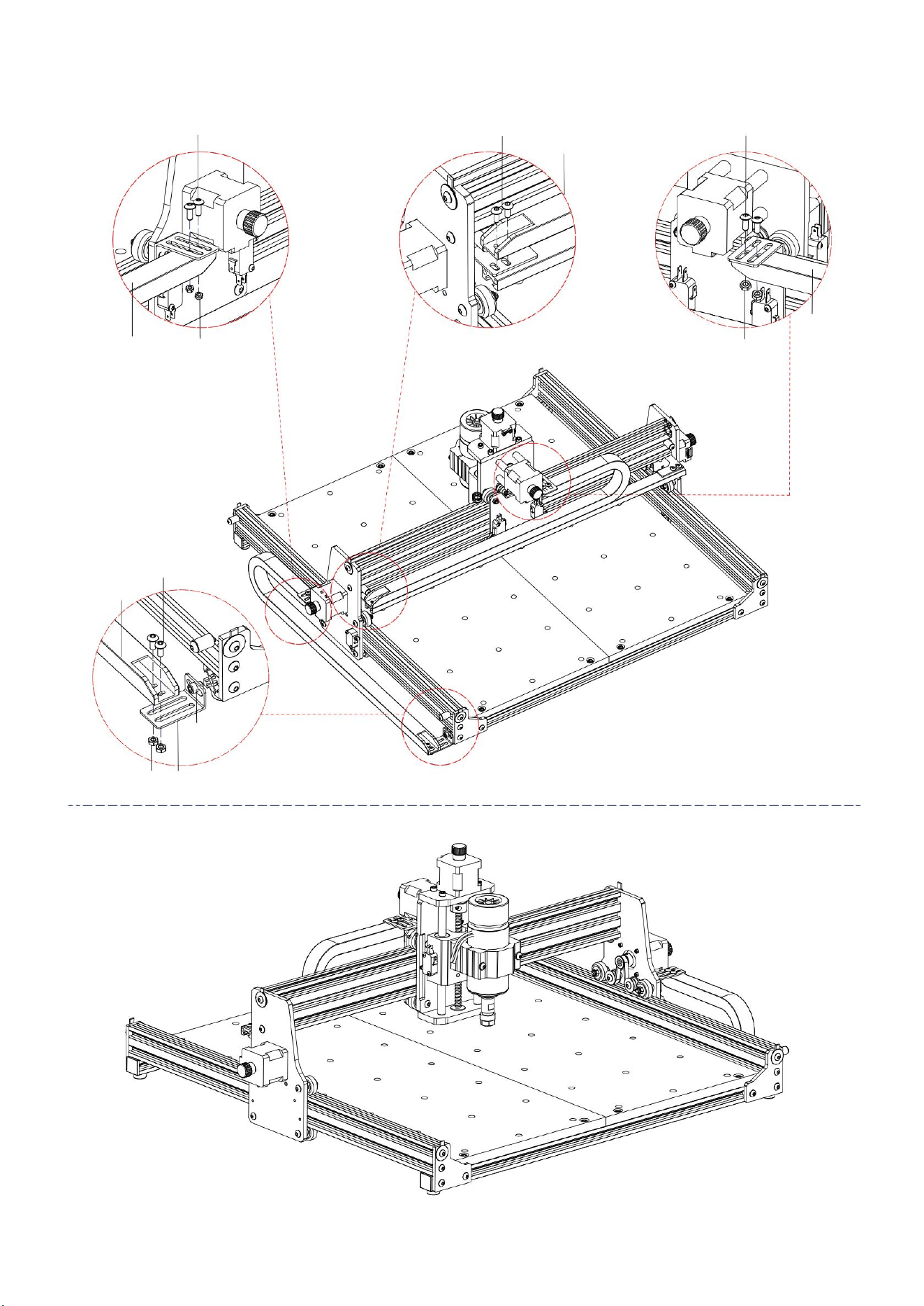
31:10*15*6601pieza
31:10*15*660
18:Tuercahexagonal 18:Tuercahexagonal
31:10*15*1000
15:M4*102PCS
15:M4*102PCS
M42PCS
15:M4*102PCS16:M4*82PCS
14:M5*61pieza
18:Tuercahexagonal
M42PCS
21:Soporte1pieza
M42PCS
Conjuntodecadenaderemolque
Dibujodemáquinadelconjuntoterminado
1piezas
31:10*15*660
7
S4040:V1.2
Machine Translated by Google
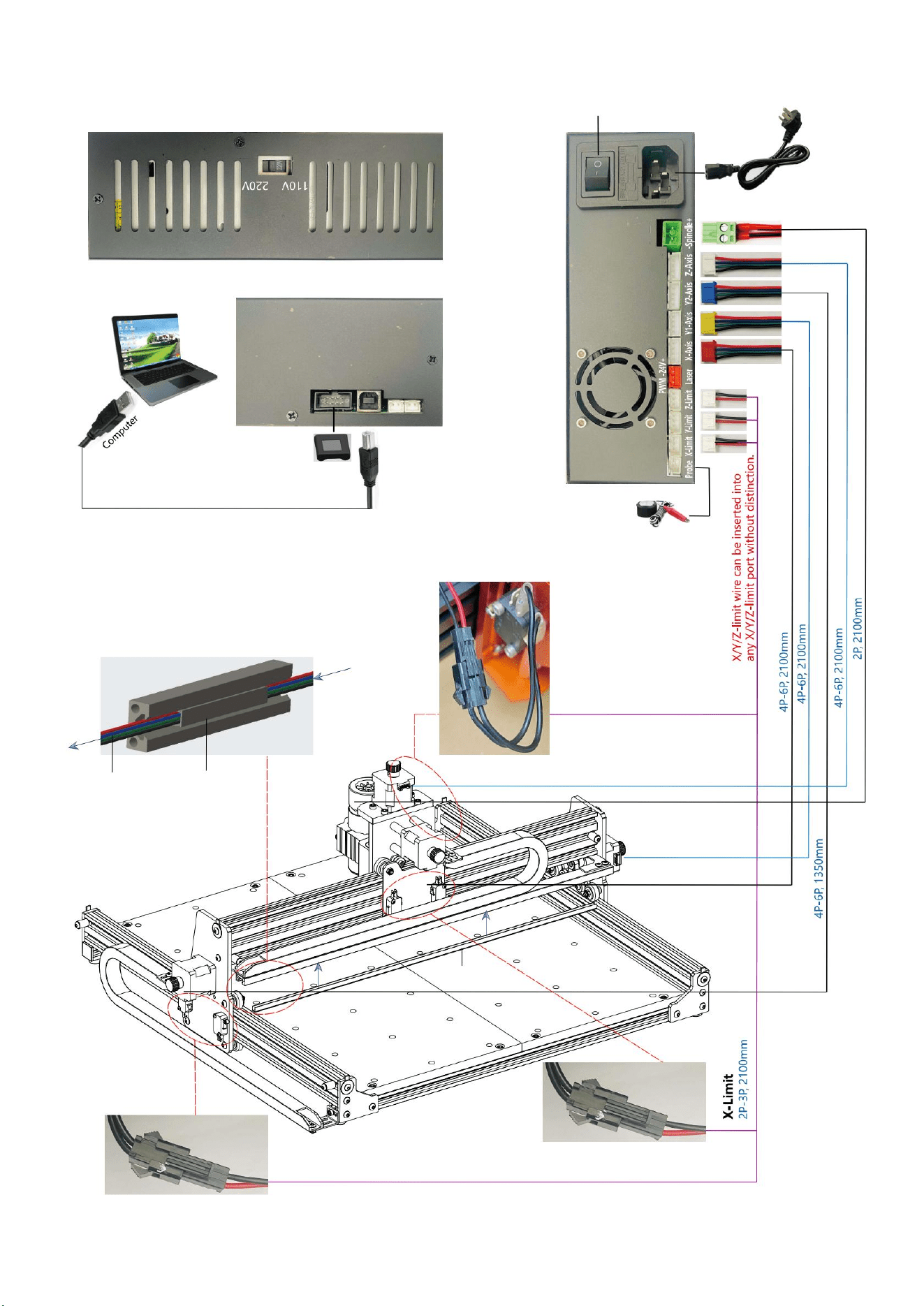
CON
Y1
LímiteZ2P3P,2100mm
controlador
fueradelínea
incógnita
Cambiar
Fuerza
LímiteY2P3P,1350mm
8
Motordehusillo
EjeY1
EjeX
EjeZ
EjeY2
MantenerpulsadoelbotónEjecutarUSBsinconexión
3.Instruccionesparalospuertosdelacajadecontrol
Y2
Paraarreglarelcable
b.Instalelaplacadecubierta
a.CabledelmotorY1
22:Placadecubierta
decable1pieza
Atravésdelaranura
S4040:V1.2
Machine Translated by Google
4.2Control
(1)ControlarunamáquinaCNCbasadaenGRBLmediantecomandosdeconsola,botonesenelformularioytecladonumérico.
UnodelossiguientesestadosdelCNC:
Inactivo:esperandouncomandodecódigoG.Enejecución:ejecutandouncomandodecódigoG.Inicio:se
estáejecutandoelciclodeinicio.Verificar:el
mododeverificacióndecomandodecódigoGestáactivado.Retener:
pausadoporuncomando"!",necesitareiniciarseporuncomando"~".Alarma:elCNCnosabedóndeestáy
bloqueatodosloscomandosdecódigoG.
Funcionescompatibles:
(3)Cargue,edite,guardeyenvíearchivosdecódigoGalamáquinaCNC.
(2)MonitoreodelestadodelamáquinaCNC.
4.1Estados
Coordenadasdetrabajo:
(4)VisualizacióndearchivosdecódigoG.
4.3Pasosparautilizarelsoftware
ElarchivoCH341SER.exeseencuentraenlacarpetadelcontroladorparainstalarelcontrolador.Encircunstanciasnormales,el
sistemaWin10identificaráeinstalaráautomáticamenteelcontrolador.ParalossistemasWin7yWin8,instálelomanualmente.
CandleesunaaplicaciónGUIparamáquinasCNCbasadasenGRBLconvisualizadordecódigoG.Candleesunsoftwaredecódigoabiertoadecuadoparaelprocesamiento
demáquinasherramientaCNC.AdmiteelprocesamientodearchivosdecódigoGylavisualización.
RepresentalascoordenadasabsolutasX,YyZactualesdelamáquina.
Paraelprimeruso,conecteeldispositivoalacomputadoramedianteuncableUSByhagaclicenelbotón
RepresentalascoordenadaslocalesX,YyZactualesdelCNC.
Coordenadasdelamáquina:
9
RestaurarX/Y/Z
Restauralascoordenadasdelsistemalocalconelcomando"G92".
Muevelaherramientaporeleje"Z"aunaposiciónsegura.Lacoordenadadeposiciónsepuedeespecificarenlaconfiguración"Zsegura".Laposicióndebeespecificarseenlascoordenadasdela
máquina.
CeroX/YPone
acerolascoordenadas"X"e"Y"enelsistemadecoordenadaslocal.Tambiénconservaundesplazamientodelsistemalocal("G92")parausoposterior.
Reiniciar
SondaZ
IniciaelprocedimientodebúsquedadelejeZceroutilizandoelcomandoespecificadoenlaconfiguración(cuadro"Comandosdelasonda
Z").Ejemplodecomando:G91G21;G38.2Z30F100;G0Z1;G38.2Z1F10
Zsegura
Iniciaelprocedimientodelcicloderetornoalaposicióninicialconelcomando"$H"
Botóndeinicio
ReiniciaelCNCconelcomando"CTRL+X"
DesbloqueaCNCconelcomando"$X".
(1)Instalarelcontrolador
Descubrir
4.Softwaredevelas
Machine Translated by Google
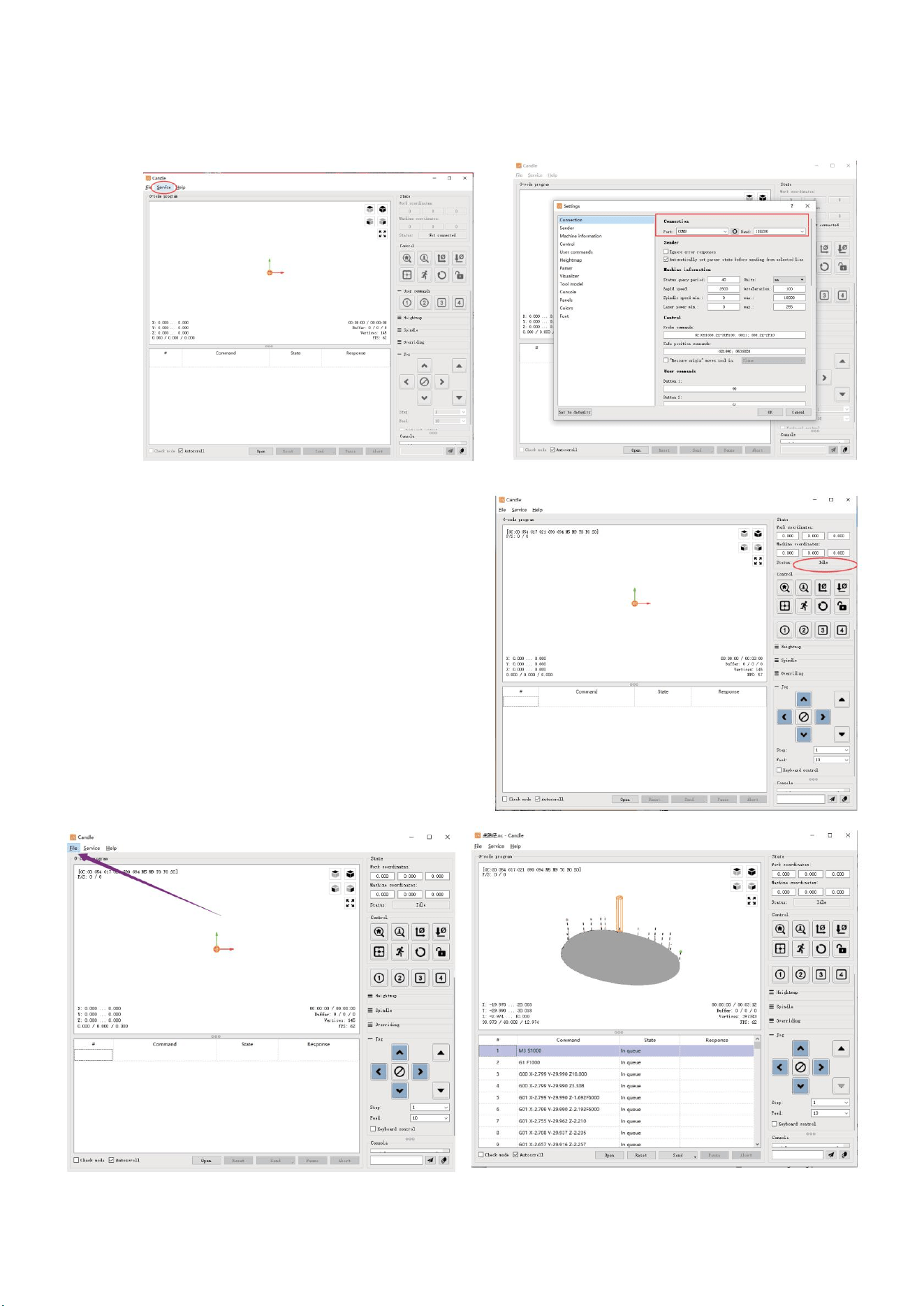
Recuerdelainformacióndelpuertoconsultadaanteriormente,cambiealainterfazdelsoftwareCandleyhagaclicenlaopción"Configuración"enlapartesuperior.
esquinaizquierda.Alseleccionarlaconfiguración,aparecerálaventanadeconfiguración.En"Conexión",seleccioneelnombredelpuertoquesolicitó,seleccionela
velocidadenbaudios115200yluegohagaclicen"Aceptar"parafinalizarlaconfiguración.
elcuadrorojoenlapantallaquesemuestraenlafigurasiguiente(lainformacióndelpuertoestáentreparéntesis).
Despuésdeinstalarelcontrolador,abraeladministradordedispositivosdelacomputadorayhagaclicenlaopcióndepuertoparaverelcontenidodentro
Despuésdelaimportación,enelcentrodelainterfazsemostraráungráficovisual
compuestoporlastrayectoriasdelasherramientas(laposicióndelgráficoenforma
delápizenelgráficoeslaposiciónactualdelaherramienta).Enlaventanade
visualización,mantengapresionadoelbotónizquierdodelmouseparamovery
rotarelgráfico,ymantengapresionadoelbotónderechoparamoverlo.Gráficos:al
desplazarseconlaruedacentralsepuedeacercaryalejarlosgráficos.Almismo
tiempo,elcontenidodelcódigoGsemostraráenlabarradecomandosinferior.
Duranteelprocesamiento,lamáquinaseejecutaráunaporunadeacuerdoconlos
comandosdelcódigoG.
(3)ConexióncompletaDespuésde
configurarelpuertoylavelocidadenbaudios,hagaclicenFinalizar.Labarradeestadoenlaparte
superiorderechadelainterfazdeCandlemostraráInactivoy,almismotiempo,laconsolaenlaparte
inferiorderechamostrarálainformaciónquesemuestraacontinuación,indicandoquelaconexión
sehaestablecidocorrectamente.
(5)Fijación,instalacióndeherramientasyestablecimientodelorigendelascoordenadasdetrabajo
(4)Procesamientodedocumentos
Hagaclicenlaopción"Archivo"enlapartesuperiordelavela,luegohagaclicen"Nuevo"para
crearelcódigoG.Enlabarradecomandosenlaparteinferiordelainterfaz,hagaclicen"Abrir"
paraseleccionarunarchivodecódigoGquesehayacreadoparaimportarelarchivo.
(2)Configureelpuertoylaconexión
10
Machine Translated by Google
(6)Comienceatallar
(7)Procesamientofinalizado
LapinzaER11delmotordelhusillodebesujetarseprimeroalcabezalfijoydebequedarsujetaensulugar.Alinstalar
5.Controladorsinconexión(opcional)
ycapacidaddesuministrodeenergíadébil,puedenconectarunafuentedealimentaciónexternaparasuministrarenergíaalcontrolador
Paraencontrarlaposicióndelafiguragrabadaenrelación
conlaplacadegrabadogeneral.Hayunsistemadecoordenadas
detresejesenlosgráficosvisuales.Elorigendelsistema
decoordenadasdetresejeseselpuntodeajustedelaherramienta
delgráficodeprocesamientoreal.
Despuésdeencontrarlaposicióndegrabado,hagaclicenelbotóndeenvíoacontinuaciónyeldispositivocomenzaráagrabarautomáticamente.Labarradeestadoen
Elcontroladorfueradelíneatieneunainterfazdefuentedealimentacióndereservaexternade12V.Cuandolosusuariosusanotrasplacasbasesinfuentedealimentación
AntesdeejecutarelprogramadecódigoG,necesita
Posicióndelgráficodegrabadoenrelaciónconlaplacade
grabadogeneralenfuncióndelaposicióndeesteorigen.Lafigura
degrabadoqueapareceenlasiguientefigurasetomacomo
ejemplo.
Puedemoverlaherramientaparadeterminarla
Lapartesuperiorderechamuestraquelaherramientaestáenmarcha.Laventanadevisualizaciónmuestraquelaherramientaseestámoviendoalolargodelatrayectoriadelaherramienta.Puede
elegirlosbotonesdepausaydetenciónqueseencuentrandebajoalgrabar.(Despuésdehacerunapausa,hagaclicnuevamenteparacontinuarconeltalladoanterior.Despuésdeterminar,hagaclicen
Enviarparacomenzarelprocesamientodesdeelprincipio).
tallado.
sonbotonesdepuestaacerodelosejesX/YyZ).
Unaveziniciadalaposicióndelaherramientaseleccionada,losejesX/YyZserestablecenacero(el
Unavezfinalizadoelprocesamiento,laventanadevisualizaciónindicaqueelgrabadoestácompletoyeltiemponecesariopara
Nota:Elcontroladorfueradelíneaylacomputadoranosepuedenconectaralamáquinadegrabadoalmismotiempo.Alutilizarel
semuestraenlasfigurasdeladerecha.
Alcortar,noextiendademasiadolapinza,comosemuestraenlaprimerafiguraacontinuación.
Controladorfueradelínea,asegúresedequeelcableUSBdelamáquinaylacomputadoraesténdesconectados.
Antesdevolveracero,asegúresedequelaherramientaseacerquealadistanciadeunahojadepapelparagrabar,yluegoregreselosejesX/YyZacero(utiliceuncuchilloafiladode
fondoplanoalgrabar,yuseunafresacilíndricaalmecanizarplanos,ranurasyagujeros)Elefectoesquelafiguraesculpidasetallaráconlapuntadelahojacomoorigen.
Elaccesorioincluidoenelkitdelproductonoestáensamblado.Haycuatrojuegosentotal.Laaparienciayelusodelaccesorioensambladoson
11
Machine Translated by Google
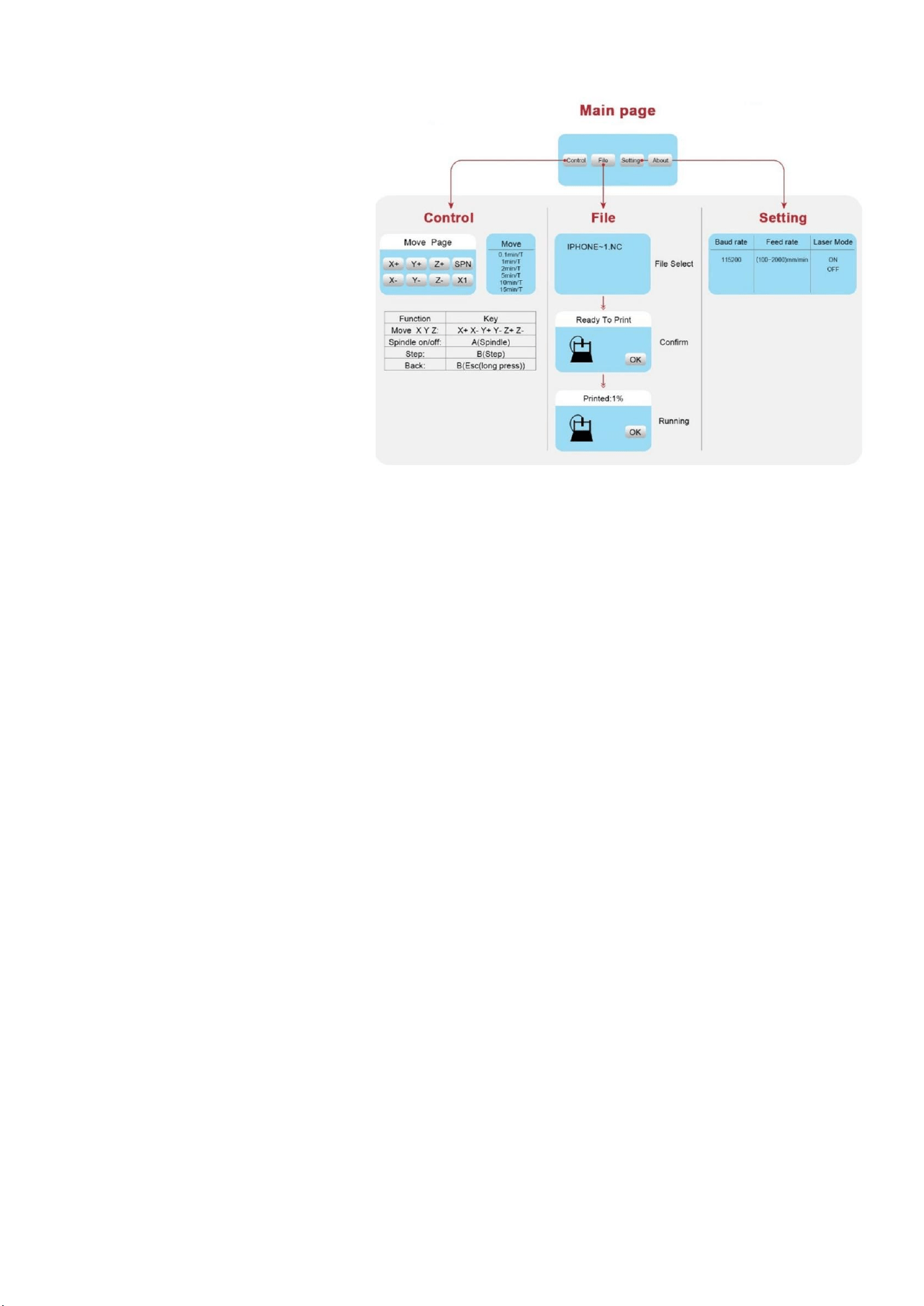
12
OK/SPN:Seinicialaconfirmación,listoparaimprimirseconvierteenelporcentajedevisualizacióndelprogreso,seregresaalapáginadeseleccióndearchivodespuésdequesecompleta
elgrabado.
6.RestaurarlaconfiguracióndefábricaSiel
movimientomecánicodelamáquinaessuave,peroelmovimientodegrabadopareceatascado,oelmotorpasoapasonofunciona,
X+:elejeXsemueveendirecciónderecha,Xensentidoopuesto.Y+:
elejeYsemuevehaciaadelante,Yensentidoopuesto.Z+:eleje
Zsemuevehaciaarriba,Zensentidoopuesto.
PuedeconectarsealpuntodeaccesoatravésdelWiFidesucomputadoraoteléfonomóvilconlacontraseña12345678,yluegoabrir192.168.0.1ovigostick.localenelnavegador
paraadministrar(cargaroeliminar)losarchivosenlatarjetaSDdelcontroladorfueradelínea,ytambiénpuedeingresarlacuentaSSID(soloadmiteseñal2.4G)ylacontraseñaparaayudar
alcontroladorfueradelíneaaaccederasuredWiFilocal.DespuésdequeelcontroladorestéconectadoalWiFi2.4Glocal,ladirecciónIPactualdelcontroladoroelnombrededominio
vigostick.localaúnsepuedenabrirparaingresaralainterfazdeadministraciónweb.PuedeabrirlapáginaAcercadedelcontroladorparaverificarladirecciónIP.
5.6RedWiFiyWebElcontroladorsin
conexióntienefunciónderedinalámbricaWiFi.Demanerapredeterminada,elpuntodeaccesoWiFideVIGOSTK****seestableceautomáticamente.
5.2Páginadecontrol:
Muevamanualmentecadaejealaposicióndeseada.
Salir/STP:Función1:PulsecadabotóndelejeXYZparacambiarla
distanciademovimientoen0,1,1,5o10cicloscadavez.Función2:
Mantengapulsadoduranteunos2segundosparasalir.
Lainterfazdeadministraciónwebescomolapáginaanterior.Laspáginaswebfuncionandelasiguientemanera:hagaclicen
elmenú"Control",aparecelainterfazdecontrolMOVE,puedehacerclicenelbotóncorrespondienteparacontrolarelmovimientodelamáquinaCNC.
OK/SPN:interruptordepruebadelhusillo,presioneparaabrirel
husillo(correspondientealSPNgrisenlapantalla),presione
nuevamenteparacerrarelhusillo(elSPNcorrespondienteenla
pantallavuelvealanormalidad).Presioneprolongadamente
paraingresaralapáginadecambiodevelocidaddelhusillo.En
estapágina,Y+/Yeslavelocidadalta/bajadelhusillo,presione
prolongadamenteOK/SPNparasalirdelapáginadecambiode
velocidaddelhusillo.
Estadodelared:Hayunpuntoenlaesquinasuperiorizquierdadelapáginaprincipal.ElpuntoROJOindicaqueelpuntodeaccesoVIGOSTK****estáactivoyelpuntoVERDEindicaqueel
controladorsehaconectadoalaredWiFilocal.
Hagaclicenelmenú"Configuración"paraingresaralainterfazdeconfiguracióndelamáquinadetallado,dondepuedeconfiguraralgunosparámetrosdecontrol,orealizarreinicio,desbloqueo,
restauracióndeconfiguraciones,configuracióndeherramientas,encendido/apagadodelmodoláseryotroscomandos.
Y+:arriba,Y:abajoOK/
SPN:Confirmalaselecciónyentraenlapáginadeconfirmacióndegrabado.
5.3Páginade
archivo:ListadearchivosSeleccioneelarchivoquesevaagrabar.Losdocumentosadmitidosincluyen:NC,NCC,TAP,TXT,Gcode,GCO,NL,CUT,CNC.
Hagaclicenelmenú"Archivo"paraverlosarchivosdetalladoalmacenadosactualmenteenlatarjetaSDdelcontroladorsinconexiónactual.Puedecargarnuevosarchivosalcontrolador.
Despuésdeseleccionarelarchivodetalladocorrespondienteparainiciareltallado,lainterfazmuestraelarchivoqueseestátallandoyelprogresodeltallado.Puedehacerclicenelbotónpara
pausarodetenerelprocesodetallado.
mover,intenterestaurarlaconfiguracióndefábricadelaplacabase.
OK/SPN:BotónConfirmar.
5.5Páginadeconfiguración:
X+/X:Cambiarlavelocidadenbaudios;Y+/Y:Cambiarlavelocidaddeavanceen±100/clic;Z+/Z:Cambiarlavelocidaddeavanceen±10/clic;OK/SPN:Cambiarelmodoláserencendido/
apagado
Método:EjecuteelsoftwareCandleyenvíeelcomando$RST=*alamáquina,luegoreinicielamáquina.
5.4Confirmarlapáginadegrabado:Confirme
queelarchivodegrabadosehayainiciadosinerrores.
5.1Páginaprincipal:
Y:derechaY+:izquierdaZ+:Envía$Xalaplacabase
GRBLparadesbloquearla.
Machine Translated by Google
GuíadereparacióndemáquinasCNC
Lamáquinaestáconectadaa
atrás.
estábloqueadoyhacerclicen
restablecerydesbloquearnoloelimina
Compruebesilosinterruptoresdelímiteenladirección
detresejesXYZestánpresionados
ElpuertoCOMestáseleccionadocorrectamente(no
seleccioneCOM1);asegúresedequelavelocidaden
baudiosestéseleccionadacorrectamente(elija
115200).
Elsoftwaremuestraunerrordealarma,
elcontrolador
Lacomputadorayelcontrolador
fueradelíneanopuedencontrolarel
movimientonormaldelamáquina
ograbardemaneraanormal
Alternativamente,desconectelaconexión
SimplementeconfigurelosparámetrosGrblenelsoftware
parainvertirladirecciónde
estáncaídosuobstruidosporobjetosextraños.
Límpielossiesnecesario.
Elinterruptorsehacortocircuitadoyhafallado.
Sepuedereemplazaroabandonartemporalmente.
oelcableUSBdelacomputadora.Ambosnose
puedenconectaralgrabador.
Elcontenidograbadoaparece
comounreflejodelaimagen
originalyladireccióndelmovimientodel
controlmanualesincorrecta.
Elcontenidograbadoaparece
girado90grados.
CompruebesielcontroladorsinconexiónyelUSBdela
computadoraestánconectadosalamáquinadegrabado.
Siesasí,desconecteelcontroladorsinconexión
cablesdelosfinalesdecarrera.Sivuelvealanormalidad,
elcorrespondiente
elejeXoY.
Lacomputadoraestáencendida,pero
elsoftwaredegrabadomuestra
unaconexión.
CompruebesilainterfazUSBestáconectada
correctamente;asegúrese
falla
Compruebesisehanintercambiadolasjuntasde
conexióndelejeXYdelcontrolador.Simplemente
intercambielasconexiones
máquinaalmismotiempo.
Asegúresedequelacomputadoratengainstaladoel
controladorcorrecto;
[i
|RT=1
Problema
Solución
13
Machine Translated by Google
Despuésdemodificarlos
parámetrosdelfirmwaredelamáquinade
grabado,seproducenvarios
movimientosanormalesdelamáquinao
tamañosdegrabadoanormales.
ocurrir
Verifiquesihaydeslizamientoentreelejedel
motordelhusilloyelacoplamiento.Aprietelostornillos
defijaciónenambosextremosdelacoplamiento.
Laimagengrabadaestádistorsionada
ydesalineada.
$RST=*,luegoreinicielamáquina.
Porfavor,restablezcaelfirmwarealaconfiguración
defábrica.EjecuteelsoftwareCandle,conécteseala
máquinay,enelcuadrodecomandosinferiorderecho,
ingreseyenvíeelcomando.
Solución
Problema
Machine Translated by Google
MODEL: S4040
„Oszczędź połowę”, „Połowa ceny” lub inne podobne wyrażenia używane przez nas stanowią
jedynie szacunkowe oszczędności, jakie możesz uzyskać, kupując u nas określone narzędzia w
porównaniu z głównymi markami i niekoniecznie oznaczają one objęcie wszystkich kategorii narzędzi
oferowanych przez nas. Uprzejmie przypominamy, aby dokładnie sprawdzić, czy składając u nas
zamówienie faktycznie oszczędzasz połowę w porównaniu z głównymi markami.
Nadal staramy się oferować Państwu narzędzia w konkurencyjnych cenach.
MASZYNA DO GRAWEROWANIA CNC
INSTRUKCJA OBSŁUGI
Wsparcie techniczne i certyfikat gwarancji
elektronicznej www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Przeszukaj filmy i przewodniki
-1-
Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Skontaktuj się z
nami: Wsparcie
techniczne i certyfikat E-Gwarancji www.vevor.com/support
MODEL: S4040
To jest oryginalna instrukcja, przed użyciem należy uważnie przeczytać wszystkie
instrukcje. VEVOR zastrzega sobie jasną interpretację naszej instrukcji obsługi. Wygląd produktu
będzie zależał od produktu, który otrzymałeś. Prosimy o wybaczenie, że nie poinformujemy
Cię ponownie, jeśli w naszym produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub
oprogramowania.
SAMOCHÓD
I
GRAWEROWANIE CNC
POTRZEBUJESZ POMOCY? SKONTAKTUJ SIĘ Z NAMI!
Machine Translated by Google
-2-
Niniejszy produkt podlega postanowieniom Dyrektywy Europejskiej 2012/19/WE.
Tylko do użytku wewnątrz pomieszczeń
produkt i wszystkie akcesoria oznaczone tym symbolem. Produkty oznaczone jako
wymaga oddzielnego zbierania odpadów w Unii Europejskiej. Dotyczy to
Ostrzeżenie: Podczas stosowania tego produktu należy nosić okulary ochronne.
Podczas korzystania z maszyny należy zawsze nosić okulary ochronne.
punkt zbiórki sprzętu elektrycznego i elektronicznego do recyklingu
Nie dotykaj żadnych obracających się części, gdy maszyna pracuje.
takich nie wolno wyrzucać razem z normalnymi odpadami domowymi, lecz należy je oddać do
Aby zmniejszyć ryzyko porażenia prądem, nie dotykaj gniazdka mokrymi rękami.
Zabrania się stosowania w obiektach lub gazach łatwopalnych
Ważne instrukcje dotyczące bezpieczeństwa
Ostrzeżenie: Aby zmniejszyć ryzyko oparzeń, porażenia prądem lub obrażeń ciała!
ostrożnie.
Symbol przedstawiający przekreślony pojemnik na śmieci na kółkach oznacza, że produkt
W przypadku awarii należy natychmiast odciąć zasilanie.
Ostrzeżenie – aby zmniejszyć ryzyko obrażeń, użytkownik musi przeczytać instrukcję obsługi
Machine Translated by Google
urządzenie.
ograniczone zdolności fizyczne, sensoryczne lub umysłowe lub brak doświadczenia i
korzystania z urządzenia przez osobę odpowiedzialną za jego bezpieczeństwo.
Dzieci powinny znajdować się pod nadzorem, aby mieć pewność, że nie bawią się urządzeniem.
maszyna.
wiedzy, chyba że zapewniono im nadzór lub poinstruowano ich w tym zakresie
unikaj wypadków.
zraniony.
agenta serwisowego lub podobnie wykwalifikowaną osobę w celu uniknięcia zagrożenia. Lub nie
żołdak.
obsługiwać to urządzenie. Zwróć je do sklepu w celu wykonania usługi lub naprawy przez fachowca
Aby uniknąć zacięć, nie należy używać nadmiernej siły podczas pracy urządzenia.
Nie zanurzaj przewodów ani maszyn w wodzie, gdyż może to spowodować porażenie prądem.
To urządzenie nie jest przeznaczone do użytku przez osoby (w tym dzieci)
Odłączaj urządzenie od zasilania podczas montażu i demontażu.
W przypadku korzystania z urządzeń w pobliżu dzieci konieczny jest ścisły nadzór.
Odłączaj gniazdo, gdy nie jest używane, przed wymianą części lub konserwacją.
Przed wymianą narzędzia należy odłączyć zasilanie maszyny, aby
W przypadku uszkodzenia przewodu zasilającego lub wtyczki należy zlecić ich wymianę producentowi lub jego autoryzowanemu przedstawicielowi.
Ostrzeżenie
Podczas korzystania z urządzenia należy nosić okulary ochronne. W przypadku uszkodzenia oczu
ZAPISZ TE INSTRUKCJE
SPRAWY WYMAGAJĄCE UWAGI
-3-
Machine Translated by Google
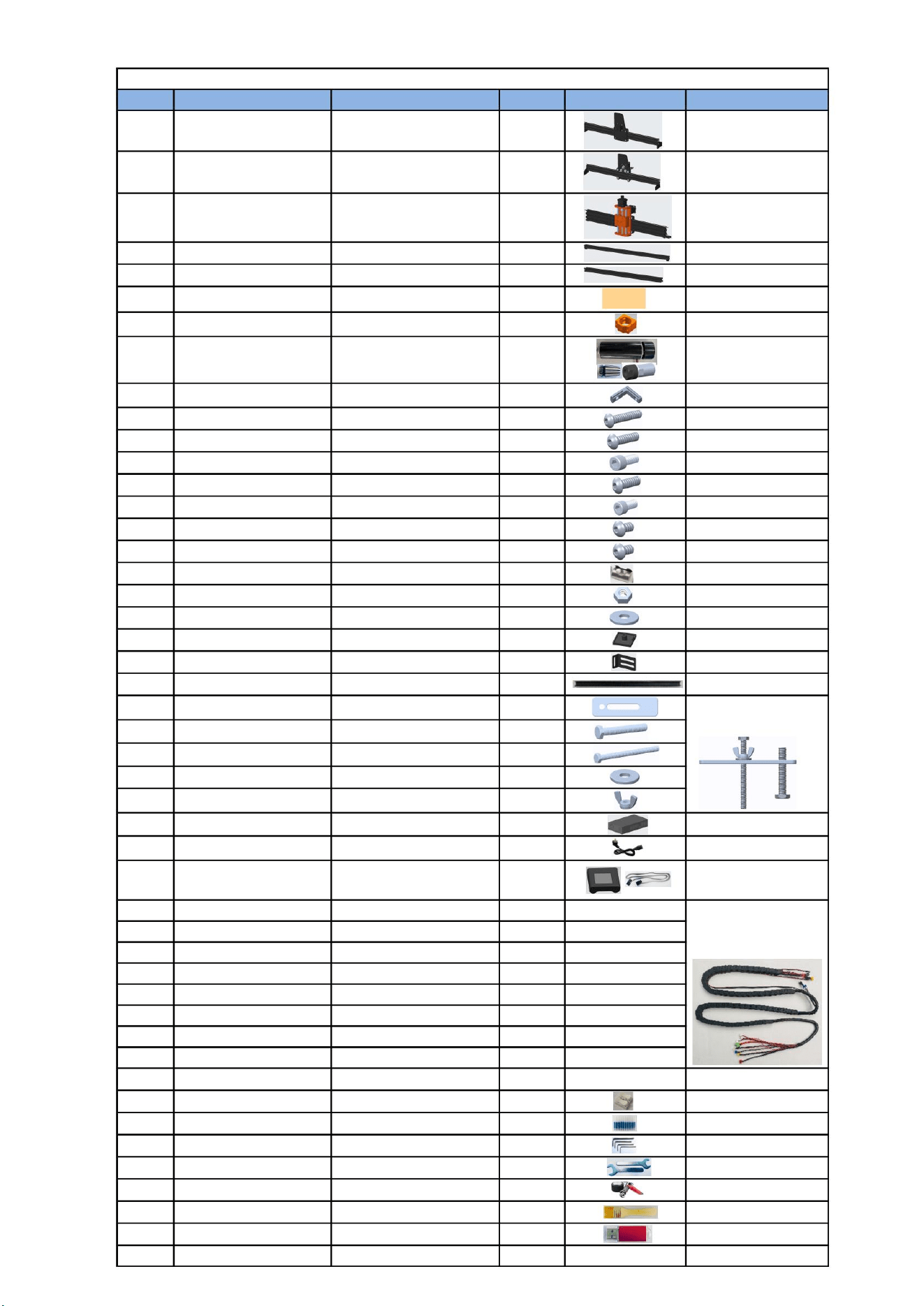
3
i kabel danych
——
3,175
Komponent dla osi Y2
17
1
24
4
Instrukcja obsługi
Śruba z łbem sześciokątnym wewnętrznym
31
Profil aluminiowy (X)
Wsparcie
1
39 Kabel USB
M4
8
Śruba
46
2P, 2100mm
Numer części
10
——
Uwaga
15*10*660
09
16
——
4
Kontroler offline
——
Klucz imbusowy wewnętrzny
02
1
23
Dysk U
4
4P-6P,2100mm żółty
M5*35
Płyta osłonowa
38
45
Silnik wrzeciona
Przewód X/Z-Limit
M5-20
12
Płyta dociskowa
4
rysunek montażowy
Przewód zasilający
Zdjęcie
Przewód silnika krokowego Y1
1 zestaw
15
2P-3P, 2100 mm
6
Frez
M6
1
——
Śruba z łbem sześciokątnym wewnętrznym
łańcuch holowniczy
——
1 zestaw
2020V*577mm
4P-6P, 2100mm czerwony
M4*8
Pralka
37
44
Zacisk wrzeciona
Przewód Y-Limit
43
Stół warsztatowy
Przewód silnika krokowego Y2
2
Płyta dociskowa
Skrzynka sterownicza
2P-3P, 1350 mm
Ilość
300 W, ER11-8 mm
X Przewód silnika krokowego
14
16
——
1 zestaw
22
1 zestaw
4
Śruba z łbem sześciokątnym wewnętrznym
Miękka szczotka
wkręcony w
——
07
——
29
M4*10
Nakrętka sześciokątna
36
M5*6
Już zmontowane
42
Przewód silnika krokowego Z
1 zestaw
08
——
Orzech motylkowy
4P-6P,1350mm niebieski
Wyjaśnienie
Przewód silnika wrzeciona
4
Φ6*2mm
1 zestaw
03
1
21
1
Sonda
Śruba z łbem sześciokątnym wewnętrznym
Kabel był
35
06
——
28
34
——
05
27
1
M5*10
Nakrętka trapezowa
——
——
41
2
Φ52, aluminium
——
2020
——
13
——
4
4
M6*80
01
1
Komponent dla osi X
20
1
Klucz do nakrętek
Śruba z łbem sześciokątnym wewnętrznym
1 zestaw
26
1
Ekran dotykowy z kartą SD
33
——
04
1
M5*12
Śruba z łbem sześciokątnym wewnętrznym
Płytka osłonowa przewodu
40
——
Pralka
Łańcuch holowniczy
Komponent dla osi Y1
12
1
6
1
——
M8*55
14/17mm
——
1
19
30
1 zestaw
2
18
25
2/2,5/3/4 mm
1
——
32
1
2Zestaw
M5*14
4P-6P,2100mm biały
Śruba z łbem sześciokątnym wewnętrznym
——
Φ5-Φ20
Zacisk przyłączeniowy
1
Śruba
47
Nazwa części
2
11
——
1
100mm
1
Łącznik w kształcie litery L
2020V*540mm
Profil aluminiowy (Y)
Ze śrubą ustalającą 2-M5*6 4Zestaw
-4-
Lista części S4040
1. Lista części
Machine Translated by Google
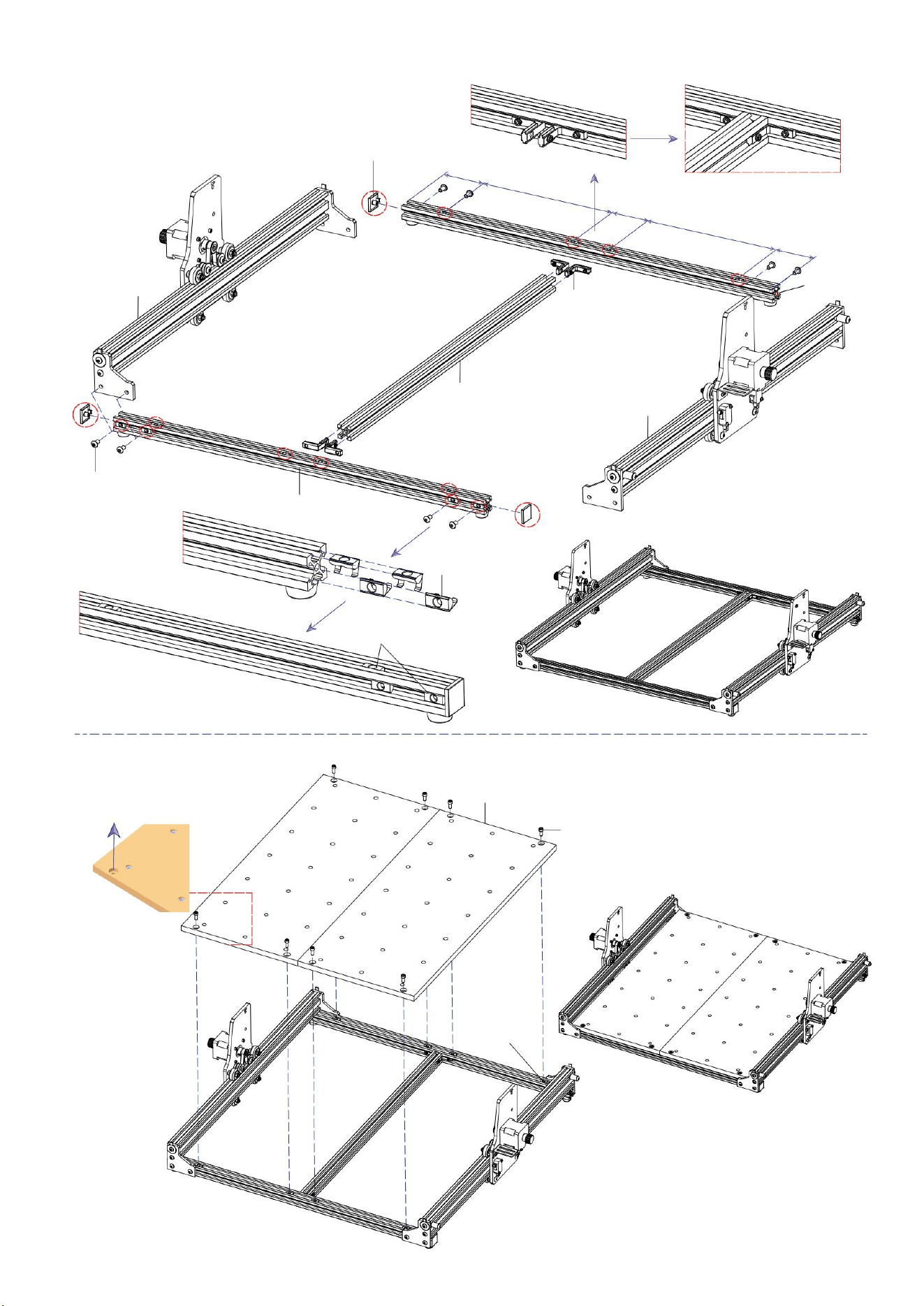
04: 2020V*577 2Zestaw
05: 2020V*540 1 SZT.
09: Łącznik L-kształtny 4Zestaw
20: Płyta osłonowa 2020 3 szt.
Oś Y2 1 zestaw
Wślizgnąć się z wyprzedzeniem
02: Komponent dla
8 SZTUK
06: Stół warsztatowy 2szt.
17: Trapezoidalny
13: M5*10
12: M5*12 8 SZT.
17: Nakrętka trapezowa M5-20
Oś Y1 1 zestaw
17: Nakrętka trapezowa M5-20 8 szt.
nakrętka M5-20 8szt
Tylko ten otwór
ma zęby M5
01: Komponent dla
Powierzchnia stołu roboczego jest skierowana do góry
Montaż stołu warsztatowego
Zespół komponentu osi Y i profilu aluminiowego
2. Montaż maszyn
56mm
200 mm
200 mm
60mm
60mm
-5-
S4040: V1.3
Machine Translated by Google
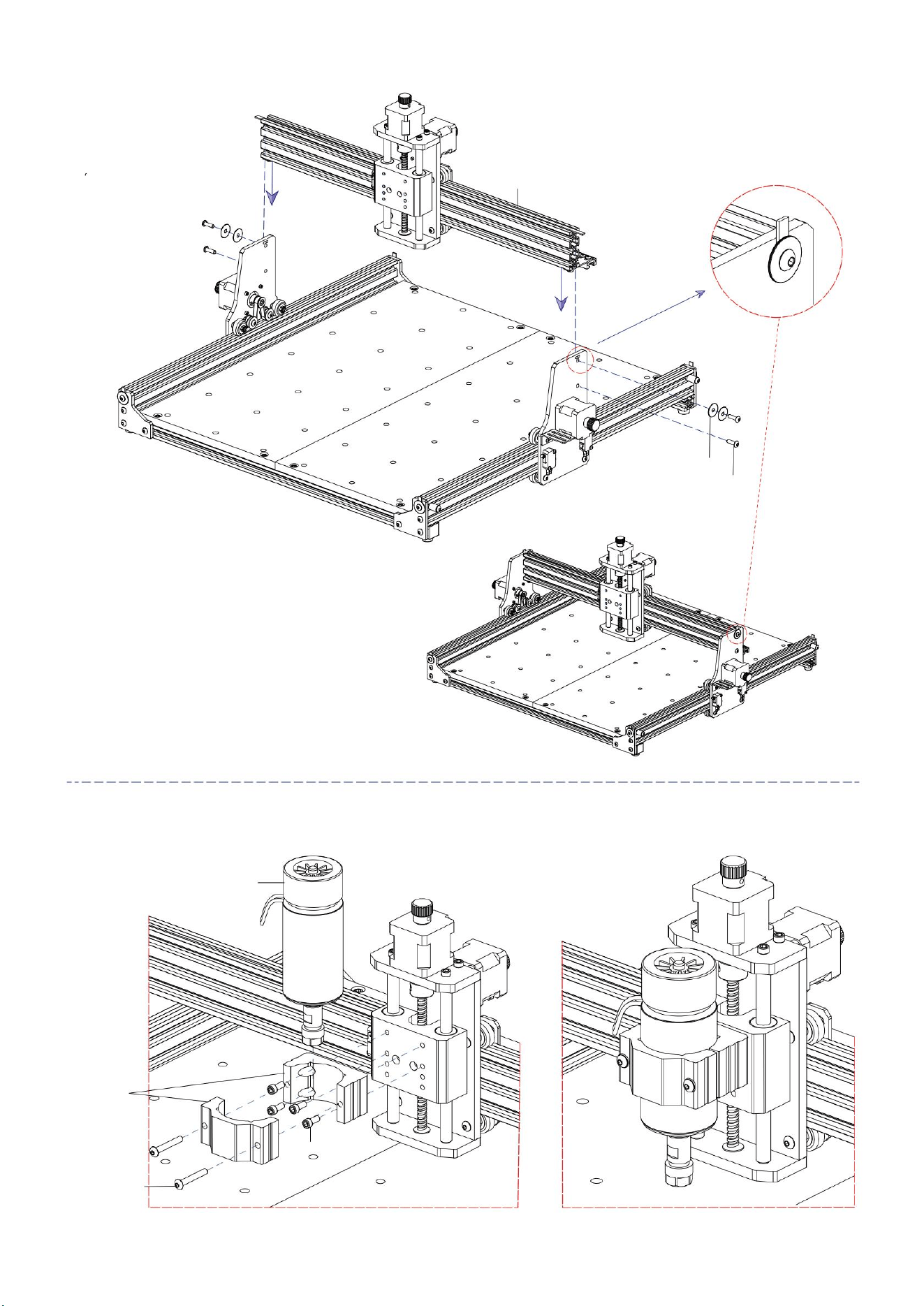
-6-
11: M5*14 4 SZT.
12: M5*12 4 SZT.
19: Φ5-Φ20 4 SZT.
03: Komponent dla osi X 1Zestaw
07: Zacisk
wrzeciona 1 zestaw
10: M5*35 2 SZT.
08: Silnik wrzeciona 1Zestaw
Montaż komponentów osi X
Montaż wrzeciona i silnika
S4040: V1.3
Machine Translated by Google
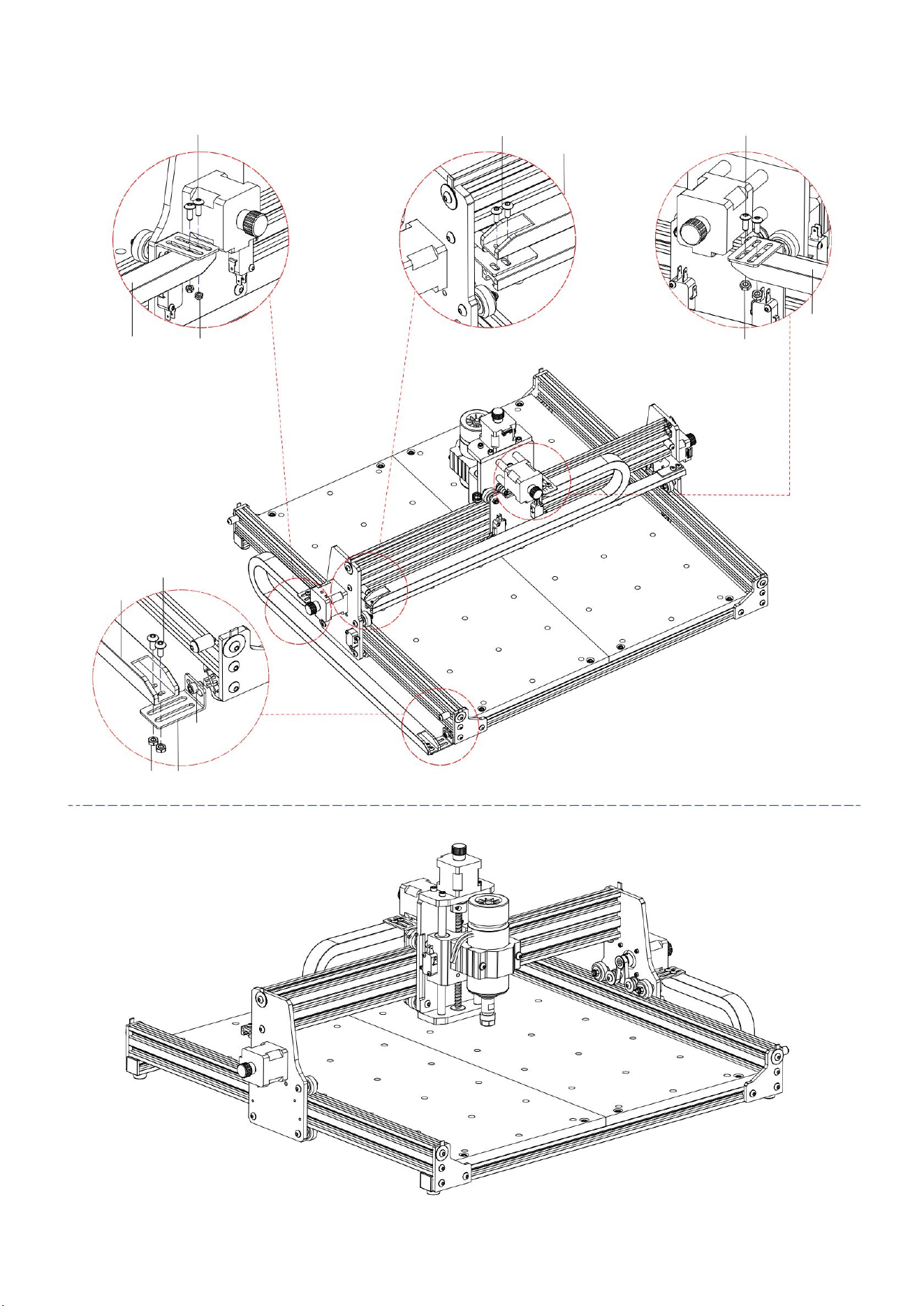
31: 10*15*660 1 SZT.
31: 10*15*660
18: Nakrętka sześciokątna 18: Nakrętka sześciokątna
31: 10*15*1000
M4 2szt
15: M4*10 2szt
M4 2szt
15: M4*10 2szt16: M4*8 2szt
15: M4*10 2szt
18: Nakrętka sześciokątna
M4 2szt
21: Wsparcie 1PCS
14: M5*6 1 szt.
Rysunek maszynowy gotowego zespołu
Zespół łańcucha holowniczego
1 SZT.
31: 10*15*660
-7-
S4040: V1.2
Machine Translated by Google
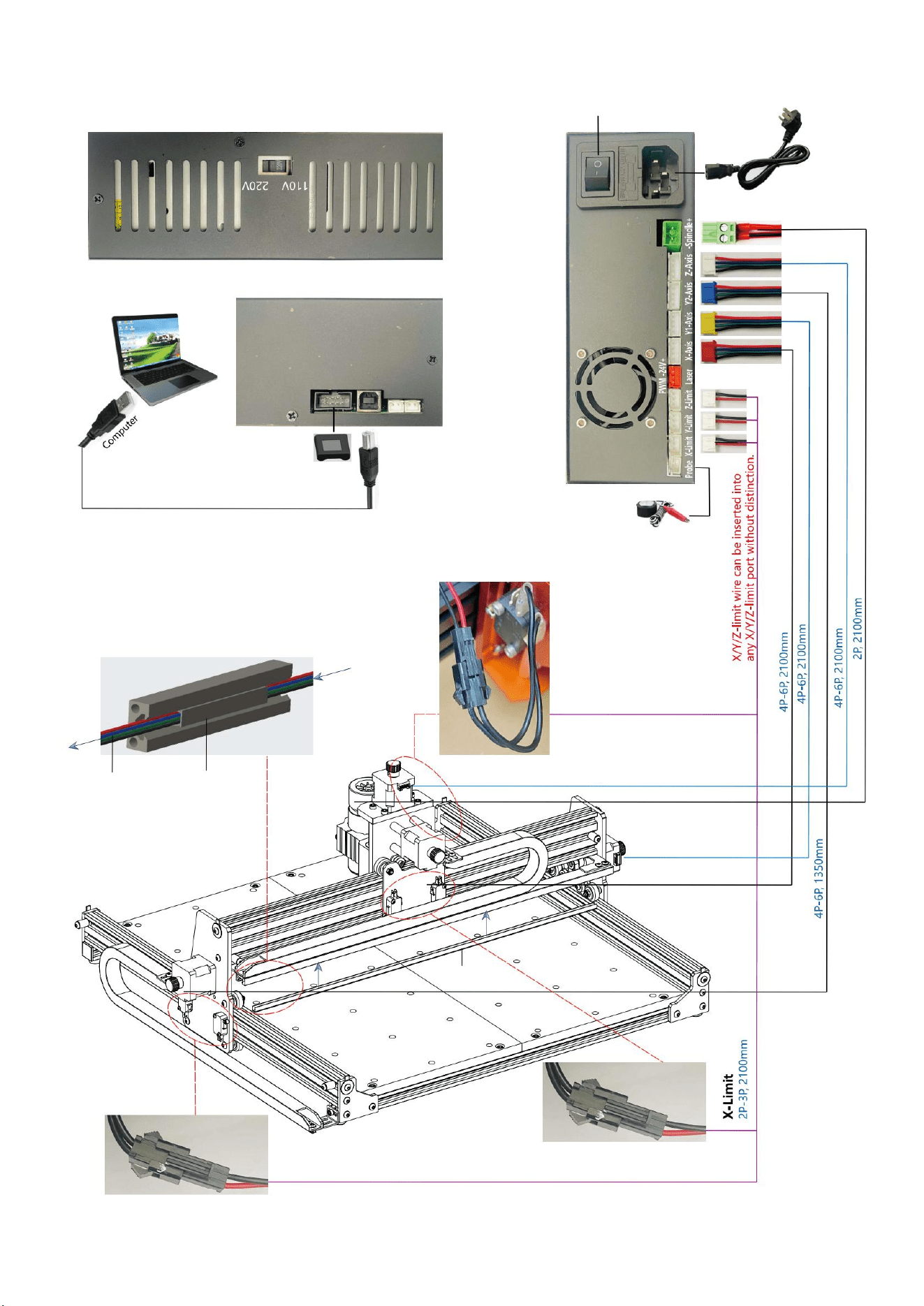
Z
Y1
Z-Limit 2P-3P, 2100 mm
Y-Limit 2P-3P, 1350mm
kontroler offline
X
Przełącznik
Moc
-8-
Oś X
Oś Y1
Silnik wrzeciona
Oś Z
Oś Y2
Offline USB Hold Run
3. Instrukcje dotyczące portów na skrzynce sterowniczej
Y2
naprawić przewód
b. Zamontuj płytę osłonową
a. Przewód silnika Y1
22: Płytka osłonowa
przewodu 1 szt.
przez szczelinę
S4040: V1.2
Machine Translated by Google
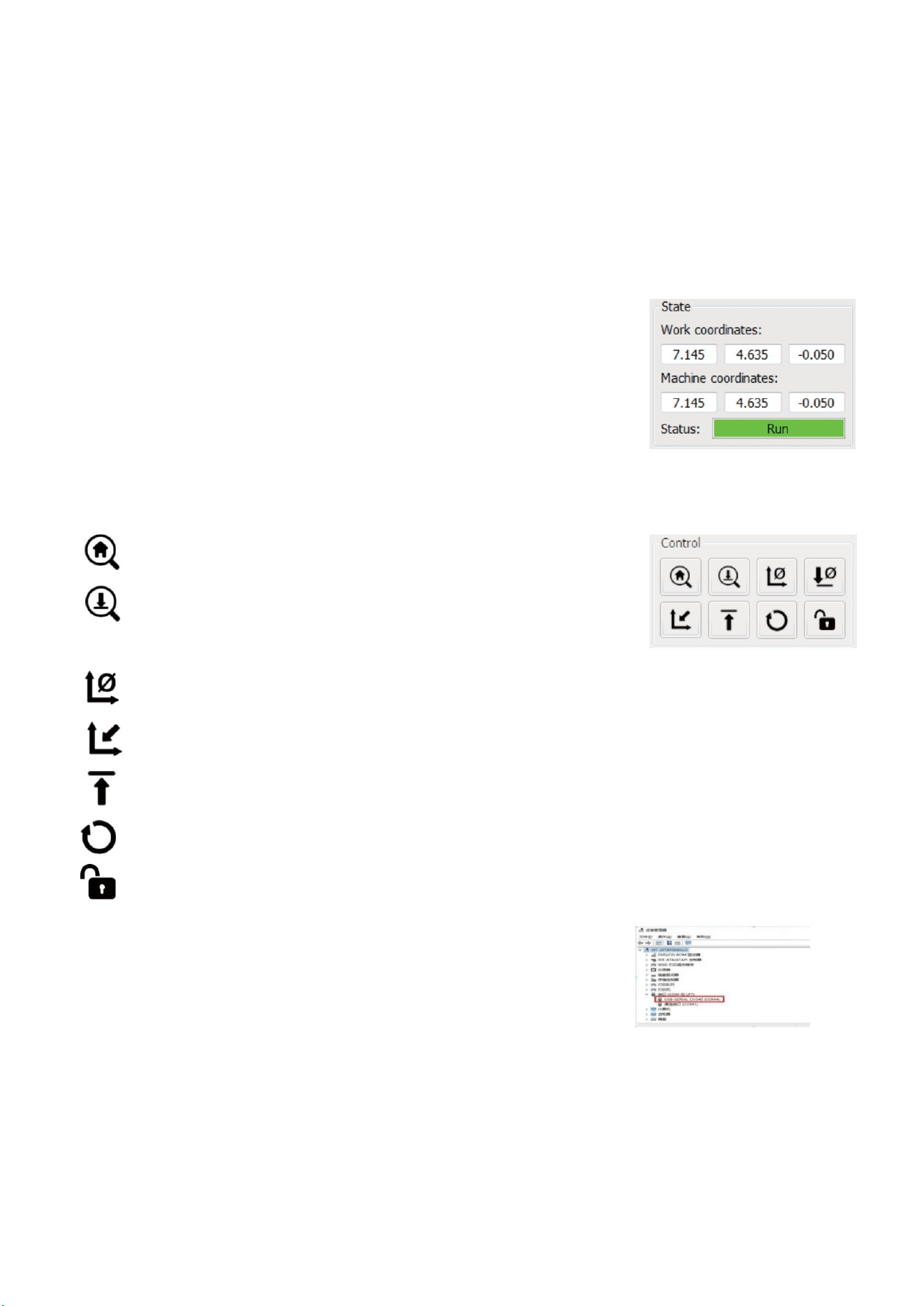
(1) Sterowanie maszyną CNC opartą na GRBL za pomocą poleceń konsoli, przycisków na formularzu, klawiatury numerycznej.
4.2 Kontrola
Jeden z następujących statusów CNC:
Bezczynny — oczekiwanie na polecenie G-code Uruchomiony — uruchamianie polecenia G-code
Home — cykl powrotu do pozycji początkowej
jest wykonywany Check — włączony jest tryb sprawdzania poleceń
G-code Hold — wstrzymany poleceniem „!”, należy ponownie uruchomić poleceniem „~” Alarm
— CNC nie wie, gdzie się znajduje i blokuje wszystkie polecenia G-code
Obsługiwane funkcje:
(3) Ładowanie, edycja, zapisywanie i wysyłanie plików G-code do maszyny CNC.
(2) Monitorowanie stanu maszyny CNC.
4.1 Stany
Współrzędne pracy:
(4) Wizualizacja plików G-code.
4.3 Oprogramowanie korzystające z kroków
Plik CH341SER.exe w folderze sterownika, aby zainstalować sterownik. W normalnych okolicznościach system Win10
automatycznie zidentyfikuje i zainstaluje sterownik. W systemach Win7 i Win8 zainstaluj go ręcznie.
Candle to aplikacja GUI dla maszyn CNC opartych na GRBL z wizualizatorem G-Code. Candle to oprogramowanie typu open source odpowiednie do obróbki
narzędzi CNC. Obsługuje przetwarzanie plików G-Code i wyświetlanie wizualne.
Reprezentuje aktualne współrzędne absolutne maszyny X, Y i Z.
Przy pierwszym użyciu podłącz urządzenie do komputera za pomocą kabla USB i kliknij
Reprezentuje aktualne lokalne współrzędne X, Y i Z CNC.
Współrzędne maszyny:
-9-
Przywróć X/Y/Z
Przywraca współrzędne układu lokalnego za pomocą polecenia „G92”.
Przesuwa narzędzie o oś „Z” do bezpiecznej pozycji. Współrzędne pozycji można określić w ustawieniu „Bezpieczne Z”. Pozycja musi być określona we współrzędnych maszyny.
Zero X/Y
Zeruje współrzędne „X” i „Y” w lokalnym układzie współrzędnych. Zachowuje również przesunięcie lokalnego układu („G92”) do późniejszego użycia.
Nastawić
Z-probe
Rozpoczyna procedurę wyszukiwania zerowej osi Z przy użyciu polecenia określonego w ustawieniach (pole „Polecenia Z-probe”).
Przykład polecenia: G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10
Bezpieczne Z
Rozpoczyna procedurę cyklu powrotu do pozycji początkowej poleceniem „$H”
Przycisk Home
Resetuje CNC za pomocą polecenia „CTRL+X”
Odblokowuje CNC za pomocą polecenia "$X".
(1) Zainstaluj sterownik
Odblokować
4. Oprogramowanie Candle
Machine Translated by Google
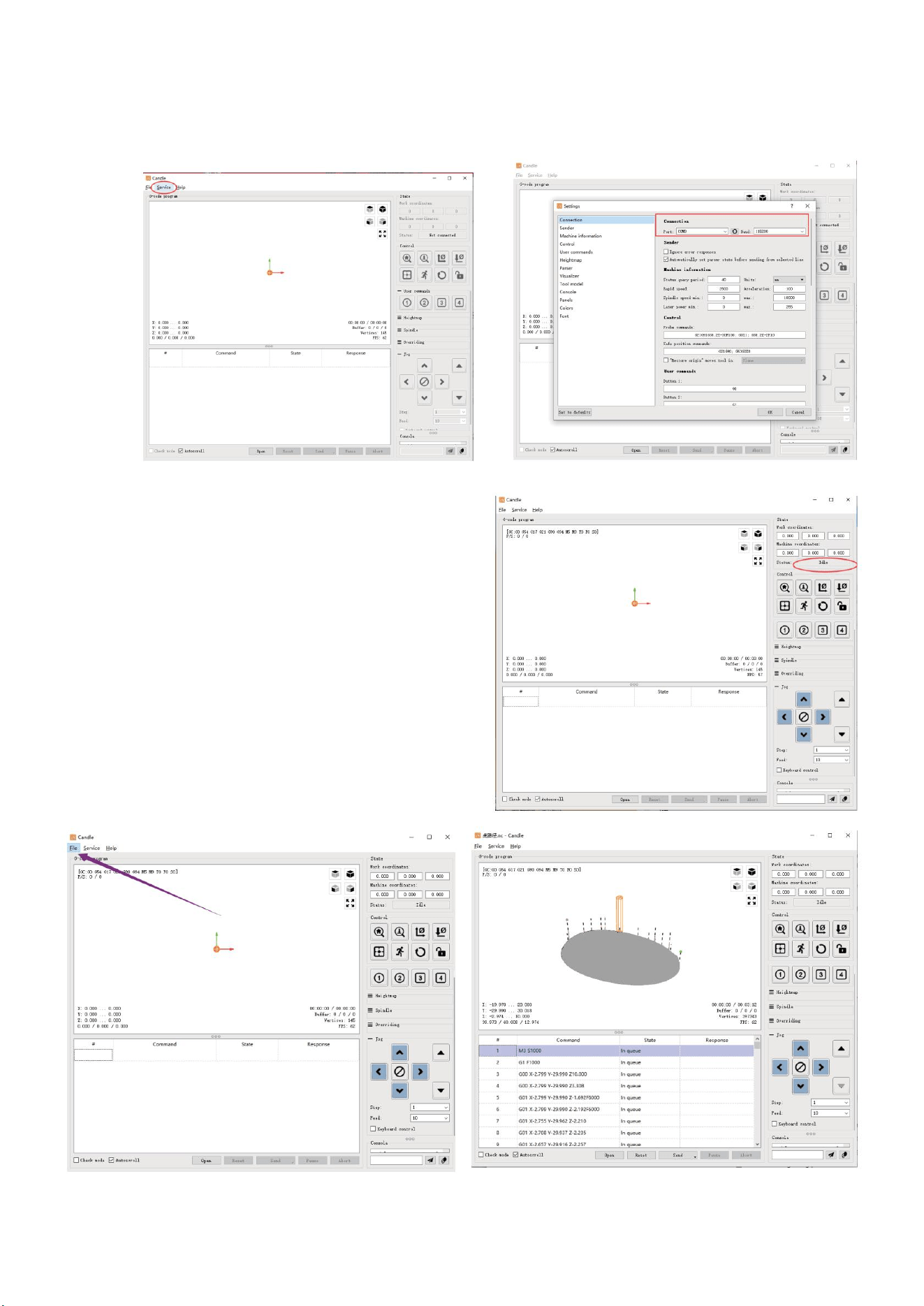
Zapamiętaj podane powyżej informacje o porcie, przejdź do interfejsu oprogramowania Candle i kliknij opcję „Ustawienia” w górnym pasku.
lewy róg. Wybranie ustawienia spowoduje wyświetlenie okna ustawień. W obszarze „Połączenie” wybierz nazwę portu, o który pytałeś, wybierz szybkość transmisji
115200, a następnie kliknij „ok”, aby zakończyć ustawienie.
czerwone pole na ekranie pokazane na poniższym rysunku (informacje o porcie znajdują się w nawiasach).
Po zainstalowaniu sterownika otwórz menedżera urządzeń komputera i kliknij opcję portu, aby zobaczyć jego zawartość
Po zaimportowaniu, środek interfejsu wyświetli wizualny wykres złożony ze ścieżek
narzędzi (pozycja wykresu w kształcie długopisu na wykresie jest bieżącą pozycją
narzędzia). W oknie wizualizacji przytrzymaj lewy przycisk myszy, aby przesunąć, aby
obrócić wykres, i przytrzymaj prawy przycisk, aby przesunąć. Grafika, przewijanie
środkowego kółka może powiększać i pomniejszać grafikę. Jednocześnie zawartość
kodu G zostanie wyświetlona na dolnym pasku poleceń. Podczas przetwarzania maszyna
będzie działać jeden po drugim zgodnie z poleceniami kodu G.
(4). Przetwarzanie dokumentów
Kliknij opcję „Plik” u góry świecy, a następnie kliknij „Nowy”, aby utworzyć kod G.
Na pasku poleceń u dołu interfejsu kliknij „Otwórz”, aby wybrać plik kodu G, który
został utworzony, aby zaimportować plik.
(5). Montaż osprzętu, narzędzi i ustawienie punktu początkowego układu współrzędnych roboczych
(3). Zakończ połączenie Po
ustawieniu portu i szybkości transmisji kliknij Zakończ. Pasek stanu w prawym
górnym rogu interfejsu Candle pokaże Bezczynność, a w tym samym czasie konsola
w prawym dolnym rogu wyświetli informacje pokazane poniżej, wskazując, że
połączenie zostało pomyślnie nawiązane.
(2) Ustaw port i połączenie
-10-
Machine Translated by Google
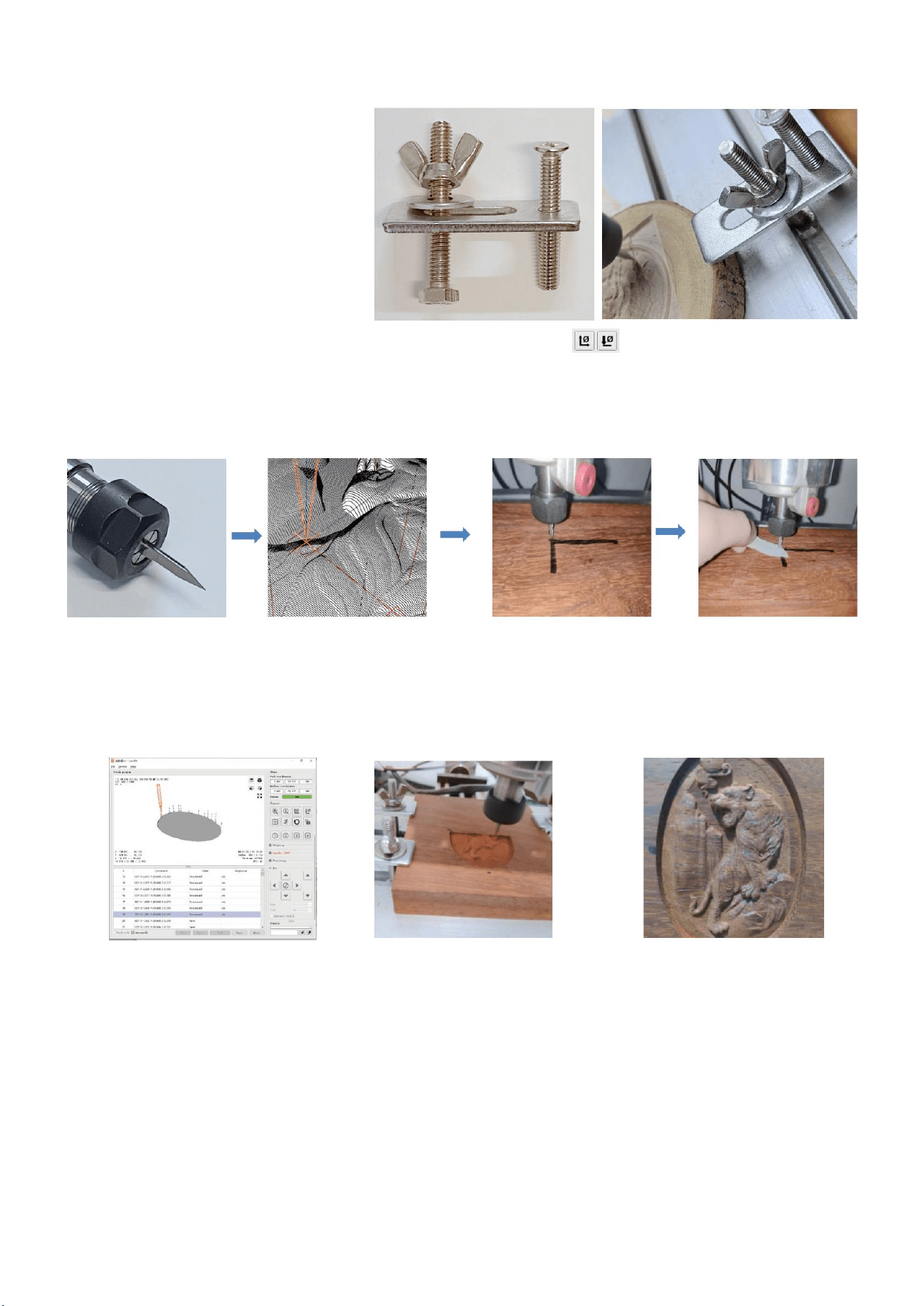
(7). Zakończono przetwarzanie
(6) Rozpocznij rzeźbienie
Tuleja zaciskowa ER11 na silniku wrzeciona powinna być najpierw zaciśnięta w głowicy stałej i musi być zaciśnięta na miejscu. Podczas instalacji
5. Kontroler offline (opcjonalnie)
i słabej wydajności zasilania, mogą podłączyć zewnętrzne źródło zasilania, aby zasilić kontroler
aby znaleźć położenie figury grawerskiej względem
całej płyty grawerskiej. W grafice wizualnej występuje
układ współrzędnych trójosiowych. Początkiem
układu współrzędnych trójosiowych jest punkt ustawienia
narzędzia rzeczywistej grafiki przetwarzania.
Po znalezieniu pozycji grawerowania kliknij przycisk wysyłania poniżej, a urządzenie automatycznie rozpocznie grawerowanie. Pasek stanu na
Kontroler offline ma zewnętrzny interfejs zasilania rezerwowego 12 V. Gdy użytkownicy używają innych płyt głównych bez zasilania
Przed uruchomieniem programu kodu G należy:
położenie grafiki grawerowania względem całej płyty
grawerowania na podstawie położenia tego pochodzenia.
Rysunek grawerowania na poniższym rysunku jest
brany jako przykład.
Możesz przesuwać narzędzie, aby określić
prawy górny róg pokazuje bieganie. Okno wizualizacji pokazuje, że narzędzie porusza się wzdłuż ścieżki narzędzia. Możesz wybrać przyciski pauzy i zatrzymania
poniżej podczas grawerowania. (Po wstrzymaniu kliknij ponownie, aby kontynuować poprzednie rzeźbienie. Po zakończeniu kliknij Wyślij, aby rozpocząć
przetwarzanie od początku).
rzeźba.
są to przyciski zerujące osie X/Y i Z).
Po rozpoczęciu pracy w wybranej pozycji narzędzia osie X/Y i Z zostaną zresetowane do zera (
Po zakończeniu przetwarzania w oknie wizualizacji pojawi się komunikat informujący o zakończeniu grawerowania i czasie potrzebnym na jego wykonanie.
Uwaga: Kontroler offline i komputer nie mogą być podłączone do maszyny grawerującej w tym samym czasie. Podczas korzystania z
pokazano na rysunkach po prawej stronie.
frezu, nie należy zbyt mocno wysuwać tulei zaciskowej, jak pokazano na pierwszym rysunku poniżej.
Jeśli kontroler jest offline, upewnij się, że kabel USB urządzenia i komputera jest odłączony.
Przed powrotem do położenia zerowego upewnij się, że narzędzie zbliża się do odległości równej jednemu arkuszowi papieru do grawerowania, a następnie
ustaw osie X/Y i Z w położeniu zerowym (podczas grawerowania używaj ostrego noża o płaskim spodzie, a podczas obróbki płaszczyzn, rowków i otworów użyj
walcowego frezu). Efektem będzie wyrzeźbienie kształtu z końcówką ostrza jako punktem początkowym.
Osprzęt w zestawie produktu nie jest zmontowany. W sumie są cztery zestawy. Wygląd i użytkowanie zmontowanego osprzętu są
-11-
Machine Translated by Google
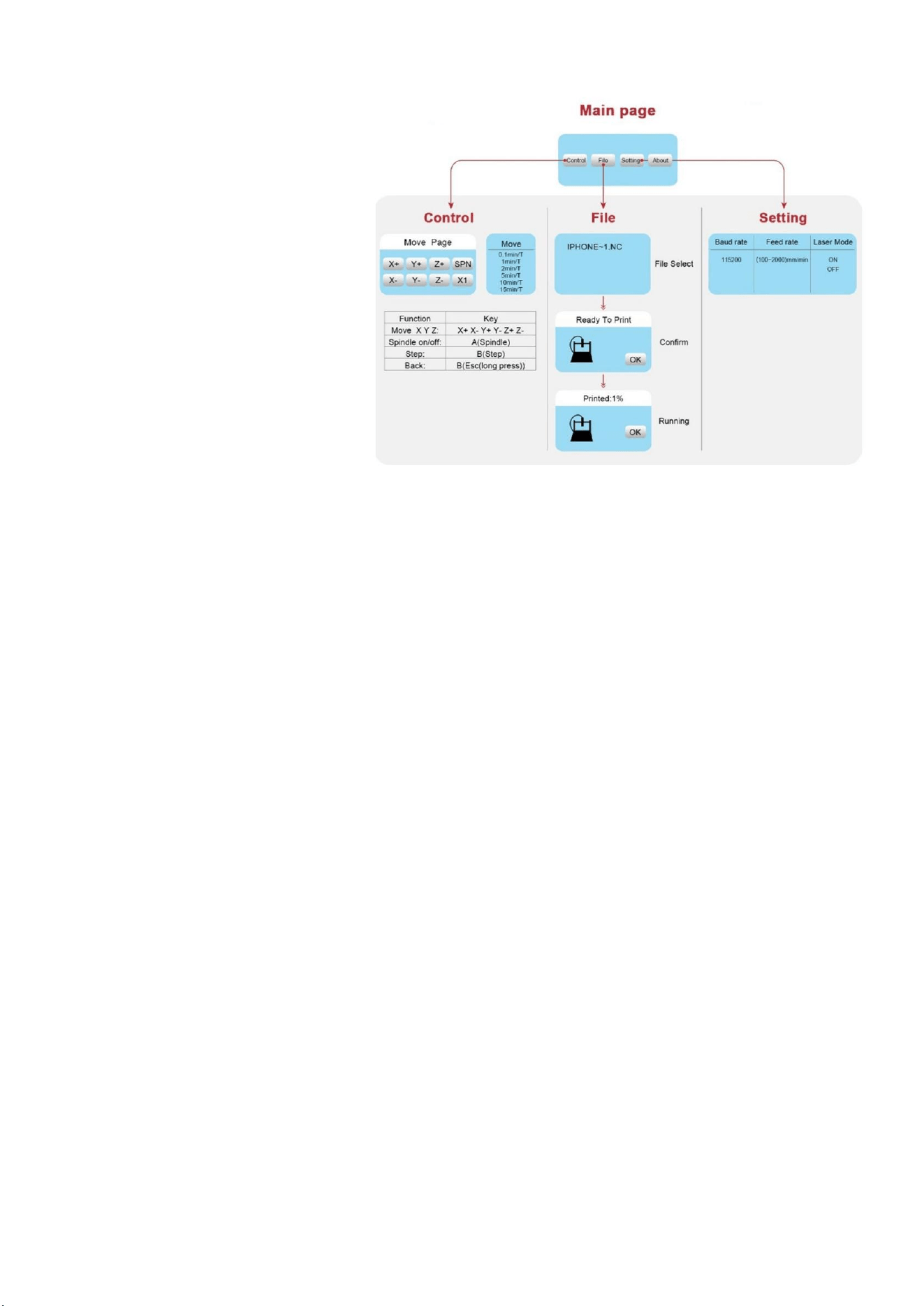
-12-
OK/SPN: Rozpoczyna się potwierdzanie, gotowy do druku obrazuje się w procentach postępu, po zakończeniu grawerowania następuje powrót do strony wyboru pliku.
6. Przywróć ustawienia fabryczne Jeśli ruch
mechaniczny maszyny jest płynny, ale ruch grawerowania wydaje się zablokowany lub silnik krokowy nie
X+: oś X porusza się w prawo, X- w kierunku przeciwnym. Y+: oś
Y porusza się do przodu, Y- w kierunku przeciwnym. Z+: oś Z
porusza się w górę, Z- w kierunku przeciwnym.
Możesz połączyć się z hotspotem przez WiFi komputera lub telefonu komórkowego z hasłem 12345678, a następnie otworzyć 192.168.0.1 lub vigostick.local w
przeglądarce, aby zarządzać (przesyłać lub usuwać) plikami na karcie SD kontrolera offline, a także możesz wprowadzić konto SSID (obsługuje tylko sygnał 2.4G) i hasło,
aby pomóc kontrolerowi offline uzyskać dostęp do lokalnej sieci WiFi. Po podłączeniu kontrolera do lokalnego WiFi 2.4G, bieżący adres IP kontrolera lub nazwa domeny
vigostick.local nadal mogą zostać otwarte, aby przejść do interfejsu zarządzania siecią. Możesz otworzyć stronę About kontrolera, aby sprawdzić adres IP.
5.6 Sieć Wi-Fi i sieć Web Kontroler
offline ma funkcję sieci bezprzewodowej WiFi. Domyślnie hotspot WiFi VIGO-STK**** jest automatycznie ustanawiany.
5.2 Strona sterowania:
Ręcznie przesuń każdą oś do żądanej pozycji.
Wyjście/STP: Funkcja 1: Stuknij każdy przycisk osi XYZ, aby
zmienić odległość ruchu o 0,1, 1, 5, 10 cykli za każdym razem.
Funkcja 2: Naciśnij i przytrzymaj przez około 2 sekundy, aby
wyjść.
Interfejs zarządzania siecią jest taki sam jak na poprzedniej stronie. Strony internetowe działają następująco: Kliknij menu
„Control”, pojawi się interfejs MOVE Control, możesz kliknąć odpowiedni przycisk, aby sterować ruchem maszyny CNC.
OK/SPN: Przełącznik testu wrzeciona, naciśnij, aby otworzyć
wrzeciono (odpowiadające szaremu SPN na ekranie),
naciśnij ponownie, aby zamknąć wrzeciono (odpowiadające
SPN na ekranie powraca do normy). Naciśnij długo, aby
przejść do strony zmiany prędkości wrzeciona. Na tej
stronie Y+/Y- to prędkość wrzeciona wysoka/niska,
naciśnij długo OK/SPN, aby wyjść ze strony zmiany
prędkości wrzeciona.
Status sieci: W lewym górnym rogu strony głównej znajduje się kropka. CZERWONA kropka oznacza, że hotspot VIGO-STK**** jest aktywny, a ZIELONA kropka oznacza, że
kontroler połączył się z lokalnym WiFi.
Kliknij menu „Ustawienia”, aby przejść do interfejsu ustawień maszyny do rzeźbienia, w którym możesz ustawić niektóre parametry sterowania lub wykonać resetowanie,
odblokowanie, przywrócenie ustawień, ustawienie narzędzi, włączyć/wyłączyć tryb lasera i inne polecenia.
Y+: w górę, Y-: w dół
OK/SPN: Potwierdź wybór i przejdź na stronę potwierdzającą grawerowanie.
5.3 Strona pliku:
Lista plików Wybierz plik do grawerowania. Dokumenty wsparcia obejmują: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Kliknij menu „Plik”, aby wyświetlić pliki rzeźbienia aktualnie przechowywane na karcie SD bieżącego kontrolera offline. Możesz przesłać nowe pliki do kontrolera. Po wybraniu
odpowiedniego pliku rzeźbienia, aby rozpocząć rzeźbienie, interfejs wyświetla rzeźbiony plik i postęp rzeźbienia. Możesz kliknąć przycisk, aby wstrzymać lub zatrzymać
proces rzeźbienia.
Proszę spróbować przywrócić ustawienia fabryczne płyty głównej.
OK/SPN: przycisk Potwierdź.
5.5 Strona ustawień:
X+/ X-: Zmień szybkość transmisji; Y+/Y-: Zmień szybkość podawania o ±100/kliknięcie; Z+/Z-: Zmień szybkość podawania o ±10/kliknięcie; OK/SPN: Zmień tryb lasera
WŁ./WYŁ.
Metoda: Uruchom oprogramowanie Candle i wyślij polecenie $RST=* do komputera, a następnie uruchom ponownie komputer.
5.4 Potwierdź stronę grawerowania:
Potwierdź, że plik grawerowania został uruchomiony bez błędów.
5.1 Strona główna:
Y-: prawa Y+: lewa Z+: Wyślij $X do płyty głównej GRBL
w celu jej odblokowania.
Machine Translated by Google
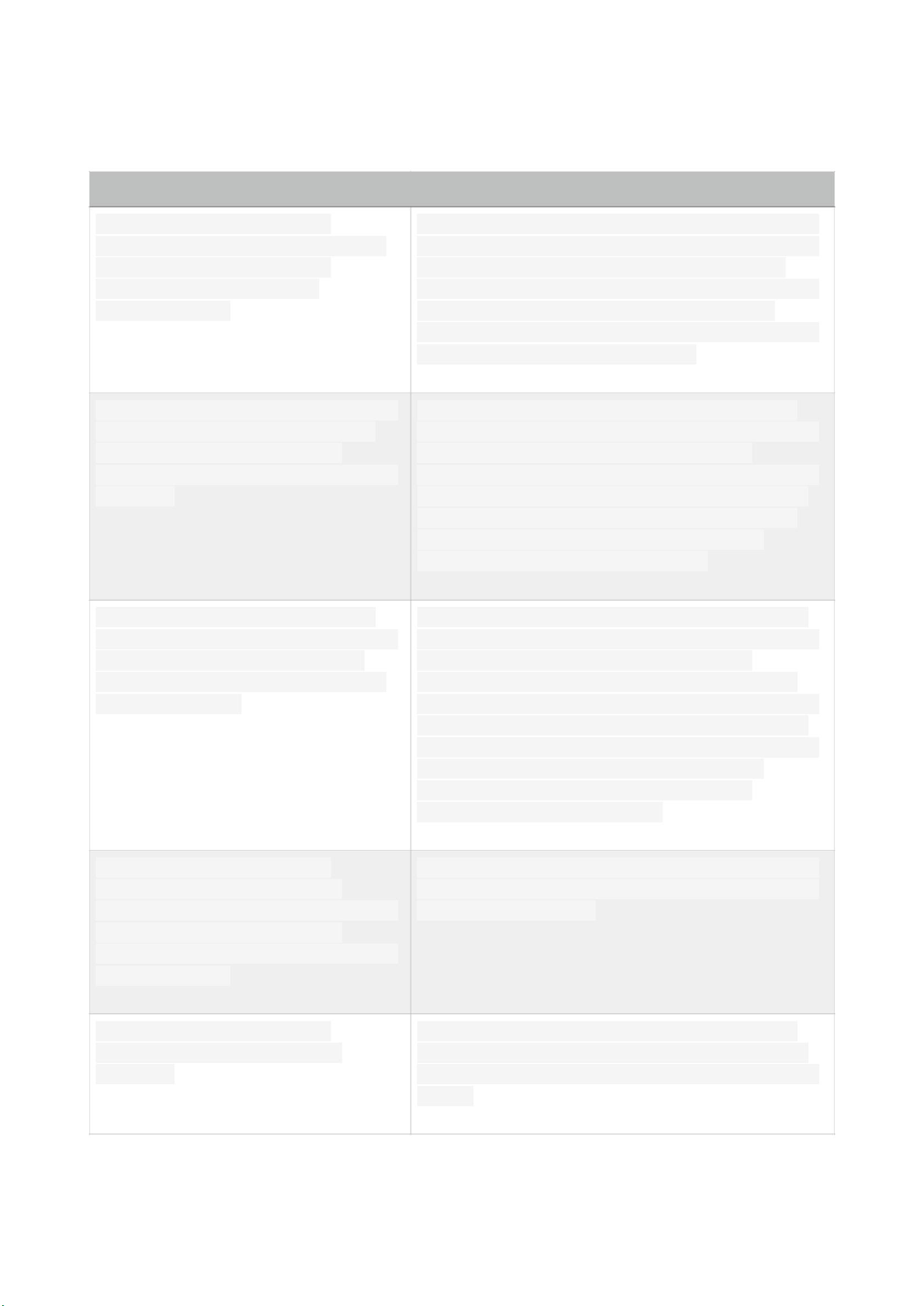
Przewodnik po naprawach CNC
Maszyna jest podłączona do
z powrotem.
jest zablokowany, a kliknięcie przycisku
resetowania i odblokowania nie usuwa
go
Sprawdź, czy wyłączniki krańcowe w kierunku trzech osi
XYZ są wciśnięte
port COM jest wybrany prawidłowo (nie wybieraj COM1);
upewnij się, że szybkość transmisji jest wybrana
prawidłowo (wybierz 115200).
Oprogramowanie wyświetla błąd alarmu,
kontroler
Komputer i kontroler offline nie
mogą kontrolować normalnego ruchu
maszyny ani grawerować w
sposób nieprawidłowy
Alternatywnie, odłącz połączenie
Wystarczy ustawić parametry Grbl w oprogramowaniu, aby
odwrócić kierunek
w dół lub zablokowane przez obce przedmioty.
Wyczyść je, jeśli to konieczne.
przełącznik uległ zwarciu i uszkodzeniu. Można go
wymienić lub tymczasowo porzucić.
lub kabel USB komputera. Oba nie mogą być
podłączone do grawerowania
Wygrawerowana treść wygląda
jak lustrzane odbicie oryginalnego
obrazu, a kierunek ruchu ręcznego jest
nieprawidłowy
Wygrawerowana treść wydaje się
obrócona o 90 stopni
Sprawdź, czy kontroler offline i komputerowy port USB są
podłączone do maszyny grawerującej. Jeśli tak, odłącz
kontroler offline
przewody wyłączników krańcowych. Jeśli powróci do
normy, odpowiedni
oś X lub Y.
komputer i włączony, ale oprogramowanie
do grawerowania pokazuje
połączenie
sprawdź, czy interfejs USB jest prawidłowo
podłączony; upewnij się, że
awaria
Sprawdź, czy połączenia osi XY kontrolera zostały
zamienione. Po prostu zamień połączenia
maszynę w tym samym czasie.
Upewnij się, że na komputerze jest zainstalowany
właściwy sterownik;
[I
|RT=1
Rozwiązanie
Problem
-13-
Machine Translated by Google
Po zmianie parametrów
oprogramowania układowego maszyny
grawerującej występują różne
nietypowe ruchy maszyny lub nietypowe
rozmiary grawerunków
zdarzać się
Sprawdź, czy występuje poślizg między osią
silnika śruby pociągowej a sprzęgłem. Dokręć śruby
ustalające na obu końcach sprzęgła.
Wygrawerowany obraz jest
zniekształcony i nieprawidłowo wyrównany
$RST=*, a następnie uruchom ponownie maszynę.
Proszę przywrócić ustawienia fabryczne
oprogramowania układowego. Uruchom
oprogramowanie Candle, połącz się z maszyną i w polu
poleceń w prawym dolnym rogu wprowadź i wyślij polecenie
Rozwiązanie
Problem
Machine Translated by Google
GEBRUIKERSHANDLEIDING
CNC GRAVEERMACHINE
Wij streven er voortdurend naar om u gereedschappen tegen concurrerende prijzen te leveren.
"Save Half", "Half Price" of andere soortgelijke uitdrukkingen die wij gebruiken, geven alleen een schatting weer
van de besparingen die u kunt behalen door bepaalde gereedschappen bij ons te kopen in vergelijking met de grote
topmerken en betekent niet noodzakelijkerwijs dat alle categorieën gereedschappen die wij aanbieden, worden gedekt.
Wij herinneren u eraan om zorgvuldig te controleren of u daadwerkelijk de helft bespaart in vergelijking met de
grote topmerken wanneer u een bestelling bij ons plaatst.
MODEL: S4040
Technische ondersteuning en e-garantiecertificaat
www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Scannen voor video's en handleidingen
-1-
Heeft u vragen over het product? Heeft u technische ondersteuning nodig? Neem dan gerust
contact met
ons op: Technische ondersteuning en E-garantiecertificaat
www.vevor.com/support
MODEL: S4040
Dit is de originele instructie, lees alle handleidingen zorgvuldig door voordat u het
product gebruikt. VEVOR behoudt zich een duidelijke interpretatie van onze gebruikershandleiding
voor. Het uiterlijk van het product is afhankelijk van het product dat u hebt ontvangen.
Vergeef ons dat we u niet opnieuw zullen informeren als er technologie- of software-updates
voor ons product zijn.
EN
AUTO
CNC-GRAVERING
HULP NODIG? NEEM CONTACT MET ONS OP!
Machine Translated by Google
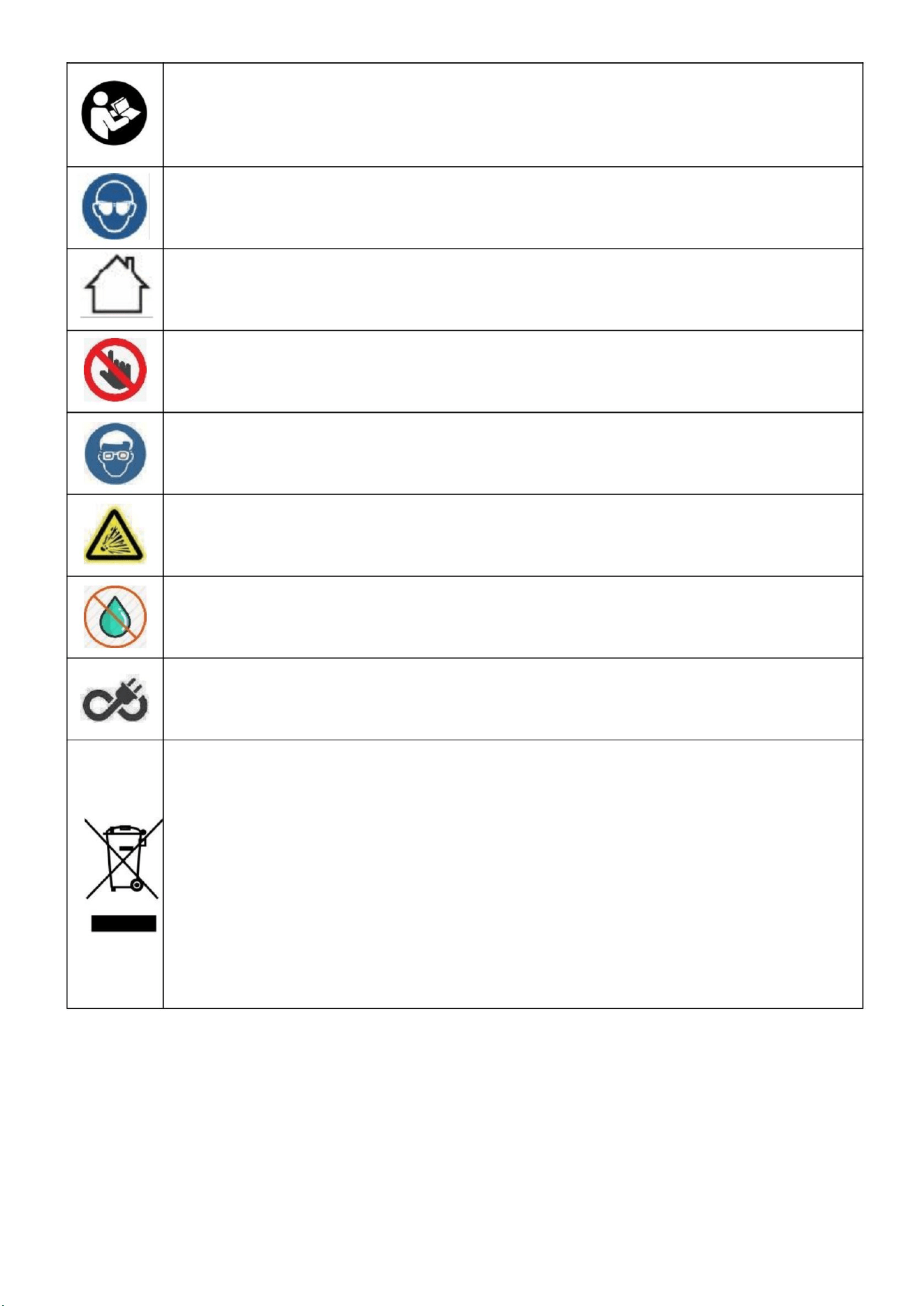
-2-
Alleen voor gebruik binnenshuis
Dit product valt onder de bepalingen van de Europese Richtlijn 2012/19/EG.
product en alle accessoires gemarkeerd met dit symbool. Producten gemarkeerd als
Waarschuwing: draag altijd een oogbescherming wanneer u dit product gebruikt.
vereist gescheiden afvalinzameling in de Europese Unie. Dit geldt voor de
Draag altijd een veiligheidsbril wanneer u de machine gebruikt
dergelijke mogen niet bij het normale huisvuil worden gegooid, maar moeten naar het afvalbrengstation worden gebracht.
een inzamelpunt voor het recyclen van elektrische en elektronische apparaten
Raak geen draaiende onderdelen aan als de machine draait
Raak het stopcontact niet aan met natte handen om het risico op elektrocutie te verkleinen.
Verboden te gebruiken in ontvlambare voorwerpen of gassen
Belangrijke veiligheidsinstructies Waarschuwing: Om
het risico op brandwonden, elektrocutie of persoonlijk letsel te verminderen!
voorzichtig.
Het symbool met een doorgestreepte kliko geeft aan dat het product
Waarschuwing - Om het risico op letsel te verminderen, moet de gebruiker de gebruiksaanwijzing lezen
Schakel in geval van nood onmiddellijk de stroom uit
Machine Translated by Google
BEWAAR DEZE INSTRUCTIES
Waarschuwing ÿ Draag een beschermende bril wanneer u de machine gebruikt. Mocht uw ogen
-3-
kennis, tenzij zij toezicht of instructie hebben gekregen met betrekking tot
het gebruik van het apparaat door een persoon die verantwoordelijk is voor hun
veiligheid. ÿ Kinderen moeten onder toezicht staan om ervoor te zorgen dat ze niet met het apparaat spelen.
verminderde fysieke, sensorische of mentale vermogens of gebrek aan ervaring en
serviceagent of personen met vergelijkbare kwalificaties om een gevaar te vermijden. Of doe het niet
de machine.
apparaat.
ongelukken voorkomen.
pijn doen.
dit apparaat bedienen. Breng het terug naar de winkel voor service of reparatie door een professional
militair.
ZAKEN HEBBEN AANDACHT NODIG
ÿ Om vastlopen te voorkomen, mag u het apparaat niet met overmatige druk laten werken.
ÿ Dompel draden of machines niet onder in water, omdat dit een elektrische schok kan veroorzaken.
ÿ Dit apparaat is niet bedoeld voor gebruik door personen (inclusief kinderen) met
ÿ Haal de stekker uit het stopcontact wanneer u het apparaat monteert of demonteert.
ÿ Wanneer een apparaat in de buurt van kinderen wordt gebruikt, is nauwlettend toezicht noodzakelijk.
ÿ Haal de stekker uit het stopcontact wanneer u het apparaat niet gebruikt, voordat u onderdelen vervangt en onderhoud pleegt.
ÿ Voordat u het gereedschap vervangt, dient u de stroomtoevoer naar de machine los te koppelen om
ÿ Als het netsnoer of de stekker beschadigd is, moet deze door de fabrikant worden vervangen.
Machine Translated by Google
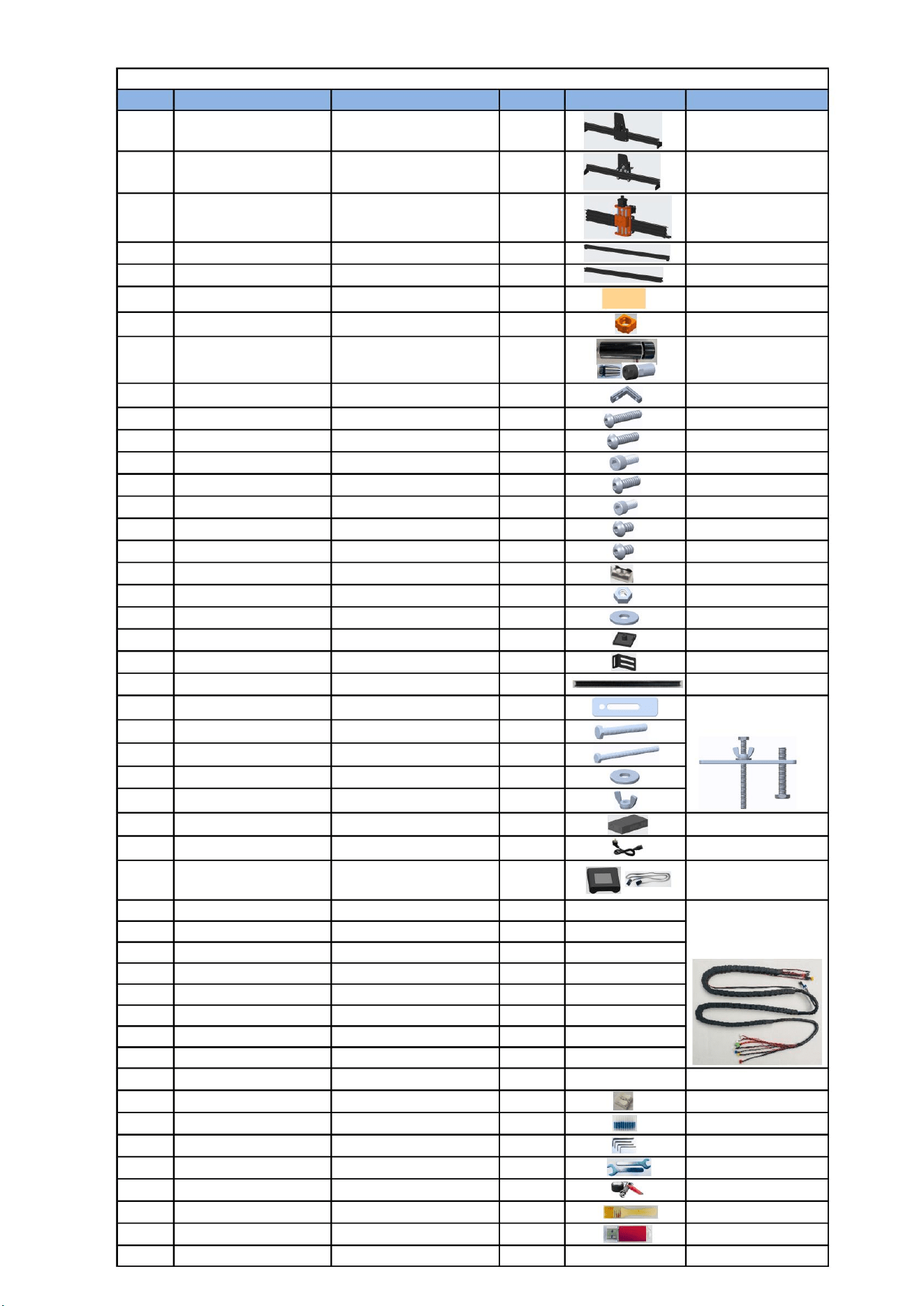
Binnenzeskantschroef
montage tekening
4
1 set
2P-3P, 2100 mm
Stroomkabel
Afbeelding
6
Y1 Stappenmotordraad
Frees
15
——
1
M6
——
de sleepketting
Binnenzeskantschroef
1 set
2020V*577mm
4P-6P, 2100mm rood
37
M4*8
Wasmachine
Y-limietdraad
Spindelklem
44
Y2 Stappenmotordraad
Werkbank
43
Drukplaat
2
300wÿER11-8mm
Hoeveelheid
Bedieningskast
X Stappenmotor draad
16
2P-3P, 1350 mm
14
——
4
22
1 set
in elkaar geschroefd
1 set
Binnenzeskantschroef
Zachte borstel
29
——
07
——
Zeskantmoer
36
M4*10
en datakabel
3
17
Component voor Y2-as
——
1
4
3.175
24
Gebruiksaanwijzing
Aluminium profiel (X)
1
Binnenzeskantschroef
31
39
Steun
M4
USB-kabel
Schroef
46
8
——
10
Onderdeelnr.
2P,2100mm
09
——
Opmerking
15*10*660
4
Offline-controller
Binnenzeskantsleutel
16
1
02
——
4
23
U-schijf
M5*35
4P-6P,2100mm geel
38
Afdekplaat
M5-20
Spindelmotor
45
Drukplaat
X/Z-limietdraad
12
1
Touchscreen met SD-kaart
——
26
1
04
33
Binnenzeskantschroef
M5*12
40
——
Draad afdekplaat
Sleepketting
Wasmachine
6
12
Component voor Y1-as
M8*55
1
1
——
19
14/17mm
——
1
18
2/2,5/3/4 mm
1 set
30
1
2
——
25
1
32
Binnenzeskantschroef
M5*14
2Set
ÿ5-ÿ20
4P-6P,2100mm wit
——
Aansluitklem
47
1
Schroef
——
11
2
Onderdeelnaam
100mm
1
Al gemonteerd
M5*6
1 set
Z Stappenmotor draad
42
——
4P-6P,1350mm blauw
08
Spindelmotor draad
Uitleg
Vleugelmoer
1 set
1
4
ÿ6*2mm
Doorvragen
21
1
03
Kabel is geweest
Binnenzeskantschroef
28
——
06
35
27
05
34
1
Trapeziummoer
——
M5*10
——
2
——
——
41
2020
——
ÿ52ÿAluminium
4
13
——
01
M6*80
4
1
Moersleutel
20
Component voor X-as
1
1 set
2020V*540mm
L-vormige connector
1
Aluminium profiel (Y)
Met stelschroef 2-M5*6 4Set
-4-
S4040 Onderdelenlijst
1.Onderdelenlijst
Machine Translated by Google
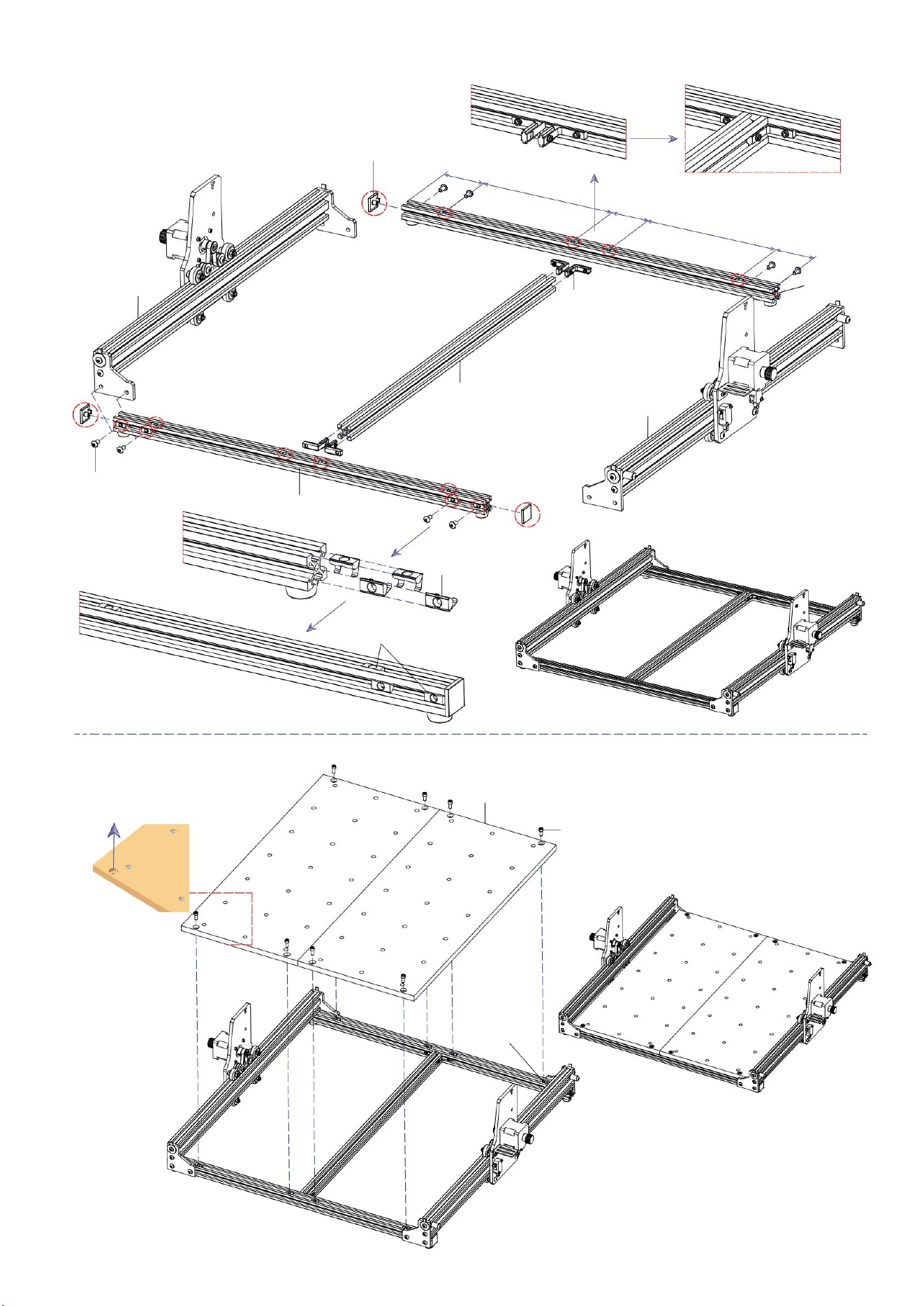
05: 2020V*540 1 STUKS
04: 2020V*577 2Set
moer M5-20 8PCS
20ÿAfdekplaat 2020 3PCS
09: L-vormige connector 4Set
Vooraf instappen
Y2-as 1Set
02: Component voor
06: Werkbank 2PCS
8STUKS
17ÿTrapeziumvormig
13: M5*10
12: M5*12 8STUKS
Y1-as 1Set
17: Trapeziummoer M5-20
17: Trapeziummoer M5-20 8PCS
01: Component voor
Alleen dit gat heeft
M5 tanden
56 mm
200mm
200mm
60mm
60mm
ÿ Werkbankmontage
ÿ Y-as component en aluminium profiel assemblage
2. Machine-assemblage
Werkbankoppervlak is zijde naar boven
-5-
S4040:V1.3
Machine Translated by Google
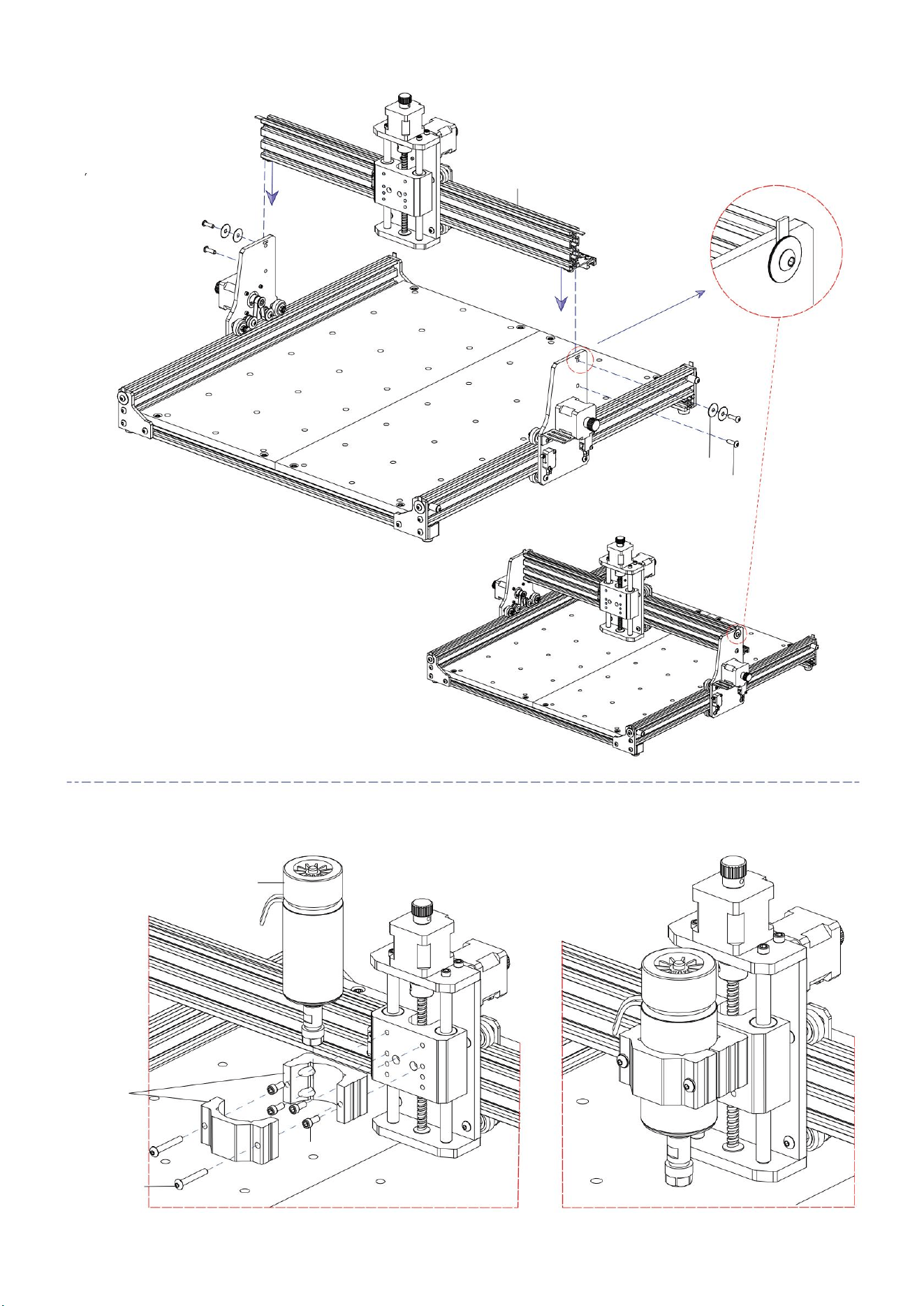
-6-
S4040:V1.3
11: M5*14 4STUKS
07:
Spindelklem 1Set
19: ÿ5-ÿ20 4PCS
03: Component voor X-as 1Set
12: M5*12 4STUKS
08: Spindelmotor 1Set
10: M5*35 2STUKS
ÿ Spindelbevestiging en motormontage
ÿ X-as component assemblage
Machine Translated by Google
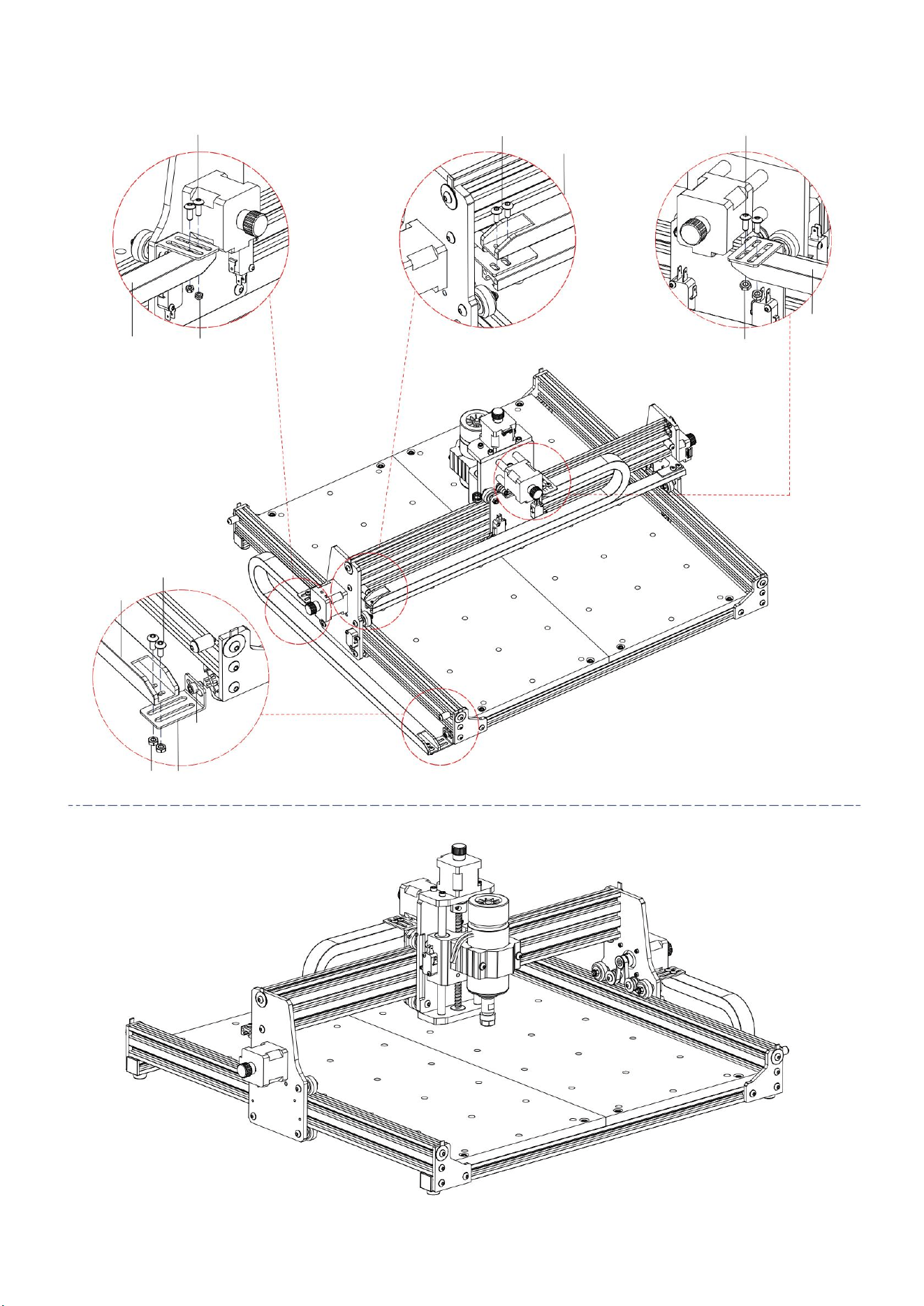
M4 2 STUKS
31: 10*15*1000
18: Zeskantmoer
M4 2 STUKS
15: M4*10 2 STUKS
18: Zeskantmoer
15: M4*10 2 STUKS16: M4*8 2 STUKS
15: M4*10 2 STUKS
18: Zeskantmoer
M4 2 STUKS
21: Ondersteuning 1PCS
14: M5*6 1 STUKS
1 STUKS
31: 10*15*660
31: 10*15*660 1 STUKS
ÿ Machinetekening van voltooide assemblage
ÿ Sleepkettingmontage
31: 10*15*660
-7-
S4040:V1.2
Machine Translated by Google
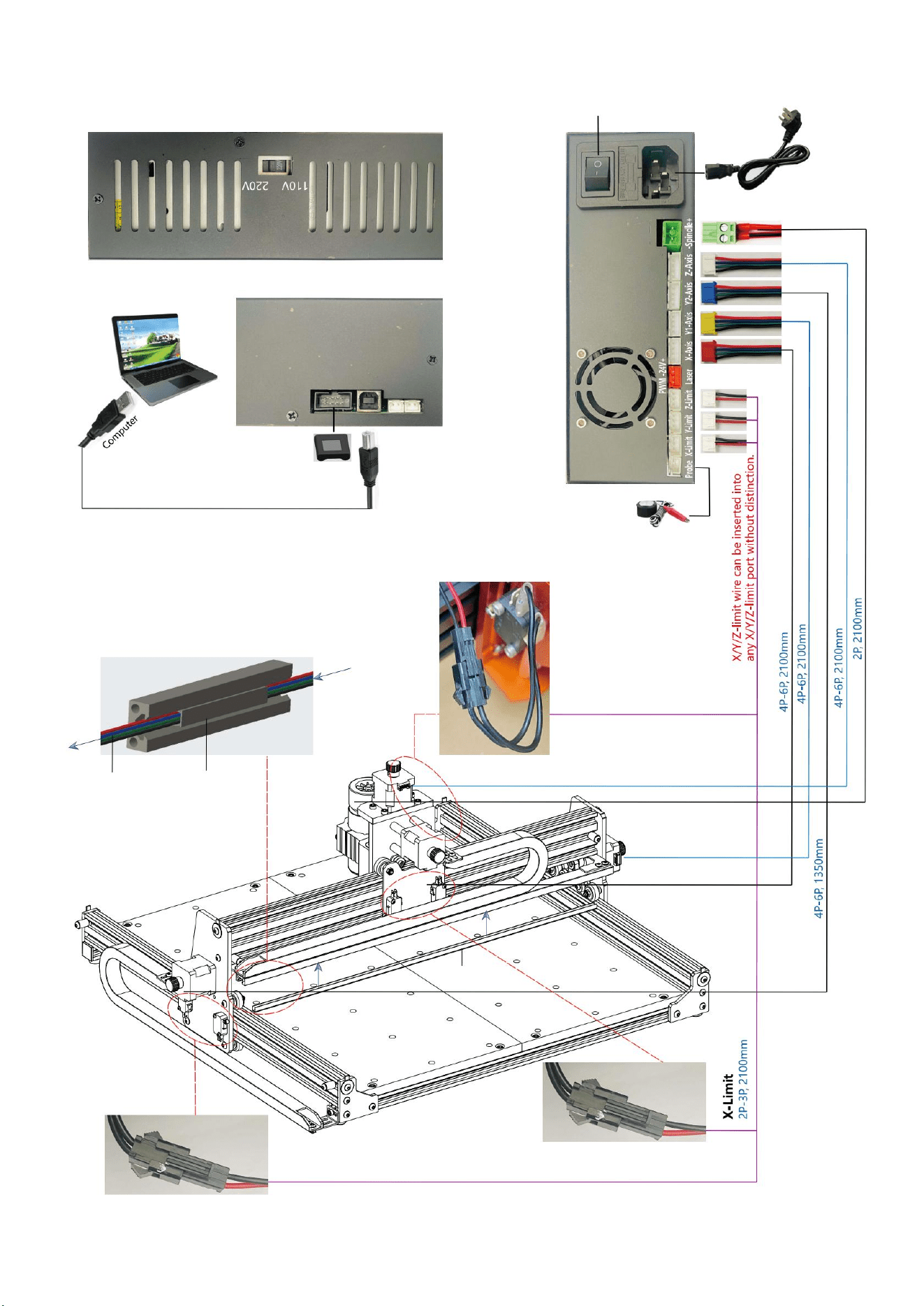
Offline USB vasthouden uitvoeren
X-
Y1-
Spindelmotor
Z-
Y2-
J1
Z-limiet 2P-3P, 2100 mm
X
Y-limiet 2P-3P, 1350mm
offline-
controller
MET
Schakelaar
Stroom
-8-
3. Instructies voor poorten op de controlebox
J2
S4040:V1.2
om de draad te repareren
22: Draadafdekplaat
1PCS
b. Plaats de afdekplaat
a.Y1 motordraad
door de gleuf
Machine Translated by Google
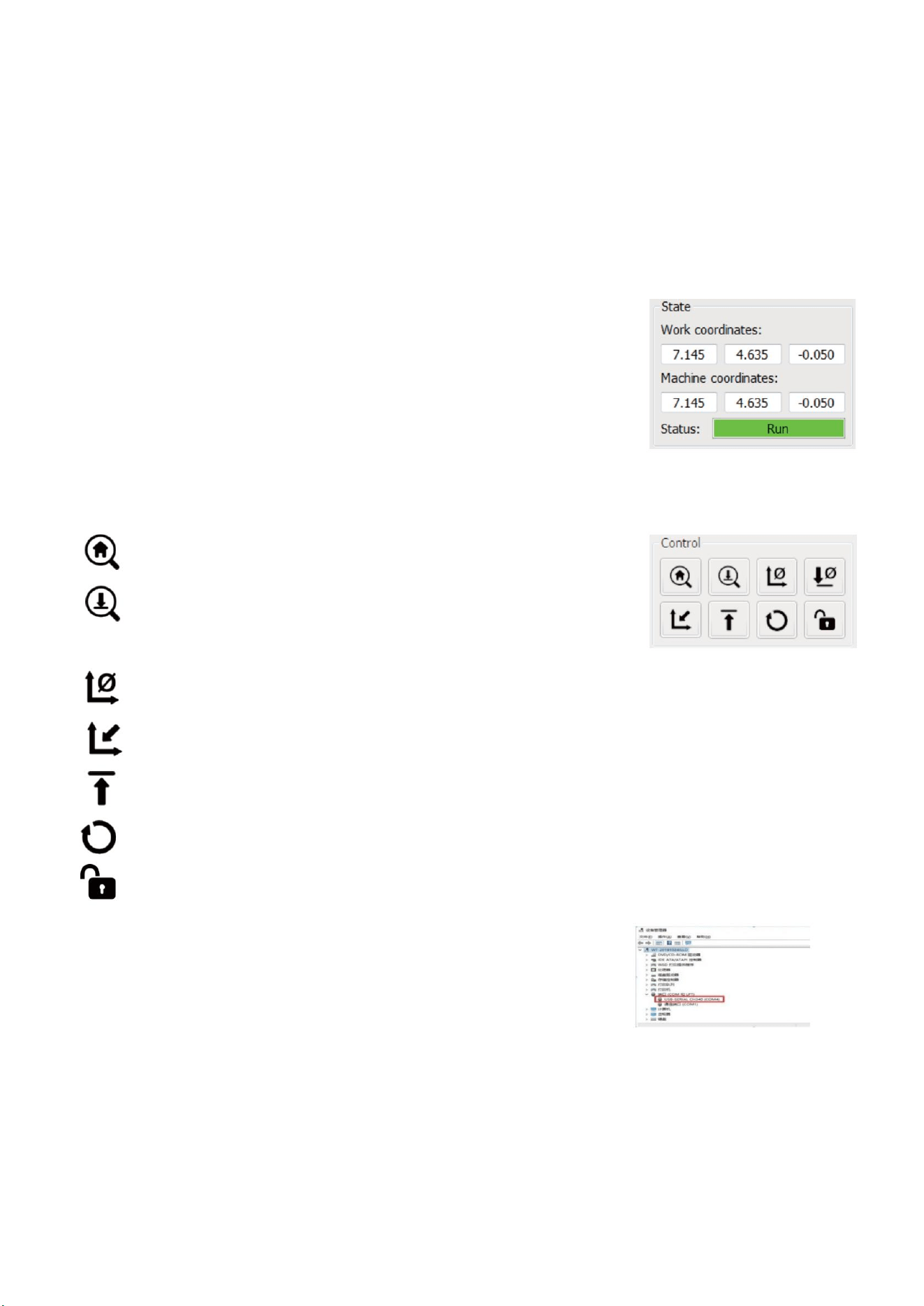
Veilig Z
Zero X/Y
Zet de "X" en "Y" coördinaten in het lokale coördinatensysteem op nul. Behoudt ook een lokale systeemoffset ("G92") voor later gebruik.
Verplaatst gereedschap via de "Z"-as naar een veilige positie. Positiecoördinaat kan worden opgegeven in de "Safe Z"-instelling. Positie moet worden opgegeven in
machinecoördinaten.
Ontgrendelen
Start de homingcyclusprocedure met de opdracht "$H"
Herstel X/Y/Z
Herstelt lokale systeemcoördinaten met de opdracht "G92".
Z-probe
Start de nul Z-as zoekprocedure met behulp van de opdracht die is opgegeven in de instellingen (vak "Z-probe
opdrachten"). Voorbeeldopdracht: G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10
Home-knop
Ontgrendelt CNC met de opdracht "$X".
Opnieuw instellen
(1). Installeer de driver
Reset CNC met de opdracht "CTRL+X"
-9-
(1) Besturing van een GRBL-gebaseerde CNC-machine via consoleopdrachten, knoppen op het formulier en het numerieke toetsenbord.
4.2 Controle
Voor het eerste gebruik sluit u het apparaat aan op de computer via een USB-kabel en klikt u op de knop
Ondersteunde functies:
Een van de volgende CNC-statussen:
ÿ Inactief - wacht op een G-code-opdracht. Actief - voert een G-code-opdracht uit. ÿ Home -
homingcyclus wordt uitgevoerd. ÿ Controleren
- de controlemodus voor G-code-opdrachten is ingeschakeld. ÿ
Vasthouden - gepauzeerd door een "!"-opdracht, moet opnieuw worden gestart door een "~"-
opdracht. ÿ Alarm - CNC weet niet waar het is en blokkeert alle G-code-opdrachten.
(3) G-codebestanden laden, bewerken, opslaan en verzenden naar de CNC-machine.
(2) Bewaking van de status van de CNC-machine.
4.1 Staten
Werkcoördinaten:
(4) Visualiseren van G-codebestanden.
4.3 Software met behulp van stappen
Candle is een GUI-applicatie voor op GRBL gebaseerde CNC-machines met G-Code visualizer. Candle is een open-source software die geschikt is voor CNC-
machinegereedschapsverwerking. Het ondersteunt G-codebestandsverwerking en visuele weergave.
Geeft de huidige absolute X-, Y- en Z-machinecoördinaten weer.
CH341SER.exe- bestand in de drivermap om de driver te installeren. Onder normale omstandigheden zal het Win10-systeem de
driver automatisch identificeren en installeren. Voor Win7- en Win8-systemen installeert u deze handmatig.
Machinecoördinaten:
Geeft de huidige lokale X-, Y- en Z-coördinaten van de CNC weer.
4. Kaarsensoftware
Machine Translated by Google
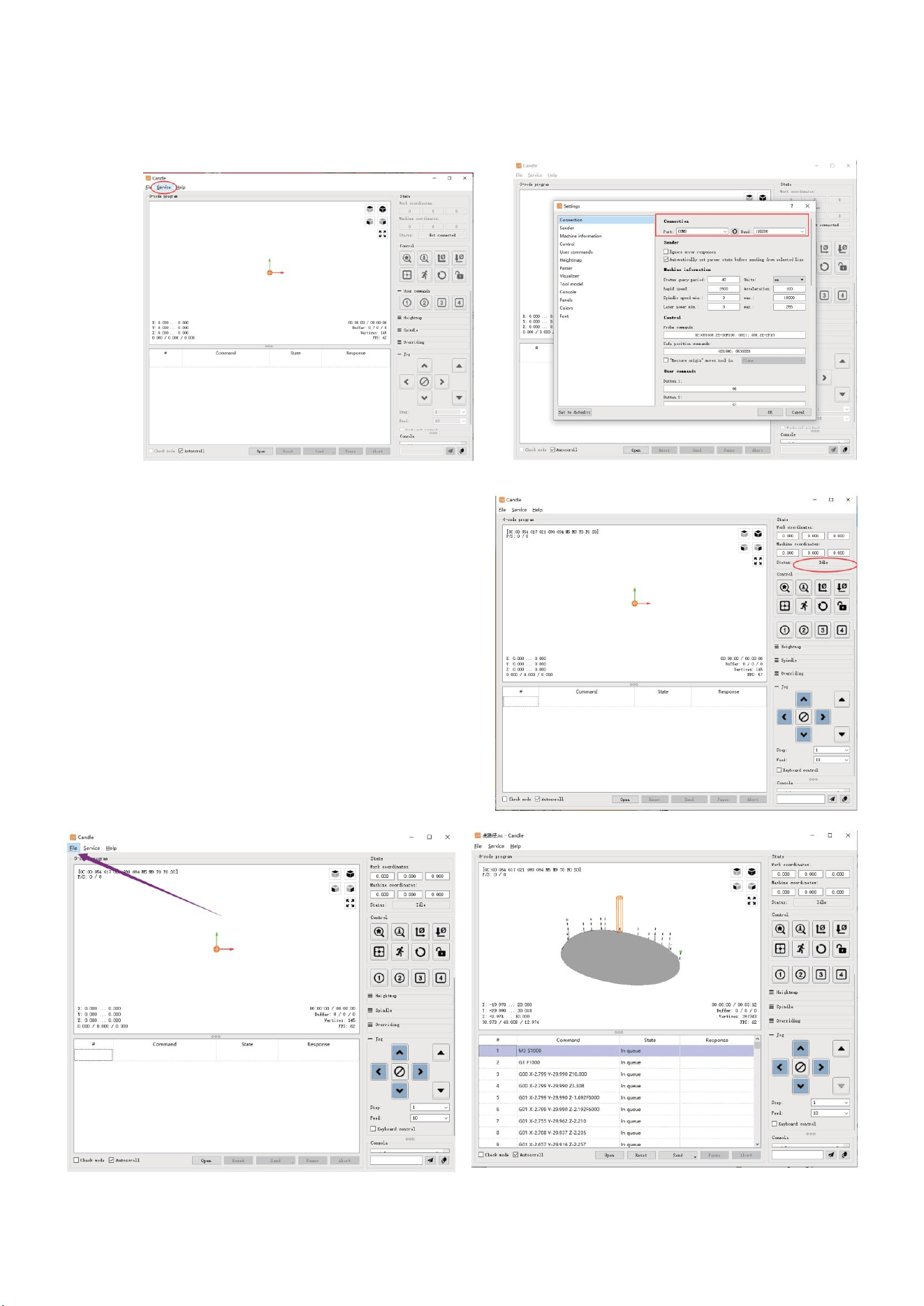
-10-
(4). Documenten verwerken Klik op
de optie "Bestand" bovenaan de kaars en klik vervolgens op "Nieuw" om G-code te maken.
Klik op de opdrachtbalk onderaan de interface op "Openen" om een G-codebestand te selecteren
dat is gemaakt om het bestand te importeren.
(5). Bevestiging, gereedschapsinstallatie en instellen van de oorsprong van de werkcoördinaten
(3). Voltooi de verbinding Nadat u
de poort en baudrate hebt ingesteld, klikt u op Voltooien. De statusbalk rechtsboven in de
Candle-interface toont Idle en tegelijkertijd toont de console rechtsonder de onderstaande
informatie, wat aangeeft dat de verbinding succesvol tot stand is gebracht.
(2) Stel de poort en de verbinding in
het rode vakje op het scherm zoals weergegeven in de onderstaande afbeelding (de poortgegevens staan tussen haakjes).
linkerhoek. Als u de instelling selecteert, verschijnt het instellingenvenster. Selecteer onder "Connection" de poortnaam die u hebt opgevraagd, selecteer de baudrate 115200 en
klik vervolgens op "ok" om de instelling te voltooien.
Onthoud de hierboven gevraagde poortinformatie, schakel over naar de Candle- software-interface en klik op de optie 'Instellingen' in het bovenste gedeelte
Nadat u de driver hebt geïnstalleerd, opent u Apparaatbeheer van de computer en klikt u op de poortoptie om de inhoud ervan te bekijken
Na het importeren zal het midden van de interface een visuele grafiek weergeven die
is samengesteld uit gereedschapspaden (de positie van de penvormige grafiek in de
grafiek is de huidige gereedschapspositie). Houd in het visualisatievenster de
linkermuisknop ingedrukt om de grafiek te roteren en houd de rechtermuisknop
ingedrukt om te verplaatsen. Graphics, scrollen met het middelste wiel kan in- en
uitzoomen op de graphics. Tegelijkertijd zal de inhoud van de G-code worden
weergegeven in de onderste opdrachtbalk. Tijdens de verwerking zal de machine
één voor één worden uitgevoerd volgens de G-code-opdrachten.
Machine Translated by Google
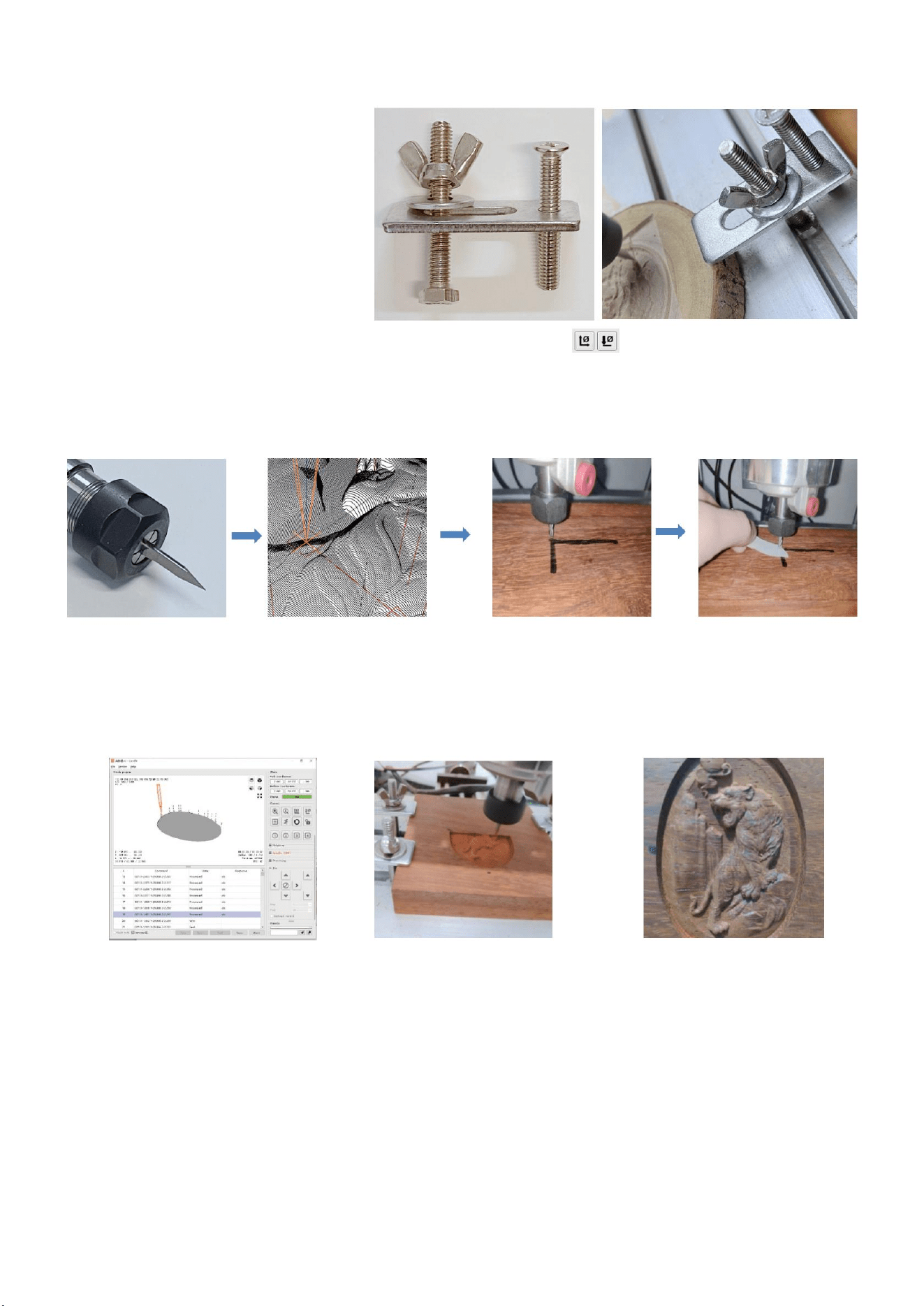
(7). Voltooide verwerking
(6) Begin met snijden
om de positie van de graveerfiguur ten opzichte van de
algehele graveerplaat te vinden. Er is een drie-assig
coördinatensysteem in de visuele afbeeldingen. De
oorsprong van het drie-assige coördinatensysteem is het
gereedschapsinstellingspunt van de daadwerkelijke
verwerkingsafbeelding.
De ER11-spantang op de spindelmotor moet eerst in de vaste kop worden geklemd en moet op zijn plaats worden geklemd. Bij het installeren
Nadat u de graveerpositie hebt gevonden, klikt u op de knop Verzenden hieronder en het apparaat begint automatisch met graveren. De statusbalk bij
5. Offline controller (optioneel)
Voordat u het G-codeprogramma uitvoert, moet u:
De off-line controller heeft een externe 12V standby-voedingsinterface. Wanneer gebruikers andere moederborden gebruiken zonder voeding
en een zwakke voedingscapaciteit, kunnen ze een externe voeding aansluiten om de controller van stroom te voorzien
positie van de graveerafbeelding ten opzichte van de algehele
graveerplaat op basis van de positie van deze oorsprong. De
graveerfiguur in de onderstaande afbeelding wordt als
voorbeeld genomen.
rechtsboven wordt weergegeven dat het gereedschap loopt. Het visualisatievenster toont dat het gereedschap langs het gereedschapspad beweegt. U kunt de onderstaande
pauze- en stopknoppen kiezen tijdens het graveren. (Klik na het pauzeren nogmaals om door te gaan met het vorige snijwerk. Klik na beëindiging op Verzenden om de
verwerking vanaf het begin te starten).
U kunt het gereedschap verplaatsen om de
(knoppen voor het op nul zetten van de X/Y- en Z-assen).
snijwerk.
Nadat de geselecteerde gereedschapspositie is gestart, worden de X/Y- en Z-assen op nul gezet (de
Nadat de verwerking is voltooid, geeft het visualisatievenster aan dat de gravure is voltooid en de tijd die nodig is voor
Zorg ervoor dat u de spantang niet te ver uitschuift, zoals weergegeven in de eerste afbeelding hieronder.
weergegeven in de rechterfiguren.
Let op: De offline controller en de computer kunnen niet tegelijkertijd met de graveermachine worden verbonden. Bij gebruik van de
offline controller, zorg er dan voor dat de USB-kabel van het apparaat en de computer losgekoppeld zijn.
De fixture in de productkit is niet gemonteerd. Er zijn in totaal vier sets. Het uiterlijk en gebruik van de gemonteerde fixture zijn
Voordat u terugkeert naar nul, moet u ervoor zorgen dat het gereedschap de afstand van één vel papier voor het graveren nadert en vervolgens de X/Y- en Z-assen terugbrengt
naar nul (gebruik een scherp mes met platte onderkant bij het graveren en een cilindrische frees bij het bewerken van vlakken, sleuven en gaten). Het effect is dat het
gebeeldhouwde figuur wordt gesneden met de punt van het mes als oorsprong.
-11-
Machine Translated by Google
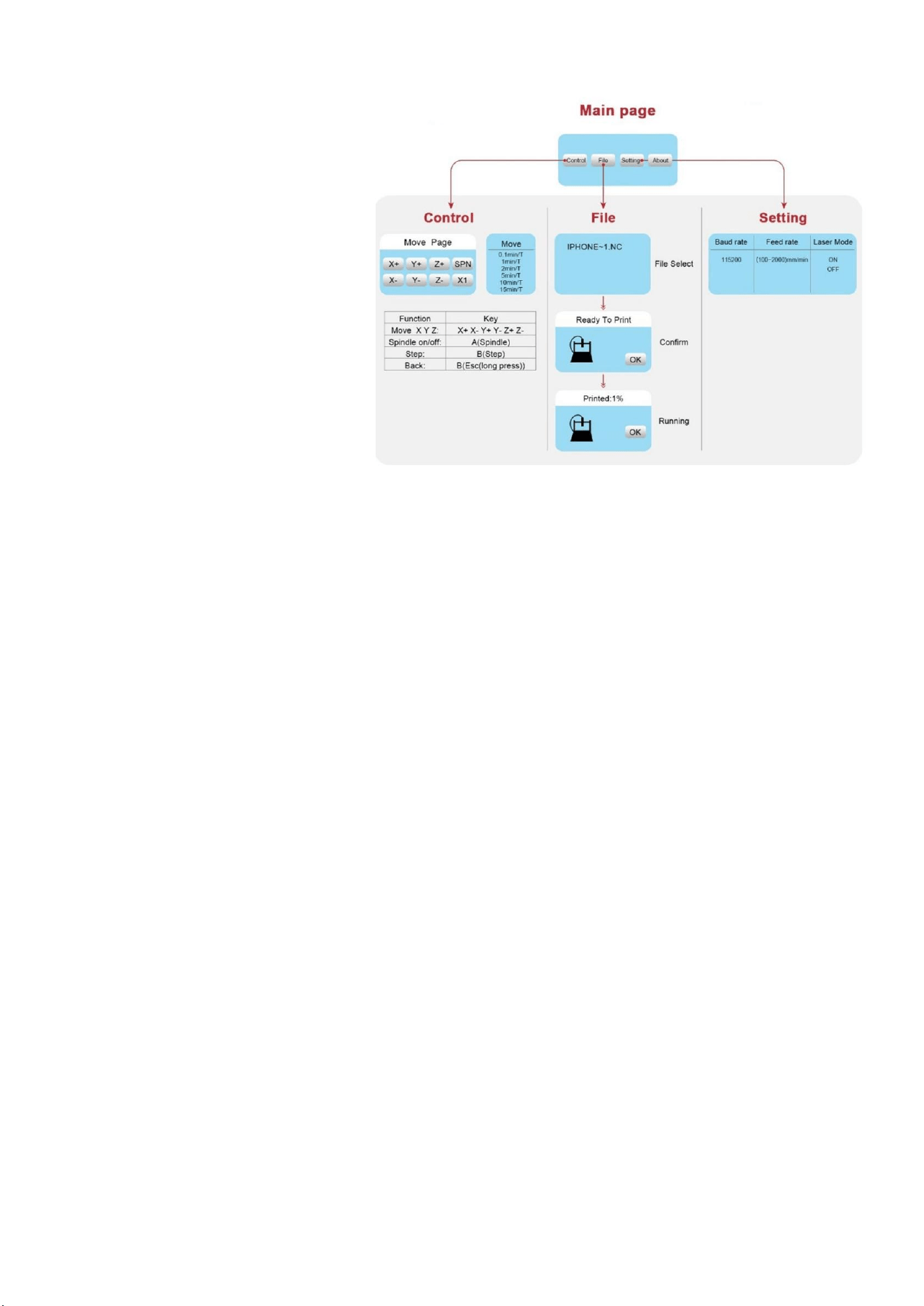
X+: X-as beweegt naar rechts, X- tegengesteld. Y+: Y-as beweegt
naar voren, Y- tegengesteld. Z+: Z-as beweegt naar boven, Z-
tegengesteld.
OK/SPN: Bevestiging start, gereed om af te drukken wordt het voortgangspercentage, de pagina voor bestandsselectie wordt weergegeven nadat het graveren is voltooid.
U kunt verbinding maken met de hotspot via de wifi van uw computer of mobiele telefoon met wachtwoord 12345678 en vervolgens 192.168.0.1 of vigostick.local openen in
de browser om de bestanden op de SD-kaart van de offline controller te beheren (uploaden of verwijderen), en u kunt ook de SSID (alleen ondersteuning voor 2.4G-signaal) account
en wachtwoord invoeren om de offline controller te helpen toegang te krijgen tot uw lokale wifi-netwerk. Nadat de controller is verbonden met de lokale 2.4G wifi, kan het huidige IP-
adres van de controller of de domeinnaam vigostick.local nog steeds worden geopend om de webbeheerinterface te openen. U kunt de pagina Over de controller openen om het IP-
adres te controleren.
6. Herstel de fabrieksinstellingen Als de
mechanische beweging van de machine soepel verloopt, maar de graveerbeweging lijkt vast te zitten of de stappenmotor niet werkt,
5.2 Bedieningspagina:
Verplaats elke as handmatig naar de gewenste positie.
5.6 Wi-Fi-netwerk en web De offline
controller heeft een WiFi-draadloze netwerkfunctie. Standaard wordt de WiFi-hotspot van VIGO-STK**** automatisch ingesteld.
Exit/STP: Functie 1: Tik op elke asknop van XYZ om de
bewegingsafstand telkens met 0,1, 1, 5, 10 cycli te wijzigen. Functie
2: Houd ongeveer 2 seconden ingedrukt om af te sluiten.
Netwerkstatus: Er is een stip in de linkerbovenhoek van de hoofdpagina. De RODE stip geeft aan dat de VIGO-STK**** hotspot actief is, en de GROENE stip geeft aan dat de
controller verbinding heeft gemaakt met Local WiFi.
De webbeheerinterface is als de vorige pagina. De webpagina's functioneren als volgt: Klik op het menu "Control", de MOVE
Control-interface verschijnt, u kunt op de overeenkomstige knop klikken om de CNC-machinebeweging te besturen.
OK/SPN: Spindeltestschakelaar, druk om de spindel te openen
(overeenkomend met SPN grijs op het scherm), druk
nogmaals om de spindel te sluiten (de overeenkomstige SPN
op het scherm keert terug naar normaal). Druk lang om de
pagina voor het wijzigen van de spindelsnelheid te openen. Op
deze pagina is Y+/Y- Hoge/Lage spindelsnelheid, druk lang
op OK/SPN om de pagina voor het wijzigen van de
spindelsnelheid te verlaten.
Y+: omhoog, Y-:
omlaag OK/SPN: Bevestig de selectie en ga naar de bevestigingspagina voor het graveren.
Klik op het menu 'Instellingen' en ga naar de interface voor instellingen van de snijmachine. Hier kunt u een aantal besturingsparameters instellen, resetten, ontgrendelen, instellingen
herstellen, gereedschapsinstellingen uitvoeren, de lasermodus in- of uitschakelen en andere opdrachten uitvoeren.
5.3 Bestandspagina:
Bestandslijst Selecteer het te graveren bestand. Ondersteunende documenten omvatten: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Klik op het menu "Bestand", toont de carving bestanden die momenteel zijn opgeslagen op de SD-kaart van de huidige offline controller. U kunt nieuwe bestanden uploaden naar de
controller. Nadat u het overeenkomstige carving bestand hebt geselecteerd om het carving te starten, toont de interface het bestand dat wordt gecarved en de carving voortgang. U
kunt op de knop klikken om het carving proces te pauzeren of te stoppen.
5.5 Instellingenpagina:
X+/ X-: Baudsnelheid wijzigen; Y+/Y-: Voedingssnelheid wijzigen met ±100/Klik; Z+/Z-: Voedingssnelheid wijzigen met ±10/Klik; OK/SPN: Lasermodus AAN/UIT wijzigen
OK/SPN: Bevestigingsknop.
verplaatsen, probeer de fabrieksinstellingen van het moederbord te herstellen.
Methode: Start de Candle-software en stuur de opdracht $RST=* naar de machine. Start de machine vervolgens opnieuw op.
5.1 Hoofdpagina:
Y-: rechts Y+: links Z+: Stuur $X naar het GRBL-
moederbord om het te ontgrendelen.
5.4 Bevestig de graveerpagina: Controleer
of het graveerbestand zonder fouten is gestart.
-12-
Machine Translated by Google
[i
Oplossing
Probleem
CNC-reparatiehandleiding
|ÿRT=1
Controleer of de eindschakelaars in de XYZ-drie-assige
richting zijn ingedrukt
De machine is aangesloten op
is vergrendeld en door op resetten
en ontgrendelen te klikken, wordt dit niet
opgeheven
Controleer of de verbindingspunten van de XY-as van
de controller zijn verwisseld. Verwissel gewoon de
verbindingen
rug.
De COM-poort is correct geselecteerd (selecteer niet
COM1). Zorg ervoor dat de baudrate correct is
geselecteerd (kies 115200).
De software geeft een alarmfout weer,
de controller
Stel gewoon de Grbl-parameters in de software in om de
richting van
U kunt ook de verbinding loskoppelen
De computer en de offline
controller kunnen de normale beweging
van de machine niet besturen of
abnormaal graveren
naar beneden of geblokkeerd door
vreemde voorwerpen. Maak ze indien nodig schoon.
De gegraveerde inhoud verschijnt
als een gespiegelde weerspiegeling
van de originele afbeelding en de
handmatige
bedieningsbewegingsrichting is onjuist
of de USB-kabel van de computer. Beide
kunnen niet worden aangesloten op de graveermachine
schakelaar is kortgesloten en defect. Deze kan
vervangen of tijdelijk verlaten worden.
De gegraveerde inhoud lijkt 90
graden gedraaid
Controleer of de offline controller en de computer-USB
beide zijn aangesloten op de graveermachine. Als dat zo
is, koppel dan de offline controller los
draden van de eindschakelaars. Als het weer normaal
wordt, de overeenkomstige
Controleer of de USB-interface correct is
aangesloten; zorg ervoor dat
de computer is ingeschakeld, maar de
graveersoftware geeft een
verbinding weer
mislukking
de X- of Y-as.
Zorg ervoor dat de computer de juiste driver heeft
geïnstalleerd;
machine tegelijkertijd.
-13-
Machine Translated by Google
Na het wijzigen van de
firmwareparameters van de graveermachine
kunnen er verschillende
abnormale machinebewegingen of
abnormale graveergroottes optreden
$RST=* en start de machine opnieuw op.
Controleer of er sprake is van slip tussen de
as van de leidspindelmotor en de koppeling. Draai
de stelschroeven aan beide uiteinden van de koppeling vast.
Het gegraveerde beeld is vervormd
en niet uitgelijnd
voorkomen
Herstel de firmware naar de fabrieksinstellingen.
Start de Candle-software, maak verbinding met de
machine en voer in het onderste rechter opdrachtvak
de opdracht in en verzend deze.
Oplossing
Probleem
Machine Translated by Google
ANVÄNDARMANUAL
CNC-GRAVERMASKIN
"Spara hälften", "halva priset" eller andra liknande uttryck som används av oss representerar
bara en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med
de stora toppmärkena och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds
av oss. Du påminns vänligen om att noggrant kontrollera när du gör en beställning hos oss om
du faktiskt sparar hälften i jämförelse med de främsta stora varumärkena.
Vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser.
MODELL: S4040
Teknisk support och e-garanticertifikat
www.vevor.com/support
Machine Translated by Google

Machine Translated by Google
Har du produktfrågor? Behöver du teknisk support? Kontakta oss gärna: Teknisk support och
e-
garanticertifikat www.vevor.com/support
MODELL: S4040
Detta är den ursprungliga instruktionen, läs alla instruktioner noggrant innan du använder
den. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Utseendet på produkten
är beroende av den produkt du fått. Ursäkta oss att vi inte kommer att informera dig igen
om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
-1-
Sök efter videor och guider
OCH
BIL
CNC-GRAVERING
BEHÖVER HJÄLP? KONTAKTA OSS!
Machine Translated by Google
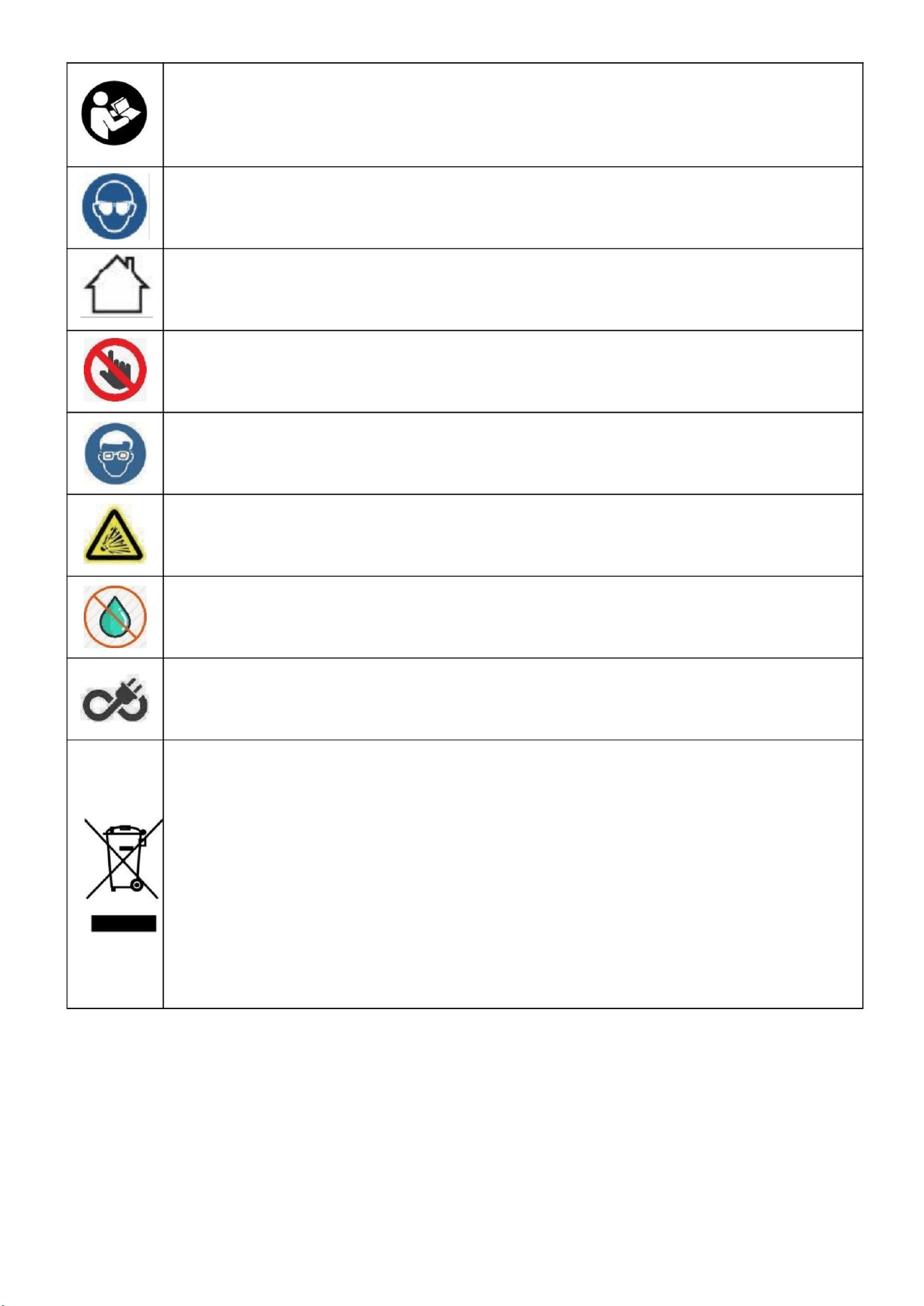
-2-
Endast för inomhusbruk
Denna produkt omfattas av bestämmelserna i det europeiska direktivet 2012/19/EC.
produkten och alla tillbehör märkta med denna symbol. Produkter märkta som
Varning- Var noga med att bära ögonskydd när du använder denna produkt.
kräver separat sophämtning i Europeiska unionen. Detta gäller för
Bär alltid skyddsglasögon när du använder maskinen
sådan får inte slängas tillsammans med vanligt hushållsavfall utan måste tas till
en insamlingsplats för återvinning av elektriska och elektroniska apparater
Rör inte vid några roterande delar när maskinen är igång
Rör inte vid uttaget med våta händer för att minska risken för elektriska stötar
Förbjudet att använda i brandfarliga föremål eller gaser
Viktiga säkerhetsinstruktioner Varning: För
att minska risken för brännskador, elstötar eller personskador!
försiktigt.
Symbolen som visar en soptunna på hjul korsad anger att produkten
Varning - För att minska risken för skada måste användaren läsa bruksanvisningen
Stäng av strömmen omedelbart i nödfall
Machine Translated by Google
SPARA DESSA INSTRUKTIONER
Varning
ÿ Bär skyddsglasögon när du använder maskinen. I fall dina ögon
-3-
kunskap om de inte har fått handledning eller instruktioner angående
användning av apparaten av en person som är ansvarig för deras säkerhet. ÿ
Barn bör övervakas för att säkerställa att de inte leker med
nedsatt fysisk, sensorisk eller mental förmåga eller brist på erfarenhet och
serviceombud eller liknande kvalificerade personer för att undvika fara. Eller inte
maskinen.
apparat.
undvika olyckor.
skada.
använda denna apparat. Lämna tillbaka den till butiken för service eller reparation av en fackman
serviceman.
ÄRenden BEHÖVER UPPMÄRKSAMHET
ÿ För att undvika stopp, tvinga inte enheten att arbeta med för högt tryck.
ÿ Sänk inte ner kablar eller maskiner i vatten, eftersom det kan orsaka elektriska stötar.
ÿ Denna apparat är inte avsedd att användas av personer (inklusive barn) med
ÿ Dra ur kontakten när du monterar och demonterar enheten.
ÿ Noggrann övervakning är nödvändig när någon apparat används nära barn.
ÿ Koppla ur uttaget när det inte används, innan du byter ut delar och underhåller
ÿ Innan du byter ut verktyget, koppla bort maskinens strömförsörjning till
ÿ Om nätsladden eller kontakten är skadad måste den bytas ut av tillverkaren
Machine Translated by Google
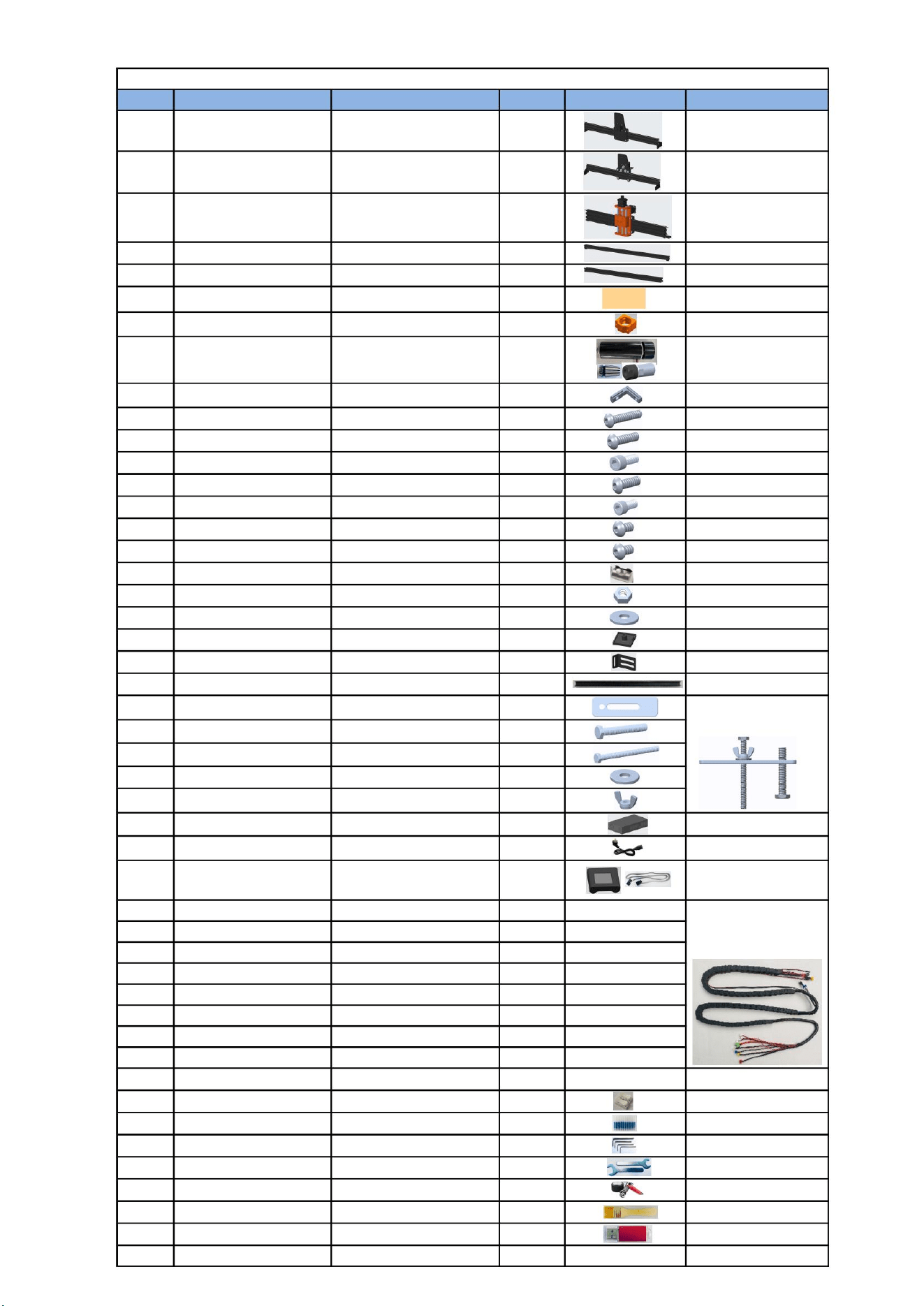
16
ÿ6*2mm
14
——
300w, ER11-8mm
Kvantitet
Kontrollbox
X Stegmotorkabel
2P-3P, 1350 mm
Pressplatta
2
Y2 Stegmotorkabel
Arbetsbänk
43
Sexkantmutter
36
M4*10
29
——
07
——
gängade i
Inre sexkantskruv
4
22
1 set
——
1
1 set
M6
6
Mjuk borste
Fräs
15
1 set
2P-3P, 2100 mm
Bild
Nätsladd
monteringsritning
Y1 Stegmotorkabel
4
Y-gränstråd
Spindelklämma
44
37
M4*8
Bricka
2020V*577mm
4P-6P, 2100 mm röd
——
dragkedjan
Inre sexkantskruv
1 set
4
23
U Disk
1
02
——
4
Offlinekontroller
Inre sexkantnyckel
16
09
——
Anmärkning
15*10*660
Pressplatta
12
M5-20
Spindelmotor
45
38
X/Z-gränstråd
Täckplåt
M5*35
4P-6P, 2100mm gul
Aluminiumprofil (X)
1
Inre sexkantskruv
31
4
24
Bruksanvisning
17
Komponent för Y2-axel
——
1
3,175
och datakabel
3
——
10
Delnr
2P, 2100 mm
Skruva
46
8
M4
USB-kabel39
Stöd
Inre sexkantskruv
M5*14
2Set
1
4P-6P, 2100mm vit
32
1
——
25
18
2/2,5/3/4 mm
1 set
30
100 mm
2
1
——
11
2
Delens namn
47
1
Skruva
ÿ5-ÿ20
——
Anslutningsterminal40
——
Täckplåt av tråd
Inre sexkantskruv
M5*12
1
04
33
1
Pekskärm med SD-kort
——
26
19
14/17 mm
——
1
M8*55
1
6
12
Komponent för Y1-axel
Dragkedja
1
——
Bricka
2020
——
ÿ52ÿAluminium
2
——
——
41
Trapetsformad mutter
M5*10
27
05
34
1
——
1 set
Inre sexkantskruv
Mutternyckel
20
Komponent för X-axeln
1
01
M6*80
4
1
4
13
——
Spindelmotortråd
Förklaring
Fjärilsnöt
——
4P-6P, 1350 mm blå
08
1 set
Z Stegmotorkabel
42
Redan monterad
M5*6
28
——
06
35
Kabel har varit
——
Inre sexkantskruv
Sond
21
1
03
1 set
1
4
1
L-formad kontakt
2020V*540mm
Aluminiumprofil (Y)
Med ställskruv 2-M5*6
-4-
4Set
S4040 reservdelslista
1.Delarlista
Machine Translated by Google
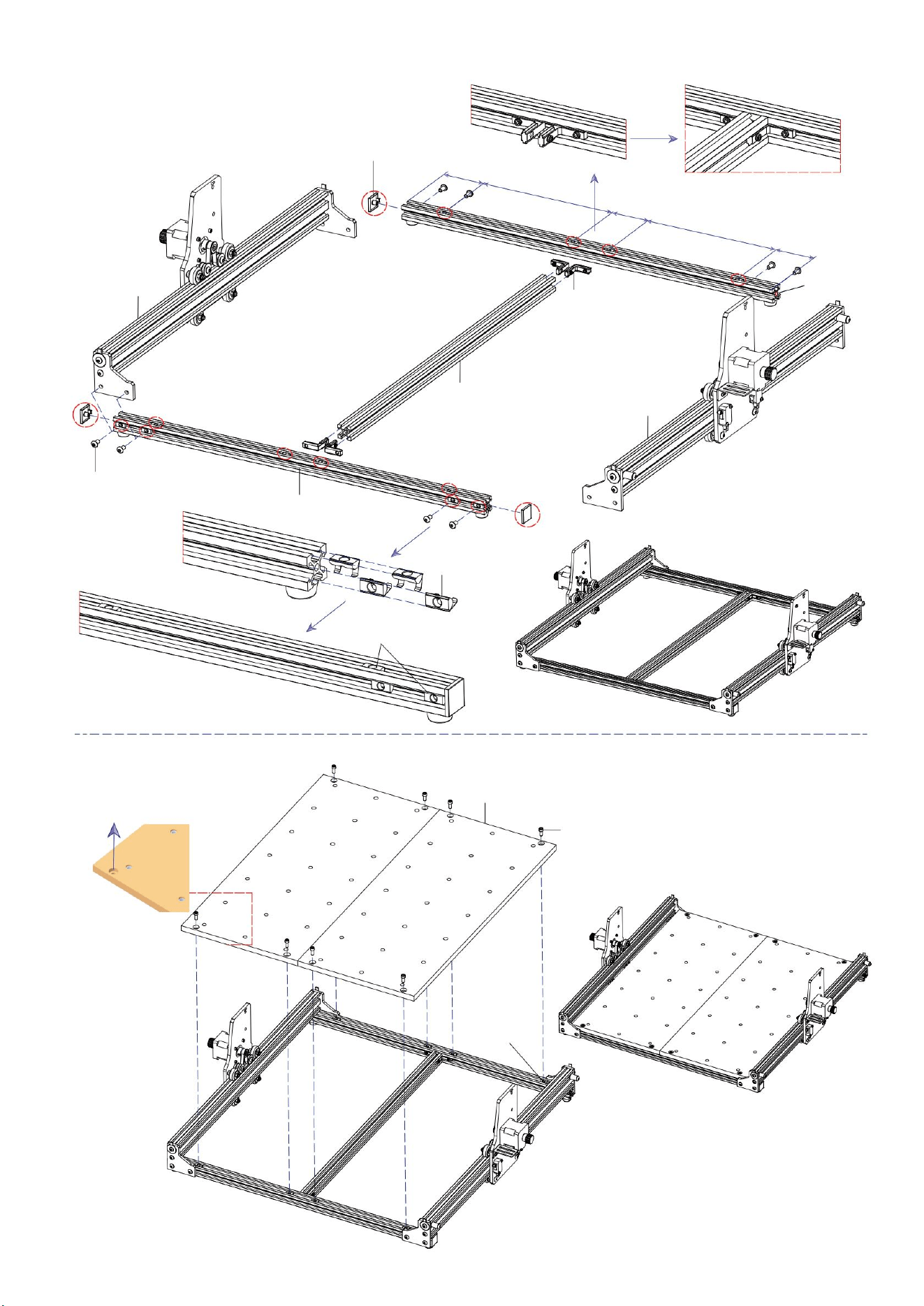
05: 2020V*540 1ST
04: 2020V*577 2Set
mutter M5-20 8ST
20: Täckplåt 2020 3st
09: L-formad kontakt 4Set
Glid in i förväg
Y2-axel 1Set
02: Komponent för
06: Arbetsbänk 2st
8 st
17: Trapetsformad
13: M5*10
12: M5*12 8ST
Y1-axel 1Set
17: Trapetsmutter M5-20 8ST
17: Trapetsmutter M5-20
01: Komponent för
Endast detta
hål har M5-tänder
200 mm
200 mm
56 mm
60 mm
60 mm
ÿ Arbetsbänksmontering
ÿ Y-axelkomponent och aluminiumprofilmontering
2. Maskinmontering
Workbens yta är uppåt
-5-
S4040ÿV1.3
Machine Translated by Google
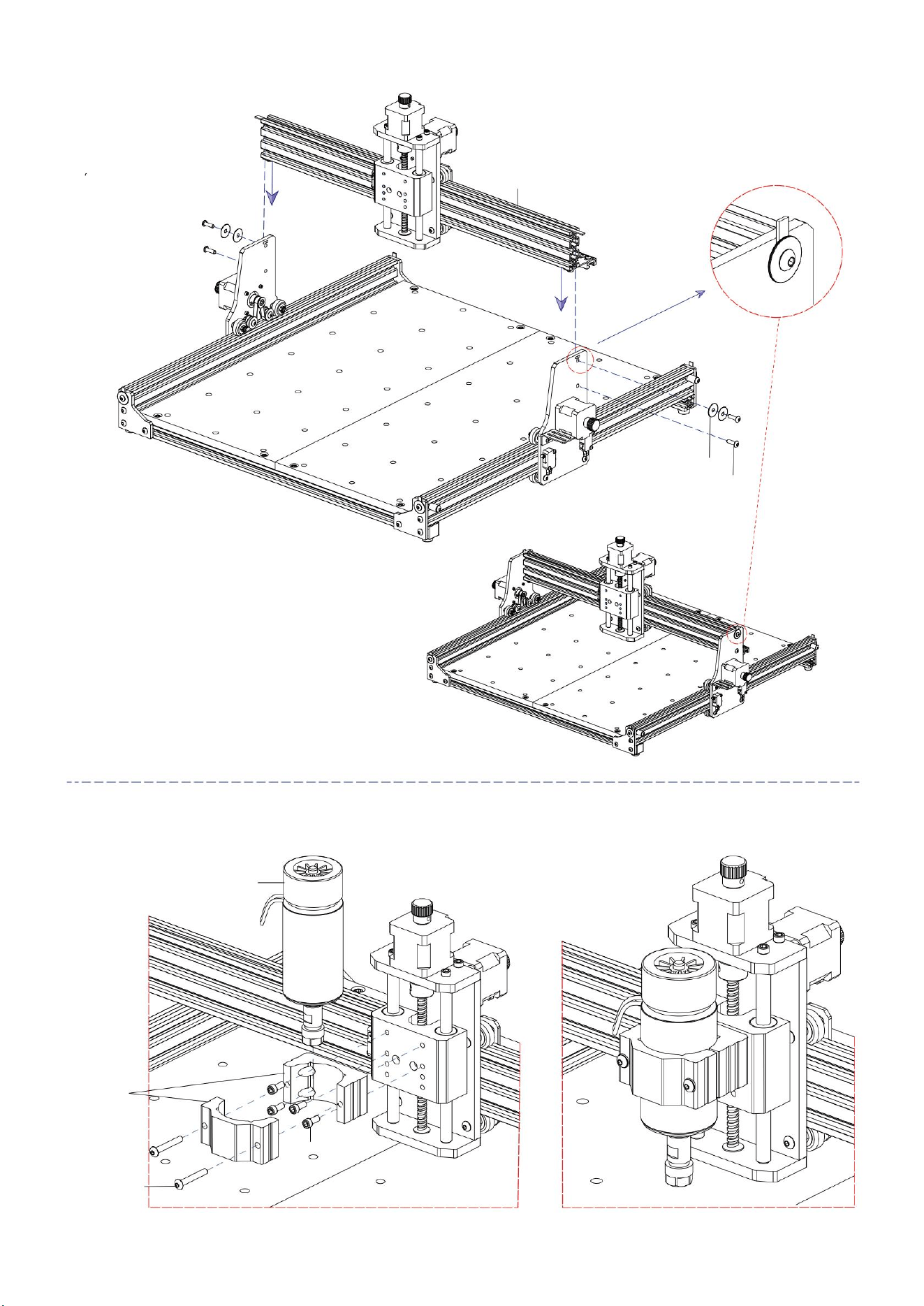
11: M5*14 4ST
07:
Spindelklämma 1Set
19: ÿ5-ÿ20 4st
03: Komponent för X-axel 1Set
12: M5*12 4ST
08: Spindelmotor 1Set
10: M5*35 2ST
S4040ÿV1.3
-6-
ÿ Spindelfixtur och motorenhet
ÿ X-axelkomponentmontering
Machine Translated by Google
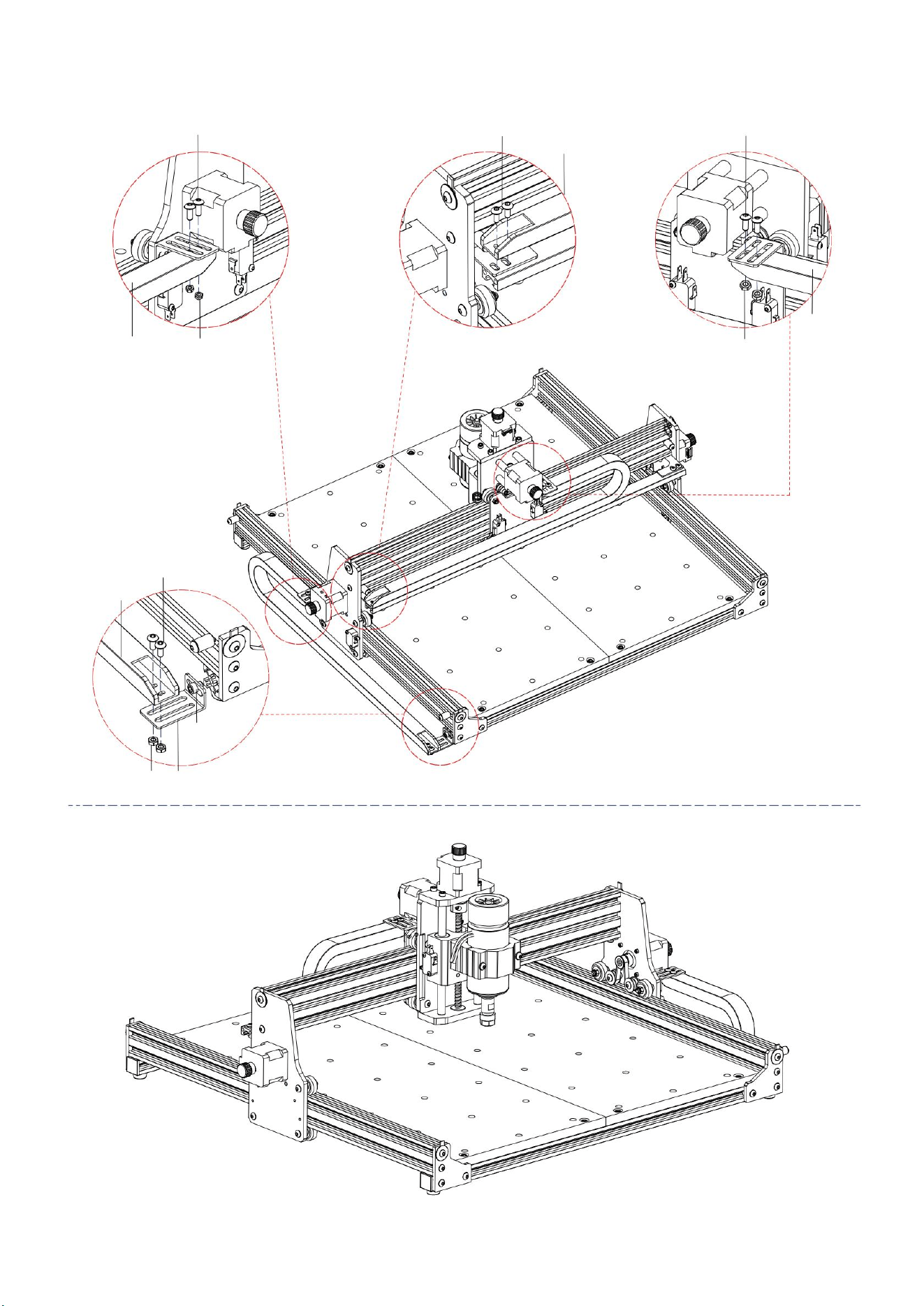
M4 2st
31: 10*15*1000
18: Sexkantmutter
M4 2st
15: M4*10 2ST
18: Sexkantmutter
15: M4*10 2ST16: M4*8 2ST
15: M4*10 2ST
14: M5*6 1 STK
18: Sexkantmutter
M4 2st
21: Stöd 1st
1 st
31: 10*15*660
31: 10*15*660 1 st
ÿ Maskinritning av färdig montering
ÿ Dragkedja
31: 10*15*660
-7-
S4040ÿV1.2
Machine Translated by Google
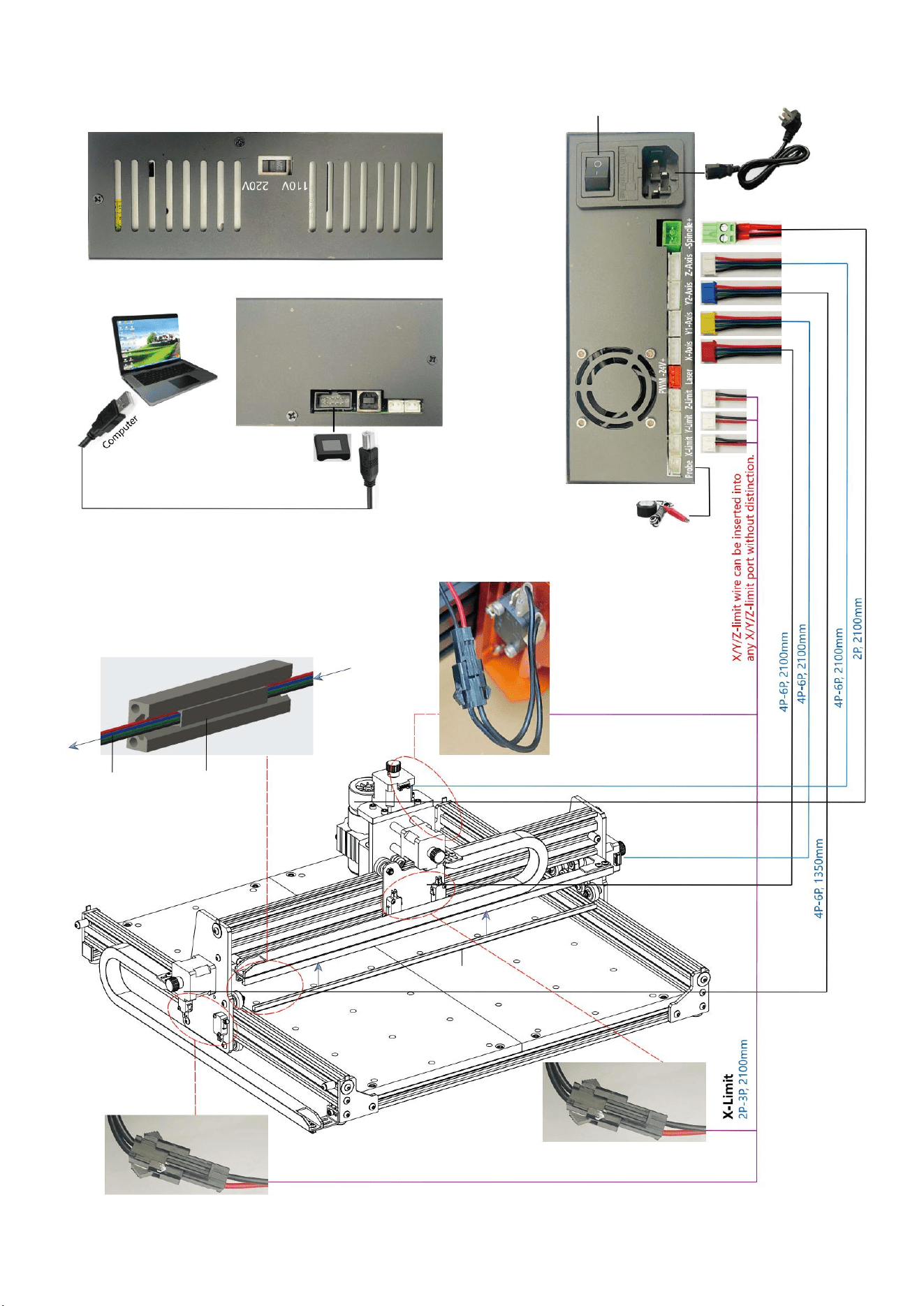
Offline USB Hold Run
Spindelmotor
Y1-
X-
Z-
Y2-
Y1
Z-Limit 2P-3P, 2100 mm
X
Y-Limit 2P-3P, 1350 mm
Växla
MED
offline-
kontroller
Driva
-8-
3. Instruktioner för portar på kontrollboxen
Y2
S4040ÿV1.2
b. Montera täckplåten
22: Trådtäckplåt
1st
för att fixa tråden
a.Y1 motorkabel
genom springan
Machine Translated by Google
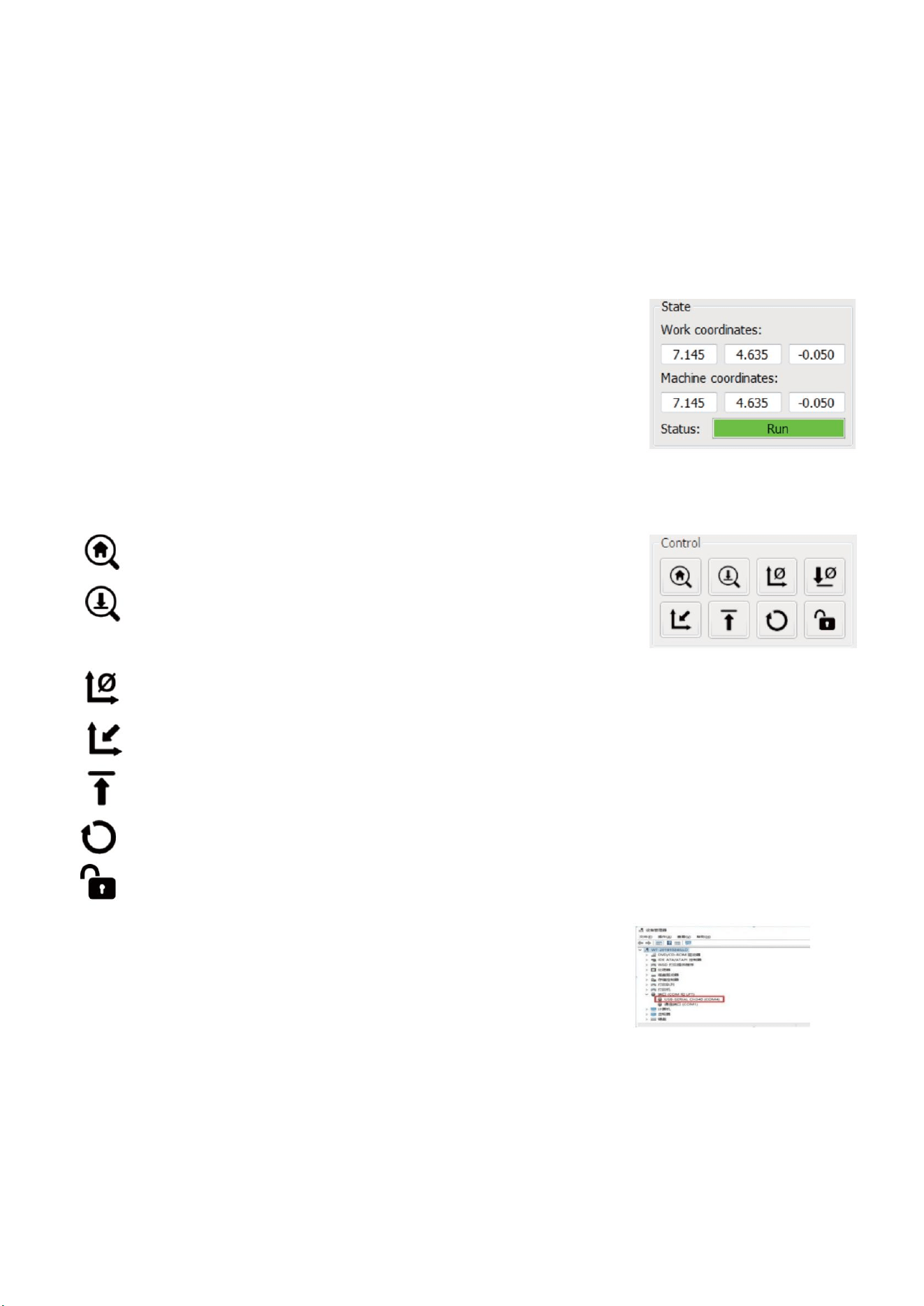
Säker Z
Noll X/Y
Nollställer "X"- och "Y"-koordinaterna i det lokala koordinatsystemet. Behåller även en lokal systemförskjutning ("G92") för senare användning.
Flyttar verktyget med "Z"-axeln till säker position. Positionskoordinater kan anges i inställningen "Safe Z". Position måste anges i maskinkoordinater.
Återställa
Startar referenscykelproceduren med kommandot "$H".
Återställ X/Y/Z
Återställer lokala systemkoordinater med kommandot "G92".
Z-sond
Startar sökningsproceduren för Z-axeln med hjälp av det kommando som anges i inställningarna ("Z-sondkommandon").
Exempelkommando:G91G21; G38.2Z-30F100; G0Z1; G38.2Z-1F10
Hem-knappen
Återställer CNC med kommandot "CTRL+X".
(1). Installera drivrutinen
Låser upp CNC med kommandot "$X".
Låsa upp
-9-
(1) Styrning av GRBL-baserad CNC-maskin via konsolkommandon, knappar på formulär, numeriska knappar.
4.2 Kontroll
För första gången ansluter du enheten till datorn via USB-kabel och klickar på
Funktioner som stöds:
En av följande CNC-status: ÿ Inaktiv
- väntar på ett G-kodkommando Kör - kör ett G-kodkommando ÿ Hem - referenscykel körs ÿ Kontrollera
- G-kodkommandokontrollläget är aktiverat ÿ
Håll - pausad av en " !" kommando, måste startas om av ett "~"-
kommando ÿ Larm - CNC vet inte var det är och blockerar alla G-kodkommandon
(3) Ladda, redigera, spara och skicka G-kodfiler till CNC-maskin.
(2) Övervakning av CNC-maskinens tillstånd.
4.1 Staternas
arbetskoordinater:
(4) Visualisera G-kodfiler.
4.3 Programvara med hjälp av steg
Candle är en GUI-applikation för GRBL-baserade CNC-maskiner med G-Code visualizer. Candle är en programvara med öppen källkod som är
lämplig för bearbetning av CNC-verktygsmaskiner. Den stöder bearbetning av G-kodfiler och visuell visning.
Representerar aktuella X, Y & Z absoluta maskinkoordinater.
CH341SER.exe- filen i drivrutinsmappen för att installera drivrutinen. Under normala omständigheter kommer
Win10-systemet automatiskt att identifiera och installera drivrutinen. För Win7- och Win8-system, installera det
manuellt.
Maskinkoordinater:
Representerar nuvarande X, Y & Z lokala koordinater för CNC.
4. Candle Software
Machine Translated by Google
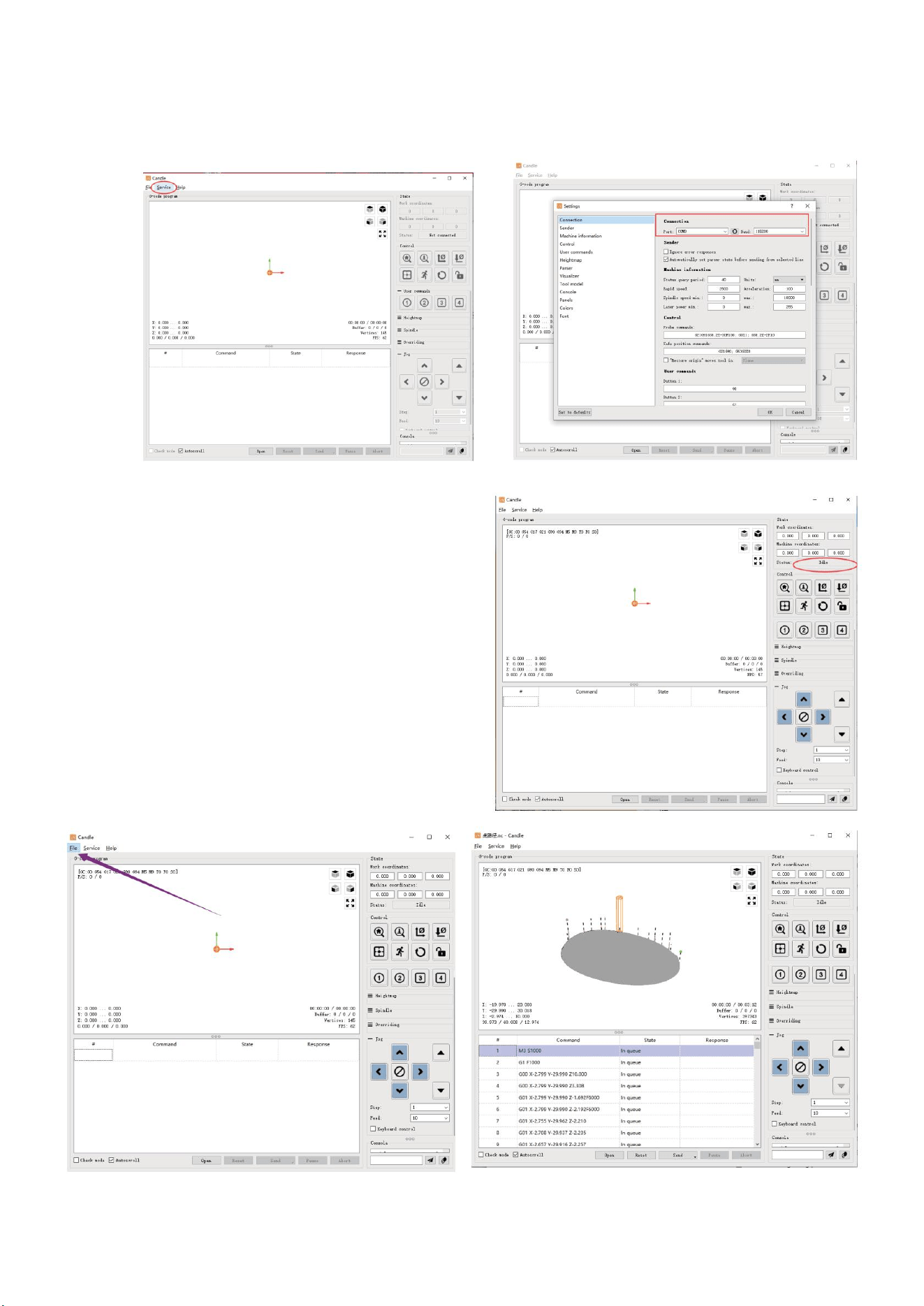
Kom ihåg portinformationen ovan, byt till Candles mjukvarugränssnitt och klicka på alternativet "Inställningar" i det övre
vänstra hörnet. Om du väljer inställningen visas inställningsfönstret. Under "Anslutning", välj portnamnet du frågade efter, välj
överföringshastighet 115200 och klicka sedan på "ok" för att avsluta inställningen.
den röda rutan på skärmen som visas i figuren nedan (portinformationen finns inom parentes).
När du har installerat drivrutinen, öppna enhetshanteraren på datorn och klicka på portalternativet för att se innehållet inuti
Efter importen kommer mitten av gränssnittet att visa en visuell graf som består av
verktygsbanor (positionen för den pennformade grafen i grafen är den aktuella
verktygspositionen). I visualiseringsfönstret, håll nere vänster musknapp för att flytta för
att rotera grafen, och håll nere höger knapp för att flytta. Grafik, rullning av mitthjulet
kan zooma in och ut ur grafiken. Samtidigt kommer innehållet i G-koden att visas i den
nedre kommandoraden. Under bearbetningen kommer maskinen att köras en efter en
enligt G-Code-kommandona.
(4). Bearbeta dokument Klicka
på alternativet "Arkiv" överst i ljuset och klicka sedan på "Ny" för att skapa G-kod.
På kommandofältet längst ner i gränssnittet, klicka på "Öppna" för att välja en G-kodfil
som har gjorts för att importera filen.
(5). Fixtur, verktygsinstallation och Ställ in arbetskoordinatens ursprung
(3). Komplett anslutning När
du har ställt in porten och baudhastigheten klickar du på Slutför. Statusfältet längst
upp till höger i Candle-gränssnittet kommer att visa Idle, och samtidigt visar konsolen
längst ner till höger informationen som visas nedan, vilket indikerar att anslutningen
har upprättats.
(2) Ställ in port och anslutning
-10-
Machine Translated by Google
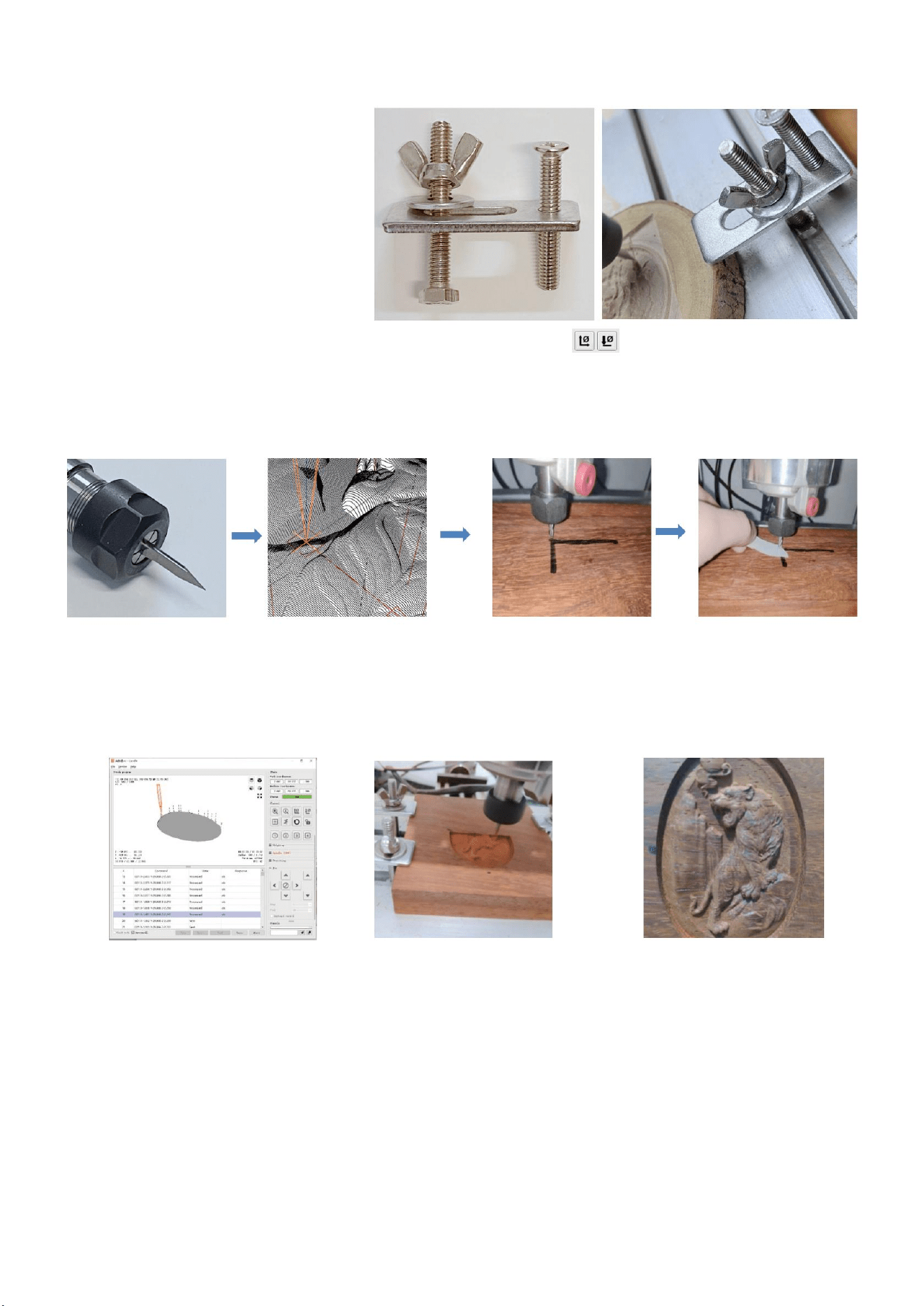
-11-
för att hitta gravyrens position i förhållande till
den övergripande gravyrplattan. Det finns ett treaxligt
koordinatsystem i den visuella grafiken.
Ursprunget för det treaxliga koordinatsystemet är
verktygsinställningspunkten för den faktiska
bearbetningsgrafiken.
ER11-hylsan på spindelmotorn ska klämmas fast i det fasta huvudet först, och den måste klämmas på plats. Vid installation
När du har hittat graveringspositionen klickar du på skicka-knappen nedan så börjar enheten automatiskt gravera. Statusfältet kl
5. Offlinekontroll (valfritt)
Innan du kör G-kodprogrammet behöver du
Offline-styrenheten har ett externt 12V standby-strömförsörjningsgränssnitt. När användare använder andra moderkort utan strömförsörjning
och svag strömförsörjningskapacitet kan de ansluta en extern strömförsörjning för att förse regulatorn med ström
gravyrgrafikens position i förhållande till den
övergripande gravyrplattan baserat på positionen för
detta ursprung. Gravyrfiguren i figuren nedan är
tagen som ett exempel.
uppe till höger visar löpning. Visualiseringsfönstret visar att verktyget rör sig längs verktygsbanan. Du kan välja paus- och stoppknapparna nedan
när du graverar. (När du har pausat klickar du igen för att fortsätta med föregående snitt. Efter avslutad klickar du på Skicka för att börja bearbeta från
början).
Du kan flytta verktyget för att fastställa
är nollställande X/Y- och Z-axelknappar).
träsnideri.
Efter att den valda verktygspositionen har startat nollställs X/Y- och Z-axlarna till noll (den
Efter att bearbetningen är klar, uppmanar visualiseringsfönstret att graveringen är klar och den tid som krävs för
skäraren, förläng inte spännhylsan för mycket, som visas i den första bilden nedan.
visas i de högra figurerna.
Obs: Offline-styrenheten och datorn kan inte anslutas till gravyrmaskinen samtidigt. När du använder
offlinekontroller, se till att USB-kabeln på maskinen och datorn är bortkopplade.
Fixturen i produktsatsen är inte monterad. Det finns fyra set totalt. Utseendet och användningen av den monterade armaturen är
Innan du återgår till noll, se till att verktyget närmar sig avståndet för ett pappersark för gravering, och återställ sedan X/Y- och Z-axlarna till noll
(vänligen använd en vass kniv med platt botten när du graverar och använd en cylindrisk fräsning fräs vid bearbetning av plan, slitsar och hål) Effekten
är att den skulpterade figuren kommer att huggas med bladspetsen som ursprung.
(7). Färdig bearbetning
(6) Börja tälja
Machine Translated by Google
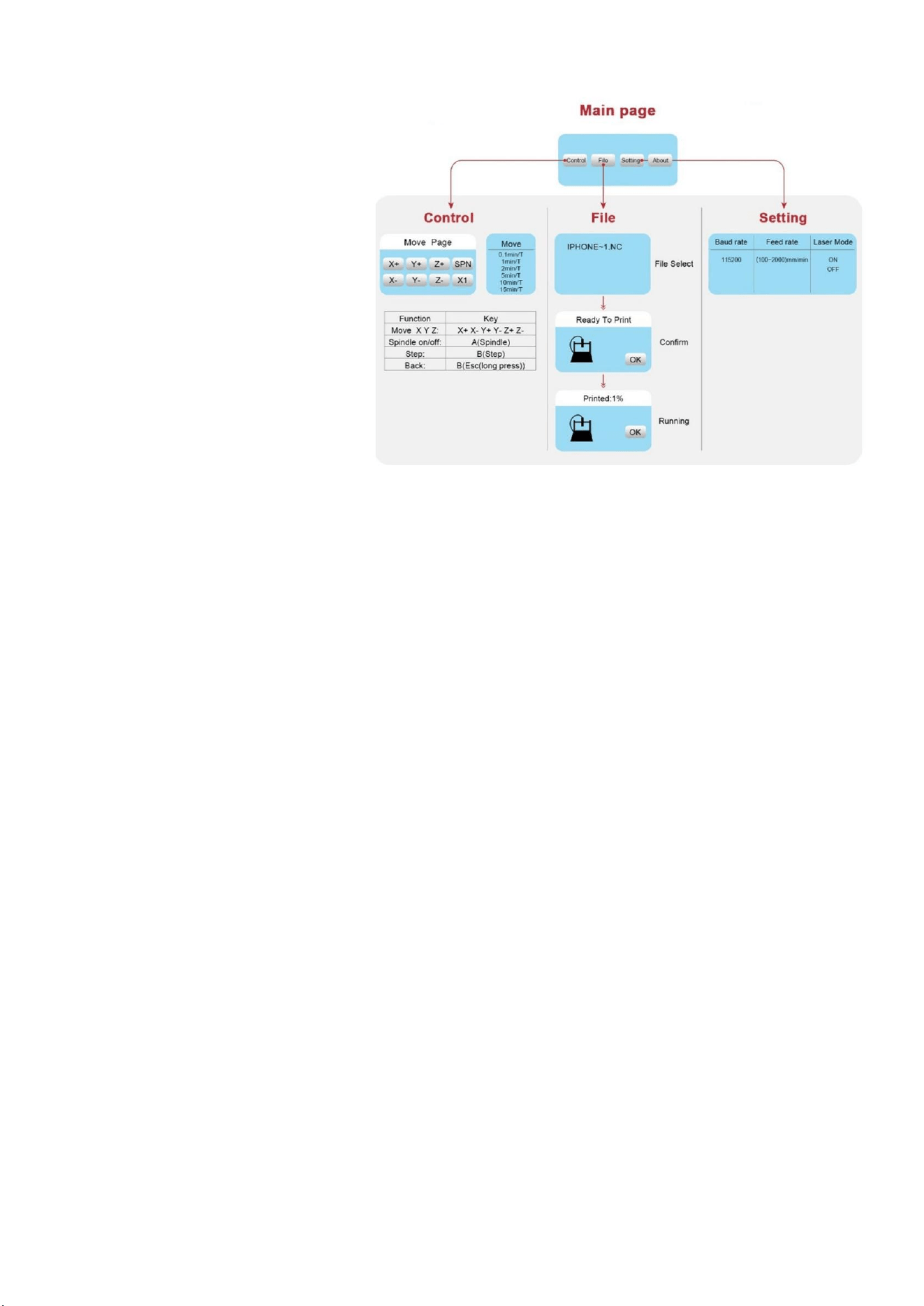
-12-
X+: X-axeln rör sig åt höger, X- motsatt. Y+: Y-axeln rör sig framåt,
Y- motsatt. Z+: Z-axeln rör sig uppåt, Z- motsatt.
OK/SPN: Bekräftelsen startar, redo att skrivas ut blir procentandelen för förloppsvisning, filvalssidan returneras efter att graveringen är klar.
Du kan ansluta till hotspot via WiFi på din dator eller mobiltelefon med lösenordet 12345678, och sedan öppna 192.168.0.1 eller vigostick.local i webbläsaren för att hantera
(ladda upp eller ta bort) filerna på SD-kortet på offlinekontrollern, och du kan också ange SSID (Endast stöd för 2.4G-signal)-kontot och lösenordet för att hjälpa offlinekontrollen
att komma åt ditt lokala WiFi-nätverk. Efter att styrenheten är ansluten till den lokala 2.4G WiFi kan den aktuella IP-adressen för styrenheten eller domännamnet vigostick.local
fortfarande öppnas för att komma in i webbhanteringsgränssnittet. Du kan öppna sidan Om för kontrollenheten för att kontrollera IP-adressen.
6. Återställ fabriksinställningarna Om
maskinens mekaniska rörelse är jämn, men gravyrrörelsen verkar ha fastnat, eller om stegmotorn inte
5.2 Kontrollsida: Flytta
manuellt varje axel till önskad position.
5.6 Wi-Fi-nätverk och webben
Offlinekontrollern har trådlöst WiFi-nätverksfunktion. Som standard upprättas WiFi-hotspot för VIGO-STK**** automatiskt.
Exit/STP: Funktion 1: Tryck på varje axelknapp på XYZ för att
ändra rörelseavståndet med 0,1, 1, 5, 10 cykler varje gång. Funktion
2: Håll intryckt i cirka 2 sekunder för att avsluta.
Nätverksstatus: Det finns en prick i det övre vänstra hörnet på huvudsidan. Den RÖDA punkten indikerar att VIGO-STK**** hotspot är aktiv, och den GRÖNA punkten indikerar att kontrollern
har anslutit till lokalt WiFi.
Webbhanteringsgränssnittet är som föregående sida. Webbsidorna fungerar enligt följande: Klicka på menyn "Kontroll",
gränssnittet MOVE Control visas, du kan klicka på motsvarande knapp för att styra CNC-maskinens rörelse.
OK/SPN: Spindeltestbrytare, tryck för att öppna spindeln
(motsvarande SPN-grå på skärmen), tryck igen för att
stänga spindeln (motsvarande SPN på skärmen återgår till
det normala). Tryck länge för att gå in på sidan för ändring
av spindelhastighet. På den här sidan är Y+/Y- Hög/Låg
spindelhastighet, tryck länge på OK/SPN för att lämna sidan
för att ändra spindelhastighet.
Y+: upp, Y-: ner OK/
SPN: Bekräfta valet och gå in på bekräftelsegraveringssidan.
Klicka på menyn "Inställningar", gå in i skärmaskinens inställningsgränssnitt, där du kan ställa in några kontrollparametrar, eller utföra återställning, låsa upp, återställa inställningar,
verktygsinställning, slå på/av laserläge och andra kommandon.
5.3 Filsida: Fillista
Välj filen som ska graveras. Supportdokument inkluderar: NC, NCC, TAP, TXT, Gcode, GCO, NL, CUT, CNC.
Klicka på menyn "Arkiv", visar snittfilerna som för närvarande är lagrade på SD-kortet på den aktuella offlinekontrollern. Du kan ladda upp nya filer till styrenheten. Efter att ha valt
motsvarande carvingfil för att starta carvingen, visar gränssnittet filen som skärs och framstegen för carvingen. Du kan klicka på knappen för att pausa eller stoppa snidningsprocessen.
OK/SPN: Bekräfta-knapp.
5.5 Inställningssida:
X+/ X-: Ändra överföringshastighet; Y+/Y-: Ändra matningshastighet med ±100/klick; Z+/Z-: Ändra matningshastighet med ±10/klick; OK/SPN: Ändra laserläge PÅ/AV
flytta, försök att återställa fabriksinställningarna för moderkortet.
Metod : Kör Candle-programvaran och skicka kommandot $RST=* till maskinen, starta sedan om maskinen.
5.1 Huvudsida: Y-:
höger Y+: vänster Z+: Skicka $X till GRBL-moderkortet
för att låsa upp det.
5.4 Bekräfta gravyrsidan: Bekräfta att
graveringsfilen startas utan fel.
Machine Translated by Google
CNC reparationsguide
Lösning
Problem
[i
|ÿRT=1
Kontrollera om gränslägesbrytarna i XYZ treaxlig riktning
är intryckta
Maskinen är ansluten till
är låst och att klicka på återställ och
lås upp eliminerar det inte
Kontrollera om anslutningsskarvarna på regulatorns XY-
axel har bytts ut. Byt bara ut anslutningarna
tillbaka.
COM-porten är vald korrekt (välj inte COM1); Se till att
baudhastigheten är korrekt vald (välj 115200).
Programvaran visar ett larmfel, styrenheten
Ställ bara in Grbl-parametrarna i programvaran för att vända
riktningen på
Dator och offlinekontroll kan inte
kontrollera maskinens normala rörelse
eller gravera onormalt
ner eller blockeras av främmande föremål. Rengör
dem vid behov.
Alternativt koppla ur anslutningen
Det graverade innehållet visas
som en spegelvänd reflektion av
originalbilden, och den manuella
rörelseriktningen är felaktig
eller datorns USB-kabel. Båda kan inte kopplas till
gravyren
omkopplaren har kortslutits och misslyckats. Det
kan ersättas eller tillfälligt överges.
Det graverade innehållet verkar
roterat 90 grader
Kontrollera om offlinekontrollern och datorns USB båda är
anslutna till graveringsmaskinen. Om så är fallet, koppla
bort någon av offlinekontrollerna
gränslägesbrytarnas kablar. Om det återgår till det normala,
motsvarande
kontrollera om USB-gränssnittet är korrekt
anslutet; snälla se till
datorn och påslagen, men
graveringsmjukvaran visar en
anslutning
fel
X- eller Y-axeln.
Se till att datorn har rätt drivrutin installerad; behaga
maskinen samtidigt.
-13-
Machine Translated by Google
Lösning
Problem
Efter modifiering av
graveringsmaskinens firmwareparametrar,
olika onormala maskinrörelser
eller onormala gravyrstorlekar
$RST=*, starta sedan om maskinen.
Kontrollera om det finns någon glidning mellan
ledskruvens motoraxel och kopplingen. Dra åt
ställskruvarna i båda ändarna av kopplingen.
Den graverade bilden är förvrängd
och feljusterad
inträffa
Vänligen återställ firmware till fabriksinställningar.
Kör Candle-programvaran, anslut till maskinen och skriv
in och skicka kommandot längst ner till höger i
kommandorutan
Machine Translated by Google