Loading ...
Loading ...
Loading ...
507788-01Cmrcool.comPage 10 of 20
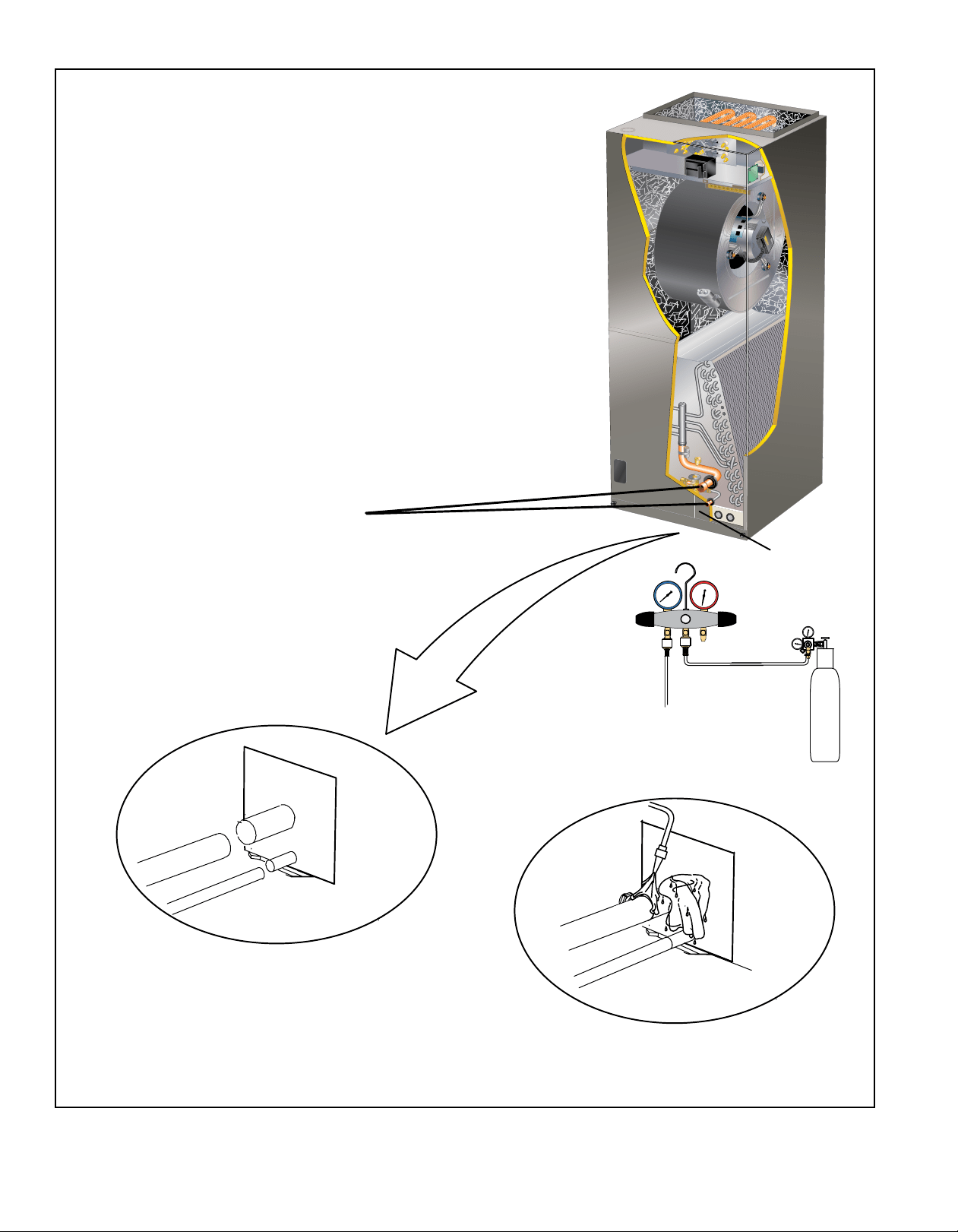
REMOVE ACCESS PANEL
A
REMOVE RUBBER PLUG FROM BOTH LIQUID
AND SUCTION LINES
B
NITROGEN
HIGH
LOW
EITHER REMOVE OR PUSH PIPE WRAPPING BACK
THROUGH HOLE IN PIPING PLATE BEFORE LINE
SET CONNECTION AND BRAZING.
C
D
CONNECT PIPES
E
CONNECT GAUGES AND
START NITROGEN FLOW
F
PLACE A WET RAG AGAINST PIPING
PLATE AND AROUND THE SUCTION
LINE CONNECTION.
G
BRAZE CONNECTION. ALLOW PIPE TO
COOL BEFORE REMOVING WET RAG
FROM CTXV SENSING BULB AND PIPING
PANEL AREA.
H
REPEAT PREVIOUS PROCEDURE FOR LIQUID
LINE.
NOTE - REFER TO OUTDOOR UNIT INSTALLATION
INSTRUCTIONS FOR REFRIGERANT PIPING SIZE
REQUIREMENTS.
NOTE - REFRIGERANT LINE SETS
SHOULD BE ROUTED TO ALLOW
FILTER ACCESSIBILITY.
NOTE - MAHM*ETA SERIES UNITS USE NITROGEN OR DRY AIR
AS A HOLDING CHARGE. IF THERE IS NO PRESSURE WHEN
THE RUBBER PLUGS ARE REMOVED, CHECK THE COIL FOR
LEAKS BEFORE INSTALLING.
REFER TO INSTRUCTIONS PROVIDED WITH OUTDOOR
UNIT FOR LEAK TESTIN
G, EVACUATING AND CHARGING
PROCEDURES
FLOW REGULATED NITROGEN (AT 1 TO 2 PSIG)
THROUGH THE REFRIGERATION GAUGE SET INTO THE
VALVE STEM PORT CONNECTION ON THE OUTDOOR
UNIT LIQUID LINE SERVICE VALVE AND OUT OF THE
VALVE STEM PORT CONNECTION ON THE SUCTION
SERVICE VALVE.
PIPING
PLATE
PLEASE READ IMPORTANT ISSUES CONCERNING BRAZING
OPERATIONS IN THE BRAZING REFRIGERANT LINES SECTION
BEFORE PROCEEDING.
NOTE - Use silver alloy brazing rods with five or six percent
minimum silver alloy for copper-to-copper brazing, 45
p
ercent alloy for copper-to-brass and copper-to-steel
brazing.
Figure 10. Brazing Connections
Loading ...
Loading ...
Loading ...