
Loading ...
Loading ...
Loading ...
–
9
–
5
FIG.
8.4 THERMAL CUT OUT
If the duty cycle of the welder is exceeded, the thermal
cut out will activate to prevent damage to the internal
components or further overheating.
When the thermal cut out warning light is lit, the welder
must be left to cool down before it can be restarted.
8.5 MIG WELDING PRINCIPLES –
FIGS. 6 – 7
The MIG welding process allows two similar materials to
be fused together without altering the properties of the
material. The electric arc created between the electrode
(the welding wire) and the work piece produces the
required heat for turning the metal into a molten state.
The gas creates a shield around the arc and the molten
metal.
The area to be welded and the earth point must be
clean of grease, dirt, paint and rust. Clean with a wire
brush as necessary. Position the earth clamp as close
as possible to the working area and ensure a tight grip is
achieved.
Select the welding current based on the thickness of the
material. A thick piece will require a high current,
however due to the duty cycle this will effect the welding
time by significantly reducing it. A thin piece will only
require minimal heat and so the current can be less.
This will allow a longer period of welding. The position of
the torch is critical to the arc and end results.
6
FIG.
7
FIG.
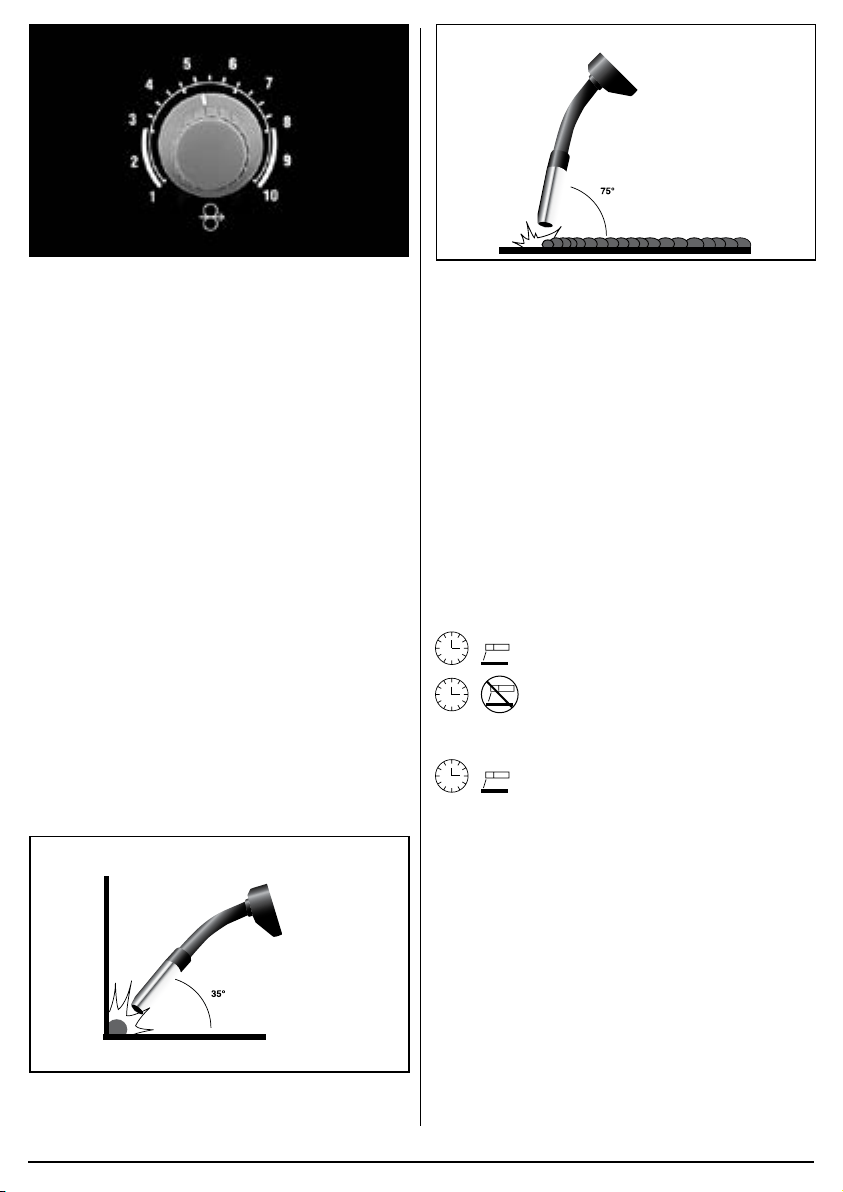
The position of the welding torch is important to achieve
a good quality bead. Position the torch at approximately
35° vertically and 75° horizontally and up to 20mm
distance from the join. 20mm is the maximum that can
be achieved on the maximum setting. Ensure the gas
shroud remains clean of spatter. Likewise and more
importantly the wire feed tip must be kept clean to avoid
the wire becoming blocked or restricted.
Use of an anti-spatter spray (Draper Stock No.05709)
will help keep the end result more tidy.
8.6 DEFINITION:
DUTY CYCLE:
Duty Cycle is a percentage of 10 mins. in which a
machine can operate at a rated load without overheating
and interruption from the thermal cut-out device.
Example: 150A @ 30% Duty factor
150A welding for 3 minutes
7 minutes down time
Example: 95A @ 100% Duty factor
95A continuous welding
To increase the operation time, reduce the amperage.
Note: The heating tests have been carried out at
ambient temperature and the duty cycle (duty factor) at
20°C has been determined by simulation
Definition:
METAL INERT-GAS (MIG welding)
Also known as GMAW (Gas metal arc welding)
A welding process in which an electric arc forms
between a consumable wire electrode and the
workpiece metal(s), which heats the workpiece metal(s),
causing them to melt, and join. Along with the wire
electrode, a shielding gas feeds through the welding
gun, which shields the process from contaminants in the
air.
Loading ...
Loading ...