Technical Support and E-Warranty Certificate www.vevor.com/support
HAND BENDING
OPERATION MANUAL
MODEL:W-1.0X610A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODEL:W-1.0X610A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
HAND BENDING

- 2 -
Unpacking
The Pan & Box Brake is shipped from the manufacturer in a carefully
packed ply-wood case . Thoroughly inspect the product upon opening the
package.
After unpacking the unit,carefully inspect for any damage that may have
occurred during transit . Check for loose, missing, or damaged parts.
Immediately report missing parts to dealer.
If damage has occurred, shipping damage claims must be filed with the
carrier and are the responsibility of the user.
Specifications
The Model W-4816Z Pan & Box Brake is hand operated and capable of
bending up to 16 ga. (1.52mm) mild steel and 20 ga. (.912mm) stainless x
48”(1219mm) long allowing it to fabricate pans, channels, angles, and
other shapes. Adjustable counterweights allow the operator to balance
the bending leaf to correspond to material thickness. An adjustable stop
gauge is included to allow the operator to perform repeat bends.
Model................................................................................W-1.0 X 610A
Bending Length.................................................................24 ” ( 610mm )
Bending Thickness................................................................20Ga ( 1mm )
Bending Angle........................................................................... 0 - 1 3 5 °
SAVE THESE INSTRUCTIONS
Thank you for purchasing our W-4816Z Pan and Box Brake. Before
attempting to operate your new tool please read these instructions
thoroughly. You will need these instructions for the safety warnings,
precautions, assembly, operation, maintenance procedures, parts list and
diagrams.Keep your invoice number with these instructions. Write the
invoice number on the inside of front cover. Keep the instructions and
invoice in a safe, dry place for future reference.
- 3 -
General Safety Information
CAUTION
For your own safety, read all of the instructions and precautions before
operating tool.
SAFETY RULES
1. Wear proper apparel. Do not wear loose clothing, gloves, neckties, rings,
bracelets or other jewelry which may get caught in moving parts of
machine.
2. Wear protective hair covering to contain long hair.
3. Wear safety shoes with non-slip soles.
4. Wear safety glasses . Everyday glasses have only impact resistant
lenses. They are NOT safety glasses.
5. Be alert and think clearly. Never operate tools when tired, intoxicated or
when taking medications that cause drowsiness.
6. Keep work area clean. Cluttered work areas invite accidents.
7. Work area should be properly lit.
8. Keep visitors at a safe distance from work area.
9. Keep children out of workplace. Make workshop childproof. Use
padlocks to prevent any unintentional use of tools.
10.Assemble only according to these instructions. Improper assembly can
create hazards.
11 .When tools are not in use, store them in a dry, secure place out of the
reach of children. Inspect the tools prior to storage and before reuse.
12. Maintain product labels and nameplates. These carry important
safety information.
KNOW HOW TO USE TOOL
1 . Use the right tool for the job . DO NOT attempt to force a small tool or
attachment to do the work of a large industrial tool. DO NOT use a tool for
a purpose for which it was not intended.
2.Do not force tool. Your machine will do a better and safer job if used as
- 4 -
intended. DO NOT use inappropriate attachments in an attempt to exceed
the machines rated capacity.
3 . Overloading machine. By overloading the machine you may cause
injury from flying parts. DO NOT exceed the specified machine capacities.
4. Machine usage. DO NOT use the brake as a press or crushing tool.
5. Dressing material edges. Before bending sheet metal, always chamfer
and deburr all sharp edges.
5. Dressing material edges. Before bending sheet metal, always chamfer
and deburr all sharp edges.
6 .Blade adjustments and maintenance.Always keep blades sharp and
properly adjusted for optimum performance.7.Check for damaged parts.
Before using any tool or machine, carefully check any part that appears
damaged.Check for alignment and binding of moving parts that may affect
proper machine operation
WARNING
The warnings, cautions, and instructions discussed in this instruction manual
cannot cover all possible conditions or situations that could occur.It must be
understood by the operator that common sense and caution are factors which
cannot be built into this product,but must be supplied by the operator.
Important:
Your machine may be shipped with a rustproof waxy oil coating and grease
on the exposed unpainted metal surfaces. To remove this protective
coating, use a degreaser or solvent c leaner. For am or e thorough
cleaning,some parts will occasionally have to be removed. DO NOT USE
acetone or brake cleaner as they may damage painted surfaces.
Follow manufacturer’s label instructions when using any type of cleaning
product. After cleaning, wipe unpainted metal surfaces with a light coating
of quality oil or grease for protection.
- 5 -
WARNING
DO NOT USE gasoline or other petroleum products to clean the machine.
They have low flash points and can explode or cause fire.
CAUTION
When using cleaning solvents work in a well- ventilated area. Many cleaning
solvents are toxic if inhaled.
Assembly
IMPORTANT:
Consider the following when looking for a suitable location to place the
machine:
1. Overall weight of the machine.
2. Weight of material being processed.
3. Sizes of material to be processed through the machine.
4. Space needed for auxiliary stands, work tables, or other machinery.
5. Clearance from walls and other obstacles.
6. Maintain an adequate working area around the machine for safety.
7. Have the work area well illuminated with proper lighting.
8. Keep the floor free of oil and make sure it is not slippery.
9. Remove scrap and waste materials regularly, and make sure the work
area is free from obstructing objects.
10. If long lengths of material are to be fed into the machine, make sure
that they will not extend into any aisles.
- 6 -
Before beginning assembly, take note of the following precautions
and suggestions.
1. Is the machine is bolted to the pallet? Before attempting any of the
assembly procedures remove all of the loose parts and hardware and
unbolt the machine from the pallet.
2. LEVELING: The machine should be sited on a level, concrete floor.
Provisions for securing it should be in position prior to placing the machine.
The accuracy of any machine depends on the precise placement of
it to the mounting surface.
3. FLOOR: This tool distributes a large amount of weight over a small
area. Make certain that the floor is capable of supporting the weight of
the machine, work stock, and the operator. The floor should also be
a level surface. If the unit wobbles or rocks once in place, be sure to
eliminate by using shims.
4. WORKING CLEARANCES: Take into consideration the size of the
material to be processed. Make sure that you allow enough space for you
to operate the machine freely.
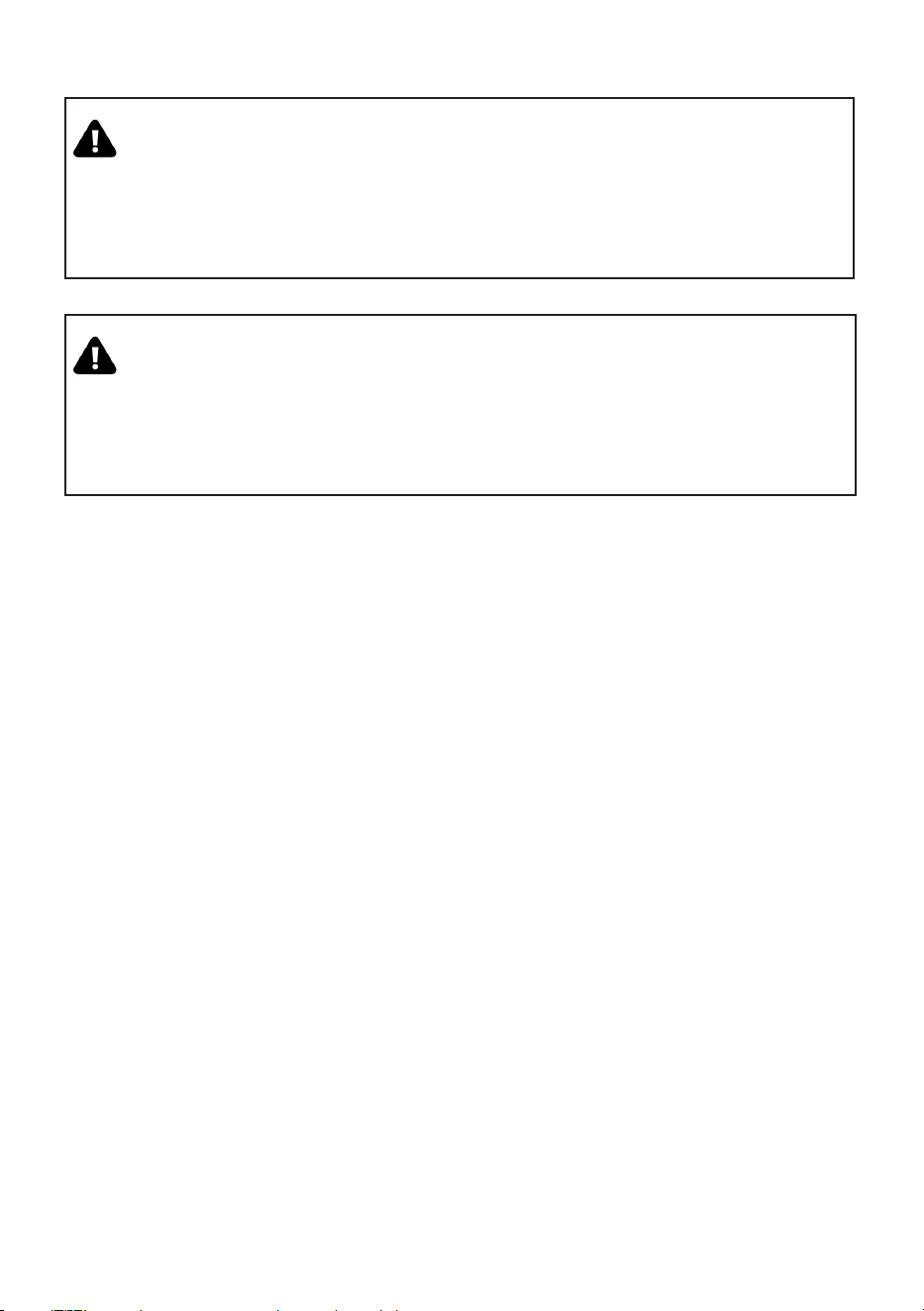
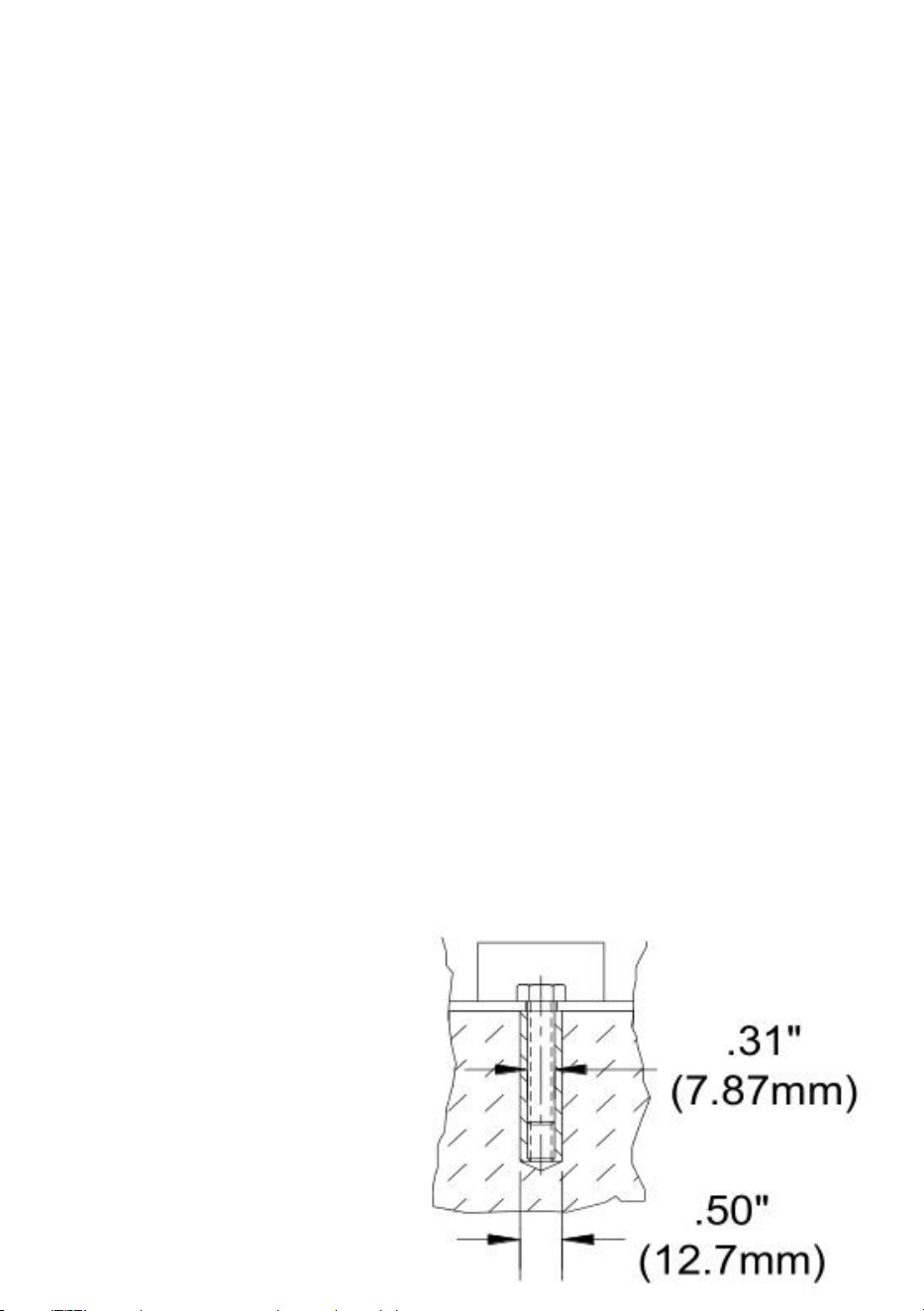
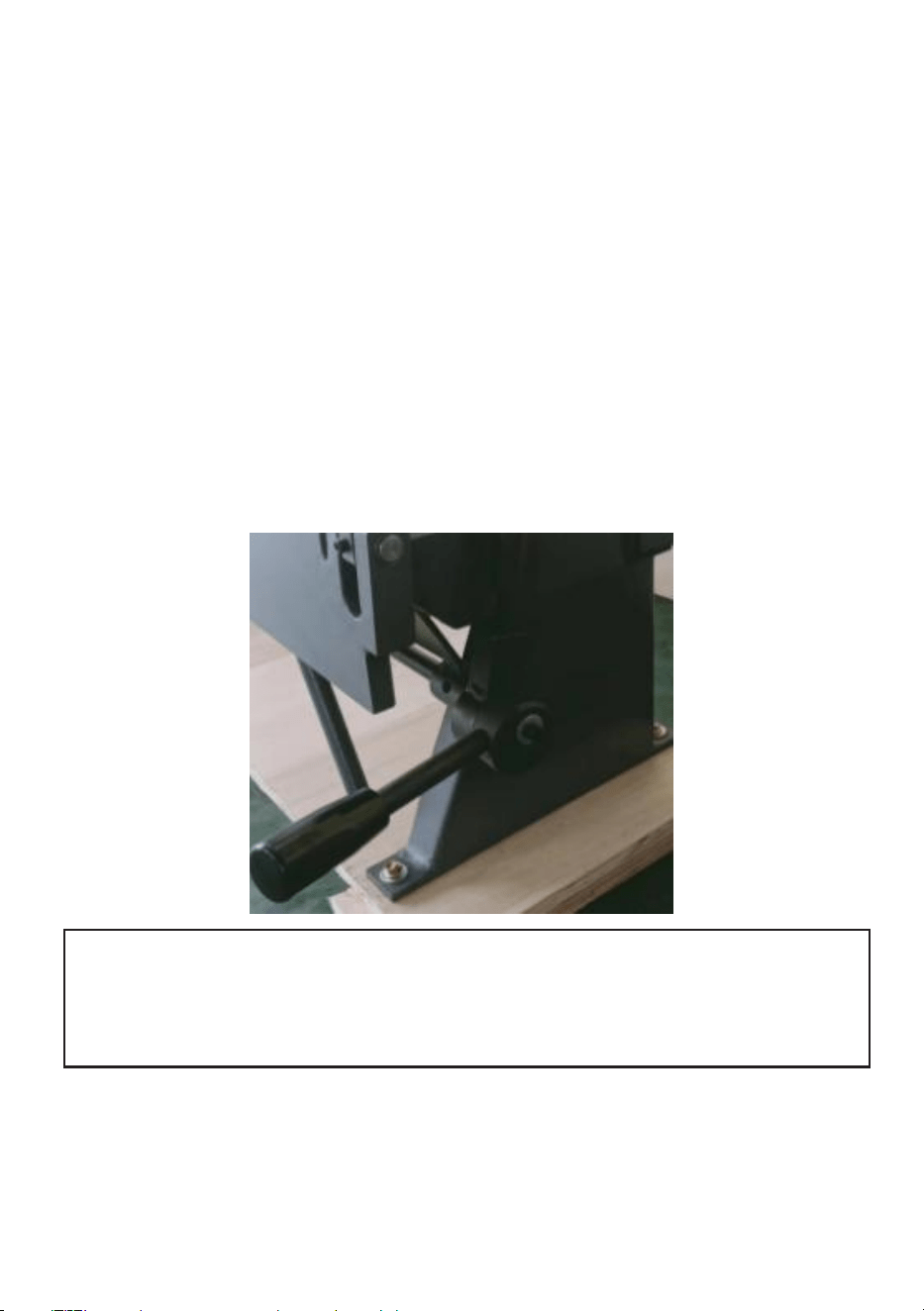
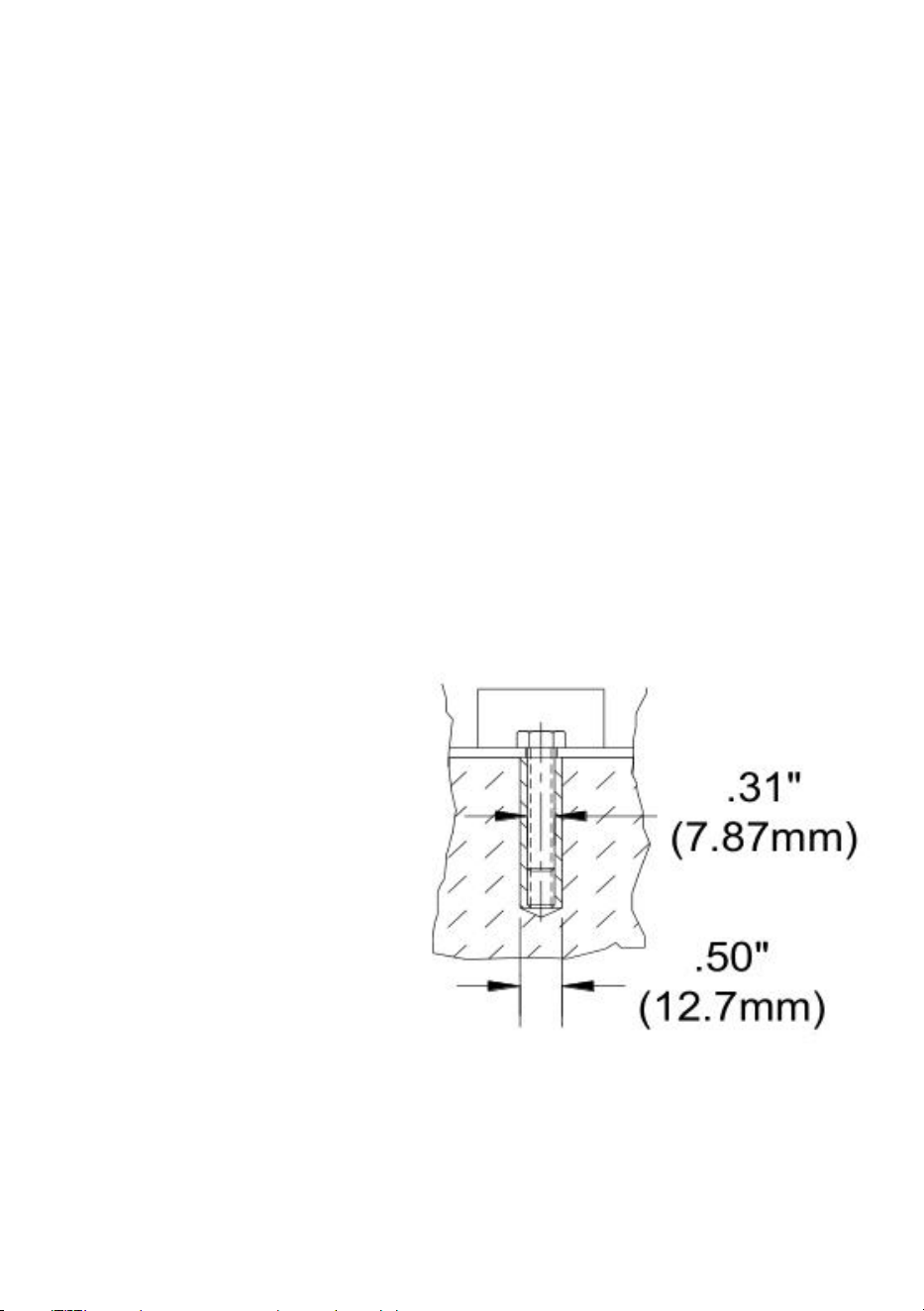
Anchoring the Machine
1. Position the machine on a
firm and level concrete floor.
2. Maintain a safe operating
distance around the machine.
3. Anchor the machine to the
floor, as shown in the diagram,
using bolts and expansion
plugs or sunken tie rods that
connect through holes in the
base of the stand.(Pic.1)
- 7 -
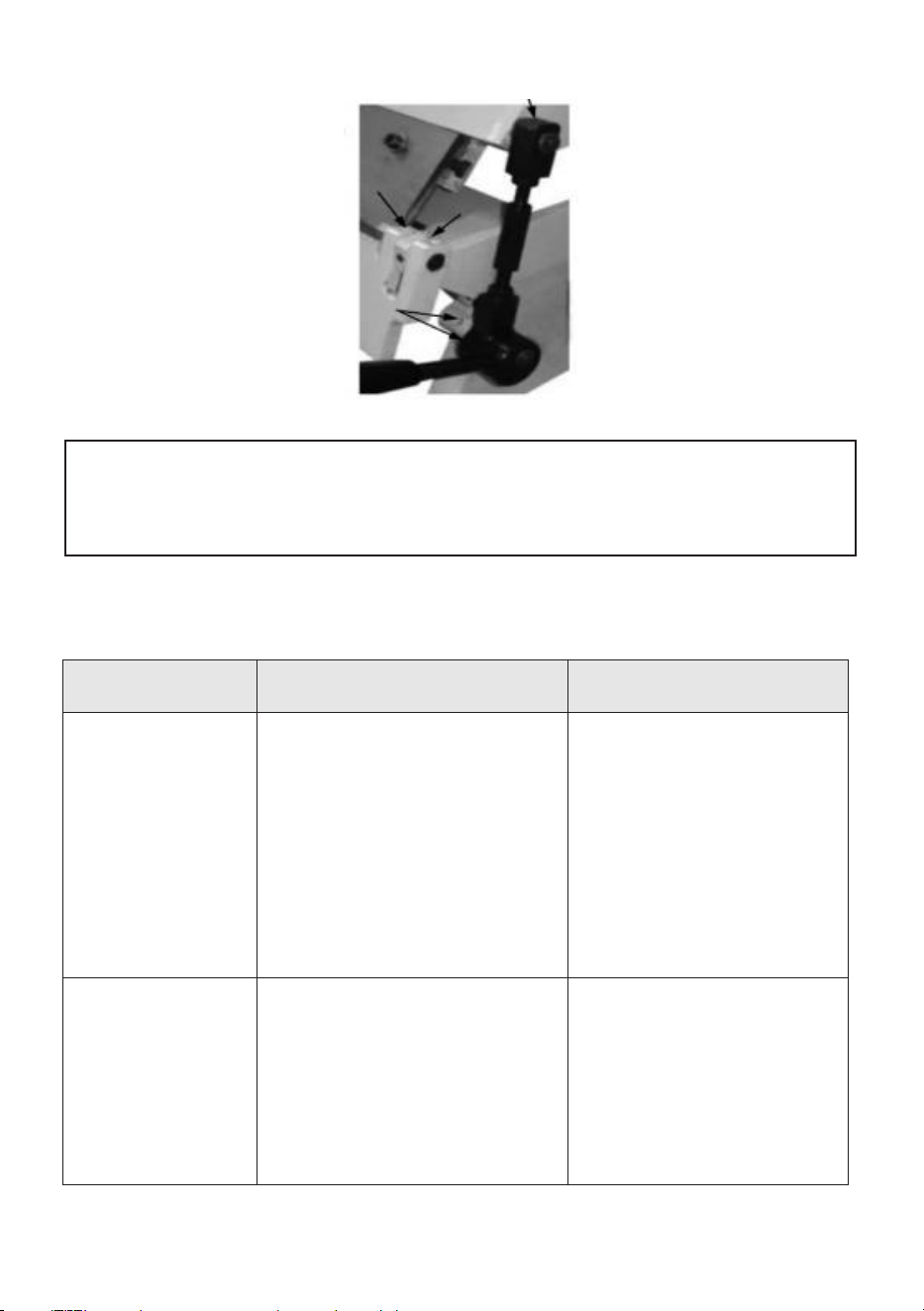
Attaching the Counterweight
1 . Have a helper hold the counterweight.
2. Back off the two hex bolts and slide the counterweight rod into the receiver pipe.
3. When the rod is flush with the bottom of the receiver, tighten the hex
bolts.(Pic.2)
NOTE
DO NOT use the counterweight handle to raise the bending leaf. You may
damage the hinges or the bending leaf.
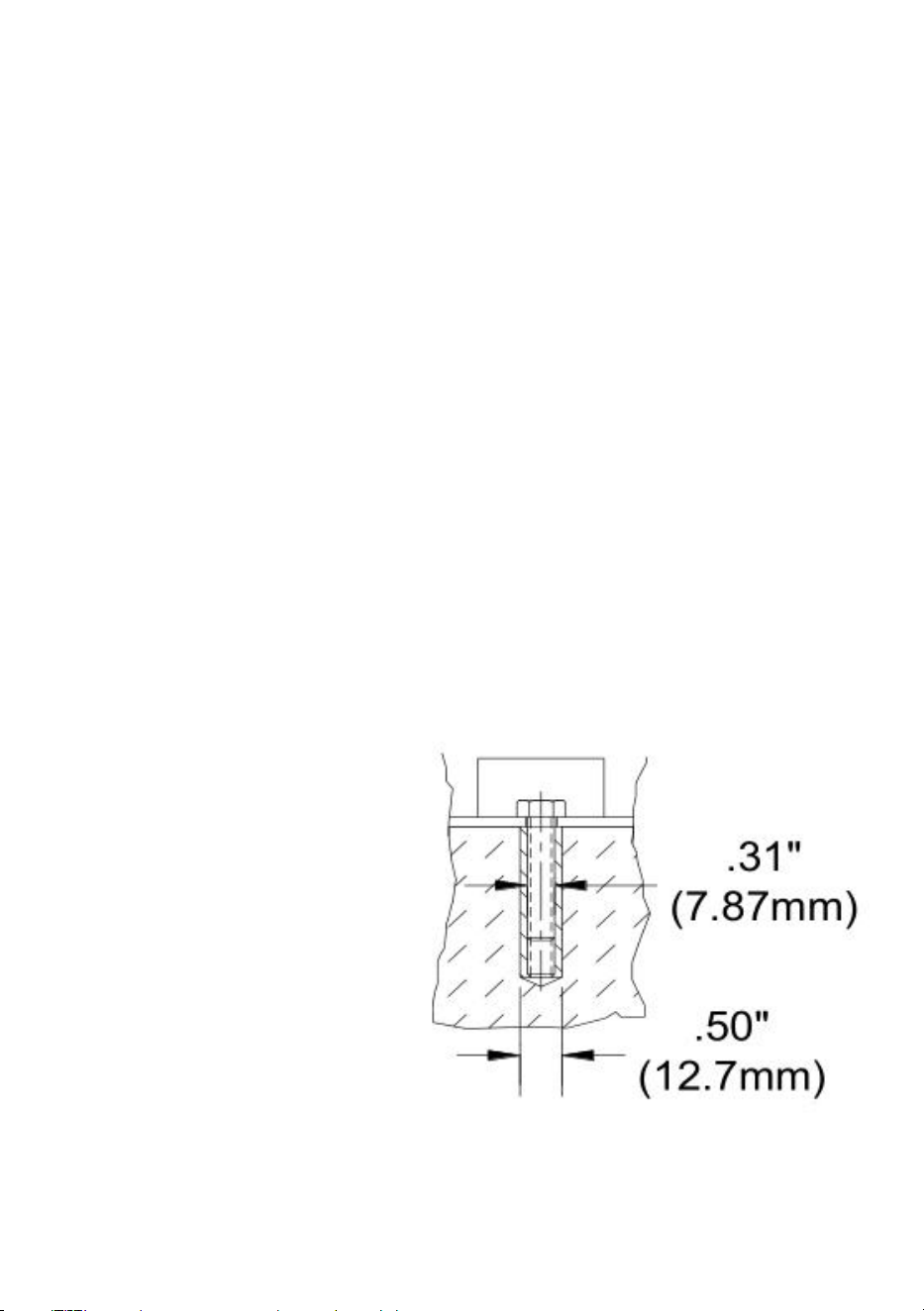
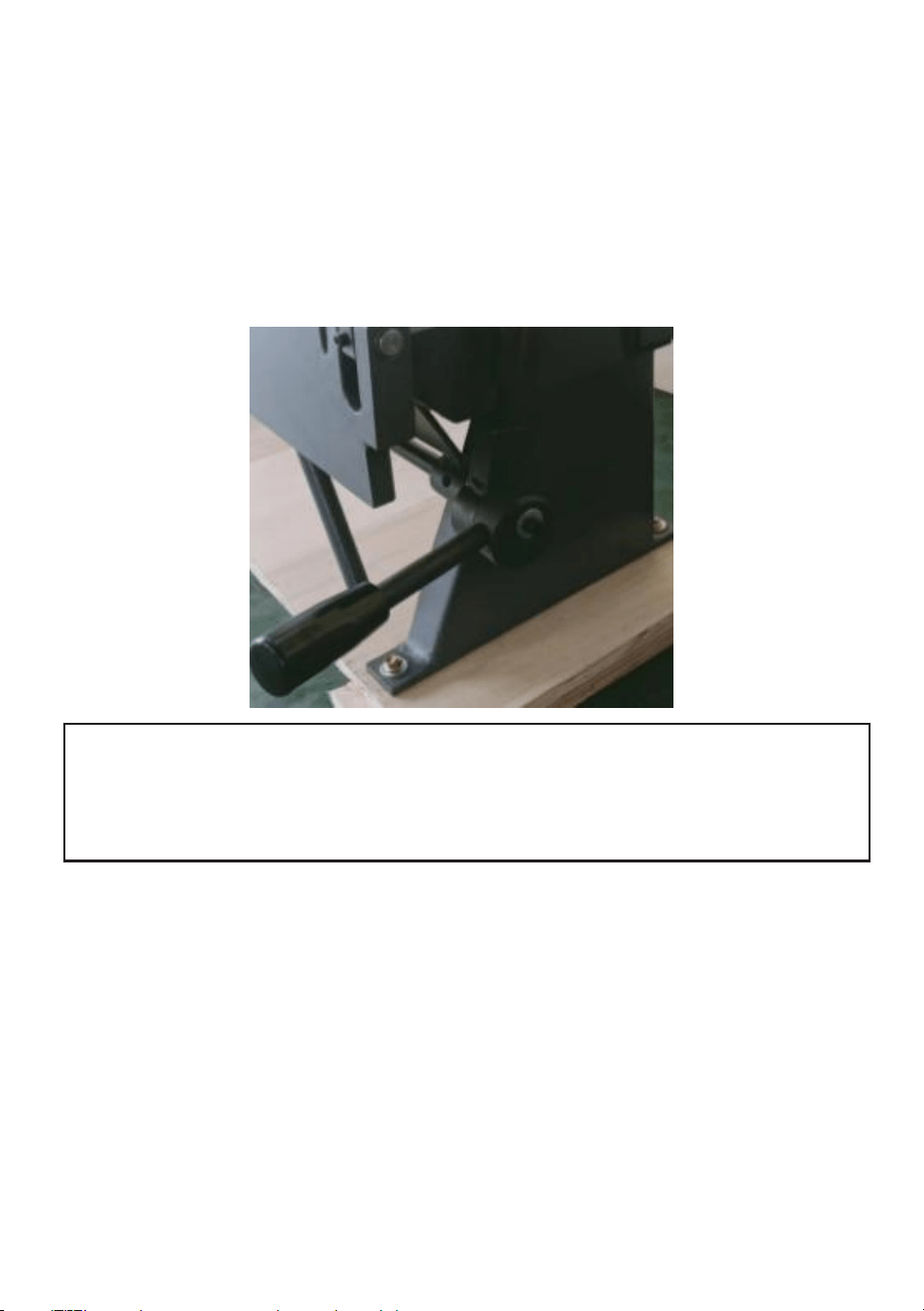
Adjusting the Stop Rod
The stop rod is used for repeat bending when you want the bending leaf to
stop at the same position each time.
1. Loosen the stop nut and washer and make your bend, stopping at the
top of the bend.
2. Tighten the nut and washer up to the stop block.
3. The bending angle can now be repeated until reset by the operator.
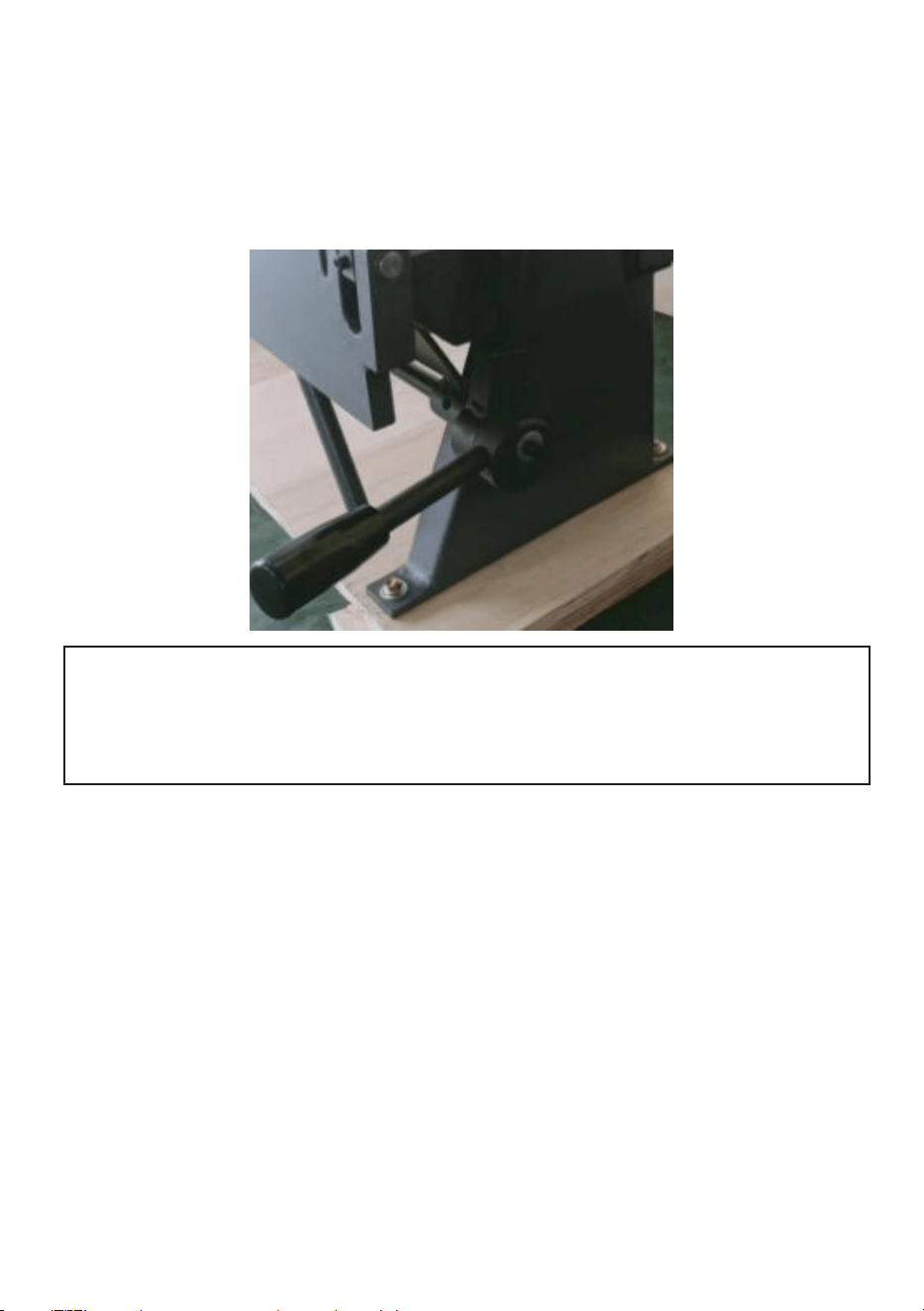
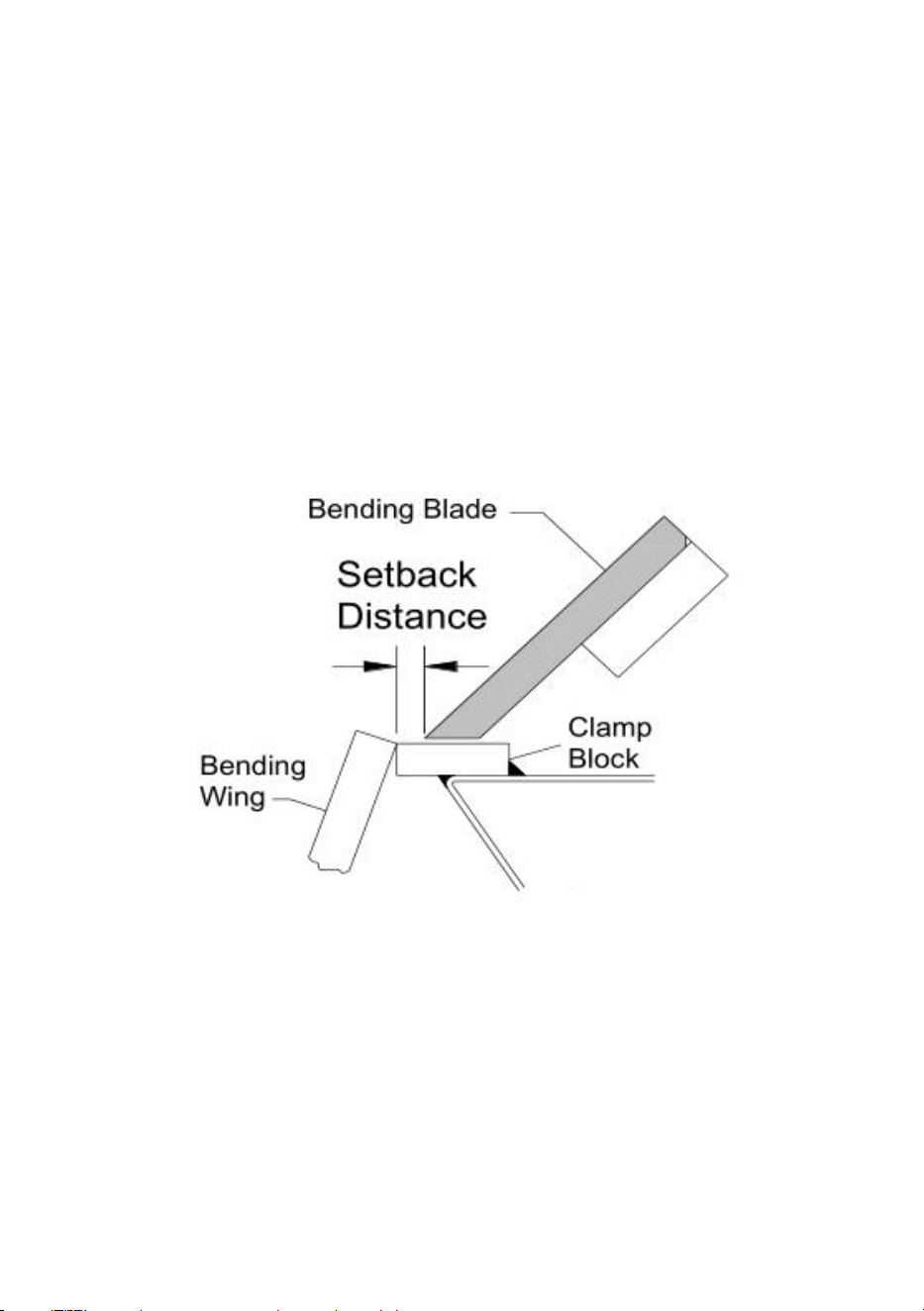
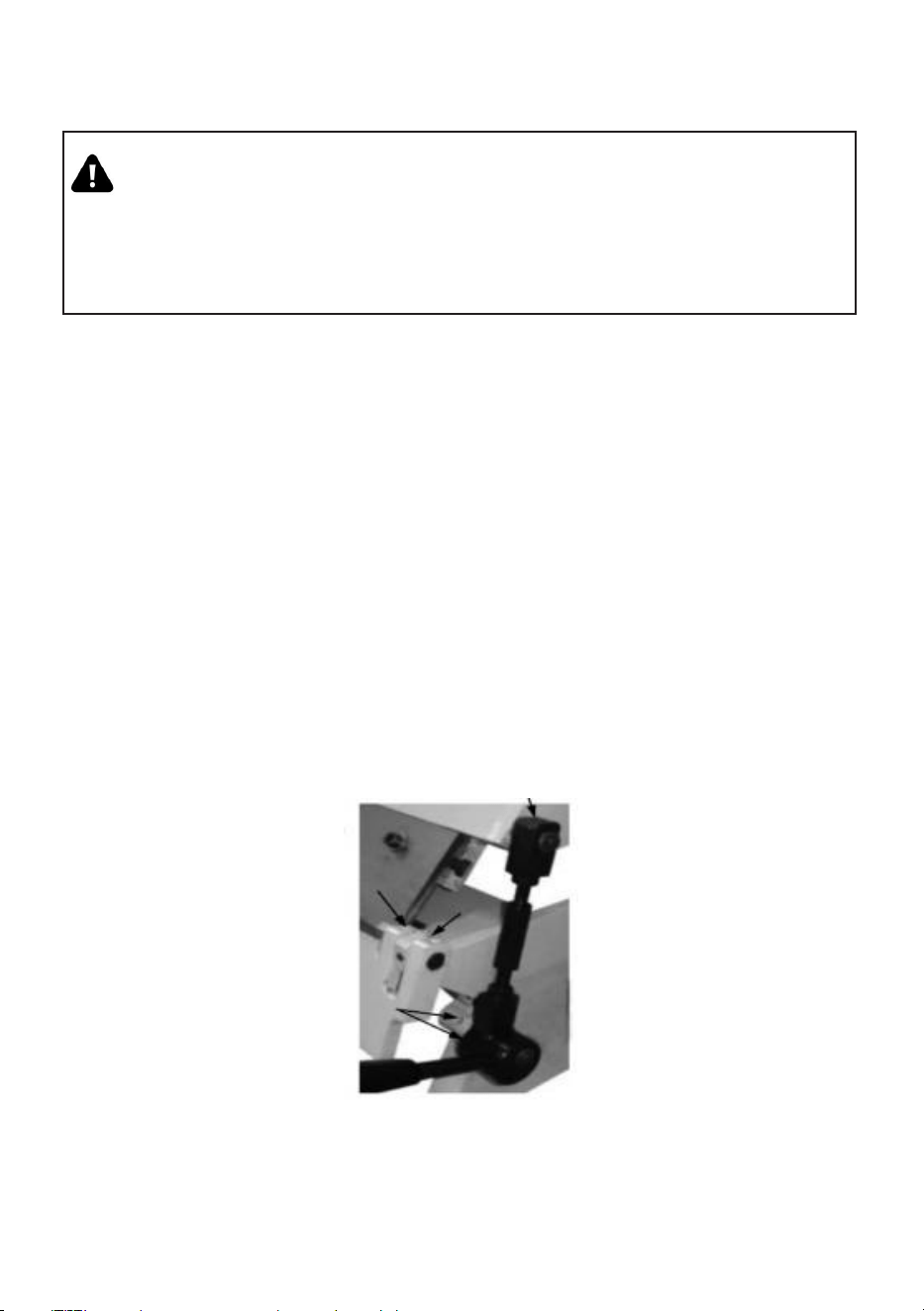
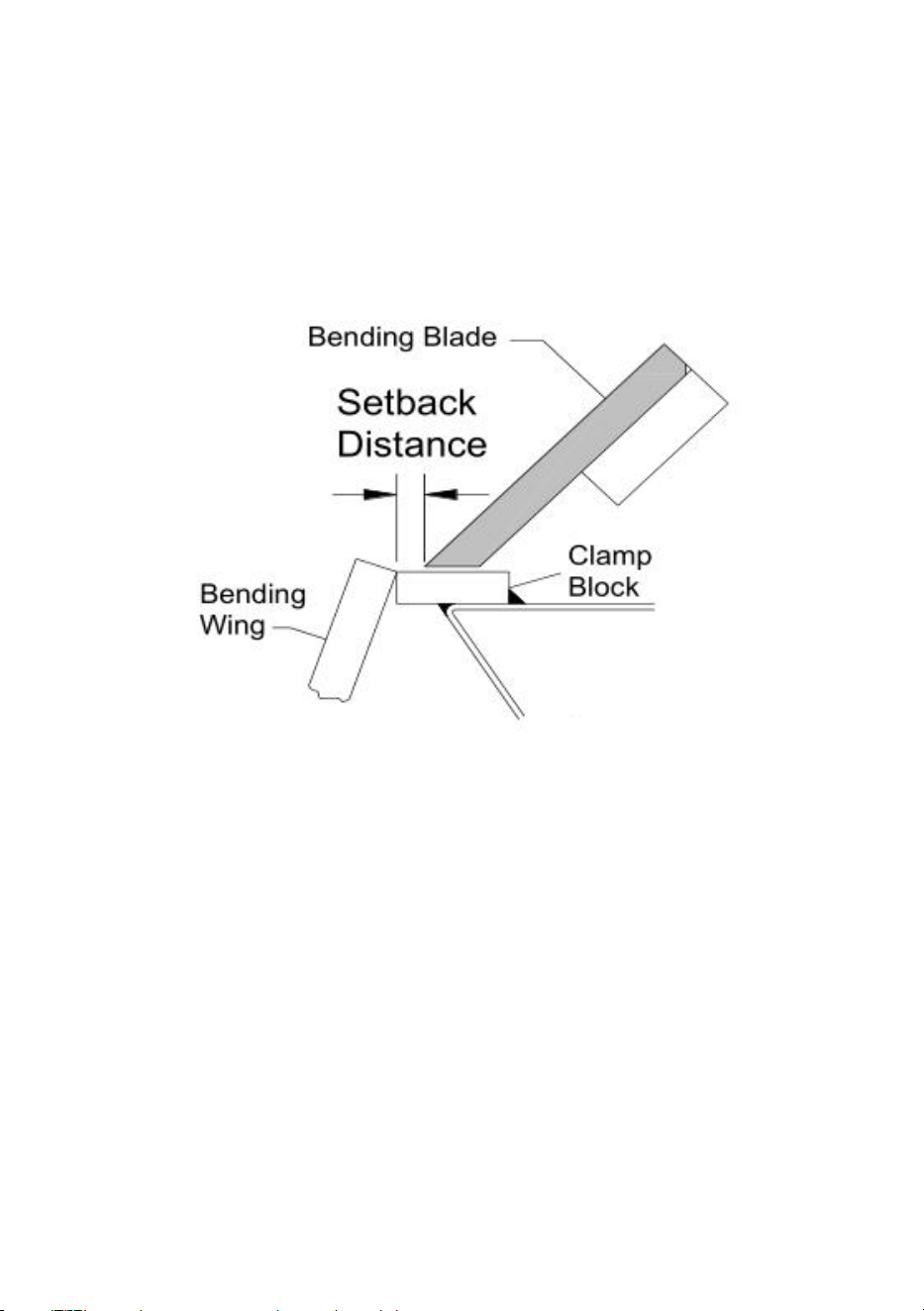
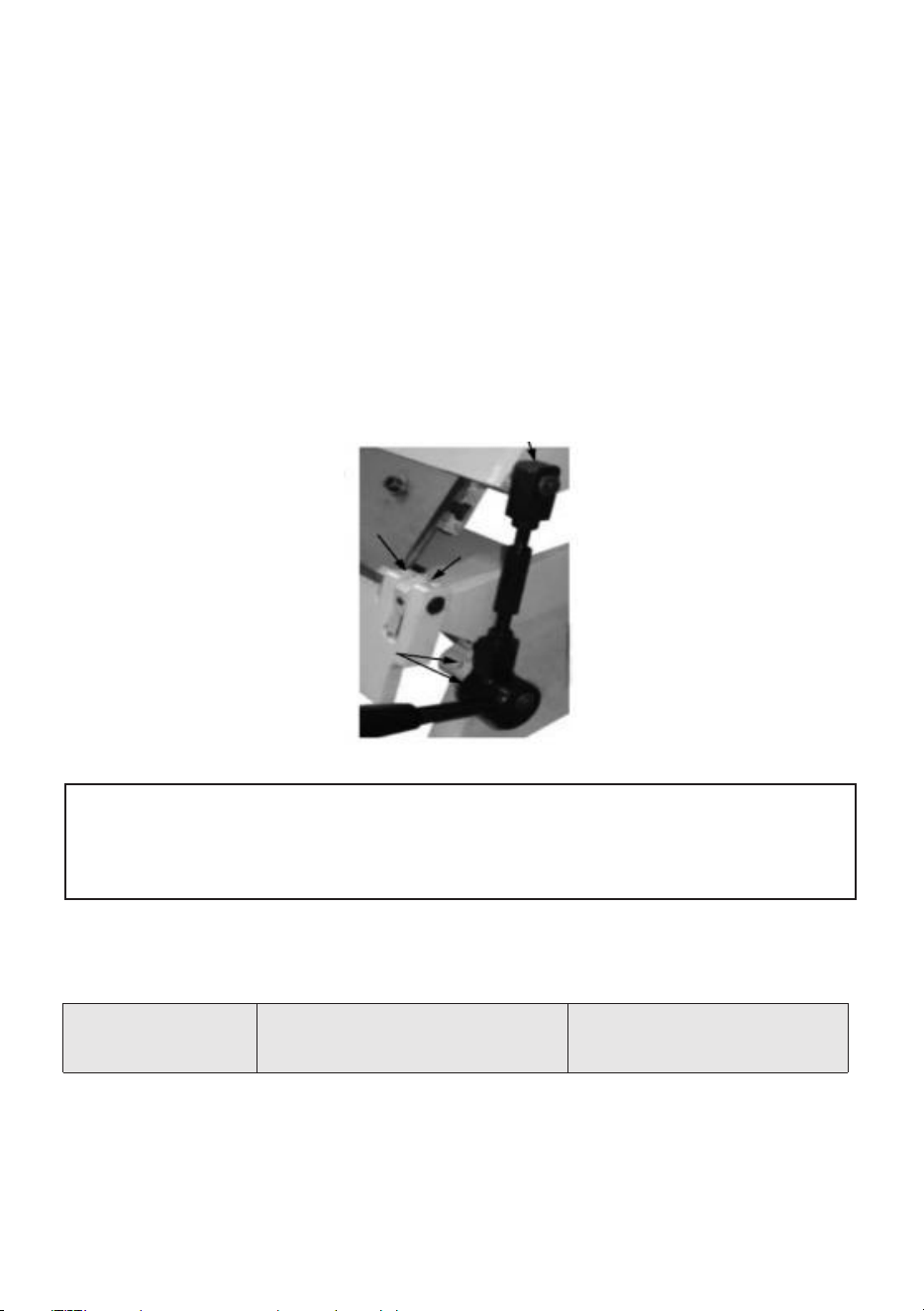
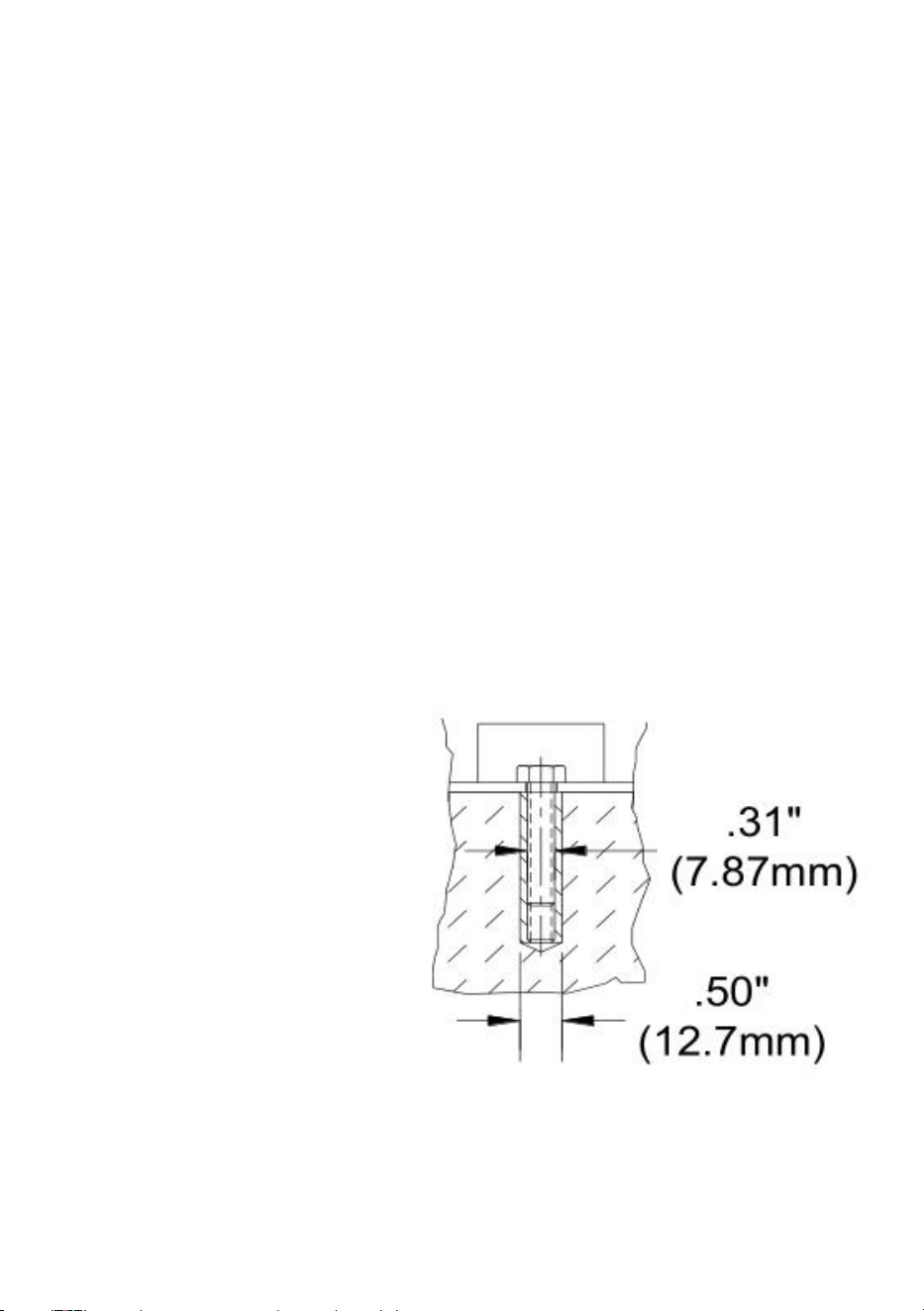
Adjusting the Setback
Setback is the distance from the front edge of the finger to the front edge of
the clamp block as shown in picture. This distance is determined by the
- 8 -
gauge (thickness) of the piece part and inside radius of the bend . The
setback is typically 1- 1/2-2 times the material thickness. (Pic.4)
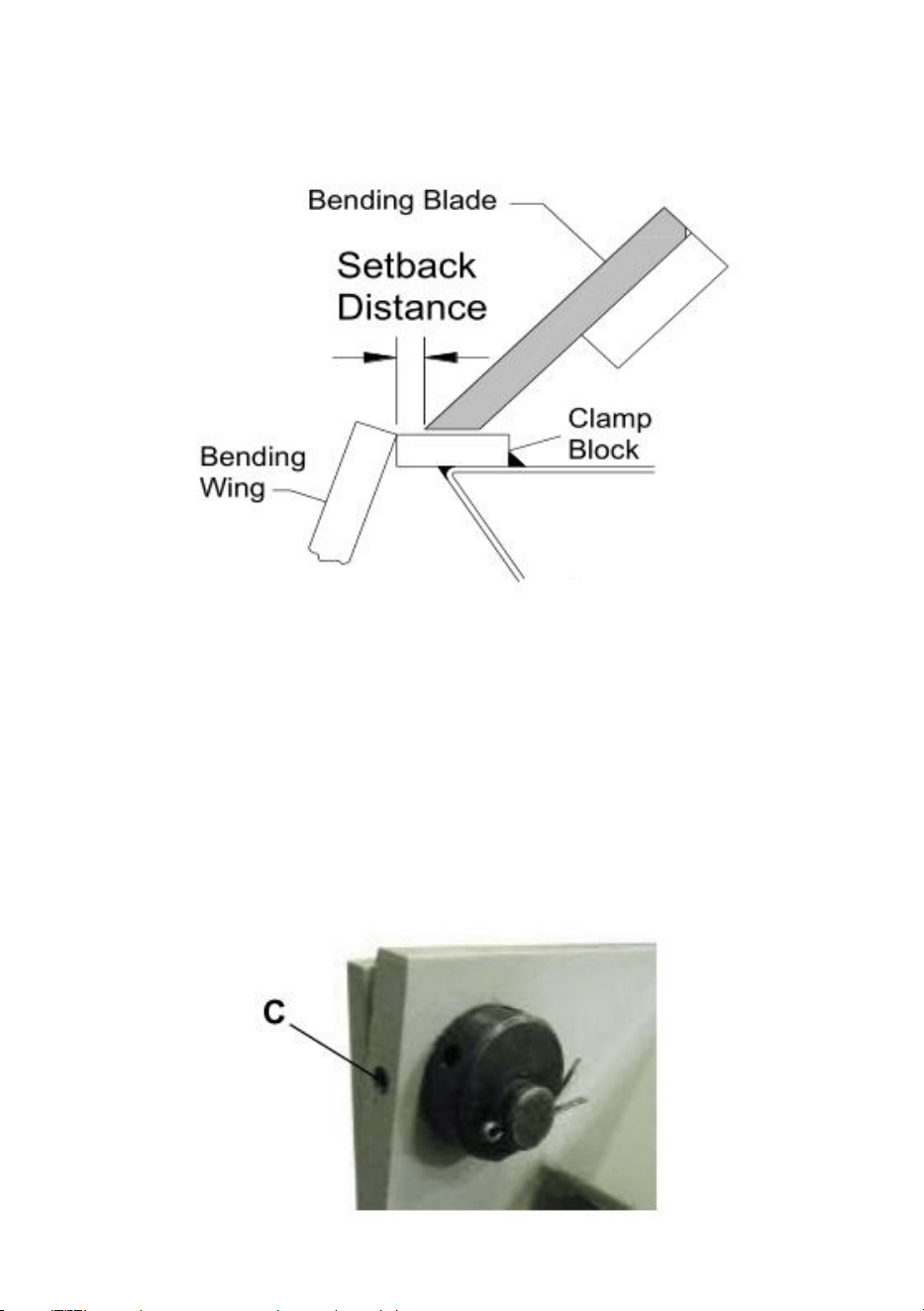
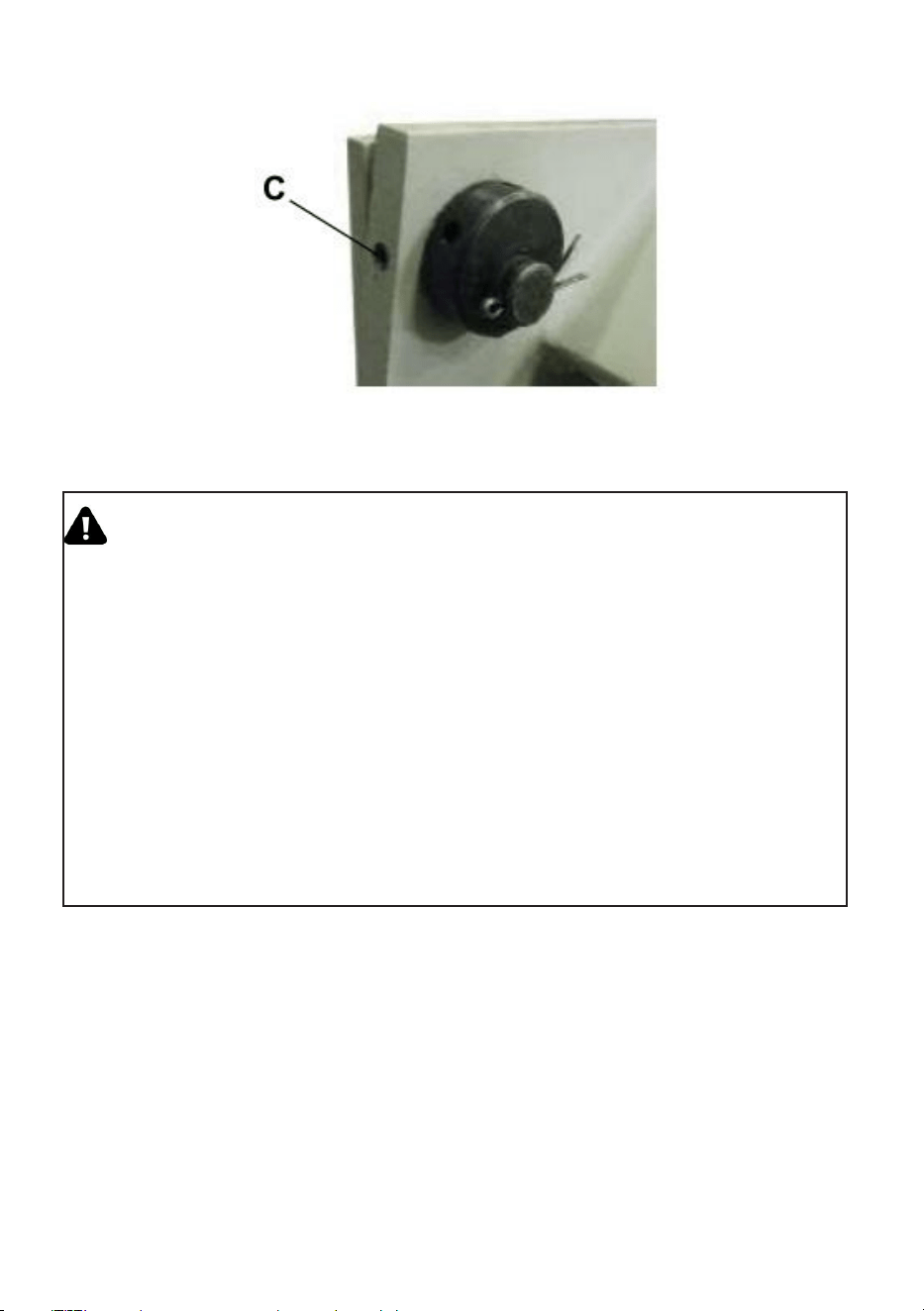
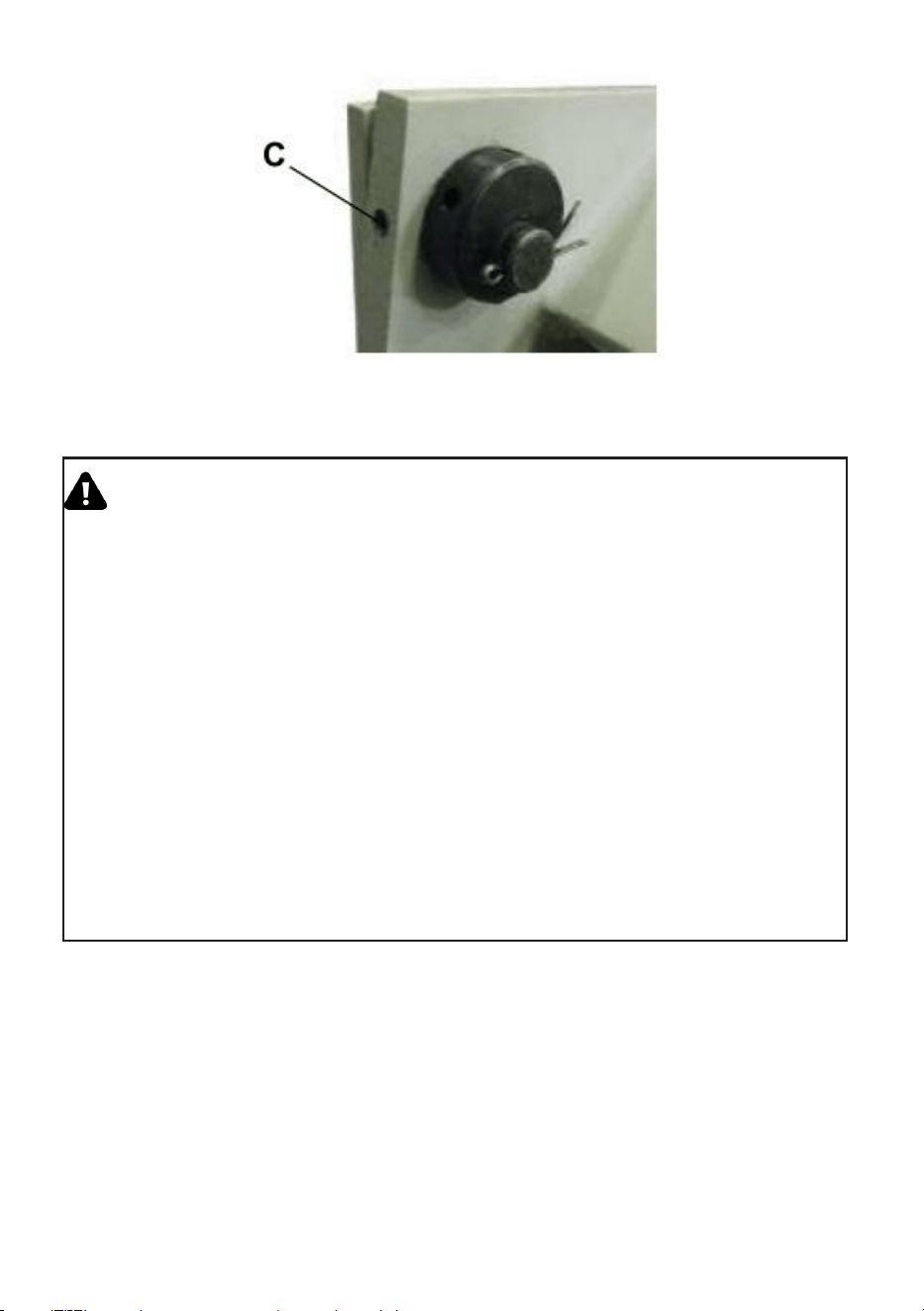
1. To adjust, make sure all the fingers are properly aligned to each other
and the hold down assembly is not locked in the down position.
2. Loosen the setscrews (C) at the back of the hold down assembly (Pic.
5).
3.Insert a tool, such as an allen wrench,into one of the spoke holes of the
eccentric hub and rotate it,which moves the hold down assembly either
forward or back.
4. When the fingers are at the correct setback distance and parallel to the
clamp block edge, tighten the setscrews (C).
- 9 -
Adjusting the Clamping Pressure
CAUTION
1.Excessive clamping pressure can“pre load”and permanently distort the brake.
2.DO NOT bend material heavier than the rated capacity,even in shorter lengths.
3.Use material with square-sheared edges.(a rolled edge will cause bowing).
4.Bending a round object will warp or nick the clamp edge.
5.Adjust the clamp pressure accordingly for different metal gauges.
6.Do not use a pipe extension on the clamp bars to get more leverage.
The clamping pressure may have to be adjusted as the thickness of the
piece part changes.A suitable pressure should have a medium resistance
when pulling back on the hold down handle(s).At the end of the stroke
there should be a definite locking of the piece part under the clamping leaf.
To adjust the pressure,move the nuts on the threaded link shaft either up or
down.
1.To adjust the clamping pressure,tighten both sides of the clamping leaf
with a piece part in the brake.
a. If the clamping pressure seems light and the piece part is loose in the
clamp, move the adjusting nuts UP.
b. If the clamping pressure seems hard and you can’t lock the handles,
move the adjusting nuts DOWN.
c. Once the pressure feels right, no further adjustments are necessary for
this thickness piece part . (When changing thickness it may become
necessary to adjust again.)
2. Remove the piece part from under the clamping leaf, lock down the leaf
with the handles, and loosen pressure on the top nut.
3. Unlock the clamping leaf and turn the bottom nut ½ turn in the desired
direction.
4. Lock the clamping leaf, re-tighten the top nut, and repeat Step 1 above
until the desired pressure is reached.

- 10 -
Clamp Alignment(end to end)
Make a 90°test bend about 2”(50.8mm)in from each end of the
machine.Stack the bent strips on top of each other and check that they are
bent to the same degree.
If a strip is over bent,increase the setback distance on that side.If a strip is
under bent,decrease the setback distance on that side.Again,move the
setback adjustment past the desired set back point,and then forward to
remove the slack.
Bending Wing Alignment
Bending accuracy is dependent on the top surface of the bending leaf and
the attached bending wing being flush with the top face of the clamping
block when the bending leaf is in the lowered position.If it appears that an
adjustment is necessary,contact service team local,or manufacture.
- 11 -
Operation
When performing basic bending operations it is important that the fingers of
the brake are parallel with the edge of the clamping block. Also make sure you
have the proper setback and clamping pressure set for the thickness material
being bent.
Bending Sheet Metal
1. Lift and rotate the clamping handle (cw) clockwise to raise the clamping
assembly.
2. Insert the piece part between the clamp block and the brake fingers.
3. Align the fingers of the hold down assembly to the scribed bend line of
the piece part and clamp in place by pulling the clamp handle back.
CAUTION
Always wear proper eye protection with side shields, safety footwear, and leather
gloves to protect from burrs and sharp edges.
CAUTION
Keep hands and fingers clear of the clamping beam. Stand off to the side of the
machine to avoid getting hit with the bending apron as it comes up to bend.
CAUTION
When handling large heavy sheets make sure they are properly supported.
- 12 -
4.Pull up on the bending leaf handles until the piece part has reached the
desired bend angle.
5.Lower the bending leaf,raise the hold down assembly,and remove the
bent piece part.
6.If you are doing box and pan bending,choose fingers that closely match
the dimensions of the finished piece.
BENDING ALLOWANCE
In order to bend sheet me ta l accurately, you will need to consider the total
length of each bend.This is referred to as bend allowance. Subtract the
bend allowance from the sum of the outside dimensions of the piece part to
obtain the actual overall length or width of the piece.Because of differences
in sheet metal hardness, and whether the bend is made with the grain or
against it, exact allowances must sometimes be made by trial and error.
However bend allowances for general use can be obtained from metal
working books or from the Internet.
UNDER STANDING SPRINGBACK
Springback, also known as elastic recovery, is the result of the metal
wanting to return to its original shape after undergoing compression and
stretch . After the bending leaf is removed from the metal and the load is
released, the piece part relaxes, forcing the bent portion of the metal to
return slightly to its original shape .
The key to obtaining the correct bend angle is to over bend the metal a little
and allow it to spring back to the desired angle . All metals exhibit a certain
amount of spring back.
NOTE
DO NOT force the clamping handle. The holding pressure only needs to be
tight enough to hold the sheet metal from moving when bending.
- 13 -
MATERIAL SELECTION
CAUTION
It must be determined by the customer that materials being processed
through the machine are NOT potentially hazardous to operator or personnel
working nearby.
When selecting materials keep these instructions in mind:
1. Material must be clean and dry. (without oil)
2. Material should have a smooth surface so it processes easily.
3. Dimensional properties of material must be consistent and not exceed
the machine capacity values.
4. Chemical structure of material must be consistent.
5. Buy certificated steel from the same vendor when possible.
LUBRICATION AND MAINTENANCE
WARNING
Maintenance should be performed on a regular basis by qualified personnel.
Always follow proper safety precautions when working on or around any
machinery.
1.Check daily for any unsafe conditions and fix immediately.
2.Check that all nuts and bolts are properly tightened.
3.On a weekly basis clean the machine and the area around it.
4.Lubricate threaded components and sliding devices.
5.Apply rust inhibitive lubricant to all non-painted surfaces.
Oil Ports
Using an oil can with a good quality #30W oil,apply 5-6 drops into each
of the ports on both ends of the machine.Repeat weekly or more
- 14 -
often depending on usage.Wipe off any excess oil.
NOTE
Proper maintenance can increase the life expectancy of your machine.
TROUBLESHOOTING
FAULT
PROBABLE CAUSE
REMEDY
INACCURATE
BENDS
1. Fingers are not aligned
2. Setback distance is not
equal from one side to the
other
3. Clamping assembly is not
holding piece part securely.
Follow proper finger
alignment procedure.
Accurately measure
distance and set
accordingly.
Re-adjust the clamping
pressure.
BENDING LEAF
HARD TO LIFT
AND BEND.
1. Exceeding the bending
limits of the brake.
2. Counterweight is not on
leaf.
Do not bend material
thicker than the machine
was designed for.
Attach the counterweight
to lessen force needed to
lift bending leaf.
- 15 -
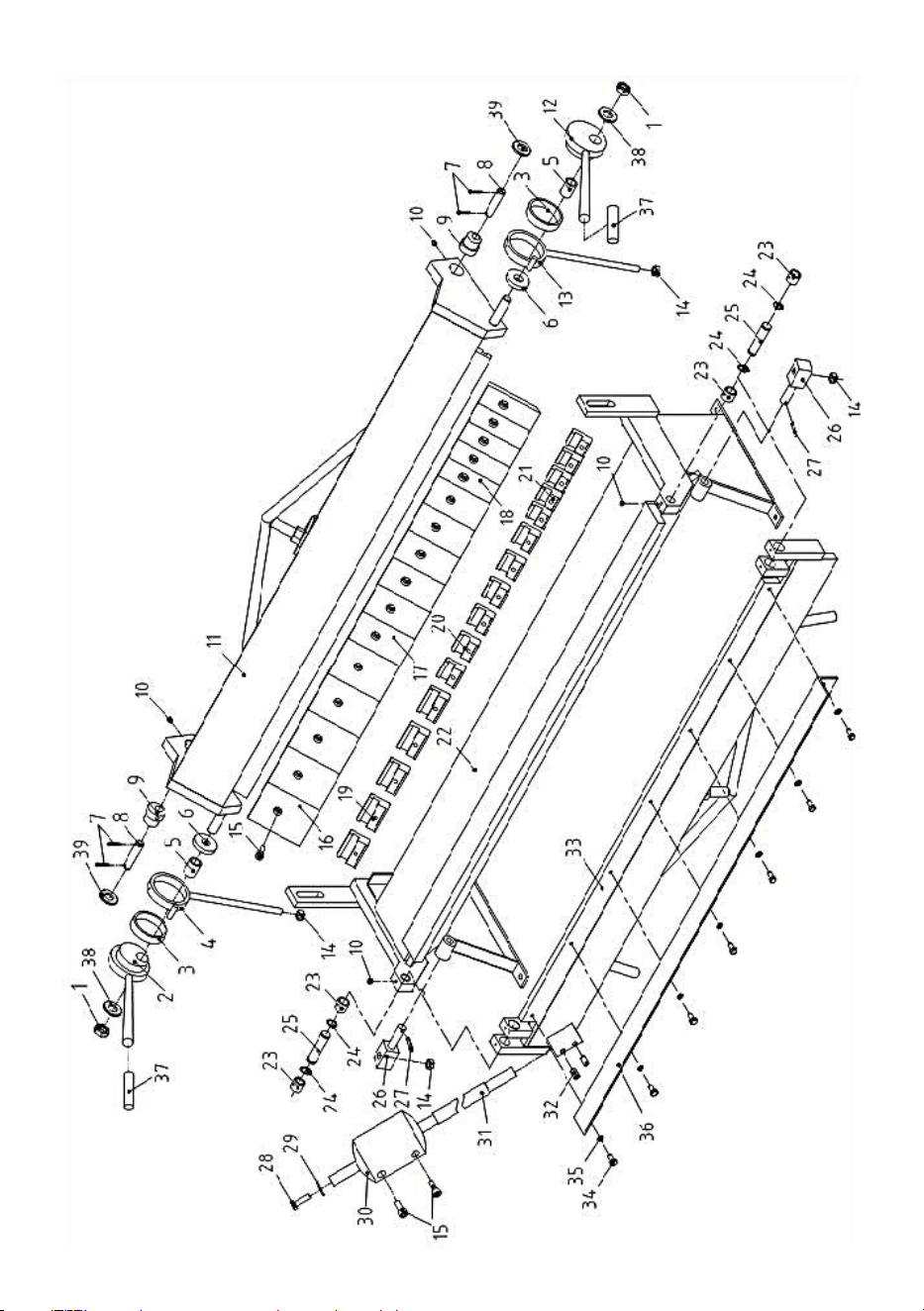
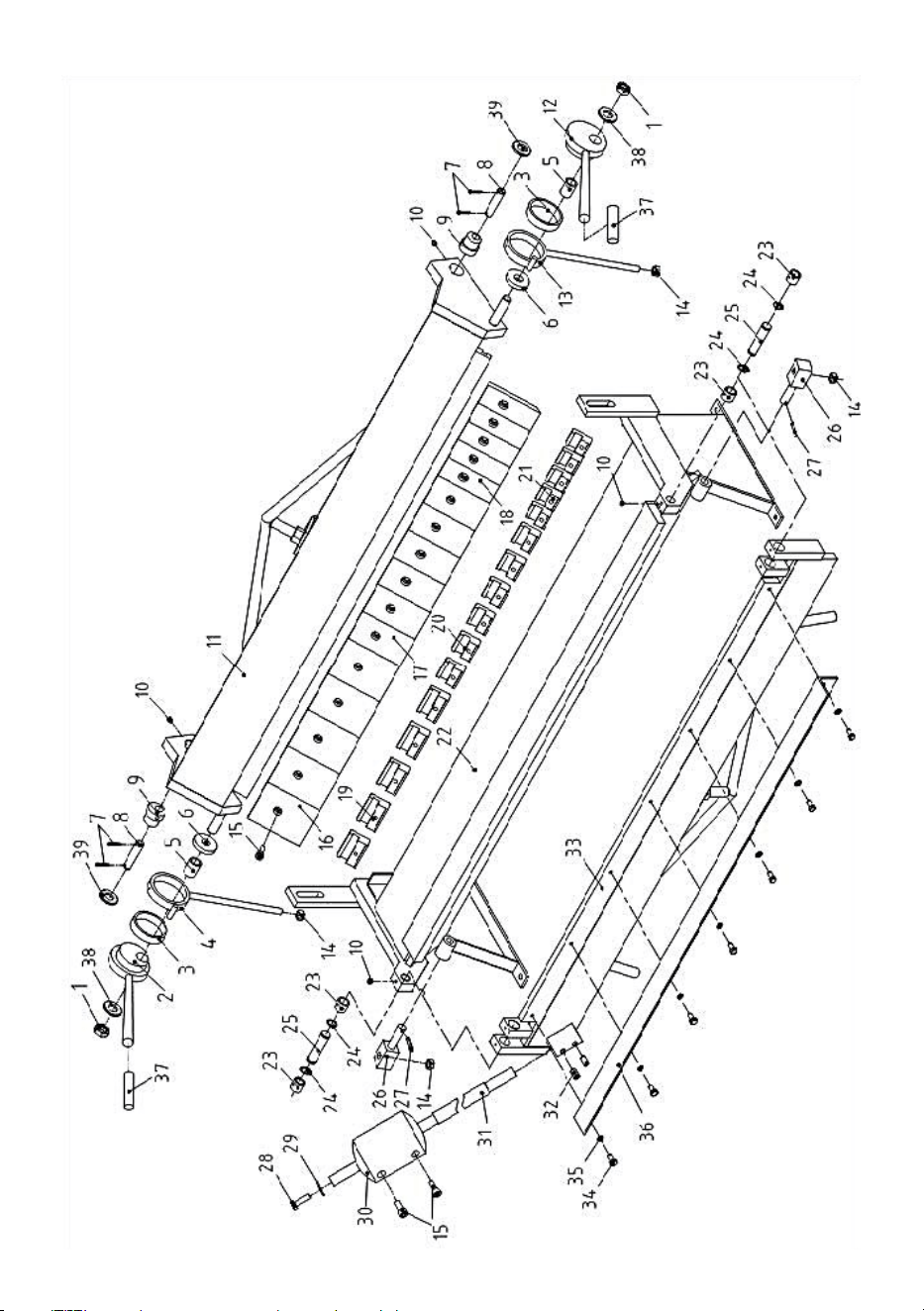
- 16 -
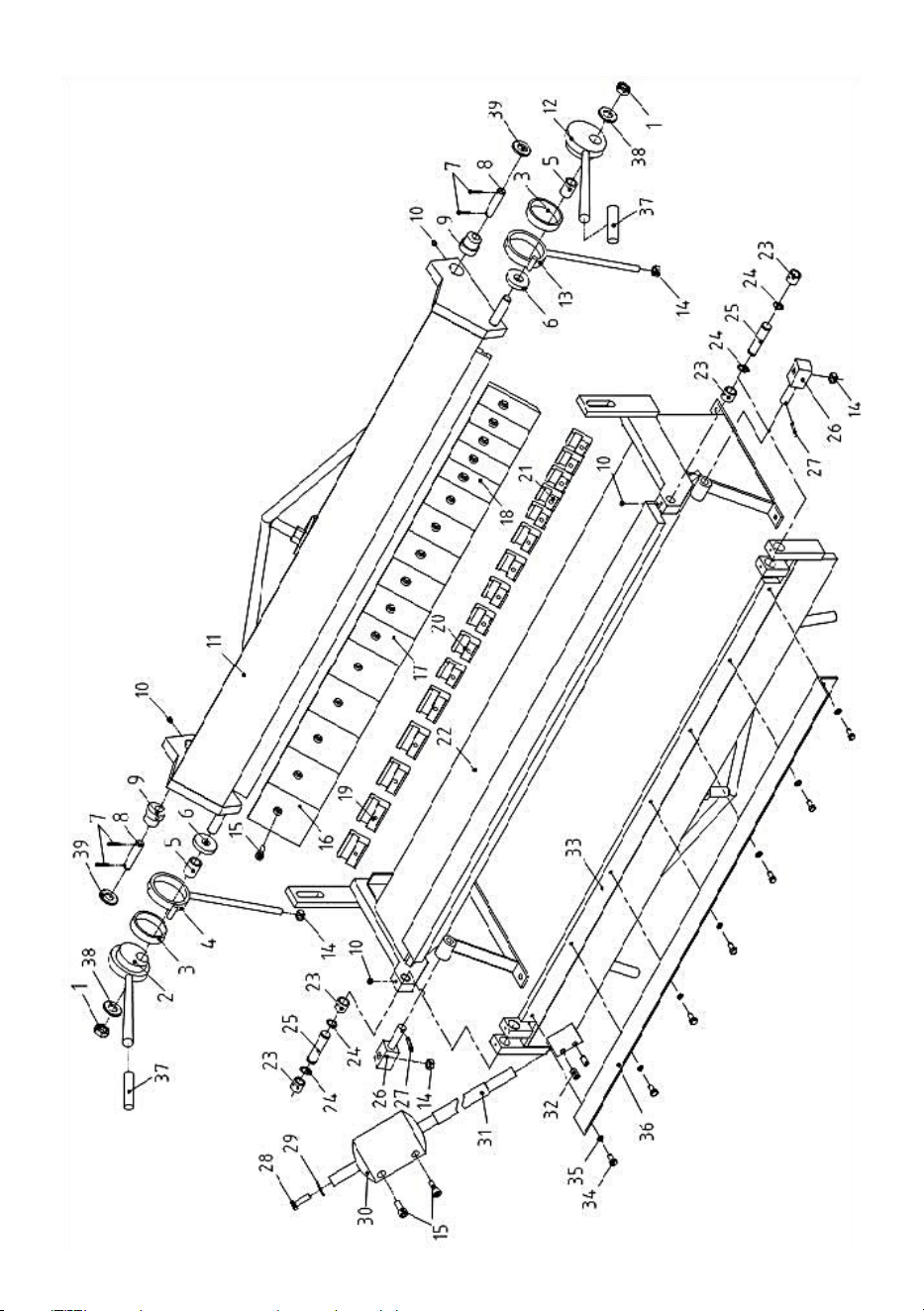
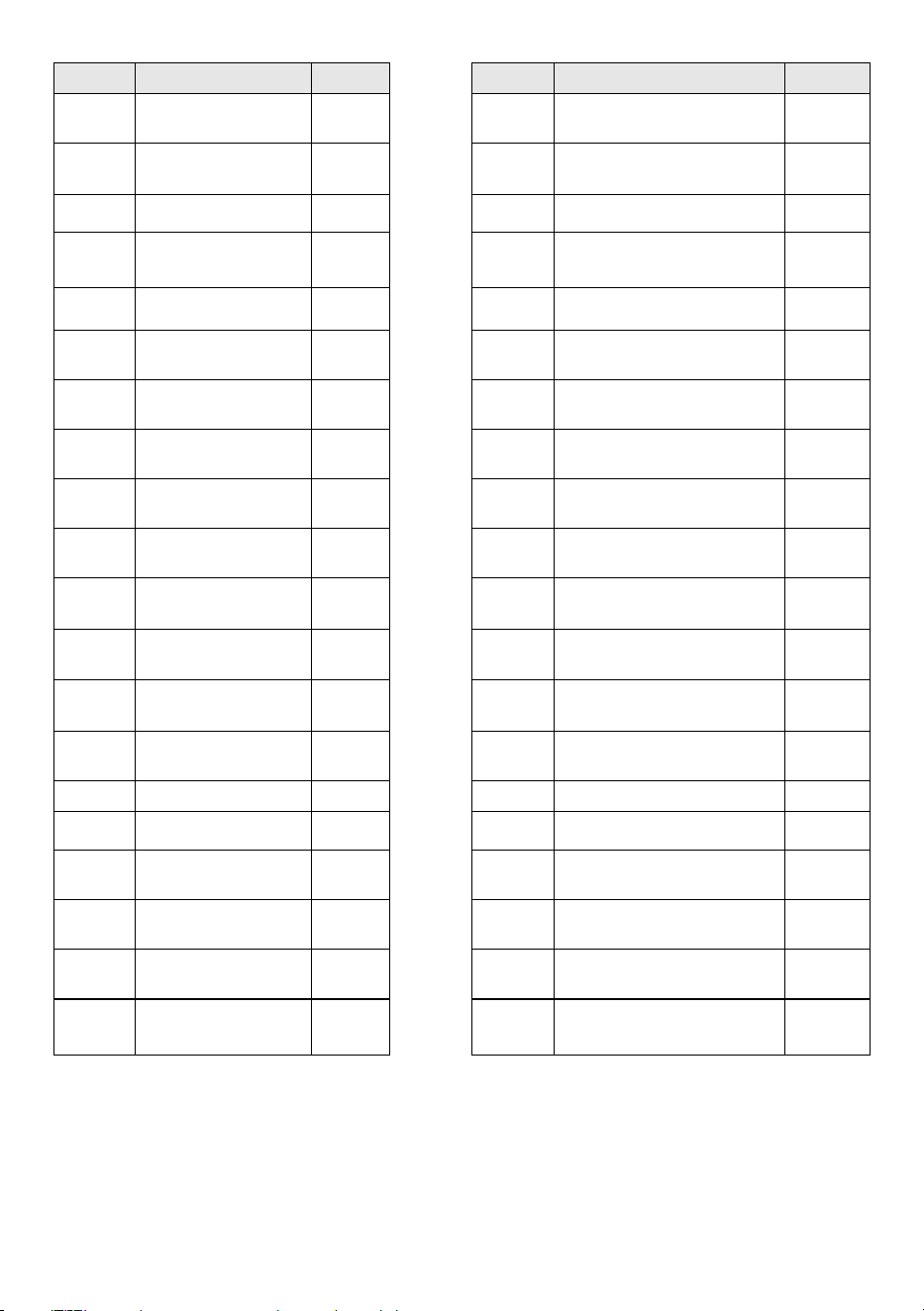
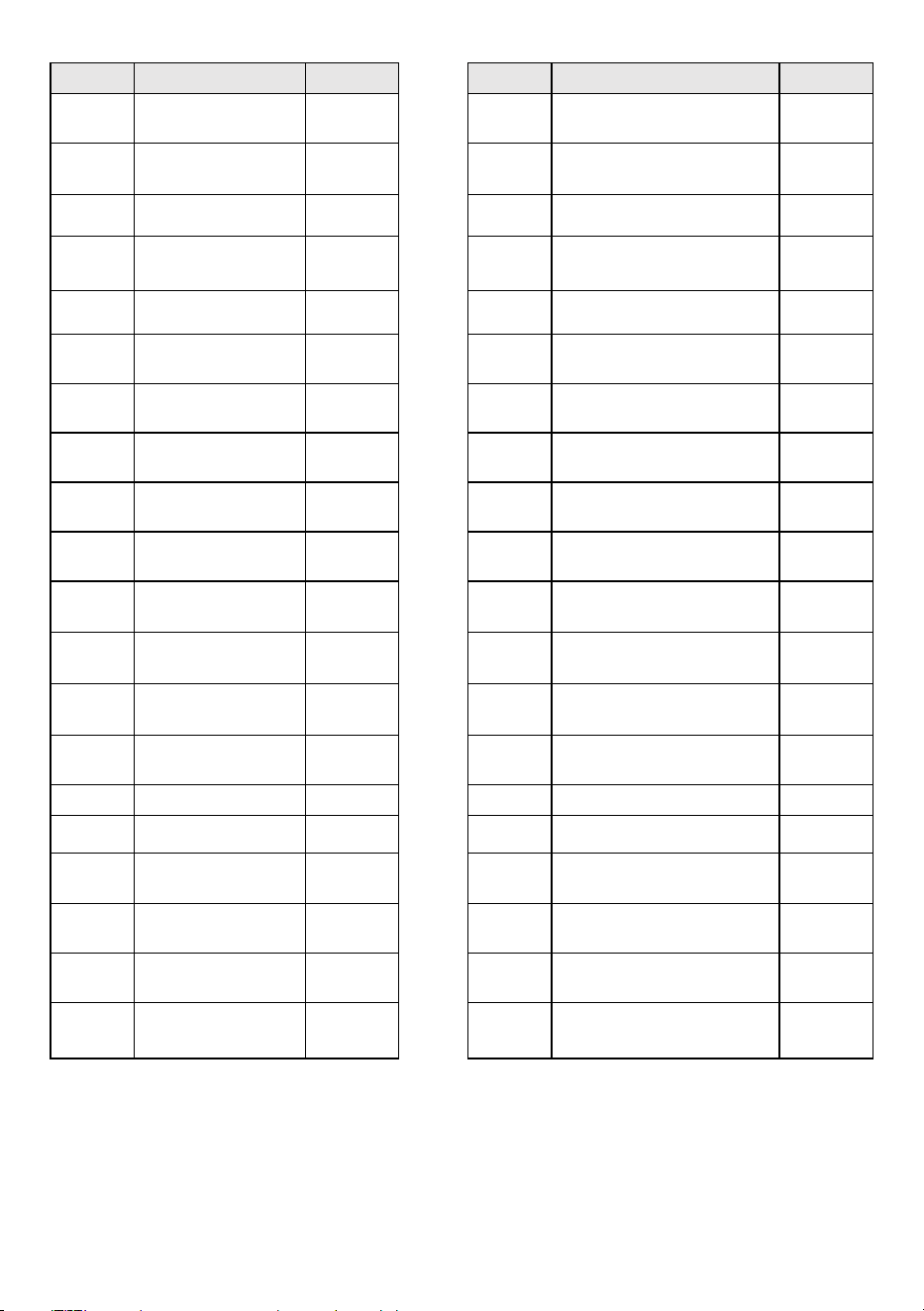
Ref.
Description
QTY.
Ref.
Description
QTY.
1
Nut M18
2
21
Clamp Plate 34mm
5
2
Left Eccentric
Handle
1
22
Frame
1
3
Big Washer
2
23
Case
4
4
Left Connecting
Rod
1
24
Shaft Ring Φ18
4
5
Washer
2
25
Shaft
2
6
Spacer Bush
2
26
Shaft
2
7
Cotter Pin φ4X25
4
27
Cotter Pin φ5X25
2
8
Pin φ16X70
2
28
Hex. Bolt M10X35
1
9
Eccentric Shaft
2
29
Flat Gasket Φ10
1
10
Set Screw M8X8
4
30
Counterweight
1
11
Upper Die
Framework
1
31
Counterweight Rod
1
12
Right Eccentric
Handle
1
32
Set Screw M12X20
2
13
Right Connecting
Rod
1
33
Bending Leaf
1
14
M12
4
34
Hex. Bolt M8X16
7
15
M10X25
18
35
Φ8
7
16
Brake Dies 4"
5
36
Limit Angle plate
1
17
Brake Dies 3"
6
37
Handle Grip
2
18
Brake Dies 2"
5
38
Φ18
2
19
Clamp Plate 63mm
5
39
Φ16
2
20
Clamp Plate 45mm
6


Technique Certificat d'assistance et de garantie électronique
www.vevor.com/support
PLIAGE À LA MAIN
MANUEL D'UTILISATION
MODÈLE : W-1.0X610A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODÈLE : W-1.0X610A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
HAND BENDING

- 2 -
Déballage
Le presse-plieuse Pan & Box est expédié par le fabricant dans une caisse
en contreplaqué soigneusement emballée. Inspectez soigneusement le
produit à l'ouverture de l'emballage.
Après avoir déballé l'appareil, inspectez-le soigneusement pour déceler
tout dommage qui aurait pu survenir pendant le transport. Vérifiez qu'il n'y
a pas de pièces desserrées, manquantes ou endommagées. Signalez
immédiatement les pièces manquantes au revendeur.
En cas de dommage, les réclamations pour dommages liés au transport
doivent être déposées auprès du transporteur et relèvent de la
responsabilité de l'utilisateur.
Caractéristiques
La plieuse à plateaux et boîtes modèle W-4816Z est à commande
manuelle et est capable de plier jusqu'à 16 ga. (1,52 mm) d'acier doux et
20 ga. (0,912 mm) d'acier inoxydable x 48 ” (1219 mm) de long, ce qui lui
permet de fabriquer des plateaux, des canaux, des angles et d'autres
formes. Des contrepoids réglables permettent à l'opérateur d'équilibrer la
feuille de pliage en fonction de l'épaisseur du matériau. Une butée réglable
est incluse pour permettre à l'opérateur d'effectuer des pliages répétés.
Modèle................................................................................ W -1,0 X 610A
Longueur de pliage .......................... ....................................... 24 ” ( 610
mm )
Épaisseur de pliage .......................................................................... 20Ga
( 1 mm )
Angle de pliage .......................... ................................................. 0 - 1 3 5 °
CONSERVEZ CES INSTRUCTIONS
Nous vous remercions d'avoir acheté notre frein à plateau et à boîte
- 3 -
W-4816Z. Avant d’essayer d’utiliser votre nouvel outil, veuillez lire
attentivement ces instructions. Vous aurez besoin de ces instructions pour
les avertissements de sécurité, précautions, assemblée, opération,
procédures de maintenance, liste des pièces et schémas.Conservez votre
numéro de facture avec ces instructions. Écrivez le numéro de facture à l’
intérieur de la couverture. Conservez les instructions et la facture dans un
endroit sûr, Conserver dans un endroit sec pour référence ultérieure.
Informations générales sur la sécurité
PRUDENCE
Pour ton propre sécurité , lire tous de le instructions et précautions avant en
fonctionnement outil .
RÈGLES DE SÉCURITÉ
1. Portez des vêtements appropriés. Ne portez pas de vêtements amples,
de gants, de cravates, de bagues, de bracelets ou d'autres bijoux qui
pourraient se coincer dans les pièces mobiles de la machine.
2. Portez une protection pour les cheveux afin de contenir les cheveux
longs.
3. Portez des chaussures de sécurité à semelles antidérapantes.
4. Portez des lunettes de sécurité. Les lunettes de tous les jours sont
dotées uniquement de verres résistants aux chocs. Ce ne sont PAS des
lunettes de sécurité.
5. Soyez vigilant et réfléchissez clairement. N'utilisez jamais d'outils
lorsque vous êtes fatigué, en état d'ébriété ou lorsque vous prenez des
médicaments qui provoquent de la somnolence.
6. Gardez la zone de travail propre. Les zones de travail encombrées
favorisent les accidents.
7. La zone de travail doit être correctement éclairée.
8. Gardez les visiteurs à une distance sécuritaire de la zone de travail.
9. Éloignez les enfants du lieu de travail. Sécurisez l'atelier. Utilisez des

- 4 -
cadenas pour empêcher toute utilisation involontaire des outils.
10. Assemblez uniquement en suivant ces instructions. Un assemblage
incorrect peut créer des dangers.
11. Lorsque les outils ne sont pas utilisés, rangez-les dans un endroit sec
et sûr, hors de portée des enfants. Inspectez les outils avant de les ranger
et de les réutiliser. 12. Conservez les étiquettes et les plaques
signalétiques des produits. Elles contiennent des informations de sécurité
importantes.
SAVOIR UTILISER L'OUTIL
1. Utilisez l'outil adapté à la tâche. N'essayez PAS de forcer un petit outil
ou un accessoire à effectuer le travail d'un gros outil industriel. N'utilisez
PAS un outil à une fin pour laquelle il n'est pas prévu.
2. Ne forcez pas l'outil. Votre machine fera un travail meilleur et plus sûr si
elle est utilisée comme
prévu. N'utilisez PAS d'accessoires inappropriés pour tenter de dépasser
la capacité nominale de la machine.
3. Surcharge de la machine. En surchargeant la machine, vous risquez de
vous blesser en faisant voler des pièces. NE PAS dépasser les capacités
spécifiées de la machine.
4. Utilisation de la machine. N'utilisez PAS le frein comme outil de presse
ou d'écrasement.
5. Dressage des bords du matériau. Avant de plier une tôle, chanfreinez et
ébavurez toujours tous les bords tranchants.
5. Bords du matériau de finition. Avant pliage de tôle, toujours chanfrein et
ébavurer tous les bords tranchants.
6. Réglages de la lame et entretien. Gardez toujours les lames tranchant et
bien réglé pour performances optimales.7.Vérifiez les pièces
endommagées. Avant en utilisant un outil ou une machine, avec précaution
vérifiez toute pièce qui semble endommagée.Vérifiez l'alignement et la
liaison de pièces mobiles qui peuvent affecter le bon fonctionnement
fonctionnement de la machine
- 5 -
AVERTISSEMENT
Le avertissements , mises en garde , et instructions discuté dans ce
instruction manuel ne peut pas couverture tous possible conditions ou situations
que pourrait se produire . Il doit être compris par le opérateur que commun sens
et prudence sont facteurs lequel ne peut pas être construit dans ce produit ,
mais doit être fourni par le opérateur .
Important:
Votre machine peut être expédiée avec un revêtement d'huile cireuse
antirouille et de la graisse sur les surfaces métalliques non peintes
exposées. Pour retirer ce revêtement protecteur, utiliser un dégraissant ou
un nettoyant solvant. Pour un nettoyage en profondeur, certaines pièces
devront parfois être retirées. N'UTILISEZ PAS d'acétone ni de nettoyant
pour freins car ils peuvent endommager les surfaces peintes.
Suivez les instructions sur l’étiquette du fabricant lorsque vous utilisez tout
type de produit de nettoyage. Après le nettoyage, essuyez les surfaces
métalliques non peintes avec une légère couche d'huile ou de graisse de
qualité pour les protéger.
AVERTISSEMENT
FAIRE PAS UTILISER essence ou autre pétrole produits à faire le ménage
le machine . Ils avoir faible éclair points et peut exploser ou cause feu .
- 6 -
PRUDENCE
Quand en utilisant nettoyage solvants travail dans un bien v e n t i l é zone .
Beaucoup nettoyage solvants sont toxique si inhalé .
Assemblée
IMPORTANT:
Tenez compte des éléments suivants lorsque vous recherchez pour un
emplacement approprié pour placer le
machine:
1. Poids total de la machine.
2. Poids du matériau traité.
3. Dimensions des matériaux à traiter par la machine.
4. Espace nécessaire pour les supports auxiliaires, les tables de travail ou
d’autres machines.
5. Dégagement des murs et autres obstacles.
6. Maintenez une zone de travail adéquate autour de la machine pour des
raisons de sécurité.
7. Assurez-vous que la zone de travail est bien éclairée avec un éclairage
approprié.
8. Gardez le sol exempt d’huile et assurez-vous qu’il n’est pas glissant.
9. Retirez régulièrement les déchets et les chutes de matériaux et
assurez-vous que le travail
la zone est exempte d'objets gênants.
10. Si de grandes longueurs de matériau doivent être introduites dans la
machine, assurez-vous
qu'ils ne s'étendront pas dans les allées.
- 7 -
Avant de commencer l'assemblage, prenez note des précautions
suivantes
et suggestions.
1. La machine est-elle boulonnée à la palette ? Avant de tenter l'une des
les procédures d'assemblage suppriment toutes les pièces détachées et le
matériel et
dévisser la machine de la palette.
2. MISE À NIVEAU : La machine doit être placée sur un sol en béton plat.
Des dispositions de fixation doivent être mises en place avant de placer la
machine.
La précision de toute machine dépend du placement précis de
à la surface de montage.
3. SOL : Cet outil répartit une grande quantité de poids sur une petite
surface
zone. Assurez-vous que le sol est capable de supporter le poids de
la machine, le matériel de travail et l'opérateur. Le sol doit également être
une surface plane. Si l'unité vacille ou bascule une fois en place,
assurez-vous
éliminer en utilisant des cales.
4. ESPACES DE TRAVAIL : Prenez en considération la taille de la
matériau à traiter. Assurez-vous de prévoir suffisamment d'espace pour
vous
pour faire fonctionner la machine librement .
Ancrage de la machine
1. Placez la machine sur un
sol en béton ferme et plat.
2. Maintenez une distance de
travail sûre autour de la
machine.
3. Ancrez la machine au sol,
comme indiqué sur le schéma,
à l'aide de boulons et de
chevilles à expansion ou de
- 8 -
tiges d'ancrage encastrées qui se connectent à travers des trous dans la
base du support. (Photo 1)
Fixation du contrepoids
1. Avoir un assistant tenir le contrepoids.
2. Retirez les deux boulons hexagonaux et faites glisser la tige du contrepoids
dans le tuyau récepteur.
3. Lorsque la tige est au ras du bas du récepteur, serrez la vis hexagonale.
boulons.(Pic.2)
NOTE
FAIRE PAS utiliser le contrepoids poignée à augmenter le pliage feuille . Toi
peut dommage le charnières ou le pliage feuille .
Réglage de la tige de butée
La tige d'arrêt est utilisée pour répéter le pliage lorsque vous souhaitez que
le pliage feuille pour s'arrêter au même positionner à chaque fois.
- 9 -
1. Desserrez l'écrou d'arrêt et la rondelle et faites votre coude en vous
arrêtant en haut du coude.
2. Serrez l'écrou et la rondelle jusqu'au bloc d'arrêt.
3. L'angle de pliage peut maintenant être répété jusqu'à ce qu'il soit
réinitialisé par l'opérateur.
Réglage du recul
Le retrait est la distance entre le bord avant du doigt et le bord avant du
bloc de serrage, comme indiqué sur l'image. Cette distance est déterminée
par l'épaisseur de la pièce et le rayon intérieur du pli. Le retrait est
généralement de 1,5 à 2 fois l'épaisseur du matériau. (Photo 4)
1. Pour effectuer le réglage, assurez-vous que tous les doigts sont
correctement alignés les uns par rapport aux autres et que l'ensemble de
maintien n'est pas verrouillé en position basse.
2. Desserrez les vis de réglage (C) à l'arrière de l'ensemble de maintien
(photo 5).
3.Insérez un outil, comme un Allen clé dans l'un des trous de rayon du
moyeu excentrique et faites-le tourner, ce qui déplace l'ensemble de
maintien vers l'avant ou vers l'arrière.
4. Lorsque les doigts sont à la bonne distance de retrait et parallèles au
- 10 -
bord du bloc de serrage, serrez les vis de réglage (C).
Réglage de la pression de serrage
PRUDENCE
1. Une pression de serrage excessive peut « précharger » et déformer le frein de
manière permanente.
2. NE PAS plier des matériaux plus lourds que la capacité nominale, même sur
des longueurs plus courtes.
3. Utilisez un matériau avec des bords coupés en carré (un bord roulé
provoquera une courbure).
4. Plier un objet rond déformera ou entaillera le bord de la pince.
5. Ajustez la pression de serrage en fonction des différentes jauges métalliques.
6. N'utilisez pas de rallonge de tuyau sur les barres de serrage pour obtenir plus
de levier.
La pression de serrage peut devoir être ajustée en fonction de l'épaisseur
de la pièce. Une pression appropriée doit avoir une résistance moyenne
lors de la traction sur la ou les poignées de maintien. À la fin de la course, il
doit y avoir un verrouillage définitif de la pièce sous la lame de serrage.
Pour régler la pression, déplacez les écrous sur l'arbre de liaison fileté vers
le haut ou vers le bas.
1. Pour régler la pression de serrage, serrez les deux côtés de la feuille de
serrage avec une pièce dans le frein.

- 11 -
un. Si la pression de serrage semble la lumière et la pièce sont lâches
dans la pince, déplacez les écrous de réglage vers le HAUT.
b. Si la pression de serrage semble difficile et que vous ne pouvez pas
verrouiller les poignées, déplacez les écrous de réglage vers le BAS.
c. Une fois que la pression est correcte, aucun autre réglage n'est
nécessaire pour cette pièce d'épaisseur. (Lorsque l'épaisseur change, il
peut s'avérer nécessaire de procéder à un nouveau réglage.)
2. Retirez la pièce située sous la feuille de serrage, verrouillez la feuille
avec les poignées et relâchez la pression sur l'écrou supérieur.
3. Déverrouillez la lame de serrage et tournez l'écrou inférieur d'un
demi-tour dans la direction souhaitée.
4. Verrouillez la lame de serrage, resserrez l’écrou supérieur et répétez
l’étape 1 ci-dessus jusqu’à ce que la pression souhaitée soit atteinte.
- 12 -
Alignement des pinces (de bout en bout)
Effectuez un test de pliage à 90° à environ 50,8 mm (2 po) de chaque
extrémité de la machine. Empilez les bandes pliées les unes sur les autres
et vérifiez qu'elles sont pliées au même degré.
Si une bande est trop courbée, augmentez la distance de retrait de ce côté.
Si une bande est trop peu courbée, diminuez la distance de retrait de ce
côté. Encore une fois, déplacez le réglage du retrait au-delà du point de
retrait souhaité, puis vers l'avant pour éliminer le jeu.
Alignement des ailes pliées
La précision du pliage dépend de la surface supérieure de la feuille de
pliage et de l'aile de pliage attachée qui affleure la face supérieure du bloc
de serrage lorsque la feuille de pliage est en position abaissée. S'il semble
qu'un réglage soit nécessaire, contactez l'équipe de service locale ou le
fabricant.
Opération
Quand en train de performer basique opérations de pliage il est important que
les doigts de le frein sont parallèle avec le bord de le serrage bloquer . Aussi
faire bien sûr toi avoir le bon recul et serrage pression ensemble pour le
épaisseur matériel être courbé .
PRUDENCE
Portez toujours une protection oculaire appropriée avec des protections latérales,
des chaussures de sécurité et des gants en cuir pour vous protéger des bavures et
des bords tranchants.
PRUDENCE
Gardez les mains et les doigts éloignés de la poutre de serrage. Tenez-vous à
l'écart de la machine pour éviter d'être heurté par le tablier de pliage lorsqu'il se
soulève pour se plier.
- 13 -
Pliage de tôles
1. Soulevez et faites tourner la poignée de serrage (cw) dans le sens des
aiguilles d'une montre pour soulever l'ensemble de serrage.
2. Insérez la pièce entre le bloc de serrage et les doigts de frein.
3. Alignez les doigts de l'ensemble de maintien sur la ligne de pliage tracée
de la pièce et fixez-la en place en tirant la poignée de serrage vers l'arrière.
4. Tirez sur les poignées des feuilles pliantes jusqu'à ce que la pièce ait
atteint le
angle de courbure souhaité.
5. Abaissez la feuille de pliage, soulevez l'ensemble de maintien et retirez
la pièce pliée.
6. Si vous effectuez un pliage en boîte et en casserole, choisissez des
doigts qui correspondent étroitement aux dimensions de la pièce finie.
AUTORITÉ DE FLEXION
Pour se plier tôle avec précision, vous devrez tenir compte de la longueur
totale de chaque pli. C'est ce qu'on appelle la tolérance de pliage.
Soustrayez la marge de pliage de la somme des dimensions extérieures
de la pièce pour obtenir la longueur ou la largeur totale réelle de la pièce.
En raison des différences de dureté de la tôle, et si la courbure est faite
dans le sens du fil ou à contre-fil, des ajustements précis doivent parfois
être effectués par essais et erreurs. Toutefois, les tolérances de pliage
PRUDENCE
Lorsque vous manipulez de grandes feuilles lourdes, assurez-vous qu'elles sont
correctement soutenues.
NOTE
FAIRE PAS forcer le serrage poignée . Le holding pression seulement besoins
à être serré assez à prise le feuille métal depuis mobile quand flexion.
- 14 -
pour une utilisation générale peuvent être obtenues à partir de manuels de
travail des métaux ou sur Internet.
COMPRÉHENSION REVERSEMENT
Le retour élastique, également connu sous le nom de retour élastique, est
le résultat du désir du métal de revenir à sa forme initiale après avoir subi
une compression et un étirement. Une fois la lame de pliage retirée du
métal et la charge relâchée, la pièce se détend, forçant la partie pliée du
métal à revenir légèrement à sa forme initiale.
La clé pour obtenir l'angle de pliage correct est de plier légèrement le métal
et de le laisser revenir à l'angle souhaité. Tous les métaux présentent une
certaine capacité de retour élastique.
SÉLECTION DES MATÉRIAUX
PRUDENCE
Le client doit déterminer que les matériaux traités par la machine ne sont PAS
potentiellement dangereux pour l'opérateur ou le personnel travaillant à proximité.
Lors de la sélection des matériaux, gardez ces instructions à l'esprit :
1. Le matériel doit être propre et sec. (sans huile)
2. Le matériau doit avoir une surface lisse pour pouvoir être traité
facilement.
3. Les propriétés dimensionnelles du matériau doivent être cohérentes et
ne pas dépasser les valeurs de capacité de la machine.
4. La structure chimique du matériau doit être cohérente.
5. Achetez de l’acier certifié auprès du même fournisseur lorsque cela est
possible.
- 15 -
LUBRIFICATION ET ENTRETIEN
AVERTISSEMENT
L'entretien doit être effectué régulièrement par du personnel qualifié.
Respectez toujours les précautions de sécurité appropriées lorsque vous
travaillez sur ou à proximité de machines.
1. Vérifiez quotidiennement qu'il n'y a pas de danger. conditions et corriger
immédiatement.
2. Vérifiez que tous les écrous et boulons sont correctement serrés.
3. Nettoyez la machine et la zone qui l'entoure chaque semaine.
4. Lubrifier les composants filetés et les dispositifs coulissants.
5. Appliquez un lubrifiant antirouille sur toutes les surfaces non peintes.
Ports pétroliers
Utiliser un bidon d'huile de bonne qualité Huile #30W, appliquez 5 à 6
gouttes dans chaque
des ports aux deux extrémités de la machine.Répéter chaque semaine ou
plus
souvent en fonction de l'utilisation.Essuyer tout excès d'huile.
- 16 -
NOTE
Approprié entretien peut augmenter le vie espérance de ton machine.
DÉPANNAGE
FAUTE
CAUSE PROBABLE
REMÈDE
COURBES
IMPRÉCISES
1. Les doigts ne sont pas
alignés
2. La distance de recul n'est
pas égale d'un côté à l'autre
3. L'ensemble de serrage ne
maintient pas la pièce
solidement.
Suivez la procédure
appropriée d’alignement
des doigts.
Mesurez avec précision la
distance et réglez en
conséquence.
Réajuster la pression de
serrage.
FEUILLE
PLIEUSE
DIFFICILE À
SOULEVER ET
À PLIER.
1. Dépassement des limites
de flexion du frein.
2. Le contrepoids n'est pas
sur la feuille.
Ne pliez pas de matériaux
plus épais que ceux pour
lesquels la machine a été
conçue.
Fixez le contrepoids pour
réduire la force
nécessaire pour soulever
la feuille pliée.
- 17 -
- 18 -
Réf.
Description
QTÉ.
Réf.
Description
QTÉ.
1
Écrou M18
2
21
Plaque de serrage 34 mm
5
2
Poignée
excentrique
gauche
1
22
Cadre
1
3
Grande rondelle
2
23
Cas
4
4
Bielle gauche
1
24
Bague d'arbre Φ18
4
5
Rondelle
2
25
Arbre
2
6
Bague
d'espacement
2
26
Arbre
2
7
Goupille fendue
φ4X25
4
27
Goupille fendue φ5X25
2
8
Broche φ16X70
2
28
Boulon à tête hexagonale
M10X35
1
9
Arbre excentrique
2
29
Joint plat Φ10
1
10
Vis de réglage
M8X8
4
30
Contrepoids
1
11
Cadre de matrice
supérieur
1
31
Tige de contrepoids
1
12
Poignée
excentrique droite
1
32
Vis de réglage M12X20
2
13
Bielle droite
1
33
Feuille courbée
1
14
M12
4
34
Boulon hexagonal M8X16
7
15
M10X25
18
35
Φ8
7
16
Matrices de frein 4"
5
36
Plaque d'angle limite
1
17
Matrices de frein 3"
6
37
Poignée
2
18
Matrices de frein 2"
5
38
Φ18
2
19
Plaque de serrage
63 mm
5
39
Φ16
2
20
Plaque de serrage
45 mm
6

Technisch Support und E-Garantie-Zertifikat www.vevor.com/support
HANDBIEGEN
BEDIENUNGSANLEITUNG
MODELL: W-1.0X610A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODELL: W-1.0X610A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
HAND BENDING

- 2 -
Auspacken
Die Pan & Box-Bremse wird vom Hersteller in einem sorgfältig verpackten
Sperrholzkoffer versandt. Überprüfen Sie das Produkt beim Öffnen der
Verpackung gründlich.
Überprüfen Sie das Gerät nach dem Auspacken sorgfältig auf
Transportschäden. Achten Sie auf lose, fehlende oder beschädigte Teile.
Melden Sie fehlende Teile umgehend dem Händler.
Wenn Transportschäden aufgetreten sind, müssen Ansprüche wegen
Transportschäden direkt beim Spediteur geltend gemacht werden und
liegen in der Verantwortung des Benutzers.
Technische Daten
Die Pan & Box-Bremse Modell W-4816Z ist handbetrieben und kann
Weichstahl bis zu 16 ga. (1,52 mm) und Edelstahl bis zu 20 ga. (0,912 mm)
x 48 Zoll (1219 mm) Länge biegen, wodurch sie die Herstellung von
Pfannen, Kanälen, Winkeln und anderen Formen ermöglicht. Einstellbare
Gegengewichte ermöglichen dem Bediener, die Biegeplatte entsprechend
der Materialstärke auszubalancieren. Ein einstellbarer Anschlag ist im
Lieferumfang enthalten, damit der Bediener wiederholte Biegungen
durchführen kann.
Modell................................ ...................................................... W-1.0 X
610A
Biegelänge ................................ ...................................... 24 " ( 610mm )
Biegedicke ...................................... ...................................... 20Ga ( 1mm )
Biegewinkel ................................ ................................................. 0 - 1 3 5 °
BEWAHREN SIE DIESE ANWEISUNGEN AUF
Vielen Dank für den Kauf unserer W-4816Z Pan- und Box-Bremse. Bitte
lesen Sie diese Anweisungen gründlich durch, bevor Sie versuchen, Ihr
neues Werkzeug zu bedienen. Sie benötigen diese Anleitung wegen der
- 3 -
Sicherheitshinweise, Vorsichtsmaßnahmen, Montage, Betrieb,
Wartungsverfahren, Teileliste und Diagramme. Bewahren Sie Ihre
Rechnungsnummer bei diesen Anweisungen auf. Schreiben Sie die
Rechnungsnummer auf die Innenseite des vorderen Umschlags.
Bewahren Sie Anleitung und Rechnung gut auf, trockenen Ort
aufbewahren und anschließend darin nachschlagen.
Allgemeine Sicherheitsinformationen
VORSICHT
Für dein eigen Sicherheit , lesen alle von Die Anweisungen Und
Vorsichtsmaßnahmen vor Betriebs Werkzeug .
SICHERHEITSREGELN
1. Tragen Sie geeignete Kleidung. Tragen Sie keine weite Kleidung,
Handschuhe, Krawatten, Ringe, Armbänder oder anderen Schmuck, der
sich in beweglichen Maschinenteilen verfangen könnte.
2. Tragen Sie einen Haarschutz, um langes Haar zusammenzuhalten.
3. Tragen Sie Sicherheitsschuhe mit rutschfester Sohle.
4. Tragen Sie eine Schutzbrille. Normale Brillen haben nur schlagfeste
Gläser. Es handelt sich NICHT um Schutzbrillen.
5. Seien Sie wachsam und denken Sie klar. Bedienen Sie niemals
Werkzeuge, wenn Sie müde oder betrunken sind oder Medikamente
einnehmen, die Schläfrigkeit verursachen.
6. Halten Sie Ihren Arbeitsbereich sauber. Unordnung am Arbeitsplatz ist
eine Gefahr für Unfälle.
7. Der Arbeitsbereich sollte gut beleuchtet sein.
8. Halten Sie Besucher in sicherem Abstand vom Arbeitsbereich.
9. Halten Sie Kinder vom Arbeitsplatz fern. Machen Sie die Werkstatt
kindersicher. Verwenden Sie Vorhängeschlösser, um eine unbeabsichtigte
Verwendung von Werkzeugen zu verhindern.
10.Nur gemäß dieser Anleitung zusammenbauen. Unsachgemäßer
Zusammenbau kann Gefahren verursachen.
11. Wenn Sie Werkzeuge nicht verwenden, bewahren Sie sie an einem

- 4 -
trockenen, sicheren Ort außerhalb der Reichweite von Kindern auf.
Überprüfen Sie die Werkzeuge vor der Lagerung und vor der
Wiederverwendung. 12. Bewahren Sie Produktetiketten und Typenschilder
auf. Diese enthalten wichtige Sicherheitsinformationen.
WISSEN, WIE MAN DAS WERKZEUG VERWENDET
1. Verwenden Sie für die jeweilige Arbeit das richtige Werkzeug.
Versuchen Sie NICHT, ein kleines Werkzeug oder Zubehör dazu zu
zwingen, die Arbeit eines großen Industriewerkzeugs zu erledigen.
Verwenden Sie ein Werkzeug NICHT für einen Zweck, für den es nicht
vorgesehen ist.
2. Wenden Sie keine Gewalt an. Ihre Maschine wird eine bessere und
sicherere Arbeit leisten, wenn Sie sie wie folgt verwenden:
beabsichtigt. Verwenden Sie KEINE ungeeigneten Anbaugeräte, um die
Nennkapazität der Maschine zu überschreiten.
3. Überlastung der Maschine. Durch Überlastung der Maschine können
Sie Verletzungen durch herumfliegende Teile verursachen. Überschreiten
Sie NICHT die angegebenen Maschinenkapazitäten.
4. Maschinengebrauch. Verwenden Sie die Bremse NICHT als Presse
oder Zerkleinerungswerkzeug.
5. Materialkanten bearbeiten. Vor dem Biegen von Blechen immer alle
scharfen Kanten anfasen und entgraten.
5. Kanten des Verbandmaterials. Vorher Blech biegen, immer anfasen und
entgraten Sie alle scharfen Kanten.
6.Klingeneinstellungen und Wartung.Halten Sie die Klingen immer scharf
und richtig eingestellt für optimale Leistung.7.Überprüfen Sie auf
beschädigte Teile. Vor mit Werkzeugen oder Maschinen vorsichtig
Überprüfen Sie alle Teile, die beschädigt erscheinen. Überprüfen Sie die
Ausrichtung und Bindung von beweglichen Teilen, die die
ordnungsgemäße Funktion beeinträchtigen können Maschinenbedienung
- 5 -
WARNUNG
Der Warnungen , Vorsichtsmaßnahmen u n d Anweisungen diskutiert In Das
Anweisung Handbuch kann nicht Abdeckung alle möglich Bedingungen oder
Situationen Das könnte auftreten . Es muss Sei verstanden von Die Operator
Das gemeinsam Sinn Und Vorsicht Sind Faktoren welche kann nicht Sei gebaut
hinein Das Produkt , aber muss Sei mitgeliefert von Die Betreiber .
Wichtig:
Ihre Maschine wird möglicherweise mit einer rostfreien
Wachsölbeschichtung und Fett auf den freiliegenden, unlackierten
Metalloberflächen geliefert. Um diese Schutzschicht zu entfernen,
Verwenden Sie einen Entfetter oder Lösungsmittelreiniger. Für eine
gründliche Reinigung ist gelegentlich der Ausbau einzelner Teile
erforderlich. Verwenden Sie KEIN Aceton oder Bremsenreiniger, da diese
lackierte Oberflächen beschädigen können.
bei der Verwendung von Reinigungsprodukten aller Art die Anweisungen
auf dem Etikett des Herstellers . Nach der Reinigung Wischen Sie
unlackierte Metalloberflächen zum Schutz mit einer dünnen Schicht
hochwertigem Öl oder Fett ab.
WARNUNG
TUN NICHT VERWENDEN Benzin oder andere Petroleum Produkte Zu
sauber Die Maschine . Sie haben niedrig Blitz Punkte Und dürfen explodieren
oder Ursache Feuer .
VORSICHT
Wann mit Reinigung Lösungsmittel arbeiten In A gut b e l ü f t e t Bereich .
Viele Reinigung Lösungsmittel Sind giftig Wenn eingeatmet .

- 6 -
Montage
WICHTIG:
Beachten Sie Folgendes bei der Suche für einen geeigneten Ort zum
Aufstellen der
Maschine:
1. Gesamtgewicht der Maschine.
2. Gewicht des zu verarbeitenden Materials.
3. Größen des von der Maschine zu verarbeitenden Materials.
4. Benötigter Platz für Hilfsständer, Arbeitstische oder andere Maschinen.
5. Abstand zu Wänden und anderen Hindernissen.
6. Halten Sie aus Sicherheitsgründen einen ausreichenden Arbeitsbereich
rund um die Maschine frei.
7. Sorgen Sie für eine gute Ausleuchtung des Arbeitsbereichs und eine
angemessene Beleuchtung.
8. Halten Sie den Boden ölfrei und stellen Sie sicher, dass er nicht rutschig
ist.
9. Entfernen Sie regelmäßig Schrott und Abfallmaterialien und stellen Sie
sicher, dass die Arbeit
Der Bereich ist frei von behindernden Objekten.
10. Wenn lange Materialbahnen in die Maschine eingezogen werden,
achten Sie darauf,
dass sie nicht in die Gänge hineinragen.
Bevor Sie mit der Montage beginnen, beachten Sie die folgenden
Vorsichtsmaßnahmen
und Vorschläge.
1. Ist die Maschine an der Palette festgeschraubt? Bevor Sie eine der
Bei der Montage alle losen Teile und Beschläge entfernen und
Schrauben Sie die Maschine von der Palette ab.
2. NIVELLIERUNG: Die Maschine sollte auf einem ebenen Betonboden
- 7 -
aufgestellt werden.
Vor dem Aufstellen der Maschine müssen Vorkehrungen zur Sicherung
getroffen werden.
Die Genauigkeit einer Maschine hängt von der genauen Platzierung der
befestigen Sie es an der Montagefläche.
3. BODEN: Dieses Werkzeug verteilt viel Gewicht auf eine kleine
Bereich. Stellen Sie sicher, dass der Boden das Gewicht des
die Maschine, das Werkstück und den Bediener. Der Boden sollte auch
eine ebene Fläche. Wenn das Gerät wackelt oder schaukelt, sobald es an
seinem Platz ist, achten Sie darauf,
Durch den Einsatz von Unterlegscheiben beseitigen.
4. ARBEITSABSTAND: Berücksichtigen Sie die Größe des
Material zu verarbeiten. Achten Sie darauf, dass Sie genügend Platz für
Ihre
um die Maschine frei bedienen zu können .
Verankerung der Maschine
1. Stellen Sie die Maschine
auf einen festen und ebenen
Betonboden.
2. Halten Sie einen sicheren
Arbeitsabstand rund um die
Maschine ein.
3. Verankern Sie die
Maschine wie in der Abbildung
gezeigt am Boden.
Verwenden Sie dazu Bolzen
und Spreizdübel oder
versenkte Zugstangen, die
durch Löcher im Sockel des Ständers geführt werden. (Abb. 1)
- 8 -
Anbringen des Gegengewichts
1. Holen Sie sich einen Helfer Halten Sie das Gegengewicht.
2. Die beiden Sechskantschrauben lösen und die Gegengewichtsstange in das
Aufnahmerohr schieben.
3. Wenn die Stange bündig mit der Unterseite des Empfängers abschließt, ziehen
Sie den Sechskant Schrauben. (Bild 2)
NOTIZ
TUN NICHT verwenden Die Gegengewicht handhaben Zu erheben Die Biegen
Blatt . Du Mai Schaden Die Scharniere oder Die Biegen Blatt .
Einstellen der Anschlagstange
Die Anschlagstange dient zum wiederholten Biegen, wenn Sie die
Biegebewegung Blatt an der gleichen Stelle anzuhalten Position jedes Mal.
1. Lösen Sie die Stoppmutter und die Unterlegscheibe und führen Sie die
Biegung aus. Halten Sie dabei am oberen Ende der Biegung an.
2. Mutter und Unterlegscheibe bis zum Anschlag festziehen.
3. Der Biegewinkel kann nun wiederholt werden, bis er vom Bediener neu
eingestellt wird.
- 9 -
Einstellen des Rückschlags
Der Rücksprung ist der Abstand von der Vorderkante des Fingers zur
Vorderkante des Klemmblocks, wie im Bild gezeigt. Dieser Abstand wird
durch die Stärke (Dicke) des Werkstücks und den Innenradius der Biegung
bestimmt. Der Rücksprung beträgt normalerweise das 1-1/2- bis 2-fache
der Materialstärke. (Bild 4)
1. Stellen Sie zum Einstellen sicher, dass alle Finger richtig zueinander
ausgerichtet sind und die Niederhaltebaugruppe nicht in der unteren
Position blockiert ist.
2. Lösen Sie die Stellschrauben (C) an der Rückseite der
Niederhaltebaugruppe (Abb. 5).
3. Setzen Sie ein Werkzeug ein. wie ein Inbus Schraubenschlüssel in eines
der Speichenlöcher der Exzenternabe und drehen Sie ihn, wodurch die
Niederhaltebaugruppe entweder nach vorne oder nach hinten bewegt wird.
4. Wenn die Finger den richtigen Abstand haben und parallel zur
Klemmblockkante sind, ziehen Sie die Stellschrauben (C) fest.
- 10 -
Einstellen des Klemmdrucks
VORSICHT
1. Übermäßiger Klemmdruck kann zu einer „Vorspannung“ und dauerhaften
Verformung der Bremse führen.
2. Biegen Sie KEIN Material, das schwerer ist als die Nennkapazität, auch nicht
bei kürzeren Längen.
3. Verwenden Sie Material mit rechtwinklig geschnittenen Kanten (eine gerollte
Kante führt zu einer Verbiegung).
4. Durch das Biegen eines runden Gegenstands kann es zu Verformungen oder
Kerben an der Klemmkante kommen.
5. Passen Sie den Klemmdruck entsprechend den verschiedenen Metallstärken
an.
6.Verwenden Sie keine Rohrverlängerung an den Klemmstangen, um eine
größere Hebelwirkung zu erzielen.
Der Klemmdruck muss ggf. angepasst werden, wenn sich die Dicke des
Werkstücks ändert. Ein geeigneter Druck sollte beim Zurückziehen des/der
Niederhaltergriffs/-griffe einen mittleren Widerstand aufweisen. Am Ende
des Hubs sollte eine eindeutige Verriegelung des Werkstücks unter der
Klemmplatte erfolgen.
Um den Druck einzustellen, bewegen Sie die Muttern auf der
Gewindeverbindungswelle entweder nach oben oder nach unten.

- 11 -
1. Um den Klemmdruck einzustellen, ziehen Sie beide Seiten des
Klemmblattes mit einem Stückteil in der Bremse fest.
A. Wenn der Klemmdruck zu hoch ist, leicht und das Einzelteil in der
Klemme locker ist, bewegen Sie die Einstellmuttern NACH OBEN.
b. Wenn der Klemmdruck zu stark ist und Sie die Griffe nicht verriegeln
können, bewegen Sie die Einstellmuttern NACH UNTEN.
c. Sobald sich der Druck richtig anfühlt, sind für dieses Dickenstück keine
weiteren Anpassungen mehr erforderlich. (Beim Ändern der Dicke kann
eine erneute Anpassung erforderlich sein.)
2. Das Einzelteil unter der Klemmplatte hervorziehen, die Platte mit den
Griffen festmachen und den Druck auf die obere Mutter lösen.
3. Entriegeln Sie das Klemmblatt und drehen Sie die untere Mutter eine
halbe Umdrehung in die gewünschte Richtung.
4. Verriegeln Sie das Klemmblatt, ziehen Sie die obere Mutter wieder fest
und wiederholen Sie Schritt 1, bis der gewünschte Druck erreicht ist.

- 12 -
Ausrichtung der Klemme (von Ende zu Ende)
Machen Sie etwa 2 Zoll (50,8 mm) von jedem Ende der Maschine entfernt
eine 90°-Testbiegung. Stapeln Sie die gebogenen Streifen übereinander
und prüfen Sie, ob sie im gleichen Grad gebogen sind.
Wenn ein Streifen zu stark gebogen ist, erhöhen Sie den Abstand auf
dieser Seite. Wenn ein Streifen zu schwach gebogen ist, verringern Sie
den Abstand auf dieser Seite. Bewegen Sie die Abstandseinstellung erneut
über den gewünschten Abstandspunkt hinaus und dann nach vorne, um
das Spiel zu beseitigen.
Biegeflügelausrichtung
Die Biegegenauigkeit hängt davon ab, dass die Oberseite der Biegeplatte
und des angebrachten Biegeflügels bündig mit der Oberseite des
Klemmblocks abschließen, wenn sich die Biegeplatte in der abgesenkten
- 13 -
Position befindet. Wenn eine Anpassung erforderlich erscheint, wenden
Sie sich an das örtliche Serviceteam oder den Hersteller.
Betrieb
Wann Durchführung Basic Biegeoperationen Es Ist wichtig Das die Finger von
Die Bremse Sind parallel mit dem Rand von Die Klemmung Block . Auch
machen Sicher Du haben Die richtiger Rückschlag Und Klemmung Druck Satz
für die Dicke Material Sein verbogen .
Blech biegen
1. Heben Sie den Klemmgriff an und drehen Sie ihn (im Uhrzeigersinn), um
die Klemmbaugruppe anzuheben.
2. Stecken Sie das Einzelteil zwischen Klemmblock und Bremsfinger.
3. Richten Sie die Finger der Niederhalterbaugruppe an der
angezeichneten Biegelinie des Werkstücks aus und klemmen Sie sie fest,
VORSICHT
Tragen Sie immer einen geeigneten Augenschutz mit Seitenschutz,
Sicherheitsschuhen und Lederhandschuhen zum Schutz vor Graten und scharfen
Kanten.
VORSICHT
Halten Sie Hände und Finger vom Klemmbalken fern. Stellen Sie sich seitlich von
der Maschine auf, um zu vermeiden, dass Sie beim Biegen von der Biegeschürze
getroffen werden.
VORSICHT
Achten Sie beim Umgang mit großen, schweren Blättern darauf, dass sie richtig
gestützt werden.
- 14 -
indem Sie den Klemmgriff nach hinten ziehen.
4. Ziehen Sie die Griffe der Biegeplatte nach oben, bis das Werkstück die
gewünschten Biegewinkel.
5. Senken Sie das Biegeblatt ab, heben Sie die Niederhaltebaugruppe an
und entfernen Sie das gebogene Teil.
6. Wenn Sie Kasten- und Pfannenbiegen durchführen, wählen Sie Finger,
die den Abmessungen des fertigen Stücks möglichst nahe kommen.
Biegezugabe
Um sich zu beugen Blech präzise, Sie müssen die Gesamtlänge jeder
Biegung berücksichtigen. Dies wird als Biegezugabe bezeichnet.
Subtrahieren Sie die Biegezugabe von der Summe der Außenmaße des
Werkstücks, um die tatsächliche Gesamtlänge oder -breite des Werkstücks
zu erhalten. Aufgrund der unterschiedlichen Härte des Blechs und ob die
Biegung mit oder gegen die Maserung erfolgt, Manchmal müssen genaue
Toleranzen durch Ausprobieren ermittelt werden. Biegezugaben für den
allgemeinen Gebrauch können Sie jedoch Büchern zur Metallbearbeitung
oder aus dem Internet entnehmen.
VERSTÄNDNIS RÜCKFEDERUNG
Rückfederung, auch als elastische Rückbildung bekannt, entsteht dadurch,
dass das Metall nach Kompression und Dehnung seine ursprüngliche
Form wieder annehmen möchte. Nachdem das Biegeblatt vom Metall
entfernt und die Last gelöst wurde, entspannt sich das Werkstück und
zwingt den gebogenen Teil des Metalls, leicht in seine ursprüngliche Form
zurückzukehren.
Der Schlüssel zum Erreichen des richtigen Biegewinkels besteht darin, das
NOTIZ
TUN NICHT Gewalt Die Klemmung handhaben . Der Halten Druck nur
Bedürfnisse Zu Sei eng genug Zu halten Die Blatt Metall aus Umzug Wann
Biegen.
- 15 -
Metall ein wenig zu weit zu biegen und es in den gewünschten Winkel
zurückfedern zu lassen. Alle Metalle weisen eine gewisse Rückfederung
auf.
MATERIALAUSWAHL
VORSICHT
Der Kunde muss sicherstellen, dass die mit der Maschine verarbeiteten
Materialien KEINE potenzielle Gefahr für den Bediener oder in der Nähe
arbeitendes Personal darstellen.
Beachten Sie bei der Materialauswahl folgende Hinweise:
1. Das Material muss sauber und trocken sein. (ohne Öl)
2. Das Material sollte eine glatte Oberfläche haben, damit es leicht
verarbeitet werden kann.
3. Die Maßeigenschaften des Materials müssen konsistent sein und dürfen
die Kapazitätswerte der Maschine nicht überschreiten.
4. Die chemische Struktur des Materials muss konsistent sein.
5. Kaufen Sie zertifizierten Stahl nach Möglichkeit vom selben Lieferanten.
SCHMIERUNG UND WARTUNG
WARNUNG
Die Wartung sollte regelmäßig von qualifiziertem Personal durchgeführt werden.
Treffen Sie bei Arbeiten an oder in der Nähe von Maschinen immer die
entsprechenden Sicherheitsvorkehrungen.
1.Überprüfen Sie täglich auf unsichere Bedingungen und beheben Sie
diese umgehend.
2. Überprüfen Sie, ob alle Schrauben und Muttern richtig festgezogen sind.
- 16 -
3. Reinigen Sie die Maschine und den Bereich darum herum wöchentlich.
4. Gewindeteile und Gleitvorrichtungen schmieren.
5. Tragen Sie auf allen unlackierten Oberflächen ein rosthemmendes
Schmiermittel auf.
Ölhäfen
Die Verwendung einer Ölkanne mit guter Qualität #30W Öl, 5-6 Tropfen in
jedes
der Anschlüsse an beiden Enden des Maschine.Wöchentlich oder öfter
wiederholen
oft je nach Nutzung.Abwischen überschüssiges Öl.
NOTIZ
Richtig Wartung dürfen Zunahme Die Leben Erwartung von dein Maschine.
FEHLERBEHEBUNG
FEHLER
WAHRSCHEINLICHE
URSACHE
ABHILFE

- 17 -
Ungenaue
Biegungen
1. Die Finger sind nicht
ausgerichtet
2. Der Abstand zwischen den
beiden Seiten ist
unterschiedlich
3. Die Klemmvorrichtung hält
das Werkstück nicht sicher
fest.
Befolgen Sie das
Verfahren zur richtigen
Fingerausrichtung.
Messen Sie die
Entfernung genau und
stellen Sie sie
entsprechend ein.
Den Klemmdruck neu
einstellen.
Biegeblatt lässt
sich schwer
anheben und
biegen.
1. Überschreiten der
Biegegrenzen der Bremse.
2. Gegengewicht ist nicht auf
dem Blatt.
Biegen Sie kein Material,
das dicker ist als die
Maschine, für die es
ausgelegt ist.
Bringen Sie das
Gegengewicht an, um
den Kraftaufwand zum
Anheben des Biegeblatts
zu verringern.
- 18 -
- 19 -
Art.-Nr.
Beschreibung
MENGE.
Art.-Nr.
Beschreibung
MENGE.
1
Mutter M18
2
21
Klemmplatte 34mm
5
2
Linker
Exzentergriff
1
22
Rahmen
1
3
Große
Unterlegscheibe
2
23
Fall
4
4
Linke
Pleuelstange
1
24
Wellenring Φ18
4
5
Waschmaschine
2
25
Welle
2
6
Distanzbuchse
2
26
Welle
2
7
Splintstift φ4X25
4
27
Splintstift φ5X25
2
8
Stift φ16X70
2
28
Sechskantschraube
M10X35
1
9
Exzenterwelle
2
29
Flachdichtung Φ10
1
10
Stellschraube
M8X8
4
30
Gegengewicht
1
11
Oberer
Matrizenrahmen
1
31
Gegengewichtsstange
1
12
Rechter
Exzentergriff
1
32
Stellschraube M12X20
2
13
Rechte
Pleuelstange
1
33
Biegendes Blatt
1
14
M12
4
34
Sechskantschraube
M8X16
7
15
M10X25
18
35
Φ8
7
16
Bremsbacken 4"
5
36
Begrenzungswinkelplatte
1
17
Bremsbacken 3"
6
37
Handgriff
2
18
Bremsbacken 2"
5
38
Φ18
2
19
Klemmplatte
63mm
5
39
Φ16
2
20
Klemmplatte
45mm
6

Tecnico Supporto e certificato di garanzia elettronica www.vevor.com/support
PIEGATURA A MANO
MANUALE OPERATIVO
MODELLO: W-1.0X610A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODELLO: W-1.0X610A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
HAND BENDING

- 2 -
Disimballaggio
Il Pan & Box Brake viene spedito dal produttore in una cassa di
compensato accuratamente imballata. Ispezionare attentamente il prodotto
all'apertura della confezione.
Dopo aver disimballato l'unità, ispezionarla attentamente per eventuali
danni che potrebbero essersi verificati durante il trasporto. Controllare
eventuali parti allentate, mancanti o danneggiate. Segnalare
immediatamente le parti mancanti al rivenditore.
In caso di danni, i reclami per danni causati dal trasporto devono essere
presentati al corriere e sono di responsabilità dell'utente.
Specifiche
Il modello W-4816Z Pan & Box Brake è azionato manualmente ed è in
grado di piegare fino a 16 ga. (1,52 mm) di acciaio dolce e 20 ga. (0,912
mm) di acciaio inossidabile x 48 " (1219 mm) di lunghezza, consentendo di
realizzare teglie, canali, angoli e altre forme. I contrappesi regolabili
consentono all'operatore di bilanciare la foglia di piegatura in modo che
corrisponda allo spessore del materiale. È incluso un calibro di arresto
regolabile per consentire all'operatore di eseguire piegature ripetute.
Modello.......................... ...................................................... W-1.0 X 610A
Lunghezza di piegatura .......................... ....................................... 24 ”
(610 mm)
Spessore di piegatura .......................... ................................................
20Ga (1mm)
Angolo di piegatura .......................... .................................................. 0 - 1
3 5 °
SALVA QUESTE ISTRUZIONI
Grazie per aver acquistato il nostro freno a disco e a disco W-4816Z. Prima
di provare a utilizzare il tuo nuovo utensile, leggi attentamente queste
- 3 -
istruzioni. Queste istruzioni ti serviranno per le avvertenze di sicurezza,
precauzioni, assemblaggio, operazione, procedure di manutenzione,
elenco dei componenti e schemi. Conservare il numero della fattura
insieme a queste istruzioni. Scrivere il numero della fattura sul lato interno
della copertina anteriore. Conservare le istruzioni e la fattura in un luogo
sicuro, luogo asciutto per riferimento futuro.
Informazioni generali sulla sicurezza
ATTENZIONE
Per tuo Proprio sicurezza , Leggere Tutto Di IL istruzioni E precauzioni Prima
operativo attrezzo .
NORME DI SICUREZZA
1. Indossare indumenti adeguati. Non indossare indumenti larghi, guanti,
cravatte, anelli, braccialetti o altri gioielli che potrebbero impigliarsi nelle
parti mobili della macchina.
2. Indossare una mascherina protettiva per contenere i capelli lunghi.
3. Indossare scarpe antinfortunistiche con suole antiscivolo.
4. Indossare occhiali di sicurezza. Gli occhiali di uso quotidiano hanno solo
lenti resistenti agli urti. NON sono occhiali di sicurezza.
5. Siate vigili e pensate con chiarezza. Non usate mai utensili quando siete
stanchi, intossicati o quando assumete farmaci che causano sonnolenza.
6. Mantenere pulita l'area di lavoro. Le aree di lavoro disordinate
favoriscono gli incidenti.
7. L'area di lavoro deve essere adeguatamente illuminata.
8. Mantenere i visitatori a una distanza di sicurezza dall'area di lavoro.
9. Tenere i bambini fuori dal posto di lavoro. Rendere l'officina a prova di
bambino. Utilizzare lucchetti per impedire qualsiasi uso involontario degli
utensili.
10. Assemblare solo secondo queste istruzioni. Un assemblaggio
improprio può creare pericoli.
11. Quando gli utensili non sono in uso, riporli in un luogo asciutto e sicuro,
fuori dalla portata dei bambini. Ispezionare gli utensili prima di riporli e

- 4 -
prima di riutilizzarli. 12. Conservare le etichette e le targhette dei prodotti.
Queste contengono importanti informazioni sulla sicurezza.
SAPERE COME USARE LO STRUMENTO
1. Utilizzare l'utensile giusto per il lavoro. NON tentare di forzare un piccolo
utensile o accessorio a svolgere il lavoro di un grande utensile industriale.
NON utilizzare un utensile per uno scopo per il quale non è stato
concepito.
2. Non forzare l'utensile. La tua macchina svolgerà un lavoro migliore e più
sicuro se utilizzata come
previsto. NON utilizzare accessori inappropriati nel tentativo di superare la
capacità nominale della macchina.
3. Sovraccarico della macchina. Sovraccaricando la macchina si possono
causare lesioni dovute a parti volanti. NON superare le capacità della
macchina specificate.
4. Utilizzo della macchina. NON utilizzare il freno come pressa o utensile di
schiacciamento.
5. Bordi del materiale di ravvivatura. Prima di piegare la lamiera, smussare
e sbavare sempre tutti i bordi taglienti.
5. Bordi del materiale di ravvivatura. Prima piegatura lamiera, sempre
smussatura e sbavare tutti gli spigoli vivi.
6. Regolazioni della lama e manutenzione.Tenere sempre le lame nitido e
opportunamente regolato per prestazioni ottimali.7.Controllare la presenza
di parti danneggiate. Prima utilizzando qualsiasi utensile o macchina, con
attenzione controllare qualsiasi parte che sembra danneggiata. Controllare
l'allineamento e la legatura di parti mobili che possono compromettere il
corretto funzionamento funzionamento della macchina
- 5 -
AVVERTIMENTO
IL avvertenze , avvertenze , e istruzioni discusso In Questo istruzione
manuale non può copertina Tutto possibile condizioni O situazioni Quello Potevo
accadere . dovere Essere inteso di IL operatore Quello comune senso E
Attenzione Sono fattori Quale non può Essere costruito in Questo prodotto , ma
dovere Essere fornito di IL operatore .
Importante:
La macchina potrebbe essere spedita con uno strato di olio ceroso
antiruggine e grasso sulle superfici metalliche esposte non verniciate. Per
rimuovere questo rivestimento protettivo, utilizzare uno sgrassatore o un
detergente solvente. Per una pulizia accurata o completa,
occasionalmente sarà necessario rimuovere alcune parti. NON USARE
acetone o detergente per freni poiché potrebbero danneggiare le superfici
verniciate.
Quando si utilizza un prodotto detergente, seguire le istruzioni riportate
sull'etichetta del produttore. Dopo la pulizia, per proteggerle, strofinare le
superfici metalliche non verniciate con un leggero strato di olio o grasso di
qualità.
AVVERTIMENTO
FARE NON UTILIZZO benzina O altro petrolio prodotti A pulito IL
macchina . Essi Avere Basso flash punti E Potere esplodere O causa fuoco .
ATTENZIONE
Quando usando pulizia solventi lavoro In UN ben v e n t i l a t o zona . Molti
pulizia solventi Sono tossico Se inalato .

- 6 -
Assemblea
IMPORTANTE:
Considera quanto segue quando guardi per una posizione adatta per
posizionare il
macchina:
1. Peso complessivo della macchina.
2. Peso del materiale in lavorazione.
3. Dimensioni del materiale da lavorare tramite la macchina.
4. Spazio necessario per supporti ausiliari, tavoli da lavoro o altri
macchinari.
5. Distanza da muri e altri ostacoli.
6. Mantenere un'area di lavoro adeguata attorno alla macchina per motivi
di sicurezza.
7. Illuminare bene l'area di lavoro con luci adeguate.
8. Mantenere il pavimento pulito dall'olio e assicurarsi che non sia
scivoloso.
9. Rimuovere regolarmente i materiali di scarto e di scarto e assicurarsi
che il lavoro
l'area è libera da oggetti ostruzionistici.
10. Se si devono alimentare nella macchina lunghe lunghezze di materiale,
assicurarsi
che non si estendano in nessun corridoio.
Prima di iniziare il montaggio, prendere nota delle seguenti
precauzioni
e suggerimenti.
1. La macchina è imbullonata al pallet? Prima di tentare una qualsiasi delle
procedure di assemblaggio rimuovere tutte le parti allentate e l'hardware e
svitare la macchina dal pallet.
2. LIVELLAMENTO: la macchina deve essere posizionata su un pavimento
- 7 -
in cemento piano.
Prima di posizionare la macchina, è necessario predisporre i dispositivi di
fissaggio.
La precisione di qualsiasi macchina dipende dal posizionamento preciso di
alla superficie di montaggio.
3. PAVIMENTO: Questo strumento distribuisce una grande quantità di
peso su una piccola superficie
area. Assicurarsi che il pavimento sia in grado di sostenere il peso di
la macchina, il materiale di lavoro e l'operatore. Il pavimento dovrebbe
anche essere
una superficie piana. Se l'unità traballa o ondeggia una volta posizionata,
assicurarsi di
eliminare utilizzando dei distanziali.
4. SPAZI DI LAVORO: tenere in considerazione le dimensioni del
materiale da elaborare. Assicurati di lasciare abbastanza spazio per te
per far funzionare la macchina liberamente .
Ancoraggio della macchina
1. Posizionare la macchina su
un pavimento in cemento
solido e livellato.
2. Mantenere una distanza di
sicurezza attorno alla
macchina.
3. Ancorare la macchina al
pavimento, come mostrato
nello schema, utilizzando
bulloni e tasselli ad
espansione o tiranti annegati
che si collegano attraverso i
fori nella base del supporto. (Fig. 1)

- 8 -
Fissaggio del contrappeso
1. Avere un aiutante tenere il contrappeso.
2. Allentare i due bulloni esagonali e far scorrere l'asta del contrappeso nel tubo
del ricevitore.
3. Quando l'asta è a filo con la parte inferiore del ricevitore, serrare la vite
esagonale bulloni.(Fig.2)
NOTA
FARE NON utilizzo IL contrappeso maniglia A aumentare IL piegatura foglia .
Tu Maggio danno IL cerniere O IL piegatura foglia .
Regolazione dell'asta di arresto
L'asta di arresto viene utilizzata per la piegatura ripetuta quando si
desidera la piegatura foglia per fermarsi allo stesso posizione ogni volta.
1. Allentare il dado di fermo e la rondella ed effettuare la curvatura,
fermandosi nella parte superiore della curva.
2. Serrare il dado e la rondella fino al blocco di arresto.
3. Ora è possibile ripetere l'angolo di piegatura fino a quando l'operatore
non lo reimposta.
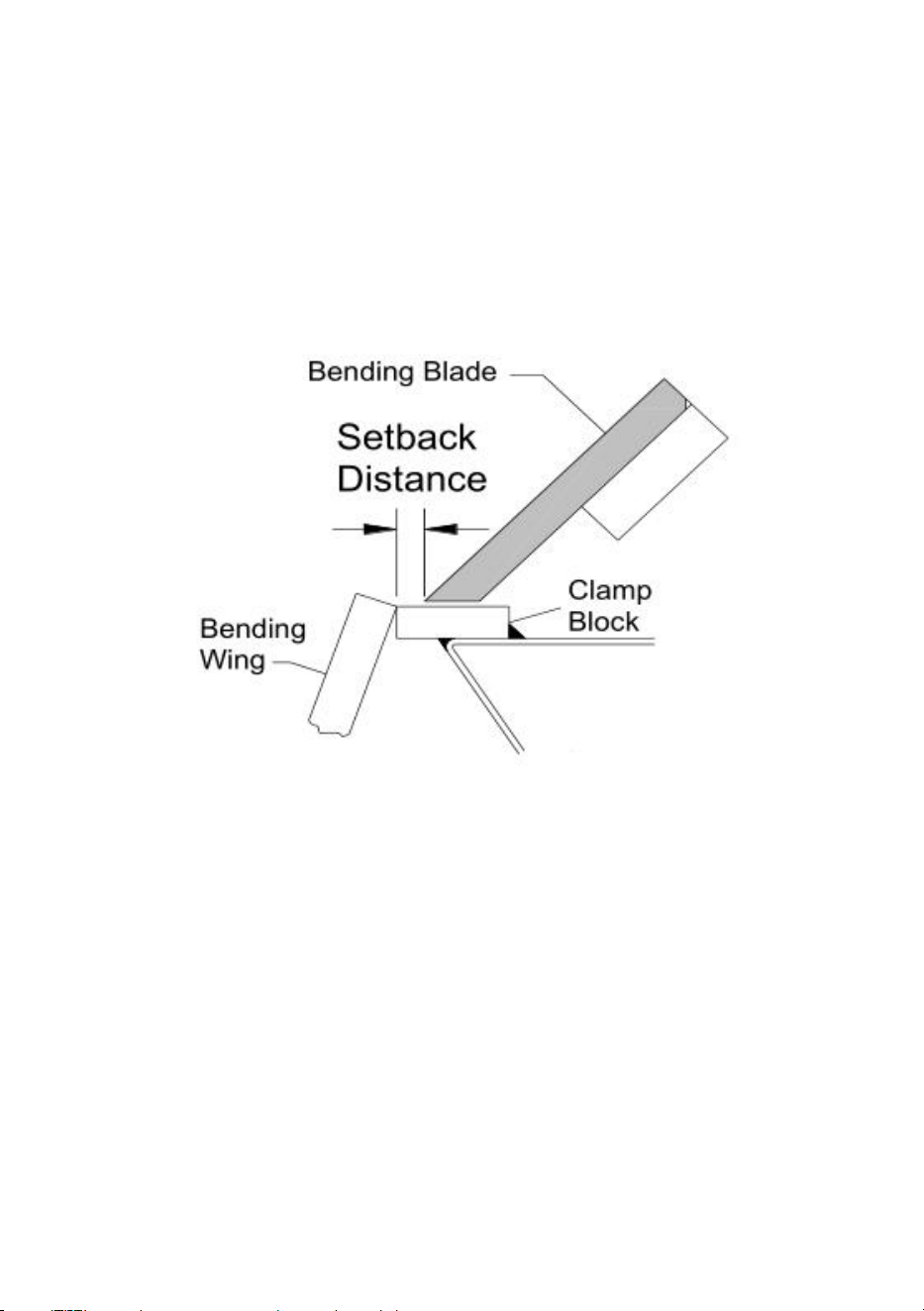
- 9 -
Regolazione dell'arretramento
Il setback è la distanza dal bordo anteriore del dito al bordo anteriore del
blocco di serraggio come mostrato in figura. Questa distanza è
determinata dal calibro (spessore) della parte del pezzo e dal raggio
interno della curva. Il setback è in genere 1- 1/2-2 volte lo spessore del
materiale. (Fig.4)
1. Per effettuare la regolazione, assicurarsi che tutte le dita siano
correttamente allineate tra loro e che il gruppo di fissaggio non sia bloccato
in posizione abbassata.
2. Allentare le viti di fissaggio (C) nella parte posteriore del gruppo di
fissaggio (Fig. 5).
3.Inserisci uno strumento, come una brugola chiave inglese in uno dei fori
dei raggi del mozzo eccentrico e ruotarla, spostando così il gruppo di
fissaggio in avanti o indietro.
4. Quando le dita sono alla corretta distanza di arretramento e parallele al
bordo del blocco di serraggio, serrare le viti di fissaggio (C).
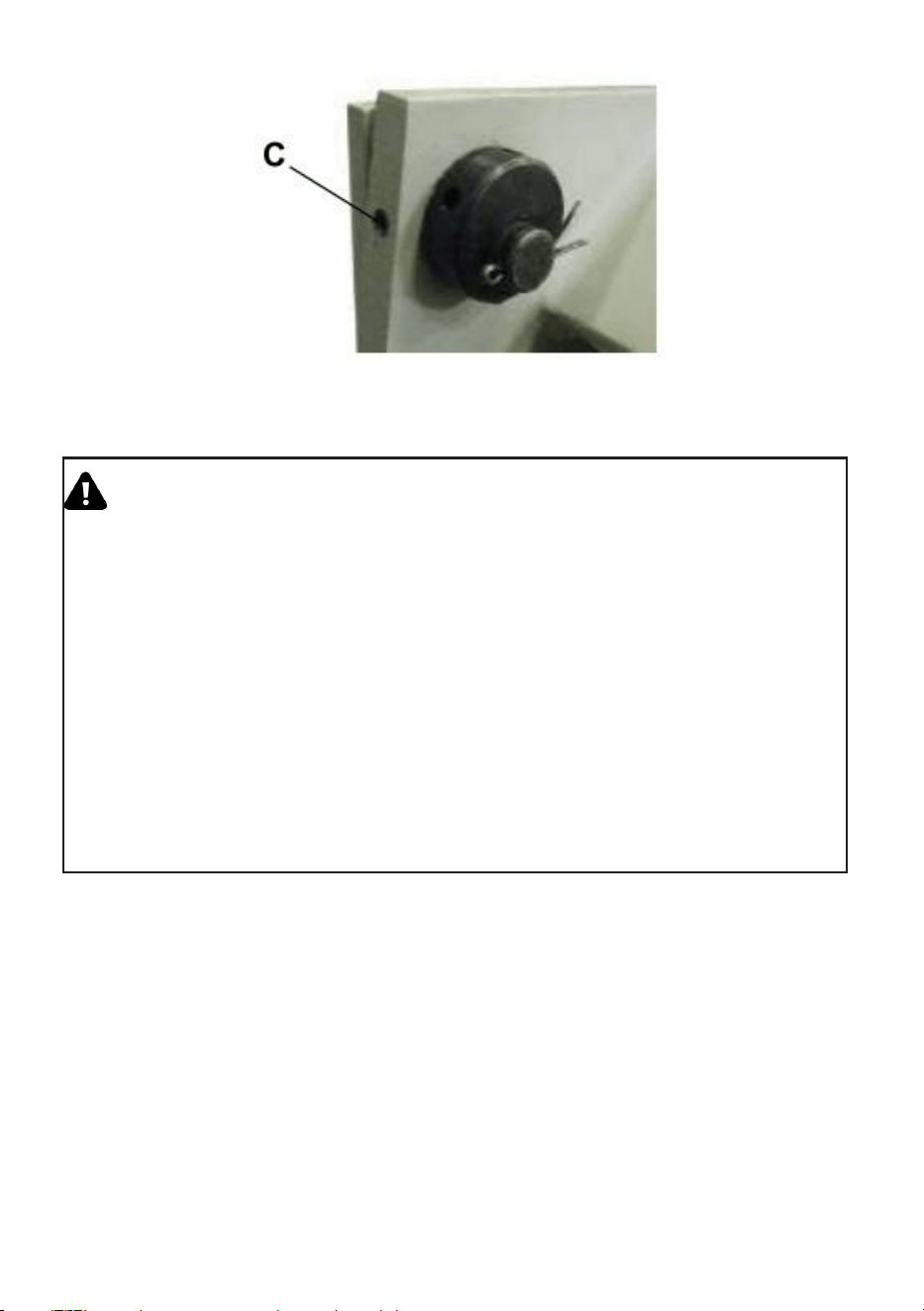
- 10 -
Regolazione della pressione di serraggio
ATTENZIONE
1. Una pressione di serraggio eccessiva può “precaricare” e deformare in modo
permanente il freno.
2. NON piegare materiali più pesanti della capacità nominale, anche in
lunghezze più corte.
3. Utilizzare materiale con bordi squadrati (un bordo arrotolato causerà una
curvatura).
4. Piegare un oggetto rotondo può deformare o intaccare il bordo del morsetto.
5. Regolare la pressione di serraggio in base al calibro del metallo.
6. Non utilizzare una prolunga per tubi sulle barre di serraggio per ottenere una
leva maggiore.
Potrebbe essere necessario regolare la pressione di serraggio in base alle
variazioni dello spessore del pezzo. Una pressione adeguata dovrebbe
presentare una resistenza media quando si tira indietro la/le maniglia/e di
fissaggio. Alla fine della corsa dovrebbe verificarsi un bloccaggio definitivo
del pezzo sotto la lamina di serraggio.
Per regolare la pressione, spostare verso l'alto o verso il basso i dadi
sull'albero di collegamento filettato.
1. Per regolare la pressione di serraggio, serrare entrambi i lati della
lamina di serraggio con un pezzo di pezzo nel freno.

- 11 -
UN. Se la pressione di serraggio sembra leggero e il pezzo è allentato nel
morsetto, spostare i dadi di regolazione VERSO L'ALTO.
b. Se la pressione di serraggio sembra dura e non riesci a bloccare le
maniglie, sposta i dadi di regolazione verso il BASSO.
c. Una volta che la pressione è corretta, non sono necessarie ulteriori
regolazioni per questa parte di spessore. (Quando si cambia spessore
potrebbe essere necessario effettuare nuovamente la regolazione.)
2. Rimuovere il pezzo da sotto la foglia di serraggio, bloccare la foglia con
le maniglie e allentare la pressione sul dado superiore.
3. Sbloccare la lamina di serraggio e ruotare il dado inferiore di ½ giro nella
direzione desiderata.
4. Bloccare la foglia di serraggio, serrare nuovamente il dado superiore e
ripetere il passaggio 1 sopra descritto fino a raggiungere la pressione
desiderata.
- 12 -
Allineamento del morsetto (da un'estremità all'altra)
Eseguire una curva di prova a 90° a circa 50,8 mm da ciascuna estremità
della macchina. Impilare le strisce piegate una sopra l'altra e verificare che
siano piegate allo stesso grado.
Se una striscia è troppo piegata, aumentare la distanza di arretramento su
quel lato. Se una striscia è troppo piegata, diminuire la distanza di
arretramento su quel lato. Di nuovo, spostare la regolazione
dell'arretramento oltre il punto di arretramento desiderato e quindi in avanti
per rimuovere il gioco.
Allineamento dell'ala piegata
La precisione della piegatura dipende dalla superficie superiore della foglia
di piegatura e dall'ala di piegatura attaccata che deve essere a filo con la
superficie superiore del blocco di serraggio quando la foglia di piegatura è
in posizione abbassata. Se si ritiene che sia necessaria una regolazione,
contattare il team di assistenza locale o il produttore.
Operazione
Quando esecuzione di base operazioni di piegatura Esso È importante Quello
le dita Di IL freno Sono parallelo con il bordo Di IL serraggio bloccare . Anche
Fare Sicuro Voi Avere IL arretramento appropriato E serraggio pressione
impostato per il spessore materiale essendo piegato .
ATTENZIONE
Indossare sempre protezioni per gli occhi con protezioni laterali, calzature di
sicurezza e guanti in pelle per proteggersi da sbavature e bordi taglienti.
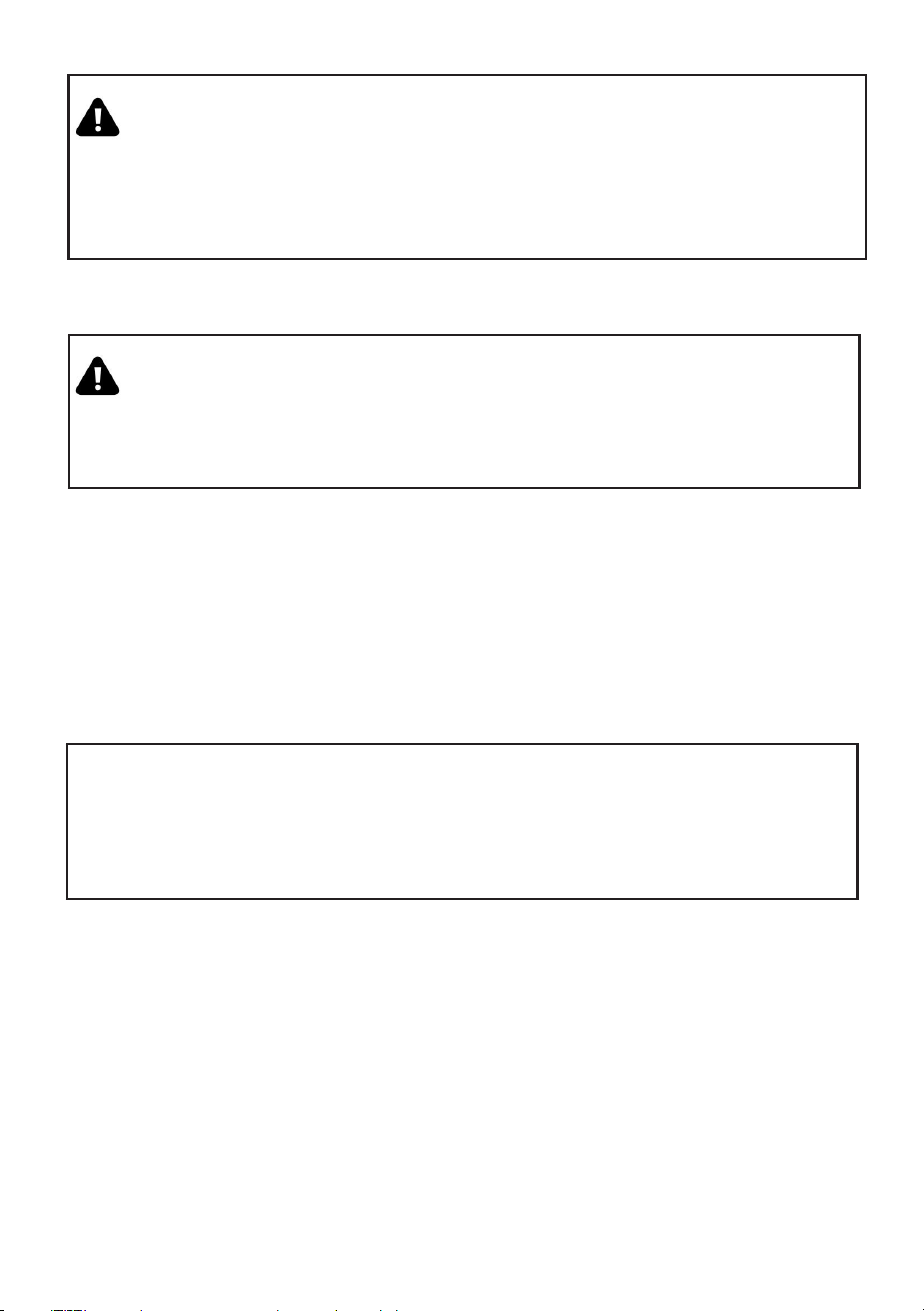
- 13 -
Piegatura della lamiera
1. Sollevare e ruotare la maniglia di serraggio (senso orario) per sollevare il
gruppo di serraggio.
2. Inserire il pezzo tra il blocco di serraggio e le dita del freno.
3. Allineare le dita del gruppo di fissaggio alla linea di piegatura tracciata
sul pezzo e bloccare in posizione tirando indietro la maniglia del morsetto.
4. Tirare verso l'alto le maniglie della foglia piegata finché la parte del
pezzo non ha raggiunto la
angolo di piegatura desiderato.
5. Abbassare la foglia piegata, sollevare il gruppo di fissaggio e rimuovere
la parte piegata.
6. Se si esegue la piegatura di scatole e teglie, scegliere dita che
corrispondano il più possibile alle dimensioni del pezzo finito.
TOLLERANZA DI CURVATURA
ATTENZIONE
Tenere mani e dita lontane dalla trave di serraggio. Posizionarsi sul lato della
macchina per evitare di essere colpiti dal grembiule di piegatura quando si solleva
per piegarsi.
ATTENZIONE
Quando si maneggiano fogli grandi e pesanti, assicurarsi che siano
adeguatamente supportati.
NOTA
FARE NON forza IL serraggio maniglia . IL presa pressione soltanto esigenze A
Essere stretto Abbastanza A Presa IL foglio metallo da in movimento Quando
piegatura.
- 14 -
Per piegare lamiera accuratamente, sarà necessario considerare la
lunghezza totale di ogni curva. Questo è definito tolleranza di curvatura.
Sottrare la tolleranza di piegatura dalla somma delle dimensioni esterne
del pezzo per ottenere la lunghezza o la larghezza complessiva effettiva
del pezzo. A causa delle differenze nella durezza della lamiera, e se la
curvatura è fatta nel senso della venatura o contro di essa, a volte è
necessario fare delle concessioni precise per tentativi ed errori. Tuttavia, le
tolleranze di piegatura per uso generale possono essere ricavate dai
manuali di lavorazione dei metalli o da Internet.
COMPRENSIONE RITORNO ELASTICO
Il ritorno elastico, noto anche come recupero elastico, è il risultato del
metallo che vuole tornare alla sua forma originale dopo aver subito
compressione e allungamento. Dopo che la foglia piegata viene rimossa
dal metallo e il carico viene rilasciato, la parte del pezzo si rilassa,
costringendo la parte piegata del metallo a tornare leggermente alla sua
forma originale.
La chiave per ottenere l'angolo di piegatura corretto è piegare un po'
troppo il metallo e lasciarlo tornare elastico all'angolo desiderato. Tutti i
metalli presentano una certa quantità di ritorno elastico.
SELEZIONE DEI MATERIALI
ATTENZIONE
Il cliente deve accertarsi che i materiali lavorati dalla macchina NON siano
potenzialmente pericolosi per l'operatore o per il personale che lavora nelle
vicinanze.
Quando si selezionano i materiali, tenere a mente queste istruzioni:
1. Il materiale deve essere pulito e asciutto. (senza olio)
- 15 -
2. Il materiale deve avere una superficie liscia per poter essere lavorato
facilmente.
3. Le proprietà dimensionali del materiale devono essere costanti e non
superare i valori di capacità della macchina.
4. La struttura chimica del materiale deve essere coerente.
5. Se possibile, acquistare acciaio certificato dallo stesso fornitore.
LUBRIFICAZIONE E MANUTENZIONE
AVVERTIMENTO
La manutenzione deve essere eseguita regolarmente da personale qualificato.
Seguire sempre le opportune precauzioni di sicurezza quando si lavora su o in
prossimità di qualsiasi macchinario.
1. Controllare quotidianamente la presenza di eventuali elementi non sicuri
condizioni e risolverle immediatamente.
2. Controllare che tutti i dadi e i bulloni siano serrati correttamente.
3. Pulire settimanalmente la macchina e l'area circostante.
4. Lubrificare i componenti filettati e i dispositivi scorrevoli.
5. Applicare un lubrificante antiruggine su tutte le superfici non verniciate.
Porti petroliferi
Utilizzando una lattina d'olio di buona qualità Olio #30W, applicare 5-6
gocce in ogni
delle porte su entrambe le estremità del macchina. Ripetere
settimanalmente o più spesso
spesso a seconda dell'uso.Pulire eventuale olio in eccesso.
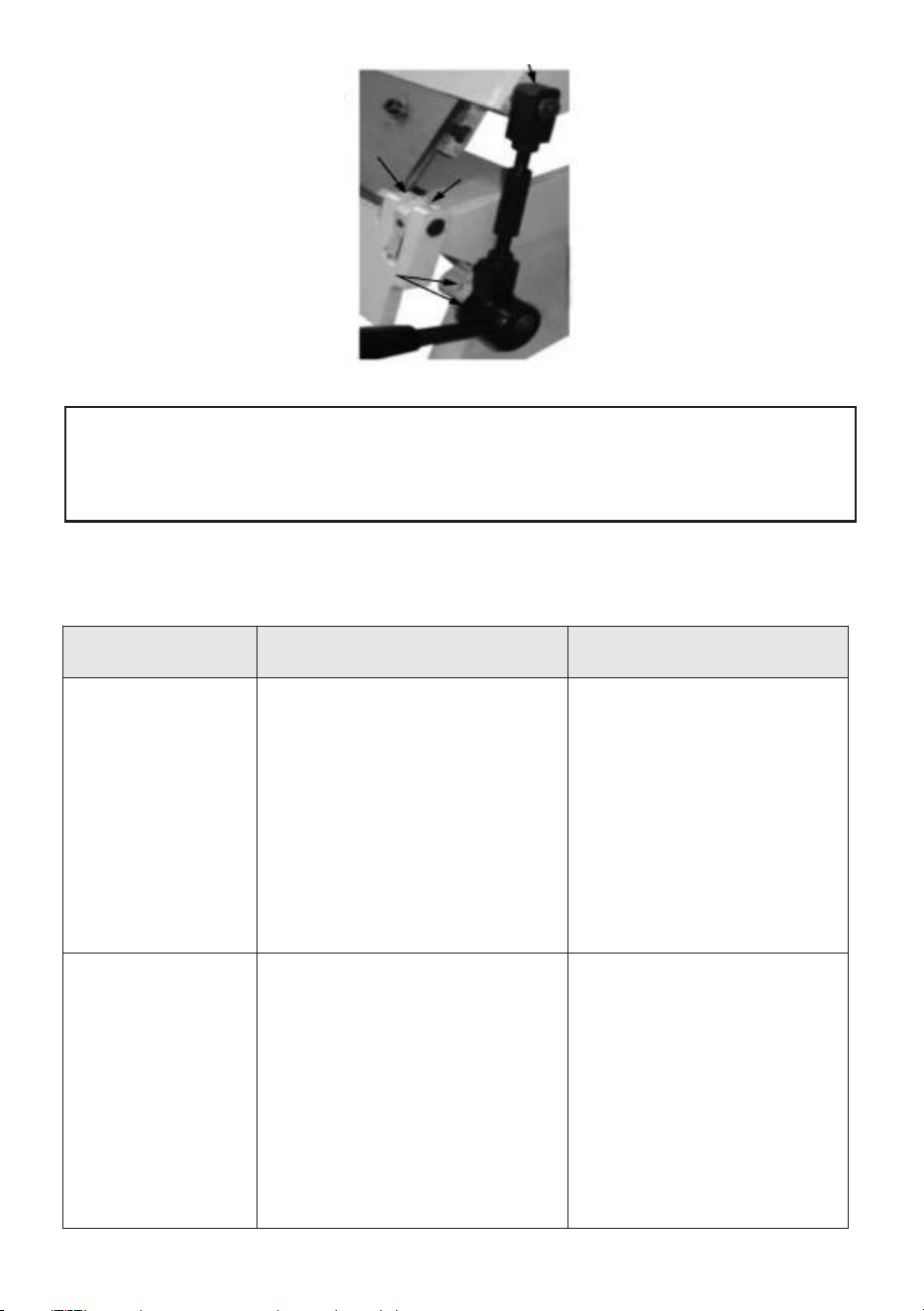
- 16 -
NOTA
Corretto manutenzione Potere aumento IL vita aspettativa Di tuo macchina.
RISOLUZIONE DEI PROBLEMI
COLPA
CAUSA PROBABILE
RIMEDIO
PIEGHE
IMPRECISE
1. Le dita non sono allineate
2. La distanza di
arretramento non è uguale
da un lato all'altro
3. Il gruppo di serraggio non
trattiene saldamente il pezzo.
Seguire la corretta
procedura di allineamento
delle dita.
Misurare con precisione
la distanza e impostare di
conseguenza.
Regolare nuovamente la
pressione di serraggio.
FOGLIA
PIEGATA
DIFFICILE DA
SOLLEVARE E
PIEGARE.
1. Superamento dei limiti di
flessione del freno.
2. Il contrappeso non è sulla
foglia.
Non piegare materiali più
spessi di quelli per cui la
macchina è stata
progettata.
Fissare il contrappeso per
ridurre la forza necessaria
per sollevare la foglia
piegata.

- 17 -
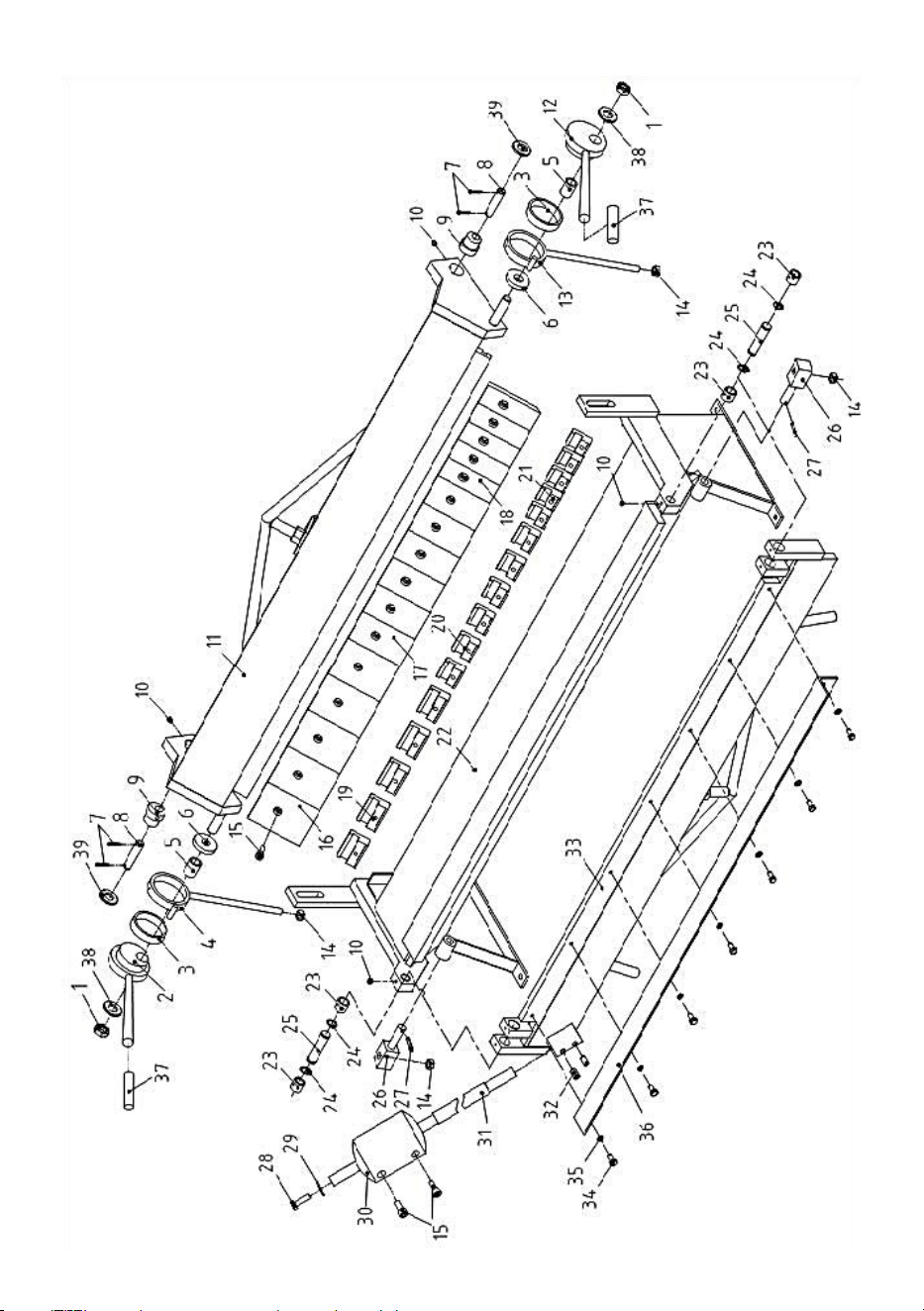
- 18 -
- 19 -
Rif.
Descrizione
QTY.
Rif.
Descrizione
QTY.
1
Dado M18
2
21
Piastra di serraggio 34mm
5
2
Maniglia eccentrica
sinistra
1
22
Telaio
1
3
Grande lavatrice
2
23
Caso
4
4
Biella sinistra
1
24
Anello albero Φ18
4
5
Rondella
2
25
Lancia
2
6
Boccola
distanziatrice
2
26
Lancia
2
7
Coppiglia φ4X25
4
27
Coppiglia φ5X25
2
8
Perno φ16X70
2
28
Bullone esagonale
M10X35
1
9
Albero eccentrico
2
29
Guarnizione piatta Φ10
1
10
Vite di fissaggio
M8X8
4
30
Contrappeso
1
11
Telaio superiore
1
31
Asta del contrappeso
1
12
Maniglia eccentrica
destra
1
32
Vite di fissaggio M12X20
2
13
Biella destra
1
33
Foglia piegata
1
14
M12
4
34
Bullone esagonale M8X16
7
15
M10X25
18
35
Φ8
7
16
Freno muore 4"
5
36
Piastra angolare limite
1
17
Freno muore 3"
6
37
Impugnatura Maniglia
2
18
Freno muore 2"
5
38
Φ18
2
19
Piastra di serraggio
63mm
5
39
Φ16
2
20
Piastra di serraggio
45mm
6

Técnico Soporte y certificado de garantía electrónica www.vevor.com/support
DOBLADO A MANO
MANUAL DE OPERACIÓN
MODELO: W-1.0X610A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.

- 1 -
MODELO: W-1.0X610A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
HAND BENDING

- 2 -
Desembalaje
El fabricante envía el Pan & Box Brake en una caja de madera
contrachapada cuidadosamente embalada. Inspeccione minuciosamente
el producto al abrir el paquete.
Después de desembalar la unidad, inspecciónela cuidadosamente para
detectar cualquier daño que pueda haberse producido durante el
transporte. Verifique que no haya piezas sueltas, faltantes o dañadas.
Informe inmediatamente al distribuidor si faltan piezas.
Si se han producido daños, las reclamaciones por daños durante el envío
deben presentarse al transportista y son responsabilidad del usuario.
Presupuesto
La dobladora de bandejas y cajas modelo W-4816Z se opera a mano y
puede doblar acero dulce de hasta 1,52 mm (16 ga.) y acero inoxidable de
hasta 0,912 mm (20 ga.) x 1219 mm (48 ” ) de largo, lo que le permite
fabricar bandejas, canales, ángulos y otras formas. Los contrapesos
ajustables permiten al operador equilibrar la hoja de doblado para que se
corresponda con el espesor del material. Se incluye un tope ajustable para
permitir que el operador realice doblados repetidos.
Modelo................................ ...................................................... W-1.0 X
610A
Longitud de curvatura .......................... ....................................... 24 ” (610
mm)
Espesor de curvatura .......................... ...................................... 20Ga (1
mm)
Ángulo de curvatura .......................... ................................................. 0 - 1
3 5 °
GUARDE ESTAS INSTRUCCIONES
Gracias por adquirir nuestro freno de caja y sartén W-4816Z. Antes de
- 3 -
intentar utilizar su nueva herramienta, lea atentamente estas instrucciones.
Necesitará estas instrucciones para las advertencias de seguridad,
precauciones, asamblea, operación, procedimientos de mantenimiento,
Lista de piezas y diagramas. Guarde su número de factura con estas
instrucciones. Escriba el número de factura en el interior de la portada.
Guarde las instrucciones y la factura en un lugar seguro. Lugar seco para
futura referencia.
Información general de seguridad
PRECAUCIÓN
Para su propio seguridad , leer todo de el instrucciones y precauciones antes
operante herramienta .
NORMAS DE SEGURIDAD
1. Use ropa adecuada. No use ropa suelta, guantes, corbatas, anillos,
pulseras u otras joyas que puedan quedar atrapadas en las partes móviles
de la máquina.
2. Use una cubierta protectora para el cabello para contener el cabello
largo.
3. Use zapatos de seguridad con suela antideslizante.
4. Use anteojos de seguridad. Los anteojos de uso diario solo tienen lentes
resistentes a impactos. NO son anteojos de seguridad.
5. Esté alerta y piense con claridad. Nunca opere herramientas si está
cansado, intoxicado o tomando medicamentos que produzcan
somnolencia.
6. Mantenga limpia el área de trabajo. Las áreas de trabajo desordenadas
son una invitación a los accidentes.
7. El área de trabajo debe estar adecuadamente iluminada.
8. Mantenga a los visitantes a una distancia segura del área de trabajo.
9. Mantenga a los niños fuera del lugar de trabajo. Asegúrese de que el
taller sea seguro para los niños. Utilice candados para evitar el uso
involuntario de las herramientas.
10. Realice el montaje únicamente de acuerdo con estas instrucciones. Un

- 4 -
montaje inadecuado puede generar peligros.
11. Cuando no utilice las herramientas, guárdelas en un lugar seco y
seguro, fuera del alcance de los niños. Inspeccione las herramientas antes
de guardarlas y volver a usarlas. 12. Mantenga las etiquetas y placas de
identificación del producto, ya que contienen información de seguridad
importante.
SABER CÓMO UTILIZAR LA HERRAMIENTA
1. Utilice la herramienta adecuada para el trabajo. NO intente forzar una
herramienta o accesorio pequeño para que haga el trabajo de una
herramienta industrial grande. NO utilice una herramienta para un fin para
el que no fue diseñada.
2. No fuerce la herramienta. Su máquina funcionará mejor y de manera
más segura si se utiliza como se indica.
previsto. NO utilice accesorios inapropiados con el fin de intentar exceder
la capacidad nominal de la máquina.
3. Sobrecarga de la máquina. Si sobrecarga la máquina, podría sufrir
lesiones por piezas que salgan despedidas. NO exceda las capacidades
especificadas de la máquina.
4. Uso de la máquina. NO utilice la prensa como herramienta de prensado
o trituración.
5. Alisar los bordes del material. Antes de doblar una chapa metálica,
bisele y desbarbe siempre todos los bordes afilados.
5. Acondicionamiento de los bordes del material. Antes Doblar chapa
metálica, siempre achaflanar y desbarbar todos los bordes afilados.
6 .Ajustes de la cuchilla y Mantenimiento.Mantenga siempre las cuchillas
Afilado y correctamente ajustado para rendimiento óptimo.7.Compruebe si
hay piezas dañadas.Antes Al utilizar cualquier herramienta o máquina,
tenga cuidado Verifique cualquier pieza que parezca dañada. Verifique la
alineación y la unión de partes móviles que puedan afectar el correcto
funcionamiento Operación de la máquina
- 5 -
ADVERTENCIA
El advertencias , precauciones , y instrucciones Discutido en este instrucción
manual no puedo cubrir todo posible condiciones o situaciones eso podría
ocurrir . debe ser comprendido por el operador eso común sentido y
precaución son factores cual no puedo ser construido en este producto , pero
debe ser suministrado por el operador .
Importante:
Es posible que su máquina se envíe con una capa de aceite ceroso a
prueba de óxido y grasa en las superficies metálicas expuestas sin pintar.
Para eliminar esta capa protectora, Utilice un desengrasante o limpiador
disolvente. Para realizar una limpieza exhaustiva, de vez en cuando será
necesario quitar algunas piezas. NO USE acetona ni limpiador de frenos,
ya que pueden dañar las superficies pintadas.
Siga las instrucciones de la etiqueta del fabricante al utilizar cualquier tipo
de producto de limpieza. Después de limpiar, Limpie las superficies
metálicas sin pintar con una capa ligera de aceite o grasa de calidad para
protegerlas.
ADVERTENCIA
HACER NO USAR gasolina o otro petróleo productos a limpio el máquina .
Ellos tener bajo destello agujas y poder explotar o causa fuego .
PRECAUCIÓN
Cuando usando limpieza disolventes trabajar en a bien v e n t i l a d o Área .
Muchos limpieza disolventes son tóxico si inhalado

- 6 -
Asamblea
IMPORTANTE:
Tenga en cuenta lo siguiente al buscar para un lugar adecuado para
colocar el
máquina:
1. Peso total de la máquina.
2. Peso del material a procesar.
3. Tamaños del material a procesar a través de la máquina.
4. Espacio necesario para soportes auxiliares, mesas de trabajo u otra
maquinaria.
5. Distancia de paredes y otros obstáculos.
6. Mantenga un área de trabajo adecuada alrededor de la máquina para
mayor seguridad.
7. Tener el área de trabajo bien iluminada con iluminación adecuada.
8. Mantenga el piso libre de aceite y asegúrese de que no esté
resbaladizo.
9. Retire los desechos y los materiales de desecho con regularidad y
asegúrese de que el trabajo
El área está libre de objetos que obstruyan.
10. Si se van a introducir grandes cantidades de material en la máquina,
asegúrese de
que no se extenderán a ningún pasillo.
Antes de comenzar el montaje, tome nota de las siguientes
precauciones
y sugerencias.
1. ¿Está la máquina atornillada al palé? Antes de intentar cualquiera de
las
procedimientos de montaje retire todas las piezas sueltas y el hardware y
Desatornille la máquina del palet.
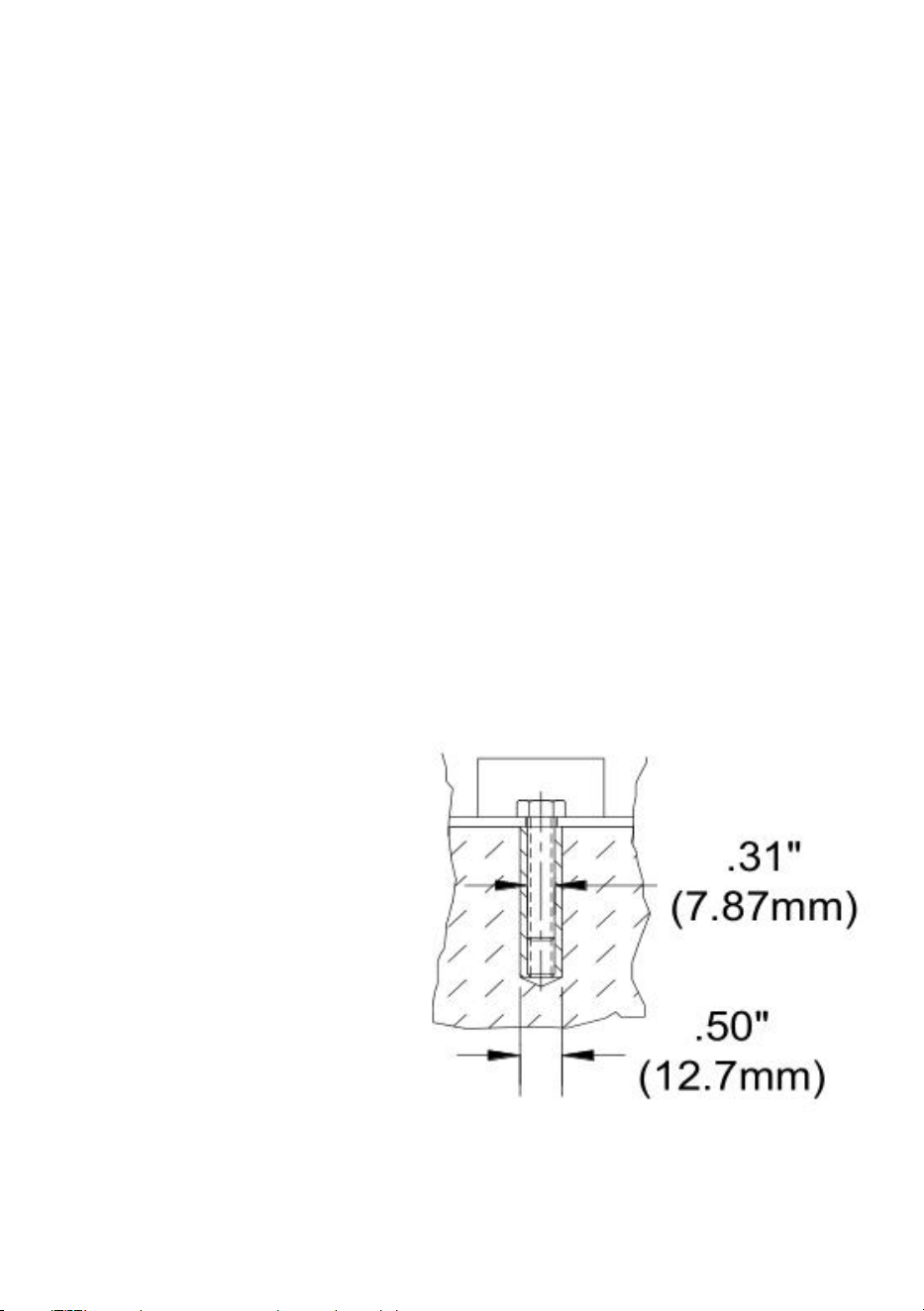
- 7 -
2. NIVELACIÓN: La máquina debe ubicarse sobre un piso de concreto
nivelado.
Se deben tomar las medidas necesarias para asegurarla antes de colocar
la máquina.
La precisión de cualquier máquina depende de la colocación precisa de
a la superficie de montaje.
3. PISO: Esta herramienta distribuye una gran cantidad de peso sobre un
área pequeña.
Área. Asegúrese de que el piso sea capaz de soportar el peso de
La máquina, el material de trabajo y el operador. El suelo también debe
estar
una superficie nivelada. Si la unidad se tambalea o se balancea una vez
colocada, asegúrese de
eliminar mediante el uso de calzas.
4. DISTANCIAS DE TRABAJO: Tener en cuenta el tamaño de la
material a procesar. Asegúrese de dejar suficiente espacio para usted.
para operar la máquina libremente .
Anclaje de la máquina
1. Coloque la máquina sobre
un piso de concreto firme y
nivelado.
2. Mantenga una distancia de
funcionamiento segura
alrededor de la máquina.
3. Ancle la máquina al piso,
como se muestra en el
diagrama, utilizando pernos y
tacos de expansión o tirantes
hundidos que se conectan a
través de orificios en la base
del soporte. (Imagen 1)

- 8 -
Colocación del contrapeso
1. Tener un ayudante Sujete el contrapeso.
2. Afloje los dos pernos hexagonales y deslice la varilla del contrapeso dentro del
tubo receptor.
3. Cuando la varilla esté al ras con la parte inferior del receptor, apriete el tornillo
hexagonal. Pernos.(Foto 2)
NOTA
HACER NO usar el contrapeso manejar a aumentar el Doblando hoja . t u
puede daño el Bisagras o el Doblando hoja .
Ajuste de la varilla de tope
La varilla de tope se utiliza para repetir el doblado cuando se desea que el
doblado hoja para detenerse en el mismo posición cada vez.
1. Afloje la tuerca de tope y la arandela y realice la curva, deteniéndose en
la parte superior de la curva.
2. Apriete la tuerca y la arandela hasta el tope.
3. Ahora se puede repetir el ángulo de curvatura hasta que el operador lo
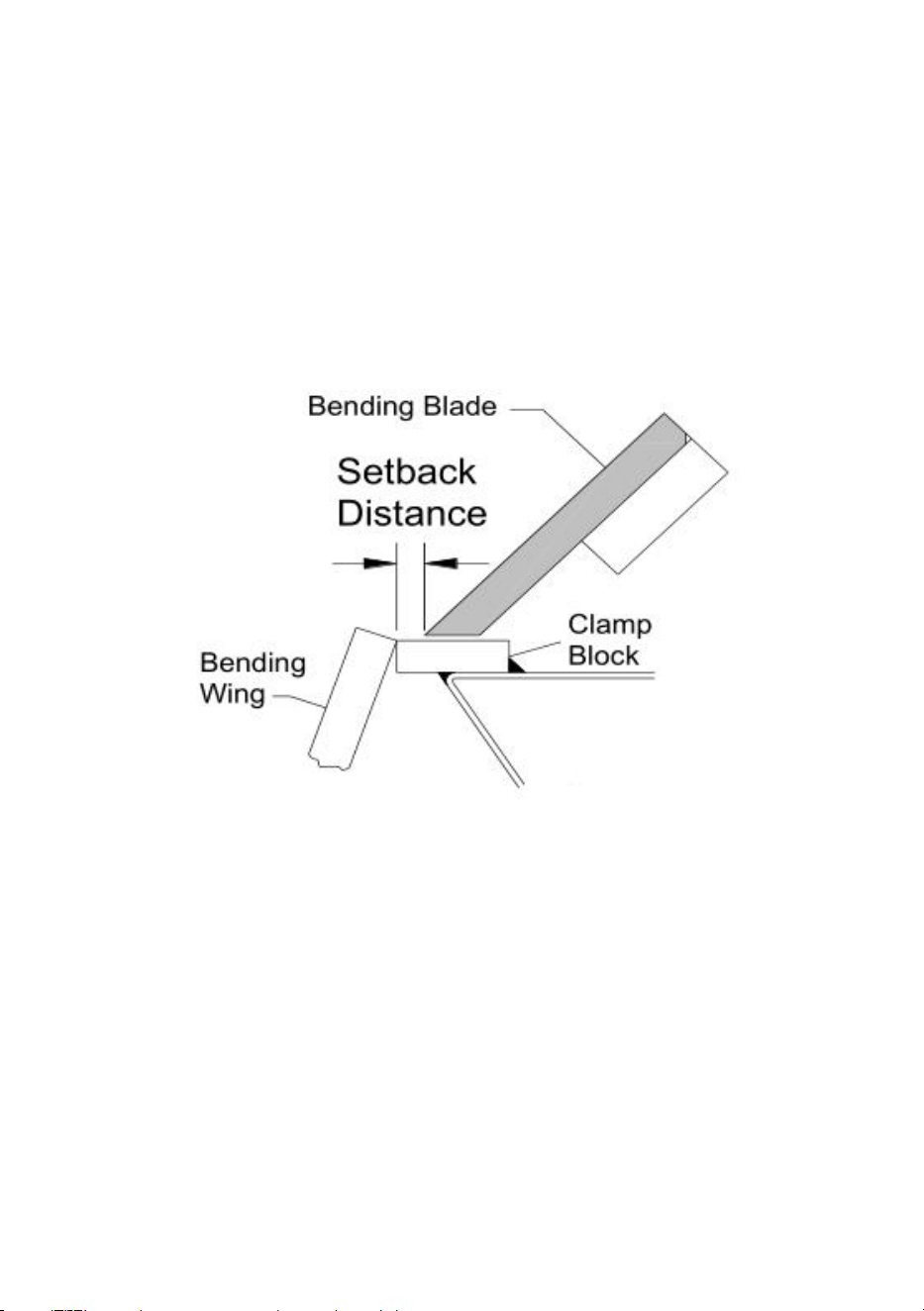
- 9 -
restablezca.
Ajuste del retroceso
El retroceso es la distancia desde el borde delantero del dedo hasta el
borde delantero del bloque de sujeción, como se muestra en la imagen.
Esta distancia está determinada por el calibre (grosor) de la pieza y el
radio interior de la curva. El retroceso suele ser de 1,5 a 2 veces el
espesor del material. (Imagen 4)
1. Para ajustar, asegúrese de que todos los dedos estén correctamente
alineados entre sí y que el conjunto de sujeción no esté bloqueado en la
posición hacia abajo.
2. Afloje los tornillos de fijación (C) en la parte posterior del conjunto de
sujeción (Imagen 5).
3. Inserte una herramienta, como un allen llave, en uno de los orificios de
los radios del cubo excéntrico y gírelo, lo que mueve el conjunto de
sujeción hacia adelante o hacia atrás.
4. Cuando los dedos estén a la distancia de retroceso correcta y paralelos
al borde del bloque de abrazadera, apriete los tornillos de fijación (C).
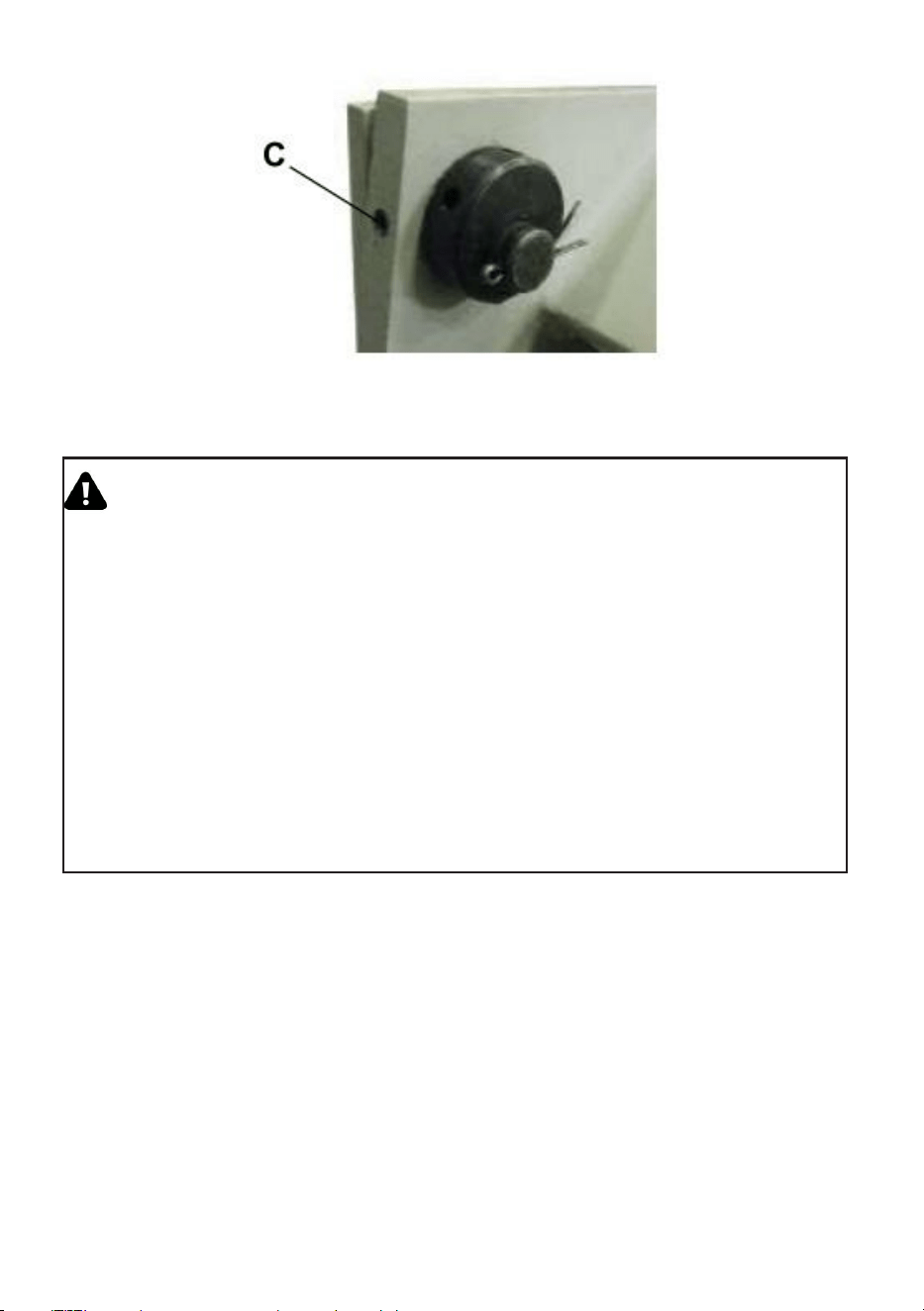
- 10 -
Ajuste de la presión de sujeción
PRECAUCIÓN
1. Una presión de sujeción excesiva puede “precargar” y distorsionar
permanentemente el freno.
2. NO doble materiales que sean más pesados que la capacidad nominal,
incluso en longitudes más cortas.
3. Utilice material con bordes cortados a escuadra (un borde enrollado
provocará arqueamiento).
4.Doblar un objeto redondo deformará o mellará el borde de la abrazadera.
5. Ajuste la presión de la abrazadera según los diferentes calibres de metal.
6. No utilice una extensión de tubería en las barras de abrazadera para obtener
más palanca.
La presión de sujeción puede tener que ajustarse a medida que cambia el
espesor de la pieza. Una presión adecuada debe tener una resistencia
media al tirar hacia atrás de las manijas de sujeción. Al final de la carrera
debe haber un bloqueo definitivo de la pieza debajo de la hoja de sujeción.
Para ajustar la presión, mueva las tuercas del eje de enlace roscado hacia
arriba o hacia abajo.
1. Para ajustar la presión de sujeción, apriete ambos lados de la hoja de
sujeción con una pieza en el freno.
a. Si la presión de sujeción parece La luz y la pieza están sueltas en la

- 11 -
abrazadera, mueva las tuercas de ajuste hacia ARRIBA.
b. Si la presión de sujeción parece fuerte y no puede bloquear las manijas,
mueva las tuercas de ajuste HACIA ABAJO.
c. Una vez que la presión sea la adecuada, no será necesario realizar más
ajustes para esta pieza de espesor. (Al cambiar el espesor, puede ser
necesario realizar otro ajuste).
2. Retire la pieza de debajo de la hoja de sujeción, bloquee la hoja con las
manijas y afloje la presión en la tuerca superior.
3. Desbloquee la hoja de sujeción y gire la tuerca inferior ½ vuelta en la
dirección deseada.
4. Bloquee la hoja de sujeción, vuelva a apretar la tuerca superior y repita
el paso 1 anterior hasta alcanzar la presión deseada.
Alineación de la abrazadera (de extremo a extremo)
- 12 -
Realice un doblez de prueba de 90° a aproximadamente 2” (50,8 mm) de
cada extremo de la máquina. Apile las tiras dobladas una sobre otra y
verifique que estén dobladas en el mismo grado.
Si una tira está demasiado doblada, aumente la distancia de retroceso en
ese lado. Si una tira está poco doblada, disminuya la distancia de
retroceso en ese lado. Nuevamente, mueva el ajuste de retroceso más allá
del punto de retroceso deseado y luego hacia adelante para eliminar la
holgura.
Alineación de las alas dobladas
La precisión de doblado depende de que la superficie superior de la hoja
de doblado y el ala de doblado adjunta estén al ras con la cara superior del
bloque de sujeción cuando la hoja de doblado está en la posición bajada.
Si parece que es necesario un ajuste, comuníquese con el equipo de
servicio local o con el fabricante.
Operación
Cuando amaestrado básico operaciones de doblado él es importante eso Los
dedos de el freno son paralelo con el borde de el reprimición bloque . También
hacer seguro tú tener el retroceso adecuado y reprimición presión colocar Para
el espesor material ser doblado
PRECAUCIÓN
Utilice siempre protección ocular adecuada con protectores laterales, calzado de
seguridad y guantes de cuero para protegerse de rebabas y bordes afilados.
PRECAUCIÓN
Mantenga las manos y los dedos alejados de la viga de sujeción. Manténgase a
un lado de la máquina para evitar ser golpeado por la plataforma de plegado
cuando se flexione.
- 13 -
Doblado de chapa metálica
1. Levante y gire la manija de sujeción (cw) en el sentido de las agujas del
reloj para elevar el conjunto de sujeción.
2. Inserte la pieza entre el bloque de abrazadera y los dedos del freno.
3. Alinee los dedos del conjunto de sujeción con la línea de curvatura
marcada de la pieza y sujétela en su lugar tirando de la manija de la
sujeción hacia atrás.
4. Tire hacia arriba de las manijas de la hoja de flexión hasta que la pieza
haya alcanzado la
ángulo de curvatura deseado.
5. Baje la hoja doblada, levante el conjunto de sujeción y retire la pieza
doblada.
6. Si va a doblar cajas y sartenes, elija dedos que coincidan
estrechamente con las dimensiones de la pieza terminada.
TOLERANCIA DE CURVADO
Para poder doblar hoja de metal con precisión, Deberá tener en cuenta la
longitud total de cada curva. Esto se conoce como margen de curvatura.
Reste el margen de curvatura de la suma de las dimensiones exteriores de
la pieza para obtener la longitud o el ancho total real de la pieza. Debido a
las diferencias en la dureza de la chapa metálica, y si la curva se hace a
favor o en contra de la veta, A veces es necesario hacer concesiones
PRECAUCIÓN
Al manipular láminas grandes y pesadas, asegúrese de que estén sujetas
adecuadamente.
NOTA
HACER NO fuerza el reprimición manejar . El tenencia presión solo
necesidades a ser ajustado suficiente a sostener el hoja metal de
emocionante cuando doblando.
- 14 -
exactas mediante ensayo y error. Sin embargo, los márgenes de curvatura
para uso general se pueden obtener en libros sobre trabajo de metales o
en Internet.
COMPRENSIÓN REGRESO ELÉCTRICO
La recuperación elástica, también conocida como recuperación elástica,
es el resultado de que el metal quiera volver a su forma original después
de sufrir compresión y estiramiento. Después de que la hoja doblada se
retira del metal y se libera la carga, la pieza se relaja, lo que obliga a la
parte doblada del metal a volver ligeramente a su forma original.
La clave para obtener el ángulo de curvatura correcto es doblar un poco el
metal y dejar que recupere su forma elástica hasta alcanzar el ángulo
deseado. Todos los metales presentan cierta elasticidad.
SELECCIÓN DE MATERIALES
PRECAUCIÓN
El cliente debe determinar que los materiales que se procesan a través de la
máquina NO sean potencialmente peligrosos para el operador o el personal que
trabaja cerca.
Al seleccionar los materiales tenga en cuenta estas instrucciones:
1. El material debe estar limpio y seco. (sin aceite)
2. El material debe tener una superficie lisa para que se procese
fácilmente.
3. Las propiedades dimensionales del material deben ser consistentes y
no exceder los valores de capacidad de la máquina.
4. La estructura química del material debe ser consistente.
5. Compre acero certificado del mismo proveedor siempre que sea
posible.
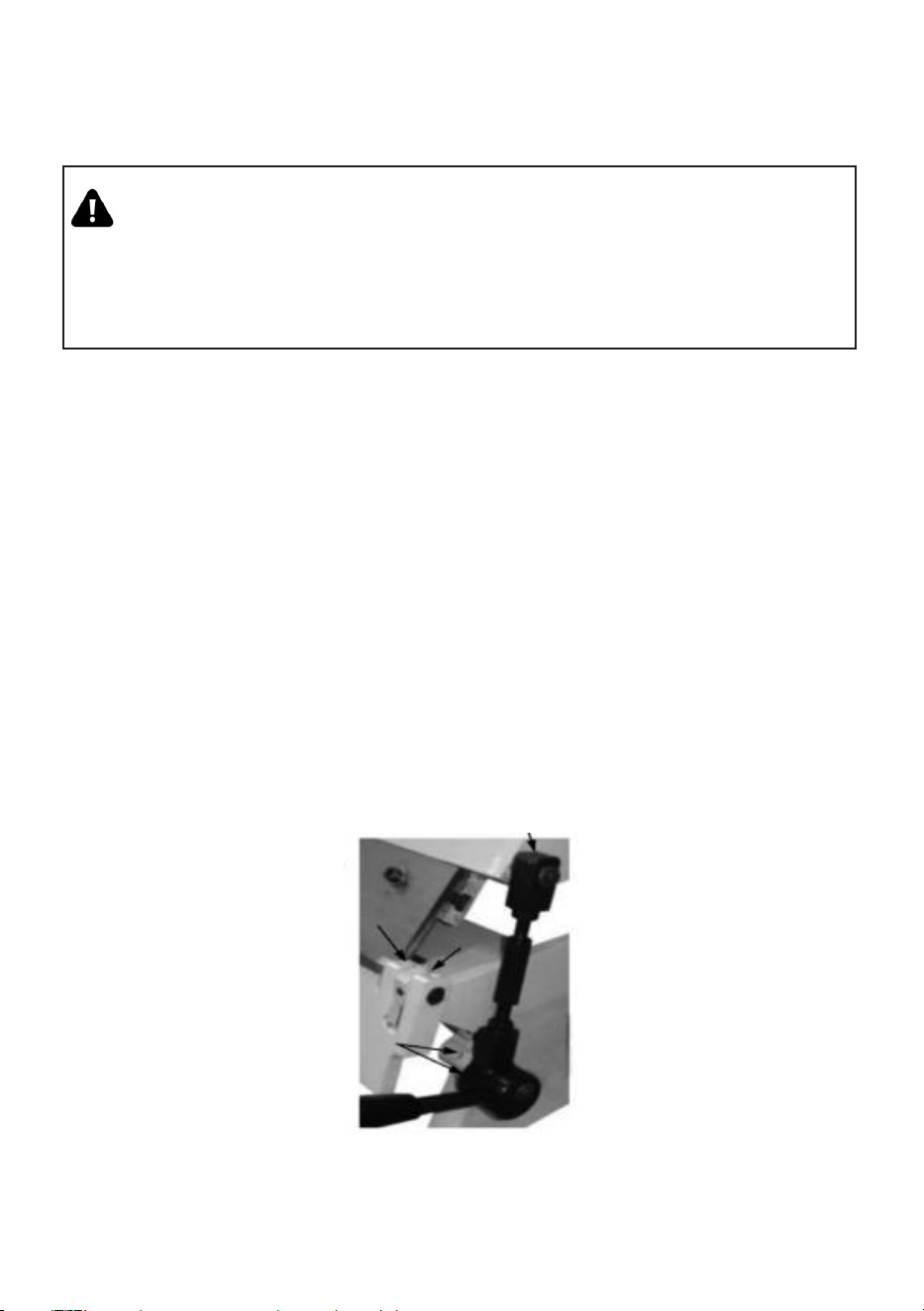
- 15 -
LUBRICACIÓN Y MANTENIMIENTO
ADVERTENCIA
El mantenimiento debe ser realizado periódicamente por personal calificado.
Siga siempre las precauciones de seguridad adecuadas cuando trabaje con
maquinaria o cerca de ella.
1. Verifique diariamente si hay algún elemento inseguro. condiciones y
arreglarlas inmediatamente.
2.Compruebe que todas las tuercas y tornillos estén bien apretados.
3.Limpie semanalmente la máquina y el área que la rodea.
4. Lubrique los componentes roscados y los dispositivos deslizantes.
5.Aplique lubricante inhibidor de óxido a todas las superficies no pintadas.
Puertos petroleros
Utilizando una aceitera de buena calidad. Aceite #30W, aplique 5-6 gotas
en cada
de los puertos en ambos extremos de la Máquina.Repetir semanalmente o
con más frecuencia.
A menudo, dependiendo del uso. Limpiar cualquier exceso de aceite.
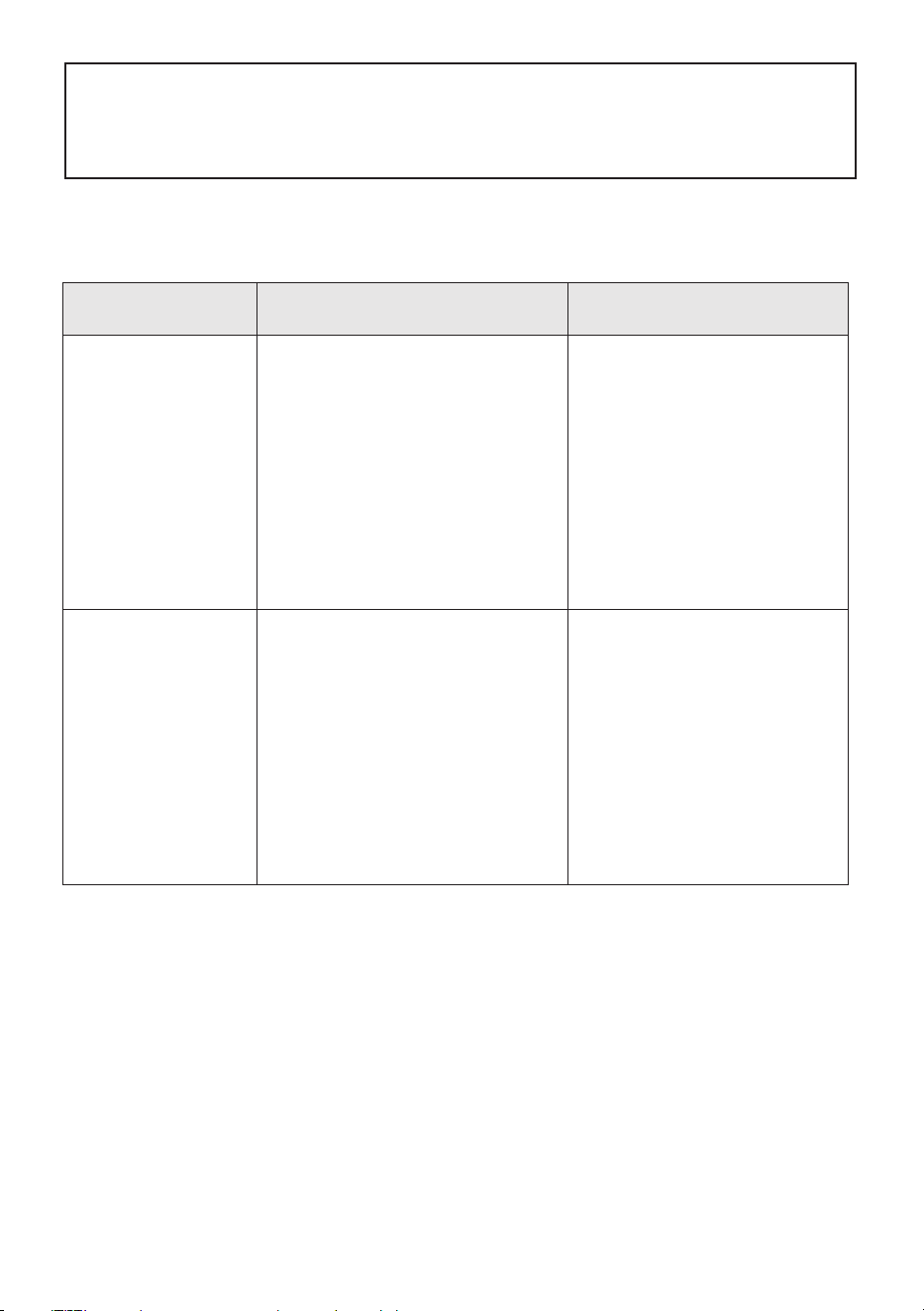
- 16 -
NOTA
Adecuado mantenimiento poder aumentar el vida expectativa de su máquina.
SOLUCIÓN DE PROBLEMAS
FALLA
CAUSA PROBABLE
RECURSO
CURVAS
INEXACTAS
1. Los dedos no están
alineados
2. La distancia de retroceso
no es igual de un lado al otro.
3. El conjunto de sujeción no
sujeta la pieza de forma
segura.
Siga el procedimiento
adecuado de alineación
de los dedos.
Mida la distancia con
precisión y configúrela en
consecuencia.
Reajuste la presión de
sujeción.
HOJA DOBLADA
DIFÍCIL DE
LEVANTAR Y
DOBLAR.
1. Exceder los límites de
flexión del freno.
2. El contrapeso no está en
la hoja.
No doble materiales que
sean más gruesos que el
que la máquina puede
soportar.
Coloque el contrapeso
para disminuir la fuerza
necesaria para levantar la
hoja doblada.
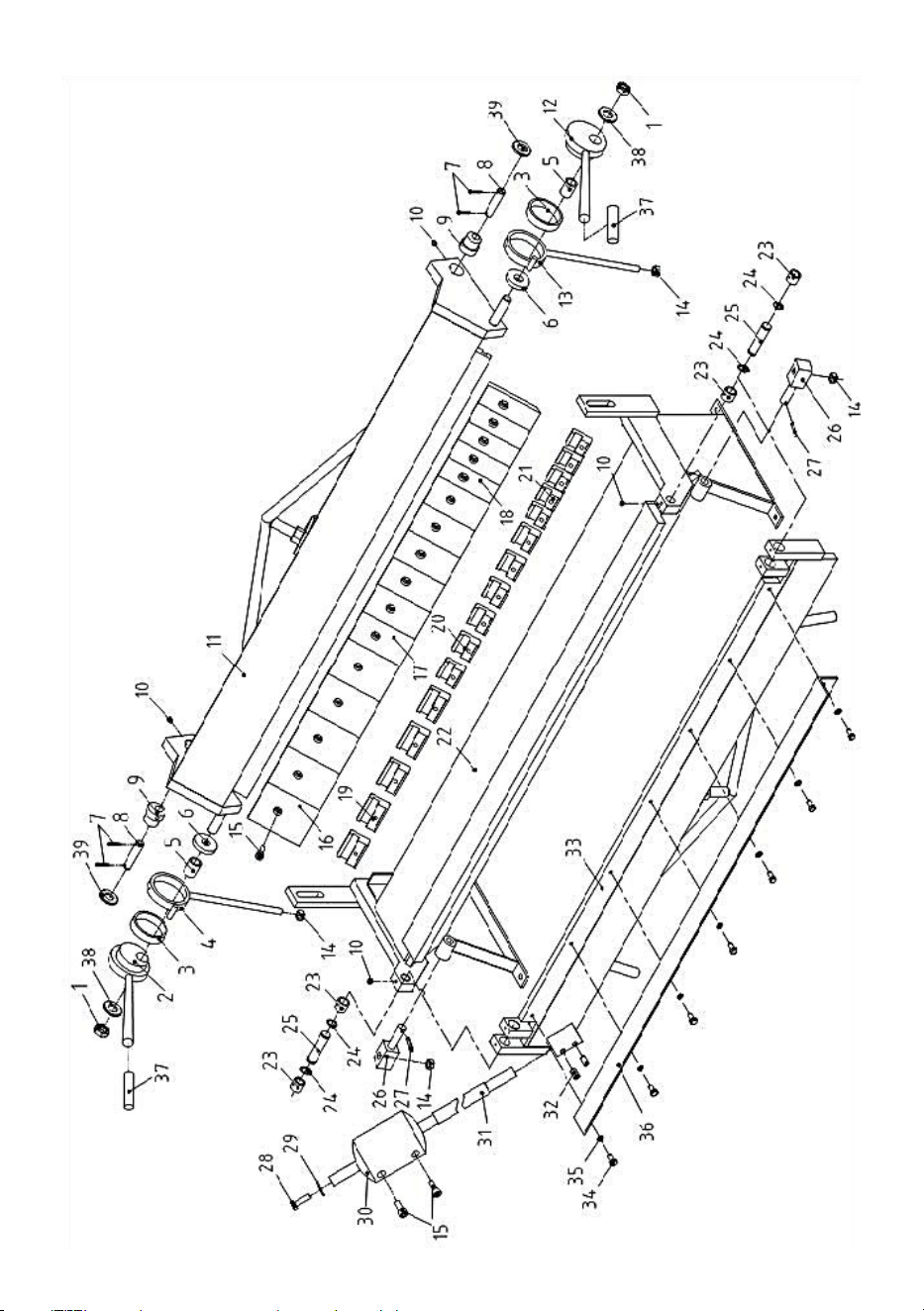
- 17 -
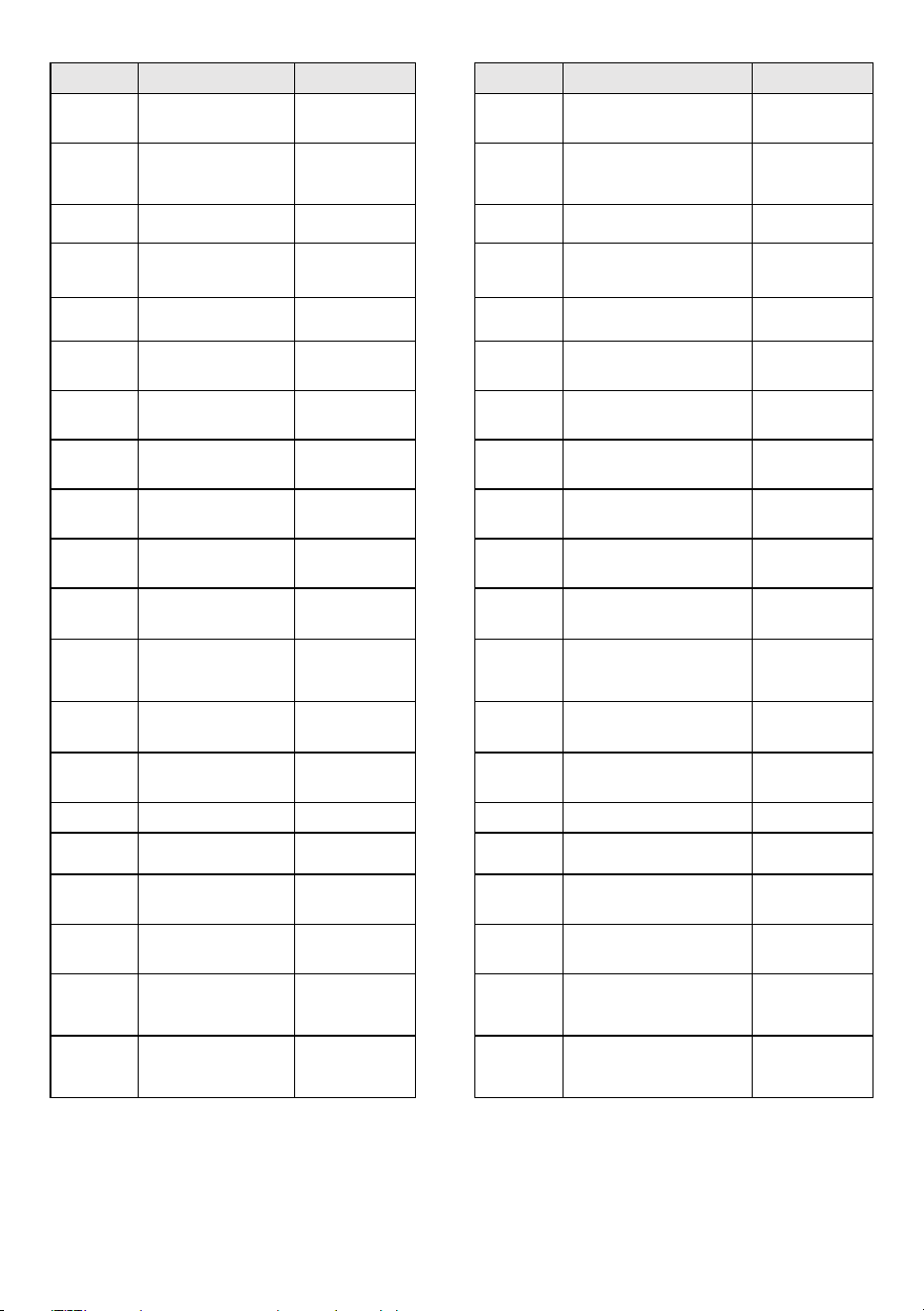
- 18 -
Árbitro.
Descripción
CANTIDAD.
Árbitro.
Descripción
CANTIDAD.
1
Tuerca M18
2
21
Placa de sujeción de
34 mm
5
2
Manija
excéntrica
izquierda
1
22
Marco
1
3
Lavadora grande
2
23
Caso
4
4
Biela izquierda
1
24
Anillo de eje Φ18
4
5
Arandela
2
25
Eje
2
6
Casquillo
espaciador
2
26
Eje
2
7
Pasador de
chaveta φ4X25
4
27
Pasador de chaveta
φ5X25
2
8
Pasador φ16X70
2
28
Perno hexagonal
M10X35
1
9
Eje excéntrico
2
29
Junta plana Φ10
1
10
Tornillo de
fijación M8X8
4
30
Contrapeso
1
11
Marco de matriz
superior
1
31
Varilla de contrapeso
1
12
Manija
excéntrica
derecha
1
32
Tornillo de fijación
M12X20
2
13
Biela derecha
1
33
Hoja doblada
1
14
M12
4
34
Perno hexagonal
M8X16
7
15
M10X25
18
35
Φ8
7
16
Matrices de
freno de 4"
5
36
Placa angular de
límite
1
17
Matrices de
freno de 3"
6
37
Agarre del mango
2
18
Matrices de
freno de 2"
5
38
Φ18
2
19
Placa de
sujeción de 63
mm
5
39
Φ16
2
20
Placa de
sujeción de 45
mm
6


Techniczny Wsparcie i certyfikat gwarancji elektronicznej www.vevor.com/support
ZGINANIE DŁONI
INSTRUKCJA OBSŁUGI
MODELE: W-1.0X610A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODELE: W-1.0X610A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
HAND BENDING

- 2 -
Rozpakowywanie
Pan & Box Brake jest wysyłany od producenta w starannie zapakowanym
pudełku ze sklejki. Dokładnie sprawdź produkt po otwarciu opakowania.
Po rozpakowaniu urządzenia dokładnie sprawdź, czy nie doszło do
uszkodzeń podczas transportu. Sprawdź, czy nie ma luźnych, brakujących
lub uszkodzonych części. Natychmiast zgłoś brakujące części dealerowi.
W przypadku wystąpienia uszkodzeń, roszczenia z tytułu uszkodzeń
transportowych należy składać u przewoźnika, a odpowiedzialność za nie
ponosi użytkownik.
Specyfikacje
Model W-4816Z Pan & Box Brake jest obsługiwany ręcznie i może gnieść
stal miękką o grubości do 16 ga. (1,52 mm) i stal nierdzewną o grubości 20
ga. (0,912 mm) x 48 ” (1219 mm) długości, co pozwala na wytwarzanie
blach, kanałów, kątowników i innych kształtów. Regulowane przeciwwagi
pozwalają operatorowi zrównoważyć arkusz gięcia, aby odpowiadał
grubości materiału. W zestawie znajduje się regulowany ogranicznik, który
umożliwia operatorowi wykonywanie powtarzalnych gięcia.
Modele ................................................................................................
W-1.0 X 610A
Długość gięcia ......................... ................................................. 24 ”
( 610mm )
Grubość gięcia ......................................................................... 20Ga
( 1mm )
Kąt gięcia ................................................................................. 0 - 1 3 5 °
ZAPISZ TE INSTRUKCJE
Dziękujemy za zakup hamulca tarczowego W-4816Z. Przed
- 3 -
przystąpieniem do użytkowania nowego narzędzia prosimy o dokładne
zapoznanie się z niniejszą instrukcją. Będziesz potrzebować tych instrukcji,
aby zapoznać się z ostrzeżeniami dotyczącymi bezpieczeństwa, środki
ostrożności, montaż, działanie, procedury konserwacyjne, Lista części i
schematy. Zachowaj numer faktury razem z niniejszą instrukcją. Wpisz
numer faktury na wewnętrznej stronie okładki. Instrukcję i fakturę należy
przechowywać w bezpiecznym miejscu, odłożyć w suche miejsce, aby
móc je wykorzystać w przyszłości.
Ogólne informacje dotyczące bezpieczeństwa
OSTROŻNOŚĆ
Dla twój własny bezpieczeństwo , Czytać Wszystko z ten instrukcje I środki
ostrożności zanim operacyjny narzędzie .
ZASADY BEZPIECZEŃSTWA
1. Noś odpowiednią odzież. Nie noś luźnej odzieży, rękawiczek, krawatów,
pierścionków, bransoletek ani innej biżuterii, która może zostać wciągnięta
w ruchome części maszyny.
2. Noś ochronne nakrycie głowy, aby chronić długie włosy.
3. Noś obuwie robocze z antypoślizgową podeszwą.
4. Noś okulary ochronne. Codzienne okulary mają tylko soczewki odporne
na uderzenia. NIE są to okulary ochronne.
5. Bądź czujny i myśl jasno. Nigdy nie obsługuj narzędzi, gdy jesteś
zmęczony, pod wpływem alkoholu lub przyjmujesz leki powodujące
senność.
6. Utrzymuj miejsce pracy w czystości. Bałagan w miejscu pracy sprzyja
wypadkom.
7. Miejsce pracy powinno być odpowiednio oświetlone.
8. Utrzymuj gości w bezpiecznej odległości od miejsca pracy.
9. Trzymaj dzieci z dala od miejsca pracy. Uczyń warsztat bezpiecznym

- 4 -
dla dzieci. Używaj kłódek, aby zapobiec przypadkowemu użyciu narzędzi.
10.Montaż należy wykonywać wyłącznie zgodnie z niniejszą instrukcją.
Nieprawidłowy montaż może stwarzać zagrożenia.
11. Gdy narzędzia nie są używane, przechowuj je w suchym, bezpiecznym
miejscu, poza zasięgiem dzieci. Przed przechowywaniem i ponownym
użyciem sprawdź narzędzia. 12. Zachowaj etykiety i tabliczki znamionowe
produktu. Zawierają one ważne informacje dotyczące bezpieczeństwa.
WIEDZ JAK UŻYWAĆ NARZĘDZIA
1. Używaj właściwego narzędzia do danej pracy. NIE próbuj używać na siłę
małego narzędzia lub osprzętu do wykonywania pracy dużego narzędzia
przemysłowego. NIE używaj narzędzia do celu, do którego nie było
przeznaczone.
2. Nie używaj narzędzia na siłę. Twoja maszyna będzie wykonywać lepszą
i bezpieczniejszą pracę, jeśli będziesz jej używać jako
zamierzone. NIE używaj nieodpowiednich akcesoriów w celu
przekroczenia znamionowej wydajności maszyny.
3. Przeciążenie maszyny. Przeciążając maszynę, możesz spowodować
obrażenia spowodowane latającymi częściami. NIE przekraczaj
określonych pojemności maszyny.
4. Użytkowanie maszyny. NIE używaj hamulca jako prasy lub narzędzia
kruszącego.
5. Obróbka krawędzi materiału. Przed gięciem blachy zawsze fazuj i
usuwaj zadziory ze wszystkich ostrych krawędzi.
5. Obróbka krawędzi materiału. Przed gięcie blachy, zawsze fazowanie i
usuń zadziory ze wszystkich ostrych krawędzi.
6. Regulacja ostrza i konserwacja. Zawsze utrzymuj ostrza w dobrym
stanie ostre i odpowiednio wyregulowane optymalna wydajność.7.Sprawdź,
czy nie ma uszkodzonych części. Przed używając dowolnego narzędzia
lub maszyny, ostrożnie sprawdź każdą część, która wydaje się uszkodzona.
- 5 -
Sprawdź wyrównanie i wiązanie ruchome części, które mogą mieć wpływ
na prawidłowe działanie obsługa maszyny
OSTRZEŻENIE
Ten ostrzeżenia , ostrzeżenia i instrukcje omówiony W Ten instrukcja
podręcznik nie mogę okładka Wszystko możliwy warunki Lub sytuacje To mógł
wystąpić . To musieć Być zrozumiany przez ten operator To wspólny sens I
ostrożność Czy czynniki Który nie mogę Być wybudowany do Ten produkt , ale
musieć Być Dostarczono przez ten operator .
Ważny:
Maszyna może zostać wysłana z powłoką antykorozyjną w postaci
woskowego oleju i smaru na odsłoniętych, niemalowanych powierzchniach
metalowych. Aby usunąć tę powłokę ochronną, użyj odtłuszczacza lub
środka czyszczącego na bazie rozpuszczalnika. W celu dokładnego
czyszczenia, od czasu do czasu konieczne będzie wymontowanie
niektórych części. NIE UŻYWAJ acetonu ani środka do czyszczenia
hamulców, gdyż mogą uszkodzić malowane powierzchnie.
Stosując jakikolwiek środek czyszczący, należy stosować się do instrukcji
podanych na etykiecie producenta . Po czyszczeniu, Niemalowane
powierzchnie metalowe należy przetrzeć cienką warstwą wysokiej jakości
oleju lub smaru, aby je zabezpieczyć.
OSTRZEŻENIE
DO NIE UŻYWAĆ benzyna Lub Inny ropa naftowa Produkty Do czysty ten
maszyna . Oni Posiadać Niski błysk zwrotnica I Móc eksplodować Lub
przyczyna ogień .
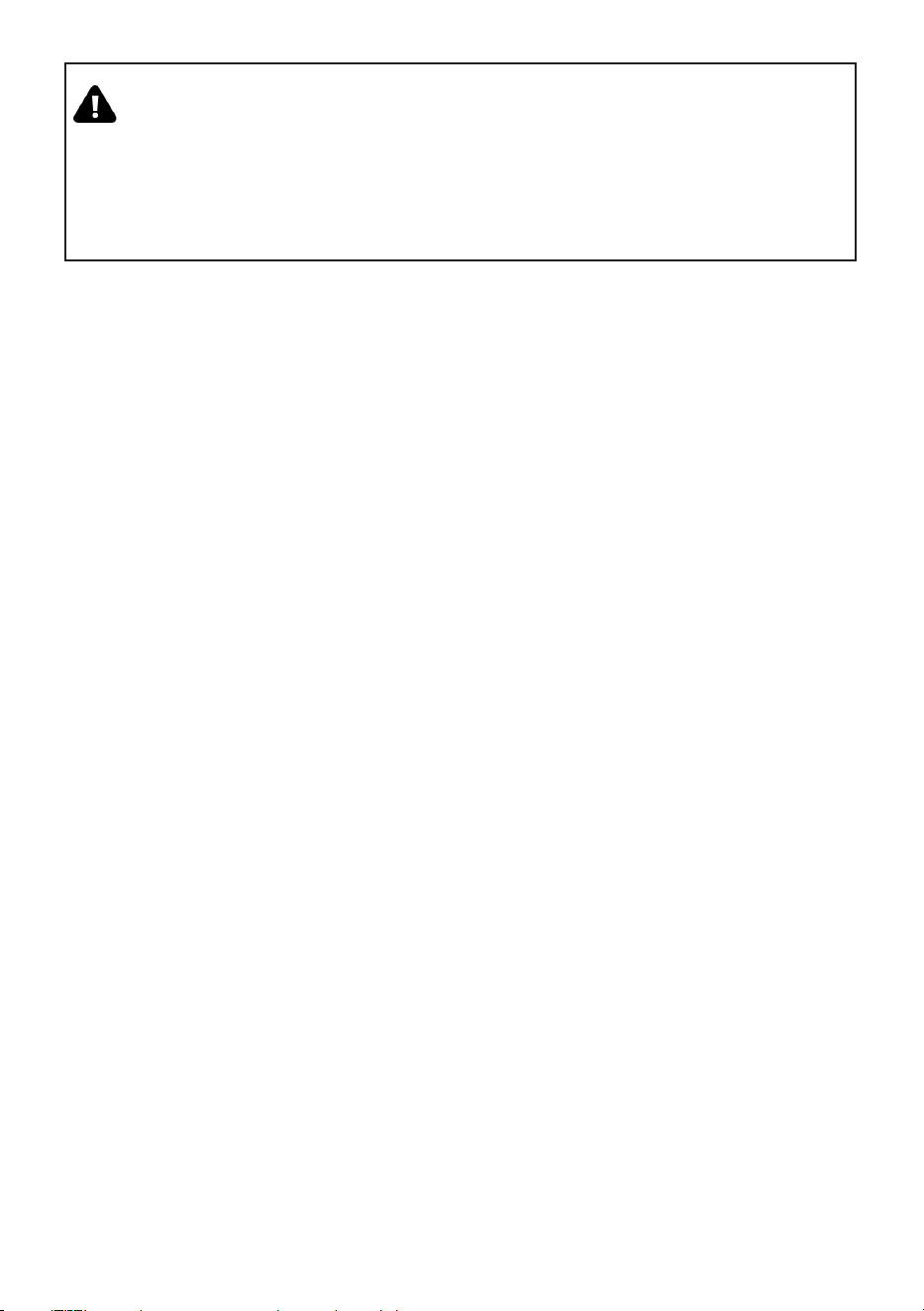
- 6 -
OSTROŻNOŚĆ
Gdy używając czyszczenie rozpuszczalniki praca W A dobrze
w e n t y l o w a n y obszar . Wiele czyszczenie rozpuszczalniki Czy toksyczny
Jeśli wdychany .
Montaż
WAŻNY:
Przy wyborze należy wziąć pod uwagę następujące kwestie: w celu
znalezienia odpowiedniego miejsca do umieszczenia
maszyna:
1. Całkowita masa maszyny.
2. Masa przetwarzanego materiału.
3. Rozmiary materiału, który ma być przetworzony przez maszynę.
4. Miejsce potrzebne na stanowiska pomocnicze, stoły robocze lub inne
maszyny.
5. Odległość od ścian i innych przeszkód.
6. Aby zapewnić bezpieczeństwo, utrzymuj wokół maszyny odpowiednią
przestrzeń roboczą.
7. Zadbaj o dobre oświetlenie miejsca pracy, stosując właściwe
oświetlenie.
8. Utrzymuj podłogę wolną od oleju i upewnij się, że nie jest śliska.
9. Regularnie usuwaj złom i odpady oraz upewnij się, że praca jest
wykonywana prawidłowo.
obszar jest wolny od obiektów przeszkadzających.
10. Jeżeli do maszyny mają być podawane długie odcinki materiału,
upewnij się,
że nie będą sięgać do żadnych przejść.
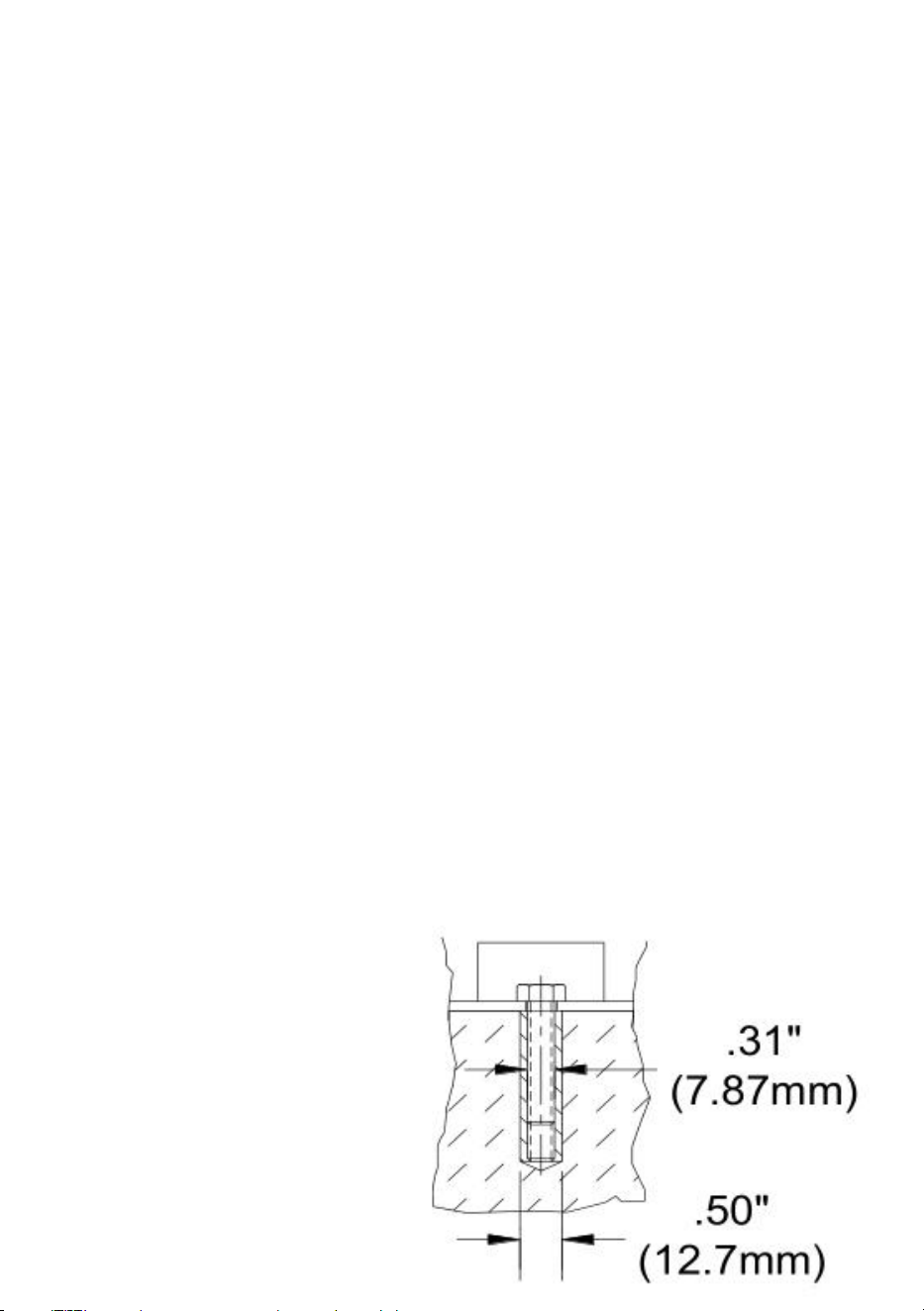
- 7 -
Przed rozpoczęciem montażu należy zwrócić uwagę na następujące
środki ostrożności
i sugestie.
1. Czy maszyna jest przykręcona do palety? Przed podjęciem
jakichkolwiek działań
procedury montażu polegają na usunięciu wszystkich luźnych części i
elementów montażowych oraz
odkręcić maszynę od palety.
2. POZIOMOWANIE: Maszynę należy ustawić na równym, betonowym
podłożu.
Przed ustawieniem maszyny należy zadbać o jej zabezpieczenie.
Dokładność każdej maszyny zależy od precyzyjnego rozmieszczenia
do powierzchni montażowej.
3. PODŁOGA: To narzędzie rozkłada dużą część ciężaru na małą
powierzchnię.
obszar. Upewnij się, że podłoga jest w stanie utrzymać ciężar
maszyna, sprzęt roboczy i operator. Podłoga powinna być również
płaska powierzchnia. Jeśli jednostka chwieje się lub kołysze po ustawieniu
na miejscu, należy upewnić się,
wyeliminować stosując podkładki.
4. ODSTĘPY ROBOCZE: Należy wziąć pod uwagę wielkość
materiał do przetworzenia. Upewnij się, że masz wystarczająco dużo
miejsca
aby móc swobodnie
obsługiwać maszynę .
Zakotwiczenie maszyny
1. Ustaw maszynę na
twardym i równym betonowym
podłożu.
2. Zachowaj bezpieczną
odległość wokół maszyny.

- 8 -
3. Przymocuj maszynę do podłoża, jak pokazano na schemacie, za
pomocą śrub i kołków rozporowych lub drążków ściągających, które łączą
się przez otwory w podstawie stojaka. (Rys. 1)
Mocowanie przeciwwagi
1. Poproś o pomoc przytrzymaj przeciwwagę.
2. Odkręć dwie śruby sześciokątne i wsuń pręt przeciwwagi do rury odbiornika.
3. Gdy pręt znajdzie się na równi z dnem odbiornika, dokręć śrubę sześciokątną
śruby.(Rys.2)
NOTATKA
DO NIE używać ten przeciwwaga uchwyt Do wznosić ten pochylenie się liść .
Ty móc szkoda ten zawiasy Lub ten pochylenie się liść .
Regulacja pręta oporowego
Pręt zatrzymujący jest używany do gięcia wielokrotnego, gdy chcesz
uzyskać żądany efekt gięcia. liść zatrzymać się w tym samym miejscu
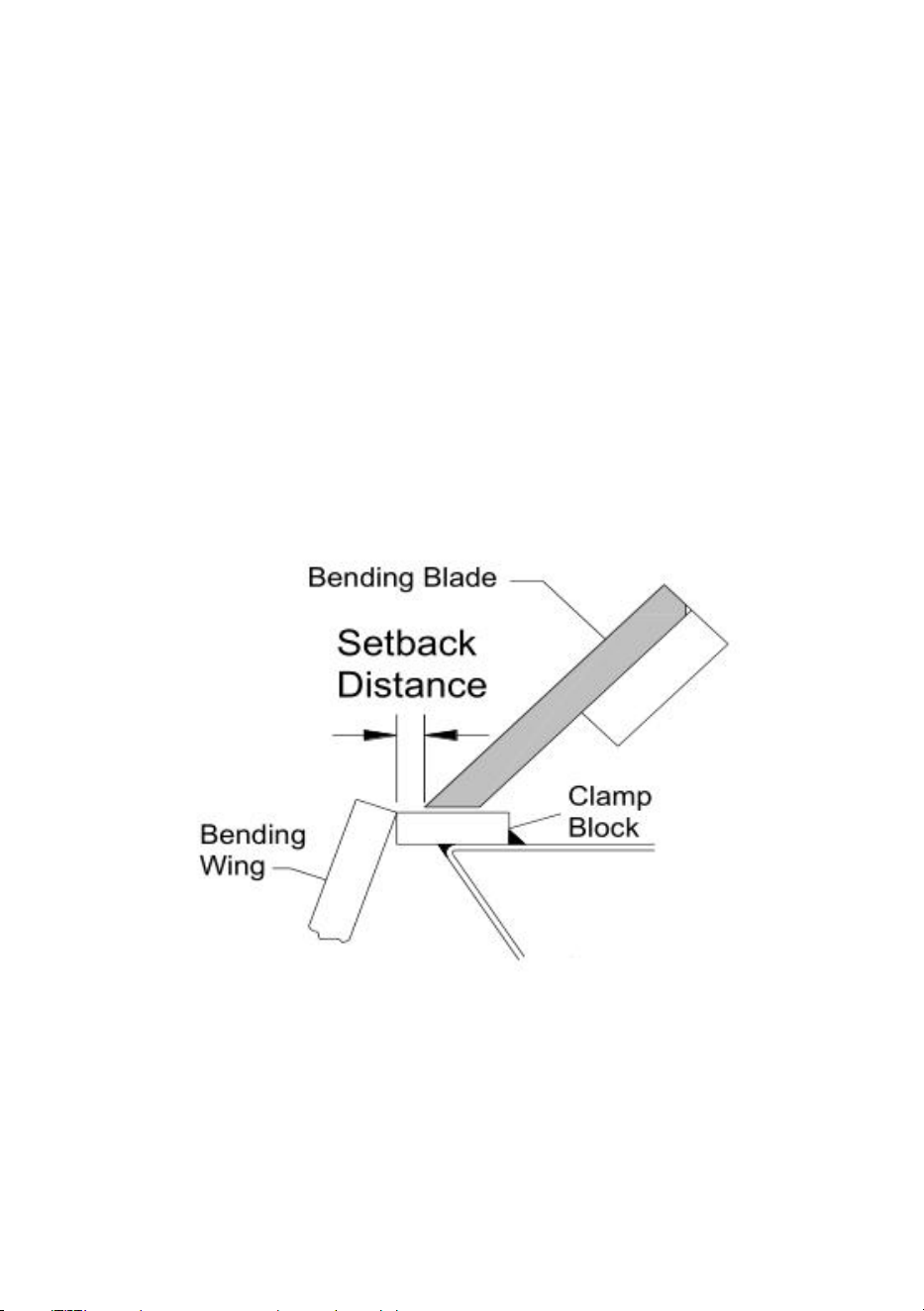
- 9 -
pozycję za każdym razem.
1. Odkręć nakrętkę oporową i podkładkę, a następnie wykonaj gięcie,
zatrzymując się na górze giętego elementu.
2. Dokręć nakrętkę i podkładkę do oporu.
3. Kąt gięcia można teraz powtarzać, aż do momentu jego zresetowania
przez operatora.
Regulacja odchylenia
Odsunięcie jest odległością od przedniej krawędzi palca do przedniej
krawędzi bloku zaciskowego, jak pokazano na rysunku. Odległość ta jest
określana przez grubość części i wewnętrzny promień gięcia. Odsunięcie
jest zazwyczaj 1- 1/2-2 razy większe od grubości materiału. (Rys.4)
1. Aby dokonać regulacji, upewnij się, że wszystkie palce są prawidłowo
wyrównane względem siebie i że zespół dociskowy nie jest zablokowany w
pozycji dolnej.
2. Odkręć śruby ustalające (C) z tyłu zespołu mocującego (rys. 5).
3. Włóż narzędzie, taki jak allen klucz włożyć do jednego z otworów na
szprychy piasty mimośrodowej i obrócić go, co spowoduje przesunięcie
zespołu dociskowego do przodu lub do tyłu.
- 10 -
4. Gdy palce znajdą się w odpowiedniej odległości odsunięcia i będą
równoległe do krawędzi bloku zaciskowego, dokręć śruby ustalające (C).
Regulacja ciśnienia zacisku
OSTROŻNOŚĆ
1. Nadmierne dociskanie może spowodować „wstępne obciążenie” i trwałe
odkształcenie hamulca.
2. NIE zginaj materiałów o ciężarze większym niż ich nominalna nośność, nawet
krótszych.
3. Używaj materiału z krawędziami ściętymi pod kątem prostym (zwinięte
krawędzie będą powodować wyginanie się materiału).
4. Zginanie okrągłego przedmiotu może spowodować odkształcenie lub
wyszczerbienie krawędzi zacisku.
5. Dostosuj siłę zacisku odpowiednio do grubości metalu.
6. Nie należy używać przedłużek rurowych na drążkach zaciskowych, aby
uzyskać większą dźwignię.
Siłę zacisku należy dostosować w miarę zmiany grubości obrabianego
elementu. Odpowiednia siła powinna stawiać średni opór podczas
odciągania uchwytów mocujących. Pod koniec skoku powinno nastąpić
wyraźne zablokowanie obrabianego elementu pod listwą zaciskową.
Aby wyregulować ciśnienie, należy przesunąć nakrętki na gwintowanym
wale łączącym w górę lub w dół.
- 11 -
1. Aby wyregulować siłę docisku, dokręć obie strony listwy dociskowej za
pomocą części hamulca.
A. Jeśli ciśnienie zacisku wydaje się światło i część jest luźna w zacisku,
przesuń nakrętki regulacyjne W GÓRĘ.
b. Jeśli siła zacisku wydaje się duża i nie można zablokować uchwytów,
przesuń nakrętki regulacyjne W DÓŁ.
c. Gdy ciśnienie będzie odpowiednie, nie będzie konieczne dokonywanie
dalszych regulacji dla tej grubości części. (Podczas zmiany grubości może
być konieczna ponowna regulacja.)
2. Wyjmij część spod listwy zaciskowej, zablokuj listwę uchwytami i poluzuj
nacisk na górną nakrętkę.
3. Odblokuj zacisk i przekręć dolną nakrętkę o ½ obrotu w żądanym
kierunku.
4. Zablokuj listwę zaciskową, dokręć górną nakrętkę i powtórz krok 1
powyżej, aż do uzyskania żądanego ciśnienia.

- 12 -
Wyrównanie zacisku (od końca do końca)
Wykonaj testowe zgięcie pod kątem 90° w odległości około 2” (50,8 mm)
od każdego końca maszyny. Ułóż zgięte paski jeden na drugim i sprawdź,
czy są zgięte pod takim samym kątem.
Jeśli pasek jest zbyt wygięty, zwiększ odległość odsunięcia po tej stronie.
Jeśli pasek jest zbyt wygięty, zmniejsz odległość odsunięcia po tej stronie.
Ponownie przesuń regulację odsunięcia poza żądany punkt odsunięcia, a
następnie do przodu, aby usunąć luz.
Wyrównanie zginania skrzydeł
Dokładność gięcia zależy od tego, czy górna powierzchnia listwy gnącej i
przymocowanego do niej skrzydła gnącego są na równi z górną
powierzchnią bloku zaciskowego, gdy listwa gnąca znajduje się w pozycji
opuszczonej. Jeśli okaże się, że konieczna jest regulacja, skontaktuj się z
- 13 -
lokalnym zespołem serwisowym lub producentem.
Działanie
Gdy działający podstawowy operacje gięcia To Jest ważny To palce z ten
hamulec Czy równoległy z krawędź z ten zaciskanie blok . Również robić Jasne
Ty Posiadać ten właściwe cofnięcie I zaciskanie ciśnienie ustawić dla grubość
tworzywo istnienie zgięty .
Gięcie blachy
1. Podnieś i obróć uchwyt zaciskowy (cw) zgodnie z ruchem wskazówek
zegara, aby podnieść zespół zaciskowy.
2. Włóż część pomiędzy blok zaciskowy i palce hamulcowe.
3. Wyrównaj palce zespołu dociskowego z zaznaczoną linią gięcia części i
zaciśnij na miejscu, odciągając uchwyt zacisku.
OSTROŻNOŚĆ
Zawsze należy nosić odpowiednią ochronę oczu, osłony boczne, obuwie ochronne
i rękawice skórzane, aby zabezpieczyć się przed zadziorami i ostrymi
krawędziami.
OSTROŻNOŚĆ
Trzymaj dłonie i palce z dala od belki zaciskowej. Stań z boku maszyny, aby
uniknąć uderzenia fartuchem gnącym, gdy będzie się on zbliżał do gięcia.
OSTROŻNOŚĆ
Przy podnoszeniu dużych i ciężkich arkuszy należy upewnić się, że są one
odpowiednio podparte.
- 14 -
4. Pociągnij za uchwyty zginanego liścia, aż część elementu osiągnie
pożądany kąt gięcia.
5. Opuść skrzydło gięcia, podnieś zespół dociskowy i usuń wygiętą część.
6. Jeśli wykonujesz gięcie skrzynkowe, wybierz palce ściśle
odpowiadające wymiarom gotowego elementu.
DODATEK NA GIĘCIE
Aby się zgiąć arkusz me ta l dokładnie, należy wziąć pod uwagę całkowitą
długość każdego zagięcia. Jest to tzw. naddatek na zagięcie. Odejmij
naddatek na zgięcie od sumy wymiarów zewnętrznych części, aby uzyskać
rzeczywistą całkowitą długość lub szerokość części. Ze względu na
różnice w twardości blachy, i czy zagięcie jest wykonane zgodnie z
kierunkiem włókien czy wbrew niemu, Dokładne korekty czasami trzeba
ustalać metodą prób i błędów. Natomiast informacje na temat tolerancji
gięcia do zastosowań ogólnych można znaleźć w podręcznikach
dotyczących obróbki metali lub w Internecie.
ROZUMIENIE STOJĄCE SPRĘŻYNA
Sprężystość, znana również jako odzyskiwanie sprężyste, jest wynikiem
chęci metalu powrotu do pierwotnego kształtu po poddaniu go ściskaniu i
rozciąganiu. Po usunięciu zginanego liścia z metalu i zwolnieniu
obciążenia, część elementu rozluźnia się, zmuszając wygiętą część metalu
do nieznacznego powrotu do pierwotnego kształtu.
Kluczem do uzyskania prawidłowego kąta gięcia jest lekkie wygięcie
metalu i umożliwienie mu powrotu do pożądanego kąta. Wszystkie metale
wykazują pewną ilość powrotu do pierwotnego kształtu.
NOTATKA
DO NIE siła ten zaciskanie uchwyt . Ten holding ciśnienie tylko wymagania Do
Być obcisły wystarczająco Do trzymać ten arkusz metal z poruszający
Kiedy pochylenie się.
- 15 -
WYBÓR MATERIAŁÓW
OSTROŻNOŚĆ
Klient musi ustalić, czy materiały przetwarzane przez maszynę NIE stanowią
potencjalnego zagrożenia dla operatora lub personelu pracującego w pobliżu.
Wybierając materiały należy pamiętać o poniższych wskazówkach:
1. Materiał musi być czysty i suchy. (bez oleju)
2. Materiał powinien mieć gładką powierzchnię, aby można go było łatwo
obrabiać.
3. Właściwości wymiarowe materiału muszą być spójne i nie mogą
przekraczać wartości dopuszczalnych dla maszyny.
4. Struktura chemiczna materiału musi być zgodna.
5. Jeśli to możliwe, kupuj certyfikowaną stal od tego samego dostawcy.
SMAROWANIE I KONSERWACJA
OSTRZEŻENIE
Czynności konserwacyjne powinny być wykonywane regularnie przez
wykwalifikowany personel.
Zawsze przestrzegaj właściwych środków ostrożności podczas pracy przy
maszynach lub w ich pobliżu.
1. Sprawdzaj codziennie, czy nie ma żadnych niebezpiecznych warunki i
naprawić je natychmiast.
2. Sprawdź, czy wszystkie nakrętki i śruby są odpowiednio dokręcone.
3. Raz w tygodniu należy czyścić maszynę i obszar wokół niej.
4. Nasmaruj elementy gwintowane i urządzenia przesuwne.
5. Na wszystkie powierzchnie nielakierowane nanieść środek smarny
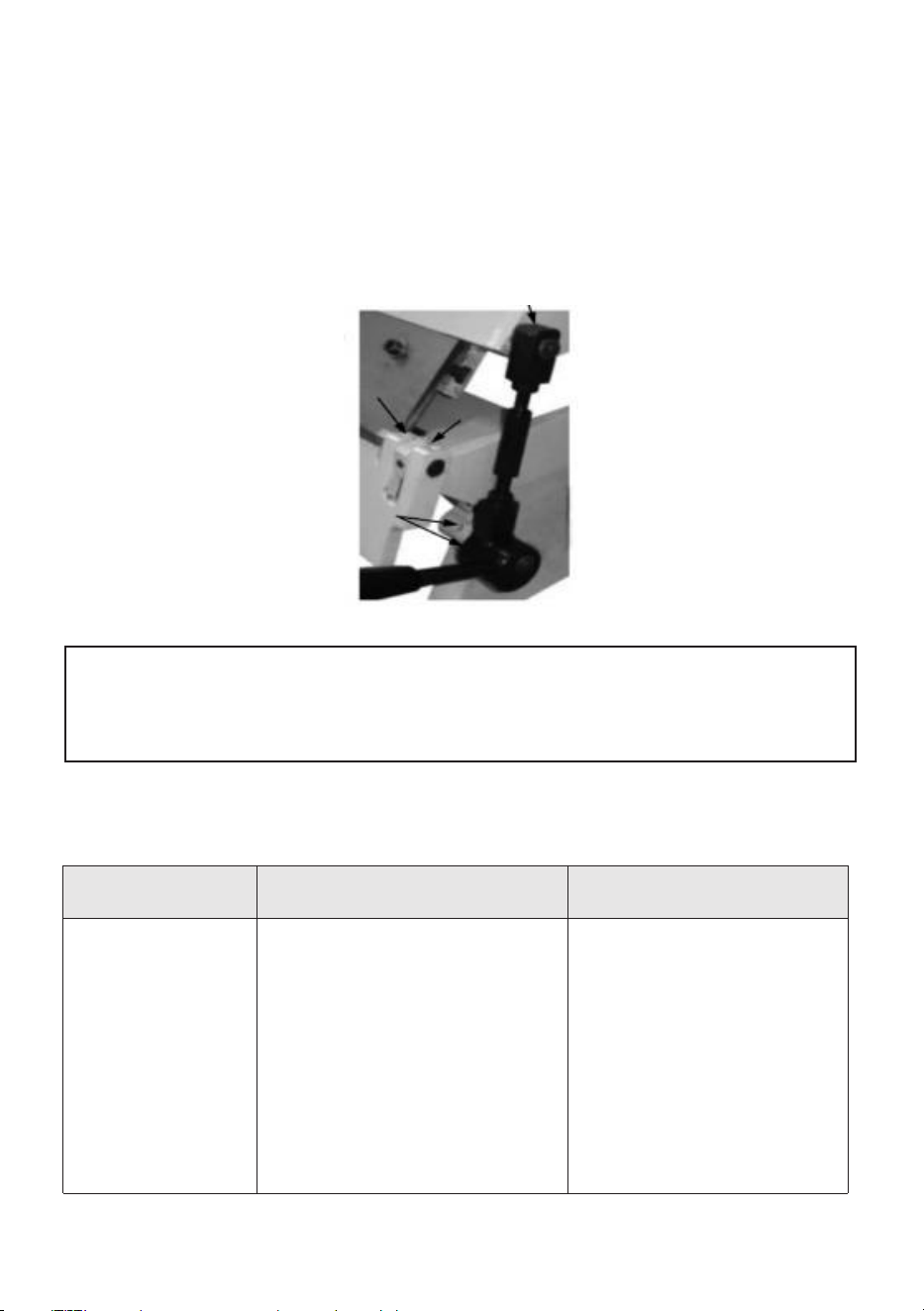
- 16 -
zapobiegający korozji.
Porty naftowe
Używanie pojemnika na olej dobrej jakości Olejek nr 30W, nanieść 5-6
kropli na każdy
portów na obu końcach maszyna.Powtarzaj co tydzień lub częściej
często w zależności od sposobu użytkowania. Wytrzyj nadmiar oleju.
NOTATKA
Właściwy konserwacja Móc zwiększyć ten życie oczekiwanie z twój maszyna.
ROZWIĄZYWANIE PROBLEMÓW
WADA
Prawdopodobna przyczyna
ZARADZIĆ
NIEDOKŁADNE
ZGINANIA
1. Palce nie są ustawione w
jednej linii
2. Odległość odsunięcia nie
jest równa z jednej strony do
drugiej
3. Zespół zaciskowy nie
przytrzymuje pewnie części
obrabianej.
Postępuj zgodnie z
procedurą prawidłowego
ułożenia palców.
Dokładnie zmierz
odległość i odpowiednio
ją ustaw.
Ponownie wyreguluj siłę
zacisku.

- 17 -
ZGIĘTY LIŚĆ
JEST TRUDNY
DO
PODNIESIENIA I
ZGINĘCIA.
1. Przekroczenie limitów
gięcia hamulca.
2. Przeciwwaga nie znajduje
się na liściu.
Nie zginaj materiału
grubszego, niż ten, dla
którego maszyna jest
przeznaczona.
Zamontuj przeciwwagę,
aby zmniejszyć siłę
potrzebną do
podniesienia zgiętego
skrzydła.
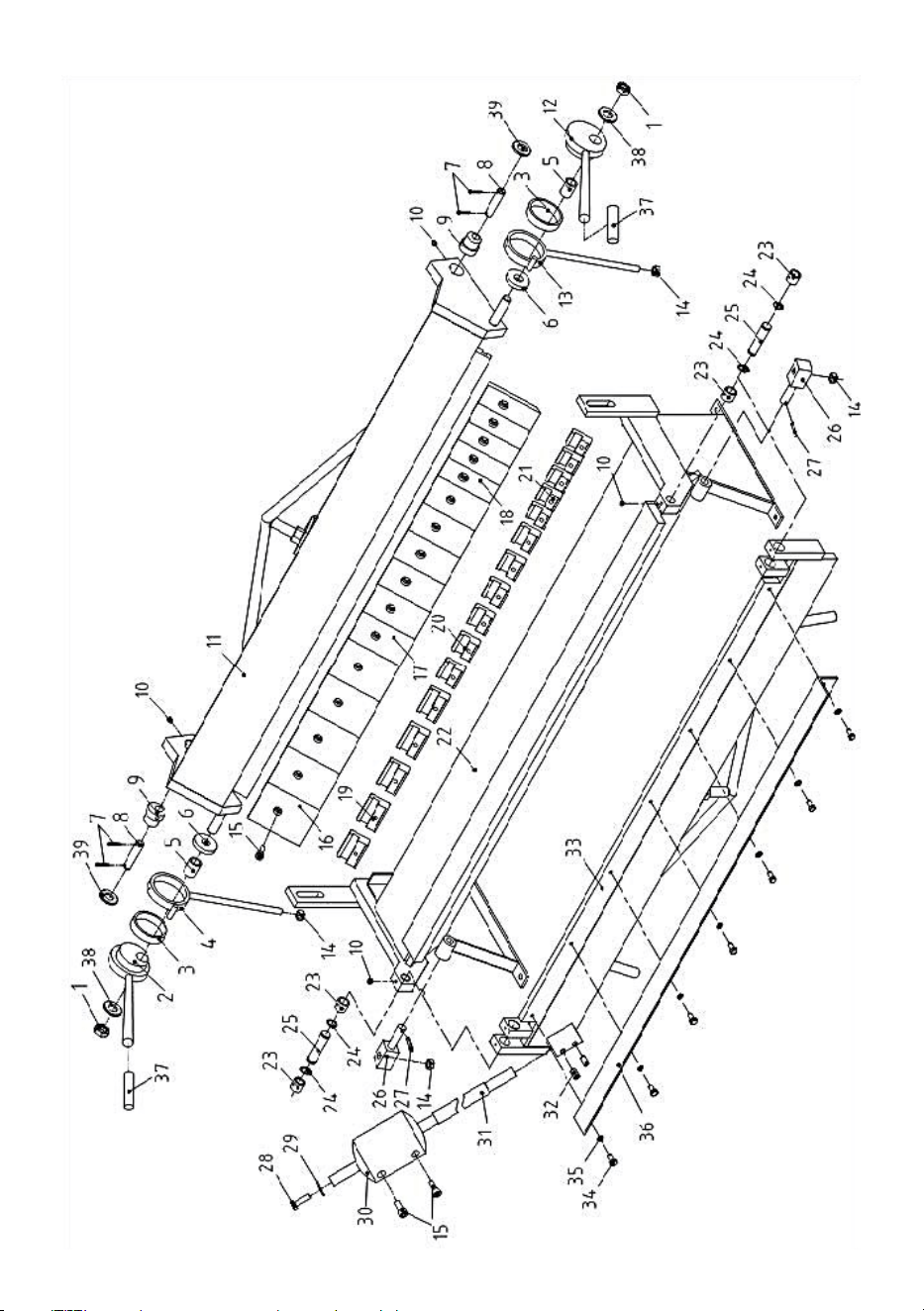
- 18 -
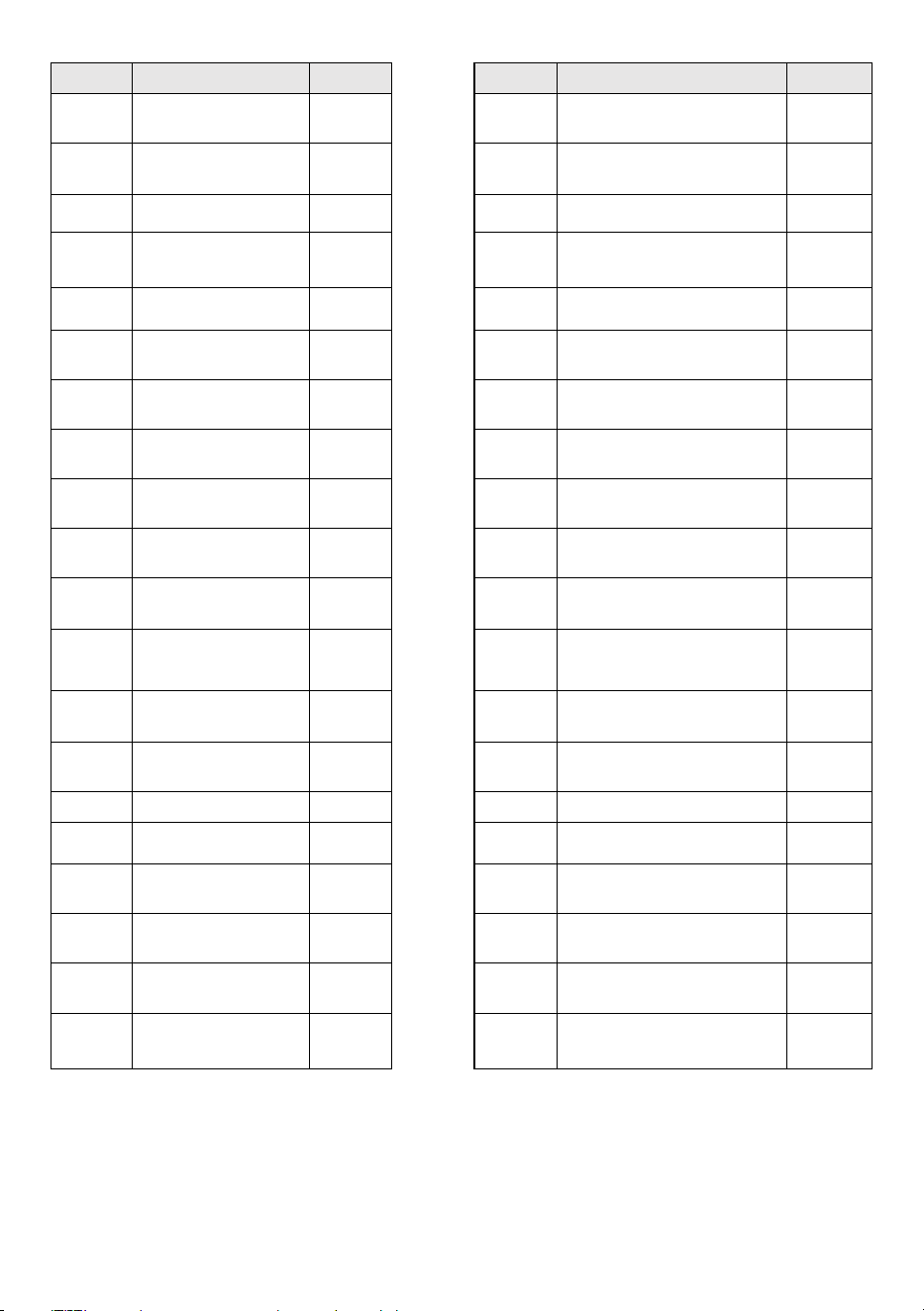
- 19 -
Nr ref.
Opis
ILOŚĆ.
Nr ref.
Opis
ILOŚĆ.
1
Nakrętka M18
2
21
Płytka zaciskowa 34mm
5
2
Lewy uchwyt
mimośrodowy
1
22
Rama
1
3
Duża pralka
2
23
Sprawa
4
4
Lewy korbowód
1
24
Pierścień wału Φ18
4
5
Pralka
2
25
Wał
2
6
Tuleja dystansowa
2
26
Wał
2
7
Kołek rozporowy
φ4X25
4
27
Kołek rozporowy φ5X25
2
8
Szpilka φ16X70
2
28
Śruba sześciokątna
M10X35
1
9
Wał mimośrodowy
2
29
Uszczelka płaska Φ10
1
10
Śruba ustalająca
M8X8
4
30
Przeciwwaga
1
11
Górna rama
matrycy
1
31
Pręt przeciwwagi
1
12
Uchwyt
mimośrodowy
prawy
1
32
Śruba ustalająca M12X20
2
13
Prawy korbowód
1
33
Zginający się liść
1
14
M12
4
34
Śruba sześciokątna
M8X16
7
15
M10X25
18
35
Φ8
7
16
Matryce
hamulcowe 4"
5
36
Płyta kątowa graniczna
1
17
Matryce
hamulcowe 3"
6
37
Uchwyt uchwytu
2
18
Matryce
hamulcowe 2"
5
38
Φ18
2
19
Płytka zaciskowa
63mm
5
39
Φ16
2
20
Płytka zaciskowa
45mm
6

Technisch Ondersteuning en E-garantiecertificaat www.vevor.com/support
HAND BUIGEN
GEBRUIKSAANWIJZING
MODEL: W-1.0X610A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODEL: W-1.0X610A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
HAND BENDING

- 2 -
Uitpakken
De Pan & Box Brake wordt door de fabrikant verzonden in een zorgvuldig
verpakte multiplex koffer. Controleer het product grondig bij het openen
van de verpakking.
Na het uitpakken van de unit, controleer zorgvuldig op eventuele schade
die tijdens het transport is ontstaan. Controleer op losse, ontbrekende of
beschadigde onderdelen. Meld ontbrekende onderdelen onmiddellijk aan
de dealer.
Indien er schade is ontstaan, dient u een claim in te dienen bij de
vervoerder. Deze schade is voor rekening van de gebruiker.
Specificaties
De Model W-4816Z Pan & Box Brake wordt met de hand bediend en kan
tot 16 ga. (1,52 mm) zacht staal en 20 ga. (.912 mm) roestvrij staal x 48 ”
(1219 mm) lang buigen, waardoor het pannen, kanalen, hoeken en andere
vormen kan fabriceren. Verstelbare contragewichten stellen de operator in
staat om het buigblad in evenwicht te brengen met de dikte van het
materiaal. Een verstelbare stopmeter is inbegrepen, zodat de operator
herhaaldelijk kan buigen.
Model .......................................................................... B-1.0 X 610A
Buiglengte .......................... ....................................... 24 ” (610 mm)
Buigdikte .......................................................................... 20Ga ( 1mm )
Buighoek .......................... ................................................. 0 - 1 3 5 °
BEWAAR DEZE INSTRUCTIES
Hartelijk dank voor uw aankoop van onze W-4816Z Pan and Box Brake.
Lees deze instructies aandachtig door voordat u uw nieuwe gereedschap
gaat gebruiken. Deze instructies hebt u nodig voor de
veiligheidswaarschuwingen, voorzorgsmaatregelen, montage, operatie,
- 3 -
onderhoudsprocedures, onderdelenlijst en schema's. Bewaar uw
factuurnummer bij deze instructies. Schrijf het factuurnummer op de
binnenkant van de voorkant. Bewaar de instructies en de factuur op een
veilige plaats, Bewaar het op een droge plaats voor toekomstig gebruik.
Algemene veiligheidsinformatie
VOORZICHTIGHEID
Voor jouw eigen veiligheid , lezen alle van de instructies En
voorzorgsmaatregelen voor operationeel hulpmiddel .
VEILIGHEIDSREGELS
1. Draag geschikte kleding. Draag geen losse kleding, handschoenen,
stropdassen, ringen, armbanden of andere sieraden die vast kunnen
komen te zitten in bewegende delen van de machine.
2. Draag een beschermende haarbedekking om lang haar te bedekken.
3. Draag veiligheidsschoenen met antislipzolen.
4. Draag een veiligheidsbril. Een alledaagse bril heeft alleen
impactbestendige lenzen. Het is GEEN veiligheidsbril.
5. Wees alert en denk helder. Bedien nooit gereedschap als u moe bent,
dronken bent of medicijnen gebruikt die slaperigheid veroorzaken.
6. Zorg dat de werkplek schoon is. Een rommelige werkplek is een
uitnodiging tot ongelukken.
7. De werkplek moet goed verlicht zijn.
8. Houd bezoekers op veilige afstand van de werkplek.
9. Houd kinderen uit de buurt van de werkplek. Maak de werkplaats
kindveilig. Gebruik hangsloten om onbedoeld gebruik van gereedschap te
voorkomen.
10. Monteer alleen volgens deze instructies. Onjuiste montage kan
gevaren opleveren.
11. Wanneer gereedschap niet in gebruik is, bewaar het dan op een droge,
veilige plek buiten bereik van kinderen. Inspecteer het gereedschap voor
opslag en voor hergebruik. 12. Onderhoud productlabels en naamplaatjes.
Deze bevatten belangrijke veiligheidsinformatie.

- 4 -
WEET HOE JE HET GEREEDSCHAP MOET GEBRUIKEN
1. Gebruik het juiste gereedschap voor de klus. Probeer NIET een klein
gereedschap of opzetstuk te forceren om het werk van een groot
industrieel gereedschap te doen. Gebruik een gereedschap NIET voor een
doel waarvoor het niet bedoeld is.
2. Forceer het gereedschap niet. Uw machine zal beter en veiliger werken
als u hem gebruikt als
bedoeld. GEBRUIK GEEN ongeschikte hulpstukken in een poging om de
nominale capaciteit van de machine te overschrijden.
3. Overbelasting van de machine. Door de machine te overbelasten, kunt u
letsel door rondvliegende onderdelen veroorzaken. Overschrijd de
opgegeven machinecapaciteiten NIET.
4. Gebruik van de machine. Gebruik de rem NIET als pers- of
breekgereedschap.
5. Randen van materiaal bewerken. Voordat u plaatmetaal buigt, moet u
altijd alle scherpe randen afschuinen en ontbramen.
5. Randen van verbandmateriaal. Voor Buigen van plaatwerk, altijd
afschuinen en braam alle scherpe randen af.
6. Bladaanpassingen en onderhoud. Houd de messen altijd scherp en
goed afgesteld voor optimale prestaties.7.Controleer op beschadigde
onderdelen. Voor met behulp van een gereedschap of machine,
voorzichtig Controleer elk onderdeel dat beschadigd lijkt. Controleer de
uitlijning en binding van bewegende delen die de juiste werking kunnen
beïnvloeden machinebediening
- 5 -
WAARSCHUWING
De waarschuwingen , waarschuwingen , en instructies besproken in dit
instructie handmatig kan niet omslag alle mogelijk voorwaarden of situaties Dat
zou kunnen voorkomen . Het moeten zijn begrepen door de exploitant Dat
gewoon gevoel En voorzichtigheid Zijn factoren welke kan niet zijn gebouwd
naar binnen dit product , maar moeten zijn geleverd door de exploitant .
Belangrijk:
Uw machine kan geleverd zijn met een roestwerende wasachtige olielaag
en vet op de blootgestelde, ongeschilderde metalen oppervlakken. Om
deze beschermende coating te verwijderen, Gebruik een ontvetter of
oplosmiddelreiniger. Voor een grondige reiniging is het soms nodig om
enkele onderdelen te verwijderen. GEBRUIK GEEN aceton of
remmenreiniger, omdat deze de gelakte oppervlakken kunnen
beschadigen.
Volg bij het gebruik van elk type schoonmaakmiddel de instructies op het
etiket van de fabrikant. Na het schoonmaken, Veeg ongeschilderde
metalen oppervlakken af met een dun laagje hoogwaardige olie of vet ter
bescherming.
WAARSCHUWING
DOEN NIET GEBRUIK benzine of ander aardolie producten naar schoon
de machine . Zij hebben laag flash punten En kan ontploffen of oorzaak vuur .
VOORZICHTIGHEID
Wanneer gebruik makend van schoonmaak oplosmiddelen werk in A goed
g e v e n t i l e e r d gebied . Veel schoonmaak oplosmiddelen Zijn giftig als
ingeademd .

- 6 -
Montage
BELANGRIJK:
Houd bij het zoeken rekening met het volgende: voor een geschikte locatie
om de
machine:
1. Totaalgewicht van de machine.
2. Gewicht van het te verwerken materiaal.
3. Afmetingen van het materiaal dat door de machine verwerkt moet
worden.
4. Ruimte nodig voor hulpstandaards, werktafels of andere machines.
5. Afstand tot muren en andere obstakels.
6. Zorg voor voldoende werkruimte rond de machine voor de veiligheid.
7. Zorg ervoor dat de werkplek goed verlicht is met de juiste verlichting.
8. Zorg ervoor dat de vloer vrij is van olie en niet glad is.
9. Verwijder regelmatig schroot en afvalmateriaal en zorg ervoor dat het
werk goed wordt uitgevoerd.
het gebied vrij is van belemmerende objecten.
10. Als er lange stukken materiaal in de machine moeten worden gevoerd,
zorg er dan voor dat
dat ze niet in gangpaden terechtkomen.
Voordat u met de montage begint, dient u rekening te houden met de
volgende voorzorgsmaatregelen
en suggesties.
1. Is de machine vastgeschroefd aan de pallet? Voordat u een van de
volgende handelingen uitvoert,
montageprocedures verwijder alle losse onderdelen en hardware en
Maak de machine los van de pallet.
2. WATERPAS ZETTEN: De machine moet op een vlakke, betonnen vloer
worden geplaatst.
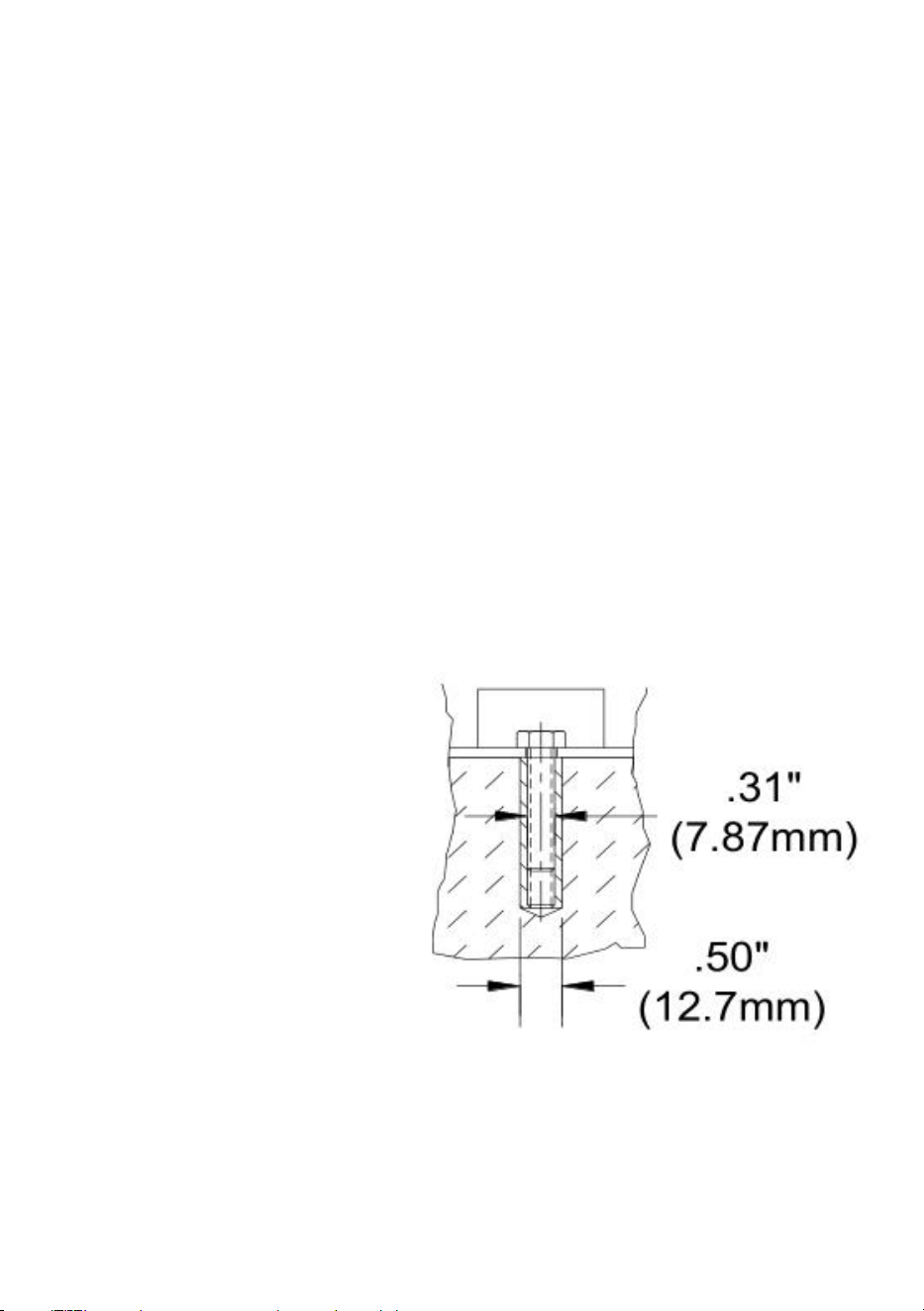
- 7 -
Voordat u de machine plaatst, moeten er voorzieningen voor de
bevestiging zijn aangebracht.
De nauwkeurigheid van elke machine hangt af van de precieze plaatsing
van
Bevestig het aan het montageoppervlak.
3. VLOER: Dit gereedschap verdeelt een groot gewicht over een kleine
gebied. Zorg ervoor dat de vloer het gewicht van
de machine, werkvoorraad en de operator. De vloer moet ook
een vlakke ondergrond. Als het apparaat wiebelt of schommelt als het
eenmaal op zijn plaats staat, zorg er dan voor dat
elimineren door vulplaatjes te gebruiken.
4. WERKRUIMTE: Houd rekening met de grootte van de
materiaal dat verwerkt moet worden. Zorg ervoor dat u voldoende ruimte
voor u heeft
om de machine vrij te kunnen bedienen .
Het verankeren van de machine
1. Plaats de machine op een
stevige en vlakke betonnen
vloer.
2. Zorg voor een veilige
werkafstand rond de machine.
3. Veranker de machine aan
de vloer, zoals weergegeven
in het diagram, met behulp
van bouten en
expansiepluggen of
verzonken trekstangen die via
gaten in de basis van de
standaard worden verbonden. (Afb. 1)
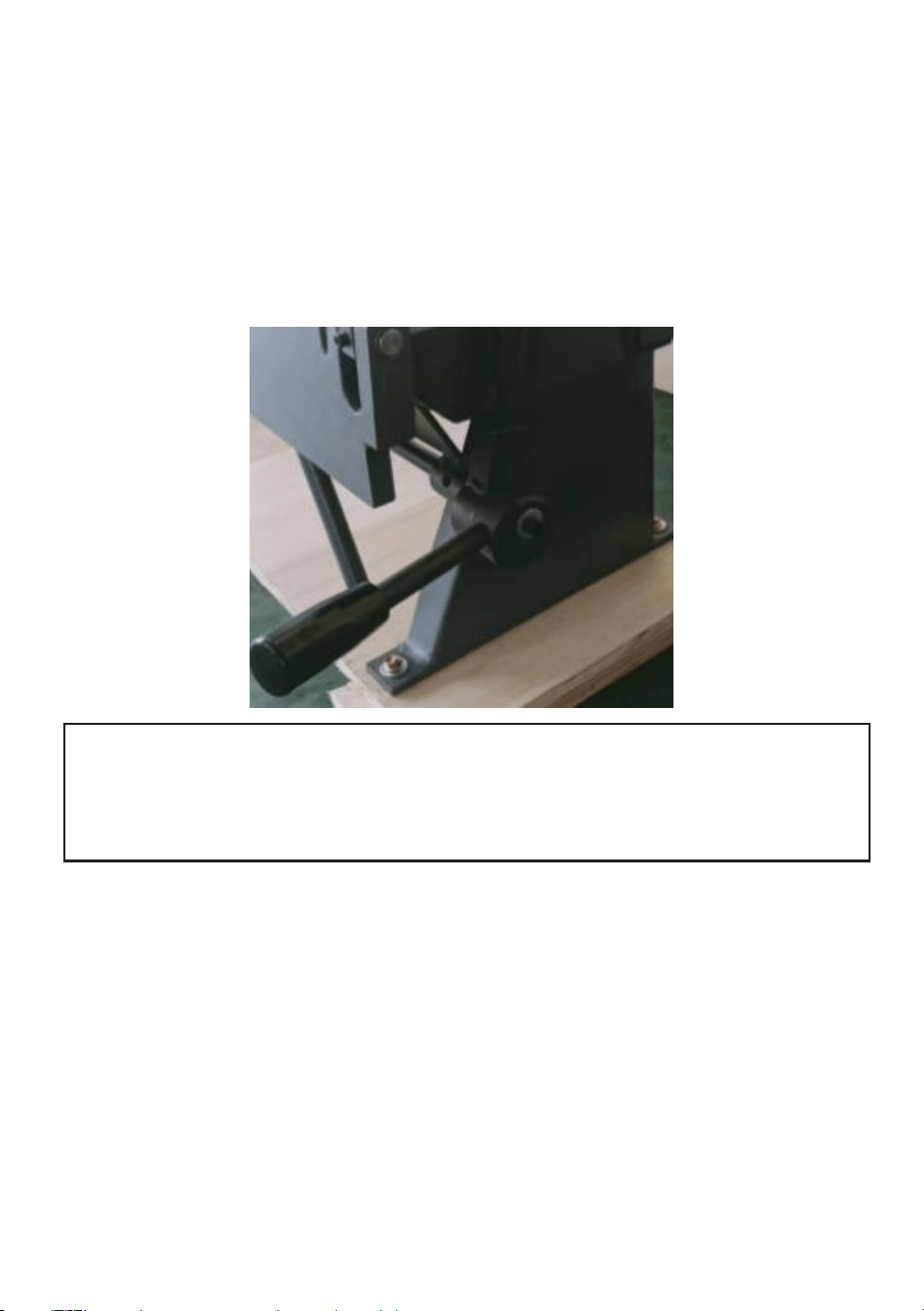
- 8 -
Het contragewicht bevestigen
1. Zorg dat er een helper is het contragewicht vasthouden.
2. Draai de twee zeskantbouten los en schuif de contragewichtstang in de
ontvangstbuis.
3. Wanneer de stang gelijk ligt met de onderkant van de ontvanger, draai je de
zeskant vast bouten.(Foto 2)
OPMERKING
DOEN NIET gebruik de tegengewicht hendel naar salarisverhoging de buigen
blad . Jij kunnen schade de scharnieren of de buigen blad .
De stopstang afstellen
De stopstang wordt gebruikt voor herhaald buigen wanneer u de buiging
wilt blad om op hetzelfde moment te stoppen positie elke keer.
1. Draai de stopmoer en de ring los en maak de bocht, waarbij u bovenaan
de bocht stopt.
2. Draai de moer en de ring vast tot aan het aanslagblok.
3. De buighoek kan nu worden herhaald totdat deze door de operator
opnieuw wordt ingesteld.
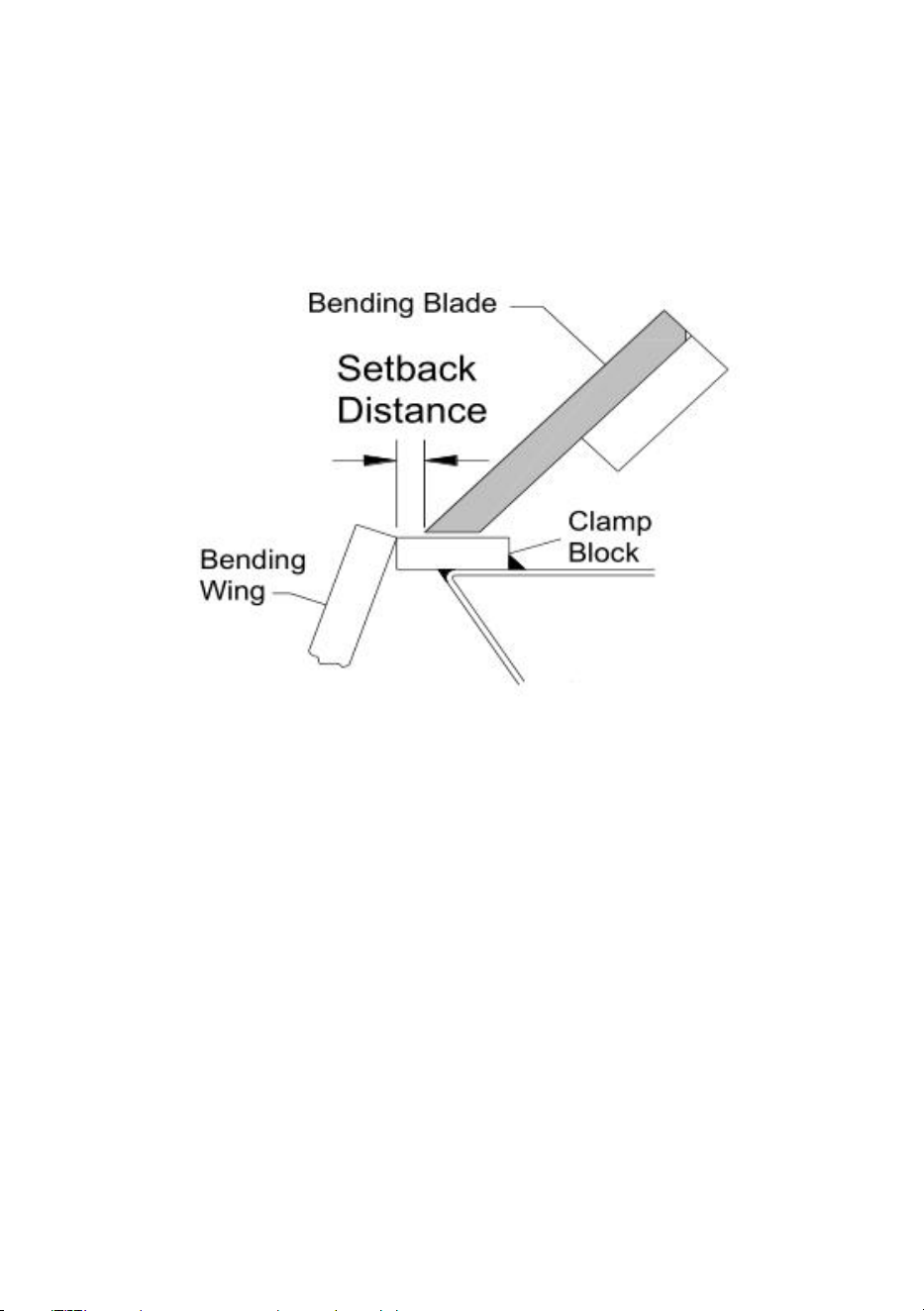
- 9 -
De setback aanpassen
Setback is de afstand van de voorste rand van de vinger tot de voorste
rand van het klemblok zoals weergegeven in de afbeelding. Deze afstand
wordt bepaald door de dikte van het stuk en de binnenradius van de bocht.
De setback is doorgaans 1- 1/2-2 keer de dikte van het materiaal. (Afb. 4)
1. Zorg er bij het afstellen voor dat alle vingers goed op één lijn liggen en
dat de bevestigingsconstructie niet in de omlaagpositie is vergrendeld.
2. Draai de stelschroeven (C) aan de achterkant van de
bevestigingsconstructie los (Afb. 5).
3. Plaats een gereedschap, zoals een allen sleutel in een van de
spaakgaten van de excentrische naaf en draai deze, waardoor de
bevestigingsconstructie naar voren of naar achteren beweegt.
4. Wanneer de vingers de juiste terugstelafstand hebben en evenwijdig
aan de rand van het klemblok, draait u de stelschroeven (C) vast.
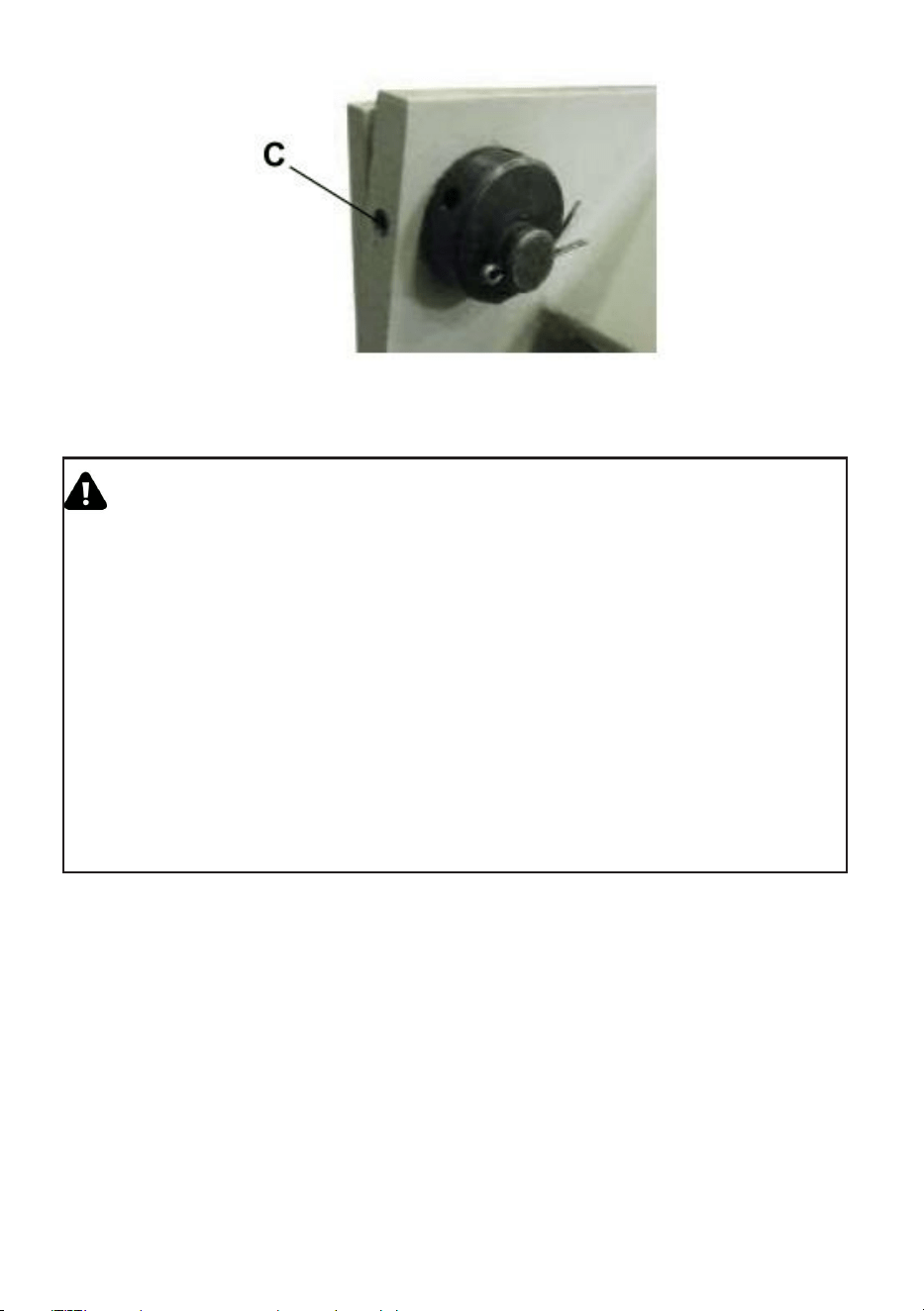
- 10 -
De klemdruk aanpassen
VOORZICHTIGHEID
1. Een te hoge klemdruk kan de rem “voorbelasten” en permanent vervormen.
2. Buig GEEN materiaal dat zwaarder is dan de nominale capaciteit, zelfs niet in
kortere lengtes.
3. Gebruik materiaal met recht afgeknipte randen. (Een opgerolde rand kan
kromtrekken).
4. Als u een rond voorwerp buigt, zal de klemrand kromtrekken of inkepingen
maken.
5. Pas de klemdruk aan voor verschillende metaaldiktes.
6. Gebruik geen pijpverlengstuk op de klemstangen om meer hefboomwerking te
verkrijgen.
De klemdruk moet mogelijk worden aangepast als de dikte van het
werkstuk verandert. Een geschikte druk moet een gemiddelde weerstand
hebben bij het terugtrekken van de aandrukhendel(s). Aan het einde van
de slag moet er een duidelijke vergrendeling van het werkstuk onder het
klemblad zijn.
Om de druk aan te passen, beweegt u de moeren op de schroefdraadas
omhoog of omlaag.
1. Om de klemkracht aan te passen, draait u beide zijden van het klemblad
vast met een stuk in de rem.

- 11 -
A. Als de klemdruk te groot lijkt licht en het stuk los in de klem zit, beweeg
de stelmoeren OMHOOG.
b. Als de klemkracht te hoog lijkt en u de handgrepen niet kunt
vergrendelen, verplaatst u de afstelmoeren NAAR BENEDEN.
c. Zodra de druk goed aanvoelt, zijn er geen verdere aanpassingen nodig
voor dit diktestuk. (Wanneer u de dikte verandert, kan het nodig zijn om
opnieuw aanpassingen te doen.)
2. Verwijder het klemstuk onder het klemblad vandaan, zet het blad vast
met de handgrepen en laat de druk op de bovenste moer los.
3. Ontgrendel het klemblad en draai de onderste moer een halve slag in de
gewenste richting.
4. Vergrendel het klemblad, draai de bovenste moer opnieuw vast en
herhaal stap 1 hierboven totdat de gewenste druk is bereikt.
- 12 -
Klemuitlijning (van eind tot eind)
Maak een testbuiging van 90° op ongeveer 50,8 mm van elk uiteinde van
de machine. Stapel de gebogen stroken op elkaar en controleer of ze in
dezelfde mate zijn gebogen.
Als een strip te ver is gebogen, vergroot u de terugvalafstand aan die kant.
Als een strip te weinig is gebogen, verkleint u de terugvalafstand aan die
kant. Verplaats de terugvalaanpassing opnieuw voorbij het gewenste
terugvalpunt en vervolgens naar voren om de speling te verwijderen.
Buigende vleugeluitlijning
De buignauwkeurigheid is afhankelijk van het feit of het bovenvlak van het
buigblad en de daaraan bevestigde buigvleugel gelijk liggen met het
bovenvlak van het klemblok wanneer het buigblad zich in de verlaagde
positie bevindt. Als blijkt dat een aanpassing nodig is, neem dan contact op
met het lokale serviceteam of met de fabrikant.
Bediening
Wanneer uitvoeren basis buigbewerkingen Het is belangrijk Dat de vingers
van de rem Zijn parallel met de rand van de klemmen blok . Ook maken Zeker
Jij hebben de juiste terugval En klemmen druk set voor de dikte materiaal wezen
gebogen .
VOORZICHTIGHEID
Draag altijd een goede oogbescherming met zijkappen, veiligheidsschoenen en
leren handschoenen om uzelf te beschermen tegen bramen en scherpe randen.
VOORZICHTIGHEID
Houd handen en vingers uit de buurt van de klembalk. Ga aan de zijkant van de
machine staan om te voorkomen dat u geraakt wordt door het buigschort als het
omhoog komt om te buigen.
- 13 -
Buigen van plaatmetaal
1. Til de klemhendel (cw) op en draai deze met de klok mee om de
klemconstructie omhoog te brengen.
2. Plaats het losse onderdeel tussen het klemblok en de remvingers.
3. Lijn de vingers van de bevestigingsconstructie uit met de afgetekende
buiglijn van het onderdeel en klem het vast door de klemhendel naar
achteren te trekken.
4. Trek aan de handgrepen van het buigblad totdat het stuk de juiste
positie heeft bereikt.
gewenste buighoek.
5. Laat het gebogen blad zakken, til de bevestigingsconstructie op en
verwijder het gebogen deel.
6. Als u dozen en pannen gaat buigen, kies dan vingers die zo goed
mogelijk passen bij de afmetingen van het afgewerkte stuk.
BUIGTOELAGE
Om te buigen plaatmetaal nauwkeurig, U moet rekening houden met de
totale lengte van elke bocht. Dit wordt de buigtoeslag genoemd. Trek de
buigtolerantie af van de som van de buitenafmetingen van het stuk om de
werkelijke totale lengte of breedte van het stuk te verkrijgen. Vanwege
verschillen in de hardheid van het plaatmetaal, en of de bocht met de nerf
mee of ertegenin wordt gemaakt, Soms moeten exacte bedragen door
VOORZICHTIGHEID
Zorg ervoor dat grote, zware platen goed worden ondersteund wanneer u ze
verplaatst.
OPMERKING
DOEN NIET kracht de klemmen hendel . De vasthouden druk alleen behoeften
naar zijn nauw genoeg naar uitstel de laken metaal van bewegend wanneer
buigen.
- 14 -
vallen en opstaan worden berekend. Buigtoleranties voor algemeen
gebruik kunt u vinden in boeken over metaalbewerking of op internet.
BEGRIP TERUGVEER
Springback, ook wel bekend als elastisch herstel, is het resultaat van het
metaal dat terug wil keren naar zijn oorspronkelijke vorm na het ondergaan
van compressie en rek. Nadat het buigende blad van het metaal is
verwijderd en de belasting is vrijgegeven, ontspant het stukdeel, waardoor
het gebogen deel van het metaal enigszins terugkeert naar zijn
oorspronkelijke vorm.
De sleutel tot het verkrijgen van de juiste buighoek is om het metaal een
beetje te ver te buigen en het terug te laten veren naar de gewenste hoek.
Alle metalen vertonen een bepaalde mate van terugvering.
MATERIAALSELECTIE
VOORZICHTIGHEID
De klant moet vaststellen dat de materialen die door de machine worden verwerkt,
GEEN potentieel gevaar opleveren voor de bediener of het personeel dat in de
buurt werkt.
Houd bij het selecteren van materialen rekening met de volgende
instructies:
1. Het materiaal moet schoon en droog zijn. (zonder olie)
2. Het materiaal moet een glad oppervlak hebben, zodat het gemakkelijk te
verwerken is.
3. De maatvoeringseigenschappen van het materiaal moeten consistent
zijn en de capaciteitswaarden van de machine niet overschrijden.
4. De chemische structuur van het materiaal moet consistent zijn.
5. Koop gecertificeerd staal indien mogelijk bij dezelfde leverancier.
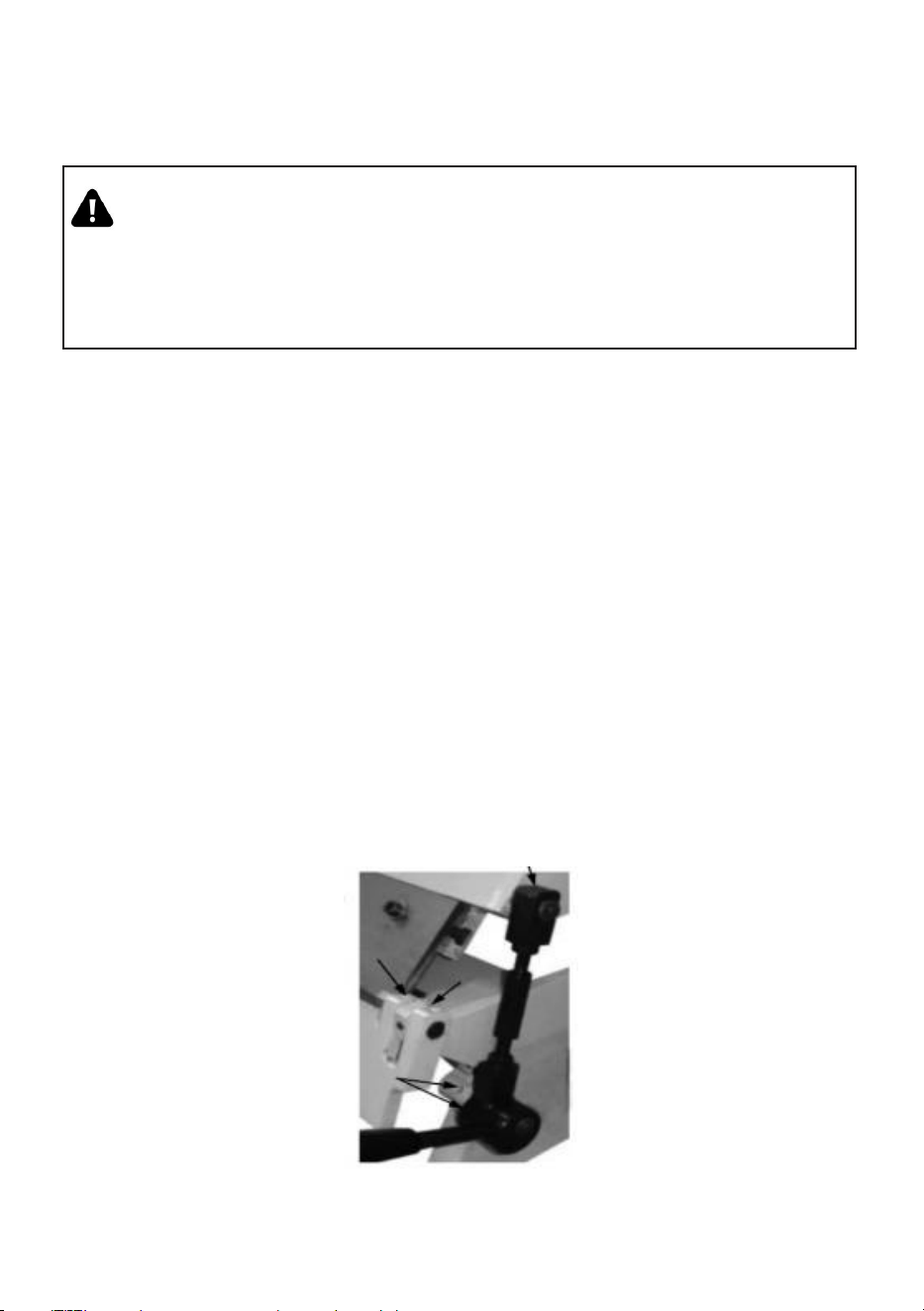
- 15 -
SMERING EN ONDERHOUD
WAARSCHUWING
Onderhoud dient regelmatig te worden uitgevoerd door gekwalificeerd personeel.
Volg altijd de juiste veiligheidsmaatregelen wanneer u aan of in de buurt van
machines werkt.
1. Controleer dagelijks op onveilige situaties voorwaarden en herstel deze
onmiddellijk.
2. Controleer of alle moeren en bouten goed vastzitten.
3. Maak de machine en de omgeving ervan wekelijks schoon.
4. Smeer de schroefdraadonderdelen en de glijvoorzieningen.
5. Breng een roestwerend smeermiddel aan op alle niet-geverfde
oppervlakken.
Oliehavens
Gebruik een oliekan met een goede kwaliteit #30W olie, breng 5-6
druppels aan in elk
van de poorten aan beide uiteinden van de machine. Herhaal wekelijks of
vaker
vaak afhankelijk van het gebruik.Afvegen overtollige olie.
- 16 -
OPMERKING
Juist onderhoud kan toename de leven verwachting van jouw machine.
PROBLEEMOPLOSSING
SCHULD
WAARSCHIJNLIJKE
OORZAAK
REMEDIE
ONJUISTE
BOCHTEN
1. Vingers zijn niet uitgelijnd
2. De terugvalafstand is niet
gelijk van de ene kant naar
de andere
3. De klemconstructie houdt
het onderdeel niet stevig
vast.
Volg de juiste procedure
voor het uitlijnen van de
vingers.
Meet nauwkeurig de
afstand en stel deze
dienovereenkomstig in.
Stel de klemdruk opnieuw
in.
GEBOGEN
BLAD IS
MOEILIJK OP
TE TILLEN EN
TE BUIGEN.
1. Overschrijding van de
buiggrenzen van de rem.
2. Contragewicht staat niet
op het blad.
Buig geen materiaal dat
dikker is dan waarvoor de
machine is ontworpen.
Bevestig het
contragewicht om de
kracht die nodig is om het
buigende blad op te tillen,
te verminderen.
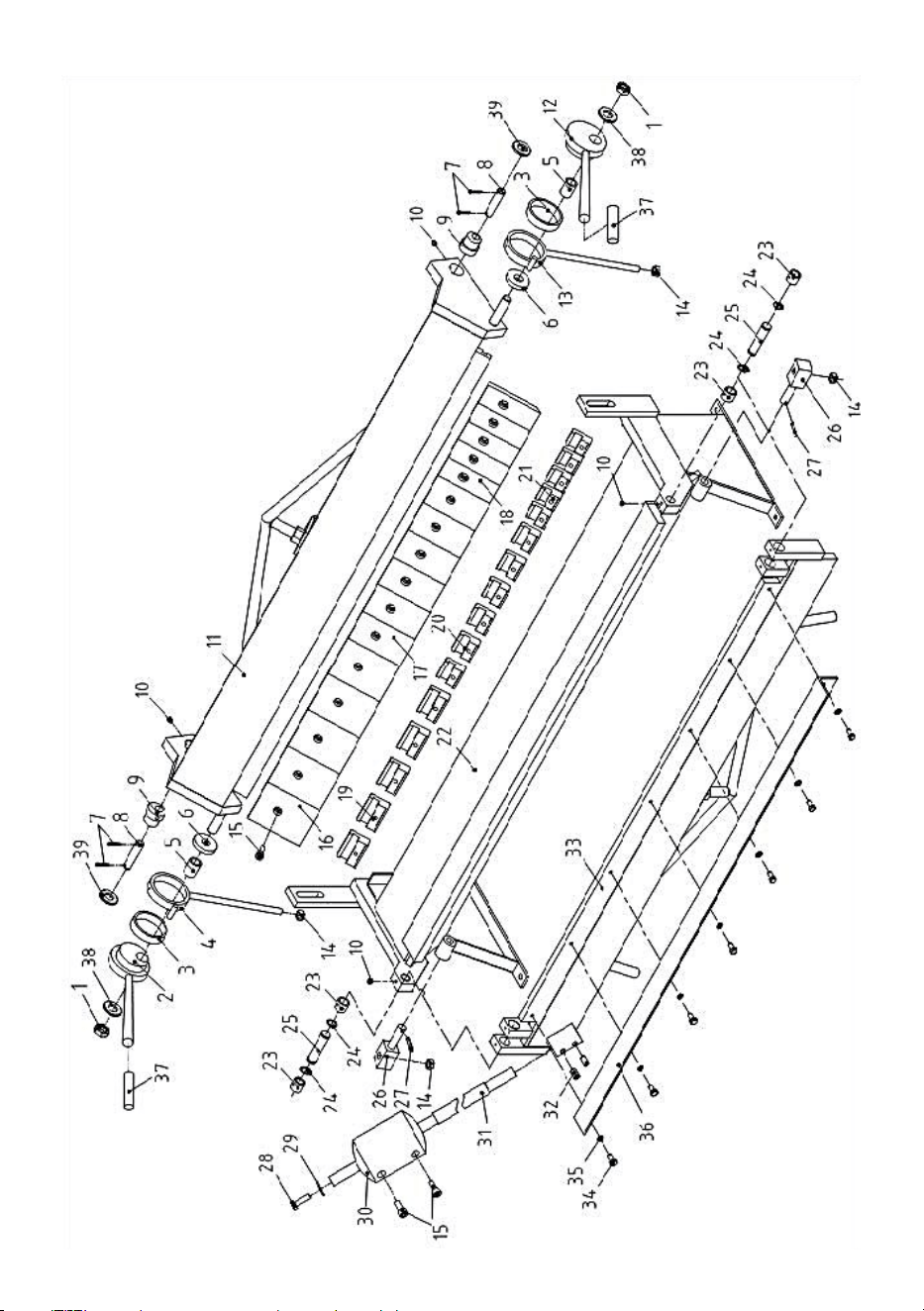
- 17 -
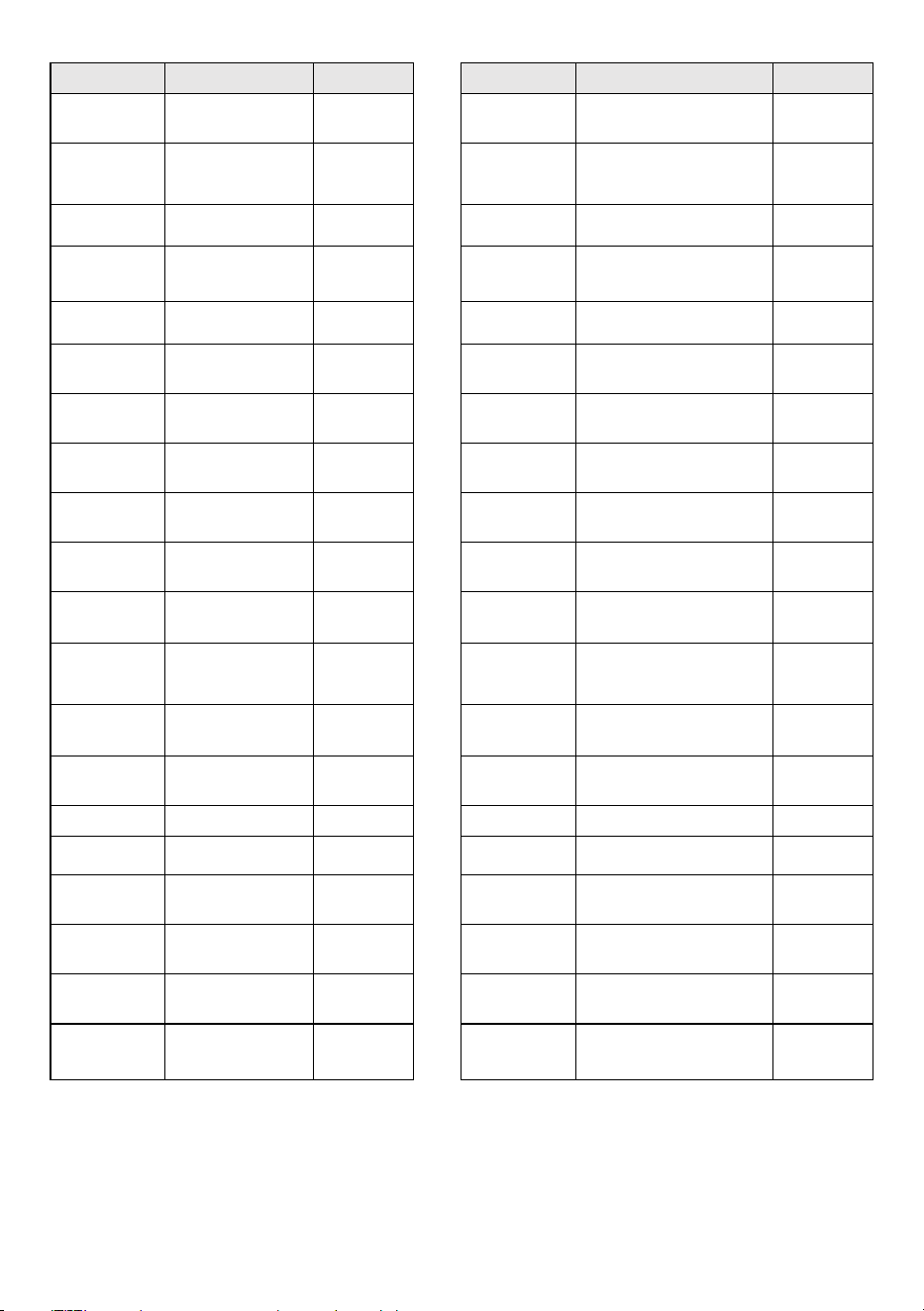
- 18 -
Referentie.
Beschrijving
AANTAL.
Referentie.
Beschrijving
AANTAL.
1
Moer M18
2
21
Klemplaat 34mm
5
2
Linker
excentrische
handgreep
1
22
Kader
1
3
Grote
wasmachine
2
23
Geval
4
4
Linker drijfstang
1
24
Schachtring Φ18
4
5
Wasmachine
2
25
Schacht
2
6
Afstandsbus
2
26
Schacht
2
7
Splitpen φ4X25
4
27
Splitpen φ5X25
2
8
Pen φ16X70
2
28
Zeskantbout M10X35
1
9
Excentrische as
2
29
Vlakke pakking Φ10
1
10
Stelschroef
M8X8
4
30
Tegengewicht
1
11
Bovenste
matrijsframe
1
31
Tegengewichtstang
1
12
Rechter
excentrische
handgreep
1
32
Stelschroef M12X20
2
13
Rechter
drijfstang
1
33
Buigend blad
1
14
M12
4
34
Zeskantbout M8X16
7
15
M10X25
18
35
Φ8
7
16
Remblokken 4"
5
36
Limiethoekplaat
1
17
Remblokken 3"
6
37
Handvatgreep
2
18
Remblokken 2"
5
38
Φ18
2
19
Klemplaat
63mm
5
39
Φ16
2
20
Klemplaat
45mm
6

Teknisk Support och e-garanticertifikat www.vevor.com/support
HANDBÖJNING
BRUKSANVISNING
MODELL: W-1.0X610A
We continue to be committed to provide you tools with competitive price.
"Save Half", "Half Price" or any other similar expressions used by us only represents an
estimate of savings you might benefit from buying certain tools with us compared to the major
top brands and does not necessarily mean to cover all categories of tools offered by us. You
are kindly reminded to verify carefully when you are placing an order with us if you are
actually saving half in comparison with the top major brands.


- 1 -
MODELL: W-1.0X610A
Have product questions? Need technical support? Please feel free to
contact us:
Technical Support and E-Warranty Certificate
www.vevor.com/support
NEED HELP? CONTACT US!
This is the original instruction, please read all manual instructions
carefully before operating. VEVOR reserves a clear interpretation of our
user manual. The appearance of the product shall be subject to the
product you received. Please forgive us that we won't inform you again if
there are any technology or software updates on our product.
HAND BENDING

- 2 -
Uppackning
Pan & Box-bromsen levereras från tillverkaren i ett noggrant packat
plywoodfodral. Inspektera produkten noggrant när du öppnar
förpackningen.
Efter att ha packat upp enheten, inspektera noggrant för eventuella skador
som kan ha uppstått under transporten. Kontrollera om det finns lösa,
saknade eller skadade delar. Rapportera omedelbart saknade delar till
återförsäljaren.
Om skada har uppstått måste anspråk på fraktskador lämnas in till
transportören och är användarens ansvar.
Specifikationer
Modell W-4816Z Pan & Box Brake är handmanövrerad och kan böjas upp
till 16 ga. (1,52 mm) mjukt stål och 20 ga. (0,912 mm) rostfritt x 48 tum
(1219 mm) lång vilket gör att den kan tillverka kastruller, kanaler, vinklar
och andra former. Justerbara motvikter gör att operatören kan balansera
böjningsbladet för att motsvara materialtjockleken. En justerbar
stoppmätare ingår så att föraren kan utföra upprepade böjningar.
Modell ........................................................... ............................... W-1,0 X
610A
Böjningslängd ........................................................... ................... 24"
(610 mm)
Böjningstjocklek ...................................................................
................... 20Ga (1 mm)
Böjningsvinkel ...........................................................
............................ 0 - 1 3 5 °
SPARA DESSA INSTRUKTIONER
Tack för att du köpte vår W-4816Z Pan and Box Brake. Läs dessa
instruktioner noggrant innan du försöker använda ditt nya verktyg. Du
- 3 -
behöver dessa instruktioner för säkerhetsvarningarna,
försiktighetsåtgärder, montering, drift, underhållsprocedurer,
reservdelslista och diagram. Spara ditt fakturanummer med dessa
instruktioner. Skriv fakturanumret på insidan av främre omslaget. Förvara
instruktionerna och fakturan på ett säkert sätt, torr plats för framtida
referens.
Allmän säkerhetsinformation
FÖRSIKTIGHET
För din egen säkerhet , läsa alla av de instruktioner och försiktighetsåtgärder
före fungerar verktyg .
SÄKERHETSREGLER
1. Bär lämpliga kläder. Bär inte löst sittande kläder, handskar, slipsar, ringar,
armband eller andra smycken som kan fastna i maskinens rörliga delar.
2. Bär skyddande hårskydd för att innehålla långt hår.
3. Använd skyddsskor med halkfria sulor.
4. Använd skyddsglasögon . Vardagsglasögon har bara slagtåliga glas. De
är INTE skyddsglasögon.
5. Var uppmärksam och tänk klart. Använd aldrig verktyg när du är trött,
berusad eller när du tar mediciner som orsakar dåsighet.
6. Håll arbetsområdet rent. Röriga arbetsområden leder till olyckor.
7. Arbetsområdet ska vara ordentligt upplyst.
8. Håll besökare på säkert avstånd från arbetsområdet.
9. Håll barn borta från arbetsplatsen. Gör verkstaden barnsäker. Använd
hänglås för att förhindra oavsiktlig användning av verktyg.
10. Montera endast enligt dessa instruktioner. Felaktig montering kan
skapa faror.
11 .När verktyg inte används, förvara dem på en torr och säker plats utom
räckhåll för barn. Inspektera verktygen före förvaring och före
återanvändning. 12. Underhåll produktetiketter och namnskyltar. Dessa
innehåller viktig säkerhetsinformation.
- 4 -
VET HUR DU ANVÄNDER VERKTYG
1 . Använd rätt verktyg för jobbet. FÖRSÖK INTE att tvinga ett litet verktyg
eller tillbehör att utföra arbetet med ett stort industriverktyg. ANVÄND INTE
ett verktyg för ett ändamål som det inte var avsett för.
2.Tvinga inte verktyget. Din maskin kommer att göra ett bättre och säkrare
jobb om den används som
avsedd. ANVÄND INTE olämpliga tillbehör i ett försök att överskrida
maskinens nominella kapacitet.
3 . Överbelastningsmaskin. Genom att överbelasta maskinen kan du
orsaka skador från flygande delar. Överskrid INTE den specificerade
maskinens kapacitet.
4. Maskinanvändning. ANVÄND INTE bromsen som ett press- eller
krossverktyg.
5. Förbandsmaterial kanter. Innan du böjer plåt ska du alltid fasa och
avgrada alla vassa kanter.
5. Förbandsmaterial kanter. Före böjning av plåt, alltid avfasad och grada
alla vassa kanter.
6. Bladjusteringar och underhåll. Behåll alltid knivarna skarp och rätt
justerad för optimal prestanda.7.Kontrollera för skadade delar. Före
försiktigt använda vilket verktyg eller maskin som helst kontrollera alla
delar som ser ut att vara skadade. Kontrollera för inriktning och bindning av
rörliga delar som kan påverka korrekt maskindrift
VARNING
De varningar , varningar , och instruktioner diskuteras i detta instruktion
manuell kan inte täcka alla möjlig villkor eller situationer att kunde inträffa . Det
måste vara förstått av de operatör att gemensam känsla och försiktighet är
faktorer som kan inte vara inbyggd till detta produkt , men måste vara levereras
av de operatör .
- 5 -
Viktig:
Din maskin kan levereras med en rostsäker vaxartad oljebeläggning och
fett på de exponerade omålade metallytorna. För att ta bort denna
skyddande beläggning, använd ett avfettningsmedel eller
lösningsmedelsrengöringsmedel. För en grundlig rengöring måste vissa
delar ibland tas bort. ANVÄND INTE aceton eller bromsrengöringsmedel
eftersom de kan skada målade ytor.
Följ tillverkarens etikettanvisningar när du använder någon typ av
rengöringsprodukt. Efter rengöring, torka omålade metallytor med en lätt
beläggning av kvalitetsolja eller fett för skydd.
VARNING
DO INTE ANVÄNDA bensin eller andra petroleum produkter till rena de
maskin . De ha låg flash poäng och burk explodera eller orsaka eld .
FÖRSIKTIGHET
När använder rengöring lösningsmedel arbete i a välventilerad område .
Många rengöring lösningsmedel är toxisk om inandas .
Montering
VIKTIG:
Tänk på följande när du tittar för en lämplig plats att placera
maskin:
1. Maskinens totalvikt.
2. Vikt av material som bearbetas.
3. Storlekar på material som ska bearbetas genom maskinen.
4. Utrymme som behövs för extra stativ, arbetsbord eller andra maskiner.

- 6 -
5. Frigång från väggar och andra hinder.
6. Upprätthåll ett lämpligt arbetsområde runt maskinen för säkerhets skull.
7. Ha arbetsområdet väl upplyst med rätt belysning.
8. Håll golvet fritt från olja och se till att det inte är halt.
9. Ta bort skrot och avfall regelbundet och se till att det fungerar
området är fritt från hindrande föremål.
10. Om långa materiallängder ska matas in i maskinen, se till
att de inte kommer att sträcka sig in i några gångar.
Innan du påbörjar monteringen, observera följande
försiktighetsåtgärder
och förslag.
1. Är maskinen fastskruvad på pallen? Innan du försöker någon av de
monteringsprocedurer tar bort alla lösa delar och hårdvara och
lossa maskinen från pallen.
2. NIVELLERING: Maskinen ska placeras på ett plant betonggolv.
Åtgärder för att säkra den bör vara på plats innan maskinen placeras.
Noggrannheten hos vilken maskin som helst beror på den exakta
placeringen av
den till monteringsytan.
3. GOLV: Detta verktyg fördelar en stor mängd vikt över en liten
område. Se till att golvet kan bära vikten av
maskinen, arbetsbeståndet och operatören. Golvet ska också vara
en jämn yta. Om enheten vinglar eller gungar när den väl är på plats, se till
att göra det
eliminera genom att använda shims.
4. ARBETSFLYTTNINGAR: Ta hänsyn till storleken på
material som ska bearbetas. Se till att du tillåter tillräckligt med utrymme för
dig
att använda maskinen fritt .
Förankra maskinen
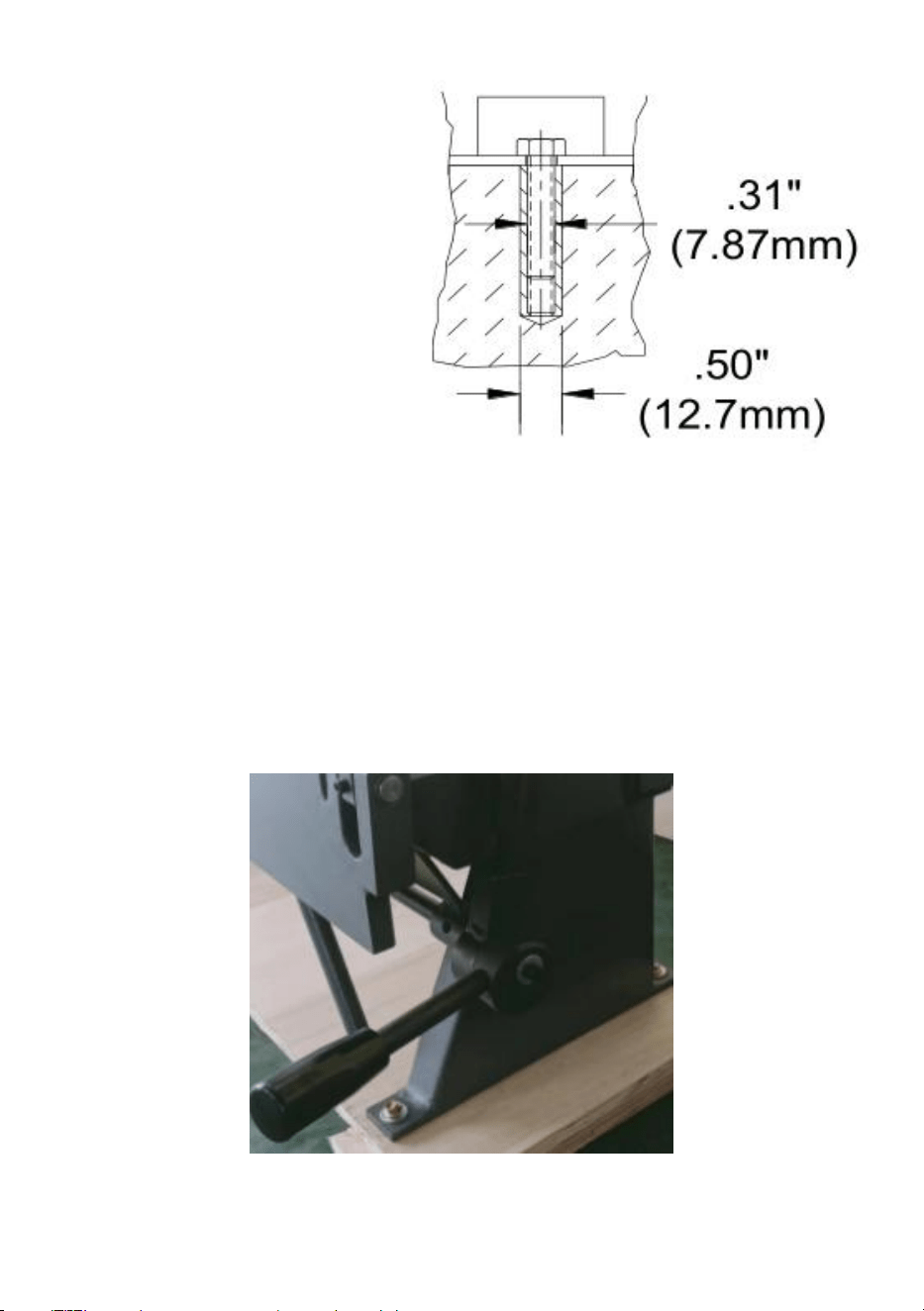
- 7 -
1. Placera maskinen på ett
fast och plant betonggolv.
2. Håll ett säkert avstånd runt
maskinen.
3. Förankra maskinen i golvet,
som visas i diagrammet, med
bultar och expansionspluggar
eller nedsänkta dragstänger
som ansluter genom hål i
stativets bas.(Bild 1)
Fästa motvikten
1 . Ha en hjälp er hålla motvikten.
2. Dra tillbaka de två sexkantsbultarna och skjut in motviktsstången i
mottagarröret.
3. När stången är i nivå med mottagarens botten, dra åt sexkanten bultar. (Bild 2)
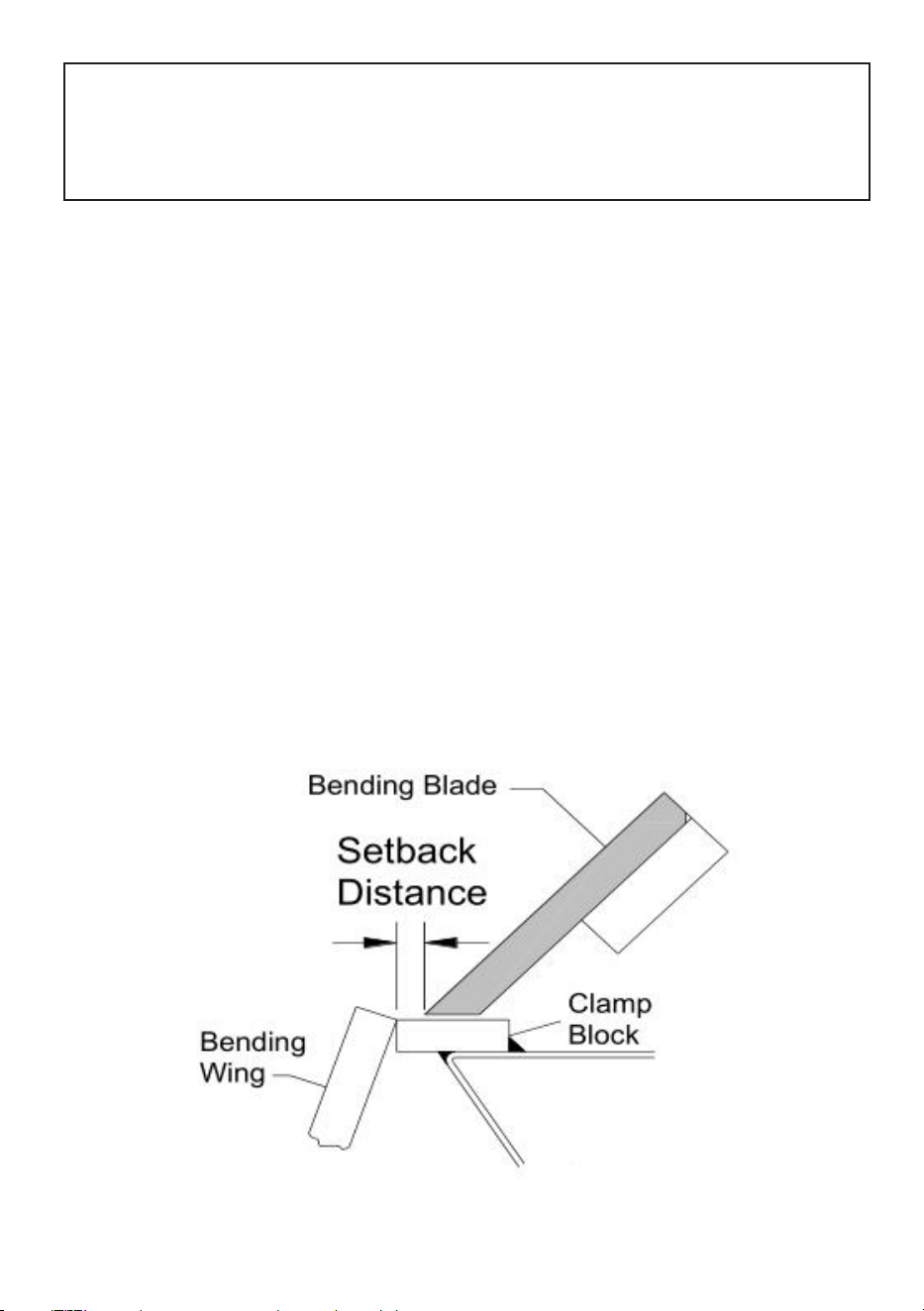
- 8 -
NOTERA
DO INTE använda de motvikt hantera till höja de böjning blad . Du maj skada
de gångjärn eller de böjning blad .
Justering av stoppstången
Stoppstången används för upprepad bockning när du vill ha bockningen
blad för att stanna vid samma position varje gång.
1. Lossa stoppmuttern och brickan och gör din böj, stanna vid toppen av
böjen.
2. Dra åt muttern och brickan upp till stoppklossen.
3. Böjningsvinkeln kan nu upprepas tills den återställs av operatören.
Justering av sänkningen
Bakåt är avståndet från framkanten av fingret till framkanten av
klämblocket som visas på bilden. Detta avstånd bestäms av mått (tjocklek)
på styckedelen och inre radie av böjen. Bakslaget är vanligtvis 1- 1/2-2
gånger materialtjockleken. (Bild 4)
1. För att justera, se till att alla fingrar är korrekt inriktade mot varandra och
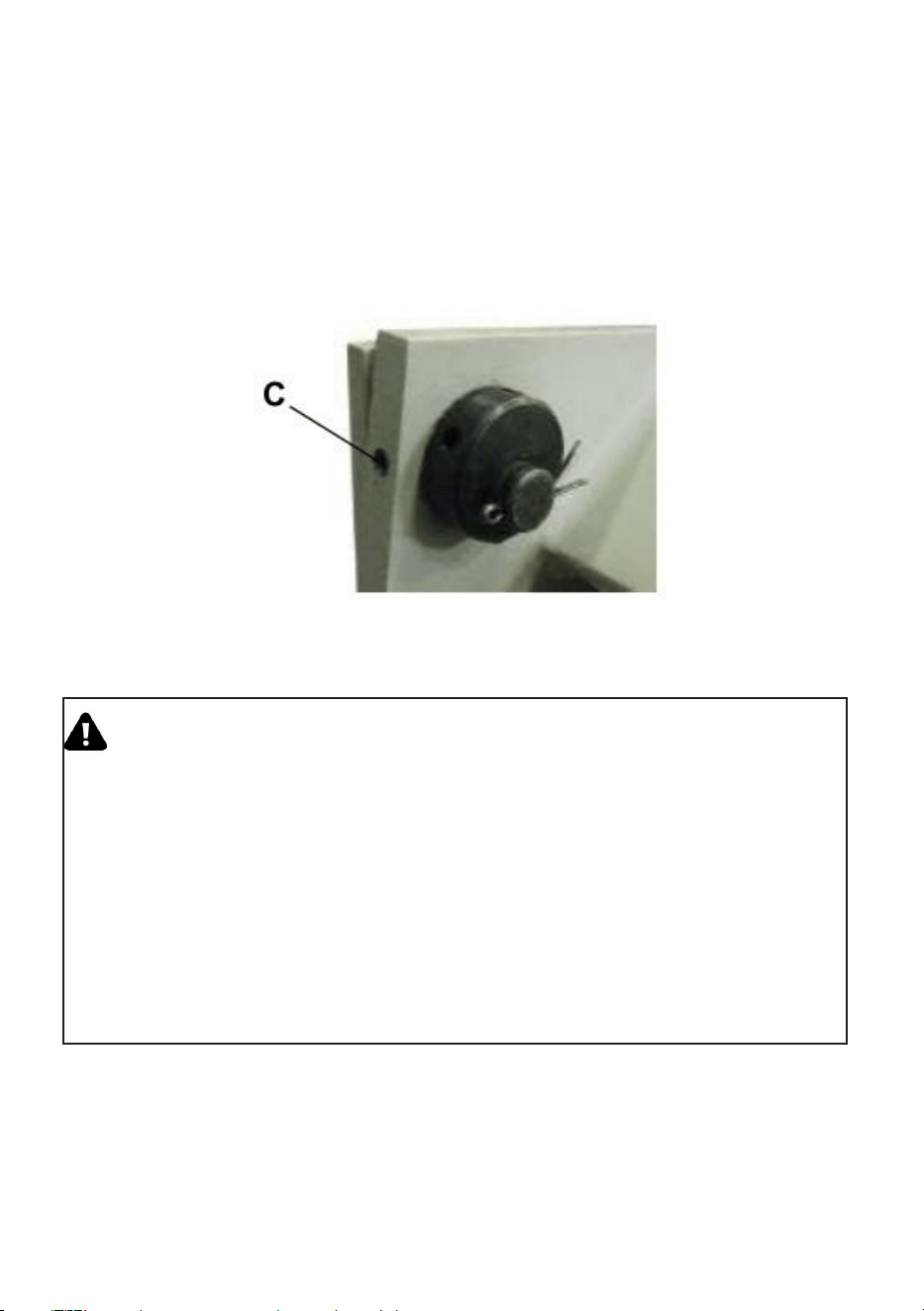
- 9 -
att nedhållningsenheten inte är låst i nedre läget.
2. Lossa ställskruvarna (C) på baksidan av nedhållningsenheten (Bild 5).
3. Sätt i ett verktyg, som en allen skiftnyckel, i ett av ekerhålen på det
excentriska navet och rotera det, vilket flyttar nedhållningsenheten
antingen framåt eller bakåt.
4. När fingrarna är på rätt avstånd och parallella med klämblockets kant,
dra åt ställskruvarna (C).
Justering av klämtrycket
FÖRSIKTIGHET
1. För högt klämtryck kan "förbelasta" och permanent förvränga bromsen.
2. Böj INTE material tyngre än den nominella kapaciteten, inte ens i kortare
längder.
3.Använd material med fyrkantiga kanter. (en rullad kant kommer att orsaka
böjning).
4.Böjning av ett runt föremål kommer att skeva eller hacka klämkanten.
5. Justera klämtrycket för olika metallmätare.
6. Använd inte en rörförlängning på klämstängerna för att få mer hävstång.
Spänntrycket kan behöva justeras då tjockleken på styckedelen ändras.
Ett lämpligt tryck bör ha ett medelhögt motstånd när man drar tillbaka
hållhandtaget(en). Vid slutet av slaget bör det finnas en bestämd låsning
av styckedelen under spännbladet.

- 10 -
För att justera trycket, flytta muttrarna på den gängade länkaxeln antingen
uppåt eller nedåt.
1.För att justera klämtrycket, dra åt båda sidor av klämbladet med en del i
bromsen.
a. Om klämtrycket verkar ljus och styckedelen är lös i klämman, flytta
justermuttrarna UPP.
b. Om klämtrycket verkar hårt och du inte kan låsa handtagen, flytta
justermuttrarna NER.
c. När trycket känns rätt krävs inga ytterligare justeringar för denna
tjockleksdel. (När du byter tjocklek kan det bli nödvändigt att justera igen.)
2. Ta bort styckedelen från under klämbladet, lås bladet med handtagen
och lossa trycket på den övre muttern.
3. Lås upp spännbladet och vrid den nedre muttern ½ varv i önskad
riktning.
4. Lås spännbladet, dra åt toppmuttern igen och upprepa steg 1 ovan tills
önskat tryck uppnås.

- 11 -
Klämjustering (ände till ände)
Gör en 90° testböj ca 50,8 mm från varje ände av maskinen. Stapla de
böjda remsorna ovanpå varandra och kontrollera att de är böjda i samma
grad.
Om en remsa är överböjd, öka sänkningsavståndet på den sidan. Om en
remsa är underböjd, minska sänkningsavståndet på den sidan. Återigen,
flytta sänkningsjusteringen förbi den önskade sänkningspunkten och
sedan framåt för att ta bort slacket .
Böjning av vingarna
Böjningsnoggrannheten beror på att bockningsbladets ovansida och den
bifogade bockningsvingen ligger i jämnhöjd med klämblockets ovansida
när bockningsbladet är i nedsänkt läge. Om det visar sig att en justering är
nödvändig, kontakta det lokala serviceteamet eller tillverkning.
- 12 -
Drift
När uppträdande grundläggande bockningsoperationer det är viktig att
fingrarna av de broms är parallell med kant av de fastspänning blockera .
Också göra säker du ha de ordentligt bakslag och fastspänning tryck uppsättning
för tjocklek material varelse böjd .
Böjning av plåt
1. Lyft och vrid klämhandtaget (cw) medurs för att höja klämenheten.
2. För in stycket mellan klämblocket och bromsfingrarna.
3. Rikta in fingrarna på nedhållningsenheten mot den ritade böjlinjen på
styckedelen och kläm på plats genom att dra klämhandtaget bakåt.
FÖRSIKTIGHET
Bär alltid ordentligt ögonskydd med sidoskydd, skyddsskor och läderhandskar för
att skydda mot grader och vassa kanter.
FÖRSIKTIGHET
Håll händer och fingrar borta från klämbalken. Stå vid sidan av maskinen för att
undvika att bli träffad med böjningsförklädet när det kommer upp för att böjas.
FÖRSIKTIGHET
När du hanterar stora tunga ark se till att de får ordentligt stöd.
NOTERA
DO INTE tvinga de fastspänning handtag . De innehav tryck endast behov till
vara stram tillräckligt till hålla de ark metall från rörlig när böjning.

- 13 -
4. Dra upp de böjbara bladhandtagen tills styckedelen har nått
önskad böjvinkel.
5. Sänk böjningsbladet, höj nedhållningsenheten och ta bort den böjda
delen.
6.Om du böjer lådor och pannor, välj fingrar som stämmer överens med
måtten på det färdiga stycket.
BÖJNINGSFÖRSLAG
För att böja sig anteckna mig noggrant, du måste ta hänsyn till den totala
längden av varje böj. Detta kallas böjtillägg. Subtrahera böjtillåten från
summan av yttermåtten på styckedelen för att erhålla styckets faktiska
totala längd eller bredd. På grund av skillnader i plåthårdhet, och om
böjningen görs med säden eller mot den, exakta justeringar måste ibland
göras genom försök och misstag. Böjtillägg för allmänt bruk kan dock
erhållas från metallbearbetningsböcker eller från Internet.
UNDER STÅENDE TILLBAKA
Springback, även känd som elastisk återhämtning, är resultatet av att
metallen vill återgå till sin ursprungliga form efter att ha genomgått
kompression och stretch. Efter att det böjda bladet har tagits bort från
metallen och belastningen släppts slappnar styckedelen av, vilket tvingar
den böjda delen av metallen att återgå något till sin ursprungliga form.
Nyckeln till att få rätt böjningsvinkel är att överböja metallen lite och låta
den fjädra tillbaka till önskad vinkel. Alla metaller uppvisar en viss
återfjädring.
MATERIALVAL
- 14 -
FÖRSIKTIGHET
Det måste fastställas av kunden att material som bearbetas genom maskinen
INTE är potentiellt farliga för operatören eller personal som arbetar i närheten.
Tänk på dessa instruktioner när du väljer material:
1. Materialet måste vara rent och torrt. (utan olja)
2. Materialet ska ha en slät yta så att det är lätt att bearbeta.
3. Materialets dimensionella egenskaper måste vara konsekventa och inte
överstiga maskinkapacitetsvärdena.
4. Materialets kemiska struktur måste vara konsekvent.
5. Köp certifierat stål från samma leverantör när det är möjligt.
SMÖRJNING OCH UNDERHÅLL
VARNING
Underhåll bör utföras regelbundet av kvalificerad personal.
Följ alltid lämpliga säkerhetsåtgärder när du arbetar på eller runt maskiner.
1. Kontrollera dagligen för eventuella osäkra villkor och fixa omedelbart.
2.Kontrollera att alla muttrar och bultar är ordentligt åtdragna.
3. Rengör maskinen och området runt den varje vecka.
4. Smörj gängade komponenter och glidanordningar.
5. Applicera rostskyddande smörjmedel på alla icke målade ytor.
Oljehamnar
Att använda en oljedunk med bra kvalitet #30W olja, applicera 5-6 droppar
i varje
av portarna på båda ändarna av Upprepa varje vecka eller mer
ofta beroende på användning. Torka av eventuell överskottsolja.
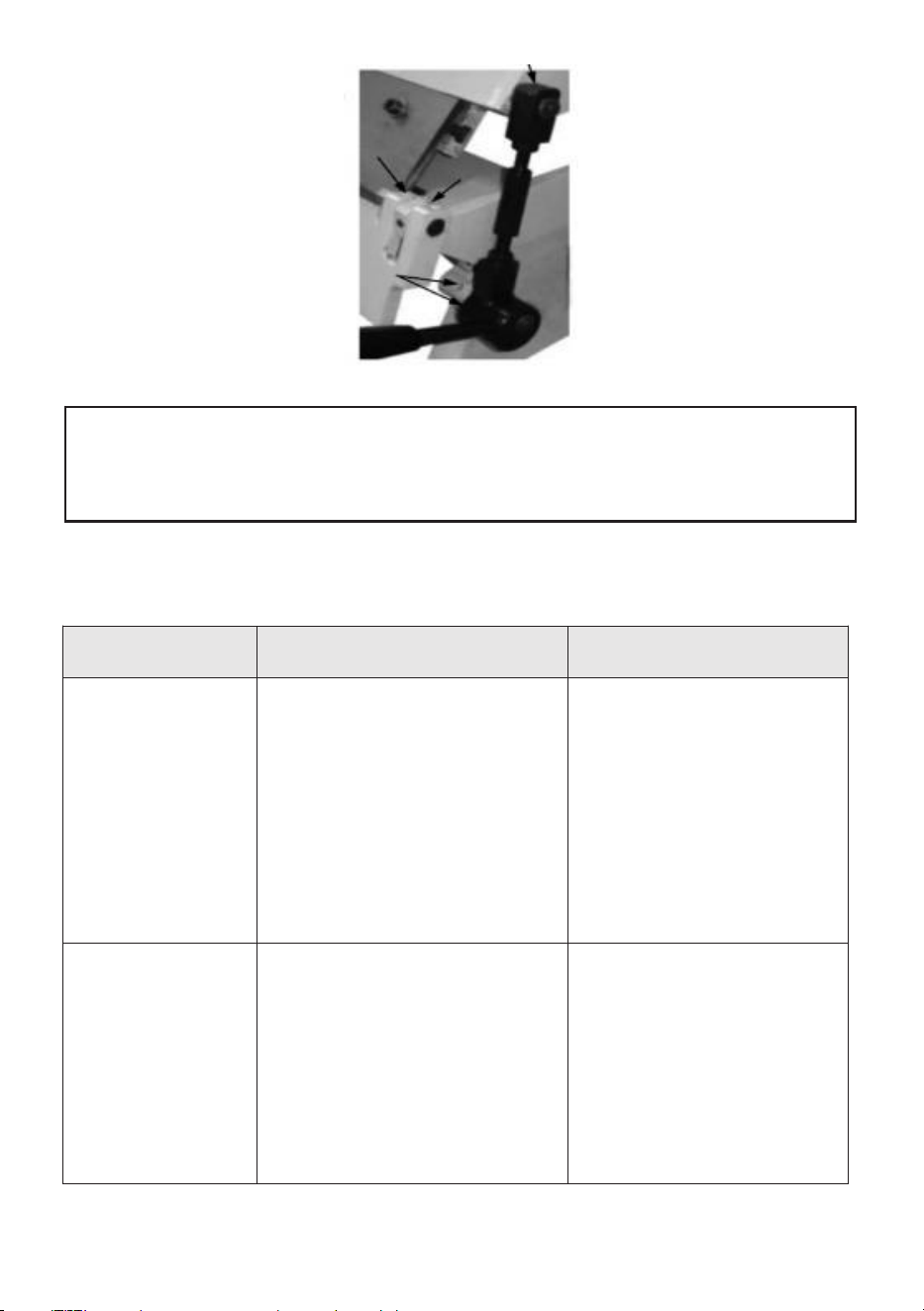
- 15 -
NOTERA
Rätt underhåll burk öka de liv förväntning av din maskin.
FELSÖKNING
FEL
TROLIG ORSAK
AVHJÄLPA
OFORAKTA
BÖJNINGAR
1. Fingrarna är inte inriktade
2. Sänkningsavståndet är
inte lika från ena sidan till
den andra
3. Klämenheten håller inte
fast delen ordentligt.
Följ korrekt
fingerjusteringsprocedur.
Mät avståndet noggrant
och ställ in därefter.
Justera om klämtrycket.
BÖJNING AV
LÖV SVÅRT ATT
LYFTA OCH
böja.
1. Överskridande av
bromsens böjningsgränser.
2. Motvikt är inte på blad.
Böj inte material tjockare
än vad maskinen är
avsedd för.
Fäst motvikten för att
minska kraften som
behövs för att lyfta
böjningsbladet.
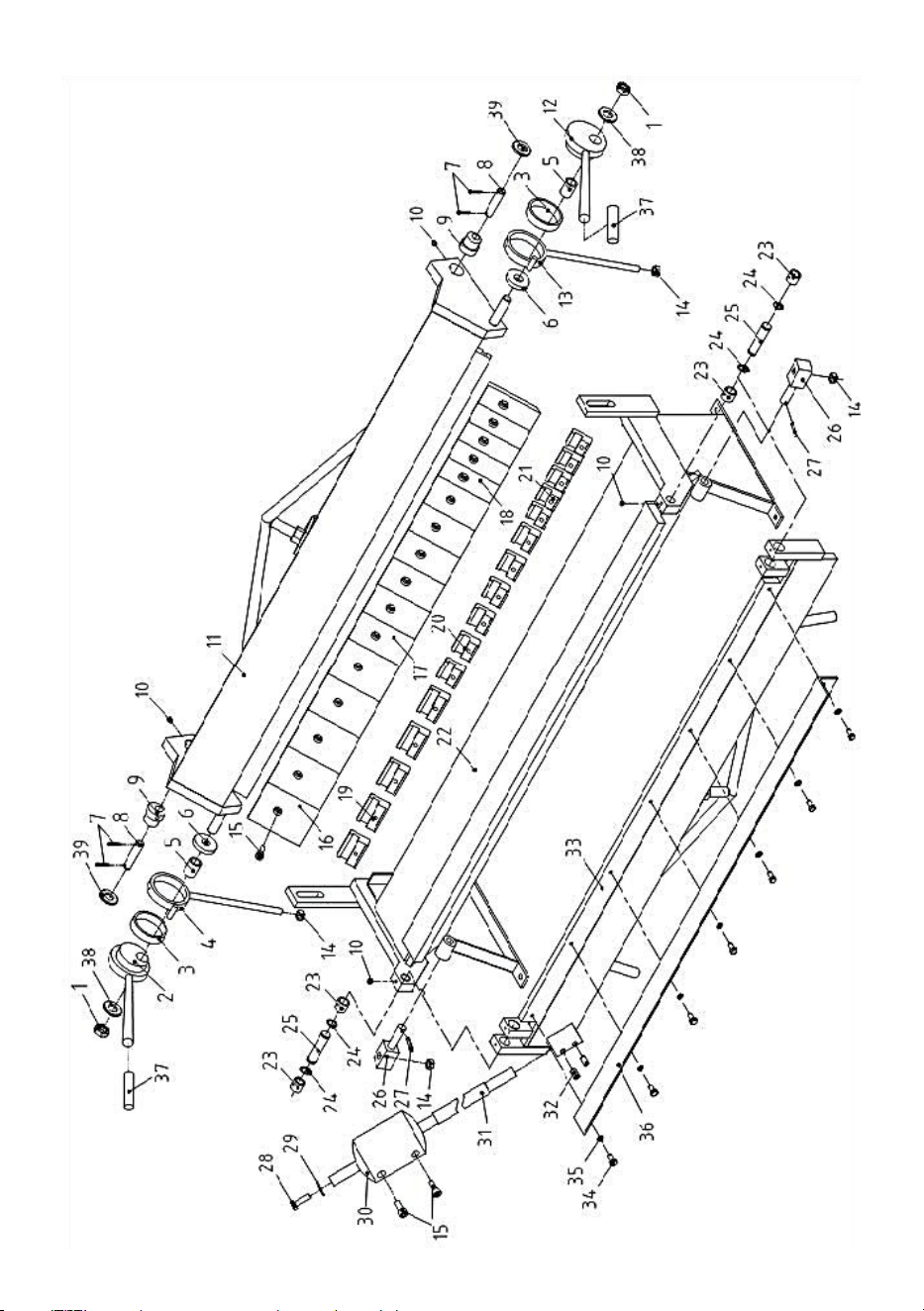
- 16 -
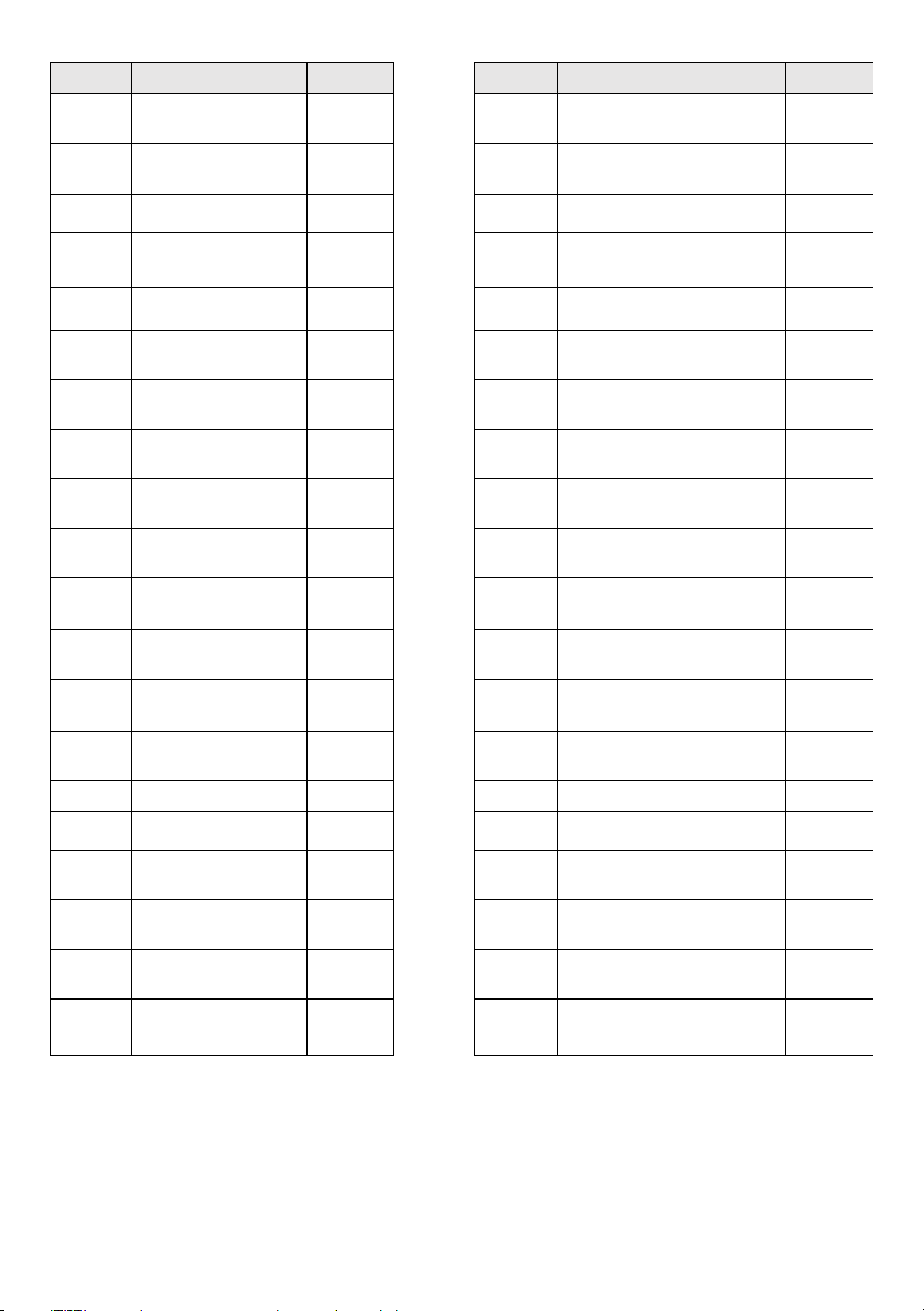
- 17 -
Ref.
Beskrivning
ANTAL.
Ref.
Beskrivning
ANTAL.
1
Mutter M18
2
21
Klämplatta 34mm
5
2
Vänster excentrisk
handtag
1
22
Ram
1
3
Stor tvättmaskin
2
23
Fall
4
4
Vänster vevstake
1
24
Axelring Φ18
4
5
Bricka
2
25
Axel
2
6
Spacer Bush
2
26
Axel
2
7
Saxstift φ4X25
4
27
Saxstift φ5X25
2
8
Stift φ16X70
2
28
Hex. Bult M10X35
1
9
Excentriskt skaft
2
29
Platt packning Φ10
1
10
Ställskruv M8X8
4
30
Motvikt
1
11
Upper Die
Framework
1
31
Motviktsstång
1
12
Höger excentrisk
handtag
1
32
Ställskruv M12X20
2
13
Höger vevstake
1
33
Böjande löv
1
14
M12
4
34
Hex. Bult M8X16
7
15
M10X25
18
35
Φ8
7
16
Bromsskivor 4"
5
36
Gränsvinkelplatta
1
17
Bromsskivor 3"
6
37
Handtagsgrepp
2
18
Bromsskivor 2"
5
38
Φ18
2
19
Klämplatta 63mm
5
39
Φ16
2
20
Klämplatta 45mm
6